Finitura del metallo
Il trattamento superficiale dei metalli ne aumenta la durata e ne migliora l'aspetto. Un singolo prodotto può subire più di un trattamento superficiale, ad esempio un pannello della carrozzeria di un'auto può essere fosfatato, trattato con primer e verniciato. Questo articolo si occupa dei processi utilizzati per il trattamento superficiale dei metalli e dei metodi utilizzati per ridurne l'impatto ambientale.
La gestione di un'attività di finitura dei metalli richiede la cooperazione tra la direzione dell'azienda, i dipendenti, il governo e la comunità per ridurre efficacemente al minimo l'impatto ambientale delle operazioni. La società si preoccupa della quantità e degli effetti a lungo termine dell'inquinamento che penetra nell'aria, nell'acqua e nell'ambiente terrestre. Gestione ambientale efficace è stabilito attraverso la conoscenza dettagliata di tutti gli elementi, prodotti chimici, metalli, processi e output.
Pianificazione della prevenzione dell'inquinamento sposta la filosofia di gestione ambientale dalla reazione ai problemi all'anticipazione delle soluzioni concentrandosi sulla sostituzione chimica, il cambiamento di processo e il riciclaggio interno, utilizzando la seguente sequenza di pianificazione:
- Avviare la prevenzione dell'inquinamento in tutti gli aspetti dell'attività.
- Identificare i flussi di rifiuti.
- Stabilire priorità per l'azione.
- Stabilire la causa principale dei rifiuti.
- Identificare e implementare modifiche che riducano o eliminino gli sprechi.
- Misura i risultati.
Il miglioramento continuo si ottiene stabilendo nuove priorità di azione e ripetendo la sequenza delle azioni.
La documentazione dettagliata del processo identificherà i flussi di rifiuti e consentirà di stabilire le priorità per le opportunità di riduzione dei rifiuti. Decisioni informate sui potenziali cambiamenti incoraggeranno:
- miglioramenti operativi facili e pratici
- cambiamenti di processo che coinvolgono clienti e fornitori
- modifiche ad attività meno dannose ove possibile
- riutilizzare e riciclare dove il cambiamento non è pratico
- utilizzando lo smaltimento in discarica di rifiuti pericolosi solo come ultima risorsa.
Processi principali e processi operativi standard
Pulizia è richiesto perché tutti i processi di finitura dei metalli richiedono che le parti da rifinire siano prive di sporco organico e inorganico, inclusi oli, incrostazioni, composti per lucidatura e lucidatura. I tre tipi fondamentali di detergenti in uso sono solventi, sgrassatori a vapore e detergenti alcalini.
I metodi di pulizia con solventi e sgrassaggio a vapore sono stati quasi totalmente sostituiti da materiali alcalini dove le successive lavorazioni sono ad umido. I solventi e gli sgrassanti a vapore sono ancora in uso dove le parti devono essere pulite e asciutte senza ulteriore lavorazione a umido. Solventi come i terpeni in alcuni casi stanno sostituendo i solventi volatili. Materiali meno tossici come l'1,1,1-tricloroetano sono stati sostituiti a materiali più pericolosi nello sgrassaggio a vapore (sebbene questo solvente sia in fase di eliminazione come impoveritore di ozono).
I cicli di pulizia alcalina di solito includono un'immersione in ammollo seguita da un'elettropulizia anodica, seguita da un'immersione in acido debole. Solitamente per pulire l'alluminio vengono utilizzati detergenti non incisivi e non silicati. Gli acidi sono tipicamente solforici, cloridrici e nitrici.
Anodizzazione, un processo elettrochimico per addensare il film di ossido sulla superficie metallica (spesso applicato all'alluminio), tratta le parti con soluzioni diluite di acido cromico o solforico.
Rivestimento di conversione viene utilizzato per fornire una base per la successiva verniciatura o per passivare per la protezione contro l'ossidazione. Con la cromatazione i pezzi vengono immersi in una soluzione di cromo esavalente con agenti attivi organici e inorganici. Per la fosfatazione, le parti vengono immerse in acido fosforico diluito con altri agenti. La passivazione si ottiene mediante immersione in acido nitrico o acido nitrico con bicromato di sodio.
Placcatura chimica comporta una deposizione di metallo senza elettricità. La deposizione chimica di rame o nichel viene utilizzata nella produzione di circuiti stampati.
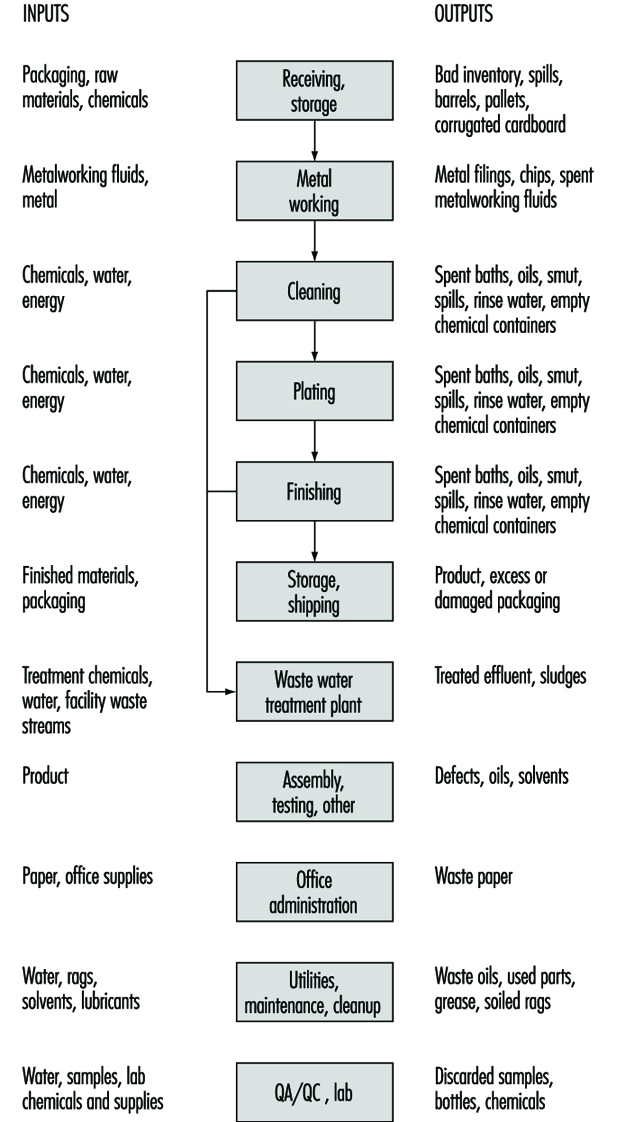
Galvanotecnica comporta la deposizione di un sottile strato di metallo (zinco, nichel, rame, cromo, cadmio, stagno, ottone, bronzo, piombo, stagno-piombo, oro, argento e altri metalli come il platino) su un substrato (ferroso o non ferroso). I bagni di processo includono metalli in soluzione in formulazioni acide, alcaline neutre e alcaline al cianuro (vedi figura 1).
Figura 1. Ingressi e uscite per una tipica linea di galvanica
Fresatura chimica e incisione sono processi di immersione a dissoluzione controllata che utilizzano reagenti chimici e mordenzanti. L'alluminio è tipicamente inciso in caustico prima dell'anodizzazione o brillantato chimicamente in una soluzione che potrebbe contenere acido nitrico, fosforico e solforico.
Rivestimenti a caldo comportano l'applicazione di metallo su un pezzo in lavorazione mediante immersione in metallo fuso (zincatura dell'acciaio con zinco o stagno).
Buone pratiche di gestione
Importanti miglioramenti della sicurezza, della salute e dell'ambiente possono essere raggiunti attraverso miglioramenti del processo, come ad esempio:
- utilizzando il risciacquo in controcorrente e i controlli di conducibilità
- aumentare il tempo di drenaggio
- utilizzando più o meglio agenti bagnanti
- mantenere le temperature di processo più alte possibile per ridurre la viscosità, aumentando così il recupero per trascinamento (ovvero il recupero della soluzione lasciata sul metallo)
- utilizzando l'agitazione dell'aria nel risciacquo per aumentare l'efficienza del risciacquo
- utilizzando sfere di plastica nei serbatoi di placcatura per ridurre l'appannamento
- utilizzando una migliore filtrazione sui serbatoi di placcatura per ridurre la frequenza del trattamento di purificazione
- posizionare un cordolo attorno a tutte le aree di processo per contenere le fuoriuscite
- utilizzando trattamenti separati per metalli recuperabili come il nichel
- installazione di sistemi di recupero quali scambio ionico, evaporazione atmosferica, evaporazione sottovuoto, recupero elettrolitico, osmosi inversa ed elettrodialisi
- integrando i sistemi di recupero per trascinamento con riduzioni del trascinamento di contaminanti e sistemi di pulizia migliorati
- utilizzando moderni controlli di inventario per ridurre gli sprechi e i rischi sul posto di lavoro
- l'applicazione di procedure standard (vale a dire, procedure scritte, revisioni operative periodiche e registri operativi affidabili) per fornire la base per una solida struttura di gestione ambientale.
Pianificazione ambientale per rifiuti specifici
I flussi di rifiuti specifici, generalmente soluzioni di placcatura esaurite, possono essere ridotti:
- Filtrazione. Per rimuovere l'accumulo di solidi, che riducono l'efficienza del processo, è possibile utilizzare filtri a cartuccia oa farina fossile.
- Trattamento al carbonio può essere utilizzato per rimuovere contaminanti organici (più comunemente applicato nella nichelatura, galvanica di rame e zincatura e cadmio).
- Acqua purificata. I contaminanti naturali presenti nell'acqua di reintegro e di risciacquo (ad es. calcio, ferro, magnesio, manganese, cloro e carbonati) possono essere rimossi mediante deionizzazione, distillazione o osmosi inversa. Il miglioramento dell'efficienza dell'acqua di risciacquo riduce il volume dei fanghi del bagno che richiedono un trattamento.
- Congelamento del carbonato a bagno di cianuro. L'abbassamento della temperatura del bagno a –3 °C cristallizza i carbonati formatisi nel bagno di cianuro dalla rottura del cianuro, densità di corrente anodica eccessive e l'adsorbimento di anidride carbonica dall'aria e ne facilita la rimozione.
- Precipitazione. La rimozione dei contaminanti metallici che entrano nel bagno come impurità negli anodi può essere ottenuta mediante precipitazione con cianuro di bario, idrossido di bario, idrossido di calcio, solfato di calcio o cianuro di calcio.
- Alternative al cromo esavalente. Il cromo esavalente può essere sostituito con soluzioni di cromatura trivalente per la cromatura decorativa. I rivestimenti di conversione del cromo per i pretrattamenti della vernice a volte possono essere sostituiti da rivestimenti di conversione del cromo o prodotti chimici di cromo senza risciacquo.
- Chimiche di processo non chelate. Invece di aggiungere chelanti ai bagni di processo per controllare la concentrazione di ioni liberi nella soluzione, è possibile utilizzare prodotti chimici di processo non chelati in modo che non sia necessario mantenere i metalli in soluzione. Questi metalli possono essere lasciati precipitare e possono essere rimossi mediante filtrazione continua.
- Prodotti chimici di processo senza cianuro. I flussi di rifiuti contenenti cianuro libero sono tipicamente trattati usando ipoclorito o cloro per ottenere l'ossidazione, e i cianuri complessi sono comunemente precipitati usando solfato ferroso. L'utilizzo di sostanze chimiche di processo senza cianuro elimina una fase di trattamento e riduce il volume del fango.
- Sgrassaggio a solvente. I bagni di pulizia alcalini caldi possono essere utilizzati al posto dello sgrassaggio con solvente dei pezzi prima della lavorazione. L'efficacia dei detergenti alcalini può essere migliorata applicando corrente elettrica o ultrasuoni. I vantaggi di evitare vapori e fanghi di solventi spesso superano qualsiasi costo operativo aggiuntivo.
- Detergenti alcalini. La necessità di scartare i detergenti alcalini quando l'accumulo di olio, grasso e sporco dovuto all'uso raggiunge un livello che compromette l'efficacia pulente del bagno può essere evitata utilizzando dispositivi di scrematura per rimuovere olii galleggianti, dispositivi di decantazione o filtri a cartuccia per rimuovere particolato e coalescer olio-acqua e utilizzando la microfiltrazione o l'ultrafiltrazione per rimuovere gli oli emulsionati.
- Riduzione del trascinamento. La riduzione del volume di trascinamento dai bagni di processo serve a ridurre la quantità di preziose sostanze chimiche di processo che contaminano l'acqua di risciacquo, il che a sua volta riduce la quantità di fanghi generati da un processo di trattamento di precipitazione metallica convenzionale.
Diversi metodi per ridurre il trascinamento includono:
- Concentrazione operativa del bagno di processo. La concentrazione chimica deve essere mantenuta la più bassa possibile per ridurre al minimo la viscosità (per un drenaggio più rapido) e la quantità di sostanze chimiche (nel film).
- Temperatura di esercizio del bagno di processo. La viscosità della soluzione di processo può essere ridotta aumentando la temperatura del bagno.
- Agenti bagnanti. La tensione superficiale della soluzione può essere ridotta aggiungendo agenti bagnanti al bagno di processo.
- Posizionamento del pezzo. Il pezzo deve essere posizionato sulla cremagliera in modo che la pellicola aderente scorra liberamente e non rimanga intrappolata in scanalature o cavità.
- Tempo di prelievo o drenaggio. Quanto più velocemente un pezzo viene rimosso dal bagno di processo, tanto più spessa è la pellicola sulla superficie del pezzo.
- Lame d'aria. Il soffio d'aria sul pezzo in lavorazione mentre la rastrelliera portapezzo viene sollevata sopra il serbatoio di processo può migliorare il drenaggio e l'asciugatura.
- Risciacqui spray. Questi possono essere utilizzati sopra bagni riscaldati in modo che la portata di risciacquo sia uguale alla velocità di evaporazione della vasca.
- Bagni di placcatura. I carbonati ei contaminanti organici devono essere rimossi per evitare l'accumulo di contaminazione che aumenta la viscosità del bagno galvanico.
- Tavole di drenaggio. Gli spazi tra i serbatoi di processo devono essere coperti con pannelli di drenaggio per raccogliere le soluzioni di processo e restituirle al bagno di processo.
- Carri armati di trascinamento. I pezzi devono essere posizionati in vasche di trascinamento (vasche di "risciacquo statico") prima dell'operazione di risciacquo standard.
Il recupero per trascinamento delle sostanze chimiche utilizza una varietà di tecnologie. Questi includono:
- Evaporazione. Gli evaporatori atmosferici sono i più comuni e gli evaporatori sottovuoto offrono risparmi energetici.
- Scambio ionico viene utilizzato per il recupero chimico dell'acqua di risciacquo.
- Elettrovincita. Si tratta di un processo elettrolitico mediante il quale i metalli disciolti nella soluzione vengono ridotti e depositati sul catodo. Il metallo depositato viene quindi recuperato.
- Elettrodialisi. Questo utilizza membrane permeabili agli ioni e corrente applicata per separare le specie ioniche dalla soluzione.
- Osmosi inversa. Questo utilizza una membrana semipermeabile per produrre acqua purificata e una soluzione ionica concentrata. L'alta pressione viene utilizzata per forzare l'acqua attraverso la membrana, mentre la maggior parte dei sali disciolti viene trattenuta dalla membrana.
Risciacquare l'acqua
La maggior parte dei rifiuti pericolosi prodotti in un impianto di finitura dei metalli proviene dalle acque reflue generate dalle operazioni di risciacquo che seguono la pulizia e la placcatura. Aumentando l'efficienza del risciacquo, una struttura può ridurre significativamente il flusso di acque reflue.
Due strategie di base migliorano l'efficienza del risciacquo. In primo luogo, la turbolenza può essere generata tra il pezzo in lavorazione e l'acqua di risciacquo mediante risciacqui a spruzzo e agitazione dell'acqua di risciacquo. Viene utilizzato il movimento del rack o l'acqua forzata o l'aria. In secondo luogo, è possibile aumentare il tempo di contatto tra il pezzo in lavorazione e l'acqua di risciacquo. Serbatoi di risciacquo multipli impostati controcorrente in serie ridurranno la quantità di acqua di risciacquo utilizzata.
Rivestimenti industriali
Il termine rivestimenti comprende pitture, vernici, lacche, smalti e gommalacca, stucchi, stucchi e sigillanti per legno, prodotti per rimuovere pitture e vernici, detergenti per pennelli e prodotti vernicianti affini. I rivestimenti liquidi contengono pigmenti e additivi dispersi in una miscela di legante liquido e solvente. I pigmenti sono composti inorganici o organici che forniscono il colore e l'opacità del rivestimento e influenzano il flusso e la durata del rivestimento. I pigmenti contengono spesso metalli pesanti come cadmio, piombo, zinco, cromo e cobalto. Il legante aumenta l'adesività, la coesione e la consistenza del rivestimento ed è il componente principale che rimane sulla superficie quando il rivestimento è completato. I leganti includono una varietà di oli, resine, gomme e polimeri. Additivi come riempitivi ed estensori possono essere aggiunti ai rivestimenti per ridurre i costi di produzione e aumentare la durata del rivestimento.
I tipi di solventi organici utilizzati nei rivestimenti includono idrocarburi alifatici, idrocarburi aromatici, esteri, chetoni, eteri glicolici e alcoli. I solventi disperdono o dissolvono i leganti e diminuiscono la viscosità e lo spessore del rivestimento. I solventi utilizzati nelle formulazioni dei rivestimenti sono pericolosi perché molti sono cancerogeni per l'uomo e sono infiammabili o esplosivi. La maggior parte dei solventi contenuti in un rivestimento evapora quando il rivestimento si indurisce, generando emissioni di composti organici volatili (VOC). Le emissioni di VOC stanno diventando sempre più regolamentate a causa degli effetti negativi sulla salute umana e sull'ambiente. Le preoccupazioni ambientali associate agli ingredienti convenzionali, alle tecnologie di applicazione del rivestimento e ai rifiuti di rivestimento sono una forza trainante per lo sviluppo di alternative per la prevenzione dell'inquinamento.
La maggior parte dei rivestimenti viene utilizzata su prodotti architettonici, industriali o speciali. I rivestimenti architettonici sono utilizzati negli edifici e nei prodotti per l'edilizia e per servizi decorativi e protettivi come le vernici per proteggere il legno. Gli impianti industriali incorporano operazioni di rivestimento in vari processi di produzione. L'industria automobilistica, delle lattine metalliche, delle macchine agricole, del coil coating, dei mobili e degli infissi in legno e metallo e degli elettrodomestici sono i principali consumatori di rivestimenti industriali.
La progettazione di una formulazione di rivestimento dipende dallo scopo dell'applicazione del rivestimento. I rivestimenti forniscono estetica e protezione dalla corrosione e dalla superficie. Costo, funzione, sicurezza del prodotto, sicurezza ambientale, efficienza di trasferimento e velocità di asciugatura e polimerizzazione determinano le formulazioni.
Processi di rivestimento
Ci sono cinque operazioni che comprendono la maggior parte dei processi di rivestimento: manipolazione e preparazione delle materie prime, preparazione della superficie, rivestimento, pulizia delle attrezzature e gestione dei rifiuti.
Gestione e preparazione della materia prima
La manipolazione e la preparazione delle materie prime comporta lo stoccaggio dell'inventario, le operazioni di miscelazione, l'assottigliamento e la regolazione dei rivestimenti e il trasferimento delle materie prime attraverso la struttura. Le procedure e le pratiche di monitoraggio e manipolazione sono necessarie per ridurre al minimo la generazione di rifiuti da deterioramento, fuori specifica e preparazione impropria che possono derivare da un eccessivo diradamento e conseguente spreco. Il trasferimento, manuale o tramite un sistema di tubazioni, deve essere programmato per evitare il deterioramento.
Preparazione delle superfici
Il tipo di tecnica di preparazione della superficie utilizzata dipende dalla superficie da rivestire: preparazione precedente, quantità di sporco, grasso, rivestimento da applicare e finitura superficiale richiesta. Le comuni operazioni di preparazione includono lo sgrassaggio, il prerivestimento o la fosfatazione e la rimozione del rivestimento. Per la finitura dei metalli, lo sgrassaggio prevede la pulizia con solvente, la pulizia a freddo o lo sgrassaggio a vapore con solventi alogenati, la pulizia acquosa alcalina, la pulizia semi-acquosa o la pulizia con idrocarburi alifatici per rimuovere sporco organico, sporco, olio e grasso. Il decapaggio acido, la pulizia abrasiva o la pulizia alla fiamma vengono utilizzati per rimuovere scaglie di laminazione e ruggine.
L'operazione di preparazione più comune per le superfici metalliche, oltre alla pulizia, è il rivestimento fosfatico, utilizzato per promuovere l'adesione di rivestimenti organici su superfici metalliche e ritardare la corrosione. I rivestimenti fosfatici vengono applicati immergendo o spruzzando superfici metalliche con una soluzione di fosfato di zinco, ferro o manganese. La fosfatazione è un processo di finitura superficiale simile alla galvanica, costituito da una serie di bagni chimici di processo e di risciacquo in cui i pezzi vengono immersi per ottenere la preparazione superficiale desiderata. Vedere l'articolo "Trattamento superficiale dei metalli" in questo capitolo.
La rimozione del rivestimento, chimica o meccanica, viene eseguita su superfici che richiedono un nuovo rivestimento, riparazione o ispezione. Il metodo di rimozione del rivestimento chimico più comune è lo stripping con solvente. Queste soluzioni di solito contengono fenolo, cloruro di metilene e un acido organico per dissolvere il rivestimento dalla superficie rivestita. Un lavaggio finale con acqua per rimuovere le sostanze chimiche può generare grandi quantità di acque reflue. La sabbiatura abrasiva è il comune processo meccanico, un'operazione a secco che utilizza aria compressa per spingere un mezzo di sabbiatura contro la superficie per rimuovere il rivestimento.
Le operazioni di preparazione della superficie influiscono sulla quantità di rifiuti derivanti dallo specifico processo di preparazione. Se la preparazione della superficie è inadeguata, con conseguente rivestimento scadente, la rimozione del rivestimento e la ricopertura aumenta la generazione di rifiuti.
Rivestimento
L'operazione di rivestimento comporta il trasferimento del rivestimento sulla superficie e l'indurimento del rivestimento sulla superficie. La maggior parte delle tecnologie di rivestimento rientra in 1 delle 5 categorie di base: rivestimento a immersione, rivestimento a rullo, rivestimento a flusso, rivestimento a spruzzo e la tecnica più comune, rivestimento a spruzzo atomizzato con aria che utilizza rivestimenti a base di solvente.
I rivestimenti a spruzzo atomizzati ad aria sono generalmente condotti in un ambiente controllato a causa delle emissioni di solventi e dell'overspray. I dispositivi di controllo dell'overspray sono filtri in tessuto o pareti d'acqua, che generano filtri usati o acque reflue dai sistemi di depurazione dell'aria.
L'indurimento viene eseguito per convertire il legante del rivestimento in una superficie dura, tenace e aderente. I meccanismi di polimerizzazione includono: essiccazione, cottura al forno o esposizione a un fascio di elettroni o luce infrarossa o ultravioletta. L'indurimento genera COV significativi dai rivestimenti a base di solvente e rappresenta un potenziale di esplosione se le concentrazioni di solvente superano il limite inferiore di esplosività. Di conseguenza, le operazioni di stagionatura sono dotate di dispositivi di controllo dell'inquinamento atmosferico per prevenire le emissioni di COV e per il controllo di sicurezza per prevenire le esplosioni.
Le preoccupazioni ambientali e sanitarie, l'aumento delle normative che interessano le formulazioni di rivestimento convenzionali, gli elevati costi dei solventi e il costoso smaltimento dei rifiuti pericolosi hanno creato una domanda di formulazioni di rivestimento alternative che contengano meno componenti pericolosi e generino meno rifiuti quando applicate. Le formulazioni di rivestimento alternative includono:
- Rivestimenti ad alto solido, contenente il doppio della quantità di pigmento e resina nello stesso volume di solvente dei rivestimenti convenzionali. L'applicazione riduce le emissioni di COV tra il 62 e l'85% rispetto ai tradizionali rivestimenti a base di solvente a basso contenuto di solidi perché il contenuto di solvente è ridotto.
- Vernici all'acqua usando acqua e una miscela di solventi organici come vettore con acqua usata come base. Rispetto ai rivestimenti a base solvente, i rivestimenti a base acqua generano tra l'80 e il 95% in meno di emissioni di COV e solventi esausti rispetto ai tradizionali rivestimenti a base solvente a basso contenuto di solidi.
- Vernici in polvere non contiene solventi organici, costituito da pigmento finemente polverizzato e particelle di resina. Sono polveri termoplastiche (resina ad alto peso molecolare per rivestimenti spessi) o termoindurenti (composti a basso peso molecolare che formano uno strato sottile prima della reticolazione chimica).
Pulizia attrezzature
La pulizia delle apparecchiature è un'operazione di manutenzione ordinaria necessaria nei processi di rivestimento. Ciò crea quantità significative di rifiuti pericolosi, in particolare se per la pulizia vengono utilizzati solventi alogenati. La pulizia delle apparecchiature per i rivestimenti a base di solventi è stata tradizionalmente condotta manualmente con solventi organici per rimuovere i rivestimenti dalle apparecchiature di processo. Le tubazioni richiedono il lavaggio con solvente in lotti fino alla pulizia. Le apparecchiature di rivestimento devono essere pulite tra i cambi di prodotto e dopo l'arresto del processo. Le procedure e le pratiche utilizzate determineranno il livello di rifiuti generati da queste attività.
Gestione dei rifiuti
Diversi flussi di rifiuti sono generati dai processi di rivestimento. I rifiuti solidi includono contenitori di rivestimento vuoti, fanghi di rivestimento da overspray e pulizia delle attrezzature, filtri esausti e materiali abrasivi, rivestimento a secco e stracci per la pulizia.
I rifiuti liquidi includono le acque reflue derivanti dalla preparazione delle superfici, dal controllo dell'overspray o dalla pulizia delle apparecchiature, materiali fuori specifica o in eccesso per rivestimenti o preparazione delle superfici, overspray, fuoriuscite e soluzioni detergenti esaurite. Il riciclo a ciclo chiuso in loco sta diventando sempre più popolare per i solventi usati con l'aumento dei costi di smaltimento. I liquidi a base acquosa vengono solitamente trattati in loco prima di essere scaricati nei sistemi di trattamento di proprietà pubblica.
Le emissioni di COV sono generate da tutti i processi di rivestimento convenzionali che utilizzano rivestimenti a base di solventi, che richiedono dispositivi di controllo come unità di adsorbimento del carbonio, condensatori o ossidatori catalitici termici.