- あなたはここにいる:
-
ホーム

- パートVIII。 事故と安全管理

子供のカテゴリ

56. 事故防止 (13)

56. 事故防止
チャプターエディター: ヨルマ・サーリ
目次
表と図
概要
ヨルマ・サーリ
事故分析の概念
キルステン・ヨルゲンセン
事故原因論
アブドゥル・ラウフ
事故モデリングにおける人的要因
アン・マリー・フェイヤーとアン・M・ウィリアムソン
事故モデル: リスク恒常性
ジェラルド・JS・ワイルド
事故モデリング
アンドリュー・R・ヘイル
事故系列モデル
ラグナル・アンダーソン
事故偏差モデル
アーバン シェレン
MAIM: マージーサイド事故情報モデル
ハリー・S・シャノンとジョン・デイビス
予防の原則:職場での傷害を減らすための公衆衛生アプローチ
ゴードン・S・スミスとマーク・A・ビージー
労働安全の理論的原則
レイナルド・スキバ
予防の原則: 安全情報
マーク・R・レートとジェームズ・M・ミラー
労災費用
ディエゴ・アンドレオニ
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 偏差の分類のための分類法
2. 自動車傷害に適用されるハドン行列
3. ハドンの建設のためのXNUMXの対策戦略
4. 事故シーケンスにマッピングされた安全情報
5. 選択した警告システム内の推奨事項
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|


















57. 監査、検査および調査 (7)
57. 監査、検査および調査
チャプターエディター: ヨルマ・サーリ
目次
表と図
安全監査と管理監査
ヨハン・ヴァン・デ・ケルクホーフ
ハザード分析:事故原因モデル
ジョップ・グローネグ
ハードウェアの危険
カーステン・D・グレンバーグ
ハザード分析:組織要因
アーバン シェレン
職場の検査と規制の施行
アンソニー・リネハン
分析と報告:事故調査
ミシェル・モントー
事故統計の報告・集計
キルステン・ヨルゲンセン
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 品質と安全に関する方針の階層
2. PAS安全監査要素
3. 行動制御法の評価
4. 一般的な障害の種類と定義
5. 事故現象の概念
6. 事故を特徴付ける変数
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|













58. 安全アプリケーション (17)
58. 安全アプリケーション
章の編集者: ケネス・ゲレッケとチャールズ・T・ポープ
目次
表と図
システム分析
マン チュン ホー
手と携帯用電動工具の安全性
米国労働省 - 労働安全衛生局。 ケネス・ゲレッケ編
機械の可動部分
トマス・バックストレムとマリアンヌ・ドス
機械の保護
米国労働省 - 労働安全衛生局。 ケネス・ゲレッケ編
存在検出器
ポール・シュライバー
エネルギーを制御、分離、スイッチングするデバイス
ルネ・トロクスラー
安全関連のアプリケーション
ディートマー・ライネルトとカールハインツ・メフェルト
ソフトウェアとコンピューター: ハイブリッド自動化システム
ワルデマール・カルウォフスキとヨゼフ・ズラーダ
安全制御システムの設計原則
ゲオルグ・フォンドラセック
CNC工作機械の安全原則
トニ・レッチ、グイド・シュミッター、アルバート・マーティ
産業用ロボットの安全原則
トニ・レッチ、グイド・シュミッター、アルバート・マーティ
電気、電子、およびプログラマブル電子安全関連制御システム
ロン・ベル
電気、電子、およびプログラマブル電子デバイスに基づく安全関連システムの技術要件
ジョン・ブレイゼンデールとロン・ベル
ロールオーバー
ベングト・スプリングフェルト
高所からの落下
ジャン・アルトー
閉所での作業
ニール・マクマナス
防止の原則: マテリアルハンドリングと内部トラフィック
カリ・ハッキネン
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. XNUMXボタン制御回路の機能不全の可能性
2. マシンガード
3. Devices
4. 給餌と排出方法
5. 機械制御における回路構造の組み合わせ
6. 保護システムの安全度水準
7. ソフトウェアの設計と開発
8. 安全度レベル: タイプ B コンポーネント
9. 完全性要件: 電子システム アーキテクチャ
10. 標高からの滝: ケベック 1982-1987
11.典型的な落下防止および落下防止システム
12. 転倒防止と転倒防止の違い
13. 危険な状態の評価のためのサンプルフォーム
14. 入国許可証のサンプル
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|














































































59. 安全方針とリーダーシップ (7)
59. 安全方針とリーダーシップ
チャプターエディター: ヨルマ・サーリ
目次
表と図
安全方針、リーダーシップ、文化
ダン・ピーターセン
安全文化と管理
マルセル・シマール
組織風土と安全
ニコール・デドベレエとフランソワ・ベランド
参加型職場改善プロセス
ヨルマ・サーリ
安全意思決定の方法
テリエ・ステン
リスク認識
ベルンハルト・ジモロングとリュディガー・トリムポップ
リスク受容
リュディガー・トリムポップとベルンハルト・ジモロン
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 安全風土対策
2. Tuttava とその他のプログラム/テクニックの違い
3. ベストプラクティスの例
4. 印刷インキ工場の業績目標
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。




















60. 安全プログラム (8)
60. 安全プログラム
チャプターエディター: Jorma Saari
目次
表と図
労働安全研究:概要
ハーバート I. リンとアルフレッド A. アメンドラ
政府サービス
アンソニー・リネハン
安全サービス: コンサルタント
ダン・ピーターセン
安全プログラムの実施
トム・B・リーモン
安全プログラムの成功
トム・B・リーモン
安全インセンティブ プログラム
ジェラルド・JS・ワイルド
安全推進
トーマス・W・プラネック
ケーススタディ:インドの国家レベルでの労働安全衛生キャンペーン
KC グプタ
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 従業員のモチベーションの OBM 対 TQM モデル
2. インドの工場:雇用と負傷
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。










ハザード分析:事故原因モデル
この記事では、事故原因プロセスにおける人的要因の役割を調べ、ヒューマン エラーを制御できるさまざまな予防措置 (およびその有効性) と、事故原因モデルへのそれらの適用について概説します。 ヒューマン エラーは、すべての労働災害の少なくとも 90% の重要な原因となっています。 純粋に技術的なエラーや制御不能な物理的状況も事故の原因となる可能性がありますが、人的エラーは失敗の最大の原因です。 機械の高度化と信頼性の向上は、事故の絶対数が減少するにつれて、ヒューマンエラーに起因する事故の割合が増加することを意味します。 人的ミスは、負傷や死亡には至らないものの、企業に多大な経済的損害をもたらす多くの事故の原因でもあります。 そのため、それは予防の主要な目標であり、ますます重要になるでしょう。 効果的な安全管理システムとリスク特定プログラムでは、一般的な故障タイプ分析を使用して、人的要素を効果的に特定できることが重要です。
ヒューマンエラーの性質
ヒューマンエラーは、意図しないまたは意図的な行動のために、局所的またはより広い観点から、計画された方法で目標を達成できないと見なすことができます. これらの計画されたアクションは、次の XNUMX つの理由により、望ましい結果を達成できない可能性があります。
1. 意図しない行動:
- アクションが計画どおりに進まなかった (スリップ)。
- アクションは実行されませんでした (失効)。
2. 意図的な行動:
- 計画自体が不十分だった(ミス)。
- 当初計画からの逸脱(違反)がありました。
逸脱は、スキル、ルール、および知識に基づくエラーの XNUMX つのクラスに分けることができます。
- スキルベースのレベルでは、行動は事前にプログラムされたアクション スキームによって導かれます。 タスクは定型的かつ継続的であり、フィードバックは通常欠けています。
- ルールベースのレベルでは、行動は一般的なルールによって導かれます。 それらは単純で、特定の状況で何度も適用できます。 タスクは、規則または手順の中から選択が行われた後に開始される比較的頻繁なアクション シーケンスで構成されます。 ユーザーには選択肢があります。ルールは自動的にアクティブ化されるのではなく、アクティブに選択されます。
- 知識に基づく行動は、ルールがなく、創造的で分析的な思考が必要とされるまったく新しい状況で示されます。
状況によっては、用語 人間の限界 より適切だろう ヒューマンエラー. 複雑なシステムの将来の挙動を予測する能力にも限界があります (Gleick 1987; Casti 1990)。
Reason と Embrey のモデルである Generic Error Modeling System (GEMS) (Reason 1990) は、スキル、ルール、および知識ベースのレベルでのエラー修正メカニズムを考慮に入れています。 GEMS の基本的な前提は、日常の行動が日常的な行動を意味するということです。 ルーチンの動作は定期的にチェックされますが、これらのフィードバック ループ間では、動作は完全に自動化されています。 動作はスキルベースなので、エラーはスリップです。 フィードバックが望ましい目標からの逸脱を示している場合、ルールベースの修正が適用されます。 問題は利用可能な症状に基づいて診断され、状況が診断されると修正ルールが自動的に適用されます。 間違ったルールが適用されると、間違いが発生します。
状況がまったくわからない場合は、知識ベースのルールが適用されます。 症状は、システムとそのコンポーネントに関する知識に照らして調べられます。 この分析は、知識ベースの行動のケースを構成する実装の可能性のある解決策につながる可能性があります。 (問題を特定の方法で解決できず、さらに知識ベースのルールを適用する必要がある可能性もあります。) このレベルのエラーはすべて間違いです。 違反は、不適切であることが知られている特定の規則が適用されたときに行われます。労働者は、別の規則を適用する方が時間がかからない、または現在の、おそらく例外的な状況により適していると考えている可能性があります。 より悪意のある違反には妨害工作が含まれますが、これはこの記事の範囲外です。 組織がヒューマン エラーを排除しようとする場合、エラーがスキル ベース、ルール ベース、または知識ベースのいずれのレベルにあるかを考慮する必要があります。各レベルには独自の手法が必要だからです (Groeneweg 1996)。
人間の行動への影響: 概要
ある事故についてよく言われるのは、「その時は本人は気づいていなかったかもしれないが、その人が何らかの行動をとらなければ、事故は起こらなかっただろう」というものです。 事故防止の多くは、この発言でほのめかされている人間の行動の重要な部分に影響を与えることを目的としています. 多くの安全管理システムでは、提案されているソリューションとポリシーは、人間の行動に直接影響を与えることを目的としています。 しかし、組織がそのような方法が実際にどれほど効果的であるかを評価することは非常にまれです。 心理学者は、人間の行動に最も影響を与える方法について多くのことを考えてきました。 この点に関して、ヒューマン エラーを制御する次の 1992 つの方法が示され、人間の行動を長期的に制御する上でのこれらの方法の相対的な有効性が評価されます (Wagenaar 1)。 (表 XNUMX を参照してください。)
表 1. 安全な行動を誘発する XNUMX つの方法とその費用対効果の評価
|
いいえ。 |
影響の仕方 |
費用 |
長期的な効果 |
アセスメント |
|
1 |
安全な行動を誘導しないでください。 |
ハイ |
ロー |
最低 |
|
2 |
関係者に何をすべきか教えてください。 |
ロー |
ロー |
M |
|
3 |
報酬を与え、罰する。 |
M |
M |
M |
|
4 |
モチベーションと意識を高めます。 |
M |
ロー |
最低 |
|
5 |
訓練を受けた人員を選択します。 |
ハイ |
M |
M |
|
6 |
環境を変える。 |
ハイ |
ハイ |
グッド |
安全な行動を誘導しようとしないでください。システムを「誰にでもできる」ものにしてください。
第一の選択肢は、人々の行動に影響を与えるようなことは何もせず、従業員が何をしても望ましくない結果にならないように職場を設計することです。 ロボット工学と人間工学の影響のおかげで、設計者は職場の設備の使いやすさを大幅に改善したことを認めなければなりません。 しかし、人々が示す可能性のあるさまざまな種類の行動をすべて予測することはほとんど不可能です。 その上、労働者は、いわゆるフールプルーフ設計を「システムを打ち負かす」ための挑戦と見なすことがよくあります。 最後に、設計者自身も人間であるため、非常に慎重に設計された誰にでも使えるように設計された機器にも欠陥がある可能性があります (たとえば、Petroski 1992)。 既存の危険レベルに対するこのアプローチの追加の利点はわずかであり、いずれにせよ、初期設計および設置コストは指数関数的に増加する可能性があります。
関係者に何をすべきかを伝える
別のオプションは、すべての労働者にすべての活動について指示し、彼らの行動を完全に管理下に置くことです. これには、大規模であまり実用的ではないタスク インベントリおよび命令制御システムが必要になります。 すべての行動が非自動化されると、指示がルーチンの一部になり、その効果が薄れるまで、スリップや失策が大幅に排除されます。
自分のしていることは危険だと人々に言うことはあまり役に立ちません - ほとんどの人はそれをよく知っています. そうする彼らの動機は、仕事を楽にしたり、時間を節約したり、権威に挑戦したり、おそらく自分のキャリアの見通しを高めたり、金銭的な報酬を求めたりすることです. 人々に指導することは比較的安価であり、ほとんどの組織は仕事の開始前に指導セッションを行っています. しかし、そのような指導システムを超えると、このアプローチの有効性は低いと評価されます。
報酬と罰
報酬と罰のスケジュールは、人間の行動を制御するための強力で非常に人気のある手段ですが、問題がないわけではありません。 報酬は、受け取った時点で報酬に価値があると受信者が認識した場合にのみ最適に機能します。 従業員の制御を超える行動 (スリップ) を罰することは効果的ではありません。 たとえば、公共のキャンペーンや罰と報酬プログラムよりも、交通行動の根底にある条件を変えることによって交通安全を改善する方が費用対効果が高くなります。 「捕まる」可能性が増えても、必ずしも人の行動が変わるとは限りません。規則に違反する機会は依然として存在するためです。 人々が働く状況がこの種の違反を誘発する場合、人々は罰や報酬に関係なく、望ましくない行動を自動的に選択します。 このアプローチの有効性は、通常は短期間の有効性であるため、中程度の品質と評価されています。
モチベーションと意識を高める
人はやる気がなかったり、危険を認識していないために事故を起こしていると考えられることがあります。 研究が示しているように、この仮定は誤りです (例えば、Wagenaar and Groeneweg 1987)。 さらに、労働者が危険を正確に判断できたとしても、必ずしもそれに応じて行動するとは限りません (Kruysse 1993)。 事故は、最高のモチベーションと最高の安全意識を持った人でも起こります。 以下の「環境を変える」で説明する、モチベーションと意識を向上させるための効果的な方法があります。 このオプションはデリケートなオプションです。従業員のモチベーションをさらに高めることの難しさとは対照的に、サボタージュが考慮されるほど従業員のモチベーションを低下させることはほとんど簡単です。
モチベーション向上プログラムの効果は、従業員の関与などの行動修正技術と組み合わせた場合にのみプラスになります。
訓練を受けた人員を選択する
事故に対する最初の反応は、多くの場合、関係者は無能だったに違いないというものです。 後から考えると、事故のシナリオは単純明快で、十分な知性と適切な訓練を受けた人にとっては簡単に防ぐことができるように見えますが、このように見えるのは欺瞞的なものです。 したがって、より良いトレーニングと選択が望ましい効果をもたらすことはありません。 ただし、基本レベルのトレーニングは、安全な操作の前提条件です。 一部の業界では、経験豊富な人材を経験の浅い十分に訓練されていない人材に置き換える傾向は思いとどまらなければなりません.
人々に非常にうまく指導し、最高級の人々だけを選択することの負の副作用は、行動が自動的になり、スリップが発生する可能性があることです. 選択は高価ですが、効果は中程度です。
環境を変える
ほとんどの行動は、作業環境の要因 (作業スケジュール、計画、管理者の期待と要求) への反応として発生します。 環境が変われば行動も変わる。 作業環境を効果的に変更するには、いくつかの問題を解決する必要があります。 まず、望ましくない動作を引き起こす環境要因を特定する必要があります。 第二に、これらの要因を制御する必要があります。 第三に、経営陣は、不利な労働環境を作り出す上での彼らの役割について議論できるようにしなければなりません。
適切な作業環境を作ることで、行動に影響を与える方が実際的です。 この解決策を実践する前に解決しなければならない問題は、(1) どの環境要因が望ましくない動作を引き起こすかを知る必要があること、(2) これらの要因を制御する必要があること、(3) 以前の管理上の決定を適切に管理する必要があることです。考慮された (Wagenaar 1992; Groeneweg 1996)。 この記事の残りの部分で説明するように、これらすべての条件は実際に満たすことができます。 環境の変更にはかなりの費用がかかる場合がありますが、行動修正の効果は高くなる可能性があります。
事故原因モデル
事故原因プロセスの制御可能な部分をより深く理解するには、安全情報システムで発生する可能性のあるフィードバック ループを理解する必要があります。 図 1 に、ヒューマン エラーの管理制御の基礎を形成できる安全情報システムの完全な構造を示します。 これは、Reason らによって提示されたシステムの適応バージョンです。 (1989)。

事故調査
事故が調査されると、実質的なレポートが作成され、意思決定者は事故のヒューマン エラー要素に関する情報を受け取ります。 幸いなことに、これは多くの企業でますます時代遅れになっています。 事故やインシデントに先行する「業務妨害」を分析することがより効果的です。 事故が操作上の障害とそれに続く結果として説明される場合、道路からの滑りは操作上の障害であり、ドライバーが安全ベルトを着用していなかったために死亡することは事故です。 運転障害と事故の間にバリアが設置された可能性がありますが、障害が発生したか、破られたか、回避されました。
不安全行為監査
従業員が犯した間違った行為は、この記事では「安全でない行為」ではなく「標準以下の行為」と呼ばれます。たとえば、環境問題に。 基準を満たしていない行為が記録されることもありますが、どのようなミス、ミス、違反が行われたか、またなぜ行われたのかに関する詳細な情報が、上層部の管理レベルにフィードバックされることはほとんどありません。
従業員の心理状態を調査
規格外の行為が行われる前に、関係者は特定の精神状態にありました。 急いでいる状態や悲しい気持ちなど、これらの心理的前兆を適切に制御できれば、人々は標準以下の行為を犯すような精神状態に陥ることはなくなるでしょう. これらの心の状態は効果的に制御できないため、そのような前兆は「ブラックボックス」物質と見なされます (図 1)。
一般的な障害の種類
図 1 の GFT (General Failure Type) ボックスは、事故の発生メカニズム、つまり標準以下の行為や状況の原因を表しています。 これらの規格外行為は直接取り締まれないため、作業環境を変える必要があります。 作業環境は、このような 11 のメカニズムによって決定されます (表 2)。 (オランダでは、GFT という略語は、完全に異なる文脈で既に存在しており、生態学的に健全な廃棄物処理に関係しており、混乱を避けるために別の用語が使用されています。 基本的な危険因子 (BRF) (Roggeveen 1994)。
表 2. 一般的な障害の種類とその定義
|
一般的な障害 |
定義 |
|
1. 設計 (DE) |
個々のプラントだけでなく、プラント全体の設計不良による失敗 |
|
2. ハードウェア (HW) |
機器やツールの状態が悪い、または利用できないことによる障害 |
|
3. 手続き(PR) |
操作手順の質の悪さによる失敗 |
|
4. エラー強制 |
労働環境の質の悪さによる失敗、および |
|
5. ハウスキーピング (香港) |
家事の不備による失敗 |
|
6. トレーニング(TR) |
不十分なトレーニングまたは経験不足による失敗 |
|
7. 相容れない目標(IG) |
安全性と内部福祉の貧弱な方法による失敗は、 |
|
8. コミュニケーション (CO) |
通信回線の品質低下または不在による障害 |
|
9. 組織 (OR) |
プロジェクトの管理方法による失敗 |
|
10。 メンテナンス |
整備手順の質の悪さによる失敗 |
|
11.ディフェンス(DF) |
危険物に対する保護の質の低さによる失敗 |
GFT ボックスの前には「意思決定者」ボックスがあり、これらの人々が GFT がどれだけ適切に管理されているかを大部分決定します。 11のGFTを管理することで労働環境をコントロールし、ヒューマンエラーの発生を間接的に抑制するのが経営者の仕事です。
これらすべての GFT は、状況と行動の望ましくない組み合わせを許したり、特定の人が標準以下の行為を行う可能性を高めたり、すでに進行中の一連の事故を中断する手段を提供できなかったりすることによって、微妙な方法で事故に寄与する可能性があります。
さらに説明が必要な GFT が XNUMX つあります。保守管理と防御です。
保守管理(MM)
保守管理は、他の GFT に見られる要素の組み合わせであるため、厳密に言えば、個別の GFT ではありません。このタイプの管理は、他の管理機能と根本的に異なるわけではありません。 非常に多くの事故シナリオで保守が重要な役割を果たし、ほとんどの組織が別個の保守機能を持っているため、別個の問題として扱われる場合があります。
ディフェンス(DF)
弁護のカテゴリーも、事故の因果関係自体に関係がないため、真の GFT ではありません。 このGFTは何が起こるかに関連しています After 運用妨害。 それ自体は、心の心理状態や標準以下の行為を生み出すことはありません。 これは、XNUMX つまたは複数の GFT の作用による障害に続く反応です。 安全管理システムが事故原因連鎖の制御可能な部分に焦点を当てるべきであることは確かに真実ですが、 そうではない After とはいえ、防御の概念を使用して、障害が発生した後に安全バリアの認識された有効性を説明し、実際の事故を防ぐことができなかった方法を示すことができます。
管理者には、特定された問題を予防措置に関連付けることができる構造が必要です。 これらの対策が完全に成功することは決してありませんが、安全バリアまたは標準以下の行為のレベルで取られた対策は依然として必要です。 「最後の一線」の障壁を信頼することは、大部分が管理の及ばない要因を信頼することです。 経営陣は、そのような制御不能な外部デバイスを管理しようとするべきではありませんが、代わりに、組織をあらゆるレベルで本質的に安全にするよう努めなければなりません。
ヒューマン エラーに対する制御レベルの測定
組織内の GFT の存在を確認することで、事故調査員は組織内の弱点と長所を特定できます。 このような知識があれば、事故を分析し、その原因を排除または軽減し、企業内の構造的な弱点を特定して、実際に事故につながる前に修正することができます。
事故調査
事故分析者の仕事は、寄与要因を特定し、それらを分類することです。 寄与因子が特定され、GFT に関して分類される回数は、この GFT が存在する程度を示します。 これは、多くの場合、チェックリストまたはコンピューター分析プログラムによって行われます。
異なるが類似したタイプの事故からのプロファイルを組み合わせることが可能であり、望ましいことです。 比較的短期間の事故調査の蓄積に基づく結論は、事故プロファイルが単一の事象に基づく研究から導き出された結論よりもはるかに信頼性が高い. このような結合されたプロファイルの例を図 2 に示します。これは、XNUMX つのタイプの事故の XNUMX つの発生に関するデータを示しています。

GFT の一部 (設計、手順、および相容れない目標) は、1 つの特定の事故すべてで一貫して高いスコアを獲得しています。 これは、各事故で、これらの GFT に関連する要因が特定されたことを意味します。 事故1のプロファイルに関しては、デザインが問題です。 ハウスキーピングは、事故 1 では主要な問題領域でしたが、最初の事故が分析された場合よりも小さな問題にすぎません。 遠大で費用のかかる可能性のある是正措置を講じる前に、約 1994 種類の同様の事故を調査し、プロファイルにまとめることをお勧めします。 このようにして、寄与因子の特定とその後のこれらの因子の分類は、非常に信頼できる方法で行うことができます (Van der Schrier、Groeneweg、および van Amerongen XNUMX)。
組織内の GFT を積極的に特定する
事故やインシデントの発生に関係なく、積極的にGFTの存在を定量化することができます。 これは、その GFT の存在の指標を探すことによって行われます。 この目的で使用されるインジケーターは、単純な「はい」または「いいえ」の質問に対する答えです。 望ましくない方法で回答された場合、それは何かが適切に機能していないことを示しています。 指標の質問の例は次のとおりです。 従業員が質問に肯定的に答えた場合、それは必ずしも危険を意味するわけではありませんが、GFT の XNUMX つであるコミュニケーションに欠陥があることを示しています。 ただし、特定の GFT をテストするのに十分な数の質問が望ましくない傾向を示す方法で回答された場合、それは経営陣がその GFT を十分に制御できないことを示しています。
システム安全性プロファイル (SSP) を構築するには、20 の GFT のそれぞれについて 11 の質問に回答する必要があります。 各 GFT には、0 (制御レベルが低い) から 100 (制御レベルが高い) までのスコアが割り当てられます。 スコアは、特定の地域の業界平均と比較して計算されます。 この採点手順の例は、ボックスに示されています。
指標は、数百の質問を含むデータベースから疑似ランダムに抽出されます。 以降の XNUMX つのチェックリストに共通する質問はなく、GFT の各側面がカバーされるように質問が作成されます。 たとえば、ハードウェアの障害は、機器がないか、機器に欠陥があることが原因である可能性があります。 両方の側面をチェックリストでカバーする必要があります。 すべての質問の回答分布は既知であり、チェックリストは均等に難易度が調整されています。
異なるチェックリストで得られたスコアを比較することも、組織や部門、または同じユニットで一定期間にわたって得られたスコアを比較することもできます。 データベース内のすべての質問に有効性があり、それらすべてが測定対象の GFT を示していることを確認するために、広範な検証テストが行われています。 スコアが高いほど、コントロールのレベルが高いことを示します。つまり、より多くの質問が「望ましい」方法で回答されたことを示します。 スコア 70 は、この組織が、この種の業界の同等の組織の上位 30% (つまり、100 から 70 を引いたもの) にランクされていることを示します。 スコア 100 は、この組織が GFT を完全に管理していることを必ずしも意味するわけではありませんが、この GFT に関して組織が業界で最高であることを意味します。
SSP の例を図 3 に示します。組織 1 の弱点は、グラフのバーで例示されているように、手順、相容れない目標、およびエラーを強制する条件であり、暗い部分で示されているように、これらのスコアは業界平均を下回っています。微妙なところ。 組織 1 では、ハウスキーピング、ハードウェア、防御の点数が非常に高くなっています。表面的には、すべての安全装置が設置されたこの設備の整った整頓された組織は、安全な職場のように見えます。 組織 2 のスコアは業界平均とまったく同じです。 大きな欠陥はなく、ハードウェア、ハウスキーピング、防御のスコアは低いものの、この会社は事故におけるヒューマンエラー要素を (平均して) 組織 1 よりもうまく管理しています。事故原因モデルによると、組織 2 は組織 1 よりも安全です。組織 XNUMX ですが、これは「従来の」監査で組織を比較しても必ずしも明らかではありません。
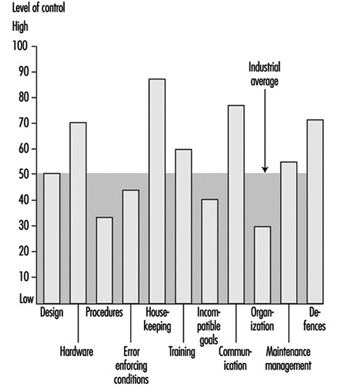
これらの組織が限られたリソースをどこに割り当てるかを決定しなければならない場合、GFT が平均以下の XNUMX つの領域が優先されます。 ただし、他の GFT スコアが非常に有利であるため、リソースを安全に維持管理から撤回できるとは結論付けられません。
結論
この記事では、ヒューマンエラーと事故防止について触れました。 事故におけるヒューマン エラー コンポーネントの制御に関する文献の概要から、行動に影響を与えようとする一連の XNUMX つの方法が得られました。 人が間違いを犯しやすい状況の数を減らすために、環境を再構築するか、行動を修正することだけが、他の多くの試みがすでに行われている、十分に発達した産業組織において合理的に好ましい効果をもたらします。 これらの不利な状況が存在することを認識し、会社に変化をもたらすために必要なリソースを動員するには、経営陣の側で勇気が必要です。 他の XNUMX つのオプションは、ほとんどまたはまったく効果がなく、非常にコストがかかるため、有用な代替手段ではありません。
「制御可能なものを制御する」は、この記事で紹介するアプローチをサポートする重要な原則です。 GFT を発見し、攻撃し、排除する必要があります。 11 の GFT は、事故原因プロセスの一部であることが証明されているメカニズムです。 そのうちの XNUMX は操業妨害の防止を目的とし、XNUMX つは操業妨害が事故に発展するのを防止することを目的としています。 GFT の影響を排除することは、事故の原因の軽減に直接関係します。 チェックリストの質問は、一般的な観点と安全性の観点の両方から、特定の GFT の「健康状態」を測定することを目的としています。 安全は、通常の業務の一部として統合されたものと見なされます。 この考え方は、最近の「品質志向」の経営アプローチに沿ったものです。 ポリシー、手順、および管理ツールの利用可能性は、安全管理の主な関心事ではありません。問題は、これらの方法が実際に使用され、理解され、遵守されているかどうかです。
この記事で説明されているアプローチは、体系的な要因と、管理上の決定が職場での危険な状態に変換される方法に焦点を当てています。リスクに対する動機と認識。
GFT の「コミュニケーション」に対する組織の管理レベルの指標
このボックスには、20 の質問のリストが表示されます。 このリストの質問は、西ヨーロッパの 250 以上の組織の従業員によって回答されています。 これらの組織は、化学会社から製油所、建設会社まで、さまざまな分野で活動していました。 通常、これらの質問は各ブランチに合わせて作成されます。 このリストは、GFT の 80 つに対してツールがどのように機能するかを示すための単なる例です。 業界の少なくとも XNUMX% に適用できるほど「一般的」であることが証明された質問のみが選択されています。
「実生活」では、従業員は質問に (匿名で) 答える必要があるだけでなく、回答の動機付けも行う必要があります。 たとえば、指標について「はい」と答えるだけでは十分ではありません。 「過去 4 週間、時代遅れの手順で仕事をしなければなりませんでしたか?」 従業員は、それがどのような手順であり、どのような条件で適用されなければならなかったかを示す必要があります。 この動機には、回答の信頼性を高めることと、経営陣が行動できる情報を提供することの XNUMX つの目的があります。
パーセンタイル スコアを解釈する際にも注意が必要です。実際の測定では、各組織は、11 の GFT のそれぞれについて、支店関連組織の代表的なサンプルと照合されます。 パーセンタイルの分布は 1995 年 XNUMX 月のもので、この分布は時間の経過とともにわずかに変化します。
「コントロールのレベル」を測定する方法
自分の状況を念頭に置いて 20 個の指標すべてに回答し、質問の制限時間に注意してください。 いくつかの質問は、あなたの状況には当てはまらないかもしれません。 「な」で答えてください。いくつかの質問には答えられないかもしれません。 疑問符「?」で答えてください。
すべての質問に回答したら、回答を参照回答と比較します。 「正解」した質問ごとにポイントを獲得できます。
ポイント数を合計します。 「はい」または「いいえ」で答えた質問の数で点数を割って、正答率を計算します。 「な」と「?」 回答は考慮されません。 結果は、0 から 100 の間のパーセンテージです。
より多くの人に質問に答えてもらい、組織または同等の部門のレベルまたは機能にわたってスコアを平均することによって、測定の信頼性を高めることができます。
GFT「コミュニケーション」に関するXNUMXの質問
質問に対する可能な回答: Y = はい。 N = いいえ; na = 該当なし。 ? =わからない。
- 過去 4 週間で、電話帳の情報が不正確または不十分でしたか?
- 過去 2 週間以内に、電話システムの故障により電話での会話が中断されましたか?
- 過去 XNUMX 週間に、自分に関係のないメールを受け取りましたか?
- 過去 9 か月間に、オフィス ペーパー トレイルの内部監査または外部監査が行われましたか?
- 過去 20 週間に受け取った情報の 4% 以上が「緊急」と分類されましたか?
- 過去 4 週間に、読みにくい手順で作業する必要がありましたか (例: 言い回しや言語の問題)?
- 過去 4 週間に、まったく開催されなかった会議に出席しましたか?
- 過去 4 週間に XNUMX 回以上のミーティングを行った日はありますか?
- あなたの組織に「意見箱」はありますか?
- 過去 3 か月以内に、後ですでに決定されていることが判明した問題について話し合うように依頼されましたか?
- 過去 4 週間に、一度も受信されなかった情報を送信しましたか?
- ポリシーまたは手順の変更が施行されてから 6 か月以上経過した後、過去 XNUMX か月間に情報を受け取りましたか?
- 過去 XNUMX 回の安全会議の議事録は経営陣に送られましたか?
- 「オフィス」管理者は、最後のサイト訪問時にその場所に少なくとも 4 時間滞在しましたか?
- 過去 4 週間に、情報が矛盾する手順で作業する必要がありましたか?
- 過去 3 週間の情報のリクエストに対して 4 日以内にフィードバックを受け取りましたか?
- 組織内の人々は、異なる言語または方言 (異なる母国語) を話しますか?
- 過去 80 か月間に経営陣から受け取った (または与えた) フィードバックの 6% 以上が「否定的な性質」でしたか?
- 極端な騒音レベルのためにお互いを理解するのが難しい場所/職場の部分はありますか?
- 過去 4 週間以内に、注文していないツールや機器が配達されましたか?
参考回答:
1 = N; 2 = N; 3 = N; 4 = Y; 5 = N; 6 = N; 7 = N; 8 = N; 9 = N; 10 = N; 11 = N; 12 = N; 13 = はい。 14 = N; 15 = N; 16 = はい。 17 = N; 18 = N; 19 = はい。 20 = N.
GFT「コミュニケーション」の採点
パーセント スコア = (a/b)x 100
コラボレー a = いいえ。 正しく答えられた質問の数
コラボレー b = いいえ。 「Y」または「N」と答えた質問の数。
|
あなたのスコア % |
百分位数 |
% |
同等以上 |
|
0-10 |
0-1 |
100 |
99 |
|
11-20 |
2-6 |
98 |
94 |
|
21-30 |
7-14 |
93 |
86 |
|
31-40 |
15-22 |
85 |
78 |
|
41-50 |
23-50 |
79 |
50 |
|
51-60 |
51-69 |
49 |
31 |
|
61-70 |
70-85 |
30 |
15 |
|
71-80 |
86-97 |
14 |
3 |
|
81-90 |
98-99 |
2 |
1 |
|
91-100 |
99-100 |
ハードウェアの危険
この記事では、圧力容器、処理装置、強力な機械、およびその他の本質的に危険な操作に関連する産業プロセスで使用される付属品およびハードウェアに固有の「機械」の危険について説明します。 この記事では、作業面での滑り、高所からの落下、通常のツールの使用による危険など、個人の行動や行動に関係する労働者の危険については扱いません。 この記事では、産業作業環境の特徴である機械の危険に焦点を当てています。 これらの危険は、存在するすべての人を脅かし、近隣住民や外部環境への脅威でさえある可能性があるため、分析方法と防止および制御の手段は、産業活動による環境へのリスクに対処するために使用される方法と同様です。
機械の危険
高品質のハードウェアは非常に信頼性が高く、ほとんどの障害は、火災、腐食、誤用などの二次的な影響によって引き起こされます。 それにもかかわらず、障害のあるハードウェア コンポーネントは、多くの場合、一連のイベントの中で最も目立つか、目に見えて目立つリンクであるため、特定の事故でハードウェアが強調される場合があります。 用語ですが、 ハードウェア は広い意味で使用されており、ハードウェア障害の例と、事故の原因となるその直接の「周辺」が産業現場から取られています。 「機械」の危険を調査する典型的な候補には、以下が含まれますが、これらに限定されません。
- 圧力容器とパイプ
- モーター、エンジン、タービン、その他の回転機械
- 化学および原子炉
- 足場、橋など
- レーザーおよびその他のエネルギー放射器
- 切断および穴あけ機械など
- 溶接装置。
エネルギーの影響
ハードウェアの危険性には、不適切な使用、構成エラー、または頻繁な過負荷が含まれる可能性があり、したがって、それらの分析と緩和または防止は、かなり異なる方向に進む可能性があります。 ただし、人間の制御を逃れる物理的および化学的エネルギー形態は、多くの場合、ハードウェアの危険の中心に存在します。 したがって、ハードウェアの危険性を特定する非常に一般的な方法の XNUMX つは、アンモニアや塩素を含む圧力容器など、実際の機器や機械で通常制御されるエネルギーを探すことです。 他の方法では、実際のハードウェアの目的または意図された機能を開始点として使用し、誤動作や障害の考えられる影響を探します。 たとえば、橋が本来の機能を果たせていない場合、橋にいる被験者は落下の危険にさらされます。 橋の崩壊のその他の影響は、橋の構造部品または橋の上にある物体のいずれかであるアイテムの落下による二次的なものです。 結果の連鎖をさらに下ると、橋がその機能を適切に実行することに依存していたシステムの他の部分の機能に関連する影響が派生する可能性があります。たとえば、別の事故への緊急対応車両の交通の中断などです。
「制御されたエネルギー」と「意図された機能」の概念に加えて、「エージェント X は容器、タンク、またはパイプ システムからどのように放出され、どのようにしてエージェント Y が生成されるのか?」などの質問をすることによって危険物質に対処する必要があります。 (どちらかまたは両方が危険な場合があります)。 エージェント X は加圧ガスまたは溶媒である可能性があり、エージェント Y は非常に有毒なダイオキシンである可能性があり、その形成は一部の化学プロセスの「適切な」温度によって促進されるか、火災の結果として急速な酸化によって生成される可能性があります。 . しかし、考えられる危険性は、危険物質のリスクだけではありません。 ハードウェアの特定のアイテムの存在が人間に有害な結果をもたらすことを可能にする条件または影響が存在する可能性があります。
産業労働環境
機械の危険には、次のような、長期的には危険な可能性がある負荷またはストレス要因も含まれます。
- 極端な作業温度
- 高強度の光、騒音、またはその他の刺激
- 空気の質が悪い
- 極端な仕事の要求または作業負荷。
危険な状態がすでに存在するため、これらの危険を認識し、予防策を講じることができます。 それらは、ハードウェアの何らかの構造変化に依存して有害な結果をもたらしたり、損傷や負傷に影響を与える特別なイベントに依存したりしません。 長期的なハザードも作業環境に固有の原因がありますが、ハードウェアの構造や機能を分析するだけでなく、労働者や仕事を観察して特定し、評価する必要があります。
危険なハードウェアまたは機械の危険 通常は例外的であり、健全な作業環境ではめったに見られませんが、完全に回避することはできません。 次のリスクエージェントなど、いくつかの種類の制御されていないエネルギー、 ハードウェアの誤動作の直接の結果である可能性があります。
- 危険なガス、液体、粉塵、その他の物質の有害な放出
- 火災と爆発
- 高電圧
- 落下物、ミサイルなど
- 電界および磁界
- カット、トラップなど
- 酸素の置換
- 核放射線、X線、レーザー光
- 洪水または溺死
- 熱い液体または蒸気のジェット。
リスクエージェント
オブジェクトの移動。 物体の落下や飛来、液体の流れ、液体や蒸気の噴出などは、ハードウェアや機器の故障による最初の外的影響であることが多く、事故の大部分を占めています。
化学物質。 化学物質の危険は、環境や公衆に影響を与えるだけでなく、労働者の事故にもつながります。 Seveso と Bhopal の事故は化学物質の放出を伴い、多数の公衆に影響を与え、多くの工業火災や爆発によって化学物質や煙が大気中に放出されました。 ガソリンや化学薬品の配送トラック、またはその他の危険物輸送に関わる交通事故は、移動物体と化学物質という XNUMX つのリスク要因を結び付けます。
電磁エネルギー。 電場と磁場、X 線とガンマ線はすべて電磁気学の現れですが、かなり異なる状況下で遭遇するため、別々に扱われることがよくあります。 ただし、電磁気の危険性にはいくつかの一般的な特徴があります。磁場と放射線は適用領域に接触するだけでなく、人体を貫通し、非常に大きな強度が影響を受ける身体部分の加熱を引き起こしますが、それらを直接感知することはできません。 磁場は電流の流れによって作られ、大型電動機、電気アーク溶接機、電気分解装置、金属加工品などの近くには強い磁場が見られます。 電界は電気張力を伴い、200 ボルトから 300 ボルトの通常の主電源電圧でさえ、数年にわたって汚れの蓄積を引き起こします。これは電界の存在の目に見える兆候であり、高圧電線、テレビの受像管に関連して知られている効果でもあります。 、コンピューターのモニターなど。
電磁界は、ほとんどの場合、発生源のかなり近くで見られますが、電磁場 放射線 レーダーや電波が例証するように、長距離旅行者です。 電磁放射は、空間を通過し、介在する物体、表面、さまざまな物質や大気などに遭遇するときに、散乱、反射、および減衰します。 したがって、その強度はいくつかの方法で減少します。
電磁 (EM) 危険源の一般的な特徴は次のとおりです。
- 電磁場または電磁放射の存在を検出するには、機器が必要です。
- EM は、「汚染」という形で一次痕跡を残しません。
- 危険な影響は通常、遅発性または長期的ですが、重度の場合には即時の火傷が発生します。
- X 線とガンマ線は、鉛やその他の重元素によって減衰されますが、止められません。
- 磁場と X 線は、線源の電源を切るか、装置の電源を切るとすぐに停止します。
- 電場は、発電システムの電源を切った後も長期間存続する可能性があります。
- ガンマ線は核プロセスから発生し、これらの放射線源は多くの EM 源のようにオフにすることはできません。
核放射線。 核放射線に関連する危険性は、原子力発電所や、燃料製造、再処理、放射性物質の輸送および保管などの核物質を扱うプラントの労働者にとって特別な懸念事項です。 核放射線源は、医療や一部の産業でも測定と制御に使用されています。 最も一般的な用途の XNUMX つは、アメリシウムのようなアルファ粒子エミッターを使用して大気を監視する火災警報器/煙探知機です。
核災害は、主に次の XNUMX つの要因に集中しています。
- ガンマ線
- 中性子
- ベータ粒子 (電子)
- アルファ粒子 (ヘリウム原子核)
- 汚染。
危険は、 放射性 核分裂のプロセスと放射性物質の崩壊。 この種の放射線は、原子炉プロセス、原子炉燃料、原子炉減速材、発生する可能性のあるガス状核分裂生成物、および原子炉運転から生じる放射性放出への曝露によって活性化される特定の建設材料から放出されます。
その他のリスクエージェント。 エネルギーを放出または放出する他のクラスのリスク要因には、次のものがあります。
- 紫外線放射とレーザー光
- インフラサウンド
- 高音
- 振動。
ハードウェアの危険を引き起こす
両方 突然の & 緩やかな 制御された、または「安全な」状態から危険性が増した状態への移行は、次の状況を通じて発生する可能性があります。これは、ユーザーの経験、教育、スキル、監視、および機器のテストなどの適切な組織的手段によって制御できます。
- 摩耗と過負荷
- 外部からの衝撃 (火災または衝撃)
- 老化と失敗
- 間違った供給(エネルギー、原材料)
- 不十分なメンテナンスと修理
- 制御またはプロセスエラー
- 誤用または誤用
- ハードウェアの内訳
- バリアの誤動作。
適切な操作によって不適切な設計と設置を確実に補償することはできないため、ハードウェア項目の実際の状態と条件を評価するために、選択と設計から設置、使用、保守、およびテストまでのプロセス全体を考慮することが重要です。
ハザードケース:加圧ガスタンク
ガスは、溶接機が使用するガスボンベや酸素ボンベのように、貯蔵または輸送に適した容器に入れることができます。 多くの場合、ガスは高圧で取り扱われるため、貯蔵容量が大幅に増加しますが、事故のリスクが高くなります。 加圧ガス貯蔵における重要な偶発的現象は、タンクに突然穴が開くことであり、次のような結果をもたらします。
- タンクの閉じ込め機能が停止する
- 閉じ込められたガスは、周囲の大気にすぐにアクセスできます。
このような事故の発生は、次の要因によって異なります。
- タンク内のガスの種類と量
- タンクの中身に対する穴の状況
- 穴の初期サイズとその後の成長率
- ガスと機器の温度と圧力
- 周辺環境の条件 (着火源、人など)。
タンクの内容物は、ほぼ即座に、または一定期間にわたって放出される可能性があり、破裂したタンクからの遊離ガスの破裂から、小さなパンクからの穏やかでかなりゆっくりとした放出まで、さまざまなシナリオが発生します。
漏洩時の各種ガスの挙動
放出計算モデルを開発する場合、システムの潜在的な動作に影響を与える次の条件を決定することが最も重要です。
- 穴の後ろの気相 (気体または液体?)
- 気温と風の状態
- システムへの他の物質の侵入の可能性、またはその周囲でのそれらの存在の可能性
- 障壁およびその他の障害物。
液化ガスが噴流として穴から逃げ出し、蒸発する (あるいは、最初に液滴のミストになる) 放出プロセスに関する正確な計算は困難です。 結果として生じる雲の後の分散の仕様も難しい問題です。 ガス放出の動きと拡散、ガスが目に見える雲を形成するか、目に見えない雲を形成するか、ガスが上昇するか地上にとどまるかを考慮する必要があります。
水素は大気に比べて軽いガスですが、アンモニアガス(NH3、分子量17.0)は、同じ温度と圧力で通常の空気のような酸素-窒素雰囲気で上昇します。 塩素(Cl2、分子量 70.9) およびブタン (C4H10、モル。 wt.58) は、周囲温度でも気相が空気よりも密度が高い化学物質の例です。 アセチレン (C2H2、モル。 重量。 26.0) は約 0.90g/l の密度を持ち、空気の密度 (1.0g/l) に近づきます。これは、作業環境では、漏れた溶接ガスが上方に浮いたり下方に沈んだりする顕著な傾向がないことを意味します。 したがって、大気と容易に混合できます。
しかし、液体として圧力容器から放出されたアンモニアは、蒸発の結果として最初に冷却され、その後、いくつかのステップを経て放出される可能性があります。
- 加圧された液体アンモニアは、タンクの穴からジェットまたは雲として放出されます。
- 液体アンモニアの海は、最も近い表面に形成される可能性があります。
- アンモニアは蒸発し、それによってそれ自体と周囲の環境を冷却します。
- アンモニアガスは周囲と徐々に熱交換し、周囲温度と平衡になります。
軽いガスの雲でさえ、液体ガスの放出からすぐには上昇しないかもしれません。 最初は霧 (水滴の雲) を形成し、地面の近くにとどまります。 ガス雲の動きと、周囲の大気との徐々に混合/希薄化は、気象パラメータと周囲の環境 (囲まれたエリア、オープン エリア、住宅、交通、公共の存在、労働者など) によって異なります。
タンクの故障
ガス生産およびガス処理システム (プロパン、メタン、窒素、水素など)、アンモニアまたは塩素タンク、およびガス溶接 (アセチレンと酸素を使用)。 実際にタンクに穴が開くきっかけとなるものは、穴の「挙動」に強い影響を与え、それがガスの流出に影響を与え、予防努力の有効性にとって極めて重要です。 圧力容器は、特定の使用条件と環境への影響に耐え、特定のガスまたは選択したガスを処理できるように設計および構築されています。 タンクの実際の能力は、その形状、材料、溶接、保護、使用、気候によって異なります。 したがって、危険なガスの容器としての妥当性を評価するには、設計者の仕様、タンクの歴史、検査およびテストを考慮する必要があります。 重要な領域には、ほとんどの圧力容器で使用される溶接シームが含まれます。 入口、出口、サポート、器具などの付属品が容器に接続されているポイント。 鉄道タンクのような円筒形タンクの平らな端。 さらに最適ではない幾何学的形状の他の側面。
溶接継ぎ目は、X 線またはサンプルの破壊検査によって視覚的に調査されます。これは、容器の全体的な強度を危険にさらす可能性のある強度低下の形で局所的な欠陥を明らかにする可能性があるためです。失敗。
タンクの強度は、タンクの使用履歴の影響を受けます。まず、通常の摩耗プロセスと、特定の業界や用途に特有の引っかき傷や腐食の影響を受けます。 特に興味深いその他の履歴パラメータには、次のものがあります。
- カジュアルな過圧
- 極端な加熱または冷却 (内部または外部)
- 機械的影響
- 振動と応力
- タンク内に貯蔵または通過した物質
- クレンジング、メンテナンス、修理の際に使用される物質。
鉄板、アルミニウム板、加圧されていない用途のコンクリートなどの建築材料は、これらの影響による劣化を受ける可能性があり、試験中に過負荷や機器の破壊なしに常にチェックできるとは限りません。
事故事例:フリックスボロー
1974 年に Flixborough (英国) で発生したシクロヘキサンの大きな雲の爆発は、28 人の死者を出し、プラントに大規模な被害をもたらしましたが、これは非常に有益な事例です。 引き金となったのは、原子炉ユニットの代替としての仮設配管の故障でした。 事故はハードウェアの一部が故障したことが「原因」でしたが、詳細な調査により、故障は過負荷によるものであり、仮設工事は実際には意図した用途には不十分であることが明らかになりました。 10 か月の使用後、パイプは 10 バール (XNUMX6 Pa) 約 150°C でのシクロヘキサン含有量。 パイプと近くの反応器の間の 30 つのふいごが壊れ、50 から 1 トンのシクロヘキサンが放出され、すぐに、漏れから少し離れた炉によって引火しました。 (図 1988 を参照してください。) この事例の非常に読みやすい説明が Kletz (XNUMX) にあります。

危険分析
機器、化学プロセス、または特定の操作に関連する可能性のあるリスクを見つけるために開発された方法は、「ハザード分析」と呼ばれます。 これらの方法は、次のような質問をします。 「それは深刻かもしれませんか?」 そして「それについて何ができるか?」 多くの場合、分析を実施するさまざまな方法を組み合わせて妥当な範囲を達成しますが、そのようなセットは、賢明なアナリスト チームの判断を導き、支援する以上のことはできません。 ハザード分析の主な問題は次のとおりです。
- 関連データの入手可能性
- モデルと計算の制限
- 新しくなじみのない材料、構造、プロセス
- システムの複雑さ
- 人間の想像力の限界
- 実技試験の制限。
このような状況下で使用可能なリスク評価を作成するには、目前の分析に適した「野心性」の範囲とレベルを厳密に定義することが重要です。 たとえば、設計目的と同じ種類の情報を保険目的で必要としないことは明らかです。 一般的に言えば、経験的手法 (統計など) と演繹的推論および創造的な想像力を組み合わせて、リスクの全体像を埋めなければなりません。
さまざまなリスク評価ツール (リスク分析用のコンピューター プログラムでさえ) は非常に役立ちます。 ハザードと操作性の調査 (HAZOP) および故障モードと影響の分析 (FMEA) は、特に化学産業でハザードを調査するために一般的に使用される方法です。 HAZOP 手法の出発点は、一連のガイド ワードに基づいて考えられるリスク シナリオを追跡することです。 シナリオごとに、考えられる原因と結果を特定する必要があります。 第 1995 段階では、許容できないと判断されたシナリオの可能性を減らしたり、結果を軽減したりするための手段を見つけようとします。 HAZOP 法のレビューは、Charsley (XNUMX) にあります。 FMEA 手法では、考えられるすべてのリスク コンポーネントについて一連の「what if」質問を行い、存在する可能性のある障害モードを徹底的に判断し、それらがシステム パフォーマンスに与える可能性のある影響を特定します。 このような分析については、この記事の後半に示す (ガス システムの) デモンストレーション例で説明します。
フォルト ツリーと イベント ツリーと、事故の因果関係構造と確率推論に適した論理分析のモードは、システム リスク評価の一般的なツールであるため、ハードウェア ハザードの分析に固有のものではありません。
産業プラントにおけるハードウェア障害の追跡
起こりうる危険を特定するために、構造と機能に関する情報を以下から探すことができます。
- 実機・プラント
- 代用品とモデル
- 図面、電気回路図、配管および計装 (P/I) の図など。
- プロセスの説明
- 制御スキーム
- 動作モードとフェーズ
- 作業指示書、変更指示書、メンテナンス レポートなど。
このような情報を選択して消化することにより、アナリストはリスク オブジェクト自体、その機能、および実際の使用状況を把握します。 物事がまだ構築されていない場合、または検査に利用できない場合、重要な観察を行うことができず、評価は完全に説明、意図、および計画に基づいている必要があります。 このような評価はかなり貧弱に思えるかもしれませんが、実際には、新しい建設を行うためのアプリケーションの正式な承認を求めるか、代替設計ソリューションの相対的な安全性を比較するために、ほとんどの実際的なリスク評価がこの方法で行われます。 正式な図表に示されていなかったり、インタビューで口頭で説明されていない情報については、実際のプロセスを参照し、これらの情報源から収集された情報が事実であり、実際の状況を表していることを確認します。 これらには次のものが含まれます。
- 実際の実践と文化
- 追加の故障メカニズム/構造の詳細
- 「こっそりパス」(下記参照)
- 一般的なエラーの原因
- 外部ソース/ミサイルからのリスク
- 特定の曝露または結果
- 過去の事件、事故、および近い事故。
この追加情報のほとんど、特にスニーク パスは、かなりの経験を持つ創造的で熟練した観察者のみが検出できます。一部の情報は、地図や図で追跡することはほとんど不可能です。 スニークパス あるシステムの動作が、機能以外の方法で別のシステムの状態または動作に影響を与える、システム間の意図しない予期しない相互作用を示します。 これは、機能的に異なる部品が近接して配置されている場合や、(たとえば)漏れた物質が下の機器に滴り落ちて故障する場合に発生します。 スニーク パスの動作の別のモードには、操作またはメンテナンス中に器具またはツールを使用して間違った物質または部品をシステムに導入することが含まれる場合があります。意図された構造とそれらの意図された機能がスニーク パスによって変更されます。 沿って コモンモード障害 その XNUMX つは、洪水、落雷、停電などの特定の状況が同時に複数のシステムに影響を与え、予期せぬ大規模な停電や事故につながる可能性があることを意味します。 一般に、適切なレイアウトを行い、作業操作に距離、絶縁、および多様性を導入することにより、スニークパス効果とコモンモード障害を回避しようとします。
ハザード分析事例: 船からタンクへのガス配送
図 2 は、輸送船から貯蔵タンクへのガスの配送システムを示しています。 漏れは、このシステムのどこにでも現れる可能性があります。船、送電線、タンク、または出力ライン。 タンクのリザーバーが XNUMX つある場合、ラインのどこかで漏れが発生すると、何時間もアクティブな状態が続く可能性があります。

システムの最も重要なコンポーネントは次のとおりです。
- 貯蔵タンク
- タンクと船の間のパイプラインまたはホース
- その他のホース、ライン、バルブ、および接続
- 貯蔵タンクの安全弁
- 緊急遮断弁 ESD 1 および 2。
タンクからの漏れをすぐに止めるのは難しいため、液体ガスの在庫が多い貯蔵タンクがこのリストの一番上に置かれます。 リストの XNUMX 番目の項目 - 船への接続 - は重要です。なぜなら、パイプまたはホースの漏れ、ガスケットの摩耗による接続またはカップリングの緩み、および船ごとの違いによって、製品が放出される可能性があるからです。 ホースやベローズなどの柔軟な部品は、硬い部品よりも重要であり、定期的なメンテナンスと検査が必要です。 タンク上部の圧力解放バルブや XNUMX つの緊急遮断バルブなどの安全装置は、潜在的または進行中の障害を明らかにするために信頼する必要があるため、非常に重要です。
これまで、システム コンポーネントの信頼性に関する重要度のランク付けは、一般的なものに過ぎませんでした。 ここで、分析目的のために、システムの特定の機能に注意を向けます。主なものはもちろん、接続された船のタンクが空になるまで、船から貯蔵タンクへの液化ガスの移動です。 最優先の危険はガス漏れであり、考えられる寄与メカニズムは次のいずれかです。
- カップリングまたはバルブの漏れ
- タンク破裂
- パイプまたはホースの破裂
- タンク故障。
FMEA法の適用
FMEA アプローチ、つまり「what if」分析の中心的な考え方は、システムの各コンポーネント、その故障モード、およびすべての故障を明示的に記録して、システムと環境に起こりうる結果を見つけることです。 タンク、パイプ、バルブ、ポンプ、流量計などの標準コンポーネントの場合、故障モードは一般的なパターンに従います。 たとえば、バルブの場合、故障モードには次の条件が含まれる可能性があります。
- バルブは必要に応じて閉じることができません (「開いた」バルブを通過する流量が減少します)。
- バルブが漏れる (「閉じた」バルブを通る残留流量がある)。
- バルブは必要に応じて開くことができません (バルブ位置が振動します)。
パイプラインの場合、障害モードでは次のような項目が考慮されます。
- 減少した流れ
- 漏れ
- 閉塞により流れが止まった
- ラインの休憩。
漏れの影響は明白に見えますが、最も重要な影響が最初の影響ではない場合があります。たとえば、バルブが半開きの位置で動かなくなった場合はどうなりますか? 必要に応じて完全に開かない配送ラインの開閉バルブは、タンクの充填プロセスを遅らせますが、危険ではありません。 ただし、タンクがほぼ満杯のときに閉鎖要求が行われると同時に「スタック半開」状態が発生すると、過充填が発生する可能性があります (緊急遮断弁が正常に作動しない限り)。 適切に設計され操作されたシステムでは、これらの両方のバルブが動かなくなる確率 同時に かなり低く抑えられます。
明らかに、安全弁がオンデマンドで作動しないと、災害が発生する可能性があります。 実際、潜在的な障害が常にすべての安全装置を脅かしていると言っても過言ではありません。 たとえば、圧力リリーフ バルブは、腐食、汚れ、または塗装 (通常は不適切なメンテナンスが原因) によって欠陥が生じる可能性があり、液体ガスの場合、このような欠陥とガス漏れ時の温度低下が組み合わさって氷が生成され、それによって氷が生成される可能性があります。安全弁を通る材料の流れを減らすか、おそらく停止します。 圧力リリーフ弁が必要に応じて作動しない場合、圧力がタンク内または接続されたタンク システム内に蓄積し、最終的に他の漏れやタンクの破裂を引き起こす可能性があります。
簡単にするために、計器は図 2 には示されていません。 もちろん、システムの状態を監視するために不可欠なパラメータである圧力、流量、および温度に関連する機器があり、関連する信号は、制御および監視の目的でオペレータコンソールまたは制御室に送信されます。 さらに、物資の輸送を目的としたもの以外の供給ライン (電気、油圧など) と追加の安全装置が設置されます。 これらのシステムについても包括的な分析を行い、故障モードを探す必要があります。 また、これらのコンポーネントの効果。 特に、コモンモード効果とスニーク パスに関する調査作業では、主要なシステム コンポーネント、制御、計器、消耗品、オペレータ、作業スケジュール、メンテナンスなどの全体像を構築する必要があります。
ガスシステムに関連して考慮すべきコモンモード効果の例は、次のような質問によって扱われます。
- 供給弁と緊急遮断弁の起動信号は、共通のライン (ケーブル、配線チャネル) で送信されていますか?
- 特定の XNUMX つのバルブが同じ電源ラインを共有していますか?
- メンテナンスは同じ人が決められたスケジュールに従って行っていますか?
冗長性と独立した電源ラインを備えた優れた設計のシステムでさえ、メンテナンスが不十分になる可能性があります。テスト。 アンモニア処理システムの際立った共通モード効果は、漏れの状況そのものです。中程度の漏れは、必要な緊急保護の展開により、プラント コンポーネントのすべての手動操作を厄介なものにし、遅延させる可能性があります。
まとめ
ハードウェア コンポーネントが事故発生の罪を犯すことはめったにありません。 むしろ、ある 根本的な原因 チェーンの他のリンクに見られる: 間違ったコンセプト、悪い設計、メンテナンス エラー、オペレーター エラー、管理エラーなど。 障害の発生につながる可能性のある特定の条件と行為のいくつかの例は、すでに示されています。 そのようなエージェントの幅広いコレクションは、次のことを考慮に入れます。
- 衝突
- 腐食、エッチング
- 過度の負荷
- サポートの失敗、部品の老化または摩耗
- 低品質の溶接作業
- ミサイル
- 不足している部品
- 過熱または冷却
- 振動
- 間違った建築材料が使用されました。
作業環境でハードウェアの危険を制御するには、すべての考えられる原因を検討し、実際のシステムで重大であることが判明した条件を尊重する必要があります。 リスク管理プログラムの編成に対するこれの意味は、他の記事で扱われていますが、前述のリストが明確に示しているように、ハードウェアの状態の監視と制御は、システムの概念と設計の選択にまでさかのぼって必要になる可能性があります。選択されたシステムとプロセス。
ハザード分析: 組織要因 - mort
工業化により、蒸気機関などのエネルギー源の利用が可能になり、労働者は工場に組織化されました。 伝統的な手工芸品と比較して、より高いエネルギー源を自由に使える機械化された生産は、事故の新たなリスクをもたらしました。 エネルギー量が増加するにつれて、労働者はこれらのエネルギーを直接制御できなくなりました。 安全性に影響を与える決定は、これらのリスクに直接さらされている人ではなく、管理レベルで行われることがよくありました。 工業化のこの段階で、安全管理の必要性が明らかになりました。
1920 年代後半、ハインリッヒは、事故原因の特定と分析に基づいた管理上の意思決定を通じて安全を追求するという、安全管理に関する最初の包括的な理論的枠組みを策定しました。 安全管理の開発におけるこの時点では、事故は作業機械システム レベルでの障害、つまり危険な行為や危険な状態に起因すると考えられていました。
その後、事故リスクの特定と評価のためのさまざまな方法論が開発されました。 MORT (Management Oversight and Risk Tree) により、焦点は事故リスクの制御の上位命令、つまり、管理レベルでの状態の制御に移行しました。 MORT 開発のイニシアチブは、事故による損失を減らすために安全プログラムを改善したいと考えていた米国エネルギー研究開発局によって 1960 年代後半に開始されました。
MORT ダイアグラムと基本原則
MORT の意図は、当時利用可能な最高の安全プログラム要素と安全管理技術の統合に基づいて、理想的な安全管理システムを策定することでした。 MORT イニシアチブの根底にある原則が安全管理の最新技術に適用されるにつれて、大部分が構造化されていない安全に関する文献と専門知識が分析ツリーの形をとった。 ツリーの最初のバージョンは 1971 年に公開されました。図 1 は、1980 年に Johnson によって公開されたバージョンのツリーの基本要素を示しています。このツリーは、MORT の概念に関するその後の出版物にも変更された形式で表示されます (たとえば、Knox and Eicher 1992 を参照)。

MORT図
MORT は、事故調査や既存の安全プログラムの評価における実用的なツールとして使用されます。 図 1 (Johnson 1980) のツリーの一番上のイベントは、事故による損失 (経験または潜在的) を表します。 このトップイベントの下には、特定の見落としと脱落(S)、管理上の見落としと脱落(M)、および想定されるリスク(R)のXNUMXつの主要なブランチがあります。 の R分岐 リスクとは、経営者に知られており、適切な経営者レベルで評価され、受け入れられた事象や状態です。 S 分岐および M 分岐に続く評価によって明らかになったその他のイベントおよび状態は、「不十分」(LTA) と示されます。
S分岐 実際のまたは潜在的な発生のイベントと条件に焦点を当てます。 (一般に、時間は左から右に読むように示され、一連の原因は下から上に読むように示されます。) 事故防止のための Haddon の戦略 (1980 年) は、この枝の重要な要素です。 イベントは、ターゲット (人または物体) が制御されていないエネルギー伝達にさらされ、損傷を受けた場合の事故を表します。 MORT の S 分岐では、バリアによって事故が防止されます。 バリアには次の 1 つの基本的なタイプがあります。(2) エネルギー源 (ハザード) を囲んで閉じ込めるバリア、(3) ターゲットを保護するバリア、(XNUMX) ハザードとターゲットを物理的または時間的または空間的に分離するバリア. これらのさまざまなタイプの障壁は、偶発的な出来事の下の枝の発達に見られます。 改善は、損失を抑えるために事故後に取られた行動に関連しています。
S 分岐の次のレベルでは、産業システムのライフサイクルのさまざまな段階に関連する要因が認識されます。 これらは、プロジェクト フェーズ (設計と計画)、開始 (運用準備)、および運用 (監督と保守) です。
M分岐 事故調査または安全プログラム評価からの特定の調査結果をより一般化するプロセスをサポートします。 したがって、S 分岐のイベントと条件は、M 分岐に対応することがよくあります。 M ブランチでシステムに携わると、アナリストの思考は全体的な管理システムにまで拡張されます。 したがって、どのような推奨事項も、考えられる他の多くの事故シナリオにも影響を与えます。 最も重要な安全管理機能は、ポリシーの設定、実装、フォローアップなどの M ブランチにあります。 これらは、国際標準化機構 (ISO) によって発行された ISO 9000 シリーズの品質保証原則に見られるのと同じ基本要素です。
MORT ダイアグラムの分岐を詳しく説明すると、リスク分析、人的要因分析、安全情報システム、組織分析など、さまざまな分野の要素が含まれています。 合計で、約 1,500 の基本的なイベントが MORT 図でカバーされています。
MORT図の応用
示されているように、MORT ダイアグラムには 1992 つの直接的な用途があります (Knox and Eicher 1): (2) 発生した事故に関連する管理および組織要因を分析するため、(XNUMX) 重大な事故に関連して安全プログラムを評価または監査するため発生する可能性があるものです。 MORT ダイアグラムは、分析と評価を計画する際のスクリーニング ツールとして機能します。 また、理想化されたシステムと実際の条件を比較するためのチェックリストとしても使用されます。 このアプリケーションでは、MORT は分析の完全性をチェックし、個人的な偏見を回避するのに役立ちます。
一番下の MORT は質問の集まりで構成されています。 これらの質問から、特定の事象や状態が満足できるものか不十分なものかを判断するための基準が導き出されます。 質問が直接的に設計されているにもかかわらず、アナリストが行う判断は部分的に主観的です。 したがって、さまざまなアナリストによって行われた MORT 分析間で適切な品質と相互主観性の程度を確保することが重要になっています。 たとえば、米国では、MORT アナリストを認定するためのトレーニング プログラムを利用できます。
MORTの経験
MORT の評価に関する文献はまばらです。 Johnson は、MORT の導入後、事故調査の包括性が大幅に改善されたと報告している (Johnson 1980)。 監督および管理レベルでの欠陥は、より体系的に明らかになりました。 フィンランドの産業における MORT アプリケーションの評価からも経験が得られました (Ruuhilehto 1993)。 フィンランドの研究では、いくつかの制限が確認されています。 MORT は、障害や障害による差し迫ったリスクの特定をサポートしていません。 さらに、MORT の概念には、優先順位を設定する機能が組み込まれていません。 したがって、MORT 分析の結果は、是正措置に変換するためにさらに評価する必要があります。 最後に、MORT は時間がかかり、専門家の参加が必要であることを経験が示しています。
MORT には、組織および管理上の要因に焦点を当てる能力に加えて、安全性を通常の生産活動および一般的な管理と結び付けるというさらなる利点があります。 したがって、MORT の適用は、一般的な計画と管理をサポートし、生産障害の頻度を減らすのにも役立ちます。
関連する安全管理方法と技術
1970 年代初頭に MORT の概念が導入されると、米国で開発プログラムが開始されました。 このプログラムの中心は、アイダホ フォールズのシステム安全開発センターです。 このプログラムから、人的要因分析、安全情報システム、安全分析などの分野で、MORT に関連するさまざまな方法と技術が生み出されました。 MORT 開発プログラムから生まれた方法の初期の例は、運用準備プログラム (Nertney 1975) です。 このプログラムは、新しい産業用システムの開発および既存のシステムの変更中に導入されます。 その目的は、安全管理の観点から、新しいシステムまたは変更されたシステムが起動時に準備が整っていることを確認することです。 新しいシステムのハードウェア、人員、および手順に、必要な障壁と制御がインストールされていることを、運用準備の条件は前提としています。 MORT プログラム要素のもう 1989 つの例は、MORT ベースの根本原因分析です (Cornelison 27)。 組織の基本的な安全管理の問題を特定するために使用されます。 これは、MORT 分析の特定の調査結果を XNUMX の異なる一般的な安全管理の問題に関連付けることによって行われます。
MORT は、事故調査や安全監査中の情報収集に直接使用することを意図していませんが、スカンジナビアでは、MORT の質問は、この目的に使用される診断ツールの開発の基礎として機能しています。 これは、安全管理と組織のレビュー手法、または SMORT (Kjellén and Tinmannsvik 1989) と呼ばれます。 SMORT 分析は、特定の状況から始まり、一般的な管理レベルで終わる、段階的に逆方向に進みます。 開始点 (レベル 1) は、一連の事故またはリスク状況です。 レベル 2 では、日常業務に関連する組織、システム計画、および技術的要素が精査されます。 その後のレベルには、新しいシステムの設計 (レベル 3) とより高度な管理機能 (レベル 4) が含まれます。 3 つのレベルの調査結果は、上のレベルに拡張されます。 たとえば、一連の事故や日常業務に関連する結果は、会社の組織やプロジェクト作業のルーチンの分析に使用されます (レベル 3)。 レベル 1 の結果は、既存の操作の安全性には影響しませんが、新しいシステムや変更の計画に適用される可能性があります。 SMORT は、調査結果を特定する方法も MORT とは異なります。 レベル 2 では、これらは一般に受け入れられている基準から逸脱した観察可能なイベントおよび状態です。 レベル 4 から XNUMX までの分析に組織的要因と管理的要因が取り込まれると、分析グループによる価値判断によって発見事項が特定され、品質管理手順によって検証されます。 その目的は、組織の問題について相互に共有される理解を確実にすることです。
まとめ
MORT は、1970 年代から安全管理の発展に貢献してきました。 安全研究文献、安全管理と監査ツールに関する文献、自己規制と内部統制に関する法律などの分野への MORT の影響を追跡することができます。 この影響にもかかわらず、その制限を慎重に検討する必要があります。 MORT および関連する方法は、安全管理プログラムをどのように編成して実行するかを規定するという意味で規範的です。 理想は、明確で現実的な目標と明確に定義された責任と権限を持つ、よく構造化された組織です。 したがって、MORT は大規模な官僚組織に最適です。
職場の検査と規制の施行
検査システム
監査は、「安全管理システム全体の効率性、有効性、信頼性に関する独立した情報を収集し、是正措置のための計画を作成する構造化されたプロセス」と定義されています (成功した安全衛生管理 1991)。
したがって、職場検査は、安全管理プログラムを設定する最終段階であるだけでなく、その維持における継続的なプロセスでもあります。 安全のための適切な管理体制が確立された場合にのみ実施することができます。 このようなシステムは、最初に、健康で安全な職場環境を作成するための原則を設定する経営陣からの正式な方針声明を想定し、次に、これらの原則が効果的に実施されるように組織内のメカニズムと構造を確立します。 管理者はさらに、システムのメカニズムと構造をサポートするために、人的および財政的に適切なリソースを提供することに専念しなければなりません。 その後、安全と健康に関する詳細な計画と、測定可能な目標の定義が必要です。 実際の安全衛生パフォーマンスが、確立された基準と以前の成果に照らして測定できるように、システムを考案する必要があります。 この仕組みが整って運用されて初めて、効果的な経営監査システムを適用することができます。
完全な安全衛生管理システムは、大企業のリソース内で考案、作成、および実装できます。 さらに、コンサルタント、保険会社、政府機関、協会、および専門会社から入手できる安全管理制御システムが多数あります。 システムを自社で製作するか、外部サービスを利用するかは、企業の判断に委ねられています。 どちらの代替案も、経営陣がそれらを熱心に適用し、機能させるという真のコミットメントがあれば、優れた結果を生み出すことができます. しかし、彼らの成功は、監査システムの品質に大きく依存しています。
管理検査
検査手順は、会社の財務検査と同じくらい骨の折れる客観的なものでなければなりません。 検査では、まず、安全衛生に関する会社の方針声明が、それを実施するために作成された構造とメカニズムに適切に反映されているかどうかを判断する必要があります。 そうでない場合、検査は、基本的なポリシーを再評価することを推奨するか、既存の構造とメカニズムの調整または変更を提案する可能性があります。 同様のプロセスを、安全衛生計画、目標設定基準の妥当性、およびパフォーマンスの測定に適用する必要があります。 検査の結果は、企業のトップマネジメントによって考慮されなければならず、是正措置はその権限を通じて承認され、実施されなければなりません。
実際には、システムのすべての機能とそのアプリケーションを企業のすべての部門で一度に完全に検査することは望ましくなく、多くの場合非現実的です。 より一般的には、検査手順はプラント全体の安全管理システム全体の XNUMX つの機能に集中するか、あるいは XNUMX つの部門またはサブ部門のすべての機能の適用に集中します。 ただし、目的は、結果を検証するために、合意された期間にわたってすべての部門のすべての機能をカバーすることです。
この点で、経営者の検査は、警戒の継続的なプロセスと見なされるべきです。 客観性の必要性は明らかに非常に重要です。 検査が社内で行われる場合、標準化された検査手順が必要です。 検査は、この目的のために適切に訓練されたスタッフによって行われるべきです。 また、検査官として選ばれた人は、通常勤務する部門を評価してはならず、個人的に関与している他の業務を評価してはなりません。 コンサルタントに依存する場合、この問題は最小限に抑えられます。
多くの大企業は、このタイプのシステムを採用しており、社内で考案したか、独自のスキームとして取得しています。 方針の表明から検査、フィードバック、是正措置までシステムが慎重に守られた場合、事故率の大幅な削減が手順の主な正当化であり、収益性の向上が副次的な結果として歓迎されるはずです。
検査官による検査
規制法の目的を達成するためには、職場の人々を保護するために設計された法的枠組みを適切に管理し、効果的に適用する必要があります。 したがって、ほとんどの国は、安全と健康に関する法律の施行を保証する義務を負う検査サービスの広範なモデルを採用しています。 多くの国は、安全と健康の問題を、労使関係、賃金と休暇の取り決め、および社会的利益を含む完全な労使関係パッケージの一部と見なしています。 このモデルでは、安全衛生検査は労働監督官の職務の XNUMX つの要素です。 州の検査官がもっぱら安全衛生法に関与する別のモデルも存在するため、職場の検査はこの側面のみに集中します。 国家検査官または地域/州の検査官のいずれかの間での検査機能の分割、または実際にはイタリアと英国のように、たとえば国家検査官と地方検査官の両方の作業の組み合わせにおいて、さらなるバリエーションが明らかです。 しかし、どのモデルが採用されても、検査官の本質的な機能は、職場での計画的な検査と調査のプログラムによって法律の遵守を決定することです。
この作業を行う者にそれを実行するための適切な権限が与えられない限り、効果的な検査システムはあり得ません。 立法者によって彼らに与えられた権限に関して、査察官の間には多くの共通点があります。 施設への立ち入りの権利は常に存在しなければならず、これは明らかに検査の基本です。 その後、関連する文書、登録簿、報告書を調べ、労働者のメンバーを個別または集合的に面接し、職場で労働組合の代表者に無制限にアクセスし、職場で使用されている物質または材料のサンプルを採取する法的権利があります。 、写真を撮り、必要に応じて、施設で働く人々から書面による声明を取得します。
多くの場合、検査官が従業員の危険または健康障害の直接の原因となる可能性のある状況を是正できるようにするために、追加の権限が提供されます。 繰り返しますが、さまざまな実践があります。 基準が非常に貧弱で労働者に差し迫った危険が存在する場合、検査官はその場で機械またはプラントの使用を禁止するか、リスクが効果的になくなるまでプロセスを停止する法的文書を提供する権限を与えられる場合があります。制御されます。 リスクの程度が低い場合、検査官は、基準を改善するために所定の時間内に措置を講じることを正式に要求する法的通知を発行できます。 これらは、労働条件を迅速に改善する効果的な方法であり、多くの場合、面倒で是正を確保するのに時間がかかる正式な裁判手続きよりも好ましい執行形態です。
法的手続きは、執行のヒエラルキーにおいて重要な位置を占めています。 裁判手続きは単に懲罰的なものであり、職場の安全と健康に対する態度の変化を必ずしももたらすわけではないため、改善を確保するための他のすべての試みが失敗した場合の最後の手段としてのみ訴えられるべきであるという議論があります. しかし、この見解は、法的要件が無視または軽視され、人々の安全と健康が著しく危険にさらされている場合、法律を施行し、裁判所が問題を決定しなければならないという事実に反するものでなければなりません. さらに、安全衛生に関する法律を無視する企業は、法的義務を遵守するための十分な資源を提供する競合他社よりも経済的優位性を享受する可能性があるという議論もあります。 したがって、自分の義務をしつこく無視する者を起訴することは、悪徳者を抑止し、法を守ろうとする者を励ますことになります。
すべての検査サービスは、検査作業の過程でアドバイスを提供することと法律を施行することの間の適切なバランスを決定する必要があります。 小規模企業の検査に関連して、特別な困難が生じます。 地方経済、そして実際には国家経済は、多くの場合、それぞれが 20 人未満の従業員を雇用する産業施設によって支えられています。 農業の場合、単位あたりの雇用数ははるかに少ない。 これらの場合の検査官の機能は、職場検査を使用して、法的要件だけでなく、実際の基準とそれらの基準を満たす効果的な方法に関する情報とアドバイスを提供することです。 テクニックは、懲罰的な行動によって法を即座に施行するのではなく、奨励し、刺激するものでなければなりません。 しかし、ここでもバランスが難しい。 職場の人々は、企業の規模に関係なく、安全と健康の基準を受ける権利があります。したがって、経済的に脆弱な人々の存在を促進するためだけに、検査サービスがリスクを無視または最小限に抑え、施行を削減または放棄することは完全に誤った方向に導かれます。小さな企業。
検査の一貫性
法的、健全性、技術的および科学的スキルの複合的なニーズを伴う彼らの仕事の複雑な性質の観点から、査察官は、査察に対して機械的なアプローチを採用しない、または採用すべきではない. この制約は、助言機能と執行機能の間の困難なバランスと相まって、検査サービスの一貫性という別の懸念を生み出します。 産業家と労働組合は、全国の検査官による、技術的であれ法律的であれ、基準の一貫した適用を期待する権利を持っています。 実際には、これを達成するのは必ずしも容易ではありませんが、施行当局が常に努力しなければならないことです。
許容可能な一貫性を達成する方法があります。 第 XNUMX に、検査機関は、その技術基準を公開し、施行方針を公に設定する際に、可能な限りオープンであるべきです。 第二に、トレーニング、ピアレビュー演習の適用、および内部指示を通じて、問題を認識し、それに対処するシステムを提供できるようにする必要があります。 最後に、産業界、労働者、公衆、および社会的パートナーが、検査に関連する不一致またはその他の形態の不正行為について正当な苦情を申し立てた場合に救済を確保するための手順があることを保証する必要があります。
検査の頻度
検査官はどのくらいの頻度で職場の検査を行うべきですか? ここでも、この質問への回答方法にはかなりのバリエーションがあります。 国際労働機関 (ILO) は、最低要件は、すべての職場が執行当局から少なくとも年に 1980 回検査を受ける必要があるという見解を持っています。 実際には、この目的を満たす作業検査プログラムを作成できる国はほとんどありません。 実際、XNUMX 年代後半の大規模な経済不況以来、一部の政府は、予算の制限により検査官の数を削減したり、退職者の代わりに新しいスタッフを採用することを制限したりして、検査サービスを縮小してきました。
検査の頻度を決定するには、さまざまなアプローチがあります。 2 つのアプローチは純粋に循環的でした。 リソースは、4 年ごと、または多くの場合 XNUMX 年ごとにすべての施設の検査を提供するために配置されます。 しかし、このアプローチは公平に見えるかもしれませんが、規模やリスクに関係なく、すべての施設を同じものとして扱います。 しかし、企業は安全と健康の条件に関して明らかに多様であり、それらが異なる限り、このシステムは機械的で欠陥があると見なされる可能性があります.
一部の検査官によって採用された別のアプローチは、ハザードに基づいて作業プログラムを作成しようとする試みでした。 安全または健康に対する危険が大きいほど、検査の頻度が高くなります。 したがって、検査官は、労働力への危害の可能性が最も高い場所にリソースを適用します。 このアプローチにはメリットがありますが、これにはまだかなりの問題があります。 まず、ハザードとリスクを正確かつ客観的に評価することは困難です。 第二に、ハザードとリスクが低いと考えられる施設の検査間隔を大幅に延長します。 したがって、労働者の多くが、検査によって得られる安心感や安心感を忘れなければならない期間が長くなる可能性があります。 さらに、システムは、ハザードとリスクが一度評価されると、根本的に変化しないと推定する傾向があります。 これは事実ではなく、低格付けの企業が、検査官が開発に気付かないうちに、危険性とリスクを高めるような方法で生産を変更または開発する危険性があります。
他のアプローチには、特定の業界の全国平均よりも高い施設の負傷率に基づく検査、または致命的な負傷または大災害の直後の検査が含まれます。 検査の頻度を決定する問題に対する簡潔で簡単な答えはありませんが、実際に起こっているように思われるのは、多くの国で検査サービスのリソースがあまりにも大幅に不足していることです。サービスは徐々に侵食されています。
検査の目標
職場での検査技術は、企業の規模と複雑さによって異なります。 小規模な企業では、検査は包括的であり、すべての危険と、危険から生じるリスクが最小限に抑えられている程度を評価します。 したがって、検査は、雇用主が安全と健康の問題を十分に認識しており、それらにどのように対処できるかについて実際的なガイダンスを提供することを保証します。 しかし、どんなに小さな企業であっても、検査官は、欠陥の発見と適切な是正措置の適用が検査官の仕事であり、使用者の仕事ではないという印象を与えてはなりません。 雇用主は検査によって、安全と健康の問題を制御し、効果的に管理するよう奨励されなければならず、必要な措置を講じる前に執行当局からの検査を待って責任を放棄してはなりません。
大企業では、検査の重点はかなり異なります。 これらの企業には、安全と健康の問題に対処するための技術的および財政的資源があります。 問題を解決するための効果的な管理システムと、システムが機能していることを確認するための管理手順の両方を考案する必要があります。 したがって、このような状況では、検査の重点は、職場で見られる管理制御システムのチェックと妥当性確認に置かれるべきです。 したがって、検査は、工場や設備のすべての項目を徹底的に検査して安全性を判断するものではなく、選択した例を使用して、職場での安全と健康を確保するための管理システムの有効性またはその他の方法をテストする必要があります。
検査への労働者の関与
施設が何であれ、あらゆるタイプの検査で重要な要素は、労働者との接触です。 多くの小規模施設では、正式な労働組合組織や、実際には労働力組織がまったく存在しない場合があります。 ただし、検査サービスの客観性と受け入れを確保するために、個々の労働者との接触は検査の不可欠な部分である必要があります。 大企業では、労働組合またはその他の認められた労働者の代表者と常に連絡を取り合う必要があります。 一部の国(スウェーデンや英国など)の法律では、労働組合の安全担当者に公式の承認と権限を与えています。これには、職場を検査し、事故や危険な出来事を調査する権利が含まれます。一部の国では(これは例外的ですが)、差し迫った危険がある場合は、工場の機械または生産プロセスを停止します。 労働者とのこれらの接触から多くの有用な情報を得ることができます。これは、すべての検査で取り上げられるべきであり、事故や苦情の結果として検査官が検査を行っているときはいつでも確実に行われるべきです。
検査所見
査察の最後の要素は、現場の最上級管理職とともに査察結果を検討することです。 管理者は、安全と健康に関する法的要件を順守する主な責任を負っているため、管理者がこれらの義務をどの程度満たしているか、適切な基準を確保および維持するために何を行う必要があるかを十分に認識していない限り、検査を完了してはなりません。 . 確かに、検査の結果として法的通知が発行された場合、または法的手続きが行われる可能性が高い場合、上級管理職は可能な限り早い段階でこの状況を認識しなければなりません。
会社の検査
会社の検査は、職場での安全と健康の健全な基準を維持する上で重要な要素です。 それらはすべての企業に適切であり、より大規模な企業では、管理検査手順の要素となる場合があります。 中小企業の場合、何らかの形の定期的な企業検査を採用することが不可欠です。 執行当局の検査官が提供する検査サービスに依存してはならない。 これらは通常、あまりにもまれであり、標準を評価するための主要な情報源ではなく、標準を改善または維持するための刺激として大いに役立つはずです. 企業検査は、コンサルタントまたはこの作業を専門とする会社が行うことができますが、現在の議論は、企業自身の担当者による検査に集中します。
会社の検査はどのくらいの頻度で行うべきですか? 答えは、作業に伴う危険とプラントの複雑さにある程度依存します。 しかし、リスクの低い施設であっても、定期的 (毎月、四半期ごとなど) に何らかの形式の検査を行う必要があります。 会社が安全の専門家を雇用している場合、明らかに組織と検査の実施はこの機能の重要な部分でなければなりません。 検査は、通常、安全の専門家、部門の管理者または職長、および労働組合の代表者または安全委員会のメンバーなどの資格のある労働者のいずれかが関与するチームの取り組みでなければなりません。 検査は包括的でなければなりません。 つまり、安全に関するソフトウェア (システム、手順、作業許可など) とハードウェア (機械の保護、消火設備、排気装置、個人用保護具など) の両方について綿密な調査を行う必要があります。 「ヒヤリハット」、つまり損害や人身傷害には至らないものの、深刻な偶発的傷害の差し迫った可能性を秘めた事故には、特に注意を払う必要があります。 事故が発生して仕事を休んだ後、検査チームは、通常の検査サイクル以外の問題として、状況を調査するために直ちに招集されることが予想されます。 しかし、定期的なワークショップの検査中であっても、チームは、前回の検査以降に部門で発生した軽度の偶発的な怪我の程度も考慮する必要があります。
企業の検査が一貫して否定的であるように見えてはならないことが重要です。 欠陥が存在する場合は、それらを特定して修正することが重要ですが、適切な基準の維持を称賛し、整理整頓と適切なハウスキーピングについて積極的にコメントし、安全のために提供された個人用保護具を使用する人を励ますことによって強化することも同様に重要です. . 検査を完了するには、見つかった重大な欠陥について正式な書面による報告書を作成する必要があります。 以前の検査で特定されたが、まだ修正されていない欠点には、特に注意を払う必要があります。 作業安全評議会、または経営者と労働者の合同安全委員会が存在する場合、検査報告書は評議会の議題の常設項目として取り上げられるべきです。 検査に関するレポートは、企業の上級管理職に送付され、議論されなければなりません。上級管理職は、アクションが必要かどうかを判断し、必要な場合は、そのようなアクションを承認およびサポートする必要があります。
安全の専門家がおらず、労働組合が存在しない可能性のある小規模な企業でさえ、企業検査を検討する必要があります。 多くの検査官は、安全と健康の基本的な概念、さまざまな業界への適用、および小規模な企業でも適用できる実際的な方法を示す非常に簡単なガイドラインを作成しています。 多くの安全協会は、安全で健康的な労働条件を確立するための基本的な情報を提供する出版物 (多くの場合無料) で中小企業を特に対象としています。 中小企業の経営者は、この種の情報とわずかな時間の支出で武装し、合理的な基準を確立することができ、おそらく最小の企業でさえ労働者に起こり得る事故のようなものを未然に防ぐことができます.
分析と報告:事故調査
健康と安全は仕事そのものの基本であるため、労働災害の防止が絶対的な必要性としてすぐに現れなかったことはパラドックスです。 実際、労働災害が避けられないと考えられなくなり、その因果関係が調査され、予防の基礎として使用されるようになったのは、XNUMX 世紀の初めになってからでした。 しかし、事故調査は長い間大雑把で経験的なものでした。 歴史的に、事故は最初は単純な現象、つまり、単一の (または主要な) 原因と少数の副次的な原因から生じるものとして考えられていました。 事故の再発を防ぐために原因を特定することを目的とする事故調査は、調査プロセスの根底にある概念と、それが適用される状況の複雑さの両方に依存することが現在認識されています。
事故の原因
確かに、最も不安定な状況では、事故はいくつかの原因のかなり単純なシーケンスの結果であることが多く、要約分析でも明らかにできる基本的な技術的問題に迅速にたどることができます (機器の設計が不適切、作業方法が定義されていない、等。)。 一方、作業の重要な要素 (機械、設備、作業場の配置など) が、安全な作業手順、基準、および規制の要件に厳密に準拠するほど、作業状況はより安全になります。 その結果、例外的な条件のグループが同時に存在する場合にのみ、事故が発生する可能性があります。条件はますます多くなっています。 このような場合、けがや損傷は、しばしば複雑な原因ネットワークの最終的な結果として現れます。 この複雑さは、実際には予防の進歩の証拠であり、適切な調査方法が必要です。 表 1 に、事故現象の主要な概念、その特徴、および防止への影響を示します。
表 1. 事故現象の主な概念、その特徴、および防止への影響
|
概念または「事故現象」 |
重要な要素 (目的、手順、制限など) |
予防のための主な結果 |
|
基本的な考え方(事故として |
目的は、「その」単一または主な原因を特定することです |
傷害の直前の予防措置(個人の保護、注意事項、危険な機械の保護) |
|
規制対策を中心としたコンセプト |
責任者を探すことに集中してください。 「調査」は本質的に侵害と過失を特定する 調査された状況を生み出す条件についてほとんど関心がない |
予防は通常、既存の規制要件または正式な指示についてのリマインダーに限定されます |
|
線形 (または準線形) コンセプト (「ドミノ」モデル) |
「危険な状態」と「危険な行為」の時系列の特定 |
一般的に危険な行為に関する結論 |
|
多元的な概念 |
事実関係(経緯、原因、要因など)を徹底的に調査 |
ケースバイケースの解決策の探索(臨床分析)を助長しない概念であり、統計的側面(傾向、表、グラフなど)の特定により適している。 |
|
体系的な概念 |
各事故の要因ネットワークの特定 |
臨床解析を中心とした手法 |
今日では、労働災害は、工場、作業場、チーム、または作業位置などの単一の生産単位で構成されるシステムにおける機能障害の指標 (または症状) として一般的に見られています。 システムの性質上、分析者はシステムを構成する要素だけでなく、要素間の関係や作業環境との関係も調べる必要があります。 システムの枠組みの中で、事故調査は、事故を引き起こした一連の基本的な機能不全、より一般的には、望ましくない事象 (事故、事故に近い事故、または事件) の前兆のネットワークをその起源までたどろうとします。
この種の方法、例えば、STEP 法 (シーケンシャル タイム イベント プロット手順) や「原因ツリー」法 (障害またはイベント ツリー分析に類似) などを適用すると、事故プロセスを図の形式で視覚化できます。現象の多因性を示す調整されたグラフ。 これら XNUMX つの方法は非常に似ているため、両方を説明すると重複することになります。 したがって、この記事では原因ツリー法に焦点を当て、該当する場合は、STEP 法との主な違いについて説明します。
調査に役立つ情報
調査の初期段階である情報収集では、事故の経過を具体的、正確かつ客観的な言葉で説明できるようにする必要があります。 したがって、調査は具体的な事実を確認することに着手し、それらを解釈したり、それらについて意見を表明したりしないように注意します。 これらは事故の前例であり、そのうちの XNUMX つのタイプがあります。
- 仕事の「通常の」または予想されるコースに関連して異常な性質(変化または変動)のもの
- 異常な前例を介して、またはそれらと組み合わせて、事故の発生に積極的な役割を果たした恒久的な性質のもの。
たとえば、機械の不十分な保護 (恒久的な前件) は、特定のインシデント (異常な前件) に対処するためにオペレータが危険な領域に位置することを可能にする場合、事故の要因になる可能性があります。
情報収集は、事故発生後できるだけ早く現場で行います。 操作またはプロセスを知っていて、損傷または傷害の直接の状況に限定することなく、作業の正確な説明を得ようとする人によって実行されることが望ましい. 調査はまず主に、可能であれば労働者またはオペレーター、被害者および目撃者、作業チームの他のメンバー、および階層的監督者とのインタビューによって行われます。 必要に応じて、技術的な調査と外部の専門家の使用によって完了します。
この調査では、異常な前例を優先順位に従って特定し、それらの論理的なつながりを判断しようとします。 同時に、事故の発生を可能にした恒久的な前例を明らかにする努力がなされています。 このようにして、調査は事故の直前の前例よりも遠い段階に戻ることができます. これらのより遠い前例は、個人、彼らの仕事、彼らが使用する機器、彼らが機能する環境、および安全文化に関係している可能性があります. いま述べた方法で進めることにより、一般的に前例の長いリストを作成することは可能ですが、通常、データをすぐに利用することは困難です。 データの解釈は、事故の発生に関与するすべての前例のグラフィック表現、つまり原因のツリーのおかげで可能になります。
原因のツリーの構築
原因のツリーは、事故を引き起こした収集されたすべての前例と、それらをつなぐ論理的および時系列的なリンクを示します。 それは、直接的または間接的に損傷を引き起こした前例のネットワークを表しています。 原因のツリーは、イベントのエンドポイント (傷害または損傷) から開始し、収集された各前提条件について次の質問を体系的に行うことによって、原因に向かって逆方向に作業して構築されます。
- 先行する X が先行する Y を直接引き起こしたのはどれか。
- 前件 X はそれ自体で前件 Y を生じさせるのに十分であったか?
- そうでない場合、前件 Y を直接生じさせるために同等に必要な他の前件 (X1、X2 Xn) があったか?
この一連の質問は、前例の中で図 1 にまとめられている XNUMX 種類の論理的なつながりを明らかにすることができます。

ツリーの論理的な一貫性は、前件ごとに次の質問をすることによってチェックされます。
- X が発生しなかったとしても、Y は発生したでしょうか?
- Y が発生するためには、X だけが必要でしたか?
さらに、原因ツリーの構築自体が、事故が発生するかなり前の時点まで情報収集、したがって調査を追求することを捜査官に促します。 完成すると、ツリーは傷害を引き起こした前例のネットワークを表します。実際には、それらは事故要因です。 例として、以下にまとめた事故は、図 2 に示す原因のツリーを作成しました。
図2 見習い整備士が自動車にエンジンを載せ替える際に起こした事故の原因系統図

事故概要レポート: 最近採用された見習い整備士は、緊急時に XNUMX 人で作業しなければなりませんでした。 摩耗したスリングを使用してエンジンを吊り下げていたが、この作業中にスリングが破損し、エンジンが落下して整備士の腕を負傷した。
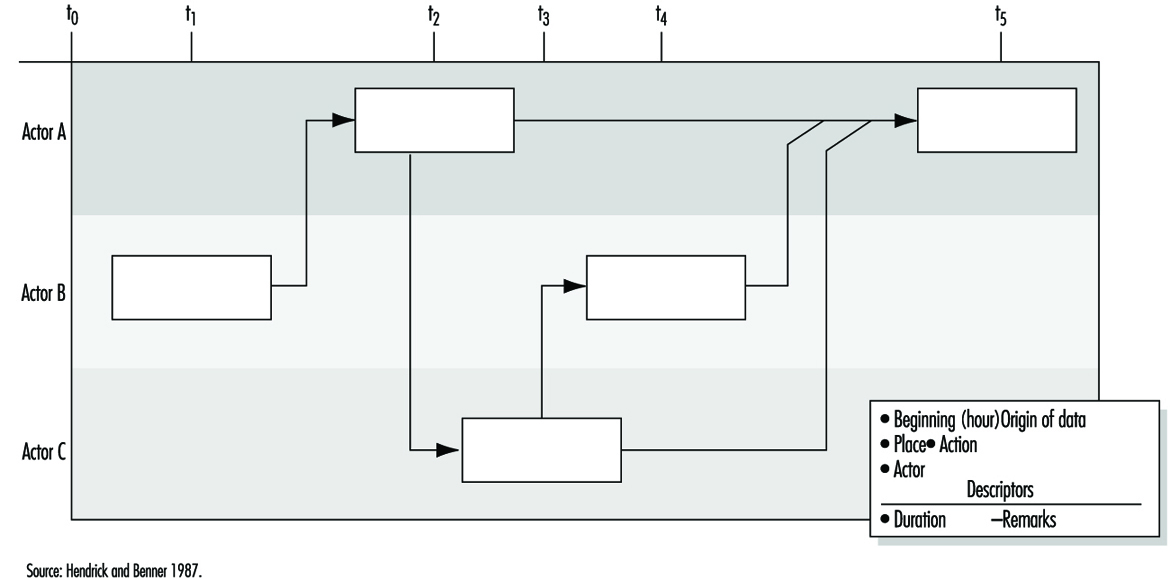
STEP法による分析
STEP 法(図 3)によれば、各事象は、関係する「エージェント」(エージェントとは、事象の経過を決定する人または物である事故プロセス)。 各イベントは、開始、期間、開始場所と終了場所などを示すことによって正確に記述されます。 もっともらしい仮説がいくつかある場合、調査者は、論理関係「または」を使用して、イベントのネットワークでそれらを示すことができます。
原因ツリー法による分析
事故分析のために原因ツリーを利用することには、次の XNUMX つの目的があります。
- 同じ事故の再発を不可能にする
- 多かれ少なかれ同様の事故、つまり、調査によってすでに発生した事故との共通の要因が明らかになるような事故の発生を回避する。
ツリーの論理構造を考えると、単一の前件がなければ、事故の発生を防げたはずです。 したがって、原則として、同じ事故の再発を防止することによって最初の目的を達成するには、XNUMX つの賢明な防止策で十分です。 XNUMX 番目の目的では、発見されたすべての要因を排除する必要がありますが、実際には、予防の目的ですべての前例が等しく重要であるとは限りません。 したがって、合理的かつ現実的な予防措置を必要とする前例のリストを作成する必要があります。 このリストが長い場合は、選択を行う必要があります。 この選択は、事故の関係者間の議論の枠組みの中で行われる場合、より適切である可能性が高くなります。 さらに、提案された各措置の費用対効果を評価できる範囲で、議論は明確になります。
予防措置の有効性
予防措置の有効性は、次の基準を使用して判断できます。
メジャーの安定性。 予防措置の効果は時間の経過とともに消えてはなりません。オペレータに通知する (特に、指示を思い出させる) ことは、その効果が一時的なものであることが多いため、あまり安定した措置ではありません。 さらに、取り外しが簡単な保護装置にも同じことが言えます。
安全性を統合する可能性. 安全対策が追加された場合、つまり生産に直接寄与しない場合、安全は統合されていないと言われます。 これがそうであるときはいつでも、測定値が消える傾向があることが観察されます。 一般的に言えば、オペレーターに追加のコストを伴う予防措置は避けるべきです。それが生理学的コスト (身体的または神経的負荷の増加)、心理的コスト、経済的コスト (給与または生産量の場合) であるかどうかに関係なく、さらには回避する必要があります。単純な時間の損失。
リスクの非変位. 一部の予防措置は、安全に有害な間接的な影響を与える可能性があります。 したがって、予防措置が挿入されるシステム (ジョブ、チーム、またはワークショップ) に対する予防措置の影響を常に予測する必要があります。
一般的な適用の可能性 (潜在的な事故要因の概念)。 この基準は、調査中の事故の影響を受けた仕事以外の仕事にも同じ予防措置が適用される可能性があるという懸念を反映しています。 可能な限り、調査の原因となった特定のケースを超えて調査を行う必要があります。これには、発見された問題の再構築が必要になることがよくあります。 したがって、事故から得られた情報は、まだ事故を引き起こしていない他の作業状況に存在する未知の要因に関連する予防措置につながる可能性があります。 このため、それらは「潜在的事故要因」と呼ばれます。 この考え方は、後述するリスクの早期発見への道を開きます。
根本的な「原因」への影響。 原則として、負傷点に近い事故要因の防止は、危険な状況の特定の影響を排除しますが、負傷の上流での防止は、危険な状況自体を排除する傾向があります。 事故の詳細な調査は、予防措置が上流の要因に等しく関係している限りにおいて正当化されます。
申請にかかる時間. 事故の発生後、その再発を避けるためにできるだけ迅速に行動する必要性は、単純な予防措置(例えば、指示)の適用に反映されることが多いが、これは他のより永続的な措置の必要性を排除するものではないそしてより効果的なアクション。 したがって、すべての事故は一連の提案を生じさせ、その実施はフォローアップの対象となります。
上記の基準は、各事故調査後に提案された予防措置の質をよりよく評価することを目的としています。 ただし、経済的、文化的、または社会的なものなどの他の考慮事項も考慮に入れる必要があるため、最終的な選択はこれだけに基づいて行われるわけではありません。 最後に、決定された措置は、明らかに有効な規制を尊重しなければなりません。
事故要因
各事故分析から引き出された教訓は、知識から行動への移行を容易にするために体系的に記録する価値があります。 したがって、図 4 は XNUMX つの列で構成されています。 左側の列には、予防措置が必要な事故要因が記載されています。 考えられる予防措置は、決定された要因ごとに中央の列に記載されています。 上記の説明の後、選択されたアクションがドキュメントのこの部分に記録されます。

右側の列は、左側の列にリストされた要因によって示唆される潜在的な事故要因をカバーしています。発見された各事故要因は、多くの場合、潜在的な事故要因として知られるより一般的な要因の特定のケースにすぎないと考えられています。 特定のケースからより一般的なケースへの移行は、しばしば自発的に行われます。 しかし、事故要因が、それが現れた状況以外では遭遇できないような形で表現されるたびに、より一般的な定式化を考慮しなければならない. その際、後発リスクの早期発見に潜在事故要因の考え方を有効に活用するためには、相反するXNUMXつの落とし穴を回避する必要があります。 限定しすぎた定式化では、要因を体系的に検出することができません。一方、定式化が広すぎると、概念が機能しなくなり、実用的な意味がなくなります。 したがって、潜在的な事故要因の検出は、それらが適切に定式化されていることを前提としています。 この検出は、さらに補完的な XNUMX つの方法で実行できます。
- 仕事のレベルまたはより広い領域(ワークショップ、サービス)ですでに知られている潜在的な要因の存在の可能性を探すことによって
- または、すでに決定されている要因が観察される可能性のある仕事を探すことによって。
事故調査の有用性、有効性および限界
使いやすさ。 非体系的な調査と比較して、体系的な概念に基づく事故調査の方法には、次のような多くの利点があります。
- それらは、各事故の因果ネットワークをまとめて定義することを可能にし、そこから新しい予防策を考案し、怪我の直接的な原因に限定されることなくその影響を予測することが容易になります.
- それらは、分析に携わる人々に、作業状況のグローバルな理解を可能にする「事故現象」のより豊かで現実的な精神的表現を提供します。
- 詳細な事故調査 (特に事故や望ましくない事象をカバーするために拡張された場合) は、管理者とオペレーターの間の対話の手段および適切な機会になる可能性があります。
効果。 効果的な事故調査を行うためには、次の XNUMX つの条件が同時に満たされている必要があります。
- そのような手順の体系的な実施を確実にすることができなければならない施設のトップマネジメントの側の明らかなコミットメント
- 捜査官の訓練
- 調査の目的、その原則、方法の要件、および期待される結果について、管理者、監督者、および労働者に十分な情報を提供する。
- 将来の調査に携わる人々を勇気づける安全条件の真の改善。
制限。 非常にうまく実施されたとしても、事故調査には二重の制限があります。
- リスクを調査するための手順のままです 事後 (システム分析の方法で)既存の状況を修正することを目的としています。 したがって、 アプリオリ 仕事の人間工学的調査や、複雑なシステムの安全性調査などの(将来の)調査。
- 事故調査の有用性は、適用される施設の安全レベルによっても異なります。 特に、安全性レベルが高い(事故率が低い、または非常に低い)場合、調査対象の文脈の外で考えると、安全性の観点からは比較的無害な多数の独立したランダム要因が重なった結果、重大な事故が発生することが明らかです。 .
事故統計の報告・集計
事故データの報告と編集の必要性
労働災害データを収集および分析する主な目的は、労働災害、死亡、および長期的な影響を伴う有毒物質への暴露などのその他の形態の危害の防止に使用するための知識を提供することです。 これらのデータは、被害者が以前に被った傷害を補償する必要性を評価する際にも役立ちます。 事故統計を編集するための追加のより具体的な目的には、以下が含まれます。
- 事故トラブルの原因と規模の推定
- 予防措置の必要性を特定し、優先順位を付ける
- 予防措置の有効性を評価する
- リスクを監視し、警告を発し、意識向上キャンペーンを実施するため
- 予防に携わる人々にフィードバックを提供します。
多くの場合、年間ベースで発生する事故数の概要が必要になります。 この目的のために頻度がよく使用され、事故の数をリスクグループに関連する尺度と比較し、たとえば、100,000 労働者あたりまたは 100,000 労働時間あたりの事故で表されます。 このような年間数は、年ごとの事故率の変動を明らかにする目的に役立ちます。 ただし、それらは最も緊急の予防措置を必要とする種類の事故を示しているかもしれませんが、それ自体では、この措置がとるべき形式に関するガイダンスを提供するものではありません。
事故情報の必要性は、それを利用する次の XNUMX つのレベルの機能に関連しています。
- 個々の企業内の職場レベルでは、事故データが地域の安全活動に使用されます。 特定のリスク要因に対処するための最良の機会は、職場自体ですぐに見つけることができます。
- 立法を担当する権限レベルでは、事故データは作業環境を規制し、職場での安全を促進するために使用されます。 このレベルで職場を管理するだけでなく、全体的な予防作業に使用するための一般的な統計分析を実行することもできます。
- 事故被害者への補償の支払いを担当する当局レベルでは、事故データを使用して率を決定します。
事故情報のとりまとめにおける組織の役割
多くの国では、労働者の負傷、死亡、または毒物暴露につながる労働災害の統計を企業が保持することが法的に義務付けられています。 この目的は通常、実際にこの種の事故につながったリスクに注意を喚起することであり、安全活動は主に特定の事故とその事象自体の研究に焦点を当てています。 しかし、事故情報は体系的に収集され記録されることがより一般的であり、通常はより高いレベルで実行される機能です。
ほとんどの事故は、その実態が特殊であるため、全く同じ事故が発生することは少なく、個々の事故の分析に基づく予防は非常に具体的な事項になりやすい。 事故情報を体系的に編集することにより、特定のリスクが発見される領域のより広い視野を得ることができ、事故の原因に役立つあまり明白でない要因を明らかにすることができます。 特定の作業プロセス、特定の作業チーム、または特定の機械を使用した作業は、非常に状況に応じた事故を引き起こす可能性があります。 ただし、特定のクラスのユニフォーム作業に関連する事故の種類を綿密に調査すると、不適切な作業プロセス、材料の不適切な使用、困難な作業条件、または適切な労働者の指導の欠如などの要因が明らかになる可能性があります。 繰り返される数多くの事故を分析することで、予防措置を講じる際に対処すべき根本的な要因が明らかになります。
安全当局への事故情報の報告
労働災害の報告を義務付ける法律は国によって大きく異なり、その違いは主に使用者のクラスや法律が適用されるその他の者に関連しています。 職場での安全性を非常に重視している国では、通常、安全に関する法律の順守を監督する責任を負う当局に事故データを報告することが義務付けられています。 (場合によっては、労働災害の結果として労働災害の報告が法律で義務付けられており、そのような欠勤の期間は、事故当日に加えて 1 日から 3 日までさまざまです。)ほとんどの法律に共通するのは、報告がリンクされているという事実です。事故の結果に対する何らかの罰則または補償を伴います。
労働災害を防止するための健全な基盤を提供するために、すべての分野、すべての業種に関する事故情報を確保する必要があります。 予防措置に優先順位を付けることができるようにするため、また、さまざまな部門にわたる作業に関連するリスクに関する知識が予防作業において適切に考慮されるようにするために、比較の基礎を国レベルで提供する必要があります。 したがって、国家レベルでの労働災害情報を作成する義務は、企業の従業員、自営業者、臨時雇用者または正規のサラリーマンに関係するものであるかどうかに関係なく、指定された重大度のすべての労働災害に適用されることが推奨されます。または公共部門または民間部門の労働者。
一般的に言えば、雇用主は事故を報告する義務がありますが、それはさまざまな程度の熱意を持って遂行される義務です。 事故報告義務の順守の程度は、雇用主がそうする動機に左右されます。 たとえば、一部の国では、雇用主が事故の犠牲者の休業手当を補償されるという規則があり、労働災害を報告する正当な理由が得られます。 他の国では、事故を報告していないことが判明した雇用主に罰則を科しています。 この種のインセンティブが存在しない場合、雇用主を拘束する単なる法的義務が常に守られるとは限りません。 さらに、予防用途を目的とした労働災害情報は、予防活動を担当する当局に提供し、補償当局とは別に保管することをお勧めします。
どのような情報を収集する必要がありますか?
事故記録によって得られる情報には、次の XNUMX つの基本クラスがあります。
- 識別情報 コラボレー 事故が発生します - つまり、セクター、取引、作業プロセスなどです。 この知識を使用して決定することができます コラボレー 予防措置が必要です。
- 情報表示 の 事故が発生し、事故が発生した状況と怪我が発生する方法。 この知識を使用して、 type 予防措置が必要です。
- に関する情報 自然と真剣さ たとえば、影響を受けた体の部分や、怪我による健康への影響などを説明します。 そんな知識が活かせる 優先順位付け リスクが最も高い場所で確実に措置を講じるための予防措置。
いつ、どこで事故が発生したかを適切に文書化し、事故がどのように発生したかを分析するには、特定の基本的な補完データをコンパイルする必要があります。 企業レベルで収集されるデータは、国レベルで収集されるデータよりも詳細ですが、地方レベルで生成されるレポートには、すべてのレベルで価値のある情報項目が含まれます。 表 1 は、個々の事故を説明する方法で記録される可能性のある特定の種類の情報を示しています。 事故に関する統計を作成する作業に特に関連する項目について、以下に詳しく説明します。
表 1. 事故を特徴付ける情報変数
|
|
アイテム |
|
ステップ 1 |
|
|
犠牲者の活動: 例: 機械の操作、メンテナンスの実行、運転、歩行など。 |
被害者の活動に関連するコンポーネント: パワー プレス、工具、車両、床など。 |
|
ステップ 2 |
|
|
逸脱行為: 例: 爆発、構造的破損、トリップ、制御不能など。 |
逸脱行為に関連するコンポーネント: 例: 圧力容器、壁、ケーブル、車両、機械、ツールなど |
|
ステップ 3 |
|
|
けがにつながる行為:例:ぶつける、つぶす、挟む、接触する、噛むなど。 |
傷害の原因: レンガ、地面、機械など |
事故識別番号。 すべての労働災害には、一意の識別番号を割り当てる必要があります。 コンピュータ化されたファイリングおよびその後の処理のために数値識別子を使用することは特に有利である。
暗証番号と日付. 被害者の登録は、事故の特定に不可欠な部分です。 この番号は、従業員の誕生日、雇用番号、社会保障番号、またはその他の一意の識別子にすることができます。 暗証番号と事故年月日の両方を記録することで、同じ事故の重複登録を防ぎ、事故の届出の有無を確認することができます。 事故届に含まれる情報と暗証番号との紐付けは、セキュリティ上保護することができます。
国籍。 被害者の国籍は、外国人労働者が非常に多い国では特に重要な情報となる可能性があります。 DS/ISO 規格 3166 に記載されているコード番号から XNUMX 桁のコード番号を選択できます。
職業。 職業登録番号は、国際標準職業分類 (ISCO) によって提供される XNUMX 桁の国際職業コードのリストから選択できます。
エンタープライズ。 企業の名前、住所、および識別番号は、全国レベルでの事故の記録に使用されます (ただし、名前と住所はコンピューターの記録には使用できません)。 企業の生産部門は、通常、労災保険会社に登録されているか、従業員の登録に関連して記録されています。 数値セクター識別子は、XNUMX 桁の NACE 国際分類システムに従って割り当てることができます。
作業工程. 労働災害に関する情報の重要な構成要素は、事故が発生したときに実行された作業プロセスの説明です。 作業プロセスの特定は、正確に的を絞った防止の前提条件です。 作業プロセスは、事故時に被害者が行っていた実際の作業機能であり、けが、死亡または曝露を引き起こした作業プロセスと必ずしも同一ではない可能性があることに注意してください。
事故事件. 事故イベントは通常、一連のイベントで構成されます。 調査員は、実際に傷害が発生したイベント サイクルの一部に注目する傾向があることがよくあります。 ただし、予防の観点からは、イベント サイクルのどの部分で問題が発生したか、およびイベントが発生したときに被害者が何をしていたかについての説明も同様に重要です。
事故の結果。 身体の損傷部位が特定され、損傷の種類が記述された後 (これは、一部はチェックリストから、一部はイベント サイクルの記述からコード化することによって行われます)、損傷の深刻さを説明する情報が記録されます。仕事の欠勤(およびその期間)、またはそれが致命的であるか、または障害を伴うかどうか。 長期欠勤、入院、または身体障害に関する詳細な情報は、通常、補償事務所および社会保障制度から入手できます。
したがって、記録目的のために、事故事象の検査は次の XNUMX つの情報コンポーネントに分割されます。
- アクティビティ 事故に関連することは、事故の時に被害者によって実行されていたことです。 これは、アクション コードとテクノロジ コードによって記録されます。 これに関連して、テクノロジーの概念は広範であり、機械、材料、建築部品、さらには動物などの手段をカバーしています。 現在、技術の国際分類はありませんが、デンマークはこの目的のために分類スキームを開発しました。
- 怪我事件 事故につながった異常事態です。 これは、逸脱のコードと、逸脱の一部を構成する技術の XNUMX つまたは XNUMX つのコードによって記録されます。
- 怪我の様子 被害者が傷害の原因となった要因と接触した方法のコードと、傷害を引き起こした技術の別のコードを使用して記録されます。
次の例は、これらのカテゴリの分析の適用を示しています。
- 労働者が歩行中にホース パイプにつまずいて転倒し、テーブルに頭をぶつけた場合、その活動は歩行であり、傷害イベントはホース パイプにつまずき、傷害の形態は人にぶつかることです。テーブルに向かいます。
- 労働者が壁の近くに立っていると、タンクが爆発し、犠牲者の上に壁が崩壊します。 活動は単に壁の近くに立っているだけであり、損傷イベントはタンクの爆発であり、損傷のモードは犠牲者に対する壁の衝撃です。
事故情報の報告
事故ごとに得られる情報は、図 1 に示すようなレポート形式で記録できます。

レポートフォームからの情報は、分類キーを使用してコンピューターに記録できます。 (国際的な分類システムが推奨される場合、これらは上記の個別情報変数の説明に記載されています。) 労働災害を記録するために使用されるその他の変数の分類は、デンマークの労働環境サービスによって開発されており、使用される原則があります。欧州連合によって起草された提案の一部として、統一された記録システムを確立する際に。
事故統計の利用
事故の統計は、マッピング、監視と警告、予防のための領域の優先順位付け、特定の予防措置、および情報の検索と研究など、幅広いコンテキストで貴重な手段を形成します。 ある領域が別の領域と重複する場合がありますが、適用の原則はさまざまです。
マッピング
マッピング 労働災害データの収集とは、登録されたデータの蓄積から所定の情報を抽出し、それらの相互関係を分析することです。 次の例は、マッピング アプリケーションの有用性を示しています。
- 産業部門のマッピング。 産業セクターに関連するデータは、データ レジスタに含まれるレポートの適切な選択を抽出し、必要な分析を実行することによってマッピングできます。 建築業などの業種に特に関心がある場合は、国際標準産業分類 (ISIC) に登録され、50,000 から 50,199 (建築および建設) にコード化されたレポートを選択できます。 この取引のレポートは、たとえば、企業の地理的位置、各事故被害者の年齢、性別、職業などを示すためにマッピングできます。
- 怪我のマッピング。 選択が傷害の特定のカテゴリに基づいている場合、レポートを抽出してマッピングして、たとえば、これらの事故が発生した取引、関連する職業カテゴリ、影響を受けた年齢層、事故が発生した活動、および最も頻繁に使用される技術の種類。
- 企業のマッピング。 一定期間に発生した届出労働災害をマッピングすることにより、企業レベルの災害傾向 (したがって企業の内部作業環境) に関する評価を行うことができます。 さらに、企業は、技術、人員の構成、および取引全体に関するその他の分野に関する個々の立場を比較し、これらの点での自社のステータスが取引の典型であるかどうかを判断できます。 さらに、取引に多くの典型的な作業環境の問題が含まれていることが判明した場合は、これらの問題が個々の企業内に存在するかどうかを調査することをお勧めします。
監視と警告
監視 進行中の監視プロセスであり、 警告 主要なリスク、特にそのようなリスクの変化。 入ってくる事故報告で観察された変化は、報告パターンの変化を示しているか、もっと深刻なことに、リスク要因の真の変化を反映している可能性があります。 負傷の頻度が高く、重大な負傷が多く発生し、大規模な人体暴露グループが存在する場合、重大なリスクが存在すると言えます。
優先順位の確立
優先順位の確立 予防措置のための最も重要なリスク領域または作業環境の問題の選択です。 マッピング調査と監視および警告活動の結果を通じて、この優先順位の確立に貢献できる労働災害の記録を作成することができます。その要素には次のものが含まれる場合があります。
- 重大な結果を伴うリスク
- ばく露グループの大部分が負傷する可能性が高いリスク
- 大勢の人々がさらされるリスク。
労働災害の記録から引き出されたデータは、いくつかのレベル、おそらく全国レベルまたはより特定の企業レベルでの優先順位の確立に使用できます。 どのレベルでも、分析と評価は同じ原則に基づいて行うことができます。
防止
予防目的で使用される分析と文書化は、一般に非常に具体的であり、限られた領域に集中していますが、非常に詳細に扱われています。 そのような分析の例は、デンマーク国立労働監督局によって実施された死亡事故に反対するキャンペーンです。 事前のマッピング調査により、死亡事故が発生した取引と作業機能が特定されました。 ファーム トラクターは、分析の焦点領域として選択されました。 分析の目的は、何がトラクターをそれほど危険なものにしたのかを突き止めることでした。 誰が運転したか、どこで操作されたか、いつ事故が発生したか、そして特にどのような状況や出来事が事故につながったのかについての質問が調査されました。 分析により、最も頻繁に事故につながる XNUMX つの典型的な状況の説明が作成されました。 この分析に基づいて、予防プログラムが策定されました。
XNUMX つの企業における労働災害の数は、往々にして小さすぎて、予防分析のための実用的な統計を得ることができません。 事故のパターンの分析は、特定の傷害の再発を防ぐために使用できるかもしれませんが、何らかの形で以前の事例とは異なる事故の発生を防ぐことに成功することはほとんどありません. したがって、調査の焦点がかなり大規模な企業でない限り、そのような分析は、非常に類似した性質の企業のグループまたは同じタイプの生産プロセスのグループに対して実行するのが最適です。 例えば、製材業の分析によると、切断機で発生する事故は主に指の負傷によるものです。 輸送事故は主に足と脚の怪我で構成されており、脳の損傷と湿疹は表面処理業界で最も一般的な危険です. 業界内の関連する作業プロセスをより詳細に分析することで、どの状況が一般的に事故を引き起こすかを明らかにすることができます。 この情報に基づいて、関連業界の専門家は、そのような状況がいつ発生する可能性が高いか、および防止の可能性を特定できます。
情報検索と調査
ファイリング システムやライブラリ システムなどの情報システムの最も一般的な用途の XNUMX つは、安全性研究を目的として、明確に定義された特定の性質の情報を検索することです。 例えば、屋根上での作業に関する規制を策定することを目的とした研究では、そのような作業に特定のリスクが伴うかどうかという疑問が提起されました。 人々が仕事中に屋根から落ちて怪我をすることはめったにないと信じられていました。 しかし、今回の事例では、労働災害記録簿を活用して屋根からの転落死傷者の報告をすべて検索した結果、相当数の事例が発見されており、この分野での規制を継続して策定することの重要性が確認されました。
システム分析
A 特定の条件下で特定の機能を実行するように組み合わされた、相互に依存するコンポーネントのセットとして定義できます。 機械は、この意味で具体的で特に明確なシステムの例ですが、男性と女性がチームやワークショップや工場に関与するシステムは他にもあり、はるかに複雑で定義がそれほど簡単ではありません. 安全性 危険がないこと、または事故や危害のリスクがないことを示唆しています。 あいまいさを避けるために、 望ましくない出来事 採用されます。 多かれ少なかれ不幸な事件が発生する可能性がないという意味での絶対的な安全は達成できません。 現実的には、望ましくない事象が発生する確率をゼロにするのではなく、非常に低い確率を目指す必要があります。
特定のシステムは、実際に期待されるパフォーマンスに関してのみ、安全または安全でないと見なされる場合があります。 これを念頭に置いて、システムの安全レベルは次のように定義できます。期間"。 現在の関連で関心のある望ましくない出来事の例には、複数の死亡者、XNUMX 人または数人の死亡、重傷、軽傷、環境への損傷、生物への有害な影響、植物または建物の破壊、および重大な事故が含まれます。または限定的な物的または機器の損傷。
安全システム分析の目的
システムの安全性分析の目的は、望ましくない発生の確率に関係する要因を確認し、これらの発生がどのように発生するかを研究し、最終的にはその確率を下げるための予防策を開発することです。
問題の分析フェーズは、次の XNUMX つの主な側面に分けることができます。
- の識別と説明 機能不全または不適応の
- の識別 シーケンス 相互に(またはより「正常な」出来事と)組み合わさって、最終的に望ましくない出来事自体につながる機能障害と、その可能性の評価。
さまざまな機能障害とその結果が調査されると、システム安全アナリストは予防措置に注意を向けることができます。 この分野の研究は、以前の発見に直接基づいています。 この予防手段の調査は、システムの安全性分析の XNUMX つの主要な側面に従います。
分析方法
システムの安全性分析は、イベントの前または後に (アプリオリまたは事後) 実施することができます。 どちらの場合も、使用される方法は直接または逆のいずれかです。 事前分析は、望ましくない事態が発生する前に行われます。 アナリストは、そのような出来事を一定数取り上げ、それらに至るまでのさまざまな段階を発見しようと試みます。 対照的に、事後分析は、望ましくない事象が発生した後に実行されます。 その目的は、将来のためのガイダンスを提供することであり、具体的には、その後の事前分析に役立つ可能性のある結論を導き出すことです。
事前分析は事後分析よりもはるかに価値があるように見えるかもしれませんが、それはインシデントに先行するため、実際にはXNUMXつは補完的です. どの方法が使用されるかは、関連するシステムの複雑さと、対象についてすでにわかっていることによって異なります。 機械や産業施設などの具体的なシステムの場合、以前の経験は通常、かなり詳細なアプリオリ分析を準備するのに役立ちます。 ただし、その場合でも、分析は必ずしも確実ではなく、基本的に操作中に発生するインシデントの研究に基づく事後分析から利益を得ることが確実です。 勤務シフト、ワークショップ、工場など、人が関与するより複雑なシステムに関しては、事後分析がさらに重要です。 そのような場合、過去の経験は、詳細で信頼できる事前分析を可能にするのに必ずしも十分ではありません。
事後分析は、アナリストが問題のインシデントにつながった単一のプロセスを超えて、そのようなインシデントまたは類似のインシデントに合理的につながる可能性のあるさまざまな出来事を調べ始めると、アプリオリ分析に発展する可能性があります。
事後分析がアプリオリ分析になるもう XNUMX つの方法は、発生 (その防止が現在の分析の主な目的) ではなく、重大度の低いインシデントに重点が置かれる場合です。 技術的な問題、物的損害、潜在的または軽微な事故など、それ自体は比較的重要ではないこれらの事故は、より深刻な事態の警告サインとして識別できます。 このような場合、軽微なインシデントの発生後に分析が行われますが、まだ発生していないより重大なインシデントに関してはアプリオリな分析となります。
XNUMX つ以上のイベントのシーケンスの背後にあるメカニズムまたはロジックを調査するには、次の XNUMX つの方法が考えられます。
- 直接または 帰納、メソッドは、その結果を予測するために原因から始まります。
- 逆または 演繹的な、メソッドは結果を見て、原因に逆戻りします。
図 1 は、XNUMX つのボタン (B1 とB2) を同時に押して、リレー コイル (R) を作動させ、機械を始動します。 この例は、実際の用語で説明するために使用できます。 直接 & 逆 システムの安全性分析で使用される方法。
図 1. XNUMX ボタン制御回路

直接法
直接法アナリストは、(1) 障害、機能不全、および不適応を列挙し、(2) それらの影響を調査し、(3) それらの影響が安全に対する脅威であるかどうかを判断することから始めます。 図 1 の場合、次の障害が発生する可能性があります。
- 2 と 2´ の間のワイヤーの断線
- Cでの意図しない接触1 (または C2) 機械的ブロッキングの結果として
- B の偶発的な終了1 (または B2)
- 1 と 1' の間の短絡。
その後、アナリストはこれらの障害の結果を推測し、結果を表形式で示すことができます (表 1)。
表 1. XNUMX ボタン制御回路の考えられる機能不全とその結果
|
欠点 |
結果 |
|
2 と 2' の間でワイヤを切断します。 |
マシンを起動できません* |
|
B の偶発的な閉鎖1 (または B2 ) |
即時の影響なし |
|
Cの連絡先1 (または C2 ) 結果として |
すぐに影響はありませんが、 |
|
1 と 1' 間の短絡 |
リレー コイル R の作動 - 偶発的な始動 |
※システムの信頼性に直接影響する事象
** システムの安全レベルを著しく低下させる原因となる事象
***避けるべき危険な出来事
テキストと図 1 を参照してください。
表 1 では、システムの安全レベルを著しく低下させる、または危険な結果は、*** などの従来の記号で示すことができます。
注: 表 1 では、2 と 2' の間のワイヤーの断線 (図 1 に示されている) は、危険とは見なされない発生をもたらします。 システムの安全性に直接的な影響はありません。 ただし、そのようなインシデントが発生する確率は、システムの信頼性に直接影響します。
直接法は、シミュレーションに特に適しています。 図 2 は、プレス制御回路の安全性を調査するために設計されたアナログ シミュレータを示しています。 制御回路のシミュレーションにより、障害がない限り、回路が安全基準に違反することなく必要な機能を実際に確保できることを検証できます。 さらに、シミュレーターを使用すると、アナリストは回路のさまざまなコンポーネントに障害を導入し、その結果を観察して、適切に設計された (危険な障害がほとんどまたはまったくない) 回路と、設計が不十分な回路を区別できます。 この種の安全分析は、コンピューターを使用して実行することもできます。
図 2. プレス制御回路の研究用シミュレータ

逆の方法
逆の方法、アナリストは、望ましくない出来事、事件、または事故からさかのぼって、さまざまな以前の出来事に向かって、回避すべき出来事につながる可能性があるものを判断します。 図 1 で回避すべき最終的な事態は、意図しない機械の始動です。
- マシンの始動は、リレー コイル (R) の制御されていない起動によって引き起こされる場合があります。
- 次に、コイルの起動は、1 と 1' の間の短絡、またはスイッチ C の意図的でない同時の閉鎖から生じる可能性があります。1 およびC2.
- C の意図しない終了1 Cの機械的遮断の結果である可能性があります1 または、誤って B を押した場合1. 同様の理由が C にも当てはまります。2.
この分析の結果は、図 3 に示すように、ツリーに似た図で表すことができます (このため、逆の方法は「フォールト ツリー分析」として知られています)。
図 3. 考えられる一連のイベント

ダイアグラムは論理演算に従いますが、その中で最も重要なのは「OR」と「AND」演算です。 「OR」演算は、[X1] は、[A] または [B] (または両方) が発生した場合に発生します。 「AND」演算は、[X2] が発生する可能性がある場合、[C] と [D] の両方が発生している必要があります (図 4 を参照)。
図 4. XNUMX つの論理演算の表現

逆の方法は、特に化学、航空、宇宙、原子力産業において、具体的なシステムのアプリオリ分析で非常によく使用されます。 また、労働災害の調査方法としても非常に有用であることがわかっています。
それらは大きく異なりますが、直接法と逆法は補完的です。 直接法は一連の障害または機能障害に基づいているため、このような分析の価値は、最初に考慮されたさまざまな機能障害の関連性に大きく依存します。 この観点から見ると、逆の方法はより体系的であるように思われます。 どのようなタイプの事故やインシデントが発生する可能性があるかについての知識があれば、アナリストは理論上、この方法を適用して、それらを引き起こす可能性のあるすべての機能障害または機能障害の組み合わせに戻ることができます。 ただし、システムのすべての危険な動作が事前にわかっているとは限らないため、シミュレーションなどを適用した直接的な方法で発見することができます。 これらが発見されると、逆の方法でハザードをより詳細に分析できます。
システム安全解析の問題点
上記の分析方法は、システムの安全性を改善するための有用な結論に到達するために自動的に適用するだけでよい単なる機械的プロセスではありません。 それどころか、アナリストは仕事の過程で多くの問題に遭遇し、彼らの分析の有用性は、彼らがそれらの解決にどのように着手するかに大きく依存します. 発生する可能性のある典型的な問題のいくつかを以下に説明します。
検討するシステムとその動作条件を理解する
システムの安全性分析における基本的な問題は、調査対象のシステムの定義、その制限、およびそのシステムが存在する限り動作すると想定される条件です。
アナリストが考慮に入れているサブシステムがあまりにも限定的である場合、その結果、一連のランダムな予防措置が採用される可能性があります (すべてが特定の種類の発生を防止するように調整されている一方で、同様に深刻なハザードは無視または過小評価されている状況)。 )。 一方、システムが特定の問題に関して包括的または一般的すぎると、概念と責任が過度に曖昧になり、分析が適切な予防措置の採用につながらない可能性があります。
研究対象のシステムを定義する問題を説明する典型的な例は、産業用機械またはプラントの安全性です。 この種の状況では、アナリストは、XNUMX 人または複数の人によって操作または制御されなければならないという事実を見過ごして、実際の機器のみを考慮したくなるかもしれません。 この種の単純化は有効な場合があります。 ただし、分析する必要があるのは、機械のサブシステムだけではなく、機器の寿命のさまざまな段階 (たとえば、輸送と取り扱い、組み立て、テストと調整、通常の操作など) における作業者と機械のシステム全体です。 、メンテナンス、分解、場合によっては破壊)。 各段階で、機械は特定のシステムの一部であり、その目的と機能および誤動作のモードは、他の段階のシステムとはまったく異なります。 したがって、各段階で良好な安全条件下で必要な機能を実行できるように設計および製造する必要があります。
より一般的に言えば、企業における安全研究に関しては、機械、ワークステーション、シフト、部門、工場、および企業全体など、いくつかのシステムレベルがあります。 どのシステム レベルが考慮されているかによって、考えられる機能不全のタイプと関連する予防措置はまったく異なります。 優れた予防政策では、さまざまなレベルで発生する可能性のある機能障害を考慮に入れる必要があります。
システムの動作条件は、システムが機能すると想定される方法、およびシステムが影響を受ける可能性のある環境条件に関して定義することができます。 この定義は、システムが動作する可能性が高い実際の条件を考慮して、十分に現実的でなければなりません。 非常に制限された動作範囲でのみ非常に安全なシステムでも、ユーザーが規定された理論上の動作範囲内に収まらない場合、それほど安全ではない可能性があります。 したがって、安全なシステムは、システムが機能する条件の合理的な変動に耐えるのに十分な堅牢性を備えている必要があり、オペレーター側の特定の単純だが予見可能なエラーを許容する必要があります。
システムモデリング
システムの安全性を分析するために、モデルの開発が必要になることがよくあります。 これにより、検討する価値のある特定の問題が発生する可能性があります。
従来の機械のような簡潔で比較的単純なシステムの場合、モデルは、材料コンポーネントとその機能 (モーター、トランスミッションなど) の記述、およびこれらのコンポーネントの相互関係からほぼ直接導き出すことができます。 考えられるコンポーネントの故障モードの数も同様に制限されています。
コンピューターやロボットなどの最新のマシンには、マイクロプロセッサや非常に大規模に統合された電子回路などの複雑なコンポーネントが含まれており、特別な問題が生じます。 この問題は、各チップに非常に多くの基本トランジスタがあり、さまざまな種類のソフトウェアが使用されているため、モデル化または考えられるさまざまな故障モードの予測に関して完全には解決されていません。
分析対象のシステムが人間の組織である場合、モデリングで遭遇する興味深い問題は、特定の非物質的または完全に物質的ではないコンポーネントの選択と定義にあります。 特定のワークステーションは、たとえば、作業者、ソフトウェア、タスク、機械、材料、および環境を含むシステムによって表すことができます。 (「タスク」コンポーネントを定義するのは難しいかもしれません。なぜなら、カウントされるのは規定されたタスクではなく、実際に実行されるタスクだからです)。
人間の組織をモデル化する場合、アナリストは検討中のシステムを情報サブシステムと XNUMX つまたは複数のアクション サブシステムに分解することを選択できます。 情報サブシステムのさまざまな段階 (情報の取得、送信、処理、および使用) における障害の分析は、非常に有益です。
複数レベルの分析に関連する問題
複数レベルの分析に関連する問題が発生することがよくあります。これは、アナリストが望ましくない出来事から始めて、時間的にますます遠く離れたインシデントに戻る可能性があるためです。 考慮される分析のレベルに応じて、発生する機能不全の性質は異なります。 予防措置についても同様です。 どのレベルで分析を停止し、どのレベルで予防措置を講じるべきかを判断できることが重要です。 例としては、異常な状態で機械を繰り返し使用することによって引き起こされた機械の故障に起因する事故の単純なケースがあります。 これは、オペレーターのトレーニングが不足しているか、作業の組織が不十分であることが原因である可能性があります。 考慮される分析のレベルに応じて、必要な予防措置は、より厳しい使用条件に耐えることができる別の機械による機械の交換、通常の条件下でのみ機械を使用すること、人員訓練の変更、または組織の再編成である可能性があります。仕事。
予防措置の有効性と範囲は、導入されるレベルによって異なります。 望ましくない出来事のすぐ近くでの予防措置は、直接的かつ迅速な影響を与える可能性が高くなりますが、その効果は限られている場合があります。 他方では、出来事の分析において合理的な範囲で逆方向に作業することによって、多くの事故に共通するタイプの機能障害を見つけることが可能になるはずです。 このレベルで講じられる予防措置は、範囲がはるかに広いものになりますが、その有効性は直接的ではない可能性があります。
分析にはいくつかのレベルがあることを念頭に置いて、予防行動には多数のパターンがあり、それぞれが予防作業の独自の役割を担っています。 これは非常に重要な点であり、現在検討中の事故の例に戻るだけでその事実を理解することができます。 マシンをより厳しい使用条件に耐えることができる別のマシンに置き換えることを提案すると、マシンに防止の責任が生じます。 機械を通常の状態でのみ使用することを決定することは、ユーザーに責任を負わせることを意味します。 同様に、責任は、人員のトレーニング、作業の編成、または同時に機械、ユーザー、トレーニング機能、および組織機能に課せられる場合があります。
どのレベルの分析においても、事故は多くの場合、いくつかの機能不全または不適応の組み合わせの結果であると思われます。 ある機能障害に対して対策を講じるか、複数の機能障害に対して同時に対策を講じるかによって、採用される予防措置のパターンは異なります。
手と携帯用電動工具の安全性
道具は私たちの生活のごくありふれた部分であるため、危険をもたらす可能性があることを思い出すのが難しい場合があります。 すべてのツールは安全性を考慮して製造されていますが、ツールに関連する危険性が認識される前に事故が発生する場合があります。 作業者は、さまざまな種類のツールに関連する危険と、それらの危険を防ぐために必要な安全上の注意事項を認識することを学ばなければなりません。 携帯用電動工具や手動工具の使用中に遭遇する可能性のある潜在的な危険から保護するために、安全ゴーグルや手袋などの適切な個人用保護具を着用する必要があります。
ハンドツール
ハンドツールは非動力式で、斧からレンチまですべてが含まれています。 手動工具による最大の危険は、誤用、作業に不適切な工具の使用、および不適切なメンテナンスに起因します。 ハンド ツールの使用に伴う危険には次のようなものがありますが、これらに限定されません。
- ドライバーをノミ代わりに使用すると、ドライバーの先端が折れて飛散し、使用者や他の従業員に当たる恐れがあります。
- ハンマーや斧などの道具の木製のハンドルが緩んだり、裂けたり、ひびが入ったりすると、道具の頭が飛び散って、ユーザーや他の作業者にぶつかる可能性があります。
- あごが跳ねているレンチは滑る可能性があるので使用しないでください。
- ノミ、ウェッジ、ドリフトピンなどの衝撃ツールは、衝撃で粉々になり、鋭い破片が飛び散る可能性のあるきのこ状のヘッドを持っていると安全ではありません.
雇用主は、従業員に提供されるツールと機器の安全な状態について責任を負いますが、従業員はツールを適切に使用し維持する責任があります。 労働者は、のこぎりの刃、ナイフ、またはその他の工具を、通路エリアや近くで働く他の従業員から遠ざける必要があります。 鈍い道具は鋭利なものよりも危険な場合があるため、ナイフとはさみはよく切れるようにしておく必要があります。 (図 1 を参照してください。)
図 1. ねじ回し

安全のためには、危険な手工具を使用したり、その周りで作業したりするときに偶発的な滑りを防ぐために、床をできるだけ清潔で乾燥した状態に保つ必要があります。 鉄や鋼製の手工具によって生成される火花は、通常、発火源となるほど熱くはありませんが、可燃性の材料を扱う場合やその周囲で作業する場合は、火花の形成を防ぐために、真鍮、プラスチック、アルミニウム、または木材で作られた火花に強い工具を使用できます。
パワーツール
電動工具は、不適切に使用すると危険です。 電動工具にはいくつかの種類があり、通常は動力源 (電気、空圧、液体燃料、油圧、蒸気、火薬作動式) によって分類されます。 従業員は、仕事で使用するすべての電動工具の使用について資格を取得するか、訓練を受ける必要があります。 彼らは、電動工具の使用に伴う潜在的な危険を理解し、これらの危険の発生を防ぐために、次の一般的な安全上の注意事項を遵守する必要があります。
- コードやホースを持ってツールを運ばないでください。
- コードやホースを引っ張ってコンセントから外さないでください。
- コードやホースを熱、油、鋭利なものから遠ざけてください。
- ツールを使用していないとき、サービスの前、およびブレード、ビット、カッターなどのアクセサリを交換するときは、ツールを取り外してください。
- すべての観察者は、作業エリアから安全な距離を保つ必要があります。
- クランプや万力でワークを固定し、両手を解放してツールを操作します。
- 誤って起動しないようにしてください。 作業者は、プラグインされたツールを持ち運ぶときに、スイッチ ボタンに指を置いてはなりません。 ロックオンコントロールを備えたツールは、電源が遮断されたときに解放され、電源が回復したときに自動的に起動しないようにする必要があります。
- 最高のパフォーマンスを得るには、ツールを慎重に維持し、鋭く清潔に保つ必要があります。 潤滑および付属品の交換については、ユーザーズマニュアルの指示に従ってください。
- 作業者は、電動工具を使用する際に、足場とバランスが適切であることを確認する必要があります。 ゆったりとした衣服、ネクタイ、ジュエリーは可動部分に巻き込まれる可能性があるため、適切な衣服を着用する必要があります。
- 損傷したすべてのポータブル電動工具は、感電を防ぐために使用を中止し、「使用禁止」のタグを付ける必要があります。
保護ガード
電動工具の危険な可動部分は保護する必要があります。 たとえば、ベルト、ギア、シャフト、プーリー、スプロケット、スピンドル、ドラム、フライホイール、チェーン、またはその他の往復運動、回転、または移動する機器の部品は、これらの部品が作業者に接触する可能性がある場合、保護する必要があります。 必要に応じて、以下に関連する危険からオペレーターや他の人を保護するためにガードを提供する必要があります。
- 操作のポイント
- 実行中のニップ ポイント
- 回転部品と往復部品
- 飛散する切りくずや火花、金属加工液からのミストやスプレー。
ツールの使用中は、安全ガードを決して取り外さないでください。 たとえば、ポータブル丸のこにはガードを装備する必要があります。 上部ガードは、のこぎりの刃全体を覆う必要があります。 被削材と接触する場合を除き、引き込み式の下部ガードで鋸の歯を覆う必要があります。 ツールがワークから引き出されると、下部ガードは自動的にカバー位置に戻る必要があります。 電動のこぎりの図にあるブレード ガードに注意してください (図 2)。
図 2. ガード付き丸鋸

安全スイッチとコントロール
以下は、モーメンタリ接点の「オン/オフ」制御スイッチを装備しなければならない手持ち式電動工具の例です。
- ドリル、タッパー、ファスナードライバー
- 直径が 2 インチ (5.1 cm) を超えるホイールを備えた水平、垂直、およびアングル グラインダー
- ディスクサンダーとベルトサンダー
- レシプロソーとサーベルソー。
これらのツールには、ロックオン コントロールを装備することもできます。
以下のハンドヘルド電動工具には、正の「オン/オフ」制御スイッチのみを装備できます。
- プラテンサンダース
- 直径 2 インチ (5.1 cm) 以下のディスクを備えたディスクサンダー
- 直径 2 インチ (5.1 cm) 以下のホイール付きグラインダー
- ルーターとプレーナー
- ラミネートトリマー、ニブラー、ハサミ
- ブレードシャンクが 0.64/XNUMX インチ (XNUMX cm) 以下のスクロールソーおよびジグソー。
圧力が解放されたときに電源を遮断する定圧スイッチを装備する必要があるその他の手持ち式電動工具には、次のものがあります。
- 刃の直径が 2 インチ (5.1 cm) を超える丸のこ
- チェーンソー
- 積極的な付属品保持手段のない打楽器。
電動工具
電動工具を使用する作業者は、いくつかの危険を認識しておく必要があります。 これらの中で最も深刻なのは感電死の可能性であり、その後に火傷や軽いショックが続きます。 特定の条件下では、わずかな電流でも心臓が細動し、死に至る場合があります。 衝撃により、労働者がはしごやその他の高所作業面から落ちることもあります。
感電による作業者の負傷の可能性を減らすために、ツールは少なくとも次の手段の XNUMX つによって保護する必要があります。
- 接地 3線コード(アース線付)による。 XNUMX 線式コードには、XNUMX つの通電導体と XNUMX つの接地導体が含まれています。 接地導体の一端はツールの金属ハウジングに接続します。 もう一方の端は、プラグのプロングを介して接地されています。 アダプタを使用して XNUMX 穴レセプタクルを収容する場合は常に、アダプタ ワイヤを既知のアースに接続する必要があります。 XNUMX 番目のプロングは、プラグから決して取り外さないでください。 (図 XNUMX 参照)
- 二重絶縁。 作業者と工具は、(1) 内部のワイヤの通常の絶縁による保護、および (2) 誤動作の場合に作業者に電気を通さないハウジングによる保護の XNUMX つの方法で保護されています。
- 低電圧絶縁トランスを搭載.
- 漏電遮断器を介して接続. これらは永久的なポータブル デバイスであり、回路が作業者の身体または接地された物体を介して接地されると、回路を瞬時に切断します。

電動工具を使用する際は、次の一般的な安全慣行に従う必要があります。
- 電動工具は、設計上の制限内で操作する必要があります。
- 電動工具の使用中は、手袋と安全靴の着用をお勧めします。
- 使用しないときは、工具を乾燥した場所に保管してください。
- ワイヤまたはコネクタが擦り切れたり、曲がったり、損傷している場合は、ツールを使用しないでください。
- 電動工具は、湿気の多い場所や濡れた場所では使用しないでください。
- 作業エリアは十分に明るくする必要があります。
電動研磨ホイール
電動研磨砥石、切断、研磨、およびワイヤーバフ研磨ホイールは、ホイールが分解して飛散する破片を飛ばす可能性があるため、特別な安全上の問題を引き起こします。
研削砥石を取り付ける前に、それらを綿密に検査し、軽量の非金属器具で軽く叩いて音(またはリング)をテストして、亀裂や欠陥がないことを確認する必要があります。 ホイールにひびが入ったり、音が出なくなったりすると、操作中に飛散する可能性があるため、使用しないでください。 音と損傷のないホイールは、クリアな金属音または「リング」を発します。
ホイールのひび割れを防ぐために、ユーザーはホイールがスピンドルに自由にフィットすることを確認する必要があります。 スピンドル ナットは、フランジを変形させずにホイールを所定の位置に保持するのに十分なだけ締める必要があります。 メーカーの推奨事項に従ってください。 スピンドルホイールが研磨ホイールの仕様を超えないように注意する必要があります。 始動時に車輪が分解 (爆発) する可能性があるため、作業者は車輪が最大速度まで加速するときに車輪の真正面に立たないでください。 携帯用研削工具には、移動する砥石面だけでなく、破損した場合に飛散する破片から作業者を保護するための安全ガードを装備する必要があります。 さらに、電動グラインダーを使用する場合は、次の注意事項を守る必要があります。
- 常に目の保護具を使用してください。
- ツールを使用しないときは、電源を切ってください。
- ハンドヘルドグラインダーを万力で固定しないでください。
空気圧ツール
空気圧工具は圧縮空気を動力とし、チッパー、ドリル、ハンマー、サンダーなどがあります。 空気圧工具の使用には潜在的な危険がいくつかありますが、主なものは、工具のアタッチメントの XNUMX つまたは作業者が工具で使用しているある種の留め具にぶつかる危険です。 空気圧ツールを使用する場合は、目を保護する必要があり、顔面を保護することをお勧めします。 騒音は別の危険です。 削岩機などの騒音の大きい工具を扱う作業には、適切な聴覚保護具を適切かつ効果的に使用する必要があります。
空気圧工具を使用する場合、作業者はホースにしっかりと固定されていることを確認して、外れないようにする必要があります。 エア ホースをツールに取り付ける短いワイヤーまたはポジティブ ロック デバイスは、追加の安全装置として機能します。 エア ホースの直径が 1.27/XNUMX インチ (XNUMX cm) を超える場合は、ホースが破損した場合に備えて空気を自動的に遮断するために、安全な過剰流量バルブを空気供給源に取り付ける必要があります。 一般に、ホースは同様の損傷や偶発的な打撃を受ける可能性があり、つまずく危険性があるため、電気コードに推奨されるエア ホースでも同じ予防措置を講じる必要があります。
圧縮空気銃は決して人に向けてはいけません。 作業者は、自分自身や他の人に対してノズルを「行き止まり」にしないでください。 チッピング ハンマーのノミなどのアタッチメントが意図せずバレルから飛び出さないように、安全クリップまたはリテーナーを取り付ける必要があります。 チッパー、リベットガン、エアハンマー、ステープラー、またはエアドリルの周りに飛散する破片が近くの労働者に当たるのを防ぐために、スクリーンを設置する必要があります。
塗料や液体を高圧 (1,000 平方インチあたり XNUMX ポンド以上) で霧化するエアレス スプレー ガンには、自動または手動の視覚的安全装置を装備して、安全装置が手動で解除されるまで作動を防止する必要があります。 重い削岩機は疲労や緊張を引き起こす可能性がありますが、しっかりとした握りを提供する重いゴム製グリップを使用することで軽減される場合があります. 削岩機を操作する作業員は、ハンマーが滑ったり落下したりした場合に怪我をしないように、安全メガネと安全靴を着用する必要があります。 フェイスシールドも使用する必要があります。
燃料駆動ツール
燃料動力のツールは、通常、小型のガソリン動力の内燃モーターを使用して操作されます。 燃料動力ツールの使用に関連する最も深刻な潜在的危険は、燃焼または爆発して危険な排気ガスを放出する可能性のある危険な燃料蒸気に起因します。 作業者は、可燃性液体の適切な手順に従って、承認された可燃性液体容器でのみガソリンまたは燃料を取り扱い、輸送、保管するように注意する必要があります。 燃料式ツールのタンクに燃料を補充する前に、危険な蒸気の偶発的な発火を防ぐために、ユーザーはエンジンを停止して冷却する必要があります。 密閉されたエリア内で燃料動力工具を使用する場合は、一酸化炭素への曝露を防ぐために、効果的な換気および/または保護具が必要です。 消火器は、その地域で利用可能でなければなりません。
爆発性火薬作動工具
爆発性火薬作動工具は装填された銃のように作動するため、同様の敬意と注意を払って取り扱う必要があります。 実際、それらは非常に危険であるため、特別に訓練された、または資格のある従業員のみが操作する必要があります。 粉体作動工具を使用する場合は、適切な耳、目、顔の保護が不可欠です。 すべての粉体作動工具は、ユーザーが過剰な力をかけずに作業を行うのに必要な粉体レベルを選択できるように、さまざまな粉体装薬用に設計する必要があります。
ツールのマズルエンドには、銃身の中心に垂直に配置された保護シールドまたはガードが必要であり、ツールが発射されたときに危険を引き起こす可能性のある飛散する破片や粒子からユーザーを保護します。 この種の安全装置を備えていないと発火しないようにツールを設計する必要があります。 ツールが誤って発射されるのを防ぐために、発射には 5 つの別々のモーションが必要です。 ツールは、ツールの総重量より少なくとも XNUMX ポンド大きい力で作業面に押し付けられるまで、操作できてはなりません。
火薬で作動するツールが不発になった場合、ユーザーは少なくとも 30 秒待ってから再発射を試みる必要があります。 それでも発射しない場合は、障害のあるカートリッジが爆発する可能性が低くなるように、ユーザーは少なくともさらに 30 秒待ってから、慎重に負荷を取り除く必要があります。 不良カートリッジは、水に入れるか、雇用者の手順に従って安全に廃棄する必要があります。
使用中に粉体作動工具に欠陥が発生した場合は、タグを付けて、適切に修理されるまで直ちに使用を中止する必要があります。 火薬作動工具の安全な使用と取り扱いに関する注意事項には、次のようなものがあります。
- 許可された人物による高温作業許可の発行がない限り、火薬作動工具は爆発性または可燃性雰囲気で使用しないでください。
- ツールを使用する前に、作業者はツールがきれいであること、すべての可動部品が自由に動作すること、およびバレルに障害物がないことを確認するためにツールを検査する必要があります。
- このツールは決して人に向けてはいけません。
- すぐに使用する場合を除き、ツールをロードしないでください。 装填されたツールは、特に許可されていない人が利用できる可能性がある場合は、放置しないでください。
- 手はバレルエンドから離してください。
粉末作動工具を使用してファスナーを取り付ける際は、次の安全上の注意事項を考慮する必要があります。
- 反対側にファスナーを通過させる素材にファスナーを発射しないでください。
- 端または角から 3 インチ (7.6 cm) 未満の距離でレンガやコンクリートなどの材料にファスナーを打ち込んだり、角または端から 1.27/XNUMX インチ (XNUMX cm) 未満の距離でスチールに留め具を打ち込まないでください。
- 欠けたり、粉々になったり、ファスナーが跳ね返ったりする可能性がある非常に硬い素材や脆い素材にファスナーを打ち込まないでください。
- ファスナーを既存の穴に打ち込むときは、位置合わせガイドを使用してください。 不十分な締め付けによって生じた破砕領域にファスナーを打ち込まないでください。
油圧電動工具
油圧電動工具で使用される作動油は、予想される用途に対して承認されている必要があり、最も極端な温度にさらされてもその動作特性を維持する必要があります。 ホース、バルブ、パイプ、フィルター、およびその他の付属品の製造元が推奨する安全な動作圧力を超えてはなりません。 裸火や高温面などの発火源が存在する可能性がある領域で高圧下で漏れの可能性がある場合は、油圧媒体として耐火性流体の使用を検討する必要があります。
ジャックス
すべてのジャッキ (レバー ジャッキ、ラチェット ジャッキ、スクリュー ジャッキ、油圧ジャッキ) には、ジャッキアップが高くなりすぎないようにする装置が必要です。 製造元の負荷制限は、ジャッキの目立つ場所に恒久的にマークする必要があり、超えてはなりません。 必要に応じてベースの下に木製のブロックを使用して、ジャッキを水平にして固定します。 リフト面が金属製の場合は、表面の下側と金属製のジャッキ ヘッドの間に厚さ 1 インチ (2.54 cm) の硬材ブロックまたは同等のものを置き、滑りの危険を減らします。 持ち上げた荷物を支えるためにジャッキを使用しないでください。 荷物が持ち上げられたら、すぐにブロックで支える必要があります。
ジャックをセットアップするには、次の条件を確認してください。
- ベースは、しっかりとした水平な面に置かれています。
- ジャックは正しく中央に配置されています。
- ジャッキヘッドは平らな面に押し付けます。
- 揚力が均等にかかります。
ジャッキの適切なメンテナンスは、安全のために不可欠です。 すべてのジャッキは、使用前に点検し、定期的に注油する必要があります。 ジャッキに異常な負荷や衝撃が加わった場合は、損傷がないかよく調べてください。 凍結温度にさらされる油圧ジャッキには、適切な不凍液を充填する必要があります。
まとめ
手工具や電動工具を使用し、物体や材料の落下、飛行、研磨、飛散の危険、または有害な粉塵、煙、ミスト、蒸気、ガスの危険にさらされている労働者には、必要な適切な個人用装備を提供する必要があります。それらを危険から守るために。 電動工具の使用に伴うすべての危険は、作業者が次の XNUMX つの基本的な安全規則に従うことで防ぐことができます。
- 定期的なメンテナンスにより、すべてのツールを良好な状態に保ちます。
- 仕事に適したツールを使用してください。
- 使用前に各ツールに損傷がないか調べてください。
- メーカーの指示に従ってツールを操作してください。
- 適切な保護具を選択して使用してください。
従業員と雇用主は、確立された安全な作業慣行を維持するために協力する責任があります。 安全でないツールや危険な状況に遭遇した場合は、直ちに適切な担当者に知らせる必要があります。
機械の可動部分
この記事では、機械の可動部分との接触に起因する事故につながる状況とイベントの連鎖について説明します。 機械の操作やメンテナンスを行う人は、重大な事故に巻き込まれる危険性があります。 米国の統計によると、米国では毎年 18,000 件の切断と 800 人以上の死亡者がこのような原因によるものであることが示唆されています。 米国国立労働安全衛生研究所 (NIOSH) によると、1979 年の分類では、「挟み込み、挟み込み、挟み込み」の負傷が、最も重要な種類の労働災害の中で最高位にランクされています。イーサトンとマイヤーズ 1990)。 「可動機械部品との接触」は、10 年にスウェーデンの労働災害統計にこのカテゴリーが導入されて以来、労働災害の 1979% 強の主要な傷害イベントとして報告されています。
ほとんどの機械には、けがの原因となる可動部品があります。 このような可動部品は、切断、成形、中ぐり、または変形が行われる場所など、材料に対して作業が行われる作業点で見られる場合があります。 それらは、フライホイール、プーリー、コネクティングロッド、カプラー、カム、スピンドル、チェーン、クランク、ギアなど、作業を行う機械の部品にエネルギーを伝達する装置に見られます。 それらは、モバイル機器のホイール、ギアモーター、ポンプ、コンプレッサーなど、機械の他の可動部分に見られる場合があります。 危険な機械の動きは、他の種類の機械、特に工作物、材料、廃棄物、または工具などの負荷を処理および輸送する機器の補助部品にも見られます。
作業中に動く機械のすべての部品は、けがや損害を引き起こす事故につながる可能性があります。 機械の回転運動と直線運動の両方、およびそれらの動力源は危険な場合があります。
回転運動。 滑らかに回転するシャフトでも衣類をつかむことができ、たとえば人の腕を危険な位置に引き寄せることができます。 回転軸の危険性は、調整ねじ、ボルト、スリット、切り欠き、刃先などの突出部や凸凹のある表面や鋭利な表面がある場合に大きくなります。 回転する機械部品は、次の XNUMX つの方法で「ニップ ポイント」を発生させます。
- 歯車や歯車、キャリッジ ローラー、マングルなど、反対方向に回転し、平行な軸を持つ XNUMX つの回転部品の間にポイントがあります。
- 動力伝達ベルトとそのプーリー、チェーンとスプロケット、ラックとピニオンなど、回転部分と直線運動部分の接点があります。
- 回転する機械の動きは、停止している物体の近くで発生すると、切り傷や圧壊の危険を引き起こす可能性があります。この種の状態は、ウォーム コンベヤとそのハウジングの間、ホイールのスポークと機械ベッドの間、または砥石と工具治具の間。
直線的な動き. 垂直方向、水平方向、および往復運動は、いくつかの方法で怪我を引き起こす可能性があります。人は、機械部品から押し出されたり打撃を受けたり、機械部品と他の物体の間に挟まれたり、鋭利なエッジで切られたり、支えられたりする可能性があります。可動部分と別の物体の間に挟まれることによる挟み込み損傷 (図 1)。
図 1. 人を傷つける機械的動作の例

電源。 多くの場合、かなりの量のエネルギーを必要とする可能性のある機械を動かすために、外部電源が使用されます。 これらには、電気、蒸気、油圧、空圧、および機械動力システムが含まれます。これらはすべて、解放または制御されていない場合、重傷または損傷を引き起こす可能性があります。 インド北部の 1987 つの村の農民の間で 1988 年間 (5.1 年から 8.6 年) に発生した事故に関する研究では、飼料切断機は、それ以外はすべて同じ設計ですが、モーターまたはトラクターで動力を供給されている場合、より危険であることが示されました。 軽傷を超える事故の相対頻度 (機械ごと) は、手動カッターの場合は 1992 件あたり XNUMX 件、電動カッターの場合は XNUMX 件あたり XNUMX 件でした (Mohan and Patel XNUMX)。
機械の動きに伴う怪我
機械の動きに伴う力は非常に大きいことが多いため、機械の動きによる負傷は深刻であると推測できます。 この推定は、いくつかの情報源によって確認されています。 英国の統計 (HSE 5) によると、「動いている機械または機械加工中の材料との接触」は、すべての労働災害の 10% にすぎませんが、致命的および重大な事故 (骨折、切断など) の 1989% を占めています。 スウェーデンの 80 つの自動車製造職場の研究は、同じ方向性を示しています。 機械の動きに起因する事故は、機械に関係しない事故と比較して、中央値で測定される病気休暇の日数が 40 倍になりました。 機械関連の事故は、負傷した身体の部位に関しても他の事故とは異なります。その結果、「機械」の事故で受けた負傷の 1995% が手と指であり、「その他」の事故の対応する割合はXNUMX% (Backström and Döös XNUMX)。
自動化された設備でのリスク状況は、(事故の種類、事象の順序、傷害の重症度の点で) 異なり、(技術的な面でも、専門的なスキルの必要性に関しても) より複雑であることが判明しています。従来の機械が使用される設備。 用語 自動の 本明細書では、人が直接介入することなく、機械の動きを開始したり、その方向や機能を変更したりできる機器を指すことを意味します。 このような機器は、その活動を指示および監視するために、センサー デバイス (位置センサーやマイクロスイッチなど) および/または何らかの形式のシーケンス制御 (コンピューター プログラムなど) を必要とします。 ここ数十年にわたって、 プログラマブルロジックコントローラー (PLC)は、生産システムの制御ユニットとしてますます採用されています。 小型コンピュータは現在、工業化された世界で生産設備を制御するために使用される最も一般的な手段ですが、電気機械ユニットなどの他の制御手段はますます一般的ではなくなりつつあります。 スウェーデンの製造業では、数値制御 (NC) 機械の使用が 11 年代に年間 12 ~ 1980% 増加しました (Hörte and Lindberg 1989)。 現代の工業生産では、「機械の可動部分」によって負傷することは、「コンピューター制御の機械の動き」によって負傷することと同等になりつつあります。
自動化された設備は、業界のますます多くの分野で見られ、機能の数が増えています。 店舗管理、マテリアルハンドリング、加工、組み立て、梱包のすべてが自動化されています。 連続生産は、プロセス生産に似てきました。 ワークピースの供給、加工、および排出が機械化されている場合、オペレータは、通常の中断のない生産過程でリスクゾーンにいる必要がなくなります。 自動化された製造に関する調査研究は、事故は主に生産に影響を与える障害の処理で発生することを示しています。 しかし、清掃、調整、リセット、制御、修理などの他のタスクを実行する際に、人が機械の動きを妨げることもあります。
生産が自動化され、プロセスが人間の直接制御下になくなると、予期しない機械の動きのリスクが高まります。 連結された機械のグループまたはラインで作業するほとんどのオペレーターは、このような予期しない機械の動きを経験しています。 多くの 自動化事故 まさにそのような動きの結果として発生します。 自動化事故とは、自動化された機器が負傷の原因となるエネルギーを制御した (または制御すべきだった) 事故です。 これは、人を傷つける力が機械自体から発生することを意味します (例えば、機械の動きのエネルギー)。 スウェーデンでの 177 件の自動化事故に関する研究では、84% のケースで、機械の一部の「予期せぬ始動」によって負傷が引き起こされたことがわかりました (Backström and Harms-Ringdahl 1984)。 コンピューター制御の機械の動きによって引き起こされる怪我の典型的な例を図 2 に示します。
図 2. コンピュータ制御の機械の動きによって引き起こされた傷害の典型的な例

上記で言及した研究の 1995 つ (Backström and Döös XNUMX) は、自動制御された機械の動きが、他の種類の機械の動きによる怪我よりも長い病気休暇と因果関係があることを示しており、中央値は職場の XNUMX つで XNUMX 倍高かった. 自動化事故の負傷パターンは、他の機械事故 (主に手と指) の負傷パターンと類似していましたが、前者の種類の負傷 (切断、圧挫、骨折) がより深刻である傾向がありました。
コンピュータ制御は、手動と同様、信頼性の面で弱点があります。 コンピュータ プログラムがエラーなく動作するという保証はありません。 信号レベルが低い電子機器は、適切に保護されていないと干渉に敏感になる可能性があり、結果として生じる障害の結果を常に予測できるとは限りません。 さらに、プログラミングの変更は、多くの場合、文書化されずに残されます。 この弱点を補うために使用される XNUMX つの方法は、たとえば、機能コンポーネントの XNUMX つの独立したチェーンがある「二重」システムを運用し、両方のチェーンが同じ値を表示するように監視する方法です。 システムが異なる値を表示する場合、これはそれらのいずれかに障害があることを示しています。 しかし、コンポーネントの両方のチェーンが同じ障害を被り、同じ外乱によって両方が故障し、それによって偽陽性の読み取り値が得られる可能性があります (両方のシステムが一致するように)。 しかし、XNUMX 台のコンピュータが設備のすべての機能を制御するのが一般的であるという事実にもかかわらず (以下を参照)、調査されたケースのうち、事故をコンピュータの故障にまで追跡することができたのはごくわずかです (以下を参照)。安全装置の作動の結果としての機械)。 別の方法として、安全機能のための電気機械コンポーネントを備えた実証済みのシステムを提供することを検討することもできます。
技術的な問題
一般に、一つの事故には、技術的要因、個人的要因、環境的要因、組織的要因など、多くの原因があると言えます。 事故を予防するためには、事故は孤立した出来事としてではなく、 シーケンス イベントまたはプロセスの (Backström 1996)。 自動化事故の場合、技術的な問題はしばしばそのような一連の過程の一部であり、プロセスの初期段階のいずれか、または事故の負傷イベントの近くで発生することが示されています。 自動化事故に関連する技術的問題を調べた研究では、これらが事故の 75 ~ 85% の背後にあることが示唆されています。 同時に、特定のケースでは、通常、組織的な性質など、他の原因があります。 けがを引き起こすエネルギーの直接的な原因が技術的な故障に起因する可能性があることがわかっているのは、3 分の XNUMX のケースだけです。 他の研究でも同様の数値が報告されています。 通常、技術的な問題が原因で装置にトラブルが発生したため、オペレータは作業を切り替える必要がありました (たとえば、曲がった位置にあった部品を再配置するなど)。 その後、技術的な障害が原因で、タスクの実行中に事故が発生しました。 自動化事故の XNUMX 分の XNUMX は、部品が動かなくなったり、曲がったり、その他の不具合が生じたりするなど、マテリアル フローの障害が先行していました (図 XNUMX を参照)。
図 3. 自動化事故に関連する技術的問題の種類 (事故数 = 127)

自動化に関連する 127 件の事故の調査では、これらの事故のうち 28 件 (図 4 を参照) をさらに調査して、原因要因として関係する技術的問題の種類を特定しました (Backström and Döös、印刷中)。 事故調査で特定された問題は、ほとんどの場合、詰まった、欠陥のある、または摩耗したコンポーネントによって引き起こされました。 17 つのケースでは、問題はコンピューター プログラムのエラーによって引き起こされ、28 つのケースでは電磁干渉によって引き起こされました。 ケースの半分以上 (5 件中 28 件) では、障害がしばらくの間存在していましたが、修正されていませんでした。 技術的な故障または逸脱が言及された XNUMX 件のうち XNUMX 件のみが欠陥を持っていました。 以前に姿を現した。 一部の障害は、後で再発するためだけに修復されました。 ある欠陥は設置時から存在していましたが、他の欠陥は摩耗や環境の影響によるものでした。
ほとんどの研究によると、生産への障害を修正する過程で発生する自動化事故の割合は、全ケースの XNUMX 分の XNUMX から XNUMX 分の XNUMX になります。 言い換えれば、生産妨害への対処は危険な職業的作業であるという一般的な合意があります。 そのような事故が発生する範囲の変動には多くの説明があり、その中には生産の種類や職業上のタスクの分類方法に関連するものがあります。 擾乱に関するいくつかの研究では、通常の生産過程における問題と機械の停止のみが考慮されています。 他の国では、仕事の準備に関わる問題など、より幅広い問題が扱われています。
自動化事故を防止する上で非常に重要な対策は、生産障害の原因を取り除くための手順を準備して、それらが繰り返されないようにすることです。 事故時の生産妨害に関する専門的な研究 (Döös and Backström 1994) では、妨害が生じた最も一般的な作業は、動かなくなったり間違ったりしたワークピースの位置を解放したり修正したりすることであることがわかりました。置いた。 このタイプの問題は、次の 1 つのかなり類似した一連のイベントのうちの 2 つを開始しました。(4) 部品が解放され、正しい位置に移動し、機械が自動起動信号を受信し、開始された機械の動きによって人が負傷しました。(XNUMX) ) 機械の動きが予期せず、より速く、またはオペレータの予想よりも大きいために人が負傷する前に、部品を解放または再配置する時間がありませんでした。 その他の障害処理には、センサー インパルスの促進、詰まった機械部品の解放、単純な種類の障害追跡の実行、および再起動の準備が含まれていました (図 XNUMX を参照)。
図4 事故時の擾乱処理の種類(事故件数=76件)

労働安全
自動化事故で負傷する傾向のある人員のカテゴリは、作業の編成方法、つまり、どの職業グループが危険なタスクを実行するかによって異なります。 実際には、これは、日常的に問題や混乱に対処するために職場のどの人が割り当てられるかの問題です。 現代のスウェーデンの産業では、通常、機械を操作する人に積極的な介入が求められます。 これが、前述のスウェーデンでの車両製造職場調査 (Backström と Döös、出版が承認された) で、自動化された機械によって負傷した人々の 82% が生産労働者またはオペレーターであることがわかった理由です。 また、オペレーターは保守作業員 (15 人あたり 1,000 件) よりも相対的な事故頻度が高かった (年間 6 人あたり 1,000 件の自動化事故)。 保守作業員がより影響を受けていることを示す調査結果は、一部の企業ではオペレーターが機械加工エリアに立ち入ることを許可されていないという事実によって少なくとも部分的に説明されます。 異なるタイプのタスク配分を持つ組織では、他のカテゴリの人員 (たとえば、セッター) が、発生した生産上の問題を解決するタスクを与えられる場合があります。
これに関連して個人の安全レベルを上げるために講じられる最も一般的な是正措置は、機械ガードなどの何らかの安全装置を使用して危険な機械の動きから人を保護することです。 ここでの主な原則は、「受動的」安全、つまり作業者側の行動を必要としない保護の提供です。 しかし、保護装置の有効性を判断するには、問題の機械での実際の作業要件を十分に理解する必要があります。このような知識は、通常、機械のオペレータのみが所有しています。
一見優れたマシン保護機能が機能しなくなる要因は数多くあります。 作業を行うために、オペレータは安全装置を解除または回避する必要がある場合があります。 ある調査 (Döös and Backström 1993) では、対象となる自動化事故の 12 件のうち 75 件で、そのような離脱または迂回が行われたことがわかりました。 多くの場合、オペレーターが野心的であり、生産上の問題や、指示に従って障害を修正することに伴う生産プロセスの遅延を受け入れる気がないことが原因です。 この問題を回避する XNUMX つの方法は、保護装置を目立たなくすることです。これにより、生産のペース、製品の品質、または作業のパフォーマンスに影響を与えません。 しかし、これが常に可能であるとは限りません。 また、生産への妨害が繰り返される場合、些細な不便さでさえ、安全装置を使用しないように人々を駆り立てる可能性があります。 繰り返しになりますが、生産障害の原因を取り除き、これらが繰り返されないようにするためのルーチンを利用できるようにする必要があります。 安全装置が実際に仕様どおりに機能することを確認する手段がないことは、さらに重大なリスク要因です。 接続不良、システム内に残り、後で予期しない始動を引き起こす始動信号、空気圧の上昇、およびセンサーの緩みはすべて、保護装置の故障の原因となる可能性があります。
まとめ
これまで見てきたように、問題に対する技術的な解決策は、新たな問題を引き起こす可能性があります。 けがは機械の動きによって引き起こされますが、機械の動きは本質的に本質的に技術的ですが、これは、それらを根絶する可能性が純粋に技術的な要因にあることを自動的に意味するものではありません。 技術システムは引き続き誤動作し、人々はこれらの誤動作が引き起こす状況に対処できなくなります。 リスクは引き続き存在し、さまざまな手段によってのみ抑制できます。 純粋な技術開発を補完するものとして、法律と管理、個々の企業での組織的な対策 (トレーニング、安全巡回、リスク分析、騒乱や事故に近い状況の報告の形で)、および着実で継続的な改善への重点がすべて必要です。
機械の保護
さまざまな種類の機械があるのと同じくらい、機械部品を動かすことによって生じる潜在的な危険がたくさんあるようです。 労働者を不必要で予防可能な機械関連の怪我から守るためには、保護手段が不可欠です。 したがって、負傷の原因となる可能性のある機械部品、機能、またはプロセスは保護する必要があります。 機械の操作または機械との偶発的な接触により、オペレータまたは近くにいる他の人が負傷する可能性がある場合、危険を制御または排除する必要があります。
機械的な動きとアクション
機械的な危険には、通常、次の XNUMX つの基本領域の危険な可動部品が含まれます。
- 操作のポイント、 切断、成形、打ち抜き、スタンピング、中ぐり、素材の成形など、材料に対して作業が行われるポイント
- 動力伝達装置、 作業を行う機械の部品にエネルギーを伝達する機械システムのコンポーネント。 これらのコンポーネントには、フライホイール、プーリー、ベルト、コネクティング ロッド、カップリング、カム、スピンドル、チェーン、クランク、ギアが含まれます。
- 他の可動部分、 往復、回転、横方向に動く部品、送り機構、機械の補助部品など、機械の作動中に動く機械のすべての部品。
労働者に危険をもたらす可能性のあるさまざまな機械的動作や動作には、回転部材の動き、往復アーム、ベルトの移動、歯車のかみ合い、歯の切断、および衝撃や剪断を伴うあらゆる部品が含まれます。 これらのさまざまな種類の機械的動作と動作は、ほぼすべての機械の基本であり、それらを認識することが、労働者を危険から保護するための第一歩です。
動き
運動には、回転、往復、横の XNUMX つの基本的なタイプがあります。
回転運動 危険な場合があります。 滑らかでゆっくりと回転するシャフトでさえ、衣類をつかみ、腕や手を危険な位置に押し込む可能性があります。 回転部品との接触による怪我は深刻な場合があります (図 1 を参照)。
図 1. メカニカル パンチ プレス
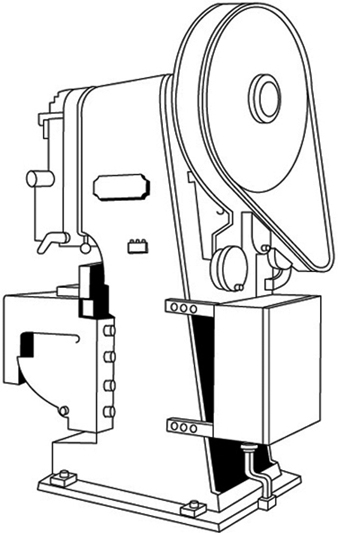
カラー、カップリング、カム、クラッチ、フライホイール、シャフトエンド、スピンドル、および水平または垂直シャフトは、危険な回転機構の例です。 図 2 に示すように、機械の回転部分にボルト、切り傷、摩耗、突き出たキーまたは止めねじが露出していると、さらに危険です。
図 2. 回転部品の危険な突起の例

走行ニップ点は、機械で部品を回転させることによって作成されます。 インランニング ニップ ポイントには、主に XNUMX つのタイプがあります。
- 軸が平行なパーツは、反対方向に回転できます。 これらの部品は、接触している (それによってニップ ポイントが生成される) か、互いに近接している可能性があります。この場合、ロール間に供給される素材がニップ ポイントを生成します。 この危険は、図 3 に示すように、噛み合うギア、圧延機、およびカレンダーを備えた機械で一般的です。
- 図 4 に示すように、動力伝達ベルトとそのプーリー、チェーンとスプロケット、またはラックとピニオンの間の接触点など、回転部分と接線方向に移動する部分の間に別のタイプのニップ ポイントが作成されます。
- 回転部品と固定部品の間にニップ ポイントが発生することもあり、せん断、破砕、または摩耗作用が生じます。 例としては、図 5 に示すように、スポーク付きのハンドホイールまたはフライホイール、スクリュー コンベヤーまたは砥石車の周辺、および不適切に調整されたワーク レストが含まれます。

図 4. 縦方向の動きを伴う回転要素と部品の間のニップ ポイント


往復運動 前後・上下動時に可動部と固定部にぶつかったり、挟まれたりして危険です。 例を図 6 に示します。
図 6. 危険な往復運動
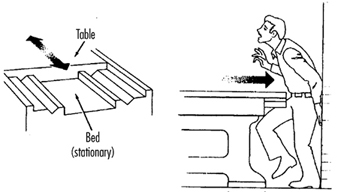
横運動 (直線的で連続した線での動き) 作業者が可動部分によってピンチまたはせん断ポイントにぶつかったり、挟まれたりする可能性があるため、危険が生じます。 横方向の動きの例を図 7 に示します。
図 7. 横方向の動きの例
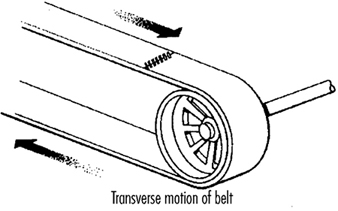
アクションには、カット、パンチ、シャーリング、ベンディングの XNUMX つの基本タイプがあります。
切削作用 回転、往復、または横方向の動きを伴います。 切断行為は、指、頭、および腕の怪我が発生する可能性があり、飛散するチップまたはスクラップ材料が目または顔に当たる可能性がある操作ポイントに危険をもたらします. 切断の危険性がある機械の典型的な例には、帯鋸、丸のこ、ボーリングまたはボール盤、旋盤 (旋盤)、およびフライス盤が含まれます。 (図 8 を参照してください。)
図 8. 切断の危険の例

パンチアクション 金属またはその他の材料の打ち抜き、絞り加工、またはスタンピングの目的でスライド (ラム) に電力が供給されたときに発生します。 この種の動作の危険性は、ストックを手で挿入、保持、および引き抜く操作ポイントで発生します。 パンチングアクションを使用する典型的なマシンは、パワープレスとアイロンワーカーです。 (図 9 を参照してください。)
図 9. 典型的なパンチ操作

せん断作用 金属やその他の材料をトリミングまたはせん断するために、スライドまたはナイフに力を加える必要があります。 実際にストックを入れたり、持ったり、抜いたりする作業のポイントでハザードが発生します。 せん断作業に使用される機械の典型的な例は、機械式、油圧式、または空気圧式のせん断です。 (図 10 を参照してください。)
図 10. せん断操作

曲げ動作 金属やその他の材料を成形、描画、またはスタンプするために、スライドに電力を加えると発生します。 危険は、ストックが挿入され、保持され、取り出される操作ポイントで発生します。 曲げ動作を使用する装置には、パワー プレス、プレス ブレーキ、チューブ ベンダーなどがあります。 (図 11 を参照してください。)
図 11. 曲げ操作
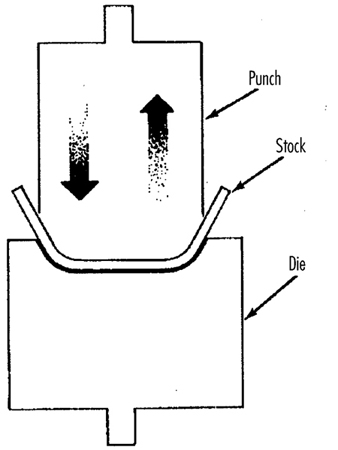
セーフガードの要件
セーフガードは、労働者を機械的危険から保護するために、次の最低限の一般要件を満たす必要があります。
接触を防ぎます。 セーフガードは、オペレータや他の作業員が身体の一部を危険な可動部品の近くに置く可能性を排除することにより、手、腕、または作業員の体や衣服の一部が危険な可動部品に接触するのを防ぐ必要があります。
セキュリティを提供します。 労働者が安全装置を簡単に取り外したり改ざんしたりしてはなりません。 ガードと安全装置は、通常の使用条件に耐え、機械にしっかりと固定される耐久性のある素材で作られている必要があります。
落下物から保護します。 セーフガードは、物体が可動部分に落ちて機器を損傷したり、誰かに衝突して怪我をする可能性のある発射体になったりしないようにする必要があります。
新たな危険を生じさせない. せん断点、ギザギザのエッジ、または未仕上げの表面など、それ自体の危険を生み出す場合、セーフガードはその目的を無効にします。 たとえば、ガードのエッジは、鋭いエッジを排除するように巻くかボルトで固定する必要があります。
干渉しない. 労働者が仕事を遂行するのを妨げる保護措置は、すぐに覆されたり、無視されたりするかもしれません。 可能であれば、労働者は安全装置を外したり取り外したりせずに機械に注油できる必要があります。 たとえば、ガードの外側にオイルタンクを配置し、潤滑ポイントにつながるラインを使用すると、危険な領域に入る必要がなくなります。
セーフガードトレーニング
最も精巧な保護システムでさえ、作業者がその使用方法と理由を知らなければ、効果的な保護を提供することはできません。 具体的かつ詳細なトレーニングは、機械関連の危険に対する保護を実装するためのあらゆる取り組みの重要な部分です。 適切な保護は、労働者の怪我に対する不安を和らげることができるため、生産性を向上させ、効率を向上させる可能性があります。 新しいまたは変更されたセーフガードが使用される場合、または労働者が新しい機械または操作に割り当てられる場合、新しいオペレーターおよびメンテナンスまたはセットアップ担当者には、セーフガードトレーニングが必要です。 それには、以下の指示または実地訓練が含まれる必要があります。
- 特定の機械に関連する危険の説明と識別、および各危険に対する具体的な保護手段
- セーフガードがどのように保護を提供するか。 セーフガードの使用方法とその理由
- どのように、どのような状況でセーフガードを解除できるか、誰が解除できるか (ほとんどの場合、修理または保守担当者のみ)
- セーフガードが損傷している、紛失している、または適切な保護を提供できない場合の対処方法 (監督者に連絡するなど)。
機械保護の方法
機械を保護する方法はたくさんあります。 操作の種類、ストックのサイズまたは形状、取り扱い方法、作業エリアの物理的なレイアウト、材料の種類、および生産要件または制限は、個々の機械に適した保護方法を決定するのに役立ちます。 機械設計者または安全の専門家は、利用可能な最も効果的で実用的な保護手段を選択する必要があります。
セーフガードは、(1) ガード、(2) デバイス、(3) 分離、(4) 操作、(5) その他の XNUMX つの一般的な分類に分類できます。
警備員による保護
ガード (危険領域へのアクセスを防止するバリア) には、次の XNUMX つの一般的なタイプがあります。
ガードを修正しました。 固定ガードは機械の恒久的な部分であり、意図した機能を実行するために可動部分に依存しません。 シートメタル、スクリーン、ワイヤークロス、バー、プラスチック、または、どんな衝撃にも耐え、長時間の使用に耐えるのに十分な他の材料で構成することができます。 固定ガードは、比較的単純で耐久性があるため、通常、他のすべてのタイプよりも適しています (表 1 を参照)。
表 1. マシン ガード
|
方法 |
保護活動 |
Advantages |
制限事項 |
|
固定の |
・バリアを提供する |
・多くの特定のアプリケーションに適合 |
・視界の妨げになる場合があります |
|
連動 |
· 電源を遮断または切断し、ガードが開いているときに機械の始動を防ぎます。 作業者が危険区域に到達する前に、機械を停止する必要があります。 |
・最大限の保護を提供 |
・慎重な調整とメンテナンスが必要 |
|
調節可能 |
・さまざまな生産作業を容易にするために調整できるバリアを提供します |
・多くの特定の用途に合わせて構築可能 |
· オペレータは危険エリアに入る可能性があります: 保護は常に完全ではない可能性があります |
|
自動調整 |
・危険エリアに入るストックの大きさに合わせて動くバリアを提供 |
· 既製のガードは市販されています |
・常に最大限の保護を提供するとは限らない |
図 12 では、パワー プレスの固定ガードが作業点を完全に囲んでいます。 ストックはガードの側面からダイ領域に供給され、スクラップストックは反対側から排出されます。
図 12. パワー プレスの固定ガード

図 13 は、動力伝達ユニットのベルトとプーリーを保護する固定エンクロージャ ガードを示しています。 ガードを取り外す必要性を最小限に抑えるために、上部に検査パネルが用意されています。
図 13. ベルトとプーリーを囲む固定ガード

図 14 では、帯鋸で固定されたエンクロージャ ガードが示されています。 これらのガードは、回転するホイールや動く鋸刃からオペレータを保護します。 通常、ガードを開いたり取り外したりするのは、ブレードの交換またはメンテナンスのときだけです。 のこぎりの使用中は、しっかりと固定することが非常に重要です。
図 14. バンドソーの固定ガード
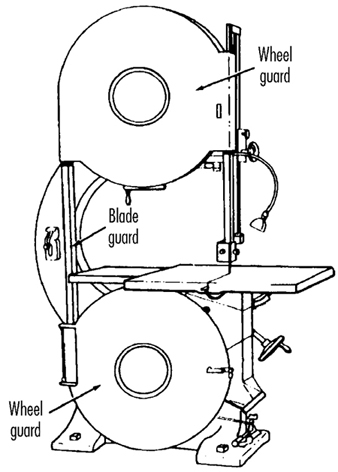
連動警備員。 インターロック ガードが開いたり、取り外されたりすると、トリップ機構および/または電源が自動的に遮断または解除され、インターロック ガードが元の位置に戻るまで、マシンのサイクルや始動ができなくなります。 ただし、インターロック ガードを交換しても、マシンが自動的に再起動するわけではありません。 インターロック ガードは、電気、機械、油圧、空気圧、またはこれらの任意の組み合わせを使用できます。 インターロックは、必要に応じて、リモート コントロールによる「インチング」(すなわち、徐々に進行する動き) を妨げてはなりません。
連動ガードの例を図 15 に示します。この図では、ピッカー マシン (繊維産業で使用される) のビーター機構が連動バリア ガードで覆われています。 このガードは、機械の稼働中に上昇させることはできません。また、ガードが上昇した位置で機械を再起動することもできません。
図 15. ピッカー マシンのインターロック ガード
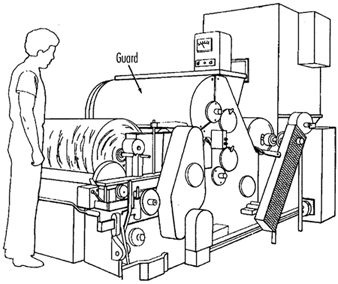
調整可能なガード。 調節可能なガードにより、さまざまなサイズのストックに柔軟に対応できます。 図 16 は、帯鋸の調整可能な囲いガードを示しています。
図 16. バンドソーの調節可能なガード

自動調整ガード。 自動調整ガードの開口部は、ストックの動きによって決まります。 オペレーターがストックを危険エリアに移動すると、ガードが押しのけられ、ストックのみを入れるのに十分な大きさの開口部が提供されます。 ストックが取り外された後、ガードはレストポジションに戻ります。 このガードは、危険領域とオペレーターの間にバリアを配置することで、オペレーターを保護します。 ガードは、プラスチック、金属、または他の実質的な材料で構成することができる。 自動調整ガードは、さまざまな程度の保護を提供します。
図 17 は、自動調整ガード付きのラジアル アーム ソーを示しています。 ブレードがストックを横切って引っ張られると、ガードが上に移動し、ストックと接触したままになります。
図 17. ラジアル アーム ソーの自動調整ガード

デバイスによる保護
安全装置は、手または体の一部が危険な領域に不注意に置かれた場合に機械を停止させたり、操作中にオペレーターの手を危険な領域から拘束または引き抜いたり、オペレーターが機械の制御に両手を同時に使用する必要がある場合があります (両方の手と体を危険から守る) または、サイクルの危険な部分で危険な領域への進入を防ぐために、機械の動作サイクルと同期したバリアを提供する場合があります。 安全装置には、次の XNUMX つの基本的なタイプがあります。
存在検知デバイス
作業者が危険ゾーン内にいる場合に、機械を停止するか、作業サイクルまたは操作を中断する XNUMX 種類の感知装置を以下に説明します。
光電(光学)存在感知装置 機械の動作サイクルを中断する可能性のある光源と制御のシステムを使用します。 ライトフィールドが壊れている場合、マシンは停止し、循環しません。 この装置は、作業員が危険区域に到達する前に停止できる機械でのみ使用してください。 図 18 は、プレス ブレーキで使用される光電存在検出デバイスを示しています。 デバイスは、さまざまな生産要件に対応するために上下にスイングできます。
図 18. プレス ブレーキの光電存在感知装置

無線周波数 (静電容量) 存在検知デバイス 制御回路の一部である無線ビームを使用します。 静電容量フィールドが壊れると、機械は停止するか、作動しなくなります。 この装置は、作業員が危険区域に到達する前に停止できる機械でのみ使用してください。 これには、機械に摩擦クラッチまたはその他の確実な停止手段が必要です。 図 19 は、部分回転パワー プレスに取り付けられた無線周波数存在検知デバイスを示しています。
図 19. パワー ソーの無線周波数存在検知デバイス

電気機械感知装置 オペレータがマシン サイクルを開始すると、プローブまたはコンタクト バーが所定の距離まで下降します。 所定の距離を完全に下降するのを妨げる障害物がある場合、制御回路はマシンサイクルを作動させません。 図 20 は、アイレター上の電気機械検出デバイスを示しています。 オペレータの指と接触する感知プローブも示されています。
図 20. アイレター マシンの電気機械センシング デバイス

プルバック装置
プルバック装置は、オペレーターの手、手首、および/または腕に取り付けられた一連のケーブルを利用し、主にストローク動作のある機械で使用されます。 スライド/ラムが上がると、オペレーターは操作ポイントにアクセスできます。 スライド/ラムが下降し始めると、機械的なリンケージにより、操作点から手を自動的に引き抜くことができます。 図 21 は、小型プレスのプルバック デバイスを示しています。
図 21. パワー プレスのプルバック デバイス
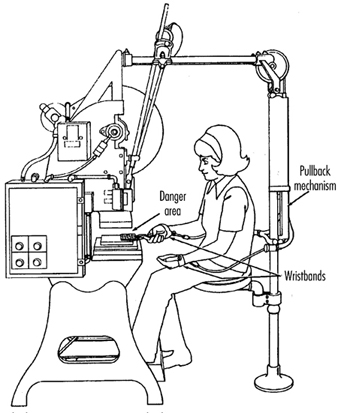
拘束装置
固定点とオペレータの手の間に取り付けられたケーブルまたはストラップを使用する拘束装置が、一部の国で使用されています。 これらのデバイスは、オペレーターが簡単に迂回でき、手が危険ゾーンに入る可能性があるため、一般的に許容できる安全装置とは見なされていません。 (表 2 を参照してください。)
表 2. デバイス
|
方法 |
保護活動 |
Advantages |
制限事項 |
|
光電型透過方式 |
・ライトフィールドが中断された場合、マシンはサイクリングを開始しません |
・オペレーターの自由な動きが可能 |
· 機械的な故障から保護しない |
|
無線周波数 |
· 静電容量フィールドが中断された場合、マシンのサイクリングは開始されません |
・オペレーターの自由な動きが可能 |
· 機械的な故障から保護しない |
|
電気機械 |
・コンタクトバーまたはプローブは、オペレーターと危険エリアの間で所定の距離を移動します |
・運用時点でのアクセスを許可できる |
· コンタクトバーまたはプローブは、アプリケーションごとに適切に調整する必要があります。 この調整は適切に維持する必要があります |
|
撤退 |
· 機械が回転し始めると、オペレータの手は危険領域から引き出されます |
・危険エリアでの補助バリアやその他の干渉の必要性を排除 |
・オペレーターの動きを制限 |
|
安全トリップ制御: |
・トリップ時に機械を停止 |
・使いやすさ |
· すべてのコントロールは手動で有効にする必要があります |
|
両手操作 |
・両手を同時に使用する必要があり、オペレータが危険領域に入るのを防ぎます |
・オペレータの手が危険領域から離れた所定の場所にある |
・ブレーキ付パーシャルサイクル機が必要 |
|
両手トリップ |
· 別々のコントロールで両手を同時に使用することで、マシン サイクルの開始時に手が危険な領域に入るのを防ぎます。 |
・オペレータの手が危険領域から離れている |
· オペレーターは、機械をトリップした後、危険エリアに手を伸ばそうとする可能性があります |
|
ゲート |
・危険エリアとオペレーターまたは他の人員との間に障壁を提供します |
・危険なエリアに手を伸ばしたり、歩いたりするのを防ぐことができます |
・頻繁な点検と定期的なメンテナンスが必要な場合があります |
安全制御装置
これらの安全制御装置はすべて手動で有効化され、マシンを再起動するには手動でリセットする必要があります。
- 安全トリップ制御 圧力バー、トリップロッド、トリップワイヤーなどは、緊急時に機械を迅速に停止するための手動制御です。
- 感圧式ボディバーを押すと、オペレーターまたは誰かがつまずいたり、バランスを失ったり、機械に引き寄せられたりした場合に、機械が停止します。 体の一部が危険領域に到達する前にマシンを停止する必要があるため、バーの位置は重要です。 図 22 は、ラバー ミルの前面に配置された感圧ボディ バーを示しています。

- 安全トリップロッド装置 手で押すと、マシンが無効になります。 緊急時にオペレーターが操作する必要があるため、適切な位置が重要です。 図 23 は、ラバーミルの上にあるトリップロッドを示しています。

- 安全トリップワイヤーケーブル 危険区域の周囲またはその近くにある。 オペレーターは、どちらの手でもケーブルに手を伸ばして機械を停止できる必要があります。 図 24 は、このタイプのコントロールを備えたカレンダーを示しています。

- 両手操作 オペレーターが機械を作動させるには、一定の同時圧力が必要です。 パワー プレスに取り付けると、図 25 に示すように、これらのコントロールは半回転クラッチとブレーキ モニターを使用します。機械が閉鎖サイクルを完了する間、危険領域から安全な距離をとってください。
図 25. 部分回転クラッチ パワー プレスの両手制御ボタン

- 両手トリップ. 図 26 に示す両手トリップは、通常、全回転クラッチを装備した機械で使用されます。 マシン サイクルを起動するには、オペレータの両方のコントロール ボタンを同時に押す必要があります。その後、両手は自由になります。 サイクルの前半が完了する前にオペレータがトリップ ボタンまたはハンドルから操作ポイントに手を移動できないように、トリップは操作ポイントから十分に離して配置する必要があります。 オペレーターの手は、スライド/ラムまたはブレードが完全に下がった位置に達する前に危険な領域に誤って配置されないように、十分に離してください。
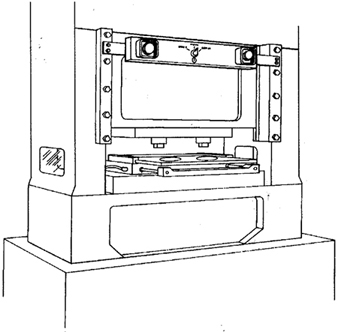
- ゲイツ 機械サイクルが開始される前の操作点でオペレータを保護する可動バリアを提供する安全制御装置です。 多くの場合、ゲートは各マシン サイクルで操作されるように設計されています。 図 27 は、パワー プレスのゲートを示しています。 ゲートが完全に閉じた位置まで下降できない場合、プレスは機能しません。 ゲートのもう XNUMX つの用途は、ゲートがオペレータと歩行者の通行を保護する境界保護システムのコンポーネントとしての使用です。

場所または距離による保護
場所ごとに機械を保護するために、機械またはその危険な可動部品は、機械の通常の操作中に危険な領域にアクセスできないように、または作業者に危険を与えないように配置する必要があります。 これは、機械へのアクセスを制限するエンクロージャーの壁またはフェンスを使用するか、壁などのプラント設計機能が労働者や他の人員を保護するように機械を配置することによって達成できます。 もう XNUMX つの可能性は、危険な部品を通常の作業員の手の届かない高さに配置することです。 この保護技術を試す前に、各機械と特定の状況の徹底的な危険分析が不可欠です。 以下に示す例は、場所/距離による保護の原則の多数のアプリケーションの一部です。
給餌プロセス。 作業者の手を保護するために安全な距離を保つことができれば、給餌プロセスを場所によって保護することができます。 作業中のストックの寸法は、十分な安全性を提供する場合があります。 たとえば、シングル エンド パンチング マシンを操作する場合、ストックの長さが数フィートで、ストックの一方の端のみが処理されている場合、オペレータは作業の実行中に反対側の端を保持できる場合があります。 ただし、機械によっては、他の人員の保護が必要な場合があります。
位置決め制御。 オペレータの制御ステーションの配置は、場所による保護への潜在的なアプローチを提供します。 オペレータが機械に立ち会う理由がない場合、オペレータ制御装置は機械から安全な距離に配置することができます。
給餌と排出の保護方法
多くの供給および排出方法では、オペレーターが危険な領域に手を入れる必要はありません。 場合によっては、機械のセットアップ後にオペレーターの関与が必要ない場合もありますが、他の状況では、オペレーターは供給機構の助けを借りて手動でストックを供給することができます。 さらに、機械が機能し始めた後にオペレータの介入を必要としない排出方法を設計することができる。 一部の供給および排出方法は、オペレーターが機械の近くにいる必要がなくなるロボットなど、それ自体が危険を生み出すことさえありますが、アームの動きによって新たな危険を生み出す可能性があります。 (表 3 を参照してください。)
表 3. 供給および排出方法
|
方法 |
保護活動 |
Advantages |
制限事項 |
|
自動フィード |
・ロールからのストック供給、機械機構による割り出し等。 |
・オペレータが危険エリアに関与する必要がなくなります |
· オペレーターを保護するために、他のガードも必要です。通常は、固定式のバリア ガードです。 |
|
半自動 |
・ストックはシュート、可動金型、ダイヤルで供給 |
・オペレータが危険エリアに関与する必要がなくなります |
· オペレーターを保護するために、他のガードも必要です。通常は、固定式のバリア ガードです。 |
|
オートマチック |
・エアーまたは機械によるワークの排出 |
・オペレータが危険エリアに関与する必要がなくなります |
・切りくずや破片が飛散する危険があります |
|
半自動 |
・機械でワークを排出 |
・作業者が危険エリアに立ち入らずに完成品を撤去 |
・オペレーターにはその他ガードが必要 |
|
ロボット |
・通常はオペレーターが行う作業を行います |
・オペレーターが危険エリアに入る必要がありません |
・ハザードそのものを生み出すことができる |
次の XNUMX つの供給および排出方法のいずれかを使用して機械を保護しても、ガードやその他のデバイスが不要になるわけではありません。これらは、危険への暴露から保護するために必要に応じて使用する必要があります。
自動フィード. 自動フィードは、作業プロセス中のオペレーターの露出を減らし、多くの場合、機械のセットアップと実行後にオペレーターの労力を必要としません。 図 28 のパワー プレスは、危険領域に透明な固定エンクロージャ ガードを備えた自動送り機構を備えています。
図 28. 自動送り付きパワープレス

半自動送り. 半自動送りでは、パワー プレスの場合と同様に、オペレータが機構を使用して、ストロークごとに加工品をラムの下に置きます。 オペレーターは危険エリアに手を伸ばす必要はなく、危険エリアは完全に密閉されています。 図 29 は、各ピースが手で投入されるシュート フィードを示しています。 傾斜プレスでシュート フィードを使用すると、ピースがダイに滑り込む際にピースを中央に配置するのに役立つだけでなく、排出の問題も簡素化される可能性があります。
図 29. シュート フィードを備えたパワー プレス

自動排出. 自動取り出しは、完成した部品をプレスから取り出すために空気圧または機械装置のいずれかを使用することができ、部品の取り出しが完了するまで操作を防止するために操作制御と連動させることができる。 図 30 に示すパン シャトル メカニズムは、スライドがアップ ポジションに向かって移動するにつれて、完成品の下に移動します。 次に、ノックアウト ピンによってスライドから剥ぎ取られた部品をシャトルがキャッチし、シュートに向けて偏向させます。 ラムが次のブランクに向かって下降すると、パンシャトルがダイエリアから離れます。
図 30. シャトル排出システム
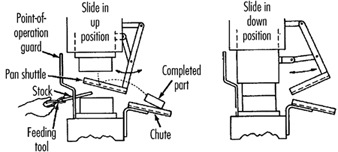
半自動排出. 図 31 は、パワー プレスで使用される半自動排出機構を示しています。 プランジャーがダイ領域から引き出されると、プランジャーに機械的に結合されたエジェクターレッグが完成したワークを蹴り出します。
図 31. 半自動排出メカニズム

ロボット. ロボットは、在庫の積み降ろし、部品の組み立て、オブジェクトの移動、またはオペレーターが行う作業を実行する複雑なデバイスであり、オペレーターが危険にさらされるのを防ぎます。 それらは、従業員への他の危険を防ぐことができる、繰り返されるルーチンを必要とする高生産プロセスで最もよく使用されます。 ロボットは危険をもたらす可能性があるため、適切なガードを使用する必要があります。 図 32 は、プレスに供給するロボットの例を示しています。
図 32. バリア ガードを使用してロボット エンベロープを保護する

その他の保護補助具
その他の安全保護補助具は、機械の危険から完全に保護するわけではありませんが、オペレーターに追加の安全マージンを提供する場合があります。 それらの適用と使用には適切な判断が必要です。
意識の障壁. 意識バリアは物理的な保護を提供するものではなく、オペレータが危険な領域に近づいていることを思い出させるだけの役割を果たします。 一般に、ハザードへの継続的な暴露が存在する場合、認識バリアは適切とは見なされません。 図 33 は、パワー スクエアリング シャーの後部で認識バリアとして使用されているロープを示しています。 バリアは、人が危険エリアに入るのを物理的に防止するものではなく、危険を認識させるだけのものです。
図 33. パワー シェアリング スクエアの背面図

シールズ. シールドは、飛散する粒子、飛散する金属加工液またはクーラントから保護するために使用できます。 図 34 は、XNUMX つの潜在的なアプリケーションを示しています。
図 34. シールドのアプリケーション

保持ツール. 保持ツールは、ストックを配置および削除します。 典型的な用途は、プレスまたはプレス ブレーキの危険領域に到達することです。 図 35 は、この目的のためのさまざまなツールを示しています。 保持ツールは使用しないでください を取得する必要がある者 他の機械保護の; それらは、他のガードが提供する保護を補完するものにすぎません。
図 35. ツールの保持
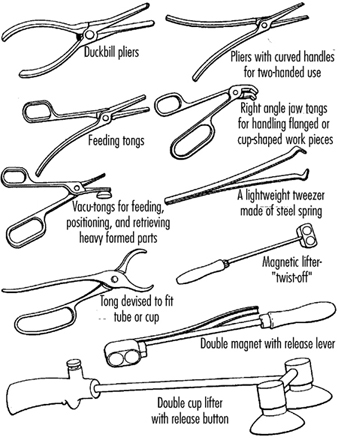
押し棒やブロック図 36 に示すように、鋸刃などの機械に素材を供給するときに使用できます。 手がブレードのすぐ近くにある必要がある場合、プッシュスティックまたはブロックは安全マージンを提供し、怪我を防ぐことができます.
図 36. 押し棒または押しブロックの使用

もっと...
存在検出器
マイクロエレクトロニクスとセンサー技術の一般的な発展は、信頼性が高く、耐久性があり、保守が少なく、安価な存在および接近検出器を利用できるようにすることで、労働安全の改善が達成できることを期待する理由を与えています. この記事では、センサー技術、さまざまな検出手順、センサー システムの使用に適用される条件と制限、およびドイツで完了した研究と標準化作業について説明します。
存在検出器の基準
存在検出器の開発と実際の試験は、労働安全の改善と人員全般の保護における技術的取り組みに対する将来の最大の課題の XNUMX つです。 存在検出器 確実かつ確実に信号を送信するセンサーです。 人の存在または接近の近く。 さらに、この警告は、予測される接触が発生する前に、回避行動、ブレーキ、または停止中の機械の停止が行われるように、迅速に発生する必要があります。 人が大きいか小さいかに関係なく、姿勢や服装がセンサーの信頼性に影響を与えることはありません。 さらに、建設現場やモバイル アプリケーションなどの最も要求の厳しい条件下で最小限のメンテナンスで使用できるように、センサは確実に機能し、頑丈で安価でなければなりません。 センサーは、メンテナンスフリーで常に準備が整っているという点で、エアバッグのようなものでなければなりません。 一部のユーザーは、必須ではない機器と見なすものを維持することをためらうため、センサーは何年も保守されないままになる可能性があります。 存在検出器のもう XNUMX つの特徴は、要求される可能性がはるかに高いものですが、人間以外の障害物も検出し、防御措置を講じるのに間に合うようにオペレーターに警告することです。これにより、修理や物的損害のコストが削減されます。 これが、過小評価されるべきではない存在検出器をインストールする理由です。
検出器アプリケーション
労働安全の分野で存在検出器が予防手段としてより受け入れられるようになれば、避けられない個々の運命的な行為のように見える無数の致命的な事故や重傷を回避または最小限に抑えることができます。 新聞はこれらの事故を非常に頻繁に報じています。ここでは人が後方に移動するローダーにぶつかり、オペレーターはパワーショベルの前輪にひかれた人を見ませんでした。 道路や会社の敷地内、建設現場でのトラックの逆走は、多くの人身事故の原因となっています。 今日の完全に合理化された企業は、トラックをバックアップしているドライバーのガイドとして行動するコ・ドライバーや他の人をもはや提供していません。 これらの移動事故の例は、フォーク リフト トラックなどの他の移動機器に簡単に拡張できます。 ただし、セミモバイルおよび純粋に固定された機器が関与する事故を防ぐために、センサーの使用が緊急に必要です。 例としては、安全担当者によって、安価なセンサーを使用して改善できる可能性のある潜在的に危険な領域として識別された、大型の積載機械の後部領域があります。 存在検出器の多くのバリエーションを革新的に他の車両や大型モバイル機器に適用して、この記事で説明したタイプの事故から保護することができます。これらのタイプの事故は、一般に、致命的ではないにしても、大規模な損傷や重傷を引き起こします。
革新的なソリューションがより普及する傾向は、存在検出器が他のアプリケーションの標準的な安全技術になることを約束するように思われます。 ただし、これはどこにも当てはまりません。 事故と重大な物的損害に動機付けられたこの突破口は、配送用バンや大型トラックの背後での監視、および「新技術」の最も革新的な分野である未来のモバイル ロボット マシンの監視において期待されています。
プレゼンス検出器の適用分野のバリエーションとタスクの多様性 (たとえば、検出フィールドに属し、信号をトリガーしてはならないオブジェクト (特定の条件下では移動オブジェクトでさえ) を許容するなど) には、次のようなセンサーが必要です。インテリジェントな」評価技術がセンサー機能のメカニズムをサポートします。 将来の開発課題であるこの技術は、人工知能の分野を利用した方法から精緻化することができます (Schreiber and Kuhn 1995)。 今日まで、限られた普遍性により、センサーの現在の使用は厳しく制限されてきました。 光のカーテンがあります。 ライトバー; コンタクトマット; パッシブ赤外線センサー; ドップラー効果を使用する超音波およびレーダーの動き検出器。 超音波、レーダー、光インパルスの経過時間測定を行うセンサー。 そしてレーザースキャナー。 モニターに接続された通常のテレビ カメラは、プレゼンス ディテクターではないため、このリストには含まれません。 ただし、人の存在を感知して自動的に作動するカメラは含まれます。
センサー技術
現在、主なセンサーの問題は、(1) 物理的効果 (赤外線、光、超音波、レーダーなど) の使用の最適化と (2) 自己監視です。 レーザ スキャナは、移動ロボットのナビゲーション機器として使用するために集中的に開発されています。 このためには、原理的に部分的に異なる 1993 つのタスクを解決する必要があります。ロボットのナビゲーションと、そこにいる人 (および材料または機器) が衝突されたり、轢かれたり、つかまれたりしないように保護することです (Freund, Dierks and Rossman XNUMX )。 将来の移動ロボットは、今日の固定型産業用ロボットに厳密に適用されている「ロボットと人の空間分離」という同じ安全哲学を維持することはできません。 これは、使用する存在検出器の信頼できる機能に高いプレミアムを置くことを意味します。
「新技術」の使用は、受け入れの問題に関連していることが多く、工場、公共交通エリア、さらには家庭やレクリエーションエリアでさえ、移動してつかむことができるモバイルロボットの一般的な使用が想定されます。 、非常に高度に開発された洗練された信頼性の高い存在検出器が装備されている場合にのみ受け入れられます。 起こりうる受け入れの問題を悪化させることを避けるために、壮大な事故は何としてでも避けなければなりません。 このタイプの職業用保護センサーの開発のための現在の支出レベルは、このことを考慮に入れるには及ばない。 多くのコストを節約するために、存在検出器は、後でではなく、移動ロボットおよびナビゲーション システムと同時に開発およびテストする必要があります。
自動車に関しては、安全性の問題がますます重要になってきています。 自動車の乗客の革新的な安全性には、XNUMX 点式シートベルト、チャイルド シート、エアバッグ、一連の衝突試験で検証されたアンチロック ブレーキ システムが含まれます。 これらの安全対策は、生産コストの比較的増加する部分を表しています。 前方の車との距離を測定するためのサイド エアバッグとレーダー センサー システムは、乗員保護における革新的な開発です。
外部の自動車の安全性、つまり第三者の保護に対する注目が高まっています。 最近では、オートバイ、自転車、歩行者が後輪の下に落ちる危険を防ぐために、主にトラックにサイドプロテクションが必要になっています。 次の論理的なステップは、大型車両の背後を存在検出器で監視し、後方警告装置を設置することです。 これには、労働安全目的のための最大性能、自己監視、メンテナンスフリーで確実に機能する安価なセンサーの開発、テスト、および利用可能にするために必要な資金を提供するというプラスの副作用があります。 センサーまたはセンサー システムの広範な実装に伴う試行プロセスは、パワー ショベル、ヘビー ローダー、および動作中に半分の時間をバックアップするその他の大型モバイル マシンなど、他の分野でのイノベーションを大幅に促進します。 固定ロボットから移動ロボットへの進化プロセスは、存在検出器の開発の追加パスです。 たとえば、移動ロボットの資材運搬車や「無人工場フロア トラクター」で現在使用されているセンサーを改善することができます。これらのトラクターは、固定された経路をたどるため、安全要件が比較的低くなります。 存在検出器の使用は、物資および旅客輸送の分野における安全性を向上させるための次の論理的なステップです。
検出手順
上述のタスクを評価し、解決するために、電子測定および自己監視方法、およびある程度の高性能コンピューティング手順に関連して利用可能なさまざまな物理的原理を使用することができます。 SF映画で非常に一般的な自動化されたマシン(ロボット)の一見楽で確実な操作は、現実の世界では、イメージング技術と高性能パターン認識アルゴリズムをそれらに類似した距離測定方法と組み合わせて使用 することで達成される可能性があります。レーザースキャナーで採用。 人にとっては簡単に見えることはすべて自動機械にとっては難しいという逆説的な状況を認識しなければなりません。 たとえば、優れたチェスのプレー (前脳の活動を必要とする) などの困難なタスクは、直立歩行や手と目、およびその他の運動の調整 (によって媒介される) の実行などの単純なタスクよりも、自動化されたマシンによってより簡単にシミュレートおよび実行できます。中脳と後脳)。 これらの原理、センサー アプリケーションに適用可能な方法、および手順のいくつかを以下に説明します。 これらに加えて、さまざまなタイプの物理的効果の組み合わせで部分的に機能する、非常に特別なタスクのための特別な手順が多数あります。
遮光カーテンとバー。 最初の存在検出器の中には、光バリア カーテンとバーがありました。 それらはフラットな監視ジオメトリを持っています。 つまり、バリアを通過した人は検出されなくなります。 これらのデバイスを使用すると、たとえば、オペレータの手、またはオペレータの手に保持されているツールまたは部品の存在を迅速かつ確実に検出できます。 これらは、手作業で材料を投入する必要がある機械 (プレス機やパンチング マシンなど) の労働安全に大きく貢献します。 XNUMX 分間に XNUMX ~ XNUMX 回しか手が届かない場合でも、わずか数年で約 XNUMX 万回の操作が行われるため、信頼性は統計的に非常に高くなければなりません。 送信側コンポーネントと受信側コンポーネントの相互自己監視は、他のすべてのプレゼンス検出手順の標準となる非常に高い技術レベルまで開発されています。
コンタクトマット(スイッチマット). パッシブとアクティブ (ポンプ) の両方のタイプの電気および空気圧接触マットとフロアがあり、最初はサービス機能 (ドア オープナー) で多数使用されていましたが、モーション ディテクターに置き換えられました。 さらなる開発は、あらゆる種類の危険ゾーンで存在検出器を使用することで進化します。 たとえば、機械の操作からその機能の厳密な監視へと労働者の機能が変化した自動製造の開発は、適切な検出器に対する対応する需要を生み出しました。 この使用の標準化は十分に進んでおり (DIN 1995a)、特別な制限 (レイアウト、サイズ、最大許容「デッド」ゾーン) により、この使用領域での設置には専門知識の開発が必要でした。
コンピュータ制御の複数のロボットシステムと組み合わせることで、コンタクトマットの興味深い用途が生まれます。 オペレーターは、存在検出器が正確な位置を取得し、衝突回避システムが組み込まれたロボット制御システムを管理するコンピューターに通知するように、1993 つまたは 1 つの要素を切り替えます。 ドイツ連邦安全研究所 (BAU) によって進められた XNUMX つのテストでは、この目的のために、ロボット アームの作業領域の下に、小さな電気スイッチ マットで構成される接触マット フロアが構築されました (Freund、Dirks、および Rossman XNUMX)。 この存在検出器は、チェス盤の形をしていました。 それぞれ有効化されたマット フィールドはコンピューターにオペレーターの位置を伝え (図 XNUMX)、オペレーターがロボットに近づきすぎるとロボットは離れていきました。 存在検出器がなければ、ロボット システムはオペレータの位置を確認できず、オペレータを保護することはできません。
図 1. 計算されたラッパー ボディ内の人 (右) と XNUMX 台のロボット

リフレクター (モーション センサーと存在検出器)。 これまでに議論されたセンサーがどれだけ価値があるとしても、それらは広い意味での存在検出器ではありません。 主に労働安全上の理由から、大型車両および大型モバイル機器に対するそれらの適合性は、1 つの重要な特性を前提としています: (2) XNUMX つの位置からエリアを監視する能力、および (XNUMX) 追加の対策を必要とせずにエラーのない機能。たとえば、リフレクター デバイスの使用。 監視エリアに人が入り、その人がいなくなるまで立ち止まっていることを検出することは、完全に静止している人を検出する必要があることも意味します。 これは、少なくともモバイル機器に関連して、いわゆるモーションセンサーを存在検出器と区別します。 モーション センサーは、ほとんどの場合、車両が動き出したときにトリガーされます。
モーションセンサー。 モーション センサーの 1 つの基本的なタイプは次のとおりです。 (10) 「パッシブ赤外線センサー」 (PIRS)。監視領域の赤外線ビームの最小の変化に反応します (検出可能な最小ビームは約 XNUMX です)。-9 約 7 ~ 20 μm の波長範囲の W); (2) ドップラー原理を使用した超音波およびマイクロ波センサー。周波数の変化に応じて物体の動きの特性を決定します。 たとえば、ドップラー効果は、機関車が接近しているときにオブザーバーに対して機関車のホーンの周波数を増加させ、機関車が遠ざかっているときに周波数を減少させます。 ドップラー効果により、受信機はドップラー周波数の出現について隣接する周波数帯域の信号周波数を監視するだけでよいため、比較的単純なアプローチセンサーの構築が可能になります。
1970 年代半ばに、モーション ディテクターの使用は、ドア オープナー、盗難防止、物体保護などのサービス機能アプリケーションで普及するようになりました。 定置使用の場合、危険な場所に向かって人が近づいていることを検出すると、適時に警告を発したり、機械の電源を切ったりするのに十分でした。 これは、特に PIRS を使用して、労働安全に使用するための動作検出器の適合性を研究するための基礎でした (Mester et al. 1980)。 服を着ている人は一般に周囲よりも温度が高いため (頭 34°C、手 31°C)、無生物よりも近づいている人を検出する方がやや簡単です。 限られた範囲で、機械部品は、検出器をトリガーせずに監視エリア内を動き回ることができます。
パッシブ方式 (送信機なし) には、長所と短所があります。 PIRS の利点は、ノイズや電気スモッグの問題が発生しないことです。 盗難防止と物体保護のためには、探知器を簡単に見つけられないことが特に重要です。 しかし、純粋に受信機であるセンサーは、労働安全に不可欠な自身の有効性を監視することはほとんどできません。 この欠点を克服するための 5 つの方法は、監視対象エリアに設置され、センサーをトリガーしない小さな変調 (20 ~ 2 Hz) 赤外線エミッターをテストすることでしたが、そのビームは、変調周波数に設定された固定電子増幅で登録されました。 この変更により、「パッシブ」センサーから「アクティブ」センサーに変わりました。 このようにして、監視領域の幾何学的精度をチェックすることもできました。 鏡には死角があり、パッシブ センサーの方向は、植物の大まかな活動によってずれることがあります。 図 XNUMX は、ピラミッド マントルの形で監視されたジオメトリを持つ PIRS を使用したテスト レイアウトを示しています。 到達範囲が広いため、パッシブ赤外線センサーは、棚保管エリアの通路などに設置されています。
図 2. 危険エリアでの接近検知器としてのパッシブ赤外線センサー

全体として、動作検出器は労働安全に適していないことがテストで示されました。 美術館の夜間フロアは、職場の危険ゾーンとは比較になりません。
超音波、レーダー、光インパルス検出器。 パルス/エコー原理を使用するセンサー、つまり、超音波、レーダー、または光インパルスの経過時間測定は、存在検出器として大きな可能性を秘めています。 レーザー スキャナーを使用すると、光インパルスは、たとえば水平方向にすばやく連続して (通常は回転方式で) 掃引できます。また、コンピューターの助けを借りて、光を反射する平面上のオブジェクトの距離プロファイルを取得できます。 たとえば、2 本の線だけでなく、高さ XNUMX メートルまでの領域で移動ロボットの前にあるもの全体が必要な場合、周囲の領域を表すために大量のデータを処理する必要があります。 将来の「理想的な」プレゼンス検出器は、次の XNUMX つのプロセスの組み合わせで構成されます。
- カメラとコンピューターからなるパターン認識プロセスが採用されます。 後者は「ニューロネット」にもなります。
- 距離を測定するには、さらにレーザー スキャン プロセスが必要です。 これは、速度と方向によって距離と動きを取得するために確立された、パターン認識プロセスによって選択された多数の個々のポイントから、XNUMX 次元空間での関係を取得します。
図 3 は、以前に引用した BAU プロジェクト (Freund、Dierks、Rossman 1993) から、移動ロボットでのレーザー スキャナーの使用を示しています。移動ロボットは、ナビゲーション タスク (方向検知ビームを介して) と、すぐ近くにあるオブジェクトの衝突保護も引き受けます。 (存在検出のための地上測定ビームを介して)。 これらの機能を考えると、移動ロボットには次の機能があります。 アクティブ自動フリードライビング (つまり、障害物を回避する能力)。 技術的には、これは、前方への 45° の角度に加えて、スキャナの両側 (ロボットの左舷および右舷) の後方への 180° の角度を利用することによって実現されます。 これらのビームは、移動ロボットの前の床でライト カーテンとして機能する特別なミラーに接続されています (地上のビジョン ラインを提供します)。 そこからレーザーの反射が来ると、ロボットは停止します。 労働安全用途として認定されたレーザーおよび光スキャナーが市場に出回っていますが、これらの存在検出器はさらなる開発の大きな可能性を秘めています。
図 3. ナビゲーションおよび存在検出用のレーザー スキャナーを搭載したモバイル ロボット

信号から応答までの経過時間を使用して距離を決定する超音波およびレーダー センサーは、技術的な観点から要求が少ないため、より安価に製造できます。 センサー領域はクラブの形をしており、左右対称に配置された 330 つまたは複数の小さなサイド クラブがあります。 信号の拡散速度 (音: 300,000 m/s、電磁波: XNUMX km/s) によって、使用される電子機器の必要な速度が決まります。
後方警告装置。 1985 年のハノーバー博覧会で、BAU は超音波センサーを使用して大型車両の背後の領域を確保する最初のプロジェクトの結果を示しました (Langer and Kurfürst 1985)。 ポラロイド™ センサーで作られたセンサー ヘッドの実物大モデルが、供給トラックの後ろの壁に設置されました。 図 4 は、その機能を概略的に示しています。 このセンサーの直径が大きいため、比較的小さな角度 (約 18°) の長距離クラブ型の測定領域が生成され、互いに隣接して配置され、異なる最大信号範囲に設定されます。 実際には、監視対象のジオメトリを任意に設定できます。このジオメトリは、センサーによって毎秒約 XNUMX 回スキャンされ、人の存在または侵入を検出します。 他の実演された後部警告システムには、いくつかの並列の個別のアレイセンサーがありました。
図 4. 測定ヘッドの配置とトラック後部の監視エリア

この鮮やかなデモンストレーションは、展示会で大成功を収めました。 業界団体の専門委員会などで、大型車両や設備の後方確保が各所で検討されていることが示された。 (ベルーフスゲノッセンスシャフト)、地方自治体の事故保険会社(地方自治体の車両を担当)、州の業界監督官僚、およびセンサーの製造業者は、自動車をサービス車両として考えていました(駐車システムに焦点を当てて保護するという意味で)。車体損傷)。 グループから引き出された後部エリア警告装置を促進する特別委員会が自発的に形成され、最初のタスクとして労働安全の観点からの要件リストの準備を行いました。 XNUMX 年が経過し、その間に後方監視で多くの作業が行われました。これはおそらく存在検出器の最も重要なタスクです。 しかし、大きなブレークスルーはまだありません。
多くのプロジェクトが超音波センサーを使用して実施されてきました。たとえば、丸太選別クレーン、油圧ショベル、特殊な地方自治体の車両、およびその他のユーティリティ ビークル、フォーク リフト トラックやローダー (Schreiber 1990) などです。 後部警告装置は、多くの時間バックする大型機械にとって特に重要です。 超音波存在検出器は、たとえば、ロボット マテリアル ハンドリング マシンなどの特殊な無人車両の保護に使用されます。 ラバー バンパーと比較して、これらのセンサーは検出領域が広く、機械と物体が接触する前にブレーキをかけることができます。 自動車用の対応するセンサーは適切な開発であり、要件が大幅に緩和されています。
その間、DIN の輸送システム技術標準委員会は、標準 75031「後退中の障害物検出装置」(DIN 1995b) を作成しました。 要件とテストは、供給トラック用の 1.8 m と大型トラック用の 3.0 m (追加の警告エリア) の 3 つの範囲に設定されました。 監視領域は、円筒状の試験体の認識を通じて設定されます。 超音波センサーは、大雑把な作業条件を考えると、閉じた金属膜を備えている必要があるため、5 m の範囲は現在技術的に可能な範囲のほぼ限界です。 必要な監視ジオメトリは、1996 つ以上のセンサーのシステムでのみ達成できるため、センサー システムの自己監視の要件が設定されています。 図 75031 は、12155 つの超音波センサーで構成される後方警告装置を示しています (Microsonic GmbH 1994)。 同じことが運転室の通知装置と警告信号の種類にも当てはまります。 DIN 規格 XNUMX の内容は、国際技術 ISO レポート TR XNUMX、「商用車 - 後退中の障害物検出装置」(ISO XNUMX) にも記載されています。 さまざまなセンサー メーカーが、この規格に従ってプロトタイプを開発しました。
図 5. 後方警告装置を搭載した中型トラック (Microsonic 写真)。

まとめ
1970 年代初頭以来、いくつかの機関やセンサー メーカーが「存在検出器」の開発と確立に取り組んできました。 「後方警告装置」の特別な用途には、DIN 規格 75031 と ISO レポート TR 12155 があります。現在、ドイツポスト AG は主要なテストを行っています。 いくつかのセンサー メーカーは、それぞれ XNUMX 台の中型トラックにこのようなデバイスを装備しています。 このテストの肯定的な結果は、労働安全にとって非常に重要です。 最初に強調したように、必要な数の存在検出器は、言及された多くの応用分野における安全技術にとって大きな課題です。 したがって、機器、機械、材料の損傷、とりわけ、しばしば非常に深刻な人への傷害を過去のものにする場合、それらは低コストで実現可能でなければなりません。
エネルギーを制御、分離、スイッチングするデバイス
制御装置および分離およびスイッチングに使用される装置は、常に次の点に関連して議論する必要があります。 技術システム、この記事では、機械、設備、および機器を含む用語として使用されています。 すべての技術システムは、特定の割り当てられた実際のタスクを実行します。 この実用的なタスクが安全な条件下で実行可能または可能である場合は、適切な安全制御およびスイッチング デバイスが必要です。 このような装置は、制御を開始し、電流および/または電気、油圧、空気圧、およびポテンシャルエネルギーのインパルスを遮断または遅延させるために使用されます。
隔離とエネルギー削減
絶縁装置は、エネルギー源と技術システムの間の供給ラインを切断することによってエネルギーを絶縁するために使用されます。 絶縁装置は、通常、エネルギー供給の明確に決定可能な実際の切断をもたらす必要があります。 エネルギー供給の切断は、技術システムのすべての部分に蓄えられたエネルギーの削減と常に組み合わせる必要があります。 技術システムに複数のエネルギー源が供給されている場合、これらすべての供給ラインは確実に分離できなければなりません。 関連する種類のエネルギーを取り扱う訓練を受け、技術システムのエネルギー端で働く人員は、絶縁装置を使用してエネルギーの危険から身を守ります。 安全上の理由から、これらの担当者は、潜在的に危険なエネルギーが技術システムに残っていないことを常にチェックします。たとえば、電気エネルギーの場合、電位が存在しないことを確認します。 特定の絶縁装置を危険なく取り扱うことができるのは、訓練を受けた専門家のみです。 そのような場合、隔離装置は許可されていない人がアクセスできないようにする必要があります。 (図 1 を参照してください。)
図 1. 電気および空気圧絶縁装置の原理

マスタースイッチ
マスタースイッチ装置は、技術システムをエネルギー供給から切り離します。 隔離装置とは異なり、「非エネルギー専門家」でも危険なく操作できます。 マスター スイッチ デバイスは、たとえば、承認されていない第三者によって操作が妨害された場合に、その時点で使用されていない技術システムを切断するために使用されます。 また、メンテナンス、誤動作の修理、クリーニング、リセット、および再取り付けなどの目的で切断を行うためにも使用されます。 当然のことながら、マスタースイッチデバイスが絶縁デバイスの特性も備えている場合、その機能を引き受けたり共有したりすることもできます。 (図 2 参照)
図 2. 電気および空気圧マスター スイッチ デバイスのサンプル図

安全切断装置
安全切断装置は、技術システム全体をエネルギー源から切断するわけではありません。 むしろ、特定の運用サブシステムにとって重要なシステムの部分からエネルギーを取り除きます。 短期間の介入は、運用サブシステムに対して指定できます。たとえば、システムのセットアップまたはリセット/再取り付け、誤動作の修理、定期的な清掃、コース中に必要な必須および指定された動きと機能シーケンスなどです。セットアップ、リセット/再取り付け、または試運転の。 このような場合、複雑な生産設備やプラントはマスタースイッチ装置で単純に停止することはできません。故障が修復された後、中断したところから技術システム全体を再開することができないからです。 さらに、より大規模な技術システムでは、介入が必要な場所にマスター スイッチ デバイスが配置されることはめったにありません。 したがって、安全切断装置は、次のような多くの要件を満たす必要があります。
- エネルギーの流れを確実に遮断し、誤って入力された、または誤って生成された制御信号によって危険な動きやプロセスが引き起こされないようにします。
- 技術システムの運用サブシステムの危険な領域で中断を行う必要がある場所に正確にインストールされます。 必要に応じて、複数の場所に設置できます (たとえば、さまざまなフロア、さまざまな部屋、機械や機器のさまざまなアクセス ポイントなど)。
- その制御装置には明確にマークされた「オフ」位置があり、エネルギーの流れが確実に遮断された後に一度だけ登録されます。
- 「オフ」位置になると、その制御装置は、(a) 問題の危険領域が制御領域から確実に監視できない場合、および (b) 危険領域にいる人自身がその危険領域を見ることができない場合に、許可なく再起動されることを防ぐことができます。または (c) 規制または組織の手順によってロックアウト/タグアウトが必要な場合。
- 拡張された技術システムの XNUMX つの機能ユニットのみを切断する必要があります。ただし、他の機能ユニットが介入者に危険を及ぼすことなく独自に動作し続けることができる場合です。
特定の技術システムで使用されるマスタースイッチデバイスが安全切断デバイスのすべての要件を満たすことができる場合、この機能も引き受けることができます。 しかし、もちろん、それは非常に単純な技術システムでのみ信頼できる手段になります。 (図 3 参照)
図 3. 安全切断装置の基本原理の図

運用サブシステムの制御装置
制御装置は、技術システムの運用サブシステムに必要な動作と機能シーケンスを実装し、安全に制御できるようにします。 運用サブシステムの制御装置は、セットアップのために必要になる場合があります (テスト実行が実行される場合)。 調整用(システムの動作の誤動作を修復する必要がある場合、または閉塞を解消する必要がある場合); またはトレーニング目的(操作のデモンストレーション)。 このような場合、介入者は、誤って入力された、または誤って生成された制御信号によって引き起こされる動きやプロセスによって危険にさらされるため、システムの通常の動作を簡単に再開することはできません。 運用サブシステムの制御装置は、次の要件に準拠する必要があります。
- 技術システムの運用サブシステムに必要な動作とプロセスを安全に実行できるようにする必要があります。 たとえば、特定の動きは速度を落として実行され、徐々にまたは電力のレベルを下げて (適切なものに応じて) 実行され、コントロール パネルが使用されなくなった場合、原則としてプロセスが即座に中断されます。
- その制御パネルは、その操作がオペレーターを危険にさらさず、制御されるプロセスが完全に見える場所に配置する必要があります。
- さまざまなプロセスを制御する複数のコントロール パネルが XNUMX つの場所にある場合、これらは明確にマークされ、明確でわかりやすい方法で配置されている必要があります。
- 運用サブシステムの制御装置は、通常の運用が確実に解除された場合にのみ有効になる必要があります。 つまり、制御コマンドが通常の操作から効果的に発行されず、制御装置をオーバーライドできないことが保証されなければなりません。
- 操作サブシステムの制御装置の不正使用は、たとえば、問題の機能を解放するために特別なキーまたはコードの使用を要求することによって防止できる必要があります。 (図 4 を参照してください。)
図 4. 可動および固定の運用サブシステムの制御装置の作動装置

緊急スイッチ
技術システムの通常の動作が、適切なシステム設計でも適切な安全対策の講じても防ぐことができない危険をもたらす可能性がある場合、緊急スイッチが必要です。 運用サブシステムでは、緊急スイッチは運用サブシステムの制御装置の一部であることがよくあります。 危険な場合に操作されると、緊急スイッチは、技術システムをできるだけ早く安全な動作状態に戻すプロセスを実行します。 安全上の優先事項に関しては、人の保護が第一の関心事です。 後者が人を危険にさらす可能性がある場合を除き、材料への損傷の防止は二次的なものです。 緊急スイッチは、次の要件を満たす必要があります。
- 技術システムの安全な動作状態をできるだけ早くもたらす必要があります。
- そのコントロール パネルは、危険にさらされている人が問題なく操作でき、緊急事態に対応する他の人が到達できるように、簡単に認識して配置および設計する必要があります。
- それが引き起こす緊急プロセスは、新たな危険をもたらしてはなりません。 たとえば、クランプ装置を解放したり、磁気保持器具を取り外したり、安全装置をブロックしたりしてはなりません。
- 緊急スイッチ プロセスがトリガーされた後、技術システムは、緊急スイッチ コントロール パネルのリセットによって自動的に再起動できてはなりません。 むしろ、新しい機能制御コマンドを意識的に入力する必要があります。 (図 5 を参照してください。)

機能スイッチ制御装置
機能スイッチ制御装置は、通常の操作のために技術システムのスイッチを入れ、通常の操作のために指定された動きとプロセスを開始、実行、および中断するために使用されます。 機能スイッチ制御装置は、技術システムの通常の動作の過程でのみ使用されます。つまり、割り当てられたすべての機能が妨げられずに実行されます。 これは、技術システムを実行する担当者によって適宜使用されます。 機能スイッチ制御装置は、次の要件を満たす必要があります。
- コントロール パネルはアクセスしやすく、危険なく簡単に使用できる必要があります。
- コントロール パネルは、明確かつ合理的に配置する必要があります。 たとえば、コントロール ノブは、上下左右の制御された動きに関して「合理的に」動作する必要があります。 (「合理的な」制御の動きとそれに対応する効果は、局所的な変動の影響を受ける可能性があり、規定によって定義されることもあります。)
- それらのコントロールパネルには、わかりやすいシンボルを使用して、明確かつわかりやすいラベルを付ける必要があります。
- 安全な実行のためにユーザーの完全な注意を必要とするプロセスは、エラーで生成された制御信号によって、またはそれらを管理する制御デバイスの不注意な操作によってトリガーされないようにする必要があります。 制御盤の信号処理は適切に信頼できるものでなければならず、制御装置の適切な設計によって不随意操作を防止する必要があります。 (図 6 を参照)。

監視スイッチ
監視スイッチは、監視対象の安全条件が満たされていない限り、技術システムの起動を防ぎ、安全条件が満たされなくなるとすぐに操作を中断します。 たとえば、保護コンパートメントのドアを監視したり、安全ガードの正しい位置を確認したり、速度やパスの制限を超えていないことを確認したりするために使用されます。 したがって、監視スイッチは、次の安全性と信頼性の要件を満たす必要があります。
- 監視目的で使用される開閉装置は、特に信頼性の高い方法で保護信号を発信する必要があります。 たとえば、機械的な監視スイッチは、特定の信頼性で信号の流れを自動的に遮断するように設計されている場合があります。
- モニタリング目的で使用されるスイッチング ツールは、安全条件が満たされていない場合 (たとえば、自動遮断機能付きモニタリング スイッチのプランジャが機械的かつ自動的に遮断位置に押された場合) に、特に信頼性の高い方法で操作する必要があります。
- 監視スイッチは、少なくとも意図的ではなく、何らかの努力なしに、不適切にオフにできてはなりません。 この条件は、たとえば、スイッチと操作要素がしっかりと取り付けられている場合に、自動遮断機能を備えた機械式の自動制御スイッチによって満たすことができます。 (図 7 を参照)。
図 7. ポジティブな機械的動作とポジティブな切断を備えたスイッチの図
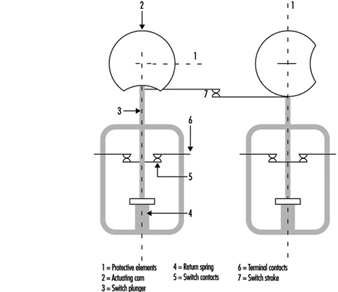
安全制御回路
上記の安全スイッチング装置のいくつかは、安全機能を直接実行するのではなく、安全制御回路によって送信および処理され、最終的に実際の安全機能を実行する技術システムの部分に到達する信号を発信することによって実行されます。 たとえば、安全切断装置は、重要なポイントでエネルギーを間接的に切断することがよくありますが、メイン スイッチは通常、技術システムへの電流の供給を直接切断します。
安全制御回路は安全信号を確実に送信する必要があるため、次の原則を考慮する必要があります。
- 断線時や漏電時など、外部エネルギーが不足または不足している場合でも、安全性を確保する必要があります。
- 保護信号は、信号の流れを遮断することでより確実に機能します。 たとえば、オープナー接点またはオープンリレー接点を備えた安全スイッチです。
- アンプ、変圧器などの保護機能は、外部エネルギーなしでより確実に達成できます。 そのようなメカニズムには、例えば、静止時に閉じられる電磁スイッチング装置またはベントが含まれる。
- 安全制御回路でのエラーや漏れによる接続は、誤った始動や停止の妨げにつながることがあってはなりません。 特に、インコンジットとアウトコンジットの間の短絡、漏電、または接地の場合。
- ユーザーの期待を超えない範囲でシステムに影響を与える外部の影響が、安全制御回路の安全機能に干渉してはなりません。
安全制御回路で使用されるコンポーネントは、特に信頼性の高い方法で安全機能を実行する必要があります。 この要件を満たさないコンポーネントの機能は、可能な限り多様な冗長性を確保して実装し、監視下に置く必要があります。
安全関連のアプリケーション
ここ数年、安全技術の分野でマイクロプロセッサが果たす役割はますます大きくなっています。 コンピュータ全体 (すなわち、中央処理装置、メモリ、および周辺コンポーネント) が「シングルチップ コンピュータ」として単一のコンポーネントで利用できるようになったため、マイクロプロセッサ技術は、複雑な機械制御だけでなく、比較的単純な設計の保護にも採用されています。 (例えば、ライト グリッド、両手制御装置、セーフティ エッジ)。 これらのシステムを制御するソフトウェアは、XNUMX から数万の単一コマンドで構成され、通常は数百のプログラム分岐で構成されています。 プログラムはリアルタイムで動作し、ほとんどがプログラマーのアセンブリ言語で書かれています。
安全技術の分野でのコンピュータ制御システムの導入は、高価な研究開発プロジェクトだけでなく、安全性を高めるために設計された重大な制限によって、すべての大規模な技術機器に付随しています。 (ここでは、航空宇宙技術、軍事技術、原子力技術が大規模な応用例として挙げられます。)工業的大量生産の集合的な分野は、これまで非常に限られた方法でしか扱われてきませんでした。 これは、産業用機械設計の特徴であるイノベーションの急速なサイクルが、大規模な機械の最終試験に関する研究プロジェクトから得られるような知識を、非常に制限された方法を除いて引き継ぐことを困難にするという理由の一部です。安全装置。 これにより、迅速で低コストの評価手順の開発が必要になります (Reinert and Reuss 1991)。
この記事では、最初にコンピュータ システムが現在安全タスクを実行している機械と施設を調べ、安全技術においてコンピュータが果たす特定の役割を説明するために、機械の安全装置の分野で主に発生している事故の例を使用します。 これらの事故は、現在ますます普及しているコンピュータ制御の安全装置が事故の増加につながらないようにするために、どのような予防策を講じなければならないかについての示唆を与えてくれます。 この記事の最後のセクションでは、正当な費用と許容期間内で、小規模なコンピューター システムでも適切なレベルの技術的安全性を実現できるようにする手順を概説しています。 この最後の部分で示されている原則は、現在国際標準化手順に導入されており、コンピュータが適用される安全技術のすべての分野に影響を与えます。
機械保護分野におけるソフトウェアとコンピュータの使用例
次の XNUMX つの例は、現在、ソフトウェアとコンピュータが商用ドメインの安全関連アプリケーションにますます参入していることを明らかにしています。
個人用緊急信号設備は、原則として、中央受信ステーションと多数の個人用緊急信号装置で構成されています。 デバイスは、現場で作業する人が自分で運びます。 一人で作業している人が緊急事態に陥った場合、この装置を使用して、中央受信ステーションの無線信号でアラームを作動させることができます。 このような意志に依存するアラームトリガーは、個人用緊急装置に組み込まれたセンサーによって起動される意志に依存しないトリガー機構によっても補うことができる。 個々のデバイスと中央受信ステーションの両方がマイクロコンピュータによって制御されることがよくあります。 ビルトインコンピュータの特定の単一機能の故障が、緊急事態において、アラームの作動の失敗につながる可能性があると考えられます。 したがって、このような機能の喪失を時間内に認識して修復するために、予防措置を講じる必要があります。
現在、雑誌の印刷に使用されている印刷機は大型の機械です。 ペーパーウェブは通常、新しいペーパーロールにシームレスに移行できるように、別の機械で準備されます。 印刷されたページは折り機で折り畳まれ、その後一連の機械で処理されます。 これにより、完全に縫製されたマガジンがパレットに積み込まれます。 このようなプラントは自動化されていますが、手作業による介入が必要なポイントが 1 つあります。(2) 用紙経路の糸通し、および (XNUMX) 回転ローラーの危険な場所での用紙の破れによる障害物の除去です。 このため、プレスの調整中は、制御技術によって動作速度を下げるか、経路または時間制限のあるジョギング モードを確保する必要があります。 関連する複雑な操作手順のために、すべての印刷ステーションに独自のプログラマブル ロジック コントローラを装備する必要があります。 ガード グリッドが開いている間に印刷工場の制御で発生した障害は、停止したマシンの予期しない起動や、適切に減速された速度を超える動作につながることを防止する必要があります。
大規模な工場や倉庫では、無人自動誘導ロボット車両が特別にマークされた軌道上を動き回っています。 これらの線路は、他の交通路から構造的に分離されていないため、人がいつでも歩くことができます。また、材料や機器が不注意に線路に残される可能性があります。 このため、何らかの衝突防止装置を使用して、人や物体との危険な衝突が発生する前に車両を停止させる必要があります。 最近のアプリケーションでは、衝突防止は、安全バンパーと組み合わせて使用される超音波またはレーザー光スキャナーによって行われます。 これらのシステムはコンピューター制御下で動作するため、人がいる特定の検出ゾーンに応じて車両の反応を変更できるように、複数の永続的な検出ゾーンを構成することができます。 防護装置の故障が、人との危険な衝突につながることがあってはなりません。
断裁制御装置ギロチンは、厚い紙束をプレスして断裁するために使用されます。 それらは両手制御装置によって引き起こされます。 ユーザーは、切断が行われるたびに機械の危険ゾーンに手を伸ばさなければなりません。 通常はライト グリッドなどの重要でない安全装置が、両手制御装置と安全な機械制御システムの両方と組み合わせて使用され、切断操作中に用紙が送られる際の怪我を防ぎます。 現在使用されている大型で最新のギロチンのほぼすべてが、マルチチャンネル マイクロコンピュータ システムによって制御されています。 両手操作とライトグリッドの両方が安全に機能することも保証されなければなりません。
コンピュータ制御システムによる事故
産業応用のほぼすべての分野で、ソフトウェアとコンピューターの事故が報告されています (Neumann 1994)。 ほとんどの場合、コンピュータの障害が人身事故につながることはありません。 そのような失敗は、いずれにせよ、一般大衆の関心がある場合にのみ公開されます。 これは、コンピュータやソフトウェアに関連する誤動作や事故の事例が、公表されたすべての事例の中で、人身傷害を伴う割合が比較的高いことを意味します。 残念なことに、大衆のセンセーションをあまり引き起こさない事故は、典型的には大規模なプラントでのより顕著な事故とまったく同じ強度で、その原因について調査されていません。 このため、以下の例では、安全技術に関する判断を下す際に考慮すべき事項を示唆するために使用される、機械保護の分野以外のコンピュータ制御システムに典型的な故障または事故の XNUMX つの説明を参照しています。
ハードウェアの偶発的な故障による事故
次の事故は、プログラミングの失敗と組み合わされたハードウェアの偶発的な故障の集中によって引き起こされました。 この事故は、ギアボックスのオイル レベルが低すぎるという警告が出された直後に発生しました。 事故を慎重に調査したところ、触媒が反応器内で反応を開始した直後に (その結果、反応器をさらに冷却する必要があったはずです)、ギアボックス内のオイルレベルが低いという報告に基づいて、コンピューターがすべてをフリーズさせたことがわかりました。固定値でその制御下にあるマグニチュード。 これにより、冷水の流れが低すぎるレベルに保たれ、その結果、原子炉が過熱しました。 さらなる調査により、オイルレベルが低いという兆候は、故障したコンポーネントによって通知されたことが示されました。
ソフトウェアは、仕様に従って、アラームを作動させ、すべての操作変数を修正しました。 これは、イベント前に行われた HAZOP (ハザードおよび操作性分析) 研究 (Knowlton 1986) の結果であり、障害が発生した場合にすべての制御変数を変更しないことを要求していました。 プログラマーは手順の詳細を知らなかったので、この要件は、制御されるアクチュエーター (この場合は制御バルブ) を変更してはならないことを意味すると解釈されました。 温度上昇の可能性には注意が払われていませんでした。 プログラマーは、誤った信号を受信した後、システムが事故を防ぐためにコンピューターの積極的な介入を必要とするタイプの動的な状況に陥る可能性があることを考慮していませんでした。 さらに、事故につながった状況は非常にありそうもないので、HAZOP 研究 (Levenson 1986) では詳細に分析されていませんでした。 この例は、ソフトウェアとコンピューターの事故の原因の XNUMX 番目のカテゴリへの移行を示しています。 これらは、最初からシステムに存在する体系的な障害ですが、開発者が考慮していない特定の非常に特殊な状況でのみ現れます。
操作ミスによる事故
ロボットの最終検査中のフィールドテストで、ある技術者が隣のロボットのカセットを借りて、同僚に知らせずに別のロボットに置き換えました。 職場に戻ると、同僚は間違ったカセットを挿入しました。 彼はロボットの隣に立って、そこから特定の一連の動作を期待していたので — 交換されたプログラムのために異なる結果になったシーケンス — ロボットと人間の間で衝突が発生しました。 この事故は、操作上の失敗の古典的な例を示しています。 コンピュータ制御の安全メカニズムの適用がますます複雑になっているため、誤動作や事故におけるこのような故障の役割は現在増加しています。
ハードウェアまたはソフトウェアのシステム障害による事故
弾頭を備えた魚雷は、公海上の軍艦から訓練目的で発射されることになっていました。 駆動装置の欠陥により、魚雷は魚雷発射管に残っていました。 船長は、魚雷を引き揚げるために母港に戻ることにしました。 船が帰路につき始めた直後、魚雷が爆発した。 事故の分析により、魚雷の開発者は、発射された後に発射台に戻り、それを発射した船を破壊するのを防ぐように設計されたメカニズムを魚雷に組み込むことを余儀なくされたことが明らかになりました. このために選択されたメカニズムは次のとおりです。魚雷の発射後、慣性航法システムを使用して、魚雷の進路が 180° 変更されたかどうかを確認しました。 魚雷が 180 度回転したことを感知するとすぐに、魚雷は発射台から安全な距離にあると思われる場所で直ちに爆発しました。 この検出メカニズムは、魚雷が適切に発射されなかった場合に作動し、その結果、船が針路を 180° 変更した後に魚雷が爆発しました。 仕様ミスによる事故の典型例です。 魚雷が進路を変更した場合に自身の船を破壊してはならないという仕様の要件は、十分に正確に定式化されていませんでした。 したがって、予防策は誤ってプログラムされました。 エラーは、プログラマが可能性として考慮していなかった特定の状況でのみ明らかになりました。
14 年 1993 月 320 日、ルフトハンザのエアバス A 1 がワルシャワに着陸中に墜落しました (図 767)。 事故を注意深く調査した結果、1991 年のラウダ航空ボーイング 1991 の事故後に行われた搭載コンピューターの着陸ロジックの変更が、この不時着の原因の一部であることがわかりました。 XNUMX 年の事故で起こったのは、着陸時に飛行機にブレーキをかけるためにモーター ガスの一部をそらす推力偏向が、まだ空中にある間に作動し、機体を制御不能な急降下に追い込んだことでした。 このため、推力偏向の電子ロックがエアバス機に組み込まれていました。 このメカニズムにより、着陸装置の両方のセットにあるセンサーが、接地した車輪の圧力でショック アブソーバーが圧縮されたことを通知した後にのみ、推力偏向が有効になります。 誤った情報に基づいて、ワルシャワの飛行機のパイロットは強い横風を予想していました。
図 1. 1993 年のワルシャワでの事故後のルフトハンザ エアバス

このため、彼らはマシンをわずかに傾けて持ち込み、エアバスは右の車輪だけで着陸し、左のベアリングは全重量よりも軽くなりました. 推力偏向の電子ロックのために、機内のコンピューターは、不利な状況にもかかわらず飛行機が安全に着陸することを可能にするような操縦をXNUMX秒間パイロットに拒否しました. この事故は、コンピュータ システムの変更が、起こりうる結果の範囲を事前に考慮しないと、新たな危険な状況につながる可能性があることを非常に明確に示しています。
次の誤動作の例は、1.2 つのコマンドを変更するだけでコンピュータ システムに壊滅的な影響を与える可能性があることも示しています。 血液中のアルコール度数は、事前に血球を遠心分離した透明な血清を用いて化学的検査で測定します。 したがって、血清のアルコール含有量は、濃厚な全血のアルコール含有量よりも高くなります (1.2 倍)。 このため、法的および医学的に重要な 1984 分の 1.2 の数値を確立するには、血清中のアルコール値を 1.2 で割る必要があります。 1,500年に実施された共同試験では、血清を用いて異なる研究機関で実施された同一の試験で得られた血中アルコール値を相互に比較することになっていました。 それは単に比較の問題だったので、1984 で割るコマンドは、実験期間中の機関の 1985 つのプログラムから削除されました。 ラボ間テストが終了した後、この場所で誤って 1.0 を掛けるコマンドがプログラムに導入されました。 その結果、1.3 年 1.3 月から XNUMX 年 XNUMX 月までの間におよそ XNUMX 個の誤った XNUMX 分の XNUMX の値が計算されました。 この誤りは、血中アルコール濃度が XNUMX ~ XNUMX パー XNUMX のトラック運転手のプロとしてのキャリアにとって重大でした。運転免許証の長期間の没収を伴う法的な罰則は、XNUMX 分の XNUMX の値の結果であるからです。
運転ストレスや環境ストレスの影響による事故
CNC (コンピュータ数値制御) パンチングおよびニブリング マシンの有効領域での廃棄物の収集によって引き起こされた障害の結果として、ユーザーは「プログラムされた停止」を実施しました。 手でごみを取り除こうとしたところ、プログラムされた停止にもかかわらず、機械のプッシュロッドが動き出し、使用者が重傷を負った。 事故の分析により、それはプログラムのエラーの問題ではないことが明らかになりました。 予期しない起動が再現できませんでした。 同様の不規則性は、過去に同じタイプの他のマシンで観察されていました。 これらのことから、事故が電磁干渉によって引き起こされたに違いないと推測するのはもっともらしく思われる. 産業用ロボットによる同様の事故が日本から報告されている (Neumann 1987)。
2 年 18 月 1986 日のボイジャー 2 宇宙探査機の誤動作は、コンピューター制御システムに対する環境ストレスの影響をさらに明確にします。 天王星への最接近の 1987 日前に、ボイジャー XNUMX 号からの写真が白黒の線で覆われていました。正確な分析により、飛行データ サブシステムのコマンド ワードの XNUMX ビットが失敗の原因であることがわかりました。写真はプローブ内で圧縮されています。 このビットは、宇宙粒子の衝突によってプログラム メモリ内でノックアウトされた可能性が最も高いです。 プローブからの圧縮された写真のエラーのない送信は、失敗したメモリ ポイントをバイパスできる代替プログラムを使用して、わずか XNUMX 日後に実行されました (Laeser、McLaughlin、および Wolff XNUMX)。
提示された事故の概要
分析された事故は、単純な電気機械技術を使用する条件下では無視されるかもしれない特定のリスクが、コンピューターが使用されると重要になることを示しています。 コンピュータは、複雑で状況に応じた安全機能の処理を可能にします。 このため、すべての安全機能の明確でエラーのない、完全でテスト可能な仕様が特に重要になります。 仕様のエラーは発見が難しく、複雑なシステムでは事故の原因となることがよくあります。 通常、自由にプログラム可能な制御装置は、変化する市場に柔軟かつ迅速に対応できるようにするために導入されます。 ただし、特に複雑なシステムでは、変更には予測しにくい副作用があります。 したがって、すべての変更は厳密に正式な変更管理手順に従う必要があり、安全に関連しない部分システムから安全機能を明確に分離することで、安全技術に対する変更の結果を調査しやすくすることができます。
コンピュータは低レベルの電力で動作します。 そのため、外部放射線源からの干渉を受けやすくなっています。 何百万もの信号の中から単一の信号を変更すると誤動作につながる可能性があるため、コンピュータに関連する電磁両立性のテーマに特に注意を払う価値があります。
現在、コンピュータ制御システムのサービスはますます複雑になり、不明確になっています。 したがって、ユーザーおよび設定ソフトウェアのソフトウェア人間工学は、安全技術の観点からより興味深いものになっています。
100% テスト可能なコンピューター システムはありません。 32 のバイナリ入力ポートと 1,000 の異なるソフトウェア パスを備えた単純な制御メカニズムには、4.3 × 10 が必要です。12 完全なチェックのためのテスト。 毎秒 100 回のテストの実行と評価の速度で、完全なテストには 1,362 年かかります。
コンピュータ制御安全装置の改善のための手順と措置
過去 10 年間に、コンピューターに関連する特定の安全関連の課題を習得できる手順が開発されました。 これらの手順は、このセクションで説明されているコンピューターの障害に対応しています。 機械の安全装置におけるソフトウェアとコンピューターの例と分析された事故は、損傷の程度と、さまざまな用途に伴うリスクが非常に多様であることを示しています。 したがって、安全技術で使用されるコンピュータとソフトウェアの改善に必要な予防措置が、リスクに関連して確立されるべきであることは明らかです。
図 2 は、安全システムを使用して得られる必要なリスク低減を、損傷が発生する程度や頻度とは無関係に決定できる定性的な手順を示しています (Bell and Reinert 1992)。 「コンピュータ制御システムによる事故」(上記) のセクションで分析されたコンピュータ システムの障害の種類は、いわゆる安全度水準、つまりリスク軽減のための技術設備と関連付けることができます。
図 2. リスク決定のための定性的手順

図 3 は、どのような場合でも、ソフトウェアとコンピューターのエラーを減らすために講じられた対策の有効性は、リスクの増加に伴って大きくなる必要があることを明らかにしています (DIN 1994; IEC 1993)。
図 3、リスクとは無関係にエラーに対して講じられた予防措置の有効性
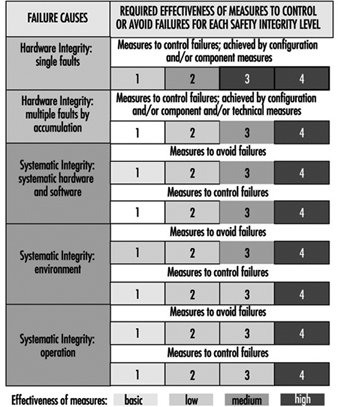
上記の事故の分析は、コンピューター制御のセーフガードの失敗が、ランダムなコンポーネントの故障だけでなく、プログラマーが考慮に入れなかった特定の動作条件によっても引き起こされることを示しています。 システム メンテナンスの過程で行われたプログラムの変更のすぐには明らかではない結果は、さらなるエラーの原因となります。 したがって、マイクロプロセッサによって制御される安全システムには障害が発生する可能性があり、システムの開発中に発生したとしても、動作中にのみ危険な状況につながる可能性があります。 したがって、安全関連システムの開発段階では、このような障害に対する予防措置を講じる必要があります。 これらのいわゆる失敗回避策は、構想段階だけでなく、開発、インストール、および変更の過程でも実行する必要があります。 このプロセス中に特定の障害が発見され、修正された場合、特定の障害を回避できます (DIN 1990)。
最後の事故で明らかになったように、単一のトランジスタの故障は、非常に複雑な自動化された機器の技術的な故障につながる可能性があります。 個々の回路は何千ものトランジスタやその他のコンポーネントで構成されているため、動作中のターンアップなどの障害を認識し、コンピューター システムで適切な反応を開始するために、多数の障害回避手段を講じる必要があります。 図 4 は、プログラム可能な電子システムの障害の種類と、コンピュータ システムの障害を回避および制御するために取られる予防措置の例を示しています (DIN 1990; IEC 1992)。
図 4. コンピューター・システムのエラーを制御および回避するための予防措置の例

安全技術におけるプログラマブル電子システムの可能性と展望
最新の機械とプラントはますます複雑になり、これまで以上に包括的なタスクをより短い期間で達成する必要があります。 このため、1970 年代半ば以降、コンピューター システムは産業のほぼすべての分野を席巻してきました。 この複雑さの増加だけでも、そのようなシステムの安全技術の向上に伴うコストの上昇に大きく貢献しています。 ソフトウェアとコンピューターは、職場の安全性に大きな課題をもたらしますが、安全技術の分野でエラーを起こしにくい新しいシステムを実装することも可能にします。
Ernst Jandl による、くだらないが有益な詩は、この概念が何を意味するかを説明するのに役立ちます エラーに強い. 「Lichtung: Manche meinen lechts und rinks kann man nicht velwechsern, werch ein Illtum」. (「ディレクション:多くの人が光を信じており、reftは知性を変えることができない、なんてうらやましい」。) 手紙の交換にもかかわらず r & l、このフレーズは、普通の大人なら簡単に理解できます。 英語が苦手な人でも英語に翻訳できます。 ただし、このタスクは、翻訳するコンピューターだけではほとんど不可能です。
この例は、人間が言語コンピューターよりもはるかにエラーに優しい方法で反応できることを示しています。 これは、人間が他のすべての生き物と同様に、経験を参照することで失敗を許容できることを意味します。 現在使用されている機械を見ると、大部分の機械が、ユーザーの障害を事故ではなく、生産の減少という形で罰していることがわかります。 この特性は、セーフガードの操作または回避につながります。 最新のコンピューター技術により、システムは作業の安全性を自由に利用できるようになり、インテリジェントに、つまり変更された方法で反応できるようになります。 したがって、このようなシステムは、新しいマシンでエラーに優しい動作モードを可能にします。 誤った操作が行われている間は、まずユーザーに警告し、それが事故を回避する唯一の方法である場合にのみ、機械を停止します。 事故の分析は、この分野に事故を減らす大きな可能性があることを示しています (Reinert and Reuss 1991)。
ソフトウェアとコンピューター: ハイブリッド自動化システム
ハイブリッド自動化システム (HAS) は、人工知能機械 (コンピューター技術に基づく) の機能を、作業活動の過程でこれらの機械と対話する人々の能力と統合することを目的としています。 HAS の利用に関する主な関心事は、ハイブリッド システムの両方の部分の知識とスキルを最大限に活用するために、人間と機械のサブシステムをどのように設計する必要があるか、および人間のオペレーターと機械のコンポーネントがどのように相互作用する必要があるかに関連しています。それらの機能が互いに補完し合うことを保証します。 多くの場合、複雑な技術システムのさまざまな機能を自動化および統合するために、最新の情報および制御ベースの方法論を適用した製品として、多くのハイブリッド自動化システムが進化してきました。 HAS は、当初、原子炉、化学処理プラント、個別部品製造技術のリアルタイム制御システムの設計と運用に使用されるコンピューターベースのシステムの導入で識別されました。 HAS は現在、航空交通管制や民間航空分野の航空機ナビゲーション手順、道路輸送におけるインテリジェントな車両および高速道路ナビゲーション システムの設計と使用など、多くのサービス産業でも見られます。
コンピューターベースの自動化の継続的な進歩に伴い、現代の技術システムにおける人間のタスクの性質は、知覚運動スキルを必要とするものから、問題解決、システム監視における意思決定、および監視制御タスク。 たとえば、コンピューター統合製造システムの人間のオペレーターは、主にシステム モニター、問題解決者、および意思決定者としての役割を果たします。 HAS 環境における人間の監督者の認知活動は、(1) 一定期間に何をすべきかを計画する、(2) 一連の計画された目標を達成するための手順 (またはステップ) を考案する、(3) 進行状況を監視する、です。 (技術的)プロセスの、(4)人間と対話するコンピューターを通じてシステムを「教える」、(5)システムが異常に動作する場合、または制御の優先順位が変更された場合に介入する、(6)システムからのフィードバックを通じて、その影響について学習する監督措置 (Sheridan 1987)。
ハイブリッド システム設計
HAS における人間と機械の相互作用には、人間のオペレーターとインテリジェント マシン間の動的通信ループの利用が含まれます。人間と機械。 少なくとも、人間と自動化の間の相互作用は、ハイブリッド自動化システムの高度な複雑さ、および人間のオペレーターの関連する特性とタスク要件を反映する必要があります。 したがって、ハイブリッド自動化システムは、次の式の XNUMX 倍として正式に定義できます。
持っている = (T、U、C、E、I)
コラボレー T = タスク要件 (身体的および認知的); U = ユーザーの特性 (身体的および認知的); C = 自動化の特性 (コンピューター インターフェイスを含むハードウェアとソフトウェア); E = システムの環境; I = 上記の要素間の一連の相互作用。
相互作用のセット I 間のすべての可能な相互作用を具現化します T, U & C in E それらの性質や関連の強さに関係なく。 例えば、可能性のある対話の XNUMX つは、コンピュータのメモリに格納されたデータと、人間のオペレータの対応する知識 (もしあれば) との関係を含む可能性があります。 相互作用 I 基本的なもの (つまり、XNUMX 対 XNUMX の関連付けに限定されたもの) の場合もあれば、人間のオペレーター、目的のタスクを達成するために使用される特定のソフトウェア、およびコンピューターとの利用可能な物理インターフェイスとの間の相互作用を含むような複雑な場合もあります。
多くのハイブリッド自動化システムの設計者は、コンピューターベースのテクノロジーの一部として、高度な機械やその他の機器のコンピューター支援による統合に主に焦点を当てており、そのようなシステム内での効果的な人間の統合の最優先事項にはほとんど注意を払っていません。 したがって、現在のところ、コンピュータ統合(技術)システムの多くは、これらのシステムの効果的な制御と監視に必要なスキルと知識によって表される人間のオペレータの固有の能力と完全には互換性がありません。 このような非互換性は、人間、機械、および人間と機械の機能のすべてのレベルで発生し、個人および組織または施設全体の枠組みの中で定義できます。 たとえば、高度な製造企業における人と技術の統合の問題は、HAS 設計段階の早い段階で発生します。 これらの問題は、相互作用の複雑さに関する次のシステム統合モデルを使用して概念化できます。 I、システム設計者の間で、 D、人間のオペレーター、 H、または潜在的なシステム ユーザーとテクノロジー、 T:
私 (H, T) = F [ 私 (H, D), 私 (D, T)]
コラボレー I 特定の HAS の構造で発生する関連する相互作用を表します。 F 設計者、人間のオペレーター、およびテクノロジーの間の機能的な関係を示します。
上記のシステム統合モデルは、ユーザーとテクノロジー間の相互作用が、以前の 1 つの相互作用の統合の結果によって決定されるという事実を強調しています。 HASテクノロジー(機械とその統合のレベル)。 通常、設計者と技術の間には強い相互作用が存在しますが、設計者と人間のオペレーターの間に同等に強い相互関係が見られる例はごくわずかです。
最も自動化されたシステムであっても、運用レベルでのシステム パフォーマンスを成功させるには、人間の役割が依然として重要であると言えます。 Bainbridge (1983) は、自動化自体の性質に起因する HAS の操作に関連する一連の問題を次のように特定しました。
- オペレーターは「制御ループの外」にいます。 人間のオペレーターは、必要に応じて制御を実行するためにシステムに存在しますが、「制御ループの外」にいることで、緊急時にしばしば必要とされる手作業のスキルと長期的なシステム知識を維持できません。
- 時代遅れの「心象図」。 人間のオペレーターは、操作のイベントを綿密に追跡していない場合、システムの動作の変化に迅速に対応できない場合があります。 さらに、必要な対応を開始または実行するには、システムの機能に関するオペレータの知識またはイメージが不十分である可能性があります。
- 消える世代のスキル。 新しいオペレーターは、経験を通じて得られたコンピューター化されたシステムに関する十分な知識を習得できない可能性があり、したがって、必要なときに効果的な制御を行うことができません。
- オートマチックの権威。 必要なタスクを人間のオペレーターよりもうまく実行できるという理由でコンピューター化されたシステムが実装されている場合、「オペレーターは、自動化されたシステムによって正しいまたは誤った決定が行われていることをどのような基準で判断すべきか?」という疑問が生じます。
- 自動化による新たな「ヒューマンエラー」の出現。 自動化されたシステムは新しいタイプのエラーを引き起こし、その結果、従来の分析技術の枠内では分析できない事故が発生します。
タスクの割り当て
HAS 設計の重要な問題の 1 つは、人間のオペレーターに割り当てられる機能または責任の数と、コンピューターに割り当てられる機能または責任の数を決定することです。 一般に、考慮すべきタスク割り当ての問題には 2 つの基本的なクラスがあります。(3) 人間のスーパーバイザーとコンピューターのタスク割り当て、(XNUMX) 人間と人間のタスクの割り当て、(XNUMX) 監視コンピューターとコンピューターのタスクの割り当てです。 理想的には、基本的なシステム設計を開始する前に、構造化された割り当て手順を通じて割り当ての決定を行う必要があります。 残念ながら、このような体系的なプロセスはめったに不可能です。なぜなら、割り当てられる機能は、さらに検討する必要があるか、人間と機械のシステム コンポーネント間で対話的に実行する必要があるためです。つまり、監視制御パラダイムの適用を通じて実行されます。 ハイブリッド自動システムにおけるタスクの割り当ては、人間とコンピューターの監督責任の範囲に焦点を当て、人間のオペレーターとコンピューター化された意思決定支援システムとの間の相互作用の性質を考慮する必要があります。 機械と人間の入出力インターフェース間の情報伝達の手段、およびソフトウェアと人間の認知的問題解決能力との互換性も考慮する必要があります。
ハイブリッド自動化システムの設計と管理に対する従来のアプローチでは、ワーカーは決定論的な入出力システムと見なされ、人間の行動の目的論的性質、つまり、目標指向の行動の獲得に依存することを無視する傾向がありました。関連情報と目標の選択 (Goodstein et al. 1988)。 成功するためには、高度なハイブリッド自動システムの設計と管理は、特定のタスクに必要な人間の精神機能の説明に基づいている必要があります。 「認知工学」アプローチ (以下でさらに説明) は、人間と機械の (ハイブリッド) システムは、人間の精神プロセスの観点から考え、設計し、分析し、評価する必要があることを提案しています (つまり、適応システムのオペレーターの精神モデルが取り込まれます)。アカウント)。 以下は、Corbett (1988) によって策定された、HAS の設計と運用に対する人間中心のアプローチの要件です。
- 互換性. システムの操作には、既存のスキルと無関係なスキルは必要ありませんが、既存のスキルを進化させる必要があります。 人間のオペレータは、インタフェースがユーザの以前の知識とスキルに適合するように、従来の慣行と互換性のある情報を入力および受信する必要があります。
- 透明性. システムを理解せずに制御することはできません。 したがって、学習を促進するには、人間のオペレータがシステムの制御ソフトウェアの内部プロセスを「見る」ことができなければなりません。 透過的なシステムにより、ユーザーは、システムが実行できる意思決定および制御機能の内部モデルを簡単に構築できます。
- 最小限の衝撃. システムは、システムの現在の状態を詳述する、利用可能な情報に照らして、オペレーターが予期しないと判断したことを実行すべきではありません。
- 妨害制御. 不確実なタスク (選択構造分析によって定義される) は、コンピューターの意思決定をサポートする人間のオペレーターの制御下にある必要があります。
- 誤りやすさ. 人間のオペレーターの暗黙のスキルと知識は、システムの外に設計されるべきではありません。 オペレーターは、ソフトウェアが誤った操作を指示するのを無力に見守るような立場に置かれてはなりません。
- エラー可逆性. ソフトウェアは、特定の操作または戦略の予想される結果を人間のオペレーターに知らせるために、十分な情報のフィードフォワードを提供する必要があります。
- 操作の柔軟性. システムは、制御ソフトウェアのサポートを失うことなく、操作戦略を変更することで、人間のオペレーターに要件とリソース制限をトレードオフする自由を提供する必要があります。
認知ヒューマンファクター工学
認知的ヒューマン ファクター エンジニアリングは、人間のオペレーターが職場で意思決定を行い、問題を解決し、計画を策定し、新しいスキルを習得する方法に焦点を当てています (Hollnagel and Woods 1983)。 任意の HAS で機能する人間のオペレーターの役割は、Rasmussen のスキーム (1983) を使用して XNUMX つの主要なカテゴリに分類できます。
- スキルベースの行動 スムーズで自動化された高度に統合された行動パターンとして、意識的な制御なしに行われる行為または活動中に実行される感覚運動パフォーマンスです。 このカテゴリに分類される人間の活動は、特定の状況のために構成された一連の熟練した行為であると見なされます。 したがって、スキルベースの行動は、多かれ少なかれ保存された行動パターンまたは時空間ドメインでの事前にプログラムされた指示の表現です。
- ルールベースの動作 格納されたルールまたは手順によるフィードフォワード制御によって構築されたパフォーマンスの目標指向のカテゴリです。つまり、慣れ親しんだ作業状況で一連のサブルーチンを構成できる順序付けられたパフォーマンスです。 ルールは通常、以前の経験から選択され、環境の動作を制約する機能特性を反映しています。 ルールベースのパフォーマンスは、関連するルールの採用に関する明確なノウハウに基づいています。 意思決定データ セットは、状態、イベント、または状況の認識と識別のための参照で構成されます。
- 知識に基づく行動 環境の知識と個人の目的に基づいて目標が明確に定式化される、目標制御パフォーマンスのカテゴリです。 システムの内部構造は「メンタルモデル」で表されます。 この種の行動は、なじみのない、したがって不確実な制御条件下でのさまざまな計画の開発とテストを可能にし、スキルやルールが利用できないか不十分であり、代わりに問題解決と計画が求められる必要がある場合に必要です。
HAS の設計と管理では、その機能を説明するワーカーの内部モデルとシステム操作の互換性を確保するために、ワーカーの認知特性を考慮する必要があります。 その結果、システムの記述レベルは、人間の機能のスキルベースからルールベースおよび知識ベースの側面に移行する必要があり、認知タスク分析の適切な方法を使用して、システムのオペレーターのモデルを識別する必要があります。 HAS の開発における関連する問題は、人間のオペレーターと自動化されたシステム コンポーネントとの間の、物理レベルと認知レベルの両方での情報伝達手段の設計です。 このような情報転送は、システム操作のさまざまなレベルで利用される情報のモード、つまり、視覚、口頭、触覚、またはハイブリッドと互換性がある必要があります。 この情報の互換性により、さまざまな形式の情報転送で、媒体と情報の性質との間の非互換性が最小限に抑えられます。 たとえば、視覚的表示は空間情報の伝達に最適ですが、聴覚入力はテキスト情報の伝達に使用できます。
多くの場合、人間のオペレーターは、特定の種類のヒューマンマシン インターフェイスに関連する経験、トレーニング、および指示に従って、システムの動作と機能を記述する内部モデルを開発します。 この現実に照らして、HAS の設計者は、機械 (または他の人工システム) に、人間のオペレーターの身体的および認知的特性のモデル、つまりシステムのオペレーターのイメージを組み込むことを試みる必要があります (Hollnagel and Woods 1983)。 . HAS の設計者は、システム記述における抽象化のレベルと、人間のオペレーターの行動に関連するさまざまなカテゴリも考慮する必要があります。 作業環境における人間の機能をモデル化するためのこれらの抽象化レベルは次のとおりです (Rasmussen 1983): (1) 物理的形態 (解剖学的構造)、(2) 身体機能 (生理学的機能)、(3) 一般化された機能 (心理的メカニズムおよび認知機能) (4) 抽象的機能 (情報処理) および (5) 機能的目的 (価値構造、神話、宗教、人間の相互作用)。 これらの XNUMX つのレベルは、効果的な HAS パフォーマンスを確保するために、設計者が同時に考慮する必要があります。
システム ソフトウェア設計
コンピュータ ソフトウェアはあらゆる HAS 環境の主要コンポーネントであるため、設計、テスト、操作、変更を含むソフトウェア開発、およびソフトウェアの信頼性の問題も、HAS 開発の初期段階で考慮する必要があります。 これにより、ソフトウェア エラーの検出と除去のコストを削減できるはずです。 ただし、人間の作業パフォーマンス、関連する作業負荷、および潜在的なエラーをモデル化する能力には限界があるため、HAS の人的コンポーネントの信頼性を推定することは困難です。 過度または不十分な精神的負荷は、それぞれ情報過多と退屈につながり、人間のパフォーマンスを低下させ、エラーや事故の可能性を高める可能性があります。 HAS の設計者は、これらの問題を解決するために、人工知能技術を利用する適応型インターフェースを採用する必要があります。 人間と機械の互換性に加えて、人間の能力を超える可能性がある場合に生じるストレス レベルを軽減するために、人間と機械の相互の適応性の問題を考慮する必要があります。
多くのハイブリッド自動化システムは非常に複雑であるため、これらのシステムのハードウェア、ソフトウェア、操作手順、および人間と機械の相互作用に関連する潜在的な危険を特定することは、怪我や機器の損傷を減らすことを目的とした取り組みの成功にとって重要になります。 . コンピュータ統合製造技術 (CIM) などの複雑なハイブリッド自動化システムに関連する安全と健康上の危険は、システムの設計と運用の最も重要な側面の XNUMX つであることは明らかです。
システムの安全性の問題
ハイブリッド自動化環境では、システム障害条件下で制御ソフトウェアが不安定な動作をする可能性が非常に高いため、新世代の事故リスクが生じます。 ハイブリッド自動化システムがより用途が広く複雑になるにつれて、起動およびシャットダウンの問題やシステム制御の逸脱などのシステム障害により、人間のオペレーターに対する深刻な危険の可能性が大幅に増加する可能性があります。 皮肉なことに、多くの異常な状況では、オペレーターは通常、自動化された安全サブシステムの適切な機能に頼っていますが、これは重傷のリスクを高める可能性があります。 たとえば、技術制御システムの誤動作に関連する事故の研究では、事故シーケンスの約 XNUMX 分の XNUMX に、妨害されたシステムの制御ループへの人間の介入が含まれていることが示されました。
従来の安全対策は、HAS 環境のニーズに簡単に適応させることはできないため、これらのシステムの固有の特性を考慮して、負傷管理と事故防止戦略を再検討する必要があります。 たとえば、高度な製造技術の分野では、多くのプロセスは、人間のオペレーターが容易に予測できないかなりの量のエネルギーの流れが存在することを特徴としています。 さらに、安全上の問題は通常、サブシステム間のインターフェイスで発生するか、システム障害が 1991 つのサブシステムから別のサブシステムに進行するときに発生します。 国際標準化機構 (ISO 45) によると、産業オートメーションに起因する危険に関連するリスクは、特定の製造システムに組み込まれた産業機械の種類と、システムの設置、プログラム、操作、保守の方法によって異なります。そして修理。 たとえば、スウェーデンでのロボット関連の事故を他のタイプの事故と比較すると、ロボットは高度な製造業で使用される最も危険な産業機械である可能性があることが示されました。 産業用ロボットの推定事故率は、50 ロボット年あたり 23 件の重大事故であり、1980 機械年あたり 1985 件の事故であると報告されている産業用プレスの事故率よりも高くなっています。 ここで注目すべきは、XNUMX 年から XNUMX 年にかけて、米国の産業用プレスが金属加工機械関連の全死亡者数の約 XNUMX% を占めており、致命的ではない怪我の重症度頻度の積に関しては動力プレスが第 XNUMX 位にランクされていることです。
高度な製造技術の領域では、人間のオペレータの視野外で作業者が複雑に位置を変えるため、作業者にとって危険な可動部品が多数あります。 コンピューター統合製造における急速な技術開発により、高度な製造技術が労働者に及ぼす影響を研究する必要性が非常に高まっています。 このような HAS 環境のさまざまな要素によって引き起こされる危険を特定するには、過去の事故を注意深く分析する必要があります。 残念ながら、ロボットの使用に関連する事故は、人間が操作する機械に関連する事故の報告から切り分けるのが難しいため、記録されていない事故の割合が高い可能性があります。 日本の労働安全衛生規則では、「産業用ロボットは現在、信頼できる安全手段を備えておらず、その使用を規制しない限り、労働者を保護することはできない」と述べています。 例えば、日本の労働省が実施した産業用ロボットに関連する事故の調査結果 (杉本 1987) は、調査対象の 190 の工場 (4,341 台の作業用ロボット) で 300 件のロボット関連の障害があり、そのうち 37 件が安全でない行為の一部が危うい事故につながり、9 件が人身事故、2 件が死亡事故でした。 他の研究の結果は、コンピュータソフトウェアの安全機能だけではシステムハードウェアをフェールセーフにすることはできず、システムコントローラの信頼性が常に高いとは限らないため、コンピュータベースの自動化が必ずしも全体的な安全レベルを向上させるとは限らないことを示しています。 さらに、複雑な HAS では、危険な状態を検出し、適切な危険回避戦略を実行するために、安全センシング デバイスだけに依存することはできません。
人間の健康に対する自動化の影響
前述のように、多くの HAS 環境における作業者の活動は、基本的に監視制御、監視、システム サポート、および保守です。 これらのアクティビティは、次の 1 つの基本グループに分類することもできます。(2) プログラミング タスク、つまり、機械の操作をガイドおよび指示する情報のエンコード、(3) HAS の生産および制御コンポーネントの監視、(4) 防止のための HAS コンポーネントのメンテナンスHAS が労働者の幸福に与える影響に関する最近の多くのレビューでは、製造エリアで HAS を利用することで、重くて危険な作業を排除できる可能性があると結論付けられています。 、HAS環境での作業は、労働者にとって不満であり、ストレスになる可能性があります. ストレスの原因には、多くの HAS アプリケーションで必要とされる常時監視、割り当てられた活動の範囲の制限、システム設計によって許容される作業者の相互作用のレベルの低さ、および機器の予測不可能で制御不能な性質に関連する安全上の危険が含まれます。 プログラミングや保守活動に携わる一部の労働者は、自分たちの幸福にプラスの影響を与える可能性のある挑戦の要素を感じていますが、これらの影響は、これらの活動の複雑で要求の厳しい性質やプレッシャーによって相殺されることがよくあります。これらの活動を迅速に完了するために管理者によって行使されます。
一部の HAS 環境では、人間のオペレーターは、通常の動作状態では従来のエネルギー源 (作業の流れと機械の動き) から切り離されていますが、自動化されたシステムの多くのタスクは、他のエネルギー源と直接接触して実行する必要があります。 さまざまな HAS コンポーネントの数が増え続けているため、特に作業員がもはや作業についていけなくなっているという事実を考慮して、作業員の快適性と安全性、および効果的な怪我防止対策の開発に特に重点を置く必要があります。そのようなシステムの精巧さと複雑さ。
コンピューター統合製造システムにおける負傷管理と作業員の安全に対する現在のニーズを満たすために、産業オートメーション システムに関する ISO 委員会は、「統合製造システムの安全性」(1991 年) というタイトルの新しい安全規格を提案しました。 この新しい国際規格は、産業用機械および関連機器を組み込んだ統合製造システムに存在する特定の危険性を認識して開発されたもので、統合製造システムで作業中またはそれに隣接している間に人員が負傷する可能性を最小限に抑えることを目的としています。 この規格によって特定された CIM の人間のオペレーターに対する潜在的な危険の主な原因を図 1 に示します。
図 1. コンピューター統合製造 (CIM) における主な危険源 (ISO 1991 以降)
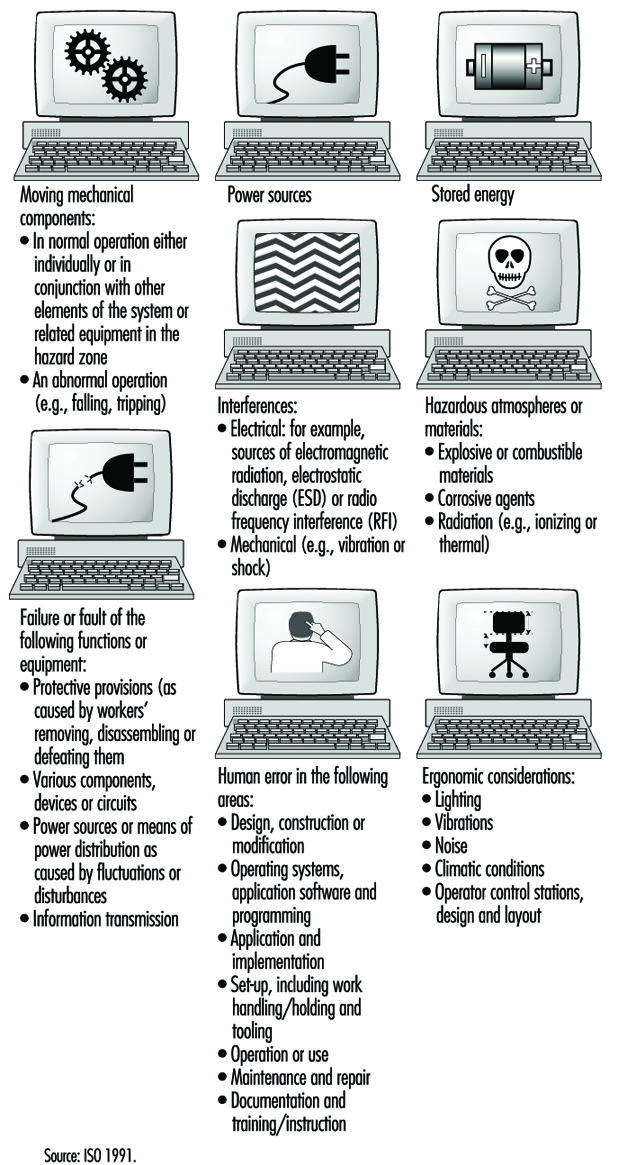
ヒューマンエラーとシステムエラー
一般に、HAS 内の危険は、システム自体、物理環境に存在する他の機器との関連、または人間とシステムとの相互作用から発生する可能性があります。 事故は、危険な状況下で発生する可能性がある人間と機械の相互作用のいくつかの結果の 1992 つにすぎません。 ニアアクシデントと損害インシデントは、はるかに一般的です (Zimolong and Duda 1)。 エラーが発生すると、次のいずれかの結果が生じる可能性があります。(2) エラーに気付かないままになる、(3) システムがエラーを補正できる、(4) エラーが機械の故障やシステム停止につながる、または (XNUMX) ) 誤りが事故につながります。
重大なインシデントにつながるすべての人的エラーが実際の事故を引き起こすわけではないため、次のように結果のカテゴリをさらに区別することが適切です。 (1) 事故 (すなわち、けが、損傷、または損失をもたらす危険な事象) (2) 損傷事故 (すなわち、ある種の物的損害のみをもたらす危険な事象) (3)ニアアクシデントまたは「ニアミス」(つまり、けが、損傷、または損失が偶然にわずかな差で回避された危険なイベント)および(4)潜在的な事故の存在(つまり、けが、破損につながる可能性のある危険なイベント) 、または紛失の可能性がありますが、状況により、近い事故にも至りませんでした)。
HAS におけるヒューマン エラーの XNUMX つの基本的なタイプを区別できます。
- スキルベースのスリップとラプス
- ルールベースのミス
- 知識ベースの間違い。
Reason (1990) によって考案されたこの分類法は、上記の人間のパフォーマンスに関する Rasmussen のスキル-ルール-知識分類の修正に基づいています。 スキルベースのレベルでは、人間のパフォーマンスは、時空間ドメインのアナログ構造として表される、事前にプログラムされた命令の格納されたパターンによって管理されます。 ルールベースのレベルは、ソリューションが格納されたルール (必要に応じてアクセスまたは生成されるため、「プロダクション」と呼ばれる) によって管理される、よく知られた問題に取り組むのに適用できます。 これらのルールでは、適切な対応を必要とする特定の状況が発生した場合に、特定の診断 (または判断) を行うか、特定の是正措置を講じる必要があります。 このレベルでは、ヒューマンエラーは通常、状況の誤分類に関連しており、間違ったルールの適用や、結果として生じる判断や手順の誤った想起につながります。 知識ベースのエラーは、意識的な分析プロセスと保存された知識を使用して、「オンライン」で (特定の瞬間に) アクションを計画する必要がある新しい状況で発生します。 このレベルのエラーは、リソースの制限と不完全または不正確な知識から発生します。
Reason (1990) によって提案された一般的なエラー モデリング システム (GEMS) は、基本的なヒューマン エラー タイプの起源を突き止めようとするもので、HAS における人間の行動の全体的な分類法を導き出すために使用できます。 GEMS は、エラー研究の 1 つの異なる領域を統合しようとしています。(2) 実行の失敗および/またはストレージの失敗によりアクションが現在の意図から逸脱するスリップと失効、および (XNUMX) アクションが計画どおりに実行される可能性があるミス。しかし、その計画は望ましい結果を達成するには不十分です。
CIM におけるリスク評価と予防
ISO (1991) によると、CIM におけるリスク評価は、すべてのリスクを最小限に抑え、安全な作業環境を作成し、安全な作業環境を確保するためのプログラムまたは計画の開発における安全目標と対策を決定するための基礎として役立つように実行する必要があります。職員の安全と健康も。 たとえば、製造ベースの HAS 環境における作業上の危険は、次のように特徴付けることができます。 (1) 作業が単調であり、(2) コンピュータ統合製造システム内で発生する事故はしばしば重大です。 特定された各ハザードは、そのリスクを評価する必要があり、そのリスクを最小限に抑えるために適切な安全対策を決定して実施する必要があります。 ハザードは、特定のプロセスの次の側面すべてに関しても確認する必要があります。 単一ユニット間の相互作用; システムの操作セクション。 プログラミング、検証、トラブルシューティング、メンテナンス、または修理などの操作のために通常の保護手段が一時停止される条件を含む、意図されたすべての動作モードおよび条件での完全なシステムの動作。
ISO (1991) の CIM の安全戦略の設計段階には、次のものが含まれます。
- システムパラメータの制限の仕様
- 安全戦略の適用
- ハザードの識別
- 関連するリスクの評価
- ハザードの除去またはリスクの軽減を実行可能な限り行う。
システムの安全仕様には、次のものが含まれている必要があります。
- システム機能の説明
- システムのレイアウトおよび/またはモデル
- さまざまな作業プロセスと手作業の相互作用を調査するために実施された調査の結果
- 手動操作を含むプロセス シーケンスの分析
- コンベアまたは輸送ラインとのインターフェースの説明
- プロセス フローチャート
- 基礎計画
- 供給・廃棄装置の計画
- 材料の供給と廃棄に必要なスペースの決定
- 利用可能な事故記録。
ISO (1991) に従って、体系的な安全計画手順の設計において、安全な CIM システム操作を確保するために必要なすべての要件を考慮する必要があります。 これには、危険を効果的に軽減するためのすべての保護対策が含まれ、以下が必要です。
- ヒューマンマシンインターフェースの統合
- システムに取り組んでいる人々の位置(時間と空間における)の早期定義
- 孤立作業の削減方法を早期に検討
- 環境面への配慮。
安全計画手順では、とりわけ、CIM の次の安全問題に対処する必要があります。
- システムの動作モードの選択. 制御装置は、少なくとも次の動作モードを備えている必要があります。どのシステムまたはリモートの手動による危険な状況の開始が防止されているか (たとえば、ローカル操作の場合、または危険な状況への電源の分離または機械的な遮断の場合)。
- トレーニング、設置、試運転、および機能テスト. 要員が危険ゾーンにいる必要がある場合は、制御システムに次の安全対策を講じる必要があります。 ) 可動非常停止。
- システムのプログラミング、メンテナンス、修理における安全性. プログラミング中は、プログラマーだけが保護された空間に立ち入ることができます。 システムは、システムの意図した運用を確実に継続するために、検査および保守手順を整備する必要があります。 検査および保守プログラムでは、システムの供給者の推奨事項と、システムのさまざまな要素の供給者の推奨事項を考慮に入れる必要があります。 システムのメンテナンスや修理を行う担当者は、必要なタスクを実行するために必要な手順についてトレーニングを受ける必要があることは言うまでもありません。
- 障害の除去. 保護されたスペース内から障害を除去する必要がある場合は、安全な切断後に (または、可能であれば、ロックアウト メカニズムが作動した後に) 実行する必要があります。 危険な状況の誤った開始に対する追加の対策を講じる必要があります。 システムのセクションまたは隣接するシステムまたは機械の機械で障害を除去する際に危険が発生する可能性がある場合、これらも動作を停止し、予期しない起動から保護する必要があります。 指示および警告標識を使用して、完全には観察できないシステム コンポーネントの障害の除去に注意を払う必要があります。
システム障害制御
コンピューター統合製造エリアで使用される多くの HAS 設備では、通常、制御、プログラミング、保守、事前設定、サービス、またはトラブルシューティングのタスクのために人間のオペレーターが必要です。 システムに障害が発生すると、作業者が危険区域に入る必要が生じる状況が発生します。 この点で、CIM における人間の干渉の最も重要な理由は依然として妨害であると考えられます。これは、システムが制限区域の外からプログラムされることが多いためです。 ほとんどのリスクはシステムのトラブルシューティング段階で発生するため、CIM の安全性に関する最も重要な問題の XNUMX つは、妨害を防止することです。 障害の回避は、安全性と費用対効果の両方に関して共通の目的です。
CIM システムの障害とは、システムの状態または機能が、計画された状態または望ましい状態から逸脱することです。 生産性に加えて、CIM の操作中の障害は、システムの操作に関与する人々の安全に直接影響します。 フィンランドの研究 (Kuivanen 1990) は、自動製造における障害の約半分が労働者の安全を低下させることを示しました。 障害の主な原因は、システム設計のエラー (34%)、システム コンポーネントの障害 (31%)、人的エラー (20%)、および外部要因 (15%) でした。 機械の故障の多くは制御系が原因であり、制御系ではセンサー系の故障が最も多かった。 CIM 設備の安全レベルを高める効果的な方法は、障害の数を減らすことです。 障害のあるシステムでの人間の行動は、HAS 環境での事故の発生を防ぎますが、事故の原因にもなります。 たとえば、技術制御システムの誤動作に関連する事故の研究では、事故シーケンスの約 XNUMX 分の XNUMX に、妨害されたシステムの制御ループへの人間の介入が含まれていることが示されました。
CIM 障害防止に関する主な研究課題は、(1) 障害の主な原因、(2) 信頼性の低いコンポーネントと機能、(3) 安全性に対する障害の影響、(4) システムの機能に対する障害の影響、( 5) 物的損害および (6) 修理。 HAS の安全性は、技術、人、および組織を十分に考慮して、システム設計段階の早い段階で計画し、HAS 技術計画プロセス全体の不可欠な部分にする必要があります。
HAS デザイン: 今後の課題
前述のハイブリッド自動化システムの利点を最大限に引き出すには、人、組織、技術の統合に基づく、より広いシステム開発のビジョンが必要です。 ここでは、主に XNUMX つのタイプのシステム統合を適用する必要があります。
- 人々の統合、それらの間の効果的なコミュニケーションを保証することによって
- 人間とコンピューターの統合、適切なインターフェイスと人とコンピューター間の相互作用を設計することによって
- 技術統合、マシン間の効果的なインターフェースと相互作用を保証することによって。
ハイブリッド自動化システムの最小設計要件には、(1) 柔軟性、(2) 動的適応、(3) 応答性の向上、および (4) 人々に動機を与え、スキル、判断、および経験をより有効に活用する必要性を含める必要があります。 . 上記では、システムのあらゆるレベルの人々がさまざまなシステム制御状況に作業戦略を適応できるように、HAS の組織構造、作業慣行、および技術を開発することも必要です。 したがって、HAS の組織、作業慣行、および技術は、オープン システムとして設計および開発する必要があります (Kidd 1994)。
オープン ハイブリッド自動化システム (OHAS) は、その環境から入力を受け取り、その環境に出力を送信するシステムです。 オープン システムの考え方は、システム アーキテクチャや組織構造だけでなく、作業慣行、ヒューマン コンピュータ インターフェース、人とテクノロジーの関係にも適用できます。たとえば、スケジューリング システム、制御システム、意思決定支援システム。 オープン システムは、人々がシステムの操作モードを自由に定義できる場合にも適応型です。 たとえば、高度な製造の分野では、オープン ハイブリッド自動化システムの要件は、次の概念を通じて実現できます。 人間とコンピューターが統合した製造業 (HCIM)。 この観点から、テクノロジーの設計は、以下を含む全体的な HCIM システム アーキテクチャに対処する必要があります。(1) グループのネットワークに関する考慮事項、(2) 各グループの構造、(3) グループ間の相互作用、(4)サポートするソフトウェアの性質、および (5) サポートするソフトウェア モジュール間の技術的なコミュニケーションと統合の必要性。
クローズドシステムとは対照的に、適応型ハイブリッド自動システムは、人間のオペレーターができることを制限しません。 HAS の設計者の役割は、ユーザーの個人的な好みを満たし、ユーザーが最も適切と考える方法で作業できるようにするシステムを作成することです。 ユーザー入力を許可するための前提条件は、適応設計方法論の開発です。つまり、OHAS は、設計プロセスでの実装を可能にするコンピューター支援技術を可能にします。 アダプティブ デザインの方法論を開発する必要性は、実際に OHAS の概念を実現するための差し迫った要件の XNUMX つです。 新しいレベルの適応型人間監視制御技術も開発する必要があります。 このような技術により、人間のオペレーターは、他の方法では見えない HAS 機能の制御システムを「見抜く」ことができるようになるはずです。たとえば、システムの制御と操作の各ポイントでインタラクティブな高速ビデオ システムを適用することによって可能になります。 最後に、ハイブリッド自動化システムにおける人間の役割と人間の機能のインテリジェントで適応性の高いコンピューターベースのサポートを開発するための方法論も非常に必要とされています。
免責事項: ILO は、この Web ポータルに掲載されているコンテンツが英語以外の言語で提示されていることについて責任を負いません。英語は、オリジナル コンテンツの最初の制作およびピア レビューに使用される言語です。その後、特定の統計が更新されていません。百科事典の第 4 版 (1998 年) の作成。