- 你在這裡:
-
首頁

- 第十三部分。 製造業

兒童類






82. 金屬加工及金屬加工行業 (14)

82. 金屬加工及金屬加工業
章節編輯: 邁克爾·麥肯(Michael McCann)
目錄
表格和數字
冶煉和精煉業務
冶煉和精煉
佩卡羅托
鋁冶煉和精煉
伯特倫·D·丁曼
黃金冶煉
ID Gadaskina 和 LA Ryzik
金屬加工和金屬加工
鑄造廠
富蘭克林·米勒
鍛造和沖壓
羅伯特·帕克
焊接和熱切割
Philip A. Platcow 和 GS Lyndon
車床
托妮·雷奇
研磨和拋光
K.韋林德
工業潤滑油、金屬加工液和汽車油
理查德·克勞斯
金屬表面處理
JG Jones、JR Bevan、JA Catton、A. Zober、N. Fish、KM Morse、G. Thomas、MA El Kadeem 和 Philip A. Platcow
金屬回收
Melvin E. Cassady 和 Richard D. Ringenwald, Jr.
金屬表面處理和工業塗料中的環境問題
斯圖爾特福布斯
檯
單擊下面的鏈接以在文章上下文中查看表格。
1. 銅冶煉的輸入和輸出
2. 鉛冶煉的輸入和輸出
3. 鋅冶煉的輸入和輸出
4. 鋁冶煉的輸入和輸出
5. 鑄造爐的種類
6. 過程材料輸入和污染輸出
7. 焊接工藝:說明和危害
8. 危害總結
9. 鋁控制,按操作
10. 銅的控制,按操作
11. 鉛控制,按操作
12. 鋅的控制,按操作
13. 鎂的控制,按操作
14. 汞的控制,按操作
15. 鎳的控制,按操作
16. 貴金屬控制
17. 鎘的控制,按操作
18. 硒的控制,按操作
19. 鈷的控制,按操作
20. 錫的控制,按操作
21. 鈦的控制,按操作
人物
指向縮略圖以查看圖片標題,單擊以查看文章上下文中的圖片。
|
|







83. 微電子與半導體 (7)
83. 微電子與半導體
章節編輯: 邁克爾·威廉姆斯
目錄
表格和數字
概況
邁克爾·威廉姆斯
矽半導體製造
David G. Baldwin、James R. Rubin 和 Afsaneh Gerami
液晶顯示器
David G. Baldwin、James R. Rubin 和 Afsaneh Gerami
III-V族半導體製造
David G. Baldwin、Afsaneh Gerami 和 James R. Rubin
印刷電路板和計算機組裝
邁克爾·威廉姆斯
健康影響和疾病模式
唐納德訴拉西特
環境和公共衛生問題
軟木嚼
檯
單擊下面的鏈接以在文章上下文中查看表格。
1. 光刻膠系統
2. 光刻膠剝離劑
3. 濕化學蝕刻劑
4. 等離子蝕刻氣體和蝕刻材料
5. 用於擴散的結形成摻雜劑
6. 矽外延的主要分類
7. CVD的主要類別
8. 平板顯示器的清潔
9. PWB 工藝:環境、健康和安全
10. PWB 廢物產生和控制
11. PCB 廢物產生和控制
12. 廢物產生與控制
13. 優先需求矩陣
人物
指向縮略圖以查看圖片標題,單擊以查看文章上下文中的圖片。
|
|













84. 玻璃、陶器及相關材料 (3)
84. 玻璃、陶器及相關材料
章節編輯: 喬爾·本德和喬納森·P·海勒斯坦
目錄
表格和數字
玻璃、陶瓷及相關材料
Jonathan P. Hellerstein、Joel Bender、John G. Hadley 和 Charles M. Hohman
案例研究:光纖
喬治·R·奧斯本
案例研究:合成寶石
羅勒海豚
檯
單擊下面的鏈接以查看文章上下文中的表格。
1. 典型的身體成分
2. 製造過程
3. 精選化學添加劑
4. 美國各行業耐火材料使用情況
5. 潛在的健康和安全隱患
6. 非致命性職業傷害和疾病
人物
指向縮略圖以查看圖片標題,單擊以查看文章上下文中的圖片。


















































焊接和熱切割
本文是 GS Lyndon 的職業健康與安全百科全書第 3 版文章“焊接和熱切割”的修訂版。
流程概覽
焊接 是一個通用術語,指的是通過熱或壓力,或兩者兼而有之,使金屬件在接合面處變成塑料或液體的結合。 三種常見的直接熱源是:
- 燃氣與空氣或氧氣燃燒產生的火焰
- 電弧,在電極和工件之間或兩個電極之間產生
- 為兩個或多個工件之間的電流通路提供的電阻。
表 1. 鉛冶煉和精煉的工藝材料輸入和污染輸出
|
過程 |
材料輸入 |
廢氣排放 |
處理廢物 |
其他廢物 |
|
鉛燒結 |
鉛礦石、鐵、二氧化矽、石灰石熔劑、焦炭、蘇打、灰、黃鐵礦、鋅、苛性鹼、布袋除塵器粉塵 |
二氧化硫、含鎘和鉛的顆粒物 |
||
|
鉛冶煉 |
鉛礦、焦炭 |
二氧化硫、含鎘和鉛的顆粒物 |
廠內沖洗廢水、爐渣造粒水 |
含有鋅、鐵、矽石和石灰等雜質的爐渣,表面蓄積固體 |
|
鉛渣 |
鉛塊、純鹼、硫磺、布袋除塵器、焦炭 |
含銅等雜質的渣、表面蓄積固體 |
||
|
鉛精煉 |
鉛渣金條 |
In 氣體焊接和切割, 氧氣或空氣和燃料氣體被送入吹管(火炬),在噴嘴處燃燒之前,它們在吹管中混合。 吹管通常是手持的(見圖 1)。 熱量熔化要連接的零件的金屬面,使它們流動在一起。 經常添加填充金屬或合金。 合金的熔點通常低於要連接的零件。 在這種情況下,兩個部件通常不會達到熔化溫度(釬焊、釬焊)。 化學助熔劑可用於防止氧化並促進連接。
圖 1. 使用焊槍和過濾金屬棒的氣焊。 焊工受到皮圍裙、手套和護目鏡的保護

在電弧焊中,電弧在電極和工件之間產生。 電極可以連接到交流電 (AC) 或直流電 (DC) 電源。 當工件熔合在一起時,此操作的溫度約為 4,000°C。 通常需要通過熔化電極本身(自耗電極工藝)或通過熔化不承載電流的單獨填充棒(非自耗電極工藝)來將熔融金屬添加到接頭中。
大多數傳統的電弧焊是通過手持式焊鉗中的覆蓋(塗層)自耗電極手動完成的。 焊接還通過許多半自動或全自動電焊工藝完成,例如電阻焊或連續電極進給。
在焊接過程中,焊接區域必須與大氣隔離,以防止氧化和污染。 有兩種保護類型:助焊劑塗層和惰性氣體保護。 在 焊劑保護電弧焊, 自耗電極由被助焊劑塗層材料包圍的金屬芯組成,助焊劑塗層材料通常是礦物和其他成分的複雜混合物。 助焊劑隨著焊接的進行而熔化,熔渣覆蓋熔融金屬,並用加熱助焊劑產生的氣體保護氣氛(例如,二氧化碳)包圍焊接區域。 焊接後,必須清除熔渣,通常採用切削的方法。
In 氣體保護電弧焊, 一層惰性氣體將大氣隔絕,防止焊接過程中的氧化和污染。 氬氣、氦氣、氮氣或二氧化碳通常用作惰性氣體。 選擇的氣體取決於待焊接材料的性質。 兩種最流行的氣體保護電弧焊是金屬惰性氣體保護焊和鎢極惰性氣體保護焊(MIG 和 TIG)。
電阻焊接 涉及利用電阻使低電壓下的大電流通過待焊接的部件以產生用於熔化金屬的熱量。 組件之間的界面產生的熱量使它們達到焊接溫度。
危害及其預防
所有焊接都涉及火災、燒傷、輻射熱(紅外輻射)以及吸入金屬煙霧和其他污染物的危險。 與特定焊接工藝相關的其他危害包括電氣危害、噪音、紫外線輻射、臭氧、二氧化氮、一氧化碳、氟化物、壓縮氣瓶和爆炸。 有關其他詳細信息,請參見表 2。
表 2. 焊接工藝的描述和危害
|
焊接工藝 |
產品描述 |
危害性 |
|
氣體焊接和切割 |
||
|
焊接 |
焊炬熔化金屬表面和填料棒,形成接頭。 |
金屬煙霧、二氧化氮、一氧化碳、噪音、灼傷、紅外線輻射、火災、爆炸 |
|
銅焊 |
兩個金屬表面在不熔化金屬的情況下粘合。 填充金屬的熔化溫度高於 450 °C。 加熱方式有火焰加熱、電阻加熱和感應加熱。 |
金屬煙霧(尤其是鎘)、氟化物、火災、爆炸、灼傷 |
|
焊接 |
類似於釬焊,不同之處在於填充金屬的熔化溫度低於 450 °C。 加熱也是使用烙鐵完成的。 |
焊劑、鉛煙、灼傷 |
|
金屬切割和氣刨 |
在一個變體中,金屬被火焰加熱,純氧射流被引導到切割點並沿著要切割的線移動。 在火焰氣刨中,去除了一條表面金屬,但並未切穿金屬。 |
金屬煙霧、二氧化氮、一氧化碳、噪音、灼傷、紅外線輻射、火災、爆炸 |
|
氣壓焊 |
這些零件在壓力下通過氣體射流加熱,然後鍛造在一起。 |
金屬煙霧、二氧化氮、一氧化碳、噪音、灼傷、紅外線輻射、火災、爆炸 |
|
焊劑保護電弧焊 |
||
|
保護金屬電弧焊(SMAC); “棒”弧焊; 手工金屬電弧焊 (MMA); 明弧焊 |
使用由助焊劑塗層包圍的金屬芯組成的自耗電極 |
金屬煙霧、氟化物(特別是低氫電極)、紅外線和紫外線輻射、燒傷、電、火; 還有噪音、臭氧、二氧化氮 |
|
埋弧焊 (SAW) |
一層顆粒助焊劑沉積在工件上,然後是可消耗的裸金屬線電極。 電弧熔化助焊劑以在焊接區產生保護性熔化保護層。 |
氟化物、火災、燒傷、紅外線輻射、電; 還有金屬煙霧、噪音、紫外線輻射、臭氧和二氧化氮 |
|
氣體保護電弧焊 |
||
|
金屬惰性氣體(MIG); 氣體保護金屬極電弧焊 (GMAC) |
電極通常是與焊接金屬成分相似的裸焊絲,並連續送入電弧。 |
紫外線輻射、金屬煙霧、臭氧、一氧化碳(含 CO2 氣)、二氧化氮、火災、燒傷、紅外線輻射、電氣、氟化物、噪音 |
|
鎢極惰性氣體 (TIG); 鎢極氣體保護焊 (GTAW); 螺旋線 |
鎢電極是非消耗品,填充金屬作為消耗品手動引入電弧。 |
紫外線輻射、金屬煙霧、臭氧、二氧化氮、火災、燒傷、紅外線輻射、電氣、噪音、氟化物、一氧化碳 |
等離子弧焊(PAW)和等離子弧噴塗; 鎢極電弧切割 |
類似於 TIG 焊接,不同之處在於電弧和惰性氣體流在到達工件之前通過一個小孔,產生高度電離氣體的“等離子體”,其溫度可達到 33,400°C 以上。這也用於金屬化。 |
金屬煙霧、臭氧、二氧化氮、紫外線和紅外線輻射、噪音; 火災、燒傷、電氣、氟化物、一氧化碳、可能的 X 射線 |
|
藥芯電弧焊(FCAW); 金屬活性氣體焊接 (MAG) |
使用藥芯自耗電極; 可能有二氧化碳屏蔽 (MAG) |
紫外線輻射、金屬煙霧、臭氧、一氧化碳(含 CO2 氣)、二氧化氮、火災、燒傷、紅外線輻射、電氣、氟化物、噪音 |
|
電阻焊 |
||
|
電阻焊(點焊、縫焊、凸焊或對焊) |
低電壓下的大電流從電極流過這兩個組件。 組件之間的界面產生的熱量使它們達到焊接溫度。 在電流通過期間,電極的壓力會產生鍛焊。 不使用焊劑或填充金屬。 |
臭氧、噪音(有時)、機械危害、火災、燒傷、電氣、金屬煙霧 |
|
電渣焊 |
用於垂直對接焊。 工件垂直放置,相互之間留有間隙,在接頭的一側或兩側放置銅板或銅靴,形成一個槽。 在一根或多根連續饋送的電極絲和金屬板之間的助焊劑層下建立電弧。 形成一個熔化金屬池,由熔化劑或爐渣保護,通過電極和工件之間的電流電阻保持熔化。 這種電阻產生的熱量熔化接頭的側面和電極絲,填充接頭並形成焊接。 隨著焊接的進行,通過移動銅板將熔融金屬和熔渣保留在原位。 |
燒傷、火災、紅外線輻射、電、金屬煙霧 |
|
閃光焊 |
待焊接的兩個金屬部件連接到低電壓、高電流源。 當組件的末端接觸時,大電流流動,導致“閃光”發生並使組件的末端達到焊接溫度。 通過壓力獲得鍛焊。 |
電氣、燒傷、火災、金屬煙霧 |
其他焊接工藝 |
||
|
電子束焊接 |
真空室中的工件被來自高壓電子槍的電子束轟擊。 電子的能量在撞擊工件時轉化為熱量,從而熔化金屬並熔化工件。 |
高壓 X 射線、電、灼傷、金屬粉塵、密閉空間 |
|
電弧切割 |
在碳電極的末端(在帶有自己的壓縮空氣供應的手動電極夾中)和工件之間產生電弧。 產生的熔融金屬被壓縮空氣射流吹走。 |
金屬煙霧、一氧化碳、二氧化氮、臭氧、火災、灼傷、紅外線輻射、電 |
|
摩擦焊 |
一種純機械焊接技術,其中一個部件保持靜止,而另一個部件在壓力下相對於它旋轉。 摩擦產生熱量,在鍛造溫度下旋轉停止。 然後鍛造壓力影響焊接。 |
高溫、灼傷、機械危險 |
|
激光焊接和鑽孔 |
激光束可用於需要極高精度的工業應用,例如電子行業的微型組件和微技術或人造纖維行業的噴絲板。 激光束熔化並接合工件。 |
電氣、激光輻射、紫外線輻射、火、燒傷、金屬煙霧、工件塗層的分解產物 |
|
螺柱焊接 |
在螺柱焊槍中固定的金屬螺柱(充當電極)和要連接的金屬板之間產生電弧,並將組件端部的溫度升高到熔點。 槍將螺柱壓在板上並將其焊接。 屏蔽由圍繞螺柱的陶瓷套圈提供。 |
金屬煙氣、紅外線和紫外線輻射、燒傷、電氣、火災、噪音、臭氧、二氧化氮 |
|
鋁熱焊 |
鋁粉和金屬氧化物粉末(鐵、銅等)的混合物在坩堝中被點燃,產生伴隨著高溫的熔融金屬。 敲擊坩堝,熔化的金屬流入待焊接的型腔(四周有砂模)。 這通常用於修復鑄件或鍛件。 |
火災、爆炸、紅外線輻射、灼傷 |
許多焊接不是在通常可以控制條件的車間進行的,而是在建造或維脩大型結構和機械(例如,建築物、橋樑和塔架、船舶、鐵路發動機和汽車、重型設備等的框架)的現場進行的在)。 焊工可能必須將他或她的所有設備帶到現場,進行設置並在密閉空間或腳手架上工作。 身體緊張、過度疲勞和肌肉骨骼損傷可能會隨之而來,需要伸手、跪下或以其他不舒服和尷尬的姿勢工作。 即使沒有焊接過程產生的熱量,在溫暖的天氣中工作和個人防護設備的封閉效應也可能導致熱應力。
壓縮氣瓶
在高壓氣焊裝置中,氧氣和燃氣(乙炔、氫氣、城市煤氣、丙烷)從鋼瓶供應到焊炬。 氣體以高壓儲存在這些鋼瓶中。 燃料氣體安全使用和儲存的特殊火災和爆炸危險及注意事項也在本文其他部分討論 百科全書. 應遵守以下預防措施:
- 只有為使用中的氣體設計的壓力調節器才能安裝到鋼瓶上。 例如,乙炔調節器不應與煤氣或氫氣一起使用(儘管它可以與丙烷一起使用)。
- 吹管必須保持良好狀態並定期清潔。 應使用硬木棒或軟黃銅絲清潔尖端。 它們應該通過特殊的帆布加固軟管連接到調節器,軟管的放置方式應確保它們不太可能被損壞。
- 氧氣瓶和乙炔瓶必須分開存放,並且只能存放在沒有易燃材料的耐火場所,並且必須放置在發生火災時可以很容易取出的位置。 必須諮詢當地的建築和防火規範。
- 應嚴格遵守現行或推薦用於識別鋼瓶和附件的顏色編碼。 在許多國家/地區,用於危險材料運輸的國際通用顏色代碼適用於該領域。 在這方面執行統一國際標準的理由因與產業工人國際移民增加相關的安全考慮而得到加強。
乙炔發生器
在低壓氣焊工藝中,電石與水反應一般在發生器中產生乙炔。 然後將氣體通過管道輸送到焊槍或切割槍,並向其中輸送氧氣。
固定式發電廠應安裝在露天或遠離主要廠房的通風良好的建築物內。 發電機房的通風應防止形成爆炸性或有毒氣體。 應提供充足的照明; 開關、其他電氣設備和電燈應位於建築物外部或防爆。 房屋內或露天發電機附近必須禁止吸煙、火焰、火炬、焊接設備或易燃材料。 許多這些預防措施也適用於便攜式發電機。 便攜式發電機只能在露天或通風良好的商店中使用、清潔和充電,遠離任何易燃材料。
碳化鈣以密封桶供應。 材料應存放在高於地面的平台上並保持乾燥。 商店必須位於有遮蓋的位置,如果它們毗鄰另一棟建築,則隔牆必須是防火的。 儲藏室應通過屋頂適當通風。 鼓只能在發電機充電之前立即打開。 應提供和使用專用開瓶器; 切勿使用錘子和鑿子打開鼓。 將電石桶暴露在任何水源中都是危險的。
在拆卸發電機之前,必須清除所有碳化鈣並向設備註滿水。 水應在設備中保留至少半小時,以確保每個部分都沒有氣體。 只能由設備製造商或專業人員進行拆卸和維修。 當發電機充電或清潔時,不得再次使用舊電荷。
應使用由青銅或其他合適的有色合金製成的無火花工具小心清除楔入進料機構或粘附在設備部件上的碳化鈣碎片。
所有相關人員都應完全熟悉製造商的說明,這些說明應顯著展示。 還應遵守以下預防措施:
- 發生器和每個吹管之間必須安裝設計合理的背壓閥,以防止回火或氣體逆流。 回火後應定期檢查閥門,每日檢查水位。
- 只能使用設計用於低壓操作的噴射器型吹管。 對於加熱和切割,有時會使用低壓的城市煤氣或氫氣。 在這些情況下,應在每個吹管和供應主管或管道之間放置一個止回閥。
- 爆炸可能是由“回火”引起的,“回火”是由於噴嘴尖端浸入熔融金屬池、泥漿或油漆,或任何其他停工造成的。 應去除附著在尖端上的熔渣或金屬顆粒。 尖端也應經常冷卻。
- 應諮詢當地建築和防火規範。
防火防爆
在定位焊接操作時,應考慮到周圍的牆壁、地板、附近的物體和廢料。 應遵循以下程序:
- 所有可燃材料必須被移除或用金屬板或其他合適的材料充分保護; 絕不能使用防水油布。
- 應勸阻或類似地保護木結構。 應避免使用木地板。
- 牆壁和地板出現開口或裂縫時,應採取預防措施; 相鄰房間或下方地板上的易燃材料應移至安全位置。 應諮詢當地建築和防火規範。
- 應始終備有合適的滅火設備。 對於使用乙炔發生器的低壓設備,還應備有乾沙桶; 乾粉或二氧化碳類型的滅火器是令人滿意的。 決不能用水。
- 可能需要消防隊。 工作完成後,應指派負責人在現場觀察至少半小時,以應對發生火災時的情況。
- 由於乙炔氣體在空氣中的含量達到 2 到 80% 之間的任何比例時都會發生爆炸,因此需要充分通風和監控以確保沒有氣體洩漏。 只能使用肥皂水來尋找煤氣洩漏。
- 氧氣必須小心控制。 例如,絕不能在密閉空間內將其釋放到空氣中; 許多金屬、衣服和其他材料在氧氣存在的情況下變得活躍可燃。 在氣割中,任何可能沒有被消耗的氧氣都會被釋放到大氣中; 切勿在沒有適當通風裝置的密閉空間內進行氣割。
- 富含鎂或其他易燃金屬的合金應遠離焊接火焰或電弧。
- 容器的焊接可能非常危險。 如果以前的內容未知,則應始終將容器視為裝有易燃物質。 可以通過移除任何易燃材料或使其成為非爆炸性和不易燃的材料來防止爆炸。
- 用於鋁熱焊的鋁和氧化鐵的混合物在正常條件下是穩定的。 但是,鑑於鋁粉容易點燃,反應具有準爆炸性,因此在處理和儲存時應採取適當的預防措施(避免接觸高溫和可能的火源)。
- 在某些司法管轄區,焊接需要書面的熱工許可證計劃。 該程序概述了在焊接、切割、燃燒等過程中應遵循的注意事項和程序。 該計劃應包括執行的具體操作以及要實施的安全預防措施。 它必須是特定於工廠的,並且可能包括必須在每個單獨的操作中完成的內部許可系統。
防止熱和灼傷危險
由於接觸熱金屬和熾熱金屬顆粒或熔融金屬的飛濺,可能會灼傷眼睛和身體裸露部位。 在電弧焊中,用於啟動電弧的高頻火花如果集中在皮膚上的某個點,會導緻小而深的燒傷。 來自氣焊或切割火焰的強烈紅外線和可見光輻射以及焊池中的熾熱金屬會使操作員和操作附近的人員感到不適。 應事先考慮每項操作,並設計和實施必要的預防措施。 應佩戴專為氣焊和切割製作的護目鏡,以保護眼睛免受工作輻射的熱和光的傷害。 過濾玻璃上的保護罩應按要求清潔,並在刮傷或損壞時更換。 在噴出熔融金屬或熱顆粒的地方,穿著的防護服應能擋住飛濺物。 應根據危險程度選擇所穿防火服的種類和厚度。 在切割和弧焊操作中,應穿上皮鞋套或其他合適的鞋墊,以防止熱顆粒落入靴子或鞋子中。 為了保護手和前臂免受熱、飛濺、熔渣等的傷害,帶有帆布或皮革袖口的皮革手套型手套就足夠了。 其他類型的防護服包括皮圍裙、夾克、袖套、護腿和頭套。 在仰焊中,保護斗篷和保護帽是必需的。 所有的防護服都應該沒有油或油脂,接縫應該在裡面,以免夾住熔融金屬的小球。 衣服不應有可能留有火花的口袋或袖口,穿著時應使袖子與手套重疊,緊身褲與鞋子重疊等。 應檢查防護服是否有破裂的接縫或孔洞,熔融金屬或熔渣可能會從中進入。 焊接完成後留下高溫的重物應始終標記為“高溫”,以警告其他工人。 使用電阻焊接時,產生的熱量可能不可見,處理熱組件可能會導致灼傷。 如果條件合適,高溫或熔融金屬的顆粒不應飛出點焊、縫焊或凸焊,但應使用不易燃的篩網並採取預防措施。 屏幕還可以保護路人免受眼睛灼傷。 鬆散的零件不應留在機器的喉部,因為它們很容易以一定的速度拋出。
電氣安全
雖然手工電弧焊中的空載電壓相對較低(約 80 V 或更低),但焊接電流很高,而且變壓器初級電路存在在電源線電壓下運行設備的常見危險。 因此,不應忽視觸電的風險,尤其是在狹窄的空間或不安全的位置。
在開始焊接之前,應始終檢查弧焊設備的接地裝置。 電纜和連接應完好且容量充足。 應始終使用合適的接地夾或螺栓端子。 如果兩台或多台焊機接地到同一結構,或同時使用其他便攜式電動工具,接地應由合格人員監督。 工作位置應乾燥、安全且無危險障礙物。 一個佈置良好、光線充足、通風良好且整潔的工作場所很重要。 對於在密閉空間或危險位置工作,可以在焊接迴路中安裝額外的電氣保護(空載、低壓裝置),確保在不進行焊接時焊鉗上只有極低電壓電流. (參見下面對密閉空間的討論。)推薦使用彈簧夾或螺紋固定電極的電極架。 通過對握在手中的電極夾具的部分進行有效的隔熱,可以減少因加熱引起的不適。 應定期清潔和擰緊電極夾的鉗口和連接,以防止過熱。 應採取措施,在不使用時通過絕緣鉤或完全絕緣的支架安全地容納電極支架。 電纜連接的設計應確保電纜的持續彎曲不會導致絕緣層磨損和失效。 必須避免將電纜和塑料供氣管(氣體保護工藝)拖過熱板或焊縫。 電極導線不應接觸作業或任何其他接地物體(地面)。 高頻放電附近不得使用橡皮管和橡皮電纜,因為產生的臭氧會腐蝕橡皮。 從變壓器到電極支架的所有電源都應使用塑料管和聚氯乙烯 (PVC) 覆蓋電纜。 硫化或堅韌的橡膠護套電纜在初級側是令人滿意的。 污垢和金屬或其他導電灰塵會導致高頻放電單元發生故障。 為避免這種情況,應定期用壓縮空氣吹掃清潔裝置。 使用壓縮空氣超過幾秒鐘時,應佩戴聽力保護裝置。 對於電子束焊接,每次操作前必須檢查所用設備的安全性。 為防止觸電,必須在各種機櫃上安裝聯鎖系統。 所有單元和控制櫃的可靠接地系統是必要的。 對於用於切割大厚度的等離子焊接設備,電壓可能高達 400 V,應預料到危險。 通過高頻脈衝發射電弧的技術使操作員面臨令人不快的電擊和痛苦的穿透性高頻灼傷的危險。
紫外線輻射
電弧發出的明亮光中含有高比例的紫外線輻射。 即使是瞬間暴露於電弧閃光爆發,包括來自其他工人電弧的雜散閃光,也可能會產生疼痛性結膜炎(光眼炎),稱為“電弧眼”或“閃光眼”。 如果任何人接觸到電弧閃光,必須立即就醫。 過度暴露於紫外線輻射也可能導致皮膚過熱和灼傷(曬傷效應)。 預防措施包括:
- 應使用裝有正確等級過濾器的防護罩或頭盔(請參閱本文其他地方的文章“眼部和麵部防護” 百科全書). 對於氣體保護弧焊工藝和碳弧切割,平面護手無法提供足夠的反射輻射保護; 應該使用頭盔。 頭盔下應戴帶側護罩的過濾護目鏡或眼鏡,以免在抬起頭盔檢查工作時暴露在外。 頭盔還可以防止飛濺和熱熔渣。 頭盔和手盾在外面裝有濾光玻璃和防護罩玻璃。 應定期檢查、清潔並在刮傷或損壞時更換。
- 應妥善保護面部、頸部和身體其他暴露部位,尤其是在與其他焊工靠近工作時。
- 助理應至少佩戴合適的護目鏡,並根據風險要求佩戴其他 PPE。
- 應屏蔽所有弧焊操作,以保護附近工作的其他人員。 如果在固定工作台或焊接車間進行工作,應盡可能安裝永久性屏風; 否則,應使用臨時屏幕。 所有屏幕都應該是不透明的、堅固的結構和阻燃材料。
- 在焊接室內部使用黑色油漆已成為一種公認的做法,但油漆應產生啞光效果。 應提供充足的環境照明,以防止眼睛疲勞導致頭痛和事故。
- 應定期檢查焊接間和便攜式屏幕,以確保沒有可能導致電弧影響附近工作人員的損壞。
化學危害
焊接和火焰切割產生的空氣污染物,包括煙霧和氣體,來源多種多樣:
- 被焊接的金屬、填充棒中的金屬或各種鋼的成分,如鎳或鉻)
- 被焊接物件或焊條上的任何金屬塗層(例如,電鍍產生的鋅和鎘、鍍鋅產生的鋅和連續低碳鋼焊條上的薄塗層銅)
- 被焊接物品上的任何油漆、油脂、碎屑等(例如,一氧化碳、二氧化碳、煙霧和其他刺激性分解產物)
- 填料棒上的助焊劑塗層(例如,無機氟化物)
- 熱量或紫外線對周圍空氣(例如二氧化氮、臭氧)或氯化碳氫化合物(例如光氣)的作用
- 用作保護層的惰性氣體(例如,二氧化碳、氦氣、氬氣)。
煙霧和氣體應通過 LEV 從源頭去除。 這可以通過過程的部分封閉或通過安裝罩來提供,罩在整個焊接位置提供足夠高的空氣速度以確保捕獲煙霧。
有色金屬和某些合金鋼焊接時應特別注意通風,並註意防止可能形成的臭氧、一氧化碳和二氧化氮的危害。 便攜式和固定式通風系統很容易獲得。 一般來說,排出的空氣不應再循環。 只有當臭氧或其他有毒氣體沒有達到危險水平並且廢氣通過高效過濾器過濾時,才應進行再循環。
對於電子束焊接,如果被焊接材料具有毒性(例如鈹、钚等),則在打開腔室時必須小心保護操作員免受任何粉塵雲的影響。
當有毒煙霧(例如鉛)對健康構成威脅且 LEV 不可行時——例如,當用火焰切割拆除塗有鉛的結構時——必須使用呼吸防護設備。 在這種情況下,應佩戴經批准的高效全面罩呼吸器或高效正壓動力空氣淨化呼吸器 (PAPR)。 需要對電機和電池進行高標準的維護,尤其是使用原裝高效正壓電動呼吸器。 在可提供適合呼吸質量的壓縮空氣的地方,應鼓勵使用正壓壓縮空氣管路呼吸器。 每當佩戴呼吸防護設備時,應審查工作場所的安全性以確定是否有必要採取額外的預防措施,同時考慮佩戴呼吸防護設備的人員的視力受限、纏繞可能性等。
金屬煙熱
金屬煙熱常見於在鍍鋅或鍍錫工藝、黃銅鑄造、鍍鋅金屬焊接和金屬化或金屬噴塗過程中暴露於鋅煙霧的工人,以及暴露於其他金屬如銅、錳和鐵。 它發生在新員工和周末或假期休假後重返工作崗位的員工身上。 這是一種急性病症,在最初吸入金屬或其氧化物顆粒數小時後發生。 開始時口中有異味,隨後呼吸道粘膜乾燥和刺激,導致咳嗽,偶爾還會出現呼吸困難和胸悶。 這些可能伴有噁心和頭痛,並且在接觸後大約 10 到 12 小時,可能會出現非常嚴重的寒戰和發燒。 這些持續數小時,然後是出汗、睡眠,通常是多尿和腹瀉。 沒有特殊的治療方法,通常在 24 小時左右完全恢復,無殘留。 通過使用高效的 LEV,將有害金屬煙霧的暴露保持在建議的水平內,可以預防這種情況。
密閉空間
對於進入密閉空間,可能存在爆炸性、有毒、缺氧或上述情況組合的風險。 任何此類密閉空間都必須由負責人證明可以安全進入並在電弧或火焰下工作。 密閉空間進入計劃,包括進入許可系統,對於必須在通常不是為連續佔用而建造的空間中進行的工作,可能需要並強烈推薦。 示例包括但不限於檢修孔、拱頂、船艙等。 密閉空間的通風至關重要,因為氣焊不僅會產生空氣污染物,還會消耗氧氣。 氣體保護弧焊工藝可以降低空氣中的氧氣含量。 (見圖 2。)
圖 2. 封閉空間內的焊接

科幻吉爾曼
Noise
噪音是多種焊接工藝的危害,包括等離子焊接、某些類型的電阻焊機和氣焊。 在等離子焊接中,等離子射流以非常高的速度噴射,產生強烈的噪音(高達 90 dBA),尤其是在較高頻段。 使用壓縮空氣吹除灰塵也會產生高噪音。 為防止聽力受損,必須佩戴耳塞或耳罩,並製定聽力保護計劃,包括聽力(聽力)檢查和員工培訓。
電離輻射
在使用 X 射線或伽馬射線設備對焊縫進行射線檢測的焊接車間,必須嚴格遵守慣常的警告告示和說明。 工人必須與此類設備保持安全距離。 放射源必須僅使用所需的專用工具進行處理,並採取特殊的預防措施。
必須遵守地方和政府法規。 見章節 輻射、電離 在這其他地方 百科全書.
必須為電子束焊接提供足夠的屏蔽,以防止 X 射線穿透腔室的牆壁和窗戶。 機器的任何提供 X 射線輻射屏蔽的部件都應互鎖,以便機器無法通電,除非它們就位。 安裝時應檢查機器是否有 X 射線輻射洩漏,並在安裝後定期檢查。
其他危害
電阻焊機至少有一個電極,它以相當大的力移動。 如果在手指或手放在電極之間時操作機器,將導致嚴重擠壓。 在可能的情況下,必須設計合適的防護裝置來保護操作員。 首先去除部件的毛刺並戴上防護手套或手套,可以最大程度地減少割傷和撕裂傷。
當維護或修理帶有電氣、機械或其他能源的機器時,應使用上鎖/掛牌程序。
當採用切削等方法清除焊縫上的熔渣時,應使用護目鏡或其他方式保護眼睛。
車床
改編自第 3 版職業健康與安全百科全書。
車床在金屬加工車間中發揮的重要作用最好地體現在以下事實:閥門和配件行業產生的切屑(金屬刨花)中有 90% 至 95% 來自車床。 該行業報告的事故中約有十分之一是由車床引起的; 這相當於所有機器事故的三分之一。 根據對製造小型精密零件和電氣設備的工廠進行的單位機器相對事故頻率的研究,車床在木工機械、金屬切割鋸、動力壓力機和鑽床之後排名第五。 因此,對車床採取保護措施的必要性是毋庸置疑的。
車削是一種機械加工過程,其中使用具有特殊切削刃的刀具減小材料的直徑。 切削運動是通過旋轉工件產生的,而進給和橫移運動是由刀具產生的。 通過改變這三種基本運動,並通過選擇合適的刀具切削刃幾何形狀和材料,可以影響切削率、表面質量、形成的切屑形狀和刀具磨損。
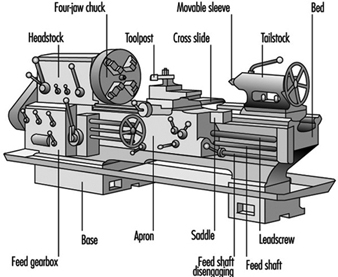
車床結構
典型的車床包括:
- 床身或底座,帶有用於鞍座和尾座的機加工滑道
- 安裝在床身上的主軸箱,帶有主軸和卡盤
- 安裝在床身前部的進給齒輪箱,用於將進給運動作為切削速度的函數通過絲槓或進給軸和裙板傳輸到鞍座
- 承載執行橫向運動的橫向滑塊的鞍座(或託架)
- 安裝在十字滑塊上的刀架(見圖 1)。
圖 1. 車床和類似機器
這種車床的基本型號可以無限變化,從通用機器到專為一種工作類型設計的專用自動車床。
最重要的車床類型如下:
- 中心車床。 這是最常用的車床。 它對應於帶水平旋轉軸的基本型號。 工件通過面板或卡盤固定在中心之間。
- 多刀車床。 這使得可以同時使用多個工具。
- 轉塔車床,絞盤車床。 這種類型的機器能夠通過一個接一個地接合的多個工具來加工工件。 工具被固定在轉塔中,轉塔旋轉將它們帶到切割位置。 轉塔一般為圓盤式或皇冠式,但也有鼓式轉塔車床。
- 仿形車床。 所需的形狀通過示踪劑控制從模板傳輸到作品。
- 自動車床。 各種操作,包括工作的改變,都是自動化的。 有酒吧自動裝置和卡盤自動裝置。
- 立式車床(鏜車床). 作品圍繞垂直軸旋轉; 它被夾在水平旋轉台上。 此類機床一般用於大型鑄件、鍛件的加工。
- 數控車床和數控車床。 所有上述機器都可以配備數控 (NC) 或計算機輔助數控 (CNC) 系統。 結果是半自動或全自動機器可以相當普遍地使用,這要歸功於控制系統的強大多功能性和易於編程。
車床的未來發展可能會集中在控制系統上。 接觸控制將越來越多地被電子控制系統取代。 至於後者,存在從插值編程控制向內存編程控制演變的趨勢。 可以預見,從長遠來看,越來越高效的過程計算機的使用將傾向於優化加工過程。
事故
車床事故一般由以下原因引起:
- 在車間安裝機器時無視安全規定(例如,機器之間沒有足夠的空間,每台機器都沒有電源斷開開關)
- 缺少防護裝置或缺少輔助裝置(工人試圖通過將一隻手壓在沒有防護裝置的皮帶輪上來製動車床的主軸,以及無意中接合沒有防護裝置的離合器桿或踏板的操作員造成了嚴重傷害;由於以下原因造成的傷害由於沒有鉸鍊或滑動蓋而飛屑也發生過)
- 控制元件位置不當(例如,如果控制卡盤的踏板被誤認為是控制尾座中心運動液壓迴路的踏板,車工的手可能會被尾座中心刺穿)
- 不利的工作條件(即從職業生理學角度來看的缺陷)
- 缺乏個人防護裝備或穿著不合適的工作服(曾對穿著寬鬆衣服或留著長發的車床操作員造成嚴重甚至致命的傷害)
- 人員指導不足(一名學徒在銼短軸時受了致命傷,該短軸固定在中心之間並由主軸頭上的曲柄托架和軸上的直托架旋轉;車床托架抓住了他的左手套筒,這被纏繞在工件上,將學徒猛烈拖入車床)
- 糟糕的工作組織導致使用了不合適的設備(例如,在傳統的生產車床上加工了一根長棒材;對於這台車床來說它太長了,它伸出主軸箱超過 1 米;此外,卡盤孔徑太大對於桿來說很大,是通過插入木楔組成的;當車床主軸開始旋轉時,自由桿端彎曲 45° 並撞到操作員的頭部;操作員在第二天晚上死亡)
- 有缺陷的機器元件(例如,離合器中鬆動的托架銷可能導致車床主軸在操作員調整卡盤中的工件時開始旋轉)。
預防意外
車床事故的預防從設計階段開始。 設計師應特別注意控制和傳輸元件。
控制元件
每台車床必須配備電源斷開(或隔離)開關,以便安全地進行維護和修理工作。 該開關必須斷開所有極上的電流,可靠地切斷氣動和液壓動力並為電路排氣。 在大型機器上,斷路開關應設計成可以掛鎖在其斷開位置——一種防止意外重新連接的安全措施。
機器控制裝置的佈局應使操作員可以輕鬆區分和触及它們,並且它們的操作不會造成危險。 這意味著控制裝置絕不能佈置在只有將手越過機器的工作區域才能到達的位置或可能被飛屑擊中的位置。
監控防護裝置並將其與機器驅動聯鎖的開關的選擇和安裝方式應確保一旦防護裝置從其保護位置移開,它們就會立即斷開電路。
緊急停止裝置必須使危險運動立即停止。 它們的設計和位置必須能夠讓受到威脅的工人輕鬆操作。 緊急停止按鈕必須觸手可及且應為紅色。
控制裝置的執行元件可能會觸發危險的機器運動,必須加以保護,以防止任何意外操作。 例如,車頭和裙板上的離合器接合桿應設有安全鎖定裝置或屏幕。 可以通過將按鈕放在凹槽中或用保護環將其包裹起來來確保按鈕的安全。
手動控制裝置的設計和位置應使手的運動與受控機器的運動相對應。
控件應使用易於閱讀和理解的標記來標識。 為避免誤解和語言困難,建議使用符號。
傳動元件
所有移動的傳動元件(皮帶、皮帶輪、齒輪)都必須覆蓋防護罩。 負責安裝機器的人員可以為預防車床事故做出重要貢獻。 車床的安裝應使照料它們的操作員不會互相妨礙或危及彼此。 操作員不應背對通道。 臨近工作場所或通道在飛屑範圍內時,應設置防護屏。
通道必須有清楚的標記。 應為物料搬運設備、堆放工件和工具箱留出足夠的空間。 棒材導軌不得伸入通道。
操作員站立的地板必須隔熱。 應注意絕緣材料不會形成絆腳石,即使在地板上塗上一層油膜,地板也不應變滑。
管道和管道系統的安裝方式不應成為障礙。 應避免臨時安裝。
車間的安全工程措施應特別針對以下幾點:
- 工作夾具(面板、卡盤、夾頭)在使用前應進行動態平衡
- 卡盤的最大允許速度應由製造商在卡盤上註明,並由車床操作員遵守
- 使用滾動卡盤時,應確保車床啟動時卡爪不會甩出
- 這種卡盤的設計方式應確保在夾爪固定之前不能取下鑰匙。 卡盤鍵通常應設計成不可能將它們留在卡盤中。
重要的是提供輔助起重設備,以便於安裝和拆卸重型卡盤和麵板。 為防止車床突然制動時卡盤脫離主軸,必須牢固固定。 這可以通過在主軸頭上放置一個帶左旋螺紋的固定螺母、使用“Camlock”快速聯軸器、用鎖緊鍵安裝卡盤或用兩件式鎖緊環固定來實現。
當使用動力夾具時,例如液壓操作的卡盤、夾頭和尾座中心,必須採取措施使手不可能進入閉合夾具的危險區域。 這可以通過以下方式實現:將夾緊元件的行程限制在 6 毫米,通過選擇安全控制的位置以避免將手引入危險區域,或者通過提供必須在夾緊之前關閉的移動防護裝置來實現運動可以開始。
如果在夾爪打開時啟動車床存在危險,則機器應配備防止主軸旋轉在夾爪閉合之前啟動的裝置。 斷電不得導致通電工作夾具的打開或關閉。
如果動力卡盤的夾持力減小,則主軸旋轉必須停止,並且不能啟動主軸。 在主軸旋轉時從內向外反轉夾持方向(反之亦然)不得導致卡盤從主軸上脫落。 只有當主軸停止旋轉時,才可以從主軸上取下夾具。
加工棒料時,超出車床的部分必須由棒料導軌包圍。 棒材進給重量必須由延伸到地板的鉸鏈蓋保護。
運營商
為防止發生嚴重事故——尤其是在車床上銼削工件時——不得使用未受保護的托架。 應使用定心安全托架,或在常規托架上安裝保護環。 也可以使用自鎖載體或為載體盤提供保護蓋。
車床工作區
通用車床卡盤應由鉸鏈蓋保護。 如果可能,防護罩應與主軸驅動電路互鎖。 立式鏜車床應用欄杆或板圍起來,以防止旋轉部件受傷。 為了使操作者能夠安全地觀察加工過程,必須提供帶欄杆的平台。 在某些情況下,可以安裝電視攝像機,以便操作員可以監控工具邊緣和工具進給。
自動車床、數控車床和數控車床的工作區應完全封閉。 全自動機器的外殼應該只有開口,通過這些開口引入待加工的毛坯,彈出車削零件並將切屑從工作區移除。 這些開口在工作通過時不得構成危險,並且不得通過它們進入危險區域。
半自動、數控和數控車床的工作區在加工過程中必須封閉。 外殼一般為帶限位開關和聯鎖電路的滑蓋。
在車床安全停止之前,不得進行需要進入工作區的操作,例如更換工件或工具、測量等。 調零變速驅動器不被視為安全停止。 帶有此類驅動器的機器必須有鎖定的保護蓋,在機器安全停止(例如,通過切斷主軸電機電源)之前不能解鎖。
如果需要特殊的對刀操作,則應提供微動控制,使某些機器運動能夠在保護蓋打開時跳閘。 在這種情況下,可以通過特殊的電路設計(例如,一次只允許一個動作跳閘)來保護操作員。 這可以通過使用雙手控制來實現。
車削切屑
長車削切屑很危險,因為它們可能會纏住胳膊和腿並造成嚴重傷害。 通過選擇合適的切削速度、進給量和切屑厚度,或者使用帶有齒槽式或階梯式斷屑槽的車床刀具,可以避免連續和散亂的切屑。 應使用帶手柄和帶扣的切屑鉤清除切屑。
人體工程學
每台機器的設計都應使其能夠以最小的操作員壓力獲得最大的輸出。 這可以通過使機器適應工人來實現。
在設計車床的人機界面時,必須考慮人體工程學因素。 合理的工作場所設計還包括提供輔助搬運設備,例如裝卸附件。
所有控件必須位於生理範圍內或雙手可觸及的範圍內。 控件必須佈局清晰,操作起來應該合乎邏輯。 在由站立操作員看管的機器中,應避免使用踏板操作的控制裝置。
經驗表明,當工作場所的設計適合站姿和坐姿時,工作效果會更好。 如果操作員必須站著工作,他或她應該可以改變姿勢。 在許多情況下,靈活的座椅可以緩解腳部和腿部的緊張。
應採取措施創造最佳的熱舒適度,同時考慮空氣溫度、相對濕度、空氣流動和輻射熱。 車間應充分通風。 應有局部排氣裝置以消除氣體散發。 加工棒料時,應使用吸音內襯導管。
最好為工作場所提供均勻的照明,提供足夠的照明水平。
工作服和個人防護
工作服應緊身,並扣好鈕扣或拉到脖子。 他們應該沒有胸前的口袋,袖子必須在手腕處係緊釦子。 不應系腰帶。 在車床上工作時不應戴戒指和手鐲。 必須佩戴安全眼鏡。 加工重型工件時,必須穿帶鋼頭的安全鞋。 收集切屑時必須戴防護手套。
技術培訓
車床操作者的安全在很大程度上取決於工作方法。 因此,重要的是,他或她應該接受全面的理論和實踐培訓,以掌握技能並養成能夠提供最佳保障的行為。 正確的姿勢、正確的動作、正確的選擇和使用工具應該成為常規,以至於操作者即使暫時放鬆注意力也能正常工作。
培訓計劃中的重點是直立姿勢、正確安裝和拆卸卡盤以及準確牢固地固定工件。 必須集中練習正確握住銼刀和刮刀以及使用砂布安全工作。
工人必須充分了解在測量工作、檢查調整和清潔車床時可能造成的傷害危險。
保養
車床必須定期保養和潤滑。 必須立即糾正故障。 如果發生故障時安全受到威脅,則應停止機器運行,直到採取糾正措施為止。
只有在機器與電源隔離後才能進行維修和保養工作
.
研磨和拋光
改編自第3版, 職業健康與安全百科全書.
磨削通常涉及使用固結磨料來磨掉工件的一部分。 目的是賦予工件一定的形狀、修正其尺寸、增加表面的光滑度或提高切削刃的鋒利度。 示例包括從鑄造鑄件中去除澆口和粗糙邊緣,在鍛造或焊接之前去除金屬表面氧化皮,以及在鈑金和機械車間中去除零件的毛刺。 拋光用於去除表面缺陷,例如工具痕跡。 拋光不會去除金屬,而是使用混合在蠟或油脂基中的軟磨料來產生高光澤表面。
磨削是所有加工方法中最全面和多樣化的,可用於多種材料——主要是鋼鐵,但也有其他金屬、木材、塑料、石材、玻璃、陶器等。 該術語涵蓋了生產非常光滑和有光澤的表面的其他方法,例如拋光、珩磨、打磨和研磨。
使用的工具有大小不一的輪子、磨段、磨尖、磨刀石、銼刀、拋光輪、皮帶、圓盤等。 在砂輪等中,磨料通過粘合劑結合在一起,形成一個剛性的、通常是多孔的物體。 在砂帶的情況下,粘合劑將磨料固定在柔性基材上。 拋光輪由縫合在一起的棉布或其他織物製成。
天然磨料——天然剛玉或金剛砂(氧化鋁)、金剛石、砂岩、火石和石榴石——已在很大程度上被包括氧化鋁(熔融氧化鋁)、碳化矽(金剛砂)和合成金剛石在內的人造磨料所取代。 還使用許多細粒材料,例如白堊、浮石、tripoli、錫膩子和氧化鐵,特別是用於拋光和拋光。
氧化鋁在砂輪中應用最廣泛,其次是碳化矽。 天然和人造鑽石用於重要的特殊應用。 氧化鋁、碳化矽、金剛砂、石榴石和火石用於研磨和拋光帶。
砂輪中使用有機和無機結合劑。 無機鍵的主要類型是玻璃化矽酸鹽和菱鎂礦。 值得注意的有機粘合劑有酚醛樹脂或脲醛樹脂、橡膠和蟲膠。 玻璃化粘合劑和酚醛樹脂在各自的組別中完全占主導地位。 金剛石砂輪也可以採用金屬結合劑。 不同的粘合劑賦予砂輪不同的研磨特性,以及不同的安全特性。
研磨和拋光帶和圓盤由紙質或織物製成的柔性基體組成,磨料通過天然或合成粘合劑粘合到基體上。
不同的機器用於不同類型的操作,例如平面磨削、外圓(包括無心)磨削、內圓磨削、粗磨削和切削。 兩種主要類型是:手動移動磨床或工件的類型,以及帶有機械進給和卡盤的機器。 常見的設備類型有:平面磨床; 基座式研磨機、拋光機和緩衝器; 圓盤研磨機和拋光機; 內圓磨床; 磨料切割機; 皮帶拋光機; 便攜式研磨機、拋光機和緩衝器; 以及多個拋光器和緩衝器。
危害及其預防
爆破
使用砂輪的主要傷害風險是砂輪在打磨過程中可能會爆裂。 通常,砂輪以高速運轉。 存在速度不斷提高的趨勢。 大多數工業化國家都有規定限制各種類型的砂輪可以運行的最大速度。
根本的保護措施是使砂輪盡可能堅固; 粘合劑的性質是最重要的。 具有有機結合劑的車輪,特別是酚醛樹脂,比具有無機結合劑的車輪更堅韌並且更耐衝擊。 具有有機結合劑的砂輪可能允許較高的圓周速度。
特別是非常高速的車輪通常包含各種類型的增強材料。 例如,某些杯形輪裝有鋼製輪轂以增加其強度。 在旋轉過程中,主要應力圍繞中心孔產生。 為了加強砂輪,中心孔周圍不參與磨削的部分因此可以由不適合磨削的特別堅固的材料製成。 具有以這種方式加強的中心部分的大輪特別被鋼鐵廠用於以高達80m/s的速度磨削板坯、鋼坯等。
然而,最常用的加固砂輪的方法是在其結構中加入玻璃纖維織物。 較薄的輪子,例如那些用於切割的輪子,可以在中心或兩側加入玻璃纖維織物,而較厚的輪子則根據輪子的厚度有許多織物層。
除了一些小尺寸的砂輪外,製造商必須對所有砂輪或其中的統計抽樣進行速度測試。 在測試中,砂輪以超過磨削允許的速度運行一段時間。 測試規定因國家/地區而異,但通常車輪必須在工作速度以上 50% 的速度下進行測試。 在某些國家/地區,法規要求在中央測試機構對以高於正常速度運行的車輪進行特殊測試。 該研究所還可以從車輪上切割樣本並研究它們的物理特性。 切割輪要經過一定的衝擊試驗、彎曲試驗等。 製造商也有義務確保砂輪在交付前平衡良好。
砂輪爆裂可能對附近的任何人造成致命或非常嚴重的傷害,並對工廠或場所造成嚴重損壞。 儘管製造商採取了所有預防措施,但如果在使用時不小心,仍可能偶爾發生車輪爆裂或斷裂。 預防措施包括:
- 處理和儲存。 車輪在運輸或搬運過程中可能會損壞或破裂。 水分可能會侵蝕酚醛樹脂車輪中的粘合劑,最終降低其強度。 陶瓷輪可能對重複的溫度變化敏感。 不規則吸收的水分可能會使車輪失去平衡。 因此,最重要的是在所有階段小心處理車輪,並將其有序地存放在乾燥和受保護的地方。
- 檢查裂縫。 應檢查新車輪以確保其完好無損且乾燥,最簡單的方法是用木槌敲擊。 一個完美無瑕的陶瓷輪會發出清晰的鈴聲,一個有機結合的輪子會發出較少的鈴聲; 但兩者都可以與有缺陷的車輪發出的破裂聲區分開來。 如有疑問,不應使用車輪並應諮詢供應商。
- 測試。 在新車輪投入使用之前,應在遵守適當預防措施的情況下全速進行測試。 濕磨後,砂輪應空轉以排出水; 否則水可能會聚集在車輪底部並導致不平衡,這可能會導致下次使用車輪時爆裂。
- 安裝。 當砂輪安裝在不合適的設備上時——例如,在拋光機的主軸端——會發生事故和破損。 主軸應有足夠的直徑,但不能太大以擴大砂輪的中心孔; 法蘭應不小於車輪直徑的三分之一,並由低碳鋼或類似材料製成。
- 速度。 在任何情況下都不得超過製造商規定的最大允許運行速度。 所有磨床都應安裝主軸轉速指示牌,砂輪應標明最大允許圓周速度和新砂輪的相應轉數。 變速打磨機必須採取特殊預防措施,並確保在便攜式打磨機中安裝具有適當允許速度的砂輪。
- 工作休息。 在可行的情況下,應提供足夠尺寸的剛性安裝工作台。 它們應該是可調節的,並儘可能靠近輪子,以防止出現陷阱,在這種情況下,工件可能會被壓在輪子上並損壞它,或者更有可能抓住並傷害操作員的手。
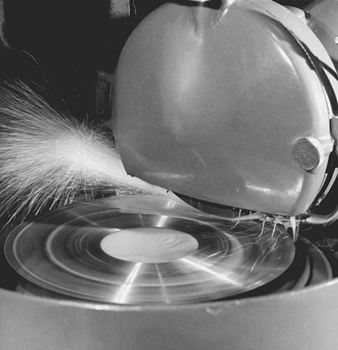
- 守護。 砂輪應配備足夠堅固的防護裝置,以容納爆裂輪的部件(見圖 1)。 一些國家對防護裝置的設計和使用的材料有詳細的規定。 一般來說,要避免使用鑄鐵和鑄鋁。 研磨口應盡可能小,並且可能需要一個可調節的鼻架。 在特殊情況下,如果工作性質不允許使用防護裝置,則可以使用特殊的保護法蘭或安全卡盤。 雙頭拋光機的主軸和錐頭,如不加以有效防護,很容易發生纏繞事故。
圖 1. 安裝在平面磨床上並以 33 m/s 的圓周速度運行的防護良好的陶瓷砂輪
眼睛受傷
在所有乾磨操作中,灰塵、磨料、顆粒和碎片是對眼睛的常見危害。 通過護目鏡或眼鏡以及機器上的固定眼罩有效保護眼睛是必不可少的; 固定眼罩在輪子間歇使用時特別有用——例如,用於工具磨削。
火
鎂合金的研磨俱有很高的火災風險,除非採取嚴格的預防措施防止意外著火以及去除和浸透灰塵。 所有排氣管道都需要高標準的清潔和維護,以防止火災風險並保持通風有效。 拋光操作釋放的紡織粉塵是一種火災隱患,需要良好的內務管理和 LEV。
振動
便攜式和立式打磨機存在患上手臂振動綜合症 (HAVS) 的風險,從其最明顯的跡象來看,也稱為“白指”。 建議包括限制暴露的強度和持續時間、重新設計工具、防護設備以及監測暴露和健康。
健康危害
儘管現代砂輪本身不會造成過去與砂岩砂輪相關的嚴重矽肺病危害,但高度危險的矽塵仍可能從被研磨的材料中釋放出來——例如砂鑄件。 某些樹脂粘合車輪可能包含會產生危險粉塵的填料。 此外,甲醛基樹脂在研磨過程中會釋放甲醛。 無論如何,研磨產生的粉塵量使得高效的 LEV 變得必不可少。 為便攜式輪子提供局部排氣更加困難,儘管通過使用低容量、高速捕獲系統在這個方向上取得了一些成功。 應避免長時間工作,必要時提供呼吸防護設備。 大多數砂帶打磨、精加工、拋光和類似操作也需要排氣通風。 特別是在拋光過程中,可燃紡織粉塵是一個嚴重的問題。
應提供防護服和帶淋浴的良好衛生和洗滌設施,並且需要醫療監督,尤其是對於金屬打磨工。
工業潤滑油、金屬加工液和汽車油
如果沒有精煉石油基工業油、潤滑油、切削油和潤滑脂的發展,工業革命就不可能發生。 在 1860 年代發現可以通過在真空中蒸餾原油來生產優質潤滑劑之前,工業依靠天然存在的油和動物脂肪(例如豬油和鯨魚精油)來潤滑運動部件。 這些油和動物產品特別容易因暴露在當時為幾乎所有工業設備提供動力的蒸汽機產生的熱量和水分而熔化、氧化和分解。 以石油為基礎的精煉產品從最初用於鞣製皮革的潤滑劑,發展到使用壽命更長、潤滑質量更佳、在不同溫度和氣候條件下具有更好的抗變性的現代合成油和潤滑脂。
工業潤滑油
機械和設備上的所有運動部件都需要潤滑。 雖然潤滑劑可能由乾燥材料提供,例如特氟隆或石墨,用於小型電機軸承等部件,但油和油脂是最常用的潤滑劑。 隨著機械的複雜性增加,對潤滑劑和金屬加工油的要求變得更加嚴格。 現在的潤滑油種類繁多,從用於潤滑精密儀器的清澈、非常稀薄的油,到用於大型齒輪(例如轉動鋼廠的齒輪)的粘稠、焦油狀油。 具有非常特殊要求的油既用於液壓系統,也用於潤滑大型計算機操作的機床,例如航空航天工業中用於生產公差極小的零件的機床。 合成油、液體和油脂,以及合成油和石油基油的混合物,用於需要延長潤滑劑壽命的地方,例如終生密封的電動機,換油間隔時間的增加抵消了成本差異; 存在擴展溫度和壓力範圍的地方,例如在航空航天應用中; 或者重新塗抹潤滑劑既困難又昂貴的地方。
工業油
主軸和潤滑油、齒輪潤滑油、液壓油和渦輪機油以及傳動液等工業用油旨在滿足特定的物理和化學要求,並在不同條件下長時間運行而不會出現明顯變化。 用於航空航天的潤滑劑必須滿足全新的條件,包括清潔度、耐用性、抗宇宙輻射以及在極冷和極熱溫度下、無重力和真空中運行的能力。
傳動裝置、渦輪機和液壓系統包含傳遞力或動力的流體、儲存流體的儲液器、將流體從一個地方移動到另一個地方的泵以及閥門、管道、冷卻器和過濾器等輔助設備。 液壓系統、傳動裝置和渦輪機需要具有特定粘度和化學穩定性的流體才能平穩運行並提供可控的動力傳輸。 優質液壓油和渦輪機油的特性包括高粘度指數、熱穩定性、循環系統壽命長、抗沉積、高潤滑性、抗泡能力、防銹保護和良好的抗乳化性。
齒輪潤滑油旨在形成堅固、堅韌的薄膜,在極壓下為齒輪之間提供潤滑。 齒輪油的特性包括良好的化學穩定性、抗乳化性和抗粘度增加和沈積物形成。 主軸油是稀薄、極其清潔和透明的油,含有潤滑添加劑。 滑道油(用於在高壓和低速情況下潤滑兩個平面滑動表面)最重要的特性是潤滑性和粘性,以抵抗擠壓和抵抗極壓。
汽缸油和壓縮機油結合了工業油和汽車油的特性。 它們應能抵抗沉積物的積累,充當傳熱劑(內燃機汽缸),為汽缸和活塞提供潤滑,提供密封以抵抗反吹壓力,具有化學和熱穩定性(尤其是真空泵油),具有高粘度指數和抗水洗(蒸汽操作的汽缸)和去污力。
汽車發動機油
內燃機製造商和組織,例如美國和加拿大的汽車工程師協會 (SAE),已經為汽車發動機油建立了特定的性能標準。 車用汽油和柴油機油經過一系列性能測試,以確定其化學和熱穩定性、耐腐蝕性、粘度、抗磨損性、潤滑性、清淨性和高低溫性能。 然後根據代碼系統對它們進行分類,該代碼系統允許消費者確定它們是否適合重型使用以及不同的溫度和粘度範圍。
用於汽車發動機、變速器和齒輪箱的油被設計為具有高粘度指數,以抵抗粘度隨溫度變化而變化。 汽車發動機油經過專門配製,可在潤滑內燃機時抵抗熱分解。 當發動機在寒冷天氣啟動時,內燃機油不能太稠以潤滑內部運動部件,也不能因為發動機運行時變熱而變稀。 它們應能抵抗閥門、環和氣缸上的碳積聚以及腐蝕性酸或濕氣沉積物的形成。 汽車發動機油含有清潔劑,旨在將碳和金屬磨損顆粒保持在懸浮狀態,以便它們可以在油循環時被過濾掉,而不會積聚在內部發動機部件上並造成損壞。
切削液
工業上使用的三種切削液是礦物油、可溶性油和合成液。 切削油通常是各種粘度的優質、高穩定性礦物油與添加劑的混合物,根據被加工材料的類型和所執行的工作提供特定特性。 可溶性油包水切削液是礦物油(或合成油),其中含有乳化劑和特殊添加劑,包括消泡劑、防銹劑、清潔劑、殺菌劑和殺菌劑。 它們在使用前用水以不同的比例稀釋。 合成切削液是非石油基流體、添加劑和水的溶液,而不是乳化液,其中一些具有耐火性,適用於加工特定金屬。 半合成液體含有 10% 至 15% 的礦物油。 一些特殊的流體由於流體在某些機床如多軸、自動螺桿機中容易洩漏和混合,因此兼有潤滑油和切削液的特性。
切削液的理想特性取決於所加工金屬的成分、所使用的切削工具以及所執行的切削、刨削或整形操作的類型。 切削液通過冷卻和潤滑(即保護切削工具的邊緣)改善和增強金屬加工過程。 例如,在加工會產生大量熱量的軟金屬時,冷卻是最重要的標準。 使用輕油(如煤油)或水基切削液可以改善冷卻效果。 切削刀具上的積屑瘤的控制由抗焊接或抗磨損添加劑提供,例如硫、氯或磷化合物。 合成和動物脂肪或硫化鯨蠟油添加劑可提供潤滑性,這在加工鋼材以克服硫化鐵的磨蝕性時很重要。
其他金屬加工油和加工油
研磨液旨在提供冷卻並防止金屬在砂輪上堆積。 它們的特性包括熱穩定性和化學穩定性、防銹(可溶性液體)、防止蒸發時的膠狀沉積物以及所執行工作的安全閃點。
要求高穩定性的淬火油用於金屬處理以控製鋼在冷卻時分子結構的變化。 在較輕的油中淬火用於表面硬化小型、廉價的鋼零件。 較慢的淬火速度用於生產外部相當硬且內部應力較低的機床鋼。 間隙或多相淬火油用於處理高碳鋼和合金鋼。
軋輥油是特殊配製的礦物油或可溶性油,可在金屬(尤其是鋁、銅和黃銅)通過熱軋機和冷軋機時潤滑並為金屬提供光滑的光潔度。 脫模油用於塗覆模具和模具,以促進成型金屬零件的脫模。 鞣油仍在毛氈和皮革製造行業中使用。 變壓器油是專門配製的絕緣液,用於變壓器和大型電動斷路器和開關。
導熱油用於開放式或封閉式系統,使用壽命可達 15 年。 主要特性是系統在 150 至 315°C 的溫度下運行時具有良好的熱穩定性、氧化穩定性和高閃點。 導熱油通常太粘稠,無法在環境溫度下泵送,必須加熱以提供流動性。
石油溶劑用於通過噴灑、滴落或浸漬來清潔零件。 溶劑去除油並乳化污垢和金屬顆粒。 防銹油可以是溶劑型或水基的。 它們通過浸漬或噴塗的方式應用於不銹鋼線圈、軸承和其他部件,並在金屬表面留下偏光或蠟膜,用於指紋和防銹以及防水。
油脂
潤滑脂是液體、增稠劑和添加劑的混合物,用於潤滑無法製成油密部件和設備,這些部件和設備難以到達或洩漏或飛濺的液體潤滑劑可能污染產品或造成危險的地方。 它們具有廣泛的應用和性能要求,從在零下溫度下潤滑噴氣發動機軸承到熱軋機齒輪、抗酸或水沖刷,以及鐵路車輛車輪滾子軸承產生的持續摩擦。
潤滑脂是通過將金屬皂(長鏈脂肪酸的鹽)混合到溫度為 205 至 315°C 的潤滑油介質中製成的。 合成潤滑脂可以使用二酯、矽酮或磷酸酯和聚烷基二醇作為流體。 潤滑脂的特性在很大程度上取決於特定的流體、肥皂中的金屬元素(例如鈣、鈉、鋁、鋰等)以及用於提高性能和穩定性以及減少摩擦的添加劑。 這些添加劑包括在金屬上塗上一層薄薄的非腐蝕性金屬硫化合物的極壓添加劑、環烷酸鉛或二硫代磷酸鋅、防銹劑、抗氧化劑、增加潤滑性的脂肪酸、粘性添加劑、用於識別和識別的彩色染料。水抑製劑。 一些潤滑脂可能含有石墨或鉬填料,它們覆蓋在金屬部件上,並在潤滑脂用完或分解後提供潤滑。
工業潤滑油、潤滑脂和汽車發動機油添加劑
除了使用具有化學和熱穩定性以及高粘度指數的優質潤滑油基礎油外,還需要添加劑來增強流體並提供工業潤滑油、切削液、潤滑脂和汽車發動機油所需的特定特性。 最常用的添加劑包括但不限於以下幾種:
- 抗氧化劑。 氧化抑製劑,如 2,6-二叔丁基、對甲酚和苯基萘胺,通過分解暴露於氧氣時形成的長鏈分子來降低油的劣化速度。 氧化抑製劑用於塗覆銅、鋅和鉛等金屬,以防止與油接觸,因此它們不會充當催化劑,加速氧化並形成腐蝕其他金屬的酸。
- 泡沫抑製劑。 消泡劑,如有機矽和聚有機矽氧烷,用於液壓油、齒輪油、傳動液和渦輪機油中,以降低表面膜張力並去除泵和壓縮機截留在油中的空氣,以保持恆定的液壓壓力並防止氣蝕.
- 腐蝕抑製劑。 環烷酸鉛和磺酸鈉等防銹添加劑用於防止金屬部件和系統生鏽,因為在這些部件和系統中,循環油已被水或潮濕空氣污染,這些空氣在設備或機械冷卻時進入系統儲液罐沒有被使用。
- 抗磨添加劑。 抗磨添加劑,例如磷酸三甲苯酯,會形成極性化合物,吸引到金屬表面,並在油膜不足的情況下提供額外保護的物理層。
- 粘度指數改進劑。 粘度指數改進劑有助於油品抵抗溫度變化的影響。 不幸的是,它們的有效性會隨著使用時間的延長而減弱。 合成油具有非常高的粘度指數,與含有粘度指數改進劑的礦物油相比,它們可以在更寬的溫度範圍內保持其結構,並且保持的時間更長。
- 破乳劑。 水抑製劑和特殊化合物將水從油中分離出來並防止膠質形成; 它們含有蠟質油,可提供額外的潤滑性。 它們用於設備需要用水沖洗或存在大量水分的地方,例如被可溶性切削液污染的汽缸、空氣壓縮機和齒輪箱。
- 彩色染料. 染料用於幫助用戶識別用於特定用途的不同油品,例如傳動液和齒輪油,以防止誤用。
- 極壓添加劑。 極壓添加劑,如非腐蝕性硫化脂肪化合物、二硫代磷酸鋅和環烷酸鉛,用於汽車、齒輪和傳動油中形成塗層,當保護油膜變薄或被擠出時,不能防止金屬表面腐蝕。金屬接觸。
- 洗滌劑。 金屬磺酸鹽和金屬酚鹽清淨劑用於將污垢、碳和金屬磨損顆粒懸浮在液壓油、齒輪油、發動機油和傳動液中。 這些污染物通常在油通過過濾器時被去除,以防止它們通過系統再循環,從而造成損壞。
- 粘性添加劑。 粘合劑或粘性添加劑用於使油粘附在軸承組件、齒輪箱、磨機和建築設備上的大型開式齒輪以及架空機械上並防止其洩漏。 隨著服務的延長,它們的粘性會降低。
- 乳化劑。 脂肪酸和脂肪油用作可溶性油中的乳化劑,以幫助形成與水的溶液。
- 潤滑添加劑。 脂肪、豬油、牛脂、鯨油和植物油用於在切削油和某些齒輪油中提供更高程度的油性。
- 殺菌劑。 在可溶性切削油中添加苯酚和松油等殺菌劑和殺菌劑,以延長切削液的使用壽命、保持穩定性、減少異味和防止皮炎。
製造工業潤滑油和汽車油
工業潤滑油和油、潤滑脂、切削液和汽車發動機油是在混合和包裝設施中生產的,也稱為“潤滑油廠”或“調和廠”。 這些設施可能位於生產潤滑油基礎油料的煉油廠內或附近,或者它們可能距離較遠,並通過海運油輪或駁船、鐵路油罐車或油罐車接收基礎油料。 混合和包裝廠將添加劑混合和復合到潤滑油基礎油中,以製造範圍廣泛的成品,然後以散裝或集裝箱形式運輸。
用於製造潤滑劑、液體和油脂的混合和復合工藝取決於設施的使用年限和復雜程度、可用設備、所用添加劑的類型和配方以及生產產品的種類和數量。 混合可能只需要在釜中使用混合器、槳葉或空氣攪拌器將基礎油料和添加劑包進行物理混合,或者可能需要來自電盤管或蒸汽盤管的輔助加熱來幫助溶解和混合添加劑。 其他工業流體和潤滑劑是通過歧管系統混合基礎油和預混添加劑和油漿自動生產的。 油脂可以批量生產或連續混合。 潤滑油廠可能會從化學品中合成自己的添加劑或從專業公司購買預包裝添加劑; 一個工廠可以同時使用這兩種方法。 當潤滑油廠製造自己的添加劑和添加劑包時,除了化學反應和物理攪拌之外,可能還需要高溫和高壓來混合化學品和材料。
生產後,流體和潤滑劑可保存在混合釜中或放置在儲罐中,以確保添加劑保持懸浮或溶液狀態,以便有時間進行測試以確定產品是否符合質量規格和認證要求,並允許加工在產品包裝和運輸之前將溫度恢復到環境水平。 測試完成後,成品將被放行以進行散裝運輸或包裝到容器中。
成品通過鐵路油罐車或油罐車散裝直接運送給消費者、分銷商或外部包裝廠。 成品也通過鐵路貨車或包裹運輸卡車裝在各種容器中運送給消費者和分銷商,如下所示:
- 金屬、塑料和組合金屬/塑料或塑料/纖維中型散裝容器,尺寸從 227 升到大約 2,840 升不等,作為單個單元裝在內置或獨立托盤上,堆疊 1 或 2 層高。
- 容量為 208 升、114 升或 180 千克的金屬、纖維或塑料桶通常用 4 個托盤運輸。
- 容量為 60 升或 54 公斤的金屬或塑料桶,以及容量為 19 升或 16 公斤的金屬或塑料桶,堆放在托盤上並捆紮或拉伸包裹以保持穩定性。
- 容量為 8 升或 4 升的金屬或塑料容器,1 升塑料、金屬和纖維瓶和罐以及 2 千克潤滑脂盒包裝在紙箱中,紙箱堆放在托盤上並捆紮或拉伸包裝以備運輸。
一些混合和包裝廠可能會將混合產品托盤和混合尺寸的容器和包裝直接運送給小消費者。 例如,發往服務站的單托盤貨物可能包括 1 桶傳動液、2 桶潤滑脂、8 箱汽車發動機油和 4 桶齒輪潤滑油。
產品質量
潤滑油產品質量對於保持機器和設備正常運行以及生產優質零件和材料非常重要。 混合和包裝廠按照嚴格的規格和質量要求生產成品石油產品。 用戶應通過建立安全的操作規範來保持質量水平,以處理、儲存、分配和將潤滑劑從其原始容器或罐轉移到分配設備,以及到要潤滑的機器或設備上的應用點或系統變得充實。 一些工業設施安裝了集中分配、潤滑和液壓系統,以最大限度地減少污染和暴露。 工業用油、潤滑劑、切削油和油脂會因水或濕氣污染、暴露在過高或過低的溫度下、不慎與其他產品混合以及長期儲存而變質,從而導致添加劑脫落或發生化學變化。
健康與安全
由於它們由消費者使用和處理,因此成品工業和汽車產品必須相對無危害。 在混合和配混產品、處理添加劑、使用切削液和操作油霧潤滑系統時,都可能存在危險暴露。
章節 石油和天然氣精煉廠 參看 百科全書 提供有關與混合和包裝廠的輔助設施相關的潛在危害的信息,例如鍋爐房、實驗室、辦公室、油水分離器和廢物處理設施、海運碼頭、儲罐、倉庫操作、鐵路油罐車和油罐車裝卸架以及鐵路箱車和貨車裝卸設施。
安全指引
製造添加劑和漿料、分批混合、分批混合和在線混合操作需要嚴格控制以保持所需的產品質量,並與 PPE 的使用一起,以盡量減少接觸潛在危險化學品和材料以及與熱表面和熱表面的接觸。蒸汽。 添加劑桶和容器應安全存放並保持密封,直至準備使用。 桶和袋中的添加劑需要妥善處理,以避免肌肉拉傷。 危險化學品應妥善存放,不相容的化學品不應存放在可以相互混合的地方。 操作灌裝和包裝機械時應採取的預防措施包括戴手套和避免在小桶和桶上壓接蓋子的設備中夾到手指。 不應移除、斷開或繞過機器防護裝置和保護系統以加快工作速度。 中型散裝容器和圓桶在灌裝前應進行檢查,以確保它們清潔且適用。
應建立密閉空間許可製度,允許進入儲罐和混合釜進行清潔、檢查、維護或修理。 在包裝機械、攪拌釜與攪拌機、輸送機、碼垛機和其他帶有活動部件的設備上工作之前,應制定並實施上鎖/掛牌程序。
洩漏的桶和容器應從儲存區移走,並清理溢出物以防止滑倒。 廢物、溢出和用過的潤滑油、汽車發動機油和切削液的回收、焚燒和處置應符合政府法規和公司程序。 在清潔溢出物和處理用過的或廢棄的產品時,工人應使用適當的個人防護裝備。 可能被汽油和易燃溶劑污染的排出的機油、切削液或工業潤滑油應存放在遠離火源的安全地方,直至妥善處置。
防火
雖然工業和汽車潤滑劑混合和復合過程中的火災可能性低於精煉過程,但由於使用高混合和復合溫度以及較低閃點產品,因此在製造金屬加工油和潤滑脂時必須小心。 當在高於其閃點的溫度下分配產品或填充容器時,應採取特殊預防措施以防止火災。 將易燃液體從一個容器轉移到另一個容器時,應採用適當的連接和接地技術,以防止靜電積聚和靜電放電。 電動機和便攜式設備應根據其安裝或使用區域中存在的危險進行適當分類。
如果潤滑油混合和油脂加工或儲存區域中的洩漏產品或蒸汽釋放到達火源,則存在著火的可能性。 應考慮建立和實施熱工許可證制度,以防止混合和包裝設施發生火災。 安裝在建築物內的儲罐應根據政府要求和公司政策進行建造、通風和保護。 存放在架子上和成堆的產品不應阻擋消防系統、防火門或出口通道。
成品的儲存,無論是散裝的還是容器和包裝的,都應符合公認的做法和防火規定。 例如,易燃液體和易燃液體溶液中的添加劑可以儲存在建築物外部或單獨的、專門設計的內部或附屬儲藏室。 許多添加劑儲存在溫暖的房間(38 至 65°C)或高溫房間(超過 65°C),以保持成分懸浮,降低較稠產品的粘度或提供更容易的混合或複合。 這些儲藏室應符合電氣分類、排水、通風和防爆要求,特別是當易燃液體或可燃液體在高於其閃點的溫度下儲存和分配時。
健康&养生
在混合、取樣和混合時,應考慮使用個人和呼吸防護設備,以防止接觸熱、蒸汽、灰塵、薄霧、蒸汽、煙霧、金屬鹽、化學品和添加劑。 在進行檢查和維護活動時,在生產和包裝過程中採樣和處理碳氫化合物和添加劑時,以及在清理時,可能需要安全的工作實踐、良好的衛生習慣和適當的個人防護,以防暴露於油霧、煙霧和蒸汽、添加劑、噪音和熱量洩漏和釋放:
- 一般工作應穿防油或防滑鞋底的工作鞋,如果存在滾動或掉落物體或設備造成腳部受傷的危險,則應穿經批准的防油或防滑鞋底的保護性腳趾安全鞋。
- 如果接觸危險的化學品、灰塵或蒸汽,可能需要護目鏡和呼吸保護裝置。
- 在處理危險化學品、添加劑和腐蝕性溶液以及清理溢出物時,應佩戴防滲手套、圍裙、鞋類、面罩和化學護目鏡。
- 在可能對頭部造成傷害的坑或區域工作時,可能需要頭部保護。
- 應提供隨時可用的適當清潔和乾燥設施以處理飛濺和溢出。
油是皮炎的常見原因,可以通過使用個人防護裝備和良好的個人衛生習慣來控制。 應避免皮膚直接接觸任何配製的油脂或潤滑劑。 煤油、溶劑和錠子油等較輕的油會使皮膚脫脂並引起皮疹。 較稠的產品,如齒輪油和油脂,會阻塞皮膚毛孔,導致毛囊炎。
油品微生物污染對健康的危害可歸納如下:
- 先前存在的皮膚狀況可能會惡化。
- 可吸入大小的潤滑劑氣溶膠可能導致呼吸道疾病。
- 生物體可能會改變產品的成分,使其變得直接有害。
- 可能會引入來自動物、鳥類或人類的有害細菌。
員工在生產、工作或維修過程中接觸切削液,以及用嵌有微小金屬顆粒的抹布擦拭沾滿油污的手時,都可能發生接觸性皮炎。 金屬會在皮膚上造成小的撕裂傷,可能會被感染。 皮膚和衣服上的水基切削液可能含有細菌並引起感染,乳化劑可能會溶解皮膚上的脂肪。 油性毛囊炎是由於長時間接觸油基切削液引起的,例如穿著浸油的衣服。 員工應脫下並清洗被油浸濕的衣服,然後再穿。 使用肥皂、清潔劑或溶劑清潔皮膚也可能導致皮炎。 最好通過良好的衛生習慣和盡量減少接觸來控制皮炎。 當皮炎持續存在時,應尋求醫療建議。
在作為其標准文件基礎進行的廣泛審查中,美國國家職業安全與健康研究所 (NIOSH) 發現接觸金屬加工液與多個器官部位(包括胃、胰腺)患癌症的風險之間存在關聯、喉和直腸(NIOSH 1996)。 導致癌症風險升高的具體配方仍有待確定。
油霧和氣溶膠的職業暴露與多種非惡性呼吸系統影響有關,包括類脂性肺炎、哮喘、急性氣道刺激、慢性支氣管炎和肺功能受損 (NIOSH 1996)。
金屬加工液很容易被細菌和真菌污染。 它們可能會影響皮膚,或者當作為受污染的氣溶膠吸入時,它們可能會產生全身影響。
加氫精製和酸處理等煉油工藝用於去除工業潤滑油中的芳烴,環烷基礎油的使用受到限制,以最大限度地減少致癌性。 混合和復合中引入的添加劑也可能對健康造成潛在風險。 接觸氯化化合物和含鉛化合物,例如某些齒輪潤滑劑和油脂中使用的化合物,會刺激皮膚並可能存在潛在危險。 當潤滑油被意外用於烹飪時,三鄰甲酚磷酸酯會導致神經麻痺的爆發。 合成油主要由亞硝酸鈉和三乙醇胺及添加劑組成。 市售的三乙醇胺中含有二乙醇胺,二乙醇胺能與亞硝酸鈉反應生成一種相對較弱的致癌物N-亞硝基二乙醇胺,可能產生危害。 半合成潤滑劑存在這兩種產品及其配方中的添加劑的危害。
產品安全信息對製造商的員工和潤滑油、油和油脂的用戶都很重要。 製造商應提供材料安全數據表 (MSDS) 或其他產品信息,適用於混合和復合中使用的所有添加劑和基礎油。 許多公司進行了流行病學和毒理學測試,以確定與其產品的任何急性和慢性健康影響相關的危害程度。 該信息應通過警告標籤和產品安全信息提供給工人和用戶。
金屬表面處理
改編自第三版, 職業健康與安全百科全書.
有多種技術可用於對金屬產品的表面進行精加工,以使其抗腐蝕、更貼合和更美觀(見表 1)。 一些產品通過一系列這些技術進行處理。 本文將簡要介紹其中一些最常用的。
表 1. 與不同金屬處理方法相關的危害總結
|
金屬處理方法 |
危害性 |
注意事項 |
|
電解拋光 |
腐蝕性和腐蝕性化學品造成的灼傷和刺激 |
使用適當的個人防護裝備。 安裝有效的排氣通風裝置。 |
|
電鍍 |
接觸可能致癌的鉻和鎳; 接觸氰化物; 腐蝕性和腐蝕性化學品引起的灼傷和刺激; 電擊; 該過程可能是潮濕的,導致滑倒和跌倒的危險; 潛在的爆炸性粉塵產生; 人體工學危害 |
使用適當的個人防護裝備。 安裝有效的排氣通風,通常開槽,推拉系統。 立即清理溢出物。 安裝防滑地板。 使用有效的工作程序和站點設計來避免人體工程學壓力。 |
|
搪瓷和玻璃 |
來自研磨機、傳送帶、研磨機的物理危害; 高溫液體和設備的灼傷危險; 接觸可能導致肺部疾病的粉塵 |
安裝適當的機器防護裝置,包括聯鎖裝置。 使用適當的個人防護裝備。 安裝有效的排氣通風設備以避免粉塵暴露。 可能需要 HEPA 過濾設備。 |
|
刻蝕 |
接觸氫氟酸; 腐蝕性和腐蝕性化學品引起的灼傷和刺激; 高溫液體和設備的灼傷危險 |
實施避免接觸氫氟酸的計劃。 使用適當的個人防護裝備。 安裝有效的排氣通風裝置。 |
|
鍍鋅 |
高溫液體、金屬和設備的灼傷危險; 腐蝕性和腐蝕性化學品引起的灼傷和刺激; 金屬煙熱; 潛在的鉛暴露 |
使用適當的個人防護裝備。 安裝有效的排氣通風裝置。 實施減少鉛接觸/監測計劃。 |
|
熱處理 |
高溫液體、金屬和設備的灼傷危險; 腐蝕性和腐蝕性化學品引起的灼傷和刺激; 可能的氫氣爆炸性環境; 可能接觸一氧化碳; 可能接觸氰化物; 油淬的火災隱患 |
使用適當的個人防護裝備。 安裝有效的排氣通風裝置。 顯示高溫設備和表面警告標誌。 安裝監測一氧化碳濃度的系統。 安裝足夠的滅火系統。 |
|
金屬噴鍍 |
高溫金屬和設備的燒傷危險; 粉塵、乙炔的可能爆炸性環境; 鋅金屬煙熱 |
安裝足夠的滅火系統。 妥善分離化學品和氣體。 使用適當的個人防護裝備。 安裝有效的排氣通風裝置。 |
|
磷化 |
腐蝕性和腐蝕性化學品造成的灼傷和刺激 |
使用適當的個人防護裝備。 安裝有效的排氣通風裝置。 |
|
塑料塗層 |
接觸化學致敏劑 |
尋求敏化劑的替代品。 使用適當的個人防護裝備。 安裝有效的排氣通風裝置。 |
|
吸 |
接觸各種具有潛在毒性和易燃性的溶劑、接觸化學敏化劑、接觸潛在致癌的鉻 |
尋求敏化劑的替代品。 使用適當的個人防護裝備。 安裝有效的排氣通風裝置。 正確分離化學品/氣體。 |
在應用任何這些技術之前,必須徹底清潔產品。 可以單獨或按順序使用多種清潔方法。 它們包括機械研磨、刷洗和拋光(會產生金屬或氧化粉塵——鋁粉塵可能會爆炸)、蒸汽脫脂、用有機油脂溶劑清洗、在濃酸或鹼溶液中“酸洗”和電解脫脂。 最後一種方法涉及浸泡在含有氰化物和濃鹼的浴液中,電解形成的氫氣或氧氣會去除油脂,從而形成不含氧化物和油脂的“空白”金屬表面。 清潔之後是產品的充分漂洗和乾燥。
設備的正確設計和有效的 LEV 將降低一些風險。 必須為暴露於飛濺危險的工人提供護目鏡或眼罩以及防護手套、圍裙和防護服。 淋浴和洗眼器應在附近並處於良好的工作狀態,應及時沖走飛濺和溢出物。 對於電解設備,手套和鞋子必須不導電,並且應遵循其他標準電氣預防措施,例如安裝接地故障斷路器和上鎖/掛牌程序。
處理過程
電解拋光
電解拋光用於產生改善外觀和反射率的表面,去除多餘的金屬以準確符合所需的尺寸,並為表面缺陷檢查做準備。 該過程涉及在蒸汽脫脂和熱鹼清洗後優先陽極溶解表面上的高點。 酸經常用作電解質溶液; 因此,之後需要充分沖洗。
電鍍
電鍍是一種化學或電化學工藝,用於在產品上鍍上一層金屬層——例如,鍍鎳以防腐蝕,鍍硬鉻以改善表面性能,或鍍銀和鍍金以美化產品。 有時會使用非金屬材料。 將作為陰極接線的產品和待沉積金屬的陽極浸入電解質溶液(可以是酸性、鹼性或含有氰化物鹽和絡合物的鹼性溶液)中,並從外部連接到直流電源。 金屬陽極帶正電荷的陽離子遷移到陰極,在那裡它們被還原為金屬並沉積為薄層(見圖 1)。 該過程一直持續到新塗層達到所需的厚度,然後對產品進行清洗、乾燥和拋光。
圖 1. 電鍍:示意圖
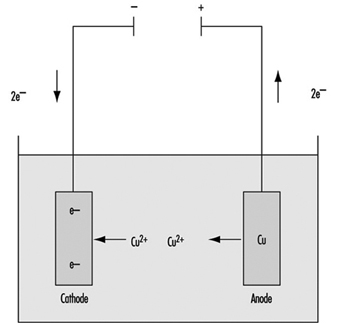
陽極:Cu → Cu+2 + 2e- ; 陰極:銅+2 + 2e- → 銅
In 電鑄, 與電鍍密切相關的過程,例如,通過應用石墨使石膏或塑料模製的物體導電,然後連接為陰極,以便金屬沉積在它們上面。
In 陽極氧化, 近年來變得越來越重要的工藝,將鋁製品(也使用鈦和其他金屬)作為陽極連接並浸入稀硫酸中。 然而,它們並沒有形成正鋁離子並遷移沉積在陰極上,而是被陽極處產生的氧原子氧化,並作為氧化層與其結合。 該氧化層部分被硫酸溶液溶解,使表面層多孔。 隨後,彩色或光敏材料可以沉積在這些孔中,例如在銘牌的製造中。
搪瓷和釉料
搪瓷或搪瓷用於為金屬(通常是鐵或鋼)提供高耐熱、耐污染和耐腐蝕的覆蓋層,用於各種製成品,包括浴缸、燃氣和電炊具、廚具、儲罐和容器,以及電氣設備。 此外,琺瑯還用於陶瓷、玻璃、珠寶和裝飾擺件的裝飾。 幾個世紀以來,琺瑯粉在景泰藍和利摩日等裝飾品生產中的專門用途已廣為人知。 釉料適用於各種陶器。
用於製造搪瓷和釉料的材料包括:
- 耐火材料,例如石英、長石和粘土
- 助熔劑,例如硼砂(十水硼酸鈉)、純鹼(無水碳酸鈉)、硝酸鈉、螢石、冰晶石、碳酸鋇、碳酸鎂、一氧化鉛、四氧化鉛和氧化鋅
- 顏色,例如銻、鎘、鈷、鐵、鎳、錳、硒、釩、鈾和鈦的氧化物
- 遮光劑,例如銻、鈦、錫和鋯的氧化物,以及銻酸鈉
- 電解質,例如硼砂、純鹼、碳酸鎂和硫酸鹽、亞硝酸鈉和鋁酸鈉
- 絮凝劑,例如粘土、樹膠、海藻酸銨、膨潤土和膠態二氧化矽。
所有類型的搪瓷或上釉的第一步是製作熔塊,即搪瓷粉。 這涉及原材料的準備、熔煉和熔塊處理。
在仔細清潔金屬產品(例如,噴丸、酸洗、脫脂)後,可以通過多種程序應用搪瓷:
- 在濕法中,物體被浸入含水的釉質泥漿中,取出並瀝乾,或者在“水洗”過程中,釉質泥漿較厚,必須從物體上抖落。
- 在干法工藝中,將打磨過的物體加熱到上釉溫度,然後通過篩子將乾燥的搪瓷粉末撒在物體上。 琺瑯燒結到位,當物體返回熔爐時,它會熔化成光滑的表面。
- 噴塗應用的使用越來越多,通常是在機械化操作中。 它需要一個處於排氣通風下的機櫃。
- 裝飾性琺瑯通常使用刷子或類似工具手工塗抹。
- 瓷器和陶器的釉料通常通過浸漬或噴塗來施塗。 雖然一些浸漬操作正在機械化,但在國內瓷器行業中,作品通常是手工浸漬的。 將物品拿在手中,浸入一大桶釉料中,手腕一抖,釉料就會脫落,然後將物品放入烘乾機中。 噴釉時應提供具有高效排氣通風功能的封閉罩或櫃。
然後將準備好的物體在通常以氣體為燃料的熔爐或窯爐中“燒製”。
刻蝕
化學蝕刻產生緞面或啞光效果。 最常見的是,它用作陽極氧化、塗漆、轉化塗層、拋光或化學增亮之前的預處理。 它最常用於鋁和不銹鋼,但也用於許多其他金屬。
鋁通常在含有氫氧化鈉、氫氧化鉀、磷酸三鈉和碳酸鈉的各種混合物以及其他成分的鹼性溶液中蝕刻,以防止形成污泥。 最常見的工藝之一是使用濃度為 10 至 40 g/l 的氫氧化鈉,溫度保持在 50 至 85°C,浸泡時間長達 10 分鐘。
鹼性蝕刻之前和之後通常在鹽酸、氫氟酸、硝酸、磷酸、鉻酸或硫酸的各種混合物中進行處理。 典型的酸處理包括在 15 體積份的硝酸和 60 體積份的氫氟酸的混合物中浸泡 3 至 1 秒,並保持在 20°C 的溫度。
鍍鋅
鍍鋅將鋅塗層應用於各種鋼鐵產品以防止腐蝕。 產品必須清潔且無氧化物,塗層才能正確粘附。 在產品進入鍍鋅槽之前,這通常涉及許多清潔、漂洗、乾燥或退火過程。 在“熱浸”鍍鋅中,產品通過熔融鋅浴; 如上所述,“冷”鍍鋅本質上是電鍍。
製造的產品通常採用間歇工藝進行鍍鋅,而連續帶鋼方法用於鋼帶、薄板或線材。 可以使用助焊劑來保持產品和鋅浴的令人滿意的清潔並促進乾燥。 預助焊劑步驟之後可以在鋅浴表面上覆蓋氯化銨助焊劑,或者後者可以單獨使用。 在鍍鋅管中,管子在清洗後和進入熔融鋅浴之前浸入氯化鋅銨的熱溶液中。 助焊劑分解形成刺激性氯化氫和氨氣,需要 LEV。
各種類型的連續熱浸鍍鋅在產品清潔方式以及是否在線進行清潔方面存在本質區別:
- 通過表面油的火焰氧化進行清潔,隨後在爐中還原並在線進行退火
- 在線退火前進行電解清洗
- 酸洗、鹼洗、預熱爐前使用助焊劑、鍍鋅前爐內退火
- 通過酸洗和鹼洗進行清潔,在鍍鋅之前去除焊劑並在還原性氣體(例如氫氣)中預熱。
輕鋼連續鍍鋅線省去了酸洗和助焊劑的使用; 它使用鹼性清洗,通過在氫氣還原氣氛的腔室或爐中加熱鋼帶,直到鋼帶通過熔融鋅浴表面以下,從而保持鋼帶錶面清潔。
線材的連續鍍鋅需要退火步驟,通常在清洗和鍍鋅槽前有一個熔鉛鍋; 風冷或水冷; 在熱的稀鹽酸中酸洗; 漂洗; 助焊劑的應用; 烘乾; 然後在熔融鋅浴中鍍鋅。
浮渣,一種鐵和鋅的合金,沉降到熔融鋅浴的底部,必須定期清除。 鋅液表面漂浮各種物質,防止鋅液氧化。 在被鍍鋅的線材或帶材的入口和出口點需要經常撇渣。
熱處理
熱處理,即對保持固態的金屬進行加熱和冷卻,通常是金屬產品加工過程中不可或缺的一部分。 它幾乎總是涉及金屬晶體結構的變化,從而導致其性能的改變(例如,退火使金屬更具延展性,加熱和緩慢冷卻以降低硬度,加熱和淬火以增加硬度,低溫加熱以盡量減少內部應力)。
退火
退火是一種“軟化”熱處理,廣泛用於對金屬進行進一步冷加工、提高可加工性、在產品使用前消除應力等。 它涉及將金屬加熱到特定溫度,將其在該溫度下保持特定時間長度,然後使其以特定速率冷卻。 使用了許多退火技術:
- 藍色退火, 其中鐵基合金表面產生一層藍色氧化物
- 光亮退火, 這是在受控氣氛中進行的,以盡量減少表面氧化
- 封閉退火 or 箱式退火, 黑色金屬和有色金屬在有或沒有包裝材料的密封金屬容器中加熱,然後緩慢冷卻的方法
- 全退火, 通常在保護氣氛中進行,旨在獲得經濟上可行的最大柔軟度
- 延展性, 對鑄鐵件進行的一種特殊退火,通過將鐵中的結合碳轉化為細碳(即石墨)來使其具有延展性
- 部分退火, 一種低溫工藝,用於消除冷加工在金屬中引起的內應力
- 亞臨界 or 球化退火, 通過使晶體結構中的碳化鐵獲得球體形狀,從而提高可加工性。
時效硬化
時效硬化是一種常用於鋁銅合金的熱處理,其中通過加熱至約 180°C 約 1 小時來加速合金中發生的自然硬化。
均質
均質化通常應用於鑄錠或粉末金屬壓塊,旨在消除或大大減少偏析。 它是通過加熱到低於金屬熔點約 20°C 的溫度約 2 小時或更長時間,然後淬火來實現的。
正火
類似於完全退火的過程可確保獲得的機械性能的均勻性,並且還產生更大的韌性和對機械載荷的抵抗力。
專利申請
淬火是一種特殊類型的退火工藝,通常應用於要拉拔的小截面材料(例如,0.6% 碳鋼線)。 金屬在普通爐中被加熱到轉變範圍以上,然後從爐中直接進入例如溫度保持在約 170°C 的鉛浴中。
調質
通過加熱到高於轉變範圍並通過在油、水或空氣中淬火快速冷卻到室溫,可以在鐵基合金中產生硬度的增加。 該物品通常承受的壓力太大而無法投入使用,並且為了增加其韌性,通過重新加熱到低於轉變範圍的溫度並使其以所需的速度冷卻來對其進行回火。
Martempering 和等溫淬火是類似的過程,不同之處在於物品是在例如溫度保持在 400°C 的鹽或鉛浴中淬火的。
表面和表面硬化
這是另一種最常應用於鐵基合金的熱處理工藝,可使物體表面保持堅硬,而其核心保持相對延展性。 它有多種變體:
- 火焰硬化 涉及通過用高溫氣炬加熱然後在油、水或其他合適的介質中淬火來硬化物體(例如齒輪齒、軸承、滑道)的表面。
- 電感應淬火 與火焰淬火類似,不同之處在於加熱是由表面層中感應的渦流產生的。
- 滲碳 通過在固態、液態或氣態含碳介質(如固態木炭和碳酸鋇、液態氰化鈉和碳酸鈉、氣態一氧化碳、甲烷等)中加熱物體來增加鐵基合金表面的碳含量) 在大約 900°C 的溫度下。
- 滲氮 通過在約 500 至 600°C 的含氮介質(通常是氨氣)中加熱特殊低合金鑄鐵或鋼物體表面來增加其表面的氮含量。
- 氰化 是一種表面硬化方法,其中低碳鋼物體的表面同時富含碳和氮。 它通常包括在 1°C 的 30% 氰化鈉溶液中將物體加熱 870 小時,然後在油或水中淬火。
- 碳氮共滲 是一種通過在滲碳氣體(見上文)和滲氮氣體(例如,800% 至 875% 無水氨)。
金屬噴鍍
金屬化或金屬噴塗是一種通過用金屬熔滴噴塗來將保護性金屬塗層施加到機械粗糙表面的技術。 它還可用於修復磨損或腐蝕的表面,以及修復加工不良的零部件。 這個過程被廣泛稱為 Schooping,以發明它的 Schoop 博士命名。
它使用 Schooping 槍,這是一種手持式手槍形噴槍,金屬絲形式通過該噴槍被送入燃氣/氧氣吹管火焰中,熔化金屬並使用壓縮空氣將其噴射到物體上。 熱源是氧氣和乙炔、丙烷或壓縮天然氣的混合物。 盤繞的電線通常在被送入槍之前被拉直。 可以使用任何可以製成線材的金屬; 槍也可以接受粉末狀的金屬。
真空金屬化是將物體放置在真空罐中並向其中噴射塗層金屬的過程。
磷化
磷化主要用於低碳鋼和鍍鋅鋼和鋁,以增強油漆、蠟和油飾面的附著力和耐腐蝕性。 它還用於形成一層,在金屬板材的深沖壓過程中起分型膜的作用,提高其耐磨性。 它主要包括讓金屬表面與一種或多種鐵、鋅、錳、鈉或銨的磷酸鹽溶液反應。 磷酸鈉和磷酸銨溶液用於聯合清洗和磷化。 對多金屬物體進行磷化處理的需要以及在自動化操作中提高生產線速度的願望導致通過向磷化溶液中添加促進劑(例如氟化物、氯酸鹽、鉬酸鹽和鎳化合物)來縮短反應時間。為了減小晶體尺寸,並且,因此,為了增加磷酸鋅塗層的柔韌性,在前處理漂洗液中加入了三級磷酸鋅或磷酸鈦等結晶細化劑。
磷化工序通常包括以下步驟:
- 熱鹼清洗
- 刷牙和沖洗
- 進一步的熱鹼清洗
- 調理水沖洗
- 噴塗或浸漬在酸式磷酸鹽的熱溶液中
- 冷水沖洗
- 溫鉻酸沖洗
- 另一個冷水沖洗
- 烘乾。
吸
有機油漆底漆應用於金屬表面,以促進隨後施加的油漆的附著力並延緩油漆-金屬界面處的腐蝕。 底漆通常包含樹脂、顏料和溶劑,可以通過刷塗、噴塗、浸漬、輥塗或電泳塗敷在準備好的金屬表面上。
溶劑可以是脂族和芳族烴、酮、酯、醇和醚的任意組合。 最常用的樹脂是聚乙烯丁炔醇、酚醛樹脂、乾性油醇酸樹脂、環氧化油、環氧酯、矽酸乙酯和氯化橡膠。 在復合底漆中,使用四亞乙基五胺、五亞乙基六胺、異氰酸酯和脲甲醛等交聯劑。 底漆配方中使用的無機顏料包括鉛、鋇、鉻、鋅和鈣化合物。
塑料塗層
塑料塗層以液態形式應用於金屬,粉末形式隨後通過加熱固化或燒結,或者以製造的片材形式使用粘合劑層壓到金屬表面。 最常用的塑料包括聚乙烯、聚酰胺(尼龍)和 PVC。 後者可包括基於單體和聚合酯的增塑劑和穩定劑,例如碳酸鉛、鋇和鎘的脂肪酸鹽、二月桂酸二丁基錫、硫醇烷基錫和磷酸鋅。 雖然通常是低毒和無刺激性的,但一些增塑劑是皮膚致敏劑。
危害及其預防
從上述過程的複雜性可以推斷,金屬表面處理存在多種安全和健康危害。 許多在製造操作中經常遇到; 其他人則通過所採用的技術和材料的獨特性來呈現。 有些可能會危及生命。 然而,總的來說,它們是可以預防或控制的。
工作場所設計
工作場所的設計應允許在不干擾正在進行的加工的情況下運送原材料和供應品以及移走成品。 由於許多化學品在混合時易燃或容易發生反應,因此在儲存和運輸過程中進行適當的分離至關重要。 許多金屬精加工操作涉及液體,當酸或鹼發生洩漏、溢出或飛濺時,必須立即將其沖洗掉。 因此,必須提供充分排水、防滑的地板。 客房清潔人員必須努力保持工作區域和其他空間清潔,沒有材料堆積。 處理固體和液體廢物以及熔爐排放物和排氣通風系統的設計必須考慮到環境問題。
工作站和工作任務應使用人體工程學原理,以盡量減少拉傷、扭傷、過度疲勞和 RSI。 機器防護裝置必須具有自動鎖定功能,以便在移除防護裝置時機器斷電。 防濺板是必不可少的。 由於熱酸鹼溶液飛濺的危險,洗眼器和全身淋浴器必須安裝在觸手可及的地方。 應張貼標誌,警告其他生產和維護人員注意化學浴和熱表面等危險。
化學評估
應評估所有化學品的潛在毒性和物理危害,並應盡可能使用危害較小的材料。 但是,由於毒性較小的材料可能更易燃,因此還必須考慮火災和爆炸的危險。 此外,還必須考慮材料的化學相容性。 例如,由於硝酸鹽的強氧化性,不小心將硝酸鹽和氰化物混合可能會引起爆炸。
通風
大多數金屬塗層工藝都需要 LEV,它被巧妙地放置以將蒸汽或其他污染物從工人身上吸走。 一些系統將新鮮空氣推過水箱,將空氣中的污染物“推”到系統的排氣側。 新鮮空氣進氣口必須遠離排氣口,以免潛在的有毒氣體再循環。
個人保護設備
應設計流程以防止潛在的有毒接觸,但由於無法始終完全避免,因此必須為員工提供適當的 PPE(例如,視情況而定,帶或不帶面罩的護目鏡、手套、圍裙或工作服和鞋子)。 由於許多暴露涉及熱腐蝕或腐蝕性溶液,因此保護物品應絕緣且耐化學腐蝕。 如果可能接觸電,PPE 應該是不導電的。 必須提供足夠數量的 PPE,以便在重新使用之前清潔和乾燥受污染的濕物品。 在有被熱金屬、熔爐等熱灼傷風險的地方,應備有絕緣手套和其他防護服。
一個重要的輔助措施是提供清洗設施和乾淨的儲物櫃和更衣室,這樣工人的衣服就不會受到污染,工人也不會把有毒物質帶回家中。
員工培訓和監督
無論是剛入職還是設備或流程發生變化時,員工教育和培訓都是必不可少的。 必須為每種化學產品提供 MSDS,以語言和教育水平解釋化學和物理危害,確保工人能夠理解。 能力測試和定期再培訓將確保工人掌握了所需的信息。 建議密切監督以確保遵循正確的程序。
選定的危害
某些危害是金屬塗層行業特有的,值得特別考慮。
鹼性和酸性溶液
用於金屬清潔和處理的加熱鹼和酸溶液具有特別強的腐蝕性和腐蝕性。 它們會刺激皮膚和粘膜,當濺入眼睛時尤其危險。 洗眼器和緊急淋浴是必不可少的。 適當的防護服和護目鏡可以防止不可避免的飛濺; 當濺到皮膚上時,應立即用乾淨的冷水充分沖洗該區域至少 15 分鐘; 可能需要就醫,尤其是當涉及到眼睛時。
使用氯代烴時應小心,因為氯代烴、酸和金屬反應可能會產生光氣。 吸入硝酸和氫氟酸的氣體特別危險,因為可能需要 4 小時或更長時間才會對肺部產生明顯影響。 支氣管炎、肺炎甚至可能致命的肺水腫可能在工人身上出現較晚,而這些工人顯然最初沒有受到暴露的影響。 對於已經暴露的工人,建議及時進行預防性治療,通常還建議住院治療。 皮膚接觸氫氟酸會導致數小時無痛的嚴重燒傷。 及時就醫是必不可少的。
塵
金屬和氧化粉塵是研磨和拋光操作中的一個特殊問題,並且在它們產生時通過 LEV 最有效地去除。 管道系統應設計成平滑的,並且空氣速度應足以防止微粒從氣流中沉澱出來。 鋁粉和鎂粉可能具有爆炸性,應收集在濕式收集器中。 隨著鉛在陶瓷和瓷器釉料中的使用減少,鉛已不再是一個問題,但它仍然是無處不在的職業危害,必須始終加以防範。 由於致癌性和慢性鈹病的可能性,鈹及其化合物最近受到關注。
某些操作存在矽肺病和塵肺病的風險:火石、石英或石頭的煅燒、壓碎和乾燥; 在乾燥狀態下篩分、混合和稱量這些物質; 以及用這些材料裝爐。 當它們在潮濕的過程中使用並濺到工作場所和工人的衣服上時,它們也會帶來危險,當它們變乾時又會變成灰塵。 LEV 和嚴格的清潔和個人衛生是重要的預防措施。
有機溶劑
在脫脂和某些過程中使用的溶劑和其他有機化學品在吸入時是危險的。 在急性期,它們的麻醉作用可能導致呼吸麻痺和死亡。 在慢性接觸中,最常見的是中樞神經系統毒性和肝腎損害。 LEV 提供保護,在源和工人的呼吸區域之間至少有 80 到 100 厘米的安全區域。 還必須安裝工作台通風裝置,以去除成品工件中的殘留蒸汽。 有機溶劑使皮膚脫脂可能是皮炎的前兆。 許多溶劑也是易燃的。
氰化物
含有氰化物的浴液常用於電解脫脂、電鍍和氰化。 與酸反應會形成揮發性的、可能致命的氰化氫(氫氰酸)。 空氣中的致死濃度為 300 至 500 ppm。 皮膚吸收或攝入氰化物也可能導致致命接觸。 最佳清潔度對於使用氰化物的工人來說至關重要。 清洗前不得進食食物,也不得在工作區內食用。 在可能接觸氰化物後,必須仔細清潔手和衣服。
氰化物中毒的急救措施包括轉移到戶外、脫去受污染的衣服、用水大量沖洗暴露區域、氧療和吸入亞硝酸戊酯。 LEV 和皮膚保護必不可少。
鉻和鎳
電鍍電鍍槽中使用的鉻和鎳化合物可能是危險的。 鉻化合物可引起皮膚和粘膜的灼傷、潰瘍和濕疹,以及特徵性的鼻中隔穿孔。 可能發生支氣管哮喘。 鎳鹽會引起頑固的過敏性或毒性刺激性皮膚損傷。 有證據表明鉻和鎳的化合物都可能致癌。 LEV 和皮膚保護必不可少。
熔爐和烤箱
使用所用熔爐時需要採取特殊預防措施,例如,在金屬熱處理中,組件在高溫下處理,過程中使用的材料可能有毒或易爆,或兩者兼而有之。 爐中的氣態介質(氣氛)可能與金屬爐料發生反應(氧化或還原氣氛),或者它們可能是中性的和保護性的。 後者中的大部分含有高達 50% 的氫氣和 20% 的一氧化碳,它們除了可燃外,在高溫下還會與空氣形成高度爆炸性的混合物。 著火溫度從 450 到 750 °C 不等,但即使在較低溫度下局部火花也可能引起著火。 開爐或停爐時發生爆炸的危險性較大。 由於冷卻爐容易吸入空氣(當燃料或電源中斷時特別危險),應提供惰性氣體(例如氮氣或二氧化碳)以在爐子關閉時進行吹掃,以及當將保護氣氛引入熱爐時。
一氧化碳可能是熔爐和烤爐帶來的最大危害。 由於它無色無味,它經常在工人意識到之前就已經達到有毒水平。 頭痛是最早出現的中毒症狀之一,因此,應立即將在工作中出現頭痛的工人轉移到新鮮空氣中。 危險區域包括可能聚集一氧化碳的凹陷區域; 應該記住,磚砌體是多孔的,在正常吹掃期間可能會保留氣體,並在吹掃完成時將其排出。
鉛爐可能很危險,因為鉛在 870°C 以上的溫度下會很快蒸發。 因此,需要有效的排煙系統。 鍋破損或故障也可能是危險的; 如果發生這種情況,應提供足夠大的井或坑來收集熔融金屬。
火災和爆炸
金屬塗層中使用的許多化合物都是易燃的,在某些情況下是易爆的。 大多數爐子和乾燥爐是燃氣燃燒的,應安裝特殊的預防措施,例如燃燒器處的熄火裝置、供應管線中的低壓截止閥和爐子結構中的防爆板. 在電解操作中,過程中形成的氫氣可能會聚集在鍍液表面,如果不排出,可能會達到爆炸濃度。 爐子應適當通風,並防止燃燒器被滴落的材料堵塞。
油淬火也是一種火災隱患,尤其是當金屬裝料未完全浸入時。 淬火油應具有高閃點,其溫度不應超過 27°C。
如果儲存和操作不當,用於金屬化的壓縮氧氣和燃氣鋼瓶有火災和爆炸的危險。 詳細注意事項參見本章“焊接與熱切割”一文。
根據當地法規的要求,應提供包括警報器在內的消防設備並保持其正常工作,並讓工人訓練如何正確使用這些設備。
熱
使用熔爐、明火、烘箱、加熱溶液和熔融金屬不可避免地會帶來過度受熱的風險,在炎熱潮濕的氣候中,尤其是封閉式防護服和裝備,會加劇這種風險。 工廠的完整空調在經濟上可能不可行,但在局部通風系統中提供冷卻空氣是有幫助的。 在涼爽的環境中休息和攝入足夠的液體(在工作場所攝入的液體應不含有毒污染物)將有助於避免熱毒性。 工人和主管應接受識別熱應激症狀的培訓。
結論
金屬的表面處理涉及多種過程,這些過程需要廣泛的潛在毒性暴露,其中大部分可以通過積極應用公認的預防措施來預防或控制。
金屬回收
金屬回收是從廢料中生產金屬的過程。 這些回收金屬與金屬礦石的初級加工生產的金屬沒有區別。 但是,過程略有不同,曝光可能會有所不同。 工程控制基本相同。 由於原材料的枯竭和廢料造成的環境污染,金屬回收對世界經濟非常重要。
鋁、銅、鉛和鋅佔二次有色金屬行業產量的 95%。 鎂、汞、鎳、貴金屬、鎘、硒、鈷、錫和鈦也被回收。 (鋼鐵在本章討論 鋼鐵行業. 另見本章“銅、鉛、鋅冶煉和精煉”一文。)
控制策略
排放/暴露控制原則
金屬回收涉及暴露於灰塵、煙霧、溶劑、噪音、熱量、酸霧和其他潛在的有害物質和風險。 一些工藝和/或材料處理的修改可能是可行的,以消除或減少排放的產生:最大限度地減少處理、降低罐溫度、減少浮渣形成和表面灰塵的產生,以及修改工廠佈局以減少材料處理或沉降物的再夾帶灰塵。
在某些情況下,如果選擇機器來執行高暴露任務,則可以減少暴露,這樣員工就可以離開該區域。 這也可以減少由於材料處理而導致的人體工程學危害。
為了防止工廠內清潔區域的交叉污染,需要隔離產生大量排放物的過程。 物理屏障將控制排放物並減少它們的傳播。 因此,暴露的人數減少,任何一個區域中導致暴露的排放源數量都會減少。 這簡化了暴露評估,並使主要來源的識別和控制變得更加容易。 回收操作通常與其他工廠操作隔離開來。
有時,可以封閉或隔離特定的排放源。 因為外殼很少是氣密的,負壓排氣系統通常應用於外殼。 控制排放的最常見方法之一是在排放產生點提供局部排氣通風。 從源頭捕獲排放物可降低排放物擴散到空氣中的可能性。 它還可以防止因沉降污染物的重新夾帶而造成的二次員工暴露。
排氣罩的捕獲速度必須足夠大,以防止煙霧或灰塵從氣流中逸出進入排氣罩。 氣流應該有足夠的速度將煙霧和灰塵顆粒帶入通風櫃,並克服交叉氣流和其他隨機空氣運動的干擾影響。 完成此操作所需的速度因應用程序而異。 應限制使用可以克服局部排氣通風的再循環加熱器或個人冷卻風扇。
所有排氣或稀釋通風系統也需要更換空氣(也稱為“補充”空氣系統)。 如果更換新風系統設計良好並集成到自然和舒適通風系統中,則可以預期更有效地控制暴露。 例如,更換出風口的位置應使乾淨的空氣從出風口流過員工,流向排放源和排氣口。 這種技術通常與供氣島一起使用,並將員工置於乾淨的進氣和排放源之間。
清潔區域旨在通過直接排放控制和內務管理來控制。 這些區域表現出較低的環境污染物水平。 受污染區域的員工可以通過供氣服務駕駛室、島、備用講台和控制室得到保護,並輔以個人呼吸防護。
通過提供乾淨的區域,例如提供新鮮過濾空氣的休息室和午餐室,可以減少工人的平均每日接觸。 通過將時間花在相對無污染的區域,可以減少員工對污染物的時間加權平均暴露。 該原理的另一個流行應用是供氣島,新鮮的過濾空氣被供應到工作站員工的呼吸區。
應為通風櫃、管道工程、控制室、維護活動、清潔和設備存放提供足夠的空間。
輪式車輛是二次排放的重要來源。 在使用輪式車輛運輸的地方,可以通過鋪設所有表面、保持表面沒有積聚的灰塵材料、減少車輛行駛距離和速度,以及通過重新引導車輛排氣和冷卻風扇排放來減少排放。 應考慮荷載、使用和表面護理等因素,選擇合適的鋪裝材料,如混凝土。 可將塗層應用於某些表面以促進道路的沖洗。
所有排氣、稀釋和補充空氣通風系統都必須妥善維護,以有效控制空氣污染物。 除了維護一般通風系統外,還必須維護工藝設備以消除材料溢出和無組織排放。
工作實踐方案實施
儘管標準強調工程控制是實現合規的一種手段,但工作實踐控制對於成功的控制計劃至關重要。 不良的工作習慣、維護不足以及內務管理或個人衛生不佳可能會破壞工程控制。 由於輪班之間這些因素的差異,在不同班次操作相同設備的員工可能會有明顯不同的空氣傳播暴露。
工作實踐方案雖然經常被忽視,但卻代表了良好的管理實踐和良好的常識; 它們具有成本效益,但需要員工和部門主管採取負責任和合作的態度。 高層管理人員對安全衛生的態度,反映在一線主管的態度上。 同樣,如果主管不執行這些計劃,員工的態度可能會受到影響。 可以通過以下方式培養良好的健康和安全態度:
- 員工參與計劃的合作氛圍
- 正式培訓和教育計劃
- 強調工廠安全和健康計劃。 為了製定有效的計劃,必須激勵員工並獲得他們的信任。
工作實踐程序不能簡單地“安裝”。 就像通風系統一樣,它們必須得到維護並不斷檢查以確保它們正常運行。 這些計劃是管理層和員工的責任。 應制定計劃來教授、鼓勵和監督“良好”(即低暴露)做法。
個人保護設備
所有工作都應常規佩戴帶側護罩的安全眼鏡、工作服、安全鞋和工作手套。 從事鑄造和熔化或鑄造合金的人員應穿戴圍裙和皮革或其他合適材料製成的手部保護裝置,以防止熔融金屬飛濺。
在工程控制不足以控製粉塵或煙霧排放的操作中,應佩戴適當的呼吸保護裝置。 如果噪音水平過高,並且無法通過工程設計消除或無法隔離噪音源,則應佩戴聽力保護裝置。 還應該有聽力保護計劃,包括聽力測試和培訓。
流程
鋁
再生鋁工業利用含鋁廢料生產金屬鋁和鋁合金。 該行業使用的工藝包括廢料預處理、重熔、合金化和鑄造。 再生鋁行業使用的原料包括新舊廢料、汗豬和部分原鋁。 新廢料包括從飛機工業、製造商和其他製造廠購買的剪報、鍛件和其他固體。 鑽孔和車削是飛機和汽車工業加工鑄件、棒材和鍛件的副產品。 浮渣、撇渣和爐渣來自初級還原廠、二次熔煉廠和鑄造廠。 舊廢料包括汽車零件、家居用品和飛機零件。 涉及的步驟如下:
- 檢查和分類。 採購的廢鋁進行檢驗。 不需要預處理的干淨廢料被運送到倉庫或直接裝入熔煉爐。 需要預處理的鋁由人工分揀。 去除游離鐵、不銹鋼、鋅、黃銅和超大尺寸材料。
- 破碎篩分。 舊廢料,特別是被鐵污染的鑄件和板材,是該過程的輸入。 分揀後的廢料被輸送到破碎機或錘磨機,在那裡材料被切碎和壓碎,鐵從鋁上撕下來。 粉碎後的材料通過振動篩以去除污垢和細粉。
- 打包. 專門設計的打包設備用於壓實大塊鋁廢料,如廢板、鑄件和廢料。
- 切碎/分類。 帶有鋼筋或絕緣層的純鋁電纜用鱷魚剪剪斷,然後在錘磨機中進行造粒或進一步粉碎,以將鐵芯和塑料塗層與鋁分離。
- 燃燒/乾燥。 鑽孔和車削經過預處理,以去除切削油、油脂、水分和游離鐵。 廢料在錘磨機或環碎機中破碎,水分和有機物在燃氣或燃油旋轉乾燥機中揮發,乾燥後的碎片經過篩分去除鋁粉,剩餘材料經過磁化處理除鐵,並且乾淨、乾燥的鑽孔被分類在手提箱中。
- 熱渣處理。 通過用鹽-冰晶石混合物分批熔化,可以從精煉爐排出的熱浮渣中去除鋁。 這個過程是在一個機械旋轉的、內襯耐火材料的桶中進行的。 金屬通過其底部的孔定期敲擊。
- 乾磨。 在乾磨過程中,冷的含鋁浮渣和其他殘留物經過研磨、篩选和濃縮處理,以獲得最低含鋁量為 60% 至 70% 的產品。 球磨機、棒磨機或錘磨機可用於將氧化物和非金屬還原成細粉。 通過篩選、風选和/或磁選分離金屬中的污垢和其他不可回收物。
- 烤。 以紙、古塔波膠或絕緣材料為背襯的鋁箔是該過程的輸入。 在焙燒過程中,與鋁箔相關的碳質材料被帶入,然後與金屬產品分離。
- 鋁發汗. 汗蒸是一種火法冶金工藝,用於從高鐵廢料中回收鋁。 高鐵鋁廢料、鑄件和浮渣是該過程的輸入。 一般採用傾斜爐膛的明火反射爐。 分離是在鋁和其他低熔點成分熔化並沿著爐床流下,通過爐排進入風冷模具、收集罐或保持井時完成的。 該產品被稱為“汗豬”。 熔點較高的材料,包括鐵、黃銅和在發汗過程中形成的氧化產物,會定期從爐子中排出。
- 反射式(氯氣)熔煉-精煉。 反射爐用於將乾淨分類的廢料、出汗的廢料或在某些情況下未經處理的廢料轉化為規格合金。 廢鋼通過機械方式裝入熔爐。 添加材料以通過分批或連續進料進行加工。 廢料充電後,添加助焊劑以防止熔體與空氣接觸並隨後被空氣氧化(保護助焊劑)。 添加的溶劑助熔劑會與非金屬反應,例如來自燃燒塗層和污垢的殘留物,形成不溶物,這些不溶物會作為熔渣漂浮到表面。 然後根據規格添加合金劑。 消磁 是降低熔融裝料中鎂含量的過程。 當用氯氣除磁時,氯氣通過碳管或噴槍注入,並在冒泡時與鎂和鋁發生反應。 在撇去步驟中,不純的半固體助熔劑從熔體表面撇去。
- 反射(氟)熔煉-精煉。 該過程類似於反射(氯)熔煉-精煉過程,不同之處在於使用氟化鋁而不是氯。
表 1. 鋁的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
排序 |
焊槍拆焊——鉛和鎘等金屬煙霧 |
拆焊時局部排氣通風; PPE——拆焊時的呼吸防護 |
|
破碎/篩分 |
非特定粉塵和氣溶膠、油霧、金屬微粒和噪音 |
局部排氣通風和一般區域通風,隔離噪聲源; PPE——聽力保護 |
|
打包 |
沒有已知的暴露 |
無控制 |
|
燃燒/乾燥 |
非特定顆粒物,可能包括金屬、煙灰和濃縮的重有機物。 含有氟化物、二氧化硫、氯化物、一氧化碳、碳氫化合物和醛類的氣體和蒸氣 |
局部排氣通風、一般區域通風、熱應激工作/休息方案、液體、噪聲源隔離; PPE——聽力保護 |
|
熱渣處理 |
一些油煙 |
局部排氣通風,一般區域通風 |
|
乾磨 |
塵 |
局部排氣通風,一般區域通風 |
|
焙燒 |
塵 |
局部排氣通風、一般區域通風、熱應激工作/休息方案、液體、噪聲源隔離; PPE——聽力保護 |
|
抑汗療程 |
金屬煙霧和微粒、非特定氣體和蒸汽、熱量和噪音 |
局部排氣通風、一般區域通風、熱應激工作/休息方案、液體、噪聲源隔離; PPE——聽力保護和呼吸保護 |
|
反射式(氯氣)熔煉-精煉 |
燃燒產物、氯氣、氯化氫、金屬氯化物、氯化鋁、熱量和噪音 |
局部排氣通風、一般區域通風、熱應激工作/休息方案、液體、噪聲源隔離; PPE——聽力保護和呼吸保護 |
|
反射式(氟)熔煉-精煉 |
燃燒產物、氟、氟化氫、金屬氟化物、氟化鋁、熱量和噪音 |
局部排氣通風、一般區域通風、熱應激工作/休息方案、液體、噪聲源隔離; PPE——聽力保護和呼吸保護 |
銅回收
再生銅工業利用含銅廢料生產金屬銅和銅基合金。 所用原材料可分類為製造成品時產生的新廢料或來自陳舊磨損或打撈物品的舊廢料。 舊廢料來源包括電線、管道裝置、電氣設備、汽車和家用電器。 其他具有銅價值的材料包括爐渣、浮渣、鑄造灰燼和冶煉廠的廢棄物。 涉及以下步驟:
- 剝離和排序。 廢料根據其銅含量和清潔度進行分類。 可以手動分離乾淨的廢料以直接裝入熔化和合金化爐。 鐵質成分可以磁性分離。 用手或專門設計的設備剝去絕緣層和鉛電纜外皮。
- 壓塊和壓碎。 乾淨的線材、薄板、線網、鑽孔、車削和切屑被壓實以便於處理。 使用的設備包括液壓打包機、錘磨機和球磨機。
- 切碎。 銅線與絕緣層的分離是通過減小混合物的尺寸來實現的。 切碎的材料然後通過空氣或液壓分類進行分類,並對任何黑色金屬材料進行磁選。
- 研磨和重力分離。 該過程實現與切碎相同的功能,但使用水性分離介質和不同的輸入材料,例如爐渣、浮渣、撇渣、鑄造灰燼、清掃物和布袋除塵器粉塵。
- 烘乾。 去除含有切削液、油和油脂等揮發性有機雜質的鑽孔、車屑和切屑。
- 絕緣燃燒。 該工藝通過在熔爐中燃燒這些材料,將絕緣層和其他塗層與銅線分離。 廢鋼絲被分批裝入主點火室或加力燃燒室。 然後,揮發性燃燒產物通過二次燃燒室或布袋除塵器進行收集。 會產生非特定顆粒物,其中可能包括煙霧、粘土和金屬氧化物。 氣體和蒸汽可能含有氮氧化物、二氧化硫、氯化物、一氧化碳、碳氫化合物和醛類。
- 出汗。 從廢料中去除低蒸氣熔點成分的方法是將廢料加熱到剛好高於待熔析金屬熔點的受控溫度。 主要金屬銅通常不是熔化的成分。
- 碳酸銨浸出。 通過在鹼性碳酸銨溶液中浸出和溶解,可以從相對乾淨的廢料中回收銅。 氨溶液中的銅離子會與金屬銅反應生成亞銅離子,亞銅離子可以通過空氣氧化重新氧化成銅態。 粗溶液與浸出渣分離後,通過蒸汽蒸餾回收氧化銅。
- 水蒸氣蒸餾。 將來自碳酸鹽浸出過程的浸出材料煮沸沉澱出氧化銅。 然後乾燥氧化銅。
- 水熱氫還原。 含有銅離子的碳酸銨溶液在氫氣中加壓加熱,使銅沉澱為粉末。 將銅過濾、洗滌、乾燥並在氫氣氛下燒結。 將粉末研磨並過篩。
- 硫酸浸取。 廢銅溶解在熱硫酸中形成硫酸銅溶液,用於電解沉積過程。 消化後,過濾掉未溶解的殘留物。
- 轉爐冶煉。 熔化的黑銅裝入轉爐,轉爐為梨形或圓柱形鋼殼內襯耐火磚。 空氣通過稱為 噴嘴. 空氣會氧化硫化銅和其他金屬。 加入含二氧化矽的熔劑與氧化鐵反應形成矽酸鐵渣。 這種爐渣通常通過傾斜爐子然後進行二次吹掃和撇渣從熔爐中撇出。 從這個過程中產生的銅稱為粗銅。 粗銅一般在火精煉爐中進一步精煉。
- 火煉。 來自轉爐的粗銅在圓柱形傾斜爐中進行火法精煉,這是一種類似於反射爐的容器。 在氧化氣氛中將粗銅裝入精煉容器。 雜質從表面撇去,並通過添加綠色原木或天然氣創造還原氣氛。 然後鑄造所得的熔融金屬。 如果要對銅進行電解精煉,則將精煉後的銅鑄成陽極。
- 電解精煉. 來自火法精煉過程的陽極被放置在裝有硫酸和直流電的罐中。 來自陽極的銅被電離,銅離子沉積在純銅起始板上。 當陽極溶解在電解質中時,雜質會像粘液一樣沉降到電池底部。 可以對這種粘液進行額外處理以回收其他有價值的金屬。 產生的陰極銅被熔化並鑄造成各種形狀。
表 2. 銅的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
剝離和分揀 |
材料處理和拆焊或廢料切割產生的空氣污染物 |
局部排氣通風,一般區域通風 |
|
壓塊和破碎 |
非特定粉塵和氣溶膠、油霧、金屬微粒和噪音 |
局部排氣通風和一般區域通風,隔離噪聲源; PPE——聽力保護和呼吸保護 |
|
碎紙 |
非特定粉塵、電線絕緣材料、金屬微粒和噪音 |
局部排氣通風和一般區域通風,隔離噪聲源; PPE——聽力保護和呼吸保護 |
|
磨礦重選 |
非特定粉塵、助焊劑中的金屬微粒、爐渣和浮渣以及噪音 |
局部排氣通風和一般區域通風,隔離噪聲源; PPE——聽力保護和呼吸保護 |
|
烘乾 |
非特定顆粒物,可能包括金屬、煙灰和濃縮重有機物 |
局部排氣通風、一般區域通風、工作/休息制度、液體、噪聲源隔離; PPE——聽力保護和呼吸保護 |
|
絕緣燃燒 |
非特定顆粒物,可能包括煙霧、粘土 |
局部排氣通風、一般區域通風、工作/休息制度、液體、噪聲源隔離; PPE——呼吸防護 |
|
抑汗療程 |
金屬煙霧和微粒、非特定氣體、蒸汽和微粒 |
局部排氣通風、一般區域通風、工作/休息制度、液體、噪聲源隔離; PPE——聽力保護和呼吸保護 |
|
碳酸銨浸出 |
氨 |
局部排氣通風,一般區域通風; PPE——呼吸防護 |
|
蒸汽蒸餾 |
氨 |
局部排氣通風,一般區域通風; PPE——帶側護罩的眼鏡 |
|
水熱氫還原 |
氨 |
局部排氣通風,一般區域通風; PPE——呼吸防護 |
|
硫酸浸出 |
硫酸霧 |
局部排氣通風,一般區域通風 |
|
轉爐冶煉 |
揮發性金屬、噪音 |
局部排氣通風,一般區域通風; PPE——呼吸保護和聽力保護 |
|
電坩堝熔煉 |
顆粒物、硫和氮氧化物、煙塵、一氧化碳、噪音 |
局部排氣通風,一般區域通風; PPE——聽力保護 |
|
火煉 |
硫氧化物、碳氫化合物、微粒 |
局部排氣通風,一般區域通風; PPE——聽力保護 |
|
電解精煉 |
污泥中的硫酸和金屬 |
局部排氣通風,一般區域通風 |
鉛回收
再生鉛冶煉廠購買的原材料在裝入熔煉爐之前可能需要進行加工。 本節討論再生鉛冶煉廠購買的最常見原材料以及可行的工程控制和工作實踐,以限制員工在原材料加工操作中接觸鉛。 應該注意的是,鉛塵通常可以在鉛回收設施中找到,任何車輛空氣都可能激起鉛塵,然後吸入或粘附在鞋子、衣服、皮膚和頭髮上。
汽車電池
再生鉛冶煉廠最常見的原材料是廢棄的汽車電池。 大約 50% 的廢棄汽車電池重量將在冶煉和精煉過程中回收為金屬鉛。 今天製造的大約 90% 的汽車電池使用聚丙烯盒或外殼。 由於這種材料的高經濟價值,幾乎所有再生鉛冶煉廠都回收聚丙烯外殼。 大多數這些過程會產生金屬煙霧,尤其是鉛和銻。
In 汽車電池壞了 由於柵格金屬中用作硬化劑的砷或銻的存在以及存在初生氫的可能性,因此有可能形成胂或銻。
打破汽車電池的四個最常見的過程是:
- 高速鋸
- 慢速鋸
- 剪斷
- 整個電池粉碎(Saturn 粉碎機或粉碎機或錘磨機)。
這些過程中的前三個涉及切斷電池的頂部,然後傾倒電池組或含鉛材料。 第四個過程涉及在錘磨機中粉碎整個電池並通過重力分離分離組件。
汽車電池分離 發生在汽車電池損壞之後,以便可以將含鉛材料與外殼材料分離。 取下外殼可能會產生酸霧。 完成此任務最廣泛使用的技術是:
- 手冊 技術。 這被絕大多數再生鉛冶煉廠使用,並且仍然是中小型冶煉廠中使用最廣泛的技術。 電池通過鋸子或剪切機後,員工手動將電池組或含鉛材料傾倒成一堆,然後將外殼和電池頂部放入另一個堆或運輸系統中。
- A 不倒翁 設備。 在頂部被鋸掉/剪掉以將電池組與外殼分開後,將電池放入滾筒裝置中。 不倒翁內的肋骨在緩慢旋轉時傾倒組。 當箱子被傳送到遠端並在它們離開時被收集起來,成組的箱子從滾筒的槽中掉落。 塑料和橡膠電池外殼和頂部在與鉛軸承材料分離後進行進一步加工。
- A 沉浮過程. 沉/浮過程通常與錘磨機或破碎過程相結合以破碎電池。 電池片,包括鉛軸承和外殼,都放在一系列裝滿水的水箱中。 含鉛材料沉入儲罐底部,由螺旋輸送機或拖鏈清除,而外殼材料漂浮並從儲罐表面撇去。
大多數二次冶煉廠定期購買用於為移動電子設備或其他工業用途供電的工業電池作為原材料。 許多這些電池都有鋼製外殼,需要用割炬或手持式氣動鋸切開外殼來拆除。
其他外購含鉛廢鋼
再生鉛冶煉廠購買各種其他廢料作為冶煉過程的原材料。 這些材料包括電池製造廠廢料、鉛精煉產生的浮渣、金屬鉛廢料(如排版和電纜覆蓋層)以及四乙基鉛殘留物。 這些類型的材料可以直接裝入熔煉爐或與其他爐料混合。
原材料處理和運輸
再生鉛冶煉過程的一個重要部分是原材料的處理、運輸和儲存。 物料由叉車、前端裝載機或機械輸送機(螺桿、斗式提昇機或皮帶)運輸。 再生鉛行業物料運輸的主要方式是移動設備。
再生鉛冶煉廠使用的一些常見的機械輸送方法包括: 帶式輸送系統,可用於將熔爐進料從儲存區運輸到熔爐炭化區; 用於將煙塵從布袋除塵器輸送到團聚爐或存儲區的螺旋輸送機或斗式提昇機和拖鏈/線。
冶煉
二次鉛冶煉廠的冶煉操作包括在鼓風爐或反射爐中將含鉛廢料還原成金屬鉛。
高爐 裝有含鉛材料、焦炭(燃料)、石灰石和鐵(助熔劑)。 這些材料在爐身頂部或通過靠近爐身頂部的爐身側面的裝料門送入爐內。 與鼓風爐操作相關的一些環境危害包括金屬煙霧和微粒(尤其是鉛和銻)、熱量、噪音和一氧化碳。 再生鉛行業使用多種爐料輸送機構。 料斗提昇機可能是最常見的。 其他使用的設備包括振動料斗、皮帶輸送機和斗式提昇機。
高爐出鋼操作包括將熔化的鉛和爐渣從熔爐中移出到模具或鋼包中。 一些冶煉廠將金屬直接放入保持金屬熔化以進行精煉的保溫釜中。 其餘的冶煉廠將熔爐金屬鑄造成塊狀並讓塊狀物凝固。
用於燃燒過程的鼓風通過風口進入高爐,風口偶爾開始充滿堆積物,必須進行物理沖壓,通常使用鋼棒,以防止它們被阻塞。 完成這項任務的常規方法是拆下風口蓋並插入鋼棒。 在加料被打孔後,蓋子被更換。
反射爐 由裝爐機構裝入含鉛原料。 再生鉛工業中的反射爐通常有一個由耐火磚製成的懸拱或吊拱。 許多與反射爐相關的污染物和物理危害與鼓風爐相似。 此類機構可以是液壓油缸、螺旋輸送機或其他類似於高爐所描述的設備。
反射爐出鋼操作與高爐出鋼操作非常相似。
精製
再生鉛冶煉廠的鉛精煉是在間接燃燒釜或罐中進行的。 來自熔煉爐的金屬通常在釜中熔化,然後調整微量元素的含量以生產所需的合金。 常見產品有軟(純)鉛和各種硬(銻)鉛合金。
幾乎所有再生鉛精煉操作都採用手動方法向釜中添加合金材料,並採用手動除渣方法。 浮渣被掃到水壺的邊緣,然後用鏟子或大勺子將其移入容器中。
表 3. 鉛的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
車輛 |
道路上的鉛塵和飛濺的含鉛水 |
用水沖洗並保持區域濕潤。 操作員培訓、謹慎的工作實踐和良好的內務管理是在操作移動設備時最大程度減少鉛排放的關鍵因素。 封閉設備並提供正壓過濾空氣系統。 |
|
輸送機 |
鉛塵 |
如果皮帶輸送機系統用於輸送爐料或煙道粉塵,則最好為皮帶輸送機系統配備自清潔尾輪或皮帶擦。 |
|
電池去殼 |
鉛塵、酸霧 |
局部排氣通風,一般區域通風 |
|
充電準備 |
鉛塵 |
局部排氣通風,一般區域通風 |
|
高爐 |
金屬煙霧和微粒(鉛、銻)、熱量和噪音、一氧化碳 |
局部排氣通風、一般區域通風、工作/休息制度、液體、噪聲源隔離; PPE——呼吸保護和聽力保護 |
|
反射爐 |
金屬煙霧和微粒(鉛、銻)、熱量和噪音 |
局部排氣通風、一般區域通風、工作/休息制度、液體、噪聲源隔離; PPE——呼吸保護和聽力保護 |
|
精製 |
鉛微粒和可能的合金金屬和助熔劑、噪音 |
局部排氣通風,一般區域通風; PPE——聽力保護 |
|
面試 |
鉛顆粒和可能的合金金屬 |
局部排氣通風,一般區域通風 |
鋅回收
二次鋅工業利用新的切屑、撇渣和灰燼、壓鑄撇渣、鍍鋅機的浮渣、煙道灰和化學殘留物作為鋅的來源。 大多數新加工的廢料是來自鍍鋅和壓鑄罐的鋅基和銅基合金。 舊廢料類別包括舊鋅雕刻板、壓鑄件以及桿和模具廢料。 過程如下:
- 反射性出汗. 發汗爐用於通過控制爐溫將鋅與其他金屬分離。 廢壓鑄產品,例如汽車格柵和車牌框,以及鋅皮或殘留物是該工藝的起始材料。 將廢料裝入熔爐,加入助熔劑並熔化內容物。 去除高熔點殘留物,熔融鋅直接從熔爐流出,進入後續工序,如熔化、精煉或合金化,或進入收集容器。 金屬污染物包括鋅、鋁、銅、鐵、鉛、鎘、錳和鉻。 其他污染物是助熔劑、硫氧化物、氯化物和氟化物。
- 旋轉出汗。 在這個過程中,鋅廢料、壓鑄產品、殘留物和撇渣被裝入直燃爐並熔化。 熔體被撇去,鋅金屬被收集在位於爐外的水壺中。 不可熔化的材料,即爐渣,在重新裝料之前被移除。 來自該過程的金屬被送往蒸餾或合金化過程。 污染物類似於反射性出汗的污染物。
- 馬弗出汗和水壺(鍋)出汗。 在這些過程中,鋅廢料、壓鑄產品、殘留物和撇渣被裝入馬弗爐,材料被熔化,熔化的鋅被送往精煉或合金化過程。 殘留物通過將浮渣與爐渣分離的振動篩除去。 污染物類似於反射性出汗的污染物。
- 粉碎/篩分。 鋅殘留物被粉碎或壓碎以破壞金屬鋅和污染物熔劑之間的物理結合。 然後在篩分或氣動分級步驟中分離還原的材料。 粉碎會產生氧化鋅和少量的重金屬和氯化物。
- 碳酸鈉浸出. 殘留物經過化學處理以浸出並將鋅轉化為氧化鋅。 廢料首先被壓碎和清洗。 在此步驟中,鋅從材料中浸出。 含水部分用碳酸鈉處理,導致鋅沉澱。 將沉澱物乾燥並煅燒以產生粗氧化鋅。 然後將氧化鋅還原成鋅金屬。 會產生各種鋅鹽污染物。
- 釜(鍋)、坩堝、反射爐、電感應熔煉。 將廢料裝入熔爐並添加助熔劑。 攪動浴以形成可從表面撇去的浮渣。 爐子脫脂後,將鋅金屬倒入鋼包或模具中。 可產生氧化鋅煙、氨和氯化銨、氯化氫和氯化鋅。
- 合金化. 該工藝的功能是通過在精煉釜中添加凝固或熔融形式的助熔劑和合金劑,從預處理過的廢鋅金屬中生產鋅合金。 然後混合內容物,撇去浮渣,然後將金屬鑄造成各種形狀。 含鋅、合金金屬、氯化物、非特定氣體和蒸汽以及熱量的顆粒物是潛在的暴露因素。
- 馬弗蒸餾。 馬弗蒸餾工藝用於從合金中回收鋅並製造純鋅錠。 該過程是半連續的,包括將熔化的鋅從熔爐或發汗爐裝入馬弗部分,蒸發鋅,冷凝蒸發的鋅,然後從冷凝器出料到模具中。 定期從馬弗爐中取出殘留物。
- 蒸餾/氧化和馬弗蒸餾/氧化。 蒸餾/氧化和馬弗蒸餾/氧化過程的產物是氧化鋅。 該過程類似於通過汽化步驟進行的干餾蒸餾,但在此過程中,冷凝器被繞過並添加助燃空氣。 蒸汽通過孔口排放到氣流中。 自燃發生在耐火蒸汽襯裡室內。 產品被燃燒氣體和過量空氣帶入收集產品的布袋除塵器中。 存在過量空氣以確保完全氧化並冷卻產品。 這些蒸餾過程中的每一個都可能導致氧化鋅煙霧暴露,以及其他金屬顆粒和硫氧化物暴露。
表 4. 鋅的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
反射性出汗 |
含鋅、鋁、銅、鐵、鉛、鎘、錳和鉻的顆粒,助熔劑污染物,硫氧化物,氯化物和氟化物 |
局部排氣通風、一般區域通風、熱應激-工作/休息方案、液體 |
|
旋轉發汗 |
含鋅、鋁、銅、鐵、鉛、鎘、錳和鉻的顆粒,助熔劑污染物,硫氧化物,氯化物和氟化物 |
局部排氣通風、一般區域通風、工作/休息方案、液體 |
|
馬弗出汗和水壺(鍋)出汗 |
含鋅、鋁、銅、鐵、鉛、鎘、錳和鉻的顆粒,助熔劑污染物,硫氧化物,氯化物和氟化物 |
局部排氣通風、一般區域通風、工作/休息方案、液體 |
|
破碎/篩分 |
氧化鋅、微量重金屬、氯化物 |
局部排氣通風,一般區域通風 |
|
碳酸鈉浸出 |
氧化鋅、碳酸鈉、碳酸鋅、氫氧化鋅、氯化氫、氯化鋅 |
局部排氣通風,一般區域通風 |
|
釜(鍋)熔煉坩堝、反射熔煉、電感應熔煉 |
氧化鋅煙霧、氨、氯化銨、氯化氫、氯化鋅 |
局部排氣通風、一般區域通風、工作/休息方案、液體 |
|
合金化 |
含鋅、合金金屬、氯化物的顆粒; 非特定氣體和蒸氣; 熱 |
局部排氣通風、一般區域通風、工作/休息方案、液體 |
|
甑餾、甑餾/氧化和馬弗蒸餾 |
氧化鋅煙霧、其他金屬微粒、硫氧化物 |
局部排氣通風、一般區域通風、工作/休息方案、液體 |
|
石墨棒電阻蒸餾 |
氧化鋅煙霧、其他金屬微粒、硫氧化物 |
局部排氣通風、一般區域通風、工作/休息方案、液體 |
鎂回收
舊廢料的來源包括報廢汽車和飛機零件、舊的和過時的平版印刷版,以及來自初級鎂冶煉廠的一些污泥。 新廢料包括切屑、車屑、鑽孔、撇渣、爐渣、浮渣和來自板材廠和加工廠的次品。 處理鎂的最大危險是著火。 金屬的小碎片很容易被火花或火焰點燃。
- 人工分揀。 該過程用於將鎂和鎂合金部分與廢料中存在的其他金屬分離。 廢料由人工攤開,根據重量進行分類。
- 開鍋融化。 該過程用於將鎂與分類廢料中的污染物分離。 將廢料添加到坩堝中,加熱並添加由氯化鈣、氯化鈉和氯化鉀的混合物組成的熔劑。 然後將熔融鎂鑄成錠。
表 5. 鎂的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政 |
|
廢品分類 |
塵 |
水沖洗 |
|
開鍋熔化 |
煙霧和灰塵,極有可能引發火災 |
局部排氣通風和一般區域通風和工作實踐 |
|
面試 |
灰塵和煙霧、熱量和火災的高可能性 |
局部排氣通風、一般區域通風、工作/休息方案、液體 |
汞回收
汞的主要來源是牙科用汞合金、廢汞電池、使用汞作為催化劑的電解過程產生的污泥、拆除的氯鹼廠產生的汞和含汞儀器。 汞蒸氣會污染這些過程中的每一個。
- 破碎. 壓碎過程用於釋放金屬、塑料和玻璃容器中的殘留汞。 容器被壓碎後,被污染的液態汞被送往過濾工序。
- 過濾. 使含汞蒸汽的廢料通過過濾介質,去除污垢等不溶性雜質。 過濾後的汞被送入氧化過程,未通過過濾器的固體被送往蒸餾。
- 真空蒸餾。 當雜質的蒸氣壓大大低於汞的蒸氣壓時,採用真空蒸餾來提煉受污染的汞。 汞裝料在加熱鍋中蒸發,蒸汽使用水冷冷凝器冷凝。 淨化後的汞被收集起來並送到裝瓶廠。 加熱鍋中殘留的殘渣被送往乾餾工序,回收減壓蒸餾工序未回收的微量汞。
- 溶液純化. 該過程通過用稀酸洗滌原始液體汞來去除金屬和有機污染物。 涉及的步驟是:用稀硝酸浸出原液汞以分離金屬雜質; 用壓縮空氣攪動酸汞以提供良好的混合; 傾析以將汞與酸分離; 用水洗滌以去除殘留的酸; 並在活性炭或矽膠等介質中過濾汞,以去除最後的水分。 除了汞蒸氣外,還可能接觸到溶劑、有機化學品和酸霧。
- 充氧。 該工藝通過噴射空氣氧化去除金屬雜質,從而精煉過濾後的汞。 氧化過程包括兩個步驟,噴射和過濾。 在噴射步驟中,受污染的汞在密閉容器中與空氣一起攪拌以氧化金屬污染物。 噴射後,汞在木炭床中過濾以去除固體金屬氧化物。
- 反駁。 乾餾過程用於通過揮發固體含汞廢料中的汞來生產純汞。 乾餾涉及的步驟是: 在封閉的蒸餾罐或託盤堆中用外部熱源加熱廢料以蒸發汞; 在水冷式冷凝器中冷凝汞蒸氣; 在收集容器中收集冷凝的汞。
表 6. 汞的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
破碎 |
揮發性汞 |
局部排氣; PPE——呼吸防護 |
|
過濾 |
揮發性汞 |
局部排氣通風; PPE——呼吸保護 |
|
真空蒸餾 |
揮發性汞 |
局部排氣通風; PPE——呼吸保護 |
|
溶液純化 |
揮發性汞、溶劑、有機物和酸霧 |
局部排氣通風,一般區域通風; PPE——呼吸保護 |
|
氧化 |
揮發性汞 |
局部排氣通風; PPE——呼吸保護 |
|
反駁 |
揮發性汞 |
局部排氣通風; PPE——呼吸保護 |
鎳回收
鎳回收的主要原材料是鎳、銅和鋁蒸氣基合金,可作為舊廢料或新廢料找到。 舊廢料包括從機械和飛機零件中回收的合金,而新廢料是指板料廢料、車屑和固體,它們是合金產品製造的副產品。 鎳回收涉及以下步驟:
- 排序. 廢料經過檢查並與非金屬和非鎳材料手動分離。 分類會產生粉塵暴露。
- 脫脂. 使用三氯乙烯對廢鎳進行脫脂。 將混合物過濾或離心以分離鎳廢料。 三氯乙烯和油脂的廢溶劑溶液通過溶劑回收系統。 脫脂過程中可能會接觸溶劑。
- 熔煉(電弧或旋轉反射)爐。 將廢料裝入電弧爐並添加還原劑,通常是石灰。 裝料被熔化並被鑄成鋼錠或直接送到反應器進行進一步精煉。 可能會暴露在煙霧、灰塵、噪音和熱環境中。
- 反應器精煉。 將熔融金屬引入反應器,在反應器中加入冷鹼廢料和生鎳,然後加入石灰和二氧化矽。 然後添加合金材料,如錳、鈳或鈦,以產生所需的合金成分。 可能會暴露在煙霧、灰塵、噪音和熱環境中。
- 鑄錠. 該過程涉及將熔煉爐或精煉反應器中的熔融金屬鑄造成鋼錠。 將金屬倒入模具中並讓其冷卻。 從模具中取出鋼錠。 可能會接觸熱和金屬煙霧。
表 7. 鎳的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
排序 |
塵 |
局部排氣和溶劑替代 |
|
脫脂 |
溶劑 |
局部排氣通風和溶劑替代和/或回收,一般區域通風 |
|
冶煉 |
煙霧、灰塵、噪音、熱量 |
局部排氣通風、工作/休息方案、液體; PPE——呼吸保護和聽力保護 |
|
精製 |
煙霧、灰塵、熱量、噪音 |
局部排氣通風、一般區域通風、工作/休息方案、液體; PPE——呼吸保護和聽力保護 |
|
面試 |
熱、金屬煙霧 |
局部排氣通風、一般區域通風、工作/休息方案、液體 |
貴金屬回收
貴金屬行業的原材料包括新舊廢料。 舊廢料包括來自廢棄軍用和民用設備的電子元件以及來自牙科行業的廢料。 在貴金屬產品的製造和製造過程中會產生新的廢料。 產品是金、銀、鉑和鈀等元素金屬。 貴金屬加工包括以下步驟:
- 手工分類和切碎。 含貴金屬的廢料經過手工分類,並在錘磨機中壓碎和切碎。 錘磨機很吵。
- 焚燒過程。 分類後的廢料被焚化以去除紙張、塑料和有機液體污染物。 可能會接觸有機化學品、燃燒氣體和粉塵。
- 高爐冶煉。 處理過的廢鋼與焦炭、熔劑和回收的礦渣金屬氧化物一起被送入高爐。 爐料熔化並結渣,產生含有貴金屬的黑銅。 形成的硬渣含有大部分渣雜質。 可能存在灰塵和噪音。
- 轉爐冶煉。 該工藝旨在通過轉爐中的熔體吹入空氣來進一步淨化黑銅。 去除爐渣中含有的金屬污染物並回收到高爐。 含有貴金屬的銅塊被鑄造成模具。
- 電解精煉。 銅錠用作電解槽的陽極。 純銅因此在陰極上鍍出,而貴金屬則落到電池底部並作為粘液收集起來。 使用的電解液是硫酸銅。 酸霧暴露是可能的。
- 化學精煉。 電解精煉過程中產生的貴金屬泥經過化學處理以回收各種金屬。 基於氰化物的工藝用於回收金和銀,也可以通過將它們溶解在 王水 溶液和/或硝酸,然後用硫酸亞鐵或氯化鈉沉澱以分別回收金和銀。 鉑族金屬可以通過將它們溶解在熔融鉛中來回收,然後用硝酸處理鉛,留下可以選擇性沉澱鉑族金屬的殘留物。 然後將貴金屬沉澱物熔化或點燃,以收集顆粒狀的金和銀以及海綿狀的鉑金屬。 可能會接觸酸。
表 8 按操作列出了風險敞口和控制措施(另見“黃金冶煉和精煉”)。
表 8. 貴金屬的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
分類和切碎 |
Hammermill 是一種潛在的噪音危害 |
噪聲控製材料; PPE——聽力保護 |
|
焚化 |
有機物、燃燒氣體和粉塵 |
局部排氣通風和一般區域通風 |
|
高爐冶煉 |
灰塵、噪音 |
局部排氣通風; PPE——聽力保護和呼吸保護 |
|
電解精煉 |
酸霧 |
局部排氣通風,一般區域通風 |
|
化學精煉 |
酸 |
局部排氣通風,一般區域通風; PPE——耐酸衣、化學護目鏡和麵罩 |
鎘回收
舊的含鎘廢料包括廢棄車輛和船隻的鍍鎘部件、家用電器、硬件和緊固件、鎘電池、開關和繼電器的鎘觸點以及其他用過的鎘合金。 新廢料通常是處理金屬的行業中含有鎘蒸氣的廢棄物和受污染的副產品。 回收過程是:
- 前處理. 廢鋼預處理步驟包括合金廢鋼的蒸汽脫脂。 加熱回收溶劑產生的溶劑蒸汽通過裝有廢合金的容器循環。 然後將溶劑和剝離的油脂冷凝並與回收的溶劑分離。 可能會接觸到鎘塵和溶劑。
- 冶煉/精煉。 在熔煉/精煉操作中,經過預處理的合金廢料或單質鎘廢料經過處理以去除任何雜質並生產鎘合金或單質鎘。 可能存在石油和天然氣燃燒產物以及鋅和鎘粉塵。
- 蒸餾。 將脫脂的廢合金裝入蒸餾器並加熱以產生鎘蒸氣,隨後將其收集在冷凝器中。 然後,熔融金屬就可以進行鑄造了。 可能會接觸鎘塵。
- 熔化/脫鋅. 將金屬鎘裝入熔爐中並加熱至熔化階段。 如果金屬中存在鋅,則添加助熔劑和氯化劑以去除鋅。 潛在的暴露包括鎘煙霧和灰塵、鋅煙霧和灰塵、氯化鋅、氯氣、氯化氫和熱。
- 面試. 鑄造操作由前一步驟中生產的純化鎘合金或鎘金屬形成所需的產品線。 鑄造會產生鎘塵、煙霧和熱量。
表 9. 鎘的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
廢料脫脂 |
溶劑和鎘塵 |
局部排氣和溶劑替代 |
|
合金冶煉/精煉 |
石油和天然氣燃燒產物、鋅煙、鎘粉塵和煙霧 |
局部排氣通風和一般區域通風; PPE——呼吸防護 |
|
蒸餾 |
鎘煙霧 |
局部排氣通風; PPE——呼吸保護 |
|
熔化/脫鋅 |
鎘煙塵、鋅煙塵、氯化鋅、氯氣、氯化氫、熱應激 |
局部排氣通風、一般區域通風、工作/休息方案、液體; PPE——呼吸防護 |
|
面試 |
鎘粉塵和煙霧,熱 |
局部排氣通風、一般區域通風、工作/休息方案、液體; PPE——呼吸防護 |
硒回收
該分部的原材料是使用過的靜電複印滾筒和硒整流器製造過程中產生的廢料。 硒粉塵可能貫穿始終。 蒸餾和甑餾冶煉會產生燃燒氣體和粉塵。 乾餾冶煉噪音大。 精煉中存在二氧化硫霧和酸霧。 鑄造操作會產生金屬粉塵(見表 10)。
表 10. 硒的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
廢料預處理 |
塵 |
局部排氣 |
|
乾餾冶煉 |
燃燒氣體和粉塵、噪音 |
局部排氣通風和一般區域通風; PPE——聽力保護裝置; 控制燃燒器噪音 |
|
精製 |
SO2, 酸霧 |
局部排氣通風; PPE——化學護目鏡 |
|
蒸餾 |
粉塵和燃燒產物 |
局部排氣通風,一般區域通風 |
|
淬火 |
金屬粉塵 |
局部排氣通風,一般區域通風 |
|
面試 |
硒煙 |
局部排氣通風,一般區域通風 |
填海過程如下:
- 廢料預處理。 該工藝通過機械工藝(例如錘磨機或噴丸)分離硒。
- 蒸煮冶煉。 該工藝通過熔化廢料並通過蒸餾將硒與雜質分離,從而在蒸餾操作中淨化和濃縮預處理過的廢料。
- 精製. 該過程基於用合適的溶劑(例如亞硫酸鈉水溶液)浸出來實現廢硒的純化。 過濾除去不溶性雜質,處理濾液以沉澱硒。
- 蒸餾。 該過程產生高蒸氣純度的硒。 硒被熔化、蒸餾,硒蒸氣被冷凝並作為熔融硒轉移到產品形成操作中。
- 淬火。 該工藝用於生產純化的硒粒和硒粉。 硒熔體用於生產彈丸。 然後將丸子乾燥。 生產粉末所需的步驟是相同的,除了硒蒸氣,而不是熔融硒,是被淬火的材料。
- 鑄件。 該過程用於從熔融硒中生產硒錠或其他形狀。 這些形狀是通過將熔化的硒倒入適當尺寸和形狀的模具中,然後冷卻和固化熔體而製成的。
鈷回收
鈷廢料的來源是超合金磨削和車削,以及過時或磨損的發動機零件和渦輪葉片。 回收的過程是:
- 人工分揀。 原料廢料經過手工分類,以識別和分離鈷基、鎳基和不可加工的成分。 這是一個塵土飛揚的操作。
- 除油。 分類後的髒廢料被送入脫脂裝置,全氯乙烯蒸汽在其中循環。 這種溶劑可以去除廢料上的油脂。 然後冷凝溶劑-油-油脂蒸氣混合物並回收溶劑。 可能會接觸溶劑。
- 爆破。 脫脂廢料用砂礫噴砂以去除污垢、氧化物和鐵鏽。 可能存在灰塵,這取決於所使用的砂礫。
- 酸洗和化學處理工藝。 噴砂操作產生的廢料用酸處理,以去除殘留的鐵鏽和氧化物污染物。 酸霧是一種可能的暴露。
- 真空熔煉。 清潔後的廢鋼被裝入真空爐並通過電弧或感應爐熔化。 可能會接觸重金屬。
- 鑄件。 將熔融合金鑄成錠。 熱應激是可能的。
表 11. 鈷的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
人工分揀 |
塵 |
水沖洗 |
|
脫脂 |
溶劑類 |
溶劑回收、局部排放和溶劑替代 |
|
爆破 |
粉塵——毒性取決於所使用的砂粒 |
局部排氣通風; 用於物理危害和呼吸保護的個人防護裝備取決於使用的砂礫 |
|
酸洗及化學處理工藝 |
酸霧 |
局部排氣通風,一般區域通風; PPE——呼吸保護 |
|
真空熔煉 |
重金屬 |
局部排氣通風,一般區域通風 |
|
面試 |
熱 |
局部排氣通風、一般區域通風、工作/休息方案、液體 |
錫回收
原材料的主要來源是鍍錫鋼邊角料、錫罐製造公司的廢棄物、鋼鐵行業廢棄的電鍍線圈、錫渣和錫渣、銲渣和錫渣、用過的青銅和青銅廢料以及金屬廢料。 在許多過程中都可以發現錫粉和酸霧。
- 脫鋁。 在此過程中,使用熱氫氧化鈉從錫罐廢料中浸出鋁,方法是使廢料與熱氫氧化鈉接觸,將鋁酸鈉溶液與廢料殘渣分離,將鋁酸鈉泵送至精煉操作以回收可溶性錫並回收錫罐廢料。用於飼料的脫鋁錫廢料。
- 批量混合。 該工藝是一種機械操作,通過混合錫含量高的浮渣和污泥來製備適合裝入熔煉爐的進料。
- 化學脫錫。 這個過程提取廢料中的錫。 將氫氧化鈉和亞硝酸鈉或硝酸鈉的熱溶液添加到脫鋁廢料或原廢料中。 當脫錫反應完成時,將溶液排幹並泵送至精煉/鑄造工藝。 然後清洗脫錫的廢料。
- 熔渣冶煉。 該工藝用於通過熔化爐料、出爐粗爐金屬以及出爐冰銅和爐渣來部分淨化浮渣並生產粗爐金屬。
- 除塵過濾。 該過程通過用硫酸浸出去除鋅和氯,過濾所得混合物,將酸和溶解的鋅和氯從浸出的灰塵中分離出來,在乾燥器中乾燥浸出的灰塵並輸送富含錫和鉛的粉塵返回到批次混合過程。
- 沉降和葉過濾。 該過程淨化了化學脫錫過程中產生的錫酸鈉溶液。 雜質如銀、汞、銅、鎘以及一些鐵、鈷和鎳以硫化物形式沉澱。
- 蒸發離心。 通過蒸發從純化的溶液中濃縮錫酸鈉,錫酸鈉結晶並通過離心回收錫酸鈉。
- 電解精煉。 該工藝通過使錫酸鈉溶液通過電解槽,在錫沉積後去除陰極並從陰極剝離錫,從純化的錫酸鈉溶液中生產陰極純錫。
- 酸化和過濾。 該過程從純化的錫酸鈉溶液中產生水合氧化錫。 這種水合氧化物既可以加工成無水氧化物,也可以熔煉成單質錫。 用硫酸中和水合氧化物以形成水合氧化錫並過濾以將水合物作為濾餅分離。
- 火煉。 該工藝通過熔化爐料、除去爐渣和浮渣等雜質、澆注熔融金屬和鑄造金屬錫,從陰極錫中生產純化錫。
- 冶煉。 當電解精煉不可行時,該工藝用於生產錫。 這是通過用還原劑還原水合氧化錫,熔化形成的錫金屬,撇去浮渣,澆注熔化的錫和鑄造熔化的錫來完成的。
- 煅燒。 該工藝通過煅燒水合物並去除和包裝氧化錫,將水合氧化錫轉化為無水氧化錫。
- 釜煉。 該工藝用於淨化粗爐金屬,將其裝入預熱的釜中,將浮渣乾燥以去除雜質,如爐渣和冰銅,用硫熔化以去除冰銅,用鋁熔化以去除銻,並將金屬液澆鑄成所需的金屬液形狀。
表 12. 錫的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
脫鋁 |
氫氧化鈉 |
局部排氣; PPE——化學護目鏡和/或面罩 |
|
批量混合 |
塵 |
局部排氣通風和一般區域通風 |
|
化學脫錫 |
尖刻 |
局部排氣通風; PPE——化學護目鏡和/或面罩 |
|
熔渣冶煉 |
灰塵和熱量 |
局部排氣通風、一般區域通風、工作/休息方案、液體 |
|
除塵過濾 |
塵 |
局部排氣通風,一般區域通風 |
|
沉降和葉過濾 |
沒有確定 |
沒有確定 |
|
蒸發離心 |
沒有確定 |
沒有確定 |
|
電解精煉 |
酸霧 |
局部排氣通風和一般區域通風; PPE——化學護目鏡和/或面罩 |
|
酸化過濾 |
酸霧 |
局部排氣通風和一般區域通風; PPE——化學護目鏡和/或面罩 |
|
火煉 |
熱 |
工作/休息方案,PPE |
|
冶煉 |
燃燒氣體、煙霧和粉塵、熱 |
局部排氣通風和一般區域通風、工作/休息方案、PPE |
|
煅燒 |
灰塵、煙霧、熱量 |
局部排氣通風和一般區域通風工作/休息方案,PPE |
|
釜精煉 |
灰塵、煙霧、熱量 |
局部排氣通風和一般區域通風、工作/休息方案、PPE |
鈦回收
鈦廢料的兩個主要來源是家庭和鈦消費者。 鈦產品銑削和製造過程中產生的家庭廢料包括修邊板、板材、切屑、車削和鑽孔。 消費品廢料包括回收的鈦產品。 填海工程包括:
- 除油。 在此過程中,用蒸發的有機溶劑(例如三氯乙烯)處理上漿的廢料。 污染物油脂和油被溶劑蒸汽從廢料中剝離。 溶劑被再循環,直到它不再具有脫脂能力。 然後可以再生用過的溶劑。 廢料也可用蒸汽和清潔劑進行脫脂。
- 酸洗。 酸洗工藝通過用鹽酸和氫氟酸溶液浸出來去除脫脂操作中的氧化皮。 酸處理廢料用水洗滌並乾燥。
- 電解精煉。 電解精煉是一種鈦廢料預處理工藝,它在熔鹽中電解精煉廢料。
- 冶煉。 預處理過的鈦廢料和合金劑在電弧真空爐中熔化,形成鈦合金。 輸入材料包括經過預處理的鈦廢料和合金材料,例如鋁、釩、鉬、錫、鋯、鈀、鈳和鉻。
- 鑄件。 將熔融鈦倒入模具中。 鈦凝固成稱為錠的棒。
表 13. 鈦的工程/行政控制,按操作
|
工藝設備 |
曝光 |
工程/行政控制 |
|
溶劑脫脂 |
溶劑 |
局部排氣和溶劑回收 |
|
酸洗 |
酸 |
面罩、圍裙、長袖、安全眼鏡或護目鏡 |
|
電解 |
未知 |
未知 |
|
冶煉 |
揮發性金屬、噪音 |
局部排氣通風和燃燒器噪聲控制; PPE——聽力保護 |
|
面試 |
熱 |
PPE |
金屬表面處理和工業塗料中的環境問題
金屬表面處理
金屬的表面處理增加了它們的耐用性並改善了它們的外觀。 一件產品可能會經過不止一次的表面處理——例如,汽車車身面板可能會經過磷酸鹽處理、塗底漆和塗漆。 本文介紹用於金屬表面處理的工藝以及用於減少其環境影響的方法。
經營金屬表面處理業務需要公司管理層、員工、政府和社區之間的合作,以有效地減少經營對環境的影響。 社會關注進入空氣、水和土地環境的污染的數量和長期影響。 有效的環境管理 通過對所有元素、化學品、金屬、工藝和產出的詳細了解來建立。
污染防治規劃 使用以下規劃順序,將環境管理理念從對問題的反應轉變為以化學替代、工藝變更和內部回收為重點的預期解決方案:
- 全面啟動污染防治工作。
- 識別廢物流。
- 設定行動的優先次序。
- 確定浪費的根本原因。
- 確定並實施減少或消除浪費的變更。
- 測量結果。
持續改進是通過設定新的行動優先級和重複行動順序來實現的。
詳細的過程文件將確定廢物流,並允許為減少廢物的機會設定優先次序。 關於潛在變化的明智決定將鼓勵:
- 簡單實用的操作改進
- 涉及客戶和供應商的流程變更
- 盡可能改變危害較小的活動
- 在改變不切實際的地方再利用和回收
- 僅將危險廢物填埋作為最後手段。
主要流程及標準作業流程
清潔 之所以需要,是因為所有金屬精加工工藝都要求要精加工的零件不含有機和無機污垢,包括油、水垢、拋光劑和拋光劑。 使用的三種基本類型的清潔劑是溶劑、蒸氣脫脂劑和鹼性清潔劑。
溶劑和蒸汽脫脂清洗方法幾乎完全被鹼性材料所取代,在後續過程是濕的。 溶劑和蒸汽脫脂劑仍在使用,零件必須清潔乾燥,不能進行進一步的濕法加工。 在某些情況下,萜烯等溶劑正在取代揮發性溶劑。 毒性較小的材料(例如 1,1,1-三氯乙烷)已在蒸汽脫脂中替代了危險性更高的材料(儘管這種溶劑正在作為臭氧消耗劑逐步淘汰)。
鹼性清洗週期通常包括浸泡浸泡,然後是陽極電清洗,然後是弱酸浸泡。 非蝕刻、非矽化清潔劑通常用於清潔鋁。 酸通常是硫酸、鹽酸和硝酸。
陽極氧化,一種加厚金屬表面氧化膜(通常應用於鋁)的電化學過程,用稀鉻酸或硫酸溶液處理零件。
轉化塗層 用於為後續塗漆提供基礎或鈍化以防止氧化。 在鉻酸鹽處理中,將零件浸入含有活性有機和無機試劑的六價鉻溶液中。 對於磷化,零件與其他試劑一起浸入稀磷酸中。 鈍化是通過浸入硝酸或含重鉻酸鈉的硝酸來完成的。
化學鍍 涉及在沒有電的情況下沉積金屬。 銅或鎳化學沉積用於製造印刷電路板。
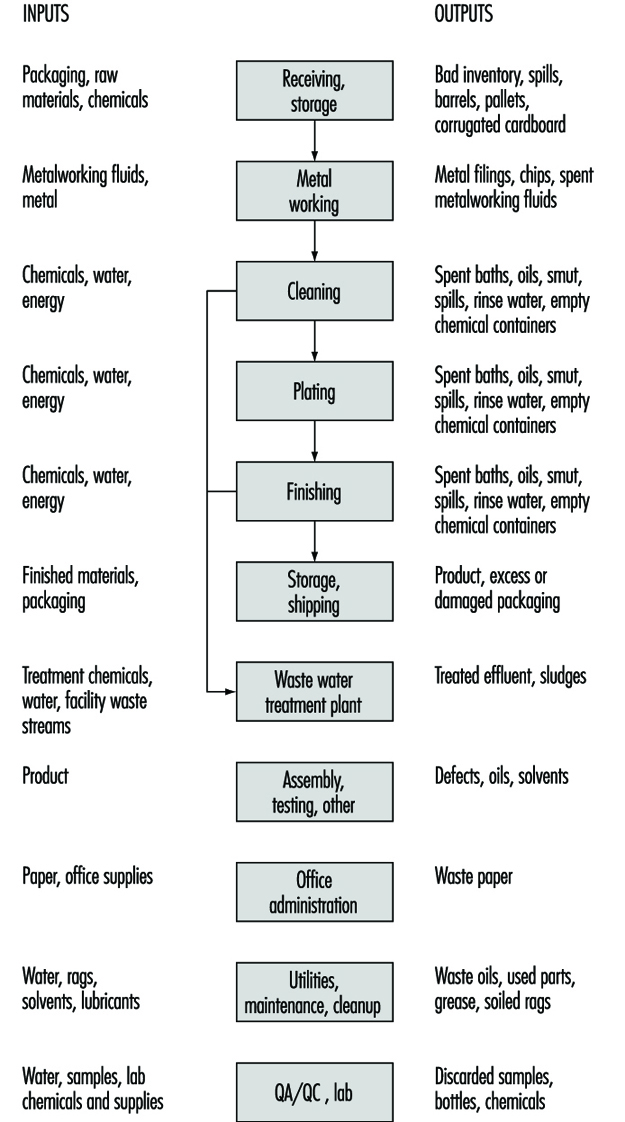
電鍍 涉及在基材(鐵或非金屬)上沉積一層薄金屬(鋅、鎳、銅、鉻、鎘、錫、黃銅、青銅、鉛、錫鉛、金、銀和其他金屬,如鉑)鐵)。 工藝浴包括在酸性、鹼性中性和鹼性氰化物配方中的金屬溶液(見圖 1)。
圖 1. 典型電鍍線的輸入和輸出
化學銑削和蝕刻 是使用化學試劑和蝕刻劑的受控溶解浸漬工藝。 鋁通常在陽極氧化或在可能含有硝酸、磷酸和硫酸的溶液中進行化學增亮之前在苛性鹼中蝕刻。
熱浸鍍層 涉及通過浸入熔融金屬(鋼的鋅或錫鍍鋅)將金屬應用於工件。
良好的管理實踐
通過過程改進可以實現重要的安全、健康和環境改進,例如:
- 使用逆流沖洗和電導率控制
- 增加排水時間
- 使用更多或更好的潤濕劑
- 保持盡可能高的工藝溫度以降低粘度,從而增加帶出回收(即回收留在金屬上的溶液)
- 在漂洗中使用空氣攪拌以提高漂洗效率
- 在電鍍槽中使用塑料球以減少起霧
- 在電鍍槽上使用改進的過濾以減少淨化處理的頻率
- 在所有工藝區域周圍放置路緣以控制溢出
- 對鎳等可回收金屬進行單獨處理
- 安裝離子交換、常壓蒸發、真空蒸發、電解回收、反滲透、電滲析等回收系統
- 通過減少污染物的帶入和改進清潔系統來補充帶出回收系統
- 使用現代庫存控制來減少浪費和工作場所的危害
- 應用標準程序(即書面程序、定期操作審查和健全的操作日誌)為健全的環境管理結構提供基礎。
特定廢物的環境規劃
特定的廢物流,通常是用過的電鍍溶液,可以通過以下方式減少:
- 過濾。 筒式或矽藻土過濾器可用於去除固體的積累,這會降低過程的效率。
- 碳處理 可用於去除有機污染物(最常用於鍍鎳、電鍍銅和鍍鋅、鍍鎘)。
- 淨化水。 補水和沖洗水中的天然污染物(例如鈣、鐵、鎂、錳、氯和碳酸鹽)可以通過去離子、蒸餾或反滲透去除。 提高漂洗水效率可減少需要處理的浴槽污泥量。
- 氰化浴碳酸鹽凍結。 將浴溫降低至 –3 °C 可使氰化物浴中因氰化物分解、陽極電流密度過大和從空氣中吸收二氧化碳而形成的碳酸鹽結晶並促進其去除。
- 沉澱。 可以通過用氰化鋇、氫氧化鋇、氫氧化鈣、硫酸鈣或氰化鈣沉澱來去除作為陽極雜質進入鍍液的金屬污染物。
- 六價鉻替代品。 可用三價鉻電鍍液代替六價鉻進行裝飾電鍍。 用於油漆預處理的鉻轉化塗層有時可以用非鉻轉化塗層或免沖洗鉻化學品代替。
- 非螯合過程化學品。 可以使用非螯合工藝化學品,而不是將螯合劑添加到工藝浴中以控制溶液中游離離子的濃度,這樣就沒有必要將金屬保持在溶液中。 可以允許這些金屬沉澱並可以通過連續過濾除去。
- 非氰化物工藝化學品。 含有游離氰化物的廢物流通常使用次氯酸鹽或氯氣進行處理以完成氧化,而復雜的氰化物通常使用硫酸亞鐵沉澱。 使用非氰化物工藝化學品既可以消除處理步驟,又可以減少污泥量。
- 溶劑脫脂。 熱鹼性清洗浴可用於代替加工前工件的溶劑脫脂。 可以通過使用電流或超聲波來增強鹼性清潔劑的有效性。 避免溶劑蒸汽和污泥的好處通常超過任何額外的運營成本。
- 鹼性清潔劑。 當油、油脂和污垢在使用中積累到一定程度會影響清洗效率時,必須丟棄鹼性清潔劑,這可以通過使用撇渣裝置去除自由漂浮的油、沉降裝置或筒式過濾器去除微粒和油水聚結器,並使用微濾或超濾去除乳化油。
- 拖出減少。 減少工藝槽中的帶出量有助於減少污染漂洗水的有價值的工藝化學品的量,這反過來又減少了傳統金屬沉澱處理工藝產生的污泥量。
減少拖出的幾種方法包括:
- 工藝浴操作濃度。 化學品濃度應保持盡可能低,以盡量減少粘度(以便更快地排出)和化學品的數量(在薄膜中)。
- 工藝浴操作溫度。 工藝溶液的粘度可以通過提高浴溫來降低。
- 潤濕劑。 可以通過向工藝浴中添加潤濕劑來降低溶液的表面張力。
- 工件定位。 工件應放置在架子上,以便粘附的薄膜可以自由排出,而不會陷入凹槽或空腔中。
- 停藥或引流時間. 工件從工藝槽中取出的速度越快,工件表面的薄膜就越厚。
- 氣刀。 當工件架升高到工藝槽上方時向工件吹氣可以改善排水和乾燥。
- 噴霧沖洗。 這些可以在加熱浴上方使用,以便沖洗流量等於水箱的蒸發速率。
- 電鍍槽。 應去除碳酸鹽和有機污染物,以防止污染物積聚,從而增加電鍍液的粘度。
- 排水板。 工藝槽之間的空間應該用排水板覆蓋,以收集工藝溶液並將它們返回工藝槽。
- 牽引坦克。 在標準漂洗操作之前,應將工件放入拖出槽(“靜態漂洗”槽)中。
化學品的拖出回收使用了多種技術。 這些包括:
- 蒸發。 大氣蒸發器是最常見的,而真空蒸發器可以節省能源。
- 離子交換 用於漂洗水的化學回收。
- 電解沉積。 這是一種電解過程,溶液中溶解的金屬被還原並沉積在陰極上。 然後回收沉積的金屬。
- 電滲析. 這利用離子滲透膜和施加的電流來從溶液中分離離子物質。
- 反滲透. 這利用半透膜生產純淨水和濃縮離子溶液。 高壓用於迫使水通過膜,而大部分溶解的鹽被膜保留。
沖洗水
金屬精加工設施中產生的大部分危險廢物來自清潔和電鍍後的漂洗操作產生的廢水。 通過提高漂洗效率,設施可以顯著減少廢水流量。
兩種基本策略可提高漂洗效率。 首先,通過噴霧漂洗和漂洗水攪動,可以在工件和漂洗水之間產生湍流。 使用機架的移動或強制水或空氣。 其次,可以增加工件與沖洗水的接觸時間。 多個漂洗槽逆流串聯,減少漂洗用水量。
工業塗料
術語 塗料 包括油漆、清漆、漆、搪瓷和蟲膠、油灰、木材填料和密封劑、油漆和清漆去除劑、油漆刷清潔劑和相關油漆產品。 液體塗料包含分散在液體粘合劑和溶劑混合物中的顏料和添加劑。 顏料是提供塗層顏色和不透明度並影響塗層流動性和耐久性的無機或有機化合物。 顏料通常含有鎘、鉛、鋅、鉻和鈷等重金屬。 粘合劑可增加塗層的粘附性、內聚性和稠度,是塗層完成後留在表面上的主要成分。 粘合劑包括各種油、樹脂、橡膠和聚合物。 可以將諸如填料和增量劑的添加劑添加到塗料中以降低製造成本並增加塗層耐久性。
塗料中使用的有機溶劑種類包括脂肪烴、芳香烴、酯類、酮類、乙二醇醚類和醇類。 溶劑分散或溶解粘合劑並降低塗層粘度和厚度。 塗料配方中使用的溶劑是危險的,因為許多是人類致癌物並且易燃或易爆。 塗層固化時,塗層中包含的大多數溶劑都會蒸發,從而產生揮發性有機化合物 (VOC) 排放物。 由於對人類健康和環境的負面影響,VOC 排放正受到越來越多的監管。 與傳統成分、塗料應用技術和塗料廢物相關的環境問題是開發污染預防替代品的驅動力。
大多數塗料用於建築、工業或特殊產品。 建築塗料用於建築物和建築產品以及裝飾和保護服務,例如保護木材的清漆。 工業設施在各種生產過程中結合了塗層操作。 汽車、金屬罐、農機、卷材塗料、木材和金屬家具和固定裝置以及家用電器行業是主要的工業塗料消費者。
塗料配方的設計取決於塗料應用的目的。 塗層提供美觀、腐蝕和表面保護。 成本、功能、產品安全性、環境安全性、轉移效率以及乾燥和固化速度決定了配方。
塗層工藝
大多數塗裝工藝包括五項操作:原材料處理和準備、表面準備、塗裝、設備清潔和廢物管理。
原材料處理和準備
原材料處理和準備涉及庫存儲存、混合操作、塗料的稀釋和調整以及通過設施的原材料轉移。 需要監控和處理程序和實踐,以盡量減少因過度稀釋和隨之而來的浪費而導致的變質、不合規格和不當準備而產生的廢物。 轉移,無論是手動還是通過管道系統,都必須安排好時間以避免變質。
表面處理
所用表面處理技術的類型取決於被塗敷的表面——之前的處理、污垢量、油脂、要應用的塗層和所需的表面光潔度。 常見的準備操作包括脫脂、預塗或磷化和塗層去除。 對於金屬精加工目的,脫脂包括溶劑擦拭、冷清洗或使用鹵化溶劑的蒸汽脫脂、鹼性水溶液清洗、半水清洗或脂肪烴清洗,以去除有機污垢、污垢、油和油脂。 酸洗、研磨清洗或火焰清洗用於去除氧化皮和鐵鏽。
除清潔外,金屬表面最常見的準備操作是磷酸鹽塗層,用於促進有機塗層在金屬表面的附著力並延緩腐蝕。 磷酸鹽塗層是通過用鋅、鐵或錳的磷酸鹽溶液浸漬或噴塗金屬表面而形成的。 磷化是一種類似於電鍍的表面精加工工藝,由一系列工藝化學品和漂洗槽組成,零件浸入其中以實現所需的表面處理。 請參閱本章中的“金屬表面處理”一文。
在需要重新塗裝、修復或檢查的表面上進行化學或機械塗層去除。 最常見的化學塗層去除方法是溶劑剝離。 這些溶液通常包含苯酚、二氯甲烷和有機酸,以從塗層表面溶解塗層。 去除化學物質的最後水洗會產生大量廢水。 噴砂是一種常見的機械工藝,是一種干式操作,使用壓縮空氣將噴砂介質推向表面以去除塗層。
表面處理操作會影響特定處理過程中產生的廢物量。 如果表面準備不充分,導致塗層質量差,那麼去除塗層和重新塗層會增加廢物的產生。
塗層
塗覆操作包括將塗層轉移到表面並固化表面上的塗層。 大多數塗層技術屬於 1 個基本類別之一:浸塗、輥塗、流塗、噴塗和最常見的技術,使用溶劑型塗料的空氣霧化噴塗。
由於溶劑排放和過噴,空氣霧化噴塗通常在受控環境中進行。 過噴控制裝置是織物過濾器或水冷壁,產生使用過的過濾器或空氣洗滌系統產生的廢水。
進行固化以將塗層粘合劑轉化為堅硬、堅韌、粘附的表面。 固化機制包括:乾燥、烘烤或暴露於電子束或紅外線或紫外線。 固化會從溶劑型塗料中產生大量 VOC,如果溶劑濃度超過爆炸下限,則有可能發生爆炸。 因此,固化操作配備了空氣污染控制裝置以防止 VOC 排放和安全控制以防止爆炸。
環境和健康問題、影響傳統塗料配方的法規增加、高溶劑成本和昂貴的危險廢物處理已經產生了對替代塗料配方的需求,這些配方包含較少的危險成分並且在應用時產生較少的廢物。 替代塗料配方包括:
- 高固含量塗料, 在相同體積的溶劑中含有兩倍於傳統塗料的顏料和樹脂。 與傳統的低固體溶劑型塗料相比,由於溶劑含量降低,該應用可將 VOC 排放量降低 62% 至 85%。
- 水性塗料 以水和有機溶劑混合物為載體,以水為鹼。 與溶劑型塗料相比,水性塗料產生的 VOC 排放量和廢溶劑比傳統的低固體溶劑型塗料少 80% 至 95%。
- 粉末塗料 不含有機溶劑,由精細粉碎的顏料和樹脂顆粒組成。 它們是熱塑性(用於厚塗層的高分子量樹脂)或熱固性(在化學交聯前形成薄層的低分子量化合物)粉末。
設備清洗
設備清洗是塗裝工藝中必要的日常維護操作。 這會產生大量危險廢物,尤其是在使用鹵化溶劑進行清潔時。 傳統上,溶劑型塗料的設備清潔是使用有機溶劑手動進行的,以去除工藝設備上的塗層。 管路需要用溶劑分批沖洗乾淨。 塗層設備必須在產品更換之間和工藝停工後進行清潔。 使用的程序和實踐將決定這些活動產生的廢物水平。
廢物管理
塗層工藝會產生多種廢物流。 固體廢物包括空的塗料容器、過噴和設備清潔產生的塗料污泥、用過的過濾器和研磨材料、幹塗料和清潔抹布。
液體廢物包括表面處理、過噴控製或設備清潔產生的廢水、不合格或過量的塗料或表面處理材料、過噴、溢出和用過的清潔溶液。 隨著處理成本的上升,現場閉環回收對於用過的溶劑越來越受歡迎。 水基液體通常在排放到公有處理系統之前進行現場處理。
所有使用溶劑型塗料的傳統塗料工藝都會產生 VOC 排放,需要碳吸附裝置、冷凝器或熱催化氧化器等控制設備。
概況
微電子和半導體行業的工藝和產品種類繁多。 本章職業健康與安全討論的重點是半導體集成電路 (IC) 生產(矽基產品和 III-V 價化合物)、印刷線路板 (PWB) 生產、印刷電路板 (PCB)裝配和計算機裝配。
該行業由許多主要部分組成。 電子工業協會在報告有關行業內相關趨勢、銷售和就業的數據時使用以下描述:
- 電子元器件
- 消費類電子產品
- 電信
- 國防通訊
- 電腦及外圍設備
- 工業電子
- 醫療電子。
電子元件包括電子管(例如接收管、專用管和電視管)、固態產品(例如晶體管、二極管、IC、發光二極管 (LED) 和液晶顯示器 (LCD))以及無源和其他組件(例如,電容器、電阻器、線圈、變壓器和開關)。
消費電子產品包括電視機和其他家用和便攜式影音產品,以及個人電腦、傳真機和電話應答器等信息設備。 電子遊戲硬件和軟件、家庭安全系統、空白音頻和視頻磁帶和軟盤、電子配件和原電池也屬於消費電子產品類別。
除通用和專用計算機外,計算機及其外圍設備還包括輔助存儲設備、輸入/輸出設備(如鍵盤、鼠標、光學掃描設備和打印機)、終端設備等。 雖然電信、國防通信以及工業和醫療電子產品使用一些相同的技術,但這些領域還涉及專用設備。
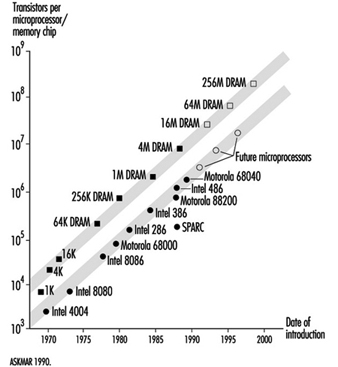
微電子產業的出現對世界經濟的演進和結構產生了深遠的影響。 世界工業化國家的變革步伐在很大程度上受到該行業的進步影響,特別是集成電路的發展。 這種變化的速度在每個集成電路芯片的晶體管數量的時間線中以圖形方式表示(見圖 1)。
圖 1. 每個集成電路芯片的晶體管
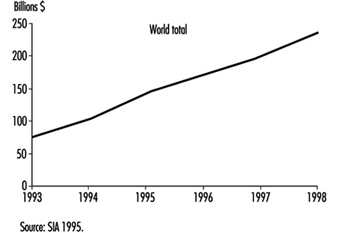
全球半導體銷售的經濟重要性是顯著的。 圖 2 是半導體工業協會對 1993 年至 1998 年全球和地區半導體銷售額的預測。
圖 2. 全球半導體銷售預測
與大多數其他工業類別相比,半導體 IC 和計算機/電子組裝行業在其生產勞動力的相對構成方面是獨一無二的。 半導體製造區域有很高比例的女性操作員在操作工藝設備。 與操作員相關的任務通常不需要舉重物或過多的體力。 此外,許多工作任務涉及精細運動技能和對細節的關注。 男性工人在維護相關任務、工程職能和管理中占主導地位。 在該行業的計算機/電子組裝部分也有類似的構成。 該行業的另一個不同尋常的特點是製造業集中在世界亞太地區。 這在 最終組裝 or 後端 半導體行業的工藝。 此處理涉及將製造的集成電路芯片(技術上稱為管芯)定位和放置在芯片載體和引線框架上。 這種處理需要芯片的精確定位,通常是通過顯微鏡,以及非常精細的運動技能。 同樣,女性工人在這部分過程中占主導地位,全球大部分生產集中在環太平洋地區,其中台灣、馬來西亞、泰國、印度尼西亞和菲律賓高度集中,中國和越南的人數也在增加。
半導體 IC 製造領域具有該行業獨有的各種不同尋常的特性和特徵。 即,IC 處理涉及極其嚴格的顆粒控制方案和要求。 典型的現代 IC 製造區域可能被評為 1 級或更低的潔淨室。 作為比較的方法,室外環境將大於500,000級; 房屋中的一個典型房間大約為 100,000 級; 以及大約10,000級的半導體後端組裝區。 要達到這種顆粒控制水平,實際上需要將製造工人置於完全封閉的環境中 兔子套裝 有空氣供應和過濾系統來控制製造區域工人產生的微粒水平。 製造區域的人員被認為是非常強大的細顆粒物產生者,這些顆粒物來自他們呼出的空氣、脫落的皮膚和頭髮,以及他們的衣服和鞋子。 這種穿著封閉的衣服和隔離工作程序的要求導致員工感覺他們在“不友好”的工作環境中工作。 參見圖 3。此外,在光刻區域,處理過程包括將晶圓暴露在光敏溶液中,然後使用紫外光在晶圓表面形成圖像。 為了減少來自該處理區域的不需要的紫外線 (UV),使用了特殊的黃光(它們缺少室內照明中常見的紫外線波長成分)。 這些黃燈有助於讓員工感覺他們處於不同的工作環境中,並且可能會對某些人產生迷失方向的影響。
圖 3. 最先進的潔淨室

矽半導體製造
流程概覽
矽半導體器件加工的描述,無論是分立器件(僅包含一個有源器件的半導體,例如晶體管)還是 IC(單個半導體基板內的有源和無源元件的互連陣列,能夠執行至少一種電子電路功能) ,涉及許多技術含量高且具體的操作。 本說明的目的是提供一個基本框架,並解釋製造矽半導體器件時使用的主要組件步驟以及相關的環境、健康和安全 (EHS) 問題。
IC 的製造涉及一系列過程,這些過程在電路完成之前可能會重複多次。 最流行的 IC 使用 6 個或更多掩模來完成圖案化過程,通常使用 10 到 24 個掩模。 微電路的製造始於直徑為 4 至 12 英寸的超高純度矽晶片。 完全純的矽幾乎是絕緣體,但某些雜質,稱為 摻雜劑, 添加量從百萬分之十到一百,使矽導電。
集成電路可以由數百萬個由摻雜矽製成的晶體管(還有二極管、電阻器和電容器)組成,所有晶體管都通過適當的導體圖案連接,以創建計算機邏輯、存儲器或其他類型的電路。 一塊晶圓上可以製作數百個微電路。
六個主要的製造工藝步驟對所有矽半導體器件都是通用的:氧化、光刻、蝕刻、摻雜、化學氣相沉積和金屬化。 接下來是組裝、測試、標記、包裝和運輸。
氧化
通常,半導體器件加工的第一步涉及晶圓外表面的氧化,以生長一層薄薄的(約一微米)二氧化矽 (SiO2). 這主要是為了保護表面不受雜質影響,並作為後續擴散過程的掩模。 這種在矽上生長化學穩定的二氧化矽保護晶片的能力使矽晶片成為使用最廣泛的半導體基板。
氧化,通常稱為熱氧化,是在高溫擴散爐中進行的間歇過程。 保護性二氧化矽層生長在含有氧氣(O2)(幹氧化)或氧氣與水蒸氣結合(H2O)(濕法氧化)。 爐內溫度範圍為 800 至 1,300oC. 也可以添加氯化氫 (HCl) 形式的氯化合物,以幫助控制不需要的雜質。
較新的製造設施傾向於使用立式氧化爐。 立式爐更好地滿足了對更好的污染控制、更大的晶圓尺寸和更均勻的處理的需求。 它們允許更小的設備佔地面積,從而節省寶貴的潔淨室佔地面積。
乾式氧化
待氧化的矽晶片首先使用清潔劑和水溶液清洗,然後用二甲苯、異丙醇或其他溶劑沖洗。 清潔後的晶圓被乾燥,裝入稱為 a 的石英晶圓支架中 船 並加載到操作員端(負載端) 的石英擴散爐管或電池。 管的入口端(源端) 供應高純度氧氣或氧氣/氮氣混合物。 “幹”氧氣流被控制進入石英管,並確保有過量的氧氣可用於矽晶片表面上二氧化矽的生長。 基本的化學反應是:
矽+氧2 → 二氧化矽2
濕法氧化
當水為氧化劑時,通常使用四種引入水蒸氣的方法——自燃法、高壓法、鼓泡法和閃蒸法。 基本的化學反應是:
自燃高壓:Si+2O2 + 2小時2 → 二氧化矽2 + 2H2O
閃光和起泡器:Si + 2H2O → 二氧化矽2 + 2H2
自燃氧化 涉及氫氣/氧氣混合物的引入和燃燒。 這樣的系統通常被稱為 燃燒的氫氣 or 火炬 系統。 當在管的入口端引入適量的氫氣和氧氣並使其發生反應時,就會產生水蒸氣。 必須精確控制混合物以保證適當燃燒並防止爆炸性氫氣積聚。
高壓氧化 (HiPox) 在技術上被稱為水熱合成系統,通過超純氫和氧的反應產生水蒸氣。 然後將蒸汽泵入高壓室並加壓至 10 個大氣壓,從而加速濕氧化過程。 去離子水也可用作蒸汽源。
In 起泡器氧化 去離子水被放置在一個稱為 起泡器 並通過使用加熱套將其保持在低於其 100°C 沸點的恆定溫度。 氮氣或氧氣進入鼓泡器的入口側,在水中上升時被水蒸氣飽和,然後通過出口進入擴散爐。 鼓泡系統似乎是最廣泛使用的氧化方法。
In 閃氧化 去離子水不斷滴入石英容器加熱的底面,水一旦碰到熱表面就會迅速蒸發。 氮氣或氧氣載氣流過蒸發的水並將水蒸氣帶入擴散爐。
光刻
光刻,也稱為光刻或簡稱掩模,是一種在氧化晶圓上精確形成圖案的方法。 微電子電路是逐層構建的,每一層都接收來自電路設計中規定的掩模的圖案。
印刷行業發展了當今半導體器件微加工工藝的真正前身。 這些發展涉及印刷板的製造,通常是金屬印刷板,通過化學蝕刻去除材料在其上產生表面浮雕圖案。 這種相同的基本技術用於生產 主面具 用於製造器件的每一層處理。
電路設計人員將每一層的基本電路數字化。 這個計算機化的原理圖允許快速生成掩模電路並促進可能需要的任何更改。 這種技術被稱為計算機輔助設計 (CAD)。 利用強大的計算機算法,這些在線設計系統允許設計人員直接在具有交互式圖形功能的視頻顯示屏上佈置和修改電路。
每層電路的最終繪圖或掩模由計算機驅動的光繪機或圖案生成器創建。 然後將這些光繪圖紙縮小到電路的實際尺寸,在玻璃上製作帶有鉻浮雕的主掩模,並在工作板上複製,用於在晶圓上進行接觸或投影印刷。
這些掩模描繪了通過光刻轉移到晶圓上的導電和絕緣區域的圖案。 大多數公司不生產自己的口罩,而是使用口罩生產商提供的口罩。
清潔
對無顆粒和無污染的外部晶圓表面的需求需要經常清潔。 主要類別有:
- 去離子水和洗滌劑擦洗
- 溶劑:異丙醇(IPA)、丙酮、乙醇、萜烯
- 酸:氫氟酸(HF)、硫酸(H2SO4) 和過氧化氫 (H2O2), 鹽酸 (HCl), 硝酸 (HNO3) 和混合物
- 苛性鹼:氫氧化銨(NH4哦)。
抵制申請
晶圓塗有溶劑型聚合物的抗蝕劑材料,並在 微調, 它傳播了一個薄的均勻層。 然後溶劑蒸發,留下聚合物膜。 所有抗蝕劑材料都取決於(主要是紫外線)輻射引起的合成有機聚合物在選定的顯影液中溶解度的變化。 抗蝕劑材料分為負性或正性抗蝕劑,這取決於暴露於輻射後在顯影劑中的溶解度是降低(負)還是增加(正)。 表 1 確定了各種光刻膠系統的組成成分。
表 1. 光刻膠系統
|
紫外線 |
|||
|
近 (350–450 納米) |
負 |
PB |
疊氮基脂肪族橡膠(異戊二烯) |
|
積極 |
PB |
鄰重氮酮 |
|
|
深 (200–250 納米) |
主要是 |
||
|
電子束(約 100 nm) |
|||
|
負 |
PB |
共聚物-丙烯酸乙酯和甲基丙烯酸縮水甘油酯 (COP) |
|
|
積極 |
PB |
聚甲基丙烯酸甲酯、聚甲基丙烯酸氟烷基酯、聚烷基醛、聚氰基丙烯酸乙酯 |
|
|
X 射線 (0.5–5 納米) |
|||
|
負 |
PB |
共聚物-丙烯酸乙酯和甲基丙烯酸縮水甘油酯 (COP) |
|
|
積極 |
PB |
聚甲基丙烯酸甲酯、鄰重氮酮、聚 |
|
PB = 聚合物基; S = 溶劑; D = 開發人員。
由於大多數光刻膠對紫外線 (UV) 光敏感,因此加工區域使用缺乏敏感紫外線波長的特殊黃光照明(見圖 1)。
圖 1. 光刻“黃室”設備

負性和正性紫外線抗蝕劑主要用於該行業。 然而,電子束和 X 射線抗蝕劑由於分辨率更高而正在獲得市場份額。 光刻中的健康問題主要是由與選定的正抗蝕劑(例如,乙二醇單乙醚乙酸酯作為載體)相關的潛在生殖危害引起的,這些抗蝕劑目前正在被行業淘汰。 負性抗蝕劑(例如二甲苯)偶爾發出的氣味也會引起員工的擔憂。 由於這些擔憂,半導體行業的工業衛生學家花費了大量時間對光刻膠操作進行採樣。 雖然這有助於表徵這些操作,但在旋轉器和顯影器操作期間的常規暴露通常低於工藝中使用的溶劑的職業暴露空氣傳播標準的 5%(Scarpace 等人,1989 年)。
在旋轉器系統的操作過程中,發現暴露於濃度為 1 ppm 的乙二醇單乙醚乙酸酯 6.3 小時。 這種暴露主要是由於維護操作期間的不良工作實踐造成的(Baldwin、Rubin 和 Horowitz 1993)。
乾燥和預烘烤
塗上抗蝕劑後,晶片在軌道上移動或手動從旋轉器移動到具有氮氣氣氛的溫控烘箱中。 適中的溫度(70 至 90°C)會導致光刻膠固化(軟烘烤)並使剩餘的溶劑蒸發。
為確保抗蝕劑層與晶圓的粘附性,將底漆六甲基二矽烷 (HMDS) 應用於晶圓。 底漆結合晶圓表面的分子水。 HMDS 可以直接應用於浸漬或旋塗工藝,也可以通過蒸汽灌裝應用,與其他方法相比具有工藝和成本優勢。
掩模對準和曝光
使用精密的光學/機械設備將掩模和晶圓靠在一起,並將掩模上的圖像與光刻膠層下方晶圓中已經存在的任何圖案對齊。 對於第一個掩碼,不需要對齊。 在較舊的技術中,通過使用雙鏡(雙透鏡顯微鏡)和精確控制相對於掩模定位晶圓,可以實現連續層的對齊。 在較新的技術中,對齊是使用晶圓上的參考點自動完成的。
對準完成後,高強度紫外線汞蒸氣或弧光燈源會透過掩模照射,在掩模不透明區域未保護的地方曝光抗蝕劑。
晶圓對準和曝光的各種方法包括 UV 泛光曝光(接觸或接近)、通過投影透鏡進行還原(投影)的 UV 曝光、UV 步進和重複還原曝光(投影)、X 射線泛光(接近)和電子束掃描曝光(直寫)。 使用的主要方法包括通過接近或投影對準器從汞蒸氣和弧光燈中進行紫外線照射。 UV 抗蝕劑要么被設計為對廣譜 UV 波長起反應,要么被配製為優先對燈發出的一條或多條主要光譜線(例如,435 nm 的 g 線,405 nm 的 h 線)起反應365 nm 和 XNUMX nm 處的 i 線)。
目前用於光掩模的主要波長為 365 nm 或以上,但 UV 燈光譜在健康關注的波長區域(低於 315 nm 的光化區域)中也包含大量能量。 通常,從設備逸出的紫外線輻射強度低於光化區陽光下的強度和為職業性紫外線照射設定的標準。
偶爾在維護過程中,紫外線燈的對準需要在設備櫃外或沒有正常的保護過濾器的情況下通電。 此操作期間的暴露水平可能超過職業暴露限制,但標準潔淨室服裝(例如工作服、乙烯基手套、面罩和帶紫外線抑製劑的聚碳酸酯安全眼鏡)通常足以將紫外線衰減到暴露限制以下(Baldwin 和 Stewart,1989 年) ).
雖然光刻中使用的紫外線燈的主要波長為 365 nm 或以上,但對高級 IC 中更小特徵的追求導致使用波長更短的曝光源,例如深紫外線和 x 射線。 用於此目的的一項新技術是在步進器中使用氪氟化物準分子激光器。 這些步進器使用具有高激光功率輸出的 248 nm 波長。 然而,這些系統的外殼在正常操作期間會包含光束。
與半導體製造中使用的包含高功率激光系統的其他設備一樣,主要關注的是在光束對準期間何時必須打破系統的互鎖。 高功率激光器也是半導體行業中最重要的電氣危害之一。 即使在電源關閉後,工具內仍存在很大的電擊可能性。 Escher、Weathers 和 Labonville (1993) 介紹了這些系統的控制和安全設計注意事項。
光刻中使用的一種先進技術曝光源是 X 射線。 X 射線光刻源的輻射水平可能導致設備中心每年的劑量率接近 50 毫西弗 (5 rems)。 建議限制進入屏蔽牆內的區域以盡量減少暴露(Rooney 和 Leavey 1989)。
發展
在顯影步驟中,抗蝕劑的未聚合區域被溶解並去除。 溶劑型顯影劑通過浸漬、噴塗或霧化的方式應用於覆蓋有抗蝕劑的晶圓表面。 表 1 中列出了顯影劑溶液。溶劑沖洗 (n-乙酸丁酯、異丙醇、丙酮等)通常在顯影劑之後使用,以去除任何殘留物質。 顯影后殘留的抗蝕劑在後續處理過程中保護各個層。
烘焙
在對準、曝光和顯影抗蝕劑之後,晶圓然後移動到另一個具有氮氣氣氛的溫控烘箱。 高溫烘箱(120 至 135°C)使光刻膠固化並在晶圓表面完全聚合(硬烘烤)。
光刻膠剝離
然後使用濕法或乾法化學品選擇性地蝕刻顯影的晶圓(參見下面的“蝕刻”)。 在進一步處理之前,必須從晶圓上剝離剩餘的光刻膠。 這可以通過在溫控浴中使用濕化學溶液或通過使用等離子灰化器或乾化學物質來完成。 表 2 列出了濕化學成分和乾化學成分。 下面討論乾化學等離子蝕刻——使用與等離子灰化相同的設備和操作原理。
表 2. 光刻膠剝離劑
濕潤化學
酸
硫酸(H2SO4) 和鉻 (CrO3)
硫酸(H2SO4) 和過硫酸銨 ((NH4)2S2O8)
硫酸(H2SO4) 和過氧化氫 (H2O2)
有機物
酚類、硫酸、三氯苯、全氯乙烯
乙二醇醚、乙醇胺、三乙醇胺
氫氧化鈉和矽酸鹽(正性抗蝕劑)
化學乾粉
等離子灰化(剝離)
RF(射頻)電源—13.56 MHz 或 2,450 MHz 頻率
氧氣(O.2) 氣源
真空泵系統
—用液氮捕集器潤滑的油(舊技術)
—用惰性全氟聚醚液體潤滑(新技術)
—乾式泵(最新技術)
刻蝕
蝕刻去除二氧化矽層(SiO2)、金屬和多晶矽,以及抗蝕劑,根據抗蝕劑描繪的所需圖案。 蝕刻的兩大類是濕化學法和乾法化學法。 主要使用濕法蝕刻,涉及含有所需強度的蝕刻劑(通常是酸性混合物)的溶液,該溶液與要去除的材料發生反應。 干法蝕刻涉及在高度通電的腔室中在真空下使用反應氣體,這也會去除未受抗蝕劑保護的所需層。
濕潤化學
濕化學蝕刻溶液裝在由聚丙烯 (poly-pro)、阻燃聚丙烯 (FRPP) 或聚氯乙烯 (PVC) 製成的溫控蝕刻槽中。 浴槽通常在濕化學蝕刻站的後部配備環形增壓排氣通風裝置或開槽排氣裝置。 垂直層流罩向蝕刻槽的頂面提供均勻過濾的無顆粒空氣。 與被蝕刻的表面層相關的常見濕蝕刻劑化學溶液如表 3 所示。
表 3. 濕化學蝕刻劑
|
蝕刻材料 |
蝕刻劑 |
|
|
矽 |
||
|
多晶矽 (Si) |
氫氟酸、硝酸、乙酸和碘 |
|
|
二氧化矽(SiO2) |
緩衝氧化物蝕刻 (BOE) - 氫氟酸和 |
|
|
氮化矽(Si3N4) |
磷酸和氫氟酸 |
|
|
CVD 氧化物或墊蝕刻 |
氟化銨、乙酸和氫氟酸 |
|
|
金屬 |
||
|
鋁 (Al) |
磷酸、硝酸、乙酸和鹽酸 |
|
|
鉻鎳合金 (Cr/Ni) |
硝酸高鈰銨和硝酸 |
|
|
金(金) |
鹽酸和硝酸(王水) |
|
|
銀 (Ag) |
硝酸鐵(FeNO3) 和乙二醇 |
|
|
複合 |
公式 |
標準濃度(%) |
|
醋酸 |
CH3COOH |
36 |
|
氟化銨 |
NH4F |
40 |
|
冰醋酸 |
CH3COOH |
99.5 |
|
鹽酸 |
鹽酸 |
36 |
|
氫氟酸 |
HF |
49 |
|
硝酸 |
HNO3 |
67 |
|
磷酸 |
H3PO4 |
85 |
|
氫氧化鉀 |
酸值 |
50或10 |
|
氫氧化鈉 |
氫氧化鈉 |
50或10 |
|
硫酸 |
H2SO4 |
96 |
垂直安裝的氣流供應罩與防濺罩和排氣通風裝置一起使用時,會在濕化學蝕刻站內產生空氣湍流區域。 結果,可能會降低局部排氣通風在捕獲和引導來自使用中的蝕刻浴的逸出空氣污染物方面的有效性。
濕蝕刻的主要問題是皮膚接觸濃酸的可能性。 雖然蝕刻中使用的所有酸都會導致酸灼傷,但暴露於氫氟酸 (HF) 尤其令人擔憂。 皮膚接觸和疼痛之間的滯後時間(小於 24% HF 的溶液長達 20 小時,1% 至 8% 的溶液長達 20 至 50 小時)可能導致治療延遲和比預期更嚴重的燒傷(Hathaway 等人,1991 年) .
從歷史上看,酸灼傷一直是該行業內的一個特殊問題。 然而,近年來皮膚接觸酸的發生率有所降低。 這種減少的部分原因是蝕刻工藝中與產品相關的改進,例如轉向干法蝕刻、更多機器人技術的使用以及化學分配系統的安裝。 酸灼傷率的降低也可能歸因於更好的處理技術、更多地使用個人防護設備、更好的濕式甲板設計和更好的培訓——如果要進一步降低酸灼傷率,所有這些都需要持續關注(鮑德溫和威廉姆斯,1996 年) ).
化學乾粉
乾化學蝕刻由於能夠更好地控制蝕刻過程和降低污染水平而成為越來越受關注和使用的領域。 乾化學處理通過使用化學反應氣體或通過物理轟擊有效地蝕刻所需的層。
化學反應等離子體蝕刻系統已經開發出來,可以有效地蝕刻矽、二氧化矽、氮化矽、鋁、鉭、鉭化合物、鉻、鎢、金和玻璃。 有兩種等離子蝕刻反應器系統在使用——桶形或圓柱形,以及平行板形或平面形。 兩者的運行原理相同,主要僅在配置上有所不同。
等離子體類似於氣體,不同之處在於等離子體的一些原子或分子被電離並且可能包含大量的自由基。 典型的反應器由一個裝有晶圓的真空反應器室組成,晶圓通常由鋁、玻璃或石英製成; 射頻 (RF) 能源——通常為 450 kHz、13.56 MHz 或 40.5 MHz,以及控制處理時間、反應氣體成分、氣體流速和射頻功率水平的控制模塊。 此外,油潤滑(較舊技術)或乾式(較新技術)粗真空泵真空源與反應室對齊。 將晶圓單獨或裝入盒中裝入反應器,泵抽空腔室並引入反應氣體(通常為四氟化碳)。 氣體的電離形成蝕刻等離子體,它與晶片反應形成揮發性產物,這些產物被抽走。 將新鮮的反應物氣體引入腔室可維持蝕刻活性。 表 4 列出了用於蝕刻各層的材料和等離子氣體。
表 4. 等離子蝕刻氣體和蝕刻材料
|
材料 |
氣 |
|
矽 |
|
|
多晶矽(polySi)和矽 |
CF+O2, 四氯化碳4 或CF3氯氟烴4 和鹽酸 |
|
二氧化矽(SiO2) |
C2F6,C3F8, 碳纖維4, 碳化矽4,C5F12, 瑞士法郎3, 四氯化碳2F2, SF6, 高頻 |
|
氮化矽(Si3N4) |
CF4 + 氬氣、氟化碳4 + 哦2, 碳纖維4 + H.2 |
|
金屬 |
|
|
鋁 (Al) |
四氯化碳4 或氯化鉀3 + 他或氬 |
|
鉻(Cr) |
四氯化碳4 |
|
氧化鉻(CrO3) |
Cl2 + Ar 或 CCl4 + 氬氣 |
|
砷化鎵 (GaAs) |
四氯化碳2F2 |
|
釩(V) |
CF4 |
|
鈦 (Ti) |
CF4 |
|
鉭 (Ta) |
CF4 |
|
鉬(Mo) |
CF4 |
|
鎢 (W) |
CF4 |
目前正在開發的另一種蝕刻方法是微波下游。 它使用高功率密度微波放電產生具有長壽命的亞穩態原子,蝕刻材料幾乎就像浸入酸中一樣。
物理蝕刻工藝類似於噴砂,因為氬氣原子用於物理轟擊要蝕刻的層。 真空泵系統用於去除錯位的材料。 反應離子蝕刻涉及化學和物理干法蝕刻的組合。
濺射過程是離子撞擊和能量轉移的過程之一。 濺射蝕刻結合了濺射系統,其中將要蝕刻的晶片連接到輝光放電電路中的負電極或目標。 通過正離子(通常是氬)的轟擊,材料從晶圓上濺射出來,並導致表面原子錯位。 電源由頻率為 450 kHz 的射頻源提供。 在線真空系統用於壓力控制和反應物去除。
離子束蝕刻和銑削是一種使用低能離子束的溫和蝕刻工藝。 離子束系統包括一個產生離子束的源、一個在其中進行蝕刻或銑削的工作室、一個用於將晶圓固定在離子束中的靶板固定裝置、一個真空泵系統、支持電子設備和儀器。 離子束是從放電產生的電離氣體(氬氣或氬氣/氧氣)或等離子體中提取的。 放電是通過在發射電子的熱絲陰極和位於放電區域外徑的陽極圓柱之間施加電壓而獲得的。
離子束銑削是在離子轟擊的低能量範圍內進行的,其中僅發生表面相互作用。 這些離子通常在 500 至 1,000 eV 範圍內,撞擊目標並 濺射 通過破壞將原子與其相鄰原子結合的力來破壞表面原子。 離子束蝕刻是在稍高的能量範圍內完成的,這涉及到更顯著的表面原子錯位。
反應離子蝕刻 (RIE) 是物理濺射和低壓化學反應物質蝕刻的組合。 RIE 使用離子轟擊實現定向蝕刻,同時使用化學反應氣體四氟化碳 (CF4) 或四氯化碳 (CCl4), 以保持良好的蝕刻層選擇性。 晶片被放置在一個腔室中,腔室中充滿化學反應性氣體化合物,壓力約為 0.1 托(1.3 x 10 - 4 氣氛)。 放電會產生能量為幾百電子伏特的反應性“自由基”(離子)等離子體。 離子垂直撞擊晶圓表面,在那裡它們反應形成揮發性物質,這些物質被低壓在線真空系統去除。
乾式蝕刻機有時有一個清潔循環,用於去除反應室內部積聚的沉積物。 用於清潔循環等離子體的母體化合物包括三氟化氮 (NF3), 六氟乙烷 (C2F6) 和八氟丙烷 (C3F8).
清潔過程中使用的這三種氣體,以及蝕刻過程中使用的許多氣體,是 1990 世紀 XNUMX 年代中期出現的半導體行業面臨的環境問題的基石。 一些高度氟化氣體被確定為具有顯著的全球變暖(或溫室效應)潛力。 (這些氣體也稱為 PFC,全氟化合物。)大氣壽命長、全球變暖潛能值高以及 NF 等 PFC 使用量顯著增加3,C2F6,C3F8, 碳纖維4, 三氟甲烷 (CHF3) 和六氟化硫 (SF6) 讓半導體行業專注於減少排放的方法。
半導體行業向大氣排放 PFC 的原因是工具效率低下(許多工具僅消耗所用氣體的 10% 到 40%)和減少空氣排放的設備不足。 濕式洗滌器無法有效去除 PFC,對許多燃燒裝置的測試發現某些氣體的破壞效率很低,尤其是 CF4. 許多這些燃燒裝置發生故障 C2F6 和C.3F8 進入CF4. 此外,這些減排工具的高擁有成本、它們的電力需求、它們釋放的其他全球變暖氣體及其有害空氣污染物的燃燒副產品表明燃燒減排不是控制 PFC 排放的合適方法。
提高工藝工具的效率、確定和開發對這些幹蝕刻氣體更環保的替代品以及廢氣的回收/再循環一直是與乾蝕刻相關的環境重點。
乾式蝕刻機的主要職業衛生重點一直是維護人員在反應室、泵和其他可能含有反應產物殘留物的相關設備上工作時的潛在接觸。 等離子金屬蝕刻機的複雜性和表徵與其維護相關的氣味的困難使它們成為許多研究的主題。
在等離子金屬蝕刻機中形成的反應產物是氯化和氟化化合物的複雜混合物。 金屬蝕刻機的維護通常涉及會產生強烈氣味的短期操作。 六氯乙烷被發現是一種鋁蝕刻機產生氣味的主要原因(Helb 等人,1983 年)。 另一方面,氯化氰是主要問題:暴露水平是 11 ppm 職業暴露限值的 0.3 倍(Baldwin 1985)。 在其他類型的蝕刻機中,氯化氫與氣味有關; 測得的最大暴露量為 68 ppm(Baldwin、Rubin 和 Horowitz 1993)。 有關該主題的更多信息,請參閱 Mueller 和 Kunesh (1989)。
金屬蝕刻機廢氣中化學成分的複雜性促使研究人員開發了研究這些混合物毒性的實驗方法(Bauer et al. 1992a)。 這些方法在囓齒動物研究中的應用表明,這些化學混合物中的某些可能是誘變劑(Bauer 等人,1992 年 b)和可疑的生殖毒素(Schmidt 等人,1995 年)。
由於乾式蝕刻機作為封閉系統運行,因此在系統封閉時通常不會發生設備操作員接觸化學品的情況。 一個罕見的例外是舊批量蝕刻機的吹掃週期不夠長,無法充分去除蝕刻劑氣體。 據報導,當這些蝕刻機的門打開時,會短暫但刺激性地接觸低於典型工業衛生監測程序檢測限的氟化合物。 通常這可以通過在打開蝕刻室門之前簡單地增加吹掃週期的長度來糾正。
操作員暴露於 RF 能量的主要問題來自等離子蝕刻和灰化過程(Cohen 1986;Jones 1988)。 通常,射頻能量洩漏可能由以下原因引起:
- 錯位的門
- 櫥櫃上的裂縫和孔洞
- 由於蝕刻機接地不當,金屬台和電纜充當天線
- 蝕刻機觀察窗中沒有衰減屏(Jones 1988;Horowitz 1992)。
射頻暴露也可能發生在蝕刻機的維護過程中,尤其是在設備櫃已被拆除的情況下。 曝光量為 12.9 mW/cm2 在舊型號等離子蝕刻機的頂部發現,蓋子已拆下進行維護(Horowitz 1992)。 操作員所在區域的實際射頻輻射洩漏通常小於 4.9 mW/cm2.
興奮劑
之間的電結或邊界的形成 p 和 n 單晶矽晶片中的區域是所有半導體器件運行的基本要素。 結允許電流在一個方向上比在另一個方向上更容易流動。 它們為所有半導體中的二極管和晶體管效應提供了基礎。 在集成電路中,必須將一定數量的元素雜質或摻雜劑引入到矽基板或晶片的選定蝕刻區域中。 這可以通過擴散或離子注入技術來完成。 無論使用何種技術,相同類型或摻雜劑都用於生產半導體結。 表 5 標識了用於摻雜的主要成分、它們的物理狀態、電氣類型(p or n) 和使用的主要結技術——擴散或離子注入。
表 5. 用於擴散和離子注入的結形成摻雜劑
|
元件 |
複合 |
公式 |
州 |
技術 |
|
n型 |
||||
|
銻 |
三氧化二銻 |
Sb2O3 |
素色 |
擴散 |
|
砷 |
三氧化二砷 |
As2O3 |
素色 |
擴散 |
|
磷 |
五氧化二磷 |
P2O5 |
素色 |
擴散 |
|
p型 |
||||
|
硼 |
氮化硼 |
BN |
素色 |
擴散 |
擴散爐和離子注入機操作員的常規化學品暴露量很低——通常低於標準職業衛生取樣程序的檢測限。 該過程的化學問題集中在有毒氣體釋放的可能性上。
早在 1970 世紀 XNUMX 年代,先進的半導體製造商就開始安裝第一個用於易燃和有毒氣體的連續氣體監測系統。 該監測的主要重點是檢測氣味閾值超過其職業接觸限值(例如胂和乙硼烷)的毒性最強的摻雜劑氣體的意外釋放。
大多數半導體行業的工業衛生空氣監測器用於可燃和有毒氣體洩漏檢測。 然而,一些設施也在使用連續監測系統來:
- 分析排氣管(煙囪)排放
- 量化揮發性化學物質的環境空氣濃度
- 識別和量化工廠區域的氣味。
半導體行業最常用於此類監測的技術是比色氣體檢測(例如,MDA 連續氣體檢測器)、電化學傳感器(例如,sensydyne 監測器)和傅里葉變換紅外(例如,Telos ACM)(Baldwin 和 Williams 1996) .
擴散
擴散 是一個術語,用於描述摻雜劑從擴散爐源端的高濃度區域向矽晶片內較低濃度區域的移動。 擴散是最成熟的結形成方法。
該技術涉及使晶片經受擴散爐內的加熱氣氛。 熔爐包含所需的蒸氣形式的摻雜劑,並導致產生摻雜電活動區域,或者 p or n. 最常用的摻雜劑是 p 型的硼; n 型的磷 (P)、砷 (As) 或銻 (Sb)(見表 5)。
通常,晶圓堆疊在石英載體或舟皿中,然後放置在擴散爐中。 擴散爐包含一個長石英管和一個精確的溫度控制機構。 溫度控制極其重要,因為各種矽摻雜劑的擴散速率主要是溫度的函數。 使用溫度範圍為 900 至 1,300 oC,取決於具體的摻雜劑和工藝。
將矽晶片加熱到高溫使雜質原子通過晶體結構緩慢擴散。 雜質通過二氧化矽的速度比通過矽本身的速度慢,從而使薄氧化物成為可能 圖案用作掩模,從而允許摻雜劑僅在未受保護的地方進入矽。 在積累了足夠多的雜質後,將晶圓從爐子中取出,擴散就有效地停止了。
為了最大限度地控制,大多數擴散分兩步進行——預沉積 和 駛入. 預沉積或恆定源擴散是第一步,它發生在爐子中,爐子中的溫度經過選擇以實現對雜質數量的最佳控制。 溫度決定了摻雜劑的溶解度。 經過相對較短的預沉積處理後,晶圓被物理移動到通常溫度較高的第二個爐子中,在那裡進行第二個熱處理以驅動摻雜劑在矽晶圓晶格中達到所需的擴散深度。
預沉積步驟中使用的摻雜源處於三種不同的化學狀態:氣態、液態和固態。 表 5 確定了各種類型的擴散源摻雜劑及其物理狀態。
氣體通常由帶有壓力控製或調節器、截止閥和各種吹掃附件的壓縮氣瓶供應,並通過小直徑金屬管分配。
液體通常從鼓泡器分配,鼓泡器使載氣流(通常是氮氣)充滿液體摻雜劑蒸汽,如濕法氧化部分所述。 液體分配的另一種形式是通過使用 上旋 摻雜物 儀器。 這需要將固體摻雜劑放入含有液體溶劑載體的溶液中,然後將溶液滴在晶圓上並旋轉,其方式類似於光刻膠的應用。
固體源可以是氮化硼晶片的形狀,夾在兩個待摻雜的矽晶片之間,然後放入擴散爐中。 此外,粉末或珠子形式的固體摻雜劑可以放置在 石英彈 外殼(三氧化二砷),手動傾倒在擴散管的源端或裝入與主擴散爐一致的單獨源爐中。
在沒有適當控制的情況下,砷暴露在 0.01 毫克/立方米以上3 在清潔沉積爐(Wade 等人 1981 年)和清潔固體源離子注入機的源室期間(McCarthy 1985 年;Baldwin、King 和 Scarpace 1988 年)有報導。 這些暴露發生在沒有採取任何預防措施來限制空氣中的灰塵量的情況下。 然而,當殘留物在清潔過程中保持濕潤時,接觸量會減少到遠低於空氣接觸極限。
在較舊的擴散技術中,在爐管的拆卸、清潔和安裝過程中存在安全隱患。 危害包括在手動清潔過程中破碎的石英器皿可能造成的割傷和酸灼傷。 在較新的技術中,這些危害被減少了 現場 管道清潔,消除了大部分人工操作。
在半導體製造中,擴散爐操作員在極低頻電磁場(例如 50 至 60 赫茲)中經歷了最高的常規潔淨室暴露。 據報導,在熔爐的實際運行過程中,平均暴露量大於 0.5 微特斯拉(5 毫高斯)(Crawford 等人,1993 年)。 該研究還指出,在擴散爐附近工作的潔淨室人員的平均測量暴露量明顯高於其他潔淨室工作人員。 這一發現與 Rosenthal 和 Abdollahzadeh(1991 年)報告的點測量結果一致,他們發現擴散爐產生的接近讀數(5 厘米或 2 英寸以外)高達 10 到 15 微特斯拉,周圍場隨距離逐漸下降比研究的其他潔淨室設備; 即使距離擴散爐 6 英尺,報告的通量密度也為 1.2 至 2 微特斯拉(Crawford 等人,1993 年)。 這些排放水平遠低於世界衛生組織和各個國家設定的當前基於健康的暴露限值。
離子注入
離子注入是在室溫下將雜質元素引入矽晶片以形成結的較新方法。 離子化的摻雜劑原子(即,剝離了一個或多個電子的原子)通過數万伏特的電勢差被加速到高能量。 在路徑的盡頭,它們撞擊晶圓並嵌入不同的深度,具體取決於它們的質量和能量。 與傳統的擴散一樣,圖案化的氧化物層或光刻膠圖案選擇性地掩蔽晶圓免受離子影響。
典型的離子注入系統包括離子源(氣態摻雜劑源,通常裝在小演講瓶中)、分析設備、加速器、聚焦透鏡、中性束阱、掃描儀處理室和真空系統(通常是三組獨立的在線粗加工和油擴散泵)。 電子流由熱燈絲通過電阻、電弧放電或冷陰極電子束產生。
通常,在註入晶圓後,通過激光束退火或使用電子束源的脈衝退火執行高溫退火步驟(900 至 1,000°C)。 退火工藝有助於修復由摻雜離子轟擊造成的注入晶圓外表面的損傷。
隨著用於離子注入機的胂、磷化氫和三氟化硼氣瓶的安全輸送系統的出現,這些氣體發生災難性釋放的可能性已大大降低。 這些小氣瓶中充滿了一種化合物,砷化氫、磷化氫和三氟化硼會吸附在該化合物中。 氣體通過使用真空從鋼瓶中抽出。
離子注入機是半導體行業中最重要的電氣危害之一。 即使在電源關閉後,工具內仍存在巨大的電擊電位,必須在植入機內部工作之前將其消散。 對於所有新安裝的設備,尤其是離子注入機,必須仔細檢查維護操作和電氣危險。
在離子注入機低溫泵維護期間,已經發現暴露於高達 60 ppb 的氫化物(可能是胂和磷化氫的混合物)(Baldwin、Rubin 和 Horowitz 1993)。 此外,高濃度的砷化氫和磷化氫會從受污染的植入器部件中排出氣體,這些部件在預防性維護期間被移除(Flipp、Hunsaker 和 Herring,1992 年)。
帶有高效微粒衰減器 (HEPA) 過濾器的便攜式真空吸塵器用於清潔離子注入區域中被砷污染的工作表面。 暴露在 1,000 微克/立方米以上3 當 HEPA 吸塵器清潔不當時進行測量。 HEPA 真空吸塵器在向工作空間排放氣體時,還可以有效散發與離子注入機束線清潔相關的獨特的氫化物氣味(Baldwin、Rubin 和 Horowitz 1993)。
雖然令人擔憂,但還沒有關於在使用摻雜劑的真空泵換油期間大量摻雜劑氣體暴露的公開報告——可能是因為這通常是作為一個封閉系統進行的。 缺乏報告的暴露也可能是由於使用過的油中氫化物的低排放量造成的。
一項現場研究的結果顯示,當泵油超過 700 ℃時,對來自同時使用胂和磷化氫的離子注入機的 70 毫升用過的低級泵油進行加熱,結果顯示泵頂部空間中僅可檢測到空氣中的氫化物濃度。oC(Baldwin、King 和 Scarpace 1988)。 由於機械低真空泵的正常工作溫度為 60 至 80oC,這項研究沒有表明顯著暴露的可能性。
在離子注入過程中,伴隨著操作形成了 x 射線。 大多數注入機都設計有足夠的機櫃屏蔽(包括戰略性地放置在離子源外殼和相鄰檢修門周圍的鉛板),以將員工暴露在每小時 2.5 微西弗(0.25 毫雷姆)以下(Maletskos 和 Hanley 1983)。 然而,發現較舊型號的注入機在裝置表面的 X 射線洩漏超過每小時 20 微西弗 (μSv/hr)(Baldwin、King 和 Scarpace 1988)。 安裝額外的鉛屏蔽後,這些水平降低到低於 2.5 μSv/hr。 另一種較舊型號的離子注入機被發現在檢修門周圍(高達 15 μSv/hr)和觀察口(高達 3 μSv/hr)存在 X 射線洩漏。 添加了額外的鉛屏蔽以減弱可能的暴露(Baldwin、Rubin 和 Horowitz 1993)。
除了來自離子注入機的 X 射線曝光之外,如果注入機在 8 萬電子伏特 (MeV) 以上運行或使用氘氣作為離子源,則假設有可能形成中子 (Rogers 1994)。 然而,注入機通常設計為在遠低於 8 MeV 的條件下運行,工業中並不常用氘(Baldwin 和 Williams 1996)。
化學氣相沉積
化學氣相沉積 (CVD) 涉及在矽晶片表面上分層附加材料。 CVD 裝置通常作為封閉系統運行,導致操作員很少或沒有化學品接觸。 然而,當清潔某些 CVD 預洗滌器時,可能會發生短暫的高於 5 ppm 的氯化氫暴露(Baldwin 和 Stewart 1989)。 通常使用兩大類沉積——外延和更一般的非外延 CVD。
外延化學氣相沉積
外延生長是一種材料的單晶薄膜的嚴格控制沉積,該材料保持與現有襯底晶片層相同的晶體結構。 它在隨後的擴散過程中用作製造半導體元件的基質。 大多數外延膜生長在相同材料的襯底上,例如矽上矽,其過程稱為同質外延。 在襯底上生長不同材料層,例如藍寶石上的矽,稱為異質外延 IC 器件處理。
三種主要技術用於生長外延層:氣相、液相和分子束。 液相和分子束外延主要用於 III-V 族(例如 GaAs)器件的加工。 這些在“III-V 半導體製造”一文中進行了討論。
氣相外延用於通過分子 CVD 在 900 至 1,300 的溫度下生長薄膜oC. 載氣(通常是氫氣)中含有矽和控制量的 p 型或 n 型摻雜劑的蒸氣通過加熱的晶片以沉積摻雜的矽層。 該過程通常在大氣壓下進行。
表 6 確定了氣相外延的四種主要類型、參數和發生的化學反應。
表 6. 矽氣相外延的主要類別
|
參數 |
||
|
壓力 |
大氣的 |
|
|
溫度 |
900–1300°C |
|
|
矽源 |
矽烷(SiH4), 四氯化矽 (SiCl4), 三氯矽烷 (SiHCl3), |
|
|
摻雜氣體 |
胂 (AsH3), 磷化氫 (PH3), 乙硼烷 (B2H6) |
|
|
摻雜氣體濃度 |
約100ppm |
|
|
蝕刻氣體 |
氯化氫 (HCl) |
|
|
蝕刻氣體濃度 |
約 1–4% |
|
|
載氣 |
氫(H2), 氮 (N2) |
|
|
加熱源 |
射頻 (RF) 或紅外線 (IR) |
|
|
氣相外延類型 |
化學反應 |
|
|
四氯化矽氫還原 |
氯化矽4 + 2H2 → Si + 4HCl |
|
|
矽烷的熱解 |
的SiH4 → Si + 2H2 |
|
|
三氯氫矽的氫氣還原 |
氯化矽3 + H.2 → Si + 3HCl |
|
|
減少二氯矽烷 |
的SiH2Cl2 → Si + 2HCl |
|
外延工藝中通常遵循的沉積順序包括:
- 基材清洗—物理擦洗、溶劑脫脂、酸洗(硫酸、硝酸和鹽酸,氫氟酸是常見的順序)和乾燥操作
- 晶圓裝載
- 升溫— 氮氣吹掃並加熱到大約 500 °C,然後使用氫氣和射頻發生器感應加熱晶圓
- 氯化氫 (HCl) 蝕刻—通常將 1 至 4% 濃度的 HCl 分配到反應室
- 沉積- 矽源和摻雜劑氣體被計量並沉積在晶圓表面
- 冷卻-氫氣在 500°C 再次轉變為氮氣
- 卸載.
非外延化學氣相沉積
外延生長是一種高度特殊的 CVD 形式,其中沉積層具有與襯底層相同的晶體結構取向,而非外延 CVD 是通過氣態化合物的熱反應或分解在加熱的襯底上形成穩定的化合物。
CVD 可用於沉積許多材料,但在矽半導體加工中,除了外延矽外,通常會遇到的材料有:
- 多晶矽(poly Si)
- 二氧化矽(SiO2——摻雜和未摻雜; p 摻雜玻璃)
- 氮化矽(Si3N4).
這些材料中的每一種都可以以多種方式沉積,並且每一種都有許多應用。
表 7. 矽化學氣相沉積 (CVD) 的主要類別
|
參數 |
||||
|
壓力 |
大氣 (APCVD) 或低壓 (LPCVD) |
|||
|
溫度 |
500–1,100°C |
|||
|
矽和氮化物源 |
矽烷(SiH4), 四氯化矽 (SiCl4), 氨 (NH3), 一氧化二氮 (N20) |
|||
|
摻雜源 |
胂 (AsH3), 磷化氫 (PH3), 乙硼烷 (B2H6) |
|||
|
載氣 |
氮(N2), 氫 (H2) |
|||
|
加熱源 |
冷壁系統——射頻 (RF) 或紅外線 (IR) |
|||
|
化學氣相沉積型 |
反應 |
載氣 |
溫度 |
|
|
介質溫度 (≈ 600–1,100 °C) |
||||
|
氮化矽(Si3N4) |
3矽氫4 + 4 氨3 → 矽3N4 + 12H2 |
H2 |
900–1,100°C |
|
|
多晶矽(poly Si) |
的SiH4 + 熱 → Si + 2H2 |
H2 |
850–1,000°C |
|
|
二氧化矽(SiO2) |
的SiH4 + 4CO2 → 二氧化矽2 + 4CO + 2H2O |
N2 |
500–900°C |
|
|
低溫 (≈<600 C) Silox、Pyrox、Vapox 和 Nitrox** |
||||
|
二氧化矽(SiO2) 或 p 摻雜的 SiO2 |
||||
|
矽氧烷 |
的SiH4 + 2O2 + 摻雜物 → SiO2 + 2H2O |
N2 |
200-500 °C |
|
|
派羅克斯 |
的SiH4 + 2O2 + 摻雜物 → SiO2 + 2H2O |
N2 |
<600°C |
|
|
瓦波克斯 |
的SiH4 + 2O2 + 摻雜物 → SiO2 + 2H2O |
N2 |
<600°C |
|
|
氮化矽(Si3N4) |
||||
|
高氧 |
3矽氫4 + 4NH3 (或 N2O*) → 矽3N4 + 12小時2 |
N2 |
600–700°C |
|
|
低溫等離子體增強(鈍化)(<600°C) |
||||
|
利用射頻 (RF) 或 |
||||
|
二氧化矽(SiO2) |
的SiH4 + 2O2 → 二氧化矽2 + 2H20 |
|||
|
氮化矽(Si3N4) |
3矽氫4 + 4NH3 (或 N2O*) → 矽3N4 + 12小時2 |
|||
* 注意:反應不是化學計量平衡的。
** CVD 反應器系統的通用、專有或商標名稱
幾乎所有類型的 CVD 設備都包含以下組件:
- 反應室
- 氣體控制部分
- 時間順序控制
- 基板熱源
- 污水處理。
基本上,CVD 工藝需要提供受控量的矽或氮化物源氣體,連同氮氣和/或氫氣載氣,如果需要還可以提供摻雜劑氣體,用於反應室內的化學反應。 除了控制反應器和晶片的表面溫度外,還施加熱量以提供化學反應所需的能量。 反應完成後,未反應的源氣加上載氣通過流出物處理系統排放到大氣中。
鈍化是 CVD 的一種功能類型。 它涉及在矽晶片表面生長保護性氧化層,通常作為非製造工藝之前的最後製造步驟。 該層通過將集成電路的表面與環境中的電氣和化學條件隔離開來提供電氣穩定性。
金屬化
在矽襯底中製造器件後,必須將它們連接在一起以執行電路功能。 這個過程被稱為金屬化。 金屬化通過沉積導電材料的複雜圖案提供了一種佈線或互連集成電路最上層的方法,這些圖案在電路內傳送電能。
廣泛的金屬化工藝根據沉積的金屬和其他材料層的尺寸和厚度而有所不同。 這些都是:
- 薄膜—大約一微米或更小的薄膜厚度
- 厚膜—大約 10 微米或更大的薄膜厚度
- 電鍍—薄膜厚度從薄到厚不等,但通常是厚薄膜。
用於矽半導體金屬化的最常見金屬是:鋁、鎳、鉻或稱為鎳鉻合金、金、鍺、銅、銀、鈦、鎢、鉑和鉭的合金。
薄膜或厚膜也可以蒸發或沉積在各種陶瓷或玻璃基板上。 這些基材的一些例子是:氧化鋁(96% Al203)、氧化鈹 (99% BeO)、硼矽酸鹽玻璃、高溫陶瓷和石英 (SiO2).
薄膜
薄膜金屬化通常通過使用高真空或部分真空沉積或蒸發技術來應用。 高真空蒸發的主要類型是電子束、閃光和電阻,而部分真空沉積主要通過濺射完成。
要執行任何類型的薄膜真空金屬化,系統通常由以下基本組件組成:
- 可以抽空以為沈積提供足夠真空的腔室
- 真空泵(或多個泵)以減少腔室中的環境氣體
- 用於監測真空度和其他參數的儀器
- 一種沉積或蒸發金屬化材料層的方法。
電子束蒸發,通常稱為 電子束,使用聚焦電子束加熱金屬化材料。 高強度電子束的產生方式類似於電視顯像管中使用的方式。 電子流通過通常為 5 至 10 kV 的電場加速並聚焦在要蒸發的材料上。 聚焦的電子束熔化包含在水冷塊中的材料,水冷塊具有稱為爐床的大凹陷。 熔化的材料然後在真空室內蒸發並凝結在冷卻的晶圓上以及整個室表面上。 然後執行標準光刻膠、曝光、顯影和濕法或乾法蝕刻操作以描繪複雜的金屬化電路。
閃蒸 是另一種沉積金屬化薄膜的技術。 當要同時蒸發兩種材料(合金)的混合物時,主要使用此方法。 雙組分薄膜的一些示例是:鎳/鉻 (Nichrome)、鉻/一氧化矽 (SiO) 和鋁/矽。
在閃蒸中,陶瓷棒通過熱阻加熱,連續進給的線軸、顆粒流或振動分配的粉末與熱的燈絲或棒接觸。 然後蒸發的金屬覆蓋內部腔室和晶圓表面。
電阻蒸發 (也稱為燈絲蒸發)是最簡單且成本最低的沉積形式。 蒸發是通過逐漸增加流過燈絲的電流來首先熔化待蒸發材料的環路,從而潤濕燈絲來完成的。 一旦燈絲被潤濕,通過燈絲的電流就會增加,直到發生蒸發。 電阻蒸發的主要優點是可以蒸發的材料種類繁多。
維護工作有時在稱為鍾罩的電子束蒸發器沉積室的內表面上進行。 當維護技術人員將頭伸入鐘形罩內時,可能會發生大量暴露。 去除沉積在鐘形罩內表面上的金屬殘留物可能會導致此類暴露。 例如,在從用於沉積銀的蒸發器中去除殘留物的過程中,技術人員的銀暴露量遠高於空氣傳播限值(Baldwin 和 Stewart,1989 年)。
使用有機清潔溶劑清潔鐘形罩殘留物也會導致大量溶劑暴露。 在此類清潔過程中,曾發生過技術人員接觸到濃度超過 250 ppm 的甲醇的情況。 使用水代替甲醇作為清潔溶劑可以消除這種暴露(Baldwin 和 Stewart 1989)。
濺射沉積 工藝發生在低壓或部分真空氣體環境中,使用直流電(DC 或陰極濺射)或射頻電壓作為高能量源。 在濺射中,在使用低真空泵達到令人滿意的真空度後,將惰性氬氣離子引入真空室。 通過在兩個帶相反電荷的板之間施加高電壓(通常為 5,000 V)形成電場。 這種高能放電使氬氣原子電離並使它們移動並加速到腔室中稱為靶的板之一。 當氬離子撞擊由待沉積材料製成的靶時,它們會驅散或濺射這些原子或分子。 金屬化材料的脫落原子隨後沉積在面向靶材的矽基板上的薄膜中。
許多老式濺射設備的側面和背面的射頻洩漏被發現超過了職業暴露限值(Baldwin 和 Stewart 1989)。 大部分漏水是由於反复拆卸維護面板導致機櫃出現裂縫。 在同一製造商的較新型號中,接縫處帶有金屬絲網的面板可防止明顯洩漏。 可以用金屬絲網改造舊的濺射器,或者可以使用銅帶覆蓋接縫以減少洩漏。
厚膜
大多數厚膜的結構和尺寸與硅集成電路的金屬化不兼容,主要是由於尺寸限制。 厚膜主要用於混合電子結構的金屬化,例如 LCD 的製造。
絲網印刷工藝是厚膜應用的主要方法。 通常使用的厚膜材料是鈀、銀、二氧化鈦和玻璃、金-鉑和玻璃、金-玻璃和銀-玻璃。
電阻厚膜通常使用絲網印刷技術沉積在陶瓷基板上並形成圖案。 金屬陶瓷 是一種電阻性厚膜,由導電金屬顆粒懸浮在陶瓷基體中,並以有機樹脂作為填料。 典型的金屬陶瓷結構由在一氧化矽或二氧化矽基質中的鉻、銀或氧化鉛組成。
電鍍
兩種基本類型的電鍍技術用於在半導體基板上形成金屬膜:電鍍和化學鍍。
In 電鍍,將待鍍基板置於鍍槽的陰極或帶負電的端子處,並浸入電解液中。 由待鍍金屬製成的電極用作陽極或帶正電的端子。 當直流電通過溶液時,從陽極溶解到溶液中的帶正電的金屬離子遷移並沉積在陰極(基板)上。 這種電鍍方法用於形成金或銅的導電膜。
In 化學鍍,待鍍金屬的同時還原和氧化用於形成游離金屬原子或分子。 由於該方法在電鍍過程中不需要導電,因此可用於絕緣型基板。 鎳、銅和金是最常見的以這種方式沉積的金屬。
合金化/退火
在沉積和蝕刻金屬化互連之後,可以執行最後的合金化和退火步驟。 合金化包括將金屬化基板(通常帶有鋁)置於低溫擴散爐中,以確保鋁金屬和矽基板之間的低電阻接觸。 最後,無論是在合金化步驟中還是緊隨其後,晶圓通常會在擴散爐中暴露於 400 至 500°C 的含氫氣體混合物中。 退火步驟旨在通過在矽-二氧化矽界面處或附近將氫與未確定的原子結合來優化和穩定器件的特性。
背磨和背面金屬化
還有一個可選的金屬化處理步驟稱為倒磨。 可以使用濕研磨溶液和壓力研磨或研磨晶片的背面。 可以通過濺射將諸如金的金屬沉積在晶片的背面上。 這使得在最終組裝中更容易將分離的管芯連接到封裝。
組裝和測試
非製造加工,包括外部包裝、附件、封裝、組裝和測試,通常在單獨的生產設施中進行,而且很多時候是在東南亞國家進行的,這些勞動密集型工作的執行成本較低。 此外,在非製造加工區域,工藝和微粒控制的通風要求通常不同(非潔淨室)。 製造過程中的這些最後步驟涉及的操作包括焊接、脫脂、使用化學品和輻射源進行測試,以及使用激光進行修整和標記。
半導體製造過程中的焊接通常不會導致高鉛暴露。 為防止對集成電路造成熱損壞,焊料溫度應保持在低於可能形成大量熔化鉛煙的溫度 (430°C)。 但是,通過刮擦或刷掉含鉛殘留物來清潔焊接設備可能會導致鉛暴露量超過 50 μg/m3 (鮑德溫和斯圖爾特 1989)。 此外,鉛暴露量為 200 微克/立方米3 在波峰焊操作期間使用不當的浮渣去除技術時會發生這種情況(Baldwin 和 Williams 1996)。
由於接觸助焊劑的熱解產物,特別是在手工焊接或修補操作期間,對焊接操作的一個日益關注是呼吸道刺激和哮喘,這些操作在歷史上並不常用局部排氣通風(不像波峰焊操作,它在過去的幾十年裡,它們通常被封閉在用完的櫃子裡)(Goh 和 Ng 1987)。 有關詳細信息,請參閱文章“印刷電路板和計算機組裝”。
由於助焊劑中的松香是一種敏化劑,因此無論空氣採樣結果如何,都應將所有暴露降低到盡可能低的水平。 當焊接要進行較長時間(例如,超過 2 小時)時,新的焊接裝置尤其應包括局部排氣通風。
手工焊接產生的煙霧會隨著熱流垂直上升,當員工俯身靠在焊接點上時進入員工的呼吸區。 通常通過在焊嘴處有效的高速和低容量局部排氣通風來實現控制。
將過濾後的空氣返回工作場所的設備,如果過濾效率不足,可能會造成二次污染,影響除焊接以外的工作場所人員。 過濾後的空氣不應返回到工作室,除非焊接量很小並且房間有良好的一般稀釋通風。
晶圓分類和測試
晶圓製造完成後,每個本質上完成的晶圓都會經過晶圓分類過程,其中每個特定芯片上的集成電路都會用計算機控制的探針進行電氣測試。 單個晶圓可能包含一百到數百個必須進行測試的獨立管芯或芯片。 測試結果完成後,芯片會用自動分配的單組分環氧樹脂進行物理標記。 紅色和藍色用於識別和分類不符合所需電氣規格的芯片。
模具分離
在對晶圓上的器件或電路進行測試、標記和分類後,晶圓上的各個管芯必須物理分離。 已經設計了許多方法來分離單個芯片——金剛石劃線、激光劃線和金剛石輪鋸。
金剛石劃線是最古老的使用方法,它涉及沿著劃線或“街道”在晶圓上繪製形狀精確的嵌入金剛石的尖端,將晶圓表面上的各個芯片分開。 劃線造成的晶體結構缺陷使晶圓沿著這條線彎曲和斷裂。
激光劃線是一種相對較新的芯片分離技術。 激光束由脈衝式高功率釹釔激光器產生。 光束沿著劃線在矽晶片中產生凹槽。 凹槽用作晶圓斷裂的線。
一種廣泛使用的管芯分離方法是濕鋸——用高速圓金剛石鋸沿著街道切割基板。 鋸切可以部分切割(劃線)或完全切割(劃片)矽基板。 通過鋸切產生從街道上清除的材料的濕漿。
芯片貼裝和鍵合
單個管芯或芯片必須連接到載體封裝和金屬引線框架上。 載體通常由絕緣材料(陶瓷或塑料)製成。 陶瓷載體材料通常由氧化鋁(Al2O3), 但可能由氧化鈹 (BeO) 或滑石 (MgO-SiO2). 塑料載體材料是熱塑性或熱固性樹脂類型。
單個管芯的連接通常通過三種不同類型的連接中的一種來完成:共晶、預成型和環氧樹脂。 共晶模具連接涉及使用共晶釬焊合金,例如金矽。 在這種方法中,一層金金屬被預先沉積在芯片的背面。 通過將封裝加熱到共晶溫度(金矽為 370°C)以上並將管芯放置在其上,在管芯和封裝之間形成鍵合。
預成型鍵合涉及使用一小塊特殊合成材料,該材料將粘附到芯片和封裝上。 將預成型件放置在封裝的芯片貼裝區域並使其熔化。 然後在整個區域擦洗芯片,直到貼上芯片,然後冷卻封裝。
環氧樹脂鍵合涉及使用環氧樹脂膠將管芯附著到封裝上。 將一滴環氧樹脂滴在封裝上,並將管芯放在其上。 封裝可能需要在高溫下烘烤以正確固化環氧樹脂。
一旦管芯物理連接到封裝,就必須在集成電路和封裝引線之間提供電連接。 這是通過使用熱壓、超聲波或熱超聲鍵合技術在矽芯片和封裝引線的接觸區域之間連接金線或鋁線來實現的。
熱壓鍵合通常與金線一起使用,涉及將封裝加熱到大約 300oC 並使用熱和壓力在導線和焊盤之間形成鍵合。 兩種主要類型的熱壓粘合在使用中——焊球 和 楔形接合. 球焊,僅用於金線,將線送入毛細管,壓縮它,然後氫火焰熔化線。 此外,這會在下一個鍵合週期的導線末端形成一個新球。 楔形鍵合涉及楔形鍵合工具和顯微鏡,用於將矽芯片和封裝準確定位在鍵合焊盤上。 該過程在惰性氣氛中進行。
超聲波鍵合使用超聲波高頻能量脈衝來提供擦洗作用,從而在導線和焊盤之間形成鍵合。 超聲波鍵合主要用於鋁線,通常優於熱壓鍵合,因為它不需要在鍵合操作期間加熱電路芯片。
熱超聲鍵合是金線鍵合的最新技術變革。 它涉及使用超聲波和熱能的組合,並且比熱壓鍵合需要更少的熱量。
封裝
封裝的主要目的是將集成電路放入滿足與集成電路應用相關的電、熱、化學和物理要求的封裝中。
最廣泛使用的封裝類型是徑向引線型、扁平封裝和雙列直插 (DIP) 封裝。 徑向引線型封裝主要由鐵、鎳、鈷的合金可伐合金製成,並帶有硬玻璃密封和可伐合金引線。 扁平封裝使用金屬引線框架,通常由鋁合金結合陶瓷、玻璃和金屬組件製成。 雙列直插式封裝通常是最常見的,通常使用陶瓷或模製塑料。
模壓塑料半導體封裝主要由兩個獨立的工藝生產——傳遞模塑 和 注塑成型. 傳遞模塑是主要的塑料封裝方法。 在這種方法中,芯片安裝在未修整的引線框架上,然後批量裝入模具中。 粉末狀或顆粒狀的熱固性塑料成型化合物在加熱鍋中熔化,然後在壓力下被迫(轉移)到裝載的模具中。 粉末狀或顆粒狀塑料模塑料系統可用於環氧樹脂、矽樹脂或矽樹脂/環氧樹脂。 該系統通常由以下各項組成:
- 熱固性樹脂—環氧樹脂、矽樹脂或矽樹脂/環氧樹脂
- 硬化劑—環氧酚醛清漆和環氧酸酐
- 填料—二氧化矽熔融或結晶二氧化矽 (SiO2) 和氧化鋁 (Al2O3), 一般佔重量的50-70%
- 阻燃劑—三氧化二銻 (Sb2O3) 一般佔重量的 1-5%。
注塑成型使用熱塑性或熱固性模塑化合物,在受控溫度下在圓筒中將其加熱至熔點,並在壓力下通過噴嘴強制進入模具。 樹脂迅速凝固,打開模具,彈出封裝包。 注塑成型中使用了各種各樣的塑料化合物,其中環氧樹脂和聚苯硫醚 (PPS) 樹脂是半導體封裝中的最新產品。
矽半導體器件的最終封裝根據其抗洩漏能力或將集成電路與其環境隔離的能力進行分類。 這些被區分為氣密(氣密)或非氣密密封。
洩漏測試和老化
洩漏測試 是為測試封裝設備的實際密封能力或氣密性而開發的程序。 目前使用兩種常見的洩漏測試形式:氦氣洩漏檢測和放射性示踪劑洩漏檢測。
在氦氣洩漏檢測中,完成的包裝被放置在氦氣壓力的氣氛中一段時間。 氦氣能夠通過缺陷滲透到包裝中。 從氦氣加壓室中取出後,包裝被轉移到質譜儀室中,並測試包裝缺陷中的氦氣洩漏情況。
放射性示踪氣體,通常是氪85(Kr-85),在第二種方法中代替氦氣,測量從包裝中洩漏出來的放射性氣體。 在正常情況下,此過程中的人員暴露每年少於 5 毫西弗(500 毫雷姆)(Baldwin 和 Stewart,1989 年)。 這些系統的控件通常包括:
- 隔離在僅限必要人員進入的房間內
- 在含有 Kr-85 的房間的門上張貼輻射警告標誌
- 具有警報和自動關閉/隔離功能的連續輻射監測器
- 專用排氣系統和負壓室
- 用個人劑量測定監測暴露(例如,輻射膠片徽章)
- 定期維護警報和聯鎖裝置
- 定期檢查放射性物質洩漏
- 對操作人員和技術人員的安全培訓
- 確保輻射暴露保持在可合理實現的盡可能低的水平 (ALARA)。
此外,與 Kr-85 接觸的材料(例如,暴露的 IC、用過的泵油、閥門和 O 形環)也經過調查,以確保它們在從中移除之前不會因為殘留氣體而發出過量的輻射。控制區。 Leach-Marshal (1991) 提供了有關來自 Kr-85 精細洩漏檢測系統的曝光和控制的詳細信息。
燒進來 是溫度和電應力操作,以確定最終封裝器件的可靠性。 使用環境氣氛或惰性氮氣氣氛,將設備放置在溫度受控的烘箱中較長時間。 溫度範圍從 125°C 到 200°C(平均 150°C),時間從幾小時到 1,000 小時(平均 48 小時)。
最後一個考試
為了最終表徵封裝矽半導體器件的性能,執行最終電氣測試。 由於所需測試的數量和復雜性,計算機執行和評估對設備的最終功能很重要的眾多參數的測試。
標記和包裝
最終封裝設備的物理識別是通過使用各種標記系統來完成的。 元件標記的兩大類是接觸式和非接觸式印刷。 接觸式印刷通常結合使用溶劑型油墨的旋轉膠印技術。 非接觸式印刷無需物理接觸即可轉移標記,涉及使用溶劑型墨水或激光標記的噴墨頭或碳粉印刷。
用作印刷油墨載體和預清潔劑的溶劑通常由醇類(乙醇)和酯類(乙酸乙酯)的混合物組成。 大多數組件標記系統,除激光標記外,使用的墨水需要額外的設置或固化步驟。 這些固化方法是空氣固化、熱固化(熱或紅外線)和紫外線固化。 紫外線固化油墨不含溶劑。
激光打標系統使用高功率二氧化碳 (CO2) 激光器,或高功率釹:釔激光器。 這些激光器通常嵌入在設備中,並具有聯鎖的機櫃,這些機櫃封閉了光束路徑和光束與目標接觸的點。 這消除了正常操作期間的激光束危害,但是當安全聯鎖裝置失效時存在問題。 需要移除光束罩並破壞聯鎖裝置的最常見操作是對準激光束。
在這些維護操作期間,理想情況下,除必要的維護技術人員外,應疏散裝有激光器的房間,鎖好房間的門並張貼適當的激光安全標誌。 然而,用於半導體製造的高功率激光器通常位於大型、開放的製造區域,使得在維護期間重新安置非維護人員是不切實際的。 對於這些情況,通常會建立一個臨時控制區。 通常,這些控制區域由能夠承受與激光束直接接觸的激光幕或焊接屏幕組成。 臨時控制區的入口通常是通過一個迷宮入口,只要激光聯鎖裝置被破壞,該入口就會張貼警告標誌。 光束對準期間的其他安全預防措施類似於開放光束高功率激光器操作所需的安全預防措施(例如,培訓、眼睛保護、書面程序等)。
高功率激光器也是半導體行業中最重要的電氣危害之一。 即使在電源關閉後,工具內仍存在巨大的電擊電位,必須在進入機櫃內部工作之前將其消散。
除了光束危害和電氣危害外,在對激光打標系統進行維護時還應小心,因為阻燃劑三氧化二銻和鈹可能造成化學污染(含有這種化合物的陶瓷包裝將被貼上標籤)。 在使用高功率激光打標期間會產生煙霧,並在設備表面和煙霧抽取過濾器上產生殘留物。
過去曾使用脫脂劑清潔半導體,然後再標記識別碼。 如果操作員的頭部位於導致蒸汽再凝結的冷卻盤管下方,則很容易發生高於適用的職業空氣接觸限值的溶劑暴露,這可能發生在操作員試圖取回掉落的部件或技術人員清理盤管底部的殘留物時單元(Baldwin 和 Stewart 1989)。 由於限制使用氯氟烴和氯化溶劑等消耗臭氧層物質,脫脂劑在半導體行業的使用已大大減少。
故障分析和質量保證
故障分析和質量分析實驗室通常執行用於確保設備可靠性的各種操作。 在這些實驗室中進行的一些操作存在員工暴露的可能性。 這些包括:
- 標記測試 在電爐上的加熱燒杯中使用各種溶劑和腐蝕性混合物。 需要具有足夠表面速度的金屬罩形式的局部排氣通風 (LEV) 來控制無組織排放。 單乙醇胺溶液會導致暴露超過其空氣傳播限制(Baldwin 和 Williams 1996)。
- 氣泡/洩漏測試 利用高分子量碳氟化合物(商品名 Fluorinerts)
- X射線包裝單位.
鈷 60(高達 26,000 居里)用於輻照器,用於測試 IC 在軍事和太空應用中承受伽馬輻射的能力。 在正常情況下,此操作的人員暴露每年少於 5 毫西弗(500 毫雷姆)(Baldwin 和 Stewart,1989 年)。 這種有些專門化操作的控制類似於用於 Kr-85 精細洩漏系統的控制(例如,隔離室、連續輻射監測器、人員暴露監測等)。
在故障分析過程中使用小型“特定許可證”α 源(例如,微居里和毫居里的镅 241)。 這些源被稱為窗口的薄保護塗層覆蓋,允許 alpha 粒子從源發射,以測試集成電路在受到 alpha 粒子轟擊時的運行能力。 通常定期(例如,每半年一次)檢查源是否會在防護窗損壞時發生放射性物質洩漏。 任何可檢測到的洩漏通常會觸發源的移除並將其運回製造商。
機櫃 X 射線系統用於檢查金屬塗層的厚度和識別缺陷(例如,模塑料封裝中的氣泡)。 雖然不是重要的洩漏源,但通常會定期(例如,每年)使用手持式 X 射線洩漏測量儀檢查這些裝置,並進行檢查以確保門聯鎖裝置正常運行。
運送地址
運輸是大多數矽半導體設備製造商參與的終點。 商業半導體製造商將他們的產品出售給其他終端產品生產商,而專屬製造商則將這些設備用於他們自己的終端產品。
健康研究
每個流程步驟都使用一組特定的化學品和工具,這些化學品和工具會導致特定的 EHS 問題。 除了與硅半導體器件加工中特定工藝步驟相關的擔憂之外,一項流行病學研究調查了半導體行業員工對健康的影響(Schenker 等人,1992 年)。 另見文章“健康影響和疾病模式”中的討論。
該研究的主要結論是,在半導體製造設施中工作與自然流產 (SAB) 率增加有關。 在研究的歷史部分中,製造和非製造員工中研究的懷孕人數大致相等(分別為 447 和 444),但製造中的自然流產(n = 67)多於非製造(n = 46) . 當針對可能導致偏差的各種因素(年齡、種族、吸煙、壓力、社會經濟狀況和懷孕史)進行調整時,捏造與非捏造的相對風險 (RR) 為 1.43(95% 置信區間 = 0.95-2.09) .
研究人員將增加的 SAB 率與暴露於半導體製造中使用的某些基於乙烯的乙二醇醚 (EGE) 聯繫起來。 參與研究並被懷疑對生殖產生不良影響的特定乙二醇醚是:
- 2-甲氧基乙醇 (CAS 109-86-4)
- 2-甲氧基乙酸乙酯 (CAS 110-49-6)
- 2-乙氧基乙酸乙酯 (CAS 111-15-9)。
雖然不屬於研究的一部分,但工業中使用的另外兩種乙二醇醚,2-乙氧基乙醇 (CAS 110-80-5) 和二甘醇二甲醚 (CAS 111-96-6) 具有類似的毒性作用,已被一些機構禁止半導體製造商。
除了與暴露於某些乙二醇醚相關的 SAB 率增加外,該研究還得出結論:
- 氟化物暴露(蝕刻中)和 SAB 之間存在不一致的關聯。
- 在製造區工作的女性中,自我報告的壓力是 SAB 的一個強大的獨立風險因素。
- 與在非製造區工作的女性相比,在製造區工作的女性懷孕時間更長。
- 與非製造工人相比,製造工人的呼吸道症狀(眼睛、鼻子和喉嚨刺激和喘息)有所增加。
- 上肢遠端的肌肉骨骼症狀,如手、腕、肘和前臂疼痛,與製造室工作有關。
- 與非製造工人相比,製造工人報告皮炎和脫髮(脫髮)的頻率更高。
設備審查
半導體製造設備的複雜性,加上製造工藝的不斷進步,使得新工藝設備的安裝前審查對於最大限度地降低 EHS 風險非常重要。 兩個設備審查流程有助於確保新的半導體工藝設備具有適當的 EHS 控制:CE 標誌和半導體設備和材料國際 (SEMI) 標準。
CE 標記是製造商聲明,如此標記的設備符合歐盟 (EU) 所有適用指令的要求。 對於半導體製造設備,機械指令 (MD)、電磁兼容性 (EMC) 指令和低電壓指令 (LVD) 被認為是最適用的指令。
在 EMC 指令的情況下,需要保留主管機構(由歐盟成員國正式授權的組織)的服務來定義測試要求和批准檢查結果。 MD 和 LVD 可由製造商或指定機構(歐盟成員國正式授權的組織)進行評估。 無論選擇何種途徑(自我評估或第三方),進口商負責進口產品的 CE 標記。 他們可以使用第三方或自我評估信息作為他們認為設備符合適用指令要求的依據,但最終,他們將準備符合性聲明並自行粘貼 CE 標誌。
Semiconductor Equipment and Materials International 是一個代表半導體和平板顯示設備及材料供應商的國際貿易協會。 其活動之一是製定自願性技術標準,這些標準是供應商和客戶之間的協議,旨在以合理的價格和穩定的供應提高產品質量和可靠性。
兩個專門針對新設備 EHS 問題的 SEMI 標準是 SEMI S2 和 SEMI S8。 半導體 S2-93, 半導體製造設備安全指南,旨在作為半導體製造中使用的設備的基於性能的 EHS 考慮因素的最小集合。 半導體 S8-95, 供應商人體工程學成功標準用戶指南,擴展了 SEMI S2 中的人體工程學部分。
許多半導體製造商要求新設備由第三方證明符合 SEMI S2 的要求。 SEMI S2-93 和 SEMI S8-95 的解釋指南包含在行業聯盟 SEMATECH 的出版物中(SEMATECH 1996)。 有關 SEMI 的更多信息,請訪問萬維網 (http://www.semi.org).
化學品處理
液體分配
隨著自動化學品分配系統成為規則,而不是例外,員工被化學品燒傷的次數已經減少。 但是,需要在這些自動化學品分配系統中安裝適當的防護措施。 這些包括:
- 在大容量電源和接線盒處進行洩漏檢測和自動關閉
- 如果化學品被認為是危險材料,則採用雙重密封管線
- 端點處的高級傳感器(浴槽或工具容器)
- 定時泵關閉(在自動關閉之前只允許將特定數量泵送到某個位置)。
配氣
多年來,隨著新型鋼瓶閥、鋼瓶中的限流孔、自動氣體吹掃面板、高流速檢測和關閉以及更複雜的洩漏檢測設備的出現,氣體分配安全性得到了顯著提高。 由於其自燃性及其作為原料的廣泛用途,矽烷氣體代表了行業內最顯著的爆炸危險。 然而,隨著 Factory Mutual 和 SEMATECH 進行的新研究,矽烷氣體事故變得更容易預測。 有了適當的減流孔 (RFO)、輸送壓力和通風率,大多數爆炸事件都已被消除 (SEMATECH 1995)。
由於不相容氣體的不受控制混合,近年來發生了幾起安全事故。 由於這些事件,半導體製造商經常檢查氣體管線安裝和工具氣體箱,以確保不會發生不當混合和/或氣體回流。
化學問題通常是半導體製造中最受關注的問題。 然而,該行業內的大多數傷害和死亡都是由非化學危害造成的。
電氣安全
該行業中使用的設備存在許多電氣危險。 安全聯鎖裝置在電氣安全方面發揮著重要作用,但這些聯鎖裝置經常被維護技術人員忽略。 大量的維護工作通常是在設備仍然通電或僅部分斷電時進行的。 最重要的電氣危險與離子注入機和激光電源有關。 即使在電源關閉後,工具內仍存在巨大的電擊電位,必須在工具內部工作之前將其消散。 美國的 SEMI S2 審查流程和歐洲的 CE 標誌有助於提高新設備的電氣安全性,但並不總是充分考慮維護操作。 所有新安裝的設備都需要仔細檢查維護操作和電氣危險。
排在電氣危險清單第二位的是一套在蝕刻、濺射和腔室清潔過程中產生射頻能量的設備。 需要適當的屏蔽和接地,以最大限度地降低 RF 灼傷的風險。
這些電氣危險和許多工具在維護操作期間不會斷電,需要維護技術人員採用其他方法來保護自己,例如上鎖/掛牌程序。 電氣危險並不是通過上鎖/掛牌解決的唯一能源。 其他能源包括加壓管線,其中許多含有有害氣體或液體,以及氣動控制裝置。 用於控制這些能源的斷開裝置需要位於容易獲得的位置——在 FAB (製造)或員工將工作的區域,而不是在不方便的地方,例如 subfab。
人體工程學
員工和工具之間的接口繼續造成傷害。 肌肉拉傷和扭傷在半導體行業相當普遍,尤其是對於維護技術人員而言。 在工具的製造過程中以及在工廠中放置工具的過程中,泵、腔室蓋等的入口通常設計得不好。 泵應裝在輪子上或放在拉出式抽屜或託盤中。 許多操作需要結合起重設備。
簡單的晶圓處理會導致人體工程學危害,尤其是在較舊的設施中。 較新的設施通常具有較大的晶圓,因此需要更多的自動化處理系統。 這些晶圓處理系統中有許多被認為是機器人設備,在設計和安裝這些系統時必須考慮這些系統的安全問題 (ANSI 1986)。
消防安全
除了已經解決的矽烷氣體之外,氫氣也有可能成為嚴重的火災隱患。 然而,人們對此有了更好的了解,而且業界還沒有看到與氫氣相關的許多重大問題。
現在最嚴重的火災隱患與 濕甲板 或蝕刻浴。 典型的建築塑料材料(聚氯乙烯、聚丙烯和阻燃聚丙烯)都已涉及製造 火災。 點火源可以是蝕刻或電鍍浴加熱器,電氣控制裝置直接安裝在塑料或相鄰工具上。 如果這些塑料工具之一發生火災,顆粒污染和腐蝕性燃燒產物會蔓延到整個工廠。 由於工廠的停機時間,而面積和設備恢復到潔淨室標準,經濟損失很高。 通常一些昂貴的設備無法充分淨化,必須購買新設備。 因此,充分的防火和防火保護都是至關重要的。
防火可以通過不同的不燃建築材料來解決。 不銹鋼是這些濕式甲板的首選構造材料,但該過程通常不會“接受”金屬工具。 具有較低火災/煙霧可能性的塑料存在,但尚未經過充分測試以確定它們是否與半導體製造工藝兼容。
為了防火,這些工具必須受到無障礙灑水裝置的保護。 將 HEPA 過濾器放置在潮濕的長凳上方通常會阻塞噴頭。 如果發生這種情況,請在過濾器下方安裝額外的灑水噴頭。 許多公司還要求在這些工具的增壓腔內安裝火災探測和滅火系統,許多火災都是從這裡開始的。
液晶顯示器
自 1970 年代以來,液晶顯示器 (LCD) 已在市場上銷售。 它們通常用於手錶、計算器、收音機和其他需要指示器和三個或四個字母數字字符的產品。 液晶材料的最新改進允許製造大型顯示器。 雖然 LCD 僅佔半導體行業的一小部分,但隨著它們在便攜式計算機、超輕型膝上型計算機和專用文字處理器的平板顯示器中的使用,它們的重要性已經增長。 隨著 LCD 最終取代電子產品中常用的最後一種真空管——陰極射線管 (CRT)(O'Mara 1993),預計 LCD 的重要性將繼續增長。
LCD 的製造是一個非常專業的過程。 工業衛生監測結果表明,所監測的各種溶劑暴露的空氣污染物水平非常低(Wade 等人,1981 年)。 一般來說,與其他類型的半導體製造相比,使用的有毒、腐蝕性和易燃固體、液體和氣體化學品以及危險物理試劑的種類和數量是有限的。
液晶材料是棒狀分子,例如圖1中的氰基聯苯分子。這些分子具有旋轉偏振光通過方向的特性。 雖然分子對可見光是透明的,但液體材料的容器看起來是乳白色或半透明的,而不是透明的。 發生這種情況是因為分子的長軸以隨機角度排列,因此光線隨機散射。 液晶顯示單元被佈置成使得分子遵循特定排列。 這種排列可以通過外部電場改變,從而改變入射光的偏振。
圖 1. 基本液晶聚合物分子
在平板顯示器的製造過程中,兩個玻璃基板分別加工,然後連接在一起。 前基板被圖案化以創建濾色器陣列。 後玻璃基板被圖案化以形成薄膜晶體管和金屬互連線。 這兩塊板在組裝過程中配對,如有必要,可切片並分離成單獨的顯示器。 液晶材料被注入到兩個玻璃板之間的間隙中。 檢查和測試顯示器,並將偏振膜應用於每個玻璃板。
製造平板顯示器需要許多單獨的過程。 他們需要專門的設備、材料和工藝。 下面概述了某些關鍵過程。
玻璃基板製備
玻璃基板是顯示器必不可少且昂貴的部件。 在過程的每個階段都需要對材料的光學和機械性能進行非常嚴格的控制,尤其是在涉及加熱時。
玻璃製造
兩種工藝用於製造具有非常精確的尺寸和可重現的機械性能的非常薄的玻璃。 由康寧開發的融合工藝利用一根玻璃進料棒在楔形槽中熔化並向上流動並流過槽的兩側。 熔融玻璃順著槽的兩側流下,在槽底匯合成單片,可作為均勻的片狀向下拉。 玻璃板的厚度由拉下玻璃的速度控制。 可以獲得高達近 1 m 的寬度。
其他尺寸適合 LCD 基板的玻璃製造商使用浮法製造。 在這種方法中,允許熔融玻璃流出到熔融錫床上。 玻璃不溶解或與金屬錫發生反應,而是漂浮在表面。 這允許重力平滑表面並允許兩側變得平行。 (見章節 玻璃、陶瓷及相關材料.)
可提供各種基板尺寸,最大可達 450 × 550 mm 或更大。 平板顯示器的典型玻璃厚度為 1.1 毫米。 較薄的玻璃用於一些較小的顯示器,如尋呼機、電話、遊戲機等。
切割、倒角和拋光
玻璃基板在熔合或浮法後被修整成一定尺寸,通常邊長約 1 m。 根據材料的最終應用,成型過程之後會進行各種機械操作。
由於玻璃易碎且容易在邊緣碎裂或破裂,因此通常對這些玻璃進行斜切、倒角或其他處理以減少處理過程中的碎裂。 邊緣裂紋處的熱應力在基板處理過程中累積並導致破損。 玻璃破碎是生產過程中的一個重要問題。 除了員工割傷和撕裂的可能性外,它還代表產量損失,玻璃碎片可能留在設備中,導致顆粒污染或劃傷其他基板。
增加的基板尺寸導致玻璃拋光的難度增加。 使用蠟或其他粘合劑將大型基板安裝到載體上,並使用研磨材料漿進行拋光。 此拋光過程之後必須進行徹底的化學清潔,以去除任何殘留的蠟或其他有機殘留物,以及研磨或拋光介質中包含的金屬污染物。
清潔
清洗工藝用於裸露的玻璃基板和覆有有機薄膜的基板,如彩色濾光片、聚酰亞胺取向膜等。 此外,具有半導體、絕緣體和金屬膜的基板需要在製造過程中的某些點進行清潔。 至少,在濾色器或薄膜晶體管製造中的每個掩蔽步驟之前都需要清潔。
大多數平板清潔採用物理和化學方法的結合,並有選擇地使用乾法。 化學蝕刻或清潔後,通常使用異丙醇乾燥基材。 (見表 1。)
表 1. 平板顯示器的清潔
|
物理清潔 |
乾洗 |
化學清洗 |
|
毛刷擦洗 |
紫外線臭氧 |
有機溶劑* |
|
噴射噴霧 |
等離子體(氧化物) |
中性洗滌劑 |
|
超聲波 |
等離子體(非氧化物) |
|
|
兆聲波 |
激光 |
純淨水 |
* 化學清洗中常用的有機溶劑包括:丙酮、甲醇、乙醇、 n-丙醇、二甲苯異構體、三氯乙烯、四氯乙烯。
彩色濾光片形成
前玻璃基板上的濾色器形成包括前面板和後面板共有的一些玻璃精加工和準備步驟,包括斜切和研磨工藝。 在基板上反復進行構圖、塗佈、固化等操作。 與硅晶圓加工存在許多相似點。 玻璃基板通常在軌道系統中進行清潔和塗層處理。
濾色器圖案化
各種材料和應用方法用於為各種平板顯示器類型創建濾色器。 可以使用染料或顏料,並且可以通過多種方式沉積和圖案化任何一種。 在一種方法中,使用接近印刷設備和標準光致抗蝕劑,在連續的光刻操作中沉積和染色明膠。 另一方面,使用分散在光致抗蝕劑中的顏料。 用於形成濾色器的其他方法包括電沉積、蝕刻和印刷。
ITO沉積
濾色器形成後,最後一步是透明電極材料的濺射沉積。 這是氧化銦錫 (ITO),它實際上是氧化物 In 的混合物2O3 和二氧化錫2. 這種材料是唯一適用於 LCD 透明導體應用的材料。 顯示器的兩面都需要一層薄的 ITO 薄膜。 通常,ITO 薄膜是使用真空蒸發和濺射製成的。
ITO 薄膜很容易用鹽酸等濕法化學品蝕刻,但隨著電極間距變小和特徵變得更精細,可能需要干法蝕刻以防止由於過度蝕刻而導致的線路底切。
薄膜晶體管形成
薄膜晶體管的形成與集成電路的製造非常相似。
薄膜沉積
基板從薄膜應用步驟開始製造過程。 薄膜通過 CVD 或物理氣相沉積 (PVD) 沉積。 等離子體增強 CVD,也稱為輝光放電,用於非晶矽、氮化矽和二氧化矽。
設備圖案化
一旦沉積了薄膜,就施加光致抗蝕劑並成像以允許將薄膜蝕刻到適當的尺寸。 與集成電路製造一樣,一系列薄膜被沉積和蝕刻。
定向膜應用和摩擦
在上基板和下基板上,都沉積了一層聚合物薄膜,用於在玻璃表面定向液晶分子。 這種取向膜可能有 0.1 μm 厚,可以是聚酰亞胺或其他“硬”聚合物材料。 沉積和烘烤後,用織物沿特定方向摩擦,在表面留下幾乎察覺不到的凹槽。 可以用皮帶上的一次穿過的布進行摩擦,從一側的輥進給,通過與基材接觸的輥下方,到達另一側的輥上。 基材在布下以與布相同的方向移動。 其他方法包括在基板上移動的移動刷。 摩擦材料的絨毛很重要。 凹槽用於幫助液晶分子在基板表面排列並呈現適當的傾角。
取向膜可以通過旋塗或印刷沉積。 打印方法在材料使用上更有效; 70-80%的聚酰亞胺從印刷輥轉移到承印物表面。
裝配
基板摩擦步驟完成後,將開始自動裝配線序列,其中包括:
- 粘合劑應用(密封面板所需)
- 墊片應用
- 一塊板相對於另一塊板的位置和光學對準
- 暴露(熱或紫外線)以固化粘合劑並將兩塊玻璃板粘合在一起。
頂板和底板的自動傳輸通過生產線進行。 一個板接收粘合劑,第二個板被引入到間隔物塗抹器站。
液晶射出
在襯底上構造了一個以上顯示器的情況下,現在通過切片將顯示器分開。 此時,可以利用密封材料中留下的孔將液晶材料引入基板之間的間隙中。 然後密封該入口孔並準備進行最終檢查。 液晶材料通常以在註射時混合的二元或三元系統的形式交付。 注入系統提供電池的混合和清洗,以避免在填充過程中產生氣泡。
檢驗與測試
檢查和功能測試在組裝和液晶注入後進行。 大多數缺陷與顆粒(包括點缺陷和線缺陷)和單元間隙問題有關。
偏振片附件
液晶顯示器本身的最後製造步驟是將偏振器應用到每個玻璃板的外部。 偏光膜是複合膜,其中包含將偏光器粘附到玻璃上所需的壓敏粘合劑層。 它們由自動機器施加,這些機器從卷或預切板中分配材料。 這些機器是為其他行業開發的貼標機的變體。 偏光膜貼在顯示器的兩側。
在某些情況下,在偏振器之前應用補償膜。 補償膜是在一個方向上拉伸的聚合物膜(例如,聚碳酸酯和聚甲基丙烯酸甲酯)。 這種拉伸改變了薄膜的光學特性。
一個完整的顯示器通常會將驅動器集成電路安裝在其中一個玻璃基板上或附近,通常是薄膜晶體管一側。
危害性
玻璃破碎是 LCD 製造中的一個重大危險。 可能會發生割傷和撕裂傷。 接觸用於清潔的化學品是另一個問題。
更多...
III-V族半導體製造
作為主要的半導體材料,矽在歷史上一直主導著 IC 技術的發展。 近年來,矽替代品的主要焦點集中在 III-V 族化合物,例如砷化鎵 (GaAs) 作為襯底材料。 作為一種半導體材料,GaAs 表現出比矽更高的性能,例如電子遷移率是矽的 5 到 6 倍。 這一特性與 GaAs 潛在的半絕緣特性相結合,可提高速度和功耗方面的性能。
GaAs 具有閃鋅礦結構,由兩個相互貫穿的面心立方子晶格組成,這與高質量鑄錠材料的生長有關。 GaAs 生長所涉及的技術比矽所採用的技術複雜得多,因為涉及更複雜的兩相平衡和高揮發性成分砷 (As)。 需要精確控制鑄錠生長系統中的 As 蒸氣壓,以在生長過程中保持 GaAs 化合物的精確化學計量。 兩類主要的 III-V 族半導體顯示器和器件生產具有經濟上可行的加工程序——LED 顯示器和微波 IC 器件。
LED 由單晶 GaAs 製成,其中 pn 結是通過添加合適的摻雜劑(通常是碲、鋅或矽)形成的。 三元和四元 III-V 材料(例如磷化砷化鎵 (GaAsP))的外延層在基板上生長,並在顯示器的可見光譜或發射器或檢測器的紅外光譜中產生特定波長的發射帶。 例如,峰值在 650 nm 左右的紅光來自 pn 電子和空穴的直接複合。 綠色發光二極管通常由磷化鎵 (GaP) 組成。 本文介紹了通用的 LED 處理步驟。
微波 IC 器件是一種特殊形式的集成電路; 它們用作雷達、電信和遙測的高頻放大器(2 至 18 GHz),以及用於電子戰系統的倍頻程和多倍頻程放大器。 微波 IC 設備製造商通常從外部供應商處購買帶或不帶外延層的單晶 GaAs 襯底(矽設備製造商也是如此)。 主要工藝步驟包括液相外延沉積、製造和類似於矽器件製造的非製造工藝。 本文還討論了除了 LED 處理之外還需要說明的處理步驟。
晶圓製造
與硅錠生長過程類似,元素形態的鎵和砷,加上少量摻雜材料——矽、碲或鋅——在高溫下發生反應,形成摻雜的單晶 GaAs 錠。 使用了三種通用的鑄錠生產方法:
- 水平或垂直布里奇曼
- 水平或垂直梯度凍結
- 高壓或低壓液體封裝直拉法 (LEC)。
塊狀多晶 GaAs 化合物通常是在高溫下在密封的石英安瓿中通過 As 蒸氣與 Ga 金屬的反應形成的。 通常,位於安瓿一端的 As 儲存器被加熱到 618°C。 這會在安瓿中產生大約 1 個大氣壓的 As 蒸氣壓,這是獲得化學計量 GaAs 的先決條件。 As 蒸氣與 Ga 金屬發生反應,溫度保持在 1,238°C,位於石英或熱解氮化硼 (PBN) 舟中的安瓿的另一端。 砷完全反應後,形成多晶爐料。 這用於通過程序冷卻(梯度凍結)或通過物理移動安瓿或熔爐以為生長提供適當的溫度梯度(Bridgeman)來進行單晶生長。 由於在 GaAs 的熔點下砷的蒸氣壓很高,在 20°C 時約為 812 個大氣壓,在 60°C 時約為 1,238 個大氣壓,因此使用這種用於 GaAs 複合和生長的間接方法(砷傳輸)。
大塊單晶 GaAs 的商業生產的另一種方法是 LEC 技術。 Czochralski 拉晶機在帶有外部石墨基座的坩堝中裝載大塊 GaAs。 然後,塊狀 GaAs 在接近 1,238°C 的溫度下熔化,晶體在加壓氣氛中拉製,加壓氣氛可能因製造商而異,通常從幾個大氣壓到 100 個大氣壓不等。 熔體完全被粘性玻璃包裹,B2O3,這可以防止熔體離解,因為 As 蒸氣壓與拉拔室中施加的惰性氣體(通常是氬氣或氮氣)的壓力相匹配或超過。 或者,可以合成單晶 GaAs 現場 通過將 As 注入熔融 Ga 或在高壓下直接結合 As 和 Ga。
GaAs 晶圓製造是半導體製造過程中最有可能暴露於大量常規化學品的過程。 雖然 GaAs 晶圓製造僅由一小部分半導體製造商完成,但需要特別重視這一領域。 該過程中使用的大量砷、過程中的眾多步驟以及砷的低空氣傳播限值使得難以控制暴露。 Harrison 的文章 (1986); Lenihan、Sheehy 和 Jones (1989); McIntyre 和 Sherin (1989) 以及 Sheehy 和 Jones (1993) 提供了有關此過程的危害和控制的更多信息。
多晶錠合成
安瓶裝載和密封
將大塊形式的元素砷 (99.9999%) 稱重並裝入裝有耗盡手套箱的石英舟中。 純液態 Ga (99.9999%) 和摻雜材料也以相同的方式稱重並裝入石英或熱解氮化硼 (PBN) 船中。 將舟皿裝入長圓柱形石英安瓿中。 (在 Bridgman 和梯度冷凍技術中,還引入了具有所需晶體學取向的晶種,而在兩階段 LEC 技術中,在此階段只需要多晶 GaAs,無需晶種即可合成多晶 GaAs。 )
將石英安瓿放入低溫爐中加熱,同時用氫氣(H2),在稱為氫還原反應的過程中,去除氧化物。 在用惰性氣體(如氬氣)吹掃後,將石英安瓿連接到真空泵組件上,抽真空,然後用氫/氧炬加熱並密封安瓿末端。 這將創建一個帶電且密封的石英安瓿瓶,為熔爐生長做好準備。 如果不使用適當的安全裝置和設備,氫氣吹掃和氫氣/氧氣火炬系統有潛在的火災/爆炸危險(Wade 等人,1981 年)。
因為砷被加熱,所以該組件保持排氣通風。 支撐該組件的排氣管中會形成氧化砷沉積物。 如果管道受到任何干擾,必須小心防止暴露和污染。
砷塊的儲存和處理是一個問題。 為了安全起見,砷通常被鎖在倉庫中,並嚴格控制庫存。 通常,砷也保存在防火儲藏櫃中,以防止在發生火災時捲入其中。
爐生長
Bridgeman 和單晶錠生長的梯度冷凍方法都在高溫爐外殼中使用填充和密封的石英安瓿,該外殼與濕式洗滌器系統相連。 熔爐生長過程中的主要暴露危害與石英安瓿在鑄錠生長過程中發生內爆或爆炸的可能性有關。 這種情況偶爾會發生,並且是以下原因之一造成的:
- 生長過程中使用的高溫導致的 As 蒸氣分壓
- 石英安瓿玻璃失透,產生細微的裂紋和隨之而來的安瓿減壓的可能性
- 加熱源(通常是電阻式)缺乏精確的高溫控制裝置,導致石英安瓿過壓
- 熱電偶故障或故障,導致石英安瓿過壓
- 安瓿管中的 As 過多或 Ga 過少,導致極高的 As 壓力,這可能導致安瓿災難性的降壓。
臥式 Bridgeman 系統由一個多區爐組成,其中密封的石英安瓿具有獨立的溫度區——砷“冷”指端溫度為 618°C,石英鎵/摻雜劑/晶種舟皿中的熔體溫度為 1,238°C。 水平 Bridgeman 系統的基本原理包括在 GaAs 船上穿過兩個加熱區(一個高於 GaAs 的熔點,一個低於熔點),以提供精確控制的熔融 GaAs 冷凍。 晶種始終保持在冷凍區,提供初始晶體起始結構,確定舟內晶體結構的方向和方位。 Ga 和 As 的石英舟和安瓿通過一組稱為支撐管的碳化矽襯裡懸掛在加熱器室內,這些襯裡位於電阻加熱器組件內以機械移動安瓿的整個距離。 此外,爐子組件位於工作台上,在生長過程中必須傾斜工作台,以提供合成 GaAs 熔體與晶種的適當界面。
在梯度凍結法中,利用電阻加熱的多區高溫爐保持在 1,200 至 1,300 °C(1,237°C 是 GaAs 的熔點/凝固點)。 鑄錠生長過程的總持續時間通常為 3 天,包括以下步驟:
- 爐內燒成溫度
- 砷化鎵合成
- 播種融化
- 冷卻/晶體生長。
石英安瓿在生長過程中也通過使用剪刀式手動千斤頂傾斜。
安瓶突破
單晶 GaAs 錠在密封的石英安瓿內生長後,必須打開安瓿並取出裝有錠和晶種的石英舟。 這是通過以下方法之一完成的:
- 用濕圓鋸切掉安瓿的密封端
- 用氫/氧火炬加熱和裂解安瓿
- 排氣時用錘子敲碎袋裝安瓿,以控制空氣中的砷。
石英安瓿通過使用王水(HCl,HNO3) 或硫酸/過氧化氫 (H2SO4/H2O2).
鋼錠噴砂/清潔
為了查看多晶缺陷並去除外部氧化物和污染物,必須對單晶 GaAs 錠進行噴砂處理。 使用碳化矽或煅燒氧化鋁噴砂介質,在用完的手套箱單元中進行噴砂處理。 濕法清潔是在化學浴中進行的,化學浴提供局部排氣通風並利用 王水 或酒精沖洗(異丙醇和/或甲醇)。
單晶錠生長
從安瓿中取出的多晶 GaAs 錠被破碎成塊,稱重並放入石英或 PBN 坩堝中,然後將氧化硼圓盤放在其上。 然後將坩堝放入在惰性氣體中加壓的晶體生長器(提拉器)中,並加熱至 1,238°C。 在此溫度下,GaAs 熔化,較輕的氧化硼變成液體密封劑,以防止砷從熔體中離解。 將晶種引入液帽下方的熔體中,並在反向旋轉的同時從熔體中緩慢抽出,從而在離開“熱區”時凝固。 這個過程大約需要 24 小時,具體取決於裝料量和晶體直徑。
生長周期完成後,將打開生長器以取出單晶矽錠並進行清潔。 即使液體蓋就位,仍有一定量的砷從熔體中逸出。 在此過程的這一步中,可能會大量暴露於空氣中的砷。 為了控制這種暴露,生長器被冷卻到 100°C 以下,這導致細小的砷顆粒沉積在生長器的內表面上。 這種冷卻有助於最大限度地減少空氣中的砷含量。
大量含砷殘留物留在晶體生長器的內部。 在常規預防性維護期間去除殘留物會導致砷在空氣中濃度顯著升高(Lenihan、Sheehy 和 Jones 1989 年;Baldwin 和 Stewart 1989 年;McIntyre 和 Sherin 1989 年)。 在此維護操作期間使用的控件通常包括清道夫排氣通風、一次性衣服和呼吸器。
當鑄錠被移除時,生長器被拆除。 HEPA 真空吸塵器用於收集種植者所有部位的砷顆粒。 抽真空後,用氫氧化銨/過氧化氫混合物擦拭不銹鋼部件以去除任何殘留的砷,然後組裝生長器。
晶圓加工
X射線衍射
GaAs 錠的晶體取向是通過使用 x 射線衍射裝置來確定的,就像在矽錠加工中一樣。 低功率激光可用於確定生產環境中的晶體取向; 然而,X 射線衍射更準確,是首選方法。
當使用 X 射線衍射時,X 射線束通常完全封閉在保護櫃中,定期檢查輻射洩漏。 在某些情況下,將 X 射線束完全包含在聯鎖外殼中是不切實際的。 在這種情況下,操作員可能需要佩戴輻射指環,並使用類似於用於高功率激光器的控制(例如,限制進入的封閉房間、操作員培訓、盡可能封閉光束等)(鮑德溫和威廉姆斯 1996 年)。
鋼錠裁剪、研磨和切片
使用水潤滑的單刃金剛石鋸去除單晶錠的末端或尾部,並在水中添加各種冷卻劑。 然後將單晶錠放在車床上,車床將其成型為直徑均勻的圓柱形錠。 這就是研磨過程,也是濕法過程。
切割和研磨後,GaAs 錠用環氧樹脂或蠟固定在石墨樑上,並通過使用自動操作的內徑 (ID) 金剛石鋸片鋸成單個晶圓。 這種濕法操作是通過使用潤滑劑完成的,並產生 GaAs 漿液,將其收集、離心並用氟化鈣處理以沉澱出砷。 檢測上清液以確保其不含過量砷,並將污泥壓成餅狀並作為危險廢物處理。 一些製造商將從鑄錠切割、研磨和切片過程中收集的漿料發送用於 Ga 回收。
砷化氫和磷化氫可能由砷化鎵和磷化銦與空氣中的水分、其他砷化物和磷化物反應形成,或者在砷化鎵和磷化銦加工過程中與酸混合形成; 在距用於切割 GaAs 和磷化銦錠的切片刀片 92 英寸處測得 176 ppb 胂和 2 ppb 磷化氫(Mosovsky 等人,1992 年;Rainer 等人,1993 年)。
晶圓清洗
從石墨樑上取下 GaAs 晶圓後,將它們依次浸入含有硫酸/過氧化氫或乙酸和酒精溶液的濕化學浴中進行清潔。
邊緣輪廓
邊緣輪廓也是在切片晶圓上執行的濕法工藝,以在晶圓周圍形成邊緣,從而使其不易破損。 由於僅在晶圓表面進行了薄切,因此僅產生少量漿料。
研磨拋光
使用熱板將晶圓蠟固定在研磨或研磨板上,然後在施加設定轉速和壓力的機器上研磨。 將研磨溶液輸送到研磨表面(氧化鋁、甘油和水的漿液)。 經過短暫的研磨期後,當達到所需的厚度時,晶圓被沖洗並安裝在機械拋光機上。 使用碳酸氫鈉、5% 的氯、水(或次氯酸鈉)和膠態二氧化矽漿料進行拋光。 然後將晶圓在加熱板上卸下,使用溶劑去除蠟並清潔晶圓。
外延
單晶 GaAs 晶片用作襯底,用於生長具有所需電子或光學特性的相同或其他 III-V 族化合物的非常薄的層。 這必須以在生長層中延續襯底的晶體結構的方式進行。 這種由襯底決定生長層的結晶度和取向的晶體生長稱為外延生長,III-V 顯示器和器件生產中使用了多種外延生長技術。 最常見的技術是:
- 液相外延 (LPE)
- 分子束外延 (MBE)
- 氣相外延 (VPE)
- 金屬有機化學氣相沉積 (MOCVD)——也稱為有機金屬氣相外延 (OMVPE)。
液相外延
在 LPE 中,使用石墨支架直接在 GaAs 襯底的表面上生長一層摻雜的 III-V 材料,石墨支架包含用於將材料沉積在晶圓上的獨立腔室。 將稱重的沉積材料添加到支架的上室,而晶圓則放置在下室中。 該組件放置在氫氣氣氛下的石英反應管內。 管子被加熱以熔化沉積材料,當熔化物達到平衡時,支架的上部滑動,使熔化物位於晶圓上方。 然後降低爐溫以形成外延層。
LPE 主要用於微波 IC 外延和製造特定波長的 LED。 這種 LPE 工藝的主要問題是在系統中使用高度易燃的氫氣,良好的工程控制和預警系統可以緩解這種情況。
分子束外延
MBE 形式的真空外延已發展成為一種特別通用的技術。 GaAs 的 MBE 由一個超高真空系統組成,該系統包含 Ga 和 As 的原子或分子束源以及加熱的襯底晶片。 分子束源通常是液態 Ga 或固態 As 的容器。 源具有面向襯底晶片的孔口。 當噴射爐(或容器)被加熱時,Ga 原子或 As 分子從孔中噴射出來。 對於 GaAs,生長通常發生在襯底溫度高於 450°C 的情況下。
在維護固體源 MBE 系統期間,可能會發生大量胂暴露。 在一項研究中,當打開 MBE 裝置的腔室進行維護時,室內空氣濃度為 0.08 ppm。 作者假設瞬態胂的產生可能是由非常細的砷顆粒與水蒸氣反應引起的,其中鋁充當催化劑(Asom 等人,1991 年)。
氣相外延
脫脂和拋光的晶圓在外延生長之前要經過蝕刻和清潔步驟。 這涉及以 5:1:1 的比例使用硫酸、過氧化氫和水的順序濕化學浸漬操作; 去離子水沖洗; 和異丙醇清潔/乾燥。 還進行目視檢查。
基於兩種不同的化學物質,目前正在使用兩種主要的 VPE 技術:
- III-鹵素(GaCl3) 和 V-鹵素 (AsCl3) 或 V-氫 (AsH3 和PH3)
- III 金屬有機物和 V 氫,如 Ga(CH3)3 和砷化氫3-OMVPE。
這些技術的熱化學性質非常不同。 鹵素反應通常是“熱”到“冷”反應,其中 III-鹵素通過 III 元素與 HCl 反應在熱區生成,然後擴散到冷區,在那裡它與 V 物種反應形成 III-V 材料。金屬有機化學是一個“熱壁”過程,其中 III 金屬有機化合物“裂解”或熱解掉有機基團,剩餘的 III 和氫化物 V 反應形成 III-V。
在 VPE 中,GaAs 襯底被放置在氫氣氣氛下的加熱室中。 腔室通過射頻或電阻加熱進行加熱。 HCl 鼓泡通過 Ga 舟,形成氯化鎵,然後與 AsH 反應3 和PH3 在晶圓表面附近形成 GaAsP,作為外延層沉積在襯底上。 可以添加多種摻雜劑(取決於產品和配方)。 其中包括低濃度的碲化物、硒化物和硫化物。
LED 加工中用於 VPE 的常用技術是 III-鹵素和 V-氫(氫化物)系統。 它涉及一個雙循環過程——首先在 GaAs 襯底上生長 GaAsP 外延層,最後是一個蝕刻循環,用於清潔石墨/石英反應室中的雜質。 在外延生長周期中,預清潔的 GaAs 晶片被裝載到位於石英反應室內部的傳送帶上,該傳送帶包含一個元素液體鎵儲層,通過該儲層計量無水 HCl 氣體,形成 GaCl3. 氫化物/氫氣混合物(例如,7% AsH3/H2 和 10% PH3/H2) 也通過添加 ppm 濃度的碲和硒有機金屬摻雜劑計量進入反應室。 熱區(反應室上部)中的化學物質發生反應,而冷區(反應室下部)中的化學物質在晶圓基板上以及反應室內部形成所需的 GaAsP 層反應室。
來自反應器的流出物被輸送到氫火炬系統(燃燒室或燃燒室)進行熱解,並被排放到濕式洗滌器系統。 或者,可以將反應器流出物鼓泡通過液體介質以捕集大部分顆粒。 安全挑戰在於依賴反應堆本身“裂解”氣體。 這些反應器的效率約為 98 至 99.5%; 因此,當操作員取出時,一些未反應的氣體可能會從起泡器中逸出。 這些起泡器會排出各種含砷和磷的化合物,需要將它們快速運送到通風水槽進行維護,在那裡進行清洗和清潔,以保持人員暴露在低水平。 該過程的職業衛生挑戰是分析廢氣流出物,因為來自反應器各個部分(尤其是鼓泡器)的大部分脫氣化合物在空氣中不穩定,並且可用的常規收集介質和分析技術不會歧視不同的物種。
另一個問題是 VPE 反應器的預洗滌器。 它們可能含有高濃度的胂和磷化氫。 如果不加區別地打開這些預洗滌器,可能會發生高於職業接觸限值的接觸(Baldwin 和 Stewart,1989 年)。
蝕刻週期在生長周期結束時在新的反應器部件上進行,以清潔雜質的內表面。 未稀釋的 HCl 氣體被計量進入腔室約 30 分鐘,反應器被加熱到 1,200°C 以上。 流出物被排放到濕式洗滌器系統進行中和。
在生長和蝕刻週期結束時,擴展的 N2 吹掃用於沖洗反應室中的有毒/易燃和腐蝕性氣體。
反應釜清洗
在每個生長周期之後,必須打開 VPE 反應器,取出晶圓,並對反應器的上部和下部進行物理清潔。 清潔過程由操作員執行。
反應器中的石英預洗滌器被物理地移出反應器並放置在用 N 吹掃的用盡的水槽中2,用水沖洗,然後浸入水中 王水. 然後在乾燥部件之前再次用水沖洗。 N的意圖2 由於存在不穩定的自燃磷,吹掃只是簡單地置換氧氣。 即使在清洗和水沖洗後,一些含有各種砷和含磷副產品的殘留物仍留在這些部件上。 這些殘留物與強氧化劑/酸混合物之間的反應可能會產生大量的 AsH3 和一些 PH3. 該地區的其他維護程序也有暴露的可能性。
使用金屬工具將石英反應室的底部和底板(底板)刮乾淨,顆粒材料(GaAs、GaAsP、氧化砷、氧化磷和截留的氫化物氣體的混合物)被收集在金屬容器位於立式反應器下方。 高效真空用於最終清理。
另一個可能接觸化學物質的操作是清潔反應器的疏水閥。 疏水閥清潔是通過從上腔室刮下石墨部件來完成的,這些部件具有所有前面提到的副產品加上氯化砷的外殼。 刮擦過程會產生灰塵,並在通風的水槽中進行,以最大程度地減少操作員的接觸。 包含所有副產品以及形成液體廢物的水分的工藝排放管線被打開並排放到金屬容器中。 HEPA 真空吸塵器用於清除在轉移石墨部件和升降鐘形罩期間可能逸出的任何灰塵顆粒,這會敲掉任何鬆散的顆粒。
金屬有機化學氣相沉積
MOCVD廣泛用於III-V族器件的製備。 除了在其他 CVD 系統中用作源材料的氫化物氣體(例如胂和磷化氫)之外,MOCVD 系統中還使用毒性較小的液體替代品(例如叔丁基胂和叔丁基膦)以及其他有毒物質,例如烷基鎘和汞(Content 1989;Rhoades、Sands 和 Mattera 1989;Roychowdhury 1991)。
VPE 指的是化合物材料沉積工藝,而 MOCVD 指的是系統中使用的母體化學源。 使用兩種化學物質:鹵化物和金屬有機物。 上述VPE工藝是鹵化物工藝。 在熱區形成 III 族鹵化物(鎵),在冷區沉積 III-V 化合物。 在 GaAs 的金屬有機工藝中,三甲基鎵與胂或毒性較小的液體替代品(如叔丁基胂)一起計量加入反應室,以形成砷化鎵。 一個典型的 MOCVD 反應的例子是:
(CH3)3鎵+砷化氫3 → 砷化鎵 + 3CH4
LED 的 MOCVD 工藝中還使用了其他化學物質。 用作第 III 族元素的有機金屬包括三甲基鎵 (TMGa)、三乙基鎵 (TEGa)、TM 銦、TE 銦和 TM 鋁。 該過程中還使用氫化物氣體:100% AsH3 和 100% PH3. 該工藝中使用的摻雜劑有:二甲基鋅(DMZ)、雙環戊二烯基鎂和硒化氫(H2硒)。 這些材料在低壓 HXNUMX 下在反應室內發生反應2 氣氛。 該反應產生 AlGaAs、AlInGaP、InAsP 和 GaInP 的外延層。 該技術傳統上用於製造半導體激光器和光通信設備,例如光纖的發射器和接收器。 AlInGaP 工藝用於生產非常明亮的 LED。
與 VPE 工藝類似,MOCVD 反應器和零件清潔對工藝和職業衛生員都提出了挑戰,尤其是在大量濃縮 PH 的情況下3 在這個過程中使用。 這些反應器的“裂化”效率不如 VPE 反應器。 會產生大量的磷,這是一種火災隱患。 清潔程序涉及在這些反應器的各個部件上使用稀釋的過氧化氫/氫氧化銨,如果由於操作員錯誤而在金屬催化劑存在下使用濃縮溶液,則存在爆炸危險。
設備製造
上表面具有外延生長的 GaAsP 層的 GaAs 晶圓進入器件製造工藝流程。
氮化物沉積
氮化矽(Si3N4) 是使用標準擴散爐進行的。 氣源是矽烷(SiH4) 和氨 (NH3) 與氮氣載氣。
光刻工藝
標準的光致抗蝕劑、對準/曝光、顯影和剝離工藝被用於矽器件加工(參見“矽半導體製造”一文中關於光刻的部分)。
濕蝕刻
各種濕化學酸溶液的混合物用於局部排氣的蝕刻站的塑料浴中,其中一些配備垂直安裝的層流 HEPA 過濾供應系統。 使用的主要酸是硫酸 (H2SO4)、氫氟酸 (HF)、鹽酸 (HCl) 和磷酸 (H3PO4). 在矽加工中,過氧化氫 (H2O2) 與硫酸、氫氧化銨 (NH4OH) 提供腐蝕性蝕刻。 氰化物溶液(鈉或鉀)也用於蝕刻鋁。 然而,隨著為該工藝開發其他蝕刻劑,氰化物蝕刻正在慢慢被淘汰。 作為濕法蝕刻的替代方案,使用等離子蝕刻和灰化工藝。 反應器配置和反應氣體與硅器件加工中使用的非常相似。
擴散
在 720°C 的真空擴散爐中進行封閉安瓿二砷化鋅固體源擴散,利用 N2 載氣。 砷和砷化鋅用作摻雜劑。 它們在手套箱中以與散裝底物相同的方式稱重。
金屬化
使用電子束蒸發器進行初始鋁蒸發。 倒磨後,使用燈絲蒸發器進行最後一步的金蒸發。
合金化
最後的合金化步驟是在低溫擴散爐中使用氮氣惰性氣氛進行的。
倒磨
進行倒磨以去除沉積材料(GaAsP、Si3N4 等等)從晶圓的背面。 將晶片用蠟固定在研磨盤上並用膠態二氧化矽漿液進行濕研磨。 然後,通過在局部耗盡的濕化學蝕刻站中的有機剝離器中濕剝離晶片來去除蠟。 濕法研磨的另一種替代方法是乾法研磨,它使用氧化鋁“砂”。
使用了許多抗蝕劑和抗蝕劑剝離劑,通常含有磺酸(十二烷基苯磺酸)、乳酸、芳烴、萘和兒茶酚。 一些抗蝕劑剝離劑含有乙酸丁酯、乙酸和丁酯。 根據產品的不同,使用了負性和正性抗蝕劑以及抗蝕劑剝離劑。
最後一個考試
與硅器件加工一樣,完成的 LED 電路經過計算機測試和標記(參見“矽半導體製造”)。 執行最終檢查,然後對晶圓進行電氣測試以標記有缺陷的芯片。 然後使用濕鋸分離單個芯片,然後將其送去組裝。
印刷電路板和計算機組裝
印刷線路板
印刷線路板 (PWB) 是互連的電氣框架和物理結構,將印刷電路板的各種電子元件固定在一起。 PWB的主要類別有單面、雙面、多層和柔性。 越來越密集和越來越小的電路板的複雜性和間距要求要求電路板的兩面都覆蓋有底層電路。 單面板滿足早期計算器和簡單消費電子設備的要求,但便攜式筆記本電腦、個人數字助理和個人音樂系統需要雙面和多層 PWB。 PWB 圖案化處理本質上是一種光刻工藝,涉及選擇性地沉積和去除介電基板上的材料層,介電基板充當蝕刻或沉積在印刷線路板上的電氣“線路”。
多層板包含兩塊或多塊帶有電路的介電材料,這些材料堆疊在一起並粘合在一起。 通過隨後鍍銅的鑽孔,從一側到另一側以及到內層電路建立電氣連接。 最常用的介電基板是玻璃纖維板(環氧樹脂/玻璃纖維層壓板)。 其他材料是玻璃(含聚酰亞胺、聚四氟乙烯或三嗪樹脂)和覆蓋有酚醛樹脂的紙。 在美國,層壓板根據其滅火性能進行分類; 鑽孔、沖孔和機加工性能; 吸濕性能; 耐化學性和耐熱性; 和機械強度 (Sober 1995)。 FR-4(環氧樹脂和玻璃布基材)廣泛用於高科技應用。
實際的 PWB 工藝涉及許多步驟和各種各樣的化學試劑。 表 1 說明了典型的多層工藝以及與此工藝相關的 EHS 問題。 單面板和雙面板的主要區別在於,單面板從原材料開始,僅在一側鍍銅,並省略了化學鍍銅步驟。 標準雙面板在裸銅上有阻焊層,並通過孔進行電鍍; 該板具有鍍金觸點和組件圖例。 大多數 PWB 是多層板,它們是雙面的,內部層已經製造並夾在層壓板封裝內,然後進行幾乎與雙層板相同的處理。
表 1. PWB 流程:環境、健康和安全問題
|
主要工藝步驟 |
健康和安全問題 |
環境問題 |
|
材料準備 |
||
|
購買預切尺寸的特定層壓板、入口材料和墊板 |
計算機輔助設計——VDU 和人體工程學危害 |
與機身相同顏色 |
|
堆棧和引腳 |
||
|
覆銅板層疊進線材料和墊板; 鑽孔和 |
鑽孔時的噪音; 含有銅、鉛、金和環氧樹脂/玻璃纖維的鑽孔顆粒 |
廢物微粒(銅、鉛、金和 |
|
鑽孔 |
||
|
數控 (N/C) 鑽床 |
鑽孔時的噪音; 含有銅、鉛、金和環氧樹脂/玻璃纖維的鑽孔顆粒 |
廢物微粒(銅、鉛、金和 |
|
去毛刺 |
||
|
鑽孔板穿過刷子或砂輪 |
去毛刺時的噪音; 含有銅、鉛、金和環氧樹脂/玻璃纖維的微粒 |
廢物微粒(銅、鉛、金和 |
|
化學鍍銅 |
||
|
在通孔中添加薄銅層 |
吸入和皮膚接觸清潔劑、調節劑、蝕刻劑、催化劑——H2SO4, H2O2, 乙二醇醚, KMnO4, 氨氮4HF2, 鈀, SnCl2, 硫酸銅4, 甲醛, 氫氧化鈉 |
廢水——酸、銅、腐蝕劑、 |
|
Imaging |
||
|
乾膜抗蝕劑——紫外敏感光敏聚合物 |
吸入和皮膚接觸抗蝕劑; 開發商; 和 |
空氣排放物——溶劑 (VOC)、酸性氣體、 |
|
花紋電鍍 |
||
|
清潔 |
清潔造成的吸入和皮膚危害; 鍍銅或錫/錫和鉛電鍍和掛條剝離—H3PO4, H2SO4; H2SO4 和硫酸銅4; 氟硼酸和Sn/Pb; 濃硝酸3 |
空氣排放——酸性氣體; 水 |
|
剝離,蝕刻,剝離 |
||
|
抗蝕條 |
抗蝕劑條的吸入和皮膚危害; 鹼性蝕刻或銅帶—單乙醇胺 (MEA); 氨氮4哦; 氨氮4氯/氨4OH 或 NH4HF2 |
廢氣排放——MEA、氨、氟化物; |
|
阻焊層 |
||
|
環氧油墨——絲網印刷 |
預清潔的吸入和皮膚危害; 環氧油墨和溶劑載體; 開發者——H2SO4; 環氧氯丙烷 + 雙酚 A、乙二醇醚(基於 PGMEA); γ-丁內酯。 固化過程中的紫外線 |
廢氣排放——酸性氣體、乙二醇醚 |
|
焊料塗層 |
||
|
焊料整平 |
助焊劑、分解產物和鉛/錫焊料殘留物的吸入和皮膚危害——稀釋乙二醇醚 + <1% HCl 和 <1% HBr; 醛類、HCl、CO; 鉛和錫 |
空氣排放物——乙二醇醚 (VOC)、酸性氣體、醛類、CO; 廢料——鉛/錫焊料、助焊劑 |
|
鍍金和鍍鎳 |
||
|
酸、金屬和 |
空氣排放——酸性氣體、氰化物; 水 |
|
|
元件圖例 |
||
|
絲網印刷 |
環氧樹脂基油墨和溶劑載體的吸入和皮膚危害——乙二醇醚基溶劑、表氯醇 + 雙酚 A |
廢氣排放——乙二醇醚 (VOC) 廢物——油墨和溶劑(少量) |
Cl2 = 氯氣; CO = 一氧化碳; 硫酸銅4 = 硫酸銅; H2O2 = 過氧化氫;H2SO4 = 硫酸; H3PO4 = 磷酸; HBR = 氫溴酸; HCl = 鹽酸; 硝酸3 = 硝酸; 鉀2CO3 = 碳酸鉀; 國民軍4 = 高錳酸鉀; 北美3PO4 = 磷酸鈉; 氨氮4Cl = 氯化銨; 氨氮4OH = 氫氧化銨; 硫酸鎳4 = 硫酸鎳; Pb = 鉛; Sn=錫; 氯化亞錫2 = 氯化亞錫; UV=紫外線; VOC = 揮發性有機化合物。
印刷電路板組裝
印刷電路板 (PCB) 組裝涉及通過使用鉛/錫焊料(在波峰焊機中或作為糊狀物應用,然後在低溫爐中回流)或環氧樹脂(在低溫爐中固化)。 底層 PWB(單面、雙面、多層或柔性)將決定可以連接的組件的密度。 許多工藝和可靠性問題構成了選擇將要使用的 PCB 組裝工藝的基礎。 主要工藝流程有:全表面貼裝技術(SMT)、混合技術(包括SMT和電鍍通孔(PTH))和底面貼裝。
通常在現代電子/計算機裝配設施中,使用混合技術,一些組件是表面安裝的,而其他連接器/組件是使用通孔技術或焊料回流焊接的。 下面討論“典型的”混合技術工藝,其中使用了涉及粘合劑附著、波峰焊和回流焊的表面貼裝工藝。 使用混合技術,有時可以在雙面板的頂面回流表面貼裝元件 (SMC),並在底面波峰焊 SMC。 當表面貼裝和通孔技術必須混合在一塊板上時,這種工藝特別有用,這是當前電子製造的規範。 第一步是使用回流焊工藝將 SMC 安裝到電路板的頂部。 接下來,插入通孔元件。 然後將電路板倒置,將底面的 SMC 粘附到電路板上。 通孔元件和底面 SMC 的波峰焊是最後一步。
主要技術混合技術工藝步驟包括:
- 清洗前和清洗後
- 焊膏和粘合劑應用(絲網印刷和貼裝(SMT 和 PTH))
- 組件插入
- 粘合劑固化和焊料回流
- 助焊劑 (PTH)
- 波峰焊 (PTH)
- 檢查和補漆
- 測試
- 返工和修理
- 支持操作——模板清潔。
下面簡要討論每個工藝步驟對環境、健康和安全的重要影響。
清洗前和清洗後
商業 PWB 通常是從 PWB 供應商處購買的,並且已經用去離子 (DI) 水溶液進行了預清潔以去除所有表面污染物。 在擔心平流層臭氧層耗竭之前,電子設備製造商會使用一種臭氧消耗物質,例如氯氟烴 (CFC) 作為最終清潔,甚至預清潔。 在 PCB 組裝過程結束時,通常使用含氯氟烴“蒸汽脫脂”操作去除助焊劑/波峰焊接操作中的殘留物。 再次由於對臭氧消耗的擔憂和對 CFC 生產的嚴格監管控制,進行了工藝變更,允許完整的 PWB 組件繞過清潔或僅使用去離子水清潔。
焊膏和粘合劑應用(模板印刷和放置)和元件插入
將鉛/錫焊膏應用於 PWB 表面可使表面貼裝元件連接到 PWB,這是 SMT 工藝的關鍵。 焊接材料充當導電和導熱的機械連接,並充當表面保護和增強可焊性的塗層。 焊膏由大約 70% 到 90% 的非揮發性物質組成(按每重量重量或每體積重量計算):
- 鉛/錫焊料
- 改性樹脂的混合物(松香酸或溫和活化的松香)
- 活化劑(在“免清洗”產品的情況下,胺氫鹵化物和酸的混合物或只是羧酸)。
溶劑(揮發性物質)構成了產品的其餘部分(通常是專有混合物的酒精和乙二醇醚混合物)。
焊膏通過模板印刷,這是要添加到 PWB 表面的表面設計的精確圖案。 借助於緩慢穿過模板的刮板,將焊膏通過模板中的孔推到 PWB 上的焊盤位置。 然後將模板取下,將焊膏留在電路板上適當的焊盤上。 然後將組件插入 PWB 上。 主要的 EHS 危害與將焊膏塗到模板表面、清潔刮板和清潔模板的操作員的內務管理和個人衛生有關。 焊料中鉛的濃度和乾燥的焊膏粘附在皮膚和設備/設施工作表面的趨勢需要使用防護手套,良好的工作表面清潔,安全處置受污染的清潔材料(和環境處理)和操作員嚴格的個人衛生(例如,在進食、飲水或使用化妝品之前用肥皂洗手)。 空氣暴露水平通常低於鉛的檢測限,如果保持良好的內務管理/個人衛生,血鉛讀數處於背景水平。
粘合劑應用涉及將少量環氧樹脂(通常是雙酚 A-環氧氯丙烷混合物)自動點膠到 PWB 表面,然後“拾取和放置”元件並通過環氧樹脂將其插入到 PWB 上。 EHS 危害主要與“拾取和放置”裝置的機械安全危害有關,這是由於其自動化機械組裝、裝置後部的組件穿梭以及如果沒有適當的防護、光幕和硬件聯鎖裝置則可能造成嚴重傷害當前的。
粘合劑固化和焊料回流
然後,通過模板印刷或粘合劑應用連接的元件被固定高度的機械傳送帶運送到在線回流爐,該爐通過在大約 200 至 400°C 下回流焊膏來“點燃”焊料。 由環氧樹脂粘合劑連接的元件也通過焊料回流下游的爐子運行,通常在 130 至 160 溫度下運行oC. 焊膏和環氧樹脂的溶劑成分在過爐過程中被驅除,但鉛/錫成分沒有揮發。 蜘蛛網狀殘留物會在回流焊爐的排氣管中堆積,可以使用金屬網過濾器來防止這種情況發生。 PWB 偶爾會卡在傳送系統中,並會在爐中過熱,產生難聞的氣味。
助焊劑
要在 PWB 表面和元件引線上形成可靠的焊點,兩者都必須沒有氧化,並且即使在焊接使用的高溫下也必須保持這種狀態。 此外,熔化的焊料合金必須潤濕待連接的金屬表面。 這意味著助焊劑必須與要連接的表面發生反應並從中去除金屬氧化物,並防止清潔後的表面再次氧化。 它還要求殘留物是非腐蝕性的或易於去除的。 用於焊接電子設備的助焊劑分為三大類,通常稱為松香基助焊劑、有機或水溶性助焊劑和溶劑可去除合成助焊劑。 較新的低固含量“免清洗”或非揮發性有機化合物 (NVOC) 助焊劑屬於中間類別。
松香基助焊劑
松香基助焊劑是電子行業中最常用的助焊劑,無論是作為 噴助焊劑 or 泡沫助焊劑. 助焊劑可以包含在波峰焊設備內部,也可以作為獨立單元放置在單元的進料處。 作為基礎,松香基助焊劑具有天然松香或鬆香,松節油從松樹的油樹脂和管樹脂中蒸餾後獲得的半透明琥珀色松香。 樹脂被收集、加熱和蒸餾,去除任何固體顆粒,從而產生純化形式的天然產品。 它是一種具有單一熔點的均質材料。
松香是大約 90% 樹脂酸的混合物,樹脂酸主要是松香酸(一種非水溶性有機酸)和 10% 中性物質,如茋衍生物和各種碳氫化合物。 圖 1 提供了松香酸和海松酸的化學結構。
圖 1. 樅酸和海松酸
活性成分是松香酸,在焊接溫度下具有化學活性,會攻擊 PWB 表面的氧化銅,形成鬆香銅。 松香基助焊劑具有三種成分:溶劑或載體、松香和活化劑。 溶劑只是充當助焊劑的載體。 為了有效,松香必須以液態塗在板上。 這是通過將鬆香和活化劑溶解在溶劑系統中來實現的,溶劑系統通常是異丙醇 (IPA) 或醇的多組分混合物(IPA、甲醇或乙醇)。 然後通過添加空氣或氮氣將助焊劑發泡到 PCB 的底面上,或者噴灑在溶劑含量較高的“低固體”混合物中。 這些溶劑成分具有不同的蒸發速率,必須將稀釋劑添加到助焊劑混合物中以保持構成助焊劑的成分。 松香基助焊劑的主要類別是: 輕度活性松香 (RMA),這是使用中的典型助焊劑,其中添加了溫和的活化劑; 和松香活性 (RA),其中添加了更具侵略性的激活劑。
所有鬆香基助焊劑的主要 EHS 危害是酒精溶劑基。 安全隱患涉及儲存和使用時的易燃性、作為危險廢物的分類和處理、空氣排放和去除 VOC 所需的處理系統以及與吸入和皮膚(真皮)接觸相關的工業衛生問題。 這些項目中的每一個都需要不同的控制策略、員工教育和培訓以及許可/法規遵從(電子、電信和商業設備工業協會 1991)。
在波峰焊過程中,助焊劑被加熱到183至399°C; 產生的空中產物包括 脂肪醛,比如甲醛。 許多助焊劑還含有 有機胺鹽酸鹽活化劑, 這有助於清潔焊接區域並在加熱時釋放鹽酸。 其他氣態成分包括苯、甲苯、苯乙烯、苯酚、氯苯酚和異丙醇。 除了加熱助焊劑的氣態成分外,還會產生大量顆粒,尺寸從 0.01 微米到 1.0 微米不等,稱為 樹脂煙霧. 已發現這些顆粒物質是呼吸道刺激物,也是敏感個體的呼吸道致敏物(Hausen、Krohn 和 Budianto,1990 年)。 在英國,空氣暴露標準要求將樹脂煙霧水平控制在可達到的最低水平(健康與安全委員會 1992)。 此外,美國政府工業衛生學家會議 (ACGIH) 已為松香芯焊料的熱解產物單獨設定了 0.1 mg/m 的閾值限值3, 以甲醛測量 (ACGIH 1994)。 Lead Industries Association, Inc. 將丙酮、甲醇、脂肪醛(以甲醛測量)、二氧化碳、一氧化碳、甲烷、乙烷、松香酸和相關的二萜酸確定為松香芯焊接的典型分解產物(Lead Industries Association 1990 ).
有機助焊劑
有機助焊劑,有時稱為中間助焊劑或水溶性助焊劑,是一種複合材料,比金屬加工行業中使用的松香助焊劑活性更高,腐蝕性比酸性助焊劑低。 此類助焊劑的一般活性化合物分為三組:
- 酸(例如,硬脂酸、谷氨酸、乳酸、檸檬酸)
- 鹵素(如鹽酸鹽、溴化物、肼)
- 酰胺和胺(如尿素、三乙醇胺)。
這些材料和配方的其他部分,例如有助於降低焊料表面張力的表面活性劑,溶解在聚乙二醇、有機溶劑、水或通常是其中幾種的混合物中。 有機助焊劑必須被認為具有腐蝕性,但可以很容易地清洗掉,只需要熱水。
合成活化 (AS) 助焊劑
松香基助焊劑是溶解在溶劑中的固體材料,而 AS 助焊劑通常完全是液體配方(溶劑 + 助焊劑)。 溶劑載體在波峰焊的預熱階段被去除,在 PWB 表面留下潮濕和油膩的殘留物,必須在焊接後立即清除。 AS 助焊劑的主要屬性是它們能夠通過使用合適的溶劑(通常是碳氟化合物溶劑)去除。 隨著碳氟化合物(Freon TF、Freon TMS 等)等破壞臭氧層物質的使用限制,這些清潔材料的使用要求嚴重限制了此類助焊劑的使用。
低固體“免清洗”或無 VOC 助焊劑
消除使用碳氟化合物溶劑對腐蝕性或粘性助焊劑殘留物進行焊接後清潔的需要導致了新型助焊劑的廣泛使用。 這些助焊劑的活性與 RMA 助焊劑相似,固體含量約為 15%。 固體含量是粘度的量度並且等於助熔劑與溶劑的比率。 固體含量越低,溶劑的百分比越高。 固體含量越高,助焊劑越活躍,就越有可能需要進行焊接後清潔步驟。 低固體助焊劑 (LSF) 通常用於電子行業,通常不需要後清洗步驟。 從環境空氣排放的角度來看,LSF 消除了對波峰焊板進行氟碳蒸汽脫脂的需要,但由於溶劑含量較高,它們增加了酒精類溶劑的蒸發量,從而導致更高的 VOC 水平。 VOC 空氣排放水平在美國和全球許多地方都受到嚴格控制。 這種情況是通過引入“免清洗”助焊劑來解決的,這些助焊劑是水基的(而不是溶劑基的),但含有類似的活化劑和助熔松香。 主要活性成分是基於二羧酸(2 至 3%), 通常是戊二酸、琥珀酸和己二酸。 表面活性劑 和 緩蝕劑 (約 1%)也包括在內,導致 pH(酸度)為 3.0 至 3.5。 這些助焊劑幾乎消除了與使用溶劑型助焊劑相關的 VOC 空氣排放和其他 EHS 危害。 松香基助焊劑中的分解產物仍然適用,溫和的 pH 值確實要求助焊劑處理設備耐酸。 一些軼事證據表明,乾燥的弱酸性二羧酸和腐蝕抑製劑可能會導致潛在的皮膚或呼吸問題,這些物質可能會殘留在使用這些化合物的載具、手推車和波峰焊設備的內表面上。 此外,這些助焊劑中的水成分在接觸到熔化的焊料罐之前可能無法充分蒸發,這可能導致熱焊料飛濺。
波峰焊
可以通過位於波峰焊接單元內部的助焊劑或波峰焊接單元入口處的獨立單元來完成向 PWB 底面添加助焊劑。 圖 2 提供了標準波峰焊裝置的示意圖,助焊劑位於內部。 兩種配置都用於將助焊劑發泡或噴塗到 PWB 上。
圖 2. 波峰焊裝置示意圖
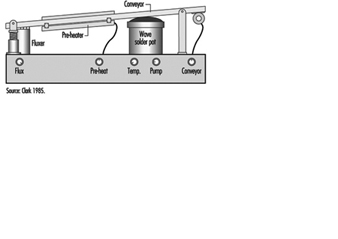
預熱
助焊劑載體必須在焊接前蒸發。 這是通過使用高溫預熱器去除液體成分來實現的。 使用的預熱器有兩種基本類型:輻射式(熱棒)和容積式(熱空氣)。 輻射加熱器在美國很常見,如果在預熱器下固定不動,則可能會點燃過量的助焊劑或溶劑或 PWB 分解。 在波峰焊裝置的助焊劑/預熱器側提供局部排氣通風,以捕獲和排出在這些操作期間蒸發的溶劑/助焊劑材料。
焊接
焊料合金(通常為 63% 的錫和 37% 的鉛)包含在一個稱為 焊錫鍋, 並被電加熱以保持焊料處於熔融狀態。 加熱器包括一個強大的大容量加熱器來進行初始熔化和一個較小的調節熱源來恆溫控制溫度。
成功的板級焊接要求焊錫鍋和再循環泵系統的設計持續提供一致的新鮮焊料“波浪”。 焊接時,純焊料會被氧化的鉛/錫化合物、金屬雜質和助焊劑分解產物污染。 這個 浮渣 在熔融焊料的表面形成,並且形成的熔渣越多,越有可能額外形成熔渣。 熔渣對焊接工藝和波峰焊有害。 如果鍋中形成足夠多的顆粒,它可能會被拉入再循環泵並導致葉輪磨損。 要求波峰焊操作員去熔渣 常規的波浪。 該過程涉及操作員從熔融焊料中濾出凝固的銲渣並收集殘留物以進行回收/再循環。 除渣過程涉及操作員物理打開靠近焊料鍋的後檢修門(通常是灣翼配置)並手動挖出熱渣。 在此過程中,罐中會釋放出可見的排放物,這些排放物對操作員的眼睛、鼻子和喉嚨具有高度刺激性。 操作人員需要佩戴隔熱手套、圍裙、安全眼鏡和麵罩以及呼吸保護裝置(針對鉛/錫微粒、腐蝕性氣體(HCl)和脂肪醛(甲醛))。 波峰焊裝置內部提供局部排氣通風,但焊錫鍋是從主機櫃中機械抽出的,以便操作員可以直接接觸到熱鍋的兩側。 一旦撤回,安裝在機櫃中的局部排氣管就無法有效去除釋放的材料。 主要的健康和安全危害是:熱焊料造成的熱灼傷、呼吸接觸上述材料、處理沉重的焊料錠和浮渣桶造成的背部受傷以及在維護活動期間接觸鉛/錫焊料殘留物/細顆粒物。
在實際的焊接過程中,由於在波峰的助焊劑和焊錫鍋側提供局部排氣通風,通道門關閉並且波峰焊接單元的內部處於負壓下。 這種通風和焊錫鍋的工作溫度(通常為 302 至 316°C,剛好高於焊錫的熔點)導致鉛煙霧的形成最少。 鉛/錫顆粒的主要暴露發生在除渣和設備維護活動期間,從攪拌鍋中的渣滓,轉移到回收容器和清理焊料殘留物。 在除渣操作過程中會形成細小的鉛/錫顆粒,這些顆粒可能會釋放到波峰焊操作員的工作室和呼吸區。 已經設計了各種工程控制策略來最大限度地減少這些潛在的鉛顆粒暴露,包括將局部排氣通風納入回收容器(見圖 3),使用 HEPA 真空吸塵器清除殘留物,以及帶有鉸接臂的柔性排氣管以定位除渣時在火鍋處通風。 禁止使用掃帚或刷子清掃焊料殘留物。 還必須要求嚴格的內務管理和個人衛生習慣。 在波峰焊設備維護操作期間(每週、每月、每季度和每年進行一次),熱鍋的各種組件要么在設備內清潔,要么在局部排氣罩中拆除和清潔。 這些清潔操作可能涉及物理刮擦或機械清潔(使用電鑽和鋼絲刷附件)焊料泵和擋板。 機械清潔過程中會產生大量鉛顆粒,該過程應在局部排氣的封閉空間內進行。
圖 3. 帶真空蓋的浮渣車

檢查、修補和測試
視覺檢查和修補功能是在波峰焊後進行的,涉及使用放大鏡/工作燈對缺陷進行精細檢查和修補。 潤色功能可能涉及使用 焊條 手持烙鐵和松香芯焊料或刷上少量液體助焊劑和鉛/錫線焊料。 棒焊產生的可見煙霧涉及助焊劑的分解產物。 少量未粘附在焊點上的鉛/錫焊珠可能會帶來清潔和個人衛生問題。 應提供靠近工作站的風扇,用於遠離操作員呼吸區的一般稀釋通風,或者應提供更複雜的排煙系統,以捕獲烙鐵尖端或操作附近的分解產物。 然後將煙氣輸送到空氣洗滌器排氣系統,該系統結合了用於微粒的 HEPA 過濾和用於脂族醛和鹽酸氣體的活性炭氣體吸附。 這些焊接排氣系統的有效性在很大程度上取決於捕獲速度、與煙霧產生點的接近程度以及工作表面是否有交叉氣流。 完成的 PCB 的電氣測試需要專門的測試設備和軟件。
返工和維修
根據電路板測試的結果,評估有缺陷的電路板是否存在特定組件故障並進行更換。 電路板的這種返工可能涉及棒焊。 如果 PCB 上的主要組件(如微處理器)需要更換, 返修錫鍋 用於將裝有缺陷元件或接頭的電路板部分浸入小焊錫鍋中,取出元件,然後將新的功能元件重新插入電路板。 如果組件更小或更容易移除,則 真空吸塵器 採用熱空氣加熱焊點和真空去除焊料的系統。 返工焊錫鍋安裝在一個局部排氣的外殼內,該外殼提供足夠的排氣速度以捕獲液體焊料刷在電路板上並形成焊料接觸時形成的助焊劑分解產物。 該鍋還會形成浮渣,需要去浮渣設備和程序(規模要小得多)。 空氣真空系統不需要安裝在外殼內,但去除的鉛/錫焊料必須作為危險廢物處理並回收/循環利用。
支持操作——模板清潔
PCB 組裝過程的第一步涉及使用模板為鉛/錫焊膏提供粘合位置圖案,以便將其擠出。 通常,模板的開口開始堵塞,鉛/錫焊膏殘留物必須按班次清除。 通常在絲網印刷機上進行預清潔,通過用稀釋的酒精混合物和一次性抹布擦拭電路板表面來捕獲電路板上的嚴重污染物。 要完全去除剩餘的殘留物,需要進行濕法清潔。 在類似於大型洗碗機的系統中,使用熱水 (57°C) 和稀釋脂肪胺(單乙醇胺)的化學溶液以化學方式從模板上去除焊膏。 大量的鉛/錫焊料從電路板上洗掉,並沉積在清洗室中或溶解在廢水中。 這種流出物需要過濾或化學去除鉛,並針對腐蝕性脂肪胺(使用鹽酸)調整 pH 值。 較新的封閉系統鋼網清洗機使用相同的清洗液直到用完。 將溶液轉移至蒸餾裝置,蒸出揮發物直至形成半液體殘留物。 然後將此殘留物作為鉛/錫污染的危險廢物處理。
電腦組裝過程
一旦最終的 PCB 組裝完成,它就會被轉移到系統組裝操作中,以整合到最終的計算機產品中。 這種操作通常是非常勞動密集型的,要組裝的零部件沿著機械化裝配線供應到分段推車上的各個工作站。 主要的健康和安全隱患與材料移動和分級(叉車、手動提升)、裝配過程的人體工程學影響(運動範圍、“設置”組件所需的插入力、螺釘和連接器的安裝)和最終包裝有關,收縮包裝和運輸。 典型的計算機組裝過程包括:
- 底盤/外殼準備
- PCB(母子板)插入
- 主要部件(軟驅、硬盤、電源、光驅)插入
- 顯示組件(僅限便攜式)
- 鼠標和鍵盤插入(僅限便攜式設備)
- 佈線、連接器和揚聲器
- 頂蓋組件
- 軟件下載
- test
- 重工
- 電池充電(僅限便攜式)和包裝
- 收縮包裝和運輸。
組裝過程中可能使用的唯一化學品涉及計算機機箱或顯示器的最終清潔。 通常,使用異丙醇和水的稀釋溶液或清潔劑的市售混合物(例如,Simple Green——一種稀釋的丁基溶纖劑和水溶液)。
健康影響和疾病模式
作為一個新興行業,半導體製造通常被視為高科技工作場所的縮影。 由於與在矽晶片上生產多層微米級電子電路相關的嚴格製造要求,潔淨室環境已成為該行業工作場所的代名詞。 由於半導體製造中使用的某些氫化物氣體(例如胂、磷化氫)很早就被認為是劇毒化學品,因此吸入暴露控制技術一直是晶圓製造的重要組成部分。 半導體工人通過穿著覆蓋全身的特殊服裝(例如長袍)、頭套、鞋套以及經常戴的面罩(甚至是供氣式呼吸器),進一步與生產過程隔離開來。 從實際的角度來看,雇主對產品純度的關注也導致了工人接觸保護。
除了個人防護服外,整個半導體行業還使用高度複雜的通風和化學/氣體空氣監測系統來檢測百萬分之一 (ppm) 或更低的有毒化學溶劑蒸汽、酸和氫化物氣體的洩漏。 儘管從歷史的角度來看,由於實際或疑似氣體或溶劑洩漏,該行業經常發生工人從晶圓製造室疏散的情況,但由於在通風系統設計、有毒氣體方面的經驗教訓,此類疏散事件已成為罕見事件/化學品處理和具有連續空氣採樣功能的日益複雜的空氣監測系統。 然而,單個矽晶圓的貨幣價值不斷增加(連同晶圓直徑不斷增加),其中可能包含數十個單獨的微處理器或存儲設備,可能會給在製造過程中必須手動操作這些晶圓容器的工人帶來精神壓力。 在對半導體工人的研究中獲得了這種壓力的證據(Hammond 等人,1995 年;Hines 等人,1995 年;McCurdy 等人,1995 年)。
半導體行業起源於美國,美國是半導體行業工人人數最多的國家(225,000 年約為 1994 人) (美國勞工統計局 1995 年)。 然而,由於大多數國家的統計數據中都包括了半導體工人和“電氣/電子設備製造”工人,因此很難獲得該行業的有效國際就業估計數。 由於半導體器件製造需要高度嚴格的工程控制,因此半導體工作場所(即潔淨室)在大多數方面很可能在全世界具有可比性。 這種理解,再加上美國政府要求記錄美國工人中所有與工作相關的重大工傷和疾病,使得美國半導體工人的工傷和疾病經歷在國家和國際範圍內成為一個高度相關的問題。 簡單地說,目前除了美國勞工統計局 (BLS) 的職業傷害和疾病年度調查外,很少有國際來源提供有關半導體工人安全和健康體驗的相關信息和數據。
在從1972年開始收集所有行業工傷和疾病數據的美國,半導體工人的工傷和疾病發生頻率一直是所有製造業中最低的。 然而,有人表示擔心半導體工人可能會出現更微妙的健康影響 (LaDou 1986),儘管這種影響還沒有被記錄下來。
已經召開了幾次關於半導體行業控制技術評估的研討會,其中有幾篇研討會論文涉及環境和工人安全與健康問題(ACGIH 1989,1993)。
國際半導體製造界的有限數量的工傷和疾病數據是通過 1995 年進行的一項特別調查得出的,涉及 1993 年和 1994 年報告的案例。這些調查數據總結如下。
半導體工人的工傷和疾病
關於與半導體工人工傷和疾病相關的國際統計數據,唯一可比較的數據似乎來自 1995 年對跨國半導體製造業務進行的調查(Lassiter 1996)。 本次調查收集的數據涉及美國半導體製造商在 1993-94 年間的國際業務。 調查中的一些數據包括半導體製造以外的業務(例如,計算機和磁盤驅動器製造),儘管所有參與的公司都涉及電子行業。 本次調查的結果如圖 1 和圖 2 所示,其中包括來自亞太地區、歐洲、拉丁美洲和美國的數據。 每個案例都涉及需要醫療或工作損失或限制的與工作有關的傷害或疾病。 圖中的所有發生率均按每年每 200,000 個工作小時的病例數(或損失的工作日數)計算。 如果無法獲得總工時,則使用年均就業估計數。 200,000 工時分母等於每年 100 個全職當量工人(假設每個工人每年工作 2,000 小時)。
圖 1. 1993 年和 1994 年世界各部門的工傷和疾病發生率分佈。

圖 2. 1993 年和 1994 年世界各部門因休假造成的傷害和疾病發生率分佈
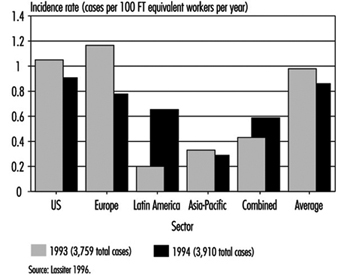
圖 1 描述了 1993-94 年調查中世界各個地區的工傷和疾病發生率。 個別國家的比率沒有包括在內,以確保參與公司的機密性,這些公司是某些國家的唯一數據來源。 因此,對於調查中的某些國家,僅報告了一個設施的數據。 在一些情況下,公司將所有國際數據合併為一個統計數據。 後面這些數據在圖 1 和圖 2 中列為“組合”。
3.3 年和 100 年,國際調查中所有工人的年工傷和疾病發生率為每 200,000 名員工 1993 例(2.7 工時),1994 年為 12,615 例。1993 年和 12,368 年分別報告了 1994 例和 12,130 例。絕大多數案件(1993 年為 387,000 起)來自美國公司。 這些案件在 1993 年與大約 458,000 名工人有關,在 1994 年與 XNUMX 名工人有關。
圖 2 顯示了涉及曠工天數的損失工作日案例的發生率。 1993 年和 1994 年的發生率是基於國際調查中 4,000 年每年大約 2 個誤工案例。 該統計數據的國際/區域發病率範圍是所測量的範圍內最窄的。 損失工作日案例的發生率可能代表了關於工人安全和健康經驗的最具可比性的國際統計數據。 在這 15.4 年的每一年中,損失工作日(缺勤天數)的發生率約為每 100 名工人缺勤 2 天。
關於半導體工人受傷和生病的案例特徵,已知的唯一詳細數據是 BLS 每年在美國彙編的數據,涉及損失工作日的案例。 此處討論的案例由 BLS 在 1993 年的年度調查中確定。從這些案例中獲得的數據顯示在圖 3、圖 4、圖 5 和圖 6 中。每個圖都比較了私營部門損失工作日的案例經驗,所有製造業和半導體製造業。
圖 3. 誤工案例的比較發生率1 按事件或曝光類型分類,1993 年
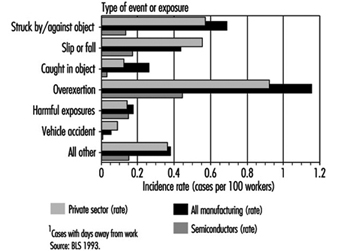
圖 4. 損失工作日案例的比較發生率1 按傷害或疾病的來源,1993 年。
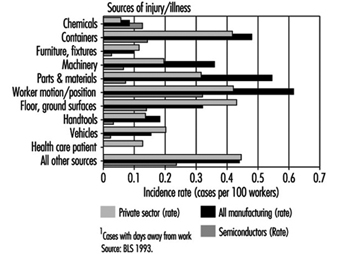
圖 5. 損失工作日案例的比較發生率1 按受傷或疾病的性質,1993 年。

圖 6. 1993 年按受影響身體部位劃分的誤工案例比較發生率
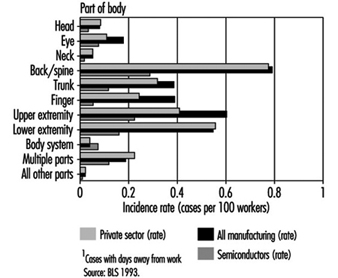
圖 3 比較了 1993 年美國半導體工人與私營部門和所有製造業在事件類型或暴露方面的損失工作日案例經驗。 該圖中大多數類別的半導體行業工人的發病率遠低於私營部門或所有製造業的發病率。 涉及半導體工人過度勞累的案例不到製造業所有工人的一半。 有害接觸類別(主要與接觸化學物質有關)在所有三組中是相同的。
圖 4 顯示了根據受傷或疾病來源劃分的誤工案例的比較分佈。半導體工人的誤工案例發生率低於私營部門和所有來源類別的所有製造業,與接觸化學品相關的案例除外物質。
圖 5 比較了三組中與受傷或疾病性質相關的誤工案例發生率。 1993 年,半導體工人的比率不到私營部門和所有製造業比率的一半。半導體工人的化學灼傷發生率略高,但所有三個比較組的發生率都非常低。 美國半導體工人的腕管綜合症 (CTS) 發病率不到所有製造業工人的一半。
在圖 6 中,按受影響的身體部位說明了涉及缺勤天數的病例的分佈和發生率。 儘管所有比較組涉及身體系統的病例發生率都很低,但半導體工人的發生率略有升高。 與其他兩個比較組相比,半導體工人受影響的所有其他身體部位要低得多。
半導體工人的流行病學研究
1983 年,當 Digital Equipment Corporation 位於馬薩諸塞州哈德遜的半導體工廠的一名女員工表示,她認為該工廠潔淨室的員工中發生過多流產時,人們開始擔心與半導體就業相關的生殖健康後果。 這一指控,加上設施內部數據的缺失,導致位於阿默斯特的馬薩諸塞大學公共衛生學院 (UMass) 開展了一項流行病學研究。 該研究於 1984 年 1985 月開始,並於 1988 年完成(Pastides 等人,XNUMX 年)。
與設施其他區域的未暴露工人相比,在光刻區域和擴散區域均觀察到流產風險升高。 1.75 的相對風險被認為沒有統計學意義 (p <0.05),儘管在擴散區域的工人中觀察到的 2.18 相對風險是顯著的。 麻省大學研究的發表引起了整個半導體行業的關注,即有必要進行更大規模的研究來驗證觀察到的發現並確定其範圍和可能的因果關係。
美國半導體行業協會 (SIA) 贊助了加州大學戴維斯分校 (UC Davis) 從 1989 年開始進行的一項更大規模的研究。加州大學戴維斯分校的研究旨在檢驗半導體製造與風險增加相關的假設女性晶圓製造員工的流產率。 研究對象選自代表 14 個州的 42 個生產基地的 17 家公司。 最多的站點(代表研究中近一半的員工)在加利福尼亞州。
加州大學戴維斯分校的研究由三個不同的部分組成:橫截面部分(McCurdy 等人,1995 年;Pocekay 等人,1995 年); 歷史隊列組成部分(Schenker 等人,1995 年); 和前瞻性成分(Eskenazi 等人,1995 年)。 每項研究的核心是暴露評估(Hines 等人,1995 年;Hammond 等人,1995 年)。 暴露評估部分將員工分配到相對暴露組(即高暴露、低暴露等)。
在研究的歷史部分,確定製造工人與非製造工人相比的相對風險為 1.45(即流產風險高出 45%)。 在該研究的歷史組成部分中確定的風險最高的群體是從事光刻或蝕刻操作的女性。 執行蝕刻操作的女性的相對風險為 2.15 (RR=2.15)。 此外,在使用任何光刻膠或顯影劑的女性中觀察到流產風險增加的劑量反應關係。 這些數據支持乙二醇醚 (EGE) 的劑量反應關聯,但不支持丙二醇醚 (PGE)。
儘管在加州大學戴維斯分校的前瞻性研究中觀察到女性晶圓製造工人的流產風險增加,但結果在統計學上並不顯著(p 小於 0.05)。 少數懷孕顯著降低了研究的前瞻性成分的功效。 通過接觸化學試劑進行的分析表明,那些使用乙二醇單乙醚的女性的風險增加,但僅基於 3 次懷孕。 一個重要的發現是對歷史部分的發現的普遍支持,而不是矛盾。
該研究的橫斷面部分指出,上呼吸道症狀的增加主要發生在擴散爐和薄膜工人組中。 一個有趣的發現是與人體工程學相關的各種工程控制的明顯保護作用(例如,腳踏板和使用可調節椅子以減少背部受傷)。
在晶圓廠進行的空氣測量發現,大多數溶劑暴露量低於美國政府規定的允許暴露限值 (PEL) 的 1%。
1996 年,約翰霍普金斯大學 (JHU) 進行了一項單獨的流行病學研究(Correa 等人,1989 年),涉及一組 IBM 公司的半導體員工。在 JHU 研究中觀察到的涉及潔淨室女工的總體流產率為 16.6%。 接觸乙二醇醚的可能性最高的潔淨室女性工人流產的相對風險為 2.8(95% CI = 1.4-5.6)。
涉及半導體工人的生殖流行病學研究討論
流行病學研究在結果的範圍和相似性方面是顯著的。 這些研究都產生了相似的發現。 每項研究都記錄了女性半導體晶圓製造工人自然流產(流產)的風險過高。 其中兩項研究(JHU 和加州大學戴維斯分校)可能表明與暴露於基於乙烯的乙二醇醚之間存在因果關係。 麻省大學的研究發現,照片組(暴露於乙二醇醚的那些)比擴散組的風險更低,擴散組沒有記錄在案的乙二醇醚暴露。 雖然這些研究表明晶圓製造工人自然流產的風險增加,但這種過高風險的原因尚不清楚。 JHU 的研究未能證明乙二醇醚的重要作用,而加州大學戴維斯分校的研究僅將乙二醇醚(通過暴露模型和自我報告的工作實踐)與生殖影響邊緣聯繫起來。 在這兩項研究中幾乎沒有進行任何監測以確定乙二醇醚的暴露情況。 完成這些研究後,半導體行業開始從乙烯系列乙二醇醚轉向替代品,例如乳酸乙酯和丙二醇系列乙二醇醚。
結論
根據有關工傷和疾病年度發生率的最佳可用數據,半導體工人的風險低於其他製造業或整個私營部門(包括許多非製造業)的工人。 在國際範圍內,與損失工作日案例相關的工傷和疾病統計數據似乎是全球半導體工人安全和健康體驗的一個相當可靠的指標。 該行業贊助了幾項獨立的流行病學研究,試圖找到與該行業就業相關的生殖健康後果問題的答案。 雖然觀察到的流產與暴露於基於乙烯的乙二醇醚之間的明確關聯尚未確定,但該行業已開始使用替代光刻膠溶劑。
環境和公共衛生問題
行業概況
與其他行業相比,電子行業在環境影響方面被視為“清潔”行業。 儘管如此,電子零部件製造中使用的化學品以及產生的廢物造成了嚴重的環境問題,由於電子行業的規模,這些問題必須在全球範圍內加以解決。 印刷線路板(PWB)、印刷電路板(PCB)和半導體製造過程中產生的廢棄物和副產品是電子行業在污染防治、處理技術和回收/回收技術方面大力追求的領域.
在很大程度上,控制電子過程的環境足蹟的動機已經從環境推動力轉移到金融領域。 由於與危險廢物和排放相關的成本和責任,電子行業積極實施和開發環境控制,大大減少了其副產品和廢物的影響。 此外,電子行業已採取積極主動的方式將環境目標、工具和技術納入其具有環保意識的業務中。 這種主動方法的例子包括逐步淘汰 CFC 和全氟化物,開發“環境友好型”替代品,以及新興的“環境設計”產品開發方法。
PWB、PCB 和半導體的製造需要使用各種化學品、專門的製造技術和設備。 由於與這些製造過程相關的危害,化學副產品、廢物和排放物的適當管理對於確保行業員工的安全和保護他們所在社區的環境至關重要。
表 1、表 2 和表 3 概述了 PWB、PCB 和半導體製造過程中產生的主要副產品和廢物。 此外,表格還列出了環境影響的主要類型以及普遍接受的廢物流緩解和控制方法。 產生的廢物主要影響工業廢水或空氣,或成為固體廢物。
表 1. PWB 廢物產生和控制
|
工藝步驟 |
危險的 |
環境建議 |
Controls1 |
|
材料 |
與機身相同顏色 |
與機身相同顏色 |
與機身相同顏色 |
|
堆棧和引腳 |
重金屬/貴金屬 |
固體垃圾2 |
回收/回收 |
|
鑽孔 |
重金屬/貴金屬 |
固體垃圾2 |
回收/回收 |
|
去毛刺 |
重金屬/貴金屬 |
固體垃圾2 |
回收/回收 |
|
化學鍍 |
金屬 |
廢水 |
化學沉澱 |
|
Imaging |
溶劑類 |
空運 |
吸附、冷凝或 |
|
花紋電鍍 |
腐蝕性物質 |
廢水/空氣 |
pH值中和/空氣洗滌 |
|
剝離,蝕刻,剝離 |
氨 |
空運 |
空氣洗滌(吸附) |
|
阻焊層 |
腐蝕性物質 |
空運 |
空氣洗滌(吸附) |
|
焊料塗層 |
溶劑類 |
空運 |
吸附、冷凝或 |
|
鍍金 |
腐蝕性物質 |
空運 |
空氣洗滌(吸附) |
|
元件 |
溶劑類 |
空運 |
吸附冷凝或 |
1. 緩解控制的使用取決於特定位置的排放限制。
2. 固體廢物是指任何被丟棄的材料,無論其狀態如何。
|
工藝步驟 |
危險的 |
環境建議 |
Controls |
|
清潔 |
金屬(鉛) |
廢水 |
pH中和,化學 |
|
焊錫膏 |
焊膏(鉛/錫) |
固體垃圾 |
回收/回收 |
|
膠粘劑 |
環氧膠 |
固體垃圾 |
焚化 |
|
元件 |
塑料帶、捲軸和管 |
||
|
粘合劑固化和 |
|||
|
助焊劑 |
溶劑(IPA助焊劑) |
固體垃圾 |
回收 |
|
波峰焊 |
金屬(銲渣) |
固體垃圾 |
回收/回收 |
|
檢查和 |
金屬 |
固體垃圾 |
回收/回收 |
|
測試 |
報廢人口 |
固體垃圾 |
回收/回收 |
|
返工和 |
金屬(銲渣) |
固體垃圾 |
回收/回收 |
|
支持 |
金屬 |
固體垃圾 |
回收/焚燒 |
|
工藝步驟 |
危險的 |
環境建議 |
Controls |
|
光刻/蝕刻 |
溶劑類 |
固體垃圾 |
回收/回收/焚燒 |
|
氧化 |
溶劑類 |
固體垃圾 |
回收/回收/焚燒 |
|
興奮劑 |
毒氣(胂、 |
空運 |
用液體代替 |
|
化學氣相沉積 |
金屬 腐蝕性物質 |
固體垃圾 |
焚化 |
|
金屬化 |
溶劑類 |
固體垃圾 |
焚化 |
|
組裝和測試 |
溶劑類 |
固體垃圾 |
回收/回收/焚燒 |
|
清潔 |
腐蝕性物質 |
廢水 |
pH值中和 |
以下是 PWB、PCB 和半導體行業公認的減少排放的方法。 選擇的控制將根據工程能力、監管機構要求和廢物流的具體成分/濃度而有所不同。
廢水控制
化學沉澱
化學沉澱通常用於從廢水流出物中去除顆粒物或可溶性金屬。 由於金屬不會自然降解並且在低濃度下有毒,因此從工業廢水中去除它們是必不可少的。 金屬不易溶於水,因此可以通過化學方法從廢水中去除; 它們的溶解度取決於 pH 值、金屬濃度、金屬類型和其他離子的存在。 通常,廢物流需要將 pH 值調整到適當的水平以沉澱出金屬。 需要向廢水中添加化學品以努力改變溶解和懸浮固體的物理狀態。 通常使用石灰、苛性鹼和硫化物沉澱劑。 沉澱劑有助於通過沉澱物內的凝結、沉降或截留來去除溶解和懸浮的金屬。
廢水化學沉澱的結果是污泥的積累。 因此,開發了脫水工藝以通過離心機、壓濾機、過濾器或乾燥床來減輕污泥的重量。 然後可以將所得脫水污泥送去焚燒或填埋。
pH值中和
pH(氫離子濃度或酸度)是工業廢水的重要質量參數。 由於天然水體和污水處理操作中極端 pH 值的不利影響,工業廢水的 pH 值必須在從製造設施排放之前進行調整。 處理髮生在一系列水箱中,這些水箱被監測廢水流出物的氫離子濃度。 通常,鹽酸或硫酸用作中和腐蝕劑,氫氧化鈉用作中和腐蝕劑。 將中和劑計量加入廢水流出物中,以將排放物的 pH 值調節至所需水平。
在應用其他廢水處理工藝之前,通常需要調整 pH 值。 這些過程包括化學沉澱、氧化/還原、活性炭吸附、汽提和離子交換。
固體廢物控制
如果材料被丟棄或丟棄,則它們是固體廢物; 燃燒或焚燒; 在被遺棄之前或代替被遺棄之前積累、儲存或處理(美國聯邦法規第 40 條,第 261.2 節)。 危險廢物通常具有以下一種或多種特性:可燃性、腐蝕性、反應性、毒性。 根據危險材料/廢物的特性,使用各種方法來控制該物質。 焚燒是 PWB、PCB 和半導體製造過程中產生的溶劑和金屬廢物的常見處理方法。
焚化
焚燒(加力燃燒器)或熱銷毀已成為處理可燃和有毒廢物的流行選擇。 在許多情況下,可燃廢物(溶劑)被用作熱力和催化焚化爐的燃料來源(混合燃料)。 適當焚燒溶劑和有毒廢物可以使燃料完全氧化,並將可燃材料轉化為二氧化碳、水和灰燼,從而不會留下與殘留危險廢物相關的責任。 常見的焚燒類型是熱焚燒爐和催化焚燒爐。 焚燒方法類型的選擇取決於燃燒溫度、燃料特性和停留時間。 熱焚燒爐在高溫下運行,廣泛用於鹵代化合物。 熱能焚化爐的類型包括迴轉窯、液體噴射、固定爐床、流化床和其他先進設計的焚化爐。
催化焚燒爐通過催化劑床注入加熱氣流來氧化可燃材料(例如,VOC)。 催化劑床使表面積最大化,並且通過將加熱的氣流注入催化劑床,燃燒可以在比熱焚燒更低的溫度下發生。
廢氣排放
焚燒也用於控制空氣排放。 吸收和吸附也被使用。
吸收
空氣吸收通常用於洗滌腐蝕性氣體排放物,方法是讓污染物通過並將其溶解在非揮發性液體(例如水)中。 吸收過程的流出物通常被排放到廢水處理系統,在那裡進行 pH 值調節。
吸附
吸附是氣體分子粘附(通過物理或化學力)到另一種物質(稱為吸附劑)的表面。 通常,吸附用於從空氣排放源中提取溶劑。 活性炭、活性氧化鋁或矽膠是常用的吸附劑。
回收
可回收材料作為工業過程中的成分被使用、再利用或回收以製造產品。 材料和廢物的回收提供了有效解決特定類型廢物流(例如金屬和溶劑)的環境和經濟手段。 材料和廢物可以在內部回收,二級市場也可以接受可回收材料。 選擇回收作為廢物的替代品必鬚根據財務考慮、監管框架和回收材料的現有技術進行評估。
未來方向
隨著污染防治需求的增加以及工業界尋求具有成本效益的方法來解決化學品的使用和廢物問題,電子工業必須評估新的工藝和技術,以改進危險材料處理和廢物產生的方法。 末端方法已被環境技術設計所取代,環境問題在產品的整個生命週期中得到解決,包括:材料保護; 高效的製造運營; 使用更環保的材料; 廢品的回收、再生和回收; 以及許多其他技術,這些技術將確保對電子製造業的環境影響較小。 一個例子是在微電子行業的許多漂洗和其他處理步驟中使用了大量的水。 在缺水地區,這迫使該行業尋找替代品。 但是,必須確保替代品(例如溶劑)不會產生額外的環境問題。
作為 PWB 和 PCB 工藝未來發展方向的一個例子,表 4 展示了用於創造更環保的實踐和防止污染的各種替代方案。 確定了優先需求和方法。
表 4. 優先需求矩陣
|
優先需求(遞減 |
途徑 |
選定的任務 |
|
更高效的使用, |
延長電解壽命 |
延長洗澡時間的研究。 |
|
減少產生的固體廢物 |
開發和推廣 |
發展基礎設施以 |
|
建立更好的供應商 |
推廣供應商, |
開發一個模型危險 |
|
盡量減少影響 |
減少鉛焊料的使用 |
更改規格以接受 |
|
使用增材工藝 |
開發簡化, |
合作項目以 |
|
消除 PWB 中的孔污跡 |
開發無塗抹樹脂或 |
調查替代方案 |
|
減少用水量 |
發展用水 |
修改規格以減少 |
資料來源:MCC 1994。
" 免責聲明:國際勞工組織不對本門戶網站上以英語以外的任何其他語言呈現的內容負責,英語是原始內容的初始製作和同行評審所使用的語言。自此以來,某些統計數據尚未更新百科全書第 4 版的製作(1998 年)。”