- Ви сте овде:
-
Početna

-
Део КСИИ. Цхемицал Индустриес
- Хемијска обрада

77. Хемијска обрада
Уредници поглавља: Јеанне Магер Стеллман и Мицхаел МцЦанн
Преглед садржаја
Табеле и слике
Хемијска индустрија
Л. Де Боер
Развијање програма управљања безбедношћу процеса
Рицхард С. Краус
Операције и процеси главних јединица: Преглед
Сиднеи Липтон
Примери операција хемијске обраде
Производња хлора и каустике
Институт за хлор, Инц.
Производња боја и премаза
Мицхаел МцЦанн
Индустрија пластике
ПК Лав и ТЈ Бриттон
Биотехнолошка индустрија
Сусан Б. Лее и Линда Б. Волфе
Пиротехничка индустрија
Ј. Кроегер
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Запошљавање у хемијској индустрији у одабраним земљама
2. Неки општи фактори избора локације
3. Безбедносна питања о локацији постројења
4. Објекти су генерално одвојени у укупном распореду постројења
5. Општа разматрања у распореду процесне јединице
6. Кораци за ограничавање залиха
7. Разматрања о раздвајању резервоара и локацији
8. Пумпе у хемијској процесној индустрији
9. Потенцијални извори експлозије у опреми
КСНУМКС. Испарљиви производи распадања пластике
КСНУМКС. Микроорганизми од индустријског значаја
КСНУМКС. Сировине које се користе у производњи пиротехничких средстава
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.
|
|












Деца категорије

Хемијска индустрија
Преузето из 3. издања, Енциклопедија здравља и безбедности на раду.
Посао хемијске индустрије је да промени хемијску структуру природних материјала како би се добили производи вредни за друге индустрије или у свакодневном животу. Хемикалије се производе од ових сировина – пре свега минерала, метала и угљоводоника – у низу корака прераде. Даљи третман, као што је мешање и мешање, често је потребан да би се они претворили у крајње производе (нпр. боје, лепкове, лекове и козметику). Дакле, хемијска индустрија покрива много шире поље од онога што се обично назива „хемикалије“, јер укључује и производе као што су вештачка влакна, смоле, сапуни, боје, фотографски филмови и још много тога.
Хемикалије спадају у две главне класе: органски неоргански. Органске хемикалије имају основну структуру атома угљеника, у комбинацији са водоником и другим елементима. Нафта и гас су данас извор 90% светске органске хемијске производње, који су у великој мери заменили угаљ и биљне и животињске материје, раније сировине. Неорганске хемикалије се углавном добијају из минералних извора. Примери су сумпор, који се као такав копа или екстрахује из руда, и хлор, који се прави од обичне соли.
Производи хемијске индустрије могу се широко поделити у три групе, које одговарају главним корацима у производњи: базне хемикалије (органске и неорганске) се обично производе у великим размерама и нормално се претварају у друге хемикалије; интермедијари су добијене од основних хемикалија. Већина међупроизвода захтева даљу прераду у хемијској индустрији, али неки, као што су растварачи, се користе такви какви јесу; готових хемијских производа настају даљом хемијском обрадом. Неки од њих (лекови, козметика, сапуни) се конзумирају као такви; други, као што су влакна, пластика, боје и пигменти, се даље обрађују.
Главни сектори хемијске индустрије су следећи:
- основне неорганске материје: киселине, алкалије и соли, углавном се користе на другим местима у индустрији и индустријски гасови, као што су кисеоник, азот и ацетилен
- основне органске материје: сировине за пластику, смоле, синтетичке гуме и синтетичка влакна; растварачи и сировине за детерџенте; боје и пигменти
- ђубрива и пестициди (укључујући хербициде, фунгициде и инсектициде)
- пластике, смоле, синтетичке гуме, целулозна и синтетичка влакна
- фармацеутски производи (лекови и лекови)
- боје, лакови и лакови
- сапуне, детерџенте, препарате за чишћење, парфеме, козметику и друге тоалетне потрепштине
- разне хемикалије, као што су средства за полирање, експлозиви, лепкови, мастила, фотографски филм и хемикалије
У систему Међународне стандардне индустријске класификације свих економских активности (ИСИЦ), који Уједињене нације користе да класификују привредну делатност у десет главних дивизија, хемијска индустрија је класификована као Одсек 35, један од девет пододељења Главне дивизије 3: Прерађивачка индустрија. Област 35 даље је подељена на индустријске хемикалије (351), остале хемикалије (352), рафинерије нафте (353), разни угаљ и нафтне деривате, нпр. асфалт (354), производе од гуме укључујући гуме (355) и прераду пластике (356) .
У извештавању статистике хемијске индустрије свака земља обично користи сопствени систем класификације, и то може да доведе у заблуду. Стога се поређење између земаља са укупним перформансама хемијске индустрије не може заснивати на националним изворима. Међутим, међународна тела попут Организације за економску сарадњу и развој (ОЕЦД) и Уједињених нација обично достављају податке на основу ИСИЦ-а, иако са закашњењем од око две године.
Трговинска статистика се објављује на међународном нивоу према Стандардној међународној трговинској класификацији (СИТЦ), која се разликује од ИСИЦ система. Статистике трговине појединачних земаља скоро увек се односе на СИТЦ одељак 5, који покрива око 90% укупних хемикалија пријављених у ИСИЦ систему.
Хемијска индустрија је за пола века расла много брже од индустрије у целини. Иако је почетком 1990-их у светској хемијској индустрији дошло до економске депресије, средином 1990-их је хемијска производња порасла. Највећа област раста хемијске производње била је у југоисточној Азији. Слика 1 приказује процентуалне промене у хемијској производњи за 1992-95. за одабране земље.
Слика 1. Промена у хемијској производњи за одабране земље, 1992-95

Већи део хемијске индустрије је веома капитално интензиван и такође снажно зависи од истраживања и развоја (нпр. фармацеутски производи). Комбиновани резултат ова два фактора је да индустрија запошљава ненормално мали број неквалификованих физичких радника за своју величину, у поређењу са прерађивачком индустријом уопште. Укупна запосленост у индустрији је благо порасла током периода брзог раста пре 1970. године, али од тада је тежња за повећањем продуктивности резултирала падом запослености у хемијској индустрији у већини развијених земаља. Табела 1 приказује запосленост у хемијској индустрији у Сједињеним Државама и неколико европских земаља за 1995. годину.
Табела 1. Запосленост у хемијској индустрији у одабраним земљама (1995.)
|
земља |
Запослење |
|
Сједињене Америчке Државе |
КСНУМКС, КСНУМКС |
|
Nemačkoj |
538,000 |
|
Француска |
248,000 |
|
Велика Британија |
236,000 |
|
Италија |
191,000 |
|
Пољска |
140,000 |
|
Шпанија |
122,000 |
Извор: Цхемицал анд Енгинееринг Невс 1996.
Производња хлора и каустике
Институт за хлор, Инц.
Електролизом сланих раствора настаје хлор и каустик. Натријум хлорид (НаЦл) је примарна со која се користи; даје каустичну соду (НаОХ). Међутим, употреба калијум хлорида (КЦл) производи каустичну поташу (КОХ).
2 НаЦл + 2 Х2О → Цл2↑+ 2 НаОХ + Х2↑
со + вода → хлор (гас) + каустика + водоник (гас)
Тренутно је процес са ћелијама дијафрагме у највећој употреби за комерцијалну производњу хлора, затим процес са живим ћелијама, а затим процес са ћелијама мембране. Због економских, еколошких и проблема квалитета производа, произвођачи сада преферирају процес мембранских ћелија за нове производне погоне.
Процес ћелије дијафрагме
Ћелија дијафрагме (види слику 1) се доводи засићеним сланим раствором соли у одељак који садржи титанијумску аноду обложену солима рутенијума и других метала. Глава пластичне ћелије сакупља врући, влажни гас хлора који се производи на овој аноди. Усисавање помоћу компресора затим увлачи хлор у сабирни заглавље за даљу обраду која се састоји од хлађења, сушења и компресије. Вода и неизреаговани слани раствор перколирају кроз порозни дијафрагмски сепаратор у катодни одељак где вода реагује на челичној катоди да би се произвео натријум хидроксид (каустична сода) и водоник. Дијафрагма задржава хлор произведен на аноди од натријум хидроксида и водоника произведеног на катоди. Ако се ови производи комбинују, резултат је натријум хипохлорит (избељивач) или натријум хлорат. Комерцијални произвођачи натријум хлората користе ћелије које немају сепараторе. Најчешћа дијафрагма је композит азбеста и флуорокарбонског полимера. Модерна постројења са ћелијама са дијафрагмама немају здравствене или еколошке проблеме који су историјски повезани са употребом азбестних дијафрагми. Нека постројења користе дијафрагме без азбеста, које су сада комерцијално доступне. Процес са ћелијама дијафрагме производи слаб раствор натријум хидроксида који садржи неизреаговану со. Додатни процес испаравања концентрише каустику и уклања већину соли да би се направио каустик комерцијалног квалитета.
Слика 1. Врсте процеса хлоралкалне ћелије

Процес ћелије живе
Живина ћелија се заправо састоји од две електрохемијске ћелије. Реакција у првој ћелији на аноди је:
2 Цл- → Ц12 + 2 е-
хлорид → хлор + електрони
Реакција у првој ћелији на катоди је:
Na+ + Хг + е- → На · Хг
натријум јон + жива + електрони → натријум амалгам
Слани раствор тече у нагнутом челичном кориту са гумом обложеним страницама (види слику 4) Жива, катода, тече испод слане воде. Аноде од обложеног титанијума су суспендоване у раствору соли за производњу хлора, који излази из ћелије у систем за сакупљање и обраду. Натријум се електролизује у ћелији и оставља прву ћелију спојену са живом. Овај амалгам тече у другу електрохемијску ћелију која се зове разлагач. Разлагач је ћелија са графитом као катодом и амалгамом као анодом.
Реакција у декомпозитору је:
2 На•Хг + 2 Х2О → 2 НаОХ + 2 Хг + Х2 ↑
Процес са живиним ћелијама производи комерцијални (50%) НаОХ директно из ћелије.
Процес мембранске ћелије
Електрохемијске реакције у мембранској ћелији су исте као и у ћелији дијафрагме. Уместо порозне дијафрагме користи се мембрана за измену катјона (види слику 1). Ова мембрана спречава миграцију хлоридних јона у католит, чиме се у суштини производи 30 до 35% каустика без соли директно из ћелије. Отклањање потребе за уклањањем соли чини испаравање каустика до комерцијалне јачине од 50% једноставнијим и захтева мање улагања и енергије. Скупи никл се користи као катода у мембранској ћелији због јачег каустика.
Опасности за безбедност и здравље
На уобичајеним температурама, суви хлор, течни или гасовити, не кородира челик. Влажни хлор је веома корозиван јер ствара хлороводоничну и хлороводоничну киселину. Треба предузети мере предострожности како би хлор и опрема за хлор била сува. Цевоводи, вентили и контејнери треба да буду затворени или затворени када се не користе како би се спречила атмосферска влага. Ако се вода користи за цурење хлора, резултујући корозивни услови ће погоршати цурење.
Запремина течног хлора расте са температуром. Треба предузети мере предострожности како би се избегло хидростатичко пуцање цевовода, судова, контејнера или друге опреме напуњене течним хлором.
Водоник је копроизвод свих хлора произведених електролизом водених раствора соли. У оквиру познатог опсега концентрација, смеше хлора и водоника су запаљиве и потенцијално експлозивне. Реакција хлора и водоника може бити покренута директном сунчевом светлошћу, другим изворима ултраљубичастог светла, статичког електрицитета или оштрим ударом.
Мале количине азот трихлорида, нестабилног и веома експлозивног једињења, могу се произвести у производњи хлора. Када се течни хлор који садржи азот трихлорид испари, азот трихлорид може достићи опасне концентрације у преосталом течном хлору.
Хлор може да реагује, понекад експлозивно, са бројним органским материјалима као што су уље и маст из извора као што су ваздушни компресори, вентили, пумпе и инструменти са уљном мембраном, као и дрво и крпе од радова на одржавању.
Чим се појаве било какве назнаке ослобађања хлора, морају се предузети хитни кораци да се стање исправи. Цурење хлора се увек погоршава ако се благовремено не отклони. Када дође до цурења хлора, овлашћено, обучено особље опремљено респираторном и другом одговарајућом личном заштитном опремом (ППЕ) треба да испита и предузме одговарајуће мере. Особље не би требало да улази у атмосфере које садрже концентрације хлора веће од концентрације непосредно опасне по живот и здравље (ИДЛХ) (10 ппм) без одговарајуће ЛЗО и помоћног особља. Непотребно особље треба држати подаље, а подручје опасности треба изоловати. Особе које су потенцијално погођене испуштањем хлора треба да буду евакуисане или склониште на месту у зависности од околности.
Монитори хлора у области и показивачи правца ветра могу дати правовремене информације (нпр. путеви за евакуацију) како би помогли у одређивању да ли особље треба да буде евакуисано или склониште на месту.
Када се користи евакуација, потенцијално изложене особе треба да се преселе на тачку уз ветар од места цурења. Пошто је хлор тежи од ваздуха, пожељније су веће надморске висине. Да би побегли у најкраћем времену, особе које су већ у контаминираном подручју треба да се крећу уз бочни ветар.
Када се изабере унутар зграде и склониште на месту, склониште се може постићи затварањем свих прозора, врата и других отвора, и искључивањем клима уређаја и система за усис ваздуха. Особље треба да се помери на страну зграде која је најудаљенија од ослобађања.
Мора се водити рачуна да се особље не позиционира без пута за бекство. Безбедан положај може бити опасан променом смера ветра. Може доћи до нових цурења или се постојеће цурење може повећати.
Ако је пожар присутан или је неизбежан, контејнере и опрему за хлор треба удаљити од ватре, ако је могуће. Ако се контејнер или опрема која не цури не може да се помери, треба је држати на хладном наношењем воде. Вода се не сме користити директно на месту цурења хлора. Хлор и вода реагују формирајући киселине и цурење ће се брзо погоршати. Међутим, тамо где је укључено неколико контејнера, а неки цуре, можда би било паметно користити водени спреј како би се спречио превелики притисак у контејнерима који не цуре.
Кад год су контејнери били изложени пламену, расхладну воду треба применити све док се ватра не угаси и посуде охладе. Контејнере изложене ватри треба изоловати и контактирати добављача што је пре могуће.
Раствори натријум хидроксида су корозивни, посебно када су концентровани. Радници који су изложени ризику од изливања и цурења треба да носе рукавице, штитнике за лице и наочаре и другу заштитну одећу.
Захвалнице: др РГ Смерко одаје признање за стављање на располагање ресурса Института за хлор, Инц.
Развијање програма управљања безбедношћу процеса
Кад год постоје процеси који користе температуру и притисак за промену молекуларне структуре или стварање нових производа од хемикалија, постоји могућност пожара, експлозија или ослобађања запаљивих или токсичних течности, пара, гасова или процесних хемикалија. Контрола ових нежељених догађаја захтева посебну науку тзв управљање безбедношћу процеса. Услови безбедност процеса управљање безбедношћу процеса најчешће се користе за описивање заштите запослених, јавности и животне средине од последица непожељних великих инцидената који укључују запаљиве течности и високо опасне материјале. Према Удружењу произвођача хемикалија Сједињених Држава (ЦМА), „безбедност процеса је контрола опасности које су узроковане лошим радом или неисправним радом процеса који се користе за претварање сировина у готове производе, што може довести до непланираног ослобађања опасног материјала ” (ЦМА 1985).
Укључивање индустрије и процеса рада у безбедност
Технологија безбједности процеса је одиграла важну улогу у индустрији хемијске прераде, тако да се руковање запаљивим и запаљивим течностима и гасовима може одвијати без нежељених последица. Током 1980-их, индустрија нафте и гаса је, на пример, препознала да технологија безбедности процеса сама по себи, без управљања безбедношћу процеса, неће спречити катастрофалне инциденте. Имајући ово на уму, бројна индустријска удружења, као што су, у Сједињеним Државама, Центар за безбедност хемијских процеса (ЦЦПС), Амерички институт за нафту (АПИ) и Удружење произвођача хемикалија (ЦМА), покренули су програме за развој и обезбеђују смернице за управљање безбедношћу процеса које користе њихови чланови. Како је навео ЦЦПС, „Еволуција безбедности процеса од чисто техничког питања до оног који је захтевао приступе управљања био је од суштинског значаја за континуирано побољшање безбедности процеса“.
ЦЦПС је формиран 1985. године како би промовисао побољшање техника управљања безбедношћу процеса међу онима који складиште, рукују, обрађују и користе опасне хемикалије и материјале. Године 1988., Удружење произвођача хемикалија (ЦМА) је покренуло свој програм Респонсибле Царе® у којем се истиче посвећеност сваке компаније-чланице одговорности за животну средину, здравље и безбедност у управљању хемикалијама.
Године 1990. АПИ је покренуо програм за читаву индустрију под називом, СТЕП-Стратегије за данашње партнерство у области животне средине, са намером да побољша еколошке, здравствене и безбедносне перформансе индустрије нафте и гаса. Један од седам стратешких елемената СТЕП програма покрива радну и процесну безбедност нафте. Следећи документи су примери неких материјала развијених као резултат СТЕП програма који пружају смернице индустрији нафте и гаса како би се спречила појава или минимизирале последице катастрофалних испуштања запаљивих течности и пара или опасних процесних материјала:
- Управљање опасностима од процеса (РП 750)
РП 750 покрива управљање ризицима угљоводоничних процеса у пројектовању, изградњи, пуштању у рад, раду, инспекцији, одржавању и модификацијама постројења. Посебно се примењује на рафинерије, петрохемијске фабрике и главне прерађивачке објекте који користе, производе, прерађују или складиште запаљиве течности и токсичне хемикалије за прераду у количинама изнад одређених опасних количина (како је у њима дефинисано).
- Управљање опасностима у вези са локацијом зграда процесних постројења (РП 752)
РП 752, који су заједно развили АПИ и ЦМА, има за циљ да помогне у идентификацији објеката процесних постројења од значаја, разуме потенцијалне опасности у вези са њиховом локацијом унутар процесног објекта и управља ризиком од пожара, експлозије и токсичних испуштања.
- Пракса управљања, процес самооцењивања и ресурсни материјали (РП 9000)
РП 9000 обезбеђује ресурсне материјале и методологију самооцењивања за мерење напретка у имплементацији елемената управљања безбедношћу процеса.
Примери других организација које су развиле материјале и програме који пружају смернице које покривају управљање безбедношћу хемијских процеса укључују, али нису ограничени на, следеће:
- Извештај саветника за ресурсе организације (ОРЦ), Управљање ризицима у процесу од супстанци са катастрофалним потенцијалом
- Национална асоцијација прерађивача нафте (НПРА), програм БЕСТ (Буилдинг Енвиронментал Стевардсхип Тоолс)
- Међународна организација рада (ИЛО), Кодекс праксе за превенцију опасности од великих несрећа
- Међународна привредна комора (ИЦЦ), Повеља о одрживом развоју.цмп01це.доц
Дизајн и технологија процеса, промене у процесу, материјали и промене у материјалима, операције и праксе и процедуре одржавања, обука, приправност за ванредне ситуације и други елементи који утичу на процес морају се узети у обзир у систематској идентификацији и процени опасности како би се утврдило без обзира да ли имају потенцијал да доведу до катастрофе на радном месту и околној заједници.
Почевши од раних 1980-их, у нафтној и хемијској индустрији догодио се низ озбиљних великих инцидената који су укључивали веома опасне материјале, што је резултирало великим бројем смртних случајева и повреда и значајним губицима имовине. Ови инциденти су дали подстицај владиним агенцијама, радничким организацијама и индустријским удружењима широм света да развију и имплементирају кодексе, прописе, процедуре и безбедне радне праксе усмерене ка елиминацији или ублажавању ових нежељених догађаја, кроз примену принципа безбедности процеса. менаџмент. О њима се потпуније говори у Катастрофе, природне и технолошке поглављу и другде у овоме Енциклопедија.
Као одговор на забринутост јавности због потенцијалних опасности од хемикалија, владе и регулаторне агенције широм света покренуле су програме који захтевају од произвођача и корисника да идентификују опасне материје на радном месту и информишу запослене и потрошаче о опасностима које представљају њихова производња, употреба, складиштење и руковање. Ови програми, који су покривали спремност и реаговање у ванредним ситуацијама, препознавање опасности, познавање производа, контролу опасних хемикалија и извештавање о токсичним испуштањима, укључивали су прераду угљоводоника.
Захтеви за управљање безбедношћу процеса
Управљање безбедношћу процеса је саставни део целокупног програма безбедности постројења за хемијску прераду. Ефикасан програм управљања безбедношћу процеса захтева вођство, подршку и укључивање највишег менаџмента, менаџмента постројења, супервизора, запослених, извођача радова и запослених у извођачима.
Компоненте које треба узети у обзир при развоју програма управљања безбедношћу процеса укључују:
- Међузависни континуитет пословања, система и организације
- Управљање информацијама. Програм управљања безбедношћу процеса ослања се на обезбеђивање доступности и приступа доброј евиденцији и документацији.
- Контрола квалитета процеса, одступања и изузеци и алтернативне методе
- Управљачка и надзорна доступност и комуникације. Пошто је управљање безбедношћу процеса основа за све безбедносне напоре у објекту, одговорност и одговорност менаџера, надзора и запослених треба да буду јасно разграничени, саопштени и схваћени како би програм функционисао.
- Циљеви и задаци, ревизије усклађености и мерење учинка. Пре имплементације, важно је утврдити дугорочне и краткорочне циљеве и циљеве за сваки од елемената програма управљања безбедношћу процеса.
Елементи Програма управљања безбедношћу процеса
Сви програми управљања безбедношћу процеса хемијских постројења покривају исте основне захтеве, иако број програмских елемената може да варира у зависности од критеријума који се користе. Без обзира који изворни документ владе, компаније или удружења се користи као водич, постоји низ основних захтева који би требало да буду укључени у сваки програм управљања безбедношћу хемијских процеса:
- информације о безбедности процеса
- укљученост запослених
- анализа опасности процеса
- управљање променама
- оперативне процедуре
- безбедне радне праксе и дозволе
- информисање и обуку запослених
- извођачко особље
- прегледи безбедности пре покретања
- осигурање квалитета дизајна
- одржавање и механички интегритет
- хитан одговор
- периодичне провере безбедности
- процес истраге инцидента
- стандарда и прописа
- пословне тајне.
Информације о безбедности процеса
Информације о безбедности процеса користи процесна индустрија да дефинише критичне процесе, материјале и опрему. Информације о безбедности процеса обухватају све доступне писане информације у вези са процесном технологијом, процесном опремом, сировинама и производима и хемијским опасностима пре спровођења анализе опасности од процеса. Друге критичне информације о безбедности процеса су документација која се односи на ревизију капиталних пројеката и критеријуме за пројектовање.
Хемијске информације укључује не само хемијска и физичка својства, реактивност и корозивне податке и термичку и хемијску стабилност хемикалија као што су угљоводоници и веома опасни материјали у процесу, већ и опасне ефекте ненамерног мешања различитих некомпатибилних материјала. Хемијске информације такође укључују оне које могу бити потребне за спровођење процене опасности по животну средину од токсичних и запаљивих испуштања и дозвољених граница излагања.
Информације о технологији процеса укључује блок дијаграме тока и/или једноставне дијаграме тока процеса, као и описе хемије сваког специфичног процеса са сигурним горњим и доњим границама за температуре, притиске, протоке, композиције и, где је доступно, материјал за дизајн процеса и билансе енергије. Утврђују се и последице одступања у процесу и материјалима, укључујући њихов утицај на безбедност и здравље запослених. Кад год се мењају процеси или материјали, информације се ажурирају и поново процењују у складу са системом управљања променама у објекту.
Информације о процесној опреми и механичком дизајну укључује документацију која покрива коришћене дизајнерске кодове и да ли је опрема у складу са признатим инжењерским праксама. Утврђује се да ли се постојећа опрема која је пројектована и изграђена у складу са кодексима, стандардима и праксама који више нису у општој употреби одржава, ради, проверава и тестира како би се осигурао безбедан наставак рада. Информације о материјалима конструкције, дијаграмима цевовода и инструмената, дизајну система растерећења, електричној класификацији, дизајну вентилације и сигурносним системима се ажурирају и поново процењују када дође до промена.
Укљученост запослених
Програми управљања безбедношћу процеса треба да укључе учешће запослених у развоју и спровођењу анализа безбедности процеса и других елемената програма. Приступ информацијама о безбедности процеса, извештајима о истрагама инцидената и анализама опасности од процеса обично се обезбеђује свим запосленима и запосленима који раде у тој области. Већина индустријализованих земаља захтева да радници буду систематски упућени у идентификацију, природу и безбедно руковање свим хемикалијама којима могу бити изложени.
Анализа опасности процеса
Након што се сакупе информације о безбедности процеса, спроводи се темељна и систематска мултидисциплинарна анализа опасности процеса, која одговара сложености процеса, како би се идентификовале, процениле и контролисале опасности процеса. Особе које врше анализу опасности од процеса треба да имају знање и искуство у релевантној хемији, инжењерингу и процесним операцијама. Сваки тим за анализу обично укључује најмање једну особу која је у потпуности упозната са процесом који се анализира и једну особу која је компетентна за методологију анализе опасности која се користи.
Редослед приоритета који се користи да би се одредило где у оквиру објекта да се почне са спровођењем анализе опасности од процеса заснива се на следећим критеријумима:
- обим и природа опасности процеса
- број потенцијално погођених радника
- оперативни и инцидентни историјат процеса
- старост процеса.
У хемијској индустрији се користи низ метода за спровођење анализа безбедности процеса.
"шта ако?" методом поставља низ питања за преглед потенцијалних сценарија опасности и могућих последица и најчешће се користи када се испитују предложене модификације или промене процеса, материјала, опреме или објекта.
метод „контролне листе“. је слично "шта ако?" метод, осим што се користи претходно израђена контролна листа која је специфична за рад, материјале, процес и опрему. Овај метод је користан када се врше прегледи пре покретања по завршетку почетне изградње или након великих заокрета или допуна процесне јединице. Комбинација "шта ако?" а методе „контролне листе“ се често користе када се анализирају јединице које су идентичне по конструкцији, материјалима, опреми и процесу.
метода проучавања опасности и операбилности (ХАЗОП). се обично користи у хемијској и нафтној индустрији. Укључује мултидисциплинарни тим, који води искусни вођа. Тим користи специфичне речи за упутства, као што су „не“, „повећање“, „смањење“ и „обрнуто“, које се систематски примењују да идентификују последице одступања од намере дизајна за процесе, опрему и операције које се анализирају.
Анализа стабла грешака/стабла догађаја су сличне, формалне дедуктивне технике које се користе за процену квантитативне вероватноће да ће се догађај десити. Анализа стабла грешака ради уназад од дефинисаног инцидента да би се идентификовала и приказала комбинација оперативних грешака и/или кварова опреме који су били укључени у инцидент. Анализа стабла догађаја, која је супротна анализи стабла грешака, ради унапред од специфичних догађаја или секвенци догађаја, како би се прецизно одредили они који би могли да доведу до опасности, и на тај начин израчунала вероватноћа да ће се низ догађаја догодити.
метода анализе начина рада и ефеката табеларно приказује сваки процесни систем или јединицу опреме са његовим начинима квара, ефектом сваког потенцијалног квара на систем или јединицу и колико би сваки квар могао бити критичан за интегритет система. Начини квара се затим рангирају по важности како би се утврдило који ће највероватније изазвати озбиљан инцидент.
Без обзира која метода се користи, све анализе опасности од хемијских процеса узимају у обзир следеће:
- локација процеса, локација и опасности процеса
- идентификацију било ког претходног инцидента или скорог несрећа са потенцијалним катастрофалним последицама
- инжењерске и административне контроле применљиве на опасности
- међусобне везе контрола и одговарајућу примену методологије откривања за пружање раних упозорења
- последице људских фактора, локације објекта и неуспех контрола
- последице ефеката безбедности и здравља на раднике у областима потенцијалног отказа.
Управљање променама
Постројења за хемијске процесе треба да развију и имплементирају програме који обезбеђују ревизију информација о безбедности процеса, процедура и пракси како дође до промена. Такви програми укључују систем овлашћења менаџмента и писану документацију за промене материјала, хемикалија, технологије, опреме, процедура, особља и објеката који утичу на сваки процес.
Програми управљања променама у хемијској индустрији, на пример, обухватају следеће области:
- промена технологије процеса угљоводоника
- промене у постројењу, опреми или материјалима (нпр. катализатори или адитиви)
- управљање променама кадровских и организационих и кадровских промена
- привремене промене, варијације и трајне промене
- унапређење знања о безбедности процеса, укључујући:
- техничка основа за предложену измену
- утицај промена на безбедност, здравље и животну средину
- модификације оперативних процедура и безбедне радне праксе
- потребне модификације других процеса
- време потребно за промену
- услове за овлашћење за предложену промену
- ажурирање документације у вези са процесним информацијама, оперативним процедурама и безбедносним праксама
- потребна обука или образовање због промене
- управљање суптилним променама (све што није замена у натури)
- нерутинске промене.
Систем управљања променама укључује информисање запослених укључених у процес и одржавање и особља извођача на чије задатке би утицале било какве промене измена и обезбеђивање ажурираних оперативних процедура, информација о безбедности процеса, безбедне радне праксе и обуке по потреби, пре пуштања у рад. процеса или захваћеног дела процеса.
Оперативне процедуре
Постројења за хемијску прераду морају да развију и пруже радницима упутства за рад и детаљне процедуре. Упутства за рад треба редовно прегледавати у погледу комплетности и тачности (и ажурирати или допуњавати како се промене дешавају) и покривати оперативна ограничења процесне јединице, укључујући следеће три области:
- последице одступања
- кораке за избегавање или исправљање одступања
- функције сигурносних система у вези са радним границама.
Радници укључени у процес имају приступ упутствима за употребу која покривају следеће области:
- почетно покретање (покретање након ремонта, хитних и привремених операција)
- нормално покретање (нормалне и привремене операције и нормално гашење)
- хитне операције и хитно искључење
- услови под којима је потребно хитно гашење и додела одговорности за искључење квалификованим оператерима
- нерутински рад
- оператер-процес и интерфејс оператер-опрема
- административне контроле наспрам аутоматизованих контрола.
Сигурне радне праксе
Постројења за хемијске процесе треба да спроводе програме дозвола за рад и безбедан рад у топлом стању и радних налога за контролу рада који се обавља у процесним подручјима или близу њих. Надзорници, запослени и уговарачко особље морају бити упознати са захтевима различитих програма дозвола, укључујући издавање и рок важења дозволе и одговарајућу безбедност, руковање материјалом и мере заштите од пожара и превенције.
Врсте послова укључене у типичне програме дозвола за хемијска постројења укључују следеће:
- топли радови (заваривање, вруће точење, мотори са унутрашњим сагоревањем, итд.)
- закључавање/означавање електричне, механичке, пнеуматске енергије и притиска
- улазак у ограничен простор и коришћење инертног гаса
- одзрачивање, отварање и чишћење процесних судова, резервоара, опреме и водова
- контрола уласка у процесне области од стране нераспоређеног особља.
Хемијска постројења треба да развију и имплементирају безбедне радне праксе за контролу потенцијалних опасности током процеса процеса, покривајући следеће области забринутости:
- својства и опасности материјала, катализатора и хемикалија које се користе у процесу
- инжењерске, административне и контроле личне заштите ради спречавања излагања
- мере које треба предузети у случају физичког контакта или излагања опасним хемикалијама
- контрола квалитета сировина, катализатора и контрола залиха опасних хемикалија
- сигурносне и заштитне функције (интерлоцк, супресија, детекција, итд.).
- посебне или јединствене опасности на радном месту.
Информације и обука запослених
Постројења за хемијске процесе треба да користе формалне програме обуке о безбедности процеса за обуку и едукацију постојећих, прераспоређених и нових супервизора и радника. Обука предвиђена за надзорнике и раднике у раду и одржавању хемијских процеса треба да обухвати следеће области:
- потребне вештине, знања и квалификације запослених у процесу
- избор и развој програма обуке везаних за процес
- мерење и документовање учинка и ефективности запослених
- пројектовање поступака рада и одржавања процеса
- преглед процесних операција и опасности процеса
- доступност и погодност материјала и резервних делова за процесе у којима ће се користити
- поступак покретања, рада, гашења и хитних поступака
- опасности по безбедност и здравље у вези са процесом, катализаторима и материјалима
- безбедне радне праксе и процедуре у објектима и процесним областима.
Особље извођача радова
Извођачи се често запошљавају у погонима за хемијску прераду. Објекти морају да уведу процедуре како би осигурали да је особље извођача радова које обавља одржавање, поправку, ремонт, велику реновацију или специјалне радове у потпуности свесно опасности, материјала, процеса, оперативних и безбедносних процедура и опреме у тој области. Периодичне процене учинка се врше како би се осигурало да је особље извођача обучено, квалификовано, да поштује сва безбедносна правила и процедуре и да је информисано и свесно следећег:
- потенцијалне опасности од пожара, експлозије и токсичног ослобађања у вези са њиховим радом
- процедуре безбедности постројења и безбедне радне праксе извођача
- план за ванредне ситуације и радње особља извођача
- контроле за улазак, излазак и присуство особља извођача у процесним областима.
Прегледи безбедности пре покретања
Прегледи безбедности процеса пре пуштања у рад се спроводе у хемијским постројењима пре пуштања у рад нових процесних објеката и увођења нових опасних материјала или хемикалија у постројења, након великог заокрета и где су објекти имали значајне модификације процеса.
Прегледи безбедности пре покретања уверавају да је постигнуто следеће:
- конструкција, материјали и опрема су верификовани у складу са критеријумима пројектовања
- процесни системи и хардвер, укључујући компјутерску контролну логику, су прегледани, тестирани и сертификовани
- аларми и инструменти су прегледани, тестирани и сертификовани
- растерећени и сигурносни уређаји и сигнални системи су прегледани, испитани и сертификовани
- Системи за заштиту и превенцију од пожара су прегледани, испитани и сертификовани
- процедуре за безбедност, превенцију пожара и реаговање у ванредним ситуацијама су развијене, ревидиране, постављене и одговарајуће и адекватне
- процедуре покретања су успостављене и предузете су одговарајуће радње
- извршена је анализа опасности процеса и све препоруке су адресиране, примењене или решене и акције документоване
- завршена је сва потребна почетна и/или обука руковаоца и особља за одржавање, укључујући реаговање у ванредним ситуацијама, опасности од процеса и здравствене опасности
- сви оперативни поступци (нормални и узнемирени), упутства за употребу, процедуре опреме и процедуре одржавања су завршене и постављене
- управљање захтевима промена за нове процесе и модификације постојећих процеса су испуњени.
Осигурање квалитета дизајна
Када се предузму нови процеси или велике промене у постојећим процесима, серија прегледа дизајна безбедности процеса се обично спроводи пре и током изградње (пре прегледа пре покретања). Преглед контроле дизајна, који се спроводи непосредно пре него што се планови и спецификације издају као „цртежи коначног дизајна“, покрива следеће области:
- план парцеле, позиционирање, размак, електрична класификација и дренажа
- анализа опасности и пројектовање хемије процеса
- захтеви и квалификације за управљање пројектима
- дизајн и интегритет процесне опреме и механичке опреме
- цртежи цеви и инструмената
- инжењеринг поузданости, аларми, блокаде, растерећења и сигурносни уређаји
- материјали конструкције и компатибилност.
Други преглед се обично спроводи непосредно пре почетка изградње и обухвата следеће:
- поступци рушења и ископавања
- контрола сировина
- контрола грађевинског особља и опреме на објекту и градилишту
- процедуре израде, изградње и уградње и инспекције.
Један или више прегледа се обично спроводи током изградње или модификације како би се осигурало да су следеће области у складу са спецификацијама дизајна и захтевима објекта:
- материјали за изградњу обезбеђени и коришћени како је наведено
- правилне технике монтаже и заваривања, инспекције, верификације и сертификације
- хемијске опасности и опасности по здравље на раду које се разматрају током изградње
- физичке, механичке и оперативне опасности које су узете у обзир током изградње и дозволе за објекат и поштоване су безбедносне праксе
- обезбеђени и раде привремени системи заштите и реаговања у ванредним ситуацијама.
Одржавање и механички интегритет
Процесна постројења имају програме за одржавање континуираног интегритета опреме у вези са процесом, укључујући периодичне инспекције, тестирање, одржавање перформанси, корективне мере и осигурање квалитета. Програми имају за циљ да осигурају да се механички интегритет опреме и материјала прегледа и сертификује и да се недостаци исправе пре покретања, или да се предузму одговарајуће мере безбедности.
Програми механичког интегритета покривају следећу опрему и системе:
- посуде под притиском и резервоари за складиштење
- хитно искључење и системи за заштиту од пожара
- процесне заштите као што су системи и уређаји за растерећење и вентилацију, контроле, блокаде, сензори и аларми
- пумпе и системи цевовода (укључујући компоненте као што су вентили)
- обезбеђење квалитета, материјали конструкције и инжењеринг поузданости
- програми одржавања и превентивног одржавања.
Програми механичког интегритета такође покривају инспекцију и тестирање материјала за одржавање, резервних делова и опреме како би се осигурала правилна инсталација и адекватност за примену процеса. Критеријуми прихватања и учесталост инспекција и тестова треба да буду у складу са препорукама произвођача, добром инжењерском праксом, регулаторним захтевима, индустријском праксом, политиком постројења или претходним искуством.
Хитан одговор
Програми приправности и реаговања у ванредним ситуацијама су развијени да покрију цео процесни објекат и да обезбеде идентификацију опасности и процену потенцијалних опасности у процесу. Ови програми обухватају обуку и едукацију запослених и запослених у извођачима о процедурама обавештавања у хитним случајевима, реаговања и евакуације.
Типичан програм приправности за хитне случајеве у процесном објекту је у складу са важећим захтевима компаније и регулаторним захтевима и укључује следеће:
- препознатљив систем аларма или обавештавања запослених и/или заједнице
- преферирани метод интерног извештавања о пожарима, изливању, испуштању и ванредним ситуацијама
- захтеви за пријављивање инцидената у вези са процесом одговарајућим владиним агенцијама
- искључење у случају нужде, евакуација, процедуре за обрачун особља, процедуре за хитно бекство, уклањање возила и опреме и додељивање рута
- процедуре реаговања у ванредним ситуацијама и спасавања, дужности и способности укључујући запослене, јавну безбедност, извођаче и организације за узајамну помоћ
- процедуре за руковање малим изливањем или испуштањем опасних хемикалија
- процедуре за обезбеђивање и заштиту електричне енергије и комуналних услуга у случају нужде
- планови за наставак пословања, кадрови и извори опреме
- чување докумената и записа, безбедност локације, чишћење, спасавање и рестаурација.
Периодичне ревизије безбедности
Многи процесни објекти користе ревизије управљања безбедношћу процеса самоевалуације за мерење перформанси постројења и обезбеђивање усклађености са интерним и екстерним (регулаторним, компанијама и индустријама) захтевима за безбедност процеса. Два основна принципа спровођења ревизија самоевалуације су: прикупљање све релевантне документације која покрива захтеве управљања безбедношћу процеса у одређеном објекту и одређивање имплементације и ефективности програма праћењем њихове примене у једном или више одабраних процеса. Израђује се извештај о налазима и препорукама ревизије и руководство објекта води документацију у којој се наводи како су недостаци исправљени или ублажени, а ако нису, разлози због којих није предузета корективна радња.
Програми ревизије усклађености у процесним постројењима угљоводоника покривају следеће области:
- утврђивање циљева, распореда и метода провере налаза пре ревизије
- утврђивање методологије (или формата) која ће се користити у спровођењу ревизије и развијање одговарајућих контролних листа или образаца ревизорских извештаја
- спремност за сертификацију усклађености са захтевима владе, индустрије и компаније
- додељивање стручних ревизорских тимова (интерна и/или екстерна експертиза)
- брзе одговоре на све налазе и препоруке и документацију предузетих радњи
- одржавање копије најмање најновијег извештаја ревизије усклађености у спису.
Контролне листе специфичне за постројење и процесну јединицу се често развијају за употребу приликом обављања ревизија безбедности процеса које покривају следеће ставке:
- оријентација и преглед програма управљања безбедношћу процеса
- прелиминарни обилазак рафинерије или постројења за прераду гаса
- преглед документације процесног објекта
- „претходни инциденти“ и блиски промашаји (у производном објекту или одређеној јединици)
- утврђивање и преглед одабраних процесних јединица које ће бити ревидиране
- конструкција процесне јединице (почетне и накнадне модификације)
- Хемијске опасности процесне јединице (сировине, катализатори, процесне хемикалије, итд.)
- операције процесне јединице
- контроле, растерећења и сигурносни системи процесне јединице
- одржавање, поправка, испитивање и инспекција процесне јединице
- обука везана за процесне јединице и укључивање запослених
- процесно управљање програмом промена, имплементација и ефективност
- процесне заштите од пожара и процедуре обавештавања и реаговања у ванредним ситуацијама.
Пошто циљеви и обим ревизија могу да варирају, тим за ревизију усклађености треба да укључи најмање једну особу која је упозната са процесом који се ревидира, једну особу са применљивим регулаторним и стандардима стручности и друге особе са вештинама и квалификацијама неопходним за спровођење ревизије. Менаџмент може одлучити да укључи једног или више спољних стручњака у тим за ревизију због недостатка особља или стручности у објекту, или због регулаторних захтева.
Процес истраге инцидента
Процесни објекти су успоставили програме за темељну истрагу и анализу инцидената у вези са процесом и блиских пропуста, промптно адресирање и решавање налаза и препорука и преглед резултата са радницима и извођачима чији су послови релевантни за налазе инцидента. Инциденти (или блиски промашаји) темељно истражују што је пре могуће од стране тима који укључује најмање једну особу која је упозната са процесом који је укључен и друге особе са одговарајућим знањем и искуством.
Стандарди и прописи
Процесна постројења подлежу два различита и одвојена облика стандарда и прописа.
- Екстерни кодекси, стандарди и прописи који се примењују на пројектовање, рад и заштиту процесних објеката и запослених обично укључују владине прописе и стандарде и праксе удружења и индустрије.
- Интерне политике, смернице и процедуре, које је развила или усвојила компанија или објекат да допуне екстерне захтеве и да покрију процесе који су различити или јединствени, периодично се прегледају и мењају по потреби, у складу са системом управљања променама у објекту.
Пословне тајне
Управљање процесним постројењем треба да пружи информације о процесу, без обзира на могуће пословне тајне или уговоре о поверљивости, особама које су:
- одговоран за прикупљање и састављање информација о безбедности процеса
- спровођење анализа опасности процеса и ревизије усклађености
- развијање процедура одржавања, рада и безбедног рада
- укључени у истраге инцидента (скоро промашај).
- одговоран за планирање и реаговање у ванредним ситуацијама.
Објекти обично захтевају да особе којима су информације о процесу стављене на располагање склопе споразуме да не откривају информације.
Производња боја и премаза
Преузето из НИОСХ 1984.
Боје и премази укључују боје, лакове, лакове, мрље, штампарске боје и још много тога. Традиционалне боје се састоје од дисперзије пигментних честица у возилу која се састоји од средства за формирање филма или везива (обично уља или смоле) и разређивача (обично испарљивог растварача). Поред тога, може постојати широк избор пунила и других адитива. Лак је раствор уља и природне смоле у органском растварачу. Такође се могу користити синтетичке смоле. Лакови су премази у којима се филм суши или потпуно стврдне испаравањем растварача.
Традиционалне боје су биле испод 70% чврстих материја, а остатак су углавном били растварачи. Прописи о загађењу ваздуха који ограничавају количину растварача који се могу емитовати у атмосферу довели су до развоја широког спектра заменских боја са мало или без органских растварача. То укључује: латекс боје на бази воде; двокомпонентне катализоване боје (нпр. епоксидни и уретански системи); боје високе чврстоће (преко 70% чврстих материја), укључујући пластисол боје које се састоје првенствено од пигмената и пластификатора; боје отврднуте зрачењем; и прашкасти премази.
Према америчком Националном институту за безбедност и здравље на раду (НИОСХ 1984), око 60% произвођача боја запошљавало је мање од 20 радника, а само око 3% имало је више од 250 радника. Очекује се да ће ове статистике бити репрезентативне за произвођаче боја широм света. Ово указује на преовлађивање малих продавница, од којих већина не би имала интерно стручно знање о здрављу и безбедности.
Производни процеси
Уопштено говорећи, производња боја и других премаза је серија јединичних операција користећи серијске процесе. Постоји мало или нимало хемијских реакција; операције су углавном механичке. Производња подразумева склапање сировина, мешање, дисперговање, проређивање и подешавање, пуњење контејнера и складиштење.
Боје
Сировине које се користе за производњу боја су течности, чврсте материје, прахови, пасте и суспензије. Они се ручно извагају и претходно мешају. Агломериране честице пигмента морају се смањити на оригиналну величину пигмента, а честице морају бити влажне везивом да би се осигурала дисперзија у течној матрици. Овај процес дисперзије, који се назива млевење, обавља се са различитим врстама опреме, укључујући дисперзаторе са осовинским ротором велике брзине, мешалице за тесто, млинове са куглицама, млинове за песак, млинове са троструким ваљцима, млинове за мопс и тако даље. Након почетног рада, који може трајати чак 48 сати, смола се додаје у пасту и процес млевења се понавља краће време. Распршени материјал се затим гравитацијом преноси у резервоар за испуштање где се може додати додатни материјал као што су једињења за нијансу. За боје на бази воде, везиво се обично додаје у овој фази. Паста се затим разређује смолом или растварачем, филтрира и затим поново преноси гравитацијом у подручје пуњења лименки. Пуњење се може вршити ручно или механички.
Након процеса дисперзије, можда ће бити потребно очистити резервоаре и млинове пре увођења нове серије. Ово може укључивати ручне и електричне алате, као и алкална средства за чишћење и раствараче.
Лакови
Производња лака се обично одвија у затвореној опреми као што су резервоари или мешалице како би се минимизирало испаравање растварача, што би резултирало таложењем сувог филма лака на опреми за обраду. Иначе, производња лака се одвија на исти начин као и производња боје.
Лакови
Производња уљних лакова укључује кување уља и смоле да би постали компатибилнији, да би се развили молекули или полимери високе молекулске тежине и да би се повећала растворљивост у растварачу. Старије биљке могу користити преносиве, отворене котлове за грејање. Смола и уље или смола се додају у котао и затим се загревају на око 316ºЦ. Природне смоле се морају загрејати пре додавања уља. Материјали се сипају преко врха котла. Током кувања, котлови су прекривени ватросталним издувним поклопцима. Након кувања котлови се премештају у просторије где се брзо хладе, често воденим прскањем, а затим се додају разређивач и сушаре.
Савремена постројења користе велике затворене реакторе капацитета од 500 до 8,000 галона. Ови реактори су слични онима који се користе у хемијској индустрији. Опремљени су мешалицама, наочарима, водовима за пуњење и пражњење реактора, кондензаторима, уређајима за мерење температуре, изворима топлоте и тако даље.
И у старијим и у модерним постројењима, разређена смола се филтрира као последњи корак пре паковања. Ово се обично ради док је смола још врућа, обично помоћу филтер преса.
Прашкасти премази
Прашкасти премази су системи без растварача засновани на топљењу и фузији смоле и других честица адитива на површинама загрејаних предмета. Прашкасти премази могу бити или термореактивни или термопластични, и укључују такве смоле као што су епоксиди, полиетилен, полиестри, поливинилхлорид и акрили.
Најчешћи начин производње укључује суво мешање прашкастих састојака и екструзионо мешање талине (види слику 1). Сува смола или везиво, пигмент, пунило и адитиви се извагају и преносе у премиксер. Овај процес је сличан операцијама сувог мешања у производњи гуме. Након мешања, материјал се ставља у екструдер и загрева док се не истопи. Истопљени материјал се екструдира на расхладну транспортну траку и затим преноси у груби гранулатор. Гранулисани материјал се пропушта кроз фини млин, а затим се просијава да би се постигла жељена величина честица. Прашкасти премаз се затим пакује.
Слика 1. Дијаграм тока за производњу прашкастих премаза екструзионим методом мешања талине

Опасности и њихова превенција
Генерално, главне опасности повезане са производњом боја и премаза укључују руковање материјалима; отровне, запаљиве или експлозивне супстанце; и физичких агенса као што су струјни удар, бука, топлота и хладноћа.
Ручно руковање кутијама, бурадима, контејнерима и тако даље у којима се налазе сировине и готови производи главни су извори повреда услед неправилног подизања, клизања, пада, испуштања контејнера и тако даље. Мере предострожности укључују инжењерске/ергономске контроле као што су помагала за руковање материјалима (ваљци, дизалице и платформе) и механичка опрема (транспортери, дизалице и виљушкари), неклизајући подови, лична заштитна опрема (ППЕ) као што су заштитне ципеле и одговарајућа обука у ручном дизању и другим техникама руковања материјалима.
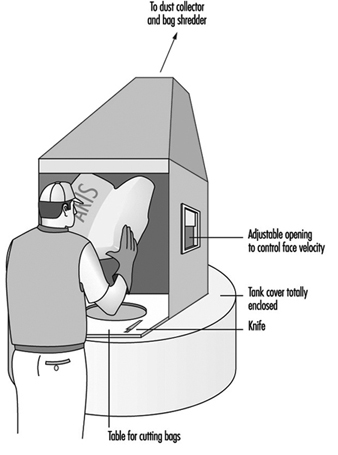
Хемијске опасности укључују излагање токсичној прашини као што је пигмент олово-хроматног пигмента, који се може јавити током вагања, пуњења резервоара за миксер и млин, рада незатворене опреме, пуњења посуда са бојом у праху, чишћења опреме и од изливања контејнера. Производња прашкастих премаза може довести до велике изложености прашини. Мере предострожности укључују замену прахова пастама или кашама; локална издувна вентилација (ЛЕВ) за отварање врећа са прахом (видети слику 2) и за опрему за обраду, затварање опреме, процедуре чишћења просутих материја и респираторну заштиту када је то потребно.
Слика 2. Систем контроле врећа и прашине
У производњи боја и премаза користи се широк спектар испарљивих растварача, укључујући алифатичне и ароматичне угљоводонике, алкохоле, кетоне и тако даље. Најиспарљивији растварачи се обично налазе у лаковима и лаковима. До излагања парама растварача може доћи током разређивања у производњи боја на бази растварача; приликом пуњења реакционих судова (посебно старијих типова котлића) у производњи лакова; током пуњења лименки у све премазе на бази растварача; а приликом ручног чишћења процесне опреме растварачима. Ограђивање опреме као што су реактори за лакирање и мешалице лакова обично подразумева ниже излагање растварачу, осим у случају цурења. Мере предострожности укључују затварање процесне опреме, ЛЕВ за операције разређивања и пуњења лименки и респираторну заштиту и процедуре у затвореном простору за чишћење судова.
Остале опасности по здравље укључују удисање и/или контакт са кожом са изоцијанатима који се користе у производњи полиуретанских боја и премаза; са акрилатима, другим мономерима и фотоиницијаторима који се користе у производњи премаза који очвршћавају зрачењем; са акролеином и другим гасовитим емисијама од кувања лака; и са отврдњавачима и другим адитивима у прашкастим премазима. Мере предострожности укључују затварање, ЛЕВ, рукавице и другу личну заштитну одећу и опрему, обуку о опасним материјалима и добре радне праксе.
Запаљиви растварачи, запаљиви прахови (посебно нитроцелулоза која се користи у производњи лакова) и уља представљају ризик од пожара или експлозије ако се запале варницом или високим температурама. Извори паљења могу укључивати неисправну електричну опрему, пушење, трење, отворени пламен, статички електрицитет и тако даље. Крпе натопљене уљем могу бити извор спонтаног сагоревања. Мере предострожности укључују везивање и уземљење контејнера током преношења запаљивих течности, уземљење опреме као што су млини са куглицама који садрже запаљиву прашину, вентилацију да би се концентрација паре одржала испод доње границе експлозивности, покривање контејнера када се не користе, уклањање извора паљења, коришћење отпорног на варнице алати од обојених метала око запаљивих или запаљивих материјала и добре праксе у домаћинству.
Опасности од буке могу бити повезане са употребом млинова за кугле и шљунак, распршивача велике брзине, вибрационих сита који се користе за филтрирање и тако даље. Мере предострожности укључују изолаторе вибрација и друге инжењерске контроле, замену бучне опреме, добро одржавање опреме, изолацију извора буке и програм за очување слуха где је присутна прекомерна бука.
Остале опасности укључују неадекватну заштиту машине, чест извор повреда око машина. Опасности од електричне енергије представљају посебан проблем ако не постоји одговарајући програм закључавања/означавања за одржавање и поправку опреме. Опекотине могу настати од посуда за кување са врућим лаком и прскања материјала и од лепкова топлог топљења који се користе за паковања и етикете.
Операције и процеси главних јединица: Преглед
Овај чланак представља информације о основној процесној опреми, складиштењу, распореду постројења и операцијама у хемијским процесним индустријама, укључујући главне ставке и концепте који су широко применљиви у целој хемијској индустрији. Међутим, велики део опреме која је потребна за хемијску обраду је високо специјализована и не може се генерално генерализовати. Детаљније информације о токсичности и опасним материјама и безбедности процеса су прегледане на другом месту у овом делу Енцицлопаедиа.
Постоје две основне категорије распореда у хемијској прерађивачкој индустрији: распоред постројења, који покрива све процесне јединице, комуналије, складишта, просторе за утовар/истовар, зграде, продавнице и складиште, и распоред јединица или процеса, који покрива само постављање опреме за специфичан процес, такође назван процесни блок.
Биљка распоред
Ситинг
Лоцирање или постављање целокупног постројења заснива се на низу општих фактора, као што је приказано у табели 1 (ЦЦПС 1993). Ови фактори значајно варирају у зависности од локације, влада и економске политике. Од ових различитих фактора, безбедносна разматрања су изузетно важна, а на неким локацијама они могу бити главни фактор који регулише локацију постројења.
Табела 1. Неки општи фактори избора локације
- Густина насељености око локације
- Појава природних катастрофа (земљотрес, поплава, итд.)
- Преовлађујући ветрови и метеоролошки подаци
- Доступност струје, паре и воде
- Безбедносна разматрања
- Прописи о ваздуху, води и отпаду и њихова сложеност
- Доступност сировинама и тржиштима
- транспорт
- Локалне дозволе и сложеност њиховог добијања
- Захтеви за интеракцију у индустријском развоју
- Доступност и трошкови рада
- Инвестициони подстицаји
Један важан аспект безбедности постројења на локацији је дефинисање тампон зоне између постројења са опасним процесима и оближњих постројења, станова, школа, болница, аутопутева, пловних путева и коридора авиона. Нека општа безбедносна разматрања су представљена у табели 2. Тампон зона је важна јер удаљеност тежи да смањи или ублажи потенцијалну изложеност разним несрећама. Може се дефинисати растојање неопходно за смањење токсичних концентрација на прихватљиве нивое кроз атмосферску интеракцију и дисперзију токсичних материјала од случајног испуштања. Штавише, временски размак између токсичног ослобађања и излагања јавности створеном тампон зоном може се користити за упозорење становништва кроз унапред планиране програме реаговања у ванредним ситуацијама. Пошто постројења имају различите типове објеката који садрже токсичне материјале, анализе дисперзије треба да се спроведу на потенцијално опасним системима како би се осигурало да је тампон зона адекватна у свакој области која окружује периметар постројења.
Табела 2. Безбедносна разматрања локације постројења
- Тампон зона
- Локација других опасних инсталација у близини
- Попис токсичних и опасних материја
- Адекватност водоснабдевања за гашење пожара
- Приступ опреми за хитне случајеве
- Доступност подршке за хитне случајеве од суседних индустрија и заједнице
- Екстремни временски услови и преовлађујући ветрови
- Локација аутопутева, пловних путева, железничких и авионских коридора
- Ограничења за животну средину и одлагање отпада током ванредних ситуација
- Одводњавање и нагиб нагиба
- Одржавање и инспекција
Пожар представља потенцијалну опасност у процесним постројењима и објектима. Велики пожари могу бити извор топлотног зрачења које се такође може ублажити даљином. Повишене бакље такође могу бити извор топлотног зрачења током операције у случају нужде или покретања/искључивања. Бакља је уређај који аутоматски сагорева издувне гасове или испуштање паре у случају нужде на повишеним позицијама или посебним локацијама на земљи. Оне треба да буду постављене даље од периметра постројења (ради заштите заједнице), а подручје на бази бакље треба да буде забрањено радницима. Ако се не користи правилно, преношење течности у бакљу може довести до сагоревања капљица течности. Поред пожара, може доћи до експлозија унутар опреме или облака паре који производи таласе експлозије. Иако ће удаљеност донекле смањити интензитет експлозије изнад тампон зоне, експлозија ће и даље имати утицај на оближњу заједницу.
Такође треба размотрити могућност случајног испуштања или пожара из постојећих објеката који се могу налазити у близини предложене локације. Потенцијалне инциденте треба моделирати и проценити да би се одредио могући утицај на предложени распоред постројења. Реакције у хитним случајевима на спољашњи догађај треба да буду процењене и одговори координисани са другим постројењима и погођеним заједницама.
Остали разлози
Компанија Дов Цхемицал је развила други приступ распореду постројења заснован на прихватљивом нивоу максималне вероватне имовинске штете (МППД) и ризика од прекида пословања (Б1) (Дов Цхемицал Цомпани 1994а). Ова разматрања су важна и за нова и за постојећа постројења. Дов индекс пожара и експлозија је користан у новим плановима постројења или у додавању опреме постојећим постројењима. Ако се утврди да су ризици израчунати из Индекса неприхватљиви, раздаљине раздвајања треба повећати. Алтернативно, промене распореда такође могу смањити потенцијал ризика.
Укупан распоред
У целокупном распореду постројења, преовлађујући ветрови су важан фактор. Извори паљења треба да се налазе уз ветар од потенцијалних извора цурења. У ову категорију спадају гријалице, котлови, спалионице и бакље (ЦЦПС 1993). Локација резервоара за складиштење низ ветар од процесних јединица и комуналних предузећа је још једна препорука (ЦЦПС 1993). Прописи о животној средини довели су до значајног смањења цурења из резервоара (Липтон и Линцх 1994).
Минималне удаљености раздвајања су наведене у различитим публикацијама за процесне јединице, опрему и различите функције постројења (ЦЦПС 1993; Дов Цхемицал Цомпани 1994а; ИРИ 1991). Општи објекти који обично имају препоручена одвајања на удаљености у укупним распоредима постројења приказани су у табели 3. Препоруке о стварној удаљености треба пажљиво дефинисати. Док грејачи на ложење и процесне пећи нису приказани у табели 3, они су важна ставка и препоручена одвајања удаљености морају бити укључена у распоред процеса јединице.
Табела 3. Објекти су генерално одвојени у укупном распореду постројења
- Процесне јединице
- Фарме резервоара
- Објекти за утовар и истовар
- Фларес
- Струја, котлови и спалионице
- Расхладни торњеви
- Трафостанице, велике разводнице
- Централне контролне куће
- складишта
- Аналитичке лабораторије
- Долазни мерни и блок системи
- Ватрогасна црева, фиксни монитори, резервоари и ватрогасне пумпе за хитне случајеве
- Подручја за третман отпада
- Зграде и површине за одржавање
- Административне зграде
Поред тога, путеви су неопходни за приступ возилима или опреми за хитне случајеве и одржавање и захтевају пажљиво постављање између процесних јединица и кроз различите делове фабрике. Прихватљиве размаке за надземне носаче цеви и другу надземну опрему треба успоставити заједно са бочним размацима на раскрсницама и улазима у све објекте.
Захтеви за распоред могу бити засновани на препорученим минималним растојањима раздвајања (ЦЦПС 1993; НФПА 1990; ИРИ 1991; Мекленбург 1985) или одређени анализом опасности (Дов Цхемицал Цомпани 1994а).
Распоред процесне јединице
Табела 3 представља општи преглед распореда одвајања постројења. Процесне јединице су садржане унутар специфичног блока приказаног у општем изгледу. Хемијски процес је генерално детаљно приказан у дијаграмима процеса и имплементације (П&ИДс). Распоред процеса захтева разматрање изван специфичних раздаљина одвајања опреме, од којих су неке приказане у табели 4.
Табела 4. Општа разматрања у распореду процесне јединице
- Дефиниција подручја за будуће проширење и доступност јединица
- Приступ опреми за поправку за често одржавање
- Захтеви за простором за појединачну поправку опреме (нпр. простор потребан за повлачење снопа измењивача топлоте или приступачност контролном вентилу)
- Препреке за опрему под високим притиском или реакторе са потенцијалом експлозије
- Механички и просторни захтеви за утовар/истовар реактора или торњева пуњених чврстим материјама
- Простор за одзрачивање експлозија прашине
- Одвајање опреме која се често отвара или одржава од високотемпературних цевовода, посуда итд.
- Посебне зграде или конструкције и неопходан простор (нпр. компресорска кућа са унутрашњом мосном или спољном дизалицом)
Састављање опреме у било којој појединој процесној јединици ће се значајно разликовати у зависности од процеса. Токсичност и опасне карактеристике токова и материјала унутар јединица такође се веома разликују. Упркос овим разликама, стандарди минималне удаљености су развијени за многе ставке опреме (ЦЦПС 1993; НФПА 1990; ИРИ 1991; Мекленбург 1985). Доступне су процедуре за израчунавање потенцијалног цурења и излагања токсичности из процесне опреме које такође могу утицати на раздаљину раздвајања (Дов Цхемицал Цомпани 1994б). Поред тога, анализа дисперзије се може применити када се израчунају процене цурења.
Опрема и раздаљина раздвајања
За израчунавање простора потребног за одвајање опреме може се користити матрична техника (ЦЦПС 1993; ИРИ 1991). Прорачуни засновани на специфичним условима обраде и процени опасности опреме могу довести до раздаљине раздвајања која се разликује од стандардног водича за матрицу.
Опсежне листе за матрицу могу се развити пречишћавањем појединачних категорија и додавањем опреме. На пример, компресори се могу поделити на неколико типова, као што су они који рукују инертним гасом, ваздухом и опасним гасовима. Удаљености раздвајања за компресоре са мотором могу се разликовати од машина на моторни или парни погон. Раздаљине раздвајања у складиштима у којима се налазе течни гасови треба анализирати на основу тога да ли је гас инертан.
Ограничења батерија процеса треба пажљиво дефинисати. Оне су граничне линије или границе графике за процесну јединицу (назив потиче од ране употребе батерије пећи у процесу обраде). Друге јединице, путеви, комуналије, цевоводи, канали за отицање и тако даље су уцртани на основу ограничења батерије. Док се локација опреме јединице не протеже до граница батерије, треба дефинисати раздаљину између опреме и ограничења батерије.
Контролне собе или контролне куће
У прошлости је свака процесна јединица била пројектована са контролном собом која је омогућавала оперативну контролу процеса. Са појавом електронске инструментације и компјутерски контролисане обраде, појединачне контролне собе су замењене централном контролном собом која контролише низ процесних јединица у многим операцијама. Централизована контролна соба је економски исплатива због оптимизације процеса и повећања ефикасности особља. Појединачне процесне јединице и даље постоје, ау неким специјализованим јединицама, старије контролне куће које су замењене централизованим контролним собама и даље се могу користити за локални надзор процеса и за контролу у хитним случајевима. Иако су функције и локације контролне собе углавном одређене економијом процеса, дизајн контролне собе или контролне куће је веома важан за одржавање контроле у хитним случајевима и за заштиту радника. Нека разматрања за централне и локалне контролне куће укључују:
- стварање притиска у контролној кући како би се спречио улазак токсичних и опасних испарења
- пројектовање контролне куће за отпорност на експлозију и експлозију
- успостављање локације која је под минималним ризиком (на основу удаљености раздвајања и вероватноће испуштања гаса)
- пречишћавање улазног ваздуха и инсталирање локације улазног димњака која минимизира унос токсичних или опасних испарења
- заптивање свих канализационих испуста из контролне куће
- постављање система за гашење пожара.
Смањење залиха
Важно разматрање у распореду процеса и постројења је количина токсичног и опасног материјала у укупном инвентару, укључујући опрему. Последице цурења су теже како се запремина материјала повећава. Сходно томе, залихе треба свести на минимум где год је то могуће. Побољшана обрада која смањује број и величину комада опреме смањује залихе, смањује ризик и такође резултира мањим инвестицијама и побољшаном оперативном ефикасношћу.
Нека разматрања потенцијалног смањења залиха приказана су у табели 6. Тамо где ће се инсталирати нови процесни објекат, обраду треба оптимизовати узимајући у обзир неке од циљева приказаних у табели 5.
Табела 5. Кораци за ограничавање залиха
- Смањење смањења залиха резервоара за складиштење кроз побољшану контролу процеса, рад и контролу залиха тачно на време
- Елиминисање или минимизирање инвентара резервоара на лицу места кроз интеграцију процеса
- Коришћење анализе реакционих варијабли и развоја за смањење запремине реактора
- Замена шаржних реактора са континуалним реакторима, што такође смањује задржавање низводно
- Смањење задржавања у дестилационој колони кроз смањење запремине на дну и задржавање тацне са напреднијим тацнама или паковања
- Замена бојлера за котао са термосифонским ребојлерима
- Минимизирање запремине бубња изнад главе и дна
- Побољшање распореда цеви и димензионисања ради минимизирања задржавања
- Где се производе токсични материјали, минимизирање задржавања токсичних делова
Просторије магацина
Складишни објекти у фабрици за хемијску прераду могу да садрже течну и чврсту храну, интермедијарне хемикалије, нуспроизводе и процесне производе. Производи који се чувају у многим објектима служе као интермедијери или прекурсори за друге процесе. Такође може бити потребно складиштење за разблаживаче, раствараче или друге процесне материјале. Сви ови материјали се углавном складиште у надземном складишном резервоару (АСТ). Подземни резервоари се и даље користе на неким локацијама, али употреба је генерално ограничена због проблема са приступом и ограниченог капацитета. Поред тога, потенцијално цурење таквих подземних резервоара (УСТ) представља еколошке проблеме када цурења контаминирају подземне воде. Општа контаминација земље може довести до потенцијалног излагања атмосфери са цурењем материјала са већим притиском паре. Процурели материјали могу бити потенцијални проблем изложености током напора на санацији тла. Цурење УСТ резултирало је строгим еколошким прописима у многим земљама, као што су захтеви за резервоаре са двоструким зидовима и подземни надзор.
Типични надземни резервоари за складиштење су приказани на слици 1. Вертикални АСТ су конусни или куполасти кровни резервоари, резервоари са плутајућим кровом који су покривени или непокривени плутајућим кровом или спољни резервоари са плутајућим кровом (ЕФРТ). Конвертовани или затворени кровни резервоари су ЕФРТ са поклопцима инсталираним на резервоарима који су често куполе геодетског типа. Пошто ЕФРТ током времена не одржавају савршено кружни облик, заптивање плутајућег крова је тешко и на резервоар се поставља поклопац. Геодетски дизајн куполе елиминише кровне решетке потребне за конусне кровне резервоаре (ФРТ). Геодетска купола је економичнија од конусног крова и, поред тога, купола смањује губитке материјала у животну средину.
Слика 1. Типични надземни резервоари за складиштење
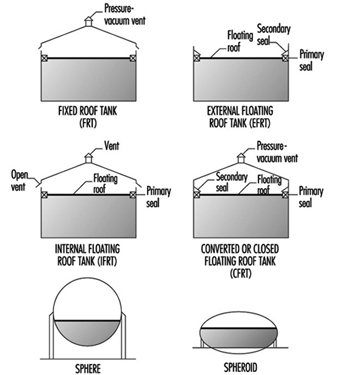
Обично су резервоари ограничени на складиштење течности где притисак паре течности не прелази 77 кПа. Тамо где притисак премашује ову вредност, користе се сфероиди или сфере пошто су обе дизајниране за рад под притиском. Сфероиди могу бити прилично велики, али се не постављају тамо где притисак може премашити одређене границе дефинисане механичким дизајном. За већину апликација за складиштење са вишим притиском паре, кугле су обично контејнер за складиштење и опремљене су вентилима за смањење притиска како би се спречио превелики притисак. Безбедносни проблем који се појавио код сфера је превртање, које ствара прекомерну пару и доводи до пражњења вентила за растерећење или у екстремнијим ситуацијама као што је пуцање зида сфере (ЦЦПС 1993). Генерално, течни садржај се раслојава и ако се топли (мање густ) материјал убаци у дно сфере, топли материјал се диже на површину са хладнијим површинским материјалом веће густине који се котрља на дно. Топли површински материјал испарава, подижући притисак, што може довести до пражњења вентила за ослобађање или превеликог притиска сфере.
Распоред резервоара
Распоред резервоара захтева пажљиво планирање. Постоје препоруке за раздаљину одвајања резервоара и друга разматрања (ЦЦПС 1988; 1993). На многим локацијама раздаљине раздвајања нису специфициране кодом, али минималне удаљености (ОСХА 1994) могу бити резултат различитих одлука применљивих на раздаљине и локације раздвајања. Нека од ових разматрања су представљена у табели 6. Поред тога, сервис резервоара је фактор у раздвајању резервоара за резервоаре под притиском, хлађене и атмосферске резервоаре (ЦЦПС 1993).
Табела 6. Разматрање одвајања резервоара и локације
- Раздвајање на основу удаљености гранате од гранате може бити засновано на референцама и подложно израчунавању удаљености топлотног зрачења у случају пожара у суседном резервоару.
- Резервоари треба да буду одвојени од процесних јединица.
- Локација резервоара, пожељно низ ветар од других области, минимизира проблеме са паљењем у случају да резервоар испусти значајну количину паре.
- Резервоари за складиштење треба да имају насипе, који су такође прописани законом у већини региона.
- Резервоари се могу груписати за коришћење заједничких насипа и опреме за гашење пожара.
- Насипи би требало да имају способност изолације у хитним случајевима.
Насипи су потребни и номиналне су запреминске величине да држе садржај резервоара. Када је више резервоара унутар насипа, минимални запремински капацитет насипа је еквивалентан капацитету највећег резервоара (ОСХА 1994). Зидови насипа могу бити изграђени од земље, челика, бетона или чврстог зида. Међутим, земљани насипи треба да буду непробојни и да имају раван врх са минималном ширином од 0.61 м. Поред тога, тло унутар насипаног подручја такође треба да има непробојан слој како би се спречило било какво цурење хемикалија или уља у тло.
Цурење резервоара
Проблем који се развија годинама је цурење резервоара као резултат корозије на дну резервоара. Често, резервоари имају слојеве воде на дну резервоара који могу допринети корозији, а електролитичка корозија може настати услед контакта са земљом. Као резултат тога, у различитим регионима су успостављени регулаторни захтеви за контролу цурења на дну резервоара и подземног загађења тла и воде од загађивача у води. Развијене су различите дизајнерске процедуре за контролу и праћење цурења (Хаген и Риалс 1994). Поред тога, постављена су и дупла дна. У неким инсталацијама постављена је катодна заштита ради даље контроле пропадања метала (Барлетта, Баиле и Кеннеллеи 1995).
Испустите воду
Повремено ручно испуштање воде са дна резервоара може довести до излагања. Визуелно посматрање за одређивање интерфејса путем отвореног ручног пражњења може довести до излагања радника. Затворено пражњење се може инсталирати са сензором интерфејса и контролним вентилом који минимизира потенцијалну изложеност радника (Липтон и Линцх 1994). Различити сензори су комерцијално доступни за ову услугу.
Препуњавање резервоара
Често су резервоари препуни, стварајући потенцијалне опасности по безбедност и изложеност радника. Ово се може спречити редундантним или инструментима на два нивоа који контролишу улазне блок вентиле или напојне пумпе (Бахнер 1996). Дуги низ година, водови за преливање су били инсталирани на резервоарима за хемикалије, али су се завршавали на краткој удаљености изнад отвора за одвод да би омогућили визуелно посматрање испуштања прелива. Штавише, одвод је морао бити димензиониран за већу од максималне стопе пуњења да би се осигурала правилна дренажа. Међутим, такав систем је потенцијални извор изложености. Ово се може елиминисати повезивањем линије за преливање директно са одводом са индикатором протока у линији који показује преливање. Иако ће ово функционисати на задовољавајући начин, то доводи до преоптерећења система за одводњавање са веома великом запремином загађивача и потенцијалним здравственим и безбедносним проблемима.
Преглед и чишћење резервоара
Повремено се резервоари уклањају из употребе ради прегледа и/или чишћења. Ове процедуре морају бити пажљиво контролисане како би се спречило излагање радника и свеле потенцијалне опасности по безбедност на минимум. Након пражњења, резервоари се често испиру водом како би се уклонили трагови процесне течности. Историјски гледано, резервоари су се затим чистили ручно или механички где је то било потребно. Када се резервоари испразне, они се пуне паром која може бити токсична и може бити у запаљивом домету. Испирање водом можда неће значајно утицати на токсичност паре, али може смањити потенцијалне проблеме са сагоревањем. Код плутајућих кровова, материјал испод плутајућег крова се може испирати и дренирати, али неки резервоари могу још увек имати материјала у резервоару. Овај материјал дна се мора уклонити ручно и може представљати потенцијалну забринутост због изложености. Од особља се може захтевати да носи личну заштитну опрему (ЛЗО).
Обично се затворени резервоари и било која запремина испод плутајућих кровова прочишћавају ваздухом све док се не постигне одређени ниво концентрације кисеоника пре него што се дозволи улазак. Међутим, мерења концентрације треба континуирано да се врше како би се осигурало да су нивои токсичних концентрација задовољавајући и да се не мењају.
Одзрачивање паре и контрола емисије
За резервоаре са фиксним кровом или претворене резервоаре са плутајућим кровом (ЦФРТ), испуштање ваздуха у атмосферу можда неће бити прихватљиво на многим локацијама. Вентилациони отвор под притиском (ПВ) (приказан на слици 2, ови резервоари се уклањају и паре теку кроз затворени канал до контролног уређаја где се загађивачи уништавају или обнављају. За оба резервоара, инертно прочишћавање (нпр. азот) може се убризгава да би се елиминисао ефекат дневног вакуума и одржао позитиван притисак за уређај за опоравак. У ЦФРТ резервоару, азот елиминише дневни ефекат и смањује све паре у атмосферу кроз ПВ вентил. Међутим, емисије паре се не елиминишу. А На располагању је велики број контролних уређаја и техника укључујући сагоревање, апсорбере, кондензаторе и апсорпцију (Моретти и Мукхопадхиаи 1993; Царролл и Рудди 1993; Баста 1994; Пеннингтон 1996; Сиегалл 1996). Избор контролног система је функција коначног циља. и оперативних и инвестиционих трошкова.
У резервоарима са плутајућим кровом, спољним и унутрашњим, заптивке и помоћне команде ефикасно минимизирају губитке паре.
Сигурносне опасности
Запаљивост је главна брига у резервоарима и системи за гашење пожара су потребни да помогну у контроли и превенцији проширених зона пожара. Доступни су системи противпожарне воде и препоруке за инсталацију (ЦЦПС 1993; Дов Цхемицал Цомпани 1994а; НФПА 1990). Вода се може прскати директно на ватру под одређеним условима и неопходна је за хлађење суседног резервоара или опреме како би се спречило прегревање. Поред тога, пена је ефикасно средство за гашење пожара и трајна опрема за пену се може уградити на резервоаре. Инсталацију опреме од пене на мобилној противпожарној опреми треба прегледати са произвођачем. Сада су доступне еколошки прихватљиве пене ниске токсичности које су ефикасне и упоредиве са другим пенама у брзом гашењу пожара.
Опрема за обраду
За обраду хемикалија потребна је широка лепеза процесне опреме као резултат бројних процеса, специјализованих захтева процеса и варијација у производима. Сходно томе, сва хемијска опрема која се данас користи не може се прегледати; овај одељак ће се концентрисати на ширу примењену опрему која се налази у секвенцама обраде.
Реактори
У хемијској индустрији постоји велики број типова реактора. Основа за избор реактора је функција бројних варијабли, почевши од класификације да ли је реакција шаржна или континуирана реакција. Често се шаржне реакције претварају у континуиране операције како се искуство са реакцијом повећава и неке модификације, као што су побољшани катализатори, постају доступне. Континуирана обрада реакција је генерално ефикаснија и производи конзистентнији производ, што је пожељно у испуњавању циљева квалитета производа. Међутим, још увек постоји велики број групних операција.
Реакција
У свим реакцијама, класификација реакција као егзотермна или ендотермна (која производи топлоту или захтева топлоту) је неопходна да би се дефинисали захтеви за грејање или хлађење неопходни за контролу реакције. Поред тога, морају се успоставити критеријуми за одметнуту реакцију да би се инсталирали сензори на инструментима и контроле које могу спречити да реакција измакне контроли. Пре потпуног рада реактора, процедуре за хитне случајеве морају бити истражене и развијене како би се осигурало да је одбегла реакција безбедно задржана. Нека од различитих потенцијалних решења су опрема за контролу у хитним случајевима која се аутоматски активира, убризгавање хемикалије која зауставља реакцију и вентилациони објекти који могу да приме и садрже садржај реактора. Сигурносни вентил и рад вентила су изузетно важни јер захтевају добро одржавану и функционалну опрему у сваком тренутку. Сходно томе, вишеструко блокирани сигурносни вентили се често инсталирају како би се осигурало да одржавање једног вентила неће смањити потребан капацитет растерећења.
У случају квара на сигурносном вентилу или отвору за одзрачивање, отпадни ефлуент се мора задржати у практично свим околностима како би се потенцијалне опасности по безбедност и здравље свеле на минимум. Као резултат тога, треба пажљиво анализирати начин задржавања испуштања у нужди кроз цевовод заједно са коначним одлагањем испуста из реактора. Уопштено говорећи, течност и пара треба да се одвоје са паром која се шаље на бакљу или рекуперацију и течност рециклира где је то могуће. Уклањање чврстих материја може захтевати неку студију.
Серија
У реакторима који укључују егзотермне реакције, важно је узети у обзир онечишћење на зидовима или унутрашњим цевима расхладним медијумом који се користи за одржавање температуре. Уклањање запрљаног материјала значајно варира и начин уклањања зависи од карактеристика запрљаног материјала. Запрљани материјал се може уклонити растварачем, млазницом под високим притиском или, у неким случајевима, ручно. У свим овим поступцима, безбедност и изложеност морају бити пажљиво контролисани. Кретање материјала у и ван реактора не сме дозволити улазак ваздуха, што може довести до запаљиве смеше паре. Вакуме треба разбити инертним гасом (нпр. азотом). Улазак пловила ради прегледа или рада може се класификовати као улазак у скучени простор и треба се придржавати правила за овај поступак. Треба разумети токсичност паре и коже, а техничари морају бити упознати са опасностима по здравље.
Непрекидан
Проточни реактори могу бити напуњени течношћу или паром и течношћу. Неке реакције производе кашу у реакторима. Такође, постоје реактори који садрже чврсте катализаторе. Реакциони флуид може бити течност, пара или комбинација паре и течности. Чврсти катализатори, који промовишу реакцију без учешћа у њој, обично се налазе унутар решетки и називају се фиксним слојевима. Реактори са фиксним слојем могу имати један или више слојева и могу имати егзотеринске или ендотермне реакције, при чему већина реакција захтева константну температуру (изотермну) кроз сваки слој. Ово често захтева убризгавање токова хране или разблаживача на различитим местима између слојева да би се контролисала температура. Са овим реакционим системима, индикација температуре и локација сензора кроз слојеве су изузетно важни да би се спречило одмицање реакције и принос производа или промене квалитета.
Фиксни кревети углавном губе своју активност и морају се регенерисати или заменити. За регенерацију, наслаге на слоју могу бити спаљене, растворене у растварачу или, у неким случајевима, регенерисане убризгавањем хемикалије у инертној течности у слој, чиме се обнавља активност катализатора. У зависности од катализатора, може се применити једна од ових техника. Тамо где се слојеви спаљују, реактор се празни и пречишћава од свих процесних флуида, а затим се пуни инертним гасом (обично азотом), који се загрева и поново циркулише, подижући слој на одређени температурни ниво. У овом тренутку, врло мала запремина кисеоника се додаје инертној струји да би се покренуо фронт пламена који се постепено креће кроз слој и контролише пораст температуре. Превелике количине кисеоника имају штетан утицај на катализатор.
Уклањање катализатора са фиксним слојем
Уклањање катализатора са фиксним слојем мора се пажљиво контролисати. Из реактора се испушта процесна течност, а затим се преостали флуид истискује течношћу за испирање или се испарава док се сав процесни флуид не уклони. Завршно пречишћавање може захтевати друге технике пре него што се посуда прочисти инертним гасом или ваздухом пре отварања посуде или испуштања катализатора из посуде испод инертног покривача. Уколико се у овом процесу користи вода, вода се одводи кроз затворене цеви у процесну канализацију. Неки катализатори су осетљиви на ваздух или кисеоник, постају пирофорни или токсични. Ово захтева посебне процедуре за уклањање ваздуха током пуњења или пражњења посуда. Лична заштита заједно са поступцима руковања морају бити пажљиво дефинисани како би се потенцијална изложеност свела на минимум и заштитило особље.
Одлагање истрошеног катализатора може захтевати даљи третман пре него што се пошаље произвођачу катализатора на рециклажу или у еколошки прихватљиву процедуру одлагања.
Други системи катализатора
Гас који тече кроз лабав слој чврстог катализатора шири слој и формира суспензију која је слична течности и назива се флуидним слојем. Ова врста реакције се користи у различитим процесима. Потрошени катализатори се уклањају као бочни ток гаса и чврсте материје за регенерацију, а затим се враћају у процес кроз затворени систем. У другим реакцијама, активност катализатора може бити веома висока и, иако се катализатор испушта у производу, концентрација је изузетно ниска и не представља проблем. Када је висока концентрација чврстих материја катализатора у пари производа непожељна, остатак чврстих материја се мора уклонити пре пречишћавања. Међутим, остаће трагови чврстих материја. Они се уклањају ради одлагања у једном од токова нуспроизвода, који заузврат морају бити разјашњени.
У ситуацијама када се истрошени катализатор регенерише сагоревањем, у системима са флуидним слојем су потребни екстензивни објекти за обнављање чврстих материја како би се испунила ограничења животне средине. Опоравак се може састојати од различитих комбинација циклона, електричних таложника, врећастих филтера) и/или пречистача. Тамо где се горење дешава у фиксним креветима, основна брига је контрола температуре.
Пошто се катализатори са флуидним слојем често налазе у респираторном домету, мора се водити рачуна током руковања чврстим материјама како би се обезбедила заштита радника са свежим или регенерисаним катализаторима.
У неким случајевима може се користити вакуум за уклањање различитих компоненти из фиксног лежаја. У овим ситуацијама, вакуумски млаз са паром је често произвођач вакуума. Ово производи испуштање паре које често садржи токсичне материјале иако у веома ниској концентрацији у млазној струји. Међутим, испуштање парног млаза треба пажљиво прегледати како би се утврдиле количине загађивача, токсичност и потенцијална дисперзија ако се испушта директно у атмосферу. Уколико је ово незадовољавајуће, млазно пражњење може захтевати кондензацију у сумпу где се контролишу све паре и вода се шаље у затворени канализациони систем. У овом сервису радиће ротациона вакуум пумпа. Можда није дозвољено да се пражњење из клипне вакуум пумпе испусти директно у атмосферу, али у неким случајевима може да се испусти у линију бакље, спалионицу или процесни грејач.
Безбедност
У свим реакторима, повећање притиска представља велику забринутост јер се називни притисак у суду не сме прекорачити. Ова повећања притиска могу бити резултат лоше контроле процеса, квара или несталне реакције. Сходно томе, системи за смањење притиска су потребни да би се одржао интегритет посуде спречавањем превеликог притиска у реактору. Испусни вентили морају бити пажљиво пројектовани да би се одржало адекватно растерећење у свим условима, укључујући одржавање вентила за растерећење. Можда ће бити потребно више вентила. Уколико је преливни вентил пројектован за испуштање у атмосферу, тачка пражњења треба да буде подигнута изнад свих оближњих структура и да се изврши анализа дисперзије како би се обезбедила адекватна заштита радника и оближњих заједница.
Ако је диск за пуцање уграђен са сигурносним вентилом, испуст такође треба да буде затворен и крајње место пражњења означено као што је горе описано. Пошто диск руптура неће поново да се постави, диск без сигурносног вентила ће вероватно ослободити већину садржаја реактора и ваздух може ући у реактор на крају ослобађања. Ово захтева пажљиву анализу како би се осигурало да се не створи запаљива ситуација и да се не појаве веома непожељне реакције. Штавише, пражњење из диска може ослободити течност и систем за одзрачивање мора бити пројектован тако да садржи све течности са испуштеном паром, као што је горе описано. Регулаторне власти морају одобрити испуштање у случају нужде пре инсталације.
Мешалице уграђене у реакторе су заптивене. Цурења могу бити опасна и ако до њих дође, заптивање мора бити поправљено што захтева гашење реактора. Садржај реактора може захтевати посебно руковање или мере предострожности, а процедура хитног гашења треба да укључи прекид реакције и одлагање садржаја реактора. Контрола запаљивости и изложености морају се пажљиво прегледати за сваки корак, укључујући коначно одлагање мешавине реактора. Пошто гашење може бити скупо и укључивати губитак производње, уведени су магнетни миксери и новији системи заптивки да би се смањило одржавање и гашење реактора.
Улаз у све реакторе захтева поштовање безбедних процедура уласка у ограничени простор.
Куле за фракционисање или дестилацију
Дестилација је процес у коме се хемијске супстанце раздвајају методама које користе предности разлика у тачкама кључања. Познати торњеви у хемијским постројењима и рафинеријама су куле за дестилацију.
Дестилација у различитим облицима је корак обраде који се налази у великој већини хемијских процеса. Фракционисање или дестилација се могу наћи у фазама пречишћавања, одвајања, уклањања, азеотропног и екстрактивног процеса. Ове примене сада укључују реактивну дестилацију, где се реакција дешава у посебном делу торња за дестилацију.
Дестилација се врши са низом тацни у торњу, или се може обавити у торњу испуњеном паковањем. Паковање има посебне конфигурације које лако дозвољавају пролаз паре и течности, али обезбеђују довољну површину за контакт пара-течност и ефикасно фракционисање.
операција
Топлота се обично доводи у торањ са бојлером, иако садржај топлоте специфичних токова може бити довољан да елиминише бојлер. Са топлотом поновног бојлера, вишестепено одвајање пара-течност се дешава на тацнама и лакши материјали се пењу кроз торањ. Паре из горње посуде су потпуно или делимично кондензоване у надземном кондензатору. Кондензована течност се сакупља у бубњу за прикупљање дестилата, где се део течности рециклира у торањ, а други део се повлачи и шаље на одређену локацију. Некондензоване паре се могу повратити негде другде или послати у контролни уређај који може бити ложиште или систем за опоравак.
Притисак
Торњеви обично раде при притисцима вишим од атмосферског. Међутим, стубови се често раде под вакуумом како би се смањиле температуре течности које могу утицати на квалитет производа или у ситуацијама када материјали стубова постају механички и економски проблеми због нивоа температуре који је тешко постићи. Такође, високе температуре могу утицати на течност. У тешким фракцијама нафте, веома високе температуре дна торња често доводе до проблема коксовања.
Вакуми се обично добијају ејекторима или вакуум пумпама. У процесним јединицама, вакуумска оптерећења се састоје од неких лаких парних материјала, инертних материја који су можда били у струји напајања торња и ваздуха због цурења. Обично се вакуум систем инсталира након кондензатора да би се смањило органско оптерећење вакуумског система. Вакум систем је димензионисан на основу процењеног оптерећења паром, са ејекторима који рукују већим оптерећењима паром. У одређеним системима, вакуум машина може бити директно повезана на излаз кондензатора. Типичан рад ејекторског система је комбинација ејектора и директних барометарских кондензатора где паре ејектора имају директан контакт са расхладном водом. Барометријски кондензатори су веома велики потрошачи воде, а мешавина паре и воде доводи до високих излазних температура воде које имају тенденцију да испаре било које трагове органског једињења у атмосферском барометарском резервоару, потенцијално повећавајући изложеност на радном месту. Поред тога, у систем отпадних вода се додаје велико оптерећење отпадним водама.
Велика редукција воде се постиже уз значајно смањење потрошње паре у модификованим вакуум системима. Пошто вакуум пумпа неће поднети велико оптерећење паре, у првој фази се користи ејектор паре у комбинацији са површинским кондензатором да би се смањило оптерећење вакуум пумпе. Поред тога, уграђен је бубањ за надземни рад. Једноставнији систем смањује оптерећење отпадне воде и одржава затворени систем који елиминише потенцијално излагање пари.
Безбедност
Сви стубови и бубњеви морају бити заштићени од надпритиска који може настати услед квара, пожара (Моврер 1995) или квара у комуналној мрежи. Преглед опасности је неопходан и обавезан је законом у неким земљама. Општи приступ управљања безбедношћу процеса који је применљив на рад процеса и постројења побољшава безбедност, минимизира губитке и штити здравље радника (Аугер 1995; Мурпхи 1994; Суттон 1995). Заштиту обезбеђују вентили за смањење притиска (ПРВ) који се испуштају у атмосферу или у затворени систем. ПРВ се генерално монтира на врху торња како би се ослободио великог оптерећења паре, иако неке инсталације лоцирају ПРВ на другим локацијама торња. ПРВ такође може да се налази на бубњу за прикупљање дестилата изнад главе све док вентили нису постављени између ПРВ-а и врха торња. Ако су блок вентили уграђени у процесне линије до кондензатора, онда ПРВ мора бити инсталиран на торњу.
Када се смањи натпритисак у дестилационом торњу, у одређеним хитним случајевима, ПРВ пражњење може бити изузетно велико. Веома велико оптерећење у вентилационом воду затвореног система може бити највеће оптерећење у систему. Пошто ПРВ пражњење може бити изненадно и укупно време растерећења може бити прилично кратко (мање од 15 минута), ово изузетно велико оптерећење паром мора бити пажљиво анализирано (Бевангер и Крецтер 1995; Боицоурт 1995). Пошто је ово кратко, велико вршно оптерећење тешко обрадити у контролним уређајима као што су апсорбери, адсорбери, пећи и тако даље, пожељнији контролни уређај у већини ситуација је бакља за уништавање паре. Нормално, одређени број ПРВ-ова је повезан са заглављем линије бакље која је заузврат повезана са једном шиљком. Међутим, бакља и укупни систем морају бити пажљиво дизајнирани да покрију велику групу потенцијалних непредвиђених ситуација (Боицоурт 1995).
Опасности по здравље
За директно испуштање атмосфере, треба спровести детаљну анализу дисперзије испарења испусног вентила како би се осигурало да радници нису изложени и да су концентрације у заједници у границама дозвољених смерница концентрације. У контроли дисперзије, испусни водови атмосферског вентила за растерећење можда ће морати да се подигну да би се спречиле прекомерне концентрације на оближњим структурама. За контролу дисперзије може бити неопходан веома висок сноп налик на пламен.
Друга област која изазива забринутост је улазак у торањ ради одржавања или механичких промена током гашења. Ово подразумева улазак у скучени простор и излаже раднике повезаним опасностима. Метода испирања и прочишћавања пре отварања мора се пажљиво спровести како би се обезбедила минимална изложеност смањењем било које токсичне концентрације испод препоручених нивоа. Пре почетка испирања и пражњења, притисак у стубу се мора смањити и сви прикључци цеви на торњу морају бити заслепљени (тј. равни метални дискови морају бити постављени између прирубница торња и прирубница прикључне цеви). Овим кораком треба пажљиво управљати како би се осигурала минимална изложеност. У различитим процесима, методе чишћења торња од токсичних течности варирају. Често се течност торња замењује течношћу која има веома ниске карактеристике токсичности. Ова течност се затим испушта и пумпа на одабрану локацију. Преостали течни филм и капљице могу да се испаре у атмосферу кроз горњу прирубницу која има специјалну одпорну заслепницу са отвором између слепе и прирубнице торња. Након парења, ваздух улази у торањ кроз посебан слепи отвор док се торањ хлади. Отворени су шахт на дну торња и један на врху торња који омогућавају дување ваздуха кроз торањ. Када унутрашња концентрација торња достигне унапред одређени ниво, у торањ се може ући.
Измењивачи топлоте
У хемијској индустрији постоји велики избор измењивача топлоте. Измењивачи топлоте су механички уређаји за пренос топлоте у процесни ток или из њега. Одабиру се у складу са условима процеса и дизајном измењивача. Неколико уобичајених типова измењивача приказано је на слици 2. Избор оптималног измењивача за процесну услугу је донекле компликован и захтева детаљно испитивање (Воодс 1995). У многим ситуацијама, одређени типови нису прикладни због притиска, температуре, концентрације чврстих материја, вискозитета, количине протока и других фактора. Штавише, индивидуални дизајн измењивача топлоте може значајно да варира; доступно је неколико типова измењивача цеви и листова са плутајућом главом (Греен, Малонеи и Перри 1984). Плутајућа глава се обично бира тамо где температуре могу да изазову прекомерно ширење цеви које иначе не би могло да одржи интегритет у фиксном измењивачу листова цеви. У поједностављеном измењивачу са пливајућом главом на слици 2, пливајућа глава је у потпуности садржана у измењивачу и нема никакву везу са поклопцем. Код других дизајна плутајућих глава, може бити паковања око плутајуће цеви (Греен, Малонеи и Перри 1984).
Слика 2. Типични измењивачи топлоте

цурење
Паковање на плутајућим цевним плочама је у контакту са атмосфером и може бити извор цурења и потенцијалног излагања. Други измењивачи такође могу имати потенцијалне изворе цурења и треба их пажљиво испитати. Као резултат својих карактеристика преноса топлоте, плочасти и оквирни измењивачи се често уграђују у хемијској индустрији. Плоче имају различите наборе и конфигурације. Плоче су одвојене заптивкама које спречавају мешање токова и обезбеђују спољашњу заптивку. Међутим, заптивке ограничавају примену температуре на око 180 ºЦ, иако побољшања заптивки могу превазићи ово ограничење. Пошто постоји велики број плоча, плоче морају бити правилно компримоване да би се обезбедило правилно заптивање између њих. Због тога је неопходна пажљива механичка инсталација како би се спречило цурење и потенцијалне опасности. Пошто постоји велики број печата, важно је пажљиво праћење печата како би се потенцијална изложеност свела на минимум.
Ваздушно хлађени размењивачи су економски атрактивни и инсталирани су у великом броју процесних апликација и на различитим локацијама унутар процесних јединица. Ради уштеде простора, ови измењивачи се често постављају преко цевовода и често су наслагани. Пошто је избор материјала цеви важан, у хемијској индустрији се користе различити материјали. Ове цеви су повезане са цевним листом. Ово захтева употребу компатибилних материјала. Цурење кроз пукотину цеви или на цевној плочи представља забринутост јер ће вентилатор циркулисати паре из цурења и дисперзија може довести до потенцијалног излагања. Разређивање ваздуха може значајно смањити потенцијалну опасност од излагања. Међутим, вентилатори се често искључују под одређеним временским условима и у тим околностима концентрације цурења могу да се повећају, чиме се повећава потенцијална изложеност. Штавише, ако се цеви које цуре не поправе, пукотина се може погоршати. Са токсичним течностима које не испаравају лако, може доћи до капања и потенцијалног излагања коже.
Измењивачи топлоте са омотачем и цевима могу развити цурење кроз било коју од различитих прирубница (Греен, Малонеи и Перри 1984). Пошто се измењивачи топлоте са шкољком и цевима разликују по величини од малих до веома великих површина, пречник спољних прирубница је генерално много већи од типичних прирубница цеви. Са овим великим прирубницама, заптивке морају не само да издрже услове процеса, већ и да обезбеде заптивање под варијацијама оптерећења вијака. Користе се различити дизајни заптивки. Одржавање константног оптерећења завртња на свим прирубничким завртњима је тешко, што доводи до цурења у многим измењивачима. Цурење прирубнице се може контролисати помоћу заптивних прстенова прирубница (Липтон и Линцх 1994).
До цурења из цеви може доћи у било ком од доступних типова измењивача, са изузетком плочастих измењивача и неколико других специјалних измењивача. Међутим, ови последњи измењивачи имају и друге потенцијалне проблеме. Тамо где цеви цуре у систем расхладне воде, расхладна вода испушта загађивач у расхладни торањ који може бити извор изложености и за раднике и за оближњу заједницу. Сходно томе, расхладну воду треба пратити.
Дисперзија пара расхладног торња може бити широко распрострањена као резултат рада вентилатора у расхладним торњевима са принудним и индукованим промајем. Поред тога, природни конвекцијски торњеви испуштају паре у атмосферу које се затим распршују. Међутим, дисперзија значајно варира у зависности од временских услова и висине протока. Мање испарљиви токсични материјали остају у расхладној води и струји издувавања расхладног торња, који би требало да имају довољну способност третмана да униште загађиваче. Расхладни торањ и базен торња морају се периодично чистити, а загађивачи повећавају потенцијалне опасности у базену и пуњењу торња. Лична заштита је неопходна за већи део овог посла.
Чишћење измењивача
Проблем са цевима у систему расхладне воде је накупљање материјала у цевима које је резултат корозије, биолошких организама и таложења чврстих материја. Као што је горе описано, цеви такође могу да процуре кроз пукотине, или може доћи до цурења када су цеви умотане у траке у цевном листу. Када се појави било који од ових услова, потребна је поправка измењивача и процесни флуиди се морају уклонити из измењивача. Ово захтева потпуно затворен рад, који је неопходан да би се испунили циљеви излагања животне средине, безбедности и здравља.
Генерално, процесна течност се одводи у пријемник, а преостали материјал се испире из измењивача помоћу растварача или инертног материјала. Потоњи материјал се такође шаље у пријемник за контаминирани материјал испуштањем или притиском са азотом. Тамо где је токсични материјал био у измењивачу, измењивач треба пратити да ли има трагова токсичног материјала. Ако су резултати испитивања незадовољавајући, измењивач се може испарити да би испарио и уклонио све трагове материјала. Међутим, отвор за пару треба да буде повезан са затвореним системом како би се спречило излазак паре у атмосферу. Иако затворени отвор за вентилацију можда није апсолутно неопходан, понекад може бити више загађивача у измењивачу, што захтева затворени вентил за пару у сваком тренутку да би се контролисале потенцијалне опасности. Након парења, отвор у атмосферу пушта ваздух. Ова општа процедура је применљива на страну измењивача или стране које садрже токсични материјал.
Хемикалије које се затим користе за чишћење цеви или стране шкољке треба да циркулишу у затвореном систему. Обично се раствор за чишћење рециркулише из система камиона цистерне и контаминирани раствор у систему се одводи у камион за одлагање.
Пумпе
Једна од најважнијих процесних функција је кретање течности, ау хемијској индустрији све врсте течних материјала се померају помоћу разних пумпи. Конзервиране и магнетне пумпе су центрифугалне пумпе без затварача. Магнетни драјвери пумпи су доступни за уградњу на друге типове пумпи како би се спречило цурење. Врсте пумпи које се користе у хемијској индустрији су наведене у табели 7.
Табела 7. Пумпе у хемијској процесној индустрији
- Центрифугално
- Покретно (клип)
- Конзервирано
- Магнетни
- Турбина
- Зупчаник
- Дијафрагма
- Аксијални ток
- шраф
- Покретна шупљина
- Лобе
- Ване
Печаћење
Са становишта здравља и безбедности, заптивање и поправка центрифугалних пумпи су главна брига. Механичке заптивке, које чине преовлађујући систем заптивки вратила, могу да процуре и понекад издувају. Међутим, дошло је до великог напретка у технологији заптивки од 1970-их, што је резултирало значајним смањењем цурења и продуженим радним веком пумпе. Нека од ових побољшања су мехови заптивачи, кертриџ заптивке, побољшани дизајн лица, бољи материјали лица и побољшања у праћењу варијабли пумпе. Штавише, наставак истраживања технологије заптивача би требало да резултира даљим технолошким побољшањима.
Тамо где су процесни флуиди веома токсични, често се инсталирају пумпе без цурења или магнета. Оперативни сервисни периоди или средње време између одржавања (МТБМ) су се значајно побољшали и генерално варирају између три и пет година. У овим пумпама, процесна течност је течност за подмазивање лежајева ротора. Испаравање унутрашње течности негативно утиче на лежајеве и често чини неопходном замену лежаја. Услови течности у пумпама се могу одржавати тако што ће се обезбедити да је унутрашњи притисак у систему лежајева увек већи од притиска течне паре на радној температури. Приликом поправке пумпе без заптивки, потпуно испуштање материјала релативно ниске испарљивости је важно и треба га пажљиво прегледати са добављачем.
У типичним центрифугалним процесним пумпама, паковање је у суштини замењено механичким заптивкама. Ове заптивке се генерално класификују као једноструке или двоструке механичке заптивке, при чему последњи термин обухвата тандем или двоструке механичке заптивке. Постоје и друге комбинације двоструких заптивки, али оне се не користе тако широко. Генерално, тандем или двоструке механичке заптивке са течним пуферским течностима између заптивки се постављају да би се смањило цурење заптивке. Стандарде за механичко заптивање пумпе и за центрифугалне и за ротационе пумпе који покривају спецификацију и уградњу једног и двоструког механичког заптивача издао је Амерички институт за нафту (АПИ 1994). Водич за примену механичких заптивача је сада доступан као помоћ у процени типова заптивки (СТЛЕ 1994).
Да би се спречило прекомерно цурење или издувавање због неисправне заптивке, након заптивке се поставља плоча са заптивком. Можда има течност за испирање жлезде да помери цурење у затворени дренажни систем (АПИ 1994). Пошто систем заптивки није потпуна заптивка, доступни су помоћни системи заптивки, као што су чауре за гас. Они се уграђују у заптивку која контролише прекомерно цурење у атмосферу или издувавање заптивке (Липтон и Линцх 1994). Ове заптивке нису дизајниране за континуирани рад; након активације ће радити до две недеље пре квара, чиме ће се обезбедити време за операције за промену пумпи или прилагођавање процеса.
Доступан је новији систем механичких заптивача који у суштини смањује емисије на нулти ниво. Ово је систем двоструке механичке заптивке са системом гасног пуфера који замењује течни пуфер у стандардном систему двоструких механичких заптивача (Фоне 1995; Нетзел 1996; Адамс, Дингман и Паркер 1995). У течним пуфер системима, заптивке су одвојене изузетно танким подмазујућим филмом пуферске течности која такође хлади површине заптивке. Иако је мало раздвојен, постоји одређена количина контакта са лицем што резултира хабањем заптивке и загревањем лица заптивке. Гасне заптивке се називају бесконтактним заптивкама јер једна заптивна површина са закривљеним удубљењима пумпа гас кроз површине заптивача и гради слој гаса или брану која потпуно одваја стране заптивача. Овај недостатак контакта резултира веома дугим веком заптивке и такође смањује губитак трења заптивке, чиме се приметно смањује потрошња енергије. Пошто заптивка пумпа гас постоји веома мали проток у процес и у атмосферу.
Опасности по здравље
Главна брига код пумпи је дренажа и испирање како би се пумпа припремила за одржавање или поправку. Пражњење и уклањање обухвата процесну течност и пуфер течности. Процедуре треба да захтевају испуштање свих течности у затворени систем за одвод воде. У кутији за пуњење пумпе где чаура за грло одваја радно коло од кутије за пуњење, чаура делује као преграда у задржавању неке течности у кутији за пуњење. Рупе за испирање у чаури или одвод у кутији за пуњење ће омогућити потпуно уклањање течности из процеса кроз одводњавање и испирање. За пуферске течности, требало би да постоји метод одводње све течности из области двоструког заптивача. Одржавање захтева уклањање заптивке и ако запремина заптивке није потпуно испрана и испрана, заптивке су потенцијални извор изложености током поправке.
Прашина и прах
Руковање прашином и прахом у опреми за прераду чврстих материја представља забринутост због могућности пожара или експлозије. Експлозија унутар опреме може пробити зид или кућиште као резултат притиска изазваног експлозијом, који шаље комбиновани талас притиска и ватре у подручје радног места. Радници могу бити изложени ризику, а суседна опрема може бити озбиљно погођена драстичним ефектима. Прашина или прах суспендовани у ваздуху или у гасу са присутним кисеоником иу скученом простору подложни су експлозији када је присутан извор паљења са довољно енергије. Нека типична окружења експлозивне опреме приказана су у табели 8.
Табела 8. Потенцијални извори експлозије у опреми
|
Опрема за транспорт |
складиштење |
|
Пнеуматски канали |
Канте |
|
Механички транспортери |
Хопперс |
|
Ротациони вентили |
|
|
Прерада опреме |
|
|
Филтерски сакупљачи прашине |
брусилице |
|
Сушаре са флуидним слојем |
Куглични млинови |
|
Преносне линије сушаре |
Мешање праха |
|
Екранизација |
циклони |
Експлозија производи топлоту и брзо ширење гаса (повећање притиска) и генерално доводи до дефлаграције, што је фронт пламена који се креће брзо, али мањом од брзине звука за ове услове. Када је брзина фронта пламена већа од брзине звука или је на надзвучној брзини, стање се назива детонација, која је деструктивнија од дефлаграције. Експлозија и ширење фронта пламена се дешавају у милисекундама и не дају довољно времена за стандардне реакције процеса. Сходно томе, потенцијалне карактеристике пожара и експлозије праха морају бити дефинисане како би се утврдиле потенцијалне опасности које могу постојати у различитим корацима обраде (ЦЦПС 1993; Ебадат 1994; Барткнецхт 1989; Цесана и Сивек 1995). Ове информације онда могу пружити основу за постављање контрола и спречавање експлозија.
Квантификација опасности од експлозије
Пошто се експлозије углавном дешавају у затвореној опреми, различита испитивања се спроводе у специјално дизајнираној лабораторијској опреми. Иако прахови могу изгледати слично, објављене резултате не треба користити јер мале разлике у праху могу имати веома различите карактеристике експлозије.
Различити тестови спроведени на праху могу дефинисати опасност од експлозије и серија тестова треба да обухвати следеће.
Класификациони тест утврђује да ли облак прашине праха може да покрене и шири пламен (Ебадат 1994). Пудери који имају ове карактеристике сматрају се праховима класе А. Они прахови који се не запале називају се класом Б. Прахови класе А онда захтевају даљу серију тестова да би се проценила њихова експлозија и потенцијал опасности.
Тест минималне енергије паљења дефинише минималну енергију варнице неопходну за паљење облака праха (Барткнецхт 1989).
У тежини експлозије и анализи прахови Групе А се затим тестирају као облак прашине у сфери у којој се мери притисак током пробне експлозије на основу минималне енергије паљења. Максимални притисак експлозије је дефинисан заједно са брзином промене притиска по јединици времена. Из ових информација, одређена је специфична карактеристична вредност експлозије (Кст) у бар метрима у секунди и дефинисана је класа експлозије (Барткнецхт 1989; Гарзиа и Сенецал 1996):
Кст(бар·м/с) Класа експлозије прашине Релативна чврстоћа
1-200 Ст 1 Нешто слабије
201-300 Ст 2 Стронг
300+ Ст 3 Веома јак
Испитиван је велики број прахова и већина је била у класи Ст 1 (Барткнецхт 1989; Гарзиа и Сенецал 1996).
Приликом процене прахова без облака, прахови се тестирају да би се утврдиле безбедне радне процедуре и услови.
Тестови за спречавање експлозије
Тестови за превенцију експлозије могу бити од помоћи тамо где се не могу инсталирати системи за сузбијање експлозије. Они пружају неке информације о пожељним условима рада (Ебадат 1994).
Минимални тест кисеоника дефинише ниво кисеоника испод којег се прашина неће запалити (Фоне 1995). Инертни гас у процесу ће спречити паљење ако је гас прихватљив.
Минимална концентрација прашине се утврђује како би се установио радни ниво испод којег неће доћи до паљења.
Испитивања опасности од електростатике
Многе експлозије су резултат електростатичког паљења и различити тестови указују на потенцијалне опасности. Неки од тестова покривају минималну енергију паљења, карактеристике електричног набоја праха и запреминску отпорност. На основу резултата испитивања, могу се предузети одређени кораци за спречавање експлозија. Кораци укључују повећање влажности, модификовање грађевинских материјала, правилно уземљење, контролу одређених аспеката дизајна опреме и спречавање варница (Барткнецхт 1989; Цесана и Сивек 1995).
Контрола експлозије
У основи постоје две методе контроле експлозија или фронтова од ширења са једне и друге локације или да садрже експлозију унутар комада опреме. Ове две методе су хемијски супресори и изолациони вентили (Барткнецхт 1989; Цесана и Сивек 1995; Гарзиа и Сенецал 1996). На основу података о притиску експлозије из тестова озбиљности експлозије, доступни су сензори брзог реаговања који ће покренути хемијски супресант и/или брзо затворити изолационе вентиле. Средства за сузбијање су комерцијално доступна, али дизајн ињектора за сузбијање је веома важан.
Експлозијски отвори
У опреми где може доћи до потенцијалне експлозије, често се инсталирају отвори за експлозију који пуцају при одређеним притисцима. Они морају бити пажљиво пројектовани и издувни пут из опреме мора бити дефинисан како би се спречило присуство радника у овој области пута. Штавише, удар на опрему на путу експлозије треба анализирати како би се осигурала сигурност опреме. Можда ће бити потребна баријера.
Пунити и празнити
Производи, полупроизводи и нуспроизводи се утоварују у цистерне и вагоне. (У неким случајевима, у зависности од локације објеката и захтева за пристајање, користе се танкери и барже.) Локација објеката за утовар и истовар је важна. Док су материјали који се утоварују и истоварују обично течности и гасови, чврсте материје се такође утоварују и истоварују на пожељним локацијама на основу врсте чврстих материја које се померају, потенцијалне опасности од експлозије и степена тешкоће преноса.
Отвори врата
Приликом утовара цистерни или вагона кроз отворе за отварање на врху, веома важно разматрање је минимизирање прскања док се контејнер пуни. Ако се цев за пуњење налази доста изнад дна контејнера, пуњење доводи до прскања и стварања паре или мешавине течности и паре. Прскање и стварање паре се могу свести на минимум постављањем излаза цеви за пуњење знатно испод нивоа течности. Цев за пуњење се обично протеже кроз контејнер минимално растојање изнад дна контејнера. Пошто течно пуњење такође истискује пару, токсичне паре могу представљати потенцијалну опасност по здравље и такође представљати забринутост за безбедност. Сходно томе, испарења треба да се сакупе. Комерцијално су доступне ручице за пуњење које имају дубоке цеви за пуњење и протежу се кроз посебан поклопац који затвара отвор за отвор (Липтон и Линцх 1994). Поред тога, цев за сакупљање паре се протеже на краткој удаљености испод специјалног поклопца отвора. На узводном крају крака, излаз за пару је повезан са уређајем за рекуперацију (нпр. апсорбером или кондензатором), или се пара може вратити у резервоар за складиштење као пренос равнотеже паре (Липтон и Линцх 1994).
У систему отвореног отвора за камион цистерне, рука је подигнута како би се омогућило одводњавање у камион цистерна и део течности у руци може да се притисне азотом док се рука повлачи, али цеви за пуњење током ове операције треба да остану унутар отвора. отварање. Како ручица за пуњење чисти отвор, преко отвора треба поставити канту да би се ухватила капља из руке.
Вагони
Многи вагони имају затворене отворе са ногама за дубоко пуњење веома близу дна контејнера и одвојени излаз за сакупљање паре. Кроз крак који се протеже до затвореног отвора, течност се пуни и пара сакупља на начин сличан методи отворене руке. У системима за пуњење вагона, након затварања вентила на улазу у руку, азот се убризгава у контејнер на страни кракова како би се течност која је остала у руци издувала у вагон пре него што се вентил за пуњење на вагону затвори (Липтон и Линцх 1994) .
Камиони цистерне
Многи камиони цистерне се пуне кроз дно да би се смањило стварање паре (Липтон и Линцх 1994). Линије за пуњење могу бити специјална црева или маневарске руке. Спојнице за суво прекидање постављају се на крајеве црева или руку и на доње прикључке камиона цистерне. Када је цистерна напуњена и вод се аутоматски блокира, рука или црево се одвајају на спојници за суво ломљење, која се аутоматски затвара када се спојнице одвајају. Новије спојнице су дизајниране тако да се искључују са скоро нултим цурењем.
Код доњег пуњења, пара се сакупља кроз горњи отвор за пару, а пара се води кроз спољну линију која се завршава близу дна контејнера (Липтон и Линцх 1994). Ово омогућава раднику приступ прикључцима парне спојнице. Прикупљена пара, која је под притиском мало изнад атмосферског, мора се прикупити и послати у уређај за опоравак (Липтон и Линцх 1994). Ови уређаји се бирају на основу почетних трошкова, ефикасности, одржавања и оперативности. Генерално, систем за опоравак је пожељнији од бакље, која уништава прикупљене паре.
Лоадинг цонтроl
У камионима цистернама, сензори нивоа су трајно уграђени у каросерију камиона како би указали када је ниво пуњења достигнут и сигнализирали блок вентил за даљинско управљање који зауставља проток до камиона. (Липтон и Линч 1994). Може постојати више од једног сензора у камиону цистерни као резерва како би се осигурало да камион није препун. Прекомерно пуњење може довести до озбиљних безбедносних и здравствених проблема.
Вагони у наменској хемијској служби могу имати сензоре нивоа уграђене у унутрашњост аутомобила. За возила која нису намењена, збројивач протока контролише количину течности која се шаље у вагон и аутоматски затвара вентил блока даљинског управљања на унапред одређеном подешавању (Липтон и Линцх 1994). Оба типа контејнера треба испитати да би се утврдило да ли течност остаје у контејнеру пре пуњења. Многи вагони имају ручне показиваче нивоа који се могу користити за ову услугу. Међутим, тамо где се ниво показује отварањем малог вентилационог отвора у атмосфери, ову процедуру треба изводити само под правилно контролисаним и одобреним условима због токсичности неких од напуњених хемикалија.
Истовар
Тамо где хемикалије имају веома висок притисак паре, а вагон или цистерна имају релативно висок притисак, хемикалија се истоварује под сопственим притиском паре. Ако притисак паре падне на ниво који ће ометати процедуру истовара, може се убризгати гас азота да би се одржао задовољавајући притисак. Пара из резервоара исте хемикалије се такође може компримовати и убризгати да би се повећао притисак.
За токсичне хемикалије које имају релативно низак притисак паре, као што је бензен, течност се испушта под притиском азота, што елиминише пумпање и поједностављује систем (Липтон и Линцх 1994). Камиони цистерне и вагони за ову услугу имају пројектоване притиске који су у стању да издрже притиске и варијације на које се наилазе. Међутим, нижи притисци након истовара контејнера се одржавају све док се цистерна или вагон не напуни; притисак се обнавља током оптерећења. Азот се може додати ако током пуњења није постигнут довољан притисак.
Један од проблема у операцијама утовара и истовара је одводњавање и прочишћавање водова и опреме у објектима за утовар/истовар. Затворени одводи и одводи са ниским тачкама су неопходни са азотним пражњењем како би се уклонили сви трагови токсичних хемикалија. Ови материјали се могу прикупити у бубњу и вратити у објекат за пријем или опоравак (Липтон и Линцх 1994).
Индустрија пластике
Преузето из 3. издања, Енциклопедија здравља и безбедности на раду
Индустрија пластике је подељена на два главна сектора, чији се међусобни однос може видети на слици 1. Први сектор се састоји од добављача сировина који производе полимере и смеше за обликовање од међупроизвода које су можда сами произвели. Што се тиче уложеног капитала, ово је обично највећи од два сектора. Други сектор чине прерађивачи који претварају сировине у продајне артикле користећи различите процесе као што су екструзија и бризгање. Остали сектори укључују произвођаче машина који испоручују опрему прерађивачима и добављаче специјалних адитива за употребу у индустрији.
Слика 1. Производни редослед у преради пластике
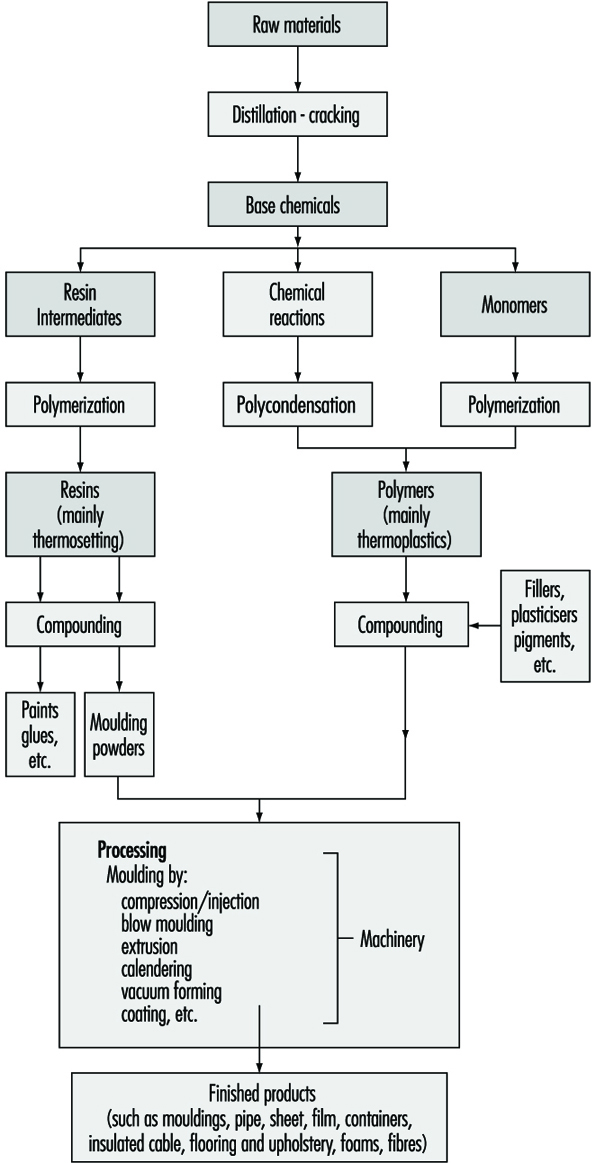
Полимер Мануфацтуринг
Пластични материјали спадају у две различите категорије: термопластични материјали, који се могу више пута омекшати применом топлоте и термореактивних материјала, који пролазе кроз хемијску промену када се загреју и обликују и након тога се не могу преобликовати применом топлоте. Може се направити неколико стотина појединачних полимера са веома различитим особинама, али само 20 типова чини око 90% укупне светске производње. Термопласти су највећа група и њихова производња расте брже од термореактивних. Што се тиче количине производње, најважнији термопласти су полиетилен високе и ниске густине и полипропилен (полиолефини), поливинилхлорид (ПВЦ) и полистирен.
Важне термореактивне смоле су фенол-формалдехид и уреа-формалдехид, како у облику смола, тако иу облику праха за обликовање. Значајне су и епоксидне смоле, незасићени полиестери и полиуретани. Мања количина „инжењерске пластике“, на пример, полиацетала, полиамида и поликарбоната, има велику вредност у употреби у критичним применама.
Значајну експанзију индустрије пластике у свету после Другог светског рата умногоме је олакшало проширење асортимана основних сировина које су је храниле; доступност и цена сировина су од кључне важности за сваку индустрију која се брзо развија. Традиционалне сировине нису могле да обезбеде хемијске интермедијере у довољним количинама по прихватљивој цени да би се олакшала економска комерцијална производња пластичних материјала велике тонаже, а развој петрохемијске индустрије је омогућио раст. Нафта као сировина је у изобиљу доступна, лако се транспортује и рукује и била је, до нафтне кризе 1970-их, релативно јефтина. Због тога је у свету индустрија пластике првенствено везана за употребу међупроизвода добијених крекингом нафте и природног гаса. Неконвенционалне сировине као што су биомаса и угаљ још увек нису имале велики утицај на снабдевање индустрије пластике.
Дијаграм тока на слици 2 илуструје разноврсност сировина сирове нафте и природног гаса као полазних тачака за важне термореактивне и термопластичне материјале. Након првих процеса дестилације сирове нафте, сировина нафте се или крекира или реформише како би се добили корисни међупроизводи. Тако је етилен произведен поступком крекинга од непосредне употребе за производњу полиетилена или за употребу у другом процесу који обезбеђује мономер, винил хлорид — основу ПВЦ-а. Пропилен, који такође настаје током процеса крекирања, користи се или путем кумена или путем изопропил алкохола за производњу ацетона потребног за полиметилметакрилат; такође се користи у производњи пропилен оксида за полиестарске и полиетарске смоле и поново се може директно полимеризовати у полипропилен. Бутени налазе примену у производњи пластификатора, а 1,3-бутадиен се користи директно за производњу синтетичке гуме. Ароматични угљоводоници као што су бензен, толуен и ксилен се сада широко производе из деривата дестилације нафте, уместо да се добијају процесима коксовања угља; као што дијаграм тока показује, ово су међупроизводи у производњи важних пластичних материјала и помоћних производа као што су пластификатори. Ароматични угљоводоници су такође полазна тачка за многе полимере потребне у индустрији синтетичких влакана, од којих су неки разматрани на другом месту у овом Енцицлопаедиа.
Слика 2. Производња сировина у пластику

Многи различити процеси доприносе коначној производњи готовог производа направљеног у потпуности или делимично од пластике. Неки процеси су чисто хемијски, неки укључују чисто механичке поступке мешања, док други – посебно они који се налазе на доњем крају дијаграма – укључују широку употребу специјализованих машина. Неке од ових машина личе на оне које се користе у индустрији гуме, стакла, папира и текстила; остатак је специфичан за индустрију пластике.
Обрада пластике
Индустрија прераде пластике претвара расуте полимерне материјале у готове производе.
Сировине
Прерађивачки део индустрије пластике добија сировине за производњу у следећим облицима:
- потпуно сложени полимерни материјал, у облику пелета, гранула или праха, који се директно убацује у машину за прераду
- несложени полимер, у облику гранула или праха, који се мора мешати са адитивима пре него што је погодан за пуњење у машине
- полимерни материјали од лимова, шипки, цеви и фолије који се даље обрађују у индустрији
- разни материјали који могу бити потпуно полимеризоване материје у облику суспензија или емулзија (уопштено познате као латице) или течности или чврсте материје које могу да полимеризују, или супстанце у средњем стању између реактивних сировина и коначног полимера. Неки од њих су течности, а неки прави раствори делимично полимеризованих материја у води контролисане киселости (пХ) или у органским растварачима.
Спајање
Производња једињења од полимера подразумева мешање полимера са адитивима. Иако се у ту сврху користи велики број машина, где се ради са прахом, најчешће су куглични млинови или брзе елисне мешалице, а где се мешају пластичне масе, машине за гњечење као што су отворени ваљци или мешалице типа Банбури. , или се обично користе сами екструдери.
Број адитива који су потребни индустрији је велики број, а хемијски су у широком распону. Од око 20 часова најважнији су:
- пластификатори - углавном естри ниске испарљивости
- антиоксиданси—органске хемикалије за заштиту од термичког распадања током обраде
- стабилизатори — неорганске и органске хемикалије за заштиту од термичког распадања и од деградације услед енергије зрачења
- мазива
- пунила — јефтина материја за давање посебних својстава или за појефтињење композиција
- боје — неорганске или органске материје за бојење једињења
- средства за дување — гасови или хемикалије које емитују гасове за производњу пластичне пене.
Процеси конверзије
Сви процеси конверзије позивају се на „пластични“ феномен полимерних материјала и деле се на два типа. Прво, оне у којима се полимер топлотом доводи у пластично стање у којем му се даје механичко сужење што доводи до облика који задржава при консолидацији и хлађењу. Друго, они у којима је материјал који се може полимеризовати – који може бити делимично полимеризован – у потпуности полимеризован дејством топлоте, или катализатора или тако што оба делују заједно док су под механичким ограничењем што доводи до облика који задржава када је потпуно полимеризован и хладан. . Технологија пластике се развила да искористи ова својства за производњу робе са минималним људским напором и највећом доследношћу физичких својстава. Следећи процеси се обично користе.
Компресијско обликовање
Ово се састоји од загревања пластичног материјала, који може бити у облику гранула или праха, у калупу који се држи у преси. Када материјал постане "пластичан", притисак га тера да се прилагоди облику калупа. Ако је пластика од врсте која се стврдне при загревању, формирани предмет се уклања након кратког периода загревања отварањем пресе. Ако се пластика не стврдне при загревању, мора се извршити хлађење пре отварања пресе. Артикли направљени компресијским пресовањем укључују чепове за флаше, затвараче за тегле, електричне утикаче и утичнице, тоалетне даске, тацне и модерну робу. Компресијско обликовање се такође користи за израду лима за накнадно формирање у процесу вакуумског обликовања или за уградњу у резервоаре и велике контејнере заваривањем или облагањем постојећих металних резервоара.
Трансфер моулдинг
Ово је модификација компресионог обликовања. Термореактивни материјал се загрева у шупљини, а затим се клипом убацује у калуп, који је физички одвојен и независно загрејан од грејне шупљине. Пожељније је од нормалног пресовања када финални производ мора да носи деликатне металне уметке као што су мали електрични разводни уређаји, или када, као код веома дебелих предмета, завршетак хемијске реакције није могао да се постигне нормалним пресовањем.
Бризгање
У овом процесу, пластичне грануле или прах се загревају у цилиндру (познатом као буре), који је одвојен од калупа. Материјал се загрева док не постане течан, док се спиралним завртњем преноси кроз цев и затим се убацује у калуп где се хлади и стврдњава. Калуп се затим механички отвара и формирани артикли се уклањају (види слику 3). Овај процес је један од најважнијих у индустрији пластике. Екстензивно је развијен и постао је способан да прави артикле значајне сложености по веома ниској цени.
Слика 3. Оператер који вади полипропиленску посуду са машине за бризгање.

Иако су трансфер и бризгање у принципу идентични, машине које се користе су веома различите. Преносно ливење је обично ограничено на термореактивне материјале, а бризгање на термопластику.
Истискивање
Ово је процес у коме машина омекшава пластику и гура је кроз калуп који јој даје облик који задржава при хлађењу. Производи екструзије су цеви или шипке које могу имати попречне пресеке скоро било које конфигурације (види слику 4). На овај начин се производе цеви за индустријску или кућну употребу, али се и други производи могу производити помоћним процесима. На пример, кесице се могу направити резањем цеви и затварањем оба краја, а кесе од савитљивих цеви са танким зидовима резањем и затварањем једног краја.
Процес екструзије има два главна типа. У једном се производи раван лим. Овај лист се може претворити у корисну робу другим процесима, као што је вакуумско обликовање.
Слика 4. Екструзија пластике: Трака се исече да би се направили пелети за машине за бризгање.

Раи Воодцоцк
Други је процес у коме се формира екструдирана цев и када је још врућа у великој мери се шири притиском ваздуха који се одржава унутар цеви. Ово резултира цевчицом која може бити неколико стопа у пречнику са веома танким зидом. Приликом сечења, ова цев даје филм који се у великој мери користи у индустрији амбалаже за умотавање. Алтернативно, цев се може савити равно како би се добио двослојни лист који се може користити за прављење једноставних врећа резањем и заптивање. Слика 5 даје пример одговарајуће локалне вентилације у процесу екструзије.
Слика 5. Пластична екструзија са локалним издувним поклопцем и воденим купатилом на глави екструдера

Раи Воодцоцк
Каландрирање
У овом процесу, пластика се напаја у два или више загрејаних ваљака и утискује у лим проласком кроз отвор између два таква ваљка и хлађењем након тога. На овај начин се прави лим дебљи од филма. Тако направљен лим се користи у индустријској и кућној примени и као сировина у производњи одеће и надуване робе као што су играчке (види слику 6).
Слика 6. Хаубе за хватање врућих емисија из млинова за загревање у процесу каландра

Раи Воодцоцк
Дување
Овај процес се може посматрати као комбинација процеса екструзије и термоформирања. Цев се екструдира надоле у отворени калуп; како дође до дна, калуп се затвара око њега и цев се шири под притиском ваздуха. Тако се пластика гура на бочне стране калупа и затвара се горњи и доњи део. Приликом хлађења, производ се вади из калупа. Овај процес прави шупље артикле од којих су боце најважније.
Чврстоћа на компресију и ударна чврстоћа одређених пластичних производа направљених дувањем може се значајно побољшати употребом техника обликовања истезањем. Ово се постиже производњом предформе која се накнадно шири ваздушним притиском и растеже биаксијално. Ово је довело до таквог побољшања јачине притиска на пуцање ПВЦ боца да се користе за газирана пића.
Ротационо обликовање
Овај процес се користи за производњу обликованих предмета загревањем и хлађењем шупље форме која се ротира како би се омогућила гравитација да распореди фино подељен прах или течност по унутрашњој површини тог облика. Артикли произведени овом методом укључују фудбалске лопте, лутке и друге сличне артикле.
Филм цастинг
Осим процеса екструзије, филмови се могу формирати екструдирањем врућег полимера на високо полирани метални бубањ, или се раствор полимера може распршити на покретну траку.
Важна примена одређених пластичних маса је премазивање папира. При томе се филм од растопљене пластике екструдира на папир под условима у којима се пластика пријања за папир. Плоча се може премазати на исти начин. Тако обложени папир и картон се широко користе у амбалажи, а ова врста картона се користи у изради кутија.
Термоформирање
Под овим насловом су груписани бројни процеси у којима се плоча од пластичног материјала, најчешће термопластичног, загрева, углавном у пећи, и након стезања на периметру се присиљава да добије унапред дизајнирани облик притиском који може бити од механички управљани овнови или компримованим ваздухом или паром. За веома велике артикле, „гумени“ врући лист се рукује клештима преко калупа. Тако направљени производи укључују спољна светла, рекламне и путне знакове, каде и другу тоалетну опрему и контактна сочива.
Вакуумско формирање
Постоји много процеса који спадају под овај општи наслов, а сви су аспекти термичког обликовања, али свима им је заједничко да се лист пластике загрева у машини изнад шупљине, око чије ивице је стегнут, и када је савитљив, гура се усисавањем у шупљину, где поприма одређени облик и хлади се. У следећој операцији, артикал се одсече од листа. Овим процесима се производе веома јефтине посуде са танким зидовима свих врста, као и излагачка и рекламна роба, тацни и слични артикли, као и материјали који амортизују ударце за паковање робе као што су фенси колачи, меко воће и резано месо.
Ламинирање
У свим различитим процесима ламинирања, два или више материјала у облику листова се компримују како би се добио консолидовани лист или панел посебних својстава. У једном екстрему налазе се декоративни ламинати направљени од фенолних и амино смола, а на другим сложеним фолијама које се користе за паковање које имају, на пример, целулозу, полиетилен и металну фолију у свом саставу.
Процеси технологије смоле
То укључује производњу шперплоче, производњу намештаја и израду великих и сложених предмета као што су каросерије аутомобила и трупови чамаца од стаклених влакана импрегнираних полиестерским или епоксидним смолама. У свим овим процесима, течна смола се консолидује под дејством топлоте или катализатора и тако везује дискретне честице или влакна или механички слабе филмове или листове, што резултира чврстим панелом круте конструкције. Ове смоле се могу наносити техникама ручног полагања, као што су четкање и потапање или прскањем.
Мали предмети као што су сувенири и пластични накит такође се могу направити ливењем, где се течна смола и катализатор мешају заједно и сипају у калуп.
Завршни процеси
Под овим насловом укључени су бројни процеси заједнички за многе индустрије, на пример употреба боја и лепкова. Међутим, постоји низ специфичних техника које се користе за заваривање пластике. То укључује употребу растварача као што су хлоровани угљоводоници, метил етил кетон (МЕК) и толуен, који се користе за спајање чврстих пластичних плоча за општу производњу, рекламне изложбене штандове и сличне радове. Радиофреквентно (РФ) зрачење користи комбинацију механичког притиска и електромагнетног зрачења са фреквенцијама углавном у опсегу од 10 до 100 мХз. Ова метода се обично користи за заваривање флексибилног пластичног материјала у производњи новчаника, актовки и дечијих гурачких столица (погледајте пратећу кутију). Ултразвучне енергије се такође користе у комбинацији са механичким притиском за сличан опсег рада.
РФ диелектрични грејачи и заптивачи
Радиофреквентни (РФ) грејачи и заптивачи се користе у многим индустријама за загревање, топљење или очвршћавање диелектричних материјала, као што су пластика, гума и лепак који су електрични и топлотни изолатори и који се тешко загревају уобичајеним методама. РФ грејачи се обично користе за заптивање поливинилхлорида (нпр. производња пластичних производа као што су кабанице, пресвлаке за седишта и материјали за паковање); очвршћавање лепкова који се користе у обради дрвета; утискивање и сушење текстила, папира, коже и пластике; и очвршћавање многих материјала који садрже пластичне смоле.
РФ грејачи користе РФ зрачење у фреквенцијском опсегу од 10 до 100МХз са излазном снагом од испод 1кВ до око 100кВ за производњу топлоте. Материјал који се загрева поставља се између две електроде под притиском, а РФ снага се примењује у периоду од неколико секунди до отприлике једног минута, у зависности од употребе. РФ грејачи могу произвести високо залутала РФ електрична и магнетна поља у околном окружењу, посебно ако су електроде незаштићене.
Апсорпција РФ енергије од стране људског тела може изазвати локализовано и загревање целог тела, што може имати штетне последице по здравље. Температура тела може порасти за 1 °Ц или више, што може изазвати кардиоваскуларне ефекте као што су повећан број откуцаја срца и минутни волумен. Локализовани ефекти укључују очну катаракту, смањен број сперматозоида у мушком репродуктивном систему и тератогене ефекте на фетус у развоју.
Индиректне опасности укључују РФ опекотине од директног контакта са металним деловима грејача који су болни, дубоко смештени и споро зарастају; утрнулост руку; и неуролошки ефекти, укључујући синдром карпалног тунела и ефекте на периферни нервни систем.
Контроле
Две основне врсте контрола које се могу користити за смањење опасности од РФ грејача су радна пракса и заштита. Заштита је, наравно, пожељна, али правилне процедуре одржавања и друге радне праксе такође могу смањити изложеност. Ограничавање времена изложености оператера, такође је коришћена административна контрола.
Правилно одржавање или процедуре поправке су важне јер неуспех да се правилно поново инсталирају штитници, блокаде, панели ормара и причвршћивачи могу довести до прекомерног РФ цурења. Поред тога, електрична енергија за грејач треба да буде искључена и закључана или означена како би се заштитило особље за одржавање.
Нивои изложености руковаоца могу се смањити тако што ће руке и горњи део тела руковаоца држати што даље од РФ грејача. Контролни панели оператера за неке аутоматизоване грејаче су постављени на удаљености од електрода грејача коришћењем шатла, окретних столова или транспортних трака за напајање грејача.
Изложеност и оперативног и неоперативног особља може се смањити мерењем РФ нивоа. Пошто нивои РФ опадају са повећањем удаљености од грејача, око сваког грејача се може идентификовати „област опасности од РФ”. Радници могу бити упозорени да не заузимају ова опасна подручја када ради РФ грејач. Где је могуће, треба користити непроводне физичке баријере како би се људи држали на безбедној удаљености.
У идеалном случају, РФ грејачи би требало да имају кутију око РФ апликатора да задржи РФ зрачење. Штит и сви спојеви треба да имају високу проводљивост за унутрашње електричне струје које ће тећи у зидовима. У штиту треба да буде што мање отвора и да буду што мањи колико је то практично за рад. Отвори треба да буду усмерени даље од оператера. Струје у штиту се могу минимизирати тако што ће унутар ормарића бити одвојени проводници за вођење великих струја. Грејач треба да буде правилно уземљен, са жицом за уземљење у истој цеви као и далековод. Грејач треба да има одговарајуће блокаде како би се спречило излагање високим напонима и високим РФ емисијама.
Много је лакше уградити ову заштиту у нове дизајне РФ грејача произвођача. Надоградња је тежа. Кутије за кутије могу бити ефикасне. Правилно уземљење такође често може бити ефикасно у смањењу РФ емисије. РФ мерења морају бити пажљиво предузета након тога како би се осигурало да су РФ емисије заиста смањене. Пракса затварања грејача у просторију обложену металним екраном може заправо повећати изложеност ако је оператер такође у тој просторији, иако смањује изложеност ван просторије.
Извор: ИЦНИРП у штампи.
Опасности и њихова превенција
Производња полимера
Посебне опасности у индустрији полимера уско су повезане са онима у петрохемијској индустрији и у великој мери зависе од супстанци које се користе. Опасности по здравље појединачних сировина налазе се негде другде у овоме Енцицлопаедиа. Опасност од пожара и експлозије је важна општа опасност. Многи процеси полимера/смоле имају ризик од пожара и експлозије због природе примарних сировина које се користе. Ако се не предузму адекватне мере заштите, понекад постоји ризик да током реакције, углавном унутар делимично затворених зграда, запаљиви гасови или течности излазе на температурама изнад тачака паљења. Ако су притисци веома високи, потребно је обезбедити адекватно испуштање ваздуха у атмосферу. Може доћи до прекомерног повећања притиска услед неочекивано брзих егзотермних реакција, а руковање неким адитивима и припрема неких катализатора може повећати ризик од експлозије или пожара. Индустрија се позабавила овим проблемима, а посебно за производњу фенолних смола је произвела детаљна упутства о пројектовању постројења и безбедним радним процедурама.
Обрада пластике
Индустрија прераде пластике има опасности од повреда због машина које се користе, опасности од пожара због запаљивости пластике и њихових прахова и опасности по здравље због многих хемикалија које се користе у индустрији.
Повреде
Највећа област за повреде је у сектору прераде пластике у индустрији пластике. Већина процеса конверзије пластике скоро у потпуности зависи од употребе машина. Као резултат тога, главне опасности су оне повезане са употребом такве машинерије, не само током нормалног рада већ и током чишћења, подешавања и одржавања машина.
Машине за компресију, трансфер, бризгање и обликовање дувањем имају плоче за пресовање са силом закључавања од више тона по квадратном центиметру. Треба поставити одговарајућу заштиту како би се спречиле повреде од ампутације или пригњечења. Ово се генерално постиже затварањем опасних делова и спајањем свих покретних штитника са командама машине. Заштитник који се блокира не би требало да дозволи опасно кретање унутар заштићеног подручја са отвореним штитником и требало би да омести опасне делове или да преокрене опасно кретање ако је штитник отворен током рада машине.
Тамо где постоји озбиљан ризик од повреда на машинама, као што су плоче машина за калуповање, и редован приступ опасном подручју, онда је потребан виши стандард међусобног блокирања. Ово се може постићи помоћу другог независног склопа за закључавање на штитнику како би се прекинуло напајање и спречило опасно кретање када је отворено.
За процесе који укључују пластичну плочу, уобичајена опасност од машина је замке у раду између ваљака или између ваљака и лима који се обрађује. Ово се дешава на затезним ваљцима и уређајима за извлачење у постројењу за екструзију и каландрима. Заштита се може постићи коришћењем одговарајуће лоцираног уређаја за окидање, који моментално зауставља ваљке или преокреће опасно кретање.
Многе машине за прераду пластике раде на високим температурама и могу се задобити тешке опекотине ако делови тела дођу у контакт са врелим металом или пластиком. Тамо где је практично, такве делове треба заштитити када температура пређе 50 ºЦ. Поред тога, блокаде које се јављају на машинама за бризгање и екструдерима могу се насилно ослободити. Приликом покушаја ослобађања замрзнутих пластичних чепова треба се придржавати безбедног система рада, који треба да укључује употребу одговарајућих рукавица и заштите за лице.
Већина савремених функција машине се сада контролише програмираном електронском контролом или компјутерским системима који такође могу да контролишу механичке уређаје за полетање или су повезани са роботима. На новим машинама постоји мања потреба да се руковалац приближи опасним подручјима и из тога следи да би безбедност на машинама требало да се побољша. Међутим, постоји већа потреба за постављачима и инжењерима да приступе овим деловима. Због тога је од суштинске важности да се успостави адекватан програм закључавања/означавања пре него што се ова врста радова изведе, посебно када се не може постићи потпуна заштита сигурносним уређајима машине. Поред тога, адекватни резервни системи или системи за хитне случајеве треба да буду тако дизајнирани и осмишљени да се носе са ситуацијама када програмирана контрола откаже из било ког разлога, на пример, током губитка напајања.
Важно је да машине буду правилно распоређене у радионици са добрим чистим радним просторима за сваку. Ово помаже у одржавању високих стандарда чистоће и уредности. Саме машине такође треба да се правилно одржавају, а сигурносне уређаје треба редовно проверавати.
Добро одржавање је од суштинског значаја и посебну пажњу треба посветити одржавању чистоће подова. Без редовног чишћења, подови ће постати јако контаминирани од машинског уља или просутих пластичних гранула. Методе рада укључујући безбедна средства за приступ просторима изнад нивоа пода такође треба размотрити и обезбедити.
Такође треба омогућити одговарајући размак за складиштење сировина и готових производа; ове области треба да буду јасно означене.
Пластика је добар електрични изолатор и због тога се статички набоји могу накупити на машинама по којима се креће плоча или филм. Ова пуњења могу имати довољно висок потенцијал да изазову озбиљну несрећу или да делују као извори паљења. Треба користити елиминаторе статичког електрицитета за смањење ових наелектрисања и металне делове правилно уземљене или уземљене.
Отпадни пластични материјал се све више прерађује помоћу гранулатора и мешања са новим материјалом. Гранулатори треба да буду потпуно затворени како би се спречила свака могућност да дођу до ротора кроз отворе за пражњење и довод. Дизајн отвора за довод на великим машинама треба да буде такав да спречи улазак целог тела. Ротори раде великом брзином и поклопце не треба скидати док се не зауставе. Тамо где су уграђени штитници за блокирање, они треба да спрече контакт са сечивима док се потпуно не зауставе.
Опасности од пожара и експлозије
Пластика је запаљив материјал, иако сви полимери не подржавају сагоревање. У фино уситњеном облику праха, многи могу формирати експлозивне концентрације у ваздуху. Тамо где је ово ризик, прашкове треба контролисати, по могућству у затвореном систему, са довољним рељефним панелима који се одводе под ниским притиском (око 0.05 бара) на безбедно место. Пажљива чистоћа је неопходна да би се спречиле акумулације у радним просторијама које би могле да дођу у ваздух и да изазову секундарну експлозију.
Полимери могу бити подложни термичкој деградацији и пиролизи на температурама које нису много изнад нормалних температура обраде. Под овим околностима, у бурету екструдера се може створити довољан притисак, на пример, да се избаци растопљена пластика и било који чврсти пластични чеп који изазива почетну блокаду.
Запаљиве течности се обично користе у овој индустрији, на пример, као боје, лепкови, средства за чишћење и заваривање растварачем. Смоле од стаклених влакана (полиестер) такође развијају запаљиве паре стирена. Залихе таквих течности треба свести на минимум у радној просторији и чувати на безбедном месту када се не користе. Простори за складиштење треба да обухватају безбедна места на отвореном или складиште отпорно на ватру.
Пероксиде који се користе у производњи пластике ојачане стаклом (ГРП) треба чувати одвојено од запаљивих течности и других запаљивих материјала и не излагати екстремним температурама јер су експлозивни када се загреју.
Опасности по здравље
Постоји низ потенцијалних опасности по здравље повезаних са прерадом пластике. Сирова пластика се ретко користи сама и треба предузети одговарајуће мере предострожности у вези са адитивима који се користе у различитим формулацијама. Кориштени адитиви укључују оловне сапуне у ПВЦ-у и одређене органске и кадмијумске боје.
Постоји значајан ризик од дерматитиса од течности и праха обично од „реактивних хемикалија” као што су фенол формалдехидне смоле (пре умрежавања), уретани и незасићене полиестерске смоле које се користе у производњи ГРП производа. Треба носити одговарајућу заштитну одећу.
Могуће је да се паре стварају термичком деградацијом полимера током вруће обраде. Инжењерске контроле могу минимизирати проблем. Међутим, посебна пажња се мора посветити избегавању удисања производа пиролизе у неповољним условима, на пример, пражњење цеви екструдера. Услови доброг ЛЕВ-а могу бити неопходни. Проблеми су се јавили, на пример, где су оператери били савладани гасом хлороводоничне киселине и патили од „грознице полимерних пара“ након прегревања ПВЦ-а и политетрафлуоретилена (ПТФЕ), респективно. У пратећој кутији су дати детаљи о неким производима хемијског распадања пластике.
Табела 1. Испарљиви производи распадања пластике (референтне компоненте)*
*Прештампано из БИА 1997, уз дозволу.
У многим индустријским секторима, пластика је подложна топлотном напрезању. Температуре се крећу од релативно ниских вредности у преради пластике (нпр. 150 до 250 ºЦ) до екстремних случајева, на пример, где се заварују фарбани лим или пластифициране цеви). Питање које се стално поставља у оваквим случајевима је да ли се у радним просторима јављају токсичне концентрације испарљивих продуката пиролизе.
Да би се одговорило на ово питање, прво треба утврдити испуштене супстанце, а затим измерити концентрације. Док је други корак у принципу изводљив, обично није могуће одредити релевантне производе пиролизе на терену. Беруфсгеноссенсцхафтлицхес Институт фур Арбеитссицхерхеит (БИА) је стога годинама испитивао овај проблем и током многих лабораторијских испитивања утврдио је испарљиве производе распадања пластике. Објављени су резултати испитивања за поједине врсте пластике (Лицхтенстеин и Куеллмалз 1984, 1986а, 1986б, 1986ц).
Следи кратак резиме досадашњих резултата. Ова табела је намењена као помоћ свима онима који се суочавају са задатком мерења концентрација опасних материја у релевантним радним областима. Производи разградње наведени за појединачне пластике могу послужити као „референтне компоненте“. Међутим, треба имати на уму да пиролиза може довести до веома сложених смеша супстанци, чији састав зависи од многих фактора.
Табела стога не тврди да је потпуна када су у питању производи пиролизе који су наведени као референтне компоненте (све су одређене у лабораторијским експериментима). Не може се искључити појава других супстанци са потенцијалним здравственим ризицима. Практично је немогуће у потпуности снимити све супстанце које се јављају.
|
пластика |
Скраћеница |
Испарљиве супстанце |
|
Полиоксиметилен |
ПОМ |
Формалдехид |
|
Епоксидне смоле на бази |
Фенол |
|
|
Хлоропренска гума |
CR |
хлоропрен (2-хлоробута-1,3-диен), |
|
Полистирен |
PS |
Стирене |
|
Акрилонитрил бутадиен стирен- |
АБС |
Стирен, 1,3-бутадиен, акрилонитрил |
|
Стирен-акрилонитрилни кополимер |
САН |
Акрилонитрил, стирен |
|
Поликарбонати |
PC |
Фенол |
|
Поливинил хлорид |
ПВЦ |
Хлороводоник, пластификатори |
|
Полиамид 6 |
ПА 6 |
е-капролактам |
|
Полиамид 66 |
ПА 66 |
циклопентанон, |
|
полиетилен |
ХДПЕ, ЛДПЕ |
Незасићени алифатични угљоводоници, |
|
Политетрафлуороетилен |
ПТФЕ |
Перфлуорисане незасићене |
|
Полиметил метакрилат |
ПММА |
Метил метакрилат |
|
полиуретан |
ПУР |
У зависности од врсте, веома варира |
|
Полипропилен |
PP |
Незасићени и засићени алифатични |
|
Полибутил ентерефталат |
ПБТП |
1,3-бутадиен, бензен |
|
Полиацрилонитриле |
ПАН |
Акрилонитрил, цијанид водоник2 |
|
Целулоза ацетат |
CA |
Сирћетна киселина |
Норберт Лихтенштајн
1 Употреба се прекида.
2 Није било могуће открити коришћеном аналитичком техником (ГЦ/МС), али је познато из литературе.
Постоји и опасност од удисања токсичних пара из одређених термореактивних смола. Удисање изоцијаната који се користе са полиуретанским смолама може довести до хемијске упале плућа и тешке астме и, након сензибилизације, особе треба превести на алтернативни посао. Сличан проблем постоји и са формалдехидним смолама. У оба ова примера неопходан је висок стандард ЛЕВ. У производњи ГРП производа издвајају се значајне количине паре стирена и овај посао се мора обављати у условима добре опште вентилације у радној просторији.
Постоје и одређене опасности које су заједничке за бројне индустрије. Ово укључује употребу растварача за разблаживање или у претходно поменуте сврхе. Хлоровани угљоводоници се обично користе за чишћење и везивање и без адекватне издувне вентилације људи могу патити од наркозе.
Одлагање отпада од пластике спаљивањем треба да се врши под пажљиво контролисаним условима; на пример, ПТФЕ и уретани треба да буду у области где се испарења одводе на безбедно место.
Веома високи нивои буке се генерално добијају током употребе гранулатора, што може довести до губитка слуха код оператера и особа које раде у близини. Ова опасност се може ограничити одвајањем ове опреме од других радних подручја. Пожељно је да ниво буке буде смањен на извору. Ово је успешно постигнуто премазивањем гранулатора материјалом за пригушивање звука и постављањем преграда на отвору за довод. Такође може постојати опасност по слух који ствара звучни звук који производи ултразвучне машине за заваривање као нормална пратња ултразвучне енергије. Одговарајућа кућишта могу бити дизајнирана да смање нивое примљене буке и могу бити међусобно закључана како би се спречила механичка опасност. Као минимални стандард, особе које раде у областима високог нивоа буке треба да носе одговарајућу заштиту за слух и да постоји одговарајући програм за очување слуха, укључујући аудиометријско тестирање и обуку.
Опекотине такође представљају опасност. Неки адитиви и катализатори за производњу и прераду пластике могу бити веома реактивни у контакту са ваздухом и водом и могу лако изазвати хемијске опекотине. Где год се рукује или транспортује растопљени термопласт, постоји опасност од прскања врућег материјала и последичних опекотина и опекотина. Озбиљност ових опекотина може бити повећана тенденцијом врућих термопласта, попут врућег воска, да приањају на кожу.
Органски пероксиди су иританти и могу изазвати слепило ако се попрскају у око. Треба носити одговарајућу заштиту за очи.
Биотехнолошка индустрија
Еволуција и профил
Биотехнологија се може дефинисати као примена биолошких система на техничке и индустријске процесе. Обухвата и традиционалне и генетски модификоване организме. Традиционална биотехнологија је резултат класичне хибридизације, парења или укрштања различитих организама за стварање нових организама који су вековима коришћени за производњу хлеба, пива, сира, соје, сакија, витамина, хибридних биљака и антибиотика. У новије време, различити организми су такође коришћени за третман отпадних вода, људске канализације и индустријског токсичног отпада.
Савремена биотехнологија комбинује принципе хемије и биолошких наука (молекуларна и ћелијска биологија, генетика, имунологија) са технолошким дисциплинама (инжењеринг, рачунарство) за производњу добара и услуга и за управљање животном средином. Савремена биотехнологија користи рестрикцијске ензиме да исече и налепи генетске информације, ДНК, из једног организма у други изван живих ћелија. Композитна ДНК се затим поново уводи у ћелије домаћина да би се утврдило да ли је жељена особина изражена. Добијена ћелија се назива пројектовани клон, рекомбинантни или генетски манипулисани организам (ГМО). „Модерна“ биотехнолошка индустрија рођена је 1961-1965 са разбијањем генетског кода и драматично је порасла од првих успешних експеримената клонирања ДНК 1972. године.
Од раних 1970-их, научници су схватили да је генетски инжењеринг изузетно моћна и обећавајућа технологија, али да постоје потенцијално озбиљни ризици које треба размотрити. Већ 1974. године научници су позвали на светски мораторијум на специфичне врсте експеримената како би проценили ризике и осмислили одговарајуће смернице за избегавање биолошких и еколошких опасности (Комитет за рекомбинантне ДНК молекуле, Национални савет за истраживање, Национална академија наука 1974. ). Неке од изражених забринутости укључивале су потенцијално „безање вектора који би могли покренути иреверзибилан процес, са потенцијалом за стварање проблема који су много пута већи од оних који произилазе из мноштва генетских рекомбинација које се јављају спонтано у природи“. Постојала је забринутост да би се „микроорганизми са трансплантираним генима могли показати опасним за човека или друге облике живота. Штета би могла настати ако измењена ћелија домаћина има конкурентску предност која би подстакла њен опстанак у некој ниши унутар екосистема” (НИХ 1976). Такође је било добро схваћено да ће лабораторијски радници бити „канаринци у руднику угља“ и да би требало покушати да се заштите радници као и околина од непознатих и потенцијално озбиљних опасности.
Међународна конференција у Асиломару, Калифорнија, одржана је у фебруару 1975. Њен извештај је садржао прве консензусне смернице засноване на биолошким и физичким стратегијама задржавања за контролу потенцијалних опасности предвиђених новом технологијом. Процењено је да одређени експерименти представљају тако озбиљне потенцијалне опасности да је конференција препоручила да се не спроводе у то време (НИХ 1976). Следећи рад је првобитно био забрањен:
- рад са ДНК из патогених организама и онкогена
- формирајући рекомбинанте који укључују гене токсина
- рад који би могао да прошири опсег домаћина биљних патогена
- увођење гена отпорности на лекове у организме за које се зна да их природно стекну и где би третман био угрожен
- намерно испуштање у животну средину (Фреифелдер 1978).
У Сједињеним Државама прве смернице Националног института за здравље (НИХГ) објављене су 1976. године, замењујући смернице Асиломара. Ови НИХГ су омогућили да се истраживање настави оцењивањем експеримената по класама опасности на основу ризика повезаних са ћелијом домаћином, векторским системима који транспортују гене у ћелије и генским уметцима, чиме се дозвољава или ограничава спровођење експеримената на основу процене ризика. Основна премиса НИХГ-а – да се обезбеди заштита радника, а тиме и безбедност заједнице – остаје на месту и данас (НИХ 1996). НИХГ се редовно ажурирају и еволуирали су у широко прихваћен стандард биотехнолошке праксе у САД. Усклађеност се захтева од институција које примају федерална средства, као и од многих локалних градских или градских уредби. НИХГ пружа једну основу за прописе у другим земљама широм света, укључујући Швајцарску (СЦБС 1995) и Јапан (Национални институт за здравље 1996).
Од 1976. године, НИХГ је проширен како би укључио разматрање задржавања и одобрења за нове технологије, укључујући велике производне погоне и предлоге за соматску генску терапију биљака, животиња и људи. Неки од првобитно забрањених експеримената сада су дозвољени уз посебно одобрење НИХ-а или уз посебне праксе задржавања.
Године 1986. Америчка канцеларија за науку и технологију (ОСТП) објавила је свој Координирани оквир за биотехнолошку регулативу. Он се бавио основним политичким питањем да ли су постојећи прописи адекватни за процену производа добијених од нових технологија и да ли су процеси прегледа за истраживање довољни да заштите јавност и животну средину. Америчке регулаторне и истраживачке агенције (Агенција за заштиту животне средине (ЕПА), Управа за храну и лекове (ФДА), Управа за безбедност и здравље на раду (ОСХА), НИХ, Министарство пољопривреде САД (УСДА) и Национална научна фондација (НСФ)) пристале су да регулишу производе, а не процесе, те да нови, посебни прописи нису били неопходни за заштиту радника, јавности или животне средине. Политика је успостављена да се регулаторни програми управљају на интегрисан и координисан начин, минимизирајући преклапање, и, колико је то могуће, одговорност за одобрење производа би била на једној агенцији. Агенције би координирале напоре усвајањем доследних дефиниција и коришћењем научних прегледа (процена ризика) упоредиве научне строгости (ОСХА 1984; ОСТП 1986).
НИХГ и Координирани оквир су обезбедили одговарајући степен објективне научне дискусије и учешћа јавности, што је резултирало растом америчке биотехнологије у индустрију вредну више милијарди долара. Пре 1970. године било је мање од 100 компанија укључених у све аспекте модерне биотехнологије. До 1977. године, још 125 фирми се придружило тиму; до 1983. додатна 381 компанија довела је до нивоа улагања приватног капитала на више од милијарду долара. До 1. индустрија је порасла на више од 1994 компанија (Масацхусеттс Биотецхнологи Цоунцил Цоммунити Релатионс Цоммиттее 1,230), а тржишна капитализација је већа од 1993 милијарди долара.
Запосленост у америчким биотехнолошким компанијама 1980. године била је око 700 људи; 1994. године отприлике 1,300 компанија запошљавало је више од 100,000 радника (Масацхусеттс Биотецхнологи Цоунцил Цоммунити Релатионс Цоммиттее 1993). Поред тога, постоји читава индустрија подршке која обезбеђује залихе (хемикалије, компоненте медија, ћелијске линије), опрему, инструменте и услуге (банкинг ћелија, валидација, калибрација) неопходне да би се обезбедио интегритет истраживања и производње.
Широм света постоји велики ниво забринутости и скептицизма у погледу безбедности науке и њених производа. Савет Европских заједница (Парламент Европских заједница 1987) развио је директиве за заштиту радника од ризика повезаних са изложеношћу биолошким средствима (Савет европских заједница 1990а) и за постављање контроле животне средине на експерименталне и комерцијалне активности укључујући намерно ослобађање. „Ослобађање“ укључује маркетинг производа који користе ГМО (Савет европских заједница 1990б; Ван Хоутен и Флеминг 1993). Стандарди и смернице које се односе на биотехнолошке производе у оквиру међународних и мултилатералних организација као што су Светска здравствена организација (СЗО), Међународна организација за стандарде (ИСО), Комисија Европске заједнице, Организација за храну и пољопривреду (ФАО) и Мрежа података о микробним сојевима су развијени ( ОСТП 1986).
Модерна биотехнолошка индустрија може се посматрати у смислу четири главна индустријска сектора, од којих сваки има лабораторијско, теренско и/или клиничко истраживање и развој (Р&Д) који подржава стварну производњу добара и услуга.
- биомедицинско-фармацеутске, биолошке и медицинске производе
- пољопривредна храна, трансгене рибе и животиње, биљке отпорне на болести и штеточине
- генетски побољшани индустријски производи као што су лимунска киселина, бутанол, ацетон, етанол и ензими детерџента (видети табелу 1)
- еколошки третман отпадних вода, деконтаминација индустријског отпада.
Табела 1. Микроорганизми од индустријског значаја
|
Име |
Организам домаћина |
vi користите |
|
Ацетобацтер ацети |
Аеробна бактерија |
Ферментира воће |
|
Аспиргиллус нигер |
Асексуална гљива |
Разграђује органску материју |
|
Аспиргиллус оризае |
Асексуална гљива |
Користи се у производњи мисоа, соја соса и сакеа |
|
Бациллис лицхениформис |
Бактерија |
Индустријске хемикалије и ензими |
|
Бациллис субтилис |
Бактерија |
Хемикалије, ензими, извор једноћелијских протеина за људску исхрану у Азији |
|
Ћелије јајника кинеског хрчка (ЦХО)* |
Култура ћелија сисара |
Производња биофармацеутика |
|
Цлостридиум ацетобутилицум |
Бактерија |
Бутанол, производња ацетона |
|
Есцхерицхиа цоли К-12* |
Бактеријски сој |
Клонирање за ферментацију, производњу фармацеутских и биолошких препарата |
|
Пенициллиум рокуефорти |
Асексуална гљива |
Производња плавог сира |
|
Саццхаромицес церевисиае* |
Квасац |
Клонирање за производњу пива |
|
Саццхаромицес уварум* |
Квасац |
Клонирање за алкохолна пића и индустријску производњу алкохола |
* Важно за савремену биотехнологију.
Биотехнолошки радници
Биотехнологија почиње у истраживачкој лабораторији и мултидисциплинарна је наука. Молекуларни и ћелијски биолози, имунолози, генетичари, хемичари протеина и пептида, биохемичари и биохемијски инжењери су најдиректније изложени стварним и потенцијалним опасностима технологије рекомбинантне ДНК (рДНК). Остали радници који могу бити мање директно изложени биолошким опасностима од рДНК укључују сервисно и помоћно особље као што су техничари за вентилацију и хлађење, пружаоци услуга калибрације и особље за домаћинство. У недавном истраживању практичара здравља и безбедности у индустрији, откривено је да директно и индиректно изложени радници чине око 30 до 40% укупне радне снаге у типичним комерцијалним биотехнолошким компанијама (Лее и Риан 1996). Биотехнолошка истраживања нису ограничена на „индустрију“; спроводи се иу академским, медицинским и државним институцијама.
Радници у биотехнолошким лабораторијама изложени су широком спектру опасних и токсичних хемикалија, рекомбинантним и нерекомбинантним или "дивљим" биолошким опасностима, патогенима који се преносе људском крвљу и зоонотским болестима, као и радиоактивним материјалима који се користе у експериментима за обележавање. Поред тога, мишићно-скелетни поремећаји и повреде које се понављају постају све више препознате као потенцијалне опасности за истраживаче због широке употребе рачунара и ручних микропипетора.
Оператери у производњи биотехнологије такође су изложени опасним хемикалијама, али не и разноликости коју видимо у окружењу истраживања. У зависности од производа и процеса, може доћи до излагања радионуклидима у производњи. Чак и на најнижем нивоу биолошке опасности, производни процеси биотехнологије су затворени системи и потенцијал за излагање рекомбинантним културама је низак, осим у случају несрећа. У биомедицинским производним објектима, примена тренутне добре производне праксе допуњује смернице о биолошкој безбедности ради заштите радника у погону. Главне опасности за производне раднике у операцијама добре праксе великих размера (ГЛСП) које укључују неопасне рекомбинантне организме укључују трауматске повреде мишићно-скелетног система (нпр. напрезање леђа и бол), термичке опекотине од парних водова и хемијске опекотине од киселина и каустика (фосфорна киселина). , натријум и калијум хидроксид) који се користе у процесу.
Здравствени радници, укључујући клиничке лабораторијске техничаре, изложени су векторима генске терапије, излучевинама и лабораторијским узорцима током давања лекова и неге пацијената укључених у ове експерименталне процедуре. Домаћице такође могу бити изложене. Заштита радника и животне средине су две обавезне експерименталне тачке које треба узети у обзир приликом подношења захтева НИХ-у за експерименте хумане генске терапије (НИХ 1996).
Пољопривредни радници могу бити изложени рекомбинантним производима, биљкама или животињама током примене пестицида, садње, жетве и прераде. Независно од потенцијалног биолошког ризика од излагања генетски измењеним биљкама и животињама, присутне су и традиционалне физичке опасности које укључују пољопривредну опрему и сточарство. Инжењерске контроле, ЛЗО, обука и медицински надзор се користе у складу са предвиђеним ризицима (Легаспи и Зенз 1994; Пратт и Маи 1994). ЛЗО укључујући комбинезоне, респираторе, рукавице, заштитне наочаре или капуљаче је важна за безбедност радника током примене, раста и бербе генетски модификованих биљака или организама у земљишту.
Процеси и опасности
У биотехнолошком процесу у биомедицинском сектору ћелије или организми, модификовани на специфичне начине да дају жељене производе, узгајају се у монокултурним биореакторима. У култури ћелија сисара, протеински производ се излучује из ћелија у околни хранљиви медијум, а различите методе хемијског одвајања (хроматографија величине или афинитета, електрофореза) могу се користити за хватање и пречишћавање производа. Где Есцхерицхиа цоли организми домаћини се користе у ферментацији, жељени производ се производи унутар ћелијске мембране и ћелије морају бити физички разбијене да би се производ прикупио. Излагање ендотоксину је потенцијална опасност од овог процеса. Често се антибиотици додају у медијум за производњу да би се побољшала производња жељеног производа или одржао селективни притисак на иначе нестабилне генетске производне елементе (плазмиде). Могућа је алергијска осетљивост на ове материјале. Генерално, ово су ризици излагања аеросолу.
Предвиђа се цурење и испуштање аеросола, а потенцијална изложеност се контролише на неколико начина. Пенетрације у посуде реактора су неопходне за обезбеђивање хранљивих материја и кисеоника, за ослобађање угљен-диоксида (ЦО2) и за праћење и контролу система. Свака пенетрација мора бити затворена или филтрирана (0.2 микрона) да би се спречила контаминација културе. Филтрација издувних гасова такође штити раднике и околину у радном простору од аеросола који настају током култивисања или ферментације. У зависности од биолошког потенцијала система, валидирана биолошка инактивација течних ефлуента (обично топлотним, парним или хемијским методама) је стандардна пракса. Остале потенцијалне опасности у биотехнолошкој производњи су сличне онима у другим индустријама: бука, механичка заштита, опекотине од паре/топлоте, контакт са корозивним средствима и тако даље.
Ензими и индустријска ферментација су покривени на другим местима у овоме Енциклопедија и укључују процесе, опасности и контроле који су слични за генетски модификоване производне системе.
Традиционална пољопривреда зависи од развоја соја који користи традиционално укрштање сродних биљних врста. Велика предност биљака генетског инжењеринга је у томе што је време између генерација и број укрштања који је потребан за добијање жељене особине знатно смањен. Такође, тренутно непопуларно ослањање на хемијске пестициде и ђубрива (који доприносе загађењу отицањем) фаворизује технологију која ће потенцијално учинити ове примене непотребним.
Биотехнологија биљака укључује избор генетски савитљиве и/или финансијски значајне биљне врсте за модификације. Пошто биљне ћелије имају чврсте, целулозне ћелијске зидове, методе које се користе за пренос ДНК у биљне ћелије разликују се од оних које се користе за бактеријске и ћелијске линије сисара у биомедицинском сектору. Постоје две основне методе које се користе за увођење страног инжењеринга ДНК у биљне ћелије (Ватруд, Метз и Фисхофф 1996):
- пиштољ за честице испаљује ДНК у ћелију од интереса
- разоружани, нетумогени Агробацтериум тумефациенс вирус уноси генске касете у генетски материјал ћелије.
Дивљи тип Агробацтериум тумефациенс је природни биљни патоген који изазива туморе круне жучи код повређених биљака. Ови разоружани, пројектовани сојеви вектора не изазивају формирање тумора на биљкама.
После трансформације било којом методом, биљне ћелије се разблажују, постављају на плоче и узгајају на селективној подлози за културу ткива током релативно дугог периода (у поређењу са стопама раста бактерија) у коморама за раст биљака или инкубаторима. Биљке регенерисане из третираног ткива се пресађују у земљиште у затвореним коморама за раст ради даљег раста. Након достизања одговарајућег узраста испитују се на израженост жељених особина и потом гаје у пластеницима. Потребно је неколико генерација експеримената у стакленицима да би се проценила генетска стабилност особине од интереса и да би се створила потребна залиха семена за даље проучавање. Подаци о утицају на животну средину се такође прикупљају током ове фазе рада и достављају се са предлозима регулаторним агенцијама за одобрење пуштања на отворено поље.
Контроле: Пример Сједињених Држава
НИХГ (НИХ 1996) описује систематски приступ спречавању излагања радника и ослобађања рекомбинантних организама у животну средину. Свака институција (нпр. универзитет, болница или комерцијална лабораторија) је одговорна за безбедно спровођење истраживања рДНК иу складу са НИХГ. Ово се постиже кроз административни систем који дефинише одговорности и захтева свеобухватну процену ризика од стране образованих научника и службеника за биолошку безбедност, спровођење контроле изложености, програма медицинског надзора и планирања хитних случајева. Институционални комитет за биолошку безбедност (ИБЦ) обезбеђује механизме за преглед и одобравање експеримената у оквиру институције. У неким случајевима, потребно је одобрење самог НИХ Рекомбинантног саветодавног одбора (РАЦ).
Степен контроле зависи од озбиљности ризика и описан је у смислу ознака нивоа биолошке безбедности (БЛ) 1-4; БЛ1 је најмање рестриктиван, а БЛ4 највише. Смернице за задржавање су дате за истраживање, истраживање и развој великог обима (веће од 10 литара културе), производњу великих размера и експерименте на животињама и биљкама, како у великим тако и у малим размерама.
Додатак Г НИХГ (НИХ 1996) описује физичко задржавање у лабораторијској скали. БЛ1 је погодан за рад са агенсима који нису познати или имају минималну потенцијалну опасност за лабораторијско особље или околину. Лабораторија није одвојена од општих саобраћајних шема у згради. Радови се обављају на отвореним радним површинама. Нису потребни или се користе никакви посебни уређаји за задржавање. Лабораторијско особље је обучено за лабораторијске процедуре и надгледа га научник са општом обуком из микробиологије или сродних наука.
БЛ2 је погодан за рад који укључује агенсе умерене потенцијалне опасности по особље и животну средину. Приступ лабораторији је ограничен када се изводе радови, радници имају посебну обуку за руковање патогеним агенсима и руководе их компетентни научници, а рад који ствара аеросол се обавља у биолошким безбедним кабинетима или другој опреми за заштиту. Овај посао може захтевати медицински надзор или вакцинацију према потреби и коју одреди ИБЦ.
БЛ3 је применљив када се рад обавља са аутохтоним или егзотичним агенсима који могу изазвати озбиљне или потенцијално смртоносне болести као резултат излагања удисањем. Радници имају посебну обуку и надгледају их компетентни научници који имају искуства у раду са овим опасним агенсима. Све процедуре се изводе у условима заштите који захтевају посебан инжењеринг и ЛЗО.
БЛ4 је резервисан за најопасније и егзотичне агенсе који представљају висок индивидуални и друштвени ризик од болести опасних по живот. У свету постоји само неколико БЛ4 лабораторија.
Додатак К се бави физичким задржавањем за истраживачке или производне активности у запреминама већим од 10 л (великих размера). Као иу смерницама за мале размере, постоји хијерархија захтева за задржавање од најнижег до највећег потенцијала опасности: ГЛСП до БЛ3-Ларге-Сцале (БЛ3-ЛС).
НИХГ, Додатак П, покрива рад са биљкама на нивоу клупе, коморе за раст и стакленика. Као што се у уводу примећује: „Основна сврха задржавања биљака је да се избегне ненамерни пренос биљног генома који садржи рекомбинантну ДНК, укључујући наследни материјал нуклеарног или органеле или ослобађање организама добијених из рекомбинантне ДНК повезаних са биљкама. Генерално, ови организми не представљају претњу по здравље људи или виших животиња, осим ако су намерно модификовани у ту сврху. Међутим, могуће је ненамерно ширење озбиљног патогена из стакленика на локални пољопривредни усев или ненамерно уношење и успостављање организма у новом екосистему” (НИХ 1996). У Сједињеним Државама, ЕПА и УСДА Служба за инспекцију здравља животиња и биљака (АПХИС) су заједнички одговорни за процену ризика и за преглед података прикупљених пре давања одобрења за тестирање на терену (ЕПА 1996; Фоудин и Гаи 1995). Питања као што су постојаност и ширење у води, ваздуху и земљишту, од стране инсеката и животињских врста, присуство других сличних усева у области, стабилност животне средине (осетљивост на мраз или топлоту) и конкуренција са аутохтоним врстама се процењују – често прво у стакленику (Либерман ет ал. 1996).
Нивои задржавања биљака за објекте и праксе такође се крећу од БЛ1 до БЛ4. Типични БЛ1 експерименти укључују само-клонирање. БЛ2 може укључивати пренос особина са патогена на биљку домаћина. БЛ3 може укључивати експресију токсина или агенсе опасне по животну средину. Заштита радника се постиже на различитим нивоима помоћу ЛЗО и инжењерских контрола као што су стакленици и надстрешнице са усмереним протоком ваздуха и високоефикасним филтерима за честице ваздуха (ХЕПА) за спречавање ослобађања полена. У зависности од ризика, заштита животне средине и заједнице од потенцијално опасних агенаса може се постићи биолошким контролама. Примери су особина осетљива на температуру, особина осетљивости на лекове или нутритивни захтеви који нису присутни у природи.
Како се научно знање повећавало и технологија напредовала, очекивало се да ће НИХГ-у бити потребна ревизија и ревизија. Током последњих 20 година, РАЦ се састајао да размотри и одобри предлоге за промене. На пример, НИХГ више не издаје опште забране намерног ослобађања генетски модификованих организама; пуштање пољопривредних производа на терен и експерименти са хуманом генском терапијом су дозвољени у одговарајућим околностима и након одговарајуће процене ризика. Једна веома значајна измена НИХГ-а била је стварање ГЛСП категорије задржавања. Он је ублажио захтеве за задржавање „непатогених, нетоксичних рекомбинантних сојева који потичу од организама домаћина који имају дугу историју безбедне употребе великих размера, или који имају уграђена ограничења животне средине која дозвољавају оптималан раст у окружењу великих размера, али ограничено преживљавање без штетних последица по животну средину“ (НИХ 1991). Овај механизам је омогућио да технологија напредује уз истовремено разматрање сигурносних потреба.
Контроле: Пример Европске заједнице
У априлу 1990. Европска заједница (ЕЗ) је донела две директиве о ограниченој употреби и намерном пуштању ГМО у животну средину. Обе директиве захтевају од држава чланица да обезбеде предузимање свих одговарајућих мера како би се избегли негативни утицаји на здравље људи или животну средину, посебно тако што ће корисник унапред проценити све релевантне ризике. У Немачкој је Закон о генетској технологији усвојен 1990. делимично као одговор на директиве ЕЗ, али и као одговор на потребу за правним овлашћењима за изградњу постројења за производњу рекомбинантног инсулина у пробном раду (Реутсцх и Бродерицк 1996). У Швајцарској су прописи засновани на НИХГ САД, директивама Савета ЕК и немачком закону о генској технологији. Швајцарци од владе захтевају годишњу регистрацију и ажурирање експеримената. Генерално, стандарди рДНК у Европи су рестриктивнији него у САД, и то је допринело да многе европске фармацеутске компаније пребаце истраживање рДНК из својих матичних земаља. Међутим, швајцарски прописи дозвољавају категорију 4. нивоа безбедности великих размера, што није дозвољено према НИХГ (СЦБС 1995).
Биотехнолошки производи
Неки од биолошких и фармацеутских производа који су успешно направљени биотехнологијама рекомбинантне ДНК укључују: хумани инсулин; људски хормон раста; вакцине против хепатитиса; алфа-интерферон; бета-интерферон; гама-интерферон; Фактор стимулације колоније гранулоцита; активатор ткивног плазминогена; Фактор стимулације колоније гранулоцита-макрофага; ИЛ2; Еритропоетин; Цримак, инсектицидни производ за сузбијање гусеница у поврћу; ораси и усеви винове лозе; Флавр Савр (ТМ) парадајз; Цхимоген, ензим који производи сир; АТИИИ (антитромбин ИИИ), добијен из трансгеног козјег млека који се користи за спречавање крвних угрушака у операцији; БСТ и ПСТ (говеђи и свињски соматотропин) који се користе за повећање производње млека и меса.
Здравствени проблеми и обрасци болести
Постоји пет главних здравствених опасности од излагања микроорганизмима или њиховим производима у индустријској биотехнологији:
- инфекција
- реакција на ендотоксин
- алергија на микроорганизме
- алергијска реакција на производ
- токсична реакција на производ.
Инфекција је мало вероватна јер се у већини индустријских процеса користе непатогени. Међутим, могуће је да се микроорганизми сматрају безопасним као нпр псеудомонас Аспергиллус врсте могу изазвати инфекцију код имунокомпромитованих појединаца (Беннетт 1990). Излагање ендотоксину, компоненти липополисахаридног слоја ћелијског зида свих грам негативних бактерија, у концентрацијама већим од око 300 нг/м3 изазива пролазне симптоме сличне грипу (Балзер 1994). Радници у многим индустријама, укључујући традиционалну пољопривреду и биотехнологију, искусили су ефекте изложености ендотоксинима. Алергијске реакције на микроорганизам или производ се такође јављају у многим индустријама. Професионална астма је дијагностикована у биотехнолошкој индустрији због широког спектра микроорганизама и производа, укључујући Аспергиллус нигер, , Пенициллиум спп. и протеазе; неке компаније су забележиле појаву у више од 12% радне снаге. Токсичне реакције могу бити различите као и организми и производи. Показало се да излагање антибиотицима изазива промене у микробној флори у цревима. Познато је да су гљиве способне да производе токсине и карциногене под одређеним условима раста (Беннетт 1990).
Да би се решила забринутост да би изложени радници били први који ће развити било какве потенцијалне штетне последице по здравље од нове технологије, медицински надзор радника рДНК је део НИХГ-а од њиховог почетка. Институционални комитети за биолошку безбедност, у консултацији са лекаром медицине рада, задужени су да одреде, на основу пројекта по пројекат, који је медицински надзор одговарајући. У зависности од идентитета специфичног агенса, природе биолошке опасности, потенцијалних путева излагања и доступности вакцина, компоненте програма медицинског надзора могу укључивати физичке прегледе пре постављања, периодичне накнадне прегледе, специфичне вакцине, специфичне процене алергија и болести, серуми пре излагања и епидемиолошка испитивања.
Бенет (1990) верује да је мало вероватно да ће генетски модификовани микроорганизми представљати већи ризик од инфекције или алергије од првобитног организма, али би могло бити додатних ризика од новог производа, или рДНК. Недавни извештај примећује да експресија алергена бразилског ораха у трансгеном сојином зрну може изазвати неочекиване здравствене ефекте међу радницима и потрошачима (Нордлее ет ал. 1996). Друге нове опасности могу бити употреба животињских ћелијских линија које садрже непознате или неоткривене онкогене или вирусе потенцијално штетне за људе.
Важно је напоменути да се рани страхови у вези са стварањем генетски опасних мутантних врста или супер-токсина нису материјализовали. СЗО је открила да биотехнологија не представља ризике који се разликују од других прерађивачких индустрија (Миллер 1983), и, према Либерману, Дуцатману и Финку (1990), „тренутни консензус је да су потенцијални ризици од рДНК у почетку били прецијењени и да су опасности повезане са овим истраживањем сличне су онима које се односе на организам, вектор, ДНК, раствараче и физичке апарате који се користе”. Они закључују да конструисани организми морају имати опасности; међутим, задржавање се може дефинисати да би се излагање свело на минимум.
Веома је тешко идентификовати професионалне изложености специфичне за биотехнолошку индустрију. “Биотехнологија” није посебна индустрија са разликовним кодом Стандардне индустријске класификације (СИЦ); него се посматра као процес или скуп алата који се користе у многим индустријским применама. Сходно томе, када се пријаве незгоде и изложености, подаци о случајевима који укључују биотехнолошке раднике укључују се међу податке о свим осталим који се дешавају у сектору индустрије домаћина (нпр. пољопривреда, фармацеутска индустрија или здравствена заштита). Штавише, познато је да су лабораторијски инциденти и незгоде недовољно пријављени.
Пријављено је неколико болести које су посебно узроковане генетски измењеном ДНК; међутим, нису непознати. Најмање једна документована локална инфекција и сероконверзија су пријављени када је радник претрпео убод игле контаминиран рекомбинантним вектором вакциније (Опенсхав ет ал. 1991).
Полици Иссуес
Осамдесетих година прошлог века први производи биотехнологије су се појавили у САД и Европи. Генетски модификовани инсулин је одобрен за употребу 1980. године, као и генетски модификована вакцина против болести свиња „свир“ (Саттелле 1982). Показало се да рекомбинантни говеђи соматотропин (БСТ) повећава производњу крављег млека и тежину говеда. Изражена је забринутост у вези са јавним здрављем и безбедношћу производа и да ли су постојећи прописи адекватни за решавање ових проблема у свим различитим областима у којима би се производи биотехнологије могли пласирати на тржиште. НИХГ обезбеђује заштиту радника и животне средине током фаза истраживања и развоја. Безбедност и ефикасност производа нису одговорност НИХГ-а. У САД, кроз Координирани оквир, потенцијалне ризике производа биотехнологије процењује најприкладнија агенција (ФДА, ЕПА или УСДА).
Дебата о безбедности генетског инжењеринга и производа биотехнологије се наставља (Тхомас и Миерс 1993), посебно у погледу примене у пољопривреди и хране за људску исхрану. Потрошачи у неким областима желе производе означене како би идентификовали који су традиционални хибриди, а који су изведени из биотехнологије. Одређени произвођачи млечних производа одбијају да користе млеко од крава које примају БСТ. Забрањена је у неким земљама (нпр. Швајцарска). ФДА је сматрала да су производи безбедни, али постоје и економски и социјални проблеми који можда нису прихватљиви за јавност. БСТ заиста може створити конкурентски недостатак за мање фарме, од којих је већина породична. За разлику од медицинских примена где можда не постоји алтернатива генетски модификованом третману, када је традиционална храна доступна и у изобиљу, јавност је за традиционалну хибридизацију у односу на рекомбинантну храну. Међутим, сурово окружење и тренутна несташица хране широм света могу променити овај став.
Новије примене технологије на људско здравље и наследне болести оживеле су забринутост и створиле нова етичка и друштвена питања. Пројекат Људски геном, који је започео раних 1980-их, израдиће физичку и генетску мапу људског генетског материјала. Ова мапа ће истраживачима пружити информације да упореде „здраву или нормалну“ и „болесну“ експресију гена како би боље разумели, предвидели и указали на лекове за основне генетске дефекте. Технологије људског генома произвеле су нове дијагностичке тестове за Хантингтонову болест, цистичну фиброзу и рак дојке и дебелог црева. Очекује се да ће соматска хумана генска терапија исправити или побољшати третмане наследних болести. ДНК „отисак прста“ мапирањем полиморфизма рестрикционих фрагмената генетског материјала користи се као форензички доказ у случајевима силовања, отмице и убиства. Може се користити за доказивање (или, технички, побијање) очинства. Такође се може користити у контроверзнијим областима, као што је за процену шанси за развој рака и срчаних болести за осигурање и превентивне третмане или као доказ у судовима за ратне злочине и као генетске „псеће ознаке“ у војсци.
Иако технички изводљив, рад на експериментима са људским заметним линијама (који се преносе са генерације на генерацију) није разматран за одобрење у САД због озбиљних друштвених и етичких разлога. Међутим, планирана су јавна саслушања у САД како би се поново отворила дискусија о терапији људских заметних линија и пожељним побољшањима особина које нису повезане са болестима.
Коначно, поред безбедносних, друштвених и етичких питања, правне теорије о власништву над генима и ДНК и одговорности за коришћење или злоупотребу још увек еволуирају.
Морају се пратити дугорочне импликације ослобађања различитих агенаса у животну средину. Нови проблеми биолошког задржавања и опсега домаћина ће се појавити за рад који се пажљиво и на одговарајући начин контролише у лабораторијском окружењу, али за који нису познате све могућности животне средине. Земље у развоју, у којима можда не постоји адекватна научна експертиза и/или регулаторне агенције, могу се наћи или неспремне или неспособне да преузму процену ризика за своје окружење. Ово би могло довести до непотребних ограничења или непромишљене политике „отворених врата“, што би се могло показати штетно за дугорочну корист земље (Хо 1996).
Поред тога, опрез је важан приликом увођења инжењерских пољопривредних агенаса у нова окружења где мраз или други природни притисци задржавања нису присутни. Да ли ће се аутохтоне популације или природни размењивачи генетских информација парити са рекомбинантним агенсима у дивљини, што ће резултирати преносом пројектованих особина? Да ли би се ове особине показале штетним код других агенаса? Какав би био ефекат на администраторе третмана? Да ли ће имунолошке реакције ограничити ширење? Да ли су конструисани живи агенси способни да пређу баријере врста? Да ли опстају у окружењу пустиња, планина, равница и градова?
резиме
Модерна биотехнологија у Сједињеним Државама се развијала у складу са консензусним смерницама и локалним прописима од раних 1970-их. Пажљиво испитивање није показало никакве неочекиване, неконтролисане особине које изражава рекомбинантни организам. То је корисна технологија, без које многа медицинска побољшања заснована на природним терапијским протеинима не би била могућа. У многим развијеним земљама биотехнологија је главна економска сила и читава индустрија је израсла око биотехнолошке револуције.
Медицинска питања за раднике у биотехнологији су повезана са специфичним ризиком домаћина, вектора и ДНК и физичким операцијама које се изводе. До сада се болест радника могла спречити инжењерингом, радном праксом, вакцинама и биолошким контролама задржавања специфичних за ризик који се процењује од случаја до случаја. А административна структура је успостављена за процену потенцијалних ризика за сваки нови експериментални протокол. Да ли ће се ова безбедносна евиденција наставити у области ослобађања одрживих материјала у животну средину, питање је континуиране процене потенцијалних ризика по животну средину – постојаност, ширење, природни измењивачи, карактеристике ћелије домаћина, специфичност опсега домаћина за коришћене агенсе за пренос, природа уметнути ген и тако даље. Ово је важно узети у обзир за сва могућа окружења и врсте погођене како би се свела на минимум изненађења која природа често представља.
Пиротехничка индустрија
Преузето из 3. издања, „Енциклопедија здравља и безбедности на раду“.
Пиротехничка индустрија се може дефинисати као производња пиротехничких средстава (ватромета) за забаву, за техничку и војну употребу у сигнализацији и осветљењу, за употребу као пестицида и за разне друге сврхе. Ови производи садрже пиротехничке материје сачињене од праха или пасте, које се по потреби обликују, сабијају или сабијају. Када се запале, енергија коју садрже се ослобађа да би дала специфичне ефекте, као што су осветљење, детонација, звиждање, вриштање, стварање дима, тињање, погон, паљење, пражњење, пуцање и дезинтеграција. Најважнија пиротехничка супстанца је и даље црни барут (барут, који се састоји од дрвеног угља, сумпора и калијум нитрата), који се може користити растресити за детонацију, сабијати за погон или гађање, или пуферовати дрвеним угљем као прајмером.
procesi
Сировине које се користе у производњи пиротехничких средстава морају бити веома чисте, без свих механичких нечистоћа и (пре свега) без киселих састојака. Ово се такође односи на помоћне материјале као што су папир, картон и лепак. У табели 1 су наведене уобичајене сировине које се користе у производњи пиротехнике.
Табела 1. Сировине које се користе у производњи пиротехничких средстава
|
Proizvodi |
Сировине |
|
Експлозив |
Нитроцелулоза (колодијска вуна), сребрни фулминат, црни прах |
|
Запаљиви материјали |
Акароидна смола, декстрин, гална киселина, арапска гума, дрво, угаљ, |
|
Оксидирајући материјали |
Калијум хлорат, баријум хлорат, калијум, перхлорат, баријум |
|
Материјали за бојење пламена |
Баријум карбонат (зелени), криолит (жути), бакар, амонијум |
|
Инертни материјали |
Глицерил тристеарат, парафин, дијатомејска земља, креч, креда. |
Након сушења, млевења и просејавања, сировине се мере и мешају у посебној згради. Раније су се увек мешале ручно, али се у савременим постројењима често користе механички миксери. Након мешања, супстанце треба чувати у посебним складишним зградама како би се избегле акумулације у радним просторијама. Из ових зграда у радне просторије треба одвозити само количине потребне за стварне операције прераде.
Кућишта за пиротехничка средства могу бити од папира, картона, синтетичког материјала или метала. Начин паковања варира. На пример, за детонацију се композиција растресито сипа у кућиште и запечаћена, док се за погон, осветљавање, вриштање или звиждање растресито сипа у кућиште, а затим сабија или сабија и затвара.
Збијање или сабијање се раније вршило ударцима чекићем по дрвеном алату за „одлагање“, али се овај метод ретко користи у савременим објектима; уместо њих користе се хидрауличне пресе или ротационе пресе за пастиле. Хидрауличне пресе омогућавају да се композиција истовремено компримује у великом броју случајева.
Супстанце за осветљење се често обликују када су мокре да формирају звезде, које се затим суше и стављају у кутије за ракете, бомбе и тако даље. Супстанце направљене мокрим поступком морају бити добро осушене или се могу спонтано запалити.
Пошто је многе пиротехничке супстанце тешко запалити када се компресују, дотични пиротехнички производи имају средњи или основни састојак који обезбеђује паљење; кућиште се затим запечаћује. Артикал се пали споља брзом шибицом, фитиљем, стругачем или понекад ударном капицом.
Хазардс
Најважније опасности у пиротехници су очигледно пожар и експлозија. Због малог броја укључених машина, механичке опасности су мање важне; слични су онима у другим индустријама.
Осетљивост већине пиротехничких супстанци је таква да се у растреситом облику могу лако запалити ударцима, трењем, варницама и топлотом. Они представљају опасност од пожара и експлозије и сматрају се експлозивима. Многа пиротехничка средства имају експлозивно дејство обичних експлозива, а радницима је подложно да њихова одећа или тело изгоре од пламена.
Током обраде токсичних супстанци које се користе у пиротехници (нпр. једињења олова и баријума и бакар ацетат арсенита) може бити присутна опасност по здравље од удисања прашине током вагања и мешања.
Мере безбедности и здравља
У производњи пиротехничких средстава треба ангажовати само поуздана лица. Младе особе млађе од 18 година не би требало да буду запослене. Потребна су одговарајућа упутства и надзор радника.
Пре него што се предузме било који производни процес, важно је утврдити осетљивост пиротехничких супстанци на трење, удар и топлоту, као и њихово експлозивно дејство. Од ових својстава зависиће природа процеса производње и дозвољене количине у радним просторијама и објектима за складиштење и сушење.
У производњи пиротехничких супстанци и предмета треба предузети следеће основне мере предострожности:
- Зграде у неопасном делу предузећа (канцеларије, радионице, простори за јело и тако даље) треба да буду постављене што даље од оних у опасним зонама.
- Требало би да постоје одвојене зграде за производњу, прераду и складиштење за различите производне процесе у опасним областима и ове зграде треба да се налазе на доброј удаљености
- Зграде за обраду треба поделити у посебне радне просторије.
- Количине пиротехничких материја у објектима за мешање, прераду, складиштење и сушење треба да буду ограничене.
- Треба ограничити број радника у различитим радним просторијама.
Препоручују се следеће удаљености:
- између зграда у опасним подручјима и оних у неопасним подручјима најмање 30 м
- између самих различитих зграда за обраду, 15 м
- између зграда за мешање, сушење и складиштење и других објеката, 20 до 40 м у зависности од конструкције и броја захваћених радника
- између различитих зграда за мешање, сушење и складиштење, 15 до 20 м.
Растојања између радних просторија могу се смањити у повољним околностима и ако се између њих изграде заштитни зидови.
Засебне зграде треба предвидети за следеће намене: складиштење и припрему сировина, мешање, складиштење композиција, прераду (паковање, збијање или компримовање), сушење, дораду (лепљење, лакирање, паковање, парафинисање итд.), сушење и складиштење готових предмета и складиштење црног барута.
У изолованим просторијама треба чувати следеће сировине: хлорати и перхлорати, амонијум перхлорат; нитрати, пероксиди и друге оксидирајуће супстанце; лаки метали; запаљиве материје; запаљиве течности; црвени фосфор; нитроцелулозе. Нитроцелулоза мора бити влажна. Метални прах мора бити заштићен од влаге, масних уља и масти. Оксидаторе треба чувати одвојено од других материјала.
Дизајн зграда
За мешање су најпогоднији објекти типа против експлозије (три зида отпорна, кров отпоран и један противексплозивни зид од пластичне фолије). Препоручљиво је поставити заштитни зид испред зида против експлозије. Просторије за мешање супстанци које садрже хлорате не треба да се користе за супстанце које садрже метале или антимон сулфид.
За сушење, задовољавајућим су се показали објекти са експлозивном површином и објекти прекривени земљом и опремљени протуексплозивним зидом. Требало би да буду ограђени насипом. У сушарама се препоручује контролисана собна температура од 50 ºЦ.
У објектима за прераду треба да постоје посебне просторије за: пуњење; сабијање или сабијање; одсецање, „гушење” и затварање случајева; лакирање обликованих и компримованих пиротехничких супстанци; грундирање пиротехничких средстава; складиштење пиротехничких супстанци и полупроизвода; паковање; и складиштење упакованих супстанци. Утврђено је да је најбољи низ зграда са зонама експлозије. Чврстоћа међузидова треба да одговара природи и количини материја којима се рукује.
Следе основна правила за зграде у којима се користе или су присутни потенцијално експлозивни материјали:
- Зграде треба да буду приземне и да немају подрум.
- Кровне површине треба да пружају довољну заштиту од ширења ватре.
- Зидови просторија морају бити глатки и периви.
- Подови треба да имају равну, глатку површину без празнина. Треба да буду направљени од меког материјала као што је ксилолит, асфалта без песка и синтетичких материјала. Не треба користити обичне дрвене подове. Подови опасних просторија треба да буду електропроводљиви, а радници у њима да носе обућу са електропроводљивим ђоном.
- Врата и прозори свих зграда морају се отварати према споља. Током радног времена врата не би требало да буду закључана.
- Загревање објеката отвореном ватром није дозвољено. За грејање опасних зграда треба користити само топлу воду, пару ниског притиска или електричне системе непропусне за прашину. Радијатори треба да буду глатки и лаки за чишћење са свих страна: не треба користити радијаторе са ребрима. За грејне површине и цеви препоручује се температура од 115 ºЦ.
- Радни столови и полице треба да буду од материјала отпорног на ватру или тврдог дрвета.
- Радне, складишне и сушаре и њихову опрему треба редовно чистити влажним брисањем.
- Радна места, улази и начини бекства морају бити планирани на начин да се просторије могу брзо евакуисати.
- Колико је то изводљиво, радна места треба да буду одвојена заштитним зидовима.
- Неопходне залихе треба безбедно чувати.
- Све зграде треба да буду опремљене громобранима.
- Пушење, отворени пламен и ношење шибица и упаљача у просторијама морају бити забрањени.
Опрема
Механичке пресе треба да имају заштитне преграде или зидове како у случају избијања пожара радници не би били угрожени и ватра се не би проширила на суседна радна места. Ако се рукује великим количинама материјала, пресе треба да буду у изолованим просторијама и да се користе споља. Ниједна особа не сме да остане у просторији за штампу.
Апарати за гашење пожара треба да буду обезбеђени у довољним количинама, упадљиво обележени и проверавани у редовним интервалима. Требало би да одговарају природи присутних материјала. Апарати за гашење пожара класе Д треба да се користе на металном праху који гори, а не на води, пени, сувим хемикалијама или угљен-диоксиду. За гашење запаљене одеће препоручују се тушеви, вунена ћебад и ћебад против пожара.
Особе које долазе у контакт са пиротехничким супстанцама или могу бити угрожене пламеном, треба да носе одговарајућу заштитну одећу отпорну на ватру и топлоту. Одећу треба свакодневно чистити од прашине на месту одређеном за уклањање свих загађивача.
У предузећу треба предузети мере за пружање прве помоћи у случају незгода.
Materijali
Опасне отпадне материје различитих својстава треба сакупљати одвојено. Контејнери за отпад се морају свакодневно празнити. Док се не уништи, прикупљени отпад треба држати на заштићеном месту најмање 15 м од било ког објекта. Неисправне производе и полупроизводе по правилу треба третирати као отпад. Треба их поново обрадити само ако то не ствара никакве ризике.
Када се обрађују материјали штетни по здравље, треба избегавати директан контакт са њима. Штетни гасови, паре и прашина треба да се ефикасно и безбедно одводе. Ако су издувни системи неадекватни, мора се носити респираторна заштитна опрема. Треба обезбедити одговарајућу заштитну одећу.
" ОДРИЦАЊЕ ОД ОДГОВОРНОСТИ: МОР не преузима одговорност за садржај представљен на овом веб порталу који је представљен на било ком другом језику осим енглеског, који је језик који се користи за почетну производњу и рецензију оригиналног садржаја. Одређене статистике нису ажуриране од продукција 4. издања Енциклопедије (1998).“