Adaptado de NIOSH 1984.
Las pinturas y revestimientos incluyen pinturas, barnices, lacas, tintes, tintas de impresión y más. Las pinturas tradicionales consisten en una dispersión de partículas de pigmento en un vehículo compuesto por un formador de película o aglutinante (normalmente un aceite o una resina) y un diluyente (normalmente un disolvente volátil). Además, puede haber una amplia variedad de rellenos y otros aditivos. Un barniz es una solución de aceite y resina natural en un disolvente orgánico. También se pueden utilizar resinas sintéticas. Las lacas son recubrimientos en los que la película se seca o endurece completamente por evaporación del solvente.
Las pinturas tradicionales tenían menos del 70 % de sólidos y el resto eran en su mayoría solventes. Las regulaciones de contaminación del aire que limitan la cantidad de solventes que se pueden emitir a la atmósfera han resultado en el desarrollo de una amplia variedad de pinturas sustitutas con poco o ningún solvente orgánico. Estos incluyen: pinturas de látex a base de agua; pinturas catalizadas de dos componentes (p. ej., sistemas de epoxi y uretano); pinturas con alto contenido de sólidos (más del 70 % de sólidos), incluidas pinturas de plastisol compuestas principalmente de pigmentos y plastificantes; pinturas curadas por radiación; y recubrimientos en polvo.
Según el Instituto Nacional para la Seguridad y Salud Ocupacional de EE. UU. (NIOSH 1984), alrededor del 60% de los fabricantes de pintura empleaban menos de 20 trabajadores, y sólo alrededor del 3% tenían más de 250 trabajadores. Se espera que estas estadísticas sean representativas de los fabricantes de pintura de todo el mundo. Esto indica un predominio de tiendas pequeñas, la mayoría de las cuales no tendrían experiencia interna en salud y seguridad.
Procesos de manufactura
En general, la fabricación de pinturas y otros revestimientos es una serie de operaciones unitarias que utilizan procesos por lotes. Hay pocas o ninguna reacción química; las operaciones son en su mayoría mecánicas. La fabricación implica el ensamblaje de materias primas, mezcla, dispersión, adelgazamiento y ajuste, llenado de contenedores y almacenamiento.
Pinturas
Las materias primas utilizadas para fabricar pinturas vienen en forma de líquidos, sólidos, polvos, pastas y lodos. Estos se pesan y premezclan manualmente. Las partículas de pigmento aglomerado deben reducirse al tamaño original del pigmento y las partículas deben humedecerse con el aglutinante para garantizar la dispersión en la matriz líquida. Este proceso de dispersión, llamado molienda, se realiza con una variedad de tipos de equipos, incluidos los dispersores de impulsor de eje de alta velocidad, mezcladores de masa, molinos de bolas, molinos de arena, molinos de tres rodillos, molinos pug, etc. Después de una ejecución inicial, que puede durar hasta 48 horas, se agrega resina a la pasta y el proceso de molienda se repite por un período más corto. El material disperso luego se transfiere por gravedad a un tanque de bajada donde se puede agregar material adicional, como compuestos de tinte. Para pinturas a base de agua, el aglutinante generalmente se agrega en esta etapa. Luego, la pasta se diluye con resina o solvente, se filtra y luego se transfiere nuevamente por gravedad al área de llenado de latas. El llenado se puede realizar de forma manual o mecánica.
Después del proceso de dispersión, puede ser necesario limpiar los tanques y molinos antes de introducir un nuevo lote. Esto puede involucrar herramientas manuales y eléctricas, así como limpiadores y solventes alcalinos.
Lacas
La producción de laca generalmente se lleva a cabo en equipos cerrados, como tanques o mezcladores, para minimizar la evaporación del solvente, lo que daría lugar a depósitos de una película de laca seca en el equipo de procesamiento. De lo contrario, la producción de laca ocurre de la misma manera que la producción de pintura.
Barnices
La fabricación de barnices oleorresinosos implica cocinar el aceite y la resina para hacerlos más compatibles, desarrollar moléculas o polímeros de alto peso molecular y aumentar la solubilidad en el solvente. Las plantas más viejas pueden usar teteras abiertas y portátiles para calentar. La resina y el aceite o la resina sola se añaden a la marmita y luego se calientan a unos 316ºC. Las resinas naturales deben calentarse antes de agregar los aceites. Los materiales se vierten sobre la parte superior de la tetera. Durante la cocción, las marmitas se cubren con campanas extractoras refractarias. Después de la cocción, las marmitas se trasladan a salas donde se enfrían rápidamente, a menudo con agua pulverizada, y luego se les agrega diluyente y secadores.
Las plantas modernas usan grandes reactores cerrados con capacidades de 500 a 8,000 galones. Estos reactores son similares a los utilizados en la industria de procesos químicos. Están equipados con agitadores, mirillas, líneas de llenado y vaciado de reactores, condensadores, medidores de temperatura, fuentes de calor, etc.
Tanto en las plantas antiguas como en las modernas, la resina diluida se filtra como paso final antes del envasado. Esto normalmente se hace mientras la resina aún está caliente, generalmente usando un filtro prensa.
Recubrimientos en polvo
Los recubrimientos en polvo son sistemas sin solventes basados en la fusión y fusión de resina y otras partículas aditivas sobre superficies de objetos calentados. Los recubrimientos en polvo pueden ser termoendurecibles o termoplásticos e incluyen resinas tales como epoxis, polietileno, poliésteres, cloruro de polivinilo y acrílicos.
El método de fabricación más común implica la mezcla en seco de los ingredientes en polvo y la mezcla por fusión por extrusión (consulte la figura 1). La resina o aglutinante seco, el pigmento, la carga y los aditivos se pesan y se transfieren a un premezclador. Este proceso es similar a las operaciones de mezcla en seco en la fabricación de caucho. Después de mezclar, el material se coloca en una extrusora y se calienta hasta que se funde. El material fundido se extruye sobre una cinta transportadora de enfriamiento y luego se transfiere a un granulador grueso. El material granulado se pasa a través de un molinillo fino y luego se tamiza para lograr el tamaño de partícula deseado. A continuación, se envasa el recubrimiento en polvo.
Figura 1. Diagrama de flujo para la fabricación de recubrimientos en polvo por el método de extrusión-mezcla en fusión

Riesgos y su prevención
En general, los principales peligros asociados con la fabricación de pinturas y revestimientos involucran el manejo de materiales; sustancias tóxicas, inflamables o explosivas; y agentes físicos como descargas eléctricas, ruido, calor y frío.
La manipulación manual de cajas, barriles, contenedores, etc., que contienen materias primas y productos terminados, son fuentes importantes de lesiones debido a levantamientos inadecuados, resbalones, caídas, caídas de contenedores, etc. Las precauciones incluyen controles de ingeniería/ergonomía, como ayudas para el manejo de materiales (rodillos, gatos y plataformas) y equipos mecánicos (transportadores, montacargas y montacargas), pisos antideslizantes, equipo de protección personal (PPE) como zapatos de seguridad y capacitación adecuada. en levantamiento manual y otras técnicas de manejo de materiales.
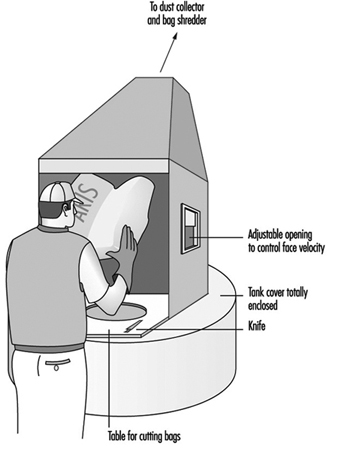
Los peligros químicos incluyen la exposición a polvos tóxicos como el pigmento de cromato de plomo, que puede ocurrir durante el pesaje, el llenado de tolvas de mezcladores y molinos, operaciones de equipos abiertos, llenado de contenedores de pintura en polvo, limpieza de equipos y derrames de contenedores. La fabricación de recubrimientos en polvo puede resultar en una alta exposición al polvo. Las precauciones incluyen la sustitución de polvos por pastas o lodos; ventilación de escape local (LEV) para abrir bolsas de polvos (ver figura 2) y para equipos de procesamiento, encerramiento de equipos, procedimientos de limpieza de derrames y protección respiratoria cuando sea necesario.
Figura 2. Sistema de control de bolsas y polvo
Se utiliza una amplia variedad de disolventes volátiles en la fabricación de pinturas y revestimientos, incluidos hidrocarburos alifáticos y aromáticos, alcoholes, cetonas, etc. Los disolventes más volátiles suelen encontrarse en lacas y barnices. La exposición a vapores de solventes puede ocurrir durante la dilución en la fabricación de pinturas a base de solventes; mientras se cargan los recipientes de reacción (especialmente los tipos de calderas más antiguos) en la fabricación de barnices; durante el llenado de latas en todos los recubrimientos a base de solventes; y durante la limpieza manual de equipos de proceso con solventes. El encerramiento de equipos tales como reactores de barniz y mezcladores de laca por lo general implica una menor exposición a los solventes, excepto en el caso de fugas. Las precauciones incluyen encerrar el equipo de proceso, LEV para operaciones de dilución y llenado de latas y protección respiratoria y procedimientos en espacios confinados para la limpieza de recipientes.
Otros peligros para la salud incluyen la inhalación y/o el contacto con la piel de los isocianatos utilizados en la fabricación de pinturas y revestimientos de poliuretano; con acrilatos, otros monómeros y fotoiniciadores utilizados en la fabricación de recubrimientos de curado por radiación; con acroleína y otras emisiones gaseosas de la cocción del barniz; y con agentes de curado y otros aditivos en recubrimientos en polvo. Las precauciones incluyen recinto, LEV, guantes y otra ropa y equipo de protección personal, capacitación sobre materiales peligrosos y buenas prácticas de trabajo.
Los disolventes inflamables, los polvos combustibles (especialmente la nitrocelulosa utilizada en la producción de lacas) y los aceites presentan riesgos de incendio o explosión si se inflaman por una chispa o por altas temperaturas. Las fuentes de ignición pueden incluir equipos eléctricos defectuosos, fumar, fricción, llamas abiertas, electricidad estática, etc. Los trapos empapados de aceite pueden ser una fuente de combustión espontánea. Las precauciones incluyen conectar y conectar a tierra los contenedores mientras se transfieren líquidos inflamables, conectar a tierra equipos como molinos de bolas que contengan polvos combustibles, ventilación para mantener las concentraciones de vapor por debajo del límite inferior de explosividad, cubrir los contenedores cuando no estén en uso, retirar las fuentes de ignición, usar herramientas de metales no ferrosos alrededor de materiales inflamables o combustibles y buenas prácticas de limpieza.
Los peligros del ruido pueden estar asociados con el uso de molinos de bolas y guijarros, dispersores de alta velocidad, pantallas vibratorias utilizadas para filtrar, etc. Las precauciones incluyen aisladores de vibraciones y otros controles de ingeniería, reemplazo de equipos ruidosos, buen mantenimiento de los equipos, aislamiento de la fuente de ruido y un programa de conservación de la audición donde haya un ruido excesivo.
Otros peligros incluyen protección inadecuada de la máquina, una fuente común de lesiones alrededor de la maquinaria. Los peligros eléctricos son un problema particular si no existe un programa adecuado de bloqueo/etiquetado para el mantenimiento y la reparación del equipo. Las quemaduras pueden resultar de recipientes de cocción de barniz caliente y materiales salpicados y de pegamentos termofusibles utilizados para paquetes y etiquetas.