- Sie sind hier:
-
Startseite

-
Inhalt (2)
-
Teil XVII. Dienstleistungen und Handel
-
Transportgewerbe und Lagerhaltung
-
Lagerung
- Schenker, AM

Anderson, Judith
Adresse Abteilung für Umwelt- und Arbeitsgesundheit, George Washington University, 2300 K Street NW, #201, Washington, DC 20037
Land: USA
Telefon: 1 (202) 994-7467
Fax: 1 (202) 994-0011
E-Mail: janderso@gwis2.circ.gwu.edu
Vergangene Position(en): Forschungsassistent, Abteilung für Epidemiologie, British Columbia Cancer Agency, Vancouver
Ausbildung: MSc, 1995, Universität von British Columbia
Interessengebiete: Expositionsabschätzung in der Bauindustrie und der Zellstoff- und Papierindustrie
Gefahren und Kontrollen am Arbeitsplatz
Tabelle 1 gibt einen Überblick über die Arten von Expositionen, die in den einzelnen Bereichen der Zellstoff- und Papierverarbeitung zu erwarten sind. Obwohl Expositionen als spezifisch für bestimmte Produktionsprozesse aufgeführt werden können, kann es auch zu Expositionen von Mitarbeitern aus anderen Bereichen kommen, abhängig von den Wetterbedingungen, der Nähe zu Expositionsquellen und davon, ob sie in mehr als einem Prozessbereich arbeiten (z. B. Qualitätskontrolle, allgemeine Arbeit). Pool- und Wartungspersonal).
Tabelle 1. Potenzielle Gesundheits- und Sicherheitsrisiken in der Zellstoff- und Papierherstellung, nach Prozessbereich
|
Prozessbereich |
Sicherheitsrisiken |
Physikalische Gefahren |
Chemische Gefahren |
Biologische Gefahren |
|
Holzvorbereitung |
||||
|
Log-Teich |
Ertrinken; Mobilgeräte; |
Lärm; Vibration; kalt; Wärme |
Motorabgas |
|
|
Holzzimmer |
Nip-Punkte; rutschen, fallen |
Lärm; Vibration |
Terpene und andere Holzextrakte; Holzstaub |
Bakterien; Pilze |
|
Chip-Screening |
Nip-Punkte; rutschen, fallen |
Lärm; Vibration |
Terpene und andere Holzextrakte; Holzstaub |
Bakterien; Pilze |
|
Chip-Hof |
Nip-Punkte; Mobilgeräte |
Lärm; Vibration; kalt; Wärme |
Motorauspuff; Terpene und andere Holzextrakte; Holzstaub |
Bakterien; Pilze |
|
Aufschließen |
||||
|
Steinschliff |
Rutschen, fallen |
Lärm; elektrische und magnetische Felder; hohe Luftfeuchtigkeit |
||
|
RMP, CMP, CTMP |
Rutschen, fallen |
Lärm; elektrische und magnetische Felder; hohe Luftfeuchtigkeit |
Kochchemikalien und Nebenprodukte; Terpene und andere Holzextrakte; Holzstaub |
|
|
Sulfataufschluss |
Rutschen, fallen |
Lärm; hohe Luftfeuchtigkeit; Wärme |
Säuren und Laugen; Kochchemikalien und Nebenprodukte; reduzierte Schwefelgase; Terpene |
|
|
Sulfatrückgewinnung |
Explosionen; Klemmpunkte; rutschen, |
Lärm; Wärme; Dampf |
Säuren und Laugen; Asbest; Asche; Kochchemikalien und Nebenprodukte; Brennstoffe; reduziert |
|
|
Sulfitaufschluss |
Rutschen, fallen |
Lärm; hohe Luftfeuchtigkeit; Wärme |
Säuren und Laugen; Kochchemikalien und Nebenprodukte; Schwefeldioxid; Terpene und andere Holzextrakte; Holzstaub |
|
|
Sulfitrückgewinnung |
Explosionen; Klemmpunkte; rutschen, |
Lärm; Wärme; Dampf |
Säuren und Laugen; Asbest; Asche; Kochchemikalien und Nebenprodukte; Brennstoffe; Schwefeldioxid |
|
|
Repulping/Deinking |
Rutschen, fallen |
Säuren und Laugen; Bleichchemikalien und Nebenprodukte; Farbstoffe und Tinten; Zellstoff-/Papierstaub; Slimizide; Lösungsmittel |
Bakterien |
|
|
Bleichen |
Rutschen, fallen |
Lärm; hohe Luftfeuchtigkeit; Wärme |
Bleichchemikalien und Nebenprodukte; Slimizide; Terpene und andere Holzextrakte |
|
|
Blechumformung u |
||||
|
Zellstoffmaschine |
Nip-Punkte; rutschen, fallen |
Lärm; Vibration; hoch |
Säuren und Laugen; Bleichchemikalien und Nebenprodukte; Flockungsmittel; Zellstoff-/Papierstaub; Slimizide; Lösungsmittel |
Bakterien |
|
Rollenerzeugung (Papier/Karton) |
Nip-Punkte; rutschen, fallen |
Lärm; Vibration; hoch |
Säuren und Laugen; Bleichchemikalien und Nebenprodukte; Farbstoffe und Tinten; Flockungsmittel; Zellstoff/Papier |
Bakterien |
|
Konfektionierung |
Nip-Punkte; Mobilgeräte |
Lärm |
Säuren und Laugen; Farbstoffe und Tinten; Flockungsmittel; |
|
|
Warehouse |
Mobilgeräte |
Brennstoffe; Motorauspuff; Zellstoff-/Papierstaub |
||
|
Andere Operationen |
||||
|
Stromerzeugung |
Nip-Punkte; rutschen, fallen |
Lärm; Vibration; elektrisch u |
Asbest; Asche; Brennstoffe; Terpene und andere Holzextrakte; Holzstaub |
Bakterien; Pilze |
|
Wasserversorgung |
Ertrinken |
Bleichchemikalien und Nebenprodukte |
Bakterien |
|
|
Abwasserbehandlung |
Ertrinken |
Bleichchemikalien und Nebenprodukte; Flockungsmittel; reduzierte Schwefelgase |
Bakterien |
|
|
Chlordioxid |
Explosionen; rutschen, fallen |
Bleichchemikalien und Nebenprodukte |
Bakterien |
|
|
Wiedergewinnung von Terpentin |
Rutschen, fallen |
Kochchemikalien und Nebenprodukte; reduzierte Schwefelgase; Terpene und andere Holzextrakte |
||
|
Tallölproduktion |
Säuren und Laugen; Kochchemikalien und Nebenprodukte; reduzierte Schwefelgase; Terpene und andere Holzextrakte |
RMP = Refining Mechanical Pulping; CMP = chemisch-mechanischer Aufschluss; CTMP = chemo-thermomechanischer Aufschluss.
Die Exposition gegenüber den in Tabelle 1 aufgeführten potenziellen Gefahren hängt wahrscheinlich vom Automatisierungsgrad der Anlage ab. Früher war die industrielle Zellstoff- und Papierherstellung ein halbautomatischer Prozess, der viele manuelle Eingriffe erforderte. In solchen Einrichtungen saßen die Bediener an offenen Tafeln neben den Prozessen, um die Auswirkungen ihrer Aktionen zu beobachten. Die Ventile an der Ober- und Unterseite eines Chargenkochers würden manuell geöffnet, und während der Füllphasen würden Gase im Kocher durch die ankommenden Schnitzel verdrängt (Abbildung 1). Die Chemikalienkonzentrationen würden eher auf der Grundlage von Erfahrungen als von Proben angepasst, und Prozessanpassungen würden von den Fähigkeiten und Kenntnissen des Bedieners abhängen, was manchmal zu Störungen führte. Zum Beispiel würde eine Überchlorung von Zellstoff die Arbeiter nachgelagert einer erhöhten Menge an Bleichmitteln aussetzen. In den meisten modernen Mühlen ermöglicht der Fortschritt von manuell gesteuerten zu elektronisch gesteuerten Pumpen und Ventilen einen Fernbetrieb. Die Forderung nach Prozesssteuerung innerhalb enger Toleranzen hat Computer und ausgeklügelte technische Strategien erfordert. Separate Kontrollräume werden verwendet, um die elektronische Ausrüstung von der Zellstoff- und Papierproduktionsumgebung zu isolieren. Folglich arbeiten Bediener normalerweise in klimatisierten Kontrollräumen, die Schutz vor Lärm, Vibrationen, Temperatur, Feuchtigkeit und Chemikalien bieten, die mit dem Mühlenbetrieb verbunden sind. Andere Steuerungen, die die Arbeitsumgebung verbessert haben, werden unten beschrieben.
Abbildung 1. Arbeiter öffnet die Kappe an einem manuell gesteuerten Chargenkocher.

Archiv von MacMillan Bloedel
Sicherheitsrisiken wie Quetschstellen, nasse Laufflächen, sich bewegende Ausrüstung und Höhen sind in allen Zellstoff- und Papierbetrieben üblich. Schutzvorrichtungen um sich bewegende Förderer und Maschinenteile herum, schnelles Beseitigen von Verschüttungen, Laufflächen, die einen Abfluss ermöglichen, und Leitplanken auf Gehwegen neben Produktionslinien oder in der Höhe sind allesamt unerlässlich. Sperrverfahren müssen für die Wartung von Späneförderern, Papiermaschinenwalzen und allen anderen Maschinen mit beweglichen Teilen befolgt werden. Mobile Geräte, die in Spänelagern, Dock- und Versandbereichen, Lagerhäusern und anderen Betrieben verwendet werden, sollten einen Überrollschutz, gute Sicht und Hupen haben; Fahrspuren für Fahrzeuge und Fußgänger sollten deutlich gekennzeichnet und ausgeschildert sein.
Auch Lärm und Hitze sind allgegenwärtige Gefahren. Die wichtigste technische Steuerung sind Bedienergehäuse, wie oben beschrieben, die normalerweise in den Bereichen Holzaufbereitung, Aufschluss, Bleichen und Blattbildung verfügbar sind. Klimatisierte, geschlossene Kabinen für mobile Geräte, die bei Hackschnitzel- und anderen Hofarbeiten eingesetzt werden, sind ebenfalls erhältlich. Außerhalb dieser Umzäunungen benötigen Arbeiter in der Regel einen Gehörschutz. Die Arbeit in heißen Prozess- oder Außenbereichen und bei Behälterwartungsarbeiten erfordert, dass Arbeiter geschult werden, um Symptome von Hitzestress zu erkennen; in solchen Bereichen sollte die Arbeitsplanung Akklimatisierungs- und Ruhezeiten ermöglichen. Kaltes Wetter kann bei Außenarbeiten zu Erfrierungsgefahren führen, ebenso wie Nebel in der Nähe von Spänehaufen, die warm bleiben.
Holz, seine Extrakte und assoziierte Mikroorganismen sind spezifisch für Holzaufbereitungsvorgänge und die Anfangsstadien des Aufschlusses. Die Kontrolle der Exposition hängt vom jeweiligen Betrieb ab und kann Bedienerkabinen, Einhausung und Belüftung von Sägen und Förderbändern sowie geschlossene Spänelager und niedrige Spänebestände umfassen. Die Verwendung von Druckluft zum Entfernen von Holzstaub führt zu hohen Belastungen und sollte vermieden werden.
Chemische Zellstoffverfahren bieten die Möglichkeit der Exposition gegenüber Aufschlusschemikalien sowie gasförmigen Nebenprodukten des Kochprozesses, einschließlich reduzierter (Kraftzellstoff) und oxidierter (Sulfitzellstoff) Schwefelverbindungen und flüchtiger organischer Stoffe. Die Gasbildung kann durch eine Reihe von Betriebsbedingungen beeinflusst werden: die verwendete Holzart; die Menge des zerkleinerten Holzes; die Menge und Konzentration der aufgebrachten Weißlauge; die zum Aufschließen erforderliche Zeit; und maximale Temperatur erreicht. Zusätzlich zu automatischen Kocherverschlussventilen und Kontrollräumen für Bediener umfassen andere Kontrollen für diese Bereiche lokale Abluftventilationen an Chargenkochern und Blastanks, die in der Lage sind, mit der Rate zu entlüften, mit der die Gase des Behälters freigesetzt werden; Unterdruck in Rückgewinnungskesseln und Sulfit-SO2 Säuretürme zur Verhinderung von Gaslecks; belüftete Voll- oder Teilumschließungen über Nachvergärungswäschern; kontinuierliche Gasmonitore mit Alarmen, wo Lecks auftreten können; und Notfallplanung und -training. Bediener, die Proben entnehmen und Tests durchführen, sollten sich des Potenzials einer Säure- und Laugenexposition in Prozess- und Abfallströmen und der Möglichkeit von Nebenreaktionen wie Schwefelwasserstoffgas (H2S) Herstellung, wenn Schwarzlauge aus Kraftzellstoff mit Säuren in Kontakt kommt (z. B. in Abwasserkanälen).
In Chemikalienrückgewinnungsbereichen können saure und alkalische Prozesschemikalien und ihre Nebenprodukte mit Temperaturen von über 800 °C vorhanden sein. Berufliche Verantwortlichkeiten erfordern möglicherweise, dass Arbeiter in direkten Kontakt mit diesen Chemikalien kommen, was strapazierfähige Kleidung erforderlich macht. Arbeiter harken beispielsweise die spritzende Schmelze, die sich am Boden der Kessel sammelt, und riskieren dabei chemische und thermische Verbrennungen. Arbeiter können Staub ausgesetzt werden, wenn Natriumsulfat zu konzentrierter Schwarzlauge hinzugefügt wird, und jedes Leck oder jede Öffnung setzt schädliche (und möglicherweise tödliche) reduzierte Schwefelgase frei. In der Nähe des Rückgewinnungskessels besteht immer die Gefahr einer Schmelzwasserexplosion. Wasserlecks in den Rohrwänden des Kessels haben zu mehreren tödlichen Explosionen geführt. Rückgewinnungskessel sollten bei jedem Hinweis auf ein Leck abgeschaltet werden, und es sollten spezielle Verfahren zum Überführen der Schmelze implementiert werden. Das Laden von Kalk und anderen ätzenden Materialien sollte mit geschlossenen und belüfteten Förderbändern, Aufzügen und Vorratsbehältern erfolgen.
In Bleichanlagen können Feldarbeiter den Bleichmitteln sowie chlorierten organischen Stoffen und anderen Nebenprodukten ausgesetzt sein. Prozessvariablen wie die chemische Stärke der Bleiche, der Ligningehalt, die Temperatur und die Zellstoffkonsistenz werden ständig überwacht, wobei die Bediener Proben entnehmen und Labortests durchführen. Aufgrund der Gefahren vieler der verwendeten Bleichmittel sollten ständige Alarmmonitore vorhanden sein, Atemschutzmasken sollten an alle Mitarbeiter ausgegeben werden und die Bediener sollten in Notfallmaßnahmen geschult werden. Überdachungen mit spezieller Entlüftung sind standardmäßige technische Steuerungen, die oben auf jedem Bleichturm und jeder Waschstufe zu finden sind.
Zu den chemischen Belastungen im Maschinenraum einer Zellstoff- oder Papierfabrik gehören die Verschleppung von Chemikalien aus der Bleichanlage, die Zusatzstoffe für die Papierherstellung und die Chemikalienmischung im Abwasser. Stäube (Cellulose, Füllstoffe, Lacke) und Abgase von mobilen Geräten sind in der Trockenpartie und der Veredelung vorhanden. Die Reinigung zwischen den Produktläufen kann mit Lösungsmitteln, Säuren und Laugen erfolgen. Zu den Steuerungen in diesem Bereich kann eine vollständige Einhausung über dem Blatttrockner gehören; belüftete Einhausung der Bereiche, in denen Zusatzstoffe abgeladen, gewogen und gemischt werden; Verwendung von Zusatzstoffen in flüssiger statt in Pulverform; Verwendung von Tinten und Farbstoffen auf Wasserbasis statt auf Lösungsmittelbasis; und Eliminieren der Verwendung von Druckluft zum Reinigen von geschnittenem Papier und Abfallpapier.
Die Papierherstellung in Altpapierfabriken ist im Allgemeinen staubiger als die herkömmliche Papierherstellung mit neu produziertem Zellstoff. Die Exposition gegenüber Mikroorganismen kann vom Anfang (Papiersammlung und -trennung) bis zum Ende (Papierherstellung) der Produktionskette erfolgen, aber die Exposition gegenüber Chemikalien ist weniger wichtig als bei der herkömmlichen Papierherstellung.
Zellstoff- und Papierfabriken beschäftigen eine umfangreiche Wartungsgruppe, um ihre Prozessausrüstung zu warten, darunter Schreiner, Elektriker, Instrumentenmechaniker, Isolatoren, Maschinisten, Maurer, Mechaniker, Mühlenbauer, Maler, Rohrschlosser, Kältemechaniker, Klempner und Schweißer. Zusammen mit ihren handelsspezifischen Engagements (siehe die Metall Verarbeitung und Metallbearbeitung und Berufe Kapiteln), können diese Handwerker allen prozessbedingten Gefahren ausgesetzt sein. Mit zunehmender Automatisierung und Einhausung der Mühlenbetriebe sind die Wartungs-, Reinigungs- und Qualitätssicherungsvorgänge am stärksten gefährdet. Besonders besorgniserregend sind Anlagenstillstände zur Reinigung von Behältern und Maschinen. Abhängig von der Werksorganisation können diese Arbeiten von betriebsinternem Wartungs- oder Produktionspersonal durchgeführt werden, obwohl die Untervergabe an Nicht-Werkspersonal, das möglicherweise weniger Gesundheits- und Sicherheitsunterstützungsdienste am Arbeitsplatz hat, üblich ist.
Zusätzlich zu den Prozessbelastungen bringt der Zellstoff- und Papierfabrikbetrieb einige bemerkenswerte Belastungen für das Wartungspersonal mit sich. Da der Zellstoffabbau, die Rückgewinnung und der Kesselbetrieb mit hoher Hitze verbunden sind, wurde Asbest in großem Umfang zur Isolierung von Rohren und Behältern verwendet. Rostfreier Stahl wird häufig in Behältern und Rohren bei Zellstoff-, Rückgewinnungs- und Bleichvorgängen und in gewissem Umfang bei der Papierherstellung verwendet. Es ist bekannt, dass das Schweißen dieses Metalls Chrom- und Nickeldämpfe erzeugt. Während Wartungsstillständen können Sprays auf Chrombasis aufgetragen werden, um den Boden und die Wände von Rückgewinnungskesseln während des Anfahrvorgangs vor Korrosion zu schützen. Prozessqualitätsmessungen in der Produktionslinie werden häufig mit Infrarot- und Radioisotopenmessgeräten durchgeführt. Obwohl die Messgeräte normalerweise gut abgeschirmt sind, können Instrumentenmechaniker, die sie warten, Strahlung ausgesetzt sein.
Einige besondere Belastungen können auch bei Mitarbeitern in anderen werksunterstützenden Betrieben auftreten. Kraftwerkskesselarbeiter handhaben Rinde, Altholz und Schlamm aus der Abwasserbehandlungsanlage. In älteren Mühlen entfernen die Arbeiter Asche vom Boden der Kessel und dichten die Kessel dann wieder ab, indem sie eine Mischung aus Asbest und Zement um den Kesselrost herum auftragen. In modernen Kraftkesseln ist dieser Vorgang automatisiert. Wenn Material mit einem zu hohen Feuchtigkeitsgehalt in den Kessel eingeführt wird, können Arbeiter Rückschlägen von Produkten unvollständiger Verbrennung ausgesetzt sein. Arbeiter, die für die Wasseraufbereitung verantwortlich sind, können Chemikalien wie Chlor, Hydrazin und verschiedenen Harzen ausgesetzt sein. Wegen der Reaktivität von ClO2, die ClO2 Der Generator befindet sich normalerweise in einem eingeschränkten Bereich, und der Bediener ist in einem entfernten Kontrollraum mit Exkursionen stationiert, um Proben zu sammeln und den Salzkuchenfilter zu warten. Natriumchlorat (ein starkes Oxidationsmittel), das zur Erzeugung von ClO verwendet wird2 kann gefährlich entzündlich werden, wenn es auf organisches oder brennbares Material verschüttet und dann getrocknet wird. Alle Verschüttungen sollten benetzt werden, bevor Wartungsarbeiten durchgeführt werden können, und alle Geräte sollten danach gründlich gereinigt werden. Nasse Kleidung sollte bis zum Waschen feucht und getrennt von Straßenkleidung aufbewahrt werden.
Produktion von Chemikalien und Nebenprodukten
Da viele Bleichchemikalien reaktiv und beim Transport gefährlich sind, werden sie vor Ort oder in der Nähe hergestellt. Chlordioxid (ClO2), Natriumhypochlorit (NaOCl) und Persäuren werden immer vor Ort hergestellt, während Chlor (Cl2) und Natriumhydroxid oder Ätzmittel (NaOH) werden normalerweise außerhalb des Standorts hergestellt. Tallöl, ein Produkt, das aus dem Harz und den Fettsäuren gewonnen wird, die beim Kraftkochen extrahiert werden, kann vor Ort oder außerhalb raffiniert werden. Terpentin, ein leichteres Kraft-Nebenprodukt, wird oft vor Ort gesammelt und konzentriert und an anderer Stelle raffiniert.
Chlordioxid
Chlordioxid (ClO2) ist ein hochreaktives grünlich-gelbes Gas. Es ist giftig und ätzend, explodiert bei hohen Konzentrationen (10 %) und wird schnell zu Cl reduziert2 und O2 in Gegenwart von ultraviolettem Licht. Es muss als verdünntes Gas hergestellt und als verdünnte Flüssigkeit gelagert werden, was einen Massentransport unmöglich macht.
ClO2 entsteht durch Reduktion von Natriumchlorat (Na2ClO3) mit SO2, Methanol, Salz oder Salzsäure. Das den Reaktor verlassende Gas wird kondensiert und als 10%ige flüssige Lösung gespeichert. Moderne ClO2 Generatoren arbeiten mit einem Wirkungsgrad von 95 % oder mehr, und die geringe Menge an Cl2 Das anfallende Abgas wird gesammelt oder aus dem Abgas ausgewaschen. Abhängig von der Reinheit der zugeführten Chemikalien, der Temperatur und anderen Prozessvariablen können Nebenreaktionen auftreten. Nebenprodukte werden in den Prozess zurückgeführt und verbrauchte Chemikalien werden neutralisiert und entsorgt.
Natriumhypochlorit
Natriumhypochlorit (NaOCl) wird durch die Kombination von Cl hergestellt2 mit einer verdünnten NaOH-Lösung. Es ist ein einfacher, automatisierter Prozess, der fast keinen Eingriff erfordert. Der Prozess wird gesteuert, indem die Laugekonzentration so aufrechterhalten wird, dass das restliche Cl2 im Prozessbehälter wird minimiert.
Chlor und Ätzmittel
Chlor (Cl2), das seit dem frühen 1800. Jahrhundert als Bleichmittel verwendet wird, ist ein hochreaktives, giftiges, grün gefärbtes Gas, das bei Feuchtigkeit korrosiv wird. Chlor wird normalerweise durch Elektrolyse von Sole (NaCl) zu Cl hergestellt2 und NaOH in regionalen Anlagen und als reine Flüssigkeit zum Kunden transportiert. Drei Methoden werden verwendet, um Cl herzustellen2 im industriellen Maßstab: die Quecksilberzelle, die Diaphragmazelle und als neueste Entwicklung die Membranzelle. Kl2 entsteht immer an der Anode. Anschließend wird es gekühlt, gereinigt, getrocknet, verflüssigt und zur Mühle transportiert. In großen oder abgelegenen Zellstofffabriken können lokale Einrichtungen errichtet werden, und die Cl2 kann als Gas transportiert werden.
Die Qualität von NaOH hängt davon ab, welches der drei Verfahren angewendet wird. Bei der älteren Quecksilberzellenmethode verbinden sich Natrium und Quecksilber zu einem Amalgam, das mit Wasser zersetzt wird. Das resultierende NaOH ist nahezu rein. Einer der Nachteile dieses Verfahrens besteht darin, dass Quecksilber den Arbeitsplatz verunreinigt und zu ernsthaften Umweltproblemen geführt hat. Das von der Diaphragmazelle erzeugte NaOH wird mit der verbrauchten Sole entfernt und konzentriert, damit das Salz kristallisieren und sich abtrennen kann. Asbest wird als Diaphragma verwendet. Das reinste NaOH wird in Membranzellen hergestellt. Eine halbdurchlässige Membran auf Harzbasis lässt Natriumionen ohne Sole oder Chlorionen passieren und verbindet sich mit Wasser, das der Kathodenkammer zugesetzt wird, um reines NaOH zu bilden. Wasserstoffgas ist ein Nebenprodukt jedes Prozesses. Es wird normalerweise behandelt und entweder in anderen Prozessen oder als Brennstoff verwendet.
Tallöl-Produktion
Kraft-Aufschluss von stark harzigen Arten wie Kiefer erzeugt Natriumseifen aus Harz und Fettsäuren. Die Seife wird aus Schwarzlauge-Lagertanks und aus Seifenentrahmungstanks gesammelt, die sich in der Verdampferkette des Chemikalienrückgewinnungsverfahrens befinden. Raffinierte Seife oder Tallöl können als Kraftstoffadditiv, Staubbindemittel, Straßenstabilisator, Pflasterbindemittel und Dachflussmittel verwendet werden.
In der Verarbeitungsanlage wird Seife in Primärtanks gelagert, damit sich die Schwarzlauge am Boden absetzen kann. Die Seife steigt auf und läuft in einen zweiten Vorratsbehälter über. Schwefelsäure und die dekantierte Seife werden in einen Reaktor eingespeist, auf 100°C erhitzt, gerührt und dann absetzen gelassen. Nach dem Absetzen über Nacht wird das rohe Tallöl in ein Lagergefäß dekantiert und für einen weiteren Tag stehen gelassen. Die obere Fraktion gilt als trockenes rohes Tallöl und wird versandfertig zur Lagerung gepumpt. Das gekochte Lignin in der unteren Fraktion wird Teil der nachfolgenden Charge. Die verbrauchte Schwefelsäure wird in einen Lagertank gepumpt, und jegliches mitgerissene Lignin kann sich am Boden absetzen. Das im Reaktor verbliebene Lignin wird für mehrere Kochvorgänge konzentriert, in 20 % Ätzmittel gelöst und in den primären Seifentank zurückgeführt. In regelmäßigen Abständen werden die gesammelte Schwarzlauge und das Restlignin aus allen Quellen konzentriert und als Brennstoff verbrannt.
Terpentin-Rückgewinnung
Gase aus den Zellstoffkochern und Kondensat aus Schwarzlaugenverdampfern können zur Rückgewinnung von Terpentin gesammelt werden. Die Gase werden kondensiert, kombiniert, dann von Terpentin befreit, das wieder kondensiert, gesammelt und zu einem Dekanter geleitet wird. Die obere Fraktion des Dekanters wird abgezogen und der Lagerung zugeführt, während die untere Fraktion zum Stripper zurückgeführt wird. Rohes Terpentin wird getrennt vom Rest des Sammelsystems gelagert, da es schädlich und brennbar ist, und wird normalerweise außerhalb des Standorts verarbeitet. Alle nicht kondensierbaren Gase werden gesammelt und entweder in den Kraftkesseln, dem Kalkofen oder einem speziellen Ofen verbrannt. Das Terpentin kann zur Verwendung in Kampfer, Kunstharzen, Lösungsmitteln, Flotationsmitteln und Insektiziden verarbeitet werden.
Stromerzeugung und Wasseraufbereitung
Neben der Laugenrückgewinnung gewinnen Zellstofffabriken einen erheblichen Teil der Energie aus der Verbrennung von Abfallmaterialien und Nebenprodukten des Prozesses in Kraftwerkskesseln zurück. Materialien wie Rinde, Holzabfälle und getrockneter Schlamm, die aus Abwasserbehandlungssystemen gesammelt werden, können verbrannt werden, um Dampf zum Antrieb elektrischer Generatoren bereitzustellen.
Zellstoff- und Papierfabriken verbrauchen riesige Mengen an Frischwasser. Eine Fabrik für gebleichten Kraftzellstoff mit einer Kapazität von 1,000 Tonnen pro Tag kann mehr als 150 Millionen Liter Wasser pro Tag verbrauchen; eine Papierfabrik noch mehr. Um nachteilige Auswirkungen auf die Mühlenausrüstung zu verhindern und die Produktqualität aufrechtzuerhalten, muss das einströmende Wasser behandelt werden, um Verunreinigungen, Bakterien und Mineralien zu entfernen. Je nach Qualität des einströmenden Wassers werden mehrere Behandlungen angewendet. Sedimentationsbetten, Filter, Flockungsmittel, Chlor und Ionenaustauscherharze werden alle verwendet, um Wasser aufzubereiten, bevor es im Prozess verwendet wird. Wasser, das in den Kraft- und Rückgewinnungskesseln verwendet wird, wird weiter mit Sauerstofffängern und Korrosionsinhibitoren wie Hydrazin und Morpholin behandelt, um die Bildung von Ablagerungen in den Kesselrohren zu vermeiden, die Metallkorrosion zu reduzieren und das Verschleppen von Wasser in die Dampfturbine zu verhindern .
Bogenherstellung und -verarbeitung: Marktzellstoff, Papier, Karton
Endprodukte von Zellstoff- und Papierfabriken hängen vom Aufschlussprozess ab und können Marktzellstoff und verschiedene Arten von Papier- oder Kartonprodukten umfassen. Beispielsweise wird der relativ schwache mechanische Zellstoff in Einwegprodukte wie Zeitungen und Tissue umgewandelt. Kraftzellstoff wird in Mehrzweckpapierprodukte wie hochwertiges Schreibpapier, Bücher und Einkaufstüten umgewandelt. Sulfitzellstoff, der hauptsächlich aus Zellulose besteht, kann in einer Reihe verschiedener Endprodukte verwendet werden, darunter Spezialpapier, Kunstseide, Fotofilm, TNT, Kunststoffe, Klebstoffe und sogar Eiskrem- und Kuchenmischungen. Chemisch-mechanischer Zellstoff ist außergewöhnlich steif, ideal für die strukturelle Unterstützung, die für Wellpappenkarton benötigt wird. Die Fasern im Zellstoff aus Recyclingpapier sind in der Regel kürzer, weniger flexibel und weniger wasserdurchlässig und können daher nicht für hochwertige Papierprodukte verwendet werden. Recyclingpapier wird daher hauptsächlich zur Herstellung von weichen Papierprodukten wie Hygienepapier, Toilettenpapier, Papierhandtüchern und Servietten verwendet.
Zur Herstellung von Marktzellstoff wird die Zellstoffsuspension in der Regel noch einmal gesiebt und ihre Konsistenz angepasst (4 bis 10 %), bevor sie für die Zellstoffmaschine bereit ist. Der Zellstoff wird dann am „nassen Ende“ der Zellstoffmaschine auf ein bewegliches Metallsieb oder Kunststoffsieb (bekannt als „Sieb“) verteilt, wo der Bediener die Geschwindigkeit des sich bewegenden Siebs und den Wassergehalt des Zellstoffs überwacht ( Bild 1; oben links sind die Pressen und die Abdeckung des Trockners zu sehen; in modernen Mühlen verbringen die Bediener viel Zeit in Kontrollräumen). Wasser und Filtrat werden durch das Sieb gezogen und hinterlassen ein Fasernetz. Die Zellstoffbahn wird durch eine Reihe rotierender Walzen („Pressen“) geführt, die Wasser und Luft auspressen, bis die Faserkonsistenz 40 bis 45 % beträgt. Anschließend wird die Bahn durch eine mehrstöckige Abfolge von Heißlufttrocknern geflottet, bis die Konsistenz 90 bis 95 % beträgt. Schließlich wird die durchgehende Zellstoffbahn in Stücke geschnitten und zu Ballen gestapelt. Die Zellstoffballen werden gepresst, gewickelt und für die Lagerung und den Transport in Bündel verpackt.
Abbildung 1. Nasspartie einer Zellstoffmaschine mit Fasermatte auf dem Sieb.

Canfor-Bibliothek
Obwohl im Prinzip ähnlich wie bei der Herstellung von Zellstoffbögen, ist die Papierherstellung erheblich komplexer. Einige Fabriken verwenden eine Vielzahl unterschiedlicher Zellstoffe, um die Papierqualität zu optimieren (z. B. eine Mischung aus Hartholz-, Weichholz-, Kraft-, Sulfit-, mechanischen oder recycelten Zellstoffen). Abhängig von der Art des verwendeten Zellstoffs ist eine Reihe von Schritten erforderlich, bevor das Papierblatt gebildet wird. Im Allgemeinen wird getrockneter Marktzellstoff rehydriert, während hochkonsistenter Zellstoff aus der Lagerung verdünnt wird. Zellstofffasern können gemahlen werden, um die Faserbindungsfläche zu vergrößern und dadurch die Papierblattfestigkeit zu verbessern. Der Zellstoff wird dann mit "Nasspartie"-Additiven (Tabelle 1) gemischt und durch einen letzten Satz von Sieben und Reinigern geleitet. Der Zellstoff ist dann bereit für die Papiermaschine.
Tabelle 1. Additive zur Papierherstellung
|
Zusatzstoff |
Standort angewendet |
Zweck und/oder Beispiele für spezifische Mittel |
|
Die am häufigsten verwendeten Zusatzstoffe |
||
|
Talk |
Wir neigen zu |
Abstandskontrolle (Verhinderung von Ablagerungen und Ansammlungen |
|
Titandioxid |
Wir neigen zu |
Pigment (Blatt aufhellen, Druck verbessern) |
|
„Alaun“ (Al2(SO4)3) |
Wir neigen zu |
Fällt Kolophoniumleimung auf Fasern aus |
|
Kolophonium |
Wir neigen zu |
Interne Dimensionierung (widersteht dem Eindringen von Flüssigkeiten) |
|
Ton (Kaolin) |
Nass / trocken |
Füller (macht heller, glatter, undurchsichtiger) |
|
Stärken |
Nass / trocken |
Oberflächenleimung (widersteht dem Eindringen von Flüssigkeiten) |
|
Farbstoffe und |
Nass / trocken |
B. saure, basische oder direktziehende Farbstoffe, Farblacke, |
|
Latex |
Trockenes Ende |
Klebstoff (Folie verstärken, Zusatzstoffe an Papier binden, |
|
Andere Zusätze |
||
|
Slimizide |
Wir neigen zu |
B. Thione, Thiazole, Thiocyanate, Thiocarbamate, Thiole, Isothiazolinone, |
|
Entschäumer |
Wir neigen zu |
B. Kiefernöl, Heizöl, recycelte Öle, Silikone, Alkohole |
|
Drahtbehandlung |
Wir neigen zu |
B. Imidazole, Butyldiglycol, Aceton, Terpentin, |
|
Nass und trocken |
Wir neigen zu |
B. Formaldehydharze, Epichlorhydrin, Glyoxal, |
|
Beschichtungen, |
Trockenes Ende |
B. Aluminiumhydroxid, Polyvinylacetat, |
|
Anders |
Nass / trocken |
Korrosionsinhibitoren, Dispergiermittel, Flammschutz, |
Der Strömungsverteiler und der Stoffauflauf verteilen eine dünne Suspension (1 bis 3 %) von raffiniertem Zellstoff auf ein sich bewegendes Sieb (ähnlich einer Zellstoffmaschine, nur mit viel höherer Geschwindigkeit, manchmal über 55 km/h), das die Fasern zu formt ein dünnes Filztuch. Das Blatt bewegt sich durch eine Reihe von Presswalzen zur Trockenpartie, wo eine Reihe von dampfbeheizten Walzen das meiste verbleibende Wasser verdampfen. Wasserstoffbrückenbindungen zwischen den Fasern haben sich in diesem Stadium vollständig entwickelt. Schließlich wird das Papier kalandriert und aufgerollt. Kalandrieren ist der Prozess, bei dem die Papieroberfläche glatt gebügelt und ihre Dicke reduziert wird. Der getrocknete, kalandrierte Papierbogen wird auf eine Rolle gewickelt, etikettiert und ins Lager transportiert (Bild 2; Altpapier unter Rolle und offenes Bedienpult beachten). „Trockenpartie“-Additive können vor dem Kalandrieren auf der Papiermaschine oder in separaten „Off-Machine“-Streichvorgängen im Verarbeitungssektor der Industrie hinzugefügt werden.
Abbildung 2. Trockenende einer Papiermaschine mit voller Papierrolle und Bediener, der Luftschneider zum Schneiden des Endes verwendet.

Georg Astrakianakis
Bei der Papierherstellung werden verschiedene Chemikalien verwendet, um dem Papier bestimmte Oberflächeneigenschaften und Blatteigenschaften zu verleihen. Die am häufigsten verwendeten Zusatzstoffe (Tabelle 1) werden typischerweise auf Prozentebene verwendet, obwohl einige wie Ton und Talk bis zu 40 % zum Trockengewicht bestimmter Papiere beitragen können. Tabelle 1 zeigt auch die Vielfalt der chemischen Zusatzstoffe, die für bestimmte Produktionszwecke und Produkte verwendet werden können; Einige davon werden in sehr geringen Konzentrationen verwendet (z. B. werden Schleimbekämpfungsmittel dem Prozesswasser in Teilen pro Million zugesetzt).
Der Prozess zur Herstellung von Pappe ähnelt dem zur Herstellung von Papier oder Zellstoff. Eine Suspension aus Zellstoff und Wasser wird auf einem laufenden Sieb dispergiert, das Wasser wird entfernt und das Blatt getrocknet und als Rolle gelagert. Das Verfahren unterscheidet sich in der Dickenbildung der Platte, in der Kombination mehrerer Schichten und im Trocknungsprozess. Karton kann aus ein- oder mehrschichtigen Platten mit oder ohne Kern hergestellt werden. Die Blätter bestehen normalerweise aus hochwertigem Kraftzellstoff (oder einer Mischung aus Kraft und CTMP), während der Kern entweder aus einer Mischung aus halbchemischem und kostengünstigem recyceltem Zellstoff oder aus vollständig recyceltem Zellstoff und anderem Abfallmaterial besteht. Beschichtungen, Dampfsperren und Mehrfachschichten werden je nach Endverwendung hinzugefügt, um den Inhalt vor Wasser und physikalischen Schäden zu schützen.
Bleichen
Bleichen ist ein mehrstufiger Prozess, der Rohzellstoff veredelt und aufhellt. Ziel ist es, das beim Aufschluss nicht entfernte braun gefärbte Lignin aufzulösen (Zellstoff) oder zu modifizieren (Holzstoff), wobei die Integrität der Zellstofffasern erhalten bleibt. Eine Fabrik stellt kundenspezifischen Zellstoff her, indem sie die Reihenfolge, Konzentration und Reaktionszeit der Bleichmittel variiert.
Jede Bleichstufe wird durch Bleichmittel, pH (Säuregrad), Temperatur und Dauer definiert (Tabelle 1). Nach jeder Bleichstufe kann der Zellstoff mit Alkali gewaschen werden, um verbrauchte Bleichchemikalien und gelöstes Lignin zu entfernen, bevor er zur nächsten Stufe fortschreitet. Nach der letzten Stufe wird der Zellstoff durch eine Reihe von Sieben und Reinigern gepumpt, um Verunreinigungen wie Schmutz oder Kunststoff zu entfernen. Anschließend wird es konzentriert und der Lagerung zugeführt.
Tabelle 1. Bleichmittel und ihre Anwendungsbedingungen
|
Symbol |
Konzentration |
pH |
Konsistenz* |
Temperaturen |
Zeit (h) |
|
|
Chlor (Cl2) |
C |
2.5-8 |
2 |
3 |
20-60 |
0.5-1.5 |
|
Natriumhydroxid (NaOH) |
E |
1.5-4.2 |
11 |
10-12 |
<80 |
1-2 |
|
Chlordioxid (ClO2) |
D |
~1 |
0-6 |
10-12 |
60-75 |
2-5 |
|
Natriumhypochlorit (NaOCl) |
H |
1-2 |
9-11 |
10-12 |
30-50 |
0.5-3 |
|
Sauerstoff (O2) |
O |
1.2-1.9 |
7-8 |
25-33 |
90-130 |
0.3-1 |
|
Wasserstoffperoxid (H2O2) |
P |
0.25 |
10 |
12 |
35-80 |
4 |
|
Ozon (O.3) |
Z |
0.5-3.5 |
2-3 |
35-55 |
20-40 |
<0.1 |
|
Säurewäsche (SO2) |
A |
4-6 |
1.8-5 |
1.5 |
30-50 |
0.25 |
|
Natriumdithionit (NaS2O4) |
Y |
1-2 |
5.5-8 |
4-8 |
60-65 |
1-2 |
* Faserkonzentration in Wasserlösung.
Historisch gesehen basiert die gebräuchlichste Bleichsequenz zur Herstellung von gebleichtem Kraftzellstoff in Marktqualität auf dem fünfstufigen CEDED-Prozess (siehe Tabelle 1 für die Definition der Symbole). Die ersten beiden Bleichstufen vervollständigen den Delignifizierungsprozess und gelten als Erweiterungen des Aufschlusses. Aufgrund von Umweltbedenken in Bezug auf chlorierte organische Stoffe in Abwässern von Zellstofffabriken ersetzen viele Fabriken Chlordioxid (ClO2) für einen Teil des Chlors (Cl2) in der ersten Bleichstufe (CDEDED) und verwenden Sie Sauerstoff (O2) Vorbehandlung während der ersten Laugenextraktion (CDEODED). Der aktuelle Trend in Europa und Nordamerika geht zur vollständigen Substitution mit ClOXNUMX2 (z. B. DEDED) oder Eliminierung beider Cl2 und ClO2. Wo ClO2 verwendet, Schwefeldioxid (SO2) wird während der letzten Waschstufe als „Antichlor“ hinzugefügt, um das ClO zu stoppen2 Reaktion und zur Kontrolle des pH-Wertes. Neu entwickelte chlorfreie Bleichsequenzen (z. B. OAZQP, OQPZP, wobei Q = Chelatbildung) verwenden Enzyme, O2, Ozon (O3), Wasserstoffperoxid (H2O2), Persäuren und Chelatbildner wie Ethylendiamintetraessigsäure (EDTA). Bis 1993 wurde in acht Fabriken weltweit vollständig chlorfreies Bleichen eingeführt. Da diese neueren Verfahren die sauren Bleichschritte eliminieren, ist das Säurewaschen eine notwendige Ergänzung zu den Anfangsstufen des Kraftbleichens, um die Entfernung von an die Zellulose gebundenen Metallen zu ermöglichen.
Sulfitzellstoffe sind aufgrund ihres geringeren Ligningehalts im Allgemeinen leichter zu bleichen als Kraftzellstoffe. Kurze Bleichsequenzen (z. B. CEH, DCEHD, P, HP, EPOP) können für die meisten Papiersorten verwendet werden. Bei Sulfit-Zellstoffen mit Auflösungsqualität, die bei der Herstellung von Kunstseide, Zellophan usw. verwendet werden, werden sowohl Hemicellulose als auch Lignin entfernt, was komplexere Bleichsequenzen erfordert (z1C2ECHDA). Die abschließende Säurewäsche dient sowohl der Metallkontrolle als auch Antichlorzwecken. Die Abwasserbelastung für Sulfitzellstoffe in Lösungsqualität ist viel größer, weil so viel Rohholz verbraucht wird (typische Ausbeute 50 %) und mehr Wasser verwendet wird.
Die Aufhellung wird verwendet, um das Bleichen von mechanischen und anderen Zellstoffen mit hoher Ausbeute zu beschreiben, weil sie durch die Zerstörung chromophore Gruppen ohne Auflösung des Lignins weiß gemacht werden. Zu den Aufhellern gehören H2O2 und/oder Natriumhydrosulfit (NaS2O4). Historisch gesehen wurde Zinkhydrosulfit (ZnS2O4) wurde häufig verwendet, wurde jedoch aufgrund seiner Toxizität im Abwasser weitgehend eliminiert. Chelatbildner werden vor dem Bleichen hinzugefügt, um Metallionen zu neutralisieren und so die Bildung von farbigen Salzen oder die Zersetzung von H zu verhindern2O2. Die Wirksamkeit der mechanischen Zellstoffbleiche hängt von der Holzart ab. Harthölzer (z. B. Pappel und Pappel) und Weichhölzer (z. B. Fichte und Balsam), die wenig Lignin und Extraktstoffe enthalten, können auf einen höheren Helligkeitsgrad gebleicht werden als die harzigere Kiefer und Zeder.
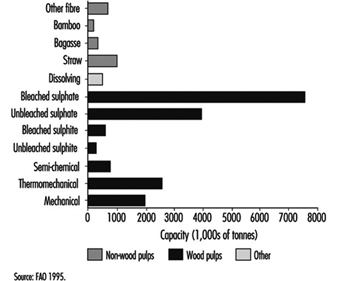
Aufschließen
Aufschluss ist der Prozess, bei dem die Bindungen innerhalb der Holzstruktur entweder mechanisch oder chemisch aufgebrochen werden. Zellstoffe können entweder durch alkalische (dh Sulfat- oder Kraft-) oder saure (dh Sulfit-) Verfahren hergestellt werden. Der höchste Zellstoffanteil wird nach dem Sulfatverfahren hergestellt, gefolgt von mechanischen (einschließlich halbchemischen, thermomechanischen und mechanischen) und Sulfitverfahren (Abbildung 1). Aufschlussverfahren unterscheiden sich in der Ausbeute und Qualität des Produkts und bei chemischen Verfahren in den verwendeten Chemikalien und dem Anteil, der zur Wiederverwendung zurückgewonnen werden kann.
Abbildung 1. Weltweite Zellstoffkapazitäten nach Zellstofftyp
Mechanischer Aufschluss
Mechanische Pulpen werden hergestellt, indem Holz gegen einen Stein oder zwischen Metallplatten gemahlen wird, wodurch das Holz in einzelne Fasern getrennt wird. Die Scherwirkung bricht Zellulosefasern, so dass der resultierende Zellstoff schwächer als chemisch getrennter Zellstoff ist. Das Lignin, das Zellulose mit Hemizellulose verbindet, wird nicht aufgelöst; es erweicht lediglich, wodurch die Fasern aus der Holzmatrix herausgeschliffen werden können. Die Ausbeute (Anteil des ursprünglichen Holzes im Zellstoff) beträgt in der Regel mehr als 85 %. Einige mechanische Aufschlussverfahren verwenden auch Chemikalien (dh die chemisch-mechanischen Pulpen); ihre Ausbeuten sind geringer, da sie mehr der Nicht-Zellulosematerialien entfernen.
Beim Steinschliff-Aufschluss (SGW), dem ältesten und historisch gebräuchlichsten mechanischen Verfahren, werden Fasern aus kurzen Stämmen entfernt, indem sie gegen einen rotierenden Schleifzylinder gepresst werden. Beim Refiner Mechanical Pulping (RMP, Abbildung 2), das an Popularität gewann, nachdem es in den 1960er Jahren kommerziell rentabel wurde, werden Holzspäne oder Sägemehl durch die Mitte eines Scheibenrefiners geführt, wo sie beim Herausschieben in feinere Stücke zerkleinert werden zunehmend schmalere Stege und Rillen. (In Abbildung 2 sind die Refiner in der Mitte des Bildes eingeschlossen und ihre großen Motoren sind auf der linken Seite. Späne werden durch die Rohre mit großem Durchmesser zugeführt und Zellstoff tritt aus den kleineren aus.) Eine Modifikation des RMP ist der thermomechanische Aufschluss (TMP ), bei dem die Hackschnitzel vor und während der Veredelung meist unter Druck gedämpft werden.
Abbildung 2. Refiner mechanischer Aufschluss

Eines der frühesten Verfahren zur Herstellung von chemisch-mechanischen Zellstoffen bestand darin, Holzstämme vorzudämpfen, bevor sie in chemischen Zellstofflaugen gekocht und dann in Steinmühlen gemahlen wurden, um „Chemi-Holzschliff“-Zellstoffe herzustellen. Beim modernen chemisch-mechanischen Aufschluss werden Scheibenrefiner mit chemischer Behandlung (z. B. Natriumbisulfit, Natriumhydroxid) entweder vor, während oder nach dem Raffinieren verwendet. Auf diese Weise hergestellte Pulpen werden entweder als chemisch-mechanische Pulpen (CMP) oder chemisch-thermomechanische Pulpen (CTMP) bezeichnet, je nachdem, ob die Mahlung bei atmosphärischem oder erhöhtem Druck durchgeführt wurde. Spezielle Variationen von CTMP wurden von einer Reihe von Organisationen entwickelt und patentiert.
Chemischer Aufschluss und Rückgewinnung
Zellstoffe werden hergestellt, indem das Lignin zwischen den Holzfasern chemisch gelöst wird, wodurch sich die Fasern relativ unbeschädigt trennen können. Da bei diesen Verfahren die meisten nicht faserigen Holzbestandteile entfernt werden, liegen die Ausbeuten üblicherweise in der Größenordnung von 40 bis 55 %.
Beim chemischen Aufschluss werden Späne und Chemikalien in wässriger Lösung in einem Druckbehälter (Kocher, Bild 3) zusammengekocht, der chargenweise oder kontinuierlich betrieben werden kann. Beim Chargenkochen wird der Kocher durch eine obere Öffnung mit Chips gefüllt, die Aufschlusschemikalien werden hinzugefügt und der Inhalt wird bei erhöhter Temperatur und erhöhtem Druck gekocht. Sobald der Kochvorgang abgeschlossen ist, wird der Druck abgelassen, wodurch der delignifizierte Zellstoff aus dem Zellstoffkocher in einen Vorratstank „geblasen“ wird. Die Sequenz wird dann wiederholt. Beim kontinuierlichen Aufschluss werden vorgedämpfte Hackschnitzel kontinuierlich in den Kocher eingespeist. Späne und Chemikalien werden in der Imprägnierzone oben im Kocher vermischt und durchlaufen dann die obere Kochzone, die untere Kochzone und die Waschzone, bevor sie in den Blastank geblasen werden.
Abbildung 3. Kontinuierlicher Kraftkocher mit im Bau befindlichem Späneförderer

Canfor-Bibliothek
Die Aufschlusschemikalien werden heute in den meisten chemischen Aufschlussverfahren zurückgewonnen. Die Hauptziele sind die Rückgewinnung und Rekonstitution von Aufschlusschemikalien aus der verbrauchten Kochlauge und die Rückgewinnung von Wärmeenergie durch Verbrennen des gelösten organischen Materials aus dem Holz. Der entstehende Dampf und Strom deckt einen Teil, wenn nicht den gesamten Energiebedarf der Mühle.
Sulfataufschluss und Rückgewinnung
Das Sulfatverfahren erzeugt einen stärkeren, dunkleren Zellstoff als andere Verfahren und erfordert eine chemische Rückgewinnung, um wirtschaftlich wettbewerbsfähig zu sein. Das Verfahren entwickelte sich aus dem Soda-Aufschluss (bei dem nur Natriumhydroxid zum Aufschluss verwendet wird) und gewann in den 1930er bis 1950er Jahren mit der Entwicklung von Chlordioxid-Bleich- und chemischen Rückgewinnungsverfahren, die auch Dampf und Strom für die Mühle erzeugten, in der Industrie an Bedeutung. Die Entwicklung von korrosionsbeständigen Metallen wie Edelstahl, um den sauren und alkalischen Umgebungen in Zellstofffabriken standhalten zu können, spielte ebenfalls eine Rolle.
Die Kochmischung (Weißlauge) besteht aus Natronlauge (NaOH, „ätzend“) und Natriumsulfid (Na2S). Der moderne Kraftaufschluss wird normalerweise in kontinuierlichen Zellstoffkochern durchgeführt, die oft mit Edelstahl ausgekleidet sind (Abbildung 3). Die Temperatur des Zellstoffkochers wird langsam auf etwa 170°C erhöht und etwa 3 bis 4 Stunden lang auf diesem Niveau gehalten. Der Zellstoff (wegen seiner Farbe als Braunstoff bezeichnet) wird gesiebt, um ungekochtes Holz zu entfernen, gewaschen, um die verbrauchte Kochmischung (jetzt Schwarzlauge) zu entfernen, und entweder zur Bleichanlage oder zum Zellstoffmaschinenraum geschickt. Ungekochtes Holz wird entweder in den Kocher zurückgeführt oder zur Verbrennung in den Kraftkessel geleitet.
Die aus Kocher und Braunstoffwäscher gesammelte Schwarzlauge enthält gelöstes organisches Material, dessen genaue chemische Zusammensetzung von der aufgeschlossenen Holzart und den Kochbedingungen abhängt. Die Flüssigkeit wird in Verdampfern konzentriert, bis sie weniger als 40 % Wasser enthält, und dann in den Rückgewinnungskessel gesprüht. Die organische Komponente wird als Brennstoff verbraucht und erzeugt Wärme, die im oberen Teil des Ofens als Hochtemperaturdampf zurückgewonnen wird. Die unverbrannte anorganische Komponente sammelt sich am Boden des Kessels als geschmolzene Schmelze. Die Schmelze fließt aus dem Ofen und wird in einer schwach ätzenden Lösung gelöst, wobei eine „Grünlauge“ entsteht, die hauptsächlich gelöstes Na enthält2S und Natriumcarbonat (Na2CO3). Diese Lauge wird zu einer Kaustifizierungsanlage gepumpt, wo sie geklärt und dann mit gelöschtem Kalk umgesetzt wird
(Ca(OH)2), NaOH und Calciumcarbonat (CaCO3). Die Weißlauge wird filtriert und zur späteren Verwendung gelagert. CaCO3 wird zu einem Kalkofen geschickt, wo es erhitzt wird, um Kalk (CaO) zu regenerieren.
Sulfitaufschluss und Rückgewinnung
Der Sulfitaufschluss dominierte die Industrie von Ende des 1800. Jahrhunderts bis Mitte des 1900. Jahrhunderts, aber die während dieser Zeit verwendete Methode war durch die Holzarten, die aufgeschlossen werden konnten, und die Verschmutzung, die durch das Einleiten von unbehandelter Kochabfallflüssigkeit in Wasserwege verursacht wurde, begrenzt. Neuere Verfahren haben viele dieser Probleme überwunden, aber der Sulfitaufschluss ist jetzt ein kleines Segment des Zellstoffmarktes. Obwohl beim Sulfitaufschluss normalerweise ein Säureaufschluss verwendet wird, gibt es sowohl neutrale als auch basische Variationen.
Die Kochlauge der schwefeligen Säure (H2SO3) und Bisulfit-Ionen (HSO3-) wird vor Ort vorbereitet. Elementarer Schwefel wird verbrannt, um Schwefeldioxid (SO2), der durch einen Absorptionsturm geleitet wird, der Wasser und eine von vier alkalischen Basen (CaCO3, die ursprüngliche Sulfitbase, Na2CO3, Magnesiumhydroxid (Mg(OH)2) oder Ammoniumhydroxid (NH4OH)), die die Säure und das Ion produzieren und deren Anteile kontrollieren. Der Sulfitaufschluss wird üblicherweise in ausgemauerten Chargenkochern durchgeführt. Um ungewollte Reaktionen zu vermeiden, wird der Kocher langsam auf maximal 130 bis 140°C aufgeheizt und die Hackschnitzel lange gegart (6 bis 8 Stunden). Mit zunehmendem Fauldruck wird gasförmiges Schwefeldioxid (SO2) wird abgelassen und mit der rohen Kochsäure wieder vermischt. Wenn etwa 1 bis 1.5 Stunden Garzeit verbleiben, wird das Erhitzen unterbrochen und der Druck durch Ablassen von Gas und Dampf verringert. Der Zellstoff wird in einen Vorratstank geblasen, dann gewaschen und gesiebt.
Das verbrauchte Aufschlussgemisch, Rotlauge genannt, kann zur Wärme- und Chemikalienrückgewinnung für alle Verfahren außer auf Calcium-Bisulfit-Basis verwendet werden. Beim Sulfitaufschluss auf Ammoniakbasis wird die verdünnte Rotlauge zuerst gestrippt, um restliches SO zu entfernen2, dann konzentriert und verbrannt. Das Rauchgas enthält SO2 wird gekühlt und durch einen Absorptionsturm geleitet, wo sich frisches Ammoniak mit ihm verbindet, um die Kochlauge zu regenerieren. Abschließend wird die Lauge filtriert, mit frischem SO angereichert2 und gespeichert. Das Ammoniak kann nicht zurückgewonnen werden, da es im Rückgewinnungskessel in Stickstoff und Wasser umgewandelt wird.
Beim Sulfitaufschluss auf Magnesiumbasis ergibt das Verbrennen der konzentrierten Aufschlusslauge Magnesiumoxid (MgO) und SO2, die leicht wiederhergestellt werden können. Bei diesem Verfahren entsteht keine Schmelze; vielmehr wird MgO aus dem Rauchgas gesammelt und mit Wasser gelöscht, um Magnesiumhydroxid (Mg(OH)) herzustellen2). ALSO2 wird gekühlt und mit dem Mg(OH) vereinigt2 in einem Absorptionsturm, um die Kochlauge zu rekonstituieren. Das Magnesiumbisulfit (Mg(HSO3)2) wird dann mit frischem SO angereichert2 und gespeichert. Eine Rückgewinnung von 80 bis 90 % der Kochchemikalien ist möglich.
Die Rückgewinnung von Sulfit-Kochlauge auf Natriumbasis ist komplizierter. Konzentrierte Ablauge wird verbrannt und ungefähr 50 % des Schwefels in SO umgewandelt2. Der Rest des Natriums und Schwefels wird am Boden des Rückgewinnungskessels als Natriumschmelze gesammelt2S und Na2CO3. Die Schmelze wird aufgelöst, um Grünlauge zu erzeugen, die in Natriumbisulfit (NaHSO) umgewandelt wird3) in mehreren Schritten. Das NaHSO3 wird befestigt und gelagert. Beim Regenerationsprozess entstehen reduzierte Schwefelgase, insbesondere Schwefelwasserstoff (H2S).
HAFTUNGSAUSSCHLUSS: Die ILO übernimmt keine Verantwortung für auf diesem Webportal präsentierte Inhalte, die in einer anderen Sprache als Englisch präsentiert werden, der Sprache, die für die Erstproduktion und Peer-Review von Originalinhalten verwendet wird. Bestimmte Statistiken wurden seitdem nicht aktualisiert die Produktion der 4. Auflage der Encyclopaedia (1998)."