- あなたはここにいる:
-
ホーム

- パートVIII。 事故と安全管理

子供のカテゴリ

56. 事故防止 (13)

56. 事故防止
チャプターエディター: ヨルマ・サーリ
目次
表と図
概要
ヨルマ・サーリ
事故分析の概念
キルステン・ヨルゲンセン
事故原因論
アブドゥル・ラウフ
事故モデリングにおける人的要因
アン・マリー・フェイヤーとアン・M・ウィリアムソン
事故モデル: リスク恒常性
ジェラルド・JS・ワイルド
事故モデリング
アンドリュー・R・ヘイル
事故系列モデル
ラグナル・アンダーソン
事故偏差モデル
アーバン シェレン
MAIM: マージーサイド事故情報モデル
ハリー・S・シャノンとジョン・デイビス
予防の原則:職場での傷害を減らすための公衆衛生アプローチ
ゴードン・S・スミスとマーク・A・ビージー
労働安全の理論的原則
レイナルド・スキバ
予防の原則: 安全情報
マーク・R・レートとジェームズ・M・ミラー
労災費用
ディエゴ・アンドレオニ
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 偏差の分類のための分類法
2. 自動車傷害に適用されるハドン行列
3. ハドンの建設のためのXNUMXの対策戦略
4. 事故シーケンスにマッピングされた安全情報
5. 選択した警告システム内の推奨事項
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|


















57. 監査、検査および調査 (7)
57. 監査、検査および調査
チャプターエディター: ヨルマ・サーリ
目次
表と図
安全監査と管理監査
ヨハン・ヴァン・デ・ケルクホーフ
ハザード分析:事故原因モデル
ジョップ・グローネグ
ハードウェアの危険
カーステン・D・グレンバーグ
ハザード分析:組織要因
アーバン シェレン
職場の検査と規制の施行
アンソニー・リネハン
分析と報告:事故調査
ミシェル・モントー
事故統計の報告・集計
キルステン・ヨルゲンセン
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 品質と安全に関する方針の階層
2. PAS安全監査要素
3. 行動制御法の評価
4. 一般的な障害の種類と定義
5. 事故現象の概念
6. 事故を特徴付ける変数
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|













58. 安全アプリケーション (17)
58. 安全アプリケーション
章の編集者: ケネス・ゲレッケとチャールズ・T・ポープ
目次
表と図
システム分析
マン チュン ホー
手と携帯用電動工具の安全性
米国労働省 - 労働安全衛生局。 ケネス・ゲレッケ編
機械の可動部分
トマス・バックストレムとマリアンヌ・ドス
機械の保護
米国労働省 - 労働安全衛生局。 ケネス・ゲレッケ編
存在検出器
ポール・シュライバー
エネルギーを制御、分離、スイッチングするデバイス
ルネ・トロクスラー
安全関連のアプリケーション
ディートマー・ライネルトとカールハインツ・メフェルト
ソフトウェアとコンピューター: ハイブリッド自動化システム
ワルデマール・カルウォフスキとヨゼフ・ズラーダ
安全制御システムの設計原則
ゲオルグ・フォンドラセック
CNC工作機械の安全原則
トニ・レッチ、グイド・シュミッター、アルバート・マーティ
産業用ロボットの安全原則
トニ・レッチ、グイド・シュミッター、アルバート・マーティ
電気、電子、およびプログラマブル電子安全関連制御システム
ロン・ベル
電気、電子、およびプログラマブル電子デバイスに基づく安全関連システムの技術要件
ジョン・ブレイゼンデールとロン・ベル
ロールオーバー
ベングト・スプリングフェルト
高所からの落下
ジャン・アルトー
閉所での作業
ニール・マクマナス
防止の原則: マテリアルハンドリングと内部トラフィック
カリ・ハッキネン
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. XNUMXボタン制御回路の機能不全の可能性
2. マシンガード
3. Devices
4. 給餌と排出方法
5. 機械制御における回路構造の組み合わせ
6. 保護システムの安全度水準
7. ソフトウェアの設計と開発
8. 安全度レベル: タイプ B コンポーネント
9. 完全性要件: 電子システム アーキテクチャ
10. 標高からの滝: ケベック 1982-1987
11.典型的な落下防止および落下防止システム
12. 転倒防止と転倒防止の違い
13. 危険な状態の評価のためのサンプルフォーム
14. 入国許可証のサンプル
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|














































































59. 安全方針とリーダーシップ (7)
59. 安全方針とリーダーシップ
チャプターエディター: ヨルマ・サーリ
目次
表と図
安全方針、リーダーシップ、文化
ダン・ピーターセン
安全文化と管理
マルセル・シマール
組織風土と安全
ニコール・デドベレエとフランソワ・ベランド
参加型職場改善プロセス
ヨルマ・サーリ
安全意思決定の方法
テリエ・ステン
リスク認識
ベルンハルト・ジモロングとリュディガー・トリムポップ
リスク受容
リュディガー・トリムポップとベルンハルト・ジモロン
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 安全風土対策
2. Tuttava とその他のプログラム/テクニックの違い
3. ベストプラクティスの例
4. 印刷インキ工場の業績目標
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。




















60. 安全プログラム (8)
60. 安全プログラム
チャプターエディター: Jorma Saari
目次
表と図
労働安全研究:概要
ハーバート I. リンとアルフレッド A. アメンドラ
政府サービス
アンソニー・リネハン
安全サービス: コンサルタント
ダン・ピーターセン
安全プログラムの実施
トム・B・リーモン
安全プログラムの成功
トム・B・リーモン
安全インセンティブ プログラム
ジェラルド・JS・ワイルド
安全推進
トーマス・W・プラネック
ケーススタディ:インドの国家レベルでの労働安全衛生キャンペーン
KC グプタ
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 従業員のモチベーションの OBM 対 TQM モデル
2. インドの工場:雇用と負傷
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。










安全制御システムの設計原則
制御システムが使用中に安全でなければならないことは、一般的に合意されています。 これを念頭に置いて、最新の制御システムのほとんどは、図 1 に示すように設計されています。
図 1. 制御システムの一般的な設計

制御システムを安全にする最も簡単な方法は、その周りに侵入不可能な壁を構築して、人間のアクセスや危険ゾーンへの干渉を防ぐことです。 ほとんどのテスト、修理、および調整作業を実行するためにアクセスすることは不可能であるため、このようなシステムは非常に安全ですが、実用的ではありません。 特定の条件下では危険ゾーンへのアクセスを許可する必要があるため、生産、設置、サービス、およびメンテナンスを容易にするために、壁やフェンスなど以外の保護手段が必要です。
これらの保護手段の一部は、次のように制御システムに部分的または完全に統合できます。
- 誰かが危険ゾーンに入った場合は、非常停止 (ES) ボタンを使用して、動きを即座に停止できます。
- 押しボタン制御は、押しボタンが作動している場合にのみ移動を許可します。
- ダブルハンド コントロール (DHC) は、両手で XNUMX つのコントロール要素を押し下げている場合にのみ動作を許可します (したがって、手を危険ゾーンから遠ざけることが保証されます)。
これらのタイプの保護手段は、オペレータによってアクティブ化されます。 ただし、人間はアプリケーションの弱点となることが多いため、次のような多くの機能が自動的に実行されます。
- 整備中または「ティーチイン」中のロボットアームの動きは非常に遅いです。 それにもかかわらず、速度は継続的に監視されます。 制御システムの故障が原因で、自動ロボット アームの速度がサービスまたはティーチイン期間中に予期せず増加した場合、監視システムが起動し、動作を即座に停止します。
- 危険ゾーンへのアクセスを防ぐために、光バリアが提供されます。 光ビームが遮られると、マシンは自動的に停止します。
制御システムが正常に機能することは、生産の最も重要な前提条件です。 制御の失敗により生産機能が中断された場合、不便ではありますが、危険ではありません。 安全関連の機能が実行されない場合、生産の損失、機器の損傷、負傷、または死亡に至る可能性があります。 したがって、安全関連の制御システム機能は、通常の制御システム機能よりも信頼性と安全性が高くなければなりません。 欧州理事会指令 89/392/EEC (マシン ガイドライン) によると、制御システムは安全で信頼できるように設計および構築する必要があります。
コントロールは、XNUMX つまたは複数の機能を実行するために相互に接続された多数のコンポーネントで構成されます。 コントロールはチャンネルに分割されています。 チャネルは、特定の機能 (開始、停止、緊急停止など) を実行する制御の一部です。 物理的には、チャネルは一連のコンポーネント (トランジスタ、ダイオード、リレー、ゲートなど) によって作成され、コンポーネント間で、その機能を表す (主に電気的な) 情報が入力から出力に転送されます。
安全関連機能 (人間が関与する機能) の制御チャネルを設計する際には、次の要件を満たす必要があります。
- 安全関連機能を備えた制御チャネルで使用されるコンポーネントは、通常の使用の厳しさに耐えることができなければなりません。 一般的、 それらは十分に信頼できるものでなければなりません.
- ロジックのエラーが危険な状況を引き起こしてはなりません。 一般的、 安全関連のチャネルは、十分な耐障害性を備えている必要があります。.
- 外部の影響 (要因) によって、安全関連チャネルの一時的または永続的な障害が発生してはなりません。
信頼性の向上
信頼性の向上 特定の条件下で一定期間、必要な機能を実行する制御チャネルまたはコンポーネントの能力です。 失敗することなく. (特定のコンポーネントまたは制御チャネルの確率は、適切な方法を使用して計算できます。) 信頼性は、特定の時間値に対して常に指定する必要があります。 一般的に、信頼度は図2の式で表すことができます。
図 2. 信頼性の公式

複雑なシステムの信頼性
システムはコンポーネントから構築されます。 コンポーネントの信頼性がわかれば、システム全体の信頼性を計算できます。 このような場合、以下が適用されます。
シリアルシステム
総信頼度 RTOT 同じ信頼性 R の N 個のコンポーネントで構成されるシリアル システムのC 図3のように計算されます。
図 3. 直列接続されたコンポーネントの信頼性グラフ

全体の信頼性は、最も信頼性の低いコンポーネントの信頼性よりも低くなります。 直列に接続されたコンポーネントの数が増えると、チェーン全体の信頼性が大幅に低下します。
並列システム
総信頼度 RTOT 同じ信頼性 R の N 個のコンポーネントからなる並列システムのC 図4のように計算されます。
図 4. 並列接続されたコンポーネントの信頼性グラフ

XNUMX つ以上のコンポーネントを並列接続することで、全体的な信頼性を大幅に向上させることができます。
図 5 に実際の例を示します。 回路がモーターをより確実にオフにすることに注意してください。 リレー A または B が接点を開かなくても、モーターはオフになります。
図 5. 図 4 の実際の例

必要なすべてのコンポーネントの信頼性がわかっている場合、チャネルの総合的な信頼性を計算するのは簡単です。 複雑なコンポーネント (集積回路、マイクロプロセッサなど) の場合、必要な情報がメーカーによって公開されていない場合、総合的な信頼性の計算は困難または不可能です。
安全性
専門家が安全について語り、安全な機械を求めるとき、それは機械またはシステム全体の安全を意味します。 ただし、この安全性は一般的すぎて、コントロールの設計者にとって十分に正確に定義されていません。 の次の定義 安全性 安全性は、制御回路の設計者にとって実用的であり、使用可能である可能性があります。 したがって、安全関連チャネルがどの程度「安全」でなければならないかを設計時に明確にする必要があります。 (設計者は、最初の故障、任意の XNUMX つの故障、XNUMX つの故障などに対して安全なチャネルを開発できます。) さらに、事故を防止するために使用される機能を実行するチャネルは、本質的に信頼できるかもしれませんが、そうではありません。障害に対して必然的に安全であること。 これは、次の例で最もよく説明できます。
例
図 6 に示す例は、必要な安全機能を実行する安全関連の制御チャネルです。 第1の構成要素は、例えば、危険区域へのアクセスドアの位置を監視するスイッチであり得る。 最後のコンポーネントは、危険領域内で動く機械部品を駆動するモーターです。
図 6. 必要な安全機能を実行する安全関連の制御チャネル

この場合に必要な安全機能は二重のものです。ドアが閉じている場合、モーターが作動する可能性があります。 ドアが開いている場合は、モーターをオフにする必要があります。 信頼性を知る R1 Rへ6、信頼性Rを計算することができます死にました。 設計者は、制御システム全体の十分に高い信頼性を維持するために、信頼できるコンポーネントを使用する必要があります (つまり、この機能が、たとえば 20 年後でも実行される可能性を設計で考慮する必要があります)。 その結果、設計者は次の 1 つのタスクを実行する必要があります。(2) 回路が必要な機能を実行する必要があること、および (XNUMX) コンポーネントおよび制御チャネル全体の信頼性が適切でなければならないことです。
ここで、次の質問をする必要があります。システムに障害が発生した場合でも、前述のチャネルは必要な安全機能を実行しますか (たとえば、リレー接点の固着やコンポーネントの誤動作)? 答えはノーです"。 その理由は、直列に接続されたコンポーネントのみで構成され、静的信号で動作する単一の制御チャネルは、XNUMX つの障害に対して安全ではないからです。 チャネルは、機能が実行される確率を保証する特定の信頼性のみを持つことができます。 そのような状況では、安全は常に次のように意味されます 故障関連.
例
制御チャネルの信頼性と安全性を両立させるには、図 7 のように設計を変更する必要があります。図の例は、完全に分離された XNUMX つのサブチャネルで構成される安全関連の制御チャネルです。
図 7. XNUMX つの完全に独立したサブチャネルを備えた安全関連の制御チャネル

この設計は、最初の障害 (および同じサブチャネルでさらに障害が発生する可能性) に対しては安全ですが、障害検出回路がないため、XNUMX つの異なるサブチャネルで (同時にまたは異なる時間に) 発生する可能性がある XNUMX つの障害に対しては安全ではありません。 その結果、最初は両方のサブチャネルが高い信頼性で動作しますが (並列システムを参照)、最初の障害の後は XNUMX つのサブチャネルのみが動作し、信頼性が低下します。 まだ動作しているサブチャネルで XNUMX 番目の故障が発生した場合、両方とも故障し、安全機能は実行されなくなります。
例
図 8 に示されている例は、互いに監視する XNUMX つの完全に独立したサブチャネルで構成される安全関連の制御チャネルです。
図 8. 互いに監視する XNUMX つの完全に独立したサブチャネルを備えた安全関連の制御チャネル

このような設計は、障害が発生した後、XNUMX つのサブチャネルのみが機能しなくなり、他のサブチャネルは使用可能なままで安全機能を実行するため、フェイル セーフです。 また、故障検出回路を内蔵した設計です。 障害により、両方のサブチャネルが同じように機能しない場合、この状態は「排他的 OR」回路によって検出され、その結果、マシンは自動的にオフになります。 これは、機械制御を設計する最良の方法の XNUMX つであり、安全関連のサブチャネルを設計します。 それらは XNUMX つの障害に対して安全であると同時に、XNUMX つの障害が同時に発生する可能性が非常に低いほど十分な信頼性を提供します。
冗長化
設計者が(故障に対する)信頼性および/または安全性を改善するさまざまな方法があることは明らかである。 前の例は、さまざまなソリューションによって機能 (つまり、ドアが閉まっている場合はモーターが作動し、ドアが開いている場合はモーターを停止する必要がある) をどのように実現できるかを示しています。 非常に単純な方法 (9 つのサブチャネル) もあれば、より複雑な方法 (相互に監視する XNUMX つのサブチャネル) もあります。 (図 XNUMX を参照してください。)
図 9. 障害検出あり/なしの冗長システムの信頼性

単純なものと比較して、複雑な回路やコンポーネントにはある程度の冗長性があります。 冗長化 (1) 冗長性とは、目的の機能を単純に実現するために実際に必要な手段 (コンポーネント、チャネル、より高い安全係数、追加のテストなど) よりも多くの手段が存在することです。 (2) 冗長性は明らかに機能を「改善」するものではなく、とにかく実行されます。 冗長性は、信頼性や安全性を向上させるだけです。
一部の安全専門家は、冗長性はシステムの XNUMX 倍または XNUMX 倍などにすぎないと考えています。 冗長性はより広く柔軟に解釈される可能性があるため、これは非常に限定的な解釈です。 冗長性はハードウェアに含まれるだけではありません。 ソフトウェアにも含まれている場合があります。 安全係数の改善 (たとえば、弱いロープの代わりに強いロープを使用する) も、冗長性の XNUMX つの形態と見なすことができます。
エントロピー
エントロピーは主に熱力学と天文学で見られる用語で、次のように定義できます。すべてのものは崩壊する傾向があります。 したがって、使用中の技術に関係なく、すべてのコンポーネント、サブシステム、またはシステムがいつか故障することは絶対に確実です。 これは、100% 信頼できる安全なシステム、サブシステム、またはコンポーネントがないことを意味します。 それらのすべては、構造の複雑さに応じて、多かれ少なかれ信頼性と安全性にすぎません。 必然的に前後に発生する障害は、エントロピーの作用を示しています。
エントロピーに対抗するために設計者が利用できる唯一の手段は冗長性です。これは、(a) コンポーネントにより高い信頼性を導入し、(b) 回路アーキテクチャ全体により高い安全性を提供することによって実現されます。 必要な機能が必要な期間実行される確率を十分に高めることによってのみ、設計者はエントロピーからある程度防御することができます。
リスクアセスメント
潜在的なリスクが大きいほど、要求される信頼性や安全性 (障害に対する) が高くなります (その逆も同様です)。 これは、次の XNUMX つのケースで説明されています。
ケース1
射出成形機に固定された金型へのアクセスは、ドアで保護されています。 ドアが閉まっている場合は機械が作動する可能性があり、ドアが開いている場合はすべての危険な動きを停止する必要があります。 いかなる状況においても (安全関連のチャネルに障害が発生した場合でも)、特にツールを操作する動きが発生することはありません。
ケース2
小型のプラスチック部品を空気圧で組み立てる自動制御の組み立てラインへのアクセスは、ドアで守られています。 このドアが開いている場合は、ラインを停止する必要があります。
ケース 1 の場合、ドア監視制御システムが故障した場合、ツールが予期せず閉じられ、重大な人身事故が発生する可能性があります。 ケース 2 では、ドア監視制御システムが故障した場合、軽傷または軽微な損害が発生する可能性があります。
最初のケースでは、非常に高いリスクから保護するために必要な信頼性および/または安全性 (障害に対する) を達成するために、より多くの冗長性を導入する必要があることは明らかです。 実際、欧州規格 EN 201 によると、射出成形機のドアの監視制御システムには XNUMX つのチャネルが必要です。 そのうちの XNUMX つは電気的で相互に監視されており、そのうちの XNUMX つは主に油圧とテスト回路が装備されています。 これら XNUMX つの監視機能はすべて、同じドアに関連しています。
逆に、ケース 2 で説明したようなアプリケーションでは、ポジティブ アクションのスイッチによってアクティブ化される単一チャネルがリスクに適しています。
コントロール カテゴリ
上記の考慮事項はすべて一般に情報理論に基づいており、その結果、すべての技術に有効であるため、制御システムが電子、電気機械、機械、油圧、または空圧コンポーネント (またはそれらの混合) に基づいているかどうかは問題ではありません。 、または他のテクノロジーで。 一方では設計者の創意工夫が、他方では経済的な問題が、安全関連チャネルを実現する方法に関するほぼ無限の数のソリューションに影響を与える主な要因です。
混乱を避けるために、特定のソート基準を設定することが実用的です。 安全関連機能を実行するために機械制御で使用される最も一般的なチャネル構造は、次のように分類されます。
- 信頼性
- 失敗時の行動
- 障害開示時間。
それらの組み合わせ (考えられるすべての組み合わせが示されているわけではありません) を表 1 に示します。
表 1. 安全関連機能の機械制御における回路構造の可能な組み合わせ
|
基準(質問) |
基本戦略 |
|||||
|
信頼性を高めることで(故障の発生が遠い未来にシフトするか?) |
適切な回路構造 (アーキテクチャ) により、障害は少なくとも検出されるか (Cat. 2)、チャネルへの障害の影響が排除されるか (Cat. 3)、または障害がすぐに明らかになります (Cat. 4)。 |
|||||
|
カテゴリー |
||||||
|
この解決策は基本的に間違っています |
B |
1 |
2 |
3 |
4 |
|
|
回路コンポーネントは、予想される影響に耐えることができますか? それらは最新技術に従って構築されていますか? |
いいえ |
有り |
有り |
有り |
有り |
有り |
|
十分に試行されたコンポーネントやメソッドが使用されていますか? |
いいえ |
いいえ |
有り |
有り |
有り |
有り |
|
障害を自動検出できますか? |
いいえ |
いいえ |
いいえ |
有り |
有り |
有り |
|
故障により、安全関連機能の実行が妨げられますか? |
有り |
有り |
有り |
有り |
いいえ |
いいえ |
|
障害はいつ検出されますか? |
決して |
決して |
決して |
早期 (XNUMX マシン サイクルより長くない間隔の最後) |
すぐに (信号がダイナミックを失ったとき) |
|
|
消費財では |
機械で使用する |
|||||
特定の機械とその安全関連の制御システムに適用されるカテゴリは、ほとんどの場合、新しい欧州規格 (EN) で指定されています。ただし、各国当局、ユーザー、および製造業者が別のカテゴリを適用することに相互に同意する場合を除きます。 次に、設計者は要件を満たす制御システムを開発します。 たとえば、制御チャネルの設計を管理する考慮事項には、次のものが含まれる場合があります。
- コンポーネントは、予想される影響に耐えなければなりません。 (はい・いいえ)
- それらの構造は、最先端の基準に従っている必要があります。 (はい・いいえ)
- 十分に試行されたコンポーネントとメソッドが使用されています。 (はい・いいえ)
- 不良解析 検出する必要があります. (はい・いいえ)
- 故障しても安全機能は働くのか? (はい・いいえ)
- 障害はいつ検出されますか? (絶対に、早く、すぐに)
このプロセスは可逆的です。 同じ質問を使用して、既存の、以前に開発された制御チャネルがどのカテゴリに属しているかを判断できます。
カテゴリの例
カテゴリーB
主に消費財で使用される制御チャネル コンポーネントは、予想される影響に耐え、最新技術に従って設計されている必要があります。 適切に設計されたスイッチが例として役立ちます。
カテゴリー1
十分に試行されたコンポーネントと方法の使用は、カテゴリ 1 の典型です。カテゴリ 1 の例は、ポジティブ アクション (つまり、接点を強制的に開く必要がある) を備えたスイッチです。 このスイッチは堅牢な部品で設計されており、比較的大きな力で作動するため、接点を開くときにのみ非常に高い信頼性を実現します。 接点が固着したり溶着したりした場合でも、これらのスイッチは開きます。 (注: トランジスタやダイオードなどのコンポーネントは、十分にテストされたコンポーネントとは見なされません。) 図 10 は、カテゴリ 1 コントロールの図として役立ちます。
図 10. ポジティブ アクションのスイッチ

このチャネルは、ポジティブ アクションのスイッチ S を使用します。 コンタクタ K は、ライト L によって監視されます。オペレータは、表示ライト L によって、常開 (NO) 接点が固着していることを知らされます。 コンタクタ K は強制ガイド接点を備えています。 (注: 接点の強制ガイドを備えたリレーまたはコンタクタには、通常のリレーまたはコンタクタと比較して、絶縁材料で作られた特別なケージがあり、通常閉 (NC) 接点が閉じている場合、すべての NO 接点を開く必要があり、その逆これは、NC 接点を使用することで、動作接点がくっついたり、互いに溶着していないことを確認するためにチェックを行うことができることを意味します。)
カテゴリー2
カテゴリ 2 は、障害の自動検出を提供します。 自動障害検出は、危険な動きの前に生成する必要があります。 テストが陽性である場合にのみ、移動を実行できます。 そうしないと、マシンが停止します。 自動障害検出システムは、光バリアが機能していることを証明するために使用されます。 原理を図 1 に示します。
図 11. 故障検出器を含む回路

この制御システムは、入力にインパルスを注入することによって定期的 (または時折) にテストされます。 適切に動作するシステムでは、このインパルスは出力に転送され、テスト ジェネレータからのインパルスと比較されます。 両方のインパルスが存在する場合、システムは明らかに機能します。 それ以外の場合、出力インパルスがない場合は、システムが故障しています。
カテゴリー3
回路については、この記事の「安全性」セクションの例 3 で以前に説明しました (図 8)。
XNUMX つのチャネルの制御構造と XNUMX つのチャネルの相互監視によって、障害の自動検出と、どこかで XNUMX つの障害が発生した場合でも安全機能を実行できるという要件を満たすことができます。
機械の制御についてのみ、危険な故障を調査する必要があります。 失敗には次の XNUMX 種類があることに注意してください。
- 危険ではない 故障とは、発生後にモーターのスイッチを切ることによって機械の「安全な状態」を引き起こすものです。
- 危険な 故障とは、発生後に、モーターのスイッチを切ることができない、またはモーターが予期せず動き始めるなど、機械の「危険な状態」を引き起こすものです。
カテゴリー4
カテゴリ 4 は通常、動的で連続的に変化する信号を入力に適用します。 出力手段における動的信号の存在 ランニング (“1”) であり、動的信号がないことは次のことを意味します。 stop (「0」)。
このような回路では、いずれかのコンポーネントに障害が発生すると、出力でダイナミック信号が利用できなくなるのが一般的です。 (注: 出力の静的電位は関係ありません。) このような回路は「フェイルセーフ」と呼ばれることがあります。 すべての障害は、(カテゴリ 3 回路のように) 最初の変更後ではなく、すぐに開示されます。
コントロール カテゴリに関するその他のコメント
表 1 は、通常の機械制御用に開発されたもので、基本的な回路構造のみを示しています。 マシン指令によると、XNUMX マシン サイクルで XNUMX 回だけ故障が発生するという前提で計算する必要があります。 これが、XNUMX つの同時故障の場合に安全機能を実行する必要がない理由です。 XNUMX マシン サイクル内で故障が検出されることを前提としています。 機械は停止され、修理されます。 その後、制御システムが再起動し、障害なく完全に動作可能になります。
設計者の最初の意図は、「永続的な」故障を許可しないことです。この故障は、後に新たに発生した故障 (故障の累積) と組み合わされる可能性があるため、3 つのサイクルでは検出されません。 このような組み合わせ (永続的な故障と新しい故障) は、カテゴリ XNUMX の回路でも誤動作を引き起こす可能性があります。
これらの戦術にもかかわらず、XNUMX つの独立した障害が同じマシン サイクル内で同時に発生する可能性があります。 特に信頼性の高いコンポーネントが使用されている場合は、非常にまれです。 非常にリスクの高いアプリケーションでは、XNUMX つ以上のサブチャネルを使用する必要があります。 この哲学は、故障間の平均時間がマシン サイクルよりもはるかに長いという事実に基づいています。
ただし、これはテーブルをさらに拡張できないという意味ではありません。 表 1 は、EN 2-954 で使用されている表 1 と基本的かつ構造的に非常に似ています。 ただし、あまり多くの並べ替え基準を含めようとはしません。 要件は厳密な論理法則に従って定義されるため、明確な答え (YES または NO) のみが期待できます。 これにより、送信された回路 (安全関連チャネル) のより正確な評価、分類、および分類が可能になり、最後になりましたが、評価の再現性が大幅に改善されます。
リスクをさまざまなリスク レベルに分類し、リスク レベルとカテゴリの間に明確なリンクを確立できれば理想的です。これはすべて、使用中のテクノロジーとは無関係です。 ただし、これは完全には不可能です。 カテゴリを作成してすぐに、同じテクノロジーが与えられたとしても、さまざまな質問に十分に答えられないことが明らかになりました。 カテゴリ 1 の非常に信頼性が高く適切に設計されたコンポーネントと、信頼性が低くてもカテゴリ 3 の要件を満たすシステムのどちらが優れていますか?
このジレンマを説明するには、信頼性と安全性 (故障に対する) という XNUMX つの性質を区別する必要があります。 これらの品質は両方とも異なる機能を持っているため、比較することはできません。
- 信頼性が最も高いコンポーネントには、障害が発生した場合 (非常にありそうにない場合でも)、機能が停止するという不快な特徴があります。
- 3 つの障害が発生しても機能が実行されるカテゴリ XNUMX のシステムは、同時に XNUMX つの障害に対して安全ではありません (重要なのは、十分に信頼性の高いコンポーネントが使用されているかどうかです)。
上記を考慮すると、(高リスクの観点から) 最善の解決策は、信頼性の高いコンポーネントを使用し、回路が少なくとも XNUMX つの障害 (できればそれ以上) に対して安全であるように構成することである可能性があります。 そのような解決策が最も経済的でないことは明らかです。 実際には、最適化プロセスは、ほとんどの場合、これらすべての影響と考慮事項の結果です。
カテゴリを実際に使用した経験から、全体で XNUMX つのカテゴリのみを使用できる制御システムを設計することはほとんど不可能であることがわかります。 次の例に示すように、それぞれが異なるカテゴリの XNUMX つまたは XNUMX つの部分の組み合わせが一般的です。
多くのセーフティ ライト バリヤはカテゴリ 4 で設計されており、3 つのチャネルが動的信号で動作します。 このシステムの最後には、通常、静的信号で動作する相互に管理された XNUMX つのサブチャネルがあります。 (これは、カテゴリ XNUMX の要件を満たしています。)
EN 50100 によると、このような光バリアは次のように分類されます。 タイプ 4 の電気感知式保護装置、それらはXNUMXつの部分で構成されていますが。 残念ながら、XNUMX つ以上のパーツで構成され、各パーツが別のカテゴリに属する制御システムをどのように命名するかについての合意はありません。
プログラマブル電子システム (PES)
表 1 を作成するために使用される原則は、もちろん特定の制限はありますが、一般に PES にも適用できます。
PES専用システム
制御に PES を使用する場合、情報は多数のコンポーネントを介してセンサーからアクティベーターに転送されます。 さらに、ソフトウェアを「通過」することさえあります。 (図 12 を参照)。
図 12. PES システム回路

最新の PES は非常に信頼性が高いですが、その信頼性は安全機能の処理に必要とされるほど高くはありません。 さらに、通常の PES システムは、障害が発生した場合に安全関連の機能を実行しないため、十分に安全ではありません。 したがって、追加の対策なしに PES を安全機能の処理に使用することは許可されていません。
非常にリスクの低いアプリケーション: XNUMX つの PES と追加の手段を備えたシステム
制御に単一の PES を使用する場合、システムは次の主要部分で構成されます。
入力部
センサーとPESの入力の信頼性は、それらを3倍にすることで改善できます。 このような二重システム入力構成は、ソフトウェアによってさらに監視され、両方のサブシステムが同じ情報を配信しているかどうかを確認できます。 これにより、入力部の故障を検出することができます。 これは、カテゴリ 3 に必要な考え方とほぼ同じです。ただし、監視はソフトウェアによって 3 回だけ行われるため、これは XNUMX- (または XNUMX ほど信頼できない) と見なされる場合があります。
中部
この部分はうまく 4 倍にすることはできませんが、テストすることはできます。 電源投入時 (または動作中) に、命令セット全体のチェックを実行できます。 同じ間隔で、適切なビット パターンによってメモリをチェックすることもできます。 このようなチェックが確実に行われていれば、CPU とメモリの両方が正常に動作していることは明らかです。 中間部分には、カテゴリ 2 (動的信号) に典型的な特定の機能と、カテゴリ XNUMX (適切な間隔で定期的に実行されるテスト) に典型的なその他の機能があります。 問題は、これらのテストが広範であるにも関わらず、完全に完了することができないということです。
出力部
入力と同様に、出力 (アクティベーターを含む) も 3 倍にすることができます。 両方のサブシステムは、同じ結果に関して監視できます。 障害が検出され、安全機能が実行されます。 ただし、入力部分と同じ弱点があります。 したがって、この場合はカテゴリ XNUMX が選択されます。
図13では、同じ機能がリレーにもたらされています A & B. 制御連絡先 a & b, 次に、両方のリレーが同じ作業を行っているかどうかを XNUMX つの入力システムに通知します (いずれかのチャネルで障害が発生していない場合)。 監視は再びソフトウェアによって行われます。
図 13. 障害検出システムを備えた PES 回路

システム全体は、適切かつ広範囲に行われた場合、カテゴリ 3-/4/2/3- として説明できます。 とはいえ、上記のようなシステムの弱点を完全に取り除くことはできません。 実際、改善された 1984 つの PES は、リスクがかなり低い場合にのみ、安全関連の機能に実際に使用されます (Hölscher and Rader XNUMX)。
XNUMX つの PES による低リスクおよび中リスクのアプリケーション
今日、ほぼすべてのマシンに PES コントロール ユニットが装備されています。 信頼性が不十分で、通常は故障に対する安全性が不十分であるという問題を解決するために、次の設計方法が一般的に使用されます。
- リフトなどの比較的単純な機械では、機能は 1 つのグループに分けられます。(2) 安全に関連しない機能は PES によって処理されます。 (14) 安全関連機能は XNUMX つのチェーン (安全回路) に結合され、PES の外部で処理されます (図 XNUMX を参照)。

- 上記の方法は、より複雑なマシンには適していません。 その理由の 3 つは、通常、このようなソリューションは十分に安全ではないということです。 中程度のリスクのアプリケーションの場合、ソリューションはカテゴリ 15 の要件を満たす必要があります。そのような設計がどのように見えるかについての一般的な考え方を、図 16 と図 XNUMX に示します。


リスクの高いアプリケーション: XNUMX つ (またはそれ以上) の PES を持つシステム
複雑さと費用を除けば、設計者が Siemens Simatic S5-115F、3B6 Typ CAR-MIL などの完全に二重化された PES システムを使用することを妨げる要因は他にありません。 これらには通常、同種のソフトウェアを備えた 3 つの同一の PES が含まれており、「十分に試行された」PES と「十分に試行された」コンパイラの使用を想定しています (よく試行された PES またはコンパイラは、17 年以上にわたって多くの実際のアプリケーションで使用されているものと見なすことができます)。系統的な故障が明らかに排除されていることを示しています)。 これらの二重PESシステムには、単一PESシステムの弱点はありませんが、二重PESシステムがすべての問題を解決するわけではありません。 (図 XNUMX を参照)。
図 17. XNUMX つの PES を備えた高度なシステム

系統的失敗
系統的障害は、仕様、設計、およびその他の原因のエラーに起因する可能性があり、ソフトウェアだけでなくハードウェアにも存在する可能性があります。 ダブル PES システムは、安全関連のアプリケーションでの使用に適しています。 このような構成により、ランダムなハードウェア障害を検出できます。 XNUMX つの異なるタイプ、または XNUMX つの異なるメーカーの製品を使用するなどのハードウェアの多様性によって、系統的なハードウェア障害が明らかになる可能性があります (同じハードウェアの系統的な障害が両方の PES で発生する可能性はほとんどありません)。
ソフトウェア
ソフトウェアは、安全性を考慮した新しい要素です。 ソフトウェアは (障害に関して) 正しいか正しくないかのいずれかです。 いったん正しければ、ソフトウェアは (ハードウェアと比較して) すぐに正しくなくなることはありません。 目的は、ソフトウェアのすべてのエラーを根絶するか、少なくともそれらを特定することです。
この目標を達成するには、さまざまな方法があります。 一つは、 アカウント登録 (XNUMX 人目の人がその後のテストでエラーを発見しようとします)。 別の可能性は 多様性 XNUMX 人のプログラマーによって書かれた XNUMX つの異なるプログラムが同じ問題に対処するソフトウェアの。 結果が (特定の範囲内で) 同一である場合、両方のプログラム セクションが正しいと見なすことができます。 結果が異なる場合は、エラーが存在すると推定されます。 (注、 建築 当然、ハードウェアの構成も考慮する必要があります。)
まとめ
PES を使用するときは、一般に、同じ次の基本的な考慮事項を考慮する必要があります (前のセクションで説明したように)。
- 冗長性のない 1 つの制御システムをカテゴリ B に割り当てることができます。追加の手段を備えた 2 つの制御システムは、カテゴリ XNUMX またはそれ以上であることができますが、XNUMX を超えてはなりません。
- 結果を相互に比較する 3 部構成の制御システムは、カテゴリ 3 に割り当てることができます。
新しい要因は、PES を備えたシステムの場合、ソフトウェアであっても正確性の観点から評価する必要があるということです。 ソフトウェアが正しければ、100% 信頼できます。 技術開発のこの段階では、制限要因がまだ経済的であるため、可能な限り最善の既知の技術的解決策はおそらく使用されません。 さらに、さまざまな専門家グループが、PES の安全アプリケーション(EC、EWICS など)の標準を開発し続けています。 すでにさまざまな規格 (VDE0801、IEC65A など) が利用可能ですが、この問題は非常に広範かつ複雑であるため、いずれも最終的なものとは見なされません。
CNC工作機械の安全原則
工作機械などの単純で従来型の生産設備を自動化すると、技術システムが複雑になり、新たな危険が生じます。 この自動化は、工作機械でコンピューター数値制御 (CNC) システムを使用することによって実現されます。 CNC工作機械 (例: フライス盤、マシニング センター、ドリル、グラインダー)。 自動ツールに固有の潜在的な危険を特定できるようにするために、各システムのさまざまな動作モードを分析する必要があります。 以前に実施された分析では、通常の操作と特殊な操作の XNUMX つのタイプの操作を区別する必要があることが示されています。
CNC 工作機械の安全要件を具体的な対策として規定することは、多くの場合不可能です。 これは、具体的なソリューションを提供する機器固有の規制や基準が少なすぎるためかもしれません。 安全要件は、特にこれらの複雑な技術システムに自由にプログラム可能な制御システム (CNC 工作機械など) が装備されている場合に、ハザード分析を実施して考えられるハザードを体系的に特定する場合にのみ決定できます。
新たに開発された CNC 工作機械の場合、製造業者は、存在する可能性のある危険を特定し、建設的な解決策によって、人へのすべての危険を示すために、装置の危険分析を実行する義務があります。異なる動作モードは排除されます。 特定されたすべてのハザードは、リスク評価の対象となる必要があります。リスク評価では、イベントの各リスクは、損害の範囲と発生する可能性のある頻度に依存します。 評価されるハザードには、リスク カテゴリ (最小化、正常、増加) も与えられます。 リスク評価に基づいてリスクを許容できない場合は、解決策 (安全対策) を見つける必要があります。 これらのソリューションの目的は、計画外の潜在的に危険なインシデント (「イベント」) の発生頻度と損害の範囲を減らすことです。
通常のリスクと増加したリスクに対する解決策へのアプローチは、間接的および直接的な安全技術に見出されます。 リスクを最小限に抑えるために、それらは紹介安全技術に見出されます。
- 直接安全技術. 設計段階では、あらゆる危険を排除するように注意が払われます (たとえば、せん断やトラップ ポイントの排除)。
- 間接安全技術. 危険は残ります。 ただし、技術的な取り決めを追加することで、危険が事象に変わるのを防ぐことができます (たとえば、そのような取り決めには、物理的な安全フードによる危険な可動部品へのアクセスの防止、電源をオフにする安全装置の提供、飛行からの遮蔽が含まれる場合があります)。安全ガードを使用した部品など)。
- 紹介安全技術. これは、残留ハザードと最小化されたリスク、つまり人的要因の結果としてイベントにつながる可能性のあるハザードにのみ適用されます。 このような事象の発生は、関係者の適切な行動 (たとえば、操作および保守マニュアルでの行動に関する指示、担当者のトレーニングなど) によって防ぐことができます。
国際安全要件
89 年の EC 機械指令 (392/1989/EEC) は、機械の主要な安全および健康要件を定めています。 (機械指令によれば、機械は連結された部品またはデバイスの総体であると見なされ、そのうちの少なくとも XNUMX つが移動可能で、対応する機能を備えています。) さらに、個々の規格は、可能性を示すために国際標準化団体によって作成されます。解決策(例えば、基本的な安全面に注意を払うことによって、または産業機械に取り付けられた電気機器を検査することによって)。 これらの規格の目的は、保護の目標を指定することです。 これらの国際的な安全要件は、上記のハザード分析とリスク評価でこれらの要件を指定するために必要な法的根拠を製造業者に与えます。
動作モード
工作機械を使用する場合、通常の操作と特殊な操作を区別します。 統計と調査によると、インシデントとアクシデントの大部分は、通常の操作では発生しません (つまり、関連する割り当てが自動的に実行されている間)。 これらのタイプの機械と設備では、試運転、セットアップ、プログラミング、試運転、チェック、トラブルシューティング、またはメンテナンスなどの特別な操作モードに重点が置かれています。 これらの動作モードでは、人は通常危険ゾーンにいます。 安全コンセプトは、このような状況で人員を有害な事象から保護する必要があります。
通常運転
以下は、通常の操作を実行する自動機械に適用されます。(1) 機械は、オペレータによるさらなる介入なしに、設計および構築された目的を果たします。(2) 単純な旋盤に適用されます。これは、ワークが正しい形状に加工され、切りくずが発生します。 ワークピースを手動で変更する場合、ワークピースの変更は特殊な操作モードです。
特別な操作モード
特別な操作モードは、通常の操作を可能にする作業プロセスです。 この見出しの下には、たとえば、ワークピースまたはツールの交換、生産プロセスの障害の修正、機械の障害の修正、セットアップ、プログラミング、試運転、クリーニング、およびメンテナンスが含まれます。 通常の操作では、自動システムはそれぞれの割り当てを個別に実行します。 しかし、作業安全の観点から、オペレータが作業プロセスに介入しなければならない場合、自動通常動作が重要になります。 いかなる状況においても、そのようなプロセスに介入する人は危険にさらされてはなりません。
Personnel
工作機械を保護する際には、さまざまな操作モードで作業する人や第三者に配慮する必要があります。 第三者には、監督者、検査官、材料の輸送や解体作業の補助者、訪問者など、機械に間接的に関係する人も含まれます。
機械付属品に対する要求と安全対策
特別な操作モードでの作業への介入は、作業を安全に実施できるようにするために特別なアクセサリを使用する必要があることを意味します。 の 最初のタイプ 付属品には、オペレーターが危険区域にアクセスすることなく自動プロセスに介入するために使用される機器やアイテムが含まれます。 このタイプのアクセサリには、(1) 安全ガードに設けられた開口部から機械加工領域の切りくずを除去または引き離すことができるように設計された切りくずフックとトング、および (2) 生産材料を固定するワーククランプ装置が含まれます。自動サイクルに手動で挿入または削除できます
さまざまな特殊な操作モード (修復作業や保守作業など) では、担当者がシステムに介入する必要があります。 このような場合でも、作業の安全性を高めるように設計されたさまざまな機械付属品があります。たとえば、グラインダーで後者を交換するときに重い研削砥石を処理するための装置や、重いコンポーネントを分解または組み立てるための特別なクレーンスリングなどがあります。機械はオーバーホールされています。 これらのデバイスは、 XNUMX番目のタイプ 特別な操作での作業中の安全性を高めるための機械付属品。 特別な操作制御システムも、機械付属品の XNUMX 番目のタイプを表すと見なすことができます。 このようなアクセサリを使用すると、特定の作業を安全に実行できます。たとえば、安全ガードを開いた状態で送り動作が必要な場合に、機械軸にデバイスをセットアップできます。
これらの特別な操作制御システムは、特定の安全要件を満たす必要があります。 たとえば、要求された移動のみが要求された方法で実行され、要求された期間だけ実行されるようにする必要があります。 したがって、特別な操作制御システムは、誤った動作が危険な動きや状態にならないように設計する必要があります。
インストールの自動化の度合いを高める機器は、 XNUMX番目のタイプ 作業の安全性を高めるための機械付属品。 工作機械のワークピースを自動的に交換するポータルローダーを含む機器など、以前は手動で実行されていたアクションが、通常の操作では機械によって自動的に実行されます。 イベントの進行中のオペレータの介入は不要であり、起こり得る介入は安全装置によって防ぐことができるため、自動通常動作の保護はほとんど問題を引き起こしません。
工作機械の自動化に関する要件と安全対策
残念ながら、自動化によって生産工場の事故がなくなるわけではありません。 調査では、事故の発生が通常操作から特殊操作に移行したことが示されています。これは、主に通常操作の自動化により、生産過程での介入が不要になり、人員が危険にさらされることがなくなったためです。 一方、高度に自動化された機械は複雑なシステムであり、障害が発生した場合の評価が困難です。 障害を修正するために雇われた専門家でさえ、事故を起こさずに修正できるとは限りません。 ますます複雑化する機械を操作するために必要なソフトウェアの量は、その量と複雑さが増しており、その結果、ますます多くの電気および試運転エンジニアが事故に遭っています。 完璧なソフトウェアなどというものは存在せず、ソフトウェアの変更はしばしば、予想も望まれもしなかった別の場所の変更につながります。 安全性への影響を防ぐために、外部の影響やコンポーネントの故障によって引き起こされる危険な誤動作が発生してはなりません。 この条件は、安全回路ができるだけ単純に設計され、残りの制御装置から分離されている場合にのみ満たすことができます。 安全回路で使用される要素またはサブアセンブリもフェイルセーフでなければなりません。
安全要件を満たす設計を開発するのは設計者の仕事です。 設計者は、特別な操作モードを含め、必要な作業手順を細心の注意を払って検討する必要があります。 どの安全な作業手順が必要かを判断するために分析を行う必要があり、操作担当者はそれらに精通する必要があります。 ほとんどの場合、特別な操作のための制御システムが必要になります。 制御システムは通常、動きを監視または調整しますが、同時に他の動きを開始してはなりません (この作業には他の動きが必要ないため、オペレーターは何も期待していません)。 制御システムは、さまざまな特殊操作モードで必ずしも同じ割り当てを実行する必要はありません。
通常および特別な操作モードにおける要件と安全対策
通常運転
適合したソリューションを選択できるため、安全目標の仕様によって技術の進歩が妨げられるべきではありません。 CNC 工作機械を使用すると、ハザード分析、リスク評価、および安全コンセプトが最大限に求められます。 以下では、いくつかの安全目標と考えられる解決策をより詳細に説明します。
安全目標
- 自動移動中の危険エリアへの手動または物理的なアクセスは防止する必要があります。
可能な解決策
- 機械的なバリアを使用して、危険ゾーンへの手動または物理的なアクセスを防ぎます。
- 近づいたときに反応する安全装置 (光バリア、安全マット) を提供し、介入または侵入時に機械を安全にオフにします。
- システム全体が安全な状態にある場合にのみ、機械 (またはその周辺) への手動または物理的なアクセスを許可します (アクセス ドアの閉鎖機構を備えたインターロック デバイスを使用するなど)。
安全目標
- エネルギーの放出(飛行部品またはエネルギービーム)の結果として人が負傷する可能性を排除する必要があります。
可能な解決策
- 危険ゾーンからのエネルギーの放出を防止します。たとえば、対応する寸法の安全フードを使用します。
特別な操作
安全制御システムが人員の存在を自動的に認識できるようにするには、通常の操作と特殊な操作 (ドア インターロック デバイス、ライト バリア、安全マットなど) の間のインターフェースが必要です。 以下は、操作の現場で直接評価する必要がある動きを必要とする、CNC 工作機械の特定の特別な操作モード (セットアップ、プログラミングなど) について説明しています。
安全目標
- 移動は、関係者にとって危険にならないように行う必要があります。 そのような動きは、スケジュールされたスタイルと速度でのみ実行され、指示されている間だけ継続されなければなりません.
- 人体のどの部分も危険ゾーンにないことが保証できる場合にのみ、試みてください。
可能な解決策
- 「確認型」押しボタンによる指先制御を使用して、制御可能で管理可能な動きのみを許可する特別な操作制御システムをインストールします。 したがって、移動速度は安全に減速されます (絶縁変圧器または同様の監視装置によってエネルギーが低減されている場合)。
安全制御システムへの要求
安全制御システムの機能の XNUMX つは、プロセスを危険な状態から安全な状態に導くために、障害が発生したときに安全機能が確実に機能することです。
安全目標
- 安全制御システムの障害によって、危険な状態が引き起こされてはなりません。
- 安全制御システムの障害を特定する必要があります (即時または間隔を置いて)。
可能な解決策
- テスト回路を含む電気機械制御システムの冗長で多様なレイアウトを配置します。
- さまざまなチームによって開発されたマイクロプロセッサ制御システムの冗長で多様なセットアップを導入します。 このアプローチは、例えばセーフティライトバリヤの場合、最新技術であると考えられています。
まとめ
通常および特殊な操作モードでの事故の増加傾向は、明確で紛れもない安全コンセプトなしでは止めることができないことは明らかです。 この事実は、安全規則およびガイドラインの準備において考慮されなければなりません。 高度なソリューションを可能にするためには、安全目標の形をした新しいガイドラインが必要です。 この目的により、設計者は特定のケースに最適なソリューションを選択できると同時に、各安全目標のソリューションを説明することにより、マシンの安全機能を非常に簡単な方法で実証できます。 次に、このソリューションを他の既存の受け入れられたソリューションと比較し、それが優れているか、少なくとも同等の価値がある場合、新しいソリューションを選択できます。 このように、狭く策定された規制によって進歩が妨げられることはありません。
EEC機械指令の主な特徴
機械に関する加盟国の法律の概算に関する 14 年 1989 月 89 日の理事会指令 (392/XNUMX/EEC) は、個々の州に適用されます。
- 個々の州は、指令をその法律に統合する必要があります。
- 1 年 1993 月 XNUMX 日から有効。
- すべてのメーカーが最新技術に準拠する必要があります。
- メーカーは、安全と健康管理のすべての基本的な側面に関する完全な情報を含む技術構成ファイルを作成する必要があります。
- メーカーは、機械の適合宣言と CE マーキングを発行する必要があります。
- 完全な技術文書を州の監督センターが自由に使えるように配置しないことは、機械のガイドラインが満たされていないことを表すと見なされます。 汎 EEC 販売禁止がその結果である可能性があります。
CNC 工作機械の構造と使用に関する安全目標
1. 旋盤
1.1 通常モードの操作
1.1.1 作業エリアは、故意または無意識に自動動作の危険ゾーンに到達したり、踏み込んだりできないように保護されなければなりません。
1.1.2 ツール マガジンは、意図的または非意図的に、自動動作の危険ゾーンに到達したり、踏み込んだりできないように保護する必要があります。
1.1.3 ワークマガジンは、故意または無意識に自動動作の危険ゾーンに到達したり、踏み込んだりできないように保護する必要があります。
1.1.4 切りくずの除去は、機械の切りくずまたは可動部品による人身傷害を引き起こしてはなりません。
1.1.5 駆動システムに手を伸ばすことによる人身傷害を防止する必要があります。
1.1.6 移動中のチップコンベアの危険ゾーンに到達する可能性を防止する必要があります。
1.1.7 工作物またはその部品の飛散によってオペレータまたは第三者に人身傷害が発生してはなりません。
たとえば、これが発生する可能性があります
- 締め付けが不十分なため
- 許容できない切削力による
- 許容できない回転速度のため
- 工具や機械部品との衝突による
- ワークの破損による
- クランプ固定具の不良による
- 停電のため
1.1.8 ワーククランプ治具の飛散による人身事故があってはなりません。
1.1.9 チップの飛散による人身傷害はあってはなりません。
1.1.10 フライング ツールまたはその部品によって人身傷害が発生してはなりません。
たとえば、これが発生する可能性があります
- 材料の欠陥による
- 許容できない切削力による
- ワークや機械部品との衝突による
- 不適切なクランプまたは締め付けによる
1.2 特別な操作モード
1.2.1 ワークの交換。
1.2.1.1 ワークピースのクランプは、閉じているクランプ治具とワークピースの間、または前進するスリーブチップとワークピースの間に体のどの部分も挟まれないように行う必要があります。
1.2.1.2 欠陥のあるコマンドまたは無効なコマンドの結果としてのドライブ (スピンドル、軸、スリーブ、タレット ヘッド、またはチップ コンベヤ) の起動を防止する必要があります。
1.2.1.3 手動またはツールを使用してワークピースを危険なく操作できる必要があります。
1.2.2 ツールホルダーまたはツールタレットヘッドでのツール交換。
1.2.2.1 システムの動作不良または無効なコマンドの入力による危険を防止する必要があります。
1.2.3 ツールマガジンでのツール交換。
1.2.3.1 工具交換中は、欠陥のあるコマンドまたは無効なコマンドに起因する工具マガジン内の動きを防止する必要があります。
1.2.3.2 ツールローディングステーションから他の可動機械部品に手を伸ばすことができてはなりません。
1.2.3.3 ツール マガジンの移動中または検索中に危険ゾーンに到達できてはなりません。 通常動作モードのガードを取り外した状態で行う場合、これらの動作は指定された種類のものに限られ、指定された時間内にのみ、身体のどの部分もこれらの危険ゾーンにないことを確認できる場合にのみ実行できます。 .
1.2.4 測定チェック。
1.2.4.1 作業エリアに手を伸ばすことは、すべての動きが停止した後にのみ可能でなければなりません。
1.2.4.2 欠陥のあるコマンドまたは無効なコマンド入力によるドライブの起動を防止する必要があります。
1.2.5 セットアップ。
1.2.5.1 通常動作モードのガードを取り外してセットアップ中に動作が実行される場合、オペレータは別の手段で保護されなければなりません。
1.2.5.2 欠陥のあるコマンドまたは無効なコマンド入力の結果として、危険な動作または動作の変更を開始してはなりません。
1.2.6 プログラミング。
1.2.6.1 プログラミング中に、作業エリア内の人を危険にさらす動きを開始してはなりません。
1.2.7 製造上の欠陥。
1.2.7.1 無効なコマンド入力設定値での欠陥コマンドによるドライブの始動を防止する必要があります。
1.2.7.2 ワークピースまたは廃棄物の移動または除去によって、危険な移動または状況が開始されてはなりません。
1.2.7.3 通常の動作モードのガードを取り外して移動を行わなければならない場合、これらの移動は、指定された種類のもののみであり、命令された期間中のみ実行できます。体はこれらの危険ゾーンにあります。
1.2.8 トラブルシューティング。
1.2.8.1 自動動作の危険ゾーンへの到達は防止されなければなりません。
1.2.8.2 欠陥のあるコマンドまたは無効なコマンド入力の結果としてのドライブの始動を防止する必要があります。
1.2.8.3 欠陥部品を操作する際の機械の動きを防止する必要があります。
1.2.8.4 機械部品の破片や落下による人身傷害を防止する必要があります。
1.2.8.5 トラブルシューティング中に、通常の操作モードのガードを取り外した状態で移動を行わなければならない場合、これらの移動は、指定された種類のもののみであり、注文された期間中、次のことが保証できる場合にのみ実行することができます。これらの危険ゾーンには体のどの部分もありません。
1.2.9 機械の故障と修理。
1.2.9.1 機械の始動を防止する必要があります。
1.2.9.2 機械のさまざまな部分の操作は、手動またはツールを使用して、危険なく行うことができなければなりません。
1.2.9.3 機械の通電部分に触れてはならない。
1.2.9.4 人身傷害は、液体または気体媒体の問題から生じてはなりません。
2. フライス盤
2.1 通常モードの操作
2.1.1 作業エリアは、故意または無意識に自動動作の危険ゾーンに到達したり、踏み込んだりできないように保護されなければなりません。
2.1.2 切りくずの除去は、機械の切りくずまたは可動部品による人身傷害を引き起こしてはなりません。
2.1.3 駆動システムに手を伸ばすことによる人身傷害を防止する必要があります。
ワークピースまたはその部品の飛散によって、オペレータまたは第三者に人身傷害が発生してはなりません。
たとえば、これが発生する可能性があります
- 締め付けが不十分なため
- 許容できない切削力による
- 工具や機械部品との衝突による
- ワークの破損による
- クランプ固定具の不良による
- 停電のため
2.1.4 ワーククランプ固定具の飛散による人身傷害があってはなりません。
2.1.5 チップの飛散による人身傷害はあってはなりません。
2.1.6 フライング ツールまたはその部品によって人身傷害が発生してはなりません。
たとえば、これが発生する可能性があります
- 材料の欠陥による
- 許容できない回転速度のため
- 許容できない切削力による
- ワークや機械部品との衝突による
- 不適切なクランプまたは締め付けによる
- 停電のため
特別な操作モード
2.2.1 ワークの交換。
2.2.1.1 電動クランプ固定具を使用する場合、本体の一部がクランプ固定具の閉鎖部分と工作物の間に挟まれないようにする必要があります。
2.2.1.2 欠陥のあるコマンドまたは無効なコマンド入力によるドライブ (主軸、軸) の始動を防止する必要があります。
2.2.1.3 ワークピースの操作は、手動またはツールを使用して、危険を伴わずに可能でなければなりません。
2.2.2 ツール交換。
2.2.2.1 欠陥のあるコマンドまたは無効なコマンド入力によるドライブの起動を防止する必要があります。
2.2.2.2 工具を入れる際に指を挟まないようにしてください。
2.2.3 測定チェック。
2.2.3.1 作業エリアに手を伸ばすことは、すべての動きが停止した後にのみ可能でなければなりません。
2.2.3.2 欠陥のあるコマンドまたは無効なコマンド入力によるドライブの起動を防止する必要があります。
2.2.4 セットアップ。
2.2.4.1 通常動作モードのガードを取り外してセットアップ中に動作を実行する場合、オペレータは別の手段で保護する必要があります。
2.2.4.2 欠陥のあるコマンドまたは無効なコマンド入力の結果として、危険な動作または動作の変更を開始してはなりません。
2.2.5 プログラミング。
2.2.5.1 プログラミング中に、作業エリア内の人を危険にさらすような動きを開始してはなりません。
2.2.6 製造上の欠陥。
2.2.6.1 不良コマンドまたは無効なコマンド入力によるドライブの起動を防止する必要があります。
2.2.6.2 ワークピースまたは廃棄物の移動または除去によって、危険な移動または状況が開始されてはなりません。
2.2.6.3 通常の動作モードのガードを取り外して移動を行わなければならない場合、これらの移動は、指定された種類のもののみであり、命令された期間中のみ実行できます。体はこれらの危険ゾーンにあります。
2.2.7 トラブルシューティング。
2.2.7.1 自動動作の危険ゾーンへの到達は防止されなければなりません。
2.2.7.2 欠陥のあるコマンドまたは無効なコマンド入力の結果としてのドライブの始動を防止する必要があります。
2.2.7.3 欠陥部品を操作する際の機械の動きを防止する必要があります。
2.2.7.4 機械部品の破片や落下による人身傷害を防止する必要があります。
2.2.7.5 トラブルシューティング中に、通常の操作モードのガードを取り外した状態で移動を行わなければならない場合、これらの移動は、指定された種類のもののみであり、注文された期間中、次のことが保証できる場合にのみ実行することができます。これらの危険ゾーンには体のどの部分もありません。
2.2.8 機械の故障と修理。
2.2.8.1 マシンの起動を防止する必要があります。
2.2.8.2 機械のさまざまな部分の操作は、手動またはツールを使用して、危険を伴わずに可能でなければなりません。
2.2.8.3 機械の通電部分に触れてはならない。
2.2.8.4 人身傷害は、液体または気体媒体の問題から生じてはなりません。
3.マシニングセンター
3.1 通常モードの操作
3.1.1 作業エリアは、故意または無意識に自動ムーブメントの危険ゾーンに到達したり、踏み込んだりできないように保護する必要があります。
3.1.2 ツール マガジンは、自動動作の危険ゾーンに到達したり、踏み込んだりできないように保護する必要があります。
3.1.3 ワークマガジンは、自動動作の危険ゾーンに到達したり、踏み込んだりできないように保護する必要があります。
3.1.4 切りくずの除去は、機械の切りくずまたは可動部品による人身傷害を引き起こしてはなりません。
3.1.5 駆動システムに手を伸ばすことによる人身傷害を防止する必要があります。
3.1.6 移動中のチップコンベア (スクリューコンベアなど) の危険ゾーンに到達する可能性を防止する必要があります。
3.1.7 工作物またはその部品の飛散によってオペレータまたは第三者に人身傷害が発生してはなりません。
たとえば、これが発生する可能性があります
- 締め付けが不十分なため
- 許容できない切削力による
- 工具や機械部品との衝突による
- ワークの破損による
- クランプ固定具の不良による
- 間違ったワークへの変更による
- 停電のため
3.1.8 ワーククランプ固定具の飛散による人身傷害があってはなりません。
3.1.9 チップの飛散による人身傷害はあってはなりません。
3.1.10 フライング ツールまたはその部品によって人身傷害が発生してはなりません。
たとえば、これが発生する可能性があります
- 材料の欠陥による
- 許容できない回転速度のため
- 許容できない切削力による
- ワークや機械部品との衝突による
- 不適切なクランプまたは締め付けによる
- ツールチェンジャーからツールが飛び出すため
- 間違ったツールを選択したため
- 停電のため
3.2 特別な操作モード
3.2.1 ワークの交換。
3.2.1.1 電動クランプ固定具を使用する場合、本体の一部がクランプ固定具の閉鎖部分と工作物の間に挟まれないようにする必要があります。
3.2.1.2 欠陥のあるコマンドまたは無効なコマンド入力によるドライブの起動を防止する必要があります。
3.2.1.3 手動またはツールを使用して危険なくワークピースを操作できる必要があります。
3.2.1.4 工作物がクランプステーションで交換される場合、この場所から、機械または工作物マガジンの自動移動シーケンスに到達したり、ステップインしたりしてはなりません。 人がクランプ ゾーンにいる間は、コントロールによって動きを開始してはなりません。 クランプされたワークの機械またはワークマガジンへの自動挿入は、クランプステーションが通常の操作モードに対応する保護システムで保護されている場合にのみ行われます。
3.2.2 主軸の工具交換。
3.2.2.1 欠陥のあるコマンドまたは無効なコマンド入力によるドライブの起動を防止する必要があります。
3.2.2.2 工具を入れる際に指を挟まないようにしてください。
3.2.3 ツールマガジンでのツール交換。
3.2.3.1 工具交換中は、欠陥コマンドまたは無効なコマンド入力による工具マガジン内の動きを防止する必要があります。
3.2.3.2 ツールローディングステーションから他の可動機械部品に手を伸ばすことができてはなりません。
3.2.3.3 ツール マガジンの移動中または検索中に危険ゾーンに到達できてはなりません。 通常の操作モードのガードを外して行う場合、これらの動作は、指定された種類のもののみであり、命令された期間中、身体のどの部分もこれらの危険ゾーンにないことを確認できる場合にのみ実行することができます.
3.2.4 測定チェック。
3.2.4.1 作業エリアに手を伸ばすことは、すべての動きが停止した後にのみ可能でなければなりません。
3.2.4.2 欠陥のあるコマンドまたは無効なコマンド入力によるドライブの起動を防止する必要があります。
3.2.5 セットアップ。
3.2.5.1 通常動作モードのガードを取り外してセットアップ中に動作が実行される場合、オペレータは別の手段で保護されなければなりません。
3.2.5.2 欠陥のあるコマンドまたは無効なコマンド入力の結果として、危険な動作または動作の変更を開始してはなりません。
3.2.6 プログラミング。
3.2.6.1 プログラミング中に、作業エリア内の人を危険にさらすような動きを開始してはなりません。
3.2.7 製造上の欠陥。
3.2.7.1 欠陥のあるコマンドまたは無効なコマンド入力によるドライブの起動を防止する必要があります。
3.2.7.2 ワークピースまたは廃棄物の移動または除去によって、危険な移動または状況が開始されてはなりません。
3.2.7.3 通常の動作モードのガードを取り外して移動を行わなければならない場合、これらの移動は、指定された種類のもののみであり、命令された期間中のみ実行できます。体はこれらの危険ゾーンにあります。
3.2.8 トラブルシューティング。
3.2.8.1 自動動作の危険ゾーンへの到達は防止されなければなりません。
3.2.8.2 欠陥のあるコマンドまたは無効なコマンド入力の結果としてのドライブの始動を防止する必要があります。
3.2.8.3 欠陥部品を操作する際の機械の動きを防止する必要があります。
3.2.8.4 機械部品の破片や落下による人身傷害を防止する必要があります。
3.2.8.5 トラブルシューティング中に、通常の操作モードのガードを取り外した状態で移動を行わなければならない場合、これらの移動は、指定された種類のもののみであり、注文された期間中、次のことが保証できる場合にのみ実行することができます。これらの危険ゾーンには体のどの部分もありません。
3.2.9 機械の故障と修理。
3.2.9.1 マシンの起動を防止する必要があります。
3.2.9.2 機械のさまざまな部分の操作は、手動またはツールを使用して、危険を伴わずに可能でなければなりません。
3.2.9.3 機械の通電部分に触れてはならない。
3.2.9.4 人身傷害は、液体または気体媒体の問題から生じてはなりません。
4. 研削盤
4.1 通常モードの操作
4.1.1 作業エリアは、故意または無意識に自動動作の危険ゾーンに到達したり、踏み込んだりできないように保護されなければなりません。
4.1.2 駆動システムに手を伸ばすことによる人身傷害を防止する必要があります。
4.1.3 工作物またはその部品の飛散によってオペレータまたは第三者に人身傷害が発生してはなりません。
たとえば、これが発生する可能性があります
- 締め付けが不十分なため
- 許容できない切削力による
- 許容できない回転速度のため
- 工具や機械部品との衝突による
- ワークの破損による
- クランプ固定具の不良による
- 停電のため
4.1.4 ワーククランプ固定具の飛散による人身傷害があってはなりません。
4.1.5 火花が原因で人身事故や火災が発生してはなりません。
4.1.6 研削砥石の部品の飛散による人身傷害があってはなりません。
たとえば、これが発生する可能性があります
- 許容できない回転速度のため
- 許容できない切削力による
- 材料の欠陥による
- ワークや機械部品との衝突による
- 不適切なクランプ (フランジ) による
- 不適切な砥石の使用による
特別な操作モード
4.2.1 ワークの交換。
4.2.1.1 電動クランプ固定具を使用する場合、本体の一部がクランプ固定具の閉鎖部分と工作物の間に挟まれないようにする必要があります。
4.2.1.2 欠陥のあるコマンドまたは無効なコマンド入力による送り駆動の開始を防止する必要があります。
4.2.1.3 ワークピースを操作するときは、回転する砥石車による人身傷害を防止する必要があります。
4.2.1.4 研削砥石の破裂による人身傷害が発生する可能性があってはなりません。
4.2.1.5 ワークピースの操作は、手動またはツールを使用して、危険を伴わずに可能でなければなりません。
4.2.2 工具交換(砥石交換)
4.2.2.1 欠陥のあるコマンドまたは無効なコマンド入力による送り駆動の開始を防止する必要があります。
4.2.2.2 測定手順中は、回転する砥石車によって人身事故が発生する可能性があってはなりません。
4.2.2.3 研削砥石の破裂による人身傷害が発生する可能性があってはなりません。
4.2.3 測定チェック。
4.2.3.1 欠陥のあるコマンドまたは無効なコマンド入力による送り駆動の開始を防止する必要があります。
4.2.3.2 測定手順中は、回転する砥石車によって人身事故が発生する可能性があってはなりません。
4.2.3.3 研削砥石の破裂による人身傷害が発生する可能性があってはなりません。
4.2.4. 設定。
4.2.4.1 通常動作モードのガードを取り外してセットアップ中に動作が実行される場合、オペレータは別の手段で保護されなければなりません。
4.2.4.2 欠陥のあるコマンドまたは無効なコマンド入力の結果として、危険な動作または動作の変更を開始してはなりません。
4.2.5 プログラミング。
4.2.5.1 プログラミング中に、作業エリア内の人を危険にさらすような動きを開始してはなりません。
4.2.6 製造上の欠陥。
4.2.6.1 欠陥のあるコマンドまたは無効なコマンド入力による送り駆動の開始を防止する必要があります。
4.2.6.2 ワークピースまたは廃棄物の移動または除去によって、危険な移動または状況が開始されてはなりません。
4.2.6.3 通常の動作モードのガードを取り外して移動を行わなければならない場合、これらの移動は、指定された種類のもののみであり、命令された期間中のみ実行できます。体はこれらの危険ゾーンにあります。
4.2.6.4 回転する砥石による人身傷害を防止する必要があります。
4.2.6.5 研削砥石の破裂による人身傷害が発生する可能性があってはなりません。
4.2.7 トラブルシューティング。
4.2.7.1 自動動作の危険ゾーンへの到達は防止されなければなりません。
4.2.7.2 欠陥のあるコマンドまたは無効なコマンド入力の結果としてのドライブの始動を防止する必要があります。
4.2.7.3 欠陥部品を操作する際の機械の動きを防止する必要があります。
4.2.7.4 機械部品の破片や落下による人身傷害を防止する必要があります。
4.2.7.5 オペレータが接触したり、回転する砥石が破裂したりすることによる人身傷害を防止する必要があります。
4.2.7.6 トラブルシューティング中に、通常の操作モードのガードを取り外した状態で移動を行わなければならない場合、これらの移動は、指定された種類のもののみであり、注文された期間中、次のことが保証できる場合にのみ実行することができます。これらの危険ゾーンには体のどの部分もありません。
4.2.8 機械の故障と修理。
4.2.8.1 マシンの起動を防止する必要があります。
4.2.8.2 機械のさまざまな部分の操作は、手動またはツールを使用して、危険を伴わずに可能でなければなりません。
4.2.8.3 機械の通電部分に触れてはならない。
4.2.8.4 人身傷害は、液体または気体媒体の問題から生じてはなりません。
産業用ロボットの安全原則
産業用ロボットは、高い生産性の要求を満たす必要があるあらゆる業界で使用されています。 ただし、ロボットの使用には、製造担当者、プログラマー、メンテナンス専門家、およびシステム エンジニアに危険が生じるのを回避するために、適切な安全制御の設計、適用、および実装が必要です。
産業用ロボットはなぜ危険なのですか?
ロボットの定義の XNUMX つは、「自由にプログラムでき、ヒューマン インターフェースをほとんどまたはまったく必要とせずに操作できる、動く自動機械」です。 これらのタイプのマシンは、現在、トレーニングを含む産業および医療全体のさまざまなアプリケーションで使用されています。 産業用ロボットは、複雑な設備での新しい製造戦略 (CIM、JIT、リーン生産など) などの重要な機能にますます使用されています。 それらの用途の数と幅、および機器と設置の複雑さにより、次のような危険が生じます。
- 動作半径内でのロボットの高速動作は、他の機械や装置の動作と重なることが多いため、追従するのがほとんど不可能な動作や一連の動作
- レーザーまたはウォータージェットによって放出されるような、飛行部品またはエネルギービームによって引き起こされるエネルギーの放出
- 方向と速度に関して自由にプログラム可能
- 外部エラーによる影響を受けやすい (例: 電磁適合性)
- 人的要因。
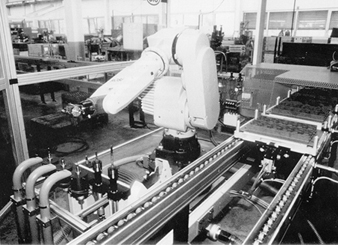
日本での調査によると、ロボットによる労働災害の 50% 以上が、制御システムの電子回路の故障に起因する可能性があることが示されています。 同じ調査で、「人的ミス」が原因であったのは 20% 未満でした。 この発見の論理的な結論は、システムの障害によって引き起こされる危険は、人間がとる行動的措置では回避できないということです。 したがって、設計者とオペレータは、技術的な安全対策を提供して実装する必要があります (図 1 を参照)。
図 1. 移動式溶接ロボットをセットアップするための特別な操作制御システム

事故と運転モード
産業用ロボットによる死亡事故は、1980 年代初頭に発生し始めました。 統計と調査によると、インシデントとアクシデントの大部分は、通常の操作では発生しません (関連する任務の自動履行)。 産業用ロボットの機械や設備で作業する場合、試運転、セットアップ、プログラミング、試運転、チェック、トラブルシューティング、メンテナンスなどの特別な操作モードに重点が置かれます。 これらの動作モードでは、人は通常危険ゾーンにいます。 安全コンセプトは、このような状況で人員を負の事象から保護する必要があります。
国際安全要件
1989 EEC 機械指令 (89/392/EEC) (この章の記事「CNC 工作機械の安全原則」およびこの章の他の箇所を参照) 百科事典)) 機械の主要な安全衛生要件を確立します。 機械は、相互に連結された部品またはデバイスの合計であると見なされ、そのうちの少なくとも 2 つの部品またはデバイスが移動可能であり、対応する機能を備えています。 産業用ロボットに関しては、マシン上の XNUMX つの機器だけでなく、システム全体が安全要件を満たし、適切な安全装置を取り付ける必要があることに注意する必要があります。 ハザード分析とリスク評価は、これらの要件が満たされているかどうかを判断する適切な方法です (図 XNUMX を参照)。
図 2. 人員セキュリティ システムのブロック図

通常運用における要件と安全対策
ロボット技術を使用すると、危険分析、リスク評価、および安全コンセプトに最大限の要求が課せられます。 このため、次の例と提案はガイドラインとしてのみ役立ちます。
1. 自動動作を伴う危険エリアへの手動または物理的なアクセスを防止する必要があるという安全上の目標を考えると、推奨される解決策には次のものが含まれます。
- 機械的なバリアを使用して、危険ゾーンへの手動または物理的なアクセスを防ぎます。
- 近づいたときに反応する種類の安全装置 (光バリア、安全マット) を使用し、アクセスまたは進入時に安全に機械のスイッチを切るように注意してください。
- システム全体が安全な状態にある場合にのみ、手動または物理的なアクセスを許可してください。 例えば、これは、アクセスドアに閉鎖機構を備えたインターロック装置を使用することによって達成することができます。
2. エネルギーの放出 (飛行部品またはエネルギーのビーム) の結果として人が負傷しないようにするという安全目標を考えると、推奨される解決策は次のとおりです。
- 設計は、エネルギーの放出を防止する必要があります (たとえば、対応する寸法の接続、グリッパー交換機構用のパッシブ グリッパー インターロック デバイスなど)。
- 対応する寸法の安全フードなどにより、危険ゾーンからのエネルギーの放出を防ぎます。
3. 安全制御システムが人員の存在を自動的に認識できるようにするには、通常操作と特殊操作の間のインターフェース (ドア インターロック デバイス、ライト バリア、安全マットなど) が必要です。
特殊運転モードでのお願いと安全対策
産業用ロボットの特定の特別な操作モード (セットアップ、プログラミングなど) では、操作の現場で直接評価する必要がある動きが必要です。 関連する安全目標は、いかなる動きも関係者を危険にさらす可能性があるということです。 動きは
- スケジュールされたスタイルと速度のみ
- 指示された時間だけ延長
- 人体のどの部分も危険ゾーンにないことが保証できる場合にのみ実行できるもの。
この目標に対する提案された解決策には、認識可能な制御を使用して制御可能で管理可能な動きのみを許可する特別な操作制御システムの使用が含まれる可能性があります。 したがって、移動速度は安全に減速され (絶縁変圧器の接続またはフェイルセーフ状態監視装置の使用によるエネルギー削減)、安全な状態が確認されてから制御が有効になります (図 3 を参照)。
図 3. マテリアル ゲートを備えた安全ケージ内の XNUMX 軸産業用ロボット
安全制御システムへの要求
安全制御システムの機能の XNUMX つは、障害が発生した場合に必要な安全機能が確実に機能することです。 産業用ロボット マシンは、危険な状態から安全な状態にほぼ瞬時に移行する必要があります。 これを達成するために必要な安全管理手段には、次の安全目標が含まれます。
- 安全制御システムの障害によって、危険な状態が引き起こされることはありません。
- 安全制御システムの障害を特定する必要があります (即時または間隔を置いて)。
信頼できる安全制御システムを提供するための推奨されるソリューションは次のとおりです。
- テスト回路を含む電気機械制御システムの冗長で多様なレイアウト
- 異なるチームによって開発されたマイクロプロセッサ制御システムの冗長で多様なセットアップ。 この最新のアプローチは最先端であると考えられています。 たとえば、セーフティ ライト バリアを備えたものなどです。
産業用ロボットの構築と使用に関する安全目標。
産業用ロボットを構築して使用する場合、メーカーとユーザーの両方が最先端の安全制御をインストールする必要があります。 法的責任の側面とは別に、ロボット技術が安全な技術であることを保証する道徳的義務もあるかもしれません。
通常動作モード
ロボット マシンが通常モードで動作している場合、次の安全条件を提供する必要があります。
- ロボットの移動範囲と周辺機器が使用する処理エリアは、自動移動の結果として危険なエリアに人が手動または物理的にアクセスできないように保護する必要があります。
- 工作物や工具が飛散して損傷しないように保護する必要があります。
- グリッパーの故障、グリッパーの電源障害、許容範囲外の速度、衝突、またはワークピースの故障により、ロボットによって排出された部品、ツール、またはワークピースによって、またはエネルギーの放出によって人が負傷してはなりません。
- エネルギーの放出または周辺機器から放出される部品によって人が負傷することはありません。
- 供給および排出口は、自動移動の結果として危険な領域への手動または物理的なアクセスを防止するように設計する必要があります。 この条件は、生産材料が除去されるときにも満たされている必要があります。 生産材料がロボットに自動的に供給される場合、供給および除去開口部と移動する生産材料によって危険な領域が作成されることはありません。
特別な操作モード
ロボット マシンが特別なモードで動作している場合は、次の安全条件を提供する必要があります。
生産工程における故障の修正中は、次のことを防止する必要があります。
- ロボットまたは周辺機器による自動動作が原因で危険な領域への手動または物理的なアクセス
- 危険な動作にさらされる領域に人または身体の一部がいる場合、システムの一部の誤った動作または許容できないコマンド入力から生じる危険
- 生産材料または廃棄物の移動または除去によって引き起こされる危険な移動または状態
- 周辺機器によるけが
- 通常の操作のために安全ガードを取り外して実行する必要がある動作は、操作範囲と速度の範囲内で、指示された時間だけ実行する必要があります。 さらに、危険にさらされている領域に人または体の一部が存在しない可能性があります。
セットアップ中は、次の安全な条件を確保する必要があります。
誤ったコマンドまたは誤ったコマンド入力の結果として、危険な動作が開始されることはありません。
- ロボット機械または周辺部品の交換によって、危険な動きや状態が引き起こされてはなりません。
- セットアップ作業を行う際に、通常の操作のための安全ガードを取り外して移動する必要がある場合、そのような移動は、指示された範囲と速度の範囲内で、指示された時間だけ行うことができます。 さらに、危険にさらされている領域に人または体の一部が存在しない可能性があります。
- セットアップ操作中、周辺機器が危険な動きをしたり、危険な状態を開始したりしてはなりません。
プログラミング中は、次の安全条件が適用されます。
- 自動動作のために危険な領域への手動または物理的なアクセスは防止する必要があります。
- 通常動作用の安全ガードを取り外した状態で移動を行う場合は、次の条件を満たす必要があります。
- (a) 移動の命令のみが実行され、それが発行されている間だけ実行されます。
- (b) 制御可能な動きのみを実行することができます (つまり、はっきりと見える低速の動きでなければなりません)。
- (c) 動作は、プログラマーまたは他の人に危険を及ぼさない場合にのみ開始できます。
- 周辺機器は、プログラマーや他の人に危険をもたらすものであってはなりません。
安全なテスト操作には、次の予防措置が必要です。
自動動作により危険なエリアへの手動または物理的なアクセスを防止します。
- 周辺機器が危険の原因になってはなりません。
ロボット マシンを検査するときの安全な手順には、次のものが含まれます。
- 検査目的でロボットの可動域に入る必要がある場合、これはシステムが安全な状態にある場合にのみ許可されます。
- システムの誤動作や許容できないコマンド入力によって引き起こされる危険を防止する必要があります。
- 周辺機器が検査担当者に危険を及ぼすことがあってはなりません。
トラブルシューティングでは、多くの場合、潜在的に危険な状態にあるときにロボット マシンを起動する必要があり、次のような特別な安全な作業手順を実装する必要があります。
- 自動移動の結果として危険なエリアへのアクセスは防止する必要があります。
- 誤ったコマンドまたは誤ったコマンド入力によるドライブユニットの起動を防止する必要があります。
- 欠陥のある部品を処理する際、ロボット側のすべての動きを防止する必要があります。
- 機械部品の飛び出しや落下による人身事故を防止する必要があります。
- トラブルシューティング中に、通常の操作のために安全ガードを取り外した状態で移動を実行する必要がある場合、そのような移動は、定められた範囲と速度の範囲内で、指示されている間だけ実行することができます。 さらに、危険にさらされている領域に人または体の一部が存在しない可能性があります。
- 周辺機器による怪我を防止する必要があります。
障害の修復と保守作業には、機械が危険な状態にあるときに起動する必要がある場合もあるため、次の予防措置が必要です。
- ロボットが起動できてはなりません。
- さまざまな機械部品の取り扱いは、手動または補助装置を使用して、危険にさらされるリスクなしに可能でなければなりません。
- 「生きている」部分に触れてはいけません。
- 液体または気体媒体の漏れによる負傷を防止する必要があります。
- 周辺機器による怪我を防止する必要があります。
電気、電子、およびプログラマブル電子安全関連制御システム
この記事では、すべてのタイプの電気、電子、およびプログラマブル電子システム (コンピューターベースのシステムを含む) を扱う安全関連制御システムの設計と実装について説明します。 全体的なアプローチは、提案された国際電気標準会議 (IEC) 規格 1508 (機能安全: 安全関連
システム) (IEC 1993)。
経歴
1980 年代、コンピュータベースのシステム (一般にプログラマブル電子システム (PES) と呼ばれる) が、安全機能を実行するためにますます使用されるようになりました。 この傾向の背後にある主な原動力は、(1) 機能の向上と経済的利益 (特に、デバイスまたはシステムのライフサイクル全体を考慮した場合)、および (2) コンピューター技術を使用した場合にのみ実現できる特定の設計の特定の利益でした。 . コンピュータベースのシステムの初期の導入中に、多くの発見がなされました。
- コンピューター制御の導入は、よく考えられておらず、計画も不十分でした。
- 不適切な安全要件が指定されました。
- ソフトウェアの検証に関して不適切な手順が開発されました。
- プラントの設置基準に関して、出来栄えが悪い証拠が明らかになった。
- 不十分な文書が生成され、実際にプラントにあったものに関して適切に検証されませんでした (プラントにあると考えられていたものとは異なります)。
- 完全に効果的とは言えない運用および保守手順が確立されていました。
- 必要な職務を遂行する能力について、明らかに正当な懸念があった。
これらの問題を解決するために、いくつかの団体が PES 技術の安全な利用を可能にするためのガイドラインを発行したり、開発を開始したりしました。 英国では、安全衛生庁 (HSE) が安全関連アプリケーションに使用されるプログラム可能な電子システムのガイドラインを作成し、ドイツでは標準案 (DIN 1990) が発行されました。 欧州共同体内では、機械指令の要件に関連して、安全関連の制御システム (PES を使用するものを含む) に関する欧州統一規格に関する作業の重要な要素が開始されました。 米国では、Instrument Society of America (ISA) がプロセス産業で使用するための PES に関する標準を作成し、米国化学技術者協会の理事会である Center for Chemical Process Safety (CCPS) がガイドラインを作成しました。化学プロセス部門向け。
現在、主要な標準化イニシアチブが IEC 内で行われており、プロセス、医療、輸送、機械部門。 提案された IEC 国際規格は、一般的なタイトルの下に XNUMX つのパートで構成されています。 IEC 1508. 電気/電子/プログラマブル電子安全関連システムの機能安全. さまざまなパーツは次のとおりです。
- パート 1.一般要件
- パート 2. 電気、電子、およびプログラム可能な電子システムの要件
- パート 3.ソフトウェア要件
- パート 4.定義
- 第5部 安全度水準の決定方法の例
- 第6部 第2部および第3部の適用に関するガイドライン
- パート7.テクニックと対策の概要。
最終化されると、この包括的ベースの国際規格は、電気、電子、およびプログラマブル電子安全関連システムの機能安全をカバーする IEC 基本安全出版物を構成し、すべての IEC 規格に影響を与え、将来の設計と使用に関してすべてのアプリケーション セクターをカバーします。電気/電子/プログラマブル電子安全関連システム。 提案された規格の主な目的は、さまざまな分野の規格の開発を促進することです (図 1 を参照)。
図 1. 一般およびアプリケーション部門の標準

PESの利点と問題点
安全目的での PES の採用には、多くの潜在的な利点がありましたが、適切な設計と評価の方法論が使用された場合にのみ、これらが達成されることが認識されました。つまり、必要な安全機能を実行するシステムの安全性能) は、それほど複雑でないハードウェアベースの (「ハードワイヤード」) システムで従来利用されていたのと同じ信頼度で予測されます。 (1) 複雑なシステムにはテストが必要ですが、テストだけでは不十分であることが認識されました。 これは、PES が比較的単純な安全機能を実装していたとしても、プログラム可能な電子機器の複雑さのレベルは、置き換えようとしているハードワイヤード システムの複雑さのレベルよりもはるかに大きいことを意味していました。 (2) この複雑さの増大は、設計と評価の方法論を以前よりもはるかに多く考慮する必要があり、安全関連システムのパフォーマンスの適切なレベルを達成するために必要な個人の能力のレベルがその後大きくなったことを意味しました。
コンピュータベースの PES の利点には、次のようなものがあります。
- 他の場合よりもはるかに高い頻度で、重要なコンポーネントのオンライン診断証明チェックを実行する機能
- 洗練された安全インターロックを提供する可能性
- プラントや機械のパフォーマンスをリアルタイムで分析およびレポートするために使用できる診断機能と状態監視を提供する機能
- プラントの実際の条件を「理想的な」モデル条件と比較する機能
- オペレーターにより良い情報を提供し、安全性に影響を与える意思決定を改善する可能性
- 人間のオペレーターが危険な環境や敵対的な環境から離れた場所にいることを可能にする高度な制御戦略の使用
- 遠隔地から制御システムを診断する機能。
安全関連のアプリケーションでコンピュータベースのシステムを使用すると、次のような適切に対処する必要がある多くの問題が発生します。
- 故障モードは複雑で、常に予測できるとは限りません。
- コンピュータのテストは必要ですが、アプリケーションに必要な程度の確実性で安全機能が実行されることを確認するには、それだけでは十分ではありません。
- マイクロプロセッサは、バッチごとに微妙に異なる場合があるため、バッチごとに異なる動作が表示される場合があります。
- 保護されていないコンピュータ ベースのシステムは、特に電気的干渉 (放射干渉、主電源の電気的「スパイク」、静電放電など) の影響を受けやすくなっています。
- ソフトウェアを組み込んだ複雑な安全関連システムの故障の確率を定量化することは困難であり、多くの場合不可能です。 定量化の方法が広く受け入れられていないため、ソフトウェア保証は、ソフトウェアの設計、実装、および保守で使用される方法を説明する手順と標準に基づいています。
検討中の安全システム
検討中の安全関連システムのタイプは、電気、電子、およびプログラマブル電子システム (E/E/PES) です。 システムにはすべての要素が含まれ、特にセンサーや制御下の機器の他の入力デバイスから信号が送られ、データ ハイウェイや他の通信経路を介してアクチュエータや他の出力デバイスに送信されます (図 2 を参照)。
図 2. 電気、電子、プログラマブル電子システム (E/E/PES)

用語 電気、電子およびプログラム可能な電子デバイス さまざまなデバイスを網羅するために使用されており、次の XNUMX つの主なクラスをカバーしています。
- 電気機械式リレーなどの電気機器
- ソリッドステート電子機器やロジックシステムなどの電子デバイス
- 次のようなさまざまなコンピューターベースのシステムを含む、プログラム可能な電子デバイス。
- マイクロプロセッサ
- マイクロコントローラ
- プログラマブル コントローラ (PC)
- 特定用途向け集積回路(ASIC)
- プログラマブル ロジック コントローラ (PLC)
- その他のコンピューターベースのデバイス (例: 「スマート」センサー、送信機、アクチュエーター)。
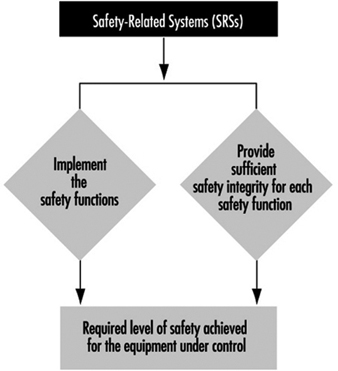
定義上、安全関連システムには次の XNUMX つの目的があります。
- 制御下の機器を安全な状態にする、または制御下の機器を安全な状態に維持するために必要な安全機能を実装します。 安全関連システムは、システムの安全機能要件仕様で指定されている安全機能を実行する必要があります。 たとえば、安全機能要件の仕様では、温度が特定の値に達すると、 x、 バルブ y 水が容器に入ることができるように開きます。
- それ自体で、または他の安全関連システムとともに、必要な安全機能の実装に必要なレベルの安全度を達成します。 安全機能は、制御下の機器に必要な安全レベルを達成するために、アプリケーションに適した信頼度で安全関連システムによって実行される必要があります。
図 3. 安全関連システムの主な機能
システム障害
E/E/PES 安全関連システムの安全な運用を確保するためには、安全関連システムの故障のさまざまな考えられる原因を認識し、それぞれに対して適切な予防措置が取られていることを確認する必要があります。 図 4 に示すように、障害は XNUMX つのカテゴリに分類されます。
図 4. 失敗のカテゴリ

- ランダムなハードウェア障害は、ハードウェアのさまざまな通常の劣化メカニズムに起因する障害です。 さまざまなコンポーネントでさまざまな速度で発生する多くのメカニズムがあり、製造公差により、さまざまな時間の動作後にこれらのメカニズムが原因でコンポーネントが故障するため、多くのコンポーネントで構成される機器全体の故障は、予測不可能な (ランダムな) 時間に発生します。 平均故障間隔 (MTBF) などのシステム信頼性の尺度は重要ですが、通常はランダムなハードウェア障害のみに関係し、系統的な障害は含まれません。
- 系統的故障は、システムの設計、構築、または使用におけるエラーから発生し、入力の特定の組み合わせまたは特定の環境条件下でシステムが故障する原因となります。 特定の状況が発生したときにシステム障害が発生した場合、将来そのような状況が発生するたびに、システム障害が発生します。 ランダムなハードウェア障害に起因しない安全関連システムの障害は、定義上、系統的障害です。 E/E/PES 安全関連システムの文脈における系統的故障には、以下が含まれます。
- 安全機能要件仕様のエラーまたは省略によるシステム障害
- ハードウェアの設計、製造、設置、または操作のエラーによるシステム障害。 これらには、環境要因や人為的 (オペレータなど) のエラーに起因する障害が含まれます。
- ソフトウェアの障害によるシステム障害
- メンテナンスや改造ミスによるシステム障害。
安全関連システムの保護
安全関連システムがランダムなハードウェア障害および系統的障害から保護するために必要な予防措置を示すために使用される用語は、次のとおりです。 ハードウェアの安全性完全性対策 & 体系的な安全度対策 それぞれ。 安全関連システムがランダムなハードウェア障害と系統的障害の両方に耐えることができる予防措置は、 安全の完全性. これらの概念を図 5 に示します。
図 5. 安全性能用語

提案された国際規格 IEC 1508 には、安全度水準 1、2、3、および 4 と呼ばれる 1 つの安全度水準があります。安全度度レベル 4 は最低の安全度度レベルであり、安全度度レベル 1 は最高度です。 安全関連システムの安全度水準 (2、3、4、または XNUMX) は、制御下の機器に必要な安全レベルを達成するために安全関連システムが果たす役割の重要性に依存します。 いくつかの安全関連システムが必要になる場合があり、その一部は空圧または油圧技術に基づいている場合があります。
安全関連システムの設計
制御システム (HSE) に関連する 34 件のインシデントを最近分析したところ、安全関連の制御システムが使用される前に、故障の全ケースの 60% が「組み込まれていた」ことがわかりました (図 7)。 適切な安全関連システムを作成する場合は、すべての安全ライフ サイクル フェーズを考慮する必要があります。
図 7. 制御システム障害の主な原因 (段階別)

安全関連システムの機能安全は、技術要件が適切に指定されていることを確認するだけでなく、技術要件が効果的に実装され、初期設計の完全性が機器の寿命全体にわたって維持されることにも依存します。 これは、効果的な安全管理システムが整っていて、あらゆる活動に携わる人々が実行しなければならない義務に関して有能である場合にのみ実現できます。 特に複雑な安全関連システムが関与する場合、適切な安全管理システムを導入することが不可欠です。 これは、次のことを保証する戦略につながります。
- 効果的な安全管理システムが導入されています。
- E/E/PES 安全関連システムに指定されている技術要件は、ランダムなハードウェアと系統的な障害の両方の原因に対処するのに十分です。
- 関与する人々の能力は、彼らが実行しなければならない任務に対して十分です。
機能安全に関連するすべての技術要件に体系的に対応するために、安全ライフサイクルの概念が開発されました。 新しい国際規格 IEC 1508 のセーフティ ライフサイクルの簡略版を図 8 に示します。セーフティ ライフサイクルの主要なフェーズは次のとおりです。
図 8. 機能安全を実現するためのセーフティ ライフサイクルの役割

- 仕様
- 設計と実装
- インストールと試運転
- 運用・保守
- 試運転後の変更。
安全レベル
安全関連システムの適切なレベルの安全度水準を達成するための設計戦略を図 9 と図 10 に示します。安全度レベルは、全体レベルの達成において安全関連システムが果たしている役割に基づいています。制御下の機器の安全性。 安全度水準は、ランダムなハードウェアと系統的な障害の両方に対して設計で考慮する必要がある予防措置を指定します。
図 9. 設計プロセスにおける安全度水準の役割

図 10. 仕様と設計プロセスにおけるセーフティ ライフサイクルの役割

安全の概念と安全レベルは、制御下の機器に適用されます。 機能安全の概念は、安全関連システムに適用されます。 危険を引き起こしている機器に対して適切なレベルの安全性を達成するには、安全関連システムの機能安全を達成する必要があります。 特定の状況で指定された安全レベルは、安全関連システムの安全度要求仕様の重要な要素です。
必要な安全レベルは、多くの要因によって異なります。たとえば、怪我の程度、危険にさらされる人数、危険にさらされる頻度、危険にさらされる期間などです。 重要な要因は、危険な事象にさらされた人々の認識と見解です。 特定の用途に適した安全レベルを構成するものを決定する際には、次のような多くの情報が考慮されます。
- 特定のアプリケーションに関連する法的要件
- 適切な安全規制当局からのガイドライン
- アプリケーションに関与するさまざまな当事者との話し合いと合意
- 業界標準
- 国内および国際規格
- 最高の独立した業界、専門家、科学的アドバイス。
まとめ
安全関連システムを設計および使用する場合、潜在的な危険を生み出すのは制御下にある機器であることを覚えておく必要があります。 安全関連システムは、危険なイベントの頻度 (または確率) および/または危険なイベントの結果を減らすように設計されています。 機器の安全レベルが設定されると、安全関連システムの安全度水準を決定できます。これは、設計者が安全度レベルを使用して設計に組み込む必要がある予防措置を指定できるようにするものです。ランダムなハードウェア障害とシステム障害の両方に対して展開できます。
電気、電子、およびプログラマブル電子デバイスに基づく安全関連システムの技術要件
機械、プロセスプラント、およびその他の機器は、故障した場合、火災、爆発、放射線の過剰摂取、可動部品などの危険な事象によるリスクをもたらす可能性があります。 このようなプラント、機器、および機械が誤動作する原因の 1 つは、制御または安全システムの設計に使用される電気機械、電子、およびプログラマブル電子 (E/E/PE) デバイスの故障です。 これらの障害は、デバイスの物理的な障害 (たとえば、時間内にランダムに発生する摩耗 (ランダムなハードウェア障害) など) から発生する可能性があります。 または系統的な障害 (例えば、(2) 入力の特定の組み合わせ、(3) 何らかの環境条件、(4) センサーからの不正確または不完全な入力、( 5) オペレーターによる不完全または誤ったデータ入力、および (XNUMX) 不十分なインターフェース設計による潜在的なシステム障害)。
安全関連のシステム障害
この記事では、安全関連の制御システムの機能安全について説明し、必要な安全性の完全性を達成するために必要なハードウェアとソフトウェアの技術要件について検討します。 全体的なアプローチは、提案された国際電気標準会議規格 IEC 1508、パート 2 および 3 (IEC 1993) に準拠しています。 国際規格草案IEC 1508の全体的な目標は、 機能安全: 安全関連システム、プラントと機器を安全に自動化できるようにすることです。 提案された国際規格の開発における主な目的は、以下の頻度を防止または最小限に抑えることです。
- 制御システムの故障により、危険につながる可能性のある他のイベントが引き起こされる (例: 制御システムの故障、制御不能、プロセスの制御不能による火災、有毒物質の放出など)
- 必要な緊急措置を実行するために、オペレーターが迅速に識別および理解できる形式で情報を提供されないようにする、警報および監視システムの障害
- 保護システムの未検出の障害を検出し、安全措置が必要なときにそれらを使用できないようにします (たとえば、緊急シャットダウン システムでの入力カードの障害)。
記事「電気、電子、およびプログラマブル電子安全関連システム」は、安全にとって重要な制御および保護システムの安全を確保するために、IEC 1 のパート 1508 で具現化された一般的な安全管理アプローチを規定しています。 この記事では、E/E/PE 技術に基づく制御または保護システムの役割を含め、事故のリスクを許容レベルまで下げるために必要な全体的な概念工学設計について説明します。
図 1 では、機器、プロセス プラント、または機械からのリスク (一般に、 管理下の機器 (EUC) 保護装置なし) は、EUC リスク スケールの一方の端にマークされ、もう一方の端には、必要な安全レベルを満たすために必要なリスクの目標レベルが示されています。 その間に、必要なリスク削減を構成するために必要な安全関連システムと外部リスク削減施設の組み合わせが示されています。 これらには、機械式 (圧力リリーフ バルブなど)、油圧式、空圧式、物理式、および E/E/PE システムなど、さまざまな種類があります。 図 2 は、事故の進行に伴う EUC の保護における各安全層の役割を強調しています。
図 1. リスクの軽減: 一般的な概念


IEC 1 のパート 1508 で要求されているように、ハザードとリスクの分析が EUC で実行されている場合、安全のための全体的な概念設計が確立されているため、あらゆる E/E/ PE 制御または保護システムが定義されています。 安全度水準の目標は、目標の失敗の尺度に関して定義されます (表 1 を参照)。
表 1. 保護システムの安全度水準: 対象となる故障対策
安全度レベル デマンド動作モード (オンデマンドで設計機能を実行できない確率)
4 10-5 ≦×10-4
3 10-4 ≦×10-3
2 10-3 ≦×10-2
1 10-2 ≦×10-1
保護システム
このホワイト ペーパーでは、E/E/PE 安全関連システムの設計者が必要な安全度水準の目標を満たすために考慮すべき技術要件の概要を説明します。 一般性をほとんど損なうことなく重要な問題についてより詳細な議論を可能にするために、プログラム可能な電子機器を利用した典型的な保護システムに焦点を当てています。 代表的な保護システムを図 3 に示します。これは、診断デバイスを介してアクティブ化された XNUMX 次スイッチオフを備えた単一チャネルの安全システムを示しています。 通常の操作では、EUC の危険な状態 (機械の速度超過、化学プラントの高温など) がセンサーによって検出され、プログラム可能な電子機器に送信されます。システムを安全な状態にします (例: 機械の電気モーターへの電源を切る、バルブを開いて圧力を解放する)。
図 3. 一般的な保護システム

しかし、保護システム コンポーネントに障害が発生した場合はどうなるでしょうか。 これは、この設計の診断 (セルフチェック) 機能によって起動される二次スイッチオフの機能です。 ただし、システムは完全にフェイルセーフではありません。安全機能の実行を求められたときに設計が利用できる可能性があるのは一定の確率だけだからです (要求に応じて障害が発生する一定の確率または特定の安全度水準があります)。 たとえば、上記の設計では、特定の種類の出力カードの障害を検出して許容できる場合がありますが、入力カードの障害には耐えることができません。 したがって、その安全性の完全性は、信頼性の高い入力カード、改善された診断機能、またはこれらの組み合わせを備えた設計よりもはるかに低くなります。
ハードウェアの「従来の」物理的障害、要件仕様のエラーを含むシステム障害、ソフトウェアの実装障害、環境条件 (湿度など) に対する不適切な保護など、カード障害の他の原因が考えられます。 この単一チャネル設計の診断では、これらすべてのタイプの障害をカバーできない場合があるため、実際に達成される安全度水準が制限されます。 (カバレッジは、設計が検出して安全に処理できる障害の割合の尺度です。)
技術要件
ドラフト IEC 2 のパート 3 およびパート 1508 は、ハードウェアおよびソフトウェアのさまざまな潜在的な故障原因を特定し、安全関連システムの要求される安全度水準に適したこれらの潜在的な故障原因を克服する設計機能を選択するためのフレームワークを提供します。 たとえば、図 3 の保護システムの全体的な技術的アプローチを図 4 に示します。この図は、障害と障害を克服するための 1 つの基本的な戦略を示しています。 障害回避、障害が発生しないように注意が払われています。 (2) フォールトトレランス、指定された障害を許容するように特別に設計が作成されています。 前述の単一チャネル システムは、診断機能を使用して特定の障害を検出し、危険な障害が発生する前にシステムを安全な状態にする (限定的な) 障害許容設計の一例です。
図 4. 設計仕様: 設計ソリューション

障害回避
障害回避は、障害がシステムに持ち込まれるのを防止しようとします。 主なアプローチは、プロジェクトを管理する体系的な方法を使用して、安全性がシステムの定義可能で管理可能な品質として扱われるようにすることです。これは、設計中、その後の運用と保守中に行われます。 品質保証に似たこのアプローチは、フィードバックの概念に基づいており、以下が含まれます。 計画 (安全目標を定義し、目標を達成するための方法と手段を特定する); (2) 計測 実施中の計画に対する達成および(3)適用 フィードバック 偏差を修正します。 設計レビューは、障害回避手法の良い例です。 IEC 1508 では、障害回避に対するこの「品質」アプローチは、安全ライフサイクルを使用し、ハードウェアとソフトウェアの両方に安全管理手順を採用するという要件によって促進されます。 後者の場合、ISO 9000-3 (1990) で説明されているようなソフトウェア品質保証手順として現れることがよくあります。
さらに、IEC 2 のパート 3 とパート 1508 (それぞれハードウェアとソフトウェアに関する) は、さまざまな安全ライフサイクル フェーズでの障害回避に役立つと考えられる特定の技術または手段を格付けしています。 表 2 は、パート 3 のソフトウェアの設計および開発フェーズの例を示しています。 設計者は、必要な安全度水準に応じて、障害回避技術の選択を支援するために表を使用します。 表の各手法または手段には、安全度水準 1 ~ 4 ごとの推奨事項があります。推奨事項の範囲は、強く推奨 (HR)、推奨 (R)、中立 (賛成でも反対でもない (—)、非推奨) です。 (NR)。
表 2. ソフトウェアの設計と開発
|
技術・対策 |
1年のSIL |
2年のSIL |
3年のSIL |
4年のSIL |
|
1. CCS、CSP、HOL、LOTOS などの形式メソッド |
- |
R |
R |
HR |
|
2. セミフォーマルな方法 |
HR |
HR |
HR |
HR |
|
3.構造化。 JSD、MASCOT、SADT、SSADM、YOURDONなどの方法論 |
HR |
HR |
HR |
HR |
|
4.モジュラーアプローチ |
HR |
HR |
HR |
HR |
|
5. 設計およびコーディング基準 |
R |
HR |
HR |
HR |
HR = 強く推奨。 R = 推奨。 NR = 非推奨;— = 中立: 手法/手段は SIL に賛成でも反対でもない。
注:安全度レベルに応じて、番号が付けられた技術/手段を選択する必要があります。
フォールトトレランス
IEC 1508 では、安全度の目標が高くなるにつれて、フォールト トレランスのレベルを上げる必要があります。 ただし、この規格では、システム (およびそれらのシステムを構成するコンポーネント) が複雑な場合 (IEC 1508 でタイプ B として指定) には、フォールト トレランスがより重要であることを認識しています。 それほど複雑ではなく、「十分に実績のある」システムでは、フォールト トレランスの程度を緩和できます。
ランダムなハードウェア障害に対する耐性
表 3 は、図 3 に示すような保護システムで使用される場合の、複雑なハードウェア コンポーネント (マイクロプロセッサなど) のランダムなハードウェア障害に対するフォールト トレランスの要件を示しています。設計者は、診断、フォールト トレランス、および必要な安全度水準に応じて、このクラスの障害を克服するための手動の証明チェック。
表 3. 安全度水準 - タイプ B コンポーネントの障害要件1
1 安全関連の検出されない故障は、プルーフチェックによって検出されるものとします。
2 オンライン媒体診断範囲のないコンポーネントの場合、システムは、単一の障害が存在する場合に安全機能を実行できなければなりません。 安全関連の検出されない障害は、プルーフ チェックによって検出されるものとします。
3 オンラインで高い診断範囲を備えたコンポーネントの場合、システムは、単一の障害が存在する場合に安全機能を実行できなければなりません。 オンラインの高度な診断範囲を持たないコンポーネントの場合、システムは XNUMX つの障害が発生しても安全機能を実行できなければなりません。 安全関連の検出されない障害は、プルーフ チェックによって検出されるものとします。
4 コンポーネントは、XNUMX つの障害の存在下で安全機能を実行できなければならない。 障害は、オンラインの高度な診断範囲で検出されます。 安全関連の検出されない障害は、プルーフ チェックによって検出されるものとします。 定量的なハードウェア分析は、最悪の場合の仮定に基づくものとします。
1故障モードが明確に定義されていない、またはテストできないコンポーネント、または現場での経験から得られた故障データが不十分なコンポーネント (たとえば、プログラム可能な電子コンポーネント)。
IEC 1508 は、多くの一般的に使用される保護システム アーキテクチャの安全度水準に対して索引付けされた設計パラメータを含む設計仕様表 (表 4 を参照) を提供することにより、設計者を支援します。
表 4. 安全度水準 2 の要件 - 保護システム用のプログラム可能な電子システム アーキテクチャ
|
PE システム構成 |
チャネルごとの診断範囲 |
オフラインプルーフテスト間隔 (TI) |
スプリアストリップまでの平均時間 |
|
シングル PE、シングル I/O、Ext. WD |
ハイ |
6か月間 |
1.6年 |
|
デュアル PE、シングル I/O |
ハイ |
6か月間 |
10年 |
|
デュアル PE、デュアル I/O、2oo2 |
ハイ |
3か月間 |
1,281年 |
|
デュアル PE、デュアル I/O、1oo2 |
なし |
2か月間 |
1.4年 |
|
デュアル PE、デュアル I/O、1oo2 |
ロー |
5か月間 |
1.0年 |
|
デュアル PE、デュアル I/O、1oo2 |
M |
18か月間 |
0.8年 |
|
デュアル PE、デュアル I/O、1oo2 |
ハイ |
36か月間 |
0.8年 |
|
デュアル PE、デュアル I/O、1oo2D |
なし |
2か月間 |
1.9年 |
|
デュアル PE、デュアル I/O、1oo2D |
ロー |
4か月間 |
4.7年 |
|
デュアル PE、デュアル I/O、1oo2D |
M |
18か月間 |
18年 |
|
デュアル PE、デュアル I/O、1oo2D |
ハイ |
48 +月 |
168年 |
|
トリプル PE、トリプル I/O、IPC、2oo3 |
なし |
1月 |
20年 |
|
トリプル PE、トリプル I/O、IPC、2oo3 |
ロー |
3か月間 |
25年 |
|
トリプル PE、トリプル I/O、IPC、2oo3 |
M |
12か月間 |
30年 |
|
トリプル PE、トリプル I/O、IPC、2oo3 |
ハイ |
48 +月 |
168年 |
表の最初の列は、さまざまなレベルのフォールト トレランスを持つアーキテクチャを表しています。 一般に、表の一番下に配置されたアーキテクチャは、一番上に近いアーキテクチャよりも耐障害性が高くなります。 1oo2 (2 つのうちの 3 つ) システムは、XNUMXooXNUMX と同様に、XNUMX つの障害に耐えることができます。
8 番目の列は、内部診断のカバー率を示しています。 診断のレベルが高いほど、より多くの障害がトラップされます。 保護システムでは、障害のあるコンポーネント (入力カードなど) が妥当な時間 (多くの場合 XNUMX 時間) 内に修復されれば、機能安全の損失はほとんどないため、これは重要です。 (注: これは連続制御システムの場合には当てはまりません。障害が発生すると、すぐに安全でない状態が発生し、インシデントが発生する可能性があるためです。)
XNUMX 番目の列は、プルーフ テストの間隔を示します。 これらは、潜在的な障害がないことを確認するために保護システムを徹底的に実行するために実行する必要がある特別なテストです。 通常、これらはプラントのシャットダウン期間中に機器ベンダーによって実行されます。
1 番目の列は、スプリアス トリップ率を示します。 スプリアス トリップとは、プロセスの逸脱がない場合にプラントまたは機器を停止させるトリップです。 多くの場合、安全性の代償として、スプリアス トリップ率が高くなります。 単純な冗長保護システム (2oo1) は、他のすべての設計要因を変更せずに、単一チャネル (1ooXNUMX) システムよりも高い安全度水準を備えていますが、スプリアス トリップ率も高くなります。
表のアーキテクチャのいずれかが使用されていない場合、または設計者がより基本的な分析を実行したい場合、IEC 1508 はこの代替手段を許可しています。 その後、マルコフ モデリングなどの信頼性エンジニアリング手法を使用して、安全度水準のハードウェア要素を計算できます (Johnson 1989; Goble 1992)。
系統的および共通原因による故障に対する耐性
このクラスの障害は、安全システムにおいて非常に重要であり、安全性の完全性を達成する上での制限要因です。 冗長システムでは、信頼性の低い部分から高い信頼性を実現するために、コンポーネントまたはサブシステム、さらにはシステム全体が二重化されます。 信頼性の向上は、統計的に、ランダムな障害によって XNUMX つのシステムが同時に故障する可能性が個々のシステムの信頼性の積になるため、はるかに低くなるためです。 一方、系統的および共通原因の障害は、たとえば、ソフトウェアの仕様エラーによって重複した部分が同時に故障する場合に、冗長システムが同時に故障する原因となります。 もう XNUMX つの例は、冗長システムへの共通電源の障害です。
IEC 1508 は、体系的および一般的な原因による障害に対する保護を提供するのに効果的であると考えられる安全度水準に対してランク付けされたエンジニアリング技術の表を提供します。
系統的障害に対する防御を提供する手法の例としては、多様性と分析の冗長性があります。 ダイバーシティの基本は、設計者が異なるテクノロジまたはソフトウェア言語を使用して冗長システムに XNUMX 番目のチャネルを実装した場合、冗長チャネルの障害は独立していると見なすことができる (つまり、偶発的な障害の可能性が低い) ことです。 ただし、特にソフトウェアベースのシステムの領域では、ほとんどの間違いが仕様に含まれているため、この手法は効果的ではない可能性があるという提案があります。 分析的冗長性は、プラントまたはマシンの冗長情報を利用して障害を特定しようとします。 系統的故障のその他の原因 (外部ストレスなど) については、この規格は、安全度水準に照らして索引付けされた優れたエンジニアリング プラクティス (信号ケーブルと電源ケーブルの分離など) に関するアドバイスを提供する表を提供します。
結論
コンピュータベースのシステムには、経済的なだけでなく、安全性を向上させる可能性など、多くの利点があります。 ただし、この可能性を実現するために必要な細部への注意は、従来のシステム コンポーネントを使用する場合よりも大幅に高くなります。 この記事では、このテクノロジをうまく活用するために設計者が考慮する必要がある主な技術要件の概要を説明しました。
ロールオーバー
農業、林業、建設、採掘作業、およびマテリアルハンドリングにおけるトラクターやその他の移動機械は、車両が横転したり、前方に転倒したり、後方から後方に転覆したりすると、重大な危険を引き起こす可能性があります。 重心の高い車輪付きトラクターの場合、リスクが高まります。 転覆の危険性があるその他の車両には、クローラー トラクター、ローダー、クレーン、フルーツ ピッカー、ブルドーザー、ダンパー、スクレーパー、グレーダーがあります。 これらの事故は通常、ドライバーや同乗者が機器から離れるには速すぎて発生し、車両の下に閉じ込められる可能性があります。 たとえば、重心の高いトラクターは横転する可能性がかなりあります (幅の狭いトラクターは、幅の広いトラクターよりも安定性がさらに低くなります)。 横方向の動きを感知して動力を遮断する水銀エンジン遮断スイッチがトラクターに導入されたが、ロールオーバー運動で発生する動的な力に対処するには遅すぎることが証明された (Springfeldt 1993)。 したがって、安全装置は放棄されました。
このような機器は、傾斜地や不均一な地面、または軟弱地盤で使用されることが多く、溝、溝、または掘削の近くで使用されることもあるという事実は、転覆の重要な原因となります。 補助装置をトラクタの高い位置に取り付けると、坂道を上る際に後ろに倒れてしまう(または下る際に前に倒れてしまう)確率が高くなります。 さらに、トラクターが牽引する機器によって加えられる圧力によって制御が失われるため、トラクターが横転する可能性があります(たとえば、台車が坂道を下って移動し、取り付けられた機器にブレーキがかからず、トラクターをオーバーランさせる場合)。 トラクターを牽引車として使用する場合、特にトラクターの牽引フックが車軸よりも高い位置にある場合、特別な危険が生じます。
歴史
ロールオーバーの問題は、多くの致命的なロールオーバーが発生した特定の国で国レベルで通知されました。 スウェーデンとニュージーランドでは、トラクターのロールオーバー保護構造 (ROPS) の開発とテスト (図 1) が 1950 年代にすでに進行していましたが、この作業はスウェーデン当局の一部の規制によってのみ追跡されました。 これらの規制は 1959 年から有効でした (Springfeldt 1993)。
図 1. トラクターの通常のタイプの ROPS

トラクターに ROPS を処方する規制案は、いくつかの国で農業部門の抵抗に見舞われました。 雇用主が既存のトラクターに ROPS を取り付けることを要求する計画に対して、またメーカーが新しいトラクターだけに ROPS を装備するという提案に対しても、強い反対が起こりました。 最終的に、多くの国が新しいトラクターに ROPS を義務付けることに成功し、その後、一部の国では古いトラクターにも ROPS を後付けするよう要求することができました。 ROPS の試験規格を含むトラクターや土工機械に関する国際規格は、より信頼性の高い設計に貢献しました。 トラクターは、重心を低くし、牽引フックを低くして設計および製造されました。 四輪駆動は横転のリスクを減らしました。 しかし、多くの古いトラクターがあり、ROPS の改造が義務付けられていない国では、ROPS を備えたトラクターの割合は依然としてかなり低いです。
調査
横転事故、特にトラクターが関係する事故は、多くの国の研究者によって研究されてきました。 ただし、この記事で検討した移動機械の種類によって引き起こされた事故の数に関して、集中化された国際統計はありません。 それにもかかわらず、国レベルで入手可能な統計は、特に農業においてその数が多いことを示しています。 1968 年から 1976 年にかけてのスコットランドのトラクター横転事故の報告によると、事故にあったトラクターの 85% が事故の時点で装備を取り付けられており、そのうち半分は牽引装備、残り半分は装備を搭載していました。 スコットランドの報告によると、トラクターの横転事故の 1993 分の XNUMX は斜面で発生しています (Springfeldt XNUMX)。 後に、坂道での運転訓練を導入し、安全な坂道制限の指標と組み合わせて坂道の勾配を測定する器具を適用することで、事故の数が減少することが証明されました。
他の調査では、ニュージーランドの研究者は、転倒による死亡事故の半分が平坦な地面またはわずかな斜面で発生し、急な斜面で発生したのは 1949 分の 1980 に過ぎないことを観察しました。 平地では、トラクターの運転手は横転の危険にあまり注意を払っていない可能性があり、溝や平らでない地面によってもたらされるリスクを誤って判断する可能性があります。 80 年から 20 年の間にニュージーランドで発生したトラクターの横転死亡事故のうち、1993% がホイール トラクターで発生し、80% がクローラー トラクターで発生しました (Springfeldt 180)。 スウェーデンとニュージーランドでの調査によると、トラクターの横転死亡事故の約 XNUMX% は、トラクターが横転したときに発生しています。 ニュージーランドの死亡事故に関与したトラクターの半分は、XNUMX°回転していました。
西ドイツにおける横転死亡事故と農業用トラクターのモデル年との相関関係に関する研究 (Springfeldt 1993) では、1 年より前に製造された保護されていない古いトラクター 10,000 台のうちの 1957 台が横転死亡事故に関与していることが示されました。 1970 年以降に製造された規定の ROPS を備えたトラクターのうち、1 台のトラクターのうち 25,000 台が転覆事故に巻き込まれました。 1980 年から 1985 年にかけて西ドイツで発生したトラクターの転覆事故のうち、犠牲者の 1993 分の 1 は保護区域から投げ出され、トラクターに轢かれるか衝突された (Springfeldt XNUMX)。 致命的ではない横転のうち、ドライバーの XNUMX 分の XNUMX は運転席から投げ出されましたが、轢かれることはありませんでした。 ドライバーが保護エリアから放り出されると、死亡リスクが高まることは明らかです (自動車事故と同様)。 関与したトラクターのほとんどは、ドライバーが投げ出されるのを妨げない XNUMX 本柱の船首 (図 XNUMX C) を備えていました。 いくつかのケースでは、ROPS が破損したり、大きく変形したりしていました。
Springfeldt (100,000) は、いくつかの国におけるさまざまな時期のトラクター 1993 台あたりの負傷の相対頻度と死亡率の低下を計算しました。 トラクターの転覆事故における負傷を軽減する ROPS の有効性はスウェーデンで証明されており、100,000 年間 (17 年から 0.3 年) の間に、1960 台のトラクターあたりの死亡者数が約 1990 人から 2 人に減少しました (図 98)。 期間の終わりには、トラクターの約 1% に ROPS が装備されており、主に耐衝撃キャブの形で装備されていたと推定されました (図 24 A)。 ノルウェーでは、同様の期間にトラクター 4 台あたりの死亡者数が約 100,000 から XNUMX に減少しました。 ただし、フィンランドとニュージーランドではさらに悪い結果が得られました。
図 2. 100,000 年から 1957 年までのスウェーデンのトラクター 1990 台あたりの横転による負傷者数

横転による怪我の防止
横転のリスクは、トラクターの場合が最も高くなります。 しかし、農作業や林業では、トラクターの横転を防ぐためにできることはほとんどありません。 ROPS をトラクターや横転の危険性がある土工機械に取り付けることで、横転の際にドライバーが座席に座ったままでいる限り、人身事故のリスクを減らすことができます (Springfeldt 1993)。 ロールオーバーによる死亡事故の頻度は、使用中の保護されたマシンの割合と使用される ROPS のタイプに大きく依存します。 船首 (図 1 C) は、キャブやフレームよりもはるかに保護が弱い (Springfeldt 1993)。 最も効果的な構造は、ロールオーバー時にドライバーが保護された状態で車内にとどまることを可能にするクラッシュプルーフ キャブです。 (キャブを選択するもう XNUMX つの理由は、天候に対する保護を提供することです。) ロールオーバー中にドライバーを ROPS の保護範囲内に保つ最も効果的な手段は、ドライバーが機器の操作中にベルトを使用する場合、シートベルトです。 一部の国では、運転席に横転時にハンドルを握るようにとの案内板があります。 追加の安全対策は、ドライバーのキャブまたは内部環境と ROPS を設計して、鋭いエッジや突起などの危険にさらされないようにすることです。
すべての国で、主にトラクターなどの移動機械の横転が深刻な怪我を引き起こしています。 しかし、機械の設計に関する技術仕様や、試験、試験、検査、マーケティングの行政手続きに関しては、国によってかなりの違いがあります。 これに関連して安全への取り組みを特徴付ける国際的な多様性は、次のような考慮事項によって説明できます。
- ROPS の必須要件が存在するかどうか (規制または法律の形で)、または推奨事項のみ、または規則がまったくないかどうか
- 新しい機械に関する規則と古い機器に適用される規則の必要性
- 当局による検査の利用可能性、および安全規則の遵守に有利な社会的圧力および文化的風土の存在。 多くの国では、安全ガイドラインへの準拠は、農作業の検査によってチェックされていません
- 労働組合からの圧力; ただし、農業には家族経営の農場が多いため、労働者団体は他のセクターよりも農業の労働条件に影響を与えないことに留意する必要があります。
- その国で使用されている ROPS のタイプ
- トラクターの運転手がさらされるリスクに関する情報と理解。 農業従事者や森林労働者に情報や教育を届けるには、実際的な問題がしばしば立ちはだかります。
- 国の地理、特に農業、林業、道路工事が行われている場所。
安全規制
ROPS の要件を管理する規則の性質と、国における規則の実施の程度は、横転事故、特に死亡事故に大きな影響を与えます。 これを念頭に置いて、より安全な機械の開発は、国際および国内組織によって発行された指令、コード、および基準によって助長されてきました。 さらに、多くの国が ROPS の厳格な処方を採用しており、その結果、転倒による怪我が大幅に減少しています。
欧州経済共同体
1974 年から、欧州経済共同体 (EEC) は車輪付き農業および林業トラクターの型式承認に関する指令を発行し、1977 年には、トラクターへの取り付けを含む ROPS に関する特別な指令をさらに発行しました (Springfeldt 1993; EEC 1974, 1977, 1979, 1982年、1987年)。 指令は、トラクターの製造者による型式承認および認証の手順を規定しており、ROPS は EEC 型式承認試験によって審査される必要があります。 指令はすべての加盟国に受け入れられています。
トラクターの ROPS に関するいくつかの EEC 指令は 31 年 1995 月 1991 日に廃止され、移動性による危険をもたらす機械類に適用される一般機械指令に置き換えられました (EEC 15)。 車輪付きトラクター、および容量が XNUMX kW を超える一部の土工機械 (つまり、クローラーとホイールローダー、バックホーローダー、クローラートラクター、スクレーパー、グレーダー、関節式ダンパー) には、ROPS を取り付ける必要があります。 横転の場合、ROPS はドライバーとオペレーターに適切なたわみ制限ボリューム (つまり、事故の際に内部要素に接触する前に乗員の体の動きを可能にするスペース) を提供する必要があります。 適切なテストを実施することは、メーカーまたはその認定代理人の責任です。
経済協力開発機構
1973 年と 1987 年に、経済協力開発機構 (OECD) は、トラクターの試験に関する標準コードを承認しました (Springfeldt 1993; OECD 1987)。 トラクターの試験結果を示し、試験装置と試験条件について説明しています。 このコードでは、ROPS の強度など、多くの機械部品と機能のテストが必要です。 OECD トラクター コードでは、特定のタイプのトラクターで ROPS をテストする静的および動的な方法について説明しています。 ROPS は、トラクターが横転した場合にドライバーを保護するためだけに設計されている場合があります。 ROPS を取り付けるトラクターのモデルごとに再テストする必要があります。 コードはまた、多かれ少なかれ一時的な性質の、ドライバー用の天候保護を構造物に取り付けることができることを要求しています。 トラクターコードは 1988 年からすべての OECD 加盟機関によって受け入れられてきましたが、実際には、米国と日本は、安全ベルトが提供されている場合、コード要件に準拠していない ROPS も受け入れています (Springfeldt 1993)。
国際労働機関
1965 年、国際労働機関 (ILO) はそのマニュアルで、 農作業における安全衛生、十分な強度のキャブまたはフレームがトラクターに適切に固定され、トラクターが横転した場合にドライバーとキャブ内の乗客を十分に保護する必要がありました(Springfeldt 1993; ILO 1965)。 ILO の実施基準によると、農業用および林業用トラクターには、転覆、落下物、または荷物の移動が発生した場合にオペレーターと乗客を保護するための ROPS を装備する必要があります (ILO 1976)。
ROPS のフィッティングが悪影響を与えるべきではありません
- 地面と運転席の間のアクセス
- トラクターのメイン コントロールへのアクセス
- 狭い環境でのトラクターの操縦性
- トラクターに接続される可能性のある機器の取り付けまたは使用
- 関連機器の制御と調整。
国際および国内規格
1981 年、国際標準化機構 (ISO) は、農業および林業用のトラクターおよび機械の規格を発行しました (ISO 1981)。 この規格は、ROPS の静的テスト方法を説明し、受け入れ条件を定めています。 この規格は、22 か国のメンバー団体によって承認されています。 ただし、カナダと米国は、技術的な理由でこの文書の不承認を表明しています。 北米の自動車技術者協会 (SAE) によって 1974 年に発行された標準および推奨プラクティスには、建設に使用される車輪付き農業用トラクターおよび産業用トラクター、ゴムタイヤ式スクレーパー、フロントエンド ローダー、ドーザー、クローラー ローダーの ROPS の性能要件が含まれています。 、およびモーターグレーダー (SAE 1974 および 1975)。 この規格の内容は、米国およびカナダのアルバータ州とブリティッシュ コロンビア州で規制として採用されています。
ルールとコンプライアンス
OECD コードと国際規格は、ROPS の設計と構造、および強度の管理に関係していますが、この種の保護を実施することを要求する権限はありません (OECD 1987; ISO 1981)。 欧州経済共同体はまた、トラクターと土工機械に保護装置を装備することを提案しました (EEC 1974-1987)。 EEC 指令の目的は、製造段階での新しい機械の安全性に関して、各国の組織間で統一を達成することです。 加盟国は、指令に従い、対応する処方箋を発行する義務があります。 1996 年から、EEC の加盟国は、新しいトラクターと土工機械に ROPS を取り付けることを要求する規則を発行する予定です。
1959 年、スウェーデンは新しいトラクターに ROPS を要求する最初の国になりました (Springfeldt 1993)。 対応する要件は、1970 年後にデンマークとフィンランドで発効しました。 その後、1980 年代と 1993 年代に、英国、西ドイツ、ニュージーランド、米国、スペイン、ノルウェー、スイス、およびその他の国で、新しいトラクターに対する ROPS の必須要件が有効になりました。 米国を除くこれらすべての国では、数年後にルールが古いトラクターに拡張されましたが、これらのルールは必ずしも必須ではありませんでした. スウェーデンでは、すべてのトラクターに保護キャブを装備する必要があります。この規則は、英国では農業従事者が使用するすべてのトラクターにのみ適用されます (Springfeldt XNUMX)。 デンマーク、ノルウェー、フィンランドでは、すべてのトラクターに少なくともフレームが必要ですが、米国とオーストラリアの州では弓が認められています。 米国では、トラクターにはシートベルトが必要です。
米国では、1972 年以前に製造され、建設作業に使用される運搬機械には、最低限の性能基準を満たす ROPS を装備する必要があります (US Bureau of National Affairs 1975)。 要件の対象となる機械には、一部のスクレーパー、フロントエンド ローダー、ブルドーザー、クローラー トラクター、ローダー、およびモーター グレーダーが含まれます。 約 XNUMX 年前に製造されたマシンの ROPS の改造が行われました。
Sまとめ
新しいトラクターのROPSと古いトラクターへのROPSの改造が義務付けられている国では、転覆事故、特に致命的な事故が減少しています。 耐衝撃キャブが最も効果的なタイプの ROPS であることは明らかです。 横転した場合、弓は十分な保護を提供しません。 多くの国では、少なくとも新しいトラクターに対して、また 1996 年には土工機械に対して有効な ROPS を規定しています。 この事実にもかかわらず、一部の当局は、OECD や ISO によって公布された要件に準拠しないタイプの ROPS を受け入れているようです。 ROPS を管理する規則のより一般的な調和が、発展途上国を含む世界中で徐々に達成されることが期待されます。
高所からの落下
高所からの転落事故は、多くの産業や職業で発生する重大事故です。 高所からの落下は、以下の状況下で、落下した人と怪我の原因との接触によって引き起こされる怪我を引き起こします。
- 人の動きと衝撃力は重力によって生成されます。
- 怪我の原因との接触点は、転倒の開始時に人を支えている面よりも低いです。
この定義から、重力が常に存在するため、転倒は避けられないと推測できます。 転倒は、何らかの形で予測可能な事故であり、すべての産業部門および職業で発生し、深刻度が高いものです。 この記事では、転倒の回数を減らすための戦略、または少なくとも転倒が発生した場合の怪我の重症度を軽減するための戦略について説明します.
秋の高さ
転倒による怪我の重症度は、本質的に転倒の高さに関係しています。 しかし、これは部分的にしか当てはまりません。自由落下エネルギーは、落下する質量に落下の高さを掛けた積であり、怪我の重症度は、衝突中に伝達されるエネルギーに正比例します。 落下事故の統計は、この強い関係を裏付けていますが、3 m 未満の高さからの落下が致命的になる可能性があることも示しています。 建設現場での致命的な転倒に関する詳細な調査によると、転倒による死亡者の 10% が 3 m 未満の高さから発生していることが示されています (図 1 を参照)。 3 メートルの法定制限と、特定の転倒がどこでどのように阻止されたかという XNUMX つの問題が議論されます。
図 1. 1985 年から 1993 年までの米国の建設業界における転倒による死亡者数と転倒の高さ

多くの国では、労働者が 3 m を超える高さからの落下にさらされた場合、規制により落下保護が義務付けられています。 単純に解釈すると、3 m 未満の落下は危険ではありません。 実際、3 m の制限は、3 フロアの高さでの作業中に落下から保護することは必須ではないという、社会的、政治的、および実際的なコンセンサスの結果です。 強制的な落下保護の XNUMX m の法的制限が存在する場合でも、落下保護は常に考慮する必要があります。 転倒事故の深刻さと転倒による死亡者数を説明する要因は、転倒の高さだけではありません。 落下した人がどこで、どのように静止したかについても考慮する必要があります。 これは、高所からの落下の発生率が高い産業部門の分析につながります。
落下が発生する場所
高所からの落下は、すべての死亡者数の高い割合を占めるため、建設業界に関連することがよくあります。 たとえば、米国では、建設中のすべての死亡者の 33% が高所からの落下が原因です。 英国では、この数字は 52% です。 高所からの転落は、他の産業分野でも発生しています。 採掘と輸送機器の製造では、高所からの落下率が高くなります。 多くの鉱山が急峻で狭い鉱脈の地下鉱山であるケベック州では、全事故の 20% が高所からの落下です。 飛行機、トラック、鉄道車両などの輸送機器の製造、使用、保守は、墜落事故の発生率が高い活動です (表 1)。 この比率は、工業化のレベルや気候などによって国ごとに異なります。 しかし、標高からの落下はすべてのセクターで発生し、同様の結果をもたらします。
表 1. 高所からの落下: ケベック 1982-1987
高所からの転落 全事故における高所からの転落
労働者1,000人当たり
建設 14.9 10.1%
重工業 7.1 3.6%
落下の高さを考えると、次の重要な問題は落下をどのように止めるかです。 落下の高さが 3 m 未満であっても、高温の液体、電化されたレール、または岩盤破砕機に落下すると、致命的になる可能性があります。
転倒の原因
これまでのところ、高さが 3 m 未満であっても、すべての経済部門で転倒が発生していることが示されています。 しかし、なぜ do 人間が落ちる? 転倒に関与する可能性のある多くの人的要因があります。 因子の広範なグループ化は、概念的に単純であり、実際には有用です。
機会 転倒するかどうかは環境要因によって決定され、最も一般的なタイプの転倒、つまり学年レベルからの転倒につながるつまずきや滑りをもたらします。 その他の転倒の機会は、地上での活動に関連しています。
負債 転倒は、多くの急性および慢性疾患の XNUMX つまたは複数です。 転倒に関連する特定の病気は、通常、神経系、循環器系、筋骨格系、またはこれらのシステムの組み合わせに影響を与えます。
傾向 衰えることは、正常な老化または老化を特徴付ける、普遍的で本質的な悪化の変化から生じます。 転倒では、直立姿勢または姿勢安定性を維持する能力は、傾向、責任、および機会が組み合わさった結果として失敗する機能です。
姿勢安定性
転倒は、人を直立姿勢に維持するための姿勢の安定性の欠如によって引き起こされます。 姿勢の安定性は、外部の摂動力、特に重力に対する多くの迅速な調整からなるシステムです。 これらの調整は主に反射アクションであり、それぞれが感覚入力、内部統合接続、およびモーター出力を備えた多数の反射アークによって補助されます。 感覚入力は、視覚、空間内の位置を検出する内耳機構、皮膚への圧力刺激を検出する体性感覚装置、体重を支える関節の位置です。 視覚が特に重要な役割を果たしているようです。 脊髄や脳の正常で統合的な構造と機能については、ほとんどわかっていません。 反射弧の運動出力成分は筋肉の反応です。
ビジョン
最も重要な感覚入力は視覚です。 XNUMX つの視覚機能は、姿勢の安定性と歩行の制御に関連しています。
- 垂直方向と水平方向の認識は、空間定位の基本です。
- 雑然とした環境でオブジェクトを検出して識別する能力。
他に XNUMX つの視覚機能が重要です。
- 移動中に周囲の世界を安定させ、視覚的な基準点を固定するために、目が向いている方向を安定させる能力
- 大きなフィールド内の特定のオブジェクトを固定して追跡する能力(「目を離さない」)。 この機能にはかなりの注意が必要であり、同時に注意を必要とする他のタスクのパフォーマンスが低下します。
姿勢不安定の原因
XNUMX つの感覚入力は相互に作用し、相互に関連しています。 XNUMX つの入力の欠如、および/または誤った入力の存在により、姿勢が不安定になり、転倒することさえあります。 何が不安定になる可能性がありますか?
ビジョン
- 垂直方向および水平方向の参照がないこと (たとえば、建物の上部にあるコネクタ)
- 安定した視覚的参照の欠如 — たとえば、橋の下で動く水や動く雲は安定した参照ではありません
- 雑然とした環境でつまずきを引き起こす可能性のある物体を検出して識別する能力など、他の視覚機能を低下させる作業目的で特定の物体を固定すること
- 移動する背景または参照内の移動するオブジェクト。たとえば、クレーンによって移動される構造用鋼コンポーネントで、移動する雲が背景および視覚的な参照として使用されます。
内耳
- 水平平衡システムが水平に最適なパフォーマンスを発揮しているときに、人の頭を逆さまにすること
- 与圧航空機での移動
- ジェットコースターなどの非常に速い動き
- 病気。
体性感覚装置(皮膚への圧力刺激と体重を支える関節の位置)
- 片足で立っている
- 一定の位置に長時間とどまることによる四肢の麻痺 - たとえば、ひざまずく
- 硬いブーツ
- 非常に冷たい四肢。
モーター出力
- 麻痺した手足
- 疲れた筋肉
- 病気、怪我
- 老化、永続的または一時的な障害
- かさばる服。
姿勢の安定と歩行制御は、人間の非常に複雑な反射神経です。 入力の摂動により、落下が発生する可能性があります。 このセクションで説明する摂動はすべて、職場では一般的です。 したがって、転倒はどういうわけか自然であり、予防が優先されなければなりません。
落下防止戦略
前述のように、転倒のリスクは特定可能です。 したがって、転倒は防止できます。 図 2 は、ゲージを読み取る必要がある非常に一般的な状況を示しています。 最初の図は、従来の状況を示しています。タンクの上部に圧力計が設置されており、アクセス手段がありません。XNUMX 番目の図では、作業員がいくつかのボックスに登ってアクセス手段を即席で用意しています。危険な状況です。 XNUMX番目では、労働者ははしごを使用します。 これは改善です。 ただし、はしごはタンクに恒久的に固定されているわけではありません。 したがって、読み取りが必要なときに、はしごがプラントの他の場所で使用されている可能性があります。 このような状況は、はしごまたはタンクに落下防止装置を追加し、作業員がフル ボディ ハーネスを着用し、アンカーに取り付けられたランヤードを使用している場合に発生する可能性があります。 高所からの落下の危険は依然として存在します。
図 2. ゲージを読み取るためのインストール

XNUMX 番目の図では、階段、プラットフォーム、およびガードレールを使用した改良されたアクセス手段が提供されています。 利点は、転倒のリスクが減少し、読みやすさ(快適さ)が向上することです。これにより、各読み取りの時間が短縮され、安定した作業姿勢が提供され、より正確な読み取りが可能になります。
正しい解決策は、最後の図に示されています。 施設の設計段階で、維持管理活動が認識されました。 ゲージは地上で読み取れるように設置されました。 高所からの落下はあり得ないため、危険は排除されます。
この戦略では、適切なアクセス手段 (足場、はしご、階段など) を使用して転倒を防止することに重点が置かれています (Bouchard 1991)。 落下を防止できない場合は、落下防止システムを使用する必要があります (図 3)。 有効にするには、落下防止システムを計画する必要があります。 固定ポイントは重要な要素であり、事前に設計する必要があります。 落下防止システムは、効率的で信頼性が高く、快適でなければなりません。 Arteau, Lan and Corbeil (出版予定) と Lan, Arteau and Corbeil (出版予定) に 2 つの例が示されています。 典型的な落下防止および落下防止システムの例を表 1991 に示します。落下防止システムとコンポーネントの詳細は、Sulowski XNUMX に記載されています。
図 3. 落下防止戦略

|
落下防止システム |
落下防止システム |
|
|
集団的保護 |
ガードレール 手すり |
安全網 |
|
個人の保護 |
旅行制限システム(TRS) |
ハーネス、ランヤード、エネルギーアブソーバー固定具など |
予防を重視するのはイデオロギー上の選択ではなく、むしろ実際的な選択です。 表 3 は、従来の PPE ソリューションである落下防止と落下防止の違いを示しています。
表 3. 落下防止と落下防止の違い
|
防止 |
逮捕 |
|
|
転倒発生 |
いいえ |
有り |
|
典型的な機器 |
ガードレール |
ハーネス、ランヤード、エネルギーアブソーバー、アンカー (フォールアレストシステム) |
|
設計荷重(力) |
1 ~ 1.5 kN を水平に適用し、0.45 kN を垂直に適用 - 両方とも上部レールの任意のポイント |
固定点の最小破壊強度 18~22kN |
|
ローディング |
静的 |
ダイナミック |
雇用主と設計者にとって、落下防止システムの構築はより簡単です。これは、最小破断強度要件が落下防止システムの 10 ~ 20 分の 1 であるからです。 たとえば、ガードレールの最小破壊強度要件は約 20 kN であり、これは大柄な男性の重量であり、個々のフォールアレスト システムの固定点の最小破壊強度要件は 1 kN であり、XNUMX つの小さな男性の重量である可能性があります。車またはXNUMX立方メートルのコンクリート。 予防すれば転倒しないので、怪我のリスクはありません。 フォールアレストでは、転倒が発生し、たとえ止まったとしても、負傷のリスクが残ります。
閉所での作業
限られたスペースは、致命的な事故とそうでない事故の両方が繰り返される場所として、業界全体に遍在しています。 用語 限られたスペース 伝統的に、タンク、容器、ピット、下水道、ホッパーなどの特定の構造にラベルを付けるために使用されてきました。 しかし、このように記述に基づく定義は過度に限定的であり、事故が発生した構造物への容易な外挿を無視しています。 人が働くあらゆる構造物は、閉鎖空間になる可能性があります。 限られたスペースは、非常に大きい場合もあれば、非常に小さい場合もあります。 この用語が実際に表しているのは、広範囲の危険な状態が発生する可能性がある環境です。 これらの状態には、個人の監禁、および構造、プロセス、機械、バルクまたは液体材料、大気、物理、化学、生物学的、安全性、および人間工学的危険が含まれます。 これらの危険によって生じる条件の多くは、閉鎖空間に特有のものではなく、閉鎖空間の境界面が関与することによって悪化します。
密閉された空間は、通常の作業スペースよりもかなり危険です。 条件がわずかに変化したように見えるだけで、これらのワークスペースのステータスが無害から生命を脅かす状態に即座に変化する可能性があります。 これらの状態は一時的で微妙な場合があるため、認識して対処するのが困難です。 限られたスペースを伴う作業は、通常、建設、検査、保守、改造、およびリハビリ中に発生します。 この作業は非定型的で、期間が短く、反復的ではなく、予測不可能です (多くの場合、勤務時間外またはユニットが稼働していないときに発生します)。
密閉空間事故
密閉空間での事故は、通常の作業場で発生する事故とは異なります。 スペースの準備、機器の選択または保守、または作業活動における、一見些細なエラーまたは見落としが事故を引き起こす可能性があります。 これは、これらの状況でのエラーに対する許容度が通常の職場活動よりも小さいためです。
閉じ込められた宇宙事故の犠牲者の職業は、職業スペクトルにまたがっている。 予想されるように、ほとんどが労働者ですが、犠牲者には、エンジニアリングおよび技術者、監督者および管理者、緊急対応要員も含まれます。 安全衛生担当者も、密閉空間での事故に巻き込まれています。 閉鎖空間での事故に関するデータは米国から入手できる唯一のものであり、これらは死亡事故のみをカバーしている (NIOSH 1994)。 世界中で、これらの事故は産業、農業、および家庭で年間約 200 人の犠牲者を出している (Reese and Mills 1986)。 これはせいぜい不完全なデータに基づいた推測ですが、今日でも当てはまるようです。 事故の約 70 分の XNUMX は、密閉された空間の危険な大気条件が原因でした。 これらの約 XNUMX% では、立ち入りと作業開始前に危険な状態が存在していました。 時には、これらの事故が複数の死者を出すこともあります。その中には、元の事故とそれに続く救助の試みの結果として生じるものもあります。 救助の試みが行われる非常にストレスの多い状況では、救助を希望する者は最初の犠牲者よりもかなり大きな危険にさらされることがよくあります。
危険な雰囲気を閉じ込める構造物の外部での作業に関連する事故の原因と結果は、閉鎖空間内で発生する事故と同様です。 閉じ込められた雰囲気を含む爆発または火災は、米国での致命的な溶接および切断事故の約半分を引き起こしました. これらの事故の約 16% は、「空の」205 リットル (英国では 45 ガロン、米国では 55 ガロン) のドラム缶または容器に関係していました (OSHA 1988)。
密閉空間の識別
限られたスペースでの致命的な事故のレビューは、不必要な遭遇に対する最善の防御策は、知識と訓練を受けた労働力と、危険の認識と管理のためのプログラムであることを示しています. 監督者と労働者が潜在的に危険な状態を認識できるようにするスキルの開発も不可欠です。 このプログラムへの貢献者の XNUMX つは、密閉されたスペースの正確で最新の在庫です。 これには、スペースの種類、場所、特性、内容、危険な状態などが含まれます。 多くの場合、限られたスペースはその数と種類が絶えず変化しているため、在庫を確認することができません。 一方、プロセス操作の密閉されたスペースは容易に識別できますが、閉鎖されたままであり、ほとんど常にアクセスできません。 特定の条件下では、スペースはある日は密閉されたスペースと見なされ、次の日には密閉されたスペースとは見なされない場合があります。
限られたスペースを識別することの利点は、それらにラベルを付ける機会です。 ラベルは、労働者が用語を関連付けることを可能にすることができます 限られたスペース 作業場所の機器や構造物に。 ラベル付けプロセスの欠点には次のようなものがあります。(1) ラベルが、他の警告ラベルで埋め尽くされた風景の中に消えてしまう可能性があります。 (2) 多くの限られたスペースを持つ組織は、それらにラベルを付けるのが非常に困難になる可能性があります。 (3) 限られたスペースの人口が動的である状況では、ラベリングはほとんど利益をもたらさないでしょう。 (4)識別のためのラベルへの依存は依存を引き起こします。 限られたスペースは見落とされる可能性があります。
ハザード評価
密閉空間プロセスで最も複雑で困難な側面は、ハザード評価です。 ハザード評価では、危険な状態と潜在的に危険な状態の両方を特定し、リスクのレベルと受容性を評価します。 ハザード評価の難しさは、危険な状態の多くが急性または外傷を引き起こす可能性があり、認識と評価が難しく、状態の変化に伴って変化することが多いために発生します。 したがって、作業中のリスクを最小限に抑えるには、立ち入りスペースの準備中に危険を排除または軽減することが不可欠です。
ハザード評価は、特定の瞬間に特定の状況に付随する懸念のレベルの定性的な推定を提供できます (表 1)。 各カテゴリ内の懸念の幅は、最小のものから最大のものまでさまざまです。 懸念の最大レベルはかなり異なる可能性があるため、カテゴリ間の比較は適切ではありません。
表 1. 危険な状態を評価するためのサンプル フォーム
|
危険な状態 |
実際または潜在的な結果 |
||
|
ロー |
適度な |
ハイ |
|
|
熱い仕事 |
|||
|
大気の危険 |
|||
|
酸素欠乏症 |
|||
|
酸素濃縮 |
|||
|
化学物質 |
|||
|
生物学的な |
|||
|
火災/爆発 |
|||
|
摂取/皮膚接触 |
|||
|
物理エージェント |
|||
|
騒音・振動 |
|||
|
暑さ/寒さのストレス |
|||
|
非/電離放射線 |
|||
|
レーザー |
|||
|
監禁 |
|||
|
機械的危険 |
|||
|
プロセスの危険 |
|||
|
安全上の危険 |
|||
|
構造の |
|||
|
飲み込み/浸漬 |
|||
|
エンタングルメント |
|||
|
電気的 |
|||
|
秋 |
|||
|
スリップ/トリップ |
|||
|
可視性/光レベル |
|||
|
爆発物/爆発物 |
|||
|
高温/低温面 |
|||
NA = 該当なし。 などの特定の用語の意味 有毒物質, 酸素欠乏症, 酸素濃縮、機械的危険などは、特定の法域に存在する標準に従ってさらに仕様を定める必要があります。
表 1 の各エントリは、懸念が存在する危険な状態に関する詳細を提供するために展開できます。 詳細を提供して、懸念が存在しないカテゴリをさらに検討することから除外することもできます。
ハザードの認識と評価を成功させるための基本は、 有資格者. 有資格者は、経験、教育、および/または専門的なトレーニングにより、有害物質またはその他の危険な状態への暴露を予測、認識、および評価し、制御手段および/または保護措置を指定する能力があると見なされます。 つまり、有資格者は、限られたスペース内での作業を含む特定の状況のコンテキストで何が必要かを知っていることが期待されます。
ハザード評価は、閉鎖空間の運用サイクルにおける次のセグメントのそれぞれについて (必要に応じて) 実行する必要があります: 平穏な空間、立ち入り前の準備、作業前の検査作業活動 (McManus、原稿)、および緊急対応。 これらの各セグメントでは、死亡事故が発生しています。 邪魔されていないスペースとは、あるエントリーに続く閉鎖と次のエントリーの準備の開始の間に確立された現状を指します。 立ち入り前の準備は、立ち入りと作業のためにスペースを安全にするためにとられる行動です。 作業前検査は、スペースの最初の立ち入りと検査であり、作業の開始に対して安全であることを確認します。 (このプラクティスは、一部の法域で必要です。) 作業活動は、参加者が実行する個々のタスクです。 緊急対応は、労働者の救助が必要な場合、またはその他の緊急事態が発生した場合の活動です。 作業活動の開始時に残っている、または作業活動によって生成される危険は、緊急時の準備と対応が必要とされる可能性のある事故の性質を決定します。
焦点は絶えず変化するため、各セグメントのハザード評価を実行することが不可欠です。 たとえば、特定の状態に関する懸念のレベルは、入国前の準備後に消える可能性があります。 しかし、限られた空間の内外で行われた活動の結果として、状態が再発したり、新しい状態が発生したりする可能性があります。 このため、開封前または開封条件の評価のみに基づいて、常に危険な状態に対する懸念のレベルを評価することは不適切です。
限られた空間内およびその周辺に存在する物理的、化学的、および生物学的要因のいくつかの状態を判断するために、機器およびその他の監視方法が使用されます。 立ち入り前、立ち入り中、または作業活動中に監視が必要になる場合があります。 ロックアウト/タグアウトおよびその他の手順技術を使用して、エネルギー源を無効にします。 ブランク、プラグ、キャップを使用した隔離、およびダブル ブロック アンド ブリードまたはその他のバルブ構成により、配管からの物質の侵入を防ぎます。 ファンとエダクターを使用した換気は、承認された呼吸保護具の有無にかかわらず、安全な作業環境を提供するために必要な場合がよくあります。 その他の状態の評価と管理は、有資格者の判断に依存します。
プロセスの最後の部分が重要です。 有資格者は、入国と作業に関連するリスクが許容できるかどうかを判断する必要があります。 安全性は、制御によって最も確実に確保できます。 危険および潜在的に危険な状態を制御できる場合、決定を下すのは難しくありません。 認識されたコントロールのレベルが低いほど、不測の事態の必要性が高くなります。 他の唯一の選択肢は、立ち入りを禁止することです。
エントリーコントロール
敷地内の閉鎖空間活動を管理するための従来の方法は、立ち入り許可と現場の有資格者です。 いずれのシステムにおいても、有資格者と参加者、待機要員、緊急対応者、および現場管理者との間の明確な権限、責任、説明責任が必要です。
入国書類の機能は、情報を通知し、文書化することです。 表 2 (下記) は、ハザード評価を実行し、結果を文書化するための正式な基礎を提供します。 特定の状況に関連する情報のみを含むように編集すると、これが入国許可または入国証明書の基礎になります。 入国許可は、実行された行動を文書化し、例外によってさらなる予防措置の必要性を示す要約として最も効果的です。 入国許可証は、状況が変化した場合に許可証を取り消す権限も持つ有資格者によって発行される必要があります。 許可の発行者は、作業の遂行を早めるという潜在的な圧力を回避するために、監督階層から独立している必要があります。 許可証には、立ち入りや作業を進めるための手続きや条件が明記されており、検査結果などの情報が記録されています。 署名された許可は、スペースへの入り口またはポータルに掲示されるか、会社または規制当局によって指定されます。 キャンセルされるか、新しい許可に置き換えられるか、作業が完了するまで、投稿されたままになります。 入国許可は、作業の完了時に記録となり、規制当局の要件に従って記録管理のために保持する必要があります。
許可制度は、これまでの経験から危険な状況がわかっている場合に最も効果的であり、制御手段が試行され、効果的であることが証明されています。 許可制度により、専門家のリソースを効率的に配分することができます。 以前は認識されていなかった危険が存在する場合、許可の制限が生じます。 有資格者がすぐに利用できない場合、これらは対処されないままになる可能性があります。
エントリ証明書は、エントリ制御の代替メカニズムを提供します。 これには、ハザードの認識、評価、評価、および制御に関する実践的な専門知識を提供するオンサイトの有資格者が必要です。 追加の利点は、懸念事項に迅速に対応し、予期しない危険に対処できることです。 一部の法域では、有資格者が作業開始前にスペースの個人的な目視検査を行う必要があります。 スペースの評価と管理手段の実施に続いて、有資格者はスペースの状態と作業を進めるための条件を記述した証明書を発行します (NFPA 1993)。 このアプローチは、限られたスペースが多数ある場合や、スペースの条件や構成が急速に変化する可能性がある場合に最適です。
エービーシーカンパニー
限られたスペース — 立ち入り許可
1. 記述情報
部門:
住所
建物/店舗:
設備・スペース:
部:
日付: 査定者:
期間: 資格:
2.隣接スペース
スペース:
説明:
内容:
プロセス:
3. 作業前の条件
大気の危険
酸素欠乏症 ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
濃度: (許容される最小値: %)
酸素濃縮 ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
濃度: (許容最大値: %)
化学
![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
物質濃度(許容基準: )
生物学的な ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
物質濃度(許容基準: )
火災/爆発 ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
物質濃度 (許容最大値: % LFL)
摂取/皮膚接触の危険 ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
物理エージェント
騒音/振動 ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
レベル: (許容最大値: dBA)
暑さ/寒さのストレス ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
温度: (許容範囲: )
非電離放射線 ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
タイプ レベル (許容最大値: )
レーザ ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
タイプ レベル (許容最大値: )
個人監禁
(対処方法参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
機械的危険
(手順参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
プロセスハザード
(手順参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
エービーシーカンパニー
限られたスペース — 立ち入り許可
安全上の危険
構造上の危険
(対処方法参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
飲み込み/浸漬
(対処方法参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
絡み合い
(対処方法参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
Electrical
(手順参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
秋
(対処方法参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
スリップ/トリップ
(対処方法参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
視認性・明るさ ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
レベル: (許容範囲: ルクス)
爆発的/内破的
(対処方法参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
高温/低温表面
(対処方法参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
強調表示されたボックスのエントリについては、[はい] または [管理] について、追加の詳細を提供し、保護措置を参照してください。 テストが可能なハザードについては、テスト要件を参照してください。 最新の校正日を記入してください。 許容される最大値、最小値、範囲、または標準は、管轄区域によって異なります。
4. 作業手順
説明:
ホットワーク
(保護対策参照) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
大気の危険
酸素欠乏症
(追加のテストの要件を参照してください。結果を記録します。
保護対策の要件を参照してください。)
濃度: ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
(許容最小: %)
酸素濃縮
(追加のテストの要件を参照してください。結果を記録します。
保護対策の要件を参照してください。)
濃度: ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
(許容最大値: %)
化学
(追加のテストについては、要件を参照してください。結果を記録します。要件を参照してください。
保護措置のため。)
物質濃度 ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
(許容基準: )
生物学的な
(追加のテストについては、要件を参照してください。結果を記録します。要件を参照してください。
保護措置のため。)
物質濃度 ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
(許容基準: )
火災/爆発
(追加のテストについては、要件を参照してください。結果を記録します。要件を参照してください。
保護措置のため。)
物質濃度 ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
(許容基準: )
摂取/皮膚接触の危険 ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
(保護措置の要件を参照してください。)
エービーシーカンパニー
限られたスペース — 立ち入り許可
物理エージェント
騒音/振動
(保護措置の要件を参照。
追加のテスト。 結果を記録します。)
レベル: ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
(許容最大値: dBA)
暑さ/寒さのストレス
(保護措置の要件を参照。
追加のテスト。 結果を記録します。)
温度: ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
(許容範囲: )
非電離放射線
(保護措置の要件を参照。
追加のテスト。 結果を記録します。)
タイプレベル ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
(許容最大値: )
レーザ
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
機械的危険
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
プロセスハザード
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
安全上の危険
構造上の危険
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
飲み込み/浸漬
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
絡み合い
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
Electrical
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
秋
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
スリップ/トリップ
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
視認性・明るさ
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
爆発的/内破的
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
高温/低温表面
(保護措置の要件を参照してください。) ![]() 有り
有り ![]() いいえ
いいえ ![]() 制御
制御
強調表示されたボックスのエントリについては、[はい] または [可能]、追加の詳細を提供し、保護を参照してください
対策。 テストが可能なハザードについては、テスト要件を参照してください。 提供日
最新のキャリブレーション。
保護対策
個人用保護具(指定)
通信機器と手順(具体的に)
警報システム (指定)
レスキュー装備 (指定)
換気(指定)
照明(指定)
その他(指定)
(次のページに続く)
エービーシーカンパニー
限られたスペース — 立ち入り許可
テスト要件
テストの要件と頻度を指定する
Personnel
エントリースーパーバイザー
元のスーパーバイザー
認定された参加者
試験要員
出席者
防止の原則: マテリアルハンドリングと内部トラフィック
マテリアル ハンドリングと社内交通は、多くの業界での事故の大部分を占める要因となっています。 産業の種類によって、マテハンに起因する労働災害の割合は 20% から 50% までさまざまです。 マテリアルハンドリング リスクの管理は、ドック作業、建設業界、倉庫業、製材所、造船業、およびその他の同様の重工業における最大の安全問題です。 化学製品産業、パルプ・製紙産業、鉄鋼・鋳物産業などの多くのプロセス型産業では、手動またはフォークリフトやクレーンによる最終製品の取り扱い中に依然として多くの事故が発生する傾向があります。
マテリアルハンドリング活動におけるこの高い事故の可能性は、少なくとも XNUMX つの基本的な特徴によるものです。
- 怪我や損傷を引き起こす傾向がある大量の潜在的および運動エネルギーは、輸送および取り扱い中に見られます。
- 輸送および取り扱いの職場で必要な人数は依然として比較的多く、そのような場所に関連するリスクにさらされることがよくあります。
- いくつかの動的な操作を同時に実行する必要があり、さまざまな環境での協力が必要な場合は常に、明確でタイムリーなコミュニケーションと情報が特に緊急に必要です。 その結果、多くの種類の人的ミスや不作為の責任が大きくなり、危険な状況が生じる可能性があります。
資材運搬事故
人や機械が荷物を動かすたびに、事故のリスクが存在します。 リスクの大きさは、システムの技術的および組織的な特性、環境、および実装されている事故防止対策によって決まります。 安全上の理由から、マテリアルハンドリングをさまざまな要素が相互に関連するシステムとして表すと便利です (図 1)。 システムのあらゆる要素 (機器、物品、手順、環境、人、管理、組織) に変更が導入されると、負傷のリスクも変化する可能性があります。
図 1. マテリアル ハンドリング システム
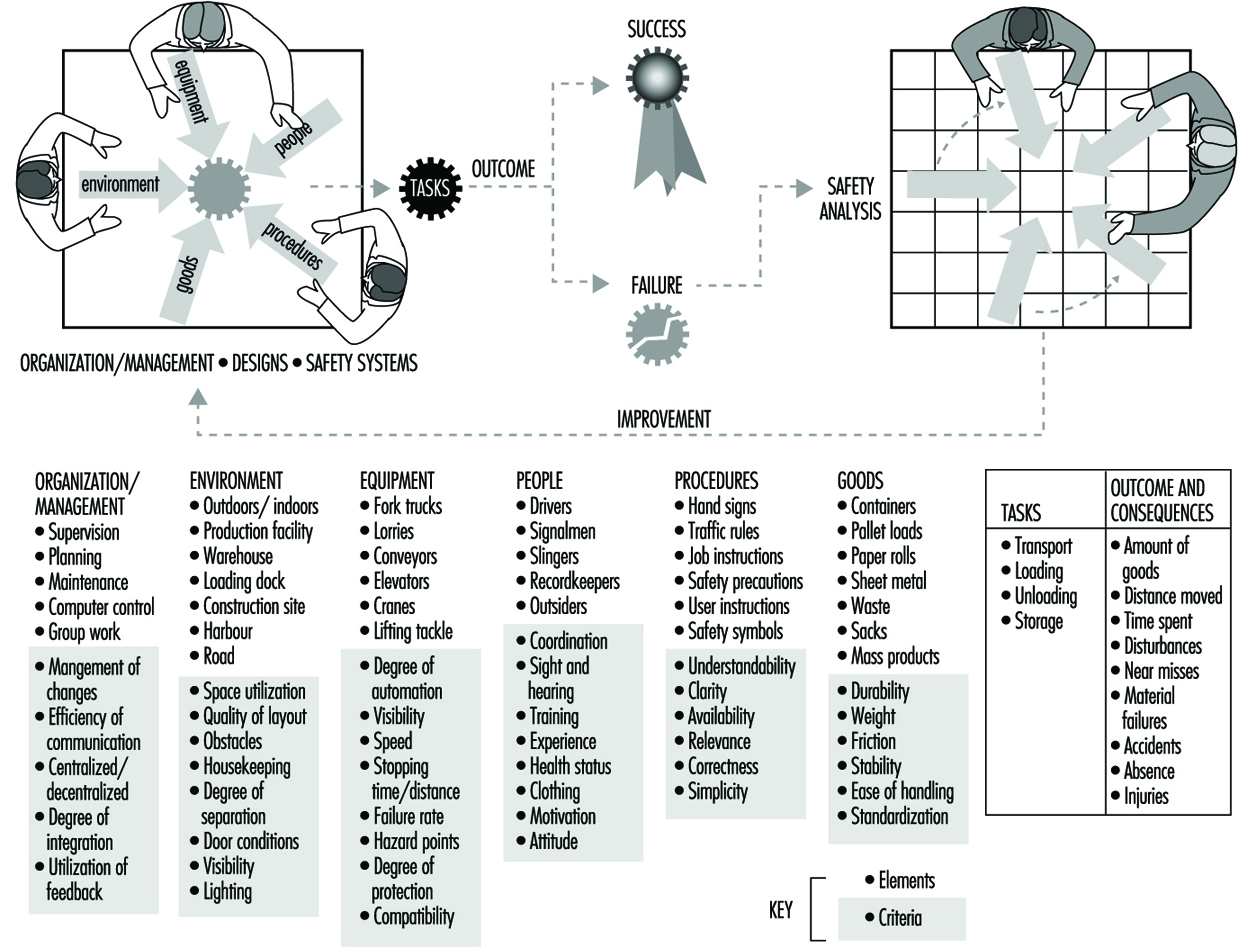
事故に関係する最も一般的なマテリアルハンドリングおよび内部交通のタイプは、手作業、運搬および手での移動 (カート、自転車など)、トラック、フォークリフトトラック、クレーンおよびホイスト、コンベヤーおよび鉄道輸送に関連しています。
物資の輸送や職場での取り扱いでは、いくつかの種類の事故がよく見られます。 次のリストは、最も頻繁に使用されるタイプの概要を示しています。
- 手作業による身体的負担
- 人にかかる荷物
- オブジェクトの間に閉じ込められた人々
- 機器間の衝突
- 人が落ちる
- 機器や積荷から人をぶつけたり、ぶつけたり、切ったりする。
マテリアル ハンドリング システムの要素
マテリアル ハンドリング システムの各要素には、いくつかの設計オプションがあり、それに応じて事故のリスクが影響を受けます。 各要素について、いくつかの安全基準を考慮する必要があります。 新しいシステムの設計中、システムの通常の運用中、システムに改善を導入するための過去の事故や障害のフォローアップなど、システムの存続期間全体にわたってシステムズ アプローチを使用することが重要です。
予防の一般原則
特定の実用的な予防原則は、一般に、マテリアルハンドリングの安全性に適用できると見なされています。 これらの原則は、一般的な意味で、また工場、倉庫、または建設現場が検討されているときはいつでも、手動および機械の両方の資材処理システムに適用できます。 最適な安全性を実現するには、同じプロジェクトにさまざまな原則を適用する必要があります。 通常、単一の対策で事故を完全に防ぐことはできません。 逆に言えば、これらの一般原則のすべてが必要なわけではなく、特定の状況では機能しないものもあります。 安全の専門家と資材処理の専門家は、それぞれの特定のケースでの作業の指針となる最も関連性の高い項目を検討する必要があります。 最も重要な問題は、原則を最適に管理して安全で実用的なマテリアル ハンドリング システムを作成することであり、他の原則を除外して単一の技術原則に固執することではありません。
次の 22 の原則は、計画中、現在、または過去の段階でのマテリアル ハンドリング システムの開発および評価における安全目的で使用できます。 すべての原則は、積極的な安全活動とその後の安全活動の両方に適用できます。 以下のリストに厳密な優先順位は示されていませんが、大まかに分類することができます。最初の原則は、新しいプラント レイアウトおよびマテリアル ハンドリング プロセスの初期設計においてより有効であり、リストされている最後の原則は、既存の資材処理システムの操作。
荷役事故防止XNUMX原則
- 不要な輸送および取り扱い操作をすべて排除します。 多くの輸送および取り扱いプロセスは本質的に危険であるため、一部のマテリアル ハンドリングを排除できるかどうかを検討することは有用です。 多くの最新の製造プロセスは、個別の処理段階や輸送段階なしで、連続的な流れで配置できます。 多くの組み立ておよび建設作業を計画および設計して、負荷の激しい複雑な動きをなくすことができます。 また、製造・輸送過程におけるロジスティクスやマテリアルフローを分析することで、より効果的かつ合理的な輸送の選択肢を見つけることができます。
- 輸送および取り扱いスペースから人を遠ざけてください。 労働者が移動する積荷の下または近くに物理的に配置されていない場合、安全条件は次のとおりです。 IPSO上 危険への暴露が減少したため、改善されました。 製鋼所のスクラップ処理エリアでの作業は禁止されています。これは、スクラップの移動に使用されるマグネット グリッパーからスクラップの破片が落下し、積荷が継続的に落下する危険性があるためです。 過酷な環境でのマテリアルハンドリングは、多くの場合、ロボットや自動トラックを使用して自動化できます。これにより、荷物の移動によって労働者にもたらされる事故のリスクが軽減されます。 さらに、人々が荷積みおよび荷降ろしヤードを不必要に通過することを禁止することにより、いくつかの種類のマテリアルハンドリングの危険への暴露が基本的に排除されます。
- 遭遇を最小限に抑えるために、輸送操作を可能な限り互いに分離します。車両同士、他の機器や人が頻繁に遭遇するほど、衝突の可能性が高くなります。 安全な工場内輸送を計画する際には、輸送操作の分離が重要です。 歩行者/車両など、考慮すべき多くの分離があります。 交通量が多い/交通量が少ない; 内部トラフィック/外部との間のトラフィック。 職場間の輸送/職場内のマテリアルハンドリング; 輸送/保管; 輸送/生産ライン; 受け取り/発送; 危険物輸送/通常の輸送。 空間的な分離が実行できない場合は、交通機関と歩行者がそれぞれ作業エリア (一般に公開されている倉庫など) に入ることが許可される特定の時間を割り当てることができます。 歩行者専用の通路を確保できない場合は、標識や標識で歩行者の経路を指定することができます。 工場の建物に入る場合、従業員は別々の歩行者用ドアを使用できる必要があります。 歩行者の通行とフォークリフトの通行が出入口で混在すると、出入口の向こう側でも混在する傾向があり、危険をもたらします。 プラントの変更中は、修理中または建設中のエリアを通過する輸送と人間の動きを制限する必要があることがよくあります。 天井クレーンの輸送では、クレーンの軌道が重ならないように注意したり、リミットスイッチやメカニカルバリアを設置することで衝突を回避することができます。
- 資材の取り扱いや輸送作業に十分なスペースを確保してください。 マテリアルハンドリングのスペースが狭すぎると、事故の原因となることがよくあります。 たとえば、手作業で荷物と壁の間に労働者の手が挟まれる可能性があります。また、0.5 m の最小安全距離が利用できない場合、輸送クレーンの移動中の支柱と材料のスタックの間に人が挟まれる可能性があります。 プラントの設計および変更の計画では、輸送および取り扱い操作に必要なスペースを慎重に検討する必要があります。 負荷の寸法や機器のタイプの将来の変更に対応するために、スペースの「安全マージン」を確保することをお勧めします。 多くの場合、製造される製品の量は時間の経過とともに増加する傾向がありますが、それらを処理するスペースはますます小さくなっています。 費用対効果の高いスペース利用の需要は、生産スペースを最小限に抑える理由かもしれませんが、カウンターバランスフォークリフトトラックが方向転換してバックトラックするために必要な操縦スペースは、一見したよりも大きいことに留意する必要があります。 .
- マテリアルハンドリングの不連続点を回避し、連続的な輸送プロセスを目指します。 継続的なマテリアル フローにより、事故の可能性が減少します。 プラント レイアウトの基本的な配置は、この安全原則を実行する上で非常に重要です。 事故は、移動設備や荷役設備の変更、または生産上の理由により、材料の流れが中断された場所に集中します。 多くの場合、アンロードとリロード、固定、梱包、持ち上げと引きずりなどには人間の介入が必要です。 取り扱う材料にもよりますが、コンベヤは一般に、クレーンやフォークリフトよりも連続した材料の流れを提供します。 自動車が工場敷地内を一方通行でジグザグに移動したりバックトラックしたりせずに移動できるように、輸送業務を手配することをお勧めします。 不連続点は、部門間または作業セル間の境界線で発生する傾向があるため、制御されていない物質移動を伴うこのような「無人地帯」を回避するように生産と輸送を計画する必要があります。
- マテリアル ハンドリング システムで標準要素を使用する. 安全上の理由から、マテリアルハンドリングでは、標準的な負荷、機器、およびツールを使用することをお勧めします。 単位荷重の概念は、ほとんどの輸送の専門家によく知られています。 コンテナやパレットに梱包された資材は、輸送チェーンの他の要素 (保管ラック、フォークリフト、自動車、クレーンの固定装置など) がこれらの単位荷重用に設計されていると、取り付けや移動が容易になります。 同様の制御を備えた標準タイプのフォーク リフト トラックを使用することで、ドライバーが異なる制御を備えたある種類の機器から別の種類の機器に変更したときに事故が発生したため、ドライバーのエラーの可能性が減少します。
- 扱う材料を知る。 輸送される材料の特性に関する知識は、安全な輸送の前提条件です。 適切な吊り上げまたは積載制限を選択するには、吊り上げおよび輸送のために固定する物品の重量、重心、および寸法を考慮する必要があります。 危険物を取り扱う場合、その反応性、可燃性、および健康被害に関する情報が入手できる必要があります。 壊れやすいもの、鋭利なもの、埃っぽいもの、滑りやすいもの、ゆるいもの、または爆発物や生きている動物を扱う場合などには、特別な危険が伴います。 パッケージは、適切な取り扱い方法に関する重要な情報を労働者に提供することがよくありますが、ラベルが取り除かれたり、保護パッケージが重要な情報を隠したりすることがあります。 たとえば、パッケージ内の内容物の分布を表示することができず、その結果、荷物の重心を適切に評価できない場合があります。
- 負荷を安全な作業負荷容量以下に保ちます。 過負荷は、マテリアル ハンドリング システムの損傷の一般的な原因です。 バランスの喪失と材料の破損は、ハンドリング機器の過負荷の典型的な結果です。 スリングやその他の吊り具の安全な使用荷重を明確に示し、スリングの適切な構成を選択する必要があります。 積荷の重量や重心の判断を誤ると、過負荷が発生し、積荷の不適切な固定や取り回しにつながる可能性があります。 スリングを使用して荷重を処理する場合、装置のオペレータは、傾斜した通路が荷重を落としたり、装置のバランスを崩したりするのに十分な力を及ぼす可能性があることに注意する必要があります。 フォークリフトの積載量は、機器に表示する必要があります。 これは、吊り上げ高さと荷物のサイズによって異なります。 コンポーネントがこのタイプの破壊に対して正しく設計されていない場合、疲労破壊による過負荷は、最終破壊荷重よりかなり低い負荷が繰り返されると発生する可能性があります。
- 安全な移動を維持するために制限速度を十分に低く設定する. 職場を移動する車両の速度制限は、時速 10 km から時速 40 km (約 5 マイルから 25 マイル) までさまざまです。 廊下の内側、出入り口、交差点、狭い通路では低速が必要です。 有能なドライバーは、それぞれの状況の要求に応じて車両の速度を調整できますが、重要な場所では速度制限をドライバーに通知する標識を設置することをお勧めします。 たとえば、遠隔操作の移動式クレーンの最高速度は、最初に人間の合理的な歩行速度に匹敵する車両速度を固定し、次に負荷の同時観測と制御に必要な時間を考慮して決定する必要があります。人間のオペレーターの応答時間を超える。
- 人が下で作業している場所での頭上での持ち上げは避けてください. 資材を頭上に持ち上げると、常に荷物が落下する危険があります。 通常、つり荷の下で作業することは許可されていませんが、生産中の人の上を定期的に荷物が運ばれると危険にさらされる可能性があります。 高い収納ラックへのフォークリフト輸送やフロア間の持ち上げは、頭上の持ち上げ作業の別の例です。 保護カバーが取り付けられていない場合、石、コークス、または鋳物を運ぶ頭上コンベアも、その下を歩いている人が荷物を落下させる危険性があります。 新しいオーバーヘッド輸送システムを検討する際には、潜在的に大きなリスクと、床レベルの輸送システムに関連するより小さなリスクを比較する必要があります。
- 高いレベルで登ったり作業したりする必要のある資材の取り扱い方法を避ける. スリング フックを外したり、車両のキャノピーを調整したり、積荷に印を付けたりするなど、よじ登る必要がある場合、転倒の危険があります。 多くの場合、この危険は、より適切な計画、作業順序の変更、さまざまなリフト アクセサリや遠隔操作ツールの使用、または機械化と自動化によって回避できます。
- 危険箇所にガードを付ける. フォーク リフト トラックのチェーン、クレーンのロープ ドライブ、コンベヤーのトラップ ポイントなど、荷役機械の危険なポイントにガードを設置する必要があります。 はしごやその他の手段を使用してハザードポイントに到達する可能性があるため、手の届かないところの保護では十分でないことがよくあります。 ガードは、怪我につながる可能性のある技術的な故障から保護するためにも使用されます (例: クレーンの滑車のワイヤー ロープ リテーナー、吊り上げフックの安全ラッチ、鋭利なエッジを保護する布製スリングの保護パッドなど)。 荷台や頭上収納ラックの縁、床の開口部周辺にガードレールやつま先板を設置することで、人や物の落下を防ぎます。 この種の保護は、フォーク リフト トラックやクレーンが床から床へ材料を持ち上げる際に必要となることがよくあります。 安全ネットやコンベヤの金網や金属板カバーなどの常設ガードにより、マテリアルハンドリング作業で落下物から人を保護できます。
- 目的のために設計された機器のみを使用して人を輸送および持ち上げる. クレーン、フォークリフト、掘削機、コンベヤは、人ではなく物をある場所から別の場所に移動させるための機械です。 たとえば、天井のランプを交換するために人を持ち上げるために、特別なリフトプラットフォームを利用できます。 クレーンまたはフォーク リフト トラックに、機器にしっかりと取り付けることができ、適切な安全要件を満たす特別なケージが装備されている場合、重傷を負う過度のリスクなしに人を持ち上げることができます。
- 機器と負荷を安定させる. 事故は、特にフォーク リフト トラックや移動式クレーンの場合に、機器、商品、または保管ラックが安定性を失うと発生します。 積極的に安定した機器を選択することは、危険を減らすための最初のステップです。 さらに、崩壊の限界に達する前に警告信号を発する装置を使用することをお勧めします。 適切な作業慣行と資格のあるオペレーターが、防止の次の段階です。 経験豊富な訓練を受けた従業員は、重心を推定し、材料が積み重ねられ、積み重ねられた不安定な状態を認識し、必要な調整を行うことができます。
- 良好な視認性を提供. フォーク リフト トラックで資材を取り扱う場合、視界は常に制限されます。 新しい機器を購入するときは、ドライバーがマスト構造を通してどれだけ見えるかを評価することが重要です (また、高揚力トラックの場合は、頭上のフレームを通しての可視性も評価します)。 いずれにせよ、取り扱う材料によって視認性が失われるため、この影響を考慮する必要があります。 可能な限り、商品の山を取り除くか、ラックの重要なポイントに開口部または空のセクションを配置するなどして、明確な見通しを提供する必要があります。 ミラーは、機器や工場や倉庫の適切な場所に適用して、死角をより安全にすることができます。 ただし、ミラーは、直視を可能にするためにブラインドコーナーを実際に排除するのに比べて、二次的な予防手段です。 クレーン輸送では、荷物が降ろされるエリアに人がいないことを確認するために、特別な信号担当者を割り当てる必要があることがよくあります。 適切な安全慣行は、作業環境の危険なポイントや障害物をペイントするか、その他の方法でマークすることです。たとえば、ピラー、ドアの端、荷積みドック、突き出た機械要素、機器の可動部分などです。 適切な照明は、多くの場合、階段、廊下、出口ドアなどで視認性を大幅に向上させます。
- 機械的および自動化されたハンドリングにより、荷物を手作業で持ち上げたり運んだりする必要がなくなります. すべての労働関連の傷害の約 15% は、手作業による荷物の持ち上げと運搬に関係しています。 怪我のほとんどは過度の運動によるものです。 残りは、滑ったり転んだり、鋭利なエッジによる手の怪我です。 累積的な外傷性障害と背中の障害は、手作業による典型的な健康問題です。 機械化と自動化により、業界では手作業による作業が大幅に排除されましたが、重い荷物を持ち上げたり運んだりして物理的に過負荷になっている職場はまだたくさんあります。 ホイスト、昇降台、エレベーター、フォークリフト、クレーン、コンベア、パレタイザー、ロボット、機械式マニピュレーターなど、適切な取り扱い機器を提供することを検討する必要があります。
- 効果的なコミュニケーションの提供と維持. 重大な事故の一般的な要因は、コミュニケーションの失敗です。 クレーンの運転手は、荷物を固定するスリンガーと通信する必要があり、運転手とローダーの間のハンドサインが間違っていたり、無線電話の可聴性が低い場合、重大なエラーが発生する可能性があります。 マテリアルハンドリングオペレーター、生産担当者、ローダー、ドックワーカー、機器ドライバー、およびメンテナンス担当者の間の通信リンクは重要です。 たとえば、フォーク リフト トラックの運転手は、シフトの変更中に次の運転手にトラックを引き渡す際に、遭遇した安全上の問題 (例えば、物資の積み重ねによって通路がブラインド コーナーになっているなど) に関する情報を伝えなければなりません。 職場で請負業者として働く自動車や移動式クレーンの運転手は、遭遇する可能性のある特定のリスクに慣れていないことが多いため、特別な指導や訓練を受ける必要があります。 これには、必須の安全な作業と運転の指示とともに、アクセス ゲートで工場敷地内の地図を提供することが含まれる場合があります。 職場の交通の交通標識は、公道の標識ほど高度に整備されていません。 しかし、道路交通で遭遇するリスクの多くは、工場敷地内でも一般的です。 したがって、危険警告の伝達を促進し、必要な予防措置をドライバーに警告するために、内部交通に適切な交通標識を提供することが重要です。
- 人間工学の原則に従って、ヒューマン インターフェイスと手動操作を配置します。. マテリアルハンドリング作業は、人間工学を適用して、エラーや不適切な緊張を回避することにより、人々の能力とスキルに対応する必要があります。 クレーンとフォーク リフト トラックの制御と表示は、人々の自然な期待と習慣に適合する必要があります。 手作業では、タスクを実行するために必要な人間の動きに十分なスペースがあることを確認することが重要です。 さらに、過度に激しい作業姿勢は避ける必要があります。たとえば、手動で頭上に荷物を持ち上げたり、手動で持ち上げる場合の最大許容重量を超えないようにするなどです。 年齢、体力、健康状態、経験、人体測定に関する考慮事項の個人差により、それに応じてワークスペースとタスクを変更する必要がある場合があります。 保管施設でのオーダーピッキングは、人間工学が安全性と生産性にとって最も重要な作業の一例です。
- 適切なトレーニングとアドバイスを提供する. マテリアルハンドリングのタスクは、従業員のための特別なトレーニングを保証するには低すぎるステータスと見なされることがよくあります. 専門のクレーン オペレーターやフォーク リフト ドライバーの数は、職場で減少しています。 また、クレーンやフォークリフトの運転を、職場のほぼ全員が行う準備ができているべき仕事にする傾向が強まっています。 危険は技術的および人間工学的な対策によって軽減できますが、動的な作業環境で危険な状況を回避する上で最終的に決定的なのはオペレーターのスキルです。 事故調査によると、荷役事故の犠牲者の多くは、荷役作業自体に関与していない人です。 したがって、マテハンエリアのバイスタンダーに対してもある程度のトレーニングを行う必要があります。
- 輸送および取り扱いに携わる人々に適切な私服を提供する. 適切な個人用保護具を使用することで、いくつかの種類の怪我を防ぐことができます。 滑ったり転んだりしない安全靴、厚手の手袋、安全メガネまたはゴーグル、安全帽は、荷役作業で着用される代表的な個人用保護具です。 特別な危険が必要な場合は、落下防止、呼吸用保護具、および特別な安全服が使用されます。 マテリアルハンドリング用の適切な作業用具は、良好な視認性を提供する必要があり、機器に簡単に引っかかったり、可動部品につかまれたりする可能性のある部品を含めてはなりません。
- 適切な保守点検業務の遂行. 設備の故障による事故の場合、その原因は保守点検の不備にあることが多いです。 保守点検の指示は、安全規格およびメーカーのマニュアルに記載されています。 指定された手順から逸脱すると、危険な状況につながる可能性があります。 マテリアルハンドリング機器のユーザーは、バッテリー、ロープとチェーンドライブ、リフティングタックル、ブレーキとコントロールのチェックなどのタスクを含む日常のメンテナンスと検査ルーチンに責任があります。 窓の掃除; 必要に応じてオイルを追加します。 使用状況に応じて、週次、月次、半年ごと、年 XNUMX 回など定期的に点検を行います。 床や職場の適切な清掃を含むハウスキーピングも、安全な材料の取り扱いにとって重要です。 油で濡れた床は、人やトラックが滑る原因になります。 壊れたパレットと保管ラックは、観察されたときはいつでも廃棄する必要があります。 粉塵爆発や火災を防ぐために、コンベヤによるばら荷の輸送を伴う作業では、蓄積した粉塵や粒子を除去することが重要です。
- 環境条件の変化を計画します。 さまざまな環境条件に適応する能力は、機器も人も同様に限られています。 フォーク リフト トラックの運転手は、薄暗いホールから戸口を通って日当たりの良い屋外の庭まで運転するとき、および屋外から屋内に移動するときに、順応するのに数秒かかります。 これらの操作をより安全にするために、出入り口に特別な照明装置を設置することができます。 屋外では、クレーンは強風荷重を受けることが多く、吊り上げ作業中はこれを考慮する必要があります。 極端な風の状況では、クレーンによる持ち上げを完全に中断する必要があります。 氷や雪は、積荷の表面を掃除しなければならない労働者にとって、かなりの余分な作業を引き起こす可能性があります。 場合によっては、これは余分なリスクを負うことも意味します。 たとえば、作業が荷の上で行われる場合、または吊り上げ中に荷の下で行われる場合などです。 計画には、これらのタスクの安全な手順も含める必要があります。 フォークリフトの輸送中に、氷の積荷がパレット フォークから滑り落ちることがあります。 材料がそのような条件に耐えるように設計されていない場合、腐食性雰囲気、熱、霜の状態、および海水は、材料の劣化とその後の故障を引き起こす可能性があります。
安全方針、リーダーシップ、文化
リーダーシップと文化の主題は、安全性の卓越性を達成するために必要な条件の中で最も重要な XNUMX つの考慮事項です。 安全方針は、管理者がその方針へのコミットメントとサポートを実際に毎日実行しているかどうかについての労働者の認識に応じて、重要であると見なされる場合とされない場合があります。 経営陣はしばしば安全ポリシーを作成しますが、それがマネージャーやスーパーバイザーによって毎日実施されていることを保証できません。
安全文化と安全実績
私たちは、「安全プログラム」には特定の「不可欠な要素」があると信じていました。 米国では、規制機関がそれらの要素 (ポリシー、手順、トレーニング、検査、調査など) に関するガイドラインを提供しています。 カナダの一部の州では、20 の必須要素があると述べていますが、英国の一部の組織は、安全プログラムで 30 の必須要素を考慮する必要があると提案しています。 本質的な要素のさまざまなリストの背後にある理論的根拠を綿密に調べると、それぞれのリストが過去の作家 (ハインリッヒ、たとえばバード) の意見を反映しているだけであることが明らかになります。 同様に、安全プログラミングに関する規制は、多くの場合、初期の執筆者の意見を反映しています。 これらの意見の背後にある研究はめったになく、その結果、重要な要素がある組織では機能し、別の組織では機能しないという状況が生じます。 安全システムの有効性に関する研究を実際に見てみると、安全性の結果に適用できる重要な要素は数多くあるものの、いずれかの要素が有効かどうかを決定するのは、文化に対する労働者の認識であることがわかります。 . 参考文献で引用されている多くの研究があり、安全システムには「必須」要素も「必須」要素もないという結論に至ります。
安全規則は、規定された活動の多くが機能せず、時間を浪費することが明らかな場合、XNUMXつ、XNUMXつ、または任意の数の要素で構成される「安全プログラムを作成する」ように組織に指示する傾向があるため、これは深刻な問題を引き起こします。 、損失を防ぐ積極的な活動を行うために使用できる努力とリソース。 安全性の結果を決定するのは、どの要素を使用するかではありません。 むしろ、成功を決定するのは、これらの要素が使用される文化です。 積極的な安全文化では、ほとんどすべての要素が機能します。 否定的な文化では、おそらくどの要素も結果をもたらさないでしょう。
文化を築く
組織の文化が非常に重要である場合、安全管理への取り組みは、確立された安全活動が結果をもたらすために、何よりもまず文化を構築することを目的とすべきです。 文化 「このあたりのあり方」と大まかに定義できます。 安全文化は、労働者が安全が組織の重要な価値であり、組織の優先順位のリストの上位にあることを認識できると正直に信じている場合に肯定的です。 従業員によるこの認識は、経営陣が信頼できると見なされた場合にのみ達成できます。 いつ 言葉 安全方針を日常的に実践しています。 財務支出に関する経営陣の決定により、お金が人々のために使われていることが示されている場合(およびより多くのお金を稼ぐため); 経営陣が提供する措置と報酬が、中間管理職と監督者のパフォーマンスを満足のいくレベルに押し上げたとき。 従業員が問題解決と意思決定において役割を果たしている場合。 経営者と労働者の間に高度の信頼と信頼がある場合。 コミュニケーションが開かれているとき。 そして、労働者が自分の仕事に対して肯定的な評価を受けたとき。
上記のような積極的な安全文化では、安全システムのほとんどすべての要素が有効になります。 実際、適切な文化があれば、組織は「安全プログラム」をほとんど必要としません。なぜなら、安全は管理プロセスの通常の部分として扱われるからです。 積極的な安全文化を実現するには、特定の基準を満たす必要があります
1. 定期的な毎日のプロアクティブな監督 (またはチーム) 活動を保証するシステムを導入する必要があります。
2.システムは、中間管理職のタスクと活動がこれらの領域で実行されることを積極的に保証する必要があります。
- 部下(監督者またはチーム)の定期的なパフォーマンスの確保
- そのパフォーマンスの質を確保する
- 安全が非常に重要であり、上層部の管理者でさえそれについて何かをしていることを示すために、明確に定義された特定の活動に従事しています。
3. トップマネジメントは、組織において安全が最優先事項であることを明確に示し、支持しなければなりません。
4. 選択した労働者は、有意義な安全関連活動に積極的に従事できるべきです。
5. 安全システムは柔軟で、あらゆるレベルで選択できるものでなければなりません。
6. 安全への取り組みは、従業員によって肯定的に見なされなければなりません。
これらの XNUMX つの基準は、権威主義的か参加型かにかかわらず、組織の管理スタイルに関係なく、また安全に対するまったく異なるアプローチで満たすことができます。
文化と安全に関する方針
安全に関するポリシーを持っていても、そのポリシーを実現するシステムでフォローアップされない限り、ほとんど何も達成されません。 たとえば、監督者が安全に責任を負うと方針に記載されている場合、次のことが実施されていない限り、それは何の意味もありません。
- 管理者には、役割と、安全責任を果たすために実行しなければならない活動が明確に定義されたシステムがあります。
- スーパーバイザーは、その役割を果たす方法を知っており、管理者のサポートを受け、タスクが達成可能であると信じ、適切な計画とトレーニングの結果としてタスクを実行します。
- 彼らは定期的に測定され、定義されたタスクを完了したことを確認し (事故記録では測定されません)、タスクを変更する必要があるかどうかを判断するためのフィードバックを取得します。
- パフォーマンス評価システムまたは組織の駆動メカニズムが何であれ、タスクの完了を条件とする報酬があります。
これらの基準は、組織の各レベルに当てはまります。 タスクを定義する必要があり、パフォーマンス (タスクの完了) の有効な尺度と、パフォーマンスに応じた報酬が必要です。 したがって、安全ポリシーは安全のパフォーマンスを促進しません。 説明責任はあります。 説明責任は、文化を構築するための鍵です。 労働者は、監督者と管理者が日常的に安全タスクを遂行しているのを見て初めて、管理者が信頼できるものであり、安全方針文書に署名したときにトップ管理者が本当にそれを意味したと信じることができます.
リーダーシップと安全
上記から明らかなように、リーダーシップは、組織の安全への取り組みで何が機能し、何が機能しないかを決定する文化を形成するため、安全性の結果にとって重要です。 優れたリーダーは、結果に関して何が求められているかを明確にし、結果を達成するために組織で何をすべきかを正確に明確にします。 リーダーにとって、リーダーシップはポリシーよりもはるかに重要です。リーダーは、その行動と決定を通じて、どのポリシーが重要でどれが重要でないかについて、組織全体に明確なメッセージを送信します。 組織は、ポリシーを通じて健康と安全が重要な価値であると述べ、反対のことを促進する対策と報酬構造を構築することがあります。
リーダーシップは、その行動、システム、手段、および報酬を通じて、組織内で安全が達成されるかどうかを明確に決定します。 このことは、1990 年代ほど業界のすべての労働者にとって明らかになったことはありません。 過去 XNUMX 年間ほど、健康と安全への忠誠が表明されたことはありません。 同時に、規模の縮小や「適正化」がかつてないほど進んでおり、増産とコスト削減への圧力が強まっているため、ストレスが増し、残業を余儀なくされ、より少ない労働者でより多くの仕事をし、将来への不安が高まり、かつてないほどの雇用保障。 適切なサイジングにより、中間管理職と監督者の数が減り、少数の従業員 (安全の主要人物) により多くの仕事が割り当てられました。 組織のすべてのレベルで、過負荷に対する一般的な認識があります。 過負荷は、より多くの事故、より多くの肉体的疲労、より多くの精神的疲労、より多くのストレス主張、より反復的な運動状態、およびより累積的なトラウマ障害を引き起こします。 また、多くの組織では、かつては相互に信頼と安心感があった会社と労働者との関係が悪化しています。 以前の環境では、労働者は「仕事で傷つく」ことを続けていたかもしれません。 しかし、労働者が自分の仕事を恐れ、管理職が非常に薄く、監督されていないのを見ると、組織はもはや彼らを気にかけていないように感じ始め、その結果、安全文化が悪化します.
ギャップ分析
多くの組織は、次の 1 つのステップからなるギャップ分析と呼ばれる単純なプロセスを経ています。 (2) 現在の自分の位置を決定し、(3) 現在の位置から目的の位置に到達する方法、または「ギャップを埋める」方法を決定します。
なりたい場所を決める. 組織の安全システムをどのようにしたいですか? 組織の安全システムを評価するための 1967 つの基準が提案されています。 これらが拒否された場合は、組織の安全システムを他の基準に照らして測定する必要があります。 たとえば、Rensis Likert 博士 (XNUMX 年) によって確立された、組織の有効性に関する XNUMX つの気候変数を見てみるとよいでしょう。彼は、組織が特定の点で優れているほど、経済的な成功を収める可能性が高くなることを示しました。したがって安全です。 これらの気候変数は次のとおりです。
- 安全上の問題を理解することに対する労働者の信頼と管理者の一般的な関心を高める
- 必要に応じてトレーニングとヘルプを提供する
- 問題を解決する方法について必要な教えを提供する
- 利用可能な必要な信頼を提供し、経営陣とその部下の間で情報を共有できるようにする
- 労働者のアイデアや意見を求める
- トップマネジメントの親しみやすさを提供する
- 単に答えを出すのではなく、良い仕事をした労働者を認めます。
Zembroski (1991) によって提案された壊滅的な出来事の可能性を決定するために確立された基準など、自分自身を評価する基準は他にもあります。
あなたが今いる場所を決定します。 これはおそらく最も困難です。 当初、安全システムの有効性は、傷害の数または一部の傷害 (記録可能な傷害、休業傷害、頻度率など) を測定することによって判断できると考えられていました。 これらのデータの数が少ないため、通常、統計的妥当性はほとんどまたはまったくありません。 1950 年代と 1960 年代にこれを認識した調査員は、インシデント対策から遠ざかり、監査を通じて安全システムの有効性を判断しようとしました。 結果を得るために組織内で何をしなければならないかを事前に決定し、それらが実行されたかどうかを測定によって判断する試みが行われました。
何年もの間、監査スコアが安全性の結果を予測すると想定されていました。 今年の監査スコアが高ければ高いほど、来年の事故記録は低くなります。 私たちは現在、(さまざまな調査から)監査スコアが安全記録とあまりよく相関していないことを知っています(あったとしても)。 この調査によると、ほとんどの監査 (外部および場合によっては内部で構築されたもの) は、安全記録よりも規制順守との相関性が高い傾向があります。 これは、多くの研究や出版物に記載されています。
監査スコアと大企業の負傷記録を一定期間相関させた多くの研究 (負傷記録に統計的妥当性があるかどうかを判断しようとしている) では、監査結果と事故との間にゼロの相関関係があり、場合によっては負の相関関係があることがわかっています。怪我の記録。 これらの研究における監査は、規制順守と正の相関がある傾向があります。
ギャップを埋める
「ギャップを埋める」ために使用できる、有効な安全性能の測定値はわずかしかないようです (つまり、長期にわたる大企業の実際の事故記録と真に相関しています)。
- 行動サンプリング
- 詳細な労働者インタビュー
- 認識調査。
おそらく、検討すべき最も重要な尺度は、組織の安全文化の現状を評価するために使用される認識調査です。 重大な安全上の問題が特定され、会社の安全プログラムの有効性に関する経営陣と従業員の見解の違いが明確に示されます。
調査は、結果を示すためにグラフと表を編成するために使用できる人口統計学的質問の短いセットから始まります (図 1 を参照)。 通常、参加者は、従業員レベル、一般的な勤務地、およびおそらく業界グループについて尋ねられます。 従業員は、結果を採点している人々によって識別されるような質問をされることはありません。
図 1. 認識調査結果の例

調査の 1 番目の部分は、いくつかの質問で構成されます。 質問は、さまざまな安全カテゴリに対する従業員の認識を明らかにするように設計されています。 各質問は、複数のカテゴリのスコアに影響を与える場合があります。 カテゴリごとに累積陽性率が計算されます。 カテゴリのパーセンテージがグラフ化され (図 XNUMX を参照)、ライン ワーカーによるポジティブな認識の降順で結果が表示されます。 グラフの右側にあるこれらのカテゴリは、従業員が最も肯定的ではないと認識しているため、最も改善が必要なカテゴリです。
まとめ
近年、安全システムの有効性を決定するものについて多くのことがわかってきました。 文化が鍵であることが認識されています。 組織の文化に対する従業員の認識が彼らの行動を左右するため、安全プログラムの要素が効果的かどうかは文化によって決まります。
文化は、書面によるポリシーではなく、リーダーシップによって確立されます。 日々の行動と決定によって。 管理者、監督者、および作業チームの安全活動(パフォーマンス)が実行されているかどうかを保証するシステムによって。 文化は、パフォーマンスを保証する説明責任システムと、労働者の関与を可能にし、奨励し、獲得するシステムを通じて、積極的に構築することができます。 さらに、文化は認識調査を通じて有効に評価され、組織がどこになりたいかを決定すると改善されます。
もっと...
安全文化と管理
安全文化は、安全の専門家や学術研究者の間では新しい概念です。 安全文化には、労働安全の文化的側面に言及する他のさまざまな概念が含まれると考えることができます。たとえば、安全の態度や行動、職場の安全風土などです。これらは、より一般的に言及され、かなり十分に文書化されています。
安全文化は古い概念を置き換えるために使用される単なる新しい言葉なのか、それとも組織内の安全ダイナミクスの理解を深める可能性のある新しい実質的な内容をもたらすのかという疑問が生じます。 この記事の最初のセクションでは、安全文化の概念を定義し、その潜在的な側面を探ることによって、この質問に答えます。
安全文化について提起される可能性のあるもう XNUMX つの問題は、企業の安全パフォーマンスとの関係に関するものです。 特定のリスク カテゴリに分類される同様の企業は、実際の安全パフォーマンスに関してしばしば異なることが認められています。 安全文化は安全効果の要因ですか? もしそうなら、どのような安全文化が望ましい影響に貢献することに成功しますか? この問題は、記事の XNUMX 番目のセクションで、安全文化が安全パフォーマンスに与える影響に関するいくつかの関連する経験的証拠を検討することによって対処されます。
XNUMX 番目のセクションでは、管理者やその他の組織のリーダーが労働災害の削減に貢献する安全文化を構築するのを支援するために、安全文化の管理に関する実際的な問題に取り組みます。
安全文化:概念と現実
安全文化の概念はまだ十分に定義されておらず、幅広い現象を指しています。 これらのいくつかは、リスクと安全に対するマネージャーや労働者の態度や行動など、すでに部分的に文書化されています (Andriessen 1978; Cru and Dejours 1983; Dejours 1992; Dodier 1985; Eakin 1992; Eyssen, Eakin-Hoffman and Spengler 1980 ; ハース 1977)。 これらの研究は、個人の安全に対する態度と行動の社会的および組織的性質に関する証拠を提示する上で重要です (Simard 1988)。 ただし、マネージャーや労働者などの特定の組織のアクターに焦点を当てることによって、組織を特徴付ける安全文化の概念というより大きな問題に対処していません。
安全文化の概念が強調する包括的アプローチに近い研究の傾向は、1980 年代に発展した安全風土に関する研究に代表される。 安全風土の概念とは、労働者が自分たちの職場環境について持っている認識、特に管理者の安全への関心と活動のレベル、および職場でのリスク管理への彼ら自身の関与のレベルを指します (Brown and Holmes 1986; Dedobbeleer and Béland 1991; Zohar 1980)。 理論的には、労働者はそのような一連の認識を開発および使用して、組織環境内で期待されていると信じていることを確認し、それに応じて行動すると考えられています。 として概念化されていますが、 個人 心理的な観点から、安全風土を形成する認識は、労働者の一般的な反応の貴重な評価を与えます。 組織の この場合、職場における労働安全の管理によって、社会的および文化的に構築された属性。 したがって、安全風土は安全文化を完全に捉えているわけではありませんが、職場の安全文化に関する情報源と見なすことができます。
安全文化とは、(1) 安全管理システムの基盤となる価値、信念、および原則を含み、(2) これらの基本原則を実証および強化する一連の実践と行動も含む概念です。 これらの信念と実践は、 意味 労働災害、事故、職場の安全などの問題に対処する戦略を求めて、組織のメンバーによって作成されました。 これらの意味 (信念と実践) は、職場のメンバーによってある程度共有されるだけでなく、職場での安全の問題に関して、動機付けされ、調整された活動の主要な源としても機能します。 文化は、具体的な労働安全構造 (安全部門の存在、共同安全衛生委員会など) と既存の労働安全プログラム (危険の特定と管理活動で構成される) の両方から区別されるべきであると推測できます職場検査、事故調査、作業安全分析など)。
Petersen (1993) は、次の例を挙げて、安全文化は「安全システムの要素またはツールがどのように使用されるかの中心にある」と主張しています。
XNUMX つの企業は、安全プログラムの一環として、事故やインシデントを調査するという同様のポリシーを持っていました。 両社で同様の事件が発生し、調査が開始されました。 最初の会社では、監督者は関与した労働者が危険な行動をとっていることを発見し、直ちに安全違反について警告し、個人の安全記録を更新しました。 担当の上級管理職は、この監督者が職場の安全を強化したことを認めました。 XNUMX 番目の会社では、監督者はインシデントの状況を考慮しました。つまり、オペレーターが生産を遅らせた機械的なメンテナンスの問題の期間の後、生産の締め切りに間に合わせるという厳しいプレッシャーにさらされていたときに発生したこと、および従業員の注意が払われていない状況で発生したことです。最近の会社の削減により、労働者は仕事の安全性を心配していたため、安全慣行から引き出されました。 会社の役人は予防保全の問題を認め、全従業員とミーティングを開き、現在の財政状況について話し合い、会社の存続を助けるという観点から生産を改善するために協力しながら安全を維持するよう労働者に求めました。
Petersen は次のように尋ねています。「一方の会社は従業員を非難し、インシデント調査フォームに記入して仕事に戻りましたが、もう一方の会社は組織のあらゆるレベルの過ちに対処しなければならないと判断したのはなぜですか?」 違いは、安全プログラム自体ではなく、安全文化にありますが、このプログラムが実践される文化的な方法、および実際の実践に意味を与える価値観と信念によって、プログラムに十分な実際の内容と影響があるかどうかが大きく決まります。
この例から、上級管理職は、労働安全における原則と行動が企業の安全文化の確立に大きく貢献する主要なアクターであるように思われます。 どちらの場合も、監督者は、「物事の正しいやり方」であると認識したものに従って対応しました。これは、トップマネジメントの結果的な行動によって強化された認識です。 明らかに、最初のケースでは、トップマネジメントは「帳簿による」、または官僚的で階層的な安全管理アプローチを好みましたが、1992番目のケースでは、このアプローチはより包括的で、管理者の責任と労働者の責任を助長しました。作業における安全への関与。 他の文化的アプローチも可能です。 たとえば、Eakin (XNUMX) は、非常に小規模な企業では、トップ マネージャーが安全に対する責任を労働者に完全に委任するのが一般的であることを示しています。
これらの例は、安全文化のダイナミクスと、建物、維持、および職場の安全に関する組織文化の変化に関与するプロセスに関する重要な問題を提起します。 これらのプロセスの 1990 つは、トップ マネージャーやその他の組織のリーダー (組合役員など) によって発揮されるリーダーシップです。 組織文化のアプローチは、価値観へのコミットメントを示し、組織のメンバー間で共有された意味を生み出す上で、生まれつきのリーダーと組織のリーダーの両方の個人的な役割の重要性を示すことによって、組織におけるリーダーシップの新たな研究に貢献してきました (Nadler and Tushman 1985; Schein XNUMX)。 ピーターセンの最初の会社の例は、トップマネジメントのリーダーシップが厳密に構造化された状況を示しており、安全プログラムと規則へのコンプライアンスを確立し、強化するだけの問題です。 XNUMX 番目の会社では、トップ マネージャーは、必要な予防保守を実行する時間を確保することを決定するという構造的な役割と、困難な財政状況で安全と生産について話し合うために従業員と会うという個人的な役割を組み合わせて、リーダーシップへのより広範なアプローチを示しました。 最後に、Eakin の研究では、一部の中小企業の上級管理職はリーダーシップの役割をまったく果たしていないようです。
労働安全の文化的ダイナミクスにおいて非常に重要な役割を果たしている他の組織のアクターは、中間管理職と監督者です。 Simard と Marchand (1994) は、1987 人を超える第一線の監督者を対象とした研究で、大多数の監督者が労働安全に関与していることを示していますが、彼らの関与の文化的パターンは異なる場合があります。 一部の職場では、支配的なパターンは「階層的関与」と呼ばれるものであり、より統制志向です。 他の組織では、パターンは「参加型関与」です。これは、監督者が従業員に事故防止活動への参加を奨励し、許可するためです。 また、ごく少数の組織では、監督者が撤退し、安全を労働者に任せています。 これらの監督上の安全管理のスタイルと、これまで労働安全における上層部のリーダーシップのパターンについて言われてきたこととの間には、容易に対応が見られます。 しかし、経験的に、シマールとマーチャンドの研究は、相関関係が完全なものではないことを示しています。この状況は、多くの幹部の主要な問題は、中間層と中間層の間で強力で人間中心の安全文化を構築する方法であるというピーターセンの仮説を支持するものです。監督管理。 この問題の一部は、ほとんどの下位レベルの管理者が依然として圧倒的に生産志向であり、職場での事故やその他の安全上の事故について労働者を責める傾向があるという事実による可能性があります (DeJoy 1994 および 1981; Taylor XNUMX)。
この管理の強調は、職場の安全文化のダイナミクスにおける労働者の重要性を無視していると見なされるべきではありません。 職場での安全に関する労働者の動機と行動は、監督者とトップ マネージャーによって労働安全が優先されているという彼らの認識に影響されます (Andriessen 1978)。 このトップダウンの影響パターンは、マネージャーの肯定的なフィードバックを使用して正式な安全規則への準拠を強化する多数の行動実験で証明されています (McAfee and Winn 1989; Näsänen and Saari 1987)。 労働者はまた、職場の公式または非公式の安全管理と規制に参加できる適切な条件が作業の組織によって提供される場合、自発的に作業グループを形成します (Cru and Dejours 1983; Dejours 1992; Dwyer 1992)。 この後者の労働者の行動パターンは、作業グループの安全イニシアチブと自己規制能力に向けられており、職場の安全文化の構築における労働者の関与と安全を開発するために経営陣によって積極的に使用される可能性があります。
安全文化と安全実績
安全文化が安全パフォーマンスに与える影響に関する経験的証拠が増えています。 事故率が低い企業の特徴を調査した多くの研究があり、一般的に、事故率が平均よりも高い類似の企業と比較されています。 発展途上国だけでなく先進国でも実施されたこれらの研究のかなり一貫した結果は、上級管理者の安全への取り組みと安全パフォーマンスに対するリーダーシップの重要性を強調している (Chew 1988; Hunt and Habeck 1993; Shannon et al. 1992; Smith et al. . 1978)。 さらに、ほとんどの研究は、事故率が低い企業では、労働安全への経営トップの個人的な関与が、安全管理システムの構築における彼らの決定と少なくとも同じくらい重要であることを示しています。政策やプログラムの作成など)。 スミスらによると。 (1978) 上級管理職の積極的な関与は、参加を通じて関心を維持することですべてのレベルの管理職の動機付けとなり、また従業員の福利に対する経営陣のコミットメントを示すことで従業員の動機付けとなります。 多くの研究の結果は、人間主義的価値観と人間中心の哲学を実証し促進する最良の方法の XNUMX つは、上級管理職が職場の安全検査や従業員との会議などの非常に目に見える活動に参加することであることを示唆しています。
安全文化と安全実績との関係に関する多数の研究は、安全管理への参加型アプローチへの監督者の関与が一般的に事故率の低下と関連していることを示すことにより、第一線の監督者の安全行動を正確に示しています (Chew 1988; Mattila、Hyttinen、および Rantanen 1994 ; Simard and Marchand 1994; Smith et al. 1978)。 このような監督者の行動パターンは、労働者の安全パフォーマンスの監視に注意を払い、正のフィードバックを与えること、および事故防止活動への労働者の関与を深めることに加えて、労働者との頻繁な公式および非公式の相互作用および作業と安全に関するコミュニケーションによって例示されます。 . さらに、効果的な安全監督の特徴は、運用と生産の一般的な効率的な監督の特徴と同じであるため、効率的な安全管理と優れた一般的な管理の間には密接な関係があるという仮説が支持されます。
安全指向の労働力は、企業の安全パフォーマンスにとってプラスの要因であるという証拠があります。 しかし、労働者の安全行動の認識と概念は、安全慣行に対する労働者の順応度が高いほど事故率が低下することが多数の行動実験で示されているが、安全管理規則の注意と順守だけに還元されるべきではない (Saari 1990)。 実際、労働力のエンパワーメントと積極的な関与も、労働安全プログラムの成功の要因として文書化されています。 職場レベルでは、効果的に機能している合同安全衛生委員会(労働安全について十分な訓練を受け、権限の追求に協力し、構成員から支持されているメンバーで構成される)が、企業の安全パフォーマンスに大きく貢献しているという証拠をいくつかの研究が提供しています。 (チュー 1988; リース 1988; Tuohy と Simard 1992)。 同様に、製造現場レベルでは、チームの安全性と自己規制を開発するよう経営陣によって奨励されている作業グループは、一般に、権威主義と社会的崩壊の対象となる作業グループよりも優れた安全パフォーマンスを発揮します (Dwyer 1992; Lanier 1992)。
上記の科学的証拠から、特定のタイプの安全文化が安全パフォーマンスをより助長すると結論付けることができます。 簡単に言えば、この安全文化は、トップマネジメントのリーダーシップとサポート、下級マネジメントのコミットメント、従業員の労働安全への関与を組み合わせたものです。 実際、そのような安全文化は、安全文化の概念の XNUMX つの主要な側面として概念化できるもの、すなわち 安全ミッション & 安全への関与、図1に示すように。
図 1. 安全文化の類型

安全の使命 会社の使命において労働安全に与えられた優先事項を指します。 組織文化に関する文献は、組織の重要な価値から成長し、それをサポートする使命の明確で共有された定義の重要性を強調しています (Denison 1990)。 したがって、安全ミッションの側面は、労働安全衛生が企業の重要な価値としてトップマネジメントによってどの程度認識されているか、および上級管理者がリーダーシップを使用してマネジメントシステムにおけるこの価値の内部化を促進する程度を反映しています。と実践。 強い安全使命感 (+) は、職場の個々のメンバーが職場の安全に関する目標指向の行動を採用するように動機付け、共通の目標を定義することによって調整を促進するため、安全パフォーマンスにプラスの影響を与えると仮定することができます。オリエンテーション行動の外部基準。
安全への関与 スーパーバイザーと従業員が協力して、現場レベルでチームの安全性を高める場所です。 組織文化に関する文献は、高レベルの関与と参加がパフォーマンスに貢献するという議論を支持しています。これは、組織メンバー間に当事者意識と責任感を生み出し、行動の調整を促進し、明示的な官僚的管理システムの必要性を減らす、より大きな自発的なコミットメントにつながるためです。 (デニソン 1990)。 さらに、いくつかの研究は、関与が効果的なパフォーマンスのためのマネージャーの戦略であると同時に、より良い職場環境のための労働者の戦略にもなり得ることを示しています (Lawler 1986; Walton 1986)。
図 1 によると、これら XNUMX つの側面を高いレベルで組み合わせた職場は、 統合された安全文化、これは、労働安全が主要な価値として組織文化に統合され、すべての組織メンバーの行動に統合され、それによってトップマネージャーから一般従業員までの関与が強化されることを意味します。 上記の経験的証拠は、このタイプの安全文化は、他のタイプの安全文化と比較して、職場を最高の安全パフォーマンスに導くはずであるという仮説を支持しています。
統合された安全文化の管理
統合された安全文化を管理するには、まず上級管理職がそれを会社の組織文化に組み込む意思が必要です。 これは簡単な作業ではありません。 それは、労働安全とその経営哲学に与えられた重要な価値と優先順位を強調する公式の企業ポリシーを採用することをはるかに超えていますが、実際には、組織のコアバリューに職場での安全を統合することは、統合された安全を構築するための基礎です.文化。 実際、ほとんどの組織は統合された安全文化に従ってまだ機能していないため、経営トップは、そのようなポリシーが主要な組織変更プロセスの出発点であることを認識しておく必要があります。 もちろん、変更戦略の詳細は、職場の既存の安全文化がどのようなものであるかによって異なります (図 1 のセル A、B、および C を参照)。 いずれにせよ、重要な問題の XNUMX つは、経営トップがそのようなポリシーと一致して行動することです (言い換えれば、それが説いていることを実践することです)。 これは、そのようなポリシーを実装および実施する際にトップ マネージャーが示すべき個人的なリーダーシップの一部です。 別の重要な問題は、統合された安全文化の構築をサポートするために、さまざまな正式な管理システムの構築または再構築を上級管理職が促進することです。 たとえば、既存の安全文化が官僚的なものである場合、安全スタッフと合同安全衛生委員会の役割は、監督者と作業チームの安全への関与の発展をサポートするような方法で再編成されるべきです。 同様に、パフォーマンス評価システムは、下級管理者の説明責任と労働安全における作業グループのパフォーマンスを認めるように適合させる必要があります。
下級管理者、特に監督者も、統合された安全文化の管理において重要な役割を果たします。 より具体的には、彼らは自分の作業チームの安全パフォーマンスに責任を負わなければならず、労働者が労働安全に積極的に関与するよう奨励する必要があります。 Petersen (1993) によると、下級管理職のほとんどは、上層部管理職のさまざまなメッセージが混ざり合っているという現実や、永続的な影響がほとんどないさまざまなプログラムの推進に直面しているため、安全性について冷笑的である傾向があります。 したがって、統合された安全文化を構築するには、多くの場合、監督者の安全行動パターンの変更が必要になる場合があります。
Simard と Marchand (1995) による最近の研究によると、監督者の行動の変化に対する体系的なアプローチは、変化をもたらすための最も効率的な戦略です。 このようなアプローチは、変化プロセスの 1 つの主要な問題を解決することを目的とした、首尾一貫した積極的な手順で構成されます。(2) 個人の変化に対する抵抗、(3) 変化プロセスをサポートするための既存の管理の正式なシステムの適応、および (XNUMX) )組織の非公式の政治的および文化的ダイナミクスの形成。 後者の XNUMX つの問題は、前の段落で述べたように、上級管理職の個人的および構造的なリーダーシップによって対処される可能性があります。 しかし、組合のある職場では、このリーダーシップが組織の政治力学を形成し、現場レベルでの参加型安全管理の開発に関して組合リーダーとの合意を形成する必要があります。 監督者の変化に対する抵抗の問題については、指揮統制のアプローチではなく、監督者が変化プロセスに参加し、当事者意識を育むのに役立つ協議アプローチによって管理されるべきです。 監督者や作業チームが安全管理に関する懸念を表明し、問題解決プロセスに関与できるようにするフォーカス グループや特別委員会などの手法が、参加型で効果的な監督管理における監督者の適切なトレーニングと組み合わせて頻繁に使用されます。 .
合同の安全衛生委員会や労働者の安全に関する代表者がいない職場で、真に統合された安全文化を考え出すことは容易ではありません。 しかし、多くの先進国や一部の開発途上国では、現在、職場にそのような委員会や代表者を設立することを奨励または義務付ける法律や規制があります。 リスクは、これらの委員会と代表者が、製造現場レベルでの労働安全への実際の従業員の関与と権限付与の単なる代替物になり、それによって官僚的な安全文化を強化するのに役立つ可能性があることです. 統合された安全文化の発展を支援するために、合同委員会と代表者は、例えば (1) 職場の危険と危険を冒す行動に対する従業員の意識を高める活動を組織することによって、分散化された参加型の安全管理アプローチを促進する必要があります。 ) 監督者と作業チームが製造現場レベルで多くの安全上の問題を解決できるようにする手順とトレーニング プログラムを設計すること、(2) 職場の安全パフォーマンス評価に参加すること、(3) 監督者と労働者に強化するフィードバックを与えること。
従業員の間で統合された安全文化を促進するもう 1993 つの強力な手段は、認識調査の実施です。 労働者は一般に、安全上の問題の多くがどこにあるかを知っていますが、誰も意見を求めないため、安全プログラムに参加することに抵抗します。 匿名の認識調査は、安全プログラムの管理を改善するために使用できるフィードバックを上級管理職に提供しながら、この膠着状態を打破し、従業員の安全への関与を促進する手段です。 このような調査は、すべての従業員または統計的に有効な従業員のサンプルに対して実施されるアンケートと組み合わせたインタビュー方法を使用して行うことができます (Bailey 1993; Petersen XNUMX)。 調査のフォローアップは、統合された安全文化を構築するために不可欠です。 データが利用可能になったら、トップ マネジメントは、従業員を含む組織のすべての階層が参加する特別な作業グループを作成して、変更プロセスを進める必要があります。 これにより、調査で特定された問題のより詳細な診断が提供され、それを必要とする安全管理の側面を改善する方法が推奨されます。 このような認識調査は、安全管理システムと文化の改善を定期的に評価するために、XNUMX 年または XNUMX 年ごとに繰り返すことができます。
組織風土と安全
私たちは、新しいテクノロジーとより複雑な生産システムの時代に生きており、世界経済、顧客の要求、貿易協定の変動が労働組織の関係に影響を与えています (Moravec 1994)。 産業界は、健康的で安全な作業環境の確立と維持において、新たな課題に直面しています。 いくつかの研究では、管理者の安全への取り組み、管理者のコミットメント、および安全への関与、ならびに管理の質が、安全システムの重要な要素として強調されています (Mattila、Hyttinen、および Rantanen 1994; Dedobbeleer および Béland 1989; Smith 1989; Heinrich、Petersen およびRoos 1980; Simonds and Shafai-Sahrai 1977; Komaki 1986; Smith et al. 1978)。
Hansen (1993a) によれば、安全に対する経営陣のコミットメントは、受動的な状態では十分ではありません。 企業を安全な職場に導くことができるのは、パフォーマンスの環境を作り出す積極的で目に見えるリーダーシップのみです。 Rogers (1961) は、「管理者、または軍事または産業のリーダーが組織内にそのような雰囲気を作り出す場合、スタッフはより自己対応し、より創造的になり、新しい問題によりよく適応し、より基本的に協力的になる」と指摘しました。 したがって、安全のリーダーシップは、安全に作業することが尊重される環境、つまり安全環境を促進するものと見なされます。
安全気候の概念に関する研究はほとんど行われていない (Zohar 1980; Brown and Holmes 1986; Dedobbeleer and Béland 1991; Oliver, Tomas and Melia 1993; Melia, Tomas and Oliver 1992)。 組織内の人々は、何千ものイベント、慣行、および手順に遭遇し、これらのイベントを関連するセットとして認識します。 これが意味することは、職場環境には多くの環境があり、安全環境はその XNUMX つと見なされているということです。 気候の概念は複雑で多層的な現象であるため、組織の気候研究は理論的、概念的、測定上の問題に悩まされてきました。 したがって、安全環境が実行可能な研究テーマであり、価値のある管理ツールであり続けるためには、安全環境研究においてこれらの問題を調べることが重要であると思われます。
安全環境は、従業員のパフォーマンスを理解し (Brown and Holmes 1986)、傷害管理の成功を保証する (Matttila、Hyttinen、Rantanen 1994) ために重要な意味を持つ意味のある概念と見なされてきました。 安全気候の次元を正確に評価できる場合、管理者はそれらを使用して、潜在的な問題領域を認識および評価することができます。 さらに、標準化された安全環境スコアを使用して得られた研究結果は、技術やリスク レベルの違いに関係なく、業界全体で有用な比較を行うことができます。 したがって、安全風土スコアは、作業組織の安全ポリシーを確立する際のガイドラインとして役立つ場合があります。 この記事では、組織の風土に関する文献の文脈で安全風土の概念を検討し、安全方針と安全風土の関係について説明し、産業組織における安全方針の策定と実施におけるリーダーシップに対する安全風土の概念の意味を調べます。
組織風土研究における安全風土の概念
組織風土研究
組織風土は、しばらく前から一般的な概念でした。 1960 年代半ば以降、組織風土に関する複数のレビューが発表された (Schneider 1975a; Jones and James 1979; Naylor, Pritchard and Ilgen 1980; Schneider and Reichers 1983; Glick 1985; Koys and DeCotiis 1991)。 概念にはいくつかの定義があります。 組織風土 個人と組織の相互作用を反映する幅広いクラスの組織的および知覚的変数を指すために大まかに使用されてきました (Glick 1985; Field and Abelson 1982; Jones and James 1979)。 Schneider (1975a) によれば、それは特定の分析単位や特定の一連の次元ではなく、研究領域を指すべきです。 用語 組織風土 という言葉に取って代わらなければならない 気候 何かの気候を指す。
組織における気候の研究は、複雑で多層的な現象であるため、困難でした (Glick 1985; Koys and DeCotiis 1991)。 それにもかかわらず、気候構成概念の概念化において進歩が見られた (Schneider and Reichers 1983; Koys and DeCotiis 1991)。 James と Jones (1974) によって提唱された心理的風土と組織風土の区別は、一般に受け入れられています。 差別化は、分析のレベルによって行われます。 心理的風土は個人レベルの分析で研究され、組織風土は組織的分析レベルで研究されます。 個々の属性と見なされる場合、用語 心理的気候 がおすすめ。 組織の属性と見なされる場合、用語 組織風土 適切と見なされます。 気候の両方の側面は多次元現象であると考えられており、職場組織内での経験に対する従業員の認識の性質を説明しています。
心理的風土と組織風土の区別は一般に受け入れられているが、組織風土研究をその概念的および方法論的問題から解放することはできなかった (Glick 1985)。 未解決の問題の 1982 つは集計の問題です。 組織風土は、組織内の心理風土の単純な集合として定義されることがよくあります (James 1984; Joyce and Slocum 1983)。 問題は、より大きな社会的単位である組織を表すために、個人の仕事環境に関する説明をどのように集約できるかということです。 Schneider と Reichers (1985) は次のように述べています。 (つまり、個人、サブシステム、組織全体) を分析目的で使用します。」 Glick (XNUMX) は、組織風土は心理的風土の単純な集合としてではなく、組織現象として概念化されるべきであると付け加えました。 彼はまた、理論と分析の複数の単位 (すなわち、個人、サブユニット、組織) の存在を認めました。 組織風土は、理論の組織単位を意味します。 個人、ワークグループ、職業、部門、または仕事の雰囲気について言及するものではありません。 個人の雰囲気やワークグループの雰囲気には、理論と分析の他のラベルと単位を使用する必要があります。
組織内の従業員間の知覚的合意はかなりの注目を集めてきました (Abbey and Dickson 1983; James 1982)。 心理的気候対策に関する知覚的合意の低さは、ランダム エラーと実質的な要因の両方に起因します。 従業員は、心理的または職場の雰囲気ではなく、組織の風土について報告するよう求められているため、個人レベルのランダム エラーと偏見の原因の多くは、知覚的尺度が組織レベルに集約されると、互いに打ち消し合うと見なされます (Glick 1985 )。 心理的および組織的風土を解きほぐし、組織的および心理的風土の決定要因としての組織的および心理的プロセスの相対的な寄与を推定するには、マルチレベル モデルの使用が重要であると思われる (Hox and Kreft 1994; Rabash and Woodhouse 1995)。 これらのモデルは、多くの組織内の個人の代表的なサンプルに対して通常行われる組織風土の平均測定を使用せずに、心理的および組織レベルを考慮に入れます。 組織の風土の平均値と組織の特徴が風土に及ぼす影響の偏った推定値は、組織レベルで集計し、個人レベルで測定した結果であることを示すことができます (Manson, Wong and Entwisle 1983)。 組織全体で平均すると、個人レベルの測定誤差が相殺されるという考えには根拠がありません。
気候の概念に関するもう 1979 つの永続的な問題は、組織的および/または心理的気候の適切な次元の仕様です。 Jones and James (1975) と Schneider (1983a) は、研究の関心基準に影響を与えるか、関連する可能性が高い気候次元を使用することを提案しました。 Schneider と Reichers (1980) は、安全、サービス (Schneider, Parkington and Buxton 1991)、社内の労使関係 (Bluen and Donald 1975)、生産、セキュリティ、および品質。 基準の参照は、気候の次元の選択に焦点を当てていますが、気候は広い一般的な用語のままです。 特定の集合体(グループ、地位、機能など)における特定の基準を理解するために、実践と手順のどの次元が関連しているかを特定できるようにするために必要な洗練度のレベルには達していません(Schneider XNUMXa)。 ただし、基準志向の研究の必要性は、特定の次元がいくつかの基準と正の関係にあり、他の基準とは関係がなく、第 XNUMX の基準と負の関係がある一方で、比較的少数の次元のセットが複数の環境を記述している可能性を本質的に排除するものではありません。結果のセット。
安全気候コンセプト
安全環境の概念は、一般に受け入れられている組織的および心理的環境の定義に基づいて開発されました。 測定と理論構築のための明確なガイドラインを提供するために、概念の具体的な定義はまだ提供されていません。 イスラエルの 20 の産業組織 (Zohar 1980)、ウィスコンシン州とイリノイ州の 10 の製造および生産会社 (Brown and Holmes 1986)、メリーランド州の 9 つの建設現場の階層化サンプルを含む、この概念を測定した研究はほとんどありません。 (Dedobbeleer and Béland 1991)、フィンランドの 16 の建設現場 (Mattila、Hyttinen、Rantanen 1994、Mattila、Rantanen、Hyttinen 1994)、およびバレンシアの労働者の間 (Oliver、Tomas、Melia 1993; Melia、Tomas、Oliver 1992)。
気候は、労働者が自分の職場環境について共有する認識の要約と見なされました。 気候認識は、経験したことに対する個人の感情的評価反応ではなく、個人の組織経験の記述を要約する (Koys and DeCotiis 1991)。 Schneider と Reichers (1983) および Dieterly と Schneider (1974) に続いて、安全気候モデルは、行動の適切さを評価するための参照フレームとして必要であるため、これらの認識が開発されると想定しました。 職場環境に存在するさまざまな手がかりに基づいて、従業員は、行動と結果の偶発性に関する一貫した一連の認識と期待を開発し、それに応じて行動すると信じられていました (Frederiksen、Jensen、および Beaton 1972; Schneider 1975a、1975b)。
表 1 は、安全環境に関する検証研究で提示された安全環境次元のタイプと数の多様性を示しています。 一般的な組織風土に関する文献では、組織風土の次元についての合意はほとんどありません。 ただし、研究者は、研究の関心基準に影響を与えるか、関連する可能性が高い気候次元を使用することをお勧めします。 このアプローチは、安全気候に関する研究でうまく採用されています。 Zohar (1980) は、組織のイベント、慣行、および手順を記述し、事故の多い工場と少ない工場を区別することがわかった 1977 つの項目セットを作成しました (Cohen 1986)。 Brown と Holmes (40) は、Zohar の 1993 項目のアンケートを使用し、Zohar の 1992 因子モデルの代わりに XNUMX 因子モデルを見つけました。 Dedobbeleer と Béland は、Brown と Holmes の XNUMX 因子モデルを測定するために XNUMX つの変数を使用しました。 変数は、建設業界における安全上の懸念を表すために選択されたものであり、Zohar の質問票に含まれる変数とすべてが同一ではありませんでした。 XNUMX 因子モデルが見つかりました。 Brown と Holmes の結果と Dedobbeleer と Béland の結果の違いが、より適切な統計手順 (四重相関係数を使用した LISREL 加重最小二乗手順) の使用に起因するかどうかについては、議論が残されています。 Oliver, Tomas and Melia (XNUMX) と Melia, Tomas and Oliver (XNUMX) によって再現が行われ、異なるタイプの産業の心的外傷後および外傷前の労働者の気候認識を測定する、類似しているが同一ではない XNUMX つの変数が使用されました。 Dedobbeleer と Béland の研究と同様の結果が見つかりました。
表 1. 安全環境対策
|
著者(複数可) |
寸法 |
アイテム |
|
ゾハル (1980) |
安全教育の重要性の認識 |
40 |
|
ブラウンとホームズ (1986) |
管理職が従業員の幸福にどの程度関心を持っているかについての従業員の認識 |
10 |
|
デドベレールとベーランド (1991) |
安全に対する経営陣のコミットメントと関与 |
9 |
|
メリア、トーマス、オリバー (1992) |
Dedobbeleer と Béland の XNUMX 因子モデル |
9 |
|
オリバー、トーマス、メリア (1993) |
Dedobbeleer と Béland の XNUMX 因子モデル |
9 |
安全気候対策の有効性を改善するために、いくつかの戦略が使用されてきました。 有効性にはさまざまなタイプ (コンテンツ、コンカレント、コンストラクトなど) があり、手段の有効性を評価する方法はいくつかあります。 コンテンツの有効性 は、測定器の内容物のサンプリングの妥当性です (Nunnally 1978)。 安全風土研究では、過去の研究で意味のある労働安全対策であることが示された項目を対象としています。 他の「有能な」裁判官は通常、項目の内容を判断し、これらの独立した判断をプールするための何らかの方法が使用されます。 安全環境に関する記事には、そのような手順についての言及はありません。
妥当性を構成する は、研究者が測定したい理論的構成を機器が測定する程度です。 それには、その構造が存在すること、それが他の構造とは区別されること、および特定の機器がその特定の構造を測定し、他の構造を測定しないことの実証が必要です (Nunnally 1978)。 Zohar の研究は、妥当性を改善するためのいくつかの提案に従いました。 工場の代表的なサンプルが選ばれました。 各工場で 20 人の生産労働者の層別無作為標本が採取されました。 すべての質問は、安全のための組織風土に焦点を当てていました。 彼の安全気候計器の構造妥当性を研究するために、彼はスピアマンの順位相関係数を使用して、工場の安全気候スコアと、安全慣行と事故防止プログラムに従って各生産カテゴリで選択された工場の安全検査官の順位との間の一致をテストしました。 安全環境のレベルは、安全検査官によって判断された安全プログラムの有効性と相関していました。 Brown と Holmes (1986) は、LISREL の確認因子分析を使用して、米国の労働者のサンプルを使用して Zohar 測定モデルの因子妥当性を確認しました。 彼らは、推奨される因子構造の複製によって Zohar のモデルを検証したかった (Rummel 1970)。 モデルはデータによってサポートされていませんでした。 XNUMX 因子モデルの方が適合度が高かった. 結果はまた、気候構造が異なる集団間で安定性を示したことを示しました。 事故を起こした従業員と事故を起こさなかった従業員の間で違いはなく、その後、グループ全体で有効で信頼できる気候測定を提供しました. 次に、グループは気候スコアで比較され、グループ間で気候認識の違いが検出されました。 モデルには、異なることが知られている個人を区別する能力があるため、 同時有効性 示されています。
Brown and Holmes の 1986 因子モデル (1991 年) の安定性をテストするために、Dedobbeleer と Béland (1994 年) は建設作業員を対象に XNUMX つの LISREL 手順 (Brown と Holmes が選択した最尤法と加重最小二乗法) を使用しました。 その結果、XNUMX 因子モデルの方が全体的に適合性が高いことが明らかになりました。 構成要素の検証は、知覚的安全気候尺度と客観的尺度 (すなわち、建設現場の構造およびプロセス特性) との関係を調査することによってもテストされました。 XNUMX つの測定値の間に正の関係が見つかりました。 証拠は、さまざまな情報源 (すなわち、労働者および監督者) およびさまざまな方法 (すなわち、書面によるアンケートおよびインタビュー) から収集されました。 Mattila、Rantanen、および Hyttinen (XNUMX) は、作業環境の客観的な測定値から同様の結果が得られたことを示すことで、この研究を再現し、安全指数を導き出し、知覚的な安全環境対策を導き出しました。
Dedobbeleer と Béland (1991) の 1993 因子構造の体系的な複製は、Oliver、Tomas、および Melia (1992) と Melia、Tomas、および Oliver (XNUMX) によって、異なる職業の労働者の XNUMX つの異なるサンプルで行われました。 XNUMX 因子モデルは、最適なグローバル フィットを提供しました。 気候構造は、米国の建設労働者とさまざまな種類の産業のスペイン人労働者の間で違いはなく、その後、さまざまな人口とさまざまな種類の職業にわたって有効な気候測定を提供しました.
測定器を使用する上で信頼性は重要な問題です。 これは、機器による測定の正確さ (一貫性と安定性) を指します (Nunnally 1978)。 Zohar (1980) は、多様な技術を持つ組織のサンプルで、安全性に関する組織風土を評価しました。 組織風土の彼の集約された知覚測定の信頼性は、Glick (1985) によって推定されました。 彼は、一元配置分散分析からのクラス内相関に基づいて、Spearman-Brown 式を使用して、集計レベルの平均評価者信頼性を計算し、ICC を見つけました。(1,k) 0.981の。 Glick は、Zohar の集計された測定値は、安全のための組織風土の一貫した測定値であると結論付けました。 Brown と Holmes (1986)、Dedobbeleer と Béland (1991)、Oliver、Tomas と Melia (1993)、および Melia、Tomas と Oliver (1992) によって行われた LISREL の確認要因分析も、安全気候対策の信頼性の証拠を示しました。 Brown と Holmes の研究では、要因構造は無事故グループと事故グループで同じままでした。 オリバーら。 とメリア等。 は、XNUMX つの異なるサンプルで、Dedobbeleer 因子構造と Béland 因子構造の安定性を示しました。
安全方針と安全風土
安全環境の概念は、産業組織にとって重要な意味を持ちます。 これは、作業環境の安全面に関して労働者が統一された一連の認識を持っていることを意味します。 これらの認識は、行動の適切さを測るのに必要な参照枠と見なされているため (Schneider 1975a)、労働者の安全パフォーマンスに直接影響を与えます (Dedobbeleer、Béland、および German 1990)。 このように、産業組織における安全気候の概念の基本的な適用された意味があります。 安全気候測定は、経営陣が低コストで評価し、潜在的な問題領域を認識するために使用できる実用的なツールです。 したがって、組織の安全情報システムの XNUMX つの要素としてそれを含めることをお勧めします。 提供される情報は、安全ポリシーを確立する際のガイドラインとして役立つ場合があります。
労働者の安全環境に対する認識は、安全に関する経営者の態度と経営者の安全への取り組みに大きく関係しているため、経営者の態度と行動の変化は、産業組織の安全レベルを向上させる試みを成功させるための前提条件であると結論付けることができます。 優れた管理が安全のポリシーになります。 Zohar (1980) は、経営陣が生産プロセスを管理する全体的な程度と密接に関連する方法で、安全性を生産システムに統合する必要があると結論付けました。 この点は、安全政策に関する文献で強調されてきました。 管理者の関与は、安全性の改善に不可欠であると見なされています (Minter 1991)。 従来のアプローチは効果が限られていることを示しています (Sarkis 1990)。 それらは、安全委員会、安全会議、安全規則、スローガン、ポスター キャンペーン、安全インセンティブまたはコンテストなどの要素に基づいています。 ハンセン (1993b) によると、これらの伝統的な戦略では、ライン ミッションから切り離され、危険を検査することだけを任務とするスタッフ コーディネーターに安全の責任を負わせます。 主な問題は、このアプローチでは安全性を生産システムに統合できず、その結果、事故の原因となる管理上の見落としや不十分さを特定して解決する能力が制限されることです (Hansen 1993b; Cohen 1977)。
Zohar および Brown と Holmes の研究における生産労働者とは対照的に、建設労働者は管理者の安全に対する態度と行動を 1991 つの次元として認識していた (Dedobbeleer and Béland 1988)。 建設労働者はまた、安全は個人と管理者の共同責任であると認識していました。 これらの結果は、安全政策の策定に重要な意味を持ちます。 彼らは、経営陣の安全への支援とコミットメントが非常に目立つべきであることを示唆しています。 さらに、安全方針は管理者と労働者の両方の安全上の懸念に対処する必要があることを示しています。 フレイレ (1993) の「文化サークル」としての安全会議は、労働者を安全問題の特定とこれらの問題の解決策に参加させるための適切な手段となり得る。 このように、建設業界に存在していた警察執行の考え方とは対照的に、安全環境の側面は、仕事の安全性を向上させるためのパートナーシップの考え方と密接な関係にあります (Smith 1993)。 ヘルスケアと労働者の報酬のコストを拡大するという文脈で、健康と安全に対する非敵対的な労務管理アプローチが出現した (Smith XNUMX)。 したがって、このパートナーシップ アプローチは、従来の安全プログラムや安全ポリシーから離れて、安全管理革命を必要としています。
カナダでは、Sass (1989) が、労働安全衛生における労働者の権利の拡大に対する経営者と政府の強い抵抗を示した。 この耐性は、経済的な考慮に基づいています。 したがって、サスは、「平等主義の原則に基づいた労働環境の倫理の発展と、主要な労働グループを、彼らの労働環境の特徴を形作ることができる労働者のコミュニティに変える」ことを主張した. 彼はまた、民主的な労働環境を反映する産業界での適切な関係は「パートナーシップ」であり、主要な作業グループが対等に集まることであると示唆しました。 ケベックでは、この進歩的な哲学は、「平等委員会」の設立で運用されています (Gouvernement du Québec 1978)。 法律によれば、従業員が XNUMX 人を超える各組織は、使用者と労働者の代表を含む平等委員会を作成する必要がありました。 この委員会は、予防プログラムに関連する以下の問題において決定的な権限を持っています: 健康サービスプログラムの決定、会社の医師の選択、差し迫った危険の確認、トレーニングと情報プログラムの開発。 委員会は、組織内の予防的監視にも責任があります。 労働者および雇用主の苦情への対応。 事故報告の分析とコメント。 事故、怪我、病気、および労働者の苦情の登録を確立する。 統計とレポートの研究; 委員会の活動に関する情報を伝達する。
リーダーシップと安全環境
会社が新しい文化的仮定に向かって進化できるようにするために、経営陣は参加型リーダーシップへの「コミットメント」を超えて喜んで進んでいかなければなりません (Hansen 1993a)。 したがって、職場には、ビジョン、エンパワーメント スキル、変化を起こす意欲を備えたリーダーが必要です。
安全風土は、リーダーの行動によって作られます。 これは、安全に働くことが尊重される風土を育み、すべての従業員が自分自身の特定の仕事を超えて考え、自分自身と同僚の世話をし、安全におけるリーダーシップを広め、育成することを奨励することを意味します (Lark 1991)。 この風潮を誘導するために、リーダーは認識と洞察、自己利益を超えてグループへの献身やコミットメントを伝える動機とスキル、感情的な強さ、新しいビジョンと概念を明確にして売り込むことによって「認知の再定義」を誘導する能力、関与を生み出す能力を必要とします。参加、そして視野の深さ (Schein 1989)。 組織の要素を変えるには、リーダーは自らの組織を「解凍」する意思がなければなりません (Lewin 1951)。
Lark (1991) によると、安全におけるリーダーシップとは、安全が価値であり、監督者と非監督者が良心的に、ひいては危険管理を主導する全体的な風土を作り出す、幹部レベルでのリーダーシップを意味します。 これらのエグゼクティブ リーダーは、次の内容を含む安全ポリシーを発行します。 安全を会社の存続とその目的の達成に関連付ける。 各個人が安全に責任を持ち、職場の健康と安全を維持するために積極的に参加することへの期待を表明します。 書面で安全担当者を任命し、この個人に企業の安全ポリシーを実行する権限を与えます。
スーパーバイザー リーダーは、部下に安全な行動を期待し、問題とその解決策の特定に部下を直接関与させます。 監督者以外の安全におけるリーダーシップとは、欠陥を報告し、是正措置を課題と見なし、これらの欠陥を修正するために取り組むことを意味します。
リーダーシップは挑戦し、人々が自らの力でリードできるように力を与えます。 このエンパワーメントの概念の中核にあるのは、自分の人生を決定する要因を制御する能力として定義されるパワーの概念です。 しかし、新しい健康増進運動は、権力を「支配する」のではなく、「支配する」または「支配する」と再構成しようとしています (Robertson and Minkler 1994)。
結論
組織の気候科学者を悩ませている概念的および方法論的な問題の一部のみが、安全な気候研究で取り組まれています。 安全気候概念の特定の定義はまだ与えられていません。 とはいえ、いくつかの研究結果は非常に有望です。 研究努力のほとんどは、安全気候モデルの検証に向けられてきました。 安全環境の適切な寸法の仕様に注意が払われています。 事故率の高い企業と低い企業を区別することが判明した組織の特性に関する文献によって示唆された次元は、次元識別プロセスの有用な出発点として役立ちました。 XNUMX 因子、XNUMX 因子、および XNUMX 因子モデルが提案されています。 オッカムのカミソリはある程度の節約を要求するため、寸法の制限は適切なようです。 したがって、XNUMX 要素モデルは、特に短いアンケートを管理する必要がある仕事のコンテキストでは、最も適切です。 XNUMX つの次元に基づくスケールの因子分析結果は、非常に満足のいくものです。 さらに、さまざまな集団やさまざまな職業にわたって有効な気候対策が提供されます。 ただし、理論テストの複製と一般化のルールが満たされる場合は、さらなる研究を実施する必要があります。 課題は、可能な気候次元の理論的に意味があり、分析的に実用的な世界を特定することです。 今後の研究では、安全対策のための組織風土の妥当性と信頼性を評価および改善するための分析の組織単位にも焦点を当てる必要があります。 現在、さまざまな国でいくつかの研究が実施されており、将来は有望に見えます.
安全気候の概念は安全政策にとって重要な意味を持つため、概念上および方法論上の問題を解決することが特に重要になります。 このコンセプトは、明らかに安全管理革命を必要としています。 管理者の態度と行動の変化のプロセスは、安全パフォーマンスを達成するための前提条件になります。 リストラや人員削減が時代のしるしであるこの時代から、「パートナーシップのリーダーシップ」が出現しなければなりません。 リーダーシップは挑戦し、力を与えます。 このエンパワーメント プロセスでは、雇用主と従業員は、参加型の方法で一緒に働く能力を高めます。 また、リスニングとスピーキング、問題分析、コンセンサス構築のスキルも身に付けます。 自己効力感だけでなく、共同体意識も育む必要があります。 雇用主と従業員は、この知識とスキルに基づいて構築することができます。
参加型職場改善プロセス
行動修正:安全管理テクニック
安全管理には、主に 1 つのタスクがあります。 安全組織には、(2) 会社の安全パフォーマンスを現在のレベルに維持し、(1978) 安全パフォーマンスを改善するための対策とプログラムを実施する義務があります。 タスクは異なり、異なるアプローチが必要です。 この記事では、1978 番目のタスクの方法について説明します。この方法は、多数の企業で使用され、優れた結果をもたらしています。 この手法の背景には、ビジネスや産業で多くの用途を持つ安全性を向上させるための手法である行動変容があります。 行動修正の最初の科学的応用に関する 1978 つの独立した実験が、XNUMX 年にアメリカ人によって発表されました。これらの応用は、まったく異なる場所で行われました。 Komaki、Barwick、および Scott (XNUMX) は、パン屋で研究を行いました。 Sulzer-Azaroff (XNUMX) は、大学の研究室で研究を行いました。
行動の結果
行動修正は、行動の結果に焦点を当てます。 労働者が選択すべきいくつかの行動を持っている場合、彼らはよりポジティブな結果をもたらすことが期待される行動を選択します。 行動する前に、労働者は一連の態度、スキル、設備、施設の状態を持っています。 これらは、行動の選択に影響を与えます。 しかし、行動の選択を決定するのは、主に予見可能な結果として行動に続くものです。 理論家によると、結果は態度やスキルなどに影響を与えるため、行動の変化を誘発する上で主な役割を果たします (図 1)。
図 1. 行動修正: 安全管理手法

安全領域の問題は、多くの危険な行動が労働者に、安全な行動よりも肯定的な結果 (明らかに労働者に報酬を与えるという意味で) を選択させることです。 安全でない作業方法は、それがより速く、おそらくより簡単で、監督者からの感謝を誘発する場合、よりやりがいがあるかもしれません. 負の結果 (例えば、怪我) は、危険な行動の後に続くわけではありません。怪我が発生する前に、他の不利な条件が存在する必要があるからです。 したがって、肯定的な結果は、その数と頻度において圧倒的です。
一例として、参加者が生産工場でのさまざまな仕事のビデオを分析するワークショップが行われました。 これらの参加者である工場のエンジニアと機械オペレーターは、ガードが開いた状態で機械が操作されていることに気付きました。 「ガードを閉じたままにしておくことはできません」とオペレーターは主張しました。 「自動運転が止まったら、リミットスイッチを押して最後の部品を機械から出します」と彼は言いました。 「そうでなければ、未完成のパーツを取り出し、数メートル運んでコンベアに戻さなければなりません。 部品は重いです。 リミットスイッチを使用する方が簡単かつ迅速です。」
この小さな事件は、予想される結果が私たちの決定にどのように影響するかをよく示しています。 オペレータは、作業を迅速に行い、重くて扱いにくい部品を持ち上げないようにしたいと考えています。 これがより危険であっても、オペレーターはより安全な方法を拒否します。 同じメカニズムが組織のすべてのレベルに適用されます。 たとえば、工場の管理者は、操業の利益を最大化し、良好な経済的成果に対して報いを受けることを好みます。 トップマネジメントが安全に注意を払わない場合、工場長は、安全性を改善する投資よりも、生産を最大化する投資の方がより良い結果を期待できます。
肯定的および否定的な結果
政府は法律を通じて経済の意思決定者にルールを与え、罰則を適用して法律を施行します。 メカニズムは直接的です。意思決定者は誰でも、法律違反のマイナスの結果を予期できます。 法的アプローチとここで提唱されているアプローチの違いは、結果の種類にあります。 法執行機関は安全でない行動に対して否定的な結果を使用しますが、行動修正技術は安全な行動に対して肯定的な結果を使用します。 否定的な結果には、効果的であっても欠点があります。 安全の分野では、政府の罰則から監督者の叱責に至るまで、否定的な結果を利用することが一般的です。 人々は罰則を回避しようとします。 そうすることで、彼らは安全性と罰則をあまり望ましくないものとして簡単に関連付けます。
安全な行動を強化する肯定的な結果は、肯定的な感情を安全と関連付けるため、より望ましいものです。 オペレーターが安全な作業方法からより肯定的な結果を期待できる場合、オペレーターはこれを行動の役割として選択する可能性が高くなります。 プラント管理者が安全性に基づいて評価され、報われる場合、彼らは意思決定において安全面により高い価値を与える可能性が高くなります。
考えられるポジティブな結果は多岐にわたります。 それらは、社会的注目からさまざまな特権やトークンにまで及びます。 結果のいくつかは、行動に簡単に結びつく可能性があります。 他のいくつかは、圧倒されるかもしれない管理行動を要求します。 幸いなことに、報われるチャンスがあるだけで、パフォーマンスが変わる可能性があります。
安全でない行動を安全な行動に変える
Komaki、Barwick、および Scott (1978) と Sulzer-Azaroff (1978) のオリジナル作品で特に興味深いのは、結果としてのパフォーマンス情報の使用です。 管理が難しいかもしれない社会的影響や具体的な報酬を使用するのではなく、彼らは労働者グループの安全パフォーマンスを測定する方法を開発し、パフォーマンス指標を結果として使用しました。 指数は0から100の間で変化するXNUMXつの数字になるように構成されています。シンプルであるため、関係者に現在のパフォーマンスに関するメッセージを効果的に伝えることができます。 この手法の最初のアプリケーションは、従業員の行動を変えることだけを目的としていました。 エンジニアリングによる問題の排除や手順の変更の導入など、職場改善のその他の側面には対応していませんでした。 このプログラムは、労働者の積極的な関与なしに研究者によって実施されました。
行動修正 (BM) 手法のユーザーは、安全でない行動が事故の原因となる重要な要因であり、その後の影響なしに単独で変化する可能性がある要因であると想定しています。 したがって、BM プログラムの自然な出発点は、危険な行動を特定するための事故の調査です (Sulzer-Azaroff and Fellner 1984)。 安全関連の動作変更の典型的なアプリケーションは、図 2 に示す手順で構成されます。技術の開発者によると、安全な行為は正確に指定する必要があります。 最初のステップは、部門、監督エリアなどのエリアで正しい行為を定義することです。 特定の領域で安全メガネを適切に着用することは、安全な行為の一例です。 通常、行動修正プログラムには少数の特定の安全な行為 (たとえば XNUMX 個) が定義されています。
図 2. 安全のための動作変更は、次の手順で構成されます

典型的な安全な動作の他のいくつかの例は次のとおりです。
- はしごでの作業では、それを縛る必要があります。
- キャットウォークで作業するときは、手すりに寄りかかってはいけません。
- ロックアウトは、電気のメンテナンス中に使用する必要があります。
- 保護具を着用する必要があります。
- フォークリフトは、ブームが適切な位置にある状態で傾斜路を上り下りする必要があります (Krause、Hidley、および Hodgson 1990; McSween 1995)。
通常は 5 人から 30 人の十分な数の人が特定の地域で働いている場合、危険な行動に基づいて観察チェックリストを作成することができます。 主な原則は、正しいか正しくないかの XNUMX つの値しか持たないチェックリスト項目を選択することです。 安全メガネの着用が指定された安全行為の XNUMX つである場合、すべての人を個別に観察し、安全メガネを着用しているかどうかを判断することが適切です。 このようにして、観察は安全な行動の蔓延に関する客観的で明確なデータを提供します。 その他の指定された安全な行動は、観察チェックリストに含めるための他の項目を提供します。 たとえば、リストが XNUMX の項目で構成されている場合、観察が完了した後、正しいとマークされた項目の割合の安全性能指数を計算するのは簡単です。 通常、パフォーマンス インデックスは時々刻々と変化します。
測定技術の準備が整ったら、ユーザーはベースラインを決定します。 観測ラウンドは、毎週 (または数週間) ランダムな時間に行われます。 十分な数の観測ラウンドが行われると、ベースライン パフォーマンスの変動の妥当な図が得られます。 これは、正のメカニズムが機能するために必要です。 ベースラインは、改善の肯定的な開始点を示し、以前のパフォーマンスを認めるために、約 50 ~ 60% にする必要があります。 この技術は、安全行動を変える効果があることが証明されています。 Sulzer-Azaroff、Harris、および McCann (1994) は、レビューの中で、行動に対する明確な影響を示す 44 の公開された研究を挙げています。 この手法は、Cooper et al. で述べられているように、いくつかの例外を除いて、ほぼ常に機能しているようです。 1994年。
行動理論の実践的応用
動作変更にはいくつかの欠点があるため、欠点のいくつかを修正することを目的とした別の手法を開発しました。 新しいプログラムは ツッタバ、これはフィンランド語の頭字語です 安全に生産的. 主な違いを表 1 に示します。
表 1. Tuttava と他のプログラム/テクニックの違い
|
側面 |
安全のための行動修正 |
参加型職場改善プロセス、Tuttava |
|
ベース |
事故、インシデント、リスク認識 |
作業分析、ワークフロー |
|
フォーカス |
人とその行動 |
の賃貸条件 |
|
製品の導入 専門家、コンサルタント |
合同の従業員管理チーム |
|
|
効果 |
一時的な |
持続可能な未来に向けて |
|
目標 |
行動の変化 |
根本的かつ文化的な変化 |
行動安全プログラムの根底にある安全理論は非常に単純です。 間に明確な線があることを前提としています。 安全な & 安全でない. 安全メガネを着用することは、安全な行動を意味します。 メガネの光学的品質が悪くても、視野が狭くなっても問題ありません。 より一般的には、 安全な & 安全でない 危険な単純化かもしれません。
工場の受付で、工場見学のため指輪を外してほしいと言われました。 彼女は私に指輪を外すように頼むことで安全な行動をとりました。 しかし、結婚指輪は私にとって非常に感情的な価値があります。 そのため、ツアー中に指輪を紛失することが心配でした。 これは私の知覚的および精神的エネルギーの一部を周囲の観察から遠ざけました。 私はあまり注意を払っていなかったので、通り過ぎるフォークリフトに轢かれる危険性がいつもより高かった.
「リングなし」ポリシーは、おそらく過去の事故に端を発しています。 安全メガネの着用と同様に、それ自体が安全を表しているかどうかは明らかではありません。 事故の調査と関係者は、危険な行為を特定するための最も自然な情報源です。 しかし、これは非常に誤解を招く可能性があります。 調査員は、ある行為が調査中の傷害にどのように寄与したかを本当に理解していない可能性があります。 したがって、「安全ではない」とラベル付けされた行為は、一般的に言えば安全ではない可能性があります。 このため、ここで開発されたアプリケーション (Saari and Näsänen 1989) は、作業分析の観点から行動目標を定義します。 道具や材料に焦点を当てているのは、労働者が毎日それらを扱っており、身近な物について話し始めるのは簡単だからです。
直接的な方法で人々を観察すると、簡単に非難につながります。 非難は、経営陣と労働者の間の組織的緊張と対立につながり、継続的な安全改善には有益ではありません。 したがって、行動を直接強制しようとするよりも、体調に焦点を当てる方が良い. 材料やツールの取り扱いに関連する動作にアプリケーションをターゲットにすると、関連する変更が非常に目立つようになります。 行動自体は XNUMX 秒しか続かないかもしれませんが、目に見える痕跡を残さなければなりません。 例えば、使用後のツールを所定の場所に戻すのは非常に短時間です。 ツール自体は引き続き表示および観察可能であり、動作自体を観察する必要はありません。
目に見える変化には 1 つの利点があります。(2) 改善が行われることが誰にとっても明らかであり、(XNUMX) 人々は自分のパフォーマンス レベルを環境から直接読み取れるようになります。 現在のパフォーマンスを知るために、観察ラウンドの結果は必要ありません。 このようにして、改善は正しい動作に関して肯定的な結果として機能し始め、人工的なパフォーマンス指標は不要になります。
研究者と外部コンサルタントは、前述のアプリケーションの主要なアクターです。 労働者は自分の仕事について考える必要はありません。 彼らが行動を変えればそれで十分です。 しかし、より深く、より永続的な結果を得るためには、彼らがプロセスに関与した方が良いでしょう. したがって、アプリケーションは作業者と管理者の両方を統合し、実装チームが両側の代表者で構成されるようにする必要があります。 また、継続的な測定を行わなくても永続的な結果が得られるアプリケーションがあると便利です。 残念ながら、通常の行動修正プログラムでは目に見える変化は起こらず、多くの重大な行動は XNUMX 秒または数分の XNUMX 秒しか持続しません。
この手法には、説明した形でいくつかの欠点があります。 理論的には、観察ラウンドが終了すると、ベースラインへの再発が発生するはずです。 プログラムを開発し、観察を実行するためのリソースは、得られる一時的な変化に比べて広すぎる可能性があります。
ツールと資料は、組織の機能の質への一種の窓を提供します。 たとえば、あまりにも多くのコンポーネントや部品がワークステーションを乱雑にしている場合、企業の購買プロセスまたはサプライヤーの手順に問題があることを示している可能性があります。 過剰な部品の物理的存在は、組織機能に関する議論を開始する具体的な方法です。 組織についての抽象的な議論に特に慣れていない労働者は、参加して、彼らの観察を分析に持ち込むことができます。 工具や材料は、事故のリスクにつながる潜在的な隠れた要因への道を提供することがよくあります。 これらの要因は通常、本質的に組織的および手続き的なものであるため、具体的かつ実質的な情報の問題なしに対処することは困難です。
組織の機能不全も安全上の問題を引き起こす可能性があります。 たとえば、最近の工場訪問では、労働者が数トンの重さのパレットに製品をまとめて手作業で持ち上げているのが観察されました。 これは、購買システムとサプライヤーのシステムがうまく機能せず、その結果、製品ラベルが適切なタイミングで入手できなかったために発生しました。 製品はパレットに何日も置いておかなければならず、通路を塞いでいました。 ラベルが到着すると、製品は再び手作業でラインに持ち上げられました。 これはすべて余分な作業であり、背中やその他の怪我のリスクにつながる作業でした.
改善プログラムを成功させるには、満たさなければならない XNUMX つの条件
成功するためには、問題とその背後にあるメカニズムについて、理論的かつ実践的に正しく理解する必要があります。 これは、改善の目標を設定するための基盤であり、(1) 人々は新しい目標を知る必要があり、(2) それに応じて行動するための技術的および組織的な手段を持たなければならず、(3) 動機付けされなければなりません (図3)。 このスキームは、すべての変更プログラムに適用されます。
図 3. 安全プログラムを成功させるための XNUMX つのステップ

安全キャンペーンは、目標に関する情報を効率的に広めるための優れた手段となる場合があります。 ただし、他の基準が満たされている場合にのみ、人々の行動に影響を与えます。 ヘルメットの着用を義務付けても、ヘルメットを持っていない人や、寒冷地などでヘルメットがひどく不快な場合には何の影響もありません。 安全キャンペーンもモチベーションを高めることを目的とする場合がありますが、受信者がメッセージを特定の行動に変換するスキルを持っていない限り、「安全第一」などの抽象的なメッセージを送るだけでは失敗します. 現場での負傷を 50% 減らすように言われている工場長も、事故のメカニズムを何も理解していなければ、同じような状況になります。
図 3 に示す XNUMX つの基準を満たす必要があります。 たとえば、溶接光が他の作業者の領域に到達するのを防ぐために、独立したスクリーンを使用することになっている実験が行われました。 適切な組織的合意がなされていないことが認識されなかったため、実験は失敗しました。 スクリーンを設置するのは、溶接工か、光にさらされている近くの他の作業者か? どちらも出来高ベースで作業し、時間を無駄にしたくないため、実験の前に補償に関する組織的な合意がなされている必要がありました。 安全プログラムを成功させるには、これら XNUMX つの領域すべてに同時に対処する必要があります。 そうしないと、進行が制限されます。
ツッタバプログラム
Tuttava プログラム (図 4) は 4 ~ 6 か月続き、一度に 5 ~ 30 人の作業領域をカバーします。 これは、管理者、監督者、および労働者の代表者からなるチームによって行われます。
図 4. Tuttava プログラムは XNUMX つの段階と XNUMX つのステップで構成されています
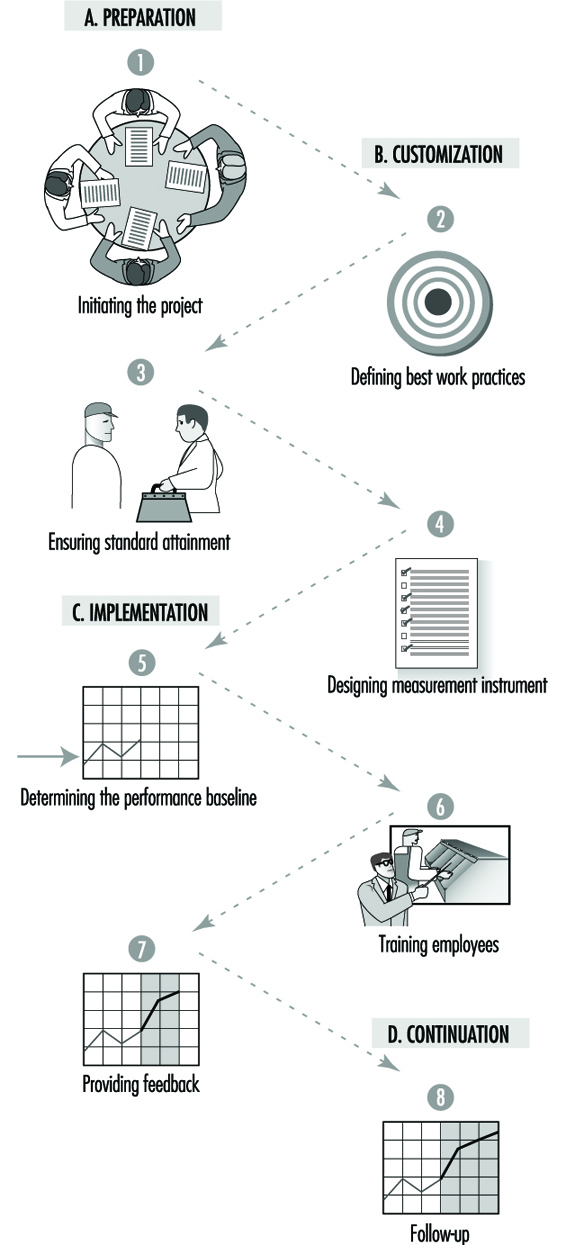
パフォーマンス目標
最初のステップは、約 2 個の明確に指定された目標で構成されるパフォーマンス目標またはベスト ワーク プラクティスのリストを準備することです (表 1)。 目標は、(2) 前向きで作業を容易にする、(3) 一般的に受け入れられる、(4) シンプルで簡潔に述べる、(5) 実行する重要な項目を強調するために動作動詞で最初に表現する、(XNUMX) 簡単にする必要があります。観察し、測定する。
表 2. 作業のベスト プラクティスの例
- 通路や通路は空けておいてください。
- 使用しないときは、ツールを適切な場所に保管してください。
- 化学薬品の適切な容器と廃棄方法を使用してください。
- 使用後はすべてのマニュアルを適切な場所に保管してください。
- 測定器の正しい校正を確認してください。
- トロリー、バギー、パレットは、使用後、適切な場所に戻してください。
- ビンから部品(ボルト、ナットなど)を適切な量だけ取り出し、未使用のアイテムを返却する
- 適切な場所に戻します。
- 気付かないうちに落下する可能性のある緩い物をポケットから取り除きます。
ターゲットを特定するためのキーワードは、 豊富なツール群 & 材料. 通常、目標とは、材料やツールの適切な配置、通路を開いたままにする、漏れやその他のプロセス障害をすぐに修正する、消火器、非常口、変電所、安全スイッチなどに自由にアクセスできるようにするなどの目標を指します。 印刷インキ工場でのパフォーマンス目標を表 3 に示します。
表 3. 印刷インキ工場でのパフォーマンス目標
- 通路を開いたままにしてください。
- 可能であれば、常にコンテナにカバーを付けてください。
- 使用後はボトルを閉めてください。
- 使用後は工具を洗浄して返却してください。
- 引火性物質を移動するときは容器を接地する。
- 指定された個人保護具を使用してください。
- 局所排気装置を使用してください。
- 作業エリアには、すぐに必要な材料と物質のみを保管してください。
- フレキソ印刷インキを製造する部門では、指定されたフォークリフトのみを使用してください。
- すべての容器にラベルを付けます。
これらの目標は、行動修正プログラムで定義された安全な行動に匹敵します。 違いは、トゥッタバの行動は目に見える痕跡を残すことです。 使用後にボトルを閉じるのは、XNUMX 分もかからない動作です。 ただし、使用されていないボトルを観察することで、これが行われたかどうかを確認することができます。 人を観察する必要はありません。これは、指差しや非難を避けるために重要な事実です。
目標は、チームが従業員に期待する行動の変化を定義します。 この意味で、行動修正における安全な行動と比較されます。 ただし、ほとんどの目標は、労働者の行動だけでなく、より広い意味を持つものを指します。 たとえば、すぐに必要な資材だけを作業エリアに保管することが目標になる場合があります。 これには、作業プロセスの分析とその理解が必要であり、技術的および組織的な取り決めの問題が明らかになる可能性があります。 時々、材料は毎日の使用に便利に保管されていません. 場合によっては、配送システムの動作が非常に遅くなったり、妨害に弱いため、従業員が作業エリアに大量の物資を備蓄しすぎたりすることがあります。
観察チェックリスト
パフォーマンス目標が十分に明確に定義されている場合、チームは、目標がどの程度達成されているかを測定するための観察チェックリストを設計します。 エリアから約100箇所の測定ポイントを選定。 例えば、印刷インキ工場の測定点数は126点。 各ポイントで、チームは 1 つまたは複数の特定の項目を観察します。 たとえば、廃棄物容器に関しては、項目は (2) 容器がいっぱいになっていないか、(3) 適切な種類の廃棄物が入れられているか、(0) 必要に応じてカバーがかかっているか、などです。 各項目は、正しいか正しくないかしかありません。 二分された観察は、測定システムを客観的で信頼できるものにします。 これにより、すべての測定ポイントをカバーする観測ラウンドの後にパフォーマンス インデックスを計算できます。 指数は、単に正しく評価されたアイテムのパーセンテージです。 指数は明らかに 100 から 50 の範囲であり、基準がどの程度満たされているかを直接示します。 観察チェックリストの最初のドラフトが利用可能になると、チームはテスト ラウンドを実施します。 結果が 60 ~ 20% 程度で、チームの各メンバーがほぼ同じ結果を得た場合、チームは Tuttava の次のフェーズに進むことができます。 最初の観察ラウンドの結果が低すぎる場合 (たとえば 50%)、チームはパフォーマンス目標のリストを修正します。 これは、プログラムがあらゆる面でポジティブでなければならないからです。 ベースラインが低すぎると、以前のパフォーマンスを適切に評価できなくなります。 むしろ、パフォーマンスの悪さのせいにするだけです。 適切なベースラインは約 XNUMX% です。
技術的、組織的、および手続き上の改善
プログラムの非常に重要なステップは、パフォーマンス目標の達成を確実にすることです。 例えば、廃棄物コンテナの数が不十分であるという理由だけで、廃棄物が床に横たわっている可能性があります。 供給体制が整っていないため、材料や部品が余る場合があります。 労働者に行動の変化を要求することが正しくなる前に、システムが改善されなければなりません。 達成可能性についてそれぞれの目標を調べることにより、チームは通常、技術的、組織的、および手順上の改善のための多くの機会を特定します。 このようにして、ワーカー メンバーは実際の経験を開発プロセスに取り入れます。
労働者は一日中職場で過ごすため、管理者よりも作業プロセスについてはるかに多くの知識を持っています。 パフォーマンス目標の達成を分析することで、従業員は自分の考えを経営陣に伝える機会を得ます。 改善が行われると、従業員はパフォーマンス目標を達成するための要求をより受け入れやすくなります。 通常、この手順により、管理が容易な是正措置につながります。 たとえば、製品は調整のためにラインから削除されました。 良い製品もあれば、悪い製品もありました。 生産労働者は、どの製品をラインに戻し、どの製品をリサイクルに出すかを知るために、良品と不良品の指定された領域をマークしたいと考えていました。 このステップでは、拒否された製品が保管されているエリアの新しい換気システムなど、主要な技術的変更も必要になる場合があります。 場合によっては、変更の数が非常に多くなります。 たとえば、わずか 300 人の従業員を雇用する石油ベースの化学薬品を製造する工場では、60 以上の技術的改善が行われました。 不満や各部門の過負荷を避けるために、改善の実施をうまく管理することが重要です。
ベースライン測定
ベースライン観測は、パフォーマンス目標の達成が十分に保証され、観測チェックリストが十分に信頼できるときに開始されます。 改善には時間がかかるため、目標の修正が必要になる場合があります。 チームは、一般的な基準を決定するために、数週間にわたって毎週観察ラウンドを実施します。 このフェーズは重要です。なぜなら、後でいつでもパフォーマンスを初期パフォーマンスと比較できるからです。 人々は、ほんの数か月前のことを簡単に忘れてしまいます。 継続的な改善を強化するには、進歩の感覚を持つことが重要です。
フィードバック
次のステップとして、チームは地域のすべての人を訓練します。 通常、XNUMX時間のセミナーで行われます。 ベースライン測定の結果が一般に公表されるのは今回が初めてです。 フィードバック フェーズは、セミナーの直後に始まります。 観察ラウンドは毎週続きます。 現在、ラウンドの結果は、インデックスを目に見える場所に配置されたチャートに掲載することにより、すぐに全員に知られます。 すべての批判的な発言、非難、またはその他の否定的なコメントは固く禁じられています。 チームは、目標で指定されたとおりに行動していない個人を特定しますが、チームはその情報を秘密にしておくように指示されています。 場合によっては、特にその地域で働く人数が少ない場合は、最初からすべての従業員がプロセスに組み込まれます。 これは、代表的な実装チームを持つよりも優れています。 ただし、どこでもできるわけではありません。
パフォーマンスへの影響
フィードバックが開始されてから数週間以内に変化が起こります (図 5)。 人々は職場を目に見えてより良い状態に保ち始めます。 パフォーマンス インデックスは通常 50% から 60% に跳ね上がり、さらに 80% または 90% に跳ね上がります。 これは絶対的には大したことではないかもしれませんが、 is ショップフロアに大きな変化をもたらします。
図 5. 造船所の部門からの結果

性能目標は安全性の問題だけでなく意図的に言及しているため、利点は安全性の向上から生産性、材料とフロア映像の節約、外観の向上などにまで及びます。 改善をすべての人にとって魅力的なものにするために、安全性を生産性や品質などの他の目標と統合する目標があります。 これは経営陣にとって安全性をより魅力的なものにするために必要であり、経営陣は重要度の低い安全性の改善に対してより積極的に資金を提供します。
持続可能な結果
プログラムが最初に開発されたとき、さまざまなコンポーネントをテストするために 12 の実験が行われました。 追跡観測は、造船所で 2 年間行われました。 新しいレベルのパフォーマンスは、2 年間のフォローアップ中も維持されていました。 持続可能な結果は、このプロセスを通常の行動修正から分離します。 材料、ツールなどの場所の目に見える変化、および技術的な改善により、すでに確保されている改善が衰退するのを防ぎます。 3 年が経過した時点で、造船所での事故への影響の評価が行われました。 結果は劇的でした。 事故は 70% から 80% 減少しました。 これは、行動の変化に基づいて予想できる以上のものでした。 業績目標とは全く関係のない事故も減少しました。
事故に対する主な影響は、プロセスが達成する直接的な変化に起因するものではありません。 むしろ、これは他のプロセスが従うための出発点です。 Tuttava は非常に前向きで、顕著な改善をもたらすため、経営陣と労働者の関係が改善され、チームは他の改善に向けて励まされます。
文化の変化
大規模な製鉄所は、Tuttava の多数のユーザーの 987 つであり、その主な目的は安全文化を変えることでした。 57 年に始まったとき、987 万時間の労働時間あたり 35 件の事故がありました。 これまでの安全管理は、トップからの指示に大きく依存していました。 残念ながら、社長は引退し、新しい経営陣は安全文化に対する同様の需要を生み出すことができなかったため、誰もが安全を忘れてしまいました. 中間管理職の間では、安全は社長の要求により余分なものとして否定的に考えられていました。 彼らは XNUMX 年に XNUMX の Tuttava チームを編成し、その後毎年新しいチームが追加されました。 現在、XNUMX 万時間の労働時間あたりの事故件数は XNUMX 件未満であり、この数年間、生産量は着実に増加しています。 このプロセスにより、中間管理職がそれぞれの部門で安全と生産に同時に役立つ改善を目にしたため、安全文化が改善されました。 彼らは、他の安全プログラムやイニシアチブをより受け入れるようになりました。
実用上の利点は大きかった。 たとえば、従業員 300 人の製鉄所のメンテナンス サービス部門は、労働災害による損失日数が 400 日減少したと報告しました。つまり、600 日から 200 日になりました。 欠勤率もXNUMXポイント下がりました。 上司は、「物質的にも精神的にも組織化された職場に来る方が良い」と述べました. 投資は、経済的利益のほんの一部に過ぎませんでした。
1,500 人を雇用する別の会社は、15,000 m の放出を報告した2 材料、設備などをより良い状態で保管するため、生産エリアの。 同社は家賃を 1.5 万米ドル減らしました。 あるカナダの企業は、Tuttava の導入によって物的損害が減少したため、年間約 1 万カナダドルを節約しています。
これらは、文化の変化によってのみ可能な結果です。 新しい文化で最も重要な要素は、ポジティブな経験を共有することです。 マネージャーは、「人々の時間を買うことができ、特定の場所での物理的な存在を買うことができ、XNUMX時間あたりの熟練した筋肉の動きの測定数を買うことさえできます. しかし、あなたは忠誠心を買うことはできず、心、精神、魂の献身を買うことはできません. あなたはそれらを獲得しなければなりません。 Tuttava の積極的なアプローチは、マネージャーが作業チームの忠誠心と献身を獲得するのに役立ちます。 これにより、このプログラムは従業員をその後の改善プロジェクトに参加させるのに役立ちます。
安全意思決定の方法
会社は複雑なシステムであり、意思決定は多くのつながりとさまざまな状況下で行われます。 安全性は、管理者がアクションを選択する際に考慮しなければならない多数の要件の XNUMX つにすぎません。 安全問題に関する決定は、管理すべきリスク問題の属性と組織内での意思決定者の立場に応じて、その範囲と性質が大きく異なります。
個人的にも組織的にも、人々が実際に意思決定を行う方法について多くの研究が行われてきました。 Kahnemann、Slovic、および Tversky (1977)。 モンゴメリーとスベンソン (1982)。 この記事では、安全管理で使用される意思決定方法の基礎として、この分野で選択された研究経験を検討します。 原則として、安全に関する意思決定は、他の管理領域の意思決定と大差ありません。 安全管理に関わる活動はあまりにも複雑で、範囲や性質が多様であるため、すべての状況で適切な決定を下すための簡単な方法や一連のルールはありません。
この記事の主な焦点は、単純な処方箋や解決策を提示することではなく、安全性に関する適切な意思決定のためのいくつかの重要な課題と原則についてより多くの洞察を提供することです. 主に Hale らの研究に基づいて、安全性の問題に関する問題解決の範囲、レベル、および手順の概要を説明します。 (1994)。 問題解決は、問題を特定し、実行可能な解決策を導き出す方法です。 これは、検討すべき意思決定プロセスにおける重要な最初のステップです。 安全性に関する実際の意思決定の課題を視野に入れるために、 合理的選択理論 議論される。 記事の最後の部分では、組織的な文脈での意思決定について説明し、意思決定に関する社会学的視点を紹介します。 また、安全管理における重要な活動および課題としての安全問題に関する意思決定の主要な側面、課題、および落とし穴についてより多くの洞察を提供するために、安全管理のコンテキストにおける主要な問題および意思決定の方法のいくつかも含まれています。 .
安全に関する意思決定の背景
安全性の問題と意思決定の問題の性質の両方が企業の存続期間にわたって大幅に変化するため、安全性に関する意思決定の方法の一般的な表現は複雑です。 コンセプトと設立から閉鎖まで、企業のライフサイクルは次の XNUMX つの主要な段階に分けることができます。
- デザイン
- 建設
- 試運転
- 操作
- メンテナンスと改造
- 分解と解体。
ライフサイクルの各要素には、そのフェーズだけに固有のものではなく、他のフェーズの一部またはすべてに影響を与える安全性に関する決定が含まれます。 設計、建設、および試運転中の主な課題は、決定された安全基準と仕様の選択、開発、および実現に関係しています。 運用、保守、および解体中の安全管理の主な目的は、決定された安全レベルを維持し、場合によっては改善することです。 建設段階は、ある程度「生産段階」を表しています。なぜなら、建設の安全原則を順守しなければならないと同時に、構築されているものの安全仕様を実現しなければならないからです。
安全管理判断レベル
安全に関する決定も、組織レベルによって性格が異なります。 ヘイル等。 (1994) 組織における安全管理の XNUMX つの主な決定レベルを区別します。
レベル 実行 関係者(労働者)の行動が、職場における危険の発生と管理に直接影響するレベルです。 このレベルは、ハザードの認識と、ハザードを排除、削減、管理するための行動の選択と実施に関係しています。 このレベルの自由度は限られています。 したがって、フィードバックと修正のループは、本質的に、確立された手順からの逸脱を修正し、慣行を標準に戻すことに関係しています。 合意された規範がもはや適切でないと考えられる状況が特定されるとすぐに、次のより高いレベルがアクティブ化されます。
レベル 計画、組織および手順 予想されるハザードの全範囲に関して、実行レベルで取られるアクションを考案し、形式化することに関係しています。 責任、手順、報告ラインなどを定める計画および組織レベルは、通常、安全マニュアルに記載されています。 組織にとって新しいハザードに対する新しい手順を開発し、既存の手順を変更して、ハザードに関する新しい洞察またはハザードに関連する解決策の基準に追いつくのは、このレベルです。 このレベルは、抽象的な原則を具体的なタスクの割り当てと実装に変換することを含み、多くの品質システムで必要とされる改善ループに対応しています。
レベル 構造と管理 安全管理の全体的な原則に関係しています。 このレベルは、組織が現在の計画と組織化のレベルが受け入れられるパフォーマンスを達成するための根本的な方法で失敗していると考えるときにアクティブになります。 これは、安全管理システムの「通常の」機能が批判的に監視され、組織の外部環境の変化に直面して継続的に改善または維持されるレベルです。
ヘイル等。 (1994) は、XNUMX つのレベルが 抽象化 XNUMX種類のフィードバックに対応。 各抽象的なレベルで指定された活動はさまざまな方法で適用できるため、製造現場、第一ライン、および上位管理の階層レベルと連続していると見なされるべきではありません。 タスクの割り当て方法は、個々の企業の文化と働き方を反映しています。
安全に関する意思決定プロセス
安全上の問題は、何らかの問題解決または意思決定プロセスを通じて管理する必要があります。 ヘイルらによると。 (1994) このプロセスは、 問題解決サイクル、上記の 1 つのレベルの安全管理に共通しています。 問題解決サイクルは、望ましい、期待される、または計画された成果からの潜在的または実際の逸脱によって引き起こされる安全上の問題を分析および決定するための、理想化された段階的な手順のモデルです (図 XNUMX)。
図 1. 問題解決のサイクル
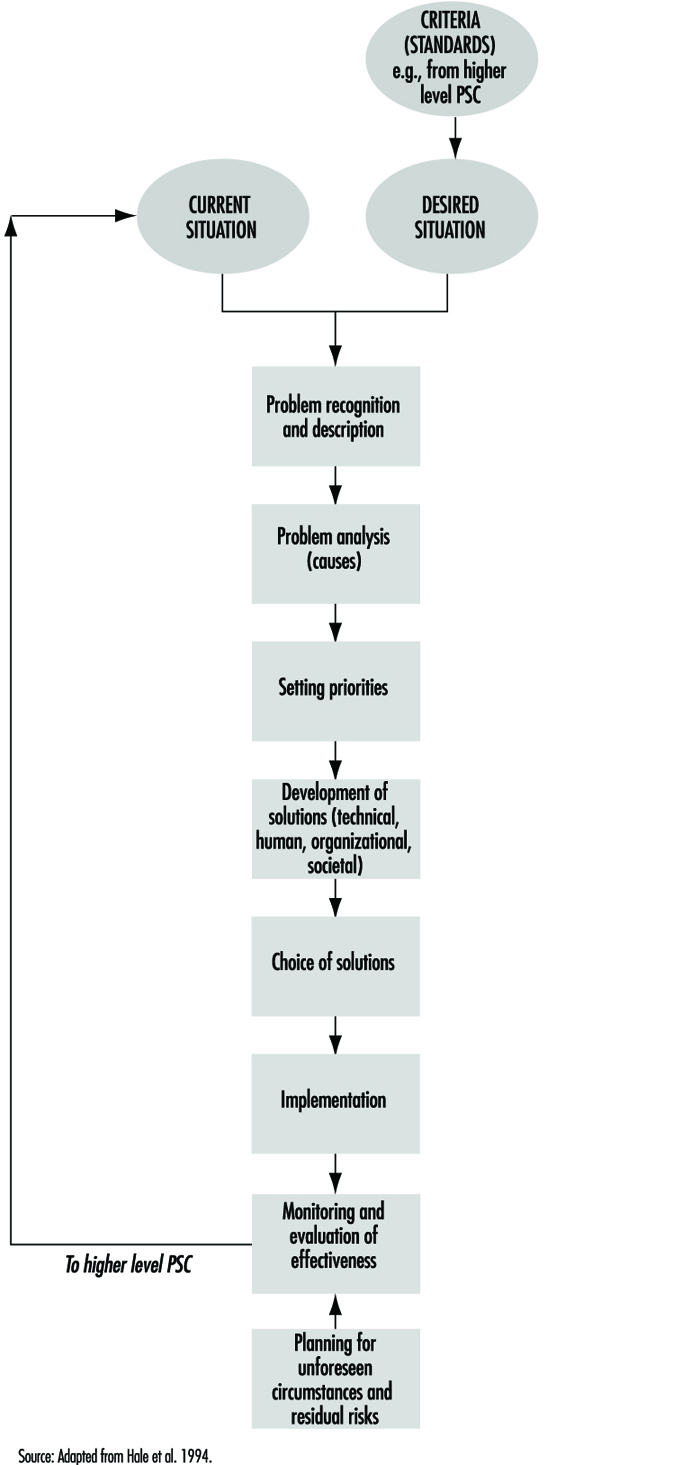
手順は原則として XNUMX つの安全管理レベルすべてで同じですが、実際の適用は、処理される問題の性質によって多少異なる場合があります。 このモデルは、安全管理に関する決定が多くの種類の問題にまたがることを示しています。 実際には、安全管理における次の XNUMX つの基本的な意思決定問題のそれぞれは、主要な問題領域のそれぞれに関する選択の基礎を形成するいくつかのサブ決定に分解する必要があります。
- 活動/部門/会社などの許容可能な安全レベルまたは基準は何ですか?
- 安全レベルを評価するためにどのような基準を使用する必要がありますか?
- 現在の安全レベルは?
- 許容可能な安全レベルと観察された安全レベルの間で特定された偏差の原因は何ですか?
- 逸脱を修正し、安全レベルを維持するには、どのような手段を選択する必要がありますか?
- 是正措置はどのように実施し、フォローアップする必要がありますか?
合理的選択理論
マネージャーが意思決定を行う方法は、組織のメンバーの間で受け入れられるようにするために、何らかの合理性の原則に基づいている必要があります。 実際の状況では、何が合理的かを定義するのは必ずしも容易ではなく、合理的な決定として定義される可能性のあるものの論理的要件を満たすのは難しい場合があります。 合理的選択理論 (RCT) は、合理的な意思決定の概念であり、もともとは市場における経済行動を説明するために開発されたもので、後に経済行動だけでなく、政治哲学から心理学まで、ほぼすべての社会科学分野で研究されている行動を説明するために一般化されました。
人間の最適な意思決定に関する心理学的研究は、 主観的期待効用理論 (SEU)。 RCT と SEU は基本的に同じです。 アプリケーションのみが異なります。 SEU は個人の意思決定の考え方に焦点を当てていますが、RCT は組織全体または機関内での行動を説明するという幅広い用途があります。たとえば、Neumann と Politser (1992) を参照してください。 最新のオペレーション リサーチのツールのほとんどは、SEU の仮定を使用しています。 彼らは、特定の制約の下で、ある目標の達成を最大化することが望まれていると仮定し、すべての選択肢と結果 (またはその確率分布) が既知であると仮定しています (Simon and Associates 1992)。 RCT と SEU の本質は次のように要約できます (March and Simon 1993)。
意思決定者は、意思決定の状況に遭遇したとき、自分の行動を選択するための一連の選択肢全体を取得して確認します。 このセットは単純に与えられます。 理論はそれがどのように得られるかを示していません。
それぞれの選択肢には、一連の結果 (その特定の選択肢が選択された場合に発生するイベント) が付随しています。 ここで、既存の理論は次の XNUMX つのカテゴリに分類されます。
- 確実性理論 意思決定者は、各選択肢に続く結果について完全かつ正確な知識を持っていると仮定します。 の場合 確実性、選択は明白です。
- リスク理論 各選択肢の結果の確率分布の正確な知識を前提としています。 の場合 リスク、合理性は通常、期待される効用が最大になる代替案の選択として定義されます。
- 不確実性理論 各選択肢の結果は、すべての可能な結果のサブセットに属するが、意思決定者は特定の結果の発生に明確な確率を割り当てることができないと仮定します。 の場合 不確実性、合理性の定義が問題になります。
最初に、意思決定者は「効用関数」または「優先順位付け」を使用して、すべての結果セットを最も好ましいものから最も好ましくないものにランク付けします。 別の提案が「最小リスク」のルールであることに注意する必要があります。これにより、各選択肢から生じる可能性のある「最悪の結果セット」を考慮し、最悪の結果セットが添付された最悪の結果セットよりも優先される選択肢を選択します。他の選択肢に。
意思決定者は、望ましい一連の結果に最も近い選択肢を選択します。
RCT の難点の XNUMX つは、 合理性 それ自体が問題です。 何が合理的かは、決定が行われる社会的文脈によって異なります。 Flanagan (1991) が指摘したように、XNUMX つの用語を区別することが重要です。 合理性 & 論理性. 合理性は、一部の個人の意味と生活の質に関連する問題と結びついていますが、論理性はそうではありません。 後援者の問題は、現実の意思決定ではめったに存在しない価値の中立性を仮定しているという点で、合理的選択モデルが明確にできない問題です (Zey 1992)。 説明理論としての RCT と SEU の価値はいくぶん限定されていますが、「合理的な」意思決定の理論モデルとしては有用です。 行動が期待効用理論によって予測される結果から逸脱することが多いという証拠は、その理論が人々がどのように行動するかを不適切に規定していることを必ずしも意味するものではありません すべき 決定する。 規範モデルとして、この理論は、人々が最適効用公理に違反する決定を行う方法と理由に関する研究を生み出すのに役立つことが証明されています。
RCT と SEU の考え方を安全性の意思決定に適用することで、安全性に関して行われた選択の「合理性」を評価するための基礎が提供される可能性があります。 信頼できるデータが不足しているため、合理的選択の原則に準拠できないことがよくあります。 利用可能な行動または可能な行動の全体像を把握していないか、さまざまな予防措置の実施など、さまざまな行動の影響の不確実性が大きくなる可能性があります。 したがって、RCT は意思決定プロセスのいくつかの弱点を指摘するのに役立つかもしれませんが、選択の質を改善するためのガイダンスはほとんど提供しません。 合理的選択モデルの適用可能性におけるもう XNUMX つの制限は、組織内のほとんどの決定が必ずしも最適なソリューションを検索するとは限らないことです。
問題解決
合理的選択モデルは、 代替案の評価と選択. ただし、行動方針を決定するには、サイモンとアソシエイト (1992) が次のように説明することも必要です。 問題解決. これは、注意が必要な問題を選択し、目標を設定し、適切な行動方針を見つけたり決定したりする作業です。 (マネージャーは問題があることを知っているかもしれませんが、もっともらしい行動方針に注意を向けるほど状況をよく理解していないかもしれません。) 前述のように、 合理的な選択 主に経済学、統計学、オペレーションズ リサーチにそのルーツがあり、心理学者の注目を集めたのはごく最近のことです。 問題解決の理論と方法には、非常に異なる歴史があります。 問題解決は当初、主に心理学者によって研究され、最近では人工知能の研究者によって研究されました。
実証研究によると、問題解決のプロセスは、さまざまな活動において多かれ少なかれ同じように行われることが示されています。 第 XNUMX に、問題解決は一般に、経験則 (ヒューリスティック) を使用して検索をガイドし、多数の可能性の集合を選択的に検索することによって進められます。 現実的な問題状況での可能性は事実上無限であるため、試行錯誤の検索はまったく機能しません。 検索は高度に選択的でなければなりません。 検索をガイドするためによく使用される手順の XNUMX つを次のように説明します。 山登り—目標へのアプローチの何らかの尺度を使用して、次に探すのが最も収益性の高い場所を決定します。 もう XNUMX つのより強力な一般的な手順は、次のとおりです。 手段-目的分析. この方法を使用する場合、問題解決者は現在の状況と目標を比較し、それらの間の違いを検出してから、違いを減らす可能性のあるアクションをメモリから検索します。 問題解決について学んだもう XNUMX つのことは、特に解決者が専門家である場合、解決者の思考プロセスは、メモリに格納された大量の情報に依存しており、解決者がその関連性を示す合図を認識するたびに取得できるということです。
現代の問題解決理論の成果の XNUMX つは、専門家の行動に頻繁に見られる直感と判断の現象を説明することです。 専門知識の貯蔵庫は何らかの方法であると思われる 索引付けされた それをアクセス可能にする認識の手がかりによって。 専門家は、いくつかの基本的な推論機能 (おそらくは手段-目的分析の形で) を組み合わせて、この索引付け機能を適用して、困難な問題に対する満足のいく解決策を見つけます。
安全管理者が直面する課題のほとんどは、なんらかの問題解決を必要とするものです。たとえば、事故や安全上の問題の根本的な原因を特定して、予防策を見つけ出すなどです。 ヘイルらによって開発された問題解決サイクル。 (1994) (図 1 を参照) は、安全性の問題解決の段階に何が関係しているかをよく説明しています。 明らかなことは、合理的選択理論で従われてきたのと同じ方法で、理想的な問題解決プロセスとは何かについて厳密に論理的または数学的モデルを開発することは、現時点では不可能であり、望ましくないかもしれないということです。 この見解は、以下で説明する問題解決と意思決定の実際の例における他の困難の知識によってサポートされています。
構造化されていない問題、議題の設定と枠組み
実生活では、目標自体が複雑で、場合によっては明確に定義されていないために、問題解決プロセスが曖昧になる状況が頻繁に発生します。 しばしば起こるのは、問題の本質そのものが探求の過程で連続的に変化するということです。 問題がこれらの特徴を持っている限り、それは呼ばれるかもしれません 構造が悪い. そのような特徴を持つ問題解決プロセスの典型的な例は、(1)新しいデザインの開発と(2)科学的発見です。
明確に定義されていない問題の解決が、科学的研究の対象となったのはごく最近のことです。 問題が明確に定義されていない場合、問題解決プロセスには、解決基準に関する十分な知識と、それらの基準を満たすための手段に関する知識が必要になります。 両方の種類の知識は、プロセスの過程で喚起されなければならず、基準と制約の喚起は、問題解決プロセスが取り組んでいる解決策を継続的に修正し、再形成します。 リスクと安全性の問題における問題の構造化と分析に関するいくつかの研究が公開されており、有益な研究になる可能性があります。 たとえば、Rosenhead 1989 および Chicken and Haynes 1989 を参照してください。
議題の設定は、問題解決プロセスのまさに最初のステップであり、最も理解されていないことでもあります。 問題をアジェンダの先頭に持ち込むのは、問題の特定と、その解決を容易にする方法でそれをどのように表現できるかを決定するという結果的な課題です。 これらは、意思決定プロセスの研究で最近注目されているテーマです。 アジェンダを設定するというタスクは、最も重要です。なぜなら、個々の人間と人間の組織の両方が、多くのタスクを同時に処理する能力が限られているからです。 十分に注目されている問題もあれば、無視されている問題もあります。 新しい問題が突然予期せず発生した場合 (例: 消火活動)、整然とした計画と審議に取って代わることがあります。
問題がどのように表現されるかは、発見された解決策の質に大きく関係しています。 現在、代表または 問題の枠組み アジェンダの設定ほど理解されていません。 科学と技術の多くの進歩の特徴は、枠組みの変化が、問題を解決するためのまったく新しいアプローチをもたらすことです。 近年の安全科学における問題定義の枠組みにおけるこのような変化の一例は、作業の詳細から、作業状況全体を作り出す組織の決定と条件へと焦点が移ったことです。たとえば、Wagenaar を参照してください。ら。 (1994)。
組織における意思決定
組織の意思決定のモデルは、選択の問題を、意思決定者が順序立てられた一連のステップで目的を最大化しようとする論理的なプロセスと見なします (図 2)。 このプロセスは、原則として、組織が管理しなければならない他の問題に関する決定と同じです。
図 2. 組織における意思決定プロセス

これらのモデルは、組織における「合理的な意思決定」の一般的なフレームワークとして機能する可能性があります。 ただし、このような理想的なモデルにはいくつかの制限があり、実際に発生する可能性のあるプロセスの重要な側面が除外されています。 組織の意思決定プロセスの重要な特徴のいくつかを以下で説明します。
組織の選択に適用される基準
合理的選択モデルは最適な代替案を見つけることに夢中になっていますが、組織の決定には他の基準がさらに関連している可能性があります。 マーチとサイモン (1993) が観察したように、組織はさまざまな理由で、 満足のいく ではなく 最適な ソリューションを提供しています。
- 最適な選択肢。 (1) すべての代替案を比較できる一連の基準が存在し、(2) これらの基準によって、問題の代替案が他のすべての代替案よりも優先される場合、その代替案は最適であると定義できます (「合理的」の議論も参照)。上記の選択)。
- 満足のいく代替品。 (1) 最低限満足できる代替案を説明する一連の基準が存在し、(2) 問題の代替案がこれらの基準を満たすか超える場合、その代替案は満足のいくものです。
マーチとサイモン (1993) によると、個人であれ組織であれ、ほとんどの人間の意思決定は、以下の発見と選択に関係しています。 満足のいく 代替案。 例外的な場合にのみ、発見と選択に関係します。 最適な 代替案。 安全管理では、安全に関する満足のいく代替案で通常は十分であるため、安全上の問題に対する所定の解決策は、指定された基準を満たす必要があります。 最適な選択の安全性の決定にしばしば適用される典型的な制約は、「十分に良いが、可能な限り安価である」などの経済的考慮事項です。
プログラムされた意思決定
マーチとサイモン (1993) は、人間の意思決定と組織の意思決定の類似点を探り、メンバーの情報処理能力が限られているため、組織が完全に合理的であることはあり得ないと主張しました。 意思決定者は、(1) 通常、不完全な情報に基づいて行動しなければならない、(2) 与えられた決定に関連する限られた数の選択肢しか探索できないため、せいぜい限られた形の合理性しか達成できないと主張されています。 (3) 結果に正確な値を付けることができない。 マーチとサイモンは、人間の合理性の限界は、組織の構造と機能様式に制度化されていると主張しています。 意思決定プロセスを管理しやすいものにするために、組織はいくつかの方法で意思決定プロセスを細分化し、ルーチン化し、制限します。 部門と作業単位には、組織の環境を分割し、責任を区分し、管理者、監督者、および従業員の関心領域と意思決定を簡素化する効果があります。 組織階層も同様の機能を果たし、生活をより管理しやすくするために問題解決の経路を提供します。 これにより、組織のコンテキストで個々の意思決定者の「合理的な」選択として評価されるものに決定的な影響を与える、注意、解釈、および操作の構造が作成されます。 マーチとサイモンは、これらの組織化された一連の応答に名前を付けました パフォーマンスプログラムまたは単に プログラム。 用語 プログラム 完全な剛性を意味するものではありません。 プログラムの内容は、プログラムを開始する多数の特性に適応する場合があります。 プログラムは、開始刺激とは無関係なデータを条件とする場合もあります。 それは、より適切に a と呼ばれます。 パフォーマンス戦略.
一連の活動は、定義された刺激に対する固定的な反応の発達によって選択が単純化された程度まで、ルーチン化されていると見なされます。 検索が排除されたが、明確に定義された体系的な計算ルーチンの形で選択肢が残っている場合、その活動は次のように指定されます。 定型化された. 活動は、問題解決の種類のプログラム開発活動が先行しなければならない限り、定型化されていないと見なされます。 ヘイルらによってなされた区別。 (1994) (前述) 実行、計画、およびシステム構造/管理のレベル間で、意思決定プロセスの構造化に関して同様の意味があります。
プログラミングは、1 つの方法で意思決定に影響を与えます。(2) 意思決定プロセスの実行方法、参加者などを定義する方法、および (XNUMX) 手元にある情報と代替案に基づいて行うべき選択を規定する方法です。 プログラミングの効果は、意思決定プロセスの効率を高め、問題が未解決のまま放置されず、適切に構造化された方法で処理されることを保証するという意味で、一方ではポジティブです。 一方、厳格なプログラミングは、特に意思決定プロセスの問題解決段階で新しいソリューションを生成するために必要な柔軟性を妨げる可能性があります。 たとえば、多くの航空会社は、報告された逸脱、いわゆるフライト レポートまたはメンテナンス レポートを処理するための一定の手順を確立しています。インシデント。 場合によっては、何の措置もとらないという決定が下されることもありますが、そのような決定が過失の結果ではなく意図的なものであり、決定に関与する責任ある意思決定者がいることを手順が保証します。
活動がどの程度プログラムされているかは、リスクテイクに影響を与えます。 Wagenaar (1990) は、ほとんどの事故は、リスクを考慮しない日常的な行動の結果であると主張しました。 リスクの本当の問題は、プログラムされていない決定が下される組織のより高いレベルで発生します。 しかし、ほとんどの場合、リスクは意識的に取られていません。 それらは、安全性に直接関係しない問題について下された決定の結果である傾向がありますが、安全な操作の前提条件が不注意に影響を受けました. したがって、マネージャーやその他の高レベルの意思決定者は、より頻繁に リスクの機会を許容する より リスクを取る。
意思決定、権限、利益相反
意思決定プロセスの結果に影響を与える能力は、よく知られている力の源であり、組織理論の文献でかなりの注目を集めています。 組織は大規模な意思決定システムに属しているため、個人またはグループが組織の意思決定プロセスに大きな影響を与える可能性があります。 Morgan (1986) によると、意思決定に使用される力の種類は、相互に関連する次の XNUMX つの要素に分類できます。
- 決定前提。 決定への影響 構内 いくつかの方法で発揮される可能性があります。 意思決定を「行う」最も効果的な方法の 1986 つは、デフォルトで意思決定できるようにすることです。 したがって、組織内の政治活動の多くは、特定の決定にどのようにアプローチするかに影響を与えるアジェンダやその他の意思決定の前提の制御に依存しています。 さらに、意思決定の前提は、それらの語彙、コミュニケーションの構造、態度、信念、規則、および手順の選択に組み込まれた目立たない制御によって操作され、それらは疑いなく受け入れられます。 これらの要因は、私たちの考え方や行動によって意思決定を形作ります。 Morgan (XNUMX) によると、問題や問題が何であるか、そしてそれらにどのように取り組むことができるかについてのビジョンは、多くの場合、私たちの基本的な懸念を定式化する他の方法や利用可能な代替の行動方針を見ることを妨げる精神的な束縛として機能します.
- 決定プロセス。 意思決定の管理 ラボレーション 通常、決定前提の制御よりも目に見えるものです。 問題をどのように処理するかには、誰が関与すべきか、いつ決定を下すべきか、会議で問題をどのように処理すべきか、どのように報告すべきかなどの問題が含まれます。 意思決定の指針となる基本ルールは、組織のメンバーが結果に影響を与えるために操作できる重要な変数です。
- 意思決定の問題と目的。 意思決定を制御する最後の方法は、 問題と目的 対処すべきこと、および採用すべき評価基準。 個人は、レポートを作成し、決定の基となる議論に貢献することで、問題と目的を最も直接的に形作ることができます。 意思決定者は、特定の制約の重要性を強調し、決定を下す代替案を選択して評価し、特定の価値または結果の重要性を強調することによって、議論から得られる決定に大きな影響を与えることができます。
意思決定の問題の中には、経営陣と従業員の間など、利益相反を伴うものもあります。 何が本当に問題なのかの定義について意見の相違が生じる可能性があります。Rittel と Webber (1973) は、同意を確保するという点で「飼いならされた」問題と区別するために、「邪悪な」問題として特徴付けたものを定義しています。 また、問題の定義については合意しても、問題の解決方法や、受け入れ可能な解決策や解決策の基準について合意しない場合もあります。 対立する当事者の態度や戦略は、彼らの問題解決行動だけでなく、交渉を通じて受け入れられる解決策に到達する見通しも定義します。 重要な変数は、当事者が自分自身と相手の懸念をどのように満たそうとするかです (図 3)。 コラボレーションを成功させるには、双方が自分のニーズに対して断定的であると同時に、相手のニーズも等しく考慮に入れる必要があります。
図 3. 交渉行動の XNUMX つのスタイル

目標と手段の間の一致の量に基づく別の興味深い類型論は、Thompson と Tuden (1959) によって開発されました (Koopman and Pool 1991 で引用)。 著者らは、問題の因果関係に関する当事者の認識と結果の好みに関する知識に基づいて、何が「最適な戦略」であるかを提案しました (図 4)。
図 4. 問題解決戦略の類型

目標と手段について合意が得られれば、意思決定を計算することができます。たとえば、一部の専門家によって決定されます。 目的を達成するための手段が不明な場合は、これらの専門家が協議 (多数決) して解決する必要があります。 目標に矛盾がある場合は、関係者間の協議が必要です。 ただし、目的と手段の両方で合意が得られない場合、組織は本当に危険にさらされます。 このような状況には、対立する当事者に受け入れられる解決策を「刺激する」ことができるカリスマ的なリーダーシップが必要です。
したがって、組織の枠組みの中での意思決定は、合理的な選択や個々の問題解決モデルをはるかに超えた視点を開きます。 意思決定プロセスは、合理性の概念が、たとえばオペレーションズ リサーチ モデルに組み込まれた合理的な選択アプローチの論理性によって定義されるものとは異なる新しい意味を持つ可能性がある、組織および管理プロセスのフレームワーク内で見られる必要があります。 安全管理の中で行われる意思決定は、当面の意思決定問題のすべての側面を完全に理解できるような視点に照らして検討する必要があります。
まとめと結論
意思決定は、一般に、意思決定者が望ましい目標状況 (目標状態) から逸脱していると認識する初期状況 (初期状態) から始まるプロセスとして説明できますが、初期状態を変更する方法を事前に知りません。目標状態 (Huber 1989)。 問題ソルバーは、XNUMX つまたは複数を適用することにより、初期状態を目標状態に変換します。 演算子, または状態を変更する活動。 多くの場合、目的の変更を行うには、一連のオペレーターが必要です。
このテーマに関する研究文献は、安全性の問題についてどのように決定を下すかについて簡単な答えを提供していません。 したがって、意思決定の方法は合理的かつ論理的でなければなりません。 合理的選択理論は、最適な決定がどのように行われるかについての洗練された概念を表しています。 しかし、安全管理において、合理的選択理論は簡単には適用できません。 最も明白な制限は、完全性と結果の知識の両方に関して、潜在的な選択肢に関する有効で信頼できるデータがないことです。 もう一つの難点は、コンセプト 合理的な これは、決定状況でどの視点が選択されるかによって異なる場合があります。 ただし、合理的選択アプローチは、下すべき決定の困難や欠点のいくつかを指摘するのに役立つ場合があります。
多くの場合、課題は代替アクションの間で賢明な選択をすることではなく、むしろ問題が実際に何であるかを見つけるために状況を分析することです. 安全管理の問題を分析する場合、構造化が最も重要なタスクになることがよくあります。 問題を理解することは、受け入れ可能な解決策を見つけるための前提条件です。 問題解決に関する最も重要な問題は、単一の優れた方法を特定することではありません。リスク評価と安全管理の分野にはさまざまな問題があるため、その方法はおそらく存在しません。 要点は、構造化されたアプローチを採用し、手順と評価が追跡可能な方法で行われた分析と決定を文書化することです。
組織は、プログラムされたアクションを通じて意思決定の一部を管理します。 意思決定ルーチンのプログラミングまたは固定手順は、安全管理に非常に役立つ場合があります。 一例として、一部の企業が報告された逸脱や事故に近い状況をどのように扱うかが挙げられます。 安全性の問題と決定ルールが明確であれば、プログラミングは組織内の意思決定プロセスを制御する効率的な方法になり得ます。
実生活では、意思決定は組織的および社会的文脈の中で行われ、利益相反が生じることがあります。 決定プロセスは、問題が何であるか、基準、または提案された解決策の受け入れ可能性についてのさまざまな認識によって妨げられる場合があります。 既得権益の存在とその影響の可能性を認識することは、関係するすべての関係者が受け入れられる決定を下すのに役立ちます。 安全管理には、問題が関係するライフサイクル、組織レベル、問題解決または危険軽減の段階に応じて、さまざまな問題が含まれます。 その意味で、安全に関する意思決定は、他の管理上の問題に関する意思決定と同様に範囲も性格も広いものです。
免責事項: ILO は、この Web ポータルに掲載されているコンテンツが英語以外の言語で提示されていることについて責任を負いません。英語は、オリジナル コンテンツの最初の制作およびピア レビューに使用される言語です。その後、特定の統計が更新されていません。百科事典の第 4 版 (1998 年) の作成。