- You are here:
-
Home

-
Contents (2)
-
Part XVII. Services and Trade
-
Transport Industry and Warehousing
-
Storage
- Teschke, Kay

Teschke, Kay
Address: University of British Columbia, Department of Health Care and Epidemiology, Mather Building, Vancouver, BC V6T 1Z3
Country: Canada
Phone: 1 (604) 822-2401
Fax: 1 (604) 822-4994
E-mail: teschke@unixg.ubc.ca
Education: MPH, 1982, University of California-Berkeley; PhD, 1994, University of Washington
Areas of interest: Forest industry; determinants of exposure; exposure assessment for epidemiology
General Profile
The printing, commercial photography and reproduction industries are important worldwide in terms of their economic significance. The printing industry is very diverse in technologies and in size of enterprises. However, regardless of size as measured by production volume, the different printing technologies described in this chapter are the most common. In terms of production volume, there are a limited number of large-scale operations, but many small ones. From the economic perspective, the printing industry is one of the largest industries and generates annual revenues of at least US$500 billion worldwide. Similarly, the commercial photography industry is diverse, with a limited number of large-volume and many small-volume operations. Photofinishing volume is about equally divided between the large and small-volume operations. The commercial photographic market generates annual revenues of approximately US$60 billion worldwide, with photofinishing operations comprising approximately 40% of this total. The reproduction industry, which consists of smaller-volume operations with combined annual revenues of about US$27 billion, generates close to 2 trillion copies annually. In addition, reproduction and duplication services on an even smaller scale are provided onsite at most organizations and companies.
Health, environmental and safety issues in these industries are evolving in response to substitutions with potentially less hazardous materials, new industrial hygiene control strategies, and the advent of new technologies, such as the introduction of digital technologies, electronic imaging and computers. Many historically important health and safety issues (e.g., solvents in the printing industry or formaldehyde as a stabilizer in photoprocessing solutions) will not be issues in the future due to material substitution or other risk management strategies. Nevertheless, new health, environmental and safety issues will arise that will have to be addressed by health and safety professionals. This suggests the continued importance of health and environmental monitoring as part of an effective risk management strategy in the printing, commercial photography and reproduction industries.
Cancer
Exposures to numerous substances designated by the International Agency for Research on Cancer (IARC) as known, probable and possible carcinogens may occur in pulp and paper operations. Asbestos, known to cause lung cancer and mesothelioma, is used to insulate pipes and boilers. Talc is used extensively as a paper additive, and can be contaminated with asbestos. Other paper additives, including benzidine-based dyes, formaldehyde and epichlorohydrin, are considered probable human carcinogens. Hexavalent chromium and nickel compounds, generated in stainless-steel welding, are known lung and nasal carcinogens. Wood dust has recently been classified by IARC as a known carcinogen, based mainly on evidence of nasal cancer among workers exposed to hardwood dust (IARC, 1995). Diesel exhaust, hydrazine, styrene, mineral oils, chlorinated phenols and dioxins, and ionizing radiation are other probable or possible carcinogens which may be present in mill operations.
Few epidemiological studies specific to pulp and paper operations have been conducted, and they indicate few consistent results. Exposure classifications in these studies have often used the broad industrial category “pulp and paper”, and even the most specific classifications grouped workers by types of pulping or large mill areas. The three cohort studies in the literature to date involved fewer than 4,000 workers each. Several large cohort studies are currently under way, and IARC is coordinating an international multicentric study likely to include data from more than 150,000 pulp and paper workers, allowing much more specific exposure analyses. This article will review the available knowledge from studies published to date. More detailed information may be obtained from earlier published reviews by IARC (1980, 1987, and 1995) and by Torén, Persson and Wingren (1996). Results for lung, stomach and haematological malignancies are summarized in table 1.
Table 1. Summary of studies on lung cancer, stomach cancer, lymphoma and leukaemia in pulp and paper workers
|
Process |
Location |
Type of |
Lung |
Stomach |
Lymphoma |
Leukaemia |
|
Sulphite |
Finland |
C |
0.9 |
1.3 |
X/X |
X |
|
Sulphite |
USA |
C |
1.1 |
0.7 |
— |
0.9 |
|
Sulphite |
USA |
C |
0.8 |
1.5 |
1.3/X |
0.7 |
|
Sulphite |
USA |
PM |
0.9 |
2.2* |
2.7*/X |
1.3 |
|
Sulphate |
Finland |
C |
0.9 |
0.9 |
0/0 |
X |
|
Sulphate |
USA |
C |
0.8 |
1.0 |
2.1/0 |
0.2 |
|
Sulphate |
USA |
PM |
1.1 |
1.9 |
1.1/4.1* |
1.7 |
|
Chlorine |
Finland |
C |
3.0* |
— |
— |
— |
|
Sulphite/paper |
Sweden |
CR |
— |
2.8* |
— |
— |
|
Paper dust |
Canada |
CR |
2.0* |
— |
— |
— |
|
Paper mill |
Finland |
C |
2.0* |
1.7 |
X/X |
— |
|
Paper mill |
Sweden |
C |
0.7* |
— |
— |
— |
|
Paper mill |
USA |
C |
0.8 |
2.0 |
— |
2.4 |
|
Paper mill |
Sweden |
CR |
1.6 |
— |
— |
— |
|
Paper mill |
USA |
PM |
1.3 |
0.9 |
X/1.4 |
1.4 |
|
Board mill |
Finland |
C |
2.2* |
0.6 |
X/X |
X |
|
Power plant |
Finland |
C |
0.5 |
2.1 |
— |
— |
|
Maintenance |
Finland |
C |
1.3 |
0.3* |
1.0/X |
1.5 |
|
Maintenance |
Sweden |
CR |
2.1* |
0.8 |
— |
— |
|
Pulp and paper |
USA |
C |
0.9 |
1.2 |
0.7/X |
1.8 |
|
Pulp and paper |
USA |
C |
0.8 |
1.2 |
1.7/X |
0.5 |
|
Pulp and paper |
Sweden |
CR |
0.8 |
1.3 |
1.8 |
1.1 |
|
Pulp and paper |
Sweden |
CR |
— |
— |
2.2/0 |
— |
|
Pulp and paper |
Sweden |
CR |
1.1 |
0.6 |
— |
— |
|
Pulp and paper |
USA |
CR |
1.2* |
— |
— |
— |
|
Pulp and paper |
USA |
CR |
1.1 |
— |
— |
— |
|
Pulp and paper |
USA |
CR |
— |
— |
—/4.0 |
— |
|
Pulp and paper |
Canada |
PM |
— |
1.2 |
3.8*/— |
— |
|
Pulp and paper |
USA |
PM |
1.5* |
0.5 |
4.4/4.5 |
2.3 |
|
Pulp and paper |
USA |
PM |
0.9 |
1.7* |
1.6/1.0 |
1.1 |
|
Pulp and paper |
USA |
PM |
0.9 |
1.2 |
1.5/1.9* |
1.4 |
|
Pulp and paper |
USA |
PM |
— |
1.7* |
1.4 |
1.6* |
C = cohort study, CR = case-referent study, PM = proportionate mortality study.
* Statistically significant. § = Where separately reported, NHL = non Hodgkin lymphoma and HD = Hodgkin’s disease. X = 0 or 1 case reported, no risk estimate calculated, — = No data reported.
A risk estimate exceeding 1.0 means the risk is increased, and a risk estimate below 1.0 indicates decreased risk.
Source: Adapted from Torén, Persson and Wingren 1996.
Respiratory System Cancers
Maintenance workers in paper and pulp mills experience an increased risk of lung cancer and malignant mesotheliomas, probably because of their exposure to asbestos. A Swedish study showed a threefold increased risk of pleural mesothelioma among pulp and paper workers (Malker et al. 1985). When the exposure was further analysed, 71% of the cases had been exposed to asbestos, the majority having worked in mill maintenance. Elevations in lung cancer risk among maintenance workers have also been shown in Swedish and Finnish pulp and paper mills (Torén, Sällsten and Järvholm 1991; Jäppinen et al. 1987).
In the same Finnish study, a twofold increased risk of lung cancer was also observed among both paper mill and board mill workers. The investigators made a subsequent study restricted to pulp mill workers exposed to chlorine compounds, and found a threefold increased risk of lung cancer.
Few other studies of pulp and paper workers have shown increased risks for lung cancer. A Canadian study showed an increased risk among those exposed to paper dust (Siemiatycki et al. 1986), and US and Swedish studies showed increased risks among paper mill workers (Milham and Demers 1984; Torén, Järvholm and Morgan 1989).
Gastro-intestinal Cancers
Increased risk of stomach cancer has been indicated in many studies, but the risks are not clearly associated with any one area; therefore the relevant exposure is unknown. Socio-economic status and dietary habits are also risk factors for stomach cancer, and might be confounders; these factors were not taken into account in any of the studies reviewed.
The association between gastric cancer and pulp and paper work was first seen in a US study in the 1970s (Milham and Demers 1984). The risk was found to be even higher, nearly doubled, when sulphite workers were examined separately. US sulphite and groundwood workers were also found in a later study to run an increased risk of stomach cancer (Robinson, Waxweiller and Fowler 1986). A risk of the same magnitude was found in a Swedish study among pulp and paper mill workers from an area where only sulphite pulp was produced (Wingren et al. 1991). American paper, paperboard and pulp mill workers in New Hampshire and Washington state ran an increased mortality from stomach cancer (Schwartz 1988; Milham 1976). The subjects were probably a mixture of sulphite, sulphate and paper mill workers. In a Swedish study, threefold increased mortality due to stomach cancer was found in a group comprising sulphite and paper mill workers (Wingren, Kling and Axelson 1985). The majority of pulp and paper studies reported excesses of stomach cancer, though some did not.
Due to the small number of cases, most studies of other gastrointestinal cancers are inconclusive. An increased risk of colon cancer among workers in the sulphate process and in paper board production has been reported in a Finnish study (Jäppinen et al. 1987), as well as among US pulp and paper workers (Solet et al. 1989). The incidence of biliary tract cancer in Sweden between 1961 and 1979 was linked with occupational data from the 1960 National Census (Malker et al. 1986). An increased incidence of cancer of the gallbladder among male paper mill workers was identified. Increased risks of pancreatic cancer have been observed in some studies of paper mill workers and sulphite workers (Milham and Demers 1984; Henneberger, Ferris and Monson 1989), as well as in the broad group of pulp and paper workers (Pickle and Gottlieb 1980; Wingren et al. 1991). These findings have not been substantiated in other studies.
Haematological Malignancies
The issue of lymphomas among pulp and paper mill workers was originally addressed in a US study from the 1960s, where a fourfold increased risk of Hodgkin’s disease was found among pulp and paper workers (Milham and Hesser 1967). In a subsequent study, the mortality among pulp and paper mill workers in the state of Washington between 1950 and 1971 was investigated, and a doubled risk of both Hodgkin’s disease and multiple myeloma was observed (Milham 1976). This study was followed by one analysing mortality among pulp and paper union members in the United States and Canada (Milham and Demers 1984). It showed almost a threefold increased risk for lymphosarcoma and reticulum cell sarcoma among sulphite workers, while sulphate workers had a fourfold increased risk of Hodgkin’s disease. In a US cohort study, sulphate workers were observed to have a twofold risk of lymphosarcoma and reticulosarcoma (Robinson, Waxweiller and Fowler 1986).
In many of the studies where it was possible to investigate the occurrence of malignant lymphomas, an increased risk has been found (Wingren et al. 1991; Persson et al. 1993). Since the increased risk occurs both in sulphate and sulphite mill workers, this points towards a common source of exposure. In the sorting and chipping departments, the exposures are rather similar. The workforce is exposed to wood dust, terpenes and other extractable compounds from the wood. In addition, both pulping processes bleach with chlorine, which has the potential to create chlorinated organic by-products, including small amounts of dioxins.
Compared with lymphomas, studies on leukaemias show less consistent patterns, and the risk estimates are lower.
Other Malignancies
Among US paper mill workers with presumed exposure to formaldehyde, four cases of urinary tract cancer were found after 30 years’ latency, although only one was expected (Robinson, Waxweiller and Fowler 1986). All of these individuals had worked in the paper-drying areas of the paper mills.
In a case-control study from Massachusetts, central nervous system tumours in childhood were associated with an unspecified paternal occupation as a paper and pulp mill worker (Kwa and Fine 1980). The authors regarded their observation as a random event. However, in three subsequent studies, increased risks were also found (Johnson et al. 1987; Nasca et al. 1988; Kuijten, Bunin and Nass 1992). In studies from Sweden and Finland, two- to threefold increased risks of brain tumours were observed among pulp and paper mill workers.
Occupational Hazards and Controls
Table 1 provides an overview of the types of exposures which may be expected in each area of pulp and paper operations. Although exposures may be listed as specific to certain production processes, exposures to employees from other areas may also occur depending on weather conditions, proximity to sources of exposure, and whether they work in more than one process area (e.g., quality control, general labour pool and maintenance personnel).
Table 1. Potential health and safety hazards in pulp and paper production, by process area
|
Process area |
Safety hazards |
Physical hazards |
Chemical hazards |
Biological hazards |
|
Wood preparation |
||||
|
Log pond |
Drowning; mobile equipment; |
Noise; vibration; cold; heat |
Engine exhaust |
|
|
Wood room |
Nip points; slipping, falling |
Noise; vibration |
Terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Chip screening |
Nip points; slipping, falling |
Noise; vibration |
Terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Chip yard |
Nip points; mobile equipment |
Noise; vibration; cold; heat |
Engine exhaust; terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Pulping |
||||
|
Stone groundwood |
Slipping, falling |
Noise; electric and magnetic fields; high humidity |
||
|
RMP, CMP, CTMP |
Slipping, falling |
Noise; electric and magnetic fields; high humidity |
Cooking chemicals and by-products; terpenes and other wood extracts; wood dust |
|
|
Sulphate pulping |
Slipping, falling |
Noise; high humidity; heat |
Acids and alkalis; cooking chemicals and by-products; reduced sulphur gases; terpenes |
|
|
Sulphate recovery |
Explosions; nip points; slipping, |
Noise; heat; steam |
Acids and alkalis; asbestos; ash; cooking chemicals and by-products; fuels; reduced |
|
|
Sulphite pulping |
Slipping, falling |
Noise; high humidity; heat |
Acids and alkalis; cooking chemicals and by-products; sulphur dioxide; terpenes and other wood extracts; wood dust |
|
|
Sulphite recovery |
Explosions; nip points; slipping, |
Noise; heat; steam |
Acids and alkalis; asbestos; ash; cooking chemicals and by-products; fuels; sulphur dioxide |
|
|
Repulping/de-inking |
Slipping, falling |
Acids and alkalis; bleaching chemicals and by- products; dyes and inks; pulp/paper dust; slimicides; solvents |
Bacteria |
|
|
Bleaching |
Slipping, falling |
Noise; high humidity; heat |
Bleaching chemicals and by-products; slimicides; terpenes and other wood extracts |
|
|
Sheet forming and |
||||
|
Pulp machine |
Nip points; slipping, falling |
Noise; vibration; high |
Acids and alkalis; bleaching chemicals and by-products; flocculant; pulp/paper dust; slimicides; solvents |
Bacteria |
|
Paper machine |
Nip points; slipping, falling |
Noise; vibration; high |
Acids and alkalis; bleaching chemicals and by-products; dyes and inks; flocculant; pulp/paper |
Bacteria |
|
Finishing |
Nip points; mobile equipment |
Noise |
Acids and alkalis; dyes and inks; flocculant; |
|
|
Warehouse |
Mobile equipment |
Fuels; engine exhaust; pulp/paper dust |
||
|
Other operations |
||||
|
Power generation |
Nip points; slipping, falling |
Noise; vibration; electric and |
Asbestos; ash; fuels; terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Water treatment |
Drowning |
Bleaching chemicals and by-products |
Bacteria |
|
|
Effluent treatment |
Drowning |
Bleaching chemicals and by-products; flocculant; reduced sulphur gases |
Bacteria |
|
|
Chlorine dioxide |
Explosions; slipping, falling |
Bleaching chemicals and by-products |
Bacteria |
|
|
Turpentine recovery |
Slipping, falling |
Cooking chemicals and by-products; reduced sulphur gases; terpenes and other wood extracts |
||
|
Tall oil production |
Acids and alkalis; cooking chemicals and by-products; reduced sulphur gases; terpenes and other wood extracts |
RMP = refining mechanical pulping; CMP = chemi-mechanical pulping; CTMP = chemi-thermomechanical pulping.
Exposure to the potential hazards listed in table 1 is likely to depend on the extent of automation of the plant. Historically, industrial pulp and paper production was a semi-automatic process which required a great deal of manual intervention. In such facilities, operators would sit at open panels adjacent to the processes to view the effects of their actions. The valves at the top and bottom of a batch digester would be manually opened, and during the filling stages, gases in the digester would be displaced by the incoming chips (figure 1). Chemical levels would be adjusted based on experience rather than sampling, and process adjustments would be dependent on the skill and knowledge of the operator, which at times led to upsets. For example, over-chlorination of pulp would expose workers downstream to increased levels of bleaching agents. In most modern mills, progress from manually controlled to electronically controlled pumps and valves allows for remote operation. The demand for process control within narrow tolerances has required computers and sophisticated engineering strategies. Separate control rooms are used to isolate the electronic equipment from the pulp and paper production environment. Consequently, operators usually work in air-conditioned control rooms which offer refuge from the noise, vibration, temperature, humidity and chemical exposures inherent to mill operations. Other controls which have improved the working environment are described below.
Figure 1. Worker opening cap on manually controlled batch digester.

MacMillan Bloedel archives
Safety hazards including nip points, wet walking surfaces, moving equipment and heights are common throughout pulp and paper operations. Guards around moving conveyors and machinery parts, quick clean-up of spills, walking surfaces which allow drainage, and guard-rails on walkways adjacent to production lines or at height are all essential. Lock-out procedures must be followed for maintenance of chip conveyors, paper machine rolls and all other machinery with moving parts. Mobile equipment used in chip storage, dock and shipping areas, warehousing and other operations should have roll-over protection, good visibility and horns; traffic lanes for vehicles and pedestrians should be clearly marked and signed.
Noise and heat are also ubiquitous hazards. The major engineering control is operator enclosures, as described above, usually available in wood preparation, pulping, bleaching and sheet-forming areas. Air-conditioned enclosed cabs for mobile equipment used in chip pile and other yard operations are also available. Outside these enclosures, workers usually require hearing protection. Work in hot process or outdoor areas and in vessel maintenance operations requires workers to be trained to recognize symptoms of heat stress; in such areas, work scheduling should allow acclimatization and rest periods. Cold weather may create frostbite hazards in outdoor jobs, as well as foggy conditions near chip piles, which remain warm.
Wood, its extracts and associated micro-organisms are specific to wood preparation operations and the initial stages of pulping. Control of exposures will depend on the particular operation, and may include operator booths, enclosure and ventilation of saws and conveyors, as well as enclosed chip storage and low chip inventory. Use of compressed air to clear wood dust creates high exposures and should be avoided.
Chemical pulping operations present the opportunity for exposures to digestion chemicals as well as gaseous by-products of the cooking process, including reduced (kraft pulping) and oxidized (sulphite pulping) sulphur compounds and volatile organics. Gas formation may be influenced by a number of operating conditions: the wood species used; the quantity of wood pulped; the amount and concentration of white liquor applied; the amount of time required for pulping; and maximum temperature attained. In addition to automatic digester capping valves and operator control rooms, other controls for these areas include local exhaust ventilation at batch digesters and blow tanks, capable of venting at the rate the vessel’s gases are released; negative pressure in recovery boilers and sulphite-SO2 acid towers to prevent gas leaks; ventilated full or partial enclosures over post-digestion washers; continuous gas monitors with alarms where leaks may occur; and emergency response planning and training. Operators taking samples and conducting tests should be aware of the potential for acid and caustic exposure in process and waste streams, and the possibility of side reactions such as hydrogen sulphide gas (H2S) production if black liquor from kraft pulping comes into contact with acids (e.g., in sewers).
In chemical recovery areas, acidic and alkaline process chemicals and their by-products may be present at temperatures in excess of 800°C. Job responsibilities may require workers to come into direct contact with these chemicals, making heavy duty clothing a necessity. For example, workers rake the spattering molten smelt that collects at the base of the boilers, thereby risking chemical and thermal burns. Workers may be exposed to dust when sodium sulphate is added to concentrated black liquor, and any leak or opening will release noxious (and potentially fatal) reduced sulphur gases. The potential for a smelt water explosion always exists around the recovery boiler. Water leaks in the tube walls of the boiler have resulted in several fatal explosions. Recovery boilers should be shut down at any indication of a leak, and special procedures should be implemented for transferring the smelt. Loading of lime and other caustic materials should be done with enclosed and ventilated conveyors, elevators and storage bins.
In bleach plants, field operators may be exposed to the bleaching agents as well as chlorinated organics and other by-products. Process variables such as bleaching chemical strength, lignin content, temperature and pulp consistency are constantly monitored, with operators collecting samples and performing laboratory tests. Because of the hazards of many of the bleaching agents used, continuous alarm monitors should be in place, escape respirators should be issued to all employees, and operators should be trained in emergency response procedures. Canopy enclosures with dedicated exhaust ventilation are standard engineering controls found at the top of each bleaching tower and washing stage.
Chemical exposures in the machine room of a pulp or paper mill include chemical carry-over from the bleach plant, the papermaking additives and the chemical mixture in the waste water. Dusts (cellulose, fillers, coatings) and exhaust fumes from mobile equipment are present in the dry-end and the finishing operations. Cleaning between product runs may be done with solvents, acids and alkalis. Controls in this area may include complete enclosure over the sheet drier; ventilated enclosure of the areas where additives are unloaded, weighed and mixed; use of additives in liquid rather than powder form; use of water-based rather than solvent-based inks and dyes; and eliminating the use of compressed air to clean up trimmed and waste paper.
Paper production in recycled paper plants is generally dustier than conventional paper production using newly produced pulp. Exposure to micro-organisms can occur from the beginning (paper collection and separation) to the end (paper production) of the production chain, but exposure to chemicals is less important than in conventional paper production.
Pulp and paper mills employ an extensive maintenance group to service their process equipment, including carpenters, electricians, instrument mechanics, insulators, machinists, masons, mechanics, millwrights, painters, pipefitters, refrigeration mechanics, tinsmiths and welders. Along with their trade-specific exposures (see the Metal processing and metal working and Occupations chapters), these tradespeople may be exposed to any of the process-related hazards. As mill operations have become more automated and enclosed, the maintenance, cleaning and quality assurance operations have become the most highly exposed. Plant shutdowns to clean vessels and machines are of special concern. Depending on mill organization, these operations may be carried out by in-house maintenance or production personnel, although subcontracting to non-mill personnel, who may have less occupational health and safety support services, is common.
In addition to process exposures, pulp and paper mill operations entail some noteworthy exposures for maintenance personnel. Because pulping, recovery and boiler operations involve high heat, asbestos was used extensively to insulate pipes and vessels. Stainless steel is often used in vessels and pipes throughout pulping, recovery and bleaching operations, and to some extent in papermaking. Welding this metal is known to generate chromium and nickel fumes. During maintenance shut-downs, chromium-based sprays may be applied to protect the floor and walls of recovery boilers from corrosion during start-up operations. Process quality measurements in the production line are often made using infrared and radio-isotope gauges. Although the gauges are usually well shielded, instrument mechanics who service them may be exposed to radiation.
Some special exposures may also occur among employees in other mill-support operations. Power boiler workers handle bark, waste wood and sludge from the effluent treatment system. In older mills, workers remove ash from the bottom of the boilers and then reseal the boilers by applying a mixture of asbestos and cement around the boiler grate. In modern power boilers, this process is automated. When material is fed into the boiler at too high a moisture level, workers may be exposed to blow-backs of incomplete combustion products. Workers responsible for water treatment may be exposed to chemicals such as chlorine, hydrazine and various resins. Because of the reactivity of ClO2, the ClO2 generator is usually located in a restricted area and the operator is stationed in a remote control room with excursions to collect samples and service the saltcake filter. Sodium chlorate (a strong oxidizer) used to generate ClO2 can become dangerously flammable if it is allowed to spill on any organic or combustible material and then dry. All spills should be wetted down before any maintenance work may proceed, and all equipment should be thoroughly cleaned afterward. Wet clothing should be kept wet and separate from street clothing, until washed.
Wood Handling
Wood may arrive at a pulp mill woodyard in the form of raw logs or as chips from a lumber mill. Some pulp mill operations have on-site sawmills (often called “woodrooms”) which produce both marketable lumber and stock for the pulp mill. Sawmilling is discussed in detail in the chapter Lumber. This article discusses those elements of wood preparation which are specific to pulp mill operations.
The wood preparation area of a pulp mill has several basic functions: to receive and meter the wood supply to the pulping process at the rate demanded by the mill; to prepare the wood so that it meets the mill’s feed specifications for species, cleanliness and dimensions; and to collect any material rejected by the previous operations and send it to final disposal. Wood is converted into chips or logs suitable for pulping in a series of steps which may include debarking, sawing, chipping and screening.
Logs are debarked because bark contains little fibre, has a high extractives content, is dark, and often carries large quantities of grit. Debarking can be done hydraulically with high-pressure water jets, or mechanically by rubbing logs against each other or with metal cutting tools. Hydraulic debarkers may be used in coastal areas; however, the effluent generated is difficult to treat and contributes to water pollution.
Debarked logs may be sawn into short lengths (1 to 6 metres) for stone groundwood pulping or chipped for refiner mechanical or chemical pulping methods. Chippers tend to produce chips with a considerable size range, but pulping requires chips of very specific dimensions to ensure constant flow through refiners and uniform cooking in digesters. Chips are therefore passed over a series of screens whose function is to separate chips on the basis of length or thickness. Oversized chips are rechipped, while undersized chips are either used as waste fuel or are metered back into the chip flow.
The requirements of the particular pulping process and chip conditions will dictate the duration of chip storage (figure 1; note the different types of chips available for pulping). Depending on fibre supply and mill demand, a mill will maintain a 2 to 6 week unscreened chip inventory, usually in large outdoor chip piles. Chips may degrade through auto-oxidation and hydrolysis reactions or fungal attack of the wood components. In order to avoid contamination, short-term inventories (hours to days) of screened chips are stored in chip silos or bins. Chips for sulphite pulping may be stored outside for several months to allow volatilization of extractives which may cause problems in subsequent operations. Chips used in kraft mills where turpentine and tall oil are recovered as commercial products typically proceed directly to pulping.
Figure 1. Chip storage area with front end loaders

George Astrakianakis
Fibre Sources for Pulp and Paper
The basic structure of pulp and paper sheets is a felted mat of cellulose fibres held together by hydrogen bonds. Cellulose is a polysaccharide with 600 to 1,500 repeated sugar units. The fibres have high tensile strength, will absorb the additives used to modify pulp into paper and board products, and are supple, chemically stable and white. The purpose of pulping is to separate cellulose fibres from the other components of the fibre source. In the case of wood, these include hemicelluloses (with 15 to 90 repeated sugar units), lignins (highly polymerized and complex, mainly phenyl propane units; they act as the “glue” that cements the fibres together), extractives (fats, waxes, alcohols, phenols, aromatic acids, essential oils, oleoresins, stearols, alkaloids and pigments), and minerals and other inorganics. As shown in table 1, the relative proportions of these components vary according to the fibre source.
Table 1. Chemical constituents of pulp and paper fibre sources (%)
|
Softwoods |
Hardwoods |
Straw |
Bamboo |
Cotton |
|
|
Carbohydrates |
|||||
|
a-cellulose |
38–46 |
38–49 |
28–42 |
26–43 |
80–85 |
|
Hemicellulose |
23–31 |
20–40 |
23–38 |
15–26 |
nd |
|
Lignin |
22–34 |
16–30 |
12–21 |
20–32 |
nd |
|
Extractives |
1–5 |
2–8 |
1–2 |
0.2–5 |
nd |
|
Minerals and other |
|
|
|
|
|
nd = no data available.
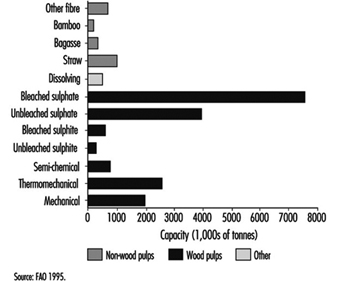
Coniferous and deciduous trees are the major fibre sources for pulp and paper. Secondary sources include straws from wheat, rye and rice; canes, such as bagasse; woody stalks from bamboo, flax and hemp; and seed, leaf or bast fibres, such as cotton, abaca and sisal. The majority of pulp is made from virgin fibre, but recycled paper accounts for an increasing proportion of production, up from 20% in 1970 to 33% in 1991. Wood-based production accounted for 88% of worldwide pulp capacity in 1994 (176 million tonnes, figure 1); therefore, the description of pulp and paper processes in the following article focuses on wood-based production. The basic principles apply to other fibres as well.
Figure 1. Worldwide pulp capacities, by pulp type
General Profile
Evolution and Structure of the Industry
Papermaking is thought to have originated in China in about 100 A.D. using rags, hemp and grasses as the raw material, and beating against stone mortars as the original fibre separation process. Although mechanization increased over the intervening years, batch production methods and agricultural fibre sources remained in use until the 1800s. Continuous papermaking machines were patented at the turn of that century. Methods for pulping wood, a more abundant fibre source than rags and grasses, were developed between 1844 and 1884, and included mechanical abrasion as well as the soda, sulphite, and sulphate (kraft) chemical methods. These changes initiated the modern pulp and paper manufacturing era.
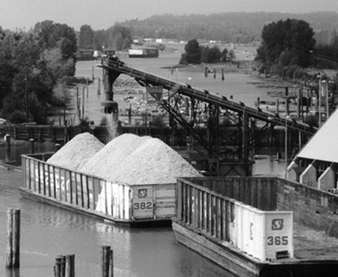
Figure 1 illustrates the major pulp and paper making processes in the current era: mechanical pulping; chemical pulping; repulping waste paper; papermaking; and converting. The industry today can be divided into two main sectors according to the types of products manufactured. Pulp is generally manufactured in large mills in the same regions as the fibre harvest (i.e., mainly forest regions). Most of these mills also manufacture paper - for example, newsprint, writing, printing or tissue papers; or they may manufacture paperboards. (Figure 2 shows such a mill, which produces bleached kraft pulp, thermomechanical pulp and newsprint. Note the rail yard and dock for shipping, chip storage area, chip conveyors leading to digester, recovery boiler (tall white building) and effluent clarifying ponds). Separate converting operations are usually situated close to consumer markets and use market pulp or paper to manufacture bags, paperboards, containers, tissues, wrapping papers, decorative materials, business products and so on.
Figure 1. Illustration of process flow in pulp and paper manufacturing operations
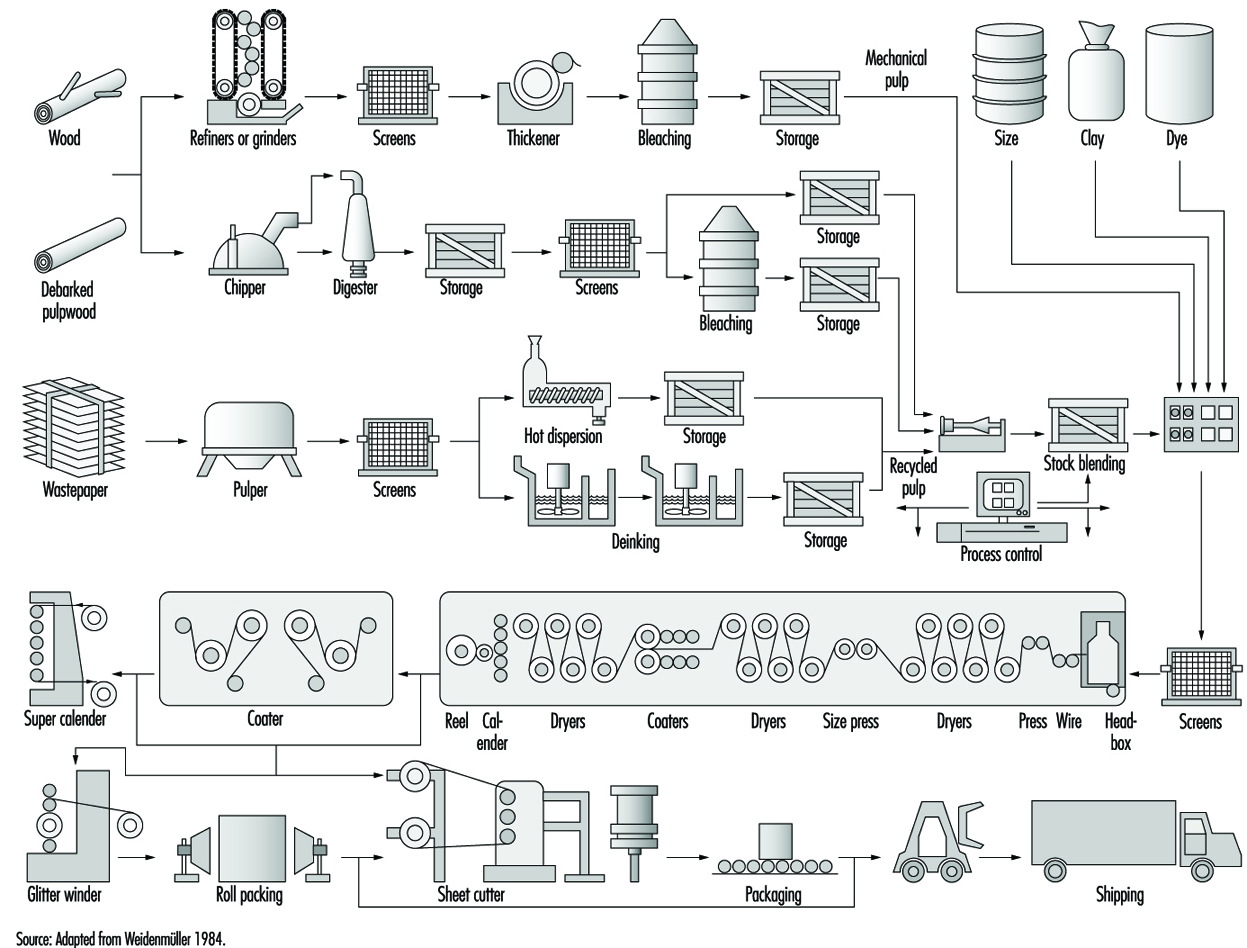
Figure 2. Modern pulp and paper mill complex situated on a coastal waterway

Canfor Library
There has been a trend in recent years for pulp and paper operations to become part of large, integrated forest product companies. These companies have control of forest harvesting operations (see the Forestry chapter), lumber milling (see the Lumber industry chapter), pulp and paper manufacturing, as well as converting operations. This structure ensures that the company has an ongoing source of fibre, efficient use of wood waste and assured buyers, which often leads to increased market share. Integration has been operating in tandem with increasing concentration of the industry into fewer companies and increasing globalization as companies pursue international investments. The financial burden of plant development in this industry has encouraged these trends to allow economies of scale. Some companies have now reached production levels of 10 million tonnes, similar to the output of countries with the highest production. Many companies are multinational, some with plants in 20 or more countries worldwide. However, even though many of the smaller mills and companies are disappearing, the industry still has hundreds of participants. As an illustration, the top 150 companies account for two-thirds of pulp and paper output and only one-third of the industry’s employees.
Economic Importance
The manufacture of pulp, paper and paper products ranks among the world’s largest industries. Mills are found in more than 100 countries in every region of the world, and directly employ more than 3.5 million people. The major pulp and paper producing nations include the United States, Canada, Japan, China, Finland, Sweden, Germany, Brazil and France (each produced more than 10 million tonnes in 1994; see table 1).
Table 1. Employment and production in pulp, paper, and paperboard operations in 1994, selected countries.
|
|
Number |
|
|
||
|
Number |
Production (1,000 |
Number |
Production (1,000 tonnes) |
||
|
Austria |
10,000 |
11 |
1,595 |
28 |
3,603 |
|
Bangladesh |
15,000 |
7 |
84 |
17 |
160 |
|
Brazil |
70,000 |
35 |
6,106 |
182 |
5,698 |
|
Canada |
64,000 |
39 |
24,547 |
117 |
18,316 |
|
China |
1,500,000 |
8,000 |
17,054 |
10,000 |
21,354 |
|
Czech Republic |
18,000 |
9 |
516 |
32 |
662 |
|
Finland |
37,000 |
43 |
9,962 |
44 |
10,910 |
|
Former USSR** |
|
|
|
|
|
|
France |
48,000 |
20 |
2,787 |
146 |
8,678 |
|
Germany |
48,000 |
19 |
1,934 |
222 |
14,458 |
|
India |
300,000 |
245 |
1,400 |
380 |
2,300 |
|
Italy |
26,000 |
19 |
535 |
295 |
6,689 |
|
Japan |
55,000 |
49 |
10,579 |
442 |
28,527 |
|
Korea, |
|
|
|
|
|
|
Mexico |
26,000 |
10 |
276 |
59 |
2,860 |
|
Pakistan |
65,000 |
2 |
138 |
68 |
235 |
|
Poland** |
46,000 |
5 |
893 |
27 |
1,343 |
|
Romania |
25,000 |
17 |
202 |
15 |
288 |
|
Slovakia |
14,000 |
3 |
304 |
6 |
422 |
|
South Africa |
19,000 |
9 |
2,165 |
20 |
1,684 |
|
Spain |
20,180 |
21 |
626 |
141 |
5,528 |
|
Sweden |
32,000 |
49 |
10,867 |
50 |
9,354 |
|
Taiwan |
18,000 |
2 |
326 |
156 |
4,199 |
|
Thailand |
12,000 |
3 |
240 |
45 |
1,664 |
|
Turkey |
12,000 |
11 |
416 |
34 |
1,102 |
|
United |
|
|
|
|
|
|
United States |
230,000 |
190 |
58,724 |
534 |
80,656 |
|
Total |
|
|
|
|
|
* Countries included if more than 10,000 people were employed in the industry.
** Data for 1989/90 (ILO 1992).
Source: Data for table adapted from PPI 1995.
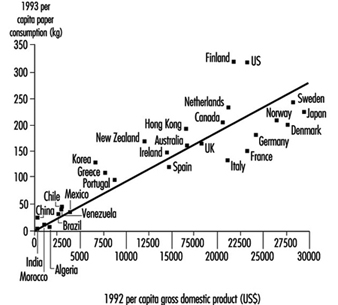
Every country is a consumer. Worldwide production of pulp, paper and paperboard was about 400 million tonnes in 1993. Despite predictions of decreased paper use in the face of the electronic age, there has been a fairly steady 2.5% annual rate of growth in production since 1980 (figure 3). In addition to its economic benefits, the consumption of paper has cultural value resulting from its function in the recording and dissemination of information. Because of this, pulp and paper consumption rates have been used as an indicator of a nation’s socioeconomic development (figure 4).
Figure 3. Pulp and paper production worldwide, 1980 to 1993
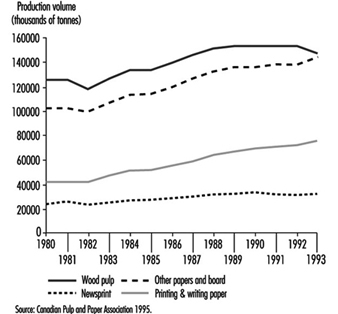
Figure 4. Paper and paperboard consumption as an indicator of economic development
The main source of fibre for pulp production over the last century has been wood from temperate coniferous forests, though more recently the use of tropical and boreal woods has been increasing (see the chapter Lumber for data on industrial roundwood harvesting worldwide). Because forested regions of the world are generally sparsely populated, there tends to be a dichotomy between the producing and using areas of the world. Pressure from environmental groups to preserve forest resources by using recycled paper stocks, agricultural crops and short-rotation plantation forests as fibre sources may change the distribution of pulp and paper production facilities throughout the world over the coming decades. Other forces, including increased paper consumption in the developing world and globalization, are also expected to play a role in relocating the industry.
Characteristics of the Workforce
Table 1 indicates the size of the workforce directly employed in pulp and paper production and converting operations in 27 countries, which together represent about 85% of world pulp and paper employment and over 90% of mills and production. In countries which consume most of what they produce (e.g., United States, Germany, France), converting operations provide two jobs for every one in pulp and paper production.
The labour force in the pulp and paper industry mainly holds full-time jobs within traditional management structures, though some mills in Finland, the United States and elsewhere have had success with flexible working hours and self-managed job-rotation teams. Because of their high capital costs, most pulping operations run continuously and require shift work; this is not true of converting plants. Working hours vary with the patterns of employment prevalent in each country, with a range from about 1,500 to more than 2,000 hours per year. In 1991, incomes in the industry ranged from US$1,300 (unskilled workers in Kenya) to US$70,000 per year (skilled production personnel in the United States) (ILO 1992). Male workers predominate in this industry, with women usually representing only 10 to 20% of the labour force. China and India may form the upper and lower ends of the range with 35% and 5% women respectively.
Management and engineering personnel at pulp and paper mills usually have university-level training. In European countries, most of the skilled blue-collar workforce (e.g., papermakers) and many of the unskilled workforce have had several years of trade-school education. In Japan, formal in-house training and upgrading is the norm; this approach is being adopted by some Latin American and North American companies. However, in many operations in North America and in the developing world, informal on-the-job training is more common for blue-collar jobs. Surveys have shown that, in some operations, many workers have literacy problems and are poorly prepared for the life-long learning required in the dynamic and potentially hazardous environment of this industry.
The capital costs of building modern pulp and paper plants are extremely high (e.g., a bleached kraft mill employing 750 people might cost US$1.5 billion to build; a chemi-thermomechanical pulp (CTMP) mill employing 100 people might cost US$400 million), so there are great economies of scale with high-capacity facilities. New and refitted plants usually use mechanized and continuous processes, as well as electronic monitors and computer controls. They require relatively few employees per unit production (e.g., 1 to 1.2 working hours per tonne of pulp in new Indonesian, Finnish and Chilean mills). Over the last 10 to 20 years, output per employee has increased as a result of incremental advances in technology. The newer equipment allows easier change-overs between product runs, lower inventories and customer-driven just-in-time production. Productivity gains have resulted in job losses in many producing nations in the developed world. However, there have been increases in employment in developing countries, where new mills being constructed, even if sparsely staffed, represent new forays into the industry.
From the 1970s to 1990, there was a decline of about 10% in the proportion of blue-collar jobs in European and North American operations, so that they now represent between 70 and 80% of the workforce (ILO 1992). The use of contract labour for mill construction, maintenance and wood-harvesting operations has been increasing; many operations have reported that 10 to 15% of their on-site workforce are contractors.
Environmental and Public Health Issues
Use and Disposal of Wood Waste
By-products of the lumber industry which can cause environmental problems may include air emissions, liquid effluent and solid wastes. Most of these problems arise from waste wood, which may include wood chips or sawdust from milling operations, bark from debarking operations and log debris in waterways where logs are stored.
Sawdust and other process dust presents a fire and explosion hazard in mills. To minimize this hazard, dust may be removed by manual means or, preferably, gathered by local exhaust ventilation systems and collected in bag houses or cyclones. Larger wood waste is chipped. Most of the sawdust and chips produced in the lumber industry can be used in other wood products (e.g., particleboard, pulp and paper). Efficient use of this type of wood waste is becoming more common as the expense of waste disposal rises, and as forest companies become more vertically integrated. Some types of wood waste, especially fine dust and bark, are not as easily used in other wood products, so other means of disposal must be sought.
Bark can represent a high proportion of tree volume, especially in regions where the logs harvested are of small diameter. Bark and fine sawdust, and, in some operations, all wood waste including chips, may be burned (see figure 1). Older style operations have used inefficient burning techniques (e.g., beehive burners, teepee burners) which produce a range of incomplete organic combustion products. Particulate air pollution, which can produce “fog”, is a common complaint in the vicinity of these burners. In sawmills where chlorophenols are used, there is also concern about dioxin and furan production in these burners. Some modern sawmills use enclosed temperature-controlled power boilers to produce steam for kilns or power for the mill or other electricity users. Others sell their wood waste to pulp and paper mills, where it is burned to meet their high power requirements (see the chapter Paper and pulp industry). Boilers and other burners usually must meet particulate emission control standards using systems such as electrostatic precipitators and wet scrubbers. To minimize burning of wood waste, other uses can be found for bark and fine sawdust, including as compost or mulch in landscaping, agriculture, surface mine revegetation and forest renewal, or as extenders in commercial products. In addition, use of thin-kerf saws in the mill can result in dramatic reductions in sawdust production.
Figure 1. Conveyor belts transport waste to a beehive burner

Leanne Van Zwieten
Bark, logs and other wood debris may sink in water-based log storage areas, blanketing the bottom and killing benthic organisms. To minimize this problem, logs in booms can be bundled together and the bundles broken apart on land, where the debris can be easily collected. Even with this modification, sunken debris needs to be dredged from time to time. Recovered logs are available for lumber, but other waste requires disposal. Land-based disposal and deep-water dumping have both been used in the industry. Hydraulic debarking effluent can cause similar problems - thus the trend to mechanical systems.
Chip piles can create storm-water run-off problems since the leachate from wood includes resin and fatty acids and phenolics which are acutely toxic to fish. Landfill disposal of wood waste also produces leachate, requiring mitigation measures to protect ground and surface waters.
Antisapstain and Wood Preservation Fungicides
Wood treatment with fungicides to prevent the growth of sapstain organisms has led to contamination of nearby waterways (sometimes with large fish kills), as well as contamination of the soil on site. Treatment systems which involve driving bundled lumber through large, uncovered dip tanks and drainage in the sawmill yard allow rainfall overflows and widespread travel of runoff. Covered dip tanks with automated dipping elevators, spray booths in the production line, and containment berms around both the treatment system and the lumber drying area greatly reduce the potential for and impact of spills. However, although antisapstain spray booths minimize environmental exposure potential, they may entail more downstream worker exposure than dip tanks that treat finished bundled lumber.
Environmental impacts appear to have been reduced by the new generation of fungicides that have replaced chlorophenols. Although toxicity to aquatic organisms may be the same, certain substitute fungicides bind more strongly to wood, making them less bioavailable, and they are more easily degraded in the environment. In addition, the greater expense of many of the substitutes and the cost of disposal has encouraged recycling of liquid waste and other waste minimization procedures.
Thermal and pressure treatment of wood for long-term resistance to fungi and insects has traditionally been done in more enclosed facilities than antisapstain treatment, and therefore tends not to produce the same liquid waste problems. Disposal of solid wastes including sludge from treatment and storage tanks presents similar problems for both processes. Options may include contained storage in leak-proof containers in a bermed impermeable area, burial in a secure, hydrogeologically isolated hazardous-waste landfill or incineration at high temperatures (e.g., 1,000°C) with specified residence times (e.g., 2 seconds).
Special Issues in Plywood and Particleboard Operations
Veneer dryers in plywood mills can produce a characteristic blue haze made up of volatile wood extractives such as terpenes and resin acids. This tends to be more of a problem inside plants, but can also be present in the dryer water-vapour plumes. Particleboard and plywood mills often burn wood waste to produce heat for the presses. Vapour and particulate control methods, respectively, can be used for these airborne emissions.
Wash water and other liquid effluents from plywood and particleboard mills can contain the formaldehyde resins used as glues; however, it is now common practice for waste water to be recycled for making up the glue mixtures.
Major Sectors and Processes: Occupational Hazards and Controls
Sawmill Process
Sawmills can vary greatly in size. The smallest are either stationary or portable units consisting of a circular saw headrig, a simple log carriage and a two-saw edger (see descriptions below) powered by a diesel or gasoline engine and operated by as few as one or two workers. The largest mills are permanent structures, have much more elaborate and specialized equipment, and can employ over 1,000 workers. Depending on the size of the mill and the climate of the region, operations may be performed outdoors or indoors. While the type and size of logs determine to a large degree what types of equipment are needed, the equipment in sawmills can also vary considerably based on the age and size of the mill as well as the type and quality of boards produced. Below is a description of some of the processes conducted in a typical sawmill.
After transport to a sawmill, logs are stored on land, in water bodies adjacent to the mill or in ponds constructed for storage purposes (see figure 1 and figure 2). The logs are sorted according to quality, species or other characteristics. Fungicides and insecticides may be used in land-based log storage areas if the logs will be stored for a long time until further processing. A cut-off saw is used to even up the ends of the logs either before or after debarking and prior to further processing in the sawmill. The removal of bark from a log may be accomplished by a number of methods. Mechanical methods include peripheral milling by rotating logs against knives; ring debarking, in which tool points are pressed against the log; wood-to-wood abrasion, which pounds the logs against themselves in a rotating drum; and using chains to tear away the bark. Bark may also be removed hydraulically by using high-pressure water jets. After debarking and between all operations within the sawmill, logs and boards are moved from one operation to the next using a system of conveyors, belts and rollers. In large sawmills these systems can become quite complex (see figure 3).
Figure 1. Chip loading with water storage of logs in background
Source: Canadian Forest Products Ltd.
Figure 2. Longs entering a sawmill; storage and kilns in background

Source: Canadian Forest Products Ltd.
Figure 3. Mill interior; conveyor belts and rollers transport wood
British Columbia Ministry of Forests
The first phase of sawmilling, sometimes referred to as primary breakdown, is performed at a headrig. The headrig is a large, stationary circular saw or band-saw used to cut the log longitudinally. The log is transported back and forth through the headrig using a travelling carriage which can rotate the log for the optimum cut. Multiple band-saw headrigs may also be used, especially for smaller logs. The products of the headrig are a cant (the square centre of the log), a series of slabs (the rounded outer edges of the log) and, in some cases, large boards. Lasers and x rays are becoming common in sawmills for use as viewing and cutting guides in order to optimize wood use and the size and types of boards produced.
In secondary breakdown, the cant and large boards or slabs are further processed into functional lumber sizes. Multiple parallel saw blades are usually used for these operations - for example, quad saws with four linked circular saws, or gang saws which may be of the sash or circular saw type. Boards are cut to the proper width using edgers, consisting of at least two parallel saws, and to the proper length using trim saws. Edging and trimming are usually performed using circular saws, though edgers sometimes are band-saws. Manual chain-saws are usually available in sawmills for freeing lumber caught in the system because it is bent or flared. In modern sawmills, each operation (i.e., headrig, edger) will generally have a single operator, often stationed within an enclosed booth. In addition, workers may be stationed between operations in later stages of secondary breakdown in order to manually ensure that the boards are properly positioned for subsequent operations.
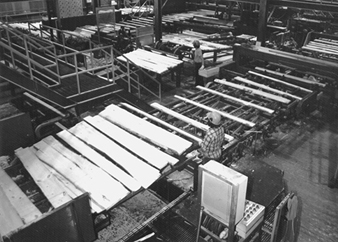
After processing in the sawmill, the boards are graded, sorted according to dimensions and quality, then stacked by hand or machine (see figure 4). When lumber is manually handled, this area is referred to as a “green chain”. Automated sorting bins have been installed in many modern mills to replace labour-intensive manual sorting. In order to increase airflow to assist in drying, small pieces of wood may be placed between the boards as they are being stacked.
Figure 4. Fork-lift with load

Canadian Forest Productions Ltd.
Construction grades of lumber may be seasoned in the open air outdoors or dried in kilns, depending on local weather conditions and the wetness of the green lumber; but finishing grades are more commonly kiln dried. There are many kinds of kilns. Compartment kilns and high-temperature kilns are serial kilns. In continuous kilns, stacked bundles can move through the kiln in a perpendicular or parallel position, and the direction of air movement can be perpendicular or parallel to the boards. Asbestos has been used as an insulating material for steam pipes in kilns.
Prior to storage of green lumber, especially in wet or humid locales, fungicides may be applied to prevent growth of fungi which stain wood blue or black (sapstain). Fungicides may be applied in the production line (usually by spraying) or after bundling lumber (usually in dip tanks). The sodium salt of pentachlorophenol was introduced in the 1940s for the control of sapstain, and was replaced in the 1960s by the more water soluble tetrachlorophenate. Chlorophenate use has largely been discontinued because of concern regarding health effects and contamination with polychlorinated dibenzo-p-dioxins. Substitutes include didecyldimethyl ammonium chloride, 3-iodo-2-propynyl butyl carbamate, azaconazole, borax and 2-(thiocyanomethylthio)benzthiazole, most of which have been little studied among user workforces. Often lumber, especially that which has been kiln dried, does not need to be treated. In addition, wood of some tree species, such as Western red cedar, is not susceptible to sapstain fungi.
Either before or after drying, the wood is marketable as green or rough lumber; however, the lumber must be further processed for most industrial uses. Lumber is cut to final size and surfaced in a planing mill. Planers are used to reduce the wood to standard marketable sizes and to smooth the surface. The planer head is a series of cutting blades mounted on a cylinder which revolves at high speed. The operation is generally power fed and performed parallel to the wood grain. Often planing is performed simultaneously on two sides of the board. Planers which operate on four sides are called matchers. Moulders are sometimes used to round the edges of the wood.
After final processing, the wood must be sorted, stacked and bundled in preparation for shipping. Increasingly, these operations are being automated. In some specialized mills, wood may be further treated with chemical agents used as wood preservatives or fire retardants, or for protection of the surface from mechanical wear or weathering. For example, railroad ties, pilings, fence posts, telephone poles or other wood expected to be in contact with soil or water may be pressure treated with chromated or ammoniacal copper arsenate, pentachlorophenol or creosote in petroleum oil. Stains and colourants may also be used for marketability, and paints may be used to seal the ends of boards or to add company marks.
Large amounts of dust and debris are generated by saws and other wood-processing operations in sawmills. In many sawmills the slabs and other large pieces of wood are chipped. Chippers are generally large rotating discs with straight blades imbedded in the face, and slots for the chips to pass through. The chips are produced when logs or mill wastes are introduced to the blades using inclined gravity feed, horizontal self-feed or controlled power feeding. Generally the cutting action of the chipper is perpendicular to the blades. Different designs are used for whole logs than for slabs, edgings and other pieces of waste wood. It is common for a chipper to be integrated into the headrig to chip unusable slabs. Separate chippers to handle waste from the rest of the mill are also used. Wood chips and sawdust may be sold for pulp, reconstituted board manufacturing, landscaping, fuel or other uses. Bark, wood chips, sawdust and other material may also be burned either as fuel or as waste.
Large, modern sawmills will typically have a sizeable maintenance staff which includes clean-up workers, millwrights (industrial mechanics), carpenters, electricians and other skilled workers. Waste material may collect on machinery, conveyors and floors if sawmill operations are not equipped with local exhaust ventilation or the equipment is not operating properly. Clean-up operations are often performed using compressed air to remove wood dust and dirt from machinery, floors and other surfaces. Saws must be regularly inspected for broken teeth, cracks or other defects, and must be properly balanced to prevent vibration. This is done by a trade that is unique to the wood industries - saw filers, who are responsible for the re-toothing, sharpening and other maintenance of circular saws and band-saws.
Sawmill Health and Safety Hazards
Table 1 indicates the major types of occupational health and safety hazards found in the major process areas of a typical sawmill. There are many serious safety hazards within sawmills. Machine guarding is necessary at the point of operation for saws and other cutting devices as well as for gears, belts, chains, sprockets and nip points on conveyors, belts and rollers. Anti-kickback devices are necessary on many operations, such as circular saws, to prevent jammed lumber from being ejected from machines. Guard rails are necessary on walkways adjacent to operations or crossing over conveyors and other production lines. Proper housekeeping is necessary to prevent dangerous accumulation of wood dust and debris, which could result in falls as well as presenting a fire and explosion hazard. Many areas which require clean-up and routine maintenance are located in hazardous areas which would normally be inaccessible during times when the sawmill is in operation. Proper adherence to machinery lock-out procedures is extremely important during maintenance, repair and clean-up operations. Mobile equipment should be equipped with audible warning signals and lights. Traffic lanes and pedestrian walkways should be clearly marked. Reflective vests are also necessary to increase the visibility of pedestrians.
Table 1. Occupational health and safety hazards by lumber industry process area
|
Process area |
Safety hazards |
Physical hazards |
Dust/chemical hazards |
Biological hazards |
|
Yard and pond |
Mobile equipment;* unsecure logs/lumber;* conveyor belts |
Noise; temperate |
Road dust, other |
Mould and bacteria* |
|
Debarking |
Elevated walk-ways; machine kick-back; unsecure logs/lumber;* |
Noise |
Wood dust; road dust; |
Mould and bacteria* |
|
Sawing, trimming, |
Elevated walk-ways; machine kick-back;* unsecure logs/lumber; |
Noise;* repetitive strain |
Wood dust;* volatile |
Mould and bacteria |
|
Kiln drying |
Mobile equipment |
Temperature extremes |
Volatile wood |
Mould and bacteria |
|
Planing |
Elevated walk-ways; machine kick-back;* unsecure logs/lumber; |
Noise;* repetitive |
Wood dust;* volatile |
|
|
Sorting and grading |
Elevated walk-ways; unsecure logs/lumber; conveyor belts;* |
Noise; repetitive strain |
Wood dust; pesticides |
|
|
Chipping and related operations |
Elevated walk-ways; machine kick-back; conveyor belts; saws/ |
Noise* |
Wood dust;* volatile |
Mould and bacteria* |
|
Veneer cutting |
Elevated walk-ways; mobile equipment; conveyor belts; |
Noise* |
Wood dust; volatile wood |
Mould and bacteria* |
|
Veneer drying |
Mobile equipment; slivers |
Temperature extremes; |
Volatile wood components; |
Mould and bacteria |
|
Glue mixing and |
Repetitive strain injuries |
Formaldehyde;* other resin |
||
|
Hot press |
Mobile equipment; slivers; failure to lock-out machinery* |
Noise; repetitive strain |
Volatile wood components; |
|
|
Panel sanding |
Mobile equipment; saws/cutting equipment; flying debris; |
Noise;* repetitive strain |
Wood dust; formaldehyde; |
|
|
Clean-up operations |
Elevated walk-ways; conveyor belts;* flying debris;* slivers; |
Noise |
Wood dust;* formaldehyde; |
Mould and bacteria* |
|
Saw filing |
Elevated walk-ways; saws/cutting equipment; flying debris; |
Noise |
Metal fumes* |
|
|
Other maintenance |
Elevated walk-ways; mobile equipment;* failure to lock-out |
Wood dust; asbestos; |
||
|
Packing and shipping |
Elevated walk-ways; mobile equipment;* unsecure logs/lumber; |
Noise; temperature |
Road dust, other |
* Signifies high degree of hazard.
Sorting, grading and some other operations may involve the manual handling of boards and other heavy pieces of wood. Ergonomic design of the conveyors and receiving bins, and proper material-handling techniques should be used to help prevent back and upper extremity injuries. Gloves are necessary to prevent splinters, puncture wounds and contact with preservatives. Panels of safety glass or similar material should be placed between operators and points of operation because of the risk of eye and other injuries from wood dust, chips and other debris ejected from saws. Laser beams are also potential ocular hazards, and areas using Class II, III or IV lasers should be identified and warning signs posted. Safety glasses, hardhats and steel-toed boots are standard personal protective gear that should be worn during most sawmill operations.
Noise is a hazard in most areas of sawmills from debarking, sawing, edging, trimming, planing and chipping operations, as well as from logs striking each other on conveyors, rollers and drop-sorters. Feasible engineering controls to reduce noise levels include sound-proof booths for operators, enclosure of cutting machines with sound-absorbent material at the in- and out-feeds, and construction of sound barriers of acoustical materials. Other engineering controls are also possible. For example, idle running noise from circular saws may be reduced by purchasing saws with a suitable tooth shape or adjusting the speed of rotation. The installation of absorbing material on walls and ceilings may aid in reducing reflected noise throughout the mill, though source control would be necessary where noise exposure is direct.
Workers in almost all areas of the sawmill have the potential for exposure to particulate matter. Debarking operations involve little or no exposure to wood dust, since the goal is to leave the wood intact, but exposure to airborne soil, bark and biological agents, such as bacteria and fungi, is possible. Workers in almost all sawing, chipping and planing areas have the potential for exposure to wood dust. The heat generated by these operations may cause exposure to the volatile elements of the wood, such as monoterpenes, aldehydes, ketones and others, which will vary by tree species and temperature. Some of the highest wood dust exposures may occur among workers using compressed air for clean-up. Workers near kiln drying operations are likely to be exposed to wood volatiles. In addition, there is a potential for exposure to pathogenic fungi and bacteria, which grow at temperatures below 70°C. Exposure to bacteria and fungi is also possible during the handling of wood chips and waste, and the transport of logs in the yard.
Feasible engineering controls, such as local exhaust ventilation, exist to control the levels of airborne contaminants, and it may be possible to combine noise- and dust-control measures. For example, enclosed booths may reduce both noise and dust exposures (as well as preventing eye and other injuries). However, booths provide protection only to the operator, and controlling exposures at the source through enclosure of operations is preferable. Enclosure of planing operations has become increasingly common and has had the effect of reducing exposure to both noise and dust among persons who do not have to enter the enclosed areas. Vacuum and wet clean-up methods have been used in some mills, usually by clean-up contractors, but are not in general use. Exposure to fungi and bacteria may be controlled by reducing or increasing kiln temperatures and taking other steps to eliminate the conditions which promote the growth of these micro-organisms.
Other potentially hazardous exposures exist within sawmills. Exposure to cold and hot temperature extremes is possible near points where materials enter or leave the building, and heat is also a potential hazard in kiln areas. High humidity may be a problem when sawing wet logs. Exposure to fungicides is primarily via the dermal route and may occur if the boards are handled while still wet during grading, sorting and other operations. Appropriate gloves and aprons are necessary when handling boards that are wet with fungicides. Local exhaust ventilation with spray curtains and mist eliminators should be used in spraying operations. Exposure to carbon monoxide and other combustion products is possible from mobile equipment used to move logs and lumber within storage areas and to load semi-trailers or railroad cars. Saw filers may be exposed to hazardous levels of metal fumes including cobalt, chromium and lead from grinding, welding and soldering operations. Local exhaust ventilation as well as machine guarding are necessary.
Veneer and Plywood Mill Processes
The term plywood is used for panels consisting of three or more veneers which have been glued together. The term is also used to refer to panels with a core of solid wood strips or particleboard with top and bottom veneer surfaces. Plywood can be made from a variety of trees, including both conifers and non-conifers.
Veneers are usually created directly from debarked whole logs using rotary peeling. A rotary peeler is a lathe-like machine used to cut veneers, thin sheets of wood, from whole logs using a shearing action. The log is rotated against a pressure bar as it hits a cutting knife to produce a thin sheet between 0.25 and 5 mm in thickness. The logs used in this process may be soaked in hot water or steamed to soften them prior to peeling. The edges of the sheet are usually trimmed by knives attached to the pressure bar. Decorative veneers may be created by slicing a cant (the square centre of the log) using a pressure arm and blade in a manner similar to peeling. After either peeling or slicing, the veneers are collected on long, flat trays or rolled onto reels. The veneer is clipped into functional lengths using a guillotine-like machine, and dried using artificial heating or natural ventilation. The dried panels are inspected and, if necessary, patched using small pieces or strips of wood and formaldehyde-based resins. If the dried veneers are smaller than a standard-size panel, they may be spliced together. This is done by applying a liquid formaldehyde-based adhesive to the edges, pressing the edges together, and applying heat to cure the resin.
To produce the panels, veneers are roller- or spray-coated with formaldehyde-based resins, then placed between two unglued veneers with their grains in the perpendicular direction. The veneers are transferred to a hot press, where they are subjected to both pressure and heat to cure the resin. Phenol-resin adhesives are widely used to produce softwood plywood for severe service conditions, such as for construction and boat building. Urea-resin adhesives are used extensively in producing hardwood plywood for furniture and interior panelling; these can be fortified with melamine resin to increase their strength. The plywood industry has used formaldehyde-based glues in assembling of plywood for over 30 years. Prior to the introduction of formaldehyde-based resins in the 1940s, soybean and blood-albumen adhesives were used, and cold pressing of panels was common. These methods may still be used, but are increasingly rare.
The panels are cut to the proper dimensions using circular saws and are surfaced using large drum or belt sanders. Additional machining may also be performed in order to give the plywood special characteristics. In some cases, pesticides such as chlorophenols, lindane, aldrin, heptachlor, chloronaphthalenes and tributyltin oxide may be added to glues or used to treat the surface of panels. Other surface treatments may include the application of light petroleum oils (for concrete-form panels), paints, stains, lacquers and varnishes. These surface treatments may be performed at separate locations. Veneers and panels are often transported between operations using mobile equipment.
Veneer and Plywood Mill Hazards
Table 1 indicates the major types of occupational health and safety hazards found in the major process areas of a typical plywood mill. Many of the safety hazards in plywood mills are similar to those in sawmills, and the control measures are also similar. This section deals with only those issues which differ from sawmill operations.
Both dermal and respiratory exposure to formaldehyde and other components of glues, resins and adhesives is possible among workers in glue preparation, splicing, patching, sanding and hot pressing operations, and among workers nearby. Urea-based resins more readily release formaldehyde during curing than phenol-based ones; however, improvements in resin formulation have reduced exposures. Proper local exhaust ventilation and the use of appropriate gloves and other protective equipment are necessary to reduce respiratory and dermal exposure to formaldehyde and other resin components.
The wood used to produce veneers is wet, and the peeling and clipping operations do not generally produce much dust. The highest wood dust exposures during the production of plywood occur during the sanding, machining and sawing necessary to finish the plywood. Sanding, in particular, can produce large amounts of fine dust because as much as 10 to 15% of the board may be removed during surfacing. These processes should be enclosed and have local exhaust ventilation; hand sanders should have integral exhaust to a vacuum bag. If local exhaust is not present or it is not functioning properly, significant exposure to wood dust may occur. Vacuum and wet clean-up methods are more commonly found in plywood mills because the fine size of the dust makes other methods less effective. Unless noise control measures are in place, noise levels from sanding, sawing and machining operations are likely to exceed 90 dBA.
When veneers are dried, a number of chemical constituents of the wood may be released, including monoterpenes, resin acids, aldehydes and ketones. The types and amounts of chemical released depend on the species of tree and veneer dryer temperature. Proper exhaust ventilation and the prompt repair of veneer dryer leaks are necessary. Exposure to engine exhaust from fork-lifts may occur throughout plywood mills, and mobile equipment also presents a safety hazard. Pesticides mixed in glues are only slightly volatile and should not be detectable in workroom air, with the exception of chloronaphthalenes, which evaporate substantially. Exposure to pesticides may occur through the skin.
Other Manufactured Board Industries
This group of industries, including the manufacture of particleboard, waferboard, strandboard, insulation board, fibreboard and hardboard, produces boards consisting of wood elements of varying sizes, ranging from large flakes or wafers to fibres, held together by resinous glues or, in the case of wet process fibreboard, “natural” bonding between fibres. In the simplest sense, boards are created using a two-step process. The first step is the generation of the elements either directly from whole logs or as a waste by-product of other wood industries, such as sawmills. The second step is their recombination into sheet or panel form using chemical adhesives.
Particleboard, flakeboard, strandboard and waferboard are made from chips of wood of varying sizes and shapes using similar processes. Particleboard and flakeboard are made from small wood elements and are often used to make wood-veneered or plastic-laminated panels for the manufacture of furniture, cabinets and other wood products. Most elements may be made directly from wood waste. Waferboard and strandboard are made from very large particles - wood shavings and strands, respectively - and are primarily used for structural applications. The elements are generally made directly from logs using a machine containing a series of rotating knives which peel thin wafers. The design can be similar to a chipper, except the wood must be fed to the flaker with the grain oriented parallel to the knives. Peripheral milling designs can also be used. Water-saturated wood works best for these processes and, because the wood must be oriented, short logs are often used.
Before making sheets or panels, the elements must be sorted by size and grade, and then dried using artificial means, to a closely controlled moisture content. The dried elements are mixed with an adhesive and laid out in mats. Both phenol-formaldehyde and urea-formaldehyde resins are used. As is the case with plywood, phenolic resins are likely to be used for panels destined for applications requiring durability under adverse conditions, while the urea-formaldehyde resins are used for less demanding, interior applications. Melamine formaldehyde resins may also be used to increase durability, but rarely are because they are more expensive. In recent decades a new industry has emerged to produce reconstituted lumber for various structural uses as beams, supports and other weight-bearing elements. While the manufacturing processes used may be similar to particleboard, isocyanate-based resins are used because of the added strength needed.
The mats are divided into panel-sized sections, generally using an automated compressed air source or a straight blade. This operation is done in an enclosure so that the excess mat material can be recycled. The panels are formed into sheets by curing the thermosetting resin using a hot press in a manner similar to plywood. Afterwards the panels are cooled and trimmed to size. If necessary, sanders may be used to finish the surface. For example, reconstituted boards which are to be covered with a wood veneer or plastic laminate must be sanded to produce a relatively smooth, even surface. While drum sanders were used early in the industry, wide belt sanders are now generally used. Surface coatings may also be applied.
Fibreboards (including insulation board, medium-density fibreboard (MDF) and hardboard) are panels consisting of bonded wood fibres. Their production varies somewhat from particle- and other manufactured boards (see figure 5). To create the fibres, short logs or wood chips are reduced (pulped) in a manner similar to that used for producing pulp for the paper industry (see the chapter Paper and pulp industry). In general, a mechanical pulping process is used in which chips are soaked in hot water and then mechanically ground. Fibreboards can vary greatly in density, from low-density insulation boards to hardboards, and can be made from either conifers or non-conifers. Non-conifers generally make better hardboards, while conifers make better insulation boards. The processes involved in pulping have a minor chemical effect on the ground wood, removing a small amount of the lignin and extractive materials.
Figure 5. Classification of manufactured boards by particle size, density and process type
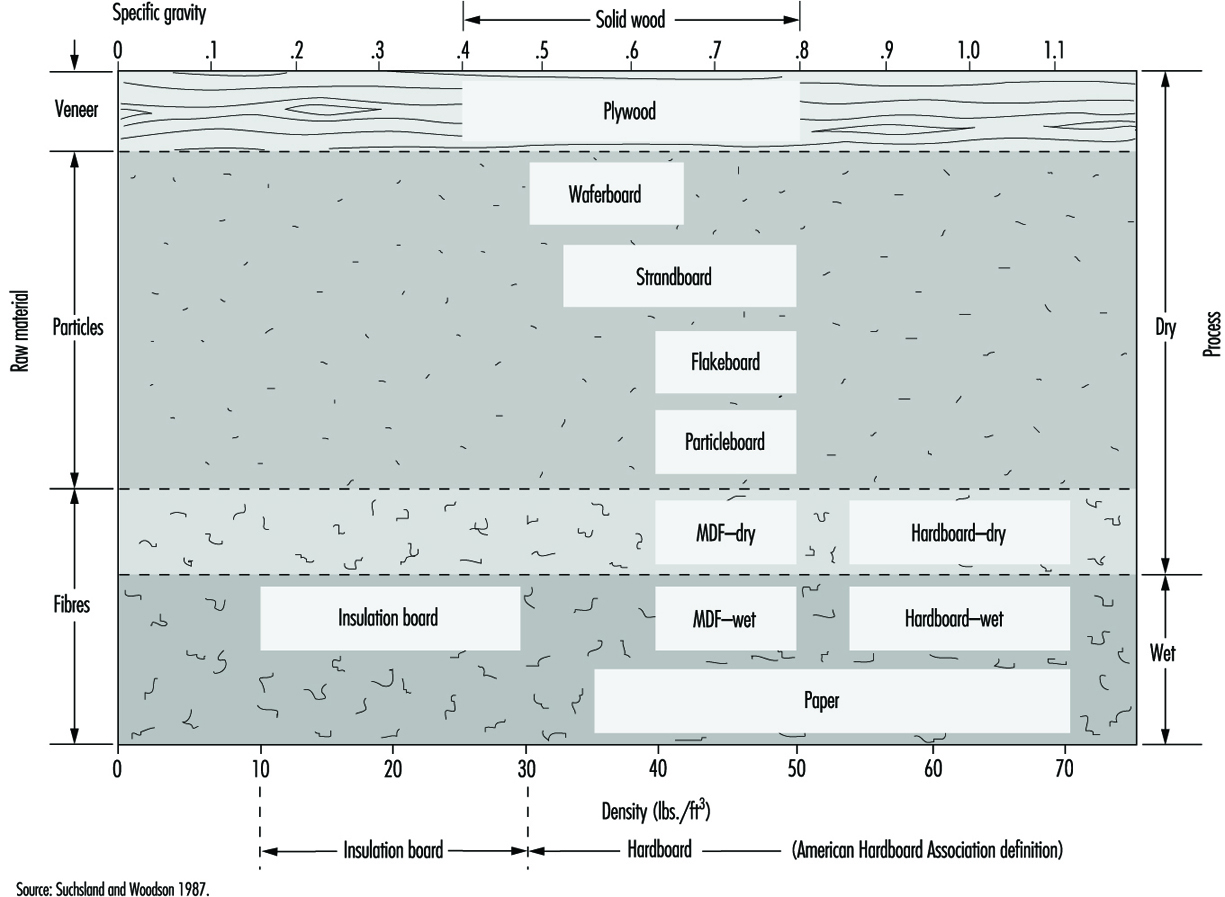
Two different processes, wet and dry, may be used to bond the fibres and create the panels. Hardboard (high density fibreboard) and MDF can be produced by “wet” or “dry” processes, while insulation board (low density fibreboard) can be produced only by the wet process. The wet process was developed first, and extends from paper production, while the dry process was developed later and stems from particleboard techniques. In the wet process, a slurry of pulp and water is distributed on a screen to form a mat. Afterwards, the mat is pressed, dried, cut and surfaced. The boards created by wet processes are held together by adhesive-like wood components and the formation of hydrogen bonds. The dry process is similar, except that the fibres are distributed on the mat after addition of a binder (either a thermosetting resin, thermoplastic resin or a drying oil) to form a bond between the fibres. Generally, either phenol-formaldehyde or urea-formaldehyde resins are used during the manufacture of dry-process fibreboard. A number of other chemicals may be used as additives, including inorganic salts as fire retardants and fungicides as preservatives.
In general, the health and safety hazards in the particleboard and related manufactured board industries are quite similar to those in the plywood industry, with the exception of pulping operations for fibreboard production (see table 1). Exposure to wood dust is possible during the processing to create the elements and may vary greatly depending on the moisture content of the wood and the nature of the processes. The highest wood dust exposures would be expected during the cutting and finishing of panels, especially during sanding operations if engineering controls are not in place or not functioning properly. Most sanders are enclosed systems, and large capacity air systems are needed to remove the dust generated. Exposure to wood dust, as well as fungi and bacteria, is also possible during the chipping and grinding of dried wood and among workers involved in the transport of chips from storage to processing areas. Very high noise exposures are possible near all sanding, chipping, grinding and related wood-processing operations. Exposure to formaldehyde and other resin constituents is possible during the mixing of glues, laying of the mat and the hot pressing operations. The control measures for limiting exposure to safety hazards, wood dust, noise and formaldehyde in the manufactured board industries are similar to those for the plywood and sawmill industries.
General Profile
In 1993, the worldwide production of electricity was 12.3 trillion kilowatt hours (United Nations 1995). (A kilowatt hour is the amount of electricity needed to light ten 100-watt bulbs for 1 hour.) One can judge the magnitude of this endeavour by considering data from the United States, which alone produced 25% of the total energy. The US electric utility industry, a mix of public and privately owned entities, generated 3.1 trillion kilowatt hours in 1993, using more than 10,000 generating units (US Department of Energy 1995). The portion of this industry that is owned by private investors employs 430,000 people in electric operations and maintenance, with revenues of US$200 billion annually.
Electricity is generated in plants which utilize fossil fuel (petroleum, natural gas or coal) or use nuclear energy or hydropower. In 1990, for example, 75% of France’s electrical power came from nuclear power stations. In 1993, 62% of the electricity generated worldwide came from fossil fuels, 19% from hydropower, and 18% from nuclear power. Other reusable sources of energy such as wind, solar, geothermal or biomass account for only a small proportion of world electric production. From generating stations, electricity is then transmitted over interconnected networks or grids to local distribution systems and on through to the consumer.
The workforce that makes all of this possible tends to be primarily male and to possess a high degree of technical skill and knowledge of “the system”. The tasks that these workers undertake are quite diverse, having elements in common with the construction, manufacturing, materials handling, transportation and communications industries. The next few articles describe some of these operations in detail. The articles on electric maintenance standards and environmental concerns also highlight major US government regulatory initiatives that affect the electric utility industry.
Cancer
Stress, the physical and/or psychological departure from a person’s stable equilibrium, can result from a large number of stressors, those stimuli that produce stress. For a good general view of stress and the most common job stressors, Levi’s discussion in this chapter of job stress theories is recommended.
In addressing the question of whether job stress can and does affect the epidemiology of cancer, we face limitations: a search of the literature located only one study on actual job stress and cancer in urban bus drivers (Michaels and Zoloth 1991) (and there are only few studies in which the question is considered more generally). We cannot accept the findings of that study, because the authors did not take into account either the effects of high density exhaust fumes or smoking. Further, one cannot carry over the findings from other diseases to cancer because the disease mechanisms are so vastly different.
Nevertheless, it is possible to describe what is known about the connections between more general life stressors and cancer, and further, one might reasonably apply those findings to the job situation. We differentiate relationships of stress to two outcomes: cancer incidence and cancer prognosis. The term incidence evidently means the occurrence of cancer. However, incidence is established either by the doctor’s clinical diagnosis or at autopsy. Since tumour growth is slow—1 to 20 years may elapse from the malignant mutation of one cell to the detection of the tumour mass—incidence studies include both initiation and growth. The second question, whether stress can affect prognosis, can be answered only in studies of cancer patients after diagnosis.
We distinguish cohort studies from case-control studies. This discussion focuses on cohort studies, where a factor of interest, in this case stress, is measured on a cohort of healthy persons, and cancer incidence or mortality is determined after a number of years. For several reasons, little emphasis is given to case-control studies, those which compare reports of stress, either current or before diagnosis, in cancer patients (cases) and persons without cancer (controls). First, one can never be sure that the control group is well-matched to the case group with respect to other factors that can influence the comparison. Secondly, cancer can and does produce physical, psychological and attitudinal changes, mostly negative, that can bias conclusions. Thirdly, these changes are known to result in an increase in the number of reports of stressful events (or of their severity) compared to reports by controls, thus leading to biased conclusions that patients experienced more, or more severe, stressful events than did controls (Watson and Pennebaker 1989).
Stress and Cancer Incidence
Most studies on stress and cancer incidence have been of the case-control sort, and we find a wild mix of results. Because, in varying degrees, these studies have failed to control contaminating factors, we don’t know which ones to trust, and they are ignored here. Among cohort studies, the number of studies showing that persons under greater stress did not experience more cancer than those under lesser stress exceeded by a large margin the number showing the reverse (Fox 1995). The results for several stressed groups are given.
- Bereaved spouses. In a Finnish study of 95,647 widowed persons their cancer death rate differed by only 3% from the rate of an age-equivalent non-widowed population over a period of five years. A study of causes of death during the 12 years following bereavement in 4,032 widowed persons in the state of Maryland showed no more cancer deaths among the widowed than among those still married—in fact, there were slightly fewer deaths than in the married. In England and Wales, the Office of Population Censuses and Surveys showed little evidence of an increase in cancer incidence after death of a spouse, and only a slight, non-significant increase in cancer mortality.
- Depressed mood. One study showed, but four studies did not, an excess of cancer mortality in the years following the measurement of a depressed mood (Fox 1989). This must be distinguished from hospitalizable depression, on which no well-controlled large-scale cohort studies have been done, and which clearly involves pathological depression, not applicable to the healthy working population. Even among this group of clinically depressed patients, however, most properly analysed smaller studies show no excess of cancer.
- A group of 2,020 men, aged 35 to 55, working in an electrical products factory in Chicago, was followed for 17 years after being tested. Those whose highest score on a variety of personality scales was reported on the depressed mood scale showed a cancer death rate 2.3 times that of men whose highest score was not referable to depressed mood. The researcher’s colleague followed the surviving cohort for another three years; the cancer death rate in the whole high-depressed-mood group had dropped to 1.3 times that of the control group. A second study of 6,801 adults in Alameda County, California, showed no excess cancer mortality among those with depressed mood when followed for 17 years. In a third study of 2,501 people with depressed mood in Washington County, Maryland, non-smokers showed no excess cancer mortality over 13 years compared to non-smoking controls, but there was an excess mortality among smokers. The results for smokers were later shown to be wrong, the error arising from a contaminating factor overlooked by the researchers. A fourth study, of 8,932 women at the Kaiser-Permanente Medical Center in Walnut Creek, California showed no excess of deaths due to breast cancer over 11 to 14 years among women with depressed mood at the time of measurement. A fifth study, done on a randomized national sample of 2,586 people in the National Health and Nutrition Examination Survey in the United States, showed no excess of cancer mortality among those showing depressed mood when measured on either of two independent mood scales. The combined findings of studies on 22,351 persons made up of disparate groups weigh heavily against the contrary findings of the one study on 2,020 persons.
- Other stressors. A study of 4,581 Hawaiian men of Japanese descent found no greater cancer incidence over a period of 10 years among those reporting high levels of stressful life events at the start of the study than those reporting lower levels. A study was carried out on 9,160 soldiers in the US Army who had been prisoners of war in the Pacific and European theatres in the Second World War and in Korea during the Korean conflict. The cancer death rate from 1946 to 1975 was either less than or no different from that found among soldiers matched by combat zone and combat activity who were not prisoners of war. In a study of 9,813 US Army personnel separated from the army during the year 1944 for “psychoneurosis”, a prima facie state of chronic stress, their cancer death rate over the period 1946 to 1969 was compared with that of a matched group not so diagnosed. The psychoneurotics’ rate was no greater than that of matched controls, and was, in fact, slightly lower, although not significantly so.
- Lowered levels of stress. There is evidence in some studies, but not in others, that higher levels of social support and social connections are associated with less cancer risk in the future. There are so few studies on this topic and the observed differences so unconvincing that the most a prudent reviewer can reasonably do is suggest the possibility of a true relationship. We need more solid evidence than that offered by the contradictory studies that have already been carried out.
Stress and cancer prognosis
This topic is of lesser interest because so few people of working age get cancer. Nevertheless, it ought to be mentioned that while survival differences have been found in some studies with regard to reported pre-diagnosis stress, other studies have shown no differences. One should, in judging these findings, recall the parallel ones showing that not only cancer patients, but also those with other ills, report more past stressful events than well people to a substantial degree because of the psychological changes brought about by the disease itself and, further, by the knowledge that one has the disease. With respect to prognosis, several studies have shown increased survival among those with good social support as against those with less social support. Perhaps more social support produces less stress, and vice versa. As regards both incidence and prognosis, however, the extant studies are at best only suggestive (Fox 1995).
Animal studies
It might be instructive to see what effects stress has had in experiments with animals. The results among well-conducted studies are much clearer, but not decisive. It was found that stressed animals with viral tumours show faster tumour growth and die earlier than unstressed animals. But the reverse is true of non-viral tumours, that is, those produced in the laboratory by chemical carcinogens. For these, stressed animals have fewer tumours and longer survival after the start of cancer than unstressed animals (Justice 1985). In industrial nations, however, only 3 to 4% of human malignancies are viral. All the rest are due to chemical or physical stimuli—smoking, x rays, industrial chemicals, nuclear radiation (e.g., that due to radon), excessive sunlight and so on. Thus, if one were to extrapolate from the findings for animals, one would conclude that stress is beneficial both to cancer incidence and survival. For a number of reasons one should not draw such an inference (Justice 1985; Fox 1981). Results with animals can be used to generate hypotheses relating to data describing humans, but cannot be the basis for conclusions about them.
Conclusion
In view of the variety of stressors that has been examined in the literature—long-term, short-term, more severe, less severe, of many types—and the preponderance of results suggesting little or no effect on later cancer incidence, it is reasonable to suggest that the same results apply in the work situation. As for cancer prognosis, too few studies have been done to draw any conclusions, even tentative ones, about stressors. It is, however, possible that strong social support may decrease incidence a little, and perhaps increase survival.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."