Produzione di cotone
Le pratiche di produzione del cotone iniziano dopo la raccolta del raccolto precedente. Le prime operazioni di solito prevedono la triturazione dei gambi, lo strappo delle radici e la dischiatura del terreno. I fertilizzanti e gli erbicidi generalmente vengono applicati e incorporati nel terreno prima che il terreno venga messo a letto in preparazione per l'irrigazione o la semina necessarie. Poiché le caratteristiche del suolo e le precedenti pratiche di fertilizzazione e coltivazione possono causare un'ampia gamma di livelli di fertilità nei suoli di cotone, i programmi di fertilità dovrebbero essere basati su analisi dei test del suolo. Il controllo delle erbe infestanti è essenziale per ottenere un'elevata resa e qualità dei pelucchi. La resa del cotone e l'efficienza della raccolta possono essere ridotte fino al 30% dalle erbacce. Gli erbicidi sono stati ampiamente utilizzati in molti paesi per il controllo delle infestanti sin dai primi anni '1960. I metodi di applicazione includono il trattamento pre-impianto del fogliame delle erbe infestanti esistenti, l'incorporazione nel terreno pre-impianto e il trattamento nelle fasi di pre-emergenza e post-emergenza.
Diversi fattori che svolgono un ruolo importante nel raggiungimento di un buon livello di piante di cotone includono la preparazione del letto di semina, l'umidità del suolo, la temperatura del suolo, la qualità del seme, l'infestazione da malattie del semenzale, i fungicidi e la salinità del suolo. Piantare semi di alta qualità in un letto di semina ben preparato è un fattore chiave per ottenere una crescita precoce e uniforme di piantine vigorose. I semi di piantagione di alta qualità dovrebbero avere un tasso di germinazione del 50% o superiore in un test freddo. In un test freddo/caldo, l'indice di vigore del seme dovrebbe essere 140 o superiore. Si consigliano dosi di semina da 12 a 18 semi/metro di fila per ottenere una popolazione vegetale da 14,000 a 20,000 piante/ettaro. È necessario utilizzare un sistema di dosaggio della seminatrice adatto per garantire una spaziatura uniforme del seme indipendentemente dalla dimensione del seme. I tassi di germinazione dei semi e di emergenza delle piantine sono strettamente associati a un intervallo di temperatura compreso tra 15 e 38 ºC.
Le malattie delle piantine di inizio stagione possono ostacolare stand uniformi e comportare la necessità di ripiantare. Importanti agenti patogeni della malattia della piantina come Pythium, Rhizoctonia, Fusarium ed Thielaviopsis può ridurre i supporti delle piante e causare lunghi salti tra le piantine. Dovrebbero essere piantati solo i semi che sono stati opportunamente trattati con uno o più fungicidi.
Il cotone è simile ad altre colture per quanto riguarda l'uso dell'acqua durante le diverse fasi di sviluppo della pianta. Il consumo idrico è generalmente inferiore a 0.25 cm/giorno dall'emergenza al primo quadrato. Durante questo periodo, la perdita di umidità del suolo per evaporazione può superare la quantità di acqua traspirata dalla pianta. Il consumo di acqua aumenta notevolmente quando compaiono le prime fioriture e raggiunge un livello massimo di 1 cm/giorno durante la fase di massima fioritura. Il fabbisogno idrico si riferisce alla quantità totale di acqua (pioggia e irrigazione) necessaria per produrre un raccolto di cotone.
Le popolazioni di insetti possono avere un impatto importante sulla qualità e sulla resa del cotone. La gestione precoce della popolazione è importante per promuovere uno sviluppo fruttifero/vegetativo equilibrato della coltura. Proteggere le posizioni dei frutti precoci è essenziale per ottenere un raccolto redditizio. Oltre l'80% della resa viene fissato nelle prime 3 o 4 settimane di fruttificazione. Durante il periodo di fruttificazione, i produttori dovrebbero esplorare il loro cotone almeno due volte a settimana per monitorare l'attività degli insetti e i danni.
Un programma di defogliazione ben gestito riduce lo spreco di foglie che può influire negativamente sulla qualità del cotone raccolto. I regolatori di crescita come il PIX sono utili defogliatori perché controllano la crescita vegetativa e contribuiscono a anticipare la fruttificazione.
Raccolta
Per la raccolta del cotone vengono utilizzati due tipi di attrezzature per la raccolta meccanica: la raccoglitrice a fuso e l'estrattore di cotone. Il raccoglitore di mandrini è una mietitrice di tipo selettivo che utilizza fusi affusolati e appuntiti per rimuovere il seme di cotone dalle capsule. Questa mietitrice può essere utilizzata su un campo più di una volta per fornire raccolti stratificati. D'altra parte, il spogliarellista di cotone è un raccoglitore non selettivo o una volta finito che rimuove non solo le capsule ben aperte ma anche le capsule incrinate e non aperte insieme alle frese e ad altri corpi estranei.
Le pratiche agronomiche che producono un raccolto uniforme di alta qualità contribuiranno generalmente a una buona efficienza di raccolta. Il campo dovrebbe essere ben drenato e le file disposte per un uso efficace dei macchinari. Le estremità dei filari devono essere prive di erbacce ed erba e devono avere un bordo campo compreso tra 7.6 e 9 m per girare e allineare le mietitrebbie con i filari. Anche il confine dovrebbe essere privo di erbacce ed erba. Il disking crea condizioni avverse in caso di pioggia, quindi dovrebbe essere utilizzato il controllo chimico delle infestanti o la falciatura. L'altezza della pianta non deve superare circa 1.2 m per il cotone da raccogliere e circa 0.9 m per il cotone da strappare. L'altezza della pianta può essere controllata in una certa misura utilizzando regolatori di crescita chimici nella corretta fase di crescita. Dovrebbero essere utilizzate pratiche di produzione che fissano la capsula inferiore ad almeno 10 cm dal suolo. Le pratiche colturali come la fertilizzazione, la coltivazione e l'irrigazione durante la stagione di crescita dovrebbero essere gestite con attenzione per produrre un raccolto uniforme di cotone ben sviluppato.
La defogliazione chimica è una pratica colturale che induce l'abscissione (spargimento) del fogliame. I defolianti possono essere applicati per ridurre al minimo la contaminazione da foglie verdi e rifiuti e favorire un'asciugatura più rapida della rugiada mattutina sulla lanugine. I defolianti non devono essere applicati fino a quando almeno il 60% delle capsule non è aperto. Dopo l'applicazione di un defogliante, il raccolto non deve essere raccolto per almeno 7-14 giorni (il periodo varierà a seconda delle sostanze chimiche utilizzate e delle condizioni meteorologiche). Gli essiccanti chimici possono anche essere usati per preparare le piante per il raccolto. L'essiccazione è la rapida perdita di acqua dal tessuto vegetale e la successiva morte del tessuto. Il fogliame morto rimane attaccato alla pianta.
L'attuale tendenza nella produzione di cotone è verso una stagione più breve e un raccolto unico. I prodotti chimici che accelerano il processo di apertura della capsula vengono applicati con il defogliante o subito dopo la caduta delle foglie. Questi prodotti chimici consentono raccolti anticipati e aumentano la percentuale di capsule pronte per essere raccolte durante il primo raccolto. Poiché queste sostanze chimiche hanno la capacità di aprire o aprire parzialmente le capsule immature, la qualità del raccolto potrebbe risentirne gravemente (ad esempio, il micronaire potrebbe essere basso) se le sostanze chimiche vengono applicate troppo presto.
Archiviazione
Il contenuto di umidità del cotone prima e durante lo stoccaggio è fondamentale; l'eccesso di umidità provoca il surriscaldamento del cotone immagazzinato, con conseguente scolorimento della lanugine, minore germinazione dei semi e possibile combustione spontanea. I semi di cotone con un contenuto di umidità superiore al 12% non devono essere conservati. Inoltre, la temperatura interna dei moduli di nuova costruzione dovrebbe essere monitorata per i primi 5-7 giorni di stoccaggio del cotone; i moduli che subiscono un aumento di 11 ºC o superano i 49 ºC devono essere sgranati immediatamente per evitare la possibilità di gravi perdite.
Diverse variabili influenzano la qualità del seme e della fibra durante lo stoccaggio del seme di cotone. Il contenuto di umidità è il più importante. Altre variabili includono la durata dello stoccaggio, la quantità di corpi estranei ad alta umidità, la variazione del contenuto di umidità in tutta la massa immagazzinata, la temperatura iniziale del seme di cotone, la temperatura del seme di cotone durante lo stoccaggio, i fattori meteorologici durante lo stoccaggio (temperatura, umidità relativa, precipitazioni ) e protezione del cotone dalla pioggia e dal terreno bagnato. L'ingiallimento è accelerato alle alte temperature. Sia l'aumento della temperatura che la temperatura massima sono importanti. L'aumento della temperatura è direttamente correlato al calore generato dall'attività biologica.
Processo di sgranatura
Ogni anno in tutto il mondo vengono prodotte circa 80 milioni di balle di cotone, di cui circa 20 milioni prodotte da circa 1,300 gin negli Stati Uniti. La funzione principale della sgranatrice è quella di separare la lanugine dal seme, ma la sgranatrice deve anche essere attrezzata per rimuovere una grande percentuale di corpi estranei dal cotone che ridurrebbe notevolmente il valore della lanugine sgranata. Uno sgranatore deve avere due obiettivi: (1) produrre pelucchi di qualità soddisfacente per il mercato del coltivatore e (2) sgranare il cotone con una riduzione minima della qualità della filatura della fibra, in modo che il cotone soddisfi le esigenze dei suoi utilizzatori finali, il filatore e il consumatore. Di conseguenza, la conservazione della qualità durante la sgranatura richiede l'appropriata selezione e funzionamento di ciascuna macchina in un sistema di sgranatura. La manipolazione meccanica e l'asciugatura possono modificare le naturali caratteristiche qualitative del cotone. Nella migliore delle ipotesi, uno sgranatore può solo preservare le caratteristiche qualitative inerenti al cotone quando entra nella sgranatrice. I paragrafi seguenti discutono brevemente la funzione delle principali attrezzature meccaniche e dei processi nel gin.
Macchine per seminare il cotone
Il cotone viene trasportato da un rimorchio o modulo in una trappola per capsule verdi nella sgranatrice, dove vengono rimosse capsule verdi, rocce e altri corpi estranei pesanti. Il controllo automatico dell'alimentazione fornisce un flusso di cotone uniforme e ben disperso in modo che il sistema di pulizia e asciugatura della sgranatrice funzioni in modo più efficiente. Il cotone che non è ben disperso può passare attraverso il sistema di asciugatura in ciuffi e solo la superficie di quel cotone verrà asciugata.
Nella prima fase di asciugatura, l'aria riscaldata convoglia il cotone attraverso i ripiani per 10-15 secondi. La temperatura dell'aria di trasporto è regolata per controllare la quantità di asciugatura. Per evitare danni alle fibre, la temperatura a cui è esposto il cotone durante il normale funzionamento non deve mai superare i 177 ºC. Temperature superiori a 150 ºC possono causare cambiamenti fisici permanenti nelle fibre di cotone. I sensori di temperatura dell'asciugatrice devono essere posizionati il più vicino possibile al punto in cui il cotone e l'aria riscaldata si uniscono. Se il sensore di temperatura si trova vicino all'uscita dell'essiccatore a torre, la temperatura del punto di miscelazione potrebbe effettivamente essere da 55 a 110 ºC superiore alla temperatura del sensore a valle. La caduta di temperatura a valle deriva dall'effetto di raffreddamento dell'evaporazione e dalla perdita di calore attraverso le pareti dei macchinari e delle tubazioni. L'asciugatura continua mentre l'aria calda sposta il seme di cotone nel pulitore a cilindro, che consiste in 6 o 7 cilindri rotanti a punte che ruotano a 400-500 giri al minuto. Questi cilindri strofinano il cotone su una serie di griglie o schermi, agitano il cotone e consentono a materiali estranei fini, come foglie, rifiuti e sporco, di passare attraverso le aperture per lo smaltimento. I detergenti a cilindro rompono i batuffoli di grandi dimensioni e generalmente condizionano il cotone per una pulizia e un'asciugatura aggiuntive. Sono comuni velocità di lavorazione di circa 6 balle all'ora per metro di lunghezza del cilindro.
La macchina per bastoncini rimuove i corpi estranei più grandi, come frese e bastoncini, dal cotone. Le macchine a bastoncino utilizzano la forza centrifuga creata dai cilindri della sega che ruotano da 300 a 400 giri al minuto per "scartare via" il materiale estraneo mentre la fibra è trattenuta dalla sega. Il materiale estraneo che viene espulso dal recuperatore entra nel sistema di gestione dei rifiuti. Sono comuni velocità di lavorazione da 4.9 a 6.6 balle/ora/m di lunghezza del cilindro.
Ginning (separazione dei semi di lanugine)
Dopo aver attraversato un'altra fase di asciugatura e pulizia dei cilindri, il cotone viene distribuito a ciascuna sgranatrice dal trasportatore-distributore. Situato sopra il supporto per la sgranatura, l'estrattore-alimentatore dosa il seme di cotone uniformemente al supporto per la sgranatura a velocità controllabili e pulisce il seme di cotone come funzione secondaria. Il contenuto di umidità della fibra di cotone nel grembiule dell'estrattore-alimentatore è critico. L'umidità deve essere sufficientemente bassa da poter rimuovere facilmente le sostanze estranee nel supporto del gin. Tuttavia, l'umidità non deve essere così bassa (inferiore al 5%) da provocare la rottura delle singole fibre man mano che vengono separate dal seme. Questa rottura provoca una riduzione apprezzabile sia della lunghezza delle fibre che dell'affluenza di lanugine. Dal punto di vista della qualità, il cotone con un contenuto più elevato di fibre corte produce eccessivi scarti in filanda ed è meno desiderabile. L'eccessiva rottura delle fibre può essere evitata mantenendo un contenuto di umidità delle fibre dal 6 al 7% nel grembiule dell'estrattore-alimentatore.
Due tipi di gin sono di uso comune: il saw gin e il roller gin. Nel 1794, Eli Whitney inventò un gin che rimuoveva la fibra dal seme per mezzo di punte o seghe su un cilindro. Nel 1796, Henry Ogden Holmes inventò un gin con seghe e nervature; questo gin ha sostituito il gin di Whitney e ha reso la sgranatura un processo a flusso continuo piuttosto che un processo batch. Cotone (solitamente Gossypium hirsutum) entra nello stand del saw gin attraverso una parte anteriore dello scafo. Le seghe afferrano il cotone e lo tirano attraverso nervature ampiamente distanziate note come nervature dello scafo. Le ciocche di cotone vengono tirate dalle costole dello scafo nel fondo della scatola del rotolo. L'effettivo processo di sgranatura, ovvero la separazione di lanugine e semi, avviene nella scatola del rotolo del supporto del gin. L'azione di sgranatura è causata da una serie di seghe che ruotano tra le costole di sgranatura. I denti della sega passano tra le costole nel punto di sgranatura. Qui il bordo anteriore dei denti è approssimativamente parallelo alla nervatura, ei denti estraggono le fibre dal seme, che sono troppo grandi per passare tra le nervature. La sgranatura a tassi superiori a quelli raccomandati dal produttore può causare una riduzione della qualità della fibra, danni ai semi e intasamenti. Anche le velocità della sega a cavalletto sono importanti. Le alte velocità tendono ad aumentare il danno alle fibre provocato durante la sgranatura.
Le sgranatrici a rullo hanno fornito il primo mezzo assistito meccanicamente per separare il cotone a fiocco extra lungo (Gossypium barbadense) lanugine dal seme. Il Churka gin, di origine sconosciuta, consisteva in due rulli duri che correvano insieme alla stessa velocità superficiale, pizzicando la fibra dal seme e producendo circa 1 kg di lanugine al giorno. Nel 1840, Fones McCarthy inventò un roller gin più efficiente che consisteva in un rullo per la sgranatura della pelle, un coltello fisso tenuto saldamente contro il rullo e un coltello alternativo che estraeva il seme dalla lanugine mentre la lanugine veniva trattenuta dal rullo e dal coltello fisso. Alla fine degli anni '1950, una sgranatrice a coltelli rotanti è stata sviluppata dal Southwestern Cotton Ginning Research Laboratory del Dipartimento dell'agricoltura degli Stati Uniti (USDA), dai produttori di gin statunitensi e dalle sgranatrici private. Questo gin è attualmente l'unico gin di tipo roller utilizzato negli Stati Uniti.
Pulizia dei pelucchi
Il cotone viene convogliato dal supporto del gin attraverso condotti di lanugine ai condensatori e formato nuovamente in un batuffolo. Il batuffolo viene rimosso dal tamburo del condensatore e inserito nel pulitore di lanugine del tipo a sega. All'interno del pulitore di pelucchi, il cotone passa attraverso i rulli di alimentazione e sopra la piastra di alimentazione, che applica le fibre alla sega del pulitore di pelucchi. La sega trasporta il cotone sotto le barre della griglia, che sono aiutate dalla forza centrifuga e rimuovono i semi immaturi e le sostanze estranee. È importante che la distanza tra le punte della sega e le barre della griglia sia impostata correttamente. Le barre della griglia devono essere dritte con un bordo tagliente per evitare di ridurre l'efficienza della pulizia e aumentare la perdita di lanugine. L'aumento della velocità di avanzamento del pulitore di pelucchi al di sopra della velocità consigliata dal produttore ridurrà l'efficienza di pulizia e aumenterà la perdita di fibra buona. Il cotone sgranato a rullo viene solitamente pulito con detergenti non aggressivi e non a sega per ridurre al minimo i danni alle fibre.
I detergenti per pelucchi possono migliorare la qualità del cotone rimuovendo i corpi estranei. In alcuni casi, i detergenti per pelucchi possono migliorare il colore di un cotone leggermente maculato miscelandolo per produrre un grado bianco. Possono anche migliorare il grado di colore di un cotone maculato a un grado di colore leggermente maculato o forse bianco.
Packaging
Il cotone pulito viene compresso in balle, che devono poi essere coperte per proteggerle dalla contaminazione durante il trasporto e lo stoccaggio. Vengono prodotti tre tipi di balle: piana modificata, compressa a densità universale e gin a densità universale. Queste balle sono confezionate con densità di 224 e 449 kg/m3 rispettivamente per le balle piatte modificate e a densità universale. Nella maggior parte dei gin il cotone viene confezionato in una pressa a "doppia scatola" in cui la lanugine viene inizialmente compattata in una pressa da un pressatore meccanico o idraulico; quindi la scatola della pressa viene ruotata e la lanugine viene ulteriormente compressa a circa 320 o 641 kg/m3 rispettivamente da presse a densità universale piatta o gin modificata. Le balle piatte modificate vengono ricompresse per diventare compresse a densità universale in un'operazione successiva per ottenere velocità di trasporto ottimali. Nel 1995, circa il 98% delle balle negli Stati Uniti erano balle di gin a densità universale.
Qualità delle fibre
La qualità del cotone è influenzata da ogni fase della produzione, compresa la selezione della varietà, la raccolta e la sgranatura. Alcune caratteristiche qualitative sono fortemente influenzate dalla genetica, mentre altre sono determinate principalmente dalle condizioni ambientali o dalle pratiche di raccolta e sgranatura. I problemi durante qualsiasi fase della produzione o della lavorazione possono causare danni irreversibili alla qualità della fibra e ridurre i profitti sia per il produttore che per il produttore tessile.
La qualità della fibra è massima il giorno in cui si apre un batuffolo di cotone. Gli agenti atmosferici, la raccolta meccanica, la manipolazione, la sgranatura e la lavorazione possono diminuire la qualità naturale. Ci sono molti fattori che indicano la qualità complessiva della fibra di cotone. I più importanti includono resistenza, lunghezza delle fibre, contenuto di fibre corte (fibre più corte di 1.27 cm), uniformità della lunghezza, maturità, finezza, contenuto di scarti, colore, frammenti di tegumento e contenuto di nep e viscosità. Il mercato generalmente riconosce questi fattori anche se non tutti vengono misurati su ogni balla.
Il processo di sgranatura può influenzare significativamente la lunghezza delle fibre, l'uniformità e il contenuto di frammenti del tegumento, scarti, fibre corte e neps. Le due pratiche di sgranatura che hanno il maggiore impatto sulla qualità sono la regolazione dell'umidità delle fibre durante la sgranatura e la pulizia e il grado di pulizia dei pelucchi a sega utilizzato.
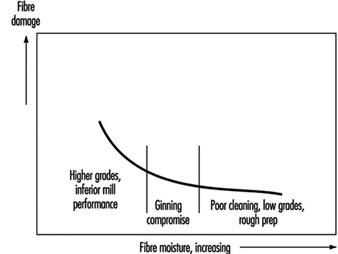
L'intervallo di umidità raccomandato per la sgranatura è compreso tra il 6 e il 7%. I detergenti per gin rimuovono più rifiuti a bassa umidità, ma non senza più danni alle fibre. Una maggiore umidità della fibra preserva la lunghezza della fibra ma provoca problemi di sgranatura e scarsa pulizia, come illustrato nella figura 1. Se si aumenta l'asciugatura per migliorare la rimozione dei rifiuti, la qualità del filato si riduce. Sebbene l'aspetto del filato migliori con l'asciugatura fino a un certo punto, a causa della maggiore rimozione di corpi estranei, l'effetto dell'aumento del contenuto di fibre corte supera i vantaggi della rimozione di corpi estranei.
Figura 1. Compromesso per la pulizia con sgranatura a umidità per il cotone
La pulizia fa poco per cambiare il vero colore della fibra, ma pettinare le fibre e rimuovere la spazzatura cambia il colore percepito. La pulizia della lanuggine a volte può fondere la fibra in modo che un numero inferiore di balle venga classificato come macchiato o leggermente macchiato. La sgranatura non pregiudica la finezza e la maturità. Ogni dispositivo meccanico o pneumatico utilizzato durante la pulizia e la sgranatura aumenta il contenuto di nep, ma i detergenti per pelucchi hanno l'influenza più pronunciata. Il numero di frammenti del tegumento nella lanugine sgranata è influenzato dalla condizione del seme e dall'azione di sgranatura. I detergenti per lanugine riducono le dimensioni ma non il numero dei frammenti. La resistenza del filato, l'aspetto del filato e la rottura della fine della filatura sono tre elementi importanti per la qualità della filatura. Tutti risentono dell'uniformità della lunghezza e, quindi, della proporzione di fibre corte o spezzate. Questi tre elementi si conservano di solito meglio quando il cotone viene sgranato con macchinari minimi per l'asciugatura e la pulizia.
Le raccomandazioni per la sequenza e la quantità di macchinari per la sgranatura per asciugare e pulire il cotone raccolto dal fuso sono state progettate per ottenere un valore soddisfacente della balla e per preservare la qualità intrinseca del cotone. Sono stati generalmente seguiti e quindi confermati nell'industria cotoniera statunitense per diversi decenni. Le raccomandazioni prendono in considerazione i premi e gli sconti del sistema di marketing, nonché l'efficienza della pulizia e i danni alle fibre derivanti da varie macchine per sgranare. Alcune variazioni rispetto a queste raccomandazioni sono necessarie per condizioni di raccolta speciali.
Quando si utilizza la sgranatrice nella sequenza consigliata, dal cotone viene solitamente rimosso dal 75 all'85% dei corpi estranei. Sfortunatamente, questo macchinario rimuove anche piccole quantità di cotone di buona qualità nel processo di rimozione di corpi estranei, quindi la quantità di cotone commerciabile viene ridotta durante la pulizia. La pulizia del cotone è quindi un compromesso tra il livello di corpi estranei e la perdita e il danneggiamento delle fibre.
Preoccupazioni per la sicurezza e la salute
L'industria della sgranatura del cotone, come altre industrie di trasformazione, presenta molti rischi. Le informazioni provenienti dalle richieste di indennizzo dei lavoratori indicano che il numero di lesioni è più alto per mano/dita, seguito da lesioni alla schiena/colonna vertebrale, agli occhi, ai piedi/dita dei piedi, al braccio/spalla, alla gamba, al tronco e alla testa. Sebbene l'industria sia stata attiva nella riduzione dei rischi e nell'educazione alla sicurezza, la sicurezza del gin rimane una delle principali preoccupazioni. I motivi della preoccupazione includono l'elevata frequenza di infortuni e richieste di indennizzo dei lavoratori, l'elevato numero di giorni di lavoro persi e la gravità degli infortuni. I costi economici totali per lesioni da gin e disturbi di salute includono i costi diretti (medici e altri risarcimenti) e i costi indiretti (tempo perso dal lavoro, tempi di inattività, perdita di capacità di guadagno, costi assicurativi più elevati per la compensazione dei lavoratori, perdita di produttività e molti altri fattori di perdita ). I costi diretti sono più facili da determinare e molto meno costosi dei costi indiretti.
Molte normative internazionali in materia di sicurezza e salute che riguardano la sgranatura del cotone derivano dalla legislazione statunitense amministrata dall'Occupational Safety and Health Administration (OSHA) e dall'Environmental Protection Agency (EPA), che promulga le normative sui pesticidi.
Altre normative agricole possono applicarsi anche a un gin, compresi i requisiti per gli emblemi dei veicoli a movimento lento su rimorchi/trattori che operano su strade pubbliche, disposizioni per strutture di protezione in caso di ribaltamento sui trattori gestiti dai dipendenti e disposizioni per adeguate strutture abitative per il lavoro temporaneo. Mentre le sgranatrici sono considerate imprese agricole e non sono specificatamente coperte da molte normative, gli sgranatori probabilmente vorranno conformarsi ad altre normative, come gli "Standards for General Industry, Part 1910" dell'OSHA. Esistono tre standard OSHA specifici che gli sgranatori dovrebbero prendere in considerazione: quelli per gli incendi e altri piani di emergenza (29 CFR 1910.38a), le uscite (29 CFR 1910.35-40) e l'esposizione professionale al rumore (29 CFR 1910.95). I principali requisiti di uscita sono indicati in 29 CFR 1910.36 e 29 CFR 1910.37. In altri paesi, dove i lavoratori agricoli sono inclusi nella copertura obbligatoria, tale adempimento sarà obbligatorio. La conformità con il rumore e altri standard di sicurezza e salute è discussa altrove in questo documento Enciclopedia.
Partecipazione dei dipendenti ai programmi di sicurezza
I programmi di controllo delle perdite più efficaci sono quelli in cui la direzione motiva i dipendenti a essere consapevoli della sicurezza. Questa motivazione può essere raggiunta stabilendo una politica di sicurezza che coinvolga i dipendenti in ogni elemento del programma, partecipando alla formazione sulla sicurezza, dando il buon esempio e fornendo ai dipendenti incentivi adeguati.
I disturbi della salute sul lavoro sono ridotti richiedendo che i DPI siano utilizzati in aree designate e che i dipendenti osservino pratiche di lavoro accettabili. I DPI per l'udito (tappi o cuffie) e per le vie respiratorie (maschera antipolvere) devono essere utilizzati ogni volta che si lavora in aree con livelli elevati di rumore o polvere. Alcune persone sono più suscettibili al rumore e ai problemi respiratori rispetto ad altre, e anche con DPI dovrebbero essere riassegnate ad aree di lavoro con livelli di rumore o polvere inferiori. I rischi per la salute associati al sollevamento di carichi pesanti e al calore eccessivo possono essere gestiti mediante addestramento, uso di attrezzature per la movimentazione dei materiali, abbigliamento adeguato, ventilazione e pause dal caldo.
Tutte le persone durante l'operazione di sgranatura devono essere coinvolte nella sicurezza del sgranatore. È possibile creare un'atmosfera di lavoro sicura quando tutti sono motivati a partecipare pienamente al programma di controllo delle perdite.