- Você está aqui:
-
Home page

- Parte X. Indústrias Baseadas em Recursos Biológicos

Categorias crianças

64. Indústrias baseadas em agricultura e recursos naturais (34)

64. Indústrias Baseadas na Agricultura e Recursos Naturais
Editor de Capítulo: Melvin L. Myers
Conteúdo
Tabelas e Figuras
Perfil Geral
Melvin L. Myers
Estudo de Caso: Fazendas Familiares
Ted Scharf, David E. Baker e Joyce Salg
Sistemas Agrícolas
Plantações
Melvin L. Myers e IT Cabrera
Trabalhadores agrícolas migrantes e sazonais
Marco B. Schenker
Agricultura Urbana
Melvin L. Myers
Operações de Estufa e Viveiro
Mark M. Methner e John A. Miles
Floricultura
Samuel H. Henao
Educação de Agricultores sobre Agrotóxicos: Um Estudo de Caso
Merri Weinger
Operações de plantio e cultivo
Yuri Kundiev e VI Chernyuk
Operações de Colheita
William E. Campo
Operações de Armazenamento e Transporte
Thomas L. Feijão
Operações Manuais na Agricultura
Pranab Kumar Nag
Mecanização
Dennis Murphy
Estudo de Caso: Máquinas Agrícolas
LW Knapp, Jr.
Culturas de Alimentos e Fibras
arroz
Malinée Wongphanich
Grãos Agrícolas e Oleaginosas
Charles Schwab
Cultivo e Processamento da Cana-de-Açúcar
RA Munoz, EA Suchman, JM Baztarrica e Carol J. Lehtola
colheita de batata
Steven Johnson
Legumes e Melões
BH Xu e Toshio Matsushita
Culturas de árvores, amoras e vinhas
Bagas e uvas
William E. Steinke
Pomares
Melvin L. Myers
Árvores Tropicais e Palmeiras
Melvin L. Myers
Produção de Casca e Seiva
Melvin L. Myers
bambu e cana
Melvin L. Myers e YC Ko
Culturas Especiais
Cultivo de Tabaco
Gerald F. Peedin
Ginseng, hortelã e outras ervas
Larry J. Chapman
Cogumelos
LJLD Van Griensven
Plantas aquáticas
Melvin L. Myers e JWG Lund
Culturas de bebidas
Cultivo de café
Jorge da Rocha Gomes e Bernardo Bedrikow
Cultivo de Chá
LVR Fernando
hops
Thomas Karsky e William B. Symons
Questões de Saúde e Meio Ambiente
Problemas de saúde e padrões de doenças na agricultura
Melvin L. Myers
Estudo de Caso: Agromedicina
Stanley H. Schuman e Jere A. Brittain
Questões Ambientais e de Saúde Pública na Agricultura
Melvin L. Myers
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Fontes de nutrientes
2. Dez passos para uma pesquisa de risco de trabalho em plantações
3. Sistemas de cultivo em áreas urbanas
4. Conselhos de segurança para equipamento de relva e jardim
5. Categorização das atividades agrícolas
6. Perigos comuns do trator e como eles ocorrem
7. Riscos comuns de maquinário e onde eles ocorrem
8. Precauções de segurança
9. Árvores, frutas e palmeiras tropicais e subtropicais
10. produtos de palma
11. Produtos e usos da casca e da seiva
12. Perigos respiratórios
13. Perigos dermatológicos
14. Riscos tóxicos e neoplásicos
15. Riscos de lesões
16. Acidentes com afastamento, Estados Unidos, 1993
17. Riscos de estresse mecânico e térmico
18. Riscos comportamentais
19. Comparação de dois programas de agromedicina
20. Culturas geneticamente modificadas
21. Cultivo de drogas ilícitas, 1987, 1991 e 1995
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|







































65. Indústria de bebidas (10)
65. Indústria de bebidas
Editor do Capítulo: Lance A. Ward
Conteúdo
Tabelas e Figuras
Perfil Geral
David Franson
Fabricação de concentrado de refrigerante
Zaida Colón
Engarrafamento e enlatamento de refrigerantes
Mateus Hirsheimer
Indústria de Café
Jorge da Rocha Gomes e Bernardo Bedrikow
Indústria de Chá
Lou Piombino
Indústria de Bebidas Destiladas
RG Aldi e Rita Seguin
Indústria do Vinho
Álvaro Durão
Indústria cervejeira
JF Eustáquio
Preocupações com a saúde e o meio ambiente
Lance A. Ward
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Importadores de café selecionados (em toneladas)
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.








66. Pesca (10)
66. pescaria
Editores de Capítulo: Hulda Ólafsdóttir e Vilhjálmur Rafnsson
Conteúdo
Tabelas e Figuras
Perfil Geral
Ragnar Arnason
Estudo de caso: mergulhadores indígenas
David Ouro
Principais Setores e Processos
Hjálmar R. Bárdarson
Características Psicossociais da Força de Trabalho no Mar
Eva Munk-Madsen
Estudo de Caso: Mulheres Pescadoras
Características psicossociais da força de trabalho no processamento de pescado em terra
Marit Husmo
Efeitos sociais de vilas de pesca de uma indústria
Bárbara Neis
Problemas de saúde e padrões de doenças
Vilhjálmur Rafnsson
Distúrbios musculoesqueléticos em pescadores e trabalhadores da indústria de processamento de pescado
Hulda Ólafsdóttir
Pesca Comercial: Questões Ambientais e de Saúde Pública
Bruce McKay e Kieran Mulvaney
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Números de mortalidade em lesões fatais entre os pescadores
2. Os trabalhos ou locais mais importantes relacionados ao risco de lesões
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.









67. Indústria de alimentos (11)
67. Indústria Alimentar
Editor de Capítulo: Débora E. Berkowitz
Conteúdo
Tabelas e Figuras
Visão geral e efeitos na saúde
Processos da Indústria de Alimentos
M. Malagié, G. Jensen, JC Graham e Donald L. Smith
Efeitos na saúde e padrões de doenças
John J. Svagr
Proteção Ambiental e Questões de Saúde Pública
Jerry Spiegel
Setores de processamento de alimentos
Empacotamento/Processamento
Deborah E. Berkowitz e Michael J. Fagel
Processamento de Aves
Tony Ashdown
Indústria de produtos lácteos
Marianne Smukowski e Norman Brusk
Produção de Cacau e Indústria de Chocolate
Anaide Vilasboas de Andrade
Grãos, moagem de grãos e produtos de consumo à base de grãos
Thomas E. Hawkinson, James J. Collins e Gary W. Olmstead
Padarias
RF Villard
Indústria de Beterraba
Carol J. Lehtola
óleo e gordura
Calça NM
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. As indústrias de alimentos, suas matérias-primas e processos
2. Doenças ocupacionais comuns nas indústrias de alimentos e bebidas
3. Tipos de infecções relatadas em indústrias de alimentos e bebidas
4. Exemplos de utilizações de subprodutos da indústria alimentar
5. Taxas típicas de reutilização de água para diferentes subsetores da indústria
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.








68. Silvicultura (17)
68. Silvicultura
Editor do capítulo: Peter Poschen
Conteúdo
Tabelas e Figuras
Perfil Geral
Peter Poschen
colheita de madeira
Dennis Dykstra e Peter Poschen
Transporte de Madeira
Olli Eeronheimo
Colheita de produtos florestais não madeireiros
Rodolfo Henrique
Plantação de árvore
Denis Giguere
Manejo e Controle de Incêndios Florestais
Mike Jurvélius
Riscos de segurança física
Bengt Pontén
Carga Física
Bengt Pontén
Fatores Psicossociais
Peter Poschen e Marja-Liisa Juntunen
Riscos Químicos
Juhani Kangas
Riscos biológicos entre trabalhadores florestais
Jörg Augusta
Regras, Legislação, Regulamentos e Códigos de Práticas Florestais
Othmar Wettmann
Equipamento de proteção pessoal
Eero Korhonen
Condições de Trabalho e Segurança no Trabalho Florestal
Lucie Laflamme e Esther Cloutier
Habilidades e treinamento
Peter Poschen
Condições de vida
Elias Apud
Questões de saúde ambiental
Shane McMahon
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Área florestal por região (1990)
2. Categorias e exemplos de produtos florestais não madeireiros
3. Perigos e exemplos de colheita não madeireira
4. Carga típica transportada durante o plantio
5. Agrupamento dos acidentes com plantação de árvores por partes do corpo afetadas
6. Gasto de energia no trabalho florestal
7. Produtos químicos usados na silvicultura na Europa e América do Norte na década de 1980
8. Seleção de infecções comuns na silvicultura
9. Equipamento de proteção individual apropriado para operações florestais
10. Benefícios potenciais para a saúde ambiental
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|



















69. Caça (2)
69 Caçando
Editor do Capítulo: George A. Conway
Conteúdo
Tabelas
Um perfil de caça e armadilhas na década de 1990
John N Trent
Doenças Associadas à Caça e Captura
Maria E. Brown
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Exemplos de doenças potencialmente significativas para caçadores e caçadores
70. Criação de Gado (21)
70. Criação de Gado
Editor de Capítulo: Melvin L. Myers
Conteúdo
Tabelas e Figuras
Criação de gado: sua extensão e efeitos na saúde
Melvin L. Myers
Problemas de saúde e padrões de doenças
Kendall Thu, Craig Zwerling e Kelley Donham
Estudo de caso: problemas de saúde ocupacional relacionados a artrópodes
Donald Barnard
Culturas de forragem
Lorann Stallones
Confinamento de Gado
Kelly Donham
Pecuária
Dean T. Stueland e Paul D. Gunderson
Estudo de Caso: Comportamento Animal
David L. Difícil
Tratamento de Estrume e Resíduos
William Popendorf
Uma lista de verificação para práticas de segurança na criação de gado
Melvin L. Myers
Laticínios
João maio
Bovinos, Ovinos e Caprinos
Melvin L. Myers
Porcos
Melvin L. Myers
Produção de Aves e Ovos
Steven W. Lenhart
Estudo de Caso: Captura de Aves, Transporte Vivo e Processamento
Tony Ashdown
Cavalos e outros equinos
Lynn Barroby
Estudo de caso: elefantes
Melvin L. Myers
Animais de tração na Ásia
DD Joshi
Criação de touros
David L. Difícil
Produção de Animais de Estimação, Furbearer e de Laboratório
Christian E. Recém-chegado
Piscicultura e Aquicultura
George A. Conway e Ray RaLonde
Apicultura, criação de insetos e produção de seda
Melvin L. Myers e Donald Barnard
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Usos do gado
2. Produção pecuária internacional (1,000 toneladas)
3. Produção anual de fezes e urina de gado nos EUA
4. Tipos de problemas de saúde humana associados ao gado
5. Zoonoses primárias por região do mundo
6. Diferentes ocupações e saúde e segurança
7. Perigos potenciais de artrópodes no local de trabalho
8. Reações normais e alérgicas à picada de inseto
9. Compostos identificados em confinamento de suínos
10. Níveis ambientais de vários gases em confinamento de suínos
11. Doenças respiratórias associadas à suinocultura
12. Doenças zoonóticas de criadores de gado
13. Propriedades físicas do esterco
14. Algumas referências toxicológicas importantes para sulfeto de hidrogênio
15. Alguns procedimentos de segurança relacionados aos espalhadores de esterco
16. Tipos de ruminantes domesticados como gado
17. Processos de criação de gado e perigos potenciais
18. Doenças respiratórias de exposições em fazendas de gado
19. Zoonoses associadas a cavalos
20. Força de tração normal de vários animais
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|










71. Madeira (4)
71. Madeira serrada
Editores de Capítulo: Paul Demers e Kay Teschke
Conteúdo
Tabelas e Figuras
Perfil Geral
Paulo Demers
Principais Setores e Processos: Riscos e Controles Ocupacionais
Hugh Davies, Paul Demers, Timo Kauppinen e Kay Teschke
Padrões de Doenças e Lesões
Paulo Demers
Questões ambientais e de saúde pública
Kay Teschke e Anya Keefe
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Produção estimada de madeira em 1990
2. Produção estimada de madeira para os 10 maiores produtores mundiais
3. Perigos de SSO por área de processo da indústria madeireira
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.






72. Indústria de Papel e Celulose (13)
72. Indústria de Papel e Celulose
Editores de Capítulo: Kay Teschke e Paul Demers
Conteúdo
Tabelas e Figuras
Perfil Geral
Kay Teschke
Principais Setores e Processos
Fontes de fibra para papel e celulose
Anya Keefe e Kay Teschke
Manuseio de Madeira
Anya Keefe e Kay Teschke
Polpação
Anya Keefe, George Astrakianakis e Judith Anderson
Branqueamento
George Astrakianakis e Judith Anderson
Operações de Papel Reciclado
Dick Heederik
Produção e Conversão de Folhas: Celulose de Mercado, Papel, Cartão
George Astrakianakis e Judith Anderson
Geração de Energia e Tratamento de Água
George Astrakianakis e Judith Anderson
Produção Química e de Subprodutos
George Astrakianakis e Judith Anderson
Riscos e controles ocupacionais
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe e Dick Heederik
Padrões de Doenças e Lesões
Lesões e Doenças Não Malignas
Susan Kennedy e Kjell Toren
Câncer
Kjell Torén e Kay Teschke
Questões ambientais e de saúde pública
Anya Keefe e Kay Teschke
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Emprego e produção em países selecionados (1994)
2. Constituintes químicos de fontes de fibra de celulose e papel
3. Agentes clareadores e suas condições de uso
4. Aditivos para fabricação de papel
5. Riscos potenciais de saúde e segurança por área de processo
6. Estudos sobre câncer de pulmão e estômago, linfoma e leucemia
7. Suspensões e demanda biológica de oxigênio na polpação
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|












Perfil Geral
Visão geral
Doze milênios atrás, a humanidade entrou na era neolítica e descobriu que alimentos, rações e fibras poderiam ser produzidos a partir do cultivo de plantas. Essa descoberta levou ao suprimento de alimentos e fibras que alimentam e vestem mais de 5 bilhões de pessoas hoje.
Este perfil geral da indústria agrícola inclui sua evolução e estrutura, importância econômica de diferentes commodities agrícolas e características da indústria e da força de trabalho. Os sistemas de força de trabalho agrícola envolvem três tipos de atividades principais:
- operações manuais
- mecanização
- força de tração, fornecida especificamente por aqueles que se dedicam à criação de gado, que é discutido no capítulo Criação de gado.
O sistema agrícola é mostrado como quatro processos principais. Esses processos representam fases sequenciais na produção agrícola. O sistema agrícola produz alimentos, rações e fibras, bem como consequências para a saúde ocupacional e, de forma mais geral, para a saúde pública e o meio ambiente.
As principais commodities, como trigo ou açúcar, são produtos da agricultura usados como alimento, ração animal ou fibra. Eles são representados neste capítulo por uma série de artigos que abordam processos, riscos ocupacionais e ações preventivas específicas de cada setor de commodities. A alimentação animal e a forragem são discutidas no capítulo Criação de gado.
Evolução e Estrutura da Indústria
A revolução neolítica – a mudança da caça e coleta para a agricultura – começou em três lugares diferentes no mundo. Um ficava a oeste e sudoeste do Mar Cáspio, outro na América Central e um terceiro na Tailândia, perto da fronteira com a Birmânia. A agricultura começou por volta de 9750 aC neste último local, onde foram encontradas sementes de ervilhas, feijões, pepinos e castanhas d'água. Isso aconteceu 2,000 anos antes que a verdadeira agricultura fosse descoberta nas outras duas regiões. A essência da revolução neolítica e, portanto, da agricultura é a colheita das sementes das plantas, sua reintrodução no solo e o cultivo para outra safra.
Na área do Baixo Cáspio, o trigo foi a primeira colheita de escolha. À medida que os agricultores migravam, levando sementes de trigo com eles, descobriu-se que as ervas daninhas em outras regiões também eram comestíveis. Estes incluíam centeio e aveia. Na América Central, onde o milho e o feijão eram os alimentos básicos, descobriu-se que o tomateiro produzia alimentos nutritivos.
A agricultura trouxe consigo vários problemas:
- Ervas daninhas e outras pragas (insetos nos campos e camundongos e ratos nos celeiros) tornaram-se um problema.
- A agricultura primitiva se preocupava em tirar tudo o que podia do solo, e levaria 50 anos para reabastecer naturalmente o solo.
- Em alguns lugares, a retirada do crescimento do solo transformaria a terra em deserto. Para fornecer água às plantações, os agricultores descobriram a irrigação há cerca de 7,000 anos.
Soluções para esses problemas levaram a novas indústrias. Maneiras de controlar ervas daninhas, insetos e roedores evoluíram para a indústria de pesticidas, e a necessidade de reabastecer o solo resultou na indústria de fertilizantes. A necessidade de fornecer água para irrigação gerou sistemas de reservatórios e redes de tubulações, canais e valas.
A agricultura nas nações em desenvolvimento consiste principalmente em lotes familiares. Muitas dessas parcelas foram transmitidas de geração em geração. Os camponeses representam metade dos pobres rurais do mundo, mas produzem quatro quintos do suprimento de alimentos dos países em desenvolvimento. Em contraste, as fazendas estão aumentando de tamanho nos países desenvolvidos, transformando a agricultura em operações comerciais de larga escala, onde a produção é integrada ao processamento, comercialização e distribuição em um sistema de agronegócio (Loftas 1995).
A agricultura forneceu subsistência para os agricultores e suas famílias durante séculos, e recentemente se transformou em um sistema de agricultura de produção. Uma série de “revoluções” contribuiu para o aumento da produção agrícola. A primeira delas foi a mecanização da agricultura, por meio da qual as máquinas nos campos substituíram o trabalho manual. A segunda foi a revolução química que, após a Segunda Guerra Mundial, contribuiu para o controle de pragas na agricultura, mas com consequências ambientais. Uma terceira foi a revolução verde, que contribuiu para o crescimento da produtividade na América do Norte e na Ásia por meio de avanços genéticos nas novas variedades de cultivos.
Importância Econômica
A população humana cresceu de 2.5 bilhões em 1950 para 5.6 bilhões em 1994, e as Nações Unidas estimam que continuará a crescer para 7.9 bilhões até 2025. O aumento contínuo da população humana aumentará a demanda por alimentos, energia e nutrientes, tanto por causa do aumento no número de pessoas quanto pelo esforço global para combater a desnutrição (Brown, Lenssen e Kane 1995). Uma lista de nutrientes derivados de alimentos é mostrada na tabela 1.
Tabela 1. Fontes de nutrientes
|
Nutriente |
Fontes vegetais |
Fontes animais |
|
Carboidratos (açúcares e amido) |
Frutas, cereais, tubérculos, leguminosas |
mel, leite |
|
Gorduras dietéticas |
Oleaginosas, nozes e leguminosas |
Carne, aves, manteiga, ghee, peixe |
|
Proteínas |
Leguminosas, nozes e cereais |
Carne, peixe, laticínios |
|
Vitaminas |
Carotenos: cenoura, manga, mamão |
Vitamina A: fígado, ovos, leite |
|
Minerais |
Cálcio: ervilhas, feijões |
Cálcio: leite, carne, queijo |
Fonte: Loftas 1995.
A agricultura hoje pode ser entendida como um empreendimento para fornecer subsistência para quem faz o trabalho, alimentos básicos para a comunidade em que o alimento é cultivado e renda da venda de commodities para um mercado externo. Um alimento básico é aquele que supre a maior parte das necessidades de energia e nutrientes e constitui uma parte dominante da dieta. Excluindo os produtos de origem animal, a maioria das pessoas vive de um ou dois dos seguintes alimentos básicos: arroz, trigo, milho (milho), painço, sorgo e raízes e tubérculos (batata, mandioca, inhame e inhame). Embora existam 50,000 espécies de plantas comestíveis no mundo, apenas 15 fornecem 90% da ingestão energética mundial de alimentos.
Os cereais constituem a principal categoria de commodities da qual o mundo depende para seus alimentos básicos. Os cereais incluem o trigo e o arroz, os principais alimentos básicos, e os grãos grossos, que são usados na alimentação animal. Três—arroz, milho e trigo—são alimentos básicos para mais de 4.0 bilhões de pessoas. O arroz alimenta cerca de metade da população mundial (Loftas 1995).
Outra cultura alimentar básica é a amiláceo alimentos: mandioca, batata doce, batata, inhame, taro e banana. Mais de 1 bilhão de pessoas em países em desenvolvimento usam raízes e tubérculos como alimentos básicos. A mandioca é cultivada como um alimento básico nos países em desenvolvimento para 500 milhões de pessoas. Para algumas dessas commodities, grande parte da produção e consumo permanece no nível de subsistência.
Uma cultura alimentar básica adicional são as leguminosas, que compreendem vários feijões secos - ervilhas, grão-de-bico e lentilhas; todos são leguminosas. Eles são importantes para o seu amido e proteína.
Outras leguminosas são usadas como oleaginosas; eles incluem soja e amendoim. Culturas oleaginosas adicionais, usadas para fazer óleo vegetal, incluem coco, gergelim, caroço de algodão, óleo de palma e azeitona. Além disso, alguns farelos de milho e arroz são usados para fazer óleo vegetal. As oleaginosas também têm outros usos além da alimentação, como na fabricação de tintas e detergentes (Alexandratos 1995).
Pequenos proprietários cultivam muitas das mesmas culturas que as operações de plantação. Culturas de plantações, normalmente consideradas commodities tropicais de exportação, incluem borracha natural, óleo de palma, cana-de-açúcar, bebidas tropicais (café, cacau, chá), algodão, tabaco e bananas. Podem incluir culturas que também são cultivadas tanto para consumo local quanto para exportação, como café e cana-de-açúcar (ILO 1994).
A agricultura urbana exige mão de obra intensiva, ocorre em pequenas parcelas e está presente tanto em países desenvolvidos quanto em desenvolvimento. Nos Estados Unidos, mais de um terço do valor em dólares das colheitas agrícolas é produzido em áreas urbanas e a agricultura pode empregar até 10% da população urbana. Em contraste, até 80% da população em cidades menores da Sibéria e da Ásia pode ser empregada na produção e processamento agrícola. A produção de um agricultor urbano também pode ser usada para escambo, como para pagar um senhorio (PNUD 1996).
Características da indústria e da força de trabalho
A população mundial em 1994 totalizava 5,623,500,000, e 2,735,021,000 (49%) dessa população estava envolvida na agricultura, conforme mostrado na figura 1 . O maior componente dessa força de trabalho está nas nações em desenvolvimento e nas economias em transição. Menos de 100 milhões estão nos países desenvolvidos, onde a mecanização aumentou sua produtividade.
Figura 1. Milhões de pessoas envolvidas na agricultura por região do mundo (1994)

A agricultura emprega homens e mulheres, jovens e velhos. Seus papéis variam; por exemplo, as mulheres na África subsaariana produzem e comercializam 90% dos alimentos cultivados localmente. As mulheres também recebem a tarefa de cultivar a dieta de subsistência para suas famílias (Loftas 1995).
As crianças tornam-se trabalhadores agrícolas em todo o mundo em tenra idade (figura 2 ), trabalhando normalmente 45 horas por semana durante as operações de colheita. O trabalho infantil tem feito parte da agricultura de plantação ao longo de sua história, e o uso predominante de trabalho contratado com base na remuneração por tarefas concluídas agrava o problema do trabalho infantil. Famílias inteiras trabalham para aumentar a conclusão da tarefa, a fim de sustentar ou aumentar sua renda.
Figura 2. Menino trabalhando na agricultura na Índia

Os dados sobre o emprego nas plantações geralmente mostram que a maior incidência de pobreza está entre os trabalhadores agrícolas assalariados que trabalham na agricultura comercial. As plantações estão localizadas em regiões tropicais e subtropicais do mundo, e as condições de vida e trabalho podem agravar os problemas de saúde que acompanham a pobreza (ILO 1994).
A agricultura em áreas urbanas é outro componente importante da indústria. Estima-se que 200 milhões de agricultores trabalhem meio período – o equivalente a 150 milhões de trabalhadores em período integral – na agricultura urbana para produzir alimentos e outros produtos agrícolas para o mercado. Quando se inclui a agricultura de subsistência nas áreas urbanas, o total chega a 800 milhões (PNUD 1996).
O total de empregos agrícolas por grande região do mundo é mostrado na figura 1. Tanto nos Estados Unidos quanto no Canadá, uma pequena proporção da população está empregada na agricultura, e as fazendas estão diminuindo à medida que as operações se consolidam. Na Europa Ocidental, a agricultura tem sido caracterizada por pequenas propriedades, uma relíquia da divisão igualitária da propriedade anterior entre os filhos. No entanto, com a migração da agricultura, as propriedades na Europa vêm aumentando de tamanho. A agricultura da Europa Oriental carrega uma história de agricultura socializada. O tamanho médio das fazendas na antiga URSS era de mais de 10,000 hectares, enquanto em outros países da Europa Oriental era cerca de um terço desse tamanho. Isso está mudando à medida que esses países se movem em direção a economias de mercado. Muitos países asiáticos têm modernizado suas operações agrícolas, com alguns países obtendo excedentes de arroz. Mais de 2 bilhões de pessoas continuam envolvidas na agricultura nesta região, e muito do aumento da produção é atribuído a espécies de alta produção de culturas, como o arroz. A América Latina é uma região diversificada onde a agricultura desempenha um importante papel econômico. Possui vastos recursos para uso agrícola, que vem aumentando, mas em detrimento das florestas tropicais. Tanto no Oriente Médio quanto na África, a produção de alimentos per capita sofreu um declínio. No Oriente Médio, o principal fator limitante da agricultura é a disponibilidade de água. Na África, a agricultura tradicional depende de pequenas parcelas de 3 a 5 hectares, que são administradas por mulheres enquanto os homens trabalham em outros lugares, alguns em outros países para ganhar dinheiro. Alguns países estão desenvolvendo operações agrícolas maiores.
Plantações
Adaptado da 3ª edição, “Enciclopédia de Saúde e Segurança Ocupacional”.
O termo plantio é amplamente utilizado para descrever unidades de grande escala onde métodos industriais são aplicados a certas empresas agrícolas. Essas empresas são encontradas principalmente nas regiões tropicais da Ásia, África e América Central e do Sul, mas também são encontradas em certas áreas subtropicais onde o clima e o solo são adequados para o crescimento de frutas e vegetação tropicais.
A agricultura de plantação inclui culturas de rotação curta, como abacaxi e cana-de-açúcar, bem como culturas arbóreas, como banana e borracha. Além disso, as seguintes culturas tropicais e subtropicais são geralmente consideradas como culturas de plantação: chá, café, cacau, coco, manga, sisal e nozes de palma. No entanto, o cultivo em larga escala de algumas outras culturas, como arroz, tabaco, algodão, milho, frutas cítricas, mamona, amendoim, juta, cânhamo e bambu, também é referido como cultivo de plantação. As culturas de plantação têm várias características:
- São produtos tropicais ou subtropicais para os quais existe um mercado de exportação.
- A maioria requer processamento inicial imediato.
- A safra passa por poucos centros locais de comercialização ou processamento antes de chegar ao consumidor.
- Eles normalmente requerem um investimento significativo de capital fixo, como instalações de processamento.
- Eles geram alguma atividade durante a maior parte do ano e, portanto, oferecem emprego contínuo.
- O monocultivo é típico, o que permite a especialização da tecnologia e da gestão.
Embora o cultivo das várias plantações exija condições geográficas, geológicas e climáticas muito diferentes, praticamente todas prosperam melhor em áreas onde as condições climáticas e ambientais são difíceis. Além disso, a natureza extensiva dos empreendimentos de plantação e, na maioria dos casos, seu isolamento, deu origem a novos assentamentos que diferem consideravelmente dos assentamentos indígenas (NRC 1993).
Trabalho de plantação
A principal atividade em uma plantação é o cultivo de um dos dois tipos de culturas. Isso envolve os seguintes tipos de trabalho: preparo do solo, plantio, cultivo, capina, tratos culturais, colheita, transporte e armazenamento da produção. Essas operações envolvem o uso de uma variedade de ferramentas, máquinas e produtos químicos agrícolas. Onde a terra virgem for cultivada, pode ser necessário limpar a floresta derrubando árvores, arrancando tocos e queimando a vegetação rasteira, seguido de escavação de valas e canais de irrigação. Além do trabalho básico de cultivo, outras atividades também podem ser realizadas em uma plantação: criação de gado, processamento de colheitas e manutenção e reparo de edifícios, fábricas, máquinas, implementos, estradas e trilhos ferroviários. Pode ser necessário gerar eletricidade, cavar poços, manter trincheiras de irrigação, operar oficinas de engenharia ou marcenaria e transportar produtos para o mercado.
O trabalho infantil é empregado em plantações em todo o mundo. As crianças trabalham com seus pais como parte de uma equipe para remuneração baseada em tarefas, ou são empregadas diretamente para trabalhos especiais em plantações. Eles geralmente experimentam longas e árduas jornadas de trabalho, pouca segurança e proteção à saúde e dieta, descanso e educação inadequados. Em vez de emprego direto, muitas crianças são recrutadas como mão de obra por meio de contratados, o que é comum para tarefas ocasionais e sazonais. Empregar mão de obra por meio de intermediários contratados é uma prática antiga nas plantações. A administração da plantação, portanto, não tem uma relação empregador-empregado com os trabalhadores da plantação. Em vez disso, eles contratam o intermediário para fornecer a mão-de-obra. Geralmente, as condições de trabalho dos trabalhadores contratados são inferiores às dos trabalhadores empregados diretamente.
Muitos trabalhadores de plantações são pagos com base nas tarefas executadas e não nas horas trabalhadas. Por exemplo, essas tarefas podem incluir linhas de cana-de-açúcar cortadas e carregadas, número de seringueiras cortadas, fileiras capinadas, alqueires de sisal cortados, quilos de chá colhidos ou hectares de fertilizantes aplicados. Condições como clima e terreno podem afetar o tempo para realizar essas tarefas, e famílias inteiras podem trabalhar do amanhecer ao anoitecer sem fazer uma pausa. A maioria dos países onde as commodities de plantações são cultivadas relata que os funcionários das plantações trabalham mais de 40 horas por semana. Além disso, a maioria dos trabalhadores das plantações se desloca para o local de trabalho a pé e, como as plantações são grandes, muito tempo e esforço são gastos nas viagens de e para o trabalho. Esta viagem pode levar horas em cada sentido (ILO 1994).
Perigos e sua prevenção
O trabalho nas plantações envolve inúmeros riscos relacionados ao ambiente de trabalho, às ferramentas e equipamentos utilizados e à própria natureza do trabalho. Um dos primeiros passos para melhorar a segurança e a saúde nas plantações é nomear um oficial de segurança e formar um comitê conjunto de segurança e saúde. Os oficiais de segurança devem garantir que os edifícios e equipamentos sejam mantidos seguros e que o trabalho seja executado com segurança. Os comitês de segurança reúnem a administração e a mão de obra em um empreendimento comum e permitem que os trabalhadores participem diretamente da melhoria da segurança. As funções do comitê de segurança incluem o desenvolvimento de regras de trabalho para segurança, participação em investigações de lesões e doenças e identificação de locais que colocam os trabalhadores e suas famílias em perigo.
Serviços médicos e materiais de primeiros socorros com instrução adequada devem ser fornecidos. Os médicos devem ser treinados no reconhecimento de doenças ocupacionais relacionadas ao trabalho nas plantações, incluindo envenenamento por pesticidas e estresse por calor. Um levantamento de risco deve ser implementado na plantação. O objetivo da pesquisa é compreender as circunstâncias de risco para que ações preventivas possam ser tomadas. O comitê de segurança e saúde pode participar da pesquisa junto com especialistas, incluindo o oficial de segurança, o supervisor médico e os inspetores. tabela 1 mostra as etapas envolvidas em uma pesquisa. A pesquisa deve resultar em ação, incluindo o controle de perigos potenciais, bem como perigos que resultaram em uma lesão ou doença (Partanen 1996). Segue uma descrição de alguns perigos potenciais e seu controle.
Tabela 1. Dez etapas para uma pesquisa de risco de trabalho em plantações
- Defina o problema e sua prioridade.
- Encontre os dados existentes.
- Justifique a necessidade de mais dados.
- Defina os objetivos da pesquisa, desenho, população, tempo e métodos.
- Defina tarefas e custos, e seu tempo.
- Preparar protocolo.
- Coletar dados.
- Analise os dados e avalie os riscos.
- Publicar resultados.
- Acompanhamento.
Fonte: Partanen 1996.
Fadiga e riscos relacionados ao clima
As longas horas e o trabalho exigente tornam a fadiga uma grande preocupação. Trabalhadores fatigados podem ser incapazes de fazer julgamentos seguros; isso pode levar a incidentes que podem resultar em ferimentos ou outras exposições inadvertidas. Períodos de descanso e dias de trabalho mais curtos podem reduzir a fadiga.
O estresse físico é aumentado pelo calor e pela umidade relativa. O consumo frequente de água e as pausas para descanso ajudam a evitar problemas com o estresse térmico.
Lesões relacionadas a ferramentas e equipamentos
Ferramentas mal projetadas geralmente resultam em má postura de trabalho, e ferramentas mal afiadas exigem maior esforço físico para concluir as tarefas. Trabalhar em uma posição curvada ou inclinada e levantar cargas pesadas impõe tensão nas costas. Trabalhar com os braços acima do ombro pode causar distúrbios musculoesqueléticos nos membros superiores (figura 1). As ferramentas adequadas devem ser selecionadas para eliminar a má postura e devem ser bem mantidas. O levantamento pesado pode ser reduzido diminuindo o peso da carga ou envolvendo mais trabalhadores para levantar a carga.
Figura 1. Cortadores de banana trabalhando na plantação "La Julia" no Equador

Lesões podem resultar do uso impróprio de ferramentas manuais como facões, foices, machados e outras ferramentas afiadas ou pontiagudas, ou ferramentas elétricas portáteis como motosserras; mau posicionamento e mau estado das escadas; ou substitutos inadequados para cordas e correntes quebradas. Os trabalhadores devem ser treinados no uso e manutenção adequados de equipamentos e ferramentas. Substituições apropriadas devem ser fornecidas para ferramentas e equipamentos quebrados ou danificados.
Máquinas sem proteção podem enredar roupas ou cabelos e podem esmagar trabalhadores e resultar em ferimentos graves ou morte. Todas as máquinas devem ter segurança embutida e a possibilidade de contato perigoso com partes móveis deve ser eliminada. Um programa de bloqueio/sinalização deve estar em vigor para todas as manutenções e reparos.
Máquinas e equipamentos também são fontes de ruído excessivo, resultando em perda auditiva entre os trabalhadores das plantações. A proteção auditiva deve ser usada com máquinas com altos níveis de ruído. Baixos níveis de ruído devem ser um fator na seleção do equipamento.
Lesões relacionadas ao veículo
As estradas e caminhos das plantações podem ser estreitos, apresentando assim o risco de colisões frontais entre veículos ou capotamento na lateral da estrada. O embarque seguro de veículos de transporte, incluindo caminhões, tratores ou reboques de tração animal e ferrovias, deve ser garantido. Onde estradas de mão dupla são usadas, passagens mais largas devem ser fornecidas em intervalos adequados para permitir a passagem de veículos. Grades adequadas devem ser fornecidas em pontes e ao longo de precipícios e ravinas.
Tratores e outros veículos representam dois perigos principais para os trabalhadores. Um deles é o capotamento do trator, que geralmente resulta no esmagamento fatal do operador. Os empregadores devem garantir que as estruturas de proteção contra capotamento sejam montadas nos tratores. Os cintos de segurança também devem ser usados durante a operação do trator. O outro grande problema são os atropelamentos de veículos; os trabalhadores devem permanecer afastados dos caminhos de deslocamento dos veículos e passageiros extras não devem ser permitidos em tratores, a menos que haja assentos seguros disponíveis.
Eletricidade
A eletricidade é usada em plantações em lojas e para processamento de colheitas e iluminação de prédios e terrenos. O uso inadequado de instalações ou equipamentos elétricos pode expor os trabalhadores a choques graves, queimaduras ou eletrocussões. O perigo é mais agudo em locais úmidos ou ao trabalhar com as mãos ou roupas molhadas. Onde quer que haja água, ou para tomadas elétricas ao ar livre, devem ser instalados circuitos de interrupção de falha de aterramento. Onde quer que as tempestades sejam frequentes ou severas, proteção contra raios deve ser fornecida para todos os prédios da plantação, e os trabalhadores devem ser treinados para minimizar o perigo de serem atingidos e para localizar refúgios seguros.
Incêndios
Eletricidade, bem como chamas abertas ou cigarros fumegantes podem fornecer a fonte de ignição para explosões de combustível ou poeira orgânica. Combustíveis — querosene, gasolina ou óleo diesel — podem causar incêndios ou explosões se forem manuseados ou armazenados incorretamente. Resíduos gordurosos e combustíveis representam risco de incêndio nas lojas. Os combustíveis devem ser mantidos afastados de qualquer fonte de ignição. Dispositivos e aparelhos elétricos à prova de chamas devem ser usados sempre que inflamáveis ou explosivos estiverem presentes. Fusíveis ou disjuntores elétricos também devem ser usados em circuitos elétricos.
Pesticidas
O uso de agroquímicos tóxicos é uma grande preocupação, principalmente durante o uso intensivo de pesticidas, incluindo herbicidas, fungicidas e inseticidas. As exposições podem ocorrer durante a produção agrícola, embalagem, armazenamento, transporte, varejo, aplicação (muitas vezes por pulverização manual ou aérea), reciclagem ou descarte. O risco de exposição a agrotóxicos pode ser agravado pelo analfabetismo, rotulagem deficiente ou defeituosa, vazamento de embalagens, equipamentos de proteção deficientes ou inexistentes, reformulações perigosas, desconhecimento do perigo, desrespeito às normas e falta de supervisão ou treinamento técnico. Os trabalhadores que aplicam pesticidas devem ser treinados no uso de pesticidas e devem usar roupas adequadas e proteção respiratória, um comportamento particularmente difícil de aplicar em áreas tropicais onde o equipamento de proteção pode aumentar o estresse térmico do usuário (figura 2 ). Alternativas ao uso de pesticidas devem ser uma prioridade, ou pesticidas menos tóxicos devem ser usados.
Figura 2. Vestuário de proteção usado durante a aplicação de pesticidas

Lesões e doenças causadas por animais
Em algumas plantações, animais de tração são usados para arrastar ou transportar cargas. Esses animais incluem cavalos, burros, mulas e bois. Esses tipos de animais feriram trabalhadores com chutes ou mordidas. Eles também expõem potencialmente os trabalhadores a doenças zoonóticas, incluindo carbúnculo, brucelose, raiva, febre Q ou tularemia. Os animais devem ser bem treinados e aqueles que apresentam comportamento perigoso não devem ser usados para o trabalho. Freios, arreios, selas e outros devem ser usados e mantidos em boas condições e devidamente ajustados. Os animais doentes devem ser identificados e tratados ou eliminados.
Cobras venenosas podem estar presentes no chão ou algumas espécies podem cair das árvores sobre os trabalhadores. Kits para picada de cobra devem ser fornecidos aos trabalhadores e procedimentos de emergência devem estar em vigor para obter assistência médica e os medicamentos antiveneno apropriados devem estar disponíveis. Chapéus especiais feitos de materiais duros que sejam capazes de desviar as cobras devem ser fornecidos e usados em locais onde as cobras caem das árvores sobre suas vítimas.
Idoenças infecciosas
As doenças infecciosas podem ser transmitidas aos trabalhadores das plantações por ratos que infestam os prédios, ou pela ingestão de água ou alimentos. A água insalubre leva à disenteria, um problema comum entre os trabalhadores das plantações. Instalações sanitárias e de lavagem devem ser instaladas e mantidas de acordo com a legislação nacional, e água potável segura compatível com os requisitos nacionais deve ser fornecida aos trabalhadores e suas famílias.
Espaços confinados
Espaços confinados, como silos, podem apresentar problemas de gases tóxicos ou deficiência de oxigênio. Uma boa ventilação de espaços confinados deve ser assegurada antes da entrada, ou equipamento de proteção respiratória apropriado deve ser usado.
Processos da Indústria de Alimentos
Este artigo é uma adaptação da 3ª edição da “Enciclopédia de Saúde Ocupacional” artigos “Indústrias Alimentares”, de M Malagié; “Indústria de alimentos congelados”, de G. Jenson; e “Conservação e preservação de alimentos”, de JC Graham, revisados por Donald L. Smith.
O termo indústrias alimentícias abrange uma série de atividades industriais voltadas para o processamento, conversão, preparação, conservação e embalagem de alimentos (ver tabela 1). As matérias-primas utilizadas são geralmente de origem vegetal ou animal e produzidas pela agricultura, pecuária, pecuária e pesca. Este artigo fornece uma visão geral do complexo das indústrias de alimentos. Outros artigos deste capítulo e enciclopédia lidam com determinados setores da indústria de alimentos e perigos específicos.
Tabela 1. As indústrias alimentícias, suas matérias-primas e processos
|
Indústria |
Materiais processados |
Requisitos de armazenamento |
Técnicas de processamento |
técnicas de preservação |
Embalagem de produtos acabados |
|
Processamento e Conservação de Carnes |
Carne bovina, cordeiro, porco, aves |
Frigoríficos |
Abate, corte, desossagem, trituração, cozimento |
Salga, fumagem, refrigeração, ultracongelação, esterilização |
Solto ou em lata, papelão |
|
Processamento de peixe |
Todos os tipos de peixes |
Câmaras frigoríficas ou salgadas a granel ou em barris |
Descabeçamento, evisceração, filetagem, cozimento |
Congelamento, secagem, defumação, esterilização |
Solto em recipientes refrigerados ou em latas |
|
Preservação de frutas e vegetais |
Frutas e vegetais frescos |
Processado imediatamente; frutas podem ser estabilizadas com dióxido de enxofre |
Branqueamento ou cozimento, moagem, concentração a vácuo de sucos |
Esterilização, pasteurização, secagem, desidratação, liofilização (liofilização) |
Sacos, latas ou garrafas de vidro ou plástico |
|
fresagem |
Grãos |
Os silos podem ser fumigados no armazenamento |
Moer, peneirar, moer, rolar |
Secar cozinhar ou assar |
Silos (transportados pneumaticamente), sacos ou sacolas para outros processos, ou embalados para comércio varejista |
|
Cozimento |
Farinha e outros produtos secos, água, óleos |
Silos, super sacos e sacolas |
Amassar, fermentar, laminar tratamentos de superfície de temperos |
Cozimento, tratamento de superfície de corte e embalagem |
Embalado para comércio atacadista, restaurantes e mercados varejistas |
|
fazer biscoito |
Farinha, creme, manteiga, açúcar, frutas e temperos |
Silos, super sacos e sacolas |
Mistura, amassar, laminação de moldagem |
Cozimento, tratamento de superfície de corte e embalagem |
Sacos, caixas para comércio institucional e retalhista |
|
Fabricação de massas |
Farinha, ovos |
Silos |
Amassar, moer, cortar, extrusar ou moldar |
Secagem |
Sacos, pacotes |
|
Processamento e refino de açúcar |
Beterraba, cana-de-açúcar |
Silos |
Esmagamento, maceração, concentração a vácuo, centrifugação, secagem |
Cozinha a vácuo |
Sacos, pacotes |
|
Fabricação e confeitaria de chocolate |
Açúcar de cacau, gorduras |
Silos, sacos, câmaras acondicionadas |
Torrefação, moagem, mistura, conchagem, moldagem |
- |
Pacotes |
|
Preparação |
cevada, lúpulo |
Silos, tanques, caves climatizadas |
Moagem de grãos, maltagem, fabricação de cerveja, prensagem de filtro, fermentação |
Pasteurização |
Garrafas, latas, barris |
|
Destilação e fabricação de outras bebidas |
Frutas, grãos, água gaseificada |
Silos, tanques, cubas |
Destilação, mistura, aeração |
Pasteurização |
Barris, garrafas, latas |
|
Processamento de leite e derivados |
Leite, açúcar, outros constituintes |
Processamento imediato; posteriormente em cubas de maturação, cubas acondicionadas, câmaras frigoríficas |
Desnatar, bater (manteiga), coagular (queijo), maturar |
Pasteurização, esterilização ou concentração, dessecação |
Garrafas, embalagens plásticas, caixas (queijo) ou desembaladas |
|
Processamento de óleos e gorduras |
Amendoim, azeitonas, tâmaras, outras frutas e grãos, gorduras animais ou vegetais |
Silos, tanques, câmaras frigoríficas |
Moagem, extração por solvente ou vapor, filtro prensado |
Pasteurização quando necessário |
Garrafas, pacotes, latas |
A indústria alimentícia hoje tornou-se altamente diversificada, com manufatura variando de atividades pequenas, tradicionais e familiares, altamente intensivas em mão-de-obra, a processos industriais de grande porte, intensivos em capital e altamente mecanizados. Muitas indústrias alimentícias dependem quase inteiramente da agricultura ou pesca local. No passado, isso significava produção sazonal e contratação de trabalhadores sazonais. As melhorias nas tecnologias de processamento e preservação de alimentos diminuíram parte da pressão dos trabalhadores para processar os alimentos rapidamente para evitar a deterioração. Isso resultou em uma diminuição nas flutuações sazonais de emprego. No entanto, algumas indústrias ainda têm atividades sazonais, como processamento de frutas e vegetais frescos e aumento na produção de produtos de panificação, chocolate e assim por diante para as festas de final de ano. Os trabalhadores sazonais são muitas vezes mulheres e trabalhadores estrangeiros.
A produção mundial de produtos alimentícios tem aumentado. As exportações mundiais de produtos alimentícios em 1989 totalizaram US$ 290 bilhões, um aumento de 30% em relação a 1981. Os países industrializados com economia de mercado detinham 67% dessa exportação. Grande parte desse aumento pode ser atribuído ao aumento da demanda por alimentos e bebidas processados, especialmente nos países em desenvolvimento, onde o mercado ainda não foi saturado.
Este aumento na produção de alimentos e bebidas, no entanto, não resultou em aumento de empregos por causa da competição intensificada, que resultou na diminuição do emprego em muitas indústrias de alimentos, especialmente nos países industrializados. Isso se deve ao aumento da produtividade e da mecanização em muitas dessas indústrias.
A pressão demográfica, a distribuição desigual dos recursos agrícolas e a necessidade de garantir a preservação dos produtos alimentícios para facilitar sua melhor distribuição explicam a rápida evolução técnica nas indústrias alimentícias. As constantes pressões econômicas e de marketing levam a indústria a fornecer produtos novos e diferentes para o mercado, enquanto outras operações podem fabricar o mesmo produto da mesma maneira por décadas. Mesmo instalações altamente industrializadas costumam recorrer a técnicas aparentemente arcaicas ao iniciar novos produtos ou processos. Na prática, para satisfazer as necessidades da população, necessita-se não só de uma quantidade suficiente de alimentos, o que pressupõe o aumento da produção, mas também de um rigoroso controle sanitário para obter a qualidade indispensável à manutenção da saúde da comunidade. Somente a modernização das técnicas justificada pelos volumes de produção em um ambiente de produção estável eliminará os perigos do manuseio manual. Apesar da extrema diversidade das indústrias alimentícias, os processos de preparo podem ser divididos em manuseio e armazenamento de matérias-primas, extração, processamento, preservação e embalagem.
Manuseio e armazenamento
A manipulação das matérias-primas, dos ingredientes durante o processamento e dos produtos acabados é variada e diversificada. A tendência atual é minimizar o manuseio manual pela mecanização, por meio de “processamento contínuo” e automação. O manuseio mecânico pode envolver: transporte automotor na fábrica com ou sem paletização ou super ou sacos a granel (frequentemente contendo vários milhares de libras de material em pó seco); correias transportadoras (por exemplo, com beterraba, grãos e frutas); elevadores de caçamba (por exemplo, com grãos e peixes); transportadores em espiral (por exemplo, com produtos de confeitaria e farinha); fluxo de ar (por exemplo, para descarregar grãos, açúcar ou nozes e para transporte de farinhas).
O armazenamento de matérias-primas é mais importante em uma indústria sazonal (por exemplo, refino de açúcar, fabricação de cerveja, processamento de grãos e enlatamento). Geralmente é feito em silos, tanques, porões, silos ou câmaras frigoríficas. O armazenamento dos produtos acabados varia de acordo com sua natureza (líquido ou sólido), forma de conservação e forma de acondicionamento (solto, em saco ou supersaco, em fardos, caixas ou garrafas); e as respectivas instalações devem ser planejadas de acordo com as condições de manuseio e conservação (corredores de trânsito, facilidade de acesso, temperatura e umidade adequadas ao produto, instalações frigoríficas). As mercadorias podem ser mantidas em atmosferas com deficiência de oxigênio ou sob fumigação durante o armazenamento ou imediatamente antes do embarque.
Processo de
Para extrair um determinado produto alimentício de frutas, cereais ou líquidos, pode-se utilizar qualquer um dos seguintes métodos: esmagamento, trituração ou trituração, extração por calor (direto ou indireto), extração por solventes, secagem e filtração.
Esmagamento, trituração e moagem são geralmente operações preparatórias – por exemplo, o esmagamento de grãos de cacau e o corte de beterraba sacarina. Em outros casos pode ser o próprio processo de extração, como na moagem da farinha.
O calor pode ser usado diretamente como meio de preparo por extração, como na torrefação (por exemplo, cacau, café e chicória); na fabricação, geralmente é usado direta ou indiretamente na forma de vapor (por exemplo, extração de óleos comestíveis ou extração de suco doce de fatias finas de beterraba na indústria açucareira).
Os óleos podem ser extraídos igualmente bem combinando e misturando a fruta triturada com solventes que posteriormente são eliminados por filtragem e reaquecimento. A separação dos produtos líquidos é realizada por centrifugação (turbinas em uma refinaria de açúcar) ou por filtragem através de filtros prensa em cervejarias e na produção de óleos e gorduras.
Processos de produção
As operações no processamento de produtos alimentícios são extremamente variadas e só podem ser descritas após estudo individual de cada indústria, mas os seguintes procedimentos gerais são utilizados: fermentação, cozimento, desidratação e destilação.
A fermentação, obtida geralmente pela adição de um microrganismo ao produto previamente preparado, é praticada em padarias, cervejarias, indústria de vinhos e bebidas espirituosas e indústria de produtos lácteos. (Veja também o capítulo Indústria de bebidas.)
O cozimento ocorre em muitas operações de fabricação: conservas e conservas de carne, peixe, vegetais e frutas; fábricas de processamento de carne pronta para servir (por exemplo, nuggets de frango); em padarias, biscoitos, cervejarias; e assim por diante. Em outros casos, o cozimento é feito em um recipiente fechado a vácuo e produz uma concentração do produto (por exemplo, refino de açúcar e produção de pasta de tomate).
Além da secagem dos produtos ao sol, como acontece com muitas frutas tropicais, a desidratação pode ser feita por ar quente (secadores fixos ou túneis de secagem), por contato (em tambor de secagem aquecido a vapor, como na indústria de café solúvel e a indústria do chá), secagem a vácuo (muitas vezes combinada com filtragem) e liofilização (liofilização), onde o produto é primeiro congelado e depois seco a vácuo em uma câmara aquecida.
A destilação é usada na fabricação de bebidas espirituosas. O líquido fermentado, tratado para separar grãos ou frutas, é vaporizado em alambique; o vapor condensado é então coletado como álcool etílico líquido.
Processos de Preservação
É importante prevenir qualquer deterioração dos produtos alimentares, tanto pela qualidade dos produtos como pelos riscos mais graves de contaminação ou ameaça para a saúde dos consumidores.
Existem seis métodos básicos de preservação de alimentos:
- esterilização por radiação
- esterilização antibiótica
- ação química
- desidratação
- refrigeração.
Resumidamente, os três primeiros métodos destroem a vida microbiana; os últimos meramente inibem o crescimento. Ingredientes crus, como peixe e carne, frutas ou vegetais, são ingeridos frescos e preservados por um dos métodos acima, ou uma mistura de diferentes alimentos é processada para formar um produto ou prato, que é então preservado. Esses produtos incluem sopas, pratos de carne e pudins.
A preservação de alimentos remonta à última Era do Gelo, cerca de 15,000 aC, quando os humanos Cro-Magnon descobriram pela primeira vez uma forma de conservar alimentos defumando-os. A evidência disso está nas cavernas de Les Eyzies, em Dordogne, na França, onde esse modo de vida é bem retratado em esculturas, gravuras e pinturas. Desde então até os dias atuais, embora muitos métodos tenham sido usados e ainda o sejam, o calor continua sendo um dos principais pilares da preservação de alimentos.
Processos de alta temperatura podem destruir bactérias, dependendo da temperatura e duração do cozimento. A esterilização (usada principalmente em fábricas de conservas) consiste em submeter o produto já enlatado à ação do vapor, geralmente em um recipiente fechado como autoclave ou panela contínua. A pasteurização - o termo é particularmente reservado para líquidos como suco de frutas, cerveja, leite ou creme - é realizada a uma temperatura mais baixa e por um curto período de tempo. A defumação é realizada principalmente em peixes, presunto e toucinho, garantindo a desidratação e conferindo um sabor diferenciado.
A esterilização por radiação ionizante é muito usada em especiarias em alguns países para reduzir o desperdício e a deterioração. A “pasteurização por radiação” usando doses muito mais baixas permite que o prazo de validade refrigerado de muitos alimentos seja consideravelmente prolongado. No entanto, a esterilização de alimentos enlatados com radiação requer uma dosagem tão alta que resulta em sabores e odores inaceitáveis.
A radiação ionizante tem dois outros usos bem reconhecidos na indústria alimentícia - a triagem de embalagens de alimentos quanto a corpos estranhos e o monitoramento para detectar enchimento insuficiente.
A esterilização por micro-ondas é outro tipo de emissão eletromagnética que atualmente encontra uso na indústria alimentícia. É usado para descongelar rapidamente ingredientes crus congelados antes do processamento posterior, bem como para aquecer alimentos cozidos congelados em 2 a 3 minutos. Tal método, com sua baixa perda de umidade, preserva a aparência e o sabor dos alimentos.
A secagem é um processo de preservação comum. A secagem ao sol é o método mais antigo e amplamente utilizado de conservação de alimentos. Hoje, os alimentos podem ser secos ao ar, vapor superaquecido, vácuo, gás inerte e por aplicação direta de calor. Existem muitos tipos de secadores, sendo o tipo particular dependente da natureza do material, da forma desejada do produto acabado e assim por diante. A desidratação é um processo no qual o calor é transferido para a água do alimento, que é vaporizada. O vapor de água é então removido.
Os processos de baixa temperatura envolvem o armazenamento em câmara frigorífica (temperatura determinada pela natureza dos produtos), congelamento e ultracongelamento, o que permite a conservação dos alimentos em seu estado natural fresco, por vários métodos de congelamento lento ou rápido.
Com a liofilização, o material a ser seco é congelado e colocado em uma câmara selada. A pressão da câmara é reduzida e mantida em um valor abaixo de 1 mm Hg. O calor é aplicado ao material, o gelo da superfície se aquece e o vapor de água resultante é retirado pelo sistema de vácuo. À medida que o limite do gelo recua para o material, o gelo sublima no local e a água percola para a superfície através da estrutura de poros do material.
Alimentos de umidade intermediária são alimentos que contêm quantidades relativamente grandes de água (5 a 30%) e ainda não suportam o crescimento microbiano. A tecnologia, que é difícil, é um desdobramento das viagens espaciais. A estabilidade em prateleira aberta é alcançada pelo controle adequado de acidez, potencial redox, umectantes e conservantes. A maioria dos desenvolvimentos até agora foram em alimentos para animais de estimação.
Seja qual for o processo de conservação, o alimento a ser conservado deve primeiro ser preparado. A preservação da carne envolve um departamento de açougue; o peixe precisa de limpeza e evisceração, filetagem, cura e assim por diante. Antes que as frutas e vegetais possam ser preservados, eles devem ser lavados, limpos, branqueados, talvez classificados, descascados, desengaçados, descascados e sem caroço. Muitos dos ingredientes devem ser picados, fatiados, picados ou prensados.
Embalagens
Existem muitos métodos de embalagem de alimentos, incluindo conservas, embalagens assépticas e embalagens congeladas.
enlatamento
O método convencional de enlatamento é baseado no trabalho original de Appert na França, pelo qual em 1810 o governo francês lhe concedeu um prêmio de 12,000 francos. Ele preservava comida em recipientes de vidro. Em Dartford, Inglaterra, em 1812, Donkin e Hall montaram a primeira fábrica de conservas usando recipientes de ferro estanhado.
Hoje, o mundo usa vários milhões de toneladas de folha-de-flandres anualmente para a indústria de conservas, e uma quantidade substancial de comida em conserva é embalada em potes de vidro. O processo de enlatamento consiste em pegar alimentos limpos, crus ou parcialmente cozidos, mas não intencionalmente esterilizados, e embalá-los em uma lata fechada com tampa. A lata é então aquecida, geralmente por vapor sob pressão, a uma certa temperatura por um período de tempo para permitir a penetração do calor no centro da lata, destruindo a vida microbiana. A lata é então resfriada ao ar ou água clorada, após o que é rotulada e embalada.
Mudanças no processamento ocorreram ao longo dos anos. Os esterilizadores contínuos causam menos danos às latas por impacto e permitem resfriamento e secagem em ambiente fechado. Os alimentos também podem ser preservados pelo calor em bolsas retortáveis. São sacos de pequena área de seção transversal feitos de laminados de alumínio e plásticos seláveis a quente. O processo é o mesmo que para o enlatamento convencional, mas são reivindicadas melhores propriedades de sabor para os produtos porque os tempos de esterilização podem ser reduzidos. O controle muito cuidadoso do processo de retorta é essencial para evitar danos aos selos térmicos com subsequente deterioração bacteriana.
Embalagem asséptica
Houve desenvolvimentos recentes na embalagem asséptica de alimentos. O processo é fundamentalmente diferente do enlatamento convencional. No método asséptico, o recipiente e a tampa do alimento são esterilizados separadamente, e o enchimento e o fechamento são feitos em atmosfera estéril. A qualidade do produto é ideal porque o tratamento térmico dos alimentos pode ser controlado com precisão e é independente do tamanho ou material do recipiente. Preocupante é a exposição dos funcionários aos agentes esterilizantes. É provável que o método se torne mais amplamente utilizado porque, em geral, deve resultar em economia de energia. Até agora, o maior progresso foi feito com líquidos e purês esterilizados pelo chamado processo HTST, no qual o produto é aquecido a alta temperatura por alguns segundos. Seguir-se-ão os desenvolvimentos relativos aos géneros alimentícios em partículas. Um benefício provável nas fábricas de alimentos será a redução do ruído se os recipientes metálicos rígidos forem substituídos. Esses recipientes também podem causar problemas ao contaminar os alimentos conservados com chumbo e estanho. Estes são minimizados por recipientes de duas peças de novo tipo extraídos de folha-de-flandres lacada e recipientes de três peças com costuras laterais soldadas em vez de soldadas.
Embalagem congelada
A indústria de alimentos congelados utiliza todos os métodos de ultracongelamento de alimentos frescos a temperaturas abaixo do ponto de congelamento, formando assim cristais de gelo nos tecidos aquosos. Os alimentos podem ser congelados crus ou parcialmente cozidos (por exemplo, carcaças de animais ou pratos de carne preparados, peixe ou derivados, legumes, frutas, aves, ovos, refeições prontas, pão e bolos). Produtos perecíveis congelados podem ser transportados por longas distâncias e armazenados para processamento e/ou venda quando houver demanda, e produtos sazonais podem estar disponíveis o tempo todo.
Os alimentos a congelar devem estar em óptimas condições e preparados sob rigoroso controlo higiénico. Os materiais de embalagem devem ser à prova de vapor e aroma e resistentes a baixas temperaturas. A qualidade do produto depende da taxa de congelamento: se for muito lento, a estrutura do alimento pode ser danificada por grandes cristais de gelo e as propriedades enzimáticas e microbiológicas destruídas. Itens pequenos, como camarões e ervilhas, podem ser congelados rapidamente, o que melhora a qualidade.
Os vários métodos de congelamento incluem: congelamento de ar, congelamento rápido, congelamento de leito fluidizado, congelamento de fluido, congelamento de contato, congelamento líquido e desidrocongelamento.
O congelamento ao ar, em sua forma mais simples, envolve a colocação de alimentos em bandejas em prateleiras em uma câmara frigorífica a aproximadamente –30 ºC por um tempo que varia de algumas horas a 3 dias, dependendo do tamanho. O congelamento rápido, uma técnica mais complicada, usa uma corrente de ar frio que circula rapidamente, às vezes combinada com espirais frias, que removem o calor por meio de radiação. As temperaturas variam entre –40 e –50 ºC, e a velocidade máxima do ar é de 5 m/s. O congelamento rápido pode ser realizado em freezers de túnel, muitas vezes equipados com transportadores para transportar os alimentos até as câmaras frigoríficas. Quando o freezer está adjacente ao entreposto frigorífico, o túnel geralmente é fechado com uma cortina de ar em vez de portas.
O congelamento em leito fluidizado é usado para vegetais picados ou fatiados, ervilhas e assim por diante, que são colocados em uma correia perfurada através da qual uma corrente de ar é soprada. Cada item é coberto com gelo e assim mantém sua forma e separação. Os vegetais congelados podem ser armazenados em grandes recipientes e reembalados quando necessário em pequenas unidades. No congelamento fluido (um dos métodos mais antigos conhecidos), o alimento, geralmente peixe, é imerso em uma solução forte de salmoura. O sal pode penetrar em produtos não embalados e até em embalagens, afetando o sabor e acelerando o ranço. Esse método havia diminuído em uso, mas agora está ganhando terreno novamente à medida que materiais de embalagem de plástico mais eficazes são desenvolvidos. As aves são congeladas por uma combinação dos métodos de congelamento de fluido e ar. Cada ave, embalada em polietileno ou material similar, é primeiro pulverizada ou imersa em um fluido para congelar sua camada externa; o interior é posteriormente congelado em ultracongelador.
O congelamento por contato é o método comum para alimentos embalados em caixas de papelão, que são colocadas entre prateleiras ocas através das quais circula um fluido refrigerante; as prateleiras são pressionadas contra as caixas, geralmente por pressão hidráulica.
No congelamento líquido, o produto é colocado em uma esteira transportadora que passa por um tanque de nitrogênio líquido (ou ocasionalmente dióxido de carbono líquido) ou por um túnel onde é pulverizado nitrogênio líquido. O congelamento ocorre a uma temperatura tão baixa quanto -196 ºC, e nem todo tipo de produto ou embalagem resiste a esse frio. O desidrocongelamento, que remove parte da água antes do congelamento, é usado para certos vegetais e frutas. Obtém-se uma considerável redução de peso, implicando menores custos de transporte, armazenamento e acondicionamento.
Durante o armazenamento refrigerado, o produto deve ser mantido a uma temperatura de –25 a –30 ºC, devendo ser mantida uma boa circulação de ar. O transporte de produtos congelados deve ser feito em vagões refrigerados, caminhões, navios, etc., e durante o carregamento e descarregamento, os produtos devem ser expostos ao mínimo de calor possível. Normalmente, as empresas produtoras de alimentos congelados também preparam a matéria-prima, mas às vezes esse tratamento é feito em estabelecimentos separados. Nas operações de carne bovina e de aves, o dióxido de carbono é freqüentemente usado para resfriar e preservar o produto durante o transporte.
Perigos e sua prevenção
Riscos de lesões
As causas mais comuns de lesões na indústria alimentícia são ferramentas manuais, principalmente facas; operação de máquinas; colisões com objetos em movimento ou estacionários; quedas ou escorregões; e queimaduras.
Lesões causadas por facas na preparação de carne e peixe podem ser minimizadas pelo projeto e manutenção, áreas de trabalho adequadas, seleção da faca certa para o trabalho, fornecimento de luvas e aventais de proteção resistentes e treinamento correto dos trabalhadores tanto na afiação quanto no uso de a faca. Os dispositivos mecânicos de corte também representam um risco, e uma boa manutenção e treinamento adequado dos trabalhadores é fundamental para evitar lesões (consulte a figura 1).
Figura 1. Corte de carne de baleia congelada em uma serra de fita sem proteção adequada da máquina e precauções elétricas, Japão, 1989
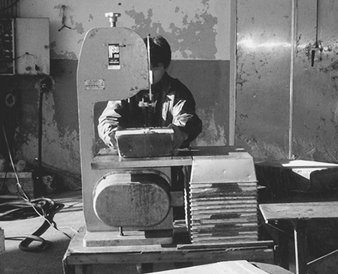
L. Manderson
Embora os acidentes envolvendo máquinas de transmissão sejam relativamente pouco frequentes, eles provavelmente serão graves. Riscos relacionados a máquinas e sistemas de movimentação devem ser estudados individualmente em cada setor. Os problemas de manuseio podem ser resolvidos por meio de um exame minucioso do histórico de lesões para cada processo específico e pelo uso de proteção pessoal adequada, como proteção para pés e pernas, proteção para mãos e braços e proteção para os olhos e rosto. Os riscos do maquinário podem ser evitados pela proteção segura do maquinário. Equipamentos de manuseio mecânico, especialmente transportadores, são amplamente empregados, e atenção especial deve ser dada aos nips em operação em tais equipamentos. As máquinas de enchimento e fechamento devem ser totalmente fechadas, exceto pelas aberturas de entrada e descarga. As entradas de correias transportadoras e tambores, bem como polias e engrenagens, devem ser protegidas com segurança. Para evitar cortes no enlatamento, por exemplo, são necessários arranjos eficazes para limpar estanho afiado ou vidro quebrado. Lesões graves devido à partida inadvertida do maquinário da transmissão durante a limpeza ou manutenção podem ser evitadas por meio de procedimentos rígidos de bloqueio/sinalização.
Os acidentes de queda são mais frequentemente causados por:
- O estado do chão. Acidentes são possíveis quando os pisos são irregulares, molhados ou escorregadios pelo tipo de superfície; por produtos; por resíduos gordurosos, oleosos ou empoeirados; ou, em salas frias, de condensação de ar úmido no chão. Pisos antiderrapantes ajudam a evitar escorregões. Encontrar a superfície e o regime de limpeza adequados, juntamente com uma boa limpeza e calçados adequados, ajudará a evitar muitas quedas. Os meios-fios ao redor das máquinas que contêm água impedirão que a água escorra para o chão. Uma boa drenagem deve ser fornecida para remover rapidamente qualquer acúmulo de líquidos ou derramamento que ocorra.
- Poços descobertos ou canais de drenagem. É necessária a manutenção de coberturas ou barricadas do perigo.
- trabalho em altura. O fornecimento de meios seguros de acesso a equipamentos e áreas de armazenamento, escadas sólidas e proteção contra quedas (incluindo cintos de segurança e cordas de segurança) podem evitar muitos perigos.
- Vapor ou poeira. Operações que gerem vapor ou poeira podem não apenas tornar o piso escorregadio, mas também impedir uma boa visibilidade.
- Iluminação insuficiente ou inconsistente. A iluminação precisa ser forte o suficiente para que os funcionários possam observar o processo. A percepção de iluminação inadequada ocorre quando os armazéns aparecem escuros em relação às áreas de produção e os olhos das pessoas não se ajustam ao passar de um nível de luz para o outro.
Queimaduras e queimaduras causadas por bebidas quentes e equipamentos de cozinha são comuns; lesões semelhantes decorrem do vapor e da água quente utilizados na limpeza dos equipamentos. Acidentes ainda mais graves podem ocorrer devido à explosão de caldeiras ou autoclaves por falta de inspeção regular, treinamento inadequado dos funcionários, procedimentos inadequados ou manutenção inadequada. Todos os equipamentos a vapor precisam de manutenção regular e cuidadosa para evitar grandes explosões ou pequenos vazamentos.
Instalações elétricas, especialmente em locais molhados ou úmidos, requerem aterramento adequado e boa manutenção para controlar o perigo comum de choque elétrico. Além dos aterramentos adequados, as tomadas protegidas com interruptores de falha de aterramento (GFIs) são eficazes na proteção contra choque elétrico. A classificação elétrica adequada para ambientes perigosos é crítica. Freqüentemente, aromatizantes, extratos e pós inflamáveis empoeirados, como pó de grãos, amido de milho ou açúcar (considerados alimentos em vez de produtos químicos perigosos) podem exigir equipamentos elétricos classificados para eliminar a ignição durante perturbações ou excursões do processo. Incêndios também podem ocorrer se a soldagem for feita em torno de poeiras orgânicas explosivas/combustíveis em elevadores de grãos e moinhos. Explosões também podem ocorrer em fornos a gás ou óleo ou em processos de cozimento se não forem instalados, operados ou mantidos corretamente; munidos dos dispositivos de segurança essenciais; ou se os procedimentos de segurança adequados não forem seguidos (especialmente em operações com chama aberta).
O controle rigoroso da sanitização dos produtos é vital em todas as etapas do processamento dos alimentos, inclusive nos abatedouros. As práticas de higiene pessoal e industrial são muito importantes na proteção contra infecções ou contaminação dos produtos. As instalações e equipamentos devem ser projetados para incentivar a higiene pessoal por meio de instalações de lavagem boas, convenientemente localizadas e sanitárias, chuveiros quando necessário, fornecimento e lavagem de roupas de proteção adequadas e fornecimento de cremes e loções de barreira, quando apropriado.
A higienização rigorosa dos equipamentos também é vital em todas as etapas do processamento de alimentos. Durante a operação regular da maioria das instalações, os padrões de segurança são eficazes para controlar os perigos do equipamento. Durante o ciclo de higienização, o equipamento deve ser aberto, as proteções removidas e os sistemas de intertravamento desativados. Uma frustração é que o equipamento foi projetado para funcionar, mas a limpeza costuma ser uma reflexão tardia. Uma parcela desproporcional das lesões mais graves ocorre durante essa parte do processo. As lesões são comumente causadas pela exposição a pontos de pressão em movimento, água quente, produtos químicos e respingos de ácido ou base, ou pela limpeza de equipamentos em movimento. Mangueiras de alta pressão perigosas que transportam água quente também representam um perigo. A falta de procedimentos específicos do equipamento, a falta de treinamento e o baixo nível de experiência do novo funcionário típico pressionado para um trabalho de limpeza podem aumentar o problema. O perigo aumenta quando o equipamento a ser limpo está localizado em áreas de difícil acesso. Um programa eficaz de bloqueio/sinalização é essencial. A melhor prática atual para ajudar a controlar o problema é projetar instalações limpas no local. Alguns equipamentos são projetados para serem autolimpantes pelo uso de bolas de spray de alta pressão e sistemas de autoesfregação, mas muitas vezes o trabalho manual é necessário para lidar com pontos problemáticos. Nas indústrias de carnes e aves, por exemplo, toda a limpeza é manual.
Riscos para a saúde
Infecções e doenças infecciosas ou parasitárias transmitidas por animais ou pelos resíduos de animais utilizados na fabricação são problemas ocupacionais comuns na indústria de alimentos. Essas zoonoses incluem carbúnculo, brucelose, leptospirose, tularemia, tuberculose bovina, mormo, erisipeloide, febre Q, febre aftosa, raiva e assim por diante. Alguns manipuladores de alimentos podem estar sujeitos a uma ampla variedade de infecções de pele, incluindo carbúnculo, actinomicose e erisipeloide. Certas frutas secas estão infestadas de ácaros; isso pode afetar os trabalhadores nas operações de triagem.
Além da vacinação profilática específica contra doenças infecciosas, luvas adequadas, boa higiene pessoal e instalações sanitárias que o permitam (que são um pré-requisito de qualquer indústria alimentar como proteção ao produto) são as medidas preventivas mais valiosas. Boas instalações de lavagem, incluindo chuveiros, e roupas de proteção apropriadas são essenciais. A assistência médica eficiente, especialmente para o tratamento de ferimentos leves, é um requisito igualmente importante.
Dermatites de contato e alergias da pele ou do aparelho respiratório causadas por produtos orgânicos, de origem animal ou vegetal, também são comuns. A dermatite primária pode ser causada por irritantes como ácidos, álcalis, detergentes e água utilizada na limpeza; fricção na colheita e embalagem de frutas; e o manuseio do açúcar, muito utilizado na fabricação de alimentos. A sensibilização secundária resulta do manuseio de muitas frutas e vegetais. Poeiras orgânicas de grãos ou farinha também podem causar doenças respiratórias (por exemplo, “asma do padeiro”) e devem ser controladas. Muitas vezes, a indústria de alimentos considera os ingredientes que usa como meros ingredientes, em vez de produtos químicos que podem ter efeitos sobre a saúde quando os funcionários são expostos a concentrações industriais ou quantidades industriais de ingredientes “normais” da cozinha doméstica.
Distúrbios traumáticos cumulativos
Muitas das fábricas de processamento de carnes, aves, peixes e alimentos envolvem trabalho altamente repetitivo e vigoroso. A própria natureza dos produtos é tal que muitas vezes é necessário trabalho manual para manipular o produto ao inspecionar ou carregar produtos frágeis na embalagem ou durante o aumento de escala de um produto antes que o equipamento de alto volume seja adquirido ou instalado. Além disso, o manuseio de caixas para remessa pode causar lesões nas costas. Três coisas a serem observadas são tarefas que envolvem posturas extremas, altas forças ou altos níveis de repetição. Combinações de mais de um fator tornam o problema mais crítico. A detecção precoce e o tratamento dos trabalhadores afetados são desejáveis. O redesenho ergonômico do equipamento e outras alterações discutidas em artigos específicos deste capítulo diminuirão a incidência desses perigos.
Refrigerantes como amônia anidra, cloreto de metila e outros hidrocarbonetos alifáticos halogenados usados em congelamento e armazenamento a frio trazem riscos de envenenamento e queimaduras químicas. O planejamento de emergência, além do planejamento normal de incêndio, é importante. O treinamento de trabalhadores em procedimentos de evacuação também é necessário. A proteção respiratória do tipo fuga pode ser necessária durante a evacuação de algumas áreas da instalação. Para alguns produtos químicos, sensores no prédio são usados para fornecer alerta antecipado a todos os funcionários por meio de um sistema de alarme central para sinalizar a necessidade de evacuar. As reações dos trabalhadores aos aumentos nos níveis de amônia devem ser levadas a sério, e os trabalhadores afetados devem ser evacuados e tratados. Vazamentos de amônia requerem atenção rigorosa e monitoramento contínuo. A evacuação pode ser necessária se os níveis começarem a subir, antes que níveis perigosos sejam atingidos. Um ponto de montagem central deve ser selecionado para que aqueles que são evacuados não corram o risco de ficar a favor do vazamento de refrigerante. Roupas de proteção química serão necessárias para abordar agressivamente o vazamento do sistema para conter a liberação. A amônia anidra e os refrigerantes usados com menos frequência, como propano, butano, etano e etileno, também são inflamáveis e explosivos. Vazamentos de tubulações geralmente ocorrem devido a manutenção inadequada e podem ser evitados com atenção adequada. Medidas adequadas devem ser tomadas para prevenção de explosões e combate a incêndios.
Pesticidas, fumigantes e outros materiais perigosos devem ser mantidos sob estrito controle e usados somente de acordo com as orientações do fabricante. Os pesticidas organofosforados só devem ser utilizados quando acompanhados de monitoramento biológico para assegurar o controle da exposição.
A soldagem tradicional de estanho/chumbo da costura lateral de uma lata de comida e a conscientização do problema dos níveis de chumbo em produtos alimentícios resultaram em estudos de níveis de chumbo ambiental em unidades de fabricação de latas e níveis de chumbo no sangue em trabalhadores. As evidências mostraram que ambos foram aumentados, mas nem o valor-limite ambiental (TLV) nem os níveis de chumbo no sangue atualmente aceitáveis foram excedidos. Assim, os resultados são consistentes com um processo de liderança de “baixo risco”.
O dióxido de carbono, utilizado no resfriamento de produtos refrigerados a serem embarcados, também deve ser mantido sob rígido controle. Ventilação adequada deve ser fornecida sobre caixas de gelo seco para evitar que o gás cause efeitos nocivos.
A exposição ao frio pode variar desde o manuseio e armazenamento de matérias-primas no inverno ou em salas de processamento e armazenamento resfriadas com “ar parado”, até extremos de frio na refrigeração por jato de ar de matérias-primas, como na indústria de sorvetes e alimentos congelados. Os trabalhadores de câmaras frigoríficas podem sofrer danos à saúde devido à exposição ao frio se não forem fornecidas roupas de proteção adequadas. A exposição ao frio é mais crítica para funcionários com empregos sedentários em ambientes muito frios. Barreiras devem ser usadas para desviar as brisas frias dos trabalhadores que estão perto dos ventiladores usados para circular o ar. A rotação de trabalho para locais mais ativos ou quentes é aconselhável. Em grandes instalações de congelamento de túneis, pode ser fatal para os trabalhadores permanecerem na corrente de ar em movimento rápido, mesmo se estiverem vestidos com roupas polares. É particularmente importante proibir a entrada em um freezer de túnel em operação e fazer arranjos de intertravamento eficazes ou usar o protocolo de entrada em espaço confinado para garantir que os freezers não possam ser iniciados enquanto os trabalhadores ainda estiverem dentro deles. Refeitórios aquecidos e fornecimento de bebidas quentes atenuarão os efeitos do trabalho a frio.
O calor, muitas vezes combinado com alta umidade no cozimento e esterilização, pode produzir um ambiente físico igualmente intolerável, onde insolação e exaustão por calor são um problema. Essas condições são encontradas especialmente no processamento que envolve a evaporação de soluções, como a produção de pasta de tomate, muitas vezes em países onde já prevalecem condições quentes. Também é prevalente em matadouros de matadouros. Sistemas eficazes de ventilação são essenciais, com atenção especial aos problemas de condensação. O ar condicionado pode ser necessário em algumas áreas.
Um sério risco à saúde na maioria das fábricas modernas, especialmente com enlatados, é a exposição ao ruído. Colocar máquinas adicionais de alta velocidade em um espaço limitado continua a aumentar os níveis de ruído, apesar dos melhores esforços para mantê-los abaixo de 85 dBA. A fabricação, transporte e enchimento de latas em velocidades de até 1,000 por minuto leva à exposição dos operadores a um nível de ruído de até 100 dBA em frequências que variam de 500 a 4,000 Hz, uma dose equivalente a cerca de 96 dBA, que se não controlada levará, em muitos casos, à surdez induzida por ruído ao longo da vida profissional. Certas técnicas de engenharia podem levar a alguma redução de ruído; isso inclui montagem com absorção de som, elevadores magnéticos, cabos revestidos de nylon e correspondência de velocidade em sistemas de transporte de latas. No entanto, alguma mudança radical na indústria, como o uso de recipientes de plástico, é a única esperança para o futuro de produzir um ambiente razoavelmente livre de ruído. Atualmente, um programa de conservação auditiva baseado em exames audiométricos, equipamentos de proteção auditiva e educação deve ser instituído. Refúgios de ruído e proteção individual para os ouvidos devem ser fornecidos.
Onde a radiação ionizante é usada, todas as precauções aplicáveis a tal trabalho (por exemplo, proteção contra radiação, monitoramento de risco, triagem de saúde e exames médicos periódicos) são necessárias.
A supervisão médica dos trabalhadores é desejável; muitas fábricas de alimentos são pequenas e a adesão a um grupo de serviços médicos pode ser a maneira mais eficaz de garantir isso.
Comitês de saúde e segurança que envolvam efetivamente toda a organização, incluindo os operadores de produção, no desenvolvimento dos programas da planta são a chave para uma operação segura. Muitas vezes, a indústria de alimentos não é considerada particularmente perigosa, e um sentimento de complacência se desenvolve. Frequentemente, os materiais usados são aqueles com os quais as pessoas estão familiarizadas e, portanto, os indivíduos podem não entender os perigos que podem surgir quando são empregadas forças ou quantidades industriais. Os funcionários da fábrica que entendem que as regras e procedimentos de segurança existem para proteger sua saúde e segurança e não simplesmente para atender aos requisitos do governo são fundamentais para o desenvolvimento de um programa de segurança de qualidade. A administração deve estabelecer práticas e políticas que permitirão que os funcionários desenvolvam essas crenças.
Fontes de fibra para papel e celulose
A estrutura básica da celulose e das folhas de papel é uma esteira de feltro de fibras de celulose unidas por pontes de hidrogênio. A celulose é um polissacarídeo com 600 a 1,500 unidades repetidas de açúcar. As fibras têm alta resistência à tração, absorvem os aditivos usados para modificar a celulose em produtos de papel e cartão e são flexíveis, quimicamente estáveis e brancas. O objetivo da polpação é separar as fibras de celulose dos outros componentes da fonte de fibra. No caso da madeira, são as hemiceluloses (com 15 a 90 unidades de açúcar repetidas), ligninas (unidades altamente polimerizadas e complexas, principalmente fenilpropano; atuam como a “cola” que cimenta as fibras), extrativos (gorduras, ceras , álcoois, fenóis, ácidos aromáticos, óleos essenciais, oleorresinas, estearóis, alcalóides e pigmentos), minerais e outros inorgânicos. Conforme mostrado na tabela 1, as proporções relativas desses componentes variam de acordo com a fonte de fibra.
Tabela 1. Constituintes químicos das fontes de fibra de celulose e papel (%)
|
Madeiras macias |
Folhosas |
Palha |
Bambu |
Algodão |
|
|
Os hidratos de carbono |
|||||
|
a-celulose |
38-46 |
38-49 |
28-42 |
26-43 |
80-85 |
|
Hemicelulose |
23-31 |
20-40 |
23-38 |
15-26 |
nd |
|
Lignina |
22-34 |
16-30 |
12-21 |
20-32 |
nd |
|
Extrativos |
1-5 |
2-8 |
1-2 |
0.2-5 |
nd |
|
Minerais e outros |
|
|
|
|
|
nd = sem dados disponíveis.
Árvores coníferas e decíduas são as principais fontes de fibra para celulose e papel. Fontes secundárias incluem palhas de trigo, centeio e arroz; canas, como bagaço; caules lenhosos de bambu, linho e cânhamo; e sementes, folhas ou fibras liberianas, como algodão, abacá e sisal. A maior parte da celulose é feita de fibra virgem, mas o papel reciclado representa uma proporção crescente da produção, passando de 20% em 1970 para 33% em 1991. A produção de derivados de madeira representou 88% da capacidade mundial de celulose em 1994 (176 milhões toneladas, figura 1); portanto, a descrição dos processos de celulose e papel no próximo artigo foca na produção de madeira. Os princípios básicos também se aplicam a outras fibras.
Figura 1. Capacidades mundiais de celulose, por tipo de celulose

Cultivo de café
Pensa-se que a palavra café deriva de Kaffa, uma aldeia na Etiópia, onde se acredita que a planta tenha sua origem. Alguns, no entanto, consideram que a palavra deriva de qahwa, significa vinho em árabe. O cultivo do café se espalhou pelo mundo, começando na Arábia (uma espécie é chamada Café arábica, e uma variedade é Moka, nome de uma aldeia árabe), passando por diversos países, como Ceilão, Java, Índia, Filipinas, Havaí e Vietnã, entre outros, alguns dos quais importantes produtores até hoje. Na América, o café foi introduzido a partir de plantas previamente adaptadas ao clima de Amsterdã e Paris, plantadas na Martinica, Suriname e Guiana Francesa, de onde foi trazida para o Brasil, o maior país produtor do mundo.
A produção mundial pode ser estimada a partir da figura 1. A safra 1995-96 gerou uma riqueza estimada em aproximadamente US$ 27 milhões, indicando a importância econômica deste produto em todo o mundo.
Figura 1. Produção mundial de café em 1995-96

A tendência à globalização da economia, a crescente competição e a busca por tecnologias com maior produtividade também têm efeitos sobre a cafeicultura. A mecanização está sendo disseminada e atualizada. Além disso, novos métodos de cultivo são introduzidos, entre eles o cultivo adensado, no qual a distância entre as plantas está sendo reduzida. Esse método moderno aumenta o número de pés de café de 3,000 ou 4,000 para 100,000 pés por hectare, com um aumento de produtividade em torno de 50% em relação ao método tradicional. Esse procedimento é importante para a saúde do trabalhador, pois há menores riscos e menor aplicação de herbicida, principalmente após o terceiro ano. Por outro lado, há aumento na frequência de corte de árvores e maior exigência de controle de doenças fúngicas nas plantas.
O café é altamente sensível às flutuações do comércio internacional; muitos países tendem a substituir o café por outras culturas em que o retorno financeiro é mais previsível. No Brasil, por exemplo, o café representava 68% do volume total das exportações em 1920; na década de 1990 é de apenas 4%. O café está sendo substituído por soja, frutas cítricas, milho, látex e principalmente cana-de-açúcar.
É extremamente difícil obter uma estimativa confiável da força de trabalho total envolvida no cultivo do café porque o número de trabalhadores empregados é bastante variável. Durante a safra, contrata-se um grande número de trabalhadores sazonais, que são demitidos logo após o término da safra. Além disso, em pequenas propriedades, muitas vezes os trabalhadores não são registrados legalmente e, portanto, não aparecem nos relatórios oficiais. No Brasil, em 1993, para uma produção de 28.5 milhões de sacas de café, o número de trabalhadores foi estimado em 1.1 milhão em empregos diretos e 4 a 5 milhões em empregos indiretos. Se os mesmos parâmetros forem aplicados à produção mundial para o mesmo ano, os trabalhadores do café em todo o mundo poderiam ser estimados em aproximadamente 3.6 milhões.
É igualmente difícil saber o número médio de trabalhadores por propriedade rural. Em geral, predominam as propriedades de pequeno ou médio porte. A distribuição por sexo e idade da população trabalhadora é igualmente desconhecida, embora a população feminina entre os trabalhadores esteja aumentando e as crianças sejam empregadas nas plantações de café. Os números dos trabalhadores sindicalizados variam de acordo com as políticas trabalhistas de cada país, mas geralmente são escassos.
Operações
O cultivo e o tratamento do café envolvem as seguintes etapas: abatimento das árvores; preparo do solo; plantio (plantas pequenas geralmente são cultivadas em viveiros na mesma ou em propriedades externas); tratamento (correção do solo, adubação, controle de pragas e limpeza do terreno manualmente ou com herbicidas); colheita de frutas (frutas maduras são geralmente vermelhas e, portanto, chamadas de baga - veja a figura 2; peneiração para remover impurezas; transporte; lavagem para remover polpa e membranas; secagem ao sol, revolvimento de grãos com um ancinho ou secagem mecânica por meio de jato de ar quente ; separação manual de grãos; armazenamento em silos; e ensacamento.
Figura 2. Cultivo de café adensado mostrando bagas
[Ausente]
Riscos potenciais
Os fatores de risco que podem afetar a saúde do trabalhador na cafeicultura são os mesmos dos trabalhadores agrícolas em geral.
Desde a derrubada de árvores e preparo do terreno até o armazenamento final das sacas de café, cada etapa pode envolver diversos fatores de risco para a saúde e segurança dos trabalhadores. Os riscos de lesões estão presentes principalmente nos processos mecanizados, abatimento de árvores, preparo do terreno, colheita mecânica, transporte de café e também de trabalhadores, tratamento de frutas (incluindo o risco de explosão de caldeiras) e uso de ferramentas manuais (muitas vezes improvisadas ou sem manutenção).
Os riscos potenciais de doenças ocupacionais devido às condições físicas estão relacionados à exposição ao calor nas operações de secagem, à radiação solar, ao ruído das máquinas, aos problemas ergonômicos das ferramentas manuais, à vibração das máquinas e tratores, ao frio e à umidade decorrentes da exposição ao ar livre.
Os principais agentes químicos que se apresentam como potenciais riscos à saúde do trabalhador são os pesticidas e herbicidas. Os mais usados são o glifosato como herbicida, sais de cobre como fungicidas e compostos organofosforados para outras pragas comumente encontradas em cafeeiros. O número de aplicações de pesticidas varia de acordo com a idade da árvore, composição do solo, condições climáticas, espécie ou variedade da vegetação, sistema de cultivo (por exemplo, alta ou baixa densidade) e outros fatores. A pulverização geralmente é feita individualmente com equipamento de mochila, ou de tratores. Geralmente são necessárias grandes quantidades, e diz-se que “sem pulverização nenhuma colheita está disponível”.
Fertilizantes químicos também podem apresentar um risco à saúde. Frequentemente usados são compostos derivados de boro, zinco, nitrogênio, sódio, potássio, cálcio, magnésio e enxofre. A liberação de partículas do manuseio de fertilizantes deve ser mantida sob controle.
Os agentes biológicos podem representar riscos importantes para a saúde dos trabalhadores. Podem incluir, por exemplo, picadas ou picadas de cobras, aranhas, abelhas, mosquitos e ácaros, alguns deles importantes como vetores de doenças. Em certas áreas, as doenças endêmicas podem representar sérios riscos para os trabalhadores do café.
Fatores ergonômicos, psicossociais e organizacionais são discutidos a seguir.
Efeitos na saúde
Exemplos de lesões relacionadas ao trabalho são cortes por ferramentas manuais, entorses e fraturas por máquinas e lesões por tratores. Lesões fatais, mesmo que incomuns, ocorreram em decorrência de capotamento de tratores ou veículos inadequados utilizados no transporte de trabalhadores. Quando a secagem artificial é empregada, fontes de calor podem causar queimaduras e explosões.
As doenças ocupacionais podem resultar da exposição à radiação solar ultravioleta; as condições cutâneas podem variar de um simples eritema a câncer de pele. Perda auditiva em operadores de máquinas, alergias pulmonares, envenenamento por herbicidas e pesticidas, calosidades, doenças pulmonares, problemas ósseos e circulatórios devido à vibração e problemas musculares e esqueléticos devido a posições ergonômicas inadequadas ou peso excessivo (um saco de café pode pesar 60 kg ) são outras condições ocupacionais que podem ocorrer entre os trabalhadores da cafeicultura. Embora seja um problema principalmente entre os trabalhadores que processam grãos de café, os manipuladores de grãos verdes se queixam de problemas respiratórios e oculares. A poeira do grão de café tem sido associada a doenças ocupacionais causadas pela poeira.
Doenças tropicais como malária, febre amarela, filariose, tripanossomíase, leishmaniose e oncocercose são prevalentes em certas áreas de cultivo. O tétano ainda é prevalente em muitas áreas rurais.
Problemas de saúde mais complexos relacionados a fatores psicossociais e organizacionais também podem afetar os trabalhadores do café. Uma vez que é necessário um grande número de trabalhadores durante a colheita e muito poucos durante o resto do ano, os contratos sazonais são geralmente praticados, resultando muitas vezes em graves problemas de saúde.
Em muitos casos, os trabalhadores deixam suas famílias e permanecem durante a safra em moradias precárias e com condições sanitárias inadequadas. Se a área de plantio for próxima à cidade, o agricultor contratará apenas um homem da família. Porém, para aumentar o lucro, o próprio trabalhador pode trazer toda a família para ajudar, inclusive mulheres e crianças. Em algumas áreas, o número de crianças trabalhando é tão alto que as escolas fecham durante toda a época de colheita.
Nesse tipo de atividade sazonal, os trabalhadores passarão de um tipo de cultivo para outro, de acordo com cada época de safra. Como os homens deixam suas famílias, as mulheres são chamadas de “viúvas com maridos vivos”. Muitas vezes, um homem cria outra família, longe de sua cidade natal.
O cumprimento adequado da legislação trabalhista e previdenciária é geralmente restrito a grandes plantações, e a fiscalização do trabalho nas áreas rurais é geralmente ineficaz. Os cuidados de saúde são geralmente muito limitados. A duração do trabalho é estendida para muitas horas diárias; fins de semana e férias normais raramente são respeitados.
Esses fatores psicossociais e organizacionais resultam em acentuada deterioração da saúde dos trabalhadores, manifestada pelo envelhecimento precoce, baixa expectativa de vida, aumento da prevalência e maior duração de doenças, desnutrição (comer os alimentos levados para o campo em latas sem aquecê-los tem levado os trabalhadores a recebendo um apelido—boias frias em português), anemia e hipovitaminoses levando à perda da disposição para o trabalho, transtornos mentais e outras manifestações.
Prevenção
As medidas preventivas relativas ao café são as mesmas que se aplicam ao trabalho rural em geral. A proteção coletiva inclui guarda de máquinas, cuidados na aplicação de defensivos e herbicidas, mecanização de operações que exijam esforço e consumo de energia indevidos e transporte adequado dos trabalhadores. Em plantações de alta densidade, o corte regular não permitirá o crescimento das árvores, o que eliminará o uso de escadas perigosas e incômodas para a colheita manual. Quando a secagem requer o uso de caldeiras, a cuidadosa manutenção preventiva periódica é de extrema importância. O controle biológico de pragas e a seleção adequada de espécies resistentes a pragas são importantes medidas preventivas em relação aos agrotóxicos, evitando doenças do trabalhador e também protegendo o meio ambiente.
A implantação do uso dos EPIs recomendados é difícil, pois esses equipamentos geralmente não são adaptados às condições climáticas ou ao biótipo dos trabalhadores. Além disso, geralmente não há orientação educacional para facilitar o uso, e a escolha dos equipamentos nem sempre é correta. Os equipamentos de uso geral restringem-se a botas, chapéus e roupas de proteção contra as intempéries, embora possam ser necessárias proteções para as mãos, pulmões, olhos e ouvidos.
A prevenção para controlar os fatores psicossociais e organizacionais pode trazer muitas dificuldades. A conscientização dos trabalhadores deve ser realizada por meio de ações educativas, principalmente nos sindicatos e outras organizações de trabalhadores, aumentando a percepção sobre os direitos dos trabalhadores a melhores condições de vida e trabalho; além disso, os empregadores devem desenvolver suas percepções sobre suas responsabilidades sociais para com a força de trabalho. O Estado deve exercer uma orientação e fiscalização efetiva e constante sempre que uma ação legal for necessária. Alguns países desenvolveram regras e regulamentos especificamente aplicáveis aos trabalhadores rurais. No Brasil, por exemplo, as Normas Regulamentadoras Rurais estabelecem diretrizes gerais sobre segurança nas atividades rurais, organização de serviços de saúde ocupacional e comitês de segurança em lavouras, uso de equipamentos de proteção individual e manuseio de produtos químicos (pesticidas, fertilizantes e corretivos do solo).
O controle da saúde através da medicina ocupacional deve abranger a avaliação dos efeitos à saúde devido à exposição a pesticidas, radiação ultravioleta, ruído excessivo e muitos outros perigos. Pode, em muitas circunstâncias, ser mais necessário controlar as verminoses, anemia, hipertensão, problemas comportamentais, defeitos oculares e problemas semelhantes, devido à sua elevada prevalência nas zonas rurais. A educação em saúde deve ser enfatizada, bem como a imunização antitetânica, inclusive para trabalhadoras grávidas para prevenir o tétano neonatal. Em algumas regiões, a imunização contra a febre amarela é necessária. A quimioprofilaxia é recomendada em áreas onde a malária é endêmica, juntamente com o uso de repelentes e orientação preventiva contra mosquitos, até que o saneamento seja adequado para controlar ou suprimir os vetores do agente etiológico. Soro contra veneno de cobra deve estar disponível.
Reconhecimento: Os autores agradecem a colaboração recebida do Professor Nelson Batista Martin, do Instituto de Economia Rural, Secretaria de Estado da Agricultura, São Paulo; André Nasser e Ricardo Luiz Zucas, da Sociedade Rural Brasileira; e Monica Levy Costa, do Centro de Saúde Escola da Faculdade de Saúde Pública da Universidade de São Paulo.
Trabalhadores agrícolas migrantes e sazonais
Trabalhadores agrícolas migrantes e sazonais representam uma grande população global com o risco duplo de riscos de saúde ocupacional da agricultura sobrepostos a uma base de pobreza e migração, com seus problemas de saúde e segurança associados. Nos Estados Unidos, por exemplo, existem cerca de 5 milhões de migrantes e trabalhadores agrícolas sazonais, embora números precisos não sejam conhecidos. Como a população agrícola total diminuiu nos Estados Unidos, a proporção de trabalhadores rurais contratados aumentou. Globalmente, os trabalhadores migram em todas as regiões do mundo para trabalhar, com movimento geralmente dos países mais pobres para os mais ricos. Em geral, os migrantes recebem empregos mais perigosos e difíceis e apresentam taxas mais altas de doenças e lesões. A pobreza e a falta de proteção legal adequada exacerbam os riscos de doenças ocupacionais e não ocupacionais.
Estudos de exposições perigosas e problemas de saúde nessa população têm sido limitados devido à escassez geral de estudos de saúde ocupacional na agricultura e às dificuldades específicas em estudar trabalhadores rurais, devido a seus padrões migratórios de residência, barreiras linguísticas e culturais e recursos econômicos e políticos limitados .
Os trabalhadores agrícolas migrantes e sazonais nos Estados Unidos são predominantemente homens hispânicos jovens, embora os trabalhadores agrícolas também incluam brancos, negros, asiáticos do sudeste e outros grupos étnicos. Quase dois terços são estrangeiros; a maioria tem baixo nível educacional e não fala nem lê inglês. A pobreza é uma marca registrada dos trabalhadores agrícolas, com mais da metade tendo renda familiar abaixo do nível de pobreza. Prevalecem condições precárias de trabalho, os salários são baixos e há poucos benefícios. Por exemplo, menos de um quarto tem seguro de saúde. Trabalhadores agrícolas sazonais e migrantes nos Estados Unidos trabalham cerca de metade do ano na fazenda. A maior parte do trabalho é em culturas de mão-de-obra intensiva, como a colheita de frutas, nozes ou vegetais.
O estado geral de saúde dos trabalhadores agrícolas decorre diretamente de suas condições de trabalho e baixa renda. Existem deficiências em nutrição, habitação, saneamento, educação e acesso a cuidados médicos. Condições de vida superlotadas e nutrição inadequada também podem contribuir para o aumento dos riscos de doenças infecciosas agudas. Os trabalhadores rurais consultam um médico com menos frequência do que as populações não-agrícolas, e suas visitas são predominantemente para tratamento de doenças agudas e lesões. O cuidado preventivo é deficiente em populações de trabalhadores rurais, e pesquisas em comunidades de trabalhadores rurais encontram uma alta prevalência de indivíduos com problemas médicos que requerem atenção. Serviços preventivos, como visão e atendimento odontológico, são seriamente deficientes, e outros serviços preventivos, como imunizações, estão abaixo da média da população. A anemia é comum, provavelmente refletindo o mau estado nutricional.
A pobreza e outras barreiras para trabalhadores rurais migrantes e sazonais geralmente resultam em condições de vida e trabalho abaixo do padrão. Muitos trabalhadores ainda não têm acesso a instalações sanitárias básicas no local de trabalho. As condições de vida variam de moradias adequadas mantidas pelo governo a barracos e acampamentos precários usados durante o trabalho em uma determinada área. Saneamento precário e aglomeração podem ser problemas particulares, aumentando os riscos de doenças infecciosas na população. Esses problemas são exacerbados entre os trabalhadores que migram para seguir o trabalho agrícola, reduzindo os recursos da comunidade e as interações em cada local de vida.
Vários estudos têm mostrado uma maior carga de doenças infecciosas na morbimortalidade nessa população. As doenças parasitárias aumentam significativamente entre os trabalhadores migrantes. Foi constatado aumento de mortes por tuberculose, assim como por muitas outras doenças crônicas, como as cardiovasculares, respiratórias e urinárias. O maior aumento nas taxas de mortalidade é por lesões traumáticas, semelhante ao aumento observado por essa causa entre os agricultores.
O estado de saúde dos filhos dos trabalhadores rurais é uma preocupação particular. Além do estresse da pobreza, má nutrição e más condições de vida, a relativa deficiência de serviços preventivos de saúde tem um impacto particularmente sério nas crianças. Eles também estão expostos aos perigos da agricultura desde tenra idade, tanto por viverem no ambiente agrícola quanto por fazerem trabalhos agrícolas. Crianças com menos de 5 anos de idade correm maior risco de lesões não intencionais causadas por riscos agrícolas, como máquinas e animais de fazenda. Acima dos 10 anos de idade, muitas crianças começam a trabalhar, principalmente em momentos de extrema necessidade de trabalho, como durante a colheita. As crianças trabalhadoras podem não ter a força física e a coordenação necessárias para o trabalho agrícola, nem têm discernimento adequado para muitas situações. A exposição a agroquímicos é um problema particular, uma vez que as crianças podem não estar cientes da aplicação recente no campo ou não serem capazes de ler as advertências nas embalagens dos produtos químicos.
Os trabalhadores rurais correm maior risco de doenças causadas por pesticidas durante o trabalho nos campos. As exposições ocorrem mais comumente pelo contato direto com a pulverização do equipamento de aplicação, pelo contato prolongado com a folhagem recentemente pulverizada ou pela deriva do pesticida aplicado por aeronaves ou outro equipamento de pulverização. Existem intervalos de reentrada em alguns países para evitar o contato foliar enquanto o pesticida na folhagem ainda é tóxico, mas muitos lugares não têm intervalos de reentrada ou podem não ser obedecidos para acelerar a colheita. Envenenamentos em massa por exposição a pesticidas continuam a ocorrer entre os trabalhadores agrícolas.
O maior risco no local de trabalho para os trabalhadores rurais são entorses, distensões e lesões traumáticas. O risco desses resultados é aumentado pela natureza repetitiva de muito trabalho agrícola de mão-de-obra intensiva, que muitas vezes envolve trabalhadores que se curvam ou se abaixam para alcançar as plantações. Algumas tarefas de colheita podem exigir que o trabalhador carregue sacos pesados cheios de produtos colhidos, muitas vezes enquanto se equilibra em uma escada. Existe um risco substancial de lesões traumáticas e tensões músculo-esqueléticas nesta situação.
Nos Estados Unidos, uma das causas mais graves de lesões fatais em trabalhadores rurais são os acidentes com veículos motorizados. Isso geralmente ocorre quando os trabalhadores rurais estão dirigindo ou sendo conduzidos de ou para os campos muito cedo ou no final do dia em estradas rurais inseguras. Colisões também podem ocorrer com equipamentos agrícolas lentos.
A exposição a poeira e produtos químicos resulta em um risco aumentado de sintomas respiratórios e doenças em trabalhadores rurais. O perigo específico varia de acordo com as condições e mercadorias locais. Por exemplo, na agricultura de clima seco, a exposição à poeira inorgânica pode resultar em bronquite crônica e doenças pulmonares transmitidas pela poeira.
A doença de pele é o problema de saúde relacionado ao trabalho mais comum entre os trabalhadores agrícolas. Existem inúmeras causas de doenças de pele nessa população, incluindo traumas decorrentes do uso de equipamentos manuais, como tesouras, irritantes e alérgenos em agroquímicos, plantas alergênicas e materiais animais (incluindo hera venenosa e carvalho venenoso), urtigas e outras plantas irritantes, infecções de pele causadas por ou exacerbada pelo calor ou contato prolongado com a água e exposição ao sol (que pode causar câncer de pele).
Muitas outras doenças crônicas podem ser mais comuns entre migrantes e trabalhadores agrícolas sazonais, mas os dados sobre os riscos reais são limitados. Estes incluem câncer; resultados reprodutivos adversos, incluindo aborto espontâneo, infertilidade e defeitos congênitos; e distúrbios neurológicos crônicos. Todos esses resultados foram observados em outras populações agrícolas ou com alto nível de exposição a várias toxinas agrícolas, mas pouco se sabe sobre o risco real em trabalhadores rurais.
Efeitos na saúde e padrões de doenças
Os efeitos na saúde encontrados no processamento de alimentos são semelhantes aos encontrados em outras operações de fabricação. Distúrbios respiratórios, doenças de pele e alergias de contato, deficiência auditiva e distúrbios musculoesqueléticos estão entre os problemas de saúde ocupacional mais comuns na indústria de alimentos e bebidas (Tomoda 1993; BLS 1991; Caisse nationale d'assurance maladie des travailleurs salariés 1990). Extremos térmicos também são uma preocupação. A Tabela 1 mostra a classificação das três doenças ocupacionais mais comuns nesta indústria em países selecionados.
Tabela 1. Doenças ocupacionais mais comuns nas indústrias de alimentos e bebidas em países selecionados
|
País |
Ano |
Doenças ocupacionais |
|||
|
Mais comum |
Segundo mais comum |
Terceiro mais comum |
Outros |
||
|
Áustria |
1989 |
Bronquite, asma |
Deficiência auditiva |
Doenças de pele |
Infecções transmitidas por animais |
|
Bélgica (comida) |
1988 |
Doenças induzidas pela inalação de substâncias |
Doenças induzidas por agentes físicos |
Doenças de pele |
Infecções ou parasitas de animais |
|
Bélgica (bebida) |
1988 |
Doenças induzidas por agentes físicos |
Doenças induzidas por agentes químicos |
Doenças induzidas pela inalação de substâncias |
- |
|
Colômbia |
1989 |
Deficiência auditiva |
Distúrbios respiratórios (asma) |
Distúrbios músculo-esqueléticos |
Doenças de pele |
|
Tchecoslováquia |
1988 |
Distúrbios respiratórios |
Distúrbios músculo-esqueléticos |
Desordens digestivas |
Distúrbios circulatórios, doenças de pele |
|
Dinamarca |
1988 |
Distúrbios da coordenação física |
Doenças de pele |
Deficiência auditiva |
Infecções, alergias |
|
França |
1988 |
Asma e outras doenças respiratórias |
Distensões em várias partes do corpo (joelhos, cotovelos) |
Septicemia (envenenamento do sangue) e outras infecções |
Deficiência auditiva |
|
Polônia |
1989 |
Distúrbios respiratórios |
Doenças de pele |
Infecções |
Deficiência auditiva |
|
Suécia |
1989 |
Distúrbios músculo-esqueléticos |
Alergias (contato com agentes químicos) |
Deficiência auditiva |
Infecções |
|
Estados Unidos |
1989 |
Distúrbios associados a traumas repetidos |
Doenças de pele |
Doenças por agentes físicos |
Condições respiratórias associadas a agentes tóxicos |
Fonte: Tomoda 1993.
Sistema respiratório
Os problemas respiratórios podem ser amplamente classificados como rinite, que afeta as passagens nasais; broncoconstrição nas vias aéreas principais; e pneumonite, que consiste em danos às estruturas finas do pulmão. A exposição à poeira aérea de vários alimentos, bem como produtos químicos, pode levar a enfisema e asma. Um estudo finlandês descobriu que a rinite crônica é comum entre trabalhadores de matadouros e alimentos pré-cozidos (30%), trabalhadores de fábricas e padarias (26%) e trabalhadores de processamento de alimentos (23%). Além disso, trabalhadores de processamento de alimentos (14%) e trabalhadores de matadouros/alimentos pré-cozidos (11%) sofriam de tosse crônica. O agente causador é o pó de farinha em trabalhadores de panificação, enquanto variações de temperatura e vários tipos de pó (especiarias) causam doenças em outros ramos.
Dois estudos na ex-Iugoslávia encontraram uma prevalência muito maior de sintomas respiratórios crônicos do que em um grupo de controle. Em um estudo com trabalhadores de especiarias, a queixa mais comum (57.6%) foi dispneia ou dificuldade respiratória, seguida de catarro nasal (37.0%), sinusite (27.2%), tosse crônica (22.8%) e catarro e bronquite crônica (19.6%). . Um estudo de trabalhadores de processamento de alimentos para animais descobriu que, além dos ingredientes de processamento de alimentos para animais, a exposição incluía coentro em pó, pó de alho, pó de canela, pó de páprica vermelha e pó de outras especiarias. Os não fumantes estudados apresentaram uma prevalência significativamente maior de catarro crônico e aperto no peito. Os fumantes tiveram uma prevalência significativamente maior de tosse crônica; catarro crônico, bronquite crônica e aperto no peito também foram observados. A frequência de sintomas respiratórios agudos associados à jornada de trabalho foi alta para o grupo exposto, e a capacidade ventilatória respiratória dos fumantes foi significativamente menor do que o previsto. O estudo concluiu, portanto, que existe uma associação entre a exposição à poeira de alimentos de origem animal e o desenvolvimento de distúrbios respiratórios.
A compensação por acidentes de trabalho no Reino Unido reconhece a asma ocupacional decorrente do manuseio de enzimas, animais, grãos e farinha. A exposição ao aldeído cinâmico da casca da árvore e ao dióxido de enxofre, um agente branqueador e fumigante, causa uma alta prevalência de asma em trabalhadores da canela no Sri Lanka. A exposição à poeira é mínima para os trabalhadores que descascam a casca, mas os trabalhadores das lojas dos compradores locais estão expostos a altos níveis de poeira e dióxido de enxofre. Um estudo descobriu que 35 dos 40 trabalhadores da canela queixavam-se de tosse crônica (37.5%) ou sofriam de asma (22.5%). Outras anormalidades incluíram perda de peso (65%), irritação da pele (50%), perda de cabelo (37.5%), irritação nos olhos (22.5%) e erupções cutâneas (12.5%). Para os trabalhadores que trabalham sob altas concentrações semelhantes de pó de origem vegetal no ar, a asma é mais alta nos trabalhadores da canela (22.5%, em comparação com 6.4% nos trabalhadores do chá e 2.5% nos trabalhadores da sumaúma). Acredita-se que o tabagismo não esteja diretamente relacionado à tosse, pois sintomas semelhantes ocorreram em 8 mulheres não fumantes e 5 homens que fumavam cerca de 7 cigarros por dia. A irritação da mucosa respiratória pelo pó de canela causa a tosse.
Outros estudos examinaram a relação entre distúrbios respiratórios e alérgenos e antígenos originários de alimentos, como proteína do ovo e frutos do mar. Embora nenhuma poeira específica do local de trabalho possa estar ligada aos vários distúrbios respiratórios agudos e crônicos entre os trabalhadores expostos, os resultados dos estudos indicam uma forte associação entre os distúrbios e o ambiente de trabalho.
O uso da microbiologia faz parte da produção de alimentos há muito tempo. Em geral, a maioria dos microrganismos utilizados nas indústrias de alimentos e bebidas são considerados inofensivos. Vinho, queijo, iogurte e massa azeda usam um processo microbiano para produzir um produto utilizável. A produção de proteínas e enzimas utiliza cada vez mais técnicas biotecnológicas. Certas espécies de aspergillus e bacillus produzem amilases que convertem amidos em açúcar. As leveduras transformam o amido em acetona. Trichoderma e Penicillium produzem celulases que quebram a celulose. Como resultado, esporos de fungos e actinomicetos são amplamente encontrados no processamento de alimentos. Aspergillus e Penicillium estão frequentemente presentes no ar em padarias. Penicillium também é encontrado em fábricas de processamento de laticínios e carnes; durante a maturação de queijos e embutidos, pode haver abundante crescimento superficial. As etapas de limpeza, antes da venda, os dispersam no ar, podendo os trabalhadores desenvolverem alveolite alérgica. Os casos de asma ocupacional têm associação com muitos desses organismos, enquanto alguns são suspeitos de causar infecção ou transportar micotoxinas. As enzimas tripsina, quimotripsina e protease estão associadas com hipersensibilidade e doenças respiratórias, particularmente entre os trabalhadores de laboratório.
Além das partículas suspensas no ar provenientes de alimentos e agentes microbianos, a inalação de substâncias químicas perigosas usadas como reagentes, refrigerantes, fumigantes e desinfetantes pode causar distúrbios respiratórios e outros. Essas substâncias são encontradas na forma sólida, líquida ou gasosa. A exposição em ou acima dos limites reconhecidos geralmente resulta em irritação da pele ou dos olhos e distúrbios respiratórios. Dores de cabeça, salivação, queimação na garganta, transpiração, náuseas e vômitos são sintomas de intoxicação devido à superexposição.
A amônia é um gás refrigerante incolor, agente de limpeza e fumigante para alimentos. A exposição à amônia pode resultar em queimaduras corrosivas ou bolhas na pele. A exposição excessiva e prolongada pode produzir bronquite e pneumonia.
Tricloroetileno, hexano, benzeno, monóxido de carbono (CO), dióxido de carbono (CO2) e cloreto de polivinila (PVC) são frequentemente encontrados em fábricas de alimentos e bebidas. Tricloroetileno e hexano são usados para extração de azeite.
O CO, um gás incolor e inodoro, é difícil de detectar. A exposição ocorre em fumeiros pouco ventilados ou durante o trabalho em silos de grãos, adegas de fermentação de vinho ou onde são armazenados peixes. Congelamento ou resfriamento em gelo seco, CO2- túneis de congelamento e processos de combustão expõem os trabalhadores ao CO2. Sintomas de intoxicação por superexposição a CO e CO2 incluem dor de cabeça, tontura, sonolência, náusea, vômito e, em casos extremos, até a morte. O CO também pode agravar os sintomas cardíacos e respiratórios. Os limites de exposição aceitáveis, estabelecidos por vários governos, permitem uma exposição 100 vezes maior ao CO2 do que CO para desencadear a mesma resposta.
O PVC é usado para embalagens e materiais para embrulhar alimentos. Quando o filme de PVC é aquecido, os produtos de degradação térmica causam irritação nos olhos, nariz e garganta. Os trabalhadores também relatam sintomas de chiado no peito, dores no peito, dificuldades respiratórias, náuseas, dores musculares, calafrios e febre.
Hipocloritos, ácidos (fosfórico, nítrico e sulfúrico), cáusticos e compostos de amônio quaternário são frequentemente usados na limpeza úmida. Os laboratórios de microbiologia utilizam compostos de mercúrio e formaldeído (gás e solução de formol). A desinfecção em laboratório usa fenólicos, hipocloritos e glutaraldeído. Irritação e corrosão dos olhos, pele e pulmões ocorrem com exposição e contato excessivos. O manuseio inadequado pode liberar substâncias altamente tóxicas, como cloro e óxidos de enxofre.
O Instituto Nacional de Segurança e Saúde Ocupacional (NIOSH) nos Estados Unidos relatou dificuldades respiratórias durante a lavagem de aves com água superclorada. Os sintomas incluíam dores de cabeça, dor de garganta, aperto no peito e dificuldade para respirar. A cloramina é o agente suspeito. Clorominas podem se formar quando água tratada com amônia ou água de caldeira tratada com amina entra em contato com soluções de hipoclorito usadas em saneamento. As cidades adicionaram amônia à água para evitar a formação de halometanos. Métodos de amostragem de ar não estão disponíveis para cloraminas. Os níveis de cloro e amônia não são preditivos como indicadores de exposição, pois os testes descobriram que seus níveis estavam bem abaixo de seus limites.
Os fumigantes previnem a infestação durante o armazenamento e transporte de matérias-primas alimentares. Alguns fumigantes incluem amônia anidra, fostoxina (fosfina) e brometo de metila. A curta duração desse processo torna a proteção respiratória a estratégia custo-efetiva. Práticas adequadas de proteção respiratória devem ser observadas ao manusear esses itens até que as medições de ar da área estejam abaixo dos limites aplicáveis.
Os empregadores devem tomar medidas para avaliar o nível de contaminação tóxica no local de trabalho e garantir que os níveis de exposição não excedam os limites encontrados nos códigos de segurança e saúde. Os níveis de contaminação devem ser medidos com frequência, especialmente após mudanças nos métodos de processamento ou nos produtos químicos usados.
Os controles de engenharia para minimizar o risco de intoxicação ou infecção têm duas abordagens. Primeiro, elimine o uso de tais materiais ou substitua-os por materiais menos perigosos. Isso pode envolver a substituição de uma substância em pó por um líquido ou pasta. Em segundo lugar, controle a exposição reduzindo o nível de contaminação do ar. Os projetos do local de trabalho incluem o seguinte: fechamento total ou parcial do processo, sistemas de ventilação adequados e acesso restrito (para reduzir a população exposta). Um sistema de ventilação adequado é fundamental para evitar a dispersão de esporos ou aerossóis no local de trabalho. A substituição de limpeza a vácuo ou limpeza úmida por sopro de ar comprimido do equipamento é crítica para materiais secos que podem se espalhar pelo ar durante a limpeza.
Os controles administrativos incluem rotação de trabalhadores (para reduzir o período de exposição) e trabalhos perigosos fora do turno/fim de semana (para reduzir a população exposta). O equipamento de proteção individual (EPI) é o método de controle de exposição menos favorecido devido à alta manutenção, problemas de disponibilidade em países em desenvolvimento e ao fato de que o trabalhador deve se lembrar de usá-lo.
O EPI consiste em óculos contra respingos, protetores faciais e respiradores para trabalhadores que misturam produtos químicos perigosos. Deve ocorrer treinamento dos trabalhadores quanto ao uso e limitações, além da adaptação do equipamento, para que o equipamento atenda adequadamente a sua finalidade. Diferentes tipos de respiradores (máscaras) são usados dependendo da natureza do trabalho e do nível de perigo. Esses respiradores variam desde a simples meia peça facial para poeira e névoa, passando pela purificação química do ar de vários tipos de peças faciais, até aparelhos autônomos de respiração (SCBA). A seleção adequada (com base no risco, ajuste facial e manutenção) e o treinamento garantem a eficácia do respirador na redução da exposição e na incidência de distúrbios respiratórios.
Pele
Os problemas de pele encontrados nas indústrias de alimentos e bebidas são doenças de pele (dermatite) e alergias de contato (por exemplo, eczema). Devido aos requisitos de saneamento, os trabalhadores estão constantemente lavando as mãos com sabão e usando estações de imersão das mãos que contêm soluções de amônio quaternário. Esse molhar constante das mãos pode reduzir o teor de lipídios da pele e levar a dermatites. A dermatite é uma inflamação da pele resultante da exposição por contato a produtos químicos e aditivos alimentares. O trabalho com gorduras e óleos pode entupir os poros da pele e levar a sintomas semelhantes aos da acne. Esses irritantes primários respondem por 80% de todas as dermatites ocupacionais observadas.
Há uma preocupação crescente de que os trabalhadores possam ficar altamente sensibilizados a proteínas e peptídeos microbianos gerados pela fermentação e extração, o que pode levar a eczema e outras alergias. Uma alergia é uma resposta de hipersensibilidade de qualquer tipo maior do que a que normalmente ocorre em resposta a antígenos (não-próprios) no ambiente. A dermatite alérgica de contato raramente é observada antes do quinto ou sétimo dia após o início da exposição. A dermatite ocupacional por hipersensibilidade também é relatada por trabalhar com enzimas, como tripsina, quimotripsina e protease.
Solventes clorados (veja a seção “Sistema respiratório” acima) estimulam as células epidérmicas a assumir padrões de crescimento peculiares. Esta estimulação da queratina pode levar à formação de tumores. Outros compostos clorados encontrados em sabonetes para fins antibacterianos podem levar à dermatite de fotossensibilidade.
A redução da exposição aos agentes causadores é o principal método preventivo para dermatites e alergias de contato. A secagem adequada dos alimentos antes do armazenamento e o armazenamento em condições limpas podem controlar os esporos transportados pelo ar. EPIs como luvas, máscaras e uniformes afastam o contato direto dos trabalhadores e minimizam o risco de dermatites e outras alergias. Luvas de látex podem causar reações alérgicas na pele e devem ser evitadas. A aplicação adequada de cremes de barreira, onde permitido, também pode minimizar o contato com o irritante da pele.
As doenças infecciosas e parasitárias de origem animal são as doenças ocupacionais mais específicas das indústrias de alimentos e bebidas. As doenças são mais comuns entre frigoríficos e trabalhadores de laticínios devido ao contato direto com animais infectados. Trabalhadores agrícolas e outros também correm risco devido ao contato com esses animais. A prevenção é particularmente difícil, uma vez que os animais podem não apresentar sinais evidentes de doença. A Tabela 2 lista os tipos de infecções relatadas.
Tabela 2. Tipos de infecções relatadas em indústrias de alimentos e bebidas
|
Infecções |
Exposição |
Sintomas |
|
Brucelose (Brucella melitensis) |
Contato com bovinos, caprinos e ovinos infectados (Europa do Norte e Central e América do Norte) |
Febre constante e recorrente, dores de cabeça, fraqueza, dor nas articulações, suores noturnos e perda de apetite; também pode dar origem a sintomas de artrite, gripe, astenia e espondilite |
|
Erisipelóide |
Contato de feridas abertas com porcos e peixes infectados (Tchecoslováquia) |
Vermelhidão localizada, irritação, sensação de queimação, dor na área infectada. Pode se espalhar para a corrente sanguínea e os gânglios linfáticos. |
|
Leptospirose |
Contato direto com animais infectados ou sua urina |
Dores de cabeça, dores musculares, infecções oculares, febre, vômitos e calafrios; em casos mais graves, danos renais e hepáticos, além de complicações cardiovasculares e neurológicas |
|
Epidermicose |
Causada por um fungo parasita na pele de animais |
Eritema e bolhas na pele |
|
Dematofitose (micose) |
Doença fúngica através do contato com pele e pelos de animais infectados |
Queda de cabelo localizada e pequenas crostas no couro cabeludo |
|
Toxoplasmose |
Contato com ovinos, caprinos, bovinos, suínos e aves infectados |
Fase aguda: febre, dores musculares, dores de garganta, dores de cabeça, gânglios linfáticos inchados e baço aumentado. A infecção crônica leva ao desenvolvimento de cistos no cérebro e nas células musculares. A transmissão fetal causa natimortos e nascimentos prematuros. Bebês nascidos a termo podem ter defeitos cerebrais e cardíacos e podem morrer. |
|
Papiloma viral câncer de pulmão |
Contato regular com animais vivos ou carne animal associado à exposição a hidrocarbonetos aromáticos policíclicos e nitritos |
Câncer de pulmão em açougueiros e matadouros estudados na Inglaterra, País de Gales, Dinamarca e Suécia |
O princípio fundamental para prevenir a contração e propagação de doenças infecciosas e parasitárias da pele é a higiene pessoal. Banheiros, vasos sanitários e chuveiros limpos devem ser fornecidos. Uniformes, EPIs e toalhas de mão precisam ser lavados e, em alguns casos, esterilizados com frequência. Todas as feridas devem ser esterilizadas e tratadas, independentemente de quão leves sejam, e cobertas com equipamentos de proteção até cicatrizarem. Manter o local de trabalho limpo e saudável é igualmente importante. Isso inclui a lavagem minuciosa de todos os equipamentos e superfícies que entram em contato com a carne animal após cada dia de trabalho, o controle e extermínio de roedores e a exclusão de cães, gatos e outros animais do local de trabalho.
A vacinação de animais e a inoculação de trabalhadores são medidas que muitos países adotam para prevenir doenças infecciosas e parasitárias. A detecção precoce e o tratamento de doenças com medicamentos antibacterianos/antiparasitários são essenciais para contê-las e até erradicá-las. Os trabalhadores devem ser examinados assim que surgirem sintomas, como tosse recorrente, febre, dores de cabeça, dores de garganta e distúrbios intestinais. Em qualquer caso, os trabalhadores devem ser submetidos a exames médicos com frequência estabelecida, incluindo exames de base pré-colocação/pós-oferta. Em alguns países, as autoridades devem ser notificadas quando o exame detecta infecção relacionada ao trabalho nos trabalhadores.
Ruído e Audição
A deficiência auditiva ocorre como resultado da exposição contínua e prolongada ao ruído acima dos limites reconhecidos. Essa deficiência é uma doença incurável que causa distúrbios de comunicação e é estressante se o trabalho exigir concentração. Como resultado, o desempenho psicológico e fisiológico pode se deteriorar. Há também uma associação entre a exposição a altos níveis de ruído e pressão arterial anormal, batimentos cardíacos, frequência/volume respiratório, espasmos estomacais e intestinais e distúrbios nervosos. A suscetibilidade individual, a duração da exposição e a frequência e intensidade do ruído são fatores que determinam o risco da exposição.
Os códigos de segurança e saúde variam de país para país, mas a exposição do trabalhador ao ruído geralmente é limitada a 85 a 90 dBA por 8 horas contínuas, seguidas por um tempo de recuperação de 16 horas abaixo de 80 dBA. A proteção auricular deve ser disponibilizada a 85 dBA e é necessária para trabalhadores com perda confirmada e para exposições de 8 horas iguais ou superiores a 90 dBA. Testes audiométricos anuais são recomendados e, em alguns países, obrigatórios para essa população exposta. As medições de ruído com um medidor como o medidor de som do American National Standards Institute (ANSI) Tipo II devem ser feitas pelo menos a cada 2 anos. As leituras devem ser repetidas sempre que mudanças de equipamento ou processo possam aumentar os níveis de ruído ambiente.
Garantir que os níveis de exposição ao ruído não sejam perigosos é a principal estratégia para controles de ruído. As boas práticas de fabricação (GMPs) determinam que os dispositivos de controle e suas superfícies expostas sejam laváveis, não abriguem pragas e tenham as aprovações necessárias para entrar em contato com alimentos ou auxiliar na produção de alimentos. Os métodos adotados também dependem da disponibilidade de recursos financeiros, equipamentos, materiais e pessoal treinado. Um dos fatores mais importantes na redução de ruído é o design do local de trabalho. O equipamento deve ser projetado para baixo ruído e baixa vibração. Substituir peças de metal por materiais mais macios, como borracha, pode reduzir o ruído.
Quando um equipamento novo ou de substituição é adquirido, um tipo de baixo ruído deve ser selecionado. Silenciadores devem ser instalados em válvulas de ar e tubos de escape. Máquinas e processos que produzem ruído devem ser fechados para reduzir ao mínimo o número de trabalhadores expostos a altos níveis de ruído. Onde permitido, divisórias à prova de ruído e tetos de absorção de ruído devem ser instalados. A remoção e limpeza dessas divisórias e forros devem ser incluídas nos custos de manutenção. A solução ótima costuma ser uma combinação dessas medidas, adaptadas às necessidades de cada local de trabalho.
Quando os controles de engenharia não são viáveis ou quando é impossível reduzir o ruído abaixo dos níveis nocivos, o EPI deve ser usado para proteger os ouvidos. A disponibilidade de equipamentos de proteção e a conscientização do trabalhador são importantes para prevenir a deficiência auditiva. Em geral, uma seleção de plugues e protetores auriculares levará a uma maior aceitação e uso.
Sistema musculo-esquelético
Distúrbios musculoesqueléticos também foram relatados nos dados de 1988–89 (ver tabela 1]). Dados do início da década de 1990 apontavam cada vez mais trabalhadores relatando distúrbios musculoesqueléticos ocupacionais. A automação de fábricas e o trabalho cujo ritmo é regulado por uma máquina ou correia transportadora ocorre hoje para mais trabalhadores da indústria alimentícia do que nunca. As tarefas em fábricas automatizadas tendem a ser monótonas, com os trabalhadores realizando o mesmo movimento o dia inteiro.
Um estudo finlandês descobriu que quase 40% dos participantes da pesquisa relataram realizar trabalho repetitivo o dia todo. Daqueles que realizam trabalhos repetitivos, 60% utilizam as mãos, 37% utilizam mais de uma parte do corpo e 3% utilizam os pés. Trabalhadores dos seguintes grupos ocupacionais realizam trabalhos repetitivos em dois terços ou mais de suas horas de trabalho: 70% de faxineiros; 67% dos trabalhadores dos matadouros, alimentos pré-cozinhados e embalagens; 56% dos trabalhadores de armazéns e transportes; e 54% dos trabalhadores de laticínios.
As tensões ergonômicas surgem porque a maioria dos produtos alimentícios vem de fontes naturais e não são uniformes. O manuseio da carne exige que os trabalhadores manuseiem carcaças de tamanhos variados. Com a introdução de aves vendidas em partes na década de 1960, mais aves (40%, de menos de 20%) foram cortadas em partes. Os trabalhadores devem fazer muitos cortes usando ferramentas afiadas. As mudanças nos procedimentos de inspeção do Departamento de Agricultura dos EUA (USDA) agora permitem que a velocidade média da linha aumente de 56 para 90 aves por minuto. As operações de embalagem podem envolver movimentos repetitivos de mãos e pulsos para colocar itens acabados intactos em bandejas ou pacotes. Isso é especialmente verdadeiro para novos produtos, pois o mercado pode não justificar operações de alto volume. Promoções especiais, incluindo receitas e cupons, podem exigir que um item seja inserido manualmente na embalagem. A embalagem de ingredientes e o layout do local de trabalho podem exigir elevação além dos limites de ação recomendados pelas agências de saúde ocupacional.
Lesões por esforço repetitivo (LER) incluem inflamação do tendão (tendinite) e inflamação da bainha do tendão (tenossinovite). Estes são predominantes entre os trabalhadores cujos trabalhos exigem movimentos repetitivos das mãos, como os trabalhadores de frigoríficos. Tarefas que combinam repetidamente a flexão do pulso com movimentos de preensão, aperto e torção podem causar a síndrome do túnel do carpo (STC). A STC, caracterizada por uma sensação de formigamento no polegar e nos três primeiros dedos indicadores, é causada por inflamação na articulação do punho, criando pressão no sistema nervoso do pulso. O diagnóstico incorreto de STC como artrite pode resultar em dormência permanente e dor intensa nas mãos, cotovelos e ombros.
Os distúrbios de vibração também acompanham um aumento do nível de mecanização. Os trabalhadores do setor alimentício não são exceção, embora o problema possa não ser tão sério quanto em outras indústrias. Trabalhadores de alimentos que usam máquinas como serras de fita, misturadores e cortadores estão expostos à vibração. As temperaturas frias também aumentam a probabilidade de distúrbios de vibração nos dedos da mão. Cinco por cento dos participantes do estudo finlandês mencionado acima foram expostos a um nível razoavelmente alto de vibração, enquanto 9% foram expostos a algum nível de vibração.
A exposição excessiva à vibração leva, entre outros problemas, a distúrbios musculoesqueléticos nos punhos, cotovelos e ombros. O tipo e o grau de desordem dependem do tipo de máquina, de como ela é utilizada e do nível de oscilação envolvido. Altos níveis de exposição podem resultar no crescimento de uma protuberância no osso ou na destruição gradual do osso na articulação, resultando em dor intensa e/ou mobilidade limitada.
A rotação de trabalhadores com o objetivo de evitar movimentos repetitivos pode reduzir o risco ao compartilhar a tarefa crítica entre a equipe. O trabalho em equipe por rotação de tarefas ou manuseio de duas pessoas de sacos de ingredientes pesados/desajeitados pode reduzir o estresse de um único trabalhador no manuseio de materiais. A manutenção da ferramenta, especialmente a afiação de facas, também desempenha um papel importante. Uma equipe ergonômica de trabalhadores de gerenciamento e produção pode lidar melhor com esses problemas à medida que eles surgem.
Os controles de engenharia concentram-se na redução ou eliminação das 3 principais causas de problemas músculo-esqueléticos - força, posição e repetição. O local de trabalho deve ser analisado para identificar as mudanças necessárias, incluindo o design da estação de trabalho (favorecendo a capacidade de ajuste), métodos de trabalho, automação de tarefas/auxílios mecânicos e ferramentas manuais ergonomicamente adequadas.
Treinamento adequado deve ser fornecido aos trabalhadores que usam facas para manter a faca afiada para minimizar a força. Além disso, as fábricas devem fornecer instalações adequadas para afiar facas e evitar o corte de carne congelada. O treinamento incentiva os trabalhadores a entender a causa e a prevenção de distúrbios musculoesqueléticos. Reforça a necessidade de usar corretamente as ferramentas e máquinas especificadas para a tarefa. Também deve incentivar os trabalhadores a relatar sintomas médicos o mais rápido possível. A eliminação de intervenções médicas mais invasivas por restrição de funções e outros cuidados conservadores é um tratamento eficaz desses distúrbios.
Calor e Frio
Extremos térmicos existem na área de trabalho com alimentos. As pessoas devem trabalhar em freezers com temperaturas de –18 °C ou menos. Roupas de congelamento ajudam a isolar o trabalhador do frio, mas devem ser fornecidas salas de descanso quentes com acesso a líquidos quentes. As plantas de processamento de carne devem ser mantidas entre 7 e 10 °C. Isso está abaixo da zona de conforto e os trabalhadores podem precisar usar camadas de roupas adicionais.
Fornos e panelas a vapor têm calor radiante e úmido. O estresse térmico pode ocorrer durante as mudanças de estação e ondas de calor. Quantidades abundantes de líquidos e salga de alimentos podem aliviar os sintomas até que o trabalhador possa se aclimatar, geralmente após 5 a 10 dias. Os comprimidos de sal não são recomendados devido a complicações de hipertensão ou distúrbios gastrointestinais.
Manuseio de Madeira
A madeira pode chegar ao pátio de uma fábrica de celulose na forma de toras brutas ou como lascas de uma serraria. Algumas operações da fábrica de celulose possuem serrarias no local (muitas vezes chamadas de “woodrooms”) que produzem tanto madeira comercializável quanto estoque para a fábrica de celulose. A serraria é discutida em detalhes no capítulo Madeira. Este artigo discute os elementos da preparação da madeira que são específicos para as operações da fábrica de celulose.
A área de preparação de madeira de uma fábrica de celulose tem várias funções básicas: receber e dosar o suprimento de madeira para o processo de polpação na vazão demandada pela fábrica; preparar a madeira para que atenda às especificações de alimentação da fábrica quanto à espécie, limpeza e dimensões; e coletar qualquer material rejeitado pelas operações anteriores e encaminhá-lo para disposição final. A madeira é convertida em lascas ou toras adequadas para polpação em uma série de etapas que podem incluir descascamento, serragem, lascamento e peneiramento.
As toras são descascadas porque a casca contém pouca fibra, tem alto teor de extrativos, é escura e geralmente contém grandes quantidades de areia. O descascamento pode ser feito hidraulicamente com jatos de água de alta pressão, mecanicamente esfregando toras umas nas outras ou com ferramentas de corte de metal. Descascadores hidráulicos podem ser usados em áreas costeiras; no entanto, o efluente gerado é de difícil tratamento e contribui para a poluição das águas.
Toras descascadas podem ser serradas em comprimentos curtos (1 a 6 metros) para polpação de madeira moída ou lascadas para métodos de polpação mecânicos ou químicos do refinador. Os picadores tendem a produzir cavacos com uma faixa de tamanho considerável, mas a polpação requer cavacos de dimensões muito específicas para garantir o fluxo constante pelos refinadores e o cozimento uniforme nos digestores. Os cavacos são, portanto, passados por uma série de peneiras cuja função é separar os cavacos com base no comprimento ou na espessura. Os cavacos grandes são reprocessados, enquanto os cavacos menores são usados como combustível residual ou são medidos de volta no fluxo de cavacos.
Os requisitos do processo particular de polpação e as condições dos cavacos ditarão a duração do armazenamento dos cavacos (figura 1; observe os diferentes tipos de cavacos disponíveis para polpação). Dependendo do fornecimento de fibra e da demanda da fábrica, uma fábrica manterá um estoque de cavacos não peneirados de 2 a 6 semanas, geralmente em grandes pilhas de cavacos ao ar livre. As lascas podem degradar-se através de reações de auto-oxidação e hidrólise ou ataque de fungos dos componentes da madeira. Para evitar contaminação, estoques de curto prazo (horas a dias) de cavacos peneirados são armazenados em silos ou silos de cavacos. Cavacos para polpação sulfítica podem ser armazenados ao ar livre por vários meses para permitir a volatilização dos extrativos que podem causar problemas nas operações subseqüentes. Cavacos usados em fábricas de kraft onde a terebintina e o tall oil são recuperados como produtos comerciais normalmente seguem diretamente para a polpação.
Figura 1. Área de armazenamento de chips com carregadores frontais

George Astrakianakis
Estudo de Caso: Fazendas Familiares
A fazenda da família é um empreendimento e uma propriedade familiar na qual crianças e idosos provavelmente estarão presentes. Em algumas partes do mundo, as famílias de agricultores vivem em aldeias cercadas por suas terras agrícolas. A agricultura familiar combina as relações familiares e a criação dos filhos com a produção de alimentos e outras matérias-primas. As fazendas familiares variam de pequenas operações de subsistência ou de meio período, trabalhadas com animais de tração e ferramentas manuais, até grandes corporações familiares com vários funcionários em tempo integral. Os tipos de agricultura familiar se distinguem por fatores nacionais, regionais, culturais, históricos, econômicos, religiosos e diversos outros. O tamanho e o tipo das operações determinam a demanda de mão de obra dos membros da família e a necessidade de trabalhadores contratados em tempo integral ou parcial. Uma operação agrícola típica pode combinar as tarefas de manejo de gado, descarte de estrume, armazenamento de grãos, operação de equipamentos pesados, aplicação de pesticidas, manutenção de máquinas, construção e muitos outros trabalhos.
A Organização para Cooperação e Desenvolvimento Econômico (OCDE 1994) relata várias tendências na agricultura, incluindo:
- o crescente domínio econômico de grandes produtores altamente mecanizados
- o aumento do emprego fora da fazenda como principal fonte de renda para pequenas propriedades
- o papel controlador das políticas agrícolas nacionais e internacionais e dos acordos comerciais.
A concentração da exploração agrícola e a redução do número de agricultores familiares são reconhecidas há décadas. Essas forças econômicas afetam os processos de trabalho, a carga de trabalho e a segurança e saúde da agricultura familiar. Várias mudanças importantes estão ocorrendo na agricultura familiar como resultado direto dessas forças econômicas, incluindo a expansão da carga de trabalho, aumento da dependência de mão de obra contratada, uso de novas técnicas, adolescentes sem supervisão e luta para manter a viabilidade econômica.
As crianças que se aproximam da adolescência contribuem para a produtividade da agricultura familiar. As propriedades familiares de pequeno e médio porte provavelmente dependem dessa mão-de-obra, especialmente quando membros adultos da família trabalham fora da propriedade. O resultado pode ser o trabalho não supervisionado das crianças da fazenda.
Riscos
A fazenda familiar é um ambiente de trabalho perigoso. É um dos poucos locais de trabalho perigosos onde várias gerações de membros da família podem viver, trabalhar e se divertir. Uma fazenda pode ser a fonte de muitos e diferentes perigos que ameaçam a vida. O indicador mais importante para segurança e saúde é a carga de trabalho por trabalhador – tanto trabalho físico quanto de tomada de decisão ou carga de trabalho mental. Muitas lesões graves acontecem a agricultores experientes, que trabalham com equipamentos familiares em campos familiares, enquanto executam tarefas que realizam há anos e até décadas.
Materiais agrícolas perigosos, incluindo pesticidas, fertilizantes, líquidos inflamáveis, solventes e outros produtos de limpeza, são responsáveis por doenças agudas e crônicas em trabalhadores agrícolas e familiares. Tratores, brocas e outros equipamentos mecanizados têm permitido uma aumento dramático na terra e no gado que podem ser trabalhados por um único agricultor, mas a mecanização contribuiu para lesões graves na agricultura. Emaranhamento de máquinas ou capotamento de trator, gado, operação de equipamentos em vias públicas, queda ou atropelamento por objetos em queda, manuseio de materiais, espaços confinados e exposição a toxinas, poeira, mofo, gases, produtos químicos, vibração e ruído estão entre os principais riscos de doenças e ferimentos em fazendas. O clima e a topografia (por exemplo, tempo, água, encostas, sumidouros e outros obstáculos) também contribuem para os perigos.
No geral, as ocupações agrícolas produzem algumas das taxas mais altas de mortes e lesões de todos os tipos de empregos. Infelizmente, as crianças da fazenda correm grande risco junto com seus pais. À medida que as famílias agrícolas tentam permanecer lucrativas à medida que se expandem, os membros da família podem assumir uma carga de trabalho muito alta e se expor a um risco muito maior de fadiga, estresse e lesões. É nessas condições que as crianças da fazenda tendem a tentar ajudar, muitas vezes trabalhando sem supervisão. Além disso, estressores implacáveis associados à agricultura podem levar à depressão, separação familiar e suicídio. Por exemplo, os principais proprietários-operadores em fazendas unifamiliares parecem estar em risco particularmente alto de suicídio quando comparados a outros residentes rurais (Gunderson 1995). Além disso, os custos de doenças e lesões são mais frequentemente suportados pelo(s) membro(s) da família e pela empresa familiar – tanto como custos médicos diretos quanto na redução do trabalho necessário para manter a operação.
Prevenção
Os programas clássicos de segurança e saúde agrícola enfatizam o aprimoramento do projeto de engenharia, educação e boas práticas. Atenção especial nessas fazendas deve ser dada às tarefas apropriadas à idade para crianças e adultos mais velhos. As crianças pequenas não devem ser permitidas perto de operar equipamentos agrícolas, nem andar em tratores e outros equipamentos agrícolas. Eles também devem ser excluídos de edifícios agrícolas que apresentem riscos, incluindo eletricidade, espaços confinados, áreas de armazenamento de produtos químicos e equipamentos operacionais (Comitê Nacional para Prevenção de Lesões Agrícolas na Infância, 1996). Etiquetas de advertência devem ser mantidas em equipamentos e produtos químicos para que os adultos sejam informados sobre os perigos e possam, assim, proteger melhor suas famílias. A disponibilidade de trabalhadores experientes em tempo parcial ou integral reduz a carga sobre a família durante os períodos de alta carga de trabalho. As habilidades dos adultos mais velhos devem ser um fator nas tarefas que eles executam.
Agricultores autossuficientes, determinados a concluir tarefas independentemente dos riscos, podem ignorar práticas de trabalho seguras se perceberem que interferem na produtividade agrícola. Melhorar a segurança e a saúde na agricultura familiar requer envolver a participação ativa de agricultores e trabalhadores rurais; melhorar atitudes, intenções comportamentais e práticas de trabalho; reconhecendo economia agrícola e produtividade como determinantes poderosos na formação da estrutura e organização da empresa; e incluindo especialistas agrícolas, revendedores de equipamentos, agentes de seguros, banqueiros, mídia local, jovens e outros membros da comunidade na geração e manutenção de um amplo clima de segurança agrícola e comunitária.
Agricultura Urbana
A agricultura conduzida em áreas urbanas é um dos principais contribuintes para a produção de alimentos, combustíveis e fibras no mundo, e existe principalmente para as necessidades diárias dos consumidores nas cidades e vilas. A agricultura urbana usa e reutiliza recursos naturais e resíduos urbanos para produzir colheitas e gado. A Tabela 1 resume a variedade de sistemas agrícolas nas áreas urbanas. A agricultura urbana é fonte de renda para cerca de 100 milhões de pessoas e fonte de alimento para 500 milhões. Está orientado para mercados urbanos em vez de mercados nacionais ou globais, e consiste em muitas fazendas de pequena escala e alguns agronegócios de grande escala. Os agricultores urbanos vão desde uma horta doméstica em 20 m2 ou menos, para um pequeno agricultor que ganha a vida em 200 m2, a um grande operador que pode arrendar 10 hectares numa zona industrial (PNUD 1996).
Tabela 1. Sistemas de cultivo em áreas urbanas
|
Sistemas agrícolas |
Produto |
Localização ou técnica |
|
Aquicultura |
Peixes e mariscos, rãs, legumes, algas e forragens |
Lagoas, riachos, jaulas, estuários, esgotos, lagoas, zonas húmidas |
|
Horticultura |
Legumes, frutas, ervas, bebidas, composto |
Homesites, parques, direitos de passagem, contêineres, telhados, hidroponia, zonas úmidas, estufas, técnicas de cama rasa, horticultura em camadas |
|
Floricultura |
Flores, inseticidas, plantas de casa |
Horticultura ornamental, telhados, contêineres, estufas, direitos de passagem |
|
Criação de gado |
Leite, ovos, carne, esterco, peles e peles |
Pastejo zero, direitos de passagem, encostas, cooperativas, currais, espaços abertos |
|
Agrofloresta |
Combustível, frutas e nozes, composto, material de construção |
Árvores de rua, terrenos residenciais, encostas íngremes, vinhedos, cinturões verdes, pântanos, pomares, parques florestais, cercas vivas |
|
micocultura |
Cogumelos, composto |
Galpões, celeiros |
|
vermacultura |
Composto, minhocas para alimentação de animais e peixes |
Galpões, bandejas |
|
Sericicultura |
Seda |
Homesites, bandejas |
|
apicultura |
Mel, polinização, cera |
Colmeias, direitos de passagem |
|
Jardinagem paisagística, arboricultura |
Projeto e manutenção de terrenos, ornamentação, gramados, jardins |
Pátios, parques, campos de jogos, fachadas comerciais, bermas de estradas, relvados e equipamentos de jardim |
|
Cultivo de bebidas |
Uvas (vinho), hibisco, chá de palma, café, cana-de-açúcar, qat (substituto do chá), mate (chá de ervas), banana (cerveja) |
Encostas íngremes, processamento de bebidas |
Fontes: PNUD 1996; Rowntree 1987.
O paisagismo, um desdobramento da arquitetura, surgiu como outro empreendimento da agricultura urbana. A jardinagem paisagística é o cuidado de plantas para sua aparência ornamental em parques e jardins públicos, pátios e jardins privados e plantações de edifícios industriais e comerciais. A jardinagem paisagística inclui cuidar do gramado, plantar plantas anuais (plantas de canteiro) e plantar e cuidar de plantas perenes, arbustos e árvores. Relacionado à jardinagem paisagística está a manutenção de terrenos, nos quais campos de jogos, campos de golfe, parques municipais e assim por diante são atendidos (Franck e Brownstone 1987).
Visão geral do processo
A agricultura urbana é vista como um método para estabelecer a sustentabilidade ecológica das vilas e cidades no futuro. A agricultura urbana geralmente envolve culturas de mercado de ciclo mais curto e de maior valor e usa técnicas de cultivo múltiplo e integradas localizadas onde o espaço e a água são escassos. Ele usa o espaço vertical e horizontal para sua melhor vantagem. A principal característica da agricultura urbana é a reutilização de resíduos. Os processos são típicos da agricultura com insumos e etapas semelhantes, mas o projeto é usar dejetos humanos e animais como fertilizantes e fontes de água para o cultivo da vegetação. Neste modelo quase idealizado, ainda existem insumos externos, como pesticidas (PNUD 1996).
No caso especial do paisagismo, a aparência é o produto. O cuidado dos gramados e das árvores ornamentais, arbustos e flores são o foco da operação paisagística. Em geral, o paisagista compra material de plantio de um viveiro ou fazenda de relva, planta o material e cuida dele de forma rotineira e frequente. Normalmente, é trabalhoso e intensivo em produtos químicos, e o uso de ferramentas manuais e elétricas e equipamentos de gramado e jardim também é comum. O corte da grama é uma tarefa rotineira no paisagismo.
Perigos e seu controle
A agricultura urbana é tipicamente de pequena escala, próxima a residências, exposta a poluentes urbanos, engajada na reutilização de resíduos e exposta a roubo potencial de produtos e violência relacionada. Os riscos relacionados a vários tipos de agricultura, pesticidas e compostagem discutidos em outras partes deste volume são semelhantes (PNUD 1996).
Nos países desenvolvidos, fazendas suburbanas e empresas de paisagismo fazem uso de equipamentos para gramados e jardins. Este equipamento inclui pequenos tratores (acessórios de trator, como cortadores de grama, carregadeiras frontais e lâminas) e caminhões utilitários (semelhantes a veículos todo-o-terreno). Outros acessórios do trator incluem escarificadores, carrinhos, sopradores de neve e aparadores. Todos esses tratores têm motores, usam combustível, têm peças móveis, carregam um operador e são frequentemente usados com equipamentos rebocados ou montados. Eles são substancialmente menores do que o trator agrícola típico, mas podem virar e causar ferimentos graves. O combustível usado nesses tratores apresenta risco de incêndio (Deere & Co. 1994).
Muitos dos acessórios do trator têm seus próprios perigos peculiares. Crianças andando com adultos caíram do trator e foram esmagadas pelas rodas ou cortadas pelas lâminas do cortador. Os cortadores apresentam dois tipos de perigos: um é o contato potencial com as lâminas em rotação e o outro é ser atingido por objetos lançados das lâminas. Ambos os carregadores frontais e as lâminas são operados hidraulicamente e, se deixados sem vigilância e elevados, representam um risco de queda sobre qualquer pessoa que coloque uma parte do corpo sob o implemento. Os caminhões utilitários são baratos quando comparados ao custo de um caminhão pequeno. Eles podem virar em terrenos íngremes, especialmente ao virar. Eles são perigosos quando usados em vias públicas devido à possibilidade de colisão. (Consulte a tabela 2 para várias dicas de segurança para operar alguns tipos de equipamentos para gramados e jardins.)
Tabela 2. Recomendações de segurança para o uso de equipamentos mecânicos para gramados e jardins
Tractores (menor que o equipamento agrícola normal)
Evitar capotamento:
- Não dirija onde o trator possa tombar ou escorregar; evitar encostas íngremes; cuidado com pedras, buracos
e perigos semelhantes.
- Subir e descer encostas ou encostas; evite viajar por encostas íngremes.
- Diminua a velocidade e tenha cuidado ao fazer curvas para evitar tombar ou perder o controle da direção e dos freios.
- Fique dentro dos limites de carga do trator; use lastro para estabilidade; consulte o manual do operador.
Nunca permita passageiros extras.
Manter travas de segurança; eles garantem que o equipamento energizado seja desengatado
quando o operador não estiver sentado ou ao ligar o trator.
Cortadores de grama rotativos (tipo montado em trator ou walk-behind)
Manter os bloqueios de segurança.
Use lâminas e proteções adequadas.
Mantenha todas as lâminas e proteções de segurança no lugar e em boas condições.
Use sapatos fechados para evitar escorregar e proteger contra lesões.
Não permita que ninguém coloque as mãos ou os pés perto da plataforma do cortador ou da calha de descarga
enquanto a máquina está funcionando; pare o cortador se houver crianças por perto.
Ao sair da máquina, desligue-a.
Para evitar lesões por objetos arremessados:
- Limpe a área a ser cortada.
- Mantenha as proteções da plataforma do cortador, a calha de descarga ou a bolsa no lugar.
- Pare o cortador sempre que alguém se aproximar.
Ao trabalhar no cortador de grama (em cortadores de grama de empurrar ou de passeio), desconecte a vela de ignição
para evitar a partida do motor.
Evite incêndios não derramando combustível em superfícies quentes nem manuseando o combustível perto de faíscas ou chamas;
evite o acúmulo de combustível, óleo e lixo em torno de superfícies quentes.
Carregadores frontais (acoplado a tratores de gramado e jardim)
Evite sobrecarregar.
Desça rampas e inclinações íngremes com a caçamba da carregadeira abaixada.
Observe a rota de condução em vez de observar o balde.
Opere os controles da carregadeira hidráulica somente do assento do trator.
Use a carregadeira apenas para materiais para os quais ela foi projetada.
Abaixe a caçamba até o solo ao sair da máquina.
caminhões utilitários (semelhante aos veículos todo-o-terreno, mas concebido para trabalhos todo-o-terreno)
Evite capotamento:
- Pratique dirigir em terrenos lisos antes de dirigir em terrenos acidentados.
- Não acelere; reduza a velocidade antes de virar (especialmente em declives).
- Reduza a velocidade em declives e terrenos acidentados.
- Fique atento a buracos, pedras e outros perigos ocultos.
Nunca permita passageiros extras.
Evite tombar distribuindo a carga da caixa de carga de forma que não fique muito alta ou muito longe para trás.
Evite uma virada ao levantar a caixa de carga, mantendo-se afastado da borda das docas de carga
ou aterros.
Ao rebocar cargas, coloque o peso na caixa de carga para garantir a tração.
Evite dirigir em vias públicas.
Crianças não devem operar essas máquinas.
Um capacete é a proteção recomendada para a cabeça.
Fonte: Adaptado de Deere & Co. 1994.
Mais...
Proteção Ambiental e Questões de Saúde Pública
Visão geral
A indústria de alimentos depende diretamente do ambiente natural para o fornecimento de matérias-primas para produzir produtos livres de contaminantes para consumo humano. Devido ao processamento extensivo de um grande volume de materiais, o impacto potencial no meio ambiente é considerável. Isso também vale para a indústria de bebidas.
A preocupação ambiental no que diz respeito à indústria alimentar centra-se mais nas cargas de poluentes orgânicos do que no impacto das substâncias tóxicas. Se as cargas de poluentes forem inadequadamente evitadas ou controladas, elas sobrecarregarão a infraestrutura de controle da poluição da comunidade ou produzirão impactos negativos nos ecossistemas locais. As técnicas de produção que controlam as perdas de produto têm a dupla função de melhorar o rendimento e a eficiência e, ao mesmo tempo, reduzir os possíveis problemas de desperdício e poluição.
Embora a disponibilidade de água potável seja essencial, a indústria de processamento de alimentos também requer grandes volumes de água para uma ampla variedade de usos não consumíveis, como a limpeza inicial de matérias-primas, irrigação, branqueamento, pasteurização, limpeza de equipamentos de processamento e resfriamento do produto acabado. Os usos da água são identificados por critérios de qualidade para diferentes aplicações, com os usos de mais alta qualidade frequentemente exigindo tratamento separado para garantir total isenção de odor e sabor e para garantir condições uniformes.
O processamento de volumes muito grandes de material introduz um problema potencialmente grande de resíduos sólidos na fase de produção. Os resíduos de embalagens têm sido objeto de preocupação crescente no que diz respeito à fase pós-consumo do ciclo de vida de um produto. Em certos ramos da indústria alimentícia, as atividades de processamento também estão associadas a potenciais emissões atmosféricas e problemas de controle de odores.
Apesar da variação considerável entre subsetores específicos da indústria, as abordagens para a prevenção e controle da poluição compartilham muitas características gerais.
Controle de Poluição da Água
A indústria de processamento de alimentos tem um efluente bruto antes do tratamento que é extremamente rico em matéria orgânica solúvel. Mesmo pequenas usinas sazonais provavelmente terão cargas de resíduos comparáveis às de populações de 15,000 a 25,000, com grandes usinas aproximando-se da carga de resíduos equivalente à população de um quarto de milhão de pessoas. Se um córrego ou curso de água que recebe efluentes for muito pequeno e os resíduos orgânicos forem muito grandes em volume, os resíduos orgânicos utilizarão o oxigênio dissolvido no processo de estabilização e poluirão ou degradarão o corpo d'água reduzindo o valor de oxigênio dissolvido abaixo do exigido pelo organismos aquáticos normais. Na maioria dos casos, os resíduos das fábricas de processamento de alimentos são passíveis de tratamento biológico.
A força das águas residuais varia consideravelmente de acordo com a planta, o processo específico e as características do produto bruto. Do ponto de vista econômico, normalmente é menos dispendioso tratar um resíduo de alta resistência e baixo volume do que um resíduo diluído de grande volume. Por esse motivo, efluentes com alta demanda biológica de oxigênio (DBO), como sangue de frango ou carne, devem ser mantidos fora dos esgotos dos frigoríficos de aves e frigoríficos para reduzir a carga poluidora e retidos em recipientes para descarte separado em um depósito secundário. produtos ou usina de processamento.
Fluxos de resíduos com valores extremos de pH (acidez) devem ser cuidadosamente considerados devido ao seu efeito no tratamento biológico. A combinação de fluxos de resíduos ácidos e básicos pode resultar em neutralização e, quando possível, a cooperação com indústrias adjacentes pode ser muito benéfica.
A parte líquida dos resíduos do processamento de alimentos é normalmente peneirada ou separada após o assentamento, como uma etapa preliminar em qualquer processo de tratamento, para que esses resíduos possam ser descartados como lixo ou combinados com outros sólidos em um programa de recuperação de subprodutos.
O tratamento de águas residuais pode ser realizado por uma variedade de métodos físicos, químicos e biológicos. Como os processos secundários são mais caros, o uso máximo do tratamento primário é crítico na redução de cargas. O tratamento primário inclui processos como decantação ou sedimentação simples, filtração (simples, dupla e multimédia), floculação, flotação, troca iónica por centrifugação, osmose inversa, absorção de carbono e precipitação química. As instalações de decantação variam de simples lagoas de decantação a sofisticados clarificadores projetados especificamente para as características específicas do fluxo de resíduos.
O uso de tratamento secundário biológico para seguir o tratamento primário é frequentemente uma necessidade para atingir os padrões de efluentes de águas residuais. Como a maioria dos efluentes da indústria de alimentos e bebidas contém principalmente poluentes orgânicos biodegradáveis, os processos biológicos usados como tratamento secundário buscam reduzir a DBO do fluxo de resíduos, misturando concentrações mais altas de organismos e oxigênio no fluxo de resíduos para fornecer rápida oxidação e estabilização do fluxo de resíduos. antes de serem devolvidas ao meio ambiente.
Técnicas e combinações de técnicas podem ser adaptadas para lidar com situações específicas de resíduos. Por exemplo, para resíduos lácteos, o tratamento anaeróbico para remover a maior parte da carga poluente, com pós-tratamento aeróbico para reduzir ainda mais a DBO residual e a demanda química de oxigênio (DQO) para valores baixos e remover os nutrientes biologicamente, provou ser eficaz. A mistura de biogás de metano (CH4) e companhia2 que é produzido a partir do tratamento anaeróbico pode ser captado e utilizado como alternativa aos combustíveis fósseis ou como fonte para geração de energia elétrica (normalmente 0.30 m3 biogás por kg de COD removido).
Outros métodos secundários amplamente utilizados incluem o processo de lodo ativado, filtros aeróbicos de gotejamento, irrigação por aspersão e o uso de uma variedade de tanques e lagoas. Incômodos de odor têm sido associados a lagoas de profundidade inadequada. Odores de processos anaeróbicos podem ser removidos pelo uso de filtros de solo que podem oxidar gases polares indesejáveis.
Controle de poluição do ar
A poluição do ar da indústria de alimentos geralmente gira em torno da questão de odores desagradáveis, em vez de emissões atmosféricas tóxicas, com algumas exceções. Por esse motivo, por exemplo, muitas cidades regulamentaram a localização de matadouros em seus códigos de saúde. O isolamento é uma maneira óbvia de reduzir as reclamações da comunidade sobre odores. No entanto, isso não remove o odor. Às vezes, medidas de controle de odor, como absorventes ou lavadores, podem ser necessárias.
Uma grande preocupação de saúde nas indústrias alimentícias são os vazamentos de gás amônia das unidades de refrigeração. A amônia é um irritante ocular e respiratório grave, e um grande vazamento no meio ambiente pode exigir a evacuação dos residentes locais. Um plano de controle de vazamentos e procedimentos de emergência são necessários.
Processos de alimentos que usam solventes (por exemplo, processamento de óleo comestível) podem emitir vapores de solvente na atmosfera. Sistemas fechados e reciclagem de solventes são o melhor método de controle. Indústrias como a de refino de cana-de-açúcar, que utilizam ácido sulfúrico e outros ácidos, podem liberar óxidos de enxofre e outros contaminantes na atmosfera. Controles como depuradores devem ser usados.
Gestão de resíduos sólidos
Os resíduos sólidos podem ser bastante consideráveis. A sobra de tomate para enlatamento, por exemplo, pode representar de 15 a 30% da quantidade total de produto processado; com ervilhas e milho, o desperdício é superior a 75%. Ao isolar os resíduos sólidos, a concentração de orgânicos solúveis nas águas residuais pode ser reduzida e os resíduos sólidos mais secos podem ser mais facilmente usados como subprodutos ou fins de alimentação e como combustível.
A utilização de subprodutos do processo de forma a gerar renda reduzirá o custo total do tratamento de resíduos e, eventualmente, o custo do produto final. Resíduos sólidos devem ser avaliados como fontes de alimento para plantas e animais. Uma ênfase crescente tem sido dada ao desenvolvimento de mercados para subprodutos ou para o composto produzido pela conversão de resíduos orgânicos em um húmus inócuo. A Tabela 1 fornece exemplos de usos para subprodutos da indústria de alimentos.
Tabela 1. Exemplos de usos de subprodutos da indústria alimentícia
|
Método |
Exemplos |
|
Digestão anaeróbica |
Digestão por população mista de bactérias para produzir metano e CO2 |
|
Alimentação animal |
Diretamente, após prensagem ou secagem, como ensilagem de forragem ou como suplemento |
|
Compostagem |
Processo microbiológico natural no qual os componentes orgânicos se decompõem sob condições aeróbicas controladas |
|
fibra comestível |
Método de aproveitamento de sólidos orgânicos por filtração e hidratação |
|
Fermentação |
Combinação de substâncias contendo amido, açúcar e álcool |
|
Incineração |
Queima de biomassa como combustível |
|
Pirólise |
Transformação de cascas de nozes e caroços de frutas em briquetes de carvão |
|
Emenda do solo |
Fertilização de solos com baixo teor de nutrientes e matéria orgânica |
Fonte: Adaptado de Merlo e Rose 1992.
Reuso de Água e Redução de Efluentes
A ampla dependência da água pelas indústrias de processamento de alimentos encorajou o desenvolvimento de programas de conservação e reutilização, especialmente em locais de escassez de água. A reutilização da água de processo pode proporcionar reduções substanciais no consumo de água e na carga de resíduos, com reutilização em muitas aplicações de qualidade inferior que não requerem tratamento biológico. No entanto, qualquer potencial de fermentação anaeróbica de sólidos orgânicos deve ser evitado para que os produtos de decomposição corrosivos e odoríferos não afetem o equipamento, o ambiente de trabalho ou a qualidade do produto. O crescimento bacteriano pode ser controlado pela desinfecção e pela mudança de fatores ambientais, como pH e temperatura.
A Tabela 2 apresenta índices típicos de reúso de água. Fatores como a localização dos sprays, temperatura e pressão da água são fatores-chave que influenciam o volume de água necessário para as operações de processamento. Por exemplo, a água usada como meio de resfriamento para resfriar latas e para ar condicionado pode ser usada posteriormente para lavagem primária de vegetais e outros produtos. A mesma água mais tarde pode ser usada para despejar o material residual e, finalmente, uma parte dela pode ser usada para resfriar as cinzas na casa de força.
Tabela 2. Índices típicos de reutilização de água para diferentes subsetores da indústria
|
Subsetores |
Taxas de reutilização |
|
Açúcar de beterraba |
1.48 |
|
Cana-de-açúcar |
1.26 |
|
Moagem de milho e trigo |
1.22 |
|
Destilação |
1.51 |
|
Processamento de alimentos |
1.19 |
|
Carne |
4.03 |
|
Processamento de aves |
7.56 |
Técnicas de conservação de água e técnicas de prevenção de desperdício incluem o uso de sprays de alta pressão para limpeza, eliminação de transbordamento excessivo de tanques de lavagem e imersão, substituição de calhas de água por transportadores mecânicos, uso de válvulas de fechamento automático em mangueiras de água, separação de água de resfriamento de latas do fluxo de resíduos compostos e recirculação de água de resfriamento de latas.
Cargas de poluição em plantas de processamento podem ser reduzidas por meio de métodos de processamento modificados. Por exemplo, a maior parte da carga poluente gerada pelo processamento de frutas e vegetais tem origem nas operações de descascamento e branqueamento. Ao mudar do branqueamento convencional com água ou vapor para um processo de branqueamento com gás quente, as cargas de poluição podem ser reduzidas em até 99.9%. Da mesma forma, o peeling cáustico seco pode reduzir a DBO em mais de 90% em comparação com os processos convencionais de peeling.
Conservação de Energia
As necessidades de energia aumentaram com o aumento da sofisticação da indústria de alimentos. A energia é necessária para uma ampla variedade de equipamentos, como fornos a gás; secadores; caldeiras a vapor; motores elétricos; unidades de refrigeração; e sistemas de aquecimento, ventilação e ar condicionado.
Como o custo da energia aumentou, tem havido uma tendência de instalar equipamentos de recuperação de calor para economizar energia e investigar a viabilidade de fontes alternativas de energia em várias situações de processamento de alimentos, como processamento de queijo, desidratação de alimentos e aquecimento de água. Conservação de energia, minimização de resíduos e conservação de água são estratégias de apoio mútuo.
Problemas de saúde do consumidor
A crescente separação do consumidor do setor de produção de alimentos que acompanhou a urbanização em todo o mundo resultou na perda dos meios tradicionais utilizados pelo consumidor para garantir a qualidade e a segurança dos alimentos, tornando o consumidor dependente de uma alimentação funcional e responsável. indústria de processamento. O aumento da dependência do processamento de alimentos criou a possibilidade de exposição a alimentos contaminados com patógenos de uma única instalação de produção. Para fornecer proteção contra esta ameaça, estruturas regulatórias extensas foram estabelecidas, especialmente nos países industrializados, para proteger a saúde pública e regular o uso de aditivos e outros produtos químicos. A harmonização de regulamentos e padrões além das fronteiras está surgindo como uma questão para garantir o livre fluxo de alimentos entre todos os países do mundo.
Tratamento de efluentes da indústria de laticínios
A indústria de laticínios é composta por um grande número de fábricas relativamente pequenas que fornecem produtos como leite, queijo, requeijão, creme azedo, sorvete, soro de leite sólido e lactose.
A indústria de laticínios há muito tempo defende o tratamento biológico aeróbico de águas residuais. Muitas fábricas de laticínios investiram pesadamente em sistemas de lodo ativado, biotorre, reator de lote de sequenciamento e tratamento de embalagens. O interesse na conservação de água e energia levou muitas instalações leiteiras a reduzir o consumo de água. Esta tendência, com a presença de fluxos de águas residuais normalmente de alta resistência em fábricas de laticínios, resultou no projeto e construção de numerosos sistemas anaeróbicos de tratamento de águas residuais.
Polpação
A polpação é o processo pelo qual as ligações dentro da estrutura da madeira são rompidas mecanicamente ou quimicamente. As pastas químicas podem ser produzidas por processos alcalinos (isto é, sulfato ou kraft) ou ácidos (isto é, sulfito). A maior proporção de pasta é produzida pelo método do sulfato, seguido dos métodos mecânico (incluindo semi-químico, termomecânico e mecânico) e do sulfito (figura 1). Os processos de polpação diferem no rendimento e na qualidade do produto, e para os métodos químicos, nos produtos químicos utilizados e na proporção que pode ser recuperada para reutilização.
Figura 1. Capacidades mundiais de celulose, por tipo de celulose
Despolpação Mecânica
As pastas mecânicas são produzidas triturando a madeira contra uma pedra ou entre placas de metal, separando assim a madeira em fibras individuais. A ação de cisalhamento quebra as fibras de celulose, de modo que a polpa resultante é mais fraca do que as polpas separadas quimicamente. A celulose de união de lignina a hemicelulose não se dissolve; apenas amolece, permitindo que as fibras sejam retiradas da matriz da madeira. O rendimento (proporção da madeira original na celulose) costuma ser superior a 85%. Alguns métodos mecânicos de polpação também usam produtos químicos (ou seja, as polpas químico-mecânicas); seus rendimentos são menores, pois removem mais materiais não celulósicos.
Na polpação de madeira moída (SGW), o método mecânico mais antigo e historicamente mais comum, as fibras são removidas de toras curtas pressionando-as contra um cilindro abrasivo rotativo. Na polpação mecânica do refinador (RMP, figura 2), que ganhou popularidade depois de se tornar comercialmente viável na década de 1960, lascas de madeira ou serragem são alimentadas através do centro de um refinador de disco, onde são trituradas em pedaços mais finos à medida que são empurradas para fora barras e ranhuras progressivamente mais estreitas. (Na figura 2, os refinadores estão colocados no meio da imagem e seus grandes motores estão à esquerda. Os cavacos são fornecidos pelos tubos de grande diâmetro e a polpa sai pelos menores.) Uma modificação do RMP é a polpação termomecânica (TMP ), em que os cavacos são vaporizados antes e durante o refino, geralmente sob pressão.
Figura 2. Polpa mecânica do refinador

Um dos primeiros métodos de produção de polpas químico-mecânicas envolvia toras pré-cozidas no vapor antes de fervê-las em licores de polpação química e, em seguida, moê-las em moedores de pedra para produzir polpas de “madeira química”. A polpação químico-mecânica moderna usa refinadores de disco com tratamento químico (por exemplo, bissulfito de sódio, hidróxido de sódio) antes, durante ou após o refino. As pastas produzidas desta maneira são referidas como pastas químico-mecânicas (CMP) ou pastas químico-termomecânicas (CTMP), dependendo se o refino foi realizado à pressão atmosférica ou elevada. Variações especializadas de CTMP foram desenvolvidas e patenteadas por várias organizações.
Polpação Química e Recuperação
As pastas químicas são produzidas pela dissolução química da lignina entre as fibras de madeira, permitindo assim que as fibras se separem relativamente intactas. Como a maioria dos componentes não fibrosos da madeira é removida nesses processos, os rendimentos são geralmente da ordem de 40 a 55%.
Na polpação química, os cavacos e os produtos químicos em solução aquosa são cozidos juntos em um recipiente de pressão (digestor, figura 3) que pode ser operado em batelada ou continuamente. No cozimento em batelada, o digestor é enchido com cavacos através de uma abertura superior, os produtos químicos de digestão são adicionados e o conteúdo é cozido em temperatura e pressão elevadas. Terminado o cozimento, a pressão é liberada, “soprando” a polpa deslignificada para fora do digestor e para um tanque de retenção. A sequência é então repetida. Na digestão contínua, os cavacos pré-cozidos são alimentados no digestor a uma taxa contínua. Lascas e produtos químicos são misturados na zona de impregnação na parte superior do digestor e, em seguida, passam pela zona de cozimento superior, zona de cozimento inferior e zona de lavagem antes de serem soprados para o tanque de sopro.
Figura 3. Digestor kraft contínuo, com transportador de cavacos em construção

Biblioteca Canfor
Os produtos químicos de digestão são recuperados na maioria das operações químicas de polpação atualmente. Os principais objetivos são recuperar e reconstituir os produtos químicos da digestão do licor de cozimento gasto e recuperar a energia térmica pela queima do material orgânico dissolvido da madeira. O vapor e a eletricidade resultantes suprem algumas, se não todas, as necessidades energéticas da fábrica.
Polpação de Sulfato e Recuperação
O processo de sulfato produz uma polpa mais forte e escura do que outros métodos e requer recuperação química para competir economicamente. O método evoluiu a partir da polpação de soda (que utiliza apenas hidróxido de sódio para a digestão) e começou a ganhar destaque na indústria nas décadas de 1930 a 1950 com o desenvolvimento do branqueamento com dióxido de cloro e processos de recuperação química, que também produziam vapor e energia para a fábrica. O desenvolvimento de metais à prova de corrosão, como o aço inoxidável, para lidar com os ambientes ácidos e alcalinos das fábricas de celulose também desempenhou um papel importante.
A mistura de cozimento (licor branco) é hidróxido de sódio (NaOH, “cáustico”) e sulfeto de sódio (Na2S). A polpação kraft moderna geralmente é realizada em digestores contínuos geralmente revestidos com aço inoxidável (figura 3). A temperatura do digestor é elevada lentamente até aproximadamente 170°C e mantida nesse nível por aproximadamente 3 a 4 horas. A polpa (denominada pasta marrom por causa de sua cor) é peneirada para remover a madeira crua, lavada para remover a mistura de cozimento gasta (agora licor negro) e enviada para a planta de branqueamento ou para a sala de máquinas de celulose. A madeira não cozida é devolvida ao digestor ou enviada para a caldeira de força para ser queimada.
O licor negro coletado do digestor e dos lavadores de massa marrom contém matéria orgânica dissolvida cuja composição química exata depende da espécie de madeira despolpada e das condições de cozimento. O licor é concentrado em evaporadores até conter menos de 40% de água, sendo então pulverizado na caldeira de recuperação. O componente orgânico é consumido como combustível, gerando calor que é recuperado na parte superior do forno como vapor de alta temperatura. O componente inorgânico não queimado se acumula no fundo da caldeira como um cheiro derretido. O smelt flui para fora do forno e é dissolvido em uma solução cáustica fraca, produzindo “licor verde” contendo principalmente Na dissolvido2S e carbonato de sódio (Na2CO3). Este licor é bombeado para uma planta de recaustificação, onde é clarificado, então reagido com cal apagada
(Ca(OH)2), formando NaOH e carbonato de cálcio (CaCO3). O licor branco é filtrado e armazenado para uso posterior. CaCO3 é enviado para um forno de cal, onde é aquecido para regenerar a cal (CaO).
Polpa Sulfito e Recuperação
A polpação com sulfito dominou a indústria do final de 1800 até meados de 1900, mas o método usado durante essa época era limitado pelos tipos de madeira que podiam ser despolpados e pela poluição criada pela descarga de licor de cozimento residual não tratado em cursos d'água. Métodos mais novos superaram muitos desses problemas, mas a polpação de sulfito é agora um pequeno segmento do mercado de celulose. Embora a polpação com sulfito geralmente use digestão ácida, existem variações neutras e básicas.
O licor de cozimento de ácido sulfuroso (H2SO3) e íon bissulfito (HSO3-) é preparado no local. Enxofre elementar é queimado para produzir dióxido de enxofre (SO2), que passa por uma torre de absorção que contém água e uma das quatro bases alcalinas (CaCO3, a base sulfito original, Na2CO3, hidróxido de magnésio (Mg(OH)2) ou hidróxido de amônio (NH4OH)) que produzem o ácido e o íon e controlam suas proporções. A polpação de sulfito é geralmente realizada em digestores de batelada revestidos de tijolos. Para evitar reações indesejadas, o digestor é aquecido lentamente a uma temperatura máxima de 130 a 140°C e os cavacos são cozidos por um longo tempo (6 a 8 horas). À medida que a pressão do digestor aumenta, o dióxido de enxofre gasoso (SO2) é drenado e remisturado com o ácido de cozimento cru. Quando restar aproximadamente 1 a 1.5 horas de tempo de cozimento, o aquecimento é interrompido e a pressão é diminuída pela purga de gás e vapor. A polpa é soprada para um tanque de retenção, depois lavada e peneirada.
A mistura de digestão gasta, chamada de licor vermelho, pode ser usada para recuperação de calor e química para todas as operações, exceto à base de bissulfito de cálcio. Para polpação de sulfito à base de amônia, o licor vermelho diluído é primeiro removido para remover o SO residual2, então concentrado e queimado. O gás de combustão contendo SO2 é resfriado e passado por uma torre de absorção onde a amônia fresca se combina com ela para regenerar o licor de cozimento. Por fim, o licor é filtrado, fortificado com SO fresco2 e armazenado. A amônia não pode ser recuperada porque é convertida em nitrogênio e água na caldeira de recuperação.
Na polpação de sulfito à base de magnésio, a queima do licor de polpação concentrado fornece óxido de magnésio (MgO) e SO2, que são facilmente recuperados. Nenhum cheiro é produzido neste processo; em vez disso, o MgO é coletado do gás de combustão e abafado com água para produzir hidróxido de magnésio (Mg(OH)2). ENTÃO2 é resfriado e combinado com o Mg(OH)2 em uma torre de absorção para reconstituir o licor de cozimento. O bissulfito de magnésio (Mg(HSO3)2) é então fortificado com SO fresco2 e armazenado. A recuperação de 80 a 90% dos produtos químicos de cozimento é possível.
A recuperação do licor de cozimento de sulfito à base de sódio é mais complicada. O licor esgotado concentrado é incinerado e aproximadamente 50% do enxofre é convertido em SO2. O restante do sódio e enxofre é coletado no fundo da caldeira de recuperação como um cheiro de Na2S e Na2CO3. O cheiro é dissolvido para produzir licor verde, que é convertido em bissulfito de sódio (NaHSO3) em várias etapas. O NaHSO3 é fortificado e armazenado. O processo de regeneração produz gases de enxofre reduzido, em particular o sulfeto de hidrogênio (H2S)
Operações de Estufa e Viveiro
A indústria de viveiros cultiva plantas para o mercado de replantio (ver figura 1). Plantas resistentes são cultivadas do lado de fora, e as plantas menos resistentes são propagadas e criadas dentro, normalmente em estufas, para protegê-las de temperaturas frias ou muita radiação solar ou vento. Muitas plantas cultivadas dentro de casa durante condições de crescimento severas são cultivadas fora em condições climáticas favoráveis. Culturas típicas de viveiro são árvores e arbustos, e as culturas típicas de estufa incluem flores, vegetais e ervas. A indústria de viveiros cultiva plantas para o mercado de replantio, mas as estufas também são usadas para cultivar culturas para mercados sazonais, como tomates durante os meses gelados do inverno.
Figura 1. Colocação de pés de café em um viveiro na Costa do Marfim

A indústria de viveiros de plantas constitui um grande e crescente setor da agricultura. Na Califórnia, onde há mais de 3,000 viveiros comerciais, os viveiros são uma commodity de alto valor por hectare, ocupando o quinto lugar na renda agrícola do estado. Como em grande parte da agricultura do oeste dos Estados Unidos, a população de funcionários é dominada por trabalhadores do México ou de outros países da América Central. A maioria desses trabalhadores não é migrante, mas está estabelecida em comunidades locais com suas famílias (Mines e Martin 1986). A maioria fala apenas espanhol ou como língua principal e tem pouca ou nenhuma educação formal. Os salários são baixos para a maioria dos empregos e há um excedente de mão-de-obra. Situações semelhantes existem em todo o mundo.
O trabalho em berçário é considerado um emprego comparativamente bom pela maioria dos trabalhadores agrícolas porque é o ano todo, relativamente bem pago e frequentemente inclui seguro de acidentes de trabalho e benefícios de saúde para funcionários. Poucos trabalhadores pertencem a organizações trabalhistas neste setor, e a maioria dos trabalhadores é empregada diretamente pela empresa, e não por terceirizados de mão-de-obra agrícola.
As estufas fornecem um ambiente controlado para as plantas e são usadas para uma variedade de propósitos, que incluem o cultivo de plantas raras e exóticas, proteção de plantas produtoras (como flores, tomates e pimentões) do clima de inverno e início de mudas. O ambiente controlado dentro de uma estufa é vantajoso para aqueles que desejam cultivar o ano todo, independentemente das condições sazonais ao ar livre. As operações de efeito estufa se expandiram em climas temperados. Por exemplo, na Ucrânia, a área total de estufas cresceu de 3,070 hectares (ha) em 1985 para 3,200 ha em 1990, para cerca de 3,400 ha em 1995 (Viten, Krashyyuh e Ilyna 1994).
A estufa de duas águas (telhado inclinado igual) é típica. Proporciona boa exposição ao sol de inverno, drenagem e proteção contra o vento. Os materiais de estrutura para estufas incluem madeira, alumínio ou uma combinação de tubos de aço e madeira. As paredes laterais ou laterais podem ser feitas de uma variedade de materiais, incluindo compensado, alumínio, madeira ou vinil. Na Ucrânia, 60% das estufas têm paredes de blocos de alvenaria. As tampas incluem vidro ou plástico e, em algumas partes do mundo, a casa coberta de vidro é chamada de estufa. O plástico pode ser rígido ou um filme flexível. Plásticos rígidos usados como coberturas incluem fibra de vidro, acrílico e policarbonato. As coberturas plásticas flexíveis incluem polietileno, cloreto de polivinila e poliéster. O policarbonato, que resiste à quebra de objetos arremessados, e os plásticos flexíveis requerem substituição frequente. As capas podem variar de transparentes a opacas e servem a três propósitos. Uma delas é deixar a luz do sol entrar para as plantas. Outra é para aquecimento dentro de um gabinete. O último é proteger as plantas do estresse ambiental, incluindo neve, chuva, granizo, ventos fortes, pássaros, pequenos animais e insetos.
A operação da estufa requer o controle de temperatura, umidade e ventilação, usando fontes artificiais de calor, exaustores e ventiladores de entrada, sombreamento (como ripas móveis ou redes), equipamentos de resfriamento (como almofada úmida ou resfriamento evaporativo), umidificação e climatização -equipamento de controle (Jones 1978).
Os trabalhadores de viveiros e estufas estão expostos a uma variedade de riscos, incluindo irritantes da pele, poeira, ruído, estresse por calor, distúrbios musculoesqueléticos (entorses e distensões), pesticidas e lesões relacionadas a veículos, máquinas, escorregões e quedas e eletricidade. Os riscos discutidos abaixo são limitados aos riscos ergonômicos no trabalho de viveiro e aos perigos de pesticidas no trabalho em estufa. Muitos desses perigos são comuns para as duas operações.
Operações de berçário
As operações típicas em um grande viveiro atacadista especializado em canteiros e plantas ornamentais cultivadas em contêineres consistem em quatro estágios:
- Estágio de propagação. Novas plantas são iniciadas em um meio especializado usando um dos quatro métodos padrão: estacas de plantas maduras, cultura de tecidos, sementes e enxerto.
- Estágio de replantio. À medida que as plantas crescem, elas são replantadas em recipientes de plástico individuais chamados “latas” (normalmente 2 ou 3 vezes durante o ciclo inicial de crescimento). Um transportador motorizado transporta as latas novas e maiores passando por uma tremonha onde são enchidas com terra. À medida que as latas continuam no transportador, as plantas são transplantadas manualmente para elas e, finalmente, são transferidas manualmente para um reboque para transporte para o campo.
- Estágio de crescimento or operações em campo. As plantas são mantidas em grupos ao ar livre até a maturidade total. Durante este período, as tarefas incluem regar, podar, fertilizar e capinar, amarrar-estaquear-moldar e espaçar à medida que as plantas crescem.
- Envios. As plantas maduras são removidas para a área de expedição, etiquetadas, organizadas por ordem de carga e carregadas em caminhões. Esta operação também pode incluir o descarregamento de caminhões em locais de varejo.
Riscos ergonômicos
O trabalho em viveiros, como acontece com outras commodities agrícolas, tem um padrão de altas taxas de entorses e lesões por distensão. Os dados da AgSafe (1992) sugerem que 38.9% de todas as lesões relatadas em especialidades de horticultura (incluindo viveiros) foram entorses e distensões, ligeiramente acima da proporção da agricultura como um todo. O esforço excessivo como causa de lesão nessa área foi citado por 30.2% das lesões relatadas, também acima da proporção da indústria como um todo.
Os fatores de risco mais comuns para o desenvolvimento de problemas musculoesqueléticos relacionados ao trabalho foram identificados como ocorrendo nas seguintes tarefas de trabalho:
Durante a propagação, o trabalhador fica de pé ou sentado em uma mesa de trabalho, esvazia uma cesta de mudas de plantas e usa tesouras manuais para cortá-las em pedaços menores. As tesouras são seguradas pela mão dominante; o material vegetal é agarrado com a outra mão. Após o corte de cada pedaço de material vegetal, as tesouras devem ser desinfetadas mergulhando-as em uma solução em um pequeno recipiente na bancada de trabalho.
Ao cortar, uma das mãos se envolve em preensão muito repetitiva, com uma média de 50 a 60 cortes por minuto. Flexão de punho leve a moderada e desvio ulnar ocorrem durante todo o ciclo de corte. A outra mão é usada para segurar as estacas, orientá-las para o corte e descartar os restos em uma lixeira. A extensão moderada do punho e o desvio ulnar também ocorrem durante este ciclo.
Os trabalhadores neste trabalho especializado são altamente qualificados e trabalham praticamente em tempo integral durante todo o ano, sem rotação para outros empregos. Os trabalhadores relatam dor e dormência na mão, punho e braço. Após um período de anos neste trabalho, eles demonstram uma elevada incidência de síndrome do túnel do carpo.
No transporte de plantas de uma correia transportadora para um trailer, o trabalhador segura 3 ou 4 contêineres de 3.8 litros em cada mão e os coloca em um trailer localizado ao lado ou atrás dele. Este ciclo de trabalho é repetido 13 a 20 vezes por minuto. Os fatores de risco incluem preensão altamente repetitiva, forças de pinça elevadas e posturas desajeitadas, incluindo flexão do tronco, lombar e ombro.
No transporte de plantas de um reboque para um canteiro, o trabalhador pega 3 ou 4 vasilhames de 3.8 l em cada mão, carrega-os até 17 m e os coloca no solo em uma fileira pré-determinada. Este ciclo de trabalho é repetido 3 a 5 vezes por minuto. O manuseio de latas é um trabalho quase em tempo integral durante todo o ano para muitos trabalhadores. Está associada a dor nos dedos e mãos, extremidades superiores e parte inferior das costas. Como os trabalhadores de campo tendem a ser mais jovens, a alta taxa prevista de lesões crônicas nas costas não está documentada no momento.
O podador trabalha com várias tesouras para cortar partes indesejadas ou mortas dos topos e laterais das plantas. O trabalhador geralmente está de pé ou curvado para alcançar as plantas. A mão dominante segura a tesoura e realiza uma preensão muito repetitiva, com uma média de 40 a 50 cortes por minuto. Os dedos da mesma mão também são usados para arrancar pequenos galhos ou outras partes de plantas. A mão não dominante segura a lata para pegar e colocar rapidamente, e também segura os cortes em uma pegada estática com uma flexão moderada do punho e desvio ulnar presente durante todo o ciclo de corte. Como a poda é uma tarefa de meio período para a maioria dos trabalhadores de campo, algum alívio e recuperação são alcançados devido à variação da tarefa. No entanto, está associada a dor nos dedos e mão, punho, extremidades superiores e parte inferior das costas.
Para permitir que as plantas tenham espaço adequado para crescer e se expandir, o espaçamento deve ser feito periodicamente. Isso envolve pegar e levantar de 3 a 4 plantas em cada mão, carregá-las por uma curta distância e colocá-las no chão em fileiras. Este ciclo é repetido 3 a 5 vezes por minuto. Como a poda, o espaçamento é uma tarefa de meio período para a maioria dos trabalhadores de campo, permitindo oportunidade de alívio e recuperação. Também está associada a dor nos dedos e mãos, pulsos, extremidades superiores e parte inferior das costas.
A maioria dos trabalhos de berçário consome muita energia humana e isso, juntamente com a natureza repetitiva de muitas tarefas, leva a um risco substancial de lesões por movimentos repetitivos. Ferramentas para auxiliar os trabalhadores melhorando a postura corporal e reduzindo os requisitos de energia de tarefas específicas apenas começaram a ser desenvolvidas.
Operações de Estufa
As operações típicas em uma estufa variam dependendo se o objetivo é cultivar plantas raras e exóticas, plantas de produção ou mudas. O cultivo de plantas raras ou exóticas é um empreendimento que dura o ano todo. As plantas de produção são normalmente cultivadas dentro da estufa para protegê-las das intempéries; assim, as estufas podem ser usadas sazonalmente. O crescimento das mudas é semelhante ao das operações de viveiro, mas o mercado é de plantas para replantio na primavera após a última geada. As tarefas envolvidas no cultivo em estufa incluem colocar o solo em pequenos recipientes, plantar a semente em cada um dos recipientes, regar e fertilizar as plantas, podar ou desbastar as plantas conforme necessário (ver figura 2), aplicar fumigantes ou pesticidas e transportar as plantas ou produto da estufa. O enchimento do solo e o plantio tornaram-se uma operação mecanizada na estufa de produção. A composição do solo para vasos pode ser uma mistura de turfa, perlita e vermiculita. A poda pode ser mecanizada, dependendo da cultura. A rega pode ser feita diretamente com uma mangueira ou através de um aspersor automatizado ou sistema de tubulação. Nutrientes são adicionados à água para fertilizar as plantas. A aplicação de pesticidas com pulverizador manual é típica. A esterilização do solo é feita por vapor ou produtos químicos, incluindo dibromocloropropano (DBCP). O transporte de plantas ou produtos é tipicamente um exercício manual.
Figura 2. Corte (corte) de mudas de tabaco em uma estufa na Carolina do Norte

Pesticidas usados em estufas
Doenças e insetos que atacam as plantas podem resultar em grandes problemas para os operadores de estufas. Freqüentemente, prevenir tais danos é mais fácil do que tentar erradicar as pragas posteriormente. Algumas pragas comuns que infligem os maiores danos às culturas com efeito de estufa são insetos, fungos, vírus, bactérias e nematóides. Para combater esses organismos indesejáveis, produtos químicos especiais (pesticidas) são aplicados nas plantas para matar as pragas.
Existem muitas maneiras de aplicar pesticidas para que sejam eficazes. Os métodos de aplicação mais comuns são: sprays líquidos, névoas, poeiras, névoas, fumaças, latas de aerossol e grânulos. A pulverização de pesticidas envolve o uso de uma mistura de água/pesticida contida em um tanque que possui uma mangueira com um bico de pulverização conectado a ela. Sob pressão, a mistura é direcionada para as plantas como gotas líquidas. As névoas são geradas por uma técnica semelhante à técnica de spray, mas as gotas resultantes são menores. Poeiras de pesticidas são frequentemente liberadas no ar e podem se depositar na superfície da planta. Os nebulizadores usam dispositivos de aquecimento para gerar gotas muito pequenas direcionadas às plantas. Fumaça de pesticida é gerada acendendo um estrelinha e colocando-o em uma vasilha que contém o produto químico.
As latas de aerossol são recipientes de metal pressurizados que liberam o pesticida no ar quando uma válvula é aberta. Finalmente, pesticidas granulados são colocados no topo do solo e depois regados. A rega dissolve os grânulos e transporta o produto químico para as raízes da planta, onde pode matar organismos no solo ou ser absorvido pela planta e matar organismos que se alimentam dela.
Com cada método diferente de aplicação de um pesticida vem o perigo de ser exposto ao produto químico. As duas vias de exposição mais comuns são através da pele (dérmica) e através dos pulmões (respiratória). Outra via de exposição, mas menos comum, é a ingestão de alimentos ou bebidas contaminadas com pesticidas. Os trabalhadores da estufa que manuseiam os produtos químicos ou as plantas tratadas podem ser envenenados se as precauções de segurança adequadas não forem seguidas.
As formas de evitar envenenamento incluem o uso adequado de sistemas de ventilação de estufas, usando e mantendo o EPI apropriado (fatos, luvas, respiradores, botas - veja a figura 3), observando os tempos de reentrada recomendados e seguindo as instruções do rótulo de pesticidas. Algumas precauções de segurança adicionais são: armazenamento de todos os pesticidas dentro de uma área trancada e bem ventilada; afixando sinais em áreas onde as plantas foram tratadas; e treinamento abrangente sobre pesticidas, que inclui técnicas adequadas de aplicação e manuseio. Finalmente, todos os aplicadores de pesticidas devem ser treinados em técnicas apropriadas de descarte de pesticidas velhos e recipientes vazios de pesticidas.
Figura 3. Trabalhador com equipamento de proteção completo aplica pesticidas em uma estufa.

Branqueamento
O branqueamento é um processo de vários estágios que refina e ilumina a polpa crua. O objetivo é dissolver (pastas químicas) ou modificar (pastas mecânicas) a lignina de cor marrom que não foi removida durante a polpação, mantendo a integridade das fibras da polpa. Uma fábrica produz celulose personalizada variando a ordem, a concentração e o tempo de reação dos agentes de branqueamento.
Cada etapa de branqueamento é definida pelo seu agente de branqueamento, pH (acidez), temperatura e duração (tabela 1). Após cada estágio de branqueamento, a polpa pode ser lavada com soda cáustica para remover os produtos químicos usados no branqueamento e a lignina dissolvida antes de passar para o próximo estágio. Após o último estágio, a polpa é bombeada através de uma série de peneiras e limpadores para remover quaisquer contaminantes como sujeira ou plástico. Em seguida, é concentrado e encaminhado para armazenamento.
Tabela 1. Agentes clareadores e suas condições de uso
|
Símbolo |
Concentração |
pH |
Consistência* |
Temperatura |
Tempo (h) |
|
|
Cloro (Cl2) |
C |
2.5-8 |
2 |
3 |
20-60 |
0.5-1.5 |
|
Hidróxido de sódio (NaOH) |
E |
1.5-4.2 |
11 |
10-12 |
<80 |
1-2 |
|
Dióxido de cloro (ClO2) |
D |
~1 |
0-6 |
10-12 |
60-75 |
2-5 |
|
Hipoclorito de sódio (NaOCl) |
H |
1-2 |
9-11 |
10-12 |
30-50 |
0.5-3 |
|
Oxigênio (O2) |
O |
1.2-1.9 |
7-8 |
25-33 |
90-130 |
0.3-1 |
|
Peróxido de hidrogênio (H2O2) |
P |
0.25 |
10 |
12 |
35-80 |
4 |
|
O ozônio (O3) |
Z |
0.5-3.5 |
2-3 |
35-55 |
20-40 |
<0.1 |
|
Lavagem ácida (SO2) |
A |
4-6 |
1.8-5 |
1.5 |
30-50 |
0.25 |
|
ditionito de sódio (NaS2O4) |
Y |
1-2 |
5.5-8 |
4-8 |
60-65 |
1-2 |
* Concentração de fibra em solução aquosa.
Historicamente, a sequência de branqueamento mais comum usada para produzir celulose kraft branqueada de qualidade comercial é baseada no processo CEDED de cinco estágios (consulte a tabela 1 para a definição dos símbolos). As duas primeiras etapas do branqueamento completam o processo de deslignificação e são consideradas extensões da polpação. Devido a preocupações ambientais sobre orgânicos clorados em efluentes de fábricas de celulose, muitas fábricas substituem o dióxido de cloro (ClO2) para uma porção do cloro (Cl2) usado na primeira etapa do clareamento (CDEDED) e usar oxigênio (O2) pré-tratamento durante a primeira extração cáustica (CDEODE). A tendência atual na Europa e na América do Norte é a substituição completa por ClO2 (por exemplo, DEDED) ou eliminação de ambos Cl2 e ClO2. Onde ClO2 é usado, dióxido de enxofre (SO2) é adicionado durante a fase final de lavagem como um “anticloro” para parar o ClO2 reação e controlar o pH. Sequências de branqueamento sem cloro recém-desenvolvidas (por exemplo, OAZQP, OQPZP, onde Q = quelação) usam enzimas, O2, ozônio (O3), peróxido de hidrogênio (H2O2), perácidos e agentes quelantes, como o ácido etilenodiaminotetracético (EDTA). O branqueamento totalmente sem cloro foi adotado em oito fábricas em todo o mundo em 1993. Como esses métodos mais novos eliminam as etapas de branqueamento ácido, a lavagem ácida é uma adição necessária aos estágios iniciais do branqueamento kraft para permitir a remoção de metais ligados à celulose.
As polpas de sulfito são geralmente mais fáceis de branquear do que as polpas kraft devido ao seu menor teor de lignina. Sequências curtas de branqueamento (por exemplo, CEH, DCEHD, P, HP, EPOP) podem ser usadas para a maioria dos tipos de papel. Para polpas de sulfito de grau solúvel usadas na produção de rayon, celofane e assim por diante, tanto a hemicelulose quanto a lignina são removidas, exigindo sequências de branqueamento mais complexas (por exemplo, C1C2ECHDA). A lavagem ácida final é tanto para controle de metais quanto para propósitos de anticloro. A carga de efluentes para polpas de sulfito de grau de dissolução é muito maior porque grande parte da madeira bruta é consumida (rendimento típico de 50%) e mais água é usada.
O termo brilho é usado para descrever o branqueamento de polpas mecânicas e outras polpas de alto rendimento, porque elas são branqueadas pela destruição de grupos cromóforos sem dissolução da lignina. Os agentes clareadores incluem H2O2 e/ou hidrossulfito de sódio (NaS2O4). Historicamente, o hidrossulfito de zinco (ZnS2O4) era comumente usado, mas foi amplamente eliminado por causa de sua toxicidade no efluente. Agentes quelantes são adicionados antes do branqueamento para neutralizar quaisquer íons metálicos, evitando assim a formação de sais coloridos ou a decomposição de H2O2. A eficácia do branqueamento mecânico da pasta depende da espécie de madeira. Madeiras duras (por exemplo, álamo e choupo) e madeiras macias (por exemplo, abeto e bálsamo) com baixo teor de lignina e extrativos podem ser branqueadas para um nível de brilho mais alto do que o pinho e o cedro, mais resinosos.
" ISENÇÃO DE RESPONSABILIDADE: A OIT não se responsabiliza pelo conteúdo apresentado neste portal da Web em qualquer idioma que não seja o inglês, que é o idioma usado para a produção inicial e revisão por pares do conteúdo original. Algumas estatísticas não foram atualizadas desde a produção da 4ª edição da Enciclopédia (1998)."