- You are here:
-
Home

-
Contents
-
Part XVII. Services and Trade
- Entertainment and the Arts

96. Entertainment and the Arts
Chapter Editor: Michael McCann
Table of Contents
Tables and Figures
Arts and Crafts
Performing and Media Arts
Entertainment
Tables
Click a link below to view table in article context.
1. Precautions associated with hazards
2. Hazards of art techniques
3. Hazards of common stones
4. Main risks associated with sculpture material
5. Description of fibre & textile crafts
6. Description of fibre & textile processes
7. Ingredients of ceramic bodies & glazes
8. Hazards & precautions of collection management
9. Hazards of collection objects
Figures
Point to a thumbnail to see figure caption, click to see the figure in the article context.
|
|




























Children categories

Entertainment and the Arts
Entertainment and the arts have been a part of human history ever since prehistoric people drew cave paintings of animals they hunted or acted out in song and dance the success of the hunt. Every culture from earliest times has had its own style of visual and performing arts, and decorated everyday objects like clothing, pottery and furniture. Modern technology and more leisure time has led to a major part of the world’s economy being devoted to satisfying the need for people to see or own beautiful objects and to be entertained.
The entertainment industry is a miscellaneous grouping of non-commercial institutions and commercial companies that provide these cultural, amusement and recreational activities for people. By contrast, artists and craftspeople are workers who create artwork or handicrafts for their own pleasure or for sale. They usually work alone or in groups of fewer than ten people, often organized around families.
The people who make this entertainment and art possible—artists and craftspeople, actors, musicians, circus performers, park attendants, museum conservators, professional sports players, technicians and others—often face occupational hazards that can result in injuries and illnesses. This chapter will discuss the nature of those occupational hazards. It will not discuss the hazards to people doing arts and crafts as hobbies or attending these entertainment events, although in many instances the hazards will be similar.
Entertainment and the arts can be thought of as a microcosm of all industry. The occupational hazards encountered are, in most instances, similar to those found in more conventional industries, and the same types of precautions can be used, although costs may be prohibitive factors for some engineering controls in the arts and crafts. In these instances, emphasis should be on substitution of safer materials and processes. Table 1 lists standard types of precautions associated with the various hazards found in the arts and entertainment industries.
Table 1. Precautions associated with hazards in the arts and entertainment industries.
|
Hazard |
Precautions |
|
Chemical hazards |
|
|
General |
Training in hazards and precautions Substitution of safer materials Engineering controls Adequate storage and handling No eating, drinking or smoking in work areas Personal protective equipment Spill and leak control procedures Safe disposal of hazardous materials |
|
Airborne contaminants (vapours, gases, spray mists, fogs, dusts, fumes, smoke) |
Enclosure Dilution or local exhaust ventilation Respiratory protection |
|
Liquids |
Cover containers Gloves and other personal protective clothing Splash goggles and face shields as needed Eyewash fountain and emergency showers when needed |
|
Powders |
Purchasing in liquid or paste form Glove boxes Local exhaust ventilation Wet mopping or vacuuming Respiratory protection |
|
Solids |
Gloves |
|
Physical hazards |
|
|
Noise |
Quieter machinery Proper maintenance Sound dampening Isolation and enclosure Hearing protectors |
|
Ultraviolet radiation |
Enclosure Skin protection and UV goggles |
|
Infrared radiation |
Skin protection and infrared goggles |
|
Lasers |
Using lowest-power laser possible Enclosure Beam restrictions and proper emergency cutoffs Laser goggles |
|
Heat |
Acclimatization Light, loose clothing Rest breaks in cool areas Adequate liquid intake |
|
Cold |
Warm clothing Rest breaks in heated areas |
|
Electrical hazards |
Adequate wiring Properly grounded equipment Ground fault circuit interrupters where needed Insulated tools, gloves, etc. |
|
Ergonomic hazards |
Ergonomic tools, instruments, etc., of proper size Properly designed work stations Proper posture Rest breaks |
|
Safety hazards |
|
|
Machinery |
Machine guards Accessible stop switch Good maintenance |
|
Flying particles (e.g., grinders) |
Enclosure Eye and face protection as needed |
|
Slips and falls |
Clean and dry walking and working surfaces Fall protection for elevated work Guardrails and toeboards on scaffolds, catwalks, etc. |
|
Falling objects |
Safety hats Safety shoes |
|
Fire hazards |
Proper exit routes Proper fire extinguishers, sprinklers, etc. Fire drills Removal of combustible debris Fireproofing of exposed materials Proper storage of flammable liquids and compressed gases Grounding and bonding when dispensing flammable liquids Removal of sources of ignition around flammables Proper disposal of solvent- and oil-soaked rags |
|
Biological hazards |
|
|
Moulds |
Humidity control Removal of standing water Cleanup after flooding |
|
Bacteria, viruses |
Vaccination where appropriate Universal precautions Disinfection of contaminated materials, surfaces |
Arts and Crafts
Artists and craftspeople are usually self-employed, and the work is done in homes, studios or backyards, using small amounts of capital and equipment. Skills are often handed down from generation to generation in an informal apprenticeship system, particularly in developing countries (McCann 1996). In industrialized countries, artists and craftspeople often learn their trade in schools.
Today, arts and crafts involve millions of people across the world. In many countries, craftwork is a major part of the economy. However, few statistics are available on the number of artists and craftspeople. In the United States, estimates gathered from a variety of sources indicate there are at least 500,000 professional artists, craftspeople and art teachers. In Mexico, it has been estimated that there are 5,000 families involved in the home-based pottery industry alone. The Pan American Health Organization found that 24% of the workforce in Latin America from 1980 to 1990 were self-employed (PAHO 1994). Other studies of the informal sector have found similar or higher percentages (WHO 1976; Henao 1994). What percentage of these are artists and craftspeople is unknown.
Arts and crafts evolve with the technology available and many artists and craftspeople adopt modern chemicals and processes for their work, including plastics, resins, lasers, photography and so on (McCann 1992a; Rossol 1994). Table 2 shows the range of physical and chemical hazards found in art processes.
Table 2. Hazards of art techniques
|
Technique |
Material/process |
Hazard |
|
Airbrush |
Pigments Solvents |
Lead, cadmium, manganese, cobalt, mercury, etc. Mineral spirits, turpentine |
|
Batik |
Wax Dyes |
Fire, wax, decomposition fumes See Dyeing |
|
Ceramics |
Clay dust Glazes Slip casting Kiln firing |
Silica Silica, lead, cadmium and other toxic metals Talc, asbestiform materials Sulphur dioxide, carbon monoxide, fluorides, infrared radiation, burns |
|
Commercial art |
Rubber cement Permanent markers Spray adhesives Airbrushing Typography Photostats, proofs |
N-hexane, heptane, fire Xylene, propyl alcohol N-hexane, heptane, 1,1,1-trichloroethane, fire See Airbrush See Photography Alkali, propyl alcohol |
|
Computer art |
Ergonomics Video display |
Carpal tunnel syndrome, tendinitis, poorly designed work stations Glare, Elf radiation |
|
Drawing |
Spray fixatives |
N-hexane, other solvents |
|
Dyeing |
Dyes Mordants Dyeing assistants |
Fibre-reactive dyes, benzidine dyes, naphthol dyes, basic dyes, disperse dyes, vat dyes Ammonium dichromate, copper sulphate, ferrous sulphate, oxalic acid, etc. Acids, alkalis, sodium hydrosulphite |
|
Electroplating |
Gold, silver Other metals |
Cyanide salts, hydrogen cyanide, electrical hazards Cyanide salts, acids, electrical hazards |
|
Enamelling |
Enamels Kiln firing |
Lead, cadmium, arsenic, cobalt, etc. Infrared radiation, burns |
|
Fibre arts |
See also Batik, Weaving Animal fibres Synthetic fibres Vegetable fibres |
Anthrax and other infectious agents Formaldehyde Moulds, allergens, dust |
|
Forging |
Hammering Hot forge |
Noise Carbon monoxide, polycyclic aromatic hydrocarbons, infrared radiation, burns |
|
Glassblowing |
Batch process Furnaces Colouring Etching Sandblasting |
Lead, silica, arsenic, etc. Heat, infrared radiation, burns Metal fumes Hydrofluoric acid, ammonium hydrogen fluoride Silica |
|
Holography (see also Photography) |
Lasers Developing |
Non-ionizing radiation, electrical hazards Bromine, pyrogallol |
|
Intaglio |
Acid etching Solvents Aquatint Photoetching |
Hydrochloric and nitric acids, nitrogen dioxide, chlorine gas, potassium chlorate Alcohol, mineral spirits, kerosene Rosin dust, dust explosion Glycol ethers, xylene |
|
Jewellery |
Silver soldering Pickling baths Gold reclaiming |
Cadmium fumes, fluoride fluxes Acids, sulphur oxides Mercury, lead, cyanide |
|
Lapidary |
Quartz gemstones Cutting, grinding |
Silica Noise, silica |
|
Lithography |
Solvents Acids Talc Photolithography |
Mineral spirits, isophorone, cyclohexanone, kerosene, gasoline, methylene chloride, etc. Nitric, phosphoric, hydrofluoric, hydrochloric, etc. Asbestiform materials Dichromates, solvents |
|
Lost wax casting |
Investment Wax burnout Crucible furnace Metal pouring Sandblasting |
Cristobalite Wax decomposition fumes, carbon monoxide Carbon monoxide, metal fumes Metal fumes, infrared radiation, molten metal, burns Silica |
|
Painting |
Pigments Oil, alkyd Acrylic |
Lead, cadmium, mercury, cobalt, manganese compounds, etc. Mineral spirits, turpentine Trace amounts ammonia, formaldehyde |
|
Papermaking |
Fibre separation Beaters Bleaching Additives |
Boiling alkali Noise, injuries, electrical Chlorine bleach Pigments, dyes, etc. |
|
Pastels |
Pigment dusts |
See Painting Pigments |
|
Photography |
Developing bath Stop bath Fixing bath Intensifier Toning Colour processes Platinum printing |
Hydroquinone, monomethyl-p-aminophenol sulphate, alkalis Acetic acid Sulphur dioxide, ammonia Dichromates, hydrochloric acid Selenium compounds, hydrogen sulphide, uranium nitrate, sulphur dioxide, gold salts Formaldehyde, solvents, colour developers, sulphur dioxide Platinum salts, lead, acids, oxalates |
|
Relief printing |
Solvents Pigments |
Mineral spirits See Painting Pigments |
|
Screen printing |
Pigments Solvents Photoemulsions |
Lead, cadmium, manganese and other pigments Mineral spirits, toluene, xylene Ammonium dichromate |
|
Sculpture, clay |
See Ceramics |
|
|
Sculpture, lasers |
Lasers |
Non-ionizing radiation, electrical hazards |
|
Sculpture, neon |
Neon tubes |
Mercury, cadmium phosphors, electrical hazards, ultraviolet radiation |
|
Sculpture, plastics |
Epoxy resin Polyester resin Polyurethane resins Acrylic resins Plastic fabrication |
Amines, diglycidyl ethers Styrene, methyl methacrylate, methyl ethyl ketone peroxide Isocyanates, organotin compounds, amines, mineral spirits Methyl methacrylate, benzoyl peroxide Heat decomposition products (e.g., carbon monoxide, hydrogen chloride, hydrogen cyanide, etc.) |
|
Sculpture, stone |
Marble Soapstone Granite, sandstone Pneumatic tools |
Nuisance dust Silica, talc, asbestiform materials Silica Vibration, noise |
|
Stained glass |
Lead came Colourants Soldering Etching |
Lead Lead-based compounds Lead, zinc chloride fumes Hydrofluoric acid, ammonium hydrogen fluoride |
|
Weaving |
Looms Dyes |
Ergonomic problems See Dyeing |
|
Welding |
General Oxyacetylene Arc Metal fumes |
Metal fumes, burns, sparks Carbon monoxide, nitrogen oxides, compressed gases Ozone, nitrogen dioxide, fluoride and other flux fumes, ultraviolet and infrared radiation, electrical hazards Oxides of copper, zinc, lead, nickel, etc. |
|
Woodworking |
Machining Glues Paint strippers Paints and finishes Preservatives |
Injuries, wood dust, noise, fire Formaldehyde, epoxy, solvents Methylene chloride, toluene, methyl alcohol, etc. Mineral spirits, toluene, turpentine, ethyl alcohol, etc. Chromated copper arsenate, pentachlorophenol, creosote |
Source: Adapted from McCann 1992a.
The arts and crafts industry, like much of the informal sector, is almost completely unregulated and is often exempted from workers’ compensation laws and other occupational safety and health regulations. In many countries, government agencies responsible for occupational safety and health are unaware of the risks facing artists and craftspeople, and occupational health services do not reach out to this group of workers. Special attention is needed to find ways to educate artists and craftspeople about the hazards and precautions needed with their materials and processes, and to make occupational health services available to them.
Health problems and disease patterns
Few epidemiological studies have been done on workers in the visual arts. This is mostly due to the decentralized and often unregistered nature of most of these industries. Much of the data that are available come from individual case reports in the literature.
The traditional arts and crafts can result in the same occupational diseases and injuries found in larger-scale industry, as evidenced by such old terms as potter’s rot, weaver’s back and painter’s colic. The hazards of such crafts as pottery, metalworking and weaving were first described by Bernardino Ramazzini almost three centuries ago (Ramazzini 1713). Modern materials and processes also are causing occupational illnesses and injuries.
Lead poisoning is still one of the most common occupational illnesses among artists and craftspeople, with examples of lead poisoning being found in:
- a stained-glass artist in the United States (Feldman and Sedman 1975)
- potters and their families in Mexico (Ballestros, Zuniga and Cardenas 1983; Cornell 1988) and Barbados (Koplan et al. 1977)
- families in Sri Lanka recovering gold and silver from jeweller’s waste using a molten lead procedure (Ramakrishna et al. 1982).
Other examples of occupational illnesses in the arts and crafts include:
- chromium sensitization in a fibre artist (MMWR 1982)
- neuropathy in a silk-screen artist (Prockup 1978)
- heart attacks from methylene chloride in a furniture refinisher (Stewart and Hake 1976)
- respiratory problems in photographers (Kipen and Lerman 1986)
- mesothelioma in jewellers (Driscoll et al. 1988)
- silicosis and other respiratory diseases in agate workers in India (Rastogi et al. 1991)
- asthma from carving ivory from elephant tusks in Africa (Armstrong, Neill and Mossop 1988)
- respiratory problems and ergonomic problems among carpet weavers in India (Das, Shukla and Ory 1992)
- as many as 93 cases of peripheral neuropathy from the use of hexane-based adhesives in sandal-making in Japan in the late 1960s (Sofue et al. 1968)
- paralysis in 44 apprentice shoemakers in Morocco due to glues containing tri-orthocresyl phosphate (Balafrej et al. 1984)
- leg, arm and back pain and other occupational health problems in home-based workers making ready-made garments in India (Chaterjee 1990).
A major problem in the arts and crafts is the prevalent lack of knowledge of hazards, materials and processes and how to work safely. Individuals who do develop occupational diseases often do not realize the connection between their illness and their exposures to hazardous materials, and are less likely to obtain proper medical assistance. In addition, whole families can be at risk—not only those adults and children actively working with the materials, but also younger children and infants who are present, since these arts and crafts are commonly done in the home (McCann et al. 1986; Knishkowy and Baker 1986).
A proportionate mortality ratio (PMR) study of 1,746 White professional artists by the United States National Cancer Institute found significant elevations in deaths of painters, and to a lesser degree for other artists, from arteriosclerotic heart disease and from cancers of all sites combined. For male painters, rates of leukaemia and cancers of the bladder, kidney and colorectum were significantly elevated. Proportionate cancer mortality rates were also elevated, but to a lesser degree. A case control study of bladder cancer patients found an overall relative risk estimate of 2.5 for artistic painters, confirming the results found in the PMR study (Miller, Silverman and Blair 1986). For other male artists, PMRs for colorectal and kidney cancer were significantly elevated.
Performing and Media Arts
Traditionally, the performing arts include theatre, dance, opera, music, storytelling and other cultural events that people would come to see. With music, the type of performance and their venue can vary widely: individuals performing music on the street, in taverns and bars, or in formalized concert halls; small musical groups playing in small bars and clubs; and large orchestras performing in large concert halls. Theatre and dance companies can be of several types, including: small informal groups associated with schools or universities; non-commercial theatres, which are usually subsidized by governments or private sponsors; and commercial theatres. Performing arts groups may also tour from one location to another.
Modern technology has seen the growth of the media arts, such as the print media, radio, television, motion pictures, videotapes and so on, which enable the performing arts, stories and other events to be recorded or broadcast. Today the media arts are a multi-billion-dollar industry.
Workers in the performing and media arts include the performers themselves—actors, musicians, dancers, reporters and others visible to the public. In addition, there are the technical crews and front office people—stage carpenters, scenic artists, electricians, special effects experts, motion picture or television camera crews, ticket sellers and others—who work backstage, behind the cameras and on other non-performing jobs.
Health effects and disease patterns
Actors, musicians, dancers, singers and other performers are also subject to occupational injuries and illnesses, which can include accidents, fire hazards, repetitive strain injuries, skin irritation and allergies, respiratory irritation, performance anxiety (stage fright) and stress. Many of these types of injuries are specific to particular groups of performers, and are discussed in separate articles. Even minor physical problems can often affect a performer’s peak performance capability, and subsequently end in lost time and even lost jobs. In recent years, the prevention, diagnosis and treatment of injuries to performers has led to the new field of arts medicine, originally an offshoot of sports medicine. (See “History of performing arts medicine” in this chapter.)
A PMR study of screen and stage actors found significant elevations for lung, oesophagus and bladder cancers in women, with the rate for stage actresses 3.8 times that of screen actresses (Depue and Kagey 1985). Male actors had significant PMR (but not proportionate cancer mortality ratio) increases for pancreatic and colon cancer; testicular cancer was twice the expected rate by both methods. PMRs for suicide and non–motor vehicle accidents were significantly elevated for both men and women, and the PMR for cirrhosis of the liver was elevated in men.
A recent survey of injuries among 313 performers in 23 Broadway shows in New York City found that 55.5% reported at least one injury, with a mean of 1.08 injuries per performer (Evans et al. 1996). For Broadway dancers, the most frequent sites of injury were the lower extremities (52%), back (22%) and neck (12%), with raked or slanted stages being a significant contributing factor. For actors, the most frequent sites of injuries were lower extremities (38%), the lower back (15%) and vocal cords (17%). The use of fogs and smoke on stage was listed as a major cause for the last.
In 1991, the United States National Institute for Occupational Safety and Health investigated the health effects of the use of smoke and fogs in four Broadway shows (Burr et al. 1994). All the shows used glycol-type fogs, although one also used mineral oil. A questionnaire survey of 134 actors in these shows with a control group of 90 actors in five shows not using fogs found significantly higher levels of symptoms in actors exposed to fogs, including upper-respiratory symptoms such as nasal symptoms and irritation of mucous membranes, and lower-respiratory symptoms such as coughing, wheezing, breathlessness and chest tightness. A follow-up study could not demonstrate a correlation between fog exposure and asthma, possibly due to the low number of responses.
The motion picture production industry has a high accident rate, and in California is classified as high risk, mostly as a result of stunts. During the 1980s, there were over 40 fatalities in American-produced motion pictures (McCann 1991). California statistics for 1980–1988 show an incidence of 1.5 fatalities per 1,000 injuries, compared to the California average of 0.5 for the same period.
A large number of studies have shown that dancers have high overuse and acute injury rates. Ballet dancers, for example, have high incidences of overuse syndrome (63%), stress fractures (26%) and major (51%) or minor (48%) problems during their professional careers (Hamilton and Hamilton 1991). One questionnaire study of 141 dancers (80 females), 18 to 37 years old, from seven professional ballet and modern dance companies in the United Kingdom, found that 118 (84%) of the dancers reported at least one dance-related injury that affected their dancing, 59 (42%) in the last six months (Bowling 1989). Seventy-four (53%) reported that they were suffering from at least one chronic injury that was giving them pain. The back, neck and ankles were the most common sites of injury.
As with dancers, musicians have a high incidence of overuse syndrome. A 1986 questionnaire survey by the International Conference of Symphony and Opera Musicians of 4,025 members from 48 American orchestras showed medical problems affecting performance in 76% of the 2,212 respondents, with severe medical problems in 36% (Fishbein 1988). The most common problem was overuse syndrome, reported by 78% of string players. A 1986 study of eight orchestras in Australia, the United States and England found a 64% occurrence of overuse syndrome, 42% of which involved a significant level of symptoms (Frye 1986).
Hearing loss among rock musicians has had significant press coverage. Hearing loss is also found, however, among classical musicians. In one study, sound level measurements at the Lyric Theatre and Concert Hall in Gothenberg, Sweden, averaged 83 to 89 dBA. Hearing tests of 139 male and female musicians from both theatres indicated that 59 musicians (43%) showed worse pure tone thresholds than would be expected for their age, with brass wind instrumentalists showing the greatest loss (Axelsson and Lindgren 1981).
A 1994-1996 study of sound level measurements in the orchestra pits of 9 Broadway shows in New York City showed average sound levels from 84 to 101 dBA, with a normal showtime of 2½ hours (Babin 1996).
The carpenters, scenic artists, electricians, camera crews and other technical support workers face, in addition to many safety hazards, a wide variety of chemical hazards from materials used in scene shops, prop shops and costume shops. Many of the same materials are used in the visual arts. However, there are no available injury or illness statistics on these workers.
Entertainment
The “Entertainment” section of the chapter covers a variety of entertainment industries that are not covered under “Arts and Crafts” and “Performing and Media Arts”, including: museums and art galleries; zoos and aquariums; parks and botanical gardens; circuses, amusement and theme parks; bullfighting and rodeos; professional sports; the sex industry; and nightlife entertainment.
Health effects and disease patterns
There are a wide variety of types of workers involved in the entertainment industry, including performers, technicians, museum conservators, animal handlers, park rangers, restaurant workers, cleaning and maintenance personnel and many more. Many of the hazards found in the arts and crafts and performing and media arts are also found among particular groups of entertainment workers. Additional hazards such as cleaning products, toxic plants, dangerous animals, AIDS, zoonoses, hazardous drugs, violence and so forth are also occupational hazards to particular groups of entertainment workers. Because of the disparateness of the various industries, there are no overall injury and illness statistics. The individual articles include relevant injury and illness statistics, where available.
Drawing, Painting and Printmaking
Drawing involves making marks on a surface to express a feeling, experience or vision. The most commonly used surface is paper; drawing media include dry implements such as charcoal, coloured pencils, crayons, graphite, metalpoint and pastels, and liquids such as inks, markers and paints. Painting refers to processes that apply an aqueous or non-aqueous liquid medium (“paint”) to sized, primed or sealed surfaces such as canvas, paper or panel. Aqueous media include water-colours, tempera, acrylic polymers, latex and fresco; non-aqueous media include linseed or stand oils, dryers, varnish, alkyds, encaustic or molten wax, organic solvent-based acrylics, epoxy, enamels, stains and lacquers. Paints and inks typically consists of colouring agents (pigments and dyes), a liquid vehicle (organic solvent, oil or water), binders, bulking agents, antioxidants, preservatives and stabilizers.
Prints are works of art made by transferring a layer of ink from an image on a printing surface (such as woodblock, screen, metal plate or stone) onto paper, fabric or plastic. The printmaking process involves several steps: (1) preparation of the image; (2) printing; and (3) cleanup. Multiple copies of the image can be made by repeating the printing step. In monoprints, only one print is made.
Intaglio printing involves incising lines by mechanical means (e.g., engraving, drypoint) or etching the metal plate with acid to create depressed areas in the plate, which form the image. Various solvent-containing resists and other materials such as rosin or spray paint (aquatinting) can be used to protect the part of the plate not being etched. In printing, the ink (which is linseed oil based) is rolled onto the plate, and the excess wiped off, leaving ink in the depressed areas and lines. The print is made by placing the paper on the plate and applying pressure by a printing press to transfer the ink image to the paper.
Relief printing involves the cutting away of the parts of woodblocks or linoleum that are not to be printed, leaving a raised image. Water-or linseed oil–based inks are applied to the raised image and the ink image transferred to paper.
Stone lithography involves making an image with a greasy drawing crayon or other drawing materials that will make the image receptive to the linseed oil–based ink, and treating the plate with acids to make non-image areas water receptive and ink repellent. The image is washed out with mineral spirits or other solvents, inked with a roller and then printed. Metal plate lithography can involve a preliminary counteretch that often contains dichromate salts. Metal plates may be treated with vinyl lacquers containing ketone solvents for long print runs.
Screen printing is a stencil process where a negative image is made on the fabric screen by blocking out portions of the screen. For water-based inks, the blockout materials must be water insoluble; for solvent-based inks, the reverse. Cut plastic stencils are frequently used and adhered to the screen with solvents. The prints are made by scraping ink across the screen, forcing the ink through the unblocked parts of the screen onto paper located underneath the screen, thus creating the positive image. Large print runs using solvent-based inks involve the release of large amounts of solvent vapours into the air.
Collagraphs are made using either intaglio or relief printing techniques on a textured surface or collage, which can be made of many materials glued onto the plate.
Photoprintmaking processes can use either presensitized plates (often diazo) for lithography or intaglio, or the photoemulsion can be applied directly to the plate or stone. A mixture of gum arabic and dichromates have often been used on stones (gum printing). The photographic image is transferred to the plate, and then the plate exposed to ultraviolet light (e.g., carbon arcs, xenon lights, sunlight). When developed, the non-exposed portions of the photoemulsion are washed away, and the plate then printed. The coating and developing agents can often contain hazardous solvents and alkalis. In photo screen processes, the screen can be coated with dichromate or diazo photoemulsion directly, or an indirect process can be used, which involves adhering sensitized transfer films to the screen after exposure.
In printmaking techniques using oil-based inks, the ink is cleaned up with solvents or with vegetable oil and dishwashing liquid. Solvents also have to be used for cleaning lithography rollers. For water-based inks, water is used for cleanup. For solvent-based inks, large amounts of solvents are used for cleanup, making this one of the most hazardous processes in printmaking. Photoemulsions can be removed from screens using chlorine bleach or enzyme detergents.
Artists who draw, paint or make prints face significant health and safety hazards. The major sources of hazards for these artists include acids (in lithography and intaglio), alcohols (in paint, shellac, resin and varnish thinners and removers), alkalis (in paints, dye baths, photodevelopers and film cleaners), dusts (in chalks, charcoal and pastels), gases (in aerosols, etching, lithography and photoprocesses), metals (in pigments, photochemicals and emulsions), mists and sprays (in aerosols, air-brushing and aquatinting), pigments (in inks and paints), powders (in dry pigments and photochemicals, rosin, talc and whiting), preservatives (in paints, glues, hardeners and stabilizers) and solvents (such as aliphatic, aromatic and chlorinated hydrocarbons, glycol ethers and ketones). Common routes of exposure associated with these hazards include inhalation, ingestion and skin contact.
Among the well-documented health problems of painters, drawers and printmakers are: n-hexane-induced peripheral nerve damage in art students using rubber cement and spray adhesives; solvent-induced peripheral and central nervous system damage in silk-screen artists; bone marrow suppression related to solvents and glycol ethers in lithographers; onset or aggravation of asthma following exposure to sprays, mists, dusts, moulds and gases; abnormal heart rhythms following exposure to hydrocarbon solvents such as methylene chloride, freon, toluene and 1,1,1-trichloroethane found in glues or correction fluids; acid, alkali or phenol burns or irritation of the skin, eyes and mucous membranes; liver damage induced by organic solvents; and irritation, immune reaction, rashes and ulceration of the skin following exposure to nickel, dichromates and chromates, epoxy hardeners, turpentine or formaldehyde.
Although not well-documented, painting, drawing and printmaking may be associated with an increased risk of leukaemia, kidney tumours and bladder tumours. Suspected carcinogens to which painters, drawers and printmakers may be exposed include chromates and dichromates, polychlorinated biphenyls, trichloroethylene, tannic acid, methylene chloride, glycidol, formaldehyde, and cadmium and arsenic compounds.
The most important precautions in painting, drawing and printmaking include: substitution of water-based materials for materials based on organic solvents; proper use of general dilution ventilation and local exhaust ventilation (see figure 1); proper handling, labelling, storage and disposal of paints, flammable liquids and waste solvents; appropriate use of personal protective equipment such as aprons, gloves, goggles and respirators; and avoidance of products that contain toxic metals, especially lead, cadmium, mercury, arsenic, chromates and manganese. Solvents to be avoided include benzene, carbon tetrachloride, methyl n-butyl ketone, n-hexane and trichloroethylene.
Figure 1. Silk screen printing with slot exhaust hood.
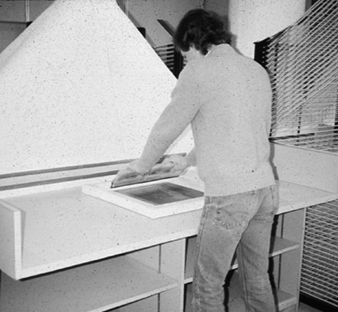
Michael McCann
Additional efforts designed to reduce the risk of adverse health effects associated with painting, drawing and printmaking include early and continuous education of young artists concerning the hazards of art materials, and laws mandating labels on art materials that warn of both short-term and long-term health and safety hazards.
Sculpture
In ancient times, the art of sculpture included engraving and carving of stone, wood, bone and other materials. Later, sculpture developed and refined modelling techniques in clay and plaster, and moulding and welding techniques in metals and glass. During the last century various additional materials and techniques have been used for the art of sculpture, including plastic foams, paper, found materials and several sources of energy such as light, kinetic energy and so on. The aim of many modern sculptors is to involve the viewer actively.
Sculpture often utilizes the natural colour of the material or treats its surface to achieve a certain colour or to emphasize the natural characteristics or to modify the light reflections. Such techniques belong to the finishing touches of the art piece. Health and safety risks for artists and their assistants arise from the characteristics of the materials; from the use of tools and equipment; from the various forms of energy (mainly electricity) used for the functioning of tools; and from heat for welding and fusing techniques.
Artists’ lack of information and their focusing on the work lead to underestimating the importance of safety; this can result in serious accidents and the development of occupational diseases.
The risks are sometimes linked to the design of the workplace or to the organization of the work (e.g., carrying out many working operations at the same time). Such risks are common to all workplaces, but in the arts and crafts environment they can have more serious outcomes.
General Precautions
These include: appropriate design of the studio, considering the type of power sources employed and the placement and movement of the artistic material; segregation of hazardous operations controlled with adequate warning displays; installation of exhaust systems for control and removal of powders, gases, fumes, vapours and aerosols; use of well-fitted and convenient personal protective equipment; efficient clean-up facilities, such as showers, sinks, eye-wash fountains and so on; knowledge of the risks associated with the use of chemical substances and of the regulations that govern their use, in order to avoid or at least reduce their potential harm; keeping informed on the possible risks of accidents and on hygiene regulations and being trained in first aid and. Local ventilation to remove airborne dust is necessary at its source, when it is produced in abundance. Daily vacuum cleaning, either wet or dry, or wet mopping of the floor and of work surfaces is highly recommended.
Main Sculpturing Techniques
Stone sculpture involves carving hard and soft stones, precious stones, plaster, cement and so on. Sculpture shaping involves work on more pliable materials—plaster and clay modelling and casting, wood sculpture, metalworking, glassblowing, plastic sculpture, sculpture in other materials and mixed techniques. See also the articles “Metalworking” and “Woodworking”. Glassblowing is discussed in the chapter Glass, ceramics and related materials.
Stone sculptures
Stones used for sculpture can be divided into soft stones and hard stones. The soft stones can be worked manually with tools such as saws, chisels, hammers and rasps, as well as with electric tools.
Hard stones such as granite, and other materials, such as cement blocks, can be used to create works of art and ornaments. This involves working with electric or pneumatic tools. The final stages of the work can be partially executed by hand.
Risks
Prolonged inhalation of high quantities of certain stone dusts containing free crystalline silica, which comes out of freshly cut surfaces, can lead to silicosis. Electric and pneumatic tools can cause a higher concentration in the air of dust which is finer than that produced by manual tools. Marble, travertine and limestone are inert materials and not pathogenic to the lungs; plaster (calcium sulphate) is irritating to the skin and to the mucous membranes.
Asbestos fibre inhalation, even in small quantities, can lead to a risk of lung cancer (laryngeal, tracheal, bronchial, lung and pleural malignancies) and probably also cancer of the digestive tract and of other organ systems. Such fibres can be found as impurities in serpentine and in talc. Asbestosis (fibrosis of the lung) can be contracted only through the inhalation of high doses of asbestos fibres, which is unlikely at this type of work. See table 1 for a list of the hazards of common stones.
Table 1. Hazards of common stones.
|
Hazardous ingredient |
Stones |
|
Free crystalline silica
|
Hard stones: Granites, basalt, jasper, porphyry, onyx, pietra serena |
|
Soft stones: steatite (soapstone), sandstone, slate, clays, some limestone |
|
|
Possible asbestos contamination |
Soft stones: soapstone, serpentine |
|
Free silica and asbestos
|
Hard stones: marble, travertine |
|
Soft stones: alabaster, tufa, marble, plaster |
High noise levels can be produced by the use of pneumatic hammers, electric saws and sanders, as well as manual tools. This can result in hearing loss and other effects on the autonomic nervous system (increase of heart rate, gastric disturbances and so on), psychological problems (irritability, attention deficits and so on), as well as general health problems, including headaches.
The use of electric and pneumatic tools can provoke damage to finger micro-circulation with the possibility of Raynaud’s phenomenon, and facilitate degenerative phenomena to the upper arm.
Work in difficult positions and lifting heavy objects can produce low-back pain, muscle strains, arthritis and joint bursitis (knee, elbow).
The risk of accidents is frequently connected with the use of sharp tools moved by powerful forces (manual, electric or pneumatic). Often stone splinters are violently shot into the working environment during the breaking of stones; falling or rolling of improperly fixed blocks or surfaces also occurs. The use of water can lead to slipping on wet floors, and to electric shocks.
Pigment and colourant substances (especially of spray type) used to cover the final layer (paints, lakes) expose the worker to the risk of inhalation of toxic compounds (lead, chromium, nickel) or of irritating or allergenic compounds (acrylic or resins). This can affect the mucous membranes as well as the respiratory tract.
Inhalation of evaporating paints solvents in high quantities over the course of the working day or in lower concentrations for longer periods, can provoke acute or chronic toxic effects on the central nervous system.
Precautions
Alabaster is a safer substitute for soapstone and other hazardous soft stones.
Pneumatic or electric tools with portable dust collectors should be used. The working environment should be cleaned frequently using vacuum cleaners or wet mopping; adequate general ventilation must be provided.
The respiratory system can be protected from the inhalation of dusts, solvents and aerosol vapours through use of proper respirators. Hearing can be protected with ear plugs and eyes can be protected with proper goggles. To reduce the risk of hand accidents leather gloves (when necessary) or lighter rubber gloves, lined with cotton, should be used to prevent contact with chemical substances. Anti-slipping and safety shoes should be used to prevent damage to the feet caused by the possible fall of heavy objects. During complicated and long operations, proper clothes should be worn; ties, jewellery and clothes which could easily get stuck in the machines should not be worn. Long hair should be put up or under a cap. A shower should be taken at the end of every work period; work clothes and shoes should never be taken home.
Pneumatic tool compressors should be placed out of the work area; noisy areas should be insulated; numerous breaks should be taken in warm areas during the working day. Pneumatic and electric tools equipped with comfortable handles (better if equipped with mechanical shock absorbers) which are able to direct the air away from the hands of the operator should be used; stretching and massage are suggested during the work period.
Sharp tools should be operated as far as possible from hands and body; broken tools should not be used.
Flammable substances (paints, solvents) must be kept far from flames, lit cigarettes and heat sources.
Sculpture shaping
The most common material used for sculpture shaping is clay (mixed with water or naturally soft clay); wax, plaster, concrete and plastic (sometimes reinforced with glass fibres) are also commonly used.
The facility with which a sculpture is shaped is directly proportional to the malleability of the material used. A tool (wood, metal, plastic) is often used.
Some materials, such as clays, can become hard after being heated in a furnace or kiln. Also, talc can be used as semi-liquid clay (slip), which can be poured into moulds and then fired in a kiln after drying.
These types of clays are similar to those used in the ceramic industry and may contain considerable amounts of free crystalline silica. See the article “Ceramics”.
Non-hardening clays, such as plasticine, contain fine particles of clays mixed with vegetable oils, preservatives and sometimes solvents. The hardening clays, also called polymer clays, are actually formed with polyvinyl chloride, with plasticizing materials such as various phthalates.
Wax is usually shaped by pouring it into a mould after it is heated, but it can also be formed with heated tools. Wax can be of natural or synthetic compounds (coloured waxes). Many types of waxes can be dissolved with solvents such as alcohol, acetone, mineral or white spirits, ligroin and carbon tetrachloride.
Plaster, concrete and papier mâché have different characteristics: it is not necessary to heat or to melt them; they are usually worked on a metal or fibreglass frame, or cast in moulds.
Plastic sculpture techniques can be divided into two main areas:
- work with already polymerized materials (casting, plate or sheet). They can be heated, softened, glued, cut, refined, refurbished and so on.
- work with non-polymerized plastic. The material is worked with monomers, obtaining a chemical reaction leading to polymerization.
Plastics can be formed by polyester, polyurethane, amino, phenolic, acrylic, epoxy and silicon resins. During polymerization, they can be poured into moulds, applied by hand layup, printed, laminated and skimmed by using catalyzers, accelerators, hardeners, loads and pigments.
See table 2 for a list of the hazards and precautions for common sculpture shaping materials.
Table 2. Main risks associated with material used for sculpture shaping.
|
Materials |
Hazards and precautions |
|
Clays
|
Hazards: Free crystalline silica; talc can be contaminated by asbestos; during heating operations, toxic gases can be released. |
|
Precautions: See “Ceramics”. |
|
|
Plasticine
|
Hazards: Solvents and preservatives can cause irritation to skin and mucous and allergic reactions in certain individuals. |
|
Precautions: Susceptible individuals should find other materials. |
|
|
Hard clays
|
Hazards: Some hardening or polymer clay plasticizers (phthalates) are possible reproductive or carcinogen toxins. During heating operations, hydrogen chloride can be released, especially if overheated. |
|
Precautions: Avoid overheating or using in an oven also used for cooking. |
|
|
Waxes
|
Hazards: Overheated vapours are flammable and explosive. Acrolein fumes, produced by decomposition from overheating wax, are strong respiratory irritants and sensitizers. Wax solvents can be toxic by contact and inhalation; carbon tetrachloride is carcinogenic and highly toxic to the liver and kidneys. |
|
Precautions: Avoid open flames. Do not use electric hot plates with exposed heating elements. Heat to minimum temperature necessary. Do not use carbon tetrachloride. |
|
|
Finished plastics
|
Hazards: Heating, machining, cutting plastics can result in decomposition to hazardous materials such as hydrogen chloride (from polyvinyl chloride), hydrogen cyanide (from polyurethanes and amino plastics), styrene (from polystyrene) and carbon monoxide from the combustion of plastics. Solvents used for gluing plastics are also fire and health hazards. |
|
Precautions: Have good ventilation when working with plastics and solvents. |
|
|
Plastics resins
|
Hazards: Most resin monomers (e.g., styrene, methyl methacrylate, formaldehyde) are hazardous by skin contact and inhalation. Methyl ethyl ketone peroxide hardener for polyester resins can cause blindness if splashed in the eyes. Epoxy hardeners are skin and respiratory irritants and sensitizers. Isocyanates used in polyurethane resins can cause severe asthma. |
|
Precautions: Use all resins with proper ventilation, personal protective equipment (gloves, respirators, goggles), fire precautions and so forth. Do not spray polyurethane resins. |
|
|
Glassblowing |
See Glass, ceramics and related materials. |
Photography
Black-and-White Processing
In black-and-white photographic processing, exposed film or paper is removed from a light-tight container in a darkroom and sequentially immersed in trays containing aqueous solutions of developer, stop bath and fixer. After a water washing and drying, the film or paper is ready for use. The developer reduces the light-exposed silver halide to metallic silver. The stop bath is a weakly acidic solution that neutralizes the alkaline developer solution and stops further reduction of the silver halide. The fixer forms a soluble complex with the unexposed silver halide, which, together with various water-soluble salts, buffers and halide ions, is subsequently removed from the emulsion in the washing process. Rolls of film are usually processed in closed canisters to which the various solutions are added.
Potential health hazards
Because of the wide variety of formulae used by various suppliers, and different methods of packaging and mixing photoprocessing chemicals, only a few generalizations can be made regarding the types of chemical hazards in black-and-white photoprocessing. The most frequent health issue is the potential for contact dermatitis, which most frequently arises from skin contact with developer solutions. Developer solutions are alkaline and usually contain hydroquinone; in some cases they may contain p-methylaminophenolsulphate (also known as Metol or KODAK ELON) as well. Developers are skin and eye irritants and may cause an allergic skin reaction in sensitive individuals. Acetic acid is the principal hazardous component in most stop baths. Although concentrated stop baths are strongly acidic and may cause skin and eye burns following direct contact, the working-strength solutions are usually slight to moderate skin and eye irritants. Fixers contain photographic hypo (sodium thiosulphate) and various sulphite salts (e.g., sodium metabisulphite), and present a low health hazard.
In addition to potential skin and eye hazards, gases or vapours emitted from some photoprocessing solutions may present an inhalation hazard, as well as contribute to unpleasant odours, especially in poorly ventilated areas. Some photochemicals (e.g., fixers) may emit gases such as ammonia or sulphur dioxide resulting from the degradation of ammonium or sulphite salts, respectively. These gases may be irritating to the upper respiratory tract and eyes. In addition, acetic acid emitted from stop baths may also be irritating to the upper respiratory tract and eyes. The irritant effect of these gases or vapours is concentration dependent and is usually observed only at concentrations that exceed occupational exposure limits. However, because of a wide variation in individual susceptibility, some individuals (e.g., persons with pre-existing medical conditions such as asthma) may experience effects at concentrations below occupational exposure limits. Some of these chemicals may be detectable by odour because of the chemical’s low odour threshold. Although the odour of a chemical is not necessarily indicative of a health hazard, strong odours or odours that are increasing in intensity may indicate that the ventilation system is inadequate and should be reviewed.
Risk management
The key to working safely with photoprocessing chemicals is to understand the potential health hazards of exposure and to manage the risk to an acceptable level. Recognition and control of potential hazards begins with reading and understanding product labels and safety data sheets.
Avoiding skin contact is an important goal in darkroom safety. Neoprene gloves are particularly useful in reducing skin contact, especially in mixing areas where more concentrated solutions are encountered. Gloves should be of sufficient thickness to prevent tears and leaks, and should be inspected and cleaned frequently—preferably thorough washing of the outer and inner surfaces with a non-alkaline hand cleaner. In addition to gloves, tongs may also be used to prevent skin contact; barrier creams are not appropriate for use with photochemicals because they are not impervious to all photochemicals and may contaminate processing solutions. A protective apron, smock or lab coat should be worn in the darkroom, and frequent laundering of work clothing is desirable. Protective goggles also should be used, especially in areas where concentrated photochemicals are handled.
If photoprocessing chemicals contact the skin, the affected area should be flushed as rapidly as possible with copious amounts of water. Because materials such as developers are alkaline, washing with a non-alkaline hand cleaner (pH of 5.0 to 5.5) may aid in reducing the potential to develop dermatitis. Clothing should be changed immediately if there is any contamination with chemicals, and spills or splashes should be immediately cleaned up. Hand-washing facilities and provisions for rinsing the eyes are particularly important in the mixing and processing areas. If concentrated or glacial acetic acid is used, emergency shower facilities should be available.
Adequate ventilation is also a key factor to safety in the darkroom. The amount of ventilation required varies according to room conditions and processing chemicals. General room ventilation (e.g., 4.25 m3/min supply and 4.8 m3/min exhaust, equivalent to ten air changes per hour in a 3 x 3 x 3 m room), with a minimum outside air replenishment rate of 0.15 m3/min/m2 floor area, is usually adequate for photographers who undertake basic black-and-white photoprocessing. The exhaust air should be discharged outside the building to avoid redistributing potential air contaminants. Special procedures such as toning (which involves the replacement of silver by silver sulphide, selenium or other metals), intensifying (which involves making parts of the image darker by the use of chemicals such as potassium dichromate or potassium chlorochromate) and mixing operations (where concentrated solutions or powders are handled) may require supplementary local exhaust ventilation or respiratory protection.
Colour Processing
There are a number of colour processes that are more complex and also involve the use of potentially hazardous chemicals. Colour processing is described in the chapter Printing, photography, and reproduction industries. As with black-and-white photoprocessing, avoiding skin and eye contact and providing adequate ventilation are key factors to safety in colour processing.
Metalworking
Metalworking involves casting, welding, brazing, forging, soldering, fabrication and surface treatment of metal. Metalworking is becoming even more common as artists in developing countries are also starting to use metal as a basic sculptural material. While many art foundries are commercially run, art foundries are also often part of college art programmes.
Hazards and Precautions
Casting and foundry
Artists either send work out to commercial foundries, or can cast metal in their own studios. The lost wax process is often used for casting small pieces. Common metals and alloys used are bronze, aluminium, brass, pewter, iron and stainless steel. Gold, silver and sometimes platinum are used for casting small pieces, particularly for jewellery.
The lost wax process involves several steps:
- making the positive form
- making the investment mould
- burning out of the wax
- melting the metal
- slagging
- pouring the molten metal into the mould
- removing the mould
The positive form can be made directly in wax; it can also be made in plaster or other materials, a negative mould made in rubber and then the final positive form cast in wax. Heating the wax can result in fire hazards and in decomposition of the wax from overheating.
The mould is commonly made by applying an investment containing the cristobalite form of silica, creating the risk of silicosis. A 50/50 mixture of plaster and 30-mesh sand is a safer substitute. Moulds can also be made using sand and oil, formaldehyde resins and other resins as binders. Many of these resins are toxic by skin contact and inhalation, requiring skin protection and ventilation.
The wax form is burnt out in a kiln. This requires local exhaust ventilation to remove the acrolein and other irritating wax decomposition products.
Melting the metal is usually done in a gas-fired crucible furnace. A canopy hood exhausted to the outside is needed to remove carbon monoxide and metal fumes, including zinc, copper, lead, aluminium and so on.
The crucible containing the molten metal is then removed from the furnace, the slag on the surface removed and the molten metal poured into the moulds (figure 1). For weights under 80 pounds of metal, manual lifting is normal; for greater weights, lifting equipment is needed. Ventilation is needed for the slagging and pouring operations to remove metal fumes. Resin sand moulds can also produce hazardous decomposition products from the heat. Face shields protecting against infrared radiation and heat, and personal protective clothing resistant to heat and molten metal splashes are essential. Cement floors must be protected against molten metal splashes by a layer of sand.
Figure 1. Pouring molten metal in art foundry.
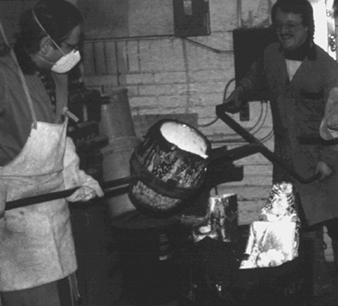
Ted Rickard
Breaking away the mould can result in exposure to silica. Local exhaust ventilation or respiratory protection is needed. A variation of the lost wax process called the foam vaporization process involves using polystyrene or polyurethane foam instead of wax, and vaporizing the foam during pouring of the molten metal. This can release hazardous decomposition products, including hydrogen cyanide from polyurethane foam. Artists often use scrap metal from a variety of sources. This practice can be dangerous due to possible presence of lead- and mercury-containing paints, and to the possible presence of metals like cadmium, chromium, nickel and so on in the metals.
Fabrication
Metal can be cut, drilled and filed using saws, drills, snips and metal files. The metal filings can irritate the skin and eyes. Electric tools can cause electric shock. Improper handling of these tools can result in accidents. Goggles are needed to protect the eyes from flying chips and filings. All electrical equipment should be properly grounded. All tools should be carefully handled and stored. Metal to be fabricated should be securely clamped to prevent accidents.
Forging
Cold forging utilizes hammers, mallets, anvils and similar tools to change the shape of metal. Hot forging involves additionally heating the metal. Forging can create great amounts of noise, which can cause hearing loss. Small metal splinters may damage the skin or eyes if precautions are not taken. Burns are also a hazard with hot forging. Precautions include good tools, eye protection, routine clean-up, proper work clothing, isolation of the forging area and wearing ear plugs or ear muffs.
Hot forging involves the burning of gas, coke or other fuels. A canopy hood for ventilation is needed to exhaust carbon monoxide and possible polycyclic aromatic hydrocarbon emissions, and to reduce heat build-up. Infrared goggles should be worn for protection against infrared radiation.
Surface treatment
Mechanical treatment (chasing, repousse) is done with hammers, engraving with sharp tools, etching with acids, photoetching with acids and photochemicals, electroplating (plating a metallic film onto another metal) and electroforming (plating a metallic film onto a non-metallic object) with acids and cyanide solutions and metal colouring with many chemicals.
Electroplating and electroforming often use cyanide salts, ingestion of which can be fatal. Accidental mixing of acids and the cyanide solution will produce hydrogen cyanide gas. This is hazardous through both skin absorption and inhalation—death can occur within minutes. Disposal and waste management of spent cyanide solutions is strictly regulated in many countries. Electroplating with cyanide solutions should be done in a commercial plant; otherwise use substitutes that do not contain cyanide salts or other cyanide-containing materials.
Acids are corrosive, and skin and eye protection is needed. Local exhaust ventilation with acid-resistant ductwork is recommended.
Anodizing metals such as titanium and tantalum involves oxidizing these at the anode of an electrolytic bath to colour them. Hydrofluoric acid can be used for precleaning. Avoid using hydrofluoric acid or use gloves, goggles and a protective apron.
Patinas used to colour metals can be applied cold or hot. Lead and arsenic compounds are very toxic in any form, and others can give off toxic gases when heated. Potassium ferricyanide solutions will give off hydrogen cyanide gas when heated, arsenic acid solutions give off arsine gas and sulphide solutions give off hydrogen sulphide gas. Very good ventilation is needed for metal colouring (figure 2). Arsenic compounds and heating of potassium ferrocyanide solutions should be avoided.
Figure 2. Applying a patina to metal with slot exhaust hood.

Ken Jones
Finishing processes
Cleaning, grinding, filing, sandblasting and polishing are some final treatments for metal. Cleaning involves the use of acids (pickling). This involves the hazards of handling acids and of the gases produced during the pickling process (such as nitrogen dioxide from nitric acid). Grinding can result in the production of fine metal dusts (which can be inhaled) and heavy flying particles (which are eye hazards).
Sandblasting (abrasive blasting) is very hazardous, particularly with actual sand. Inhalation of fine silica dust from sandblasting can cause silicosis in a short time. Sand should be replaced with glass beads, aluminium oxide or silicon carbide. Foundry slags should be used only if chemical analysis shows no silica or dangerous metals such as arsenic or nickel. Good ventilation or respiratory protection is needed.
Polishing with abrasives such as rouge (iron oxide) or tripoli can be hazardous since rouge can be contaminated with large amounts of free silica, and tripoli contains silica. Good ventilation of the polishing wheel is needed.
Welding
Physical hazards in welding include the danger of fire, electric shock from arc-welding equipment, burns caused by molten metal sparks, and injuries caused by excessive exposure to infrared and ultraviolet radiation. Welding sparks can travel 40 feet.
Infrared radiation can cause burns and eye damage. Ultraviolet radiation can cause sunburn; repeated exposure may lead to skin cancer. Electric arc welders in particular are subject to pink eye (conjunctivitis), and some have cornea damage from UV exposure. Skin protection and welding goggles with UV- and IR-protective lenses are needed.
Oxyacetylene torches produce carbon monoxide, nitrogen oxides and unburned acetylene, which is a mild intoxicant. Commercial acetylene contains small amounts of other toxic gases and impurities.
Compressed gas cylinders can be both explosive and fire hazards. All cylinders, connections and hoses must be carefully maintained and inspected. All gas cylinders must be stored in a location which is dry, well ventilated and secure from unauthorized persons. Fuel cylinders must be stored separately from oxygen cylinders.
Arc welding produces enough energy to convert the air’s nitrogen and oxygen to nitrogen oxides and ozone, which are lung irritants. When arc welding is done within 20 feet of chlorinated degreasing solvents, phosgene gas can be produced by the UV radiation.
Metal fumes are generated by the vaporization of metals, metal alloys and the electrodes used in arc welding. Fluoride fluxes produce fluoride fumes.
Ventilation is needed for all welding processes. While dilution ventilation may be adequate for mild steel welding, local exhaust ventilation is necessary for most welding operations. Moveable flanged hoods, or lateral slot hoods should be used. Respiratory protection is needed if ventilation is not available.
Many metal dusts and fumes can cause skin irritation and sensitization. These include brass dust (copper, zinc, lead and tin), cadmium, nickel, titanium and chromium.
In addition, there are problems with welding materials that may be coated with various substances (e.g., lead or mercury paint).
New Technology in Art
This article describes the basic health and safety concerns associated with the use of lasers, neon sculpture and computers in the arts. Creative artists often work very intimately with the technology, and in experimental ways. This scenario too often increases the risk of injury. The primary concerns are for eye and skin protection, for reducing the possibilities of electrical shock and for preventing exposure to toxic chemicals.
Lasers
Laser radiation may be hazardous to the eyes and skin of artists and audiences by both direct viewing and reflection. The degree of laser injury is a function of power. Higher-power lasers are more likely to cause serious injury and more hazardous reflections. Lasers are classified and labelled by their manufacturer in classes I to IV. Class I lasers exhibit no laser radiation hazard and Class IV are very dangerous.
Artists have used all laser classes in their work, and most use visible wavelengths. Besides the safety controls required of any laser system, artistic applications require special considerations.
In laser exhibits, it is important to isolate the audience from direct beam contact and scattered radiation, using plastic or glass enclosures and opaque beam stops. For planetariums and other indoor light shows, it is critical to maintain direct beam or reflected laser radiation at Class I levels where the audience is exposed. Class III or IV laser radiation levels must be kept at safe distances from performers and the audience. Typical distances are 3 m away when an operator controls the laser and 6 m away without continuous operator control. Written procedures are needed for set-up, alignment and testing of Class III and IV lasers. Required safety controls include warning in advance of energizing these lasers, key controls, fail-safe safety interlocks and manual reset buttons for Class IV lasers. For Class IV lasers, appropriate laser goggles should be worn.
Scanning laser art displays often used in the performing arts use rapidly moving beams that are generally safer since the duration of inadvertent eye or skin contact with the beam is short. Still, operators must employ safeguards to ensure exposure limits will not be exceeded if the scanning equipment fails. Outdoor displays cannot allow aircraft to fly through hazardous beam levels, or the illumination with greater than Class I levels of radiation of tall buildings or personnel in high-reach equipment.
Holography is the process of producing a three-dimensional photograph of an object using lasers. Most images are displayed off-axis from the laser beam, and intrabeam viewing is typically not a hazard. A transparent display case around the hologram can help reduce the possibilities of injury. Some artists create permanent images from their holograms, and many chemicals used in the development process are toxic and must be managed for accident prevention. These include pyrogallic acid, alkalis, sulphuric and hydrobromic acids, bromine, parabenzoquinone and dichromate salts. Safer substitutes are available for most of these chemicals.
Lasers also have serious non-radiological hazards. Most performance-level lasers use high voltages and amperage, creating significant risks of electrocution, particularly during design stages and maintenance. Dye lasers use toxic chemicals for the active lasing medium, and high-powered lasers may generate toxic aerosols, especially when the beam strikes a target.
Neon Art
Neon art uses neon tubes to produce lighted sculptures. Neon signage for advertising is one application. Producing a neon sculpture involves bending leaded glass to the desired shape, bombarding the evacuated glass tube at a high voltage to remove impurities from the glass tube, and adding small amounts of neon gas or mercury. A high voltage is applied across electrodes sealed into each end of the tube to give the luminous effect by exciting the gases trapped in the tube. To obtain a wider range of colours, the glass tube can be coated with fluorescent phosphors, which convert the ultraviolet radiation from the mercury or neon into visible light. The high voltages are achieved by using step-up transformers.
Electrical shock is a threat mostly when the sculpture is connected to its bombarding transformer to remove impurities from the glass tube, or to its electrical power source for testing or display (figure 1). The electrical current passing through the glass tube also causes the emission of ultraviolet light that in turn interacts with the phosphor-covered glass to form colours. Some near-ultraviolet radiation (UVA) may pass through the glass and present an eye hazard to those nearby; therefore, eyewear that blocks UVA should be worn.
Figure 1. Neon sculpture manufacture showing an artist behind a protective barrier.

Fred Tschida
Some phosphors that coat the neon tube are potentially toxic (e.g., cadmium compounds). Sometimes mercury is added to the neon gas to create a particularly vivid blue colour. Mercury is highly toxic by inhalation and is volatile at room temperature.
Mercury should be added to the neon tube with great care and stored in unbreakable sealed containers. The artist should use trays to contain spillage, and mercury spill kits should be available. Mercury should not be vacuumed up, as this may disperse a mist of mercury through the vacuum cleaner’s exhaust.
Computer Art
Computers are used in art for a variety of purposes, including painting, displaying scanned photographic images, producing graphics for printing and television (e.g., on-screen credits), and for a variety of animated and other special effects for motion pictures and television. The latter is a rapidly expanding use of computer art. This can bring about ergonomic problems, typically due to repetitive tasks and uncomfortably arranged components. The predominant complaints are discomfort in the wrists, arms, shoulders and neck, and vision problems. Most complaints are of a minor nature, but disabling injuries such as chronic tendinitis or carpal tunnel syndrome are possible.
Creating with computers often involves long periods manipulating the keyboard or mouse, designing or fine tuning the product. It is important that computer users take a break away from the screen periodically. Short, frequent breaks are more effective than long breaks every couple of hours.
Regarding the proper arrangement of components and the user, design solutions for correct posture and visual comfort are the key. Computer work station components should be easy to adjust for the variety of tasks and people involved.
Eye strain may be prevented by taking periodic visual breaks, preventing glare and reflection and by placing the top of the monitor so that it is at eye level. Vision problems may also be avoided if the monitor has a refresh rate of 70 Hz, so that image flicker is reduced.
Many kinds of radiation effects are possible. Ultraviolet, visible, infrared, radio frequency and microwave radiation emissions from computer hardware are generally at or below normal background levels. The possible health effects of lower-frequency waves from the electrical circuitry and electronic components are not well understood. To date, however, no solid evidence identifies a health risk from exposure to the electromagnetic fields associated with computer monitors. Computer monitors do not emit hazardous levels of x rays.
Fibre and Textile Crafts
Contemporary fibre or textile artists use a wide range of processes, such as weaving, needlework, papermaking, leatherworking and so forth. These can be done by hand or aided by machines (see table 1). They may also use many processes for preparing fibres or finished textile, such as carding, spinning, dyeing, finishing and bleaching (see table 2). Finally the fibreworks or textiles may be painted, silk-screened, treated with photographic chemicals, scorched or otherwise modified. See separate articles in this chapter describing these techniques.
Table 1. Description of fibre and textile crafts.
|
Process |
Description |
|
Basketry |
Basketry is the making of baskets, bags, mats, etc., by hand weaving, plaiting and coiling techniques using materials such as reeds, cane and sisal fibre. Knives and scissors are often used, and coiled baskets are often sewed together. |
|
Batik |
Batik involves the creating of dye patterns on fabric by applying molten wax to the fabric with a djanting to form a resist, dyeing the fabric and removing the wax with solvents or by ironing between newsprint. |
|
Crocheting |
Crocheting is similar to knitting except that a hook is used to loop threads into the fabric. |
|
Embroidery |
The embellishment of a fabric, leather, paper or other materials by sewing of designs worked in thread with a needle. Quilting comes under this category. |
|
Knitting |
Knitting is the craft of forming a fabric by interlocking of yarn in a series of connected loops using long hand or mechanized needles. |
|
Lacemaking |
Lacemaking involves the production of ornamental openwork of threads that have been twisted, looped and intertwined to form patterns. This can involve very fine and intricate hand stitching. |
|
Leatherworking |
Leather crafts involve two basic steps: cutting, carving, sewing and other physical processes; and cementing, dyeing and finishing the leather. The first can involve a variety of tools. The latter can involve the use of solvents, dyes, lacquers and such. For tanning, see the chapter Leather, fur and footwear. |
|
Macrame |
Macrame is the ornamental knotting of yarn into bags, wall hangings or similar materials. |
|
Papermaking |
Papermaking involves preparing the pulp and then making the paper. A variety of plants, wood, vegetables, used paper rags and so forth can be used. The fibres must be separated out, often by boiling in alkali. The fibres are washed and placed in a beater to complete preparation of the pulp. Then paper is made by trapping the pulp on a wire or fabric screen, and allowed to dry in the air or by being pressed between layers of felt. The paper can be treated with sizings, dyes, pigments and other materials. |
|
Silk screen printing |
See “Drawing, Painting and Printmaking”. |
|
Weaving |
Weaving uses a machine called a loom to combine two sets of yarn, the warp and the weft, to produce fabric. The warp is wound on large reels, called beams, which run the length of the loom. The warp yarns are threaded through the loom to form vertical parallel threads. The weft is fed from the side of the loom by bobbins. The loom shuttle carries the weft yarns across the loom horizontally under and above alternate warp threads. A starch sizing is used to protect warp threads from breaking during weaving. There are many types of looms, both hand-operated and mechanical. |
Table 2. Description of fibre and textile processes.
|
Process |
Description |
|
Carding |
Process of cleaning and straightening fibres into parallel lines by combing it (by hand or by special machinery) and twisting the fibres into a rope-like form. This process can create large amounts of dust. |
|
Spinning |
A foot-pedal-operated spinning wheel is used to turn the spindle, which combines several fibres into twisted, elongated yarn. |
|
Finishing |
The woven fabric can be singed to remove projecting hairs, desized with enzymes, and scoured by boiling in alkali to remove fats and waxes. |
|
Dyeing |
Yarn or fabric can be dyed using a variety of types of dyes (natural, direct, acid, basic, disperse, fibre-reactive and more) depending upon the type of fabric. Many dyeing processes involve heating the dyebath to near boiling. Many dyeing assistants can be used, including acids, alkalis, salt, sodium hydrosulphite and, in the case of natural dyes, mordants such as urea, ammonium dichromate, ammonia, copper sulphate, and ferrous sulphate. Dyes are usually purchased in powder form. Some dyes may contain solvents. |
|
Bleaching |
Fabrics can be bleached with chlorine bleaches to remove colour. |
No material is off limits for artists, who may use any of thousands of animal, vegetable or synthetic materials in their work. They gather materials such as weeds, vines or animal hair from the outdoors, or purchase products from suppliers who may have altered them by treating them with oils, fragrances, dyes, paints or pesticides (e.g., rat poison in twine or rope intended for agricultural use). Imported animal or vegetable materials that have been processed to eliminate disease carrying insects, spores or fungi are also used. Old rags, bones, feathers, wood, plastics or glass are among many other materials incorporated in fibre crafts.
Potential Sources of Health Hazards in the Fibre Arts
Chemicals
Health hazards in fibre or textile arts, as in any workplace, include air pollutants such as dusts, gases, fumes and vapours that are inherent in the materials or are produced in the work process, and can be inhaled or affect the skin. In addition to chemical hazards of dyes, paints, acids, alkalis, mothproofing agents and so on, fibre or textile materials may be contaminated with biological materials that can cause disease.
Vegetable dusts
Workers heavily exposed to dusts of raw cotton, sisal, jute and other vegetable fibres in industrial workplaces have developed various chronic lung problems such as “brown lung” (byssinosis), which begins with chest tightness and shortness of breath, and can be disabling after many years. Exposure to vegetable dusts in general may cause lung irritation or other effects such as asthma, hay fever, bronchitis and emphysema. Other materials associated with vegetable fibres, such as moulds, mildew, sizing materials and dyes, may also cause allergic or other reactions.
Animal dusts
Animal products used by fibre artists such as wool, hair, hides and feathers may be contaminated with bacteria, moulds, lice or mites that are capable of causing “Q” fever, mange, respiratory symptoms, skin rashes, anthrax, allergies and so on, if they are not treated or fumigated before use. Fatal cases of inhalation anthrax have occurred in craft weavers, including the 1976 death of a California weaver.
Synthetic materials
The effects of dusts of polyesters, nylon, acrylic, rayon and acetates are not well known. Some plastic fibres may release gas or components or residues which are left in the fabric after processing, as in the case of formaldehyde released by polyesters or permanent-press fabrics. Sensitive individuals have reported allergic responses in rooms or stores where these materials were present, and some have developed skin rashes after wearing clothing of these fabrics, even after repeated washings.
Heating, scorching or otherwise altering synthetic materials chemically may release potentially hazardous gases or fumes.
Physical Effects of Working with Fibres and Textiles
The physical characteristics of materials may affect the user. Rough, thorny or abrasive materials can cut or abrade skin. Glass fibres or stiff grasses or rattan can penetrate the skin and cause infections or rashes.
Much of fibre or fabric work is done while the worker is seated for prolonged periods, and involves repetitious motion of arms, wrists, hands and fingers, and often the entire body. This may produce pain and eventual repetitive strain injuries. Weavers, for example, can develop back problems, carpal tunnel syndrome, skeletal deformation from weaving in a squatting position on older types of looms (particularly in young children), hand and finger disorders (e.g., swollen joints, arthritis, neuralgia) from threading and tying knots, and eyestrain from poor lighting (figure 1). Many of the same problems can occur in other fibre crafts involving sewing, tying knots, knitting and so forth. Needlework crafts can also involve hazards of needle pricks.
Figure 1. Weaving with a hand loom.

Lifting of large papermaking screens containing water-saturated pulp can cause possible back injuries due to the weight of the water and pulp.
Precautions
As with all work, the adverse effects depend upon the amount of time spent working on a project each day, the number of workdays, weeks or years, the quantity of work and the nature of the workplace, and the type of work itself. Other factors such as ventilation and lighting also affect the health of the artist or craftsperson. One or two hours a week spent at a loom in a dusty environment may not affect a person seriously, unless that person is highly allergic to dusts, but a prolonged period of work in the same environment over months or years may result in some health effects. However, even one episode of untrained lifting of a heavy object can cause injury to the spine.
Generally, for prolonged or regular work in fibre art or textiles:
- Obtain and use only treated or fumigated animal or vegetable materials. Other materials should be cleaned or washed, and stored in closed containers to minimize dusts.
- Damp mop or wipe work area surfaces frequently.
- In many countries, manufacturers are required to provide information that describes the hazardous aspects of chemicals such as dyes, adhesives, paints or solvents in any product purchased, such as a manufacturer’s Material Safety Data Sheet (MSDS). Request such information.
- Avoid eating, drinking or smoking in the work area.
- Take frequent rest and exercise periods when work involves repetitive motion.
- Modify work processes to reduce the need for excessive lifting or straining. For example, in papermaking use smaller screens or have another person assist in lifting the screen with the pulp.
- Use exhaust ventilation for regular or prolonged use of dusty materials, spray painting, heating of wax or work with solvent-containing materials such as oil-based paints or permanent ink markers.
- Avoid boiling acids and alkalis if possible. Wear gloves, goggles, face shield and protective apron.
- Remember that dusts, gases and vapours travel throughout buildings and may affect others present, particularly infants, children, the aged and the chronically ill.
- Consult an industrial hygienist or safety and health professional when planning a production workshop.
Ceramics
Foodware, sculpture, decorative tiles, dolls and other ceramic or clay items are made in both large and small professional studios and shops, classrooms in public schools, universities and trade schools, and in homes as a hobby or cottage industry. The methods can be divided into ceramics and pottery, although terminology can vary in different countries. In ceramics, objects are made by slip casting—pouring a slurry of water, clay and other ingredients into a mould. The clay objects are removed from the mould, trimmed and fired in a kiln. Some ware (bisque ware) is sold after this stage. Other types are decorated with glazes that are mixtures of silica and other substances which form a glass surface. In pottery, objects are formed from plastic clay, usually by hand-forming or wheel-throwing, after which they are dried and fired in a kiln. Objects may then be glazed. Slip cast ceramics usually are glazed with china paints, which are commercially produced in dry or liquid pre-packaged form (figure 1). Potters may glaze their ware with these commercial glazes or with glazes they compound themselves. All types of ware are produced, from terra cotta and earthenware, which are fired at low temperatures, to stoneware and porcelain, which are fired at high temperatures.
Figure 1. Decorating a pot with China paints.

Clay and Glaze Materials
All clays and glazes are mixtures of silica, aluminium and metallic minerals. These ingredients usually contain significant amounts of respirable-sized particles such as those in silica flour and ball clays. Clay bodies and glazes are composed of essentially the same types of minerals (see table 1, but glazes are formulated to melt at lower temperatures (have more flux) than the bodies on which they are applied. Lead is a common flux. Raw lead minerals such as galena and lead oxides derived from burning car battery plates and other scrap are used as fluxes, and have poisoned potters and their families in some developing countries. Commercially sold glazes for industrial and hobby use are more likely to contain lead and other chemicals which have been mixed and pre-fired into powdered frits. Glazes are formulated to mature in either oxidation or reduction firing (see below) and may contain metal compounds as colourants. Lead, cadmium, barium and other metals may leach into food when glazed ceramic wares are used.
Table 1. Ingredients of ceramic bodies and glazes.
|
Basic constituents |
|
|
|
Clays (hydroaluminium silicates) |
Alumina |
Silica |
|
Kaolins and other white clays Red iron-rich clays Fire clays Ball clays Bentonite |
Aluminium oxide, corundum, usual source in glazes is from clays and feldspars |
Quartz from flint, sand, diatomaceous earth; cristobalite from calcined silica or fired silica minerals |
|
Other ingredients and some mineral sources |
||
|
Fluxes |
Opacifiers |
Colourants |
|
Sodium, potassium, lead, magnesium, lithium, barium, boron, calcium, strontium, bismuth |
Tin, zinc, antimony, zirconium, titanium, fluorine, cerium, arsenic |
Cobalt, copper, chrome, iron, manganese, cadmium, vanadium, nickel, uranium |
|
Sources include oxides and carbonates of metals above, feldspars, talc, nepheline syenite, borax, colemanite, whiting, lead frits, lead silicates |
Sources include oxides and carbonates of metals above, cryolite fluorspar, rutile, zirconium silicate |
Sources include oxides, carbonates and sulphates of metals above, chromates, spinels and other metal complexes |
Other special surface treatments include metallic lustre glazes containing tack oils and solvents such as chloroform, iridescent effects obtained by fuming metallic salts (usually chlorides of tin, iron, titanium or vanadium) onto surfaces during firing, and new paints containing plastic resins and solvents, which look like fired ceramic glazes when dry. Specially textured clay bodies may include fillers such as vermiculite, perlite and grog (ground fire brick).
Exposure to clay and glaze ingredients occurs during mixing, sanding and spray-applying glazes, and when grinding or chipping fired glaze imperfections from the bottoms of pottery or from kiln shelves (figure 2). Cleaning kiln shelves exposes workers to flint, kaolin and other kiln wash ingredients. Silica dust from fired kiln wash or bisque is more hazardous because it is in the cristobalite form. Hazards include: silicosis and other pneumoconioses from inhalation of minerals such as silica, kaolin, talc and fibrous amphibole asbestos in some talcs; toxicity from exposure to metals such as lead, barium and lithium; dermatitis from sensitizing metals such as chrome, nickel and cobalt; cumulative trauma disorders such as carpal tunnel syndrome (“potter’s thumb”) from wheel throwing; back injuries from digging clay, lifting 100-pound sacks of bulk minerals or from wedging (hand working clay to remove air bubbles); slips and falls on wet floors; shocks from electric pottery wheels and other equipment used in wet areas; allergies to moulds in clay; fungal and bacterial infections of nail beds and skin; and accidents with clay mixers, pug mills, blungers, slab rollers and the like.
Figure 2. Exposure to clay and glaze dusts while hand sanding a pot.
Henry Dunsmore
Precautions: outlaw open lead burning; use substitutes for raw lead, lead frits, cadmium and asbestos-containing materials; isolate work from family areas and children; practice housekeeping and hygiene; control dust; use local exhaust ventilation for glaze spraying and dusty processes (figure 3); use respiratory protection; work with adequate rest periods; lift safely; guard machines; and use ground fault interrupters on wheels and all other electrical equipment.
Figure 3. Local exhaust ventilation for clay mixing.

Michael McCann
Kiln Firing
Kilns vary from railroad-car size to a few cubic inches for firing test tiles and miniatures. They are heated with electricity or fuels such as gas, oil or wood. Electric kilns produce ware fired in primarily oxidizing atmospheres. Reduction firing is achieved by adjusting fuel/air ratios in fuel-fired kilns to create chemically reducing atmospheres. Firing methods include salt firing, raku (putting red-hot pots into organic matter such as damp hay to produce a smoky reduced clay body), climbing kilns (many-chambered wood or coal fired kilns built on hillsides), sawdust firing (kilns packed tight with pots and sawdust) and open-pit firing with many fuels including grass, wood and dung.
Primitive fuel-fired kilns are poorly insulated because they are usually made of fired clay, brick or mud. Such kilns can burn large amounts of wood and can contribute to fuel shortages in developing countries. Commercial kilns are insulated with refractory brick, castable refractory or ceramic fibre. Asbestos insulation is still found in older kilns. Refractory ceramic fibre is in very wide use in industry and hobby kilns. There are even small fibre kilns which are heated by putting them in home kitchen microwave ovens.
Kiln emissions include combustion products from fuels and from organic matter that contaminates clay and glaze minerals, sulphur oxides, fluorine and chlorine from minerals such as cryolite and sodalite, and metal fumes. Salt firing emits hydrochloric acid. Emissions are especially hazardous when fuels such as painted or treated wood and waste oils are burned. Hazards include: respiratory irritation or sensitization from aldehydes, sulphur oxides, halogens and other emissions; asphyxiation from carbon monoxide; cancer from inhalation of asbestos or ceramic fibre; eye damage from infrared radiation from glowing hot kilns; and thermal injury and burns.
Precautions: use clean-burning fuels; design fuel-efficient, well-insulated kilns; substitute refractory brick for asbestos or ceramic fibre; encapsulate or remove existing fibre insulation; locally vent indoor kilns; locate kilns in areas free of combustible materials; equip electric kilns with two automatic shut-offs; wear infrared-blocking goggles and gloves when handling hot objects.
Woodworking
Woodworking is practised as an art form and utilitarian craft all over the world. It includes wood sculpture, furniture and cabinet making (figure 1), musical instrument making and so on. Techniques include carving (figure 2), laminating, joining, sawing, sanding, paint removing, painting and finishing. Woodworking uses a large number of different types of hard and soft woods, including many exotic tropical woods, plywood and composition boards, and sometimes woods treated with pesticides and wood preservatives.
Figure 1. Furniture making.

Figure 2. Carving wood with hand tools.
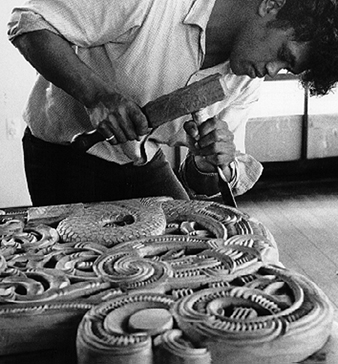
Hazards and Precautions
Woods
Many woods are hazardous, especially tropical hardwoods. Types of reactions can include skin allergies and irritation from the sap, wood dust or sometimes the wood, as well as conjunctivitis, respiratory allergies, hypersensitivity pneumonia and toxic reactions. Inhalation of hardwood dust is associated with a particular type of nasal and nasal sinus cancer (adenocarcinoma). See the chapter Woodworking industry.
Precautions include avoiding use of sensitizing woods for people who have a history of allergies, or for objects where people would be in frequent contact with the wood, and controlling dust levels by using local exhaust ventilation or wearing a toxic-dust respirator. When handling woods that can cause skin irritation or allergies, the artist should wear gloves or apply a barrier cream. Hands should be washed carefully after work.
Plywoods and composition board
Plywood and composition board (e.g., particle board) are made by gluing thin sheets of wood, or wood dust and chips, together with either urea-formaldehyde glues or phenol-formaldehyde glues. These materials can emit unreacted formaldehyde for some years after manufacture, with composition board emitting more formaldehyde. Heating these materials or machining them can cause decomposition of the glue to release formaldehyde. Formaldehyde is a skin, eye and respiratory irritant and strong sensitizer, and a probable human carcinogen.
Precautions include using low-formaldehyde products whenever possible, not storing large amounts of plywood or composition board in the shop, and using dust collectors connected to woodworking machines that are exhausted to the outside.
Wood preservatives and other treatments
Pesticides and preservatives are often applied to wood when it is being timbered, processed or shipped. Pentachlorophenol and its salts, creosote and chromated copper arsenate (CCA) have been banned for sale in the United States as wood preservatives because of possible carcinogenicity and reproductive hazards. They can, however, still be found in older woods, and chromated copper arsenate is still allowed as a commercial treatment (e.g., “green” lumber, playground equipment and other outdoor uses). A variety of other chemicals can be used in treating wood, including fire retardants and bleaches.
Precautions include not handling woods that have been treated with pentachlorophenol or creosote, using local exhaust ventilation when machining CCA-treated wood or wearing a respirator with high-efficiency filters. Wood that has been treated with creosote, pentachlorophenol or chromated copper arsenate should not be burned.
Carving and machining wood
Woods can be hand carved with chisels, rasps, hand saws, sandpaper and the like, or they can be machined with electric saws, sanders and other woodworking machines. Hazards include exposure to wood dusts, excessive noise levels from woodworking machines, accidents from using tools and machines, electrical shock or fire from faulty wiring, and wood fires. Vibrating tools—for example, chain saws—can cause “white fingers” (Raynaud’s phenomenon), involving numbness of the fingers and hands.
Precautions include equipping woodworking machines with dust collectors (figure 3) and machine guards, cleaning up sawdust to avoid fire hazards, wearing goggles (and sometimes face shields) and reducing noise. Using the appropriate machine for the desired operation, and repairing defective machines immediately; keeping hand tools sharpened, and using them safely; keeping all electrical equipment and wiring in good repair, and avoiding extension cords which can be tripped over; not wearing ties, long loose hair, loose sleeves or other items that could catch in machinery are some other precautions.
Figure 3. Woodworking machines with dust collector.

Michael McCann
Gluing wood
A variety of glues are used for laminating and joining wood, including contact adhesives, casein glue, epoxy glues, formaldehyde-resin glues, hide glues, white glue (polyvinyl acetate emulsion) and the cyanoacrylate “instant” glues. Many of these contain toxic solvents or other chemicals, and can be skin, eye and respiratory hazards.
Precautions include avoiding formaldehyde resin glues; using water-based glues rather then solvent-type glues; wearing gloves or barrier creams when using epoxy glues, solvent-based adhesives or formaldehyde-resin glues; and having good ventilation when using epoxy glues, cyanoacrylate glues and solvent-based glues. Sources of ignition should be avoided when using flammable solvents.
Painting and finishing
Wood can be painted with most types of paint; can be stained, lacquered or varnished; and can be treated with linseed or other types of oil. Other materials that are used in finishing wood include shellacs, polyurethane coatings and waxes. Many materials are sprayed. Some woodworkers mix their own paints from dry pigments. Hazards include inhalation of toxic pigment powder (especially lead chromate pigments), skin and inhalation hazards from solvents, fire hazards from flammable solvents, and spontaneous combustion from rags soaked with oil or turpentine.
Precautions include using ready-made paints rather than mixing your own; avoiding eating, drinking or smoking in the work area; using water-based paints rather than solvent-based ones; and placing oil- and solvent-soaked rags in self-closing oily-waste cans, or even a pail of water.
Precautions with solvents include wearing gloves and goggles, as well as having adequate ventilation; doing the operation outside; or wearing a respirator with organic vapour cartridges. Materials should be brushed on whenever possible, to avoid the hazards of spraying. Spraying finishes inside an explosion-proof spray booth, or wearing a respirator with organic vapour cartridges and spray filters; avoiding open flames, lit cigarettes and other sources of ignition (e.g., lit pilot lights) in the area when applying flammable finishes, or when spraying, are other precautions to be taken.
Paint stripping
Stripping old paint and varnish from wood and furniture is done with paint and varnish removers containing a wide variety of toxic and often flammable solvents. “Non-flammable” paint strippers contain methylene chloride. Caustic soda (sodium hydroxide), acids, blowtorches and heat guns are also used to remove old paint. Old stains on wood are often removed with bleaches, which can contain corrosive alkalis and oxalic acid, hydrogen peroxide or hypochlorite. Heat guns and torches can vaporize the paint, possibly causing lead poisoning with lead-based paint, and are a fire hazard.
See the previous section for precautions with solvent-based paint strippers. Gloves and goggles should be worn when handling caustic soda, oxalic acid bleaches or chlorine-type bleaches. An eyewash fountain and emergency shower should be available. Avoid using torches or heat guns to remove lead-containing paint.
Jewellery
Jewellery manufacturing can include working with a variety of materials, such as precious and semi-precious stones, synthetic stones, shells, coral, pearls, precious metals, metal enamels and newer materials such as epoxy resins and vinyl polymers. These can be used to make rings, earrings, necklaces, pendants and a variety of other personal decorative items. Jewellery manufacturing shops vary in size, and different manufacturing processes may be adopted. Thus, health hazards may vary from one workshop to another.
Processes, Hazards and Precautions
Precious stones and settings
Much jewellery manufacturing involves the setting of precious stones into bases of precious metals or alloys of precious metals. Stones are initially cut into desired sizes, then polished. Base metals are cast, then ground and polished. Traditionally, the metal settings were made using “injection” mouldings. Alloys of low melting point, including alloys of cadmium and mercury, have also been used for metal casting. Recently, “lost wax” methods have been used to achieve a better quality of casting. Stones are held on metal bases using adhesives, soldering or mechanical clamping by parts of the metal frame. Metal bases are usually plated with precious metals.
Health hazards may result from exposure to metal fumes, wax fumes or dust of stones and metals, and visual impairment from poor lighting. Working with fine parts of jewellery items generally requires proper ventilation, adequate illumination and the use of magnifying lenses. In addition, proper ergonomic design in the workplace is recommended.
Stone cutting and polishing
Precious, semi-precious and synthetic stones (including diamond, jade, ruby, garnet, jasper, agate, travertine, opal, turquoise and amethyst) are usually cut to the desired size with small saws before setting. Injury hazards include abrasions and lacerations of the skin or eyes; other health hazards include dust inhalation (e.g., silicosis from quartz stones).
Precautions include proper ventilation, dust collectors, using magnifying lenses, local illumination, eye protection and ergonomic design of tools and working environments.
Lost wax metal casting
Rubber or silicon moulds are made from original moulds that are custom-made or designed by artists. Wax is subsequently injected into these moulds. Moulds (called investments) of plaster of Paris and/or silica are made to enclose these wax moulds. The whole investment is then heated in the kiln or oven to drain the wax out of the block, then filled with molten metal with the aid of centrifugation. The mould is shattered to recover the metal piece. This is polished, and also may be electroplated with a thin layer of precious metal.
Precious metals and their alloys, including gold, silver, platinum and copper as well as zinc and tin, are commonly used in constructing metal pieces. Injury hazards include fire or explosion from flammable gas used for melting metals, and burns from heated plaster casts or blocks, molten metal spillage, oxyacetylene torches or ovens; other health hazards include inhalation of metal fumes or dusts of silver, gold, zinc, lead, tin and so on.
Precautions include using alternative casting methods to lower the level of exposures and toxicity, proper local exhaust ventilation for metal dust and fumes, dust collectors, personal protective equipment including goggles, insulating gloves and working gowns, and proper storage of flammable gas.
Enamelling
Enamelling involves the fusion of pre-ground, powdered lead or borosilicate glass particles mixed with various coloured oxides onto a base metal to form an enamelled surface. Base metals can include silver, gold or copper. Common colourants include antimony, cadmium, cobalt, chromium, manganese, nickel and uranium.
Cleaning
The metal surface must first be cleaned with a torch or in a kiln to burn off oils and grease; it is then pickled with dilute nitric or sulphuric acid, or the safer sodium bisulphate, to remove firescale. Hazards include thermal and acid burns. Precautions include protective gloves, goggles and apron.
Application
Some enamellists grind and sift their enamels to obtain desired particle sizes. Application techniques include brushing, spraying, stencilling and sifting or wet packing of the enamel onto the metal surface. Inhalation of enamel powder or spray mist is the greatest hazard, particularly with lead-based enamels. Precautions include use of lead-free enamels and respiratory protection. In cloisonné, different enamel colours are separated by metal wires that have been soldered onto the metal. (See the discussion on silver soldering below). In champleve, designs are etched with ferric chloride or nitric acid, and depressed areas filled with enamels. Another technique involves applying enamels mixed with resin in turpentine. Ventilation and precautions to prevent skin contact are required.
Firing
The enamelled metal is then fired in a small kiln. Ventilation is required to remove toxic metal fumes, fluorides and decomposition products (from gums and other organic materials in the enamel). Other hazards include thermal burns and infrared radiation. Infrared goggles and heat-protective gloves are recommended.
The enamel piece can then be finished by such methods as filing the edges and grinding and sanding the enamelled surface. Standard precautions against dust inhalation and eye contact are needed.
Metal jewellery
Metal jewellery can be made by cutting, bending and otherwise fabricating metals, electroplating, anodizing, soldering, gluing, finishing and so on. Many of these processes are discussed in “Metalworking”. Some specific applications are discussed below.
Electroplating
Gold, silver, copper and strong acid as well as cyanide are used in the electroplating process. Injury hazards include electrical shock and burns from acid or alkali spillage; other health hazards include the inhalation of metal, acid and cyanide mist, organic solvents, as well as hydrogen cyanide gas.
Precautions include substitution of non-cyanide plating solutions, avoidance of mixing cyanide solution with acids, local exhaust ventilation, using a tank cover to reduce mist production, proper storage of chemicals, electrical precautions and adequate personal protective equipment.
Soldering or gluing
Soldering involves metals such as tin, lead, antimony, silver, cadmium, zinc and bismuth. Safety hazards include burns; other health hazards include the inhalation of metal fumes, including lead and cadmium (Baker et al. 1979), and fluoride and acid fluxes.
Using epoxy resin and quick-drying agents with solvents to bind stones and metal pieces is a common practice. Injury hazards from gluing include fire and explosion; other health hazards include the inhalation of solvents and skin contact with epoxy resin, other adhesives and solvents.
Precautions include avoidance of lead and cadmium solders, adequate local exhaust ventilation, proper storage of chemicals, adequate illumination and personal protective equipment.
Metal grinding and polishing
Rotating wheels and linear actuators of varied sizes are used for grinding, polishing and cutting. Injury hazards include skin abrasions; other health hazards include the inhalation of metal dusts, as well as repetitive motion, vibration, awkward position and forces.
Precautions include adequate local exhaust ventilation, dust collectors, goggles for eye protection and ergonomic designs for workplaces and tools.
Shells
Mother-of-pearl (from oyster shells) and coral, as well as abalone and other shells, can be made into jewellery by cutting, drilling, sawing, shaving, grinding, polishing, finishing and so on. Hazards include hand and eye injuries from flying particles and sharp edges, respiratory irritation and allergic reactions from inhalation of fine shell dust, and, in the case of mother-of-pearl, possible hypersensitivity pneumonia and ossification with inflammation of tissues covering the bones, especially in young people.
Precautions include cleaning shells thoroughly to remove organic matter, wet grinding and polishing techniques, and local exhaust ventilation or respiratory protection. Goggles should be worn to prevent eye injury.
Beads
Beads can be made from a variety of materials, including glass, plastic, seed, bone, shells, pearls, gemstones and so on. A newer material used for beads and other jewellery is heat-cured polyvinyl chloride (polymer clays). Hazards include inhalation of dust from drilling the holes for the string or wire used to hold the beads, and possible eye injuries. Precautions include wet drilling, ventilation or respiratory protection and goggles. The polymer clays can release hydrogen chloride, a respiratory irritant, if heated above recommended temperatures. Using cooking ovens for heat curing is not recommended. There has also been concern about plasticizers such as diethylhexyl phthalate, a possible carcinogen and reproductive toxin, present in these polymer clays.
More...
Graphic Arts
The term graphic arts (also called graphic design, commercial art, visual design or visual communication) refers to the organization of ideas and concepts in a visual form that conveys a particular message to a target audience. Graphic designers work in a wide array of venues, including magazines, books, posters, packaging, film, video, exhibition design and, most recently, in digital forms such as computer screen design, multimedia presentations and pages on the World Wide Web. There are two types of visual communicators: graphic designers, who work with typography and page layout as well as photography and illustration; and illustrators, who work exclusively with visual images. Frequently the two roles overlap, but most commonly graphic designers hire illustrators to create visualizations of the ideas that will be used within a typographic context.
Graphic Design
The hazards of graphic design were very different in the late 1990s compared to only a few years earlier when some designers were still producing traditional mechanicals for offset printing (figure 1). Now, virtually all page layout and graphic design is produced in a digital format before it is printed on paper. Much graphic design is even created exclusively for a final digital form: a floppy disk, CD-ROM or a page on the Internet. Graphic designers use computers to create and store both text and images. These digitally created artworks are stored on floppy disks, removable storage cartridges or CD-ROMs, and then given to the client for the final presentation (package design, magazine, film titles, poster, business stationery or many other applications).
Figure 1. Hand lettering for graphic arts.

Graphic designers must now be concerned with the potential hazards of prolonged work at a computer. Unfortunately, this technology is too new to know all the associated hazards. At present the hazards identified from working for extended periods at a visual display unit (VDU) (also called a video display terminal, or VDT) include eyestrain, headaches, backaches, stiff necks, sore hands and wrists, dizziness, nausea, irritability and stress. There have also been reports of skin rashes and dermatitis associated with VDU use. While the health effects of VDU use have been studied for a couple of decades, there are no proven links between long-term use of VDUs and long-term health problems. VDUs do emit comparatively low-level radiation, but there are no hard data to support any permanent adverse health effects from VDU use.
Ergonomic computer workstations, elimination of glare and frequent work breaks enable graphic designers to work more safely than most other artistic professions. Generally the digital revolution has greatly reduced the health hazards previously associated with the graphic design profession.
Illustration
Illustrators create images in a wide variety of media and techniques for use in various commercial venues. For example, an illustrator may create work for magazines, book jackets, packaging, movie posters, advertising and many other forms of promotion and publicity. Generally illustrators are freelancers who are hired by art directors for a particular project, though some illustrators work for publishing houses and greeting card companies. Since illustrators generally create their own workspaces, the burden for creating a safe working environment usually falls upon the individual.
The materials used by professional illustrators are as varied as the techniques and styles exhibited in contemporary illustration. Therefore, it is imperative that each individual artist be aware of any hazards associated with his or her particular medium. Among the materials commonly used by illustrators are drawing and painting materials such as markers, water colours, oil paints, coloured inks, coloured pencils, dry pastels, oil pastels, dyes, acrylic paints and gouache.
Many commonly used colours contain hazardous ingredients such as xylene and petroleum distillates; pigments may contain such dangerous ingredients as mercury, cadmium, cobalt and lead. Precautions include working in a well-ventilated studio, wearing gloves and a respirator when using oil-based materials (particularly from aerosols) and substituting safer materials (water- and alcohol-based colours) when possible. Materials such as pastels can be hazardous when they become airborne dust; good ventilation is particularly important when using any material that can be breathed into the lungs. A final general precaution is to avoid eating, drinking or smoking while working with any toxic artists’ materials.
The wide assortment of materials used by illustrators requires an individual approach to safe working conditions, since each artist has a personal technique and selection of materials. Manufacturers in some countries are required by law to provide information about product ingredients and hazards. Each individual artist should carefully scrutinize every material used, working in the safest possible manner with the available media.
Adhesives
Adhesives used include rubber cement, spray mount, contact cement, electric waxers, dry-mount tissues, glue sticks, hot-melt glue guns, adhesive transfer materials, double-coated tape and water-soluble glues. Associated hazards include: dangerous chemicals such as n-hexane (a neurotoxin) in some rubber cements and contact cement; cyanoacrylate instant-action glues; airborne toxic chemicals and fire hazards associated with spray adhesives; and possible burns from hot-melt glue gun use. Many of the commonly used adhesives (rubber cement in particular) can also cause skin irritation.
Proper ventilation and use of gloves can prevent many of the hazards associated with common adhesives. Substitution of non-toxic adhesives whenever possible, such as electric waxers, adhesive transfer materials, dry-mount tissues, double-coated tapes, and water-soluble glues is recommended. Heptane-containing rubber cements and spray adhesives are less toxic than hexane types, although they are still flammable.
Solvents
Solvents include rubber cement thinner, turpentine, acetone, correction fluid and mineral spirits.
Hazards include skin irritation, headaches, damage to respiratory and nervous systems, kidney and liver damage, and flammability. Primary precautions include substituting safer solvents whenever possible (for example, mineral spirits are less toxic than turpentine) or switching to water-based pigments that do not require solvents for cleanup. Excellent ventilation or respiratory protection, careful storage, use of gloves and chemical splash goggles are also important when using any solvents.
Aerosol sprays
Aerosol sprays include fixative spray, spray markers, varnish, texture sprays and airbrush colours.
Hazards include respiratory problems, skin irritation, headaches, dizziness and nausea from toxic chemicals such as toluene and xylene; long-term adverse effects include damage to kidneys, liver and central nervous system. Sprays are also frequently flammable; care must be exercised to use them away from heat or flames. Precautions include using a respirator or adequate studio ventilation (such as a spray booth), and working with non-toxic pigments when using an airbrush.
Cutting tools
The various types of cutting tools can include paper cutters, razor knives and mat cutters. The hazards can range from cuts and, in the case of large paper cutters, the severing of fingers. Precautions include careful use of knives and cutters, keeping hands away from blades, and maintaining blades in sharp condition.
Dancers
Dance involves patterned and rhythmic body movements, usually performed to music, that serve as a form of expression or communication. There are many different types of dances, including ceremonial, folk, ballroom, classical ballet, modern dance, jazz, flamenco, tap and so forth. Each of these has its unique movements and physical demands. Audiences associate dance with grace and enjoyment, yet very few people regard dance as one of the most demanding and strenuous athletic activities. Sixty-five to 80% of dance-related injuries are in the lower limbs, out of which about 50% are in the foot and ankle (Arheim 1986). Most of the injuries are due to over-use (about 70%) and the rest are of the acute type (ankle sprain, fractures and so on).
Dance medicine is a multidisciplinary profession because causes of injuries are multifactorial and hence treatment should be comprehensive and take into consideration the specific needs of dancers as artists. The goal of the treatment should be to prevent potentially dangerous specific stresses, allowing the dancer to keep active, acquiring and perfecting physical creativity and psychological well-being.
Training should preferably start at an early age in order to develop strength and flexibility. However, incorrect training results in injury to young dancers. Proper technique is the main concern, as incorrect posture and other bad dancing habits and methods will cause permanent deformities and over-use injuries (Hardaker 1987). One of the most basic movements is the turn-out—opening of the lower limbs outwards. This should take place in the hip joints; if it is forced more than the anatomic external rotation these joints will allow, compensations occur. The most common compensations are rolling-in of the feet, internal flexing of the knees and hyperlordosis of the lower back. These positions contribute to deformities such as hallux valgus (displacement of the great toe towards the other toes). Inflammations of tendons such as the flexor hallucis longus (the tendon for the great toe) and others may also result (Hamilton 1988; Sammarco 1982).
Being cognizant of individual anatomic differences in addition to the unusual biomechanical loads, such as in point position (standing on the tip of the toes), allows one to take actions to prevent some of these undesired outcomes (Teitz, Harrington and Wiley 1985).
The environment of dancers has great influence on their well-being. A proper floor should be resilient and absorb shock to prevent cumulative trauma to the feet, legs and spine (Seals 1987). Temperature and humidity also influence performance. Diet is a major issue as dancers are always under pressure to keep slim and look light and pleasing (Calabrese, Kirkendal and Floyd 1983). Psychological maladjustment may lead to anorexia or bulimia.
Psychological stress may contribute to some hormonal disturbances, which may present as amenorrhoea. The incidence of stress fractures and osteoporosis may increase in hormonally imbalanced dancers (Warren, Brooks-Gunn and Hamilton 1986). Emotional stress due to competition between peers, and direct pressure from choreographers, teachers and directors may enhance psychological problems (Schnitt and Schnitt 1987).
A good screening method for both students and professional dancers should detect psychological and physical risk factors and avoid problems.
Any change in activity levels (whether return from a holiday, sickness or pregnancy), intensity of work (rehearsals before a premiere tour), choreographer, style or technique, or environment (such as floors, stages or even type of dance shoes) makes the dancer more vulnerable.
History of Performing Arts Medicine
While interest in the physiology of music making dates back to antiquity, the first real summary of the occupational diseases of performing artists is Bernardino Ramazzini’s 1713 treatise Diseases of Workers. Sporadic interest in arts medicine continued through the eighteenth and nineteenth centuries. In 1932 the English translation of Kurt Singer’s Diseases of the Music Profession: A Systematic Presentation of Their Causes, Symptoms and Methods of Treatment appeared. This was the first textbook to bring together all the current knowledge on performing arts medicine. After World War II, the medical literature began to feature case reports of injured artists. The musical literature also began to carry short items and letters. There was a parallel growth of awareness among dancers.
One of the catalysts for the development of performing arts medicine as a cross-disciplinary field was the Danube Symposium on Neurology, held in Vienna in 1972. The conference focused on music and led to the publication of Music and the Brain: Studies in the Neurology of Music, by MacDonald Critchley and R.A. Henson. Also in 1972 the first Care of the Professional Voice Symposium was organized by the Voice Foundation. This has become an annual conference, with proceedings appearing in the Journal of Voice.
While injured performers and the health professionals serving them began to cooperate more closely, the general public was unaware of these developments. In 1981 a New York Times article described the hand problems suffered by pianists Gary Graffman and Leon Fleisher, and their treatment at Massachusetts General Hospital. These were virtually the first well-known musicians to admit to physical problems, so the publicity generated by their cases brought forth a large, previously unknown group of injured artists.
Since then, the field of performing arts medicine has advanced rapidly, with conferences, publications, clinics and associations. In 1983 the first Medical Problems of Musicians and Dancers symposium was held, in conjunction with the Aspen Music Festival, in Aspen, Colorado. This has become an annual conference and is perhaps the most important in the field. Meetings such as these usually include lectures by health professionals as well as demonstrations and master classes by artists.
In 1986 the journal Medical Problems of Performing Artists was launched. This is the only journal completely dedicated to arts medicine, and it publishes many of the Aspen symposium presentations. Related journals include the Journal of Voice, Kinesiology and Medicine for Dance, and the International Journal of Arts-Medicine. In 1991 the Textbook of Performing Arts Medicine, edited by Robert Sataloff, Alice Brandfonbrener and Richard Lederman, became the first modern, comprehensive text on the subject.
As publishing grew and conferences continued, clinics serving the performing arts community were organized. Generally these clinics are in large cities that support an orchestra or dance company, such as New York, San Francisco and Chicago. There are now more than twenty such centres in the United States and several in various other countries.
Those active in the field of performing arts medicine have also founded associations to further research and education. The Performing Arts Medicine Association, set up in 1989, now co-sponsors the Aspen symposiums. Other organizations include the International Association for Dance Medicine and Science, the International Arts-Medicine Association and the Association of Medical Advisors to British Orchestras.
Research in performing arts medicine has grown from case reports and prevalence studies to sophisticated projects using advanced technology. New treatments, more responsive to the artists’ specific needs, are being developed and the emphasis is beginning to shift to prevention and education.
Musicians
The musician relies on the skilled use of the muscles, nerves and bones (neuromusculoskeletal system). Playing an instrument requires finely controlled repetitive motions and often entails working in unnatural postures for extended periods of practice and performance (figure 1). These demands on the body can result in specific types of health problems. In addition, adverse working conditions, such as excessive sound exposure levels, prolonged periods of performance without rest, and inadequate preparation for new and difficult repertoire or instruments may affect the health of musicians in all age groups and at all levels of performing ability. Recognition of these hazards, accurate diagnosis and early treatment will prevent occupational disabilities that may interfere with, interrupt or end careers.
Figure 1. Orchestra.

Neuromusculoskeletal Problems
Studies from the United States, Australia and Canada suggest that around 60% of musicians will face career-threatening injuries during their working lifetime. Clinical cross-sectional studies have examined the prevalence of muscle-tendon disorders, of peripheral nerve entrapment syndromes and motor control problems. These studies have revealed several common diagnoses, which include various overuse syndromes, including strain of the muscles and connective tissue which control the bending and extending motions in the wrist and fingers. These syndromes result from the repetitive forceful movement of the muscle-tendon units. Other common diagnoses relate to pain in body parts which are involved in prolonged strain from awkward and imbalanced postures while playing musical instruments. Playing the instruments in the groups described below involves putting pressure on the branches of the nerves in the wrist and forearm, the shoulders, arm and neck. Occupational cramp or muscle spasms (focal dystonia) are also common problems which often can affect performers at the pinnacle of their careers.
String instruments: Violin, viola, cello, bass, harp, classical guitar and electric guitar
Health problems in musicians who play string instruments often are caused by the manner in which the musician supports the instrument and the posture assumed while sitting or standing and playing. For example, most violinists and violists support their instruments between the left shoulder and chin. Often the musician’s left shoulder will be elevated and the left chin and jaw will bear down in order to allow the left hand to move over the fingerboard. Elevating a joint and bearing down at the same time leads to a state of static contraction which promotes neck and shoulder pain, temporomandibular joint disorders involving the nerves and muscles of the jaw, and thoracic outlet syndrome, which can include pain or numbness in the neck, shoulder and upper chest area. Prolonged static sitting postures, particularly while assuming a bent posture, promote pain in the large muscle groups which support posture. Static twisting rotation of the spine is often required to play the string bass, harp and classical guitar. Heavy electric guitars are usually supported by a strap over the left neck and shoulder, contributing to pressure on the nerves of the shoulder and upper arm (the brachial plexus) and thus to pain. These problems of posture and support contribute to the development of strain and pressure of the nerves and muscles of the wrist and fingers by promoting their faulty alignment. For example, the left wrist may be used for excessive repetitive bending motions which result in strain of the extensor muscles of the wrist and fingers and the development of carpal tunnel syndrome. Pressure on the nerves of the shoulder and arm (lower trunks of the brachial plexus) may contribute to problems with the elbow, such as a double crush syndrome and ulnar neuropathy.
Keyboard instruments: Piano, harpsichord, organ, synthesizers and electronic keyboards
Playing a keyboard instrument requires assuming a similar posture to that of typing. Often the forward and downward orientation of the head to look at the keys and hands and repetitive upward movement to look at the music causes pain in the nerves and muscles of the neck and back. The shoulders will often be rounded, combined with a forward head poking posture and a shallow breathing pattern. A condition known as thoracic outlet syndrome can develop from chronic compression of the nerves and blood vessels that pass between the muscles in the neck, shoulder and rib cage. In addition, a musician’s tendency to bend the wrists and curl the fingers while keeping the hand/finger joints flat places excessive strain on the wrist and finger muscles in the forearm. Additionally, the repeated use of the thumb kept in a position under the hand strains the thumb muscles which extend and binds the finger extensor muscles across the back of the hand. The high repetitive force needed to play large chords or octaves may strain the capsule of the wrist joint and result in ganglion formation. Prolonged co-contraction of the muscles that turn and move the arms up and down can lead to nerve entrapment syndromes. Muscle spasms and cramps (focal dystonia) are common among this group of instrumentalists, sometimes requiring long periods of neuromuscular retraining to correct movement patterns which can lead to these difficulties.
Wind and brass instruments: Flute, clarinet, oboe, saxophone, bassoon, trumpet, french horn, trombone, tuba and bagpipes
A musician who plays one of these instruments will vary his or her posture according to the need to control airflow since posture will control the area from which diaphragmatic and intercostal breath is drawn. Playing these instruments depends on the way the mouthpiece is held (the embouchure) which is controlled by the facial and pharyngeal muscles. The embouchure controls sound production of vibrating reeds or the mouthpiece. Posture also affects how the musician supports the instrument while sitting or standing and in operating the keys or valves of the instrument that govern the pitch of the note played by the fingers. For example, the traditional French open-holed flute requires sustained adduction and flexion (bending forward) of the left shoulder, sustained abduction (drawing away) of the right shoulder and rotation of the head and neck to the left in slight movement. The left wrist is often held in an extremely bent position while the hand is also extended in order to support the instrument by the curled left index finger and both thumbs, counter balanced by the right little finger. This promotes strain of the forearm muscles and the muscles which permit extension of the fingers and thumbs. The tendency to project the head and neck forward and use shallow breathing increases the chances of developing thoracic outlet syndrome.
Percussion instruments: Drums, timpani, cymbals, xylophone, marimba, tabla and taiko
The use of sticks, mallets and bare hands to strike various percussion instruments results in rapid pulling back of the wrists and fingers at impact. The impulse vibration caused by striking the instrument is transmitted up the hand and arm and contributes to repetitive strain injuries of the muscle-tendon units and the peripheral nerves. Biomechanical factors, such as the amount of force used, the repetitive nature of the playing and static load placed on the muscles can add to the injuries. Carpal tunnel syndrome and nodule formation in tendon sheaths are common in this group of musicians.
Hearing Loss
The risk of hearing loss from music exposure depends on the intensity and duration of exposure. It is not uncommon to have exposure levels of 100 dB during a quiet passage of orchestral music, with peak values of 126 dB measured at the shoulder of an instrumentalist in the middle of the orchestra. At the position of the conductor or teacher, levels of 110 dB in an orchestra or band are common. Exposure levels for pop/rock and jazz musicians may be significantly higher, depending on the physical acoustics of the stage or pit, amplification system and placement of speakers or other instruments. The average duration of exposure may be approximately 40 hours per week, but many professional musicians will perform 60 to 80 hours per week on occasion. Hearing loss among musicians is far more common than expected, with approximately 89% of professional musicians who were found to have suffered musculoskeletal injuries also showing an abnormal hearing test result, with a hearing loss in the 3 to 6 KHz region.
Personal ear protection can be used but it must be adapted for each instrument type (Chasin and Chong 1992). By inserting an acoustic attenuator or filter into custom-moulded earplugs, the intensity of higher frequency sounds transmitted by ordinary earplugs is reduced to a flat attenuation as measured at the eardrum, which should be less damaging to the ear. The use of a tuned or adjustable vent in a custom earplug will allow the lower frequencies and some harmonic energy to pass through the earplug unattenuated. Earplugs can be designed to provide a slight amplification to alter perception of the singer’s voice, thus allowing the artist to reduce the risk of vocal strain. Depending on the psycho-acoustical nature of the instrument and surrounding music exposures, substantial reduction in risk for the development of hearing loss can be obtained. Improvement in the perception of the relative intensity of the musician’s own performance may reduce the risk of repetitive strain injuries by a relative reduction of the force of repetitive movements.
There are practical strategies for reducing the exposure of musicians that do not interfere with music production (Chasin and Chong 1995). Loudspeaker enclosures can be elevated above floor level, which results in minimal loss of low-frequency sound energy, while preserving sufficient loudness for the musician to perform at a lower intensity level. Musicians who play high-intensity, highly directional instruments such as trumpets and trombones should be on risers so that the sound passes above the other musicians, thereby lowering its impact. There should be 2 m of unobstructed floor space in front of the orchestra. Small stringed instruments should always have at least 2 m of unobstructed space above them.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."