Обрада метала укључује ливење, заваривање, лемљење, ковање, лемљење, производњу и површинску обраду метала. Обрада метала постаје све чешћа јер уметници у земљама у развоју такође почињу да користе метал као основни скулптурални материјал. Док су многе ливнице уметничких дела комерцијално вођене, ливнице су такође често део колеџ уметничких програма.
Опасности и мере предострожности
Ливење и ливница
Уметници или шаљу радове у комерцијалне ливнице или могу да изливају метал у сопственим студијима. Процес изгубљеног воска се често користи за ливење малих комада. Уобичајени метали и легуре које се користе су бронза, алуминијум, месинг, коситар, гвожђе и нерђајући челик. Злато, сребро и понекад платина се користе за ливење малих комада, посебно за накит.
Процес губитка воска укључује неколико корака:
- прављење позитивног облика
- прављење инвестиционог калупа
- изгарање од воска
- топљење метала
- шљакање
- уливање растопљеног метала у калуп
- уклањање калупа
Позитивна форма се може направити директно у воску; такође се може направити у гипсу или другим материјалима, негатив калуп направљен од гуме и затим коначна позитивна форма ливена у воску. Загревање воска може довести до опасности од пожара и распадања воска услед прегревања.
Калуп се обично прави применом улошка који садржи кристобалит облик силицијум диоксида, стварајући ризик од силикозе. 50/50 мешавина гипса и песка од 30 ока је сигурнија замена. Калупи се такође могу направити коришћењем песка и уља, формалдехидних смола и других смола као везива. Многе од ових смола су токсичне у контакту са кожом и удисањем, што захтева заштиту коже и вентилацију.
Воштани облик се сагорева у пећи. Ово захтева локалну издувну вентилацију да би се уклонио акролеин и други иритантни производи распадања воска.
Топљење метала се обично врши у лончаној пећи на гас. За уклањање угљен-моноксида и металних испарења, укључујући цинк, бакар, олово, алуминијум и тако даље, потребна је хауба са надстрешницом која је исцрпљена споља.
Лончић који садржи растопљени метал се затим уклања из пећи, уклања шљака са површине и растопљени метал се сипа у калупе (слика 1). За тежине испод 80 фунти метала, ручно подизање је нормално; за веће тежине потребна је опрема за дизање. Вентилација је потребна за операције шљаке и изливања ради уклањања металних пара. Калупи од смоле од песка такође могу произвести опасне продукте распадања услед топлоте. Штитници за лице који штите од инфрацрвеног зрачења и топлоте, као и лична заштитна одећа отпорна на топлоту и прскање растопљеног метала су неопходни. Цементни подови морају бити заштићени од прскања растопљеног метала слојем песка.
Слика 1. Изливање растопљеног метала у уметничкој ливници.
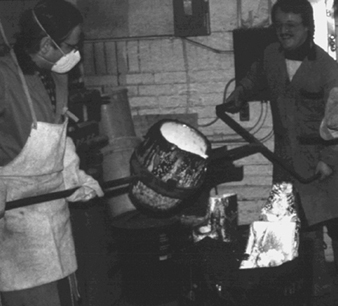
Тед Рицкард
Отклањање буђи може довести до излагања силицијум диоксиду. Потребна је локална издувна вентилација или респираторна заштита. Варијација процеса изгубљеног воска који се назива процес испаравања пене укључује коришћење полистирена или полиуретанске пене уместо воска и испаравање пене током изливања растопљеног метала. Ово може да ослободи опасне производе распадања, укључујући цијановодоник из полиуретанске пене. Уметници често користе старо гвожђе из различитих извора. Ова пракса може бити опасна због могућег присуства боја које садрже олово и живу, као и због могућег присуства метала попут кадмијума, хрома, никла и тако даље у металима.
Измишљотина
Метал се може сећи, бушити и турпијати помоћу тестера, бушилица, маказа и металних турпија. Металне струготине могу иритирати кожу и очи. Електрични алати могу изазвати струјни удар. Неправилно руковање овим алатима може довести до незгода. Наочаре су потребне да би се очи заштитиле од летећих струготина и струготина. Сва електрична опрема треба да буде правилно уземљена. Свим алатима треба пажљиво руковати и чувати их. Метал који се производи треба да буде безбедно причвршћен да би се спречиле незгоде.
Ковање
Хладно ковање користи чекиће, чекиће, наковње и сличне алате за промену облика метала. Вруће ковање подразумева додатно загревање метала. Ковање може створити велике количине буке, што може узроковати губитак слуха. Мали метални комадићи могу оштетити кожу или очи ако се не предузму мере предострожности. Опекотине такође представљају опасност од врућег ковања. Мере предострожности укључују добар алат, заштиту за очи, рутинско чишћење, одговарајућу радну одећу, изолацију подручја ковања и ношење чепова за уши или штитника за уши.
Вруће ковање укључује сагоревање гаса, кокса или других горива. Надстрешница за вентилацију је потребна за издувавање угљен моноксида и могућих полицикличних ароматичних угљоводоника, као и за смањење нагомилавања топлоте. Инфрацрвене наочаре треба носити ради заштите од инфрацрвеног зрачења.
Површинска обрада
Механичка обрада (јурење, враћање) се врши чекићима, гравирање оштрим алатима, нагризање киселинама, фотојеткање киселинама и фотохемикалијама, галванизација (наношење металне фолије на други метал) и електроформирање (наношење металне фолије на неметални предмет ) са киселинама и растворима цијанида и бојењем метала са многим хемикалијама.
За галванизацију и електроформирање се често користе цијанидне соли, чије гутање може бити фатално. Случајно мешање киселина и раствора цијанида ће произвести гас цијанид водоник. Ово је опасно због апсорпције коже и удисања - смрт може наступити за неколико минута. Одлагање и управљање отпадом истрошених раствора цијанида је строго регулисано у многим земљама. Галванизацију растворима цијанида треба обавити у комерцијалном погону; иначе користите замене које не садрже цијанидне соли или друге материјале који садрже цијанид.
Киселине су корозивне и потребна је заштита коже и очију. Препоручује се локална издувна вентилација са каналима отпорним на киселине.
Анодизација метала као што су титан и тантал укључује оксидацију ових на аноди електролитичке купке да би се обојили. Флуороводонична киселина се може користити за претходно чишћење. Избегавајте употребу флуороводоничне киселине или користите рукавице, заштитне наочаре и заштитну кецељу.
Патине које се користе за бојење метала могу се наносити хладне или вруће. Једињења олова и арсена су веома токсична у било ком облику, а друга могу да испуштају токсичне гасове када се загреју. Раствори калијум-ферицијанида дају гас цијановодоник када се загреју, раствори арсенске киселине дају гас арсина, а раствори сулфида дају гас водоник сулфид. За бојење метала потребна је врло добра вентилација (слика 2). Треба избегавати једињења арсена и загревање раствора калијум фероцијанида.
Слика 2. Наношење патине на метал са прорезом издувног поклопца.

Кен Јонес
Завршни процеси
Чишћење, брушење, турпијање, пескарење и полирање су неки од завршних третмана метала. Чишћење подразумева употребу киселина (кисељење). Ово укључује опасности руковања киселинама и гасовима који настају током процеса кисељења (као што је азот диоксид из азотне киселине). Брушење може довести до стварања фине металне прашине (која се може удахнути) и тешких летећих честица (које су опасне за очи).
Пескарење (абразивно пескарење) је веома опасно, посебно са правим песком. Удисање фине прашине силицијум-диоксида пескарењем може за кратко време изазвати силикозу. Песак треба заменити стакленим перлама, алуминијум оксидом или силицијум карбидом. Ливничка шљака треба да се користи само ако хемијска анализа не покаже силицијум или опасне метале као што су арсен или никл. Потребна је добра вентилација или респираторна заштита.
Полирање абразивима као што су руменило (оксид гвожђа) или триполи може бити опасно јер руменило може бити контаминирано великим количинама слободног силицијум диоксида, а триполи садржи силицијум диоксид. Потребна је добра вентилација точка за полирање.
Заваривање
Физичке опасности при заваривању укључују опасност од пожара, струјни удар од опреме за електролучно заваривање, опекотине изазване варницама од растопљеног метала и повреде узроковане прекомерним излагањем инфрацрвеном и ултраљубичастом зрачењу. Варнице за заваривање могу да путују 40 стопа.
Инфрацрвено зрачење може изазвати опекотине и оштећење очију. Ултраљубичасто зрачење може изазвати опекотине од сунца; поновљено излагање може довести до рака коже. Електрични заваривачи посебно су подложни ружичастом оку (коњунктивитис), а неки имају оштећење рожњаче услед излагања УВ зрачењу. Потребне су заштитне наочаре за кожу и заваривање са УВ и ИР заштитним сочивима.
Оксиацетиленске бакље производе угљен моноксид, азотне оксиде и несагорели ацетилен, који је благо опојно средство. Комерцијални ацетилен садржи мале количине других токсичних гасова и нечистоћа.
Боце са компримованим гасом могу бити и експлозивне и опасне од пожара. Сви цилиндри, прикључци и црева морају се пажљиво одржавати и прегледати. Све боце за гас морају се чувати на месту које је суво, добро проветрено и заштићено од неовлашћених лица. Боце за гориво морају се складиштити одвојено од боца са кисеоником.
Електролучно заваривање производи довољно енергије за претварање азота и кисеоника из ваздуха у азотне оксиде и озон, који иритирају плућа. Када се електролучно заваривање врши унутар 20 стопа од хлорисаних растварача за одмашћивање, гас фосген може да се произведе УВ зрачењем.
Испарења метала настају испаравањем метала, металних легура и електрода које се користе у електролучном заваривању. Флуоридни флуксови производе испарења флуорида.
За све процесе заваривања потребна је вентилација. Док вентилација за разблаживање може бити адекватна за заваривање меког челика, локална издувна вентилација је неопходна за већину операција заваривања. Треба користити поклопце са покретним прирубницама или поклопце са бочним прорезима. Респираторна заштита је потребна ако вентилација није доступна.
Многе металне прашине и испарења могу изазвати иритацију коже и преосетљивост. То укључује месингану прашину (бакар, цинк, олово и калај), кадмијум, никл, титанијум и хром.
Поред тога, постоје проблеми са материјалима за заваривање који могу бити премазани разним супстанцама (нпр. оловом или живом бојом).