- You are here:
-
Home

-
Contents (2)
-
Part XVII. Services and Trade
-
Transport Industry and Warehousing
- Storage

Meffert, Karlheinz
Address: BIA-Berufsgenossenschaftliches Institut für Arbeitssicherheit, Hauptverband der ewerblichen Berufsgenossenschaften, Alte Heerstrasse 111, D-53754 Sankt Augustin
Country: Germany
Phone: 49-2241-231-2700
Fax: 49-2241-231-2234
Safety-Related Applications
In the last few years microprocessors have played an ever-increasing role in the field of safety technology. Because entire computers (i.e., central processing unit, memory and peripheral components) are now available in a single component as “single-chip computers”, microprocessor technology is being employed not only in complex machine control, but also in safeguards of relatively simple design (e.g., light grids, two-hand control devices and safety edges). The software controlling these systems comprises between one thousand and several tens of thousands of single commands and usually consists of several hundred program branches. The programs operate in real time and are mostly written in the programmers’ assembly language.
The introduction of computer-controlled systems in the sphere of safety technology has been accompanied in all large-scale technical equipment not only by expensive research and development projects but also by significant restrictions designed to enhance safety. (Aerospace technology, military technology and atomic power technology may here be cited as examples of large-scale applications.) The collective field of industrial mass production has up to now been treated only in a very limited fashion. This is partly for the reason that the rapid cycles of innovation characteristic of industrial machine design make it difficult to carry over, in any but a very restricted manner, such knowledge as may be derived from research projects concerned with the final testing of large-scale safety devices. This makes the development of rapid and low-cost assessment procedures a desideratum (Reinert and Reuss 1991).
This article first examines machines and facilities in which computer systems presently perform safety tasks, using examples of accidents occurring preponderantly in the area of machine safeguards to depict the particular role which computers play in safety technology. These accidents give some indication as to which precautions must be taken so that the computer-controlled safety equipment currently coming into increasingly wide use will not lead to a rise in the number of accidents. The final section of the article sketches out a procedure which will enable even small computer systems to be brought to an appropriate level of technical safety at justifiable expense and within an acceptable period of time. The principles indicated in this final part are currently being introduced into international standardization procedures and will have implications for all areas of safety technology in which computers find application.
Examples of the Use of Software and Computers in the Field of Machine Safeguards
The following four examples make it clear that software and computers are currently entering more and more into safety-related applications in the commercial domain.
Personal-emergency signal installations consist, as a rule, of a central receiving station and a number of personal emergency signalling devices. The devices are carried by persons working onsite by themselves. If any of these persons working alone find themselves in an emergency situation, they can use the device to trip an alarm by radio signal in the central receiving station. Such a will-dependent alarm trigger may also be supplemented by a will-independent triggering mechanism activated by sensors built into the personal emergency devices. Both the individual devices and the central receiving station are frequently controlled by microcomputers. It is conceivable that failure of specific single functions of the built-in computer could lead, in an emergency situation, to a failure to trip the alarm. Precautions must therefore be taken to perceive and to repair such loss of function in time.
Printing presses used today to print magazines are large machines. The paper webs are normally prepared by a separate machine in such a way as to enable a seamless transition to a new paper roll. The printed pages are folded by a folding machine and subsequently worked through a chain of further machines. This results in pallets loaded with fully sewn magazines. Although such plants are automated, there are two points at which manual interventions must be made: (1) in the threading of the paper paths, and (2) in clearing obstructions caused by paper tears at danger spots on the rotating rollers. For this reason, a reduced speed of operation or a path- or time-limited jogging mode must be ensured by the control technology while the presses are being adjusted. On account of the complex steering procedures involved, every single printing station must be equipped with its own programmable logic controller. Any failure occurring in the control of a printing plant while guard grids are open must be kept from leading either to the unexpected start-up of a stopped machine or to operation in excess of appropriately reduced speeds.
In large factories and warehouses, driverless, automated guided robot vehicles move about on specially marked tracks. These tracks can be walked upon at any time by persons, or materials and equipment may be inadvertently left on the tracks, since they are not separated structurally from other lines of traffic. For this reason, some sort of collision-prevention equipment must be used to ensure that the vehicle will be brought to a halt before any dangerous collision with a person or object occurs. In more recent applications, collision prevention is effected by means of ultrasonic or laser light scanners used in combination with a safety bumper. Since these systems work under computer control, it is possible to configure several permanent detection zones so that a vehicle can modify its reaction depending on the specific detection zone in which a person is located. Failures in the protective device must not lead to a dangerous collision with a person.
Paper-cutting control device guillotines are used to press and then cut thick stacks of paper. They are triggered by a two-hand control device. The user must reach into the danger zone of the machine after each cut is made. An immaterial safeguard, usually a light grid, is used in conjunction with both the two-hand control device and a safe machine-control system to prevent injuries when paper is fed during the cutting operation. Nearly all the larger, more modern guillotines in use today are controlled by multichannel microcomputer systems. Both the two-hand operation and the light grid must also be guaranteed to function safely.
Accidents with Computer-Controlled Systems
In nearly all fields of industrial application, accidents with software and computers are reported (Neumann 1994). In most cases, computer failures do not lead to injury to persons. Such failures are in any case made public only when they are of general public interest. This means that the instances of malfunction or accident related to computers and software in which injury to persons is involved make up a relatively high proportion of all publicized cases. Unfortunately, accidents which do not cause much of a public sensation are not investigated as to their causes with quite the same intensity as are more prominent accidents, typically in large-scale plants. For this reason, the examples which follow refer to four descriptions of malfunctions or accidents typical of computer-controlled systems outside the field of machine safeguards, which are used to suggest what has to be taken into account when judgements concerning safety technology are made.
Accidents caused by random failures in hardware
The following mishap was caused by a concentration of random failures in the hardware combined with programming failure: A reactor overheated in a chemical plant, whereupon relief valves were opened, allowing the contents of the reactor to be discharged into the atmosphere. This mishap occurred a short time after a warning had been given that the oil level in a gearbox was too low. Careful investigation of the mishap showed that shortly after the catalyst had initiated the reaction in the reactor—in consequence of which the reactor would have required more cooling—the computer, on the basis of the report of low oil levels in the gearbox, froze all magnitudes under its control at a fixed value. This kept the cold water flow at too low a level and the reactor overheated as a result. Further investigation showed that the indication of low oil levels had been signalled by a faulty component.
The software had responded according to the specification with the tripping of an alarm and the fixing of all operative variables. This was a consequence of the HAZOP (hazards and operability analysis) study (Knowlton 1986) done prior to the event, which required that all controlled variables not be modified in the event of a failure. Since the programmer was not acquainted with the procedure in detail, this requirement was interpreted to mean that the controlled actuators (control valves in this case) were not to be modified; no attention was paid to the possibility of a rise in temperature. The programmer did not take into consideration that after having received an erroneous signal the system might find itself in a dynamic situation of a type requiring the active intervention of the computer to prevent a mishap. The situation which led to the mishap was so unlikely, moreover, that it had not been analysed in detail in the HAZOP study (Levenson 1986). This example provides a transition to a second category of causes of software and computer accidents. These are the systematic failures which are in the system from the beginning, but which manifest themselves only in certain very specific situations which the developer has not taken into account.
Accidents caused by operating failures
In field testing during the final inspection of robots, one technician borrowed the cassette of a neighbouring robot and substituted a different one without informing his colleague that he had done so. Upon returning to his workplace, the colleague inserted the wrong cassette. Since he stood next to the robot and expected a particular sequence of movements from it—a sequence which came out differently on account of the exchanged program—a collision occurred between robot and human. This accident describes the classical example of an operating failure. The role of such failures in malfunctions and accidents is currently increasing due to increasing complexity in the application of computer-controlled safety mechanisms.
Accidents caused by systematic failures in hardware or software
A torpedo with a warhead was to have been fired for training purposes, from a warship on the high seas. On account of a defect in the drive apparatus the torpedo remained in the torpedo tube. The captain decided to return to the home port in order to salvage the torpedo. Shortly after the ship had begun to make its way back home, the torpedo exploded. An analysis of the accident revealed that the torpedo’s developers had been obliged to build into the torpedo a mechanism designed to prevent its returning to the launching pad after having been fired and thus destroying the ship that had launched it. The mechanism chosen for this was as follows: After the firing of the torpedo a check was made, using the inertial navigation system, to see whether its course had altered by 180°. As soon as the torpedo sensed that it had turned 180°, the torpedo detonated immediately, supposedly at a safe distance from the launching pad. This detection mechanism was actuated in the case of the torpedo which had not been properly launched, with the result that the torpedo exploded after the ship had changed its course by 180°. This is a typical example of an accident occurring on account of a failure in specifications. The requirement in the specifications that the torpedo should not destroy its own ship should its course change was not formulated precisely enough; the precaution was thus programmed erroneously. The error became apparent only in a particular situation, one which the programmer had not taken into account as a possibility.
On 14 September 1993, a Lufthansa Airbus A 320 crashed while landing in Warsaw (figure 1). A careful investigation of the accident showed that modifications in the landing logic of the on-board computer made after an accident with a Lauda Air Boeing 767 in 1991 were partly responsible for this crash landing. What had happened in the 1991 accident was that the thrust deflection, which diverts some part of the motor gases so as to brake the airplane during landing, had engaged while still in the air, thus forcing the machine into an uncontrollable nose-dive. For this reason, an electronic locking of the thrust deflection had been built into the Airbus machines. This mechanism permitted thrust deflection to come into effect only after sensors on both sets of landing gear had signalled the compression of the shock absorbers under the pressure of the wheels touching down. On the basis of incorrect information, the pilots of the plane in Warsaw anticipated a strong side wind.
Figure 1. Lufthansa Airbus after accident in Warsaw 1993

For this reason they brought the machine in at a slight tilt and the Airbus touched down with the right wheel only, leaving the left bearing less than full weight. On account of the electronic locking of the thrust deflection, the on-board computer denied to the pilot for the space of nine seconds such manoeuvers as would have allowed the airplane to land safely despite adverse circumstances. This accident demonstrates very clearly that modifications in computer systems can lead to new and hazardous situations if the range of their possible consequences is not considered in advance.
The following example of a malfunction also demonstrates the disastrous effects which the modification of one single command can have in computer systems. The alcohol content of blood is determined, in chemical tests, using clear blood serum from which the blood corpuscles have been centrifuged out in advance. The alcohol content of serum is therefore higher (by a factor of 1.2) than that of the thicker whole blood. For this reason the alcohol values in serum must be divided by a factor of 1.2 in order to establish the legally and medically critical parts-per-thousand figures. In the inter-laboratory test held in 1984, the blood alcohol values ascertained in identical tests performed at different research institutions using serum were to have been compared with each other. Since it was a question of comparison only, the command to divide by 1.2 was moreover erased from the program at one of the institutions for the duration of the experiment. After the inter-laboratory test had come to an end, a command to multiply by 1.2 was erroneously introduced into the program at this spot. Roughly 1,500 incorrect parts-per-thousand values were calculated between August 1984 and March 1985 as a result. This error was critical for the professional careers of truck drivers with blood alcohol levels between 1.0 and 1.3 per thousand, since a legal penalty entailing confiscation of a driver’s licence for a prolonged period is the consequence of a 1.3 per thousand value.
Accidents caused by influences from operating stresses or from environmental stresses
As a consequence of a disturbance caused by collection of waste in the effective area of a CNC (computer numeric control) punching and nibbling machine, the user put into effect the “programmed stop”. As he was trying to remove the waste with his hands, the push rod of the machine started moving in spite of the programmed stop and severely injured the user. An analysis of the accident revealed that it had not been a question of an error in the program. The unexpected start-up could not be reproduced. Similar irregularities had been observed in the past on other machines of the same type. It seems plausible to deduce from these that the accident must have been caused by electromagnetic interference. Similar accidents with industrial robots are reported from Japan (Neumann 1987).
A malfunction in the Voyager 2 space probe on January 18, 1986, makes even more clear the influence of environmental stresses on computer-controlled systems. Six days before the closest approach to Uranus, large fields of black-and-white lines covered over the pictures from Voyager 2. A precise analysis showed that a single bit in a command word of the flight data subsystem had caused the failure, observed as the pictures were compressed in the probe. This bit had most likely been knocked out of place within the program memory by the impact of a cosmic particle. Error-free transmission of the compressed photographs from the probe was effected only two days later, using a replacement program capable of bypassing the failed memory point (Laeser, McLaughlin and Wolff 1987).
Summary of the accidents presented
The accidents analysed show that certain risks that might be neglected under conditions using simple, electro-mechanical technology, gain in significance when computers are used. Computers permit the processing of complex and situation-specific safety functions. An unambiguous, error-free, complete and testable specification of all safety functions becomes for this reason especially important. Errors in specifications are difficult to discover and are frequently the cause of accidents in complex systems. Freely programmable controls are usually introduced with the intention of being able to react flexibly and quickly to the changing market. Modifications, however—particularly in complex systems—have side effects which are difficult to foresee. All modifications must therefore be subjected to a strictly formal management of change procedure in which a clear separation of safety functions from partial systems not relevant to safety will help keep the consequences of modifications for safety technology easy to survey.
Computers work with low levels of electricity. They are therefore susceptible to interference from external radiation sources. Since the modification of a single signal among millions can lead to a malfunction, it is worth paying special attention to the theme of electromagnetic compatibility in connection with computers.
The servicing of computer-controlled systems is currently becoming more and more complex and thus more unclear. The software ergonomics of user and configuration software is therefore becoming more interesting from the point of view of safety technology.
No computer system is 100% testable. A simple control mechanism with 32 binary input ports and 1,000 different software paths requires 4.3 × 1012 tests for a complete check. At a rate of 100 tests per second executed and evaluated, a complete test would take 1,362 years.
Procedures and Measures for the Improvement of Computer-Controlled Safety Devices
Procedures have been developed within the last 10 years which permit mastery of specific safety-related challenges in connection with computers. These procedures address themselves to the computer failures described in this section. The examples described of software and computers in machine safeguards and the accidents analysed, show that the extent of damage and thus also the risk involved in various applications are extremely variable. It is therefore clear that the requisite precautions for the improvement of computers and software used in safety technology should be established in relation to the risk.
Figure 2 shows a qualitative procedure whereby the necessary risk reduction obtainable using safety systems can be determined independently of the extent to which and the frequency with which damage occurs (Bell and Reinert 1992). The types of failures in computer systems analysed in the section “Accidents with computer-controlled systems” (above) may be brought into relation with the so-called Safety Integrity Levels—that is, the technical facilities for risk reduction.
Figure 2. Qualitative procedure for risk determination
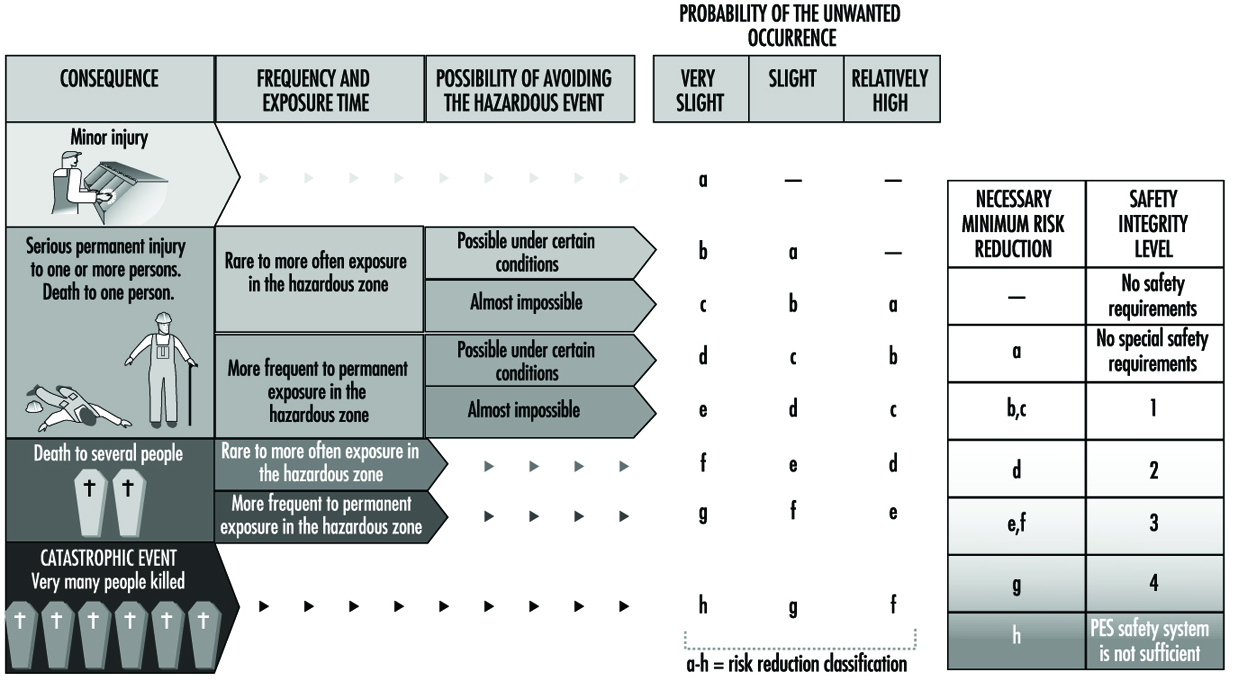
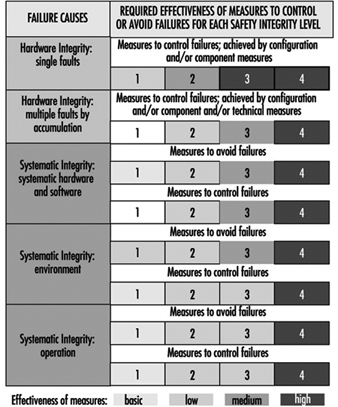
Figure 3 makes it clear that the effectiveness of measures taken, in any given case, to reduce error in software and computers needs to grow with increasing risk (DIN 1994; IEC 1993).
Figure 3, Effectiveness of precautions taken against errors independently of risk
The analysis of the accidents sketched above shows that the failure of computer-controlled safeguards is caused not only by random component faults, but also by particular operating conditions which the programmer has failed to take into account. The not immediately obvious consequences of program modifications made in the course of system maintenance constitute a further source of error. It follows that there can be failures in safety systems controlled by microprocessors which, though made during the development of the system, can lead to a dangerous situation only during operation. Precautions against such failures must therefore be taken while safety-related systems are in the development stage. These so-called failure-avoidance measures must be taken not only during the concept phase, but also in the process of development, installation and modification. Certain failures can be avoided if they are discovered and corrected during this process (DIN 1990).
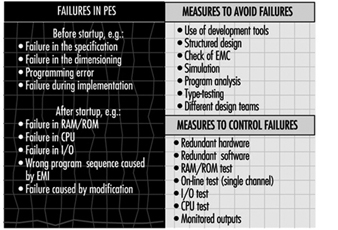
As the last mishap described makes clear, the breakdown of a single transistor can lead to the technical failure of highly complex automated equipment. Since each single circuit is composed of many thousands of transistors and other components, numerous failure-avoidance measures must be taken to recognize such failures as turn up in operation and to initiate an appropriate reaction in the computer system. Figure 4 describes types of failures in programmable electronic systems as well as examples of precautions which may be taken to avoid and control failures in computer systems (DIN 1990; IEC 1992).
Figure 4. Examples of precautions taken to control and avoid errors in computer systems
Possibilities and Prospects of Programmable Electronic Systems in Safety Technology
Modern machines and plants are becoming increasingly complex and must achieve ever more comprehensive tasks in ever shorter periods of time. For this reason, computer systems have taken over nearly all areas of industry since the mid-1970s. This increase in complexity alone has contributed significantly to the rising costs involved in improving safety technology in such systems. Although software and computers pose a great challenge to safety in the workplace, they also make possible the implementation of new error-friendly systems in the field of safety technology.
A droll but instructive verse by Ernst Jandl will help to explain what is meant by the concept error-friendly. “Lichtung: Manche meinen lechts und rinks kann man nicht velwechsern, werch ein Illtum”. (“Dilection: Many berieve light and reft cannot be intelchanged, what an ellol”.) Despite the exchange of the letters r and l, this phrase is easily understood by a normal adult human. Even someone with low fluency in the English language can translate it into English. The task is, however, nearly impossible for a translating computer on its own.
This example shows that a human being can react in a much more error-friendly fashion than a language computer can. This means that humans, like all other living creatures, can tolerate failures by referring them to experience. If one looks at the machines in use today, one can see that the majority of machines penalize user failures not with an accident, but with a decrease in production. This property leads to the manipulation or evasion of safeguards. Modern computer technology places systems at the disposal of work safety which can react intelligently—that is, in a modified way. Such systems thus make possible an error-friendly mode of behaviour in novel machines. They warn users during a wrong operation first of all and shut the machine off only when this is the only way to avoid an accident. The analysis of accidents shows that there exists in this area a considerable potential for reducing accidents (Reinert and Reuss 1991).
The GESTIS Chemical Information System: A Case Study
GESTIS, the hazardous substance information system of the Berufsgenossenschaften (BG, statutory accident insurance carriers) in Germany, is presented here as a case study of an integrated information system for the prevention of risks from workplace chemical substances and products.
With the enactment and application of the regulation on hazardous substances in Germany in the mid-1980s, there was a huge increase in demand for data and information on hazardous substances. This demand had to be met directly by the BG within the framework of their industrial advisory and supervisory activities.
Specialists, including persons working with technical inspection services of the BG, workplace safety engineers, occupational physicians and those cooperating with expert panels, require specific health data. However, information regarding chemical hazards and the necessary safety measures is no less important for the layperson working with hazardous products. In the factory the effectiveness of work protection rules is what finally counts; it is therefore essential that relevant information be easily accessible to the factory owner, safety personnel, workers and, if appropriate, the work committees.
Against this background GESTIS was set up in 1987. Individual BG institutions had maintained databases mostly for more than 20 years. Within the framework of GESTIS, these databases were combined and supplemented with new components, including a “fact” database on substances and products, and information systems specific to particular branches of industry. GESTIS is organized on a central and peripheral basis, with comprehensive data for and about industry in Germany. It is arranged and classified according to branches of industry.
GESTIS consists of four core databases located centrally with the Berufsgenossenschaften Association and their Institute for Occupational Safety (BIA), plus peripheral, branch-specific information systems and documentation on occupational medicine surveillance and interfaces with external databases.
The target groups for hazardous substance information, such as safety engineers and occupational physicians, require different forms and specific data for their work. The form of information directed towards employees should be understandable and related to the specific handling of substances. Technical inspectors may require other information. Finally, the general public has a right to and an interest in workplace health information, including the identification and status of particular risks and the incidence of occupational disease.
GESTIS must be able to satisfy the information needs of various target groups by providing accurate information that focuses on practice.
Which data and information are needed?
Core information on substances and products
Hard facts must be the primary foundation. In essence these are facts about pure chemical substances, based on scientific knowledge and legal requirements. The scope of the subjects and information in safety data sheets, as, for example, defined by the European Union in EU Directive 91/155/EEC, correspond to the requirements of work protection in the factory and provide a suitable framework.
These data are found in the GESTIS central substance and product database (ZeSP), an online database compiled since 1987, with an emphasis on substances and in cooperation with the governmental labour inspection services (i.e., the hazardous substance databases of the states). The corresponding facts on products (mixtures) are established only on the basis of valid data on substances. In practice, a large problem exists because producers of safety data sheets often do not identify the relevant substances in preparations. The above-mentioned EU directive provides for improvements in the safety data sheets and requires more precise data on the listing of components (depending on the concentration levels).
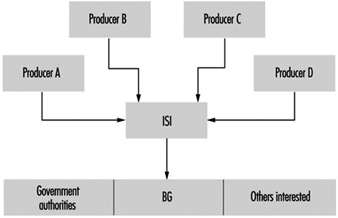
The compilation of safety data sheets within GESTIS is indispensable for combining the producer data with substance data that are independent of the producers. This result occurs both through the branch-specific recording activities of the BG and through a project in cooperation with producers, who ensure that the safety data sheets are available, up-to-date and largely in data-processed form (see figure 1) in the ISI database (Information System Safety datasheets).
Figure 1.Collection and information centre for safety data sheets - basic structure
Because safety data sheets often do not adequately consider the special use of a product, specialists in branches of industry compile information on product groups (e.g., cooling lubricants for practical work protection in the factory) from producers’ information and substance data. Product groups are defined according to their use and their chemical risk potential. The information made available on product groups is independent of the data provided by producers on the composition of individual products because it is based on general formulae of composition. Thus, the user has access to a supplementary independent information source in addition to the safety data sheet.
A characteristic feature of ZeSP is the provision of information on the safe handling of hazardous substances in the workplace, including specific emergency and preventive measures. Furthermore, ZeSP contains comprehensive information on occupational medicine in a detailed, understandable and practice-related form (Engelhard et al. 1994).
In addition to the practice-oriented information outlined above, further data are needed in connection with national and international expert panels in order to undertake risk assessments for chemical substances (e.g., the EU Existing Chemicals Regulation).
For the evaluation of risk, data are required for the handling of hazardous substances, including (1) the use category of substances or products; (2) the amounts used in production and handling, and the number of persons working with or exposed to the hazardous substance or product; and (3) exposure data. These data can be obtained from hazardous substance registers at the factory level, which are obligatory under European hazardous substance law, for pooling at a higher level to form branch or general trade registers. These registers are becoming increasingly indispensable for providing the required background for political decision- makers.
Exposure data
Exposure data (i.e., measurement values of hazardous substance concentrations) are obtained through the BG within the framework of the BG measurement system for hazardous substances (BGMG 1993), to carry out compliance measurements in view of threshold values in the workplace. Their documentation is necessary for considering the level of technology when establishing threshold values and for risk analyses (e.g., in connection with the determination of risks in existing substances), for epidemiological studies and for evaluating occupational diseases.
The measurement values determined as part of workplace surveillance are therefore documented in the Documentation for Measurement Data on Hazardous Substances in the Workplace (DOK-MEGA). Since 1972 more than 800,000 measurement values have become available from over 30,000 firms. At present about 60,000 of these values are being added annually. Particular features of the BGMG include a quality assurance system, education and training components, standardized procedures for sampling and analysis, a harmonized measurement strategy on a legal basis and tools supported by data processing for information gathering, quality assurance and evaluation (figure 2).
Figure 2. BG measurement system for hazardous substances (BGMG) —cooperation between the BIA and the BG.
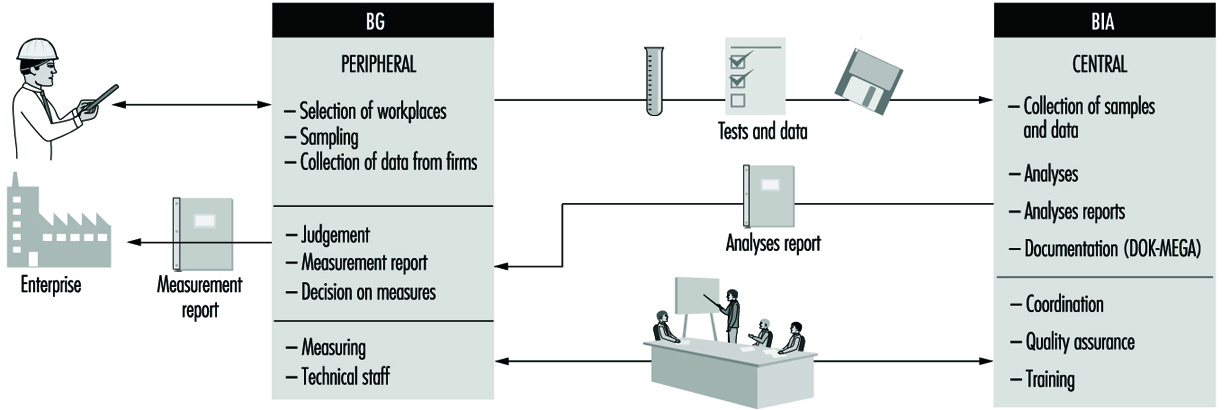
Exposure measurement values must be representative, repeatable and compatible. Exposure data from workplace surveillance in the BGMG are viewed strictly as “representative” of the individual factory situation, since the selection of measurement sites is carried out according to technical criteria in individual cases, not in accordance with statistical criteria. The question of representativeness arises, however, when measurement values for the same or a similar workplace, or even for entire branches of industry, have to be pooled statistically. Measurement data determined as part of surveillance activity generally give higher average values than data that have initially been collected to obtain a representative cross-section of a branch of industry.
For each measurement, differentiated recording and documentation of the relevant factory, process and sampling parameters are required so that the measured values can be combined in a way that is statistically reasonable, and evaluated and interpreted in a technically adequate manner.
In DOK-MEGA this goal is achieved on the following bases of data recording and documentation:
- a standard measurement strategy in accordance with the Technical Rules for Hazardous Substances (TRGS), with documentation of sampling and duration of exposure in particular
- comparable and reliable procedures for sampling, measuring and analysis
- classification of the measurement values according to industrial area, work process or workplace, and also according to activities in systematized and coded form (GESTIS code directories)
- documentation of process-specific or workplace-specific environmental conditions (e.g., local exhaust ventilation) and chemical substances used (e.g., type of electrodes in welding).
The BIA makes use of its experience with DOK-MEGA in a EU research project with representatives of other national exposure databases with the aim of improving the comparability of exposure and measurement results. In particular, an attempt is being made here to define core information as a basis for comparability and to develop a “protocol” for data documentation.
Health data
In addition to facts about chemical substances and products and about the results of exposure measurements, information is needed on the health effects of actual exposure to hazardous substances in the workplace. Adequate conclusions concerning occupational safety on and beyond the corporate level can be drawn only from an overall view of risk potential, actual risk and effects.
A further component of GESTIS is therefore the occupational disease documentation (BK-DOK), in which all cases of occupational disease reported since 1975 have been registered.
Essential to occupational disease documentation in the area of hazardous substances is the unambiguous, correct determination and recording of the relevant substances and products associated with each case. As a rule the determination is very time-consuming, but acquiring knowledge for prevention is impossible without the accurate identification of substances and products. Thus, for respiratory and skin diseases, which present a particular need for better understanding of possible causative agents, particular effort must be given to record substance and product use information as accurately as possible.
Literature data
The fourth component proposed for GESTIS was background information made available in the form of literature documents, so that the basic facts could be judged appropriately on the basis of current knowledge, and conclusions drawn. For this purpose an interface was developed with the literature database (ZIGUV-DOK), with a total of 50,000 references at present, of which 8,000 are on the subject of hazardous substances.
Linkage and Problem-oriented Preparation of Data
Information linkage
The components of GESTIS described above cannot stand in isolation if such a system is to be used efficiently. They require appropriate linkage possibilities, for example, between exposure data and cases of occupational disease. This linkage permits the creation of a truly integrated information system. The linkage occurs through core information that is available, coded in the standardized GESTIS coding system (see table 1).
Table 1. Standardized GESTIS code system
| Object | Individual | Group |
| Code | Code | |
| Substance, product | ZVG central allocation number (BG) | SGS/PGS, substance/product group code (BG) |
| Workplace | IBA sphere of activity of individual factory (BG) | AB sphere of activity (BIA) |
| Exposed person | Activity (BIA, on the basis of the Federal Statistical Office’s systematic listing of occupations) |
Origins of codes appear in parentheses.
With the help of the GESTIS code both individual items of information can be linked to each other (e.g., measurement data from a particular workplace with a case of occupational disease that has occurred in the same or similar workplace) and statistically condensed, “typified” information (e.g., diseases related to particular work processes with average exposure data) can be obtained. With individual linkages of data (e.g., using the pension insurance number) the data protection laws must of course be strictly observed.
It is clear, therefore, that only a systematic coding system is capable of meeting these linkage requirements within the information system. Attention must, however, also be drawn to the possibility of linkage between various information systems and across national boundaries. These possibilities of linkage and comparison are crucially dependent on the use of internationally unified coding standards, if necessary in addition to national standards.
Preparation of problem-oriented and use-oriented information
The structure of GESTIS has at its centre the fact databases on substances and products, exposures, occupational diseases and literature, the data compiled both through specialists active at the centre and through the peripheral activities of the BG. For the application and use of the data, it is necessary to reach the users, centrally through publication in relevant journals (e.g., on the subject of the incidence of occupational disease), but also specifically through the advisory activities of the BG in their member firms.
For the most efficient possible use of information made available in GESTIS, the question arises regarding the problem-specific and target-group-specific preparation of facts as information. User-specific requirements are addressed in the fact databases on chemical substances and products—for example, in the depth of information or in the practice-oriented presentation of information. However, not all the specific requirements of possible users can be directly addressed in the fact databases. Target-group-specific and problem-specific preparation, if necessary supported by data processing, is required. Workplace-oriented information must be made available on the handling of hazardous substances. The most important data from the database must be extracted in a generally understandable and workplace-oriented form, for example, in the form of “workplace instructions”, which are prescribed in the occupational safety laws of many countries. Frequently too little attention is paid to this user-specific preparation of data as information for workers. Special information systems can prepare this information, but specialized information points which respond to individual queries also provide information and give the necessary support to firms. Within the framework of GESTIS this information- gathering and preparation proceeds, for instance, through branch-specific systems such as GISBAU (Hazardous Substances Information System of the Building Industry BG), GeSi (Hazardous Substances and Safety System), and through specialized information centres in the BG, in the BIA or in the association of the Berufsgenossenschaften.
GESTIS provides the relevant interfaces for data exchange and fosters cooperation by means of task-sharing:
- Direct on-line search is possible for the BG through the central substance and product database (ZeSP) and the literature database (ZIGUV-DOK).
- Off-line exchange between central and peripheral databases is accomplished with the help of appropriate interface formats.
- In the specialized information points within GESTIS, experts carry out targeted evaluations and research on request.
Outlook
The emphasis of further development will be on prevention. In cooperation with the producers, plans encompass a comprehensive and up-to-date preparation of product data; the establishment of statistically determined workplace characteristic values derived from the exposure measurement data and from the substance-specific and product-specific documentation; and an evaluation in the occupational disease documentation.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."