- Estas aquí:
-
Inicio

- Parte XIV. Industrias textiles y de la confección

Categorías Niños

87. Prendas de vestir y productos textiles terminados (3)

87. Prendas de vestir y productos textiles terminados
Editores de capítulos: Robin Herbert y Rebecca Plattus
Índice del contenido
Tablas y Figuras
Principales Sectores y Procesos
Rebecca Plattus y Robin Herbert
Accidentes en la Fabricación de Ropa
AS Bettenson
Efectos sobre la salud y problemas ambientales
Robin Herbert y Rebecca Plattus
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.



88. Cuero, Piel y Calzado (6)
88. Cuero, pieles y calzado
Editor del capítulo: Michael McCann
Índice del contenido
Tablas y Figuras
Perfil general
Debra Osinski
Curtido y Acabado de Cuero
Decano B. Baker
Industria peletera
PE trenza
Industria del calzado
FL Conradi y Paulo Portich
Efectos sobre la salud y patrones de enfermedad
franco b popa
Cuestiones de protección ambiental y salud pública
jerry spiegel
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Opciones tecnológicas para el tratamiento de efluentes de tenerías
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.









89. Industria de artículos textiles (15)
89. Industria de artículos textiles
Editores de capítulos: A. Lee Ivester y John D. Neefus
Índice del contenido
Tablas y Figuras
La Industria Textil: Historia y Salud y Seguridad
leon j warshaw
Tendencias Globales en la Industria Textil
Jung Der Wang
Producción y Desmotado de Algodón
W. Stanley Antonio
Fabricación de hilo de algodón
Felipe J. Wakelyn
Industria de la lana
Hargrave
industria de la seda
J. Kubota
Viscosa (Rayón)
MM El Attal
Fibras sinteticas
AE Quinn y R. Mattiusi
Productos de fieltro natural
Jerzy A. Sokal
Teñido, Estampado y Acabado
JM Strother y AK Niyogi
Telas textiles no tejidas
William Blackburn y Subhash K. Batra
Tejer y tejer
Carlos Crocker
Alfombras y tapetes
El Instituto de Alfombras y Tapetes
Alfombras tejidas a mano y tejidas a mano
ME Radabi
Efectos respiratorios y otros patrones de enfermedades en la industria textil
E. Neil Schachter
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Empresas y empleados en el área de Asia-Pacífico (85-95)
2. Grados de bisinosis
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|















industria de la seda
Adaptado de la 3ra edición, Enciclopedia de Salud y Seguridad Ocupacional.
La seda es una fibra brillante, resistente y elástica producida por las larvas de los gusanos de seda; el término también cubre el hilo o tela hecha de esta fibra. La industria de la seda se originó en China, ya en 2640 a. C. según la tradición. Hacia el siglo III dC, el conocimiento del gusano de seda y su producto llegó a Japón a través de Corea; probablemente se extendió a la India un poco más tarde. Desde allí, la producción de seda se llevó lentamente hacia el oeste a través de Europa hasta el Nuevo Mundo.
El proceso de producción involucra una secuencia de pasos que no necesariamente se llevan a cabo en una sola empresa o planta. Incluyen:
- Sericultura. La producción de capullos para su filamento de seda cruda se conoce como sericultura, un término que cubre la alimentación, la formación de capullos, etc. Lo primero indispensable es una reserva de moreras suficiente para alimentar a los gusanos en su estado larvario. Las bandejas en las que se crían las lombrices deben mantenerse en una habitación con una temperatura constante de 25 °C; esto implica calefacción artificial en países y estaciones más fríos. Los capullos se hilan después de unos 42 días de alimentación.
- Hilatura o filatura. El proceso distintivo en el hilado de la seda se llama tambaleándose, en el que los filamentos del capullo se forman en una hebra continua, uniforme y regular. Primero, la goma natural (sericina) se ablanda en agua hirviendo. Luego, en un baño o palangana de agua caliente, los extremos de los filamentos de varios capullos se juntan, se estiran, se unen a una rueda giratoria y se enrollan para formar seda cruda.
- Lanzamiento. En este proceso, los hilos se retuercen y se doblan en hilos más sustanciales.
- Desgomado. En esta fase, la seda cruda se hierve en una solución de agua y jabón a aproximadamente 95 °C.
- Blanqueamiento La seda cruda o hervida se blanquea luego en peróxido de hidrógeno o peróxido de sodio.
- Costura. El hilo de seda se teje a continuación en tela; esto suele tener lugar en fábricas separadas.
- Tintura. La seda se puede teñir mientras está en forma de filamento o hilo, o se puede teñir como una tela.
Peligros para la salud y la seguridad
Monóxido de carbono
Se han informado síntomas de toxicidad por monóxido de carbono que consisten en dolor de cabeza, vértigo y, a veces, náuseas y vómitos, por lo general no graves, en Japón, donde la sericultura es una industria doméstica común, como resultado del uso de fuegos de carbón en salas de cría mal ventiladas.
Dermatitis
mal des bassines, una dermatitis de las manos de las trabajadoras que devanaban seda cruda, era bastante común, particularmente en Japón, donde, en la década de 1920, se informó una tasa de morbilidad del 30 al 50% entre las trabajadoras de bobinado. El catorce por ciento de los trabajadores afectados perdió un promedio de tres días de trabajo cada año. Las lesiones cutáneas, localizadas principalmente en dedos, muñecas y antebrazos, se caracterizaban por eritema recubierto de pequeñas vesículas que se volvían crónicos, pustulosos o eccematosos y extremadamente dolorosos. La causa de esta condición generalmente se atribuía a los productos de descomposición de la crisálida muerta ya un parásito en el capullo.
Sin embargo, más recientemente, las observaciones japonesas han demostrado que probablemente esté relacionado con la temperatura del baño de devanado: hasta 1960 casi todos los baños de devanado se mantenían a 65 °C, pero, desde la introducción de nuevas instalaciones con una temperatura del baño de 30 a 45 °C, no ha habido reportes de las típicas lesiones cutáneas entre los carreteros.
La manipulación de la seda cruda puede producir reacciones alérgicas en la piel de algunos carreteros. Se ha observado hinchazón facial e inflamación ocular donde no hubo contacto local directo con el baño de devanado. De manera similar, se ha encontrado dermatitis entre los lanzadores de seda.
Problemas de las vías respiratorias
En la antigua Unión Soviética, un brote inusual de amigdalitis entre los hilanderos de seda se atribuyó a bacterias en el agua de los estanques de devanado y en el aire ambiental del departamento de capullos. La desinfección y el reemplazo frecuente del agua del baño de los carretes, combinados con la ventilación por extracción en los carretes capullo, produjeron una rápida mejora.
Extensas observaciones epidemiológicas a largo plazo también realizadas en la antigua URSS han demostrado que los trabajadores de la industria de la seda natural pueden desarrollar alergias respiratorias que incluyen asma bronquial, bronquitis asmatiforme y/o rinitis alérgica. Parece que la seda natural puede causar sensibilización durante todas las etapas de producción.
También se ha informado de una situación que causa dificultad respiratoria entre los trabajadores de las hilanderías cuando empaquetan o reempacan seda en una hilandería o bobinadora. Dependiendo de la velocidad de la maquinaria, es posible aerosolizar la sustancia proteínica que rodea el filamento de seda. Este aerosol, cuando sea de tamaño respirable, provocará una reacción pulmonar muy similar a la reacción bisinótica al polvo de algodón.
ruido
La exposición al ruido puede alcanzar niveles dañinos para los trabajadores en las máquinas que hilan y enrollan los hilos de seda y en los telares donde se tejen las telas. La lubricación adecuada del equipo y la interposición de deflectores de sonido pueden reducir un poco el nivel de ruido, pero la exposición continua a lo largo de la jornada laboral puede tener un efecto acumulativo. Si no se obtiene un abatimiento efectivo, habrá que recurrir a los dispositivos de protección personal. Al igual que con todos los trabajadores expuestos al ruido, es deseable un programa de protección auditiva que incluya audiogramas periódicos.
Medidas de Seguridad y Salud
El control de la temperatura, la humedad y la ventilación son importantes en todas las etapas de la industria de la seda. Los trabajadores a domicilio no deben escapar a la supervisión. Debe garantizarse una ventilación adecuada de las salas de crianza, y las estufas de carbón o queroseno deben reemplazarse por calentadores eléctricos u otros dispositivos de calentamiento.
Bajar la temperatura de los baños de tambaleo puede ser efectivo para prevenir la dermatitis. El agua debe reemplazarse con frecuencia y es deseable una ventilación por extracción. Debe evitarse en la medida de lo posible el contacto directo de la piel con seda cruda sumergida en baños de bobinado.
La provisión de buenas instalaciones sanitarias y la atención a la higiene personal son esenciales. El lavado de manos con una solución de ácido acético al 3 % ha resultado eficaz en Japón.
El examen médico de los nuevos ingresantes y la supervisión médica posterior son deseables.
Los peligros de la maquinaria en la fabricación de seda son similares a los de la industria textil en general. La prevención de accidentes se logra mejor mediante una buena limpieza, la protección adecuada de las piezas móviles, la capacitación continua de los trabajadores y una supervisión eficaz. Los telares mecánicos deben estar provistos de protecciones para evitar accidentes con las lanzaderas voladoras. Se requiere muy buena iluminación para la preparación del hilo y los procesos de tejido.
Viscosa (Rayón)
Adaptado de la 3ra edición, Enciclopedia de Salud y Seguridad Ocupacional.
El rayón es una fibra sintética producida a partir de celulosa (pulpa de madera) que ha sido tratada químicamente. Se utiliza solo o mezclado con otras fibras sintéticas o naturales para fabricar tejidos resistentes, muy absorbentes y suaves, que se pueden teñir con colores brillantes y duraderos.
La fabricación del rayón tuvo su origen en la búsqueda de una seda artificial. En 1664, Robert Hooke, un científico británico destacado por sus observaciones de las células vegetales, predijo la posibilidad de duplicar la seda por medios artificiales; casi dos siglos después, en 1855, se fabricaban fibras a partir de una mezcla de ramitas de morera y ácido nítrico. El primer proceso comercial exitoso fue desarrollado en 1884 por el inventor francés Hilaire de Chardonnet, y en 1891, los científicos británicos Cross y Bevan perfeccionaron el proceso viscoso. Para 1895, el rayón se producía comercialmente en una escala bastante pequeña y su uso creció rápidamente.
Métodos de producción
El rayón se fabrica mediante una serie de procesos, según el uso previsto.
En proceso de viscosa, la celulosa derivada de la pulpa de madera se sumerge en una solución de hidróxido de sodio y el exceso de líquido se exprime mediante compresión para formar celulosa alcalina. Se eliminan las impurezas y, tras ser desmenuzada en jirones similares a migas blancas que se dejan envejecer durante varios días a temperatura controlada, la celulosa alcalina triturada se traslada a otro tanque donde se trata con bisulfuro de carbono para formar migas de color naranja dorado. xantato de celulosa. Estos se disuelven en hidróxido de sodio diluido para formar un líquido naranja viscoso llamado viscosa. Se mezclan diferentes lotes de viscosa para obtener una calidad uniforme. La mezcla se filtra y madura durante varios días de almacenamiento a temperatura y humedad estrictamente controladas. Luego se extruye a través de boquillas de metal con agujeros finos (hiladoras) en un baño de ácido sulfúrico al 10%. Se puede enrollar como un filamento continuo (tortas) o cortar en las longitudes requeridas e hilar como el algodón o la lana. El rayón viscosa se usa para fabricar prendas de vestir y telas pesadas.
En proceso de cupramonio, que se utiliza para fabricar tejidos similares a la seda y calcetería transparente, la pulpa de celulosa disuelta en la solución de hidróxido de sodio se trata con óxido de cobre y amoníaco. Los filamentos salen de las hileras hacia un embudo giratorio y luego se estiran hasta la finura requerida por la acción de un chorro de agua.
En los procesos de viscosa y cupramonio, la celulosa se reconstituye, pero el acetato y el triacetato son ésteres de la celulosa y algunos los consideran una clase separada de fibra. Las telas de acetato son conocidas por su capacidad para tomar colores brillantes y tener una buena caída, características que las hacen particularmente deseables para prendas de vestir. Las fibras cortas de acetato se utilizan como relleno en almohadas, cubrecolchones y edredones. Los hilos de triacetato tienen muchas de las mismas propiedades que el acetato, pero son especialmente favorecidos por su capacidad para retener arrugas y pliegues en las prendas.
Riesgos y su prevención
Los principales peligros en el proceso de viscosa son las exposiciones al disulfuro de carbono y al sulfuro de hidrógeno. Ambos tienen una variedad de efectos tóxicos dependiendo de la intensidad y duración de la exposición y el(los) órgano(s) afectado(s); van desde la fatiga y el vértigo, la irritación respiratoria y los síntomas gastrointestinales hasta los trastornos neuropsiquiátricos profundos, los trastornos auditivos y visuales, la inconsciencia profunda y la muerte.
Además, con un punto de inflamación por debajo de –30 °C y límites explosivos entre 1.0 y 50 %, el disulfuro de carbono tiene un alto riesgo de incendio y explosión.
Los ácidos y álcalis utilizados en el proceso están bastante diluidos, pero siempre existe el peligro de preparar las diluciones adecuadas y salpicaduras en los ojos. Las migajas alcalinas producidas durante el proceso de trituración pueden irritar las manos y los ojos de los trabajadores, mientras que los vapores ácidos y el gas de sulfuro de hidrógeno que emanan del baño giratorio pueden causar una queratoconjuntivitis caracterizada por lagrimeo excesivo, fotofobia y dolor ocular intenso.
Mantener las concentraciones de disulfuro de carbono y sulfuro de hidrógeno por debajo de los límites de exposición seguros requiere una vigilancia diligente, como la que puede proporcionar un aparato automático de registro continuo. Es aconsejable un cerramiento completo de la maquinaria con LEV eficiente (con tomas a nivel del suelo ya que estos gases son más pesados que el aire). Los trabajadores deben estar capacitados en respuestas de emergencia en caso de fugas y, además de contar con el equipo de protección personal adecuado, los trabajadores de mantenimiento y reparación deben recibir instrucción y supervisión cuidadosas para evitar niveles innecesarios de exposición.
Los baños y las instalaciones de lavado son necesidades más que meros servicios. Es deseable la vigilancia médica a través de reconocimientos médicos periódicos y previos a la colocación.
Fibras sinteticas
Adaptado de la 3ra edición, Enciclopedia de Salud y Seguridad Ocupacional.
Las fibras sintéticas están hechas de polímeros que se han producido sintéticamente a partir de elementos o compuestos químicos desarrollados por la industria petroquímica. A diferencia de las fibras naturales (lana, algodón y seda), que se remontan a la antigüedad, las fibras sintéticas tienen una historia relativamente corta que se remonta a la perfección del proceso de viscosa en 1891 por Cross y Bevan, dos científicos británicos. Unos años más tarde, la producción de rayón comenzó de forma limitada y, a principios del siglo XX, se producía comercialmente. Desde entonces se ha desarrollado una gran variedad de fibras sintéticas, cada una diseñada con características especiales que la hacen apta para un determinado tipo de tejido, ya sea sola o en combinación con otras fibras. Hacer un seguimiento de ellos se dificulta por el hecho de que la misma fibra puede tener diferentes nombres comerciales en diferentes países.
Las fibras se fabrican forzando polímeros líquidos a través de los orificios de una hilera para producir un filamento continuo. El filamento se puede tejer directamente en tela o, para darle las características de las fibras naturales, se puede, por ejemplo, texturizar para agregar volumen, o se puede cortar en fibras e hilar.
Clases de Fibras Sintéticas
Las principales clases de fibras sintéticas utilizadas comercialmente incluyen:
- Poliamidas (nylons). Los nombres de las amidas poliméricas de cadena larga se distinguen por un número que indica el número de átomos de carbono en sus constituyentes químicos, considerándose en primer lugar la diamina. Así, el nailon original producido a partir de hexametilendiamina y ácido adípico se conoce en Estados Unidos y Reino Unido como nailon 66 o 6.6, ya que tanto la diamina como el ácido dibásico contienen 6 átomos de carbono. En Alemania se comercializa como Perlon T, en Italia como Nailon, en Suiza como Mylsuisse, en España como Anid y en Argentina como Ducilo.
- Poliésteres. Introducidos por primera vez en 1941, los poliésteres se fabrican mediante la reacción de etilenglicol con ácido tereftálico para formar un material plástico hecho de largas cadenas de moléculas, que se bombea en forma fundida desde hileras, lo que permite que el filamento se endurezca al aire frío. Sigue un proceso de dibujo o estiramiento. Los poliésteres se conocen, por ejemplo, como Terylene en el Reino Unido, Dacron en los Estados Unidos, Tergal en Francia, Terital y Wistel en Italia, Lavsan en la Federación Rusa y Tetoran en Japón.
- Polivinilos. El poliacrilonitrilo o fibra acrílica, producido por primera vez en 1948, es el miembro más importante de este grupo. Se conoce bajo una variedad de nombres comerciales: Acrilan y Orlon en los Estados Unidos, Crylor en Francia, Leacril y Velicren en Italia, Amanian en Polonia, Courtelle en el Reino Unido, etc.
- Poliolefinas. La fibra más común de este grupo, conocida como Courlene en el Reino Unido, se fabrica mediante un proceso similar al del nailon. El polímero fundido a 300 °C se fuerza a través de hileras y se enfría en aire o agua para formar el filamento. Luego se dibuja o se estira.
- polipropilenos. Este polímero, conocido como Hostalen en Alemania, Meraklon en Italia y Ulstron en el Reino Unido, se hila por fusión, se estira o estira y luego se recoce.
- Poliuretanos. Producidos por primera vez en 1943 como Perlon D por la reacción de 1,4 butanodiol con hexametilendiisocianato, los poliuretanos se han convertido en la base de un nuevo tipo de fibra altamente elástica llamada spandex. Estas fibras a veces se denominan elásticas o elastoméricas debido a su elasticidad similar a la del caucho. Se fabrican a partir de una goma de poliuretano lineal, que se cura mediante calentamiento a temperaturas y presiones muy altas para producir un poliuretano reticulado "vulcanizado" que se extruye como un monofilo. El hilo, muy utilizado en prendas que requieren elasticidad, se puede recubrir con rayón o nailon para mejorar su apariencia mientras que el hilo interior proporciona el “estiramiento”. Los hilos Spandex se conocen, por ejemplo, como Lycra, Vyrene y Glospan en los Estados Unidos y Spandrell en el Reino Unido.
Procesos especiales
Grapado
La seda es la única fibra natural que viene en un filamento continuo; otras fibras naturales vienen en longitudes cortas o "grapas". El algodón tiene una fibra de unos 2.6 cm, la lana de 6 a 10 cm y el lino de 30 a 50 cm. Los filamentos sintéticos continuos a veces se pasan a través de una máquina cortadora o grapadora para producir fibras cortas cortas como las fibras naturales. Luego se pueden volver a hilar en máquinas de hilar de algodón o lana para producir un acabado sin la apariencia vítrea de algunas fibras sintéticas. Durante la hilatura se pueden realizar combinaciones de fibras sintéticas y naturales o mezclas de fibras sintéticas.
engaste
Para dar a las fibras sintéticas el aspecto y el tacto de la lana, las fibras retorcidas y enredadas cortadas o grapadas se rizan mediante uno de varios métodos. Se pueden pasar a través de una máquina de engaste, en la que los rodillos acanalados calientes imparten un engaste permanente. El rizado también se puede realizar químicamente, controlando la coagulación del filamento para producir una fibra con una sección transversal asimétrica (es decir, con un lado de piel gruesa y el otro delgado). Cuando esta fibra está mojada, el lado grueso tiende a encresparse, produciendo un rizado. Para hacer hilo ondulado, conocido en los Estados Unidos como hilo sin torsión, el hilo sintético se teje en una tela, se fija y luego se enrolla desde la tela por rebobinado. El método más nuevo pasa dos hilos de nailon a través de un calentador, que eleva su temperatura a 180 °C y luego los pasa a través de un eje giratorio de alta velocidad para impartir el engarce. Los ejes de la primera máquina funcionaban a 60,000 revoluciones por minuto (rpm), pero los modelos más nuevos tienen velocidades del orden de 1.5 millones de rpm.
Fibras Sintéticas para Ropa de Trabajo
La resistencia química de la tela de poliéster hace que la tela sea especialmente adecuada para ropa de protección para operaciones de manipulación de ácidos. Los tejidos de poliolefina son adecuados para la protección contra exposiciones prolongadas tanto a ácidos como a álcalis. El nailon resistente a altas temperaturas se adapta bien a la ropa para proteger contra el fuego y el calor; tiene buena resistencia a temperatura ambiente a solventes como benceno, acetona, tricloroetileno y tetracloruro de carbono. La resistencia de ciertos tejidos de propileno a una amplia gama de sustancias corrosivas los hace adecuados para ropa de trabajo y laboratorio.
El peso ligero de estos tejidos sintéticos los hace preferibles a los tejidos pesados recubiertos de goma o plástico que, de otro modo, serían necesarios para una protección comparable. También son mucho más cómodos de usar en ambientes cálidos y húmedos. Al seleccionar ropa protectora hecha de fibras sintéticas, se debe tener cuidado para determinar el nombre genérico de la fibra y verificar propiedades como la contracción; sensibilidad a la luz, agentes de limpieza en seco y detergentes; resistencia al aceite, productos químicos corrosivos y solventes comunes; resistencia al calor; y susceptibilidad a la carga electrostática.
Riesgos y su prevención
Accidentes
Además de una buena limpieza, lo que significa mantener los pisos y los pasillos limpios y secos para minimizar resbalones y caídas (las tinas deben ser a prueba de fugas y, cuando sea posible, tener deflectores para contener las salpicaduras), las máquinas, las correas de transmisión, las poleas y los ejes deben estar debidamente protegidos. . Las máquinas para operaciones de hilado, cardado, bobinado y urdido deben estar cercadas para evitar que los materiales y las piezas salgan volando y para evitar que las manos de los trabajadores entren en las zonas peligrosas. Los dispositivos de bloqueo deben estar en su lugar para evitar el reinicio de las máquinas mientras se limpian o reparan.
Fuego y explosión
La industria de las fibras sintéticas utiliza grandes cantidades de materiales tóxicos e inflamables. Las instalaciones de almacenamiento de sustancias inflamables deben estar al aire libre o en una estructura especial resistente al fuego, y deben estar encerradas en diques o diques para localizar derrames. La automatización de la entrega de sustancias tóxicas e inflamables mediante un sistema bien mantenido de bombas y tuberías reducirá el peligro de mover y vaciar contenedores. El equipo y la ropa apropiados para combatir incendios deben estar fácilmente disponibles y los trabajadores capacitados en su uso a través de simulacros periódicos, preferiblemente realizados en conjunto con o bajo la observación de las autoridades locales de extinción de incendios.
A medida que los filamentos salen de las hileras para ser secados al aire o mediante hilatura, se liberan grandes cantidades de vapores de disolvente. Estos constituyen un riesgo considerable de toxicidad y explosión y deben ser eliminados por LEV. Su concentración debe ser monitoreada para asegurarse de que permanezca por debajo de los límites explosivos del solvente. Los vapores agotados pueden destilarse y recuperarse para su uso posterior o pueden quemarse; bajo ningún concepto deben liberarse a la atmósfera ambiental general.
Cuando se utilicen disolventes inflamables, debería prohibirse fumar y eliminarse las luces abiertas, las llamas y las chispas. El equipo eléctrico debe ser de construcción certificada a prueba de llamas, y las máquinas deben estar conectadas a tierra para evitar la acumulación de electricidad estática, que podría provocar chispas catastróficas.
Peligros tóxicos
Las exposiciones a disolventes y productos químicos potencialmente tóxicos deben mantenerse por debajo de las concentraciones máximas permisibles correspondientes mediante LEV adecuados. El equipo de protección respiratoria debe estar disponible para uso de las cuadrillas de mantenimiento y reparación y de los trabajadores encargados de responder a emergencias causadas por fugas, derrames y/o incendios.
Productos de fieltro natural
El fieltro es un material fibroso hecho entrelazando fibras de piel, cabello o lana mediante la aplicación de calor, humedad, fricción y otros procesos en una tela densamente apelmazada sin tejer. También hay fieltros punzonados, en los que el fieltro se une a una tela de respaldo de tejido suelto, generalmente de lana o yute.
Procesamiento de fieltro de piel
El fieltro de piel, que se utiliza con mayor frecuencia en sombreros, suele estar hecho de piel de roedores (p. ej., conejos, liebres, ratas almizcleras, coipos y castores), y otros animales se utilizan con menos frecuencia. Luego de la clasificación, las pieles son zanahorias con peróxido de hidrógeno y ácido sulfúrico, y luego se realizan los siguientes procesos: corte de cabello, endurecimiento y tintura. Para teñir, normalmente se utilizan colorantes sintéticos (p. ej., colorantes ácidos o colorantes que contienen compuestos metálicos complejos). El fieltro teñido se pesa con goma laca o poliacetato de vinilo.
Procesamiento de fieltro de lana
La lana utilizada para la fabricación de fieltro puede no utilizarse o recuperarse. El yute, obtenido generalmente de sacos viejos, se utiliza para ciertos fieltros punzonados, pudiendo añadirse otras fibras como algodón, seda y fibras sintéticas.
La lana se clasifica y selecciona. Para separar las fibras, se raspa en una máquina de moler trapos, un cilindro con púas que gira y rasga la tela, y luego se granate en una máquina que tiene rodillos y cilindros cubiertos con finos alambres de dientes de sierra. Las fibras se carbonizan en una solución de ácido sulfúrico al 18% y, después de secarse a una temperatura de 100 ºC, se mezclan y, en su caso, se aceitan con aceite mineral con emulgente. Después de torcer y cardar, que mezcla aún más las fibras y las coloca más o menos paralelas entre sí, el material se deposita en una cinta móvil como capas de una red fina que se enrolla en postes para formar guatas. Los bloques sueltos se llevan a la sala de endurecimiento, donde se rocían con agua y se presionan entre dos placas pesadas, la superior de las cuales vibra, lo que hace que las fibras se enrosquen y se adhieran entre sí.
Para completar el fieltro, el material se coloca en cuencos de ácido sulfúrico diluido y se golpea con pesados martillos de madera. Se lava (con la adición de tetracloroetileno), se deshidrata y se tiñe, generalmente con colorantes sintéticos. Se pueden agregar productos químicos para que el fieltro sea resistente a la putrefacción. Los pasos finales incluyen el secado (a 65 °C para fieltros blandos, 112 °C para fieltros duros), corte, lijado, cepillado, prensado y recorte.
Peligros para la seguridad y la salud
Accidentes
Las máquinas que se utilizan en la fabricación de fieltro tienen correas de transmisión, cadenas y ruedas dentadas, ejes giratorios, tambores con púas y rodillos que se utilizan para granular y provocar, prensas pesadas, rodillos y martillos, etc., todos los cuales deben estar debidamente protegidos y tener bloqueo/ sistemas de etiquetado para evitar lesiones cuando están siendo reparados o limpiados. También es necesaria una buena limpieza para evitar resbalones y caídas.
ruido
Muchas de las operaciones son ruidosas; cuando los recintos, los deflectores y la lubricación adecuada no pueden mantener niveles seguros de ruido, se debe proporcionar protección personal para los oídos. En muchos países se requiere un programa de conservación de la audición con audiogramas periódicos.
Dust
Los lugares de trabajo de fieltro son polvorientos y no se recomiendan para personas con enfermedades respiratorias crónicas. Si bien, afortunadamente, el polvo no está asociado con ninguna enfermedad específica, es necesaria una ventilación adecuada. El pelo de los animales puede provocar reacciones alérgicas en personas sensibles, pero el asma bronquial parece ser poco frecuente. El polvo también puede ser un peligro de incendio.
Química
La solución de ácido sulfúrico utilizada en la fabricación de fieltro suele estar diluida, pero se debe tener cuidado al diluir el suministro de ácido concentrado al nivel deseado. El peligro de salpicaduras y derrames requiere que las instalaciones de lavado de ojos estén cerca y que los trabajadores estén equipados con ropa protectora (por ejemplo, gafas, delantales, guantes y zapatos).
El curtido de fieltros de ciertos fabricantes de papel puede implicar el uso de quinona, que puede causar daños graves en la piel y las membranas mucosas. El polvo o vapor de este compuesto puede manchar la conjuntiva y la córnea del ojo y, con exposiciones prolongadas o repetidas, puede afectar la visión. El polvo de quinona debe humedecerse para evitar la formación de polvo, y debe manipularse en campanas cerradas o cámaras equipadas con LEV, por trabajadores equipados con protección para manos, brazos, cara y ojos.
Calor y fuego
La alta temperatura del material (60 °C) involucrado en el proceso manual de conformación de sombreros dicta el uso de protección para la piel de las manos por parte de los trabajadores.
El fuego es un peligro común durante las primeras etapas polvorientas de la fabricación de fieltro. Puede ser causado por fósforos o chispas de objetos metálicos dejados en la lana de desecho, rodamientos calientes o conexiones eléctricas defectuosas. También puede ocurrir en operaciones de acabado, cuando los vapores de solventes inflamables pueden acumularse en los hornos de secado. Debido a que daña el material y corroe el equipo, el agua es menos popular para extinguir incendios que los extintores de polvo seco. Los equipos modernos están equipados con respiraderos a través de los cuales se puede rociar el material extintor, o con un dispositivo automático de liberación de dióxido de carbono.
Ántrax
Aunque son raros, se han producido casos de ántrax como resultado de la exposición a lana contaminada importada de áreas donde este bacilo es endémico.
Teñido, Estampado y Acabado
La sección sobre teñido es una adaptación de la contribución de AK Niyogi a la 3.ª edición de la Enciclopedia de salud y seguridad en el trabajo.
Tintura
El teñido implica una combinación química o una poderosa afinidad física entre el tinte y la fibra de la tela. Se utiliza una amplia variedad de tintes y procesos, según el tipo de tejido y el producto final deseado.
Clases de tintes
Tintes ácidos o básicos se utilizan en un baño de ácido débil para lana, seda o algodón. Algunos colorantes ácidos se utilizan después de morder las fibras con óxido metálico, ácido tánico o dicromatos. Tintes directos, que no son rápidos, se utilizan para teñir lana, rayón y algodón; se tiñen al hervir. Para teñir tejidos de algodón con tintes de azufre, el baño de tinte se prepara pegando el tinte con carbonato de sodio y sulfuro de sodio y agua caliente. Este teñido también se realiza a ebullición. Para teñir algodón con tintes azoicos, el naftol se disuelve en sosa cáustica acuosa. El algodón se impregna con la solución del naftóxido de sodio que se forma y luego se trata con una solución de un compuesto diazo para desarrollar el tinte en el material. tintes de tina se transforman en leucocompuestos con hidróxido de sodio e hidrosulfito de sodio; esta tintura se realiza de 30 a 60 ºC. Tintes dispersos se utilizan para el teñido de todas las fibras sintéticas que son hidrofóbicas. Deben utilizarse agentes de hinchamiento o vehículos de naturaleza fenólica para permitir la acción de los colorantes dispersos. Tintes minerales Son pigmentos inorgánicos que son sales de hierro y cromo. Después de la impregnación, se precipitan mediante la adición de una solución alcalina caliente. Tintes reactivos para el algodón se utilizan en un baño caliente o frío de carbonato de sodio y sal común.
Preparación de telas para teñir
Los procesos preparatorios antes de teñir las telas de algodón consisten en la siguiente secuencia de pasos: la tela se pasa a través de una cizalla para cortar las fibras adheridas sueltas y luego, para completar el proceso de recorte, se pasa rápidamente sobre una fila de llamas de gas y el las chispas se extinguen pasando el material a través de una caja de agua. El desencolado se realiza pasando la tela por una solución de diastasa que elimina completamente el encolado. Para eliminar otras impurezas, se descrude en un kier con hidróxido de sodio diluido, carbonato de sodio o aceite rojo de pavo durante 8 a 12 horas a alta temperatura y presión.
Para material tejido coloreado, se usa un kier abierto y se evita el hidróxido de sodio. La coloración natural de la tela se elimina con una solución de hipoclorito en los pozos de blanqueo, después de lo cual la tela se airea, se lava, se declora mediante una solución de bisulfito de sodio, se vuelve a lavar y se descrude con ácido clorhídrico o sulfúrico diluido. Después de un último lavado a fondo, la tela está lista para el proceso de teñido o estampado.
Proceso de teñido
El teñido se lleva a cabo en una plantilla o máquina de relleno, en la que la tela se mueve a través de una solución de tinte estacionaria preparada disolviendo el polvo de tinte en un producto químico adecuado y luego diluyéndolo con agua. Después del teñido, la tela se somete a un proceso de acabado.
teñido de nailon
La preparación de fibras de poliamida (nylon) para el teñido implica el descrudado, algún tipo de tratamiento de fraguado y, en algunos casos, el blanqueo. El tratamiento adoptado para el descrudado de los tejidos de poliamida depende principalmente de la composición de la cola utilizada. Los encolados solubles en agua a base de alcohol polivinílico o ácido poliacrílico se pueden eliminar restregándolos con un licor que contenga jabón y amoníaco o Lissapol N o un detergente similar y ceniza de soda. Después del descrudado, el material se enjuaga a fondo y luego está listo para teñir o estampar, generalmente en una máquina de teñir con cabrestante o jigger.
Teñido de lana
La lana cruda se limpia primero mediante el proceso de emulsificación, en el que se utilizan jabón y una solución de carbonato de sodio. La operación se realiza en una lavadora que consta de un canal largo provisto de rastrillos, un falso fondo y, a la salida, escurridores. Después de un lavado a fondo, la lana se blanquea con peróxido de hidrógeno o con dióxido de azufre. Si se utiliza este último, los artículos húmedos se dejan expuestos al gas de dióxido de azufre durante la noche. El gas ácido se neutraliza pasando el tejido por un baño de carbonato de sodio y luego se lava a fondo. Después del teñido, las mercancías son enjuagadas, hidroextraídas y secadas.
Peligros en el teñido y su prevención
Fuego y explosión
Los riesgos de incendio que se encuentran en una tintorería son los solventes inflamables utilizados en los procesos y ciertos colorantes inflamables. Deben proporcionarse instalaciones de almacenamiento seguras para ambos: almacenes debidamente diseñados, construidos con materiales resistentes al fuego con un alféizar elevado y en rampa en la entrada, de modo que el líquido que escape quede contenido dentro de la habitación y se evite que fluya a un lugar donde pueda inflamarse. Es preferible que las tiendas de esta naturaleza estén ubicadas fuera del edificio principal de la fábrica. Si se guardan grandes cantidades de líquidos inflamables en tanques fuera del edificio, el área del tanque se debe amontonar para contener el líquido que se escapa.
Se deben hacer arreglos similares cuando el combustible gaseoso utilizado en las máquinas chamuscadoras se obtiene de una fracción ligera de petróleo. La planta de producción de gas y las instalaciones de almacenamiento para el alcohol volátil de petróleo deberían estar preferentemente fuera del edificio.
Peligros químicos
Muchas fábricas utilizan solución de hipoclorito para blanquear; en otros, el agente blanqueador es cloro gaseoso o polvo blanqueador que libera cloro cuando se carga en el tanque. En cualquier caso, los trabajadores pueden estar expuestos a niveles peligrosos de cloro, un irritante de la piel y los ojos y un irritante peligroso del tejido pulmonar que causa edema pulmonar retardado. Para limitar el escape de cloro a la atmósfera de los trabajadores, las tinas de blanqueo deben diseñarse como recipientes cerrados provistos de respiraderos que limiten el escape de cloro para que no se excedan los niveles máximos de exposición recomendados pertinentes. Los niveles de cloro atmosférico deben revisarse periódicamente para garantizar que no se exceda el límite de exposición.
Las válvulas y otros controles del tanque desde el cual se suministra el cloro líquido a la tintorería deben ser controlados por un operador competente, ya que las posibilidades de una fuga descontrolada bien podrían ser desastrosas. Cuando se deba ingresar a un recipiente que haya contenido cloro o cualquier otro gas o vapor peligroso, se deben tomar todas las precauciones recomendadas para trabajos en lugares confinados.
El uso de álcalis y ácidos corrosivos y el tratamiento de la tela con licor hirviendo exponen a los trabajadores al riesgo de quemaduras y escaldaduras. Tanto el ácido clorhídrico como el ácido sulfúrico se utilizan ampliamente en los procesos de teñido. La soda cáustica se utiliza para blanquear, mercerizar y teñir. Las virutas del material sólido vuelan y crean peligros para los trabajadores. El dióxido de azufre, que se usa en el blanqueo, y el disulfuro de carbono, que se usa como solvente en el proceso de viscosa, también pueden contaminar la sala de trabajo. Los hidrocarburos aromáticos, como el benzol, el toluol y el xilol, las naftas solventes y las aminas aromáticas, como los colorantes de anilina, son sustancias químicas peligrosas a las que es probable que estén expuestos los trabajadores. El diclorobenceno se emulsiona con agua con la ayuda de un agente emulsionante y se utiliza para teñir fibras de poliéster. VEL es esencial.
Muchos colorantes son irritantes de la piel que causan dermatitis; además, los trabajadores se ven tentados a utilizar mezclas nocivas de agentes abrasivos, alcalinos y blanqueadores para eliminar las manchas de tinte de las manos.
Los disolventes orgánicos utilizados en los procesos y para la limpieza de las máquinas pueden por sí mismos provocar dermatitis o volver la piel vulnerable a la acción irritante de las demás sustancias nocivas que se utilizan. Además, pueden ser la causa de la neuropatía periférica, por ejemplo, la metilbutilcetona (MBK). Ciertos colorantes, como la rodamina B, el magenta, la β-naftilamina y ciertas bases como la dianisidina, han resultado cancerígenos. El uso de β-naftilamina generalmente se ha abandonado en los colorantes, que se analizan con más detalle en otra parte de este Enciclopedia.
Además de los materiales de fibra y sus contaminantes, la alergia puede ser causada por el apresto e incluso por las enzimas utilizadas para eliminar el apresto.
Se debe proporcionar EPP adecuado, incluido el equipo de protección ocular, para evitar el contacto con estos peligros. En determinadas circunstancias, cuando se deban utilizar cremas protectoras, se debe tener cuidado para garantizar que sean eficaces para el propósito y que se puedan eliminar con el lavado. Sin embargo, en el mejor de los casos, la protección que brindan rara vez es tan confiable como la que brindan los guantes diseñados adecuadamente. La ropa de protección debe limpiarse a intervalos regulares y, cuando se salpica o se contamina con colorantes, debe reemplazarse por ropa limpia lo antes posible. Deberían proporcionarse instalaciones sanitarias para lavarse, bañarse y cambiarse, y debería alentarse a los trabajadores a que las utilicen; la higiene personal es particularmente importante para los trabajadores del tinte. Desafortunadamente, incluso cuando se han tomado todas las medidas de protección, algunos trabajadores son tan sensibles a los efectos de estas sustancias que la transferencia a otro trabajo es la única alternativa.
Accidentes
Se han producido graves accidentes por escaldaduras cuando accidentalmente se ha introducido licor caliente en un kier en el que un trabajador ha estado disponiendo la tela a tratar. Esto puede ocurrir cuando una válvula se abre accidentalmente o cuando se descarga licor caliente en un conducto de descarga común desde otro kier en la cocina y entra al kier ocupado a través de una salida abierta. Cuando un trabajador está dentro de un kier por cualquier motivo, la entrada y la salida deben estar cerradas, aislando ese kier de los otros kiers en el rango. Si el dispositivo de bloqueo es accionado por una llave, debe ser retenido por el trabajador que pueda lesionarse por una admisión accidental de líquido caliente hasta que abandone el buque.
Impresión
La impresión se lleva a cabo en una máquina de impresión de rodillos. El tinte o pigmento se espesa con almidón o se convierte en emulsión que, en el caso de los pigmentos de color, se prepara con un disolvente orgánico. Esta pasta o emulsión es recogida por los rodillos grabados que imprimen el material, y posteriormente se fija el color en la máquina de envejecimiento o curado. A continuación, la tela impresa recibe el tratamiento de acabado adecuado.
Impresión húmeda
La estampación en húmedo se realiza con sistemas de tintura similares a los utilizados en la tintura, como la estampación en tina y la estampación con fibras reactivas. Estos métodos de impresión se usan solo para telas 100% algodón y para rayón. Los peligros para la salud asociados con este tipo de impresión son los mismos que los discutidos anteriormente.
Impresión de pigmentos a base de solventes
Los sistemas de impresión a base de solventes utilizan grandes cantidades de solventes, como alcoholes minerales, en el sistema espesante. Los principales peligros son:
- Inflamabilidad Los sistemas espesantes contienen hasta un 40 % de disolventes y son muy inflamables. Deben almacenarse con extrema precaución en áreas debidamente ventiladas y conectadas a tierra. También se debe tener cuidado al transferir estos productos para evitar crear una chispa de electricidad estática.
- Emisiones de aire. Los solventes en este sistema de impresión se evaporarán del horno durante el secado y curado. Las reglamentaciones ambientales locales dictarán los niveles permisibles de emisiones de compuestos orgánicos volátiles (COV) que se pueden tolerar.
- Lodo. Dado que este sistema de impresión es a base de solventes, no se puede permitir que la pasta de impresión ingrese al sistema de tratamiento de aguas residuales. Debe eliminarse como un desecho sólido. Los sitios donde se usan pilas de lodo pueden tener problemas ambientales con la contaminación del suelo y de las aguas subterráneas. Estas áreas de almacenamiento de lodos deben estar equipadas con revestimientos impermeables para evitar que esto ocurra.
Impresión de pigmentos de base acuosa
Ninguno de los peligros para la salud de la impresión con pigmentos a base de solventes se aplica a los sistemas de impresión a base de agua. Aunque se utilizan algunos disolventes, las cantidades son tan pequeñas que no son significativas. El principal peligro para la salud es la presencia de formaldehído.
La impresión con pigmentos requiere el uso de un agente de entrecruzamiento para ayudar en la unión de los pigmentos a la tela. Estos reticuladores existen como productos independientes (p. ej., melamina) o como parte de otros productos químicos, como aglutinantes, antimecha e incluso en los propios pigmentos. El formaldehído juega un papel necesario en la función de los reticulantes.
El formaldehído es un sensibilizante e irritante que puede producir reacciones, a veces violentas, en los trabajadores que están expuestos a él, ya sea por inhalación del aire alrededor de la máquina de impresión en funcionamiento o por contacto con el tejido estampado. Estas reacciones pueden ir desde una simple irritación de los ojos hasta ronchas en la piel y dificultad grave para respirar. Se ha descubierto que el formaldehído es cancerígeno en ratones, pero aún no se ha asociado de manera concluyente con el cáncer en humanos. Está clasificado como carcinógeno del Grupo 2A, “Probablemente carcinógeno para los humanos”, por la Agencia Internacional para la Investigación del Cáncer (IARC).
Para proteger el medio ambiente local, las emisiones de la planta deben monitorearse para garantizar que los niveles de formaldehído no excedan los estipulados por las reglamentaciones aplicables.
Otro peligro potencial es el amoníaco. Dado que la pasta de impresión es sensible al pH (acidez), a menudo se usa amoníaco como espesante de la pasta de impresión. Se debe tener cuidado de manipular el amoníaco en un área bien ventilada y usar protección respiratoria si es necesario.
Dado que todos los tintes y pigmentos que se utilizan en la impresión suelen estar en forma líquida, la exposición al polvo no es un peligro en la impresión como lo es en el teñido.
Máquinas de acabado
Máquinas de acabado es un término que se aplica a una gama muy amplia de tratamientos que normalmente se realizan durante el último proceso de fabricación antes de la fabricación. Algunos acabados también se pueden realizar después de la fabricación.
Acabado mecánico
Este tipo de acabado involucra procesos que cambian la textura o apariencia de una tela sin el uso de químicos. Incluyen:
- Sanforizar. Este es un proceso en el que se sobrealimenta una tela entre una correa de goma y un cilindro calentado y luego se alimenta entre un cilindro calentado y una mantilla sin fin para controlar el encogimiento y crear una mano suave.
- Calandrado. Este es un proceso en el que la tela se alimenta entre grandes rodillos de acero bajo presiones que alcanzan las 100 toneladas. Estos rollos se pueden calentar con vapor o gas a temperaturas de hasta 232 °C. Este proceso se utiliza para cambiar la mano y la apariencia de la tela.
- Lijado. En este proceso, la tela se alimenta sobre rollos que se cubren con arena para cambiar la superficie de la tela y darle una mano más suave.
- Realce. Este es un proceso en el que la tela se alimenta entre rodillos de acero calientes que han sido grabados con un patrón que se transfiere permanentemente a la tela.
- Control de temperatura. Este es un proceso en el que la tela sintética, generalmente poliéster, se pasa a través de un marco tensor o una máquina termofijadora de semicontacto a temperaturas lo suficientemente altas como para comenzar la fusión molecular de la tela. Esto se hace para estabilizar la tela para que no se encoja.
- Cepillado. Este es un proceso en el que la tela pasa por cepillos que giran a alta velocidad para cambiar la apariencia de la superficie y el tacto de la tela.
- demandando En este proceso, la tela se pasa entre un pequeño rodillo de acero y un rodillo más grande que se cubre con papel de lija para cambiar la apariencia y el tacto de la tela.
Los principales peligros son la presencia de calor, las temperaturas muy altas que se aplican y los puntos de pellizco en las partes móviles de la máquina. Se debe tener cuidado de proteger adecuadamente la maquinaria para evitar accidentes y lesiones físicas.
Acabado químico
El acabado químico se realiza en una variedad de tipos de equipos (p. ej., almohadillas, plantillas, máquinas de teñido a chorro, becks, barras rociadoras, kiers, máquinas de paletas, aplicadores de rodillos y espumadores).
Un tipo de acabado químico no implica una reacción química: la aplicación de un suavizante o un constructor manual para modificar el tacto y la textura de la tela, o para mejorar su capacidad de costura. Esto no presenta peligros significativos, excepto la posibilidad de irritación por contacto con la piel y los ojos, que se puede prevenir con el uso de guantes y protección para los ojos adecuados.
El otro tipo de acabado químico implica una reacción química: el acabado con resina de la tela de algodón para producir las propiedades físicas deseadas en la tela, como un bajo encogimiento y una buena apariencia de suavidad. Para la tela de algodón, por ejemplo, se cataliza una resina de dimetildihidroxietileno urea (DMDHEU) y se une a las moléculas de algodón de la tela para crear un cambio permanente en la tela. El peligro principal asociado con este tipo de acabado es que la mayoría de las resinas liberan formaldehído como parte de su reacción.
Conclusión
Al igual que en el resto de la industria textil, las operaciones de teñido, estampado y acabado presentan una mezcla de establecimientos antiguos, generalmente pequeños, en los que se presta poca o ninguna atención a la seguridad, la salud y el bienestar de los trabajadores, y establecimientos más nuevos y más grandes con una tecnología en constante mejora. que, en la medida de lo posible, el control de peligros está integrado en el diseño de la maquinaria. Además de los peligros específicos descritos anteriormente, problemas tales como iluminación deficiente, ruido, maquinaria protegida de forma incompleta, levantamiento y transporte de objetos pesados y/o voluminosos, limpieza deficiente, etc., siguen siendo omnipresentes. Por lo tanto, es necesario un programa de seguridad y salud bien formulado e implementado que incluya la capacitación y supervisión efectiva de los trabajadores.
Telas textiles no tejidas
La industria de las telas no tejidas tuvo un comienzo exploratorio a fines de la década de 1940, que entró en una fase de desarrollo en la década de 1950, seguida de una expansión comercial en la década de 1960. Durante los siguientes 35 años, la industria no tejida maduró y estableció mercados para las telas no tejidas, ya sea proporcionando un rendimiento rentable como alternativa a los textiles convencionales o proporcionando productos desarrollados específicamente para usos finales específicos. La industria ha sobrevivido a las recesiones mejor que los textiles convencionales y ha crecido a un ritmo más rápido. Sus problemas de salud y seguridad son similares a los del resto de la industria textil (es decir, ruido, fibras transportadas por el aire, productos químicos utilizados para unir fibras, superficies de trabajo seguras, puntos de pellizco, quemaduras por exposiciones térmicas, lesiones en la espalda, etc.).
La industria generalmente tiene un buen historial de seguridad y la cantidad de lesiones por unidad de trabajo estándar es baja. La industria ha respondido a los desafíos asociados con las leyes de agua limpia y aire limpio. En los Estados Unidos, la Administración de Salud y Seguridad Ocupacional (OSHA) ha promulgado una serie de reglas de protección de los trabajadores que requieren capacitación en seguridad y prácticas de fabricación que han mejorado significativamente la protección de los trabajadores. Las empresas responsables de todo el mundo están adoptando prácticas similares.
Las materias primas utilizadas por la industria son generalmente similares a las utilizadas en los textiles convencionales. Se ha estimado que la industria utiliza casi mil millones de kg de una mezcla de materias primas al año. Las fibras naturales utilizadas son predominantemente algodón y pulpa de madera. Las fibras fabricadas incluyen rayón, poliolefinas (tanto de polietileno como de polipropileno), poliésteres y, en menor grado, nylons, acrílicos, aramidas y otros.
Hubo un crecimiento temprano en el número de procesos no tejidos a aproximadamente diez. Éstas incluyen; spunbond, soplado en fusión, pulpa y mezclas depositadas por aire, depositadas en húmedo, depositadas en seco (unidas mediante punzonado, unión térmica o unión química) y procesos de unión por costura. En los Estados Unidos, la industria ha saturado muchos de sus mercados de uso final y actualmente está buscando otros nuevos. Un área de crecimiento importante para los no tejidos se está desarrollando en el área de los compuestos. Los laminados de telas no tejidas con películas y otros revestimientos están ampliando los mercados de materiales no tejidos. El almacenamiento de productos en rollos no tejidos ha sido objeto de escrutinio recientemente debido a la inflamabilidad de algunos productos que tienen densidades muy bajas y áreas de superficie altas. Se considera que los rollos cuya relación de volumen a peso es mayor que un cierto factor de desván de rollo plantean problemas de almacenamiento.
Materias primas
Fibras celulósicas
El volumen de algodón blanqueado utilizado en telas no tejidas ha ido en constante aumento, y las mezclas de algodón-poliéster y rayón-poliéster en telas no tejidas, unidas por hidroentrelazado, se han convertido en combinaciones atractivas para aplicaciones médicas y de higiene femenina. Ha habido interés en utilizar algodón crudo en procesos de no tejido y se han producido algunas telas experimentales atractivas mediante el uso del proceso de hidroenmarañado.
El rayón se ha encontrado con la presión de los ambientalistas que están preocupados por el impacto que los subproductos del proceso tienen en el medio ambiente. Algunos productores de rayón empresas en estados unidos abandonó la industria en lugar de enfrentar el costo de cumplir con los requisitos reglamentarios impuestos por las leyes de agua y aire limpios. Aquellas empresas que eligieron cumplir con los requisitos ahora parecen sentirse cómodas con sus procesos modificados.
Las fibras de pulpa de madera son un componente principal de los pañales desechables, productos para la incontinencia y otros productos absorbentes. Se emplean fibras de madera dura y fibras kraft. Solo en los Estados Unidos, el uso de fibras de pulpa asciende a más de mil millones de kg al año. Un pequeño porcentaje se utiliza en procesos de no tejidos tendidos al aire. Los productos son populares como toallas en aplicaciones que van desde la cocina hasta los deportes.
Fibras sinteticas
Las dos fibras de poliolefina más populares son el polietileno y el polipropileno. Estos polímeros se convierten en fibras de longitud cortada que posteriormente se convierten en telas no tejidas, o bien se convierten en telas no tejidas hiladas por extrusión de los polímeros para formar filamentos que se transforman en telas y se unen mediante procesos térmicos. Algunas de las telas producidas se convierten en prendas protectoras y, en 1995, se habían fabricado más de 400,000,000 XNUMX XNUMX de overoles utilizando una popular tela de polietileno spunbonded.
El uso individual más grande para una tela no tejida en los Estados Unidos (aproximadamente 10 mil millones de metros cuadrados) es como cubierta de pañales desechables. Este es el tejido que entra en contacto con la piel del bebé y lo separa de los demás componentes del pañal. Los tejidos de estas fibras también se utilizan en productos duraderos y en algunas aplicaciones de geotextiles donde se espera que duren indefinidamente. Los tejidos se degradarán con la luz ultravioleta o algunos otros tipos de radiación.
Las fibras termoplásticas de polímeros y copolímeros de poliéster se usan ampliamente en telas no tejidas tanto en procesos de fibra cortada como de spunbonded. El volumen combinado de polímeros de poliéster y poliolefina utilizados en los Estados Unidos en telas no tejidas se ha estimado en más de 250 millones de kg al año. Las mezclas de fibras de poliéster con pulpa de madera que se colocan en húmedo y luego se unen mediante hidroenmarañado y posteriormente se tratan con un revestimiento repelente se usan ampliamente en batas y paños quirúrgicos desechables. En 1995, el uso de telas no tejidas médicas desechables en los Estados Unidos superó los 2 mil millones de metros cuadrados al año.
Las fibras de nailon se usan con moderación en forma de fibras cortadas y en un volumen limitado en telas no tejidas hiladas. Uno de los usos más importantes de las telas no tejidas de nailon no tejidas es el refuerzo de almohadillas para alfombras y filtros de fibra de vidrio. Las telas brindan una superficie de baja fricción a las almohadillas para alfombras que facilita la instalación de las alfombras. En los filtros de fibra de vidrio, la tela ayuda a retener la fibra de vidrio en el filtro y evita que las fibras de vidrio entren en la corriente de aire filtrado. Otros no tejidos especiales, como las aramidas, se utilizan en nichos de mercado donde sus propiedades, como la baja inflamabilidad, recomiendan su uso. Algunos de estos no tejidos se utilizan en la industria del mueble como bloqueadores de llamas, para reducir la inflamabilidad de sofás y sillas.
Procesos
Spunbonded y fundido por soplado
En los procesos de spunbonded y meltblown, adecuado Los polímeros sintéticos se funden, filtran, extruyen, estiran, cargan electrostáticamente, se depositan en forma de red, se unen y se enrollan. El proceso requiere buenas prácticas de seguridad comunes al trabajo con extrusoras en caliente, filtros, hileras y rodillos calentados que se utilizan para la unión.
Los trabajadores deben usar protección adecuada para los ojos y evitar usar ropa holgada, corbatas, anillos u otras joyas que puedan quedar atrapadas en el equipo en movimiento. Además, estos procesos implican casi siempre el uso de grandes volúmenes de aire, y se deben tomar precauciones especiales para evitar diseños que puedan provocar incendios, como colocar balastos ligeros en un conducto de aire. Extinguir un incendio en un conducto de aire es difícil. Es importante mantener seguras las superficies de los pisos de trabajo, y los pisos alrededor de cualquier equipo no tejido deben estar libres de contaminación que pueda provocar una pisada insegura.
Los procesos de unión por hilado y soplado en fusión requieren la limpieza de algunos de los equipos de proceso quemando cualquier residuo de polímero acumulado. Esto suele implicar el uso de hornos muy calientes tanto para la limpieza como para el almacenamiento de las piezas limpias. Obviamente, estas operaciones requieren guantes adecuados y otra protección térmica, así como una ventilación adecuada para reducir el calor y los gases de escape.
Los procesos de spunbonded deben sus ventajas económicas en parte al hecho de que son relativamente rápidos y los rodillos de recogida se pueden cambiar mientras el proceso sigue funcionando. El diseño del equipo de cambio de rollos y la capacitación de los operadores debe proporcionar un margen de seguridad adecuado para manejar estos cambios.
puesto en seco
Los procesos que implican abrir fardos de fibras, mezclar las fibras para proporcionar una alimentación uniforme a una máquina de cardado, cardar para formar redes, traslapar las redes para proporcionar una resistencia óptima en todas las direcciones y luego enviar la red a algún proceso de unión son similares. en sus requisitos de seguridad a los procesos textiles convencionales. Todos los puntos expuestos que podrían atrapar las manos de un trabajador en las interfaces de rodillos necesitan protección. Algunos procesos de tendido en seco implican la generación de pequeñas cantidades de fibras suspendidas en el aire. El trabajador debe estar provisto de equipo de protección personal adecuado para evitar la inhalación de cualquier parte respirable de estas fibras.
Si las telas formadas se van a unir térmicamente, normalmente habrá una pequeña cantidad (del orden del 10% en peso) de una fibra o polvo de bajo punto de fusión que se ha mezclado en la tela. Este material se funde exponiéndolo a un horno de aire caliente oa rodillos calientes y luego se enfría para formar las uniones de la tela. Se debe proporcionar protección contra la exposición a ambientes calientes. En los Estados Unidos, se producen anualmente aproximadamente 100 millones de kg de telas no tejidas unidas térmicamente.
Si las telas se unen mediante punzonado con agujas, se utiliza un telar de agujas. Se monta una matriz de agujas en tableros de agujas, y las agujas se conducen a través de la red. Las agujas capturan las fibras de la superficie, las transportan desde la parte superior hasta la parte inferior de la tela y luego las liberan en el movimiento de retorno. El número de penetraciones por unidad de área puede variar desde un número pequeño (en el caso de telas de mucho desván) hasta un número grande (en el caso de fieltros punzonados). Se puede usar un telar para coser desde los lados superior e inferior de la red y para usar con múltiples tablas. Las agujas rotas deben ser reemplazadas. Se requiere el bloqueo de seguridad de los telares para evitar accidentes durante dicho mantenimiento. Como en el caso del cardado, estos procesos pueden generar algunas fibras pequeñas, y se recomienda ventilación y respiradores. Además, se recomienda protección para los ojos para protegerse contra los desechos voladores de las agujas rotas. En los Estados Unidos, se fabrican anualmente aproximadamente 100 millones de kg de telas no tejidas punzonadas.
Si las telas se unen con adhesivo químico, el proceso normalmente requiere rociar el adhesivo en un lado de la tela y pasarlo a través de un área de curado, normalmente un horno de aire. Luego se invierte la dirección de la tela, se realiza otra aplicación del adhesivo y la tela se envía de vuelta al horno. A veces se utiliza una tercera pasada por el horno si es necesario para completar el proceso de curado. Obviamente, el área debe extraer los gases del horno y es necesario capturar y eliminar cualquier efluente tóxico (en los Estados Unidos, esto es requerido por varias leyes estatales y federales de aire limpio). En el caso de la unión adhesiva, ha habido presión en todo el mundo para reducir la liberación de formaldehído al medio ambiente. En los Estados Unidos, la EPA ha endurecido recientemente los límites de liberación de formaldehído a una décima parte de los límites aceptables anteriormente. Existe la preocupación de que los nuevos límites desafíen la precisión de los métodos de laboratorio actualmente disponibles. La industria de los adhesivos ha respondido ofreciendo nuevos aglutinantes que no contienen formaldehído.
Aire puesto
Existe cierta confusión de nomenclatura con respecto a los no tejidos tendidos al aire. Una de las variaciones de los procesos de cardado incluye una tarjeta que incluye una sección que distribuye aleatoriamente las fibras que se procesan en una corriente de aire. Este proceso a menudo se denomina "proceso no tejido depositado por aire". Otro proceso muy diferente, también llamado depositado por aire, consiste en la dispersión de fibras en una corriente de aire, normalmente utilizando un molino de martillos, y dirigiendo la dispersión de fibras en el aire a un dispositivo que deposita las fibras en una cinta móvil. A continuación, la red formada se une por pulverización y se cura. El proceso de colocación puede repetirse en línea con diferentes tipos de fibras para producir telas no tejidas a partir de capas con diferentes composiciones de fibras. Las fibras utilizadas en este caso pueden ser muy cortas y se debe tomar protección para evitar la exposición a tales fibras en el aire.
mojado puesto
El proceso de no tejido tendido en húmedo toma prestada la tecnología desarrollada para fabricar papel y exige la formación de redes a partir de dispersiones de fibras en agua. Este proceso es asistido por el uso de auxiliares de dispersión que ayudan a evitar grumos de fibras no uniformes. La dispersión de fibras se filtra a través de cintas móviles y se deshidrata presionando entre fieltros. En algún momento del proceso, a menudo se agrega un aglutinante que une la red durante el calor del secado. Alternativamente, en un método más nuevo, la red se une mediante hidroenmarañado utilizando chorros de agua a alta presión. El paso final implica el secado y puede incluir pasos para suavizar la tela mediante microcrepado o alguna otra técnica similar. No se conocen peligros importantes asociados con este proceso, y los programas de seguridad normalmente se basan en buenas prácticas comunes de fabricación.
Cosido
Este proceso es a menudo excluido de algunas definiciones de telas no tejidas porque puede involucrar el uso de hilos para coser redes en telas. Algunas definiciones de telas no tejidas excluyen cualquier tela que contenga "hilo". En este proceso, se presenta una tela a las máquinas de unión por costura convencionales para producir estructuras similares a tejidos que ofrecen una amplia variedad de combinaciones, incluido el uso de hilos elásticos para producir telas con atractivas propiedades de estiramiento y recuperación. Nuevamente, no hay peligros excepcionales asociados con este proceso.
Máquinas de acabado
Los acabados para telas no tejidas incluyen retardantes de llama, repelentes de fluidos, antiestáticos, suavizantes, antibacterianos, fusibles, lubricantes y otros tratamientos superficiales. Los acabados para telas no tejidas se aplican en línea o fuera de línea, tratamientos posteriores a la fabricación, según el proceso y el tipo de acabado. Con frecuencia, los acabados antiestáticos se agregan en línea y el tratamiento de superficies, como el grabado corona, normalmente es un proceso en línea. Los acabados ignífugos y repelentes a menudo se aplican fuera de línea. Algunos tratamientos de tejidos especializados incluyen la exposición de la red a un tratamiento de plasma de alta energía para influir en la polaridad de los tejidos y mejorar su rendimiento en aplicaciones de filtración. La seguridad de estos procesos químicos y físicos varía con cada aplicación y debe considerarse por separado.
Tejer y tejer
El tejido y el tejido son los dos procesos textiles principales para la fabricación de telas. En la industria textil moderna, estos procesos tienen lugar en máquinas automatizadas accionadas eléctricamente, y los tejidos resultantes encuentran su camino hacia una amplia gama de usos finales, que incluyen prendas de vestir, muebles para el hogar y aplicaciones industriales.
Tejido
El proceso de tejido consiste en entrelazar hilos rectos en ángulo recto entre sí. Es la tecnología más antigua de fabricación de telas: en tiempos prebíblicos se usaban telares manuales. El concepto básico de entrelazar los hilos todavía se sigue hoy.
Los hilos de urdimbre se suministran desde un carrete grande, llamado haz de urdimbre, montado en la parte trasera de la máquina de tejer. Cada extremo del hilo de urdimbre se enhebra a través de un arnés de lizos. El arnés se usa para levantar o bajar los hilos de urdimbre para permitir que se haga el tejido. El tejido más simple requiere dos arneses, y las telas tejidas más complejas requieren hasta seis arneses. El equipo de tejido Jacquard se utiliza para fabricar la mayoría de las telas decorativas y tiene características que permiten levantar o bajar cada hilo de urdimbre individual. Luego, cada extremo del hilo se enhebra a través de un caña de piezas delgadas de metal paralelas muy próximas montadas en la máquina poner, or Sley. El lay está diseñado para moverse en un arco alternativo alrededor de un punto de anclaje pivotal. Los extremos del hilo se unen al rollo de recogida. La tela tejida se enrolla en este rollo.
La tecnología más antigua para alimentar el hilo de trama a lo ancho de los hilos de urdimbre es la lanzadera, que es propulsado en forma de vuelo libre desde un lado del hilo de urdimbre al otro lado y saca el hilo de trama de una pequeña bobina montada en él. Tecnología nueva y más rápida, que se muestra en la figura 1, llamada tejido sin lanzadera, usa chorros de aire, chorros de agua, pequeños proyectiles que viajan en una guía, o pequeños dispositivos similares a espadas llamados estoques para llevar el hilo de relleno.
Figura 1. Máquinas de tejer de chorro de aire

corporación tsudakoma
Los empleados en el tejido se agrupan típicamente en una de cuatro funciones laborales:
- operadores de máquinas, comúnmente llamados tejedores, que patrullan su área de producción asignada para verificar la producción de telas, corregir algunas fallas básicas de la máquina, como roturas de hilo y reiniciar máquinas detenidas
- técnicos de máquinas, a veces llamados reparadores, que ajustan y reparan las máquinas de tejer
- trabajadores directos del servicio de producción, que transportan y cargan materias primas (hilados de urdimbre y relleno) en las máquinas de tejer y que descargan y transportan productos terminados (rollos de tela)
- Trabajadores indirectos de servicios de producción, que realizan tareas de limpieza, lubricación de máquinas, etc.
Riesgos de seguridad
El tejido presenta solo un riesgo moderado para la seguridad de los trabajadores. Sin embargo, hay una serie de riesgos de seguridad típicos y medidas de minimización.
Caídas
Los objetos en el piso que causan caídas de los trabajadores incluyen partes de máquinas y manchas de aceite, grasa y agua. Una buena limpieza es particularmente importante en el tejido, ya que muchos de los trabajadores del proceso pasan la mayor parte de su jornada laboral patrullando el área con los ojos dirigidos al proceso de producción en lugar de a los objetos en el piso.
Maquinaria
Los dispositivos de transmisión de energía y la mayoría de los otros puntos de pellizco generalmente están protegidos. Sin embargo, el tendido de la máquina, los arneses y otras partes a las que los tejedores deben acceder con frecuencia están solo parcialmente cerrados. Se debe proporcionar un amplio espacio para caminar y trabajar alrededor de las máquinas, y los buenos procedimientos de trabajo ayudan a los trabajadores a evitar estas exposiciones. En el tejido de lanzadera, se necesitan protecciones montadas en la cuerda para evitar que la lanzadera salga despedida o para desviarla hacia abajo. También se requieren bloqueos, bloqueos mecánicos, etc. para evitar la introducción de energía peligrosa en las áreas cuando los técnicos u otras personas realizan tareas en las máquinas detenidas.
Manipulación de materiales
Estos pueden incluir levantar y mover rollos de tela pesados, vigas de urdimbre, etc. Las carretillas de mano para ayudar a descargar, quitar y transportar pequeños rollos de tela desde las tomas de la máquina de tejer reducen el riesgo de lesiones por esfuerzo del trabajador al aliviar la necesidad de levantar todo el peso del rollo. Las carretillas industriales motorizadas se pueden utilizar para mudar y transportar rollos de tela grandes desde los recogedores a granel colocados en la parte delantera de la máquina de tejer. Se pueden utilizar camiones de ruedas con asistencia hidráulica manual o eléctrica para manipular vigas de urdimbre, que normalmente pesan varios cientos de kg. Los trabajadores que manipulan la urdimbre deben usar zapatos de seguridad.
Incendios y ignición
El tejido crea una buena cantidad de pelusa, polvo y fibras que pueden representar riesgos de incendio si las fibras son combustibles. Los controles incluyen sistemas de recolección de polvo (ubicados debajo de las máquinas en instalaciones modernas), limpiezas periódicas de las máquinas por parte de los trabajadores de servicio y uso de equipos eléctricos diseñados para evitar chispas (p. ej., Clase III, División 1, ubicaciones peligrosas).
riesgos para la salud
Los riesgos para la salud en el tejido moderno generalmente se limitan a la pérdida de audición inducida por el ruido y a los trastornos pulmonares asociados con algunos tipos de fibras utilizadas en el hilo.
ruido
La mayoría de las máquinas de tejer, que funcionan en las cantidades que se encuentran en una instalación de producción típica, producen niveles de ruido que generalmente superan los 90 dBA. En algunos tejidos con lanzadera y sin lanzadera de alta velocidad, los niveles pueden incluso superar los 100 dBA. Los protectores auditivos apropiados y un programa de conservación de la audición son casi siempre necesarios para los trabajadores del tejido.
polvo de fibra
Los trastornos pulmonares (bisinosis) se han relacionado durante mucho tiempo con el polvo asociado con el procesamiento de fibras de algodón y lino en bruto, y se analizan en otras partes de este capítulo y este Enciclopedia. En general, los sistemas de limpieza de ventilación y filtración de aire de la habitación con puntos de recolección de polvo debajo de las máquinas de tejer y en otros puntos del área de tejeduría mantienen el polvo en los niveles máximos requeridos o por debajo de ellos (p. ej., 750 mg/m3 de aire en el estándar de polvo de algodón de OSHA) en instalaciones modernas. Además, se necesitan respiradores contra el polvo para la protección temporal durante las actividades de limpieza. Debe existir un programa de vigilancia médica de los trabajadores para identificar a los trabajadores que podrían ser especialmente sensibles a los efectos de estos polvos.
Máquina de tejer
Existe una importante industria artesanal para la producción de artículos tejidos a mano. Hay datos inadecuados sobre el número de trabajadores, generalmente mujeres, así contratados. Se remite al lector al capítulo Entretenimiento y las artes para obtener una descripción general de los peligros probables. Editor.
El proceso de tejido mecánico consiste en interconectar bucles de hilo en máquinas automáticas motorizadas (ver figura 2). Las máquinas están equipadas con filas de pequeñas agujas en forma de gancho para dibujar bucles de hilo formados a través de bucles previamente formados. Las agujas con gancho tienen una función de cierre única que cierra el gancho para permitir que el lazo se dibuje fácilmente y luego se abre para permitir que el lazo de hilo se deslice fuera de la aguja.
Figura 2. Máquina de tejer circular

sulzer morat
Las máquinas de tejer circulares tienen agujas dispuestas en círculo, y el tejido producido en ellas sale de la máquina en forma de un tubo grande que se enrolla en un rollo de recogida. Las máquinas de tejer planas y las máquinas de tejer por urdimbre, por otro lado, tienen agujas dispuestas en una fila recta, y la tela sale de la máquina en una hoja plana para enrollarla. Las máquinas circulares y planas generalmente se alimentan de conos de hilo, y las máquinas de tejido de urdimbre generalmente se alimentan de vigas de urdimbre que son más pequeñas pero similares a las que se usan para tejer.
Los empleados de tejeduría se agrupan en funciones laborales con deberes similares a los de tejeduría. Los títulos de los puestos corresponden adecuadamente al nombre del proceso.
Riesgos de seguridad
Los riesgos de seguridad en el tejido son similares a los del tejido, aunque generalmente de menor grado. El aceite en el piso a menudo es un poco más frecuente en el tejido debido a las altas necesidades de lubricación de las agujas de tejer. Los riesgos de atrapamiento de la máquina son menores en el tejido, ya que hay menos puntos de pellizco en las máquinas que los que se encuentran en el tejido, y gran parte de la maquinaria se presta bien para la protección de recintos. Los procedimientos de bloqueo de control de energía siguen siendo obligatorios.
El manejo de rollos de tela todavía presenta un riesgo de lesión por esfuerzo para el trabajador, pero los riesgos de manejo de vigas de urdimbre pesadas no están presentes excepto en el tejido de punto por urdimbre. Las medidas de control de riesgos son similares a las del tejido. El tejido no produce los niveles de pelusa, partículas sueltas y polvo que se encuentran al tejer, pero el aceite del proceso ayuda a mantener la carga de combustible en un nivel que requiere atención. Los controles son similares a los del tejido.
riesgos para la salud
Los riesgos para la salud en el tejido también son generalmente más bajos que los del tejido. Los niveles de ruido oscilan entre los 80 dBA y los 90 dBA. Los trastornos respiratorios de los trabajadores del tejido que procesan algodón y lino en bruto no parecen ser especialmente frecuentes, y las normas reglamentarias para estos materiales a menudo no son aplicables al tejido.
Alfombras y Tapetes
El Instituto de Alfombras y Tapetes
Las alfombras tejidas a mano o anudadas a mano se originaron varios siglos antes de Cristo en Persia. La primera fábrica de alfombras tejidas de EE. UU. se construyó en 1791 en Filadelfia. En 1839, la industria fue remodelada con la invención del telar mecánico de Erastus Bigelow. La mayoría de las alfombras se fabrican a máquina en molinos modernos mediante uno de dos procesos: tufted or tejida.
La alfombra tufting es ahora el método predominante de producción de alfombras. En los Estados Unidos, por ejemplo, aproximadamente el 96 % de todas las alfombras se fabrican a máquina, un proceso que se desarrolló a partir de la fabricación de cubrecamas con mechones en el noroeste de Georgia. La alfombra con mechón insertado se fabrica insertando un hilo de pelo en una tela de respaldo principal (generalmente polipropileno) y luego uniendo una tela de respaldo secundaria con látex sintético para mantener los hilos en su lugar y unir los respaldos entre sí, agregando estabilidad a la alfombra.
Construcción de alfombras
Tufting a máquina
La máquina de mechones se compone de cientos de agujas (hasta 2,400) en una barra horizontal a lo ancho de la máquina (ver figura 1). La fileta, o hilo en conos dispuestos en bastidores, se pasa por encima de la cabeza a través de tubos guía de pequeño diámetro a las agujas de la máquina en un jerker bar. Generalmente, se proporcionan dos carretes de hilo para cada aguja. El extremo del hilo del primer carrete se empalma con el extremo delantero del segundo, de modo que cuando se ha usado hilo del primer carrete, se suministra hilo del segundo sin detener la máquina. Se proporciona un tubo guía para cada extremo del hilo, para evitar que los hilos se enreden. Los hilos pasan a través de una serie de guías fijas alineadas verticalmente unidas al cuerpo de la máquina y una guía ubicada en el extremo de un brazo que se extiende desde la barra de agujas móvil de la máquina. Cuando la barra de agujas se mueve hacia arriba y hacia abajo, la relación entre las dos guías cambia. El producto tufting utilizado para alfombras residenciales se muestra en la figura 2.
Figura 1. Máquina tufting

Instituto de alfombras y tapetes
Figura 2. Perfil de alfombra residencial

Instituto de alfombras y tapetes
La barra jerker recoge el hilo suelto entregado durante el movimiento ascendente de las agujas. Los hilos se enhebran a través de sus respectivas agujas en la barra de agujas. Las agujas funcionan simultáneamente a 500 o más golpes por minuto en un movimiento alternativo vertical. Una máquina tufting puede producir de 1,000 a 2,000 metros cuadrados de alfombra en 8 horas de funcionamiento.
El respaldo principal en el que se insertan los hilos se suministra desde un rollo ubicado en el frente de la máquina. La velocidad del rollo de respaldo de la alfombra controla la longitud de la puntada y el número de puntadas por pulgada. El número de agujas en el ancho por pulgada o cm de la máquina determina el calibre de la tela, como calibre 3/16 o calibre 5/32.
Debajo de la placa de agujas de la máquina de hacer mechones se encuentran los enlazadores o combinaciones de enlazador y cuchilla, que recogen y retienen momentáneamente los hilos transportados por las agujas. Al formar una pila de bucles, se colocan bucles en forma de palos de hockey invertidos en la máquina de modo que los bucles de pelo formados se alejen de los bucles a medida que el respaldo avanza a través de la máquina.
Los bucleadores para pelo cortado tienen forma de "C" invertida, con una superficie de corte en el borde interior superior de la forma de media luna. Se utilizan en combinación con cuchillos que tienen un filo rectificado en un extremo. A medida que el respaldo avanza a través de la máquina hacia las lanzaderas de pelo cortado, los hilos recogidos de las agujas se cortan con una acción similar a la de una tijera entre la lanzadera y el filo de la cuchilla. La figura 3 y la figura 4 muestran los mechones en un respaldo y los tipos de bucles disponibles.
Figura 3. Perfil de alfombra comercial
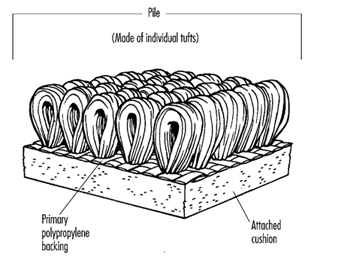
Instituto de alfombras y tapetes
Figura 4. Bucle de nivel; corte y lazo; peluche de terciopelo; Sajonia
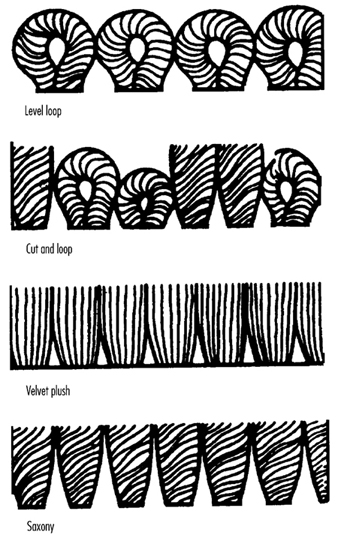
Instituto de alfombras y tapetes
Tejido
La alfombra tejida tiene un hilo de superficie de pelo tejido simultáneamente con hilos de urdimbre y trama que forman el respaldo integrado. Los hilos de respaldo suelen ser de yute, algodón o polipropileno. Los hilos de pelo pueden ser de lana, algodón o cualquiera de las fibras sintéticas, como nailon, poliéster, polipropileno, acrílico, etc. Se aplica un recubrimiento posterior para agregar estabilidad; sin embargo, un respaldo secundario es innecesario y rara vez se aplica. Las variaciones de la alfombra tejida incluyen terciopelo, Wilton y Axminster.
Existen otros métodos para hacer alfombras (tejidas, punzonadas, unidas por fusión), pero esos métodos se usan con menos frecuencia y para mercados más especializados.
Producción de fibra e hilo
La alfombra se fabrica principalmente con hilos sintéticos (nylon, polipropileno (olefina) y poliéster) con cantidades menores de acrílico, lana, algodón y mezclas de cualquiera de estos hilos. En la década de 1960, las fibras sintéticas se hicieron predominantes porque brindan un producto duradero y de calidad a un precio asequible.
Los hilos sintéticos se forman mediante la extrusión de un polímero fundido forzado a través de los pequeños orificios de una placa de metal o hilera. Los aditivos para el polímero fundido pueden proporcionar un color teñido en solución o fibras menos transparentes, más blancas y más duraderas y varios otros atributos de rendimiento. Después de que los filamentos emergen de la hilera, se enfrían, estiran y texturizan.
Las fibras sintéticas se pueden extruir en diferentes formas o secciones transversales, como redondas, trilobulares, pentalobulares, octalobulares o cuadradas, según el diseño y la forma de los orificios de la hilera. Estas formas transversales pueden afectar muchas propiedades de la alfombra, incluido el brillo, el volumen, la retención de la textura y la capacidad de ocultar la suciedad.
Después de la extrusión de la fibra, los tratamientos posteriores, como el estirado y el recocido (calentamiento/enfriamiento), aumentan la resistencia a la tracción y, en general, mejoran las propiedades físicas de la fibra. Luego, el haz de filamentos pasa por un proceso de engarzado o texturizado, que convierte los filamentos rectos en fibras con una configuración retorcida, rizada o de dientes de sierra repetitiva.
El hilo se puede producir como filamento continuo a granel (BCF) o como fibra corta. El BCF es hebras continuas de fibra sintética formadas en paquetes de hilo. El hilo extruido se fabrica enrollando el número adecuado de filamentos para el denier de hilo deseado directamente en los paquetes de "recogida".
Las fibras cortadas se convierten en hilos hilados mediante procesos de hilado de hilos textiles. Cuando se produce fibra cortada, se extruyen grandes haces de fibra llamados "estopa". Después del proceso de rizado, el cable se corta en fibras de 10 a 20 cm de longitud. Hay tres pasos críticos de preparación (mezcla, cardado y estirado) antes de hilar las fibras cortadas. La mezcla mezcla cuidadosamente fardos de fibra cortada para garantizar que las fibras se entremezclen de manera que no se produzcan rayas en el hilo en las operaciones de teñido posteriores. El cardado endereza las fibras y las coloca en una configuración de astilla continua (similar a una cuerda). El estiraje tiene tres funciones principales: mezcla las fibras, las coloca en forma paralela y continúa disminuyendo el peso por unidad de longitud del paquete total de fibras para facilitar el hilado en el hilo final.
Después del hilado, que reduce la astilla al tamaño de hilo deseado, el hilo se dobla y se retuerce para proporcionar varios efectos. Luego, el hilo se enrolla en conos de hilo para prepararlo para los procesos de termofijado y torsión del hilo.
Técnicas de coloración
Debido a que las fibras sintéticas tienen varias formas, toman los colorantes de manera diferente y pueden tener diferentes características de rendimiento de coloración. Las fibras de un mismo tipo genérico pueden ser tratadas o modificadas para que cambie su afinidad por ciertos tintes, produciendo un efecto multicolor o bicolor.
La coloración de las alfombras se puede lograr en dos momentos posibles del proceso de fabricación: teñir la fibra o el hilo antes de teñir la tela (pre-teñido) o teñir la tela con mechones (post-teñido de productos crudos) antes de la aplicación de el respaldo secundario y el proceso de acabado. Los métodos de teñido previo incluyen el teñido en solución, el teñido en stock y el teñido en hilo. Los métodos posteriores al teñido incluyen el teñido en pieza, la aplicación de color de un baño de tinte acuoso sobre una alfombra sin terminar; Beck Tinting, que maneja lotes de crudo de aproximadamente 150 metros lineales; y teñido continuo, un proceso continuo de teñido en cantidades casi ilimitadas mediante la distribución del tinte con un aplicador de inyección en todo el ancho de la alfombra a medida que se mueve en forma abierta debajo del aplicador. La impresión de alfombras utiliza maquinaria que es esencialmente un equipo de impresión textil modificado y agrandado. Se utilizan tanto impresoras planas como rotativas.
Acabado de alfombras
El acabado de alfombras tiene tres propósitos distintos: anclar los mechones individuales en el respaldo principal, adherir el respaldo primario con mechones a un respaldo secundario y cortar y limpiar el pelo de la superficie para dar una apariencia superficial atractiva. Agregar un material de respaldo secundario, como polipropileno tejido, yute o material acolchado adjunto, agrega estabilidad dimensional a la alfombra.
En primer lugar, se recubre la parte posterior de la alfombra, generalmente por medio de un rodillo que gira en una mezcla de látex sintético, y el látex se extiende con una rasqueta. El látex es una solución viscosa, normalmente de 8,000 a 15,000 centiposas de viscosidad. Normalmente, se aplican entre 22 y 28 onzas (625–795 g) de látex por yarda cuadrada.
Un rollo separado de respaldo secundario se coloca con cuidado sobre el revestimiento de látex. Luego, los dos materiales se presionan juntos con cuidado mediante un rodillo de unión. Este laminado, que queda plano y sin doblar, pasa luego por un horno largo, generalmente de 24 a 49 m de largo, donde se seca y se cura a temperaturas de 115 a 150 C durante 2 a 5 minutos a través de tres zonas de calentamiento. Una alta tasa de evaporación es importante para el secado de alfombras, con aire caliente forzado moviéndose a lo largo de zonas de calentamiento controladas con precisión.
Para limpiar los hilos de la superficie que pueden haber desarrollado pelusa en las puntas de la fibra durante las etapas de teñido y acabado, la alfombra se corta ligeramente. La cizalla es una unidad que cepilla enérgicamente el pelo de la alfombra para que quede erguido y uniforme; pasa la alfombra a través de una serie de cuchillos giratorios o cuchillas que cortan o cortan las puntas de la fibra a una altura ajustable y precisa. Dos o cuatro cuchillas de corte funcionan en tándem. La “doble cizalla” tiene un juego doble de cepillos de cerdas duras o de nailon y dos cabezales de cuchillas de cizalla por unidad, que se usan en tándem.
La alfombra pasa por un intenso proceso de inspección y se empaqueta y almacena, o se corta, empaqueta y envía.
Prácticas seguras en fábricas de alfombras
Las fábricas modernas de alfombras e hilados brindan políticas de seguridad, monitoreo del desempeño de seguridad y, cuando es necesario, una investigación de accidentes rápida y exhaustiva. La maquinaria de fabricación de alfombras está bien protegida para proteger a los empleados. Mantener el equipo reparado y seguro es de primordial importancia para mejorar la calidad y la productividad y para la protección de los trabajadores.
Los trabajadores deben estar capacitados en el uso seguro de equipos eléctricos y prácticas de trabajo para evitar lesiones resultantes de la puesta en marcha inesperada de las máquinas. Necesitan capacitación para reconocer las fuentes de energía peligrosas, el tipo y la magnitud de la energía disponible y los métodos necesarios para el aislamiento y control de la energía. También deben estar capacitados para distinguir las partes vivas expuestas de otras partes del equipo eléctrico; para determinar la tensión nominal de las partes expuestas y energizadas; y conocer las distancias de separación requeridas y los voltajes correspondientes. En las áreas donde estará vigente el bloqueo/etiquetado, se instruye a los empleados sobre la prohibición de reiniciar o volver a energizar el equipo.
Cuando se utilicen equipos más antiguos, se deben realizar inspecciones cuidadosas con frecuencia y se deben realizar actualizaciones cuando sea aconsejable. Los ejes giratorios, las correas en V y las poleas, las cadenas y las ruedas dentadas, y los polipastos y aparejos aéreos deben inspeccionarse periódicamente y deben instalarse protecciones siempre que sea posible.
Debido a que los carros de hilo empujados a mano se utilizan para mover el material en una hilandería, y debido a que los desechos o pelusas (los desechos de la producción de hilo) se acumulan en el piso, las ruedas de los carros de hilo deben mantenerse limpias y libres para rodar.
Los empleados deben estar capacitados en el uso seguro del aire comprimido, que se usa con frecuencia en los procedimientos de limpieza.
Las carretillas elevadoras, ya sean eléctricas o de propano, se utilizan en todas las instalaciones de fabricación y almacenamiento de alfombras. El mantenimiento adecuado y la atención al reabastecimiento de combustible seguro, el cambio de batería, etc., son esenciales. Debido a que se utilizan carretillas elevadoras de horquilla donde trabaja otro personal, se pueden emplear varias formas de evitar accidentes (p. ej., pasillos reservados exclusivamente para los trabajadores, en los que las carretillas están prohibidas); señales de alto portátiles donde los empleados deben trabajar en pasillos con mucho tráfico de montacargas; limitar las áreas de almacén/muelle de embarque a los operadores de montacargas y al personal de embarque; y/o instituir un sistema de tráfico de un solo sentido.
El rediseño de las máquinas para minimizar los movimientos repetitivos debería ayudar a reducir la incidencia de lesiones por movimientos repetitivos. También puede ser útil animar a los trabajadores a que practiquen regularmente ejercicios sencillos de manos y muñecas junto con descansos adecuados en el trabajo y cambios frecuentes en las tareas laborales.
Las lesiones musculoesqueléticas por levantar y transportar pueden reducirse mediante el uso de dispositivos mecánicos de elevación, carretillas de mano y carros rodantes, y apilando materiales en plataformas o mesas y, cuando sea posible, manteniendo su volumen y peso en dimensiones más manejables. La capacitación en técnicas adecuadas de levantamiento y ejercicios de fortalecimiento muscular también puede ser útil, especialmente para los trabajadores que regresan después de un episodio de dolor de espalda.
Se recomienda un programa de conservación de la audición para evitar lesiones por los niveles de ruido creados en algunas operaciones de la planta. Las encuestas de nivel de sonido del equipo de fabricación identificarán aquellas áreas en las que los controles de ingeniería no son lo suficientemente efectivos y en las que se puede requerir que los trabajadores usen equipo de protección auditiva y se sometan a pruebas audiométricas anuales.
Los molinos deben cumplir con los estándares actuales de ventilación y escape de calor, pelusa y polvo.
Alfombras tejidas a mano y con mechones a mano
Adaptado de la 3ra edición, Enciclopedia de Salud y Seguridad Ocupacional.
Todas las alfombras “orientales” están tejidas a mano. Muchos se fabrican en lugares de trabajo familiares, con todos los miembros del hogar, a menudo incluidos los niños muy pequeños, que trabajan largas jornadas y, a menudo, hasta altas horas de la noche en el telar. En algunos casos es sólo una ocupación de tiempo parcial de la familia, y en algunas áreas el tejido de alfombras se ha trasladado del hogar a fábricas que suelen ser pequeñas.
Procesos
Los procesos que intervienen en la fabricación de una alfombra son: preparación del hilo, que consiste en la selección, lavado, hilado y teñido de la lana; diseño; y el tejido real.
preparación de hilo
En algunos casos el hilo se recibe en el lugar de tejido ya hilado y teñido. En otros, la fibra cruda, generalmente lana, se prepara, hila y tiñe en el lugar de tejido. Después de clasificar la fibra de lana en grados, generalmente realizada por mujeres sentadas en el suelo, se lava y se hila a mano. El teñido se lleva a cabo en recipientes abiertos utilizando principalmente colorantes a base de anilina o alizarina; ya no se utilizan colorantes naturales.
Diseñando y tejiendo
En el tejido artesanal (o tejido tribal, como se le llama a veces), los diseños son tradicionales y no es necesario hacer nuevos diseños. Sin embargo, en los establecimientos industriales que emplean una cantidad de trabajadores, puede haber un diseñador que primero esboza el diseño de una nueva alfombra en una hoja de papel y luego lo transfiere en colores a papel cuadriculado, a partir del cual el tejedor puede determinar el número y la disposición de las alfombras. los diversos nudos a tejer en la alfombra.
En la mayoría de los casos, el telar consta de dos rodillos de madera horizontales apoyados en montantes, uno a unos 10 a 30 cm sobre el nivel del suelo y el otro a unos 3 m por encima del mismo. El hilo de urdimbre pasa del rodillo superior al rodillo inferior en un plano vertical. Por lo general, hay un tejedor trabajando en el telar, pero para las alfombras anchas puede haber hasta seis tejedores trabajando uno al lado del otro. En alrededor del 50% de los casos, los tejedores se ponen en cuclillas en el suelo frente al rodillo inferior. En otros casos, pueden tener un tablón horizontal estrecho sobre el que sentarse, que se eleva hasta 4 m sobre el suelo a medida que avanza el tejido. El tejedor tiene que atar trozos cortos de hilo de lana o seda en nudos alrededor de pares de hilos de urdimbre y luego mover el hilo a mano a lo largo de toda la alfombra. Las puntas de trama se golpean en la fibra de la alfombra por medio de un batidor o un peine de mano. Los mechones de hilo que sobresalen de la fibra se recortan o cortan con tijeras.
A medida que se teje la alfombra, generalmente se enrolla sobre el rodillo inferior, lo que aumenta su diámetro. Cuando los trabajadores se acuclillan en el suelo, la posición del rodillo inferior les impide estirar las piernas, y a medida que aumenta el diámetro de la alfombra enrollada, tienen que sentarse más atrás pero aún deben inclinarse hacia delante para llegar a la posición en la que atan los nudos del hilo (ver figura 1). Esto se evita cuando los tejedores se sientan o se ponen en cuclillas sobre el tablón, que puede elevarse hasta 4 m sobre el suelo, pero aún así puede no haber suficiente espacio para sus piernas y, a menudo, se ven obligados a adoptar posiciones incómodas. En algunos casos, sin embargo, el tejedor cuenta con un respaldo y una almohada (en efecto, una silla sin patas), que se puede mover horizontalmente a lo largo del tablón a medida que avanza el trabajo. Recientemente, se han desarrollado tipos mejorados de telares elevados que permiten al tejedor sentarse en una silla, con amplio espacio para las piernas.
Figura 1. Telar en cuclillas

En algunas partes de la República Islámica de Irán, la urdimbre en el telar de alfombras es horizontal en lugar de vertical, y el trabajador se sienta sobre la alfombra mientras trabaja; esto hace que la tarea sea aún más difícil.
Peligros del tejido de alfombras
Como una industria en gran parte artesanal, el tejido de alfombras está plagado de los peligros que imponen los hogares empobrecidos con habitaciones pequeñas y abarrotadas que tienen poca iluminación y ventilación inadecuada. El equipo y los procesos se transmiten de generación en generación con poca o ninguna oportunidad de educación y capacitación que podría provocar una ruptura con los métodos tradicionales. Los tejedores de alfombras están sujetos a deformaciones esqueléticas, trastornos de la vista y peligros mecánicos y tóxicos.
deformación esquelética
La posición en cuclillas que deben ocupar los tejedores en el antiguo tipo de telar, y la necesidad de que se inclinen hacia adelante para llegar al lugar en el que anudan el hilo, puede, con el tiempo, conducir a problemas óseos muy graves. Estos a menudo se ven agravados por las deficiencias nutricionales asociadas con la pobreza. Especialmente entre los que comienzan siendo niños pequeños, las piernas pueden deformarse (genu valgo), o se puede desarrollar una artritis incapacitante de la rodilla. La constricción de la pelvis que a veces ocurre en las mujeres puede hacer que sea necesario que tengan un parto por cesárea al dar a luz. La curvatura lateral de la columna vertebral (escoliosis) y la lordosis también son enfermedades comunes.
Trastornos de la visión
El enfoque cercano constante en el punto de tejido o anudado puede causar una fatiga visual considerable, particularmente cuando la iluminación es inadecuada. Cabe señalar que la iluminación eléctrica no está disponible en muchos lugares de trabajo domésticos, y el trabajo, que a menudo continúa durante la noche, debe realizarse a la luz de lámparas de aceite. Ha habido casos de ceguera casi total después de solo 12 años de empleo en este trabajo.
Trastornos de manos y dedos
El atado constante de pequeños nudos y el enhebrado del hilo de la trama a través de los hilos de la urdimbre pueden provocar inflamación de las articulaciones de los dedos, artritis y neuralgia que causan discapacidades permanentes en los dedos.
Estrés
El alto grado de habilidad y la atención constante a los detalles durante muchas horas son potentes factores de estrés psicosocial, que pueden verse agravados por la explotación y la dura disciplina. Los niños a menudo son “despojados de su infancia”, mientras que los adultos, que a menudo carecen de los contactos sociales esenciales para el equilibrio emocional, pueden desarrollar enfermedades nerviosas que se manifiestan por temblores en las manos (que pueden dificultar su desempeño laboral) y, a veces, problemas mentales.
Riesgos mecánicos
Como no se utiliza maquinaria eléctrica, prácticamente no existen riesgos mecánicos. Si los telares no reciben el mantenimiento adecuado, la palanca de madera que tensa la urdimbre puede romperse y golpear al tejedor mientras cae. Este peligro puede evitarse utilizando engranajes tensores de hilo especiales.
Peligros químicos
Los colorantes utilizados, especialmente si contienen bicromato de potasio o de sodio, pueden causar infecciones de la piel o dermatitis. También existe el riesgo por el uso de amoníaco, ácidos fuertes y álcalis. Los diseñadores a veces utilizan pigmentos de plomo, y ha habido casos de envenenamiento por plomo debido a su práctica de alisar la punta del pincel colocándolo entre los labios; los pigmentos de plomo deben ser reemplazados por colores no tóxicos.
Riesgos biológicos
Existe el peligro de infección de ántrax por lana cruda contaminada de áreas donde el bacilo es endémico. La autoridad gubernamental correspondiente debe asegurarse de que dicha lana se esterilice adecuadamente antes de enviarla a cualquier taller o fábrica.
Medidas preventivas
La clasificación de la materia prima (lana, pelo de camello, pelo de cabra, etc.) debe realizarse sobre una rejilla metálica equipada con ventilación de extracción para aspirar el polvo hacia un colector de polvo ubicado fuera del lugar de trabajo.
Los cuartos en los que se realizan los procesos de lavado y teñido de la lana deben estar adecuadamente ventilados y los trabajadores provistos de guantes de goma y delantales impermeables. Todos los licores de desecho deben neutralizarse antes de ser descargados en vías fluviales o alcantarillas.
Se requiere buena iluminación para la sala de diseño y para el trabajo de tejido. Como se señaló anteriormente, la luz inadecuada es un problema grave cuando no hay electricidad y cuando el trabajo continúa después de la puesta del sol.
Quizás la mejora mecánica más importante serían los mecanismos que elevan el rodillo inferior del telar. Esto evitaría la necesidad de que los tejedores tengan que ponerse en cuclillas en el suelo de una manera poco saludable e incómoda y les permitiría sentarse en una silla cómoda. Tal mejora ergonómica no solo mejorará la salud de los trabajadores sino que, una vez adoptada, aumentará su eficiencia y productividad.
Los cuartos de trabajo deben mantenerse limpios y bien ventilados, y los pisos debidamente entablados o cubiertos deben sustituirse por pisos de tierra. Se requiere calefacción adecuada durante el clima frío. La manipulación manual de la urdimbre ejerce una gran presión sobre los dedos y puede causar artritis; siempre que sea posible, se deben utilizar cuchillos en forma de gancho para las operaciones de sujeción y tejido. Los exámenes médicos previos al empleo y anuales de todos los trabajadores son muy deseables.
Alfombras tejidas a mano
La fabricación de alfombras mediante el atado de nudos de hilo a mano es un proceso muy lento. El número de nudos varía de 2 a 360 por centímetro cuadrado según la calidad de la alfombra. Una alfombra muy grande con un diseño intrincado puede tardar más de un año en fabricarse e involucrar cientos de miles de nudos.
El mechonado manual es un método alternativo de fabricación de alfombras. Utiliza un tipo especial de herramienta manual equipada con una aguja a través de la cual se enhebra el hilo. Una hoja de tela de algodón grueso en la que se ha trazado el diseño de la alfombra se suspende verticalmente, y cuando el tejedor coloca la herramienta contra la tela y presiona un botón, la aguja atraviesa la tela y se retrae, dejando un lazo de hilo. unos 10 mm de profundidad en el reverso. La herramienta se mueve horizontalmente unos 2 o 3 mm, dejando un lazo en la cara de la tela, y se vuelve a presionar el botón disparador para formar otro lazo en el reverso. Con destreza adquirida, se pueden hacer hasta 30 bucles en cada lado en 1 minuto. Dependiendo del diseño, el tejedor tiene que detenerse de vez en cuando para cambiar el color del hilo según se requiera en diferentes partes del patrón. Cuando se ha terminado la operación de enrollado, se retira la alfombra y se coloca con el reverso hacia arriba en el suelo. Se aplica una solución de goma en la parte posterior y se coloca una cubierta o respaldo de lona de yute resistente. Luego, la alfombra se coloca boca arriba y los bucles de hilo que sobresalen se recortan con una maquinilla eléctrica portátil. En algunos casos, el diseño de la alfombra se realiza cortando o recortando los bucles a diferentes profundidades.
Los riesgos en este tipo de fabricación de alfombras son considerablemente menores que en la fabricación de alfombras anudadas a mano. El operador generalmente se sienta en un tablón frente a la lona y tiene mucho espacio para las piernas. El tablón se eleva a medida que avanza el trabajo. El tejedor se sentiría más cómodo si se le proporcionara un respaldo y un asiento acolchado que pudiera moverse horizontalmente a lo largo de la tabla a medida que avanza el trabajo. Hay menos tensión visual y no hay movimientos de manos o dedos que puedan causar problemas.
La solución de caucho que se usa para esta alfombra generalmente contiene un solvente que es tóxico y altamente inflamable. El proceso de respaldo debe llevarse a cabo en una sala de trabajo separada con buena ventilación de escape, al menos dos salidas de emergencia y sin llamas ni luces abiertas. Todas las conexiones y equipos eléctricos en esta sala deben estar certificados para cumplir con los estándares a prueba de chispas/ignífugos. No se debe mantener en esta sala más que una cantidad mínima de la solución inflamable, y se deben proporcionar extintores de incendios apropiados. No se debe ubicar una instalación de almacenamiento resistente al fuego para las soluciones inflamables dentro de ningún edificio ocupado, sino preferiblemente en un patio abierto.
Legislación
En la mayoría de los países, las disposiciones generales de la legislación industrial cubren los estándares necesarios requeridos para la seguridad y salud de los trabajadores en esta industria. Sin embargo, pueden no ser aplicables a las empresas familiares y/o al trabajo a domicilio, y son difíciles de aplicar en las pequeñas empresas dispersas que, en conjunto, emplean a muchos trabajadores. La industria es notoria por la explotación de sus trabajadores y por el uso de mano de obra infantil, a menudo desafiando las regulaciones existentes. Muchos esperan que una tendencia mundial incipiente (mediados de la década de 1990) entre los compradores de alfombras tejidas a mano y con mechones insertados de abstenerse de comprar productos producidos por trabajadores ilegales o sobreexplotados eliminará tal servidumbre.
Efectos respiratorios y otros patrones de enfermedades en la industria textil
Durante casi 300 años, el trabajo en la industria textil ha sido reconocido como peligroso. Ramazzini (1964), a principios del siglo XVIII, describió una forma peculiar de asma entre quienes cardaban lino y cáñamo. El “polvo asqueroso y venenoso” que observó “hace que los trabajadores tosan incesantemente y poco a poco provoca problemas de asma”. Bouhuys y colegas (18) ilustraron que tales síntomas ocurrieron en la industria textil temprana en estudios fisiológicos en Philipsburg Manor (un proyecto de restauración de la vida en las primeras colonias holandesas en North Tarrytown, Nueva York, en los Estados Unidos). . Si bien numerosos autores a lo largo del siglo XIX y principios del XX en Europa describieron las manifestaciones respiratorias de enfermedades relacionadas con el trabajo en las fábricas textiles con una frecuencia cada vez mayor, la enfermedad permaneció esencialmente sin ser reconocida en los Estados Unidos hasta los estudios preliminares a mediados del siglo XX bajo la dirección de Richard Schilling (1973) indicó que, a pesar de los pronunciamientos en contrario tanto por parte de la industria como del gobierno, se produjo una bisinosis característica (Reportero textil estadounidense 1969; Britten, Bloomfield y Goddard 1933; DOL 1945). Muchas investigaciones posteriores han demostrado que los trabajadores textiles de todo el mundo se ven afectados por su entorno laboral.
Reseña Histórica de los Síndromes Clínicos en la Industria Textil
El trabajo en la industria textil se ha asociado con muchos síntomas relacionados con las vías respiratorias, pero los más prevalentes y característicos son, con mucho, los de bisinosis. Muchas pero no todas las fibras vegetales cuando se procesan para fabricar textiles pueden causar bisinosis, como se explica en el capítulo Sistema respiratorio. La característica distintiva de la historia clínica en la bisinosis es su relación con la semana laboral. El trabajador, por lo general después de haber trabajado varios años en la industria, describe opresión en el pecho a partir del lunes (o el primer día de la semana laboral) por la tarde. La tensión disminuye esa noche y el trabajador está bien por el resto de la semana, solo para volver a experimentar los síntomas el lunes siguiente. Tal disnea de los lunes puede continuar sin cambios durante años o puede progresar, con síntomas que ocurren en los días laborales posteriores, hasta que la opresión en el pecho está presente durante toda la semana laboral y, en última instancia, también mientras está fuera del trabajo los fines de semana y durante las vacaciones. Cuando los síntomas se vuelven permanentes, la disnea se describe como dependiente del esfuerzo. En esta etapa puede presentarse una tos no productiva. Los síntomas de los lunes se acompañan de disminuciones en la función pulmonar entre turnos, que pueden estar presentes en otros días de trabajo incluso en ausencia de síntomas, pero los cambios fisiológicos no son tan marcados (Bouhuys 1974; Schilling 1956). La función pulmonar inicial (lunes antes del turno) se deteriora a medida que avanza la enfermedad. Los cambios respiratorios y fisiológicos característicos observados en los trabajadores bisinóticos se han estandarizado en una serie de grados (ver tabla 1) que actualmente forman la base de la mayoría de las investigaciones clínicas y epidemiológicas. Los síntomas distintos de la opresión en el pecho, en particular la tos y la bronquitis, son frecuentes entre los trabajadores textiles. Estos síntomas probablemente representan variantes de la irritación de las vías respiratorias provocada por la inhalación de polvo.
Tabla 1. Grados de bisinosis
|
grado 0 |
Normal: sin síntomas de opresión en el pecho o tos |
|
Grado 1 / 2 |
Opresión en el pecho ocasional o tos o ambas el primer día de la semana laboral |
|
grado 1 |
Opresión en el pecho cada primer día de la semana laboral |
|
grado 2 |
Opresión en el pecho cada primer día y otros días de la semana laboral |
|
grado 3 |
Síntomas de grado 2, acompañados de evidencia de incapacidad permanente por capacidad ventilatoria reducida |
Fuente: Bouhuys 1974.
Desafortunadamente, no existe una prueba simple capaz de establecer el diagnóstico de bisinosis. El diagnóstico debe hacerse sobre la base de los síntomas y signos del trabajador, así como del conocimiento y la familiaridad del médico con los entornos clínicos e industriales en los que es probable que ocurra la enfermedad. Los datos de la función pulmonar, aunque no siempre específicos, pueden ser muy útiles para establecer el diagnóstico y caracterizar el grado de deterioro.
Además de la bisinosis clásica, los trabajadores textiles están sujetos a varios otros complejos de síntomas; en general, estos se asocian a fiebre y no se relacionan con el día inicial de la semana laboral.
Fiebre del molino (fiebre del algodón, fiebre del cáñamo) se asocia con fiebre, tos, escalofríos y rinitis que se presenta con el primer contacto del trabajador con el ingenio o con el regreso después de una ausencia prolongada. La opresión en el pecho no parece estar asociada con este síndrome. La frecuencia de estos hallazgos entre los trabajadores es bastante variable, desde un mínimo del 5% de los trabajadores (Schilling 1956) hasta la mayoría de los empleados (Uragoda 1977; Doig 1949; Harris et al. 1972). De manera característica, los síntomas desaparecen después de unos días a pesar de la exposición continua en la fábrica. Se cree que la endotoxina en el polvo vegetal es un agente causal. La fiebre del molino se ha asociado con una entidad que ahora se describe comúnmente en las industrias que utilizan materiales orgánicos, el síndrome tóxico del polvo orgánico (ODTS), que se analiza en el capítulo Sistema respiratorio.
“Tos del tejedor” es principalmente una condición asmática característicamente asociada con fiebre; Ocurre en trabajadores nuevos y veteranos. Los síntomas (a diferencia de la fiebre del molino) pueden persistir durante meses. El síndrome se ha asociado con materiales utilizados para tratar el hilo, por ejemplo, polvo de semillas de tamarindo (Murray, Dingwall-Fordyce y Lane 1957) y goma de algarrobo (Vigliani, Parmeggiani y Sassi 1954).
El tercer síndrome no bisinótico asociado con el procesamiento textil es “fiebre del colchonero” (Neal, Schneiter y Caminita 1942). El nombre hace referencia al contexto en el que se describió la enfermedad cuando se caracterizaba por un brote agudo de fiebre y otros síntomas constitucionales, incluidos síntomas gastrointestinales y molestias retroesternales en trabajadores que utilizaban algodón de baja calidad. El brote se atribuyó a la contaminación del algodón con aerobacter cloacae.
En general, se cree que estos síndromes febriles son clínicamente distintos de la bisinosis. Por ejemplo, en los estudios de 528 trabajadores del algodón realizados por Schilling (1956), 38 tenían antecedentes de fiebre industrial. La prevalencia de la fiebre del molino entre los trabajadores con bisinosis “clásica” fue del 10 % (14/134), en comparación con el 6 % (24/394) entre los trabajadores que no tenían bisinosis. Las diferencias no fueron estadísticamente significativas.
La bronquitis crónica, definida por el historial médico, es muy frecuente entre los trabajadores textiles y, en particular, entre los trabajadores textiles que no fuman. Este hallazgo no es sorprendente ya que el rasgo histológico más característico de la bronquitis crónica es la hiperplasia de las glándulas mucosas (Edwards et al. 1975; Moran 1983). La sintomatología de la bronquitis crónica debe distinguirse cuidadosamente de los síntomas clásicos de la bisinosis, aunque las molestias de la bisinosis y la bronquitis frecuentemente se superponen y en los trabajadores textiles probablemente sean manifestaciones fisiopatológicas diferentes de la misma inflamación de las vías respiratorias.
Los estudios de patología de los trabajadores textiles son limitados, pero los informes han mostrado un patrón consistente de enfermedad que involucra las vías respiratorias más grandes (Edwards et al. 1975; Rooke 1981a; Moran 1983) pero no hay evidencia que sugiera destrucción del parénquima pulmonar (p. ej., enfisema) (Moran 1983).
Curso Clínico de Bisinosis
Enfermedad aguda versus crónica
Implícito en el sistema de clasificación dado en la tabla 1 está una progresión de los “síntomas del lunes” agudos a una enfermedad respiratoria crónica y esencialmente irreversible en trabajadores con bisinosis. Se ha sugerido que tal progresión ocurre en datos transversales que comienzan con el estudio inicial de trabajadores algodoneros de Lancashire, Reino Unido, que encontró un cambio hacia grados más altos de bisinosis con el aumento de la exposición (Schilling 1956). Desde entonces, otros han informado hallazgos similares (Molyneux y Tombleson 1970). Además, esta progresión puede comenzar relativamente pronto después del empleo (por ejemplo, dentro de los primeros años) (Mustafa, Bos y Lakha 1979).
Los datos transversales también han demostrado que otros síntomas respiratorios crónicos y complejos de síntomas, como sibilancias o bronquitis crónica, son mucho más frecuentes en los trabajadores textiles de algodón de mayor edad que en poblaciones de control similares (Bouhuys et al. 1977; Bouhuys, Beck y Schoenberg 1979). ). En todos los casos, los trabajadores textiles de algodón han mostrado más bronquitis crónica que los controles, incluso cuando se ajustan por sexo y tabaquismo.
La bisinosis de grado 3 indica que, además de los síntomas, los trabajadores textiles muestran cambios en la función respiratoria. La progresión de la bisinosis temprana (grado 1) a la bisinosis tardía (grado 3) se sugiere por la asociación de la pérdida de la función pulmonar con los grados más altos de bisinosis en estudios transversales de trabajadores textiles. Varios de estos estudios transversales han respaldado el concepto de que los cambios en la función pulmonar entre turnos (que se correlacionan con los hallazgos agudos de opresión torácica) están relacionados con cambios irreversibles crónicos.
Detrás de la asociación entre enfermedades agudas y crónicas en los trabajadores textiles se encuentra una relación dosis-respuesta en los síntomas agudos, que fue documentada por primera vez por Roach y Schilling en un estudio publicado en 1960. Estos autores encontraron una fuerte relación lineal entre la respuesta biológica y las concentraciones totales de polvo. en el lugar de trabajo. Según sus hallazgos, recomendaron 1 mg/m3 polvo grueso como un nivel de exposición razonablemente seguro. Este hallazgo fue adoptado posteriormente por la ACGIH y fue, hasta fines de la década de 1970, el valor utilizado como valor límite umbral (TLV) para el polvo de algodón en los Estados Unidos. Observaciones posteriores demostraron que la fracción de polvo fino (<7 μm) representaba prácticamente toda la prevalencia de bisinosis (Molyneux y Tombleson 1970; Mckerrow y Schilling 1961; McKerrow et al. 1962; Wood y Roach 1964). Un estudio de 1973 realizado por Merchant y sus colegas sobre los síntomas respiratorios y la función pulmonar en 1,260 trabajadores de algodón, 803 de mezcla (algodón-sintético) y 904 de lana sintética se llevó a cabo en 22 plantas de fabricación textil en Carolina del Norte (Estados Unidos). El estudio confirmó la asociación lineal entre la prevalencia de bisinosis (así como la disminución de la función pulmonar) y las concentraciones de polvo sin pelusa.
La validación de los cambios en la función respiratoria sugerida por los estudios transversales proviene de una serie de investigaciones longitudinales que complementan y amplían los resultados de los estudios anteriores. Estos estudios han puesto de relieve la pérdida acelerada de la función pulmonar en los trabajadores textiles de algodón, así como la alta incidencia de nuevos síntomas.
En una serie de investigaciones que involucraron a varios miles de trabajadores de molinos examinados a fines de la década de 1960 durante un período de 5 años, Fox y sus colegas (1973a; 1973b) encontraron un aumento en las tasas de bisinosis que se correlacionó con los años de exposición, así como siete veces más. mayor descenso anual del volumen espirado forzado en 1 segundo (FEV1) (como porcentaje de lo previsto) en comparación con los controles.
A principios de la década de 1970, el difunto Arend Bouhuys (Bouhuys et al. 1977) inició un estudio único sobre la enfermedad pulmonar crónica en trabajadores textiles. El estudio fue novedoso porque incluyó tanto a trabajadores activos como jubilados. Estos trabajadores textiles de Columbia, Carolina del Sur, en los Estados Unidos, trabajaban en una de las cuatro fábricas locales. La selección de la cohorte se describió en el análisis transversal original. El grupo original de trabajadores constaba de 692 individuos, pero el análisis se restringió a 646 blancos de 45 años o más en 1973. Estos individuos habían trabajado un promedio de 35 años en los ingenios. El grupo de control para los resultados transversales consistió en blancos de 45 años o más de tres comunidades estudiadas transversalmente: Ansonia y Lebanon, Connecticut, y Winnsboro, Carolina del Sur. A pesar de las diferencias geográficas, socioeconómicas y de otro tipo, la función pulmonar de los residentes de la comunidad no difería de la de los trabajadores textiles que tenían los trabajos menos polvorientos. Dado que no se observaron diferencias en la función pulmonar o los síntomas respiratorios entre las tres comunidades, solo se utilizó el Líbano, Connecticut, que se estudió en 1972 y 1978, como control para el estudio longitudinal de los trabajadores textiles estudiados en 1973 y 1979 (Beck, Doyle y Schachter 1981; Beck, Doyle y Schachter 1982).
Tanto los síntomas como la función pulmonar han sido revisados extensamente. En el estudio prospectivo se determinó que las tasas de incidencia de siete síntomas respiratorios o complejos de síntomas (incluida la bisinosis) eran más altas en los trabajadores textiles que en los controles, incluso cuando se controlaba el tabaquismo (Beck, Maunder y Schachter 1984). Cuando los trabajadores textiles se separaron en trabajadores activos y jubilados, se observó que aquellos trabajadores que se jubilaron durante el transcurso del estudio tenían las tasas de incidencia de síntomas más altas. Estos hallazgos sugirieron que los trabajadores activos no solo estaban en riesgo de afectar los síntomas respiratorios, sino que los trabajadores jubilados, presumiblemente debido a su daño pulmonar irreversible, estaban en riesgo continuo.
En esta cohorte, se midió la pérdida de la función pulmonar durante un período de 6 años. La disminución media para los trabajadores textiles masculinos y femeninos (42 ml/año y 30 ml/año, respectivamente) fue significativamente mayor que la disminución en los controles masculinos y femeninos (27 ml/año y 15 ml/año). Cuando se clasificaron por condición de fumador, los trabajadores textiles de algodón en general aún tenían mayores pérdidas en FEV1 que los controles.
Muchos autores han planteado previamente el posible problema de confusión del tabaquismo. Debido a que muchos trabajadores textiles son fumadores de cigarrillos, se ha afirmado que la enfermedad pulmonar crónica asociada con la exposición al polvo textil puede atribuirse en gran parte al tabaquismo. Usando la población de trabajadores textiles de Columbia, esta pregunta se respondió de dos maneras. Un estudio realizado por Beck, Maunder y Schachter (1984) utilizó un análisis de varianza de dos vías para todas las mediciones de la función pulmonar y demostró que los efectos del polvo de algodón y el tabaquismo sobre la función pulmonar eran aditivos, es decir, la cantidad de pérdida de función pulmonar debida a a un factor (fumar o exposición al polvo de algodón) no cambió por la presencia o ausencia del otro factor. Para FVC y FEV1 los efectos fueron similares en magnitud (antecedentes de tabaquismo promedio de 56 paquetes-año, exposición promedio en fábrica de 35 años). En un estudio relacionado, Schachter et al. (1989) demostraron que utilizando un parámetro que describía la forma de la curva de volumen de flujo espiratorio máximo, el ángulo beta, podían mostrarse distintos patrones de anomalías de la función pulmonar para un efecto de fumar y para un efecto de algodón, similar a las conclusiones a las que llegó Merchant anteriormente.
Mortalidad
Los estudios de exposición al polvo de algodón sobre la mortalidad no han demostrado consistentemente un efecto. La revisión de la experiencia a fines del siglo XIX y principios del XX en el Reino Unido sugirió un exceso de mortalidad cardiovascular en los trabajadores textiles mayores (Schilling y Goodman 19). Por el contrario, la revisión de la experiencia en los pueblos industriales de Nueva Inglaterra desde fines del siglo XIX no logró demostrar un exceso de mortalidad (Arlidge 20). Henderson y Enterline (1951) observaron hallazgos negativos similares en un estudio de trabajadores que habían estado empleados en fábricas de Georgia desde 19 hasta 1892. Por el contrario, un estudio de Dubrow y Gute (1973) de trabajadores textiles varones en Rhode Island que murieron durante el período 1938 a 1951, mostró un aumento significativo en la tasa de mortalidad proporcional (PMR) por enfermedad respiratoria no maligna. Las elevaciones en PMR fueron consistentes con una mayor exposición al polvo: los operarios de cardado, lapeado y peinado tenían PMR más altos que otros trabajadores en la industria textil. Un hallazgo interesante de este y otros estudios (Dubrow y Gute 1988; Merchant y Ortmeyer 1968) es la baja mortalidad por cáncer de pulmón entre estos trabajadores, hallazgo que se ha utilizado para argumentar que fumar no es una causa importante de mortalidad en estos grupos. .
Las observaciones de una cohorte en Carolina del Sur sugieren que la enfermedad pulmonar crónica es de hecho una causa importante (o factor predisponente) de mortalidad, ya que entre los trabajadores de 45 a 64 años que fallecieron durante un seguimiento de 6 años, la función pulmonar medida como VEF residual1 (observado a previsto) mostró un marcado deterioro en el estudio inicial (media RFEV1 = -0.9l) en varones no fumadores que fallecieron durante los 6 años de seguimiento (Beck et al. 1981). Bien puede ser que el efecto de la exposición industrial sobre la mortalidad haya sido oscurecido por un efecto de selección (efecto del trabajador sano). Finalmente, en términos de mortalidad, Rooke (1981b) estimó que del promedio de 121 muertes que observó anualmente entre trabajadores discapacitados, 39 habían muerto como resultado de bisinosis.
Mayor control, menor enfermedad
Encuestas recientes del Reino Unido y los Estados Unidos sugieren que la prevalencia y el patrón de enfermedades pulmonares que se observan en los trabajadores textiles se han visto afectados por la implementación de estándares más estrictos de calidad del aire en las fábricas de estos países. En 1996, Fishwick y sus colegas, por ejemplo, describen un estudio transversal de 1,057 operarios de hilados textiles en 11 hilanderías en Lancashire. Se hizo la prueba al 713 por ciento de la fuerza laboral; la mayoría (3.5) trabajaban con algodón y el resto con fibra sintética). Se documentó bisinosis en sólo el 5.3% de los operados y bronquitis crónica en el XNUMX%. VEF1, sin embargo, se redujo en trabajadores expuestos a altas concentraciones de polvo. Estas prevalencias son mucho menores que las reportadas en encuestas anteriores de estos ingenios. Esta baja prevalencia de bisinosis y bronquitis relacionada parece seguir la tendencia de disminución de los niveles de polvo en el Reino Unido. Tanto los hábitos de fumar como la exposición al polvo de algodón contribuyeron a la pérdida de la función pulmonar en esta cohorte.
En los Estados Unidos, Glindmeyer y colegas (5; 9) realizaron entre 6 y 3 los resultados de un estudio prospectivo de 1982 años de trabajadores en 1987 fábricas (1991 de algodón y 1994 sintéticas), donde 1,817 trabajadores de fábricas que estaban empleados exclusivamente en Se estudiaron la fabricación de hilados de algodón, la roza y la tejeduría o en sintéticos. En general, se encontró que menos del 2% de estos trabajadores tenían quejas bisinóticas. No obstante, los trabajadores de la fabricación de hilados exhibieron una mayor pérdida anual de la función pulmonar que los trabajadores de la tala y la tejeduría. Los trabajadores del hilo exhibieron una pérdida de función pulmonar relacionada con la dosis que también se asoció con el grado de algodón utilizado. Estos molinos cumplían con las normas OSHA vigentes en ese momento, y las concentraciones medias de polvo de algodón respirable sin pelusa en el aire promediadas durante 8 horas fueron de 196 mg/m3 en la fabricación de hilados y 455 mg/m3 en cortar y tejer. Los autores (1994) relacionaron los cambios entre turnos (la función pulmonar objetiva equivalente a los síntomas bisinóticos) con disminuciones longitudinales en la función pulmonar. Se encontró que los cambios entre turnos eran predictores significativos de los cambios longitudinales.
Si bien la fabricación de textiles en el mundo desarrollado parece estar asociada ahora con enfermedades menos frecuentes y menos graves, este no es el caso de los países en desarrollo. Todavía se pueden encontrar altas prevalencias de bisinosis en todo el mundo, particularmente donde los estándares gubernamentales son laxos o inexistentes. En su reciente estudio de la literatura, Parikh (1992) observó prevalencias de bisinosis muy por encima del 20% en países como India, Camerún, Etiopía, Sudán y Egipto. En un estudio de Zuskin et al. (1991), 66 trabajadores textiles de algodón fueron seguidos en una fábrica en Croacia donde las concentraciones medias de polvo respirable se mantuvieron en 1.0 mg/m3. La prevalencia de bisinosis se duplicó y la disminución anual de la función pulmonar fue casi el doble de la estimada a partir de ecuaciones de predicción para no fumadores sanos.
Trastornos No Respiratorios Asociados al Trabajo en la Industria Textil
Además de los síndromes respiratorios bien caracterizados que pueden afectar a los trabajadores textiles, existen una serie de riesgos que se han asociado con las condiciones de trabajo y los productos peligrosos en esta industria.
oncongénesis se ha asociado con el trabajo en la industria textil. Varios estudios iniciales indican una alta incidencia de cáncer colorrectal entre los trabajadores de las fábricas de textiles sintéticos (Vobecky et al. 1979; Vobecky, Devroede y Caro 1984). Un estudio retrospectivo de fábricas de textiles sintéticos realizado por Goldberg y Theriault (1994a) sugirió una asociación con la duración del empleo en las unidades de extrusión de polipropileno y triacetato de celulosa. Estos autores observaron otras asociaciones con enfermedades neoplásicas, pero se consideró que “no eran persuasivas” (1994b).
La exposición a los colorantes azo se ha asociado con el cáncer de vejiga en numerosas industrias. Siemiatycki y colegas (1994) encontraron una asociación débil entre el cáncer de vejiga y el trabajo con fibras acrílicas y polietileno. En particular, se descubrió que los trabajadores que tiñen estos textiles corren un mayor riesgo. Los trabajadores a largo plazo en esta industria presentaron un exceso de riesgo de 10 veces (significación estadística marginal) para el cáncer de vejiga. Otros autores han informado hallazgos similares, aunque también se observan estudios negativos (Anthony y Thomas 1970; Steenland, Burnett y Osorio 1987; Silverman et al. 1989).
Traumatismo por movimientos repetitivos es un peligro reconocido en la industria textil relacionado con equipos de fabricación de alta velocidad (Thomas 1991). Una descripción del síndrome del túnel carpiano (Forst y Hryhorczuk 1988) en una costurera que trabajaba con una máquina de coser eléctrica ilustra la patogenia de tales trastornos. Una revisión de las lesiones en las manos remitidas a la Unidad Regional de Cirugía Plástica que trató a los trabajadores de lana de Yorkshire entre 1965 y 1984 reveló que, si bien hubo una disminución de cinco veces en el empleo en esta industria, la incidencia anual de lesiones en las manos se mantuvo constante, lo que indica un mayor riesgo en esta población ( Myles y Roberts 1985).
Toxicidad hepática Redlich et al. (1988) informaron sobre la presencia de dimetilformanida en trabajadores textiles como resultado de la exposición al solvente dimetilformanida en una fábrica de revestimiento de telas. Esta toxicidad se reconoció en el contexto de un “brote” de enfermedad hepática en una fábrica de New Haven, Connecticut, que produce telas recubiertas de poliuretano.
Disulfuro de carbono (CS2) es un compuesto orgánico utilizado en la preparación de textiles sintéticos que se ha asociado con una mayor mortalidad por cardiopatía isquémica (Hernberg, Partanen y Nordman 1970; Sweetnam, Taylor y Elwood 1986). Esto puede relacionarse con sus efectos sobre los lípidos sanguíneos y la presión arterial diastólica (Eyeland et al. 1992). Además, este agente se ha asociado con neurotoxicidad periférica, daño a los órganos sensoriales y alteraciones en la función hormonal y reproductiva. En general, se cree que dicha toxicidad resulta de la exposición a largo plazo a concentraciones superiores a 10 a 20 ppm (Riihimaki et al. 1992).
Respuestas alérgicas a colorantes reactivos que incluyen eccema, uticaria y asma en trabajadores de teñido de textiles (Estlander 1988; Sadhro, Duhra y Foulds 1989; Seidenari, Mauzini y Danese 1991).
Esterilidad en hombres y mujeres se ha descrito como resultado de exposiciones en la industria textil (Rachootin y Olsen 1983; Buiatti et al. 1984).
" EXENCIÓN DE RESPONSABILIDAD: La OIT no se responsabiliza por el contenido presentado en este portal web que se presente en un idioma que no sea el inglés, que es el idioma utilizado para la producción inicial y la revisión por pares del contenido original. Ciertas estadísticas no se han actualizado desde la producción de la 4ª edición de la Enciclopedia (1998)."