L'Istituto di Tappeti e Tappeti
I tappeti tessuti a mano o annodati a mano hanno avuto origine diversi secoli a.C. in Persia. La prima fabbrica di tappeti negli Stati Uniti fu costruita nel 1791 a Filadelfia. Nel 1839, l'industria fu rimodellata con l'invenzione del telaio meccanico da parte di Erastus Bigelow. La maggior parte dei tappeti è prodotta a macchina in fabbriche moderne mediante uno dei due processi: trapuntata or woven.
La moquette trapuntata è ora il metodo predominante di produzione di tappeti. Negli Stati Uniti, ad esempio, circa il 96% di tutti i tappeti è trapuntato a macchina, un processo che si è sviluppato dalla produzione di copriletti trapuntati nel nord-ovest della Georgia. La moquette trapuntata viene realizzata inserendo un filato in pile in un tessuto di supporto primario (solitamente polipropilene) e quindi fissando un tessuto di supporto secondario con un lattice sintetico per tenere i filati in posizione e unire i supporti l'uno all'altro, aggiungendo stabilità al tappeto.
Costruzione di tappeti
Tufting a macchina
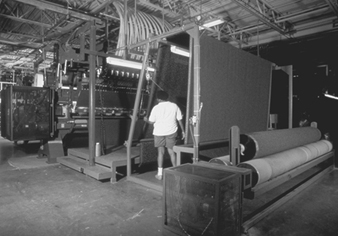
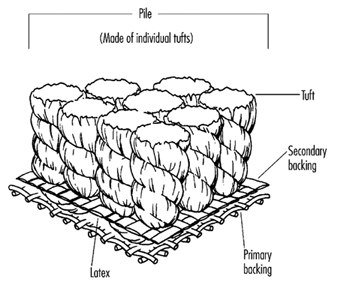
La macchina tufting è composta da centinaia di aghi (fino a 2,400) in una barra orizzontale per tutta la larghezza della macchina (vedi figura 1). La rastrelliera, o filato su rocche disposte a rastrelliera, viene fatta passare in testa attraverso tubi guida di piccolo diametro agli aghi della macchina su un Jerker sbarra. Generalmente sono previste due spole di filato per ogni ago. L'estremità del filo della prima bobina viene giuntata insieme all'estremità iniziale della seconda, in modo che quando il filo della prima bobina è stato utilizzato, il filo viene fornito dalla seconda senza arrestare la macchina. Per ogni estremità del filo è previsto un tubo guida per evitare che i fili si aggroviglino. I fili passano attraverso una serie di guide fisse allineate verticalmente fissate al corpo della macchina e una guida posta all'estremità di un braccio che si estende dalla barra degli aghi in movimento della macchina. Quando la barra dell'ago si sposta su e giù, la relazione tra le due guide cambia. Il prodotto trapuntato utilizzato per la moquette residenziale è mostrato in figura 2.
Figura 1. Macchina tufting
Istituto di tappeti e tappeti
Figura 2. Profilo della moquette residenziale
Istituto di tappeti e tappeti
Il jerker recupera il filo allentato durante la corsa di salita degli aghi. I fili vengono fatti passare attraverso i rispettivi aghi nella barra dell'ago. Gli aghi vengono azionati simultaneamente a 500 o più colpi al minuto in un movimento verticale alternativo. Una macchina tufting può produrre da 1,000 a 2,000 metri quadrati di moquette in 8 ore di funzionamento.
Il backing primario in cui vengono inseriti i filati è fornito da un rullo posto davanti alla macchina. La velocità del rotolo di supporto del tappeto controlla la lunghezza del punto e il numero di punti per pollice. Il numero di aghi nella larghezza per pollice o cm della macchina determina la finezza del tessuto, come finezza 3/16 o finezza 5/32.
Al di sotto della piastra dell'ago della macchina tufting si trovano i crochet o combinazioni di crochet e coltello, che raccolgono e trattengono momentaneamente i fili portati dagli aghi. Quando si forma la pila ad anello, i crochet a forma di bastoni da hockey capovolti vengono posizionati nella macchina in modo tale che gli anelli della pila formati si allontanino dai crochet mentre il supporto viene fatto avanzare attraverso la macchina.
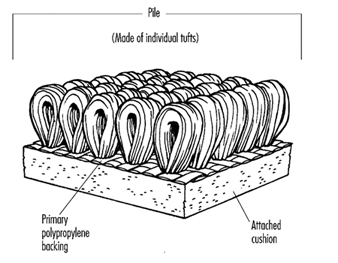
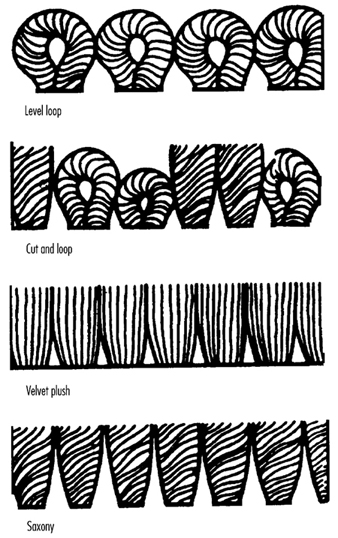
I crochet per pelo tagliato hanno una forma a “C” rovesciata, con una superficie di taglio sul bordo superiore interno della forma a mezzaluna. Sono utilizzati in combinazione con coltelli aventi un tagliente rettificato su un'estremità. Man mano che il backing avanza attraverso la macchina verso i crochet del pelo tagliato, i fili prelevati dagli aghi vengono tagliati con un'azione a forbice tra il crochet e il tagliente del coltello. La figura 3 e la figura 4 mostrano i ciuffi su un supporto ei tipi di passanti disponibili.
Figura 3. Profilo tappeto commerciale
Istituto di tappeti e tappeti
Figura 4. Anello di livello; tagliare e avvolgere; peluche di velluto; Sassonia
Istituto di tappeti e tappeti
Tessitura
La moquette tessuta ha un filato di superficie del pelo tessuto simultaneamente con fili di trama e ordito che formano il supporto integrato. I filati di supporto sono solitamente iuta, cotone o polipropilene. I filati in pile possono essere lana, cotone o una qualsiasi delle fibre sintetiche, come nylon, poliestere, polipropilene, acrilico e così via. Viene applicato un rivestimento posteriore per aggiungere stabilità; tuttavia, un dorso secondario non è necessario e viene applicato raramente. Le variazioni del tappeto tessuto includono velluto, Wilton e Axminster.
Esistono altri metodi per realizzare tappeti, a maglia, agugliati, incollati a fusione, ma questi metodi vengono utilizzati meno spesso e per mercati più specializzati.
Produzione di fibre e filati
La moquette è prodotta principalmente con filati sintetici - nylon, polipropilene (olefina) e poliestere - con quantità minori di acrilico, lana, cotone e miscele di uno qualsiasi di questi filati. Negli anni '1960, le fibre sintetiche sono diventate predominanti perché forniscono un prodotto durevole e di qualità in una fascia di prezzo accessibile.
I filati sintetici sono formati dall'estrusione di un polimero fuso forzato attraverso i minuscoli fori di una piastra metallica, o filiera. Gli additivi al polimero fuso possono fornire un colore tinto in massa o fibre meno trasparenti, più bianche, più durevoli e vari altri attributi prestazionali. Dopo che i filamenti emergono dalla filiera, vengono raffreddati, stirati e testurizzati.
Le fibre sintetiche possono essere estruse in diverse forme o sezioni trasversali, come tonde, trilobate, pentalobate, ottalobate o quadrate, a seconda del disegno e della forma dei fori della filiera. Queste forme trasversali possono influenzare molte proprietà del tappeto, tra cui lucentezza, voluminosità, ritenzione della trama e capacità di nascondere il suolo.
Dopo l'estrusione della fibra, i post-trattamenti, come l'imbutitura e la ricottura (riscaldamento/raffreddamento), aumentano la resistenza alla trazione e generalmente migliorano le proprietà fisiche della fibra. Il fascio di filamenti passa quindi attraverso un processo di aggraffatura o testurizzazione, che converte i filamenti diritti in fibre con una configurazione ripetuta attorcigliata, arricciata o a dente di sega.
Il filato può essere prodotto come filamento continuo volumizzato (BCF) o fiocco. Il BCF è costituito da fili continui di fibre sintetiche formati in fasci di filati. Il filato estruso viene realizzato avvolgendo il numero corretto di filamenti per il titolo di filato desiderato direttamente su rocche di “riavvolgimento”.
Le fibre in fiocco vengono trasformate in filati mediante processi di filatura di filati tessili. Quando viene prodotta la fibra in fiocco, vengono estrusi grandi fasci di fibra chiamati "tow". Dopo il processo di aggraffatura, il cavo viene tagliato in lunghezze di fibra da 10 a 20 cm. Ci sono tre fasi di preparazione critiche - miscelazione, cardatura e stesura - prima che le fibre in fiocco vengano filate. La miscelazione mescola accuratamente le balle di fibra in fiocco per garantire che le fibre si mescolino in modo tale che non si verifichino striature del filato nelle successive operazioni di tintura. La cardatura raddrizza le fibre e le pone in una configurazione a nastro continuo (simile a una corda). Lo stiro ha tre funzioni principali: mescola le fibre, le dispone in una forma parallela e continua a diminuire il peso per unità di lunghezza del fascio di fibre totale per facilitarne la filatura nel filato finale.
Dopo la filatura, che tira il nastro fino alla dimensione del filo desiderata, il filo viene ritorto e ritorto per fornire vari effetti. Il filato viene poi avvolto su rocche di filato per prepararlo ai processi di termofissaggio e ritorcitura.
Tecniche di colorazione
Poiché le fibre sintetiche hanno forme diverse, assorbono i coloranti in modo diverso e possono avere caratteristiche di prestazioni di colorazione diverse. Fibre dello stesso tipo generico possono essere trattate o modificate in modo da cambiare la loro affinità per alcuni coloranti, producendo un effetto multicolore o bicolore.
La colorazione per la moquette può essere ottenuta in due momenti possibili nel processo di fabbricazione: tingendo la fibra o il filato prima che il tessuto sia taftato (pre-tintura) o tingendo il tessuto taftato (post-tintura di articoli grezzi) prima dell'applicazione di il supporto secondario e il processo di finitura. I metodi di pre-tintura includono la tintura in soluzione, la tintura in stock e la tintura in filato. I metodi di post-tintura includono la tintura in pezza, l'applicazione del colore da un bagno di tintura acquosa su un tappeto non finito; beck dyeing, che gestisce lotti di greggio di circa 150 metri lineari; e tintura continua, un processo continuo di tintura in quantità quasi illimitate distribuendo la tintura con un applicatore a iniezione su tutta la larghezza del tappeto mentre si muove in larghezza aperta sotto l'applicatore. La stampa di tappeti utilizza macchinari che sono essenzialmente attrezzature per la stampa di tessuti ingrandite e modificate. Vengono utilizzate sia stampanti a letto piano che a schermo rotativo.
Finitura moquette
La rifinitura dei tappeti ha tre scopi distinti: ancorare i singoli ciuffi nel supporto primario, far aderire il supporto primario trapuntato a un supporto secondario e tagliare e pulire il pelo superficiale per conferire un aspetto attraente alla superficie. L'aggiunta di un materiale di supporto secondario, come il polipropilene intrecciato, la iuta o il materiale del cuscino attaccato, aggiunge stabilità dimensionale al tappeto.
Per prima cosa viene spalmato il retro del tappeto, solitamente mediante un rullo rotante in una miscela di lattice sintetico, e il lattice viene steso mediante una racla. Il lattice è una soluzione viscosa, di solito da 8,000 a 15,000 viscosità centiposa. Normalmente vengono applicati tra 22 e 28 once (625–795 g) di lattice per metro quadrato.
Un rotolo separato di supporto secondario viene posizionato con cura sul rivestimento in lattice. I due materiali vengono quindi accuratamente pressati insieme da un rullo di unione. Questo laminato, rimanendo piatto e non piegato, passa quindi attraverso un lungo forno, solitamente lungo da 24 a 49 m, dove viene essiccato e stagionato a temperature da 115 a 150 C per 2-5 minuti attraverso tre zone di riscaldamento. Un alto tasso di evaporazione è importante per l'asciugatura dei tappeti, con aria calda forzata che si muove lungo zone di riscaldamento controllate con precisione.
Per pulire i fili superficiali che possono aver sviluppato peluria sulle punte della fibra durante le fasi di tintura e finissaggio, il tappeto viene leggermente tosato. La cesoia è un'unità che spazzola pesantemente il pelo del tappeto per renderlo sia eretto che uniforme; passa il tappeto attraverso una serie di coltelli o lame rotanti che tagliano o tagliano le punte delle fibre ad un'altezza precisa e regolabile. Due o quattro lame di taglio operano in tandem. La “doppia cesoia” ha un doppio set di spazzole in setola dura o nylon e due testine a lama di cesoia per unità, utilizzate in tandem.
Il tappeto viene sottoposto a un intenso processo di ispezione e viene imballato e immagazzinato, oppure tagliato, imballato e spedito.
Pratiche sicure nelle fabbriche di tappeti
Le moderne fabbriche di tappeti e filati forniscono politiche di sicurezza, monitoraggio delle prestazioni di sicurezza e, quando necessario, indagini sugli incidenti tempestive e approfondite. I macchinari per la produzione di tappeti sono ben custoditi per proteggere i dipendenti. La manutenzione e la sicurezza delle attrezzature è di primaria importanza per migliorare la qualità e la produttività e per la protezione dei lavoratori.
I lavoratori dovrebbero essere addestrati all'uso sicuro delle apparecchiature elettriche e delle pratiche di lavoro per evitare lesioni derivanti dall'avvio imprevisto delle macchine. Hanno bisogno di formazione per riconoscere le fonti di energia pericolose, il tipo e l'entità dell'energia disponibile ei metodi necessari per l'isolamento e il controllo dell'energia. Dovrebbero inoltre essere addestrati a distinguere le parti in tensione esposte da altre parti di apparecchiature elettriche; determinare la tensione nominale delle parti esposte ed eccitate; e per conoscere le distanze di sicurezza richieste e le tensioni corrispondenti. Nelle aree in cui sarà in vigore il lockout/tagout, i dipendenti sono istruiti sul divieto di riavviare o riattivare le apparecchiature.
Laddove sono in uso apparecchiature più vecchie, dovrebbero essere frequenti ispezioni attente e aggiornamenti effettuati quando opportuno. Gli alberi rotanti, le cinghie trapezoidali e le trasmissioni delle pulegge, le trasmissioni a catena e a ruota dentata, i paranchi e le manovre aeree devono essere ispezionati periodicamente e le protezioni devono essere installate quando possibile.
Poiché i carrelli per filati spinti a mano vengono utilizzati per spostare il materiale in un filatoio e poiché sul pavimento si accumulano scarti di filato o lanugine (gli scarti della produzione del filato), le ruote dei carrelli per filati devono essere mantenute pulite e libere di rotolare.
I dipendenti dovrebbero essere addestrati all'uso sicuro dell'aria compressa, che viene spesso utilizzata nelle procedure di pulizia.
I carrelli elevatori a forca, elettrici o alimentati a propano, vengono utilizzati in tutte le strutture di produzione e magazzino dei tappeti. La corretta manutenzione e l'attenzione al rifornimento sicuro, alla sostituzione della batteria e così via sono essenziali. Poiché i carrelli elevatori vengono utilizzati dove lavora altro personale, possono essere adottati vari modi per evitare incidenti (ad esempio, passerelle riservate esclusivamente ai lavoratori, in cui i carrelli sono vietati); segnali di stop portatili dove i dipendenti sono tenuti a lavorare in corsie con traffico intenso di carrelli elevatori; limitare le aree di magazzino/banchina di spedizione agli operatori dei carrelli elevatori e al personale di spedizione; e/o istituire un sistema di traffico a senso unico.
La riprogettazione delle macchine per ridurre al minimo i movimenti ripetitivi dovrebbe contribuire a ridurre l'incidenza di lesioni da movimenti ripetitivi. Può anche essere utile incoraggiare i lavoratori a praticare regolarmente semplici esercizi di mano e polso insieme a pause di lavoro adeguate e frequenti cambiamenti nelle attività lavorative.
Le lesioni muscoloscheletriche dovute al sollevamento e al trasporto possono essere ridotte mediante l'uso di dispositivi di sollevamento meccanici, carrelli a mano e carrelli a rotelle, e impilando materiali su piattaforme o tavoli e, ove possibile, mantenendo il loro ingombro e peso a dimensioni più facilmente gestibili. Anche l'allenamento nelle tecniche di sollevamento adeguate e negli esercizi di rafforzamento muscolare può essere utile, soprattutto per i lavoratori che tornano dopo un episodio di mal di schiena.
È consigliabile un programma di conservazione dell'udito per evitare lesioni dovute ai livelli di rumore creati in alcune operazioni di cartiera. Le indagini sul livello sonoro delle apparecchiature di produzione identificheranno le aree in cui i controlli tecnici non sono sufficientemente efficaci e in cui ai lavoratori potrebbe essere richiesto di indossare dispositivi di protezione dell'udito e sottoporsi a test audiometrici annuali.
Gli standard contemporanei di ventilazione e scarico di calore, lanugine e polvere dovrebbero essere soddisfatti dai mulini.