Il cotone rappresenta quasi il 50% del consumo mondiale di fibra tessile. Cina, Stati Uniti, Federazione Russa, India e Giappone sono i principali paesi consumatori di cotone. Il consumo è misurato dalla quantità di fibra di cotone grezza acquistata e utilizzata per la produzione di materiali tessili. La produzione mondiale di cotone è annualmente di circa 80-90 milioni di balle (da 17.4 a 19.6 miliardi di kg). Cina, Stati Uniti, India, Pakistan e Uzbekistan sono i principali paesi produttori di cotone, rappresentando oltre il 70% della produzione mondiale di cotone. Il resto è prodotto da circa 75 altri paesi. Il cotone grezzo viene esportato da circa 57 paesi e i tessuti di cotone da circa 65 paesi. Molti paesi enfatizzano la produzione interna per ridurre la loro dipendenza dalle importazioni.
La produzione di filati è una sequenza di processi che convertono le fibre di cotone grezzo in filati adatti per l'uso in vari prodotti finali. Sono necessari numerosi processi per ottenere i filati puliti, resistenti e uniformi richiesti nei moderni mercati tessili. A partire da un denso pacchetto di fibre aggrovigliate (balla di cotone) contenente quantità variabili di materiali non sfilacciati e fibre inutilizzabili (materiali estranei, scarti vegetali, particelle e così via), operazioni continue di apertura, miscelazione, miscelazione, pulizia, cardatura, stiratura , stoppino e filatura vengono eseguiti per trasformare le fibre di cotone in filato.
Anche se gli attuali processi di produzione sono altamente sviluppati, la pressione competitiva continua a spronare gruppi industriali e individui a cercare nuovi metodi e macchine più efficienti per la lavorazione del cotone che, un giorno, potrebbero soppiantare i sistemi odierni. Tuttavia, per il prossimo futuro, continueranno ad essere utilizzati gli attuali sistemi convenzionali di miscelazione, cardatura, stiratura, stoppino e filatura. Solo il processo di raccolta del cotone sembra chiaramente destinato ad essere eliminato in un prossimo futuro.
La produzione di filati produce filati per vari prodotti finali tessuti o lavorati a maglia (ad es. abbigliamento o tessuti industriali) e per filati cucirini e cordami. Vengono prodotti filati con diversi diametri e diversi pesi per unità di lunghezza. Mentre il processo di produzione del filato di base è rimasto invariato per diversi anni, le velocità di lavorazione, la tecnologia di controllo e le dimensioni delle rocche sono aumentate. Le proprietà del filato e l'efficienza della lavorazione sono correlate alle proprietà delle fibre di cotone lavorate. Le proprietà di utilizzo finale del filato sono anche una funzione delle condizioni di lavorazione.
Processi di produzione del filato
Apertura, miscelazione, miscelazione e pulizia
In genere, i mulini selezionano miscele per balle con le proprietà necessarie per produrre filati per un uso finale specifico. Il numero di balle utilizzate dai diversi mulini in ogni mix varia da 6 o 12 a oltre 50. La lavorazione inizia quando le balle da miscelare vengono portate nella sala di apertura, dove vengono rimossi insacco e legature. Strati di cotone vengono prelevati manualmente dalle balle e posti in alimentatori dotati di trasportatori tempestati di denti a punta, oppure intere balle vengono poste su piattaforme che le spostano avanti e indietro sotto o sopra un meccanismo di spiumatura. L'obiettivo è iniziare il processo di produzione sequenziale convertendo gli strati compattati di cotone imballato in piccoli ciuffi leggeri e soffici che faciliteranno la rimozione di corpi estranei. Questo processo iniziale è denominato "apertura". Poiché le balle arrivano al mulino in vari gradi di densità, è normale che le legature vengano tagliate circa 24 ore prima che le balle vengano lavorate, per consentire loro di "fiorire". Questo migliora l'apertura e aiuta a regolare la velocità di alimentazione. Le pulitrici nei mulini svolgono le funzioni di apertura e pulizia di primo livello.
Cardatura e pettinatura
La carda è la macchina più importante nel processo di produzione del filato. Svolge funzioni di pulizia di secondo e ultimo livello nella stragrande maggioranza dei cotonifici. La carda è composta da un sistema di tre cilindri ricoperti di filo e una serie di barre piatte ricoperte di filo che successivamente lavorano piccoli grumi e ciuffi di fibre in un alto grado di separazione o apertura, rimuovono un'altissima percentuale di rifiuti e altri corpi estranei, raccogliere le fibre in una forma simile a una corda chiamata "scheggia" e consegnare questa scheggia in un contenitore per l'uso nel processo successivo (vedere figura 1).
Figura 1. Cardatura
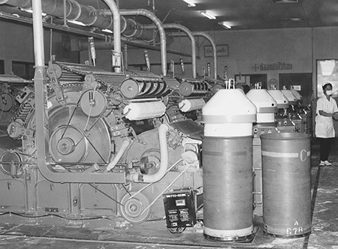
Wilawan Juengprasert, Ministero della Salute Pubblica, Tailandia
Storicamente il cotone è stato alimentato alla carda sotto forma di “picker lap”, che si forma su un “picker”, una combinazione di rulli di alimentazione e battitori con un meccanismo costituito da reti cilindriche su cui vengono aperti i ciuffi di cotone raccolti e arrotolati in un batuffolo (vedi figura 2). Il batt viene rimosso dagli schermi in un foglio uniforme e piatto e poi viene arrotolato in un grembo. Tuttavia, i requisiti di manodopera e la disponibilità di sistemi di movimentazione automatizzati con il potenziale per migliorare la qualità stanno contribuendo all'obsolescenza del picker.
Figura 2. Un raccoglitore moderno
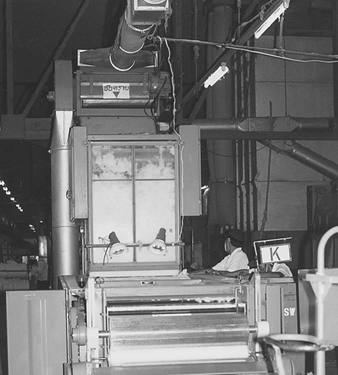
Wilawan Juengprasert, Ministero della Salute Pubblica, Tailandia
L'eliminazione del processo di picking è stata resa possibile dall'installazione di più efficienti attrezzature di apertura e pulizia e di sistemi di alimentazione a scivolo sulle carde. Questi ultimi distribuiscono ciuffi di fibre aperti e puliti alle carde pneumaticamente tramite condotti. Questa azione contribuisce alla coerenza della lavorazione e al miglioramento della qualità e riduce il numero di lavoratori necessari.
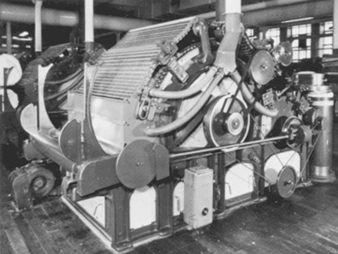
Un piccolo numero di mulini produce filato pettinato, il filato di cotone più pulito e uniforme. La pettinatura fornisce una pulizia più ampia di quella fornita dalla carta. Lo scopo della pettinatura è quello di rimuovere le fibre corte, i nodi e la spazzatura in modo che il nastro risultante sia molto pulito e lucente. La pettinatrice è una macchina complicata composta da rulli di alimentazione scanalati e da un cilindro parzialmente ricoperto di aghi per pettinare le fibre corte (vedi figura 3).
Figura 3. Pettinatura

Wilawan Juengprasert, Ministero della Salute Pubblica, Tailandia
Disegnare e vagare
La stiratura è il primo processo nella produzione di filati che utilizza la stiratura a rulli. Nella trafilatura, praticamente tutto lo stiro risulta dall'azione dei rulli. Nella rastrelliera dello stiratoio vengono picchettati i contenitori di nastro proveniente dal processo di cardatura. La stiratura avviene quando un nastro viene inserito in un sistema di rulli accoppiati che si muovono a velocità diverse. Lo stiramento raddrizza le fibre nel nastro stirando per rendere più fibre parallele all'asse del nastro. La parallelizzazione è necessaria per ottenere le proprietà desiderate quando le fibre vengono successivamente ritorte in filato. L'imbutitura produce anche un nastro più uniforme nel peso per unità di lunghezza e aiuta a ottenere maggiori capacità di miscelazione. Le fibre che vengono prodotte dal processo di stiratura finale, chiamato stiro finitore, sono quasi diritte e parallele all'asse del nastro. Il peso per unità di lunghezza di un nastro di stiratura finitore è troppo elevato per consentire la stiratura nel filato sui sistemi di filatura ad anello convenzionali.
Il processo di stoppino riduce il peso del nastro a una dimensione adatta per la filatura in filato e l'inserimento della torsione, che mantiene l'integrità dei trefoli di traino. Nella rastrelliera vengono posti barattoli di nastri provenienti dalla stiratura o dalla pettinatura del finissaggio e i singoli nastri vengono alimentati attraverso due serie di rulli, il secondo dei quali ruota più velocemente, riducendo così la dimensione del nastro da circa 2.5 cm di diametro a quella del diametro di una matita standard. La torsione viene impartita alle fibre facendo passare il fascio di fibre attraverso un "volantino" stoppino. Il prodotto è ora chiamato “stoppino”, che viene confezionato su una bobina lunga circa 37.5 cm con un diametro di circa 14 cm.
Filatura
La filatura è la singola fase più costosa nella conversione delle fibre di cotone in filato. Attualmente, oltre l'85% del filato mondiale viene prodotto su filatoi ad anello, progettati per stendere lo stoppino nella dimensione o titolo del filato desiderato e per conferire la quantità di torsione desiderata. La quantità di torsione è proporzionale alla forza del filato. Il rapporto tra la lunghezza e la lunghezza alimentata può variare nell'ordine di 10 a 50. Le bobine di stoppino vengono poste su supporti che consentono allo stoppino di entrare liberamente nel rullo di stiro del filatoio ad anello. Dopo la zona di stiro, il filo passa attraverso un “viaggiatore” su una rocca di filatura. Il fuso che trattiene questa bobina ruota ad alta velocità, provocando il rigonfiamento del filo quando viene impartita la torsione. Le lunghezze di filo sulle bobine sono troppo corte per essere utilizzate nei processi successivi e vengono levate in "scatole di filatura" e consegnate al processo successivo, che può essere la roccatura o l'avvolgimento.
Nella moderna produzione di filati più pesanti o grezzi, la filatura open-end sta sostituendo la filatura ad anello. Un frammento di fibre viene immesso in un rotore ad alta velocità. Qui la forza centrifuga trasforma le fibre in filati. Non c'è bisogno della spola e il filo viene ripreso sulla rocca richiesta dalla fase successiva del processo.
Notevoli sforzi di ricerca e sviluppo vengono dedicati a metodi radicalmente nuovi di produzione di filati. Un certo numero di nuovi sistemi di filatura attualmente in fase di sviluppo potrebbero rivoluzionare la produzione di filati e potrebbero causare cambiamenti nell'importanza relativa delle proprietà delle fibre così come sono ora percepite. In generale, quattro dei diversi approcci utilizzati nei nuovi sistemi sembrano pratici per l'uso sul cotone. I sistemi core-spun sono attualmente in uso per produrre una varietà di filati speciali e fili per cucire. I filati senza torcitura sono stati prodotti commercialmente su base limitata mediante un sistema che lega insieme le fibre con un alcol polivinilico o qualche altro agente legante. Il sistema di filati twistless offre velocità di produzione potenzialmente elevate e filati molto uniformi. La maglia e altri tessuti per abbigliamento realizzati con filati senza torsione hanno un aspetto eccellente. Nella filatura a vortice d'aria, attualmente allo studio di diversi costruttori di macchinari, il nastro di traino viene presentato ad un rullo di apertura, simile alla filatura a rotore. La filatura a vortice d'aria è in grado di raggiungere velocità di produzione molto elevate, ma i modelli prototipo sono particolarmente sensibili alle variazioni di lunghezza delle fibre e al contenuto di corpi estranei come particelle di rifiuti.
Avvolgimento e bobinatura
Una volta che il filato è filato, i produttori devono preparare una confezione corretta. Il tipo di confezione dipende dal fatto che il filato verrà utilizzato per la tessitura o per la lavorazione a maglia. L'avvolgimento, l'avvolgimento, la torcitura e il quilling sono considerati passaggi preparatori per la tessitura e la lavorazione a maglia del filato. In generale, il prodotto dello spooling verrà utilizzato come fili di ordito (i fili che corrono longitudinalmente nel tessuto) e il prodotto dell'avvolgimento saranno usati come filati di riempimento, o fili di trama (i fili che attraversano il tessuto). I prodotti della filatura open-end eludono questi passaggi e vengono confezionati per la trama o per l'ordito. La torcitura produce filati ritorti, in cui due o più filati vengono ritorti insieme prima di un'ulteriore lavorazione. Nel processo di quilling il filato viene avvolto su piccole bobine, abbastanza piccole da entrare nella navetta di un telaio a scatola. A volte il processo di quilling avviene al telaio. (Vedi anche l'articolo "Tessitura e lavoro a maglia" in questo capitolo.)
Gestione dei rifiuti
Nelle moderne fabbriche tessili dove il controllo delle polveri è importante, viene data maggiore enfasi alla gestione dei rifiuti. Nelle operazioni tessili classiche, i rifiuti venivano raccolti manualmente e consegnati a un "rifiuto" se non potevano essere riciclati nel sistema. Qui veniva accumulato finché non ce n'era abbastanza di un tipo per fare una balla. Allo stato attuale della tecnica, i sistemi di aspirazione centralizzata restituiscono automaticamente gli scarti di apertura, prelievo, cardatura, imbutitura e stoppino. Il sistema di aspirazione centralizzata viene utilizzato per la pulizia dei macchinari, raccogliendo automaticamente i rifiuti da sotto i macchinari come mosche e granelli dalla cardatura e per restituire spazzaneve inutilizzabili e rifiuti dai condensatori del filtro. La pressa classica è una pressa verticale ascendente che forma ancora una tipica balla da 227 kg. Nella moderna tecnologia dei rifiuti, i rifiuti vengono accumulati dal sistema di aspirazione centrale in un serbatoio di raccolta che alimenta una pressa per balle orizzontale. I vari prodotti di scarto dell'industria manifatturiera dei filati possono essere riciclati o riutilizzati da altre industrie. Ad esempio, la filatura può essere utilizzata nell'industria della filatura dei cascami per produrre filati per mop, la granatura può essere utilizzata nell'industria dell'imbottitura di cotone per produrre ovatta per materassi o mobili imbottiti.
Preoccupazioni per la sicurezza e la salute
Macchinario
Gli incidenti possono verificarsi su tutti i tipi di macchine tessili di cotone, sebbene il tasso di frequenza non sia elevato. Un'efficace protezione della molteplicità di parti in movimento presenta molti problemi e richiede un'attenzione costante. Anche la formazione degli operatori sulle pratiche sicure è essenziale, in particolare per evitare di tentare riparazioni mentre il macchinario è in movimento, causa di molti degli incidenti.
Ogni macchinario può avere fonti di energia (elettriche, meccaniche, pneumatiche, idrauliche, inerziali e così via) che devono essere controllate prima di qualsiasi intervento di riparazione o manutenzione. La struttura dovrebbe identificare le fonti di energia, fornire le attrezzature necessarie e formare il personale per garantire che tutte le fonti di energia pericolose siano spente mentre si lavora sulle apparecchiature. È necessario eseguire regolarmente un'ispezione per garantire che tutte le procedure di lockout/tagout siano seguite e applicate correttamente.
Inalazione di polvere di cotone (bissinosi)
È stato dimostrato che l'inalazione della polvere generata nel punto in cui la fibra di cotone viene convertita in filato e tessuto provoca una malattia polmonare professionale, la bissinosi, in un piccolo numero di lavoratori tessili. Di solito sono necessari dai 15 ai 20 anni di esposizione a livelli più elevati di polvere (da 0.5 a 1.0 mg/m3) affinché i lavoratori diventino reattori. Gli standard dell'OSHA e dell'American Conference of Governmental Industrial Hygienists (ACGIH) hanno fissato 0.2 mg/mXNUMX3 polvere di cotone respirabile misurata dall'elutriatore verticale come limite per l'esposizione professionale alla polvere di cotone nella produzione di filati tessili. La polvere, un particolato aerodisperso rilasciato nell'atmosfera durante la manipolazione o la lavorazione del cotone, è una miscela eterogenea e complessa di rifiuti botanici, suolo e materiale microbiologico (cioè batteri e funghi), che varia per composizione e attività biologica. L'agente eziologico e la patogenesi della bissinosi non sono noti. Si ritiene che i rifiuti delle piante di cotone associati alla fibra e l'endotossina dei batteri gram-negativi sulla fibra e i rifiuti vegetali siano la causa o contengano l'agente eziologico. La stessa fibra di cotone, che è principalmente cellulosa, non ne è la causa, poiché la cellulosa è una polvere inerte che non causa malattie respiratorie. Controlli tecnici appropriati nelle aree di lavorazione dei tessuti di cotone (vedi figura 4) insieme alle pratiche di lavoro, alla sorveglianza medica e ai DPI possono, per la maggior parte, eliminare la bissinosi. Un delicato lavaggio con acqua del cotone mediante sistemi di lavaggio discontinui e sistemi di batt continui riduce il livello residuo di endotossina sia nella lanugine che nella polvere aerea a livelli inferiori a quelli associati alla riduzione acuta della funzione polmonare misurata dal volume espiratorio forzato di 1 secondo.
Figura 4. Sistema di aspirazione polveri per una carda
Rumore
Il rumore può essere un problema in alcuni processi nella produzione di filati, ma in alcuni stabilimenti tessili moderni i livelli sono inferiori a 90 dBA, che è lo standard statunitense ma che supera gli standard di esposizione al rumore in molti paesi. Grazie agli sforzi di abbattimento dei produttori di macchinari e degli ingegneri del rumore industriale, i livelli di rumore continuano a diminuire con l'aumentare della velocità dei macchinari. La soluzione per gli alti livelli di rumorosità è l'introduzione di attrezzature più moderne e più silenziose. Negli Stati Uniti, è richiesto un programma di conservazione dell'udito quando i livelli di rumore superano gli 85 dBA; ciò includerebbe il monitoraggio del livello di rumore, i test audiometrici e la messa a disposizione di tutti i dipendenti di protezioni per l'udito quando i livelli di rumore non possono essere progettati al di sotto di 90 dBA.
Stress termico
Poiché la filatura richiede talvolta temperature elevate e un'umidificazione artificiale dell'aria, è sempre necessario un attento monitoraggio per garantire che non vengano superati i limiti consentiti. Impianti di climatizzazione ben progettati e mantenuti sono sempre più utilizzati al posto di metodi più primitivi di regolazione della temperatura e dell'umidità.
Sistemi di gestione della sicurezza e della salute sul lavoro
Molti dei più moderni stabilimenti di produzione di filati tessili trovano utile disporre di un qualche tipo di sistema di gestione della sicurezza e della salute sul lavoro per controllare i rischi sul posto di lavoro che i lavoratori possono incontrare. Questo può essere un programma volontario come "Quest for the Best in Health and Safety" sviluppato dall'American Textile Manufacturers Institute, o uno imposto da regolamenti come il Programma per la prevenzione degli infortuni e delle malattie professionali dello Stato della California (Titolo 8, Codice dei regolamenti della California, sezione 3203). Quando viene utilizzato un sistema di gestione della sicurezza e della salute, questo dovrebbe essere sufficientemente flessibile e adattabile da consentire allo stabilimento di adattarlo alle proprie esigenze.