Adapted from the 3rd edition, Encyclopaedia of Occupational Health and Safety.
Grinding generally involves the use of a bonded abrasive to wear away parts of a workpiece. The aim is to give the work a certain shape, correct its dimensions, increase the smoothness of a surface or improve the sharpness of cutting edges. Examples include removal of sprues and rough edges from a foundry casting, removal of surface scale from metals before forging or welding and deburring of parts in sheet metal and machine shops. Polishing is used to remove surface imperfections such as tool marks. Buffing does not remove metal, but uses a soft abrasive blended in a wax or grease base to produce a high-lustre surface.
Grinding is the most comprehensive and diversified of all machining methods and is employed on many materials—predominantly iron and steel but also other metals, wood, plastics, stone, glass, pottery and so on. The term covers other methods of producing very smooth and glossy surfaces, such as polishing, honing, whetting and lapping.
The tools used are wheels of varying dimensions, grinding segments, grinding points, sharpening stones, files, polishing wheels, belts, discs and so on. In grinding wheels and the like, the abrasive material is held together by bonding agents to form a rigid, generally porous body. In the case of abrasive belts, the bonding agent holds the abrasive secured to a flexible base material. Buffing wheels are made from cotton or other textile disks sewn together.
The natural abrasives—natural corundum or emery (aluminium oxides), diamond, sandstone, flint and garnet—have been largely superseded by artificial abrasives including aluminium oxide (fused alumina), silicon carbide (carborundum) and synthetic diamonds. A number of fine-grained materials such as chalk, pumice, tripoli, tin putty and iron oxide are also used, especially for polishing and buffing.
Aluminium oxide is most widely used in grinding wheels, followed by silicon carbide. Natural and artificial diamonds are used for important special applications. Aluminium oxide, silicon carbide, emery, garnet and flint are used in grinding and polishing belts.
Both organic and inorganic bonding agents are used in grinding wheels. The main type of inorganic bonds are vitrified silicate and magnesite. Notable among organic bonding agents are phenol- or urea- formaldehyde resin, rubber and shellac. The vitrified bonding agents and phenolic resin are completely dominating within their respective groups. Diamond grinding wheels can also be metal bonded. The various bonding agents give the wheels different grinding properties, as well as different properties with regard to safety.
Abrasive and polishing belts and discs are composed of a flexible base of paper or fabric to which the abrasive is bonded by means of a natural or synthetic adhesive.
Different machines are used for different types of operations, such as surface grinding, cylindrical (including centreless) grinding, internal grinding, rough grinding and cutting. The two main types are: those where either the grinder or the work is moved by hand and machines with mechanical feeds and chucks. Common equipment types include: surface-type grinders; pedestal-type grinders, polishers and buffers; disk grinders and polishers; internal grinders; abrasive cut-off machines; belt polishers; portable grinders, polishers and buffers; and multiple polishers and buffers.
Hazards and Their Prevention
Bursting
The major injury risk in the use of grinding wheels is that the wheel may burst during grinding. Normally, grinding wheels operate at high speeds. There is a trend towards ever-increasing speeds. Most industrialized nations have regulations limiting the maximum speeds at which the various types of grinding wheels may be run.
The fundamental protective measure is to make the grinding wheel as strong as possible; the nature of the bonding agent is most important. Wheels with organic bonds, in particular phenolic resin, are tougher than those with inorganic bonds and more resistant to impacts. High peripheral speeds may be permissible for wheels with organic bonds.
Very high-speed wheels, in particular, often incorporate various types of reinforcement. For example, certain cup wheels are fitted with steel hubs to increase their strength. During rotation the major stress develops around the centre hole. To strengthen the wheel, the section around the centre hole, which takes no part in the grinding, can thus be made of an especially strong material which is not suitable for grinding. Large wheels with a centre section reinforced in this way are used particularly by the steel works for grinding slabs, billets and the like at speeds up to 80 m/s.
The most common method of reinforcing grinding wheels, however, is to include glass fibre fabric in their construction. Thin wheels, such as those used for cutting, may incorporate glass fibre fabric at the centre or at each side, while thicker wheels have a number of fabric layers depending on the thickness of the wheel.
With the exception of some grinding wheels of small dimensions, either all wheels or a statistical sampling of them must be given speed tests by the manufacturer. In tests the wheels are run over a certain period at a speed exceeding that permitted in grinding. Test regulations vary from country to country, but usually the wheel has to be tested at a speed 50% above the working speed. In some countries, regulations require special testing of wheels that are to operate at higher speeds than normal at a central testing institute. The institute may also cut specimens from the wheel and investigate their physical properties. Cutting wheels are subjected to certain impact tests, bending tests and so on. The manufacturer is also obliged to ensure that the grinding wheel is well balanced prior to delivery.
The bursting of a grinding wheel may cause fatal or very serious injuries to anyone in the vicinity and heavy damage to plant or premises. In spite of all precautions taken by the manufacturers, occasional wheel bursts or breaks may still occur unless proper care is exercised in their use. Precautionary measures include:
- Handling and storing. A wheel may become damaged or cracked during transit or handling. Moisture may attack the bonding agent in phenolic resin wheels, ultimately reducing their strength. Vitrified wheels may be sensitive to repeated temperature variations. Irregularly absorbed moisture may throw the wheel out of balance. Consequently, it is most important that wheels are carefully handled at all stages and kept in an orderly manner in a dry and protected place.
- Checking for cracks. A new wheel should be checked to ensure that it is undamaged and dry, most simply by tapping with a wooden mallet. A faultless vitrified wheel will give a clear ring, an organic bonded wheel a less ringing tone; but either can be differentiated from the cracked sound of a defective wheel. In case of doubt, the wheel should not be used and the supplier should be consulted.
- Testing. Before the new wheel is put into service, it should be tested at full speed with due precautions being observed. After wet grinding, the wheel should be run idle to eject the water; otherwise the water may collect at the bottom of the wheel and cause imbalance, which may result in bursting when the wheel is next used.
- Mounting. Accidents and breakages occur when grinding wheels are mounted on unsuitable apparatus—for example, on spindle ends of buffing machines. The spindle should be of adequate diameter but not so large as to expand the centre hole of the wheel; flanges should be not less than one-third the diameter of the wheel and made of mild steel or of similar material.
- Speed. In no circumstances should the maximum permissible operating speed specified by the makers be exceeded. A notice indicating the spindle speed should be fitted to all grinding machines, and the wheel should be marked with the maximum permissible peripheral speed and the corresponding number of revolutions for a new wheel. Special precautions are necessary with variable speed grinding machines and to ensure the fitting of wheels of appropriate permissible speeds in portable grinders.
- Work rest. Wherever practicable, rigidly mounted work rests of adequate dimensions should be provided. They should be adjustable and kept as close as possible to the wheel to prevent a trap in which the work might be forced against the wheel and break it or, more probable, catch and injure the operator’s hand.
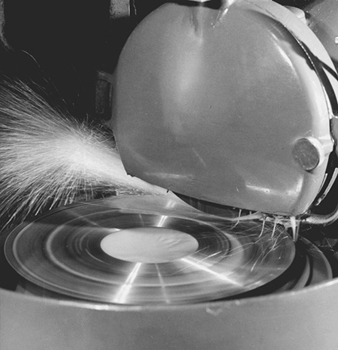
- Guarding. Abrasive wheels should be provided with guards strong enough to contain the parts of a bursting wheel (see figure 1). Some countries have detailed regulations regarding the design of the guards and the materials to be used. In general, cast iron and cast aluminium are to be avoided. The grinding opening should be as small as possible, and an adjustable nose piece may be necessary. Exceptionally, where the nature of the work precludes the use of a guard, special protective flanges or safety chucks may be used. The spindles and tapered ends of double-ended polishing machines can cause entanglement accidents unless they are effectively guarded.
Figure 1. A well guarded, vitrified abrasive wheel mounted in a surface grinder and operating at a peripheral speed of 33 m/s
Eye injuries
Dust, abrasives, grains and splinters are a common hazard to the eyes in all dry-grinding operations. Effective eye protection by goggles or spectacles and fixed eye shields at the machine are essential; fixed eye shields are particularly useful when wheels are in intermittent use—for example, for tool grinding.
Fire
Grinding of magnesium alloys carries a high fire risk unless strict precautions are taken against accidental ignition and in the removal and drenching of dust. High standards of cleanliness and maintenance are required in all exhaust ducting to prevent risk of fire and also to keep ventilation working efficiently. Textile dust released from buffing operations is a fire hazard requiring good housekeeping and LEV.
Vibration
Portable and pedestal grinders carry a risk of hand-arm vibration syndrome (HAVS), also known as “white finger” from its most noticeable sign. Recommendations include limiting intensity and duration of exposure, redesigning tools, protective equipment and monitoring exposure and health.
Health hazards
Although modern grinding wheels do not themselves create the serious silicosis hazard associated in the past with sandstone wheels, highly dangerous silica dust may still be given off from the materials being ground—for example, sand castings. Certain resin-bonded wheels may contain fillers which create a dangerous dust. In addition, formaldehyde-based resins can emit formaldehyde during grinding. In any event, the volume of dust produced by grinding makes efficient LEV essential. It is more difficult to provide local exhaust for portable wheels, although some success in this direction has been achieved by use of low-volume, high-velocity capture systems. Prolonged work should be avoided and respiratory protective equipment provided if necessary. Exhaust ventilation is also required for most belt sanding, finishing, polishing and similar operations. With buffing in particular, combustible textile dust is a serious concern.
Protective clothing and good sanitary and washing facilities with showers should be provided, and medical supervision is desirable, especially for metal grinders.