- あなたはここにいる:
-
ホーム

- パート XIV。 繊維・アパレル産業

子供のカテゴリ

87. 衣料・繊維製品 (3)

87. 衣類および繊維製品
章の編集者: ロビン・ハーバートとレベッカ・プラタス
目次
表と図
主要なセクターとプロセス
レベッカ・プラタスとロビン・ハーバート
衣料品製造における事故
ASベッテンソン
健康への影響と環境問題
ロビン・ハーバートとレベッカ・プラタス
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 職業病
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。



88. 革、毛皮、履物 (6)
88. 革、毛皮、履物
チャプターエディター: マイケル・マッキャン
目次
表と図
一般的なプロファイル
デブラ・オシンスキー
なめしと革の仕上げ
ディーン・B・ベイカー
毛皮産業
PEブレード
靴産業
FL コンラディとパウロ・ポーティッチ
健康への影響と病気のパターン
フランク・B・スターン
環境保護と公衆衛生問題
ジェリー・スピーゲル
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。









89. 繊維製品工業 (15)
89. 繊維製品産業
章の編集者: A. Lee Ivester および John D. Neefus
目次
表と図
繊維産業:歴史と健康と安全
レオン・J・ウォーショー
繊維産業の世界動向
ジャン=ダー・ワン
綿の生産と繰り綿
W・スタンリー・アンソニー
綿糸製造
フィリップ・J・ウェイクリン
羊毛産業
DA ハーグレイブ
絹産業
J.クボタ
ビスコース(レーヨン)
MM エル アタル
合成繊維
AE クインと R. マティウシ
天然フェルト製品
イェジー・A・ソーカル
染色・捺染・仕上げ
JM Strother と AK Niyogi
不織布織物
ウィリアム・ブラックバーンとサブハッシュ・K・バトラ
織りと編み物
チャールズ・クロッカー
カーペットとラグ
カーペットとラグ研究所
手織りと手房のカーペット
ME ラダビ
繊維産業における呼吸器への影響とその他の疾患パターン
E・ニール・シャクター
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. アジア太平洋地域の企業と従業員 (85-95)
2. バイシナシスのグレード
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|















主要なセクターとプロセス
全体的なプロセス
一般に、衣料品やその他の完成した繊維製品の製造に関わるプロセスは、業界の開始以来ほとんど変わっていません。 生産プロセスの組織は変化し続けており、一部の技術的進歩により機械がアップグレードされていますが、この業界の安全と健康上の危険の多くは、初期のアパレル労働者が直面していたものと同じままです.
アパレル業界における主な健康と安全の懸念は、作業環境の一般的な条件に関連しています。 粗末な設計のワークステーション、ツール、および機器を、出来高補償システムおよびプログレッシブ バンドル生産システムと組み合わせると、筋骨格損傷およびストレス関連状態の深刻なリスクが生じます。 衣料品店は、メンテナンスが不十分で、換気、冷房、暖房、照明が不十分な建物に収容されることがよくあります。 過密状態は、可燃性物質の不適切な保管と相まって、深刻な火災の危険を引き起こすことがよくあります。 劣悪な衛生状態と適切なハウスキーピング対策の欠如が、これらの状態の一因となっています。
調整可能な裁縫テーブルと椅子を備え、機器とツールの適切な配置を考慮した、適切に設計された人間工学に基づいた裁縫ワークステーションの設計と製造において、大きな進歩がありました。 これらのワークステーションは広く入手可能であり、一部の施設、主に大規模な製造施設で使用されています。 ただし、これらのアメニティを提供できるのは、最大かつ資本力のある施設だけです。 人間工学に基づいた再設計は、他の衣料品製造作業でも可能です (図 1 を参照)。しかし、衣料品生産の大部分は依然として小規模で設備の整っていない請負作業で行われており、一般的に職場の設計や労働条件にはほとんど注意が払われていません。健康と安全上の危険。
図 1. スパンコール製造施設

ソース: マイケル・マッキャン
商品企画、サンプル製作。 衣料品やその他の繊維製品のデザインは、アパレル メーカー、小売業者、または「仲買人」によって監督され、デザイン プロセスは熟練したデザイナーによって行われます。 アパレルの仲買人、メーカー、または小売業者は、製品のデザイン、サンプル生産、およびマーケティングのみに責任を負うことがよくあります。 ジョバーまたはメーカーは、衣服の生産のすべての詳細を指定する責任を負い、生地を購入し、使用するアイテムをトリミングしますが、実際の大規模な生産作業は通常、独立した契約ショップによって行われます.
少数のサンプル衣類を製造して製品の販売に使用し、最終製品の見本として契約店に送るサンプル製造も、職人の敷地内で行われます。 サンプルは、熟練したミシンオペレーター、サンプルメーカーが衣服全体を縫製して作成します。
パターンメイキングとカッティング。 衣服のデザインは、裁断と縫製のためにパターン パーツに分解する必要があります。 伝統的に、厚紙のパターンは衣服の各部分に対して作られています。 これらのパターンは、作成するサイズによって等級分けされています。 これらの型紙から裁断マーカーが作成され、ガーメント カッターが型紙を切り取るために使用されます。 より近代的な工場では、切断マーカーが作成され、コンピューター画面上でサイズが等級分けされ、コンピューター化されたプロッターで印刷されます。
裁断段階では、生地はまず裁断テーブル上で複数のパイルに広げられます。裁断テーブルの長さと幅は、生産の需要によって決まります。 これは、ほとんどの場合、テーブルの長さに沿って生地のボルトを広げる自動または半自動の延展機によって実行されます。 格子縞またはプリント生地は手で配置し、プリント用の格子縞が一致するように固定することができます. 次に、裁断する生地にマーカーを置きます。
アパレル生産用の生地は、通常、手持ち式の帯鋸切断ツールを使用して切断されます (図 2 を参照)。 細かい部品は金型プレスでカットできます。 高度な裁断技術には、コンピュータ上で作成されたパターンを自動的にたどるロボット裁断が含まれます。
図 2. フィリピンの衣料品工場

生地の裁断にはいくつかの危険が伴います。 切削工具の刃は保護されていますが、材料を位置決めするために必要な保護を提供するために、この保護を正しく設定する必要があります。 ガードは常に使用し、正しく配置する必要があります。 追加の保護として、切断機のオペレーターは、できれば金属メッシュの保護手袋を着用することをお勧めします。 偶発的な切断のリスクをもたらすだけでなく、ファブリックの切断は人間工学的なリスクももたらします。 カッティングテーブルを横切ってストレッチしながらカッティングマシンを支えて操作すると、首、上肢、背中の障害のリスクが生じる可能性があります。 最後に、多くのカッターは切断機を耳の高さで使用する傾向があり、騒音による難聴のリスクを伴い、過度の騒音にさらされることがよくあります。
重量が最大 32 kg にもなり、広げるために頭上に持ち上げてラックに載せなければならない生地のロールを扱うことも、人間工学的な危険をもたらします。 適切なマテリアルハンドリング機器は、これらのリスクを排除または軽減できます。
ミシン操作。 通常、裁断された生地片は、手で操作するミシンで縫い合わせられます。 多くの工場で作業組織が大幅に変更されているにもかかわらず、裁断されたピースの束が XNUMX 人のミシン オペレーターから次のミシン オペレーターへと進み、各オペレーターが異なる XNUMX つの操作を実行する従来の「プログレッシブ バンドル システム」が引き続き業界で普及しています。 このタイプの作業組織は、生産プロセスを多くの異なる作業に分割します。それぞれの作業は、XNUMX 人の作業者が XNUMX 日の就業中に何百回も繰り返す非常に短いサイクルで構成されます。 このシステムは、何よりもスピードに報い、労働者が生産プロセスをほとんど制御できない出来高払いの報酬と組み合わされて、潜在的に非常にストレスの多い職場環境を作り出します。
現在使用されているミシン ワークステーションの大半は、ミシン オペレーターの快適性、健康、利便性を考慮せずに設計されています (図 3 を参照)。 ミシンのオペレーターは一般に、設計が不十分なワークステーションで座った状態で作業し、XNUMX 日を通して同じ作業を行うため、筋骨格障害を発症するリスクが高くなります。 上記の条件に起因する姿勢の悪さと、非常に反復的で時間のかかる作業が相まって、ミシンのオペレーターや業界の他の労働者の間で、作業関連の筋骨格障害 (WRMD) が高率で発生しています。
図 3. 針ガードなしでミシンを使用している女性

調節可能な椅子や作業台など、縫製ワークステーションの設計の進歩により、ミシンの操作に関連するリスクの一部が軽減される可能性があります。 ただし、これらのワークステーションと椅子は広く入手可能ですが、その価格は、最も収益性の高い企業以外には手の届かないものになっていることがよくあります。 さらに、より優れた設計のワークステーションを使用しても、反復のリスク要因は残ります。
仕事の組織の変化とチームワークの導入は、モジュラーまたは柔軟な製造の形で、伝統的なテーラー主義の生産プロセスに代わるものを提供し、伝統的なシステムに伴う健康リスクの一部を軽減するのに役立つ可能性があります. チームワーク システムでは、ミシン オペレーターがグループで作業して衣服全体を生産し、多くの場合、ミシンとジョブの間で頻繁に交代します。
最も一般的なチーム システムの XNUMX つで、従業員は座っているのではなく立って作業し、機械から機械へと頻繁に移動します。 さまざまな職種のクロス トレーニングにより、労働者のスキルが向上し、労働者は生産をより詳細に管理できるようになります。 個人の出来高払いシステムから時給またはグループ インセンティブ システムへの変更、および生産プロセス全体での品質監視の強化は、労働者を WRMD 発症のリスクにさらすいくつかの要因を排除するのに役立つ可能性があります。
一部の新しい製造システムは、技術的には進んでいますが、実際には WRMD のリスクの増加に寄与している可能性があります。 たとえば、いわゆるユニット生産システムは、切断された商品を作業員から作業員へ頭上コンベアで機械的に搬送するように設計されています。これにより、商品の進行がスピードアップし、以前はミシンのオペレーターまたは作業員が行っていた材料の取り扱いの多くが不要になります。フロアワーカー。 これらのシステムは、ラインを高速化することで生産性を向上させることがよくありますが、サイクル間でオペレーターに与えられていたわずかな休憩時間を排除するため、疲労と反復が増加します。
代替生産システムを導入する場合は、リスク要因を評価し、人間工学を念頭に置いて新しいシステムを設計するように注意する必要があります。 たとえば、労働者がさまざまな仕事をするように訓練される場合、仕事を組み合わせて体のさまざまな部分にストレスを与え、XNUMX つの筋肉や関節に過度の負担をかけないようにする必要があります。 チーム内のすべての労働者に適合するように設備や機械を適合させることができるように注意する必要があります。
新しい機器を購入するときはいつでも、作業者自身が簡単に調整できるようにし、調整方法についてトレーニングを提供する必要があります。 これはアパレル業界では特に重要です。アパレル業界では、作業員が適切にフィットするように機器を調整するための整備士がすぐに利用できないことがよくあります。
最近の研究では、ミシン オペレーターがミシン モーターによって生成される高レベルの電磁界 (EMF) にさらされることについての懸念が提起されています。 これらの研究は、アルツハイマー病 (Sobel et al. 1995) のレベルの上昇と、ミシンのオペレーターに見られる他の慢性疾患と、オペレーターの高レベルの EMF への曝露との間に関連がある可能性があることを示しています。
仕上げとプレス。 縫製が終わったら、プレッサーでアイロンをかけ、フィニッシャーで糸のほつれや汚れなどをチェックします。 フィニッシャーは、ほつれ糸の切り取り、手縫い、手回し、手押しなど、さまざまな手作業を行います。 人間工学的な危険は、アパレルの仕上げ、発券、梱包、配布を行う労働者にとって問題です。 彼らはしばしば非常に反復的なタスクを実行し、手や腕をぎこちなく不健康な姿勢で使用することがよくあります. これらの労働者のための座席とワークステーションは、調整可能であったり、快適さや健康のために設計されていることはめったにありません。 プレッサーを含む仕上げ作業員は、多くの仕事が椅子、スツール、または昇降式椅子を装備でき、労働者は立ったり座ったりを交互に行うことができるという事実にもかかわらず、立ったまま静止した姿勢で作業することがよくあります。 テーブルトップはオペレーターの適切な高さに調整でき、オペレーターがより快適な位置で作業できるように傾けることができます。 テーブルの端にパッドを入れ、適切に設計された適切なサイズのツールを使用すると、手、手首、腕への負担を軽減できます。
縫製製品のプレスは、ハンドアイロンまたはバックプレスのいずれかを使用して実行されます。 縫製製品は、ハンドスチーマーまたはスチームトンネルを使用して蒸すこともできます. プレス機やアイロンは、人間工学的な危険だけでなく、火傷のリスクをもたらす可能性があります。 ほとんどのプレス機は両手で操作できるように設計されており、手がプレス機に挟まる可能性を排除していますが、これらの安全機能を備えていない古い機械がまだ存在します。 プレス機での作業は、頻繁に頭上に手を伸ばしたり、立ちっぱなしでペダルを踏み続けたりすることで、肩、首、背中に怪我をするリスクも伴います。 より高度に自動化された機械と、機械で作業者を適切に配置することにより、作業をより安全にすることができますが、現在の機械では高いストレスを排除することは困難です.
発券ガンを使用して完成した衣服にタグを付ける発券業者は、この非常に反復的な作業により手や手首を負傷する危険があります。 手動ではなく自動発券ガンは、操作を実行するために必要な力を減らすのに役立ち、指や手にかかるストレスや負担を大幅に軽減します。
配布。 アパレル流通センターの労働者は、他の倉庫労働者のあらゆる危険にさらされています。 手作業によるマテリアルハンドリングは、倉庫業務における負傷の多くを占めています。 特定の危険には、持ち上げ作業や頭上作業が含まれます。 コンベアや作業台を適切な高さに配置するなど、資材の適切な取り扱いを念頭に置いて物流作業場を設計することで、多くの負傷を防ぐことができます。 フォーク リフトやホイストなどの機械式マテリアル ハンドリング装置は、ぎこちなく重いものを持ち上げることによる怪我を防ぐのに役立ちます。
化学物質への曝露。 アパレル生産のあらゆる段階で、労働者は布地の仕上げに使用される化学物質にさらされる可能性があります。 これらの中で最も一般的なのはホルムアルデヒドです。 生地のパーマネント プレスと色落ち防止に使用されるホルムアルデヒドは、生地からガスの形で空気中に放出されます。 労働者は、布地を扱う際にホルムアルデヒドに皮膚がさらされることもあります。 生地から放出されるホルムアルデヒドの量は、仕上げに使用される量、使用される仕上げ工程、周囲の熱と湿度など、さまざまな要因によって異なります。 ホルムアルデヒドへの曝露は、生地を取り扱う前に十分に換気された場所で生地からガスを排出すること、および作業エリア、特に生地が高温多湿にさらされる場所 (プレス作業など) で十分な換気を行うことによって防ぐことができます。 )。 ホルムアルデヒド処理された生地を扱うことで皮膚の問題を経験した労働者は、手袋または保護クリームを着用することができます. 最後に、繊維メーカーは、より安全な代替生地処理を開発するよう奨励されるべきです.
特別なプロセス
プリーツ。 プリーツ加工は、生地や衣服に折り目やプリーツを入れるために使用されます. 高温多湿を利用して、さまざまな生地に折り目をつけます。 プリーターは高温多湿のこれらの条件にさらされるため、通常の温度と湿度の条件下で放出されるよりも、生地を仕上げるために使用される物質が大量に放出される可能性があります。 プリーツを付けるべき布地に硬化剤を添加して、布地の折り目を保持する能力を促進することができる。 スチーム ボックスとスチーム チャンバーは、プリーツを付けた生地を圧力下で蒸気にさらします。
ゴム引き/防水加工。 ゴム引きまたは防水仕上げを行うために、布地に防水物質をコーティングすることがあります。 ゴムの一種である可能性があるこれらのさまざまなコーティングは、多くの場合、露出した労働者に深刻な健康上のリスクをもたらすものを含め、溶剤で薄められます。 これらのコーティングには、ベンゼンまたはジメチルホルムアミド、ならびに他の溶媒が含まれる場合があります。 労働者は、これらの化学物質を混合したり注いだりするときに、多くの場合手で、または換気の悪い場所の大きなタンクでこれらの化学物質にさらされます。 労働者は、混合物を生地に注いでコーティングする際にも暴露される可能性があります。 有害物質への暴露は、毒性の低い物質に置き換え、使用時に十分な換気を行うことで最小限に抑える必要があります。 さらに、可能な場合は、混合および注入操作を封じ込め、自動化する必要があります。
コンピューターの使用。 アパレル業界では、コンピューター支援設計/コンピューター支援製造 (CAD/CAM) システムのデザイン、マーキング、および裁断プロセスから、倉庫保管および出荷業務における商品の追跡まで、コンピューターの使用がますます増加しています。 コンピュータの使用に関連する危険については、本書の別の場所で説明しています。 百科事典。
ボタン、バックル、その他の装飾品。 アパレルまたは縫製製品のボタン、バックル、およびその他の留め具は、ほとんどの場合、アパレルを生産する施設とは別の施設で製造されます。 ボタンはさまざまな素材から製造される場合があり、使用する素材によって製造工程が決まります。 最も一般的なボタンとバックルは、成形プラスチックまたは鉛を含む金属から作られています。 製造工程では、加熱した原料を型に流し込み、冷却します。 この成形プロセス中に、労働者は有毒な化学物質や金属にさらされる可能性があります。 冷却後、製品を研磨または研削するときに発生する粉塵にさらされる可能性があります。 これらの曝露は、この仕上げ工程中に適切な換気を行うか、これらの作業を封じ込めることによって防ぐことができます。 スパンコール、ビーズなどのその他の装飾品は、型押しまたは成形されたプラスチックや金属から製造されており、製造作業員を部品の危険にさらす可能性があります。
プラスチック縫製製品、プラスチックアクセサリー。 シャワー カーテン、テーブル クロス、雨具などのさまざまなアイテムは、縫い付けられた、または接合されたプラスチックでできています。 商品がシート プラスチックから縫製されている場合、危険性は他の縫製物と同様です。 ただし、大量のプラスチック材料を扱う作業は、プラスチックの加熱と燃焼により非常に危険な有毒物質が放出されるため、独特の火災安全上の危険が生じます。 大量のプラスチック材料が使用または保管されている防火および保護の分野では、細心の注意を払う必要があります。
プラスチックは、縫われるだけでなく、熱や電磁放射によって結合することもできます。 プラスチックが加熱されると、その成分が放出され、労働者がこれらの有毒物質にさらされる可能性があります。 電磁放射を使用してプラスチックを接合またはシールする場合、労働者がこの放射の危険なレベルにさらされないように注意する必要があります。
作業組織
アパレルや縫製製品の生産では、今もなお、生産数に応じて賃金が支払われる出来高制が広く採用されています。 出来高払いの報酬システムの継続的な使用は、アパレル業界の労働者にストレス関連および筋骨格系の健康リスクをもたらします。 前述のように、代替の報酬システムと代替の生産システムは、アパレル生産を労働力に入る労働者にとってより魅力的で、ストレスが少なく、危険の少ない選択肢にする可能性があります。
労働者が生産プロセスをより詳細に制御し、他の人と協力する機会を与えるチームワーク システムは、従来のプログレッシブ バンドル システムよりもストレスが少ないかもしれません。 ただし、これらのチーム システムは、従業員が同僚に対して作業規則を実施する責任を負うように設定されている場合、追加のストレスを引き起こす可能性もあります。 メンバーの遅さや欠勤に対してチーム全体にペナルティーを課す、ある種のグループ補償システムは、グループ内に緊張とストレスを生み出す可能性があります。
在宅ワークとは、労働者の自宅で行う仕事を派遣する制度です。 アパレル業界ではよくあることです。 作業は、夕方または週末に行うために、勤務日の終わりに工場労働者と一緒に家に帰ることができます。 または、工場を完全に迂回して、労働者の自宅に仕事を直接送り込むこともできます。
在宅勤務システムは、しばしば労働者の搾取と同義です。 在宅勤務は、児童労働、健康と安全、最低賃金などを管理する法律など、労働基準を施行する機関によって簡単に規制されることはありません。 多くの場合、在宅勤務者は標準以下の賃金を支払われ、自費で生産に必要な設備やツールを提供することを余儀なくされています。 家庭内の子供たちは、年齢や安全に働ける能力に関係なく、あるいは学校や余暇の時間を犠牲にして、家事に夢中になるかもしれません。 在宅勤務の状況では、危険な化学物質への暴露、火災、電気の危険など、健康と安全の危険がたくさんあります。 産業機械は、家庭内の小さな子供に危険をもたらす可能性があります。
衣料品製造における事故
第 3 版、労働安全衛生百科事典からの適応
衣料品製造に使用される不適切な家庭用施設にある小規模企業は、深刻な火災の危険をもたらすことがよくあります。 大小を問わず、作業室には可燃物が多く、厳重な管理をしないと可燃ごみがたまっていきます。 使用される材料のいくつかは特に可燃性です (例えば、裏地と詰め物に使用される発泡樹脂、および微粒子コア)。 適切な避難手段、適切な消火器、および火災時の手順の訓練が必要です。 メンテナンスと適切なハウスキーピングは、火災を防ぎ、延焼を抑えるのに役立つだけでなく、商品が機械的に輸送される場合に不可欠です。
一般に、事故の頻度と重症度は低いですが、この取引では、応急処置によって深刻化を防ぐことができる多数の軽傷が発生します。 バンド ナイフは、効果的に保護しない限り、重傷を負う可能性があります。 切断のために必然的に露出するナイフの部分だけを保護せずに残す必要があります。 携帯用切断機の円形ナイフも同様に保護する必要があります。 パワープレスを使用する場合は、手を危険な領域から遠ざけるために、適切な機械ガード (できれば固定) が必要です。 ミシンには、駆動機構と針という XNUMX つの主な危険があります。 多くの場所で、機械の長い列は今でもベンチ下のシャフトによって駆動されています。 このシャフトは、囲いまたは手すりで効果的に保護することが不可欠です。 資材の取り出しやベルトの交換などで作業台の下に身をかがめた際の巻き込まれ事故が多発しています。 危険な領域から指を保護するいくつかの異なるタイプの針ガードが利用可能です。
ガーメントプレスの使用には、粉砕や火傷の重大なリスクが伴います。 両手操作は広く使用されていますが、完全に満足できるものではありません。誤用される可能性があります (膝で操作するなど)。 これを不可能にし、片手で操作できないように常に設定する必要があります。 何か (最も重要なのは手) が領域内に入った場合に圧力ヘッドがバックで閉じるのを防ぐガードを使用する必要があります。 すべてのプレスは、蒸気と空気圧の供給があり、頻繁な検査が必要です。
すべてのポータブル電動工具は、アースの配置を慎重に保守する必要があります。
最近のプラスチック溶接 (継ぎ合わせなどに代わるもの) とフォーム バックの製造における最近の開発では、通常、電気プレスの使用が必要であり、時には足踏みで、時には圧縮空気によって操作されます。 電極間に物理的なトラップが発生したり、高周波電流による電気火傷の危険性があります。 唯一確実な安全対策は、手が危険な領域にあるときに電極が動作しないように、危険な部分を囲むことです。 縫い合わせ機には安全設計が組み込まれている必要があります。
健康への影響と環境問題
健康上の問題と病気のパターン
衣類生産労働者は WRMD の発症リスクにさらされています。 職業性喘息; 接触および刺激性皮膚炎; 目、鼻、喉の刺激症状; 肺がん、鼻咽頭がん、膀胱がん; および騒音性難聴。 さらに、この業界の一部のプロセスでは、加熱されたプラスチックの煙、金属粉塵および煙霧 (特に鉛)、革の粉塵、羊毛の粉塵、およびジメチル ホルムアミドなどの危険な溶剤にさらされるため、これらの暴露に関連する病気が衣料品の労働者にも見られる可能性があります。 . ミシンのモーターから発生する電磁界ばく露は、ますます懸念される分野です。 アパレル生産における母親の雇用と生殖への悪影響との関連が報告されています。
表 1 は、衣料品および最終繊維産業で見られる可能性のある職業病の範囲をまとめたものです。
表 1. 縫製労働者に見られる職業病の例
|
調子 |
暴露 |
|
筋骨格障害 |
|
|
手根管症候群、前腕腱炎、 |
強 |
|
ぜんそく |
ホルムアルデヒド |
|
癌 |
|
|
膀胱癌 |
染料 |
|
肺、上咽頭がん |
ホルムアルデヒド |
|
難聴 |
ノイズ |
|
肌 |
|
|
接触および刺激性皮膚炎 |
ホルムアルデヒド、繊維染料 |
|
鉛中毒 |
Lead |
筋骨格障害。 衣服の生産には、単調で反復性の高い高速作業が必要であり、多くの場合、非中立でぎこちない関節の姿勢が必要になります。 これらの暴露により、縫製作業員は首、上肢、背中、および下肢の WRMD を発症するリスクにさらされます (Andersen および Gaardboe 1993; Schibye et al. 1995)。 縫製労働者が複数の WRMD を発症することは珍しくありません。多くの場合、腱炎などの軟部組織障害と、手根管症候群などの付随する神経閉じ込め症候群の両方を伴います (Punnett et al. 1985; Schibye et al. 1995)。
ミシンのオペレーターとハンドソーワー (サンプルメーカーとフィニッシャー) は、通常、指、手首、肘、肩、首のニュートラルでない姿勢で、手と手首の繰り返しの動きを必要とする作業を行います。 したがって、彼らは手根管症候群、ガングリオン嚢胞、前腕腱炎、上顆炎、二頭筋および腱板腱炎を含む肩障害、腱板断裂および頸部障害を発症するリスクがあります。 さらに、ミシンの操作には通常、長時間の座り(多くの場合、背もたれのない座席や、腰から前傾する必要があるワークステーション)、断続的な持ち上げ、フットペダルの繰り返し使用が必要です。 したがって、ミシンのオペレーターは、腰と下肢の WRMD を発症する可能性があります。
生地ロールの持ち上げと運搬、および手持ち式またはコンピューター操作の裁断機の操作を必要とするカッターは、首、肩、肘、前腕/手首、および腰の筋骨格障害を発症するリスクもあります。 プレッサーは、肩、肘、前腕の腱炎および関連障害を発症するリスクがあり、関連する神経閉じ込め障害を発症するリスクもある.
人間工学的/生体力学的要因に加えて、前のセクションで詳しく説明した急速な出来高生産システムと作業組織の要因が、衣料品業界の労働者の筋骨格障害に寄与する可能性があります。 衣料品労働者に関するある研究では、出来高払いでの雇用期間が重度の障害の有病率の増加と関連していることが判明した (Brisson et al. 1989)。 その結果、仕事に関連した筋骨格障害の予防には、職場の人間工学的な修正と、出来高払いを含む作業組織の問題への注意の両方が必要になる場合があります。
化学的危険性。 パーマネント プレスの衣類に使用される樹脂加工された生地は、ホルムアルデヒドを放出する可能性があります。 生地のボルトが最初に広げられるときにガス放出が最大になるため、切断中に露出が最大になります。 プレス中、加熱により残留樹脂からのホルムアルデヒドの放出が促進されるため。 大量の生地が使用されている生産地域。 そして倉庫および小売り区域で。 多くの衣料品店は換気が不十分で、周囲温度の管理が不十分です。 温度が上昇すると、オフガスが大きくなります。 換気が悪いと、ホルムアルデヒドの周囲濃度が高くなり、蓄積する可能性があります。 ホルムアルデヒドは、目、鼻、喉、上気道および下気道の急性刺激物としてよく知られています。 ホルムアルデヒドは、刺激作用またはアレルギー感作のいずれかによる職業性喘息の原因となる可能性があります (Friedman-Jimenez 1994; Ng et al. 1994)。
ホルムアルデヒドへの曝露は、多くの研究で、肺がんおよび鼻咽頭がんの発生と関連付けられています (Alderson 1986)。 さらに、ホルムアルデヒドへの暴露は、アレルギー性接触および刺激性皮膚炎の両方を引き起こす可能性があります。 衣料品の労働者は、ホルムアルデヒドに対する感作に関連している可能性が高い、手や腕の湿疹のような慢性皮膚炎を発症することがあります. ホルムアルデヒドの刺激性およびその他の非アレルギー性の健康への影響は、適切な換気システムの実装と、可能な場合は製品の代替によって最小限に抑えることができます。 ただし、アレルギー感作は、より低いレベルの暴露でも発生する可能性があります。 縫製作業者がアレルギー感作を発症すると、曝露からの除去が必要になる場合があります。
最終繊維産業の労働者は、有機溶剤への曝露を持続する可能性があります。 ペルクロロエチレン、トリクロロエチレン、および 1,1,1-トリクロロエタンなどの溶剤は、しみ除去のために仕上げ部門で頻繁に使用されます。 このような曝露による健康への影響には、中枢神経系の抑制、末梢神経障害、皮膚炎、および頻度は低いものの肝臓毒性が含まれる場合があります。 ジメチルホルムアミド (DMF) は、生地の防水加工に使用されている特に危険な溶剤です。 そのような設定の 1988 つでの使用は、暴露された衣料品労働者の間で職業性肝炎の発生をもたらしました (Redlich et al. XNUMX)。 DMF の使用は、その肝毒性と、XNUMX つの異なる職業環境での精巣癌との関連が判明しているため、避けるべきです。 同様に、一部の衣料品業界ではベンゼンがまだ使用されている可能性があります。 その使用は慎重に避ける必要があります。
物理的な危険; 電磁界。 最近の報告によると、ミシンの操作によって電磁場 (EMF) にさらされる可能性が高くなる可能性があります。 EMF の健康への影響はまだ十分に理解されておらず、現在の議論の対象となっています。 しかし、1995 つの国 (米国とフィンランド) からの 1991 つの別個のデータ セットを利用した XNUMX つの症例対照研究では、XNUMX つのデータ セットすべてで、職業上の電磁界ばく露とアルツハイマー病の間の強力な関連性が、ミシン オペレーターおよび持病を持っていると分類された他の人々の間で見出されました。中および高電磁界ばく露 (Sobel et al. XNUMX)。 スペインでの母親の職業と急性リンパ芽球性白血病 (ALL) の症例対照研究では、妊娠中に自宅で働く母親の子孫で ALL のリスクが増加し、ほとんどがミシン操作を行っていることがわかりました。 この研究の著者は当初、有機粉塵と合成繊維への母親の曝露が観察された増加の原因である可能性があると推測していましたが、病原体としての電磁界曝露の可能性が提起されました (Infante-Rivard et al. XNUMX)。 (章を参照 放射線、非電離 さらなる議論のために。)
その他の職業病および危険。 衣料品労働者は喘息発症のリスクが高いことが多くの研究で示されています (Friedman-Jimenez et al. 1994; Ng et al. 1994)。 ホルムアルデヒド曝露による肺がんおよび鼻咽頭がんのリスクの潜在的な増加に加えて、衣類労働者は膀胱がんのリスクが高いことがわかっています (Alderson 1986)。 金属ボタンの製造に携わる衣料品労働者の間で鉛中毒が観察されています。 倉庫や流通の労働者は、ディーゼル排気ガスにさらされることで病気にかかる危険性があります。
世界中で、衣料産業で雇用されている女性と子供の割合が高く、下請けや産業内での在宅勤務が優勢であることと相まって、搾取の理想的な分野が生み出されています。 同意のない性行為とそれに付随する健康問題を含むセクシュアル ハラスメントは、世界中のアパレル業界で深刻な問題となっています。 児童労働者は、有毒物質への暴露による健康への影響や、身体が発達しているために職場での人間工学の不備による影響を特に受けやすくなっています。 また、働く子どもは、労働災害の危険性が非常に高いです。 最後に、最近の 1993 つの研究で、妊娠中のアパレル業界での仕事と生殖への悪影響との関連性が明らかになり、この分野でのさらなる調査の必要性が示唆されました (Eskenazi et al. 1993; Decouflé et al. XNUMX)。
公衆衛生と環境問題
アパレルおよびその他の最終繊維製品産業は、一般に、空気、土壌、または水への排出による環境汚染が比較的少ない産業です。 ただし、ホルムアルデヒドのガス放出は、この業界の小売レベルで持続する可能性があり、ホルムアルデヒド関連のアレルギー、刺激性、および呼吸器症状が販売員と顧客の両方に発生する可能性があります。 さらに、ゴム引きや鉛ベースの装飾品の製造など、衣料産業で利用される特殊なプロセスのいくつかは、環境汚染のより深刻な脅威をもたらす可能性があります.
近年、ホルムアルデヒドやその他の布地処理への暴露に関連する潜在的な健康への悪影響についての懸念が高まり、「グリーン」産業の発展につながっています. アパレルやその他の完成した繊維製品は、通常、合成繊維ベースの素材ではなく、天然素材から縫製されています. さらに、これらの天然物は一般に、しわ防止剤やその他の仕上げ剤で処理されていません。
混み合った、しばしば不潔な衣料産業の状況は、感染症の伝染にとって理想的な条件を作り出します。 特に、結核は、衣料産業の労働者の間で繰り返される公衆衛生上の問題となっています。
一般的なプロファイル
動物の毛皮や動物の皮をなめした革は、何千年もの間、衣類の製造に使用されてきました。 毛皮と皮革は、今日でも重要な産業であり続けています。 毛皮は、コート、ジャケット、帽子、手袋、ブーツなどのさまざまなアウター ウェアの製造に使用され、他のタイプの衣服のトリムにも使用されます。 革は衣服の製造に使用され、自動車や家具の革張り、時計のストラップ、財布、スーツケースなどのさまざまな革製品など、他の製品の製造にも使用できます。 履物も伝統的な皮革製品です。
毛皮を生産する動物には、ビーバー、カワウソ、マスクラット、アザラシなどの水生種が含まれます。 キツネ、オオカミ、ミンク、イタチ、クマ、テン、アライグマなどの北陸種。 ヒョウ、オセロット、チーターなどの熱帯種。 さらに、牛、馬、豚、山羊などの特定の動物の子は、毛皮を生産するために加工される場合があります。 ほとんどの毛皮を持つ動物は捕獲されていますが、特にミンクは毛皮農場で生産されています.
生産
皮革の主な供給源は、牛、豚、子羊、羊です。 1990 年現在、米国は牛の皮の最大の生産国でした。 その他の重要な生産国には、アルゼンチン、オーストラリア、ブラジル、中国、フランス、ドイツ (旧連邦共和国)、およびインドが含まれます。 オーストラリア、中国、インド、イラン・イスラム共和国、ニュージーランド、ロシア連邦、トルコ、英国がシープスキンの主要生産国です。 ゴートスキンは主に中国、インド、パキスタンで生産されています。 豚革の主な生産国は、中国、東ヨーロッパ、旧ソ連です。
Landell Mills Commodities Studies (LMC) が国際労働機関 (ILO) のために作成した分析によると、皮革の国際市場は、皮革の自由な輸出を許可する北米、西ヨーロッパ、オセアニアのいくつかの大規模な生産国によってますます支配されていることが示されています。どんな形でも。 米国のなめし産業は 1981 年以来着実に縮小してきましたが、北ヨーロッパで生き残ったほとんどのなめし工場は、履物 - 革市場への依存を減らすために多様化しています。 世界の履物生産は、主に東南アジアにシフトし続けている(ILO 1992)。
世界中の革の全体的な需要に影響を与えるいくつかの要因があります。レベル、成長率、収入の分布。 代替素材と比較した皮革の価格。 さまざまな製品の代替素材よりも皮革に対する消費者の好みの変化。
皮革産業で最も急速に成長している最終用途部門は革張りで、1990 年には世界の高品質の牛革生産の約 1990 分の XNUMX を占めていました。室内装飾用皮革全体の XNUMX 分の XNUMX 以上が自動車産業や、LMC の予測によると、このサブセクターの見通しはかなり明るいです。 革張りの車の割合は、XNUMX 年代を通じて大幅に増加しました。
皮革製品の需要は主に収入とファッションによって決まりますが、ファッションは特定の種類の皮革に対する需要の変化に特に影響を与えます。 例えば、ファッション衣料におけるより柔らかくしなやかなシープスキン レザーに対する強い需要は、シープスキンと牛の皮からファッショナブルな衣服ナッパの生産を動機付けました。
1996 年のミンク毛皮の主要生産国は、カナダ、ロシア連邦、スカンジナビア諸国、および米国でした。
1980年から1989年の間に、皮革の雇用は中国、ハンガリー、インド、インドネシア、韓国、ウルグアイ、ベネズエラで増加し、オーストラリア、コロンビア、ケニア、フィリピン、ポーランド、米国では減少しました. 皮革の雇用もデンマーク、フィンランド、ノルウェー、スウェーデンで減少しました。 ボツワナでは、皮革の雇用は 1984 年に急激に減少し、その後急激に増加し、1980 年までに 1988 年の水準の XNUMX 倍になりました。
皮革、履物、毛皮産業における将来の生産と雇用に影響を与えるいくつかの問題があります。 新技術、発展途上国への履物生産の移転、なめし産業における環境規制は、これらの産業の労働者の技術と健康と安全に影響を与え続けるでしょう。
なめしと革の仕上げ
この百科事典の第 3 版で VPGupta が執筆した記事から一部のテキストを修正しました。
なめしは、動物の皮を革に変える化学プロセスです。 用語 隠す 大型動物(牛や馬など)の皮膚に使用されますが、 皮膚 小動物(ヒツジなど)の場合に使用されます。 皮と皮は、ほとんどが食肉処理場の副産物ですが、自然に死んだ動物や狩りや罠にかけられた動物から得られる場合もあります. なめし産業は通常、畜産地域の近くに位置しています。 ただし、なめしの前に皮革を保存して輸送することができるため、産業は広まっています。
なめしプロセスは、ペプチド鎖間の結合を作成することにより、皮のタンパク質構造を強化することにあります。 皮は、表皮、真皮、皮下層の30つの層で構成されています。 真皮は約35~XNUMX%のタンパク質で構成されており、そのほとんどがコラーゲンで、残りは水分と脂肪です。 真皮は、他の層が化学的および機械的手段を使用して除去された後、革を作るために使用されます。 なめしプロセスでは、酸、アルカリ、塩、酵素、なめし剤を使用して、脂肪と非繊維状タンパク質を溶解し、コラーゲン繊維を化学的に結合します.
日焼けは有史以前から行われてきました。 なめしの最も古いシステムは、タンニン (タンニン酸) を含む植物性素材の化学作用に依存しています。 植物のタンニンを多く含む部分からエキスを抽出し、なめし液に加工します。 皮は、数週間または数か月かかる場合があるなめしになるまで、ますます強い酒のピットまたはバットに浸されます。 このプロセスは、技術レベルが低い国で使用されます。 このプロセスは、先進国でも靴底、バッグ、ケース、ストラップ用のより硬く厚い革を製造するために使用されていますが、なめしに必要な時間を短縮するためにプロセスの変更が導入されています. 硫酸クロムなどの無機塩を使用した化学的ななめしは、19 世紀後半に導入され、ハンドバッグ、手袋、衣類、室内装飾品、靴のアッパーなどの商品用の、より柔らかく薄い革を製造するための主要なプロセスになりました。 なめしは、魚油または合成タンニンを使用して行うこともできます。
なめし施設の規模や種類には大きなばらつきがあります。 一部の皮なめし工場は高度に機械化され、閉鎖型自動システムと多くの化学薬品を使用していますが、他の皮なめし工場は、何世紀にもわたって本質的に変わっていない技術で、依然として主に手作業と自然ななめし剤を使用しています (図 1 を参照)。 必要な製品のタイプ (例えば、頑丈な皮革または上質で柔軟な皮革) は、なめし剤の選択と必要な仕上げに影響を与えます。
図 1. アフガニスタンのなめし工場における手作業の方法

過程説明
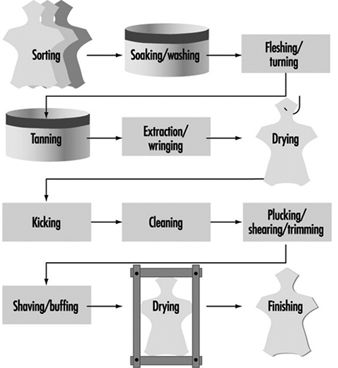
皮革の製造は 2 つの段階に分けることができます。 なめし工程; そして仕上げ工程。 仕上げには、革を成形して滑らかにする機械的プロセスと、革に色を付け、潤滑し、柔らかくし、表面仕上げを施すための化学的処理が含まれます (図 XNUMX を参照)。 これらのプロセスはすべて XNUMX つの施設で行われる場合がありますが、輸送コストと地元の市場を利用するために、なめしとは別の場所で革の仕上げが行われるのが一般的です。 つまり、プロセス間の相互汚染の可能性に影響を与えるということです。
図 2. 革のなめしと仕上げの典型的なプロセス

養生・出荷. 生の皮は急速に腐敗するため、なめし工場に出荷される前に保存および消毒されます。 皮は死骸から剥ぎ取られ、その後養生によって保存されます。 硬化は、さまざまな手段で行うことができます。 乾燥による硬化は、高温で乾燥した気候条件が優勢な地域に適しています。 乾燥は、フレームに皮を伸ばすか、太陽の下で地面に広げます。 乾燥塩漬けは、皮を硬化させる別の方法で、皮の肉質の面を塩でこすります。 塩水養生またはブライン化は、ナフタレンが添加されている可能性のある塩化ナトリウム溶液に皮を沈めることからなる. ブラインは、先進国で最も一般的な保存方法です。
皮革は通常、出荷前に DDT、塩化亜鉛、塩化水銀、クロロフェノール、またはその他の殺菌剤で処理されます。 これらの物質は、養生の現場となめし工場での受け取りの両方で危険をもたらす可能性があります。
準備. 硬化したハイドとスキンは、総称して ビームハウス 操作。 まず皮を選別し、トリミングしてから、タンクまたはドラム缶で洗浄します。 水に含まれるさらし粉、塩素、酸性フッ化ナトリウムなどの消毒剤は、皮の腐敗を防ぎます。 苛性ソーダ、硫化ナトリウム、界面活性剤などの化学薬品を水に加えて、乾塩または乾燥した皮の浸漬を促進します。
次に、浸した皮と皮をライムミルクに浸して、表皮と毛根をほぐし、他の不要な可溶性タンパク質と脂肪を取り除きます。 別の方法では、髪と羊毛を節約するために、石灰、硫化物、塩の脱毛ペーストを皮膚の肉側に塗布します。 石灰を塗った皮は、ほぐれた毛を取り除き、肉を取り除くために除毛されます。 スカディング操作により、表皮の破片や細い毛根を機械的に除去します。
これらの操作に続いて、脱灰と硫酸アンモニウムや塩化アンモニウムなどの緩衝塩によるバッティングが行われ、タンパク分解酵素の作用により石灰処理された皮の高アルカリ度が中和されます。 酸洗では、皮は塩化ナトリウムと硫酸からなる酸性環境に置かれます。 クロムなめし剤はアルカリ性条件下では溶解しないため、酸が必要です。 野菜なめしの皮は漬ける必要はありません。
ビームハウス操作の多くは、大きなピット、バット、またはドラムを使用して、原皮を溶液で処理することによって実行されます。 溶液は容器にパイプで送られるか注がれ、後でパイプを介して、または作業エリアの開いた排水路に排出されます。 化学薬品は、パイプによって、または作業員が手動で容器に追加することができます。 呼吸器および皮膚への曝露を防ぐために、十分な換気と個人用保護具が必要です。
タンヤード. なめしにはさまざまな物質が使用されますが、主な違いは植物なめしとクロムなめしです。 野菜なめしは、ピットまたは回転ドラムで行うことができます。 高濃度のタンニンを使用する急速なめしは、回転ドラムで行われます。 最も頻繁に使用されるクロムなめしプロセスは、 一風呂 この方法では、なめしが完了するまで皮を硫酸クロム (III) のコロイド溶液で粉砕します。 あ ツーバス 過去にはクロムなめしプロセスが使用されていましたが、このプロセスは六価クロム塩にさらされる可能性があり、皮革をより手作業で処理する必要がありました. XNUMX 槽プロセスは現在では時代遅れと見なされており、ほとんど使用されていません。
なめされた後、皮革はさらに加工され、革の形と状態が整えられます。 溶液から皮を取り除き、絞って余分な水分を取り除きます。 クロムレザーは、なめし後に中和する必要があります。 裂け目とは、靴のアッパーや皮革製品などの物品のために、厚すぎる湿ったまたは乾燥した革の縦方向の分割です. 裁断刃を備えたロール機を使用して、革を必要な厚さにさらに薄くします。 皮を裂いたり、乾いた状態で削ったりすると、大量のほこりが出ることがあります。
再鞣し・着色・加脂. なめし後、ソールレザーを除くほとんどの革はカラーリング(染色)を行います。 通常、カラーリングはバッチ モードで実行されます。 再鞣し、着色、加脂作業はすべて同じドラム内で順番に行われ、途中で洗浄と乾燥が行われます。 使用される染料は主に、酸性、塩基性、直接の XNUMX 種類です。 染料のブレンドは、希望する正確な色合いを得るために使用されるため、サプライヤー以外では組成が常にわかっているわけではありません. 加脂の目的は、皮革に潤滑剤を塗布して強度と柔軟性を持たせることです。 油、天然脂肪、それらの変換生成物、鉱物油、およびいくつかの合成脂肪が使用されます。
フィニッシング. 乾燥後、ベジタブルタンニン鞣しの革を機械操作(セットとローリング)にかけ、最終仕上げを行います。 クロム レザーの仕上げ工程には、一連の機械的操作と、通常は革の表面への被覆層の塗布が含まれます。 ステーキングは、革を柔らかくするために使用される機械的な叩き操作です。 最終的な外観を改善するために、革のシボ面をサンディング ドラムを使用して磨きます。 このプロセスでは、膨大な量の粉塵が発生します。
溶剤、可塑剤、結合剤、顔料を含む最終的な表面仕上げが施されます。 これらのソリューションは、パッド、フロー コーティング、またはスプレーによって適用されます。 一部のなめし工場では手作業でパッドを使用して仕上げを行っていますが、通常は機械で行われます。 フローコーティングでは、溶液は皮革を運ぶコンベヤーの上のリザーバーにポンプで送られ、その上に流れ落ちます。 ほとんどの場合、塗装またはスプレーされた革はオーブンではなく、棚のトレイで乾燥されます。 この慣行は広い蒸発面を提供し、大気汚染の一因となります。
危険とその防止
感染の危険. ビームハウスの運用の初期段階では、生皮による人獣共通感染症による感染のリスクが生じる可能性があります。 炭疽菌は、皮革、特に乾燥皮および乾燥塩漬け皮の取り扱いに従事する労働者の間で認識されている危険性でした。 なめし工場では、施設に出荷する前に皮革を消毒することで、この危険性は事実上解消されています。 菌のコロニーが皮革やリキュールの表面に発生することがあります。
けが. 滑りやすく、濡れて脂っこい床は、皮なめし工場のあらゆる場所で深刻な危険をもたらします。 すべての床は不浸透性の素材で、表面が平らで、水はけがよいものでなければなりません。 適切なメンテナンスとハウスキーピングが不可欠です。 ある作業から別の作業への皮革の機械化された移動と、タンクやドラム缶からの酒の適切な排水は、こぼれや手作業による人間工学的問題を減らすのに役立ちます. 溺水や火傷による怪我を防ぐために、オープンピットとタンクはフェンスで囲う必要があります。
機械の作動部分には多くの危険が伴います。たとえば、回転ドラム、走行中のローラー、ナイフによる怪我などです。 効率的な防御を提供する必要があります。 すべての伝動機械、ベルト、プーリー、歯車は保護する必要があります。
いくつかの作業では皮革を手作業で持ち上げることがあり、これは人間工学的に危険です。 機械に関連する騒音は、別の潜在的な危険です。
ほこり. 粉塵は、さまざまななめし作業で発生します。 皮処理ドラムの装填中に化学粉塵が発生する可能性があります。 革の粉塵は、機械操作中に発生します。 バフ研磨は粉塵の主な発生源です。 皮なめし工場の粉塵には、化学物質や髪の毛の破片、カビ、排泄物が染み込んでいる可能性があります。 ほこりを取り除くには、効果的な換気が必要です。
化学的危険. 多種多様な酸、アルカリ、タンニン、溶剤、消毒剤、およびその他の化学物質は、呼吸器および皮膚の刺激物質となる可能性があります。 植物タンニン鞣しの材料、石灰、皮革の粉塵、およびさまざまなプロセスで発生する化学薬品のミストや蒸気は、慢性気管支炎の原因となる可能性があります。 いくつかの化学物質は接触性皮膚炎を引き起こす可能性があります。 クロムなめしでは、特に手にクロム潰瘍が発生することがあります。 ビームハウスの運用における曝露は、主に硫化物や硫酸塩などの硫黄化合物です。 これらはアルカリ性物質のため、酸と接触すると硫化水素ガスが発生する可能性があります。
発がん性物質の可能性 革のなめしと仕上げに使用される物質には、六価クロム塩 (過去)、アニリンおよびアゾ染料、植物タンニン、有機溶剤、ホルムアルデヒドおよびクロロフェノールが含まれます。 国際がん研究機関 (IARC) は、1980 年代初頭に皮なめし産業を評価し、皮なめしと鼻がんとの関連を示唆する証拠はないと結論付けました (IARC 1981)。 IARC の評価以降の症例報告と疫学研究は、革のなめしと仕上げの労働者の間で、革のほこりとなめしに関連する肺がん、副鼻腔がん、膵臓がん (Mikoczy et al. 1996)、膀胱がん、精巣がんなどのがんのリスクが高いことを示しています。仕上げ工程での染料または溶剤に関連する (Stern et al. 1987)。 現時点では、これらの関連付けは明確に確立されていません。
毛皮産業
この百科事典の第 3 版に掲載された著者の記事からの適応。 この記事をレビューし、適応させてくれた全米食品商業労働組合の Gary Meisel と Tom Cunningham に感謝します。
毛皮を保存する基本的な方法は非常に早い時期から使用されており、世界の多くの地域で今でも実践されています. 通常、毛皮をこすり落として洗浄した後、皮に動物油を染み込ませます。 油によるより良い含浸をもたらすために、油処理後に毛皮を叩いたり噛んだりしてもよい。
現代の毛皮産業では、毛皮農家、猟師、またはハンターから毛皮を入手しています。 この段階で、枝肉から皮をむき、肉と脂肪の付着物をこすり落として取り除き、毛皮を伸ばして空気乾燥させます。 毛皮産業は、毛皮の一般的な状態、毛皮の長さ、カール、模様などの要因に従って毛皮を等級分けします。 毛皮は、それらを保存するために、ファー ドレッシングと呼ばれる一連の処理ステップを経ます (図 1 を参照)。 毛皮は染色することもできます。 毛皮のドレッシングと染色はバッチで行われ、通常、毛皮は手押し車を使用してあるステップから別のステップに移されます。
図 1. 毛皮ドレッシングのフローチャート
ファードレッシング
まず、毛皮を選別し、識別マークを押して、ナイフとスニッパーを使用して切り開きます。 次に、浴槽または樽に入れた塩水に数時間浸して、再び柔らかくします(図2を参照)。 この浸漬を助けるために、回転パドルがよく使用されます。 場合によっては、ギ酸、乳酸、または硫酸が浸漬工程で使用されます。 その後、回転ドラムで余分な水分を取り除きます。
図2. 毛皮加工工場の浸漬部門

オフィス デュ フィルム デュ ケベック
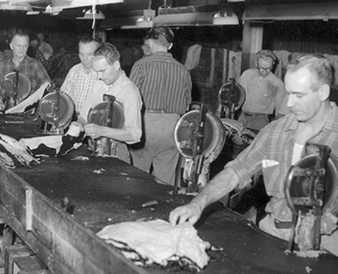
次に、フレッシャーと呼ばれる労働者が、非常に鋭い丸ナイフを使ってフレッシング マシンで毛皮の下側を引っ張ります(図 3)。 手返し(皮を裏返しにすること)や包丁によるトリミングも行います。 この手術は、緩んだ結合組織を皮膚の下側から取り除きます。 目的は、毛皮の付着に関与していない組織を可能な限り取り除くことであり、毛皮の軽さと柔軟性を最大限に引き出します。
図 3. 子羊の皮の機械肉付け
オフィス デュ フィルム デュ ケベック
毛皮はなめしの準備が整い、ピットまたは浴槽のミョウバン溶液に浸されます。 浸漬と同様に、パドルが使用されます。 ミョウバン溶液は通常、塩酸または硫酸でいくらか酸性化されています。 ミョウバン処理は、水溶液または油溶液のいずれかで行うことができる。 余分な水分が抽出され、毛皮は特別な乾燥室で乾燥され、肌のコラーゲンが固まります.
なめされた毛皮は、その後、キッキングマシンまたは同様のタイプのマシンでオイル溶液で処理され、オイルが肌に押し込まれます. 次に、水分と余分な油を吸収するおがくずを含む回転ドラムで洗浄します。
毛皮には、保護毛と柔らかい毛皮繊維が含まれています。 保護毛は毛皮の繊維よりも硬く、長く、毛皮の種類と最終製品の目的に応じて、これらの毛は、機械または手で摘み取ることによって、部分的または完全に除去できます。 一部の毛皮は、剪断またはナイフでトリミングする必要があります (図 4 を参照)。
図 4. カナダビーバーの毛皮のせん断作業

オフィス デュ フィルム デュ ケベック
他のステップには、丸ナイフフレッシャーによるシェービングまたは「皮むき」、バフ研磨機によるバフ研磨、乾燥および仕上げが含まれます。 後者には、脱脂、ストレッチ、クリーニング、バフ研磨、ブラッシング、およびラッカーと樹脂による光沢付与が含まれます。
染色
毛皮の染色は、かつては好意的に見られていませんでしたが、現在では毛皮の準備の一部として受け入れられており、広く行われています. これはなめしと同時に、またはその後のステップで行うことができます。 通常の手順では、毛皮を弱アルカリ溶液(炭酸ナトリウムなど)で処理して、汚れや油の残留物を取り除きます。 次いで、毛皮を媒染溶液(例えば、硫酸第二鉄)に浸し、その後、所望の色が得られるまで染料溶液に浸す。 その後、おがくずを使ってすすぎとドラム乾燥を繰り返します。
アンモニア、塩化アンモニウム、ホルムアルデヒド、過酸化水素、酢酸鉛または硝酸鉛、シュウ酸、過ホウ酸ナトリウム、
p-フェニレンジアミン染料、ベンジジン染料など。
毛皮の製造
衣類に加工される前に、毛皮はカットされて「外に出される」ことがあります。 これには、皮膚に一連の狭い間隔の対角線またはV字型のスリットを作成することが含まれます。その後、必要に応じて毛皮を長くしたり広げたりするために毛皮を引っ張ります. その後、毛皮を縫い直します (図 5 を参照)。 このタイプの操作には、優れたスキルと経験が必要です。 次に、毛皮を完全に湿らせてから、チョークで描いたパターンに従ってボードに並べて仮留めし、乾かしてから縫い合わせます。 最後に、裏地などの仕上げ工程を経て完成です。
図5.表皮のミシン縫いに携わるオペレーター

オフィス デュ フィルム デュ ケベック
危険とその防止
事故
毛皮加工に使用される機械の中には、十分な保護が維持されない限り深刻な危険をもたらすものがあります。特に、すべてのドラム缶は連動ゲートで保護する必要があり、水分の抽出に使用される遠心分離機には連動蓋を取り付ける必要があります。 毛刈り機と毛刈り機は、供給口と排出口を除いて完全に密閉する必要があります。
タンクは、偶発的な浸水を防ぐために、カバーするか、効果的に柵で囲う必要があります。 濡れて滑りやすい床での転倒は、音を立て、不浸透性の表面を維持し、水はけをよくし、頻繁に掃除することで大幅に防ぐことができます。 染色槽は、排水路で囲まれている必要があります。 ハンドツールが適切に設計され、ツールが適切に維持されていれば、手動ツールによる事故を減らすことができます。 毛皮製造部門では、ミシンは衣料品取引で使用されるものと同様の保護を必要とします (たとえば、駆動機構と針の保護)。
健康被害
飼育下で飼育された動物の毛皮の大部分を毛皮産業が使用することで、毛皮労働者への動物の病気の伝染の可能性が大幅に減少しました。 それにもかかわらず、炭疽菌は、感染した動物の死体、皮、皮、または毛を扱う労働者に発生する可能性があります。 ワクチンは、接触する可能性があるすべての人に投与される場合があります。 関係者全員がリスクを認識し、疑わしい症状があればすぐに報告できるように訓練する必要があります。
毛皮産業で使用されるさまざまな化学物質は、潜在的な皮膚刺激物質です。 これらには、アルカリ、酸、ミョウバン、クロム酸塩、漂白剤、油、塩、およびさまざまな種類の染料と媒染剤を含む染色プロセスに関与する化合物が含まれます。
原産国で粉塵処理された俵の開梱、太鼓での作業、摘み取り、毛の抜き取り、およびせん断はすべて、刺激性の粉塵を生成する可能性があります。 鉛、銅、クロムの塩 (および発がん性染料の可能性もある) を計量して調理する染色工場や染色工場では、有毒な粉塵を摂取する危険性もあります。 有害な蒸気は、溶剤の脱脂や化学薬品の燻蒸から発生する可能性があります。 また、これらの化学物質の一部、または扱っている毛皮の種類の XNUMX つまたは複数からの粉塵に対する接触感作 (アレルギー) が発生する可能性もあります。
ほこりや蒸気の危険に対する主な保護は、局所排気換気の提供です。 プロセス全体を通して、全体的な換気も必要です。 ほこりを取り除くには、適切なハウスキーピングが重要です。 個人用呼吸保護具は、短期間の作業や、特にほこりの多い作業での局所排気に加えて必要になる場合があります。 浸漬/洗浄、なめしおよび染色に使用されるピットおよびタンク内の潜在的な密閉空間の危険に特に注意を払う必要があります。
毛皮加工のほとんどの段階で、プロセスに適した保護服が必要です。 ゴム製の手の保護具、足と脚の保護具、エプロンは、湿った工程 (染料や媒染槽など) や、酸、アルカリ、腐食性化学物質に対する保護として必要です。 シャワーを含む良好な衛生設備と洗浄設備を提供する必要があります。 漂白剤や強アルカリ石鹸は手の洗浄には使用しないでください。
人間工学的な問題は、材料を手動で持ち上げたり移動したり、特に手押しカートを押したり、毛皮を手動で積み降ろしたりすると発生する可能性があります (特に濡れている場合)。 これらのプロセスの自動化は、これらの問題の解決に役立ちます。 毛皮製品の製造における反復動作も、人間工学的な問題の原因となります。
乾燥室での作業中に熱ストレス疾患が発生する可能性があります。 予防措置には、熱気の適切な排気と冷気の供給、暴露時間の制限、すぐに飲める飲料水、熱ストレス症状の認識と応急措置の訓練が含まれます。
騒音は、使用される多くの機械、特にドラム、コーミング、せん断、つや出しの機械で問題になる可能性があります。
過敏症歴のある従業員を適切に配置することで、配置前健康診断は皮膚炎の予防に役立ちます。 医療監督が望ましいです。 訓練された担当者が担当する、よく維持された応急処置の準備が不可欠です。 ファーウェアの製造の多くが行われる多くの小さな作業室では、衛生、換気、温度に細心の注意を払う必要があります。
靴産業
FL Conradi によるこの百科事典の第 3 版の記事から P. Portich が採用。
用語 履物 さまざまな素材から作られた幅広い製品をカバーしています。 ブーツ、靴、サンダル、スリッパ、下駄などは、全部または一部が革、ゴム、合成およびプラスチック素材、キャンバス、ロープ、および木材でできています。 この記事では、一般的に理解されている (つまり、伝統的な製造方法に基づいた) 履物産業を扱います。 ゴム長靴 (またはそれに相当する合成ゴム) の製造は、基本的にはゴム産業の一部であり、この章で説明されています。 ゴム産業.
レザー、フェルト、その他の素材で作られた靴、ブーツ、サンダルは、何世紀にもわたって手作業で作られてきました。 上質な靴は今でも完全にまたは部分的に手作業で作られていますが、先進工業国にはすべて大規模な大量生産工場があります. それでも、一部の作業は在宅作業として行われる場合があります。 児童労働は、履物産業におけるより深刻な問題の XNUMX つとして続いています。
ブーツと靴の工場は、通常、皮革生産地域の近く (すなわち、牛の飼育地の近く) にあります。 いくつかのスリッパと軽い靴の製造は、繊維貿易からのフェルトの供給が豊富な場所で発展し、ほとんどの国では、産業は元の中心地に集中する傾向があります. さまざまな種類と品質の革、およびいくつかの爬虫類の皮が元の素材を形成し、靴底にはより丈夫な品質の皮が使用されました. 近年、皮革は他の素材、特にゴムやプラスチックに取って代わられています。 裏地はウールまたはポリアミド(ナイロン)生地またはシープスキンでできている場合があります。 レースは馬の毛または合成繊維でできています。 紙、厚紙、熱可塑性樹脂が硬化に使用されます。 仕上げには、天然ワックスと着色ワックス、アニリン染料と着色剤が使用されます。
近年、経済的およびその他の要因がフットウェア業界を変えてきました。 テニス シューズの製造は、業界の主要な成長部門の XNUMX つであり、生産を増やしてコストを削減するために、主に XNUMX つの国での生産から、特にアジアや南アメリカの発展途上国での世界的な生産へと移行しています。 この発展途上国への生産の移動は、履物産業の他のセクターでも発生しています。
プロセス
靴の製造には XNUMX を超える操作が必要になる場合があり、ここでは簡単な要約のみを示します。 機械化はすべての段階で適用されていますが、手作業のプロセスのパターンは厳密に踏襲されています。 新しい材料の導入は、その大枠を変えることなくプロセスを変更しました。
アッパー (靴の上部) の製造では、皮革またはその他の素材を選別して準備し、成形されたルーズ ナイフ ツールを使用してステッチング (またはディンティング) プレスでアッパーを切り取ります。 次に、裏地を含むパーツを「閉じる」(つまり、縫い合わせるか、貼り合わせる)。 ミシン目、ハトメ、ボタン穴あけ加工も可能です。
ボトムストック、ソール、インソール、ヒール、ウェルトを作るために、ルーズナイフカッターを使用する回転プレスまたはソール成形プレスでピースが切り取られます。 かかとは革または木のストリップの圧縮によって作られています. ストックはトリミングされ、成形され、精練され、スタンプされます。
アッパーとボトムストックは組み立てられ、縫い付けられ、接着され、くぎ付けされ、またはねじ止めされます. これらの操作に続いて、成形とローラー間のレベリングが行われます。 靴の最終仕上げには、ワックスがけ、着色、スプレー、研磨、梱包が含まれます。
製造工程で使用される原材料の中で、労働災害の観点から最も重要なのは接着剤です。 これらには、天然の固体および液体接着剤、および有機溶剤をベースにした接着剤溶液が含まれます。
危険とその防止
可燃性液体の集中的な使用はかなりの火災の危険を構成し、プレスや組立機械の広範な使用は、この業界に機械的事故のリスクを高めています。 主な健康被害は、有毒な溶剤、高い大気中の粉塵濃度、人間工学的なリスク、および機械からの騒音です。
火災
接着剤や仕上げ材に使用される溶剤やスプレーは引火性が高い場合があります。 注意事項は次のとおりです。
- 可能な限り引火点の低い溶剤を使用する
- 可燃性蒸気の濃度を下げるために、スプレーブースと乾燥ラックで十分な全体換気と局所排気換気を使用する
- キャビネットや作業台から可燃性の残留物を取り除き、溶剤を含む廃棄物や油性廃棄物用の密閉容器を用意する
- 遮るもののない出口と通路を維持する
- 可燃性液体の保管量を最小限に抑える。 承認されたコンテナ、キャビネット、保管室に保管する
- 可燃性溶剤の近くにあるすべての電気機器と配線が適切な電気規則を満たしていることを確認する
- 研磨機やその他の静電気源を適切に接地してください。
事故
機械の操作部品の多く、特にプレス、スタンパー、ローラー、ナイフなどは深刻な危険を伴います。 ステッチおよび回転プレスのルーズナイフ カッターは、重傷を負う可能性があります。 適切な予防策には、最小限、両手での制御 (自動的に電源を切断するための光電セル デバイスが望ましい場合があります)、カッターのサイズに関連して安全なレベルまでストローク率を下げること、および適切に設計された工具の使用が含まれます。適切な高さの安定したカッターで、おそらくハンドルが取り付けられたフランジが付いています。 ソールモールディングとヒールプレスは、手が触れないように保護する必要があります。 スタンピングマシンは、ガードによって手へのアクセスが防止されていない限り、火傷や圧挫の原因となる可能性があります。 フライス盤および成形機のローラーとナイフのニップには、適切な機械ガードを取り付ける必要があります。 仕上げ機のシェーディングおよび研磨ホイールと、それらが取り付けられているスピンドルも保護する必要があります。 修理および保守作業のための効果的なロックアウト/タグアウト プログラムが必要です。
健康被害
有機溶剤は、中枢神経系に急性および慢性の影響を与える可能性があります。 以前は接着剤や溶剤に使用されていたベンゼンは、トルエン、キシレン、ヘキサン、メチル エチル ケトン (MEK)、メチル ブチル ケトン (MBK) に置き換えられました。 両方 n-ヘキサンと MBK は末梢神経障害を引き起こす可能性があるため、ヘプタンまたは他の溶媒に置き換える必要があります。
「靴屋の麻痺」として一般に知られている病気の発生が多くの工場で発生しており、多かれ少なかれ重度の麻痺の臨床像を示しています。 この麻痺は弛緩型であり、四肢(骨盤または胸部)に局在し、無反射を伴う骨腱萎縮を引き起こし、表面または深部の感受性に変化はありません。 臨床的には、随意運動系(錐体路)の下位運動ニューロンの機能阻害または損傷に起因する症候群です。 一般的な結果は、広範な近位遠位の機能回復を伴う神経学的退行です。
十分な全体換気と蒸気の発生点での排気換気を提供して、最大許容レベルより十分に低い濃度を維持する必要があります。 これらのレベルが守られれば、火災のリスクも減少します。 使用する溶剤の量を最小限に抑えること、溶剤を使用する機器を密閉すること、溶剤の容器を密閉することも重要な予防措置です。
仕上げ機は粉塵を発生しますが、これは排気換気によって大気から除去する必要があります。 つや出し剤、染色剤、着色剤、ポリクロロプレン接着剤の一部は、皮膚炎のリスクを伴う場合があります。 適切な洗浄設備と衛生設備を維持し、個人の衛生状態を奨励する必要があります。
機械や機器の集中的な使用が増えると、重大な騒音の危険が生じ、騒音の発生源を制御するか、難聴を防ぐためのその他の予防措置が必要になります。 聴覚保護プログラムも必要です。
高レベルの振動を発生する釘打機で長時間作業すると、「デッドハンド」(レイノー現象) が発生する場合があります。 これらのマシンで過ごす時間を制限することをお勧めします。
腰痛と反復運動による損傷は、フットウェア業界で大きな問題となっている XNUMX つの筋骨格疾患です。 これらの問題を防ぐには、人間工学に基づいたソリューションが不可欠です。 職場の危険に関連する配置前および定期的な健康診断は、従業員の健康を保護するための有効な要素です。
環境および公衆衛生上の危険
1992 年にリオデジャネイロで開催された地球サミットでは、環境問題が取り上げられ、アジェンダ 21 として知られる将来の行動に関する提案は、リサイクルを重視するフットウェア業界を変革する可能性があります。 しかし、一般的に、ほとんどの廃棄物は埋立地に処分されます。 適切な予防策を講じないと、地面や地下水が汚染される可能性があります。
在宅勤務は、失業率の低下や協同組合の形成において社会的利点をもたらしますが、適切な予防策と家庭での労働条件を確保するという問題は非常に大きいです。 さらに、他の家族がその作業にまだ関与していない場合、危険にさらされる可能性があります。 前述のように、児童労働は依然として深刻な問題です。
健康への影響と病気のパターン
革なめし
皮革および毛皮加工の主要な国際標準産業分類 (ISIC) グループは 323 です。米国では、皮革および皮革製造製品産業の標準産業分類 (SIC) グループは SIC 311 (OMB 1987) です。 このグループには、革や皮革のなめし、カリー化、仕上げに従事する事業所、および完成した皮革および人工皮革製品、および他の素材で作られた類似の製品を製造する事業所が含まれます。 革コンバーター、ベルト、セーム革も SIC 311 に含まれます。 さらに、SIC 23 の一部 (すなわち、SIC 2371 および 2386) には、毛皮で作られたコート、衣類、アクセサリー、トリミングの製造に関与する施設と、それに関与する施設が含まれます。羊の裏地付きの服.
動物の種類や、皮が得られる動物の体の特定の部分に応じて、さまざまな特徴を持つ多くの種類の皮革があります。 皮は牛や馬の皮から作られています。 子牛、豚、山羊、羊などの皮から作られたファンシーレザー。 ワニ、トカゲ、カメレオンなどの爬虫類の革。
皮革および皮革製造製品産業での雇用は、生物学的、毒物学的および発がん性物質によって引き起こされるさまざまな病気に関連しています。 皮革産業での曝露に関連する特定の疾患は、労働者が病原体にさらされる程度に依存します。これは、業界内の職業と作業領域に依存します。
なめしの工程では、最初に皮の表皮を取り除き、真皮だけを革に変えます。 このプロセスの間、皮は多数の微生物の媒体として機能するため、感染は常に危険です。 真菌のコロニーが発生する可能性があります。具体的には アスペルギルス・ニガー & ペニシラス・グラウカム (マルティニョーネ 1964)。 真菌の発生を避けるために、塩素化フェノール、特にペンタクロロフェノールが広く使用されてきました。 残念ながら、そのような化学物質は労働者にとって有毒であることがわかっています。 三属酵母(ロドトルラ、クラドスポリウム & トルロプシス) も発見されている (Kallenberger 1978)。 破傷風、炭疽菌、レプトスピラ症、流行性アフタ、Q 熱、ブルセラ症は、皮革の感染によりなめし作業中に労働者が感染する可能性のある病気の例です (Valsecchi and Fiorio 1978)。
湿疹や接触性(アレルギー性)皮膚炎などの皮膚障害も、皮革に塗布された防腐剤にさらされた革なめし業者の間で診断されています(Abrams and Warr 1951). 革のなめしと仕上げのプロセスは、米国のどの作業グループよりも皮膚病の発生率が最も高いことが示されています (Stevens 1979)。 クロムなめしの過程で発生するクロム酸ガスを吸い込むと、喉や鼻の粘膜が刺激され、鼻中隔に穴が開くことがあります。
なめし工場の労働者は、六価クロム塩、ベンジジンベースのアゾ染料、有機溶剤(ベンゼンやホルムアルデヒドなど)、ペンタクロロフェノール、N-ニトロソ化合物、ヒ素、ジメチルホルムアミド、空気中の皮革粉塵など、数多くの既知または疑わしい職業発がん物質に暴露する可能性があります。 . これらの暴露により、さまざまな部位特異的ながんが発生する可能性があります。 イタリアで実施された研究 (Seniori, Merler and Saracci 1990; Bonassi et al. 1990) や米国で実施された症例対照研究 (Garabrant and Wegman 1984) では過剰な肺癌が観察されているが、これは結果は、他の研究によって常にサポートされているわけではありません (Mikoczy、Schutz、および Hagmar 1994; Stern et al. 1987; Pippard および Acheson 1985)。 クロムとヒ素は、過剰な肺がんの原因となる可能性があるとして言及されました。 軟部組織肉腫のリスクの有意な増加が、少なくとも 1989 つの別々の皮なめし工場の研究で観察されています。1994 つはイタリア、もう XNUMX つは英国です。 両方の研究の研究者は、なめし工場で使用されたクロロフェノールがこれらの悪性腫瘍を引き起こした可能性があることを示唆しています (Seniori et al. XNUMX; Mikoczy, Schutz and Hagmar XNUMX)。
スウェーデンの症例対照研究では、統計的に有意な 1986 倍の膵臓癌死亡率の超過が認められた (Erdling et al. 50)。 スウェーデンの 1994 つの皮なめし工場を調査した別の研究 (Mikoczy、Schutz、および Hagmar 1989) と、イタリアの皮なめし工場の研究 (Seniori et al. 1987) でも、膵臓がんの 1990% 増加が認められました。 膵臓がんの過剰なリスクにもかかわらず、特定の環境要因は特定されておらず、食事要因が可能性があると考えられていました. あるなめし工場の仕上げ部門の皮なめし職人の間で、精巣がんの過剰なリスクが観察されました。 精巣癌の 1992 人の労働者はすべて同じ期間に働いており、ジメチルホルムアミドに暴露されていた (Levin et al. 1995; Calvert et al. 1980)。 イタリアの症例対照研究では、皮なめし工場の労働者に副鼻腔がんの過剰なリスクが観察されました。 クロム、革粉、タンニンが原因物質の可能性があることが示されました (Comba et al. 1981; Battista et al. 1990)。 しかし、XNUMX 年代初期の IARC の調査では、革のなめしと鼻がんとの関連を示す証拠は見つかりませんでした (IARC XNUMX)。 中国の皮革なめし産業の研究結果は、これまでベンジジンベースの染料にさらされたタンナーの間で膀胱癌による統計的に有意な過剰罹患率を示し、これは曝露期間とともに増加しました (Chen XNUMX)。
事故はまた、皮なめし工場労働者の身体障害の主な原因でもあります。 皮のトリミングによるナイフの切り傷と同様に、濡れた脂っこい床でのスリップや転倒はよくあることです。 さらに、皮を処理するために使用される機械は、打撲傷、擦り傷、および切断を粉砕して負わせることができます. たとえば、1994 年の米国労働統計局 (BLS) のデータによると、SIC 311 では、フルタイム労働者 19.1 人あたりの負傷と疾病を合わせた発生率は 100 であり、負傷のみの発生率は 16.4 であることが示されています。 これらの結果は、全製造業の病気と怪我の発生率、フルタイム労働者 50 人あたり 12.2、怪我だけの発生率 100 よりも 10.4% 以上高い (BLS 1995)。
履物
靴やブーツの製造における皮革の取り扱いと加工は、上記のなめしと仕上げの工程で使用されるのと同じ化学物質の一部にさらされることを伴い、同様の病気を引き起こす可能性があります. さらに、使用される化学物質が異なると、他の病気を引き起こす可能性もあります。 接着剤やクリーナーに使用される有毒な溶剤や空気中の皮革粉塵への曝露は特に懸念されます。 特に懸念される溶媒の XNUMX つはベンゼンであり、血小板減少症を引き起こす可能性があります。 赤血球、血小板、白血球数の低下; そして汎血球減少症。 ベンゼンは履物業界から大部分排除されました。 末梢神経障害は、靴製造工場の労働者の間でも発見されています。 n-接着剤中のヘキサン。 これもまた、毒性の低い溶剤に大部分が置き換えられています。 靴職人の溶剤への曝露に関連して、脳波の変化、肝臓の損傷、および行動の変化も報告されています。
ベンゼンはヒト発がん物質であると判断されており (IARC 1982)、さまざまな研究者が、靴産業でベンゼンにさらされた労働者の間で過剰な白血病が発生していることを観察しています。 ある調査では、2,000 人を超える従業員を擁するイタリアのフィレンツェにある最大の靴製造施設が含まれていました。 研究結果は、白血病の 1989 倍の過剰リスクを明らかにし、ベンゼンが最も可能性の高い曝露として挙げられました (Paci et al. 1996)。 この研究の追跡調査では、ベンゼンへの暴露が相当量である仕事に従事している靴職人のリスクが 1985 倍以上であることが示されました (Fu et al. 1974)。 靴製造に従事する男性の死亡率を調べた英国での研究では、ベンゼンを含む接着剤や溶剤を扱う労働者に白血病のリスクが高いことがわかった(Pippard and Acheson 1976)。 トルコのイスタンブールの靴産業労働者を対象としたさまざまな研究で、ベンゼンへの曝露による白血病の過剰なリスクが報告されています。 後にベンゼンがガソリンに置き換えられると、白血病の絶対数とリスクは大幅に減少しました (Aksoy, Erdem and DinCol 1978; XNUMX; Aksoy and Erdem XNUMX)。
さまざまな種類の鼻がん (腺がん、扁平上皮がん、移行上皮がん) が、靴の製造と修理の雇用に関連しています。 イタリアと英国での研究では、1996 倍を超える相対リスクが報告されています (Fu et al. 1992; Comba et al. 1986; Merler et al. 1985; Pippard and Acheson 1972; Acheson 1976, 1980; Cecchi et al. 1987) しかし、米国にはありません (DeCouful and Walrath 1993; Walker et al. XNUMX)。 鼻がんリスクの上昇は、ほぼ完全に、準備室と仕上げ室で革の粉塵に「ひどく」さらされた従業員によって説明されました. 革の粉塵にさらされると鼻がんのリスクが高まるメカニズムはわかっていません。
膀胱 (Malker et al. 1984; Morrison et al. 1985)、腎臓 (Walker et al. 1993; Malker et al. 1984)、胃 (Walrath, DeCouful and Thomas 1987) などの消化器および尿路がんの過剰直腸がん (DeCoufl and Walrath 1983; Walrath, DeCouful and Thomas 1987) は、靴職人の他の研究で発見されていますが、一貫して報告されておらず、業界での特定の曝露とは関連していません.
作業関連の筋骨格障害 (WRMD) を引き起こす人間工学的危険は、靴製造業界における主要な問題です。 これらの危険は、使用される特殊な機器と、繰り返しの動き、力のかかる運動、およびぎこちない体の姿勢を必要とする実践的な作業によるものです。 BLS のデータは、男性用フットウェアが「度重なる外傷に関連する致命的でない病気の発生率が最も高い産業」の 1995 つであることを示しています (BLS 11.9)。 履物業界全体の病気と怪我を合わせた発生率は、労働者 100 人あたり 8.6 であることがわかりました。怪我だけの発生率は XNUMX です。 これらの率は、すべての製造業の発生率よりもわずかに低くなります。 靴製造業界における WRMD には、腱炎、滑膜炎、腱滑膜炎、滑液包炎、神経節嚢胞、緊張、手根管症候群、腰痛、頸椎損傷などの状態が含まれます。
毛皮労働者
毛皮加工には、1985 種類の労働者の活動が含まれます。 毛皮のドレッサーは、肉と黄褐色の皮です。 次に、毛皮の染色業者は、天然または合成染料で皮膚を着色または着色します。 そして最後に、毛皮サービスの労働者が、仕立てられた毛皮を等級分けし、一致させ、梱包します。 ドレッサーや染色業者は、タンニン、酸化染料、クロム、ホルムアルデヒドなどの潜在的な発がん性物質にさらされていますが、毛皮サービスの労働者は、以前に仕立てた毛皮を扱っている間に残留なめし材料にさらされる可能性があります。 毛皮労働者に関する疫学研究はほとんど行われていません。 これらの労働者を対象とした唯一の包括的な研究では、米国の全体的な率と比較して、染色業者の結腸直腸ガンと肝臓ガン、ドレッサーの肺ガン、サービス労働者の心血管疾患のリスクが統計的に高いことが明らかになりました (Sweeney, Walrath and Waxweiler XNUMX )。
環境保護と公衆衛生問題
動物の皮と皮の処理と加工は、環境にかなりの影響を与える可能性があります。 排出される廃水には、皮革からの汚染物質、その分解生成物、化学物質、皮革の準備やなめし工程で使用されるさまざまな使用済み溶液が含まれています。 固形廃棄物や一部の大気への排出も発生する可能性があります。
皮なめし工場に対する一般市民の主な関心事は、伝統的に、未処理の排水による悪臭と水質汚染に関するものでした。 最近では、殺虫剤、溶剤、染料、仕上げ剤、毒性や持続性の問題をもたらす新しい加工用化学物質などの合成化学物質の使用の増加から、他の問題が生じています。
汚染を制御するための単純な対策は、それ自体が地下水汚染、土壌汚染、汚泥投棄、化学中毒などの二次的なクロスメディア環境影響を生み出す可能性があります。
現在利用可能ななめし技術は、化学物質と水の消費量が少ないことに基づいており、従来のプロセスよりも環境への影響が少なくなっています。 しかし、その広範な適用には多くの障害が残っています。
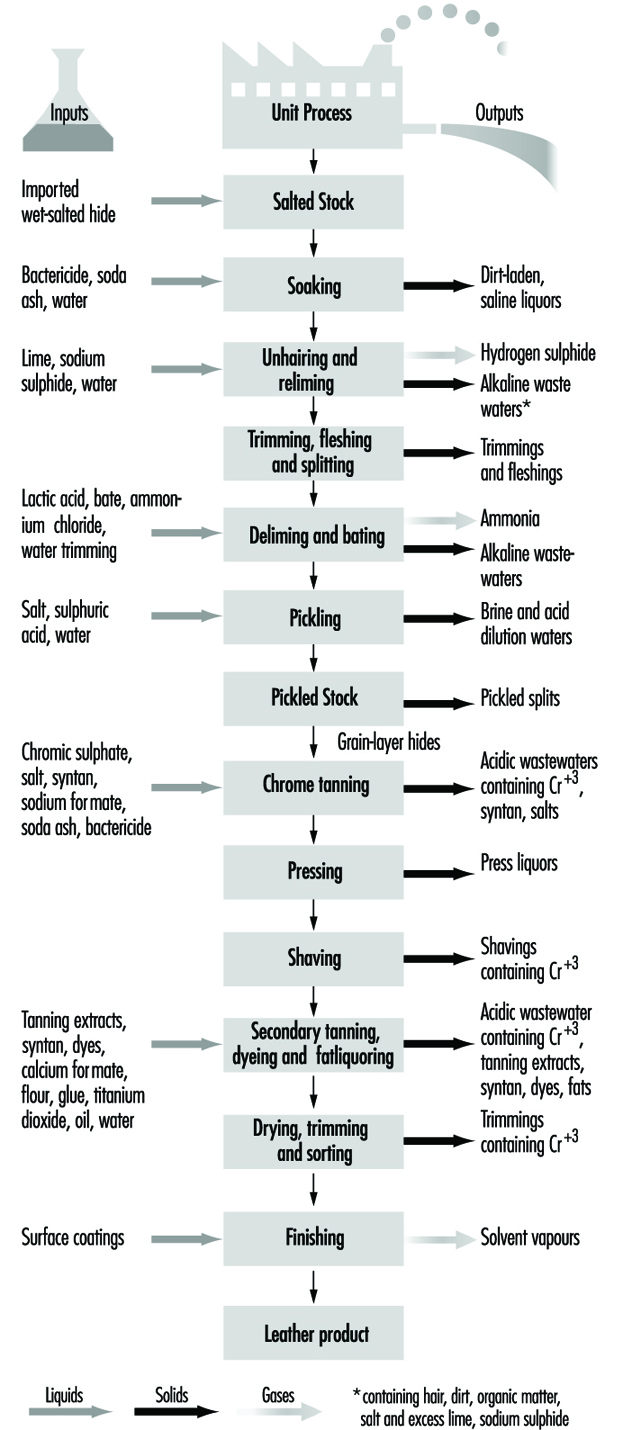
図 1 は、なめし業界で使用されるさまざまなプロセスに関連するさまざまな廃棄物と環境への影響を示しています。
図 1. 環境への影響となめし工場の操業
公害防止
水質汚濁防止
表層水中の未処理のなめし工場廃棄物は、物理的、化学的、生物学的特性の急速な劣化を引き起こす可能性があります。 シンプルなエンドオブパイプ排水処理プロセスにより、排水の浮遊固形物と生物化学的酸素要求量 (BOD) を 50% 以上除去できます。 より洗練された手段は、より高いレベルの治療が可能です。
なめし工場の廃液には、処理が必要な化学成分がいくつか含まれているため、一連の処理プロセスを順番に使用する必要があります。 流れの分離は、濃縮廃棄物の流れを別々に処理できるようにするのに役立ちます。
表 1 は、なめし工場の排水処理に利用できる技術的選択肢をまとめたものです。
表 1. 皮なめし工場廃水処理の技術的選択肢
|
処理前沈降 |
粗い材料を除去するための機械的スクリーニング 流量均等化(バランシング) |
|
一次治療 |
ビームハウス排水からの硫化物除去 なめし廃液からのクロム除去 BOD除去・中和のための理化学処理 |
|
二次処理 |
生物学的処理 活性汚泥(酸化溝) 活性汚泥(従来) ラグーニング(通気性、通性または嫌気性) |
|
三次治療 |
硝化・脱窒 |
|
沈澱・汚泥処理 |
タンクと洗面器のさまざまな形状と寸法 |
大気汚染防止
大気への排出は、臭気、仕上げ作業からの溶剤蒸気、および廃棄物の焼却からのガス排出の XNUMX つの大きなグループに分類されます。
有機物の生物学的分解、ならびに廃水からの硫化物およびアンモニアの排出は、なめし工場から発生する特徴的な不快な臭気の原因です。 歴史的になめし工場に関連する悪臭のため、設備の設置場所が問題となっています。 これらの臭気の低減は、技術よりも運用保守の問題です。
仕上げ作業で発生する溶剤やその他の蒸気は、使用する化学薬品の種類や、発生と放出を減らすために採用する技術的方法によって異なります。 使用される溶媒の最大 30% が排出によって無駄になる可能性がありますが、多くの場合、これを約 3% に削減する最新のプロセスが利用可能です。
多くの皮なめし工場による固形廃棄物や端材の焼却の慣行は、優れた焼却炉の設計を採用し、慎重な運用慣行に従うことの重要性を高めています。
廃棄物管理
汚泥の処理は、排水を除けば最大の処分問題です。 有機組成のスラッジは、クロムや硫化物を含まない場合、土壌改良剤としての価値があるだけでなく、そこに含まれる窒素化合物によるわずかな肥料効果もあります。 これらの利点は、適用後すぐに耕すことによって最もよく実現されます. クロム含有土壌の農業利用は、さまざまな法域で論争の的となっており、ガイドラインによって許容可能な用途が決定されています。
トリミングや果肉をさまざまな目的に使用される副産物に変換するためのさまざまな市場が存在します。これには、ゼラチン、接着剤、革板、獣脂グリース、および動物飼料用のタンパク質の生産が含まれます。 適切な処理と品質管理の対象となるプロセス排水は、水の供給が不足している場合や排水処理が厳しく制限されている場合に灌漑に使用されることがあります。
浸出水の発生や臭気の問題を避けるために、埋立地では固形物と脱水汚泥のみを処分する必要があります。 なめし工場の廃棄物が、反応して有毒な硫化水素ガスを生成する可能性のある酸性廃棄物などの他の産業残留物と反応しないように注意する必要があります。 制御されていない条件下での焼却は、許容できない排出につながる可能性があり、推奨されません。
汚染防止
I生産技術を改善して環境パフォーマンスを向上させることで、次のような多くの目標を達成できます。
- 化学物質利用効率の向上
- 水またはエネルギー消費の削減
- 廃棄された材料の回収またはリサイクル。
水の消費量は、原皮 25kg あたり 80 リットル未満から XNUMX キログラムあたり XNUMX リットルを超えるものまで、かなりの幅があります。 水の使用効率は、処理水の量制御、「流水」に対する「バッチ」洗浄、既存の装置の低フロート変更などの技術を適用することで改善できます。 更新された機器を使用した低フロート技術、重要度の低いプロセスでの廃水の再利用、および個々のプロセス液のリサイクル。
従来の浸漬と除毛は、典型的ななめし廃液の BOD と化学的酸素要求量 (COD) 負荷の 50% 以上を占めています。 硫化物の代用、石灰/硫化物リカーのリサイクル、および除毛技術の組み込みには、さまざまな方法を使用できます。
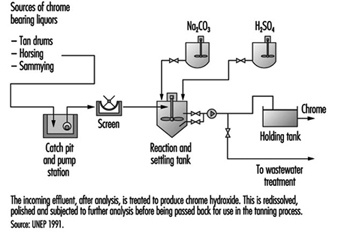
クロム汚染の削減は、なめし浴に固定されるクロムのレベルを上げ、その後のプロセスで「ブリードアウト」される量を減らすための対策によって達成できます。 クロムの放出を減らす他の方法は、使用済みのクロム液を直接リサイクルすること (廃液の塩分濃度も下げる) と、回収されたクロム含有液をアルカリで処理して、クロムを水酸化物として沈殿させてからリサイクルできるようにすることです。 共同クロム回収操作の図を図 2 に示します。
図 2. クロム回収のための共同プラントのフローチャート
野菜なめしが採用されている場合、皮革の前処理は、皮革の浸透と固定を強化し、廃液中のタンニン濃度の低下に寄与する可能性があります。 チタンなどの他のなめし剤は、一般に毒性の低い塩を生成し、不活性で取り扱いが安全なスラッジを生成するために、クロムの代替として使用されてきました.
繊維産業:歴史と健康と安全
繊維産業
用語 繊維工業 (ラテン語から テクセレ、 織り)は、もともと繊維から織物を織ることに適用されましたが、現在では、編み物、タフティング、フェルティングなど、他の幅広いプロセスが含まれています. また、天然繊維または合成繊維からの糸の製造、および布地の仕上げと染色を含むように拡張されました.
糸作り
先史時代には、繊維を作るために動物の毛、植物、種子が使われていました。 シルクは紀元前 2600 年頃に中国に導入され、18 世紀半ばに最初の合成繊維が作られました。 セルロースまたは石油化学製品から作られた合成繊維は、単独で、または他の合成繊維や天然繊維とさまざまな組み合わせで、ますます使用が拡大していますが、羊毛、綿、亜麻などの天然繊維で作られた生地を完全に凌駕することはできませんでした。そしてシルク。
シルクは、糸を作るために一緒に撚ることができるフィラメントで形成される唯一の天然繊維です. 他の天然繊維は、最初にまっすぐにし、コーミングして平行にし、紡績によって連続した糸に引きます。 の スピンドル 最も初期の紡績ツールです。 糸車の発明により、西暦 1400 年頃にヨーロッパで初めて機械化されました。 17世紀後半に発明された スピニングジェニー、 多数のスピンドルを同時に操作できます。 それから、リチャード・アークライトの発明のおかげで、 スピニングフレーム 1769 年にサミュエル・クロンプトンが ラバ、 1,000 人の労働者が一度に XNUMX のスピンドルを操作できるようになり、製糸は家内工業から工場に移行しました。
生地作り
ファブリックの製造にも同様の歴史がありました。 太古の昔から、手織機は基本的な織り機でした。 機械の改良は古代に始まりました。 ヘドル、 交互のたて糸が結ばれているもの。 西暦13世紀に、 足踏み、 数セットのヘルドを操作できる、導入されました。 の追加により、 フレームに取り付けられた当て木, よこ糸またはよこ糸を所定の位置に打ち込む「機械化された」織機は、ヨーロッパで主要な製織器具となり、元の手織機が存続していた伝統的な文化を除いて、世界中で.
ジョン・ケイの発明 飛行シャトル 1733 年に、織工が杼を織機の幅全体に自動的に送ることができるようになり、織機の機械化の第一歩となりました。 エドモンド・カートライトが開発した 蒸気織機 そして 1788 年にジェームズ ワットと共に、イギリスで最初の蒸気駆動の繊維工場を建設しました。 これにより、工場は水力機械への依存から解放され、どこにでも建設できるようになりました。 もうXNUMXつの重要な開発は、 パンチカード 1801 年にフランスで Joseph Marie Jacquard によって開発されたシステム。 これにより、パターンの自動織りが可能になりました。 木製の力織機は、次第に鋼やその他の金属製の織機に取って代わられました。 それ以来、技術の変化は、それらをより大きく、より速く、より高度に自動化することに重点を置いてきました。
染色・捺染
天然染料はもともと糸や布地に色を付けるために使用されていましたが、19 世紀にコールタール染料が発見され、20 世紀に合成繊維が開発されたことで、染色プロセスはより複雑になりました。 ブロック印刷はもともと生地の着色に使用されていましたが (生地のシルクスクリーン印刷は 1800 年代半ばに開発されました)、すぐにローラー印刷に取って代わられました。 刻印入りの銅ローラーは、1785 年にイギリスで初めて使用され、その後急速に改良され、完全な見当合わせで 180 色のローラー印刷が可能になりました。 最新のローラー印刷では、16 分間に 1 色以上で XNUMX m 以上の生地を印刷できます。
フィニッシング
初期の頃、生地は、生地の起毛をブラッシングまたはせん断するか、生地を詰めるかサイジングするか、またはカレンダー ロールに通して艶出し効果を生み出すことによって仕上げられていました。 今日、生地は防縮加工済みで、 シルケット加工 (綿糸と生地は、強度と光沢を向上させるために苛性溶液で処理されます)、さまざまな仕上げプロセスによって処理されます。たとえば、しわの抵抗、しわの保持、水、炎、カビに対する抵抗力を高めます。
特別な処理が生み出す 高性能繊維、 その並外れた強度と非常に高い温度耐性のためにそう呼ばれています。 したがって、ナイロンに似た繊維であるアラミドは鋼よりも強く、アラミドから作られた繊維であるケブラーは、熱と化学物質の両方に耐性のある防弾生地や衣類を作るために使用されます. 炭素、ホウ素、シリコン、アルミニウムなどの材料と組み合わせた他の合成繊維を使用して、飛行機、宇宙船、耐薬品性フィルターとメンブレン、保護スポーツ ギアで使用される軽量で超強力な構造材料を製造しています。
ハンドクラフトからインダストリーまで
繊維製品の製造は、元々、コテージの紡績工や織工、熟練した職人の小さなグループによって実践された手工芸品でした。 技術の発展に伴い、大規模で経済的に重要な繊維企業が、主に英国と西ヨーロッパ諸国で出現しました。 北アメリカの初期の入植者は布工場をニュー イングランドにもたらした (サミュエル スレーターはイギリスの工場監督者であり、 1790 年にロードアイランド州プロビデンスで記憶に基づいて紡績機を建設した)、イーライ ホイットニーの 綿繰り機、 収穫された綿を高速できれいにすることができ、綿織物の新しい需要を生み出しました。
これは、の商品化によって加速されました。 ミシン. 18 世紀初頭、多くの発明家が布を縫う機械を製造しました。 フランスでは、1830 年に Barthelemy Thimonnier がミシンの特許を取得しました。 1841 年、彼の機械のうち 80 台がフランス軍の制服を縫うのに忙しかったとき、彼の工場は、彼の機械を生活の脅威と見なした仕立て屋によって破壊されました。 その頃イギリスで、ウォルター・ハントは改良された機械を考案しましたが、貧しい裁縫師を仕事から追い出すだろうと感じたため、プロジェクトを放棄しました。 1848 年、エリアス ハウはハントのものによく似た機械の米国特許を取得しましたが、法廷闘争に巻き込まれ、最終的に勝ち、多くの製造業者を彼の特許の侵害で告発しました。 現代のミシンの発明は、Isaac Merritt Singer の功績によるものであり、彼は張り出したアーム、布を押さえる押え金、布を針に送るためのホイール、ハンド クランクの代わりにフットペダルを考案し、両方を残しました。ハンズフリーで生地を操作できます。 機械の設計と製造に加えて、彼は最初の大規模な家電企業を設立しました。この企業は、広告キャンペーン、割賦プランでの機械の販売、サービス契約の提供などの革新を特徴としていました。
このように、18 世紀の技術的進歩は、現代の繊維産業の推進力となっただけでなく、産業革命と名付けられた工場システムの創設と、家族や地域社会の生活における大きな変化をもたらしたと考えられます。 変化は今日も続いており、大規模な繊維施設が古い工業化地域から、より安価な労働力とエネルギー源を約束する新しい地域に移動する一方で、競争は、労働力の必要性を減らし、品質を向上させるためのコンピューター制御の自動化などの継続的な技術開発を促進します. 一方、政治家は、自国に競争上の優位性を提供および/または維持するために、割り当て、関税、およびその他の経済的障壁について議論しています。 このように、繊維産業は、世界の人口増加に不可欠な製品を提供するだけではありません。 また、国際貿易や各国の経済にも大きな影響を与えます。
安全と健康への懸念
機械が大型化、高速化、複雑化するにつれて、新たな潜在的な危険ももたらされました。 材料とプロセスがより複雑になるにつれて、潜在的な健康被害が職場に浸透しました。 そして、労働者が機械化と生産性向上の要求に対処しなければならなかったため、ほとんど認識されていない、または無視されていた仕事のストレスが、彼らの幸福にますます影響を及ぼしていました. おそらく、産業革命の最大の影響は、労働者が田舎から都市に移動し、都市化のすべての病気と戦わなければならなかったため、コミュニティの生活に影響を与えた. これらの影響は、変化がより急速であることを除いて、繊維産業やその他の産業が発展途上国や地域に移動するにつれて、今日見られています.
業界のさまざまなセグメントで発生する危険については、この章の他の記事にまとめられています。 彼らは、良好なハウスキーピングと機械や設備の適切なメンテナンス、可動部品との接触を防ぐための効果的なガードとフェンスの設置、良好な全体換気と温度管理の補足としての局所排気換気装置 (LEV) の使用の重要性を強調しています。設計工学および/またはより危険性の低い材料の代替によって危険を完全に制御または防止できない場合はいつでも、適切な個人用保護具 (PPE) および衣類の提供。 あらゆるレベルの労働者に対する繰り返しの教育と訓練、および効果的な監督は、繰り返されるテーマです。
環境への懸念
繊維産業が提起する環境問題は、繊維製造に関わるプロセスと、製品の使用方法に関連する危険という XNUMX つの原因から生じています。
繊維製造
繊維製造工場が生み出す主な環境問題は、大気中や廃水に放出される有毒物質です。 潜在的に有毒な物質に加えて、特に染色工場や印刷工場が住宅地の近くにある場合、不快な臭いが問題になることがよくあります。 換気排気には、溶剤、ホルムアルデヒド、炭化水素、硫化水素、金属化合物の蒸気が含まれている場合があります。 溶媒は、再利用のために回収および蒸留される場合があります。 微粒子は濾過により除去することができる。 スクラビングは、メタノールなどの水溶性揮発性化合物には効果的ですが、炭化水素が排出の大部分を占める顔料印刷では機能しません。 これは比較的高価ですが、可燃物は燃え尽きる可能性があります。 しかし、最終的な解決策は、可能な限りゼロに近い素材を使用することです。 これは、印刷に使用される染料、バインダー、架橋剤だけでなく、生地のホルムアルデヒドと残留モノマーの含有量にも関係しています。
固定されていない染料による廃水の汚染は、人間や動物の生命に対する健康被害の可能性があるだけでなく、非常に目立つように変色するため、深刻な環境問題です。 通常の染色では90%以上の染料が固着しますが、反応染料による捺染では60%以下の固着が一般的です。 これは、反応染料の XNUMX 分の XNUMX 以上が、プリントされた布地の洗い流し中に廃水に入ることを意味します。 スクリーン、印刷ブランケット、ドラムの洗浄中に、追加の量の染料が廃水に取り込まれます。
多くの国で廃水の変色の制限が設定されていますが、高価な廃水浄化システムなしでは、それらに注意を払うことは非常に困難です。 解決策は、汚染効果の少ない染料の使用と、染料の定着度を高める染料と合成増粘剤の開発にあり、それによって洗い流される過剰の量が減少します (Grund 1995)。
テキスタイルの使用における環境への配慮
ホルムアルデヒドの残留物と一部の重金属錯体 (これらのほとんどは不活性) は、染色された生地を着用している人に皮膚の炎症や感作を引き起こすのに十分な場合があります.
室内装飾品やカーテンに使用されるカーペットやファブリックに含まれるホルムアルデヒドや残留溶剤は、しばらくの間徐々に蒸発し続けます。 空調システムが大部分の空気を外部環境に排出するのではなく再循環させる密閉された建物では、これらの物質が建物の居住者に症状を引き起こすのに十分なレベルに達する可能性があります。 百科事典.
生地の安全性を確保するために、イギリス/カナダの衣料品小売業者であるマークス アンド スペンサーは、購入する衣料のホルムアルデヒドの制限を設定することで道を切り開いた. それ以来、他のアパレル メーカー、特に米国のリーバイ ストラウスが後に続いています。 多くの国では、これらの制限が法律で正式に定められており(デンマーク、フィンランド、ドイツ、日本など)、消費者教育に対応して、布地メーカーは、環境に優しい製品を使用できるようにするために、自発的にそのような制限を順守しています。ラベル (図 1 を参照)。
図 1. テキスタイルに使用されるエコロジカル ラベル

まとめ
技術開発は、繊維産業によって生産される生地の範囲を拡大し、その生産性を向上させるために継続しています。 しかし、これらの開発は、労働者の健康、安全、福利を強化するという責務によっても導かれることが最も重要です。 しかし、それでも、これらの開発を、財政的にわずかに実行可能であり、必要な投資を行うことができない古い企業や、人々の健康と安全を犠牲にしても新しい産業を持ちたいと熱望している発展途上地域でこれらの開発を実施するという問題があります。労働者。 しかし、このような状況下でも、労働者がさらされる可能性のあるリスクを最小限に抑えるための教育と訓練によって、多くのことを達成できます。
もっと...
繊維産業の世界動向
人類は、地球に誕生して以来、衣食住に依存して生きてきました。 このように、衣類や繊維産業は人類の歴史の非常に早い時期に始まりました。 初期の人々は手で綿や羊毛を織ったり編んだりして生地や布を作っていましたが、産業革命が衣服の作り方を変えたのは 18 世紀後半から 19 世紀初頭のことでした。 人々は電力を供給するためにさまざまな種類のエネルギーを使い始めました。 それにもかかわらず、綿、羊毛、セルロース繊維は依然として主要な原材料でした。 第二次世界大戦以来、石油化学産業によって開発された合成繊維の生産は大幅に増加しました。 1994年の世界の繊維製品の合繊消費量は17.7万トンで、全繊維の48.2%を占めており、50年以降は2000%を超えると予想されています(図1参照)。
図 1. 1994 年以前と 2004 年まで予測された、繊維産業における繊維供給の変化。
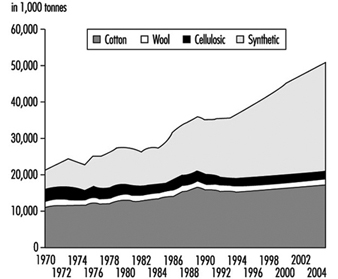
食糧農業機関 (FAO) による世界のアパレル繊維消費量調査によると、1969 ~ 89 年、1979 ~ 89 年、1984 ~ 89 年の繊維消費量の年平均成長率は、それぞれ 2.9%、2.3%、3.7% でした。 これまでの消費動向、人口の伸び、一人当たりGDP(国内総生産)の伸び、収入の増加に伴う各繊維製品の消費量の増加に基づくと、2000年と2005年の繊維製品の需要は42.2万トン、46.9万トンとなる。図 1 に示すように、それぞれトンです。この傾向は、繊維製品に対する需要が一貫して増加しており、業界が依然として多くの労働力を雇用していることを示しています。
もう 70 つの大きな変化は、織りと編みの進歩的な自動化です。これは、人件費の上昇と相まって、産業を先進国から発展途上国にシフトさせました。 糸と織物製品、および一部の上流の合成繊維の生産は先進国にとどまっていますが、労働集約的な下流のアパレル産業の大部分はすでに開発途上国に移転しています. アジア太平洋地域の繊維および衣料産業は現在、世界の生産量の約 1% を占めています。 表 2 は、この地域における雇用の変化傾向を示しています。 このように、開発途上国では繊維労働者の労働安全衛生が大きな問題となっています。 図 3、図 4、図 5、図 XNUMX は、発展途上国で行われている繊維産業のプロセスを示しています。
表 1. 1985 年と 1995 年のアジア太平洋地域の選択された国と地域の繊維およびアパレル産業の企業数と従業員数。
|
の数 |
年 |
オーストラリア |
中国 |
香港 |
インド |
インドネシア |
大韓民国 |
マレーシア |
ニュージーランド |
パキスタン |
|
企業 |
1985 |
2,535 |
45,500 |
13,114 |
13,435 |
1,929 |
12,310 |
376 |
2,803 |
1,357 |
|
従業員 (x10³) |
1985 |
96 |
4,396 |
375 |
1,753 |
432 |
684 |
58 |
31 |
NA |

Wilawan Juengprasert、公衆衛生省、タイ
Wilawan Juengprasert、公衆衛生省、タイ
Wilawan Juengprasert、公衆衛生省、タイ

Wilawan Juengprasert、公衆衛生省、タイ
綿の生産と繰り綿
綿花生産
綿花の生産は、前の作物が収穫された後に始まります。 通常、最初の作業には、茎を細断し、根を引き抜き、土をディスクにする作業が含まれます。 肥料と除草剤は一般に、必要な灌漑や植え付けに備えて土地を敷設する前に適用され、土壌に組み込まれます。 土壌の特徴と過去の施肥や作付けの慣行により、綿の土壌に幅広い肥沃度レベルが生じる可能性があるため、肥沃度プログラムは土壌試験分析に基づいている必要があります。 雑草の防除は、高いリント収量と品質を得るために不可欠です。 ワタの収量と収穫効率は、雑草によって 30% も低下する可能性があります。 除草剤は、1960 年代初頭以来、多くの国で雑草防除のために広く使用されてきました。 施用方法には、既存の雑草の葉への植え付け前の処理、植え付け前の土壌への組み込み、および発芽前および発芽後の段階での処理が含まれます。
ワタ植物の良好な状態を達成する上で重要な役割を果たすいくつかの要因には、苗床の準備、土壌水分、土壌温度、種子の品質、苗木の病気の蔓延、殺菌剤、土壌塩分などがあります. よく準備された苗床に高品質の種子を植えることは、元気な苗木を早期に均一に育てるための重要な要素です。 良質な種まき種子は、クールテストで発芽率が50%以上である必要があります。 冷暖試験では、種子活力指数は140以上でなければなりません。 ヘクタールあたり 12 ~ 18 本の植物個体数を得るには、14,000 ~ 20,000 個の種子/畝メートルの播種率が推奨されます。 適切なプランター計量システムを使用して、種子のサイズに関係なく種子の均一な間隔を確保する必要があります。 種子の発芽率と苗の出現率は、15 ~ 38 ºC の温度範囲と密接に関連しています。
初期の苗木の病気は、均一なスタンドを妨げ、植え替えの必要性をもたらす可能性があります. などの重要な苗木病病原体 ピシウム、リゾクトニア、フザリウム & チエラビオプシス 植物のスタンドを減らし、苗の間に長いスキップを引き起こす可能性があります。 XNUMXつまたは複数の殺菌剤で適切に処理された種子のみを植える必要があります.
綿は、異なる植物の発育段階における水の使用に関して、他の作物と同様です。 水の使用量は、通常、羽化から最初の正方形まで 0.25 cm/日未満です。 この期間中、蒸発による土壌水分の損失は、植物が蒸散する水の量を超える可能性があります。 最初の開花が始まると水の使用量が急激に増加し、開花の最盛期には 1 日あたり最大 XNUMX cm に達します。 必要水量とは、綿花を生産するのに必要な総水量 (降雨と灌漑) を指します。
昆虫の個体数は、綿の品質と収量に重要な影響を与える可能性があります。 初期の個体数管理は、作物のバランスの取れた結実/栄養発育を促進する上で重要です。 初期の果実の位置を保護することは、収益性の高い作物を達成するために不可欠です。 収量の 80% 以上は、結実の最初の 3 ~ 4 週間で設定されます。 結実期間中、生産者は昆虫の活動と被害を監視するために、少なくとも週にXNUMX回ワタを偵察する必要があります.
適切に管理された落葉プログラムは、収穫された綿の等級に悪影響を及ぼす可能性のある葉のゴミを減らします. PIX などの成長調整剤は、栄養成長を制御し、結実の早期化に寄与するため、有用な枯葉剤です。
収穫
綿の収穫には、スピンドルピッカーとコットンストリッパーの XNUMX 種類の機械収穫機が使用されます。 の スピンドルピッカー 先細のバーブ付きスピンドルを使用して、ボールから種ワタを取り除く選択型ハーベスターです。 このハーベスターは、層状の収穫を提供するために、フィールドで複数回使用できます。 一方、 綿ストリッパー 開玉だけでなく、割れた玉や未開封の玉もバリなどの異物とともに除去する非選択式のワンスオーバーハーベスターです。
高品質で均一な作物を生産する農業慣行は、一般に良好な収穫効率に貢献します。 畑は十分に排水され、機械を効果的に使用できるように列が配置されている必要があります。 畝の端には雑草や草がないようにし、ハーベスターを畝と回転させて整列させるために、7.6 ~ 9 m の圃場境界が必要です。 境界線には、雑草や草があってはなりません。 雨天時は円盤状になると悪条件になるため、代わりに化学雑草防除または草刈りを使用する必要があります。 草丈は、収穫するワタで約 1.2 m、剥ぎ取るワタで約 0.9 m を超えないようにします。 植物の高さは、適切な成長段階で化学的成長調整剤を使用することで、ある程度制御できます。 底のボールを地面から少なくとも 10 cm 上に設定する生産方法を使用する必要があります。 生育期の施肥、栽培、灌漑などの栽培方法は、よく発達したワタを均一に収穫できるように慎重に管理する必要があります。
化学的落葉は、葉の脱落 (脱落) を誘発する培養方法です。 緑の葉のゴミの汚染を最小限に抑え、糸くずの早朝の露の乾燥を促進するために、枯葉剤を適用することができます. 枯葉剤は、少なくともボールの60%が開くまで適用しないでください. 枯葉剤を散布した後、少なくとも 7 ~ 14 日間は収穫しないでください (期間は、使用する化学薬品や気象条件によって異なります)。 収穫用の植物を準備するために化学乾燥剤を使用することもできます。 乾燥とは、植物組織から水分が急速に失われ、その後組織が死滅することです。 枯れた葉は植物に付着したままです。
綿花生産の現在の傾向は、より短いシーズンとXNUMX回限りの収穫に向かっています. 蒴果を開くプロセスを加速する化学物質は、枯葉剤と一緒に、または葉が落ちた直後に適用されます. これらの化学物質は、早期の収穫を可能にし、最初の収穫時に収穫できるボールの割合を増やします. これらの化学物質は未熟な莢を開いたり部分的に開いたりする能力があるため、化学物質の適用が早すぎると、作物の品質に深刻な影響を与える可能性があります (つまり、マイクロネアが低くなる可能性があります)。
Storage
保管前と保管中のコットンの水分含有量は重要です。 過剰な水分は貯蔵綿を過熱させ、糸くずの変色、種子発芽の低下、自然発火の原因となります。 含水率が 12% を超える種綿は保管しないでください。 また、綿の保管の最初の 5 ~ 7 日間は、新しく構築されたモジュールの内部温度を監視する必要があります。 11 ºC 上昇したモジュール、または 49 ºC を超えたモジュールは、大きな損失の可能性を避けるために、すぐに綿繰りする必要があります。
種子ワタの保管中の種子と繊維の品質には、いくつかの変数が影響します。 水分量が最も重要です。 その他の変数には、保管期間、高水分の異物の量、保管された塊全体の水分含有量の変動、種ワタの初期温度、保管中の種ワタの温度、保管中の気象要因 (温度、相対湿度、降雨量) が含まれます。 ) 雨や湿った地面から綿を保護します。 黄変は高温で加速されます。 温度上昇と最高温度の両方が重要です。 温度上昇は、生物活動によって発生する熱に直接関係しています。
綿繰り工程
世界中で毎年約 80 万俵の綿が生産されており、そのうち約 20 万俵が米国で約 1,300 ジンによって生産されています。 綿繰り機の主な機能は、糸くずを種子から分離することですが、綿繰りされた糸くずの価値を大幅に低下させる異物の大部分を綿から除去するためにも、綿繰り機を装備する必要があります。 (1) 栽培者の市場にとって満足のいく品質の糸くずを生産すること、(2) 繊維紡績品質の低下を最小限に抑えて綿を繰綿することで、綿が最終的なユーザーの要求を満たすようにすることです。スピナーと消費者。 したがって、綿繰り中の品質保持には、綿繰りシステム内の各機械の適切な選択と操作が必要です。 機械的な取り扱いと乾燥により、綿の自然な品質特性が変わる可能性があります。 せいぜい、綿繰り機が綿繰り機に入った時点で、綿本来の品質特性を維持することしかできません。 次の段落では、ジン内の主要な機械装置とプロセスの機能について簡単に説明します。
種綿機械
綿花はトレーラーまたはモジュールからジン内のグリーン ボール トラップに運ばれ、そこでグリーン ボール、岩、その他の重い異物が取り除かれます。 自動供給制御により、均一で分散された綿の流れが提供されるため、綿繰り機の洗浄および乾燥システムがより効率的に動作します。 綿が十分に分散されていない場合、綿が塊になって乾燥システムを通過し、その綿の表面のみが乾燥されます。
乾燥の第 10 段階では、熱風が 15 ~ 177 秒間棚を通り抜けます。 搬送空気の温度を調節して、乾燥量を制御します。 繊維の損傷を防ぐため、通常の操作中にコットンがさらされる温度は 150 ºC を超えないようにしてください。 55 ºC を超える温度は、綿繊維に恒久的な物理的変化を引き起こす可能性があります。 乾燥機の温度センサーは、綿と加熱された空気が一緒になるポイントのできるだけ近くに配置する必要があります。 温度センサーがタワードライヤーの出口近くにある場合、混合点の温度は実際には下流センサーの温度よりも 110 ~ 6 ºC 高くなる可能性があります。 下流の温度低下は、蒸発による冷却効果と、機械や配管の壁からの熱損失に起因します。 7~400 rpm で回転する 500 ~ 6 個の回転スパイク付きシリンダーで構成されるシリンダー クリーナーに種綿が温風によって移動する間、乾燥は続きます。 これらのシリンダーは、一連のグリッド ロッドまたはスクリーン上で綿をこすり洗いし、綿を攪拌し、葉、ゴミ、汚れなどの微細な異物を開口部から通過させて廃棄します。 シリンダークリーナーは大きな塊を分解し、通常、コットンをさらにクリーニングして乾燥させるために調整します. シリンダーの長さ XNUMX メートルあたり、XNUMX 時間あたり約 XNUMX 俵の処理速度が一般的です。
スティックマシンは、コットンからバリやスティックなどの大きな異物を取り除きます。 スティック マシンは、300 ~ 400 rpm で回転する鋸シリンダーによって生成される遠心力を使用して、繊維が鋸によって保持されている間に、異物を「はぎ取り」ます。 リクレーマーから投げ出された異物は、ゴミ処理システムに入ります。 4.9 から 6.6 俵/時間/シリンダー長さ m の処理速度が一般的です。
ジニング(リントシード分離)
綿は、乾燥とシリンダー洗浄の段階を経た後、分配コンベアによって各ジンスタンドに分配されます。 ジン スタンドの上に配置されたエクストラクター フィーダーは、制御可能な速度で種綿をジン スタンドに均一に計量し、二次機能として種綿を洗浄します。 抽出フィーダーエプロンでの綿繊維の水分含有量は重要です。 ジンスタンド内の異物が簡単に取り除けるように、水分は十分に低くなければなりません。 ただし、種子から繊維を分離する際に個々の繊維が破損するほど、水分を低く (5% 未満) してはなりません。 この破損により、繊維の長さと糸くずの発生率の両方が大幅に減少します。 品質の観点から、短繊維の含有量が多い綿は、繊維工場で過剰な廃棄物を生成し、あまり望ましくありません. エクストラクター・フィーダーエプロンで繊維の含水率を 6 ~ 7% に維持することにより、繊維の過度の切断を避けることができます。
ソージンとローラージンの 1794 種類のジンが一般的に使用されています。 1796 年、イーライ ホイットニーは、シリンダーのスパイクまたはのこぎりによって種子から繊維を取り除くジンを発明しました。 XNUMX 年、ヘンリー オグデン ホームズは、のこぎりとリブを備えたジンを発明しました。 このジンはホイットニーのジンに取って代わり、ジニングをバッチプロセスではなく連続フロープロセスにしました. 綿(通常 ゴシピウムヒルシュタム) 籾摺機前部を通って鋸刃スタンドに入ります。 のこぎりは綿をつかみ、籾摺りリブとして知られる間隔の広いリブを通して引き抜きます。 籾殻リブからロールボックスの底に綿の束が引き出されます。 実際の綿繰り工程 (糸くずと種子の分離) は、ジンスタンドのロールボックスで行われます。 綿繰り動作は、綿繰りリブ間で回転する一連の鋸によって引き起こされます。 鋸歯は、ジニングポイントでリブの間を通過します。 ここで、歯の前縁はリブとほぼ平行であり、歯は大きすぎてリブの間を通過できない種子から繊維を引き抜きます。 製造業者が推奨する速度を超える速度で綿繰りを行うと、繊維の品質低下、種子の損傷、チョークアップを引き起こす可能性があります. ジンスタンドソーのスピードも重要です。 高速では、綿繰り中に繊維の損傷が増加する傾向があります。
ローラータイプの綿繰り機は、超長綿を分離する最初の機械的補助手段を提供しました (ゴシピウム・バルバデンセ) 種からの糸くず。 起源が不明なChurka ginは、同じ表面速度で一緒に走る1つのハードローラーで構成され、種子から繊維を挟み、1840日あたり約1950kgの糸くずを生成しました. XNUMX 年、フォネス・マッカーシー (Fones McCarthy) は、より効率的なローラー ジンを発明しました。 これは、革の綿繰りローラー、ローラーにしっかりと固定された固定ナイフ、およびリントがローラーと固定ナイフによって保持されているときにリントから種を引き出す往復ナイフで構成されていました。 XNUMX 年代後半に、米国農務省 (USDA) 農業研究局の南西部綿繰り綿研究所、米国のジン製造業者、および民間のジンナリーによって、ロータリーナイフ ローラー ジンが開発されました。 このジンは、現在アメリカで使用されている唯一のローラータイプのジンです。
リントクリーニング
綿はジンスタンドからリントダクトを通ってコンデンサーに運ばれ、再びバットに成形されます。 バットはコンデンサードラムから取り除かれ、のこぎりタイプの糸くずクリーナーに供給されます。 リント クリーナーの内部では、綿がフィード ローラーを通り、フィード プレートの上を通り、繊維がリント クリーナー ソーに適用されます。 のこぎりは、遠心力によって助けられ、未熟な種子や異物を取り除く格子棒の下に綿を運びます。 鋸刃とグリッドバーの間のクリアランスを適切に設定することが重要です。 グリッドバーは、クリーニング効率の低下と糸くずの損失の増加を避けるために、前縁が鋭くまっすぐである必要があります。 リント クリーナーの供給速度をメーカーの推奨速度よりも高くすると、クリーニング効率が低下し、良好な繊維の損失が増加します。 ローラー繰り綿は、通常、繊維の損傷を最小限に抑えるために、攻撃的ではないソータイプのクリーナーで洗浄されます。
糸くずクリーナーは、異物を除去することで綿の品質を向上させることができます。 場合によっては、糸くずクリーナーをブレンドして白い等級を生成することにより、わずかに斑点のある綿の色を改善することができます. それらはまた、斑点のある綿の色の等級を明るい斑点のあるまたはおそらく白い色の等級に改善するかもしれません.
梱包
洗浄された綿はベールに圧縮され、輸送中や保管中の汚染から保護するためにベールを覆う必要があります. モディファイド フラット、コンプレス ユニバーサル デンシティ、ジン ユニバーサル デンシティの 224 種類のベールが製造されます。 これらのベールは、449 および XNUMX kg/m の密度で梱包されています。3 変更されたフラットおよびユニバーサル密度ベールのそれぞれ。 ほとんどの綿繰り機では、綿は「ダブルボックス」プレスで包装されており、リントは最初に機械式または油圧式トランパーによって 320 つのプレスボックスで圧縮されます。 次に、プレスボックスが回転し、糸くずがさらに約641またはXNUMX kg / m に圧縮されます3 それぞれ修正されたフラットまたはジン ユニバーサル デンシティ プレスによって。 変更されたフラット ベールは、最適な貨物料金を達成するために、後の作業で圧縮ユニバーサル密度ベールになるように再圧縮されます。 1995 年には、米国のベールの約 98% がジン ユニバーサル デンシティ ベールでした。
繊維の品質
綿の品質は、品種の選択、収穫、繰り綿など、すべての生産工程に影響されます。 特定の品質特性は遺伝学に大きく影響されますが、その他は主に環境条件または収穫と綿繰りの慣行によって決定されます。 生産または加工のどの段階でも問題が発生すると、繊維の品質に取り返しのつかない損害が発生し、生産者だけでなく繊維メーカーの利益も減少する可能性があります。
繊維の品質は、綿球が開いた日が最高です。 風化、機械による収穫、取り扱い、綿繰り、製造により、自然の品質が低下する可能性があります。 綿繊維の全体的な品質を示す多くの要因があります。 最も重要なものには、強度、繊維の長さ、短繊維の含有量 (1.27 cm 未満の繊維)、長さの均一性、成熟度、細かさ、ゴミの含有量、色、種皮の断片とネップの含有量、および粘着性が含まれます。 すべてが各ベールで測定されるわけではありませんが、市場は一般的にこれらの要因を認識しています。
繰り綿工程は、繊維の長さ、均一性、種皮の破片、ゴミ、短繊維、ネップの含有量に大きな影響を与える可能性があります。 品質に最も影響を与える XNUMX つの綿繰り作業は、繰り綿とクリーニング中の繊維水分の調整と、使用される鋸タイプの糸くずクリーニングの程度です。
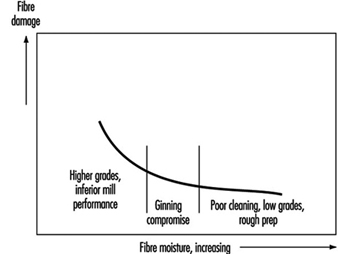
繰り綿に推奨される糸くずの水分範囲は 6 ~ 7% です。 ジンクリーナーは低水分でより多くのゴミを取り除きますが、繊維の損傷がなくなるわけではありません. 図 1 に示すように、繊維の水分が多いほど繊維の長さは保たれますが、ジニングの問題が発生し、クリーニングが不十分になります。ゴミの除去を改善するために乾燥を増やすと、糸の品質が低下します。 糸の外観はある程度まで乾燥させると改善されますが、異物除去が増加するため、短繊維含有量の増加の効果が異物除去の利点を上回ります。
図 1. 綿の湿分洗浄の妥協案
繊維の本来の色はクリーニングしてもほとんど変わりませんが、繊維をとかしてゴミを取り除くと、知覚される色が変わります。 糸くずのクリーニングでは、繊維をブレンドして、斑点または明るい斑点として分類されるベールが少なくなることがあります。 ジニングは細かさと成熟度には影響しません。 クリーニングと綿繰りの際に使用される各機械または空気圧装置は、ネップ含有量を増加させますが、リント クリーナーが最も顕著な影響を及ぼします。 綿繰りされた糸くずの種皮の破片の数は、種子の状態と綿繰り操作の影響を受けます。 糸くずクリーナーはサイズを減らしますが、破片の数は減らしません。 糸の強度、糸の外観、糸切れのXNUMXつが重要な紡績品質の要素です。 すべてが長さの均一性によって影響を受け、したがって、短い繊維または壊れた繊維の割合によって影響を受けます。 これらの XNUMX つの要素は通常、最小限の乾燥機と洗浄機で綿繰りを行うときに最もよく保たれます。
スピンドルで収穫された綿を乾燥および洗浄するためのジン機械の順序と量に関する推奨事項は、十分なベール値を達成し、綿の固有の品質を維持するように設計されました. それらは一般的に追跡されており、数十年にわたって米国の綿産業で確認されてきました. 推奨事項では、マーケティング システムのプレミアムとディスカウント、およびさまざまなジン マシンに起因する洗浄効率と繊維の損傷が考慮されています。 特別な収穫条件では、これらの推奨事項からの変更が必要です。
綿繰り機を推奨される順序で使用すると、通常、75 ~ 85% の異物が綿から取り除かれます。 残念ながら、この機械では異物除去の過程で良質な綿も少量だけ除去されるため、洗浄時に商品となる綿の量が減ってしまいます。 したがって、綿のクリーニングは、異物レベルと繊維の損失と損傷の間の妥協点です。
安全と健康への懸念
綿繰り産業は、他の加工産業と同様に、多くの危険を伴います。 労働者の補償請求からの情報によると、怪我の数は手/指で最も多く、背中/脊椎、目、足/つま先、腕/肩、脚、胴体、頭の怪我が続きます。 業界は危険の軽減と安全教育に積極的に取り組んできましたが、ジンの安全性は依然として大きな懸念事項です。 懸念の理由としては、事故や労災請求の頻度が高いこと、休業日数が多いこと、および事故の重大性が挙げられます。 歯肉損傷および健康障害による総経済的費用には、直接費用 (医療およびその他の補償) と間接費用 (仕事から失われた時間、ダウンタイム、収益力の損失、労災保険の保険料の増加、生産性の損失、およびその他の多くの損失要因) が含まれます。 )。 直接費は、間接費よりも決定しやすく、はるかに安価です。
綿繰りに影響を与える多くの国際的な安全衛生規制は、農薬規制を公布する労働安全衛生局 (OSHA) および環境保護庁 (EPA) によって管理される米国の法律に由来しています。
他の農業規制もジンに適用される場合があります。これには、公道で動作するトレーラー/トラクターの低速車両エンブレムの要件、従業員が操作するトラクターの転覆保護構造の規定、および一時労働のための適切な生活施設の規定が含まれます。 ジンは農業企業と見なされており、多くの規制によって具体的にカバーされていませんが、ジンナーは、OSHAの「一般産業の基準、パート1910」などの他の規制に準拠したいと考えるでしょう. 婦人科医が考慮すべき具体的な OSHA 基準が 29 つあります。火災およびその他の緊急時計画 (1910.38 CFR 29a)、出口 (1910.35 CFR 40-29)、および職業上の騒音暴露 (1910.95 CFR 29) です。 主な退出要件は、1910.36 CFR 29 および 1910.37 CFR XNUMX に記載されています。 農業従事者が強制適用範囲に含まれる他の国では、そのような遵守が義務付けられます。 騒音およびその他の安全衛生基準への準拠については、このドキュメントの別の場所で説明します。 百科事典。
安全プログラムへの従業員の参加
最も効果的な損失管理プログラムは、管理者が従業員に安全意識を持たせるように動機付けているプログラムです。 この動機付けは、プログラムの各要素に従業員を参加させる安全ポリシーを確立し、安全トレーニングに参加し、良い模範を示し、従業員に適切なインセンティブを提供することによって達成できます。
指定されたエリアで PPE を使用し、従業員が許容される作業慣行を遵守することを要求することにより、職業上の健康障害が軽減されます。 騒音や粉塵のレベルが高い場所で作業する場合は常に、聴力用 (プラグまたはマフ) および呼吸用 (防塵マスク) PPE を使用する必要があります。 一部の人々は、他の人よりも騒音や呼吸の問題に敏感であり、PPE を使用していても、騒音や粉塵のレベルが低い作業エリアに再割り当てする必要があります。 重い物を持ち上げることや過度の暑さに伴う健康被害は、訓練、資材処理器具の使用、適切な服装、換気、暑さからの休憩によって対処できます。
ジン操作中のすべての人員は、ジンの安全に関与する必要があります。 全員が損失管理プログラムに完全に参加する意欲を持てば、安全な職場環境を確立できます。
綿糸製造
コットンは、繊維繊維の世界消費量のほぼ 50% を占めています。 中国、米国、ロシア連邦、インド、日本が主要な綿花消費国です。 消費量は、繊維材料の製造に使用され、購入された原綿繊維の量によって測定されます。 世界の綿花生産量は、年間約 80 万から 90 万俵 (17.4 億から 19.6 億 kg) です。 中国、米国、インド、パキスタン、ウズベキスタンが主要な綿花生産国で、世界の綿花生産量の 70% 以上を占めています。 残りは約75カ国で生産されています。 原綿は約57カ国、綿織物は約65カ国から輸出されています。 多くの国は、輸入への依存を減らすために国内生産を重視しています。
糸の製造は、原綿繊維をさまざまな最終製品での使用に適した糸に変換する一連のプロセスです。 現代のテキスタイル市場で必要とされる、きれいで強く、均一な糸を得るには、多くのプロセスが必要です。 さまざまな量の非糸くず材料と使用できない繊維(異物、植物のゴミ、モテなど)を含む絡み合った繊維(綿ベール)の密集したパッケージから始まり、開封、ブレンド、混合、洗浄、カーディング、ドローイングの連続操作、ロービング、紡績を行い、綿繊維を糸に変えます。
現在の製造プロセスは高度に発達していますが、業界団体や個人が綿花を処理するための新しい、より効率的な方法や機械を求める競争圧力は、いつの日か今日のシステムに取って代わる可能性があります。 しかし、当面は、ブレンド、カーディング、ドローイング、ロービング、紡績の現在の従来のシステムが引き続き使用されます。 近い将来、明らかに廃止される運命にあるのは、綿花を摘み取る工程だけです。
糸製造では、さまざまな織物または編物の最終製品 (たとえば、アパレルまたは工業用布地) 用の糸、および縫い糸およびコード用の糸を生産します。 糸は、さまざまな直径と単位長さあたりのさまざまな重量で製造されます。 基本的な糸の製造プロセスは何年も変わっていませんが、処理速度、制御技術、パッケージ サイズは向上しています。 糸の特性と加工効率は、加工される綿繊維の特性に関連しています。 糸の最終用途特性も加工条件の関数です。
糸の製造工程
開封、ブレンド、混合、洗浄
通常、工場は、特定の最終用途向けの糸を生産するために必要な特性を備えたベール ミックスを選択します。 混合するベールの数は、6 か 12 から 50 を超えるまで、さまざまな製粉所で使用されます。混合されるベールがオープニング ルームに運ばれ、そこで袋詰めと紐が取り除かれると、処理が始まります。 ベールから綿の層を手で取り除き、スパイクの付いた歯がついたコンベアを備えたフィーダーに入れるか、ベール全体をプラットホームに置いて、摘み取り機構の下または上を前後に動かします。 目的は、ベール化された綿の圧縮された層を、異物の除去を容易にする小さくて軽くてふわふわした房に変換することによって、一連の生産プロセスを開始することです. この最初のプロセスを「オープニング」と呼びます。 ベールはさまざまな程度の密度で工場に到着するため、ベールを処理する約 24 時間前にベール タイを切断して「開花」させるのが一般的です。 これにより、開口部が強化され、摂食速度を調整するのに役立ちます。 工場の洗浄機は、開口部と第 XNUMX レベルの洗浄の機能を実行します。
カーディングとコーミング
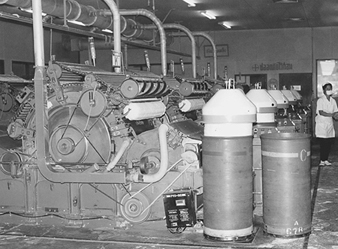
カードは、糸の製造工程で最も重要な機械です。 圧倒的多数の綿織物工場で、二次および最終レベルのクリーニング機能を実行します。 このカードは、ワイヤーで覆われた 1 つのシリンダーと一連の平らなワイヤーで覆われたバーのシステムで構成されており、繊維の小さな塊や房を連続的に処理して高度な分離または開放性にし、非常に高い割合のゴミやその他のものを取り除きます。繊維を「スライバー」と呼ばれる縄状に集め、容器に入れて次の工程に送ります(図XNUMX参照)。
図 1. カーディング
Wilawan Juengprasert、公衆衛生省、タイ
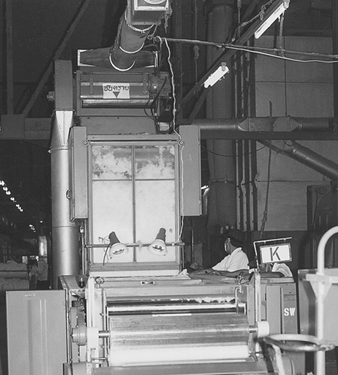
歴史的に、綿は「ピッカー」上に形成される「ピッカーラップ」の形でカードに供給されてきました。これは、綿の房が開いた円筒状のスクリーンで構成されるメカニズムを備えたフィードロールとビーターの組み合わせです。集めてバットに丸めます(図2を参照)。 バットはスクリーンから均一な平らなシートに取り除かれ、ラップに巻かれます。 しかし、労働力の必要性と、品質向上の可能性を秘めた自動ハンドリング システムの可用性が、ピッカーの陳腐化の一因となっています。
図 2. 最新のピッカー
Wilawan Juengprasert、公衆衛生省、タイ
ピッキング プロセスの排除は、より効率的な開封および洗浄装置と、カードへのシュート送りシステムの設置によって可能になりました。 後者は、開いて洗浄された繊維の房を、ダクトを介して空気圧でカードに分配します。 このアクションは、処理の一貫性と品質の向上に貢献し、必要な作業者の数を削減します。
少数の工場が、最もクリーンで均一な綿糸であるコーマ糸を生産しています。 コーミングは、カードによって提供されるよりも広範なクリーニングを提供します。 コーミングの目的は、短い繊維、ネップ、ゴミを取り除き、結果として得られるスライバーが非常にきれいで光沢のあるものになるようにすることです. コマーは、溝付きのフィード ロールと、短繊維を梳くための針で部分的に覆われたシリンダーで構成される複雑な機械です (図 3 を参照)。
図 3. コーミング
Wilawan Juengprasert、公衆衛生省、タイ
ドローイングとロービング
ドローイングは、ローラードラフトを使用する製糸の最初のプロセスです。 ドローイングでは、実質的にすべてのドラフトがローラーの作用から生じます。 カーディング プロセスからのスライバーのコンテナは、ドローイング フレームのクリールに杭打ちされます。 ドラフティングは、スライバーが異なる速度で動く一対のローラーのシステムに供給されるときに発生します。 ドローイングは、スライバーの軸に対してより多くの繊維を平行にするためにドラフトすることによって、スライバー内の繊維をまっすぐにします。 繊維がその後撚られて糸になるときに所望の特性を得るためには、平行化が必要である。 延伸はまた、単位長さあたりの重量がより均一なスライバーを生成し、より優れた混合能力を達成するのに役立ちます. フィニッシャードローイングと呼ばれる最終的なドローイングプロセスによって生成される繊維は、スライバーの軸にほぼまっすぐで平行です。 フィニッシャー延伸スライバーの単位長さあたりの重量は高すぎて、従来のリング紡績システムでヤーンにドラフトすることはできません。
ロービング プロセスは、スライバーの重量を糸に紡績し、撚りを挿入するのに適したサイズに減らします。これにより、ドラフト ストランドの完全性が維持されます。 フィニッシャー ドローイングまたはコーミングからのスライバーの缶がクリールに置かれ、個々のスライバーが 2.5 組のローラーに供給されます。37.5 番目のローラーはより速く回転し、スライバーのサイズを直径約 14 cm から直径 XNUMX cm に縮小します。標準的な鉛筆の。 撚りは、繊維の束をロービング「フライヤー」に通すことによって繊維に付与されます。 この製品は現在「ロービング」と呼ばれ、長さ約 XNUMX cm、直径約 XNUMX cm のボビンにパッケージされています。
紡績
紡績は、綿繊維を糸に変換する際に最もコストのかかる単一のステップです。 現在、世界の糸の 85% 以上がリング精紡機で生産されています。リング精紡機は、ロービングを希望の糸のサイズまたは番手にドラフトし、希望の撚り量を与えるように設計されています。 撚りの量は糸の強さに比例します。 供給される長さに対する長さの比率は、10 から 50 のオーダーで変化する可能性があります。ロービングのボビンは、ロービングがリング精紡機のドラフティング ローラーに自由に供給されるようにするホルダーに配置されます。 ドラフトゾーンに続いて、糸は「トラベラー」を通過して紡績ボビンに送られます。 このボビンを保持しているスピンドルが高速で回転し、撚りがかかると糸が膨らみます。 ボビンの糸の長さは、後続のプロセスで使用するには短すぎるため、「紡績ボックス」にドッフされ、次のプロセス (スプールまたは巻き取り) に送られます。
太い糸や太い糸の現代的な生産では、オープンエンド紡績がリング紡績に取って代わりつつあります。 繊維のスライバーが高速ローターに供給されます。 ここで、遠心力が繊維を糸に変換します。 ボビンは不要で、糸は次の工程で必要なパッケージに巻き取られます。
かなりの研究開発努力が、根本的な新しい糸生産方法に向けられています。 現在開発中の多くの新しい紡績システムは、糸の製造に革命をもたらす可能性があり、現在認識されている繊維特性の相対的な重要性に変化をもたらす可能性があります. 一般に、新しいシステムで使用される XNUMX つの異なるアプローチは、綿での使用に実用的であると思われます。 コアスパンシステムは現在、さまざまな特殊な糸やミシン糸を製造するために使用されています。 無撚糸は、繊維をポリビニルアルコールまたは他の結合剤で結合するシステムによって限定的に商業的に生産されてきた。 無撚糸システムは、潜在的に高い生産率と非常に均一な糸を提供します。 無撚糸を使用したニットなどのアパレル生地は、見た目に優れています。 現在いくつかの機械メーカーが研究している空気渦紡績では、引き抜きスライバーは、ローター紡績と同様に開繊ローラーに送られます。 空気渦紡糸は非常に高い生産速度を実現できますが、プロトタイプ モデルは、繊維の長さのばらつきやゴミの粒子などの異物の含有量に特に敏感です。
巻き取りとスプール
糸が紡がれると、メーカーは正しいパッケージを準備する必要があります。 パッケージの種類は、糸が織りに使用されるか編み物に使用されるかによって異なります。 巻き取り、スプーリング、ねじり、クイリングは、糸を織り、編むための準備段階と見なされます。 一般に、スプーリングの製品は次のように使用されます。 たて糸 (織布で縦に走る糸)と巻きの製品はとして使用されます 充填糸または よこ糸 (生地を横切る糸)。 オープンエンド紡績からの製品は、これらのステップをバイパスし、詰め物または縦糸のいずれかのためにパッケージ化されます. ツイストはプライ ヤーンを生成します。プライ ヤーンでは、XNUMX つ以上のヤーンがさらに加工される前に一緒にツイストされます。 クイリングの工程では、箱織機の杼の中に収まるほど小さなボビンに糸が巻き取られます。 織機でクイリングの工程が行われることもあります。 (この章の記事「織りと編み」も参照してください。)
廃棄物処理
粉塵の管理が重要な現代の繊維工場では、廃棄物の処理がより重要視されています。 従来の繊維事業では、廃棄物は手作業で収集され、システムに再利用できない場合は「廃棄物処理場」に運ばれていました。 ここでは、ベールを作るのに十分な 227 つのタイプになるまで蓄積されました。 現在の技術水準では、中央真空システムは、開口部、ピッキング、カーディング、ドローイング、およびロービングからの廃棄物を自動的に戻します。 中央真空システムは、機械の清掃、カーディングからのハエやモテなどの機械の下からの廃棄物の自動収集、およびフィルターコンデンサーからの使用不能な床掃除や廃棄物の返送に使用されます。 従来のベーラーは、典型的な XNUMX kg のベールを形成する垂直アップストローク プレスです。 現代の廃棄物処理技術では、廃棄物は中央真空システムから受けタンクに蓄積され、そこから水平ベール プレスに供給されます。 糸製造業のさまざまな廃棄物は、他の産業でリサイクルまたは再利用できます。 たとえば、紡績は廃棄物紡績産業でモップ糸を作るために使用でき、ガーネットは綿バッティング産業でマットレスや布張り家具のバッティングを作るために使用できます。
安全と健康への懸念
機械
頻度は高くありませんが、すべての綿織物機械で事故が発生する可能性があります。 多数の可動部品を効果的に保護するには、多くの問題があり、常に注意を払う必要があります。 特に、多くの事故の原因である機械の動作中に修理を試みることを避けるために、安全な慣行に関するオペレーターのトレーニングも不可欠です。
機械の各部品には、修理や保守作業を行う前に制御する必要があるエネルギー源 (電気、機械、空圧、油圧、慣性など) がある場合があります。 施設は、エネルギー源を特定し、必要な機器を提供し、人員を訓練して、機器の作業中にすべての危険なエネルギー源がオフになっていることを確認する必要があります。 すべてのロックアウト/タグアウト手順が順守され、正しく適用されていることを確認するために、定期的に検査を実施する必要があります。
綿粉の吸入 (byssinosis)
綿繊維が糸や生地に変換される場所で発生する粉塵を吸入すると、少数の繊維労働者に職業性肺疾患である肺結膜炎を引き起こすことが示されています。 通常、より高いレベルの粉塵 (15 ~ 20 mg/m0.5 以上) にさらされると、1.0 ~ XNUMX 年かかります。3)労働者が原子炉になるため。 OSHA と米国政府産業衛生士会議 (ACGIH) の基準は 0.2 mg/m を設定3 繊維糸製造における綿粉への職業的曝露の限界として、垂直水簸によって測定された呼吸性綿粉。 綿が処理または加工されるときに大気中に放出される浮遊微粒子である粉塵は、植物のゴミ、土壌、および微生物学的物質 (すなわち、細菌や真菌) の不均一で複雑な混合物であり、組成と生物活性が異なります。 Byssinosis の病原体と病因は知られていません。 繊維に付着したワタのゴミや、繊維に付着したグラム陰性菌のエンドトキシンや植物のゴミが原因または原因物質を含んでいると考えられています。 セルロースは呼吸器疾患を引き起こさない不活性な粉塵であるため、主にセルロースである綿繊維自体が原因ではありません。 作業慣行、医療監視、PPE に加えて、綿織物加工エリア (図 4 を参照) での適切な工学的管理により、ほとんどの場合、ビシノーシスを排除できます。 バッチキアー洗浄システムと連続バットシステムによる綿の穏やかな水洗浄は、糸くずと空中浮遊粉塵の両方のエンドトキシンの残留レベルを、1 秒間の強制呼気量で測定される肺機能の急激な低下に関連するレベルよりも低くします。
図 4. カーディング マシンの集塵システム

ノイズ
糸製造の一部のプロセスでは騒音が問題になる可能性がありますが、いくつかの近代的な繊維工場では、レベルが 90 dBA を下回っています。これは米国の基準ですが、多くの国の騒音暴露基準を超えています。 機械メーカーと産業騒音エンジニアの削減努力のおかげで、機械の速度が上がるにつれて騒音レベルは低下し続けています。 騒音レベルが高い場合の解決策は、最新の静かな機器を導入することです。 米国では、騒音レベルが 85 dBA を超える場合、聴覚保護プログラムが必要です。 これには、騒音レベルのモニタリング、聴力検査、および騒音レベルを 90 dBA 未満に設計できない場合にすべての従業員が聴覚保護を利用できるようにすることが含まれます。
熱応力
紡績には高温と人工的な空気の加湿が必要な場合があるため、許容限界を超えないように注意深い監視が常に必要です。 より原始的な温度と湿度の調整方法の代わりに、適切に設計および管理された空調設備がますます使用されるようになっています。
労働安全衛生管理体制
より近代的な紡績糸製造工場の多くは、労働者が遭遇する可能性のある職場の危険を制御するために、ある種の労働安全衛生管理システムを導入することが有用であると考えています。 これは、American Textile Manufacturers Institute によって開発された「最高の健康と安全を求める」のような自発的なプログラムである場合もあれば、米国カリフォルニア州の職業上の傷害および疾病予防プログラム (タイトル 8、カリフォルニア州規則コード、セクション 3203)。 安全衛生管理システムを使用する場合、工場が独自のニーズに合わせて調整できるように、柔軟性と適応性が十分にある必要があります。
羊毛産業
第 3 版、労働安全衛生百科事典からの適応。
羊毛産業の起源は古代に失われました。 羊は遠く離れた先祖によって簡単に家畜化され、食料や衣類の基本的なニーズを満たすために重要でした. 初期の人類社会は、羊から集めた繊維をこすり合わせて糸を形成しました。この基本原理から、繊維を操作するプロセスは複雑さを増しています。 羊毛繊維産業は、機械的方法の開発と適応において最前線にあり、工場生産システムの開発における初期の産業の XNUMX つです。
原料
動物から採取した繊維の長さは、処理方法を決定する主要な要因ですが、唯一の要因ではありません。 利用可能な羊毛の種類は、(a) メリノまたは植物学、(b) 交雑種 - 上質、中型または粗い、(c) カーペット ウールに大まかに分類できます。 ただし、各グループ内にはさまざまなグレードがあります。 メリノは通常、直径が最も細く長さが短いのに対し、カーペット ウールは繊維が長く、直径が粗いです。 今日では、羊毛を模した合成繊維の量が増えており、天然繊維と混紡され、同じ方法で加工されています。 モヘア(ヤギ)、アルパカ(ラマ)、カシミア(ヤギ、ラクダ)、アンゴラ(ヤギ)、ビクーニャ(野生のラマ)など、他の動物の毛も、副次的ではありますが業界で重要な役割を果たしています。 比較的高価で、通常は専門の会社によって処理されます。
生産
この業界には、ウールと梳毛という XNUMX つの特徴的な加工システムがあります。 機械は多くの点で似ていますが、目的は異なります。 本質的に、 歪んだ このシステムは、より長いステープルされたウールを使用し、カーディング、準備、ギリング、およびコーミングのプロセスで、繊維は平行に保たれ、短い繊維は排除されます。 紡績によって細い直径の強力な糸が生成され、それを織り上げることで、男性用スーツの見慣れた滑らかでしっかりとした外観を持つ軽量な生地が得られます。 の中に ウールの このシステムの目的は、繊維を混ぜ合わせて絡み合わせて柔らかくふわふわした糸を形成することです。この糸は、ツイード、ブランケット、厚手のオーバーコートなど、「ウーリー」表面を備えたふくらみのあるかさばる特徴の布を作るために織られます。 ウールのシステムでは繊維の均一性は必要ないため、メーカーは新しいウール、梳毛プロセスで拒否された短い繊維、古いウールの衣類を引き裂いて回収したウールなどをブレンドすることができます。 「ショディ」は柔らかいものから、「マンゴ」は硬い廃棄物から得られます。
ただし、産業は特に複雑であり、使用される原材料の状態と種類、および完成した生地の仕様が、各段階での処理方法とそれらの段階の順序に影響を与えることに留意する必要があります。 例えば、ウールは加工前、糸の段階で、または織物の場合は加工の最後に染色される場合があります。 さらに、一部のプロセスは別の事業所で実施される場合があります。
危険とその防止
繊維産業のあらゆる分野と同様に、高速で動く部品を備えた大型機械は、騒音と機械的損傷の両方の危険をもたらします。 ほこりも問題になる可能性があります。 平歯車、チェーンとスプロケット、回転シャフト、ベルトとプーリーなどの機器の一般的な部品、および羊毛織物の取引で特に使用される機械の次の部品には、実行可能な最高の形式の保護または囲いを提供する必要があります。
- さまざまなタイプの予備開封機のフィード ローラーとスウィフト (例: ティーザー、ウィリー、ガーネット、ラグ グラインド マシンなど)
- スクリブリングおよびカーディングマシンのリッカーインまたはテーカーインおよび隣接するローラー
- スクリブリング、カーディング、ガーネッティング マシンのスウィフト シリンダーとドッファー シリンダー間の吸気口
- ギルボックスのローラーとフォーラー
- ドローイングおよびロービングフレームのバックシャフト
- ラバの馬車と主軸台の間のわな
- 整経機のビームオフ動作で使用される突き出たピン、ボルト、およびその他の固定装置
- 精練機、製粉機、絞り機のスクイーズローラー
- 送風機の布とラッパーとローラーの間の取り入れ口
- 刈払機の回転ナイフシリンダー
- 空気搬送システムのファンのブレード (このようなシステムのダクト内の検査パネルは、ファンから安全な距離にある必要があり、作業者は、機械が完全に停止するのにかかる時間を忘れないように記憶しておく必要があります。電源が切断された後、ゆっくりと停止します。これは、システム内の詰まりを解消する作業員が通常、動いているブレードを見ることができないため、特に重要です)
- 空飛ぶ杼には特別な問題があります (織機には、杼が小屋から飛び出すのを防ぎ、飛んだ場合に移動できる距離を制限するために、適切に設計されたガードを装備する必要があります)。
このような危険な部分の保護には実際的な問題があります。 ガードの設計では、特定のプロセスに関連する作業慣行を考慮に入れる必要があり、特にオペレーターが最大のリスクにさらされている場合 (ロックアウトの配置など) にガードが取り外される可能性を排除する必要があります。 機械の稼働中に廃棄物を取り除いたり清掃したりしないようにするには、特別な訓練と綿密な監督が必要です。 責任の多くは、そのような安全機能が設計段階で新しい機械に組み込まれていることを確認する必要がある機械メーカーと、機器の安全な取り扱いについて労働者が適切に訓練されていることを確認する監督者に委ねられています。
機械の間隔
機械間のスペースが十分に確保されていないと、事故のリスクが高まります。 古い施設の多くは、利用可能な床面積に最大数の機械を詰め込んでいたため、通路や通路、および作業室内の原材料と完成品の一時保管に使用できるスペースが減少していました。 一部の古い工場では、カーディング マシン間の通路が非常に狭いため、駆動ベルトをガード内に収納することは実際的ではなく、実行中のポイントでベルトとプーリーの間のガードを「ウェッジ」する必要があります。 このような状況では、よくできた滑らかなベルト留め具が特に重要です。 特定のウール繊維機械について英国政府委員会が推奨する最小間隔基準が必要です。
材料の取扱い
最新の機械的な荷役方法が採用されていない場合、重い荷物を持ち上げることによる怪我のリスクが残ります。 マテリアルハンドリングは、可能な限り機械化する必要があります。 これが利用できない場合は、本書の他の場所で説明されている予防措置 百科事典 採用すべきです。 適切な吊り上げ技術は、織機に出入りする重いビームを操作する労働者や、初期の準備プロセスで重くて扱いにくいウールの俵を扱う労働者にとって特に重要です。 このようなかさばる重い荷物の移動には、可能な限り、台車や移動可能なカートまたはスキッドを使用する必要があります。
火災
特に古い高層工場では、火災は深刻な危険です。 工場の構造とレイアウトは、遮るもののない通路と出口、火災警報システム、消火器とホース、非常灯などを管理する地域の規制に準拠する必要があります。 清潔に保ち、適切な清掃を行うことで、延焼を助長するほこりや綿毛の蓄積を防ぐことができます。 作業時間中は、火炎切断または火炎燃焼装置の使用を伴う修理を行ってはなりません。 火災時の手順について全スタッフの訓練が必要です。 消防訓練は、可能であれば地元の消防、警察、緊急医療サービスと協力して実施され、適切な間隔で実施されるべきです。
一般的な安全性
特に羊毛繊維産業で見られる事故状況に重点が置かれています。 ただし、工場での事故の大半は、すべての工場に共通の状況で発生することに注意する必要があります。たとえば、人や物の落下、物品の取り扱い、手工具の使用などです。従うべき原則は、他のほとんどの産業と同様に羊毛産業にも当てはまります。
健康上の問題
Anthrax
通常、ウール織物に関連する産業病は炭疽菌です。 一時は、特に羊毛選別業者にとって大きな危険でしたが、次の結果として、羊毛繊維業界ではほぼ完全に制御されています。
- 炭疽菌が蔓延している輸出国における生産方法の改善
- 炭疽菌胞子を運ぶ可能性のある物質の消毒
- 準備工程における排気換気下での感染の可能性のある材料の取り扱いの改善
- 羊毛のベールを十分に長く、菌を殺す温度まで電子レンジで加熱します. この処理は、ウールに関連するラノリンの回復にも役立ちます。
- リスクの高い状況にある労働者の予防接種を含む、医療の大幅な進歩
- 労働者の教育と訓練、洗浄施設の提供、必要に応じて個人用保護具。
炭疽菌の胞子のほかに、真菌の胞子が知られています。 コクシジオデス・イミティス 特に米国南西部のウールに見られます。 この真菌は、コクシジオイデス症として知られる疾患を引き起こす可能性があり、炭疽菌による呼吸器疾患とともに、通常は予後が不良です。 炭疽菌は、皮膚バリアの破れから体内に入ると、中心部が黒い悪性潰瘍または癰を引き起こすという追加の危険があります。
化学物質
例えば、脱脂(二酸化ジエチレン、合成洗剤、トリクロロエチレン、そして過去には四塩化炭素)、消毒(ホルムアルデヒド)、漂白(二酸化硫黄、塩素)、染色(塩素酸カリウム、アニリン)など、さまざまな化学物質が使用されています。 リスクには、ガス処刑、中毒、目、粘膜、肺の刺激、および皮膚の状態が含まれます。 一般に、予防は以下に依存します。
- より危険性の低い化学物質の代替
- 局所排気換気
- 腐食性または有毒な液体のラベル付け、保管、輸送の注意
- 個人用保護具
- 適切な洗浄設備(実行可能な場合はシャワーバスを含む)
- 厳格な個人衛生。
その他の危険
羊毛加工に必要な騒音、不適切な照明、高温多湿は、厳密に管理しない限り、一般的な健康に悪影響を及ぼす可能性があります. 多くの国では、基準が規定されています。 染色小屋では、蒸気と結露を効果的に制御するのが難しい場合があり、多くの場合、専門的な技術アドバイスが必要です。 製織小屋では、騒音制御が深刻な問題であり、多くの作業が残っています。 あらゆる場所、特に暗い色の布地が製造されている場所では、高水準の照明が必要です。
ほこり
以前のプロセスで生成された粉塵に含まれる炭疽菌胞子の特定のリスクと同様に、気道粘膜の刺激を誘発するのに十分な量の粉塵が多くの機械、特に引き裂きまたはカーディング動作を伴う機械で生成され、除去する必要があります。効果的なLEVによって。
ノイズ
機械のすべての可動部品、特に織機があるため、毛織物工場は非常に騒がしい場所であることがよくあります。 減衰は適切な潤滑によって実現できますが、防音バッフルの導入やその他の工学的アプローチも検討する必要があります。 概して、職業上の難聴の防止は、労働者が耳栓またはマフを使用することにかかっています。 労働者がそのような保護具の適切な使用について訓練を受け、それを使用していることを確認するために監督されることが不可欠です。 多くの国では、定期的なオージオグラムによる聴覚保護プログラムが必要です。 機器を交換または修理する際には、適切な騒音低減措置を講じる必要があります。
仕事のストレス
労働者の健康と福利に付随する影響を伴う仕事のストレスは、この業界では一般的な問題です。 多くの工場は XNUMX 時間体制で稼働しているため、シフト勤務が頻繁に必要になります。 生産ノルマを達成するために、機械は継続的に稼働し、各労働者は XNUMX つまたは複数の機器に「縛られ」、「フローター」が自分の代わりになるまで、トイレや休憩のためにそこを離れることはできません。 周囲の騒音とノイズプロテクターの使用と相まって、彼らの非常にルーチン化された反復的な活動は、 de facto 多くの人がストレスを感じている労働者の孤立と社会的相互作用の欠如。 監督の質と職場のアメニティの利用可能性は、労働者の仕事のストレスレベルに大きな影響を与えます。
まとめ
大企業は新しい技術開発に投資することができますが、多くの小規模で古い工場は、時代遅れではあるが機能している設備を備えた古い工場で操業を続けています。 経済的な要請により、労働者の安全と健康に注意を向けるよりも、むしろ注意を払う必要があります。 実際、多くの先進地域では、開発途上国や安価な労働力が容易に利用でき、健康と安全に関する規制が存在しないか、一般的に無視されている地域での新しい工場を支持して、工場は見捨てられています。 世界的に見て、これは重要な労働集約型産業であり、労働者の健康と福利への合理的な投資は、企業とその労働力の両方に大きな利益をもたらす可能性があります。
免責事項: ILO は、この Web ポータルに掲載されているコンテンツが英語以外の言語で提示されていることについて責任を負いません。英語は、オリジナル コンテンツの最初の制作およびピア レビューに使用される言語です。その後、特定の統計が更新されていません。百科事典の第 4 版 (1998 年) の作成。