- あなたはここにいる:
-
ホーム

- パート XIII。 製造業

子供のカテゴリ

81. 電気用品・設備 (7)

81. 電気器具および機器
チャプターエディター: NA スミス
目次
表と図
一般的なプロファイル
NA スミス
鉛蓄電池の製造
バリー・P・ケリー
バッテリー
NA スミス
電線製造
デビッド・A・オマリー
電気ランプとチューブの製造
アルバート・M・ジーリンスキー
家電製品製造
NA スミスと W. クロス
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。





82. 金属加工・金属加工業 (14)
82. 金属加工・金属加工業
チャプターエディター: マイケル・マッキャン
目次
表と図
製錬事業
製錬・精製
ペッカ・ロト
アルミニウム製錬
バートラム・D・ディンマン
金の製錬・精製
ID ガダスキナと LA Ryzik
金属加工および金属加工
ファウンドリ
フランクリン・E・マイラー
鍛造とスタンピング
ロバート・M・パーク
溶接および熱切断
Philip A. Platcow と GS Lyndon
旋盤
トニ・レッチ
研削と研磨
K.ウェリンダー
工業用潤滑剤、金属加工油、自動車用オイル
リチャード・S・クラウス
金属の表面処理
JG Jones、JR Bevan、JA Catton、A. Zober、N. Fish、KM Morse、G. Thomas、MA El Kadeem、Philip A. Platcow
金属再生利用
Melvin E. Cassady と Richard D. Ringenwald, Jr.
金属仕上げおよび工業用コーティングにおける環境問題
スチュワートフォーブス
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 銅製錬のインプットとアウトプット
2. 鉛製錬のインプットとアウトプット
3. 亜鉛製錬のインプットとアウトプット
4. アルミニウム製錬のインプットとアウトプット
5. 鋳造炉の種類
6. プロセス材料のインプットと汚染のアウトプット
7. 溶接プロセス: 説明と危険
8. 危険のまとめ
9. 操作によるアルミニウムの管理
10. 操作による銅の管理
11. 操作によるリードの制御
12. 操作による亜鉛の管理
13. 操作によるマグネシウムの管理
14. 操作による水銀の管理
15. 操作によるニッケルの管理
16. 貴金属の管理
17. 運用によるカドミウムの管理
18. 操作によるセレンの制御
19. 作業別のコバルトの管理
20. 操作による錫の管理
21. 操作によるチタンの管理
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|







83. マイクロエレクトロニクスと半導体 (7)
83. マイクロエレクトロニクスと半導体
チャプターエディター: マイケル・E・ウィリアムズ
目次
表と図
一般的なプロファイル
マイケル・E・ウィリアムズ
シリコン半導体製造
David G. Baldwin、James R. Rubin、Afsaneh Gerami
液晶ディスプレイ
David G. Baldwin、James R. Rubin、Afsaneh Gerami
III-V 半導体製造
David G. Baldwin、Afsaneh Gerami、James R. Rubin
プリント回路基板およびコンピュータ アセンブリ
マイケル・E・ウィリアムズ
健康への影響と病気のパターン
ドナルド・V・ラシター
環境と公衆衛生の問題
コーキーチュー
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. フォトレジストシステム
2. フォトレジスト剥離剤
3. ウェットケミカルエッチング液
4. プラズマ エッチング ガスおよびエッチングされた材料
5. 拡散用接合形成ドーパント
6. シリコンエピタキシーの主なカテゴリー
7. CVDの主なカテゴリー
8. フラットパネルディスプレイのクリーニング
9. PWB プロセス: 環境、健康、安全
10. PWB廃棄物の発生と管理
11. PCB廃棄物の発生と管理
12. 廃棄物の発生と管理
13. 優先ニーズのマトリックス
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|













84. ガラス、陶器および関連材料 (3)
84. ガラス、陶器および関連材料
章の編集者: ジョエル・ベンダーとジョナサン・P・ヘラースタイン
目次
表と図
ガラス、セラミックスおよび関連材料
ジョナサン P. ヘラースタイン、ジョエル ベンダー、ジョン G. ハドリー、チャールズ M. ホーマン
ケーススタディ: 光ファイバー
ジョージ・R・オズボーン
ケーススタディ: 合成宝石
バジルドルフィン
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 代表的な体の成分
2. 製造プロセス
3. 厳選された化学添加物
4. 米国における産業別の耐火物の使用
5. 潜在的な健康と安全上の危険
6. 致命的ではない労働災害および疾病
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。



























85. 印刷、写真、複製産業 (6)
85. 印刷、写真、複製産業
章の編集者: David Richardson
目次
表と図
印刷と出版
ゴードン・C・ミラー
複製・複製サービス
ロバート・W・キルパー
健康問題と病気のパターン
バリー・R・フリードランダー
環境問題の全体像
ダニエル・R・イングリッシュ
商業写真研究所
デビッドリチャードソン
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 印刷業界での暴露
2. 印刷業の死亡リスク
3. 処理中の化学暴露
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。






86. 木工 (5)
86。 木工
チャプターエディター: ジョン・パリッシュ
目次
表と図
一般的なプロファイル
デブラ・オシンスキー
木工工程
ジョン・K・パリッシュ
ルーティング マシン
ウェグミュラーを倒す
ウッドプレーニングマシン
ウェグミュラーを倒す
健康への影響と病気のパターン
レオン・J・ウォーショー
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 毒性があり、アレルギーを起こしやすく、生物学的に活性な木材品種
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。

















溶接および熱切断
この記事は、GS Lyndon による労働安全衛生百科事典記事「溶接と熱切断」の第 3 版の改訂版です。
プロセスの概要
溶接 熱または圧力、またはその両方によってプラスチックまたは液体になった接合面での金属片の結合を指す一般的な用語です。 XNUMX つの一般的な直接熱源は次のとおりです。
- 燃料ガスと空気または酸素の燃焼によって生成される炎
- 電極と工作物の間、または XNUMX つの電極の間で発生する電気アーク
- XNUMX つ以上のワークピース間の電流の通過に提供される電気抵抗。
溶接用のその他の熱源については、以下で説明します (表 1 を参照)。
表 1. 鉛の製錬および精製におけるプロセス材料のインプットと汚染のアウトプット
|
プロセス |
材料投入 |
大気への排出 |
プロセス廃棄物 |
その他の廃棄物 |
|
鉛焼結 |
鉛鉱、鉄、シリカ、石灰石フラックス、コークス、ソーダ、灰、黄鉄鉱、亜鉛、苛性アルカリ、バグハウスダスト |
二酸化硫黄、カドミウムおよび鉛を含む粒子状物質 |
||
|
鉛製錬 |
鉛焼結、コークス |
二酸化硫黄、カドミウムおよび鉛を含む粒子状物質 |
工場洗浄排水、スラグ造粒水 |
亜鉛、鉄、シリカ、石灰などの不純物を含むスラグ、表面貯留固形物 |
|
鉛のかす |
鉛地金、ソーダ灰、硫黄、バグハウスダスト、コークス |
銅などの不純物を含むスラグ、表面貯留固形物 |
||
|
鉛精製 |
鉛かす地金 |
In ガス溶接および切断、 酸素または空気と燃料ガスがブローパイプ (トーチ) に供給され、ノズルで燃焼する前に混合されます。 ブローパイプは通常手持ちです (図 1 を参照)。 接合する部品の金属面が熱で溶け、互いに流れます。 フィラー金属または合金が頻繁に追加されます。 合金は、多くの場合、接合する部品よりも融点が低くなります。 この場合、通常、XNUMX つの部品は溶融温度にはなりません (ろう付け、はんだ付け)。 化学フラックスを使用して、酸化を防ぎ、接合を容易にすることができます。
図 1. フィルター金属のトーチとロッドを使用したガス溶接。 溶接工は革製のエプロン、ガントレット、ゴーグルで保護されています

アーク溶接では、電極とワークピースの間にアークが発生します。 電極は、交流 (AC) または直流 (DC) 電源に接続できます。 この作業の温度は、ワーク同士が融着する約4,000℃です。 通常、電極自体を溶かすか (消耗電極プロセス)、または電流が流れていない別のフィラー ロッドを溶かして (非消耗電極プロセス)、接合部に溶融金属を追加する必要があります。
ほとんどの従来のアーク溶接は、ハンドヘルド電極ホルダー内のカバーされた (コーティングされた) 消耗電極を使用して手動で行われます。 溶接は、抵抗溶接や連続電極送りなど、多くの半自動または全自動の電気溶接プロセスによっても達成されます。
溶接工程中は、酸化や汚染を防ぐために、溶接領域を大気から遮断する必要があります。 保護には、フラックス コーティングと不活性ガス シールドの XNUMX 種類があります。 の フラックス シールド アーク溶接、 消耗電極は、通常、鉱物と他の成分の複雑な混合物であるフラックスコーティング材料で囲まれた金属コアで構成されています。 フラックスは溶接が進行するにつれて溶融し、溶融金属をスラグで覆い、加熱されたフラックスによって生成されたガス (二酸化炭素など) の保護雰囲気で溶接領域を包み込みます。 溶接後、多くの場合チッピングによってスラグを除去する必要があります。
In ガスシールドアーク溶接、 不活性ガスのブランケットが大気を遮断し、溶接プロセス中の酸化と汚染を防ぎます。 アルゴン、ヘリウム、窒素、または二酸化炭素が不活性ガスとして一般的に使用されます。 選択するガスは、溶接する材料の性質によって異なります。 ガス シールド アーク溶接の最も一般的な XNUMX つのタイプは、金属とタングステンの不活性ガス (MIG と TIG) です。
抵抗溶接 電気抵抗を利用して、低電圧で高電流を部品に流し、金属を溶かすための熱を発生させます。 コンポーネント間の界面で発生する熱により、コンポーネントが溶接温度になります。
危険とその防止
すべての溶接には、火災、火傷、放射熱 (赤外線)、および金属煙やその他の汚染物質の吸入の危険が伴います。 特定の溶接プロセスに関連するその他の危険には、電気的危険、ノイズ、紫外線、オゾン、二酸化窒素、一酸化炭素、フッ化物、圧縮ガスボンベ、および爆発が含まれます。 詳細については、表 2 を参照してください。
表 2. 溶接プロセスの説明と危険性
|
溶接プロセス |
説明 |
危険 |
|
ガス溶接と切断 |
||
|
溶接 |
トーチが金属表面とフィラーロッドを溶かし、ジョイントを形成します。 |
金属煙、二酸化窒素、一酸化炭素、騒音、火傷、赤外線、火災、爆発 |
|
ろう付け |
450つの金属面は、金属を溶かすことなく接合されます。 溶加材の溶融温度は XNUMX °C を超えています。 加熱は火炎加熱、抵抗加熱、誘導加熱で行います。 |
金属煙(特にカドミウム)、フッ化物、火災、爆発、火傷 |
|
はんだ付け |
ロウ付けに似ていますが、ろう材の溶融温度が 450 °C 未満であることを除きます。 加熱ははんだごてでも行います。 |
フラックス、鉛ガス、火傷 |
|
金属切断およびフレームガウジング |
1つのバリエーションでは、金属を炎で加熱し、純酸素の噴流を切断点に向け、切断する線に沿って移動させる。 フレーム ガウジングでは、表面の金属片が取り除かれますが、金属は切断されません。 |
金属煙、二酸化窒素、一酸化炭素、騒音、火傷、赤外線、火災、爆発 |
|
ガス圧接 |
圧力をかけた状態でガスジェットによって部品を加熱し、一緒に鍛造します。 |
金属煙、二酸化窒素、一酸化炭素、騒音、火傷、赤外線、火災、爆発 |
|
フラックスシールドアーク溶接 |
||
|
シールドメタルアーク溶接 (SMAC); 「スティック」アーク溶接。 手動金属アーク溶接 (MMA); オープンアーク溶接 |
フラックスコーティングで囲まれた金属コアからなる消耗電極を使用 |
金属煙、フッ化物 (特に低水素電極の場合)、赤外線および紫外線放射、火傷、電気、火災; また、騒音、オゾン、二酸化窒素 |
|
サブマージアーク溶接(SAW) |
粒状フラックスのブランケットがワークピース上に堆積され、続いて消耗可能な裸の金属ワイヤ電極が堆積されます。 アークはフラックスを溶かし、溶接ゾーンに保護溶融シールドを生成します。 |
フッ化物、火災、火傷、赤外線、電気; また、金属煙、騒音、紫外線、オゾン、二酸化窒素 |
|
ガスシールドアーク溶接 |
||
|
金属不活性ガス (MIG); ガスメタルアーク溶接(GMAC) |
電極は通常、溶接金属と同様の組成の裸の消耗ワイヤであり、アークに連続的に供給されます。 |
紫外線、金属煙、オゾン、一酸化炭素 (CO2 ガス)、二酸化窒素、火災、やけど、赤外線、電気、フッ化物、騒音 |
|
タングステン不活性ガス (TIG); ガス タングステン アーク溶接 (GTAW); ヘリアーク |
タングステン電極は非消耗品であり、溶加材は消耗品として手動でアークに導入されます。 |
紫外線、金属煙、オゾン、二酸化窒素、火災、火傷、赤外線、電気、騒音、フッ化物、一酸化炭素 |
プラズマ アーク溶接 (PAW) およびプラズマ アーク溶射; タングステンアーク切断 |
TIG 溶接に似ていますが、不活性ガスのアークと流れがワークピースに到達する前に小さなオリフィスを通過し、高度にイオン化されたガスの「プラズマ」が生成され、33,400°C を超える温度に達することがあります。これは金属化にも使用されます。 |
金属煙、オゾン、二酸化窒素、紫外線および赤外線、騒音。 火災、火傷、電気、フッ化物、一酸化炭素、X 線の可能性 |
|
フラックスコアアーク溶接 (FCAW); 金属活性ガス溶接 (MAG) |
フラックス入りの消耗電極を使用しています。 二酸化炭素シールド (MAG) があるかもしれません |
紫外線、金属煙、オゾン、一酸化炭素 (CO2 ガス)、二酸化窒素、火災、やけど、赤外線、電気、フッ化物、騒音 |
|
電気抵抗溶接 |
||
|
抵抗溶接(スポット、シーム、プロジェクション、突合せ溶接) |
低電圧で大電流が電極から XNUMX つのコンポーネントに流れます。 コンポーネント間の界面で発生する熱により、コンポーネントが溶接温度になります。 電流が流れている間、電極による圧力が鍛接を生成します。 フラックスや溶加材は使用していません。 |
オゾン、騒音 (場合によって)、機械の危険、火災、火傷、電気、金属の煙 |
|
エレクトロスラグ溶接 |
立突合せ溶接に使用します。 工作物を垂直に隙間をあけてセットし、接合部の片側または両側に銅板やシューを置いて浴槽を形成します。 アークは、XNUMX つまたは複数の連続的に供給される電極ワイヤと金属プレートの間のフラックス層の下で確立されます。 溶融金属のプールが形成され、溶融フラックスまたはスラグによって保護され、電極とワークピースの間を流れる電流に対する抵抗によって溶融状態が維持されます。 この抵抗によって生成された熱は、接合部と電極線の側面を溶かし、接合部を埋めて溶接します。 溶接が進行するにつれて、銅板を移動させることにより、溶融金属とスラグが所定の位置に保持されます。 |
やけど、火災、赤外線、電気、金属ガス |
|
フラッシュ溶接 |
溶接される XNUMX つの金属部品は、低電圧、大電流の電源に接続されます。 部品の端部を接触させると大電流が流れ、「フラッシング」が発生し、部品の端部が溶接温度になります。 鍛造溶接は圧力によって得られます。 |
電気、火傷、火災、金属煙 |
その他の溶接プロセス |
||
|
電子ビーム溶接 |
真空チャンバー内のワークピースは、高電圧の電子銃からの電子ビームによって衝撃を受けます。 電子のエネルギーはワークピースに衝突すると熱に変換され、金属を溶かし、ワークピースを溶かします。 |
高電圧の X 線、電気、火傷、金属粉塵、密閉空間 |
|
アルエア切断 |
アークは、炭素電極 (圧縮空気を独自に供給できる手動電極ホルダー内) の端とワークピースの間に発生します。 生成された溶融金属は、圧縮空気のジェットによって吹き飛ばされます。 |
金属煙、一酸化炭素、二酸化窒素、オゾン、火災、火傷、赤外線、電気 |
|
摩擦圧接 |
XNUMX つのコンポーネントを固定したまま、もう XNUMX つのコンポーネントを加圧下で回転させる純粋な機械的溶接技術。 摩擦により熱が発生し、鍛造温度になると回転が止まります。 次に、鍛造圧力が溶接に影響を与えます。 |
熱、火傷、機械の危険 |
|
レーザー溶接と穴あけ |
レーザービームは、エレクトロニクス業界のミニチュアアセンブリやマイクロ技術、人工繊維業界の紡糸口金など、非常に高い精度を必要とする産業用途で使用できます。 レーザービームが溶融し、ワークピースを接合します。 |
電気、レーザー放射、紫外線、火災、火傷、金属煙、加工物コーティングの分解生成物 |
|
スタッド溶接 |
スタッド溶接ガンに保持した金属スタッド(電極の役割)と接合する金属板との間にアークを発生させ、部品の端部を融点まで加熱します。 ガンはスタッドをプレートに押し付けて溶接します。 シールドは、スタッドを囲むセラミック フェルールによって提供されます。 |
金属煙、赤外線および紫外線、火傷、電気、火災、騒音、オゾン、二酸化窒素 |
|
テルミット溶接 |
アルミニウム粉末と金属酸化物粉末(鉄、銅など)の混合物を坩堝で点火すると、高熱を発生して溶融金属が生成されます。 るつぼをタップすると、溶融金属がキャビティに流れ込み、溶接されます (キャビティは砂型で囲まれています)。 これは、鋳物や鍛造品の修理によく使用されます。 |
火災、爆発、赤外線、火傷 |
多くの溶接は、一般的に条件を制御できる工場では行われませんが、大きな構造物や機械 (例えば、建物の骨組み、橋や鉄塔、船、鉄道の機関車や自動車、重機など) の建設や修理の現場で行われます。の上)。 溶接工は、すべての機器を現場に運び、セットアップして、限られたスペースまたは足場で作業する必要がある場合があります。 肉体的な負担、極度の疲労、筋骨格系の損傷が続く可能性があり、手を伸ばしたり、ひざまずいたり、その他の不快で扱いにくい姿勢で作業する必要があります。 熱ストレスは、溶接プロセスによって発生する熱がなくても、暖かい気候での作業や個人用保護具の閉塞効果によって生じる場合があります。
圧縮ガスボンベ
高圧ガス溶接設備では、酸素と燃料ガス (アセチレン、水素、都市ガス、プロパン) がボンベからトーチに供給されます。 ガスはこれらのボンベに高圧で貯蔵されます。 燃料ガスの安全な使用と保管のための特別な火災と爆発の危険性と注意事項についても、このドキュメントの他の場所で説明します。 百科事典. 次の注意事項を守ってください。
- 使用中のガス用に設計された圧力調整器のみをボンベに取り付ける必要があります。 たとえば、アセチレン調整器は、石炭ガスや水素には使用しないでください (ただし、プロパンには使用できます)。
- ブローパイプは、適切な状態に保ち、定期的に清掃する必要があります。 チップのクリーニングには、硬材の棒または柔らかい真鍮線を使用する必要があります。 それらは、破損する可能性が低いように配置された特別なキャンバスで補強されたホースでレギュレーターに接続する必要があります。
- 酸素ボンベとアセチレンボンベは別々に保管し、可燃性物質のない耐火施設にのみ保管し、火災の際に容易に取り出せるように配置する必要があります。 地域の建築基準法および防火基準を参照する必要があります。
- シリンダーと付属品を識別するために有効または推奨されている色分けは、細心の注意を払って観察する必要があります。 多くの国では、危険物の輸送に使用される国際的に認められたカラーコードがこの分野に適用されています。 この点で統一された国際基準を実施する必要性は、産業労働者の国際移動の増加に伴う安全上の考慮事項によって強化されています。
アセチレン発生器
低圧ガス溶接プロセスでは、アセチレンは一般に発電機で炭化カルシウムと水の反応によって生成されます。 ガスは、酸素が供給される溶接トーチまたは切断トーチにパイプで送られます。
定置式発電所は、屋外または主要なワークショップから離れた換気の良い建物に設置する必要があります。 発電機ハウスの換気は、爆発性または有毒な雰囲気の形成を防ぐようなものでなければなりません。 適切な照明を提供する必要があります。 スイッチ、その他の電気機器、電気ランプは、建物の外に配置するか、防爆構造にする必要があります。 喫煙、炎、たいまつ、溶接工場または可燃物は、家屋または屋外発電機の近くから排除する必要があります。 これらの予防措置の多くは、ポータブル発電機にも適用されます。 携帯用発電機は、屋外または換気の良い店内で可燃物から離れた場所でのみ使用、洗浄、再充電する必要があります。
炭化カルシウムは密封されたドラム缶で供給されます。 材料は、床面より高い台の上に保管し、乾いた状態に保つ必要があります。 店舗は屋根の下に配置する必要があり、別の建物に隣接する場合は、パーティ ウォールは耐火性でなければなりません。 倉庫は、屋根を通して適切に換気する必要があります。 ドラムは、発電機が充電される直前にのみ開く必要があります。 特別なオープナーを用意して使用する必要があります。 ハンマーとノミを使用してドラム缶を開けないでください。 カルシウム カーバイド ドラムを水源にさらしたままにしておくと危険です。
発電機を解体する前に、炭化カルシウムをすべて取り除き、発電所を水で満たす必要があります。 すべての部品にガスがないことを確認するために、水は少なくとも XNUMX 分間プラント内に留まる必要があります。 分解および修理は、機器の製造元または専門家のみが行う必要があります。 発電機が再充電または洗浄されている場合、古い充電を再度使用してはなりません。
供給機構に挟まったり、植物の一部に付着した炭化カルシウムの破片は、青銅または別の適切な非鉄合金製の非火花工具を使用して、慎重に除去する必要があります。
関係者全員が、目立つように表示されている製造業者の指示に完全に精通している必要があります。 次の注意事項も遵守する必要があります。
- 逆火やガスの逆流を防ぐために、適切に設計された背圧弁を発生器と各ブローパイプの間に取り付ける必要があります。 逆火の後、バルブを定期的に検査し、水位を毎日チェックする必要があります。
- 低圧操作用に設計されたインジェクター タイプのブローパイプのみを使用してください。 加熱・切断には都市ガスや低圧の水素が使われることもあります。 このような場合、各ブローパイプと供給本管またはパイプラインの間に逆止弁を配置する必要があります。
- 爆発は、ノズル先端を溶融金属プール、泥または塗料に浸すこと、またはその他の停止によって生じる「逆火」によって引き起こされる可能性があります。 先端に付着したスラグや金属の粒子は除去する必要があります。 チップも頻繁に冷却する必要があります。
- 地元の建物および消防法を参照する必要があります。
火災および爆発の防止
溶接作業の場所を特定する際には、周囲の壁、床、近くの物体、廃棄物を考慮する必要があります。 次の手順に従う必要があります。
- 可燃物はすべて取り除くか、板金またはその他の適切な材料で適切に保護する必要があります。 ターポリンは絶対に使用しないでください。
- 木造建築物はやめさせるか、同様に保護する必要があります。 木製の床は避けるべきです。
- 壁や床に開口部やひび割れがある場合は、予防措置を講じる必要があります。 隣接する部屋または下の床にある可燃物は、安全な場所に移動する必要があります。 地元の建物および消防法を参照する必要があります。
- 適切な消火装置を常に手元に置いておく必要があります。 アセチレン発生器を使用する低圧プラントの場合、乾燥した砂のバケツも利用できるようにしておく必要があります。 粉末消火器または炭酸ガス消火器で十分です。 水は絶対に使用しないでください。
- 消防隊が必要かもしれません。 責任者は、火災の発生に対処するために、作業完了後少なくとも XNUMX 分間は現場を監視するように割り当てられる必要があります。
- アセチレンガスが空気中に 2 ~ 80% の割合で存在すると爆発が発生する可能性があるため、ガス漏れがないように十分な換気と監視が必要です。 ガス漏れの調査には石鹸水のみを使用してください。
- 酸素は慎重に管理する必要があります。 たとえば、密閉された空間では決して空気中に放出してはなりません。 多くの金属、衣類、その他の材料は、酸素の存在下で活発に燃焼します。 ガス切断では、消費されない可能性のある酸素が大気中に放出されます。 ガスの切断は、適切な換気装置のない限られた空間で行うべきではありません。
- マグネシウムやその他の可燃性金属が豊富な合金は、溶接の炎やアークから遠ざける必要があります。
- コンテナの溶接は非常に危険です。 以前の内容が不明な場合、容器は常に可燃性物質が含まれていたかのように扱われるべきです。 可燃性物質を取り除くか、非爆発性かつ不燃性にすることで、爆発を防ぐことができます。
- テルミット溶接に使用されるアルミニウムと酸化鉄の混合物は、通常の状態では安定しています。 ただし、アルミニウム粉末は発火しやすいこと、および反応が準爆発性であることを考慮して、取り扱いと保管には適切な予防措置を講じる必要があります (高熱および発火源への暴露を避ける)。
- 一部の法域では、溶接には書面による熱間加工許可プログラムが必要です。 このプログラムは、溶接、切断、焼成などの際の注意事項と手順をまとめたものです。 このプログラムには、実行される特定の操作と、実施される安全上の注意事項が含まれている必要があります。 これはプラント固有のものでなければならず、個々の操作ごとに完了する必要がある内部許可システムを含めることができます。
熱や火傷の危険からの保護
熱い金属との接触、白熱金属粒子または溶融金属の飛散により、目や体の露出部分の火傷が発生する可能性があります。 アーク溶接では、アークを開始するために使用される高周波スパークが皮膚の一点に集中すると、小さくて深い火傷を引き起こす可能性があります。 溶接プール内のガス溶接または切断炎および白熱金属からの強い赤外線および可視放射は、オペレーターおよび操作の近くにいる人に不快感を与える可能性があります。 各操作を事前に検討し、必要な予防措置を設計して実装する必要があります。 作業中の熱や光から目を保護するため、ガス溶接・切断専用のゴーグルを着用してください。 フィルター ガラス上の保護カバーは、必要に応じてクリーニングし、傷や損傷がある場合は交換する必要があります。 溶融金属または熱粒子が放出される場所では、着用している防護服で飛散をそらす必要があります。 着用する耐火服の種類と厚さは、危険度に応じて選択する必要があります。 切断およびアーク溶接作業では、革製の靴カバーまたはその他の適切なスパッツを着用して、高温の粒子がブーツや靴に落ちるのを防ぐ必要があります。 熱、飛沫、ノロなどから手や前腕を守るには、帆布や革の袖口が付いた革製のガントレットタイプの手袋で十分です。 他の種類の防護服には、革製のエプロン、ジャケット、袖、レギンス、頭を覆うものがあります。 上向き溶接では、保護ケープとキャップが必要です。 すべての防護服には油やグリースが付着していない必要があり、溶融金属の小滴が閉じ込められないように、縫い目は内側にある必要があります。 衣服には、火花を閉じ込める可能性のあるポケットや袖口がないようにし、袖が手袋に重なるように、レギンスが靴に重なるように着用する必要があります。 防護服は、溶融金属またはスラグが侵入する可能性のある破裂した継ぎ目または穴がないか検査する必要があります。 溶接の完了時に熱いままの重い物品は、他の作業者への警告として常に「熱い」とマークする必要があります。 抵抗溶接では、生成された熱が目に見えない場合があり、高温のアセンブリの取り扱いによって火傷が発生する可能性があります。 条件が正しければ、高温または溶融金属の粒子がスポット、シーム、またはプロジェクション溶接から飛び出してはなりませんが、不燃性スクリーンを使用し、予防措置を講じる必要があります。 スクリーンはまた、通行人を目のやけどから保護します。 ばらばらの部品は、ある程度の速度で飛び出しやすいため、機械のスロートに放置しないでください。
電気安全
手動アーク溶接の無負荷電圧は比較的低いですが (約 80 V 以下)、溶接電流は高く、変圧器の一次回路は、電源ライン電圧で動作する機器の通常の危険性を示します。 したがって、特に狭い場所や安全でない場所では、感電のリスクを無視してはなりません。
溶接を開始する前に、アーク溶接装置の接地設備を常にチェックする必要があります。 ケーブルと接続は健全で十分な容量を備えている必要があります。 適切な接地クランプまたはボルト締め端子を常に使用する必要があります。 400 台以上の溶接機が同じ構造物に接地されている場合、または他の携帯用電動工具も使用されている場合は、資格のある人が接地を監督する必要があります。 作業位置は乾燥していて、安全で、危険な障害物がない必要があります。 整理整頓され、明るく、適切に換気され、整頓された職場が重要です。 限られたスペースや危険な場所での作業では、追加の電気的保護 (無負荷、低電圧デバイス) を溶接回路に取り付けることができ、溶接が行われていないときに電極ホルダーで非常に低い電圧の電流のみが利用できるようにします。 . (以下の限られたスペースの説明を参照してください。) 電極がスプリング グリップまたはねじ山で保持されている電極ホルダーをお勧めします。 電極ホルダーの手に持つ部分を効果的に断熱することで、発熱による不快感を軽減することができます。 過熱を防ぐために、電極ホルダーのジョーと接続部を定期的にクリーニングして締める必要があります。 電極ホルダーを使用しないときは、絶縁フックまたは完全に絶縁されたホルダーを使用して、電極ホルダーを安全に収納できるように準備する必要があります。 ケーブル接続は、ケーブルの継続的な屈曲が絶縁体の摩耗や故障を引き起こさないように設計する必要があります。 ホット プレートまたは溶接部を横切るケーブルおよびプラスチック ガス供給チューブ (ガス シールド プロセス) の引きずりは避けなければなりません。 電極のリード線は、作業やその他の接地された物体 (アース) に接触してはなりません。 生成されたオゾンがゴムを腐敗させるため、高周波放電の近くでゴム管およびゴムで覆われたケーブルを使用してはなりません。 変圧器から電極ホルダーまでのすべての電源には、プラスチック チューブとポリ塩化ビニル (PVC) で覆われたケーブルを使用する必要があります。 加硫または頑丈なゴム被覆ケーブルは、一次側で十分です。 高周波放電部は、ゴミや金属粉などの導電性のゴミが故障の原因となります。 この状態を避けるために、圧縮空気を吹き付けてユニットを定期的に掃除する必要があります。 圧縮空気を数秒以上使用する場合は、聴覚保護具を着用する必要があります。 電子ビーム溶接では、各操作の前に、使用する機器の安全性を確認する必要があります。 感電を防ぐために、さまざまなキャビネットにインターロック システムを取り付ける必要があります。 すべてのユニットと制御盤を確実に接地するシステムが必要です。 厚物を切断するプラズマ溶接機では、XNUMXVもの高電圧になることもあり、危険が予想されます。 高周波パルスによってアークを発射する技術は、オペレーターを不快なショックと痛みを伴う貫通性の高周波火傷の危険にさらします。
紫外線
電気アークによって放出される輝かしい光には、高い割合の紫外線が含まれています。 他の労働者のアークからの漂遊フラッシュを含むアーク フラッシュのバーストへの瞬間的な暴露でさえ、「アーク アイ」または「アイ フラッシュ」として知られる痛みを伴う結膜炎 (光眼症) を引き起こす可能性があります。 アーク フラッシュにさらされた場合は、直ちに医師の診察を受ける必要があります。 紫外線に過度にさらされると、皮膚が過熱して火傷することもあります (日焼け効果)。 注意事項は次のとおりです。
- 適切な等級のフィルターを装着したシールドまたはヘルメットを使用する必要があります (この記事の「目と顔の保護」の記事を参照)。 百科事典)。 ガスシールドアーク溶接プロセスとカーボンアーク切断では、平らなハンドシールドでは反射放射線からの保護が不十分です。 ヘルメットを使用する必要があります。 ヘルメットの下にフィルター付きのゴーグルまたはサイドシールド付きの眼鏡を着用して、作業の検査のためにヘルメットを持ち上げる際の露出を避ける必要があります。 ヘルメットは、飛沫やホット スラグからの保護にもなります。 ヘルメットとハンドシールドには、外側にフィルターガラスと保護カバーガラスが付いています。 これは、定期的に点検、清掃し、傷や損傷がある場合は交換する必要があります。
- 特に他の溶接機の近くで作業する場合は、顔、うなじ、およびその他の身体の露出部分を適切に保護する必要があります。
- アシスタントは、最低限適切なゴーグルを着用し、リスクに応じてその他の PPE を着用する必要があります。
- すべてのアーク溶接作業は、近くで作業している他の人を保護するためにスクリーニングする必要があります。 作業が固定ベンチまたは溶接工場で行われる場合、可能な場合は恒久的なスクリーンを設置する必要があります。 それ以外の場合は、一時的な画面を使用する必要があります。 すべてのスクリーンは不透明で、頑丈な構造で、難燃性の素材でできている必要があります。
- 溶接ブースの内側に黒色塗料を使用することが一般的になっていますが、塗料はつや消し仕上げにする必要があります。 頭痛や事故につながる眼精疲労を防ぐために、適切な周囲照明を提供する必要があります。
- 溶接ブースとポータブル スクリーンを定期的にチェックして、近くで作業している人にアークが影響するような損傷がないことを確認する必要があります。
化学的危険
煙やガスを含む、溶接や火炎切断による空気中の汚染物質は、さまざまな原因から発生します。
- 溶接される金属、フィラー ロッド内の金属、またはニッケルやクロムなどのさまざまな種類の鋼の成分)
- 溶接される物品またはフィラー ロッド上の金属コーティング (たとえば、めっきによる亜鉛およびカドミウム、亜鉛メッキによる亜鉛、および連続軟鋼フィラー ロッド上の薄いコーティングとしての銅)
- 溶接される物品の塗料、グリース、破片など (一酸化炭素、二酸化炭素、煙、その他の刺激性の分解生成物など)
- フィラーロッドのフラックスコーティング (例: 無機フッ化物)
- 周囲の空気(例、二酸化窒素、オゾン)または塩素化炭化水素(例、ホスゲン)に対する熱または紫外線の作用
- シールドとして使用される不活性ガス (二酸化炭素、ヘリウム、アルゴンなど)。
煙とガスは、LEV によって発生源で除去する必要があります。 これは、プロセスを部分的に囲い込むか、またはヒュームを確実に捕捉できるように溶接位置全体に十分に高い空気速度を供給するフードを設置することによって提供できます。
非鉄金属および特定の合金鋼の溶接では、換気、および形成される可能性のあるオゾン、一酸化炭素、および二酸化窒素の危険からの保護に特別な注意を払う必要があります。 ポータブルおよび固定換気システムはすぐに利用できます。 一般に、排気された空気は再循環されるべきではありません。 危険なレベルのオゾンやその他の有毒ガスがなく、排気が高効率フィルターでろ過されている場合にのみ、再循環する必要があります。
電子ビーム溶接で、溶接される材料が有毒な性質 (ベリリウム、プルトニウムなど) の場合は、チャンバーを開くときに粉塵雲からオペレーターを保護するように注意する必要があります。
有毒ガス (鉛など) による健康へのリスクがあり、LEV が実行できない場合 (鉛で塗装された構造物を火炎切断で解体する場合など) は、呼吸用保護具の使用が必要です。 このような状況では、承認された高効率のフルフェイスピース呼吸マスクまたは高効率の陽圧式空気清浄呼吸マスク (PAPR) を着用する必要があります。 特にオリジナルの高効率陽圧パワーレスピレーターでは、モーターとバッテリーの高水準のメンテナンスが必要です。 呼吸に適した品質の圧縮空気を適切に供給できる場合は、陽圧圧縮空気ライン レスピレーターの使用を推奨する必要があります。 呼吸用保護具を着用する場合は常に、呼吸用保護具を着用している人の視界の制限、巻き込みの可能性などを念頭に置いて、特別な予防措置が必要かどうかを判断するために職場の安全性を確認する必要があります。
メタルヒュームフィーバー
金属フューム熱は、亜鉛メッキまたは錫メッキ工程、真鍮の基礎、亜鉛メッキ金属の溶接、メタライジングまたは金属溶射で亜鉛のフュームにさらされた労働者、および銅などの他の金属への暴露から一般的に見られます。マンガンと鉄。 それは、新しい労働者と、週末または休日の休止後に仕事に戻った労働者に発生します。 これは、金属またはその酸化物の粒子を最初に吸入してから数時間後に発生する急性の状態です。 それは口の中のまずい味から始まり、続いて呼吸器粘膜の乾燥と炎症が続き、その結果、咳が起こり、時には呼吸困難と胸の「圧迫感」が生じます. これらは、吐き気と頭痛を伴うことがあり、曝露から約 10 時間から 12 時間後に、悪寒と発熱を伴うことがあり、これは非常に深刻な場合があります。 これらは数時間続き、発汗、睡眠、そしてしばしば多尿と下痢が続きます. 特に治療法はなく、通常24時間程度で完全に回復し、残留物はありません。 効率的な LEV を使用して、有害な金属ガスへの曝露を推奨レベル内に抑えることで、これを防ぐことができます。
限られたスペース
密閉された空間に入ると、大気が爆発性、有毒、酸素欠乏、またはこれらの組み合わせである可能性があります。 そのような密閉された空間は、責任者によって、立ち入りおよびアークまたは炎を扱う作業が安全であることを証明されなければなりません。 立ち入り許可システムを含む限られたスペース立ち入りプログラムが必要になる場合があり、通常は継続的な占有のために構築されていないスペースで実行する必要がある作業には強く推奨されます。 例としては、マンホール、金庫室、船倉などがありますが、これらに限定されません。 ガス溶接は空気中の汚染物質を生成するだけでなく、酸素も消費するため、密閉空間の換気は非常に重要です。 ガスシールドアーク溶接プロセスは、空気中の酸素含有量を減らすことができます。 (図 2 参照)
図 2. 密閉空間での溶接

SFギルマン
ノイズ
ノイズは、プラズマ溶接、一部のタイプの抵抗溶接機、ガス溶接など、いくつかの溶接プロセスで危険です。 プラズマ溶接では、プラズマ ジェットが非常に高速で放出され、特に高周波帯域で激しいノイズ (最大 90 dBA) が発生します。 ほこりを吹き飛ばすために圧縮空気を使用すると、高い騒音レベルも発生します。 聴覚障害を防ぐために、耳栓またはマフを着用し、聴力検査 (聴力検査) や従業員のトレーニングなど、聴覚保護プログラムを導入する必要があります。
電離放射線
X 線またはガンマ線装置を使用して X 線で溶接部を検査する溶接工場では、通常の警告通知と指示を厳守する必要があります。 作業者は、そのような機器から安全な距離を保つ必要があります。 放射性線源は、必要な特別なツールを使用し、特別な注意を払って取り扱う必要があります。
地域および政府の規制に従う必要があります。 章を参照 放射線、電離 この他の場所で 百科事典.
X線がチャンバーの壁や窓を貫通するのを防ぐために、電子ビーム溶接で十分な遮蔽を提供する必要があります。 X 線放射に対するシールドを提供する機械の部品は、それらが所定の位置にない限り、機械に通電できないようにインターロックする必要があります。 装置は、X 線放射の漏れがないか設置時にチェックする必要があり、その後は定期的にチェックする必要があります。
その他の危険
抵抗溶接機には、かなりの力で動く少なくとも XNUMX つの電極があります。 電極間に指や手が入った状態で機械を操作すると、重度の粉砕が発生します。 可能であれば、オペレータを保護するための適切な保護手段を考案する必要があります。 最初にコンポーネントのバリ取りを行い、保護手袋またはガントレットを着用することで、切り傷や裂傷を最小限に抑えることができます。
電気、機械、またはその他のエネルギー源を備えた機械を保守または修理する場合は、ロックアウト/タグアウト手順を使用する必要があります。
はつり等で溶接部のスラグを除去する際は、ゴーグル等で目を保護すること。
旋盤
第 3 版、労働安全衛生百科事典からの適応。
旋盤が金属加工工場で果たす重要な役割は、バルブおよび継手業界で生成される切粉 (金属削りくず) の 90 ~ 95% が旋盤に由来するという事実によって最もよく示されています。 この業界で報告されている事故の約 XNUMX 分の XNUMX は、旋盤が原因です。 これは、すべての機械事故の XNUMX 分の XNUMX に相当します。 小型精密部品や電気機器を製造する工場で実施された機械単位の相対事故頻度の調査によると、旋盤は木工機械、金属切断機、電動プレス、ボール盤に次ぐ第 XNUMX 位です。 したがって、旋盤の保護対策の必要性は疑いの余地がありません。
旋削は、特殊な刃先を備えた工具によって材料の直径を縮小する機械加工です。 切削動作はワークピースの回転によって生成され、送りと移動の動きはツールによって生成されます。 これら XNUMX つの基本的な動きを変化させ、適切な工具の刃先形状と材料を選択することで、素材除去率、表面品質、形成される切りくずの形状、および工具の摩耗に影響を与えることができます。
旋盤の構造
典型的な旋盤は次のもので構成されています。
- サドルとテールストック用の機械加工されたスライドウェイを備えたベッドまたはベース
- スピンドルとチャックを備えた、ベッドに取り付けられた主軸台
- 主ネジまたは送りシャフトとエプロンを介してサドルに送りの動きを切断速度の関数として伝達するために、ベッドの前部に取り付けられた送りギアボックス
- 横移動を行うクロススライドを運ぶサドル(またはキャリッジ)
- クロス スライドに取り付けられたツールポスト (図 1 を参照)。
図 1. 旋盤および類似の機械

この旋盤の基本モデルは、汎用機から XNUMX つのタイプの作業専用に設計された特殊な自動旋盤まで、無限に変化させることができます。
旋盤の最も重要なタイプは次のとおりです。
- センター旋盤。 最も使用頻度の高い旋盤です。 回転軸が水平なベーシックモデルに対応。 ワークは、フェースプレートまたはチャックによってセンター間で保持されます。
- マルチツール旋盤。 これにより、複数のツールを同時に使用できます。
- タレット旋盤、キャプスタン旋盤。 このタイプの機械は、次々と係合する複数の工具によって工作物を機械加工することを可能にします。 工具はタレットに保持され、回転して切削位置に移動します。 タレットはディスク型やクラウン型が一般的ですが、ドラム型のタレット旋盤もあります。
- 倣い旋盤。 所望の形状は、テンプレートからワークにトレーサ制御によって送信されます。
- 自動旋盤。 ワークの変更など、各種作業を自動化。 バー自動機とチャッキング自動機があります。
- 立旋盤(ボーリング・ターニングミル). 作品は垂直軸を中心に回転します。 水平回転テーブルに固定されています。 このタイプの機械は、一般的に大型の鋳物や鍛造品の加工に使用されます。
- NCおよびCNC旋盤。 前述のすべてのマシンには、数値制御 (NC) またはコンピュータ支援数値制御 (CNC) システムを装備できます。 その結果、制御システムの優れた汎用性と簡単なプログラミング機能のおかげで、半自動または全自動の機械がかなり普遍的に使用できるようになります。
今後の旋盤の発展は、おそらく制御システムに集中するでしょう。 接点制御は、ますます電子制御システムに置き換えられます。 後者に関しては、補間プログラム制御からメモリ プログラム制御への進化の傾向があります。 長期的には、ますます効率的なプロセス コンピューターを使用することで、機械加工プロセスが最適化される傾向にあることが予測できます。
事故
旋盤事故は、一般的に次のような原因で発生します。
- マシンをワークショップに設置する際の安全規則の無視 (例: マシン間に十分なスペースがない、各マシンに電源切断スイッチがない)
- ガードの欠落または補助装置の欠如 (ガードされていないベルト プーリーに片手を押し付けて旋盤のスピンドルにブレーキをかけようとした労働者や、ガードされていないクラッチ レバーまたはペダルを不注意に操作したオペレーターに重傷が生じています。ヒンジやスライドカバーがないことによるチップの飛散も発生しています)
- 不適切な位置にある制御要素 (例えば、チャックを制御するペダルが心押し台の中心の動きの油圧回路を制御するものと間違えられると、心押し台の中心にターナーの手が突き刺さる可能性がある)
- 不利な労働条件(すなわち、職業生理学の観点からの欠点)
- PPE の不足または不適切な作業服の着用 (緩い服を着ていたり、髪が長く垂れ下がっていた旋盤作業者は、重傷を負ったり、致命傷を負うことさえあります)
- 人員の不十分な指導 (見習いが、センター間で固定され、スピンドル ノーズのクランク付きキャリアとシャフトのストレート キャリアによって回転する短いシャフトをヤスリで削ったときに致命傷を負った。旋盤のキャリアが左側の袖をつかみ、見習いを激しく旋盤に引きずり込みながらワークピースに巻きつけた)
- 不適切な機器の使用につながる不十分な作業組織 (たとえば、長いバーが従来の生産用旋盤で機械加工された。この旋盤には長すぎ、主軸台から 1 m 以上突出している。さらに、チャックの開口部が大きすぎた。バーとしては大きく、木製のくさびを挿入して構成されていた; 旋盤のスピンドルが回転し始めたとき、バーの自由端が 45° 曲がり、作業者の頭に衝突した; 作業者は翌日の夜に死亡した)
- 機械要素の欠陥 (たとえば、クラッチのキャリア ピンが緩んでいると、オペレーターがチャック内のワークピースを調整しているときに、旋盤スピンドルが回転し始める可能性があります)。
事故防止
旋盤事故防止は設計段階から。 設計者は、制御要素と伝達要素に特に注意を払う必要があります。
制御要素
各旋盤には、保守および修理作業を安全に実施できるように、電源切断 (または分離) スイッチを装備する必要があります。 このスイッチは、すべての極の電流を切断し、空気圧と油圧の力を確実に遮断し、回路を通気する必要があります。 大型の機械では、切断スイッチは、出た位置で南京錠できるように設計する必要があります。これは、偶発的な再接続に対する安全対策です。
機械の制御装置のレイアウトは、オペレータが容易に識別して手が届き、操作によって危険が生じないようにする必要があります。 これは、マシンの作業ゾーンに手をかざすことによってのみ到達できるポイントや、飛んでいるチップが当たる可能性のあるポイントにコントロールを配置してはならないことを意味します。
ガードを監視し、マシン ドライブとインターロックするスイッチを選択し、ガードが保護位置から移動するとすぐに確実に回路を開くように設置する必要があります。
非常停止装置は、危険な動きを即座に停止させる必要があります。 それらは、脅威にさらされている労働者が簡単に操作できるように設計および配置する必要があります。 非常停止ボタンは簡単に手が届き、赤色でなければなりません。
危険な機械の動きをトリップする可能性のある制御装置の作動要素は、不注意な操作を排除するために保護する必要があります。 例えば、ヘッドストックとエプロンのクラッチ係合レバーには、安全ロック装置またはスクリーンを設ける必要があります。 押しボタンは、くぼみに収納するか、保護カラーで覆うことにより、安全にすることができます。
手動制御装置は、制御された機械の動きに手の動きが対応するように設計および配置する必要があります。
コントロールは、読みやすく理解しやすいマーキングで識別する必要があります。 誤解や言語の問題を避けるために、記号を使用することをお勧めします。
伝達要素
すべての可動伝達要素 (ベルト、プーリー、ギア) はガードで覆われている必要があります。 旋盤事故の防止に重要な貢献をするのは、機械の設置担当者です。 旋盤は、旋盤を扱うオペレーターがお互いに邪魔したり危険にさらしたりしないように設置する必要があります。 オペレーターは通路に背を向けてはいけません。 隣接する職場や通路が飛散チップの範囲内にある場合は、保護スクリーンを設置する必要があります。
通路は明確にマークされていなければなりません。 マテリアルハンドリング機器、ワークピースの積み重ね、ツールボックス用に十分なスペースを確保する必要があります。 棒材ガイドが通路に突き出てはなりません。
オペレータが立つ床は、防寒する必要があります。 断熱材が邪魔にならないように注意し、床が油膜で覆われても滑りやすくならないように注意してください。
コンジットと配管は、障害物にならないように設置する必要があります。 一時的な設置は避けるべきです。
製造現場での安全工学対策は、特に次の点に向けられる必要があります。
- ワーク保持治具(フェイスプレート、チャック、コレット)は、使用前に動的にバランスを取る必要があります
- チャックの最大許容速度は、メーカーによってチャックに示され、旋盤のオペレーターによって尊重されるべきです
- スクロール チャックを使用する場合は、旋盤の始動時にジョーが飛び出さないようにする必要があります。
- このタイプのチャックは、ジョーを固定する前にキーを外すことができないように設計する必要があります。 チャックのキーは、一般的に、チャックに残らないように設計されている必要があります。
重いチャックとフェースプレートの取り付けと取り外しを容易にするために、補助持ち上げ装置を用意することが重要です。 旋盤が急ブレーキをかけたときにチャックが主軸から外れないように、しっかりと固定する必要があります。 これは、スピンドル ノーズに左ねじ付きの保持ナットを取り付けるか、「Camlock」クイック アクション カップリングを使用するか、チャックをロッキング キーで取り付けるか、または XNUMX 部構成のロッキング リングで固定することによって実現できます。
油圧式チャック、コレット、心押し台センターなどの動力式ワーク保持器具を使用する場合は、手が閉鎖器具の危険ゾーンに入るのを防ぐための措置を講じる必要があります。 これは、クランプ要素の移動を 6 mm に制限すること、危険ゾーンに手を入れないようにデッドマン コントロールの位置を選択すること、またはクランプ前に閉じなければならない可動ガードを提供することによって達成できます。移動を開始できます。
チャックジョーが開いた状態で旋盤を始動すると危険な場合は、ジョーが閉じる前にスピンドルの回転が開始されるのを防ぐ装置を機械に装備する必要があります。 電力が供給されていないことで、動力付きのワーク保持器具が開いたり閉じたりしてはなりません。
パワーチャックの把持力が低下すると、主軸の回転を止めなければならず、主軸を起動できなくなります。 スピンドルが回転している間に内側から外側へ (またはその逆に) 把持方向を反転させても、チャックがスピンドルから外れてはなりません。 スピンドルからの固定具の取り外しは、スピンドルが回転を停止したときにのみ可能でなければなりません。
棒材を加工する場合、旋盤からはみ出した部分を棒材ガイドで囲う必要があります。 バーフィードウェイトは、床まで伸びるヒンジ付きカバーで保護する必要があります。
運送業者
深刻な事故を防ぐため、特に旋盤でのヤスリがけ作業では、保護されていないキャリアを使用しないでください。 センタリング安全キャリアを使用するか、保護カラーを従来のキャリアに取り付ける必要があります。 セルフロックキャリアを使用したり、キャリアディスクに保護カバーを付けることもできます。
旋盤の作業ゾーン
万能旋盤チャックは、ヒンジ付きカバーで保護する必要があります。 可能であれば、保護カバーをスピンドル駆動回路と連動させる必要があります。 垂直ボーリングおよびターニングミルは、回転部品による怪我を防ぐために、バーまたはプレートで囲う必要があります。 オペレータが機械加工プロセスを安全に監視できるようにするには、手すり付きのプラットフォームを用意する必要があります。 場合によっては、オペレーターがツールのエッジとツールの送り込みを監視できるように、TV カメラを取り付けることができます。
自動旋盤、NC および CNC 旋盤の作業ゾーンは完全に密閉する必要があります。 全自動機械の筐体には、機械加工する素材を導入し、旋削部品を排出し、加工ゾーンから削り屑を除去するための開口部のみが必要です。 これらの開口部は、作業が通過するときに危険を構成してはならず、危険ゾーンに到達することが不可能でなければなりません。
半自動、NC、および CNC 旋盤の作業ゾーンは、機械加工プロセス中に囲まれている必要があります。 エンクロージャは、一般に、リミット スイッチとインターロック回路を備えたスライド カバーです。
旋盤が安全に停止する前に、ワークまたはツールの変更、ゲージングなどの作業ゾーンへのアクセスを必要とする操作を実行してはなりません。 可変速ドライブをゼロにすることは、安全な停止とは見なされません。 このようなドライブを備えた機械は、機械が安全に停止する前にロックを解除できないように保護カバーをロックしておく必要があります (たとえば、スピンドル モーターの電源を切断することによって)。
特別なツール設定操作が必要な場合は、保護カバーが開いている間に特定の機械の動きをトリップできるインチング制御を提供する必要があります。 このような場合、特別な回路設計によってオペレータを保護することができます (たとえば、一度に XNUMX つの動作のみをトリップできるようにするなど)。 これは、両手コントロールを使用して実現できます。
ターニングスワーフ
回転の長い切りくずは、手足に巻き込まれて大けがをする恐れがあり危険です。 適切な切削速度、送り、および切りくずの厚さを選択するか、ガレットまたはステップ タイプのチップ ブレーカーを備えた旋盤工具を使用することにより、連続した、ほつれた切りくずを回避できます。 チップの除去には、ハンドルとバックル付きのスワーフ フックを使用する必要があります。
エルゴノミクス
すべての機械は、オペレーターへのストレスを最小限に抑えながら最大の出力が得られるように設計する必要があります。 これは、機械を作業者に適合させることによって達成できます。
旋盤のヒューマン・マシン・インターフェースを設計する際には、人間工学的要因を考慮に入れる必要があります。 合理的な職場設計には、アタッチメントの積み降ろしなどの補助ハンドリング機器の提供も含まれます。
すべてのコントロールは、生理学的領域内または両手が届く範囲内に配置する必要があります。 コントロールは明確にレイアウトされ、操作が論理的でなければなりません。 立ちっぱなしのオペレーターが操作する機械では、ペダル操作のコントロールは避けるべきです。
作業場が立位姿勢と座位姿勢の両方に対応するように設計されている場合に、優れた作業が行われることが経験からわかっています。 オペレーターが立って作業する必要がある場合は、姿勢を変えることができるようにする必要があります。 多くの場合、柔軟なシートは足の疲れを癒してくれます。
気温、相対湿度、空気の動き、放射熱を考慮して、最適な熱的快適性を生み出すための対策を講じる必要があります。 ワークショップは十分に換気する必要があります。 ガスの放出を排除するために、局所排気装置が必要です。 棒材を加工する場合は、吸音材で裏打ちされたガイド チューブを使用する必要があります。
作業場には、適切なレベルの照明を提供する均一な照明を提供することが望ましいです。
作業服と個人用保護具
オーバーオールはぴったりとフィットし、首にボタンまたはジッパーが付いている必要があります. 彼らは胸ポケットなしでなければならず、袖は手首でしっかりとボタンを留めなければなりません. ベルトは着用しないでください。 旋盤で作業するときは、指輪やブレスレットを着用しないでください。 安全眼鏡の着用が義務付けられるべきです。 重いワークピースを加工するときは、スチール製のつま先キャップが付いた安全靴を着用する必要があります。 切りくずを収集するときは常に保護手袋を着用する必要があります。
トレーニング
旋盤オペレーターの安全は、作業方法に大きく依存します。 したがって、彼または彼女は、スキルを習得し、可能な限り最善の保護を提供する行動を開発するために、徹底的な理論的および実践的なトレーニングを受ける必要があります。 正しい姿勢、正しい動き、正しいツールの選択と取り扱いは、オペレータが一時的に集中力を緩めたとしても正しく作業できる程度に日常化されるべきです。
トレーニングプログラムの重要なポイントは、直立姿勢、適切なチャックの取り付けと取り外し、ワークの正確で確実な固定です。 ヤスリやスクレーパーを正しく持ち、研磨布を使って安全に作業することは、集中的に練習する必要があります。
作業者は、作業の測定、調整のチェック、および旋盤の清掃中に発生する可能性のある怪我の危険性について十分に知らされている必要があります。
メンテナンス
旋盤は定期的にメンテナンスし、注油する必要があります。 障害はただちに修正する必要があります。 障害が発生して安全が脅かされる場合は、是正措置が講じられるまで機械を停止する必要があります。
修理および保守作業は、機械が電源から切り離された後にのみ実行する必要があります
.
研削と研磨
第3版からの改作、 労働安全衛生百科事典.
研削は、一般的に固定砥粒を使用してワークピースの一部を摩耗させます。 目的は、作品に特定の形状を与えたり、寸法を修正したり、表面の滑らかさを増したり、刃先の鋭さを改善したりすることです。 例としては、鋳物からのスプルーと粗いエッジの除去、鍛造または溶接前の金属からの表面スケールの除去、および板金工場と機械工場での部品のバリ取りが含まれます。 研磨は、ツール マークなどの表面の欠陥を除去するために使用されます。 バフ研磨は金属を除去するのではなく、ワックスまたはグリース ベースにブレンドされた柔らかい研磨剤を使用して、高光沢の表面を生成します。
研削は、すべての加工方法の中で最も包括的で多様化されており、主に鉄と鋼だけでなく、他の金属、木材、プラスチック、石、ガラス、陶器など、多くの材料に採用されています。 この用語は、研磨、ホーニング、ウェッティング、ラッピングなど、非常に滑らかで光沢のある表面を生成する他の方法をカバーしています。
使用されるツールは、さまざまな寸法のホイール、研削セグメント、研削点、砥石、ヤスリ、研磨ホイール、ベルト、ディスクなどです。 研削砥石などでは、研磨材は結合剤によって一緒に保持され、剛性の一般に多孔質の本体を形成します。 研磨ベルトの場合、結合剤は柔軟な基材に固定された研磨材を保持します。 バフホイールは、綿またはその他のテキスタイルディスクを縫い合わせて作られています。
天然の研磨材 - 天然のコランダムまたはエメリー (酸化アルミニウム)、ダイヤモンド、砂岩、フリント、ガーネット - は、酸化アルミニウム (溶融アルミナ)、炭化ケイ素 (カーボランダム)、合成ダイヤモンドなどの人工研磨材に大きく取って代わられました。 チョーク、軽石、トリポリ、錫パテ、酸化鉄などの細かい粒子の材料も、特に研磨とバフ研磨に使用されます。
研削砥石には酸化アルミニウムが最も広く使用されており、炭化ケイ素がそれに続きます。 天然および人工のダイヤモンドは、重要な特別な用途に使用されます。 酸化アルミニウム、炭化ケイ素、エメリー、ガーネット、フリントは、ベルトの研削と研磨に使用されます。
砥石には、有機結合剤と無機結合剤の両方が使用されています。 無機結合の主なタイプは、ガラス化ケイ酸塩とマグネサイトです。 有機結合剤の中で注目に値するのは、フェノールまたは尿素のホルムアルデヒド樹脂、ゴム、シェラックです。 ビトリファイド結合剤とフェノール樹脂は、それぞれのグループ内で完全に支配的です。 ダイヤモンド砥石はメタルボンドも可能です。 さまざまな結合剤により、砥石にさまざまな研削特性と安全性に関するさまざまな特性が与えられます。
研磨および研磨ベルトおよびディスクは、研磨剤が天然または合成接着剤によって接着された紙または布の柔軟なベースで構成されています。
平面研削、円筒(センタレスを含む)研削、内面研削、粗研削、切削など、さまざまな種類の作業にさまざまな機械が使用されます。 主にXNUMXつのタイプがあります。グラインダーまたはワークのいずれかを手で動かすものと、機械的な送りとチャックを備えた機械です。 一般的な機器の種類には次のものがあります。 台座型グラインダー、ポリッシャー、バッファー。 ディスクグラインダーとポリッシャー; 内部グラインダー; 研磨切断機; ベルトポリッシャー; 携帯用グラインダー、ポリッシャー、バッファー。 複数のポリッシャーとバッファー。
危険とその防止
爆発
砥石を使用する際の主な怪我のリスクは、研削中に砥石が破裂する可能性があることです。 通常、砥石は高速で動作します。 ますます高速化する傾向があります。 ほとんどの先進国では、さまざまな種類の砥石車の最高速度を制限する規制があります。
基本的な保護対策は、砥石をできるだけ強くすることです。 結合剤の性質が最も重要です。 有機結合、特にフェノール樹脂を使用したホイールは、無機結合を使用したホイールよりも頑丈で、衝撃に対してより耐性があります。 有機結合を持つホイールでは、高い周速が許容される場合があります。
特に非常に高速なホイールには、さまざまなタイプの補強材が組み込まれていることがよくあります。 たとえば、特定のカップホイールには、強度を高めるためにスチール製のハブが取り付けられています。 回転中、中心穴の周りに大きな応力が発生します。 砥石を強化するために、研削に関与しない中心穴の周りの部分を、研削には適していない特に強力な材料で作ることができます。 このように中央部分が強化された大型ホイールは、特に製鉄所でスラブやビレットなどを最大 80 m/s の速度で研削するために使用されます。
しかし、砥石を補強する最も一般的な方法は、その構造にガラス繊維織物を含めることです。 切断に使用されるような薄いホイールには、中央または両側にガラス繊維織物が組み込まれている場合がありますが、厚いホイールには、ホイールの厚さに応じて多数の織物層があります。
一部の小さな寸法の研削砥石を除いて、すべての砥石またはそれらの統計的サンプリングのいずれかが、製造業者による速度試験を受ける必要があります。 テストでは、研削で許容される速度を超える速度で砥石を一定時間動かします。 試験規則は国によって異なりますが、通常、ホイールは作業速度の 50% 上の速度で試験する必要があります。 一部の国では、規制により、中央の試験機関で通常よりも高速で動作するホイールの特別な試験が義務付けられています。 研究所は、ホイールから標本を切り出し、それらの物理的特性を調査することもあります。 カッティングホイールは、特定の衝撃試験、曲げ試験などを受けます。 メーカーはまた、納品前に砥石のバランスが取れていることを確認する義務があります。
砥石車の破裂は、近くにいる人に致命的または重傷を負わせ、プラントや施設に大きな損害を与える可能性があります。 製造業者があらゆる予防措置を講じていても、適切な注意を払って使用しないと、時折ホイールの破裂や破損が発生することがあります。 予防措置には次のものがあります。
- 取り扱いと保管。 ホイールは、輸送中または取り扱い中に損傷したり、ひびが入ったりする場合があります。 水分はフェノール樹脂ホイールの結合剤を攻撃し、最終的に強度を低下させる可能性があります。 ビトリファイドホイールは、繰り返される温度変化に敏感な場合があります。 水分が不規則に吸収されると、ホイールのバランスが崩れる場合があります。 したがって、車輪はすべての段階で注意深く取り扱い、乾燥した保護された場所に整然と保管することが最も重要です。
- ひび割れチェック中。 新しいホイールは、損傷がなく乾燥していることを確認する必要があります。最も簡単な方法は、木槌で叩くことです。 欠陥のないビトリファイド ホイールはクリアなリングを提供し、有機結合ホイールはリンギング トーンが少なくなります。 どちらも欠陥のあるホイールのひび割れ音とは区別できます。 疑問がある場合は、ホイールを使用せず、サプライヤーに相談してください。
- テスト。 新しいホイールを使用する前に、十分な注意を払いながら全速力でテストする必要があります。 湿式研削後、砥石を空転させて水を排出します。 そうしないと、ホイールの下部に水が溜まり、バランスが崩れ、次にホイールを使用したときに破裂する可能性があります。
- 取り付け。 バフ研磨機のスピンドル端など、不適切な装置に砥石を取り付けると、事故や破損が発生します。 スピンドルは適切な直径である必要がありますが、ホイールの中心穴を拡張するほど大きくはありません。 フランジは、ホイールの直径の XNUMX 分の XNUMX 以上で、軟鋼または類似の材料で作られている必要があります。
- 速度。 いかなる状況においても、メーカーが指定した最大許容動作速度を超えてはなりません。 スピンドル速度を示す通知をすべての研削盤に取り付ける必要があり、ホイールには、新しいホイールの最大許容周速度と対応する回転数をマークする必要があります。 可変速研削盤の場合、およびポータブル研削盤に適切な許容速度の砥石を確実に取り付けるには、特別な注意が必要です。
- 仕事休み。 可能な限り、適切な寸法のしっかりと取り付けられた作業台を用意する必要があります。 それらは調整可能で、ワークがホイールに押し付けられて破損したり、オペレータの手を挟んで怪我をする可能性が高いトラップを防ぐために、ホイールにできるだけ近づけて保持する必要があります。
- ガード。 研磨ホイールには、破裂するホイールの部品を収容するのに十分な強度のガードを設ける必要があります (図 1 を参照)。 国によっては、ガードのデザインと使用する材料に関する詳細な規則があります。 一般に、鋳鉄と鋳アルミニウムは避けるべきです。 研削開口部はできるだけ小さくする必要があり、調整可能なノーズ ピースが必要になる場合があります。 例外的に、作業の性質上ガードを使用できない場合は、特別な保護フランジまたは安全チャックを使用できます。 両頭研磨機のスピンドルとテーパーエンドは、効果的に保護されていないと絡み事故を引き起こす可能性があります。
図 1. 平面研削盤に取り付けられ、周速 33 m/s で動作する、十分に保護されたビトリファイド砥石車

目の怪我
粉塵、研磨剤、粒子、破片は、すべての乾式研磨作業において共通の目に危険です。 ゴーグルまたは眼鏡による効果的な目の保護と、機械に固定されたアイシールドが不可欠です。 固定式のアイ シールドは、工具の研削など、ホイールが断続的に使用される場合に特に役立ちます。
火災
マグネシウム合金の研削は、偶発的な着火や粉塵の除去および水浸しに対して厳密な予防措置を講じない限り、火災の危険性が高くなります。 火災の危険を防ぎ、換気を効率的に機能させるために、すべての排気ダクトには高水準の清浄度とメンテナンスが必要です。 バフ研磨作業から放出される繊維粉塵は、適切な清掃と LEV を必要とする火災の危険があります。
振動
ポータブルおよびペデスタルグラインダーは、最も目立つ兆候から「白い指」としても知られる、手腕振動症候群 (HAVS) のリスクを伴います。 推奨事項には、暴露の強度と期間の制限、ツールと保護具の再設計、暴露と健康の監視が含まれます。
健康被害
最新の砥石車自体は、過去に砂岩砥石に関連した深刻な珪肺の危険を引き起こすことはありませんが、非常に危険なシリカの粉塵が、たとえば砂の鋳物などの粉砕される材料から放出される可能性があります. 一部のレジン ボンド ホイールには、危険な粉塵を発生させるフィラーが含まれている場合があります。 さらに、ホルムアルデヒドベースの樹脂は、粉砕中にホルムアルデヒドを放出する可能性があります。 いずれにせよ、粉砕によって発生する粉塵の量は、効率的なLEVを不可欠にします。 ポータブル ホイールに局所排気を提供することはより困難ですが、この方向へのある程度の成功は、少量の高速捕捉システムの使用によって達成されています。 長時間の作業は避け、必要に応じて呼吸保護具を用意してください。 ほとんどのベルト研磨、仕上げ、研磨、および同様の作業には、排気換気も必要です。 特にバフ研磨では、繊維の可燃性粉塵が深刻な懸念事項です。
防護服と、シャワー付きの衛生設備と洗浄設備を用意する必要があります。また、特に金属研磨機の場合は、医師の監督が望ましいです。
工業用潤滑剤、金属加工油、自動車用オイル
産業革命は、精製された石油ベースの工業用油、潤滑油、切削油、グリースの開発なしには起こりえませんでした。 1860 年代に原油を真空蒸留することで優れた潤滑剤を製造できることが発見される前は、産業はラードや鯨精油などの天然油や動物性脂肪を可動部品の潤滑に使用していました。 これらの油や動物製品は、当時ほとんどすべての産業機器に動力を供給していた蒸気機関によって生成された熱や湿気にさらされることで、特に溶融、酸化、分解の影響を受けやすかった. 石油ベースの精製製品の進化は、革をなめすために使用された最初の潤滑剤から、より長い耐用年数、優れた潤滑品質、およびさまざまな温度や気候条件の下での変化に対するより優れた耐性を備えた最新の合成油およびグリースにまで続きました.
工業用潤滑剤
機械や装置のすべての可動部品には潤滑が必要です。 潤滑は、テフロンやグラファイトなどの乾燥材料によって提供される場合がありますが、これらは小型電気モーター ベアリングなどの部品で使用されますが、オイルとグリースが最も一般的に使用される潤滑剤です。 機械の複雑さが増すにつれて、潤滑剤と金属加工油の要件はより厳しくなります。 現在、潤滑油は、デリケートな器具を潤滑するために使用される透明で非常に薄いオイルから、製鉄所を回すような大きな歯車に使用される濃厚でタール状のオイルまでさまざまです。 非常に特殊な要件を持つオイルは、油圧システムと、航空宇宙産業で非常に厳密な公差で部品を製造するために使用される大型コンピューター操作工作機械の潤滑の両方で使用されます。 合成油、フルイド、グリース、および合成油と石油系油のブレンドは、潤滑油の寿命を延ばしたい場合に使用されます。たとえば、密閉型電気モーターでは、オイル交換の間隔が長くなり、コストの差が相殺されます。 航空宇宙アプリケーションなど、拡張された温度および圧力範囲が存在する場所。 または、潤滑剤の再塗布が困難で費用がかかる場所。
工業用油
スピンドルおよび潤滑油、ギア潤滑油、作動油およびタービン油、トランスミッション液などの工業用油は、特定の物理的および化学的要件を満たし、さまざまな条件下で長期間識別できる変化なしに動作するように設計されています。 航空宇宙用途の潤滑剤は、清浄性、耐久性、宇宙放射線への耐性、極端な低温および高温、無重力および真空中での作動能力など、まったく新しい条件を満たさなければなりません。
トランスミッション、タービン、および油圧システムには、力または動力を伝達する流体、流体を保持するリザーバー、流体をある場所から別の場所に移動させるポンプ、およびバルブ、配管、冷却器、フィルターなどの補助機器が含まれています。 油圧システム、トランスミッション、およびタービンは、滑らかに作動し、動力伝達を制御するために、特定の粘度と化学的安定性を備えた流体を必要とします。 優れた作動油およびタービン油の特徴には、高粘度指数、熱安定性、循環システムでの長寿命、付着防止、高い潤滑性、消泡能力、防錆性、優れた抗乳化性などがあります。
ギア潤滑剤は、極圧下でギア間の潤滑を提供する強力で粘り強い膜を形成するように設計されています。 ギアオイルの特徴には、優れた化学的安定性、抗乳化性、および粘度上昇と堆積物の形成に対する耐性が含まれます。 スピンドルオイルは、潤滑性添加剤を含む、薄く、非常にクリーンで透明なオイルです。 高圧で速度が遅いXNUMXつの平らな摺動面を潤滑するために使用されるウェイオイルの最も重要な特性は、潤滑性と絞り出しに耐える粘着性、および極圧に対する耐性です。
シリンダー オイルとコンプレッサー オイルは、工業用オイルと自動車用オイルの両方の特性を兼ね備えています。 それらは、堆積物の蓄積に抵抗し、熱伝達剤(内燃エンジンシリンダー)として機能し、シリンダーとピストンに潤滑を提供し、ブローバック圧力に抵抗するシールを提供し、化学的および熱的安定性(特に真空ポンプオイル)を備えている必要があります。粘度指数が高く、水洗い(蒸気作動シリンダー)と洗浄力に耐えます。
自動車エンジンオイル
米国およびカナダの自動車技術者協会 (SAE) などの内燃機関および組織の製造業者は、自動車エンジン オイルの特定の性能基準を確立しています。 自動車のガソリンおよびディーゼル エンジン オイルは、化学的および熱的安定性、耐食性、粘度、摩耗保護、潤滑性、洗浄力、および高温および低温性能を判断するために、一連の性能試験を受けます。 その後、コード システムに従って分類されます。これにより、消費者は、過酷な使用やさまざまな温度および粘度範囲への適合性を判断できます。
自動車エンジン、トランスミッション、ギアケース用のオイルは、温度変化による粘度変化に耐えるように、高粘度指数で設計されています。 自動車のエンジンオイルは、内燃エンジンを潤滑するため、熱による分解に耐えるように特別に配合されています。 内燃エンジン オイルは、寒冷地でエンジンを始動するときに内部の可動部品を潤滑するには濃すぎてはならず、エンジンが動作中に熱くなるにつれて薄くなってはなりません。 それらは、バルブ、リング、シリンダーに炭素が蓄積したり、湿気から腐食性の酸や堆積物が形成されたりするのを防ぐ必要があります。 自動車のエンジン オイルには、カーボンや金属の摩耗粒子を懸濁液に保持するように設計された洗浄剤が含まれています。これにより、オイルが循環する際にそれらがろ過され、内部エンジン部品に蓄積して損傷を引き起こすことがなくなります。
切削油剤
業界で使用される切削液には、鉱物油、可溶性油、合成油の 10 種類があります。 切削油は通常、さまざまな粘度の高品質で安定性の高い鉱油と添加剤をブレンドして、機械加工される材料の種類と実行される作業に応じて特定の特性を提供します。 水溶性油中水型切削液は、乳化剤と、消泡剤、防錆剤、洗剤、殺菌剤、殺菌剤などの特別な添加剤を含む鉱物油 (または合成油) です。 それらは、使用前にさまざまな比率で水で希釈されます。 合成切削油剤は、エマルジョンではなく、非石油系の液体、添加剤、および水の溶液であり、その一部は特定の金属を加工するための耐火性があります。 半合成油には 15 ~ XNUMX% の鉱物油が含まれています。 特殊な流体の中には、潤滑油と切削流体の両方の特性を持っているものがあります。これは、多軸自動スクリュー マシンなどの特定の工作機械で流体が漏れたり混ざったりする傾向があるためです。
切削液の望ましい特性は、加工される金属の組成、使用される切削工具、および実行される切削、平削り、または成形操作の種類によって異なります。 切削油剤は、冷却と潤滑 (つまり、切削工具の刃先の保護) によって金属加工プロセスを改善および向上させます。 たとえば、多くの熱を発生する軟質金属で作業する場合、冷却が最も重要な基準です。 軽油(灯油など)や水系切削油を使用することで、冷却効果が向上します。 切削工具の構成刃先の制御は、硫黄、塩素、またはリン化合物などの耐溶接または耐摩耗添加剤によって提供されます。 硫化鉄の研磨性を克服するために鋼に取り組む際に重要な潤滑性は、合成および動物性脂肪または硫化精油添加剤によって提供されます.
その他の金属加工油およびプロセス油
研削液は、冷却を提供し、研削砥石に金属が蓄積するのを防ぐように設計されています。 それらの特性には、熱的および化学的安定性、防錆 (可溶性流体)、蒸発時のゴム状堆積物の防止、および実行される作業の安全な引火点が含まれます。
高い安定性が要求されるクエンチオイルは、金属処理において、鋼の冷却に伴う分子構造の変化を制御するために使用されます。 軽油での焼入れは、小型で安価な鋼部品の肌焼きに使用されます。 内部応力が低く、外側がかなり硬い工作機械鋼を製造するには、より遅い焼入れ速度が使用されます。 高炭素鋼および合金鋼の処理には、ギャップのあるまたは多相の焼入れ油が使用されます。
ロール オイルは特別に調合された鉱物油または可溶性油で、熱間および冷間圧延機を通過する際に金属、特にアルミニウム、銅、真鍮を滑らかに仕上げます。 離型油は、成形された金属部品の離型を容易にするために金型にコーティングするために使用されます。 なめし油は、今でもフェルトや皮革製造業界で使用されています。 変圧器油は、変圧器や大型の電気ブレーカーやスイッチで使用される特別に調合された誘電性流体です。
伝熱油は、開放型または閉鎖型システムで使用され、最長 15 年間使用できます。 主な特徴は、システムが 150 ~ 315°C の温度で動作するための良好な熱安定性、酸化安定性、および高い引火点です。 通常、伝熱油は粘性が高すぎて周囲温度でポンプで送ることができず、流動性を得るには加熱する必要があります。
石油系溶剤は、スプレー、滴下、または浸漬によって部品を洗浄するために使用されます。 溶剤は油を取り除き、汚れや金属粒子を乳化します。 防錆油は、溶剤ベースまたは水性ベースのいずれかです。 ステンレス鋼のコイル、ベアリング、その他の部品に浸漬またはスプレーで塗布され、指紋や防錆、水置換のために金属表面に偏光膜またはワックス膜を残します。
グリース
グリースは、油密にすることができない部品や機器を潤滑するために使用される液体、増粘剤、および添加剤の混合物であり、到達が困難であるか、液体潤滑剤の漏れや飛散が製品を汚染したり、危険を引き起こす可能性があります。 これらには、氷点下の温度でのジェット エンジン ベアリングの潤滑から熱間圧延機のギアまで、幅広い用途と性能要件があり、酸や水の洗い流しへの耐性、鉄道車両の車輪のローラー ベアリングによって生じる継続的な摩擦などがあります。
グリースは、金属石鹸(長鎖脂肪酸の塩)を205~315℃の潤滑油媒体に配合したものです。 合成グリースは、ジエステル、シリコーンまたはリン酸エステル、およびポリアルキルグリコールを流体として使用する場合があります。 グリースの特性は、特定の流体、石鹸に含まれる金属元素 (カルシウム、ナトリウム、アルミニウム、リチウムなど)、および性能と安定性を向上させ、摩擦を減らすために使用される添加剤に大きく依存します。 これらの添加剤には、非腐食性の金属硫黄化合物の薄い層で金属をコーティングする極圧添加剤、ナフテン酸鉛またはジチオリン酸亜鉛、防錆剤、酸化防止剤、潤滑性を高めるための脂肪酸、粘着性添加剤、識別および識別のための着色染料が含まれます。水阻害剤。 一部のグリースには、グラファイトまたはモリブデンのフィラーが含まれている場合があります。これは、金属部品をコーティングし、グリースがなくなったり分解した後に潤滑を提供します。
工業用潤滑油、グリース、自動車用エンジンオイル添加剤
化学的および熱的安定性と高粘度指数を備えた高品質の潤滑剤ベースストックを使用することに加えて、添加剤は、流体を強化し、工業用潤滑剤、切削液、グリース、および自動車エンジンオイルに必要な特定の特性を提供するために必要です。 最も一般的に使用される添加剤には、以下が含まれますが、これらに限定されません。
- 抗酸化物質。 2,6-ジターシャリー ブチル、パラクレゾール、フェニル ナフチルアミンなどの酸化防止剤は、酸素にさらされたときに形成される長鎖分子を分解することにより、油の劣化速度を低下させます。 酸化防止剤は、銅、亜鉛、鉛などの金属をコーティングして油との接触を防ぎ、触媒として作用しないようにするために使用され、酸化を加速し、他の金属を攻撃する酸を形成します。
- 泡抑制剤。 シリコーンやポリ有機シロキサンなどの消泡剤は、作動油、ギア オイル、トランスミッション液、タービン オイルに使用され、表面膜張力を低下させ、ポンプやコンプレッサーによってオイルに閉じ込められた空気を除去して、一定の油圧を維持し、キャビテーションを防ぎます。 .
- 腐食防止剤。 ナフテン酸鉛やスルホン酸ナトリウムなどの防錆添加剤は、循環オイルが水で汚染されている場合や、機器や機械が冷却するときにシステムのリザーバーに入った湿った空気によって金属部品やシステムに錆が発生するのを防ぐために使用されます。使用されていませんでした。
- 耐摩耗添加剤。 リン酸トリクレジルなどの耐摩耗添加剤は、金属表面に引き付けられる極性化合物を形成し、油膜が十分でない場合に追加の保護の物理層を提供します。
- 粘度指数向上剤。 粘度指数向上剤は、オイルが温度変化の影響に抵抗するのを助けます。 残念ながら、それらの有効性は長期間使用すると低下します。 合成油は非常に高い粘度指数で設計されているため、粘度指数向上剤添加剤を含む鉱油よりも広い温度範囲で構造を長期間維持できます。
- 解乳化剤。 水分抑制剤と特殊な化合物が油から水を分離し、ガムの形成を防ぎます。 それらには、潤滑性を高めるワックス状のオイルが含まれています。 これらは、機器が水洗いされる場所、または水溶性切削液で汚染された蒸気シリンダー、エアコンプレッサー、ギアケースなど、大量の水分が存在する場所で使用されます。
- カラー染料. 染料は、誤用を防ぐために、トランスミッション液やギアオイルなど、特定の目的に使用されるさまざまなオイルをユーザーが識別できるようにするために使用されます。
- 極圧添加剤。 非腐食性の硫化脂肪族化合物、ジチオリン酸亜鉛、ナフテン酸鉛などの極圧添加剤は、自動車、ギア、トランスミッション オイルに使用され、保護油膜が薄くなったり、はみ出したりしたときに金属表面を保護するコーティングを形成します。メタルコンタクト。
- 洗剤。 金属スルホネートおよび金属フェネート洗浄剤は、作動油、ギア オイル、エンジン オイル、およびトランスミッション液に含まれる汚れ、カーボン、および金属摩耗粒子を保持するために使用されます。 これらの汚染物質は通常、オイルがフィルターを通過するときに除去され、システム内を再循環して損傷を引き起こす可能性を防ぎます。
- 粘着性添加剤。 接着剤または粘着性の添加剤を使用して、オイルをベアリング アセンブリ、ギア ケース、工場や建設機械の大きなオープン ギア、および頭上機械に付着させ、漏れを防ぎます。 それらの粘着性は、長期間使用すると減少します。
- 乳化剤。 脂肪酸と脂肪油は、水溶性油の乳化剤として使用され、水との溶液の形成を助けます。
- 潤滑添加剤。 脂肪、ラード、牛脂、精油、植物油を使用して、切削油や一部のギア オイルの油性を高めます。
- 殺菌剤。 フェノールやパイン油などの殺菌剤と殺菌剤を可溶性切削油に添加して、液体の寿命を延ばし、安定性を維持し、臭いを減らし、皮膚炎を防ぎます。
工業用潤滑油および自動車用油の製造
工業用潤滑剤とオイル、グリース、切削油、自動車エンジン オイルは、「潤滑油工場」または「混合工場」とも呼ばれる混合および包装施設で製造されます。 これらの施設は、潤滑油のベースストックを生産する製油所内または隣接している場合もあれば、離れた場所にあり、海洋タンカーまたはバージ、鉄道タンク車またはタンクローリーによってベースストックを受け取っている場合もあります。 混合および包装プラントは、添加剤を潤滑油ベースストックに混合および配合して、幅広い最終製品を製造し、バルクまたはコンテナで出荷します。
潤滑剤、液体、グリースの製造に使用される混合および配合プロセスは、施設の年数と洗練度、利用可能な機器、使用される添加剤の種類と配合、および生産される製品の種類と量によって異なります。 ブレンドには、ミキサー、パドル、または空気攪拌を使用してケトル内でベース ストックと添加剤パッケージを物理的に混合するだけでよい場合もあれば、添加剤の溶解とブレンドを助けるために電気または蒸気コイルからの補助加熱が必要な場合もあります。 その他の工業用流体および潤滑剤は、マニホールド システムを介してベース ストックと事前にブレンドされた添加剤およびオイル スラリーを混合することによって自動的に生成されます。 グリースは、バッチ生産または連続配合のいずれかです。 潤滑油プラントは、化学薬品から独自の添加剤を合成するか、専門会社から包装済みの添加剤を購入する場合があります。 XNUMX つのプラントで両方の方法を使用できます。 潤滑油プラントが独自の添加剤と添加剤パッケージを製造する場合、化学反応と物理的撹拌に加えて、化学物質と材料を調合するために高温と高圧が必要になる場合があります。
製造後、添加剤が懸濁液または溶液の状態で残っていることを確認し、製品が品質仕様と認証要件を満たしているかどうかを判断するための時間を確保し、プロセスを許可するために、液体と潤滑剤をブレンドケトルに保持するか、保持タンクに入れることができます。製品が梱包されて出荷される前に、温度が周囲レベルに戻るようにします。 テストが完了すると、最終製品がリリースされ、バルク出荷またはコンテナへの梱包が行われます。
完成品は、鉄道タンク車またはタンクローリーで大量に消費者、流通業者、または外部の包装工場に直接出荷されます。 完成品は、次のように、さまざまなコンテナに入れられた鉄道ボックス車またはパッケージ配送トラックで消費者および流通業者に出荷されます。
- サイズが 227 リットルから約 2,840 リットルの金属、プラスチック、および金属/プラスチックまたはプラスチック/繊維の組み合わせの中間バルク コンテナは、1 つまたは 2 つの高さで積み上げられた組み込みまたは個別のパレットで個別のユニットとして出荷されます。
- 容量が 208 リットル、114 リットル、または 180 kg の金属製、ファイバー製、またはプラスチック製のドラムは、通常、4 つのパレットに XNUMX 個入ります。
- 容量が 60 リットルまたは 54 kg の金属製またはプラスチック製のドラム缶、および 19 リットルまたは 16 kg の金属製またはプラスチック製のペール缶がパレットに積み上げられ、安定性を維持するためにバンドまたはストレッチ ラップがかけられます。
- 容量が 8 リットルまたは 4 リットルの金属製またはプラスチック製の容器、1 リットルのプラスチック製、金属製および繊維製のボトルと缶、および 2 kg のグリース カートリッジはカートンに梱包され、パレットに積み上げられ、バンドで結ばれるかストレッチ ラップされて出荷されます。
一部の混合および包装工場は、混合製品のパレットおよび混合サイズのコンテナとパッケージを小規模消費者に直接出荷する場合があります。 たとえば、サービス ステーションへの 1 つのパレットの出荷には、トランスミッション液 2 ドラム、グリース 8 ケグ、自動車エンジン オイル 4 ケース、ギア潤滑剤 XNUMX ペールが含まれます。
製品品質
潤滑油製品の品質は、機械や設備の適切な動作を維持し、高品質の部品や材料を生産するために重要です。 混合および包装工場は、厳しい仕様と品質要件に合わせて最終石油製品を製造しています。 ユーザーは、潤滑剤の取り扱い、保管、分配、および元の容器またはタンクから分配装置、および潤滑される機械または装置またはシステム上の適用ポイントまでの安全な慣行を確立することにより、品質レベルを維持する必要があります。満たされる。 一部の産業施設では、汚染と暴露を最小限に抑える集中型の分配、潤滑、および油圧システムが設置されています。 工業用油、潤滑剤、切削油、グリースは、水や湿気の混入、過度の高温または低温への暴露、不注意による他の製品との混合、および長期保管により、添加剤の脱落や化学変化が発生することにより劣化します。
健康と安全
それらは消費者によって使用および処理されるため、完成した工業製品および自動車製品は、比較的危険がないようにする必要があります。 製品のブレンドやコンパウンド、添加剤の取り扱い、切削液の使用、およびオイルミスト潤滑システムの操作時に、危険な暴露の可能性があります。
章 石油・天然ガス精製所 この内 百科事典 ボイラー室、実験室、オフィス、油水分離器および廃棄物処理施設、海洋ドック、タンク保管庫、倉庫作業、鉄道タンク車およびタンクローリーの積載ラックなどの混合および包装工場の補助施設に関連する潜在的な危険性に関する情報を提供します。鉄道貨車およびパッケージトラックの荷役施設。
安全性
添加剤とスラリーの製造、バッチ配合、バッチ混合、およびインライン混合操作では、望ましい製品品質を維持するための厳格な管理が必要であり、PPE の使用とともに、潜在的に危険な化学物質や材料への曝露、および高温の表面との接触を最小限に抑える必要があります。蒸気。 添加剤のドラム缶と容器は安全に保管し、使用するまで密閉して保管してください。 筋肉への負担を避けるために、ドラム缶や袋に入った添加物は適切に取り扱う必要があります。 危険な化学物質は適切に保管する必要があり、互換性のない化学物質は互いに混ざり合う場所に保管しないでください。 充填および包装機械を操作する際の予防措置には、手袋を使用すること、および樽やペールのカバーを圧着する装置に指を挟まないようにすることが含まれます。 機械ガードと保護システムは、作業を促進するために取り外したり、切断したり、バイパスしたりしないでください。 中間バルクコンテナとドラム缶は、充填前に検査して、清潔で適切であることを確認する必要があります。
洗浄、検査、保守、または修理のために貯蔵タンクおよび混合ケトルに立ち入るには、限られたスペースの許可システムを確立する必要があります。 ロックアウト/タグアウト手順は、包装機械、ミキサー付きケトル、コンベア、パレタイザー、および可動部品を備えたその他の機器のブレンドに取り組む前に確立および実施する必要があります。
漏れたドラム缶や容器は保管場所から取り除き、こぼれたものは片付けてすべりや落下を防ぐ必要があります。 廃棄物、こぼれた潤滑剤、使用済みの潤滑剤、自動車のエンジン オイル、切削油のリサイクル、燃焼、廃棄は、政府の規制と会社の手順に従って行う必要があります。 従業員は、流出物を清掃し、使用済みまたは廃棄物を処理する際に、適切な PPE を使用する必要があります。 ガソリンや可燃性溶剤で汚染されている可能性のある、排出されたモーター オイル、切削油、または工業用潤滑油は、適切に廃棄されるまで、発火源から離れた安全な場所に保管する必要があります。
防火
工業用および自動車用潤滑油のブレンドおよびコンパウンディングでは、精製プロセスよりも火災の可能性が低くなりますが、金属加工油およびグリースを製造する際には、ブレンディングおよびコンパウンドの温度が高く、引火点の低い製品を使用するため、注意が必要です。 引火点を超える温度で製品が分配されたり、容器が充填されたりする場合は、火災を防ぐために特別な予防措置を講じる必要があります。 可燃性液体をある容器から別の容器に移すときは、適切な接着および接地技術を適用して、静電気の蓄積と静電放電を防ぐ必要があります。 電気モーターと携帯機器は、設置または使用される場所に存在する危険性について適切に分類する必要があります。
潤滑油の混合およびグリース処理または保管エリアで製品の漏れや蒸気の放出が発火源に達すると、火災の可能性があります。 混合および包装施設での火災を防止するために、熱間作業許可制度の確立と実施を検討する必要があります。 建物内に設置された貯蔵タンクは、政府の要件と会社の方針に従って建設、通気、および保護する必要があります。 ラックやパイルに保管されている製品は、防火システム、防火扉、または出口ルートを塞がないでください。
最終製品の保管は、バルクとコンテナおよびパッケージの両方で、認められた慣行および防火規則に従って行う必要があります。 例えば、可燃性液体および可燃性液体の溶液に含まれる添加物は、建物の外に保管するか、別の特別に設計された保管室または付属の保管室に保管することができます。 多くの添加剤は、成分を懸濁状態に保つため、より濃厚な製品の粘度を下げるため、またはブレンドや配合を容易にするために、暖かい部屋 (38 ~ 65°C) または暑い部屋 (65°C 以上) に保管されます。 これらの保管室は、特に可燃性液体または可燃性液体が引火点を超える温度で保管および分配される場合、電気分類、排水、換気、および爆発ベントの要件に準拠する必要があります。
健康
混合、サンプリング、調合の際には、熱、蒸気、粉塵、ミスト、蒸気、煙、金属塩、化学薬品、添加物への曝露を防ぐために、個人用および呼吸用保護具を考慮する必要があります。 生産および包装中の炭化水素および添加剤のサンプリングおよび取り扱い中の検査および保守活動の実施時、および清掃時に、オイルミスト、煙および蒸気、添加剤、騒音および熱にさらされるため、安全な作業慣行、良好な衛生状態、および適切な個人保護が必要になる場合があります。こぼれと放出:
- 一般的な作業では、耐油性または耐滑り性を備えた靴底を備えた作業靴を着用する必要があります。転がったり、落下した物体や機器による足の怪我の危険がある場合は、耐油性または耐滑り性の靴底を備えた認可されたつま先保護安全靴を着用する必要があります。
- 化学物質、粉塵、または蒸気にさらされる危険がある場合は、安全ゴーグルと呼吸保護具が必要になる場合があります。
- 危険な化学薬品、添加物、腐食性溶液を取り扱うとき、およびこぼれたものを片付けるときは、不浸透性の手袋、エプロン、履物、フェイス シールド、化学ゴーグルを着用する必要があります。
- 頭部に怪我をする可能性があるピットやエリアで作業する場合は、頭部保護具が必要になる場合があります。
- 飛沫やこぼれを処理するための適切な清掃および乾燥施設へのアクセスがすぐに提供されなければなりません。
油は皮膚炎の一般的な原因であり、PPE の使用と良好な個人衛生習慣によって制御できます。 調合されたグリースや潤滑剤が皮膚に直接触れないようにしてください。 灯油、溶剤、紡錘油などの軽油は皮膚を脱脂し、かぶれの原因となります。 ギアオイルやグリースなどの粘度の高い製品は皮膚の毛穴をふさぎ、毛嚢炎を引き起こします。
油の微生物汚染による健康被害は、次のように要約できます。
- 既存の皮膚の状態が悪化する可能性があります。
- 呼吸に適したサイズの潤滑剤エアロゾルは、呼吸器疾患を引き起こす可能性があります。
- 生物が製品の組成を変化させ、直接的に有害になる可能性があります。
- 動物、鳥、または人間からの有害な細菌が持ち込まれる可能性があります。
従業員が生産、作業、またはメンテナンス中に切削液にさらされた場合、および微細な金属粒子が埋め込まれた布で油で覆われた手を拭いた場合に、接触皮膚炎が発生する可能性があります。 金属は皮膚に小さな裂傷を引き起こし、感染する可能性があります。 皮膚や衣類に付着した水性切削液にはバクテリアが含まれており、感染症を引き起こす可能性があり、乳化剤が皮膚から脂肪を溶解する可能性があります. 油毛包炎は、油に浸した衣服の着用など、油ベースの切削液に長時間さらされることによって引き起こされます。 従業員は、再び着用する前に、油が染み込んだ衣類を脱いで洗濯する必要があります。 皮膚炎は、石鹸、洗剤、または溶剤を使用して皮膚をきれいにすることによっても引き起こされる可能性があります. 皮膚炎は、適切な衛生管理と曝露の最小化によって最も効果的に管理されます。 皮膚炎が持続する場合は、医師の診察を受ける必要があります。
米国国立労働安全衛生研究所 (NIOSH) は、その基準文書の基礎として実施された広範なレビューで、金属加工液への曝露と、胃、膵臓を含むいくつかの臓器部位でのがん発症リスクとの関連性を発見しました。 、喉頭および直腸(NIOSH 1996)。 がんリスクの上昇の原因となる特定の製剤は、まだ決定されていません。
オイルミストやエアロゾルへの職業的暴露は、リポイド肺炎、喘息、急性気道炎症、慢性気管支炎、肺機能障害など、さまざまな非悪性呼吸器への影響と関連しています (NIOSH 1996)。
金属加工液は、バクテリアや菌類によって容易に汚染されます。 それらは皮膚に影響を与える可能性があり、汚染されたエアロゾルとして吸入すると、全身に影響を与える可能性があります.
工業用潤滑油から芳香族化合物を除去するために水素化仕上げや酸処理などの製油所プロセスが使用されており、発がん性を最小限に抑えるためにナフテン系ベースストックの使用が制限されています。 ブレンドや調合で導入された添加物も、健康への潜在的なリスクを生み出す可能性があります。 一部のギア潤滑剤やグリースに使用されているような塩素化合物や鉛化合物にさらされると、皮膚の炎症を引き起こし、潜在的に危険な場合があります. リン酸トリオルソクレジルは、潤滑油を誤って調理に使用した場合に神経麻痺の発生を引き起こしました. 合成油は、主に亜硝酸ナトリウムとトリエタノールアミンと添加剤で構成されています。 市販のトリエタノールアミンにはジエタノールアミンが含まれており、亜硝酸ナトリウムと反応して比較的弱い発がん物質である N-ニトロソジエタノールアミンを生成し、危険を引き起こす可能性があります。 半合成潤滑剤は、両方の製品の危険性と、その配合中の添加剤を示します。
製品の安全性に関する情報は、潤滑油、オイル、グリースのメーカーとユーザーの両方の従業員にとって重要です。 製造業者は、混合および配合に使用されるすべての添加剤およびベースストックについて、材料安全データシート (MSDS) またはその他の製品情報を入手できるようにしておく必要があります。 多くの企業は、疫学的および毒物学的試験を実施して、製品の急性および慢性的な健康への影響に関連する危険の程度を判断しています。 この情報は、警告ラベルと製品の安全情報を通じて、作業者とユーザーが利用できるようにする必要があります。
金属の表面処理
第3版からの改作, 労働安全衛生百科事典.
金属製品の表面を腐食に耐え、よりよくフィットし、見栄えを良くするように仕上げるためのさまざまな技術があります (表 1 を参照)。 一部の製品は、これらの技術のいくつかのシーケンスによって処理されます。 この記事では、最も一般的に使用されるもののいくつかについて簡単に説明します。
表 1. さまざまな金属処理方法に関連する危険性のまとめ
|
金属処理方法 |
危険 |
注意事項 |
|
電解研磨 |
腐食性および腐食性化学物質による火傷および炎症 |
適切な個人用保護具を使用してください。 効果的な排気換気装置を設置してください。 |
|
電気めっき |
潜在的に癌を引き起こす可能性のあるクロムとニッケルへの暴露; シアン化物への暴露; 腐食性および腐食性化学物質による火傷および刺激; 電気ショック; プロセスは濡れている可能性があり、滑りや落下の危険を引き起こします。 潜在的な爆発性粉塵発生; 人間工学的危険 |
適切な個人用保護具を使用してください。 効果的な排気換気装置、多くの場合スロット付きのプッシュプル システムを取り付けます。 こぼれたものはすぐに掃除してください。 滑り止めの床材を設置。 人間工学的ストレスを回避するために、作業手順とステーションの効果的な設計を使用してください。 |
|
エナメルとグレージング |
グラインダー、コンベア、ミルによる物理的危険; 高温の液体や機器による火傷の危険。 肺疾患を引き起こす可能性のある粉塵への暴露 |
インターロックを含む適切な機械ガードを取り付けます。 適切な個人用保護具を使用してください。 粉塵への暴露を避けるために、効果的な排気換気装置を設置してください。 HEPA フィルター付きの機器が必要になる場合があります。 |
|
エッチング |
フッ化水素酸への暴露; 腐食性および腐食性化学物質による火傷および刺激; 高温の液体や機器による火傷の危険 |
フッ化水素酸への暴露を避けるためのプログラムを実装します。 適切な個人用保護具を使用してください。 効果的な排気換気装置を設置してください。 |
|
亜鉛メッキ |
高温の液体、金属、および機器による火傷の危険。 腐食性および腐食性化学物質による火傷および刺激; 金属煙熱; 鉛暴露の可能性 |
適切な個人用保護具を使用してください。 効果的な排気換気装置を設置してください。 鉛曝露の削減/監視プログラムを実施します。 |
|
熱処理 |
高温の液体、金属、および機器による火傷の危険。 腐食性および腐食性化学物質による火傷および刺激; 水素の爆発性雰囲気の可能性; 一酸化炭素への潜在的な暴露; シアン化物への暴露の可能性; 油焼入れによる火災の危険性 |
適切な個人用保護具を使用してください。 効果的な排気換気装置を設置してください。 高温の機器および表面の警告標識を表示します。 一酸化炭素濃度を監視するシステムを設置します。 適切な消火システムを設置してください。 |
|
メタライジング |
高温の金属や機器による火傷の危険。 粉塵、アセチレンの爆発性雰囲気の可能性。 亜鉛金属発煙熱 |
適切な消火システムを設置してください。 薬品とガスを適切に分離してください。 適切な個人用保護具を使用してください。 効果的な排気換気装置を設置してください。 |
|
リン酸塩 |
腐食性および腐食性化学物質による火傷および炎症 |
適切な個人用保護具を使用してください。 効果的な排気換気装置を設置してください。 |
|
プラスチックコーティング |
化学増感剤への暴露 |
増感剤の代替品を探す。 適切な個人用保護具を使用してください。 効果的な排気換気装置を設置してください。 |
|
プライミング |
潜在的に有毒で可燃性のさまざまな溶媒への暴露、化学増感剤への暴露、潜在的に発がん性のクロムへの暴露 |
増感剤の代替品を探す。 適切な個人用保護具を使用してください。 効果的な排気換気装置を設置してください。 化学薬品/ガスを適切に分離します。 |
これらの技術を適用する前に、製品を完全に洗浄する必要があります。 個別にまたは順番に、多数のクリーニング方法が使用されます。 これらには、機械的研磨、ブラッシングおよび研磨 (金属または酸化物の粉塵を生成します。アルミニウムの粉塵は爆発する可能性があります)、蒸気脱脂、有機グリース溶媒による洗浄、濃酸またはアルカリ溶液での「酸洗い」、および電解脱脂が含まれます。 最後の方法では、シアン化物と濃アルカリを含む浴に浸漬し、電気的に形成された水素または酸素によってグリースが除去され、酸化物やグリースのない「ブランク」の金属表面が得られます。 洗浄に続いて、製品を十分にすすぎ、乾燥させます。
機器の適切な設計と効果的な LEV により、リスクの一部が軽減されます。 飛沫の危険にさらされる労働者には、保護ゴーグルまたはアイシールド、保護手袋、エプロン、および衣服を提供する必要があります。 シャワーと洗眼器が近くにあり、正常に機能している必要があり、水しぶきやこぼれたものはすぐに洗い流してください。 電解装置の場合、手袋と靴は非導電性でなければならず、漏電遮断器の設置やロックアウト/タグアウト手順など、その他の標準的な電気的予防措置に従う必要があります。
治療プロセス
電解研磨
電解研磨は、表面の外観と反射率を改善し、必要な寸法に正確に適合するように余分な金属を除去し、欠陥がないか検査するために表面を準備するために使用されます。 このプロセスには、蒸気脱脂および熱アルカリ洗浄の後に、表面のハイスポットを優先的に陽極溶解することが含まれます。 酸は電解質溶液として頻繁に使用されます。 したがって、その後十分なすすぎが必要です。
電気めっき
電気めっきは、製品に金属層を適用するための化学的または電気化学的プロセスです。たとえば、腐食から保護するためのニッケル、表面特性を改善するための硬質クロム、または美化のための銀と金などです。 時折、非金属材料が使用されます。 カソードとして配線された製品と、堆積する金属のアノードを電解質溶液 (酸性、アルカリ性、またはシアン化物塩と錯体を含むアルカリ性) に浸し、外部で直流電源に接続します。 金属陽極の正に帯電した陽イオンは陰極に移動し、そこで金属に還元され、薄層として堆積します (図 1 を参照)。 このプロセスは、新しいコーティングが必要な厚さに達するまで続けられ、製品は洗浄、乾燥、研磨されます。
図 1. 電気めっき: 概略図

陽極:Cu→Cu+2 + 2番目- ; 陰極: 銅+2 + 2e- → 銅
In 電鋳、 電気めっきと密接に関連するプロセスで、石膏やプラスチックなどで成形された物体にグラファイトを塗布して導電性にし、陰極として接続して金属を付着させます。
In 陽極酸化、 近年重要性を増している工程で、アルミニウム(チタンやその他の金属も使用されます)の製品を陽極として接続し、希硫酸に浸漬します。 しかし、正のアルミニウム イオンが形成されてカソード上に移動する代わりに、それらはアノードで発生する酸素原子によって酸化され、酸化物層としてアノードに結合します。 この酸化物層は硫酸溶液によって部分的に溶解し、表面層を多孔質にします。 続いて、例えばネームプレートの製造のように、着色された材料または感光性材料をこれらの細孔に堆積させることができます。
エナメルと釉薬
ほうろうまたは磁器ほうろうは、浴槽、ガスおよび電気調理器具、キッチン用品、貯蔵タンクなどの幅広い加工製品で、金属 (通常は鉄または鋼) に高い耐熱性、耐汚染性、および耐食性を付与するために使用されます。とコンテナ、および電気機器。 さらに、エナメルは陶器、ガラス、ジュエリー、装飾品の装飾に使用されます。 七宝焼きやリモージュなどの装飾品の製造におけるエナメル粉末の特別な使用は、何世紀にもわたって知られています。 釉薬はあらゆる種類の陶器に施されています。
ガラス質のエナメルと釉薬の製造に使用される材料には、次のものがあります。
- 石英、長石、粘土などの耐火物
- ホウ砂(ホウ酸ナトリウム十水和物)、ソーダ灰(無水炭酸ナトリウム)、硝酸ナトリウム、蛍石、氷晶石、炭酸バリウム、炭酸マグネシウム、一酸化鉛、四酸化鉛、酸化亜鉛などのフラックス
- アンチモン、カドミウム、コバルト、鉄、ニッケル、マンガン、セレン、バナジウム、ウラン、チタンの酸化物などの色
- アンチモン、チタン、スズ、ジルコニウムの酸化物、アンチモン酸ナトリウムなどの乳白剤
- ホウ砂、ソーダ灰、炭酸マグネシウム、硫酸マグネシウム、亜硝酸ナトリウム、アルミン酸ナトリウムなどの電解質
- 粘土、ガム、アルギン酸アンモニウム、ベントナイト、コロイダルシリカなどの凝集剤。
すべての種類のガラス質エナメルまたはグレージングの最初のステップは、フリット、エナメル パウダーの製造です。 これには、原材料の準備、製錬、フリットの取り扱いが含まれます。
金属製品を慎重に洗浄した後(例:ショットブラスト、酸洗、脱脂)、エナメルはいくつかの手順で適用できます。
- ウェット プロセスでは、対象物を水性エナメル スリップに浸し、取り出して水気を切ります。または、「スラッシュ」では、エナメル スリップが厚くなるため、対象物から振り落とす必要があります。
- 乾式工程では、下塗りを施した物体をエナメル加工温度まで加熱し、乾燥エナメル粉末をふるいを通してその上にまぶします。 エナメルが所定の位置に焼結し、オブジェクトが炉に戻されると、滑らかな表面に溶けます。
- スプレー塗布はますます使用されており、通常は機械化された操作で使用されています。 排気換気の下にキャビネットが必要です。
- 装飾的なエナメルは、通常、ブラシまたは同様のツールを使用して手で適用されます。
- 磁器や陶器の釉薬は、通常、浸漬またはスプレーによって適用されます。 一部の浸漬作業は機械化が進んでいますが、国内の磁器業界では手作業で浸漬するのが一般的です。 対象物を手に持ち、大きな釉薬の浴槽に浸し、手首を軽くたたいて釉薬を取り除き、対象物を乾燥機に入れます。 釉薬が吹き付けられるときは、効率的な排気換気を備えた密閉されたフードまたはキャビネットを用意する必要があります。
準備されたオブジェクトは、通常ガス燃料である炉またはキルンで「焼成」されます。
エッチング
化学エッチングは、サテンまたはマット仕上げを生成します。 ほとんどの場合、陽極酸化、ラッカー塗装、化成塗装、バフ研磨、または化学光沢処理の前の前処理として使用されます。 アルミニウムとステンレス鋼に最も頻繁に適用されますが、他の多くの金属にも使用されます。
アルミニウムは通常、水酸化ナトリウム、水酸化カリウム、リン酸三ナトリウム、炭酸ナトリウムのさまざまな混合物と、スラッジの形成を防ぐための他の成分を含むアルカリ溶液でエッチングされます。 最も一般的なプロセスの 10 つは、水酸化ナトリウムを 40 ~ 50 g/l の濃度で使用し、温度 85 ~ 10 °C で XNUMX 分間浸漬します。
アルカリエッチングは、通常、塩酸、フッ化水素酸、硝酸、リン酸、クロムまたは硫酸の様々な混合物中での処理が先行し、その後に続く。 典型的な酸処理は、20℃の温度に維持された3体積部の硝酸と1体積部のフッ化水素酸の混合物中に15から60秒間浸漬することを含む。
亜鉛メッキ
亜鉛メッキは、腐食から保護するために、さまざまな鋼製品に亜鉛コーティングを適用します。 コーティングが適切に付着するためには、製品は清浄で酸化物のない状態でなければなりません。 これには通常、製品が亜鉛めっき浴に入る前に、多くの洗浄、すすぎ、乾燥、または焼きなましプロセスが含まれます。 「溶融亜鉛めっき」では、製品は溶融亜鉛浴を通過します。 上記のように、「冷間」亜鉛メッキは本質的に電気メッキです。
製造された製品は通常バッチ プロセスで亜鉛めっきされますが、連続ストリップ法は、鋼帯、シートまたはワイヤに使用されます。 製品と亜鉛浴の両方の十分な洗浄を維持し、乾燥を促進するために、フラックスを使用することができます。 プレフラックス工程の後に、亜鉛浴の表面に塩化アンモニウムフラックスカバーを施すか、後者を単独で使用することができる。 亜鉛メッキパイプでは、パイプは、洗浄後、パイプが溶融亜鉛浴に入る前に、塩化アンモニウム亜鉛の熱い溶液に浸されます。 フラックスは分解して刺激性の塩化水素とアンモニアガスを生成し、LEV を必要とします。
さまざまなタイプの連続溶融亜鉛めっきは、製品の洗浄方法と、オンラインで洗浄を行うかどうかで本質的に異なります。
- 表面油の火炎酸化による洗浄と、それに続く炉内での還元およびインラインでのアニーリング
- インラインアニーリングの前に行われる電解洗浄
- 酸洗・アルカリ洗浄による洗浄、予熱炉前フラックス使用、亜鉛メッキ前炉内焼鈍
- 酸洗いとアルカリ洗浄による洗浄、フラックスの除去、および亜鉛メッキ前の還元ガス(水素など)での予熱。
薄帯鋼の連続亜鉛めっきラインでは、酸洗とフラックスの使用が省略されています。 アルカリ洗浄を使用し、溶融亜鉛浴の表面の下を通過するまで、水素の還元雰囲気を備えたチャンバーまたは炉でストリップを加熱することにより、ストリップのきれいな表面を維持します。
ワイヤの連続亜鉛メッキには、通常、洗浄および亜鉛メッキタンクの前に溶融鉛パンを使用して、アニーリングステップが必要です。 空冷または水冷; 熱い希塩酸での酸洗い。 すすぎ; フラックスの塗布; 乾燥; その後、溶融亜鉛浴で亜鉛メッキします。
鉄と亜鉛の合金であるドロスは、溶融亜鉛浴の底に沈殿し、定期的に除去する必要があります。 溶融亜鉛の酸化を防ぐために、亜鉛浴の表面にさまざまな種類の材料を浮かせます。 亜鉛メッキされるワイヤまたはストリップの入口と出口のポイントで、頻繁なスキミングが必要です。
熱処理
固体状態のままの金属の加熱と冷却である熱処理は、通常、金属製品の処理の不可欠な部分です。 それはほとんどの場合、金属の結晶構造の変化を伴い、その結果、金属の可鍛性を高めるためのアニーリング、硬度を下げるための加熱と徐冷、硬度を高めるための加熱と急冷、低温内部応力を最小限に抑えるための加熱)。
アニーリング
アニーリングは、金属のさらなる冷間加工を可能にし、機械加工性を改善し、製品を使用する前に応力を緩和するために広く使用される「軟化」熱処理です。 金属を特定の温度に加熱し、その温度で特定の時間保持し、特定の速度で冷却します。 多くのアニーリング技術が使用されます。
- ブルーアニーリング、 鉄ベースの合金の表面に青い酸化物の層が生成されます
- 光輝焼鈍、 これは、表面の酸化を最小限に抑えるために制御された雰囲気で行われます
- クローズアニーリング or ボックスアニーリング、 鉄・非鉄金属ともに、金属製の密閉容器内で梱包材の有無にかかわらず加熱し、徐冷する方法
- 完全焼鈍、 通常、経済的に実現可能な最大の柔らかさを得ることを目的として、保護雰囲気で実行されます
- 可鍛性、 鉄に含まれる結合炭素を微細な炭素 (すなわちグラファイト) に変換することによって、それらを可鍛性にするために鋳鉄に施される特別な種類の焼きなまし
- 部分焼鈍、 冷間加工によって金属に生じる内部応力を除去するための低温プロセス
- 亜臨界 or 球状化焼鈍、 結晶構造中の炭化鉄を球状にすることで被削性を向上させます。
時効硬化
時効硬化は、アルミニウム-銅合金によく使用される熱処理で、約 180°C で約 1 時間加熱することにより、合金で起こる自然硬化が促進されます。
均質化します
通常、インゴットまたは粉末金属成形体に適用される均質化は、偏析を除去または大幅に低減するように設計されています。 これは、金属の融点より約 20°C 低い温度に約 2 時間以上加熱した後、急冷することによって達成されます。
正規化
完全なアニーリングと同様のプロセスにより、得られる機械的特性の均一性が確保され、機械的負荷に対する靭性と耐性が向上します。
パテント
パテンティングは特別なタイプのアニーリング プロセスであり、通常、引き抜きを目的とした小さな断面の材料 (0.6% 炭素鋼ワイヤなど) に適用されます。 金属は通常の炉で変態範囲以上に加熱され、次に炉から直接、例えば約170℃の温度に保たれた鉛浴に入る。
焼入れ焼戻し
硬度の増加は、変態範囲を超えて加熱し、油、水、または空気中で急冷することによって室温まで急速に冷却することによって、鉄ベースの合金で生成できます。 物品は、使用するには応力が高すぎることが多く、その靭性を高めるために、変態範囲未満の温度に再加熱し、所望の速度で冷却することによって焼き戻しされます。
マルテンパリングとオーステンパリングは類似のプロセスですが、物品が、例えば 400°C の温度に保たれた塩浴または鉛浴で急冷される点が異なります。
表面硬化および表面硬化
これは、鉄基合金に最も頻繁に適用される別の熱処理プロセスであり、そのコアは比較的延性を保ちながら、物体の表面を硬く保つことができます。 さまざまなバリエーションがあります。
- 火炎硬化 高温のガストーチで加熱し、油、水、または別の適切な媒体で急冷することにより、物体(ギアの歯、ベアリング、スライドウェイなど)の表面を硬化させます。
- 電気誘導焼入れ 加熱が表面層に誘導された渦電流によって生成されることを除いて、火炎硬化に似ています。
- 浸炭 固体、液体、またはガス状の炭素質媒体 (例えば、固体の木炭と炭酸バリウム、液体のシアン化ナトリウムと炭酸ナトリウム、ガス状の一酸化炭素、メタンなど) 中で対象物を加熱することにより、鉄基合金の表面の炭素含有量を増加させます。 ) 約 900°C の温度で。
- 窒化 特殊な低合金鋳鉄または鋼の物体の表面の窒素含有量を、通常はアンモニアガスである窒素含有媒体中で約 500 ~ 600°C で加熱することによって増加させます。
- シアン化 は、低炭素鋼の物体の表面を炭素と窒素の両方で同時に強化する肌焼きの方法です。 通常、1°C の溶融 30% シアン化ナトリウムの浴で 870 時間対象物を加熱し、油または水で急冷します。
- 浸炭窒化 浸炭ガス (上記参照) と窒化ガス (例えば、800 ~ 875% 無水アンモニア)。
メタライジング
金属化、または金属溶射は、機械的に粗面化された表面に金属の溶融液滴を溶射することにより、保護金属コーティングを適用する技術です。 また、磨耗または腐食した表面を構築したり、機械加工が不十分な構成部品を修復するためにも使用されます。 このプロセスは、それを発明した Dr. Schoop にちなんで、Schooping として広く知られています。
これは、ハンドヘルドのピストル型スプレーガンであるスクーピングガンを使用し、ワイヤー状の金属を燃料ガス/酸素ブローパイプフレームに送り込み、金属を溶かし、圧縮空気を使用して対象物にスプレーします。 熱源は、酸素と、アセチレン、プロパン、または圧縮天然ガスのいずれかとの混合物です。 コイル状のワイヤは、通常、ガンに供給する前にまっすぐにされます。 ワイヤにすることができる任意の金属を使用することができます。 ガンは粉末状の金属も受け入れることができます。
真空メタライジングは、オブジェクトを真空ジャーに入れ、コーティング金属をスプレーするプロセスです。
リン酸塩
リン酸塩処理は、主に軟鋼および亜鉛メッキ鋼とアルミニウムに使用され、塗料、ワックス、およびオイル仕上げの接着性と耐食性を高めます。 また、板金の深絞り加工で離型膜として機能し、耐摩耗性を向上させる層を形成するためにも使用されます。 それは本質的に、鉄、亜鉛、マンガン、ナトリウム、またはアンモニウムのXNUMXつまたは複数のリン酸塩の溶液と金属表面を反応させることから成ります。 リン酸ナトリウムおよびリン酸アンモニウム溶液は、洗浄とリン酸処理の組み合わせに使用されます。 多金属物体をリン酸化する必要性と、自動化された操作でライン速度を上げたいという要望により、リン酸化溶液にフッ化物、塩素酸塩、モリブデン酸塩、ニッケル化合物などの促進剤を追加することで、反応時間を短縮することができました。結晶サイズを小さくし、その結果、リン酸亜鉛コーティングの柔軟性を高めるために、第三リン酸亜鉛やリン酸チタンなどの結晶微細化剤が前処理リンスに追加されます。
リン酸化シーケンスには通常、次の手順が含まれます。
- ホットコースティッククリーニング
- ブラッシングとすすぎ
- さらなる高温苛性洗浄
- コンディショニングウォーターリンス
- 酸性リン酸塩の高温溶液への噴霧または浸漬
- 冷水すすぎ
- 温かいクロム酸リンス
- 別の冷水リンス
- 乾燥します。
プライミング
有機塗料プライマーは金属表面に塗布され、その後に塗布される塗料の接着を促進し、塗料と金属の界面での腐食を遅らせます。 プライマーは通常、樹脂、顔料、および溶剤を含み、ブラシ、スプレー、浸漬、ローラーコーティング、または電気泳動によって、準備された金属表面に塗布することができます。
溶媒は、脂肪族および芳香族炭化水素、ケトン、エステル、アルコールおよびエーテルの任意の組み合わせであり得る。 最も一般的に使用される樹脂は、ポリビニルブチノール、フェノール樹脂、乾性油アルキド、エポキシ化油、エポキシエステル、エチルシリケート、および塩素化ゴムです。 複雑なプライマーでは、テトラエチレン ペンタミン、ペンタエチレン ヘキサミン、イソシアネート、尿素ホルムアルデヒドなどの架橋剤が使用されます。 プライマー配合に使用される無機顔料には、鉛、バリウム、クロム、亜鉛、およびカルシウム化合物が含まれます。
プラスチックコーティング
プラスチックコーティングは、液体の形で金属に塗布され、その後加熱によって硬化または焼結される粉末として、または接着剤で金属表面にラミネートされる加工されたシートの形で適用されます。 最も一般的に使用されるプラスチックには、ポリエチレン、ポリアミド (ナイロン)、および PVC が含まれます。 後者は、単量体および重合体エステルに基づく可塑剤、ならびに炭酸鉛、バリウムおよびカドミウムの脂肪酸塩、ジブチルスズジラウレート、アルキルスズメルカプチドおよびリン酸亜鉛などの安定剤を含み得る。 一般に毒性が低く刺激性はありませんが、可塑剤の一部は皮膚感作性があります。
危険とその防止
上記のプロセスの複雑さから推測できるように、金属の表面処理に関連するさまざまな安全および健康上の危険があります。 多くは、製造作業で定期的に遭遇します。 他のものは、採用された技術と材料の独自性によって提示されます。 生命を脅かす可能性があるものもあります。 しかし、概して、それらは防止または制御することができます。
職場のデザイン
作業場は、進行中の処理を妨げることなく、原材料と備品の配送と完成品の取り出しを可能にするように設計する必要があります。 化学物質の多くは可燃性であるか、混合すると反応しやすいため、保管中および輸送中に適切に分離することが不可欠です。 金属仕上げ作業の多くは液体を使用し、酸やアルカリの漏れ、こぼれ、飛沫が発生した場合は、速やかに洗い流す必要があります。 したがって、十分に排水され、滑りにくい床を提供する必要があります。 ハウスキーピングは、作業エリアやその他のスペースを清潔に保ち、物が溜まらないように入念に行う必要があります。 固体および液体の廃棄物、炉からの流出物、および排気換気装置の処理システムは、環境への配慮を考慮して設計する必要があります。
ワークステーションと作業割り当ては、人間工学の原則を使用して、緊張、捻挫、過度の疲労、および RSI を最小限に抑える必要があります。 ガードが取り外された場合にマシンの電源が切られるように、マシン ガードには自動ロックアウトが必要です。 スプラッシュガードは必須です。 熱い酸やアルカリの溶液が飛び散る危険があるため、洗眼器や全身シャワーを手の届くところに設置する必要があります。 化学薬品浴や高温面などの危険性について、他の製造および保守担当者に警告する標識を掲示するべきです。
化学的評価
すべての化学物質は、潜在的な毒性と物理的危険性について評価する必要があり、可能な限り危険性の低い物質に置き換える必要があります。 ただし、毒性の低い物質は可燃性が高いため、火災や爆発の危険性も考慮する必要があります。 さらに、材料の化学的適合性を考慮する必要があります。 たとえば、硝酸塩とシアン化物塩を誤って混合すると、硝酸塩の強力な酸化特性により爆発を引き起こす可能性があります。
換気
ほとんどの金属コーティング プロセスでは、蒸気やその他の汚染物質を作業者から遠ざけるために戦略的に配置された LEV が必要です。 一部のシステムは、タンク全体に新鮮な空気を押し込み、空気中の汚染物質をシステムの排気側に「押し込み」ます。 有毒ガスが再循環しないように、新鮮な空気の取り入れ口は排気口から離して配置する必要があります。
個人用保護具
プロセスは、潜在的に有毒な暴露を防ぐように設計する必要がありますが、常に完全に回避できるわけではないため、従業員には適切な PPE を提供する必要があります (たとえば、必要に応じてフェイス シールドの有無にかかわらずゴーグル、手袋、エプロン、カバーオール、および靴)。 露出の多くは高温の腐食性または腐食性溶液を伴うため、保護アイテムは絶縁され、耐薬品性がある必要があります。 電気にさらされる可能性がある場合、PPE は非導電性である必要があります。 PPE は、汚染された湿ったアイテムを再使用する前に洗浄および乾燥できるように、十分な量を用意する必要があります。 溶銑や炉などによる熱傷の危険がある場合は、断熱手袋やその他の保護服を用意する必要があります。
重要な付属物は、労働者の衣服が汚染されていない状態を保ち、労働者が有毒物質を家に持ち帰らないように、洗浄設備と清潔なロッカーと更衣室を利用できることです。
従業員のトレーニングと監督
従業員の教育とトレーニングは、仕事に就いたばかりの場合でも、設備やプロセスに変更があった場合でも不可欠です。 MSDS は、化学的および物理的危険性を説明する化学製品ごとに、労働者が確実に理解できる言語と教育レベルで提供する必要があります。 能力テストと定期的な再訓練により、労働者が必要な情報を保持していることを確認できます。 適切な手順が守られていることを確認するために、綿密な監督が推奨されます。
選択された危険
特定の危険性は金属塗装業界に特有のものであり、特別な考慮が必要です。
アルカリおよび酸性溶液
金属の洗浄および処理に使用される加熱されたアルカリ性および酸性溶液は、特に腐食性および苛性です。 皮膚や粘膜を刺激し、目に入ると特に危険です。 洗眼器と緊急用シャワーは不可欠です。 適切な防護服とゴーグルは、避けられない水しぶきを防ぎます。 飛沫が皮膚に達した場合は、その部分を直ちに冷たくきれいな水で少なくとも 15 分間十分に洗い流してください。 特に目が関与している場合は、医師の診察が必要な場合があります。
ホスゲンは、塩素化炭化水素、酸、および金属の反応から生じる可能性があるため、塩素化炭化水素を利用する場合は注意が必要です。 硝酸とフッ化水素酸は、肺への影響が明らかになるまでに 4 時間以上かかることがあるため、それらのガスを吸入すると特に危険です。 気管支炎、肺臓炎、さらには死に至る可能性のある肺水腫が、曝露による初期の影響がないように見える労働者に遅れて現れることがあります。 暴露された労働者には、迅速な予防的治療と、多くの場合、入院が推奨されます。 フッ化水素酸が皮膚に接触すると、数時間痛みを伴わない重度のやけどを引き起こす可能性があります。 迅速な医療処置が不可欠です。
ほこり
金属粉塵および酸化粉塵は、研削および研磨作業で特に問題となるものであり、発生時に LEV によって最も効果的に除去されます。 配管は滑らかになるように設計し、風速は微粒子が気流から沈降しないように十分に保つ必要があります。 アルミニウムとマグネシウムの粉塵は爆発する可能性があるため、ウェット トラップで収集する必要があります。 陶磁器や磁器の釉薬での鉛の使用が減少したことで、鉛の問題は少なくなりましたが、鉛は依然としてどこにでもある職業上の危険であり、常に警戒する必要があります。 ベリリウムとその化合物は、発がん性と慢性ベリリウム疾患の可能性があるため、最近関心を集めています。
特定の操作は、珪肺症および塵肺症のリスクをもたらします。 これらの物質を乾燥状態でふるい分け、混合し、計量する。 そして、そのような材料を炉に装入する。 また、ウェットプロセスで使用され、作業場や作業員の衣服に飛散すると、乾燥すると再び粉塵になる危険性があります。 LEV と徹底した清潔さと個人の衛生状態は、重要な予防手段です。
有機溶剤
脱脂や特定のプロセスで使用される溶剤やその他の有機化学物質は、吸入すると危険です。 急性期には、麻酔作用により呼吸麻痺や死に至る可能性があります。 慢性暴露では、中枢神経系の毒性と肝臓および腎臓の損傷が最も頻繁に起こります。 保護は、LEV によって提供され、発生源と作業者の呼吸エリアの間に少なくとも 80 ~ 100 cm の安全ゾーンがあります。 完成したワークピースから残留蒸気を除去するために、ベンチ換気も設置する必要があります。 有機溶剤による皮膚の脱脂は、皮膚炎の前兆となる可能性があります。 多くの溶剤も可燃性です。
シアン化物
シアン化物を含む浴は、電解脱脂、電気メッキ、およびシアン化に頻繁に使用されます。 酸と反応すると、揮発性で致命的な可能性のあるシアン化水素 (青酸) が生成されます。 空気中の致死濃度は 300 ~ 500 ppm です。 致命的な曝露は、シアン化物の皮膚吸収または摂取によっても生じる可能性があります。 最適な清浄度は、シアン化物を使用する作業員にとって不可欠です。 食べ物は洗う前に食べてはならず、決して作業場に置いてはいけません。 潜在的なシアン化物にさらされた後は、手と衣服を注意深く洗浄する必要があります。
シアン化物中毒の応急処置には、戸外への移動、汚染された衣類の除去、露出した部分の大量の水による洗浄、酸素療法、および亜硝酸アミルの吸入が含まれます。 LEV と皮膚の保護は不可欠です。
クロムとニッケル
電気めっきのガルバニック浴で使用されるクロムおよびニッケル化合物は危険な場合があります。 クロム化合物は、皮膚や粘膜の火傷、潰瘍、湿疹、および鼻中隔の特徴的な穿孔を引き起こす可能性があります。 気管支喘息が発生することがあります。 ニッケル塩は、頑固なアレルギー性または毒性刺激性の皮膚損傷を引き起こす可能性があります。 クロムとニッケルの両方の化合物が発がん性があるという証拠があります。 LEV と皮膚の保護は不可欠です。
炉とオーブン
炉を使用する場合は、特別な注意が必要です。たとえば、部品が高温で取り扱われる金属の熱処理では、プロセスで使用される材料が有毒または爆発性、あるいはその両方である可能性があります。 炉内の気体媒体 (雰囲気) は、金属装入物 (酸化または還元雰囲気) と反応するか、または中性で保護的である可能性があります。 後者のほとんどは、最大 50% の水素と 20% の一酸化炭素を含み、可燃性であることに加えて、高温で空気と爆発性の高い混合物を形成します。 発火温度は 450 ~ 750 °C ですが、低温でも局部火花により発火することがあります。 爆発の危険性は、炉の起動時または停止時に大きくなります。 冷却炉は空気を吸い込む傾向があるため (燃料や電力供給が中断された場合は特に危険です)、炉がシャットダウンされたときにパージするために、不活性ガス (窒素や二酸化炭素など) の供給が利用可能である必要があります。保護雰囲気が熱い炉に導入されたとき。
一酸化炭素は、おそらく炉やオーブンからの最大の危険です。 無色無臭であるため、作業者が気が付かないうちに中毒レベルに達することがよくあります。 頭痛は毒性の初期症状の XNUMX つであるため、作業中に頭痛が発生した労働者は、直ちに新鮮な空気の場所に移動する必要があります。 危険ゾーンには、一酸化炭素が集まる可能性のあるくぼんだポケットが含まれます。 レンガ造りは多孔質であり、通常のパージ中にガスを保持し、パージが完了するとガスを放出する可能性があることに注意してください。
鉛は 870°C を超える温度で非常に急速に気化する傾向があるため、鉛炉は危険な場合があります。 したがって、効果的なヒューム抽出システムが必要です。 ポットの破損や故障も危険です。 これが発生した場合、溶融金属を捕捉するために十分な大きさのウェルまたはピットを用意する必要があります。
火と爆発
金属コーティングに使用される化合物の多くは可燃性であり、特定の状況下では爆発します。 ほとんどの場合、炉と乾燥炉はガス燃焼式であり、バーナーの火炎破壊装置、供給ラインの低圧遮断弁、ストーブの構造の爆発軽減パネルなどの特別な予防措置を取り付ける必要があります。 . 電解操作では、プロセスで生成された水素が浴の表面に集まり、排出されない場合、爆発的な濃度に達する可能性があります。 炉は適切に換気され、バーナーは滴り落ちる材料で詰まるのを防ぐ必要があります。
油焼入れは、特に金属チャージが完全に浸っていない場合、火災の危険もあります。 焼入れ油は引火点が高く、温度が 27°C を超えてはなりません。
メタライジングに使用される圧縮酸素および燃料ガス ボンベは、適切に保管および操作しないと、火災や爆発の危険があります。 詳細な注意事項については、この章の記事「溶接と熱切断」を参照してください。
地域の条例で義務付けられているように、警報器を含む消防設備が提供され、正常に機能するように維持され、労働者はそれを適切に使用するよう訓練されている必要があります。
ヒート
炉、裸火、オーブン、加熱された溶液、および溶融金属の使用は、必然的に過度の熱暴露のリスクをもたらします。これは、高温多湿の気候で、特に密閉性のある保護服やギアによって悪化します。 プラントの完全な空調は経済的に実現可能ではないかもしれませんが、局所換気システムで冷やされた空気を供給することは役に立ちます。 涼しい環境での休憩と適切な水分摂取 (ワークステーションで摂取する水分には有毒な汚染物質が含まれていてはなりません) は、熱毒性を回避するのに役立ちます。 労働者と監督者は、熱ストレス症状の認識について訓練を受ける必要があります。
まとめ
金属の表面処理には、幅広い潜在的な毒性暴露を伴う多数のプロセスが含まれますが、そのほとんどは、よく知られている予防手段を入念に適用することで防止または制御できます。
金属再生利用
金属再生利用は、スクラップから金属を製造するプロセスです。 これらの再生金属は、金属の鉱石の一次処理から生成された金属と区別できません。 ただし、プロセスはわずかに異なり、露出は異なる場合があります。 エンジニアリング制御は基本的に同じです。 原材料の枯渇とスクラップ材料による環境汚染のため、金属の再生は世界経済にとって非常に重要です。
アルミニウム、銅、鉛、亜鉛は、非鉄金属二次産業の生産量の 95% を占めています。 マグネシウム、水銀、ニッケル、貴金属、カドミウム、セレン、コバルト、スズ、チタンも再生利用されます。 (鉄と鋼については、この章で説明します。 鉄鋼業. この章の記事「銅、鉛、亜鉛の製錬と精製」も参照してください。)
制御戦略
排出/暴露制御の原則
金属の再生には、ほこり、煙、溶剤、騒音、熱、酸の霧、その他の潜在的な危険物質やリスクへの暴露が伴います。 排出量の発生を排除または削減するために、いくつかのプロセスおよび/またはマテリアルハンドリングの変更が実行可能である可能性があります: 取り扱いを最小限に抑える、ポット温度を下げる、ドロスの形成とダストの表面生成を減少させる、プラントレイアウトを変更してマテリアルハンドリングまたは沈殿物の再飛散を減らすほこり。
従業員がそのエリアから移動できるように、露出の高いタスクを実行するために機械が選択されている場合、場合によっては露出を減らすことができます。 これにより、マテリアルハンドリングによる人間工学的な危険も軽減できます。
プラント内のクリーン エリアの相互汚染を防止するには、大量の排出物を生成するプロセスを隔離することが望ましいです。 物理的な障壁は排出物を封じ込め、その広がりを減らします。 したがって、被ばくする人が少なくなり、XNUMX つの地域での被ばくに寄与する放出源の数が減少します。 これにより、曝露評価が簡素化され、主要な発生源の特定と管理が容易になります。 再生操作は、多くの場合、他のプラント操作から分離されています。
場合によっては、特定の放出源を封入または隔離することが可能です。 エンクロージャーは気密性がほとんどないため、ネガティブ ドラフト排気システムがエンクロージャーに適用されることがよくあります。 排出物を制御する最も一般的な方法の XNUMX つは、排出物が発生した時点で局所排気換気を行うことです。 発生源で排出物を捕捉することで、排出物が大気中に拡散する可能性が減少します。 また、定着した汚染物質の再混入によって生じる二次的な従業員の暴露も防ぎます。
排気フードの捕捉速度は、煙やほこりが空気の流れからフードに漏れるのを防ぐのに十分な速度でなければなりません。 空気の流れは、煙やほこりの粒子をフードに運び込み、クロスドラフトやその他のランダムな空気の動きの影響を克服するのに十分な速度を持つ必要があります。 これを達成するために必要な速度は、アプリケーションごとに異なります。 局所排気換気に打ち勝つことができる再循環ヒーターまたは個人用冷却ファンの使用は制限する必要があります。
すべての排気または希釈換気システムには、交換空気も必要です (「メイクアップ」空気システムとも呼ばれます)。 交換用の空気システムが適切に設計され、自然換気システムと快適換気システムに統合されている場合、より効果的な被ばく管理が期待できます。 たとえば、交換用の排気口は、排気口から従業員を横切って排出源と排気口に向かってきれいな空気が流れるように配置する必要があります。 この技術は、給気島でよく使用され、従業員をきれいな流入空気と排出源の間に配置します。
クリーン エリアは、直接的な排出管理とハウスキーピングによって管理されることを目的としています。 これらのエリアは、周囲の汚染レベルが低いことを示しています。 汚染された地域の従業員は、個人用呼吸保護具で補われた、給気サービス キャブ、島、待機説教壇、および制御室によって保護されます。
労働者の XNUMX 日あたりの平均曝露は、新鮮なろ過空気が供給される休憩室や食堂などの清潔な場所を提供することで減らすことができます。 汚染物質が比較的少ない場所で時間を過ごすことで、従業員の汚染物質への時間加重平均曝露を減らすことができます。 この原則のもう XNUMX つの一般的なアプリケーションは、ワークステーションで従業員の呼吸ゾーンに新鮮なろ過された空気が供給される供給空気島です。
フード、ダクト工事、制御室、保守活動、清掃、および機器保管のための十分なスペースを提供する必要があります。
車輪付き車両は、二次排出の重要な発生源です。 車輪付き車両輸送が使用されている場合、すべての表面を舗装し、表面に蓄積したほこりの多い物質をなくし、車両の走行距離と速度を減らし、車両の排気と冷却ファンの排気の方向を変えることにより、排出量を削減できます。 コンクリートなどの適切な舗装材は、荷重、用途、表面の手入れなどを考慮して選択する必要があります。 道路の洗い流しを容易にするために、一部の表面にコーティングを施すことができます。
空気汚染物質を効果的に制御するために、すべての排気、希釈、および補給空気換気システムを適切に維持する必要があります。 一般的な換気システムを維持することに加えて、プロセス機器を維持して、材料の流出と漏出を排除する必要があります。
職場実習プログラムの実施
規格では、コンプライアンスを達成する手段として工学的管理が強調されていますが、作業慣行管理は、管理プログラムを成功させるために不可欠です。 工学的管理は、劣悪な作業習慣、不十分なメンテナンス、不十分なハウスキーピングまたは個人の衛生状態によって無効になる可能性があります。 異なるシフトで同じ機器を操作する従業員は、シフト間でこれらの要因が異なるため、空気感染曝露が大きく異なる可能性があります。
作業実践プログラムは、しばしば無視されますが、優れた管理慣行と優れた常識を表しています。 それらは費用対効果が高いですが、従業員とライン監督者の側に責任と協力的な態度が必要です。 安全衛生に対する経営トップの姿勢は、現場監督者の姿勢に反映されます。 同様に、監督者がこれらのプログラムを強制しない場合、従業員の態度が損なわれる可能性があります。 良好な健康と安全に対する態度の醸成は、次の方法で達成できます。
- 従業員がプログラムに参加する協力的な雰囲気
- 正式なトレーニングと教育プログラム
- 工場の安全衛生プログラムを強調しています。 効果的なプログラムを実施するには、従業員のモチベーションを高め、信頼を得ることが必要です。
作業実習プログラムは、単純に「インストール」することはできません。 換気システムと同様に、適切に機能していることを確認するために、メンテナンスと継続的なチェックが必要です。 これらのプログラムは、管理者と従業員の責任です。 「良い」(つまり、低曝露)慣行を教え、奨励し、監督するためのプログラムを確立する必要があります。
個人用保護具
サイド シールド付きの安全メガネ、カバーオール、安全靴、作業用手袋は、すべての作業で日常的に着用する必要があります。 鋳造と溶解、または合金の鋳造に携わる者は、溶融金属の飛散から保護するために革または他の適切な素材で作られたエプロンと手の保護具を着用する必要があります。
技術的管理が粉塵や煙の排出を制御するのに十分でない作業では、適切な呼吸用保護具を着用する必要があります。 騒音レベルが過度で、設計で除去できない場合、または騒音源を分離できない場合は、聴覚保護具を着用する必要があります。 また、聴力検査やトレーニングなどの聴覚保護プログラムも必要です。
プロセス
アルミ
アルミニウム二次産業では、アルミニウム含有スクラップを利用して、金属アルミニウムおよびアルミニウム合金を製造しています。 この業界で使用されるプロセスには、スクラップの前処理、再溶解、合金化、および鋳造が含まれます。 二次アルミニウム産業で使用される原材料には、新旧のスクラップ、汗をかいた豚、一部の一次アルミニウムが含まれます。 新しいスクラップは、航空機産業、製造業者、およびその他の製造工場から購入した切り抜き、鍛造品、およびその他の固形物で構成されています。 ボーリングと旋削は、航空機および自動車産業による鋳造、ロッド、および鍛造の機械加工の副産物です。 ドロス、スキミング、スラグは、一次還元工場、二次製錬工場、鋳造工場から得られます。 古いスクラップには、自動車部品、家庭用品、航空機部品が含まれます。 必要な手順は次のとおりです。
- 検査と選別。 購入したアルミスクラップを検査します。 前処理を必要としないクリーンなスクラップは、貯蔵庫に輸送されるか、直接溶解炉に投入されます。 前処理が必要なアルミは手作業で選別。 遊離鉄、ステンレス鋼、亜鉛、真鍮、および特大の材料は削除されます。
- 破砕とスクリーニング。 古いスクラップ、特に鉄で汚染された鋳物とシートは、このプロセスへのインプットです。 選別されたスクラップは破砕機またはハンマーミルに運ばれ、材料が細断および破砕され、鉄がアルミニウムから引き裂かれます。 粉砕された材料は、振動ふるいにかけられ、汚れや微粒子が取り除かれます。
- 梱包. 特別に設計された梱包装置を使用して、スクラップ シート、鋳物、切り抜きなどのかさばるアルミニウム スクラップを圧縮します。
- 細断/分類。 鉄筋または絶縁体を備えた純粋なアルミニウム ケーブルは、ワニ型ハサミで切断された後、ハンマー ミルで粒状化またはさらに縮小され、鉄心とプラスチック コーティングがアルミニウムから分離されます。
- 燃焼/乾燥。 ボーリングとターニングは、切削油、グリース、水分、遊離鉄を除去するために前処理されます。 スクラップはハンマーミルまたはリングクラッシャーで破砕され、水分と有機物はガスまたは石油燃焼のロータリードライヤーで揮発され、乾燥したチップはふるいにかけられてアルミニウムの微粉が除去され、残りの材料は鉄の除去のために磁気処理されます。きれいで乾燥したボーリングは、トート ボックスに分類されます。
- ホットドロス処理。 アルミニウムは、塩と氷晶石の混合物を用いたバッチ フラックス処理によって、精錬炉から排出されるホット ドロスから除去できます。 このプロセスは、機械的に回転し、耐火物で裏打ちされたバレルで行われます。 金属は、ベースの穴から定期的に叩かれます。
- ドライミリング。 乾式製粉プロセスでは、アルミニウムを含んだ冷たいドロスやその他の残留物を製粉、ふるい分け、濃縮して処理し、最小アルミニウム含有量が 60 ~ 70% の製品を取得します。 ボールミル、ロッドミル、またはハンマーミルを使用して、酸化物および非金属を微粉末に還元できます。 金属からの汚れやその他の回収不可能な物質の分離は、スクリーニング、空気分級、および/または磁気分離によって達成されます。
- 焙煎。 紙、ガッタパーチャ、または断熱材で裏打ちされたアルミホイルは、このプロセスのインプットです。 焙焼工程では、アルミ箔に付随する炭素材を投入し、金属製品から分離します。
- アルミ発汗. 発汗は、高鉄分スクラップからアルミニウムを回収するために使用される乾式冶金プロセスです。 このプロセスでは、高鉄アルミニウム スクラップ、鋳物、ドロスが投入されます。 炉床が傾斜している直火反射炉が一般的です。 分離は、アルミニウムやその他の低融点成分が溶けて炉床を流れ落ち、火格子を通って空冷された金型に流れ込み、鍋や井戸を集めるときに行われます。 この製品は「汗をかいた豚」と呼ばれています。 発汗プロセス中に形成された鉄、真鍮、酸化生成物などの高融点材料は、定期的に炉から取り出されます。
- 反響(塩素)製錬・精製。 反射炉は、きれいに選別されたスクラップ、汗をかいた豚、場合によっては未処理のスクラップを仕様の合金に変換するために使用されます。 スクラップは、機械的手段によって炉に投入されます。 材料は、バッチまたは連続供給による処理のために追加されます。 スクラップが投入された後、融液が空気と接触して酸化するのを防ぐためにフラックスが追加されます (カバー フラックス)。 溶剤フラックスが添加され、これは焼けたコーティングや汚れからの残留物などの非金属と反応して、スラグとして表面に浮く不溶物を形成します。 その後、仕様に応じて合金剤が添加されます。 デマギング 溶融装入物のマグネシウム含有量を減らすプロセスです。 塩素ガスによるデマギングでは、カーボンチューブやランスから塩素を注入し、マグネシウムやアルミニウムと反応して泡立ちます。 スキミングステップでは、不純な半固体フラックスが溶融物の表面からすくい取られます。
- 反響(フッ素)製錬・精製。 このプロセスは、塩素ではなくフッ化アルミニウムが使用されることを除いて、反射型 (塩素) 製錬精製プロセスに似ています。
表 1. 操作別のアルミニウムの工学的/管理上の制御
|
プロセス機器 |
暴露 |
エンジニアリング/管理制御 |
|
選別 |
トーチはんだ除去 — 鉛やカドミウムなどの金属煙 |
はんだ除去中の局所排気換気。 PPE—はんだ除去時の呼吸保護 |
|
破砕・選別 |
非特異的な粉塵やエアロゾル、オイルミスト、金属微粒子、騒音 |
局所排気換気と一般エリア換気、騒音源の分離。 PPE—聴覚保護 |
|
梱包 |
既知の曝露なし |
コントロールなし |
|
焼成・乾燥 |
金属、すす、および凝縮された重有機物を含む可能性のある非特異的な粒子状物質。 フッ化物、二酸化硫黄、塩化物、一酸化炭素、炭化水素およびアルデヒドを含むガスおよび蒸気 |
局所排気換気、一般エリア換気、熱ストレス作業/休息管理、水分補給、騒音源の隔離。 PPE—聴覚保護 |
|
ホットドロス処理 |
いくつかの煙 |
局所排気換気、全体換気 |
|
乾式粉砕 |
ほこり |
局所排気換気、全体換気 |
|
焙煎 |
ほこり |
局所排気換気、一般エリア換気、熱ストレス作業/休息管理、水分補給、騒音源の隔離。 PPE—聴覚保護 |
|
発汗 |
金属の煙と微粒子、非特異的なガスと蒸気、熱と騒音 |
局所排気換気、一般エリア換気、熱ストレス作業/休息管理、水分補給、騒音源の隔離。 PPE—聴覚保護と呼吸保護 |
|
反響(塩素)製錬 |
燃焼生成物、塩素、塩化水素、金属塩化物、塩化アルミニウム、熱と騒音 |
局所排気換気、一般エリア換気、熱ストレス作業/休息管理、水分補給、騒音源の隔離。 PPE—聴覚保護と呼吸保護 |
|
反響(フッ素)製錬 |
燃焼生成物、フッ素、フッ化水素、金属フッ化物、フッ化アルミニウム、熱と騒音 |
局所排気換気、一般エリア換気、熱ストレス作業/休息管理、水分補給、騒音源の隔離。 PPE—聴覚保護と呼吸保護 |
銅の再生
銅の二次産業では、銅含有スクラップを利用して、金属銅および銅ベースの合金を製造しています。 使用される原材料は、完成品の製造で生成される新しいスクラップ、または廃止された摩耗または回収された物品からの古いスクラップに分類できます。 古いスクラップの発生源には、電線、配管器具、電気機器、自動車、家電製品などがあります。 銅の価値を持つ他の材料には、スラグ、ドロス、鋳造所の灰、および製錬所からのスイープが含まれます。 次の手順が含まれます。
- ストリッピングとソート。 スクラップは、銅の含有量と純度に基づいて選別されます。 きれいなスクラップは手動で分離され、溶解および合金化炉に直接投入されます。 鉄分を磁力で分離できます。 絶縁体とリード ケーブルの被覆は、手または特別に設計された装置で剥がされます。
- 練炭と破砕。 きれいなワイヤー、薄板、ワイヤースクリーン、ボーリング、旋削物、切りくずがコンパクトにまとめられ、取り扱いが容易になります。 使用される機器には、油圧梱包プレス、ハンマー ミル、ボール ミルが含まれます。
- 細断。 絶縁体からの銅線の分離は、混合物のサイズを小さくすることによって達成されます。 細断された材料は、鉄材料の磁気分離を備えた空気または水力による分類によって分類されます。
- 粉砕と重力分離。 このプロセスは細断と同じ機能を果たしますが、水性分離媒体と、スラグ、ドロス、スキミング、鋳造所の灰、スイープ、バグハウスダストなどのさまざまな入力材料を使用します。
- 乾燥しています。 切削油、油、グリースなどの揮発性有機不純物を含むボーリング、旋盤、切りくずが除去されます。
- 絶縁燃焼。 このプロセスは、これらの材料を炉で燃焼させることにより、銅線から絶縁体やその他のコーティングを分離します。 ワイヤースクラップは、一次点火チャンバーまたはアフターバーナーにバッチで投入されます。 揮発性燃焼生成物は、収集のために二次燃焼室またはバグハウスを通過します。 煙、粘土、金属酸化物などの非特異的な粒子状物質が生成されます。 ガスおよび蒸気には、窒素酸化物、二酸化硫黄、塩化物、一酸化炭素、炭化水素、およびアルデヒドが含まれる場合があります。
- 発汗。 スクラップからの低蒸気溶融成分の除去は、発汗する金属の融点のすぐ上にある制御された温度にスクラップを加熱することによって達成されます。 一次金属である銅は、一般的に溶融成分ではありません。
- 炭酸アンモニウムの浸出。 銅は、塩基性炭酸アンモニウム溶液で浸出および溶解することにより、比較的きれいなスクラップから回収できます。 アンモニア溶液中の第二銅イオンは金属銅と反応して第一銅イオンを生成し、空気酸化によって第二銅状態に再酸化されます。 浸出残渣から粗溶液を分離した後、水蒸気蒸留により酸化銅を回収する。
- 水蒸気蒸留。 炭酸塩浸出プロセスからの浸出物を沸騰させると、酸化銅が沈殿します。 次に酸化銅を乾燥させる。
- 水熱水素還元。 銅イオンを含む炭酸アンモニウム溶液を水素中で加圧加熱し、銅を粉末として沈殿させます。 銅をろ過、洗浄、乾燥し、水素雰囲気下で焼結します。 粉末を粉砕し、ふるいにかけます。
- 硫酸浸出。 スクラップ銅は熱硫酸に溶解され、電解採取プロセスに供給される硫酸銅溶液を形成します。 分解後、未溶解の残留物を濾別します。
- 転炉製錬。 溶解した黒銅は転炉に投入されます。転炉は洋ナシ形または円筒形のスチール シェル ライニング耐火れんがです。 空気はノズルと呼ばれる溶融装入物に吹き込まれます。 ノズル. 空気は硫化銅やその他の金属を酸化します。 シリカを含むフラックスを添加して酸化鉄と反応させ、ケイ酸鉄スラグを形成します。 このスラグは、通常、炉を傾けることによって炉からすくい取られ、その後、XNUMX 回目の吹き飛ばしとすくい取りが行われます。 このプロセスからの銅は粗銅と呼ばれます。 粗銅は一般に火精錬炉でさらに精錬されます。
- 火精錬。 転炉から出た粗銅は反射炉のような容器である円筒形傾斜炉で火精錬されます。 粗銅は、酸化雰囲気中で精錬容器に投入される。 不純物は表面からすくい取られ、緑の丸太または天然ガスの添加によって還元雰囲気が作り出されます。 得られた溶融金属は次に鋳造される。 銅を電解精錬する場合、精錬された銅は陽極として鋳造されます。
- 電解精製. 火力精製プロセスからのアノードは、硫酸と直流電流を含むタンクに入れられます。 アノードからの銅はイオン化され、銅イオンは純銅スターターシートに堆積します。 アノードが電解液に溶けると、不純物がセルの底にスライムとして沈殿します。 このスライムをさらに処理して、他の金属値を回復することができます。 製造されたカソード銅は、溶解され、さまざまな形状に鋳造されます。
表 2. 操作別の銅のエンジニアリング/管理上の制御
|
プロセス機器 |
曝露 |
エンジニアリング/管理制御 |
|
ストリッピングとソート |
マテリアルハンドリングおよびはんだ除去またはスクラップ切断による大気汚染物質 |
局所排気換気、全体換気 |
|
練炭と破砕 |
非特異的な粉塵やエアロゾル、オイルミスト、金属微粒子、騒音 |
局所排気換気と一般エリア換気、騒音源の分離。 PPE—聴覚保護と呼吸保護 |
|
シュレッディング |
非特異的な粉塵、電線絶縁材、金属微粒子、騒音 |
局所排気換気と一般エリア換気、騒音源の分離。 PPE—聴覚保護と呼吸保護 |
|
粉砕と重力分離 |
非特異的な粉塵、フラックスからの金属微粒子、スラグやドロス、騒音 |
局所排気換気と一般エリア換気、騒音源の分離。 PPE—聴覚保護と呼吸保護 |
|
乾燥 |
非特異的な粒子状物質。金属、すす、凝縮した重有機物が含まれる場合があります。 |
局所排気換気、一般エリアの換気、作業/休憩体制、水分、騒音源の隔離。 PPE—聴覚保護と呼吸保護 |
|
絶縁燃焼 |
煙、粘土を含む可能性のある非特異的な粒子状物質 |
局所排気換気、一般エリアの換気、作業/休憩体制、水分、騒音源の隔離。 PPE—呼吸保護 |
|
発汗 |
金属煙と微粒子、非特定ガス、蒸気、微粒子 |
局所排気換気、一般エリアの換気、作業/休憩体制、水分、騒音源の隔離。 PPE—聴覚保護と呼吸保護 |
|
炭酸アンモニウム浸出 |
アンモニア |
局所排気換気、一般エリア換気; PPE—呼吸保護 |
|
水蒸気蒸留 |
アンモニア |
局所排気換気、一般エリア換気; PPE—サイドシールド付きメガネ |
|
水熱水素還元 |
アンモニア |
局所排気換気、一般エリア換気; PPE—呼吸保護 |
|
硫酸浸出 |
硫酸ミスト |
局所排気換気、全体換気 |
|
転炉製錬 |
揮発性金属、騒音 |
局所排気換気、一般エリア換気; PPE—呼吸保護と聴覚保護 |
|
電気るつぼ製錬 |
粒子状物質、硫黄酸化物、窒素酸化物、すす、一酸化炭素、騒音 |
局所排気換気、一般エリア換気; PPE—聴覚保護 |
|
火精錬 |
硫黄酸化物、炭化水素、微粒子 |
局所排気換気、一般エリア換気; PPE—聴覚保護 |
|
電解精製 |
汚泥からの硫酸と金属 |
局所排気換気、全体換気 |
鉛の再生
二次鉛精錬業者が購入した原材料は、精錬炉に投入する前に処理が必要になる場合があります。 このセクションでは、二次鉛精錬業者が購入する最も一般的な原材料と、原材料処理作業から従業員が鉛にさらされることを制限するための実現可能な工学的管理と作業慣行について説明します。 鉛の粉塵は一般に鉛再生施設全体で見られること、および車両の空気が鉛の粉塵をかき混ぜ、吸入したり、靴、衣類、皮膚、髪に付着したりする可能性があることに注意する必要があります。
自動車用バッテリー
二次鉛製錬所で最も一般的な原材料は、自動車の廃バッテリーです。 自動車用廃バッテリーの重量の約 50% は、製錬および精製プロセスで金属鉛として再利用されます。 現在製造されている自動車用バッテリーの約 90% は、ポリプロピレン製のボックスまたはケースを使用しています。 ポリプロピレン製のケースは、この材料の経済的価値が高いため、ほぼすべての二次鉛製錬所で回収されています。 これらのプロセスのほとんどは、金属フューム、特に鉛とアンチモンを生成する可能性があります。
In 自動車用バッテリーの破損 グリッド金属の硬化剤として使用されるヒ素またはアンチモンの存在と発生期の水素が存在する可能性があるため、アルシンまたはスチビンを形成する可能性があります。
自動車用バッテリーを破壊する最も一般的な XNUMX つのプロセスは次のとおりです。
- ハイスピードソー
- 低速のこぎり
- 剪断
- バッテリー全体の粉砕 (サターンクラッシャーまたはシュレッダーまたはハンマーミル)。
これらのプロセスの最初の XNUMX つでは、バッテリーの上部を切り取り、グループまたは鉛含有材料を廃棄します。 XNUMXつ目の工程は、バッテリー全体をハンマーミルで粉砕し、重力分離により成分を分離します。
自動車用バッテリーの分離 自動車用バッテリーが壊れた後、鉛含有材料をケース材料から分離できるようにするために行われます。 ケースを外すと酸性ミストが発生する場合があります。 このタスクを達成するために最も広く使用されている手法は次のとおりです。
- マニュアル 技術。 これは、大多数の二次鉛製錬所で使用されており、小規模から中規模の製錬所で最も広く使用されている技術です。 バッテリーがのこぎりまたは剪断機を通過した後、従業員はグループまたは鉛含有材料を手動で山に捨て、ケースとバッテリーの上部を別の山または搬送システムに置きます。
- A タンブラー デバイス。 ケースからグループを分離するために上部がのこぎり/剪断された後、電池はタンブラー装置に入れられます。 タンブラーがゆっくりと回転するにつれて、タンブラーの内側のリブがグループをダンプします。 ケースが遠端に運ばれる間、グループはタンブラーのスロットを通って落下し、それらが出るときに収集されます。 プラスチックおよびゴム製のバッテリーケースとトップは、鉛含有材料から分離された後、さらに処理されます。
- A シンク/フロート プロセス. シンク/フロート プロセスは、通常、バッテリーを破壊するためのハンマー ミルまたは破砕プロセスと組み合わされます。 鉛ベアリングとケースの両方のバッテリー片は、水で満たされた一連のタンクに入れられます。 鉛含有材料はタンクの底に沈み、スクリューコンベアまたはドラッグチェーンによって除去されますが、ケース材料は浮遊してタンク表面からすくい取られます。
モバイル電気機器への電力供給やその他の産業用途に使用されていた産業用バッテリーは、ほとんどの二次製錬所で原材料として定期的に購入されています。 これらのバッテリーの多くはスチール製のケースを備えており、切断トーチまたはハンドヘルドのガス動力のこぎりでケースを切り開いて取り外す必要があります。
その他の購入鉛含有スクラップ
二次鉛製錬所は、製錬プロセスの原料として、さまざまなスクラップ材料を購入します。 これらの物質には、バッテリー製造工場のスクラップ、鉛精製のドロス、ライノタイプやケーブル被覆などの金属鉛のスクラップ、四エチル鉛の残留物が含まれます。 これらのタイプの材料は、製錬炉に直接装入するか、他の装入材料と混合することができます。
原材料の取り扱いと輸送
二次鉛製錬プロセスの重要な部分は、原材料の取り扱い、輸送、および保管です。 資材は、フォークリフト、フロントエンド ローダー、または機械式コンベア (スクリュー、バケット エレベーター、またはベルト) によって輸送されます。 二次リード産業における材料輸送の主な方法は、モバイル機器です。
二次鉛製錬所で使用されるいくつかの一般的な機械的搬送方法には次のものがあります。 バグハウスから凝集炉または貯蔵エリアまたはバケットエレベータおよびドラッグチェーン/ラインに煙道ダストを輸送するためのスクリューコンベヤ。
精錬
二次鉛製錬所での製錬作業には、溶鉱炉または反射炉で鉛含有スクラップを金属鉛に還元することが含まれます。
高炉 鉛含有材料、コークス (燃料) 石灰岩、および鉄 (フラックス) で充電されます。 これらの材料は、炉シャフトの上部で炉内に供給されるか、または炉の上部に近いシャフトの側面にある装入ドアを通して供給されます。 溶鉱炉の操業に関連する環境上の危険には、金属煙と粒子 (特に鉛とアンチモン)、熱、騒音、一酸化炭素などがあります。 鉛二次産業では、さまざまな装薬搬送機構が使用されています。 スキップホイストはおそらく最も一般的です。 使用中の他の装置には、振動ホッパー、ベルトコンベア、バケットエレベーターなどがあります。
高炉の出鋼作業では、溶融した鉛とスラグを炉から取り出して型や取鍋に入れます。 一部の製錬業者は、金属を精錬のために溶融状態に保つ保持釜に直接金属を投入します。 残りの製錬所は炉の金属をブロックに鋳造し、ブロックを凝固させます。
燃焼プロセスのための送風空気は、羽口から高炉に入ります。羽口は時折降着物で満たされ、妨げられないように、通常は鋼棒で物理的にパンチする必要があります。 この作業を行う従来の方法は、羽口のカバーを取り外し、鋼棒を挿入することです。 付着物を打ち抜いた後、カバーを元に戻します。
反射炉 炉装入機構により、鉛含有原材料が装入されます。 二次鉛産業の反射炉は、通常、耐火レンガで構成されたスプリング アーチまたはハンギング アーチを備えています。 反射炉に関連する汚染物質や物理的危険の多くは、高炉のものと似ています。 そのような機構は、油圧ラム、スクリューコンベア、または溶鉱炉について説明したものと同様の他の装置である可能性があります。
反射炉の出鋼作業は、高炉の出銑作業と非常によく似ています。
精錬
二次鉛製錬所での鉛の精錬は、間接焼成釜またはポットで行われます。 製錬炉からの金属は、通常、ケトルで溶解され、微量元素の含有量が調整されて、目的の合金が生成されます。 一般的な製品は、軟質 (純) 鉛と硬質 (アンチモン) 鉛のさまざまな合金です。
事実上すべての二次鉛精錬作業では、合金化材料をケトルに追加するための手動の方法が採用され、手動のドロス方法が採用されています。 ドロスはやかんの縁まで掃き出され、シャベルまたは大きなスプーンで容器に取り除かれます。
表 3. 操作別のリードのエンジニアリング/管理コントロール
|
プロセス機器 |
曝露 |
エンジニアリング/管理制御 |
|
車 |
道路からの鉛粉塵や鉛を含む飛沫 |
水で洗い流し、エリアを濡らしたままにします。 モバイル機器を操作する際の鉛排出量を最小限に抑えるには、オペレーターのトレーニング、慎重な作業慣行、および適切なハウスキーピングが重要な要素です。 機器を囲み、陽圧フィルター付き空気システムを提供します。 |
|
コンベヤー |
鉛粉 |
ベルトコンベアシステムが炉の供給材料や煙道の粉塵の輸送に使用される場合は、ベルトコンベアシステムにセルフクリーニングテールプーリーまたはベルトワイプを装備することもお勧めします。 |
|
バッテリーの分解 |
鉛粉、酸性ミスト |
局所排気換気、全体換気 |
|
充電準備 |
鉛粉 |
局所排気換気、全体換気 |
|
溶鉱炉 |
金属煙と微粒子 (鉛、アンチモン)、熱と騒音、一酸化炭素 |
局所排気換気、一般エリアの換気、作業/休憩体制、水分、騒音源の隔離。 PPE—呼吸保護と聴覚保護 |
|
反射炉 |
金属煙と微粒子 (鉛、アンチモン)、熱と騒音 |
局所排気換気、一般エリアの換気、作業/休憩体制、水分、騒音源の隔離。 PPE—呼吸保護と聴覚保護 |
|
精錬 |
鉛の微粒子、合金化金属、フラックス剤、騒音 |
局所排気換気、一般エリア換気; PPE—聴覚保護 |
|
鋳造 |
鉛微粒子および合金化金属の可能性 |
局所排気換気、全体換気 |
亜鉛再生利用
亜鉛の二次産業は、亜鉛の供給源として、新しい切り抜き、スキミングと灰、ダイカストのスキミング、亜鉛メッキのドロス、煙道の粉塵、および化学残留物を利用します。 処理される新しいスクラップのほとんどは、亜鉛メッキおよびダイカスト ポットからの亜鉛および銅ベースの合金です。 古いスクラップのカテゴリには、古い亜鉛彫刻のプレート、ダイカスト、およびロッドとダイのスクラップが含まれます。 プロセスは次のとおりです。
- 残響発汗. 発汗炉は、炉の温度を制御することにより、亜鉛を他の金属から分離するために使用されます。 自動車のグリルやナンバー プレート フレームなどのスクラップ ダイカスト製品、および亜鉛の皮または残留物は、プロセスの開始材料です。 スクラップを炉に投入し、フラックスを加えて内容物を溶かします。 高融点残留物は除去され、溶融亜鉛は炉から直接、溶解、精錬、合金化などの次のプロセス、または収集容器に流れ出します。 金属汚染物質には、亜鉛、アルミニウム、銅、鉄、鉛、カドミウム、マンガン、クロムが含まれます。 その他の汚染物質は、フラックス剤、硫黄酸化物、塩化物、フッ化物です。
- ロータリー発汗。 亜鉛スクラップ、ダイカスト製品、残渣、スキミングなどを直火炉に投入し、溶解します。 溶融物はすくい取られ、亜鉛金属は炉の外にあるやかんに集められます。 次に、再充電の前に、不溶性物質であるスラグが除去されます。 このプロセスからの金属は、蒸留または合金化プロセスに送られます。 汚染物質は反響性発汗の汚染物質に似ています。
- マッフル発汗とケトル(釜)発汗。 これらのプロセスでは、亜鉛スクラップ、ダイ ベーパー キャスト製品、残渣およびスキミングがマッフル炉に投入され、材料が発汗され、発汗した亜鉛が精錬または合金化プロセスに送られます。 残留物は、スラグからドロスを分離するシェーカースクリーンによって除去されます。 汚染物質は反響性発汗の汚染物質に似ています。
- 破砕/スクリーニング。 亜鉛残留物は、金属亜鉛と汚染フラックスとの間の物理的結合を分解するために粉砕または破砕されます。 次に、還元された材料は、スクリーニングまたは空気分級ステップで分離されます。 破砕すると、酸化亜鉛と少量の重金属と塩化物が生成される可能性があります。
- 炭酸ナトリウム浸出. 残留物は化学的に処理され、亜鉛が浸出して酸化亜鉛に変換されます。 スクラップは最初に粉砕され、洗浄されます。 このステップでは、亜鉛が材料から浸出されます。 水性部分を炭酸ナトリウムで処理し、亜鉛を沈殿させます。 沈殿物を乾燥し、か焼して粗酸化亜鉛を得る。 次に、酸化亜鉛は金属亜鉛に還元されます。 さまざまな亜鉛塩汚染物質が生成される可能性があります。
- ケトル(鍋)、坩堝、残響、電気誘導溶解。 スクラップは炉に投入され、フラックスが追加されます。 浴をかき混ぜてドロスを形成し、これを表面からすくい取ります。 炉からすくい取った後、亜鉛金属は取鍋または型に注がれます。 酸化亜鉛フューム、アンモニアおよび塩化アンモニウム、塩化水素および塩化亜鉛が生成される可能性があります。
- 合金化. このプロセスの機能は、凝固または溶融形態のいずれかのフラックスおよび合金化剤を精製ケトルに添加することにより、前処理されたスクラップ亜鉛金属から亜鉛合金を製造することです。 その後、内容物が混合され、ドロスがすくい取られ、金属がさまざまな形に鋳造されます。 亜鉛、合金金属、塩化物、非特異的なガスおよび蒸気、ならびに熱を含む微粒子は、暴露の可能性があります。
- マッフル蒸留。 マッフル蒸留プロセスは、合金から亜鉛を回収し、純粋な亜鉛インゴットを製造するために使用されます。 このプロセスは半連続式で、溶融亜鉛をるつぼまたは発汗炉からマッフル セクションに投入し、亜鉛を気化させ、気化した亜鉛を凝縮させ、コンデンサーから金型にタッピングします。 残留物はマッフルから定期的に取り除かれます。
- レトルト蒸留・酸化、マッフル蒸留・酸化。 レトルト蒸留/酸化およびマッフル蒸留/酸化プロセスの生成物は酸化亜鉛です。 このプロセスは、気化ステップによるレトルト蒸留に似ていますが、このプロセスではコンデンサーをバイパスし、燃焼用空気を追加します。 蒸気は、オリフィスを通って空気流に放出されます。 自然発火は、耐火性蒸気で裏打ちされたチャンバー内で発生します。 生成物は、燃焼ガスと過剰な空気によってバグフィルターに運ばれ、そこで生成物が収集されます。 完全な酸化を保証し、生成物を冷却するために過剰な空気が存在します。 これらの蒸留プロセスのそれぞれが、酸化亜鉛の煙霧への暴露、ならびに他の金属微粒子および硫黄酸化物への暴露につながる可能性があります。
表 4. 操作ごとの亜鉛の工学的/管理的制御
|
プロセス機器 |
曝露 |
エンジニアリング/管理制御 |
|
残響発汗 |
亜鉛、アルミニウム、銅、鉄、鉛、カドミウム、マンガン、クロム、フラックス剤からの汚染物質、硫黄酸化物、塩化物、フッ化物を含む微粒子 |
局所排気換気、全身換気、暑熱ストレス - 作業/休息管理、水分補給 |
|
ロータリー発汗 |
亜鉛、アルミニウム、銅、鉄、鉛、カドミウム、マンガン、クロム、フラックス剤からの汚染物質、硫黄酸化物、塩化物、フッ化物を含む微粒子 |
局所排気換気、全身換気、作業/休息管理、水分補給 |
|
マッフル発汗とケトル発汗 |
亜鉛、アルミニウム、銅、鉄、鉛、カドミウム、マンガン、クロム、フラックス剤からの汚染物質、硫黄酸化物、塩化物、フッ化物を含む微粒子 |
局所排気換気、全身換気、作業/休息管理、水分補給 |
|
破砕・選別 |
酸化亜鉛、少量の重金属、塩化物 |
局所排気換気、全体換気 |
|
炭酸ナトリウム浸出 |
酸化亜鉛、炭酸ナトリウム、炭酸亜鉛、水酸化亜鉛、塩化水素、塩化亜鉛 |
局所排気換気、全体換気 |
|
やかん(ポット)溶解坩堝、反射式、電気誘導溶解 |
酸化亜鉛フューム、アンモニア、塩化アンモニア、塩化水素、塩化亜鉛 |
局所排気換気、全身換気、作業/休息管理、水分補給 |
|
合金化 |
亜鉛、合金金属、塩化物を含む微粒子。 非特異的なガスおよび蒸気; 熱 |
局所排気換気、全身換気、作業/休息管理、水分補給 |
|
レトルト蒸留、レトルト蒸留・酸化、マッフル蒸留 |
酸化亜鉛フューム、その他の金属微粒子、硫黄酸化物 |
局所排気換気、全身換気、作業/休息管理、水分補給 |
|
黒鉛棒抵抗蒸留 |
酸化亜鉛フューム、その他の金属微粒子、硫黄酸化物 |
局所排気換気、全身換気、作業/休息管理、水分補給 |
マグネシウム再生
古いスクラップは、スクラップの自動車や航空機の部品、古くて時代遅れのリトグラフ プレート、主要なマグネシウム精錬所からのスラッジなどのソースから得られます。 新しいスクラップは、薄板工場や加工工場からの切り抜き、旋盤、中ぐり、スキミング、スラグ、ドロス、および欠陥品で構成されています。 マグネシウムを取り扱う際の最大の危険は火事です。 金属の小さな破片は、火花または炎によって容易に発火する可能性があります。
- 手選別。 このプロセスは、スクラップに存在する他の金属からマグネシウムとマグネシウム合金の部分を分離するために使用されます。 スクラップは手動で広げられ、重量に基づいて分類されます。
- オープンポット溶解。 このプロセスは、分別されたスクラップ中の汚染物質からマグネシウムを分離するために使用されます。 るつぼにスクラップを入れて加熱し、塩化カルシウム、塩化ナトリウム、塩化カリウムの混合物からなるフラックスを加えます。 溶けたマグネシウムはインゴットに鋳造されます。
表 5. 操作別のマグネシウムの工学的/管理的管理
|
プロセス機器 |
曝露 |
エンジニアリング/管理 |
|
スクラップ選別 |
ほこり |
水洗い |
|
オープンポット溶解 |
煙と粉塵、火災の可能性が高い |
局所排気換気および一般区域の換気および作業慣行 |
|
鋳造 |
ほこりや煙、熱、火災の可能性が高い |
局所排気換気、全身換気、作業/休息管理、水分補給 |
水銀再生
水銀の主な発生源は、歯科用アマルガム、スクラップ水銀電池、水銀を触媒として使用する電解プロセスからの汚泥、解体された塩素アルカリ工場からの水銀、および水銀含有機器です。 水銀蒸気は、これらの各プロセスを汚染する可能性があります。
- 押しつぶす. 破砕プロセスは、金属、プラスチック、ガラスの容器から残留水銀を放出するために使用されます。 容器が破砕された後、汚染された液体水銀はろ過工程に送られます。
- ろ過. 水銀蒸気を含んだ廃材をろ材に通すことで、汚れなどの不溶性不純物を取り除きます。 ろ過された水銀は酸素化プロセスに送られ、フィルターを通過しない固体はレトルト蒸留に送られます。
- 真空蒸留。 真空蒸留は、不純物の蒸気圧が水銀の蒸気圧よりも大幅に低い場合に、汚染された水銀を精製するために使用されます。 水銀チャージは加熱ポットで気化され、蒸気は水冷コンデンサーを使用して凝縮されます。 精製された水銀は集められ、瓶詰め作業に送られます。 加熱釜に残った残渣をレトルト工程に送り、減圧蒸留工程で回収できなかった微量の水銀を回収します。
- 溶液精製. このプロセスは、生の液体水銀を希酸で洗浄することにより、金属および有機汚染物質を除去します。 必要な手順は次のとおりです。未処理の液体水銀を希硝酸で浸出して、金属不純物を分離します。 酸性水銀を圧縮空気で攪拌してよく混合する。 水銀を酸から分離するためにデカントする。 水で洗浄して残留酸を除去する。 活性炭やシリカゲルなどの媒体で水銀をろ過して、最後の微量の水分を除去します。 水銀蒸気に加えて、溶剤、有機化学物質、酸性ミストにさらされる可能性があります。
- 酸素化。 このプロセスは、ろ過された水銀を、スパージング空気による酸化によって金属不純物を除去することによって精製します。 酸化プロセスには、スパージングとフィルタリングの XNUMX つのステップが含まれます。 散布工程では、汚染された水銀を密閉容器内で空気とともに攪拌して、金属汚染物質を酸化します。 散布後、水銀は木炭床でろ過され、固体の金属酸化物が除去されます。
- 言い返す。 レトルト処理は、固体の水銀含有スクラップに含まれる水銀を揮発させることにより、純粋な水銀を製造するために使用されます。 レトルト処理に含まれる手順は次のとおりです。密閉された静止ポットまたはトレイのスタック内で外部熱源を使用してスクラップを加熱し、水銀を気化させます。 水冷凝縮器で水銀蒸気を凝縮する。 凝縮した水銀を収集容器に収集します。
表 6. 操作別の水銀の工学的/管理的管理
|
プロセス機器 |
曝露 |
エンジニアリング/管理制御 |
|
押しつぶす |
揮発性水銀 |
局所排気; PPE—呼吸保護 |
|
ろ過 |
揮発性水銀 |
局所排気換気; PPE—呼吸保護 |
|
真空蒸留 |
揮発性水銀 |
局所排気換気; PPE—呼吸保護 |
|
溶液精製 |
揮発性水銀、溶剤、有機物、酸性ミスト |
局所排気換気、一般エリア換気; PPE—呼吸保護 |
|
酸化 |
揮発性水銀 |
局所排気換気; PPE—呼吸保護 |
|
レトルト |
揮発性水銀 |
局所排気換気; PPE—呼吸保護 |
ニッケルの再生
ニッケル再生の主な原材料は、ニッケル、銅、およびアルミニウム蒸気ベースの合金であり、古いスクラップまたは新しいスクラップとして見つけることができます。 旧スクラップとは、機械や航空機の部品から回収された合金で、新スクラップとは、合金製品の製造過程で副生する板スクラップ、削りくず、固形物を指します。 ニッケル再生には、次の手順が含まれます。
- 選別. スクラップは検査され、非金属および非ニッケル材料から手動で分離されます。 選別は粉塵暴露を生み出す。
- 脱脂. ニッケルスクラップをトリクロロエチレンで脱脂します。 混合物を濾過または遠心分離してニッケルスクラップを分離する。 トリクロロエチレンとグリースの使用済み溶媒溶液は、溶媒回収システムを通過します。 脱脂中に溶剤にさらされる可能性があります。
- 製錬(電気アークまたは回転反射)炉。 スクラップは電気アーク炉に投入され、通常は石灰である還元剤が添加されます。 装入物は溶解され、インゴットに鋳造されるか、追加の精錬のために反応器に直接送られます。 煙、ほこり、騒音、および熱にさらされる可能性があります。
- リアクターの精製。 溶融金属は反応器に導入され、そこでコールド ベース スクラップと銑ニッケルが加えられ、続いて石灰とシリカが加えられます。 次に、マンガン、コロンビウム、またはチタンなどの合金材料を添加して、所望の合金組成を生成します。 煙、ほこり、騒音、および熱にさらされる可能性があります。
- インゴット鋳造. 製錬炉や精錬炉から出た溶湯をインゴットに鋳造する工程です。 金属を型に流し込み、冷却します。 インゴットが型から取り出されます。 熱および金属ヒュームにさらされる可能性があります。
ニッケルの再生操作に関する曝露と管理手段を表 7 に示します。
表 7. 操作別のニッケルの工学的/管理上の制御
|
プロセス機器 |
曝露 |
エンジニアリング/管理制御 |
|
選別 |
ほこり |
局所排気と溶媒置換 |
|
脱脂 |
|
局所排気換気および溶媒の置換および/または回収、一般的なエリアの換気 |
|
精錬 |
煙、粉塵、騒音、熱 |
局所排気換気、作業/休息レジメン、水分。 PPE—呼吸保護と聴覚保護 |
|
精錬 |
煙、粉塵、熱、騒音 |
局所排気換気、全身換気、作業/休息レジメン、水分補給。 PPE—呼吸保護と聴覚保護 |
|
鋳造 |
熱、金属煙 |
局所排気換気、全身換気、作業/休息管理、水分補給 |
貴金属の再生
貴金属産業の原材料は、古いスクラップと新しいスクラップの両方で構成されています。 古いスクラップには、時代遅れの軍事および民間機器からの電子部品と、歯科産業からのスクラップが含まれます。 貴金属製品の加工・製造過程で、新たなスクラップが発生します。 製品は、金、銀、プラチナ、パラジウムなどの元素金属です。 貴金属の処理には、次の手順が含まれます。
- 手選別、細断。 貴金属を含むスクラップは手作業で選別され、ハンマーミルで破砕され、細断されます。 ハンマーミルはうるさいです。
- 焼却プロセス。 分別されたスクラップは、紙、プラスチック、有機液体汚染物質を除去するために焼却されます。 有機化学薬品、燃焼ガス、粉塵にさらされる可能性があります。
- 高炉製錬。 処理されたスクラップは、コークス、フラックス、リサイクルされたスラグ金属酸化物とともに高炉に投入されます。 装入物は溶けてスラグになり、貴金属を含む黒い銅が生成されます。 形成された硬質スラグには、スラグ不純物の大部分が含まれています。 ほこりや騒音が発生する場合があります。
- 転炉製錬。 このプロセスは、コンバーター内の溶融物に空気を吹き込むことにより、黒銅をさらに精製するように設計されています。 スラグを含む金属汚染物質は除去され、高炉にリサイクルされます。 貴金属を含んだ銅地金を型に流し込みます。
- 電解精製。 銅地金は、電解槽の陽極として機能します。 このようにして純銅がカソードにメッキされ、貴金属はセルの底に落ちてスライムとして集められます。 使用される電解液は硫酸銅です。 酸性ミスト暴露の可能性あり。
- 化学精製。 電解精製工程で発生する貴金属スライムを化学処理し、個々の金属を回収します。 シアン化物ベースのプロセスは、金と銀を回収するために使用されます。 王水 溶液および/または硝酸で処理した後、硫酸第一鉄または塩化ナトリウムで沈殿させて、それぞれ金と銀を回収します。 白金族金属は、それらを溶融鉛に溶解することによって回収することができ、次に硝酸で処理し、そこから白金族金属を選択的に沈殿させることができる残留物を残す。 次に、貴金属の沈殿物を溶融または点火して、金と銀を粒子として、プラチナ金属をスポンジとして収集します。 酸にさらされる可能性があります。
露出と管理は、操作ごとに表 8 に一覧表示されています (「金の製錬と精製」も参照)。
表 8. 操作別の貴金属の工学的/管理的管理
|
プロセス機器 |
曝露 |
エンジニアリング/管理制御 |
|
選別と細断 |
ハンマーミルは潜在的な騒音の危険性があります |
騒音制御材料; PPE—聴覚保護 |
|
焼却 |
有機物、燃焼ガス、粉塵 |
局所排気換気と全体換気 |
|
高炉製錬 |
ほこり、騒音 |
局所排気換気; PPE—聴覚保護と呼吸保護 |
|
電解精製 |
酸性ミスト |
局所排気換気、全体換気 |
|
化学精製 |
酸 |
局所排気換気、一般エリア換気; PPE—耐酸性服、化学ゴーグル、フェイス シールド |
カドミウム再生利用
古いカドミウム含有スクラップには、廃棄された車両やボートのカドミウムメッキ部品、家電製品、ハードウェアやファスナー、カドミウム電池、スイッチやリレーのカドミウム接点、その他の使用済みカドミウム合金が含まれます. 新しいスクラップは、通常、金属を扱う産業からの廃棄物や汚染された副産物を含むカドミウム蒸気です。 再利用プロセスは次のとおりです。
- 前処理. スクラップ前処理工程では、合金スクラップの蒸気脱脂を行います。 リサイクルされた溶剤を加熱することによって発生する溶剤蒸気は、スクラップ合金を含む容器内を循環します。 次に、溶剤とストリッピングされたグリースが凝縮され、再循環される溶剤と分離されます。 カドミウムの粉塵や溶剤にさらされる可能性があります。
- 製錬・精製。 製錬・精製工程では、前処理された合金スクラップやカドミウム元素スクラップを処理して不純物を除去し、カドミウム合金やカドミウム元素を製造します。 石油とガスの燃焼暴露の生成物と、亜鉛とカドミウムの粉塵が存在する可能性があります。
- レトルト蒸留。 脱脂されたスクラップ合金はレトルトに入れられ、加熱されてカドミウム蒸気が生成され、その後凝縮器に集められます。 その後、溶融金属は鋳造の準備が整います。 カドミウム粉塵にさらされる可能性があります。
- 溶解・脱亜鉛. カドミウム金属をるつぼに入れ、溶融段階まで加熱します。 亜鉛が金属中に存在する場合、亜鉛を除去するためにフラックスと塩素化剤が追加されます。 潜在的な曝露には、カドミウムの煙と粉塵、亜鉛の煙と粉塵、塩化亜鉛、塩素、塩化水素、および熱があります。
- 鋳造. 鋳造操作では、前のステップで生成された精製カドミウム合金またはカドミウム金属から、目的の製品ラインが形成されます。 鋳造により、カドミウムの粉塵、煙、および熱が発生する可能性があります。
カドミウム再生プロセスにおける曝露と必要な管理を表 9 にまとめます。
表 9. 操作別のカドミウムの工学的/管理上の制御
|
プロセス機器 |
曝露 |
エンジニアリング/管理制御 |
|
スクラップ脱脂 |
溶剤とカドミウム粉塵 |
局所排気と溶媒置換 |
|
合金製錬・精製 |
石油およびガス燃焼の生成物、亜鉛フューム、カドミウムダストおよびフューム |
局所排気換気および一般エリア換気; PPE—呼吸保護 |
|
レトルト蒸留 |
カドミウムガス |
局所排気換気; PPE—呼吸保護 |
|
溶解・脱亜鉛 |
カドミウムの煙と粉塵、亜鉛の煙と粉塵、塩化亜鉛、塩素、塩化水素、熱ストレス |
局所排気換気、全身換気、作業/休息レジメン、水分補給。 PPE—呼吸保護 |
|
鋳造 |
カドミウムの粉塵と煙、熱 |
局所排気換気、全身換気、作業/休息レジメン、水分補給。 PPE—呼吸保護 |
セレン再生
このセグメントの原材料は、セレン整流器の製造中に発生するゼログラフィー コピー シリンダーとスクラップを使用しています。 セレンの粉塵が全体に存在する場合があります。 蒸留とレトルト製錬では、燃焼ガスと粉塵が発生する可能性があります。 レトルト製錬がうるさい。 精錬では二酸化硫黄ミストと酸ミストが存在する。 金属粉塵は、鋳造作業から発生する可能性があります (表 10 を参照)。
表 10. Selenium のエンジニアリング/管理上の制御 (操作別)
|
プロセス機器 |
曝露 |
エンジニアリング/管理制御 |
|
スクラップ前処理 |
ほこり |
局所排気 |
|
レトルト製錬 |
燃焼ガス・粉塵・騒音 |
局所排気換気および一般エリア換気; PPE—聴覚保護。 バーナー騒音の制御 |
|
精錬 |
SO2、酸ミスト |
局所排気換気; PPE—ケミカルゴーグル |
|
蒸留 |
粉塵および燃焼生成物 |
局所排気換気、全体換気 |
|
|
金属粉 |
局所排気換気、全体換気 |
|
鋳造 |
セレン煙 |
局所排気換気、全体換気 |
再利用プロセスは次のとおりです。
- スクラップの前処理。 このプロセスでは、ハンマー ミルやショット ブラストなどの機械的プロセスによってセレンを分離します。
- レトルト製錬。 このプロセスは、レトルト蒸留操作で前処理されたスクラップを溶融し、蒸留によって不純物からセレンを分離することにより、精製および濃縮します。
- 精錬. このプロセスは、亜硫酸ナトリウム水溶液などの適切な溶媒による浸出に基づいて、スクラップセレンの精製を達成します。 不溶性不純物を濾過により除去し、濾液を処理してセレンを沈殿させる。
- 蒸留。 このプロセスでは、蒸気純度の高いセレンが生成されます。 セレンは溶融、蒸留され、セレン蒸気は凝縮され、溶融セレンとして製品形成操作に移されます。
- 焼入れ。 このプロセスは、精製されたセレンのショットと粉末を製造するために使用されます。 セレン溶融物は、ショットの製造に使用されます。 その後、ショットを乾燥させます。 溶融セレンではなくセレン蒸気が急冷される材料であることを除いて、粉末を生成するために必要なステップは同じです。
- 鋳造。 このプロセスは、溶融セレンからセレンインゴットまたはその他の形状を製造するために使用されます。 これらの形状は、溶融セレンを適切なサイズと形状の型に流し込み、溶融物を冷却して凝固させることによって製造されます。
コバルトの再生
コバルト スクラップの発生源は、超合金の研削と削りくず、および古いまたは摩耗したエンジン部品とタービン ブレードです。 再利用のプロセスは次のとおりです。
- 手選別。 生スクラップは手作業で選別され、コバルトベース、ニッケルベース、および加工不可能なコンポーネントを識別して分離します。 これはほこりの多い操作です。
- 脱脂。 分別されたダーティースクラップは脱脂装置に投入され、パークロロエチレンの蒸気が循環します。 この溶剤は、スクラップのグリースと油を取り除きます。 次いで、溶剤-油-グリース蒸気混合物が凝縮され、溶剤が回収される。 溶剤暴露が可能です。
- ブラスト。 脱脂したスクラップをグリットでブラストして、汚れ、酸化物、錆を取り除きます。 使用するグリットによっては、粉塵が存在する場合があります。
- 酸洗・化成処理工程。 ブラスト作業からのスクラップは、残留錆や酸化物汚染物質を除去するために酸で処理されます。 酸性ミストはばく露の可能性があります。
- 真空溶解。 洗浄されたスクラップは真空炉に投入され、電気アークまたは誘導炉によって溶解されます。 重金属にさらされる可能性があります。
- 鋳造。 溶融合金はインゴットに鋳造されます。 熱ストレスの可能性があります。
コバルト再生のばく露と管理の概要については、表 11 を参照してください。
表 11. 操作別のコバルトの工学的/管理的管理
|
プロセス機器 |
曝露 |
エンジニアリング/管理制御 |
|
手選別 |
ほこり |
水洗い |
|
脱脂 |
溶剤 |
溶剤回収、局所排気、溶剤置換 |
|
発破 |
粉塵 - 使用するグリットに依存する毒性 |
局所排気換気; 使用するグリットに応じた物理的危険および呼吸保護のための PPE |
|
酸洗・化成処理工程 |
酸性ミスト |
局所排気換気、一般エリア換気; PPE—呼吸保護 |
|
真空溶解 |
重金属 |
局所排気換気、全体換気 |
|
鋳造 |
ヒート |
局所排気換気、全身換気、作業/休息管理、水分補給 |
錫の再生
原材料の主な供給源は、スズめっきされたスチール トリミング、ブリキ缶製造会社からの廃棄物、鉄鋼業界からの廃棄されたメッキ コイル、スズのドロスとスラジ、はんだドロスとスラジ、使用済み青銅と青銅のリジェクト、および金属タイプのスクラップです。 多くのプロセスで、スズの粉塵と酸のミストが見られます。
- 脱アルミニウム。 このプロセスでは、高温の水酸化ナトリウムを使用して、スクラップを高温の水酸化ナトリウムと接触させ、アルミン酸ナトリウム溶液をスクラップ残渣から分離し、アルミン酸ナトリウムを精製操作にポンプで送り、可溶性スズを回収し、飼料用の脱アルミニウム錫スクラップ。
- バッチ混合。 このプロセスは、かなりのスズ含有量のドロスとスラッジを混合することによって、製錬炉に装入するのに適したフィードを準備する機械操作です。
- 化学的決定。 このプロセスは、スクラップ中のスズを抽出します。 水酸化ナトリウムと亜硝酸ナトリウムまたは硝酸ナトリウムの熱い溶液が、脱アルミニウムされたスクラップまたは生のスクラップに加えられます。 脱錫反応が完了すると、溶液を排出し、精錬/キャスティングプロセスに送ります。 分離されたスクラップは次に洗浄される。
- ドロス製錬。 このプロセスは、ドロスを部分的に精製し、装入物を溶解し、炉の粗金属を取り出し、マットとスラグを取り出すことにより、炉の粗金属を生成するために使用されます。
- ダストの浸出とろ過。 このプロセスは、硫酸で浸出して亜鉛と塩素を除去し、得られた混合物をろ過して酸と溶解した亜鉛と塩素を浸出ダストから分離し、浸出ダストを乾燥機で乾燥させ、煙道ダストから亜鉛と塩素値を除去します。スズと鉛の多い粉塵は、バッチ混合プロセスに戻されます。
- 沈降と葉のろ過。 このプロセスは、化学的脱錫プロセスで生成されたスズ酸ナトリウム溶液を精製します。 銀、水銀、銅、カドミウム、一部の鉄、コバルト、ニッケルなどの不純物が硫化物として沈殿します。
- 蒸発遠心分離。 スズ酸ナトリウムは蒸発により精製溶液から濃縮され、スズ酸ナトリウムの結晶化および遠心分離によるスズ酸ナトリウムの回収が行われる。
- 電解精製。 このプロセスでは、精製されたスズ酸ナトリウム溶液から、スズ酸ナトリウム溶液を電解槽に通し、スズが堆積した後にカソードを取り外し、カソードからスズを剥がすことにより、カソード純スズを生成します。
- 酸性化とろ過。 このプロセスでは、精製されたスズ酸ナトリウム溶液から水和酸化スズが生成されます。 この水和酸化物は、処理して無水酸化物を生成するか、精錬して元素スズを生成することができます。 水和酸化物を硫酸で中和して水和酸化スズを形成し、濾過して水和物を濾過ケークとして分離する。
- 火精錬。 このプロセスでは、装入物を溶融し、スラグやドロスなどの不純物を除去し、溶融金属を注ぎ、金属スズを鋳造することにより、陰極スズから精製スズを生成します。
- 製錬。 このプロセスは、電解精製が実行できない場合にスズを製造するために使用されます。 これは、水和スズ酸化物を還元剤で還元し、形成されたスズ金属を溶融し、ドロスをすくい取り、溶融スズを注ぎ、溶融スズを鋳造することによって達成されます。
- か焼。 このプロセスでは、水和物をか焼し、酸化第二スズを除去してパッケージングすることにより、水和酸化スズを無水酸化第二スズに変換します。
- ケトル精錬。 このプロセスは、粗炉金属を予熱したケトルに投入し、ドロスを乾燥させてスラグやマットとして不純物を除去し、硫黄でフラックス処理してマットとして銅を除去し、アルミニウムでフラックス処理してアンチモンを除去し、溶融金属を所望の状態に鋳造することにより、粗炉金属を精製するために使用されます。形状。
スズ再生のばく露と管理の概要については、表 12 を参照してください。
表 12. 操作別のスズの工学的/管理的管理
|
プロセス機器 |
曝露 |
エンジニアリング/管理制御 |
|
脱アルミニウム |
水酸化ナトリウム |
局所排気; PPE—ケミカルゴーグルおよび/またはフェイスシールド |
|
バッチ混合 |
ほこり |
局所排気換気と全体換気 |
|
化学的決定 |
苛性 |
局所排気換気; PPE—ケミカルゴーグルおよび/またはフェイスシールド |
|
ドロス製錬 |
ほこりと熱 |
局所排気換気、全身換気、作業/休息管理、水分補給 |
|
粉塵の浸出とろ過 |
ほこり |
局所排気換気、全体換気 |
|
沈降と葉のろ過 |
未確認 |
未確認 |
|
蒸発遠心分離 |
未確認 |
未確認 |
|
電解精製 |
アシッドミスト |
局所排気換気および一般エリア換気; PPE—ケミカルゴーグルおよび/またはフェイスシールド |
|
酸性化とろ過 |
酸性ミスト |
局所排気換気および一般エリア換気; PPE—ケミカルゴーグルおよび/またはフェイスシールド |
|
火精錬 |
ヒート |
作業/休息レジメン、PPE |
|
精錬 |
燃焼ガス、煙と粉塵、熱 |
局所排気換気および全身換気、作業/休息レジメン、PPE |
|
焼成 |
ほこり、煙、熱 |
局所排気換気および全身換気作業/休憩レジメン、PPE |
|
ケトル精製 |
ほこり、煙、熱 |
局所排気換気および全身換気、作業/休息レジメン、PPE |
チタンの再生
チタン スクラップの XNUMX つの主な供給源は、家庭とチタンの消費者です。 チタン製品のフライス加工および製造によって生成されるホーム スクラップには、トリム シート、厚板シート、カッティングス、ターニングス、およびボーリングが含まれます。 消費者スクラップは、リサイクルされたチタン製品で構成されています。 レクラメーション操作には次のものが含まれます。
- 脱脂。 このプロセスでは、サイズのスクラップが気化した有機溶剤(トリクロロエチレンなど)で処理されます。 汚染されたグリースとオイルは、溶剤蒸気によってスクラップから取り除かれます。 溶剤は、脱脂能力がなくなるまで再循環されます。 その後、使用済みの溶媒を再生することができます。 スクラップは蒸気と洗剤で脱脂することもできます。
- 漬物。 酸洗い工程では、塩酸とフッ化水素酸の溶液で浸出することにより、脱脂操作から酸化スケールを除去します。 酸処理スクラップは水洗・乾燥します。
- 電解精製。 電解精製は、溶融塩中でスクラップを電気精製するチタンスクラップの前処理プロセスです。
- 製錬。 前処理されたチタン スクラップと合金剤は、電気アーク真空炉で溶解され、チタン合金が形成されます。 投入材料には、前処理されたチタンスクラップと、アルミニウム、バナジウム、モリブデン、スズ、ジルコニウム、パラジウム、コロンビウム、クロムなどの合金材料が含まれます。
- 鋳造。 溶かしたチタンを型に流し込みます。 チタンはインゴットと呼ばれる棒状に固まります。
表 13. 操作別のチタンの工学的/管理的制御
|
プロセス機器 |
曝露 |
エンジニアリング/管理制御 |
|
溶剤脱脂 |
|
局所排気および溶媒回収 |
|
酸洗 |
酸 |
フェイスシールド、エプロン、長袖、安全メガネまたはゴーグル |
|
電気精錬 |
知られていない |
知られていない |
|
精錬 |
揮発性金属、騒音 |
局所排気換気とバーナーからの騒音の制御; PPE—聴覚保護 |
|
鋳造 |
ヒート |
PPE (People Protection Equipment) |
金属仕上げおよび工業用コーティングにおける環境問題
金属仕上げ
金属の表面処理は、耐久性を高め、外観を向上させます。 XNUMX つの製品に複数の表面処理が施される場合があります。 この記事では、金属の表面処理に使用されるプロセスと、環境への影響を軽減するために使用される方法について説明します。
金属仕上げ事業を運営するには、事業の環境への影響を効果的に最小限に抑えるために、会社の経営陣、従業員、政府、および地域社会の間の協力が必要です。 社会は、大気、水、および土地環境に侵入する汚染の量と長期的な影響に関心を持っています。 効果的な環境管理 すべての要素、化学物質、金属、プロセス、および出力に関する詳細な知識を通じて確立されます。
公害防止計画 環境管理の哲学を、問題に対応することから、次の計画シーケンスを使用して、化学物質の代替、プロセスの変更、および内部リサイクルに焦点を当てた解決策を予測することへとシフトします。
- ビジネスのあらゆる面で公害防止を開始します。
- 廃棄物の流れを特定します。
- アクションの優先順位を設定します。
- 無駄の根本原因を特定します。
- 無駄を削減または排除する変更を特定して実装します。
- 結果を測定します。
継続的な改善は、アクションの新しい優先順位を設定し、一連のアクションを繰り返すことによって達成されます。
詳細なプロセス文書により、廃棄物の流れが特定され、廃棄物削減の機会に優先順位を設定できるようになります。 変更の可能性について十分な情報に基づいた決定を下すと、次のことが促進されます。
- 簡単で実践的な運用改善
- 顧客とサプライヤーが関与するプロセスの変更
- 可能であれば、害の少ない活動への変更
- 変更が実際的でない場合の再利用とリサイクル
- 有害廃棄物の埋め立ては、最後の手段としてのみ使用します。
主な工程と標準業務工程
クリーニング すべての金属仕上げプロセスでは、オイル、スケール、バフ研磨、研磨剤などの有機および無機の汚れがないように部品を仕上げる必要があるためです。 使用されるクリーナーの XNUMX つの基本的なタイプは、溶剤、蒸気脱脂剤、およびアルカリ洗剤です。
溶剤および蒸気脱脂洗浄方法は、その後のプロセスが湿式であるアルカリ性材料にほぼ完全に置き換えられました。 溶媒と蒸気脱脂剤は、部品を洗浄して乾燥させる必要があり、それ以上湿式処理を行わない必要がある場合にまだ使用されています。 場合によっては、テルペンなどの溶剤が揮発性溶剤に取って代わります。 1,1,1-トリクロロエタンなどの毒性の低い物質は、蒸気脱脂においてより危険な物質の代わりに使用されています (ただし、この溶媒はオゾン層破壊剤として段階的に廃止されています)。
アルカリ洗浄サイクルには、通常、浸漬浸漬、陽極電気洗浄、弱酸浸漬が含まれます。 アルミニウムのクリーニングには通常、非エッチング、非ケイ酸塩のクリーナーが使用されます。 酸は、典型的には硫酸、塩酸および硝酸である。
陽極酸化金属表面の酸化膜を厚くするための電気化学的プロセス (アルミニウムによく適用される) は、希薄クロム酸または硫酸溶液で部品を処理します。
化成皮膜 その後の塗装のベースを提供するため、または酸化から保護するために不動態化するために使用されます。 クロメート処理では、活性な有機および無機剤を含む六価クロム溶液に部品を浸漬します。 リン酸塩処理では、部品を他の薬剤と一緒に希リン酸に浸します。 不動態化は、硝酸または重クロム酸ナトリウムを含む硝酸に浸漬することによって達成されます。
無電解めっき 電気を使わずに金属を堆積させる方法です。 銅またはニッケルの無電解めっきは、プリント回路基板の製造に使用されます。
電気めっき 金属 (亜鉛、ニッケル、銅、クロム、カドミウム、スズ、真鍮、青銅、鉛、スズ鉛、金、銀、およびプラチナなどのその他の金属) の薄いコーティングを基板 (鉄または非金属) に堆積させることを含みます。鉄)。 プロセス浴には、酸性、アルカリ性中性、およびアルカリ性シアン化物の溶液中の金属が含まれています (図 1 を参照)。
図 1. 一般的な電気めっきラインの入力と出力

ケミカルミリングとエッチング 化学試薬とエッチング液を使用した制御された溶解浸漬プロセスです。 アルミニウムは通常、陽極酸化の前に苛性アルカリでエッチングされるか、硝酸、リン酸、および硫酸を含む可能性のある溶液で化学的に光沢化されます。
溶融コーティング 溶融金属(鋼の亜鉛またはスズ亜鉛メッキ)に浸漬することにより、ワークピースに金属を適用することを含みます。
優れた管理慣行
重要な安全、健康、および環境の改善は、次のようなプロセスの改善を通じて達成できます。
- 向流洗浄と導電率制御の使用
- 排水時間の増加
- より多くのまたはより良い湿潤剤を使用する
- プロセス温度をできるだけ高く維持して粘度を下げることで、ドラッグアウト回収率 (つまり、金属に残った溶液の回収率) を高めます。
- すすぎ時に空気攪拌を使用してすすぎ効率を高めます
- メッキタンクにプラスチックボールを使用してミストを減らします
- めっき槽のろ過を改善し、浄化処理の頻度を低減
- 流出物を封じ込めるためにすべてのプロセスエリアの周りに縁石を配置する
- ニッケルなどの回収可能な金属を個別に処理する
- イオン交換、常圧蒸発、真空蒸発、電解回収、逆浸透、電気透析などの回収システムの設置
- 汚染物質の引き込みを減らし、洗浄システムを改善することで、引き抜き回収システムを補完する
- 最新の在庫管理を使用して、廃棄物と職場の危険を減らします
- 健全な環境管理構造の基礎を提供するための標準的な手順 (すなわち、文書化された手順、定期的な運用レビュー、および健全な運用ログ) の適用。
特定廃棄物の環境計画
特定の廃棄物の流れ、通常は使用済みめっき溶液は、次の方法で削減できます。
- 濾過。 カートリッジまたは珪藻土フィルターを使用して、プロセスの効率を低下させる固形物の蓄積を除去できます。
- カーボン処理 有機汚染物質の除去に使用できます (ニッケルメッキ、銅電気メッキ、亜鉛およびカドミウムメッキで最も一般的に適用されます)。
- 精製水。 水のメークアップとリンスに含まれる天然の汚染物質 (カルシウム、鉄、マグネシウム、マンガン、塩素、炭酸塩など) は、脱イオン、蒸留、または逆浸透を使用して除去できます。 すすぎ水の効率を改善することで、処理が必要なバススラッジの量が減少します。
- シアン浴炭酸塩凍結。 浴の温度を–3 °C に下げると、シアン化物の分解、過剰な陽極電流密度、および空気からの二酸化炭素の吸着によってシアン化物浴で形成された炭酸塩が結晶化し、それらの除去が促進されます。
- 降水量。 アノードの不純物として浴に入る金属汚染物質の除去は、シアン化バリウム、水酸化バリウム、水酸化カルシウム、硫酸カルシウム、またはシアン化カルシウムによる沈殿によって達成できます。
- 六価クロムの代替品。 六価クロムの代わりに三価クロムめっき液を用いて装飾めっきを行うことができます。 塗料前処理用のクロム化成コーティングは、非クロム化成コーティングまたはリンス不要のクロム化学薬品に置き換えることができる場合があります。
- 非キレート化プロセス化学。 溶液中の遊離イオンの濃度を制御するためにプロセス浴にキレート剤を添加する代わりに、キレート化されていないプロセス化学物質を使用して、金属を溶液中に保持する必要がないようにすることができます。 これらの金属は沈殿させることができ、連続濾過によって除去することができます。
- 非シアンプロセスケミカル。 遊離シアン化物を含む廃棄物の流れは、通常、次亜塩素酸塩または塩素を使用して処理されて酸化され、複雑なシアン化物は通常、硫酸第一鉄を使用して沈殿します。 シアン化物を含まないプロセス ケミストリーを使用することで、処理ステップが不要になり、スラッジの量が減少します。
- 溶剤脱脂。 処理前のワークピースの溶剤脱脂の代わりに、高温のアルカリ洗浄浴を使用できます。 アルカリ洗浄剤の効果は、電流または超音波を適用することによって高めることができます。 溶媒の蒸気やスラッジを回避する利点は、多くの場合、追加の運用コストを上回ります。
- アルカリ洗浄剤。 使用による油、グリース、および汚れの蓄積が浴の洗浄効率を損なうレベルに達した場合、アルカリ洗浄剤を廃棄しなければならないことは、スキミング装置を使用して浮遊油を除去し、沈殿装置またはカートリッジフィルターを使用して微粒子を除去し、油水コアレッサー、および精密ろ過または限外ろ過を使用して乳化油を除去します。
- 引きずり軽減。 プロセスバスからのドラグアウトの量を減らすことは、すすぎ水を汚染する貴重なプロセス化学物質の量を減らすのに役立ち、従来の金属沈殿処理プロセスによって生成されるスラッジの量を減らします。
ドラッグアウトを減らすいくつかの方法には、次のものがあります。
- プロセス槽の操作濃度。 薬品の濃度をできるだけ低くして、粘度を最小限に抑え (より迅速に排出するため)、薬品の量を (フィルム内に) 抑える必要があります。
- プロセスバスの動作温度。 プロセス溶液の粘度は、槽の温度を上げることによって下げることができます。
- 湿潤剤。 処理槽に湿潤剤を添加することにより、溶液の表面張力を下げることができます。
- ワークの位置決め。 接着フィルムが自由に排出され、溝や空洞に閉じ込められないように、ワークピースをラックに配置する必要があります。
- 撤去または排水時間. ワークピースが処理槽から早く取り出されるほど、ワークピース表面の膜が厚くなります。
- エアナイフ。 ワークラックをプロセスタンクの上に上げながら、ワークにエアを吹き付けることで、水はけと乾燥を改善できます。
- スプレーリンス。 これらは、すすぎの流量がタンクの蒸発速度と等しくなるように、加熱されたバスの上で使用できます。
- めっき浴。 炭酸塩と有機汚染物質は、めっき浴の粘度を上昇させる汚染の蓄積を防ぐために除去する必要があります。
- 排水板。 プロセスタンク間のスペースは、プロセス溶液を捕捉してプロセス槽に戻すために排水板で覆う必要があります。
- ドラッグアウトタンク。 ワークピースは、標準的なすすぎ操作の前に、引き抜きタンク (「静的すすぎ」タンク) に入れる必要があります。
薬品のドラッグアウト回収には、さまざまな技術が使われています。 これらには以下が含まれます:
- 蒸発。 大気圧蒸発器が最も一般的で、真空蒸発器はエネルギーを節約します。
- イオン交換 すすぎ水の化学回収に使用されます。
- 電解採取。 これは、溶液中の溶解金属が還元されて陰極に析出する電解プロセスです。 その後、堆積した金属が回収される。
- 電気透析. これは、溶液からイオン種を分離するために、イオン透過膜と印加電流を利用します。
- 逆浸透. これは、半透膜を利用して精製水と濃縮イオン溶液を生成します。 高圧を使用して水を強制的に膜に通過させますが、ほとんどの溶解塩は膜によって保持されます。
水ですすいでください
金属仕上げ施設で発生する有害廃棄物のほとんどは、洗浄とめっきに続くすすぎ作業で発生する廃水に由来します。 すすぎ効率を高めることで、施設は廃水の流れを大幅に削減できます。
XNUMX つの基本的な戦略により、すすぎ効率が向上します。 まず、スプレーすすぎやすすぎ水の攪拌により、ワークピースとすすぎ水の間に乱流が発生する可能性があります。 ラックの移動または強制的な水または空気が使用されます。 第2に、ワークピースとすすぎ水との間の接触時間を増加させることができる。 複数のすすぎタンクを直列に逆流に設定すると、使用するすすぎ水の量が減ります。
工業用コーティング
用語 コーティング 塗料、ワニス、ラッカー、エナメルおよびシェラック、パテ、木材フィラーおよびシーラー、塗料およびワニス除去剤、ペイント ブラシ クリーナー、および関連する塗料製品が含まれます。 液体コーティングには、液体バインダーと溶媒混合物に分散された顔料と添加剤が含まれています。 顔料は、コーティングの色と不透明度を提供し、コーティングの流れと耐久性に影響を与える無機または有機化合物です。 顔料には、カドミウム、鉛、亜鉛、クロム、コバルトなどの重金属が含まれていることがよくあります。 バインダーは、コーティングの接着性、凝集性、および一貫性を高め、コーティングが完了したときに表面に残る主要なコンポーネントです。 バインダーには、さまざまなオイル、樹脂、ゴム、ポリマーが含まれます。 充填剤や増量剤などの添加剤をコーティングに加えて、製造コストを削減し、コーティングの耐久性を高めることができます。
塗料に使用される有機溶剤の種類には、脂肪族炭化水素、芳香族炭化水素、エステル、ケトン、グリコールエーテル、アルコールなどがあります。 溶剤はバインダーを分散または溶解し、コーティングの粘度と厚さを減少させます。 コーティング剤に使用される溶剤は、その多くが発ガン性物質であり、可燃性または爆発性であるため危険です。 コーティングに含まれるほとんどの溶剤は、コーティングが硬化する際に蒸発し、揮発性有機化合物 (VOC) が排出されます。 人間の健康と環境に悪影響を与えるため、VOC 排出量の規制がますます厳しくなっています。 従来の成分、コーティング塗布技術、およびコーティング廃棄物に関連する環境への懸念は、汚染防止の代替案を開発する原動力となっています。
ほとんどのコーティングは、建築、工業、または特殊製品に使用されます。 建築用塗料は、建物や建築製品に使用され、木材を保護するワニスなどの装飾および保護サービスに使用されます。 産業施設では、さまざまな生産プロセスにコーティング作業が組み込まれています。 自動車、金属缶、農業機械、コイル コーティング、木材および金属製の家具および備品、家電産業は、工業用塗料の主要な消費者です。
コーティング配合の設計は、コーティング用途の目的によって異なります。 コーティングは美観、腐食および表面保護を提供します。 コスト、機能、製品の安全性、環境への安全性、転写効率、乾燥および硬化速度によって処方が決まります。
コーティング工程
ほとんどのコーティング プロセスは、原材料の取り扱いと準備、表面処理、コーティング、機器の洗浄、廃棄物管理の XNUMX つの作業で構成されています。
原材料の取り扱いと準備
原材料の取り扱いと準備には、在庫保管、混合操作、コーティングの薄化と調整、および施設内の原材料の移動が含まれます。 腐敗、仕様外、不適切な準備による廃棄物の発生を最小限に抑えるために、監視と取り扱いの手順と慣行が必要です。 腐敗を避けるために、手動または配管システムを介した転送をスケジュールする必要があります。
表面処理
使用する表面処理技術の種類は、コーティングする表面 (前処理、汚れの量、グリース、適用するコーティング、および必要な表面仕上げ) によって異なります。 一般的な準備作業には、脱脂、プレコーティングまたはリン酸塩処理、およびコーティング除去が含まれます。 金属仕上げの目的での脱脂には、溶剤による拭き取り、低温洗浄またはハロゲン系溶剤による蒸気脱脂、水性アルカリ洗浄、半水性洗浄または脂肪族炭化水素洗浄が含まれ、有機汚れ、汚れ、油およびグリースを除去します。 ミルスケールやサビを除去するために、酸洗い、研磨洗浄、または火炎洗浄が使用されます。
洗浄以外の金属表面の最も一般的な準備作業はリン酸塩コーティングであり、金属表面への有機コーティングの接着を促進し、腐食を遅らせるために使用されます。 リン酸塩コーティングは、金属表面に亜鉛、鉄、またはリン酸マンガン溶液を浸漬またはスプレーすることによって適用されます。 リン酸塩処理は、電気めっきと同様の表面仕上げプロセスであり、一連のプロセス化学薬品と洗浄槽で構成され、部品を浸漬して目的の表面処理を実現します。 この章の記事「金属の表面処理」を参照してください。
再コーティング、修理、または検査が必要な表面に対して、化学的または機械的なコーティング除去が行われます。 最も一般的な化学コーティング除去方法は、溶剤ストリッピングです。 これらの溶液は通常、フェノール、塩化メチレン、有機酸を含み、コーティングされた表面からコーティングを溶解します。 化学物質を除去するための最終的な水洗では、大量の廃水が発生する可能性があります。 研磨ブラストは一般的な機械的プロセスであり、圧縮空気を使用してブラスト媒体を表面に押し付けてコーティングを除去する乾式操作です。
表面処理操作は、特定の処理プロセスからの廃棄物の量に影響します。 表面処理が不十分でコーティングが不十分な場合、コーティングの除去と再コーティングによって廃棄物が発生します。
コーティング
コーティング作業では、コーティングを表面に転写し、表面のコーティングを硬化させます。 ほとんどのコーティング技術は、ディップ コーティング、ロール コーティング、フロー コーティング、スプレー コーティング、および最も一般的な技術である溶剤ベースのコーティングを使用した空気噴霧スプレー コーティングの 1 つの基本的なカテゴリのいずれかに分類されます。
エアアトマイズスプレーコーティングは、通常、溶剤の放出とオーバースプレーのため、制御された環境で行われます。 オーバースプレー制御装置は布フィルターまたは水壁であり、使用済みフィルターまたは空気洗浄システムからの廃水を生成します。
硬化は、コーティング バインダーを硬く強靭な接着面に変換するために実行されます。 硬化メカニズムには、乾燥、ベーキング、または電子ビームまたは赤外線または紫外線への暴露が含まれます。 硬化は、溶剤ベースのコーティングから大量の VOC を生成し、溶剤濃度が爆発の下限を超えた場合、爆発の可能性をもたらします。 そのため養生工程では大気汚染防止装置を設置し、VOCの排出を防止し、爆発を防止する安全管理を行っています。
環境と健康への懸念、従来のコーティング処方に影響を与える規制の強化、高い溶媒コスト、高価な有害廃棄物処理により、有害成分が少なく、適用時に廃棄物が少ない代替コーティング処方に対する需要が生まれています。 代替コーティング配合には次のものがあります。
- ハイソリッドコーティング、 従来の塗料と同じ量の溶剤に62倍の量の顔料と樹脂を含んでいます。 塗布により、溶剤含有量が減少するため、従来の低固形分溶剤ベースのコーティングと比較して、VOC 排出量が 85 ~ XNUMX% 減少します。
- 水性コーティング 水と有機溶媒の混合物をキャリアとして使用し、水をベースとして使用します。 溶剤ベースのコーティングと比較して、水ベースのコーティングは、従来の低固形分溶剤ベースのコーティングよりも、80 ~ 95% 少ない VOC 排出量と使用済み溶剤を生成します。
- 粉体塗装 有機溶剤を含まず、微粉砕された顔料と樹脂粒子で構成されています。 それらは、熱可塑性(厚いコーティング用の高分子量樹脂)または熱硬化性(化学的に架橋する前に薄い層を形成する低分子量化合物)の粉末です。
機器の洗浄
装置のクリーニングは、コーティング プロセスで必要な定期的なメンテナンス操作です。 これにより、特に洗浄にハロゲン系溶剤を使用した場合、大量の有害廃棄物が発生します。 溶剤ベースのコーティングの装置洗浄は、従来、プロセス装置からコーティングを除去するために有機溶剤を使用して手作業で行われてきました。 配管は、きれいになるまでバッチで溶剤で洗い流す必要があります。 コーティング装置は、製品の変更とプロセスのシャットダウン後に洗浄する必要があります。 使用される手順と慣行によって、これらの活動から発生する廃棄物のレベルが決まります。
廃棄物管理
コーティングプロセスでは、いくつかの廃棄物の流れが発生します。 固形廃棄物には、空の塗料容器、オーバースプレーおよび機器の洗浄による塗料スラッジ、使用済みフィルターおよび研磨剤、乾燥塗料および洗浄布が含まれます。
液体廃棄物には、表面処理、オーバースプレー制御または機器のクリーニング、仕様外または過剰のコーティングまたは表面処理材料、オーバースプレー、こぼれ、および使用済みの洗浄液からの廃水が含まれます。 廃棄コストの上昇に伴い、使用済み溶剤のオンサイトでのクローズド ループ リサイクルが一般的になりつつあります。 水性液体は通常、公営の処理システムに排出される前に現場で処理されます。
VOC 排出は、溶剤ベースのコーティングを使用するすべての従来のコーティング プロセスで発生し、炭素吸着装置、コンデンサー、熱触媒酸化装置などの制御装置が必要です。
一般的なプロファイル
マイクロエレクトロニクスおよび半導体産業におけるプロセスと製品の多様性は計り知れません。 この章の労働安全衛生の議論の焦点は、半導体集積回路 (IC) の製造 (シリコンベースの製品と原子価 III-V 化合物の両方)、プリント配線板 (PWB) の製造、プリント回路基板 (PCB) に集中しています。組み立てとコンピューターの組み立て。
業界は、多数の主要なセグメントで構成されています。 電子工業会は、業界内の関連する傾向、売上、および雇用に関するデータを報告する際に、次の説明を使用しています。
- 電子部品
- 家電
- 電気通信
- 防衛通信
- コンピュータと周辺機器
- 産業用電子機器
- 医療用電子機器。
電子部品には、電子管 (例: 受信用、専用およびテレビ管)、ソリッドステート製品 (例: トランジスタ、ダイオード、IC、発光ダイオード (LED)、および液晶ディスプレイ (LCD)) およびパッシブおよびディスプレイ (LCD) が含まれます。その他のコンポーネント (コンデンサ、抵抗器、コイル、変圧器、スイッチなど)。
家庭用電化製品には、テレビ、その他の家庭用および携帯用のオーディオおよびビデオ製品、およびパーソナル コンピュータ、ファクシミリ送信機、電話応答装置などの情報機器が含まれます。 電子ゲームのハードウェアとソフトウェア、ホーム セキュリティ システム、ブランクのオーディオおよびビデオ カセットとフロッピー ディスク、電子アクセサリ、および完全な一次電池も、消費者向け電子機器の項目に該当します。
コンピュータおよび周辺機器には、汎用および専用のコンピュータに加えて、補助記憶装置、入出力機器 (キーボード、マウス、光学式走査デバイス、プリンタなど)、端末などが含まれます。 電気通信、防衛通信、産業用および医療用電子機器は同じテクノロジーの一部を利用していますが、これらのセグメントには特殊な機器も含まれています。
マイクロエレクトロニクス産業の出現は、世界経済の進化と構造に大きな影響を与えました。 世界の先進国における変化のペースは、特に集積回路の進化において、この業界内の進歩に大きく影響されてきました。 この変化のペースは、集積回路チップあたりのトランジスタ数のタイムラインにグラフで表されています (図 1 を参照)。
図 1. 集積回路チップあたりのトランジスタ数

世界的な半導体販売の経済的重要性は非常に重要です。 図 2 は、1993 年から 1998 年までの世界および地域の半導体売上高に対する半導体産業協会による予測です。
図 2. 世界の半導体売上予測
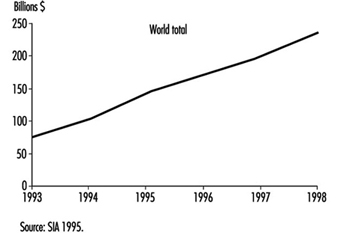
半導体 IC およびコンピュータ/電子機器の組み立て産業は、生産労働力の相対的な構成において、他のほとんどの産業カテゴリと比較して独特です。 半導体製造エリアでは、プロセス装置を操作する女性オペレーターの割合が高い。 通常、オペレーター関連のタスクには、重い物を持ち上げたり、過剰な体力を必要としません。 また、仕事のタスクの多くには、細かい運動能力と細部への注意が必要です。 男性労働者は、メンテナンス関連のタスク、エンジニアリング機能、および管理において優勢です。 同様の構成は、この業界セグメントのコンピューター/電子機器の組み立て部分にも見られます。 この業界のもう XNUMX つの珍しい特徴は、製造業が世界のアジア/太平洋地域に集中していることです。 これは特に 最終組み立て or バックエンド 半導体産業のプロセス。 この処理には、製造された集積回路チップ (技術的にはダイとして知られている) をチップ キャリアとリード フレームに配置することが含まれます。 この処理には、通常は顕微鏡を使用したチップの正確な位置決めと、非常に細かい運動能力が必要です。 繰り返しになりますが、女性労働者がプロセスのこの部分を支配しており、世界の生産の大部分は環太平洋地域に集中しており、台湾、マレーシア、タイ、インドネシア、フィリピンに集中しており、中国とベトナムでその数が増えています.
半導体ICの製造分野には、この業界特有のさまざまな特殊性や特徴があります。 すなわち、IC処理は、非常に厳格な微粒子制御計画および要件を伴う。 典型的な最新の IC 製造エリアは、クラス 1 以下のクリーンルームと評価される場合があります。 比較の方法として、屋外環境はクラス 500,000 を超えます。 約クラス 100,000 の家の典型的な部屋。 約クラス10,000の半導体バックエンド組立エリア。 このレベルの微粒子制御を達成するには、製造作業員を完全に密閉された環境に実際に配置する必要があります。 バニースーツ 製造エリアの労働者によって生成される微粒子のレベルを制御するための空気供給およびろ過システムを備えています。 製造エリアの人間の居住者は、呼気、皮膚や髪の毛の脱落、衣服や靴からの微粒子の非常に強力な発生源であると考えられています. 閉じ込められた衣服を着用し、仕事のルーチンを隔離するというこの要件は、従業員が「もてなしのない」職場環境で働いているように感じる一因となっています。 図 3 を参照してください。また、フォトリソグラフィー領域では、処理にはウェーハを光活性溶液にさらし、次に紫外光を使用してウェーハ表面に画像をパターン化することが含まれます。 この処理エリアからの不要な紫外 (UV) 光を軽減するために、特別な黄色の光が使用されます (屋内照明に通常見られる UV 波長成分がありません)。 これらの黄色のライトは、労働者が別の職場環境にいると感じさせるのに役立ち、一部の個人には方向感覚を失う可能性があります.
図 3. 最先端のクリーンルーム

シリコン半導体製造
プロセスの概要
ディスクリート デバイス (トランジスタなどの能動デバイスを XNUMX つだけ含む半導体) または IC (少なくとも XNUMX つの電子回路機能を実行できる単一の半導体基板内の能動要素と受動要素の相互接続アレイ) のいずれかである、シリコン半導体デバイス処理の説明、高度に技術的で特定の操作が多数含まれます。 この説明の目的は、シリコン半導体デバイスの製造に使用される主要なコンポーネントのステップと、関連する環境、健康、安全 (EHS) の問題の基本的な枠組みと説明を提供することです。
IC の製造には、回路が完成するまでに何度も繰り返される一連のプロセスが含まれます。 最も一般的な IC では、パターニング プロセスを完了するために 6 枚以上のマスクが使用されます。通常は 10 ~ 24 枚のマスクが使用されます。 マイクロ回路の製造は、直径 4 ~ 12 インチの超高純度シリコン ウエハーから始まります。 完全に純粋なシリコンはほとんど絶縁体ですが、 ドーパント、 10 ~ 100 ppm の量で添加すると、シリコンは電気を伝導します。
集積回路は、ドープされたシリコンで作られた何百万ものトランジスタ (ダイオード、抵抗、コンデンサも含む) で構成され、すべてが適切な導体パターンで接続されて、コンピュータ ロジック、メモリ、またはその他の種類の回路を作成します。 XNUMX枚のウエハー上に何百ものマイクロ回路を作ることができます。
酸化、リソグラフィ、エッチング、ドーピング、化学気相堆積、およびメタライゼーションの XNUMX つの主要な製造処理ステップは、すべてのシリコン半導体デバイスに共通しています。 これらに続いて、組み立て、テスト、マーキング、梱包、および出荷が行われます。
酸化
一般に、半導体デバイス処理の最初のステップでは、ウェーハの外面を酸化して、二酸化シリコン (SiO) の薄層 (約 XNUMX ミクロン) を成長させます。2)。 これは主に表面を不純物から保護し、その後の拡散プロセスのマスクとして機能します。 シリコン上に二酸化ケイ素の化学的に安定した保護ウェーハを成長させるこの能力により、シリコンウェーハは最も広く使用されている半導体基板になります。
一般に熱酸化と呼ばれる酸化は、高温拡散炉で行われるバッチプロセスです。 二酸化ケイ素の保護層は、酸素 (O2) (乾式酸化) または水蒸気と結合した酸素 (H2O) (湿式酸化)。 炉内温度は800~1,300℃oC. 望ましくない不純物を制御するために、塩化水素 (HCl) の形態の塩素化合物を添加することもできます。
新しい製造施設では、縦型酸化炉に向かう傾向があります。 縦型炉は、より優れた汚染管理、より大きなウェーハサイズ、およびより均一な処理のニーズにより適切に対応します。 貴重なクリーンルームの床面積を節約するため、機器のフットプリントを小さくすることができます。
乾式酸化
酸化されるシリコンウェーハは、最初に洗浄剤と水溶液を使用して洗浄され、溶媒はキシレン、イソプロピルアルコールまたは他の溶媒ですすがれます。 洗浄されたウェーハは乾燥され、 ボート オペレーター側にロードされます (ロードエンド) 石英拡散炉管またはセルの。 チューブの入口端(ソースエンド) 高純度酸素または酸素/窒素混合物を供給します。 石英管への「ドライ」酸素の流れが制御され、シリコンウェーハ表面での二酸化シリコンの成長に過剰な酸素が利用できるようになります。 基本的な化学反応は次のとおりです。
はい + O2 → SiO2
ウェット酸化
水が酸化剤である場合、水蒸気を導入する XNUMX つの方法 (自然発火、高圧、バブラー、フラッシュ) が一般的に使用されます。 基本的な化学反応は次のとおりです。
自然発火性および高圧:Si + 2O2 + 2 H2 → SiO2 + 2H2O
フラッシュとバブラー: Si + 2H2O → SiO2 + 2H2
自然発火酸化 水素/酸素混合ガスの導入と燃焼を伴います。 そのようなシステムは一般に呼ばれます 燃焼水素 or トーチ システム。 適切な量の水素と酸素がチューブの入口端に導入されて反応すると、水蒸気が生成されます。 適切な燃焼を保証し、爆発性の水素ガスの蓄積を防ぐために、混合物を正確に制御する必要があります。
高圧酸化 (HiPox) は専門的には水熱合成システムと呼ばれ、超高純度水素と酸素の反応により水蒸気を生成します。 その後、蒸気は高圧チャンバーに送り込まれ、10 気圧に加圧され、湿式酸化プロセスが加速されます。 蒸気源として脱イオン水を使用することもできます。
In バブラー酸化 脱イオン水は、と呼ばれる容器に入れられます。 バブラー 加熱マントルを使用して沸点100℃以下の一定温度に保たれます。 窒素または酸素ガスは、バブラーの入口側に入り、水中を上昇するにつれて水蒸気で飽和し、出口を通って拡散炉に出ます。 バブラーシステムは、最も広く使用されている酸化方法のようです。
In フラッシュ酸化 加熱された石英容器の底面に脱イオン水を連続的に滴下すると、水は高温の表面に当たると急速に蒸発します。 窒素または酸素キャリアガスが蒸発する水の上を流れ、水蒸気を拡散炉に運びます。
リソグラフィー
フォトリソグラフィまたは単にマスキングとしても知られるリソグラフィは、酸化されたウェーハ上にパターンを正確に形成する方法です。 超小型電子回路は層ごとに構築され、各層は回路設計で規定されたマスクからパターンを受け取ります。
印刷業界は、今日の半導体デバイスの微細加工プロセスの真の前例を開発しました。 これらの開発は、化学エッチングによる材料の除去によって表面レリーフパターンが生成される、通常は金属製の印刷版の製造に関するものです。 この同じ基本的な技術は、生産に使用されます マスターマスク デバイスの処理の各層の製造に使用されます。
回路設計者は、各層の基本回路をデジタル化します。 このコンピュータ化された回路図により、マスク回路を迅速に生成でき、必要な変更が容易になります。 この手法は、コンピューター支援設計 (CAD) として知られています。 強力なコンピュータ アルゴリズムを利用するこれらのオンライン設計システムにより、設計者はインタラクティブなグラフィック機能を備えたビデオ ディスプレイ画面上で回路を直接レイアウトおよび変更できます。
回路の各レイヤーの最終的な図面またはマスクは、コンピューター駆動のフォトプロッターまたはパターン ジェネレーターによって作成されます。 次に、これらのフォトプロットされた図面は、回路の実際のサイズに縮小されます。マスター マスクは、クロム レリーフ付きのガラス上に作成され、ウエハー上で接触またはプロジェクション プリンティングに使用されるワーク プレートに複製されます。
これらのマスクは、フォトリソグラフィによってウェーハに転写される導電領域と絶縁領域のパターンを描きます。 ほとんどの企業は独自のマスクを製造していませんが、マスク製造業者から提供されたものを使用しています。
クリーニング
微粒子や汚染のない外部ウエハー表面の必要性は、頻繁な洗浄を必要とします。 主なカテゴリは次のとおりです。
- 脱イオン水と洗剤のスクラブ
- 溶剤:イソプロピルアルコール(IPA)、アセトン、エタノール、テルペン
- 酸: フッ化水素酸 (HF)、硫酸 (H2SO4)および過酸化水素(H2O2)、塩酸(HCl)、硝酸(HNO3) および混合物
- 苛性: 水酸化アンモニウム (NH4ああ)。
レジスト塗布
ウェーハは、溶剤系ポリマーのレジスト材料でコーティングされ、高速で回転します。 スピナー、薄く均一な層を広げます。 次に溶媒が蒸発し、ポリマーフィルムが残ります。 すべてのレジスト材料は、選択された現像液リンス中の合成有機ポリマーの溶解度の (主に紫外線) 放射線による変化に依存します。 レジスト材料は、放射線への露光によって現像液への溶解度が減少するか (ネガティブ)、増加するか (ポジティブ) に応じて、ネガ型レジストまたはポジ型レジストのいずれかに分類されます。 表 1 は、さまざまなフォトレジスト システムの構成要素を示しています。
表 1. フォトレジスト システム
|
紫外線 |
|||
|
近距離 (350 ~ 450 nm) |
負 |
PB |
アジド系脂肪族ゴム(イソプレン) |
|
ポジティブ |
PB |
オルトジアゾケトン |
|
|
ディープ (200 ~ 250 nm) |
主に |
||
|
電子線(約100nm) |
|||
|
負 |
PB |
コポリマー - アクリル酸エチルとメタクリル酸グリシジル (COP) |
|
|
ポジティブ |
PB |
ポリメチルメタクリレート、ポリフルオロアルキルメタクリレート、ポリアルキルアルデヒド、ポリシアノエチルアクリレート |
|
|
X線(0.5~5nm) |
|||
|
負 |
PB |
コポリマー - アクリル酸エチルとメタクリル酸グリシジル (COP) |
|
|
ポジティブ |
PB |
ポリメチルメタクリレート、オルトジアゾケトン、ポリ |
|
PB = ポリマーベース。 S = 溶媒; D = 開発者。
ほとんどのフォトレジストは紫外線 (UV) に敏感であるため、処理領域は敏感な UV 波長を欠く特別な黄色の光で照らされます (図 1 を参照)。
図 1. フォトリソグラフィ「イエロー ルーム」装置

業界では主にネガおよびポジ UV レジストが使用されています。 ただし、電子ビームおよび X 線レジストは、解像度が高いため、市場シェアを獲得しています。 リソグラフィにおける健康上の懸念は、主に、業界によって現在段階的に廃止されている特定のポジ型レジスト (キャリアとしてのエチレングリコール モノエチル エーテル アセテートなど) に関連する潜在的な生殖障害によって引き起こされます。 ネガ レジスト (キシレンなど) から時折発生する悪臭も、従業員の懸念の原因となります。 これらの懸念のために、半導体産業の産業衛生士は、フォトレジスト操作のサンプリングに多くの時間を費やしています。 これはこれらの操作を特徴付けるのに役立ちますが、スピナーおよび現像操作中の日常的な暴露は、通常、プロセスで使用される溶剤の職業暴露の空気感染基準の 5% 未満です (Scarpace et al. 1989)。
スピナーシステムの操作中に、1 ppm のエチレングリコールモノエチルエーテルアセテートへの 6.3 時間の暴露が検出されました。 この被ばくは、主に保守作業中の不適切な作業が原因でした (Baldwin、Rubin、および Horowitz 1993)。
乾燥・仮焼成
レジストが適用された後、ウェーハはトラック上を移動するか、手動でスピナーから窒素雰囲気の温度制御オーブンに移動されます。 適度な温度 (70 ~ 90°C) でフォトレジストが硬化 (ソフト ベーク) し、残りの溶剤が蒸発します。
レジスト層をウエハーに確実に接着させるために、プライマー、ヘキサメチルジシリザン (HMDS) がウエハーに塗布されます。 プライマーは、ウェーハの表面に分子状の水を結び付けます。 HMDS は、浸漬またはスピンオン プロセスで直接適用されるか、他の方法よりもプロセスとコストの利点を提供する蒸気プライムを介して適用されます。
マスクの位置合わせと露光
マスクとウエハーは、精密な光学/機械装置を使用して近づけられ、マスク上のイメージは、フォトレジスト層の下のウエハーに既に存在するパターンに合わせられます。 最初のマスクでは、位置合わせは必要ありません。 古い技術では、バイスコープ (デュアル レンズ顕微鏡) と、マスクに対してウェーハを位置決めするための精密制御を使用することによって、連続する層の位置合わせが可能になりました。 新しい技術では、アライメントはウェーハ上の基準点を使用して自動的に行われます。
位置合わせが完了すると、高強度の紫外線水銀蒸気またはアークランプ光源がマスクを通して輝き、マスクの不透明領域によって保護されていない場所のレジストが露出します。
ウェーハの位置合わせと露光のさまざまな方法には、UV フラッド露光 (接触または近接)、縮小のための投影レンズを介した UV 露光 (投影)、UV ステップおよび反復縮小露光 (投影)、X 線フラッド (近接)、および電子ビーム スキャンが含まれます。露出(直書き)。 使用されている主な方法は、近接アライナーまたは投影アライナーを介した水銀蒸気およびアークランプからの UV 露光です。 UV レジストは、UV 波長の広いスペクトルに反応するように設計されているか、ランプから放射される 435 つまたは複数の主要なスペクトル線 (たとえば、405 nm の g 線、 365 nm および XNUMX nm の i 線)。
フォトマスキングで現在使用されている UV 光の主な波長は 365 nm 以上ですが、UV ランプのスペクトルには、健康上の懸念がある波長領域である 315 nm 未満の化学線領域にも大きなエネルギーが含まれています。 通常、装置から漏れる UV 放射の強度は、化学線領域の太陽光から存在するものよりも、UV への職業的暴露に対して設定された基準よりも小さいです。
メンテナンス中に、UV ランプの位置合わせを行うために、機器のキャビネットの外で、または通常の保護フィルターなしで、UV ランプに通電する必要がある場合があります。 この作業中の暴露レベルは、職業上の暴露限界を超える可能性がありますが、通常、標準的なクリーンルームの服装 (例えば、スモック、ビニール手袋、フェイスマスク、UV 阻害剤入りのポリカーボネート製安全メガネ) は、UV 光を暴露限界未満に減衰させるのに十分です (Baldwin and Stewart 1989 )。
フォトリソグラフィーで使用される紫外線ランプの主な波長は 365 nm 以上ですが、高度な IC でより小さな機能を追求するために、深紫外線や X 線などのより短い波長の露光源が使用されるようになっています。 この目的のための 248 つの新しい技術は、ステッパーで使用されるフッ化クリプトン エキシマ レーザーの使用です。 これらのステッパーは、高レーザー出力で XNUMX nm の波長を使用します。 ただし、これらのシステムの筐体には、通常の動作時にビームが含まれています。
半導体製造で使用される高出力レーザー システムを含む他の装置と同様に、主な懸念事項は、ビーム アライメント中にシステムのインターロックを無効にする必要がある場合です。 高出力レーザーは、半導体業界で最も重大な電気的危険の 1993 つでもあります。 電源を切った後でも、ツール内には重大な衝撃の可能性があります。 これらのシステムの制御と安全設計に関する考慮事項は、Escher、Weathers、および Labonville (XNUMX) によってカバーされています。
リソグラフィで使用される先端技術の露光源の 50 つに X 線があります。 X 線リソグラフィー源からの放出レベルは、機器の中心で年間 5 ミリシーベルト (1989 rem) に近い線量率になる可能性があります。 被ばくを最小限に抑えるために、遮蔽された壁の内部へのアクセスを制限することが推奨されています (Rooney and Leavey XNUMX)。
現像
現像ステップ中に、レジストの未重合領域が溶解され、除去されます。 溶剤ベースの現像剤は、浸漬、スプレー、または霧化のいずれかによって、レジストで覆われたウェーハ表面に適用されます。 表 1 に現像液を示します。n-酢酸ブチル、イソプロピル アルコール、アセトンなど) は、通常、現像液の後に塗布して残留物を除去します。 現像後に残ったレジストは、その後の処理中に個々の層を保護します。
ベーキング
レジストの位置合わせ、露光、現像の後、ウェーハは窒素雰囲気の別の温度制御オーブンに移されます。 より高い温度のオーブン (120 ~ 135°C) により、フォトレジストが硬化し、ウェーハ表面で完全に重合します (ハード ベーク)。
フォトレジスト剥離
現像されたウェーハは、湿式または乾式化学薬品を使用して選択的にエッチングされます (以下の「エッチング」を参照)。 残りのフォトレジストは、次の処理の前にウェーハから剥がさなければなりません。 これは、温度制御されたバスで湿った化学溶液を使用するか、プラズマアッシャーまたは乾燥化学薬品を使用して行われます。 表 2 は、ウェットとドライの両方の化学成分を示しています。 プラズマ アッシングと同じ装置と動作原理を使用する乾式化学プラズマ エッチングについて説明します。
表 2. フォトレジスト剥離剤
ウェットケミカル
酸
硫酸 (H2SO4)およびクロム(CrO3)
硫酸 (H2SO4) および過硫酸アンモニウム ((NH4)2S2O8)
硫酸 (H2SO4)および過酸化水素(H2O2)
オーガニック
フェノール、硫酸、トリクロロベンゼン、パークロロエチレン
グリコールエーテル、エタノールアミン、トリエタノールアミン
水酸化ナトリウムおよびケイ酸塩(ポジ型レジスト)
ドライケミカル
プラズマ灰化(剥離)
RF (無線周波数) 電源 — 13.56 MHz または 2,450 MHz 周波数
酸素(O2) ソースガス
真空ポンプシステム
—液体窒素トラップで潤滑されたオイル(旧技術)
—不活性パーフルオロポリエーテル流体で潤滑 (新しい技術)
—ドライポンプ(最新技術)
エッチング
エッチングにより、二酸化ケイ素 (SiO2)、金属、ポリシリコン、およびレジストを、レジストによって描写される所望のパターンに従って。 エッチングの XNUMX つの主要なカテゴリは、湿式化学と乾式化学です。 湿式エッチングが主に使用され、除去する材料と反応する所望の強度のエッチング液 (通常は酸混合物) を含む溶液を使用します。 ドライ エッチングでは、高エネルギーのチャンバー内で真空下で反応性ガスを使用します。これにより、レジストで保護されていない必要な層も除去されます。
ウェットケミカル
湿式化学エッチング溶液は、温度制御されたポリプロピレン (poly-pro)、難燃性ポリプロピレン (FRPP)、またはポリ塩化ビニル (PVC) 製のエッチング槽に収容されます。 バスには通常、リングタイプのプレナム排気換気装置またはウェットケミカルエッチングステーションの後部にあるスロット付き排気装置が装備されています。 垂直層流フードは、均一にろ過された粒子のない空気をエッチング槽の上面に供給します。 エッチングされる表面層に関連して、一般的なウェットエッチング剤の化学溶液を表 3 に示します。
表 3. ウェット ケミカル エッチング液
|
エッチングする材料 |
エッチング剤 |
|
|
シリコン |
||
|
多結晶シリコン(Si) |
フッ化水素酸、硝酸、酢酸、ヨウ素 |
|
|
二酸化ケイ素(SiO2) |
緩衝酸化物エッチング (BOE) - フッ化水素酸および |
|
|
窒化ケイ素(Si3N4) |
リン酸およびフッ化水素酸 |
|
|
CVD 酸化物またはパッド エッチング |
フッ化アンモニウム、酢酸およびフッ化水素酸 |
|
|
金属 |
||
|
アルミニウム(Al) |
リン酸、硝酸、酢酸、塩酸 |
|
|
クロムニッケル (Cr/Ni) |
硝酸セリウムアンモニウムと硝酸 |
|
|
ゴールド(Au) |
塩酸および硝酸(王水) |
|
|
シルバー(Ag) |
硝酸第二鉄 (FeNO3)およびエチレングリコール |
|
|
|
式 |
標準濃度 (%) |
|
酢酸 |
CH3COOH |
36 |
|
フッ化アンモニウム |
NH4F |
40 |
|
氷酢酸 |
CH3COOH |
99.5 |
|
塩酸 |
塩酸 |
36 |
|
フッ化水素酸 |
HF |
49 |
|
硝酸 |
HNO3 |
67 |
|
リン酸 |
H3PO4 |
85 |
|
水酸化カリウム |
KOH |
50 or 10 |
|
水酸化ナトリウム |
NaOH |
50 or 10 |
|
硫酸 |
H2SO4 |
96 |
垂直に取り付けられたフロー供給フードは、スプラッシュ シールドおよび排気換気装置と組み合わせて使用すると、ウェット ケミカル エッチング ステーション内に乱気流の領域が生じる可能性があります。 その結果、使用中のエッチング槽から一時的な空気汚染物質を捕捉して経路指定する際の局所排気換気の有効性が低下する可能性があります。
ウェット エッチングの主な懸念事項は、濃酸との皮膚接触の可能性です。 エッチングに使用されるすべての酸は酸やけどを引き起こす可能性がありますが、フッ化水素酸 (HF) への曝露は特に懸念されます。 皮膚接触から痛みまでのタイムラグ (24% HF 未満の溶液の場合は最大 20 時間、1 ~ 8% の溶液の場合は 20 ~ 50 時間) により、治療が遅れ、予想よりも重度の火傷を負う可能性があります (Hathaway et al. 1991)。 .
歴史的に、酸によるやけどは業界内で特に問題となっています。 しかし、酸との皮膚接触の発生率は、近年減少しています。 この削減の一部は、ドライ エッチングへの移行、より多くのロボット工学の使用、化学薬品ディスペンス システムの設置など、エッチング プロセスにおける製品関連の改善によって引き起こされました。 酸によるやけどの発生率の低下は、取り扱い技術の改善、個人用保護具の使用の増加、ウェットデッキの設計の改善、トレーニングの改善にも起因する可能性があります。発生率がさらに低下する場合は、これらすべてに引き続き注意を払う必要があります (Baldwin and Williams 1996)。 )。
ドライケミカル
ドライ ケミカル エッチングは、エッチング プロセスをより適切に制御し、汚染レベルを低減する能力があるため、関心が高まり、使用が拡大している分野です。 乾式化学処理では、化学反応性ガスの使用または物理的衝撃により、目的の層を効果的にエッチングします。
シリコン、二酸化シリコン、窒化シリコン、アルミニウム、タンタル、タンタル化合物、クロム、タングステン、金、およびガラスを効果的にエッチングできる化学反応性プラズマエッチングシステムが開発されている。 XNUMX 種類のプラズマ エッチング リアクター システムが使用されています。つまり、バレル (円筒) と平行プレート (平面) です。 どちらも同じ原理で動作し、主に構成のみが異なります。
プラズマは、プラズマの原子または分子の一部がイオン化され、かなりの数のフリーラジカルを含む可能性があることを除いて、ガスに似ています。 典型的なリアクターは、通常はアルミニウム、ガラス、または石英で作られたウェーハを含む真空リアクターチャンバーで構成されています。 高周波 (RF) エネルギー源 (通常は 450 kHz、13.56 MHz または 40.5 MHz) と、処理時間、反応ガスの組成、ガスの流量、および RF 電力レベルを制御するための制御モジュール。 さらに、オイル潤滑 (古い技術) または乾式 (新しい技術) の粗引きポンプの真空源が、反応室と一致しています。 ウェーハは、個別にまたはカセットでリアクターにロードされ、ポンプがチャンバーを排気し、試薬ガス (通常は四フッ化炭素) が導入されます。 ガスのイオン化によりエッチング プラズマが形成され、これがウェーハと反応して揮発性生成物を形成します。揮発性生成物は排出されます。 チャンバへの新鮮な反応ガスの導入は、エッチング活動を維持します。 表 4 は、さまざまな層のエッチングに使用される材料とプラズマ ガスを示しています。
表 4. プラズマ エッチング ガスとエッチングされる材料
|
材料 |
ガス |
|
シリコン |
|
|
ポリシリコン(polySi)とシリコン |
CF+O2、CCl4 または CF3Cl、CF4 および塩酸 |
|
二酸化ケイ素(SiO2) |
C2F6、C3F8、CF4、SiF4、C5F12、スイスフラン3、CCl2F2、SF6、HF |
|
窒化ケイ素(Si3N4) |
CF4 +Ar、CF4 + O2、CF4 + H2 |
|
金属 |
|
|
アルミニウム(Al) |
CCl4 またはBCl3 +彼またはAr |
|
クロム(Cr) |
CCl4 |
|
酸化クロム (CrO3) |
Cl2 + ArまたはCCl4 +Ar |
|
ガリウム砒素(GaAs) |
CCl2F2 |
|
バナジウム(V) |
CF4 |
|
チタン(Ti) |
CF4 |
|
タントゥルム (Ta) |
CF4 |
|
モリブデン(Mo) |
CF4 |
|
タングステン(W) |
CF4 |
エッチングのために現在開発されている別の方法は、マイクロ波ダウンストリームです。 高電力密度のマイクロ波放電を使用して、酸に浸されているかのように材料をエッチングする長寿命の準安定原子を生成します。
物理エッチング プロセスは、エッチングする層に物理的に衝撃を与えるためにアルゴン ガス原子を使用するという点で、サンドブラストに似ています。 転位した材料を除去するために、真空ポンプ システムが使用されます。 反応性イオン エッチングには、化学ドライ エッチングと物理ドライ エッチングの組み合わせが含まれます。
スパッタリングプロセスは、イオン衝撃とエネルギー移動の 450 つです。 スパッタ エッチングにはスパッタリング システムが組み込まれており、エッチングされるウェーハは、グロー放電回路内の負の電極またはターゲットに取り付けられます。 陽イオン(通常はアルゴン)の衝撃によってウェーハから材料がスパッタされ、表面の原子が転位します。 電力は、XNUMX kHz 周波数の RF ソースによって供給されます。 圧力制御と反応物の除去には、インライン真空システムが使用されます。
イオン ビーム エッチングおよびミリングは、低エネルギー イオンのビームを使用する穏やかなエッチング プロセスです。 イオン ビーム システムは、イオン ビームを生成するソース、エッチングまたはミリングが行われるワーク チャンバー、イオン ビームでウェーハを保持するためのターゲット プレート、真空ポンプ システム、サポートする電子機器および機器で構成されます。 イオン ビームは、放電によって生成されたイオン化ガス (アルゴンまたはアルゴン/酸素) またはプラズマから抽出されます。 放電は、電子放出熱フィラメント陰極と放電領域の外径に位置する陽極シリンダとの間に電圧を印加することによって得られる。
イオン ビーム ミリングは、表面相互作用のみが発生するイオン衝撃の低エネルギー範囲で行われます。 これらのイオンは、通常 500 ~ 1,000 eV の範囲でターゲットに衝突し、 スパッタオフ 原子を隣接する原子に結合する力を壊すことにより、原子を表面化します。 イオン ビーム エッチングは、表面原子のより劇的な転位を含む、わずかに高いエネルギー範囲で行われます。
反応性イオン エッチング (RIE) は、低圧での物理的スパッタリングと化学的反応種エッチングの組み合わせです。 RIE は、イオン衝撃を使用して方向性エッチングと、化学反応性ガスである四フッ化炭素 (CF4) または四塩化炭素 (CCl4)、良好なエッチング層の選択性を維持します。 ウェーハは、約 0.1 トル (1.3 x 10-4 雰囲気)。 放電は、数百電子ボルトのエネルギーを持つ反応性の「フリーラジカル」(イオン)のプラズマを生成します。 イオンはウェーハ表面に垂直に衝突し、そこで反応して揮発性種を形成し、低圧のインライン真空システムによって除去されます。
ドライエッチャーには、反応チャンバーの内側に蓄積する堆積物を除去するために使用されるクリーニングサイクルがある場合があります。 洗浄サイクル プラズマに使用される親化合物には、三フッ化窒素 (NF) が含まれます。3)、ヘキサフルオロエタン(C2F6) およびオクタフルオロプロパン (C3F8).
洗浄プロセスで使用されるこれら 1990 つのガス、およびエッチングで使用されるガスの多くは、XNUMX 年代半ばに表面化した半導体産業が直面する環境問題の基礎となっています。 高度にフッ素化されたガスのいくつかは、重大な地球温暖化 (または温室効果) の可能性があると特定されました。 (これらのガスは、PFC、過フッ素化化合物とも呼ばれます。) 大気寿命が長く、地球温暖化の可能性が高く、NF などの PFC の使用が大幅に増加しています。3、C2F6、C3F8、CF4、トリフルオロメタン (CHF3)および六フッ化硫黄(SF)6) は、半導体業界に排出量を削減する方法に焦点を当てさせました。
半導体産業からの PFC の大気への排出は、ツールの効率の悪さ (多くのツールが使用ガスの 10 ~ 40% しか消費しない) と、不適切な大気排出削減装置によるものです。 湿式スクラバーは PFC の除去には効果的ではなく、多くの燃焼装置でのテストでは、一部のガス、特に CF の分解効率が低いことがわかりました。4. これらの燃焼ユニットの多くは C を故障させました2F6 およびC3F8 CFに4. また、これらの削減ツールの高い所有コスト、それらの電力需要、その他の地球温暖化ガスの放出、および有害な大気汚染物質の燃焼副産物は、燃焼による削減が PFC 排出を制御するための適切な方法ではないことを示していました。
プロセス ツールをより効率的にすること、これらのドライ エッチング ガスのより環境に優しい代替手段を特定して開発すること、および排気ガスの回収/リサイクルは、ドライ エッチング装置に関連する環境重視事項でした。
ドライエッチング装置の主な職業衛生上の重点は、反応生成物残留物を含む可能性のある反応チャンバー、ポンプ、およびその他の関連機器で作業するメンテナンス担当者への潜在的な暴露にありました。 プラズマ金属エッチング装置の複雑さと、メンテナンスに伴う臭気の特徴付けの難しさから、多くの調査対象となっています。
プラズマ金属エッチング装置で形成される反応生成物は、塩素化化合物とフッ素化化合物の複雑な混合物です。 金属エッチング装置のメンテナンスは、多くの場合、強い臭気を発生する短時間の操作を伴います。 ヘキサクロロエタンは、あるタイプのアルミニウム エッチング装置の臭気の主な原因であることが判明しました (Helb et al. 1983)。 別の例では、塩化シアンが主な問題でした。暴露レベルは、11 ppm の職業暴露限界の 0.3 倍でした (Baldwin 1985)。 さらに別のタイプのエッチャーでは、塩化水素が臭気と関連しています。 測定された最大暴露量は 68 ppm でした (Baldwin、Rubin、および Horowitz 1993)。 この件に関する追加情報については、Mueller と Kunesh (1989) を参照してください。
金属エッチング装置の排気ガスに含まれる化学物質の複雑さから、研究者はこれらの混合物の毒性を調査するための実験方法を開発するようになりました (Bauer et al. 1992a)。 これらの方法をげっ歯類の研究に適用すると、これらの化学混合物の特定のものは突然変異誘発物質の疑いがあり (Bauer et al. 1992b)、生殖毒素の疑いがある (Schmidt et al. 1995) ことが示される。
ドライ エッチング装置は閉鎖システムとして動作するため、通常、システムが閉鎖されている間は、装置のオペレーターが化学薬品にさらされることはありません。 これに対するまれな例外の XNUMX つは、古いバッチ エッチング装置のパージ サイクルが十分に長くなく、エッチング ガスを適切に除去できない場合です。 これらのエッチング装置のドアが開いたときに、典型的な産業衛生監視手順の検出限界を下回るフッ素化合物への短時間だが刺激的な曝露が報告されています。 通常、これは、エッチング チャンバーのドアを開く前に、パージ サイクルの長さを増やすだけで修正できます。
オペレータが RF エネルギーにさらされることに対する主な懸念は、プラズマ エッチングおよびアッシングの際に生じます (Cohen 1986; Jones 1988)。 通常、RF エネルギーの漏れは次の原因で発生する可能性があります。
- ずれているドア
- キャビネットの亀裂と穴
- エッチングの不適切な接地によるアンテナとして機能する金属テーブルと電気ケーブル
- エッチャーの表示ウィンドウに減衰スクリーンはありません (Jones 1988; Horowitz 1992)。
RF 曝露は、特に装置のキャビネットが取り外された場合に、エッチング装置のメンテナンス中にも発生する可能性があります。 12.9 mW/cmの露出2 古いモデルのプラズマエッチング装置の上部で、保守のためにカバーが取り外されているのが見つかりました (Horowitz 1992)。 オペレータが立っている領域での実際の RF 放射漏れは、通常 4.9 mW/cm 未満でした。2.
ドーピング
間の電気的接合または境界の形成 p & n 単結晶シリコンウェーハの領域は、すべての半導体デバイスの機能にとって不可欠な要素です。 ジャンクションにより、電流は一方向に流れやすくなります。 それらは、すべての半導体のダイオードおよびトランジスタ効果の基礎を提供します。 集積回路では、制御された数の元素不純物またはドーパントを、シリコン基板またはウェーハの選択されたエッチング領域に導入する必要があります。 これは、拡散技術またはイオン注入技術のいずれかによって行うことができます。 使用される技術に関係なく、同じ種類またはドーパントが半導体接合の製造に使用されます。 表 5 は、ドーピングに使用される主なコンポーネント、それらの物理的状態、電気的タイプ (p or n) および使用中の主要な接合技術である拡散またはイオン注入。
表 5. 拡散およびイオン注入用の接合形成ドーパント
|
素子 |
|
式 |
都道府県 |
技術 |
|
n型 |
||||
|
アンチモン |
三酸化アンチモン |
Sb2O3 |
コールテン |
|
|
砒素 |
三酸化ヒ素 |
As2O3 |
コールテン |
|
|
リン |
五酸化リン |
P2O5 |
コールテン |
|
|
p型 |
||||
|
ボロン |
窒化ホウ素 |
BN |
コールテン |
|
拡散炉とイオン注入装置の両方のオペレーターが日常的に化学物質にさらされることは少なく、通常、標準的な職業衛生サンプリング手順の検出限界を下回っています。 有毒ガス放出の可能性に関するプロセス中心の化学的懸念。
1970 年代には、進歩的な半導体メーカーが、可燃性ガスや有毒ガスの最初の連続ガス監視システムの設置を開始しました。 この監視の主な焦点は、職業暴露限界を超える臭気閾値を持つ最も有毒なドーパント ガス (アルシンやジボランなど) の偶発的な放出を検出することでした。
半導体業界のほとんどの産業衛生エアモニターは、可燃性ガスや有毒ガスの漏れ検出に使用されています。 ただし、一部の施設では、継続的な監視システムを使用して次のことも行っています。
- 排気ダクト(煙突)エミッションの分析
- 揮発性化学物質の周囲空気濃度を定量化する
- 工場エリアの臭いを特定して定量化します。
半導体産業でこのタイプの監視に最も使用されている技術は、比色ガス検出 (例: MDA 連続ガス検出器)、電気化学センサー (例: sensydyne モニター)、およびフーリエ変換赤外線 (例: Telos ACM) です (Baldwin and Williams 1996)。 .
は、拡散炉のソース端の高濃度領域からシリコンウェーハ内の低濃度領域へのドーパントの移動を表すために使用される用語です。 拡散は、接合形成の最も確立された方法です。
この技術は、ウェーハを拡散炉内の加熱雰囲気にさらすことを含む。 炉には、蒸気の形で目的のドーパントが含まれており、ドープされた電気的活動の領域が作成されます。 p or n. 最も一般的に使用されるドーパントは、p 型のホウ素です。 リン (P)、ヒ素 (As) またはアンチモン (Sb) (n 型の場合) (表 5 を参照)。
通常、ウエハーは石英製のキャリアまたはボートに積み重ねられ、拡散炉に配置されます。 拡散炉には、長い石英管と正確な温度制御のための機構が含まれています。 さまざまなシリコンドーパントの拡散速度は主に温度の関数であるため、温度制御は非常に重要です。 使用温度範囲は900~1,300℃ oC、特定のドーパントとプロセスによって異なります。
シリコンウェーハを高温に加熱すると、不純物原子が結晶構造内をゆっくりと拡散します。 不純物は、シリコン自体を通過するよりも二酸化シリコンを通過する速度が遅いため、薄い酸化物を可能にします。 パターンをマスクとして機能させ、ドーパントが保護されていない場所にのみシリコンに入るのを許可します。 十分な不純物が蓄積された後、ウェーハは炉から取り出され、拡散は効果的に停止します。
最大限に制御するために、ほとんどの拡散は XNUMX つのステップで実行されます。先入観 & ドライブイン. プレデポジット、または一定のソースを使用した拡散は最初のステップであり、不純物量を最適に制御できるように温度が選択された炉内で行われます。 温度は、ドーパントの溶解度を決定します。 比較的短いプレデポジット処理の後、通常はより高い温度の第 XNUMX の炉にウェーハを物理的に移動し、そこで第 XNUMX の熱処理によりドーパントをシリコン ウェーハ格子内の所望の拡散深さまで押し込みます。
前堆積ステップで使用されるドーパント ソースは、気体、液体、固体の 5 つの異なる化学状態にあります。 表 XNUMX は、さまざまな種類の拡散源ドーパントとその物理的状態を示しています。
ガスは一般に、圧力制御または調整器、遮断弁、およびさまざまなパージ アタッチメントを備えた圧縮ガス ボンベから供給され、小径の金属管を通して供給されます。
湿式酸化のセクションで説明されているように、通常は液体ドーパント蒸気でキャリアガス流 (通常は窒素) を飽和させるバブラーから液体が分配されます。 液体分注のもう XNUMX つの形式は、 スピンオン ドーパント 装置。 これは、固体のドーパントを液体の溶媒キャリアと一緒に溶液に入れ、フォトレジストの塗布と同様の方法で、ウェーハ上に溶液を滴下し、回転させることを伴います。
固体ソースは、窒化ホウ素ウエハの形状であってもよく、それはドープされる2枚のシリコンウエハの間に挟まれ、次いで拡散炉内に配置される。 また、粉末またはビーズの形態の固体ドーパントは、 石英爆弾 拡散管のソース端に手動で投棄するか、メインの拡散炉と並んで別のソース炉に装填します。
適切な管理がない場合、0.01 mg/mXNUMX を超えるヒ素曝露3 堆積炉のクリーニング中 (Wade et al. 1981) および固体ソース イオン注入装置のソース ハウジング チャンバーのクリーニング中 (McCarthy 1985; Baldwin、King、および Scarpace 1988) で報告されています。 これらの曝露は、空気中の粉塵の量を制限するための予防措置が取られていない場合に発生しました。 しかし、洗浄中に残留物を濡らしたままにしておくと、ばく露は空気中のばく露限度をはるかに下回る値にまで減少しました。
古い拡散技術では、ファーネス チューブの取り外し、クリーニング、および取り付けの際に安全上の問題が存在します。 危険には、壊れた石英製品による潜在的な切り傷や、手動クリーニング中の酸火傷が含まれます。 新しい技術では、これらの危険は以下によって軽減されます。 現場の 手作業の多くを排除するチューブクリーニング。
拡散炉のオペレーターは、半導体製造において、非常に低周波の電磁場 (たとえば、50 ~ 60 ヘルツ) への日常的なクリーンルームでの暴露を最も多く経験します。 炉の実際の運転中に、0.5 マイクロテスラ (5 ミリガウス) を超える平均被ばくが報告された (Crawford et al. 1993)。 この研究はまた、拡散炉の近くで働くクリーンルーム作業員は、他のクリーンルーム作業員よりも著しく高い曝露量を測定していたことにも注目した。 この発見は、Rosenthal と Abdollahzadeh (1991) によって報告されたポイント測定と一致しており、拡散炉が 5 ~ 2 マイクロテスラもの高さの近接測定値 (10 cm または 15 インチ離れた場所) を生成し、周囲のフィールドが距離とともに徐々に低下することを発見しました。調査された他のクリーンルーム機器よりも。 拡散炉から 6 フィート離れた場所でも、報告されたフラックス密度は 1.2 から 2 マイクロテスラでした (Crawford et al. 1993)。 これらの排出レベルは、世界保健機関によって設定された現在の健康に基づく曝露制限および個々の国によって設定された制限を大幅に下回っています。
イオン注入
イオン注入は、接合形成のために室温で不純物元素をシリコンウェーハに導入する新しい方法です。 イオン化されたドーパント原子 (つまり、XNUMX つまたは複数の電子が取り除かれた原子) は、数万ボルトの電位差を通過することによって高エネルギーに加速されます。 パスの終わりに、それらはウェーハに衝突し、質量とエネルギーに応じてさまざまな深さに埋め込まれます。 従来の拡散と同様に、パターン化された酸化物層またはフォトレジスト パターンがイオンからウエハを選択的にマスクします。
典型的なイオン注入システムは、イオン源 (ガス状のドーパント源、通常は小さな講義用ボトルに入っています)、分析装置、加速器、集束レンズ、中性ビーム トラップ、スキャナー プロセス チャンバー、および真空システム (通常、インラインの XNUMX つの別個のセット) で構成されます。粗引きおよび油拡散ポンプ)。 電子の流れは、抵抗、アーク放電、または冷陰極電子ビームによって高温フィラメントから生成されます。
一般に、ウェーハが注入された後、高温アニール工程(900~1000℃)が、レーザービームアニールまたは電子ビーム源によるパルスアニールによって実行される。 アニーリング プロセスは、ドーパント イオンの衝撃によって引き起こされた、注入されたウェーハの外面への損傷を修復するのに役立ちます。
イオン注入装置で使用されるアルシン、ホスフィン、および三フッ化ホウ素ガスボンベの安全な供給システムの出現により、これらのガスの壊滅的な放出の可能性は大幅に減少しました。 これらの小さなガスボンベには、アルシン、ホスフィン、および三フッ化ホウ素が吸着された化合物が充填されています。 ガスは、真空を使用してシリンダーから引き出されます。
イオン注入装置は、半導体業界で最も重大な電気的危険の XNUMX つです。 電源がオフになった後でも、ツール内には重大な衝撃の可能性が存在し、注入器内で作業する前に放散する必要があります。 新しく設置されたすべての装置、特にイオン注入装置については、メンテナンス作業と電気的危険性を慎重に検討する必要があります。
水素化物 (おそらくアルシンとホスフィンの混合物) への曝露は、イオン注入装置のクライオポンプのメンテナンス中に 60 ppb にもなることがわかっています (Baldwin、Rubin、および Horowitz 1993)。 また、高濃度のアルシンとホスフィンの両方が、予防保守中に取り外された汚染された注入器部品からガスを放出する可能性があります (Flipp、Hunsaker、および Herring 1992)。
高効率微粒子減衰器 (HEPA) フィルターを備えた携帯用掃除機は、イオン注入エリアのヒ素で汚染された作業面を掃除するために使用されます。 1,000 μg/m を超える曝露3 HEPA掃除機が不適切に掃除されたときに測定されました。 HEPA 掃除機は、作業スペースに放電する際、イオン注入装置のビームラインのクリーニングに伴う特有の水素化物のような臭気を効率的に分散させることもできます (Baldwin、Rubin、および Horowitz 1993)。
懸念はあるものの、ドーパントを使用する真空ポンプのオイル交換中に重大なドーパント ガスへの暴露が報告された報告はありません。 暴露が報告されていないのは、使用済み油からの水素化物のガス放出が低レベルであることの結果である可能性もあります。
アルシンとホスフィンの両方を使用したイオン注入装置からの 700 ml の使用済み粗引きポンプ オイルを加熱したフィールド スタディの結果は、ポンプ オイルが 70oC (Baldwin、King、および Scarpace 1988)。 機械式粗引きポンプの通常の使用温度は 60 ~ 80 度です。oC、この研究は重大な曝露の可能性を示していませんでした。
イオン注入中、操作に付随して X 線が生成されます。 ほとんどの注入装置は、従業員の曝露を 2.5 時間あたり 0.25 マイクロシーベルト (1983 ミリレム) 未満に維持するために、十分なキャビネット シールド (イオン源ハウジングと隣接するアクセス ドアの周囲に戦略的に配置された鉛シートを含む) で設計されています (Maletskos と Hanley 20)。 しかし、古いモデルの注入装置では、ユニットの表面で毎時 1988 マイクロシーベルト (μSv/hr) を超える X 線漏れがあることが判明しました (Baldwin、King、および Scarpace 2.5)。 これらのレベルは、追加の鉛シールドが設置された後、15 μSv/hr 未満に減少しました。 別の古いモデルのイオン注入装置では、アクセス ドアの周囲 (最大 3 μSv/時) とビューポート (最大 1993 μSv/時) で X 線漏れがあることがわかりました。 被ばくの可能性を軽減するために、追加の鉛シールドが追加されました (Baldwin、Rubin、および Horowitz XNUMX)。
イオン注入装置からの X 線被ばくに加えて、注入装置が 8 万電子ボルト (MeV) 以上で動作するか、重水素ガスがイオン源として使用される場合、中性子形成の可能性が仮定されています (Rogers 1994)。 しかし、通常、注入装置は 8 MeV をはるかに下回る電圧で動作するように設計されており、重水素は業界では一般的に使用されていません (Baldwin and Williams 1996)。
化学蒸着
化学気相成長 (CVD) では、シリコン ウエハー表面に追加の材料を積層します。 CVD ユニットは通常、クローズド システムとして動作するため、オペレータは化学物質にほとんど、またはまったくさらされません。 しかし、特定の CVD プリスクラバーを洗浄すると、5 ppm を超える塩化水素に短時間さらされることがあります (Baldwin と Stewart 1989)。 堆積には、エピタキシャルと非エピタキシャル CVD のより一般的なカテゴリの XNUMX つの広いカテゴリが一般的に使用されています。
エピタキシャル化学蒸着
エピタキシャル成長は、既存の基板ウェーハ層と同じ結晶構造を維持する材料の薄い単結晶膜の厳密に制御された堆積です。 これは、後続の拡散プロセスで半導体コンポーネントを製造するためのマトリックスとして機能します。 ほとんどのエピタキシャル膜は、ホモエピタキシと呼ばれるプロセスで、シリコン オン シリコンなどの同じ材料の基板上に成長します。 サファイア上のシリコンなど、基板上にさまざまな材料の層を成長させることは、ヘテロエピタキシー IC デバイス処理と呼ばれます。
エピタキシャル層の成長には、主に気相、液相、分子線の XNUMX つの技術が使用されます。 液相および分子線エピタキシーは、主に III-V (たとえば GaAs) デバイスの処理に使用されます。 これらについては、記事「III-V 半導体製造」で説明しています。
気相エピタキシーは、900 ~ 1,300 の温度で分子の CVD によって膜を成長させるために使用されます。oC.キャリアガス(通常は水素)中のシリコンと制御された量のp型またはn型ドーパントを含む蒸気が、加熱されたウェーハ上を通過してシリコンのドープ層を堆積する。 この工程は一般に大気圧で行われる。
表 6 は、気相エピタキシーの XNUMX つの主要なタイプ、パラメーター、および発生する化学反応を示しています。
表 6. シリコン気相エピタキシーの主なカテゴリ
|
計測パラメータ |
||
|
圧力 |
大気の |
|
|
温度 |
900-1300°C |
|
|
シリコン源 |
シラン(SiH4)、四塩化ケイ素(SiCl4)、トリクロロシラン(SiHCl3), |
|
|
ドーパントガス |
アルシン (AsH3)、ホスフィン (PH3)、ジボラン (B2H6) |
|
|
ドーパントガス濃度 |
≒100ppm |
|
|
エッチングガス |
塩化水素(HCl) |
|
|
エッチャントガス濃度 |
≒1~4% |
|
|
キャリアガス |
水素(H2)、窒素(N2) |
|
|
熱源 |
無線周波数 (RF) または赤外線 (IR) |
|
|
気相成長タイプ |
化学反応 |
|
|
四塩化ケイ素の水素還元 |
SiCl4 + 2H2 →Si+4HCl |
|
|
シランの熱分解 |
SiH4 →Si+2H2 |
|
|
トリクロロシランの水素還元 |
SiHCl3 + H2 →Si+3HCl |
|
|
ジクロロシランの還元 |
SiH2Cl2 →Si+2HCl |
|
エピタキシャルプロセスで通常行われる堆積シーケンスには、次のものが含まれます。
- 基板洗浄— 物理的なスクラビング、溶剤脱脂、酸洗浄 (硫酸、硝酸、塩酸、フッ化水素が一般的な順序) および乾燥操作
- ウエハローディング
- ヒートアップ—窒素パージと約 500 °C への加熱、その後水素ガスが使用され、RF 発生器がウエハーを誘導加熱します。
- 塩化水素 (HCl) エッチング—通常、1 ~ 4% の濃度の HCl が反応チャンバーに分配されます。
- 堆積—シリコンソースとドーパントガスが計量され、ウェーハ表面に堆積されます
- クールダウン-水素ガスは 500°C で再び窒素に切り替えられました
- 荷降ろし.
非エピタキシャル化学蒸着
エピタキシャル成長は、堆積層が基板層と同じ結晶構造配向を有する CVD の非常に特殊な形態ですが、非エピタキシャル CVD は、ガス状化合物の熱反応または分解によって、加熱された基板上に安定した化合物が形成されます。
CVD は多くの材料の堆積に使用できますが、シリコン半導体プロセスでは、エピタキシャル シリコンに加えて、一般的に遭遇する材料は次のとおりです。
- 多結晶シリコン(ポリシリコン)
- 二酸化ケイ素 (SiO2—ドープされたものとドープされていないものの両方; pドープガラス)
- 窒化ケイ素(Si3N4).
これらの材料はそれぞれ、さまざまな方法で堆積させることができ、それぞれに多くの用途があります。
表 7 は、差別化のメカニズムとして動作温度を使用して、CVD の XNUMX つの主要なカテゴリを識別します。
表 7. シリコン化学蒸着 (CVD) の主なカテゴリ
|
計測パラメータ |
||||
|
圧力 |
大気圧 (APCVD) または低圧 (LPCVD) |
|||
|
温度 |
500-1,100°C |
|||
|
シリコンおよび窒化物ソース |
シラン(SiH4)、四塩化ケイ素(SiCl4)、アンモニア (NH3)、亜酸化窒素 (N20) |
|||
|
ドーパント源 |
アルシン (AsH3)、ホスフィン (PH3)、ジボラン (B2H6) |
|||
|
キャリアガス |
窒素(N2)、水素 (H2) |
|||
|
熱源 |
コールドウォールシステム — 無線周波数 (RF) または赤外線 (IR) |
|||
|
CVDタイプ |
反応 |
キャリアガス |
温度 |
|
|
中温 (≈ 600–1,100 °C) |
||||
|
窒化ケイ素(Si3N4) |
3SiH4 + 4NH3 →シ3N4 + 12H2 |
H2 |
900-1,100°C |
|
|
ポリシリコン(ポリSi) |
SiH4 + 熱 → Si + 2H2 |
H2 |
850-1,000°C |
|
|
二酸化ケイ素(SiO2) |
SiH4 + 4CO2 → SiO2 + 4CO + 2H2O |
N2 |
500-900°C |
|
|
低温 (≈<600 C) Silox、Pyrox、Vapox、および Nitrox** |
||||
|
二酸化ケイ素(SiO2) または p ドープ SiO2 |
||||
|
シロックス |
SiH4 + 2O2 + ドーパント → SiO2 + 2H2O |
N2 |
200-500 ℃で |
|
|
パイロックス |
SiH4 + 2O2 + ドーパント → SiO2 + 2H2O |
N2 |
<600°C |
|
|
蒸気 |
SiH4 + 2O2 + ドーパント → SiO2 + 2H2O |
N2 |
<600°C |
|
|
窒化ケイ素(Si3N4) |
||||
|
ナイトロックス |
3SiH4 + 4NH3 (または N2O*) → Si3N4 + 12H2 |
N2 |
600-700°C |
|
|
低温プラズマ強化 (パッシベーション) (<600°C) |
||||
|
無線周波数 (RF) または |
||||
|
二酸化ケイ素(SiO2) |
SiH4 + 2O2 → SiO2 + 2H20 |
|||
|
窒化ケイ素(Si3N4) |
3SiH4 + 4NH3 (または N2O*) → Si3N4 + 12H2 |
|||
* 注: 反応は化学量論的にバランスが取れていません。
**CVD 反応器システムの一般名、所有権または商標名
次のコンポーネントは、ほぼすべての種類の CVD 装置に含まれています。
- 反応室
- ガス制御部
- 時間およびシーケンス制御
- 基板用熱源
- 排水処理。
基本的に、CVDプロセスは、制御された量のシリコンまたは窒化物ソースガスを、窒素および/または水素キャリアガス、および必要に応じてドーパントガスとともに、反応室内での化学反応のために供給することを必要とする。 反応器とウェーハの表面温度を制御するだけでなく、化学反応に必要なエネルギーを提供するために熱が加えられます。 反応が完了した後、未反応のソースガスとキャリアガスは、排出物処理システムを通して排出され、大気に排出されます。
パッシベーションは機能的なタイプの CVD です。 これは、一般に、非製造プロセスの前の最終製造ステップとして、シリコン ウェーハの表面に保護酸化物層を成長させることを伴います。 この層は、集積回路の表面を環境中の電気的および化学的条件から隔離することにより、電気的安定性を提供します。
メタライゼーション
デバイスがシリコン基板で製造された後、回路機能を実行するためにデバイスを接続する必要があります。 このプロセスはメタライゼーションとして知られています。 メタライゼーションは、回路内で電気エネルギーを送る導電性材料の複雑なパターンを堆積することにより、集積回路の最上層を配線または相互接続する手段を提供します。
メタライゼーションの広範なプロセスは、堆積される金属やその他の材料の層のサイズと厚さによって異なります。 これらは:
- 薄膜— おおよその膜厚は XNUMX ミクロン以下
- 厚膜—おおよその膜厚が 10 ミクロン以上
- メッキ—フィルムの厚さは薄いものから厚いものまでさまざまですが、一般的には厚いフィルムです。
シリコン半導体メタライゼーションに使用される最も一般的な金属は、アルミニウム、ニッケル、クロム、またはニクロムと呼ばれる合金、金、ゲルマニウム、銅、銀、チタン、タングステン、プラチナ、タンタルです。
薄膜または厚膜は、さまざまなセラミックまたはガラス基板上に蒸着または蒸着することもできます。 これらの基質のいくつかの例は次のとおりです: アルミナ (96% Al203)、ベリリア (99% BeO)、ホウケイ酸ガラス、パイロセラム、石英 (SiO2).
薄膜
薄膜メタライゼーションは、多くの場合、高真空または部分真空蒸着または蒸着技術を使用して適用されます。 高真空蒸着の主なタイプは、電子ビーム、フラッシュ、および抵抗蒸着ですが、部分真空蒸着は主にスパッタリングによって行われます。
あらゆるタイプの薄膜真空メタライゼーションを実行するために、システムは通常、次の基本コンポーネントで構成されます。
- 蒸着に十分な真空を提供するために排気できるチャンバー
- チャンバー内の周囲ガスを減らすための真空ポンプ(またはポンプ)
- 真空レベルおよびその他のパラメータを監視するための計装
- 金属化材料の層を堆積または蒸発させる方法。
電子ビーム蒸着、頻繁に呼び出される Eビーム、電子の集束ビームを使用してメタライゼーション材料を加熱します。 電子の高強度ビームは、テレビの受像管で使用されるのと同様の方法で生成されます。 電子の流れは、通常 5 ~ 10 kV の電場で加速され、蒸発する材料に集中します。 電子の集束ビームは、炉床と呼ばれる大きなくぼみのある水冷ブロックに含まれる材料を溶かします。 次に、溶融した材料は真空チャンバー内で蒸発し、チャンバー表面全体だけでなく、冷却したウエハー上にも凝縮します。 次に、標準的なフォトレジスト、露光、現像、およびウェットまたはドライ エッチング操作を実行して、複雑なメタライズ回路の輪郭を描きます。
フラッシュ蒸発 薄い金属化フィルムの堆積のための別の技術です。 この方法は、主に XNUMX つの材料 (合金) の混合物を同時に蒸着する場合に使用されます。 XNUMX 成分膜の例としては、ニッケル/クロム (ニクロム)、クロム/一酸化ケイ素 (SiO)、およびアルミニウム/シリコンがあります。
フラッシュ蒸発では、セラミック バーが熱抵抗によって加熱され、連続的に供給されるワイヤのスプール、ペレットの流れ、または振動によって分配される粉末が、高温のフィラメントまたはバーと接触します。 次に、気化した金属がチャンバーの内部とウェーハの表面をコーティングします。
抵抗蒸着 (フィラメント蒸着とも呼ばれます) は、最も単純で安価な堆積方法です。 蒸発は、フィラメントに流れる電流を徐々に増加させて蒸発させる材料のループを最初に溶かし、それによってフィラメントを湿らせることによって達成される。 フィラメントが濡れると、蒸発が起こるまでフィラメントを流れる電流が増加します。 抵抗蒸着の主な利点は、蒸着できる材料の種類が豊富なことです。
ベルジャーと呼ばれる電子ビーム蒸発器蒸着チャンバーの内面でメンテナンス作業が行われることがあります。 保守技術者がベル ジャーの中に頭を入れていると、重大な暴露が発生する可能性があります。 ベル ジャーの内面に付着した金属残留物を除去すると、このような露出が発生する可能性があります。 例えば、銀の空気中暴露限界をはるかに超える技術者の暴露は、銀を堆積させるために使用される蒸発器から残留物を除去する際に測定された(Baldwin and Stewart 1989)。
ベルジャーの残留物を有機洗浄溶剤で洗浄すると、溶剤への露出が高くなる可能性があります。 このタイプのクリーニング中に、技術者が 250 ppm を超えるメタノールにさらされたことがあります。 この曝露は、メタノールの代わりに洗浄溶媒として水を使用することで排除できます (Baldwin and Stewart 1989)。
スパッタリング蒸着 このプロセスは、高エネルギー源として直流電流 (DC またはカソード スパッタリング) または RF 電圧を使用して、低圧または部分真空のガス雰囲気で行われます。 スパッタリングでは、粗引きポンプを使用して十分な真空レベルに達した後、アルゴン不活性ガスのイオンが真空チャンバーに導入されます。 電界は、反対に帯電した 5,000 つのプレート間に通常 XNUMX V の高電圧を印加することによって形成されます。 この高エネルギー放電は、アルゴンガス原子をイオン化し、ターゲットと呼ばれるチャンバー内のプレートの XNUMX つに移動して加速させます。 アルゴン イオンが堆積する材料でできたターゲットに衝突すると、これらの原子または分子が放出またはスパッタされます。 次に、メタライゼーション材料の除去された原子は、ターゲットに面するシリコン基板上に薄膜として堆積されます。
多くの古いスパッタ ユニットの側面と背面からの RF 漏れは、職業上の暴露限界を超えていることが判明しました (Baldwin と Stewart 1989)。 漏えいのほとんどは、メンテナンス パネルの取り外しを繰り返すことによって発生したキャビネットの亀裂に起因していました。 同じメーカーの新しいモデルでは、縫い目に沿ってワイヤーメッシュを備えたパネルが大幅な漏れを防ぎます. 古いスパッターはワイヤー メッシュで後付けすることができます。あるいは、銅テープを使用して継ぎ目を覆い、漏れを減らすこともできます。
厚膜
ほとんどの厚膜の構造と寸法は、主にサイズの制約により、シリコン集積回路のメタライゼーションと互換性がありません。 厚膜は主に、LCD の製造など、ハイブリッド電子構造のメタライゼーションに使用されます。
シルク スクリーン プロセスは、厚膜アプリケーションの主要な方法です。 通常使用される厚膜材料は、パラジウム、銀、二酸化チタンとガラス、金-プラチナとガラス、金-ガラスと銀-ガラスです。
抵抗性厚膜は、通常、シルクスクリーン技術を使用してセラミック基板上に堆積およびパターン化されます。 サーメット フィラーとして有機樹脂を含むセラミックマトリックス中の導電性金属粒子の懸濁液で構成される抵抗性厚膜の形態です。 典型的なサーメット構造は、一酸化ケイ素または二酸化ケイ素マトリックス内のクロム、銀、または酸化鉛で構成されています。
メッキ
半導体基板上に金属膜を形成するには、電気めっきと無電解めっきの XNUMX つの基本的なめっき技術が使用されます。
In 電気メッキ、めっきされる基板は、めっきタンクのカソード、または負に帯電した端子に配置され、電解液に浸漬されます。 めっきされる金属で作られた電極は、陽極、または正に帯電した端子として機能します。 溶液に直流電流が流れると、陽極から溶液に溶解した正電荷の金属イオンが移動し、陰極 (基板) にメッキされます。 このめっき法は、金や銅の導電膜を形成するために使用されます。
In 無電解メッキ、めっきされる金属の同時還元および酸化は、遊離金属原子または分子の形成に使用されます。 めっき工程での通電が不要なため、絶縁タイプの基板にも対応できます。 ニッケル、銅、および金は、この方法で堆積される最も一般的な金属です。
合金化/アニール
メタライズされた相互接続が堆積およびエッチングされた後、合金化およびアニーリングの最終ステップが実行され得る。 合金化は、アルミニウム金属とシリコン基板間の低抵抗接触を確保するために、通常はアルミニウムを含む金属化基板を低温拡散炉に配置することで構成されます。 最後に、合金工程中またはその直後に、ウエハーは、400 ~ 500°C の拡散炉内で水素を含むガス混合物にさらされることがよくあります。 アニーリングステップは、シリコンと二酸化シリコンの界面またはその近くで水素を拘束されていない原子と結合させることにより、デバイスの特性を最適化および安定化するように設計されています。
バックラッピングと裏面メタライゼーション
バックラッピングと呼ばれるオプションのメタライゼーション処理ステップもあります。 ウェット研磨溶液と圧力を使用して、ウェーハの裏側をラッピングまたは研磨することができます。 金などの金属は、スパッタリングによってウェーハの裏側に堆積させることができる。 これにより、最終的な組み立て時に、分離されたダイをパッケージに簡単に取り付けることができます。
組み立てとテスト
外部パッケージング、付属品、カプセル化、組み立て、およびテストを含む非加工処理は、通常、別々の生産施設で行われ、多くの場合、これらの労働集約的な仕事を行うのに費用がかからない東南アジア諸国で行われます。 さらに、プロセスおよび微粒子制御のための換気要件は、非製造プロセス領域では一般的に異なります (非クリーンルーム)。 製造プロセスのこれらの最終ステップには、はんだ付け、脱脂、化学物質と放射線源によるテスト、レーザーによるトリミングとマーキングなどの操作が含まれます。
半導体製造中のはんだ付けでは、通常、高い鉛露出は発生しません。 集積回路への熱による損傷を防ぐため、はんだ温度は、溶融鉛の煙が大量に発生する温度 (430°C) 未満に保たれます。 ただし、鉛含有残留物をこすり落としたりブラッシングしたりしてはんだ装置を洗浄すると、50 μg/mXNUMX を超える鉛暴露になる可能性があります。3 (ボールドウィンとスチュワート 1989)。 また、200 μg/m の鉛暴露3 ウェーブはんだ作業中に不適切なドロス除去技術が使用されたときに発生しました (Baldwin and Williams 1996)。
はんだ付け作業で増大している懸念の 1987 つは、はんだフラックスの熱分解生成物への暴露による呼吸器への刺激と喘息です。これは、歴史的に局所排気換気が一般的に使用されていない手はんだ付けまたはタッチアップ作業中に発生します (ウェーブはんだ付け作業とは異なり、過去数十年間、典型的には使い古されたキャビネットに閉じ込められていました) (Goh and Ng XNUMX)。 詳細については、記事「プリント回路基板とコンピューターの組み立て」を参照してください。
はんだフラックスのコロホニーは感作物質であるため、空気サンプリングの結果に関係なく、すべての曝露をできるだけ低くする必要があります。 特に、はんだ付けを長時間 (たとえば 2 時間以上) 実行する場合は、新しいはんだ付け設備に局所排気装置を設ける必要があります。
手はんだ付けによる煙は、熱流に沿って垂直に上昇し、はんだ付けポイントにかがむと、従業員の呼吸ゾーンに入ります。 制御は通常、はんだチップで効果的な高速かつ少量の局所排気換気によって実現されます。
ろ過された空気を職場に戻す装置は、ろ過効率が不十分な場合、二次汚染を引き起こし、はんだ付け以外の作業室内の人々に影響を与える可能性があります。 ろ過された空気は、はんだ付けの量が少なく、部屋全体の希釈換気が良好でない限り、作業室に戻してはなりません。
ウェーハのソートとテスト
ウェーハ製造が完了した後、本質的に仕上げられた各ウェーハは、コンピュータ制御プローブで各特定のダイ上の集積回路が電気的にテストされるウェーハソートプロセスを受けます。 個々のウェハには、テストが必要な XNUMX から数百の個別のダイまたはチップが含まれる場合があります。 テスト結果が終了した後、ダイは自動的にディスペンスされた XNUMX 液性エポキシ樹脂で物理的にマークされます。 赤と青は、必要な電気的仕様を満たさないダイを識別して分類するために使用されます。
ダイ分離
ウェーハ上のデバイスまたは回路をテストし、マークを付けて分類したら、ウェーハ上の個々のダイを物理的に分離する必要があります。 個々のダイを分離するために、ダイヤモンド スクライビング、レーザー スクライビング、ダイヤモンド ホイール ソーイングなど、さまざまな方法が設計されています。
ダイヤモンドスクライビングは、使用されている最も古い方法であり、ウエハー表面の個々のダイを分離するスクライブラインまたは「ストリート」に沿って、ウエハー全体に正確な形状のダイヤモンドが埋め込まれたチップを描画することを含みます。 スクライビングによって生じる結晶構造の欠陥により、ウェーハはこの線に沿って曲げられ、破砕されます。
レーザースクライビングは、比較的最近のダイ分割技術です。 レーザー ビームは、パルス高出力ネオジム イットリウム レーザーによって生成されます。 ビームは、スクライブ ラインに沿ってシリコン ウェーハに溝を生成します。 溝は、ウェーハがそれに沿って破断する線として機能します。
ダイ分離の方法として広く使用されているのはウェット ソーイングです。これは、高速円形ダイヤモンド ソーを使用して基板を通りに沿って切断する方法です。 ソーイングでは、シリコン基板を部分的に切断 (スクライブ) または完全に切断 (ダイス) することができます。 道路から除去された材料の湿ったスラリーは、ソーイングによって生成されます。
ダイアタッチとボンディング
個々のダイまたはチップは、キャリア パッケージおよび金属リード フレームに取り付ける必要があります。 キャリアは通常、セラミックまたはプラスチックのいずれかの絶縁材料でできています。 セラミック担体材料は通常、アルミナ (Al) でできています。2O3)、しかしおそらくベリリア (BeO) またはステアタイト (MgO-SiO) で構成されている可能性があります2)。 プラスチックキャリア材料は、熱可塑性または熱硬化性樹脂タイプのいずれかです。
個々のダイの取り付けは、通常、共晶、プリフォーム、およびエポキシの 370 つの異なるタイプの取り付けのいずれかによって行われます。 共晶ダイの取り付けには、金シリコンなどの共晶ろう付け合金の使用が含まれます。 この方法では、金の層がダイの裏側にあらかじめ堆積されます。 パッケージを共晶温度 (金シリコンの場合は XNUMX°C) 以上に加熱し、その上にダイを配置することで、ダイとパッケージの間に結合が形成されます。
プリフォーム ボンディングでは、ダイとパッケージの両方に接着する特殊な組成の材料の小片を使用します。 パッケージのダイアタッチ領域にプリフォームを置き、溶融させます。 次に、ダイが取り付けられるまでダイを領域全体でこすってから、パッケージを冷却します。
エポキシ接着では、エポキシ接着剤を使用してダイをパッケージに取り付けます。 パッケージに一滴のエポキシを塗布し、その上にダイを配置します。 エポキシを適切に硬化させるために、パッケージを高温で焼き付ける必要がある場合があります。
ダイがパッケージに物理的に取り付けられたら、集積回路とパッケージのリード間に電気接続を提供する必要があります。 これは、熱圧着、超音波、またはサーモソニック ボンディング技術を使用して、シリコン チップの接触領域とパッケージ リードの間に金またはアルミニウム ワイヤを取り付けることによって実現されます。
熱圧着は金線でよく使用され、パッケージを約 300 ℃ に加熱する必要があります。oC と熱と圧力の両方を使用してワイヤとボンディング パッドの間の結合を形成します。 XNUMX つの主要なタイプの熱圧着が使用されています。ボールボンディング & ウェッジボンディング. 金ワイヤのみに使用されるボールボンディングは、ワイヤを毛細管に通して圧縮し、水素炎でワイヤを溶かします。 さらに、これにより、次のボンディング サイクルのためにワイヤの端に新しいボールが形成されます。 ウェッジ ボンディングには、くさび形のボンディング ツールとシリコン チップとパッケージをボンディング パッド上に正確に配置するために使用される顕微鏡が含まれます。 このプロセスは、不活性雰囲気で実行されます。
超音波ボンディングでは、超音波の高周波エネルギーのパルスを使用して、ワイヤとボンディング パッドの間に結合を形成するスクラブ動作を提供します。 超音波ボンディングは、主にアルミニウム ワイヤで使用され、ボンディング操作中に回路チップを加熱する必要がないため、熱圧着ボンディングよりも好まれます。
サーモソニック ボンディングは、金ワイヤ ボンディングにおける最近の技術的変化です。 超音波と熱エネルギーの組み合わせを使用し、熱圧着よりも少ない熱で済みます。
カプセル化
カプセル化の主な目的は、集積回路のアプリケーションに関連する電気的、熱的、化学的、および物理的な要件を満たすパッケージに集積回路を入れることです。
最も広く使用されているパッケージ タイプは、ラジアル リード タイプ、フラット パック、およびデュアルインライン (DIP) パッケージです。 ラジアル リード タイプのパッケージは、ほとんどが鉄、ニッケル、コバルトの合金であるコバールでできており、硬質ガラス シールとコバール リードが付いています。 フラットパックは、通常、セラミック、ガラス、および金属部品を組み合わせたアルミニウム合金で作られた金属リード フレームを使用します。 デュアルインライン パッケージは一般的に最も一般的で、多くの場合、セラミックまたはモールド プラスチックを使用します。
成形プラスチック半導体パッケージは、主に XNUMX つの別々のプロセスで製造されます。トランスファーモールディング & 射出成形. トランスファー成形は、主要なプラスチック封止方法です。 この方法では、チップはトリミングされていないリードフレームに取り付けられ、金型にバッチロードされます。 粉末状またはペレット状の熱硬化性プラスチック成形コンパウンドを加熱したポットで溶かし、圧力を加えて充填した金型に押し込みます (移送します)。 粉末状またはペレット状のプラスチック成形コンパウンド システムは、エポキシ、シリコーン、またはシリコーン/エポキシ樹脂に使用できます。 システムは通常、次の混合物で構成されています。
- 熱硬化性樹脂—エポキシ、シリコーンまたはシリコーン/エポキシ
- 硬化剤—エポキシノボラックおよびエポキシ無水物
- フィラー—シリカ溶融または結晶二酸化ケイ素(SiO2)およびアルミナ(Al2O3)、一般に重量の 50-70%
- 難燃剤—三酸化アンチモン (Sb2O3) 一般に重量の 1-5%。
射出成形では、制御された温度のシリンダー内で融点まで加熱され、圧力下でノズルから金型に押し込まれる熱可塑性または熱硬化性成形コンパウンドを使用します。 樹脂が急速に凝固し、金型が開き、封止パッケージが排出されます。 射出成形には多種多様なプラスチック化合物が使用されており、エポキシおよびポリフェニレンサルファイド (PPS) 樹脂は、半導体カプセル化の最新のエントリーです。
シリコン半導体デバイスの最終的なパッケージングは、漏れに対する耐性、または集積回路をその環境から隔離する能力に従って分類されます。 これらは、ハーメチック (気密) または非ハーメチック シールとして区別されます。
リークテストとバーンイン
リークテスト パッケージ化されたデバイスの実際のシール能力または気密性をテストするために開発された手順です。 リークテストには、ヘリウムリーク検出と放射性トレーサーリーク検出の XNUMX つの一般的な形式が使用されています。
ヘリウム漏れ検出では、完成したパッケージをヘリウム圧の雰囲気に一定期間置きます。 ヘリウムは、欠陥を通り抜けてパッケージに浸透することができます。 ヘリウム加圧チャンバーから取り出した後、パッケージを質量分析チャンバーに移し、パッケージの欠陥からのヘリウム漏れを検査します。
85番目の方法では、ヘリウムの代わりに放射性トレーサーガス、通常はクリプトン-85 (Kr-5) を使用し、パッケージから漏れる放射性ガスを測定します。 通常の条件下では、このプロセスによる人体への曝露は年間 500 ミリシーベルト (1989 ミリレム) 未満です (Baldwin と Stewart XNUMX)。 これらのシステムの管理には、通常、次のものが含まれます。
- 必要な人員のみがアクセスできる部屋での隔離
- Kr-85を含む部屋のドアに放射線警告標識を掲示した
- アラームと自動シャットダウン/隔離を備えた連続放射線モニター
- 専用排気システムと負圧室
- 個人線量測定による被ばくの監視(例:放射線フィルムバッジ)
- アラームとインターロックの定期的なメンテナンス
- 放射性物質の漏えいを定期的にチェック
- オペレーターと技術者のための安全トレーニング
- 放射線被ばくが合理的に達成可能な限り低く保たれるようにする(ALARA)。
また、Kr-85 と接触する材料 (露出した IC、使用済みのポンプ オイル、バルブ、O リングなど) は、それらが除去される前に残留ガスのために過度のレベルの放射線を放出しないことを確認するために調査されます。制御された領域。 Leach-Marshal (1991) は、Kr-85 微量漏れ検出システムからの曝露と制御に関する詳細な情報を提供しています。
バーンイン 最終的にパッケージ化されたデバイスの信頼性を決定するための温度および電気的ストレス操作です。 デバイスは、周囲雰囲気または窒素の不活性雰囲気を使用して、温度制御されたオーブンに長時間置かれます。 温度範囲は 125°C から 200°C (平均 150°C) で、時間は数時間から 1,000 時間 (平均 48 時間) です。
最終試験
パッケージ化されたシリコン半導体デバイスの性能を最終的に評価するために、最終的な電気的テストが実施されます。 必要なテストの数が多く複雑であるため、コンピュータは、デバイスの最終的な機能にとって重要な多数のパラメータのテストを実行および評価します。
印を付けて梱包する
最終的にパッケージ化されたデバイスの物理的な識別は、さまざまなマーキング システムを使用して行われます。 コンポーネント マーキングの XNUMX つの主要なカテゴリは、接触印刷と非接触印刷です。 通常、コンタクト印刷には、溶剤系インクを使用したロータリー オフセット技術が組み込まれています。 物理的な接触なしでマーキングを転写する非接触印刷には、溶剤ベースのインクまたはレーザーマーキングを使用したインクジェットヘッドまたはトナー印刷が含まれます。
印刷インクのキャリアとして、またプレクリーナーとして使用される溶剤は、通常、アルコール (エタノール) とエステル (酢酸エチル) の混合物で構成されています。 レーザー マーキング以外のコンポーネント マーキング システムのほとんどは、インクを使用しており、硬化には追加の手順が必要です。 これらの硬化方法は、空気硬化、熱硬化(熱または赤外線)および紫外線硬化です。 紫外線硬化インクには溶剤が含まれていません。
レーザーマーキングシステムは、強力な二酸化炭素 (CO2) レーザー、または高出力のネオジム: イットリウム レーザー。 これらのレーザーは通常、機器に組み込まれており、ビーム経路とビームがターゲットに接触するポイントを囲むインターロック キャビネットを備えています。 これにより、通常の操作中のレーザー光線の危険はなくなりますが、安全インターロックが無効になると懸念があります。 ビーム エンクロージャを取り外してインターロックを解除する必要がある最も一般的な操作は、レーザー ビームの位置合わせです。
これらのメンテナンス作業中は、必要なメンテナンス技術者を除いて、レーザーを含む部屋から退避し、部屋のドアをロックし、適切なレーザー安全標識を掲示することが理想的です。 ただし、半導体製造で使用される高出力レーザーは、多くの場合、大規模でオープンな製造エリアに配置されているため、メンテナンス中に非メンテナンス担当者を移動させることは現実的ではありません。 このような状況では、通常、一時的な制御域が確立されます。 通常、これらの制御領域は、レーザー ビームとの直接接触に耐えることができるレーザー カーテンまたは溶接スクリーンで構成されます。 一時的な制御エリアへの入り口は、通常、レーザーのインターロックが無効になるたびに警告サインが掲示されている迷路の入り口を通ります。 ビームアライメント中のその他の安全上の注意事項は、オープンビームの高出力レーザーの操作に必要なものと同様です (トレーニング、目の保護、書面による手順など)。
高出力レーザーは、半導体業界で最も重大な電気的危険の XNUMX つでもあります。 電源がオフになった後でも、ツール内には重大な衝撃の可能性が存在するため、キャビネット内で作業する前に放散する必要があります。
光線障害と電気障害に加えて、難燃剤である三酸化アンチモンとベリリウムによる化学汚染の可能性があるため、レーザー マーキング システムのメンテナンスを行う際にも注意が必要です (この化合物を含むセラミック パッケージにはラベルが付けられます)。 高出力レーザーによるマーキング中に煙が発生し、機器の表面や煙抽出フィルターに残留物が発生する可能性があります。
過去には、半導体に識別コードを付ける前に脱脂剤を使用して半導体を洗浄していました。 オペレーターが落とした部品を取り出そうとしたり、技術者が製品の底から残留物を掃除したりするときに発生する可能性があるように、オペレーターの頭が冷却コイルの下に置かれ、蒸気が再凝縮する場合、該当する職業上の空気中の暴露限界を超える溶媒暴露が容易に発生する可能性があります。ユニット (Baldwin and Stewart 1989)。 脱脂剤の使用は、フロンや塩素系溶剤などのオゾン層破壊物質の使用制限により、半導体業界で大幅に削減されました。
故障解析と品質保証
通常、故障解析および品質解析ラボでは、デバイスの信頼性を確保するために使用されるさまざまな操作を実行します。 これらの実験室で行われる操作の一部は、従業員が曝露する可能性を示しています。 これらには以下が含まれます:
- 採点試験 ホットプレート上の加熱されたビーカーで、さまざまな溶媒と腐食性の混合物を利用します。 漏洩排出を制御するには、適切な面速度を備えた金属フードの形の局所排気換気 (LEV) が必要です。 モノエタノールアミン溶液は、空気中の暴露限度を超える暴露をもたらす可能性があります (Baldwin and Williams 1996)。
- 気泡/漏れ試験 高分子量フルオロカーボン(商品名フロリナーツ)の利用
- X線包装ユニット.
コバルト 60 (最大 26,000 キュリー) は、軍事および宇宙用途で IC がガンマ線への曝露に耐える能力をテストするための照射器で使用されます。 通常の条件下では、この作業による人員の被ばくは年間 5 ミリシーベルト (500 ミリレム) 未満です (Baldwin と Stewart 1989)。 このやや特殊な操作の制御は、Kr-85 の微量漏れシステムに使用されるものと似ています (例えば、隔離された部屋、連続放射線モニター、人員の被ばく監視など)。
小さな「特定のライセンス」アルファ源 (例えば、Americium-241 のマイクロおよびミリキュール) が故障解析プロセスで使用されます。 これらのソースは、ウィンドウと呼ばれる薄い保護コーティングで覆われており、アルファ粒子がソースから放出され、アルファ粒子が衝突したときに集積回路が動作する能力をテストできます。 通常、線源は、保護ウィンドウが損傷した場合に発生する可能性がある放射性物質の漏れがないか、定期的に (たとえば、半年ごとに) チェックされます。 漏出が検出されると、通常、発生源が取り除かれ、製造元に返送されます。
キャビネット X 線システムは、金属コーティングの厚さをチェックし、欠陥 (モールド コンパウンド パッケージ内の気泡など) を特定するために使用されます。 重大な漏れの原因ではありませんが、これらのユニットは通常、X 線漏れがないか携帯型サーベイ メーターで定期的に (例: 年 XNUMX 回) チェックされ、ドア インターロックが適切に動作することを確認するために検査されます。
発送
出荷は、ほとんどのシリコン半導体デバイス メーカーの関与の終着点です。 マーチャント半導体メーカーは自社製品を他の最終製品メーカーに販売しますが、キャプティブ メーカーはデバイスを自社の最終製品に使用します。
健康研究
プロセスの各ステップでは、特定の EHS の問題を引き起こす特定の化学物質とツールのセットが使用されます。 シリコン半導体デバイス処理における特定のプロセス段階に関連する懸念に加えて、疫学的研究では、半導体産業の従業員の健康への影響が調査されました (Schenker et al. 1992)。 記事「健康への影響と病気のパターン」の説明も参照してください。
この研究の主な結論は、半導体製造施設での作業は、自然流産 (SAB) の増加率と関連しているということでした。 この研究の歴史的要素では、製造業と非製造業の従業員で研究された妊娠の数はほぼ同じでしたが (それぞれ 447 と 444)、非製造業 (n=67) よりも製造業 (n=46) で自然流産が多くなりました。 . バイアスを引き起こす可能性のあるさまざまな要因 (年齢、民族性、喫煙、ストレス、社会経済的地位、妊娠歴) を調整すると、捏造と非捏造の相対リスク (RR) は 1.43 (95% 信頼区間 = 0.95-2.09) でした。 .
研究者らは、半導体製造で使用される特定のエチレンベースのグリコールエーテル (EGE) への曝露と SAB 率の増加を関連付けました。 研究に関与し、生殖への悪影響を引き起こす疑いのある特定のグリコールエーテルは次のとおりです。
- 2-メトキシエタノール (CAS 109-86-4)
- 酢酸2-メトキシエチル (CAS 110-49-6)
- 酢酸 2-エトキシエチル (CAS 111-15-9)。
研究の一部ではありませんが、業界で使用されている他の 2 つのグリコール エーテル、110-エトキシエタノール (CAS 80-5-111) とジエチレングリコール ジメチル エーテル (CAS 96-6-XNUMX) は、同様の毒性効果があり、一部によって禁止されています。半導体メーカー。
特定のグリコールエーテルへの暴露に関連するSAB率の増加に加えて、研究は次のようにも結論付けています。
- フッ化物暴露 (エッチング中) と SAB には一貫性のない関連性が存在しました。
- 自己報告されたストレスは、製造エリアで働く女性の間で、SAB の強力な独立した危険因子でした。
- 製造エリアで働く女性は、非製造エリアの女性よりも妊娠するまでに時間がかかりました。
- 非製造業の労働者と比較して、製造業の労働者では、呼吸器症状(目、鼻、喉の炎症および喘鳴)の増加が見られました。
- 手、手首、肘、前腕の痛みなどの上肢遠位部の筋骨格症状は、製作室での作業に関連していました。
- 皮膚炎および脱毛症(脱毛症)は、非製造業の労働者よりも製造業の労働者の間でより頻繁に報告されました.
設備レビュー
半導体製造装置の複雑さと、製造プロセスの継続的な進歩により、EHS リスクを最小限に抑えるために、新しいプロセス装置の設置前のレビューが重要になります。 XNUMX つの機器レビュー プロセスは、新しい半導体プロセス機器が適切な EHS コントロールを備えていることを確認するのに役立ちます。CE マーキングと半導体機器材料国際 (SEMI) 規格です。
CE マーキングは、そのようにマークされた機器が欧州連合 (EU) の該当するすべての指令の要件に準拠していることを示す製造業者の宣言です。 半導体製造装置の場合、機械指令 (MD)、電磁適合性 (EMC) 指令、および低電圧指令 (LVD) が最も適用される指令と見なされます。
EMC 指令の場合、試験要件を定義し、試験結果を承認するために、有能な機関 (EU 加盟国によって公式に認可された組織) のサービスを保持する必要があります。 MD および LVD は、製造業者または公認機関 (EU 加盟国によって公式に認可された組織) のいずれかによって評価される場合があります。 選択した方法 (自己評価または第三者) に関係なく、輸入製品に CE マークを付ける責任を負うのは登録輸入者です。 彼らは、機器が該当する指令の要件を満たしているという信念の根拠として、第三者または自己評価情報を使用することができますが、最終的には、適合宣言を準備し、CE マーキングを自分で貼り付けます。
Semiconductor Equipment and Materials International は、半導体およびフラット パネル ディスプレイの機器および材料のサプライヤーを代表する国際貿易協会です。 その活動の中には、製品の品質と信頼性を向上させ、適正な価格と安定した供給を目的としたサプライヤーと顧客の間の協定である自主的な技術基準の開発があります。
新しい機器の EHS に特に適用される 2 つの SEMI 規格は、SEMI S8 と SEMI S2 です。 SEMI S93-XNUMX、 半導体製造装置の安全ガイドライン、半導体製造で使用される機器のパフォーマンスベースの EHS 考慮事項の最小セットとして意図されています。 SEMI S8-95、 サプライヤー 人間工学達成基準 ユーザーズ ガイド、SEMI S2 のエルゴノミクス セクションを拡張します。
多くの半導体メーカーは、新しい機器が SEMI S2 の要件を満たしていることを第三者によって認定することを要求しています。 SEMI S2-93 と SEMI S8-95 を解釈するためのガイドラインは、業界コンソーシアム SEMATECH (SEMATECH 1996) による出版物に含まれています。 SEMI に関する追加情報は、ワールドワイド ウェブ (http://www.semi.org).
ケミカルハンドリング
液体分注
自動化された化学薬品供給システムが例外ではなく一般化したことで、従業員の化学熱傷の数は減少しました。 ただし、これらの自動化学薬品分配システムには、適切な安全装置を取り付ける必要があります。 これらには以下が含まれます:
- バルク供給源とジャンクションボックスでの漏れ検出と自動遮断
- 化学物質が危険物とみなされる場合、ラインの二重封じ込め
- エンドポイントの高レベルセンサー (バスまたはツール容器)
- 時限ポンプ停止 (自動的に停止する前に、特定の量だけを特定の場所にポンプで送ることができます)。
ガス分配
ガス分配の安全性は、新しいタイプのシリンダー バルブ、シリンダーに組み込まれた流量制限オリフィス、自動化されたガス パージ パネル、高流量の検出と遮断、およびより高度な漏れ検出装置の出現により、長年にわたって大幅に改善されてきました。 自然発火性があり、原料として幅広く使用されているため、シランガスは業界で最も重大な爆発の危険性を示しています。 しかし、Factory Mutual と SEMATECH が実施した新しい研究により、シランガス事故はより予測可能になりました。 適切な減圧オリフィス (RFO)、供給圧力、および換気率により、ほとんどの爆発事故は排除されています (SEMATECH 1995)。
近年、相容れないガスの制御不能な混合により、いくつかの安全事故が発生しています。 これらの事故のため、半導体メーカーは、ガスラインの設置とツールガスボックスを見直して、ガスの不適切な混合や逆流が発生しないようにすることがよくあります。
化学的問題は通常、半導体製造における最大の懸念事項です。 しかし、業界内での怪我や死亡のほとんどは、化学物質以外の危険が原因です。
電気安全
この業界で使用される機器には、多数の電気的危険が伴います。 安全インターロックは電気の安全性において重要な役割を果たしますが、これらのインターロックは保守技術者によって無効にされることがよくあります。 通常、かなりの量のメンテナンス作業は、機器がまだ通電されているか、部分的にしか通電されていない間に実行されます。 最も重大な電気的危険は、イオン注入装置とレーザー電源に関連しています。 電源がオフになった後でも、ツール内には重大な衝撃の可能性が存在するため、ツール内で作業する前に放散する必要があります。 米国の SEMI S2 レビュー プロセスとヨーロッパの CE マークは、新しい機器の電気的安全性を向上させるのに役立ちましたが、保守作業は常に適切に考慮されているわけではありません。 新しく設置されたすべての機器について、メンテナンス作業と電気的危険性を慎重に検討する必要があります。
電気的危険リストの XNUMX 番目に挙げられるのは、エッチング、スパッタリング、およびチャンバー クリーニング プロセス中に RF エネルギーを生成する一連の機器です。 RF 火傷のリスクを最小限に抑えるには、適切なシールドと接地が必要です。
これらの電気的危険と、メンテナンス作業中に電源が切られない多くのツールにより、メンテナンス技術者は、ロックアウト/タグアウト手順など、自分自身を保護するための他の手段を採用する必要があります。 電気的危険は、ロックアウト/タグアウトで対処される唯一のエネルギー源ではありません。 他のエネルギー源には、多くが危険なガスまたは液体を含む加圧ライン、および空気圧制御が含まれます。 これらのエネルギー源を制御するための切断は、すぐに利用できる場所にある必要があります。 ファブ サブファブなどの不便な場所ではなく、従業員が作業する (製造) またはチェイス エリア。
エルゴノミクス
従業員とツールの間のインターフェースは、引き続き怪我を引き起こします。 筋肉の緊張や捻挫は、半導体業界、特に保守技術者の間ではかなり一般的です。 ポンプ、チャンバー カバーなどへのアクセスは、ツールの製造中および工場でのツールの配置中に適切に設計されていないことがよくあります。 ポンプはキャスター付きであるか、引き出し式の引き出しまたはトレイに配置する必要があります。 リフト装置は、多くの操作に組み込む必要があります。
単純なウェーハの取り扱いは、特に古い施設では人間工学的な危険を引き起こします。 新しい施設では通常、ウェーハが大きくなるため、より自動化された処理システムが必要になります。 これらのウエハー処理システムの多くはロボット装置と見なされており、これらのシステムの設計および設置時には、これらのシステムの安全性を考慮する必要があります (ANSI 1986)。
火災安全
すでに対処されているシランガスに加えて、水素ガスは重大な火災の危険性がある可能性があります。 しかし、それはよりよく理解されており、業界は水素に関連する多くの主要な問題を見ていません。
現在最も深刻な火災の危険は、 ウェットデッキ またはエッチング浴。 典型的なプラスチックの構成材料 (ポリ塩化ビニル、ポリプロピレン、難燃性ポリプロピレン) はすべてファブに関与しています。 発火します。 発火源は、エッチングまたはめっき浴ヒーター、電気制御装置がプラスチックまたは隣接するツールに直接取り付けられている場合があります。 これらのプラスチック製ツールのいずれかで火災が発生すると、粒子汚染と腐食性の燃焼生成物が工場全体に広がります。 エリアと設備をクリーンルームの基準に戻すまでの間、ファブでダウンタイムが発生するため、経済的損失は大きくなります。 多くの場合、一部の高価な機器は適切に除染できず、新しい機器を購入する必要があります。 したがって、適切な防火と防火の両方が重要です。
防火は、さまざまな不燃建材で対処できます。 ステンレス鋼は、これらのウェットデッキの構成材料として好まれますが、多くの場合、プロセスは金属ツールを「受け入れません」. 発火/発煙の可能性が低いプラスチックは存在しますが、半導体製造プロセスに適合するかどうかを判断するための十分なテストはまだ行われていません。
防火のために、これらのツールは、遮るもののないスプリンクラーで保護する必要があります。 ウェット ベンチの上に HEPA フィルターを配置すると、スプリンクラー ヘッドがブロックされることがよくあります。 これが発生した場合、追加のスプリンクラー ヘッドがフィルターの下に取り付けられます。 多くの企業は、多くの火災が発生するこれらのツールのプレナム キャビティ内に火災検知および抑制システムを設置することも要求しています。
液晶ディスプレイ
液晶ディスプレイ (LCD) は、1970 年代から市販されています。 これらは、時計、電卓、ラジオ、およびインジケーターと 1993 文字または XNUMX 文字の英数字を必要とするその他の製品で一般的に使用されています。 液晶材料の最近の改良により、大型ディスプレイの製造が可能になりました。 LCD は半導体産業のごく一部にすぎませんが、その重要性は、ポータブル コンピューター、非常に軽量なラップトップ コンピューター、および専用のワード プロセッサ用のフラット パネル ディスプレイでの使用とともに増大しています。 LCD の重要性は、電子機器で一般的に使用されている最後の真空管である陰極線管 (CRT) に最終的に置き換わるため、成長し続けると予想されます (O'Mara XNUMX)。
LCD の製造は、非常に特殊なプロセスです。 産業衛生モニタリングの結果は、モニタリングされたさまざまな溶媒への曝露について、空気中の汚染物質レベルが非常に低いことを示しています (Wade et al. 1981)。 一般に、有毒、腐食性、可燃性の固体、液体、気体の化学物質、および危険な物理的作用物質の種類と量は、他の種類の半導体製造に比べて制限されています。
液晶材料は、図1に示すシアノビフェニル分子に代表される棒状の分子です。これらの分子は、通過する偏光の方向を回転させる性質を持っています。 分子は可視光に対して透明ですが、液体材料の容器は透明ではなく乳白色または半透明に見えます。 これは、分子の長軸がランダムな角度で整列しているため、光がランダムに散乱するために発生します。 液晶ディスプレイセルは、分子が特定の配列に従うように配置されています。 この配列は、外部電場によって変化する可能性があり、入射光の偏光を変化させることができます。
図 1. 基本的な液晶ポリマー分子
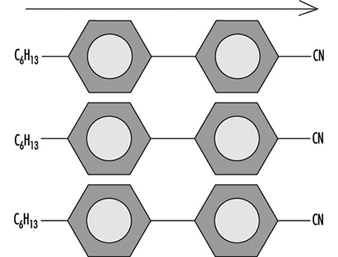
フラット パネル ディスプレイの製造では、XNUMX 枚のガラス基板が別々に処理されてから接合されます。 前面基板をパターン化して、カラー フィルター アレイを作成します。 背面ガラス基板をパターン化して、薄膜トランジスタおよび金属相互接続ラインを形成する。 これらの XNUMX つのプレートは、組み立てプロセスで合わせられ、必要に応じてスライスされ、個々のディスプレイに分離されます。 液晶材料は、XNUMX枚のガラス板の間の隙間に注入されます。 ディスプレイは検査およびテストされ、各ガラス板に偏光フィルムが貼り付けられます。
フラットパネルディスプレイの製造には、数多くの個々のプロセスが必要です。 特殊な機器、材料、およびプロセスが必要です。 特定の重要なプロセスを以下に概説します。
ガラス基板の準備
ガラス基板は、ディスプレイの必須かつ高価なコンポーネントです。 材料の光学的および機械的特性を非常に厳密に制御することは、プロセスのすべての段階で、特に加熱が必要な場合に必要です。
ガラス加工
非常に正確な寸法と再現可能な機械的特性を備えた非常に薄いガラスを製造するために、1 つのプロセスが使用されます。 コーニングが開発したフュージョン プロセスでは、くさび形のトラフで溶融し、トラフの側面を上って流れるガラス フィード ロッドを使用します。 トラフの両側を流れ落ちる溶融ガラスは、トラフの底でXNUMX枚のシートに合流し、均一なシートとして下方に引き寄せられます。 シートの厚さは、ガラスを引き下げる速度によって制御されます。 ほぼXNUMXmの幅まで取得できます。
LCD 基板に適した寸法のガラスを製造している他のメーカーは、製造にフロート法を使用しています。 この方法では、溶融ガラスを溶融スズのベッド上に流出させる。 ガラスは金属スズに溶けたり反応したりせず、表面に浮いています。 これにより、重力によって表面が滑らかになり、両側が平行になります。 (章を参照 ガラス、セラミックおよび関連材料.)
450 × 550 mm 以上のさまざまな基板サイズが用意されています。 フラット パネル ディスプレイの一般的なガラスの厚さは 1.1 mm です。 より薄いガラスは、ポケットベル、電話、ゲームなどの一部の小型ディスプレイに使用されます。
切断、面取り、研磨
ガラス基板は、フュージョンまたはフロート プロセスの後、通常は 1 辺が約 XNUMX m になるようにトリミングされます。 材料の最終的な用途に応じて、成形プロセスの後にさまざまな機械操作が行われます。
ガラスはもろく、端が欠けたり割れたりしやすいため、通常は面取り、面取り、またはその他の処理を施して、取り扱い中の欠けを減らします。 エッジクラックの熱応力は、基板処理中に蓄積し、破損につながります。 ガラスの破損は、生産中の重大な問題です。 従業員の切り傷や裂傷の可能性に加えて、これは歩留まりの低下を意味し、ガラスの破片が装置に残り、粒子汚染や他の基板の傷の原因となる可能性があります。
基板のサイズが大きくなると、ガラスの研磨が難しくなります。 大きな基板は、ワックスまたは他の接着剤を使用してキャリアに取り付けられ、研磨材のスラリーを使用して研磨されます。 この研磨プロセスの後には、完全な化学洗浄を行って、残っているワックスやその他の有機残留物、および研磨剤または研磨媒体に含まれる金属汚染物質を除去する必要があります。
クリーニング
洗浄工程は、ベアガラス基板や、カラーフィルター、ポリイミド配向膜などの有機膜で覆われた基板に使用されます。 また、半導体、絶縁体、および金属膜を含む基板は、製造プロセス内の特定の時点で洗浄が必要です。 少なくとも、カラー フィルターまたは薄膜トランジスターの製造では、各マスキング ステップの前にクリーニングが必要です。
ほとんどのフラット パネル クリーニングでは、物理的方法と化学的方法を組み合わせて使用し、選択的に乾式方法を使用します。 化学エッチングまたは洗浄の後、基板は通常、イソプロピル アルコールを使用して乾燥されます。 (表 1 を参照してください。)
表 1. フラット パネル ディスプレイのクリーニング
|
物理洗浄 |
ドライクリーニング |
化学洗浄 |
|
ブラシでこすり洗い |
紫外線オゾン |
有機溶剤* |
|
ジェットスプレー |
プラズマ(酸化物) |
中性洗剤 |
|
超音波方式 |
プラズマ(非酸化物) |
|
|
メガソニック |
レーザ |
純水 |
* 化学洗浄に使用される一般的な有機溶剤には、アセトン、メタノール、エタノール、 n-プロパノール、キシレン異性体、トリクロロエチレン、テトラクロロエチレン。
カラーフィルター形成
前面ガラス基板上でのカラー フィルタの形成には、前面パネルと背面パネルの両方に共通のガラス仕上げおよび準備手順の一部が含まれます。これには、面取りおよびラッピング プロセスが含まれます。 基板上で、パターニング、コーティング、硬化などの操作が繰り返されます。 シリコンウェーハ加工との類似点が多い。 ガラス基板は、通常、洗浄とコーティングのためにトラック システムで処理されます。
カラーフィルターパターニング
さまざまな材料と塗布方法を使用して、さまざまなフラット パネル ディスプレイ タイプ用のカラー フィルターを作成します。 染料または顔料のいずれかを使用でき、いずれかをいくつかの方法で堆積およびパターン化することができます。 1つのアプローチでは、プロキシミティ印刷装置および標準的なフォトレジストを使用して、ゼラチンが堆積され、連続するフォトリソグラフィ操作で染色される。 別の方法では、フォトレジストに分散された顔料が使用されます。 カラーフィルタを形成する他の方法には、電着、エッチング、および印刷が含まれる。
ITO蒸着
カラーフィルター形成後の最終工程は、透明電極材料のスパッタ成膜です。 これはインジウム-スズ酸化物 (ITO) で、実際には酸化物 In の混合物です。2O3 およびSnO2. この材料は、LCD の透明導電体アプリケーションに適した唯一の材料です。 ディスプレイの両面に薄い ITO フィルムが必要です。 通常、ITOフィルムは真空蒸着とスパッタリングを使用して作成されます。
ITOの薄膜は塩酸などのウェットケミカルで簡単にエッチングできますが、電極のピッチが狭くなり、微細化が進むにつれて、オーバーエッチングによるラインのアンダーカットを防ぐためにドライエッチングが必要になる場合があります。
薄膜トランジスタ形成
薄膜トランジスタの形成は、集積回路の製造と非常によく似ています。
薄膜堆積
基板は、薄膜アプリケーション ステップで製造プロセスを開始します。 薄膜は、CVD または物理蒸着 (PVD) によって堆積されます。 グロー放電とも呼ばれるプラズマ CVD は、アモルファス シリコン、窒化シリコン、二酸化シリコンに使用されます。
デバイスパターニング
薄膜が堆積されると、フォトレジストが適用され、イメージ化されて、薄膜を適切な寸法にエッチングできるようになります。 集積回路の製造と同様に、一連の薄膜が堆積され、エッチングされます。
配向膜塗布・ラビング
上部基板と下部基板の両方に、ガラス表面での液晶分子の配向のために薄いポリマーフィルムが堆積されます。 この配向フィルムは、おそらく厚さ0.1μmであり、ポリイミドまたは他の「硬質」ポリマー材料であり得る。 堆積と焼き付けの後、布で特定の方向にこすり、表面にほとんど検出できない溝を残します。 ラビングは、一方の側のローラーから供給され、基材に接触するローラーの下を通過し、もう一方の側のローラー上を通過する、ベルト上の 0.1 回の布で行うことができます。 基材は布の下を布と同じ方向に移動します。 他の方法には、基板を横切って移動する移動ブラシが含まれます。 ラビング材の起毛は重要です。 溝は、液晶分子が基板表面に整列し、適切な傾斜角をとるのを助ける働きをします。
配向膜は、スピンコーティングまたは印刷によって堆積させることができる。 印刷方法は、材料の使用においてより効率的です。 ポリイミドの 70 ~ 80% が印刷ロールから基板表面に転写されます。
アセンブリ
基板のラビングステップが完了すると、自動化された組立ラインシーケンスが開始されます。
- 接着剤の塗布(パネルのシーリングに必要)
- スペーサー塗布
- 一方のプレートのもう一方に対する位置と光学的位置合わせ
- 露光 (熱または UV) して接着剤を硬化させ、XNUMX 枚のガラス板を接着します。
上部プレートと下部プレートの両方の自動搬送がラインを通じて行われます。 XNUMX 枚のプレートが接着剤を受け取り、XNUMX 枚目のプレートがスペーサー アプリケーター ステーションに導入されます。
液晶注入
複数のディスプレイが基板上に構築されている場合、ディスプレイはスライスによって分離されます。 このとき、シール材に空いた穴を利用して基板間の隙間に液晶材料を導入することができる。 次に、この入口の穴をふさぎ、最終検査の準備をします。 液晶材料は、多くの場合、注入時に混合される XNUMX つまたは XNUMX つのコンポーネント システムとして提供されます。 注入システムは、セルの混合とパージを提供して、充填プロセス中に気泡がトラップされるのを防ぎます。
検査とテスト
組立・液晶注入後、検査・機能検査を行います。 ほとんどの欠陥は、粒子 (点および線欠陥を含む) およびセル ギャップの問題に関連しています。
偏光子アタッチメント
液晶ディスプレイ自体の最終製造工程は、各ガラス板の外側に偏光子を貼り付けることです。 偏光フィルムは、偏光子をガラスに取り付けるために必要な粘着層を含む複合フィルムです。 それらは、ロールまたはプレカットシートから材料を分配する自動化された機械によって適用されます。 これらのマシンは、他の業界向けに開発されたラベリング マシンのバリエーションです。 偏光フィルムはディスプレイの両面に貼られています。
場合によっては、偏光子の前に補償フィルムが適用されます。 補償フィルムは、一方向に延伸されるポリマーフィルム(例えば、ポリカーボネートおよびポリメチルメタクリレート)である。 この延伸により、フィルムの光学特性が変化します。
完成したディスプレイは、通常、ガラス基板の XNUMX つ、通常は薄膜トランジスタ側に、またはその近くにドライバ集積回路が取り付けられています。
危険
ガラスの破損は、LCD 製造における重大な危険です。 切り傷や裂傷が発生する可能性があります。 洗浄に使用される化学物質への曝露も別の問題です。
もっと...
III-V 半導体製造
シリコンは歴史的に主要な半導体材料として IC 技術開発を支配してきました。 シリコンの代替物に関する近年の主な焦点は、基板材料としてガリウム砒素(GaAs)などのIII-V族化合物に集中している。 半導体材料として、GaAs は、シリコンの 5 ~ 6 倍の電子移動度など、シリコンよりも優れた能力を示します。 この特性は、GaAs の潜在的な半絶縁特性と相まって、速度と消費電力の両方でパフォーマンスの向上につながります。
GaAs は、高品質のインゴット材料の成長に関連する XNUMX つの相互貫入面心立方副格子からなる閃亜鉛鉱構造を持っています。 GaAs の成長に関わる技術は、より複雑な XNUMX 相平衡と非常に揮発性の成分である砒素 (As) が関与するため、シリコンに採用される技術よりもかなり複雑です。 成長プロセス中に GaAs 化合物の正確な化学量論を維持するには、インゴット成長システム内の As 蒸気圧を正確に制御する必要があります。 III-V 半導体ディスプレイとデバイス製造の XNUMX つの主なカテゴリには、経済的に実行可能な処理手順があります。それは、LED ディスプレイとマイクロ波 IC デバイスです。
LED は、適切なドーピング剤 (通常はテルル、亜鉛、またはシリコン) を追加することによって pn 接合が形成される単結晶 GaAs から製造されます。 リン化ガリウム砒素 (GaAsP) などの三元および四元 III-V 材料のエピタキシャル層が基板上に成長し、ディスプレイの可視スペクトルまたはエミッタまたは検出器の赤外スペクトルに特定の波長の発光帯域が生じます。 たとえば、約 650 nm にピークを持つ赤色光は、pn 電子と正孔の直接再結合に由来します。 緑色発光ダイオードは、一般にリン化ガリウム (GaP) で構成されています。 この記事では、一般化された LED 処理手順について説明します。
マイクロ波 IC デバイスは特殊な形態の集積回路です。 これらは、レーダー、電気通信、テレメトリー用の高周波増幅器 (2 ~ 18 GHz) として、また電子戦システムで使用するためのオクターブおよびマルチオクターブ増幅器として使用されます。 マイクロ波 IC デバイス メーカーは通常、外部ベンダー (シリコン デバイス メーカーと同様) から、エピタキシャル層の有無にかかわらず、単結晶 GaAs 基板を購入します。 主な処理ステップには、液相エピタキシャル堆積、製造、およびシリコン デバイス製造と同様の非製造処理が含まれます。 この記事では、LED 処理に加えて追加の説明が必要な処理手順についても説明します。
ウェーハ製造
シリコンインゴットの成長プロセスと同様に、元素形態のガリウムとヒ素、および少量のドーパント材料 (シリコン、テルル、または亜鉛) を高温で反応させて、ドープされた単結晶 GaAs のインゴットを形成します。 インゴット製造の XNUMX つの一般化された方法が利用されます。
- 水平または垂直ブリッジマン
- 水平または垂直勾配凍結
- 高圧または低圧液体封入チョクラルスキー (LEC)。
バルク多結晶GaAs化合物は通常、密封された石英アンプル内で高温でAs蒸気とGa金属との反応によって形成される。 通常、アンプルの一端にある As リザーバーは 618°C に加熱されます。 これにより、アンプル内に約 1 気圧の As 蒸気圧が生成されます。これは、化学量論的 GaAs を得るために必要な条件です。 As 蒸気は、1,238°C に維持され、石英または熱分解窒化ホウ素 (PBN) ボート内のアンプルのもう一方の端にある Ga 金属と反応します。 ヒ素が完全に反応した後、多結晶電荷が形成されます。 これは、プログラムされた冷却 (勾配凍結) による単結晶成長に使用されるか、成長に適切な温度勾配を提供するためにアンプルまたは炉のいずれかを物理的に移動する (Bridgeman) ことによって使用されます。 GaAs の合成と成長にこの間接的な方法 (砒素輸送) が使用されるのは、GaAs の融点での砒素の蒸気圧が高いためで、それぞれ 20°C で約 812 気圧、60°C で 1,238 気圧です。
バルク単結晶GaAsの商業生産への別のアプローチは、LEC技術である。 チョクラルスキー結晶引上げ機には、外側のグラファイトサセプタを備えたるつぼにチャンク GaAs が装填されています。 次に、バルクの GaAs は 1,238°C に近い温度で溶融され、結晶は加圧雰囲気で引き上げられます。この加圧雰囲気は、通常、数気圧から最大 100 気圧までメーカーによって異なります。 溶融物は粘性ガラス B によって完全にカプセル化されます。2O3これにより、As の蒸気圧がプラー チャンバーに適用される不活性ガス (通常はアルゴンまたは窒素) の圧力と一致するか、それを超えると、溶融解離が防止されます。 あるいは、単結晶 GaAs を合成することができます。 現場の As を溶融 Ga に注入するか、As と Ga を高圧で直接結合します。
GaAs ウェーハの製造は、重大な日常的な化学物質への暴露の可能性が最も高い半導体製造プロセスを表しています。 GaAs ウェーハの製造は、半導体製造業者のごく一部によってのみ行われていますが、この分野には特に力を入れる必要があります。 プロセスで使用される大量のヒ素、プロセスの多数のステップ、およびヒ素の空気中曝露限界が低いため、曝露の制御が困難になっています。 ハリソンによる記事 (1986); レニハン、シーヒー、ジョーンズ (1989); McIntyre と Sherin (1989) および Sheehy と Jones (1993) は、このプロセスの危険性と制御に関する追加情報を提供しています。
多結晶インゴットの合成
アンプルの装填と封印
チャンク形態のエレメンタル As (99.9999%) を計量し、排気されたグローブ ボックス内のクォーツ ボートに積み込みます。 純粋な液体 Ga (99.9999%) とドーパント材料も計量され、同じ方法で石英または熱分解窒化ホウ素 (PBN) ボートにロードされます。 ボートは、長い円筒形の石英アンプルに入れられます。 (ブリッジマンおよび勾配凍結技術では、所望の結晶方位を持つ種結晶も導入されますが、この段階で必要なのはポリ GaAs だけである XNUMX 段階 LEC 技術では、種結晶なしで多結晶 GaAs が合成されます。 )
石英アンプルを低温炉に入れ、アンプルを水素でパージしながら加熱します (H2)、水素還元反応として知られるプロセスで、酸化物を除去します。 アルゴンなどの不活性ガスでパージした後、石英アンプルを真空ポンプ アセンブリに取り付け、排気し、アンプルの端を水素/酸素トーチで加熱して密閉します。 これにより、充填され密閉された石英アンプルが作成され、炉での成長の準備が整います。 水素パージと水素/酸素トーチ システムは、適切な安全装置や設備が使用されていない場合、潜在的な火災/爆発の危険があります (Wade et al. 1981)。
ヒ素が加熱されているため、このアセンブリは排気換気下に維持されます。 このアセンブリを支持する排気ダクト内に、酸化砒素の堆積物が形成される可能性があります。 何らかの方法でダクトが妨害された場合は、暴露と汚染を防ぐために注意を払う必要があります。
ヒ素塊の保管と取り扱いが懸念事項です。 セキュリティのために、ヒ素は施錠された保管場所に保管され、在庫管理が厳しくなっていることがよくあります。 通常、ヒ素は、火災の際の関与を防ぐために耐火保管キャビネットにも保管されます。
炉の成長
ブリッジマン法と単結晶インゴット成長の勾配凍結法はどちらも、ウェット スクラバー システムに通気された高温炉エンクロージャー内で充填および密閉された石英アンプルを利用します。 炉の成長中の主な曝露の危険は、インゴットの成長中に石英アンプルが内破または爆発する可能性に関連しています。 この状況は散発的かつまれにしか発生せず、次のいずれかの結果として発生します。
- 成長プロセスで使用される高温から生じる As 蒸気の分圧
- 石英アンプル ガラスの失透により、ヘアライン クラックが発生し、アンプルの圧力が低下する可能性があります。
- 加熱源(通常は抵抗型)に正確な高温制御装置がないため、石英アンプルが過剰に加圧される
- 熱電対の誤動作または故障により、石英アンプルが過剰に加圧される
- アンプル チューブ内の As が過剰または Ga が少なすぎると、As 圧力が非常に高くなり、アンプルの壊滅的な減圧が発生する可能性があります。
水平ブリッジマン システムは、密閉された石英アンプルが別々の温度ゾーンを持つマルチゾーン炉で構成されています。ヒ素の「コールド」フィンガー エンドは 618°C で、石英ガリウム/ドーパント/シード クリスタル ボートは 1,238°C で融液を含んでいます。 水平ブリッジマン システムの基本原理は、XNUMX つの加熱ゾーン (XNUMX つは GaAs の融点より上、もう XNUMX つは融点より下) を移動して、溶融 GaAs の正確に制御された凍結を提供することを含みます。 種結晶は、常に凍結ゾーンに維持され、最初の結晶開始構造を提供し、ボート内の結晶構造の方向と方向を定義します。 Ga と As のクォーツ ボートとアンプルは、サポート チューブと呼ばれる一連の炭化ケイ素ライナーによってヒーター チャンバー内に吊り下げられています。サポート チューブは、抵抗ヒーター アセンブリ内に配置され、アンプルの全距離を機械的に移動します。 さらに、炉アセンブリは、合成された GaAs 溶融物と種結晶との適切な界面を提供するために、成長中に傾ける必要があるテーブル上に置かれます。
勾配凍結法では、抵抗加熱を利用したマルチゾーン高温炉を 1,200 ~ 1,300 °C (1,237 °C は GaAs の融解/凝固点) に保ちます。 インゴット成長プロセスの合計期間は通常 3 日間で、次の手順で構成されます。
- 炉焼成温度
- GaAs合成
- メルトの播種
- 冷却/結晶成長。
石英アンプルは、はさみタイプの手動ジャッキを使用して、成長プロセス中に傾けることもできます。
アンプルブレイクアウト
密封された石英アンプル内で単結晶 GaAs インゴットを成長させた後、アンプルを開けて、インゴットと種結晶を含む石英ボートを取り出す必要があります。 これは、次のいずれかの方法で実行されます。
- 湿った丸のこでアンプルの密封された端を切り落とす
- 水素/酸素トーチでアンプルを加熱して割る
- 空気中のヒ素を制御するために、排気中に袋詰めのアンプルをハンマーで壊します。
石英アンプルは、王水 (HCl、HNO3)または硫酸/過酸化水素(H2SO4/H2O2).
インゴットビーズブラスト・洗浄
多結晶欠陥を確認し、外部の酸化物や汚染物質を除去するには、単結晶 GaAs インゴットをビーズブラストする必要があります。 ビードブラストは、炭化ケイ素または焼成アルミナ ブラスト メディアのいずれかを利用して、使い果たされたグローブ ボックス ユニットで行われます。 湿式洗浄は、局所排気換気装置を備えた薬液槽で行われ、 王水 またはアルコールリンス (イソプロピルアルコールおよび/またはメタノール)。
単結晶インゴットの成長
アンプルから取り出した多結晶 GaAs インゴットをチャンクに分割し、計量して石英または PBN るつぼに入れ、その上に酸化ホウ素ディスクを置きます。 この坩堝を不活性ガスで加圧された結晶育成機(引上げ機)に入れ、1,238℃に加熱します。 この温度で、GaAs が融解し、軽い酸化ホウ素が液体の封入剤になり、砒素が融解物から解離するのを防ぎます。 種結晶は、液体キャップの下の融液に導入され、逆回転しながらゆっくりと融液から引き出され、それによって「ホットゾーン」を離れるときに固化します。 このプロセスには、充電サイズと結晶の直径に応じて、約 24 時間かかります。
成長サイクルが完了すると、グローワーが開かれ、単結晶インゴットが取り出され、洗浄されます。 液体キャップを取り付けた状態でも、溶融物からある程度のヒ素が漏れます。 プロセスのこの段階では、空気中のヒ素にかなり暴露される可能性があります。 この露出を制御するために、グローワーは 100°C 未満に冷却され、その結果、グローワーの内面に細かい砒素粒子が堆積します。 この冷却により、空中に浮遊するヒ素の量を最小限に抑えることができます。
ヒ素含有残留物の大量の堆積物が結晶育成装置の内部に残されます。 定期的な予防保守中に残留物を除去すると、空気中のヒ素濃度が高くなる可能性があります (Lenihan, Sheehy and Jones 1989; Baldwin and Stewart 1989; McIntyre and Sherin 1989)。 このメンテナンス作業中に使用される制御には、多くの場合、スカベンジャーの排気換気、使い捨ての衣類、呼吸用保護具が含まれます。
インゴットが取り除かれると、グローワーは解体されます。 HEPA真空を利用して、栽培者のすべての部分でヒ素粒子を拾います. 掃除機をかけた後、ステンレス鋼の部品を水酸化アンモニウムと過酸化水素の混合液で拭き、残留ヒ素を取り除き、グローワーを組み立てます。
ウエハー処理
X線回折
GaAsインゴットの結晶方位は、シリコンインゴットの加工と同様にX線回折装置を用いて決定されます。 低出力レーザーを使用して、製造環境で結晶方位を決定できます。 ただし、X 線回折の方が正確であり、推奨される方法です。
X 線回折を使用する場合、X 線ビームは、放射線の漏れがないか定期的にチェックされる保護キャビネットに完全に閉じ込められることがよくあります。 特定の状況下では、インターロックされたエンクロージャーに X 線ビームを完全に閉じ込めることは実際的ではありません。 この場合、オペレーターは放射線指バッジを着用する必要があり、高出力レーザーに使用されるものと同様の制御が使用されます (たとえば、アクセスが制限された密閉された部屋、オペレーターのトレーニング、ビームを可能な限り密閉するなど) ( Baldwin と Williams 1996)。
インゴットのトリミング、研削、スライス
単結晶インゴットの端または尾部は、水にさまざまな冷却剤を加えた水潤滑式の片刃ダイヤモンド ソーを使用して除去されます。 次に、単結晶インゴットを旋盤にかけ、均一な直径の円筒形のインゴットに成形します。 これは研削工程であり、湿式工程でもあります。
切り取って研削した後、GaAs インゴットはエポキシまたはワックスでグラファイト ビームに取り付けられ、自動操作の内径 (ID) ダイヤモンド ブレード ソーを使用して個々のウェーハに切断されます。 この湿式操作は、潤滑剤を使用して行われ、GaAs スラリーが生成されます。これを収集し、遠心分離し、フッ化カルシウムで処理してヒ素を沈殿させます。 上澄み液に過剰なヒ素が含まれていないことを確認し、汚泥をケーキ状に圧縮して有害廃棄物として処分します。 一部のメーカーは、インゴットのトリミング、研削、およびスライス プロセスから収集したスラリーを Ga 再生用に送ります。
アルシンおよびホスフィンは、GaAs およびリン化インジウムと空気中の水分、他のヒ化物およびリン化物との反応から、またはガリウムヒ素およびリン化インジウムの処理中に酸と混合されたときに形成される可能性があります。 92 ppb のアルシンと 176 ppb のホスフィンが、GaAs とリン化インジウムのインゴットを切断するために使用されるスライス ブレードから 2 インチ離れた場所で測定されました (Mosovsky et al. 1992、Rainer et al. 1993)。
ウェーハ洗浄
グラファイト ビームから GaAs ウェーハを取り外した後、硫酸/過酸化水素または酢酸とアルコールの溶液を含む湿った化学薬品浴に順次浸漬して洗浄します。
エッジプロファイリング
エッジプロファイリングは、スライスされたウェーハに実行されるウェットプロセスでもあり、ウェーハの周りにエッジを形成するため、破損しにくくなります。 ウェーハ表面に薄い切り込みを入れるだけなので、スラリーの発生が少ない。
ラッピングと研磨
ウェーハは、ホットプレートを使用してラップまたは研削プレートにワックスで取り付けられ、設定された回転速度と圧力を加える機械でラップされます。 ラッピング溶液(酸化アルミニウム、グリセリンおよび水のスラリー)がラッピング表面上に供給される。 短いラッピング期間の後、所望の厚さが達成されると、ウェーハは洗浄され、機械研磨機に取り付けられる。 研磨は、重炭酸ナトリウム、5% 塩素、水 (または次亜塩素酸ナトリウム)、およびコロイダル シリカ スラリーを使用して実行されます。 次にウエハーをホットプレート上で取り外し、溶剤を使用してワックスを除去し、ウエハーを洗浄します。
エピタキシー
単結晶GaAsウェーハは、所望の電子特性または光学特性を有する同じまたは他のIII-V化合物の非常に薄い層を成長させるための基板として使用される。 これは、成長層において基板の結晶構造が継続するように行われなければならない。 基板が成長層の結晶化度と方向を決定するこのような結晶成長はエピタキシーと呼ばれ、さまざまなエピタキシャル成長技術が III-V ディスプレイおよびデバイスの製造に使用されています。 最も一般的な手法は次のとおりです。
- 液相エピタキシー (LPE)
- 分子線エピタキシー (MBE)
- 気相エピタキシー (VPE)
- 有機金属化学蒸着 (MOCVD) — 有機金属気相エピタキシー (OMVPE) としても知られています。
液相エピタキシー
LPE では、ドープされた III-V 族材料の層が、ウェーハ上に堆積される材料用の別個のチャンバーを含むグラファイト ホルダーを使用して、GaAs 基板の表面上に直接成長します。 計量された量の蒸着材料がホルダーの上部チャンバーに追加され、ウェーハは下部チャンバーに配置されます。 アセンブリは、水素雰囲気下で石英反応管内に配置されます。 チューブを加熱して堆積材料を溶かし、融液が平衡に達すると、ホルダーの上部をスライドさせて、融液がウェーハ上に配置されるようにします。 その後、炉温を下げてエピタキシャル層を形成する。
LPE は、主にマイクロ波 IC エピタキシーおよび特定の波長の LED の製造に使用されます。 この LPE プロセスの主な懸念は、システム内での可燃性の高い水素ガスの使用です。これは、優れた工学的制御と早期警告システムによって軽減されます。
分子線エピタキシー
MBE の形での真空エピタキシーは、特に用途の広い技術として開発されました。 GaAs の MBE は、Ga および As の原子ビームまたは分子ビームのソースを含む超高真空システムと、加熱された基板ウェーハで構成されます。 分子線源は通常、液体 Ga または固体 As の容器です。 ソースは、基板ウェーハに面するオリフィスを有する。 噴出オーブン (または容器) が加熱されると、Ga の原子または As の分子がオリフィスから噴出します。 GaAs の場合、成長は通常 450°C を超える基板温度で行われます。
アルシンへの高い暴露は、固体ソース MBE システムのメンテナンス中に発生する可能性があります。 MBE ユニットのチャンバーがメンテナンスのために開かれたとき、0.08 ppm の室内空気濃度が 1991 つの研究で検出されました。 著者らは、一時的なアルシンの生成は、非常に細かい粒子状のヒ素が水蒸気と反応し、アルミニウムが触媒として作用することによって引き起こされる可能性があるという仮説を立てました (Asom et al. XNUMX)。
気相エピタキシー
脱脂および研磨されたウェーハは、エピタキシーの前にエッチングおよび洗浄ステップを受けます。 これには、硫酸、過酸化水素、および水を 5:1:1 の比率で使用する連続的な湿式化学浸漬操作が含まれます。 脱イオン水リンス; イソプロピルアルコールで洗浄/乾燥。 目視検査も行います。
XNUMX つの異なる化学に基づいて、VPE の XNUMX つの主要な技術が使用されています。
- III-ハロゲン (GaCl3) および V-ハロゲン (AsCl3) または V-水素 (AsH3 とPH3)
- Ga(CH などの III 有機金属および V-水素3)3 とアッシュ3—OMVPE。
これらの技術の熱化学は非常に異なります。 ハロゲン反応は通常、「ホット」から「コールド」のものまであり、III 元素と HCl の反応によってホット ゾーンで III ハロゲンが生成され、次にコールド ゾーンに拡散し、そこで V 種と反応します。有機金属化学は、III金属有機化合物が有機基を「分解」または熱分解し、残りのIIIと水素化物Vが反応してIII-Vを形成する「ホットウォール」プロセスです。
VPE では、GaAs 基板を水素雰囲気下の加熱チャンバーに入れます。 チャンバは、RF または抵抗加熱によって加熱されます。 HCl は Ga ボートを通してバブリングされ、塩化ガリウムを形成し、それが AsH と反応します。3 とPH3 基板上にエピタキシャル層として堆積される GaAsP を形成するためのウェーハの表面近く。 添加できるドーパントは多数あります (製品とレシピによって異なります)。 これらには、低濃度のテルル化物、セレン化物、硫化物が含まれます。
LED 処理で VPE に使用される一般的な技術は、III ハロゲンおよび V 水素 (水素化物) システムです。 これには XNUMX サイクルのプロセスが含まれます。最初に GaAs 基板上に GaAsP のエピタキシャル層を成長させ、最後にグラファイト/石英リアクタ チャンバから不純物を除去するエッチング サイクルを行います。 エピタキシャル成長サイクル中に、事前に洗浄された GaAs ウェーハは、無水 HCl ガスが計量されて GaCl3. 水素化物/水素ガス混合物 (例: 7% AsH3/H2 PH10%3/H2) はまた、テルルとセレンの有機金属ドーパントの ppm 濃度を添加して、リアクター チャンバーに計量供給されます。 ホット ゾーン (反応チャンバーの上部) の化学種が反応し、コールド ゾーン (チャンバーの下部) で、ウエハー基板とチャンバーの内部に目的の GaAsP 層を形成します。反応室。
反応器からの流出物は、熱分解のために水素トーチ システム (燃焼室または燃焼ボックス) に送られ、ウェット スクラバー システムに排出されます。 別の方法として、反応器流出物を液体媒体にバブリングして、粒子の大部分を捕捉することができる。 安全上の課題は、ガスを「分解」するために原子炉自体に依存していることです。 これらの原子炉の効率は約 98 ~ 99.5% です。 したがって、一部の未反応ガスは、オペレーターによって取り出されたときにバブラーから出てくる可能性があります。 これらのバブラーからのさまざまなヒ素およびリン含有化合物のガス放出があり、メンテナンスのためにベント付きシンクにすばやく移送し、そこでパージおよび洗浄して、人員の曝露を低く抑える必要があります。 このプロセスの職業衛生上の課題は、排気流出物のプロファイリングです。これは、反応器のさまざまな部分、特にバブラーからのガス放出化合物のほとんどが空気中で不安定であり、利用可能な従来の収集媒体と分析技術は、異なる種。
もう 1989 つの懸念事項は、VPE リアクターのプリスクラバーです。 高濃度のアルシンとホスフィンが含まれている可能性があります。 これらのプリスクラバーが無差別に開かれると、職業暴露限界を超える暴露が発生する可能性があります (Baldwin and Stewart XNUMX)。
エッチング サイクルは、成長サイクルの最後に新しいリアクタ パーツで実行され、不純物の内部表面をクリーニングします。 未希釈の HCl ガスを約 30 分間チャンバーに計量供給し、反応器を 1,200°C 以上に加熱します。 流出物は、中和のために湿式スクラバーシステムに排出されます。
成長サイクルとエッチング サイクルの両方の終了時に、拡張された N2 パージは、有毒/可燃性および腐食性ガスのリアクター チャンバーを洗い流すために使用されます。
原子炉洗浄
各成長サイクルの後、VPE リアクターを開け、ウェーハを取り出し、リアクターの上部と下部の両方を物理的に洗浄する必要があります。 洗浄工程はオペレーターが行います。
反応器からの石英プリスクラバーは、物理的に反応器の外に移動され、Nでパージされる排気シンクに配置されます。2、水ですすいでから水に浸す 王水. これに続いて、部品を乾燥させる前にもう一度水ですすいでください。 Nのつもり2 パージとは、不安定な自然発火性リンの存在により、酸素を単に置換することです。 さまざまなヒ素やリンを含む副生成物を含む残留物が、パージと水によるすすぎの後でもこれらの部品に残ります。 これらの残留物と強力な酸化剤/酸の混合物との反応により、かなりの量の AsH が生成される可能性があります。3 そしていくつかのPH3. また、その地域の他のメンテナンス手順による曝露の可能性もあります。
石英反応チャンバーの底部と底板 (ベース プレート) は、金属ツールを使用してきれいに削り取られ、微粒子材料 (GaAs、GaAsP、ヒ素酸化物、リン酸化物、および閉じ込められた水素化物ガスの混合物) が金属に集められます。垂直反応器の下に配置されたコンテナ。 最終的なクリーンアップには高効率の真空が使用されます。
化学物質にさらされる可能性のある別の操作は、原子炉のトラップの洗浄です。 トラップのクリーニングは、前述のすべての副産物と塩化ヒ素のクラストを持つ上部チャンバーからグラファイト部品をこすり落とすことによって行われます。 こする手順は粉塵を発生させ、オペレーターへの暴露を最小限に抑えるために換気されたシンクで実行されます。 すべての副産物と液体廃棄物を形成する水分を含むプロセス排気ラインが開かれ、金属製の容器に排出されます。 HEPA バキュームは、グラファイト パーツの移動中やベル ジャーの上昇と下降中に漏れた可能性のあるほこりの粒子を取り除くために使用され、遊離した粒子を叩き落とします。
有機金属化学蒸着
MOCVD は、III-V デバイスの作製に広く使用されています。 他の CVD システムでソース材料として使用される水素化物ガス (アルシンやホスフィンなど) に加えて、MOCVD システムでは毒性の少ない代替液体 (例えば、tert-ブチル アルシンや tert-ブチル ホスフィン) も、カドミウム アルキルおよび水銀 (Content 1989; Rhoades, Sands and Mattera 1989; Roychowdhury 1991)。
VPE は複合材料の堆積プロセスを指しますが、MOCVD はシステムで使用される親化学ソースを指します。 ハロゲン化物と有機金属の XNUMX つの化学物質が使用されます。 上述のVPE法はハロゲン化物法である。 III族ハロゲン化物(ガリウム)がホットゾーンで形成され、III-V化合物がコールドゾーンで堆積される。 GaAs の有機金属プロセスでは、トリメチルガリウムがアルシンまたは tert-ブチル アルシンなどの毒性の低い代替液体と共に反応チャンバーに計量され、ガリウム ヒ素が形成されます。 典型的な MOCVD 反応の例は次のとおりです。
(CH3)3Ga+AsH3 →GaAs+3CH4
LED の MOCVD 処理で使用される他の化学物質があります。 III族元素として使用される有機金属には、トリメチルガリウム(TMGa)、トリエチルガリウム(TEGa)、TMインジウム、TEインジウムおよびTMアルミニウムが含まれる。 水素化ガスもプロセスで使用されます: 100% AsH3 PH100%3. このプロセスで使用されるドーパントは、ジメチル亜鉛 (DMZ)、ビスシクロペンタジエニル マグネシウム、およびセレン化水素 (H2セ)。 これらの材料は、低圧HXNUMX下で反応チャンバー内で反応します2 雰囲気。 この反応により、AlGaAs、AlInGaP、InAsP、および GaInP のエピタキシャル層が生成されます。 この技術は、半導体レーザーや、光ファイバーの送信機や受信機などの光通信デバイスの製造に伝統的に使用されてきました。 AlInGaP プロセスは、非常に明るい LED の製造に使用されます。
VPE プロセスと同様に、MOCVD リアクターと部品の洗浄は、特に大量の濃縮 PH の場合、プロセスと労働衛生士の両方に課題を提示します。3 プロセスで使用されます。 これらの反応器の「分解」効率は、VPE 反応器ほど大きくはありません。 かなりの量のリンが発生し、火災の危険があります。 洗浄手順では、これらの反応器のさまざまな部品に希薄な過酸化水素/水酸化アンモニウムを使用する必要があります。これは、オペレーターのミスにより、金属触媒の存在下で濃縮溶液を使用すると爆発の危険があります。
デバイスの製造
上面にGaAsPのエピタキシャル成長層を有するGaAsウェハは、デバイス製造処理シーケンスに進む。
窒化物の堆積
窒化ケイ素 (Si) の高温 CVD3N4) は、標準的な拡散炉を使用して実行されます。 ガス源はシラン (SiH4) とアンモニア (NH3) 窒素キャリアガスを使用。
フォトリソグラフィプロセス
標準的なフォトレジスト、位置合わせ/露光、現像、および剥離プロセスは、シリコン デバイス処理と同様に利用されます (記事「シリコン半導体製造」のリソグラフィに関するセクションを参照)。
ウェットエッチング
ウェットケミカル酸溶液のさまざまな混合物が、局所的に排気されたエッチングステーションのプラスチックバスで使用され、垂直に取り付けられた層状のHEPAフィルター供給システムを備えたものもあります。 使用中の一次酸は硫酸 (H2SO4)、フッ化水素酸 (HF)、塩酸 (HCl)、リン酸 (H3PO4)。 シリコン処理と同様に、過酸化水素 (H2O2) は硫酸、および水酸化アンモニウム (NH4OH) はコースティック エッチングを提供します。 アルミニウムのエッチングには、シアン化物溶液 (ナトリウムまたはカリウム) も使用されます。 ただし、シアン化物エッチングは、このプロセス用に他のエッチング剤が開発されているため、徐々に段階的に廃止されています。 ウェット エッチングの代替として、プラズマ エッチングおよびアッシング プロセスが使用されます。 反応器の構成と反応ガスは、シリコン デバイス処理で使用されるものと非常によく似ています。
クローズドアンプル二砒化亜鉛固体ソース拡散は、Nを利用して720°Cの真空拡散炉で行われます。2 キャリアガス。 ヒ素とヒ化亜鉛がドーパントとして使用されます。 それらは、バルク基板と同じ方法でグローブボックス内で計量されます。
メタライゼーション
最初のアルミニウム蒸発は、電子ビーム蒸発器を利用して実行されます。 バックラップの後、フィラメント蒸発器を利用して金の蒸着が行われます。
合金化
最終的な合金化ステップは、窒素不活性雰囲気を利用して、低温拡散炉で実行されます。
バックラップ
堆積した材料(GaAsP、Si)を除去するためにバックラッピングが行われます3N4 など)ウェーハの裏側から。 ウェーハはラッパープレートにワックスで取り付けられ、コロイダルシリカスラリーでウェットラップされます。 次に、局所的に排気されたウェットケミカルエッチングステーションで、有機ストリッパーでウェーハをウェットストリッピングすることにより、ワックスが除去されます。 ウェット ラッピングに代わるもう XNUMX つの方法は、酸化アルミニウムの「砂」を使用するドライ ラッピングです。
多くのレジストおよびレジスト剥離剤が使用されており、典型的にはスルホン酸(ドデシルベンゼンスルホン酸)、乳酸、芳香族炭化水素、ナフタレンおよびカテコールを含む。 一部のレジスト剥離剤には、エタン酸ブチル、酢酸、ブチルエステルが含まれています。 製品によってネガ型とポジ型の両方のレジストとレジスト剥離剤が使用されています。
最終試験
シリコン デバイスの処理と同様に、完成した LED 回路はコンピューターでテストされ、マークが付けられます (「シリコン半導体の製造」を参照)。 最終検査が行われた後、ウェーハは電気的にテストされ、欠陥のあるダイにマークが付けられます。 次に、ウェットソーを使用して個々の金型を分離し、組み立てに送ります。
プリント回路基板およびコンピュータ アセンブリ
印刷された配線板
プリント配線基板 (PWB) は、プリント回路基板のさまざまな電子部品をまとめて保持する相互接続の電気的フレームワークおよび物理構造です。 PWB の主なカテゴリは、片面、両面、多層、フレキシブルです。 ますます高密度化と小型化が進む基板の複雑さと間隔の要件により、基板の両面を下層の回路で覆う必要がありました。 片面ボードは、初期の電卓や単純な民生用電子機器の要件を満たしていましたが、ポータブル ノートブック コンピューター、携帯情報端末、およびパーソナル ミュージック システムでは、両面および多層 PWB が必要になりました。 PWB のパターニングの処理は、本質的に、プリント配線板にエッチングまたは堆積される電気「配線」として機能する誘電体基板上の材料の層を選択的に堆積および除去することを含むフォトリソグラフィ プロセスです。
多層基板には、積層され結合された回路を備えた 1995 つ以上の誘電体材料が含まれています。 電気的接続は、一方の側から他方の側へ、そして内層回路へと確立され、続いて銅でメッキされるドリル穴によって確立されます。 最も一般的に使用される誘電体基板はガラス繊維シート (エポキシ/ガラス繊維ラミネート) です。 他の材料は、ガラス (ポリイミド、テフロン、またはトリアジン樹脂) とフェノール樹脂で覆われた紙です。 米国では、積層板は消火特性に基づいて分類されています。 穴あけ、穴あけ、機械加工の特性; 吸湿特性; 耐薬品性および耐熱性; および機械的強度 (Sober 4)。 FR-XNUMX (エポキシ樹脂とガラスクロス基板) は、ハイテク用途に広く使用されています。
実際のPWBプロセスには、多くの工程と多種多様な化学薬品が含まれます。 表 1 は、典型的な多層プロセスと、このプロセスに関連する EHS の問題を示しています。 片面基板と両面基板の主な違いは、片面基板では片面のみ銅で覆われた原材料から始まり、無電解銅めっきのステップが省略されていることです。 標準の両面ボードには、むき出しの銅の上にはんだマスクがあり、穴を通してメッキされています。 ボードには、金でコーティングされた接点とコンポーネントの凡例があります。 PWB の大部分は多層基板であり、内部層が製造され、ラミネート パッケージ内に挟まれ、その後、XNUMX 層基板とほぼ同じように処理された両面基板です。
表 1. PWB プロセス: 環境、健康、および安全性の問題
|
主要なプロセス ステップ |
健康と安全の問題 |
環境問題 |
|
材料の準備 |
||
|
特定のラミネート、エントリー マテリアル、およびバックアップ ボードをプレカット サイズで購入する |
コンピューター支援設計 — VDU と人間工学の危険性 |
なし |
|
積み重ねて固定 |
||
|
銅張りのパネルは、エントリー材とバックアップボードで積み重ねられています。 開けた穴と |
掘削中の騒音; 銅、鉛、金、エポキシ/グラスファイバーを含む掘削微粒子 |
廃棄粒子(銅、鉛、金、 |
|
訓練 |
||
|
数値制御(N/C)ボール盤 |
掘削中の騒音; 銅、鉛、金、エポキシ/グラスファイバーを含む掘削微粒子 |
廃棄粒子(銅、鉛、金、 |
|
Deburr |
||
|
ドリル加工されたパネルは、ブラシまたは研磨ホイールを通過します |
バリ取り時の騒音; 銅、鉛、金、エポキシ/ガラス繊維を含む微粒子 |
廃棄粒子(銅、鉛、金、 |
|
無電解銅めっき |
||
|
スルーホールへの薄い銅層の追加 |
クリーナー、コンディショナー、エッチング剤、触媒への吸入および皮膚曝露—H2SO4、H2O2、グリコールエーテル、KMnO4、NH4HF2、パラジウム、SnCl2、CuSO4、ホルムアルデヒド、NaOH |
排水 - 酸、銅、腐食剤、 |
|
イメージング |
||
|
ドライ フィルム レジスト - UV 感光性フォトポリマー |
レジストへの吸入および皮膚暴露; 開発者; と |
大気への排出 — 溶剤 (VOC)、酸性ガス、 |
|
パターンめっき |
||
|
クリーニング |
洗浄による吸入および皮膚の危険; 銅メッキまたはスズ/スズおよび鉛メッキおよびラックストリッピング—H3PO4、H2SO4; NS2SO4 と CuSO4; フッ化ホウ酸および Sn/Pb; 濃縮HNO3 |
大気への排出 - 酸性ガス。 水 |
|
剥がして、エッチングして、剥がして |
||
|
レジストストリップ |
レジストストリップからの吸入および皮膚の危険; アルカリ エッチングまたは銅ストリップ - モノエタノール アミン (MEA)。 NH4おー; NH4Cl/NH4オハイオ州またはNH4HF2 |
大気排出物 - MEA、アンモニア、フッ化物。 |
|
戦士の表情 |
||
|
エポキシインキ - スクリーン印刷 |
前洗浄による吸入および皮膚の危険性; エポキシインクと溶剤キャリア; 開発者—H2SO4; エピクロルヒドリン + ビスフェノール A、グリコール エーテル (PGMEA ベース); ガンマブチロラクトン。 硬化プロセスからの紫外線 |
排気ガス - 酸性ガス、グリコール エーテル |
|
はんだコーティング |
||
|
はんだレベリング |
フラックス、分解生成物、および鉛/スズのはんだ残留物による吸入および皮膚の危険性 - 希釈グリコールエーテル + <1% HCl および <1% HBr; アルデヒド、HCl、CO; 鉛と錫 |
大気への排出 - グリコールエーテル (VOC)、酸性ガス、アルデヒド、CO; 廃棄物 - 鉛/スズはんだ、フラックス |
|
金・ニッケルメッキ |
||
|
酸、金属などによる吸入および皮膚への危険性 |
大気への排出 - 酸性ガス、シアン化物。 水 |
|
|
コンポーネントの凡例 |
||
|
スクリーンプリント |
エポキシベースのインクおよび溶剤キャリアによる吸入および皮膚の危険性 - グリコールエーテルベースの溶剤、エピクロルヒドリン + ビスフェノール A |
大気排出 — グリコールエーテル (VOC) 廃棄物 — インクと溶剤 (少量) |
Cl2 = 塩素ガス; CO = 一酸化炭素; CuSO4 = 硫酸銅; H2O2 = 過酸化水素;H2SO4 = 硫酸; H3PO4 =リン酸; HBR = 臭化水素酸; HCl = 塩酸; HNO3 = 硝酸; K2CO3 = 炭酸カリウム; KMNO4 = 過マンガン酸カリウム; NA3PO4 =リン酸ナトリウム; NH4Cl = 塩化アンモニウム; NH4OH = 水酸化アンモニウム; NiSO4 = 硫酸ニッケル; Pb = 鉛; Sn = スズ; SnCl2 = 塩化第一スズ; UV = 紫外線; VOC = 揮発性有機化合物。
プリント基板アセンブリ
プリント回路基板 (PCB) の組み立てでは、鉛/スズはんだ (ウェーブはんだマシンで、またはペーストとして塗布してから低温炉でリフロー) またはエポキシ樹脂 (低温炉で硬化)。 基盤となる PWB (片面、両面、多層またはフレキシブル) によって、取り付け可能なコンポーネントの密度が決まります。 数多くのプロセスと信頼性の問題が、使用される PCB アセンブリ プロセスの選択の基礎となります。 主な技術的プロセスは、全面実装技術 (SMT)、混合技術 (SMT とメッキ スルー ホール (PTH) の両方を含む)、および下面取り付けです。
通常、最新の電子機器/コンピューターの組み立て施設では、一部のコンポーネントが表面実装され、他のコネクタ/コンポーネントがスルーホール技術またははんだリフローを使用してはんだ付けされる混合技術が利用されています。 「典型的な」混合技術プロセスについて以下に説明します。このプロセスでは、接着剤による取り付け、ウェーブはんだ付け、およびリフローはんだ付けを含む表面実装プロセスが利用されます。 混合技術を使用すると、両面基板の上面で表面実装部品 (SMC) をリフローし、下面で SMC をウェーブはんだ付けできる場合があります。 このようなプロセスは、現在の電子機器製造の標準である、表面実装技術とスルーホール技術を単一の基板に混在させる必要がある場合に特に役立ちます。 最初のステップは、はんだリフロー プロセスを使用して、基板の上面に SMC を取り付けることです。 次に、スルーホール部品を挿入します。 次に、ボードを裏返して、下側の SMC をボードに接着剤で取り付けます。 スルーホール コンポーネントと下側の SMC の両方のウェーブはんだ付けは、最終ステップです。
主な技術混合技術プロセスのステップは次のとおりです。
- 前後のクリーニング
- はんだペーストと接着剤の塗布 (スクリーン印刷と配置 (SMT と PTH))
- コンポーネントの挿入
- 接着剤硬化およびはんだリフロー
- フラクシング (PTH)
- ウェーブはんだ付け (PTH)
- 検査とタッチアップ
- テスト
- 手直しと修理
- オペレーションのサポート—ステンシル クリーニング。
各プロセスステップの重要な環境、健康、安全への影響の簡単な説明を以下に示します。
洗浄前と洗浄後
市販の PWB は通常、PWB サプライヤから購入され、すべての表面汚染物質を除去するために脱イオン (DI) 水溶液で事前に洗浄されています。 成層圏のオゾン層の破壊に関する懸念が生じる前は、クロロフルオロカーボン (CFC) などのオゾン層破壊物質が、電子機器メーカーによって最終洗浄または事前洗浄として使用されていました。 PCB アセンブリ プロセスの最後に、クロロフルオロカーボンの「蒸気脱脂」操作を使用して、フラックス/ウェーブはんだ付け操作から残留物を除去するのが一般的でした。 ここでも、オゾンの枯渇と CFC の製造に対する厳しい規制管理が懸念されるため、プロセスの変更が行われ、完全な PWB アセンブリが洗浄をバイパスするか、または DI 水洗浄のみを使用できるようになりました。
はんだペーストと接着剤の塗布(ステンシル印刷と配置)および部品の挿入
鉛/スズはんだペーストを PWB 表面に塗布すると、表面実装コンポーネントを PWB に取り付けることができ、SMT プロセスの鍵となります。 はんだ材料は、電気伝導と熱伝導の機械的結合として機能し、表面保護と強化されたはんだ付け性のためのコーティングとして機能します。 はんだペーストは、約 70 ~ 90% の不揮発性物質で構成されています (重量あたりの重量または体積あたりの重量ベース)。
- 鉛/錫はんだ
- 変性樹脂(ロジン酸または弱活性ロジン)のブレンド
- 活性化剤(「無洗浄」製品の場合、アミンハロゲン化水素酸塩と酸の混合物、またはカルボン酸のみ)。
溶剤 (揮発性物質) は、製品の残りの部分を構成します (通常、独自のブレンドであるアルコールとグリコール エーテルの混合物)。
はんだペーストはステンシルを介して印刷されます。ステンシルは、PWB 表面に追加される表面デザインの正確なパターンです。 はんだペーストは、ステンシルをゆっくりと横切るスキージによって、ステンシルの開口部から PWB 上のパッド サイトに押し出されます。 次に、ステンシルを持ち上げて、ボード上の適切なパッドにペーストの堆積物を残します。 その後、コンポーネントが PWB に挿入されます。 主な EHS の危険は、はんだペーストをステンシル表面に塗布し、スクイージーを洗浄し、ステンシルを洗浄するオペレーターのハウスキーピングと個人衛生に関連しています。 はんだ中の鉛の濃度と、乾燥したはんだペーストが皮膚や機器/施設の作業面に付着する傾向があるため、保護手袋の使用、作業面の適切な清掃、汚染された清掃材料の安全な廃棄 (および環境への取り扱い)およびオペレーターによる厳格な個人衛生(例:飲食または化粧品を塗る前の石鹸による手洗い)。 空気中の暴露レベルは通常、鉛の検出限界を下回っており、適切なハウスキーピング/個人衛生が使用されている場合、血中鉛の測定値はバックグラウンド レベルです。
接着剤の塗布では、少量のエポキシ樹脂 (通常はビスフェノール A とエピクロルヒドリンの混合物) を PWB 表面に自動塗布し、部品を「ピック アンド プレース」して、エポキシ樹脂を通して PWB に挿入します。 EHS の危険は、主に「ピック アンド プレース」ユニットの機械的安全上の危険に関連しています。これは、自動化された機械的アセンブリ、ユニットの背面にあるコンポーネント シャトル、および適切なガード、ライト カーテン、およびハードウェア インターロックがなければ重傷を負う可能性があるためです。現在。
接着剤硬化およびはんだリフロー
ステンシル印刷または接着剤塗布によって取り付けられたコンポーネントは、固定高さの機械式コンベアでインライン リフロー炉に運ばれ、約 200 ~ 400 °C ではんだペーストをリフローすることによってはんだを「開始」します。 エポキシ接着剤で取り付けられたコンポーネントも、はんだリフローのダウンラインである炉を通過し、通常は 130 ~ 160 で実行されます。oC. はんだペーストとエポキシ樹脂の溶剤成分は炉プロセス中に追い出されますが、鉛/スズ成分は揮発しません。 リフロー炉の排気ダクトにはクモの巣状の残留物が溜まりますが、これを防止するために金属メッシュフィルターを使用することができます。 PWB がコンベア システムに引っかかることがあり、炉内で過熱して不快な臭いが発生することがあります。
フラクシング
PWB 表面とコンポーネント リードで信頼性の高いはんだ接合を形成するには、両方が酸化していない必要があり、はんだ付けで使用される高温でも酸化しない必要があります。 また、溶融はんだ合金は、接合される金属の表面を濡らさなければなりません。 これは、はんだフラックスが接合される表面と反応して金属酸化物を除去し、洗浄された表面の再酸化を防ぐ必要があることを意味します。 また、残留物が非腐食性であるか、簡単に除去できる必要があります。 電子機器をはんだ付けするためのフラックスは、一般にロジンベースのフラックス、有機または水溶性のフラックス、および溶剤除去可能な合成フラックスとして知られる XNUMX つの大きなカテゴリに分類されます。 新しい低固形分「無洗浄」フラックスまたは不揮発性有機化合物 (NVOC) フラックスは、中間のカテゴリに分類されます。
ロジン系フラックス
ロジンベースのフラックスは、エレクトロニクス業界で最も一般的に使用されているフラックスです。 スプレーフラックス or フォームフラックス. フラクサーは、ウェーブはんだ付け装置の内部に含まれるか、ユニットへのインフィードに配置されたスタンドアロンユニットとして含まれます。 ベースとして、ロジンベースのフラックスは天然のロジンまたはコロフォニーを持っています。これは松の木のオレオレジンとキャナル樹脂からテレビン油が蒸留された後に得られる半透明の琥珀色のロジンです。 樹脂は集められ、加熱され、蒸留され、固体粒子が除去され、精製された形の天然物が得られます。 単一の融点を持つ均質な材料です。
コロホニーは、ほとんどがアビエチン酸 (非水溶性の有機酸) である約 90% の樹脂酸と、スチルベン誘導体やさまざまな炭化水素などの中性物質が 10% の混合物です。 図 1 は、アビエチン酸とピマル酸の化学構造を示しています。
図 1. アビエチン酸とピマル酸

活性成分はアビエチン酸で、はんだ付け温度では化学的に活性で、PWB 表面の酸化銅を攻撃し、銅アビエットを形成します。 ロジンベースのフラックスには、溶剤またはビヒクル、ロジン、および活性剤の XNUMX つのコンポーネントがあります。 溶剤は単にフラックスの媒体として機能します。 効果を発揮させるには、ロジンをボードに液体の状態で塗布する必要があります。 これは、ロジンと活性化剤を溶媒系、通常はイソプロピル アルコール (IPA) またはアルコールの多成分混合物 (IPA、メタノール、またはエタノール) に溶解することによって達成されます。 次に、フラックスは、空気または窒素を加えて PCB の底面に発泡させるか、溶媒含有量の多い「低固形分」混合物に吹き付けます。 これらの溶剤成分は蒸発速度が異なるため、構成フラックス組成を維持するためにシンナーをフラックス混合物に追加する必要があります。 ロジンベースのフラックスの主なカテゴリーは次のとおりです。 (RMA) は、使用されている典型的なフラックスであり、マイルドな活性剤が追加されています。 ロジンアクティブ (RA)、より積極的なアクティベーターが追加されました。
すべてのロジンベースのフラックスの主な EHS 危険性は、アルコール溶剤ベースです。 安全上の問題は、保管と使用における可燃性、有害廃棄物としての分類と取り扱い、VOC を除去するために必要な排気と処理システム、および吸入と皮膚 (皮膚) 暴露に関連する産業衛生の問題に関連しています。 これらの各項目には、異なる管理戦略、従業員の教育と訓練、および許可/規制順守が必要です (電子、電気通信およびビジネス機器産業協会 1991)。
ウェーブはんだ付けプロセス中、フラックスは 183 ~ 399°C に加熱されます。 生成される空中製品には以下が含まれます 脂肪族アルデヒド、ホルムアルデヒドなど。 多くのフラックスには 有機アミン塩酸塩活性化剤、 はんだ付けされる領域をきれいにし、加熱すると塩酸を放出します。 他の気体成分には、ベンゼン、トルエン、スチレン、フェノール、クロロフェノール、およびイソプロピルアルコールが含まれます。 加熱されたフラックスの気体成分に加えて、サイズが 0.01 ミクロンから 1.0 ミクロンのかなりの量の粒子が生成されます。 コロニーの煙. これらの粒子状物質は呼吸器への刺激物であり、敏感な個人の呼吸器感作物質でもあることがわかっています (Hausen、Krohn、および Budianto 1990)。 英国では、空中曝露基準により、コロホニーの煙レベルを達成可能な最低レベルに制御することが求められています (Health and Safety Commission 1992)。 さらに、米国政府産業衛生士会議 (ACGIH) は、ロジン コアはんだの熱分解生成物に対して 0.1 mg/m という別個の限界値を設定しました。3、ホルムアルデヒドとして測定 (ACGIH 1994)。 Lead Industries Association, Inc. は、ロジン コアはんだ付けの典型的な分解生成物として、アセトン、メチル アルコール、脂肪族アルデヒド (ホルムアルデヒドとして測定)、二酸化炭素、一酸化炭素、メタン、エタン、アビエチン酸、および関連するジテルペン酸を特定しています (Lead Industries Association 1990 )。
有機フラックス
中間フラックスまたは水溶性フラックスと呼ばれることもある有機フラックスは、ロジンベースのフラックスよりも活性が高く、金属加工産業で使用される酸フラックスよりも腐食性が低い複合材料です。 このクラスのフラックスの一般的な活性化合物は、次の XNUMX つのグループに分類されます。
- 酸(例、ステアリン酸、グルタミン酸、乳酸、クエン酸)
- ハロゲン(例、塩酸塩、臭化物、ヒドラジン)
- アミドおよびアミン(例、尿素、トリエタノールアミン)。
これらの材料と、はんだの表面張力の低下を助ける界面活性剤などの配合の他の部分は、ポリエチレングリコール、有機溶媒、水、または通常これらのいくつかの混合物に溶解されます。 有機フラックスは腐食性と見なす必要がありますが、お湯だけで簡単に洗い流すことができます。
合成活性化 (AS) フラックス
ロジンベースのフラックスが溶剤に溶解した固体材料であるのに対し、AS フラックスは通常、完全に液体の配合 (溶剤 + フラックス) です。 ソルベント キャリアはウェーブはんだ付けの予熱段階で追い出され、湿った油状の残留物が PWB 表面に残ります。これははんだ付けの直後に除去する必要があります。 AS フラックスの主な特徴は、通常はフルオロカーボン系の適切な溶剤を使用して除去できることです。 フルオロカーボン (Freon TF、Freon TMS など) などのオゾン層破壊物質の使用が制限されているため、これらの洗浄剤の使用が必要なため、このクラスのフラックスの使用が厳しく制限されています。
低固形分「無洗浄」または非 VOC フラックス
フルオロカーボン溶剤による腐食性または粘着性フラックス残留物のはんだ付け後の洗浄を排除する必要性から、新しい種類のフラックスが広く使用されるようになりました。 これらのフラックスは活性が RMA フラックスと類似しており、固形分は約 15% です。 固形分は粘度の尺度であり、溶剤に対するフラックスの比率に等しくなります。 固形分が少ないほど、溶媒の割合が高くなります。 固形分が多いほど、フラックスの活性が高くなり、はんだ付け後の洗浄工程が必要になる可能性が高くなります。 低固形分フラックス (LSF) はエレクトロニクス業界で一般的に使用されており、通常は後洗浄ステップを必要としません。 環境排気の観点から、LSF はウェーブはんだ付けされたボードのフルオロカーボン蒸気脱脂の必要性を排除しましたが、溶媒含有量が高いため、蒸発するアルコールベースの溶媒の量が増加し、VOC レベルが高くなりました。 VOC の大気放出レベルは、米国および世界中の多くの場所で厳しく管理されています。 この状況は、水ベース(溶剤ベースではなく)であるが、同様の活性剤とフラックス用ロジンを含む「無洗浄」フラックスの導入によって対処されました。 主な有効成分はジカルボン酸系(2~3%)で、 通常、グルタル酸、コハク酸、アジピン酸。 界面活性剤 & 腐食防止剤 (約1%)も含まれており、pH(酸性度)は3.0~3.5となります。 これらのフラックスは、溶剤ベースのフラックスの使用に関連する VOC の大気放出やその他の EHS の危険を実質的に排除します。 ロジンベースのフラックスに見られる分解生成物は依然として適用可能であり、穏やかな pH のため、フラックスを取り扱う機器は耐酸性である必要があります。 いくつかの事例証拠は、乾燥した弱酸性のジカルボン酸および腐食防止剤が、これらの化合物を使用するキャリア、カート、およびウェーブはんだ付け装置の内部表面に残留する可能性があるため、潜在的な皮膚または呼吸器の問題を指摘しています。 また、これらのフラックスの水成分は、溶融はんだポットに当たる前に十分に蒸発せず、高温のはんだが飛び散る可能性があります。
ウェーブはんだ付け
PWBの底面へのフラックスの追加は、ウェーブはんだ付けユニットの内部に配置されたフラクサー、またはウェーブはんだ付けユニットへの入口にある独立型ユニットのいずれかによって行うことができる。 図 2 は、フラクサーが内部に配置された標準的なウェーブはんだ付けユニットの概略図です。 どちらの構成も、フラックスを PWB に発泡またはスプレーするために使用されます。
図 2. ウェーブはんだユニットの回路図

予熱
はんだ付けの前に、フラックスキャリアを蒸発させる必要があります。 これは、高温予熱器を使用して液体成分を追い出すことによって達成されます。 XNUMX つの基本的なタイプの予熱器が使用されています: 輻射式 (ホットロッド) と容積式 (熱風) です。 輻射ヒーターは米国では一般的であり、過剰なフラックスや溶剤が発火したり、予熱器の下で動かなくなった場合に PWB が分解したりする可能性があります。 ウェーブはんだ付けユニットのフラクサー / プリヒーター側には、これらの作業中に蒸発した溶剤 / フラックス材料を捕捉して排出するための局所排気装置が装備されています。
はんだ付け
はんだ合金 (通常、63% のスズと 37% の鉛) は、 はんだポット、 はんだを溶融状態に維持するために電気的に加熱されます。 ヒーターには、初期溶融を行うための強力なバルク ヒーターと、サーモスタットで温度を制御するための小規模な調整された熱供給が含まれます。
基板レベルのはんだ付けを成功させるには、はんだポットと再循環ポンプ システムの設計により、新鮮なはんだの一貫した「波」を継続的に提供する必要があります。 はんだ付けにより、純粋なはんだは、酸化された鉛/スズ化合物、金属不純物、およびフラックス分解生成物で汚染されます。 この ドロス ドロスは溶融はんだの表面に形成され、形成されるドロスが多いほど追加形成される傾向があります。 ドロスは、はんだ付けプロセスとはんだウェーブに有害です。 ポットに十分なフォームがあると、再循環ポンプに引き込まれ、インペラーの摩耗を引き起こす可能性があります。 ドロス除去にはウェーブはんだオペレーターが必要です 波は日常的に。 このプロセスでは、オペレーターが溶融はんだから固化したドロスをこし取り、残留物を回収/リサイクルのために収集します。 ドロス除去のプロセスでは、オペレーターがはんだポットに隣接する後部アクセス ドア (通常はガルフ ウィング構成) を物理的に開き、高温のドロスを手動ですくい取ります。 このプロセス中に、作業者の目、鼻、喉に強い刺激を与える目に見える放出物が鍋から放出されます。 オペレーターは、耐熱手袋、エプロン、安全メガネ、顔面シールド、および呼吸用保護具 (鉛/スズの微粒子、腐食性ガス (HCl)、および脂肪族アルデヒド (ホルムアルデヒド) 用) を着用する必要があります。 ウェーブはんだ付けユニットの内部から局所排気換気が提供されますが、オペレーターがホット ポットの両側に直接アクセスできるように、はんだポットはメイン キャビネットから機械的に引き出されます。 一旦引き出されると、キャビネットに取り付けられている局所排気ダクトは、解放された物質を除去するのに効果がなくなります。 主な健康上および安全上の危険は次のとおりです。高温のはんだによる熱傷、上記の物質への呼吸器への暴露、重いはんだインゴットおよびドロス ドラムの取り扱いによる背中の怪我、およびメンテナンス作業中の鉛/スズはんだ残留物/微粒子への暴露。
実際のはんだ付けプロセス中、アクセス ドアは閉じられ、ウェーブはんだ付けユニットの内部は、ウェーブのフラックス側とはんだポット側に設けられた局所排気換気により負圧になります。 この換気とはんだポットの動作温度 (通常は 302 ~ 316 °C、はんだの融点のすぐ上) により、鉛フュームの生成が最小限に抑えられます。 鉛/スズの微粒子への主な曝露は、ポット内のドロスの攪拌、回収容器への移送、およびはんだ残留物のクリーンアップから、ドロス除去および機器メンテナンス活動中に発生します。 微細な鉛/スズの微粒子は、脱ドロス作業中に形成され、作業室やウェーブはんだ作業者の呼吸ゾーンに放出される可能性があります。 これらの潜在的な鉛粒子への曝露を最小限に抑えるために、さまざまな工学的制御戦略が考案されています。これには、回収容器への局所排気換気装置の組み込み (図 3 を参照)、残留物をクリーンアップするための HEPA 真空の使用、および配置するための関節アームを備えた柔軟な排気ダクトが含まれます。ドロス除去中の鍋の換気。 はんだ残留物を掃くためのほうきやブラシの使用は禁止する必要があります。 厳格なハウスキーピングと個人の衛生慣行も必要です。 ウェーブはんだ装置のメンテナンス作業 (週、月、四半期、および年単位で行われる) では、ホット ポットのさまざまなコンポーネントが装置内で洗浄されるか、取り外して局所的に排気されたフードで洗浄されます。 これらのクリーニング操作には、はんだポンプとバッフルの物理的なこすり落としまたは機械的なクリーニング (電気ドリルとワイヤー ブラシ アタッチメントを使用) が含まれる場合があります。 機械的洗浄プロセス中に高レベルの鉛粒子が生成されるため、プロセスは局所的に排気されたエンクロージャーで実行する必要があります。
図 3. バキューム カバー付きドロス カート

検査、タッチアップ、テスト
目視検査とタッチアップ機能はウェーブはんだ付け後に実施され、拡大レンズ/タスク ライトを使用して細かい検査と欠陥のタッチアップを行います。 タッチアップ機能には、 棒はんだ 手持ち式はんだごてとロジン コアはんだ、または少量の液体フラックスと鉛/スズ ワイヤはんだをブラッシングします。 スティックはんだ付けからの視覚的な煙には、フラックスからの分解生成物が含まれます。 はんだ接合部に付着しなかった少量の鉛/スズのはんだビーズは、ハウスキーピングおよび個人の衛生上の問題を引き起こす可能性があります。 オペレーターの呼吸ゾーンから離れた一般的な希釈換気用のワークステーションに隣接するファン、またははんだごての先端または作業に隣接する分解生成物を捕らえるより洗練された煙排出システムのいずれかを提供する必要があります。 煙はその後、微粒子用の HEPA フィルターと、脂肪族アルデヒドおよび塩酸ガス用の活性炭ガス吸着を組み込んだエア スクラバー排気システムに送られます。 これらのはんだ付け排気システムの有効性は、捕捉速度、煙発生点への近さ、および作業面でのクロス ドラフトの欠如に大きく依存します。 完成した PCB の電気的テストには、専用のテスト機器とソフトウェアが必要です。
手直しと修理
ボード テストの結果に基づいて、欠陥のあるボードは特定のコンポーネントの障害について評価され、交換されます。 このボードの再加工には、スティックはんだ付けが含まれる場合があります。 マイクロプロセッサなどの PCB 上の主要コンポーネントの交換が必要な場合は、 リワークはんだポット 欠陥のあるコンポーネントまたは接合部を収容するボードのその部分を小さなはんだポットに浸し、コンポーネントを取り外してから、新しい機能コンポーネントをボードに挿入するために使用されます。 コンポーネントが小さいか、より簡単に取り外せる場合、 エアバック はんだ接合部を熱風で加熱し、はんだをバキュームで除去する方式を採用。 リワーク ソルダー ポットは、液体はんだが基板にブラシをかけられ、はんだ接触が行われたときに形成されるフラックス分解生成物を捕捉するのに十分な排気速度を提供する、局所的に排気されるエンクロージャ内に収容されます。 このポットもドロスを形成し、ドロス除去装置と手順が必要です (はるかに小さい規模で)。 真空システムは筐体内に収容する必要はありませんが、除去された鉛/スズはんだは有害廃棄物として処理し、再生/リサイクルする必要があります。
サポート業務—版の洗浄
PCB アセンブリ プロセスの最初のステップでは、ステンシルを使用して、押し出される鉛/スズはんだペーストの接合位置のパターンを提供しました。 通常、ステンシルの開口部が詰まり始め、シフトごとに鉛/スズはんだペーストの残留物を除去する必要があります。 通常、スクリーン印刷機では、希釈アルコール混合物と使い捨てワイプで基板表面を拭くことにより、基板上の全体的な汚染を捕捉するために事前洗浄が行われます。 残った残留物を完全に除去するには、湿式洗浄プロセスが必要です。 大型食器洗い機に似たシステムでは、ステンシルからはんだペーストを化学的に除去するために、温水 (57°C) と希脂肪族アミン (モノエタノールアミン) の化学溶液が使用されます。 かなりの量の鉛/スズはんだがボードから洗い流され、洗浄チャンバーまたは排水中の溶液に堆積します。 この廃液は、ろ過または鉛の化学的除去と、腐食性の脂肪族アミンの pH 調整 (塩酸を使用) を必要とします。 新しいクローズド システムのステンシル クリーナーは、使用されるまで同じ洗浄液を使用します。 溶液を蒸留ユニットに移し、半液体残留物が形成されるまで揮発性物質を留去する。 この残留物は、鉛/スズで汚染された有害廃棄物として処理されます。
コンピュータの組み立て工程
最終的なPCBが組み立てられると、最終的なコンピュータ製品に組み込むためにシステムの組み立て作業に移されます。 この作業は通常、非常に労働集約的であり、組み立てられる構成部品は、機械化された組立ラインに沿ってステージング カート上の個々のワークステーションに供給されます。 主な健康と安全上の危険は、材料の移動とステージング (フォーク リフト、手動リフト)、組み立てプロセスの人間工学的影響 (動作範囲、コンポーネントを「セット」するために必要な挿入力、ネジとコネクタの取り付け)、および最終パッケージングに関連しています。 、シュリンク包装して発送します。 一般的なコンピューターの組み立てプロセスには、次のものが含まれます。
- シャーシ/ケースの準備
- PCB (マザーボードとドーター ボード) の挿入
- 主要コンポーネント (フロッピー ドライブ、ハード ドライブ、電源装置、CD-ROM ドライブ) の挿入
- ディスプレイ アセンブリ (ポータブルのみ)
- マウスとキーボードの挿入 (ポータブルのみ)
- ケーブル、コネクタ、スピーカー
- トップカバーアッセンブリー
- ソフトウェアのダウンロード
- test
- 再加工します
- バッテリーの充電 (ポータブルのみ) とパッケージング
- シュリンク包装して発送します。
組み立て工程で使用できる唯一の化学薬品は、コンピューターのケースまたはモニターの最終的なクリーニングです。 通常、イソプロピル アルコールと水の希薄溶液、または市販の洗浄剤の混合物 (たとえば、Simple Green - 希ブチル セロソルブと水の溶液) が使用されます。
健康への影響と病気のパターン
新興産業として、半導体製造はしばしばハイテク ワークプレイスの縮図と見なされてきました。 シリコン ウエハー上にミクロン次元の電子回路を複数層製造することに関連する厳しい製造要件のため、クリーンルーム環境はこの業界の職場と同義になっています。 半導体製造で使用される特定の水素化物ガス (アルシン、ホスフィンなど) は毒性の高い化学物質として早くから認識されていたため、吸入暴露制御技術は常にウェーハ製造の重要な要素でした。 半導体労働者は、全身を覆う特別な衣服(ガウンなど)、ヘアカバー、靴カバー、および多くの場合、顔面マスク(または空気供給呼吸装置さえも)を着用することにより、生産プロセスからさらに隔離されます。 実際的な観点から、製品の純度に対する雇用主の懸念は、労働者の暴露保護にもつながりました。
個人用防護服に加えて、換気および化学/ガス空気監視の高度に洗練されたシステムが半導体業界全体で使用され、有毒な化学溶剤蒸気、酸、および水素化物ガスの漏れを 1995 万分の 1995 (ppm) 以下で検出します。 歴史的な観点から、業界では、ガスや溶剤の実際の漏れまたは漏れの疑いに基づいて、ウェーハ製造室から頻繁に労働者が避難した経験がありますが、換気システムの設計で学んだ教訓、有毒ガス、 /化学物質の取り扱いと、継続的な空気サンプリングによるますます高度化する空気監視システム。 しかし、多数の個々のマイクロプロセッサまたはメモリ デバイスを含むことができる個々のシリコン ウエハーの金銭的価値の増加 (ウエハーの直径の増大に伴い) は、製造プロセス中にこれらのウエハーのコンテナーを手動で操作しなければならない労働者に精神的ストレスを与える可能性があります。 このようなストレスの証拠は、半導体労働者の研究中に得られた (Hammond et al. 1995; Hines et al. XNUMX; McCurdy et al. XNUMX)。
半導体産業は、どの国よりも多くの半導体産業労働者 (225,000 年には約 1994 人) を擁する米国で始まりました。 (BLS 1995)。 しかし、ほとんどの国の統計では、「電気/電子機器製造」労働者に半導体労働者が含まれているため、この業界の有効な国際雇用推定値を取得することは困難です。 半導体デバイスの製造には非常に厳しい工学的管理が求められるため、半導体の作業場 (つまりクリーンルーム) はほとんどの点で世界中で同等である可能性が最も高いです。 この理解は、米国の労働者の重大な業務関連の怪我や病気をすべて記録するという米国政府の要件と相まって、米国の半導体労働者の業務上の怪我や病気の経験を、国内的および国際的な規模で非常に重要な問題にしています。 簡単に言えば、現時点では、米国労働統計局 (BLS) による職業上の傷害と疾病の年次調査以外に、半導体労働者の安全と健康の経験に関する関連情報とデータの国際的な情報源はほとんどありません。
1972 年以来、すべての産業の労働災害と疾病のデータを収集している米国では、半導体労働者の労働関連の傷害と疾病の頻度は、すべての製造業の中で最も低いものの XNUMX つです。 しかし、より微妙な健康への影響が半導体労働者に存在する可能性があるという懸念が表明されています。 (LaDou 1986)、そのような効果は文書化されていませんが.
半導体産業における制御技術の評価に関するいくつかのシンポジウムが開催され、いくつかのシンポジウム論文は環境および労働者の安全と健康の問題を扱っている (ACGIH 1989, 1993)。
1995 年と 1993 年に報告された事例を含む、1994 年に実施された特別な調査によって、国際的な半導体製造業界の労働災害と疾病に関する限られた量のデータが得られました。これらの調査データを以下に要約します。
半導体労働者の労働災害と疾病
半導体労働者の労働災害と疾病に関連する国際的な統計データに関しては、1995 年に実施された多国籍半導体製造事業の調査から得られた唯一の比較可能なデータのようである (Lassiter 1996)。 この調査で収集されたデータには、1993 年から 94 年の米国を拠点とする半導体メーカーの国際事業が含まれていました。 調査の一部のデータには、半導体製造以外の業務 (コンピューターやディスク ドライブの製造など) が含まれていましたが、参加企業はすべて電子産業に関与していました。 この調査の結果は、図 1 と図 2 に示されています。これらには、アジア太平洋地域、ヨーロッパ、ラテンアメリカ、および米国のデータが含まれています。 いずれのケースも、治療または仕事の喪失または制限を必要とする仕事関連の怪我または病気に関係していました。 図中のすべての発生率は、年間 200,000 労働時間あたりのケース数 (または労働損失日数) として計算されています。 総労働時間が利用できない場合は、平均年間雇用推定値が使用されました。 200,000 労働時間の分母は、年間 100 人の常勤労働者に相当します (労働者 2,000 人あたり年間 XNUMX 労働時間と仮定)。
図 1. 1993 年と 1994 年の世界の部門別の労働災害と疾病の発生率の分布。

図 2. 1993 年と 1994 年の世界のセクター別の休業日を伴うけがと病気の発生率の分布

図 1 は、1993 ~ 94 年の調査における世界のさまざまな地域の労働災害および疾病の発生率を示しています。 特定の国の唯一のデータソースである参加企業の機密性を確保するために、個々の国の料金は含まれていません。 したがって、調査の特定の国では、データは 1 つの施設のみについて報告されました。 いくつかの例では、企業はすべての国際データを 2 つの統計にまとめました。 これらの後者のデータは、図 XNUMX と図 XNUMX に「結合」としてリストされています。
国際調査における全労働者の労働災害および疾病の年間発生率は、3.3 年には 100 人の従業員 (200,000 労働時間) あたり 1993 件、2.7 年には 1994 件であった。ケース (12,615 年には 1993 件) は、米国企業から派生したものです。 これらのケースは、12,368 年には約 1994 人、12,130 年には 1993 人の労働者に関連していました。
図 2 は、何日も仕事を休んだ場合の休業災害の発生率を示しています。 1993 年と 1994 年の発生率は、国際調査での 4,000 年間のそれぞれの約 2 の休業事例に基づいています。 この統計の発生率の国際的/地域的範囲は、測定されたものの中で最も狭かった. 労働時間の損失の発生率は、労働者の安全と健康の経験に関して最も比較可能な国際統計を表している可能性があります。 休業日数(仕事を休んだ日)の発生率は、15.4 年間の各年で、労働者 100 人あたり約 2 日仕事を休んでいました。
半導体労働者の怪我や病気のケースの特徴に関する存在が知られている唯一の詳細なデータは、BLS が米国で毎年まとめているもので、休業したケースを含んでいます。 ここで取り上げる事例は、BLS が 1993 年の年次調査で特定したものです。これらの事例から得られたデータは、図 3、図 4、図 5、および図 6 に示されています。各図は、民間部門の休業事例の経験を比較しています。すべての製造および半導体製造。
図 3. 休業事例の発生率の比較1 1993年、出来事または暴露の種類別
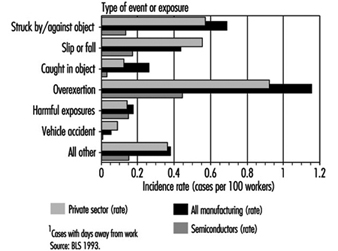
図 4. 休業災害発生率の比較1 1993年、怪我や病気の原因別。
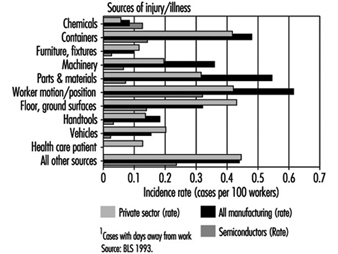
図 5. 休業災害発生率の比較1 1993年、怪我や病気の性質による。
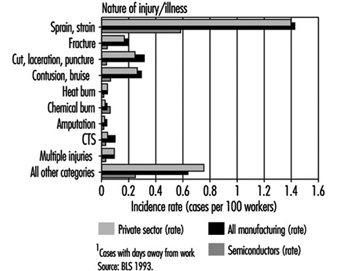
図 6. 1993 年に影響を受けた身体の部位ごとの休業事例の発生率の比較

図 3 は、1993 年の米国の半導体労働者の労働損失事例の経験を、民間部門およびすべての製造業と比較して、事象または曝露のタイプに関して示しています。 この図のほとんどのカテゴリの発生率は、民間部門またはすべての製造業よりも半導体産業労働者の方がはるかに低かった. 半導体労働者の過労を伴うケースは、製造業の全労働者の半分以下でした。 有害な曝露カテゴリ (主に化学物質への曝露に関連する) は、XNUMX つのグループすべてで同等でした。
負傷または病気の原因による休業事例の比較分布を図 4 に示します。物質。
図 5 は、1993 つのグループ間で負傷または病気の性質に関連する休業の発生率を比較しています。 半導体労働者の発生率は、XNUMX 年の民間部門とすべての製造業の両方の発生率の半分以下でした。 米国の半導体労働者の手根管症候群 (CTS) の発生率は、すべての製造業の半分未満でした。
図 6 では、休業日を含むケースの分布と発生率が影響を受けた身体の部分に従って示されています。 身体システムに関連する症例の発生率はすべての比較グループで低かったが、半導体労働者の発生率はわずかに高かった. 影響を受けた他のすべての身体部分は、他のXNUMXつの比較グループよりも半導体労働者の方がはるかに低かった.
半導体労働者の疫学研究
マサチューセッツ州ハドソンにある Digital Equipment Corporation の半導体施設の女性従業員が、施設のクリーンルームの従業員の間で過剰な流産が発生したと信じていることを示したとき、半導体での雇用に関連する生殖に関する健康への影響の可能性に対する懸念が 1983 年に表面化しました。 この主張は、施設の内部データの欠如と相まって、アマーストのマサチューセッツ大学公衆衛生大学院 (UMass) による疫学研究につながりました。 この研究は 1984 年 1985 月に開始され、1988 年に完了しました (Pastides et al. XNUMX)。
流産の危険性の上昇は、施設の他のエリアの非暴露作業員と比較して、フォトリソグラフィエリアと拡散エリアの両方で観察されました。 1.75 の相対リスクは統計的に有意ではないと見なされた (p < 0.05) が、拡散地域の労働者の間で観察された 2.18 の相対リスクは有意であった。 UMass 研究の発表は、観察された結果を検証し、その範囲と考えられる因果関係を判断するために、より大規模な研究が必要であるという懸念を半導体業界全体にもたらしました。
米国の半導体産業協会 (SIA) は、カリフォルニア大学デービス校 (UC Davis) が 1989 年から実施した大規模な調査を後援しました。UC Davis の調査は、半導体製造がリスクの増加と関連しているという仮説を検証するために設計されました。ウェーハ製造従業員の流産の増加。 調査の母集団は、14 州の 42 の生産拠点を代表する 17 社の中から選ばれました。 サイトの数が最も多かったのは (調査対象の従業員のほぼ半数に相当する) カリフォルニア州でした。
UC Davis の研究は、1995 つの異なる要素で構成されていました。 過去のコホート構成要素 (Schenker et al. 1995)。 および有望なコンポーネント (Eskenazi et al. 1995)。 これらの各研究の中心は暴露評価であった(Hines et al. 1995; Hammond et al. 1995)。 ばく露評価コンポーネントは、従業員を相対的なばく露グループ (つまり、高ばく露、低ばく露など) に割り当てました。
この研究の歴史的要素では、非製造業労働者と比較した製造業労働者の相対リスクは 1.45 (つまり、流産の過剰リスクは 45%) であると判断されました。 研究の歴史的要素で特定された最もリスクの高いグループは、フォトリソグラフィーまたはエッチング作業で働いていた女性でした。 エッチング操作を行う女性は、2.15 の相対リスクを経験しました (RR=2.15)。 さらに、流産のリスクの増加に関して、フォトレジストまたは現像剤を使用した女性の間で、用量反応関係が観察されました。 これらのデータは、エチレングリコール エーテル (EGE) の用量反応関係を支持しましたが、プロピレン グリコール エーテル (PGE) の関係は支持しませんでした。
カリフォルニア大学デービス校の研究の将来のコンポーネントでは、女性のウェーハ製造労働者の間で流産のリスクの増加が観察されましたが、結果は統計的に有意ではありませんでした (p 0.05 未満)。 少数の妊娠により、研究の前向き要素の力が大幅に低下しました。 化学物質への暴露による分析では、エチレングリコールモノエチルエーテルを扱う女性のリスクが増加することが示されましたが、これは 3 回の妊娠のみに基づいていました。 重要な発見の XNUMX つは、歴史的要素の発見に対する一般的な支持であり、矛盾ではありませんでした。
この研究の横断的要素では、主に拡散炉と薄膜作業員グループで上気道症状の増加が認められました。 興味深い発見は、人間工学に関連するさまざまな工学的制御 (例えば、フットレストや背中の怪我を減らすための調節可能な椅子の使用) の明らかな保護効果でした。
ウェーハ工場で行われた空気測定では、ほとんどの溶剤への曝露が、米国政府によって設定された許容曝露限界 (PEL) の 1% 未満であることがわかりました。
別の疫学研究 (Correa et al. 1996) がジョンズ・ホプキンス大学 (JHU) によって実施され、1989 年に IBM Corporation の半導体従業員のグループが参加しました。女性のクリーンルーム労働者が参加した JHU の研究で観察された全体的な流産率は 16.6% でした。 エチレングリコールエーテルへの暴露の可能性が最も高い女性のクリーンルーム労働者における流産の相対リスクは 2.8 (95% CI = 1.4-5.6) でした。
半導体労働者が関与する生殖疫学研究の議論
疫学研究は、結果の範囲と類似性において注目に値するものでした。 これらの研究はすべて同様の結果をもたらしました。 各研究では、女性の半導体ウェーハ製造労働者の自然流産 (流産) の過剰なリスクが記録されています。 研究のうちの XNUMX つ (JHU および UC Davis) は、エチレンベースのグリコールエーテルへの曝露との因果関係を示している可能性があります。 UMass の研究では、写真グループ (グリコール エーテルに曝露したグループ) は、グリコール エーテルへの曝露が記録されていない拡散グループよりもリスクが低いことがわかりました。 これらの研究は、ウェーハ製造労働者の自然流産のリスクが高いことを示していますが、そのような過剰なリスクの原因は不明です。 JHU の研究は、グリコール エーテルの重要な役割を文書化できず、UC Davis の研究は、グリコール エーテルと生殖への影響を (曝露のモデル化と自己申告による作業慣行を通じて) わずかにしか関連付けていませんでした。 グリコールエーテルへの曝露を決定するために、どちらの研究でもモニタリングが行われたとしてもほとんど行われませんでした。 これらの研究の完了に続いて、半導体産業は、エチレン系グリコール エーテルから、乳酸エチルおよびプロピレン系グリコール エーテルなどの代替物への切り替えを開始しました。
まとめ
仕事に関連した怪我や病気の年間発生率に関する入手可能な最良のデータに基づくと、半導体労働者は、他の製造部門や民間部門 (多くの非製造業を含む) の労働者よりもリスクが低い. 国際的に見れば、休業災害に関連する労働災害と疾病の統計データは、半導体労働者の世界的な安全と健康の経験のかなり信頼できる指標である可能性があります。 業界は、業界での雇用に関連するリプロダクティブ・ヘルスへの影響に関する質問への回答を見つけようとして、いくつかの独立した疫学研究を後援してきました。 観察された流産とエチレンベースのグリコールエーテルへの暴露との間の決定的な関連性は確立されていませんが、業界は代替のフォトレジスト溶剤を使用し始めています.
環境と公衆衛生の問題
業界の概要
エレクトロニクス産業は、他の産業と比較して、環境への影響という点で「クリーン」と見なされてきました。 とはいえ、電子部品の製造に使用される化学物質や発生する廃棄物は、エレクトロニクス産業の規模から地球規模で対処しなければならない重大な環境問題を引き起こしています。 プリント配線板 (PWB)、プリント回路基板 (PCB)、および半導体の製造に由来する廃棄物および副産物は、電子産業が公害防止、処理技術、およびリサイクル/再生技術の観点から精力的に追求してきた関心分野です。 .
電子プロセスの環境フットプリントを制御するインセンティブは、環境への推進力から金融分野に大きく移行しました。 有害な廃棄物と排出物に関連するコストと責任のために、エレクトロニクス業界は、その副産物と廃棄物の影響を大幅に削減する環境制御を積極的に実装および開発してきました。 さらに、エレクトロニクス業界は、環境に配慮したビジネスに環境目標、ツール、および技術を組み込むために積極的なアプローチを取っています。 この積極的なアプローチの例としては、CFC と過フッ素化化合物の段階的廃止、「環境に優しい」代替品の開発、および製品開発への新たな「環境のための設計」アプローチがあります。
PWB、PCB、および半導体の製造には、さまざまな化学薬品、特殊な製造技術および装置の使用が必要です。 これらの製造プロセスには危険が伴うため、業界の従業員の安全を確保し、彼らが住むコミュニティの環境を保護するには、化学副産物、廃棄物、排出物を適切に管理することが不可欠です。
表 1、表 2、および表 3 は、PWB、PCB、および半導体の製造で発生する主な副産物および廃棄物の概要を示しています。 さらに、これらの表は、環境への影響の主な種類と、廃棄物の流れを軽減および管理するために一般的に受け入れられている手段を示しています。 発生する廃棄物は、主に産業排水や大気に影響を与えるか、固形廃棄物となります。
表 1. PWB 廃棄物の発生と管理
|
プロセスステップ |
危険な |
環境 |
コントロール1 |
|
材料 |
なし |
なし |
なし |
|
積み重ねて固定 |
重金属・貴金属 |
固形廃棄物2 |
リサイクル/再利用 |
|
訓練 |
重金属・貴金属 |
固形廃棄物2 |
リサイクル/再利用 |
|
Deburr |
重金属・貴金属 |
固形廃棄物2 |
リサイクル/再利用 |
|
無電解 |
金属 |
廃水 |
化学沈殿 |
|
イメージング |
溶剤 |
エアー |
吸着、凝縮または |
|
パターンめっき |
腐食 |
排水・空気 |
pH中和・エアスクラビング |
|
剥がして、エッチングして、剥がして |
アンモニア |
エアー |
エアスクラビング(吸着) |
|
戦士の表情 |
腐食 |
エアー |
エアスクラビング(吸着) |
|
はんだコーティング |
溶剤 |
エアー |
吸着、凝縮または |
|
ゴールドメッキ |
腐食 |
エアー |
エアスクラビング(吸着) |
|
成分 |
溶剤 |
エアー |
吸着凝縮または |
1. 緩和制御の使用は、特定の場所での排出制限に依存します。
2. 固形廃棄物とは、その状態に関係なく廃棄される物質です。
|
プロセスステップ |
危険な |
環境 |
コントロール |
|
クリーニング |
金属(鉛) |
廃水 |
pH中和、薬品 |
|
半田付け |
はんだペースト(鉛・すず) |
固形廃棄物 |
リサイクル/再利用 |
|
接着剤 |
エポキシ接着剤 |
固形廃棄物 |
焼却 |
|
成分 |
プラスチックテープ、リール、チューブ |
||
|
接着剤の硬化と |
|||
|
フラクシング |
溶剤(IPAフラックス) |
固形廃棄物 |
リサイクル |
|
ウェーブはんだ付け |
金属(はんだかす) |
固形廃棄物 |
リサイクル/再利用 |
|
検査と |
金属 |
固形廃棄物 |
リサイクル/再利用 |
|
テスト |
廃棄された |
固形廃棄物 |
リサイクル/再利用 |
|
手直しと |
金属(はんだかす) |
固形廃棄物 |
リサイクル/再利用 |
|
サポート |
金属 |
固形廃棄物 |
リサイクル・焼却 |
|
プロセスステップ |
危険な |
環境 |
コントロール |
|
リソグラフィ・エッチング |
溶剤 |
固形廃棄物 |
リサイクル・再生・焼却 |
|
酸化 |
溶剤 |
固形廃棄物 |
リサイクル・再生・焼却 |
|
ドーピング |
毒ガス(アルシン、 |
エアー |
液体による置換 |
|
化学蒸着 |
金属 腐食 |
固形廃棄物 |
焼却 |
|
メタライゼーション |
溶剤 |
固形廃棄物 |
焼却 |
|
組み立てとテスト |
溶剤 |
固形廃棄物 |
リサイクル・再生・焼却 |
|
クリーニング |
腐食 |
廃水 |
pH中和 |
以下は、PWB、PCB、および半導体業界で排出量を軽減するために一般的に受け入れられている手段です。 選択する制御は、エンジニアリング能力、規制機関の要件、および廃棄物の流れの特定の成分/濃度によって異なります。
排水管理
化学沈殿
化学沈殿は、一般に廃水からの粒子状または可溶性金属の除去に使用されます。 金属は自然に分解されず、低濃度では有毒であるため、産業廃水からの金属の除去が不可欠です。 金属は水にあまり溶けないため、化学的手段によって廃水から除去できます。 それらの溶解度は、pH、金属濃度、金属の種類、および他のイオンの存在に依存します。 通常、廃棄物の流れは、金属を沈殿させるために適切なレベルに pH を調整する必要があります。 溶解および懸濁固体の物理的状態を変更するために、廃水に化学物質を追加する必要があります。 石灰、苛性および硫化物沈殿剤が一般的に使用されます。 沈殿剤は、沈殿物内での凝固、沈降または閉じ込めによる溶解および懸濁金属の除去を容易にする。
廃水の化学沈殿の結果は、スラッジの蓄積です。 したがって、遠心分離機、フィルター プレス、フィルターまたは乾燥床によって汚泥の重量を減らす脱水プロセスが開発されました。 得られた脱水汚泥は、焼却または埋め立てに出すことができます。
pH中和
pH (水素イオン濃度または酸性度) は、産業廃水の重要な品質パラメーターです。 天然水および下水処理操作における極度の pH の悪影響により、産業廃水の pH は、製造施設から排出される前に調整する必要があります。 処理は一連のタンクで行われ、排水の水素イオン濃度が監視されます。 通常、塩酸または硫酸が腐食剤の中和剤として使用され、水酸化ナトリウムが腐食剤の中和剤として使用されます。 中和剤は廃水流出物に計量されて、排出物のpHをその所望のレベルに調整する。
多くの場合、他の廃水処理プロセスを適用する前に、pH の調整が必要になります。 このようなプロセスには、化学沈殿、酸化/還元、活性炭収着、ストリッピング、およびイオン交換が含まれます。
固形廃棄物管理
材料が廃棄されたり廃棄されたりした場合、材料は固形廃棄物です。 焼却または焼却; または放棄される前に、または放棄される代わりに、蓄積、保管、または処理されます (米国連邦規則第 40 条、セクション 261.2)。 有害廃棄物は一般に、発火性、腐食性、反応性、毒性の XNUMX つまたは複数の特性を示します。 有害物質・廃棄物の特性に応じて、さまざまな手段を用いて物質を管理しています。 焼却は、PWB、PCB、および半導体の製造中に発生する溶剤および金属廃棄物の一般的な代替処理です。
焼却
焼却(アフターバーナー)または熱破壊は、可燃性および有毒廃棄物の処理において一般的なオプションになっています。 多くの場合、可燃性廃棄物 (溶剤) は、熱および触媒焼却炉の燃料源 (燃料混合) として使用されます。 溶剤と有毒廃棄物を適切に焼却すると、燃料が完全に酸化され、可燃性物質が二酸化炭素、水、灰に変換されるため、残留有害廃棄物に関連する責任はありません。 一般的な種類の焼却は、熱焼却炉と触媒焼却炉です。 焼却方法の選択は、燃焼温度、燃料の特性、および滞留時間に依存します。 熱焼却炉は高温で動作し、ハロゲン化化合物で広く使用されています。 熱焼却炉の種類には、ロータリーキルン、液体注入、固定炉、流動床、およびその他の高度な設計の焼却炉が含まれます。
触媒焼却炉は、触媒床を通して加熱されたガス流を注入することにより、可燃性物質 (例えば、VOC) を酸化します。 触媒床は表面積を最大化し、加熱されたガス流を触媒床に注入することにより、熱焼却よりも低い温度で燃焼を起こすことができます。
排気ガス
焼却は、大気排出の制御にも使用されます。 吸収と吸着も同様に使用されます。
吸着
空気吸収は、通常、汚染物質を通過させて非揮発性液体 (水など) に溶解させることにより、腐食性空気排出のスクラビングに使用されます。 吸収プロセスからの流出物は通常、廃水処理システムに排出され、そこで pH 調整が行われます。
吸着
吸着とは、ガス分子が吸着剤と呼ばれる別の物質の表面に(物理的または化学的な力によって)付着することです。 通常、吸着は、大気放出源から溶媒を抽出するために使用されます。 活性炭、活性アルミナ、またはシリカゲルが一般的に使用される吸着剤です。
リサイクル
リサイクル可能な材料は、製品を製造するための産業プロセスの原料として使用、再利用、または再生利用されます。 材料と廃棄物のリサイクルは、金属や溶剤などの特定の種類の廃棄物の流れに効果的に対処するための環境的および経済的な手段を提供します。 材料と廃棄物は社内でリサイクルできます。または、二次市場がリサイクル可能な材料を受け入れる場合があります。 廃棄物の代替としてのリサイクルの選択は、財政的な考慮事項、規制の枠組み、および材料をリサイクルするために利用可能な技術に対して評価されなければなりません。
今後の方向性
公害防止の需要が高まり、業界が化学物質の使用と廃棄物に対処するための費用対効果の高い手段を模索するにつれて、エレクトロニクス業界は、有害物質の取り扱いと廃棄物生成の方法を改善するための新しい技術と技術を評価する必要があります。 エンド オブ パイプ アプローチは、製品のライフ サイクル全体にわたって環境問題に対処する環境技術の設計に取って代わられました。 効率的な製造作業; より環境に優しい素材の使用; 廃棄物のリサイクル、再生、再利用。 また、電子機器製造業界の環境への影響をより小さくすることを保証する他の多くの技術。 一例として、マイクロエレクトロニクス産業における多くのすすぎやその他の処理ステップで使用される大量の水があります。 水不足の地域では、これにより業界は代替手段を見つけることを余儀なくされています。 ただし、代替品 (溶剤など) が追加の環境問題を引き起こさないようにすることが不可欠です。
PWB および PCB プロセスの将来の方向性の例として、表 4 は、より環境に配慮した慣行を作成し、汚染を防止するためのさまざまな代替案を示しています。 優先度の高いニーズとアプローチが特定されました。
表 4. 優先ニーズのマトリックス
|
優先度の必要性(減少 |
アプローチ |
選択したタスク |
|
より効率的な使用、 |
電解質の寿命を延ばし、 |
お風呂を拡張するための研究。 |
|
発生する固形廃棄物の削減 |
開発・推進 |
するためのインフラを整備する |
|
より良いサプライヤーを確立する |
サプライヤーの宣伝、 |
危険なモデルの開発 |
|
の影響を最小限に抑える |
鉛はんだの使用を減らす |
仕様変更承ります |
|
追加プロセスを使用する |
シンプルな開発、 |
プロジェクトで協力して |
|
PWBの穴汚れを解消 |
にじみのない樹脂の開発または |
代替案を調査 |
|
水の消費量を削減する |
水利用の開発 |
仕様を変更して削減 |
出典: MCC 1994.
免責事項: ILO は、この Web ポータルに掲載されているコンテンツが英語以外の言語で提示されていることについて責任を負いません。英語は、オリジナル コンテンツの最初の制作およびピア レビューに使用される言語です。その後、特定の統計が更新されていません。百科事典の第 4 版 (1998 年) の作成。