Dieser Artikel behandelt Situationen und Ereignisketten, die zu Unfällen führen, die auf den Kontakt mit beweglichen Teilen von Maschinen zurückzuführen sind. Personen, die Maschinen bedienen und warten, laufen Gefahr, in schwere Unfälle verwickelt zu werden. US-Statistiken deuten darauf hin, dass 18,000 Amputationen und über 800 Todesfälle in den Vereinigten Staaten jedes Jahr auf solche Ursachen zurückzuführen sind. Nach Angaben des US-amerikanischen National Institute for Occupational Safety and Health (NIOSH) rangierte 1979 die Kategorie „Erwischt in, unter oder zwischen“ von Verletzungen in ihrer Klassifizierung unter den wichtigsten Arten von Arbeitsunfällen an erster Stelle. Solche Verletzungen betrafen im Allgemeinen Maschinen ( Etherton und Myers 1990). Seit der Einführung dieser Kategorie in die schwedische Arbeitsunfallstatistik im Jahr 10 wurde bei knapp über 1979 % der Arbeitsunfälle der „Kontakt mit einem sich bewegenden Maschinenteil“ als Hauptverletzungsereignis gemeldet.
Die meisten Maschinen haben bewegliche Teile, die Verletzungen verursachen können. Solche beweglichen Teile können an der Arbeitsstelle zu finden sein, wo am Material gearbeitet wird, wie beispielsweise dort, wo geschnitten, geformt, gebohrt oder verformt wird. Sie können in der Vorrichtung gefunden werden, die Energie auf die Teile der Maschine überträgt, die die Arbeit ausführen, wie Schwungräder, Riemenscheiben, Pleuelstangen, Kupplungen, Nocken, Spindeln, Ketten, Kurbeln und Zahnräder. Sie können in anderen beweglichen Teilen der Maschine wie Rädern an mobilen Geräten, Getriebemotoren, Pumpen, Kompressoren usw. gefunden werden. Gefährliche Maschinenbewegungen finden sich auch bei anderen Maschinenarten, insbesondere bei Hilfsgeräten, die solche Lasten wie Werkstücke, Materialien, Abfälle oder Werkzeuge handhaben und transportieren.
Alle Teile einer Maschine, die sich während der Arbeit bewegen, können zu Unfällen mit Verletzungen und Schäden beitragen. Sowohl rotierende als auch lineare Maschinenbewegungen sowie deren Energiequellen können gefährlich sein:
Drehbewegung. Auch leicht drehende Wellen können ein Kleidungsstück greifen und beispielsweise den Arm einer Person in eine gefährliche Position ziehen. Die Gefahr in einer rotierenden Welle erhöht sich, wenn sie hervorstehende Teile oder unebene oder scharfe Oberflächen, wie z. B. Einstellschrauben, Bolzen, Schlitze, Kerben oder Schneidkanten, aufweist. Rotierende Maschinenteile führen auf drei verschiedene Arten zu „Klemmstellen“:
- Da sind die Punkte zwischen zwei rotierenden Teilen, die gegenläufig rotieren und parallele Achsen haben, wie Zahnräder oder Zahnräder, Schlittenrollen oder Mangeln.
- Es gibt die Kontaktpunkte zwischen rotierenden Teilen und Teilen in linearer Bewegung, wie sie z. B. zwischen einem Kraftübertragungsriemen und seiner Riemenscheibe, einer Kette und einem Kettenrad oder einer Zahnstange und einem Ritzel zu finden sind.
- Bei rotierenden Maschinenbewegungen besteht die Gefahr von Schnitt- und Quetschverletzungen, wenn sie in unmittelbarer Nähe von feststehenden Gegenständen stattfinden – ein solcher Zustand besteht zwischen einer Förderschnecke und ihrem Gehäuse, zwischen den Speichen eines Rades und dem Maschinenbett, oder zwischen einer Schleifscheibe und einer Werkzeughalterung.
Lineare Bewegungen. Vertikale, horizontale und hin- und hergehende Bewegungen können auf verschiedene Weise Verletzungen verursachen: Eine Person kann von einem Maschinenteil gestoßen oder geschlagen werden und zwischen dem Maschinenteil und einem anderen Objekt eingeklemmt oder von einer scharfen Kante geschnitten oder aufgehalten werden eine Quetschverletzung durch Einklemmen zwischen dem beweglichen Teil und einem anderen Objekt (Abbildung 1).
Abbildung 1. Beispiele für mechanische Bewegungen, die eine Person verletzen können

Energiequellen. Häufig werden externe Energiequellen verwendet, um eine Maschine zu betreiben, was beträchtliche Energiemengen erfordern kann. Dazu gehören elektrische, Dampf-, hydraulische, pneumatische und mechanische Energiesysteme, die alle, wenn sie freigesetzt oder unkontrolliert werden, zu schweren Verletzungen oder Schäden führen können. Eine Untersuchung von Unfällen, die sich über einen Zeitraum von einem Jahr (1987 bis 1988) unter Bauern in neun Dörfern in Nordindien ereigneten, zeigte, dass Futterschneidemaschinen, die ansonsten alle gleich konstruiert sind, gefährlicher sind, wenn sie von einem Motor oder Traktor angetrieben werden. Die relative Häufigkeit von Unfällen mit mehr als einer geringfügigen Verletzung (pro Maschine) betrug 5.1 Promille für manuelle Schneidgeräte und 8.6 Promille für angetriebene Schneidgeräte (Mohan und Patel 1992).
Verletzungen im Zusammenhang mit Maschinenbewegungen
Da die mit Maschinenbewegungen verbundenen Kräfte oft recht groß sind, ist davon auszugehen, dass die daraus resultierenden Verletzungen schwerwiegend sein werden. Diese Vermutung wird von mehreren Quellen bestätigt. Der „Kontakt mit beweglichen Maschinen oder bearbeitetem Material“ machte laut britischer Statistik (HSE 5) nur 10 % aller Arbeitsunfälle, aber immerhin 1989 % der tödlichen und schweren Unfälle (Frakturen, Amputationen etc.) aus. In die gleiche Richtung weisen Studien an zwei schwedischen Fahrzeugherstellern. Unfälle, die durch Maschinenbewegungen verursacht wurden, führten gemessen an Medianwerten zu doppelt so vielen Krankenstandstagen im Vergleich zu nicht maschinenbezogenen Unfällen. Auch hinsichtlich der verletzten Körperteile unterschieden sich Maschinenunfälle von anderen Unfällen: Die Ergebnisse zeigten, dass 80 % der Verletzungen bei „Maschinen“-Unfällen Hände und Finger betreffen, bei „sonstigen“ Unfällen entsprechender Anteil 40 % (Backström und Döös 1995).
Die Gefährdungssituation an automatisierten Anlagen hat sich sowohl anders (hinsichtlich Unfallart, Ereignisablauf und Schweregrad der Verletzung) als auch komplizierter (sowohl in technischer Hinsicht als auch in Bezug auf den Bedarf an Fachkenntnissen) als bei Installationen, in denen herkömmliche Maschinen verwendet werden. Der Begriff automatisierte soll sich hierin auf eine Ausrüstung beziehen, die ohne das direkte Eingreifen eines Menschen entweder eine Maschinenbewegung einleiten oder ihre Richtung oder Funktion ändern kann. Solche Geräte erfordern Sensorvorrichtungen (z. B. Positionssensoren oder Mikroschalter) und/oder irgendeine Form von sequentiellen Steuerungen (z. B. ein Computerprogramm), um ihre Aktivitäten zu steuern und zu überwachen. In den letzten Jahrzehnten, a Programmierbare Steuerung (SPS) wird zunehmend als Steuerungseinheit in Produktionsanlagen eingesetzt. Kleine Computer sind heute das gebräuchlichste Mittel, das zur Steuerung von Produktionsanlagen in der industrialisierten Welt verwendet wird, während andere Steuerungsmittel, wie beispielsweise elektromechanische Einheiten, immer seltener werden. In der schwedischen Fertigungsindustrie stieg der Einsatz von numerisch gesteuerten (NC) Maschinen in den 11er Jahren um 12 bis 1980 % pro Jahr (Hörte und Lindberg 1989). In der modernen Industrieproduktion wird die Verletzung durch „bewegte Maschinenteile“ immer mehr gleichbedeutend mit der Verletzung durch „computergesteuerte Maschinenbewegungen“.
Automatisierte Anlagen finden sich in immer mehr Industriezweigen und sie haben immer mehr Funktionen. Lagerverwaltung, Materialhandhabung, Verarbeitung, Montage und Verpackung werden alle automatisiert. Die Serienfertigung ist der Prozessfertigung gleich geworden. Werden Zuführung, Bearbeitung und Ausschleusung der Werkstücke mechanisiert, muss sich der Bediener bei normaler, ungestörter Produktion nicht mehr im Gefahrenbereich aufhalten. Untersuchungen zur automatisierten Fertigung haben gezeigt, dass Unfälle vor allem beim Umgang mit produktionsrelevanten Störungen passieren. Aber auch bei anderen Aufgaben wie Reinigen, Einstellen, Umrüsten, Kontrollieren und Reparieren können Menschen Maschinenbewegungen behindern.
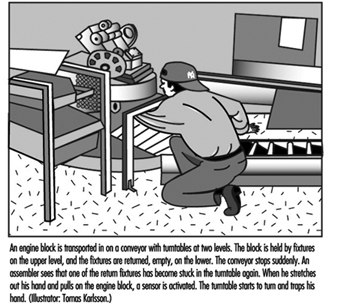
Wenn die Produktion automatisiert wird und der Prozess nicht mehr unter der direkten Kontrolle des Menschen steht, steigt das Risiko unerwarteter Maschinenbewegungen. Die meisten Bediener, die mit Gruppen oder Linien miteinander verbundener Maschinen arbeiten, haben solche unerwarteten Maschinenbewegungen erlebt. Viele Unfälle in der Automatisierung entstehen durch eben solche Bewegungen. Ein Automatisierungsunfall ist ein Unfall, bei dem die automatische Ausrüstung die zur Verletzung führende Energie kontrolliert (oder kontrolliert haben sollte). Das bedeutet, dass die Kraft, die den Menschen verletzt, von der Maschine selbst kommt (z. B. die Energie einer Maschinenbewegung). In einer Studie von 177 Automatisierungsunfällen in Schweden wurde festgestellt, dass in 84 % der Fälle Verletzungen durch den „unerwarteten Start“ eines Maschinenteils verursacht wurden (Backström und Harms-Ringdahl 1984). Ein typisches Beispiel einer Verletzung durch eine computergesteuerte Maschinenbewegung ist in Abbildung 2 dargestellt.
Abbildung 2. Ein typisches Beispiel einer Verletzung durch eine computergesteuerte Maschinenbewegung
Eine der oben genannten Studien (Backström und Döös 1995) zeigte, dass automatisch gesteuerte Maschinenbewegungen ursächlich mit längeren Krankenständen verbunden waren als Verletzungen durch andere Arten von Maschinenbewegungen, wobei der Medianwert an einem der Arbeitsplätze viermal höher war . Das Verletzungsmuster von Automatisierungsunfällen war ähnlich wie bei anderen Maschinenunfällen (hauptsächlich Hände und Finger), jedoch tendenziell schwerwiegender (Amputationen, Quetschungen und Frakturen).
Die Computersteuerung hat, wie auch die manuelle, Schwächen aus Sicht der Zuverlässigkeit. Es gibt keine Garantie dafür, dass ein Computerprogramm fehlerfrei funktioniert. Die Elektronik mit ihren geringen Signalpegeln kann bei unzureichendem Schutz empfindlich auf Störungen reagieren, und die Folgen daraus resultierender Ausfälle sind nicht immer vorhersehbar. Außerdem bleiben Programmieränderungen oft undokumentiert. Eine Methode, diese Schwäche zu kompensieren, ist beispielsweise der Betrieb von „doppelten“ Systemen, bei denen es zwei unabhängige Ketten von funktionalen Komponenten gibt und ein Verfahren zur Überwachung, so dass beide Ketten den gleichen Wert aufweisen. Wenn die Systeme unterschiedliche Werte anzeigen, deutet dies auf einen Fehler in einem von ihnen hin. Es besteht jedoch die Möglichkeit, dass beide Komponentenketten unter demselben Fehler leiden und beide durch dieselbe Störung außer Betrieb gesetzt werden, wodurch ein falsch positiver Messwert entsteht (da beide Systeme übereinstimmen). Allerdings war es nur in wenigen der untersuchten Fälle möglich, einen Unfall auf einen Computerausfall zurückzuführen (siehe unten), obwohl es üblich ist, dass ein einziger Computer alle Funktionen einer Anlage steuert (sogar das Anhalten von einer Maschine infolge der Aktivierung einer Sicherheitseinrichtung). Alternativ kann überlegt werden, ein bewährtes System mit elektromechanischen Komponenten für Sicherheitsfunktionen bereitzustellen.
Technische Probleme
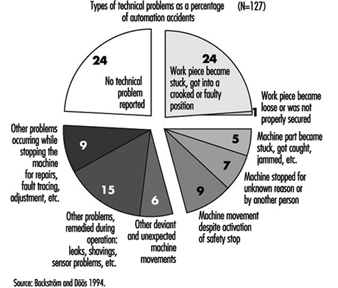
Generell lässt sich sagen, dass ein einzelner Unfall viele Ursachen hat, darunter technische, individuelle, umweltbedingte und organisatorische. Aus präventiven Gründen wird ein Unfall am besten nicht als isoliertes Ereignis, sondern als ein Ereignis betrachtet Reihenfolge von Ereignissen oder einem Prozess (Backström 1996). Bei Automatisierungsunfällen hat sich gezeigt, dass technische Probleme häufig Teil eines solchen Ablaufs sind und entweder in einem der frühen Stadien des Prozesses oder in der Nähe des Verletzungsereignisses des Unfalls auftreten. Studien, in denen technische Probleme bei Automatisierungsunfällen untersucht wurden, legen nahe, dass diese für 75 bis 85 % der Unfälle verantwortlich sind. Gleichzeitig gibt es im Einzelfall meist auch andere Ursachen, etwa organisatorischer Natur. Nur in einem Zehntel der Fälle konnte festgestellt werden, dass die direkte Quelle der verletzungsauslösenden Energie auf ein technisches Versagen zurückgeführt werden konnte – beispielsweise eine Maschinenbewegung, die trotz Stillstand der Maschine stattfindet. Ähnliche Zahlen wurden in anderen Studien berichtet. Meist führte ein technisches Problem zu Störungen an der Anlage, so dass der Bediener Aufgaben wechseln musste (z. B. um ein schief liegendes Teil neu zu positionieren). Der Unfall ereignete sich dann während der Durchführung der Aufgabe, ausgelöst durch das technische Versagen. Einem Viertel der Automatisierungsunfälle ging eine Störung im Materialfluss voraus, beispielsweise ein Hängenbleiben eines Teils, eine schiefe oder anderweitig fehlerhafte Position (siehe Abbildung 3).
Abbildung 3. Arten von technischen Problemen bei Automatisierungsunfällen (Anzahl der Unfälle = 127)
In einer Studie von 127 Unfällen mit Automatisierung wurden 28 dieser Unfälle, die in Abbildung 4 beschrieben sind, weiter untersucht, um die Arten von technischen Problemen zu bestimmen, die als kausale Faktoren beteiligt waren (Backström und Döös, im Druck). Die in den Unfalluntersuchungen genannten Probleme wurden am häufigsten durch festsitzende, defekte oder verschlissene Bauteile verursacht. In zwei Fällen wurde ein Problem durch einen Computerprogrammfehler verursacht, in einem durch elektromagnetische Störungen. In mehr als der Hälfte der Fälle (17 von 28) waren Störungen schon länger vorhanden, wurden aber nicht behoben. Nur in 5 der 28 Fälle, in denen auf ein technisches Versagen oder eine Abweichung verwiesen wurde, lag der Mangel vor nicht hat sich vorher manifestiert. Einige Fehler wurden repariert, traten aber später wieder auf. Einige Mängel waren bereits bei der Installation vorhanden, andere resultierten aus Verschleiß und Umwelteinflüssen.
Der Anteil der Automatisierungsunfälle, die im Zuge der Behebung einer Produktionsstörung auftreten, liegt den meisten Studien zufolge zwischen einem Drittel und zwei Drittel aller Fälle. Mit anderen Worten besteht allgemeiner Konsens darüber, dass die Bewältigung von Produktionsstörungen eine gefährliche berufliche Tätigkeit ist. Für das unterschiedliche Ausmaß solcher Unfälle gibt es viele Erklärungen, darunter solche, die mit der Art der Produktion und der Einstufung beruflicher Aufgaben zusammenhängen. Bei manchen Störfallstudien wurden nur Probleme und Maschinenstopps im laufenden Produktionsbetrieb betrachtet; in anderen wurde ein breiteres Spektrum von Problemen behandelt – zum Beispiel diejenigen, die mit der Einrichtung einer Arbeit zu tun haben.
Eine sehr wichtige Maßnahme zur Vermeidung von Automatisierungsunfällen ist es, Verfahren zur Ursachenbeseitigung von Produktionsstörungen so vorzubereiten, dass sie sich nicht wiederholen. In einer Fachstudie zu Produktionsstörungen zum Zeitpunkt eines Unfalls (Döös und Backström 1994) wurde festgestellt, dass die häufigste Aufgabe, zu der Störungen führten, das Lösen oder das Korrigieren der Position eines festgefahrenen oder schief liegenden Werkstücks war platziert. Diese Art von Problem löste eine von zwei ziemlich ähnlichen Abfolgen von Ereignissen aus: (1) Das Teil wurde befreit und kam in seine richtige Position, die Maschine erhielt ein automatisches Signal zum Starten, und die Person wurde durch die eingeleitete Maschinenbewegung verletzt, (2 ) es keine Zeit gab, das Teil zu lösen oder neu zu positionieren, bevor die Person durch eine Maschinenbewegung verletzt wurde, die unerwartet, schneller oder mit größerer Kraft als vom Bediener erwartet erfolgte. Weitere Störungsbehandlungen umfassten das Auslösen eines Sensorimpulses, das Befreien eines blockierten Maschinenteils, die Durchführung einfacher Arten der Fehlersuche und die Veranlassung des Wiederanlaufs (siehe Abbildung 4).
Abbildung 4. Art der Störungsbeseitigung zum Zeitpunkt des Unfalls (Anzahl der Unfälle =76)

Arbeitssicherheit
Welche Personengruppen bei Automatisierungsunfällen tendenziell verletzt werden, hängt davon ab, wie die Arbeit organisiert ist, also davon, welche Berufsgruppe die gefährlichen Tätigkeiten ausführt. In der Praxis geht es darum, welche Person am Arbeitsplatz regelmäßig mit Problemen und Störungen betraut wird. In der modernen schwedischen Industrie werden normalerweise aktive Eingriffe von den Personen verlangt, die die Maschine bedienen. Aus diesem Grund wurde in der bereits erwähnten Arbeitsplatzstudie zur Fahrzeugherstellung in Schweden (Backström und Döös, zur Veröffentlichung angenommen) festgestellt, dass 82 % der Personen, die Verletzungen durch automatisierte Maschinen erlitten, Produktionsarbeiter oder Bediener waren. Bediener hatten auch eine höhere relative Unfallhäufigkeit (15 Automatisierungsunfälle pro 1,000 Bediener pro Jahr) als Wartungsarbeiter (6 pro 1,000). Die Ergebnisse von Studien, die darauf hindeuten, dass Wartungsarbeiter stärker betroffen sind, sind zumindest teilweise damit zu erklären, dass Bediener in einigen Unternehmen Bearbeitungsbereiche nicht betreten dürfen. In Organisationen mit einer anderen Art der Aufgabenverteilung können andere Personengruppen – beispielsweise Einrichter – mit der Lösung auftretender Produktionsprobleme beauftragt werden.
Die häufigste Korrekturmaßnahme, die in diesem Zusammenhang ergriffen wird, um das Niveau der Personensicherheit zu erhöhen, besteht darin, die Person vor gefährlichen Maschinenbewegungen zu schützen, indem eine Art Sicherheitsvorrichtung, wie z. B. ein Maschinenschutz, verwendet wird. Das Hauptprinzip ist hier das der „passiven“ Sicherheit – also das Bereitstellen von Schutz, der kein Handeln des Arbeitnehmers erfordert. Ohne eine sehr gute Kenntnis der tatsächlichen Arbeitsanforderungen an der jeweiligen Maschine, die normalerweise nur der Maschinenbediener selbst besitzt, ist es jedoch unmöglich, die Wirksamkeit von Schutzeinrichtungen zu beurteilen.
Es gibt viele Faktoren, die selbst einen scheinbar guten Maschinenschutz außer Kraft setzen können. Um ihre Arbeit auszuführen, müssen Bediener möglicherweise eine Sicherheitsvorrichtung lösen oder umgehen. In einer Studie (Döös und Backström 1993) wurde festgestellt, dass bei 12 von 75 erfassten Automatisierungsunfällen ein solches Ausrücken oder Umgehen stattgefunden hatte. Oft liegt es am Ehrgeiz des Bedieners, weder Produktionsprobleme noch Produktionsverzögerungen hinzunehmen, die mit der vorschriftsmäßigen Behebung von Störungen verbunden sind. Eine Möglichkeit, dieses Problem zu vermeiden, besteht darin, die Schutzvorrichtung unmerklich zu machen, damit sie das Produktionstempo, die Produktqualität oder die Aufgabenerfüllung nicht beeinträchtigt. Aber das ist nicht immer möglich; und bei wiederholten produktionsstörungen können selbst geringfügige unannehmlichkeiten dazu führen, dass sicherheitseinrichtungen nicht eingesetzt werden. Auch hier sollten Routinen zur Verfügung gestellt werden, um die Ursachen von Produktionsstörungen zu beseitigen, damit sich diese nicht wiederholen. Ein weiterer wesentlicher Risikofaktor ist die fehlende Bestätigung, dass Sicherheitseinrichtungen wirklich gemäß den Spezifikationen funktionieren. Fehlerhafte Anschlüsse, im System verbleibende Startsignale, die später zu unerwarteten Starts führen, Luftdruckaufbau und sich lösende Sensoren können zum Ausfall von Schutzeinrichtungen führen.
Zusammenfassung
Wie gezeigt wurde, können technische Problemlösungen neue Probleme hervorrufen. Obwohl Verletzungen durch Maschinenbewegungen verursacht werden, die im Wesentlichen technischer Natur sind, bedeutet dies nicht automatisch, dass das Potenzial für deren Beseitigung in rein technischen Faktoren liegt. Technische Systeme werden weiterhin ausfallen, und Menschen werden die Situationen, die diese Ausfälle hervorrufen, nicht bewältigen. Die Risiken bleiben bestehen und können nur mit unterschiedlichsten Mitteln eingedämmt werden. Als Ergänzung zur rein technischen Entwicklung sind Gesetzgebung und Kontrolle, organisatorische Maßnahmen in den einzelnen Unternehmen (in Form von Schulungen, Sicherheitsrundgängen, Risikoanalysen und Meldungen von Störungen und Beinahe-Unfällen) sowie die Betonung stetiger, kontinuierlicher Verbesserungen erforderlich.