- あなたはここにいる:
-
ホーム

- パート XIII。 製造業

子供のカテゴリ

81. 電気用品・設備 (7)

81. 電気器具および機器
チャプターエディター: NA スミス
目次
表と図
一般的なプロファイル
NA スミス
鉛蓄電池の製造
バリー・P・ケリー
バッテリー
NA スミス
電線製造
デビッド・A・オマリー
電気ランプとチューブの製造
アルバート・M・ジーリンスキー
家電製品製造
NA スミスと W. クロス
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。





82. 金属加工・金属加工業 (14)
82. 金属加工・金属加工業
チャプターエディター: マイケル・マッキャン
目次
表と図
製錬事業
製錬・精製
ペッカ・ロト
アルミニウム製錬
バートラム・D・ディンマン
金の製錬・精製
ID ガダスキナと LA Ryzik
金属加工および金属加工
ファウンドリ
フランクリン・E・マイラー
鍛造とスタンピング
ロバート・M・パーク
溶接および熱切断
Philip A. Platcow と GS Lyndon
旋盤
トニ・レッチ
研削と研磨
K.ウェリンダー
工業用潤滑剤、金属加工油、自動車用オイル
リチャード・S・クラウス
金属の表面処理
JG Jones、JR Bevan、JA Catton、A. Zober、N. Fish、KM Morse、G. Thomas、MA El Kadeem、Philip A. Platcow
金属再生利用
Melvin E. Cassady と Richard D. Ringenwald, Jr.
金属仕上げおよび工業用コーティングにおける環境問題
スチュワートフォーブス
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 銅製錬のインプットとアウトプット
2. 鉛製錬のインプットとアウトプット
3. 亜鉛製錬のインプットとアウトプット
4. アルミニウム製錬のインプットとアウトプット
5. 鋳造炉の種類
6. プロセス材料のインプットと汚染のアウトプット
7. 溶接プロセス: 説明と危険
8. 危険のまとめ
9. 操作によるアルミニウムの管理
10. 操作による銅の管理
11. 操作によるリードの制御
12. 操作による亜鉛の管理
13. 操作によるマグネシウムの管理
14. 操作による水銀の管理
15. 操作によるニッケルの管理
16. 貴金属の管理
17. 運用によるカドミウムの管理
18. 操作によるセレンの制御
19. 作業別のコバルトの管理
20. 操作による錫の管理
21. 操作によるチタンの管理
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|







83. マイクロエレクトロニクスと半導体 (7)
83. マイクロエレクトロニクスと半導体
チャプターエディター: マイケル・E・ウィリアムズ
目次
表と図
一般的なプロファイル
マイケル・E・ウィリアムズ
シリコン半導体製造
David G. Baldwin、James R. Rubin、Afsaneh Gerami
液晶ディスプレイ
David G. Baldwin、James R. Rubin、Afsaneh Gerami
III-V 半導体製造
David G. Baldwin、Afsaneh Gerami、James R. Rubin
プリント回路基板およびコンピュータ アセンブリ
マイケル・E・ウィリアムズ
健康への影響と病気のパターン
ドナルド・V・ラシター
環境と公衆衛生の問題
コーキーチュー
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. フォトレジストシステム
2. フォトレジスト剥離剤
3. ウェットケミカルエッチング液
4. プラズマ エッチング ガスおよびエッチングされた材料
5. 拡散用接合形成ドーパント
6. シリコンエピタキシーの主なカテゴリー
7. CVDの主なカテゴリー
8. フラットパネルディスプレイのクリーニング
9. PWB プロセス: 環境、健康、安全
10. PWB廃棄物の発生と管理
11. PCB廃棄物の発生と管理
12. 廃棄物の発生と管理
13. 優先ニーズのマトリックス
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|













84. ガラス、陶器および関連材料 (3)
84. ガラス、陶器および関連材料
章の編集者: ジョエル・ベンダーとジョナサン・P・ヘラースタイン
目次
表と図
ガラス、セラミックスおよび関連材料
ジョナサン P. ヘラースタイン、ジョエル ベンダー、ジョン G. ハドリー、チャールズ M. ホーマン
ケーススタディ: 光ファイバー
ジョージ・R・オズボーン
ケーススタディ: 合成宝石
バジルドルフィン
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 代表的な体の成分
2. 製造プロセス
3. 厳選された化学添加物
4. 米国における産業別の耐火物の使用
5. 潜在的な健康と安全上の危険
6. 致命的ではない労働災害および疾病
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。



























85. 印刷、写真、複製産業 (6)
85. 印刷、写真、複製産業
章の編集者: David Richardson
目次
表と図
印刷と出版
ゴードン・C・ミラー
複製・複製サービス
ロバート・W・キルパー
健康問題と病気のパターン
バリー・R・フリードランダー
環境問題の全体像
ダニエル・R・イングリッシュ
商業写真研究所
デビッドリチャードソン
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 印刷業界での暴露
2. 印刷業の死亡リスク
3. 処理中の化学暴露
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。






86. 木工 (5)
86。 木工
チャプターエディター: ジョン・パリッシュ
目次
表と図
一般的なプロファイル
デブラ・オシンスキー
木工工程
ジョン・K・パリッシュ
ルーティング マシン
ウェグミュラーを倒す
ウッドプレーニングマシン
ウェグミュラーを倒す
健康への影響と病気のパターン
レオン・J・ウォーショー
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 毒性があり、アレルギーを起こしやすく、生物学的に活性な木材品種
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。

















一般的なプロファイル
セクターの概要
電気機器には、さまざまなデバイスの分野があります。 機器のすべての項目に関する情報を含めることは不可能であるため、この章は主要産業の一部の製品の範囲に限定されます。 このような機器の製造には多くのプロセスが含まれます。 この章では、バッテリー、電気ケーブル、電気ランプ、および一般的な家庭用電気機器の製造に従事する人が遭遇する可能性が高い危険について説明します。 それは電気機器に集中しています。 電子機器については、章で詳しく説明します。 マイクロエレクトロニクスと半導体.
業界の進化
電磁誘導の先駆的な発見は、今日の広大な電気産業の発展に貢献しました。 電気化学効果の発見により、直流システムを使用してポータブル電源から電気機器に電力を供給する手段としてバッテリーが開発されました。 主電源からの電力に依存するデバイスが発明されると、送電と配電のシステムが必要になり、柔軟な導電体 (ケーブル) が導入されました。
初期の形の人工照明 (つまり、カーボン アークやガス照明) は、フィラメント ランプに取って代わられた (1879 年 XNUMX 月にイギリスでジョセフ スワンによって展示された、元々はカーボン フィラメントを使用していた)。 フィラメント ランプは、蛍光灯が導入された第二次世界大戦の勃発前に、家庭用、商業用、および産業用アプリケーションで前例のない独占を享受することになっていました。 放電照明の他の形態は、すべてガスまたは蒸気を通る電流の通過に依存しており、その後開発され、商業および産業でさまざまな用途があります。
多くの分野の他の電化製品 (例えば、オーディオビジュアル、暖房、調理、冷凍など) は常に開発されており、そのようなデバイスの範囲は拡大しています。 これは、衛星テレビと電子レンジ調理器の導入に代表されます。
原材料の入手可能性とアクセス可能性は産業の発展に大きな影響を与えましたが、産業の場所は必ずしも原材料の供給源の場所によって決定されるわけではありませんでした. 原材料は、電化製品や機器の組み立てに使用される前に、第三者によって処理されることがよくあります。
労働力の特徴
現在、業界で働く人々が持つスキルと専門知識は、以前の労働力が持っていたものとは異なります。 バッテリー、ケーブル、ランプ、家電製品の生産と製造に使用される機器は、高度に自動化されています。
多くの場合、現在業界に携わっている人は、仕事を遂行するために専門的なトレーニングが必要です。 個人の作業が他の作業に依存する生産ライン システムが多くのプロセスに含まれるため、この業界ではチームワークが重要な要素となります。
電化製品の生産に関連する製造プロセスの数は増え続けており、何らかの形式のコンピュータ化に依存しています。 したがって、従業員はコンピュータ技術に精通している必要があります。 これは若い従業員には何の問題もないかもしれませんが、年配の従業員は以前にコンピューターの経験がなかった可能性があり、再トレーニングが必要になる可能性があります.
業界の経済的重要性
一部の国は、他の国よりも電化製品および機器産業から恩恵を受けています。 この産業は、原材料が入手される国、および最終製品が組み立ておよび/または製造される国にとって経済的に重要です。 組み立てと建設は、さまざまな国で行われます。
原材料には無限の入手可能性はありません。 廃棄された機器は、可能な限り再利用する必要があります。 しかし、廃棄された機器の再利用可能な部品の回収にかかる費用は、最終的には非常に高額になる可能性があります。
製錬・精製
第3版からの改作、 労働安全衛生百科事典.
金属の製造と精製では、一連のさまざまな物理的および化学的反応によって、価値のある成分が価値のない材料から分離されます。 最終製品は、制御された量の不純物を含む金属です。 一次製錬では鉱石精鉱から直接金属を生産し、二次製錬ではスクラップやプロセス廃棄物から金属を生産します。 スクラップには、規格外または使い古された金属部品、バー、ターニング、シート、およびワイヤの小片が含まれますが、リサイクルすることができます (この章の記事「金属の再生利用」を参照してください)。
プロセスの概要
精錬金属の製造には、一般に XNUMX つの金属回収技術が使用されます。 乾式冶金 & 湿式冶金. 乾式冶金プロセスでは、熱を使用して目的の金属を他の材料から分離します。 これらのプロセスは、溶融時の鉱石成分の酸化電位、融点、蒸気圧、密度および/または混和性の違いを使用します。 湿式冶金技術は、水溶液中の構成成分の溶解度および/または電気化学的特性の違いを利用する技術を使用して、目的の金属を他の材料から分離するという点で、乾式冶金プロセスとは異なります。
パイロメタル
乾式金属処理中の鉱石 受益者 (破砕、粉砕、浮遊および乾燥によって濃縮されます)、バグハウスダストやフラックスなどの他の材料と一緒に焼結または焙焼(焼成)されます。 次に、精鉱は溶鉱炉で製錬または溶融され、目的の金属が不純な溶融地金に融合されます。 次に、この地金は、金属を望ましいレベルの純度に精製するために、4 番目の高温金属プロセスを受けます。 鉱石または地金が加熱されるたびに、廃棄物が生成されます。 換気やプロセス ガスからの粉塵は、バグフィルターに取り込まれ、残留金属含有量に応じて、廃棄されるかプロセスに戻されます。 ガス中の硫黄も捕捉され、濃度が XNUMX% 以上になると硫酸になります。 鉱石の産地とその残留金属含有量に応じて、金や銀などのさまざまな金属が副産物として生成されることもあります。
焙煎は重要な高温冶金プロセスです。 硫酸焙焼は、コバルトと亜鉛の生産に使用されます。 その目的は、金属を分離して、さらなる湿式冶金処理のために水溶性の形態に変換できるようにすることです。
硫化鉱の製錬により、部分的に酸化された金属精鉱 (つや消し) が生成されます。 製錬では、価値のない材料、通常は鉄がフラックス材料と一緒にスラグを形成し、酸化物に変換されます。 有価金属は、変換炉で行われる変換段階で金属の形をとります。 この方法は、銅とニッケルの生産に使用されます。 鉄、フェロクロム、鉛、マグネシウム、および鉄化合物は、鉱石を木炭とフラックス (石灰岩) で還元することによって生成されます。製錬プロセスは通常、電気炉で行われます。 (参照してください 鉄鋼業 アルミニウム製造に使用される溶融塩電解は、乾式冶金プロセスのもう XNUMX つの例です。
金属の乾式冶金処理に必要な高温は、化石燃料を燃焼させるか、鉱石自体の発熱反応を利用して得られます (フラッシュ製錬プロセスなど)。 自溶製錬プロセスは、鉱石精鉱の鉄と硫黄を酸化する省エネ乾式製錬プロセスの一例です。 発熱反応と熱回収システムを組み合わせることで、製錬のためのエネルギーを大幅に節約できます。 このプロセスの高い硫黄回収率は、環境保護にも有益です。 最近建設された銅とニッケルの精錬所のほとんどは、このプロセスを使用しています。
水分冶金
湿式冶金プロセスの例としては、浸出、沈殿、電解還元、イオン交換、膜分離、および溶媒抽出があります。 湿式冶金プロセスの第 XNUMX 段階は、硫酸などを使用して、価値の低い材料から価値のある金属を浸出させることです。 浸出の前に前処理(硫酸塩焙煎など)が行われることがよくあります。 浸出プロセスは、多くの場合、高圧、酸素の添加、または高温を必要とします。 浸出は、電気で行うこともできます。 浸出溶液から、目的の金属またはその化合物が、さまざまな方法を使用した沈殿または還元によって回収されます。 還元は、例えば、ガスを用いたコバルトおよびニッケルの生産で行われます。
水溶液中の金属の電気分解も、湿式冶金プロセスであると考えられています。 電気分解の過程で、金属イオンは金属に還元されます。 金属は弱酸溶液中にあり、そこから電流の影響下で陰極に沈殿します。 ほとんどの非鉄金属は、電気分解によって精製することもできます。
多くの場合、冶金プロセスは、処理する鉱石精鉱と精製する金属の種類に応じて、乾式冶金プロセスと湿式冶金プロセスの組み合わせです。 その一例がニッケルの生産です。
危険とその防止
冶金産業における健康リスクと事故の防止は、主に教育的および技術的な問題です。 健康診断は二次的なものであり、健康リスクの予防において補完的な役割しかありません。 社内の企画、ライン、安全、労働衛生の各部門間の情報交換と協力は、健康リスクの防止において最も効率的な結果をもたらします。
最善かつ最も費用のかからない予防措置は、新しいプラントまたはプロセスの計画段階で取られるものです。 新しい生産施設の計画では、少なくとも次の側面を考慮する必要があります。
- 空気汚染物質の潜在的な発生源は、密閉して隔離する必要があります。
- プロセス機器の設計と配置は、メンテナンス目的で簡単にアクセスできるようにする必要があります。
- 突然の予期しない危険が発生する可能性のあるエリアは、継続的に監視する必要があります。 適切な警告通知を含める必要があります。 たとえば、アルシンやシアン化水素にさらされる可能性があるエリアは、継続的に監視する必要があります。
- 手作業による取り扱いを避けることができるように、有毒なプロセス化学物質の追加と取り扱いを計画する必要があります。
- 個々の労働者の実際の被ばくを評価するために、可能な限り個人の職業衛生サンプリング装置を使用する必要があります。 ガス、粉塵、および騒音の定期的な固定モニタリングは、被ばくの概要を示しますが、被ばく線量の評価には補完的な役割しかありません。
- スペース計画では、プラントの労働衛生基準が悪化しないように、プロセスの将来の変更または拡張の要件を考慮する必要があります。
- 職長や労働者だけでなく、安全衛生要員のための継続的な訓練と教育システムが必要です。 特に新しい労働者は、潜在的な健康リスクと、自分の職場環境でそれらを防ぐ方法について十分に知らされるべきです. さらに、新しいプロセスが導入されるたびにトレーニングを行う必要があります。
- 仕事のやり方は重要です。 例えば、職場での飲食による個人の衛生状態の悪さは、個人のばく露を大幅に増加させる可能性があります。
- 管理者は、技術的および経済的な意思決定に十分なデータを生成する健康と安全の監視システムを備えている必要があります。
以下は、製錬および精製で見られる特定の危険性と注意事項の一部です。
けが
製錬および精製業界では、他のほとんどの業界よりも負傷率が高くなっています。 これらの負傷の原因には次のものが含まれます。 ガス爆発および溶融金属と水との接触による爆発; 移動中の機関車、貨車、走行クレーン、その他の移動機器との衝突。 重い物の落下; 高所からの落下 (例: クレーン キャブにアクセス中)。 床や通路の障害物による滑りやつまずきの怪我。
予防措置には次のものが含まれます。 適切な保管、ハウスキーピング、および機器のメンテナンス。 機器を移動するための交通ルール (定義されたルートと効果的な信号および警告システムを含む); 落下保護プログラム。
ヒート
熱射病などの熱ストレス疾患は、主に炉や溶融金属からの赤外線放射による一般的な危険です。 これは、暑い環境で激しい作業を行う必要がある場合に特に問題になります。
熱中症の予防には、炉の前のウォータースクリーンまたはエアカーテン、スポット冷却、密閉された空調ブース、熱保護服および空冷スーツが含まれ、順応のための十分な時間、涼しい場所での作業休憩、および十分な供給が含まれます。頻繁に飲むための飲み物。
化学的危険
製錬および精製作業中に、さまざまな危険な粉塵、煙、ガス、およびその他の化学物質にさらされる可能性があります。 特に鉱石の破砕と粉砕は、シリカや有毒な金属粉塵 (鉛、ヒ素、カドミウムを含むものなど) にさらされる可能性が高くなります。 炉のメンテナンス作業中に粉塵にさらされることもあります。 製錬作業中、金属煙が大きな問題になる可能性があります。
粉塵と煙の排出は、エンクロージャー、プロセスの自動化、局所および希釈排気換気、材料の湿潤、材料の取り扱いの削減、およびその他のプロセス変更によって制御できます。 これらが十分でない場合は、呼吸保護が必要になります。
多くの製錬作業では、硫化鉱から大量の二酸化硫黄が生成され、燃焼プロセスから一酸化炭素が生成されます。 希釈と局所排気換気 (LEV) が不可欠です。
硫酸は、製錬作業の副産物として生成され、金属の電解精製および浸出に使用されます。 暴露は、液体と硫酸ミストの両方に発生する可能性があります。 皮膚と目の保護とLEVが必要です。
一部の金属の製錬および精製には、特別な危険が伴う可能性があります。 例としては、ニッケル精錬におけるニッケルカルボニル、アルミニウム精錬におけるフッ化物、銅および鉛の精錬および精錬におけるヒ素、金精錬中の水銀およびシアン化物への曝露が挙げられます。 これらのプロセスには、独自の特別な注意が必要です。
その他の危険
炉や溶融金属からのまぶしさと赤外線放射は、白内障を含む目の損傷を引き起こす可能性があります。 適切なゴーグルとフェイス シールドを着用する必要があります。 高レベルの赤外線放射は、防護服を着用しない限り、皮膚のやけどを引き起こす可能性もあります。
鉱石の破砕や粉砕、ガス放電ブロワー、高出力電気炉からの高い騒音レベルは、難聴を引き起こす可能性があります。 騒音源を密閉または隔離できない場合は、聴覚保護具を着用する必要があります。 聴力検査とトレーニングを含む聴力保護プログラムを開始する必要があります。
電気的危険は、電解プロセス中に発生する可能性があります。 注意事項には、ロックアウト/タグアウト手順による適切な電気的メンテナンスが含まれます。 絶縁手袋、衣服、およびツール。 必要に応じて地絡回路遮断器。
物を手で持ち上げたり扱ったりすると、背中や上肢にけがをする可能性があります。 機械的な持ち上げ補助具と持ち上げ方法の適切なトレーニングにより、この問題を軽減できます。
汚染と環境保護
二酸化硫黄、硫化水素、塩化水素などの刺激性および腐食性ガスの放出は、大気汚染の一因となり、工場内および周辺環境で金属やコンクリートの腐食を引き起こす可能性があります。 二酸化硫黄に対する植生の耐性は、森林や土壌の種類によって異なります。 一般に、常緑樹は落葉樹よりも低濃度の二酸化硫黄を許容します。 粒子状物質の排出には、非特異的な粒子、フッ化物、鉛、ヒ素、カドミウム、その他多くの有毒金属が含まれている可能性があります。 排水には、さまざまな有毒金属、硫酸、その他の不純物が含まれている場合があります。 固形廃棄物は、ヒ素、鉛、硫化鉄、シリカ、その他の汚染物質で汚染されている可能性があります。
製錬所の管理には、プラントからの排出の評価と管理が含まれる必要があります。 これは、プラント プロセスから排出される物質の化学的性質と毒性を熟知している担当者のみが実行できる専門的な作業です。 大気汚染を制御するための対策を計画する際には、物質の物理的状態、プロセスを離れる温度、ガス流内の他の物質、およびその他の要因をすべて考慮する必要があります。 また、気象観測所を維持し、気象記録を保持し、気象条件が煙突排出物の分散に不利な場合には生産量を削減できるようにしておくことが望ましい。 住宅地や農地への大気汚染の影響を観察するには、フィールドトリップが必要です。
主な汚染物質の XNUMX つである二酸化硫黄は、十分な量が存在する場合、硫酸として回収されます。 それ以外の場合は、排出基準を満たすために、二酸化硫黄やその他の有害ガス廃棄物を洗浄して管理しています。 粒子状物質の排出は、布フィルターと電気集塵機によって一般的に制御されます。
銅濃縮などの浮選工程では大量の水が使用されます。 この水のほとんどはプロセスに再循環されます。 浮遊選鉱プロセスからの尾鉱は、沈殿池にスラリーとしてポンプで送られます。 その過程で水が再利用されます。 金属を含むプロセス水と雨水は、排水またはリサイクルの前に水処理プラントで浄化されます。
固相廃棄物には、精錬からのスラグ、二酸化硫黄の硫酸への変換からのブローダウン スラリー、および地表の貯水池 (例えば、沈降池) からのスラッジが含まれます。 一部のスラグは再濃縮して製錬所に戻し、再処理または存在する他の金属を回収することができます。 これらの固相廃棄物の多くは有害廃棄物であり、環境規制に従って保管する必要があります。
鉛蓄電池の製造
鉛蓄電池の最初の実用的な設計は、1860 年にガストン プランテによって開発され、それ以来、生産は着実に成長を続けています。 自動車用バッテリーは鉛酸技術の主な用途であり、産業用バッテリー (待機電力とトラクション) がそれに続きます。 世界の鉛生産量の半分以上がバッテリーに使われています。
他の電気化学対に比べて鉛蓄電池は低コストで製造が容易であるため、このシステムに対する需要は今後も継続するはずです。
鉛蓄電池には、過酸化鉛 (PbO) の正極があります。2) と表面積の大きい海綿状鉛 (Pb) の負極。 電解液は、比重 1.21 ~ 1.30 (28 ~ 39 重量%) の硫酸溶液です。 放電すると、以下に示すように、両方の電極が硫酸鉛に変換されます。
![]()
製造プロセス
プロセス フロー チャート (図 1) に示されている製造プロセスを以下に説明します。
図1. 鉛蓄電池の製造工程
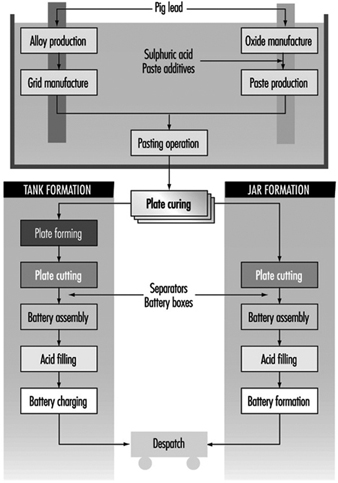
酸化物製造: 酸化鉛は、バートン ポットまたは粉砕プロセスの XNUMX つの方法のいずれかによって、鉛の豚 (精錬炉からの鉛の塊) から製造されます。 バートン ポット プロセスでは、溶けた鉛に空気を吹き付けて、鉛の液滴の細かい流れを生成します。 液滴は空気中の酸素と反応して、酸化鉛 (PbO) コーティングを施した鉛のコアで構成される酸化物を形成します。
製粉プロセスでは、固体の鉛 (小さなボールから完全なピッグまでのサイズの範囲) が回転ミルに供給されます。 鉛の転がり動作により熱が発生し、鉛の表面が酸化します。 粒子がドラム内を転がるにつれて、酸化物の表面層が除去され、酸化のためのよりきれいな鉛が露出します。 気流は粉末をバッグフィルターに運び、そこで集められます。
グリッド生産: グリッドは主に鋳造 (自動および手動の両方) によって製造されますが、特に自動車用バッテリーの場合は、鍛造または鋳造鉛合金から拡張されます。
貼り付け: バッテリーペーストは、酸化物を水、硫酸、およびさまざまな独自の添加剤と混合して作られます。 ペーストは、機械または手でグリッド格子に押し込まれ、プレートは通常、高温オーブンでフラッシュ乾燥されます。
貼り付けたプレートは、温度、湿度、時間を注意深く管理したオーブンで保管することにより硬化します。 ペースト中の遊離鉛は酸化鉛に変化します。
形成、版の切断および組み立て: バッテリープレートは、XNUMX つの方法のいずれかで電気形成プロセスを経ます。 タンク形成では、プレートを希硫酸の大きな槽に入れ、直流を流して正と負のプレートを形成します。 乾燥後、板を切断し、セパレーターを挟んで電池ボックスに組み立てます。 同じ極性のプレートは、プレート ラグを一緒に溶接することによって接続されます。
ジャー形成では、プレートはバッテリーボックスに組み立てられた後に電気的に形成されます。
労働衛生上の危険と管理
Lead
鉛は、バッテリー製造に関連する主要な健康被害です。 主な曝露経路は吸入によるものですが、個人の衛生状態に十分な注意が払われていない場合、経口摂取も問題を引き起こす可能性があります。 ばく露は生産のすべての段階で発生する可能性があります。
酸化鉛の製造は潜在的に非常に危険です。 プロセスを自動化することで曝露を制御し、作業者を危険から取り除きます。 多くの工場では、プロセスは XNUMX 人で操作されています。
グリッドキャスティングでは、局所排気換気装置 (LEV) と鉛ポットのサーモスタット制御を併用することで、鉛フュームへの暴露を最小限に抑えます (鉛フュームの排出量は 500 ℃ を超えると著しく増加します)。 溶融した鉛の上に形成される鉛含有ドロスも問題を引き起こす可能性があります。 ドロスには非常に細かい粉塵が大量に含まれているため、廃棄する際には細心の注意を払う必要があります。
貼り付け領域は、従来、高い鉛暴露をもたらしてきました。 この製造方法では、しばしば機械、床、エプロン、ブーツに鉛のスラリーが飛散します。 これらの水しぶきは乾き、空気中に鉛の粉塵が発生します。 制御は、床を常に濡らし、頻繁にエプロンをスポンジで落とすことによって達成されます。
他の部門 (成形、プレート切断、および組み立て) での鉛暴露は、乾燥したほこりの多いプレートの取り扱いによって発生します。 個人用保護具の適切な使用とともに、LEV によって被ばくを最小限に抑えます。
多くの国では、職業暴露の程度を制限する法律が制定されており、空気中の鉛および血中鉛レベルの数値基準が存在します。
曝露した労働者から血液サンプルを採取するために、通常、産業保健の専門家が雇用されます。 血液検査の頻度は、リスクの低い従業員の場合は年 XNUMX 回、リスクの高い部門 (貼り付けなど) の場合は四半期ごとの範囲です。 労働者の血中鉛レベルが法定限度を超えた場合、その労働者は、血液中の鉛が医療顧問によって許容されると見なされるレベルに下がるまで、鉛への曝露から除外されるべきです。
鉛の空気サンプリングは、血液鉛検査を補完します。 静的なサンプリングではなく、個人的なサンプリングが推奨される方法です。 結果には固有の変動性があるため、通常、多数の空気中のリードサンプルが必要です。 データを分析する際に正しい統計手順を使用すると、鉛の供給源に関する情報を得ることができ、エンジニアリング設計を改善するための基礎を提供できます。 定期的な空気サンプリングは、制御システムの継続的な有効性を評価するために使用できます。
許容される空気中の鉛濃度と血中鉛濃度は国によって異なり、現在は 0.05 ~ 0.20 mg/mXNUMX の範囲です。3 およびそれぞれ 50 ~ 80 mg/dl です。 これらの制限には継続的な下降傾向があります。
通常の工学的管理に加えて、鉛への暴露を最小限に抑えるために他の手段が必要です。 どの生産エリアでも、飲食、喫煙、飲酒、またはガムを噛んではいけません。
作業着を私服や履物とは別の場所に保管できるように、適切な洗濯および着替えの設備を提供する必要があります。 洗濯/シャワー施設は、清潔なエリアと汚れたエリアの間に配置する必要があります。
硫酸
形成プロセス中に、プレート上の活物質はPbOに変換されます2 正極で、負極で Pb。 プレートが完全に充電されると、形成電流が電解液中の水を水素と酸素に解離し始めます。
ポジティブ: ![]()
負: ![]()
ガッシングにより硫酸ミストが発生します。 歯の浸食は、かつて形成地域の労働者の間で一般的な特徴でした. バッテリー会社は、伝統的に歯科医のサービスを採用しており、多くの企業が今もそうしています。
最近の研究 (IARC 1992) は、無機酸ミスト (硫酸を含む) への曝露と喉頭がんとの関連の可能性を示唆しています。 この分野では研究が続けられています。
英国における硫酸ミストの職業暴露基準は 1 mg/mXNUMX です。3. LEV をフォーメーション サーキット上に配置することで、被ばくをこのレベル以下に抑えることができます。
腐食性の硫酸液への皮膚暴露も懸念されます。 予防措置には、個人用保護具、洗眼器、緊急用シャワーが含まれます。
タルク
タルクは、特定の手鋳造作業で離型剤として使用されます。 タルクの粉塵に長期間さらされるとじん肺を引き起こす可能性があり、適切な換気と工程管理手段によって粉塵を管理することが重要です。
人造鉱物繊維 (MMF)
セパレーターは、鉛蓄電池で正極板と負極板を電気的に絶縁するために使用されます。 長年にわたってさまざまな種類の材料が使用されてきましたが (例: ゴム、セルロース、ポリ塩化ビニル (PVC)、ポリエチレン)、ますますガラス繊維セパレーターが使用されるようになっています。 これらのセパレータはMMFから製造されています。
労働者の肺がんリスクの増加は、ミネラルウール産業の初期に実証されました (HSE 1990)。 しかし、これは当時使用されていた他の発がん性物質によって引き起こされた可能性があります。 とはいえ、MMF への曝露を完全なエンクロージャーまたは LEV のいずれかによって最小限に抑えることを確実にすることが賢明です。
スチビンとアルシン
アンチモンとヒ素は一般的に鉛合金に使用され、スチビン (SbH3) またはアルシン (AsH3) は、特定の状況下で生成できます。
- セルが過剰に過充電されたとき
- 鉛カルシウム合金からのドロスが、鉛アンチモンまたは鉛ヒ素合金からのドロスと混合された場合。 XNUMXつのドロスは化学的に反応してスチバイドカルシウムまたはヒ化カルシウムを形成し、その後の湿潤でSbHを生成することができます.3 または灰3.
スチビンとアルシンはどちらも、赤血球を破壊することによって作用する非常に有毒なガスです。 バッテリー製造中の厳格なプロセス管理により、これらのガスへの暴露のリスクを防ぐ必要があります。
物理的な危険
電池の製造にはさまざまな物理的危険 (ノイズ、溶融金属と酸の飛沫、電気的危険、手作業など) も存在しますが、これらのリスクは適切なエンジニアリングとプロセス制御によって軽減できます。
環境問題
子供の健康に対する鉛の影響は、広く研究されてきました。 したがって、鉛の環境への放出を最小限に抑えることが非常に重要です。 バッテリー工場では、最も汚染された大気排出物をフィルタリングする必要があります。 すべてのプロセス廃棄物 (通常は酸性の鉛含有スラリー) は、排水処理プラントで処理して、酸を中和し、懸濁液から鉛を沈降させる必要があります。
今後の展開
今後、鉛の使用に関する規制が強化される可能性があります。 職業上の意味では、これによりプロセスの自動化が進み、労働者が危険から解放されます。
銅、鉛、亜鉛の製錬・精製
EPA 1995 から適応。
銅
銅は、鉱石の等級と鉱床の性質に応じて、露天掘りと地下鉱山の両方で採掘されます。 銅鉱石には通常、硫化鉱物の形で 1% 未満の銅が含まれています。 鉱石が地上に運ばれると、粉砕されて粉末状に粉砕され、さらに処理するために濃縮されます。 濃縮プロセスでは、粉砕された鉱石を水でスラリーにし、化学試薬を加え、スラリーに空気を吹き込みます。 気泡は銅鉱物に付着し、浮選セルの上部からすくい取られます。 精鉱には 20 ~ 30% の銅が含まれています。 鉱石からの尾鉱、または脈石鉱物はセルの底に落ち、除去され、濃縮剤によって脱水され、廃棄のために尾鉱池にスラリーとして運ばれます。 この操作で使用されるすべての水は、脱水濃縮機と尾鉱池から回収され、プロセスに再利用されます。
銅は、原料として使用される鉱石の種類に応じて、乾式冶金または湿式冶金のいずれかで製造できます。 硫化銅と硫化鉄鉱物を含む鉱石精鉱は、乾式冶金プロセスによって処理され、高純度の銅製品が得られます。 鉱山の他の場所で発生する可能性のある酸化銅鉱物を含む酸化鉱は、他の酸化廃棄物とともに、湿式製錬プロセスによって処理され、高純度の銅製品が生成されます。
鉱石から金属への銅の変換は、製錬によって達成されます。 製錬中、濃縮物は乾燥され、いくつかの異なるタイプの炉の XNUMX つに供給されます。 そこでは、硫化鉱物が部分的に酸化され、溶融してマット層、つまり銅と鉄の硫化物とスラグの混合物、廃棄物の上層が生成されます。
マットは変換によってさらに処理されます。 スラグは炉から取り出され、現場でスラグの山に保管または廃棄されます。 少量のスラグは、鉄道のバラストやサンド ブラスト用に販売されています。 製錬プロセスの XNUMX 番目の生成物は二酸化硫黄です。このガスは収集、精製され、販売または湿式製錬の浸出操作で使用するために硫酸になります。
精錬に続いて、銅マットは転炉に供給されます。 このプロセスでは、パイプの列が取り付けられた水平な円筒形の容器 (約 10×4 m) に銅マットが注がれます。 羽口と呼ばれるパイプはシリンダーに突き出ており、コンバーターに空気を導入するために使用されます。 石灰とシリカが銅マットに加えられ、プロセスで生成された酸化鉄と反応してスラグが形成されます。 スクラップ銅もコンバーターに追加される場合があります。 羽口が水没するように炉を回転させ、溶融マットに空気を吹き込み、残りの硫化鉄を酸素と反応させて、酸化鉄と二酸化硫黄を形成します。 次に転炉を回転させてケイ酸鉄スラグを流し出す。
すべての鉄が除去されたら、転炉を回転させて元に戻し、空気を XNUMX 回吹き込みます。その間に残りの硫黄が酸化され、硫化銅から除去されます。 次に、転炉を回転させて溶融銅を流し出し、この時点で粗銅と呼ばれます (この時点で固化すると、ガス状の酸素と硫黄が存在するために表面がでこぼこになるため、このように呼ばれます)。 転炉からの二酸化硫黄は回収され、精錬炉からの二酸化硫黄とともにガス精製装置に送られ、硫酸になります。 銅分が残っているため、スラグは製錬炉に戻されます。
最低 98.5% の銅を含む粗銅は、XNUMX つのステップで高純度の銅に精製されます。 最初のステップは火精錬で、溶融したブリスター銅が転炉に似た外観の円筒形の炉に注がれ、最初に空気が吹き込まれ、次に天然ガスまたはプロパンが溶融物に吹き込まれ、最後の硫黄と銅からの残留酸素。 次に、溶融銅をキャスティングホイールに注ぎ、電気精錬に十分な純度の陽極を形成します。
電解精製では、銅陽極を電解槽に装填し、硫酸銅溶液の槽内で銅の出発シートまたは陰極と間隔をあけて配置します。 セルに直流電流が流れると、銅がアノードから溶解し、電解液を通って移動し、カソードの開始シートに再堆積します。 陰極が十分な厚さまで形成されたら、陰極を電解槽から取り出し、新しい出発シートのセットをその場所に置きます。 アノード内の固体不純物はスラッジとしてセルの底に落ち、そこで最終的に収集され、金や銀などの貴金属を回収するために処理されます。 この物質はアノードスライムとして知られています。
電解セルから取り出されたカソードは、銅生産者の一次製品であり、99.99% の銅を含んでいます。 これらは、カソードとして線材工場に販売されるか、またはロッドと呼ばれる製品にさらに加工されます。 ロッドの製造では、カソードがシャフト炉で溶解され、溶融銅が鋳造ホイールに注がれ、直径 3/8 インチの連続ロッドに圧延するのに適したバーが形成されます。 このロッド製品はワイヤーミルに出荷され、そこでさまざまなサイズの銅線に押し出されます。
湿式製錬プロセスでは、酸化された鉱石と廃棄物が製錬プロセスから硫酸で浸出されます。 浸出が行われる 現場の、または上部全体に酸を分散させ、収集された材料に酸を浸透させることにより、特別に準備されたパイルで。 浸出パッドの下の地面は、浸出液が地下水を汚染するのを防ぐために、耐酸性で不浸透性のプラスチック素材で裏打ちされています。 銅が豊富な溶液が収集されると、セメンテーション プロセスまたは溶媒抽出/電解抽出プロセス (SXEW) の XNUMX つのプロセスのいずれかで処理できます。 セメンテーション プロセス (今日ではめったに使用されません) では、酸性溶液中の銅が鉄と引き換えにスクラップ鉄の表面に堆積します。 十分な量の銅がセメントで固められると、銅に富む鉄は鉱石精鉱と一緒に製錬所に入れられ、乾式冶金ルートを介して銅を回収します。
SXEW プロセスでは、不純物金属 (鉄やその他の不純物) ではなく銅を抽出する溶媒抽出によって、浸出液 (PLS) が濃縮されます。 銅を含んだ有機溶液は、沈降タンクで浸出液から分離されます。 硫酸が有機混合物に加えられ、銅が電解液に取り除かれます。 鉄および他の不純物を含む浸出液は浸出操作に戻され、そこでその酸がさらなる浸出に使用されます。 銅の豊富なストリップ溶液は、電解採取セルとして知られる電解セルに送られます。 電解採取セルは、永久的な不溶性陽極を使用するという点で、電解精製セルとは異なります。 次に、溶液中の銅は、電気精錬セルのカソード上にあるのとほぼ同じ方法で、出発シートカソード上にめっきされる。 銅が枯渇した電解液は溶媒抽出プロセスに戻され、有機溶液からより多くの銅を除去するために使用されます。 電解採取プロセスで製造されたカソードは、その後、電解精製プロセスで製造されたものと同じ方法で販売またはロッドに加工されます。
電解採取セルは、銅をステンレス鋼またはチタンカソードにメッキし、メッキした銅を剥がすことにより、電解精製および電解採取プロセスの両方の開始シートの準備にも使用されます。
危険とその予防
主な危険は、鉱石の処理および製錬中の鉱石粉塵への暴露、製錬中の金属煙霧 (銅、鉛、およびヒ素を含む)、ほとんどの製錬作業中の二酸化硫黄および一酸化炭素、破砕および粉砕作業および炉からの騒音、からの熱ストレスです。電解プロセス中の炉と硫酸と電気の危険。
予防措置には次のものが含まれます。移送操作中の粉塵に対する LEV。 二酸化硫黄および一酸化炭素の局所排気および希釈換気; 騒音制御および聴覚保護プログラム。 熱ストレスのための防護服とシールド、休憩、水分補給。 電解プロセスのLEV、PPE、および電気的注意事項。 呼吸用保護具は、粉塵、煙、二酸化硫黄から保護するために一般的に着用されます。
表 1 に、銅の製錬および精製のさまざまな段階における環境汚染物質を示します。
表 1. 銅の製錬および精製におけるプロセス材料のインプットと汚染のアウトプット
|
プロセス |
材料投入 |
大気への排出 |
プロセス廃棄物 |
その他の廃棄物 |
|
銅濃度 |
銅鉱石、水、化学試薬、増粘剤 |
浮選廃水 |
石灰石や石英などの廃鉱物を含む尾鉱 |
|
|
銅の浸出 |
銅精鉱、硫酸 |
制御されていない浸出液 |
ヒープ浸出廃棄物 |
|
|
銅製錬 |
銅精鉱、珪質フラックス |
二酸化硫黄、砒素、アンチモン、カドミウム、鉛、水銀、亜鉛を含む粒子状物質 |
酸性プラントブロースラリ・汚泥、硫化鉄含有スラグ、シリカ |
|
|
銅換算 |
銅マット、スクラップ銅、珪質フラックス |
二酸化硫黄、砒素、アンチモン、カドミウム、鉛、水銀、亜鉛を含む粒子状物質 |
酸性プラントブロースラリ・汚泥、硫化鉄含有スラグ、シリカ |
|
|
電解銅精錬 |
粗銅、硫酸 |
金、銀、アンチモン、ヒ素、ビスマス、鉄、鉛、ニッケル、セレン、硫黄、亜鉛などの不純物を含むスライム |
Lead
一次鉛の製造プロセスは、焼結、製錬、脱灰、乾式冶金精錬の 9 つのステップで構成されます。 まず、硫化鉛の形態の鉛精鉱を主成分とする原料を焼結機に投入します。 鉄、シリカ、石灰石フラックス、コークス、ソーダ、灰、黄鉄鉱、亜鉛、苛性アルカリ、および公害防止装置から収集された微粒子など、他の原材料を追加することができます。 焼結機では、鉛原料に熱風が吹き付けられ、硫黄が燃焼して二酸化硫黄が生成されます。 このプロセスの後に存在する酸化鉛材料には、その重量の約 98% の炭素が含まれています。 次に、焼結物は、コークス、さまざまなリサイクルおよびクリーンアップ材料、石灰岩、およびその他のフラックス剤とともに高炉に供給され、還元のために高炉に送られます。そこでは、炭素が燃料として機能し、鉛材料を製錬または溶融します。 溶けた鉛は炉の底に流れ、そこで XNUMX つの層が形成されます。 「マット」(硫化銅およびその他の金属硫化物); 高炉スラグ(主にケイ酸塩); および鉛地金 (重量で XNUMX% の鉛)。 その後、すべての層が排出されます。 シュパイスとマットは、銅と貴金属の回収のために銅製錬所に販売されます。 亜鉛、鉄、シリカ、石灰を含む高炉スラグは、山積みにして一部リサイクルしています。 硫黄酸化物の放出は、高炉で、焼結原料中の少量の残留硫化鉛と硫酸鉛から発生します。
溶鉱炉からの粗鉛地金は、通常、精錬作業を行う前に釜で予備処理する必要があります。 ドロス中、地金はドロスケトルでかき混ぜられ、凝固点 (370 ~ 425°C) のすぐ上まで冷却されます。 酸化鉛と銅、アンチモン、その他の元素で構成されるドロスが上部に浮かび、溶融した鉛の上で固化します。
ドロスは除去され、非鉛有用金属の回収のためにドロス炉に供給されます。 銅の回収率を高めるために、銅の含有量を約 0.01% に下げて、硫黄含有材料、亜鉛、および/またはアルミニウムを添加することによって、ドロスした鉛地金を処理します。
99.90 番目のステップでは、高温冶金法を使用して鉛地金を精製し、残りの非鉛販売可能材料 (金、銀、ビスマス、亜鉛、およびアンチモン、ヒ素、スズ、酸化銅などの金属酸化物など) を除去します。 鉛は鋳鉄釜で99.99段階精錬されます。 アンチモン、スズ、砒素が最初に除去されます。 次に亜鉛を加え、亜鉛スラグ中の金と銀を取り除きます。 次に、亜鉛を真空除去(蒸留)して鉛を精製します。 カルシウムとマグネシウムを加えて精製を続けています。 これらの XNUMX つの材料は、ビスマスと結合して不溶性化合物を形成し、ケトルからすくい取られます。 最終ステップでは、苛性ソーダおよび/または硝酸塩を鉛に添加して、残っている微量の金属不純物を除去することができます。 精錬された鉛の純度は XNUMX ~ XNUMX% で、他の金属と混合して合金を形成したり、直接成形したりできます。
危険とその予防
主な危険は、鉱石の処理および製錬中の鉱石粉塵への暴露、製錬中の金属煙霧 (鉛、ヒ素、アンチモンを含む)、ほとんどの製錬作業中の二酸化硫黄および一酸化炭素、粉砕および破砕作業および炉からの騒音、および熱ストレスです。炉から。
予防措置には次のものが含まれます。移送操作中の粉塵に対する LEV。 二酸化硫黄および一酸化炭素の局所排気および希釈換気; 騒音制御および聴覚保護プログラム。 保護服とシールド、休憩時間、熱ストレスのための水分補給。 呼吸保護具は、ほこり、煙、二酸化硫黄から保護するために一般的に着用されています。 鉛の生物学的モニタリングは不可欠です。
表 2 に、鉛の製錬および精製のさまざまな段階における環境汚染物質を示します。
表 2. 鉛の製錬および精製におけるプロセス材料のインプットと汚染のアウトプット
|
プロセス |
材料投入 |
大気への排出 |
プロセス廃棄物 |
その他の廃棄物 |
|
鉛焼結 |
鉛鉱、鉄、シリカ、石灰石フラックス、コークス、ソーダ、灰、黄鉄鉱、亜鉛、苛性アルカリ、バグハウスダスト |
二酸化硫黄、カドミウムおよび鉛を含む粒子状物質 |
||
|
鉛製錬 |
鉛焼結、コークス |
二酸化硫黄、カドミウムおよび鉛を含む粒子状物質 |
工場洗浄排水、スラグ造粒水 |
亜鉛、鉄、シリカ、石灰などの不純物を含むスラグ、表面貯留固形物 |
|
鉛のかす |
鉛地金、ソーダ灰、硫黄、バグハウスダスト、コークス |
銅などの不純物を含むスラグ、表面貯留固形物 |
||
|
鉛精製 |
鉛かす地金 |
亜鉛
亜鉛精鉱は、鉱石 (亜鉛を 2% しか含まない場合もあります) を破砕と浮遊選鉱によって廃岩から分離することによって生成されます。このプロセスは通常、採掘現場で行われます。 次に、亜鉛精鉱は 80 つの方法のいずれかで亜鉛金属に還元されます。蒸留による乾式冶金法 (炉内でのレトルト処理) または電解採取による湿式冶金法です。 後者は、亜鉛精錬全体の約 XNUMX% を占めています。
湿式製錬亜鉛精錬では一般に、か焼、浸出、精製、および電解抽出の 700 つの処理段階が使用されます。 焼成または焙煎は、硫化亜鉛濃縮物をカルシンと呼ばれる不純な酸化亜鉛に変換する高温プロセス (1000 ~ XNUMX °C) です。 焙煎機のタイプには、複数炉、サスペンション、または流動床が含まれます。 一般に、か焼は、亜鉛含有材料を石炭と混合することから始まります。 次に、この混合物を加熱または焙焼して、酸化亜鉛を蒸発させ、酸化亜鉛は、結果として得られるガス流とともに反応チャンバーの外に移動します。 ガス流はバグハウス (フィルター) エリアに送られ、そこで酸化亜鉛がバグフィルターのダストに取り込まれます。
か焼プロセスのすべてで二酸化硫黄が生成されますが、これは制御され、市場性のあるプロセス副産物として硫酸に変換されます。
脱硫カルシンの電解処理は、浸出、精製、電解の XNUMX つの基本的なステップで構成されます。 浸出とは、捕捉されたカルシンを硫酸溶液に溶解して硫酸亜鉛溶液を形成することを指します。 カルシンは、1回または2回浸出することができる。 二重浸出法では、カルシンをわずかに酸性の溶液に溶解して硫酸塩を除去します。 次にカルシンは、亜鉛を溶解するより強力な溶液で XNUMX 回浸出されます。 この XNUMX 番目の浸出ステップは、実際には精製の XNUMX 番目のステップの始まりです。これは、鉄不純物の多くが亜鉛と同様に溶液から脱落するためです。
浸出後、溶液は亜鉛末を添加することにより40段階以上で精製されます。 溶液は、粉塵が有害な要素を強制的に沈殿させてろ過できるようになるため、浄化されます。 精製は通常大型の攪拌槽で行います。 このプロセスは、85 ~ 2.4°C の範囲の温度と、大気圧~ XNUMX 気圧の範囲の圧力で行われます。 精製中に回収される元素には、ケークとしての銅と金属としてのカドミウムが含まれます。 精製後、溶液は最終ステップである電解採取の準備が整います。
亜鉛の電解採取は、電解槽で行われ、鉛-銀合金陽極から亜鉛水溶液に電流を流します。 このプロセスは、懸濁した亜鉛を充電し、溶液に浸されたアルミニウム陰極に強制的に堆積させます。 24 ~ 48 時間ごとに、各セルをシャットダウンし、亜鉛コーティングされたカソードを取り外してすすぎ、亜鉛をアルミニウム プレートから機械的に剥がします。 亜鉛精鉱はその後、溶解されてインゴットに鋳造され、多くの場合、純度は 99.995% に達します。
電解亜鉛製錬所には、数百ものセルが含まれています。 電気エネルギーの一部が熱に変換され、電解液の温度が上昇します。 電解セルは、大気圧で 30 ~ 35°C の温度範囲で動作します。 電解抽出中、電解液の一部は冷却塔を通過して温度を下げ、プロセス中に収集した水を蒸発させます。
危険とその予防
主な危険は、鉱石の処理および製錬中の鉱石粉塵への暴露、精製および焙焼中の金属煙霧 (亜鉛および鉛を含む)、ほとんどの製錬作業中の二酸化硫黄および一酸化炭素、破砕および粉砕作業および炉からの騒音、からの熱ストレスです。電解プロセス中の炉と硫酸と電気の危険。
予防措置には次のものが含まれます。移送操作中の粉塵に対する LEV。 二酸化硫黄および一酸化炭素の局所排気および希釈換気; 騒音制御および聴覚保護プログラム。 熱ストレスのための防護服とシールド、休憩、水分補給。 電解プロセスのLEV、PPE、および電気的注意事項。 呼吸保護具は、ほこり、煙、二酸化硫黄から保護するために一般的に着用されています。
表 3 に、亜鉛の製錬および精製のさまざまな段階における環境汚染物質を示します。
表 3. 亜鉛の製錬および精製におけるプロセス材料のインプットと汚染のアウトプット
|
プロセス |
材料投入 |
大気への排出 |
プロセス廃棄物 |
その他の廃棄物 |
|
亜鉛焼成 |
亜鉛鉱、コークス |
二酸化硫黄、亜鉛および鉛を含む粒子状物質 |
酸性プラントブローダウンスラリー |
|
|
亜鉛浸出 |
カルシン亜鉛、硫酸、石灰石、廃電解液 |
硫酸含有排水 |
||
|
亜鉛精製 |
亜鉛酸溶液、亜鉛末 |
硫酸、鉄を含む排水 |
銅ケーキ、カドミウム |
|
|
亜鉛電解採取 |
硫酸/水溶液中の亜鉛、鉛銀合金陽極、アルミニウム陰極、炭酸バリウムまたはストロンチウム、コロイド添加剤 |
希硫酸 |
電解セルスライム/スラッジ |
バッテリー
用語 バッテリー 個人の集まりを指す 細胞、 化学反応によって電気を発生させることができます。 セルは次のいずれかに分類されます。 主要な or 二次. 一次電池では、電子の流れを生み出す化学反応は可逆的ではないため、細胞は容易に再充電されません。 逆に、二次電池は使用前に充電する必要があります。これは、電池に電流を流すことによって達成されます。 二次電池は、多くの場合、充放電を繰り返して使用できるという利点があります。
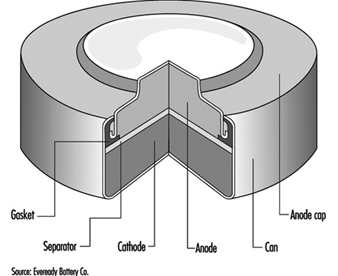
日常的に使用される古典的な一次電池は、電解質が液体ではなくペーストであることからルクランシェ乾電池と呼ばれています。 ルクランシェ電池は、懐中電灯、携帯ラジオ、電卓、電気玩具などに使われる円筒型電池に代表されます。 近年、二酸化マンガン電池などのアルカリ電池は、このタイプの用途でより一般的になっています。 小型電池または「ボタン」電池は、補聴器、コンピューター、時計、カメラ、およびその他の電子機器で使用されています。 酸化銀セル、水銀セル、亜鉛空気セル、およびリチウム二酸化マンガンセルは、いくつかの例です。 典型的な小型アルカリ電池の断面図については、図 1 を参照してください。
図 1. 小型アルカリ電池の断面図
古典的な二次電池または蓄電池は、輸送業界で広く使用されている鉛蓄電池です。 二次電池は、発電所や産業でも使用されています。 充電式の電池式工具、歯ブラシ、懐中電灯などは、二次電池の新しい市場です。 ニッケルカドミウム二次電池は、信頼性、長寿命、頻繁な再充電性、および低温性能が追加コストを上回っている、特に緊急照明、ディーゼル始動、定置および牽引アプリケーション用のポケット電池で人気が高まっています。
電気自動車で使用するために開発中の充電式バッテリーは、リチウム鉄硫化物、亜鉛塩素、およびナトリウム硫黄を利用しています。
表1 一般的な電池の構成
|
バッテリーの種類 |
負極 |
正極 |
電解質 |
|
初代細胞 |
|||
|
ルクランシェ乾電池 |
亜鉛 |
二酸化マンガン |
水、塩化亜鉛、塩化アンモニウム |
|
|
亜鉛 |
二酸化マンガン |
水酸化カリウム |
|
水星(ルーベンス細胞) |
亜鉛 |
酸化第二水銀 |
水酸化カリウム、酸化亜鉛、水 |
|
シルバー |
亜鉛 |
酸化銀 |
水酸化カリウム、酸化亜鉛、水 |
|
リチウム |
リチウム |
二酸化マンガン |
塩素酸リチウム、LiCF3SO3 |
|
リチウム |
リチウム |
二酸化硫黄 |
二酸化硫黄、アセトニトリル、臭化リチウム |
|
塩化チオニル |
塩化リチウムアルミニウム |
||
|
空気中の亜鉛 |
亜鉛 |
酸素 |
酸化亜鉛、水酸化カリウム |
|
二次電池 |
|||
|
鉛 |
Lead |
二酸化鉛 |
希硫酸 |
|
ニッケル鉄(エジソン電池) |
鉄 |
酸化ニッケル |
水酸化カリウム |
|
ニッケルカドミウム |
水酸化カドミウム |
水酸化ニッケル |
水酸化カリウム、おそらく水酸化リチウム |
|
銀亜鉛 |
亜鉛粉 |
酸化銀 |
水酸化カリウム |
製造プロセス
異なるタイプの電池の製造には明らかな違いがありますが、構成成分の計量、粉砕、混合、圧縮、および乾燥という共通のプロセスがいくつかあります。 最新のバッテリー工場では、これらのプロセスの多くが密閉され、密閉された機器を使用して高度に自動化されています。 したがって、さまざまな成分への曝露は、計量および装填中、および機器の洗浄中に発生する可能性があります。
古いバッテリー工場では、粉砕、混合、およびその他の操作の多くが手作業で行われているか、プロセスのあるステップから別のステップへの成分の移動が手動で行われていました。 これらの場合、粉塵の吸入や腐食性物質との皮膚接触のリスクが高くなります。 粉塵を発生させる作業の予防措置には、粉体の完全な囲い込みと機械化された取り扱いと計量、局所排気換気、毎日の湿式モップ掛けおよび/または掃除機の使用、メンテナンス作業中の呼吸用保護具およびその他の個人用保護具の着用が含まれます。
圧縮機や包装機は騒音が大きいため、騒音も危険です。 騒音制御方法と聴覚保護プログラムは不可欠です。
多くのバッテリーの電解液には、腐食性の水酸化カリウムが含まれています。 エンクロージャーおよび皮膚と目の保護は注意事項として示されています。 酸化カドミウム、水銀、酸化第二水銀、ニッケルおよびニッケル化合物、リチウムおよびリチウム化合物など、特定の種類の電池の陽極または陰極として使用される有毒金属の微粒子にも曝露が生じる可能性があります。 アキュムレータと呼ばれることもある鉛蓄電池は、かなりの鉛曝露の危険を伴う可能性があり、記事「鉛蓄電池の製造」で個別に説明されています。
リチウム金属は非常に反応性が高いため、リチウムが水蒸気と反応するのを避けるために、リチウム電池は乾燥した雰囲気で組み立てる必要があります。 一部のリチウム電池に使用されている二酸化硫黄と塩化チオニルは、呼吸器系の危険性があります。 ニッケル水素電池で使用される水素ガスは、火災や爆発の危険があります。 これらは、新しく開発されたバッテリーの材料と同様に、特別な注意が必要です。
ルクランシェセル
ルクランシェ乾電池は、図 2 に示すように製造されます。正極または正極混合物は、60 ~ 70% の二酸化マンガンを含み、残りはグラファイト、アセチレン ブラック、アンモニウム塩、塩化亜鉛、および水で構成されています。 乾燥した、細かく粉砕された二酸化マンガン、グラファイト、およびアセチレン ブラックを計量し、グラインダー ミキサーに投入します。 水、塩化亜鉛、および塩化アンモニウムを含む電解液を加え、調製した混合物を手動のタブレットまたは凝集プレスでプレスします。 場合によっては、混合物をオーブンで乾燥させ、ふるいにかけ、打錠前に再度湿らせます。 錠剤は、数日間硬化させた後、手で供給される機械で検査および包装されます。 次に、凝集物をトレイに入れ、電解液に浸し、組み立ての準備が整います。
図 2. ルクランシェの電池生産
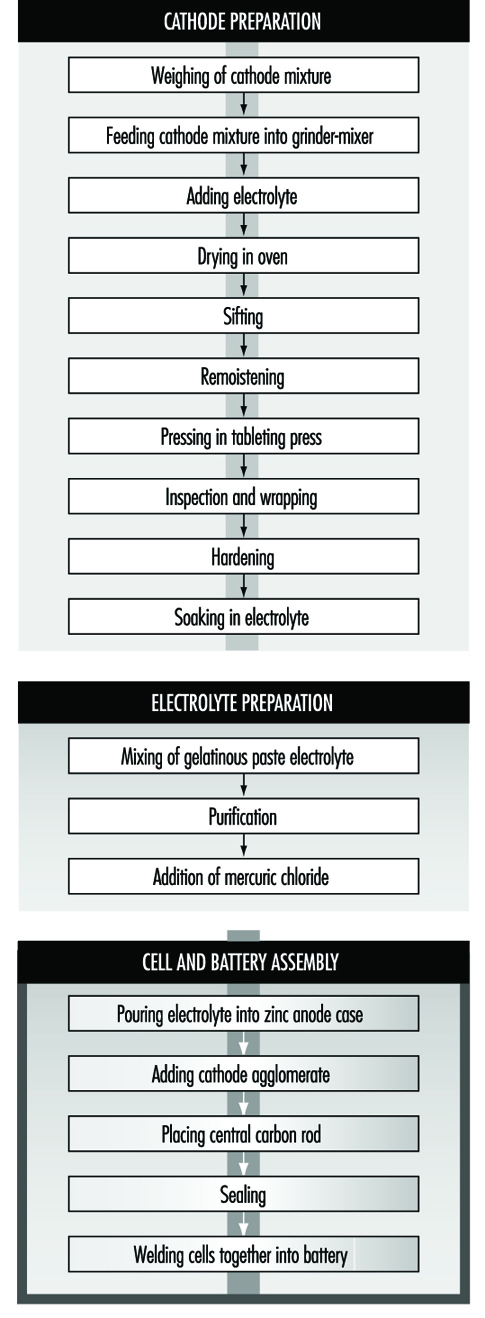
アノードは亜鉛ケースで、ホットプレスで亜鉛ブランクから製造されます (または亜鉛シートを折り曲げてケースに溶接します)。 トウモロコシと小麦粉でんぷんを電解質に浸した有機ゼラチン状のペーストを大きなタンクで混合します。 材料は通常、計量せずに袋から注ぎます。 次に、混合物を亜鉛チップと二酸化マンガンで精製します。 電解液に塩化第二水銀を加えて、亜鉛容器の内部とアマルガムを形成します。 このペーストは、導電媒体または電解質を形成します。
電池は、必要量のゼラチン状ペーストを亜鉛ケースに自動注入して組み立て、亜鉛容器の内側スリーブ ライニングを形成します。 場合によっては、ゼラチン状のペーストを加える前に、クロム酸と塩酸の混合物を注入して空にすることにより、ケースにクロメート仕上げが施されます。 次に、カソード凝集体をケースの中央に配置します。 カーボンロッドがカソードの中央に配置され、集電体として機能します。
次に、亜鉛セルを溶融ワックスまたはパラフィンで密閉し、炎で加熱して密閉性を高めます。 その後、セルを溶接してバッテリーを形成します。 バッテリーの反応は次のとおりです。
2MnO2 + 2NH4Cl + Zn → ZnCl2 + H2O2 +マン2O3
労働者は、自動化、密閉された囲い、および局所排気装置の程度に応じて、計量、ミキサーへの投入、粉砕、オーブンの洗浄、ふるい分け、手でのプレスおよび包装中に二酸化マンガンに暴露される可能性があります。 手動プレスおよびウェットラッピングでは、湿った混合物にさらされる可能性があり、乾燥して吸入可能な粉塵を生成する可能性があります。 皮膚炎は、わずかに腐食性の電解液にさらされると発生する可能性があります。 個人の衛生対策、清掃と保守作業のための手袋と呼吸保護具、シャワー設備、作業着と私服用の個別のロッカーにより、これらのリスクを軽減できます。 前述のように、騒音の危険は包装および打錠機から発生する可能性があります。
混合はゼラチン状ペーストの製造中に自動的に行われ、材料の添加中のみ露出されます。 ゼラチン状のペーストに塩化第二水銀を添加している間、吸入や皮膚吸収のリスクがあり、水銀中毒の可能性があります。 LEV または個人用保護具が必要です。
クロメート処理中のクロム酸と塩酸のこぼれへの暴露、および溶接煙とシーリング コンパウンドの加熱による煙への暴露も可能です。 クロメート処理の機械化、手袋の使用、およびヒート シールと溶接のための LEV は、適切な予防措置です。
ニッケルカドミウム電池
現在、ニッケルカドミウム電極を製造する最も一般的な方法は、活性電極材料を多孔質の焼結ニッケル基板またはプレートに直接堆積させることです。 (図 3 を参照してください。) プレートは、焼結グレードのニッケル粉末 (多くの場合、ニッケル カルボニルの分解によって作られる) のペーストを、ニッケル メッキの穴あき鋼板 (またはニッケル ガーゼまたはニッケル メッキ スチール ガーゼ) のオープン グリッドに押し付けることによって作成されます。その後、オーブンで焼結または乾燥させます。 これらのプレートは、特定の目的のために切断、計量、鋳造 (圧縮) するか、家庭用セル用に螺旋状に巻くことができます。
図 3. ニッケルカドミウム電池の生産
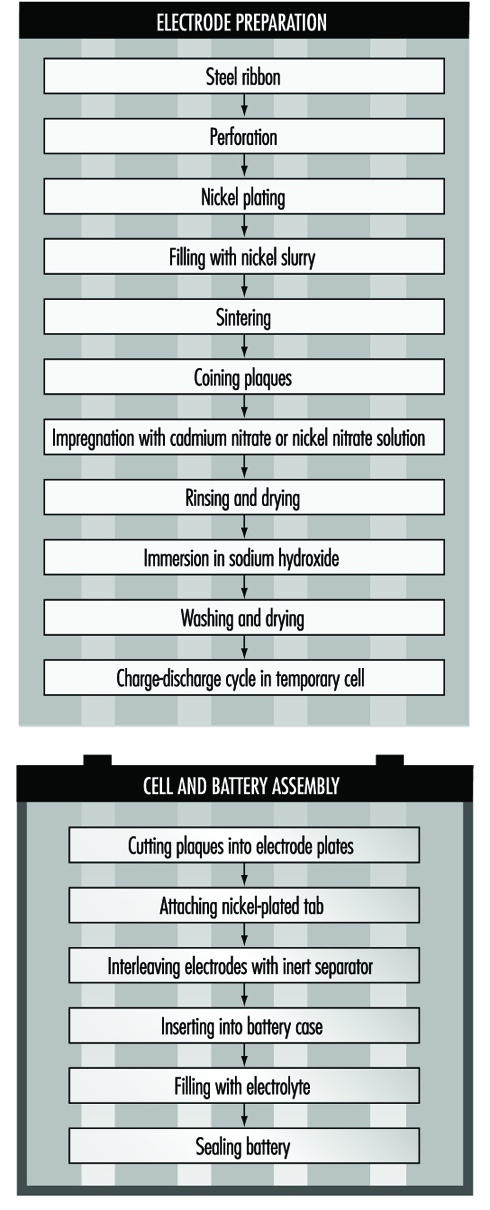
次に、焼結プラークに、正電極用の硝酸ニッケル溶液または負電極用の硝酸カドミウム溶液を含浸させる。 これらのプラークをすすぎ、乾燥させ、水酸化ナトリウムに浸漬して水酸化ニッケルまたは水酸化カドミウムを形成し、洗浄し、再度乾燥させる。 通常、次のステップは、20 ~ 30% の水酸化ナトリウムを含む大きな一時的なセルに正と負の電極を浸すことです。 充放電サイクルを実行して不純物を除去し、電極を取り外して洗浄し、乾燥させます。
カドミウム電極を作成する別の方法は、グラファイト、酸化鉄、およびパラフィンと混合した酸化カドミウムのペーストを調製し、これを粉砕し、最後にローラー間で圧縮して活物質を形成することです。 これは次に、乾燥され、時には圧縮され、プレートに切断される移動する穴あき鋼帯に押し込まれます。 この段階でラグを取り付けることができます。
次のステップには、セルとバッテリーの組み立てが含まれます。 大型バッテリーの場合、個々の電極は、反対の極性のプレートがプラスチック製のセパレーターで挟まれた電極グループに組み立てられます。 これらの電極グループは、一緒にボルト締めまたは溶接され、ニッケルメッキされたスチールケースに入れられます。 最近では、プラスチック製のバッテリーケースが導入されています。 セルには、水酸化リチウムを含む水酸化カリウムの電解質溶液が満たされています。 次に、セルはバッテリーに組み立てられ、ボルトで固定されます。 プラスチック製のセルは、セメントで固めたり、テープで留めたりすることができます。 各セルはリード コネクタで隣接するセルに接続され、バッテリーの両端に正と負の端子が残されます。
円筒型電池の場合、含浸されたプレートは、不活性材料によって分離された正極と負極をタイトなシリンダーに巻き付けることによって電極グループに組み立てられます。 次に、電極シリンダーをニッケルメッキの金属ケースに入れ、水酸化カリウム電解液を加え、セルを溶接で密閉します。
ニッケルカドミウム電池の充放電に伴う化学反応は次のとおりです。
![]()
カドミウムへの主要な暴露の可能性は、酸化カドミウム粉末からペーストを作成し、乾燥した活性粉末を取り扱う際の硝酸カドミウムとその溶液の取り扱いから発生します。 ばく露は、スクラッププレートからのカドミウムの再利用中にも発生する可能性があります。 エンクロージャーと自動計量および混合により、初期段階でこれらの危険を減らすことができます。
同様の対策により、ニッケル化合物への曝露を制御できます。 ニッケル カルボニルからの焼結ニッケルの製造は、密閉された機械で行われますが、非常に有毒なニッケル カルボニルと一酸化炭素にさらされる可能性があります。 このプロセスでは、ガス漏れを継続的に監視する必要があります。
苛性カリウムまたは水酸化リチウムの取り扱いには、適切な換気と個人保護が必要です。 溶接はヒュームを発生し、LEV を必要とします。
健康への影響と病気のパターン
従来の電池製造における最も深刻な健康被害は、鉛、カドミウム、水銀、および二酸化マンガンへの曝露です。 鉛の危険性については、この章の別の場所で説明されています。 百科事典. カドミウムは腎臓病を引き起こす可能性があり、発がん性があります。 米国のニッケルカドミウム電池工場では、カドミウムへの暴露が広範囲に及んでいることがわかっており、血液と尿中のカドミウム濃度が高いため、労働安全衛生局のカドミウム基準規定の下で、多くの労働者が医学的に排除されなければならなかった (McDiarmid et al. 1996)。 . 水銀は腎臓と神経系に影響を与えます。 水銀蒸気への過度の暴露は、いくつかの水銀電池工場の研究で示されています (Telesca 1983)。 二酸化マンガンへの曝露は、アルカリ乾電池製造における粉末の混合および取り扱いで高いことが示されている(Wallis, Menke and Chelton 1993)。 これは、バッテリー ワーカーの神経機能障害を引き起こす可能性があります (Roels et al. 1992)。 マンガン粉塵は、過剰に吸収されると、パーキンソン症候群に似た中枢神経系の障害を引き起こす可能性があります。 懸念されるその他の金属には、ニッケル、リチウム、銀、コバルトが含まれます。
バッテリの電解液に使用される塩化亜鉛、水酸化カリウム、水酸化ナトリウム、水酸化リチウム溶液にさらされると、皮膚のやけどが発生する可能性があります。
アルミニウム製錬
プロセスの概要
ボーキサイトは露天掘りで採掘されます。 より豊富な鉱石は、採掘されたものとして使用されます。 低品位の鉱石は、破砕および洗浄して粘土とシリカの廃棄物を除去することで選鉱することができます。 金属の製造は、次の XNUMX つの基本的なステップで構成されます。
- 精錬. バイヤー法によるボーキサイトからのアルミナの製造。この方法では、ボーキサイトは苛性ソーダの強い溶液中で高温高圧で消化されます。 得られた水和物は結晶化され、キルンまたは流動床か焼炉で酸化物にか焼されます。
- 削減. 炭素電極と氷晶石フラックスを使用した Hall-Heroult 電解プロセスを使用した、アルミナのバージン アルミニウム金属への還元。
実験的開発は、将来、鉱石からの直接還元によってアルミニウムが金属に還元される可能性があることを示唆しています。
現在使用されている Hall-Heroult 電解セルには、主に XNUMX つのタイプがあります。 いわゆる「プリベーク」プロセスは、以下に示すように製造された電極を利用します。 このような製錬所では、多環式炭化水素への暴露は通常、電極製造施設で発生し、特にミキシングミルや成形プレス中に発生します。 Soderberg 型セルを利用する製錬所は、焼き付け炭素アノードを製造するための設備を必要としません。 むしろ、コークスとピッチ結合剤の混合物はホッパーに入れられ、その下端は氷晶石とアルミナの溶融浴混合物に浸されます。 ピッチとコークスの混合物がセル内の溶融金属氷晶石浴によって加熱されると、この混合物は焼き付けられて硬いグラファイト塊になります。 その場で。 金属棒は、直流電流の導体として陽極塊に挿入されます。 これらのロッドは定期的に交換する必要があります。 これらを抽出する際に、かなりの量のコール タール ピッチ揮発性物質が細胞室環境に放出されます。 この曝露に、ピッチコークス塊の焼成が進行するにつれて生成されるピッチ揮発物が追加される。
過去 XNUMX 年間、産業界は既存の Soderberg 型還元施設を取り替えないか、それらが提示する発がん性の危険性の結果として変更する傾向にありました。 さらに、還元セルの操作、特に陽極の交換の自動化が進むにつれて、作業は密閉された機械式クレーンからより一般的に実行されます。 その結果、現代の施設では、労働者の曝露とアルミニウム製錬に関連する障害を発症するリスクが徐々に減少しています。 対照的に、適切な資本投資がすぐに利用できない経済では、古い手動操作の還元プロセスの存続により、以前はアルミニウム還元プラントに関連していた職業障害(以下を参照)のリスクが引き続き存在します。 実際、この傾向は、特に年をとるにつれて、そのような古くて改善されていない操作でより悪化する傾向があります.
カーボン電極の製造
純金属へのプレベーク電解還元に必要な電極は、通常、このタイプのアルミニウム製錬プラントに関連する施設によって作られます。 アノードとカソードは、ほとんどの場合、粉砕された石油由来のコークスとピッチの混合物から作られています。 コークスは最初にボール ミルで粉砕され、次に搬送されてピッチと機械的に混合され、最後に成形プレスでブロックに鋳造されます。 次に、これらの陽極または陰極ブロックをガス燃焼炉で数日間加熱し、実質的にすべての揮発性物質を除去した硬い黒鉛塊を形成します。 最後に、それらは陽極ロッドに取り付けられるか、陰極バーを受け入れるために鋸歯状に溝が付けられます。
このような電極を形成するために使用されるピッチは、石炭または石油タールから得られる留出物を表すことに注意すべきである。 加熱によるこのタールのピッチへの変換では、最終的なピッチ生成物は、本質的にすべての低沸点無機物 (SOなど) を沸騰させます。2、脂肪族化合物、およびXNUMX環およびXNUMX環の芳香族化合物。 したがって、そのようなピッチは、石炭または石油タールと同じ危険性を示すべきではありません。なぜなら、これらのクラスの化合物は存在してはならないからです。 このようなピッチ製品の発がん性は、石炭の不完全燃焼に関連するタールやその他の揮発性物質のより複雑な混合物ほど大きくない可能性があるといういくつかの兆候があります.
危険とその防止
アルミニウムの製錬プロセスにおける危険性と防止策は、基本的に一般的な製錬および精製に見られるものと同じです。 ただし、個々のプロセスには特定の危険性があります。
鉱業
文献では散発的に「ボーキサイト肺」への言及が見られますが、そのような実体が存在するという説得力のある証拠はほとんどありません。 ただし、ボーキサイト鉱石に結晶性シリカが存在する可能性を考慮する必要があります。
バイエル法
バイエル法で苛性ソーダを多用すると、皮膚や目の化学火傷のリスクが頻繁に生じます。 空気圧ハンマーによるタンクのスケール除去は、深刻な騒音にさらされる原因となります。 このプロセスで生成される酸化アルミニウムの過剰量の吸入に関連する潜在的な危険性については、以下で説明します。
バイエル プロセスに関与するすべての作業者は、苛性ソーダの取り扱いに伴う危険性について十分な知識を持っている必要があります。 危険にさらされているすべてのサイトでは、流水と大洪水シャワーを備えた洗眼噴水と洗面器を提供し、その使用方法を説明する通知を付ける必要があります。 PPE (ゴーグル、手袋、エプロン、ブーツなど) を用意する必要があります。 シャワーとダブル ロッカー (XNUMX つは作業服用、もう XNUMX つは私服用) を用意し、すべての従業員がシフトの最後に徹底的に洗うことを奨励する必要があります。 溶融金属を扱うすべての労働者には、火傷、ほこり、煙から保護するために、バイザー、マスク、ガントレット、エプロン、アームレット、スパッツを支給する必要があります。 ガドー低温プロセスで雇用されている作業者には、セルの起動時に発生する塩酸ガスから保護するための特別な手袋とスーツを提供する必要があります。 ウールは、これらの煙に対して優れた耐性を持っていることが証明されています. チャコールカートリッジまたはアルミナ含浸マスクを備えたマスクは、ピッチおよびフッ素の煙に対して適切な保護を提供します。 炭素粉塵からの保護には、効率的な防塵マスクが必要です。 特にソダーバーグの作業で、より深刻な粉塵や煙にさらされる作業員には、空気供給式の呼吸保護具を提供する必要があります。 機械化されたポットルームの作業は、密閉されたキャビンからリモートで実行されるため、これらの保護対策は必要なくなります。
電解還元
電解還元は、溶融金属の飛沫、熱ストレス障害、騒音、電気的危険、氷晶石およびフッ化水素酸の煙による皮膚の火傷や事故の可能性に労働者をさらします。 電解還元セルは、フッ化物とアルミナの粉塵を大量に放出する可能性があります。
炭素電極製造工場では、バグフィルター付きの排気換気装置を設置する必要があります。 ピッチおよびカーボン粉砕装置のエンクロージャーは、加熱されたピッチおよびカーボンダストへの暴露をさらに効果的に最小限に抑えます。 適切なサンプリング装置を使用して、大気中の粉塵濃度を定期的にチェックする必要があります。 粉塵にさらされた労働者には定期的な X 線検査を実施し、必要に応じて臨床検査を実施する必要があります。
ピッチを取り扱うリスクを軽減するために、この材料の輸送は可能な限り機械化する必要があります (たとえば、加熱されたロード タンカーを使用して、加熱されたピッチ タンクに自動的にポンプで送られる工場に液体ピッチを輸送することができます)。 紅斑、上皮腫または皮膚炎を検出するための定期的な皮膚検査も慎重であり、アルギン酸ベースのバリアクリームによって追加の保護を提供できます.
暑い仕事をしている労働者は、暑い天候が始まる前に、水分摂取量を増やし、食べ物に塩分を多くするように指示されるべきです. 彼らとその監督者は、自分自身と同僚の初期の熱による障害を認識するように訓練する必要があります. ここで働くすべての人は、熱中症の発生または進行を防ぐために必要な適切な措置を講じるように訓練する必要があります。
高い騒音レベルにさらされる労働者には、耳栓などの聴覚保護具を提供する必要があります。これは、低周波騒音の通過を可能にし(命令を認識できるようにするため)、強烈な高周波騒音の伝達を低減します。 さらに、労働者は聴覚障害を検出するために定期的な聴力検査を受ける必要があります。 最後に、人員は感電事故の犠牲者に心肺蘇生を行うように訓練する必要があります。
溶融金属の飛散や重度の火傷の可能性は、還元プラントおよび関連する操作の多くの場所で広まっています。 防護服(ガントレット、エプロン、スパッツ、フェイスバイザーなど)に加えて、合成繊維の着用は禁止されるべきである。これは、溶融金属の熱がそのような加熱された繊維を溶かして皮膚に付着させ、皮膚の火傷をさらに悪化させるからである.
心臓ペースメーカーを使用している個人は、磁場によって引き起こされる不整脈のリスクがあるため、整復手術から除外する必要があります。
その他の健康への影響
氷晶石フラックスの使用によるフッ化物含有ガス、煙、粉塵の放出による労働者、一般住民、および環境への危険性が広く報告されています (表 1 を参照)。 管理の行き届いていないアルミニウム製錬所の近くに住んでいる子供では、永久歯の成長の発達段階で曝露が発生した場合、永久歯のさまざまな程度のまだら模様が報告されています。 1950 年以前の製錬所の労働者、またはフッ化物排出の不適切な管理が続いていた場所では、さまざまな程度の骨のフッ素症が見られました。 この状態の最初の段階は、骨密度の単純な増加であり、特に椎体と骨盤で顕著です。 フッ化物がさらに骨に吸収されると、次に骨盤の靭帯の石灰化が見られます。 最後に、フッ化物への極度かつ長期にわたる暴露の場合、傍脊柱および他の靭帯構造ならびに関節の石灰化が認められる. この最終段階は、氷晶石処理工場で深刻な形で見られますが、そのような高度な段階は、アルミニウム製錬所の労働者で見られることはめったにありません. 明らかに、骨および靭帯構造のそれほど深刻ではないX線変化は、骨の構築機能または代謝機能の変化とは関連していません. 適切な作業慣行と十分な換気制御により、このような整復作業に従事する作業員は、25 年から 40 年の作業にもかかわらず、前述の X 線の変化を容易に防ぐことができます。 最後に、ポットルーム操作の機械化は、フッ化物関連の危険を完全に排除しないまでも最小限に抑える必要があります.
表 1. アルミニウムの製錬および精製におけるプロセス材料のインプットと汚染のアウトプット
|
プロセス |
材料投入 |
大気への排出 |
プロセス廃棄物 |
その他の廃棄物 |
|
ボーキサイト精錬 |
ボーキサイト、水酸化ナトリウム |
微粒子、苛性/水 |
ケイ素、鉄、チタン、酸化カルシウム、苛性アルカリを含む残留物 |
|
|
アルミナの清澄化と沈殿 |
アルミナスラリー、澱粉、水 |
でんぷん、砂、苛性を含む廃水 |
||
|
アルミナ焼成 |
アルミニウム水和物 |
微粒子と水蒸気 |
||
|
一次電解 |
アルミナ、炭素陽極、電解セル、氷晶石 |
フッ化物—ガス状および粒子状の両方、二酸化炭素、二酸化硫黄、一酸化炭素、C2F6 ,CF4 および過フッ素化炭素 (PFC) |
使用済みポットライナー |
1980 年代初頭以来、アルミニウム削減ポットルームの労働者の間で喘息のような状態が明確に示されてきました。 アルミニウム製錬に伴う職業性喘息 (OAAAS) と呼ばれるこの異常は、気流抵抗の変化、気管支過敏性、またはその両方によって特徴付けられ、職場外の刺激によって引き起こされることはありません。 その臨床症状は、喘鳴、胸の圧迫感、息切れ、非生産的な咳で構成され、通常、仕事にさらされてから数時間遅れて現れます。 作業曝露の開始から OAAAS の発症までの潜伏期間は、曝露の強度と特徴に応じて、1 週間から 10 年の範囲で大きく変動します。 この状態は、通常、休暇などの後に職場から退去することで改善されますが、継続して仕事にさらされると、より頻繁になり、重症化します。
この状態の発生は、ポットルームのフッ化物濃度と相関していますが、この障害の病因が特にこの化学物質への曝露から生じるかどうかは明らかではありません. 粉塵と煙霧の複雑な混合物 (例えば、粒子状およびガス状のフッ化物、二酸化硫黄、さらに低濃度のバナジウム、ニッケル、クロムの酸化物) を考えると、そのようなフッ化物の測定値は、煙霧のこの複雑な混合物の代理を表している可能性が高くなります。ポットルームで見つかったガスや微粒子。
現在、この状態はますます重要な職業病グループの XNUMX つであると思われます: 職業性喘息。 この障害をもたらす因果プロセスは、個々のケースでは困難に決定されます。 OAAAS の徴候および症状は、既存のアレルギー性喘息、非特異的気管支過敏症、反応性気道機能不全症候群 (RADS)、または真の職業性喘息に起因する可能性があります。 この状態の診断は現在問題があり、互換性のある病歴、可変的な気流制限の存在、またはそれがない場合の薬理学的に誘発された気管支過敏症の生成が必要です。 しかし、後者が証明できない場合、この診断はありそうにありません。 (ただし、この現象は、仕事から離れて障害が治まると、最終的には消える可能性があります。)
この障害は、曝露が続くと次第に重症化する傾向があるため、影響を受けた個人は、ほとんどの場合、継続的な作業曝露から除外する必要があります。 アトピー性喘息の既往症のある人は、最初はアルミニウム削減セルルームから制限する必要がありますが、アトピーがないからといって、作業曝露後にこの状態が発生するかどうかを予測することはできません.
現在、アルミニウムは、この金属の製錬および溶接に従事する労働者の間で神経毒性に関連している可能性があることを示唆する報告があります. アルミニウムが肺を介して吸収され、通常よりも高いレベルで尿中に排泄されることが明確に示されています。 しかし、そのような労働者の神経学的影響に関する文献の多くは、アルミニウムの吸収がヒトの神経毒性をもたらすという推定に由来しています. したがって、そのような関連性がより再現可能に実証されるまで、アルミニウムと職業上の神経毒性との関係は、現時点では推測の域を出ないものと見なされなければなりません.
陽極の交換や溶融氷晶石やアルミニウムの存在下でのその他の精力的な作業を行う過程で時折 300 kcal/h を超える消費が必要になるため、暑い時期には熱障害が見られることがあります。 このようなエピソードは、天候が最初に穏やかな状態から夏の高温多湿の状態に変化するときに発生する可能性が最も高くなります. さらに、暑い時期に陽極交換を早めたり、XNUMX 回連続して作業シフトを行ったりする労働慣行も、労働者をこのような熱障害にかかりやすくします。 熱順応が不十分な労働者や体調管理が不十分な労働者、塩分摂取量が不十分な労働者、または併発または最近の病気にかかっている労働者は、そのような困難な作業を行っている間に特に熱疲労および/または熱けいれんを発症しやすい. 熱中症は、アルミニウム製錬所の労働者の間で発生していますが、素因となる健康上の変化(例えば、アルコール依存症、加齢)があることが知られている労働者を除いて、めったにありません。
ピッチフュームや微粒子の呼吸に関連する多環式芳香族への曝露は、特にソダーバーグタイプの還元セル職員を膀胱癌を発症する過度のリスクにさらすことが実証されています。 過剰ながんリスクはあまり確立されていません。 加熱されたコークスとタールの混合物が加熱される炭素電極プラントの労働者も、そのような危険にさらされていると想定されています。 しかし、電極が約 1,200 °C で数日間焼き付けられた後、多環式芳香族化合物は実質的に完全に燃焼または揮発し、そのような陽極または陰極に関連付けられなくなります。 したがって、プリベークされた電極を使用する還元セルは、これらの悪性疾患の発症の過度のリスクを提示することが明確に示されていません。 その他の新生物形成 (例えば、非顆粒球性白血病や脳腫瘍) は、アルミニウム削減作業で発生することが示唆されています。 現在、そのような証拠は断片的で一貫性がありません。
電解セルの近くでは、ポットルームで空気圧クラストブレーカーを使用すると、100 dBA のオーダーの騒音レベルが発生します。 電解還元セルは、低電圧高アンペア電流供給から直列に作動するため、通常、感電のケースは深刻ではありません。 ただし、高電圧電源がポットルームの直列接続ネットワークに接続するポイントの発電所では、特に電源が交流の高電圧電流であるため、深刻な感電事故が発生する可能性があります。
電磁界に関連するばく露に関して健康上の懸念が提起されているため、この業界の労働者のばく露が疑問視されています。 電解還元セルに供給される電力は直流であることを認識しなければなりません。 したがって、ポットルームで生成される電磁場は、主に静的または定常場タイプです。 そのような電磁界は、低周波電磁界とは対照的に、実験的または臨床的に、一貫したまたは再現可能な生物学的効果を発揮することがさらに容易ではありません。 さらに、現在の細胞室で測定された磁場の磁束レベルは、現在提案されている静磁場、サブ無線周波数、および静電場の暫定的なしきい値制限値内にあることが一般的にわかっています。 超低周波電磁場への曝露は還元プラントでも発生し、特に整流器室に隣接するこれらの部屋の遠端で発生します。 ただし、近くのポットルームで見られるフラックス レベルは最小限であり、現在の基準をはるかに下回っています。 最後に、アルミニウム還元プラントにおける電磁界による健康への悪影響の一貫した、または再現可能な疫学的証拠は、説得力のある形で証明されていません。
電極製造
ピッチガスに接触した労働者は、紅斑を発症することがあります。 日光にさらされると、刺激が増した光感作が誘発されます。 局所的な皮膚腫瘍の症例は、不十分な個人衛生が実践された炭素電極作業員の間で発生しました。 切除および転職後、通常、それ以上の広がりや再発は見られません。 電極の製造中に、かなりの量の炭素とピッチの粉が発生する可能性があります。 このような粉塵への暴露が深刻で不十分に管理されている場合、炭素電極メーカーが限局性肺気腫を伴う単純なじん肺を発症し、大規模な線維性病変の発症を合併する可能性があるという報告が時折あります。 単純塵肺も複雑塵肺も、石炭労働者の塵肺の対応する状態と見分けがつかない。 ボール ミルでコークスを粉砕すると、最大 100 dBA の騒音レベルが発生します。
編集者注: アルミニウム製造産業は、国際がん研究機関 (IARC) によって、既知のヒトがんの原因グループ 1 に分類されています。 さまざまな暴露が、本書の他の箇所で説明されている他の疾患 (例えば、「ポットルーム喘息」) に関連しています。 百科事典.
電線製造
ケーブルには、100 キロボルトを超える電力を伝送するスーパーテンション パワー ケーブルから通信ケーブルに至るまで、さまざまな用途に合わせてさまざまなサイズがあります。 後者は過去に銅の導体を利用していましたが、これらは、はるかに小さなケーブルでより多くの情報を運ぶ光ファイバーケーブルに取って代わられました. 中間には、住宅配線用に使用される一般的なケーブル、その他のフレキシブル ケーブル、超張力ケーブルの電圧よりも低い電圧の電力ケーブルがあります。 さらに、鉱物絶縁ケーブル (工場、ホテル、船上など、火事による燃焼からの固有の保護が重要な場所で使用される)、エナメル線 (電気として使用される) など、より特殊なケーブルがあります。モーターの巻線)、チンセル ワイヤ (電話の受話器の巻き線接続に使用)、クッカー ケーブル (歴史的にはアスベスト絶縁体を使用していましたが、現在は他の材料を使用) などです。
材料とプロセス
コンダクター
ケーブルの導体として使用される最も一般的な材料は、導電性があるため、常に銅です。 銅を導体にする前に、高純度に精製する必要があります。 鉱石またはスクラップからの銅の精製は、XNUMX 段階のプロセスです。
- 不要な不純物を除去し、銅陽極を鋳造するための大型炉での火精錬
- 硫酸を含む電池で電解精製し、そこから非常に純粋な銅がカソードに堆積します。
現代のプラントでは、銅カソードがシャフト炉で溶解され、連続的に鋳造され、銅棒に圧延されます。 このロッドは、一連の正確な金型を通して銅を引っ張ることにより、伸線機で必要なサイズに引き下げられます。 従来、伸線作業は中央の XNUMX か所で行われ、多くの機械でさまざまなサイズのワイヤが製造されていました。 最近では、小規模な自律型工場が独自の小規模な伸線作業を行っています。 一部の特殊な用途では、銅導体は、スズ、銀、または亜鉛などの金属コーティングでメッキされます。
アルミニウム導体は架空送電ケーブルで使用され、銅に比べて劣る伝導率を補う以上に軽量化されています。 アルミニウム導体は、加熱されたアルミニウムのビレットを押し出しプレスを使用して金型から押し出すことによって作られます。
より特殊な金属導体は、特定の用途に特殊な合金を利用します。 カドミウム-銅合金は、架空架線 (鉄道で使用される頭上導体) や電話の受話器で使用される錦糸線に使用されています。 カドミウムは、純銅に比べて引張強度を高め、架線が支柱間で垂れ下がらないようにするために使用されます。 ベリリウム銅合金も特定の用途で使用されます。
通信を伝送するための高光学品質ガラスの連続フィラメントからなる光ファイバーは、1980 年代初頭に開発されました。 これには、まったく新しい製造技術が必要でした。 四塩化ケイ素を旋盤内で燃焼させ、素材に二酸化ケイ素を堆積させます。 二酸化ケイ素は、塩素雰囲気で加熱することによりガラスに変換されます。 次に、サイズに合わせて描画され、保護コーティングが適用されます。
絶縁
さまざまな種類のケーブルに多くの絶縁材料が使用されています。 最も一般的なタイプは、PVC、ポリエチレン、ポリテトラフルオロエチレン (PTFE)、ポリアミドなどのプラスチック材料です。 いずれの場合も、プラスチックは技術仕様を満たすように配合され、押出機を使用して導体の外側に適用されます。 場合によっては、特定の用途のためにプラスチックコンパウンドに材料を追加することができます。 たとえば、一部の電力ケーブルには、プラスチックを架橋するためにシラン化合物が組み込まれています。 ケーブルを地中に埋める場合は、シロアリが絶縁体を食べるのを防ぐために殺虫剤が追加されます。
一部のフレキシブル ケーブル、特に地下鉱山のフレキシブル ケーブルでは、ゴム絶縁体が使用されています。 さまざまな仕様を満たすために数百の異なるゴム配合が必要であり、専門のゴム配合施設が必要です。 ゴムは導体に押し出されます。 また、高温の亜硝酸塩または加圧液体のいずれかの浴を通過させて加硫する必要があります。 隣接するゴム絶縁導体がくっつくのを防ぐために、それらはタルク粉末を通して引き出されます。
ケーブル内部の導体は、紙 (鉱物油または合成油に浸したもの) や雲母などの絶縁体で包まれている場合があります。 次いで、典型的にはプラスチック押し出しによって外側シースが適用される。
無機絶縁 (MI) ケーブルを製造する XNUMX つの方法が開発されました。 XNUMXつ目は、銅管に多数の固体銅導体が挿入されており、その間のスペースに酸化マグネシウム粉末が充填されています。 次に、アセンブリ全体が一連のダイを通して必要なサイズに引き下げられます。 もうXNUMXつの技術は、粉末で分離された導体の周りに銅のスパイラルを連続的に溶接することです。 使用中、MI ケーブルの外側の銅シースはアース接続であり、内側の導体は電流を運びます。 外層は必要ありませんが、美的理由から PVC シースを指定する顧客もいます。 MI ケーブルの主な利点は燃えないことであり、PVC シースはこの利点をいくらか無効にするため、これは逆効果です。
近年、火災時のケーブルの挙動は、次の XNUMX つの理由から注目を集めています。
- 従来の断熱材であるほとんどのゴムやプラスチックは、火災の際に大量の煙や有毒ガスを放出し、注目を集める多くの火災事故では、これが主な死亡原因となっています。
- ケーブルが燃え尽きると、導線が接触して回路が融着し、電力が失われます。 これにより、プラスチック材料とゴム材料の両方で低煙発火 (LSF) コンパウンドが開発されました。 ただし、火災時の最高のパフォーマンスは常に MI ケーブルから得られることを認識しておく必要があります。
特定のケーブルには、多くの特殊な材料が使用されています。 スーパーテンションケーブルは、絶縁と冷却の両方の特性のためにオイルが充填されています。 他のケーブルは、MIND、ワセリン、または鉛シースとして知られる炭化水素グリースを使用しています。 エナメル線は通常、クレゾールに溶かしたポリウレタン エナメルでコーティングして作られます。
ケーブル製造
多くのケーブルでは、個々の絶縁導体が撚り合わされて特定の構成を形成しています。 個々の導体を含む多数のリールが、ケーブルが機械を通して引き出されるときに中心軸の周りを回転します。 座礁 & レイアップ.
一部のケーブルは、機械的損傷から保護する必要があります。 これはしばしば 編組、 フレキシブル ケーブルの外部絶縁体の周りに材料が織り込まれ、各ストランドがらせん状に何度も交差するようになっています。 このような編組ケーブルの例 (少なくとも英国では) は、電気アイロンで使用されるもので、織物の糸が編組材料として使用されます。 他のケースでは、鋼線が編組に使用され、操作は次のように呼ばれます。 装甲。
付帯業務
より大きなケーブルは、直径数メートルまでのドラムで提供されます。 従来、ドラムは木製でしたが、スチール製のドラムが使用されています。 木製のドラムは、機械または空気圧釘打機を使用して製材を釘付けすることによって作られます。 木材の腐敗を防ぐために、銅クロムヒ素防腐剤が使用されています。 小さいケーブルは通常、段ボールのリールで提供されます。
ケーブルの両端を接続する操作。 接合、 遠隔地で実施する必要があるかもしれません。 接合部は、良好な電気接続を備えている必要があるだけでなく、将来の環境条件にも耐えられる必要があります。 使用される接合剤は一般にアクリル樹脂であり、イソシアネート化合物とシリカ粉末の両方が組み込まれています。
ケーブル コネクタは、通常、棒材から製造する自動旋盤で真鍮で作られています。 機械は、水と油のエマルジョンを使用して冷却および潤滑されます。 ケーブル クリップは、プラスチック射出成形機によって製造されます。
危険とその防止
ケーブル業界全体で最も蔓延している健康被害はノイズです。 最もノイズの多い操作は次のとおりです。
- 線引き
- 編組
- 銅の火精錬所
- 銅棒の連続鋳造
- ケーブル ドラムの製造。
これらの地域では、90 dBA を超える騒音レベルが一般的です。 伸線および編組の場合、全体的な騒音レベルは、機械の数と場所、および音響環境によって異なります。 機械のレイアウトは、騒音への暴露を最小限に抑えるように計画する必要があります。 入念に設計された音響エンクロージャは、ノイズを制御する最も効果的な手段ですが、高価です。 銅の火精錬所および銅棒の連続鋳造では、騒音の主な原因はバーナーであり、騒音を抑えるように設計する必要があります。 ケーブル ドラム製造の場合、空気圧で作動するネイル ガンが主な騒音源であり、これはエアラインの圧力を下げて排気サイレンサーを取り付けることで低減できます。 ただし、上記のほとんどの場合、影響を受ける地域の労働者に聴覚保護を施すことが業界の標準ですが、銅の火精錬所の高温環境と銅棒の連続鋳造により、聴覚保護は通常よりも不快になります。 各個人の聴力を監視するために、定期的な聴力検査も実施する必要があります。
安全上の問題とその防止策の多くは、他の多くの製造業と同じです。 ただし、一部のケーブル製造機では、XNUMX つの軸の周りを同時に回転する導体のリールが多数あるため、特別な危険が伴います。 マシン ガードがインターロックされていることを確認して、マシンが動作しないようにすることが不可欠です。ただし、ガードが、走行中のニップや大きなケーブル ドラムなどの他の回転部品へのアクセスを防止する位置にない限り、マシンが動作しないようにする必要があります。 ミシンの最初の糸通し中、オペレーターがミシンガードの内側にアクセスできるようにする必要がある場合、ミシンは一度に数センチしか動かせないようにする必要があります。 インターロックの配置は、ガードを開くか、制御コンソールに挿入して操作できるようにする独自のキーを使用することで実現できます。
飛散粒子によるリスクの評価 (たとえば、ワイヤが破損して飛び出す場合) を行う必要があります。
ガードは、そのような粒子がオペレーターに到達するのを物理的に防ぐように設計する必要があります。 これが不可能な場合は、適切な保護メガネを発行して着用する必要があります。 線引き作業は、多くの場合、目の保護具を使用する必要がある領域として指定されています。
コンダクター
銅の火精錬所や銅棒の鋳造などの溶銑プロセスでは、爆発を防ぐために水が溶融金属と接触しないようにする必要があります。 炉に負荷をかけると、金属酸化物の煙が作業場に漏れる可能性があります。 これは、充電ドア上の効果的な局所排気換気を使用して制御する必要があります。 同様に、溶融金属が炉から鋳造機に送られるランダと鋳造機自体も適切に制御する必要があります。
電解精製における主な危険は、各セルから発生する硫酸ミストです。 空気中の濃度は 1 mg/m 未満に保つ必要があります3 刺激を防ぐために適切な換気によって。
銅棒を鋳造する場合、断熱板またはブランケットを使用して鋳造ホイールの周囲の熱を保つことにより、追加の危険が生じる可能性があります。 このような用途では、セラミック材料がアスベストに取って代わった可能性がありますが、セラミック繊維自体は、曝露を防ぐために細心の注意を払って取り扱う必要があります。 このような材料は、使用後に熱の影響を受けると砕けやすくなり (すなわち、簡単に壊れる)、空気中の呼吸に適した繊維にさらされることになります。
アルミニウム電源ケーブルの製造には、異常な危険が伴います。 アルミニウムビレットがラムにくっつくのを防ぐために、重油中のグラファイトの懸濁液が押出プレスのラムに適用されます。 ラムが熱くなると、この材料の一部が燃えて屋根のスペースに上がります。 天井クレーンの運転者が近くになく、ルーフファンが取り付けられて作動している場合、作業員の健康に危険はありません。
カドミウム銅合金またはベリリウム銅合金のいずれかを製造すると、関係する従業員に高いリスクが生じる可能性があります。 カドミウムは銅の融点よりもかなり低い温度で沸騰するため、カドミウムを溶融銅 (合金を作るために必要) に加えるたびに、新たに発生する酸化カドミウムの煙が大量に発生します。 このプロセスは、局所排気換気装置を慎重に設計することによってのみ安全に実行できます。 同様に、ベリリウム-銅合金の製造には、細部に細心の注意を払う必要があります。ベリリウムはすべての有毒金属の中で最も毒性が高く、暴露制限が最も厳しいためです。
光ファイバーの製造は、高度に専門化されたハイテク オペレーションです。 使用される化学薬品には特有の危険性があり、作業環境の管理には、複雑な LEV およびプロセス換気システムの設計、設置、および保守が必要です。 これらのシステムは、コンピューター監視制御ダンパーによって制御する必要があります。 主な化学的危険は、塩素、塩化水素、オゾンによるものです。 さらに、ダイのクリーニングに使用される溶剤は、抽出されたヒューム キャビネットで処理する必要があり、ファイバーのコーティングに使用されるアクリル系樹脂との皮膚接触を避ける必要があります。
絶縁
プラスチックの配合作業とゴムの配合作業の両方に、適切に管理する必要がある特定の危険があります (次の章を参照)。 ゴム産業)。 ケーブル業界は他の業界とは異なる化合物を使用する場合がありますが、制御技術は同じです。
それらが加熱されると、プラスチックコンパウンドは熱分解生成物の複雑な混合物を放出します。その組成は、元のプラスチックコンパウンドとそれがさらされる温度に依存します。 プラスチック押出機の通常の処理温度では、空気中の汚染物質は通常比較的小さな問題ですが、主にフタル酸エステルへの暴露を制御するために、押出機ヘッドと製品を冷却するために使用される水槽の間の隙間に換気を設置することが賢明です。 PVCで一般的に使用される可塑剤。 更なる調査が必要なオペレーションのフェーズは、切り替え中です。 オペレーターはエクストルーダー ヘッドの上に立って、まだ熱いプラスチック コンパウンドを取り除き、新しい色だけが出てケーブルがエクストルーダー ヘッドの中央に配置されるまで、新しいコンパウンドを (そして床に) 通さなければなりません。 オペレータが押出機のヘッドに非常に近い場合、この段階で効果的な LEV を設計するのは難しい場合があります。
ポリテトラフルオロエチレン (PTFE) には、独自の特別な危険性があります。 インフルエンザに似た症状のポリマーヒューム熱を引き起こす可能性があります。 この状態は一時的なものですが、加熱された化合物への暴露を適切に制御することによって防ぐ必要があります.
ケーブルの製造におけるゴムの使用は、タイヤ産業などのゴムの他の用途よりも低いレベルのリスクを示しています。 両方の業界で、β-ナフチルアミンを含む抗酸化剤 (Nonox S) の使用は、1949 年に中止されるまで、中止日より前に曝露された人々に 30 年後に膀胱癌の症例をもたらしました。 1949 年以降に雇用された者のみ。 しかし、ケーブル業界では、タイヤ業界で見られるような他のがん、特に肺や胃のがんの発生率の増加は経験していません。 その理由はほぼ間違いなく、ケーブル製造では押出機と加硫機が密閉されており、従業員がゴムの煙やゴムの粉塵にさらされることは一般的にタイヤ業界よりもはるかに少ないためです。 ゴム製ケーブル工場での潜在的な懸念の XNUMX つは、タルクの使用です。 非繊維状のタルク (繊維状のトレモライトを含まないもの) のみを使用し、タルクを局所排気装置付きの密閉ボックスに適用することが重要です。
多くのケーブルには識別マークが印刷されています。 最新のビデオ ジェット プリンターが使用されている場合、使用される溶剤の量が非常に少ないため、健康へのリスクはほぼ確実に無視できます。 しかし、他の印刷技術では、通常の製造中、またはより一般的には洗浄作業中に、かなりの溶剤にさらされる可能性があります。 したがって、適切な排気システムを使用して、このような暴露を制御する必要があります。
MI ケーブルを作成する際の主な危険は、粉塵への露出、騒音、振動です。 これらのうち最初の XNUMX つは、他の場所で説明されている標準的な手法によって制御されます。 過去に発生した振動暴露 スエージング、 組み立てられたチューブの端に、回転ハンマーを備えた機械に手動で挿入してポイントを形成し、そのポイントを絞り機に挿入できるようにしました。 最近では、このタイプのカシメ機が空気圧式のものに置き換えられ、これにより、以前の方法で発生していた振動と騒音の両方が解消されました。
鉛被覆中の鉛曝露は、適切な LEV を使用し、鉛で汚染されやすい場所での飲食および喫煙を禁止することによって制御する必要があります。 定期的な生物学的モニタリングは、認定された検査室で鉛含有量の血液サンプルを分析することによって実施する必要があります。
エナメル線の製造に使用されるクレゾールは腐食性があり、濃度が非常に低いと特有の臭いがします。 ポリウレタンの一部は、エナメル オーブンで熱分解され、強力な呼吸器感作物質であるトルエン ジイソシアネート (TDI) を放出します。 TDI が周辺地域を汚染しないようにするために、触媒アフターバーナーを備えたオーブンの周りに適切な LEV が必要です。
付帯業務
接合 オペレーションは、XNUMX つの異なるグループの労働者、つまり、それらを製造する労働者と使用する労働者に危険をもたらします。 製造には、繊維性粉塵 (シリカ)、呼吸器感作性物質 (イソシアネート)、および皮膚感作性物質 (アクリル樹脂) の取り扱いが含まれます。 効果的な LEV を使用して従業員の暴露を適切に管理する必要があり、適切な手袋を着用して樹脂との皮膚接触を防ぐ必要があります。 化合物のユーザーに対する主な危険は、樹脂に対する皮膚感作です。 ジョインターは皮膚との接触を完全に避けることができない場合があり、洗浄目的で水源から離れた場所にあることが多いため、これを制御するのは難しい場合があります。 そのため、無水ハンドクレンザーは不可欠です。
環境ハザードとその防止
概して、ケーブルの製造は、工場外に重大な排出をもたらすことはありません。 この規則には XNUMX つの例外があります。 XNUMXつ目は、印刷などで使用する溶剤の蒸気を大気に放出するLEVシステムにより、蒸気への暴露を抑制したことです。 このような揮発性有機化合物 (VOC) の排出は、光化学スモッグの形成に必要な要素の XNUMX つであるため、多くの国の規制当局からの圧力が強まっています。 XNUMX 番目の例外は、エナメル線の製造から TDI が放出される可能性があることです。 XNUMX 番目の例外は、多くの場合、ケーブルに使用される原材料の製造は、管理措置が講じられていない場合、環境への排出につながる可能性があることです。 銅の火精錬所、およびカドミウム-銅またはベリリウム-銅合金の製造からの金属粒子の排出は、それぞれ適切なバグ フィルター システムに送られる必要があります。 同様に、ゴム配合物からの粒子状物質の排出は、バグフィルターユニットにダクトで送られる必要があります。 光ファイバーの製造からの微粒子、塩化水素、および塩素の排出は、バグ フィルター システムにダクトを通し、続いて苛性ソーダ スクラバーに送る必要があります。
金の製錬・精製
第 3 版、労働安全衛生百科事典からの適応。
金の採掘は、個々の探鉱者によって小規模に行われ(中国やブラジルなど)、大規模に地下鉱山(南アフリカなど)や露天掘り(米国など)で行われています。
金の採掘の最も簡単な方法はパンニングです。これは、円形の皿に金を含む砂または砂利を入れ、それを水流の下に保持して渦を巻きます。 軽い砂と砂利が徐々に洗い流され、金の粒子が鍋の中央近くに残ります。 より高度な水力による金の採掘では、強力な水流を金を含む砂利または砂に向けます。 これは材料を砕き、金が沈む特別な水門を通して洗い流しますが、軽い砂利は浮かせます。 川の採掘には、小さなバケツのチェーンを使用して川底から材料をすくい上げ、スクリーニングコンテナ (トロンメル) に空にする平底ボートで構成されるエレベーター浚渫船が使用されます。 水が流されると、材料はトロンメル内で回転します。 金を含んだ砂はトロンメルの穴から沈み、振動台の上に落ちてさらに濃縮されます。
鉱石から金を抽出するには、主に XNUMX つの方法があります。 これらはのプロセスです 合併 & シアン化. アマルガム化のプロセスは、金が金属水銀と合金化して、固体から液体まで、さまざまな濃度のアマルガムを形成する能力に基づいています。 金は、水銀を留去することにより、アマルガムからかなり簡単に除去できます。 内部アマルガム化では、鉱石が破砕されると同時に破砕装置内で金が分離されます。 装置から取り出されたアマルガムは、特別なボウル内で水によって混合物がなくなるまで洗浄されます。 次に、残りの水銀がアマルガムから押し出されます。 外部アマルガメーションでは、金はアマルガメーターまたは水門(銅板で覆われた傾斜台)の破砕装置の外側で分離されます。 アマルガムが除去される前に、新しい水銀が追加されます。 次に、精製および洗浄されたアマルガムを圧縮します。 どちらのプロセスでも、水銀は蒸留によってアマルガムから除去されます。 合併プロセスは、環境への懸念から、小規模採掘を除いて、今日ではめったに行われません。
シアン化による金の抽出は、金が安定した水溶性複塩 KAu(CN) を形成する能力に基づいています。2 酸素と関連してシアン化カリウムと結合した場合。 金鉱石の破砕から生じるパルプは、砂として知られるより大きな結晶粒子と、シルトとして知られるより小さな非晶質粒子で構成されています。 重い砂は、装置の底に堆積し、溶液 (シルトを含む) を通過させます。 金の抽出プロセスは、細かく粉砕された鉱石を浸出槽に供給し、それを通してシアン化カリウムまたはシアン化ナトリウムの溶液をろ過することで構成されます. シルトは、増粘剤の添加と真空濾過によってシアン化金溶液から分離されます。 粗く破砕された鉱石の平らな山にシアン化物溶液が注がれるヒープリーチングは、特に低品位の鉱石や尾鉱で人気が高まっています。 どちらの場合も、アルミニウムまたは亜鉛の粉末を加えることによって、シアン化金溶液から金を回収します。 別の操作では、濃酸を消化反応器に加えて亜鉛またはアルミニウムを溶解し、固体の金を残します。
炭酸、水、空気、および鉱石に含まれる酸の影響下で、シアン化物溶液は分解し、シアン化水素ガスを放出します。 これを防ぐために、アルカリ(石灰または苛性ソーダ)を加えます。 アルミニウムや亜鉛を溶かすために酸を加えると、シアン化水素も生成されます。
別のシアン化技術では、活性炭を使用して金を除去します。 木炭を懸濁状態に保つために、活性炭でスラリー化する前にシアン化金溶液に増粘剤を添加します。 金を含む木炭はスクリーニングによって除去され、金はアルコール溶液中の濃縮アルカリシアン化物を使用して抽出されます。 その後、金は電気分解によって回収されます。 木炭は焙煎することで再活性化でき、シアン化物は回収して再利用できます。
アマルガム化とシアン化の両方で、かなりの量の不純物を含む金属が生成されます。純金の含有量が 900/ミルを超えることはめったにありません。
金は、銅、鉛、その他の金属の製錬の副産物としても回収されます (この章の記事「銅、鉛、亜鉛の製錬と精製」を参照)。
危険とその防止
大深度に産出する金鉱石は、地下採掘によって採掘されます。 これには、鉱山作業における粉塵の形成と拡散を防止するための対策が必要です。 砒素鉱石からの金の分離は、鉱山労働者の砒素曝露と、砒素含有粉塵による空気と土壌の汚染を引き起こします。
金の水銀抽出では、水銀が水門に入れられたり、水門から取り除かれたり、アマルガムが精製または圧縮されたり、水銀が留去されたりするときに、労働者は空気中の高濃度の水銀にさらされる可能性があります。 水銀中毒は、合併および蒸留の労働者の間で報告されています。 極東および南アメリカのいくつかの国では、合併による水銀曝露のリスクが深刻な問題になっています。
アマルガム化プロセスでは、水銀が水門に置かれ、水銀が手の皮膚に接触しないようにアマルガムを除去する必要があります (長いハンドルのシャベル、水銀を透過しない防護服、およびすぐ)。 アマルガムの処理と水銀の除去または圧縮も、水銀が手に触れる可能性がないように、可能な限り完全に機械化する必要があります。 アマルガムの処理と水銀の蒸留除去は、壁、天井、床、装置、および作業面が水銀またはその蒸気を吸収しない材料で覆われた隔離された施設で実行されなければならない。 すべての水銀堆積物を除去するために、すべての表面を定期的に清掃する必要があります。 水銀の使用を伴う操作を目的とするすべての施設には、全体的および局所的な排気装置を装備する必要があります。 これらの換気システムは、水銀が留去される施設では特に効率的でなければなりません。 水銀の在庫は、特別な排気フードの下で密閉された金属容器に保管する必要があります。 労働者には、水銀を扱う作業に必要な PPE を提供する必要があります。 また、混合および蒸留に使用される施設では、空気を体系的に監視する必要があります。 医療モニタリングも必要です。
シアン化プラントにおけるシアン化水素による空気の汚染は、気温、換気、処理される材料の量、使用中のシアン化物溶液の濃度、試薬の品質、開放設備の数に依存します。 金を抽出する工場の労働者の健康診断では、高頻度のアレルギー性皮膚炎、湿疹、膿皮症 (膿の形成を伴う急性炎症性皮膚疾患) に加えて、慢性シアン化水素中毒の症状が明らかになりました。
シアン化物溶液の調製の適切な構成は特に重要です。 シアン化物塩を含むドラム缶の開口部とこれらの塩の溶解槽への供給が機械化されていない場合、シアン化物粉塵とシアン化水素ガスによる実質的な汚染が発生する可能性があります。 シアン化物溶液は、自動プロポーショニング ポンプを使用して閉鎖システムに供給する必要があります。 金シアン化プラントでは、すべてのシアン化装置で適切なアルカリ度を維持する必要があります。 さらに、シアン化装置は密閉し、適切な全体換気と漏れ監視によってバックアップされた LEV を装備する必要があります。 すべてのシアン化装置と施設の壁、床、オープンエリア、階段は、非多孔質材料で覆われ、弱アルカリ溶液で定期的に清掃する必要があります。
ゴールドスライムの処理で亜鉛を分解するために酸を使用すると、シアン化水素とアルシンが発生する可能性があります. したがって、これらの操作は、局所排気フードを使用して、特別に装備された分離された施設で実行する必要があります。
喫煙は禁止されるべきであり、労働者には飲食のための別々の施設が提供されるべきです。 応急処置用具を利用できるようにし、作業員の体に接触したシアン化物溶液を直ちに除去するための材料と、シアン化物中毒の解毒剤を備えている必要があります。 労働者には、シアン化合物を通さない個人用保護服を提供する必要があります。
環境への影響
特に金が処理される場所では、金属水銀蒸気への曝露と自然界の水銀のメチル化の証拠があります。 ブラジルの金採掘地域の水、集落、および魚に関するある研究では、地元で消費される魚の可食部分の水銀濃度は、人間の消費に関するブラジルの勧告レベルのほぼ 6 倍を超えました (Palheta と Taylor 1995)。 ベネズエラの汚染された地域では、金の探鉱者が水銀を使用して金を含む砂や岩の粉から金を分離してきました。 汚染された地域の表土およびゴム堆積物中の高レベルの水銀は、深刻な職業上および公衆衛生上のリスクを構成します。
廃水のシアン化物汚染も大きな懸念事項です。 シアン化物溶液は、放出する前に処理するか、回収して再利用する必要があります。 例えば、消化反応器内のシアン化水素ガスの排出は、スタックから排出される前にスクラバーで処理されます。
電気ランプとチューブの製造
ランプは、フィラメント (または白熱) ランプと放電ランプの XNUMX つの基本的なタイプで構成されます。 両方のタイプのランプの基本コンポーネントには、ガラス、さまざまな金属ワイヤ片、充填ガス、および通常ベースが含まれます。 ランプの製造元によって、これらの材料は社内で製造されているか、外部のサプライヤから入手することができます。 典型的なランプ メーカーは独自のガラス球を製造しますが、専門メーカーまたは他のランプ会社から他の部品やガラスを購入する場合があります。
ランプの種類に応じて、さまざまなガラスを使用できます。 白熱灯や蛍光灯は通常、ソーダライムガラスを使用しています。 高温ランプはホウケイ酸ガラスを使用しますが、高圧放電ランプは発光管に石英またはセラミックを使用し、外側エンベロープにホウケイ酸ガラスを使用します。 鉛ガラス (約 20 ~ 30% の鉛を含む) は、通常、ランプの電球の端部を密閉するために使用されます。
ランプの構造でサポートまたはコネクタとして使用されるワイヤは、鋼、ニッケル、銅、マグネシウム、鉄などのさまざまな材料で作られていますが、フィラメントはタングステンまたはタングステン - トリウム合金で作られています。 サポート ワイヤの重要な要件の XNUMX つは、ランプに電流を流すためにワイヤがガラスを貫通する場合に、ガラスの膨張特性に一致する必要があることです。 多くの場合、このアプリケーションではマルチパート リード ワイヤが使用されます。
ベース (またはキャップ) は、通常、真鍮またはアルミニウムで作られています。屋外での使用が必要な場合は、真鍮が好ましい素材です。
フィラメントまたは白熱灯
フィラメントまたは白熱灯は、現在も製造されている最も古いタイプのランプです。 その名前は、これらのランプが光を生成する方法に由来しています。つまり、ワイヤ フィラメントを十分に高い温度に加熱して光らせることです。 ほぼすべての種類のフィラメントを使用して白熱灯を製造することができますが (初期のランプは炭素を使用していました)、今日、そのようなランプのほとんどはタングステン金属製のフィラメントを使用しています。
タングステンランプ. これらのランプの一般的な家庭用バージョンは、タングステン ワイヤ フィラメントを取り囲むガラス電球で構成されています。 電気は、フィラメントを支持し、電球に密封されたガラスマウントを通って延びるワイヤーによってフィラメントに伝導されます。 次に、ワイヤを金属ベースに接続し、一方のワイヤをベースの中央のアイレットにはんだ付けし、もう一方をねじ付きシェルに接続します。 支持線はガラスと同じ膨張特性を持つ特殊な組成で、使用中にランプが熱くなっても漏れません。 ガラス バルブは通常ライム ガラスで作られていますが、ガラス マウントは鉛ガラスです。 二酸化硫黄は、マウントの準備によく使用されます。 二酸化硫黄は、ランプの高速組み立て中に潤滑剤として機能します。 ランプの設計に応じて、バルブは真空を封入するか、アルゴンまたはその他の非反応性ガスの充填ガスを使用する場合があります。
このデザインのランプは、透明ガラス電球、つや消し電球、さまざまな素材でコーティングされた電球を使用して販売されています。 つや消し電球と白い素材 (多くの場合、粘土または非晶質シリカ) でコーティングされた電球は、透明な電球に見られるフィラメントからのまぶしさを軽減するために使用されます。 電球はまた、電球の外側に着色されたセラミックやラッカー、電球の内側に黄色やピンクなどの他の色を含む、さまざまな他の装飾コーティングでコーティングされています.
典型的な家庭用の形状が最も一般的ですが、白熱灯は、管状、球体、リフレクターなどの多くの電球形状で作成でき、サブミニチュアから大型のステージ/スタジオ ランプまで、さまざまなサイズとワット数で作成できます。
タングステンハロゲンランプ. 標準的なタングステン フィラメント ランプの設計における 2 つの問題は、使用中にタングステンが蒸発し、低温のガラス壁に凝縮して、それを暗くし、光の透過率を低下させることです。 臭化水素や臭化メチルなどのハロゲンを充填ガスに追加すると、この問題が解消されます。 ハロゲンはタングステンと反応し、ガラス壁に凝縮するのを防ぎます。 ランプが冷えると、タングステンがフィラメントに再堆積します。 この反応はランプの圧力が高いほど最もよく機能するため、通常、タングステン ハロゲン ランプには数気圧のガスが含まれています。 通常、ハロゲンはランプ充填ガスの一部として、通常 XNUMX% 以下の濃度で追加されます。
タングステン ハロゲン ランプは、ガラスの代わりに石英製の電球を使用することもあります。 石英バルブは、ガラス製バルブよりも高い圧力に耐えることができます。 ただし、石英は紫外線を透過するため、石英電球には潜在的な危険性があります。 タングステン フィラメントは紫外線をほとんど生成しませんが、近距離で長時間露光すると、皮膚が赤くなったり、目に刺激を与えたりすることがあります。 カバーガラスを通して光をフィルタリングすると、紫外線の量が大幅に減少し、使用中にランプが破裂した場合に高温の石英から保護されます。
危険と注意事項
全体として、ランプ製造における最大の危険は、製品の種類に関係なく、自動化された装置の危険と、ガラス球やランプ、その他の材料の取り扱いによるものです。 ガラスからの切り傷や操作機器に手を伸ばすことは、事故の最も一般的な原因です。 反復運動や背中の怪我などのマテリアルハンドリングの問題は特に懸念されます。
ランプには鉛はんだがよく使われます。 高温用途で使用されるランプの場合、カドミウムを含むはんだを使用できます。 自動化されたランプ アセンブリ作業では、これらの両方のはんだへの露出は最小限に抑えられます。 修理や半自動作業のように手はんだ付けを行う場合、鉛やカドミウムへの暴露を監視する必要があります。
ランプの製造中に有害物質にさらされる可能性は、20 世紀半ば以降一貫して減少しています。 白熱灯の製造では、以前は多くのランプがフッ化水素酸または二フッ化塩溶液でエッチングされてつや消しランプが製造されていました。 これは、主に低毒性の粘土コーティングの使用に置き換えられました. フッ化水素酸の使用量は、完全に代替されたわけではありませんが、大幅に削減されました。 この変更により、酸による皮膚の火傷や肺の炎症のリスクが軽減されました。 以前は一部のランプ製品の外側に使用されていたセラミック カラー コーティングには、鉛、カドミウム、コバルトなどの重金属顔料が含まれており、組成の一部としてケイ酸鉛ガラス フリットが使用されていました。 近年、重金属顔料の多くは毒性の低い着色剤に置き換えられています。 重金属がまだ使用されている場合は、毒性の低い形態を使用することができます (たとえば、クロム VI の代わりにクロム III)。
コイル状のタングステン フィラメントは、タングステンをモリブデンまたはスチール マンドレル ワイヤに巻き付けることによって作られ続けています。 コイルが形成され、焼結されると、マンドレルは塩酸 (鋼の場合) またはモリブデンの場合は硝酸と硫酸の混合物を使用して溶解されます。 酸にさらされる可能性があるため、この作業は通常フード システムで行われますが、最近では完全に密閉された溶解槽で行われます (特に硝酸/硫酸混合物が含まれる場合)。
タングステン ハロゲン ランプで使用される充填ガスは、完全に密閉されたシステムでランプに追加され、損失や露出がほとんどありません。 臭化水素の使用は、その腐食性のためにそれ自体の問題を引き起こします。 LEV を提供する必要があり、ガス供給システムには耐腐食性の配管を使用する必要があります。 トリエーテッド タングステン ワイヤ (通常 1 ~ 2% のトリウム) は、一部のランプ タイプで今でも使用されています。 ただし、ワイヤ状のトリウムによるリスクはほとんどありません。
二酸化硫黄は慎重に管理する必要があります。 材料がプロセスに追加される場合は常に、LEV を使用する必要があります。 漏れ検出器は、保管場所でも役立つ場合があります。 壊滅的な放出の可能性があるため、75 kg の大型コンテナよりも小型の 1,000 kg ガスボンベを使用することをお勧めします。
皮膚への刺激は、はんだ付け用フラックスまたは下地セメントに使用される樹脂による潜在的な危険性があります。 一部の基礎セメント系は、天然樹脂の代わりにパラホルムアルデヒドを使用しているため、基礎セメントの硬化中にホルムアルデヒドにさらされる可能性があります。
すべてのランプは化学的な「ゲッタリング」システムを使用しており、組み立てる前に材料がフィラメントにコーティングされます。 ゲッターの目的は、ランプが密閉された後、ランプ内の残留水分または酸素と反応して除去することです。 典型的なゲッターには、窒化リン、およびアルミニウムとジルコニウムの金属粉末の混合物が含まれます。 リン窒化物ゲッターは使用しても問題ありませんが、アルミニウムやジルコニウムの金属粉末を取り扱うと、可燃性の危険が生じる可能性があります。 ゲッターは有機溶剤で湿らせて塗布しますが、材料がこぼれると、乾燥した金属粉末が摩擦によって発火する可能性があります。 金属火災は、特別なクラス D 消火器で消火する必要があり、水、泡、またはその他の通常の物質で消火することはできません。 第3のタイプのゲッターには、ホスフィンまたはシランの使用が含まれる。 これらの材料は、低濃度でランプのガス充填に含めることも、最終ガス充填の前に高濃度で追加してランプ内で「フラッシュ」することもできます。 これらの物質はどちらも非常に有毒です。 高濃度で使用する場合は、漏れ検出器とアラームを備えた完全密閉システムを現場で使用する必要があります。
放電ランプと放電管
低圧モデルと高圧モデルの両方の放電ランプは、白熱ランプよりもワットあたりの光の効率が優れています。 蛍光灯は商業ビルで長年使用されており、家庭での使用が増えてきています。 最近、特に白熱灯の代替品として蛍光灯のコンパクトバージョンが開発されました。
高圧放電ランプは、大面積照明や街路照明に長く使用されてきました。 これらの製品の低ワット版も開発中です。
蛍光灯
蛍光灯は、ガラス管の内側をコーティングするために使用される蛍光粉末にちなんで名付けられました。 この粉末は、ランプに使用されている水銀蒸気によって生成された紫外線を吸収し、可視光に変換して再放射します。
このランプに使用されているガラスは、白熱灯に使用されているものと似ており、チューブには石灰ガラスが使用され、両端のマウントには鉛ガラスが使用されています。 現在、1950 つの異なるファミリーの蛍光体が使用されています。 クロロフルオロリン酸カルシウムまたはストロンチウムのいずれかをベースとするハロリン酸塩は古い蛍光体であり、XNUMX 年代初頭にケイ酸ベリリウムをベースとする蛍光体に取って代わって広く使用されるようになりました。 第2の蛍光体ファミリーには、典型的にはイットリウム、ランタンなどを含む希土類から作られた蛍光体が含まれる。 これらの希土類蛍光体は通常、狭い発光スペクトルを持ち、これらの混合物 (一般的には赤、青、緑の蛍光体) が使用されます。
蛍光体はバインダー系と混合され、有機混合物または水/アンモニア混合物に懸濁され、ガラス管の内側にコーティングされます。 有機懸濁液は、酢酸ブチル、酢酸ブチル/ナフサ、またはキシレンを使用します。 環境規制により、水ベースの懸濁液が有機ベースのものに取って代わりつつあります。 コーティングが適用されると、チューブ上で乾燥され、チューブが高温に加熱されて結合剤が除去されます。
ランプの両端に XNUMX つのマウントが取り付けられています。 水銀がランプに導入されます。 これは、さまざまな方法で行うことができます。 一部の地域では手動で水銀を追加しますが、主な方法は、ランプを垂直または水平に取り付けて自動的に追加する方法です。 縦型機械では、ランプの一方の端にあるマウント ステムが閉じています。 次に、水銀をランプの上から落とし、ランプを低圧でアルゴンで満たし、上部マウント ステムを密閉して、ランプを完全に密閉します。 水平型の機械では、水銀は片側から導入され、ランプは反対側から排出されます。 アルゴンを再び加えて適切な圧力にし、ランプの両端を密閉します。 密封したら、キャップまたはベースを端に追加し、ワイヤ リードを電気接点にはんだ付けまたは溶接します。
水銀蒸気を導入する他の XNUMX つの可能な方法を使用することができます。 あるシステムでは、ランプが最初に点灯したときに水銀を放出する水銀含浸ストリップに水銀が含まれています。 もう一方のシステムでは、液体水銀が使用されますが、マウントに取り付けられたガラス カプセル内に含まれています。 カプセルは、ランプが密閉されて使い果たされた後に破裂し、それによって水銀が放出されます。
コンパクト蛍光灯は、標準蛍光灯の小型版であり、ランプの不可欠なコンポーネントとしてバラスト電子機器を含む場合があります。 コンパクト蛍光灯は、一般に希土類蛍光体の混合物を使用します。 一部のコンパクト ランプには、ランプの始動を補助する少量の放射性物質を含むグロー スターターが組み込まれています。 これらのグロー スターターは通常、クリプトン 85、水素 3、プロメチウム 147、または天然トリウムを使用して、いわゆる暗電流を供給し、ランプの始動を早めます。 これは消費者の観点からは望ましいことであり、消費者はちらつきなしにランプがすぐに始動することを望んでいます。
危険と注意事項
蛍光灯の製造には、かなりの数の変化が見られます。 ベリリウム含有蛍光体の初期の使用は 1949 年に中止され、蛍光体の製造および使用中の重大な呼吸器への危険が排除されました。 多くの作業で、蛍光灯のコーティングに含まれる有機懸濁液が水ベースの蛍光体懸濁液に置き換わり、作業者への暴露が減少するだけでなく、環境への VOC の排出も減少しました。 水ベースの懸濁液は、特に懸濁液の混合中に、アンモニアへの露出を最小限に抑えます。
水銀は、蛍光灯の製造において最大の懸念材料であり続けています。 排気装置の周りを除いて曝露は比較的低いですが、排気装置の周りに配置された労働者、これらの機械で作業している機械工、および清掃作業中に重大な曝露を受ける可能性があります. 露出を回避または制限するためのカバーオールや手袋などの個人用保護具、および必要に応じて呼吸保護具を使用する必要があります。 水銀尿検査を含む生物学的監視プログラムは、蛍光灯の製造現場のために確立されるべきです。
現在製造されている XNUMX つの蛍光体システムは、毒性が比較的低いと考えられる材料を使用しています。 親蛍光体への添加剤の一部 (バリウム、鉛、マンガンなど) には、さまざまな政府機関によって設定された暴露限界がありますが、これらの成分は通常、組成物中に比較的低い割合で存在します。
フェノールホルムアルデヒド樹脂は、ランプのエンドキャップの電気絶縁体として使用されています。 セメントは通常、ヘキサメチレンテトラミンなどの皮膚刺激物質を含む可能性がある天然および合成樹脂を含む。 自動化された混合および取り扱い装置は、これらの材料への皮膚接触の可能性を制限し、それによって皮膚刺激の可能性を制限します.
高圧水銀ランプ
高圧水銀ランプには、水銀のみを使用するものと、水銀とさまざまな金属ハロゲン化物を混合して使用するものがあります。 ランプの基本的なデザインは似ています。 どちらのタイプも、水銀または水銀/ハロゲン化物の混合物を含む石英発光管を使用します。 次に、この発光管は硬質のホウケイ酸ガラスの外側ジャケットで囲まれ、電気接点を提供するために金属ベースが追加されます。 外側のジャケットは透明にすることも、光の色を変更するために拡散材料または蛍光体でコーティングすることもできます。
水銀ランプ ランプの石英発光管には水銀とアルゴンのみが含まれています。 高圧下の水銀は、青色と紫外線を多く含む光を生成します。 石英発光管は紫外線に対して完全に透明であり、外側のジャケットが破損したり取り外されたりした場合、強力な紫外線光源となり、皮膚や目に火傷を負う可能性があります。 典型的な水銀ランプのデザインは、外被を取り外せば動作し続けますが、メーカーは、外被が壊れると動作を停止する融着設計のモデルも提供しています。 通常の使用では、外側ジャケットのホウケイ酸ガラスが紫外線を高い割合で吸収するため、損傷していないランプが危険を及ぼすことはありません。
水銀ランプのスペクトルは青色成分が多いため、外側ジャケットの内側は、リン酸バナジン酸イットリウムまたは同様の赤色増強蛍光体などの蛍光体でコーティングされることがよくあります。
メタルハライドランプ 発光管には水銀とアルゴンも含まれていますが、金属ハロゲン化物 (通常はナトリウムとスカンジウムの混合物、おそらく他のものとの混合物) を追加します。 金属ハロゲン化物を追加すると、ランプの赤色光出力が向上し、よりバランスの取れた光スペクトルを持つランプが生成されます。
危険と注意事項
水銀以外に、高圧水銀ランプの製造に使用される潜在的に危険な物質には、外側エンベロープに使用されるコーティング材料と、メタル ハライド ランプに使用されるハロゲン化物添加剤が含まれます。 XNUMX つのコーティング材料は、白熱灯で使用されるものと同じ単純なディフューザーです。 もうXNUMXつは、色補正蛍光体、バナジン酸イットリウムまたはリン酸バナジン酸イットリウムです。 五酸化バナジウムに似ていますが、バナジン酸塩は毒性が低いと考えられています。 ハロゲン化物は湿った空気中で反応し、取り扱いおよび使用中は乾燥した不活性雰囲気下に保たれなければならないため、ハロゲン化物物質への曝露は通常重要ではありません。 同様に、ナトリウムは反応性の高い金属ですが、金属の酸化を避けるために不活性雰囲気下で取り扱う必要があります。
ナトリウムランプ
現在、XNUMX種類のナトリウムランプが生産されています。 低圧ランプは、発光源として金属ナトリウムのみを含み、非常に黄色の光を生成します。 高圧ナトリウムランプは、水銀とナトリウムを使用してより白い光を生成します。
低圧ナトリウムランプ XNUMX 番目のガラス管内に囲まれた金属ナトリウムを含む XNUMX つのガラス管を持っています。
高圧ナトリウムランプ 高純度セラミックアルミナ発光管内に水銀とナトリウムの混合物が含まれています。 高圧ナトリウムランプの構造は、発光管の構成以外は水銀ランプやメタルハライドランプと基本的に同じです。
危険と注意事項
高圧または低圧ナトリウムランプの製造中に特有の危険はほとんどありません。 どちらのタイプのランプでも、ナトリウムは乾燥した状態に保つ必要があります。 純粋な金属ナトリウムは水と激しく反応し、水素ガスと発火を引き起こすのに十分な熱を生成します。 空気中に放置された金属ナトリウムは、空気中の水分と反応し、金属に酸化被膜を生成します。 これを避けるために、ナトリウムは通常、乾燥窒素またはアルゴン雰囲気下のグローブ ボックスで処理されます。 高圧ナトリウムランプを製造するサイトでは、高圧水銀ランプを製造するサイトと同様に、水銀を取り扱うために追加の予防措置が必要です。
環境と公衆衛生の問題
水銀を含むランプの廃棄物処理および/またはリサイクルは、過去数年間、世界中の多くの地域で高い注目を集めてきた問題です。 コストの観点からはせいぜい「損益分岐点」の操作ですが、現在、蛍光灯や高圧放電ランプから水銀を回収する技術が存在します。 現在、ランプ材料のリサイクルは、再利用としてより正確に説明されています。これは、ランプ材料が再処理され、新しいランプの製造に使用されることはめったにないためです。 通常、金属部品はスクラップ金属ディーラーに送られます。 回収されたガラスは、グラスファイバーまたはガラスブロックの製造に使用したり、セメントまたはアスファルト舗装の骨材として使用したりできます。 場所とリサイクルの利用可能性、および有害または特別な廃棄物処理オプションによっては、リサイクルが低コストの代替手段になる場合があります。
蛍光灯の設置に使用されるバラストには、以前は PCB を誘電体として使用するコンデンサが含まれていました。 PCB を含むバラストの製造は中止されましたが、古いバラストの多くは寿命が長いため、まだ使用されている可能性があります。 PCB を含むバラストの廃棄は規制されている可能性があり、特殊廃棄物または有害廃棄物として廃棄する必要がある場合があります。
ガラス製造、特にホウケイ酸ガラスは、NOの重大な発生源になる可能性がありますx 大気への放出。 最近では、空気の代わりに純粋な酸素が、NO を減らす手段としてガス バーナーで使用されています。x 排出量。
家電製品製造
第 3 版、労働安全衛生百科事典からの適応。
家庭用電気機器産業は、視聴覚、調理、暖房、食品の準備、および保管 (冷凍) 用に設計された機器を含む、さまざまな機器の製造を担っています。 このような電化製品の生産と製造には、関連する健康被害や病気のパターンを伴う可能性のある多くの高度に自動化されたプロセスが含まれます。
製造プロセス
家庭用電化製品の製造に使用される材料は、次のように分類できます。
- ケーブルおよび機器の構造および/またはフレームワークの電気導体に通常使用される金属
- 通電中の電気機器との偶発的な接触を防止するために使用される誘電体または絶縁材料
- 塗料と仕上げ
- 化学物質。
参照されている 1 つのカテゴリに含まれる材料の例を表 XNUMX に示します。
表 1. 家電製品の製造に使用される材料の例
|
金属 |
誘電体 |
塗料/仕上げ |
化学品 |
|
鋼 |
無機材料(雲母など) |
塗料 |
酸 |
|
アルミ |
プラスチック(PVCなど) |
ラッカー |
アルカリス |
|
Lead |
ラバー |
ワニス |
溶剤 |
|
カドミウム |
シリコン有機材料 |
耐腐食性処理 |
|
|
マーキュリー |
その他のポリマー(例、ナイロン) |
注: 鉛と水銀は、家庭用電化製品の製造において減少傾向にあります
家庭用電化製品産業で使用される材料は、通常の操作で遭遇する可能性のある取り扱いに耐える能力、金属疲労に耐える能力、その他のプロセスや処理によって影響を受けない能力など、厳しい要件を満たさなければなりません。アプライアンスをすぐに使用するか、長期間使用すると危険です。
業界で使用される材料は、多くの場合、すでにいくつかの製造プロセスを経て、アプライアンスの組み立て段階で受け取ります。各製造プロセスには、独自の危険性と健康上の問題がある可能性があります。 これらの危険と問題の詳細は、本書の適切な章で検討されています。 百科事典。
製造プロセスは製品ごとに異なりますが、一般的には図 1 に示す製造フローに従います。このチャートは、さまざまなプロセスに関連する危険性も示しています。
図 1. 製造プロセスの順序と危険性
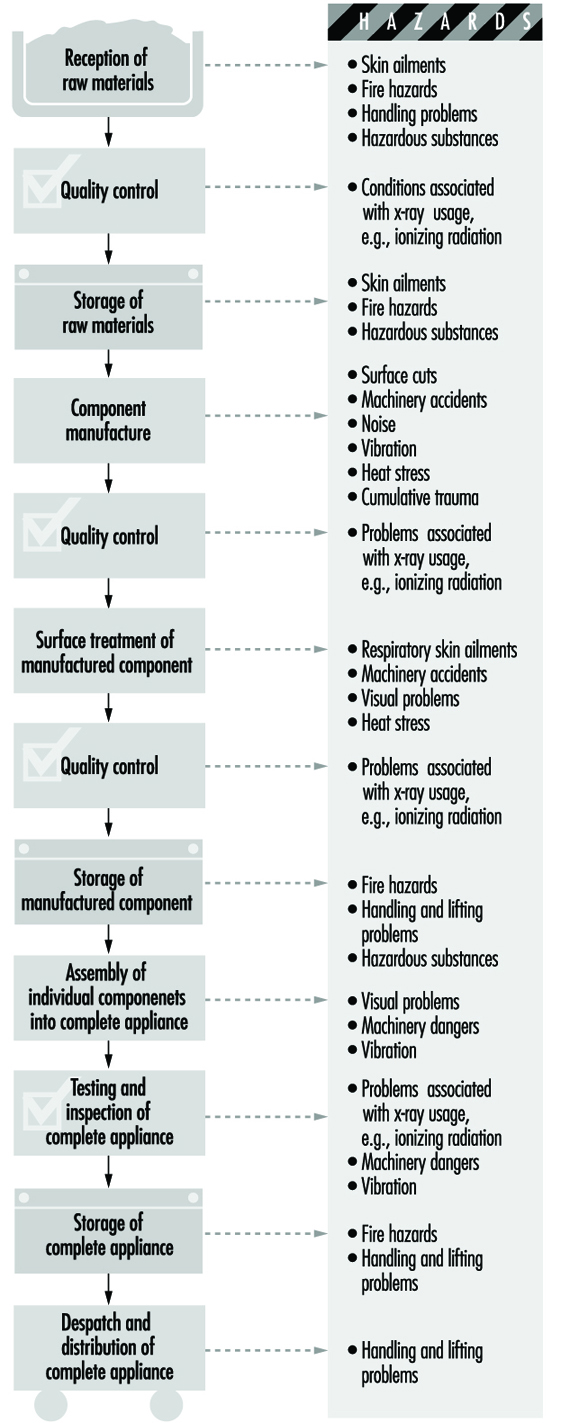
健康と安全の問題
火と爆発
業界で使用される溶剤、塗料、絶縁油の多くは可燃性物質です。 これらの材料は、涼しく乾燥した適切な場所、できれば製造施設とは別の耐火建物に保管する必要があります。 コンテナには明確なラベルを付け、引火点とリスクのクラスに応じて、さまざまな物質を適切に分離または保管する必要があります。 絶縁材料とプラスチックの場合、使用されるそれぞれの新しい物質の燃焼性または火災特性に関する情報を取得することが重要です。 現在業界で大量に使用されている粉末ジルコニウムも、火災の危険があります。
倉庫から排出される可燃性物質の量は、生産に必要な最小限に抑える必要があります。 可燃性液体をデカントする場合、静電気が発生する可能性があるため、すべての容器を接地する必要があります。 消火器具を用意し、店舗の従業員にその使用方法を指導する必要があります。
コンポーネントの塗装は、通常、特別に構築された塗装ブースで行われます。この塗装ブースには、個人用保護具 (PPE) を使用した場合に安全な作業環境を作り出す適切な排気および換気装置が必要です。
溶接中は、特別な火災予防措置を講じる必要があります。
事故
原材料・部品・完成品の受入・保管・発送では、つまずき・転落・落下物・フォークリフト等の事故が発生する可能性があります。 手作業によるマテリアルハンドリングは、可能な限り自動化によって軽減できる人間工学的な問題も引き起こす可能性があります。
業界では多数の異なるプロセスが採用されているため、事故の危険性はプラント内のショップごとに異なります。 コンポーネントの製造中、工作機械、電動プレス、プラスチック射出成形機などの使用には機械の危険が伴い、効率的な機械の保護が不可欠です。 電気めっき中は、腐食性化学物質の飛沫に対して予防措置を講じる必要があります。 コンポーネントの組み立て中、あるプロセスから別のプロセスへのコンポーネントの絶え間ない移動は、工場内の輸送および機械的処理装置による事故の危険性が高いことを意味します。
品質試験では、特別な安全上の問題は発生しません。 ただし、テストは半製品または非絶縁の電化製品で実行されることが多いため、性能テストには特別な注意が必要です。 電気試験中は、偶発的な接触を防ぐために、すべての充電中のコンポーネント、導体、端子、および測定器を保護する必要があります。 職場は遮断され、無許可の人の立ち入りは禁止され、警告通知が掲示されなければなりません。 電気試験エリアでは、緊急スイッチの設置が特に推奨されます。スイッチは、緊急時にすべての機器の電源をすぐに切ることができるように、目立つ位置に配置する必要があります。
X線を放出したり、放射性物質を含む試験器具には、放射線防護規制があります。 有能な監督者は、規則の遵守に責任を持つべきです。
圧縮ガス、溶接装置、レーザー、含浸プラント、スプレー塗装装置、アニーリングおよび焼き戻しオーブン、高電圧電気設備の使用には、特別なリスクがあります。
すべての修理および保守作業中、適切なロックアウト/タグアウト プログラムが不可欠です。
健康被害
家庭用電気機器の製造に関連する職業病は比較的数が少なく、通常は重篤とは考えられていません。 存在するそのような問題は、次のようなものに代表されます。
- 溶剤、切削油、エポキシ樹脂およびポリ塩化ビフェニル (PCB) で使用される硬化剤の使用による皮膚の状態の進行
- サンドブラストでのシリカの吸入による珪肺症の発症 (ただし、砂は、コランダム、スチールグリット、ショットなどの毒性の低いブラスト剤にますます置き換えられています)
- 塗装や脱脂の際の溶剤蒸気の吸入による健康被害、鉛顔料、エナメル等の使用による鉛中毒。
- プロセス中に発生するさまざまなレベルのノイズ。
可能な限り、毒性の高い溶剤や塩素化合物は危険性の低い物質に置き換える必要があります。 ベンゼンまたは四塩化炭素を溶媒として使用しないでください。 鉛中毒は、より安全な材料または技術の代替、および安全な作業手順の厳格な適用、個人の衛生および医学的監督によって克服される可能性があります. 有害濃度の大気汚染物質にさらされる危険がある場合、作業場の空気を定期的に監視し、必要に応じて排気システムを設置するなどの適切な措置を講じる必要があります。 騒音の危険は、騒音源の囲い、作業室での吸音材の使用、または個人用の聴覚保護具の使用によって軽減される場合があります。
安全技術者と産業医は、新しいプラントまたは操作の設計および計画段階で呼び出されるべきであり、プロセスまたは機械の危険は、プロセスが開始される前に排除されるべきです. これに続いて、機械、工具、プラント、輸送機器、消防設備、ワークショップ、テストエリアなどの定期的な検査を行う必要があります。
安全への取り組みへの労働者の参加は不可欠であり、監督者は、個人用保護具が利用可能であり、必要に応じて着用されていることを確認する必要があります。 新入社員は事故の割合が比較的高いため、新入社員の安全教育には特に注意を払う必要があります。
労働者は、配置前の健康診断を受け、危険な暴露の可能性がある場合は、必要に応じて定期的な検査を受けなければなりません。
個々のコンポーネントの生産における多くのプロセスでは、廃棄物 (板金や棒状金属からの「切りくず」など) の排除が必要であり、そのような材料の廃棄は安全要件に従って行う必要があります。 さらに、そのようなプロセス廃棄物をリサイクルのために生産者または製造業者に戻すことができない場合、その後の廃棄は、環境汚染を避けるために承認されたプロセスによって行う必要があります。
もっと...
環境と公衆衛生の問題
電化製品および機器の製造に関連する主な環境問題には、製造プロセス中に廃棄される材料の汚染および処理と、可能であれば寿命に達した完全な製品のリサイクルが含まれます。
バッテリー
酸、アルカリ、鉛、カドミウム、およびその他の潜在的に有害な物質で汚染された空気の大気への排出および電池の製造による水の汚染は、可能な限り防止する必要があり、それが不可能な場合は監視する必要があります。関連する法律を確実に遵守する。
バッテリーの使用は、公衆衛生上の懸念を引き起こす可能性があります。 鉛蓄電池またはアルカリ電池の液漏れは、電解液による火傷の原因となります。 大型の鉛蓄電池を充電すると水素ガスが発生し、密閉された場所では火災や爆発の危険があります。 大型リチウム電池からの塩化チオニルまたは二酸化硫黄の放出は、二酸化硫黄、塩酸ミスト、燃焼リチウムなどへの暴露を伴う可能性があり、少なくとも 1988 人の死亡者を引き起こしています (Ducatman、Ducatman、および Barnes XNUMX)。 これは、これらのバッテリーの製造中にも危険である可能性があります。
バッテリ メーカーは、有毒な重金属を含むバッテリを埋め立て地に入れたり、他のゴミと一緒に焼却したりすることで、環境への懸念が高まっていることを認識するようになりました。 廃棄物投棄場からの有毒金属の漏出、または廃棄物焼却炉の煙突からの漏出は、水と空気の汚染につながる可能性があります。 そのため、製造業者は特に、バッテリーの水銀含有量を現代の技術で許容される範囲内に減らす必要があることを認識しました。 水銀排除のキャンペーンは、欧州連合で導入された EC 電池指令に先立って開始されました。
リサイクルは、環境汚染に対処するもう XNUMX つの方法です。 ニッケルカドミウム電池は比較的簡単にリサイクルできます。 カドミウムの回収は非常に効率的で、ニッケルカドミウム電池の製造に再利用されます。 その後、ニッケルは鉄鋼産業で使用されます。 初期の経済学では、ニッケルカドミウム電池のリサイクルは費用対効果が低いことが示唆されていましたが、技術の進歩により状況が改善されることが期待されています。 EC 電池指令の対象となる酸化水銀電池は、主に補聴器で使用されており、通常はリチウムまたは亜鉛空気電池に置き換えられています。 酸化銀セルは、銀含有量の価値から、特にジュエリー業界でリサイクルされています。
有害物質のリサイクルには、製造工程と同様の注意が必要です。 たとえば、銀電池のリサイクル中に、労働者は水銀蒸気と酸化銀にさらされる可能性があります。
鉛蓄電池の修理とリサイクルは、労働者や時にはその家族の間で鉛中毒を引き起こすだけでなく、環境の広範な鉛汚染にもつながる可能性があります (Matte et al. 1989)。 多くの国、特にカリブ海とラテンアメリカでは、自動車の鉛バッテリー プレートが焼かれ、陶器の釉薬用の酸化鉛が生成されます。
電線製造
電気ケーブルの製造には、XNUMX つの主要な汚染源があります。溶剤蒸気、エナメル線製造からの潜在的なトルエン ジイソシアネートの放出、およびケーブルに使用される材料の製造中の環境排出です。 これらはすべて、適切な環境制御を必要とします。
電気ランプとチューブの製造
ここでの主な環境問題は、水銀を含むランプの廃棄物処理および/またはリサイクル、および蛍光灯のバラストからの PCB の処理です。 ガラス製造は、大気中への窒素酸化物の重大な排出源にもなり得ます。
家電製品
電機産業は組立産業が多いため、環境問題はほとんどなく、主な例外は表面コーティングとして使用される塗料と溶剤です。 環境規制に従って、標準的な汚染防止対策を講じる必要があります。
電化製品のリサイクルでは、回収された機器を再利用可能な銅や軟鋼などの異なる材料に分離する必要があります。 百科事典.
一般的なプロファイル
金属精錬産業では、金属鉱石やスクラップ金属を処理して純粋な金属を取得します。 金属加工産業は、他の産業や経済の他のさまざまな部門で必要とされる機械部品、機械、器具、工具を製造するために金属を加工します。 圧延素材 (バー、ストリップ、軽量セクション、シートまたはチューブ) および引き抜き素材 (バー、軽量セクション、チューブまたはワイヤー) を含む、さまざまなタイプの金属および合金が出発材料として使用されます。 基本的な金属加工技術は次のとおりです。
- 金属鉱石およびスクラップの製錬および精製
- 溶融金属を所定の形状に鋳造する(鋳造)
- 金属を金型の形に叩く、またはプレスする (熱間または冷間鍛造)
- 板金の溶接と切断
- 焼結 (XNUMX つまたは複数の金属を含む粉末状の材料を圧縮および加熱する)
- 旋盤で金属を成形します。
金属の仕上げには、研削と研磨、研磨ブラスト、多くの表面仕上げとコーティング技術 (電気メッキ、亜鉛メッキ、熱処理、陽極酸化、粉体塗装など) など、さまざまな技術が使用されています。
ファウンドリ
ファウンディング、または金属鋳造は、目的の金属オブジェクトのパターンの外側またはネガ形状である耐熱金型の中空内部に溶融金属を注ぐことを含みます. 金型には、最終鋳造品の内部キャビティの寸法を決定するためのコアが含まれている場合があります。 鋳造作業は次のとおりです。
- ご希望の品の型紙作り
- 金型と中子を作り、金型を組み立てる
- 金属を溶かして精製する
- 型に金属を流し込む
- 金属鋳物の冷却
- 金属鋳物から金型と中子を取り除く
- 完成した鋳物から余分な金属を取り除きます。
鋳造技術の基本原理は、何千年もの間、ほとんど変わっていません。 ただし、プロセスはより機械化され、自動化されています。 木製の型は金属とプラスチックに置き換えられ、コアと型を製造するための新しい物質が開発され、幅広い合金が使用されています。 最も顕著な鋳造プロセスは、鉄の砂型成形です。
鉄、鋼、真鍮 & ブロンズ 伝統的な鋳物です。 鋳物産業の最大の部門はねずみ鋳鉄とダクタイル鋳鉄を生産しています。 ねずみ鋳鉄工場では、鉄または銑鉄 (新しいインゴット) を使用して、標準的な鉄の鋳物を製造しています。 ダクタイル鋳鉄の鋳造工場では、マグネシウム、セリウム、またはその他の添加剤 (しばしば 取鍋添加物)ノジュラーまたは可鍛鋳鉄を作るために注ぐ前に、溶融金属の取鍋に。 さまざまな添加剤は、職場での暴露にほとんど影響を与えません。 鋼と可鍛鉄は、鉄の鋳造産業部門の残りを占めています。 最大の鉄鋼鋳造工場の主な顧客は、自動車、建設、農機具業界です。 エンジンブロックが小さくなり、単一の金型で鋳造できるようになり、鋳鉄がアルミニウムに置き換わったため、鋳鉄工場の雇用は減少しました。 非鉄鋳物工場、特にアルミニウム鋳物工場とダイカスト工場には多くの雇用があります。 真鍮の鋳物工場は、自営および配管設備産業向けの製造の両方で、縮小している部門ですが、労働衛生の観点からは依然として重要です。 近年、チタン、クロム、ニッケル、マグネシウム、さらにはベリリウム、カドミウム、トリウムなどの有毒な金属が鋳造製品に使用されています。
金属鋳造産業は、金属のインゴットまたは豚の形で固体材料を再溶解することから始まると想定されるかもしれませんが、大規模なユニットの鉄鋼産業は非常に統合されているため、分割はあまり明白ではありません. たとえば、商人の溶鉱炉はすべての生産物を銑鉄に変えることができますが、統合されたプラントでは、一部の鉄を使用して鋳物を製造し、したがって鋳造プロセスに参加し、溶鉱炉の鉄を溶かして回転させることができます。同じことが起こり得る鋼に。 実際には、この理由で知られている鉄鋼取引の別のセクションがあります。 インゴット成形. 通常の鋳鉄工場では、銑鉄の再溶解も精錬工程です。 非鉄鋳物工場では、溶融プロセスで金属やその他の物質を追加する必要があり、したがって合金化プロセスが構成されます。
鋳鉄部門では、粘土を結合させた珪砂から作られた鋳型が優勢です。 従来、植物油や天然糖を結合させた珪砂を焼成して製造されていた中子は、大幅に置き換えられました。 現代の鋳造技術は、金型と中子を製造するための新しい技術を開発しました。
一般に、鋳造工場の健康と安全への危険は、金属鋳造の種類、成形プロセス、鋳造のサイズ、および機械化の程度によって分類できます。
プロセスの概要
設計者の図面をもとに、完成した鋳物の外形に合わせた型紙を作ります。 同様に、最終製品の内部構成を決定するのに適したコアを生成するコアボックスが作成されます。 砂型鋳造は最も広く使用されている方法ですが、他の技術も利用できます。 これらには以下が含まれます:鉄または鋼の金型を使用した恒久的な金型鋳造。 多くの場合、軽合金である溶融金属を 70 ~ 7,000 kgf/cm の圧力で金型に押し込むダイカスト2; インベストメント キャスティングでは、製造される各鋳造品でワックス パターンが作成され、金属を流し込む型を形成する耐火物で覆われます。 「ロスト フォーム」プロセスでは、砂の中にポリスチレン フォーム パターンを使用してアルミニウムの鋳物を作成します。
金属または合金は、キューポラ、回転式、反響式、るつぼ、電気アーク、チャネル、またはコアレス誘導タイプの炉で溶解および準備されます (表 1 を参照)。 関連する冶金学的または化学的分析が実行されます。 溶湯は、取鍋を介して、または炉から直接、組み立てられた金型に注がれます。 金属が冷えたら、金型とコア材料を取り除き(シェークアウト、ストリッピングまたはノックアウト)、鋳物を洗浄してドレッシングします(デスプル、ショットブラストまたはハイドロブラスト、およびその他の研磨技術)。 特定の鋳物は、完成品が購入者の仕様を満たす前に、溶接、熱処理、または塗装が必要になる場合があります。
表 1. 鋳造炉の種類
|
ファーネス |
説明 |
|
キュポラ炉 |
キューポラ炉は背の高い縦型の炉で、上部が開いており、下部にヒンジ付きのドアがあります。 コークス、石灰岩、金属の交互の層で上から充填されます。 溶融金属は底部で除去されます。 特別な危険には、一酸化炭素と熱が含まれます。 |
|
電気アーク炉 |
炉には、インゴット、スクラップ、合金金属、およびフラックス剤が充填されます。 XNUMX つの電極と金属チャージの間にアークが発生し、金属が溶けます。 フラックスを含むスラグが溶融金属の表面を覆い、酸化を防ぎ、金属を精錬し、炉の屋根を過度の熱から保護します。 準備ができたら、電極を上げ、炉を傾けて、溶融金属を受鍋に注ぎます。 特別な危険には、金属の煙と騒音が含まれます。 |
|
誘導炉 |
誘導炉は、炉の外側にある銅コイルに高電流を流すことによって金属を溶かし、金属装入物の高い電気抵抗のために金属を加熱する金属装入物の外側エッジに電流を誘導します。 溶解は装薬の外側から内側に向かって進行します。 特別な危険には、金属の煙が含まれます。 |
|
るつぼ炉 |
るつぼまたは金属装入物を保持する容器は、ガスまたはオイル バーナーによって加熱されます。 準備ができたら、るつぼを炉から取り出し、傾けて型に流し込みます。 特別な危険には、一酸化炭素、金属煙、騒音、および熱が含まれます。 |
|
回転炉 |
上部から装入し、下端から焼成する、長く傾斜した回転円筒形の炉。 |
|
チャンネル炉 |
誘導炉の一種。 |
|
反射炉 |
この水平炉は、一方の端に暖炉があり、火橋と呼ばれる低い隔壁によって金属装入物から分離されており、もう一方の端には煙突または煙突があります。 金属は固体燃料と接触しない。 暖炉と金属製のチャージの両方がアーチ型の屋根で覆われています。 暖炉から煙突までの経路にある炎は、下に反射したり、下の金属に反響したりして、金属を溶かします。 |
高温の金属の存在から生じる危険などの危険は、使用される特定の鋳造プロセスに関係なく、ほとんどの鋳造所に共通しています。 ハザードは、特定の鋳造プロセスに固有のものである場合もあります。 たとえば、マグネシウムの使用は、他の金属鋳造業界では遭遇しないフレア リスクを示します。 この記事では、典型的な鋳造所の危険のほとんどを含む鉄の鋳造所に重点を置いています。
機械化された鋳造所または生産鋳造所は、従来の製鉄所と同じ基本的な方法を採用しています。 たとえば成形が機械で行われ、鋳物がショット ブラストまたはハイドロブラストで洗浄される場合、通常、機械には粉塵制御装置が組み込まれており、粉塵の危険性が低減されます。 しかし、砂は頻繁にオープンベルトコンベア上で場所から場所へ移動し、移送ポイントや砂のこぼれは、かなりの量の空中浮遊粉塵の発生源になる可能性があります。 高い生産率を考慮すると、空気中の粉塵負荷は、従来の鋳造工場よりもさらに高くなる可能性があります。 1970 年代半ばの空気サンプリング データのレビューでは、同時期にサンプリングされた小規模な鋳造所よりも大規模なアメリカの生産鋳造所の粉塵レベルが高いことが示されました。 ベルトコンベヤの移送ポイントに排気フードを設置し、細心の注意を払って清掃することは、通常の方法です。 空気圧システムによる搬送は、経済的に可能である場合があり、実質的に粉塵のない搬送システムが得られます。
製鉄所
簡単にするために、製鉄所は次の XNUMX つのセクションで構成されると推定できます。
- 金属の溶解と注入
- パターンメイキング
- 成形
- コア製造
- シェイクアウト/ノックアウト
- キャスト洗浄。
多くの鋳造所では、これらのプロセスのほとんどすべてが、同じ作業場エリアで同時にまたは連続して実行される場合があります。
典型的な生産鋳造工場では、鉄は溶解から鋳込み、冷却、シェイクアウト、洗浄、そして完成した鋳造品として出荷されます。 砂は、砂の混合、成形、シェイクアウト、および砂の混合に戻ります。 砂は、新しい砂から始まる中子作りからシステムに追加されます。
溶かして注ぐ
鋳鉄産業は、金属の溶解と精錬をキュポラ炉に大きく依存しています。 キューポラは背の高い縦型の炉で、上部が開いていて、下部に開き戸があり、耐火物が並んでおり、コークス、スクラップ鉄、石灰岩が充填されています。 底部の開口部 (羽口) からチャージを通して空気が吹き込まれます。 コークスの燃焼は、鉄を加熱、溶融、精製します。 チャージ材料は、操作中にクレーンでキューポラの上部に供給され、通常はチャージ機械に隣接するヤードのコンパウンドまたはビンに、手の届くところに保管する必要があります。 重い物体の滑りによる怪我のリスクを最小限に抑えるには、原材料のスタックの整頓と効率的な監視が不可欠です。 大型の電磁石または重量のあるクレーンを使用して、キューポラへの投入および投入ホッパー自体への充填に使用できるサイズにスクラップメタルを縮小することがよくあります。 クレーン キャブは十分に保護され、オペレーターは適切に訓練されている必要があります。
原材料を扱う従業員は、手革と保護ブーツを着用する必要があります。 不注意に充電すると、ホッパーがいっぱいになり、危険なこぼれが発生する可能性があります。 充電プロセスの騒音が大きすぎることが判明した場合は、金属同士の衝突による騒音を、ゴム製の騒音減衰ライナーを収納スキップやビンに取り付けることで減らすことができます。 充電プラットフォームは必ず地面より上にあり、水平で、滑りにくい表面と周囲の強力なレール、および床の開口部がない限り、危険をもたらす可能性があります。
キューポラは大量の一酸化炭素を生成します。これは、充電ドアから漏れ、局所的な渦電流によって吹き返される可能性があります。 一酸化炭素は目に見えず、無臭であり、すぐに有毒な環境レベルを生成する可能性があります。 充電プラットフォームまたは周囲のキャットウォークで作業する従業員は、一酸化炭素中毒の症状を認識するために十分な訓練を受ける必要があります。 暴露レベルの継続的監視とスポット監視の両方が必要です。 自給式呼吸装置と蘇生装置を準備しておき、操作者にその使用方法を指導する必要があります。 緊急作業が行われるときは、汚染物質を監視する密閉空間侵入システムを開発し、実施する必要があります。 すべての作業を監督する必要があります。
キューポラは通常、ペアまたはグループで配置されているため、XNUMX つが修理されている間、他のキューポラは動作します。 使用期間は、耐火物の耐久性に関する経験と技術的な推奨事項に基づいている必要があります。 ホットスポットが発生した場合、または水冷システムが無効になった場合に、鉄を取り出してシャットダウンするための手順を事前に作成する必要があります。 キューポラの修理には、必然的にキューポラシェル自体の内部に従業員が立ち会い、耐火ライニングを修理または更新する必要があります。 これらの割り当ては、限られたスペースへの立ち入りと見なされ、適切な予防措置が取られる必要があります。 また、このようなときに充電ドアから材料が排出されないように注意する必要があります。 落下物から作業員を保護するために、安全ヘルメットを着用し、高所で作業する場合は安全ハーネスを着用する必要があります。
キューポラをタッピングする作業者 (溶融金属をキューポラ ウェルから保持炉または取鍋に移す作業) は、厳格な個人保護措置を遵守する必要があります。 ゴーグルと防護服は必須です。 アイプロテクターは、高速衝撃と溶融金属の両方に耐える必要があります。 残りの溶融スラグ (石灰石添加剤の助けを借りて溶融物から除去された不要な破片) と金属が水と接触して蒸気爆発を引き起こすのを防ぐために、細心の注意を払う必要があります。 タッパーと監督者は、キューポラの操作に関与していない人物が、キューポラの注ぎ口から半径約 4 m の範囲にある危険区域の外にいることを確認する必要があります。 許可されていない立ち入り禁止区域の描写は、1953 年の英国の鉄鋼鋳造規則に基づく法定要件です。
キューポラの走行が終了すると、従業員が定期的な耐火物のメンテナンスを行う前に、キューポラの底を落としてシェル内に残っている不要なスラグやその他の物質を取り除きます。 キューポラの底を落とすことは熟練した監督を必要とする熟練した危険な作業です。 がれきを落とすための耐火性の床または乾いた砂の層が不可欠です。 キューポラの下部ドアが詰まっているなどの問題が発生した場合は、溶銑やスラグによる作業員の火傷のリスクを回避するために細心の注意を払う必要があります。
目に見える白熱した金属は、白内障を引き起こす可能性がある赤外線および紫外線を放出するため、労働者の目に危険です。
取鍋は、蒸気爆発を防ぐために、溶融金属を充填する前に乾燥させる必要があります。 十分な火炎加熱期間を確立する必要があります。
鋳造工場の金属および注湯セクションの従業員には、ヘルメット、着色された目の保護具および顔面シールド、エプロン、ゲートルまたはスパッツ (下腿および足のカバー) などのアルミ加工された衣類およびブーツを提供する必要があります。 保護具の使用は必須であり、その使用と保守について適切な指示が必要です。 溶融金属が操作されるすべての領域で、高水準のハウスキーピングと可能な限りの水の排除が必要です。
大型の取鍋がクレーンまたは頭上のコンベアから吊り下げられる場合、取鍋を確実に制御して、オペレーターが保持を解除した場合に金属がこぼれないようにする必要があります。 溶融金属取鍋を保持するフックは、故障を防ぐために金属疲労について定期的にテストする必要があります。
生産鋳造工場では、組み立てられた金型が機械コンベアに沿って換気された注入ステーションに移動します。 注入は、機械的補助を備えた手動制御の取鍋、キャブから制御される割り出し取鍋、または自動で行うことができます。 通常、注入ステーションには、直接空気が供給される補償フードが装備されています。 流し込まれた金型は、コンベヤに沿って排気された冷却トンネルを通ってシェイクアウトまで進みます。 小規模なジョブ ショップ ファウンドリでは、鋳型をファウンドリ フロアに流し込み、そこで焼却することができます。 この状況では、取鍋に可動式排気フードを装備する必要があります。
溶鉄のタッピングと輸送、および電気炉の装入により、酸化鉄やその他の金属酸化物の煙にさらされます。 型に注ぐと、有機材料が発火して熱分解し、多量の一酸化炭素、煙、発がん性の多核芳香族炭化水素 (PAH)、および発がん性物質や呼吸器感作物質の可能性があるコア材料からの熱分解生成物が生成されます。 大型のポリウレタン結合コールド ボックス コアを含む金型は、イソシアネートとアミンを含む濃厚で刺激性の煙を放出します。 金型焼失の主な危険防止策は、局所的に消耗した注入ステーションと冷却トンネルです。
鋳込み作業を排気するためのルーフファンを備えた鋳造工場では、クレーンキャブが配置されている上部領域で高い金属煙濃度が見られる場合があります。 キャブにオペレーターがいる場合は、キャブを密閉し、ろ過され調整された空気を供給する必要があります。
パターン作成
パターン作成は、XNUMX 次元の設計図を XNUMX 次元のオブジェクトに変換する高度なスキルを必要とする作業です。 伝統的な木製の型紙は、ハンドツールと電動の切断機と平削り機を備えた標準的なワークショップで作られています。 ここでは、騒音を可能な限り低減するために合理的に実行可能なすべての対策を講じる必要があり、適切なイヤープロテクタを提供する必要があります。 従業員がそのような保護を使用する利点を認識していることが重要です。
動力駆動の木材切断機および仕上げ機は明らかに危険の原因であり、適切なガードを取り付けると機械の機能がまったく妨げられることがよくあります。 従業員は、通常の操作手順に精通している必要があり、作業に固有の危険性についても教育を受ける必要があります。
木材の鋸引きは粉塵にさらされる可能性があります。 パターンショップの雰囲気から木材の粉塵を排除するために、効率的な換気システムを取り付ける必要があります。 硬材を使用する特定の産業では、鼻がんが観察されています。 これは、創業業界では研究されていません。
ダイカストのように永久的な金型で鋳造することは、鋳造産業において重要な発展を遂げてきました。 この場合、パターン作成は大部分がエンジニアリング手法に置き換えられ、実際には金型製造作業になります。 パターン作成の危険と砂によるリスクのほとんどは排除されますが、ダイまたはモールドをコーティングするためにある種の耐火材料を使用することに固有のリスクに置き換えられます。 現代の鋳型作業では、ますます砂中子の使用が増えていますが、その場合、砂型鋳造の粉塵の危険性は依然として存在しています。
モールディング
鋳鉄業界で最も一般的な成形プロセスでは、ケイ砂、石炭粉塵、粘土、および有機結合剤から作られた伝統的な「生砂」型が使用されます。 金型製造の他の方法は、コア製造から適応されます: 熱硬化、低温自己硬化、およびガス硬化。 これらの方法とその危険性については、コアの作成で説明します。 恒久的な金型またはロスト フォーム プロセスも、特にアルミニウム鋳造業界で使用される場合があります。
生産鋳造工場では、砂の混合、成形、金型の組み立て、注湯、およびシェイクアウトが統合され、機械化されています。 シェイクアウトからの砂は、水と他の添加剤が追加され、望ましい物理的特性を維持するために混練機で混合される砂混合操作に戻されます。
組み立てを容易にするために、パターン (およびその型) は XNUMX つの部分で作成されます。 手動の金型製作では、金型は金属または木製のフレームで囲まれています。 フラスコ. パターンの下半分を底フラスコに入れます ( かわいいです)、最初に細かい砂、次に重い砂をパターンの周りに注ぎます。 砂は、ジョルトスクイーズ、サンドスリンガー、または圧力プロセスによって型の中で圧縮されます。 一番上のフラスコ( 対処)も同様に準備します。 木製のスペーサーをコープに配置して、溶融金属が金型キャビティに流れ込む経路であるスプルーとライザー チャネルを形成します。 型を外し、中子を入れて、XNUMX つの型を組み立てて固定し、型を流し込む準備をします。 生産鋳造工場では、コープとドラッグ フラスコが機械コンベア上で準備され、中子がドラッグ フラスコに配置され、金型が機械的手段で組み立てられます。
シリカ粉塵は、砂を扱う場所であればどこでも問題になる可能性があります。 鋳物砂は通常、湿っているか、液体樹脂と混合されているため、呼吸性粉塵の重大な発生源になる可能性は低くなります。 タルクなどの離型剤が、型からのパターンの取り外しを容易にするために時々追加されます。 呼吸性タルクは、じん肺の一種であるタルコーシスを引き起こします。 離型剤は、手成形が採用されている場合に広く使用されています。 より大規模でより自動化されたプロセスでは、それらはめったに見られません。 化学薬品が金型の表面に噴霧され、イソプロピル アルコールに懸濁または溶解された後、焼却されて化合物 (通常はグラファイトの一種) が金型をコーティングし、より細かい表面仕上げの鋳造物が得られます。 これには即時の火災の危険性が伴い、有機溶剤も皮膚炎を引き起こす可能性があるため、これらのコーティングの塗布に関与するすべての従業員に難燃性の防護服と手の保護具を提供する必要があります。 有機蒸気が作業場に漏れるのを防ぐために、コーティングは換気されたブースで塗布する必要があります。 イソプロピル アルコールを安全に保管および使用するためにも、厳格な予防措置を講じる必要があります。 すぐに使用できるように小さな容器に移し、大きな保存容器は燃焼プロセスから十分に離して保管する必要があります。
手作業による金型製作では、大きくて扱いにくいオブジェクトの操作が必要になる場合があります。 成形ボックスやフラスコと同様に、成形型自体は重いです。 多くの場合、手作業で持ち上げたり、移動したり、積み重ねたりします。 背中のけがは一般的であり、従業員が重すぎて安全に運べない物を持ち上げる必要がないように、電動アシストが必要です。
ミキサー、コンベヤ、注入およびシェイクアウト ステーションのエンクロージャには、適切な排気量と捕捉および輸送速度を備えた標準化された設計が用意されています。 このような設計を順守し、制御システムを厳密に予防保守することで、国際的に認められた粉塵暴露の制限に準拠することができます。
コア製造
金型に挿入される中子は、エンジン ブロックのウォーター ジャケットなど、中空鋳造品の内部形状を決定します。 中子は鋳造プロセスに耐えなければなりませんが、同時に、ノックアウト段階で鋳造品から取り除かれないほど強くてはなりません。
1960 年代以前は、コア混合物は、アマニ油、糖蜜、デキストリン (オイルサンド) などの砂と結合剤で構成されていました。 中子の形をした空洞のある中子箱に砂を詰め、オーブンで乾燥させた。 コアオーブンは有害な熱分解生成物を発生させるため、適切でよく維持された煙突システムが必要です。 通常、オーブン内の対流は作業場から煙を十分に除去するのに十分ですが、これらは大気汚染の大きな原因となります。危険は軽微です。 しかし、場合によっては、煙の中の少量のアクロレインがかなりの迷惑になることがあります. 中子は鋳物の表面仕上げを改善するために「フレアオフコーティング」で処理される場合がありますが、これには金型の場合と同じ注意が必要です。
ホットボックスまたはシェル成形および中子製造は、製鉄所で使用される熱硬化プロセスです。 新しい砂は鋳造所でレジンと混合されるか、レジンでコーティングされた砂が袋に入れて出荷され、中子製造機に追加されます。 レジンサンドを金型(中子箱)に流し込みます。 次に、ホットボックス プロセスでの天然ガスの直火による加熱、またはシェル コアと成形のためのその他の手段により、パターンが加熱されます。 ホットボックスは通常、フルフリル アルコール (フラン)、尿素またはフェノール ホルムアルデヒド熱硬化性樹脂を使用します。 シェル成形には、尿素またはフェノール ホルムアルデヒド樹脂が使用されます。 短い硬化時間の後、コアはかなり硬化し、エジェクタ ピンでパターン プレートから押し出すことができます。 ホットボックスとシェルコア製造は、システムによっては、発がん性物質である可能性が高いホルムアルデヒドやその他の汚染物質への相当な暴露を生成します。 ホルムアルデヒドの制御手段には、オペレータ ステーションでの直接空気供給、コアボックスでの局所排気、コア ストレージ ステーションでのエンクロージャと局所排気、および低ホルムアルデヒド排出樹脂が含まれます。 満足のいく制御を達成することは困難です。 中子製造作業員には、呼吸器疾患の医学的監視を提供する必要があります。 フェノール樹脂または尿素ホルムアルデヒド樹脂は刺激物または感作物質であり、皮膚炎を引き起こす可能性があるため、皮膚または眼との接触を防止する必要があります。 水でよく洗うと、問題を回避するのに役立ちます。
現在使用されている常温硬化(焼き付けなし)硬化システムには、フルフリルアルコールを含むまたは含まない酸触媒尿素およびフェノールホルムアルデヒド樹脂が含まれます。 アルキドおよびフェノールイソシアネート; ファスコールド; 自己硬化ケイ酸塩; イノセット; セメント砂と液体またはキャスタブル砂。 常温硬化硬化剤は、硬化するために外部加熱を必要としません。 結合剤に使用されるイソシアネートは、通常、メチレンジフェニルイソシアネート (MDI) に基づいており、吸入すると、呼吸器刺激物質または感作物質として作用し、喘息を引き起こす可能性があります。 これらの化合物を取り扱うときや使用するときは、手袋と保護メガネを着用することをお勧めします。 イソシアネート自体は、10 ~ 30°C の温度で乾燥した状態で密閉容器に慎重に保管する必要があります。 空の貯蔵容器は、ドラム缶に残っている残留化学物質を中和するために、24% の炭酸ナトリウム溶液で満たして 5 時間浸漬する必要があります。 最も一般的なハウスキーピングの原則は、樹脂成形プロセスに厳密に適用する必要がありますが、硬化剤として使用される触媒を取り扱う際には、すべての最大の注意を払う必要があります。 フェノールおよび石油イソシアネート樹脂の触媒は、通常、ピリジン化合物に基づく芳香族アミンであり、刺激臭のある液体です。 それらは、重度の皮膚刺激、腎臓および肝臓の損傷を引き起こす可能性があり、中枢神経系にも影響を与える可能性があります. これらのコンパウンドは、個別の添加剤 (XNUMX 成分結合剤) として供給されるか、オイル材料とすぐに混合されます。LEV は、混合、成形、鋳造、ノックアウトの段階で提供する必要があります。 他の特定のノーベーク プロセスでは、使用される触媒はリン酸またはさまざまなスルホン酸であり、これも有毒です。 輸送中または使用中の事故を適切に防止する必要があります。
ガス硬化中子は、二酸化炭素 (CO2)-ケイ酸塩およびIsocure(または「Ashland」)プロセス。 COのバリエーションが豊富2-ケイ酸塩プロセスは 1950 年代から開発されてきました。 このプロセスは、一般的に中型から大型の金型および中子の製造に使用されてきました。 中子砂は珪酸ソーダと珪砂の混合物で、通常は分解剤として糖蜜などを加えて改質されています。 コアボックスが充填された後、コア混合物に二酸化炭素を通過させることによってコアが硬化されます。 これにより、結合剤として機能する炭酸ナトリウムとシリカゲルが形成されます。
ケイ酸ナトリウムはアルカリ性物質であり、皮膚や目に接触したり、摂取したりすると有害になる可能性があります. 大量のケイ酸ナトリウムを取り扱う場所の近くに緊急シャワーを設置し、常に手袋を着用することをお勧めします。 ケイ酸ナトリウムが使用される鋳造エリアには、すぐに利用できる洗眼噴水を配置する必要があります。 CO2 固体、液体、または気体として供給できます。 シリンダーまたは圧力タンクで供給される場合、シリンダーの保管、バルブのメンテナンス、取り扱いなど、非常に多くのハウスキーピング予防措置を講じる必要があります。 また、密閉された空間の空気中の酸素濃度を低下させる可能性があるため、ガス自体にもリスクがあります。
Isocure プロセスは、コアとモールドに使用されます。 これは、多くの場合フェノールホルムアルデヒドである樹脂がジイソシアネート(例えば、MDI)および砂と混合されるガス硬化システムです。 これをコアボックスに注入し、通常はトリエチルアミンまたはジメチルエチルアミンのいずれかであるアミンでガス処理して、架橋、硬化反応を引き起こします。 ドラム缶で販売されることが多いアミンは、揮発性の高い液体で、強いアンモニア臭がします。 火災や爆発の危険性が非常に高く、特に材料が大量に保管されている場合は細心の注意を払う必要があります。 これらのアミンの特徴的な効果は、ハロービジョンと角膜の腫れを引き起こすことですが、中枢神経系にも影響を与え、痙攣、麻痺、そして時には死を引き起こす可能性があります. アミンの一部が目や皮膚に接触した場合、応急措置として、多量の水で少なくとも 15 分間洗い流し、直ちに医師の診察を受ける必要があります。 Isocure プロセスでは、アミンは窒素キャリア内の蒸気として適用され、過剰のアミンは酸塔を通して洗浄されます。 製造されたコアからのアミンのオフガスも重要ですが、コアボックスからの漏れが高暴露の主な原因です。 この物質を取り扱うときは常に細心の注意を払う必要があり、作業エリアから蒸気を除去するために適切な排気換気装置を設置する必要があります。
シェイクアウト、鋳物抽出、コアノックアウト
溶融金属が冷えた後、鋳型から粗鋳物を取り出す必要があります。 これはノイズの多いプロセスであり、通常、オペレータは 90 日 8 時間の作業で XNUMX dBA をはるかに超えます。 騒音出力を減らすことが現実的でない場合は、聴覚保護具を用意する必要があります。 金型の主な部分は、通常、衝撃によって鋳物から分離されます。 成形ボックス、型、鋳物を振動グリッド上に落として砂を取り除くことがよくあります (シェイクアウト)。 次に、砂はグリッドを通ってホッパーまたはコンベヤーに落下し、そこで磁気分離器にかけられ、粉砕、処理、再利用のためにリサイクルされるか、単に投棄されます。 場合によっては、グリッドの代わりにハイドロブラストを使用して、粉塵を減らすことができます。 コアはここで取り除かれ、時には高圧水流も使用されます。
その後、鋳物は取り除かれ、ノックアウト操作の次の段階に移されます。 多くの場合、小さな鋳物は、シェイクアウトの前に「パンチアウト」プロセスによってフラスコから取り除くことができます。これにより、粉塵の発生が少なくなります。 砂は溶融金属と接触して非常に乾燥しているため、危険なレベルのシリカ粉塵を発生させます。 金属と砂は非常に熱いままです。 目の保護が必要です。 歩行面や作業面には、つまずく危険のあるスクラップや、再浮遊して吸入の危険をもたらす可能性のあるほこりがないようにしておく必要があります。
新しいコアバインダーが特にコア除去作業者の健康にどのような影響を与えるかを決定するために実施された研究は比較的少ない. フラン、フルフリル アルコールとリン酸、尿素とフェノール ホルムアルデヒド樹脂、ケイ酸ナトリウムと二酸化炭素、焼かないもの、変性アマニ油と MDI はすべて、溶融金属の温度にさらされると何らかの種類の熱分解を起こします。
じん肺の発症に対する樹脂被覆シリカ粒子の効果に関する研究はまだ実施されていません。 これらのコーティングが肺組織病変に対して阻害または促進効果をもたらすかどうかは不明です。 リン酸の反応生成物からホスフィンが遊離することが懸念される。 動物実験といくつかの選択された研究は、シリカが鉱酸で処理されると、肺組織に対するシリカ粉塵の影響が大幅に加速されることを示しています. 尿素-およびフェノール-ホルムアルデヒド樹脂は、遊離フェノール、アルデヒド、および一酸化炭素を放出する可能性があります。 崩壊性を高めるために添加された砂糖は、大量の一酸化炭素を生成します。 焼かないと、イソシアネート (MDI など) と一酸化炭素が放出されます。
フェトリング(洗浄)
鋳造の洗浄、またはフェトリングは、シェイクアウトとコア ノックアウトに続いて行われます。 関連するさまざまなプロセスは、さまざまな場所でさまざまに指定されていますが、次のように大まかに分類できます。
- ドレッシング 手工具または携帯用空圧工具を使用して、剥ぎ取り、荒削りまたはマッキングオフ、付着した鋳物砂、中子砂、ランナー、ライザー、ばり、およびその他の容易に廃棄できる物質の除去をカバーします。
- フェットリング 焼けた鋳物砂、粗いエッジ、ブリスター、ゲートの切り株、かさぶた、その他の不要な傷などの余剰金属の除去、およびハンドノミ、空気圧工具、ワイヤーブラシを使用した鋳物の手作業によるクリーニングが含まれます。 酸素アセチレン火炎切断、電気アーク、アークエア、粉末洗浄、プラズマ トーチなどの溶接技術は、ヘッダーの焼却、鋳造修理、切断と洗浄に使用できます。
スプルー除去は最初のドレッシング作業です。 金型で鋳造された金属の半分は、最終鋳造の一部ではありません。 金型には、金属を充填して鋳造品を完成させるために、リザーバー、キャビティ、フィーダー、およびスプルーが含まれている必要があります。 スプルーは通常、ノックアウト段階で除去できますが、フェトリングまたはドレッシング操作の別の段階として実行する必要がある場合もあります。 スプルーの除去は手作業で行われ、通常はハンマーで鋳物をたたきます。 騒音を低減するために、金属製のハンマーをゴムで覆われたものに交換し、コンベアを同じ消音ゴムで裏打ちすることができます。 熱い金属の破片が飛び散り、目の危険を引き起こします。 目の保護具を使用する必要があります。 分離したスプルーは、通常、溶解プラントの充填領域に戻す必要があり、鋳造工場のプル除去セクションに蓄積することは許可されません。 プルー除去後 (場合によっては除去前) に、ほとんどの鋳物はショット ブラストまたはタンブルされて、型の材料が除去され、おそらく表面仕上げが改善されます。 タンブリング バレルは、高い騒音レベルを生成します。 エンクロージャーが必要になる場合があり、LEV も必要になる場合があります。
鋼、鉄、および非鉄の鋳物工場でのドレッシング方法は非常に似ていますが、鉄および非鉄の鋳物に比べて大量の焦げ付き溶融砂が多いため、鋼の鋳物のドレッシングとフェトリングには特別な困難があります。 大きな鋼鋳物の溶融砂にはクリストバライトが含まれている可能性があり、これは未使用の砂に含まれる石英よりも毒性が強い.
シリカ粉塵への過度の暴露を防ぐために、チッピングおよび研磨の前にキャスティングをエアレス ショット ブラストまたはタンブリングする必要があります。 鋳物は目に見える粉塵があってはなりませんが、シリカが鋳物の一見きれいな金属表面に焼き付けられた場合、研磨によってシリカの危険が依然として発生する可能性があります. ショットは鋳造時に遠心力で推進され、ユニット内にオペレーターは必要ありません。 ブラストキャビネットは、目に見える粉塵が漏れないように排気する必要があります。 ショットブラスト キャビネットおよび/またはファンとコレクターの故障または劣化がある場合にのみ、粉塵の問題があります。
水または水および砂または圧力ショット ブラストを使用して、鋳物を水または鉄または鋼のショットの高圧流にさらすことにより、付着した砂を除去することができます。 サンドブラストは、砂の粒子がますます細かくなり、呼吸可能な割合が継続的に増加するため、珪肺症のリスクがあるため、いくつかの国(英国など)で禁止されています. 水や銃弾は銃から放出され、正しく取り扱わないと明らかに人員に危険を及ぼす可能性があります。 ブラストは、常に隔離された密閉された空間で実行する必要があります。 すべての爆破エンクロージャーは定期的に検査して、集塵システムが機能していること、およびショットや水が鋳物工場に漏れる可能性のある漏れがないことを確認する必要があります。 ブラスターのヘルメットは承認され、慎重に維持する必要があります。 ブースのドアに通知を掲示して、爆破が行われていること、無許可の立ち入りが禁止されていることを従業員に警告することをお勧めします。 特定の状況では、ブラスト駆動モーターにリンクされた遅延ボルトをドアに取り付けることができ、ブラストが停止するまでドアを開くことができなくなります。
粗い鋳造を滑らかにするために、さまざまな研削ツールが使用されます。 研磨ホイールは、床置き型または台座型の機械、またはポータブルまたはスイングフレームのグラインダーに取り付けることができます。 ペデスタルグラインダーは、取り扱いが簡単な小さな鋳物に使用されます。 ポータブル グラインダー、サーフェス ディスク ホイール、カップ ホイール、コーン ホイールは、鋳物の内面の平滑化など、さまざまな目的で使用されます。 スイングフレームグラインダーは、主に大量の金属除去を必要とする大型の鋳物に使用されます。
その他のファウンドリー
鉄鋼創業
製鉄所での生産は(基本的な製鉄所とは異なります)、製鉄所での生産と似ています。 ただし、金属温度ははるかに高くなります。 これは、色付きのレンズで目を保護することが不可欠であること、および型内のシリカが熱によってトリディマイトまたはクリストバライトに変換されることを意味します。これらは、特に肺に危険な XNUMX つの形態の結晶シリカです。 鋳物に砂が付着することが多く、危険な粉塵を発生させる機械的な手段で除去する必要があります。 したがって、効果的な粉塵排出システムと呼吸保護が不可欠です。
軽合金創業
軽合金鋳造工場では、主にアルミニウム合金とマグネシウム合金を使用しています。 これらには、特定の状況下で有毒ガスを放出する可能性のある少量の金属が含まれていることがよくあります。 フュームを分析して、合金にそのような成分が含まれている可能性がある成分を特定する必要があります。
アルミニウムおよびマグネシウムの鋳造工場では、通常、るつぼ炉で溶解が行われます。 煙を除去するために鍋の上部に排気口があることをお勧めします。 石油燃焼炉では、バーナーの故障による不完全燃焼により、一酸化炭素などの生成物が空気中に放出される可能性があります。 炉の煙には複雑な炭化水素が含まれている可能性があり、その中には発がん性があるものもあります。 炉と煙道の清掃中に、油堆積物からの炉のすすに濃縮された五酸化バナジウムにさらされる危険があります。
蛍石は一般にアルミニウム溶解のフラックスとして使用され、かなりの量のフッ化物粉塵が環境に放出される可能性があります。 場合によっては、塩化バリウムがマグネシウム合金のフラックスとして使用されています。 これは非常に有毒な物質であるため、使用には十分な注意が必要です。 軽合金は、二酸化硫黄または塩素 (または分解して塩素を生成する独自の化合物) を溶融金属に通すことによって脱ガスされることがあります。 この操作には、排気装置と呼吸用保護具が必要です。 金型内の溶銑の冷却速度を下げるために、非常に発熱的に反応する物質 (通常はアルミニウムと酸化鉄) の混合物が金型ライザーに置かれます。 この「テルミット」混合物は、実際には無害であることがわかっている濃密な煙を放出します。 煙の色が茶色の場合、窒素酸化物の存在が疑われるため、警報が発せられることがあります。 しかし、この疑いには根拠がありません。 アルミニウムおよびマグネシウム鋳物のドレッシング中に生成される細かく分割されたアルミニウムは、重大な火災の危険を構成し、集塵には湿式法を使用する必要があります。
マグネシウム鋳造には、かなりの潜在的な火災や爆発の危険が伴います。 溶融マグネシウムは、大気との間に保護バリアが維持されていない限り発火します。 この目的には、溶融硫黄が広く使用されています。 手でるつぼに硫黄粉末を適用する鋳造作業員は、皮膚炎を発症する可能性があるため、耐火布製の手袋を着用する必要があります。 金属と接触している硫黄は常に燃焼しているため、かなりの量の二酸化硫黄が放出されます。 排気換気装置を設置する必要があります。 労働者は、溶融マグネシウムの鍋または柄杓が発火する危険性があることを知らされるべきであり、細かく分割された酸化マグネシウムの濃い雲が発生する可能性がある耐火材料の防護服は、すべてのマグネシウム鋳造作業員が着用する必要があります。 自然発火する可能性があるため、マグネシウムの粉でコーティングされた衣服は、湿度制御のないロッカーに保管しないでください。 マグネシウムの粉塵は衣服から取り除く必要があります。フランスのチョークは、マグネシウム鋳造工場の金型ドレッシングに広く使用されています。 タルコーシスを防ぐために粉塵を管理する必要があります。 軽合金鋳物の検査では、亀裂を検出するために浸透油と粉塵が使用されます。
これらの技術の有効性を改善するために染料が導入されました。 特定の赤い染料は、汗に吸収されて排泄されることがわかっているため、私服を汚す原因となります。 この状態は厄介なものですが、健康への影響は観察されていません。
真鍮と青銅の鋳造所
典型的な合金からの有毒な金属煙と粉塵は、真鍮と青銅の鋳造工場にとって特別な危険です。 合金の鉛組成が高い場合は特に、溶解、注湯、仕上げ作業の両方で安全限界を超える鉛への暴露が一般的です。 炉の洗浄とドロス処理における鉛の危険は特に深刻です。 鉛への過度の暴露は、溶解および注入時に頻繁に発生し、粉砕時にも発生する可能性があります. 亜鉛と銅のフューム (青銅の成分) は、金属フューム熱の最も一般的な原因ですが、この状態は、マグネシウム、アルミニウム、アンチモンなどを使用する鋳造作業員にも観察されています。 一部の高負荷合金にはカドミウムが含まれており、急性暴露による化学肺炎や慢性暴露による腎臓の損傷、肺がんを引き起こす可能性があります。
永久成形プロセス
ダイカストのように永久的な金型で鋳造することは、鋳造において重要な発展を遂げてきました。 この場合、パターン作成は大部分が工学的方法に置き換えられ、実際には型彫り作業です。 これにより、パターン作成の危険のほとんどが取り除かれ、砂によるリスクも排除されますが、ダイまたはモールドをコーティングするためにある種の耐火材料を使用することに固有のある程度のリスクに置き換えられます。 現代の鋳型作業では、ますます砂中子の使用が増えていますが、その場合、砂型鋳造の粉塵の危険性は依然として存在しています。
ダイカスト
アルミニウムは、ダイカストで一般的な金属です。 クロム トリムなどの自動車用ハードウェアは通常、亜鉛ダイカストで、その後に銅、ニッケル、クロム メッキが続きます。 亜鉛フュームによる金属フューム熱の危険性は、クロム酸ミストと同様に常に管理する必要があります。
圧力ダイカスト マシンには、油圧パワー プレスに共通するすべての危険性があります。 さらに、作業者は金型潤滑剤として使用されるオイルのミストにさらされる可能性があり、これらのミストを吸い込んだり、油で飽和した衣服を着用したりする危険から保護する必要があります。 プレスで使用される難燃性油圧作動油には、有毒な有機リン化合物が含まれている可能性があるため、油圧システムのメンテナンス作業には特に注意する必要があります。
精密鋳造
精密鋳造所は、インベストメントまたはロスト ワックス キャスティング プロセスに依存しています。このプロセスでは、型にワックスを射出成形してパターンを作成します。 これらのパターンは、型に面する材料として機能する微細な耐火性粉末でコーティングされ、ワックスは鋳造前に、または鋳造金属自体の導入によって溶融されます。
ワックスの除去は明らかに火災の危険をもたらし、ワックスの分解はアクロレインやその他の危険な分解生成物を生成します。 ワックスバーンアウトキルンは十分に換気する必要があります。 ワックスの最後の痕跡を除去するためにトリクロロエチレンが使用されています。 この溶剤は、金型のポケットに溜まったり、耐火材に吸収されたりして、注入中に蒸発または分解することがあります。 アスベストの危険性があるため、アスベストのインベストメント鋳造耐火材料の含有は排除する必要があります。
健康上の問題と病気のパターン
鋳物工場は、溶融金属の流出や爆発による死亡率の高さ、底部落下を含むキューポラのメンテナンス、およびリライニング中の一酸化炭素の危険のために、産業プロセスの中で際立っています。 鋳造工場は、他の施設よりも異物、打撲傷、火傷の発生率が高く、筋骨格損傷の割合が低いと報告しています。 彼らはまた、最高の騒音暴露レベルを持っています。
鋳物工場での数十件の死亡事故の調査により、以下の原因が明らかになりました: メンテナンスおよびトラブルシューティング中の金型コンベア車と建物構造の間の押しつぶし、遠隔操作されたマラーの洗浄中の押しつぶし、クレーンの故障後の溶融金属の火傷、金型の割れ、オーバーフロー トランスファー取鍋、未乾燥の取鍋での蒸気噴出、クレーンや作業プラットフォームからの落下、溶接装置からの感電死、運搬車両からの圧壊、キューポラの底からの落下による火傷、キューポラ修理中の高酸素雰囲気、およびキューポラ修理中の一酸化炭素への過剰暴露。
砥石
研削砥石の破裂または破損は、致命的または非常に重傷を負う可能性があります。台座研削盤の砥石と残りの部分との間の隙間が手や前腕を挟んで押しつぶす可能性があります。 保護されていない目は、すべての段階で危険にさらされています。 特に重い荷物を運ぶときの滑りや転倒は、床のメンテナンスが不十分であったり、床がふさがっていたりすることが原因である可能性があります。 落下物や荷物の落下により、足にけがをするおそれがあります。 捻挫や肉離れは、物を持ち上げたり運んだりする際の過度の運動によって生じることがあります。 メンテナンスが不十分な巻き上げ装置は故障し、材料が作業員に落下する可能性があります。 電気機器、特に携帯用工具は、保守が不十分であるか、アースされていない (接地されていない) と、感電する可能性があります。
機械のすべての危険な部分、特に砥石車には適切なガードが必要であり、処理中にガードが取り外された場合は自動的にロックアウトされます。 ペデスタルグラインダーのホイールと残りの部分との間の危険な隙間をなくす必要があり、研磨ホイールの手入れとメンテナンス、および速度の調整に関するすべての予防措置に細心の注意を払う必要があります (ポータブルホイールには特に注意が必要です)。 すべての電気機器の厳密なメンテナンスと適切な接地の取り決めを実施する必要があります。 作業員は、正しい持ち上げ方と運搬方法について指導を受け、クレーン フックやその他の巻き上げ器具に荷物を取り付ける方法を知っている必要があります。 目と顔のシールド、足と脚の保護具などの適切な PPE も提供する必要があります。 軽傷であっても迅速な応急処置を提供し、必要に応じて適切な医療を提供できるようにしておく必要があります。
ほこり
鋳物労働者の間で粉じん病が顕著である。 シリカへの暴露は、しばしば規定された暴露限界に近いか、それを超えています。これは、最新の生産鋳造工場での十分に管理された洗浄作業や、鋳物に目に見える粉塵がない場合でも同様です。 鋳物がほこりっぽい場所やキャビネットが漏れている場所では、限界を超える露出が何度も発生します。 除雪、砂の準備、または耐火物修理の際に目に見える粉塵が排出される場所では、過度の露出が発生する可能性があります。
珪肺症は鉄鋼のフェトリング工場における主要な健康被害です。 混合じん肺は、鉄のフェトリングでより一般的です (Landrigan et al. 1986)。 鋳物工場では、暴露時間が長く、粉塵レベルが高いほど有病率が高くなります。 鉄鋼工場の条件は、存在する遊離シリカのレベルが高いため、鉄工場の条件よりも珪肺症を引き起こす可能性が高いといういくつかの証拠があります. 珪肺症が発生しない曝露レベルを設定する試みは決定的ではありませんでした。 しきい値はおそらく 100 マイクログラム/m 未満です3 そしておそらくその量の半分ほど低くなります。
ほとんどの国で、珪肺症の新規症例の発生は減少しています。これは、技術の変化、鋳物工場での珪砂からの移行、および珪酸レンガから鉄鋼溶解における基本的な炉内張りへの移行が一因となっています。 主な理由は、自動化により鉄鋼生産と鋳造での雇用が減少したという事実です。 しかし、多くの鋳造工場では、吸入性シリカ粉塵への曝露が頑固に高いままであり、プロセスが労働集約的な国では、珪肺症が依然として大きな問題となっています.
鋳物工場労働者の珪酸結核は長い間報告されてきました。 珪肺症の有病率が低下しているところでは、結核の報告された症例が並行して減少していますが、その病気は完全に根絶されていません. 粉塵レベルが高いままであり、粉塵の多いプロセスは労働集約的であり、一般人口における結核の有病率が上昇している国では、結核は依然として鋳造労働者の重要な死因となっています。
じん肺に苦しむ多くの労働者は、しばしば肺気腫を伴う慢性気管支炎も患っています。 多くの研究者は、少なくとも場合によっては、職業被ばくが関与している可能性があると長い間考えてきました。 肺がん、大葉性肺炎、気管支肺炎、および冠状動脈血栓症も、鋳造作業員のじん肺に関連していると報告されています。
アメリカの自動車産業を含む鋳造労働者の死亡率に関する最近の調査では、14 件の調査のうち 15 件で肺がんによる死亡が増加していることが示されました。 主な危険源がシリカである清掃室の労働者の間で高い肺がん率が見られるため、混合暴露も見られる可能性があります.
鋳造環境における発がん物質の研究は、砂の添加剤と結合剤の熱分解で形成される多環式芳香族炭化水素に集中しています。 クロムやニッケルなどの金属、およびシリカやアスベストなどの粉塵も、過剰死亡率の一部の原因である可能性があることが示唆されています。 成形および中子製造の化学的性質、砂の種類、および鉄と鋼の合金の組成の違いは、異なる鋳造所で異なるレベルのリスクの原因となる可能性があります (IARC 1984)。
非悪性呼吸器疾患による死亡率の増加は、8 件の研究のうち 11 件で発見されました。 珪肺症による死亡も記録されました。 臨床研究では、塵肺に特徴的な X 線の変化、閉塞に特徴的な肺機能障害、および最新の「クリーンな」製造工場の労働者の呼吸器症状の増加が見られました。 これらは 960 年代以降の曝露によるものであり、古い鋳造工場で蔓延している健康リスクがまだ解消されていないことを強く示唆しています。
肺障害の予防は、本質的に粉塵と煙の管理の問題です。 一般的に適用可能な解決策は、効率的な LEV と組み合わせた良好な全体換気を提供することです。 少量、高速のシステムは、一部の操作、特に携帯用砥石や空圧工具に最適です。
焦げた砂を取り除くために使用される手または空気のノミは、非常に細かく分割された粉塵を生成します。 余分な材料を回転ワイヤーブラシまたはハンドブラシで払い落とすことも、多くのほこりを発生させます。 LEV が必要です。
粉塵対策は、床置きおよびスイングフレームグラインダーに容易に適応できます。 小さな鋳物のポータブル研削は、排気換気ベンチで実行するか、ツール自体に換気を適用することができます。 ブラッシングは、換気されたベンチで行うこともできます。 大型鋳物の粉塵制御には問題がありますが、少量の高速換気システムでかなりの進歩が見られました。 これらのシステムが扱いにくいと感じ、作業領域の視界が損なわれていると不平を言う労働者の反対を克服するには、その使用に関する指導と訓練が必要です。
局所換気が実行できない非常に大きな鋳物のドレッシングとフェトリングは、別の隔離された場所で、他の作業者がほとんどいないときに行う必要があります。 定期的に洗浄および修理される適切な PPE を、適切な使用方法の説明とともに、各作業者に提供する必要があります。
1950 年代以降、さまざまな合成樹脂システムが鋳物工場に導入され、砂を中子や鋳型に結合させてきました。 これらは、一般に、重合を開始する基材および触媒または硬化剤を含む。 これらの反応性化学物質の多くは感作物質 (イソシアネート、フルフリル アルコール、アミン、ホルムアルデヒドなど) であり、現在、鋳造作業員の職業性喘息の事例に関与しています。 ある研究では、ペプセット (コールドボックス) 樹脂にさらされた 12 人の鋳物工場労働者のうち 78 人が喘息症状を示し、そのうち 1985 人はメチル ジイソシアネートを使用したチャレンジ テストで気流速度が著しく低下しました (Johnson et al. XNUMX )。
溶接
フェトリング工場での溶接は、関係する金属の組成に応じて、結果として毒性と金属熱の危険性を伴う金属煙に作業者をさらします。 鋳鉄の溶接にはニッケル棒が必要であり、ニッケルの煙にさらされます。 プラズマ トーチは、かなりの量の金属煙、オゾン、窒素酸化物、および紫外線を発生させ、高レベルの騒音を発生させます。
小さな鋳物を溶接するための排気換気ベンチを提供できます。 大型鋳物での溶接または燃焼作業中の曝露を制御することは困難です。 成功するアプローチには、これらの操作のための中央ステーションを作成し、溶接点に配置されたフレキシブル ダクトを介して LEV を提供することが含まれます。 これには、作業者がダクトをある場所から別の場所に移動できるようにトレーニングする必要があります。 全体的な換気をよくし、必要に応じて PPE を使用すると、全体的な粉塵や煙への曝露を減らすことができます。
騒音と振動
鋳造工場での騒音レベルが最も高いのは、通常、ノックアウトおよびクリーニング作業です。 手動の鋳造工場よりも機械化された工場の方が高くなります。 換気システム自体は、90 dBA 近くのばく露を生成する可能性があります。
鋳鉄のフェトリングで実際に遭遇する騒音レベルは 115 から 120 dBA の範囲であるのに対し、鋼鋳物のフェトリングでの騒音レベルは 105 から 115 dBA の範囲である可能性があります。 British Steel Casting Research Association は、フェトリング中の騒音源には次のものが含まれることを確立しました。
- フェトリングツールの排気
- 鋳物に対するハンマーまたはホイールの衝撃
- キャスティングの共振とサポートに対する振動
- キャスティングサポートから周囲の構造への振動の伝達
- 換気システムを通る空気の流れを制御するフードによる直接騒音の反射。
騒音制御戦略は、鋳造品のサイズ、金属の種類、使用可能な作業領域、ポータブル ツールの使用、およびその他の関連要因によって異なります。 時間と空間の隔離、完全なエンクロージャー、部分的な吸音パーティション、吸音面での作業の実行、バッフル、パネル、吸音フードなど、個人や同僚の騒音暴露を減らすための特定の基本的な対策を利用できます。吸音材またはその他の吸音材。 安全な XNUMX 日の暴露限度に関するガイドラインを遵守する必要があり、最後の手段として、個人用保護具を使用することができます。
英国鋼鋳造研究協会が開発したフェトリングベンチは、チッピング時の騒音を約 4 ~ 5 dBA 低減します。 このベンチには、ほこりを除去するための排気システムが組み込まれています。 この改善は心強いものであり、さらなる開発により、さらに大きなノイズ低減が可能になるという希望につながります.
手腕振動症候群
携帯用振動ツールは、レイノー現象 (手腕振動症候群 - HAVS) を引き起こす可能性があります。 これは、鉄のフェトラーよりも鋼のフェトラーでより一般的であり、回転工具を使用する人の間でより頻繁に見られます. この現象が発生する臨界振動数は、毎分 2,000 ~ 3,000 回転で、40 ~ 125 Hz の範囲です。
現在、HAVS は、末梢神経や血管以外の前腕の多くの組織に影響を与えると考えられています。 これは、手根管症候群および関節の変性変化に関連しています。 製鉄所のチッパーとグラインダーに関する最近の研究では、デュピュイトラン拘縮を比較グループよりも 1992 倍発症する可能性が高いことが示されました (Thomas and Clarke XNUMX)。
作業者の手に伝わる振動は、次の方法で大幅に減らすことができます。周波数と振幅の有害な範囲を減らすように設計されたツールの選択手から離れた排気ポートの方向。 多層手袋または絶縁手袋の使用。 作業操作、ツール、および休憩時間の変更による暴露時間の短縮。
目の問題
鋳物工場で遭遇する粉塵や化学物質の一部 (イソシアネート、ホルムアルデヒド、ジメチルエチルアミン、トリエチルアミンなどの 3 級アミンなど) は刺激性があり、曝露した労働者の視覚症状の原因となっています。 これらには、かゆみ、涙目、かすんだまたはぼやけた視覚、またはいわゆる「青灰色の視覚」が含まれます. これらの影響の発生に基づいて、時間加重平均ばく露を XNUMX ppm 未満に減らすことが推奨されています。
その他の問題
米国の暴露限度以上のホルムアルデヒドへの暴露は、適切に管理されたホットボックスコア製造作業で見られます。 ハザードコントロールが不十分な場合、限度を何倍も超えるばく露が見られることがあります。
アスベストは鋳造業界で広く使用されており、最近まで、熱にさらされる労働者の防護服によく使用されていました。 その影響は、アスベストにさらされた生産労働者とメンテナンス労働者の両方で、鋳造労働者の X 線調査で発見されました。 横断調査では、20 人の鉄鋼労働者のうち 900 人に特徴的な胸膜病変が見られました (Kronenberg et al. 1991)。
定期試験
疑わしいまたは異常な所見が検出された場合は、すべての鋳造工場の労働者に適切なフォローアップを行い、症状の調査、胸部 X 線、肺機能検査、オージオグラムを含む、交換前および定期的な健康診断を提供する必要があります。 鋳物工場労働者の呼吸器疾患のリスクに対するタバコの煙の複合的な影響は、健康教育とプロモーションのプログラムに禁煙に関するアドバイスを含めることを義務付けています。
まとめ
鋳物工場は、何世紀にもわたって不可欠な産業活動でした。 技術の継続的な進歩にもかかわらず、それらは労働者に安全と健康に対するさまざまな危険をもたらします。 模範的な予防および制御プログラムを備えた最新のプラントでさえ危険が存在し続けるため、労働者の健康と福利を保護することは、管理者、労働者およびその代表者にとって継続的な課題であり続けます。 これは、業界の低迷時 (労働者の健康と安全への懸念が経済的逼迫に取って代わられる傾向にあるとき) とブーム時 (生産量の増加に対する需要がプロセスの潜在的に危険な近道につながる可能性があるとき) の両方で困難なままです。 したがって、ハザード コントロールの教育と訓練は、常に必要とされています。
鍛造とスタンピング
プロセスの概要
高い圧縮力と引張力を加えて金属部品を形成することは、工業生産全体で一般的です。 スタンピング操作では、金属は、ほとんどの場合、シート、ストリップ、またはコイルの形をしており、通常は一連の 15 つまたは複数の個別の衝撃ステップで、ダイ間でせん断、プレス、およびストレッチすることにより、周囲温度で特定の形状に成形されます。 冷間圧延鋼は、自動車、家電、その他の業界で板金部品を作成する多くのスタンピング作業の出発材料です。 自動車産業の労働者の約 XNUMX% は、プレス作業または工場で働いています。
鍛造では、通常は高温に加熱された金属の予備成形されたブロック (ブランク) に圧縮力が加えられます。 最終ピースの形状は、使用する金型のキャビティの形状によって決まります。 ドロップ ハンマー鍛造のように、オープン インプレッション ダイでは、下部アンビルに取り付けられた XNUMX つのダイと垂直ラムの間でブランクが圧縮されます。 プレス鍛造のように、閉じたインプレッションダイでは、ブランクはラムに取り付けられた下ダイと上ダイの間で圧縮されます。
ドロップ ハンマー フォージは、蒸気または空気シリンダーを使用してハンマーを持ち上げます。ハンマーは重力によって落下するか、蒸気または空気によって駆動されます。 ハンマーの打撃の回数と強さは、オペレーターが手動で制御します。 オペレーターは、ドロップ ハンマーを操作している間、ストックのコールド エンドを保持することがよくあります。 ドロップ ハンマー鍛造は、かつて米国で行われたすべての鍛造の約 XNUMX 分の XNUMX を占めていましたが、今日ではあまり一般的ではありません。
プレス鍛造では、機械式または油圧式のラムを使用して、ゆっくりと制御された 1 回のストロークで部品を成形します (図 XNUMX を参照)。 通常、プレス鍛造は自動制御されます。 熱間または常温(冷間鍛造、押し出し)で行うことができます。 通常の鍛造のバリエーションは転造です。ここでは、連続的に力を加えて作業者が部品を回転させます。
図1.プレス鍛造

ハンマーまたはプレス ストロークの前およびストロークの間に、ダイ面およびブランク表面にダイ潤滑剤をスプレーまたは塗布します。
シャフト、リングギア、ボルト、車両サスペンション部品などの高強度機械部品は、一般的な鋼鍛造製品です。 翼桁、タービン ディスク、着陸装置などの高強度航空機部品は、アルミニウム、チタン、ニッケル、および鋼合金から鍛造されています。 自動車労働者の約 3% が鍛造作業または工場で働いています。
労働条件
プレス加工や鍛造加工には、重工業に共通する多くの危険が存在します。 これらには、部品の繰り返しの取り扱いと処理、および手のひらボタンなどの機械制御の操作による反復運動過多損傷 (RSI) が含まれます。 重い部品は、作業者を背中や肩の問題、上肢の筋骨格障害のリスクにさらします。 自動車プレス工場のプレス オペレーターの RSI 率は、リスクの高い仕事をしている組立工場の労働者に匹敵します。 ほとんどのスタンピングおよび一部の鍛造 (スチームまたはエアハンマーなど) の操作では、高インパルスの振動と騒音が存在し、難聴や心血管疾患の原因となる可能性があります。 これらは、最もノイズの多い産業環境の 100 つです (XNUMX dBA 以上)。 他の形式の自動化主導型システムと同様に、処理する部品や機械の循環速度によっては、労働者のエネルギー負荷が高くなる可能性があります。
スタンピングや鍛造では、予期せぬ機械の動きによる壊滅的な損傷がよくあります。 (1) 労働者が機械の動作範囲内にいることが日常的に予想される状況でのクラッチ機構などの機械制御システムの機械的故障 (容認できないプロセス設計)。 (2) 動かなくなった部品や位置がずれている部品の移動など、プログラムされていない労働者の介入を招くような、機械の設計または性能の欠陥。 または (3) 部品転送の自動化や他の接続された機械の機能を含む、関連する機械ネットワーク全体の適切なロックアウトなしで実行される、不適切でリスクの高い保守手順。 ほとんどの自動化されたマシン ネットワークは、迅速で効率的かつ効果的なロックアウトや安全なトラブルシューティングのために構成されていません。
通常の操作中に発生する機械の潤滑油からのミストは、圧縮空気を動力源とするプレスおよび鍛造プレス操作におけるもう XNUMX つの一般的な健康被害であり、呼吸器、皮膚、消化器疾患のリスクにさらされる可能性があります。
健康と安全の問題
スタンピング
スタンピング作業では、鋭利なエッジを持つ部品を取り扱う必要があるため、重度の裂傷のリスクが高くなります。 さらに悪いのは、切断された周囲や部品の打ち抜かれた部分から生じるスクラップの取り扱いです。 スクラップは通常、重力式のシュートとコンベアによって収集されます。 ときどき紙詰まりを解消することは、リスクの高い作業です。
スタンピングに特有の化学的危険は、通常、実際のプレス操作における絞り化合物 (つまり、金型潤滑剤) と、スタンピング部品の組み立てからの溶接放出の 0.05 つの主な原因から発生します。 ほとんどのスタンピングには、ドローイング コンパウンド (DC) が必要です。 材料は板金にスプレーまたは圧延され、スタンピング イベント自体によってさらにミストが生成されます。 他の金属加工油剤と同様に、ドローイングコンパウンドは、ストレートオイルまたはオイルエマルジョン (可溶性オイル) の場合があります。 成分には、石油留分、特殊な潤滑剤 (動物および植物の脂肪酸誘導体、塩素化油およびワックスなど)、アルカノールアミン、石油スルホン酸塩、ホウ酸塩、セルロース由来の増粘剤、腐食防止剤、および殺生物剤が含まれます。 プレス工程におけるミストの空気濃度は、通常の機械加工工程の濃度に達する可能性がありますが、これらのレベルは平均して低くなる傾向があります (2.0 ~ XNUMX mg/mXNUMX)3)。 ただし、建物の表面に目に見える霧や蓄積した油膜が存在することが多く、部品の取り扱いが多いため、皮膚への接触が高くなる可能性があります。 有害性を示す可能性が最も高い暴露は、塩素化油 (がん、肝臓病、皮膚障害の可能性)、ロジンまたはトール油脂肪酸誘導体 (感作物質)、石油留分 (消化器がん)、およびおそらくホルムアルデヒド (殺生物剤由来) およびニトロソアミン (生物由来) です。アルカノールアミンおよび亜硝酸ナトリウム、DC成分として、または入ってくる鋼の表面コーティングのいずれか)。 XNUMX つの自動車プレス工場で、消化器がんの上昇が観察されています。 開いたリザーバーから板金に DC を転がすことによって DC を適用するシステムでの微生物学的ブルームは、機械加工作業と同様に、作業者に呼吸器および皮膚の問題のリスクをもたらす可能性があります。
プレス部品の溶接は、多くの場合、プレス工場で行われ、通常は中間洗浄は行われません。 これにより、金属フューム、熱分解、化合物やその他の表面残留物からの燃焼生成物を含む排出物が生成されます。 プレス工場での一般的な (主に抵抗) 溶接作業では、0.05 ~ 4.0 mg/m の範囲の総粒子状空気濃度が生成されます。3. 金属含有量 (フュームおよび酸化物として) は、通常、その粒子状物質の半分未満を占めており、最大 2.0 mg/m であることを示しています。3 十分に特徴付けられていない化学的破片です。 その結果、多くのプレス工場の溶接エリアで曇りが見られます。 塩素化誘導体およびその他の有機成分の存在は、これらの環境での溶接煙の組成に深刻な懸念を引き起こし、換気制御を強く主張します. 溶接の前に他の材料 (プライマー、塗料、エポキシのような接着剤など) を塗布し、その一部を溶接すると、さらに懸念が増します。 通常は手動で行われる溶接製造修理作業は、これらの同じ大気汚染物質への曝露が高くなることがよくあります。 自動車プレス工場の溶接工の間で肺がんの過剰発生率が観察されています。
鍛造
スタンピングと同様に、鍛造作業では、労働者が鍛造部品を扱ったり、バリや不要なエッジを部品から切り取ったりするときに、大きな裂傷のリスクが生じる可能性があります。 衝撃の強い鍛造品は、破片、スケール、またはツールを放出して、けがをする可能性もあります。 一部の鍛造作業では、作業者はプレスまたは衝撃のステップ中にトングで加工品をつかみ、筋骨格損傷のリスクを高めます。 鍛造では、スタンピングとは異なり、部品を加熱するための炉(鍛造および焼きなまし用)と熱間鍛造のビンが通常近くにあります。 これらは、高熱ストレス状態になる可能性を生み出します。 熱ストレスのその他の要因は、材料を手作業で取り扱う際の労働者の代謝負荷であり、場合によっては、油性金型潤滑剤の燃焼生成物からの熱です。
ほとんどの鍛造では金型潤滑が必要であり、潤滑剤が高温の部品と接触するという追加機能があります。 これにより、金型内だけでなく、冷却ビン内の喫煙部品からも、熱分解とエアロゾル化が即座に発生します。 鍛造用金型潤滑剤成分には、グラファイト スラリー、高分子増粘剤、スルホン酸塩乳化剤、石油留分、硝酸ナトリウム、亜硝酸ナトリウム、炭酸ナトリウム、ケイ酸ナトリウム、シリコーン オイル、および殺生物剤が含まれます。 これらはスプレーとして、または一部のアプリケーションではスワブによって適用されます。 鍛造する金属を加熱するために使用される炉は、通常、石油またはガスによって燃焼されるか、誘導炉です。 排気ガスは、流入する金属素材に油や腐食防止剤などの表面汚染物質が含まれている場合、または鍛造前にせん断または鋸引きのために潤滑された場合 (棒材の場合)。 米国では、鍛造作業における総粒子状空気濃度は通常、0.1 ~ 5.0 mg/m の範囲です。3 熱対流による鍛造操作内で大きく異なります。 XNUMX つのボール ベアリング製造工場の鍛造および熱処理労働者の間で、肺がんの発生率の上昇が観察されました。
健康と安全の実践
プレスや鍛造にさらされた労働者の実際の健康への影響を評価した研究はほとんどありません。 優先毒性物質の特定と測定を含む、ほとんどの日常業務の潜在的な毒性の包括的な特性評価は行われていません。 1960 年代と 1970 年代に開発された金型潤滑技術の長期的な健康への影響を評価することが可能になったのはごく最近のことです。 その結果、これらの曝露の規制は、デフォルトで一般的な粉塵または 5.0 mg/mXNUMX などの総粒子基準に設定されています。3 米国で。 この規格は、状況によってはおそらく適切ですが、多くのスタンピングおよび鍛造用途には明らかに適切ではありません。
プレス加工と鍛造加工の両方で塗布手順を慎重に管理することで、金型潤滑剤ミスト濃度をある程度減らすことができます。 可能であれば、スタンピングでのロール塗布が好まれ、スプレーで最小限の空気圧を使用することが有益です。 優先有害成分の除去の可能性を調査する必要があります。 負圧とミストコレクターを備えたエンクロージャーは非常に効果的ですが、部品の取り扱いには適合しない場合があります。 プレスの高圧空気システムから放出される空気をろ過すると、プレス オイル ミスト (および騒音) が減少します。 自動化と適切な個人用保護具の着用により、スタンピング作業における皮膚接触を減らすことができ、裂傷と液体飽和の両方から保護します。 プレス工場の溶接では、溶接前に部品を洗浄することが非常に望ましく、LEV を使用した部分的なエンクロージャーは煙のレベルを大幅に低減します。
スタンピングおよび熱間鍛造における熱ストレスを低減するための制御には、高熱領域での手作業によるマテリアル ハンドリングの量の最小化、熱の放射を減らすための炉のシールド、炉のドアとスロットの高さの最小化、および冷却ファンの使用が含まれます。 冷却ファンの位置は、ミストへの暴露と熱ストレスを制御するための空気移動の設計の不可欠な部分である必要があります。 そうしないと、より高い露出を犠牲にしてのみ冷却が得られる可能性があります。
マテリアルハンドリングの機械化、可能な場合はハンマーからプレス鍛造への切り替え、作業速度を人間工学的に実用的なレベルに調整することで、筋骨格損傷の数を減らすことができます。
騒音レベルは、可能な場合はハンマーからプレス鍛造への切り替え、適切に設計されたエンクロージャー、炉送風機、エア クラッチ、エア リード、および部品処理の静音化を組み合わせることで低減できます。 聴覚保護プログラムを導入する必要があります。
必要な PPE には、頭の保護具、足の保護具、ゴーグル、聴力保護具 (周りは過度の騒音がある場合と同様)、耐熱性および耐油性のエプロンとレギンス (油性型潤滑剤を多用)、および赤外線の目と顔の保護 (周りに) が含まれます。炉)。
環境健康被害
プレス工場から発生する環境への危険性は、他のタイプの工場からのものと比較して比較的小さいものですが、廃棄された描画剤と洗浄液の廃棄、および適切な洗浄なしでの溶接煙の排出が含まれます。 一部の鍛造工場は歴史的に、鍛造の煙やスケールの粉塵によって地域の大気質を急激に悪化させてきました。 ただし、適切な空気清浄能力があれば、これは発生する必要はありません。 また、金型潤滑剤を含むプレススクラップや鍛造スケールの処理も潜在的な問題です。
免責事項: ILO は、この Web ポータルに掲載されているコンテンツが英語以外の言語で提示されていることについて責任を負いません。英語は、オリジナル コンテンツの最初の制作およびピア レビューに使用される言語です。その後、特定の統計が更新されていません。百科事典の第 4 版 (1998 年) の作成。