Este artigo discute situações e cadeias de eventos que levam a acidentes atribuíveis ao contato com partes móveis de máquinas. As pessoas que operam e fazem a manutenção de máquinas correm o risco de se envolver em acidentes graves. As estatísticas dos EUA sugerem que 18,000 amputações e mais de 800 mortes nos Estados Unidos a cada ano são atribuíveis a essas causas. De acordo com o Instituto Nacional de Saúde e Segurança Ocupacional dos Estados Unidos (NIOSH), a categoria de lesões “presas, sob ou entre” em sua classificação teve a classificação mais alta entre os tipos mais importantes de lesões ocupacionais em 1979. Essas lesões geralmente envolviam máquinas ( Etherton e Myers 1990). O “contato com parte móvel da máquina” foi relatado como o principal evento lesivo em pouco mais de 10% dos acidentes ocupacionais desde que esta categoria foi introduzida nas estatísticas suecas de lesões ocupacionais em 1979.
A maioria das máquinas possui peças móveis que podem causar ferimentos. Essas partes móveis podem ser encontradas no ponto de operação onde o trabalho é realizado no material, como onde ocorre o corte, modelagem, mandrilamento ou deformação. Eles podem ser encontrados no aparelho que transmite energia para as partes da máquina que executa o trabalho, como volantes, polias, bielas, acopladores, cames, fusos, correntes, manivelas e engrenagens. Eles podem ser encontrados em outras partes móveis da máquina, como rodas de equipamentos móveis, motores de engrenagens, bombas, compressores e assim por diante. Movimentos perigosos de máquinas também podem ser encontrados entre outros tipos de máquinas, especialmente nas peças auxiliares de equipamentos que manuseiam e transportam cargas como peças de trabalho, materiais, resíduos ou ferramentas.
Todas as partes de uma máquina que se movem durante a execução do trabalho podem contribuir para acidentes causando ferimentos e danos. Os movimentos rotativos e lineares da máquina, bem como suas fontes de energia, podem ser perigosos:
Movimento rotativo. Mesmo eixos de rotação suaves podem prender uma peça de roupa e, por exemplo, colocar o braço de uma pessoa em uma posição perigosa. O perigo em um eixo rotativo aumenta se ele tiver partes salientes ou superfícies irregulares ou afiadas, como parafusos de ajuste, porcas, fendas, entalhes ou arestas cortantes. Peças rotativas de máquinas dão origem a “pontos de nip” de três maneiras diferentes:
- São os pontos entre duas partes rotativas que giram em direções opostas e têm eixos paralelos, como engrenagens ou rodas dentadas, rolos de carruagem ou manivelas.
- Existem os pontos de contato entre peças rotativas e peças em movimento linear, como os encontrados entre uma correia de transmissão de força e sua polia, uma corrente e uma roda dentada ou uma cremalheira e pinhão.
- Os movimentos rotativos da máquina podem dar origem ao risco de cortes e ferimentos por esmagamento quando ocorrem muito próximos a objetos estacionários - esse tipo de condição existe entre um transportador helicoidal e sua carcaça, entre os raios de uma roda e a base da máquina ou entre um rebolo e um gabarito de ferramenta.
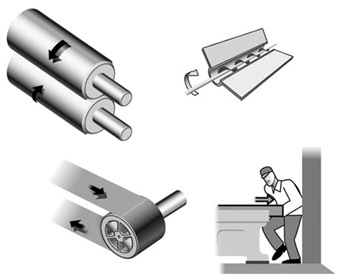
Movimentos lineares. Movimentos verticais, horizontais e alternativos podem causar ferimentos de várias maneiras: uma pessoa pode receber um empurrão ou golpe de uma peça da máquina e pode ficar presa entre a peça da máquina e algum outro objeto, ou pode ser cortada por uma borda afiada, ou sofrer uma lesão por pinçamento por ficar preso entre a parte móvel e outro objeto (figura 1).
Figura 1. Exemplos de movimentos mecânicos que podem ferir uma pessoa
Fontes de energia. Freqüentemente, fontes externas de energia são empregadas para operar uma máquina que pode envolver quantidades consideráveis de energia. Estes incluem sistemas elétricos, a vapor, hidráulicos, pneumáticos e mecânicos, todos os quais, se liberados ou descontrolados, podem causar ferimentos graves ou danos. Um estudo de acidentes ocorridos durante um ano (1987 a 1988) entre agricultores em nove aldeias no norte da Índia mostrou que as máquinas de corte de forragem, todas com o mesmo design, são mais perigosas quando movidas por um motor ou trator. A frequência relativa de acidentes envolvendo mais de um ferimento leve (por máquina) foi de 5.1 por mil para cortadores manuais e 8.6 por mil para cortadores elétricos (Mohan e Patel 1992).
Lesões Associadas a Movimentos de Máquinas
Uma vez que as forças associadas aos movimentos da máquina costumam ser muito grandes, pode-se presumir que as lesões que elas provocam serão graves. Esta presunção é confirmada por várias fontes. O “contato com máquinas em movimento ou material sendo usinado” foi responsável por apenas 5% de todos os acidentes ocupacionais, mas por até 10% dos acidentes fatais e graves (fraturas, amputações e assim por diante) de acordo com estatísticas britânicas (HSE 1989). Estudos de dois locais de trabalho de fabricação de veículos na Suécia apontam na mesma direção. Os acidentes causados por movimentação de máquinas geraram o dobro de dias de afastamento por doença, medidos por valores medianos, em relação aos acidentes não relacionados a máquinas. Os acidentes relacionados com máquinas também diferiram de outros acidentes no que diz respeito à parte do corpo lesada: os resultados indicaram que 80% das lesões sofridas em acidentes “máquinas” foram nas mãos e nos dedos, enquanto a proporção correspondente para acidentes “outros” foi 40% (Backström e Döös 1995).
A situação de risco nas instalações automatizadas revelou-se tanto diferente (em termos de tipo de acidente, sequência de eventos e grau de gravidade das lesões) como mais complicada (tanto em termos técnicos como no que diz respeito à necessidade de competências especializadas) do que em instalações onde são utilizadas máquinas convencionais. O termo automatizado aqui se refere a equipamentos que, sem a intervenção direta de um ser humano, podem iniciar um movimento de máquina ou mudar sua direção ou função. Esses equipamentos requerem dispositivos sensores (por exemplo, sensores de posição ou microinterruptores) e/ou alguma forma de controle sequencial (por exemplo, um programa de computador) para direcionar e monitorar suas atividades. Nas últimas décadas, uma Controlador Lógico Programável (PLC) tem sido cada vez mais empregado como unidade de controle em sistemas de produção. Pequenos computadores são agora os meios mais comuns usados para controlar equipamentos de produção no mundo industrializado, enquanto outros meios de controle, como unidades eletromecânicas, estão se tornando cada vez menos comuns. Na indústria manufatureira sueca, o uso de máquinas controladas numericamente (NC) aumentou de 11 a 12% ao ano durante a década de 1980 (Hörte e Lindberg 1989). Na produção industrial moderna, ser ferido por “partes móveis de máquinas” está se tornando cada vez mais equivalente a ser ferido por “movimentos de máquinas controlados por computador”.
As instalações automatizadas são encontradas em cada vez mais setores da indústria e têm um número crescente de funções. O gerenciamento de lojas, manuseio de materiais, processamento, montagem e embalagem estão sendo automatizados. A produção em série passou a se assemelhar à produção em processo. Se a alimentação, usinagem e ejeção das peças de trabalho forem mecanizadas, o operador não precisa mais estar na zona de risco durante o curso da produção regular e sem interrupções. Estudos de pesquisa de fabricação automatizada mostraram que os acidentes ocorrem principalmente no tratamento de distúrbios que afetam a produção. No entanto, as pessoas também podem atrapalhar os movimentos da máquina na execução de outras tarefas, como limpeza, ajuste, reinicialização, controle e reparo.
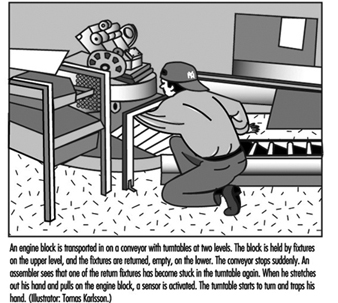
Quando a produção é automatizada e o processo não está mais sob o controle direto do ser humano, aumenta o risco de movimentos inesperados da máquina. A maioria dos operadores que trabalham com grupos ou linhas de máquinas interligadas já experimentou tais movimentos inesperados da máquina. Muitos acidentes de automação ocorrem como resultado de tais movimentos. Um acidente de automação é um acidente em que o equipamento automático controlou (ou deveria ter controlado) a energia que deu origem à lesão. Isso significa que a força que fere a pessoa vem da própria máquina (por exemplo, a energia do movimento de uma máquina). Em um estudo de 177 acidentes de automação na Suécia, verificou-se que a lesão foi causada pela “partida inesperada” de uma parte de uma máquina em 84% dos casos (Backström e Harms-Ringdahl 1984). Um exemplo típico de lesão causada por um movimento de máquina controlado por computador é mostrado na figura 2.
Figura 2. Um exemplo típico de uma lesão causada por um movimento de máquina controlado por computador
Um dos estudos acima referidos (Backström e Döös 1995) mostrou que os movimentos de máquinas controlados automaticamente estavam causalmente ligados a períodos mais longos de baixa por doença do que lesões devido a outros tipos de movimentos de máquinas, sendo o valor médio quatro vezes superior num dos locais de trabalho . O padrão de lesões dos acidentes de automação foi semelhante ao de outros acidentes de máquinas (envolvendo principalmente mãos e dedos), mas a tendência é que os primeiros tipos de lesões sejam mais graves (amputações, esmagamentos e fraturas).
O controle por computador, assim como o manual, tem pontos fracos do ponto de vista da confiabilidade. Não há garantia de que um programa de computador funcionará sem erros. A eletrônica, com seus baixos níveis de sinal, pode ser sensível a interferências se não for devidamente protegida, e nem sempre é possível prever as conseqüências das falhas resultantes. Além disso, as mudanças de programação geralmente não são documentadas. Um método usado para compensar essa deficiência é, por exemplo, operar sistemas “duplos” nos quais existem duas cadeias independentes de componentes funcionais e um método de monitoramento de modo que ambas as cadeias exibam o mesmo valor. Se os sistemas apresentarem valores diferentes, isso indica falha em um deles. Mas existe a possibilidade de que ambas as cadeias de componentes possam sofrer da mesma falha e que ambas possam ser desordenadas pela mesma perturbação, dando assim uma leitura falsa positiva (como ambos os sistemas concordam). No entanto, apenas em alguns dos casos investigados foi possível atribuir um acidente a uma falha do computador (ver abaixo), apesar de ser comum um único computador controlar todas as funções de uma instalação (até mesmo a paragem de uma máquina como resultado da ativação de um dispositivo de segurança). Como alternativa, pode-se considerar o fornecimento de um sistema testado e comprovado com componentes eletromecânicos para funções de segurança.
Problemas técnicos
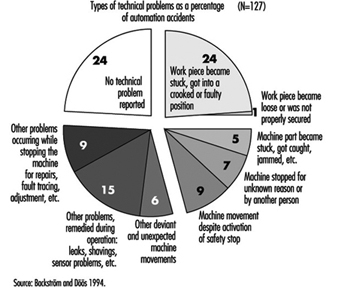
De maneira geral, pode-se dizer que um único acidente tem várias causas, incluindo técnicas, individuais, ambientais e organizacionais. Para fins preventivos, um acidente é melhor encarado não como um evento isolado, mas como um seqüência de eventos ou um processo (Backström 1996). No caso dos acidentes de automação, foi demonstrado que os problemas técnicos frequentemente fazem parte dessa sequência e ocorrem em uma das fases iniciais do processo ou próximo ao evento lesivo do acidente. Estudos em que foram examinados problemas técnicos envolvidos em acidentes de automação sugerem que estes estão por trás de 75 a 85% dos acidentes. Ao mesmo tempo, em qualquer caso específico, geralmente existem outras causas, como as de natureza organizacional. Apenas em um décimo dos casos foi descoberto que a fonte direta da energia que deu origem a uma lesão pode ser atribuída a uma falha técnica - por exemplo, um movimento da máquina ocorrendo apesar da máquina estar parada. Números semelhantes foram relatados em outros estudos. Normalmente, um problema técnico causava problemas com o equipamento, fazendo com que o operador tivesse que alternar tarefas (por exemplo, reposicionar uma peça que estava em posição torta). O acidente ocorreu então durante a execução da tarefa, motivado pela falha técnica. Um quarto dos acidentes de automação foi precedido por uma perturbação no fluxo de materiais, como uma peça que ficou presa ou ficou em uma posição torta ou defeituosa (consulte a figura 3).
Figura 3. Tipos de problemas técnicos envolvidos em acidentes de automação (número de acidentes =127)
Em um estudo de 127 acidentes envolvendo automação, 28 desses acidentes, descritos na figura 4, foram investigados posteriormente para determinar os tipos de problemas técnicos envolvidos como fatores causais (Backström e Döös, no prelo). Os problemas especificados nas investigações de acidentes foram causados com mais frequência por componentes emperrados, defeituosos ou desgastados. Em dois casos, o problema foi causado por um erro de programa de computador e em um por interferência eletromagnética. Em mais da metade dos casos (17 em 28), as falhas já existiam há algum tempo, mas não foram corrigidas. Apenas em 5 dos 28 casos em que se referiu falha técnica ou desvio, o defeito não se manifestou anteriormente. Algumas falhas foram reparadas apenas para reaparecer mais tarde. Alguns defeitos estavam presentes desde o momento da instalação, enquanto outros resultaram do desgaste e do impacto do meio ambiente.
A proporção de acidentes de automação ocorridos durante a correção de um distúrbio na produção varia entre um terço e dois terços de todos os casos, de acordo com a maioria dos estudos. Em outras palavras, há um consenso geral de que lidar com distúrbios de produção é uma tarefa ocupacional perigosa. A variação na ocorrência desses acidentes tem muitas explicações, entre elas aquelas relacionadas ao tipo de produção e à forma como as tarefas ocupacionais são classificadas. Em alguns estudos de distúrbios, foram considerados apenas problemas e paradas de máquinas durante a produção regular; em outros, tratou-se de uma gama mais ampla de problemas — por exemplo, os envolvidos na montagem do trabalho.
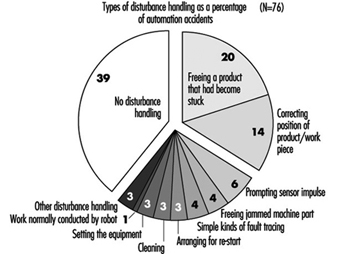
Uma medida muito importante na prevenção de acidentes de automação é preparar procedimentos para remover as causas dos distúrbios de produção para que eles não se repitam. Em um estudo especializado de distúrbios de produção no momento do acidente (Döös e Backström 1994), verificou-se que a tarefa mais comum a que os distúrbios davam origem era a liberação ou a correção da posição de uma peça de trabalho que havia ficado presa ou incorretamente colocada. Esse tipo de problema iniciou uma de duas sequências de eventos bastante semelhantes: (1) a peça foi liberada e voltou para sua posição correta, a máquina recebeu um sinal automático para iniciar e a pessoa foi ferida pelo movimento iniciado da máquina, (2 ) não houve tempo para a liberação ou reposicionamento da peça antes que a pessoa fosse ferida por um movimento da máquina que veio de forma inesperada, mais rápida ou com mais força do que o operador esperava. Outro tratamento de perturbação envolvia solicitar um impulso do sensor, liberar uma peça de máquina emperrada, realizar tipos simples de rastreamento de falhas e providenciar a reinicialização (consulte a figura 4).
Figura 4. Tipo de manejo da perturbação no momento do acidente (número de acidentes =76)
Segurança do Trabalhador
As categorias de pessoas que tendem a se ferir em acidentes de automação dependem de como o trabalho é organizado, ou seja, em qual grupo ocupacional executa as tarefas perigosas. Na prática, é uma questão de qual pessoa no local de trabalho é designada para lidar com problemas e perturbações rotineiramente. Na indústria sueca moderna, geralmente são exigidas intervenções ativas das pessoas que operam a máquina. É por isso que, no estudo do local de trabalho da fabricação de veículos mencionado anteriormente na Suécia (Backström e Döös, aceito para publicação), descobriu-se que 82% das pessoas que sofreram lesões por máquinas automatizadas eram trabalhadores ou operadores de produção. Os operadores também tiveram uma frequência relativa de acidentes maior (15 acidentes de automação por 1,000 operadores por ano) do que os trabalhadores de manutenção (6 por 1,000). As conclusões dos estudos que indicam que os trabalhadores de manutenção são mais afetados são, pelo menos em parte, explicadas pelo fato de que os operadores não podem entrar nas áreas de usinagem em algumas empresas. Em organizações com um tipo diferente de distribuição de tarefas, outras categorias de pessoal - montadores, por exemplo - podem receber a tarefa de resolver quaisquer problemas de produção que surjam.
A medida corretiva mais comum tomada neste contexto para aumentar o nível de segurança pessoal é proteger a pessoa dos movimentos perigosos da máquina usando algum tipo de dispositivo de segurança, como proteção de máquina. O principal princípio aqui é o da segurança “passiva” – isto é, a provisão de proteção que não requer ação por parte do trabalhador. É, no entanto, impossível julgar a eficácia dos dispositivos de proteção sem um conhecimento muito bom dos requisitos reais de trabalho na máquina em questão, uma forma de conhecimento que normalmente é possuída apenas pelos próprios operadores de máquinas.
Existem muitos fatores que podem colocar fora de ação até mesmo o que é aparentemente uma boa proteção de máquina. Para realizar seu trabalho, os operadores podem precisar desativar ou contornar um dispositivo de segurança. Em um estudo (Döös e Backström 1993), descobriu-se que tal desengajamento ou evasão ocorreu em 12 de 75 dos acidentes de automação cobertos. Muitas vezes é uma questão de ambição do operador, que não está mais disposto a aceitar os problemas de produção ou o atraso no processo de produção para corrigir os distúrbios de acordo com as instruções. Uma forma de evitar esse problema é tornar o dispositivo de proteção imperceptível, para que não afete o ritmo de produção, a qualidade do produto ou o desempenho da tarefa. Mas isso nem sempre é possível; e onde houver distúrbios repetidos na produção, mesmo pequenos inconvenientes podem levar as pessoas a não utilizarem dispositivos de segurança. Novamente, devem ser disponibilizadas rotinas para remover as causas dos distúrbios de produção para que estes não se repitam. A falta de um meio de confirmar se os dispositivos de segurança realmente funcionam de acordo com as especificações é outro fator de risco significativo. Conexões defeituosas, sinais de partida que permanecem no sistema e posteriormente dão origem a partidas inesperadas, aumento da pressão do ar e sensores que se soltaram podem causar falhas no equipamento de proteção.
Sumário
Como foi demonstrado, soluções técnicas para problemas podem dar origem a novos problemas. Embora as lesões sejam causadas por movimentos de máquinas, que são de natureza essencialmente técnica, isso não significa automaticamente que o potencial de sua erradicação resida em fatores puramente técnicos. Os sistemas técnicos continuarão a funcionar mal e as pessoas não conseguirão lidar com as situações a que essas falhas dão origem. Os riscos continuarão a existir e só podem ser controlados por uma ampla variedade de meios. Legislação e controle, medidas organizacionais em empresas individuais (na forma de treinamento, rodadas de segurança, análise de risco e relatórios de distúrbios e quase acidentes) e ênfase em melhorias constantes e contínuas são necessárias como complementos ao desenvolvimento puramente técnico.