- Estas aquí:
-
Inicio

-
Contenidos (2)
-
Parte XVII. Servicios y Comercio
-
Industria del Transporte y Almacenamiento
-
Almacenamiento
- Anderson, Judit

Anderson, Judit
Dirección: Departamento de Salud Ambiental y Ocupacional, Universidad George Washington, 2300 K Street NW, #201, Washington, DC 20037
País: Estados Unidos
Teléfono: +1 202-994-7467
Fax: +1 202-994-0011
E-mail: janderso@gwis2.circ.gwu.edu
Puesto(s) anterior(es): Asistente de investigación, División de Epidemiología, Agencia del Cáncer de la Columbia Británica, Vancouver
EDUCACION: Maestría en Ciencias, 1995, Universidad de Columbia Británica
Áreas de interés: Evaluación de la exposición en la industria de la construcción y la industria de la pulpa y el papel
Controles y riesgos laborales
La Tabla 1 proporciona una descripción general de los tipos de exposiciones que pueden esperarse en cada área de operaciones de pulpa y papel. Si bien las exposiciones pueden enumerarse como específicas de ciertos procesos de producción, también pueden ocurrir exposiciones a empleados de otras áreas según las condiciones climáticas, la proximidad a las fuentes de exposición y si trabajan en más de un área de proceso (por ejemplo, control de calidad, mano de obra general). piscina y personal de mantenimiento).
Tabla 1. Peligros potenciales para la salud y la seguridad en la producción de pulpa y papel, por área de proceso
|
área de proceso |
Riesgos para la seguridad |
Peligros físicos |
Peligros químicos |
Riesgos biológicos |
|
Preparación de la madera |
||||
|
estanque de troncos |
Ahogo; equipo móvil; |
Ruido; vibración; frío; calor |
Escape del motor |
|
|
sala de madera |
puntos de pellizco; resbalar, caer |
Ruido; vibración |
Terpenos y otros extractos de madera; polvo de madera |
bacterias; hongos |
|
Cribado de virutas |
puntos de pellizco; resbalar, caer |
Ruido; vibración |
Terpenos y otros extractos de madera; polvo de madera |
bacterias; hongos |
|
Patio de astillas |
puntos de pellizco; equipo móvil |
Ruido; vibración; frío; calor |
escape del motor; terpenos y otros extractos de madera; polvo de madera |
bacterias; hongos |
|
despulpado |
||||
|
Madera triturada de piedra |
Resbalar, caer |
Ruido; campos eléctricos y magnéticos; alta humedad |
||
|
RMP, CMP, CTMP |
Resbalar, caer |
Ruido; campos eléctricos y magnéticos; alta humedad |
Productos químicos y subproductos para cocinar; terpenos y otros extractos de madera; polvo de madera |
|
|
Pulpa de sulfato |
Resbalar, caer |
Ruido; alta humedad; calor |
ácidos y álcalis; productos químicos y subproductos para cocinar; gases de azufre reducido; terpenos |
|
|
Recuperación de sulfato |
explosiones; puntos de pellizco; corrimiento, |
Ruido; calor; vapor |
ácidos y álcalis; amianto; ceniza; productos químicos y subproductos para cocinar; combustibles; reducido |
|
|
pulpa de sulfito |
Resbalar, caer |
Ruido; alta humedad; calor |
ácidos y álcalis; productos químicos y subproductos para cocinar; dióxido de azufre; terpenos y otros extractos de madera; polvo de madera |
|
|
Recuperación de sulfito |
explosiones; puntos de pellizco; corrimiento, |
Ruido; calor; vapor |
ácidos y álcalis; amianto; ceniza; productos químicos y subproductos para cocinar; combustibles; dióxido de azufre |
|
|
Despulpado/Desentintado |
Resbalar, caer |
ácidos y álcalis; productos químicos y subproductos de blanqueo; tintes y tintas; pulpa/polvo de papel; limocidas; disolventes |
Las bacterias |
|
|
Blanqueamiento |
Resbalar, caer |
Ruido; alta humedad; calor |
Productos químicos y subproductos de blanqueo; limocidas; terpenos y otros extractos de madera |
|
|
Formación de láminas y |
||||
|
Máquina de pulpa |
puntos de pellizco; resbalar, caer |
Ruido; vibración; elevado |
ácidos y álcalis; productos químicos y subproductos de blanqueo; floculante; pulpa/polvo de papel; limocidas; disolventes |
Las bacterias |
|
Máquina de papel |
puntos de pellizco; resbalar, caer |
Ruido; vibración; elevado |
ácidos y álcalis; productos químicos y subproductos de blanqueo; tintes y tintas; floculante; papel de pulpa |
Las bacterias |
|
Máquinas de acabado |
puntos de pellizco; equipo móvil |
ruido |
ácidos y álcalis; tintes y tintas; floculante; |
|
|
Manejo de |
Equipo móvil |
combustibles; escape del motor; pulpa/polvo de papel |
||
|
Otras operaciones |
||||
|
Producción de electricidad |
puntos de pellizco; resbalar, caer |
Ruido; vibración; eléctrico y |
Amianto; ceniza; combustibles; terpenos y otros extractos de madera; polvo de madera |
bacterias; hongos |
|
Tratamiento de aguas |
Ahogo |
Productos químicos y subproductos de blanqueo |
Las bacterias |
|
|
Tratamiento de efluentes |
Ahogo |
Productos químicos y subproductos de blanqueo; floculante; gases de azufre reducido |
Las bacterias |
|
|
Dioxido de cloro |
explosiones; resbalar, caer |
Productos químicos y subproductos de blanqueo |
Las bacterias |
|
|
Recuperación de trementina |
Resbalar, caer |
Productos químicos y subproductos para cocinar; gases de azufre reducido; terpenos y otros extractos de madera |
||
|
Producción de aceite de resina |
ácidos y álcalis; productos químicos y subproductos para cocinar; gases de azufre reducido; terpenos y otros extractos de madera |
RMP = pulpado mecánico de refinación; CMP = pulpado químico-mecánico; CTMP = pulpado quimio-termomecánico.
Es probable que la exposición a los peligros potenciales enumerados en la tabla 1 dependa del grado de automatización de la planta. Históricamente, la producción industrial de pulpa y papel era un proceso semiautomático que requería una gran cantidad de intervención manual. En dichas instalaciones, los operadores se sentarían en paneles abiertos adyacentes a los procesos para ver los efectos de sus acciones. Las válvulas en la parte superior e inferior de un digestor por lotes se abrirían manualmente y, durante las etapas de llenado, los gases del digestor serían desplazados por las astillas entrantes (figura 1). Los niveles químicos se ajustarían en función de la experiencia en lugar del muestreo, y los ajustes del proceso dependerían de la habilidad y el conocimiento del operador, lo que a veces generaba molestias. Por ejemplo, la cloración excesiva de la pulpa expondría a los trabajadores aguas abajo a mayores niveles de agentes blanqueadores. En la mayoría de los molinos modernos, el progreso de bombas y válvulas controladas manualmente a controladas electrónicamente permite la operación remota. La demanda de control de procesos dentro de tolerancias estrechas ha requerido computadoras y estrategias de ingeniería sofisticadas. Se utilizan salas de control separadas para aislar los equipos electrónicos del entorno de producción de pulpa y papel. En consecuencia, los operadores generalmente trabajan en salas de control con aire acondicionado que ofrecen refugio contra el ruido, la vibración, la temperatura, la humedad y las exposiciones químicas inherentes a las operaciones de la planta. A continuación se describen otros controles que han mejorado el entorno de trabajo.
Figura 1. Trabajador abriendo la tapa en un digestor por lotes controlado manualmente.

Archivos MacMillan Bloedel
Los peligros para la seguridad, incluidos los puntos de pellizco, las superficies mojadas para caminar, los equipos en movimiento y las alturas, son comunes en todas las operaciones de pulpa y papel. Los resguardos alrededor de los transportadores en movimiento y las partes de la maquinaria, la limpieza rápida de los derrames, las superficies para caminar que permiten el drenaje y las barandillas en los pasillos adyacentes a las líneas de producción o en las alturas son esenciales. Se deben seguir los procedimientos de bloqueo para el mantenimiento de transportadores de virutas, rollos de máquinas de papel y toda otra maquinaria con partes móviles. El equipo móvil utilizado en el almacenamiento de astillas, áreas de embarque y embarque, almacenamiento y otras operaciones debe tener protección contra vuelcos, buena visibilidad y bocinas; Los carriles de tránsito para vehículos y peatones deben estar claramente marcados y señalizados.
El ruido y el calor también son peligros omnipresentes. El principal control de ingeniería son los recintos del operador, como se describió anteriormente, generalmente disponibles en las áreas de preparación de madera, pulpa, blanqueo y formación de láminas. También hay disponibles cabinas cerradas con aire acondicionado para equipos móviles utilizados en pilas de astillas y otras operaciones de patio. Fuera de estos recintos, los trabajadores suelen requerir protección auditiva. El trabajo en procesos calientes o áreas al aire libre y en operaciones de mantenimiento de embarcaciones requiere que los trabajadores estén capacitados para reconocer los síntomas del estrés por calor; en tales áreas, la programación del trabajo debe permitir períodos de aclimatación y descanso. El clima frío puede crear peligros de congelación en los trabajos al aire libre, así como condiciones de niebla cerca de las pilas de astillas, que permanecen calientes.
La madera, sus extractos y los microorganismos asociados son específicos de las operaciones de preparación de la madera y las etapas iniciales del proceso de pulpado. El control de las exposiciones dependerá de la operación en particular y puede incluir cabinas de operador, cerramiento y ventilación de sierras y transportadores, así como almacenamiento cerrado de astillas y bajo inventario de astillas. El uso de aire comprimido para limpiar el polvo de madera crea exposiciones altas y debe evitarse.
Las operaciones de pulpado químico presentan la oportunidad de exposiciones a productos químicos de digestión, así como a subproductos gaseosos del proceso de cocción, incluidos compuestos de azufre reducidos (pulpado kraft) y oxidados (pulpado al sulfito) y compuestos orgánicos volátiles. La formación de gas puede verse influida por una serie de condiciones de funcionamiento: la especie de madera utilizada; la cantidad de madera pulpada; la cantidad y concentración de licor blanco aplicado; la cantidad de tiempo requerido para la reducción a pulpa; y la temperatura máxima alcanzada. Además de las válvulas automáticas de tapado del digestor y las salas de control del operador, otros controles para estas áreas incluyen ventilación de escape local en digestores por lotes y tanques de soplado, capaces de ventilar a la velocidad con la que se liberan los gases del recipiente; presión negativa en calderas de recuperación y sulfito-SO2 torres de ácido para evitar fugas de gas; recintos ventilados totales o parciales sobre lavadores de post-digestión; monitores continuos de gas con alarmas donde pueden ocurrir fugas; y planificación y capacitación de respuesta a emergencias. Los operadores que toman muestras y realizan pruebas deben ser conscientes del potencial de exposición a ácidos y cáusticos en el proceso y las corrientes de desechos, y la posibilidad de reacciones secundarias como el gas de sulfuro de hidrógeno (H2S) producción si el licor negro de la pulpa kraft entra en contacto con ácidos (p. ej., en alcantarillas).
En las áreas de recuperación de productos químicos, los productos químicos de proceso ácidos y alcalinos y sus subproductos pueden estar presentes a temperaturas superiores a los 800 °C. Las responsabilidades laborales pueden requerir que los trabajadores entren en contacto directo con estos productos químicos, lo que hace que la ropa resistente sea una necesidad. Por ejemplo, los trabajadores rastrillan las salpicaduras de fundición fundida que se acumulan en la base de las calderas, con el consiguiente riesgo de sufrir quemaduras químicas y térmicas. Los trabajadores pueden estar expuestos al polvo cuando se agrega sulfato de sodio al licor negro concentrado, y cualquier fuga o abertura liberará gases de azufre reducido nocivos (y potencialmente fatales). La posibilidad de una explosión de agua fundida siempre existe alrededor de la caldera de recuperación. Las fugas de agua en las paredes de los tubos de la caldera han provocado varias explosiones mortales. Las calderas de recuperación deben apagarse ante cualquier indicio de fuga y deben implementarse procedimientos especiales para transferir el fundido. La carga de cal y otros materiales cáusticos debe realizarse con transportadores, elevadores y contenedores de almacenamiento cerrados y ventilados.
En las plantas de blanqueo, los operadores de campo pueden estar expuestos a los agentes blanqueadores, así como a compuestos orgánicos clorados y otros subproductos. Las variables del proceso, como la fuerza química del blanqueo, el contenido de lignina, la temperatura y la consistencia de la pulpa, se controlan constantemente, y los operadores toman muestras y realizan pruebas de laboratorio. Debido a los peligros de muchos de los agentes blanqueadores utilizados, se deben instalar monitores de alarma continuos, se deben proporcionar respiradores de escape a todos los empleados y los operadores deben estar capacitados en los procedimientos de respuesta a emergencias. Los recintos de dosel con ventilación de escape dedicada son controles de ingeniería estándar que se encuentran en la parte superior de cada torre de blanqueo y etapa de lavado.
Las exposiciones químicas en la sala de máquinas de una fábrica de pulpa o papel incluyen el arrastre de químicos de la planta de blanqueo, los aditivos para la fabricación de papel y la mezcla química en las aguas residuales. Los polvos (celulosa, rellenos, revestimientos) y los gases de escape de los equipos móviles están presentes en las operaciones de secado y acabado. La limpieza entre corridas de producto se puede hacer con solventes, ácidos y álcalis. Los controles en esta área pueden incluir un cerramiento completo sobre la secadora de láminas; recinto ventilado de las áreas donde se descargan, pesan y mezclan los aditivos; uso de aditivos en forma líquida en lugar de en polvo; uso de tintas y tintes a base de agua en lugar de a base de solventes; y eliminar el uso de aire comprimido para limpiar el papel cortado y de desecho.
La producción de papel en las plantas de papel reciclado es generalmente más polvorienta que la producción de papel convencional que utiliza pulpa recién producida. La exposición a microorganismos puede ocurrir desde el principio (recolección y separación de papel) hasta el final (producción de papel) de la cadena de producción, pero la exposición a productos químicos es menos importante que en la producción de papel convencional.
Las fábricas de pulpa y papel emplean un extenso grupo de mantenimiento para dar servicio a sus equipos de proceso, incluidos carpinteros, electricistas, mecánicos de instrumentos, aisladores, maquinistas, albañiles, mecánicos, constructores de molinos, pintores, instaladores de tuberías, mecánicos de refrigeración, hojalateros y soldadores. Junto con sus exposiciones comerciales específicas (consulte la Procesando metal y trabajo en metal y Ocupaciones capítulos), estos comerciantes pueden estar expuestos a cualquiera de los peligros relacionados con el proceso. A medida que las operaciones del molino se han vuelto más automatizadas y cerradas, las operaciones de mantenimiento, limpieza y control de calidad se han vuelto las más expuestas. Las paradas de planta para limpiar recipientes y máquinas son motivo de especial preocupación. Dependiendo de la organización de la planta, estas operaciones pueden ser realizadas por personal interno de mantenimiento o producción, aunque es común la subcontratación de personal que no sea de la planta, que puede tener menos servicios de apoyo de seguridad y salud ocupacional.
Además de las exposiciones de proceso, las operaciones de las plantas de pulpa y papel implican algunas exposiciones notables para el personal de mantenimiento. Debido a que las operaciones de fabricación de pulpa, recuperación y calderas involucran altas temperaturas, el asbesto se usó ampliamente para aislar tuberías y recipientes. El acero inoxidable se utiliza a menudo en recipientes y tuberías durante las operaciones de pulpa, recuperación y blanqueo y, en cierta medida, en la fabricación de papel. Se sabe que la soldadura de este metal genera vapores de cromo y níquel. Durante las paradas de mantenimiento, se pueden aplicar aerosoles a base de cromo para proteger el piso y las paredes de las calderas de recuperación de la corrosión durante las operaciones de arranque. Las mediciones de la calidad del proceso en la línea de producción a menudo se realizan utilizando medidores de radioisótopos e infrarrojos. Aunque los manómetros suelen estar bien protegidos, los mecánicos de instrumentos que los reparan pueden estar expuestos a la radiación.
Algunas exposiciones especiales también pueden ocurrir entre los empleados en otras operaciones de apoyo a la planta. Los trabajadores de las calderas eléctricas manipulan cortezas, residuos de madera y lodos del sistema de tratamiento de efluentes. En las fábricas más antiguas, los trabajadores retiran las cenizas del fondo de las calderas y luego vuelven a sellar las calderas aplicando una mezcla de asbesto y cemento alrededor de la rejilla de la caldera. En las calderas de potencia modernas, este proceso está automatizado. Cuando el material se alimenta a la caldera con un nivel de humedad demasiado alto, los trabajadores pueden estar expuestos a los productos de combustión incompleta. Los trabajadores responsables del tratamiento del agua pueden estar expuestos a productos químicos como el cloro, la hidracina y varias resinas. Debido a la reactividad de ClO2, el ClO2 El generador generalmente está ubicado en un área restringida y el operador está estacionado en una sala de control remoto con excursiones para recolectar muestras y dar servicio al filtro de torta de sal. Clorato de sodio (un oxidante fuerte) utilizado para generar ClO2 puede volverse peligrosamente inflamable si se permite que se derrame sobre cualquier material orgánico o combustible y luego se seca. Todos los derrames deben humedecerse antes de que se pueda realizar cualquier trabajo de mantenimiento, y todo el equipo debe limpiarse a fondo después. La ropa mojada debe mantenerse húmeda y separada de la ropa de calle, hasta que se lave.
Producción de productos químicos y subproductos
Debido a que muchas sustancias químicas blanqueadoras son reactivas y peligrosas para el transporte, se producen en el sitio o en las cercanías. Dióxido de cloro (ClO2), el hipoclorito de sodio (NaOCl) y los perácidos se producen siempre in situ, mientras que el cloro (Cl2) y el hidróxido de sodio o cáustico (NaOH) generalmente se producen fuera del sitio. El aceite de resina, un producto derivado de la resina y los ácidos grasos que se extraen durante la cocción kraft, se puede refinar dentro o fuera del sitio. La trementina, un subproducto kraft de fracción más ligera, a menudo se recolecta y concentra en el sitio y se refina en otro lugar.
Dióxido de cloro
Dióxido de cloro (ClO2) es un gas de color amarillo verdoso altamente reactivo. Es tóxico y corrosivo, explota a altas concentraciones (10%) y se reduce rápidamente a Cl2 Y O2 en presencia de luz ultravioleta. Debe prepararse como gas diluido y almacenarse como líquido diluido, lo que imposibilita el transporte a granel.
ClO2 se genera al reducir el clorato de sodio (Na2ClO3) con SO2, metanol, sal o ácido clorhídrico. El gas que sale del reactor se condensa y almacena como una solución líquida al 10%. ClO moderno2 Los generadores funcionan con una eficiencia del 95 % o superior, y la pequeña cantidad de Cl2 que se produzca se recolectará o eliminará del gas de ventilación. Pueden ocurrir reacciones secundarias según la pureza de los productos químicos de alimentación, la temperatura y otras variables del proceso. Los subproductos se devuelven al proceso y los productos químicos gastados se neutralizan y se drenan.
Hipoclorito de sodio
El hipoclorito de sodio (NaOCl) se produce combinando Cl2 con una solución diluida de NaOH. Es un proceso simple y automatizado que casi no requiere intervención. El proceso se controla manteniendo la concentración cáustica tal que el Cl residual2 en el recipiente de proceso se minimiza.
Cloro y Cáustico
Cloro (Cl2), utilizado como agente blanqueador desde principios del siglo XIX, es un gas de color verde altamente reactivo y tóxico que se vuelve corrosivo en presencia de humedad. El cloro generalmente se fabrica mediante la electrólisis de salmuera (NaCl) en Cl2 y NaOH en instalaciones regionales, y transportado al cliente como líquido puro. Se utilizan tres métodos para producir Cl2 a escala industrial: la celda de mercurio, la celda de diafragma y el desarrollo más reciente, la celda de membrana. cl2 siempre se produce en el ánodo. Luego se enfría, purifica, seca, licua y transporta al molino. En plantas de celulosa grandes o remotas, se pueden construir instalaciones locales y el Cl2 puede ser transportado como un gas.
La calidad del NaOH depende de cuál de los tres procesos se utilice. En el antiguo método de celda de mercurio, el sodio y el mercurio se combinan para formar una amalgama que se descompone con agua. El NaOH resultante es casi puro. Una de las deficiencias de este proceso es que el mercurio contamina el lugar de trabajo y ha resultado en serios problemas ambientales. El NaOH producido en la celda de diafragma se elimina con la salmuera gastada y se concentra para permitir que la sal cristalice y se separe. El asbesto se utiliza como diafragma. El NaOH más puro se produce en las células de membrana. Una membrana semipermeable a base de resina permite que los iones de sodio pasen sin la salmuera o los iones de cloro y se combinen con el agua añadida a la cámara del cátodo para formar NaOH puro. El gas hidrógeno es un subproducto de cada proceso. Suele tratarse y utilizarse en otros procesos o como combustible.
Producción de aceite de resina
La pulpa kraft de especies altamente resinosas como el pino produce jabones de sodio de resina y ácidos grasos. El jabón se recolecta de los tanques de almacenamiento de licor negro y de los tanques de desnatado de jabón que se ubican en el tren evaporador del proceso de recuperación química. El jabón refinado o el aceite de resina se pueden usar como aditivo para combustible, agente de control de polvo, estabilizador de caminos, aglutinante de pavimento y fundente para techos.
En la planta de procesamiento, el jabón se almacena en tanques primarios para permitir que el licor negro se asiente en el fondo. El jabón sube y se desborda en un segundo tanque de almacenamiento. El ácido sulfúrico y el jabón decantado se introducen en un reactor, se calientan a 100°C, se agitan y luego se dejan sedimentar. Después de reposar durante la noche, el tall oil crudo se decanta en un recipiente de almacenamiento y se deja reposar un día más. La fracción superior se considera tall oil crudo seco y se bombea al almacenamiento, listo para su envío. La lignina cocida en la fracción inferior pasará a formar parte del lote subsiguiente. El ácido sulfúrico gastado se bombea a un tanque de almacenamiento y se deja que la lignina arrastrada se deposite en el fondo. La lignina que queda en el reactor se concentra durante varias cocciones, se disuelve en cáustica al 20 % y se devuelve al tanque de jabón primario. Periódicamente, el licor negro recolectado y la lignina residual de todas las fuentes se concentran y se queman como combustible.
Recuperación de trementina
Los gases de los digestores y el condensado de los evaporadores de licor negro pueden recolectarse para recuperar la trementina. Los gases se condensan, se combinan y luego se les quita la trementina, que se vuelve a condensar, recolectar y enviar a un decantador. La fracción superior del decantador se extrae y se envía a almacenamiento, mientras que la fracción inferior se recicla al separador. La trementina cruda se almacena por separado del resto del sistema de recolección porque es nociva e inflamable y, por lo general, se procesa fuera del sitio. Todos los gases no condensables son recolectados e incinerados ya sea en las calderas de potencia, el horno de cal o un horno dedicado. La trementina se puede procesar para su uso en alcanfor, resinas sintéticas, solventes, agentes de flotación e insecticidas.
Generación de energía y tratamiento de agua
Además de la recuperación de licor, las plantas de celulosa recuperan una parte importante de la energía de la quema de materiales de desecho y subproductos del proceso en calderas eléctricas. Los materiales como la corteza, los desechos de madera y los lodos secos recolectados de los sistemas de tratamiento de efluentes pueden quemarse para proporcionar vapor a los generadores eléctricos.
Las fábricas de pulpa y papel consumen grandes cantidades de agua dulce. Una planta de celulosa kraft blanqueada de 1,000 toneladas por día puede usar más de 150 millones de litros de agua por día; una fábrica de papel aún más. Para evitar efectos adversos en el equipo del molino y mantener la calidad del producto, el agua entrante debe tratarse para eliminar contaminantes, bacterias y minerales. Se aplican varios tratamientos en función de la calidad del agua entrante. Los lechos de sedimentación, los filtros, los floculantes, el cloro y las resinas de intercambio iónico se utilizan para tratar el agua antes de utilizarla en el proceso. El agua que se utiliza en las calderas de energía y recuperación se trata además con eliminadores de oxígeno e inhibidores de la corrosión, como hidracina y morfolina, para evitar la formación de depósitos en los tubos de la caldera, reducir la corrosión del metal y evitar el arrastre de agua a la turbina de vapor. .
Producción y conversión de láminas: pulpa de mercado, papel, cartón
Los productos finales de las fábricas de pulpa y papel dependen del proceso de fabricación de pulpa y pueden incluir pulpa comercial y varios tipos de productos de papel o cartón. Por ejemplo, la pulpa mecánica relativamente débil se convierte en productos de un solo uso, como periódicos y papel tisú. La pulpa kraft se convierte en productos de papel de usos múltiples, como papel para escribir, libros y bolsas de comestibles de alta calidad. La pulpa de sulfito, que es principalmente celulosa, se puede utilizar en una serie de diversos productos finales que incluyen papel especial, rayón, película fotográfica, TNT, plásticos, adhesivos e incluso helados y mezclas para pasteles. Las pulpas químico-mecánicas son excepcionalmente rígidas, ideales para el soporte estructural necesario para el cartón corrugado para contenedores. Las fibras de la pulpa de papel reciclado suelen ser más cortas, menos flexibles y menos permeables al agua y, por lo tanto, no se pueden utilizar para productos de papel de alta calidad. Por lo tanto, el papel reciclado se utiliza principalmente para la producción de productos de papel blando como papel tisú, papel higiénico, toallas de papel y servilletas.
Para producir pulpa de mercado, la suspensión de pulpa generalmente se tamiza una vez más y se ajusta su consistencia (4 a 10%) antes de que esté lista para la máquina de pulpa. Luego, la pulpa se esparce sobre una malla de metal móvil o una malla de plástico (conocida como "alambre") en el "extremo húmedo" de la máquina de pulpa, donde el operador controla la velocidad del alambre en movimiento y el contenido de agua de la pulpa ( figura 1; las prensas y la tapa del secador se pueden ver en la parte superior izquierda; en los molinos modernos, los operadores pasan mucho tiempo en las salas de control). El agua y el filtrado pasan a través del alambre, dejando una red de fibras. La hoja de pulpa se pasa a través de una serie de rodillos giratorios ("prensas") que exprimen el agua y el aire hasta que la consistencia de la fibra es del 40 al 45%. Luego, la lámina se flota a través de una secuencia de varios pisos de secadores de aire caliente hasta que la consistencia es del 90 al 95%. Finalmente, la hoja de pulpa continua se corta en pedazos y se apila en pacas. Los fardos de pulpa se comprimen, envuelven y empaquetan en paquetes para su almacenamiento y transporte.
Figura 1. Extremo húmedo de la máquina de pulpa que muestra una malla de fibra en el alambre.

Biblioteca Canfor
Aunque en principio es similar a la fabricación de láminas de pulpa, la fabricación de papel es considerablemente más compleja. Algunas plantas utilizan una variedad de pulpas diferentes para optimizar la calidad del papel (p. ej., una mezcla de pulpas de madera dura, madera blanda, kraft, al sulfito, mecánicas o recicladas). Dependiendo del tipo de pasta utilizada, es necesaria una serie de pasos previos a la formación de la hoja de papel. Generalmente, la pulpa comercial seca se rehidrata, mientras que la pulpa de alta consistencia almacenada se diluye. Las fibras de pulpa se pueden batir para aumentar el área de unión de las fibras y mejorar así la resistencia de la hoja de papel. Luego, la pulpa se mezcla con aditivos de "extremo húmedo" (tabla 1) y se pasa a través de un conjunto final de pantallas y limpiadores. La pulpa está entonces lista para la máquina de papel.
Tabla 1. Aditivos para la fabricación de papel
|
Aditivos |
Ubicación aplicada |
Propósito y/o ejemplos de agentes específicos |
|
Aditivos más utilizados |
||
|
Talco |
Tendemos |
Control de paso (prevenir la deposición y acumulación |
|
Dióxido de titanio |
Tendemos |
Pigmento (hoja más brillante, mejora la impresión) |
|
“Alumbre” (Al2(SO4)3) |
Tendemos |
Precipita el apresto de colofonia sobre las fibras |
|
colofonia |
Tendemos |
Dimensionamiento interno (resistente a la penetración de líquidos) |
|
Arcilla (caolín) |
Mojado / seco |
Relleno (hacer más brillante, más suave, más opaco) |
|
Almidón |
Mojado / seco |
Dimensionamiento de la superficie (resistir la penetración de líquidos) |
|
Tintes y |
Mojado / seco |
ej., colorantes ácidos, básicos o directos, lacas de color, |
|
látex |
extremo seco |
Adhesivo (hoja de refuerzo, aditivos aglutinantes al papel, |
|
Otros aditivos |
||
|
Slimicidas |
Tendemos |
ej., tionas, tiazoles, tiocianatos, hiocarbamatos, tioles, isotiazolinonas, |
|
Antiespumantes |
Tendemos |
por ejemplo, aceite de pino, aceite combustible, aceites reciclados, siliconas, alcoholes |
|
tratamiento de alambre |
Tendemos |
ej., imidazoles, butildiglicol, acetona, trementina, |
|
Mojado y seco |
Tendemos |
por ejemplo, resinas de formaldehído, epiclorhidrina, glioxal, |
|
revestimientos, |
extremo seco |
por ejemplo, hidróxido de aluminio, acetato de polivinilo, |
|
Otros |
Mojado / seco |
Inhibidores de corrosión, dispersantes, ignífugos, |
El esparcidor de flujo y la caja de entrada distribuyen una fina suspensión (1 a 3 %) de pulpa refinada sobre un alambre en movimiento (similar a una máquina de pulpa, solo que a una velocidad mucho mayor, a veces superior a 55 km/h) que forma las fibras en una fina hoja de fieltro. La lámina se mueve a través de una serie de rodillos de presión hasta la sección de secado, donde una serie de rodillos calentados con vapor evaporan la mayor parte del agua restante. Los enlaces de hidrógeno entre las fibras se han desarrollado completamente en esta etapa. Finalmente, el papel es calandrado y bobinado. El calandrado es el proceso mediante el cual la superficie del papel se alisa y se reduce su grosor. La hoja de papel seca y calandrada se enrolla en un carrete, se etiqueta y se transporta al almacén (figura 2; observe el papel de desecho debajo del carrete y el panel de control del operador no cerrado). Los aditivos de "extremo seco" se pueden agregar antes del calandrado en la máquina de papel o en operaciones separadas de recubrimiento "fuera de la máquina" en el sector de conversión de la industria.
Figura 2. Extremo seco de una máquina de papel que muestra el carrete de papel lleno y el operador que usa una cortadora neumática para cortar el extremo.

Jorge Astrakianakis
Se utiliza una variedad de productos químicos en el proceso de fabricación de papel para proporcionar al papel características de superficie y propiedades de hoja específicas. Los aditivos más comúnmente usados (tabla 1) se usan típicamente a nivel de porcentaje, aunque algunos como la arcilla y el talco pueden contribuir hasta en un 40% al peso seco de ciertos papeles. La Tabla 1 también indica la diversidad de aditivos químicos que pueden usarse para fines de producción y productos específicos; algunos de estos se usan en concentraciones muy bajas (p. ej., los slimicidas se agregan al agua de proceso en partes por millón).
El proceso de fabricación del cartón es similar al de la fabricación de papel o pulpa. Se dispersa una suspensión de pulpa y agua sobre un alambre viajero, se elimina el agua y la hoja se seca y almacena como un rollo. El proceso difiere en la forma en que se forma la lámina para darle espesor, en la combinación de múltiples capas y en el proceso de secado. El tablero puede estar hecho de láminas de una o varias capas con o sin núcleo. Las láminas suelen ser pulpa kraft de alta calidad (o una mezcla de kraft y CTMP), mientras que el núcleo está hecho de una mezcla de pulpa semiquímica y reciclada de bajo costo o de pulpa completamente reciclada y otros materiales de desecho. Se agregan revestimientos, barreras de vapor y capas múltiples de acuerdo con el uso final para proteger el contenido del agua y del daño físico.
Blanqueamiento
El blanqueo es un proceso de múltiples etapas que refina y abrillanta la pulpa cruda. El objetivo es disolver (pastas químicas) o modificar (pastas mecánicas) la lignina de color marrón que no se eliminó durante el despulpado, manteniendo la integridad de las fibras de la pulpa. Una planta produce pulpa personalizada variando el orden, la concentración y el tiempo de reacción de los agentes blanqueadores.
Cada etapa de blanqueo está definida por su agente blanqueador, pH (acidez), temperatura y duración (tabla 1). Después de cada etapa de blanqueo, la pulpa se puede lavar con sosa cáustica para eliminar los productos químicos de blanqueo gastados y la lignina disuelta antes de pasar a la siguiente etapa. Después de la última etapa, la pulpa se bombea a través de una serie de filtros y limpiadores para eliminar cualquier contaminante como suciedad o plástico. Luego se concentra y se transporta al almacenamiento.
Tabla 1. Agentes blanqueadores y sus condiciones de uso
|
Símbolo |
Concentración |
pH |
Consistencia* |
Temperatura |
Tiempo (h) |
|
|
Cloro (Cl2) |
C |
2.5-8 |
2 |
3 |
20-60 |
0.5-1.5 |
|
Hidróxido de sodio (NaOH) |
E |
1.5-4.2 |
11 |
10-12 |
<80 |
1-2 |
|
Dióxido de cloro (ClO2) |
D |
~1 |
0-6 |
10-12 |
60-75 |
2-5 |
|
Hipoclorito de sodio (NaOCl) |
H |
1-2 |
9-11 |
10-12 |
30-50 |
0.5-3 |
|
Oxígeno (O2) |
O |
1.2-1.9 |
7-8 |
25-33 |
90-130 |
0.3-1 |
|
Peróxido de hidrógeno (H2O2) |
P |
0.25 |
10 |
12 |
35-80 |
4 |
|
El ozono (O3) |
Z |
0.5-3.5 |
2-3 |
35-55 |
20-40 |
<0.1 |
|
Lavado con ácido (SO2) |
A |
4-6 |
1.8-5 |
1.5 |
30-50 |
0.25 |
|
ditionito de sodio (NaS2O4) |
Y |
1-2 |
5.5-8 |
4-8 |
60-65 |
1-2 |
* Concentración de fibra en solución acuosa.
Históricamente, la secuencia de blanqueo más común utilizada para producir pulpa kraft blanqueada de calidad comercial se basa en el proceso CEDED de cinco etapas (consulte la tabla 1 para ver la definición de los símbolos). Las primeras dos etapas de blanqueo completan el proceso de deslignificación y se consideran extensiones de la reducción a pulpa. Debido a las preocupaciones ambientales sobre los compuestos orgánicos clorados en los efluentes de las plantas de celulosa, muchas plantas sustituyen el dióxido de cloro (ClO2) por una porción del cloro (Cl2) utilizado en la primera etapa de blanqueo (CDEDED) y usar oxígeno (O2) pretratamiento durante la primera extracción cáustica (CDEODED). La tendencia actual en Europa y América del Norte es hacia la sustitución completa con ClO2 (por ejemplo, DEDED) o eliminación de ambos Cl2 y ClO2. donde ClO2 se utiliza, dióxido de azufre (SO2) se agrega durante la etapa final de lavado como un "anticloro" para detener el ClO2 reacción y controlar el pH. Las secuencias de blanqueo sin cloro recientemente desarrolladas (p. ej., OAZQP, OQPZP, donde Q = quelación) usan enzimas, O2, ozono (O3), peróxido de hidrógeno (H2O2), perácidos y agentes quelantes como el ácido etilendiaminotetraacético (EDTA). El blanqueo totalmente libre de cloro se había adoptado en ocho plantas de todo el mundo en 1993. Debido a que estos métodos más nuevos eliminan los pasos de blanqueo ácido, el lavado ácido es una adición necesaria a las etapas iniciales del blanqueo kraft para permitir la eliminación de los metales adheridos a la celulosa.
Las pulpas al sulfito son generalmente más fáciles de blanquear que las pulpas kraft debido a su menor contenido de lignina. Se pueden utilizar secuencias de blanqueo cortas (p. ej., CEH, DCEHD, P, HP, EPOP) para la mayoría de los grados de papel. Para las pulpas al sulfito de grado disolvente utilizadas en la producción de rayón, celofán, etc., se eliminan tanto la hemicelulosa como la lignina, lo que requiere secuencias de blanqueo más complejas (p. ej., C1C2ECHDA). El lavado ácido final es tanto para el control de metales como para el anticloro. La carga de efluentes para pulpas al sulfito de grado de disolución es mucho mayor porque se consume gran parte de la madera en bruto (rendimiento típico del 50%) y se usa más agua.
El término iluminacion se utiliza para describir el blanqueo de pulpas mecánicas y otras pulpas de alto rendimiento, porque se blanquean destruyendo los grupos cromóforos sin disolver la lignina. Los agentes abrillantadores incluyen H2O2 y/o hidrosulfito de sodio (NaS2O4). Históricamente, el hidrosulfito de zinc (ZnS2O4) se usaba comúnmente, pero se eliminó en gran medida debido a su toxicidad en los efluentes. Los agentes quelantes se agregan antes del blanqueo para neutralizar los iones metálicos, evitando así la formación de sales coloreadas o la descomposición de H2O2. La efectividad del blanqueo mecánico de la pulpa depende de la especie de madera. Las maderas duras (p. ej., álamo y álamo) y las maderas blandas (p. ej., abeto y bálsamo) con bajo contenido de lignina y extractivos se pueden blanquear a un nivel de brillo más alto que el pino y el cedro, que son más resinosos.
despulpado
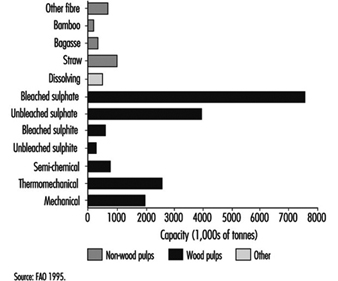
El despulpado es el proceso mediante el cual los enlaces dentro de la estructura de la madera se rompen mecánica o químicamente. Las pulpas químicas se pueden producir mediante procesos alcalinos (es decir, al sulfato o kraft) o ácidos (es decir, al sulfito). La mayor proporción de pulpa se produce por el método al sulfato, seguido de los métodos mecánicos (incluyendo semiquímicos, termomecánicos y mecánicos) y al sulfito (figura 1). Los procesos de despulpado difieren en el rendimiento y la calidad del producto y, en el caso de los métodos químicos, en los productos químicos utilizados y la proporción que se puede recuperar para su reutilización.
Figura 1. Capacidades mundiales de pulpa, por tipo de pulpa
Despulpado Mecánico
Las pulpas mecánicas se producen triturando madera contra una piedra o entre placas de metal, separando así la madera en fibras individuales. La acción de cizallamiento rompe las fibras de celulosa, de modo que la pulpa resultante es más débil que las pulpas separadas químicamente. La lignina que une la celulosa a la hemicelulosa no se disuelve; simplemente se ablanda, permitiendo que las fibras se extraigan de la matriz de madera. El rendimiento (proporción de madera original en pulpa) suele ser superior al 85%. Algunos métodos de fabricación de pulpa mecánica también utilizan productos químicos (es decir, las pulpas químico-mecánicas); sus rendimientos son menores ya que eliminan más materiales no celulósicos.
En la fabricación de pulpa de madera triturada (SGW), el método mecánico más antiguo e históricamente más común, las fibras se eliminan de los troncos cortos presionándolas contra un cilindro abrasivo giratorio. En la fabricación de pulpa mecánica con refinador (RMP, figura 2), que ganó popularidad después de que se hizo comercialmente viable en la década de 1960, las astillas de madera o el aserrín se alimentan a través del centro de un refinador de disco, donde se trituran en pedazos más finos a medida que se empujan hacia afuera. Barras y ranuras progresivamente más estrechas. (En la figura 2, las refinerías están encerradas en el medio de la imagen y sus grandes motores están a la izquierda. Las astillas se suministran a través de las tuberías de gran diámetro y la pulpa sale por las más pequeñas). Una modificación de RMP es la reducción a pulpa termomecánica (TMP ), en el que las astillas se cuecen al vapor antes y durante el refinado, normalmente bajo presión.
Figura 2. Pulpa mecánica del refinador

Uno de los primeros métodos para producir pulpas químico-mecánicas consistía en precocer al vapor los troncos antes de hervirlos en licores de pulpa química y luego triturarlos en molinos de piedra para producir pulpas de "madera químicamente molida". La fabricación de pulpa químico-mecánica moderna utiliza refinadores de disco con tratamiento químico (p. ej., bisulfito de sodio, hidróxido de sodio) ya sea antes, durante o después del refinado. Las pulpas producidas de esta manera se denominan pulpas quimiomecánicas (CMP) o pulpas quimiotermomecánicas (CTMP), dependiendo de si el refinado se llevó a cabo a presión atmosférica o elevada. Varias organizaciones han desarrollado y patentado variaciones especializadas de CTMP.
Pulpa química y recuperación
Las pulpas químicas se producen disolviendo químicamente la lignina entre las fibras de madera, lo que permite que las fibras se separen relativamente sin sufrir daños. Debido a que la mayoría de los componentes no fibrosos de la madera se eliminan en estos procesos, los rendimientos suelen ser del orden del 40 al 55%.
En la fabricación de pulpa química, las virutas y los productos químicos en solución acuosa se cocinan juntos en un recipiente a presión (digestor, figura 3) que puede funcionar por lotes o de forma continua. En la cocción por lotes, el digestor se llena con chips a través de una abertura superior, se agregan los productos químicos de digestión y el contenido se cuece a temperatura y presión elevadas. Una vez que se completa la cocción, se libera la presión, "soplando" la pulpa deslignificada fuera del digestor y dentro de un tanque de retención. Luego se repite la secuencia. En la digestión continua, las virutas precocidas al vapor se introducen en el digestor a un ritmo continuo. Las virutas y los productos químicos se mezclan en la zona de impregnación en la parte superior del digestor y luego pasan por la zona de cocción superior, la zona de cocción inferior y la zona de lavado antes de ser soplados al tanque de soplado.
Figura 3. Digestor kraft continuo, con transportador de virutas en construcción

Biblioteca Canfor
Los productos químicos de digestión se recuperan en la mayoría de las operaciones de fabricación de pulpa química en la actualidad. Los objetivos principales son recuperar y reconstituir los productos químicos de digestión del licor de cocción gastado y recuperar la energía térmica quemando el material orgánico disuelto de la madera. El vapor y la electricidad resultantes satisfacen algunas, si no todas, las necesidades energéticas de la planta.
Pulpa y recuperación de sulfato
El proceso de sulfato produce una pulpa más fuerte y oscura que otros métodos y requiere recuperación química para competir económicamente. El método evolucionó a partir de la fabricación de pulpa de soda (que usa solo hidróxido de sodio para la digestión) y comenzó a ganar prominencia en la industria entre las décadas de 1930 y 1950 con el desarrollo de procesos de blanqueo con dióxido de cloro y recuperación química, que también producían vapor y energía para la planta. El desarrollo de metales resistentes a la corrosión, como el acero inoxidable, para manejar los entornos ácidos y alcalinos de las plantas de celulosa también desempeñó un papel.
La mezcla de cocción (licor blanco) es hidróxido de sodio (NaOH, “cáustico”) y sulfuro de sodio (Na2S). La fabricación de pulpa kraft moderna generalmente se lleva a cabo en digestores continuos, a menudo revestidos con acero inoxidable (figura 3). La temperatura del digestor se eleva lentamente hasta aproximadamente 170°C y se mantiene a ese nivel durante aproximadamente 3 a 4 horas. La pulpa (llamada materia prima marrón debido a su color) se tamiza para eliminar la madera sin cocer, se lava para eliminar la mezcla de cocción gastada (ahora licor negro) y se envía a la planta de blanqueo o a la sala de máquinas de pulpa. La madera sin cocer se devuelve al digestor o se envía a la caldera de energía para quemarse.
El licor negro recolectado del digestor y de las lavadoras de material marrón contiene material orgánico disuelto cuya composición química exacta depende de la especie de madera despulpada y de las condiciones de cocción. El licor se concentra en evaporadores hasta que contiene menos del 40% de agua, luego se rocía en la caldera de recuperación. La parte orgánica se consume como combustible generando calor que se recupera en la parte superior del horno como vapor a alta temperatura. El componente inorgánico no quemado se acumula en el fondo de la caldera como un fundido fundido. El fundido sale del horno y se disuelve en una solución cáustica débil, lo que produce un "licor verde" que contiene principalmente Na disuelto.2S y carbonato de sodio (Na2CO3). Este licor se bombea a una planta de recaustificación, donde se clarifica y luego se hace reaccionar con cal apagada.
(Ca(OH))2), formando NaOH y carbonato de calcio (CaCO3). El licor blanco se filtra y almacena para su uso posterior. CaCO3 se envía a un horno de cal, donde se calienta para regenerar cal (CaO).
Pulpa de sulfito y recuperación
La fabricación de pasta al sulfito dominó la industria desde finales de 1800 hasta mediados de 1900, pero el método utilizado durante esta era estaba limitado por los tipos de madera que se podían convertir en pasta y la contaminación creada por la descarga de licor de cocción residual sin tratar en las vías fluviales. Los métodos más nuevos han superado muchos de estos problemas, pero la fabricación de pasta al sulfito es ahora un pequeño segmento del mercado de la pasta. Aunque la fabricación de pulpa al sulfito generalmente usa digestión ácida, existen variaciones tanto neutras como básicas.
El licor de cocción de ácido sulfuroso (H2SO3) y el ion bisulfito (HSO3–) se prepara en el sitio. El azufre elemental se quema para producir dióxido de azufre (SO2), que pasa a través de una torre de absorción que contiene agua y una de cuatro bases alcalinas (CaCO3, la base de sulfito original, Na2CO3, hidróxido de magnesio (Mg(OH)2) o hidróxido de amonio (NH4OH)) que producen el ácido y el ion y controlan sus proporciones. La pulpa al sulfito generalmente se lleva a cabo en digestores por lotes revestidos de ladrillos. Para evitar reacciones no deseadas, el digestor se calienta lentamente a una temperatura máxima de 130 a 140 °C y las astillas se cocinan durante mucho tiempo (6 a 8 horas). A medida que aumenta la presión del digestor, el dióxido de azufre gaseoso (SO2) se purga y se vuelve a mezclar con el ácido crudo de cocción. Cuando quedan aproximadamente de 1 a 1.5 horas de tiempo de cocción, se interrumpe el calentamiento y se reduce la presión purgando el gas y el vapor. La pulpa se sopla en un tanque de retención, luego se lava y se tamiza.
La mezcla de digestión gastada, llamada licor rojo, se puede utilizar para la recuperación de calor y productos químicos para todas las operaciones excepto las de base de bisulfito de calcio. Para la fabricación de pulpa al sulfito a base de amoníaco, el licor rojo diluido se destila primero para eliminar el SO residual.2, luego concentrado y quemado. El gas de combustión que contiene SO2 se enfría y pasa a través de una torre de absorción donde se combina el amoníaco fresco para regenerar el licor de cocción. Finalmente, el licor se filtra, se enriquece con SO fresco2 y almacenado. El amoníaco no se puede recuperar porque se convierte en nitrógeno y agua en la caldera de recuperación.
En la fabricación de pasta al sulfito a base de magnesio, al quemar el licor concentrado de fabricación de pasta se obtiene óxido de magnesio (MgO) y SO2, que se recuperan fácilmente. No se produce olor en este proceso; más bien, el MgO se recolecta del gas de combustión y se apaga con agua para producir hidróxido de magnesio (Mg(OH)2). ASI QUE2 se enfría y se combina con el Mg(OH)2 en una torre de absorción para reconstituir el licor de cocción. El bisulfito de magnesio (Mg(HSO3)2) luego se fortifica con SO fresco2 y almacenado. Es posible la recuperación del 80 al 90% de los productos químicos de cocción.
La recuperación del licor de cocción al sulfito a base de sodio es más complicada. El licor agotado concentrado se incinera y aproximadamente el 50 % del azufre se convierte en SO2. El resto del sodio y el azufre se recoge en el fondo de la caldera de recuperación como un fundido de Na2S y Na2CO3. El fundido se disuelve para producir licor verde, que se convierte en bisulfito de sodio (NaHSO3) en varios pasos. El NaHSO3 es fortificado y almacenado. El proceso de regeneración produce gases de azufre reducido, en particular sulfuro de hidrógeno (H2S).
" EXENCIÓN DE RESPONSABILIDAD: La OIT no se responsabiliza por el contenido presentado en este portal web que se presente en un idioma que no sea el inglés, que es el idioma utilizado para la producción inicial y la revisión por pares del contenido original. Ciertas estadísticas no se han actualizado desde la producción de la 4ª edición de la Enciclopedia (1998)."