- You are here:
-
Home

-
Part XI. Industries Based on Natural Resources
- Mining and Quarrying

74. Mining and Quarrying
Chapter Editors: James R. Armstrong and Raji Menon
Table of Contents
Figures and Tables
Mining: An Overview
Norman S. Jennings
Exploration
William S. Mitchell and Courtney S. Mitchell
Types of Coal Mining
Fred W. Hermann
Techniques in Underground Mining
Hans Hamrin
Underground Coal Mining
Simon Walker
Surface Mining Methods
Thomas A. Hethmon and Kyle B. Dotson
Surface Coal Mining Management
Paul Westcott
Processing Ore
Sydney Allison
Coal Preparation
Anthony D. Walters
Ground Control in Underground Mines
Luc Beauchamp
Ventilation and Cooling in Underground Mines
M.J. Howes
Lighting in Underground Mines
Don Trotter
Personal Protective Equipment in Mining
Peter W. Pickerill
Fires and Explosions in Mines
Casey C. Grant
Detection of Gases
Paul MacKenzie-Wood
Emergency Preparedness
Gary A. Gibson
Health Hazards of Mining and Quarrying
James L. Weeks
Tables
Click a link below to view table in article context.
1. Design air quantity factors
2. Clothing-corrected air cooling powers
3. Comparison of mine light sources
4. Heating of coal-hierarchy of temperatures
5. Critical elements/sub-elements of emergency preparedness
6. Emergency facilities, equipment & materials
7. Emergency preparedness training matrix
8. Examples of horizontal auditing of emergency plans
9. Common names & health effects of hazardous gases
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|















Mining: An Overview
Minerals and mineral products are the backbone of most industries. Some form of mining or quarrying is carried out in virtually every country in the world. Mining has important economic, environmental, labour and social effects—both in the countries or regions where it is carried out and beyond. For many developing countries mining accounts for a significant proportion of GDP and, often, for the bulk of foreign exchange earnings and foreign investment.
The environmental impact of mining can be significant and long-lasting. There are many examples of good and bad practice in the management and rehabilitation of mined areas. The environmental effect of the use of minerals is becoming an important issue for the industry and its workforce. The debate on global warming, for example, could affect the use of coal in some areas; recycling lessens the amount of new material required; and the increasing use of non-mineral materials, such as plastics, affects the intensity of use of metals and minerals per unit of GDP.
Competition, declining mineral grades, higher treatment costs, privatization and restructuring are each putting pressure on mining companies to reduce their costs and increase their productivity. The high capital intensity of much of the mining industry encourages mining companies to seek the maximum use of their equipment, calling in turn for more flexible and often more intensive work patterns. Employment is falling in many mining areas due to increased productivity, radical restructuring and privatization. These changes not only affect mineworkers who must find alternative employment; those remaining in the industry are required to have more skills and more flexibility. Finding the balance between the desire of mining companies to cut costs and those of workers to safeguard their jobs has been a key issue throughout the world of mining. Mining communities must also adapt to new mining operations, as well as to downsizing or closure.
Mining is often considered to be a special industry involving close-knit communities and workers doing a dirty, dangerous job. Mining is also a sector where many at the top—managers and employers—are former miners or mining engineers with wide, first-hand experience of the issues that affect their enterprises and workforces. Moreover, mineworkers have often been the elite of industrial workers and have frequently been at the forefront when political and social changes have taken place faster than was envisaged by the government of the day.
About 23 billion tonnes of minerals, including coal, are produced each year. For high-value minerals, the quantity of waste produced is many times that of the final product. For example, each ounce of gold is the result of dealing with about 12 tonnes of ore; each tonne of copper comes from about 30 tonnes of ore. For lower value materials (e.g., sand, gravel and clay)—which account for the bulk of the material mined—the amount of waste material that can be tolerated is minimal. It is safe to assume, however, that the world’s mines must produce at least twice the final amount required (excluding the removal of surface “overburden”, which is subsequently replaced and therefore handled twice). Globally, therefore, some 50 billion tonnes of ore are mined each year. This is the equivalent of digging a 1.5 metre deep hole the size of Switzerland every year.
Employment
Mining is not a major employer. It accounts for about 1% of the world’s workforce—some 30 million people, 10 million of whom produce coal. However, for every mining job there is at least one job that is directly dependent on mining. In addition, it is estimated that at least 6 million people not included in the above figure work in small-scale mines. When one takes dependants into account, the number of people relying on mining for a living is likely to be about 300 million.
Safety and Health
Mineworkers face a constantly changing combination of workplace circumstances, both daily and throughout the work shift. Some work in an atmosphere without natural light or ventilation, creating voids in the earth by removing material and trying to ensure that there will be no immediate reaction from the surrounding strata. Despite the considerable efforts in many countries, the toll of death, injury and disease among the world’s mineworkers means that, in most countries, mining remains the most hazardous occupation when the number of people exposed to risk is taken into account.
Although only accounting for 1% of the global workforce, mining is responsible for about 8% of fatal accidents at work (around 15,000 per year). No reliable data exist as far as injuries are concerned, but they are significant, as is the number of workers affected by occupational diseases (such as pneumoconioses, hearing loss and the effects of vibration) whose premature disability and even death can be directly attributed to their work.
The ILO and Mining
The International Labour Organization (ILO) has been dealing with labour and social problems of the mining industry since its early days, making considerable efforts to improve work and life of those in the mining industry—from the adoption of the Hours of Work (Coal Mines) Convention (No. 31) in 1931 to the Safety and Health in Mines Convention (No. 176), which was adopted by the International Labour Conference in 1995. For 50 years tripartite meetings on mining have addressed a variety of issues ranging from employment, working conditions and training to occupational safety and health and industrial relations. The results are over 140 agreed conclusions and resolutions, some of which have been used at the national level; others have triggered ILO action—including a variety of training and assistance programmes in member States. Some have led to the development of codes of safety practice and, most recently, to the new labour standard.
In 1996 a new system of shorter, more focused tripartite meetings was introduced, in which topical mining issues will be identified and discussed in order to address the issues in a practical way in the countries and regions concerned, at the national level and by the ILO. The first of these, in 1999, will deal with social and labour issues of small-scale mining.
Labour and social issues in mining cannot be separated from other considerations, whether they be economic, political, technical or environmental. While there can be no model approach to ensuring that the mining industry develops in a way that benefits all those involved, there is clearly a need that it should do so. The ILO is doing what it can to assist in the labour and social development of this vital industry. But it cannot work alone; it must have the active involvement of the social partners in order to maximize its impact. The ILO also works closely with other international organizations, bringing the social and labour dimension of mining to their attention and collaborating with them as appropriate.
Because of the hazardous nature of mining, the ILO has been always deeply concerned with the improvement of occupational safety and health. The ILO’s International Classification of Radiographs of Pneumoconioses is an internationally recognized tool for recording systematically radiographic abnormalities in the chest provoked by the inhalation of dusts. Two codes of practice on safety and health deal exclusively with underground and surface mines; others are relevant to the mining industry.
The adoption of the Convention on Safety and Health in Mines in 1995, which has set the principle for national action on the improvement of working conditions in the mining industry, is important because:
- Special hazards are faced by mineworkers.
- The mining industry in many countries is assuming increasing importance.
- Earlier ILO standards on occupational safety and health, as well as the existing legislation in many countries, are inadequate to deal with the specific needs of mining.
The first two ratifications of the Convention occurred in mid-1997; it will enter into force in mid-1998.
Training
In recent years the ILO has carried out a variety of training projects aimed at improving the safety and health of miners through greater awareness, improved inspection and rescue training. The ILO’s activities to date have contributed to progress in many countries, bringing national legislation into conformity with international labour standards and raising the level of occupational safety and health in the mining industry.
Industrial relations and employment
The pressure to improve productivity in the face of intensified competition can sometimes result in basic principles of freedom of association and collective bargaining being called into question when enterprises perceive that their profitability or even survival is in doubt. But sound industrial relations based on the constructive application of those principles can make an important contribution to productivity improvement. This issue was examined at length at a meeting in 1995. An important point to emerge was the need for close consultation between the social partners for any necessary restructuring to be successful and for the mining industry as a whole to obtain lasting benefits. Also, it was agreed that new flexibility of work organization and work methods should not jeopardize workers’ rights, nor adversely affect health and safety.
Small-scale Mining
Small-scale mining falls into two broad categories. The first is the mining and quarrying of industrial and construction materials on a small scale, operations that are mostly for local markets and present in every country (see figure 1). Regulations to control and tax them are often in place but, as for small manufacturing plants, lack of inspection and lax enforcement mean that informal or illegal operations persist.
Figure 1. Small-scale stone quarry in West Bengal

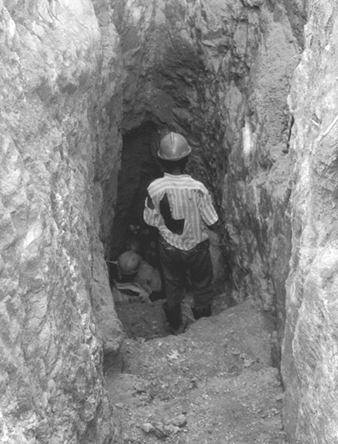
The second category is the mining of relatively high-value minerals, notably gold and precious stones (see figure 2). The output is generally exported, through sales to approved agencies or through smuggling. The size and character of this type of small-scale mining have made what laws there are inadequate and impossible to apply.
Figure 2. Small-scale gold mine in Zimbabwe
Small-scale mining provides considerable employment, particularly in rural areas. In some countries, many more people are employed in small-scale, often informal, mining than in the formal mining sector. The limited data that exist suggest that upwards of six million people engage in small-scale mining. Unfortunately, however, many of these jobs are precarious and are far from conforming with international and national labour standards. Accident rates in small-scale mines are routinely six of seven times higher than in larger operations, even in industrialized countries. Illnesses, many due to unsanitary conditions are common at many sites. This is not to say that there are no safe, clean, small-scale mines—there are, but they tend to be a small minority.
A special problem is the employment of children. As part of its International Programme for the Elimination of Child Labour, the ILO is undertaking projects in several countries in Africa, Asia and Latin America to provide educational opportunities and alternative income-generating prospects to remove children from coal, gold and gemstone mines in three regions in these countries. This work is being coordinated with the international mineworkers union (ICEM) and with local non-governmental organizations (NGOs) and government agencies.
NGOs have also worked hard and effectively at the local level to introduce appropriate technologies to improve efficiency and mitigate the health and environmental impact of small-scale mining. Some international governmental organizations (IGOs) have undertaken studies and developed guidelines and programmes of action. These address child labour, the role of women and indigenous people, taxation and land title reform, and environmental impact but, so far, they appear to have had little discernible effect. It should be noted, however, that without the active support and participation of governments, the success of such efforts is problematic.
Also, for the most part, there seems to be little interest among small-scale miners in using cheap, readily-available and effective technology to mitigate health and environmental effects, such as retorts to recapture mercury. There is often no incentive to do so, since the cost of mercury is not a constraint. Moreover, particularly in the case of itinerant miners, there is frequently no long-term interest in preserving the land for use after the mining has ceased. The challenge is to show small-scale miners that there are better ways to go about their mining that would not unduly constrain their activities and be better for them in terms of health and wealth, better for the land and better for the country. The “Harare Guidelines”, developed at the 1993 United Nations Interregional Seminar on Guidelines for the Development of Small/Medium Scale Mining, provide guidance for governments and for development agencies in tackling the different issues in a complete and coordinated way. The absence of involvement by employers’ and workers’ organizations in most small-scale mining activity puts a special responsibility on the government in bringing small-scale mining into the formal sector, an action that would improve the lot of small-scale miners and markedly increase the economic and social benefits of small-scale mining. Also, at an international roundtable in 1995 organized by the World Bank, a strategy for artisanal mining that aims to minimize negative side effects—including poor safety and health conditions of this activity—and maximize the socio-economic benefits was developed.
The Safety and Health in Mines Convention and its accompanying Recommendation (No. 183) set out in detail an internationally agreed benchmark to guide national law and practice. It covers all mines, providing a floor—the minimum safety requirement against which all changes in mine operations should be measured. The provisions of the Convention are already being included in new mining legislation and in collective agreements in several countries and the minimum standards it sets are exceeded by the safety and health regulations already promulgated in many mining countries. It remains for the Convention to be ratified in all countries (ratification would give it the force of law), to ensure that the appropriate authorities are properly staffed and funded so that they can monitor the implementation of the regulations in all sectors of the mining industry. The ILO will also monitor the application of the Convention in countries that ratify it.
Exploration
Mineral exploration is the precursor to mining. Exploration is a high-risk, high-cost business that, if successful, results in the discovery of a mineral deposit that can be mined profitably. In 1992, US$1.2 billion was spent worldwide on exploration; this increased to almost US$2.7 billion in 1995. Many countries encourage exploration investment and competition is high to explore in areas with good potential for discovery. Almost without exception, mineral exploration today is carried out by interdisciplinary teams of prospectors, geologists, geophysicists and geochemists who search for mineral deposits in all terrain throughout the world.
Mineral exploration begins with a reconnaissance or generative stage and proceeds through a target evaluation stage, which, if successful, leads to advanced exploration. As a project progresses through the various stages of exploration, the type of work changes as do health and safety issues.
Reconnaissance field work is often conducted by small parties of geoscientists with limited support in unfamiliar terrain. Reconnaissance may comprise prospecting, geologic mapping and sampling, wide-spaced and preliminary geochemical sampling and geophysical surveys. More detailed exploration commences during the target testing phase once land is acquired through permit, concession, lease or mineral claims. Detailed field work comprising geologic mapping, sampling and geophysical and geochemical surveys requires a grid for survey control. This work frequently yields targets that warrant testing by trenching or drilling, entailing the use of heavy equipment such as back-hoes, power shovels, bulldozers, drills and, occasionally, explosives. Diamond, rotary or percussion drill equipment may be truck-mounted or may be hauled to the drill site on skids. Occasionally helicopters are used to sling drills between drill sites.
Some project exploration results will be sufficiently encouraging to justify advanced exploration requiring the collection of large or bulk samples to evaluate the economic potential of a mineral deposit. This may be accomplished through intensive drilling, although for many mineral deposits some form of trenching or underground sampling may be necessary. An exploration shaft, decline or adit may be excavated to gain underground access to the deposit. Although the actual work is carried out by miners, most mining companies will ensure that an exploration geologist is responsible for the underground sampling programme.
Health and Safety
In the past, employers seldom implemented or monitored exploration safety programmes and procedures. Even today, exploration workers frequently have a cavalier attitude towards safety. As a result, health and safety issues may be overlooked and not considered an integral part of the explorer’s job. Fortunately, many mining exploration companies now strive to change this aspect of the exploration culture by requiring that employees and contractors follow established safety procedures.
Exploration work is often seasonal. Consequently there are pressures to complete work within a limited time, sometimes at the expense of safety. In addition, as exploration work progresses to later stages, the number and variety of risks and hazards increase. Early reconnaissance field work requires only a small field crew and camp. More detailed exploration generally requires larger field camps to accommodate a greater number of employees and contractors. Safety issues—especially training on personal health issues, camp and worksite hazards, the safe use of equipment and traverse safety—become very important for geoscientists who may not have had previous field work experience.
Because exploration work is often carried out in remote areas, evacuation to a medical treatment centre may be difficult and may depend on weather or daylight conditions. Therefore, emergency procedures and communications should be carefully planned and tested before field work commences.
While outdoor safety may be considered common sense or “bush sense”, one should remember that what is considered common sense in one culture may not be so considered in another culture. Mining companies should provide exploration employees with a safety manual that addresses the issues of the regions where they work. A comprehensive safety manual can form the basis for camp orientation meetings, training sessions and routine safety meetings throughout the field season.
Preventing personal health hazards
Exploration work subjects employees to hard physical work that includes traversing terrain, frequent lifting of heavy objects, using potentially dangerous equipment and being exposed to heat, cold, precipitation and perhaps high altitude (see figure 1). It is essential that employees be in good physical condition and in good health when they begin field work. Employees should have up-to-date immunizations and be free of communicable diseases (e.g., hepatitis and tuberculosis) that may rapidly spread through a field camp. Ideally, all exploration workers should be trained and certified in basic first aid and wilderness first-aid skills. Larger camps or worksites should have at least one employee trained and certified in advanced or industrial first-aid skills.
Figure 1. Drilling in mountains in British Columbia, Canada, with a light Winkie drill

William S. Mitchell
Outdoor workers should wear suitable clothing that protects them from extremes of heat, cold and rain or snow. In regions with high levels of ultraviolet light, workers should wear a broad-brimmed hat and use a sunscreen lotion with a high sun protection factor (SPF) to protect exposed skin. When insect repellent is required, repellent that contains DEET (N,N-diethylmeta-toluamide) is most effective in preventing bites from mosquitoes. Clothing treated with permethrin helps protect against ticks.
Training. All field employees should receive training in such topics as lifting, the correct use of approved safety equipment (e.g., safety glasses, safety boots, respirators, appropriate gloves) and health precautions needed to prevent injury due to heat stress, cold stress, dehydration, ultraviolet light exposure, protection from insect bites and exposure to any endemic diseases. Exploration workers who take assignments in developing countries should educate themselves about local health and safety issues, including the possibility of kidnapping, robbery and assault.
Preventive measures for the campsite
Potential health and safety issues will vary with the location, size and type of work performed at a camp. Any field campsite should meet local fire, health, sanitation and safety regulations. A clean, orderly camp will help reduce accidents.
Location. A campsite should be established as close as safely possible to the worksite to minimize travel time and exposure to dangers associated with transportation. A campsite should be located away from any natural hazards and take into consideration the habits and habitat of wild animals that may invade a camp (e.g., insects, bears and reptiles). Whenever possible, camps should be near a source of clean drinking water (see figure 2). When working at very high altitude, the camp should be located at a lower elevation to help prevent altitude sickness.
Figure 2. Summer field camp, Northwest Territories, Canada

William S. Mitchell
Fire control and fuel handling. Camps should be set up so that tents or structures are well spaced to prevent or reduce the spread of fire. Fire-fighting equipment should be kept in a central cache and appropriate fire extinguishers kept in kitchen and office structures. Smoking regulations help prevent fires both in camp and in the field. All workers should participate in fire drills and know the plans for fire evacuation. Fuels should be accurately labelled to ensure that the correct fuel is used for lanterns, stoves, generators and so on. Fuel caches should be located at least 100 m from camp and above any potential flood or tide level.
Sanitation. Camps require a supply of safe drinking water. The source should be tested for purity, if required. When necessary, drinking water should be stored in clean, labelled containers separate from non-potable water. Food shipments should be examined for quality upon arrival and immediately refrigerated or stored in containers to prevent invasions from insects, rodents or larger animals. Handwashing facilities should be located near eating areas and latrines. Latrines must conform to public health standards and should be located at least 100 m away from any stream or shoreline.
Camp equipment, field equipment and machinery. All equipment (e.g., chain saws, axes, rock hammers, machetes, radios, stoves, lanterns, geophysical and geochemical equipment) should be kept in good repair. If firearms are required for personal safety from wild animals such as bears, their use must be strictly controlled and monitored.
Communication. It is important to establish regular communication schedules. Good communication increases morale and security and forms a basis for an emergency response plan.
Training. Employees should be trained in the safe use all equipment. All geophysicists and helpers should be trained to use ground (earth) geophysical equipment that may operate at high current or voltage. Additional training topics should include fire prevention, fire drills, fuel handling and firearms handing, when relevant.
Preventive measures at the worksite
The target testing and advanced stages of exploration require larger field camps and the use of heavy equipment at the worksite. Only trained workers or authorized visitors should be permitted onto worksites where heavy equipment is operating.
Heavy equipment. Only properly licensed and trained personnel may operate heavy equipment. Workers must be constantly vigilant and never approach heavy equipment unless they are certain the operator knows where they are, what they intend to do and where they intend to go.
Figure 3. Truck-mounted drill in Australia

Williams S. Mitchll
Drill rigs. Crews should be fully trained for the job. They must wear appropriate personal protective equipment (e.g., hard hats, steel-toed boots, hearing protection, gloves, goggles and dust masks) and avoid wearing loose clothing that may become caught in machinery. Drill rigs should comply with all safety requirements (e.g., guards that cover all moving parts of machinery, high pressure air hoses secured with clamps and safety chains) (see figure 3). Workers should be aware of slippery, wet, greasy, or icy conditions underfoot and the drill area kept as orderly as possible (see figure 4).
Figure 4. Reverse circulation drilling on a frozen lake in Canada
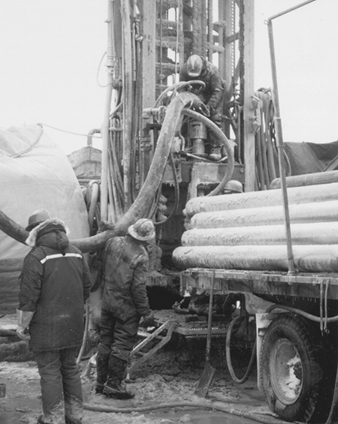
William S. Mitchell
Excavations. Pits and trenches should be constructed to meet safety guidelines with support systems or the sides cut back to 45º to deter collapse. Workers should never work alone or remain alone in a pit or trench, even for a short period of time, as these excavations collapse easily and may bury workers.
Explosives. Only trained and licensed personnel should handle explosives. Regulations for handling, storage and transportation of explosives and detonators should be carefully followed.
Preventive measures in traversing terrain
Exploration workers must be prepared to cope with the terrain and climate of their field area. The terrain may include deserts, swamps, forests, or mountainous terrain of jungle or glaciers and snowfields. Conditions may be hot or cold and dry or wet. Natural hazards may include lightning, bush fires, avalanches, mudslides or flash floods and so on. Insects, reptiles and/or large animals may present life-threatening hazards.
Workers must not take chances or place themselves in danger to secure samples. Employees should receive training in safe traversing procedures for the terrain and climate conditions where they work. They need survival training to recognize and combat hypothermia, hyperthermia and dehydration. Employees should work in pairs and carry enough equipment, food and water (or have access in an emergency cache) to enable them to spend an unexpected night or two out in the field if an emergency situation arises. Field workers should maintain routine communication schedules with the base camp. All field camps should have established and tested emergency response plans in case field workers need rescuing.
Preventive measures in transportation
Many accidents and incidents occur during transportation to or from an exploration worksite. Excessive speed and/or alcohol consumption while driving vehicles or boats are relevant safety issues.
Vehicles. Common causes of vehicle accidents include hazardous road and/or weather conditions, overloaded or incorrectly loaded vehicles, unsafe towing practices, driver fatigue, inexperienced drivers and animals or people on the road—especially at night. Preventive measures include following defensive driving techniques when operating any type of vehicle. Drivers and passengers of cars and trucks must use seatbelts and follow safe loading and towing procedures. Only vehicles that can safely operate in the terrain and weather conditions of the field area, e.g., 4-wheel drive vehicles, 2-wheel motor bikes, all-terrain vehicles (ATVs) or snowmobiles should be used (see figure 5). Vehicles must have regular maintenance and contain adequate equipment including survival gear. Protective clothing and a helmet are required when operating ATVs or 2-wheel motor bikes.
Figure 5. Winter field transportation in Canada

William S. Mitchell
Aircraft. Access to remote sites frequently depends on fixed wing aircraft and helicopters (see figure 6). Only charter companies with well-maintained equipment and a good safety record should be engaged. Aircraft with turbine engines are recommended. Pilots must never exceed the legal number of allowable flight hours and should never fly when fatigued or be asked to fly in unacceptable weather conditions. Pilots must oversee the proper loading of all aircraft and comply with payload restrictions. To prevent accidents, exploration workers must be trained to work safely around aircraft. They must follow safe embarkation and loading procedures. No one should walk in the direction of the propellers or rotor blades; they are invisible when moving. Helicopter landing sites should be kept free of loose debris that may become airborne projectiles in the downdraft of rotor blades.
Figure 6. Unloading field supplies from Twin Otter, Northwest Territories, Canada

William S. Mitchell
Slinging. Helicopters are often used to move supplies, fuel, drill and camp equipment. Some major hazards include overloading, incorrect use of or poorly maintained slinging equipment, untidy worksites with debris or equipment that may be blown about, protruding vegetation or anything that loads may snag on. In addition, pilot fatigue, lack of personnel training, miscommunication between parties involved (especially between the pilot and groundman) and marginal weather conditions increase the risks of slinging. For safe slinging and to prevent accidents, all parties must follow safe slinging procedures and be fully alert and well briefed with mutual responsibilities clearly understood. The sling cargo weight must not exceed the lifting capacity of the helicopter. Loads should be arranged so they are secure and nothing will slip out of the cargo net. When slinging with a very long line (e.g., jungle, mountainous sites with very tall trees), a pile of logs or large rocks should be used to weigh down the sling for the return trip because one should never fly with empty slings or lanyards dangling from the sling hook. Fatal accidents have occurred when unweighted lanyards have struck the helicopter tail or main rotor during flight.
Boats. Workers who rely on boats for field transportation on coastal waters, mountain lakes, streams or rivers may face hazards from winds, fog, rapids, shallows, and submerged or semi-submerged objects. To prevent boating accidents, operators must know and not exceed the limitations of their boat, their motor and their own boating capabilities. The largest, safest boat available for the job should be used. All workers should wear a good quality personal flotation device (PFD) whenever travelling and/or working in small boats. In addition, all boats must contain all legally required equipment plus spare parts, tools, survival and first aid equipment and always carry and use up-to-date charts and tide tables.
Types of Coal Mining
The rationale for selecting a method for mining coal depends on such factors as topography, geometry of the coal seam, geology of the overlying rocks and environmental requirements or restraints. Overriding these, however, are the economic factors. They include: availability, quality and costs of the required work force (including the availability of trained supervisors and managers); adequacy of housing, feeding and recreational facilities for the workers (especially when the mine is located at a distance from a local community); availability of the necessary equipment and machinery and of workers trained to operate it; availability and costs of transportation for workers, necessary supplies, and for getting the coal to the user or purchaser; availability and the cost of the necessary capital to finance the operation (in local currency); and the market for the particular type of coal to be extracted (i.e., the price at which it may be sold). A major factor is the stripping ratio, that is, the amount of overburden material to be removed in proportion to the amount of coal that can be extracted; as this increases, the cost of mining becomes less attractive. An important factor, especially in surface mining, that, unfortunately, is often overlooked in the equation, is the cost of restoring the terrain and the environment when the mining operation is closed down.
Health and Safety
Another critical factor is the cost of protecting the health and safety of the miners. Unfortunately, particularly in small-scale operations, instead of being weighed in deciding whether or how the coal should be extracted, the necessary protective measures are often ignored or short-changed.
Actually, although there are always unsuspected hazards—they may come from the elements rather than the mining operations—any mining operation can be safe providing there is a commitment from all parties to a safe operation.
Surface Coal Mines
Surface mining of coal is performed by a variety of methods depending on the topography, the area in which the mining is being undertaken and environmental factors. All methods involve the removal of overburden material to allow for the extraction of the coal. While generally safer than underground mining, surface operations do have some specific hazards that must be addressed. Prominent among these is the use of heavy equipment which, in addition to accidents, may involve exposure to exhaust fumes, noise and contact with fuel, lubricants and solvents. Climatic conditions, such as heavy rain, snow and ice, poor visibility and excessive heat or cold may compound these hazards. When blasting is required to break up rock formations, special precautions in the storage, handling and use of explosives are required.
Surface operations require the use of huge waste dumps to store overburden products. Appropriate controls must be implemented to prevent dump failure and to protect the employees, the general public and the environment.
Underground Mining
There is also a variety of methods for underground mining. Their common denominator is the creation of tunnels from the surface to the coal seam and the use of machines and/or explosives to extract the coal. In addition to the high frequency of accidents—coal mining ranks high on the list of hazardous workplaces wherever statistics are maintained—the potential for a major incident involving multiple loss of life is always present in underground operations. Two primary causes of such catastrophes are cave-ins due to faulty engineering of the tunnels and explosion and fire due to the accumulation of methane and/or flammable levels of airborne coal dust.
Methane
Methane is highly explosive in concentrations of 5 to 15% and has been the cause of numerous mining disasters. It is best controlled by providing adequate air flow to dilute the gas to a level that is below its explosive range and to exhaust it quickly from the workings. Methane levels must be continuously monitored and rules established to close down operations when its concentration reaches 1 to 1.5% and to evacuate the mine promptly if it reaches levels of 2 to 2.5%.
Coal dust
In addition to causing black lung disease (anthracosis) if inhaled by miners, coal dust is explosive when fine dust is mixed with air and ignited. Airborne coal dust can be controlled by water sprays and exhaust ventilation. It can be collected by filtering recirculating air or it can be neutralized by the addition of stone dust in sufficient quantities to render the coal dust/air mixture inert.
Techniques in Underground Mining
There are underground mines all over the world presenting a kaleidoscope of methods and equipment. There are approximately 650 underground mines, each with an annual output that exceeds 150,000 tonnes, which account for 90% of the ore output of the western world. In addition, it is estimated that there are 6,000 smaller mines each producing less than 150,000 tonnes. Each mine is unique with workplace, installations and underground workings dictated by the kinds of minerals being sought and the location and geological formations, as well as by such economic considerations as the market for the particular mineral and the availability of funds for investment. Some mines have been in continuous operation for more than a century while others are just starting up.
Mines are dangerous places where most of the jobs involve arduous labour. The hazards faced by the workers range from such catastrophes as cave-ins, explosions and fire to accidents, dust exposure, noise, heat and more. Protecting the health and safety of the workers is a major consideration in properly conducted mining operations and, in most countries, is required by laws and regulations.
The Underground Mine
The underground mine is a factory located in the bedrock inside the earth in which miners work to recover minerals hidden in the rock mass. They drill, charge and blast to access and recover the ore, i.e., rock containing a mix of minerals of which at least one can be processed into a product that can be sold at a profit. The ore is taken to the surface to be refined into a high-grade concentrate.
Working inside the rock mass deep below the surface requires special infrastructures: a network of shafts, tunnels and chambers connecting with the surface and allowing movement of workers, machines and rock within the mine. The shaft is the access to underground where lateral drifts connect the shaft station with production stopes. The internal ramp is an inclined drift which links underground levels at different elevations (i.e., depths). All underground openings need services such as exhaust ventilation and fresh air, electric power, water and compressed air, drains and pumps to collect seeping ground water, and a communication system.
Hoisting plant and systems
The headframe is a tall building which identifies the mine on the surface. It stands directly above the shaft, the mine’s main artery through which the miners enter and leave their workplace and through which supplies and equipment are lowered and ore and waste materials are raised to the surface. Shaft and hoist installations vary depending on the need for capacity, depth and so on. Each mine must have at least two shafts to provide an alternate route for escape in case of an emergency.
Hoisting and shaft travelling are regulated by stringent rules. Hoisting equipment (e.g., winder, brakes and rope) is designed with ample margins of safety and is checked at regular intervals. The shaft interior is regularly inspected by people standing on top of the cage, and stop buttons at all stations trigger the emergency brake.
The gates in front of the shaft barricade the openings when the cage is not at the station. When the cage arrives and comes to a full stop, a signal clears the gate for opening. After miners have entered the cage and closed the gate, another signal clears the cage for moving up or down the shaft. Practice varies: the signal commands may be given by a cage tender or, following the instructions posted at each shaft station, the miners may signal shaft destinations for themselves. Miners are generally quite aware of the potential hazards in shaft riding and hoisting and accidents are rare.
Diamond drilling
A mineral deposit inside the rock must be mapped before the start of mining. It is necessary to know where the orebody is located and define its width, length and depth to achieve a three-dimensional vision of the deposit.
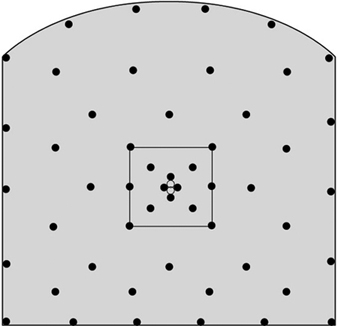
Diamond drilling is used to explore a rock mass. Drilling can be done from the surface or from the drift in the underground mine. A drill bit studded with small diamonds cuts a cylindrical core that is captured in the string of tubes that follows the bit. The core is retrieved and analysed to find out what is in the rock. Core samples are inspected and the mineralized portions are split and analysed for metal content. Extensive drilling programmes are required to locate the mineral deposits; holes are drilled at both horizontal and vertical intervals to identify the dimensions of the orebody (see figure 1).
Figure 1. Drill pattern, Garpenberg Mine, a lead-zinc mine, Sweden
Mine development
Mine development involves the excavations needed to establish the infrastructure necessary for stope production and to prepare for the future continuity of operations. Routine elements, all produced by the drill-blast-excavation technique, include horizontal drifts, inclined ramps and vertical or inclined raises.
Shaft sinking
Shaft sinking involves rock excavation advancing downwards and is usually assigned to contractors rather than being done by mine’s personnel. It requires experienced workers and special equipment, such as a shaft-sinking headframe, a special hoist with a large bucket hanging in the rope and a cactus-grab shaft mucking device.
The shaft-sinking crew is exposed to a variety of hazards. They work at the bottom of a deep, vertical excavation. People, material and blasted rock must all share the large bucket. People at the shaft bottom have no place to hide from falling objects. Clearly, shaft sinking is not a job for the inexperienced.
Drifting and ramping
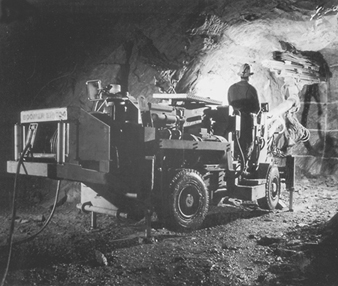
A drift is a horizontal access tunnel used for transport of rock and ore. Drift excavation is a routine activity in the development of the mine. In mechanized mines, two-boom, electro-hydraulic drill jumbos are used for face drilling. Typical drift profiles are 16.0 m2 in section and the face is drilled to a depth of 4.0 m. The holes are charged pneumatically with an explosive, usually bulk ammonium nitrate fuel oil (ANFO), from a special charging truck. Short-delay non-electric (Nonel) detonators are used.
Mucking is done with (load-haul-dump) LHD vehicles (see figure 2) with a bucket capacity of about 3.0 m3. Muck is hauled directly to the ore pass system and transferred to truck for longer hauls. Ramps are passageways connecting one or more levels at grades ranging from 1:7 to 1:10 (a very steep grade compared to normal roads) that provide adequate traction for heavy, self-propelled equipment. The ramps are often driven in an upward or downward spiral, similar to a spiral staircase. Ramp excavation is a routine in the mine’s development schedule and uses the same equipment as drifting.
Figure 2. LHD loader
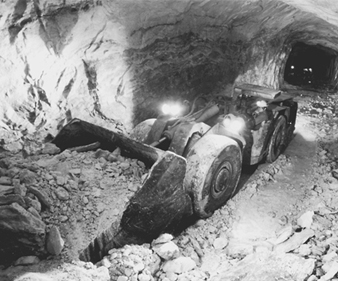
Atlas Copco
Raising
A raise is a vertical or steeply-inclined opening that connects different levels in the mine. It may serve as a ladderway access to stopes, as an ore pass or as an airway in the mine’s ventilation system. Raising is a difficult and dangerous, but necessary job. Raising methods vary from simple manual drill and blast to mechanical rock excavation with raise boring machines (RBMs) (see figure 3).
Figure 3. Raising methods
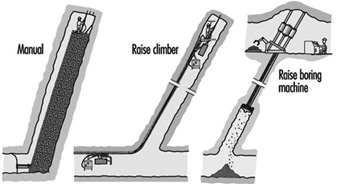
Manual raising
Manual raising is difficult, dangerous and physically demanding work that challenges the miner’s agility, strength and endurance. It is a job to be assigned only to experienced miners in good physical condition. As a rule the raise section is divided into two compartments by a timbered wall. One is kept open for the ladder used for climbing to the face, air pipes, etc. The other fills with rock from blasting which the miner uses as a platform when drilling the round. The timber parting is extended after each round. The work involves ladder climbing, timbering, rock drilling and blasting, all done in a cramped, poorly ventilated space. It is all performed by a single miner, as there is no room for a helper. Mines search for alternatives to the hazardous and laborious manual raising methods.
The raise climber
The raise climber is a vehicle that obviates ladder climbing and much of the difficulty of the manual method. This vehicle climbs the raise on a guide rail bolted to the rock and provides a robust working platform when the miner is drilling the round above. Very high raises can be excavated with the raise climber with safety much improved over the manual method. Raise excavation, however, remains a very hazardous job.
The raise boring machine
The RBM is a powerful machine that breaks the rock mechanically (see figure 4). It is erected on top of the planned raise and a pilot hole about 300 mm in diameter is drilled to break through at a lower level target. The pilot drill is replaced by a reamer head with the diameter of the intended raise and the RBM is put in reverse, rotating and pulling the reamer head upward to create a full-size circular raise.
Figure 4. Raise boring machine
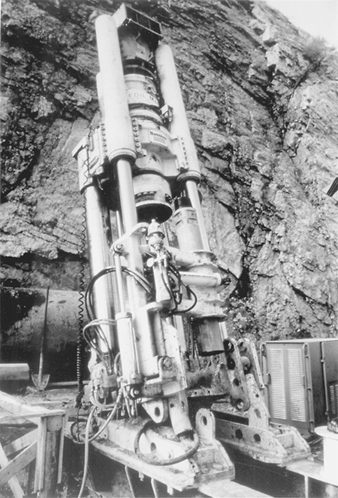
Atlas Copco
Ground control
Ground control is an important concept for people working inside a rock mass. It is particularly important in mechanized mines using rubber-tyred equipment where the drift openings are 25.0 m2 in section, in contrast to the mines with rail drifts where they are usually only 10.0 m2. The roof at 5.0 m is too high for a miner to use a scaling bar to check for potential rock falls.
Different measures are used to secure the roof in underground openings. In smooth blasting, contour holes are drilled closely together and charged with a low-strength explosive. The blast produces a smooth contour without fracturing the outside rock.
Nevertheless, since there are often cracks in the rock mass which do not show on the surface, rock falls are an ever-present hazard. The risk is reduced by rock bolting, i.e., insertion of steel rods in bore holes and fastening them. The rock bolt holds the rock mass together, prevents cracks from spreading, helps to stabilize the rock mass and makes the underground environment safer.
Methods for Underground Mining
The choice of mining method is influenced by the shape and size of the ore deposit, the value of the contained minerals, the composition, stability and strength of the rock mass and the demands for production output and safe working conditions (which sometimes are in conflict). While mining methods have been evolving since antiquity, this article focuses on those used in semi- to fully-mechanized mines during the late twentieth century. Each mine is unique, but they all share the goals of a safe workplace and a profitable business operation.
Flat room-and-pillar mining
Room-and-pillar mining is applicable to tabular mineralization with horizontal to moderate dip at an angle not exceeding 20° (see figure 5). The deposits are often of sedimentary origin and the rock is often in both hanging wall and mineralization in competent (a relative concept here as miners have the option to install rock bolts to reinforce the roof where its stability is in doubt). Room-and-pillar is one of the principal underground coal-mining methods.
Figure 5. Room-and-pillar mining of a flat orebody
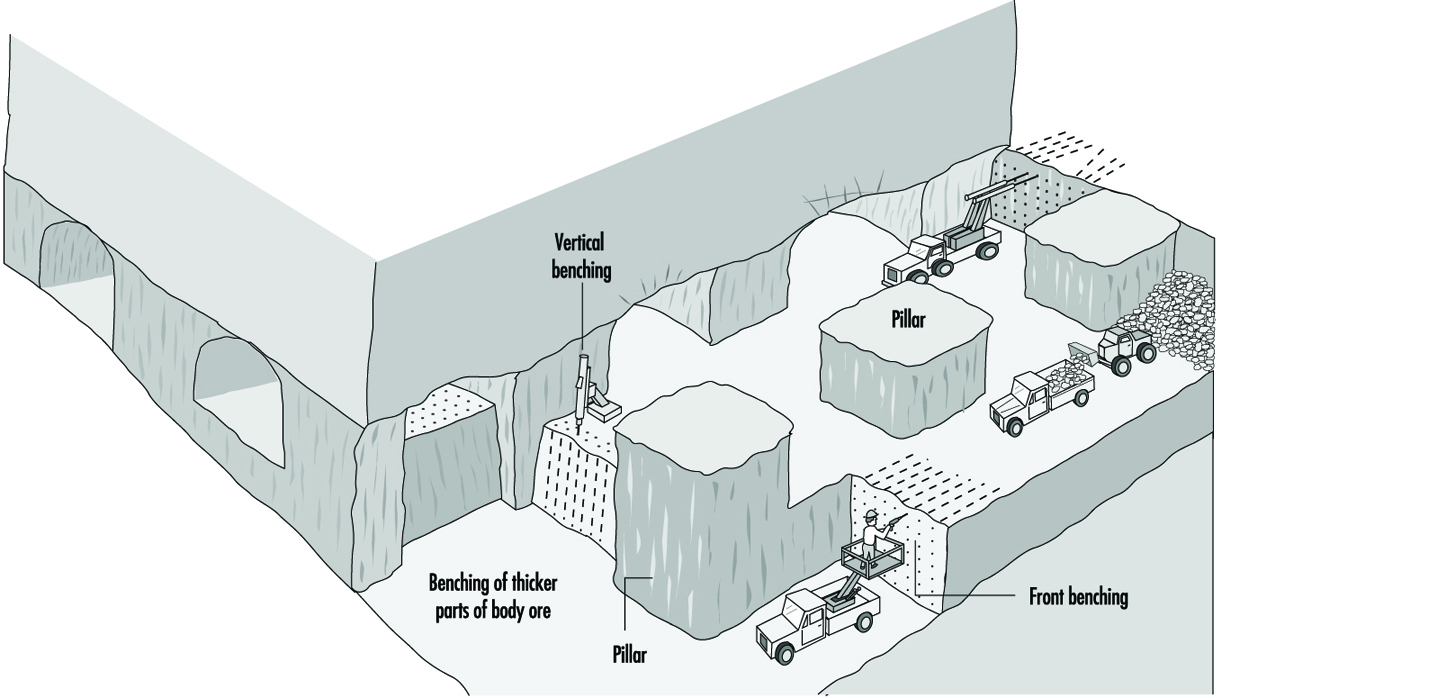
Room-and-pillar extracts an orebody by horizontal drilling advancing along a multi-faced front, forming empty rooms behind the producing front. Pillars, sections of rock, are left between the rooms to keep the roof from caving. The usual result is a regular pattern of rooms and pillars, their relative size representing a compromise between maintaining the stability of the rock mass and extracting as much of the ore as possible. This involves careful analysis of the strength of the pillars, the roof strata span capacity and other factors. Rock bolts are commonly used to increase the strength of the rock in the pillars. The mined-out stopes serve as roadways for trucks transporting the ore to the mine’s storage bin.
The room-and-pillar stope face is drilled and blasted as in drifting. The stope width and height correspond to the size of the drift, which can be quite large. Large productive drill jumbos are used in normal height mines; compact rigs are used where the ore is less than 3.0 m thick. The thick orebody is mined in steps starting from the top so that the roof can be secured at a height convenient for the miners. The section below is recovered in horizontal slices, by drilling flat holes and blasting against the space above. The ore is loaded onto trucks at the face. Normally, regular front-end loaders and dump trucks are used. For the low-height mine, special mine trucks and LHD vehicles are available.
Room-and-pillar is an efficient mining method. Safety depends on the height of the open rooms and ground control standards. The main risks are accidents caused by falling rock and moving equipment.
Inclined room-and-pillar mining
Inclined room-and-pillar applies to tabular mineralization with an angle or dip from 15° and 30° to the horizontal. This is too steep an angle for rubber-tyred vehicles to climb and too flat for a gravity assist rock flow.
The traditional approach to the inclined orebody relies on manual labour. The miners drill blast holes in the stopes with hand-held rock drills. The stope is cleaned with slusher scrapers.
The inclined stope is a difficult place to work. The miners have to climb the steep piles of blasted rock carrying with them their rock drills and the drag slusher pulley and steel wires. In addition to rock falls and accidents, there are the hazards of noise, dust, inadequate ventilation and heat.
Where the inclined ore deposits are adaptable to mechanization, “step-room mining” is used. This is based on converting the “difficult dip” footwall into a “staircase” with steps at an angle convenient for trackless machines. The steps are produced by a diamond pattern of stopes and haulage-ways at the selected angle across the orebody.
Ore extraction starts with horizontal stope drives, branching out from a combined access-haulage drift. The initial stope is horizontal and follows the hanging wall. The next stope starts a short distance further down and follows the same route. This procedure is repeated moving downward to create a series of steps to extract the orebody.
Sections of the mineralization are left to support the hanging wall. This is done by mining two or three adjacent stope drives to the full length and then starting the next stope drive one step down, leaving an elongated pillar between them. Sections of this pillar can later be recovered as cut-outs that are drilled and blasted from the stope below.
Modern trackless equipment adapts well to step-room mining. The stoping can be fully mechanized, using standard mobile equipment. The blasted ore is gathered in the stopes by the LHD vehicles and transferred to mine truck for transport to the shaft/ore pass. If the stope is not high enough for truck loading, the trucks can be filled in special loading bays excavated in the haulage drive.
Shrinkage stoping
Shrinkage stoping may be termed a “classic” mining method, having been perhaps the most popular mining method for most of the past century. It has largely been replaced by mechanized methods but is still used in many small mines around the world. It is applicable to mineral deposits with regular boundaries and steep dip hosted in a competent rock mass. Also, the blasted ore must not be affected by storage in the slopes (e.g., sulphide ores have a tendency to oxidize and decompose when exposed to air).
Its most prominent feature is the use of gravity flow for ore handling: ore from stopes drops directly into rail cars via chutes obviating manual loading, traditionally the most common and least liked job in mining. Until the appearance of the pneumatic rocker shovel in the 1950s, there was no machine suitable for loading rock in underground mines.
Shrinkage stoping extracts the ore in horizontal slices, starting at the stope bottoms and advancing upwards. Most of the blasted rock remains in the stope providing a working platform for the miner drilling holes in the roof and serving to keep the stope walls stable. As blasting increases the volume of the rock by about 60%, some 40% of the ore is drawn at the bottom during stoping in order to maintain a work space between the top of the muckpile and the roof. The remaining ore is drawn after blasting has reached the upper limit of the stope.
The necessity of working from the top of the muckpile and the raise-ladder access prevents the use of mechanized equipment in the stope. Only equipment light enough for the miner to handle alone may be used. The air-leg and rock drill, with a combined weight of 45 kg, is the usual tool for drilling the shrinkage stope. Standing on top of the muckpile, the miner picks up the drill/feed, anchors the leg, braces the rock drill/drill steel against the roof and starts drilling; it is not easy work.
Cut-and-fill mining
Cut-and-fill mining is suitable for a steeply dipping mineral deposit contained in a rock mass with good to moderate stability. It removes the ore in horizontal slices starting from a bottom cut and advances upwards, allowing the stope boundaries to be adjusted to follow irregular mineralization. This permits high-grade sections to be mined selectively, leaving low-grade ore in place.
After the stope is mucked clean, the mined out space is backfilled to form a working platform when the next slice is mined and to add stability to the stope walls.
Development for cut-and-fill mining in a trackless environment includes a footwall haulage drive along the orebody at the main level, undercut of the stope provided with drains for the hydraulic backfill, a spiral ramp excavated in the footwall with access turn-outs to the stopes and a raise from the stope to the level above for ventilation and fill transport.
Overhand stoping is used with cut-and-fill, with both dry rock and hydraulic sand as backfill material. Overhand means that the ore is drilled from below by blasting a slice 3.0 m to 4.0 m thick. This allows the complete stope area to be drilled and the blasting of the full stope without interruptions. The “uppers” holes are drilled with simple wagon drills.
Up-hole drilling and blasting leaves a rough rock surface for the roof; after mucking out, its height will be about 7.0 m. Before miners are allowed to enter the area, the roof must be secured by trimming the roof contours with smooth-blasting and subsequent scaling of the loose rock. This is done by miners using hand-held rock drills working from the muckpile.
In front stoping, trackless equipment is used for ore production. Sand tailings are used for backfill and distributed in the underground stopes via plastic pipes. The stopes are filled almost completely, creating a surface sufficiently hard to be traversed by rubber-tyred equipment. The stope production is completely mechanized with drifting jumbos and LHD vehicles. The stope face is a 5.0 m vertical wall across the stope with a 0.5 m open slot beneath it. Five-meter-long horizontal holes are drilled in the face and ore is blasted against the open bottom slot.
The tonnage produced by a single blast depends on the face area and does not compare to that yielded by the overhand stope blast. However, the output of trackless equipment is vastly superior to the manual method, while roof control can be accomplished by the drill jumbo which drills smooth-blast holes together with the stope blast. Fitted with an oversize bucket and large tyres, the LHD vehicle, a versatile tool for mucking and transport, travels easily on the fill surface. In a double face stope, the drill jumbo engages it on one side while the LHD handles the muckpile at the other end, providing efficient use of the equipment and enhancing the production output.
Sublevel stoping removes ore in open stopes. Backfilling of stopes with consolidated fill after the mining allows the miners to return at a later time to recover the pillars between the stopes, enabling a very high recovery rate of the mineral deposit.
Development for sublevel stoping is extensive and complex. The orebody is divided into sections with a vertical height of about 100 m in which sublevels are prepared and connected via an inclined ramp. The orebody sections are further divided laterally in alternating stopes and pillars and a mail haulage drive is created in the footwall, at the bottom, with cut-outs for drawpoint loading.
When mined out, the sublevel stope will be a rectangular opening across the orebody. The bottom of the stope is V-shaped to funnel the blasted material into the draw-points. Drilling drifts for the long-hole rig are prepared on the upper sublevels (see figure 6).
Figure 6. Sublevel stoping using ring drilling & cross-cut loading
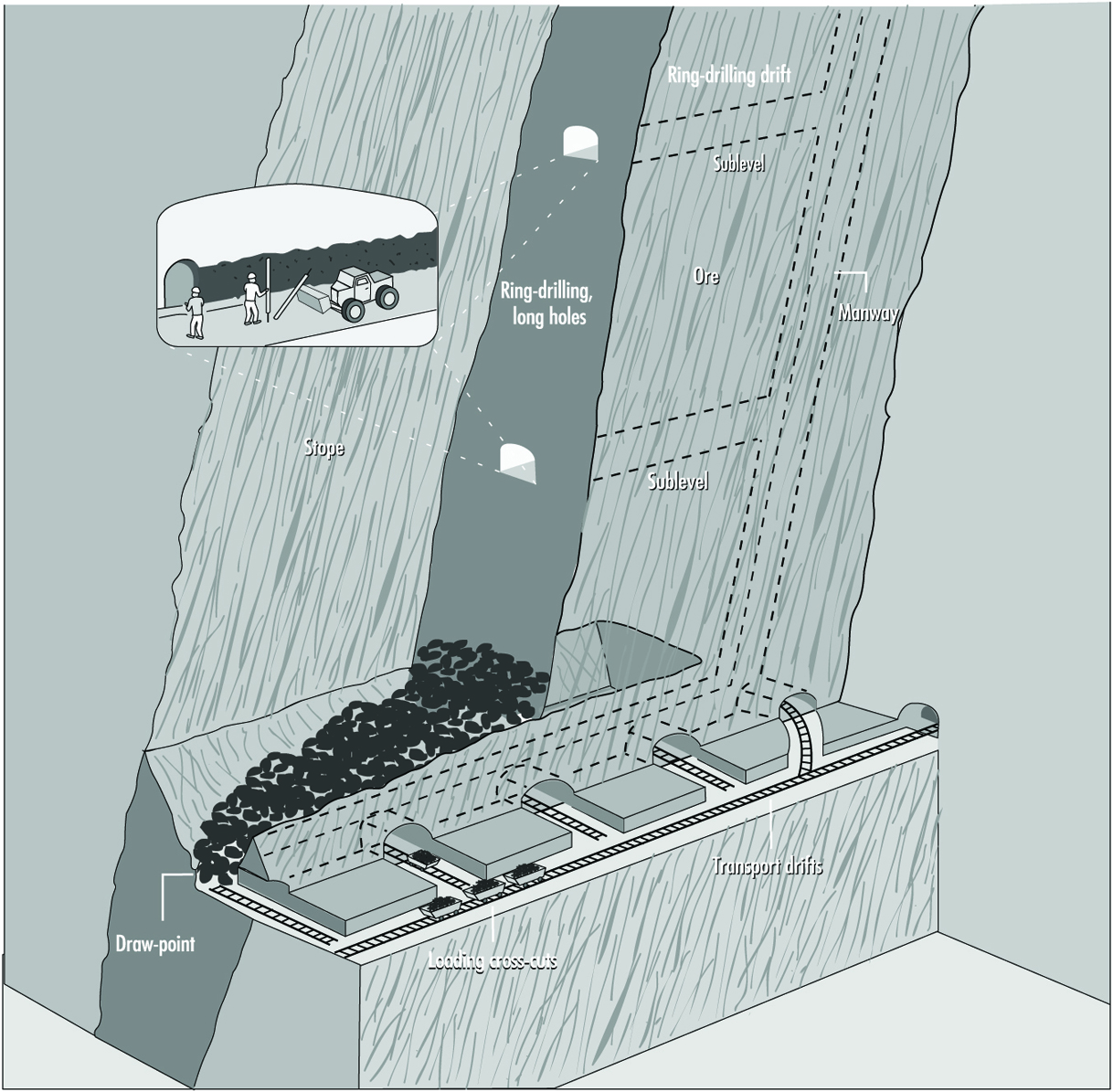
Blasting requires space for the rock to expand in volume. This requires that a slot a few metres wide be prepared before the start of long-hole blasting. This is accomplished by enlarging a raise from the bottom to the top of the stope to a full slot.
After opening the slot, the long-hole rig (see figure 7) begins production drilling in sublevel drifts following precisely a detailed plan designed by blasting experts which specifies all the blast holes, the collaring position, depth and direction of the holes. The drill rig continues drilling until all the rings on one level are completed. It is then transferred to the next sublevel to continue drilling. Meanwhile the holes are charged and a blast pattern which covers a large area within the stope breaks up a large volume of ore in one blast. The blasted ore drops to the stope bottom to be recovered by the LHD vehicles mucking in the draw-point beneath the stope. Normally, the long-hole drilling stays ahead of the charging and blasting providing a reserve of ready-to-blast ore, thus making for an efficient production schedule.
Figure 7. Long-hole drill rig

Atlas Copco
Sublevel stoping is a productive mining method. Efficiency is enhanced by the ability to use fully mechanized productive rigs for the long-hole drilling plus the fact that the rig can be used continuously. It is also relatively safe because doing the drilling inside sublevel drifts and mucking through draw-points eliminates exposure to potential rock falls.
Vertical crater retreat mining
Like sublevel stoping and shrinkage stoping, vertical crater retreat (VCR) mining is applicable to mineralization in steeply dipping strata. However, it uses a different blasting technique breaking the rock with heavy, concentrated charges placed in holes (“craters”) with very large diameter (about 165 mm) about 3 m away from a free rock surface. Blasting breaks a cone-shaped opening in the rock mass around the hole and allows the blasted material to remain in the stope during the production phase so that the rock fill can assist in supporting the stope walls. The need for rock stability is less than in sublevel stoping.
The development for VCR mining is similar to that for sublevel stoping except for requiring both over-cut and under-cut excavations. The over-cut is needed in the first stage to accommodate the rig drilling the large-diameter blast holes and for access while charging the holes and blasting. The under-cut excavation provided the free surface necessary for VCR blasting. It may also provide access for a LHD vehicle (operated by remote control with the operator remaining outside the stope) to recover the blasted ore from the draw-points beneath the stope.
The usual VCR blast uses holes in a 4.0 × 4.0 m pattern directed vertically or steeply inclined with charges carefully placed at calculated distances to free the surface beneath. The charges cooperate to break off a horizontal ore slice about 3.0 m thick. The blasted rock falls into the stope underneath. By controlling the rate of mucking out, the stope remains partly filled so that the rock fill assists in stabilizing the stope walls during the production phase. The last blast breaks the over-cut into the stope, after which the stope is mucked clean and prepared for back filling.
VCR mines often uses a system of primary and secondary stopes to the orebody. Primary stopes are mined in the first stage, then backfilled with cemented fill. The stope is left for the fill to consolidate. Miners then return and recover the ore in the pillars between the primary stopes, the secondary stopes. This system, in combination with the cemented backfill, results in close to a 100% recovery of the ore reserves.
Sublevel caving
Sublevel caving is applicable to mineral deposits with steep to moderate dip and large extension at depth. The ore must fracture into manageable block with blasting. The hanging wall will cave following the ore extraction and the ground on the surface above the orebody will subside. (It must be barricaded to prevent any individuals from entering the area.)
Sublevel caving is based on gravity flow inside a broken-up rock mass containing both ore and rock. The rock mass is first fractured by drilling and blasting and then mucked out through drift headings underneath the rock mass cave. It qualifies as a safe mining method because the miners always work inside drift-size openings.
Sublevel caving depends on sublevels with regular patterns of drifts prepared inside the orebody at rather close vertical spacing (from 10.0 m to 20 0 m). The drift layout is the same on each sublevel (i.e., parallel drives across the orebody from the footwall transport drive to the hanging wall) but the patterns on each sublevel are slightly off-set so that the drifts on a lower level are located between the drifts on the sublevel above it. A cross section will show a diamond pattern with drifts in regular vertical and horizontal spacing. Thus, development for sublevel caving is extensive. Drift excavation, however, is a straightforward task which can readily be mechanized. Working on multiple drift headings on several sublevels favours high utilization of the equipment.
When the development of the sublevel is completed, the long-hole drill rig moves in to drill a blast holes in a fan-spread pattern in the rock above. When all of the blast holes are ready, the long-hole drill rig is moved to the sublevel below.
The long-hole blast fractures the rock mass above the sublevel drift, initiating a cave that starts at the hanging wall contact and retreats toward the footwall following a straight front across the orebody on the sublevel. A vertical section would show a staircase where each upper sublevel is one step ahead of the sublevel below.
The blast fills the sublevel front with a mix of ore and waste. When the LHD vehicle arrives, the cave contains 100% ore. As loading continues, the proportion of waste rock will gradually increase until the operator decides that the waste dilution is too high and stops loading. As the loader moves to the next drift to continue mucking, the blaster enters to prepare the next ring of holes for blasting.
Mucking out on sublevels is an ideal application for the LHD vehicle. Available in different sizes to meet particular situations, it fills the bucket, travels some 200 m, empties the bucket into the ore pass and returns for another load.
Sublevel caving features a schematic layout with repetitive work procedures (development drifting, long-hole drilling, charging and blasting, loading and transport) that are carried out independently. This allows the procedures to move continuously from one sublevel to another, allowing for the most efficient use of work crews and equipment. In effect the mine is analogous to a departmentalized factory. Sublevel mining, however, being less selective than other methods, does not yield particularly efficient extraction rates. The cave includes some 20 to 40% of waste with a loss of ore that ranges from 15 to 25%.
Block-caving
Block-caving is a large-scale method applicable to mineralization on the order of 100 million tonnes in all directions contained in rock masses amenable to caving (i.e., with internal stresses which, after removal of the supporting elements in the rock mass, assist the fracturing of the mined block). An annual output ranging from 10 to 30 million tonnes is the anticipated yield. These requirements limit block-caving to a few specific mineral deposits. Worldwide, there are block-caving mines exploiting deposits containing copper, iron, molybdenum and diamonds.
Block refers to the mining layout. The orebody is divided into large sections, blocks, each containing a tonnage sufficient for many years of production. The caving is induced by removing the supporting strength of the rock mass directly underneath the block by means of an undercut, a 15 m high section of rock fractured by long-hole drilling and blasting. Stresses created by natural tectonic forces of considerable magnitude, similar to those causing continental movements, create cracks in the rock mass, breaking the blocks, hopefully to pass draw-point openings in the mine. Nature, though, often needs the assistance of miners to handle oversize boulders.
Preparation for block-caving requires long-range planning and extensive initial development involving a complex system of excavations beneath the block. These vary with the site; they generally include undercut, drawbells, grizzlies for control of oversize rock and ore passes that funnel the ore into train loading.
Drawbells are conical openings excavated underneath the undercut which gather ore from a large area and funnel it into the drawpoint at the production level below. Here the ore is recovered in LHD vehicles and transferred to ore passes. Boulders too large for the bucket are blasted in draw-points, while smaller ones are dealt with on the grizzly. Grizzlies, sets of parallel bars for screening coarse material, are commonly used in block-caving mines although, increasingly, hydraulic breakers are being preferred.
Openings in a block-caving mine are subject to high rock pressure. Drifts and other openings, therefore, are excavated with the smallest possible section. Nevertheless, extensive rock bolting and concrete lining is required to keep the openings intact.
Properly applied, block-caving is a low-cost, productive mass mining method. However, the amenability of a rock mass to caving is not always predictable. Also, the comprehensive development that is required results in a long lead-time before the mine starts producing: the delay in earnings can have a negative influence on the financial projections used to justify the investment.
Longwall mining
Longwall mining is applicable to bedded deposits of uniform shape, limited thickness and large horizontal extension (e.g., a coal seam, a potash layer or the reef, the bed of quartz pebbles exploited by gold mines in South Africa). It is one of the main methods for mining coal. It recovers the mineral in slices along a straight line that are repeated to recover materials over a larger area. The space closest to the face in kept open while the hanging wall is allowed to collapse at a safe distance behind the miners and their equipment.
Preparation for longwall mining involves the network of drifts required for access to the mining area and transport of the mined product to the shaft. Since the mineralization is in the form of a sheet that extends over a wide area, the drifts can usually be arranged in a schematic network pattern. The haulage drifts are prepared in the seam itself. The distance between two adjacent haulage drifts determines the length of the longwall face.
Backfilling
Backfilling of mine stopes prevents rock from collapsing. It preserves the inherent stability of the rock mass which promotes safety and allows more complete extraction of the desired ore. Backfilling is traditionally used with cut-and-fill but it is also common with sublevel stoping and VCR mining.
Traditionally, miners have dumped waste rock from development in empty stopes instead of hauling it to the surface. For example, in cut-and-fill, waste rock is distributed over the empty stope by scrapers or bulldozers.
Hydraulic backfilling uses tailings from the mine’s dressing plant which are distributed underground through bore holes and plastic tubing. The tailings are first de-slimed, only the coarse fraction being used for filling. The fill is a mix of sand and water, about 65% of which is solid matter. By mixing cement into the last pour, the fill’s surface will harden into a smooth roadbed for rubber-tyred equipment.
Backfilling is also used with sublevel stoping and VCR mining, with crushed rock introduced as a complement to sand fill. The crushed and screened rock, produced in a nearby quarry, is delivered underground through special backfill raises where it is loaded on trucks and delivered to the stopes where it is dumped into special fill raises. Primary stopes are backfilled with cemented rock fill produced by spraying a cement-fly ash slurry on the rockfill before it is distributed to the stopes. The cemented rockfill hardens into a solid mass forming an artificial pillar for mining the secondary stope. The cement slurry is generally not required when secondary stopes are backfilled, except for the last pours to establish a firm mucking floor.
Equipment for Underground Mining
Underground mining is becoming increasingly mechanized wherever circumstances permit. The rubber-tyred, diesel-powered, four-wheel traction, articulated steer carrier is common to all mobile underground machines (see figure 8).
Figure 8. Small-size face rig
Atlas Copco
Face drill jumbo for development drilling
This is an indispensable workhorse in mines that is used for all rock excavation work. It carries one or two booms with hydraulic rock drills. With one worker at the control panel, it will complete a pattern of 60 blast holes 4.0 m deep in a few hours.
Long-hole production drill rig
This rig (see figure 7 drills blast holes in a radial spread around the drift which cover a large area of rock and break off large volumes of ore. It is used with sublevel stoping, sublevel caving, block-caving and VCR mining. With a powerful hydraulic rock drill and carousel storage for extension rods, the operator uses remote controls to perform rock drilling from a safe position.
Charging truck
The charging truck is a necessary complement to the drifting jumbo. The carrier mounts a hydraulic service platform, a pressurized ANFO explosive container and a charging hose that permit the operator to fill blast holes all over the face in a very short time. At the same time, Nonel detonators may be inserted for the correct timing of the individual blasts.
LHD vehicle
The versatile load-haul-dump vehicle (see figure 10) is used for a variety of services including ore production and materials handling. It is available in a choice of sizes allowing miners to select the model most appropriate for each task and each situation. Unlike the other diesel vehicles used in mines, the LHD vehicle engine is generally run continuously at full power for long periods of time generating large volumes of smoke and exhaust fumes. A ventilation system capable of diluting and exhausting these fumes is essential to compliance with acceptable breathing standards in the loading area.
Underground haulage
The ore recovered in stopes spread along an orebody is transported to an ore dump located close to the hoisting shaft. Special haulage levels are prepared for longer lateral transfer; they commonly feature rail track installations with trains for ore transport. Rail has proved to be an efficient transport system carrying larger volumes for longer distances with electric locomotives that do not contaminate the underground atmosphere like diesel-powered trucks used in trackless mines.
Ore handling
On its route from the stopes to the hoisting shaft, the ore passes several stations with a variety of materials-handling techniques.
The slusher uses a scraper bucket to draw ore from the stope to the ore pass. It is equipped with rotating drums, wires and pulleys, arranged to produce a back and forth scraper route. The slusher does not need preparation of the stope flooring and can draw ore from a rough muckpile.
The LHD vehicle, diesel powered and travelling on rubber tyres, takes the volume held in its bucket (sizes vary) from the muckpile to the ore pass.
The ore pass is a vertical or steeply inclined opening through which rock flows by gravity from upper to lower levels. Ore passes are sometimes arranged in a vertical sequence to collect ore from upper levels to a common delivery point on the haulage level.
The chute is the gate located at the bottom of the ore pass. Ore passes normally end in rock close to the haulage drift so that, when the chute is opened, the ore can flow to fill cars on the track beneath it.
Close to the shaft, the ore trains pass a dump station where the load may be dropped into a storage bin, A grizzly at the dump station stops oversized rocks from falling into the bin. These boulders are split by blasting or hydraulic hammers; a coarse crusher may be installed below the grizzly for further size control. Under the storage bin is a measure pocket which automatically verifies that the load’s volume and weight do not exceed the capacities of the skip and the hoist. When an empty skip, a container for vertical travel, arrives at the filling station, a chute opens in the bottom of the measure pocket filling the skip with a proper load. After the hoist lifts the loaded skip to the headframe on the surface, a chute opens to discharge the load into the surface storage bin. Skip hoisting can be automatically operated using closed-circuit television to monitor the process.
Underground Coal Mining
Underground coal production first began with access tunnels, or adits, being mined into seams from their surface outcrops. However, problems caused by inadequate means of transport to bring coal to the surface and by the increasing risk of igniting pockets of methane from candles and other open flame lights limited the depth to which early underground mines could be worked.
Increasing demand for coal during the Industrial Revolution gave the incentive for shaft sinking to access deeper coal reserves, and by the mid-twentieth century by far the greater proportion of world coal production came from underground operations. During the 1970s and 1980s there was widespread development of new surface coal mine capacity, particularly in countries such as the United States, South Africa, Australia and India. In the 1990s, however, renewed interest in underground mining resulted in new mines being developed (in Queensland, Australia, for instance) from the deepest points of former surface mines. In the mid-1990s, underground mining accounted for perhaps 45% of all the hard coal mined worldwide. The actual proportion varied widely, ranging from under 30% in Australia and India to around 95% in China. For economic reasons, lignite and brown coal are rarely mined underground.
An underground coal mine consists essentially of three components: a production area; coal transport to the foot of a shaft or decline; and either hoisting or conveying the coal to the surface. Production also includes the preparatory work that is needed in order to permit access to future production areas of a mine and, in consequence, represents the highest level of personal risk.
Mine Development
The simplest means of accessing a coal seam is to follow it in from its surface outcrop, a still widely practised technique in areas where the overlying topography is steep and the seams are relatively flat-lying. An example is the Appalachian coalfield of southern West Virginia in the United States. The actual mining method used in the seam is immaterial at this point; the important factor is that access can be gained cheaply and with minimal construction effort. Adits are also commonly used in areas of low-technology coal mining, where the coal produced during mining of the adit can be used to offset its development costs.
Other means of access include declines (or ramps) and vertical shafts. The choice usually depends on the depth of the coal seam being worked: the deeper the seam, the more expensive it is to develop a graded ramp along which vehicles or belt conveyors can operate.
Shaft sinking, in which a shaft is mined vertically downwards from the surface, is both costly and time-consuming and requires a longer lead-time between the commencement of construction and the first coal being mined. In cases where the seams are deep-lying, as in most European countries and in China, shafts often have to be sunk through water-bearing rocks overlying the coal seams. In this instance, specialist techniques, such as ground freezing or grouting, have to be used to prevent water from flowing into the shaft, which is then lined with steel rings or cast concrete to provide a long-term seal.
Declines are typically used to access seams that are too deep for open-cast mining, but which are still relatively near-surface. In the Mpumalanga (eastern Transvaal) coalfield in South Africa, for instance, the mineable seams lie at a depth of no more than 150 m; in some areas, they are mined from opencasts, and in others underground mining is necessary, in which case declines are often used to provide access for mining equipment and to install the belt conveyors used to carry the cut coal out of the mine.
Declines differ from adits in that they are usually excavated in rock, not coal (unless the seam dips at a constant rate), and are mined to a constant gradient to optimize vehicle and conveyor access. An innovation since the 1970s has been the use of belt conveyors running in declines to carry deep-mine production, a system that has advantages over traditional shaft hoisting in terms of capacity and reliability.
Mining Methods
Underground coal mining encompasses two principal methods, of which many variations have evolved to address mining conditions in individual operations. Room-and-pillar extraction involves mining tunnels (or roadways) on a regular grid, often leaving substantial pillars for long-term support of the roof. Longwall mining achieves total extraction of large parts of a coal seam, causing the roof rocks to collapse into the mined-out area.
Room-and-pillar mining
Room-and-pillar mining is the oldest underground coal mining system, and the first to use the concept of regular roof support to protect mine workers. The name room-and-pillar mining derives from the pillars of coal that are left behind on a regular grid to provide in situ support to the roof. It has been developed into a high-production, mechanized method that, in some countries, accounts for a substantial proportion of the total underground output. For instance, 60% of underground coal production in the United States comes from room-and-pillar mines. In terms of scale, some mines in South Africa have installed capacities exceeding 10 million tonnes per year from multi-production section operations in seams up to 6 m thick. By contrast, many room-and-pillar mines in the United States are small, operating in seam thicknesses as low as 1 m, with the ability to stop and restart production quickly as market conditions dictate.
Room-and-pillar mining is typically used in shallower seams, where the pressure applied by overlying rocks on the support pillars is not excessive. The system has two key advantages over longwall mining: its flexibility and inherent safety. Its major disadvantage is that recovery of the coal resource is only partial, the precise amount depending on factors such as the depth of the seam below surface and its thickness. Recoveries of up to 60% are possible. Ninety per cent recovery is possible if pillars are mined out as a second phase of the extraction process.
The system is also capable of various levels of technical sophistication, ranging from labour-intensive techniques (such as “basket mining” in which most stages of mining, including coal transport, are manual), to highly mechanized techniques. Coal can be excavated from the tunnel face by using explosives or continuous mining machines. Vehicles or mobile belt conveyors provide mechanized coal transport. Roofbolts and metal or timber strapping are used to support the roadway roof and the intersections between roadways where the open span is greater.
A continuous miner, which incorporates a cutting head and coal loading system mounted on crawler tracks, typically weighs from 50 to 100 tonnes, depending on the operating height in which it is designed to work, the installed power and the width of cut required. Some are equipped with on-board rockbolt installation machines that provide roof support simultaneously with coal cutting; in other cases, separate continuous miner and roofbolter machines are used sequentially.
Coal carriers can be supplied with electric power from an umbilical cable or can be battery or diesel-engine powered. The latter provides greater flexibility. Coal is loaded from the rear of the continuous miner into the vehicle, which then carries a payload, typically between 5 and 20 tonnes, a short distance to a feed hopper for the main belt conveyor system. A crusher may be included in the hopper feeder to break oversize coal or rock that could block chutes or damage conveyor belts further along the transport system.
An alternative to vehicular transport is the continuous haulage system, a crawler-mounted, flexible sectional conveyor that transports cut coal directly from the continuous miner to the hopper. These offer advantages in terms of personnel safety and productive capacity, and their use is being extended to longwall gateroad development systems for the same reasons.
Roadways are mined to widths of 6.0 m, normally the full height of the seam. Pillar sizes depend on the depth below surface; 15.0 m square pillars on 21.0 m centres would be representative of pillar design for a shallow, low-seam mine.
Longwall mining
Longwall mining is widely perceived to be a twentieth century development; however, the concept is actually believed to have been developed over 200 years earlier. The main advance is that earlier operations were principally manual, while, since the 1950s, the level of mechanization has increased to the stage that a longwall face is now a high-productivity unit which can be operated by a very small crew of workers.
Longwalling has one overriding advantage compared to room-and-pillar mining: it can achieve full extraction of the panel in one pass and recovers a higher overall proportion of the total coal resource. However, the method is relatively inflexible and demands both a large mineable resource and guaranteed sales to be viable, because of the high capital costs involved in developing and equipping a modern longwall face (over US$20 million in some cases).
While in the past individual mines often simultaneously operated several longwall faces (in countries such as Poland, over ten per mine in a number of cases), the current trend is towards consolidation of mining capacity into fewer, heavy-duty units. The advantages of this are reduced labour requirements and the need for less extensive underground infrastructure development and maintenance.
In longwall mining the roof is deliberately collapsed as the seam is mined out; only major access routes underground are protected by support pillars. Roof control is provided on a longwall face by two- or four-leg hydraulic supports which take the immediate load of the overlying roof, permitting its partial distribution to the unmined face and the pillars on either side of the panel, and protect the face equipment and personnel from collapsed roof behind the line of supports. Coal is cut by an electric-powered shearer, usually equipped with two coal-cutting drums, that mines a strip of coal up to 1.1 m thick from the face with each pass. The shearer runs along and loads the cut coal onto an armoured conveyor that snakes forward after each cut by sequential movement of the face supports.
At the face end, the cut coal is transferred to a belt conveyor for transport to the surface. In an advancing face, the belt must be extended regularly as the distance from the face starting point increases, while in retreat-longwalling the opposite applies.
Over the past 40 years, there have been substantial increases in both the length of the longwall face mined and the length of the individual longwall panel (the block of coal through which the face progresses). By way of illustration, in the United States the average longwall face length rose from 150 m in 1980 to 227 m in 1993. In Germany the mid-1990s average was 270 m and face lengths of over 300 m are being planned. In both the United Kingdom and Poland, faces are mined up to 300 m long. Panel lengths are largely determined by geological conditions, such as faults, or by mine boundaries, but are now consistently over 2.5 km in good conditions. The possibility of panels up to 6.7 km long is being discussed in the United States.
Retreat mining is becoming the industry standard, although it involves higher initial capital expenditure in roadway development to the furthest extent of each panel before longwalling can begin. Where possible, roadways are now mined in-seam, using continuous miners, with rockbolt support replacing the steel arches and trusses that were used previously in order to provide positive support to the overlying rocks, rather than passive reaction to rock movements. It is limited in applicability, however, to competent roof rocks.
Safety Precautions
Statistics from the ILO (1994) indicate a wide geographical variation in the rate fatalities occur in coal mining, although these data have to take into account the level of mining sophistication and the number of workers employed on a country-by-country basis. Conditions have improved in many industrialized countries.
Major mining incidents are now relatively infrequent, as engineering standards have improved and fire-resistance has been incorporated into materials such as the conveyor belting and hydraulic fluids used underground. Nonetheless, the potential for incidents capable of causing either personal or structural damage remains. Methane gas and coal dust explosions still occur, despite vastly improved ventilation practices, and roof falls account for the majority of serious accidents on a world-wide basis. Fires, either on equipment or occurring as a result of spontaneous combustion, represent a particular hazard.
Considering the two extremes, labour-intensive and highly mechanized mining, there are also wide differences in both accident rates and the types of incident involved. Workers employed in a small-scale, manual mine are more likely to incur injury through falls of rock or coal from the roadway roof or sidewalls. They also risk greater exposure to dust and flammable gas if ventilation systems are inadequate.
Both room-and-pillar mining and the development of roadways to provide access to longwall panels require support to the roof and sidewall rocks. The type and density of support varies according to the seam thickness, competence of the overlying rocks and the depth of the seam, among other factors. The most hazardous place in any mine is beneath an unsupported roof, and most countries impose strict legislative constraints on the length of roadway that may be developed before support is installed. Pillar recovery in room-and-pillar operations presents specific hazards through the potential for sudden roof collapse and must be scheduled carefully to prevent increased risk to workers.
Modern high-productivity longwall faces require a team of six to eight operators, so the number of people exposed to potential hazards is markedly reduced. Dust generated by the longwall shearer is a major concern. Coal cutting is thus sometimes restricted to one direction along the face to take advantage of the ventilation flow to carry dust away from the shearer operators. The heat generated by increasingly powerful electric machines in the confines of the face also has potentially deleterious effects on face workers, especially as mines become deeper.
The speed at which shearers work along the face is also increasing. Cutting rates of up to 45 m/minute are under active consideration in the late 1990s. The ability of workers physically to keep up with the coal cutter moving repeatedly over a 300 m-long face for a full working shift is doubtful, and increasing shearer speed is thus a major incentive to the wider introduction of automation systems for which miners would act as monitors rather than as hands-on operators.
The recovery of face equipment and its transfer to a new worksite offers unique hazards for workers. Innovative methods have been developed for securing the longwall roof and face coal in order to minimize the risk of rock falls during the transfer operation. However, the individual items of machinery are extremely heavy (over 20 tonnes for a large face support and considerably more for a shearer), and despite the use of custom-designed transporters, there remains the risk of personal crushing or lifting injuries during longwall salvage.
Surface Mining Methods
Mine Development
Pit planning and layout
The overall economic goal in surface mining is to remove the least amount of material while gaining the greatest return on investment by processing the most marketable mineral product. The higher the grade of the mineral deposit, the greater the value. To minimize capital investment while accessing the highest valued material within a mineral deposit, a mine plan is developed that precisely details the manner in which the ore body will be extracted and processed. As many ore deposits are not a uniform shape, the mine plan is preceded by extensive exploratory drilling to profile the geology and position of the ore body. The size of the mineral deposit dictates the size and layout of the mine. The layout of a surface mine is dictated by the mineralogy and geology of the area. The shape of most open-pit mines approximates a cone but always reflects the shape of the mineral deposit being developed. Open-pit mines are constructed of a series of concentric ledges or benches that are bisected by mine access and haulage roads angling down from the rim of the pit to the bottom in a spiral or zigzag orientation. Regardless of size, the mine plan includes provisions for pit development, infrastructure, (e.g., storage, offices and maintenance) transportation, equipment, mining ratios and rates. Mining rates and ratios influence the life of the mine which is defined by depletion of the ore body or realization of an economic limit.
Contemporary open-pit mines vary in scale from small privately-operated enterprises processing a few hundred tonnes of ore per day to expanded industrial complexes operated by governments and multinational corporations that mine more than one million tonnes of material per day. The largest operations can involve many square kilometres in area.
Stripping overburden
Overburden is waste rock consisting of consolidated and unconsolidated material that must be removed to expose the underlying ore body. It is desirable to remove as little overburden as possible in order to access the ore of interest, but a larger volume of waste rock is excavated when the mineral deposit is deep. Most removal techniques are cyclical with interruption in the extraction (drilling, blasting and loading) and removal (haulage) phases. This is particularly true for hard rock overburden which must be drilled and blasted first. An exception to this cyclical effect are dredges used in hydraulic surface mining and some types of loose material mining with bucket wheel excavators. The fraction of waste rock to ore excavated is defined as the stripping ratio. Stripping ratios of 2:1 up to 4:1 are not uncommon in large mining operations. Ratios above 6:1 tend to be less economically viable, depending on the commodity. Once removed, overburden can be used for road and tailings construction or may have non-mining commercial value as fill dirt.
Mining equipment selection
The selection of mining equipment is a function of the mine plan. Some of the factors considered in the selection of mine equipment include the topography of the pit and surrounding area, the amount of ore to be mined, the speed and distance the ore must be transported for processing and the estimated mine life, among others. In general, most contemporary surface mining operations rely on mobile drill rigs, hydraulic shovels, front-end loaders, scrapers and haul trucks to extract ore and initiate ore processing. The larger the mine operation, the larger the capacity of equipment required to maintain the mine plan.
Equipment is generally the largest available to match the economy of scale of surface mines with consideration for matching the capacities of equipment. For example, a small front-end loader can fill a large haul truck but the match is not efficient. Similarly, a large shovel can load smaller trucks but requires the trucks to decrease their cycle times and does not optimize utilization of the shovel since one shovel bucket may contain enough ore for more than one truck. Safety may be compromised by attempting to load only half of a bucket or if a truck is overloaded. Also, the scale of equipment selected must match the available maintenance facilities. Large equipment is often maintained where it malfunctions due to the logistical difficulties associated with transporting it to established maintenance facilities. When possible, the mine’s maintenance facilities are designed to accommodate the scale and quantity of the mine equipment. Therefore, as new larger equipment is introduced into the mine plan, the supporting infrastructure, including the size and quality of haul roads, tools and maintenance facilities, must also be addressed.
Conventional Methods of Surface Mining
Open-pit mining and strip mining are the two major categories of surface mining which account for more than 90% worldwide surface mining production. The primary differences between these mining methods are the location of the ore body and the mode of mechanical extraction. For loose rock mining, the process is essentially continuous with extraction and haulage steps running in series. Solid rock mining requires a discontinuous process of drilling and blasting prior to the loading and hauling stages. Strip mining (or open-cast mining) techniques relate to the extraction of ore bodies that are near the surface and relatively flat or tabular in nature and mineral seams. It uses a variety of different types of equipment including shovels, trucks, drag lines, bucket wheel excavators and scrapers. Most strip mines process non-hard rock deposits. Coal is the most common commodity that is strip mined from surface seams. In contrast, open-pit mining is employed to remove hard rock ore that is disseminated and/or located in deep seams and is typically limited to extraction by shovel and truck equipment. Many metals are mined by the open-pit technique: gold, silver and copper, to name a few.
Quarrying is a term used to describe a specialized open-pit mining technique wherein solid rock with a high degree of consolidation and density is extracted from localized deposits. Quarried materials are either crushed and broken to produce aggregate or building stone, such as dolomite and limestone, or combined with other chemicals to produce cement and lime. Construction materials are produced from quarries located in close proximity to the site of material use to reduce transportation costs. Dimension stone such as flagstone, granite, limestone, marble, sandstone and slate represent a second class of quarried materials. Dimension stone quarries are found in areas having the desired mineral characteristics which may or may not be geographically remote and require transportation to user markets.
Many ore bodies are too diffuse and irregular, or too small or deep to be mined by strip or open-pit methods and must be extracted by the more surgical approach of underground mining. To determine when open-pit mining is applicable, a number of factors must be considered, including the terrain and elevation of the site and region, its remoteness, climate, infrastructure such as roads, power and water supply, regulatory and environmental requirements, slope stability, overburden disposal and product transportation, among others.
Terrain and elevation: Topography and elevation also play an important role in defining the feasibility and scope of a mining project. In general, the higher the elevation and rougher the terrain, the more difficult mine development and production are likely to be. A higher grade of mineral in an inaccessible mountainous location may be mined less efficiently than a lower grade of ore in a flat location. Mines located at lower elevations generally experience less inclement weather-related problems for exploration, development and production of mines. As such, topography and location affect the mining method as well as economic feasibility.
The decision to develop a mine occurs after exploration has characterized the ore deposit and feasibility studies have defined the options for mineral extraction and processing. Information that is necessary to establish a development plan may include the shape, size and grade of minerals in the ore body, the total volume or tonnage of material including overburden and other factors, such as hydrology and access to a source of process water, availability and source of power, waste rock storage sites, transportation requirements and infrastructure features, including the location of population centres to support the labour force or the need to develop a townsite.
Transportation requirements may include roads, highways, pipelines, airports, railroads, waterways and harbours. For surface mines, large land areas are generally required that may have no existing infrastructure. In such instances roads, utilities and living arrangements must be established first. The pit would be developed in connection with other processing elements such as waste rock storage areas, crushers, concentrators, smelters and refineries, depending on the degree of integration required. Due to the large amount of capital necessary to finance these operations, development may be conducted in phases to take advantage of the earliest possible saleable or leasable mineral to help finance the remainder of the development.
Production and Equipment
Drilling and blasting
Mechanical drilling and blasting are the first steps in extracting ore from most developed open-pit mines and are the most common method used to remove hard rock overburden. While there are many mechanical devices capable of loosening hard rock, explosives are the preferred method as no mechanical device can currently match the fracturing capability of energy contained in explosive charges. A commonly used hard rock explosive is ammonium nitrate. Drilling equipment is selected on the basis of the nature of the ore and the speed and depth of the holes necessary to fracture a specified tonnage of ore per day. For example, in mining a 15-m bench of ore, 60 or more holes will generally be drilled 15 m back from the current muck face depending on the length of the bench to be mined. This must occur with enough lead-time to allow for site preparation for subsequent loading and haulage activities.
Loading
Surface mining is now typically conducted utilizing table shovels, front-end loaders or hydraulic shovels. In open-pit mining loading equipment is matched with haul trucks that can be loaded in three to five cycles or passes of the shovel; however, various factors determine the preference of loading equipment. With sharp rock and/or hard digging and/or wet climates, tracked shovels are preferable. Conversely, rubber-tyred loaders have much lower capital cost and are preferred for loading material that is low volume and easy to dig. Additionally, loaders are very mobile and well-suited for mining scenarios requiring rapid movements from one area to another or for ore blending requirements. Loaders are also frequently used to load, haul and dump material into crushers from blending stock piles deposited near crushers by haul trucks.
Hydraulic shovels and cable shovels have similar advantages and limitations. Hydraulic shovels are not preferred for digging hard rock and cable shovels are generally available in larger sizes. Therefore, large cable shovels with payloads of about 50 cubic metres and greater are the preferred equipment at mines were production exceeds 200,000 tonnes per day. Hydraulic shovels are more versatile on the mine face and allow greater operator control to selectively load the from either the bottom or top half of the mine face. This advantage is helpful where separation of waste from ore can be achieved at the loading zone thereby maximizing the ore grade that is hauled and processed.
Hauling
Haulage in open-pit and strip mines is most commonly accomplished by haul trucks. The role of haul trucks in many surface mines is restricted to cycling between the loading zone and the transfer point such as an in-pit crushing station or conveyance system. Haul trucks are favoured based on their flexibility of operation relative to railroads, which were the preferred haulage method until the 1960s. However, the cost of transporting materials in surface metal and non-metal pits is generally greater than 50% of the total operating cost of the mine. In-pit crushing and conveying through belt conveyor systems has been a primary factor in reducing haulage costs. Technical developments in haul trucks such as diesel engines and electrical drives have lead to much larger capacity vehicles. Several manufactures currently produce 240 tonne capacity trucks with expectation for greater than 310 tonne capacity trucks in the near future. In addition, the use of computerized dispatch systems and global satellite positioning technology allow vehicles to be tracked and scheduled with improved efficiency and productivity.
Haul road systems may use single or dual direction traffic. Traffic may be either left or right lane configuration. Left lane traffic is frequently preferred to improve operator visibility of tyre position on very large trucks. Safety is also improved with left hand traffic by reducing the potential for driver-side collision in the centre of a road. Haul road gradients are typically limited to between 8 and 15% for sustained hauls and optimally are about 7 to 8%. Safety and water drainage requires long gradients to include at least 45-m sections with a maximum gradient of 2% for every 460 m of severe gradient. Road berms (elevated dirt borders) located between roads and adjacent excavations are standard safety features in surface mines. They may also be placed in the middle of the road to separate opposing traffic. Where switch-back haul roads exist, increasing elevation escape lanes may be installed at the end of long steep grades. Road edge barriers such as berms are standard and should be located between all roads and adjacent excavations. High-quality roads enhance maximum productivity by maximizing safe truck speeds, reduced down-time for maintenance and reduced driver fatigue. Haul-truck road maintenance contributes to reduced operating costs through reduced fuel consumption, longer tyre life and reduced repair costs.
Rail haulage, under the best of conditions, is superior to other methods of haulage for transport of ore over long distances outside the mine. However, as a practical matter, rail haulage is no longer widely used in open-pit mining since the advent of electrical and diesel-powered trucks. Rail haulage was replaced to capitalize on the greater versatility and flexibility of haul trucks and in-pit conveyor systems. Railroads requires very gentle grades of 0.5 to a maximum of 3% for up-hill hauls. Capital investment for railroad engines and track requirements is very high and requires a long mine life and large production outputs to justify return on investment.
Ore handling (conveyance)
In-pit crushing and conveying is a methodology that has grown in popularity since first being implemented in the mid-1950s. Location of a semi-mobile crusher in the mine pit with the subsequent transport out of the pit by a conveyor system has resulted in significant production advantages and cost savings over traditional vehicle haulage. High cost haulage road construction and maintenance is reduced and labour costs associated with haul truck operation and truck maintenance and fuel are minimized.
The purpose of the in-pit crusher system is primarily to allow transport of ore by conveyor. In-pit crusher systems may range from permanent facilities to fully mobile units. However, more commonly, crushers are constructed in a modular form to allow some portability within the mine. Crushers might be relocated every one to ten years; it may require hours, days or months to complete the move depending on the size and complexity of the unit and the relocation distance.
Conveyors’ advantages over haul trucks include instantaneous start up, automatic and continuous operation, and a high degree of reliability with up 90 to 95% availability. They are generally not impaired by inclement weather. Conveyors also have much lower labour requirements relative to haul trucks; operating and maintaining a truck fleet may require ten times as many crew members as an equivalent-capacity conveyor system. Also, conveyors can operate at grades up to 30% while maximum grades for trucks are generally 10%. Using steeper grades lowers the need to remove low-grade overburden material and may reduce the need to establish high cost haulage roads. Conveyors systems are also integrated into bucket wheel shovels in many surface coal operations, which eliminates the need for haulage trucks.
Solution Mining Methods
Solution mining, the most common of two types of aqueous mining, is employed to extract soluble ore where conventional mining methods are less efficient and/or less economical. Also known as leaching or surface leaching, this technique can be a primary mining method, as with gold and silver leach mining, or it can supplement the conventional pyrometallurgical steps of smelting and refining, as in the case of leaching low-grade copper oxide ores.
Environmental aspects of surface mining
The significant environmental effects of surface mines attract attention wherever the mines are located. Alteration of terrain, destruction of plant life and adverse effects on indigenous animals are inevitable consequences of surface mining. Contamination of surface and underground waters often presents problems, particularly with the use of lixiviants in solution mining and the run-off from hydraulic mining.
Thanks to the increased attention from environmentalists around the world and the use of planes and aerial photography, mining enterprises are no longer free to “dig and run” when the extraction of the desired ore has been complete. Laws and regulations have been promulgated in most of the developed countries and, through the activities of international organizations, are being urged where they do not yet exist. They establish an environmental management programme as an integral element in every mining project and stipulate such requirements as preliminary environmental impact assessments; progressive rehabilitation programmes, including restoration of land contours, reforestration, replanting of indigenous fauna, restocking of indigenous wild life and so on; as well as concurrent and long-term compliance auditing (UNEP 1991,UN 1992, Environmental Protection Agency (Australia) 1996, ICME 1996). It is essential that these be more than statements in the documentation required for the necessary government licenses. The basic principles must be accepted and practised by managers in the field and communicated to workers on all levels.
Regardless of the necessity or economic advantage, all surface solution methods share two common characteristics: (1) ore is mined in the usual way and then stockpiled; and, (2) an aqueous solution is applied to the top of the ore stock which reacts chemically with the metal of interest from which the resulting metal salt solution is channelled through the stock pile for collection and processing. The application of surface solution mining is dependent on the volume, the metallurgy of the mineral(s) of interest and the related host rock, and available area and drainage to develop sufficiently large leach dumps to make the operation economically viable.
The development of leach dumps in a surface mine in which solution mining is the primary production method is the same as all open-pit operations with the exception that the ore is destined solely for the dump and not a mill. In mines with both milling and solution methods, ore is segregated into milled and leached portions. For example, most copper sulphide ore is milled and purified to market grade copper by smelting and refining. Copper oxide ore, which is not generally amenable to pyrometallurgical processing, is routed to leach operations. Once the dump is developed, the solution leaches the soluble metal from the surrounding rock at a predictable rate that is controlled by the design parameters of the dump, the nature and volume of the solution applied, and the concentration and mineralogy of the metal in the ore. The solution used to extract the soluble metal is referred to as a lixiviant. The most common lixiviants used in this mining sector are dilute solutions of alkaline sodium cyanide for gold, acidic sulphuric acid for copper, aqueous sulphur dioxide for manganese and sulphuric acid-ferric sulphate for uranium ores; however, most leached uranium and soluble salts are collected by in-situ mining in which the lixiviant is injected directly into the ore body without prior mechanical extraction. This latter technique enables low-grade ores to be processed without extracting the ore from the mineral deposit.
Health and safety aspects
The occupational health and safety hazards associated with mechanical extraction of the ore in solution mining are essentially similar to those of conventional surface mine operations. An exception to this generalization is the need for non-leaching ore to undergo primary crushing in the surface mine pit before being conveyed to a mill for conventional processing, whereas ore is generally transported by haul truck directly from the extraction site to the leach dump in solution mining. Solution mining workers would therefore have less exposure to primary crushing hazards such as dust, noise and physical hazards.
The leading causes of injuries in surface mine environments include materials handling, slips and falls, machinery, hand-tool use, power haulage and electrical source contact. However, unique to solution mining is the potential exposure to the chemical lixiviants during transportation, leach field activities and chemical and electrolytic processing. Acid mist exposures may occur in metal electrowinning tankhouses. Ionizing radiation hazards, which increase proportionally from extraction to concentration, must be addressed in uranium mining.
Hydraulic Mining Methods
In hydraulic mining, or “hydraulicking”, high pressure water spray is used to excavate loosely consolidated or unconsolidated material into a slurry for processing. Hydraulic methods are applied primarily to metal and aggregate stone deposits, although coal, sandstone and metal mill tailings are also amenable to this method. The most common and best known application is placer mining in which concentrations of metals such as gold, titanium, silver, tin and tungsten are washed from within an alluvial deposit (placer). Water supply and pressure, ground slope gradient for runoff, distance from the mine face to the processing facilities, degree of consolidation of the mineable material and the availability of waste disposal areas are all primary considerations in the development of a hydraulic mining operation. As with other surface mining, the applicability is location specific. Inherent advantages of this method mining include relatively low operating costs and flexibility resulting from the use of simple, rugged and mobile equipment. As a result, many hydraulic operations develop in remote mining areas where infrastructure requirements are not a limitation.
Unlike other types of surface mining, hydraulic techniques rely on water as the medium for both mining and conveyance of the mined material (“sluicing”). High pressure water sprays are delivered by monitors or water cannons to a placer bank or mineral deposit. They disintegrate gravel and unconsolidated material, which washes into collection and processing facilities. Water pressures may vary from a normal gravity flow for very loose fine materials to thousands of kilograms per square centimetre for unconsolidated deposits. Bulldozers and graders or other mobile excavating equipment are sometimes employed to facilitate mining of more compacted materials. Historically, and in modem small-scale operations, the collection of the slurry or runoff is managed with small volume sluice boxes and catches. Commercial-scale operations rely on pumps, containment and settling basins and separation equipment that can process very large volumes of slurry per hour. Depending on the size of the deposit to be mined, the operation of the water monitors may be manual, remotely controlled or computer controlled.
When hydraulic mining occurs underwater it is referred to as dredging. In this method a floating processing station extracts loose deposits such as clay, silt, sand, gravel and any associated minerals using a bucket line, drag line and/or submerged water jets. The mined material is transported hydraulically or mechanically to a washing station which may be part of the dredging rig or physically separate with subsequent processing steps to segregate and complete processing. While dredging is used to extract commercial minerals and aggregate stone, it is best known as a technique used to clear and deepen water channels and floodplains.
Health and safety
Physical hazards in hydraulic mining differ from those in surface mining methods. Due to the minimal application of drilling, explosives, haulage and reduction activities, safety hazards tend to be associated mostly often with high pressure water systems, manual movement of mobile equipment, proximity issues involving power supplies and water, proximity issues associated with collapse of the mine face and maintenance activities. Health hazards primarily involve exposure to noise and dusts and ergonomic hazards related to equipment handling. Dust exposure is generally less of an issue than in traditional surface mining due to the use of water as the mining medium. Maintenance activities such as uncontrolled welding may also contribute to worker exposures.
Surface Coal Mining Managment
The geological characteristics of surface coal mining which distinguish it from other surface mining are the nature of formation and its relatively low value, which often require surface coal mines to move large volumes of overburden over a large area (i.e., it has a high stripping ratio). As a result, surface coal mines have developed specialized equipment and mining techniques. Examples include a dragline strip mine which mines in strips of 30 to 60 m wide, sidecasting material in pits up to 50 km long. Rehabilitation is an integral part of the mining cycle due to the significant disturbance of the involved areas.
Surface coal mines vary from being small (i.e., producing less than 1 million tonnes per annum) to large (above 10 million tonnes per annum). The workforce required depends on the size and type of the mine, the size and amount of equipment and the amount of coal and overburden. There are some typical measurements which indicate the productivity and size of the workforce. These are:
1. Output per miner expressed as tonnes per miner per year; this would range from 5,000 tonnes per miner per year to 40,000 tonnes per miner per year.
2. Total material moved expressed in tonnes per miner per year. This productivity indicator combines the coal and the overburden; productivity of 100,000 tonnes per miner per year would be low with 400,000 tonnes per miner per year being the very productive end of the scale.
Due to the large capital investment involved, many coal mines operate on a seven day continuous shift roster. This involves four crews: three work three shifts of eight hours each with the fourth crew covering rostered time off.
Mine Planning
Mine planning for surface coal mines is a repetitive process which can be summarized in a checklist. The cycle begins with geology and marketing and finishes with an economic evaluation. The level of detail (and cost) of the planning increases as the project goes through different stages of approval and development. Feasibility studies cover the work prior to development. The same checklist is used after production commences to develop annual and five-year plans as well as plans for closing down the mine and rehabilitating the area when all the coal has been extracted.
Significantly, the need for planning is ongoing and the plans need frequent updating to reflect changes in the market, technology, legislation and knowledge of the deposit learned as the mining progresses.
Geological Influences
Geological features have a major influence in the selection of the mining method and equipment used in a particular surface coal mine.
Seam attitude, commonly known as dip, represents the angle between the seam being mined and the horizontal plane. The steeper the dip the more difficult it is to mine. The dip also affects the stability of the mine; the limiting dip for dragline operations is around 7°.
The strength of coal and waste rock determines what equipment can be used and whether or not the material has to be blasted. Continuous mining equipment, such as bucketwheel excavators commonly used in eastern Europe and Germany, is limited to material of very low strength that does not require blasting. Typically, however, the overburden is too hard to be dug without some blasting to fragment the rock into smaller sized pieces which can then be excavated by shovels and mechanical equipment.
As the depth of coal seams increase, the cost of transporting the waste and coal to the surface or to the dump becomes higher. At some point, it would become more economical to mine by underground methods than by open-cut methods.
Seams as thin as 50 mm can be mined but the recovery of coal becomes more difficult and expensive as seam thickness decreases.
Hydrology refers to the amount of water in the coal and overburden. Significant quantities of water affect stability and the pumping requirements add to the cost.
The magnitude of the coal reserves and the scale of operation influences what equipment can be used. Small mines require smaller and relatively more expensive equipment, whereas large mines enjoy the economies of scale and lower costs per unit of production.
Environmental characteristics refers to the behaviour of the overburden after it has been mined. Some overburden is termed “acid producing” which means that when exposed to air and water it will produce acid which is detrimental to the environment and requires special treatment.
The combination of the above factors plus others determines which mining method and equipment is appropriate for a particular surface coal mine.
The Mining Cycle
Surface coal mining methodology can be broken into a series of steps.
Removing topsoil and either storing it or replacing it on areas being rehabilitated is an important part of the cycle as the objective is to return the land use to at least as good a condition as it was before mining began. Topsoil is an important component as it contains plant nutrients.
Ground preparation may involve using explosives to fragment the large rocks. In some instances, this is done by bulldozers with rippers which use mechanical force to break the rock into smaller pieces. Some mines where the strength of the rock is low require no ground preparation as the excavator can dig directly from the bank.
Waste removal is the process of mining the rock overlying the coal seam and transporting it to the dump. In a strip mine where the dump is in an adjacent strip, it is a sidecast operation. In some mines, however, the dump may be several kilometres away due to the structure of the seam and available dump space and transport to the dump by trucks or conveyors is necessary.
Coal mining is the process of removing the coal from the exposed face in the mine and transporting it out of the pit. What happens next depends on the location of the coal market and its end use. If fed to an onsite power station, it is pulverised and goes directly to the boiler. If the coal is low grade it may be upgraded by “washing” the coal in a preparation plant. This separates the coal and overburden to yield a higher grade product. Before it is sent to market, this coal usually needs some crushing to get it to a uniform size, and blending to control variations in quality. It may be transported by road, conveyor, train, barge or ship.
Rehabilitation involves shaping the dump to restore the terrain and meet drainage criteria, replacing topsoil and planting vegetation to return it to its original state. Other environmental management considerations include:
- water management: diversion of existing water courses and control of mine water by sediment dams and recycling so that contaminated water is not discharged
- visual planning : ensuring that the visual impact is minimized
- flora and fauna: to restoring trees and vegetation and replace indigenous wild life
- archaeology: preservation and/or restoration of culturally significant sites
- final void: what to do with the hole after mining has stopped (e.g., it may be filled in or turned into a lake)
- air blast and vibration, due to blasting, which need to be managed by specific techniques if buildings are nearby
- noise and dust, which need to be managed to avoid creating a nuisance for nearby dwellings and communities.
The impact of surface coal mining on the overall environment can be significant but with appropriate planning and control throughout all phases of the enterprise, it can be managed to meet all requirements.
Mining Methods and Equipment
Three main mining methods are used for surface coal mining: truck and shovel; draglines; and conveyor-based systems, such as bucketwheel excavators and in-pit crushers. Many mines use combinations of these, and there are also specializd techniques such as auger mining and continuous highwall miners. These constitute only a small proportion of total surface coal mining production. The dragline and bucketwheel systems were developed specifically for surface coal mining whereas truck and shovel mining systems are used throughout the mining industry.
The truck and shovel mining method involves an excavator, such as an electric rope shovel, a hydraulic excavator or a front-end loader, to load overburden into trucks. The size of the trucks can vary from 35 tonnes up to 220 tonnes. The truck transports the overburden from the mining face to the dumping area where a bulldozer will push and pile the rock to shape the dump for rehabilitation. The truck and shovel method is noted for its flexibility; examples are found in most countries of the world.
Draglines are one of the cheapest methods to mine the overburden, but are limited in their operation by the length of the boom,which is generally 100 m long. The dragline swings on its centre point and can therefore dump the material approximately 100 m from where it is sitting. This geometry requires that the mine be laid out in long narrow strips.
The main limitation of the dragline is that it can only dig to a depth of approximately 60 m; beyond this, another form of supplementary overburden removal such as the truck and shovel fleet is required.
Conveyor-based mining systems use conveyors to transport the overburden instead of trucks. Where the overburden is low strength it can be mined directly from the face by a bucketwheel excavator. It is often called a “continuous” mining method because it feeds the overburden and coal without interruption. Draglines and shovels are cyclical with each bucket load taking 30 to 60 seconds. Harder overburden requires a combination of blasting or an in-pit crusher and shovel loading to feed it onto the conveyor. Conveyor-based surface coal mining systems are most suitable where the overburden has to be transported significant distances or up significant heights.
Conclusion
Surface coal mining involves specialized equipment and mining techniques which allow the removal of large volumes of waste and coal from large areas. Rehabilitation is an integral and important part of the process.
Processing Ore
Almost all the metals and other inorganic materials that have been exploited occur as the compounds that constitute the minerals that make up the earth’s crust. The forces and processes that have shaped the earth’s surface have concentrated these minerals in widely different amounts. When this concentration is sufficiently great so that the mineral can be economically exploited and recovered, the deposit is referred to as an ore or orebody. However, even then the minerals are not usually available in a form with the purity necessary for immediate processing to the desired end product. In his sixteenth century work on mineral processing Agricola (1950) wrote: “Nature usually creates metals in an impure state, mixed with earth, stones, and solidified juices, it is necessary to separate most of these impurities from the ores as far as can be, before they are smelted.”
Valuable minerals must first be separated from those of no commercial value, which are called gangue. Ore processing refers to this initial treatment of mined material to produce a mineral concentrate of a sufficiently high grade to be satisfactorily processed further to the pure metal or other end product. The differing characteristics of the minerals making up the ore are exploited to separate them from each other by a variety of physical methods that generally leave the chemical composition of the mineral unchanged. (The processing of coal is specifically discussed in the article “Coal preparation”)
Crushing and Grinding
The particle size of the material arriving at the processing plant will depend on the mining operation employed and on the ore type, but it will be relatively large. Comminution, the progressive reduction in the particle size of lumpy ore, is carried out for two reasons: to reduce the material to a more convenient size and to liberate the valuable component from the waste material as a first step towards its effective separation and recovery. In practice, comminution usually consists of the crushing of larger-sized material, followed by the breaking of the material to finer sizes by tumbling it in rotating steel mills.
Crushing
It is not possible to progress from very large lumps to fine material in a single operation or using one machine. Crushing thus is usually a dry operation that typically takes place in stages which are designated as primary, secondary and tertiary.
Primary crushers reduce the ore from anything as large as 1.5 m down to 100 to 200 mm. Machines such as jaw and gyratory crushers apply a fracture force to the large particles, breaking the ore by compression.
In a jaw crusher, ore falls into a wedge-shaped space between a fixed and a moving crushing plate. Material is nipped and squeezed until it breaks and released and nipped again further down as the jaws open and close, until it finally escapes through the gap set at the bottom.
In the gyratory crusher, a long spindle carries a heavy, hard steel conical grinding element that is moved eccentrically by a lower bearing sleeve within the crushing chamber or shell. The relative motion of the crushing faces is produced by the gyration of the eccentrically mounted cone against the outer chamber. Typically this machine is used where a high throughput capacity is required.
Secondary crushing reduces the particle size down to 5 to 20 mm. Cone crushers, rolls and hammer mills are examples of the equipment used. The cone crusher is a modified gyratory crusher with a shorter spindle that is not suspended, but supported in a bearing below the head. A roll crusher consists of two horizontal cylinders rotating towards each other, the rolls drawing the ore into the gap between them and after a single nip discharging the product. The hammer mill is a typical impact crusher mill. Comminution is by the impact of sharp blows applied at high speed by hammers attached to a rotor within the work-space.
Grinding
Grinding, the last stage in comminution, is performed in rotating cylindrical steel vessels known as tumbling mills. Here the mineral particles are reduced to between 10 and 300 μm. A grinding medium, such as steel balls, rods or pebbles (pre-sized lumps of ore much larger than the bulk feed of material), is added to the mill so that the ore is broken down to the desired size. The use of pebbles is termed autogenous grinding. Where the ore type is suitable, run-of-mine (ROM) milling may be used. In this form of autogenous milling the entire ore stream from the mine is fed directly to the mill without pre-crushing, the large lumps of ore acting as the grinding medium.
The mill is generally loaded with crushed ore and grinding medium to just under half full. Studies have shown that the breaking produced by milling is a combination of both impact and abrasion. Mill liners are used to protect the mill shell from wear and, by their design, to reduce slip of the grinding media and improve the lifting and impact portion of milling.
There is an optimal size to which ore must be ground for effective separation and recovery of the valuable component. Undergrinding results in incomplete liberation and poor recovery. Overgrinding increases the difficulty of separation, besides using an excess of expensive energy.
Sizing Separation
After crushing and milling, the products are usually separated simply according to their size. The primary purpose is to produce appropriately sized feed material for further treatment. Oversize material is recycled for further reduction.
Screens
Screening is generally applied to fairly coarse material. It may also be used to produce a reasonably uniform feed size for a subsequent operation where this is required. The grizzly is a series of heavy parallel bars set in a frame that screens out very coarse material. The trommel is an inclined rotating cylindrical screen. By use of a number of sections of different sized screens, several sized products can be simultaneously produced. A variety of other screens and screen combinations may be employed.
Classifiers
Classification is the separation of particles according to their settling rate in a fluid. Differences in density, size and shape are effectively utilized. Classifiers are used to separate coarse and fine material, thereby fractionizing a large size distribution. A typical application is to control a closed-circuit grinding operation. While size separation is the primary objective, some separation by mineral type usually occurs due to density differences.
In a spiral classifier, a rake mechanism lifts the coarser sands from a slurry pool to produce a clean de-slimed product.
The hydrocyclone uses centrifugal force to accelerate settling rates and produce efficient separations of fine-sized particles. A slurry suspension is introduced at high velocity tangentially into a conical shaped vessel. Due to the swirling motion, the faster settling, larger and heavier particles move towards the outer wall, where the velocity is lowest, and settle downwards, while the lighter and smaller particles move towards the zone of low pressure along the axis, where they are carried upward.
Concentration Separation
Concentration separation requires particles to be distinguished as being either those of the valuable mineral or as gangue particles and their effective separation into a concentrate and a tailing product. The objective is to achieve maximum recovery of the valuable mineral at a grade that is acceptable for further processing or sale.
Ore sorting
The oldest and simplest method of concentration is the selection of particles visually and their removal by hand. Hand sorting has its modern equivalents in a number of electronic methods. In photometric methods, particle recognition is based on the difference in reflectivity of different minerals. A blast of compressed air is then activated to remove them from a moving belt of material. The differing conductivity of different minerals may be utilized in a similar manner.
Heavy medium separation
Heavy medium or dense medium separation is a process that depends only on the density difference between minerals. It involves introducing the mixture into a liquid with a density lying between that of the two minerals to be separated, the lighter mineral then floats and the heavier sinks. In some processes it is used for the preconcentration of minerals prior to a final grind and is frequently employed as a cleaning step in coal preparation.
Heavy organic fluids such as tetrabromoethane, which has a relative density of 2.96, are used in certain applications, but on a commercial scale suspensions of finely ground solids that behave as simple Newtonian fluids are generally employed. Examples of the material used are magnetite and ferrosilicon. These form low-viscosity, inert and stable “fluids” and are easily removed from suspension magnetically.
Gravity
Natural separating processes such as river systems have produced placer deposits where heavier larger particles have been separated from lighter smaller ones. Gravity techniques mimic these natural processes. Separation is brought about by the movement of the particle in response to the force of gravity and the resistance exerted by the fluid in which separation takes place.
Over the years, many types of gravity separators have been developed, and their continued use testifies to the cost-effectiveness of this type of separation.
In a jig a bed of mineral particles is brought into suspension (“fluidized”) by a pulsating current of water. As the water drains back between each cycle, the denser particles fall below the less dense and during a period of draining small particles, and particularly smaller denser particles, penetrate between the spaces between the larger particles and settle lower in the bed. As the cycle is repeated, the degree of separation increases.
Shaking tables treat finer material than jigs. The table consists of a flat surface that is inclined slightly from front to back and from one end to the other. Wooden riffles divide the table longitudinally at right angles. Feed enters along the top edge, and the particles are carried downwards by the flow of water. At the same time they are subject to asymmetrical vibrations along the longitudinal or horizontal axis. Denser particles which tend to be trapped behind the riffle are shuffled across the table by the vibrations.
Magnetic separation
All materials are influenced by magnetic fields, although for most the effect is too slight to be detected. However, if one of the mineral components of a mixture has a reasonably strong magnetic susceptibility, this can be used to separate it from the others. Magnetic separators are classified into low- and high-intensity machines, and further into dry- and wet-feed separators.
A drum-type separator consists of a rotating non-magnetic drum containing within its shell stationary magnets of alternating polarity. Magnetic particles are attracted by the magnets, pinned to the drum and conveyed out of the magnetic field. A wet high- intensity separator (WHIMS) of the carousel type consists of a concentric rotating matrix of iron balls that passes through a strong electromagnet. Slurried residues are poured into the matrix where the electromagnet operates, and magnetic particles are attracted to the magnetized matrix while the bulk of the slurry passes through and exits via a base grid. Just past the electromagnet, the field is reversed and a stream of water is used to remove the magnetic fraction.
Electrostatic separation
Electrostatic separation, once commonly used, was displaced to a considerable extent by the advent of flotation. However, it is successfully applied to a small number of minerals, such as rutile, for which other methods prove difficult and where the conductivity of the mineral makes electrostatic separation possible.
The method exploits differences in the electrical conductivity of the different minerals. Dry feed is carried into the field of an ionizing electrode where the particles are charged by ion bombardment. Conducting particles rapidly lose this charge to a grounded rotor and are thrown from the rotor by centrifugal force. Non-conductors lose their charge more slowly, remain clinging to the earth conductor by electrostatic forces, and are carried around to a collection point.
Flotation
Flotation is a process of separation that exploits differences in the physico-chemical surface properties of different minerals.
Chemical reagents called collectors are added to the pulp and react selectively with the surface of the valuable mineral particles. The reaction products formed makes the surface of the mineral hydrophobic or non-wettable, so that it readily attaches to an air bubble.
In each cell of a flotation circuit the pulp is agitated and introduced air is dispersed into the system. The hydrophobic mineral particles attach to the air bubbles and, with a suitable frothing agent present, these form a stable froth at the surface. This continuously overflows the sides of the flotation cell, carrying its mineral load with it.
A flotation plant consist of banks of interconnected cells. A first concentrate produced in rougher bank is cleaned of unwanted gangue components in a cleaner bank, and if necessary recleaned in a third bank of cells. Additional valuable mineral may be scavenged in a fourth bank and recycled to the cleaner banks before the tails are finally discarded.
Dewatering
Following most operations it is necessary to separate the water used in the separation processes from the concentrate produced or from the waste gangue material. In dry environments this is particularly important so that the water may be recycled for re-use.
A settling tank consists of a cylindrical vessel into which pulp is fed at the centre via a feed-well. This is placed below the surface to minimize disturbance of the settled solids. Clarified liquid overflows the sides of the tank into a launder. Radial arms with blades rake the settled solids towards the centre, where they are withdrawn. Flocculants may be added to the suspension to accelerate the settling rate of the solids.
Filtration is the removal of solid particles from the fluid to produce a cake of concentrate that can then be dried and transported. A common form is the continuous vacuum filter, typical of which is the drum filter. A horizontal cylindrical drum rotates in an open tank with the lower section immersed in pulp. The shell of the drum consists of a series of compartments covered by a filter medium. The inner double-walled shell is connected to a valve mechanism on the central shaft that permits either vacuum or pressure to be applied. Vacuum is applied to the section immersed in the pulp, drawing water through the filter and forming a cake of concentrate on the cloth. The vacuum dewaters the cake once out of the slurry. Just before the section re-enters the slurry, pressure is applied to blow off the cake. Disc filters operate on the same principle, but consist of a series of discs attached to the central shaft.
Tailings Disposal
Only a small fraction of the mined ore consists of valuable mineral. The remainder is gangue that after processing forms the tailings that must be disposed of.
The two major considerations in tailings disposal are safety and economics. There are two aspects to safety: the physical considerations surrounding the dump or dam in which the tailings are placed; and pollution by the waste material that may affect human health and cause damage to the environment. Tailings must be disposed of in the most cost-effective manner possible commensurate with safety.
Most commonly the tailings are sized, and the coarse sand fraction is used to construct a dam at a selected site. The fine fraction or slime is then pumped into a pond behind the dam wall.
Where toxic chemicals such as cyanide are present in the waste waters, special preparation of the base of the dam (e.g., by the use of plastic sheeting) may be necessary to prevent the possible contamination of ground waters.
As far as possible, the water recovered from the dam is recycled for further use. This may be of great importance in dry regions and is increasingly becoming required by legislation aimed at preventing the pollution of ground and surface water by chemical pollutants.
Heap and in Situ Leaching
Much of the concentrate produced by ore processing is processed further by hydrometallurical methods. The metal values are leached or dissolved from the ore, and different metals are separated from each other. The solutions obtained are concentrated, and the metal then recovered by steps such as precipitation and electrolytic or chemical deposition.
Many ores are of too low a grade to justify the cost of pre-concentration. Waste material may also still contain a certain amount of metal value. In some instances, such material may be economically processed by a version of a hydrometallurgical process known as heap or dump leaching.
Heap leaching was established at Rio Tinto in Spain more than 300 years ago. Water percolating slowly through heaps of low-grade ore was coloured blue by dissolved copper salts arising from oxidation of the ore. The copper was recovered from solution by precipitation onto scrap iron.
This basic process is utilized for oxide and sulphide heap leaching of low grade and waste material around the world. Once a heap or dump of the material has been created, a suitable solubilizing agent (e.g., an acid solution) is applied by sprinkling or flooding the top of the heap and the solution that seeps to the bottom is recovered.
While heap leaching has long been successfully practised, it was only relatively recently that the important role of certain bacteria in the process was recognized. These bacteria have been identified as the iron-oxidizing species Thiobacillus ferrooxidans and the sulphur-oxidizing species Thiobacillus thiooxidans. The iron-oxidizing bacteria derive energy from the oxidation of ferrous ions to ferric ions and the sulphur-oxidizing species by the oxidation of sulphide to sulphate. These reactions effectively catalyze the accelerated oxidation of the metal sulphides to the soluble metal sulphates.
In situ leaching, sometimes called solution mining, is effectively a variation of heap leaching. It consists of the pumping of solution into abandoned mines, caved in workings, remote worked-out areas or even entire ore bodies where these are shown to be permeable to solution. The rock formations must lend themselves to contact with the leaching solution and to the necessary availability of oxygen.
Coal Preparation
Coal preparation is the process whereby the raw run-of-mine coal is turned into a saleable clean coal product of consistent size and quality specified by the consumer. The end use of the coal falls into the following general categories:
- Electricity generation: The coal is burned to supply heat to drive turbines which generate electricity.
- Iron and steel making: The coal is heated in ovens, in the absence of air, to drive off gases (volatile matter) to produce coke. The coke is used in the blast furnace to make iron and steel. Coal can also be added directly to the blast furnace as in the pulverized coal injection (PCI) process.
- Industrial: Coal is used in the metallurgical industry as a reductant, whereby its carbon content is used to remove oxygen (reducing) in a metallurgical process.
- Heating: Coal can be used domestically and industrially as a fuel for space heating. It is also used as a fuel in dry kilns for the manufacture of cement.
Crushing and Breaking
Run-of-mine coal from the pit needs to be crushed to an acceptable top size for treatment in the preparation plant. Typical crushing and breaking devices are:
- Feeder breakers: A rotation drum fitted with picks that fracture the coal. The coal is delivered by a scraper conveyor and the drum rotates in the same direction as the coal flow. Feeder breakers are commonly used underground, however, there are some in use on surface in the coal preparation circuit.
- Rotary breakers: The breaker circuit of an outer fixed shell with an inner rotating drum fitted with perforated plates. Typical rotational speed of the drum is 12–18 rpm. Lifter plates pick up the run-of-mine coal which then falls across the diameter of the drum. The softer coal breaks and passes through the perforations while the harder rock is transported to the exit. The rotary breaker achieves two functions, size reduction and beneficiation by removal of rock.
- Roll crushers: Roll crushers can consist of either a single rotating roll and a stationary anvil (plate), or two rolls rotating at the same speed towards one another. The roll faces are usually toothed or corrugated. A common form of crusher is the two stage or quad roll crusher whereby the product from the first twin roll crusher falls into the second twin roll crusher set at a smaller aperture, with the result that a large-scale reduction can be achieved in one machine. A typical application would be crushing run-of-mine material down to 50 mm.
Crushing is sometimes used following the coal cleaning process, when large size coal is crushed to meet market requirements. Roll crushers or hammer mills are usually used. The hammer mill consists of a set of free swinging hammers rotating on a shaft that strike the coal and throw it against a fixed plate.
Sizing
Coal is sized before and after the beneficiation (cleaning) process. Different cleaning processes are used on different sizes of coal, so that raw coal on entering the coal preparation plant will be screened (sieved) into three or four sizes which then go through to the appropriate cleaning process. The screening process is usually carried out by rectangular vibrating screens with a mesh or punched plate screen deck. At sizes below 6 mm wet screening is used to increase the efficiency of the sizing operation and at sizes below 0.5 mm a static curved screen (sieve bend) is placed before the vibrating screen to improve efficiency.
Following the beneficiation process, the clean coal is sometimes sized by screening into a variety of products for the industrial and domestic coal markets. Sizing of clean coal is rarely used for coal for electricity generating (thermal coal) or for steel making (metallurgical coal).
Storage and Stockpiling
Coal is typically stored and stockpiled at three points in the preparation and handling chain:
- raw coal storage and stockpiling between the mine and the preparation plant
- clean coal storage and stockpiling between the preparation plant and the rail or road loadout point
- clean coal storage at ports which may or may not be controlled by the mine.
Typically raw coal storage occurs after crushing and usually takes the form of open stockpiles (conical, elongated or circular), silos (cylindrical) or bunkers. It is common for seam blending to be carried out at this stage in order to supply a homogenous product to the preparation plant. Blending may be as simple as sequentially depositing different coals onto a conical stockpile to sophisticated operations using stacker conveyors and bucket wheel reclaimers.
Clean coal can be stored in a variety of ways, such as open stockpiles or silos. The clean coal storage system is designed to allow for rapid loading of rail cars or road trucks. Clean coal silos are usually constructed over a rail track allowing unit trains of up to 100 cars to be drawn slowly under the silo and filled to a known weight. In-motion weighing is usually used to maintain a continuous operation.
There are inherent dangers in stockpiled coals. Stockpiles may be unstable. Walking on stockpiles should be forbidden because internal collapses can occur and because reclamation can start without warning. Physically cleaning blockages or hangups in bunkers or silos should be treated with the greatest care as seemingly stable coal can suddenly slip.
Coal Cleaning (Beneficiation)
Raw coal contains material from “pure” coal to rock with a variety of material in between, with relative densities ranging from 1.30 to 2.5. Coal is cleaned by separating the low density material (saleable product) from the high density material (refuse). The exact density of separation depends on the nature of the coal and the clean coal quality specification. It is impractical to separate fine coal on a density basis and as a result 0.5 mm raw coal is separated by processes using the difference in surface properties of coal and rock. The usual method employed is froth flotation.
Density separation
There are two basic methods employed, one being a system using water, where the movement of the raw coal in water results in the lighter coal having a greater acceleration than the heavier rock. The second method is to immerse the raw coal in a liquid with a density between coal and rock with the result that the coal floats and the rock sinks (dense medium separation).
The systems using water are as follows:
- Jigs: In this application raw coal is introduced into a pulsating bath of water. The raw coal is moved across a perforated plate with water pulsating through it. A stratified bed of material is established with the heavier rock at the bottom and the lighter coal at the top. At the discharge end, the refuse is removed from the clean coal. Typical size ranges treated in a jig are 75 mm to 12 mm. There are special application fine coal jigs which use an artificial bed of feldspar rock.
- Concentrating tables: A concentrating table consists of a riffled rubber deck carried on a supporting mechanism, connected to a head mechanism that imparts a rapid reciprocating motion in a direction parallel to the riffles. The slide slope of the table can be adjusted. A cross flow of water is provided by means of a launder mounted along the upper side of the deck. The feed enters just ahead of the water supply and is fanned out over the table deck by differential motion and gravitational flow. The raw coal particles are stratified into horizontal zones (or layers). The clean coal overflows the lower side of the table, and the discard is removed at the far side. Tables operate over the size range 5 ´ 0.5 mm.
- Spirals: The treatment of coal fines with spirals utilizes a principle whereby raw fine coal is carried down a spiral path in a stream of water and centrifugal forces direct the lighter coal particles to the outside of the stream and the heavier particles to the inside. A splitter device at the discharge end separates the fine coal from the fine refuse. Spirals are used as a cleaning devise on 2 mm ´ 0.1 mm size fractions.
- Water-only cyclones: The water-borne raw coal is fed tangentially under pressure into a cyclone, resulting in a whirlpool effect and centrifugal forces move the heavier material to the cyclone wall and from there they are transported to the underflow at the apex (or spigot). The lighter particles (coal) remain in the centre of the whirlpool vortex and are removed upwards via a pipe (vortex finder) and report to the overflow. The exact density of separation can be adjusted by varying pressure, vortex finder length and diameter, and apex diameter. The water-only cyclone typically treats material in the 0.5 mm ´ 0.1 mm size range and is operated in two stages to improve separating efficiency.
The second type of density separation is dense medium. In a heavy liquid (dense medium), particles having a density lower than the liquid (coal) will float and those having a density higher (rock) will sink. The most practical industrial application of a dense medium is a finely ground suspension of magnetite in water. This has many advantages, namely:
- The mixture is benign, as compared to inorganic or organic fluids.
- The density can be rapidly adjusted by varying the magnetite/water ratio.
- The magnetite can be easily recycled by removing it from the product streams with magnetic separators.
There are two classes of dense medium separators, the bath- or vessel-type separator for coarse coal in the range 75 mm 12 mm and the cyclone-type separator cleaning coal in the range 5 mm ´ 0.5 mm.
The bath-type separators can be deep or shallow baths where the float material is carried over the lip of the bath and the sink material is extracted from the bottom of the bath by scraper chain or paddle wheel.
The cyclone-type separator enhances the gravitational forces with centrifugal forces. The centrifugal acceleration is about 20 times greater than the gravity acceleration acting upon the particles in the bath separator (this acceleration approaches 200 times greater than the gravity acceleration at the cyclone apex). These large forces account for the high throughput of the cyclone and its ability to treat small coal.
The products from the dense medium separators, namely clean coal and refuse, both pass over drain and rinse screens where the magnetite medium is removed and returned to the separators. The diluted magnetite from the rinsing screens is passed through magnetic separators to recover the magnetite for re-use. The magnetic separators consist of rotating stainless steel cylinders containing fixed ceramic magnets mounted on the stationary drum shaft. The drum is immersed in a stainless steel tank containing the dilute magnetite suspension. As the drum rotates, magnetite adheres to the area near the fixed internal magnets. The magnetite is carried out of the bath and out of the magnetic field and falls from the drum surface via a scraper to a stock tank.
Both nuclear density gauges and nuclear on-stream analysers are used in coal preparation plants. Safety precautions relating to radiation source instruments must be observed.
Froth flotation
Froth flotation is a physio-chemical process that depends upon the selective attachment of air bubbles to coal particle surfaces and the non-attachment of refuse particles. This process involves the use of suitable reagents to establish a hydrophobic (water-repellent) surface on the solids to be floated. Air bubbles are generated within a tank (or cell) and as they rise to the surface the reagent-coated fine coal particles adhere to the bubble, the non-coal refuse remains at the bottom of the cell. The coal bearing froth is removed from the surface by paddles and is then dewatered by filtration or centrifuge. The refuse (or tailings) pass to a discharge box and are usually thickened before being pumped to a tailings impoundment pond.
The reagents used in the froth flotation of coal are generally frothers and collectors. Frothers are used to facilitate the production of a stable froth (i.e., froths that do not break up). They are chemicals that reduce the surface tension of water. The most commonly used frother in coal flotation is methyl isobutyl carbinol (MIBC). The function of a collector is to promote contact between coal particles and air bubbles by forming a thin coating over the particles to be floated, which renders the particle water-repellent. At the same time the collector must be selective, that is, it must not coat the particles that are not to be floated (i.e., the tailings). The most commonly used collector in coal flotation is fuel oil.
Briquetting
The briquetting of coal has a long history. In the late 1800s relatively worthless fine coal or slack was compressed to form a “patent fuel” or briquette. This product was acceptable to both the domestic and industrial markets. In order to form a stable briquette, a binder was necessary. Usually coal tars and pitches were used. The coal briquetting industry for the domestic market has been in decline for some years. However, there have been some advances in technology and applications.
High-moisture low-rank coals may be upgraded by thermal drying and subsequent removal of a portion of the inherent or “locked in” moisture. However, the product from this process is friable and prone to the re-absorbtion of moisture and spontaneous combustion. Briquetting of low-rank coal allows for a stable, transportable product to be made. Briquetting is also used in the anthracite industry, where large-sized products have a significantly higher selling price.
Coal briquetting has also been used in emerging economies where briquettes are used as cooking fuel in rural areas. The process of manufacture usually involves a devolatilizing step whereby excess gas or volatile matter is driven off prior to briquetting in order to produce a “smokeless” domestic fuel.
The briquetting process, therefore, usually has the following steps:
- Coal drying: Moisture content is critical because it has an impact on the strength of the briquette. Methods used are direct drying (a flash dryer using hot gas) and indirect drying (a disc dryer using steam heat).
- Devolatilizing: This is only applicable to low-rank high-volatile coals. The equipment used is a retort or a beehive type coke oven.
- Crushing: The coal is often crushed because a smaller particle size results in a stronger briquette.
- Binders: Binders are required to ensure that the briquette has adequate strength to withstand normal handling. The types of binders that have been used are coke oven pitch, petroleum asphalt, ammonium lignosulphorate and starch. The typical addition rate is 5 to 15% by weight. The fine coal and binder are mixed in a pug mill or paddle mixer at an elevated temperature.
- Briquette manufacture: The coal-binder mixture is fed to a double roll press with indented surfaces. A variety of briquette shapes can be made depending on the type of roller indentation. The most common form of briquette is the pillow shape. The pressure increases the apparent density of the coal-binder mix by 1.5 to 3 times.
- Coating and baking: With some binders (ammonium lignosulphorate and petroleum asphalt) a heat treatment in the range of 300°C is necessary to harden the briquettes. The heat treatment oven is an enclosed conveyor and heated with hot gases.
- Cooling/quenching: The cooling oven is an enclosed conveyor with recirculating air passing to reduce the briquette temperature to an ambient condition. Off-gases are collected, scrubbed and discharged to the atmosphere. Quenching with water is sometimes used to cool the briquettes.
Briquetting of soft brown coal with a high moisture content of 60 to 70% is a somewhat different process than that described above. The brown coals are frequently upgraded by briquetting, which involves crushing, screening and drying the coal to approximately 15% moisture, and extrusion pressing without binder into compacts. Large quantities of coal are treated in this way in Germany, India, Poland and Australia. The dryer used is a steam-heated rotary tube dryer. Following extrusion pressing, the compacted coal is cut and cooled before being transferred to belt conveyors to railcars, road trucks or storage.
Briquetting plants handle large quantities of highly combustible material associated with potentially explosive mixtures of coal dust and air. Dust control, collection and handling as well as good housekeeping are all of considerable importance to safe operation.
Refuse and Tailings Disposal
Waste disposal is an integral part of a modern coal preparation plant. Both coarse refuse and fine tailings in the form of slurry must be transported and disposed of in an environmentally responsible way.
Coarse refuse
Coarse refuse is transported by truck, conveyor belt or aerial ropeway to the solids disposal area, which usually forms the walls of the tailings impoundment. The refuse can also be returned to the open pit.
Innovative cost-effective forms of transporting of coarse waste are now being used, namely, crushing and transportation by pumping in slurry form to an impoundment pond and also by a pneumatic system to underground storage.
It is necessary to select a disposal site which has a minimal amount of exposed surface while at the same time provides for good stability. A structure that is exposed on all sides permits more surface drainage, with a greater tendency for silt formation in nearby water courses, and also a greater probability of spontaneous combustion. To minimize both these effects, greater quantities of cover material, compacting and sealing, are required. The ideal disposal construction is the valley-fill type of operation.
Preparation-plant waste embankments may fail for several reasons:
- weak foundations
- excessively steep slopes of excessive heights
- poor control of water and fine material seepage through the dump
- inadequate water control during extreme rainfall events.
The principal categories of design and construction techniques which can greatly reduce environmental hazards associated with coal-refuse disposal are:
- drainage from within the refuse pile
- diversion of surface drainage
- waste compaction to minimize spontaneous combustion
- waste pile stability.
Tailings
Tailings (fine solid waste in water) are usually transported by pipe line to an impoundment area. However, in some instances tailings impoundment is not environmentally acceptable and alternative treatment is necessary, namely, dewatering of tailings by belt press or high speed centrifuge and then disposal of the dewatered product by belt or truck in the coarse refuse area.
Tailings impoundments (ponds) operate on the principle that the tailings settle out to the bottom and the resulting clarified water is pumped back to the plant for reuse. The pool elevation in the pond is maintained such that storm in-flows are stored and then drawn off by pumping or small decant systems. It may be necessary periodically to remove sediment from smaller impoundments to extend their life. The retaining embankment of the impoundment is usually constructed of coarse refuse. Poor design of the retaining wall and liquefaction of the tailings due to poor drainage can lead to dangerous situations. Stabilizing agents, usually calcium-based chemicals, have been used to produce a cementation effect.
Tailings impoundments normally develop over an extended period of the mine’s life, with continually changing conditions. Therefore the stability of the impoundment structure should be carefully and continuously monitored.
Ground Control in Underground Mines
The principal objective of ground control is to maintain safe excavations in rock and soil (the terms strata control and slope management are also used in underground mines and surface mines, respectively). Ground control also finds many applications in civil engineering projects such as tunnels, hydro-electric power plants and nuclear waste repositories. It has been defined as the practical application of rock mechanics to everyday mining. The US National Committee on Rock Mechanics has proposed the following definition: “Rock mechanics is the theoretical and applied science of the mechanical behaviour of rock and rock masses; it is that branch of mechanics concerned with the response of rock and rock masses to the force fields of their physical environment”.
Rock masses exhibit extremely complex behaviour, and rock mechanics and ground control have been the subject of considerable fundamental and applied research throughout the world since the 1950s. In many ways ground control is a craft more than a science. Ground control requires an understanding of structural geology, rock properties, groundwater and ground stress regimes and of how these factors interact. Tools include the methods of site investigation and rock testing, measures to minimize damage to the rock mass caused by blasting, the application of design techniques, monitoring and ground support. Several important developments have taken place in rock mechanics and ground control in recent years, including the development of empirical design and computer analysis techniques for mine design, the introduction and wide use of a variety of ground monitoring instruments and the development of specialized ground support tools and techniques. Many mining operations have ground control departments staffed by specialist engineers and technicians.
Underground openings are more difficult to create and maintain than rock or soil slopes, therefore underground mines generally must devote more resources and design efforts to ground control than surface mines and quarries. In traditional underground mining methods, such as shrinkage and cut-and-fill, workers are directly exposed to potentially unstable ground in the ore zone. In bulk mining methods, such as blasthole stoping, workers do not enter the ore zone. There has been a trend away from selective methods to bulk methods in the past decades.
Ground Failure Types
Rock structure and rock stress are important causes of instability in mines.
A particular rock mass consists of intact rock and any number of rock structures or structural discontinuities. Major types of rock structures include bedding planes (division planes which separate the individual strata), folds (bends in rock strata), faults (fractures on which movement has occurred), dykes (tabular intrusions of igneous rock) and joints (breaks of geological origin along which there has been no visible displacement). The following properties of structural discontinuities affect the engineering behaviour of rock masses: orientation, spacing, persistence, roughness, aperture and presence of infilling material. The collection of pertinent structural information by engineers and geologists is an important component of the ground control programme at a mining operation. Sophisticated computer programmes to analyse structural data and the geometry and stability of wedges in surface or underground mines are now available.
Stresses in rock also can cause instability in mines; knowledge of the stress-strain behaviour of rock masses is essential to sound engineering design. Laboratory tests on cylindrical specimens of rock from drill core can provide useful strength and deformability information concerning the intact rock; different rock types behave differently, from the plastic behaviour of salt to the elastic, brittle behaviour of many hard rocks. Jointing will greatly influence the strength and deformability of the entire rock mass.
There are some common types of rock slope failures in surface mines and quarries. The sliding block failure mode occurs where movement takes places along one or more rock structures (plane shear, step path, wedge, step wedge or slab failures); a rotational shear failure can occur in a soil or weak rock mass slope; additional failure modes include toppling of blocks formed by steeply dipping structures and ravelling (e.g., dislodging of blocks by freeze-thaw or rain).
Major slope failures can be catastrophic, although slope instability does not necessarily mean slope failure from an operational standpoint. The stability of individual benches is usually of more immediate concern to the operation, as failure can occur with little warning, with potential loss of life and equipment damage.
In underground mines, instability can result from movement and collapse of rock blocks as a result of structural instability, failure of rock around the opening as a result of high rock stress conditions, a combination of stress-induced rock failure and structural instability and instability caused by rockbursts. Rock structure can influence the choice of an underground mining method and the design of mining layouts because it can control stable excavation spans, support requirements capability and subsidence. Rock at depth is subjected to stresses resulting from the weight of the overlying strata and from stresses of tectonic origin, and horizontal stresses are often greater than the vertical stress. Instruments are available to determine the level of stress in the ground before mining has begun. When a mine opening is excavated, the stress field around this opening changes and possibly exceeds the strength of the rock mass, resulting in instability.
There are also various types of failure which are commonly observed in underground hard rock mines. Under low stress levels, failures are largely structurally controlled, with wedges or blocks falling from the roof or sliding out of the walls of the openings. These wedges or blocks are formed by intersecting structural discontinuities. Unless loose wedges or blocks are supported, failure can continue until natural arching of the opening takes place. In stratified deposits, bed separation and failure can occur along bedding planes. Under high stress levels, failure consists of brittle spalling and slabbing in the case of a massive rock mass with few joints, to a more ductile type of failure for heavily jointed rock masses.
A rockburst may be defined as damage to an excavation that occurs in a sudden or violent manner and is associated with a seismic event. Various rockburst damage mechanisms have been identified, namely expansion or buckling of the rock due to fracturing around the opening, rockfalls induced by seismic shaking and ejection of rock due to energy transfer from a remote seismic source. Outbursts of rock and gas occur catastrophically in some coal, salt and other mines as a result of high rock stresses and large volumes of compressed methane or carbon dioxide. In quarries and surface mines, sudden buckling and heaving of rock floors has also been experienced. Considerable research has taken place in several countries into the causes and possible alleviation of rockbursts. Techniques for minimizing rockbursts include altering the shape, orientation and sequence of extraction, the use of a technique known as destress blasting, stiff mine backfills and the use of specialized support systems. Sophisticated local or mine-wide seismic monitoring systems can assist in the identification and analysis of source mechanisms, although the prediction of rockbursts remains unreliable at the present time.
In the Canadian province of Ontario, nearly one-third of all underground fatal injuries in the highly mechanized mining industry result rom rockfalls and rockbursts; the fatality frequency from rockfalls and rockbursts for the period 1986-1995 was 0.014 per 200,000 hours worked underground. In less mechanized underground mining industries, or where ground support is not widely used, considerably higher injury and fatality frequencies due to falls of ground and rockbursts can be expected. The ground control related safety record for surface mines and quarries is generally better than for underground mines.
Design Methods
The design of underground excavations is the process of making engineering decisions on such matters as the locations, sizes and shapes of excavations and rock pillars, the mining sequence and the application of support systems. In surface mines, an optimum slope angle must be chosen for each section of the pit, along with other design aspects and slope support. Designing a mine is a dynamic process which is updated and refined as more information becomes available through observation and monitoring during the mining. The empirical, observational and analytical design methods are commonly used.
Empirical methods often use a rock mass classification system (several such schemes have been developed, such as the Rock Mass System and the Rock Tunnelling Quality Index), complemented by design recommendations based on a knowledge of accepted practice. Several empirical design techniques have been successfully applied, such as the Stability Graph Method for open stope design.
Observational methods rely on the actual monitoring of ground movement during excavation to detect measurable instability and on the analysis of ground-support interaction. Examples of this approach include the New Austrian Tunnelling Method and the Convergence-Confinement method.
Analytical methods utilize the analysis of stresses and deformations around openings. Some of the earliest stress analysis techniques utilized closed form mathematical solutions or photo elastic models, but their application was limited due to the complex three-dimensional shape of most underground excavations. A number of computer-based numerical methods have been developed recently. These methods provide the means for obtaining approximate solutions to the problems of stresses, displacements and failure in rock surrounding mine openings.
Recent refinements have included the introduction of three-dimensional models, the ability to model structural discontinuities and rock-support interaction and the availability of user-friendly graphical interfaces. In spite of their limitations, numerical models can provide real insights into complex rock behaviour.
The three methodologies described above should be considered as essential parts of a unified approach to the design of underground excavations rather than independent techniques. The design engineer should be prepared to use a range of tools and to re-evaluate the design strategy when required by the quantity and quality of information available.
Drilling and Blasting Controls
A particular concern with rock blasting is its effect on the rock in the immediate vicinity of an excavation. Intense local fracturing and disruption of the integrity of the interlocked, jointed assembly can be produced in the near-field rock by poor blast design or drilling procedures. More extensive damage can be induced by the transmission of blasting energy to the far field, which may trigger instability in mine structures.
Blast results are affected by the rock type, stress regime, structural geology and presence of water. Measures for minimizing blast damage include the proper choice of explosive, the use of perimeter blasting techniques such as pre-split blasting (parallel, closely spaced holes, which will define the excavation perimeter), decoupling charges (the diameter of the explosive is smaller than that of the blasthole), delay timing and buffer holes. The geometry of the drilled holes affects the success of a wall control blast; hole pattern and alignment must be carefully controlled.
Monitoring of blast vibrations is often performed to optimize blasting patterns and to avoid damage to the rock mass. Empirical damage blast damage criteria have been developed. Blast monitoring equipment consists of surface-mounted or down-the-hole transducers, cables leading to an amplifying system and a digital recorder. Blast design has been improved by the development of computer models for the prediction of blast performance, including the fragmentation, muck profile and crack penetration behind blastholes. Input data for these models include the geometry of the excavation and of the drilled and loaded pattern, detonation characteristics of the explosives and dynamic properties of the rock.
Scaling of Roof and Walls of Excavations
Scaling is the removal of loose slabs of rock from roofs and walls of excavations. It can be performed manually with a steel or aluminium scaling bar or by using a mechanical scaling machine. When scaling manually, the miner checks the soundness of the rock by striking the roof; a drum-like sound usually indicates that the ground is loose and should be barred down. The miner must follow strict rules in order to avoid injury while scaling (e.g., scaling from good ground to unchecked ground, maintaining good footing and a clear area to retreat and ensuring that scaled rock has a proper place on which to fall). Manual scaling requires considerable physical effort, and it can be a high-risk activity. For example, in Ontario, Canada, one third of all injuries caused by falls of rock occur while scaling.
The use of baskets on extendable booms so that miners can manually scale high backs introduces additional safety hazards, such as possible overturning of the scaling platform by falling rocks. Mechanical scaling rigs are now commonplace in many large mining operations. The scaling unit consists of a heavy hydraulic breaker, scraper or impact hammer, mounted on a pivoting arm, which is in turn attached to a mobile chassis.
Ground Support
The main objective of ground support is to help the rock mass support itself. In rock reinforcement, rockbolts are installed within the rock mass. In rock support, such as that provided by steel or timber sets, external support is provided to the rock mass. Ground support techniques have not found wide application in surface mining and quarrying, partly because of the uncertainty of the ultimate pit geometry and partly because of concerns with corrosion. A wide variety of rockbolting systems is available worldwide. Factors to consider when selecting a particular system include ground conditions, planned service life of the excavation, ease of installation, availability and cost.
The mechanically anchored rockbolt consists of an expansion shell (various designs are available to suit different rock types), steel bolt (threaded or with a forged head) and face plate. The expansion shell generally consists of toothed blades of malleable cast iron with a conical wedge threaded at one end of the bolt. When the bolt is rotated inside the hole, the cone is forced into the blades and presses them against the walls of the drillhole. The expansion shell increases its grip on the rock as tension on the bolt increases. Bolts of various lengths are available, along with a range of accessories. Mechanically anchored rockbolts are relatively inexpensive and, therefore, most widely used for short-term support in underground mines.
The grouted dowel consists of a ribbed reinforcing bar that is inserted in a drillhole and bonded to the rock over its full length, providing long-term reinforcement to the rock mass. Several types of cement and polyester resin-grouts are used. The grout can be placed in the drillhole by pumping or by using cartridges, which is quick and convenient. Steel and fibreglass dowels of various diameters are available, and bolts can be untensioned or tensioned.
The friction stabilizer commonly consists of a steel tube slotted along its entire length, which, when driven into a slightly undersized drillhole, compresses and develops friction between the steel tube and the rock. The drillhole diameter must be controlled within close tolerances for this bolt to be effective.
The Swellex rockbolt consists of an involute steel tube which is inserted in a drillhole and expanded by hydraulic pressure using a portable pump. Various types and lengths of Swellex tubes are available.
The grouted cable bolt is frequently installed to control caving and stabilize underground stope roofs and walls. A Portland cement-based grout is generally used, while cable geometries and installation procedures vary. High-capacity reinforcing bars and rock anchors are also found in mines, along with other bolt types, such as tubular groutable mechanically anchored bolts.
Steel straps or mesh, made from either woven or welded wire, is often installed in the roof or walls of the opening to support the rock between bolts.
Mining operations should develop a quality control programme, which can include a variety of field tests, to ensure that ground support is effective. Poor ground support installations can be the result of inadequate design (failure to choose the correct ground support type, length or pattern for the ground conditions), sub-standard ground support materials (as supplied by manufacturer or damaged during handling or because of storage conditions at the mine site), installation deficiencies (defective equipment, poor timing of installation, inadequate preparation of the rock surface, poor training of crews or not following specified procedures), mining-induced effects that were unforeseen at the design stage (stress changes, stress or blast-induced fracturing/spalling, joint relaxation or rockbursting) or mine design changes (changes in excavation geometry or service life longer than originally anticipated).
The behaviour of reinforced or supported rock masses remains incompletely understood. Rules of thumb, empirical design guidelines based on rock mass classification systems and computer programs have been developed. However, the success of a particular design relies heavily on the knowledge and experience of the ground control engineer. A good quality rock mass, with few structural discontinuities and small openings of limited service life, may require little or no support. However, in this case rockbolts may be required at selected locations to stabilize blocks that have been identified as potentially unstable. At many mines, pattern bolting, the systematic installation of rockbolts on a regular grid to stabilize the roof or walls, is often specified for all excavations. In all cases, miners and supervisors must have sufficient experience to recognize areas where additional support may be required.
The oldest and simplest form of support is the timber post; timber props and cribs are sometimes installed when mining through unstable ground. Steel arches and steel sets are high load-carrying capacity elements used to support tunnels or roadways. In underground mines, additional and important ground support is provided by mine backfill, which can consist of waste rock, sand or mill tailings and a cementing agent. Backfill is used to fill voids created by underground mining. Among its many functions, backfill helps prevent large-scale failures, confines and thus provides residual strength to rock pillars, allows transfer of rock stresses, helps reduce surface subsidence, allows for maximum ore recovery and provides a work platform in some mining methods.
A relatively recent innovation in many mines has been the use of shotcrete, which is concrete sprayed on a rock face. It can be applied directly to rock with no other form of support, or it can be sprayed over mesh and rockbolts, forming part of an integrated support system. Steel fibres can be added, along with other admixtures and mix designs to impart specific properties. Two different shotcreting processes exist, termed dry mix and wet mix. Shotcrete has found a number of applications in mines, including stabilizing rock faces that would otherwise ravel because of their close jointing. In surface mines, shotcrete has also been used successfully to stabilize progressive ravelling failures. Other recent innovations include the use of polyurethane spray-on liners in underground mines.
In order to function effectively during a rockburst, support systems must possess certain important characteristics, including deformation and energy absorption. Support selection under rockburst conditions is the subject of ongoing research in several countries, and new design recommendations have been developed.
In small underground openings, manual ground support installation is commonly done using a stoper drill. In larger excavations, semi-mechanized equipment (mechanized drilling and manual equipment for rockbolt installation) and fully mechanized equipment (mechanized drilling and rockbolt installation controlled from an operator’s panel located under bolted roof) are available. Manual ground support installation is a high-risk activity. For example, in Ontario, Canada, one third of all injuries caused by falls of rock during the period 1986-1995 occurred while installing rockbolts, and 8% of all underground injuries occurred while installing rockbolts.
Other hazards include possible splashes of cement grout or resin in the eyes, allergic reactions from chemical spillage and fatigue. The installation of large numbers of rockbolts is made safer and more efficient by the use of mechanized bolting machines.
Monitoring of Ground Conditions
Monitoring of ground conditions in mines may be carried out for a variety of reasons, including obtaining data needed for mine design, such as rock mass deformability or rock stresses; verifying design data and assumptions, thereby allowing calibration of computer models and adjustment of mining methods to improve stability; assessing the effectiveness of existing ground support and possibly directing the installation of additional support; and warning of potential ground failures.
Monitoring of ground conditions can be done either visually or with the help of specialized instruments. Surface and underground inspections must be done carefully and with the assistance of high-intensity inspection lights if necessary; miners, supervisors, engineers and geologists all have an important role to play in carrying out regular inspections.
Visual or audible signs of changing ground conditions in mines include but are not limited to the condition of diamond drill core, contacts between rock types, drum-like ground, the presence of structural features, obvious loading of ground support, floor heaving, new cracks on walls or roof, groundwater and pillar failures. Miners often rely on simple instruments (e.g., wooden wedge in crack) to provide a visual warning that roof movement has occurred.
Planning and implementing a monitoring system involves defining the purpose of the programme and the variables to be monitored, determining the required measurement accuracy, selecting and installing equipment and establishing the frequency of observations and means of data presentation. Monitoring equipment should be installed by experienced personnel. Instrument simplicity, redundancy and reliability are important considerations. The designer should determine what constitutes a threat to safety or stability. This should include the preparation of contingency plans in the event that these warning levels are exceeded.
The components of a monitoring system include a sensor, which responds to changes in the variable being monitored; a transmitting system, which transmits the sensor output to the read-out location, using rods, electrical cables, hydraulic lines or radiotelemetry lines; a read-out unit (e.g., dial gauge, pressure gauge, multimeter or digital display); and a recording/processing unit (e.g., tape recorder, datalogger or microcomputer).
Various modes of instrument operation exist, namely:
- mechanical: often provide the simplest, cheapest and most reliable methods of detection, transmission and readout. Mechanical movement detectors use a steel rod or tape, fixed to the rock at one end, and in contact with a dial gauge or electrical system at the other. The main disadvantage of mechanical systems is that they do not lend themselves to remote reading or to continuous recording.
- optical: used in conventional, precise and photogrammetric surveying methods of establishing excavation profiles, measuring movements of excavation boundaries and monitoring surface subsidence.
- hydraulic and pneumatic: diaphragm transducers that are used for measuring water pressures, support loads and so forth. The quantity measured is a fluid pressure which acts on one side of a flexible diaphragm made of a metal, rubber or plastic.
- electrical: the most common instrument mode used in mines, although mechanical systems still find widespread use in displacement monitoring. Electrical systems operate on one of three principles, electric resistance strain gauge, vibrating wire and self-inductance.
Most commonly monitored variables include movement (using surveying methods, surface devices such as crack gauges and tape extensometers, borehole devices such as rod extensometers or inclinometers); rock stresses (absolute stress or stress change from borehole devices); pressure, load and strain on ground support devices (e.g., load cells); seismic events and blast vibrations.
More...
Ventilation and Cooling in Underground Mines
The main objective of mine ventilation is the provision of sufficient quantities of air to all the working places and travel ways in an underground mine to dilute to an acceptable level those contaminants which cannot be controlled by any other means. Where depth and rock temperatures are such that air temperatures are excessive, mechanical refrigeration systems may be used to supplement the beneficial effects of ventilation.
The Mine Atmosphere
The composition of the gaseous envelope encircling the earth varies by less than 0.01% from place to place and the constitution of “dry” air is usually taken as 78.09% nitrogen, 20.95% oxygen, 0.93% argon and 0.03% carbon dioxide. Water vapour is also present in varying amounts depending on the air temperature and pressure and the availability of free water surfaces. As ventilation air flows through a mine, the concentration of water vapour may change significantly and this variation is the subject of the separate study of psychrometry. To define the state of a water vapour and dry air mixture at a particular point requires the three measurable independent properties of barometric pressure, dry bulb and wet bulb temperatures.
Ventilation Requirements
The contaminants to be controlled by dilution ventilation are primarily gases and dust, although ionizing radiations associated with naturally occurring radon may present problems, especially in uranium mines and where the background uranium concentrations of the host or adjacent rocks are elevated. The amount of air required for dilution control will depend on both the strength of the contaminant source and the effectiveness of other control measures such as water for dust suppression or methane drainage systems in coal mines. The minimum dilution air flow rate is determined by the contaminant requiring the greatest dilution quantity with due cognizance of the possible additive effects of mixtures and synergism where one contaminant can increase the effect of another. Overriding this value could be a minimum air velocity requirement which is typically 0.25 m/s and increasing as air temperatures also increase.
Diesel-powered equipment ventilation
In mechanized mines using diesel-powered mobile equipment and in the absence of continuous gas monitoring, exhaust gas dilution is used to determine the minimum ventilation air requirements where they operate. The amount of air required normally ranges between 0.03 and 0.06 m3/s per kW of rated power at the point of operation depending on the type of the engine and whether any exhaust gas conditioning is being used. Continuing developments in both fuel and engine technology are providing lower engine emissions while catalytic converters, wet scrubbers and ceramic filters may further reduce the leaving concentrations of carbon monoxide/aldehydes, oxides of nitrogen and diesel particulates respectively. This helps in meeting increasingly stringent contaminant limits without significantly increasing exhaust dilution rates. The minimum possible dilution limit of 0.02 m3/s per kW is determined by the carbon dioxide emissions which are proportional to engine power and unaffected by exhaust gas conditioning.
Diesel engines are about one-third efficient at converting the energy available in the fuel to useful power and most of this is then used to overcome friction resulting in a heat output which is about three times the power output. Even when hauling rock up a decline in a truck, the useful work done is only about 10% of energy available in the fuel. Higher diesel engine powers are used in larger mobile equipment which require bigger excavations to operate safely. Allowing for normal vehicle clearances and a typical diesel exhaust gas dilution rate of
0.04 m3/s per kW, the minimum air velocities where diesels operate average about 0.5 m/s.
Ventilation of different mining methods
Although the setting of general air quantity requirements is not appropriate where detailed mine and ventilation planning information is available or possible, they are supportive of the criteria being used for design. Deviations from normal values generally can be explained and justified, for instance, in mines with heat or radon problems. The general relationship is:
Mine quantity = αt + β
where t is the annual production rate in million tonnes per annum (Mtpa), α is a variable air quantity factor which is directly related to production rate and β is the constant air quantity required to ventilate the mine infrastructure such as the ore handling system. Typical values of α are given in table 1.
Table 1. Design air quantity factors
|
Mining method |
α (air quantity factor m3/s/Mtpa) |
|
Block-caving |
50 |
|
Room-and-pillar (Potash) |
75 |
|
Sub-level caving |
120 |
|
Open stoping |
|
|
Mechanized cut-and-fill |
320 |
|
Non-mechanized mining |
400 |
The constant air quantity β is mainly dependent on the ore handling system and, to a certain extent, on the overall mine production rate. For mines where rock is transported through a decline using diesel powered truck haulage or there is no crushing of the mined rock, a suitable value of β is 50 m3/s. This typically increases to 100 m3/s when using underground crushers and skip hoisting with underground maintenance areas. As the ore handling system become more extensive (i.e., using conveyors or other ore transfer systems), β can further increase by up to 50%. On very large mines where multiple shaft systems are used, the constant air quantity β is also a multiple of the number of shaft systems required.
Cooling Requirements
Design thermal conditions
The provision of suitable thermal conditions to minimize the dangers and adverse effects of heat stress may require mechanical cooling in addition to the ventilation necessary to control contaminants. Although the applied heat stress is a complex function of climatic variables and physiological responses to them, in practical mining terms it is the air velocity and wet bulb temperature that have the greatest influence. This is illustrated by the clothing-corrected air cooling powers (W/m2) given in table 2. Underground the radiant temperature is taken to be equal to the dry bulb temperature and 10 °C higher than the wet bulb temperature. The barometric pressure and the clothing regime are typical for underground work (i.e., 110 kPa and 0.52 clothing units).
Table 2. Clothing-corrected air cooling powers (W/m2)
|
Air velocity (m/s) |
Wet bulb temperature (°C) |
|||||
|
20.0 |
22.5 |
25.0 |
27.5 |
30.0 |
32.5 |
|
|
0.1 |
176 |
153 |
128 |
100 |
70 |
37 |
|
0.25 |
238 |
210 |
179 |
145 |
107 |
64 |
|
0.5 |
284 |
254 |
220 |
181 |
137 |
87 |
|
1.0 |
321 |
290 |
254 |
212 |
163 |
104 |
An air velocity of 0.1 m/s reflects the effect of natural convection (i.e., no perceivable airflow at all). An air velocity of 0.25 m/s is the minimum normally allowed in mining and 0.5 m/s would be required where the wet bulb temperature exceeds 25 °C. With respect to achieving thermal equilibrium, the metabolic heat resulting from typical work rates are: rest, 50 W/m2; light work, 115 to 125 W/m2, medium work, 150 to 175 W/m2; and hard work, 200 to 300 W/m2. Design conditions for a specific mine application would be determined from a detailed optimization study. Generally, optimum wet bulb temperatures are between 27.5 °C and 28.5 °C with the lower temperatures applicable to less mechanized operations. Work performance decreases and the risk of heat-related illness increases significantly when the wet bulb temperature exceeds 30.0 °C, and work should not normally continue when the wet bulb temperature is greater than 32.5 °C.
Mine heat loads
The mine refrigeration load is the mine heat load less the cooling capacity of the ventilation air. The mine heat load includes the effects of auto-compression of the air in the intake airways (the conversion of potential energy to enthalpy as the air flows down into the mine), heat flow into the mine from the surrounding rock, heat removed from the rock broken or any fissure water before they are removed from the intakes or working sections of the mine, and the heat resulting from the operation of any equipment used in the ore breaking and transportation processes. The cooling capacity of the ventilation air depends on both the design thermal environmental conditions in the working places and the actual climatic conditions on surface.
Although the relative contributions of each heat source to the total is site specific, auto-compression is usually the main contributor at between 35 and 50% of the total. As the depth of mining increases, auto-compression can cause the cooling capacity of the air to become negative and the effect of supplying more air is to increase the mine refrigeration load. In this case, the amount of ventilation supplied should be the minimum consistent with meeting contaminant control and increasing amounts of refrigeration are required to provide productive and safe working conditions. The depth of mining at which refrigeration becomes necessary will depend primarily on the surface climatic conditions, the distance the air travels through the intake airways before it is used and the extent to which large equipment (diesel or electric powered) is used.
Primary Ventilation Systems
Networks
Primary ventilation systems or networks are concerned with ensuring the flow of air through interconnected mine openings. The overall ventilation network has junctions where three or more airways meet, branches that are airways between junctions and meshes which are closed paths traversed through the network. Although most mine ventilation networks are ramified with hundreds or even thousands of branches, the number of main intake (branch between surface and the mine workings) and return or exhaust (branch between the workings and surface) airways is usually limited to less than ten.
With large numbers of branches in a network, determining a flow pattern and establishing the overall pressure loss is not straightforward. Although many are in simple series or parallel arrangement which can be solved algebraically and precisely, there will be some compound sections requiring iterative methods with convergence to an acceptable tolerance. Analogue computers have been successfully used for network analysis; however, these have been superseded by less time-consuming digital methods based on the Hardy Cross approximation technique developed to solve water flow networks.
Airway resistance and shock losses
The resistance to airflow of a tunnel or mine opening is a function of its size and surface roughness and the resultant pressure loss depends on this resistance and the square of the air velocity. By adding energy to the system, a pressure can be generated which then overcomes the pressure loss. This may occur naturally where the energy is provided by heat from the rock and other sources (natural ventilation). Although this used to be the main method of providing ventilation, only 2 to 3% of the energy is converted and, during hot summers, the rock may actually cool the intake air resulting in flow reversals. In modern mines a fan is normally used to provide energy to the air stream which then overcomes the pressure loss although the effects of natural ventilation can either assist or retard it depending on the time of year.
When air flows over a surface, the air molecules immediately next to the surface are at a standstill and those adjacent slip over those at rest with a resistance which is dependent on the viscosity of the air. A velocity gradient is formed where the velocity increases with increasing distance from the surface. The boundary layer created as a result of this phenomenon and the laminar sub-layer also formed as the boundary layer develops have a profound effect on the energy required to promote flow. Generally, the roughness of the surface of mine airways is large enough for the “bumps” to extend through the boundary sub-layer. The airway is then hydraulically rough and the resistance is a function of the relative roughness, i.e., the ratio of the roughness height to the diameter of the airway.
Most airways mined by conventional drill and blast techniques have roughness heights between 100 and 200 mm and even in very “blocky” ground, the average roughness height would not exceed 300 mm. Where airways are driven using boring machines, the roughness height is between 5 and 10 mm and still considered to be hydraulically rough. The roughness of airways can be reduced by lining them, although the justification is more usually ground support rather than a reduction in power required to circulate the ventilation air. For example, a large concrete-lined shaft with a roughness of 1 mm would be transitionally rough and the Reynolds number, which is the ratio of inertial to viscous forces, would also affect the resistance to airflow.
In practice, the difficulties in smooth concrete lining such a large shaft from the top down as it is being sunk results in increased roughness and resistances about 50% higher than the smooth values.
With a limited number of intake and return airways between the workings and surface, a large proportion (70 to 90%) of the total mine pressure loss occurs in them. Airway pressure losses also depend on whether there are any discontinuities causing shock losses such as bends, contractions, expansions or any obstructions in the airway. The losses resulting from these discontinuities such as bends into and out of airways, when expressed in terms of the losses which would be produced in an equivalent length of straight airway, can be a significant proportion of the total and need to be assessed carefully, particularly when considering the main intakes and exhausts. The losses in discontinuities depend on the amount of boundary layer separation; this is minimized by avoiding sudden changes in area.
Resistance of airways with obstructions
The effect of an obstruction on pressure losses depends on its drag coefficient and the fill coefficient, which is the ratio of the blockage area of the object and the cross-sectional area of the airway. The losses caused by obstructions can be reduced by minimizing boundary-layer separation and the extent of any turbulent wake by streamlining the object. Drag coefficients are affected by their shape and arrangement in the shaft; comparative values would be: I beam, 2.7; square, 2.0; cylinder, 1.2; elongated hexagon, 0.6; and fully streamlined, 0.4.
Even with small fill coefficients and low drag coefficients, if the obstruction is repeated regularly, such as with the beams separating hoisting compartments in a shaft, the cumulative effect on pressure losses is significant. For example, the resistance of a shaft equipped with semi-streamlined elongated hexagon beams and a fill coefficient of 0.08 would be about four times that of the concrete lined shaft alone. Although the material costs of the more readily available rectangular hollow structural steel sections are more than I beams, the drag coefficients are about one-third and easily justify their application.
Main and booster fans
Both axial and centrifugal fans are used to provide air circulation in mine ventilation systems, with fan efficiencies of over 80% being achievable. The selection between axial flow or centrifugal for main mine fans depends on cost, size, pressure, robustness, efficiency and any performance variation. In mines where a fan failure may result in dangerous methane accumulations, additional fan capacity is installed to ensure continuity of ventilation. Where this is not so critical and with a twin fan installation, about two-thirds of the mine airflow will continue if one fan stops. Vertical axial flow fans installed over the airways have low costs but are limited to about 300 m3/s. For larger air quantities, multiple fans are required and they are connected to the exhaust with ducting and a bend.
To obtain the highest efficiencies at reasonable cost, axial flow fans are used for low pressure (less than 1.0 kPa) applications and centrifugal fans for high pressure (greater than 3.0 kPa) systems. Either selection is suitable for the intermediate pressures. Where robustness is required, such as with exhausts with air velocities above the critical range, and water droplets are carried up and out of the system, a centrifugal fan will provide a more reliable selection. The critical air velocity range is between 7.5 m/s and 12.5 m/s where the water droplets may stay in suspension depending on their size. Within this range, the amount of suspended water can build up and increase the system pressure until the fan stalls. This is the region where some of the air recirculates around the blades and fan operation becomes unstable. Although not desirable for any type of fan, the possibility of a centrifugal fan blade failure is significantly less than an axial blade failure in this region of flow fluctuation.
It is rare that a main fan is required to operate at the same duty point over the life of the mine, and effective methods of varying fan performance are desirable. Although variable speed results in the most efficient operation for both axial and centrifugal fans, the costs, particularly for large fans, is high. The performance of an axial flow fan can be varied by adjusting the blade angle and this can be carried out either when the fan is stopped or, at a significantly higher cost, when it is rotating. By imparting a swirl to the air entering a fan using variable inlet vanes, the performance of a centrifugal fan can be varied while it is running.
The efficiency of the centrifugal fan away from its design point falls off more rapidly than that of an axial flow fan and, if a high performance is required over a wide range of operating points and the pressures are suitable, the axial flow fan is selected.
Ventilation systems
The position of the main fan in the overall system is normally on surface at the exhaust airway. The main reasons for this are simplicity where the intake is often a hoisting shaft and the exhaust is a separate single purpose airway and minimization of the heat load by excluding fans from intake airways. Fans can be installed at hoisting shafts either in forcing or exhausting mode by providing a sealed headframe. However, where workers, materials or rock also enter or leave the shaft, there is a potential for air leakage.
Push-pull systems where both intake and exhaust fans are installed are used either to reduce the maximum pressure in the system by sharing or to provide a very small pressure difference between the workings and surface. This is pertinent in mines using caving methods where leakage through the caved area may be undesirable. With large pressure differences, although air leakage through a caved zone is normally small, it may introduce heat, radiation or oxidation problems into the working places.
Underground booster fans, because of space limitations, are almost always axial flow and they are used to boost flow in the deeper or more distant sections of a mine. Their main drawback is the possibility of recirculation between the booster fan exhaust and the intake airways. By only providing a boost to the smaller airflows where they are required, they can result in a lower main fan pressure for the full mine airflow and a consequent reduction in total fan power required.
Secondary Ventilation
Auxiliary systems
Secondary ventilation systems are required where through ventilation is not possible, such as in development headings. Four arrangements are possible, each having its own advantages and disadvantages.
The forcing system results in the coolest and freshest air reaching the face and allows cheaper flexible duct to be used. The high velocity of the air issuing from the end of the supply duct creates a jet which entrains additional air and helps sweep the face of contaminants and provide an acceptable face velocity. Its main drawback is that the rest of the heading is ventilated with air that is contaminated with the gases and dust produced by mining operations in the face. This is particularly a problem after blasting, where safe re-entry times are increased.
An exhausting system allows all the face contaminants to be removed and maintains the rest of the heading in intake air. The drawbacks are that heat flow from the surrounding rock and moisture evaporation will result in higher face delivery air temperatures; operations in the heading back from the face, such as rock removal using diesel-powered equipment, will contaminate the intake air; there is no air jet produced to sweep the face; and more costly duct which is capable of sustaining a negative pressure is required.
In an exhaust-overlap system the problem of clearing the face with an air jet is overcome by installing a smaller fan and duct (the overlap). In addition to the extra cost, a disadvantage is that the overlap needs to be advanced with the face.
In a reversing system, the forcing ventilation mode is used, except during blasting and the re-entry period after blasting, when the airflow is reversed. Its main application is in shaft sinking, where re-entry times for deep shafts can be prohibitive if a forcing only system was used. The air reversal can be obtained by either using dampers at the fan inlet and outlet or, by taking advantage of a feature of axial flow fans, where changing the direction of blade rotation results in a flow reversal with about 60% of the normal flow being delivered.
Fans and ducts
The fans used for secondary ventilation are almost exclusively axial flow. To achieve the high pressures necessary to cause the air to flow through long lengths of duct, multiple fans with either contra-rotating or co-rotating impeller arrangements may be used. Air leakage is the greatest problem in auxiliary fan and duct systems, particularly over long distances. Rigid ducts fabricated from galvanized steel or fibreglass, when installed with gaskets, have suitably low leakage and may be used to develop headings up to several kilometres in length.
Flexible ducts are considerably cheaper to purchase and easier to install; however, leakage at the couplings and the ease with which they are ripped by contact with mobile equipment results in much higher air losses. Practical development limits using flexible duct rarely exceed 1.0 km, although they can be extended by using longer duct lengths and ensuring ample clearances between the duct and mobile equipment.
Ventilation Controls
Both through ventilation and auxiliary fan and duct systems are used to provide ventilation air to locations where personnel may work. Ventilation controls are used to direct the air to the working place and to minimize the short circuiting or loss of air between intake and exhaust airways.
A bulkhead is used to stop air flowing through a connecting tunnel. The materials of construction will depend on the pressure difference and whether it will be subject to shock waves from blasting. Flexible curtains attached to the surrounding rock surfaces are suitable for low pressure applications such as separating the intake and return airways in a room-and-pillar panel mined with a continuous miner. Timber and concrete bulkheads are suitable for higher pressure applications and may incorporate a heavy rubber flap which can open to minimize any blast damage.
A ventilation door is needed where pedestrian or vehicular passage is required. The materials of construction, opening mechanism and degree of automation are influenced by the pressure difference and the frequency of opening and closing. For high pressure applications, two or even three doors may be installed to create air locks and reduce leakage and the loss of intake air. To assist in opening air lock doors, they usually contain a small sliding section which is opened first to allow equalization of the pressure on both sides of the door to be opened.
A regulator is used where the amount of air flowing through a tunnel is to be reduced rather than stopped completely and also where access is not required. The regulator is a variable orifice and by changing the area, the air quantity flowing through it can also be changed. A drop board is one of the simplest types where a concrete frame supports channels into which timber boards can be placed (dropped) and the open area varied. Other types, such as butterfly louvres, can be automated and remotely controlled. On the upper levels in some open stoping systems, infrequent access through the regulators may be required and horizontally stiffened, flexible panels can be simply raised or lowered to provide access while minimizing blast damage. Even piles of broken rock have been used to increase the resistance in sections of a level where there is temporarily no mining activity.
Refrigeration and Cooling Systems
The first mine refrigeration system was installed at Morro Velho, Brazil, in 1919. Since that date, the growth in worldwide capacity has been linear at about 3 megawatts of refrigeration (MWR) per year until 1965, when the total capacity reached about 100 MWR. Since 1965 the growth in capacity has been exponential, with a doubling every six or seven years. The development of mine refrigeration has been influenced both by the air conditioning industry and the difficulties of dealing with a dynamic mining system in which the fouling of heat exchanger surfaces may have profound effects on the amount of cooling provided.
Initially, the refrigeration plants were installed on surface and the mine intake air was cooled. As the distance underground from the surface plant increased, the cooling effect was reduced and the refrigeration plants were moved underground closer to the workings.
Limitations in underground heat rejection capacity and the simplicity of surface plants has resulted in a move back to the surface location. However, in addition to the intake air being cooled, chilled water is now also supplied underground. This may be used in air-cooling devices adjacent to the working areas or as the service water used in drills and for dust suppression.
Refrigeration plant equipment
Vapour compression refrigeration systems are exclusively used for mines, and the central element of the surface plant is the compressor. Individual plant capacities may vary between 5 MWR and over 100 MWR and generally require multiple compressor systems which are either of the centrifugal or positive displacement screw design. Ammonia is normally the refrigerant selected for a surface plant and a suitable halocarbon is used underground.
The heat required to condense the refrigerant after compression is rejected to the atmosphere and, to minimize the power required to provide the mine cooling, this is kept as low as practical. The wet bulb temperature is always less than or equal to the dry bulb temperature and consequently wet-heat rejection systems are invariably selected. The refrigerant may be condensed in a shell and tube or plate and frame heat exchanger using water and the heat extracted and then rejected to the atmosphere in a cooling tower. Alternatively, the two processes can be combined by using an evaporative condenser where the refrigerant circulates in tubes over which air is drawn and water is sprayed. If the refrigeration plant is installed underground, mine exhaust air is used for heat rejection unless the condenser water is pumped to surface. Operation of the underground plant is limited by the amount of air available and higher underground wet bulb temperatures relative to those on surface.
After passing the condensed refrigerant through an expansion valve, the evaporation of the low temperature liquid and gas mixture is completed in another heat exchanger that cools and provides the chilled water. In turn, this is used both to cool the intake air and as cold service water supplied to the mine. The contact between water, ventilation air and the mine reduces water quality and increases heat exchanger fouling. This increases the resistance to heat flow. Where possible, this effect is minimized by selecting equipment having large water side surface areas that are easy to clean. On surface and underground, spray chambers and cooling towers are used to provide the more effective direct contact heat exchange between the air being cooled and the chilled water. Cooling coils which separate the air and water streams become clogged with dust and diesel particulate and their effectiveness rapidly declines.
Energy recovery systems can be used to offset the costs of pumping the water back out of the mine and pelton wheels are well suited to this application. The use of cold water as service water has helped to ensure that cooling is available wherever there is mining activity; its use has significantly improved the effectiveness of mine cooling systems.
Ice systems and spot coolers
The cooling capacity of 1.0 l/s of chilled water supplied underground is 100 to 120 kWR. On mines where large amounts of refrigeration are required underground at depths greater than 2,500 m, the costs of circulating the chilled water can justify replacing it with ice. When the latent heat of fusion of the ice is taken into account, the cooling capacity of each 1.0 l/s is increased approximately fourfold, thus reducing the mass of water that needs to be pumped from the mine back to surface. The reduction in pump power resulting from the use of ice to transport the coolness offsets the increased refrigeration plant power required to produce the ice and the impracticability of energy recovery.
Development is usually the mining activity with the highest heat loads relative to the amount of air available for ventilation. This often results in worksite temperatures significantly higher than those found with other mining activities in the same mine. Where the application of refrigeration is a borderline issue for a mine, spot coolers specifically targeted at development ventilation can defer its general application. A spot cooler is essentially a miniature underground refrigeration plant where the heat is rejected into the return air from the development and typically provides 250 to 500 kWR of cooling.
Monitoring and Emergencies
Ventilation surveys which include airflow, contaminant and temperature measurements are undertaken on a routine basis to meet both statutory requirements and to provide a continuing measure of the effectiveness of the ventilation control methods used. Where practical, important parameters such as main fan operation are monitored continuously. Some degree of automatic control is possible where a critical contaminant is monitored continuously and, if a pre-set limit is exceeded, corrective action can be prompted.
More detailed surveys of barometric pressure and temperatures are undertaken less frequently and are used to confirm airway resistances and to assist in planning extensions of existing operations. This information can be used to adjust the network simulation resistances and reflect the actual airflow distribution. Refrigeration systems can also be modelled and flow and temperature measurements analysed to determine actual equipment performance and to monitor any changes.
The emergencies that may affect or be affected by the ventilation system are mine fires, sudden gas outbursts and power failures. Fires and outbursts are dealt with elsewhere in this chapter and power failures are only a problem in deep mines where the air temperatures may increase to dangerous levels. It is common to provide a diesel-powered backup fan to ensure a small airflow through the mine under these conditions. Generally, when an emergency such as a fire occurs underground, it is better not to interfere with the ventilation while personnel who are familiar with the normal flow patterns are still underground.
Lighting in Underground Mines
Light Sources in Mining
In 1879 a practical incandescent filament lamp was patented. As a result light no longer depended on a fuel source. Many startling breakthroughs have been made in lighting knowledge since Edison’s discovery, including some with applications in underground mines. Each has inherent advantages and disadvantages. Table 1 lists the light source types and compares some parameters.
Table 1. Comparison of mine light sources
|
Type of light source |
Approximate luminance |
Average rated life (h) |
DC source |
Approximate initial efficacy lm·W–1 |
Colour rendition |
|
Tungsten filament |
105 to 107 |
750 to 1,000 |
Yes |
5 to 30 |
Excellent |
|
Incandescent |
2 × 107 |
5 to 2,000 |
Yes |
28 |
Excellent |
|
Fluorescent |
5 × 104 to 2 × 105 |
500 to 30,000 |
Yes |
100 |
Excellent |
|
Mercury vapour |
105 to 106 |
16,000 to 24,000 |
Yes with limitations |
63 |
Average |
|
Metal halide |
5 × 106 |
10,000 to 20,000 |
Yes with limitations |
125 |
Good |
|
High-pressure sodium |
107 |
12,000 to 24,000 |
Not advised |
140 |
Fair |
|
Low-pressure sodium |
105 |
10,000 to 18,000 |
Not advised |
183 |
Poor |
cd = candela, DC = direct current; lm = lumens.
Current to energize the light sources may be either alternating (AC) or direct (DC). Fixed light sources almost always use alternating current whereas portable sources such as cap lamps and underground vehicle headlights use a DC battery. Not all light source types are suitable for direct current.
Fixed light sources
Tungsten filament lamps are most common, often with a frosted bulb and a shield to reduce glare. The fluorescent lamp is the second most common light source and is easily distinguishable by its tubular design. Circular and U-shaped designs are compact and have mining applications as mining areas are often in cramped spaces. Tungsten filament and fluorescent sources are used to light such diverse underground openings as shaft stations, conveyors, travelways, lunchrooms, charging stations, fuel bays, repair depots, warehouses, tool rooms and crusher stations.
The trend in mine lighting is to use more efficient light sources. These are the four high-intensity discharge (HID) sources called mercury vapour, metal halide, high-pressure sodium and low-pressure sodium. Each requires a few minutes (one to seven) to come up to full light output. Also, if power to the lamp is lost or turned off, the arc tube must be cooled before the arc can be struck and the lamp relit. (However, in the case of low-pressure sodium (Sox) lamps, restrike is almost instantaneous.) Their spectral energy distributions differ from that of natural light. Mercury vapour lamps produce a bluish white light whereas high-pressure sodium lamps produce a yellowish light. If colour differentiation is important in underground work (e.g., for using colour-coded gas bottles for welding, reading colour-coded signs, electrical wiring hook-ups or sorting ore by colour), care must be taken in the colour rendition properties of the source. Objects will have their surface colours distorted when lit by a low-pressure sodium lamp. Table 1 gives colour rendition comparisons.
Mobile light sources
With working places spread out often both laterally and vertically, and with continual blasting in these working places, permanent installations are often deemed impractical because of the costs of installation and upkeep. In many mines the battery-operated cap lamp is the most important single source of light. Although fluorescent cap lamps are in use, by far the majority of cap lamps use tungsten filament battery-operated cap lamps. Batteries are lead acid or nickel cadmium. A miniature tungsten-halogen lamp bulb is often used for the miner’s cap lamp. The small bulb allows the beam to be easily focused. The halogen gas surrounding the filament prevents the tungsten filament material from boiling off, which keeps lamp walls from blackening. The bulb can also be burned hotter and hence brighter.
For mobile vehicle lighting, incandescent lamps are most commonly used. They require no special equipment, are inexpensive and are easy to replace. Parabolic aluminized reflector (PAR) lamps are used as headlights on vehicles.
Standards for Mine Lighting
Countries with a well-established underground mining industry are usually quite specific in their requirements regarding what constitutes a safe mine lighting system. This is particularly true for mines which have methane gas given off from the workings, usually coal mines. Methane gas can ignite and cause an underground explosion with devastating results. Consequently any lights must be designed to be either “intrinsically safe” or “explosion proof”. An intrinsically safe light source is one in which the current feeding the light has very little energy so that any short in the circuit would not produce a spark which could ignite the methane gas. For a lamp to be explosion proof, any explosion triggered by the lamp’s electrical activity is contained within the device. In addition, the device itself will not become hot enough to cause an explosion. The lamp is more expensive, heavier, with metal parts usually made of castings. Governments usually have test facilities to certify whether lamps can be classified for use in a gassy mine. A low-pressure sodium lamp could not be so certified as the sodium in the lamp could ignite if the lamp were to break and the sodium came in contact with water.
Countries also legislate standards for the amount of light required for various tasks but legislation varies greatly in the amount of light that should be placed in the various working places.
Guidelines for mine lighting are also provided by international bodies concerned with lighting, such as the Illumination Engineering Society (IES) and the Commission internationale de l’éclairage (CIE). The CIE stresses that the quality of light being received by the eye is as important as the quantity and provides formulas to ascertain whether glare may be a factor in visual performance.
Effects of Lighting on Accidents, Production and Health
One would expect that better lighting would reduce accidents, increase production and reduce health hazards, but it is not easy to substantiate this. The direct effect of lighting on underground efficiency and safety is hard to measure because lighting is only one of many variables that affect production and safety. There is well-documented evidence that shows highway accidents decrease with improved illumination. A similar correlation has been noted in factories. The very nature of mining, however, dictates that the work area is constantly changing, so that very few reports relating mine accidents to lighting can be found in the literature and it remains an area of research that has been largely unexplored. Accident investigations show that poor lighting is rarely the primary cause of underground accidents but is often a contributing factor. While lighting conditions play some role in many mine accidents, they have special significance in accidents involving falls of ground, since poor lighting makes it easy to miss dangerous conditions that could otherwise be corrected.
Until the beginning of the twentieth century, miners commonly suffered from the eye disease nystagmus, for which there was no known cure. Nystagmus produced uncontrollable oscillation of the eyeballs, headaches, dizziness and loss of night vision. It was caused by working under very low light levels over long periods of time. Coal miners were particularly susceptible, since very little of the light that strikes the coal is reflected. These miners often had to lie on their sides when working in low coal and this may also have contributed to the disease. With the introduction of the electric cap lamp in mines, miner’s nystagmus has disappeared, eliminating the most important health hazard associated with underground lighting.
With recent technological advances in new light sources, the interest in lighting and health has been revived. It is now possible to have lighting levels in mines that would have been extremely difficult to achieve previously. The main concern is glare, but concern has also been expressed about the radiometric energy given off by the lights. Radiometric energy can affect workers either by acting directly on cells on or near the surface of the skin or by triggering certain responses, such as biological rhythms on which physical and mental health depends. An HID light source can still operate even though the glass envelope containing the source is cracked or broken. Workers can then be in danger of receiving doses beyond threshold limit values, particularly since these light sources often cannot be mounted very high.
Personal Protective Equipment in Mining
Head Protection
In most countries miners must be provided with, and must wear, safety caps or hats which are approved in the jurisdiction in which the mine operates. Hats differ from caps in that they have a full brim rather than just a front peak. This has the advantage of shedding water in mines which are very wet. It does, however, preclude the incorporation of side slots for mounting of hearing protection, flashlights and face shields for welding, cutting, grinding, chipping and scaling or other accessories. Hats represent a very small percentage of the head protection worn in mines.
The cap or hat would in most cases be equipped with a lamp bracket and cord holder to permit mounting of a miner’s cap lamp.
The traditional miner’s cap has a very low profile which significantly reduces the propensity for the miner to bump his or her head in low seam coal mines. However, in mines where head room is adequate the low profile serves no useful purpose. Furthermore, it is achieved by reducing the clearance between the crown of the cap and the wearer’s skull so that these types of cap rarely meet the top impact standards for industrial head protection. In jurisdictions where the standards are enforced, the traditional miner’s cap is giving way to conventional industrial head protection.
Standards for industrial head protection have changed very little since the 1960s. However, in the 1990s, the boom in recreational head protection, such as hockey helmets, cycle helmets and so on, has highlighted what are perceived to be inadequacies in industrial head protection, most notably lack of lateral impact protection and lack of retention capabilities in the event of an impact. Thus, there has been pressure to upgrade the standards for industrial head protection and in some jurisdictions this has already happened. Safety caps with foam liners and, possibly, ratchet suspensions and/or chin straps are now appearing in the industrial marketplace. They have not been widely accepted by users because of the higher cost and weight and their lesser comfort. However, as the new standards become more widely entrenched in labour legislation the new style of cap is likely to appear in the mining industry.
Cap Lamps
In areas of the mine where permanent lighting is not installed, the miner’s cap lamp is essential to permit the miner to move and work effectively and safely. The key requirements for a cap lamp are that it be rugged, easy to operate with gloved hands, provide sufficient light output for the full duration of a work shift (to illumination levels required by local regulation) and that it be as light as possible without sacrificing any of the above performance parameters.
Halogen bulbs have largely replaced the incandescent tungsten filament bulb in recent years. This has resulted in three- or fourfold improvement in illumination levels, making it feasible to meet the minimum standards of illumination required by legislation even at the end of an extended work-shift. Battery technology also plays a major part in lamp performance. The lead acid battery still predominates in most mining applications, although some manufacturers have successfully introduced nickel-cadmium (nicad) batteries, which can achieve the same performance with a lower weight. Reliability, longevity and maintenance issues, however, still favour the lead acid battery and probably account for its continued dominance.
In addition to its primary function of providing lighting, the cap lamp and battery have recently been integrated into mine safety communications systems. Radio receivers and circuitry embedded in the battery cover permit the miners to receive messages, warnings or evacuation instructions through very low frequency (VLF) radio transmission and enable them to be made aware of an incoming message by means of an on/off flashing of the cap lamp.
Such systems are still in their infancy but they do have the potential to provide an advance in early warning capability over traditional stench gas systems in those mines where a VLF radio communication system can be engineered and installed.
Eye and Face Protection
Most mining operations around the world have compulsory eye protection programmes which require the miner to wear safety spectacles, goggles, faceshields or a full facepiece respirator, depending on the operations being performed and the combination of hazards to which the miner is exposed. For the majority of mining operations, safety spectacles with side shields provide suitable protection. The dust and dirt in many mining environments, most notably hard-rock mining, can be highly abrasive. This causes scratching and rapid wear of safety glasses with plastic (polycarbonate) lenses. For this reason, many mines still permit the use of glass lenses, even though they do not provide the resistance to impact and shattering offered by polycarbonates, and even though they may not meet the prevailing standard for protective eye wear in the particular jurisdiction. Progress continues to be made in both anti-fog treatments and surface hardening treatments for plastic lenses. Those treatments which change the molecular structure of the lens surface rather than simply applying a film or coating are typically more effective and longer lasting and have the potential to replace glass as the lens material of choice for abrasive mining environments.
Goggles are not worn frequently below ground unless the particular operation poses a danger of chemical splash.
A faceshield may be worn where the miner requires full-face protection from weld spatter, grinding residues or other large flying particles which could be produced by cutting, chipping or scaling. The faceshield may be of a specialized nature, as in welding, or may be clear acrylic or polycarbonate. Although faceshields can be equipped with their own head harness, in mining they will normally be mounted in the accessory slots in the miner’s safety cap. Faceshields are designed so that they can be quickly and easily hinged upwards for observation of the work and down over the face for protection when performing the work.
A full facepiece respirator may be worn for face protection when there is also a requirement for respiratory protection against a substance which is irritating to the eyes. Such operations are more often encountered in the above ground mine processing than in the below ground mining operation itself.
Respiratory Protection
The most commonly needed respiratory protection in mining operations is dust protection. Coal dust as well as most other ambient dusts can be effectively filtered using an inexpensive quarter facepiece dust mask. The type which uses an elastomer nose/mouth cover and replaceable filters is effective. The moulded throw-away fibre-cup type respirator is not effective.
Welding, flame cutting, use of solvents, handling of fuels, blasting and other operations can produce air-borne contaminants that require the use of twin cartridge respirators to remove combinations of dust, mists, fumes, organic vapours and acid gases. In these cases, the need for protection for the miner will be indicated by measurement of the contaminants, usually performed locally, using detector tubes or portable instruments. The appropriate respirator is worn until the mine ventilation system has cleared the contaminant or reduced it to levels that are acceptable.
Certain types of particulates encountered in mines, such as asbestos fibres found in asbestos mines, coal fines produced in longwall mining and radionuclides found in uranium mining, may require the use of a positive pressure respirator equipped with a high-efficiency particulate absolute (HEPA) filter. Powered air-purifying respirators (PAPRs) which supply the filtered air to a hood, tight-fitting facepiece or integrated helmet facepiece assembly meet this requirement.
Hearing Protection
Underground vehicles, machinery and power tools generate high ambient noise levels which can create long-term damage to human hearing. Protection is normally provided by ear muff type protectors which are slot-mounted on the miner’s cap. Supplementary protection can be provided by wearing closed cell foam ear plugs in conjunction with the ear muffs. Ear plugs, either of the disposable foam cell variety or the reusable elastomeric variety, may be used on their own, either because of preference or because the accessory slot is being used to carry a face shield or other accessory.
Skin Protection
Certain mining operations may cause skin irritation. Work gloves are worn whenever possible in such operations and barrier creams are provided for additional protection, particularly when the gloves cannot be worn.
Foot Protection
The mining work boot may be of either leather or rubber construction, depending on whether the mine is dry or wet. Minimum protective requirements for the boot include a full puncture-proof sole with a composite outer layer to prevent slipping, a steel toe-cap and a metatarsal guard. Although these fundamental requirements have not changed in many years, advances have been made towards meeting them in a boot that is far less cumbersome and far more comfortable than the boots of several years ago. For example, metatarsal guards are now available in moulded fibre, replacing the steel hoops and saddles that were once common. They provide equivalent protection with less weight and less risk of tripping. The lasts (foot forms) have become more anatomically correct and energy absorbing mid-soles, full moisture barriers and modern insulating materials have made their way from the sports/recreation footwear market into the mining boot.
Clothing
Ordinary cotton coveralls or treated flame-resistant cotton coveralls are the normal workwear in mines. Strips of reflective material are usually added to make the miner more visible to drivers of moving underground vehicles. Miners working with jumbo drills or other heavy equipment may also wear rain suits over their coveralls to protect against cutting fluid, hydraulic oil and lubricating oils, which can spray or leak from the equipment.
Work gloves are worn for hand protection. A general purpose work glove would be constructed of cotton canvas reinforced with leather. Other types and styles of glove would be used for special job functions.
Belts and Harnesses
In most jurisdictions, the miners belt is no longer considered suitable or approved for fall protection. A webbing or leather belt is still used, however, with or without suspenders and with or without a lumbar support to carry the lamp battery as well as a filter self-rescuer or self-contained (oxygen generating) self-rescuer, if required.
A full body harness with D-ring attachment between the shoulder blades is now the only recommended device for protecting miners against falls. The harness should be worn with a suitable lanyard and shock absorbing device by miners working in shafts, over crushers or near open sump or pits. Additional D-rings may be added to a harness or a miner’s belt for work positioning or to restrict movement within safe limits.
Protection from Heat and Cold
In open-pit mines in cold climates, miners will have winter clothing including thermal socks, underwear and gloves, wind resistant pants or over-pants, a lined parka with hood and a winter liner to wear with the safety cap.
In underground mines, heat is more of a problem than cold. Ambient temperatures may be high because of the depth of the mine below ground or because it is located in a hot climate. Protection from heat stress and potential heat stroke can be provided by special garments or undergarments which can accommodate frozen gel packs or which are constructed with a network of cooling tubes to circulate cooling fluids over the surface of the body and then through an external heat exchanger. In situations where the rock itself is hot, heat resistant gloves, socks and boots are worn. Drinking water or, preferably, drinking water with added electrolytes must be available and must be consumed to replace lost body fluids.
Other Protective Equipment
Depending on local regulations and the type of mine, miners may be required to carry a self-rescue device. This is a respiratory protection device which will help the miner to escape from the mine in the event of a mine fire or explosion that renders the atmosphere unbreathable because of carbon monoxide, smoke and other toxic contaminants. The self-rescuer may be a filtration type device with a catalyst for carbon monoxide conversion or it may be a self-contained self-rescuer, i.e., a closed-cycle breathing apparatus which chemically regenerates oxygen from exhaled breath.
Portable instruments (including detector tubes and detector tube pumps) for the detection and measurement of toxic and combustible gases are not carried routinely by all miners, but are used by mine safety officers or other designated personnel in accordance with standard operating procedures to test mine atmospheres periodically or before entry.
Improving the ability to communicate with personnel in underground mining operations is proving to have enormous safety benefits and two-way communication systems, personal pagers and personnel locating devices are finding their way into modern mining operations.
Fires and Explosions in Mines
Fires and explosions pose a constant threat to the safety of miners and to the productive capacity of mines. Mine fires and explosions traditionally have ranked among the most devastating industrial disasters.
At the end of the nineteenth century, fires and explosions in mines resulted in loss of life and property damage on a scale unmatched in other industrial sectors. However, clear progress has been achieved in controlling these hazards, as evidenced by the decline in mine fires and explosions reported in recent decades.
This article describes the basic fire and explosion hazards of underground mining and the safeguards needed to minimize them. Fire protection information on surface mines can be found elsewhere in this Encyclopaedia and in standards such as those promulgated by organizations such as the National Fire Protection Association in the United States (e.g., NFPA 1996a).
Permanent Service Areas
By their nature, permanent service areas involve certain hazardous activities, and thus special precautions should be taken. Underground maintenance shops and related facilities are a special hazard in an underground mine.
Mobile equipment in maintenance shops is regularly found to be a frequent source of fires. Fires on diesel-powered mining equipment typically arise from leaking high-pressure hydraulic lines which can spray a heated mist of highly combustible liquid onto an ignition source, such as a hot exhaust manifold or turbocharger (Bickel 1987). Fires on this type of equipment can grow quickly.
Much of the mobile equipment used in underground mines contains not only fuel sources (e.g., diesel fuel and hydraulics) but they also contain ignition sources (e.g., diesel engines and electrical equipment). Thus, this equipment presents an appreciable risk for fires. In addition to this equipment, maintenance shops generally contain a variety of other tools, materials and equipment (e.g., degreasing equipment) that are a hazard in any mechanical shop environment.
Welding and cutting operations are a leading cause of fires in mines. This activity can be expected to occur regularly in a maintenance area. Special precautions need to be taken to ensure that these activities do not create a possible ignition source for a fire or explosion. Fire and explosion protection information relating to safe welding practices can be found elsewhere in this Encyclopaedia and in other documents (e.g., NFPA 1994a).
Consideration should be given to making the entire shop area a completely enclosed structure of fire resistant construction. This is particularly important for shops intended for use longer than 6 months. If such an arrangement is not possible, then the area should be protected throughout by an automatic fire suppression system. This is especially important for coal mines, where it is critical to minimize any potential fire source.
Another important consideration for all shop areas is that they be vented directly to the air return, thus limiting the spread of products of combustion from any fire. Requirements for these type of facilities are clearly outlined in documents such as NFPA 122, Standard for Fire Prevention and Control in Underground Metal and Nonmetal Mines, and NFPA 123, Standard for Fire Prevention and Control in Underground Bituminous Coal Mines (NFPA 1995a, 1995b).
Fuel Bays and Fuel Storage Areas
The storage, handling and use of flammable and combustible liquids pose a special fire hazard for all sectors of the mining industry.
In many underground mines, mobile equipment is typically diesel-powered, and a large percentage of the fires involve the fuel used by these machines. In coal mines, these fire hazards are compounded by the presence of coal, coal dust and methane.
The storage of flammable and combustible liquids is an especially important concern because these materials ignite more easily and propagate fire more rapidly than ordinary combustibles. Both flammable and combustible liquids are often stored underground in most non-coal mines in limited quantities. In some mines, the main storage facility for diesel fuel, lubricating oil and grease, and hydraulic fluid is underground. The potential seriousness of a fire in an underground flammable and combustible liquid storage area requires extreme care in the design of the storage areas, plus the implementation and strict enforcement of safe operating procedures.
All aspects of using flammable and combustible liquids present challenging fire protection concerns, including the transfer to underground, storage, dispensing and ultimate use in equipment. The hazards and protection methods for flammable and combustible liquids in underground mines can be found elsewhere in this Encyclopaedia and in NFPA standards (e.g., NFPA 1995a, 1995b, 1996b).
Fire Prevention
Safety for fires and explosions in underground mines is based on the general principles of preventing fire and explosion. Normally, this involves using common-sense fire safety techniques, such as preventing smoking, as well as providing built-in fire protection measures to prevent fires from growing, such as portable extinguishers or early fire detection systems.
Fire and explosion prevention practices in mines generally fall into three categories: limiting ignition sources, limiting fuel sources and limiting fuel and ignition source contact.
Limiting ignition sources is perhaps the most basic way of preventing a fire or explosion. Ignition sources that are not essential to the mining process should be banned altogether. For example, smoking and any open fires, especially in underground coal mines, should be prohibited. All automated and mechanized equipment that may be subject to unwanted buildup of heat, such as conveyors, should have slippage and sequence switches and thermal cutouts on electric motors. Explosives present an obvious hazard, but they could also be an ignition source for suspended dust of hazardous gas and should be used in strict conformance with special blasting regulations.
Eliminating electrical ignition sources is essential for preventing explosions. Electrical equipment operating where methane, sulphide dust or other fire hazards may be present should be designed, constructed, tested and installed so that its operation will not cause a mine fire or explosion. Explosion proof enclosures, such as plugs, receptacles and circuit interrupting devices, should be used in hazardous areas. The use of intrinsically safe electrical equipment is described in further detail elsewhere in this Encyclopaedia and in documents such as NFPA 70, National Electrical Code (NFPA 1996c).
Limiting fuel sources starts with good housekeeping to prevent unsafe accumulations of trash, oily rags, coal dust and other combustible materials.
When available, less hazardous substitutes should be used for certain combustible materials such as hydraulic fluids, conveyor belting, hydraulic hoses and ventilation tubing (Bureau of Mines 1978). The highly toxic products of combustion that may result from the burning of certain materials often necessitates less hazardous materials. As an example, polyurethane foam had previously been widely used in underground mines for ventilation seals, but more recently has been banned in many countries.
For underground coal mine explosions, coal dust and methane are typically the primary fuels involved. Methane may also be present in non-coal mines and is most commonly handled by dilution with ventilation air and exhaustion from the mine (Timmons, Vinson and Kissell 1979). For coal dust, every attempt is made to minimize the generation of dust in the mining processes, but the tiny amount needed for a coal dust explosion is almost unavoidable. A layer of dust on the floor that is only 0.012 mm thick will cause an explosion if suspended in air. Thus, rock dusting using an inert material such as pulverized limestone, dolomite or gypsum (rock dust) will help to prevent coal dust explosions.
Limiting fuel and ignition source contact depends upon preventing contact between the ignition source and the fuel source. For example, when welding and cutting operations cannot be performed in fire-safe enclosures, it is important that areas be wet down and nearby combustibles covered with fire resistant materials or relocated. Fire extinguishers should be readily available and a fire watch posted for as long as necessary to guard against smouldering fires.
Areas with a high loading of combustible materials, such as timber storage areas, explosives magazines, flammable and combustible liquid storage areas and shops, should be designed to minimize possible ignition sources. Mobile equipment should have hydraulic fluid, fuel and lubricant lines re-routed away from hot surfaces, electrical equipment and other possible ignition sources. Spray shields should be installed to deflect sprays of combustible liquid from broken fluid lines away from potential ignition sources.
Fire and explosion prevention requirements for mines are clearly outlined in NFPA documents (e.g., NFPA 1992a, 1995a, 1995b).
Fire Detection and Warning Systems
The elapsed time between the onset of a fire and its detection is critical since fires may grow rapidly in size and intensity. The most rapid and reliable indication of fire is through advanced fire detection and warning systems using sensitive heat, flame, smoke and gas analysers (Griffin 1979).
The detection of gas or smoke is the most cost-effective approach to providing fire detection coverage over a large area or throughout the entire mine (Morrow and Litton 1992). Thermal fire detection systems are commonly installed for unattended equipment, such as over conveyor belts. Faster-acting fire detection devices are considered appropriate for certain high-hazard areas, such as flammable and combustible liquids storage areas, refuelling areas and shops. Optical flame detectors that sense either ultraviolet or infrared radiation emitted by a fire are often used in these areas.
All miners should be warned once a fire has been detected. Telephones and messengers are sometimes used, but miners are often remote from telephones and they are often widely scattered. In coal mines, the most common means of fire warning are shutdown of electric power and subsequent notification by telephone and messengers. This is not an option for non-coal mines, where so little equipment is powered electrically. Stench warning is a common method of emergency communication in non-coal underground mines (Pomroy and Muldoon 1983). Special wireless radio frequency communication systems have also been used successfully in both coal and non-coal mines (Bureau of Mines 1988).
The primary concern during an underground fire is the safety of underground personnel. Early fire detection and warning permit the initiation of an emergency plan in the mine. Such a plan assures that the necessary activities, such as evacuation and fire-fighting will occur. To assure smooth implementation of the emergency plan, miners should be provided with comprehensive training and periodic retraining in emergency procedures. Fire drills, complete with the activation of the mine warning system, should be performed frequently to reinforce the training and to identify weaknesses in the emergency plan.
Further information on fire detection and warning systems can be found elsewhere in this Encyclopaedia and in NFPA documents (e.g., NFPA 1995a, 1995b, 1996d).
Fire Suppression
The most common types of fire suppression equipment used in underground mines are portable hand extinguishers, water hoselines, sprinkler systems, rock dust (applied manually or from a rock dusting machine) and foam generators. The most common type of portable hand extinguishers are typically those using multi-purpose dry chemicals.
Fire suppression systems, either manual or automatic, are becoming more common for mobile equipment, combustible liquids storage areas, conveyor belt drives and electrical installations (Grannes, Ackerson and Green 1990). Automatic fire suppression is especially important for unattended, automated or remote control equipment where personnel are not present to detect a fire, to activate a fire suppression system or to initiate fire-fighting operations.
Explosion suppression is a variation of fire suppression. Some European coal mines use this technology in the form of passive or triggered barriers on a limited basis. Passive barriers consist of rows of large tubs containing water or rock dust that are suspended from the roof of a mine entry. In an explosion, the pressure front that precedes the arrival of the flame front triggers the dumping of the contents of the tubs. The dispersed suppressants quench the flame as it passes through the entry protected by the barrier system. Triggered barriers utilize an electrically or pneumatically operated actuation device that is triggered by the heat, flame or pressure of the explosion to release suppressant agents that are stored in pressurized containers (Hertzberg 1982).
Fires that grow to an advanced stage should be fought only by highly trained and specially equipped fire-fighting teams. Where large areas of coal or timber are burning in an underground mine and fire-fighting is complicated by extensive roof falls, ventilation uncertainties and accumulations of explosive gas, special action should be taken. The only practical alternatives may be inerting with nitrogen, carbon dioxide, the combustion products of an inert gas generator, or by flooding with water or sealing part or all of the mine (Ramaswatny and Katiyar 1988).
Further information on fire suppression can be found elsewhere in this Encyclopaedia and in various NFPA documents (e.g., NFPA 1994b, 1994c, 1994d, 1995a, 1995b, 1996e, 1996f, 1996g).
Fire Containment
Fire containment is a fundamental control mechanism for any type of industrial facility. Means for confining or limiting an underground mine fire can help ensure a safer mine evacuation and lessen the hazards of fire fighting.
For underground coal mines, oil and grease should be stored in closed, fire-resistant containers, and the storage areas should be of fire-resistant construction. Transformer stations, battery charging stations, air compressors, substations, shops and other installations should be housed in fire-resistant areas or in fireproof structures. Unattended electrical equipment should be mounted on non-combustible surfaces and separated from coal and other combustibles or protected by a fire-suppression system.
Materials for building bulkheads and seals, including wood, cloth, saws, nails, hammers, plaster or cement and rock dust, should be readily available to each working section. In underground non-coal mines, oil, grease and diesel fuel should be stored in tightly sealed containers in fire-resistive areas at safe distances from explosives magazines, electrical installations and shaft stations. Ventilation-control barriers and fire doors are required in certain areas to prevent the spread of fire, smoke and toxic gas (Ng and Lazzara 1990).
Reagent Storage (Mills)
Operations that are used to process the ore produced in a mining operations may result in certain hazardous conditions. Among the concerns are certain types of dust explosions and fires involving conveyor operations.
The heat generated by friction between a conveyor belt and a drive roller or idler is a concern and can be addressed by the use of sequence and slippage switches. These switches can be effectively used along with thermal cutouts on electric motors.
Possible explosions can be prevented by eliminating electrical ignition sources. Electrical equipment operating where methane, sulphide dust or other hazardous environments may be present should be designed, constructed, tested and installed such that its operation will not cause a fire or explosion.
Exothermic oxidation reactions can occur in both coal and metal sulphide ores (Smith and Thompson 1991). When the heat generated by these reactions is not dissipated, the temperature of the rock mass or pile increases. If temperatures become high enough, rapid combustion of coal, sulphide minerals and other combustibles can result (Ninteman 1978). Although spontaneous ignition fires occur relatively infrequently, they are generally quite disruptive to operations and difficult to extinguish.
The processing of coal presents special concerns because by its nature it is a fuel source. Fire and explosion protection information relating to the safe handling of coal can be found elsewhere in this Encyclopaedia and in NFPA documents (e.g., NFPA 1992b, 1994e, 1996h).
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."