Adapted from the 3rd edition, Encyclopaedia of Occupational Health and Safety.
The important part lathes play in metalworking shops is best illustrated by the fact that 90 to 95% of the swarf (metal shavings) produced in the valves and fittings industry originates from lathes. About one-tenth of the accidents reported in this industry are due to lathes; this corresponds to one-third of all machine accidents. According to a study of the relative accident frequency per machine unit carried out in a plant manufacturing small precision parts and electrical equipment, lathes rank fifth after woodworking machines, metal-cutting saws, power presses and drilling machines. The need for protective measures on lathes is therefore beyond doubt.
Turning is a machine process in which the diameter of material is reduced by a tool with a special cutting edge. The cutting movement is produced by rotating the workpiece, and the feed and traverse movements are produced by the tool. By varying these three basic movements, and also by choosing the appropriate tool cutting-edge geometry and material, it is possible to influence the rate of stock removal, surface quality, shape of the chip formed and tool wear.
Structure of Lathes
A typical lathe consists of:
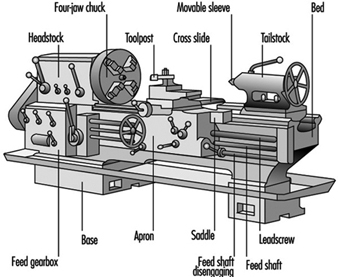
- a bed or base with machined slideways for the saddle and tailstock
- a headstock mounted on the bed, with the spindle and chuck
- a feed gearbox attached to the front of the bed for transmitting the feed movement as a function of the cutting speed through the leadscrew or feed shaft and apron to the saddle
- a saddle (or carriage) carrying the cross slide which performs the traverse movement
- a toolpost mounted on the cross slide (see figure 1).
Figure 1. Lathes and similar machines
This basic model of a lathe can be infinitely varied, from the universal machine to the special automatic lathe designed for one type of work only.
The most important types of lathe are as follows:
- Centre lathe. This is the most frequently used turning machine. It corresponds to the basic model with horizontal turning axis. The work is held between centres, by a faceplate or in a chuck.
- Multiple-tool lathe. This enables several tools to be engaged at the same time.
- Turret lathe, capstan lathe. Machines of this type enable a workpiece to be machined by several tools which are engaged one after the other. The tools are held in the turret, which rotates for bringing them into cutting position. The turrets are generally of the disc or crown type, but there are also drum-type turret lathes.
- Copy-turning lathes. The desired shape is transmitted by tracer control from a template to the work.
- Automatic lathe. The various operations, including the change of the work, are automated. There are bar automatics and chucking automatics.
- Vertical lathe (boring and turning mill). The work turns about a vertical axis; it is clamped to a horizontal revolving table. This type of machine is generally used for machining large castings and forgings.
- NC and CNC lathes. All the aforementioned machines can be equipped with a numerical control (NC) or computer-assisted numerical control (CNC) system. The result is a semi-automated or fully automated machine which can be used rather universally, thanks to the great versatility and easy programmability of the control system.
The future development of the lathe will probably concentrate on control systems. Contact controls will be increasingly replaced by electronic control systems. As regards the latter, there is a trend in evolution from interpolation-programmed to memory-programmed controls. It is foreseeable in the long run that the use of increasingly efficient process computers will tend to optimize the machining process.
Accidents
Lathe accidents are generally caused by:
- disregard for safety regulations when the machines are installed in workshops (e.g., not enough space between machines, no power disconnect switch for each machine)
- missing guards or the absence of auxiliary devices (severe injuries have been caused to workers who tried to brake the spindle of their lathes by pressing one of their hands against unguarded belt pulleys and to operators who inadvertently engaged unguarded clutch levers or pedals; injuries due to flying chips because of the absence of hinged or sliding covers have also occurred)
- inadequately located control elements (e.g., a turner’s hand can be pierced by the tailstock centre if the pedal controlling the chuck is mistaken for the one controlling the hydraulic circuit of the tailstock centre movement)
- adverse conditions of work (i.e., shortcomings from the point of view of occupational physiology)
- lack of PPE or wearing unsuitable work clothing (severe and even fatal injuries have been caused to lathe operators who wore loose clothes or had long, free-hanging hair)
- insufficient instruction of personnel (an apprentice was fatally injured when he filed a short shaft which was fixed between centres and rotated by a cranked carrier on the spindle nose and a straight one on the shaft; the lathe carrier seized his left-hand sleeve, which was wrapped around the workpiece, dragging the apprentice violently into the lathe)
- poor work organization leading to the use of unsuitable equipment (e.g., a long bar was machined on a conventional production lathe; it was too long for this lathe, and it projected more than 1 m beyond the headstock; moreover, the chuck aperture was too large for the bar and was made up by inserting wooden wedges; when the lathe spindle started rotating, the free bar end bent by 45° and struck the operator’s head; the operator died during the following night)
- defective machine elements (e.g., a loose carrier pin in a clutch may cause the lathe spindle to start rotating while the operator is adjusting a workpiece in the chuck).
Accident Prevention
The prevention of lathe accidents starts at the design stage. Designers should give special attention to control and transmission elements.
Control elements
Each lathe must be equipped with a power disconnect (or isolating) switch so that maintenance and repair work may be carried out safely. This switch must disconnect the current on all poles, reliably cut the pneumatic and hydraulic power and vent the circuits. On large machines, the disconnect switch should be so designed that it can be padlocked in its out position—a safety measure against accidental reconnection.
The layout of the machine controls should be such that the operator can easily distinguish and reach them, and that their manipulation presents no hazard. This means that controls must never be arranged at points which can be reached only by passing the hand over the working zone of the machine or where they may be hit by flying chips.
Switches which monitor guards and interlock them with the machine drive should be chosen and installed in such a way that they positively open the circuit as soon as the guard is shifted from its protecting position.
Emergency stop devices must cause the immediate standstill of the dangerous movement. They must be designed and located in such a way that they can be easily operated by the threatened worker. Emergency stop buttons must be easily reached and should be in red.
The actuating elements of control gear which may trip a dangerous machine movement must be guarded so as to exclude any inadvertent operation. For instance, the clutch engaging levers on the headstock and apron should be provided with safety locking devices or screens. A push-button can be made safe by lodging it in a recess or by shrouding it with a protective collar.
Hand-operated controls should be designed and located in such a way that the hand movement corresponds to the controlled machine movement.
Controls should be identified with easily readable and understandable markings. To avoid misunderstandings and linguistic difficulties, it is advisable to use symbols.
Transmission elements
All moving transmission elements (belts, pulleys, gears) must be covered with guards. An important contribution to the prevention of lathe accidents can be made by the persons responsible for the installation of the machine. Lathes should be so installed that the operators tending them do not hinder or endanger each other. The operators should not turn their backs towards passageways. Protective screens should be installed where neighbouring workplaces or passageways are within the range of flying chips.
Passageways must be clearly marked. Enough space should be left for materials-handling equipment, for stacking workpieces and for tool boxes. Bar-stock guides must not protrude into the passageways.
The floor on which the operator stands must be insulated against cold. Care should be taken that the insulation forms no stumbling obstacle, and the flooring should not become slippery even when covered with a film of oil.
Conduit and pipework should be installed in such a way that they do not become obstacles. Temporary installations should be avoided.
Safety engineering measures on the shop floor should be directed in particular at the following points:
- work-holding fixtures (faceplates, chucks, collets) should be dynamically balanced before use
- the maximum permissible speed of a chuck should be indicated on the chuck by the manufacturer and respected by the lathe operator
- when scroll chucks are used, it should be ensured that the jaws cannot be slung out when the lathe is started
- chucks of this type should be designed in such a manner that the key cannot be taken off before the jaws have been secured. The chuck keys in general should be so designed that it is impossible to leave them in the chuck.
It is important to provide for auxiliary lifting equipment to facilitate mounting and removing of heavy chucks and faceplates. To prevent chucks from running off the spindle when the lathe is suddenly braked, they must be securely fixed. This can be achieved by putting a retaining nut with left-hand thread on the spindle nose, by using a “Camlock” quick-action coupling, by fitting the chuck with a locking key or by securing it with a two-part locking ring.
When powered work-holding fixtures are used, such as hydraulically operated chucks, collets and tailstock centres, measures must be taken which make it impossible for the hands to be introduced into the danger zone of closing fixtures. This can be achieved by limiting the travel of the clamping element to 6 mm, by choosing the location of deadman’s controls so as to exclude the introduction of the hands into the danger zone or by providing a moving guard which has to be closed before the clamping movement can be started.
If starting the lathe while the chuck jaws are open presents a danger, the machine should be equipped with a device which prevents the spindle rotation being started before the jaws are closed. The absence of power must not cause the opening or closure of a powered work-holding fixture.
If the gripping force of a power chuck diminishes, the spindle rotation must be stopped, and it must be impossible to start the spindle. Reversing the gripping direction from inside to outside (or vice versa) while the spindle rotates must not cause the chuck to be dislodged from the spindle. Removal of holding fixtures from the spindle should be possible only when the spindle has ceased rotating.
When machining bar stock, the portion projecting beyond the lathe must be enclosed by bar-stock guides. Bar feed weights must be guarded by hinged covers extending to the floor.
Carriers
To prevent serious accidents—in particular, when filing work in a lathe—unprotected carriers must not be used. A centring safety carrier should be used, or a protective collar should be fitted to a conventional carrier. It is also possible to use self-locking carriers or to provide the carrier disc with a protective cover.
Working zone of the lathe
Universal-lathe chucks should be guarded by hinged covers. If possible, protective covers should be interlocked with spindle drive circuits. Vertical boring and turning mills should be fenced with bars or plates to prevent injury from revolving parts. To enable the operator to watch the machining process safely, platforms with railings must be provided. In certain cases, TV cameras can be installed so that the operator may monitor the tool edge and tool in-feed.
The working zones of automatic lathes, NC and CNC lathes should be completely enclosed. Enclosures of fully automatic machines should only have openings through which the stock to be machined is introduced, the turned part ejected and the swarf removed from the working zone. These openings must not constitute a hazard when work passes through them, and it must be impossible to reach through them into the danger zone.
The working zones of semi-automatic, NC and CNC lathes must be enclosed during the machining process. The enclosures are generally sliding covers with limit switches and interlocking circuit.
Operations requiring access to the working zone, such as change of work or tools, gauging and so on, must not be carried out before the lathe has been safely stopped. Zeroing a variable-speed drive is not considered a safe standstill. Machines with such drives must have locked protective covers that cannot be unlocked before the machine is safely stopped (e.g., by cutting the spindle-motor power supply).
If special tool-setting operations are required, an inching control is to be provided which enables certain machine movements to be tripped while the protective cover is open. In such cases, the operator can be protected by special circuit designs (e.g., by permitting only one movement to be tripped at a time). This can be achieved by using two-hand controls.
Turning swarf
Long turning chips are dangerous because they may get entangled with arms and legs and cause serious injury. Continuous and ravelled chips can be avoided by choosing appropriate cutting speeds, feeds and chip thicknesses or by using lathe tools with chip breakers of the gullet or step type. Swarf hooks with handle and buckle should be used for removing chips.
Ergonomics
Every machine should be so designed that it enables a maximal output to be obtained with a minimum of stress on the operator. This can be achieved by adapting the machine to the worker.
Ergonomic factors must be taken into account when designing the human-machine interface of a lathe. Rational workplace design also includes providing for auxiliary handling equipment, such as loading and unloading attachments.
All controls must be located within the physiological sphere or reach of both hands. The controls must be clearly laid out and should be logical to operate. Pedal-operated controls should be avoided in machines tended by standing operators.
Experience has shown that good work is performed when the workplace is designed for both standing and sitting postures. If the operator has to work standing up, he or she should be given the possibility of changing posture. Flexible seats are in many cases a welcome relief for strained feet and legs.
Measures should be taken to create optimal thermal comfort, taking into account the air temperature, relative humidity, air movement and radiant heat. The workshop should be adequately ventilated. There should be local exhaust devices to eliminate gaseous emanations. When machining bar stock, sound-absorbent-lined guide tubes should be used.
The workplace should preferably be provided with uniform lighting, affording an adequate level of illumination.
Work Clothing and Personal Protection
Overalls should be close fitting and buttoned or zipped to the neck. They should be without breast pockets, and the sleeves must be tightly buttoned at the wrists. Belts should not be worn. No finger rings and bracelets should be worn when working on lathes. Wearing of safety spectacles should be obligatory. When heavy workpieces are machined, safety shoes with steel toe caps must be worn. Protective gloves must be worn whenever swarf is being collected.
Training
The lathe operator’s safety depends to a large extent on working methods. It is therefore important that he or she should receive thorough theoretical and practical training to acquire skills and develop a behaviour affording the best possible safeguards. Correct posture, correct movements, correct choice and handling of tools should become routine to such an extent that the operator works correctly even if his or her concentration is temporarily relaxed.
Important points in a training programme are an upright posture, the proper mounting and removal of the chuck and the accurate and secure fixing of workpieces. Correct holding of files and scrapers and safe working with abrasive cloth must be intensively practised.
Workers must be well informed about the hazards of injury which may be caused when gauging work, checking adjustments and cleaning lathes.
Maintenance
Lathes must be regularly maintained and lubricated. Faults must be corrected immediately. If safety is at stake in the event of a fault, the machine should be put out of operation until corrective action has been taken.
Repair and maintenance work must be carried out only after the machine has been isolated from the power supply
.