棉花佔全球紡織纖維消費量的近 50%。 中國、美國、俄羅斯聯邦、印度和日本是主要的棉花消費國。 消耗量是通過購買和用於製造紡織材料的原棉纖維的數量來衡量的。 全球棉花產量每年約為 80 至 90 萬包(17.4 至 19.6 億公斤)。 中國、美國、印度、巴基斯坦和烏茲別克斯坦是主要產棉國,佔世界棉花產量的70%以上。 其餘的由大約 75 個其他國家/地區生產。 原棉從大約 57 個國家出口,棉紡織品從大約 65 個國家出口。 許多國家強調國內生產以減少對進口的依賴。
紗線製造是將原棉纖維轉化為適用於各種最終產品的紗線的一系列過程。 要獲得現代紡織市場所需的潔淨、強力、均勻的紗線,需要經過許多工序。 從密集的纏結纖維(棉包)開始,其中包含不同數量的非棉絨材料和不可用纖維(異物、植物垃圾、微粒等),連續進行開松、混合、混合、清潔、梳理、併條,進行粗紗和紡紗以將棉纖維轉化為紗線。
儘管當前的製造工藝高度發達,但競爭壓力繼續刺激行業團體和個人尋求新的、更有效的棉花加工方法和機器,有一天,這些方法和機器可能會取代今天的系統。 然而,在可預見的未來,目前傳統的混紡、梳理、併條、粗紗和紡紗系統將繼續使用。 只有棉花採摘過程似乎注定要在不久的將來被淘汰。
紗線製造業生產用於各種機織或針織最終產品(例如,服裝或工業用織物)以及縫紉線和繩索的紗線。 生產的紗線具有不同的直徑和每單位長度的不同重量。 雖然基本的紗線製造工藝多年來一直保持不變,但加工速度、控制技術和卷裝尺寸都有所提高。 紗線性能和加工效率與所加工棉纖維的性能有關。 紗線的最終用途特性也是加工條件的函數。
紗線製造過程
打開,混合,混合和清潔
通常情況下,工廠會選擇具有生產特定最終用途紗線所需特性的棉包混合物。 不同工廠在每次混合中使用的棉包數量從 6 個或 12 個到超過 50 個不等。當要混合的棉包被帶到開墾室時,加工就開始了,在那裡裝袋和紮帶被移除。 手工從棉包中取出棉花層,並將其放入配備有帶尖齒的傳送帶的進料器中,或者將整包棉花放在平台上,在採摘機構的下方或上方來回移動。 目的是通過將壓實的捆包棉花層轉化為有助於去除異物的小而輕、蓬鬆的簇絨來開始順序生產過程。 這個初始過程稱為“打開”。 由於捆包以不同程度的密度到達工廠,通常在處理捆包前大約 24 小時切割捆紮帶,以使其“開花”。 這增強了開口並有助於調節餵食速度。 工廠中的清潔機執行開放和一級清潔的功能。
梳理和精梳
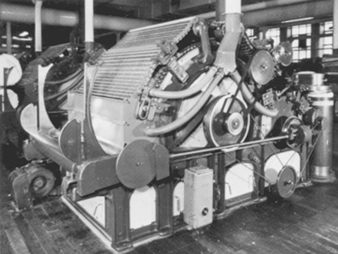
梳棉機是紗線製造過程中最重要的機器。 它在絕大多數棉紡織廠中執行二級和最終級清潔功能。 該梳理機由一個系統組成,該系統由三個金屬絲覆蓋的錫林和一系列扁平的金屬絲覆蓋桿組成,它們連續地將小團塊和纖維束加工成高度分離或開松,去除很高百分比的雜質和其他異物,將纖維收集成稱為“條子”的繩狀形式,並將此條子放入容器中以供後續工序使用(見圖 1)。
圖 1.梳理
Wilawan Juengprasert,泰國公共衛生部
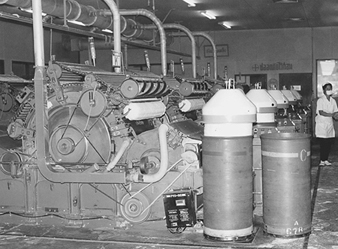
從歷史上看,棉花以“採摘機圈”的形式餵入梳棉機,“採摘機圈”是在“採摘機”上形成的,它是餵入輥和打漿機的組合,其機械裝置由圓柱形篩網組成,打開的棉花簇在其上收集並捲成棉絮(見圖 2)。 棉絮以均勻的平板形式從篩網中取出,然後捲成一圈。 然而,勞動力需求和具有提高質量潛力的自動化處理系統的可用性正在導致揀選機過時。
圖 2. 現代選擇器
Wilawan Juengprasert,泰國公共衛生部
通過在卡片上安裝更高效的開松和清潔設備以及斜槽進給系統,可以取消揀選過程。 後者通過管道將開松和清洗過的纖維簇以氣動方式分配到梳理機上。 此操作有助於提高處理一致性和提高質量,並減少所需的工人數量。
少數工廠生產精梳紗,這是最乾淨、最均勻的棉紗。 梳理提供比梳理機提供的更廣泛的清潔。 精梳的目的是去除短纖維、棉結和雜質,使最終的條子非常乾淨和有光澤。 精梳機是一台複雜的機器,由帶槽的餵料羅拉和部分佈滿織針的圓筒組成,用於梳理短纖維(見圖 3)。
圖 3. 梳理

Wilawan Juengprasert,泰國公共衛生部
繪圖和巡迴
牽伸是紗線製造中採用輥牽伸的第一個過程。 在繪圖中,幾乎所有的牽伸都是由滾筒的作用產生的。 梳理過程中的棉條容器被放置在併條機的紗架上。 當條子被餵入以不同速度移動的成對羅拉系統時,就會發生牽伸。 牽伸通過牽伸使棉條中的纖維變直,使更多的纖維平行於棉條的軸線。 當纖維隨後被捻成紗線時,平行化對於獲得所需的性能是必要的。 併條還生產出每單位長度重量更均勻的條子,有助於實現更高的混合能力。 最終牽伸工藝(稱為整理牽伸)生產的纖維幾乎是筆直的,並與條子的軸線平行。 精整併條的單位長度重量過高,無法在傳統的環錠紡系統中牽伸成紗。
粗紗工藝將棉條的重量降低到適合紡成紗線和加撚的尺寸,從而保持牽伸股的完整性。 來自整理機併條或精梳的條筒被放置在筒子架上,單條條子通過兩組羅拉餵入,第二組羅拉旋轉得更快,從而將條子的尺寸從直徑約 2.5 厘米減小到直徑約 37.5 厘米。一支標準鉛筆。 通過使纖維束穿過粗紗“錠翼”來賦予纖維撚度。 該產品現稱為“粗紗”,包裝在長約14厘米、直徑約XNUMX厘米的筒管上。
紡織
紡紗是將棉纖維轉化為紗線的成本最高的步驟。 目前,世界上超過 85% 的紗線是在環錠細紗機上生產的,環錠細紗機旨在將粗紗牽伸成所需的紗線尺寸或支數,並賦予所需的撚度。 撚度的多少與紗線的強度成正比。 長度與餵入長度的比率可以在 10 到 50 的數量級上變化。粗紗的筒管被放置在支架上,使粗紗能夠自由地餵入環錠細紗機的牽伸羅拉。 在牽伸區之後,紗線通過“鋼絲圈”進入紡紗筒管。 支撐該筒管的錠子高速旋轉,導致紗線在加撚時膨脹。 筒管上的紗線長度太短,無法用於後續工序,被落入“紡紗箱”並輸送到下一道工序,可能是捲繞或捲繞。
在現代粗紗或粗紗的生產中,氣流紡正在取代環錠紡。 一條纖維條子被送入高速轉子。 在這裡,離心力將纖維轉化為紗線。 不需要筒管,紗線被捲繞到工藝中下一步所需的捲裝上。
相當大的研究和開發工作正在致力於紗線生產的全新方法。 目前正在開發的許多新紡紗系統可能會徹底改變紗線製造,並可能導致纖維特性的相對重要性發生變化,正如人們現在所認為的那樣。 總的來說,新系統中使用的四種不同方法似乎適用於棉花。 包芯紗系統目前用於生產各種特種紗線和縫紉線。 無撚紗線已經在有限的基礎上通過將纖維與聚乙烯醇或一些其他粘合劑粘合在一起的系統在商業上生產。 無撚紗系統提供潛在的高生產率和非常均勻的紗線。 由無撚紗製成的針織和其他服裝面料具有優良的外觀。 在目前被多家機械製造商研究的氣流渦流紡中,與轉杯紡紗類似,將條子引入分梳輥。 空氣渦流紡紗能夠實現非常高的生產速度,但原型模型對纖維長度變化和異物含量(如雜質顆粒)特別敏感。
繞線和繞線
紗線紡出後,製造商必須準備正確的包裝。 卷裝類型取決於紗線是用於機織還是針織。 捲繞、繞線、加撚和絎縫被認為是機織和針織紗線的準備步驟。 一般來說,假脫機的產品將被用作 經紗 (在機織織物中縱向運行的紗線)和捲繞產品將用作 緯紗, 或者 緯紗 (穿過織物的紗線)。 氣流紡的產品繞過了這些步驟,並被包裝用於緯紗或經紗。 加撚產生合股紗,其中兩根或多根紗線在進一步加工之前加撚在一起。 在絎縫工藝中,紗線被纏繞在小筒子上,小到足以裝在箱式織機的梭子內。 有時,絎縫過程發生在織布機上。 (另請參閱本章中的“編織和針織”一文。)
廢物處理
在粉塵控制很重要的現代紡織廠中,廢物的處理更加受重視。 在傳統的紡織操作中,如果無法回收到系統中,則人工收集廢物並將其運送到“廢物站”。 它在這裡積累,直到有足夠的一種類型來製作一捆。 在目前的技術水平下,中央真空系統自動回收開松、揀選、梳理、併條和粗紗產生的廢料。 中央吸塵系統用於清潔機器,自動收集機器下方的廢物,例如飛毛和梳理產生的塵埃,以及回收無法使用的地板清掃物和過濾冷凝器產生的廢物。 經典的打包機是垂直向上沖程壓力機,它仍然可以形成典型的 227 公斤捆包。 在現代垃圾處理技術中,廢物從中央真空系統收集到一個接收罐中,該接收罐為臥式壓捆機提供原料。 紗線製造行業產生的各種廢品,可以回收再利用,或供其他行業再利用。 例如,紡紗可用於廢舊紡紗行業製造拖把紗,回收纖維可用於棉絮行業製造床墊或軟體家具的絮芯。
安全和健康問題
機械
各類棉紡織機械都可能發生事故,但發生頻率不高。 對多個移動部件的有效保護提出了許多問題,需要不斷關注。 對操作員進行安全實踐培訓也很重要,尤其是要避免在機器運行時嘗試維修,這是許多事故的原因。
每台機器都可能有能源(電氣、機械、氣動、液壓、慣性等),在嘗試進行任何維修或維護工作之前需要對其進行控制。 設施應確定能源,提供必要的設備並培訓人員,以確保在設備上工作時關閉所有危險能源。 應定期進行檢查,以確保遵守並正確應用所有上鎖/掛牌程序。
吸入棉塵(棉塵病)
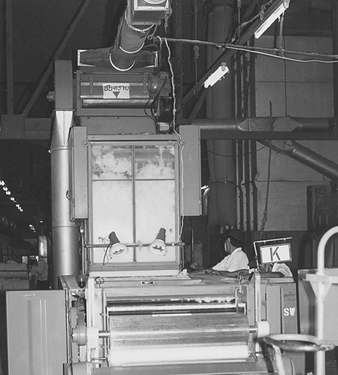
吸入棉纖維轉化為紗線和織物時產生的粉塵已被證明會導致少數紡織工人患上職業性肺部疾病,即棉纖維肺病。 通常需要 15 到 20 年才能暴露在更高濃度的粉塵中(高於 0.5 到 1.0 mg/m3) 讓工人成為反應堆。 OSHA 和美國政府工業衛生學家會議 (ACGIH) 標准設定為 0.2 mg/m3 由垂直淘洗器測量的可吸入棉塵作為紡織紗線製造中棉塵職業暴露的限值。 灰塵是在處理或加工棉花時釋放到大氣中的一種空氣懸浮微粒,是植物垃圾、土壤和微生物材料(即細菌和真菌)的異質複雜混合物,其成分和生物活性各不相同。 棉菌病的病原體和發病機制尚不清楚。 與纖維相關的棉花植物垃圾和來自纖維和植物垃圾上的革蘭氏陰性菌的內毒素被認為是原因或含有致病因子。 主要是纖維素的棉纖維本身不是原因,因為纖維素是一種惰性粉塵,不會引起呼吸道疾病。 在棉紡織品加工區(見圖 4)採取適當的工程控制以及工作實踐、醫療監測和個人防護裝備可以在很大程度上消除棉菌病。 通過批量洗滌系統和連續棉絮系統對棉花進行溫和的水洗,可將棉絨和空氣中的灰塵中的內毒素殘留水平降低到低於與肺功能急劇下降相關的水平,如通過 1 秒用力呼氣量測量的那樣。
圖 4. 梳理機的除塵系統
Noise
在紗線製造的某些過程中,噪音可能是一個問題,但在一些現代紡織廠中,噪音水平低於 90 dBA,這是美國標準,但超過了許多國家的噪音暴露標準。 由於機械製造商和工業噪聲工程師的減排努力,噪聲水平隨著機械速度的增加而持續降低。 高噪音的解決方案是引入更現代、更安靜的設備。 在美國,當噪音水平超過 85 dBA 時,需要實施聽力保護計劃; 這將包括噪音水平監測、聽力測試,以及在噪音水平無法控制在 90 分貝以下時為所有員工提供聽力保護。
熱應激
由於紡紗有時需要高溫和空氣的人工加濕,因此始終需要仔細監控以確保不超過允許的限制。 設計和維護良好的空調設備越來越多地用於代替更原始的溫度和濕度調節方法。
職業安全健康管理體系
許多更現代的紡織紗線製造廠發現,建立某種類型的職業安全和健康管理系統來控制工人可能遇到的工作場所危害是很有用的。 這可以是一項自願計劃,例如美國紡織製造商協會制定的“追求最佳健康和安全”計劃,也可以是美國加利福尼亞州職業傷害和疾病預防計劃(第 8 篇,加州法規,第 3203 節)。 當使用安全和健康管理系統時,它應該足夠靈活和適應性強,以允許工廠根據自己的需要進行調整。