- Sei qui:
-
Casa

-
Indice (2)
-
Parte XVII. Servizi e Commercio
-
Industria dei trasporti e magazzinaggio
-
Archiviazione
- Shenker, AM

Anderson, Giuditta
Indirizzo: Dipartimento di salute ambientale e occupazionale, George Washington University, 2300 K Street NW, #201, Washington, DC 20037
Paese: Stati Uniti
Telefono: 1 (202) 994-7467
Fax: 1 (202) 994-0011
E-mail: janderso@gwis2.circ.gwu.edu
Posizioni passate: Assistente di ricerca, Divisione di epidemiologia, British Columbia Cancer Agency, Vancouver
Educazione: MSc, 1995, Università della Columbia Britannica
Aree di interesse: Valutazione dell'esposizione nel settore edile e nell'industria della cellulosa e della carta
Rischi e controlli sul lavoro
La tabella 1 fornisce una panoramica dei tipi di esposizione che ci si può aspettare in ciascuna area delle operazioni di cellulosa e carta. Sebbene le esposizioni possano essere elencate come specifiche per determinati processi di produzione, possono verificarsi anche esposizioni a dipendenti di altre aree a seconda delle condizioni meteorologiche, della vicinanza a fonti di esposizione e del fatto che lavorino in più di un'area di processo (ad esempio, controllo qualità, manodopera generale piscina e personale addetto alla manutenzione).
Tabella 1. Potenziali rischi per la salute e la sicurezza nella produzione di cellulosa e carta, per area di processo
|
Zona di processo |
Pericoli per la sicurezza |
Rischi fisici |
Rischi chimici |
Rischi biologici |
|
Preparazione del legno |
||||
|
Stagno di tronchi |
Annegamento; attrezzature mobili; |
Rumore; vibrazione; freddo; calore |
Scarico motore |
|
|
Stanza di legno |
Punti di contatto; scivolare, cadere |
Rumore; vibrazione |
Terpeni e altri estratti di legno; polvere di legno |
batteri; fungo |
|
Schermatura dei trucioli |
Punti di contatto; scivolare, cadere |
Rumore; vibrazione |
Terpeni e altri estratti di legno; polvere di legno |
batteri; fungo |
|
Cortile di trucioli |
Punti di contatto; attrezzature mobili |
Rumore; vibrazione; freddo; calore |
Scarico del motore; terpeni e altri estratti di legno; polvere di legno |
batteri; fungo |
|
Spappolando |
||||
|
Legno di pietra |
Scivolare, cadere |
Rumore; campi elettrici e magnetici; alta umidità |
||
|
RMP, CMP, CTMP |
Scivolare, cadere |
Rumore; campi elettrici e magnetici; alta umidità |
Prodotti chimici e sottoprodotti della cottura; terpeni e altri estratti di legno; polvere di legno |
|
|
Polpa al solfato |
Scivolare, cadere |
Rumore; alta umidità; calore |
Acidi e alcali; prodotti chimici e sottoprodotti per cucinare; gas di zolfo ridotto; terpeni |
|
|
Recupero del solfato |
Esplosioni; punti di presa; scivolare, |
Rumore; calore; vapore |
Acidi e alcali; amianto; cenere; prodotti chimici e sottoprodotti per cucinare; combustibili; ridotto |
|
|
Polpa al solfito |
Scivolare, cadere |
Rumore; alta umidità; calore |
Acidi e alcali; prodotti chimici e sottoprodotti per cucinare; diossido di zolfo; terpeni e altri estratti di legno; polvere di legno |
|
|
Recupero del solfito |
Esplosioni; punti di presa; scivolare, |
Rumore; calore; vapore |
Acidi e alcali; amianto; cenere; prodotti chimici e sottoprodotti della cottura; combustibili; diossido di zolfo |
|
|
Rispappolatura/disinchiostratura |
Scivolare, cadere |
Acidi e alcali; prodotti chimici e sottoprodotti sbiancanti; coloranti e inchiostri; pasta di cellulosa/polvere di carta; slimicidi; solventi |
batteri |
|
|
sbiancante |
Scivolare, cadere |
Rumore; alta umidità; calore |
Prodotti chimici e sottoprodotti della sbianca; slimicidi; terpeni e altri estratti di legno |
|
|
Foglio formatura e |
||||
|
Macchina per la polpa |
Punti di contatto; scivolare, cadere |
Rumore; vibrazione; alto |
Acidi e alcali; prodotti chimici e sottoprodotti sbiancanti; flocculante; pasta di cellulosa/polvere di carta; slimicidi; solventi |
batteri |
|
Macchina continua |
Punti di contatto; scivolare, cadere |
Rumore; vibrazione; alto |
Acidi e alcali; prodotti chimici e sottoprodotti sbiancanti; coloranti e inchiostri; flocculante; polpa/carta |
batteri |
|
Finitura |
Punti di contatto; attrezzature mobili |
Rumore |
Acidi e alcali; coloranti e inchiostri; flocculante; |
|
|
Magazzino |
Attrezzatura mobile |
Combustibili; scarico del motore; pasta di legno/polvere di carta |
||
|
Altre operazioni |
||||
|
Produzione di energia |
Punti di contatto; scivolare, cadere |
Rumore; vibrazione; elettrico e |
Amianto; cenere; combustibili; terpeni e altri estratti di legno; polvere di legno |
batteri; fungo |
|
Trattamento delle acque |
Annegamento |
Decoloranti chimici e sottoprodotti |
batteri |
|
|
Trattamento degli effluenti |
Annegamento |
Prodotti chimici e sottoprodotti della sbianca; flocculante; gas di zolfo ridotto |
batteri |
|
|
Biossido di cloro |
Esplosioni; scivolare, cadere |
Decoloranti chimici e sottoprodotti |
batteri |
|
|
Recupero della trementina |
Scivolare, cadere |
Prodotti chimici e sottoprodotti della cottura; gas di zolfo ridotto; terpeni e altri estratti di legno |
||
|
Produzione di olio alto |
Acidi e alcali; prodotti chimici e sottoprodotti per cucinare; gas di zolfo ridotto; terpeni e altri estratti di legno |
RMP = raffinazione spappolatura meccanica; CMP = spappolamento chimico-meccanico; CTMP = spappolamento chimico-termomeccanico.
È probabile che l'esposizione ai pericoli potenziali elencati nella tabella 1 dipenda dal grado di automazione dell'impianto. Storicamente, la produzione industriale di cellulosa e carta era un processo semiautomatico che richiedeva un grande intervento manuale. In tali strutture, gli operatori si sedevano a pannelli aperti adiacenti ai processi per visualizzare gli effetti delle loro azioni. Le valvole nella parte superiore e inferiore di un digestore discontinuo verrebbero aperte manualmente e, durante le fasi di riempimento, i gas nel digestore verrebbero spostati dai trucioli in arrivo (figura 1). I livelli chimici verrebbero regolati in base all'esperienza piuttosto che al campionamento e le regolazioni del processo dipenderebbero dall'abilità e dalla conoscenza dell'operatore, che a volte portava a problemi. Ad esempio, l'eccessiva clorazione della pasta di legno esporrebbe i lavoratori a valle a maggiori livelli di agenti sbiancanti. Nella maggior parte dei mulini moderni, il passaggio da pompe e valvole controllate manualmente a quelle controllate elettronicamente consente il funzionamento a distanza. La richiesta di controllo del processo entro tolleranze ristrette ha richiesto computer e sofisticate strategie ingegneristiche. Sale di controllo separate vengono utilizzate per isolare le apparecchiature elettroniche dall'ambiente di produzione della cellulosa e della carta. Di conseguenza, gli operatori di solito lavorano in sale di controllo climatizzate che offrono riparo dal rumore, dalle vibrazioni, dalla temperatura, dall'umidità e dalle esposizioni chimiche inerenti alle operazioni di frantumazione. Altri controlli che hanno migliorato l'ambiente di lavoro sono descritti di seguito.
Figura 1. Tappo di apertura del lavoratore sul digestore batch controllato manualmente.

Archivi MacMillan Bloedel
I rischi per la sicurezza, tra cui punti di presa, superfici di calpestio bagnate, attrezzature in movimento e altezze, sono comuni durante le operazioni di cellulosa e carta. Sono essenziali protezioni intorno ai trasportatori in movimento e alle parti dei macchinari, pulizia rapida delle fuoriuscite, superfici di calpestio che consentano il drenaggio e parapetti sulle passerelle adiacenti alle linee di produzione o in quota. Le procedure di blocco devono essere seguite per la manutenzione dei trasportatori di trucioli, dei rulli delle macchine continue e di tutti gli altri macchinari con parti in movimento. Le apparecchiature mobili utilizzate nello stoccaggio dei trucioli, nelle aree portuali e di spedizione, nei magazzini e in altre operazioni devono essere dotate di protezione antiribaltamento, buona visibilità e avvisatori acustici; le corsie di circolazione per veicoli e pedoni devono essere chiaramente contrassegnate e segnalate.
Anche il rumore e il calore sono pericoli onnipresenti. Il principale controllo ingegneristico sono le cabine per gli operatori, come descritto sopra, solitamente disponibili nelle aree di preparazione del legno, spappolatura, sbiancamento e formatura dei fogli. Sono inoltre disponibili cabine chiuse con aria condizionata per attrezzature mobili utilizzate in cumulo di trucioli e altre operazioni in cantiere. Al di fuori di questi recinti, i lavoratori di solito richiedono una protezione dell'udito. Il lavoro in processi caldi o in aree all'aperto e nelle operazioni di manutenzione delle navi richiede che i lavoratori siano addestrati a riconoscere i sintomi dello stress da calore; in tali aree, l'orario di lavoro dovrebbe consentire l'acclimatazione e periodi di riposo. Il freddo può creare rischi di congelamento nei lavori all'aperto, così come condizioni di nebbia vicino ai cumuli di trucioli, che rimangono caldi.
Il legno, i suoi estratti ei microrganismi associati sono specifici per le operazioni di preparazione del legno e per le fasi iniziali della spappolatura. Il controllo delle esposizioni dipenderà dalla particolare operazione e può includere cabine dell'operatore, recinzione e ventilazione di seghe e nastri trasportatori, nonché stoccaggio chiuso dei trucioli e basso inventario dei trucioli. L'uso di aria compressa per eliminare la polvere di legno crea esposizioni elevate e dovrebbe essere evitato.
Le operazioni di spappolatura chimica presentano l'opportunità di esposizioni a sostanze chimiche di digestione e sottoprodotti gassosi del processo di cottura, inclusi composti di zolfo ridotti (pastatura kraft) e ossidati (pastatura con solfito) e sostanze organiche volatili. La formazione di gas può essere influenzata da una serie di condizioni operative: le specie legnose utilizzate; la quantità di pasta di legno; la quantità e la concentrazione di liquore bianco applicato; la quantità di tempo necessaria per spappolare; e temperatura massima raggiunta. Oltre alle valvole di tappatura automatiche del digestore e alle sale di controllo dell'operatore, altri controlli per queste aree includono la ventilazione di scarico locale nei digestori discontinui e nei serbatoi di soffiaggio, in grado di sfiatare alla velocità con cui i gas della nave vengono rilasciati; depressione nelle caldaie a recupero e solfito-SO2 torri acide per evitare fughe di gas; involucri completi o parziali ventilati su lavatrici post-digestione; monitor di gas continui con allarmi dove possono verificarsi perdite; e pianificazione e formazione della risposta alle emergenze. Gli operatori che prelevano campioni e conducono test devono essere consapevoli della potenziale esposizione acida e caustica nei processi e nei flussi di rifiuti e della possibilità di reazioni secondarie come il gas di idrogeno solforato (H2S) produzione se il liscivio nero proveniente dalla polpa di carta kraft viene a contatto con acidi (ad es. nelle fognature).
Nelle aree di recupero chimico, i prodotti chimici di processo acidi e alcalini ei loro sottoprodotti possono essere presenti a temperature superiori a 800°C. Le responsabilità lavorative possono richiedere ai lavoratori di entrare in contatto diretto con queste sostanze chimiche, rendendo necessario l'abbigliamento pesante. Ad esempio, gli operai rastrellano gli schizzi di fusione fusa che si raccolgono alla base delle caldaie, rischiando così ustioni chimiche e termiche. I lavoratori possono essere esposti alla polvere quando il solfato di sodio viene aggiunto al liquor nero concentrato e qualsiasi perdita o apertura rilascerà gas di zolfo ridotto nocivi (e potenzialmente fatali). Il potenziale per un'esplosione di acqua di fusione esiste sempre intorno alla caldaia di recupero. Le perdite d'acqua nelle pareti dei tubi della caldaia hanno provocato diverse esplosioni mortali. Le caldaie a recupero dovrebbero essere spente a qualsiasi indicazione di una perdita e dovrebbero essere attuate procedure speciali per il trasferimento del fuso. Il caricamento della calce e di altri materiali caustici deve essere effettuato con nastri trasportatori, elevatori e contenitori di stoccaggio chiusi e ventilati.
Negli impianti di sbiancamento, gli operatori sul campo possono essere esposti agli agenti sbiancanti, alle sostanze organiche clorurate e ad altri sottoprodotti. Le variabili di processo come la forza chimica dello sbiancamento, il contenuto di lignina, la temperatura e la consistenza della polpa vengono costantemente monitorate, con gli operatori che raccolgono campioni ed eseguono test di laboratorio. A causa dei pericoli di molti degli agenti sbiancanti utilizzati, dovrebbero essere presenti monitor di allarme continuo, dovrebbero essere forniti respiratori di emergenza a tutti i dipendenti e gli operatori dovrebbero essere addestrati nelle procedure di risposta alle emergenze. Gli involucri del baldacchino con ventilazione di scarico dedicata sono controlli tecnici standard che si trovano nella parte superiore di ogni torre di sbiancamento e fase di lavaggio.
Le esposizioni chimiche nella sala macchine di una cartiera o di una cartiera includono il residuo chimico dall'impianto di sbiancamento, gli additivi per la fabbricazione della carta e la miscela chimica nelle acque reflue. Polveri (cellulosa, cariche, rivestimenti) e fumi di scarico di apparecchiature mobili sono presenti nelle operazioni di dry-end e finitura. La pulizia tra un ciclo e l'altro del prodotto può essere effettuata con solventi, acidi e alcali. I controlli in quest'area possono includere la chiusura completa dell'essiccatore per fogli; chiusura ventilata delle aree dove gli additivi vengono scaricati, pesati e miscelati; utilizzo di additivi in forma liquida anziché in polvere; utilizzo di inchiostri e coloranti a base acqua anziché a base solvente; ed eliminando l'uso di aria compressa per ripulire la carta rifilata e di scarto.
La produzione di carta negli impianti di carta riciclata è generalmente più polverosa della produzione di carta convenzionale che utilizza cellulosa di nuova produzione. L'esposizione ai microrganismi può verificarsi dall'inizio (raccolta e separazione della carta) fino alla fine (produzione della carta) della catena di produzione, ma l'esposizione alle sostanze chimiche è meno importante che nella produzione di carta convenzionale.
Le cartiere impiegano un vasto gruppo di manutenzione per la manutenzione delle loro apparecchiature di processo, tra cui carpentieri, elettricisti, meccanici di strumenti, isolatori, macchinisti, muratori, meccanici, carpentieri, pittori, pipefitters, meccanici di refrigerazione, lattonieri e saldatori. Insieme alle loro esposizioni commerciali specifiche (vedi il Lavorazione del metallo ed lavorazione dei metalli ed Occupazioni capitoli), questi operatori possono essere esposti a qualsiasi pericolo correlato al processo. Man mano che le operazioni di cartiera sono diventate più automatizzate e chiuse, le operazioni di manutenzione, pulizia e garanzia della qualità sono diventate le più esposte. Gli arresti degli impianti per la pulizia di recipienti e macchine sono motivo di particolare preoccupazione. A seconda dell'organizzazione dell'acciaieria, queste operazioni possono essere eseguite da personale interno di manutenzione o di produzione, anche se è comune il subappalto a personale esterno all'acciaieria, che può disporre di meno servizi di supporto per la salute e la sicurezza sul lavoro.
Oltre alle esposizioni di processo, le operazioni di produzione di cellulosa e cartiera comportano alcune esposizioni degne di nota per il personale addetto alla manutenzione. Poiché le operazioni di spappolamento, recupero e caldaia comportano un calore elevato, l'amianto è stato ampiamente utilizzato per isolare tubi e recipienti. L'acciaio inossidabile viene spesso utilizzato in recipienti e tubi durante le operazioni di spappolamento, recupero e sbiancamento e, in una certa misura, nella fabbricazione della carta. È noto che la saldatura di questo metallo genera fumi di cromo e nichel. Durante le fermate per manutenzione, possono essere applicati spray a base di cromo per proteggere il pavimento e le pareti delle caldaie a recupero dalla corrosione durante le operazioni di avviamento. Le misurazioni della qualità del processo nella linea di produzione vengono spesso effettuate utilizzando misuratori a infrarossi e radioisotopi. Sebbene gli indicatori siano generalmente ben schermati, i meccanici dello strumento che li servono possono essere esposti alle radiazioni.
Alcune esposizioni speciali possono verificarsi anche tra i dipendenti di altre operazioni di supporto alla cartiera. Gli addetti alle caldaie elettriche gestiscono la corteccia, il legno di scarto e i fanghi del sistema di trattamento degli effluenti. Nei mulini più vecchi, gli operai rimuovono la cenere dal fondo delle caldaie e poi richiudono le caldaie applicando una miscela di amianto e cemento attorno alla griglia della caldaia. Nelle moderne caldaie elettriche, questo processo è automatizzato. Quando il materiale viene immesso nella caldaia a un livello di umidità troppo elevato, i lavoratori possono essere esposti a rimbalzi di prodotti di combustione incompleta. I lavoratori addetti al trattamento dell'acqua possono essere esposti a sostanze chimiche come cloro, idrazina e varie resine. A causa della reattività del ClO2, il ClO2 il generatore si trova solitamente in un'area riservata e l'operatore è di stanza in una sala di controllo remoto con escursioni per raccogliere campioni e riparare il filtro salino. Clorato di sodio (un forte ossidante) utilizzato per generare ClO2 può diventare pericolosamente infiammabile se viene lasciato fuoriuscire su qualsiasi materiale organico o combustibile e quindi asciugarsi. Tutte le fuoriuscite devono essere bagnate prima di procedere a qualsiasi lavoro di manutenzione e tutte le attrezzature devono essere pulite accuratamente in seguito. Gli indumenti bagnati devono essere mantenuti bagnati e separati dagli indumenti da strada, fino al lavaggio.
Produzione di prodotti chimici e sottoprodotti
Poiché molti prodotti chimici sbiancanti sono reattivi e pericolosi per il trasporto, vengono prodotti in loco o nelle vicinanze. Biossido di cloro (ClO2), ipoclorito di sodio (NaOCl) e peracidi sono sempre prodotti in loco, mentre il cloro (Cl2) e l'idrossido di sodio o caustico (NaOH) sono generalmente prodotti fuori sede. Il tallolio, un prodotto derivato dalla resina e dagli acidi grassi estratti durante la cottura del kraft, può essere raffinato in loco o fuori sede. La trementina, un sottoprodotto di kraft a frazione più leggera, viene spesso raccolta e concentrata in loco e raffinata altrove.
Biossido di cloro
Biossido di cloro (ClO2) è un gas giallo-verdastro altamente reattivo. È tossico e corrosivo, esplode ad alte concentrazioni (10%) e si riduce rapidamente a Cl2 E O2 in presenza di luce ultravioletta. Deve essere preparato come gas diluito e conservato come liquido diluito, rendendo impossibile il trasporto alla rinfusa.
ClO2 è generato riducendo il clorato di sodio (Na2ClO3) con SO2, metanolo, sale o acido cloridrico. Il gas che esce dal reattore viene condensato e immagazzinato come soluzione liquida al 10%. ClO moderno2 i generatori funzionano con un'efficienza del 95% o superiore e la piccola quantità di Cl2 che viene prodotto verrà raccolto o rimosso dal gas di sfiato. Possono verificarsi reazioni collaterali a seconda della purezza dei prodotti chimici di alimentazione, della temperatura e di altre variabili di processo. I sottoprodotti vengono restituiti al processo e le sostanze chimiche esaurite vengono neutralizzate e scaricate nelle fognature.
Ipoclorito di sodio
L'ipoclorito di sodio (NaOCl) è prodotto combinando Cl2 con una soluzione diluita di NaOH. È un processo semplice e automatizzato che non richiede quasi alcun intervento. Il processo è controllato mantenendo la concentrazione caustica tale che il Cl residuo2 nel recipiente di processo è ridotta al minimo.
Cloro e Caustico
Cloro (cl2), utilizzato come agente sbiancante fin dai primi del 1800, è un gas altamente reattivo, tossico, di colore verde che diventa corrosivo in presenza di umidità. Il cloro viene solitamente prodotto dall'elettrolisi della salamoia (NaCl) in Cl2 e NaOH negli impianti regionali e trasportato al cliente come liquido puro. Tre metodi sono usati per produrre Cl2 su scala industriale: la cella a mercurio, la cella a diaframma e il più recente sviluppo, la cella a membrana. Cl2 viene sempre prodotto all'anodo. Viene quindi raffreddato, purificato, essiccato, liquefatto e trasportato al frantoio. In fabbriche di pasta di legno grandi o remote, possono essere costruite strutture locali e il Cl2 può essere trasportato come un gas.
La qualità di NaOH dipende da quale dei tre processi viene utilizzato. Nel vecchio metodo delle celle di mercurio, il sodio e il mercurio si combinano per formare un amalgama che si decompone con l'acqua. L'NaOH risultante è quasi puro. Uno dei difetti di questo processo è che il mercurio contamina il luogo di lavoro e ha provocato seri problemi ambientali. L'NaOH prodotto dalla cella a diaframma viene rimosso con la salamoia esaurita e concentrato per consentire al sale di cristallizzare e separarsi. L'amianto è usato come diaframma. L'NaOH più puro viene prodotto nelle cellule della membrana. Una membrana a base di resina semipermeabile consente agli ioni di sodio di passare senza la salamoia o gli ioni di cloro e di combinarsi con l'acqua aggiunta alla camera catodica per formare NaOH puro. L'idrogeno gassoso è un sottoprodotto di ogni processo. Di solito viene trattato e utilizzato in altri processi o come combustibile.
Produzione di olio alto
La pasta Kraft di specie altamente resinose come il pino produce saponi di sodio di resina e acidi grassi. Il sapone viene raccolto dai serbatoi di stoccaggio del liquor nero e dai serbatoi di scrematura del sapone che si trovano nel treno evaporatore del processo di recupero chimico. Il sapone raffinato o il tallolio possono essere utilizzati come additivo per carburanti, agente antipolvere, stabilizzatore stradale, legante per pavimentazioni e flusso per tetti.
Nell'impianto di lavorazione, il sapone viene immagazzinato in serbatoi primari per consentire al liquor nero di depositarsi sul fondo. Il sapone sale e trabocca in un secondo serbatoio di stoccaggio. L'acido solforico ed il sapone decantato vengono caricati in un reattore, riscaldato a 100°C, agitato e quindi lasciato decantare. Dopo essersi depositato durante la notte, il tallolio grezzo viene travasato in un recipiente di stoccaggio e lasciato riposare per un altro giorno. La frazione superiore è considerata tall oil grezzo secco e viene pompata allo stoccaggio, pronta per la spedizione. La lignina cotta nella frazione inferiore entrerà a far parte del lotto successivo. L'acido solforico esausto viene pompato in un serbatoio di stoccaggio e l'eventuale lignina trascinata viene lasciata depositare sul fondo. La lignina rimasta nel reattore viene concentrata per diversi cuochi, sciolta in soluzione caustica al 20% e restituita al serbatoio primario del sapone. Periodicamente, il liquor nero raccolto e la lignina residua da tutte le fonti vengono concentrati e bruciati come combustibile.
Recupero di trementina
I gas dei digestori e il condensato degli evaporatori del liscivio nero possono essere raccolti per il recupero della trementina. I gas vengono condensati, combinati, quindi privati della trementina, che viene ricondensata, raccolta e inviata a un decanter. La frazione superiore del decanter viene prelevata ed inviata allo stoccaggio, mentre la frazione inferiore viene riciclata allo stripper. La trementina grezza viene immagazzinata separatamente dal resto del sistema di raccolta perché è nociva e infiammabile e viene solitamente lavorata fuori sede. Tutti i gas incondensabili vengono raccolti e inceneriti nelle caldaie elettriche, nel forno a calce o in un forno dedicato. La trementina può essere lavorata per l'uso in canfora, resine sintetiche, solventi, agenti di flottazione e insetticidi.
Generazione di energia e trattamento delle acque
Oltre al recupero dei liquori, le cartiere recuperano una parte significativa di energia dalla combustione di materiali di scarto e sottoprodotti del processo nelle caldaie elettriche. Materiali come corteccia, scarti di legno e fanghi secchi raccolti dai sistemi di trattamento degli effluenti possono essere bruciati per fornire vapore per alimentare i generatori elettrici.
Le cartiere e le cartiere consumano enormi quantità di acqua dolce. Una fabbrica di pasta kraft sbiancata da 1,000 tonnellate al giorno può utilizzare più di 150 milioni di litri di acqua al giorno; ancora di più una cartiera. Al fine di prevenire effetti negativi sulle attrezzature del mulino e per mantenere la qualità del prodotto, l'acqua in ingresso deve essere trattata per rimuovere contaminanti, batteri e minerali. Diversi trattamenti vengono applicati a seconda della qualità dell'acqua in ingresso. I letti di sedimentazione, i filtri, i flocculanti, il cloro e le resine a scambio ionico sono tutti utilizzati per trattare l'acqua prima che venga utilizzata nel processo. L'acqua utilizzata nelle caldaie di alimentazione e di recupero viene ulteriormente trattata con decontaminanti dell'ossigeno e inibitori di corrosione come idrazina e morfolina per evitare la formazione di depositi nei tubi della caldaia, per ridurre la corrosione dei metalli e per impedire il trascinamento dell'acqua alla turbina a vapore .
Produzione e trasformazione di lastre: cellulosa, carta, cartone
I prodotti finali delle cartiere e della pasta di cellulosa dipendono dal processo di produzione della pasta di cellulosa e possono includere pasta di legno commerciale e vari tipi di prodotti di carta o cartone. Ad esempio, la pasta meccanica relativamente debole viene convertita in prodotti monouso come giornali e carta velina. La polpa Kraft viene trasformata in prodotti di carta multiuso come carta da lettere di alta qualità, libri e sacchetti della spesa. La polpa di solfito, che è principalmente cellulosa, può essere utilizzata in una serie di diversi prodotti finali tra cui carta speciale, rayon, pellicola fotografica, TNT, plastica, adesivi e persino miscele per gelati e torte. Le paste chimico-meccaniche sono eccezionalmente rigide, ideali per il supporto strutturale necessario per il cartone ondulato per contenitori. Le fibre della polpa di carta riciclata sono generalmente più corte, meno flessibili e meno permeabili all'acqua e non possono quindi essere utilizzate per prodotti di carta di alta qualità. La carta riciclata viene quindi utilizzata principalmente per la produzione di prodotti in carta morbida come carta velina, carta igienica, carta assorbente e tovaglioli.
Per produrre pasta per il mercato, l'impasto di pasta viene solitamente vagliato ancora una volta e la sua consistenza viene regolata (dal 4 al 10%) prima che sia pronta per la macchina per la produzione di pasta. La polpa viene quindi stesa su uno schermo metallico mobile o una rete di plastica (nota come "filo") nella "parte umida" della macchina per pasta, dove l'operatore monitora la velocità del filo in movimento e il contenuto di acqua della pasta ( figura 1; in alto a sinistra sono visibili le presse e il coperchio dell'essiccatoio; nei molini moderni gli operatori trascorrono molto tempo nelle sale di controllo). L'acqua e il filtrato vengono aspirati attraverso il filo, lasciando una rete di fibre. Il foglio di polpa viene fatto passare attraverso una serie di rulli rotanti ("presse") che spremono acqua e aria fino a quando la consistenza della fibra è del 40-45%. Il foglio viene poi fatto galleggiare attraverso una sequenza a più piani di essiccatori ad aria calda fino a quando la consistenza è del 90-95%. Infine, il foglio continuo di polpa viene tagliato a pezzi e impilato in balle. Le balle di cellulosa vengono compresse, avvolte e confezionate in fasci per lo stoccaggio e il trasporto.
Figura 1. Estremità umida della macchina per polpa che mostra il tappeto di fibre sul filo.

Biblioteca Canfor
Sebbene simile in linea di principio alla produzione di fogli di cellulosa, la produzione di carta è notevolmente più complessa. Alcune cartiere utilizzano una varietà di paste diverse per ottimizzare la qualità della carta (ad esempio, un mix di legno duro, legno tenero, kraft, solfito, pasta meccanica o riciclata). A seconda del tipo di pasta utilizzata, è necessaria una serie di passaggi prima di formare il foglio di carta. Generalmente, la polpa essiccata del mercato viene reidratata, mentre la polpa ad alta consistenza proveniente dallo stoccaggio viene diluita. Le fibre di polpa possono essere battute per aumentare l'area di adesione delle fibre e quindi migliorare la resistenza del foglio di carta. La polpa viene quindi miscelata con additivi "wet-end" (tabella 1) e passata attraverso una serie finale di filtri e detergenti. La polpa è quindi pronta per la macchina continua.
Tabella 1. Additivi per la fabbricazione della carta
|
additivi |
Posizione applicata |
Finalità e/o esempi di agenti specifici |
|
Additivi più comunemente usati |
||
|
Talco |
Tendiamo |
Controllo del passo (previene la deposizione e l'accumulo |
|
Diossido di titanio |
Tendiamo |
Pigmento (schiarisce il foglio, migliora la stampa) |
|
"Allume" (Al2(SO4)3) |
Tendiamo |
Precipita l'imbozzimatura della colofonia sulle fibre |
|
Colofonia |
Tendiamo |
Dimensionamento interno (resiste alla penetrazione di liquidi) |
|
Argilla (caolino) |
Bagnato/asciutto |
Filler (rendere più luminoso, più liscio, più opaco) |
|
Amido |
Bagnato/asciutto |
Dimensionamento della superficie (resiste alla penetrazione di liquidi) |
|
Coloranti e |
Bagnato/asciutto |
ad esempio, coloranti acidi, basici o diretti, lacche colorate, |
|
Latex |
Fine secca |
Adesivo (rinforzare il foglio, legare gli additivi alla carta, |
|
Altri additivi |
||
|
Slimicidi |
Tendiamo |
ad esempio, thioni, tiazoli, tiocianati, hiocarbammati, tioli, isotiazolinoni, |
|
antischiuma |
Tendiamo |
ad esempio, olio di pino, olio combustibile, oli riciclati, siliconi, alcoli |
|
Trattamento filo |
Tendiamo |
ad esempio, imidazoli, butil diglicole, acetone, trementina, |
|
Bagnato e secco |
Tendiamo |
ad esempio, resine di formaldeide, epicloridrina, gliossale, |
|
Rivestimenti, |
Fine secca |
ad esempio, idrossido di alluminio, acetato di polivinile, |
|
Altri |
Bagnato/asciutto |
Inibitori di corrosione, disperdenti, ignifughi, |
Il diffusore di flusso e la cassa d'afflusso distribuiscono una sospensione sottile (dall'1 al 3%) di polpa raffinata su un filo in movimento (simile a una macchina per pasta, solo a una velocità molto più elevata, a volte superiore a 55 km/h) che forma le fibre in un sottile foglio di feltro. Il foglio si sposta attraverso una serie di rulli di pressione fino alla sezione dell'essiccatore, dove una serie di rulli riscaldati a vapore fa evaporare la maggior parte dell'acqua rimanente. I legami idrogeno tra le fibre si sono completamente sviluppati in questa fase. Infine la carta viene calandrata e bobinata. La calandratura è il processo mediante il quale la superficie della carta viene stirata liscia e il suo spessore ridotto. Il foglio di carta essiccato e calandrato viene avvolto su bobina, etichettato e trasportato al magazzino (figura 2; notare carta straccia sotto bobina e pannello di controllo operatore non chiuso). Gli additivi "dry-end" possono essere aggiunti prima della calandratura sulla macchina continua o in operazioni di spalmatura separate "fuori macchina" nel settore del converting dell'industria.
Figura 2. Estremità asciutta di una macchina continua che mostra la bobina di carta piena e l'operatore che utilizza la taglierina ad aria per tagliare l'estremità.

Giorgio Astrakianakis
Nel processo di fabbricazione della carta viene utilizzata una varietà di sostanze chimiche per conferire alla carta caratteristiche superficiali e proprietà del foglio specifiche. Gli additivi più comunemente usati (tabella 1) sono tipicamente usati a livello percentuale, anche se alcuni come l'argilla e il talco possono contribuire fino al 40% al peso a secco di alcune carte. La tabella 1 indica anche la diversità degli additivi chimici che possono essere utilizzati per scopi di produzione e prodotti specifici; alcuni di questi vengono utilizzati a concentrazioni molto basse (ad esempio, i slimicidi vengono aggiunti all'acqua di lavorazione in parti per milione).
Il processo di produzione del cartone è simile a quello della produzione di carta o cellulosa. Una sospensione di polpa e acqua viene dispersa su un filo mobile, l'acqua viene rimossa e il foglio asciugato e conservato come un rotolo. Il processo differisce nel modo in cui il foglio viene formato per dare spessore, nella combinazione di più strati e nel processo di asciugatura. Il cartone può essere realizzato con fogli singoli o multistrato con o senza anima. I fogli sono solitamente pasta kraft di alta qualità (o miscela kraft e CTMP), mentre il nucleo è costituito da una miscela di pasta semichimica e riciclata a basso costo o da pasta interamente riciclata e altro materiale di scarto. Rivestimenti, barriere al vapore e strati multipli vengono aggiunti in base all'uso finale per proteggere il contenuto dall'acqua e dai danni fisici.
sbiancante
Lo sbiancamento è un processo in più fasi che raffina e illumina la polpa grezza. L'obiettivo è dissolvere (paste chimiche) o modificare (paste meccaniche) la lignina di colore bruno che non è stata rimossa durante la spappolatura, mantenendo l'integrità delle fibre della pasta. Un mulino produce pasta personalizzata variando l'ordine, la concentrazione e il tempo di reazione degli agenti sbiancanti.
Ogni fase di sbianca è definita dal suo agente sbiancante, pH (acidità), temperatura e durata (tabella 1). Dopo ogni fase di sbiancamento, la polpa può essere lavata con caustico per rimuovere i prodotti chimici di sbiancamento esauriti e la lignina disciolta prima che passi alla fase successiva. Dopo l'ultima fase, la polpa viene pompata attraverso una serie di filtri e detergenti per rimuovere eventuali contaminanti come sporco o plastica. Viene quindi concentrato e convogliato allo stoccaggio.
Tabella 1. Agenti sbiancanti e loro condizioni d'uso
|
Simbolo |
Concentrazione |
pH |
Consistenza* |
Temperatura |
Tempo (ore) |
|
|
Cloro (cl2) |
C |
2.5-8 |
2 |
3 |
20-60 |
0.5-1.5 |
|
Idrossido di sodio (NaOH) |
E |
1.5-4.2 |
11 |
10-12 |
<80 |
1-2 |
|
Biossido di cloro (ClO2) |
D |
~1 |
0-6 |
10-12 |
60-75 |
2-5 |
|
Ipoclorito di sodio (NaOCl) |
H |
1-2 |
9-11 |
10-12 |
30-50 |
0.5-3 |
|
Ossigeno (O2) |
O |
1.2-1.9 |
7-8 |
25-33 |
90-130 |
0.3-1 |
|
Il perossido di idrogeno (H.2O2) |
P |
0.25 |
10 |
12 |
35-80 |
4 |
|
Ozono (O3) |
Z |
0.5-3.5 |
2-3 |
35-55 |
20-40 |
<0.1 |
|
lavaggio acido (SO2) |
A |
4-6 |
1.8-5 |
1.5 |
30-50 |
0.25 |
|
Ditionito di sodio (NaS2O4) |
Y |
1-2 |
5.5-8 |
4-8 |
60-65 |
1-2 |
* Concentrazione di fibra in soluzione acquosa.
Storicamente, la sequenza di sbiancamento più comune utilizzata per produrre pasta kraft sbiancata di qualità commerciale si basa sul processo CEDED in cinque fasi (vedere la tabella 1 per la definizione dei simboli). Le prime due fasi di sbiancamento completano il processo di delignificazione e sono considerate estensioni del macero. A causa delle preoccupazioni ambientali relative ai composti organici clorurati negli effluenti della cartiera, molte cartiere sostituiscono il biossido di cloro (ClO2) per una parte del cloro (Cl2) utilizzato nella prima fase di sbiancamento (CDEDED) e utilizzare ossigeno (O2) pretrattamento durante la prima estrazione caustica (CDEODED). La tendenza attuale in Europa e Nord America è verso la completa sostituzione con ClO2 (es. DEDED) o l'eliminazione di entrambi i Cl2 e ClO2. Dove ClO2 viene utilizzato, anidride solforosa (SO2) viene aggiunto durante la fase finale di lavaggio come “anticloro” per arrestare il ClO2 reazione e per controllare il pH. Sequenze di sbiancamento senza cloro recentemente sviluppate (ad es. OAZQP, OQPZP, dove Q = chelazione) utilizzano enzimi, O2, ozono (O3), perossido di idrogeno (H2O2), peracidi e agenti chelanti come l'acido etilendiamminotetracetico (EDTA). Lo sbiancamento totalmente privo di cloro era stato adottato in otto mulini in tutto il mondo nel 1993. Poiché questi metodi più recenti eliminano le fasi di sbiancamento acido, il lavaggio con acido è un'aggiunta necessaria alle fasi iniziali dello sbiancamento kraft per consentire la rimozione dei metalli legati alla cellulosa.
Le paste al solfito sono generalmente più facili da sbiancare rispetto alle paste kraft a causa del loro contenuto di lignina inferiore. Brevi sequenze di sbiancamento (ad es. CEH, DCEHD, P, HP, EPOP) possono essere utilizzate per la maggior parte dei tipi di carta. Per le paste al solfito di grado dissolvibile utilizzate nella produzione di rayon, cellophane e così via, vengono rimosse sia l'emicellulosa che la lignina, richiedendo sequenze di sbiancamento più complesse (ad esempio, C1C2ECHDA). Il lavaggio acido finale serve sia per il controllo dei metalli che per l'anticloro. Il carico di effluenti per le paste al solfito di grado dissolvibile è molto maggiore perché viene consumata una grande quantità di legno grezzo (resa tipica 50%) e viene utilizzata più acqua.
Il termine schiarimento è usato per descrivere lo sbiancamento di paste meccaniche e altre paste ad alto rendimento, perché vengono sbiancate distruggendo i gruppi cromofori senza dissolvere la lignina. Gli agenti schiarenti includono H2O2 e/o idrosolfito di sodio (NaS2O4). Storicamente, idrosolfito di zinco (ZnS2O4) era comunemente usato, ma è stato ampiamente eliminato a causa della sua tossicità negli effluenti. Gli agenti chelanti vengono aggiunti prima dello sbiancamento per neutralizzare eventuali ioni metallici, prevenendo così la formazione di sali colorati o la decomposizione di H2O2. L'efficacia dello sbiancamento meccanico della polpa dipende dalla specie di legno. I legni duri (ad es. pioppo e pioppo) e legni teneri (ad es. abete rosso e balsamo) a basso contenuto di lignina ed estrattivi possono essere sbiancati a un livello di luminosità più elevato rispetto al pino e al cedro più resinosi.
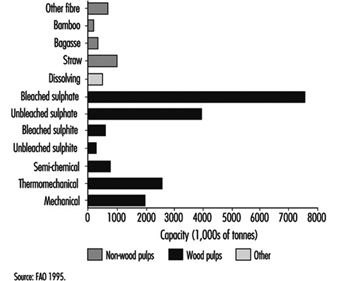
Spappolando
La spappolatura è il processo mediante il quale i legami all'interno della struttura del legno vengono rotti meccanicamente o chimicamente. Le paste chimiche possono essere prodotte mediante processi alcalini (cioè solfati o kraft) o acidi (cioè solfiti). La percentuale più alta di polpa è prodotta con il metodo al solfato, seguito dai metodi meccanici (inclusi semichimici, termomeccanici e meccanici) e dai metodi al solfito (figura 1). I processi di spappolamento si differenziano per la resa e la qualità del prodotto, e per i metodi chimici, per le sostanze chimiche utilizzate e la percentuale che può essere recuperata per il riutilizzo.
Figura 1. Capacità mondiali di cellulosa, per tipo di cellulosa
Spappolamento meccanico
Le paste meccaniche vengono prodotte macinando il legno contro una pietra o tra lastre di metallo, separando così il legno in singole fibre. L'azione di taglio rompe le fibre di cellulosa, in modo che la polpa risultante sia più debole delle polpe separate chimicamente. La lignina che collega la cellulosa all'emicellulosa non è dissolta; si ammorbidisce semplicemente, consentendo alle fibre di essere macinate dalla matrice del legno. La resa (percentuale di legno originale nella polpa) è generalmente superiore all'85%. Alcuni metodi di spappolatura meccanica utilizzano anche sostanze chimiche (cioè le paste chimico-meccaniche); le loro rese sono inferiori poiché rimuovono più materiali non cellulosici.
Nella spappolatura del legno macinato a pietra (SGW), il metodo meccanico più antico e storicamente più comune, le fibre vengono rimosse dai tronchi corti premendole contro un cilindro abrasivo rotante. Nella raffinazione meccanica della polpa (RMP, figura 2), che ha guadagnato popolarità dopo essere diventata commercialmente praticabile negli anni '1960, i trucioli di legno o la segatura vengono alimentati attraverso il centro di un raffinatore a disco, dove vengono sminuzzati in pezzi più fini mentre vengono espulsi attraverso barre e scanalature progressivamente più strette. (Nella figura 2, le raffinerie sono racchiuse al centro dell'immagine e i loro grandi motori sono sulla sinistra. I trucioli vengono alimentati attraverso i tubi di grande diametro e la polpa esce da quelli più piccoli.) Una modifica di RMP è la spappolatura termomeccanica (TMP ), in cui i trucioli vengono cotti a vapore prima e durante la raffinazione, generalmente sotto pressione.
Figura 2. Spappolatura meccanica del raffinatore

Uno dei primi metodi di produzione di paste chimico-meccaniche prevedeva la pre-vaporizzazione dei tronchi prima di farli bollire in liquori chimici per la pasta, quindi macinarli in macine di pietra per produrre paste "chemi-macinate". La moderna spappolatura chimico-meccanica utilizza raffinatrici a disco con trattamento chimico (ad es. bisolfito di sodio, idrossido di sodio) prima, durante o dopo la raffinazione. Le paste prodotte in questo modo sono denominate paste chimico-meccaniche (CMP) o paste chimico-termomeccaniche (CTMP), a seconda che la raffinazione sia stata effettuata a pressione atmosferica o elevata. Variazioni specializzate di CTMP sono state sviluppate e brevettate da numerose organizzazioni.
Polpa chimica e recupero
Le paste chimiche sono prodotte dissolvendo chimicamente la lignina tra le fibre di legno, consentendo così alle fibre di separarsi relativamente intatte. Poiché la maggior parte dei componenti del legno non fibroso viene rimossa in questi processi, le rese sono generalmente dell'ordine del 40-55%.
Nella pasta chimica, trucioli e prodotti chimici in soluzione acquosa vengono cotti insieme in un recipiente a pressione (digestore, figura 3) che può funzionare su base discontinua o continua. Nella cottura discontinua, il digestore viene riempito di trucioli attraverso un'apertura superiore, vengono aggiunti i prodotti chimici di digestione e il contenuto viene cotto a temperatura e pressione elevate. Una volta completata la cottura, la pressione viene rilasciata, "soffiando" la polpa delignificata fuori dal digestore e in un serbatoio di contenimento. La sequenza viene quindi ripetuta. Nella digestione continua, i trucioli pre-vaporizzati vengono immessi nel digestore a velocità continua. I trucioli e i prodotti chimici vengono miscelati insieme nella zona di impregnazione nella parte superiore del digestore e quindi procedono attraverso la zona di cottura superiore, la zona di cottura inferiore e la zona di lavaggio prima di essere soffiati nella vasca di soffiaggio.
Figura 3. Digestore continuo di kraft, con convogliatore di trucioli in costruzione

Biblioteca Canfor
I prodotti chimici per la digestione vengono oggi recuperati nella maggior parte delle operazioni di spappolatura chimica. Gli obiettivi principali sono recuperare e ricostituire i prodotti chimici della digestione dal liquido di cottura esaurito e recuperare energia termica bruciando il materiale organico disciolto dal legno. Il vapore e l'elettricità risultanti forniscono parte, se non tutto, il fabbisogno energetico del mulino.
Polpa e recupero del solfato
Il processo al solfato produce una polpa più forte e più scura rispetto ad altri metodi e richiede il recupero chimico per competere economicamente. Il metodo si è evoluto dalla polpa di soda (che utilizza solo idrossido di sodio per la digestione) e ha iniziato a guadagnare importanza nel settore dagli anni '1930 agli anni '1950 con lo sviluppo dei processi di sbiancamento con biossido di cloro e recupero chimico, che producevano anche vapore ed energia per il mulino. Anche lo sviluppo di metalli resistenti alla corrosione, come l'acciaio inossidabile, per gestire gli ambienti acidi e alcalini della cartiera ha avuto un ruolo.
La miscela di cottura (liquore bianco) è idrossido di sodio (NaOH, "caustico") e solfuro di sodio (Na2S). La moderna spappolatura del kraft viene solitamente eseguita in digestori continui spesso rivestiti in acciaio inossidabile (figura 3). La temperatura del digestore viene aumentata lentamente fino a circa 170°C e mantenuta a tale livello per circa 3-4 ore. La polpa (chiamata brodo bruno per il suo colore) viene vagliata per rimuovere il legno crudo, lavata per rimuovere la miscela di cottura esaurita (ora liquore nero) e inviata all'impianto di sbianca o alla sala macchine per la pasta. La legna cruda viene restituita al digestore o inviata alla caldaia elettrica per essere bruciata.
Il liquore nero raccolto dal digestore e dalle rondelle marroni contiene materiale organico disciolto la cui esatta composizione chimica dipende dalle specie legnose macerate e dalle condizioni di cottura. Il liquore viene concentrato negli evaporatori fino a contenere meno del 40% di acqua, quindi spruzzato nella caldaia di recupero. La componente organica viene consumata come combustibile generando calore che viene recuperato nella parte superiore del forno sotto forma di vapore ad alta temperatura. Il componente inorganico incombusto si raccoglie sul fondo della caldaia come un fuso fuso. Il fuso fuoriesce dalla fornace e si dissolve in una soluzione caustica debole, producendo "liquore verde" contenente principalmente Na disciolto2S e carbonato di sodio (Na2CO3). Questo liquido viene pompato in un impianto di ricausificazione, dove viene chiarificato, quindi fatto reagire con calce spenta
(Ca(OH)2), formando NaOH e carbonato di calcio (CaCO3). Il liquido bianco viene filtrato e conservato per un uso successivo. CaCO3 viene inviato ad un forno da calce, dove viene riscaldato per rigenerare la calce (CaO).
Solfito spappolamento e recupero
La spappolatura al solfito ha dominato l'industria dalla fine del 1800 alla metà del 1900, ma il metodo utilizzato in quest'epoca era limitato dai tipi di legno che potevano essere spappolati e dall'inquinamento creato dallo scarico di liquori di cottura di scarto non trattati nei corsi d'acqua. Metodi più recenti hanno superato molti di questi problemi, ma la pasta al solfito è ora un piccolo segmento del mercato della pasta di cellulosa. Sebbene la polpa al solfito di solito utilizzi la digestione acida, esistono variazioni sia neutre che basiche.
Il liquore di cottura dell'acido solforoso (H2SO3) e ione bisolfito (HSO3-) è preparato in loco. Lo zolfo elementare viene bruciato per produrre anidride solforosa (SO2), che viene fatto passare attraverso una torre di assorbimento che contiene acqua e una delle quattro basi alcaline (CaCO3, la base solfito originale, Na2CO3, idrossido di magnesio (Mg(OH)2) o idrossido di ammonio (NH4OH)) che producono l'acido e lo ione e ne controllano le proporzioni. La spappolatura al solfito viene solitamente eseguita in digestori discontinui rivestiti in mattoni. Per evitare reazioni indesiderate, il digestore viene riscaldato lentamente fino a una temperatura massima di 130-140°C e le patatine vengono cotte a lungo (da 6 a 8 ore). All'aumentare della pressione del digestore, l'anidride solforosa gassosa (SO2) viene dissanguato e rimescolato con l'acido di cottura grezzo. Quando rimane circa da 1 a 1.5 ore di tempo di cottura, il riscaldamento viene interrotto e la pressione viene ridotta facendo fuoriuscire gas e vapore. La polpa viene soffiata in un serbatoio di contenimento, quindi lavata e vagliata.
La miscela di digestione esaurita, chiamata liquore rosso, può essere utilizzata per il recupero di calore e sostanze chimiche per tutte le operazioni tranne che a base di bisolfito di calcio. Per la polpa di solfito a base di ammoniaca, il liscivio rosso diluito viene prima rimosso per rimuovere l'SOXNUMX residuo2, poi concentrato e bruciato. I fumi contenenti SO2 viene raffreddato e fatto passare attraverso una torre di assorbimento dove l'ammoniaca fresca si combina con essa per rigenerare il liquido di cottura. Infine il liquore viene filtrato, fortificato con SO fresca2 e immagazzinato. L'ammoniaca non può essere recuperata perché viene convertita in azoto e acqua nella caldaia di recupero.
Nella spappolatura al solfito a base di magnesio, la combustione del liquido di spappolamento concentrato fornisce ossido di magnesio (MgO) e SO2, facilmente recuperabili. Nessun odore viene prodotto in questo processo; piuttosto MgO viene raccolto dai fumi e spento con acqua per produrre idrossido di magnesio (Mg(OH)2). COSÌ2 viene raffreddato e combinato con il Mg(OH)2 in una torre di assorbimento per ricostituire il liquido di cottura. Il bisolfito di magnesio (Mg(HSO3)2) viene quindi fortificato con SO fresco2 e immagazzinato. È possibile recuperare dall'80 al 90% dei prodotti chimici di cottura.
Il recupero del liquore di cottura al solfito di sodio è più complicato. Il liquor esaurito concentrato viene incenerito e circa il 50% dello zolfo viene convertito in SO2. Il resto del sodio e dello zolfo viene raccolto sul fondo della caldaia di recupero come odore di Na2S e Na2CO3. L'odore viene sciolto per produrre liquore verde, che viene convertito in bisolfito di sodio (NaHSO3) in più fasi. Il NaHSO3 è fortificato e conservato. Il processo di rigenerazione produce gas di zolfo ridotto, in particolare idrogeno solforato (H2S).
" DISCLAIMER: L'ILO non si assume alcuna responsabilità per i contenuti presentati su questo portale Web presentati in una lingua diversa dall'inglese, che è la lingua utilizzata per la produzione iniziale e la revisione tra pari del contenuto originale. Alcune statistiche non sono state aggiornate da allora la produzione della 4a edizione dell'Enciclopedia (1998)."