コットンは、繊維繊維の世界消費量のほぼ 50% を占めています。 中国、米国、ロシア連邦、インド、日本が主要な綿花消費国です。 消費量は、繊維材料の製造に使用され、購入された原綿繊維の量によって測定されます。 世界の綿花生産量は、年間約 80 万から 90 万俵 (17.4 億から 19.6 億 kg) です。 中国、米国、インド、パキスタン、ウズベキスタンが主要な綿花生産国で、世界の綿花生産量の 70% 以上を占めています。 残りは約75カ国で生産されています。 原綿は約57カ国、綿織物は約65カ国から輸出されています。 多くの国は、輸入への依存を減らすために国内生産を重視しています。
糸の製造は、原綿繊維をさまざまな最終製品での使用に適した糸に変換する一連のプロセスです。 現代のテキスタイル市場で必要とされる、きれいで強く、均一な糸を得るには、多くのプロセスが必要です。 さまざまな量の非糸くず材料と使用できない繊維(異物、植物のゴミ、モテなど)を含む絡み合った繊維(綿ベール)の密集したパッケージから始まり、開封、ブレンド、混合、洗浄、カーディング、ドローイングの連続操作、ロービング、紡績を行い、綿繊維を糸に変えます。
現在の製造プロセスは高度に発達していますが、業界団体や個人が綿花を処理するための新しい、より効率的な方法や機械を求める競争圧力は、いつの日か今日のシステムに取って代わる可能性があります。 しかし、当面は、ブレンド、カーディング、ドローイング、ロービング、紡績の現在の従来のシステムが引き続き使用されます。 近い将来、明らかに廃止される運命にあるのは、綿花を摘み取る工程だけです。
糸製造では、さまざまな織物または編物の最終製品 (たとえば、アパレルまたは工業用布地) 用の糸、および縫い糸およびコード用の糸を生産します。 糸は、さまざまな直径と単位長さあたりのさまざまな重量で製造されます。 基本的な糸の製造プロセスは何年も変わっていませんが、処理速度、制御技術、パッケージ サイズは向上しています。 糸の特性と加工効率は、加工される綿繊維の特性に関連しています。 糸の最終用途特性も加工条件の関数です。
糸の製造工程
開封、ブレンド、混合、洗浄
通常、工場は、特定の最終用途向けの糸を生産するために必要な特性を備えたベール ミックスを選択します。 混合するベールの数は、6 か 12 から 50 を超えるまで、さまざまな製粉所で使用されます。混合されるベールがオープニング ルームに運ばれ、そこで袋詰めと紐が取り除かれると、処理が始まります。 ベールから綿の層を手で取り除き、スパイクの付いた歯がついたコンベアを備えたフィーダーに入れるか、ベール全体をプラットホームに置いて、摘み取り機構の下または上を前後に動かします。 目的は、ベール化された綿の圧縮された層を、異物の除去を容易にする小さくて軽くてふわふわした房に変換することによって、一連の生産プロセスを開始することです. この最初のプロセスを「オープニング」と呼びます。 ベールはさまざまな程度の密度で工場に到着するため、ベールを処理する約 24 時間前にベール タイを切断して「開花」させるのが一般的です。 これにより、開口部が強化され、摂食速度を調整するのに役立ちます。 工場の洗浄機は、開口部と第 XNUMX レベルの洗浄の機能を実行します。
カーディングとコーミング
カードは、糸の製造工程で最も重要な機械です。 圧倒的多数の綿織物工場で、二次および最終レベルのクリーニング機能を実行します。 このカードは、ワイヤーで覆われた 1 つのシリンダーと一連の平らなワイヤーで覆われたバーのシステムで構成されており、繊維の小さな塊や房を連続的に処理して高度な分離または開放性にし、非常に高い割合のゴミやその他のものを取り除きます。繊維を「スライバー」と呼ばれる縄状に集め、容器に入れて次の工程に送ります(図XNUMX参照)。
図 1. カーディング
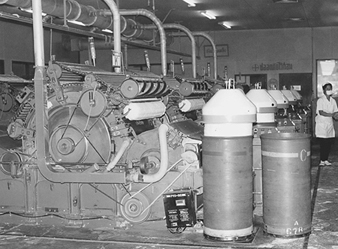
Wilawan Juengprasert、公衆衛生省、タイ
歴史的に、綿は「ピッカー」上に形成される「ピッカーラップ」の形でカードに供給されてきました。これは、綿の房が開いた円筒状のスクリーンで構成されるメカニズムを備えたフィードロールとビーターの組み合わせです。集めてバットに丸めます(図2を参照)。 バットはスクリーンから均一な平らなシートに取り除かれ、ラップに巻かれます。 しかし、労働力の必要性と、品質向上の可能性を秘めた自動ハンドリング システムの可用性が、ピッカーの陳腐化の一因となっています。
図 2. 最新のピッカー
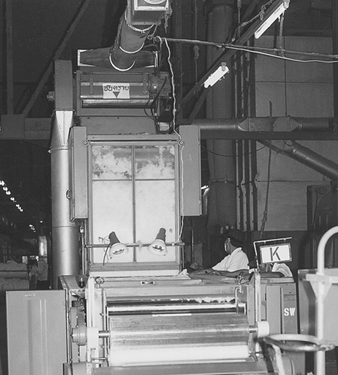
Wilawan Juengprasert、公衆衛生省、タイ
ピッキング プロセスの排除は、より効率的な開封および洗浄装置と、カードへのシュート送りシステムの設置によって可能になりました。 後者は、開いて洗浄された繊維の房を、ダクトを介して空気圧でカードに分配します。 このアクションは、処理の一貫性と品質の向上に貢献し、必要な作業者の数を削減します。
少数の工場が、最もクリーンで均一な綿糸であるコーマ糸を生産しています。 コーミングは、カードによって提供されるよりも広範なクリーニングを提供します。 コーミングの目的は、短い繊維、ネップ、ゴミを取り除き、結果として得られるスライバーが非常にきれいで光沢のあるものになるようにすることです. コマーは、溝付きのフィード ロールと、短繊維を梳くための針で部分的に覆われたシリンダーで構成される複雑な機械です (図 3 を参照)。
図 3. コーミング

Wilawan Juengprasert、公衆衛生省、タイ
ドローイングとロービング
ドローイングは、ローラードラフトを使用する製糸の最初のプロセスです。 ドローイングでは、実質的にすべてのドラフトがローラーの作用から生じます。 カーディング プロセスからのスライバーのコンテナは、ドローイング フレームのクリールに杭打ちされます。 ドラフティングは、スライバーが異なる速度で動く一対のローラーのシステムに供給されるときに発生します。 ドローイングは、スライバーの軸に対してより多くの繊維を平行にするためにドラフトすることによって、スライバー内の繊維をまっすぐにします。 繊維がその後撚られて糸になるときに所望の特性を得るためには、平行化が必要である。 延伸はまた、単位長さあたりの重量がより均一なスライバーを生成し、より優れた混合能力を達成するのに役立ちます. フィニッシャードローイングと呼ばれる最終的なドローイングプロセスによって生成される繊維は、スライバーの軸にほぼまっすぐで平行です。 フィニッシャー延伸スライバーの単位長さあたりの重量は高すぎて、従来のリング紡績システムでヤーンにドラフトすることはできません。
ロービング プロセスは、スライバーの重量を糸に紡績し、撚りを挿入するのに適したサイズに減らします。これにより、ドラフト ストランドの完全性が維持されます。 フィニッシャー ドローイングまたはコーミングからのスライバーの缶がクリールに置かれ、個々のスライバーが 2.5 組のローラーに供給されます。37.5 番目のローラーはより速く回転し、スライバーのサイズを直径約 14 cm から直径 XNUMX cm に縮小します。標準的な鉛筆の。 撚りは、繊維の束をロービング「フライヤー」に通すことによって繊維に付与されます。 この製品は現在「ロービング」と呼ばれ、長さ約 XNUMX cm、直径約 XNUMX cm のボビンにパッケージされています。
紡績
紡績は、綿繊維を糸に変換する際に最もコストのかかる単一のステップです。 現在、世界の糸の 85% 以上がリング精紡機で生産されています。リング精紡機は、ロービングを希望の糸のサイズまたは番手にドラフトし、希望の撚り量を与えるように設計されています。 撚りの量は糸の強さに比例します。 供給される長さに対する長さの比率は、10 から 50 のオーダーで変化する可能性があります。ロービングのボビンは、ロービングがリング精紡機のドラフティング ローラーに自由に供給されるようにするホルダーに配置されます。 ドラフトゾーンに続いて、糸は「トラベラー」を通過して紡績ボビンに送られます。 このボビンを保持しているスピンドルが高速で回転し、撚りがかかると糸が膨らみます。 ボビンの糸の長さは、後続のプロセスで使用するには短すぎるため、「紡績ボックス」にドッフされ、次のプロセス (スプールまたは巻き取り) に送られます。
太い糸や太い糸の現代的な生産では、オープンエンド紡績がリング紡績に取って代わりつつあります。 繊維のスライバーが高速ローターに供給されます。 ここで、遠心力が繊維を糸に変換します。 ボビンは不要で、糸は次の工程で必要なパッケージに巻き取られます。
かなりの研究開発努力が、根本的な新しい糸生産方法に向けられています。 現在開発中の多くの新しい紡績システムは、糸の製造に革命をもたらす可能性があり、現在認識されている繊維特性の相対的な重要性に変化をもたらす可能性があります. 一般に、新しいシステムで使用される XNUMX つの異なるアプローチは、綿での使用に実用的であると思われます。 コアスパンシステムは現在、さまざまな特殊な糸やミシン糸を製造するために使用されています。 無撚糸は、繊維をポリビニルアルコールまたは他の結合剤で結合するシステムによって限定的に商業的に生産されてきた。 無撚糸システムは、潜在的に高い生産率と非常に均一な糸を提供します。 無撚糸を使用したニットなどのアパレル生地は、見た目に優れています。 現在いくつかの機械メーカーが研究している空気渦紡績では、引き抜きスライバーは、ローター紡績と同様に開繊ローラーに送られます。 空気渦紡糸は非常に高い生産速度を実現できますが、プロトタイプ モデルは、繊維の長さのばらつきやゴミの粒子などの異物の含有量に特に敏感です。
巻き取りとスプール
糸が紡がれると、メーカーは正しいパッケージを準備する必要があります。 パッケージの種類は、糸が織りに使用されるか編み物に使用されるかによって異なります。 巻き取り、スプーリング、ねじり、クイリングは、糸を織り、編むための準備段階と見なされます。 一般に、スプーリングの製品は次のように使用されます。 たて糸 (織布で縦に走る糸)と巻きの製品はとして使用されます 充填糸または よこ糸 (生地を横切る糸)。 オープンエンド紡績からの製品は、これらのステップをバイパスし、詰め物または縦糸のいずれかのためにパッケージ化されます. ツイストはプライ ヤーンを生成します。プライ ヤーンでは、XNUMX つ以上のヤーンがさらに加工される前に一緒にツイストされます。 クイリングの工程では、箱織機の杼の中に収まるほど小さなボビンに糸が巻き取られます。 織機でクイリングの工程が行われることもあります。 (この章の記事「織りと編み」も参照してください。)
廃棄物処理
粉塵の管理が重要な現代の繊維工場では、廃棄物の処理がより重要視されています。 従来の繊維事業では、廃棄物は手作業で収集され、システムに再利用できない場合は「廃棄物処理場」に運ばれていました。 ここでは、ベールを作るのに十分な 227 つのタイプになるまで蓄積されました。 現在の技術水準では、中央真空システムは、開口部、ピッキング、カーディング、ドローイング、およびロービングからの廃棄物を自動的に戻します。 中央真空システムは、機械の清掃、カーディングからのハエやモテなどの機械の下からの廃棄物の自動収集、およびフィルターコンデンサーからの使用不能な床掃除や廃棄物の返送に使用されます。 従来のベーラーは、典型的な XNUMX kg のベールを形成する垂直アップストローク プレスです。 現代の廃棄物処理技術では、廃棄物は中央真空システムから受けタンクに蓄積され、そこから水平ベール プレスに供給されます。 糸製造業のさまざまな廃棄物は、他の産業でリサイクルまたは再利用できます。 たとえば、紡績は廃棄物紡績産業でモップ糸を作るために使用でき、ガーネットは綿バッティング産業でマットレスや布張り家具のバッティングを作るために使用できます。
安全と健康への懸念
機械
頻度は高くありませんが、すべての綿織物機械で事故が発生する可能性があります。 多数の可動部品を効果的に保護するには、多くの問題があり、常に注意を払う必要があります。 特に、多くの事故の原因である機械の動作中に修理を試みることを避けるために、安全な慣行に関するオペレーターのトレーニングも不可欠です。
機械の各部品には、修理や保守作業を行う前に制御する必要があるエネルギー源 (電気、機械、空圧、油圧、慣性など) がある場合があります。 施設は、エネルギー源を特定し、必要な機器を提供し、人員を訓練して、機器の作業中にすべての危険なエネルギー源がオフになっていることを確認する必要があります。 すべてのロックアウト/タグアウト手順が順守され、正しく適用されていることを確認するために、定期的に検査を実施する必要があります。
綿粉の吸入 (byssinosis)
綿繊維が糸や生地に変換される場所で発生する粉塵を吸入すると、少数の繊維労働者に職業性肺疾患である肺結膜炎を引き起こすことが示されています。 通常、より高いレベルの粉塵 (15 ~ 20 mg/m0.5 以上) にさらされると、1.0 ~ XNUMX 年かかります。3)労働者が原子炉になるため。 OSHA と米国政府産業衛生士会議 (ACGIH) の基準は 0.2 mg/m を設定3 繊維糸製造における綿粉への職業的曝露の限界として、垂直水簸によって測定された呼吸性綿粉。 綿が処理または加工されるときに大気中に放出される浮遊微粒子である粉塵は、植物のゴミ、土壌、および微生物学的物質 (すなわち、細菌や真菌) の不均一で複雑な混合物であり、組成と生物活性が異なります。 Byssinosis の病原体と病因は知られていません。 繊維に付着したワタのゴミや、繊維に付着したグラム陰性菌のエンドトキシンや植物のゴミが原因または原因物質を含んでいると考えられています。 セルロースは呼吸器疾患を引き起こさない不活性な粉塵であるため、主にセルロースである綿繊維自体が原因ではありません。 作業慣行、医療監視、PPE に加えて、綿織物加工エリア (図 4 を参照) での適切な工学的管理により、ほとんどの場合、ビシノーシスを排除できます。 バッチキアー洗浄システムと連続バットシステムによる綿の穏やかな水洗浄は、糸くずと空中浮遊粉塵の両方のエンドトキシンの残留レベルを、1 秒間の強制呼気量で測定される肺機能の急激な低下に関連するレベルよりも低くします。
図 4. カーディング マシンの集塵システム

ノイズ
糸製造の一部のプロセスでは騒音が問題になる可能性がありますが、いくつかの近代的な繊維工場では、レベルが 90 dBA を下回っています。これは米国の基準ですが、多くの国の騒音暴露基準を超えています。 機械メーカーと産業騒音エンジニアの削減努力のおかげで、機械の速度が上がるにつれて騒音レベルは低下し続けています。 騒音レベルが高い場合の解決策は、最新の静かな機器を導入することです。 米国では、騒音レベルが 85 dBA を超える場合、聴覚保護プログラムが必要です。 これには、騒音レベルのモニタリング、聴力検査、および騒音レベルを 90 dBA 未満に設計できない場合にすべての従業員が聴覚保護を利用できるようにすることが含まれます。
熱応力
紡績には高温と人工的な空気の加湿が必要な場合があるため、許容限界を超えないように注意深い監視が常に必要です。 より原始的な温度と湿度の調整方法の代わりに、適切に設計および管理された空調設備がますます使用されるようになっています。
労働安全衛生管理体制
より近代的な紡績糸製造工場の多くは、労働者が遭遇する可能性のある職場の危険を制御するために、ある種の労働安全衛生管理システムを導入することが有用であると考えています。 これは、American Textile Manufacturers Institute によって開発された「最高の健康と安全を求める」のような自発的なプログラムである場合もあれば、米国カリフォルニア州の職業上の傷害および疾病予防プログラム (タイトル 8、カリフォルニア州規則コード、セクション 3203)。 安全衛生管理システムを使用する場合、工場が独自のニーズに合わせて調整できるように、柔軟性と適応性が十分にある必要があります。