- 你在這裡:
-
首頁

- 第十三部分。 製造業

兒童類






82. 金屬加工及金屬加工行業 (14)

82. 金屬加工及金屬加工業
章節編輯: 邁克爾·麥肯(Michael McCann)
目錄
表格和數字
冶煉和精煉業務
冶煉和精煉
佩卡羅托
鋁冶煉和精煉
伯特倫·D·丁曼
黃金冶煉
ID Gadaskina 和 LA Ryzik
金屬加工和金屬加工
鑄造廠
富蘭克林·米勒
鍛造和沖壓
羅伯特·帕克
焊接和熱切割
Philip A. Platcow 和 GS Lyndon
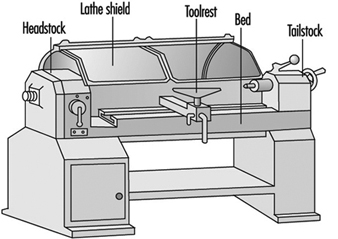
車床
托妮·雷奇
研磨和拋光
K.韋林德
工業潤滑油、金屬加工液和汽車油
理查德·克勞斯
金屬表面處理
JG Jones、JR Bevan、JA Catton、A. Zober、N. Fish、KM Morse、G. Thomas、MA El Kadeem 和 Philip A. Platcow
金屬回收
Melvin E. Cassady 和 Richard D. Ringenwald, Jr.
金屬表面處理和工業塗料中的環境問題
斯圖爾特福布斯
檯
單擊下面的鏈接以在文章上下文中查看表格。
1. 銅冶煉的輸入和輸出
2. 鉛冶煉的輸入和輸出
3. 鋅冶煉的輸入和輸出
4. 鋁冶煉的輸入和輸出
5. 鑄造爐的種類
6. 過程材料輸入和污染輸出
7. 焊接工藝:說明和危害
8. 危害總結
9. 鋁控制,按操作
10. 銅的控制,按操作
11. 鉛控制,按操作
12. 鋅的控制,按操作
13. 鎂的控制,按操作
14. 汞的控制,按操作
15. 鎳的控制,按操作
16. 貴金屬控制
17. 鎘的控制,按操作
18. 硒的控制,按操作
19. 鈷的控制,按操作
20. 錫的控制,按操作
21. 鈦的控制,按操作
人物
指向縮略圖以查看圖片標題,單擊以查看文章上下文中的圖片。
|
|







83. 微電子與半導體 (7)
83. 微電子與半導體
章節編輯: 邁克爾·威廉姆斯
目錄
表格和數字
概況
邁克爾·威廉姆斯
矽半導體製造
David G. Baldwin、James R. Rubin 和 Afsaneh Gerami
液晶顯示器
David G. Baldwin、James R. Rubin 和 Afsaneh Gerami
III-V族半導體製造
David G. Baldwin、Afsaneh Gerami 和 James R. Rubin
印刷電路板和計算機組裝
邁克爾·威廉姆斯
健康影響和疾病模式
唐納德訴拉西特
環境和公共衛生問題
軟木嚼
檯
單擊下面的鏈接以在文章上下文中查看表格。
1. 光刻膠系統
2. 光刻膠剝離劑
3. 濕化學蝕刻劑
4. 等離子蝕刻氣體和蝕刻材料
5. 用於擴散的結形成摻雜劑
6. 矽外延的主要分類
7. CVD的主要類別
8. 平板顯示器的清潔
9. PWB 工藝:環境、健康和安全
10. PWB 廢物產生和控制
11. PCB 廢物產生和控制
12. 廢物產生與控制
13. 優先需求矩陣
人物
指向縮略圖以查看圖片標題,單擊以查看文章上下文中的圖片。
|
|













84. 玻璃、陶器及相關材料 (3)
84. 玻璃、陶器及相關材料
章節編輯: 喬爾·本德和喬納森·P·海勒斯坦
目錄
表格和數字
玻璃、陶瓷及相關材料
Jonathan P. Hellerstein、Joel Bender、John G. Hadley 和 Charles M. Hohman
案例研究:光纖
喬治·R·奧斯本
案例研究:合成寶石
羅勒海豚
檯
單擊下面的鏈接以查看文章上下文中的表格。
1. 典型的身體成分
2. 製造過程
3. 精選化學添加劑
4. 美國各行業耐火材料使用情況
5. 潛在的健康和安全隱患
6. 非致命性職業傷害和疾病
人物
指向縮略圖以查看圖片標題,單擊以查看文章上下文中的圖片。


















































玻璃、陶瓷及相關材料
本章涵蓋以下產品領域:
- 玻璃
- 合成玻璃纖維
- 陶器
- 瓷磚
- 工業陶瓷
- 磚瓦
- 耐火材料
- 合成寶石
- 光纖。
有趣的是,這些部門中的大多數不僅起源於古代,而且還共享許多共同的一般流程。 例如,所有這些都基本上基於使用粉末或細顆粒形式的天然原料,這些原料通過加熱轉化為所需產品。 因此,儘管該組包含各種過程和產品,但這些常見過程允許對與這些行業相關的潛在健康危害進行共同概述。 由於各種製造部門既有小的、零散的部門(例如製磚業),也有僱用數千名工人的技術先進的大型製造工廠,因此每個部門都單獨描述。
常見過程和危害
這些行業在產品製造過程中普遍存在安全和健康隱患。 危害和控制措施在本指南的其他部分進行了討論 百科全書. 本章的各個部分討論了特定於工藝的危害。
批次原料處理
大多數工業製造過程都會接收散裝或單個袋子形式的干燥固體原材料。 散裝固體原料通過重力、氣動傳輸線、螺旋輸送機、斗式輸送機或其他機械傳輸從料斗軌道車或公路卡車卸載到料倉、料斗或混合器中。 袋裝原材料托盤(20 至 50 公斤)或大型散裝織物袋容器(0.5 至 1.0 噸)通過動力工業起重卡車、起重機或起重機從卡車拖車或鐵路貨車上卸下。 手動或使用電動升降輔助裝置從托盤上取出單個袋子或原材料。 袋裝原材料通常被裝入袋子傾倒站或直接裝入儲料斗或秤鬥。
與固體原料卸載、處理和轉移過程相關的潛在安全和健康危害包括:
- 噪聲暴露 在 85 至 100 dBA 範圍內。 氣動振動器、壓縮機、閥門執行器、混合驅動電機、鼓風機和集塵器是一些主要的噪聲源。
- 接觸空氣中可吸入顆粒物 來自顆粒狀固體原料的輸送和混合。 暴露取決於原材料的成分,但通常可能包括二氧化矽(SiO2)、粘土、氧化鋁、石灰石、鹼性粉塵、金屬氧化物、重金屬和有害微粒。
- 人體工學危害 與手動提升或搬運原材料袋、振動器或傳輸線以及系統維護活動相關
- 物理危害 來自機動軌道車或卡車、動力工業卡車交通、高空作業、密閉空間入口以及與電力、氣動或機械能源的接觸——例如咬合點、旋轉部件、驅動齒輪、軸、皮帶和滑輪。
燒製或熔化過程
這些業務部門的製造產品涉及窯爐或熔爐中的干燥、熔化或燒製過程。 這些過程的熱量來自丙烷、天然氣(甲烷)或燃料油的燃燒、電弧熔化、微波、介電乾燥和/或電阻加熱。 燒製或熔化過程帶來的潛在危害包括:
- 接觸燃燒產物 如一氧化碳、氮氧化物(NOx) 和二氧化硫
- 煙霧和微粒 來自空氣中的原材料(例如二氧化矽、金屬、鹼性粉塵)或副產品(例如氟化氫、方英石、重金屬煙霧)
- 火災或爆炸 與用於過程加熱或叉車燃料的燃料系統有關; 與易燃燃料儲罐、管道分配系統和汽化器相關的潛在火災或爆炸危險。 不常用於天然氣削減的備用或備用燃料系統可能會出現類似的火災或爆炸問題。
- 紅外輻射暴露 來自熔化的材料,這會增加熱性白內障或皮膚灼傷的風險
- 輻射能和熱應力. 熔爐或窯爐周圍的工作環境可能非常熱。 當在燒製或熔化過程附近或之上進行緊急維修工作或日常維護時,可能會出現嚴重的熱應力問題。 皮膚直接接觸熱表面或熔融材料會導致嚴重的熱灼傷(見圖 1)。
圖 1. 質量控制技術員

- 電能危害. 直接接觸用於電阻加熱以補充燃料燃燒過程的高壓電能存在觸電危險,並可能因暴露於電磁場 (EMF) 而引起健康問題。 強磁場和電場可能會干擾心臟起搏器和其他植入式醫療設備。
- 噪聲暴露 高於 85 至 90 dBA 來自燃燒鼓風機、料斗或混合器、進料過程和輸送機。
處理生產、製造、包裝和倉儲
該業務部門的材料處理、製造和包裝過程在很大程度上不同,產品的尺寸、形狀和重量也是如此。 該領域的高密度材料或笨重的配置存在常見的材料處理危險。 在該行業的生產、製造、包裝和倉儲過程中,人工起重和物料搬運造成了許多致殘性傷害。 (請參閱下面的“傷害和疾病概況”部分。)減少傷害的工作重點是減少人工舉重和材料處理。 例如,創新的包裝設計、用於堆垛和碼垛成品的機器人技術以及用於倉儲的自動導引運輸車開始在該業務部門的特定部分使用,以消除人工材料處理和相關傷害。 使用傳送帶、載人輔助升降機(例如真空提昇機)和剪式平台來搬運和碼垛產品是目前常見的物料搬運做法(見圖 2)。
圖 2. 使用真空提升輔助

使用機器人技術來消除人工材料處理在預防人體工程學傷害方面發揮著重要作用。 機器人技術減少了生產勞動力中歷史上與材料處理(例如平板玻璃)相關的人體工程學壓力和嚴重撕裂傷(見圖 3)。 然而,機器人技術和過程自動化的使用增加引入了移動機械和電力危害,這改變了危害的類型並將風險轉移給其他工人(從生產工人到維護工人)。 正確設計電子控制和邏輯順序、機器防護裝置、總能量鎖定實踐以及建立安全操作和維護程序是控制維護和生產工人受傷的基本方法。
圖 3. 平板玻璃中使用的機器人技術

重建和重建活動
在對熔爐或窯爐進行定期大修或冷修期間,會遇到許多潛在的健康和安全隱患。 可能會遇到與施工活動相關的各種危害。 示例包括:材料處理(例如,耐火磚)的人體工程學危害; 空氣中暴露於二氧化矽、石棉、耐火陶瓷纖維或含有重金屬的顆粒物,在拆除過程中,或切割和焊接的副產品; 熱應激; 在高處工作; 滑倒、絆倒或跌倒的危險; 密閉空間危險(見圖 4); 接觸危險能源。
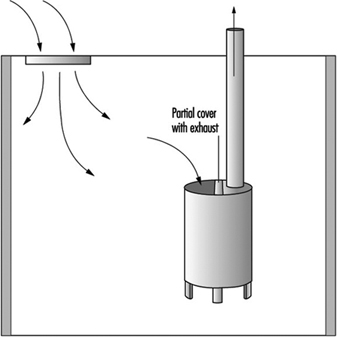
圖 4. 密閉空間入口

玻璃
概況
玻璃是由地殼中的常見元素自然形成的,遠早於任何人想到試驗其成分、塑造其形狀或將其用於今天享有的無數用途之前。 例如,黑曜石是一種天然存在的氧化物組合,由強烈的火山熱熔化並通過快速空氣冷卻玻璃化(製成玻璃)。 它不透明的黑色來自於它含有相對大量的氧化鐵。 其化學耐久性和硬度可與許多商用玻璃相媲美。
玻璃技術已經發展了 6,000 年,一些現代原理可以追溯到遠古時代。 第一個合成眼鏡的起源在古代和傳說中消失了。 彩陶 是由埃及人製作的,他們用沙子(SiO2), 最流行的玻璃形成氧化物。 它塗有泡鹼,這是尼羅河氾濫留下的殘留物,主要由碳酸鈣(CaCO3), 純鹼 (Na2CO3)、鹽 (NaCl) 和氧化銅 (CuO)。 加熱到 1,000 °C 以下會通過熔劑、CaO 和 Na 的擴散產生玻璃狀塗層2O 進入沙子並隨後與沙子發生固態反應。 氧化銅使製品呈現出吸引人的藍色。
根據莫雷給出的定義:“玻璃是一種無機物質,其狀態與該物質的液態連續並類似,但由於冷卻過程中粘度的可逆變化,已達到粘度如此之高,以至於出於所有實際目的,都是剛性的。” ASTM 將玻璃定義為“已冷卻至剛性狀態但未結晶的無機熔化產物”。 如果有機和無機材料的結構是非結晶的——也就是說,如果它們缺乏長程有序,它們都可能形成玻璃。
玻璃技術最重要的發展是吹管的使用(見圖 5),大約在公元前 100 年首次使用。 從那時起,玻璃製造技術有了飛速發展。
圖 5. 吹管

由於存在各種雜質,例如鐵和鉻的氧化物,第一塊玻璃是有色的。 幾乎無色的玻璃大約在 1,500 年前首次製成。
當時玻璃製造業在羅馬發展,並從那裡轉移到歐洲許多其他國家。 威尼斯建造了許多玻璃製品,並在那裡發生了重要的發展。 在 13 世紀,許多玻璃廠從威尼斯搬到了附近的穆拉諾島。 穆拉諾 (Murano) 仍然是意大利手工玻璃生產的中心。
到 16 世紀,整個歐洲都製造了玻璃。 現在來自捷克共和國的波西米亞玻璃以其美麗而聞名,英國和愛爾蘭的玻璃廠生產優質的鉛晶玻璃餐具。 瑞典是另一個生產藝術玻璃水晶器皿的國家。
在北美,任何類型的第一家製造企業都是玻璃廠。 17 世紀初,英國定居者開始在弗吉尼亞州的詹姆斯敦生產玻璃。
今天,世界上大多數國家都生產玻璃。 許多玻璃產品都是在全自動加工線上生產的。 雖然玻璃是最古老的材料之一,但它的特性是獨一無二的,尚未完全了解。
今天的玻璃行業由幾個主要細分市場組成,包括平板玻璃市場、消費家庭用品市場、玻璃容器市場、光學玻璃行業和科學玻璃器皿細分市場。 光學和科學玻璃市場往往非常有序,在大多數國家由一兩個供應商主導。 這些市場的數量也遠低於以消費者為基礎的市場。 多年來,這些市場中的每一個都通過特定玻璃技術的創新或製造的進步而發展起來。 例如,容器行業受到 1900 年代初期開發的高速製瓶機的推動。 1960 世紀 XNUMX 年代初,浮法玻璃工藝的發展極大地推動了平板玻璃行業的發展。 這兩個部門都是當今全球價值數十億美元的企業。
玻璃家居用品分為四大類:
- 餐具(包括餐具、杯子和馬克杯)
- 飲具
- 烤盤(或烤盤)
- 爐頂炊具。
雖然很難獲得全球範圍的估計,但玻璃器皿市場無疑僅在美國就達到 1 億美元的數量級。 根據具體類別,各種其他材料爭奪市場份額,包括陶瓷、金屬和塑料。
製造過程
玻璃是一種無機熔化產物,它已經冷卻到剛性狀態而沒有結晶。 玻璃通常又硬又脆,並且具有貝殼狀斷口。 通過改變存在的溶解的無定形或結晶材料,可以將玻璃製造成有色的、半透明的或不透明的。
當玻璃從熱熔融狀態冷卻時,它的粘度會在很寬的溫度範圍內逐漸增加而不會結晶,直到它呈現出其特有的硬而脆的形式。 控製冷卻以防止結晶或高應變。
雖然任何具有這些物理特性的化合物在理論上都是玻璃,但大多數商業玻璃可分為三種主要類型並具有廣泛的化學成分。
- 鈉鈣矽玻璃 就生產數量和用途而言,是最重要的玻璃,包括幾乎所有的平板玻璃、容器、低成本大批量生產的國產玻璃器皿和電燈泡。
- 鉛鉀矽玻璃 含有不同但通常高比例的氧化鉛。 光學玻璃製造利用了這種玻璃的高折射率; 手工吹製的家用和裝飾玻璃器皿利用其易於切割和拋光的優點; 電氣和電子應用利用其高電阻率和輻射防護。
- 硼矽酸鹽玻璃 具有低熱膨脹性和耐熱衝擊性,這使它們成為家用烤箱和實驗室玻璃器皿以及用於塑料增強的玻璃纖維的理想選擇。
商業玻璃批次由多種成分的混合物組成。 然而,該批次的最大部分由 4 到 6 種成分組成,選自沙子、石灰石、白雲石、純鹼、硼砂、硼酸、長石材料、鉛和鋇化合物等材料。 該批次的其餘部分由幾種附加成分組成,這些成分選自通常稱為次要成分的大約 15 到 20 種材料。 添加後面的這些添加物是為了提供一些特定的功能或質量,例如顏色,這將在玻璃製備過程中實現。
圖 6 說明了玻璃製造的基本原理。 原料經過稱重、混合,加入碎玻璃(碎玻璃)後,被送入熔爐進行熔化。 容量高達 2 噸的小罐仍用於熔化手工吹製水晶器皿和少量所需的特殊玻璃。 幾個鍋在燃燒室中一起加熱。
圖 6. 涉及的過程和材料

在大多數現代製造中,熔化發生在大型蓄熱式、換熱式或電爐中,這些爐子由耐火材料製成,並由石油、天然氣或電力加熱。 電增壓和冷頂電熔在 1960 世紀 1970 年代後期和 XNUMX 年代實現商業化並在全球範圍內得到廣泛應用。 冷頂電熔的驅動力是排放控制,而電助推通常用於提高玻璃質量和增加產量。
玻璃窯爐熔化用電的最重要經濟因素與化石燃料成本、各種燃料的可用性、電力成本、設備資本成本等有關。 然而,在許多情況下,使用電熔化或升壓的主要原因是環境控制。 世界各地的許多地方已經或預計很快將製定嚴格限制各種氧化物或一般顆粒物排放的環境法規。 因此,許多地方的製造商面臨著這樣的可能性,要么必須降低玻璃熔化吞吐量、安裝布袋除塵器或除塵器以處理廢氣廢氣,要么修改熔化工藝並包括電熔化或升壓。 在某些情況下,此類修改的替代方案可能是關閉工廠。
爐子(上部結構)最熱的部分可能在 1,600 至 2,800°C。 受控冷卻可將玻璃離開熔爐時的溫度降至 1,000 至 1,200°C。 此外,所有類型的玻璃都在特殊的烘箱或退火爐中進一步受控冷卻(退火)。 後續處理將取決於製造過程的類型。
除了傳統的手工吹製玻璃外,自動吹製還用於瓶子和燈泡生產的機器上。 簡單的形狀,如絕緣體、玻璃磚、透鏡毛坯等,都是壓製而不是吹製的。 一些製造工藝結合使用機械吹製和壓制。 軋製有線和壓花玻璃。 平板玻璃通過垂直工藝從熔爐中拉出,使其表面經過火處理。 由於繪圖和重力的綜合作用,一些輕微的變形是不可避免的。
平板玻璃通過水冷輥到達退火爐。 它沒有失真。 製造後可以通過打磨和拋光去除表面損傷。 該工藝在很大程度上已被近年來引入的浮法玻璃工藝所取代(見圖 7)。 浮法工藝使製造結合了片材和板材優點的玻璃成為可能。 浮法玻璃具有經過火處理的表面並且沒有變形。
圖 7. 連續漂浮過程

在浮法中,連續的玻璃帶從熔爐中移出並沿著熔融錫浴的表面漂浮。 玻璃符合熔融錫的完美表面。 在其通過錫時,溫度會降低,直到玻璃足夠硬,可以送入退火爐的輥筒上,而不會在其下表面留下痕跡。 浴中的惰性氣氛可防止錫氧化。 退火後的玻璃無需進一步處理,可通過自動切割和包裝進行進一步加工(見圖 8)。
圖 8. 從退火爐出來的浮法玻璃帶

新住宅和商業建築的趨勢是增加玻璃面積,以及降低能源消耗的需要,人們越來越重視提高窗戶的能效。 沉積在玻璃表面的薄膜提供低發射率或陽光控制特性。 這種商品塗層產品的商業化需要低成本、大面積沉積技術。 因此,越來越多的浮法玻璃生產線配備了複雜的在線鍍膜工藝。
在常用的化學氣相沉積 (CVD) 工藝中,複雜的氣體混合物與熱基板接觸,在那裡發生熱解反應,在玻璃表面形成塗層。 通常,鍍膜設備由懸掛在玻璃帶寬度上的熱控結構組成。 它們可能位於錫槽、退火爐間隙或退火爐中。 塗層機的功能是以溫度受控的方式在帶材寬度上均勻輸送前體氣體,並從沉積區域安全地提取廢氣副產品。 對於多個塗層堆疊,多個塗層機沿玻璃帶串聯使用。
對於此類大規模工藝產生的廢氣副產品的處理,使用傳統壓濾機的濕式洗滌技術通常就足夠了。 當廢氣不易被水溶液反應或潤濕時,焚燒是主要選擇。
一些光學玻璃的化學強化工藝涉及將玻璃浸入高溫浴中數小時,該浴中通常含有硝酸鋰和硝酸鉀的熔鹽。
安全玻璃 有兩種主要類型:
- 鋼化玻璃 通過加熱預應力製成,然後在特殊烤箱中快速冷卻所需形狀和尺寸的平板玻璃片。
- 夾層玻璃 通過在兩片薄平板玻璃之間粘合一片塑料(通常是聚乙烯醇縮丁醛)而形成。
合成玻璃纖維
概況
合成玻璃質纖維由多種材料製成。 它們是由玻璃、岩石、礦渣或其他礦物製成的無定形矽酸鹽。 生產的纖維既有連續纖維也有不連續纖維。 一般來說,連續纖維是通過噴嘴拉出的玻璃纖維,用於增強其他材料,如塑料,以生產具有獨特性能的複合材料。 不連續纖維(通常稱為羊毛)有多種用途,最常見的用途是隔熱和隔音。 出於本次討論的目的,合成玻璃纖維被分為連續玻璃纖維,絕緣棉由玻璃、岩石或礦渣纖維製成,以及耐火陶瓷纖維,通常是矽酸鋁。
古代玻璃製造商就知道將熱軟化玻璃拉成細纖維的可能性,實際上比玻璃吹製技術還早。 許多早期的埃及器皿是通過將粗玻璃纖維纏繞在形狀合適的粘土心軸上,然後加熱組件直到玻璃纖維相互流動,冷卻後取出粘土芯製成的。 即使在公元 1 世紀吹製玻璃出現之後,玻璃纖維技術仍在使用。 16 和 17 世紀的威尼斯玻璃製造商用它來裝飾玻璃器皿。 在這種情況下,不透明的白色纖維束纏繞在普通透明吹製玻璃容器(例如高腳杯)的表面上,然後通過加熱融合到其中。
儘管玻璃纖維的一般裝飾或藝術用途歷史悠久,但直到 20 世紀才再次廣泛使用。 美國最初的玻璃纖維商業化生產發生在 1930 年代,而在歐洲則發生在幾年前。 岩棉和礦渣棉的生產時間早於此數年。
合成玻璃纖維的製造和使用是全球價值數十億美元的產業,因為這些有用的材料已成為現代社會的重要組成部分。 它們作為隔熱材料的使用極大地減少了建築物供暖和製冷的能源需求,而這種能源節約導致與能源生產相關的全球污染顯著減少。 據估計,從體育用品到計算機芯片再到航空航天應用,連續玻璃長絲作為大量產品增強材料的應用數量已超過 30,000。 耐火陶瓷纖維的開發和廣泛商業化發生在 1970 世紀 XNUMX 年代,這些纖維在各種高溫製造過程中繼續在保護工人和設備方面發揮重要作用。
製造過程
連續玻璃絲
玻璃絲是通過將熔融玻璃通過貴金屬套管拉成直徑幾乎均勻的細絲而形成的。 由於用作增強材料時對纖維的物理要求,與絕緣棉中的直徑相比,它們的直徑相對較大。 幾乎所有連續玻璃絲的直徑都在 5 至 15 μm 或更大。 這些大直徑加上製造過程中產生的窄直徑範圍,消除了任何潛在的慢性呼吸影響,因為纖維太大而無法吸入下呼吸道。
連續玻璃纖維是由熔融玻璃液滴在重力作用下從噴嘴中滲出並懸浮在噴嘴上而迅速變細製成的。 表面張力和機械衰減力之間的動態平衡導致玻璃滴呈現彎月面的形狀,保持在噴嘴的環形開口處,並逐漸變細到被拉出的光纖的直徑。 要使纖維拉絲成功,玻璃的粘度必須在一個狹窄的範圍內(即 500 到 1,000 泊之間)。 在較低的粘度下,玻璃流動性太強,會像液滴一樣從噴嘴中掉落; 在這種情況下,表面張力占主導地位。 在較高的粘度下,拉細過程中纖維中的張力過高。 玻璃通過噴嘴的流速也可能變得太低而無法維持彎液面。
套管的作用是提供一個包含數百個噴嘴且溫度均勻的板,並將玻璃調節到該均勻溫度,從而拉出的纖維具有均勻的直徑。 圖 9 顯示了連接到前爐的直接熔化套管的主要特徵的示意圖,它從該前爐獲取非常接近玻璃將通過噴嘴的溫度的熔融玻璃供應; 因此,在這種情況下,套管的基本功能也是其唯一功能。
圖 9. 直熔套管示意圖

如果套管使用彈珠,則需要第二個功能,即首先熔化彈珠,然後再將玻璃調節到正確的光纖拉絲溫度。 圖 10 顯示了典型的大理石襯套。襯套內的虛線是保留未熔化大理石的穿孔板。
圖 10. 大理石套管示意圖

套管的設計主要是經驗性的。 出於抵抗熔融玻璃侵蝕和在光纖拉絲所需溫度下的穩定性的原因,套管由鉑合金製成; 同時使用了 10% 的銠-鉑和 20% 的銠-鉑,後者在高溫下更能抵抗變形。
在從套管拉出的單根纖維被聚集並合併成一根或多根纖維束之前,它們會被塗上一層纖維漿料。 這些纖維尺寸基本上有兩種類型:
- 澱粉油漿料通常應用於用於織成精細織物或類似操作的纖維
- 用於直接增強塑料和橡膠的纖維的鍵控劑和成膜劑。
纖維形成後,在塗藥器上塗上一層有機上漿保護塗層,連續的長絲在纏繞在纏繞管上之前聚集成複絲束(見圖 11)。 塗敷器的功能是允許纖維的扇形,當大約 25 至 45 毫米寬並且在它們到達塗敷器下方的聚集靴的途中,通過覆蓋有纖維尺寸薄膜的移動表面。
圖 11. 紡織玻璃絲

基本上有兩種類型的應用程序:
- 由橡膠、陶瓷或石墨製成的輥塗器,其中纖維在塗有纖維尺寸薄膜的輥表面上運行
- 皮帶塗敷器,其中皮帶的一端經過一個從動輥,該輥將皮帶浸入纖維漿料中,另一端經過固定的硬鉻鋼棒,在該位置纖維接觸皮帶以拾取漿料。
保護塗層和纖維聚集過程可以根據所生產的紡織品或增強纖維的類型而變化。 基本目標是在纖維上塗上漿料,將它們聚集成股,並以最小的必要張力將它們定位在夾頭上的可拆卸管上。
圖 12 顯示了連續玻璃製造的過程。
圖 12. 連續長絲玻璃製造

絕緣棉製造
與連續長絲相比,絕緣棉和耐火陶瓷纖維的纖維是在非常高能量的過程中製成的,在該過程中,熔融材料被滴入紡絲盤或一系列旋轉輪中。 這些方法導致生產的纖維的直徑範圍比連續長絲的直徑範圍寬得多。 因此,所有絕緣棉和陶瓷纖維都含有一小部分直徑小於 3.0 μm 的纖維; 如果斷裂成相對較短的長度(小於 200 至 250 微米),這些材料可能會變得可吸入。 關於在工作場所接觸可吸入的合成玻璃纖維的大量數據是可用的。
多種工藝用於製造 玻璃棉,包括蒸汽吹製工藝和火焰吹製工藝; 但最受歡迎的是 1950 世紀 6 年代中期開發的旋轉成型工藝。 在玻璃纖維絕緣產品的商業生產中,旋轉工藝在很大程度上取代了直接吹製工藝。 這些旋轉過程都使用一個空心鼓或旋轉器,其軸垂直安裝。 旋轉器的垂直壁上穿有數千個均勻分佈在圓周上的孔。 允許熔融玻璃以受控的速度落入旋轉器的中心,從那裡一些合適的分配器迫使它進入垂直穿孔壁的內部。 從那個位置開始,離心力以從每個穿孔發出的離散玻璃絲的形式徑向向外驅動玻璃。 這些初級長絲的進一步變細是通過從一個或多個噴嘴中噴出的合適的吹製流體實現的,這些噴嘴佈置在紡絲器周圍並與紡絲器同心。 最終結果是生產出平均纖維直徑為 7 至 13 毫米的纖維。 吹製流體沿向下方向作用,因此,除了提供最終的衰減外,它還使纖維偏向位於紡絲器下方的收集表面。 在到達該收集表面的途中,纖維在均勻分佈在收集表面之前噴灑了合適的粘合劑(見圖 XNUMX)。
圖 13. 製造玻璃棉的旋轉工藝

在旋轉工藝中,玻璃棉纖維的製造方法是讓熔融玻璃流過旋轉紡絲器中的一系列小孔,然後通過空氣或蒸汽吹製使初級長絲變細。
礦棉然而,它不能在旋轉紡紗機工藝上生產,歷史上一直是在一系列水平紡紗心軸的工藝中生產的。 礦棉工藝由一組轉子(心軸)組成,這些轉子(心軸)以級聯形式安裝並非常快速地旋轉(見圖 14)。 一股熔化的石料流不斷地輸送到其中一個上部轉子,並從該轉子分配到第二個轉子,依此類推。 熔體均勻分佈在所有轉子的外表面上。 從轉子中,液滴在離心力的作用下被拋出。 液滴通過細長的頸部附著在轉子表面,在進一步伸長和同時冷卻的情況下,會發展成纖維。 當然,伸長之後是直徑的減小,這反過來又導致加速冷卻。 因此,在此過程中生產的纖維之間的直徑存在下限。 因此,預計不會出現圍繞平均值的纖維直徑正態分佈。
圖 14. 礦棉工藝(岩石和礦渣)

耐火陶瓷纖維
陶瓷纖維主要是通過吹製和紡絲的方法生產的,其方法類似於絕緣棉所描述的方法。 在蒸汽吹製過程中,氧化鋁和二氧化矽等原材料在電爐中熔化,熔化的材料被抽出並用加壓蒸汽或其他熱氣體吹製。 然後將生產的纖維收集在篩網上。
與岩石和礦渣纖維的紡絲過程類似,陶瓷纖維的紡絲過程會產生高比例的絲狀長纖維。 在這種方法中,熔融材料流滴落到快速旋轉的圓盤上並沿切向拋出以形成纖維。
陶業
概況
製陶是人類最古老的工藝之一。 幾個世紀以來,不同的風格和技術在世界不同地區發展起來。 在 18 世紀,歐洲許多地區的蓬勃發展的工業受到從遠東進口精美且裝飾精美的器皿的強烈影響。 日本在大約 400 年前就從中國學習了陶瓷藝術。 隨著工業革命和西歐形勢的普遍變化,生產迅速增長。 目前,幾乎每個國家都生產一些供國內使用的器皿,陶器是一些國家的重要出口產品。 現在世界上許多地方都以工廠規模進行生產。 雖然製造的基本原則沒有改變,但製造的方式已經有了相當大的進步。 在器皿的成型、燒製和所使用的裝飾技術方面尤其如此。 越來越多地使用微處理器和機器人導致在生產區域引入高水平的自動化。 但是,各地也仍然存在著許多小型工藝陶器。
成型方法
最早的陶器製作方法涉及手工製作。 粘土圈纏繞在一起,一個疊在另一個上面,然後用手按壓粘在一起。 粘土首先用水加工成柔軟狀態。 一旦粘附線圈,然後用手對物體進行成型和模製。
陶輪已成為製作陶器的工具。 使用這種成型方法,將一堆粘土放在旋轉的圓盤上,並由陶藝家的濕手成型。 水可以防止陶工的手粘在粘土上,並使粘土保持濕潤和可加工性。 旋轉粘土的把手、噴口和其他突出物被放置在物體被燒製之前。
面試 今天,當需要高質量的陶器並且容器的壁非常薄時,經常使用。 將粘土和水的混合物(稱為泥漿)倒入熟石膏模具中。 石膏吸收水分,導致在模具內部周圍沉積一層薄薄的粘土。 當粘土的沉積物厚到足以形成花瓶的壁時,倒出剩餘的泥漿,將濕的器皿留在模型的內部。 當它乾燥時,它會稍微收縮並且可以從模具中取出。 通常,模具的構造可以將它們拆開。
當工件完全乾燥後,將其磨平並為燒製過程做好準備。 它被放置在一個叫做 匣缽,它可以保護工件免受過程中發出的火焰和氣體的影響,就像烤箱可以保護正在烘烤的麵包一樣。 saggers 一個放在另一個上面 窯. 窯是一個用耐火磚砌成的大型結構,周圍有煙道,因此火焰可以完全包圍盤子,但實際上不會與它們接觸。 如果不以這種方式進行保護,煙霧會使碎片褪色。
大多數作品至少被發射兩次。 第一次通過窯爐被稱為 濃湯 燒製,這件陶器被稱為 biscuit or 素瓷片. 燒製後,餅乾器皿上釉。 釉料是一種玻璃狀、有光澤的塗層,使陶器更具吸引力和耐用性。 釉料含有二氧化矽,一種降低熔化溫度的助熔劑(鉛、鋇等)和作為著色劑的金屬氧化物。 當釉被塗在陶器上並完全乾燥時,它會再次被放回窯中,並在如此高的溫度下燒製,使釉熔化並覆蓋整個陶器表面。
陶器種類
- 石器 是由淺色或深色粘土製成的陶器。 在入窯前或在燒製過程中用鹽在未燒製的坯體上上釉,燒成緻密、堅硬的狀態。
- 瓷器 是一種白色的玻璃化器皿。 它是半透明的。 在瓷器中,胎體和釉料在一次燃燒中完成並成熟,這是在非常高的溫度下進行的。
- 中國 是一種類似於瓷器的器皿。 胎體和釉料在極高溫度下同時燒製完成並成熟。
- 骨瓷 是一種以燒骨為原料的瓷器,約佔質量的 40%。
- 陶器 身體呈白色或接近白色。 它像瓷器一樣由兩次燒製製成,但其主體仍然是多孔的。 釉料類似於瓷器,但由更便宜的材料製成。
- 彩陶 是一種用於裝飾和裝飾目的的精美釉面陶器。 通常不嘗試生產白胎,釉料經常上色。
製造過程
陶器的物理特性因陶器的成分和燒製條件而異。 用於任何特定用途的坯體主要根據其物理特性進行選擇,但最常選擇白色坯體用於餐具。
工業產品(例如,耐火材料、電絕緣體、催化劑載體等)根據其最終用途具有廣泛的特性。
原料. 陶體中的基本成分如表 1 所示,表中還給出了典型的陶體類型比例。
表 1. 典型的身體成分 (%)
|
美體 |
塑料底座 |
流 |
填料 |
|||||
|
粘土球 |
高嶺土 |
炻器黏土 |
石 |
長石 |
Quartz 石英 |
骨灰 |
其他 |
|
|
陶器 |
25 |
25 |
15 |
35 |
||||
|
石器 |
30-40 |
25-35 |
20-25 |
20–30(烈酒) |
||||
|
中國 |
20-25 |
20-25 |
15-25 |
25-30 |
||||
|
瓷器 |
40-50 |
20-30 |
15-25 |
|||||
|
骨瓷 |
20-25 |
25-30 |
45-50 |
|||||
霞石正長岩有時用作助熔劑,氧化鋁可以代替某些瓷器中的部分或全部石英填料。 方英石(煅燒砂)在某些陶器中用作填料,特別是在牆磚行業。
身體成分部分取決於最終產品所需的特性,部分取決於生產方法。 塑料底座對於在潮濕狀態下成型的器皿必不可少,但對於非塑料成型工藝(例如壓粉)則不是。 塑料基底不是必需的,儘管粘土仍然是大多數陶瓷產品的主要成分,包括那些通過粉塵壓制製備的產品。
工業陶瓷未在表 1 中顯示,因為它們的成分範圍從所有球粘土或耐火粘土,沒有額外的助熔劑或填料,到幾乎所有的氧化鋁,只有最少量的粘土並且沒有添加助熔劑。
在燒製過程中,助焊劑熔化成玻璃,將各種成分粘合在一起。 隨著通量的增加,玻璃化溫度降低。 填料會影響陶器燒製前和燒製過程中的機械強度; 在製作餐具時,傳統上使用石英(如沙子或煅燒燧石),但骨灰用於製作骨瓷。 已經用於製造工業陶瓷的氧化鋁或其他非矽質填料的使用正在擴展到其他器皿的製造,包括國內產品。
處理中. 陶器生產的基本過程包括:
- 身體成分的準備
- 形成和塑形
- 燒餅乾
- 施釉
- 燒光
- 裝飾。
燧石或石頭的煅燒、破碎和研磨的準備過程可能在單獨的設施中完成,但所有後續過程通常在同一工廠進行。 在滑屋中,身體成分在水中混合; 然後通過過濾和堵塞生產塑料粘土; 然後通過攪拌成奶油狀稠度來製備澆鑄泥漿。 壓製粉塵是通過乾燥和研磨製備的。
成型工藝的傳統分類如表2所示。在鑄造過程中,將身體的水懸浮液倒入吸水模具中,部分乾燥後取出鑄件。 塑料粘土通過拋擲成型現在在工業生產中很少見; 機械塗抹在石膏模具上或石膏模具中(搖晃和搖晃)並在乾燥後從模具中分離出來幾乎是製作餐具的普遍方法。 塑料粘土的壓製或擠壓主要限於工業陶瓷。 粉壓製品是通過手工或機械壓實預乾燥的粉塵製成的。
表 2. 製造過程
|
熱銷產品 |
常規流程 |
|
檯 |
塑泥塑形; 鑄件 |
|
衛生潔具 |
面試 |
|
瓷磚工程 |
粉塵壓制(牆磚或玻化地磚)、塑料粘土壓制(地板採石場) |
|
工業製品 |
粉塵壓制、塑土壓制 |
成型後,可以通過修整、拖曳或用海綿擦拭來乾燥和整理器皿。 然後就可以燒製餅乾了。
燒製後,通過浸漬或噴塗施釉; 浸漬可以是手工或機械化的。 然後再次燒製上釉的器皿。 有時,與衛生白瓷一樣,在乾燥的粘土製品上塗上釉,並且只燒製一次。
裝飾可以在釉下或釉上進行,可以通過手繪、機器印刷或轉印進行; 釉上裝飾涉及第三次燒製; 有時需要對不同顏色進行單獨燒製。
在最後階段,商品被分類和包裝以便運輸。 圖 15 標識了各種類型的陶器和陶瓷在其製造過程中所遵循的各種路徑。
圖 15. 按陶瓷類型分類的流程圖

瓷磚
概況
陶瓷 曾經被認為僅指製作陶器的藝術或技術的術語。 該詞的詞源表明它源自希臘語 凱拉莫斯,意思是“陶工”或“陶器”。 然而,這個希臘詞與一個更古老的梵語詞根有關,意思是“燃燒”; 正如希臘人自己使用的那樣,它的主要含義只是“燃燒的東西”或“燃燒的地球”。 該術語中包含的基本概念是通過火對泥土材料的作用而獲得的產品。
在本文的上下文中,傳統陶瓷是指通常用作建築材料或在家庭和工業中使用的產品。 儘管有一種傾向將傳統陶瓷等同於低技術,但先進的製造技術經常被用於該行業。 生產商之間的激烈競爭通過使用複雜的工具和機械,再加上計算機輔助過程控制,使該技術變得更加高效和具有成本效益。
最古老的陶瓷產品起源於含粘土材料。 早期的陶藝家發現粘土的可塑性有助於塑造形狀。 由於其傾向於表現出大量的收縮,粘土體通過添加粗砂和石頭進行改性,從而減少收縮和開裂。 在現代粘土基體中,典型的非粘土添加劑是作為助熔劑添加的矽粉和鹼性礦物。 在傳統的陶瓷配方中,粘土充當其他成分的增塑劑和粘合劑。
行業發展
乾燒粘土磚的生產起源非常古老,可追溯到中東人口。 瓷磚白瓷行業在歐洲發展迅速,到20世紀初地磚和牆磚生產已達到產業規模。 該領域的進一步發展發生在第二次世界大戰之後。 歐洲(尤其是意大利和西班牙)、拉丁美洲和遠東現在是工業瓷磚生產最重要的地區。
自 1980 世紀 100 年代中期以來,隨著新技術的引入、自動化以及將生產流程集成到製造過程中,白色陶瓷行業的地磚和牆磚行業取得了長足的發展。 隨後,生產率和效率得到提高,同時能源消耗和成本得到降低。 瓷磚製造現在在濕式和乾式瓷磚生產中都是連續的,如今許多工廠都實現了近 XNUMX% 的自動化。 過去十年瓷磚行業的主要創新包括濕磨、噴霧乾燥、高壓乾壓、滾筒乾燥和快速燒製技術。
9.2 年至 1992 年間,美國瓷磚市場供應(美國工廠出貨量加上進口)的價值估計每年復合增長 1994%。1.3 年美元銷售額估計已達到 1994 億美元。同時,銷量增長 11.9 % 每年復合至 1.3 億平方英尺。 相比之下,7.6 年至 6.9 年間,基於美元銷售額的市場增長率為 1982%,基於銷量的增長率為 1992%。
瓷磚的分類
紅軟件和白軟件
市場上有許多類型的瓷磚。 它們根據表面狀況、車身顏色(白色或紅色)、製造技術、原材料和最終用途而有所不同。 “紅”瓦和“白”瓦的區別在於體內所含鐵礦物質的多少。 通過與其他身體成分發生反應,它們可以或多或少地著色並改變射擊過程中身體的行為。
由於瓷磚產品、它們的加工和後續特性的極端異質性,一個完整和詳盡的分類是非常困難的。 在本章中,將考慮歐洲 (EN) 和 ASTM 標準。
EN 標準專門根據吸水率(與孔隙率直接相關)和成型方法(擠壓或壓制)對瓷磚進行分類。 整形方法分為:
- 成型工藝A (擠壓地磚)。 此過程包括拆分瓷磚和單獨擠壓瓷磚。
- 整形工序B (乾壓地磚和牆磚)。
87 年 1981 月批准的歐洲標準 EN XNUMX 規定“陶瓷牆磚和地磚是一般設計用作地板和牆面覆蓋物的建築材料,無論形狀和尺寸如何,均適用於室內和室外”。
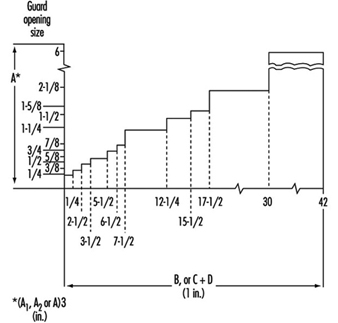
美國國家標準協會 (ANSI) 瓷磚規範 (ANSI A 137.1) 包含以下定義:
- 陶瓷馬賽克 由壓粉法或塑料法製成,厚度通常為 6.4 至 9.5 毫米(1/4 至 1/8 英寸),面部面積小於 39 平方厘米2 (6 in2 ). 陶瓷馬賽克瓷磚可以是瓷器或天然粘土成分,它們可以是普通的也可以是磨料混合物。
- 裝飾牆磚 是一種薄體釉面磚,通常為非玻璃質,適用於對斷裂強度沒有要求的室內裝飾住宅牆面。
- 攤舖機瓷磚 是上釉或未上釉的瓷器或天然粘土磚,採用壓粉法製成,厚度為 39 厘米2 (6 in2 ) 或更多面部區域。
- 瓷質瓷磚 是陶瓷馬賽克磚或鋪路磚,通常採用壓粉法製成,所得瓷磚成分緻密、不透水、細粒、光滑,表面棱角分明。
- 採石場瓷磚 是上釉或未上釉的瓷磚,由天然粘土或頁岩擠壓而成,通常有 39 厘米2 (6 in2) 或更多面部區域。
- 牆磚 是一種釉面磚,其主體適合室內使用,通常是非玻璃質的,不需要承受過度衝擊或經受凍融條件。
- 個別瓷磚白瓷等級 包括無釉瓷磚(陶瓷馬賽克瓷磚、採石場瓷磚、鋪路磚)和釉面瓷磚(釉面牆磚、釉面陶瓷馬賽克瓷磚、釉面採石場瓷磚、釉面鋪路磚)(ANSI 1988)。
瓷磚採用標準陶瓷工藝製造。 陶瓷牆地磚是由球粘土、砂、助熔劑、著色劑等礦物原料混合而成,經磨粉、篩分、調配、潤濕等加工而成。 它們通常在室溫下通過壓制、擠壓、鑄造或其他工藝成型,然後乾燥,最後在高溫下燒製。 瓷磚可以上釉、未上釉或鑲嵌。 釉是類似玻璃的不透水塗層,而釉彩是啞光的粘土基塗層,也可能是多孔的。 釉面牆磚和地磚可通過單段或兩段燒製生產。
傳統的陶瓷體使用許多不同的技術成型。 具體的成型過程取決於許多因素,包括材料特性、零件的尺寸和形狀、零件規格、產量和地理區域內公認的做法。
粘土基體是一種或多種粘土和一種或多種非粘土粉末的異質混合物。 在達到最終形狀之前,這些粉末會經歷一系列單元操作、燒製和燒製後操作(見圖 17)。
對於大多數傳統車身,成型技術可分為軟塑性成型、硬塑性成型、壓制和鑄造。
施加壓力用於將原材料重新排列和重新分配成更好的包裝配置。 粘土基體的流變行為源於粘土礦物與水的相互作用,這賦予批料可塑性。 在非粘土體中,這種相同類型的行為可以通過添加增塑劑來實現。
工業陶瓷
概況
陶瓷在許多特性上不同於其他工程材料(金屬、塑料、木製品、紡織品)。 對於陶瓷製品的設計師或潛在用戶來說,最顯著的區別可能是每件陶瓷作品的獨特形狀和尺寸。 陶瓷在燒製後不容易成型或加工,除非進行非常昂貴的研磨; 因此,它們通常必須按原樣使用。 除了一些尺寸有限的簡單瓦、棒和管形狀外,陶瓷不能按英尺或按碼銷售,也不能切割以適合工作。
所有有用的特性,包括形狀和尺寸,都必須提前提供,從陶瓷加工的最早期階段開始。 每個部件的結構完整性必須通過加工過程中的各種熱應力和機械應力暴露來保持,直到部件最終安裝和使用。 如果陶瓷由於各種原因(衝擊脆性斷裂、熱衝擊、電介質擊穿、磨損或熔渣腐蝕)而無法使用,則它不太可能修復,通常必須更換。
在對陶瓷特性的基本理解和技術控制,以及在許多新的、要求高的、高技術應用中的應用方面,已經取得了重大進展。 整個行業,特別是其中的技術和電子陶瓷部分,已經設計出生產和控制技術,用於在具有精心控制的電、磁和/或機械性能的物體中批量生產複雜形狀,同時保持足夠好的尺寸公差允許與其他組件相對容易地組裝。
許多陶瓷作為標準品被大量生產。 耐火磚和型材、坩堝、馬弗爐、爐管、絕緣體、熱電偶保護管、電容器電介質、密封件和纖維板通常由許多陶瓷生產商以各種成分和尺寸進行庫存。 盡可能使用庫存物品通常更快、更便宜。 當庫存商品不能滿足需求時,大多數製造商都準備定制生產商品。 對陶瓷的給定特性的要求越嚴格,或者對特性、尺寸和形狀的特定組合的要求越嚴格,可接受的陶瓷成分、微觀結構和配置參數就越有限。 因此製造成本和難度較大。 大多數陶瓷製造商都擁有經驗豐富的工程師和設計師,他們非常有資格與潛在客戶就陶瓷器皿設計的細節進行合作。
市場
最先進陶瓷的主要市場一直是並將繼續是電子產品,但全球範圍內充滿活力的研發計劃正在不斷尋找新的應用並確定改善陶瓷性能的方法,以便進入新市場。
日本、美國和西歐生產高級陶瓷。 該行業使用的原材料主要以粉末形式進行國際貿易,但也有大量的內部加工。
工業陶瓷的主要應用有:
- 氧化物. 目前使用的主要氧化物材料是火花塞、基材和磨損應用中的氧化鋁; 氧化鋯(ZrO2) 在氧傳感器中,作為鈦酸鉛鋯 (PZT) 壓電元件、磨損應用和熱障塗層的組成部分; 鈦酸鋇電容器和 PZT 壓電體中的鈦酸鹽; 永磁體、磁記錄頭、存儲設備、溫度傳感器和電動機部件中的鐵氧體。
- 碳化物和氮化物. 碳化物(主要是碳化矽和碳化硼)用於磨損應用,而氮化物(主要是氮化矽和賽隆)用於磨損應用和刀具。 氮化鋁具有高導熱性,是目前由氧化鋁主導的部分電子基板市場的主要競爭材料。
- 混合氧化物陶瓷. 陶瓷研究和開發工作集中在陶瓷的許多新應用上,這些應用都具有巨大的潛力。 三個重要的應用是:(1) 陶瓷超導體,(2) 用於固體氧化物燃料電池的陶瓷和 (3) 用於熱力發動機的陶瓷部件。
陶瓷超導體基於許多混合氧化物系統,包括釔、鋇、銅、鍶和銅 (YBa2Cu3O7-8, 畢2Sr2鈣銅2O8, 畢2Sr2Ca2Cu3O10) 用氧化鉛穩定。 固體氧化物燃料電池陶瓷基於離子導體,其中高純度穩定氧化鋯目前是首選材料。 正在研究的陶瓷熱機部件由碳化矽、賽隆和氧化鋯組成,可以是單相陶瓷、陶瓷-陶瓷複合材料或金屬基複合材料 (MMC)。
製造過程
製造技術開發
加工創新. 研發活動正在產生陶瓷材料生產的新技術。 2 年,前體衍生陶瓷的市場價值估計為 1989 萬美元,其中主要部分是 CVD(佔總市場價值的 86%)。 這個不斷增長的市場的其他部分包括化學氣相滲透 (CVI)、溶膠-凝膠和聚合物熱解。 通過這些方法成功生產的產品包括連續陶瓷纖維、複合材料、膜和超高純度/高活性粉末。
用於將這些原材料轉化為成品的工藝包括在形成生坯之前進行額外的粉末加工(例如,研磨和噴霧乾燥),然後在受控條件下進行燒製。 成型工藝包括模壓、等靜壓、注漿、流延、擠出、注塑、熱壓、熱等靜壓(HIP)、CVD等。
有助於陶瓷加工的化學添加劑. 製造過程中的每個步驟都需要仔細控制,以便以最大的生產效率獲得最終產品的特性,並使用關鍵效果化學品來優化粉末處理和生坯成型。 影響化學品包括研磨助劑、絮凝劑和粘合劑、在壓製過程中影響產品釋放和最小化模具部件磨損的潤滑劑,以及有助於擠出和注塑成型的增塑劑。 表 3 列出了此類化學品。雖然這些材料在生產中發揮著重要的經濟作用,但它們在燒製過程中會燃燒殆盡,對最終產品的化學成分沒有任何影響。 燒盡過程必須小心控制,以避免成品中殘留碳,工藝研究和開發人員正在不斷研究盡量減少使用的影響化學品水平的方法。
表 3. 用於優化陶瓷粉末處理和生坯成型的選定化學添加劑
|
材料 |
應用或功能 |
|
聚乙烯醇 |
高級陶瓷粘結劑 |
|
聚乙二醇 |
高級陶瓷粘結劑 |
|
聚丙烯酸鈉 |
粉漿抗絮凝劑 |
|
叔酰胺聚合物 |
乾壓粘合劑 |
|
與乾膠體矽鋁酸鹽混合的澱粉 |
真空成型用粘合劑 |
|
陽離子氧化鋁加有機絮凝劑 |
真空成型用粘合劑 |
|
預膠化陽離子玉米澱粉 |
膠態二氧化矽和氧化鋁粘合劑的絮凝劑 |
|
高純羧甲基纖維素鈉 |
賓德 |
|
無機膠體矽酸鎂鋁 |
懸浮劑 |
|
Veegum 中添加了中等粘度的羧甲基纖維素鈉 |
懸浮劑、粘度穩定劑 |
|
銨基聚電解質 |
電子陶瓷澆鑄泥分散劑 |
|
聚電解質鈉 |
噴霧乾燥體用分散劑粘合劑 |
|
微晶纖維素和羧甲基纖維素鈉 |
增稠劑 |
|
聚矽氮烷 |
先進陶瓷加工助劑、粘結劑和前驅體 |
除了催生新應用的陶瓷產品和陶瓷製造技術,先進陶瓷產業對傳統陶瓷產業的影響也不容忽視。 預計許多高科技材料和工藝將在傳統陶瓷行業中得到應用,因為傳統陶瓷行業致力於降低製造成本、提高質量並為最終用戶提供更好的服務價值。
原料
有一些關鍵材料要么直接被陶瓷工業使用,要么代表生產附加值材料的起點:
- 矽膠
- 粘土
- 氧化鋁
- 氧化鎂
- 二氧化鈦
- 氧化鐵
- 鋯石/氧化鋯。
本次討論將重點關註二氧化矽、氧化鋁和鋯石/氧化鋯的特性。
二氧化矽,除了用於耐火材料和白色陶瓷外,還是製造元素矽、碳化矽和四氯化矽的起點。 反過來,矽是氮化矽的起點,而四氯化矽是各種有機矽的前體,可以在受控條件下熱解為高質量的碳化矽和氮化矽。
氮化矽及其 Sialon 衍生物以及碳化矽,儘管它們有氧化傾向,但仍有可能滿足熱機市場設定的許多性能目標。 二氧化矽和由二氧化矽衍生的陶瓷材料的一個特徵是所有元素在地殼中都很容易獲得。 在這方面,這些材料具有在世界各地輕鬆供應的潛力。 然而,實際上,生產矽和碳化矽需要大量的能量輸入。 因此,這些材料的製造大體上僅限於電力廉價且容易獲得的國家。
礬土 作為鋁矽酸鹽礦物的組成部分,在整個地殼中均有發現。 經濟決定使用拜耳法從鋁土礦中提取氧化鋁。 赤道帶廣泛分佈著不同純度狀態的鋁土礦,分為耐火品位礦和冶金礦兩類。
耐火級鋁土礦由中國和圭亞那提供,作為天然礦物的高溫煅燒:水鋁石(Al2O3H2O)在中國和三水鋁石(Al2O3·3H2O) 在圭亞那。 在煅燒過程中,剛玉(Al2O3), 形成莫來石、石英玻璃和少量鈦酸鋁。 在全球範圍內,耐火級鋁土礦的消耗量每年超過 700,000 噸。
冶金級鋁土礦在澳大利亞、牙買加和西非開採,具有可變的氧化鋁含量以及氧化鐵和二氧化矽等主要雜質。 冶金礦石中的氧化鋁在用氫氧化鈉溶解時從礦石中提取出來,產生鋁酸鈉溶液,該溶液與氧化鐵和二氧化矽分離,氧化鐵和二氧化矽以赤泥的形式作為廢品被丟棄。 基本上,純氫氧化鋁從鋁酸鈉中沉澱出來,然後煅燒成許多等級的氧化鋁。
用於陶瓷工業並通過拜耳法生產的高純度氧化鋁分為板狀氧化鋁、熔融氧化鋁或特種煅燒氧化鋁。
板狀氧化鋁是通過在大型燃油迴轉窯中對低溫煅燒氧化鋁進行高溫(~2,000°C 或 3,630°F)煅燒生產的。 電熔氧化鋁是通過電熔煅燒氧化鋁生產的。 板狀和熔融氧化鋁以粉碎和分級形式出售給耐火材料行業,用於廣泛的高質量產品,例如連鑄耐火材料(例如,單邊缺口或 SEN/滑動澆口)、不定形耐火材料適用於高爐和石化工業。
特種煅燒氧化鋁粉末是用於電子和工程應用的高級陶瓷行業的主要原材料。 這些粉末根據嚴格的化學、粒度和晶體類型規格生產各種等級,以適應廣泛的最終產品應用。
高質量氧化鋁的國際貿易已經建立。 許多陶瓷製造商都擁有內部研磨和噴霧乾燥設備。 噴霧乾燥系統供應的增長顯然是有限的,並且持續需要供應與客戶工廠相匹配的氧化鋁,以便可以以可接受的價格優化後者的使用。 氧化鋁是一種重要的陶瓷材料,可獲得高純度。 氧化鋁作為陶瓷原料的主導地位之所以出現,是因為它以相對較低的成本具有理想的性能。 這種成本效益歸因於鋁行業對氧化鋁的大量需求所導致的業務商品性質。
鋯石和氧化鋯. 氧化鋯的主要來源是礦物鋯石 (ZrO2 二氧化矽2),主要存在於澳大利亞、南非和美國的沙灘中。 從海灘沙子中提取的鋯石含有約 2% 的氧化鉿和微量的鋁2O3 (0.5%), 鐵2O3 (0.1%) 和二氧化鈦2 (0.1%)。 此外,所有鋯石都含有微量鈾和釷。 鋯石通過精細研磨加工,以生產一系列具有規定粒度的研磨產品。 這些產品已在熔模鑄造、鑄造廠、耐火產品中使用,並可用作白色陶瓷釉料中的遮光劑。
鋯石也是氧化鋯的主要來源。 鋯石可在碳存在下氯化,得到四氯化鋯和四氯化矽,然後通過蒸餾將其分離。 生產的四氯化鋯可直接用於製備氧化鋯或作為其他鋯化學品的原料。 與鹼金屬或鹼土金屬氧化物一起燒結也用於分解鋯石。 用水從分解產物中浸出二氧化矽,留下氫氧化鋯通過酸溶解和再沉澱進一步純化。 然後通過煅燒氫氧化物獲得氧化鋯。 鋯石還在 1,800°C (3,270°F) 的等離子體中轉化為氧化鋯和二氧化矽,并快速冷卻以防止重新結合。 通過溶解在氫氧化鈉中除去游離二氧化矽。 熔融氧化鋯在電弧爐中由斜鋯石或鋯石/碳原料生產。 在後一個過程中,鋯石中的二氧化矽成分被碳熱還原為一氧化矽,一氧化矽在殘留的氧化鋯熔化之前揮發。
總結
工業陶瓷行業非常多樣化,有很多內部加工。 許多最終製造操作都在鑄造型環境中進行。 這些操作中的材料處理系統在粉塵可能成為問題的地方輸送精細原材料。 然後將材料升溫至非常高的溫度並熔化或融合成最終零件所需的形狀。 因此,許多高溫行業存在的安全問題,在工業陶瓷行業同樣存在。
磚瓦
概況
由粘土製成的磚塊和瓦片早在世界許多地方就被用作建築材料。 如果製造和燒製得當,它們比某些石頭更耐用,能抵抗天氣以及溫度和濕度的巨大變化。 磚是一個標準尺寸的長方形,不同地區略有不同,但基本上方便瓦匠用一隻手操作; 屋頂瓦片是薄板,平坦或彎曲; 粘土磚也可用於地板。
製磚業非常分散。 世界各地有許多小型供應商。 由於成品的運輸成本,製磚往往涉及當地供應商和當地市場。 例如,1994 年美國有 218 家製磚廠,1992 年英國結構粘土產品生產商的數量為 182 家。 磚製造商通常位於粘土礦床附近,以降低原材料運輸成本。
在美國,磚主要用於住宅建築,作為承重材料或外牆材料。 由於製磚業與住宅業緊密相連,製造業活動高度依賴住宅建築業,幾乎完全依賴於住宅和非住宅建築業。
製造過程
材料與加工
基本材料是各種粘土,根據當地的供應和需要,混合了壤土、頁岩和沙子,以提供所需的質地、可塑性、規則性和收縮性以及顏色。
粘土的提取現在通常是完全機械化的; 製造通常在提取孔旁邊進行,但在大型工程中,粘土有時會在索道上通過滑橇運輸。 粘土的後續加工根據其組成和最終產品的不同而有所不同,但一般包括破碎、研磨、篩分和混合。 有關典型的磚塊製造操作,請參見圖 16。
圖 16. 磚瓦製造

線切割磚的粘土由滾筒破碎; 在攪拌器中加入水; 混合物再次滾動,然後通過臥式攪拌機進料。 然後將擠出的塑料粘土在線切割台上切割成一定尺寸。 半乾硬塑料材料通過軋製和篩分生產,然後送入機械壓力機。 有些磚仍然是手工模製的。
在使用塑料材料的地方,磚塊必須在燒製前通過陽光和空氣乾燥,或者更頻繁地在受監管的窯爐中乾燥; 由半乾或硬塑料製成的磚塊可以立即燒製。 燒製可以在環形窯中進行,通常是手工進料,也可以在隧道窯中進行,機械進料。 使用的燃料將根據當地的供應情況而有所不同。 在一些裝飾磚上塗上精整釉。
耐火材料
概況
耐火材料傳統上被認為是非金屬材料,可以在高溫下抵抗腐蝕性氣體、液體或固體的降解。 這些材料必須能夠承受由快速加熱或冷卻引起的熱衝擊、由熱應力引起的失效、由其他材料接觸耐火材料本身引起的機械疲勞以及由高溫環境激活的化學侵蝕。 大多數陶瓷產品的製造都需要這些材料,烤箱、烘乾機、熔爐和高溫軸承發動機部件特別需要這些材料。
直到 20 世紀,耐火材料幾乎完全由礦物製成。 然而,精通礦物學的技術人員正在關注。 自中世紀以來,冶金學家一直在試驗酸性和鹼性造渣方法,並列出了每種方法的一些好處。 耐火材料工匠相應地對甘尼斯特、其他幾乎純的二氧化矽礦物和菱鎂礦進行了實驗,菱鎂礦主要是 MgCO3 煅燒成 MgO 的礦物。 當 1856 年貝塞麥煉鋼轉爐發明時,將超過 1,600ºC 的工作溫度與腐蝕性酸結渣相結合,“酸性”二氧化矽耐火材料幾乎就緒。 當 1857 年西門子平爐在更高的溫度下出現時,煉鋼在這兩種情況下都轉向腐蝕性鹼性造渣,很快就引入了“鹼性”菱鎂礦襯裡。 由白雲石 (MgO-CaO) 製成的鹼性耐火材料是在第一次世界大戰期間開發的,當時盟軍切斷了歐洲菱鎂礦供應。 後來,隨著世界範圍內其他礦產資源的開發,菱鎂礦重新崛起。
表 4. 美國各行業的耐火材料使用情況
|
行業 |
占美國總銷售額的百分比 |
|
鐵和鋼 |
51.6 |
|
有色金屬 |
7.5 |
|
水泥 |
4.9 |
|
玻璃 |
5.1 |
|
陶藝 |
9.7 |
|
化工石油 |
2.1 |
|
公共設施 |
0.9 |
|
出口 |
7.4 |
|
所有其他和未指定的 |
10.8 |
與此同時,結合碳磚於 1863 年開始在英國生產,隨著工作溫度進一步攀升,最終被用於煉鐵高爐。 他們還迅速進入 Hall-Héroult 電解槽生產鋁(1886 年)。
石灰已經使用粘土和耐火磚窯製作了大約 5,000 年。 1877 年迴轉窯問世時,矽酸鹽水泥製造業首先需要創新的耐火材料。第一批耐火襯裡由水泥結合的水泥熟料製成。 後來,更耐用的商業耐火材料又回到了這個行業。
換熱式和蓄熱式爐起源於 1850 年代新生的鋼鐵製造,在 19 世紀後期被引入有色金屬冶金和玻璃製造。 粘土耐火材料也必須在那裡被取代。 從 1909 年開始,菱鎂礦襯裡被用於銅轉爐,大約 10 年後,它被用於第一個現代玻璃罐。 電弧爐於 1853 年首次嘗試用於煉鋼,並在 1990 年後變得普遍。100 年在美國安裝的一台重約 1927 噸的裝置採用菱鎂礦爐襯。
三相電弧爐在 1950 年以前就已存在; 直到那時,對更複雜的耐火材料的迫切需求才出現。 在同一時期,吹氧技術在 1940 年代被引入 Bessemer 和平爐。 轉爐 (BOF) 在 1950 世紀 XNUMX 年代後期接管了煉鋼。 吹氧由於其絕對的經濟重要性,促使耐火材料行業首次大規模地將合成材料引入其產品中。
耐火材料的性能
優質耐火材料的特性取決於應用的性質。 材料最重要的方面被稱為“耐火度”。 該術語指的是樣品開始軟化(或熔化)的點。 通常,耐火材料沒有特定的熔點; 相變在稱為軟化的現像中在一定溫度範圍內進行。 這種特性通常用高溫錐當量 (PCE) 來量化,PCE 是通過熱循環過程中錐體的塌落測量的熱含量的量度。
一個相關且通常更有用的屬性是負載下的故障溫度。 耐火材料通常在遠低於 PCE 對應溫度的溫度下承受負載失效。 在獲得該參數的值時,耐火材料承受已知負載並隨後被加熱。 記錄下垂或一般變形發生時的溫度。 這是非常有趣的,因為該值用於預測耐火材料使用期間的機械性能。 耐火材料的承載能力與存在的玻璃的粘度成正比。了解耐火材料性能的另一個重要因素是尺寸穩定性。 在整個工業使用過程中,耐火材料會經歷加熱/冷卻循環,這會導致耐火材料膨脹或收縮。 尺寸的大變化會降低穩定性,並可能最終導致耐火材料結構失效。
耐火材料常見的相關現像是剝落。 剝落通常被認為是耐火材料的斷裂、劈裂或剝落,導致材料內部質量的暴露。 剝落通常是由材料內的溫度梯度、由於大體積裝料引起的結構壓縮以及磚內熱膨脹係數的變化引起的。 在耐火材料製造中盡一切努力避免散裂,因為散裂會降低耐火材料的有效性。
耐火材料的應用範圍廣泛,從鋼鐵行業的廣泛使用到水泥和公用事業行業的少量使用。 基本上,耐火材料用於任何使用高溫加熱和乾燥或焚燒材料的行業。 表 4 提供了美國耐火材料使用行業的當前細分。
如表 4 所示,鋼鐵行業使用了美國生產的耐火材料的 50% 以上。 因此,鋼鐵工業的需求在很大程度上推動了耐火材料的發展。
現代耐火材料
陶瓷已經從手工藝發展到應用科學。 美國陶瓷學會成立於1899年,英國陶瓷學會成立於1901年。氧化物相圖在1920年代開始出現在文獻中。 岩石學技術得到了很好的發展,人們開始了解耐火材料退化和磨損的詳細機制。 美國的耐火材料生產商已經在很大程度上進行了重組、整合,並且能夠進行自己的研究。 耐火材料合成工具和研究儀器都在蓬勃發展。
當然,合成工業碳並不新鮮。 1860 年代,焦炭首次在商業上由煤炭製成,此後不久又由石油製成。 1896年艾奇遜發明自電阻加熱電爐後,合成石墨和碳化矽幾乎同時出現在世紀之交。這些具有與氧化物截然不同的性質的產品迅速激發了自己的用途和市場。
合成氧化鋁,Al2O3自 1888 年左右拜耳工藝開始用於鋁生產以來,合成氧化鎂 (MgO) 就已問世。合成氧化鎂 (MgO) 最初是在 1937 年英國和 1942 年在美國由海水製成的,受戰時對鎂的需求刺激。 在軍方的推動下,氧化鋯已經面市。 多年來,石灰一直是一種主要商品。 手頭有許多其他化學品可作為耐火成分或次要添加劑和粘合劑考慮。 氧化物耐火材料的唯一重要成分在很大程度上無法被合成材料替代,是二氧化矽(SiO2) 高純度二氧化矽岩石和沙子比比皆是,用於該行業以及玻璃配方。
合成材料在耐火材料製造中的使用非常有幫助; 但礦物原料並沒有被取代。 合成材料的成本更高,而且必須證明該成本是合理的。 一些合成材料在耐火加工中會產生嚴重的問題,必須找到新的方法來克服這些問題。 最佳結果往往是通過合成和礦物原料的組合,以及對其加工的創造性投入來實現的。
自從第一次澆注鐵以來,粘土與碳的混合物就被用來襯砌坩堝和鋼包。 1860 年代,法國製造了含碳矽磚。 自 1960 年以來,技術和組合都發生了巨大變化。 從 MgO+C 開始,含碳氧化物耐火材料的使用如雨後春筍般湧現。 BOF 可能提供了第一個真正的推動力; 但如今,幾乎沒有任何先進的氧化物耐火材料類型是在添加或不添加碳或碳前體的情況下都可以在特定應用中實現卓越性能的。
電弧熔耐火顆粒或骨料自 1900 年代初期就開始生產,隨後在二三十年代出現了多種成分的熔鑄耐火磚,主要是莫來石、氧化鋁、鎂-氧化鋁-二氧化矽和氧化鋁-氧化鋯-二氧化矽。 通常情況下,這些產品完全由礦物原料製成。
事實上,全礦物耐火材料今天仍然是產品菜單的重要組成部分。 它們總體上更便宜,它們通常表現出色,並且仍然有許多需求較小的應用以及對最高耐火度和耐腐蝕性的關鍵需求的應用。
耐火材料行業
耐火材料在許多行業中用於各種鍋爐、窯爐和熔爐的內襯,但最大的百分比用於金屬製造。 在鋼鐵工業中,典型的高爐或平爐可能使用許多不同類型的耐火材料,一些由二氧化矽製成,一些由鉻和/或菱鎂礦製成,還有一些由耐火粘土製成。
以下行業也使用了更少的數量:天然氣、焦炭和副產品; 發電廠; 化學品; 烤爐和火爐; 水泥和石灰; 陶瓷; 玻璃; 搪瓷和釉料; 機車和輪船; 核反應堆; 煉油廠; 垃圾處理(焚化爐)。
製造過程
在任何特定應用中使用的耐火材料類型取決於工藝的關鍵要求。 例如,要求耐氣態或液態腐蝕的工藝需要低孔隙率、高物理強度和耐磨性。 要求低導熱性的條件可能需要完全不同的耐火材料。 實際上,通常使用幾種耐火材料的組合。 耐火材料和非耐火材料之間沒有明確的分界線,儘管承受 1,100°C 以上溫度而不軟化的能力已被列為工業耐火材料的實際要求。
製造給定耐火材料的技術目標體現在其在預期應用中的特性和性能。 製造工具包括對原材料以及加工方法和參數的選擇。 製造要求與相組成和微觀結構的特徵有關——統稱為材料特性——它們是通過加工形成的,它們本身決定產品的特性和行為。
原料
過去,耐火原料是從各種可用的礦床中挑選出來的,用作開采的礦物。 選擇性採礦產生具有所需特性的材料,只有在昂貴的原材料(例如菱鎂礦)的情況下才需要選礦過程。 然而,如今,對高純度天然原料的需求越來越大,因為由高純度和選礦原料組合而成的合成製備的耐火顆粒也是如此。 燒製原礦礦物或合成混合物產生的材料稱為穀物、熟料、共熟料或熟料。
耐火材料通常分為四類:鋁矽酸鹽、二氧化矽(或酸性)、鹼性和雜類。
四類耐火材料一般採用的材料有:
- 鋁矽酸鹽耐火材料. 耐火粘土主要由礦物高嶺石 [CAS 1318-74-7](Al203 2二氧化矽2 2H2O) 含少量其他粘土礦物、石英岩、氧化鐵、二氧化鈦和鹼類雜質。 粘土可以在原始狀態下使用,也可以在煅燒後使用。 生粘土可以粗磨或細磨以摻入耐火混合物中。 一些高純度高嶺土經過漿化、分級、乾燥和氣浮以獲得一致的高質量。 分類的粘土也可以混合併擠壓或造粒,然後煅燒以生產燒製的合成高嶺石熟料,或者可以燃燒粗粉碎的原料高嶺石以生產熟料。 在煅燒或燃燒時,高嶺石分解成莫來石和摻有與粘土沉積物相關的礦物雜質(例如,石英岩、氧化鐵、二氧化鈦和鹼)的矽質玻璃,並在高溫下固結成緻密的硬粒狀熟料。
- 矽質或酸性耐火材料 主要使用粉碎和研磨的石英岩(甘尼斯特)形式的二氧化矽(92 至 98%),並向其中添加合適的粘合物質,例如石灰 (CaO)。 矽磚一般要二次加熱,因為受熱會膨脹(粘土磚會收縮),最好在砌牆或砌襯之前完成膨脹。
- 鹼性耐火材料 使用白雲石、菱鎂礦 (MgO)、氧化鉻、鐵和鋁。
- 雜項耐火材料. 現在使用的材料種類繁多,比較常見的是碳化物,如碳化矽、石墨、氧化鋁、氧化鈹、氧化釷、氧化鈾、石棉和氧化鋯。
該行業發生了幾次革命。 這些革命包括處理噸位固體的進一步機械化方法、提高處理設備的能力和自動化以及用於快速採集和分析過程中控制數據的技術。 這些進步改變了耐火材料的製造實踐。
圖 17 說明了不同種類的耐火材料是如何製造的。 該圖以“決策樹”樣式繪製,發散的分支由數字鍵控以供識別。 有多種途徑,每一種途徑都生產一種特定類型的耐火產品。
圖 17. 耐火材料製造流程圖

這些通用流程圖代表了數以千計的具體流程,例如,通過原材料清單、準備方式和每個流程的大小和配料(意思是稱出的數量)、混合順序和方式等進行區分。 允許遺漏——例如,一些未成型的耐火材料是乾混的,在安裝之前從未潤濕過。
耐火材料或製品可預製(成型)或現場成型安裝,但一般按以下形狀供貨:
磚。 耐火磚的標準尺寸是長 23 厘米,寬 11.4 厘米,厚 6.4 厘米(直磚)。 磚可以在機械或液壓機上擠壓或乾壓。 成形的形狀可以在使用前燃燒,或者在瀝青、樹脂或化學結合磚(固化)的情況下。
熔鑄形狀. 耐火成分被電弧熔化並澆鑄成一定形狀(例如,大至 0.33、0.66、1.33 m 的玻璃罐熔塊)。 鑄造和退火後,塊體經過精確研磨以確保精確配合。
鑄造和手工模製耐火材料. 大型形狀,如燃燒器塊和助焊劑塊,以及復雜的形狀,如玻璃給料器部件、匣缽等,通過泥漿或水硬水泥鑄造或手工模製技術生產。 因為這些技術是勞動密集型的,所以它們專用於無法以其他方式令人滿意地成型的物品。
隔熱耐火材料. 由於磚的孔隙率,磚形式的隔熱耐火材料比相同成分的常規磚輕得多。
澆注料和噴補混合物. 澆注料由添加了水硬性粘合劑的耐火顆粒組成。 與水混合後,水硬劑發生反應並將物質粘合在一起。 噴補混合物設計為在水壓和氣壓下通過噴嘴噴射。 混合物在通過噴槍射出之前可以製成漿狀,或者在噴嘴處與水混合。
塑料耐火材料和搗打料. 可塑耐火材料是耐火顆粒和可塑粘土或增塑劑與水的混合物。 搗打料可能含有粘土,也可能不含粘土,通常與模板一起使用。 這些產品的用水量各不相同,但都保持在最低限度。
職業危害及注意事項
表 5. 玻璃、陶瓷及相關材料製造過程中發現的潛在健康和安全危害
|
危害性 |
使用或接觸源 |
潛在影響(物理危害 |
注意事項或控制策略 |
|
符合人體工程學的壓力源; 生物力學危害 |
手動材料處理實踐和過度用力、不良姿勢、高頻率/持續時間的涉及提升、推或拉的任務過度用力 |
背部、上肢和下肢的骨骼肌損傷中的拉傷、扭傷和跑步 過度的身心疲勞會導致錯誤導致二次事故 |
|
|
物理危害 |
被固定或移動設備夾住或撞擊 在步行和工作表面、軟管和其他設備、工具或材料上滑倒、絆倒和跌倒 |
擦傷、割傷、挫傷、裂傷、 穿刺、骨折、截肢 |
|
|
Noise |
氣動振動器、壓縮機、閥門執行器、混合驅動電機、鼓風機和除塵器、輸送機、動力工業卡車、機械化過程和包裝設備等。 |
職業性聽力損失、溝通困難和壓力 |
|
|
輻射熱、高溫工作環境 |
維護或應急響應活動中的加熱或熔化過程 |
生理緊張、熱應激 或熱灼傷 |
|
|
吸入來自原材料的空氣懸浮顆粒物,包括結晶二氧化矽、粘土、石灰、氧化鐵、有害粉塵 |
處理原材料和生產過程 日常維護活動、拆除和施工活動或重建期間的暴露 不通風設備或轉運點、溜槽、傳送帶、電梯、篩網、篩子、混合設備、研磨或破碎機、儲料箱、閥門、管道、乾燥或固化爐、成型操作的洩漏或密封不良可能會導致暴露, ETC。 原材料具有極強的磨蝕性,會導致製造過程中傳輸或存儲系統組件的劣化。 未能維護布袋除塵器、洗滌器或除塵器以及使用壓縮空氣進行清理活動會增加過度暴露的風險 強烈的加熱過程可能導致暴露於最危險形式的二氧化矽(方英石或鱗石英) |
範圍從刺激(有害顆粒)到化學灼傷(生石灰或其他鹼性原料)到慢性影響,例如肺功能下降、肺部疾病、塵肺矽肺、肺結核 |
|
|
裂傷、擦傷或異物; 接觸鋒利的玻璃、陶器或陶瓷碎片或物體 |
飛濺的玻璃、陶瓷或其他碎片可能會造成穿透傷和嚴重的眼部損傷。 鋼化玻璃在製造過程中“爆炸”存在特殊風險 直接接觸玻璃或其他長絲,尤其是在連續長絲生產操作和塗層中的成型或纏繞過程中 光纖製造中的拉絲操作 |
皮膚和軟組織(肌腱、韌帶、神經、肌肉)的穿刺傷、撕裂傷或擦傷,以及眼內異物 嚴重繼發感染或皮膚接觸腐蝕性或有毒物質的風險 |
|
|
手工工具造成的裂傷 |
剃須刀、手指刀、碎玻璃刀或其他鋒利的手工工具通常用於生產、包裝和倉儲區域或維護活動 |
割傷手指或手和下肢(腿) |
|
|
重金屬顆粒或煙霧(鉛、鎘、鉻、砷、銅、鎳、鈷、錳或錫) |
作為釉料、產品配方、顏料、著色劑、薄膜或塗料中的原料或雜質 涉及焊接、切割、焊接和應用/去除保護塗層的維護和施工活動 研磨、切割、焊接、鑽孔或成型製造過程中的金屬零件、結構件或機械(例如,耐火塊或高溫合金) |
重金屬毒性 |
|
|
甲醛通過吸入或直接接觸 |
玻璃纖維工業中粘合劑和漿料的成分 粘合劑或漿料混合過程中以及生產過程中的潛在暴露 |
感覺刺激和呼吸道刺激 可能的人類致癌物 |
|
|
鹼(氫氧化鈉)或酸(鹽酸、硫酸、氫氟酸) |
工藝水、鍋爐水或廢水處理和 pH 控制 使用氫氟酸進行酸洗或蝕刻工藝 |
對皮膚或眼睛有腐蝕性 呼吸道和粘膜刺激物 氫氟酸會導致嚴重的脛骨灼傷,數小時內都不會被發現 |
|
|
環氧樹脂、丙烯酸酯和聚氨酯(可能含有二甲苯、甲苯等溶劑) |
生產中使用的樹脂、膠料、粘合劑和塗料中的成分 維修產品 |
對皮膚或呼吸道的潛在致敏物 一些環氧樹脂含有未反應的環氧氯丙烷,這是一種可疑的致癌物質 一些聚氨酯含有未反應的甲苯二異氰酸酯,疑似致癌物 某些系統中使用的胺類固化劑——刺激物或腐蝕劑 易燃危險 |
|
|
苯乙烯 |
含苯乙烯的聚酯樹脂、膠料成分 |
對眼睛、皮膚、呼吸道有刺激性; 對中樞神經系統 (CNS) 和靶器官的影響 可能的致癌物 易燃危險 |
|
|
矽烷類 |
添加到漿料、粘合劑或塗料中的附著力促進劑。 可水解釋放乙醇、甲醇、丁醇或其他醇類 |
對眼睛、皮膚和呼吸系統有刺激性; 潛在的中樞神經系統影響。 濺入眼睛會造成永久性傷害 易燃危險 |
|
|
膠乳 |
漿料或粘合劑混合區、塗料和一些維護產品 |
對皮膚和眼睛有刺激性。 有些可能含有甲醛或其他殺菌劑和/或溶劑 |
|
|
催化劑和促進劑 |
添加到樹脂或粘合劑中以在生產中固化和/或用於某些維護產品 |
對皮膚或眼睛有刺激性或腐蝕性。 有些具有高反應性和溫度敏感性 |
|
|
碳氫化合物溶劑和/或氯化溶劑 |
維修車間和零件清潔操作 |
各種——刺激、化學性皮炎、中樞神經系統影響。 非氯化溶劑可能易燃 如果燃燒或加熱,氯化溶劑會分解 |
|
|
丙烷、天然氣、汽油、燃料油 |
工藝熱燃料 動力工業卡車燃料 |
火災和爆炸危險 接觸一氧化碳或其他不完全燃燒產物 |
|
|
吸入生物氣溶膠 |
噴霧過程中產生的含有細菌、黴菌或真菌的氣溶膠或加濕過程、冷卻塔、通風系統、濕式清潔活動中的冷卻水 |
具有全身性非特異性流感樣症狀、疲勞的水傳播疾病 皮炎的可能性 |
|
|
玻璃纖維、礦棉纖維、耐火陶瓷纖維 |
在製造過程中,包括纖維形成、熱固化、切割或立方體、纏繞、包裝和製造 使用纖維材料作為熔爐、管道和工藝設備的組成部分 |
不可吸入的纖維會對皮膚或眼睛造成機械刺激 可吸入的纖維會對眼睛、皮膚和呼吸道造成刺激。 在動物研究中,耐用纖維已引起纖維化和腫瘤 |
|
安全與健康問題和疾病模式
本節概述了全行業記錄在案或疑似安全與健康問題。 有關該行業傷害和疾病的國際數據未在文獻搜索和互聯網搜索中找到(1997 年)。 由美國勞工部、職業安全與健康管理局 (OSHA) 和勞工統計局 (BLS) 編制的信息用於識別工作場所的常見危害並描述傷害和疾病的特徵。 這些數據應該代表全世界的情況。
檢查中發現的危險
對石材、粘土、玻璃和混凝土產品製造公司(標準工業分類 (SIC) 代碼 32,相當於 ISIC 代碼 36)的監管合規性檢查揭示了該行業的一些常見危害。 OSHA 發布的法規遵從性引用表明,常見的健康和安全問題可分為以下幾類:
- 危害溝通 工作場所化學物質對身體和健康的危害
- 控制危險能量— 上鎖和掛牌程序,以控制機器或設備周圍的活動,在這些活動中,意外通電或釋放儲存的能量可能會造成傷害。 危險能量包括電氣、機械、液壓、氣動、化學、熱輻射和其他來源。
- 電氣安全,包括電氣設備或系統設計、接線方法、安全工作實踐和培訓
- 允許進入所需的密閉空間——識別、評估和安全進入程序
- 個人保護設備——評估、選擇和使用眼、臉、手、腳和頭部保護
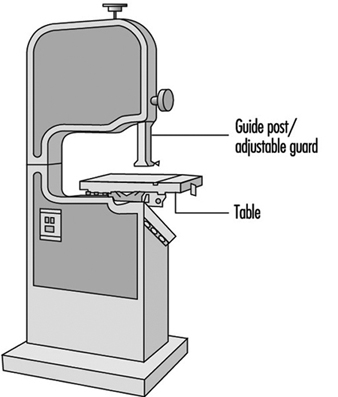
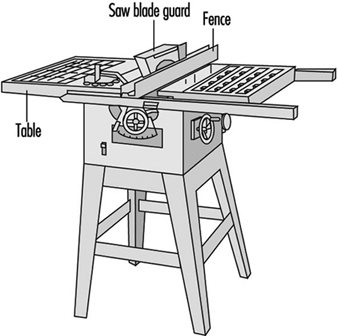
- 保護機器、設備和工具 保護操作員和相鄰工人免受操作點、進入咬合點以及旋轉部件、飛屑或火花的危害; 包括固定式機械、便攜式機械和便攜式電動工具,以及砂輪機械(打磨機)上防護裝置和工作台的調整(見圖 18)
圖 18. 機器防護保護操作員

- 呼吸系統防護— 呼吸器的選擇、使用、維護、培訓、醫療許可和適合性測試
- 職業噪聲暴露——通過工程、行政或聽力保護控制暴露和實施聽力保護計劃
- 火災預防和應急準備和響應,包括滅火器、逃生路線、計劃和易燃/可燃材料的儲存或使用
圖 19. 絆倒和滑倒的危險

- 動力工業卡車——叉車、平台車、拖拉機、機動手推車或其他由電動機或內燃機驅動的專用工業卡車的設計、維護、使用和其他安全要求
- 固定式和便攜式梯子、樓梯和腳手架——設計、檢查或維護及安全使用
- 跌落防護- 在高空作業中使用防墜落裝置和製動設備
- 切割和焊接—氧氣/乙炔或燃氣或電弧切割或焊接設備的安全使用和程序
- 物料搬運設備—包括橋式起重機和龍門起重機、起重機、鏈條和吊索
- 控制接觸有毒或有害物質,包括空氣污染物或特別受管制的化學品(例如二氧化矽、鉛、石棉、甲醛、鎘或砷)。
傷害和疾病概況
傷害疾病發生率
根據美國勞工部的記錄,石材、粘土和玻璃製品製造商 (SIC 32) 的非致命性職業傷害和疾病的“可記錄”總發病率為每年每 13.2 名全職工人 100 例。 這一發生率高於所有製造業 (12.2) 和所有私營行業 (8.4) 的相應發生率。 在石材、粘土和玻璃製品製造行業中,約 51% 的“可記錄傷害”案例不會導致損失工作日(請假時間)。
“總損失工作日案例”的發生率基於每 100 名全職工人中導致一名工人缺工的傷殘或疾病的數量,也可從美國勞工部獲得。 總損失工作日發生率包括損失工作日和工人無法執行全部工作(限製或輕型工作)的情況。 石頭、粘土和玻璃製品製造商的總損失工作日發生率為每年每 6.5 名工人 100 起。 這高於所有製造業 (5.5) 和所有私營行業 (3.8) 的相應比率。 在石材、粘土和玻璃製品製造行業,大約 93% 的工作日損失案例是由受傷而非職業病造成的。
表 6 提供了有關石材、粘土和玻璃產品製造行業(SIC 代碼 32)內各種類型製造過程的傷害和疾病(組合)或傷害(單獨)發生率的更多詳細信息。 發病率和人口統計數據可能無法代表全球信息,但它是最完整的可用信息。
表 6. 非致命性職業傷害和疾病發生率1 SIC 代碼 100 中美國公司每 32 名全職工人,私營工業和製造業,1994 年
|
行業 |
代碼2 |
1994年平均就業人數3 (千) |
受傷和疾病 |
受傷 |
||||||
|
丟失工作日案例 |
丟失工作日案例 |
|||||||||
|
案件總數 |
Total4 |
離職幾天 |
無誤工案例 |
案件總數 |
Total5 |
離職幾天5 |
無誤工案例 |
|||
|
私營企業,所有 |
95,449.3 |
8.4 |
3.8 |
2.8 |
4.6 |
7.7 |
3.5 |
2.6 |
4.2 |
|
|
製造業,所有 |
18,303.0 |
12.2 |
5.5 |
3.2 |
6.8 |
10.4 |
4.7 |
2.9 |
5.7 |
|
|
石頭、粘土和玻璃製品 |
32 |
532.5 |
13.2 |
6.5 |
4.3 |
6.7 |
12.3 |
6.1 |
4.1 |
6.2 |
|
平板玻璃 |
321 |
15.0 |
21.3 |
6.6 |
3.1 |
14.7 |
17.3 |
5.2 |
2.6 |
12.1 |
|
玻璃和玻璃器皿,壓制的 |
322 |
76.8 |
12.5 |
6.0 |
3.0 |
6.5 |
11.3 |
5.5 |
2.8 |
5.8 |
|
玻璃容器 |
3221 |
33.1 |
14.1 |
6.9 |
3.4 |
7.2 |
13.2 |
6.5 |
3.2 |
6.7 |
|
壓制和吹製的玻璃,nec |
3229 |
43.7 |
11.3 |
5.4 |
2.8 |
5.9 |
9.8 |
4.8 |
2.4 |
5.1 |
|
外購玻璃產品 |
323 |
60.7 |
14.1 |
6.1 |
3.1 |
8.0 |
12.7 |
5.4 |
2.9 |
7.4 |
|
結構粘土產品 |
325 |
32.4 |
14.1 |
7.7 |
4.2 |
6.5 |
13.1 |
7.2 |
4.0 |
5.9 |
|
磚和結構粘土瓦 |
3251 |
- |
15.5 |
8.4 |
5.1 |
7.1 |
14.8 |
7.9 |
5.0 |
6.9 |
|
粘土耐火材料 |
3255 |
- |
16.0 |
9.3 |
4.7 |
6.8 |
15.6 |
9.3 |
4.7 |
6.4 |
|
陶器及相關產品 |
326 |
40.8 |
13.6 |
6.8 |
3.8 |
6.8 |
12.2 |
6.1 |
3.5 |
6.1 |
|
玻璃質管道裝置 |
3261 |
- |
17.8 |
10.0 |
3.8 |
7.8 |
16.1 |
9.0 |
3.5 |
7.1 |
|
玻璃瓷桌和 |
3262 |
- |
12.8 |
6.3 |
4.4 |
6.5 |
11.0 |
5.6 |
3.8 |
5.5 |
|
瓷器電器用品 |
3264 |
- |
11.3 |
5.8 |
3.7 |
5.6 |
9.8 |
5.0 |
3.4 |
4.8 |
|
陶器產品,不另分類 |
3269 |
- |
12.6 |
5.6 |
3.7 |
7.1 |
11.6 |
5.0 |
3.5 |
6.6 |
|
混凝土、石膏和石膏 |
327 |
198.3 |
13.4 |
7.0 |
5.6 |
6.4 |
13.0 |
6.9 |
5.5 |
6.2 |
|
混凝土塊和磚 |
3271 |
17.1 |
14.5 |
7.8 |
6.8 |
6.8 |
14.0 |
7.7 |
6.7 |
6.2 |
|
混凝土製品,其他 |
3272 |
65.6 |
17.7 |
9.8 |
7.0 |
7.9 |
17.1 |
9.5 |
6.8 |
7.6 |
|
預拌混凝土 |
3273 |
98.8 |
11.6 |
6.0 |
5.3 |
5.6 |
11.5 |
6.0 |
5.3 |
5.5 |
|
雜項。 非金屬礦物 |
329 |
76.7 |
10.7 |
5.4 |
3.3 |
5.3 |
9.8 |
5.0 |
3.2 |
4.9 |
|
磨料產品 |
3291 |
20.0 |
10.2 |
3.9 |
2.5 |
6.3 |
9.5 |
3.7 |
2.4 |
5.8 |
|
礦棉 |
3296 |
23.4 |
11.0 |
6.1 |
3.0 |
4.9 |
10.0 |
5.6 |
2.7 |
4.3 |
|
非粘土耐火材料 |
3297 |
- |
10.6 |
5.8 |
4.5 |
4.8 |
10.2 |
5.7 |
4.3 |
4.6 |
|
非金屬礦產品, |
3299 |
- |
13.1 |
8.2 |
5.8 |
4.9 |
11.4 |
7.0 |
5.5 |
4.3 |
nec = 未分類
- = 數據不可用
1 發病率表示每 100 名全職工人受傷和患病的人數,計算方法是受傷和患病的人數除以日曆年所有僱員的工作小時數再乘以 200,000(相當於 100 名工人每週工作 40 小時的基準)每年 52 週)。
2 標準產業分類手冊1987年版。
3 就業以年平均數表示,主要來自 BLS 州當前就業統計計劃。
4 案件總數包括僅涉及受限工作活動的案件,以及有或沒有受限工作活動的離職天數案件。
5 缺勤天數包括因缺勤天數導致的情況,無論是否有限制工作活動。
資料來源 = 資料來源:基於美國勞工部勞工統計局對私營企業工傷和疾病的全國調查。
傷害和疾病病例的人口統計數據
在美國石材、粘土和玻璃產品製造行業的 25 起失時工傷或疾病案例中,年齡在 44 至 59 歲之間的工人約佔 23,203%。 下一個受影響最大的群體是 45 至 54 歲的工人,他們有 18% 的失時工傷或疾病案例(見圖 20)。
圖 20. 按年齡劃分的損失工時傷害和疾病; 我們

SIC 代碼 85 中大約 32% 的失時工傷事故和疾病是男性。 在 24% 的誤工案例中(男女),工人的工作時間不到 1 年。 工作年限為 1 至 5 年的工人佔 32%。 工作時間超過 5 年的經驗豐富的員工佔損失工時案例的 35%。
性質. 對損失工時事故概況的分析表明了致殘性傷害和疾病的性質,並有助於解釋起因或促成因素。 拉傷和扭傷是石材、粘土和玻璃製品製造行業受傷和疾病的主要原因。 如圖 23 所示,拉傷和扭傷約佔所有誤工案例的 42%。 割傷和刺傷 (10%) 是第二常見的致殘性傷害或疾病。 其他主要傷害類別是瘀傷 (9%)、骨折 (7%) 和背部/其他疼痛 (5%)。 熱燒傷、化學燒傷和截肢不太常見(1% 或更少)。
圖 21. 職業傷害和疾病

事件或曝光. 圖 22 顯示,舉重時用力過度會導致所有其他致殘性傷害事件或暴露。 在大約 17% 的致殘案例中,舉重時過度勞累是一個致病因素; 重複運動是另外 5% 致殘病例的暴露。 被物體擊中是下一個最常見的事件,它導致了 16% 的案例。 撞擊物體事件導致了 10% 的案例。 其他重要事件包括被物體夾住 (9%)、在同一水平面跌落 (9%)、跌落至較低水平面 (6%) 以及沒有跌倒的滑倒/絆倒 (6%)。 接觸有害物質或環境是僅 5% 病例的致病因素。
圖 22. 職業傷害中的事件或暴露

身體的一部分. 最常受影響的身體部位是背部(佔病例的 24%)(見圖 23)。 23% 的病例發生上肢(手指、手、手腕和手臂)受傷,7% 的病例發生手指受傷。 下肢損傷相似(22% 的病例),9% 的病例膝關節受到影響。
圖 23. 因誤工受傷而受影響的身體部位

來源. 致殘性傷害或疾病案例最常見的來源是:零件和材料(20%); 工人職位或動議 (16%); 地板、人行道或地面 (15%); 容器(10%); 機械(9%); 車輛(9%); 手工工具 (4%); 家具和固定裝置(2%); 化學品和化學產品 (2%)(見圖 24)。
圖 24. 職業傷害的來源

疾病預防控制
與重複運動、過度用力和過度用力相關的累積創傷是該製造業的常見發現。 在某些情況下可以使用機器人設備,但手動操作仍占主導地位。 壓縮機、鼓風機、旋轉器、氣動振動器和包裝設備會產生超過 90 至 95 dBA 的噪音。 聽力保護和健全的聽力保護計劃將防止聽力發生永久性變化。
該行業消耗大量結晶二氧化矽。 在處理、維護和清潔期間必須限制接觸。 使用適當的真空系統或濕式清潔方法進行良好的清潔將減少潛在的接觸。 如果過度接觸二氧化矽,應使用肺功能測試和胸片進行定期篩查。 還應盡量減少接觸作為原材料、釉料或顏料的重金屬。 使用釉料中發現的重金屬替代品也將消除有關金屬浸入食品或飲料的健康問題。 良好的內務管理習慣和呼吸保護用於防止不良影響。 可能需要包括生物監測在內的醫學監測。
含有甲醛、環氧樹脂和矽烷的粘合劑在玻璃質纖維的製造中很常見。 必須採取措施盡量減少對皮膚和呼吸道的刺激。 甲醛在許多國家被列為致癌物。 可吸入纖維是在玻璃、岩石、礦渣和耐火陶瓷纖維產品的製造、製造、切割和安裝過程中產生的。 雖然對於這些材料中的大多數來說,暴露於空氣中的纖維通常很低(每立方厘米少於 1 根纖維),但鬆散填充吹塑應用往往要高得多。
岩石、礦渣和玻璃是當今使用中研究最廣泛的商業絕緣產品。 流行病學研究表明,吸煙對製造業員工的肺癌死亡率有重大影響。 進行良好的橫斷面研究並未表明纖維會導致肺部死亡率或發病率過高。 最近對大鼠進行的慢性吸入研究表明,玻璃體纖維的耐用性是這些纖維生物學潛力的關鍵決定因素。 決定這些纖維耐用性的成分可能會有很大差異。 為避免公眾健康問題,歐盟委員會技術委員會最近提議使用短期吸入測試玻璃體纖維的生物持久性。 建議將絕緣羊毛組合物作為參考纖維,該組合物已通過大鼠長期吸入的最大耐受劑量進行了徹底測試,並且發現不會產生不可逆轉的疾病。
環境和公共衛生問題
玻璃、陶瓷、陶器和磚塊製造過程中排放的主要空氣污染物是顆粒物。 由布袋除塵器和濕式靜電除塵器組成的最大可實現控制技術可用於在必要時減少排放。 粘合劑混合、應用和固化過程中產生的有害空氣污染物正在接受審查。 這些物質包括用於連續玻璃長絲的苯乙烯、矽烷和環氧樹脂,以及在岩石、礦渣和玻璃生產過程中使用的甲醛、甲醇和苯酚。 甲醛是一種有害的空氣污染物,正在推動後者生產線的控制標準。 鉻等重金屬有害空氣污染物正在推動玻璃熔爐標準的製定,而 NOx 所以x 在一些國家仍然存在問題。 氟化物和硼的排放是連續玻璃絲生產中的一個問題。 如果某些國家/地區需要高度可溶的玻璃棉纖維,硼也可能成為環境問題。
由於空氣排放量大以及成型和玻璃熔化的性質,該行業會蒸發大量的水。 許多設施,例如在美國,實現了廢水零排放。 如果不進行處理以防止生物生長,含有機物質的回收廢水會在工作場所造成生物危害(見圖 25)。 該工業部門產生的廢物包括重金屬、腐蝕性物質、一些粘合劑和用過的溶劑。 玻璃纖維行業已成為回收玻璃瓶和平板玻璃的重點。 例如,目前的玻璃棉產品含有 30% 到 60% 的回收玻璃。 用過的耐火材料也被回收並有益地再利用。
圖 25. 再利用廢水的氣溶膠

致謝: 特別感謝 CSP、Libbey-Owens-Ford 的 Dan Dimas 提供照片,並感謝 Libbey-Owens-Ford 的 Michel Soubeyrand 為玻璃部分提供有關化學氣相沉積的信息。
光纖
光纖是細如頭髮的玻璃絲,設計用於沿其軸傳輸光線。 發光二極管 (LED) or 激光二極管 將電信號轉換成光信號,通過光纜的內圓柱芯傳輸。 外包層的較低折射率特性允許光信號通過內反射沿內部圓柱形纖芯傳播。 光纖的設計和製造既可以作為單光束傳播,也可以作為同時沿纖芯傳輸的多光束傳播。 (見圖 1。)
圖 1. 單模和多模光纖

單模光纖主要用於電話、有線電視應用和校園主幹網。 多模光纖通常用於數據通信和駐地網絡。
光纖製造
製造符合基本設計標準的光纖需要特殊材料和工藝:(1) 具有高折射率的纖芯和具有低折射率的包層,(2) 低信號衰減或功率損耗,以及 (3)光束的低色散或展寬。
高純度石英玻璃和其他玻璃材料(即重金屬氟化物玻璃、硫族化物玻璃)是目前用於製造光纖的主要材料。 也使用多晶材料、單晶材料、空心波導和聚合塑料材料。 原材料必須相對純淨,過渡金屬和羥基形成基團的濃度非常低(低於十億分之一水平)。 加工方法必須保護成型玻璃免受製造環境中的雜質影響。
光纖是通過使用非傳統的氣相製備玻璃預製棒然後拉製成光纖來製造的。 揮發性二氧化矽化合物轉化為 SiO2 通過火焰水解、化學氣相沉積 (CVD) 或高溫氧化。 然後將其他摻雜劑添加到玻璃中以改變玻璃特性。 氣相沉積過程的變化從相同的材料開始,但用於將這種材料轉化為二氧化矽的方法不同。
以下氣相沉積方法之一用於製造二氧化矽基光纖:(1) 改良化學氣相沉積 (MCVD),(2) 等離子化學氣相沉積 (PCVD),(3) 外部氣相沉積 (OVD), (4) 氣相軸向沉積 (VAD)(見圖 2)。 四氯化矽(SiCl4), 四氯化鍺 (GeCI4) 或其他揮發性液體鹵化物由於其高蒸氣壓而在輕微加熱時會轉化為氣體。 氣態鹵化物被輸送到反應區並轉化為玻璃顆粒(另見章節 微電子和半導體。)
圖 2. 光纖製造流程圖

化學氣相沉積 和 化學氣相沉積 流程. 高質量的熔融石英管連接到玻璃加工車床上,車床上裝有貫穿其長度的氫氣/氧氣炬。 鹵化物材料供應裝置連接到玻璃管的一端,洗滌器連接到另一端以去除多餘的滷化物材料。 當火炬穿過玻璃管的長度時,首先通過火拋光清潔玻璃管的表面。 根據正在製造的產品,在蒸汽系統中添加各種試劑。 當鹵化物通過被加熱的管段時會發生化學反應。 鹵化物轉化為二氧化矽“煙灰”顆粒,沉積在炬管下游的內玻璃管壁上。 沉積的顆粒被燒結到玻璃層中。 PCVD 工藝類似於 MCVD,不同之處在於鹵化物由起泡器系統提供,並且使用微波代替炬將鹵化物材料轉化為玻璃。
OVD 和VAD 流程. 在纖維製造過程的第一階段, 核心 和 包層 玻璃在旋轉的靶棒周圍氣相沉積,形成“煙灰”預製棒。 首先沉積纖芯材料,然後是包層。 整個預製件必須非常純淨,因為纖芯和包層都是氣相沉積的。 纖維的幾何形狀是在製造的鋪設階段確定的。 取出目標棒後,將預製棒放入熔爐中,在熔爐中凝固成固體、透明玻璃,並關閉中心孔。 氣體通過預製棒以去除殘留水分,殘留水分會對光纖的衰減產生不利影響(當光沿光纖軸傳輸時,光信號會丟失)。 然後用氫氟酸清洗預製件以確保玻璃的純度並去除污染物。
將固結的玻璃預成型件放置在拉絲塔中以形成連續的玻璃纖維束。 首先,將預成型件裝入拉製爐的頂部。 接下來,預成型件的尖端被加熱,一塊熔融玻璃開始落下。 當這塊被拉伸(拉出)時,它會通過一個在線直徑監視器,以確保光纖符合精確的指定直徑(通常以微米為單位)。光纖的包層直徑必須符合精確的規格,以保持連接處的信號損失低. 外包層直徑用作在最終使用期間對齊纖芯的指南。 纖芯必須排成一行,以便有效地進行光傳輸。
應用丙烯酸酯聚合物或其他塗層並用紫外線燈固化。 塗層旨在保護光纖在最終使用期間免受環境影響。 光纖經過測試以確保符合強度、衰減和幾何形狀的製造標準。 根據客戶規格,特定長度的光纖纏繞在捲軸上。
在光纖製造過程中會遇到許多潛在的危險。 其中包括:(1) 接觸氫氟酸(清潔玻璃預製件時),(2) 與車床和氣相沉積工藝附近的工作環境相關的輻射能和熱應力,(3) 直接接觸熱表面或熔融材料(玻璃預製件) )、(4) 接觸丙烯酸酯聚合物塗層(皮膚致敏劑)、(5) 纖維處理過程中的皮膚刺破和撕裂以及 (6) 先前描述的各種物理危害。
合成寶石
合成寶石在化學和結構上與自然界中發現的寶石相同。 相比之下,仿製寶石是看起來與特定寶石相似的寶石。 有幾個基本過程可以生產各種寶石。 合成寶石包括石榴石、尖晶石、祖母綠、藍寶石和鑽石。 這些寶石中的大多數都是為製作珠寶而生產的。 鑽石用作磨料,而紅寶石和石榴石用於激光。
第一種用於珠寶的合成寶石是祖母綠。 其製造過程是專有的並保密,但可能涉及助熔劑生長方法,其中氧化鋁和鈹的矽酸鹽以及添加的用於著色的鉻被熔化在一起。 祖母綠從熔劑中結晶出來。 用這個過程生產石頭可能需要一年時間。
Verneuil 或火焰熔煉工藝用於生產藍寶石和紅寶石。 它需要大量的氫氣和氧氣,因此消耗大量的能量。 這個過程包括用氫氧火焰加熱晶種,直到表面變成液體。 人工智能等動力原材料2O3 藍寶石是仔細添加的。 當原材料熔化時,晶種慢慢從火焰中抽出,使離火焰最遠的液體凝固。 最靠近火焰的一端仍然是液態的,可以準備更多的原材料。 最終結果是形成棒狀晶體。 通過在原材料中添加少量各種金屬離子來產生各種顏色。 紅寶石是通過用鉻原子取代 0.1% 的鋁離子而形成的。
尖晶石,一種無色合成胚芽(MgAI2O4), 由 Verneuil 工藝製成。 與藍寶石一起,尖晶石被工業用來提供廣泛的顏色,用作誕生石和戒指。 通過添加相同的金屬離子產生的顏色在尖晶石中會與在藍寶石中不同。
合成鑽石因其硬度而被用於工業。 金剛石的應用包括切割、拋光、研磨和鑽孔。 一些常見用途是切割和打磨花崗岩,用於建築施工、鑽井和打磨有色金屬合金。 此外,正在開發將金剛石沉積在表面上以提供清晰、堅硬、耐刮擦表面的工藝。
當元素碳或石墨隨著時間的推移受到壓力和熱量時,就會形成鑽石。 要在工廠車間製造鑽石,需要結合石墨和金屬催化劑,然後在高溫(高達 1,500 °C)下將它們壓在一起。 鑽石的大小和質量通過調整時間、壓力和/或熱量來控制。 大型碳化鎢模具用於在合理的時間內獲得形成金剛石所需的高壓。 這些模具寬達 2 米,厚達 20 厘米,類似於一個大甜甜圈。 石墨和催化劑的混合物被放置在陶瓷墊圈中,錐形活塞從上方和下方擠壓。 指定時間後,將裝有鑽石的墊圈從壓機中取出。 墊圈被拆開,含金剛石的石墨經受一系列旨在消化除金剛石以外的所有材料的試劑。 使用的反應物是強效試劑,是嚴重燒傷和呼吸損傷的潛在來源。 寶石級鑽石可能以相同的方式生產,但所需的長時間壓制使這一過程的成本高得令人望而卻步。
鑽石製造帶來的危害包括可能接觸大量高反應性酸和腐蝕性試劑、噪音、陶瓷墊圈成型和破裂產生的灰塵,以及接觸金屬灰塵。 另一個潛在的危險是由大塊硬質合金模具的故障造成的。 在可變次數的使用之後,模具失效,如果模具沒有被隔離,則造成創傷危險。 對製造的鑽石進行分類和分級時會出現人體工程學問題。 它們的體積小,使這是一項乏味且重複的工作。
印刷出版
概況
就其經濟意義而言,印刷、商業攝影和復制行業在全球範圍內都很重要。 印刷行業在技術和企業規模方面非常多樣化。 然而,無論以產量衡量的尺寸如何,本章中描述的不同印刷技術都是最常見的。 從產量上看,大型企業數量有限,但小型企業較多。 從經濟角度來看,印刷業是最大的行業之一,每年在全球範圍內產生至少 500 億美元的收入。 同樣,商業攝影行業也是五花八門,大體量的經營不多,小體量的經營也不少。 照相沖印量在大批量和小批量操作之間大致平分。 商業攝影市場在全球產生的年收入約為 60 億美元,其中沖印業務約佔總收入的 40%。 複製行業由規模較小的業務組成,年總收入約為 27 億美元,每年產生近 2 萬億份複製品。 此外,大多數組織和公司現場提供規模更小的複制和復制服務。
這些行業的健康、環境和安全問題正在演變,以應對潛在危害較小的材料的替代品、新的工業衛生控制策略以及新技術的出現,例如數字技術、電子成像和計算機的引入。 由於材料替代或其他風險管理策略,許多歷史上重要的健康和安全問題(例如,印刷行業中的溶劑或照片處理解決方案中作為穩定劑的甲醛)將不會成為未來的問題。 然而,新的健康、環境和安全問題將會出現,健康和安全專業人員必須解決這些問題。 這表明健康和環境監測作為印刷、商業攝影和復制行業有效風險管理策略的一部分的持續重要性。大衛理查森
印刷過程概述
印刷術的發明可以追溯到11世紀的中國。 15世紀後期,約翰內斯·古騰堡首先引入活字印刷術並發明了印刷機,從而開創了當今世界通用的印刷工藝。 從那時起,印刷工藝已經從簡單地在紙上印刷文字擴展到在紙和其他材料(基材)上印刷文字和其他形式的圖形藝術。 在 20 世紀,各類消費品的包裝將印刷提升到了一個新的高度。 印刷、包裝和出版物,以及與塗層和層壓密切相關的領域,在家庭、休閒和工作中使用的日常產品和工藝中都能找到。
將文字和圖片放置在紙張或其他基材上的藝術正在朝著幾年前未曾預料到的方向發展。 範圍非常廣泛的技術,從更古老和更傳統的印刷方式到涉及計算機和相關流程的最新技術,都在不斷發展。 這包括從平板印刷機中鉛基類型的舊技術到今天的現代捲筒紙直接製版印刷機的所有內容(見圖 1)。 在某些操作中,這些不同的技術實際上是並排發現的。
圖 1. 打印過程的整理結束

印刷有四種一般類型,這些技術存在許多安全、健康和環境危害。
1.凸版或凸版印刷. 這個過程在印刷和出版中使用了多年,涉及創建圖像,通常是字母或圖片,這些圖像在背景或非印刷區域上方凸起。 將墨水施加到凸起區域,然後將其放置為與接受圖像的紙張或其他基材接觸。
有幾種創建浮雕圖像的方法,例如使用可移動字體組合單個字母,或者使用曾經常見的排字機或機器創建的類型。 這些過程適用於更簡單、運行時間更短的打印任務。 對於運行時間較長的任務,通常由金屬、塑料或橡膠類材料製成的印版更為合適。 使用橡膠或類似的印版通常稱為苯胺印刷或苯胺印刷。
此過程中的典型油墨可以是溶劑型或水性油墨。 一些基於紫外線 (UV) 固化和其他化學物理系統的新型墨水正在開發中,並在該打印系統中使用。
2.凹版或凹版印刷. 在凹版或凹版印刷工藝中,要印刷的圖像凹入雕刻版或滾筒的表面。 印版或滾筒浸在墨水中。 然後使用印刷機從印版的非雕刻部分去除多餘的墨水 刮刀. 然後使印版或滾筒與油墨轉印圖像的紙張或其他承印物接觸。 這種印刷系統對於長版印刷產品非常典型,例如雜誌和包裝材料。
油墨通常是溶劑型的,甲苯是凹版或凹版油墨中最常見的溶劑。 基於大豆油和水的油墨的使用取得了一些成功。 但是,並非所有應用程序都可以利用這項新技術。
3.平版或平版印刷. 不同的材料構成了平版印刷或平版印刷的基礎。 通過使用不同的材料,可以開發出吸水或拒水(即,接受溶劑墨水)的區域。 溶劑吸墨區將承載圖像,而吸水區將成為背景或未打印區域。 因此,墨水僅粘附在特定區域以轉移到紙張或其他基材上。 在許多情況下,此步驟將涉及轉移到中間表面,稱為 毯子, 稍後將放置在紙張或其他基材上。 這種轉移過程稱為膠版印刷,廣泛用於許多印刷、出版和包裝應用。
應該注意的是,並非所有的膠版印刷都涉及光刻。 根據印刷過程的確切需要,其他印刷方法可能會利用膠版印刷的元素。
平版印刷或平版印刷中使用的油墨通常是溶劑型(即非水基),但一些非溶劑型油墨正在迅速開發中。
4.多孔或絲網印刷。 多孔或絲網印刷使用放置在細網絲網上的模板。 油墨被施加到開放的絲網區域並壓(刮)過模板和開放的網格區域。 油墨將通過絲網轉移到絲網下的紙張或其他承印物上。 絲網印刷通常用於更簡單、小批量的印刷任務,這種工藝可能具有成本優勢。 這種印刷工藝的典型用途是用於紡織品、海報、展示和牆紙。
用於絲網印刷的油墨可以是溶劑型的,也可以是水性的,這在很大程度上取決於要印刷的承印物。 由於絲網印刷中使用的塗層通常較厚,因此油墨通常比其他印刷方法中使用的油墨更粘稠。
印刷準備材料的準備
準備印刷材料涉及將作為複制主題的各種材料(包括文本、照片、藝術品、插圖和設計)組裝到印刷材料中。 所有材料必須完全定稿,因為印版創建後無法進行更改。 為了糾正錯誤,必須重做該過程。 此時應用圖形藝術原理以確保印刷產品的適當美感。
印刷過程中圖形藝術步驟的健康和安全方面通常被認為比印刷的其他方面危害更小。 藝術品的生成可能涉及相當大的身體壓力,以及使用的顏料、橡膠水泥、噴膠和其他材料帶來的健康風險。 其中大部分正在被計算機化的圖形所取代,這也在“商業藝術”一文中討論 娛樂和藝術 章節。 使用可視化顯示單元和計算機工作的潛在危險在本文檔的其他地方進行了討論 百科全書. 符合人體工程學的工作站可以減輕危害。
製版
現代印刷工藝中典型的印版或滾筒必須為工藝攝影或計算機生成的化妝而創建。 通常,製版從用於創建圖像的相機系統開始,隨後可以通過光化學方法將圖像轉移到印版上。 顏色必須分開,並且印刷質量的各個方面(例如半色調圖像)必須在此過程中開發。 與典型的家用相機相比,用於製版的攝影技術非常複雜。 需要非常精細的清晰度、分色和套準才能生產高質量的印刷材料。 隨著計算機的引入,許多手動組裝和圖像開發工作已被淘汰。
在印刷過程的這一部分中看到的潛在危險類似於照相行業的典型危險,本章其他地方將對其進行討論。 在製版過程中控制潛在的化學物質暴露很重要。
創建圖像後,使用照相製版工藝創建印刷版。 製版的典型照相製版工藝可分為以下幾類:
手動方法. 手工工具、雕刻機和刀具可用於在印版上創建浮雕,或者蠟筆可用於在光刻版上創建防水區域。 (這通常是一種用於小批量生產或特殊打印任務的方法。)
機械方法. 車床、劃線機和類似類型的機械設備用於製作浮雕,或者其他設備可用於在平版印刷版上製作防水區域。
電化學法. 電化學方法用於將金屬沉積到板或圓柱體上。
電子方法。 電子雕刻機用於在印版或圓柱體上製作浮雕。
靜電方法。 靜電複印或類似方法用於在印版或滾筒上創建浮雕或防水圖像組件。
照相製版法。 攝影圖像可以通過印版或滾筒上的感光塗層轉移到印版上。
照相製版是當今最常見的工藝。 在許多情況下,可以使用兩個或多個系統來創建印版或滾筒。
由於製作印版的方法多種多樣,製作印版對健康和安全的影響是廣泛的。 與過去相比,如今使用較少的機械方法是典型機械安全問題的根源,包括因使用手動工具和機加工車間中常見的大型機械設備而產生的危險。 與手部安全和防護相關的風險在使用機械方法的製版中很常見。 這種製版通常涉及使用可能易燃或有毒的油和清潔劑。
許多設施中通常仍在使用較舊的方法,同時使用較新的設備,並且可能會傳播危險。 如果印版由活字組成,那麼曾經在大多數印刷廠很常見的排字機會通過將鉛鑄成字母形狀來製作活字。 鉛被熔化並保存在鉛罐中。 由於存在鉛罐,許多與鉛相關的危害直接進入印刷廠。 鉛,這將在本文的其他地方討論 百科全書, 可以通過吸入鉛化合物以及鉛和含鉛類型的皮膚污染進入人體,從而導致鉛攝入。 其結果可能是慢性低度鉛中毒,導致神經系統功能障礙、腎功能障礙和其他毒性。
其他製版方法使用典型的電鍍或化學蝕刻化學系統在印版或滾筒上創建圖像。 這涉及許多不同的化學品,包括酸和重金屬(鋅、鉻、銅和鋁),以及構成板本身某些上層的有機化學樹脂系統。 一些系統現在在製版的化學過程中使用石油基溶劑。 在為此類設施進行的安全工作中,必須考慮此類化學品對健康的潛在危害。 適用於所用化學品的通風和個人防護設備非常重要。 此外,作為製版化學安全工作的一部分,需要考慮腐蝕劑和重金屬對環境的潛在影響。 這些化學系統的儲存和混合也會帶來健康風險,如果發生洩漏,這些風險可能會很嚴重。
在某些情況下用於將圖像轉移到印版或滾筒上的雕刻系統也可能存在潛在危險。 標準雕刻系統會產生一些金屬污染,這對於使用這些系統的人來說可能是個問題。 較新的系統利用激光設備將圖像雕刻到印版材料中。 雖然這可以消除製版過程中的一些步驟,但激光的存在可能會對眼睛和皮膚造成危害。 激光也可用於軟化塑料等材料,而不是將其加熱至汽化,從而為工作場所帶來額外的蒸汽和煙霧相關問題。
在大多數情況下,製版過程在印刷設施的整個生產操作中所佔的比例相對較小,這會自動限制存在的風險,因為在製版區域工作的人很少,而且這些類型的操作通常需要少量材料。 隨著技術的進步,將圖像轉化為印版所需的步驟將越來越少,從而減少危害對員工和環境產生影響的機會。
油墨製造
根據所使用的技術,使用了多種油墨和塗料。 油墨通常由形成圖像的載體和顏料或染料和樹脂組成。
載體允許顏料和其他成分保留在溶液中,直到墨水變乾。 典型的印刷油墨載體包括醇類、酯類(醋酸酯)、酮類或水。 凹版油墨通常包含大量甲苯。 較新的墨水可能含有環氧化大豆油和其他危險性較低的化學物質,因為它們不易揮發。
典型油墨的另一個成分是樹脂粘合劑。 在溶劑乾燥後,使用樹脂彎曲劑將顏料固定在基材上。 有機樹脂,一些是天然的,另一些是合成的,例如丙烯酸樹脂,通常用於油墨中。
顏料提供顏色。 顏料基可以來自多種化學品,包括重金屬和有機材料。
UV 固化油墨基於丙烯酸酯,不含載體。 它們不參與固化/乾燥過程。 這些油墨往往只是一種樹脂和顏料體系。 丙烯酸酯是潛在的皮膚和呼吸道致敏物。
油墨製造存在許多健康和安全隱患。 由於油墨成分通常包含易燃溶劑,因此在進行油墨製造的任何設施中防火都很重要。 自動噴水滅火系統和便攜式滅火設備必須存在並且處於完整和完整的運行狀態。 由於員工必須知道如何使用設備,因此需要培訓。 電氣系統應該是本質安全的或涉及吹掃或防爆。 靜電控制至關重要,因為許多溶劑在流經塑料軟管或空氣時會產生靜電荷。 強烈建議通過濕度控制、接地和連接來進行靜電控制。
混合設備,從小型攪拌機到大型配料罐,都會帶來許多機械安全隱患。 攪拌機葉片和系統在操作期間以及處於準備和清理模式時必須受到防護或以其他方式保護。 需要並必須配備機器防護裝置; 當它們因與維護相關的活動而被移除時,上鎖/掛牌程序是必不可少的。
由於材料的數量,材料的處理也可能存在危險。 雖然建議以這種方式處理方便地直接通過管道輸送到使用區域的所有材料,但許多油墨成分必須用袋子、桶或其他容器手動移動到混合區域。 這不僅涉及使用叉車和起重機等機械設備,還涉及進行混合的員工的人工操作。 背部拉傷和類似的壓力在這些操作中很常見。 正確起重實踐培訓是預防措施的一個重要方面,也是選擇不需要直接人工參與的機械起重過程的一個重要方面。
如此多的處理,可能會發生洩漏和化學品處理事故。 應該有系統來處理這種緊急情況。 此外,需要小心存放以防止溢出和不相容材料的可能混合。
特定化學品和大量儲存可能會導致與可能的員工健康暴露相關的問題。 每個組件,無論是載體、樹脂還是顏料,都應該單獨評估並在墨水系統的範圍內進行評估。 安全工作應包括: 工業衛生評估和取樣以確定暴露是否被認為是可接受的; 充分通風以去除有毒物質; 並應考慮使用適當的個人防護裝備。 由於存在洩漏和其他過度暴露的機會,因此應建立應急系統以提供急救。 建議使用安全淋浴、洗眼器、急救箱和醫療監護,否則可能會傷害皮膚、眼睛、呼吸系統和其他身體系統。 輸入的範圍可以從皮膚暴露於溶劑導致的簡單皮炎,到由於暴露於某些油墨配方中發現的重金屬顏料(例如鉻酸鉛)而導致的更永久性器官損傷。 由於在各種油墨和塗料製造中使用了許多材料,因此可能的毒性範圍很大。 借助紫外線固化油墨等新技術,危害可能從標準溶劑危害轉變為與皮膚反復接觸引起的過敏。 必須注意充分了解油墨和塗料製造中使用的化學品的潛在風險。 這最好在配製之前完成。
由於許多墨水含有一旦進入環境就可能有害的物質,因此可能有必要對墨水製造過程進行控制。 此外,必須小心處理包括清理材料和廢物在內的殘留材料,以盡量減少它們對環境的影響。
隨著全世界對改善環境的強烈重視,越來越多的“地球友好”油墨被引入,這些油墨使用水作為溶劑和毒性較小的樹脂和顏料。 這應該有助於減少與油墨製造相關的危害。
打印
印刷包括取印版、將油墨置於印版上以及將油墨轉移到承印物上。 在膠印過程中,圖像從纏繞在滾筒上的印版轉移到中間橡膠滾筒(橡皮布),然後再轉移到所需的承印物上。 基材並不總是限於紙,儘管紙是最常見的基材之一。 許多花哨的標籤是使用傳統印刷技術印刷在真空金屬化聚酯薄膜上的。 層壓塑料可以片材形式或作為連續卷材的一部分送入印刷機,隨後將其切割成規格以製作包裝。
由於印刷通常涉及顏色,因此可以將多個印刷層放置在基材上,然後在添加下一層之前乾燥。 所有這些都必須非常精確地完成,以保持所有顏色的套準。 這需要多個印刷站和復雜的控制,以通過印刷機保持適當的速度和張力。
與操作印刷機相關的危險與油墨製造中涉及的危險相似。 火災隱患很嚴重。 與油墨製造一樣,需要噴水滅火系統和其他防火措施。 其他系統可以直接安裝到壓力機上。 除了應該提供的便攜式滅火器之外,這些還可以作為額外的控制。 電氣系統應滿足吹掃、防爆或本質安全要求。 靜電控制也很重要,尤其是對於異丙醇等溶劑和輪轉印刷機。 除了處理在塑料軟管或空氣中移動時會產生靜電的易燃液體外,大多數塑料薄膜或網在金屬輥上移動時也會產生非常大的靜電。 濕度控制、接地和連接對於消除靜電以及針對網絡的靜電消除技術是必要的。
印刷設備、基材和相關油墨的手動處理是另一個安全問題。 存在類似於油墨製造中的儲存問題。 建議盡量減少人工操作設備、基材和油墨。 如果無法做到這一點,則需要對在印刷室工作的人員進行常規和重點培訓。
除了印刷室中的安全問題之外,還有涉及快速移動/旋轉設備以及以超過每分鐘 1,500 英尺的速度移動的基板的機械安全問題。 需要防護系統和警報來幫助確保員工安全。 在維修/維護功能期間也需要上鎖和掛牌系統。
由於旋轉設備的數量和速度在許多印刷操作中很常見,因此噪音通常是一個重要問題,尤其是當存在多台印刷機時,例如在報紙印刷中。 如果噪音水平不可接受,則應實施包括工程控制在內的聽力保護計劃。
儘管油墨通常會在印刷機周圍的空氣中乾燥,但建議使用乾燥通道以減少接觸揮發性溶劑。
此外,在某些高速打印操作中,可能會出現墨霧。 溶劑乾燥和可能的墨水霧化都存在吸入可能有毒化學物質的風險。 此外,印刷操作的日常管理、罐和托盤的填充、輥和惰輪的清潔以及相關任務可能涉及與墨水和清潔溶劑的接觸。
與油墨製造一樣,建議進行結構良好的工業衛生採樣工作,以及足夠的通風和個人防護設備。 由於這些壓力機(其中一些非常大)需要定期清潔,因此經常使用化學溶劑,導致進一步的化學接觸。 處理程序可以減少曝光,但不能完全消除曝光,具體取決於印刷操作的規模。 如前所述,即使是代表更好技術的新油墨和塗料也可能存在危險。 例如,UV 固化油墨在與皮膚接觸時是潛在的致敏劑,並且可能暴露於危險水平的 UV 輻射。
印刷操作產生的排放物,連同清潔溶液和廢墨,是潛在的環境問題。 可能需要空氣污染消除系統來捕獲並銷毀或回收印刷後從油墨中蒸發的溶劑。 仔細管理產生的廢物以盡量減少對環境的影響非常重要。 建議在溶劑或其他成分可以回收的地方使用廢物處理系統。 使用更好的溶劑進行清潔的新技術來自當前的研究工作。 這可以減少排放和可能的接觸。 建議積極審查當前的清潔技術,看看是否有替代溶劑清潔的方法,例如使用水基溶液或植物油,以滿足特定印刷操作中的要求。 然而,被溶劑型油墨污染的水基清潔溶液可能仍需要在印刷操作內部和處置時進行仔細管理。
結束
印刷後,基材通常需要在準備最終使用之前進行一些額外的整理。 一些材料可以直接從壓力機送到包裝設備,包裝設備將形成包裝並填充內容物,或者塗上粘合劑並將標籤貼在容器上。 在其他情況下,書籍或其他印刷材料的最終組裝需要根據尺寸進行大量切割或縱切。
與整理相關的健康和安全問題主要是機械安全問題。 由於大部分精加工都涉及按尺寸切割,因此手指、手和手腕/手臂的割傷和撕裂是很常見的。 守衛很重要,必須作為每項任務的一部分。 員工使用的小刀和刀片也需要小心使用,妥善存放和處置,以防止意外割傷和撕裂。 較大的系統在保護和培訓方面也需要同等程度的關注,以防止事故發生。
整理的材料處理方面很重要。 這適用於要完成的材料以及最終包裝的印刷產品。 在可以使用叉車、起重機和傳送帶等機械設備的地方,建議使用它們。 在必須進行手動起重和搬運的地方,應進行有關正確起重的教育。
最近對印刷過程的這個組成部分的評估表明,人體可能受到人體工程學的壓力。 每項任務——切割、分類、包裝——都應該進行審查以確定可能的人體工程學影響。 如果發現人體工程學問題,可能需要改變工作場所以將這種可能的壓力源降低到可接受的水平。 通常某種形式的自動化可以提供幫助,但在大多數印刷操作中仍然存在許多可能產生人體工程學壓力的手動處理任務。 工作輪換可以幫助減少這個問題。
未來印刷
總是需要在承印物上印刷文字。 但印刷的未來將涉及更直接的信息從計算機到印刷機的傳輸,以及電子印刷,其中文字和圖像被印在電磁介質和其他基材上。 雖然只能通過電子設備查看和閱讀此類電子印刷品,但越來越多的印刷文本和文獻將從印刷基材轉向電子基材格式。 這將減少許多與印刷相關的機械安全和健康問題,但會增加印刷行業中人體工程學健康風險的數量。
概況
就其經濟意義而言,印刷、商業攝影和復制行業在全球範圍內都很重要。 印刷行業在技術和企業規模方面非常多樣化。 然而,無論以產量衡量的尺寸如何,本章中描述的不同印刷技術都是最常見的。 從產量上看,大型企業數量有限,但小型企業較多。 從經濟角度來看,印刷業是最大的行業之一,每年在全球範圍內產生至少 500 億美元的收入。 同樣,商業攝影行業也是五花八門,大體量的經營不多,小體量的經營也不少。 照相沖印量在大批量和小批量操作之間大致平分。 商業攝影市場在全球產生的年收入約為 60 億美元,其中沖印業務約佔總收入的 40%。 複製行業由規模較小的業務組成,年總收入約為 27 億美元,每年產生近 2 萬億份複製品。 此外,大多數組織和公司現場提供規模更小的複制和復制服務。
這些行業的健康、環境和安全問題正在演變,以應對潛在危害較小的材料的替代品、新的工業衛生控制策略以及新技術的出現,例如數字技術、電子成像和計算機的引入。 由於材料替代或其他風險管理策略,許多歷史上重要的健康和安全問題(例如,印刷行業中的溶劑或照片處理解決方案中作為穩定劑的甲醛)將不會成為未來的問題。 然而,新的健康、環境和安全問題將會出現,健康和安全專業人員必須解決這些問題。 這表明健康和環境監測作為印刷、商業攝影和復制行業有效風險管理策略的一部分的持續重要性。
複製服務
現代辦公室可能包含多種類型的複印機。 它們的範圍從無處不在的干法複印機到用途相當特殊的藍圖機、傳真機和油印機,以及其他類型的複印機。 在本文中,不同的設備將根據廣泛的技術類別進行分組。 由於乾式複印機應用廣泛,它們將受到最大的關注。
複印機和激光打印機
加工作業
大多數步驟 常規電子照相術 (靜電複印)直接類似於攝影中的那些。 在曝光步驟中,要復印的打印頁或照片被一道亮光照亮,反射圖像通過透鏡聚焦到帶電的光敏感光器上,無論光線照射到哪裡,感光器都會失去電荷表面。 光線將以與復製表面相同的模式照射。 接下來,通常由大的載體珠和附著在其上的帶靜電的小顆粒組成的顯影劑通過級聯或磁力輸送過程輸送到感光體。 當精細分散的粉末(稱為碳粉、干成像儀或乾墨)被靜電吸引、從顯影劑中分離出來並保留在圖像上時,感光器上帶電的潛像就會顯影。 最後,粘附在成像區域的碳粉被靜電轉移(打印)到一張普通紙上,並通過加熱或加熱加壓永久熔合(定影)到它上面。 殘留的調色劑通過清潔過程從感光器上去除並沉積到廢調色劑槽中。 然後感光器為下一個成像週期做好準備。 由於成像紙僅從顯影劑中去除碳粉,因此將其提供給圖像的載體會再循環回到顯影劑外殼中,並與從可更換的碳粉供應瓶或墨盒中計量進入系統的新鮮碳粉混合。
許多機器在定影過程中對紙上碳粉圖像施加壓力和熱量。 熱量由接觸色調表面的定影輥提供。 根據碳粉和定影器材料的特性,一些碳粉可能會粘在定影器表面而不是紙張上,從而導致複印件上的部分圖像缺失。 為了防止這種情況,定影器潤滑劑(通常是矽基液體)被施加到定影器輥的表面。
In 激光印刷,圖像首先轉換為電子格式; 也就是說,它被文件掃描儀數字化為一系列非常小的點(像素),或者可以直接在計算機中創建數字圖像。 然後通過激光束將數字化圖像寫入激光打印機中的感光器。 其餘步驟基本上是傳統靜電複印的步驟,其中感光器上的圖像被轉換到紙或其他表面上。
一些複印機使用稱為 液態顯影. 這不同於傳統的干法工藝,因為顯影劑通常是液態烴載體,其中分散有細碎的調色劑顆粒。 顯影和轉印通常類似於傳統工藝,不同之處在於顯影劑在感光器上清洗,濕拷貝通過加熱或加熱和加壓時殘留液體的蒸發而乾燥。
材料
與復印相關的耗材有碳粉、顯影劑、定影劑潤滑劑和紙張。 雖然通常不被視為消耗品,但感光器、定影器和壓力輥以及各種其他部件經常會磨損並需要更換,尤其是在大批量機器中。 這些部件通常不被認為是客戶可更換的,並且需要特殊知識才能拆卸和調整。 許多新機器都包含客戶可更換單元 (CRU),其中包含客戶可以更換的獨立單元中的感光器和顯影劑。 在這些機器中,定影輥等要么會延長機器的使用壽命,要么需要單獨維修。 為了降低服務成本和提高客戶便利性,一些公司正在努力提高客戶的可維修性,在這種情況下,可以在不對客戶造成機械或電氣危害風險的情況下進行維修,最多需要打電話給支持中心尋求幫助。
爽膚水 在完成的副本上製作圖像。 乾粉是由塑料、著色劑和少量功能性添加劑組成的細粉。 聚合物(塑料)通常是乾墨粉的主要成分; 苯乙烯-丙烯酸、苯乙烯-丁二烯和聚酯聚合物是常見的例子。 在黑色碳粉中,使用不同的炭黑或顏料作為著色劑,而在彩色複印中,則使用各種染料或顏料。 在碳粉製造過程中,炭黑或著色劑與聚合物熔融混合,大部分著色劑被聚合物包裹。 幹調色劑還可以包含有助於確定調色劑的靜電充電和/或流動特性的內部和/或外部添加劑。
濕法碳粉與乾法碳粉相似,因為它們由聚合物塗層內的顏料和添加劑組成。 不同之處在於,這些成分是作為異鏈烷烴載體中的分散體購買的。
開發人員 通常是碳粉和載體的混合物。 載體實際上是將調色劑攜帶到感光體的表面,並且通常由基於特殊等級的沙子、玻璃、鋼或鐵氧體類型物質的材料製成。 它們可能塗有少量聚合物,以在特定應用中實現所需的行為。 載體/調色劑混合物被稱為雙組分顯影劑。 單組件開發人員不使用單獨的載體。 相反,它們將像氧化鐵這樣的化合物摻入調色劑中,並利用磁性裝置將顯影劑施加到感光體上。
定影器潤滑劑 最常見的是矽基液體,應用於定影輥以防止顯影圖像上的墨粉偏移到輥上。 雖然許多是簡單的聚二甲基矽氧烷 (PDMS),但其他一些包含功能性成分以增強它們對定影輥的附著力。 一些定影器潤滑劑從瓶子中倒入一個槽中,然後從中泵出並最終施加到定影器輥上。 在其他機器中,潤滑劑可以通過浸透的織物網擦拭輥的部分錶面,而在一些較小的機器和打印機中,可以使用浸油的燈芯進行應用。
大多數(如果不是全部的話)現代複印機都可以很好地處理各種重量的普通未經處理的銅版紙。 一些高速機器製作了特殊的無碳複寫形式,生產了非熔化轉印紙,用於在復印機中成像,然後在印刷機中通過加熱和壓力將圖像應用到 T 卹或其他織物上。 大型工程/建築繪圖複印機通常在半透明的牛皮紙上複印。
潛在危害及其預防
負責任的製造商已努力將復印過程中任何獨特危害的風險降至最低。 但是,應為特定機器使用的任何消耗品或服務化學品獲取材料安全數據表 (MSDS)。
在影印過程中可能會顯著暴露的唯一獨特材料可能是 toner. 現代的干墨粉應該不會對任何人造成皮膚或眼睛危害,但可能是最敏感的人,最近設計的設備使用墨粉盒和 CRU,最大限度地減少與散裝墨粉的接觸。 液體爽膚水也不應直接刺激皮膚。 然而,它們的異鏈烷烴載體是溶劑,會使皮膚脫脂,反復接觸會導致皮膚乾燥和開裂。 這些溶劑也可能輕微刺激眼睛。
精心設計的設備不會出現 明亮的光線 危險,即使壓板在沒有原件的情況下閃光,並且一些照明系統與壓板蓋互鎖以防止任何操作員暴露在光源下。 所有激光打印機都被歸類為 I 類激光產品,這意味著在正常操作條件下, 激光輻射 (光束)是不可接近的,包含在打印過程中,並且不存在生物危害。 此外,激光設備不需要維護,並且在需要接觸光束的極不尋常的情況下,製造商必須提供安全的工作程序,以供經過適當培訓的維修技術人員遵循。
最後,正確製造的硬件不會有鋒利的邊緣、夾點或在操作員可能放置手的區域暴露的電擊危險。
皮膚和眼睛危害
除了不會對皮膚或眼睛造成明顯危害的干爽膚水外,人們還希望矽油基爽膚水也能做到這一點 定影劑潤滑劑. 聚二甲基矽氧烷 (PDMS) 已經過廣泛的毒理學評估,通常被發現是無害的。 雖然一些低粘度的 PDMS 可能會刺激眼睛,但用作定影器潤滑劑的那些通常不會,它們也不會刺激皮膚。 無論實際刺激如何,這些材料中的任何一種都會對皮膚或眼睛造成滋擾。 受影響的皮膚可以用肥皂和水清洗,眼睛應該用水沖洗幾分鐘。
經常與之合作的個人 液體碳粉,尤其是在可能發生飛濺的情況下,可能需要佩戴護目鏡、帶側護罩的安全眼鏡或面罩(如果需要)。 橡膠或乙烯基塗層手套可以防止上述皮膚乾燥問題。
證書 通常也是良性的。 然而,如果在加工過程中沒有採取適當的措施,就會出現嚴重的皮膚刺激情況。 當紙張在乾式複印機的定影器中加熱時,不良的製造工藝也會導致氣味問題。 有時,工程複印機中的牛皮紙沒有經過適當處理,會產生碳氫化合物溶劑氣味問題。
除了液體調色劑的異鏈烷烴基外,許多 溶劑 通常用於機器維護。 包括壓板和蓋子清潔劑和薄膜去除劑,它們通常是酒精或含有少量表面活性劑的酒精/水溶液。 此類溶液會刺激眼睛,但不會直接刺激皮膚。 然而,與液體碳粉分散劑一樣,它們的溶劑作用會使皮膚脫脂並最終導致皮膚開裂問題。 橡膠或乙烯基塗層手套和護目鏡或帶側護罩的安全眼鏡應足以排除問題。
吸入危害
臭氧通常是複印機附近的人最關心的問題。 下一個最容易識別的問題是碳粉,包括紙粉和揮發性有機化合物 (VOC)。 有些情況還會引起異味投訴。
臭氧 主要由設備(電暈管/scorotrons)的電暈放電產生,這些設備為感光器充電以準備曝光和清潔。 在影印中最容易遇到的濃度下,可以通過其令人愉快的三葉草樣氣味來識別它。 它的低氣味閾值(0.0076 至 0.036 ppm)賦予它良好的“警告特性”,因為它的存在可以在達到有害濃度之前被檢測到。 當它達到可能導致頭痛、眼睛刺激和呼吸困難的濃度時,它的氣味變得強烈而刺鼻。 人們不應指望在通風良好的區域維護良好的機器會出現臭氧問題。 但是,當操作員在機器的廢氣流中工作時,可能會檢測到臭氧,尤其是在長時間複印的情況下。 被經驗不足的操作員識別為臭氧的氣味通常是從其他來源產生的。
爽膚水 長期以來一直被認為是有害顆粒物,或“未另行分類的顆粒物”(PNOC)。 Xerox Corporation 在 1980 年代進行的研究表明,吸入碳粉會引發肺部反應,人們會因接觸此類不溶性顆粒材料而產生預期反應。 他們還證明,在遠高於辦公室環境中預期濃度的暴露濃度下,不會產生致癌危險。
紙屑 由紙纖維碎片和施膠劑以及粘土、二氧化鈦和碳酸鈣等填料組成。 所有這些材料都被認為是 PNOC。 對於辦公室環境中預期發生的紙塵暴露,沒有發現任何令人擔憂的理由。
複印機排放的 VOC 是其在塑料碳粉和部件、橡膠和有機潤滑劑中使用的副產品。 即便如此,在復印機工作環境中對個別有機化學品的暴露通常比任何職業暴露限值低幾個數量級。
氣味 現代複印機的問題通常是通風不足的跡象。 經過處理的紙張,例如無碳表格或圖像轉印紙,以及工程複印機中偶爾使用的羊皮紙,可能會產生碳氫化合物溶劑氣味,但如果通風足以進行正常複印,則接觸量將遠低於任何職業接觸限值。 現代複印機是複雜的機電設備,其某些部件(定影器)在高溫下運行。 除了正常操作期間存在的氣味外,當部件在熱負荷下發生故障並且熱塑料和/或橡膠釋放出煙霧和排放物時,也會產生氣味。 顯然,一個人不應該留在這種暴露的存在下。 幾乎所有氣味問題的共同點是抱怨噁心和某種眼睛或粘膜刺激。 這些抱怨通常只是暴露於未知的、可能令人不愉快的氣味的跡象,並不一定是嚴重急性毒性的跡象。 在這種情況下,暴露的人應該尋求新鮮空氣,這幾乎總是會導致快速康復。 即使暴露於過熱部件產生的煙霧和蒸汽中的時間通常也很短,因此無需擔心。 即便如此,如果症狀持續或惡化,尋求醫療建議才是謹慎的做法。
安裝注意事項
如上所述,複印機會產生熱量、臭氧和揮發性有機化合物。 雖然應從製造商處獲得併遵循有關選址和通風的建議,但可以合理地預期,除了可能是最大的機器之外,所有機器都應位於空氣流通合理的房間內,每小時換氣兩次以上,並且足夠機器周圍的維修空間將足以防止臭氧和異味問題。 當然,此建議還假設美國采暖、製冷和空調工程師協會 (ASHRAE) 對房間住戶的所有建議也得到滿足。 如果一個房間裡增加了一台以上的複印機,則應注意提供額外的通風和冷卻能力。 大容量機器可能需要特殊的熱控制考慮。
除了保存任何易燃溶劑和避免過熱之外,供應品不需要特殊考慮。 紙張應盡可能保存在包裝盒中,除非需要紙張,否則不得打開包裝紙。
傳真(傳真)機
處理操作。
在傳真複製中,文檔由光源掃描,圖像被轉換為與電話通信兼容的電子形式。 在接收器處,電光系統通過熱敏、熱轉印、靜電複印或噴墨工藝對傳輸的圖像進行解碼和打印。
使用熱工藝的機器有一個像印刷電路板一樣的線性印刷陣列,複印紙在印刷過程中在其上移動。 紙張寬度上每英寸大約有 200 個觸點,當被電流激活時會迅速加熱。 高溫時,接觸會導致處理過的複印紙上的接觸點變黑(熱敏)或打字機色帶狀供體輥上的塗層在復印紙上沉積一個黑點(熱轉印)。
通過靜電印刷工藝操作的傳真機使用電話傳輸的信號激活激光束,然後它們的功能與激光打印機相同。 以類似的方式,噴墨機的功能與噴墨打印機相同。
材料.
處理過的或普通的紙張、供體輥、碳粉和墨水是傳真中使用的主要材料。 熱敏紙經過無色染料處理,加熱時會從白色變成黑色。 供體輥包含蠟和聚合物基中的炭黑混合物,塗在薄膜基材上。 混合物足夠牢固,摩擦時不會轉移到皮膚上,但加熱後會轉移到復印紙上。 碳粉和墨水在影印和噴墨打印部分討論。
潛在危害及其預防。
沒有與傳真機相關的獨特危害。 一些早期的直熱式機器有異味投訴; 然而,與辦公室環境中的許多氣味一樣,該問題更多地表明氣味閾值低,並且可能通風不足,而不是健康問題。 熱轉印機通常沒有異味,而且供體輥也沒有發現任何危害。 靜電傳真機與乾式複印機具有相同的潛在問題; 然而,它們的低速通常排除了任何吸入問題。
藍圖(重氮)
處理操作。
現代提及的“藍圖”或“藍圖機”通常指的是重氮複印件或複印機。 這些複印機最常用於在膠片、牛皮紙或半透明紙基上製作大型建築或工程圖。 重氮處理過的紙呈酸性,含有偶聯劑,與重氮化合物反應後會發生顏色變化; 但是,紙的酸度會阻止反應。 將要復印的紙張與處理過的紙張接觸,並暴露在來自熒光或汞蒸氣源的強紫外線 (UV) 光下。 UV 光破壞了複印紙上不受母版圖像曝光保護的區域上的重氮鍵,從而消除了隨後與成色劑發生反應的可能性。 然後將母版從處理過的紙上移開,然後將其暴露在氨氣氣氛中。 氨顯影劑的鹼度中和了紙張的酸度,使重氮/偶聯劑變色反應在紙張上通過母版上的圖像受到紫外線保護的部分產生圖像的副本。
材料.
除了經過處理的紙之外,水和氨是僅有的重氮工藝材料。
潛在危害及其預防.
重氮工藝複印機的明顯問題是暴露於氨中,這會導致眼睛和粘膜刺激。 現代機器通常控制排放,因此暴露量通常遠低於 10 ppm。 然而,較舊的設備可能需要仔細和經常維護,並可能需要局部排氣通風。 維修機器時應小心避免溢出並防止眼睛接觸。 應遵循製造商關於防護設備的建議。 人們還應該意識到,製造不當的紙張也有可能導致皮膚問題。
數碼複印機和油印機
處理操作。
數字複印機和油印機共享相同的基本過程,即“燒製”或“切割”母版模板並將其放置在盛墨鼓上,墨水從該鼓版流過母版到復印紙上。
材料。
模板、油墨和紙張是這些機器使用的耗材。 掃描的圖像被數字化地刻錄到數字複印機的聚酯薄膜母版上,同時被電切到油印機的紙模板中。 另一個區別是數碼複印機墨水是水基的,雖然含有一些石油溶劑,而油印墨水是基於環烷餾出物或乙二醇醚/醇混合物。
潛在危害及其預防.
與數字複印機和油印機相關的主要危害是由於它們的墨水,儘管在數字複印機的模板上燃燒圖像和在模板的電切割過程中接觸臭氧可能會暴露在熱蠟蒸汽中。 兩種類型的墨水都有可能刺激眼睛和皮膚,而油印墨水的石油餾出物含量較高則更容易引起皮炎。 在使用墨水時使用防護手套,並在復印時充分通風,以防止皮膚和吸入危害。
精神複印機
加工作業.
Spirit 複印機使用塗有酒精溶性染料的反向圖像模板。 在加工過程中,複印紙上輕輕塗上一層甲醇基複印液,與模板接觸後會去除少量染料,從而將圖像轉移到復印紙上。 副本可能會在復制後的一段時間內釋放出甲醇。
材料.
紙張、模板和復印液是該設備的主要耗材。
潛在危害及其預防。
精神複製液通常是甲醇基的,因此如果通過皮膚吸收、吸入或攝入會產生毒性; 它們也是易燃的。 通風應足以確保操作員的接觸低於當前的職業接觸限值,並應包括提供通風區域進行乾燥。 最近使用的一些複製液是基於乙醇或丙二醇的,這避免了甲醇的毒性和易燃性問題。 在處理所有復制液時,應遵循製造商關於使用防護設備的建議。
健康問題和疾病模式
解釋印刷、商業攝影處理和復制行業中的人類健康數據絕非易事,因為這些過程很複雜並且在不斷發展——有時是戲劇性的。 雖然自動化的使用大大減少了所有三個學科的現代化版本中的手動工作風險,但每個員工的工作量卻大大增加了。 此外,皮膚接觸代表了這些行業的重要接觸途徑,但可用的工業衛生數據對其特徵不太清楚。 較不嚴重的可逆影響(如頭痛、鼻子和眼睛刺激)的病例報告不完整且在已發表的文獻中報導不足。 儘管存在這些挑戰和局限性,流行病學研究、健康調查和病例報告提供了大量關於這些行業工人健康狀況的信息。
印刷活動
代理和曝光
今天有五類印刷工藝:柔版印刷、凹版印刷、凸版印刷、平版印刷和絲網印刷。 每個過程中可能發生的接觸類型與所使用的印刷油墨類型以及吸入(霧、溶劑煙霧等)的可能性以及過程和清潔活動中的可滲透皮膚接觸有關。 應該注意的是,油墨由有機或無機顏料、油或溶劑載體(即載體)和用於特殊印刷目的的添加劑組成。 表 1 概述了不同印刷工藝的一些特徵。
表 1. 印刷行業的一些潛在風險
|
過程 |
墨水種類 |
溶劑 |
潛在風險 |
|
柔版印刷和凹版印刷 |
液體墨水(低粘度) |
揮發物 |
有機溶劑:二甲苯、苯 |
|
凸版印刷和平版印刷 |
膏狀油墨(高粘度) |
油—— |
墨霧:碳氫溶劑; 異丙醇; 多環芳烴 (PAH) |
|
絲網印刷 |
半糊狀 |
揮發物 |
有機溶劑:二甲苯、環己酮、醋酸丁酯 |
死亡率和慢性風險
有幾項關於打印機的流行病學和病例報告研究。 在許多較早的文獻中,曝光特徵都沒有量化。 然而,含有潛在致癌多環芳烴(苯並(A)芘)結合在報紙生產的輪轉凸版印刷機室中。 動物研究發現苯並(A)芘與炭黑顆粒表面緊密結合,不易釋放到肺或其他組織中。 這種“生物利用度”的缺乏使得確定癌症風險是否可行變得更加困難。 幾項(但不是全部)隊列(即隨時間推移的人群)流行病學研究發現打印機肺癌發病率增加的跡象(表 2)。 對英國曼徹斯特 100 多名印刷工人的 300 多例肺癌病例和 9,000 例對照(病例對照研究)進行了更詳細的評估(Leon、Thomas 和 Hutchings,1994 年)發現,在機房工作的時間與輪轉凸版印刷工人肺癌的發生有關。 由於不知道工人的吸煙模式,因此無法直接考慮職業在研究中的作用。 然而,這表明輪轉活版印刷工作在過去幾十年中可能存在肺癌風險。 然而,在世界某些地區,較舊的技術(例如輪轉凸版印刷工作)可能仍然存在,因此提供了進行預防性評估以及在需要時安裝適當控制措施的機會。
表 2. 印刷業死亡率風險的隊列研究
|
人口研究 |
工人人數 |
死亡風險*(95% CI) |
||||
|
隨訪期 |
國家 |
所有原因 |
所有癌症 |
肺癌 |
||
|
報紙印刷工 |
1,361 |
(1949–65) – 1978 |
USA |
1.0(0.8 - 1.0) |
1.0(0.8 - 1.2) |
1.5(0.9 - 2.3) |
|
報紙印刷工 |
,700 |
(1940–55) – 1975 |
意大利 |
1.1(0.9 - 1.2) |
1.2(0.9 - 1.6) |
1.5(0.8 - 2.5) |
|
排版員 |
1,309 |
1961-1984 |
USA |
0.7(0.7 - 0.8) |
0.8(0.7 - 1.0) |
0.9(0.6 - 1.2) |
|
打印機 (NGA) |
4,702 |
(1943–63) – 1983 |
UK |
0.8(0.7 - 0.8) |
0.7(0.6 - 0.8) |
0.6(0.5 - 0.7) |
|
打印機 (NATSOPA) |
4,530 |
(1943–63) – 1983 |
UK |
0.9(0.9 - 1.0) |
1.0(0.9 - 1.1) |
0.9(0.8 - 1.1) |
|
輪轉凹版印刷 |
1,020 |
(1925–85) – 1986 |
瑞典 |
1.0(0.9 - 1.2) |
1.4(1.0 - 1.9) |
1.4(0.7 - 2.5) |
|
紙板打印機 |
2,050 |
(1957–88) – 1988 |
USA |
1.0(0.9 - 1.2) |
0.6(0.3 - 0.9) |
0.5(0.2 - 1.2) |
* 標準化死亡率 (SMR) = 觀察到的死亡人數除以預期死亡人數,並針對相關時間段內的年齡效應進行了調整。 SMR 為 1 表示觀察到的和預期之間沒有差異。 注:為 SMR 提供了 95% 的置信區間。
NGA = 英國國家圖形協會
NATSOPA = 英國國家操作印刷、圖形和媒體人員協會。
資料來源:Paganini-Hill 等。 1980; Bertazzi 和 Zoccheti 1980; Michaels、Zoloth 和 Stern 1991; 萊昂 1994; 斯文森等人。 1990; 匯等人。 1992.
另一組被大量研究的工人是平版印刷師。 近幾十年來,由於計算機技術的使用、自動化流程和材料的變化,現代平版畫家接觸有機溶劑(松節油、甲苯等)、顏料、染料、對苯二酚、鉻酸鹽和氰酸鹽的次數顯著減少。 國際癌症研究機構 (IARC) 最近得出結論,印刷過程中的職業暴露可能對人類致癌(IARC 1996)。 同時,可能需要指出的是,IARC 的結論是基於歷史曝光,在大多數情況下,今天應該有很大不同。 惡性黑色素瘤的報告表明風險大約是預期比率的兩倍 (Dubrow 1986)。 雖然一些假設皮膚接觸對苯二酚可能與黑色素瘤有關(Nielson、Henriksen 和 Olsen,1996 年),但尚未在據報導大量接觸對苯二酚的對苯二酚製造廠中得到證實(Pifer 等人,1995 年)。 但是,應強調盡量減少皮膚與溶劑接觸的做法,尤其是在印版清潔中。
照片處理活動
暴露和代理
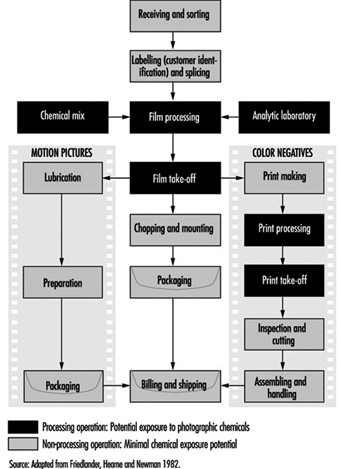
黑白或彩色膠片或相紙的攝影處理可以手動完成,也可以通過基本上全自動的大規模處理來完成。 工藝、化學品、工作條件(包括通風、衛生和個人防護裝備)和工作量的選擇都會影響職業環境的暴露類型和潛在健康問題。 表 3 列出了最有可能接觸關鍵照相化學品(如甲醛、氨、對苯二酚、乙酸和彩色顯影劑)的工作類型(即與沖洗相關的任務)。典型的照相沖洗和處理工作流程如圖 1 所示。
表 3. 具有化學暴露潛力的攝影處理任務
|
工作區域 |
具有暴露潛力的任務 |
|
化學混合 |
將化學品混合成溶液。 |
|
分析實驗室 |
處理樣品。 |
|
電影/印刷加工 |
使用顯影劑、硬化劑、漂白劑處理膠片和打印。 |
|
電影/印刷起飛 |
取出處理過的膠片和印刷品進行乾燥。 |
在最近設計的大容量處理單元中,工作流程中的一些步驟已經合併並自動化,從而減少了吸入和皮膚接觸的可能性。 幾十年來一直用作彩色圖像穩定劑的甲醛在照相產品中的濃度正在降低。 根據具體的過程和現場環境條件,其空氣濃度範圍可能從操作員呼吸區的不可檢測水平到機器乾燥器通風口的約 0.2 ppm。 在設備清潔、製作或補充穩定劑流體和卸載處理器期間以及在溢出情況下也可能發生接觸。
應該指出的是,雖然化學暴露一直是大多數攝影處理器健康研究的主要焦點,但其他工作環境方面,例如減少光線、材料處理和工作姿勢要求,也具有預防健康意義。
死亡風險
唯一公佈的攝影處理器死亡率監測表明該職業的死亡風險沒有增加(Friedlander、Hearne 和 Newman 1982)。 該研究涵蓋了美國的 15 個加工實驗室,並進行了更新以涵蓋 1995 年以上的隨訪(Pifer 2,000)。 應該指出的是,這是一項針對 1964 多名 70 年初積極工作的員工的研究,其中 15% 以上的員工當時在其專業領域至少工作了 31 年。 該小組被跟踪了 1994 年,一直到 31 年。這些員工職業生涯早期的許多暴露,例如四氯化碳、正丁胺和異丙胺,在三十多年前就已在實驗室中停止使用。 然而,現代實驗室中的許多關鍵暴露(即乙酸、甲醛和二氧化硫)在過去幾十年中也存在,儘管濃度高得多。 在 78 年的隨訪期間,標準化死亡率僅為預期的 0.78%(SMR 677),2,061 名工人中有 XNUMX 人死亡。 沒有個體死亡原因顯著增加。
該研究中的 464 名加工者的死亡率也有所降低,無論是與普通人群 (SMR 0.73) 還是與其他小時工 (SMR 0.83) 相比,並且任何死因都沒有顯著增加。 根據現有的流行病學信息,照片處理似乎不會增加死亡風險,即使在 1950 年代和 1960 年代可能存在的較高濃度暴露下也是如此。
肺病
文獻中很少有關於照相處理器肺部疾病的報導。 兩篇文章(Kipen 和 Lerman,1986 年;Hodgson 和 Parkinson,1986 年)描述了處理工作場所暴露的四種潛在肺部反應; 然而,兩者都沒有量化的環境暴露數據來評估測量的肺部發現。 在對該主題的唯一流行病學審查中,沒有發現因肺部疾病導致的長期疾病缺席增加(Friedlander、Hearne 和 Newman,1982 年); 然而,重要的是要注意,需要連續八天沒有生病才能在該研究中被捕獲。 看來,如果通風控制不當或混合過程中發生錯誤,導致敏感個體暴露於更高濃度的醋酸、二氧化硫和其他試劑,則會加重或引發呼吸道症狀,從而導致釋放不需要的濃度這些代理人。 然而,與工作相關的肺病病例在該職業中很少見報導(Hodgson 和 Parkinson,1986 年)。
急性和亞慢性影響
從 1930 年代末彩色化學品的首次使用開始,幾十年來一直有接觸性刺激性和過敏性皮炎在照相處理器中的報導。 其中許多案例發生在加工商接觸病毒的最初幾個月。 防護手套的使用和改進的處理過程大大減少了照相性皮炎。 含有一些光化學物質的眼睛可能會存在角膜損傷的風險。 洗眼程序培訓(用冷水沖洗眼睛至少 15 分鐘,然後就醫)和使用護目鏡對於照片處理器來說尤為重要,因為他們中的許多人可能在孤立和/或光線減弱的環境中工作。
關於快速周轉、大容量照相處理單元的操作,存在一些人體工程學問題。 安裝和拆卸大卷相紙可能會帶來上背部、肩部和頸部疾病的風險。 紙捲重 13.6 至 22.7 千克(30 至 50 磅),處理起來可能很笨拙,部分取決於機器的入口,這在緊湊的工作場所可能會受到影響。
通過適當的員工培訓、提供足夠的接觸輥的通道以及在加工區域的總體設計中考慮人為因素,可以防止員工受傷和勞損。
預防和及早發現影響的方法
防止皮炎、呼吸道刺激、急性損傷和人體工程學失調的發生,首先要認識到這些失調是可能發生的。 通過適當的工人信息(包括標籤、材料安全數據表、防護設備和健康保護培訓計劃)、定期對工作環境進行健康/安全審查和知情監督,可以強調預防。 此外,通過為工人健康報告提供醫療資源,結合有針對性的自願定期健康評估,在問卷中關注呼吸道和上肢症狀以及直接觀察暴露的皮膚區域以尋找工作跡象,可以促進疾病的早期識別。相關的皮炎。
由於甲醛是一種潛在的呼吸道致敏劑、強烈的刺激物和可能的致癌物,因此對每個工作場所進行評估以確定使用甲醛的位置(化學品庫存和材料安全數據表審查)、評估空氣濃度(如果材料表明)非常重要使用),以確定可能發生洩漏或溢出的位置,並估計可能溢出的數量和在最壞情況下產生的濃度。 應制定、顯著張貼、傳達並定期實施應急響應計劃。 在製定此類應急計劃時應諮詢健康和安全專家。
繁殖活動
代理和曝光
現代複印機通過玻璃罩(壓力通風系統)發出的紫外線輻射水平非常低,會產生一些噪音,並且在處理過程中可能會發出低濃度的臭氧。 這些機器使用碳粉,主要是炭黑(用於黑白打印機),在紙張或透明膠片上產生深色打印。 因此,影印操作員的潛在健康利益可能包括紫外線輻射、噪音、臭氧和可能的墨粉。 在舊機器中,碳粉在更換過程中可能是一個問題,儘管現代獨立墨盒已大大減少了潛在的呼吸和皮膚接觸。
通過複印機稿台玻璃發生的紫外線輻射暴露程度非常低。 複印機閃光的持續時間約為 250 微秒,連續複印每小時閃光約 4,200 次 - 該值可能因複印機而異。 玻璃壓板就位後,發射的波長范圍為 380 至約 396 nm。 UVB 通常不會由複印機閃光燈引起。 UVA 測量值最大記錄在玻璃板,平均約為 1.65 微焦耳/厘米2 每次閃光。 因此,連續運行的複印機每天復印約 8 份的最大 33,000 小時近紫外光譜曝光約為 0.05 焦耳/平方厘米2 在玻璃表面。 該值只是美國政府工業衛生學家會議 (ACGIH) 推薦的閾值限值的一小部分,並且似乎不存在可測量的健康風險,即使在如此誇大的暴露條件下也是如此。
應該注意的是,某些工人可能面臨更高的紫外線照射風險,包括那些有光敏條件的人、使用光敏劑/藥物的人和眼睛瞳孔受損(無晶狀體)的人。 作為一般預防措施,通常建議這些人盡量減少紫外線照射。
急性影響.
文獻沒有揭示許多與影印有意義相關的急性影響。 如果在通風不良的環境中運行,較舊、維護不充分的裝置可能會排放出可檢測到的臭氧濃度。 雖然在此類環境中工作人員曾報告出現眼睛和上呼吸道刺激症狀,但製造商對空間和通風的最低規格,加上較新的複印機技術,已從根本上消除了臭氧排放問題。
死亡風險。
沒有發現任何研究描述長期復印導致的死亡率或慢性健康風險。
預防和早期發現
只需遵循製造商的推薦用途,影印活動就不會帶來工作場所風險。 因大量使用複印機而出現症狀加重的個人應尋求健康和安全建議。
環境問題概述
主要環境問題
溶劑類
有機溶劑用於印刷行業的許多應用。 主要用途包括印刷機和其他設備的清潔溶劑、油墨中的增溶劑以及潤版液中的添加劑。 除了對揮發性有機化合物 (VOC) 排放的普遍擔憂外,一些潛在的溶劑成分可能會在環境中持久存在或具有很高的臭氧消耗潛力。
銀色
在黑白和彩色照片處理過程中,銀會釋放到某些處理溶液中。 了解銀的環境毒理學非常重要,這樣才能正確處理和處置這些溶液。 雖然游離銀離子對水生生物有劇毒,但其在復雜形式(如光處理廢水)中的毒性要低得多。 氯化銀、硫代硫酸銀和硫化銀是在照片處理中常見的銀形式,其毒性比硝酸銀低四個數量級以上。 銀對自然環境中的有機物質、泥土、粘土和其他物質具有很高的親和力,這減少了它對水生系統的潛在影響。 鑑於在光處理廢水或天然水中發現的游離銀離子含量極低,適用於絡合銀的控制技術足以保護環境。
其他照片處理廢水特性
攝影流出物的成分因所運行的過程而異:黑白、彩色反轉、彩色負片/正片或這些的某種組合。 水佔流出物體積的 90% 至 99%,其餘大部分是用作緩沖劑和固定劑(鹵化銀增溶劑)的無機鹽、鐵螯合物(例如乙二胺四乙酸)和有機分子用作顯影劑和抗氧化劑。 鐵和銀是存在的重要金屬。
固體垃圾
印刷、攝影和復制行業的每個組成部分都會產生固體廢物。 這可能包括紙板和塑料等包裝廢棄物、碳粉盒等消耗品或廢紙或膠片等運營產生的廢料。 工業固體廢物產生者面臨的壓力越來越大,促使企業仔細研究通過減少、再利用或回收來減少固體廢物的方案。
可租用的設備
設備在確定印刷、攝影和復制行業所用流程對環境的影響方面起著明顯的作用。 除此之外,對設備其他方面的審查也在增加。 一個例子是能源效率,它與能源生產對環境的影響有關。 另一個例子是“回收立法”,它要求製造商在其使用壽命結束後收回設備以進行適當處置。
控制技術
給定控制方法的有效性在很大程度上取決於設施的特定操作過程、設施的規模和必要的控制水平。
溶劑控制技術
可以通過多種方式減少溶劑的使用。 更易揮發的成分,例如異丙醇,可以用具有較低蒸氣壓的化合物代替。 在某些情況下,溶劑型油墨和水洗劑可以用水性材料代替。 許多印刷應用需要改進水性選項,以有效地與溶劑型材料競爭。 高固含量油墨技術還可以減少有機溶劑的使用。
可以通過降低潤版液或潤版液的溫度來減少溶劑排放。 在有限的應用中,溶劑可以被吸附在活性炭等吸附材料上,然後再利用。 在其他情況下,操作窗口過於嚴格,不允許直接重複使用捕獲的溶劑,但它們可能會被重新捕獲以在場外回收。 溶劑排放可能集中在冷凝器系統中。 這些系統由熱交換器和過濾器或靜電除塵器組成。 冷凝水在最終處理前通過油水分離器。
在較大的操作中,焚化爐(有時稱為加力燃燒器)可用於銷毀排放的溶劑。 鉑或其他貴金屬材料可用於催化熱過程。 非催化系統必須在較高溫度下運行,但對可能使催化劑中毒的過程不敏感。 熱回收通常是使非催化系統具有成本效益所必需的。
銀回收技術
從光流出物中回收銀的水平受回收經濟性和/或溶液排放法規的控制。 主要的銀回收技術包括電解、沉澱、金屬置換和離子交換。
在電解回收中,電流通過含銀溶液,銀金屬鍍在陰極上,通常是不銹鋼板。 通過彎曲、切碎或刮擦收集銀片,然後送至精煉廠進行再利用。 試圖將殘留溶液中的銀含量顯著降低至 200 mg/l 以下是無效的,並且會導致形成不需要的硫化銀或有毒的含硫副產物。 填充床電池能夠將銀減少到較低水平,但比具有二維電極的電池更複雜和昂貴。
銀可以通過與一些形成不溶性銀鹽的物質沉澱而從溶液中回收。 最常見的沉澱劑是三巰基三嗪三鈉 (TMT) 和各種硫化物鹽。 如果使用硫化鹽,必須小心避免產生劇毒的硫化氫。 TMT 是最近引入照片處理行業的一種本質上更安全的替代方法。 沉澱回收效率大於99%。
金屬替換墨盒 (MRC) 允許含銀溶液流過鐵金屬絲狀沉積物。 當鐵被氧化成離子可溶物質時,銀離子被還原成銀金屬。 金屬銀淤泥沉澱到墨盒底部。 MRC 不適用於污水中鐵含量高的地區。 該方法回收效率大於95%。
在離子交換中,陰離子硫代硫酸銀絡合物與樹脂床上的其他陰離子交換。 當樹脂床的容量耗盡時,通過用濃硫代硫酸鹽溶液剝離銀或在酸性條件下將銀轉化為硫化銀來再生額外的容量。 在控制良好的條件下,該技術可以將銀含量降低到 1 毫克/升以下。 然而,離子交換只能用於稀釋在銀和硫代硫酸鹽中的溶液。 如果進水的硫代硫酸鹽濃度太高,色譜柱對汽提非常敏感。 此外,該技術非常耗費人力和設備,使其在實踐中變得昂貴。
其他光流出物控制技術
處理攝影廢水的最具成本效益的方法是在二級廢物處理廠(通常稱為公有處理廠或 POTW)進行生物處理。 攝影污水的幾種成分或參數可能受到下水道排放許可證的管制。 除了銀,其他常見的調節參數包括 pH 值、化學需氧量、生物需氧量和總溶解固體。 多項研究表明,生物處理後的光處理廢物(包括合理回收銀後剩餘的少量銀)預計不會對接收水域產生不利影響。
其他技術已應用於照片處理廢物。 在世界一些地區實行在焚化爐、水泥窯或其他最終處置中進行處理的拖運。 一些實驗室通過蒸發或蒸餾減少要帶走的溶液體積。 其他氧化技術,如臭氧化、電解、化學氧化和濕空氣氧化,已應用於光處理廢水。
減少環境負擔的另一個主要來源是源頭減量。 隨著新一代產品進入市場,感光商品中每平方米的鍍銀量正在穩步下降。 隨著介質中銀含量的降低,處理給定膠片或紙張區域所需的化學品量也隨之減少。 溶液溢出的再生和再利用也減少了每張圖像的環境負擔。 例如,1996年加工20平方米彩紙所需彩色顯影劑用量不到1980年的XNUMX%。
固體廢物最小化
盡量減少固體廢物的願望正在鼓勵人們努力回收和再利用材料,而不是將它們丟棄在垃圾填埋場。 碳粉盒、膠片暗盒、一次性相機等都有回收計劃。 包裝的回收和再利用也變得越來越普遍。 更多的包裝和設備零件被貼上適當的標籤,以實現更有效的材料回收計劃。
環境的生命週期分析設計
上面討論的所有問題導致人們越來越多地考慮產品的整個生命週期,從自然資源的採購到產品的製造,再到處理這些產品的報廢問題。 兩個相關的分析工具,生命週期分析和環境設計,被用來將環境問題納入產品設計、開發和銷售的決策過程。 生命週期分析考慮了產品或過程的所有輸入和物質流,並試圖定量衡量不同選擇對環境的影響。 環境設計考慮了產品設計的各個方面,例如可回收性、可返工性等,以盡量減少生產或處置相關設備對環境的影響。
商業攝影實驗室
材料和加工操作
黑白處理
在黑白照相沖洗中,曝光後的膠片或相紙在暗室中從不透光的容器中取出,依次浸入顯影劑、停止浴和定影劑的水溶液中。 水洗後,薄膜或紙會乾燥並可以使用。 顯影劑將曝光的滷化銀還原為金屬銀。 停止浴是一種弱酸性溶液,可中和鹼性顯影劑並停止鹵化銀的進一步還原。 定影液與未曝光的滷化銀形成可溶性複合物,隨後在洗滌過程中與各種水溶性鹽、緩沖劑和鹵化物離子一起從乳劑中去除。
顏色處理
彩色處理比黑白處理更複雜,處理大多數類型的彩色膠片、透明膠片和紙張需要額外的步驟。 簡而言之,不是像黑白電影那樣只有一層鹵化銀,而是三層疊加的銀底片; 即,為三個感光層中的每一個產生銀負片。 與彩色顯影劑接觸時,曝光的滷化銀轉化為金屬銀,而氧化的顯影劑與每一層中的特定成色劑發生反應,形成染料圖像。
顏色處理的另一個區別是使用漂白劑通過氧化劑將金屬銀轉化為鹵化銀,從而從乳劑中去除不需要的金屬銀。 隨後,鹵化銀轉化為可溶性銀絡合物,然後像黑白沖洗一樣通過洗滌去除銀絡合物。 此外,顏色處理程序和材料根據是否正在形成彩色透明膠片或是否正在處理彩色負片和彩色照片而有所不同。
一般加工設計
因此,照片處理的基本步驟包括將曝光的膠片或相紙通過一系列手動或機器處理器的處理槽。 儘管各個過程可能不同,但在照片處理中使用的程序和設備類型方面存在相似之處。 例如,將有一個化學品和原材料的儲存區,以及處理和分揀傳入的曝光攝影材料的設施。 設施和設備是測量、稱重和混合加工化學品以及將這些溶液供應到各種加工罐所必需的。 此外,還使用各種泵送和計量裝置將處理溶液輸送到罐中。 專業或沖印實驗室通常會使用更大、更自動化的設備來處理膠片或紙張。 為了生產出一致的產品,處理器受到溫度控制,並且在大多數情況下,當敏化產品通過處理器運行時,會補充新鮮化學品。
較大的操作可能有質量控制實驗室,用於化學測定和測量所生產材料的照相質量。 儘管使用包裝好的化學製劑可以消除測量、稱重和維護質量控制實驗室的需要,但許多大型照片處理設施更願意從大量的化學成分中混合自己的處理溶液。
在材料加工和乾燥之後,可能會在成品上塗上保護漆或塗層,並且可能會進行薄膜清潔操作。 最後,對材料進行檢查、包裝並準備運送給客戶。
潛在危害及其預防
獨特的暗室危害
商業攝影處理中的潛在危害與其他類型的化學操作相似; 然而,一個獨特的特點是要求某些部分的處理操作在黑暗中進行。 因此,加工操作員必須充分了解設備及其潛在危險,以及發生事故時的預防措施。 安全燈或紅外護目鏡可用,可用於為操作員安全提供充足的照明。 必須封閉所有機械元件和帶電電氣部件,並且必須覆蓋投影機部件。 應安裝安全鎖以確保光線不會進入暗室,並且應設計成允許人員自由通行。
皮膚和眼睛危害
由於不同供應商使用的配方各不相同,而且包裝和混合光處理化學品的方法也各不相同,因此只能對存在的化學危害類型進行一些概括。 可能會遇到各種強酸和腐蝕性物質,尤其是在儲存和混合區域。 許多照片處理化學品對皮膚和眼睛有刺激性,在某些情況下,直接接觸後可能會導致皮膚或眼睛灼傷。 光處理中最常見的健康問題是接觸性皮炎的可能性,最常見的原因是皮膚接觸鹼性顯影劑溶液。 皮炎可能是由於鹼性或酸性溶液引起的刺激,或者在某些情況下,是由於皮膚過敏。
顯色劑是水溶液,通常含有以下物質的衍生物 p-苯二胺,而黑白顯影劑通常含有 p-甲基氨基苯酚硫酸鹽(也稱為 Metol 或 KODAK ELON 顯影劑)和/或氫醌。 與黑白顯影劑相比,彩色顯影劑是更有效的皮膚致敏劑和刺激物,並且還可能引起苔蘚樣反應。 此外,在一些光處理溶液中還發現了其他皮膚致敏劑,例如甲醛、硫酸羥胺和 S-(2-(二甲基氨基)-乙基)-異硫脲二鹽酸鹽。 反復和長時間接觸加工溶液後更容易發生皮膚過敏。 已有皮膚病或皮膚過敏的人通常更容易受到化學品對皮膚的影響。
避免皮膚接觸是照片處理領域的一個重要目標。 建議使用氯丁橡膠手套以減少皮膚接觸,尤其是在遇到濃度更高的溶液的混合區域。 或者,當不需要長時間接觸光化學物質時,可以使用丁腈手套。 手套應足夠厚以防止撕裂和滲漏,並應經常檢查和清潔,最好用非鹼性洗手液徹底清洗內外表面。 特別重要的是,在修理或清潔水箱和機架組件等過程中,為維護人員提供防護手套,因為它們可能會被化學沉積物覆蓋。 隔離霜不適合與光化學物質一起使用,因為它們並非對所有光化學物質都是不可滲透的,並且可能會污染加工溶液。 在暗室中應穿戴防護圍裙或實驗室外套,並希望經常清洗工作服。 對於所有可重複使用的防護服,使用者應在每次使用後尋找滲透或降解的跡象,並酌情更換防護服。 還應使用護目鏡和麵罩,尤其是在處理濃縮光化學物質的區域。
如果照片處理化學品接觸到皮膚,則應該用大量的水快速沖洗受影響的區域。 由於顯影劑等材料呈鹼性,因此使用非鹼性洗手液(pH 值為 5.0 至 5.5)清洗可降低患上皮炎的可能性。 如果有任何化學品污染,應立即更換衣服,並立即清理溢出物或飛濺物。 洗手設施和沖洗眼睛的設備在混合和加工區域尤為重要。 還應提供緊急淋浴設施。
吸入危害
除了潛在的皮膚和眼睛危害外,某些照片處理溶液排放的氣體或蒸汽可能會造成吸入危害,並會產生難聞的氣味,尤其是在通風不良的區域。 一些顏色處理溶液可能會釋放蒸汽,例如乙酸、三乙醇胺和苯甲醇,或氣體,例如氨氣、甲醛和二氧化硫。 這些氣體或蒸氣可能會刺激呼吸道和眼睛,或者在某些情況下可能會導致其他與健康相關的影響。 這些氣體或蒸氣對健康的潛在影響取決於濃度,通常只有在超過職業接觸限值的濃度下才能觀察到。 然而,由於個體易感性存在很大差異,某些個體(例如,患有哮喘等既往疾病的人)可能會在低於職業接觸限值的濃度下受到影響。
由於化學物質的低氣味閾值,某些光化學物質可能會被氣味檢測到。 雖然化學品的氣味不一定表明存在健康危害,但強烈的氣味或強度增加的氣味可能表明通風系統不充分,應進行檢查。
適當的照片處理通風包括一般稀釋和局部排氣,以每小時可接受的速率交換空氣。 良好的通風提供了使工作環境更舒適的額外好處。 所需的通風量因房間條件、處理輸出、特定處理器和處理化學品而異。 可以諮詢通風工程師以確保房間和局部排氣通風系統的最佳運行。 罐裝溶液的高溫處理和氮爆攪拌可能會增加某些化學品向環境空氣的釋放。 處理器速度、溶液溫度和溶液攪拌應設置在最低合適的性能水平,以減少氣體或蒸汽從加工罐中釋放的可能性。
一般房間通風——例如,4.25 m3/min 供應和 4.8 m3/min 排氣量(相當於 10 x 3 x 3 米的房間每小時換氣 3 次),室外空氣補給率最低為 0.15 m3/分鐘每米2 佔地面積——對於進行基本照片處理的攝影師來說通常足夠了。 高於供應速率的排氣速率會在房間內產生負壓,並減少氣體或蒸汽逸出到相鄰區域的機會。 廢氣應排放到建築物外,以避免在建築物內重新分佈潛在的空氣污染物。 如果處理器槽是封閉的並且有排氣裝置(見圖 1),則可能會降低最小供氣量和排氣量。
圖 1. 封閉式機器通風
某些操作(例如,調色、膠片清潔、混合操作和特殊處理程序)可能需要輔助局部排氣通風或呼吸保護。 局部排氣很重要,因為它可以降低空氣中污染物的濃度,否則這些污染物可能會被一般稀釋通風系統再循環。
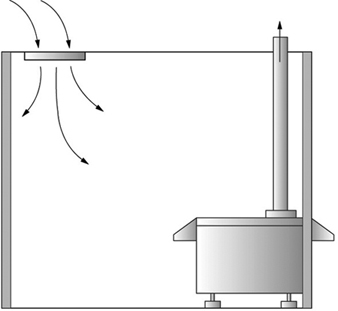
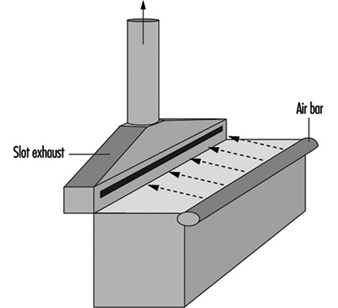
一些儲罐可使用橫向槽式通風系統抽取儲罐表面的蒸汽或氣體。 如果設計和操作正確,側向槽式排氣裝置會將乾淨的空氣吸入整個儲罐,並從操作員的呼吸區和處理罐的表面去除污染的空氣。 推拉式橫向槽式排氣裝置是最有效的系統(見圖 2)。
圖 2. 採用“推拉式”通風的開放式水箱
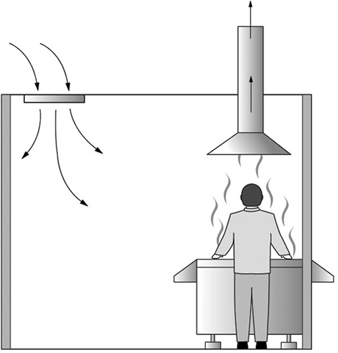
不推薦使用罩式或頂篷式排氣系統(見圖 3),因為操作員經常將頭靠在油箱上,頭在罩子下面。 在這個位置,罩將蒸汽或氣體吸入操作員的呼吸區。
圖 3. 頂篷排氣
帶有連接到混合罐固定部分的局部排氣裝置的分體罐蓋可用於補充混合區域的一般房間通風。 應使用罐蓋(緊密蓋或浮蓋)防止潛在的空氣污染物從儲罐和其他罐中釋放出來。 可以在罐蓋上安裝一個靈活的排氣裝置,以便於去除揮發性化學物質(見圖 4)。 適當時,應使用允許將多組分產品的各個部分直接添加到處理器中並隨後在處理器中混合的自動混合器,因為它們減少了操作員接觸光化學物質的可能性。
圖 4. 化學品混合罐排氣
混合乾化學品時,應輕輕倒空容器,以盡量減少空氣中的化學粉塵。 桌子、長凳、架子和壁架應經常用水沾濕的布擦拭,以防止殘留的化學粉塵積聚並隨後飄散到空氣中。
設施和運營設計
可能被化學品污染的表面應構造成允許用水沖洗。 應為地漏做好充分準備,特別是在儲存、混合和加工區域。 由於存在洩漏或溢出的可能性,因此應對光化學物質進行遏制、中和和適當處置的安排。 由於地板有時可能會弄濕,出於安全考慮,應在可能弄濕的區域周圍的地板上覆蓋防滑膠帶或油漆。 還應考慮潛在的電氣危險。 對於在水中或靠近水的地方使用的電氣設備,應使用接地故障斷路器和適當的接地裝置。
作為一般規則,光化學物質應儲存在陰涼(溫度不低於 4.4 °C)、乾燥(相對濕度在 35 至 50% 之間)、通風良好的區域,以便於清點和檢索。 應積極管理化學品庫存,以盡量減少儲存的危險化學品數量,並確保材料不會超過有效期儲存。 所有容器都應貼上適當的標籤。
化學品的儲存應盡量減少儲存和取回過程中容器破損的可能性。 化學品容器不應存放在容易翻倒的地方、高於視線的地方或人員必須伸長才能拿到的地方。 大多數危險材料應存放在低水平和堅固的基礎上,以避免可能破損和濺到皮膚或眼睛上。 如果意外混合,可能會導致火災、爆炸或有毒化學品釋放的化學品應隔離。 例如,強酸、強鹼、還原劑、氧化劑和有機化學品應分開存放。
易燃和可燃液體應儲存在認可的容器和儲藏櫃中。 儲存區應保持涼爽,禁止吸煙、明火、加熱器或任何可能導致意外著火的物品。 在轉運操作中,應確保容器正確連接和接地。 易燃和可燃材料的儲存和處理區域的設計和操作應符合適用的防火和電氣規範。
只要有可能,應使用計量泵而不是傾倒來分配溶劑和液體。 不允許用嘴吸取濃縮溶液和建立虹吸管。 使用預先稱重或預先測量的製劑可以簡化操作並減少發生事故的機會。 必須仔細維護所有泵和管路以避免洩漏。
在照片沖印區應始終保持良好的個人衛生習慣。 切勿將化學品放入飲料或食品容器中,反之亦然; 只能使用專門用於盛放化學品的容器。 切勿將食物或飲料帶入使用化學品的區域,化學品不應存放在用於食物的冰箱中。 處理化學品後,應徹底清洗雙手,尤其是在進食或喝水之前。
培訓與教育
所有人員,包括維護人員和內務管理人員,都應接受與其工作任務相關的安全程序培訓。 面向所有人員的教育計劃對於促進安全工作實踐和預防事故至關重要。 教育計劃應在人員獲准工作之前進行,此後定期進行,並在工作場所出現新的潛在危險時進行。
總結
安全使用照片處理化學品的關鍵是了解暴露的潛在危害並將風險控制在可接受的水平。 控制照片處理中潛在職業危害的風險管理策略應包括:
- 為工作人員提供有關工作場所潛在危險和安全程序的培訓,
- 鼓勵人員閱讀和理解危險通信工具(例如,安全數據表和產品標籤),
- 保持工作場所清潔和良好的個人衛生,
- 確保處理器和其他設備的安裝、操作和維護符合製造商的規格,
- 在可能的情況下,用危害較小或氣味較小的化學品代替,
- 在適用的情況下使用工程控制(例如,一般和局部排氣通風系統),
- 必要時使用防護裝備(例如防護手套、護目鏡或面罩),
- 建立程序以確保任何有受傷跡象的人都能得到及時的醫療救助,以及
- 考慮將員工的環境暴露監測和健康監測作為有效風險管理策略的驗證。
關於黑白處理的附加信息在 娛樂和藝術 章。
概況
傳統上,家具工廠位於歐洲和北美。 隨著工業化國家勞動力成本的增加,更多勞動密集型的家俱生產轉移到遠東國家。 除非能夠開發出更多的自動化設備,否則這種運動很可能會繼續下去。
大多數家具製造商都是小型企業。 例如,在美國,木家具行業大約 86% 的工廠員工人數少於 50 人 (EPA 1995); 這代表了國際形勢。
美國的木工行業負責製造家庭、辦公室、商店、公共建築和餐廳的家具和固定裝置。 木工行業屬於美國人口普查局標準行業分類 (SIC) 代碼 25(相當於國際 SIC 代碼 33),包括: 木製家用家具,例如床、桌子、椅子和書架; 木質電視櫃和收音機櫃; 木製辦公家具,如櫥櫃、椅子和桌子; 以及木製辦公室和商店固定裝置和隔板,例如吧台固定裝置、櫃檯、儲物櫃和貨架。
由於組裝家具的生產線成本高昂,因此大多數製造商不會提供特別多的產品。 製造商可能專注於製造的產品、產品組或生產過程 (EPA 1995)。
更多...
木工工藝
就本文而言,木工行業的流程將被視為從從鋸木廠接收加工後的木材開始,一直持續到成品木製品或產品的運輸。 處理木材的早期階段在章節中進行了處理 林業 和 木材業.
木工行業生產家具和各種建築材料,從膠合板地板到木瓦。 本文涵蓋用於生產木製品的木材加工的主要階段,即天然木材或人造板的機加工、機加工零件的組裝和表面處理(例如,塗漆、染色、塗漆、貼面等) . 圖 1 是木製家具製造的流程圖,幾乎涵蓋了這些流程的全部範圍。
圖 1. 木製家具製造流程圖

烘乾。 一些家具製造廠可能會購買乾燥的木材,但其他製造廠則使用由鍋爐燃燒的干燥窯或烤箱在現場進行乾燥。 通常木材廢料是燃料。
加工。 木材乾燥後,將其鋸切或以其他方式加工成最終家具部件的形狀,例如桌腿。 在正常的工廠中,木材庫存從粗鉋機移動到切斷鋸、縱鋸、精鉋機、模壓機、車床、台鋸、帶鋸、刳鉋機、成型機、鑽孔機和榫眼機,雕刻機,然後是各種砂光機。
木材可以用各種手工工具進行手工雕刻/加工,包括鑿子、銼刀、銼刀、手鋸、砂紙等。
在許多情況下,家具件的設計需要彎曲某些木製部件。 這發生在刨削過程之後,通常涉及施加壓力以及軟化劑(例如水)和增加的大氣壓力。 彎曲成所需形狀後,將工件乾燥以去除多餘的水分。
部件。 木製家具可以完成然後組裝,也可以相反。 由不規則形狀的組件製成的家具通常是組裝然後完成的。
組裝過程通常涉及使用粘合劑(合成或天然)結合其他連接方法,例如釘子,然後是貼面。 將購買的單板修整成正確的尺寸和圖案,並粘合到購買的刨花板上。
組裝後,檢查家具部件以確保表面光滑以進行精加工。
預整理。 初步打磨後,通過噴灑、用海綿擦拭或用水浸漬家具部件,使木纖維膨脹並“凸起”,從而獲得更光滑的表面。 表面乾燥後,塗上膠水或樹脂溶液並晾乾。 然後將凸起的纖維打磨以形成光滑的表面。
如果木材中含有鬆香,這會影響某些飾面的效果,則可以使用丙酮和氨水的混合物來去除松香。 然後通過噴灑、用海綿擦拭或將木材浸入漂白劑(例如過氧化氫)中來漂白木材。
表面處理。 表面處理可能涉及使用多種塗層。 這些塗層在產品組裝後或在組裝前的平線操作中應用。 塗料通常包括填料、著色劑、釉料、密封劑、漆、油漆、清漆和其他飾面。 塗層可以通過噴塗、刷塗、墊塗、浸漬、輥塗或流塗機施加。
塗料可以是溶劑型或水基的。 油漆可能包含多種顏料,具體取決於所需的顏色。
危害和注意事項
加工安全
木工製造業存在許多一般工業常見的安全和健康危害,其中極其危險的設備和操作所佔比例遠高於大多數行業。 因此,安全需要員工不斷注意安全工作習慣、警惕監督以及雇主維護安全工作環境。
儘管在許多情況下購買的木工機械和設備可能沒有必要的防護裝置和其他安全裝置,但管理層有責任在使用此類機械和設備之前提供充分的保護措施。 另請參見文章“銑鉋機”和“刨木機”。
鋸床。 應讓員工了解正確使用各種木工鋸所需的安全操作規範(見圖 2 和圖 3)。
圖 2. 帶鋸
具體指引如下:
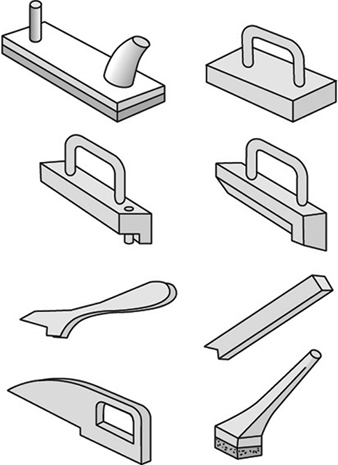
1. 給台鋸送料時,手必須遠離切割線。 沒有防護裝置可以阻止人的手跟隨原料進入鋸中。 在鋸附近使用柵欄規進行切割時,必須使用推桿或合適的夾具來完成切割。 見圖 4。
圖 4. 推桿
2. 鋸條的位置必須盡量減少其在原料上方的突出量; 刀片越低,回扣的機會就越少。 最好站在被撕裂的股票線之外。 建議使用厚皮圍裙或其他腹部防護裝置。
3.徒手鋸總是危險的。 庫存必須始終靠在量規或柵欄上。 見圖 3。
4. 鋸子必須適合工作。 例如,使用未配備無回扣裝置的台鋸進行切割是一種不安全的做法。 建議使用回扣圍裙。
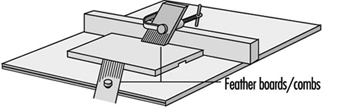
5. 可以通過將墊板夾在量規和鋸之間的工作台上並用它來引導庫存,從而避免因量規側間隙狹窄而拆除防護罩的危險做法。 絕不允許員工繞過警衛。 在無法使用標準防護裝置的地方,必須提供梳子、羽毛板(見圖 5)或合適的夾具。
圖 5. 羽毛板和梳子
6. 應避免在台鋸上橫切長板,因為操作員需要在鋸片附近使用相當大的手壓。 此外,伸出桌子之外的木板可能會被人或卡車撞到。 應在具有足夠支撐台的擺動拉鋸或搖臂鋸上橫切長料。
7. 應在專用動力送料機上完成的工作,不應在通用手搖送料機上完成。
8.要在不取下防護裝置的情況下設置台鋸的規格,永久性標記應指定桌面上的切割線。
9. 在調整刀片或圍欄之前讓設備完全停止並在更換刀片時斷開電源被認為是安全的做法。
10. 應使用刷子或木棍清除鋸子上的鋸末和碎屑。
台鋸也稱為各種鋸,因為它可以執行多種鋸切功能。 出於這個原因,操作員應該擁有多種防護裝置,因為沒有一種防護裝置可以保護所有功能。 見圖 3。
切割機。 如果沒有充分保護和始終保持尊重和警惕,切割機也可能是危險的。 切削工具應保持良好的鋒利並在其主軸上正確平衡。
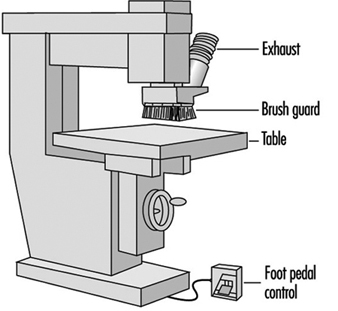
圖 6 所示的刳鉋機有一個刷子防護罩。 其他路由器可能有一個環形護罩,一個環繞路由器鑽頭的圓形護罩。 防護裝置的目的是讓手遠離切削鑽頭。 計算機數控 (CNC) 路由器可能有多個位並且是高產量機器。 在 CNC 機器上,操作員的手遠離鑽頭區域。 然而,另一個問題是大量的木屑。 另見文章“路由機器”。
圖 6. 路由器
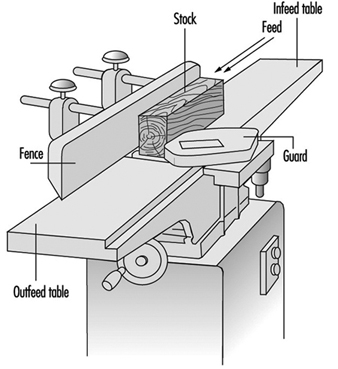
刨床或刨床的防護主要是使操作者的手遠離旋刀。 “羊排”式防護裝置僅允許切割原料的刀具部分暴露(見圖 7)。 柵欄後刀的外露部分也應加以保護。
圖 7. 接頭
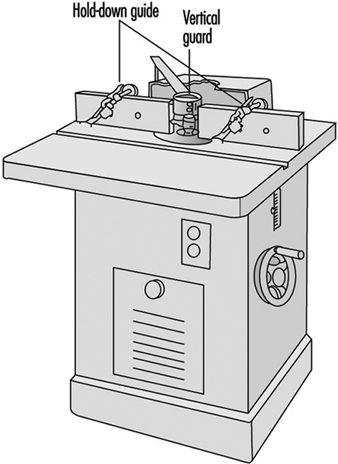
整形器是一種潛在的非常危險的機器(見圖 8)。 如果成型刀與刀桿上的上下套環分離,則可能會用很大的力將它們拋出。 此外,庫存必須經常靠近刀具。 這種保持必須用夾具而不是操作者的手來完成。 羽毛板可用於將股票靠在桌子上。 應盡可能使用環形或碟形防護裝置。 碟形護罩是一個圓形、扁平的塑料圓盤,水平安裝在成型刀上方的心軸上。
圖 8. 整形器
車床應由護罩保護,因為存在從機器上拋出毛坯的危險。 參見圖 9。將護罩與電機互鎖是一個很好的做法,這樣除非護罩就位,否則車床無法運行。
圖 9. 車床
Ripsaw 應安裝防反沖手指,以防止原料反轉其方向並撞擊操作員。 參見圖 10。此外,如果確實發生反沖,操作員還應佩戴帶襯墊的圍裙以減輕影響。
圖 10. Ripsaw
因為搖臂鋸片可以側向傾斜,所以必須使用不會壓入鋸片的護罩。 見圖 11。
圖 11. 搖臂鋸
砂光機。 使用皮帶、jitterbug、圓盤、滾筒或軌道砂光機打磨機加工的原料。 在砂帶中產生咬合點。 參見圖 12。通常這些夾點可以用罩子保護,罩子也將是除塵系統的一部分。
圖 12. 打磨機
機護。 圖 13 說明防護裝置和接觸點之間的開口必須隨著距離的減小而減小。
圖 13. 警衛與操作點之間的距離
各種機器安全問題。 必須注意,使用庫存夾緊/固定裝置不會造成額外的危險。
大多數木工機器都需要操作員(和助手)佩戴護目鏡。
員工用壓縮空氣吹掉身上的灰塵是很常見的做法。 應警告他們將氣壓保持在 30 psi 以下,並避免吹入眼睛或切開傷口。
木屑危害
產生木屑的機器應配備集塵系統。 如果排氣系統不足以處理木屑,操作員可能需要佩戴防塵口罩。 國際癌症研究機構 (IARC) 現已確定“有足夠的證據表明木屑對人類具有致癌性”,並且“木屑對人類具有致癌性(第 1 類)”。 其他研究表明,木屑可能會刺激眼睛、鼻子和喉嚨的粘膜。 一些有毒木材的致病性更強,可能會產生過敏反應,偶爾還會引起肺部疾病和全身中毒。 見表 1。
表 1. 有毒、致敏和生物活性木材品種
|
學名 |
選定的商業名稱 |
家庭 |
健康損害 |
|
歐洲銀冷杉 Mill (A. pectinata DC) |
銀杉 |
松科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
刺槐 屬. |
澳洲黑木 |
含羞草科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
宏碁 屬. |
楓木色 |
槭科 |
皮炎 |
|
紅豆 哈姆斯. |
Afrormosia, kokrodua, asamala, obang, oleo pardo, bohele, mohole |
蝶形花科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
非洲楸樹 史密斯 |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, hintsy |
紫檀科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
巴西無花果 米爾斯 |
Pao、marfim、granadillo |
茄科 |
皮炎 |
|
臭椿 磨 |
中國漆樹 |
苦木科 |
皮炎 |
|
鐮刀合歡 靠山 |
亞坦扎 |
含羞草科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; |
|
阿爾努斯 屬. |
榿木 |
樺木科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
阿米瑞斯 屬. |
委內瑞拉或西印度檀香木 |
芸香科 |
皮炎; 毒性作用 |
|
Anacardium occidentale L. |
腰果 |
漆樹科 |
皮炎 |
|
安地拉阿拉羅巴 阿吉亞爾. (Vataireopsis araroba 鴨) |
紅甘藍樹 |
蝶形花科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
厭食症 屬. |
厭食症 |
槐科 |
結膜炎-鼻炎; 哮喘 |
|
Apuleia molaris 雲杉 (A. leiocarpa 麥克布賴德) |
紅木 |
紫檀科 |
皮炎; 毒性作用 |
|
南洋杉 O. 克策 |
巴拉那松、南洋杉 |
南洋杉科 |
毒性作用 |
|
無子子綱 屬. |
紅佩羅巴 |
夾竹桃科 |
皮炎; 結膜炎- |
|
星核 屬. |
棕櫚 |
棕櫚科 |
皮炎; 毒性作用 |
|
金銀花 皮埃爾 |
加蓬桃花心木 |
柏科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎 |
|
剛果桔梗 |
Mukulungu、autracon、elang、bouanga、kulungu |
槐科 |
皮炎 |
|
桿菌屬 屬. (星核 屬.) |
棕櫚 |
棕櫚科 |
皮炎; 毒性作用 |
|
荷葉木 英格. |
瓜坦布, 古坦布布蘭科 |
芸香科 |
皮炎 |
|
紫薇 本斯. |
阿卡普拉納 |
紫檀科 |
毒性作用 |
|
小蘗尋常型 L. |
小蘗 |
小蘗 |
毒性作用 |
|
樺 屬. |
樺木 |
樺木科 |
皮炎 |
|
白粉蝨 F.穆爾。 |
玫瑰花胡桃 |
漆樹科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
木棉 斯普拉格 |
康德羅提,一個人 |
木棉科 |
皮炎 |
|
弓形蟲屬 屬. |
黑色sucupira |
蝶形花科 |
皮炎 |
|
哈氏短尾藻 籠. |
木呼呼 |
菊科 |
皮炎 |
|
布羅尼亞 屬. |
莫隆龐加迪 |
茜草科 |
皮炎 |
|
大紅花 屬. |
蛇紋木、字母木、虎紋木 |
桑科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
黑鱸 DC. (美洲紫檀 Sw.) |
棕烏木、綠烏木、牙買加烏木、熱帶美洲烏木 |
蝶形花科 |
皮炎 |
|
北美紅楊(Buxus sempervirens) L. |
歐洲黃楊木,東倫敦灣,開普灣。 |
虎尾草科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
紫錐菊 林. (紫花桂蘭 斯普倫.) |
巴西木 |
紫檀科 |
皮炎; 毒性作用 |
|
柱狀槐樹 F.穆爾. |
白柏松 |
柏科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
海藻 屬. |
聖瑪麗亞、jacareuba、kurahura、galba |
珍珠菜科 |
皮炎; 毒性作用 |
|
樟樹 本斯. |
阿卡普拉納 |
紫檀科 |
毒性作用 |
|
鵝betulus |
鵝耳櫪 |
樺木科 |
皮炎 |
|
決明子 拉姆克. |
塔加亞桑、芒十、喬哈爾 |
紫檀科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
板栗 博爾赫 |
栗子,甜栗子 |
菊科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
栗子 A. 庫恩. |
黑豆、澳大利亞或摩頓灣板栗 |
蝶形花科 |
皮炎 |
|
雪松屬 屬. (香椿 屬.) |
紅雪松、澳大利亞雪松 |
楝科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
雪松 (Roxb. ex. Lamb.) G. Don |
杜達 |
松科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
紫荊花 德維爾德. |
迪亞尼亞 |
榆科 |
皮炎 |
|
葉綠藻 本斯。 和鉤子 I. |
Iroko、gelbholz、yellowood、kambala、mvule、odum、moule、非洲柚木、abang、tatajuba、fustic、mora |
桑科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎 |
|
羽絨被 屬. |
錫蘭緞木 |
芸香科 |
皮炎; 毒性作用 |
|
大金藻 屬. |
納賈拉 |
槐科 |
皮炎 |
|
樟樹 內斯和伊拜姆 |
亞洲樟木、肉桂 |
月桂科 |
毒性作用 |
|
銀杏 懷特和弗朗西斯 |
毒核桃 |
月桂科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
淚珠 (A. Rich.) de Laub。 |
新西蘭白松 |
羅漢松科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
柏木 索蘭 |
森必洛,瑞木 |
羅漢松科 |
結膜炎 - 鼻炎; 哮喘 |
|
狹竹指枝藻 奧利夫. |
Jong Kong、Merebong、medang tabak |
野牡丹科 |
毒性作用 |
|
黃檀 屬. |
黑人 |
蝶形花科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; |
|
二氧化鋁 屬. |
嗯嗯嗯 |
紫檀科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
柿 屬. |
烏木、非洲烏木 |
皂莢科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
龍腦香 屬. |
Keruing、gurjum、yang、keruing |
龍腦香科 |
皮炎 |
|
本塞姆氏馬齒莧 保釋金. |
Movingui、ayan、anyaran、尼日利亞緞木 |
紫檀科 |
皮炎 |
|
鐵木屬 屬. |
紅木、木板、紅豆 |
楝科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
穆勒氏 D. muelleri 本斯. |
玫瑰紅木 |
||
|
紫草 神父全部。 (網狀扁桃體 本斯.) |
溫哈蒂科 |
含羞草科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
內參 屬. |
蒂亞馬 |
楝科 |
皮炎; |
|
幾內亞紅藻 G. 唐 |
大理、米桑達、埃隆、馬桑達、酸檀木、額潤、紅水樹 |
紫檀科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
紫竹 英格. |
保證金 |
芸香科 |
皮炎 |
|
桉樹 屬. |
|
桃金孃科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
擬南芥 樞紐. |
黃楊木 |
芸香科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
非洲錦囊 M.精氨酸. (非洲螺竹 砂色) |
非洲檀香、tabootie、geor、蘆薈、blind-your-eye |
大戟科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
法加拉 屬. |
黃砂光機、西印度緞木、阿特拉斯木、olon、bongo、mbanza |
芸香科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
水青岡 屬. (山毛櫸 屬.) |
櫸木 |
菊科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
榕樹 (莫利納) 約翰斯頓 |
阿勒斯 |
柏科 |
皮炎 |
|
南洋杉 R. Br。 |
澳洲柚木、昆士蘭楓木、楓木 |
芸香科 |
皮炎 |
|
白臘 屬. |
灰色 |
木犀科 |
皮炎 |
|
谷氨酸 屬. |
Rengas,谷氨酸 |
漆樹科 |
皮炎; 毒性作用 |
|
角藻 E.梅伊. |
克尼斯納黃楊木,卡馬西 |
夾竹桃科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
蛺蝶 保釋金. |
拉明、梅拉維斯、阿肯尼亞 |
螺科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎 |
|
Gossweilerodendron balsamiferum (維爾姆.) 哈姆斯. |
尼日利亞雪松 |
紫檀科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
羅布斯塔·格雷維爾(Robusta grevillea) A. 庫恩. |
絲滑橡木 |
科 |
皮炎 |
|
癒創木瓜 L. |
癒創木,木脂 |
棗科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
瓜雷亞 屬. |
老闆 |
楝科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
硬木哈爾福 F.穆爾. |
藏紅花心 |
科 |
皮炎; 過敏性外源性肺泡炎 |
|
埃爾南迪亞 屬. |
米羅博蘭、托波利特 |
疝氣科 |
皮炎 |
|
沙門氏菌 L. |
沙灘蘋果 |
大戟科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
八角蓮 F.穆爾。 |
莫克、埃德爾柚木 |
槐科 |
皮炎 |
|
藍花anda屬 屬. |
藍花anda屬 |
紫葳科 |
皮炎 |
|
胡桃 屬. |
核桃 |
胡桃科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
ipe藜 L. |
|
柏科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
卡亞花斑藻 CDC. |
Ogwango、非洲桃花心木、克拉拉 |
楝科 |
皮炎; 過敏性外源性肺泡炎 |
|
金蓮花 梅迪奇. (金銀花 L.) |
金蓮花 |
蝶形花科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
興安 屬. |
落葉松 |
松科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
楓香 L. |
Amberbaum, 緞面-nussbaum |
金縷梅科 |
皮炎 |
|
鵝掌楸 L. |
美國白木、鬱金香樹 |
木蘭科 |
皮炎 |
|
火龍果 哈姆斯。 (L. klaineana 皮埃爾) |
Dibetou,非洲胡桃木,apopo,虎木,邊 |
楝科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
盧庫馬 屬. (普特里亞 屬.) |
瓜佩瓦,阿比烏拉納 |
槐科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
馬巴黑鱸 懷特. |
望加錫 |
皂莢科 |
皮炎 |
|
花梗 沃格. |
嘉湖 |
蝶形花科 |
皮炎 |
|
曼索尼亞 A. 雪佛蘭. |
尼日利亞核桃 |
梧桐科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
黑木蘭 艙壁 |
布勞納,布勞納 |
紫檀科 |
皮炎 |
|
布拉柴維爾微藻 A. 雪佛蘭. |
非洲斑馬木 |
紫檀科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
雞血藤 德維爾德. |
閣 |
蝶形花科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; |
|
含羞草 屬. (馬尼卡拉 屬.) |
穆拉皮蘭加 |
槐科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; |
|
帽柱木 奧布爾。 和佩爾. |
Vuku,非洲楊樹 |
茜草科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; |
|
龍舌蘭 美林 (迪德里氏石首魚 德維爾德.) |
Bilinga、opepe、kussia、badi、西非黃楊木 |
茜草科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
罌粟花 R.卡普龍 |
Kotibé、danta、epro、otutu、ovové、aborbora |
椴樹科 |
毒性作用 |
|
奧科泰亞 屬. |
臭木 |
月桂科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
副腫瘤 屬. |
|
紫葳科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
水族館 屬. |
|
薔薇科 |
皮炎 |
|
佩爾托吉尼 屬. |
藍木,紫心 |
紫檀科 |
毒性作用 |
|
葉下珠 FvM. |
Lignum vitae, chow way, 拖車戰爭 |
大戟科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
雲杉 屬. |
歐洲雲杉、白木 |
松科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎 |
|
松 屬. |
松樹 |
松科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
非洲番荔枝 鉤子. |
達貝馬、達霍馬、埃希米 |
含羞草科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
懸鈴木 屬. |
機 |
懸鈴木科 |
皮炎 |
|
番荔枝屬 屬. |
陶恩 |
科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
胡楊 屬. |
白楊 |
水楊科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
銀杏 DC |
腰果 |
含羞草科 |
皮炎 |
|
桃 屬。 |
櫻桃 |
薔薇科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
布魯尼亞假桑蠶 局 |
白色拉手木 |
桑科 |
皮炎; 毒性作用 |
|
花旗松 卡爾。 (P. menziesii) 免費) |
花旗松、紅杉、花旗云杉 |
松科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
紫檀 屬. |
非洲紅木、新幾內亞紫檀、紫檀、紅砂木、苦木 |
蝶形花科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
白毛桃 華布. (P.kombo 華布.) |
伊隆巴 |
肉荳蔻科 |
毒性作用 |
|
櫟屬 屬. |
橡木 |
菊科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
白蛇舌草 英格. |
阿拉波卡布蘭卡,阿拉波卡 |
芸香科 |
皮炎 |
|
蘿芙木 斯塔夫。 歐. |
佩羅巴 |
夾竹桃科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
桑多里姆 屬. |
Sentul、katon、kra-ton、ketjapi、thitto |
楝科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
洛倫齊斯大戟 英格. |
Quebracho colorado, red q., 聖胡安, pau mulato |
漆樹科 |
皮炎; 毒性作用 |
|
海棠 英格. |
標記螺母 |
漆樹科 |
皮炎; 毒性作用 |
|
北美紅杉 恩德爾. |
加利福尼亞州紅杉 |
杉科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
肖雷亞 屬. |
艾倫杏仁紅巴勞 |
龍腦香科 |
皮炎 |
|
阿薩米卡 戴爾 |
黃柳安,白柳桉 |
||
|
紅棗 華布. (加蓬沙門氏菌 華布.) |
尼奧維 |
肉荳蔻科 |
皮炎 |
|
紫薇 屬. |
桃花心木、洪都拉斯桃花心木、Tabasco m.、baywood、美國桃花心木、 |
楝科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎; 毒性作用 |
|
刺槐 鉤. |
美寶 |
漆樹科 |
皮炎 |
|
塔比布亞 屬. |
Araguan、ipé preto、lapacho |
紫葳科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
Taxus baccata L. |
紅豆杉 |
紫杉科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎; 毒性作用 |
|
Tecoma 屬. |
綠心 |
紫葳科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
柚木 L. |
柚木、djati、kyun、teck |
馬鞭草 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎 |
|
欖仁 羅斯. |
印度桂冠 |
菊科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
北美香柏 L. |
白雪松 |
柏科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
非洲鐵壁菌 A. 雪佛蘭. (杜莫利亞 屬.) |
Makoré, douka, okola, ukola, makoré, abacu, baku, 非洲櫻桃 |
槐科 |
皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
|
硬木三倍體 K.舒姆 |
Obeche、桑巴、wawa、abachi、非洲白木、arere |
梧桐科 |
皮炎; 結膜炎 - 鼻炎; 哮喘 |
|
鐵杉太子參 薩爾格. |
Tsuga,西部鐵杉 |
松科 |
皮炎 |
|
非洲金花 佩爾. |
阿沃迪雷 |
楝科 |
皮炎; 過敏性外源性肺泡炎 |
|
烏爾姆斯 屬. |
榆樹 |
榆科 |
皮炎 |
|
蔓荊子 佩爾. |
馬鞭草 |
皮炎 |
|
|
剛果五葉草 德懷爾德。 和Th。 杜爾 |
迪芬杜 |
||
|
五葉草 看. |
埃維諾 |
||
|
扁木 本斯. |
含羞草科 |
結膜炎-鼻炎; |
|
|
木果木 陶布. |
平卡多 |
哮喘 |
|
|
佐勒尼亞 胡貝爾 |
桑托木 |
紫檀科 |
皮炎; 毒性作用 |
資料來源:Istituto del Legno,意大利佛羅倫薩。
越來越多地使用高產量數控機械,如銑鉋機、榫頭和車床,會產生更多的木屑,因此需要新的除塵技術。
防塵。 木工生產車間的大部分灰塵都通過局部排氣系統去除。 但是,通常會在椽子和其他結構構件上積聚大量非常細小的灰塵,尤其是在進行打磨的區域。 這是一種危險情況,極有可能發生火災和爆炸。 在灰塵覆蓋的表面上發生閃火之後可能會發生強度不斷增加的爆炸。 為了盡量減少這種可能性,明智的做法是使用清單。 請參閱框中的樣本清單。
裝配危險
根據最終產品所需的特性,可使用多種粘合劑將單板粘合到製成的面板上。 除酪蛋白膠外,天然膠粘劑應用較少,使用最多的是合成膠粘劑,如脲醛膠。 合成粘合劑可能會造成皮膚病或全身中毒的危險,尤其是那些會向大氣中釋放游離甲醛或有機溶劑的粘合劑。 粘合劑應在通風良好的場所進行處理,蒸汽排放源應配備排氣通風裝置。 必要時,應為員工提供手套、防護霜、呼吸器和護目鏡。
單板切片機、拼接機和剪斷機的運動部件,尤其是刀片,應完全防護。 雙手控制可能是必要的。
整理危害
表面處理。 用於攜帶噴塗顏料或稀釋的溶劑可能包括多種揮發性有機化合物,這些化合物在空氣中可能達到有毒和爆炸性的濃度。 此外,許多顏料通過吸入噴霧會產生毒性(例如,鉛、錳和鎘顏料)。 在可能出現危險濃度的蒸氣或薄霧的地方,使用排氣通風(例如,在展位中噴漆)或使用噴水。 應消除所有火源,包括火、電氣設備和靜電 之前 任何操作開始。
應制定積極的危險材料溝通計劃,提醒員工注意由有毒、反應性、腐蝕性和/或可燃飾面、膠水和溶劑化學品造成的所有危險,以及應採取的保護措施。 應禁止在存在這些化學物質的情況下進食。 必須妥善儲存易燃物並妥善處理可能引起自燃的髒抹布和鋼絲絨。
防火。 鑑於木材(尤其是灰塵和刨花形式)和木工工廠中發現的其他物品(如溶劑、膠水和塗料)的高度易燃性,防火措施的重要性怎麼強調都不過分。 措施包括:
- 在鋸、刨床、模壓機等設備上安裝自動木屑和刨花收集設備,將廢物運送到儲存筒倉等待處理或回收
- 禁止在工作場所吸煙並消除所有火源(例如明火)
- 確保定期清理沉積的灰塵和刨花
- 充分維護機器以防止發生軸承過熱等情況
- 安裝防火屏障、噴水滅火系統、滅火器、消防水龍帶和受過使用該設備培訓的人員
- 妥善存放易燃品
- 需要時使用防爆電氣設備。
環境和公共衛生問題
用木材生產成品不會對環境造成長期破壞。 樹木的採伐可以以新的生長可以替代被砍伐的樹木的方式進行。 可以阻止像雨林那樣的大規模砍伐森林。 木材加工產生的廢料(即鋸末、木屑)可用於木屑芯或用作燃料。
雖然木工行業存在固體廢物和工藝廢水影響,但主要問題是使用廢木材作為燃料和溶劑密集型精加工操作產生的空氣排放。 燃木鍋爐通常用於乾燥操作,而許多飾面材料是通過噴塗來應用的。 在這兩種情況下,都需要工程控制來減少空氣中的微粒並回收和/或焚燒揮發性化合物。
由於發現了危害較小的替代品,控制措施應使操作員接觸毒性較小的化學品。 使用水性飾面代替溶劑型飾面將減少火災隱患。
路由機器
固定式銑床通常用於製造木製品和家具元件,但有時也用於加工塑料和輕合金。 銑鉋機的重要類型是仿形銑鉋機、圖案銑床、帶有移動銑刨頭的機器和自動仿形機。 自動仿形機一般用於同時加工多個工件。
所有銑床的一個共同特點是刀具位於工件支架上方,工件支架通常是工作台。 刀軸幾乎總是垂直的,但在某些機器上,銑刀頭以及刀軸可能會傾斜。 加工頭下降進行加工並自動返回到其初始(靜止)位置。 在舊機器上,加工頭通過操作機械腳踏板或手柄手動降低。 在現代機器上,頭部通常由氣動或液壓系統降低。 圖 1 顯示了各種配件(壓緊鞋、導向器等)和瑞士國家意外保險組織 (SUVA) 安全防護裝置。
圖 1. SUVA 安全裝置和工作位置的銑刀

刀具主軸由皮帶驅動或直接由高頻電機驅動,通常為雙速電機。 工具主軸速度通常在 6,000 到 24,000 rpm 之間。 它們在花紋銑床上較低,最低速度可能為 250 rpm。 花紋銑床通常配備變速箱,用於選擇不同的速度。
銑刀的切削直徑從 3 到 50 毫米不等。 然而,在特殊花紋銑床上,刀具的切削直徑可能高達 300 毫米。
工具
在銑鉋機上,主要使用單刃勺形鑽頭、雙刃面板銑刀或立體銑刀。 與任何工具一樣,它們的設計和製造材料必須能夠承受操作期間預期的力和負載。 應按照製造商的說明使用和維護機器。
路由工具應該是:
- 清楚且永久地標明允許的速度,例如低於 20,000 rpm
- 由認可機構測試的類型
- 圓形設計,具有最小的徑向切削刃投影,以減少反沖的危險。
刀具防護
在刀具移動而工件保持固定的銑床上,應通過可調節防護裝置(護手器)防止接近旋轉刀具。 它應該輔以一個可以降低到工件表面的可移動防護裝置。 該活動防護裝置的下端可以是刷子。
在手動夾持和/或送入工件的銑床上,強烈建議使用對工件施加垂直壓力的安全裝置。 SUVA就設計了這樣的防護裝置。 這種安全裝置自 1940 年代末以來一直被成功使用,至今仍是同類產品中最完善的防護裝置。 其主要特點是:
- 防止在靜止位置和工作位置無意接觸旋轉工具
- 從一種尺寸的壓緊靴快速輕鬆地轉換為另一種尺寸。 提供多種尺寸的壓緊靴,以適應不同切削直徑的刀具
- 壓緊靴施加在工件上的壓力可手動調節
- 當刳鉋機頭上升到其靜止位置時,壓緊靴自動返回到其上部位置。 可調整防護裝置,使工具下沿高於壓緊靴下緣時,壓緊靴才能抬起; 這是為了防止從下方無意中接觸到工具(見圖 2)。這樣可以避免對手背造成嚴重傷害,因為手背的肌腱僅受皮膚保護。
圖 2. 初始位置帶有佈線工具的安全裝置
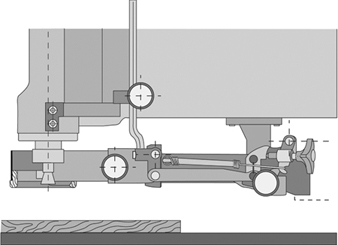
- 將切屑提取系統連接到防護裝置的可能性。
這種防護裝置還可以使工件借助水平壓力墊沿導軌移動。
危害性
已發現銑床的危險性低於立式主軸造型機。 原因之一是大多數銑削工具的直徑較小。 然而,銑機上的工具很容易接觸到,因此對操作員的手和手臂構成持續的危險。 因此,通常用手進給工件的仿形銑床是迄今為止最危險的銑床。
事故原因
路由器出問題的主要原因有:
- 手或手臂無意中接觸處於靜止位置的旋轉工具 (1) 當用手而不是使用木棍從工作台上清除切屑和灰塵時,(2) 當工件或夾具處理不當或 ( 3) 當操作者衣服的袖子被旋轉工具纏住時
- 由於手持工件的反沖,手與銑刀無意接觸。
回扣可能由於以下原因發生:
- 不安全的工作方式
- 工件缺陷(結節等)
- 工件被過於突然地或從錯誤的方向送入工具
- 鈍刀刃
- 切削速度不足
- 工件在夾具上的固定不正確
- 工件破損
- 由於刀具設計不當、刀具材料硬度過高、刀具材料缺陷、刀具超速或刀具在刀柄中的夾緊不良而導致刀具或刀具部件彈出。
在工具或工件彈出的情況下,不僅操作員而且在該區域工作的其他人員都可能被彈出的零件傷害。
事故預防措施
預防事故的措施應針對:
- 機器的設計和構造
- 工裝
- 保護處於靜止位置(圖 15)和工作位置(圖 14)的工具,尤其是用手握住和進給工件時。
機器的設計和構造
銑鉋機的設計必須能夠安全操作。 應確保:
- 機器足夠堅固
- 電氣設備符合安全規定
- 用於啟動啟動功能或機器元件運動的執行器的構造和安裝是為了最大限度地減少意外操作
- 通過適當的防護措施,可以防止接觸移動的機器部件,例如皮帶傳動、液壓或氣動移動的銑刀頭或自動進給機器上的移動工作台
- 工具每分鐘的實際轉數對操作員來說清晰可見
- 安全裝置和排屑系統易於安裝
- 盡可能降低機器的噪音水平。
此外,建議為銑機的工具驅動裝置配備自動制動器,該制動器在機器停止時啟動。 制動時間不應超過 10 秒。
樣本清單
家政
1. 日常清潔計劃必不可少。
2. 任何區域的 1/8” 深度的灰塵積聚都表明需要清潔。 應注意,任何灰塵積聚都可能導致火災。 粉塵越細,危害越大。
3、經常清理木屑。
一種。 每天擦拭熱表面周圍。
b. 每年至少兩次對所有區域(包括椽子)進行大排污或吸塵。
C。 當濃度很高時,一次只在小範圍內工作。
d. 低濕度會增加危險的可能性,在排污過程中應予以考慮。
4. 在設備停機時安排排污或清理,例如周五下午和周末。
電氣維護
1. 定期檢查/清潔所有電機以避免灰塵積聚。
2. 確保所有配電箱和配電盤均符合國家電氣規範對其分類位置的要求。
3. 聆聽異常聲音、注意異常氣味並觀察機器和電機上是否有肉眼可見的灰塵堆積。 經常檢查電機和其他電氣設備以檢測是否過熱。
4. 確保維護或操作人員及時潤滑電機、輸送機、鏈條和鏈輪的軸承。
5. 確保配電板和配電箱保持關閉並進行維護以防止灰塵積聚,包括保持所有敲除孔堵塞。
防火
1. 主動禁止在未經授權的場所吸煙。
2. 採用動火作業許可程序並確保程序得到遵守。
3.不要讓操作員控制的機器在無人值守的情況下運行。
4、在集塵系統口加裝裝置,防止砂帶等產生火花的物品進入系統引起火災。
5. 通過在輸送機系統中安裝磁鐵和在木柴中安裝金屬探測器來捕獲木柴中的金屬。 應實施政策和程序以防止金屬和其他異物接觸到生豬。
6. 對消防系統進行每周和每月檢查,包括滅火器、消防水帶、警報器和灑水器控制閥。
7. 確保鍋爐房和供暖設備沒有灰塵堆積,遵守書面的鍋爐啟動程序,並使用經過適當分類的設備。
8. 了解撲救粉塵火災的正確程序。
9. 要求當地消防隊長或保險公司進行詳細檢查。
10. 鼓勵當地消防部門進行模擬演習/參觀。
11.在除塵系統中安裝火花檢測和滅火系統,並定期檢查以確保它們正常工作。
12. 定期檢查每個工作班次的疏散計劃、應急照明、消防演習。
其他
1. 聯繫保險公司尋求與安全、健康和防火相關的危險識別方面的幫助。
2. 聯繫適當的政府安全機構以獲得額外幫助。
3. 員工只有在遵守密閉空間程序後才能進入粉塵筒倉。
4. 所有操作員應確保除塵系統正常工作,並立即向管理層報告任何故障。
5. 檢查是否有物體阻礙通往除塵系統的管道。
6. 建議讓所有主管、安全委員會成員和其他員工了解本自願檢查表的內容,以實現最大程度的實施。
刨木機
固定式刨床的發展可以追溯到19世紀初。 在第一台這種類型的機器上,工件被夾在托架上,並在裝有刀片的水平軸下方進給,刀片在整個工作寬度上延伸。 1850 年,德國製造了一台刨床,工件通過位於兩個用於定位和支撐工件的工作台之間的刀架進給。 除了技術改進之外,這一基本設計一直保持至今。 這種機器稱為平面刨床或拼接機(見圖 1)。
圖 1. 接頭
最近,機器被設計成通過水平旋轉的刀架將工件的上表面刨成預定的厚度。 切割圓直徑與工作台支撐工件表面的距離可調。 這種機器稱為單面刨床。
這兩種基本機器類型最終組合成一台機器,可用於表面和厚度刨削。 這一發展以單程完成二面、三面和四面加工的刨床而告終。
從職業安全和健康的角度來看,強烈建議採取措施從刨床中抽取木屑和碎屑(例如,將刨床連接到除塵系統)。 來自硬木(橡木、山毛櫸)和熱帶木材的粉塵被認為對健康有特殊危害,必須將其清除。 還應採取降低刨床噪音水平的措施。 在許多國家/地區,刀盤的自動制動器是強制性的。
刨床
平面刨床具有支撐進料台和出料台的剛性主機架。 刀座位於兩個工作台之間並安裝在滾珠軸承上。 主機架應符合人體工程學設計(即應使操作員舒適地工作)。
手動操作控制裝置的安裝方式應使操作者在操作時不會處於危險境地,並且應盡量減少無意操作的可能性。
主機架面向操作者位置的一側不得有手輪、槓桿等突出部件。 刀座左側的工作台(出料台)通常設置在與刀座切割圓相同的高度。 刀座右側的工作台(進給台)設置為低於出料台以獲得所需的切削深度。 在工作台的整個設置範圍內,工作台唇緣和刀座之間不應發生接觸。 但工作台唇與刀座切削圓之間的間隙應盡可能小,以便為待刨工件提供良好的支撐。
平面刨床的主要操作是平整和修邊。 從操作和安全的角度來看,手在工件上的位置很重要。 壓平時,應該用一隻手送入工件,另一隻手先將其壓在進料台上。 一旦出料台上有足夠的木材,後手就可以安全地越過護橋,對出料台施加壓力,然後是進料手完成進料操作。 修邊時,雙手在接觸木材時不應越過刀盤。 它們的主要功能是對工件施加水平壓力,以使其與柵欄保持垂直。
旋轉刀盤產生的噪音通常可能超過對耳朵有害的水平。 因此,有必要採取措施降低噪音水平。 以下是一些已在平面刨床上證明成功的降噪措施:
- 使用“安靜”的刀座(例如,具有最小刀片投影的圓形、螺旋刀片而不是直刀片、帶偏移切割的分段旋轉工具)
- 開槽或鑽孔的台唇(必須選擇台唇孔的配置和尺寸,以免發生事故危險;例如,槽的寬度不得超過 6 毫米,孔的直徑不得超過 6 毫米)
- 工作台邊緣下方切屑偏轉器的空氣動力學設計
- 如果工件的表面質量仍然令人滿意,則將刀盤速度降低到 1,000 rpm 以下。
空轉時降噪高達 12 dBA,負載時降噪高達 10 dBA。
刀座應具有圓形橫截面,排屑槽和槽應盡可能小。 刀片和刀片應妥善固定,最好採用鎖形固定。
刀座通常以 4,500 至 6,000 rpm 的速度旋轉。 傳統刀座的直徑從 56 到 160 毫米不等,長度(工作寬度)從 200 到 900 毫米不等。 類比常規銑削的運動學,刀架刨出的工件表面由擺線圓弧組成。 因此,工件的表面質量取決於刀座的速度和直徑、切削刀片的數量以及工件的進給速度。
建議為刨床配備刀架自動制動器。 停機時應啟動制動器,制動時間不應超過10秒。
應通過附在圍欄或圍欄支架上的防護裝置防止接近圍欄後部的切割器。 圍欄前面的刀架應由固定在機器上(例如,在出料台側的主框架上)的可調節橋式防護裝置防護(見圖 2)。 應通過固定防護裝置防止接近傳動元件。
圖 2. 柵欄和後刀架護罩

危害性
由於刀座旋轉方向與工件進給方向相反,存在反沖的危險。 如果工件彈出,除非提供足夠的保護,否則操作員的手或手指可能會接觸到旋轉的刀座。 還經常發生的情況是,在用伸長的手指進給工件時,手會接觸到刀座,而不是用緊握的拳頭向前推動工件。 未正確固定的切割刀片可能會因離心力而彈出,並可能導致嚴重傷害和/或材料損壞。
平面刨床的防護系統
在許多國家/地區,涉及平面刨床使用的立法要求刀具組由可調節的防護系統覆蓋,以防止操作員的手意外接觸旋轉的刀具組。
1938 年,SUVA 引入了刨床防護裝置,有效地滿足了所有實際要求。 多年來,事實證明,這種防護裝置不僅可用作防護系統,而且可作為大多數操作的輔助工具。 它在瑞士的木工行業廣為接受,幾乎所有的工業平面刨床都配備了它。 該防護裝置的設計特點已被引入歐洲平面刨床標準草案中。 該防護罩的主要特點如下:
- 剛硬
- 不易偏轉以暴露刀塊
- 無論其水平或垂直調整如何,始終與刀座軸保持平行
- 無需工具即可輕鬆水平和垂直調節。
然而,事故還是時有發生。 這些事故主要是由於沒有適當調整防護罩造成的。 為此,SUVA工程師研發了一種橋式防護裝置,自動覆蓋擋板前的刀座,並不斷對工件或擋板施加規定的壓力。 該防護裝置自 1992 年以來一直可用。
這種名為“Suvamatic”的新型防護裝置的主要設計特點如下:
- 刀座的完整保護。 整個刨削寬度由一個橋式防護裝置保護。 它可以使用鉸鏈鎖定係統折疊起來。 這可以防止防護裝置從機器表面伸出太遠。
- 實用的工件導向系統。 工件導向系統由壓墊和工件導向裝置組成。 兩者都安裝在防護裝置的尖端。 後者可以傾斜以引導工件進行平整和修邊。
- 施壓輔助工作。 對於邊緣,守衛向圍欄方向施加壓力。 修邊後,自動覆蓋柵欄前刀座的全長。
- 自動升降防護裝置。 為了平整,防護罩由工件導軌抬起。 平整後,它會自動下降以覆蓋刀座。
- guard 可以鎖定在批量作業的位置。 對於批量作業,防護裝置可以鎖定在垂直位置以適應工件的厚度。 防護罩被按下後會自動返回到該預設位置。
- 將適合所有機器。 防護罩可安裝在所有平面刨床和組合平面和厚度刨床上。
單面刨床
單面刨床的主機架裝有刀座、刨床和進給元件。
一旦工件在平面刨床上被壓平和修邊,它就會在厚度刨床上被刨成所需的厚度。 與平面刨床不同的是,刨厚機的刀座位於刨床工作台上方,工件不再由人工進給,而是通過進給輥進行機械進給。 進料輥由單獨的電機(約 1 kW)或通過減速齒輪箱驅動,該齒輪箱從切刀塊電機接收動力。 使用單獨的驅動器時,進給速率保持恆定,但如果動力從刀塊電機傳輸,則進給速率根據刀塊速度而變化。 4 到 35 m/min 之間的進給速度很常見。
兩個裝有彈簧的進料輥位於工件的上表面。 刀座前的進料輥開槽,更好地夾住工件; 刀座出料端的進料輥光滑。 位於刀座旁邊的進料和出料壓力桿將工件向下壓到工作台上,從而確保乾淨均勻的切割。 進給輥和壓力桿的設計和佈置應確保不可能與旋轉的刀座接觸。
分段進給輥和壓力桿允許同時加工兩個或多個厚度略有不同的工件。 從事故預防的角度來看,分段送料輥和壓桿是必不可少的。 單個進料輥或壓桿部分的寬度不應超過 50 毫米。
工作台內裝有兩個惰輪。 它們旨在促進工件在工作台上通過。
桌子的表面必須是沒有槽或孔的平面。 涉及操作員的手指被夾在開口和工件之間的事故時有發生。 工作台的垂直調整可以是手動的或動力輔助的。 機械限位器應防止工作台與切刀塊或進料輥發生任何接觸。 必須確保垂直調節機構將工作台保持在穩定位置。
為了防止超大工件的進給,在機器的進給側設置了一個裝置(例如,固定桿或固定桿),從而限制了最大工件高度。 處於最低位置的工作台表面與上述安全裝置之間的最大高度很少超過 250 毫米。 通常的工作寬度在 315 和 800 毫米之間變化(對於特殊機器,該寬度可能高達 1,300 毫米)。
刀座直徑一般在 80 到 160 毫米之間。 通常四個刀片安裝在刀座上。 切割機的轉速在 4,000 到 6,000 rpm 之間,輸入功率在 4 到 20 kW 之間。 最大切削深度為 10 至 12 毫米。
為盡量減少反沖的危險,單面刨床應配備覆蓋機器整個工作寬度的防反沖裝置。 這種防反沖裝置通常由若干個佈置在桿上的帶槽元件組成。 單個元件的寬度在 8 到 15 毫米之間,它會在自身重量的作用下落到靜止位置。 處於靜止位置的單個槽形元件的最低點應位於刀座切割圓下方 3 毫米處。 凹槽元件應由彈性強度為 15 J/cm 的材料(最好是鋼)製成2 表面硬度為 100 HB。
以下降噪措施已在單面刨床上證明是成功的:
- 使用“靜音”刀座(如建議用於平面刨床的刀座)
- 壓力桿和排屑罩的空氣動力學設計
- 降低切刀塊速度
- 機器的部分或全部外殼(進料口和出料口的隧道式設計,在面向噪聲源的表面上帶有吸音材料)
設計良好的完整外殼可將噪音降低高達 20 dBA。
危害性
單面刨床事故的主要原因是工件反沖。 回扣可能由於以下原因發生:
- 防反沖裝置維護不善(單個元件可能不會在自身重量下自由下落,而是由於灰塵堆積而粘在一起;元件中的凹槽可能被樹脂覆蓋、變鈍或重新研磨不正確)
- 分段進料輥和壓力桿維護不善(例如,樹脂覆蓋或生鏽的部分)
- 當同時送入多塊厚度不均勻的工件時,送料輥和壓桿的彈簧負載不足。
其他事故的典型原因是:
- 當用手而不是用木棍或耙子從工作台上清除切屑和灰塵時,手會接觸旋轉的刀座
- 由於固定不當導致切割機刀片彈出。
聯合平面刨厚機
聯合機器的設計和操作(見圖 3)與上述單個機器的設計和操作類似。 在進給速度、電機功率、工作台和滾輪調整方面也可以這樣說。 對於厚度刨削,平面刨削工作台可以拉開、向下折疊或從側面抬起,露出刀座,刀座由排屑罩覆蓋以防止接近。組合式機器主要用於工人很少的小型車間,或者空間有限的地方有限(即,在安裝兩台機器不可能或無利可圖的情況下)。
圖 3. 組合曲面和厚度刨床
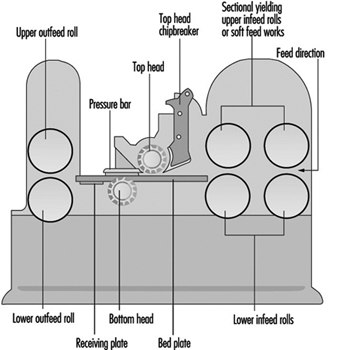
從一種操作轉換到另一種操作通常很耗時,如果只需要加工幾件,則可能會很煩人。 而且,通常一次只有一個人可以使用機器。 然而,自 1992 年以來,機器被引入市場,可以同時操作(同時進行表面和厚度刨削)。
聯合機器的危險在很大程度上與為單個機器列出的危險相同。
健康影響和疾病模式
林業和伐木業的健康和安全問題在本章的其他部分有所涉及 百科全書。 本文將討論從工廠運來並用於木工和家具及其他物品製造的木材。 這些活動主要在小型企業中進行。 這些行業中的許多工人都是個體承包商,因此未被列為僱員,並且大量個人在自己動手的項目和家庭作坊中暴露。 這意味著許多相關工人沒有接受足夠的培訓,缺乏監督或根本沒有監督,同時往往缺乏適當的保障措施和防護設備。
Ahman 及其同事 (1995a, 1995b, 1996) 提請注意瑞典工業藝術和木工教師的暴露情況。 與未暴露的對照組相比,這些教師有顯著的(但主要是可逆的)鼻部影響和抱怨,從本週開始隨著課程數量的增加而增加,並在周末消退,即使灰塵濃度低於瑞典的閾值限制2毫克/米3. 在荷蘭的一些企業中,粉塵水平經常超過該限值,並且在一家家具廠的打磨操作中,幾乎所有的暴露都超過了當地 5 毫克/立方米的閾值限值3 (Scheeper、Kromhout 和 Boleij 1995)。
意外傷害
木材和木工行業最常見的健康問題是意外傷害。 這些在年輕、缺乏經驗的工人中更為常見,而且在大多數情況下,他們相對較小。 然而,有時它們可能涉及長期損傷或肢體喪失。 它們包括:可能被感染的碎片,以及因使用不當或防護不當的木工機械造成的裂傷、鑿傷和截肢(Ma、Wang 和 Chou 1991); 由於不明智的舉重或以尷尬的姿勢工作而扭傷和拉傷(Nestor、Bobick 和 Pizatella 1990); 涉及手或肩的重複性運動損傷; 和眼睛受傷。 通過適當的培訓、明智地使用機器防護裝置和約束裝置以及使用手套和安全眼鏡等個人防護設備,即使不是大部分,也可以避免其中的許多情況。 當它們發生時,及時清除碎片並通過快速清潔和傷口急救處理來預防感染將最大限度地減少殘疾。
木屑
每當木材被鋸、削、刨、刨或打磨時,就會發生木屑暴露。 影響隨暴露的強度和持續時間以及顆粒的大小而變化。 眼睛中的顆粒可能會引起刺激,皮膚褶皺處積聚的木屑可能會因汗水和化學物質而加重,並導致刺激和感染。 通過真空吸塵、防護面罩和衣服以及良好的個人衛生習慣可以減少這些影響。
鼻咽和呼吸道
鼻道中的木屑可能會減少粘膜纖毛清除並損害嗅覺敏感性(Andersen、Solgaard 和 Andersen 1976 年;Ahman 等人 1996 年)。 這些可能會導致刺激、頻繁打噴嚏、流鼻血和鼻竇感染 (Imbus 1994)。
家具廠(Whitehead、Ashikaga 和 Vacek,1981 年)和鋸木廠工人(Hessel 等人,1995 年)的暴露被證明伴隨著 1 秒用力呼氣量 (FEVXNUMX) 的減少1) 和用力肺活量 (FVC),根據年齡、身高和吸煙進行調整。 這些伴隨著胸悶氣短和喘息的顯著增加以及支氣管炎和哮喘的發生。 然而,沒有令人信服的證據表明暴露於木屑會導致其他肺部疾病(Imbus 1994)。 在一項對美國約 6 名男性進行的為期 350,000 年的前瞻性隨訪研究中,報告曾從事木材相關職業的 11,541 人因非惡性呼吸道疾病而死亡的相對風險低於那些從事木材相關職業的人不報告暴露於木屑(Demers 等人,1996 年)。
過敏和哮喘
一些木材,尤其是柚木、曼索尼亞和輻射松,含有刺激性化學物質(有關木材種類、地理來源和健康影響的擴展列表,請參見表 1)。 有些樹種可能會引起過敏性接觸性皮炎(例如,花旗松、西部紅柏、楊樹、花梨木、柚木、非洲桃花心木和其他“異國”木材)。 西部紅柏、花梨木、桃花心木和其他外來木材已被證明會導致哮喘 (Imbus 1994)。
癌症
在澳大利亞、加拿大、丹麥、芬蘭、法國、意大利、荷蘭、英國和美國的木工中,鼻癌的發病率異常高(Imbus 1994)。 最近對在七個國家進行的 12 項病例對照隊列研究進行的匯總再分析證實,木工中患鼻咽癌的風險很高(Demers 等人,1995 年)。 這些鼻癌過量的原因尚不清楚,但根據英國和美國最近的報告,自第二次世界大戰以來,家具工人患鼻癌的風險有所下降,這可能反映了製造過程的變化(Imbus 1994)。 在美國癌症協會為期 45,399 年的癌症預防研究中登記的 362,823 名男性中,有 6 名暴露於木屑的男性未發現患鼻竇癌的風險過高,但研究人員指出,病例數很少。 然而,他們確實發現木工中肺癌死亡率的增加特別高,這些木工也報告暴露於石棉或甲醛,並表明暴露於這些已知致癌物是導致觀察到的風險增加的原因(Stellman 等人,出版中)。
化學品暴露
木材可能含有生物污染物。 經常生長在樹皮上的黴菌和真菌可能會引起過敏反應。 吸入在楓樹、紅木和軟木樹上發現的真菌孢子已被證明會導致楓樹樹皮病、紅杉病和枯萎病 (Imbus 1994)。
木材通常含有在其加工過程中使用的外源性化學物質。 這些包括粘合劑、溶劑、樹脂粘合劑、殺蟲劑和殺真菌劑、防水化合物、油漆和顏料、漆和清漆。 其中許多是揮發性的,在處理、加熱或焚燒木材時可能會散發出來; 它們也作為木屑中的元素傳送。 其中最重要的包括:甲苯、甲醇、二甲苯、甲乙酮、 n-丁醇、1, 1,1-三氯乙烷和二氯甲烷(EPA 1995)。
結論
木材和木工行業的健康危害可以通過安裝工程控制裝置(例如,正確放置和保護動力機械、控制木屑和化學物質排放的通風系統)和個人防護設備(例如,手套、安全眼鏡、呼吸器)來控制),再加上定期檢查,以確保它們得到妥善維護和使用。 也許最重要的是對工人及其主管進行適當的教育和培訓。
表 1. 有毒、致敏和生物活性木材品種
| 學名 | 選定的商業名稱 | 家庭 | 健康損害 |
| 歐洲銀冷杉 Mill (A. pectinata DC) | 銀杉 | 松科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 刺槐 屬. 尖葉木樨 F.穆爾。 A. 黑木素 R. Br。 A·塞亞爾 該. A.雪莉 少女 |
澳洲黑木 | 含羞草科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 宏碁 屬. A. platanoides L. |
楓木色 | 槭科 | 皮炎 |
| 紅豆 哈姆斯. (細蠹 範梅文) |
Afrormosia、kokrodua、asamala、obang、oleo pardo、bohele、mohole | 蝶形花科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 非洲楸樹 史密斯 比朱加 A. 雪佛蘭。 (Intsia bijuga A. 庫恩。) 巴蘭巴尼卡 看。 (Intsiapalembanica 看.) |
Doussié、afzelia、aligua、apa、chanfuta、lingue merbau、intsia、hinsy | 紫檀科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 巴西無花果 米爾斯 | Pao、marfim、granadillo | 茄科 | 皮炎 |
| 臭椿 磨 | 中國漆樹 | 苦木科 | 皮炎 |
| 鐮刀合歡 靠山 鐵鏽色A. 本斯. A·萊貝克 本斯 A.香椿調頻 保釋 |
亞坦扎 科科,西里斯 |
含羞草科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 阿爾努斯 屬. 粘膠黃芪 蓋爾滕. |
榿木 黑榿木 |
樺木科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 阿米瑞斯 屬. 香脂 L. 毒曲霉 威爾德。 |
委內瑞拉或西印度檀香木 | 芸香科 | 皮炎; 毒性作用 |
| Anacardium occidentale L. A. excelsum 骨架. |
腰果 | 漆樹科 | 皮炎 |
| 安地拉阿拉羅巴 阿吉亞爾. (Vataireopsis araroba 鴨) 珊瑚草 滑輪 無刺無刺 HBK |
紫甘藍樹鷓鴣木 | 蝶形花科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 厭食症 屬. 羅布斯塔 奧布爾。 和佩爾. 臭椿 奧布爾。 和佩爾. 非洲虎耳草 英格. A. welwitchi 英格. |
Aningeria Antiaris、ako、chen chen | 桑葚科 | 結膜炎-鼻炎; 哮喘 毒性作用 |
| Apuleia molaris 雲杉 (A. leiocarpa 麥克布賴德) (A. 費雷亞 市場.) |
紅木 | 紫檀科 | 皮炎; 毒性作用 |
| 南洋杉(Araucaria angustifolia) O. 克策 巴西獼猴桃 A. 里奇. |
巴拉那松、南洋杉 | 南洋杉科 | 毒性作用 |
| 無子子綱 屬. 佩羅巴 神父全部. 瓦格西氏菌 A.直流電. |
紅色 peroba Pau marfim, pau amarello, pequia marfim, guatambu, amarilla, pequia | 夾竹桃科 | 皮炎; 結膜炎- 鼻炎; 哮喘; 毒性作用 |
| 星核 屬. | 棕櫚 | 棕櫚科 | 皮炎; 毒性作用 |
| 金銀花 皮埃爾 | 加蓬桃花心木 | 柏科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎 |
| 剛果桔梗 A. 切夫。 (含羞草剛果 德維爾德.) |
Mukulungu、autracon、elang、bouanga、kulungu | 槐科 | 皮炎 |
| 桿菌屬 屬. (星核 屬.) | 棕櫚 | 棕櫚科 | 皮炎; 毒性作用 |
| 荷葉木 英格. | 瓜坦布, 古坦布布蘭科 | 芸香科 | 皮炎 |
| 紫薇 本斯. | 阿卡普拉納 | 紫檀科 | 毒性作用 |
| 小蘗尋常型 L. | 小蘗 | 小蘗 | 毒性作用 |
| 樺 屬. 阿爾巴 L。 (B. 擺 羅斯.) |
樺木 | 樺木科 | 皮炎 |
| 白粉蝨 F.穆爾。 | 玫瑰花胡桃 | 漆樹科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 木棉 斯普拉格 B. chevalieri 佩爾 |
康德羅提,一個人 | 木棉科 | 皮炎 |
| 弓形蟲屬 屬. B.nitida 本斯. 圭亞那雙歧桿菌 鴨子 (圭亞那雙翅蟲 本斯.) (紫斑異形藻 阿姆什.) |
黑色sucupira | 蝶形花科 | 皮炎 |
| 哈氏短尾藻 籠. | 木呼呼 | 菊科 | 皮炎 |
| 布羅尼亞 屬. | 莫隆龐加迪 | 茜草科 | 皮炎 |
| 大紅花 屬. 圭亞那灣 樞紐。 (圭亞那海盜 奧布爾.) |
蛇紋木、字母木、虎紋木 | 桑科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 黑鱸 DC. (美洲紫檀 Sw.) 白楊 市區. |
棕烏木、綠烏木、牙買加烏木、熱帶美洲烏木 | 蝶形花科 | 皮炎 |
| 北美紅楊(Buxus sempervirens) L. B.馬科瓦尼 奧利夫. |
歐洲黃楊木,東倫敦灣,開普灣。 | 虎尾草科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 紫錐菊 林. (紫花桂蘭 斯普倫.) | 巴西木 | 紫檀科 | 皮炎; 毒性作用 |
| 柱狀槐樹 F.穆爾. | 白柏松 | 柏科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 海藻 屬. 巴西念珠菌 坎布. |
聖瑪麗亞、jacareuba、kurahura、galba | 珍珠菜科 | 皮炎; 毒性作用 |
| 樟樹 本斯. | 阿卡普拉納 | 紫檀科 | 毒性作用 |
| 鵝betulus | 鵝耳櫪 | 樺木科 | 皮炎 |
| 決明子 拉姆克. | 塔加亞桑、芒十、喬哈爾 | 紫檀科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 板栗 博爾赫 C. sativa 磨. 普米拉 磨. |
栗子,甜栗子 | 菊科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 栗子 A. 庫恩. | 黑豆、澳大利亞或摩頓灣板栗 | 蝶形花科 | 皮炎 |
| 雪松屬 屬. (香椿 屬.) | 紅雪松、澳大利亞雪松 | 楝科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 雪松 (Roxb。前 Lamb。)G. Don (C. 利巴尼 桶。 液晶顯示器) |
杜達 | 松科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 紫荊花 德維爾德. 肉桂 低密度脂蛋白. |
迪亞尼亞 古倫達 |
榆科 | 皮炎 |
| 葉綠藻 本斯。 和鉤子 I. 王花 A. 雪佛蘭. 紅花 C. tinctoria (L.) 塗抹. |
Iroko、gelbholz、yellowood、kambala、mvule、odum、moule、非洲柚木、abang、tatajuba、fustic、mora | 桑科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎 |
| 羽絨被 屬. 桃花心木 直流電 |
錫蘭緞木 | 芸香科 | 皮炎; 毒性作用 |
| 大金藻 屬. | 納賈拉 | 槐科 | 皮炎 |
| 樟樹 內斯和伊拜姆 | 亞洲樟木、肉桂 | 月桂科 | 毒性作用 |
| 銀杏 懷特和弗朗西斯 | 毒核桃 | 月桂科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 淚珠 (A. Rich.) de Laub。 | 新西蘭白松 | 羅漢松科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 柏木 索蘭 | 森必洛,瑞木 | 羅漢松科 | 結膜炎 - 鼻炎; 哮喘 |
| 狹竹指枝藻 奧利夫. | Jong Kong、Merebong、medang tabak | 野牡丹科 | 毒性作用 |
| 黃檀 屬. D. 亞美林農 本斯. D.西番蓮 皮特. 低白藻 標準. 寬葉石斛 羅素. D. 黑木素 吉爾。 和佩爾。 黑竹 神父全部。 奧利韋里 賭博 雷圖薩 大麻素. D.西索 羅素. 史蒂文森石竹 標準. |
烏木 紅木 印度花梨木、孟買黑木、非洲黑木、紫檀木、riopalissandro、巴西花梨木、藍花楹緬甸花梨木 紅快木 Nagaed 木,洪都拉斯紫檀 |
蝶形花科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 二氧化鋁 屬. 丁克蘭氏 D. 哈姆斯. |
嗯嗯嗯 | 紫檀科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 柿 屬. 塞萊比卡 D. celebica 巴赫. 西蘭花 海恩 埃本木 柯尼希 |
黑檀木、非洲黑檀木 望加錫黑檀木、非洲黑檀木、錫蘭黑檀木 | 皂莢科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 龍腦香 屬. 阿拉特斯 羅素. |
Keruing、gurjum、yang、keruing | 龍腦香科 | 皮炎 |
| 本氏紅花 保釋金. | Movingui、ayan、anyaran、尼日利亞緞木 | 紫檀科 | 皮炎 |
| 鐵木屬 屬. D. Fraseranum 本斯. |
紅木、木板、紅豆 | 楝科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 穆勒氏 D. muelleri 本斯. | 玫瑰紅木 | ||
| 紫草 神父全部。 (網狀扁桃體本斯.) | 溫哈蒂科 | 含羞草科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 內參 屬. 安哥拉桉樹 CDC 坎多萊艾美耳球蟲 哈姆斯. 圓柱桉 斯普拉格 E. 效用 斯普拉格 |
蒂亞馬 Kosipo, 奧莫 Sapelli, 沙比利, aboudikro Sipo,實用,assié, 卡倫吉、穆芬比 |
楝科 | 皮炎; 過敏性外源性肺泡炎 |
| 幾內亞紅藻 G. 唐 象牙桉 A. 切夫。 |
大理、米桑達、埃隆、馬桑達、酸檀木、額潤、紅水樹 | 紫檀科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 紫竹 英格. | 保證金 | 芸香科 | 皮炎 |
| 桉樹 屬. 委內瑞拉桉 RT 返回 半葉桉 F.穆爾. 白木桉 少女 斑桉 鉤. 邊緣桉 唐恩前 Sm. 小鞘桉 F.穆爾. 斜生桉 L. 遺傳. E.雷格南斯 F.穆爾. E. 薩利尼亞 Sm. |
高山灰 灰盒 黃膠 斑點膠山白蠟 |
桃金孃科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 擬南芥 樞紐. | 黃楊木 | 芸香科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 非洲錦囊 M.精氨酸. (非洲螺竹 砂色) 沉香 L. |
非洲檀香、tabootie、geor、蘆薈、blind-your-eye | 大戟科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 法加拉 屬. 黃花鐮刀菌 克魯格和烏爾布。 (Zanthoxylum flavum Vahl。) 海氏鐮刀菌 奧布爾。 和佩爾。 大葉黃楊 英格. |
黃砂光機、西印度緞木、阿特拉斯木、olon、bongo、mbanza | 芸香科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 水青岡 屬. (山毛櫸 屬.) 森林鐮刀菌 L. |
櫸木 | 菊科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 菲茨羅亞cupressoides (莫利納) 約翰斯頓 (F. 巴塔哥尼卡 鉤。 F。) |
阿勒斯 | 柏科 | 皮炎 |
| 南洋杉 R. Br。 布雷萊亞納 F.穆爾. 紅葉 F. pimenteliana F.穆爾. |
澳洲柚木、昆士蘭楓木、楓木 絲綢木、澳大利亞楓木 |
芸香科 | 皮炎 |
| 白臘 屬. F.精益求精 L. |
灰色 | 木犀科 | 皮炎 |
| 谷氨酸 屬. G.雷恩加斯 L. (黑色素 屬.) 柯蒂斯海棠 皮埃爾 M. laccifera wallichii 鉤. |
Rengas,谷氨酸 蓮花木 倫加斯 |
漆樹科 | 皮炎; 毒性作用 |
| 角藻 E.梅伊. | 克尼斯納黃楊木,卡馬西 | 夾竹桃科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 蛺蝶 保釋金. | 拉明、梅拉維斯、阿肯尼亞 | 螺科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎 |
| 香脂樹 (Gossweilerodendron balsamiferum)維爾姆.) 哈姆斯. | 尼日利亞雪松 | 紫檀科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 羅布斯塔·格雷維爾(Robusta grevillea) A. 庫恩. | 絲滑橡木 | 科 | 皮炎 |
| 癒創木瓜 L. | 癒創木,木脂 | 棗科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 瓜雷亞 屬. 香柏木 佩爾. 勞氏棉 德維爾德. 湯普森棉 斯普拉格 |
老闆 尼日利亞梨木雪松桃花心木 香瓜阿 黑番石榴 |
楝科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 硬木哈爾福 F.穆爾. 巴布亞人 勞特布. |
藏紅花心 | 科 | 皮炎; 過敏性外源性肺泡炎 |
| 埃爾南迪亞 屬. 索諾拉 L. (H. guianensis Aubl.) |
米羅博蘭、托波利特 | 疝氣科 | 皮炎 |
| 沙門氏菌 L. | 沙灘蘋果 | 大戟科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 八角蓮 F.穆爾。 長葉 I. F.穆爾。 (大葉抱子 羅素.) (B. 長葉羅素.) |
莫克、埃德爾柚木 | 槐科 | 皮炎 |
| 藍花anda屬 屬. 巴西柳樹 人。 順. (巴西紫葳 林.) J. 藍藻 (我。) 灰色. |
藍花楹、黃楊木 | 紫葳科 | 皮炎 |
| 胡桃 屬. 黑果樹 L. 王菊 L. |
核桃 | 胡桃科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| ipe藜 L. 鳳凰木 L. J. 弗吉尼亞 L. |
弗吉尼亞鉛筆雪松、東部紅雪松 | 柏科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 卡亞花斑藻 CDC. 科特迪瓦岬 A. 切夫。 塞內加爾堇菜 A. 朱斯。 |
Ogwango、非洲桃花心木、克拉拉幹區桃花心木 | 楝科 | 皮炎; 過敏性外源性肺泡炎 |
| 金蓮花 梅迪奇. (金銀花 L.) 普通乳桿菌 灰色 |
金蓮花 | 蝶形花科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 興安 屬. 蛻膜乳桿菌 磨. 歐洲湖 DC |
落葉松 歐洲落葉松 |
松科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 楓香 L. | Amberbaum, 緞面-nussbaum | 金縷梅科 | 皮炎 |
| 鵝掌楸 L. | 美國白木、鬱金香樹 | 木蘭科 | 皮炎 |
| 火龍果 哈姆斯。 (L. klaineana 皮埃爾) | Dibetou,非洲胡桃木,apopo,虎木,邊 | 楝科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 盧庫馬 屬. (普特里亞 屬.) 普羅塞拉 |
瓜佩瓦,阿比烏拉納 馬薩蘭杜巴 |
槐科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 馬巴黑鱸 懷特. | 望加錫 | 皂莢科 | 皮炎 |
| 花梗 沃格. 硬木 薄紗. 紫色分枝桿菌 沃格. |
嘉湖 | 蝶形花科 | 皮炎 |
| 曼索尼亞 A. 雪佛蘭. | 尼日利亞核桃 | 梧桐科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 黑木蘭 艙壁 | 布勞納,布勞納 | 紫檀科 | 皮炎 |
| 巴西小球藻 A. 雪佛蘭. 雙蘇卡塔 A. 雪佛蘭. |
非洲斑馬木 | 紫檀科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 雞血藤 德維爾德. 斯圖爾曼氏菌 陶布. |
閣 潘加潘加 |
蝶形花科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 含羞草 屬. (馬尼卡拉 屬.) 含羞草 屬. (杜莫利亞 屬.) (蒂格梅拉 屬.) 剛果分枝桿菌 德維爾德。 (剛果Autranella congolensis A. 雪佛蘭.) M.djave 英格。 (毒精巴球菌 皮埃爾) 黑克氏沼蝦 籠。 等達爾茲. (赫氏虎斑蝽 皮埃爾) (杜莫利亞赫克利 A. 雪佛蘭.) |
穆拉皮蘭加 馬科雷 Mukulungu, autracon 摩阿比 櫻桃紅木 |
槐科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏的 外源性肺泡炎; 毒性作用 |
| 帽柱木 奧布爾。 和佩爾. 托葉山竹 歐克茲 |
Vuku,非洲楊樹 阿布拉 |
茜草科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 龍舌蘭 美林 (迪德里氏石首魚 德維爾德.) 海藻 美林 |
Bilinga、opepe、kussia、badi、西非黃楊木 | 茜草科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 罌粟花 R.卡普龍 | Kotibé、danta、epro、otutu、ovové、aborbora | 椴樹科 | 毒性作用 |
| 奧科泰亞 屬. 大頭魚 E.梅伊 波羅薩 L.巴爾. (楠木 MEZ.) 羅迪亞艾伊 MEZ。 (油桃 朔姆.) 紅花O. rubra MEZ. 烏薩巴倫斯 英格. |
Stinkwood Laurel 巴西胡桃木 綠心 洛羅維梅略 東非樟木 |
月桂科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 副腫瘤 屬. 白楊 佩羅巴 庫爾姆. |
巴西白peroba 佩羅巴白。 p. |
紫葳科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 水族館 屬. 圭亞那 (Parinari 屬.) (溴麥 屬.) 斑葉假單胞菌 |
圭亞那-satinholz 金銀花 |
薔薇科 | 皮炎 |
| 佩爾托吉尼 屬. 密花松 雲杉 |
藍木,紫心 | 紫檀科 | 毒性作用 |
| 葉下珠 FvM. | Lignum vitae, chow way, 拖車戰爭 | 大戟科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 雲杉 屬. 冷杉 岩溶. 埃克斯薩 Link. 馬里亞納 BSP. 波利塔 卡爾. |
歐洲雲杉、白木 黑雲杉 |
松科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎 |
| 松 屬. 輻射松 D.唐 |
松樹 | 松科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 非洲番荔枝 鉤子. 非洲鳳蝶 布雷南 |
達貝馬、達霍馬、埃希米 阿戈賓、姆佩韋雷、布昆杜 |
含羞草科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 懸鈴木 屬. | 機 | 懸鈴木科 | 皮炎 |
| 番荔枝屬 屬. 羽葉松 Forst. |
陶恩 開賽 |
科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 胡楊 屬. | 白楊 | 水楊科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 銀杏 DC | 腰果 | 含羞草科 | 皮炎 |
| 桃 屬。 塞羅蒂納 埃爾. |
櫻桃 黑櫻桃 |
薔薇科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 布魯尼亞假桑蠶 局 | 白色拉手木 | 桑科 | 皮炎; 毒性作用 |
| 花旗松 卡爾。 (P. menziesii) 免費) | 花旗松、紅杉、花旗云杉 | 松科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 紫檀 屬. 安哥拉松 直流電. 印度對蝦 威爾德. 檀香 如果 (圭亞那瓦泰雷亞 奧布爾.) |
非洲紅木、新幾內亞紫檀、紫檀、紅砂木、苦木 | 蝶形花科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 白毛桃 華布. (P.kombo 華布.) | 伊隆巴 | 肉荳蔻科 | 毒性作用 |
| 櫟屬 屬. | 橡木 | 菊科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 白蛇舌草 英格. 大紅樹 英格. |
阿拉波卡布蘭卡,阿拉波卡 | 芸香科 | 皮炎 |
| 蘿芙木 斯塔夫。 歐. | 佩羅巴 | 夾竹桃科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 桑多里姆 屬. 秈稻 卡夫. |
Sentul、katon、kra-ton、ketjapi、thitto | 楝科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 洛倫齊斯大戟 英格. 巴蘭賽 英格. |
Quebracho colorado, red q., 聖胡安, pau mulato | 漆樹科 | 皮炎; 毒性作用 |
| 海棠 英格. 漆樹 L. |
標記螺母 | 漆樹科 | 皮炎; 毒性作用 |
| 北美紅杉 恩德爾. | 加利福尼亞州紅杉 紅木 |
杉科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 肖雷亞 屬. | 艾倫杏仁紅巴勞 重白、紅柳安、白 L.、黃 L.、mayapis、meranti bakau、深紅 M.、淺紅 M.、紅 M.、白 M.、黃 M.、紅 seraya、白 seraya |
龍腦香科 | 皮炎 |
| 阿薩米卡 戴爾 | 黃柳安,白柳桉 | ||
| 紅棗 華布. (加蓬沙門氏菌 華布.) | 尼奧維 | 肉荳蔻科 | 皮炎 |
| 紫薇 屬. 大葉沙門氏菌 King Library 桃花心木 雅克. |
桃花心木、洪都拉斯桃花心木、Tabasco m.、baywood、美國桃花心木、 古巴紅木 |
楝科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎; 毒性作用 |
| 刺槐 鉤. 多花海棠 格里夫. |
美寶 | 漆樹科 | 皮炎 |
| 塔比布亞 屬. T.ipe 標準. (T. avellanedae 咯咯。 前格里斯.) T. guayacan Hensl。 (T. lapacho K. 舒姆) |
Araguan、ipé preto、lapacho | 紫葳科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| Taxus baccata L. | 紅豆杉 | 紫杉科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎; 毒性作用 |
| Tecoma 屬. 五加科 直流電. T.拉帕喬 |
綠心 南美洲蟻木 |
紫葳科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 柚木 L. | 柚木、djati、kyun、teck | 馬鞭草 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 過敏性外源性肺泡炎 |
| 欖仁 羅斯. 金龜子 英語。 和狄爾斯. |
印度桂冠 Limba、afara、ofram、fraké、korina、akom |
菊科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 北美香柏 L. 皺蠹 D.唐 斯坦氏栝樓 卡爾. |
白雪松 西部紅柏 |
柏科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 非洲鐵壁菌 A. 雪佛蘭. (杜莫利亞 屬.) 赫氏毛茛屬 皮埃爾 |
Makoré, douka, okola, ukola, makoré, abacu, baku, 非洲櫻桃 | 槐科 | 皮炎; 結膜炎 - 鼻炎; 哮喘; 毒性作用 |
| 硬木三倍體 K.舒姆 | Obeche、桑巴、wawa、abachi、非洲白木、arere | 梧桐科 | 皮炎; 結膜炎 - 鼻炎; 哮喘 |
| 鐵杉太子參 薩爾格. | Tsuga,西部鐵杉 | 松科 | 皮炎 |
| 非洲金花 佩爾. | 阿沃迪雷 盧桑巴 |
楝科 | 皮炎; 過敏性外源性肺泡炎 |
| 烏爾姆斯 屬. | 榆樹 | 榆科 | 皮炎 |
| 蔓荊子 佩爾. | 馬鞭草 | 皮炎 | |
| 剛果五葉草 德懷爾德。 和Th。 杜爾 | 迪芬杜 | ||
| 五葉草 看. | 埃維諾 | ||
| 扁木 本斯. | 含羞草科 | 結膜炎-鼻炎; | |
| 木果木 陶布. | 平卡多 | 哮喘 | |
| 佐勒尼亞 胡貝爾 | 桑托木 | 紫檀科 | 皮炎; 毒性作用 |
資料來源:Istituto del Legno,意大利佛羅倫薩。
" 免責聲明:國際勞工組織不對本門戶網站上以英語以外的任何其他語言呈現的內容負責,英語是原始內容的初始製作和同行評審所使用的語言。自此以來,某些統計數據尚未更新百科全書第 4 版的製作(1998 年)。”