- Sie sind hier:
-
Startseite

- Teil XIII. Fertigungsindustrien

Kinder Kategorien

81. Elektrische Geräte und Ausrüstung (7)

81. Elektrische Geräte und Ausrüstung
Kapitel-Editor: NA Smith
Inhaltsverzeichnis
Tabellen und Abbildungen
Allgemeines Profil
NA Smith
Herstellung von Blei-Säure-Batterien
Barry P. Kelley
Batterien
NA Smith
Herstellung von Elektrokabeln
David A. O'Malley
Herstellung von elektrischen Lampen und Röhren
Albert M. Zielinski
Herstellung von Haushaltselektrogeräten
NA Smith und W. Klost
Umwelt- und Gesundheitsfragen
Pittmann, Alexander
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Zusammensetzung gängiger Batterien
2. Herstellung: Elektrohaushaltsgeräte
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.





82. Metallverarbeitende und metallverarbeitende Industrie (14)
82. Metallverarbeitende und metallverarbeitende Industrie
Kapitel-Editor: Michael McCann
Inhaltsverzeichnis
Tabellen und Abbildungen
Schmelz- und Raffinationsbetriebe
Schmelzen und Raffinieren
Pekka Roto
Schmelzen und Raffinieren von Kupfer, Blei und Zink
Aluminiumschmelze und Raffination
Bertram D. Dinman
Goldschmelze und Raffination
ID Gadaskina und LA Ryzik
Metallverarbeitung und Metallbearbeitung
Gießereien
Franklin E. Mirer
Schmieden und Stanzen
Robert M.Park
Schweißen und thermisches Schneiden
Philip A. Platcow und GS Lyndon
Drehmaschinen
Toni Retsch
Schleifen und Polieren
K. Welinder
Industrieschmierstoffe, Metallbearbeitungsflüssigkeiten und Automobilöle
Richard S. Kraus
Oberflächenbehandlung von Metallen
JG Jones, JR Bevan, JA Catton, A. Zober, N. Fish, KM Morse, G. Thomas, MA El Kadeem und Philip A. Platcow
Metallrückgewinnung
Melvin E. Cassady und Richard D. Ringenwald, Jr.
Umweltprobleme bei der Metallveredelung und Industriebeschichtungen
Stewart Forbes
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Ein- und Ausgänge für die Kupferschmelze
2. Ein- und Ausgänge für die Bleischmelze
3. Ein- und Ausgänge für die Zinkschmelze
4. Ein- und Ausgänge für die Aluminiumschmelze
5. Arten von Gießereiöfen
6. Inputs von Prozessmaterialien und Outputs von Schadstoffen
7. Schweißverfahren: Beschreibung & Gefahren
8. Zusammenfassung der Gefahren
9. Steuerungen für Aluminium, nach Betätigung
10 Kontrollen für Kupfer nach Betrieb
11 Kontrollen für Blei, nach Betrieb
12 Kontrollen für Zink, nach Betrieb
13 Kontrollen für Magnesium, nach Betrieb
14 Kontrollen für Quecksilber, nach Betrieb
15 Kontrollen für Nickel nach Betrieb
16 Kontrollen für Edelmetalle
17 Kontrollen für Cadmium, nach Betrieb
18 Kontrollen für Selen, nach Betrieb
19 Kontrollen für Kobalt nach Betrieb
20 Kontrollen für Zinn, nach Betrieb
21 Kontrollen für Titan, nach Betrieb
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.
|
|







83. Mikroelektronik und Halbleiter (7)
83. Mikroelektronik und Halbleiter
Kapitel-Editor: Michael E. Williams
Inhaltsverzeichnis
Tabellen und Abbildungen
Allgemeines Profil
Michael E. Williams
Herstellung von Siliziumhalbleitern
David G. Baldwin, James R. Rubin und Afsaneh Gerami
Flüssigkristallanzeigen
David G. Baldwin, James R. Rubin und Afsaneh Gerami
III-V-Halbleiterherstellung
David G. Baldwin, Afsaneh Gerami und James R. Rubin
Leiterplatten- und Computermontage
Michael E. Williams
Gesundheitliche Auswirkungen und Krankheitsbilder
Donald V. Lassiter
Umwelt- und Gesundheitsfragen
Korky Chew
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Photoresist-Systeme
2. Photoresist-Stripper
3. Nasschemische Ätzmittel
4. Plasmaätzgase und geätzte Materialien
5. Übergangsbildungsdotierstoffe für die Diffusion
6. Hauptkategorien der Siliziumepitaxie
7. Hauptkategorien von CVD
8. Reinigung von Flachbildschirmen
9. PWB-Prozess: Umwelt, Gesundheit und Sicherheit
10 Erzeugung und Kontrolle von PWB-Abfall
11 Erzeugung und Kontrolle von PCB-Abfällen
12 Abfallerzeugung und -kontrolle
13 Matrix der vorrangigen Bedürfnisse
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.
|
|













84. Glas, Keramik und verwandte Materialien (3)
84. Glas, Keramik und verwandte Materialien
Kapitel-Editoren: Joel Bender und Jonathan P. Hellerstein
Inhaltsverzeichnis
Tabellen und Abbildungen
Glas, Keramik und verwandte Materialien
Jonathan P. Hellerstein, Joel Bender, John G. Hadley und Charles M. Hohman
Fallstudie: Optische Fasern
George R. Osborne
Fallstudie: Synthetische Edelsteine
Basilikum Delphin
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Typische Körperbestandteile
2. Fertigungsprozesse
3. Ausgewählte chemische Zusätze
4. Verwendung von feuerfestem Material durch die Industrie in den USA
5. Mögliche Gefahren für Gesundheit und Sicherheit
6. Nicht tödliche Arbeitsunfälle und Berufskrankheiten
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.



























85. Druck-, Foto- und Reproduktionsindustrie (6)
85. Druck-, Fotografie- und Reproduktionsindustrie
Kapitelherausgeber: David Richardson
Inhaltsverzeichnis
Tabellen und Abbildungen
Druck und Veröffentlichung
Gordon C. Miller
Reproduktions- und Vervielfältigungsdienste
Robert W. Kilpper
Gesundheitsprobleme und Krankheitsbilder
Barry R. Friedlander
Überblick über Umweltthemen
Daniel R. Englisch
Kommerzielle Fotolabore
David Richardson
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Engagements in der Druckindustrie
2. Sterblichkeitsrisiken im Druckgewerbe
3. Chemische Belastung bei der Verarbeitung
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.






86. Holzbearbeitung (5)
86. Holzbearbeitung
Kapitel-Editor: Jon Parish
Inhaltsverzeichnis
Tabellen und Abbildungen
Allgemeines Profil
Debra Osinski
Holzbearbeitungsprozesse
Jon K. Gemeinde
Routing-Maschinen
Beat Wegmüller
Holzhobelmaschinen
Beat Wegmüller
Gesundheitliche Auswirkungen und Krankheitsbilder
Leon J. Warschau
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Giftige, allergene & biologisch aktive Holzarten
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.

















Schweißen und thermisches Schneiden
Dieser Artikel ist eine Überarbeitung der 3. Ausgabe des Artikels „Schweißen und thermisches Schneiden“ der Encyclopaedia of Occupational Health and Safety von GS Lyndon.
Prozessübersicht
Schweiß- ist ein allgemeiner Begriff, der sich auf die Verbindung von Metallstücken an Verbindungsflächen bezieht, die durch Hitze oder Druck oder beides plastisch oder flüssig gemacht werden. Die drei üblichen direkten Wärmequellen sind:
- Flamme, die durch die Verbrennung von Brenngas mit Luft oder Sauerstoff entsteht
- Lichtbogen, der zwischen einer Elektrode und einem Werkstück oder zwischen zwei Elektroden entsteht
- elektrischer Widerstand, der dem Stromfluss zwischen zwei oder mehreren Werkstücken entgegensteht.
Andere Wärmequellen zum Schweißen werden unten diskutiert (siehe Tabelle 1).
Tabelle 1. Inputs von Prozessmaterialien und Outputs von Schadstoffen beim Schmelzen und Raffinieren von Blei
|
Prozess |
Materialeingang |
Luftemissionen |
Abfälle verarbeiten |
Andere Abfälle |
|
Sintern von Blei |
Bleierz, Eisen, Kieselsäure, Kalksteinflussmittel, Koks, Soda, Asche, Pyrit, Zink, Ätzmittel, Filterstaub |
Schwefeldioxid, cadmium- und bleihaltiger Feinstaub |
||
|
Bleiverhüttung |
Bleisinter, Koks |
Schwefeldioxid, cadmium- und bleihaltiger Feinstaub |
Abwasser aus der Anlagenspülung, Schlackengranulationswasser |
Schlacke, die Verunreinigungen wie Zink, Eisen, Kieselerde und Kalk enthält, Feststoffe aus Oberflächenstauungen |
|
Bleischlacken |
Bleibarren, kalzinierte Soda, Schwefel, Filterstaub, Koks |
Schlacke, die solche Verunreinigungen wie Kupfer, Feststoffe von Oberflächenstauungen enthält |
||
|
Bleiveredelung |
Bleischlackenbarren |
In Gasschweißen und -schneiden, Sauerstoff oder Luft und ein Brenngas werden einem Blasrohr (Brenner) zugeführt, in dem sie vor der Verbrennung an der Düse gemischt werden. Das Blasrohr wird normalerweise in der Hand gehalten (siehe Abbildung 1). Die Hitze schmilzt die Metallflächen der zu verbindenden Teile und lässt sie zusammenfließen. Häufig wird ein Füllmetall oder eine Legierung hinzugefügt. Die Legierung hat oft einen niedrigeren Schmelzpunkt als die zu verbindenden Teile. Dabei werden die beiden Teile in der Regel nicht auf Schmelztemperatur gebracht (Hartlöten, Weichlöten). Chemische Flussmittel können verwendet werden, um eine Oxidation zu verhindern und das Verbinden zu erleichtern.
Abbildung 1. Gasschweißen mit einem Brenner und einem Stab aus Filtermetall. Der Schweißer wird durch eine Lederschürze, Stulpen und eine Schutzbrille geschützt

Beim Lichtbogenschweißen wird der Lichtbogen zwischen einer Elektrode und den Werkstücken gezündet. Die Elektrode kann entweder an eine elektrische Versorgung mit Wechselstrom (AC) oder Gleichstrom (DC) angeschlossen werden. Die Temperatur dieses Vorgangs beträgt etwa 4,000 °C, wenn die Werkstücke miteinander verschmelzen. Üblicherweise ist es notwendig, der Verbindung geschmolzenes Metall hinzuzufügen, entweder durch Schmelzen der Elektrode selbst (Verfahren mit abschmelzender Elektrode) oder durch Schmelzen eines separaten Füllstabs, der keinen Strom führt (Verfahren mit nicht abschmelzender Elektrode).
Die meisten konventionellen Lichtbogenschweißungen werden manuell mittels einer umhüllten (beschichteten) Verbrauchselektrode in einem handgehaltenen Elektrodenhalter durchgeführt. Das Schweißen wird auch durch viele halb- oder vollautomatische elektrische Schweißverfahren wie Widerstandsschweißen oder kontinuierliche Elektrodenzuführung erreicht.
Während des Schweißvorgangs muss der Schweißbereich von der Atmosphäre abgeschirmt werden, um Oxidation und Kontamination zu verhindern. Es gibt zwei Arten von Schutz: Flussmittelbeschichtungen und Inertgasabschirmung. In flussmittelgeschütztes Lichtbogenschweißen, die verbrauchbare elektrode besteht aus einem metallkern, der von einer flussmittelbeschichtung umgeben ist, die normalerweise eine komplexe mischung aus mineralischen und anderen komponenten ist. Das Flussmittel schmilzt während des Schweißens, bedeckt das geschmolzene Metall mit Schlacke und umhüllt den Schweißbereich mit einer Schutzatmosphäre aus Gasen (z. B. Kohlendioxid), die durch das erhitzte Flussmittel erzeugt werden. Nach dem Schweißen muss die Schlacke entfernt werden, oft durch Abspanen.
In Schutzgasschweißen, eine Schutzgasdecke dichtet die Atmosphäre ab und verhindert Oxidation und Kontamination während des Schweißvorgangs. Als Inertgase werden üblicherweise Argon, Helium, Stickstoff oder Kohlendioxid verwendet. Das ausgewählte Gas hängt von der Art der zu schweißenden Materialien ab. Die beiden beliebtesten Arten des Schutzgasschweißens sind Metall- und Wolfram-Inertgas (MIG und WIG).
Widerstandsschweißen beinhaltet die Verwendung des elektrischen Widerstands zum Durchleiten eines hohen Stroms bei niedriger Spannung durch zu schweißende Komponenten, um Wärme zum Schmelzen des Metalls zu erzeugen. Die an der Grenzfläche zwischen den Bauteilen entstehende Wärme bringt diese auf Schweißtemperatur.
Gefahren und ihre Vermeidung
Bei allen Schweißarbeiten besteht die Gefahr von Feuer, Verbrennungen, Strahlungswärme (Infrarotstrahlung) und dem Einatmen von Metalldämpfen und anderen Verunreinigungen. Andere mit bestimmten Schweißprozessen verbundene Gefahren umfassen elektrische Gefahren, Lärm, UV-Strahlung, Ozon, Stickstoffdioxid, Kohlenmonoxid, Fluoride, Druckgasflaschen und Explosionen. Siehe Tabelle 2 für weitere Details.
Tabelle 2. Beschreibung und Gefahren von Schweißprozessen
|
Schweißprozess |
Beschreibung |
Gefahren |
|
Gasschweißen und -schneiden |
||
|
Schweiß- |
Der Brenner schmilzt die Metalloberfläche und den Schweißstab, wodurch eine Verbindung entsteht. |
Metalldämpfe, Stickstoffdioxid, Kohlenmonoxid, Lärm, Verbrennungen, Infrarotstrahlung, Feuer, Explosionen |
|
Löten |
Die beiden Metalloberflächen werden verbunden, ohne das Metall zu schmelzen. Die Schmelztemperatur des Schweißzusatzes liegt über 450 °C. Die Erwärmung erfolgt durch Flammenerwärmung, Widerstandserwärmung und Induktionserwärmung. |
Metalldämpfe (insbesondere Cadmium), Fluoride, Feuer, Explosion, Verbrennungen |
|
Lötung |
Ähnlich wie Hartlöten, nur dass die Schmelztemperatur des Schweißzusatzes unter 450 °C liegt. Das Erhitzen erfolgt ebenfalls mit einem Lötkolben. |
Flussmittel, Bleidämpfe, Verbrennungen |
|
Metallschneiden und Flammhobeln |
Bei einer Variante wird das Metall durch eine Flamme erhitzt und ein Strahl reinen Sauerstoffs auf die Schnittstelle gerichtet und entlang der zu schneidenden Linie bewegt. Beim Flammfugenhobeln wird ein Streifen des Oberflächenmetalls entfernt, aber das Metall wird nicht durchgeschnitten. |
Metalldämpfe, Stickstoffdioxid, Kohlenmonoxid, Lärm, Verbrennungen, Infrarotstrahlung, Feuer, Explosionen |
|
Gasdruckschweißen |
Die Teile werden unter Druck durch Gasstrahlen erhitzt und miteinander verschweißt. |
Metalldämpfe, Stickstoffdioxid, Kohlenmonoxid, Lärm, Verbrennungen, Infrarotstrahlung, Feuer, Explosionen |
|
Lichtbogenschweißen mit Flussmittelabschirmung |
||
|
Schutzgasschweißen (SMAC); „Stick“-Lichtbogenschweißen; Lichtbogenhandschweißen (MMA); offenes Lichtbogenschweißen |
Verwendet eine Verbrauchselektrode, die aus einem Metallkern besteht, der von einer Flussmittelbeschichtung umgeben ist |
Metalldämpfe, Fluoride (insbesondere bei wasserstoffarmen Elektroden), Infrarot- und Ultraviolettstrahlung, Verbrennungen, Elektro, Feuer; auch Lärm, Ozon, Stickstoffdioxid |
|
Unterpulverschweißen (SAW) |
Auf das Werkstück wird eine Decke aus granuliertem Flussmittel aufgebracht, gefolgt von einer verbrauchbaren Drahtelektrode aus blankem Metall. Der Lichtbogen schmilzt das Flussmittel, um eine schützende geschmolzene Abschirmung in der Schweißzone zu erzeugen. |
Fluoride, Feuer, Verbrennungen, Infrarotstrahlung, elektrisch; auch Metalldämpfe, Lärm, ultraviolette Strahlung, Ozon und Stickstoffdioxid |
|
Schutzgasschweißen |
||
|
Metall-Inertgas (MIG); Schutzgasschweißen (GMAC) |
Die Elektrode ist normalerweise ein blanker, verbrauchbarer Draht ähnlicher Zusammensetzung wie das Schweißgut und wird kontinuierlich dem Lichtbogen zugeführt. |
Ultraviolette Strahlung, Metalldämpfe, Ozon, Kohlenmonoxid (mit CO2 Gas), Stickstoffdioxid, Feuer, Verbrennungen, Infrarotstrahlung, Elektrik, Fluoride, Lärm |
|
Wolfram-Inertgas (WIG); Gas-Wolfram-Lichtbogenschweißen (GTAW); Helikopter |
Die Wolframelektrode ist nicht verbrauchbar, und Füllmetall wird als Verbrauchsmaterial manuell in den Lichtbogen eingebracht. |
Ultraviolette Strahlung, Metalldämpfe, Ozon, Stickstoffdioxid, Feuer, Verbrennungen, Infrarotstrahlung, elektrische Strahlung, Lärm, Fluoride, Kohlenmonoxid |
Plasmalichtbogenschweißen (PAW) und Plasmalichtbogenspritzen; Lichtbogenschneiden mit Wolfram |
Ähnlich wie beim WIG-Schweißen, außer dass der Lichtbogen und der Inertgasstrom durch eine kleine Öffnung strömen, bevor sie das Werkstück erreichen, wodurch ein „Plasma“ aus hochionisiertem Gas entsteht, das Temperaturen von über 33,400 °C erreichen kann. Dies wird auch zum Metallisieren verwendet. |
Metalldämpfe, Ozon, Stickstoffdioxid, Ultraviolett- und Infrarotstrahlung, Lärm; Feuer, Verbrennungen, Elektrik, Fluoride, Kohlenmonoxid, mögliche Röntgenstrahlen |
|
Lichtbogenschweißen mit Flussmittelkern (FCAW); Metall-Aktivgasschweißen (MAG) |
Verwendet eine flussmittelgefüllte Verbrauchselektrode; kann Kohlendioxidschutz (MAG) haben |
Ultraviolette Strahlung, Metalldämpfe, Ozon, Kohlenmonoxid (mit CO2 Gas), Stickstoffdioxid, Feuer, Verbrennungen, Infrarotstrahlung, Elektrik, Fluoride, Lärm |
|
Elektrisches Widerstandsschweißen |
||
|
Widerstandsschweißen (Punkt-, Naht-, Buckel- oder Stumpfschweißen) |
Von Elektroden fließt ein hoher Strom bei niedriger Spannung durch die beiden Bauteile. Die an der Grenzfläche zwischen den Bauteilen entstehende Wärme bringt diese auf Schweißtemperatur. Während des Stromdurchgangs erzeugt der Druck der Elektroden eine Schmiedeschweißung. Es wird kein Flussmittel oder Füllmetall verwendet. |
Ozon, Lärm (manchmal), Maschinengefahren, Feuer, Verbrennungen, Elektro-, Metalldämpfe |
|
Elektro-Schlacke-Schweißen |
Wird zum vertikalen Stumpfschweißen verwendet. Die Werkstücke werden vertikal mit einem Abstand zwischen ihnen aufgestellt, und Kupferplatten oder -schuhe werden auf einer oder beiden Seiten der Verbindung platziert, um ein Bad zu bilden. Ein Lichtbogen entsteht unter einer Flussmittelschicht zwischen einem oder mehreren kontinuierlich zugeführten Elektrodendrähten und einer Metallplatte. Es bildet sich ein Pool aus geschmolzenem Metall, geschützt durch geschmolzenes Flussmittel oder Schlacke, das durch den Widerstand gegen den zwischen der Elektrode und den Werkstücken fließenden Strom geschmolzen gehalten wird. Diese durch Widerstand erzeugte Wärme schmilzt die Seiten der Verbindungsstelle und den Elektrodendraht, füllt die Verbindungsstelle und erzeugt eine Schweißnaht. Beim Fortschreiten des Schweißens werden das geschmolzene Metall und die Schlacke durch Verschieben der Kupferplatten in Position gehalten. |
Verbrennungen, Feuer, Infrarotstrahlung, Elektro-, Metalldämpfe |
|
Blitzschweißen |
Die beiden zu verschweißenden Metallteile werden an eine Niederspannungs-Hochstromquelle angeschlossen. Wenn die Enden der Komponenten in Kontakt gebracht werden, fließt ein großer Strom, der ein „Überblitzen“ verursacht und die Enden der Komponenten auf Schweißtemperatur bringt. Durch Druck wird eine Schmiedeschweißung erzielt. |
Elektrik, Verbrennungen, Feuer, Metalldämpfe |
Andere Schweißverfahren |
||
|
Elektronenstrahlschweißen |
Ein Werkstück in einer Vakuumkammer wird mit einem Elektronenstrahl aus einer Elektronenkanone bei hohen Spannungen beschossen. Die Energie der Elektronen wird beim Auftreffen auf das Werkstück in Wärme umgewandelt, wodurch das Metall schmilzt und das Werkstück verschmilzt. |
Röntgenstrahlen bei Hochspannung, Elektro, Verbrennungen, Metallstaub, enge Räume |
|
Arcair-Schneiden |
Zwischen dem Ende einer Kohleelektrode (in einem Handelektrodenhalter mit eigener Druckluftversorgung) und dem Werkstück wird ein Lichtbogen gezündet. Die erzeugte Metallschmelze wird durch Druckluftstrahlen weggeblasen. |
Metalldämpfe, Kohlenmonoxid, Stickstoffdioxid, Ozon, Feuer, Verbrennungen, Infrarotstrahlung, elektrische |
|
Reibschweißen |
Ein rein mechanisches Schweißverfahren, bei dem ein Bauteil stationär bleibt, während das andere unter Druck dagegen gedreht wird. Durch Reibung wird Wärme erzeugt, und bei Schmiedetemperatur hört die Rotation auf. Ein Schmiededruck bewirkt dann die Schweißung. |
Hitze, Verbrennungen, Maschinengefahren |
|
Laserschweißen und Bohren |
Laserstrahlen können in industriellen Anwendungen eingesetzt werden, die eine außergewöhnlich hohe Präzision erfordern, wie z. B. Miniaturmontagen und Mikrotechnik in der Elektronikindustrie oder Spinndüsen für die Kunstfaserindustrie. Der Laserstrahl schmilzt und verbindet die Werkstücke. |
Elektrik, Laserstrahlung, UV-Strahlung, Feuer, Verbrennungen, Metalldämpfe, Zersetzungsprodukte von Werkstückbeschichtungen |
|
Bolzenschweißen |
Zwischen einem in einer Bolzenschweißpistole gehaltenen Metallbolzen (der als Elektrode fungiert) und der zu verbindenden Metallplatte wird ein Lichtbogen gezündet, der die Temperatur der Enden der Komponenten auf den Schmelzpunkt erhöht. Die Pistole drückt den Bolzen gegen die Platte und schweißt sie. Die Abschirmung erfolgt durch eine Keramikhülse, die den Bolzen umgibt. |
Metalldämpfe, Infrarot- und Ultraviolettstrahlung, Verbrennungen, Elektro, Feuer, Lärm, Ozon, Stickstoffdioxid |
|
Thermitschweißen |
Eine Mischung aus Aluminiumpulver und einem Metalloxidpulver (Eisen, Kupfer usw.) wird in einem Tiegel gezündet, wodurch unter starker Hitzeentwicklung geschmolzenes Metall entsteht. Der Tiegel wird angestochen und das geschmolzene Metall fließt in den zu schweißenden Hohlraum (der von einer Sandform umgeben ist). Dies wird häufig zur Reparatur von Guss- oder Schmiedestücken verwendet. |
Feuer, Explosion, Infrarotstrahlung, Verbrennungen |
Viele Schweißarbeiten werden nicht in Werkstätten durchgeführt, in denen die Bedingungen im Allgemeinen kontrolliert werden können, sondern im Feld beim Bau oder der Reparatur großer Strukturen und Maschinen (z. B. Gebäudegerüste, Brücken und Türme, Schiffe, Eisenbahnlokomotiven und -wagen, schwere Ausrüstung usw.). an). Der Schweißer muss möglicherweise seine gesamte Ausrüstung zur Baustelle tragen, aufbauen und in engen Räumen oder auf Gerüsten arbeiten. Körperliche Belastung, übermäßige Ermüdung und Muskel-Skelett-Verletzungen können die Folge sein, wenn Sie in anderen unbequemen und unbequemen Positionen greifen, knien oder arbeiten müssen. Hitzestress kann durch Arbeiten bei warmem Wetter und die okklusive Wirkung der persönlichen Schutzausrüstung auch ohne die durch den Schweißprozess erzeugte Wärme entstehen.
Druckgasflaschen
In Gashochdruck-Schweißanlagen werden Sauerstoff und das Brenngas (Acetylen, Wasserstoff, Stadtgas, Propan) aus Flaschen dem Brenner zugeführt. In diesen Flaschen werden die Gase unter hohem Druck gespeichert. An anderer Stelle werden auch die besonderen Brand- und Explosionsgefahren und Vorkehrungen für die sichere Verwendung und Lagerung der Brenngase besprochen Enzyklopädie. Folgende Vorsichtsmaßnahmen sind zu beachten:
- Flaschen dürfen nur mit Druckreglern ausgestattet werden, die für das verwendete Gas ausgelegt sind. Beispielsweise sollte ein Acetylenregler nicht mit Kohlengas oder Wasserstoff verwendet werden (obwohl er mit Propan verwendet werden kann).
- Blasrohre sind in gutem Zustand zu halten und regelmäßig zu reinigen. Zum Reinigen der Spitzen sollte ein Hartholzstab oder ein weicher Messingdraht verwendet werden. Sie sollten mit speziellen leinenverstärkten Schläuchen, die so platziert sind, dass sie wahrscheinlich nicht beschädigt werden, an Atemregler angeschlossen werden.
- Sauerstoff- und Acetylenflaschen müssen getrennt und nur in feuerbeständigen Räumen ohne brennbares Material gelagert werden und müssen so angeordnet sein, dass sie im Brandfall leicht entfernt werden können. Örtliche Bau- und Brandschutzordnungen sind zu beachten.
- Die zur Identifizierung von Zylindern und Zubehör geltenden oder empfohlenen Farbcodierungen sind genauestens zu beachten. In vielen Ländern werden in diesem Bereich die international anerkannten Farbcodes für den Transport gefährlicher Güter verwendet. Die Durchsetzung einheitlicher internationaler Standards in dieser Hinsicht wird durch Sicherheitserwägungen im Zusammenhang mit der zunehmenden internationalen Migration von Industriearbeitern verstärkt.
Acetylen-Generatoren
Beim Niederdruck-Gasschweißverfahren wird Acetylen in der Regel in Generatoren durch Reaktion von Calciumcarbid und Wasser erzeugt. Das Gas wird dann zum Schweiß- oder Schneidbrenner geleitet, dem Sauerstoff zugeführt wird.
Stationäre Erzeugungsanlagen sollten entweder im Freien oder in einem gut belüfteten Gebäude entfernt von den Hauptwerkstätten installiert werden. Die Belüftung des Generatorhauses sollte so sein, dass die Bildung einer explosionsfähigen oder giftigen Atmosphäre verhindert wird. Für ausreichende Beleuchtung ist zu sorgen; Schalter, andere elektrische Geräte und elektrische Lampen sollten sich entweder außerhalb des Gebäudes befinden oder explosionsgeschützt sein. Rauchen, Flammen, Fackeln, Schweißanlagen oder brennbare Materialien sind aus dem Haus oder aus der Nähe eines Freiluftgenerators fernzuhalten. Viele dieser Vorsichtsmaßnahmen gelten auch für tragbare Generatoren. Tragbare Generatoren sollten nur im Freien oder in einem gut belüfteten Geschäft und fern von brennbaren Materialien verwendet, gereinigt und aufgeladen werden.
Calciumcarbid wird in verschlossenen Fässern geliefert. Das Material sollte auf einer über dem Boden erhöhten Plattform gelagert und trocken gehalten werden. Lager müssen überdacht sein, und wenn sie an ein anderes Gebäude angrenzen, muss die Trennwand feuerfest sein. Der Lagerraum sollte über das Dach ausreichend belüftet werden. Fässer sollten erst unmittelbar vor dem Aufladen des Generators geöffnet werden. Ein spezieller Öffner sollte bereitgestellt und verwendet werden; Hammer und Meißel sollten niemals zum Öffnen von Fässern verwendet werden. Es ist gefährlich, Calciumcarbidfässer einer Wasserquelle ausgesetzt zu lassen.
Bevor ein Generator demontiert wird, muss alles Calciumcarbid entfernt und die Anlage mit Wasser gefüllt werden. Das Wasser sollte mindestens eine halbe Stunde in der Anlage verbleiben, um sicherzustellen, dass alle Teile frei von Gasen sind. Die Demontage und Wartung darf nur vom Gerätehersteller oder einem Fachmann durchgeführt werden. Wenn ein Generator aufgeladen oder gereinigt wird, darf keine alte Ladung wieder verwendet werden.
Im Förderwerk verkeilte oder an Anlagenteilen anhaftende Calciumcarbidstücke sind vorsichtig mit funkenfreien Werkzeugen aus Bronze oder einer anderen geeigneten Nichteisenlegierung zu entfernen.
Alle Beteiligten sollten mit den Anweisungen des Herstellers vertraut sein, die gut sichtbar angebracht werden sollten. Außerdem sollten folgende Vorsichtsmaßnahmen beachtet werden:
- Zwischen dem Generator und jedem Blasrohr muss ein ordnungsgemäß konstruiertes Rückschlagventil eingebaut werden, um eine Rückzündung oder einen Rückfluss von Gas zu verhindern. Das Ventil sollte nach Fehlzündungen regelmäßig inspiziert und der Wasserstand täglich überprüft werden.
- Es dürfen nur Blasrohre vom Typ Injektor für Niederdruckbetrieb verwendet werden. Zum Heizen und Schneiden wird manchmal Stadtgas oder Wasserstoff mit niedrigem Druck verwendet. In diesen Fällen sollte zwischen jedem Blasrohr und der Haupt- oder Rohrleitung ein Rückschlagventil eingebaut werden.
- Eine Explosion kann durch einen „Rückschlag“ verursacht werden, der durch Eintauchen der Düsenspitze in das Bad aus geschmolzenem Metall, Schlamm oder Farbe oder durch jede andere Unterbrechung entsteht. An der Spitze haftende Schlacken- oder Metallpartikel sollten entfernt werden. Die Spitze sollte auch häufig gekühlt werden.
- Örtliche Bau- und Brandschutzvorschriften sollten konsultiert werden.
Brand- und Explosionsschutz
Bei der Lokalisierung von Schweißarbeiten sollten umgebende Wände, Fußböden, Gegenstände in der Nähe und Abfallmaterial berücksichtigt werden. Die folgenden Verfahren sollten befolgt werden:
- Alle brennbaren Materialien müssen entfernt oder durch Bleche oder andere geeignete Materialien angemessen geschützt werden; Planen sollten niemals verwendet werden.
- Holzkonstruktionen sollten entmutigt oder in ähnlicher Weise geschützt werden. Holzböden sind zu vermeiden.
- Bei Öffnungen oder Rissen in Wänden und Böden sind Vorsichtsmaßnahmen zu treffen; brennbares Material in angrenzenden Räumen oder auf dem Boden darunter sollte an einen sicheren Ort entfernt werden. Örtliche Bau- und Brandschutzvorschriften sollten konsultiert werden.
- Geeignete Feuerlöschgeräte sollten immer griffbereit sein. Bei Niederdruckanlagen mit Acetylengenerator sollten auch Eimer mit trockenem Sand bereitgehalten werden; Feuerlöscher vom Typ Trockenpulver oder Kohlendioxid sind zufriedenstellend. Es darf niemals Wasser verwendet werden.
- Feuerwehren können erforderlich sein. Eine verantwortliche Person sollte beauftragt werden, die Baustelle für mindestens eine halbe Stunde nach Abschluss der Arbeiten zu überwachen, um einen Brandausbruch zu beseitigen.
- Da es zu Explosionen kommen kann, wenn Acetylengas in einem beliebigen Anteil zwischen 2 und 80 % in der Luft vorhanden ist, ist eine angemessene Belüftung und Überwachung erforderlich, um sicherzustellen, dass kein Gas austritt. Zur Suche nach Gaslecks darf nur Seifenwasser verwendet werden.
- Sauerstoff muss sorgfältig kontrolliert werden. Beispielsweise sollte es niemals in einem geschlossenen Raum in die Luft freigesetzt werden; Viele Metalle, Kleidung und andere Materialien werden in Gegenwart von Sauerstoff aktiv brennbar. Beim Brennschneiden wird nicht verbrauchter Sauerstoff in die Atmosphäre abgegeben; Brennschneiden sollte niemals in geschlossenen Räumen ohne geeignete Belüftungseinrichtungen durchgeführt werden.
- Legierungen, die reich an Magnesium oder anderen brennbaren Metallen sind, sollten von Schweißflammen oder Lichtbögen ferngehalten werden.
- Das Schweißen von Behältern kann äußerst gefährlich sein. Ist der vorherige Inhalt unbekannt, sollte ein Gefäß immer so behandelt werden, als hätte es einen brennbaren Stoff enthalten. Explosionen können verhindert werden, indem entweder brennbares Material entfernt oder es nicht explosiv und nicht brennbar gemacht wird.
- Die beim Thermitschweißen verwendete Mischung aus Aluminium und Eisenoxid ist unter normalen Bedingungen stabil. Angesichts der Leichtigkeit, mit der sich Aluminiumpulver entzündet, und der quasi explosiven Natur der Reaktion sollten jedoch geeignete Vorsichtsmaßnahmen bei der Handhabung und Lagerung getroffen werden (Vermeidung der Einwirkung großer Hitze und möglicher Zündquellen).
- In einigen Gerichtsbarkeiten ist für das Schweißen ein schriftliches Genehmigungsprogramm für Heißarbeiten erforderlich. Dieses Programm beschreibt die Vorsichtsmaßnahmen und Verfahren, die beim Schweißen, Schneiden, Brennen usw. zu befolgen sind. Dieses Programm sollte die durchgeführten spezifischen Operationen zusammen mit den zu implementierenden Sicherheitsvorkehrungen enthalten. Es muss anlagenspezifisch sein und kann ein internes Genehmigungssystem beinhalten, das bei jedem einzelnen Vorgang abgeschlossen werden muss.
Schutz vor Hitze und Verbrennungsgefahr
Der Kontakt mit heißem Metall und Spritzer von glühenden Metallpartikeln oder geschmolzenem Metall können zu Verbrennungen der Augen und exponierter Körperteile führen. Beim Lichtbogenschweißen kann ein hochfrequenter Funke, der zum Auslösen des Lichtbogens verwendet wird, kleine, tiefe Verbrennungen verursachen, wenn er sich auf einen Punkt auf der Haut konzentriert. Intensive Infrarot- und sichtbare Strahlung von einer Gasschweiß- oder Schneidflamme und glühendes Metall im Schweißbad können dem Bediener und Personen in der Nähe des Vorgangs Unbehagen bereiten. Jede Operation sollte im Voraus überlegt und notwendige Vorsichtsmaßnahmen entworfen und umgesetzt werden. Schutzbrillen, die speziell für das Gasschweißen und -schneiden hergestellt wurden, sollten getragen werden, um die Augen vor Hitze und Licht zu schützen, die von der Arbeit ausgestrahlt werden. Schutzabdeckungen über dem Filterglas sollten nach Bedarf gereinigt und bei Kratzern oder Beschädigungen ersetzt werden. Wo geschmolzenes Metall oder heiße Partikel freigesetzt werden, sollte die getragene Schutzkleidung Spritzer abwehren. Die Art und Dicke der getragenen feuerfesten Kleidung sollte je nach Gefährdungsgrad gewählt werden. Beim Schneiden und Lichtbogenschweißen sollten Schuhüberzüge aus Leder oder andere geeignete Gamaschen getragen werden, um zu verhindern, dass heiße Partikel in Stiefel oder Schuhe fallen. Zum Schutz der Hände und Unterarme gegen Hitze, Spritzer, Schlacke usw. ist der Lederstulpentyp mit Segeltuch- oder Lederstulpe ausreichend. Andere Arten von Schutzkleidung sind Lederschürzen, Jacken, Ärmel, Leggings und Kopfbedeckungen. Beim Überkopfschweißen sind ein Schutzumhang und eine Kappe erforderlich. Alle Schutzkleidung sollte frei von Öl oder Fett sein und die Nähte sollten innen liegen, damit keine Kügelchen aus geschmolzenem Metall eingeschlossen werden. Die Kleidung sollte keine Taschen oder Bündchen haben, die Funken einfangen könnten, und sie sollte so getragen werden, dass die Ärmel die Handschuhe überlappen, die Leggings die Schuhe überlappen und so weiter. Schutzkleidung sollte auf geplatzte Nähte oder Löcher untersucht werden, durch die geschmolzenes Metall oder Schlacke eindringen können. Schwere Artikel, die nach Abschluss des Schweißens heiß bleiben, sollten immer als „heiß“ gekennzeichnet werden, um andere Arbeiter zu warnen. Beim Widerstandsschweißen ist die erzeugte Wärme möglicherweise nicht sichtbar, und es kann zu Verbrennungen durch die Handhabung heißer Baugruppen kommen. Partikel aus heißem oder geschmolzenem Metall sollten nicht aus Punkt-, Naht- oder Buckelschweißnähten herausfliegen, wenn die Bedingungen korrekt sind, aber es sollten nicht brennbare Abschirmungen verwendet und Vorsichtsmaßnahmen getroffen werden. Bildschirme schützen Passanten auch vor Augenverbrennungen. Lose Teile sollten nicht im Hals der Maschine verbleiben, da sie mit einer gewissen Geschwindigkeit weggeschleudert werden können.
Elektrische Sicherheit
Obwohl die Leerlaufspannungen beim manuellen Lichtbogenschweißen relativ niedrig sind (ca. 80 V oder weniger), sind die Schweißströme hoch und die Primärkreise von Transformatoren stellen die üblichen Gefahren von Geräten dar, die mit Netzspannung betrieben werden. Die Gefahr eines Stromschlags sollte daher insbesondere in beengten Räumen oder an unsicheren Positionen nicht außer Acht gelassen werden.
Vor Beginn des Schweißens sollte die Erdungsinstallation an Lichtbogenschweißgeräten immer überprüft werden. Kabel und Verbindungen sollten solide und ausreichend belastbar sein. Es sollte immer eine geeignete Erdungsklemme oder Schraubklemme verwendet werden. Wenn zwei oder mehr Schweißgeräte an derselben Struktur geerdet sind oder wenn auch andere tragbare Elektrowerkzeuge verwendet werden, sollte die Erdung von einer kompetenten Person überwacht werden. Der Arbeitsplatz sollte trocken, sicher und frei von gefährlichen Hindernissen sein. Ein übersichtlicher, gut beleuchteter, gut belüfteter und aufgeräumter Arbeitsplatz ist wichtig. Für Arbeiten in engen Räumen oder gefährlichen Positionen können zusätzliche elektrische Schutzeinrichtungen (Leerlauf-Kleinspannungsgeräte) in den Schweißkreis eingebaut werden, die dafür sorgen, dass am Elektrodenhalter nur äußerst schwacher Strom zur Verfügung steht, wenn nicht geschweißt wird . (Siehe Diskussion über enge Räume weiter unten.) Elektrodenhalter, bei denen die Elektroden durch einen Federgriff oder ein Schraubgewinde gehalten werden, werden empfohlen. Beschwerden durch Erwärmung können durch eine wirksame Wärmeisolierung an dem Teil des Elektrodenhalters, der in der Hand gehalten wird, reduziert werden. Backen und Anschlüsse von Elektrodenhaltern sollten regelmäßig gereinigt und festgezogen werden, um eine Überhitzung zu vermeiden. Es sollte dafür gesorgt werden, dass der Elektrodenhalter bei Nichtgebrauch durch einen isolierten Haken oder einen vollisolierten Halter sicher untergebracht werden kann. Die Kabelverbindung sollte so ausgelegt sein, dass eine fortgesetzte Biegung des Kabels keinen Verschleiß und Ausfall der Isolierung verursacht. Das Schleppen von Kabeln und Gaszuführungsschläuchen aus Kunststoff (Schutzgasverfahren) über Heizplatten oder Schweißnähte ist zu vermeiden. Das Elektrodenkabel darf nicht mit dem Arbeitsplatz oder anderen geerdeten Gegenständen (Masse) in Berührung kommen. Gummischläuche und gummiummantelte Kabel dürfen nicht in der Nähe der Hochfrequenzentladung verwendet werden, da das entstehende Ozon den Gummi verrotten lässt. Für alle Zuleitungen vom Transformator zum Elektrodenhalter sollten Plastikschläuche und mit Polyvinylchlorid (PVC) ummantelte Kabel verwendet werden. Auf der Primärseite genügen vulkanisierte oder zähe Gummischlauchleitungen. Schmutz und metallischer oder anderer leitfähiger Staub können zu einem Ausfall der Hochfrequenzentladungseinheit führen. Um diesen Zustand zu vermeiden, sollte das Gerät regelmäßig durch Ausblasen mit Druckluft gereinigt werden. Gehörschutz sollte getragen werden, wenn Druckluft länger als ein paar Sekunden verwendet wird. Beim Elektronenstrahlschweißen muss die Sicherheit der verwendeten Geräte vor jedem Arbeitsgang überprüft werden. Zum Schutz vor elektrischem Schlag müssen die verschiedenen Schränke mit einem Verriegelungssystem ausgestattet werden. Eine zuverlässige Erdung aller Geräte und Schaltschränke ist erforderlich. Bei Plasmaschweißgeräten, die zum Schneiden großer Dicken verwendet werden, können die Spannungen bis zu 400 V betragen, und es ist mit Gefahren zu rechnen. Die Technik, den Lichtbogen durch einen Hochfrequenzimpuls zu zünden, setzt den Bediener der Gefahr eines unangenehmen Schocks und einer schmerzhaften, durchdringenden Hochfrequenzverbrennung aus.
UV-Strahlung
Das brillante Licht eines Lichtbogens enthält einen hohen Anteil an ultravioletter Strahlung. Selbst eine kurzzeitige Exposition gegenüber Lichtbögen, einschließlich Streublitzen von Lichtbögen anderer Arbeiter, kann eine schmerzhafte Konjunktivitis (Photoophthalmie) hervorrufen, die als „Bogenauge“ oder „Eye Flash“ bekannt ist. Wenn eine Person Lichtbögen ausgesetzt ist, muss sofort ein Arzt aufgesucht werden. Übermäßige UV-Strahlung kann auch zu Überhitzung und Hautverbrennung (Sonnenbrandeffekt) führen. Zu den Vorsichtsmaßnahmen gehören:
- Es sollte ein Visier oder Helm mit der richtigen Filterklasse verwendet werden (siehe den Artikel „Augen- und Gesichtsschutz“ an anderer Stelle in diesem Dokument). Enzyklopädie). Bei den Schutzgas-Schweißverfahren und dem Kohlelichtbogen-Schneiden bieten flache Handschutze keinen ausreichenden Schutz vor reflektierter Strahlung; Helme sollten verwendet werden. Schutzbrillen mit Filter oder Brillen mit Seitenschutz sollten unter dem Helm getragen werden, um eine Exposition zu vermeiden, wenn der Helm zur Inspektion der Arbeit hochgehoben wird. Helme bieten auch Schutz vor Spritzern und heißer Schlacke. Helme und Handschilde sind außen mit einem Filterglas und einem schützenden Deckglas versehen. Dieser sollte regelmäßig inspiziert, gereinigt und bei Kratzern oder Beschädigungen ersetzt werden.
- Gesicht, Nacken und andere exponierte Körperteile sollten angemessen geschützt werden, insbesondere wenn in der Nähe anderer Schweißer gearbeitet wird.
- Assistenten sollten mindestens eine geeignete Schutzbrille und je nach Risiko weitere PSA tragen.
- Alle Lichtbogenschweißarbeiten sollten abgeschirmt werden, um andere Personen, die in der Nähe arbeiten, zu schützen. Wo die Arbeiten an festen Werkbänken oder in Schweißereien durchgeführt werden, sollten nach Möglichkeit feste Abschirmungen aufgestellt werden; andernfalls sollten temporäre Bildschirme verwendet werden. Alle Abschirmungen sollten lichtundurchlässig, robust und aus schwer entflammbarem Material sein.
- Die Verwendung von schwarzer Farbe für das Innere von Schweißkabinen ist zu einer anerkannten Praxis geworden, aber die Farbe sollte eine matte Oberfläche erzeugen. Es sollte eine angemessene Umgebungsbeleuchtung bereitgestellt werden, um eine Überanstrengung der Augen zu vermeiden, die zu Kopfschmerzen und Unfällen führen kann.
- Schweißkabinen und tragbare Abschirmungen sollten regelmäßig überprüft werden, um sicherzustellen, dass keine Schäden vorliegen, die dazu führen könnten, dass der Lichtbogen Personen in der Nähe beeinträchtigt, die in der Nähe arbeiten.
Chemische Gefahren
Luftverunreinigungen beim Schweißen und Brennschneiden, einschließlich Dämpfe und Gase, entstehen aus einer Vielzahl von Quellen:
- das zu schweißende Metall, das Metall im Schweißstab oder Bestandteile verschiedener Stahlsorten wie Nickel oder Chrom)
- jede metallische Beschichtung auf dem zu schweißenden Artikel oder auf dem Füllstab (z. B. Zink und Cadmium vom Plattieren, Zink vom Verzinken und Kupfer als dünne Beschichtung auf durchgehenden Füllstäben aus Baustahl)
- Farbe, Fett, Schmutz und dergleichen auf dem zu schweißenden Artikel (z. B. Kohlenmonoxid, Kohlendioxid, Rauch und andere reizende Abbauprodukte)
- Flussmittelbeschichtung auf dem Schweißstab (z. B. anorganisches Fluorid)
- die Einwirkung von Wärme oder ultraviolettem Licht auf die Umgebungsluft (z. B. Stickstoffdioxid, Ozon) oder auf chlorierte Kohlenwasserstoffe (z. B. Phosgen)
- Inertgas, das als Schutz verwendet wird (z. B. Kohlendioxid, Helium, Argon).
Dämpfe und Gase sollten an der Quelle durch LEV entfernt werden. Dies kann durch eine teilweise Einhausung des Prozesses oder durch die Installation von Hauben erreicht werden, die eine ausreichend hohe Luftgeschwindigkeit über die Schweißposition liefern, um sicherzustellen, dass die Dämpfe aufgefangen werden.
Beim Schweißen von NE-Metallen und bestimmten legierten Stählen sollte besonders auf die Belüftung geachtet werden, sowie auf den Schutz vor der Gefahr durch Ozon, Kohlenmonoxid und Stickstoffdioxid, die sich bilden können. Tragbare sowie stationäre Lüftungssysteme sind leicht erhältlich. Generell sollte die Abluft nicht rezirkuliert werden. Es sollte nur dann umgewälzt werden, wenn keine gefährlichen Konzentrationen von Ozon oder anderen giftigen Gasen vorhanden sind und die Abluft durch einen Hochleistungsfilter gefiltert wird.
Beim Elektronenstrahlschweißen und wenn zu schweißende Materialien giftiger Natur sind (z. B. Beryllium, Plutonium usw.), muss darauf geachtet werden, dass der Bediener beim Öffnen der Kammer vor Staubwolken geschützt wird.
Wenn ein Gesundheitsrisiko durch giftige Dämpfe (z. B. Blei) besteht und LEV nicht praktikabel ist – z. B. wenn bleibeschichtete Strukturen durch Brennschneiden abgerissen werden – ist die Verwendung von Atemschutzgeräten erforderlich. Unter solchen Umständen sollte ein zugelassenes hocheffizientes Atemschutzgerät mit Vollgesichtsmaske oder ein hocheffizientes druckluftbetriebenes Atemschutzgerät (PAPR) getragen werden. Ein hoher Wartungsstandard des Motors und der Batterie ist erforderlich, insbesondere mit dem Original-Hochleistungs-Überdruck-Power-Atemschutzgerät. Die Verwendung von Atemschutzgeräten mit Überdruck-Druckluftleitung sollte gefördert werden, wenn eine geeignete Versorgung mit Druckluft in Atemqualität verfügbar ist. Wann immer Atemschutzgeräte getragen werden müssen, sollte die Sicherheit des Arbeitsplatzes überprüft werden, um festzustellen, ob zusätzliche Vorsichtsmaßnahmen erforderlich sind, unter Berücksichtigung der eingeschränkten Sicht, Einklemmmöglichkeiten usw. von Personen, die Atemschutzgeräte tragen.
Metalldampffieber
Metalldampffieber tritt häufig bei Arbeitern auf, die den Zinkdämpfen beim Galvanisieren oder Verzinnen, beim Gießen von Messing, beim Schweißen von verzinktem Metall und beim Metallisieren oder Metallspritzen sowie durch die Exposition gegenüber anderen Metallen wie Kupfer ausgesetzt sind. Mangan und Eisen. Es tritt bei neuen Arbeitnehmern und solchen auf, die nach einem Wochenende oder einer Urlaubspause zur Arbeit zurückkehren. Es ist ein akuter Zustand, der mehrere Stunden nach dem ersten Einatmen von Partikeln eines Metalls oder seiner Oxide auftritt. Es beginnt mit einem schlechten Geschmack im Mund, gefolgt von Trockenheit und Reizung der Schleimhaut der Atemwege, was zu Husten und gelegentlich Atemnot und „Engegefühl“ in der Brust führt. Diese können von Übelkeit und Kopfschmerzen und etwa 10 bis 12 Stunden nach der Exposition von Schüttelfrost und Fieber begleitet sein, die sehr stark sein können. Diese dauern mehrere Stunden, gefolgt von Schwitzen, Schlaf und oft von Polyurie und Durchfall. Es gibt keine besondere Behandlung, und die Genesung ist normalerweise in etwa 24 Stunden ohne Rückstände abgeschlossen. Dies kann verhindert werden, indem die Exposition gegenüber den störenden Metalldämpfen durch die Verwendung effizienter LEV innerhalb der empfohlenen Werte gehalten wird.
Enge Räume
Beim Betreten geschlossener Räume besteht die Gefahr, dass die Atmosphäre explosiv, giftig, sauerstoffarm oder eine Kombination der oben genannten ist. Jeder solcher beengter Raum muss von einer verantwortlichen Person als sicher für das Betreten und Arbeiten mit einem Lichtbogen oder einer Flamme zertifiziert werden. Ein Zugangsprogramm für beengte Räume, einschließlich eines Zugangsgenehmigungssystems, kann erforderlich sein und wird dringend empfohlen für Arbeiten, die in Räumen ausgeführt werden müssen, die normalerweise nicht für eine kontinuierliche Belegung ausgelegt sind. Beispiele umfassen Schächte, Gewölbe, Schiffsladeräume und dergleichen, sind aber nicht darauf beschränkt. Die Belüftung geschlossener Räume ist von entscheidender Bedeutung, da beim Gasschweißen nicht nur Luftschadstoffe entstehen, sondern auch Sauerstoff verbraucht wird. Schutzgas-Schweißverfahren können den Sauerstoffgehalt der Luft verringern. (Siehe Abbildung 2.)
Abbildung 2. Schweißen in einem geschlossenen Raum

SF Gilmann
Lärm
Lärm ist bei mehreren Schweißprozessen, einschließlich Plasmaschweißen, einigen Arten von Widerstandsschweißmaschinen und Gasschweißen, eine Gefahr. Beim Plasmaschweißen wird der Plasmastrahl mit sehr hohen Geschwindigkeiten ausgestoßen, was besonders in den höheren Frequenzbändern starke Geräusche (bis zu 90 dBA) erzeugt. Die Verwendung von Druckluft zum Abblasen von Staub erzeugt auch hohe Geräuschpegel. Um Gehörschäden vorzubeugen, müssen Ohrstöpsel oder Muffen getragen werden und es sollte ein Programm zur Erhaltung des Gehörs eingeführt werden, einschließlich audiometrischer (Hörvermögens-)Untersuchungen und Mitarbeiterschulungen.
Ionisierende Strahlung
In Schweißbetrieben, in denen Schweißnähte mit Röntgen- oder Gammastrahlengeräten durchstrahlt werden, sind die üblichen Warnhinweise und Anweisungen unbedingt zu beachten. Arbeiter müssen in sicherem Abstand von solchen Geräten gehalten werden. Radioaktive Quellen dürfen nur mit den erforderlichen Spezialwerkzeugen und unter besonderen Vorsichtsmaßnahmen gehandhabt werden.
Lokale und behördliche Vorschriften müssen befolgt werden. Siehe das Kapitel Strahlung, ionisierend an anderer Stelle in diesem Enzyklopädie.
Beim Elektronenstrahlschweißen muss für eine ausreichende Abschirmung gesorgt werden, um zu verhindern, dass Röntgenstrahlen die Wände und Fenster der Kammer durchdringen. Alle Teile der Maschine, die Abschirmungen gegen Röntgenstrahlung bieten, sollten miteinander verriegelt werden, damit die Maschine nicht eingeschaltet werden kann, wenn sie nicht in Position sind. Maschinen sollten zum Zeitpunkt der Installation auf Lecks von Röntgenstrahlung und danach regelmäßig überprüft werden.
Andere Gefahren
Widerstandsschweißmaschinen haben mindestens eine Elektrode, die sich mit erheblicher Kraft bewegt. Wird eine Maschine betrieben, während ein Finger oder eine Hand zwischen den Elektroden liegt, kommt es zu schweren Quetschungen. Wenn möglich, muss eine geeignete Schutzeinrichtung zum Schutz des Bedieners vorgesehen werden. Schnitte und Schnittwunden können minimiert werden, indem zuerst Bauteile entgratet und Schutzhandschuhe oder Stulpen getragen werden.
Lockout/Tagout-Verfahren sollten angewendet werden, wenn Maschinen mit elektrischen, mechanischen oder anderen Energiequellen gewartet oder repariert werden.
Wenn Schlacke von Schweißnähten durch Absplittern usw. entfernt wird, sollten die Augen durch Schutzbrillen oder andere Mittel geschützt werden.
Drehmaschinen
Adaptiert aus der 3. Auflage, Enzyklopädie des Arbeitsschutzes.
Welche Rolle Drehmaschinen in Schlossereien spielen, zeigt sich am besten daran, dass 90 bis 95 % der in der Armaturenindustrie anfallenden Späne (Metallspäne) von Drehmaschinen stammen. Etwa ein Zehntel der in dieser Branche gemeldeten Unfälle sind auf Drehmaschinen zurückzuführen; dies entspricht einem Drittel aller Maschinenunfälle. Laut einer Studie zur relativen Unfallhäufigkeit pro Maschineneinheit, die in einem Betrieb zur Herstellung von Präzisionskleinteilen und Elektrogeräten durchgeführt wurde, stehen Drehmaschinen an fünfter Stelle nach Holzbearbeitungsmaschinen, Metallsägen, Pressen und Bohrmaschinen. Die Notwendigkeit von Schutzmaßnahmen an Drehmaschinen steht daher außer Frage.
Drehen ist ein maschineller Prozess, bei dem der Durchmesser eines Materials durch ein Werkzeug mit einer speziellen Schneide reduziert wird. Die Schnittbewegung wird durch Drehen des Werkstücks erzeugt, die Vorschub- und Verfahrbewegungen werden vom Werkzeug erzeugt. Durch die Variation dieser drei Grundbewegungen, aber auch durch die Wahl der geeigneten Werkzeugschneidengeometrie und des Werkstoffs, kann auf die Abtragsleistung, die Oberflächenqualität, die Spanform und den Werkzeugverschleiß Einfluss genommen werden.
Aufbau von Drehmaschinen
Eine typische Drehmaschine besteht aus:
- ein Bett oder eine Basis mit bearbeiteten Gleitbahnen für Sattel und Reitstock
- ein auf dem Bett montierter Spindelstock mit Spindel und Spannfutter
- ein vorn am Bett angebrachtes Vorschubgetriebe zur Übertragung der Vorschubbewegung in Abhängigkeit von der Schnittgeschwindigkeit über Leitspindel oder Vorschubwelle und Riemchen auf den Schlitten
- ein Schlitten (oder Schlitten), der den Querschlitten trägt, der die Querbewegung ausführt
- ein auf dem Querschlitten montierter Werkzeugpfosten (siehe Abbildung 1).
Abbildung 1. Drehmaschinen und ähnliche Maschinen

Dieses Grundmodell einer Drehmaschine lässt sich von der Universalmaschine bis hin zum speziellen Drehautomaten für nur eine Art von Arbeit stufenlos variieren.
Die wichtigsten Arten von Drehmaschinen sind:
- Drehmaschine zentrieren. Dies ist die am häufigsten verwendete Drehmaschine. Es entspricht dem Grundmodell mit horizontaler Drehachse. Das Werkstück wird zwischen Spitzen, durch eine Planscheibe oder in einem Spannfutter gehalten.
- Mehrwerkzeugdrehmaschine. Dadurch können mehrere Werkzeuge gleichzeitig eingesetzt werden.
- Revolverdrehmaschine, Capstan-Drehmaschine. Maschinen dieser Art ermöglichen es, ein Werkstück durch mehrere Werkzeuge zu bearbeiten, die nacheinander angreifen. Die Werkzeuge werden im Revolver gehalten, der sich dreht, um sie in Schneidposition zu bringen. Die Revolver sind im Allgemeinen vom Scheiben- oder Kronentyp, aber es gibt auch Revolverdrehmaschinen vom Trommeltyp.
- Kopierdrehmaschinen. Die gewünschte Form wird per Tracer-Steuerung von einer Schablone auf das Werk übertragen.
- Automatische Drehmaschine. Die verschiedenen Vorgänge, einschließlich des Wechsels der Arbeit, sind automatisiert. Es gibt Stangenautomaten und Spannautomaten.
- Karusselldrehmaschine (Bohr- und Drehwerk). Die Arbeit dreht sich um eine vertikale Achse; es ist auf einem horizontalen Drehtisch aufgespannt. Dieser Maschinentyp wird im Allgemeinen für die Bearbeitung großer Guss- und Schmiedestücke verwendet.
- NC- und CNC-Drehmaschinen. Alle vorgenannten Maschinen können mit einer numerischen Steuerung (NC) oder einer computergestützten numerischen Steuerung (CNC) ausgestattet werden. Das Ergebnis ist ein Halb- oder Vollautomat, der dank der großen Vielseitigkeit und einfachen Programmierbarkeit der Steuerung ziemlich universell einsetzbar ist.
Die zukünftige Entwicklung der Drehmaschine wird sich voraussichtlich auf Steuerungssysteme konzentrieren. Kontaktsteuerungen werden zunehmend durch elektronische Steuerungen ersetzt. Hinsichtlich letzterer gibt es einen Trend in der Entwicklung von interpolationsprogrammierten zu speicherprogrammierten Steuerungen. Langfristig ist absehbar, dass der Einsatz immer leistungsfähigerer Prozessrechner den Bearbeitungsprozess tendenziell optimieren wird.
Unfälle
Drehmaschinenunfälle werden im Allgemeinen verursacht durch:
- Missachtung von Sicherheitsvorschriften bei Aufstellung der Maschinen in Werkstätten (z. B. zu wenig Platz zwischen den Maschinen, kein Netztrennschalter für jede Maschine)
- fehlende Schutzvorrichtungen oder das Fehlen von Hilfsvorrichtungen (Arbeiter, die versuchten, die Spindel ihrer Drehmaschinen abzubremsen, indem sie eine ihrer Hände gegen ungeschützte Riemenscheiben drückten, und Bediener, die versehentlich ungeschützte Kupplungshebel oder -pedale betätigten, wurden schwer verletzt; Verletzungen durch auch umherfliegende Späne wegen fehlender Klapp- oder Schiebedeckel)
- unzulänglich angeordnete Bedienelemente (z. B. kann die Hand eines Drehers von der Reitstockspitze durchbohrt werden, wenn das Pedal, das das Spannfutter steuert, mit dem Pedal verwechselt wird, das den Hydraulikkreis der Bewegung der Reitstockspitze steuert)
- nachteilige Arbeitsbedingungen (dh arbeitsphysiologische Mängel)
- Fehlen von PSA oder Tragen von ungeeigneter Arbeitskleidung (bei Drehern mit weiten Kleidern oder langen, herabhängenden Haaren wurden schwere und sogar tödliche Verletzungen verursacht)
- unzureichende Einweisung des Personals (ein Lehrling wurde tödlich verletzt, als er eine kurze Welle feilte, die zwischen Spitzen befestigt und von einem gekröpften Mitnehmer auf der Spindelnase und einem geraden auf der Welle gedreht wurde; der Drehmaschinenträger ergriff seine linke Hülse, die wurde um das Werkstück gewickelt, wodurch der Lehrling heftig in die Drehbank gezogen wurde)
- schlechte Arbeitsorganisation, die zum Einsatz ungeeigneter Geräte führte (z. B. wurde eine lange Stange auf einer herkömmlichen Produktionsdrehmaschine bearbeitet; sie war zu lang für diese Drehmaschine und ragte mehr als 1 m über den Spindelstock hinaus; außerdem war die Futteröffnung zu groß zu groß für die Stange und wurde durch Einlegen von Holzkeilen nachgeholt; beim Drehen der Drehspindel biegte sich das freie Stangenende um 45° und traf den Kopf des Bedieners; der Bediener starb in der folgenden Nacht)
- defekte Maschinenelemente (z. B. kann ein loser Mitnehmerstift in einer Kupplung dazu führen, dass sich die Drehmaschinenspindel zu drehen beginnt, während der Bediener ein Werkstück im Spannfutter einstellt).
Unfallverhütung
Die Vermeidung von Unfällen an Drehmaschinen beginnt bereits in der Konstruktionsphase. Konstrukteure sollten besonderes Augenmerk auf Steuer- und Übertragungselemente legen.
Bedienelemente
Jede Drehmaschine muss mit einem Netztrennschalter (oder Trennschalter) ausgestattet sein, damit Wartungs- und Reparaturarbeiten sicher durchgeführt werden können. Dieser Schalter muss den Strom allpolig trennen, die pneumatische und hydraulische Energie sicher unterbrechen und die Kreisläufe entlüften. Bei großen Maschinen sollte der Trennschalter so konstruiert sein, dass er in seiner herausgezogenen Position mit einem Vorhängeschloss gesichert werden kann – eine Sicherheitsmaßnahme gegen versehentliches Wiedereinschalten.
Die Anordnung der Maschinensteuerungen sollte so sein, dass der Bediener sie leicht erkennen und erreichen kann und dass ihre Manipulation keine Gefahr darstellt. Das bedeutet, dass Bedienelemente niemals an Stellen angeordnet werden dürfen, die nur mit der Hand über den Arbeitsbereich der Maschine zu erreichen sind oder an denen sie von umherfliegenden Spänen getroffen werden können.
Schalter, die Schutzeinrichtungen überwachen und mit dem Maschinenantrieb verriegeln, sollten so gewählt und installiert werden, dass sie den Stromkreis zwangsläufig öffnen, sobald die Schutzeinrichtung aus ihrer Schutzstellung bewegt wird.
Not-Halt-Einrichtungen müssen den sofortigen Stillstand der gefahrbringenden Bewegung bewirken. Sie müssen so gestaltet und angeordnet sein, dass sie vom bedrohten Arbeitnehmer leicht bedient werden können. Not-Halt-Taster müssen leicht erreichbar und rot sein.
Die Betätigungselemente von Betriebsgeräten, die eine gefährliche Maschinenbewegung auslösen können, müssen so geschützt sein, dass eine unbeabsichtigte Betätigung ausgeschlossen ist. Beispielsweise sollten die Kupplungseingriffshebel an dem Anbaubock und der Schürze mit Sicherheitsverriegelungen oder -gittern versehen sein. Ein Taster kann durch Unterbringen in einer Aussparung oder durch Umhüllen mit einem Schutzkragen gesichert werden.
Handbetätigte Steuerungen sollten so konstruiert und angeordnet sein, dass die Handbewegung der gesteuerten Maschinenbewegung entspricht.
Bedienelemente sollten mit leicht lesbaren und verständlichen Markierungen gekennzeichnet sein. Um Missverständnisse und sprachliche Schwierigkeiten zu vermeiden, empfiehlt es sich, Symbole zu verwenden.
Übertragungselemente
Alle beweglichen Übertragungselemente (Riemen, Riemenscheiben, Zahnräder) müssen mit Schutzvorrichtungen abgedeckt werden. Einen wichtigen Beitrag zur Vermeidung von Drehunfällen können die für die Installation der Maschine verantwortlichen Personen leisten. Drehmaschinen sollten so aufgestellt werden, dass sich die Bedienpersonen nicht gegenseitig behindern oder gefährden. Die Bediener sollten den Durchgängen nicht den Rücken zukehren. Dort, wo sich benachbarte Arbeitsplätze oder Durchgänge im Bereich von umherfliegenden Spänen befinden, sollten Schutzgitter angebracht werden.
Durchgänge müssen deutlich gekennzeichnet sein. Für Flurförderzeuge, zum Stapeln von Werkstücken und für Werkzeugkisten sollte ausreichend Platz gelassen werden. Stangenmaterialführungen dürfen nicht in die Durchgänge hineinragen.
Der Boden, auf dem der Bediener steht, muss gegen Kälte isoliert sein. Es ist darauf zu achten, dass die Dämmung kein Stolperhindernis darstellt und der Bodenbelag auch mit einem Ölfilm nicht rutschig wird.
Leitungen und Rohrleitungen sollten so installiert werden, dass sie nicht zu Hindernissen werden. Temporäre Installationen sollten vermieden werden.
Sicherheitstechnische Maßnahmen auf dem Shopfloor sind insbesondere auf folgende Punkte zu richten:
- Spannvorrichtungen (Planscheiben, Spannfutter, Spannzangen) sollten vor dem Einsatz dynamisch ausgewuchtet werden
- die maximal zulässige drehzahl eines futters sollte vom hersteller auf dem futter angegeben und vom dreher eingehalten werden
- Bei der Verwendung von Spiralfuttern ist darauf zu achten, dass die Backen beim Anlaufen der Drehmaschine nicht herausgeschleudert werden können
- Spannfutter dieser Art sollten so konstruiert sein, dass der Schlüssel nicht abgezogen werden kann, bevor die Backen gesichert sind. Die Futterschlüssel sollten generell so gestaltet sein, dass ein Belassen im Futter ausgeschlossen ist.
Es ist wichtig, Hilfshebevorrichtungen bereitzustellen, um die Montage und Demontage von schweren Spannfuttern und Frontplatten zu erleichtern. Damit Spannfutter beim plötzlichen Abbremsen der Drehmaschine nicht von der Spindel laufen, müssen sie sicher fixiert werden. Dies kann erreicht werden, indem eine Überwurfmutter mit Linksgewinde auf die Spindelnase aufgesetzt wird, eine „Camlock“-Schnellkupplung verwendet wird, das Futter mit einem Arretierschlüssel versehen oder mit einem zweiteiligen Sicherungsring gesichert wird.
Bei der Verwendung von angetriebenen Werkstückaufnahmen, wie z. B. hydraulisch betätigten Spannfuttern, Spannzangen und Reitstockspitzen, müssen Maßnahmen getroffen werden, die es unmöglich machen, mit den Händen in den Gefahrenbereich schließender Vorrichtungen zu gelangen. Dies kann erreicht werden, indem der Hub des Spannelements auf 6 mm begrenzt wird, die Position der Totmannschaltungen so gewählt wird, dass das Einführen der Hände in den Gefahrenbereich ausgeschlossen wird, oder indem eine bewegliche Schutzeinrichtung vorgesehen wird, die vor dem Spannen geschlossen werden muss Bewegung kann gestartet werden.
Wenn das Starten der Drehmaschine bei geöffneten Spannbacken eine Gefahr darstellt, sollte die Maschine mit einer Vorrichtung ausgestattet sein, die verhindert, dass die Spindeldrehung gestartet wird, bevor die Spannbacken geschlossen sind. Das Fehlen von Strom darf nicht zum Öffnen oder Schließen einer angetriebenen Werkstückhalterung führen.
Lässt die Spannkraft eines Kraftspannfutters nach, muss die Spindeldrehung gestoppt und ein Anlaufen der Spindel nicht möglich sein. Eine Umkehrung der Spannrichtung von innen nach außen (oder umgekehrt) bei rotierender Spindel darf nicht dazu führen, dass sich das Spannfutter von der Spindel löst. Das Entfernen von Aufnahmen von der Spindel sollte nur möglich sein, wenn die Spindel aufgehört hat, sich zu drehen.
Bei der Bearbeitung von Stangenmaterial muss der über die Drehmaschine hinausragende Teil von Stangenmaterialführungen umschlossen werden. Stangenladegewichte müssen durch aufklappbare Abdeckungen geschützt werden, die bis zum Boden reichen.
Carriers
Zur Vermeidung schwerer Unfälle – insbesondere bei Feilarbeiten in einer Drehmaschine – dürfen keine ungeschützten Träger verwendet werden. Es sollte ein zentrierender Sicherheitsträger verwendet werden oder ein herkömmlicher Träger mit einem Schutzkragen versehen werden. Es ist auch möglich, selbstarretierende Träger zu verwenden oder die Trägerscheibe mit einer Schutzhülle zu versehen.
Arbeitsbereich der Drehmaschine
Universal-Drehfutter sollten durch Klappdeckel geschützt werden. Wenn möglich, sollten Schutzabdeckungen mit Spindelantriebskreisen verriegelt werden. Vertikale Bohr- und Drehwerke sollten mit Stangen oder Platten eingezäunt werden, um Verletzungen durch rotierende Teile zu vermeiden. Damit der Bediener den Bearbeitungsprozess sicher beobachten kann, müssen Podeste mit Geländer vorgesehen werden. In bestimmten Fällen können TV-Kameras installiert werden, damit der Bediener die Werkzeugkante und den Werkzeugvorschub überwachen kann.
Die Arbeitszonen von Drehautomaten, NC- und CNC-Drehmaschinen sollten vollständig umschlossen sein. Einhausungen von Vollautomaten sollten nur Öffnungen haben, durch die das zu bearbeitende Material eingeführt, das Drehteil ausgeworfen und die Späne aus dem Arbeitsraum entfernt werden. Diese Öffnungen dürfen beim Durchgang von Arbeiten keine Gefahr darstellen und es muss unmöglich sein, durch sie hindurch in den Gefahrenbereich zu gelangen.
Die Arbeitszonen von Halbautomaten, NC- und CNC-Drehmaschinen müssen während des Bearbeitungsprozesses eingehaust werden. Die Gehäuse sind in der Regel Schiebedeckel mit Endschaltern und Verriegelungsschaltung.
Arbeiten, die einen Zugang zum Arbeitsbereich erfordern, wie z. B. Werkstück- oder Werkzeugwechsel, Ausmessen usw., dürfen nicht durchgeführt werden, bevor die Drehmaschine sicher stillgesetzt wurde. Das Nullstellen eines drehzahlgeregelten Antriebs gilt nicht als sicherer Stillstand. Maschinen mit solchen Antrieben müssen verriegelte Schutzabdeckungen haben, die nicht entriegelt werden können, bevor die Maschine sicher stillgesetzt wird (z. B. durch Unterbrechung der Stromversorgung des Spindelmotors).
Sind besondere Werkzeugeinstellungen erforderlich, ist eine Tippsteuerung vorzusehen, die es ermöglicht, bestimmte Maschinenbewegungen bei geöffneter Schutzhaube auszulösen. In solchen Fällen kann der Antrieb durch spezielle Schaltungskonzepte geschützt werden (z. B. indem nur eine Bewegung gleichzeitig ausgelöst werden darf). Dies kann durch die Verwendung von Zweihandsteuerungen erreicht werden.
Drehspäne
Lange Drehspäne sind gefährlich, da sie sich mit Armen und Beinen verfangen und schwere Verletzungen verursachen können. Durch die Wahl geeigneter Schnittgeschwindigkeiten, Vorschübe und Spandicken oder durch den Einsatz von Drehmeißeln mit Spanleitstufen vom Grund- oder Stufentyp lassen sich durchgehende und ausgefranste Späne vermeiden. Zum Entfernen von Spänen sollten Spänehaken mit Griff und Schnalle verwendet werden.
Ergonomie
Jede Maschine sollte so konstruiert sein, dass sie eine maximale Leistung bei minimaler Belastung des Bedieners ermöglicht. Dies kann erreicht werden, indem die Maschine an den Arbeiter angepasst wird.
Bei der Gestaltung der Mensch-Maschine-Schnittstelle einer Drehmaschine müssen ergonomische Faktoren berücksichtigt werden. Zu einer rationellen Arbeitsplatzgestaltung gehört auch die Bereitstellung von Handhabungshilfsmitteln wie Be- und Entladevorrichtungen.
Alle Bedienelemente müssen sich im physiologischen Bereich oder in Reichweite beider Hände befinden. Die Bedienelemente müssen übersichtlich angeordnet und logisch zu bedienen sein. Pedalbetätigte Steuerungen sollten bei Maschinen vermieden werden, die von stehenden Bedienern bedient werden.
Erfahrungsgemäß wird gute Arbeit geleistet, wenn der Arbeitsplatz sowohl im Stehen als auch im Sitzen gestaltet ist. Wenn der Bediener im Stehen arbeiten muss, sollte ihm die Möglichkeit gegeben werden, die Körperhaltung zu ändern. Flexible Sitze sind in vielen Fällen eine willkommene Entlastung für strapazierte Füße und Beine.
Es sollten Maßnahmen ergriffen werden, um unter Berücksichtigung von Lufttemperatur, relativer Luftfeuchtigkeit, Luftbewegung und Strahlungswärme einen optimalen thermischen Komfort zu schaffen. Die Werkstatt sollte ausreichend belüftet sein. Es sollten örtliche Absaugvorrichtungen vorhanden sein, um gasförmige Emanationen zu beseitigen. Bei der Bearbeitung von Stangenmaterial sollten schalldämmend ausgekleidete Führungsrohre verwendet werden.
Der Arbeitsplatz sollte vorzugsweise mit einer gleichmäßigen Beleuchtung ausgestattet sein, die ein ausreichendes Beleuchtungsniveau bietet.
Arbeitskleidung und persönlicher Schutz
Overalls sollten eng anliegend und bis zum Hals zugeknöpft oder mit einem Reißverschluss versehen sein. Sie sollten keine Brusttaschen haben und die Ärmel müssen an den Handgelenken fest geknöpft sein. Gürtel sollten nicht getragen werden. Beim Arbeiten an Drehmaschinen sollten keine Fingerringe und Armbänder getragen werden. Das Tragen von Schutzbrillen sollte Pflicht sein. Bei der Bearbeitung schwerer Werkstücke sind Sicherheitsschuhe mit Stahlkappe zu tragen. Beim Sammeln von Spänen müssen Schutzhandschuhe getragen werden.
Ausbildung
Die Sicherheit des Drehers hängt in hohem Maße von der Arbeitsweise ab. Daher ist es wichtig, dass er oder sie eine gründliche theoretische und praktische Ausbildung erhält, um Fähigkeiten zu erwerben und ein Verhalten zu entwickeln, das den bestmöglichen Schutz bietet. Richtige Körperhaltung, richtige Bewegungen, richtige Auswahl und Umgang mit Werkzeugen sollen soweit zur Routine werden, dass der Bediener auch bei zeitweiliger Konzentrationsschwäche korrekt arbeitet.
Wichtige Punkte in einem Trainingsprogramm sind eine aufrechte Körperhaltung, die richtige Montage und Demontage des Spannfutters sowie das genaue und sichere Fixieren von Werkstücken. Das richtige Halten von Feilen und Schabern sowie das sichere Arbeiten mit Schleifleinen müssen intensiv geübt werden.
Arbeiter müssen gut über die Verletzungsgefahren informiert sein, die beim Messen von Arbeiten, beim Prüfen von Einstellungen und beim Reinigen von Drehmaschinen entstehen können.
Wartung
Drehmaschinen müssen regelmäßig gewartet und geschmiert werden. Störungen müssen sofort behoben werden. Wenn im Fehlerfall die Sicherheit gefährdet ist, ist die Maschine bis zur Behebung außer Betrieb zu setzen.
Reparatur- und Wartungsarbeiten dürfen nur im spannungslosen Zustand der Maschine durchgeführt werden
.
Schleifen und Polieren
Adaptiert von der 3. Auflage, Enzyklopädie des Arbeitsschutzes.
Beim Schleifen wird im Allgemeinen ein gebundenes Schleifmittel verwendet, um Teile eines Werkstücks abzunutzen. Ziel ist es, dem Werkstück eine bestimmte Form zu geben, seine Abmessungen zu korrigieren, die Glätte einer Oberfläche zu erhöhen oder die Schärfe von Schneidkanten zu verbessern. Beispiele sind das Entfernen von Angüssen und rauen Kanten von Gießereigussteilen, das Entfernen von Oberflächenzunder von Metallen vor dem Schmieden oder Schweißen und das Entgraten von Teilen in Blech- und Maschinenwerkstätten. Polieren wird verwendet, um Oberflächenfehler wie Werkzeugspuren zu entfernen. Polieren entfernt kein Metall, sondern verwendet ein weiches Schleifmittel, das in eine Wachs- oder Fettbasis gemischt wird, um eine hochglänzende Oberfläche zu erzeugen.
Schleifen ist das umfassendste und vielfältigste aller Bearbeitungsverfahren und wird bei vielen Materialien eingesetzt – überwiegend Eisen und Stahl, aber auch andere Metalle, Holz, Kunststoffe, Stein, Glas, Keramik und so weiter. Der Begriff umfasst andere Verfahren zur Herstellung sehr glatter und glänzender Oberflächen wie Polieren, Honen, Wetzen und Läppen.
Die verwendeten Werkzeuge sind Scheiben unterschiedlicher Größe, Schleifsegmente, Schleifstifte, Schleifsteine, Feilen, Polierscheiben, Riemen, Scheiben und so weiter. In Schleifscheiben und dergleichen wird das Schleifmaterial durch Bindemittel zusammengehalten, um einen starren, im Allgemeinen porösen Körper zu bilden. Bei Schleifbändern hält das Bindemittel das Schleifmittel an einem flexiblen Trägermaterial befestigt. Schwabbelscheiben werden aus zusammengenähten Baumwoll- oder anderen Textilscheiben hergestellt.
Die natürlichen Schleifmittel – natürlicher Korund oder Schmirgel (Aluminiumoxide), Diamant, Sandstein, Feuerstein und Granat – wurden weitgehend durch künstliche Schleifmittel wie Aluminiumoxid (Schmelzkorund), Siliziumkarbid (Karborund) und synthetische Diamanten ersetzt. Insbesondere zum Polieren und Polieren werden auch eine Reihe feinkörniger Materialien wie Kreide, Bimsstein, Tripolis, Zinnkitt und Eisenoxid verwendet.
Aluminiumoxid wird am häufigsten in Schleifscheiben verwendet, gefolgt von Siliziumkarbid. Für wichtige Spezialanwendungen werden natürliche und künstliche Diamanten eingesetzt. Aluminiumoxid, Siliziumkarbid, Schmirgel, Granat und Feuerstein werden in Schleif- und Polierbändern verwendet.
In Schleifscheiben werden sowohl organische als auch anorganische Bindemittel verwendet. Die Hauptart der anorganischen Bindungen sind verglastes Silikat und Magnesit. Unter den organischen Bindemitteln sind vor allem Phenol- oder Harnstoff-Formaldehyd-Harze, Kautschuk und Schellack zu nennen. Die keramischen Bindemittel und Phenolharze dominieren innerhalb ihrer jeweiligen Gruppen vollständig. Diamantschleifscheiben können auch metallgebunden sein. Die verschiedenen Bindemittel verleihen den Scheiben unterschiedliche Schleifeigenschaften, sowie unterschiedliche Eigenschaften in Bezug auf die Sicherheit.
Schleif- und Polierbänder und -scheiben bestehen aus einem flexiblen Träger aus Papier oder Gewebe, auf dem das Schleifmittel mittels eines natürlichen oder synthetischen Klebstoffs gebunden ist.
Verschiedene Maschinen werden für verschiedene Arten von Operationen verwendet, wie z. B. Flachschleifen, Rundschleifen (einschließlich spitzenloses Schleifen), Innenschleifen, Schruppschleifen und Trennen. Die beiden Haupttypen sind: solche, bei denen entweder der Schleifer oder das Werkstück von Hand bewegt wird, und Maschinen mit mechanischen Vorschüben und Spannfuttern. Übliche Ausrüstungstypen umfassen: Schleifmaschinen vom Oberflächentyp; Schleif-, Polier- und Poliermaschinen auf Sockel; Scheibenschleifer und -polierer; Innenschleifer; Trennschleifmaschinen; Bandpolierer; Tragbare Schleif-, Polier- und Poliermaschinen; und mehrere Polierer und Puffer.
Gefahren und ihre Vermeidung
Sprengung
Das größte Verletzungsrisiko beim Einsatz von Schleifscheiben besteht darin, dass die Scheibe beim Schleifen platzen kann. Normalerweise arbeiten Schleifscheiben mit hohen Drehzahlen. Der Trend geht zu immer höheren Geschwindigkeiten. In den meisten Industrienationen gibt es Vorschriften, die die maximalen Drehzahlen begrenzen, mit denen die verschiedenen Arten von Schleifscheiben betrieben werden dürfen.
Die grundlegende Schutzmaßnahme besteht darin, die Schleifscheibe so stark wie möglich zu machen; die Art des Bindemittels ist am wichtigsten. Räder mit organischen Bindungen, insbesondere Phenolharz, sind zäher als solche mit anorganischen Bindungen und widerstandsfähiger gegen Stöße. Bei organisch gebundenen Scheiben können hohe Umfangsgeschwindigkeiten zulässig sein.
Besonders Hochgeschwindigkeitsräder enthalten oft verschiedene Arten von Verstärkungen. Bestimmte Topfscheiben sind zum Beispiel mit Stahlnaben ausgestattet, um ihre Festigkeit zu erhöhen. Während der Drehung entwickelt sich die Hauptspannung um das Mittelloch herum. Zur Verstärkung des Rades kann somit der Abschnitt um das Mittelloch herum, der nicht am Schleifen teilnimmt, aus einem besonders festen Material bestehen, das nicht zum Schleifen geeignet ist. Großscheiben mit derart verstärktem Mittelteil werden insbesondere von Stahlwerken zum Schleifen von Brammen, Knüppeln und dergleichen mit Geschwindigkeiten bis 80 m/s eingesetzt.
Die gebräuchlichste Methode zur Verstärkung von Schleifscheiben besteht jedoch darin, Glasfasergewebe in ihre Konstruktion einzubeziehen. Dünne Scheiben, wie sie zum Schneiden verwendet werden, können in der Mitte oder an jeder Seite Glasfasergewebe enthalten, während dickere Scheiben je nach Dicke der Scheibe mehrere Gewebeschichten aufweisen.
Mit Ausnahme einiger Schleifscheiben kleiner Abmessungen müssen entweder alle Scheiben oder eine statistische Stichprobe davon vom Hersteller auf Drehzahl geprüft werden. In Tests werden die Scheiben über einen bestimmten Zeitraum mit einer Geschwindigkeit betrieben, die über der beim Schleifen zulässigen liegt. Die Prüfvorschriften sind von Land zu Land unterschiedlich, aber normalerweise muss das Laufrad mit einer Geschwindigkeit von 50 % über der Arbeitsgeschwindigkeit getestet werden. In einigen Ländern schreiben Vorschriften vor, dass Räder, die mit höheren Geschwindigkeiten als normal betrieben werden sollen, in einem zentralen Prüfinstitut speziell geprüft werden müssen. Das Institut kann auch Proben aus dem Rad schneiden und ihre physikalischen Eigenschaften untersuchen. Schneidräder werden bestimmten Schlagtests, Biegetests usw. unterzogen. Der Hersteller ist außerdem verpflichtet, die Schleifscheibe vor der Auslieferung gut ausgewuchtet zu haben.
Das Bersten einer Schleifscheibe kann zu tödlichen oder schwersten Verletzungen von Personen in der Umgebung und zu schweren Schäden an Anlagen oder Gebäuden führen. Trotz aller von den Herstellern getroffenen Vorsichtsmaßnahmen kann es immer noch gelegentlich zu Radbrüchen oder -brüchen kommen, wenn bei ihrer Verwendung nicht mit der gebotenen Sorgfalt vorgegangen wird. Zu den Vorsichtsmaßnahmen gehören:
- Handhabung und Lagerung. Ein Rad kann während des Transports oder der Handhabung beschädigt werden oder Risse bekommen. Bei Phenolharzrädern kann Feuchtigkeit den Haftvermittler angreifen und letztendlich dessen Festigkeit mindern. Steinzeugscheiben können empfindlich auf wiederholte Temperaturschwankungen reagieren. Unregelmäßig aufgenommene Feuchtigkeit kann das Rad aus dem Gleichgewicht bringen. Daher ist es äußerst wichtig, dass Räder in allen Phasen sorgfältig behandelt und geordnet an einem trockenen und geschützten Ort aufbewahrt werden.
- Auf Risse prüfen. Ein neues Rad sollte auf Unversehrtheit und Trockenheit überprüft werden, am einfachsten durch Klopfen mit einem Holzhammer. Eine fehlerfreie verglaste Scheibe ergibt einen klaren Klang, eine organisch gebundene Scheibe einen weniger klingelnden Ton; aber beide können vom knackenden Geräusch eines defekten Rades unterschieden werden. Im Zweifelsfall sollte das Rad nicht verwendet und der Lieferant konsultiert werden.
- Testen. Bevor das neue Rad in Betrieb genommen wird, sollte es unter Beachtung der erforderlichen Vorsichtsmaßnahmen bei voller Geschwindigkeit getestet werden. Nach dem Nassschleifen sollte die Scheibe im Leerlauf laufen, um das Wasser auszustoßen; Andernfalls kann sich das Wasser am Boden des Rads ansammeln und eine Unwucht verursachen, die beim nächsten Gebrauch zum Platzen des Rads führen kann.
- Montage. Unfälle und Brüche passieren, wenn Schleifscheiben auf ungeeigneten Vorrichtungen montiert werden – zum Beispiel auf Spindelenden von Poliermaschinen. Die Spindel sollte einen angemessenen Durchmesser haben, aber nicht so groß sein, dass sie das Mittelloch des Rades erweitert; Die Spurkränze sollten mindestens ein Drittel des Raddurchmessers betragen und aus Weichstahl oder einem ähnlichen Material bestehen.
- Speed. Auf keinen Fall darf die vom Hersteller angegebene maximal zulässige Betriebsdrehzahl überschritten werden. An allen Schleifmaschinen sollte ein Hinweis auf die Spindeldrehzahl angebracht und die Scheibe mit der maximal zulässigen Umfangsgeschwindigkeit und der entsprechenden Drehzahl einer neuen Scheibe gekennzeichnet sein. Bei Schleifmaschinen mit variabler Drehzahl und um sicherzustellen, dass Scheiben mit geeigneten zulässigen Drehzahlen in Handschleifmaschinen eingebaut werden, sind besondere Vorsichtsmaßnahmen erforderlich.
- Arbeitsruhe. Wo immer möglich, sollten starr montierte Arbeitsablagen in ausreichender Größe vorgesehen werden. Sie sollten einstellbar sein und so nah wie möglich am Rad gehalten werden, um ein Einklemmen zu verhindern, in dem das Werkstück gegen das Rad gedrückt werden und es brechen oder, was wahrscheinlicher ist, die Hand des Bedieners erfassen und verletzen könnte.
- Bewachung. Schleifscheiben sollten mit Schutzvorrichtungen versehen sein, die stark genug sind, um die Teile einer berstenden Scheibe aufzunehmen (siehe Abbildung 1). Einige Länder haben detaillierte Vorschriften bezüglich der Gestaltung der Schutzvorrichtungen und der zu verwendenden Materialien. Generell sind Gusseisen und Aluminiumguss zu vermeiden. Die Schleiföffnung sollte so klein wie möglich sein, eventuell ist ein verstellbares Nasenstück erforderlich. Wenn die Art der Arbeit die Verwendung einer Schutzvorrichtung ausschließt, können ausnahmsweise spezielle Schutzflansche oder Sicherheitsspannfutter verwendet werden. Die Spindeln und konischen Enden von Poliermaschinen mit zwei Enden können Unfälle durch Verfangen verursachen, wenn sie nicht wirksam geschützt sind.
Abbildung 1. Eine gut geschützte, verglaste Schleifscheibe, die in einem Flächenschleifer montiert ist und mit einer Umfangsgeschwindigkeit von 33 m/s arbeitet
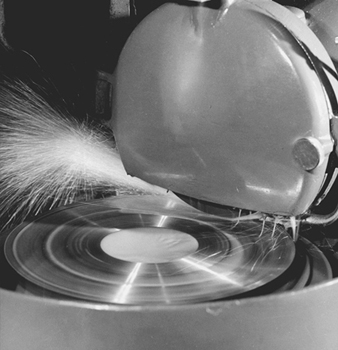
Augenverletzungen
Staub, Schleifmittel, Körner und Splitter sind eine häufige Gefahr für die Augen bei allen Trockenschleifvorgängen. Wirksamer Augenschutz durch Schutzbrille oder Brille und feste Augenschutzschilde an der Maschine sind unerlässlich; Feste Augenschutzscheiben sind besonders nützlich, wenn die Schleifscheiben intermittierend verwendet werden – zum Beispiel beim Werkzeugschleifen.
Feuer
Das Schleifen von Magnesiumlegierungen birgt ein hohes Brandrisiko, es sei denn, es werden strenge Vorsichtsmaßnahmen gegen unbeabsichtigte Entzündung und beim Entfernen und Durchtränken von Staub getroffen. Bei allen Abluftleitungen sind hohe Sauberkeits- und Wartungsstandards erforderlich, um Brandgefahren zu vermeiden und die Belüftung effizient zu halten. Textilstaub, der beim Polieren freigesetzt wird, stellt eine Brandgefahr dar, die eine gute Haushaltsführung und LEV erfordert.
Vibration
Tragbare Schleifmaschinen und Ständerschleifer bergen das Risiko des Hand-Arm-Vibrationssyndroms (HAVS), das aufgrund seines auffälligsten Zeichens auch als „weißer Finger“ bekannt ist. Zu den Empfehlungen gehören die Begrenzung der Intensität und Dauer der Exposition, die Neugestaltung von Werkzeugen, Schutzausrüstung und die Überwachung von Exposition und Gesundheit.
Gesundheitsrisiken
Obwohl moderne Schleifscheiben selbst nicht die ernsthafte Silikosegefahr darstellen, die in der Vergangenheit mit Sandsteinscheiben verbunden war, kann immer noch hochgefährlicher Quarzstaub von den zu schleifenden Materialien abgegeben werden – zum Beispiel Sandguss. Bestimmte kunstharzgebundene Räder können Füllstoffe enthalten, die einen gefährlichen Staub erzeugen. Außerdem können Harze auf Formaldehydbasis beim Mahlen Formaldehyd abgeben. In jedem Fall macht die beim Schleifen entstehende Staubmenge eine effiziente LEV unerlässlich. Es ist schwieriger, eine lokale Absaugung für tragbare Räder bereitzustellen, obwohl einige Erfolge in dieser Richtung durch die Verwendung von Auffangsystemen mit geringem Volumen und hoher Geschwindigkeit erreicht wurden. Längere Arbeiten sollten vermieden und ggf. Atemschutzgeräte zur Verfügung gestellt werden. Eine Absaugung ist auch für die meisten Bandschleif-, Endbearbeitungs-, Polier- und ähnlichen Vorgänge erforderlich. Besonders beim Polieren ist brennbarer Textilstaub ein ernstzunehmendes Problem.
Für Schutzkleidung und gute Sanitär- und Waschanlagen mit Duschen sollte gesorgt werden, eine ärztliche Überwachung ist wünschenswert, insbesondere bei Metallschleifern.
Industrieschmierstoffe, Metallbearbeitungsflüssigkeiten und Automobilöle
Die industrielle Revolution hätte ohne die Entwicklung von Industrieölen, Schmiermitteln, Schneidölen und Fetten auf raffinierter Erdölbasis nicht stattfinden können. Vor der Entdeckung in den 1860er Jahren, dass ein überlegenes Schmiermittel durch Destillieren von Rohöl im Vakuum hergestellt werden kann, war die Industrie zum Schmieren beweglicher Teile auf natürlich vorkommende Öle und tierische Fette wie Schmalz und Walspermaöl angewiesen. Diese Öle und tierischen Produkte waren besonders anfällig für Schmelzen, Oxidation und Zerfall durch Einwirkung von Hitze und Feuchtigkeit, die von den Dampfmaschinen erzeugt wurden, die damals fast alle Industrieanlagen antrieben. Die Entwicklung erdölbasierter Raffinerieprodukte hat sich vom ersten Schmiermittel, das zum Gerben von Leder verwendet wurde, bis hin zu modernen synthetischen Ölen und Fetten mit längerer Lebensdauer, überlegenen Schmiereigenschaften und besserer Beständigkeit gegen Veränderungen unter wechselnden Temperaturen und klimatischen Bedingungen fortgesetzt.
Industrieschmierstoffe
Alle beweglichen Teile an Maschinen und Anlagen müssen geschmiert werden. Obwohl die Schmierung durch trockene Materialien wie Teflon oder Graphit bereitgestellt werden kann, die in Teilen wie kleinen Elektromotorlagern verwendet werden, sind Öle und Fette die am häufigsten verwendeten Schmiermittel. Mit zunehmender Komplexität der Maschinen werden die Anforderungen an Schmierstoffe und Metallprozessöle strenger. Schmieröle reichen jetzt von klaren, sehr dünnen Ölen, die zum Schmieren empfindlicher Instrumente verwendet werden, bis zu dicken, teerartigen Ölen, die in großen Getrieben verwendet werden, wie z. B. in Stahlwerken. Öle mit sehr spezifischen Anforderungen werden sowohl in Hydrauliksystemen als auch zur Schmierung großer computergesteuerter Werkzeugmaschinen verwendet, wie sie in der Luft- und Raumfahrtindustrie zur Herstellung von Teilen mit extrem engen Toleranzen verwendet werden. Synthetische Öle, Flüssigkeiten und Fette sowie Mischungen aus synthetischen und erdölbasierten Ölen werden dort verwendet, wo eine längere Lebensdauer des Schmiermittels erwünscht ist, wie z. wo erweiterte Temperatur- und Druckbereiche existieren, wie z. B. in Luft- und Raumfahrtanwendungen; oder wo es schwierig und teuer ist, das Schmiermittel erneut aufzutragen.
Industrieöle
Industrieöle wie Spindel- und Schmieröle, Getriebeschmiermittel, Hydraulik- und Turbinenöle sowie Getriebeflüssigkeiten sind so konzipiert, dass sie bestimmte physikalische und chemische Anforderungen erfüllen und ohne erkennbare Veränderung über längere Zeiträume unter unterschiedlichen Bedingungen funktionieren. Schmierstoffe für die Luft- und Raumfahrt müssen völlig neue Bedingungen erfüllen, darunter Sauberkeit, Haltbarkeit, Beständigkeit gegen kosmische Strahlung und die Fähigkeit, bei extrem kalten und heißen Temperaturen, ohne Schwerkraft und im Vakuum zu arbeiten.
Getriebe, Turbinen und Hydrauliksysteme enthalten Flüssigkeiten, die Kraft oder Leistung übertragen, Behälter zum Aufnehmen der Flüssigkeiten, Pumpen zum Transportieren der Flüssigkeiten von einem Ort zum anderen und Hilfsgeräte wie Ventile, Rohrleitungen, Kühler und Filter. Hydrauliksysteme, Getriebe und Turbinen benötigen Flüssigkeiten mit bestimmten Viskositäten und chemischer Stabilität, um reibungslos zu funktionieren und eine kontrollierte Kraftübertragung zu gewährleisten. Zu den Eigenschaften guter Hydraulik- und Turbinenöle gehören ein hoher Viskositätsindex, thermische Stabilität, lange Lebensdauer in Umlaufsystemen, Beständigkeit gegen Ablagerungen, hohe Schmierfähigkeit, Antischaumfähigkeit, Rostschutz und gutes Demulgiervermögen.
Getriebeschmierstoffe sind so konzipiert, dass sie starke, zähe Filme bilden, die unter extremem Druck für Schmierung zwischen den Zahnrädern sorgen. Getriebeöle zeichnen sich durch gute chemische Stabilität, Demulgierbarkeit und Beständigkeit gegen Viskositätsanstieg und Ablagerungen aus. Spindelöle sind dünnflüssige, extrem saubere und klare Öle mit Schmierzusätzen. Die wichtigsten Eigenschaften von Gleitölen, die zur Schmierung zweier flacher Gleitflächen bei hohem Druck und langsamer Geschwindigkeit verwendet werden, sind Schmierfähigkeit und Klebrigkeit, um einem Herausdrücken zu widerstehen, und Beständigkeit gegen extremen Druck.
Zylinder- und Kompressorenöle vereinen die Eigenschaften von Industrie- und Automobilölen. Sie sollten der Ansammlung von Ablagerungen widerstehen, als Wärmeübertragungsmittel (Zylinder von Verbrennungsmotoren) dienen, Zylinder und Kolben schmieren, eine Dichtung bieten, um Rückstoßdruck zu widerstehen, chemische und thermische Stabilität (insbesondere Vakuumpumpenöl) aufweisen einen hohen Viskositätsindex und beständig gegen Waschen mit Wasser (dampfbetriebene Zylinder) und Reinigungsmittel.
Motorenöle für Kraftfahrzeuge
Hersteller von Verbrennungsmotoren und Organisationen wie die Society of Automotive Engineers (SAE) in den Vereinigten Staaten und Kanada haben spezifische Leistungskriterien für Motoröle für Kraftfahrzeuge festgelegt. Benzin- und Dieselmotorenöle für Kraftfahrzeuge werden einer Reihe von Leistungstests unterzogen, um ihre chemische und thermische Stabilität, Korrosionsbeständigkeit, Viskosität, Verschleißschutz, Schmierfähigkeit, Detergenz und Leistung bei hohen und niedrigen Temperaturen zu bestimmen. Anschließend werden sie nach einem Codesystem klassifiziert, anhand dessen Verbraucher ihre Eignung für den harten Einsatz sowie für unterschiedliche Temperatur- und Viskositätsbereiche bestimmen können.
Öle für Automotoren, Getriebe und Getriebegehäuse sind mit hohen Viskositätsindizes ausgelegt, um Viskositätsänderungen bei Temperaturänderungen zu widerstehen. Motoröle für Kraftfahrzeuge sind speziell formuliert, um einem Zusammenbruch unter Hitze zu widerstehen, wenn sie Verbrennungsmotoren schmieren. Öle für Verbrennungsmotoren dürfen nicht zu dick sein, um die inneren beweglichen Teile zu schmieren, wenn ein Motor bei kaltem Wetter startet, und sie dürfen nicht ausdünnen, wenn sich der Motor während des Betriebs erwärmt. Sie sollten Kohlenstoffablagerungen an Ventilen, Ringen und Zylindern und der Bildung von ätzenden Säuren oder Ablagerungen durch Feuchtigkeit widerstehen. Motoröle für Kraftfahrzeuge enthalten Detergenzien, die dazu bestimmt sind, Kohlenstoff- und Metallabriebpartikel in Schwebe zu halten, damit sie herausgefiltert werden können, wenn das Öl zirkuliert, und sich nicht an internen Motorteilen ansammeln und Schäden verursachen.
Schneidflüssigkeiten
Die drei in der Industrie verwendeten Arten von Schneidflüssigkeiten sind Mineralöle, lösliche Öle und synthetische Flüssigkeiten. Schneidöle sind in der Regel eine Mischung aus hochwertigen, hochstabilen Mineralölen mit unterschiedlichen Viskositäten zusammen mit Additiven, um je nach Art des zu bearbeitenden Materials und der durchgeführten Arbeit spezifische Eigenschaften zu erzielen. Lösliche Wasser-in-Öl-Schneidflüssigkeiten sind Mineralöle (oder synthetische Öle), die Emulgatoren und spezielle Additive wie Entschäumer, Rostschutzmittel, Detergenzien, Bakterizide und Germizide enthalten. Sie werden vor der Anwendung in unterschiedlichen Verhältnissen mit Wasser verdünnt. Synthetische Schneidflüssigkeiten sind Lösungen aus nicht auf Erdöl basierenden Flüssigkeiten, Additiven und Wasser und keine Emulsionen, von denen einige feuerfest für die Bearbeitung bestimmter Metalle sind. Halbsynthetische Flüssigkeiten enthalten 10 bis 15 % Mineralöl. Einige Spezialflüssigkeiten haben sowohl Schmieröl- als auch Schneidflüssigkeitseigenschaften, da Flüssigkeiten dazu neigen, in bestimmten Werkzeugmaschinen, wie z. B. automatischen Mehrspindel-Schneckenmaschinen, auszulaufen und sich zu vermischen.
Die gewünschten Eigenschaften von Schneidflüssigkeiten hängen von der Zusammensetzung des zu bearbeitenden Metalls, dem verwendeten Schneidwerkzeug und der Art des durchgeführten Schneid-, Hobel- oder Formgebungsvorgangs ab. Schneidflüssigkeiten verbessern und verbessern den Metallbearbeitungsprozess durch Kühlung und Schmierung (dh Schutz der Schneide des Schneidwerkzeugs). Beispielsweise ist bei der Bearbeitung von weichem Metall, das viel Wärme erzeugt, die Kühlung das wichtigste Kriterium. Eine verbesserte Kühlung wird durch die Verwendung eines leichten Öls (z. B. Kerosin) oder einer Schneidflüssigkeit auf Wasserbasis erreicht. Die Kontrolle der Aufbauschneide an Schneidwerkzeugen wird durch Schweiß- oder Verschleißschutzadditive wie Schwefel-, Chlor- oder Phosphorverbindungen erreicht. Die Schmierfähigkeit, die bei der Bearbeitung von Stahl wichtig ist, um die Abrasivität von Eisensulfid zu überwinden, wird durch synthetische und tierische Fette oder geschwefelte Spermölzusätze bereitgestellt.
Andere Metallbearbeitungs- und Prozessöle
Schleifflüssigkeiten sollen für Kühlung sorgen und Metallablagerungen auf Schleifscheiben verhindern. Zu ihren Eigenschaften gehören thermische und chemische Stabilität, Rostschutz (lösliche Flüssigkeiten), Verhinderung von Verharzungen beim Verdunsten und ein sicherer Flammpunkt für die durchgeführten Arbeiten.
Abschrecköle, die eine hohe Stabilität erfordern, werden bei der Metallbehandlung verwendet, um die Änderung der Molekularstruktur von Stahl beim Abkühlen zu kontrollieren. Das Abschrecken in leichterem Öl wird verwendet, um kleine, kostengünstige Stahlteile einsatzzuhärten. Eine langsamere Abschreckrate wird verwendet, um Werkzeugmaschinenstähle herzustellen, die außen ziemlich hart sind und eine geringere innere Spannung aufweisen. Ein Spalt- oder Mehrphasen-Abschrecköl wird zur Behandlung von Stählen mit hohem Kohlenstoffgehalt und legierten Stählen verwendet.
Walzenöle sind speziell formulierte mineralische oder lösliche Öle, die Metalle, insbesondere Aluminium, Kupfer und Messing, schmieren und ihnen eine glatte Oberfläche verleihen, wenn sie Warm- und Kaltwalzwerke durchlaufen. Trennöle werden zum Beschichten von Werkzeugen und Formen verwendet, um das Trennen der geformten Metallteile zu erleichtern. Gerböle werden immer noch in der Filz- und Lederindustrie verwendet. Transformatorenöle sind speziell formulierte dielektrische Flüssigkeiten, die in Transformatoren und großen elektrischen Unterbrechern und Schaltern verwendet werden.
Wärmeträgeröle werden in offenen oder geschlossenen Systemen eingesetzt und können bis zu 15 Jahre im Einsatz sein. Die Hauptmerkmale sind eine gute thermische Stabilität, da die Systeme bei Temperaturen von 150 bis 315 °C arbeiten, Oxidationsstabilität und ein hoher Flammpunkt. Wärmeübertragungsöle sind normalerweise zu viskos, um bei Umgebungstemperaturen gepumpt zu werden, und müssen erhitzt werden, um Fließfähigkeit zu erreichen.
Petroleumlösungsmittel werden verwendet, um Teile durch Sprühen, Tropfen oder Tauchen zu reinigen. Die Lösungsmittel entfernen Öl und emulgieren Schmutz und Metallpartikel. Rostschutzöle können entweder auf Lösungsmittel- oder auf Wasserbasis sein. Sie werden durch Tauchen oder Sprühen auf Edelstahlspulen, Lager und andere Teile aufgetragen und hinterlassen auf den Metalloberflächen polarisierte oder Wachsfilme zum Schutz vor Fingerabdrücken, Rost und Wasserverdrängung.
Greases
Fette sind Mischungen aus Flüssigkeiten, Verdickungsmitteln und Additiven, die zum Schmieren von Teilen und Geräten verwendet werden, die nicht öldicht gemacht werden können, die schwer zugänglich sind oder bei denen auslaufende oder verspritzte flüssige Schmiermittel Produkte verunreinigen oder eine Gefahr darstellen könnten. Sie haben eine breite Palette von Anwendungen und Leistungsanforderungen, von der Schmierung von Strahltriebwerkslagern bei Minustemperaturen bis hin zu Warmwalzwerksgetrieben und widerstehen Säure- oder Wasserauswaschung sowie der kontinuierlichen Reibung, die durch Radrollenlager von Eisenbahnwaggons verursacht wird.
Schmierfett wird durch Mischen von Metallseifen (Salzen langkettiger Fettsäuren) in ein Schmierölmedium bei Temperaturen von 205 bis 315 °C hergestellt. Synthetische Fette können Diester, Silikon- oder Phosphorsäureester und Polyalkylglykole als Flüssigkeiten verwenden. Die Eigenschaften des Schmierfetts hängen in hohem Maße von der jeweiligen Flüssigkeit, dem metallischen Element (z. B. Calcium, Natrium, Aluminium, Lithium usw.) in der Seife und den Additiven ab, die zur Verbesserung der Leistung und Stabilität und zur Verringerung der Reibung verwendet werden. Zu diesen Zusätzen gehören Hochdruckzusätze, die das Metall mit einer dünnen Schicht aus nicht korrosiven metallischen Schwefelverbindungen beschichten, Bleinaphthenat oder Zinkdithiophosphat, Rostschutzmittel, Antioxidantien, Fettsäuren für zusätzliche Schmierfähigkeit, Klebrigkeitszusätze, Farbstoffe zur Identifizierung und Wasserinhibitoren. Einige Fette können Graphit- oder Molybdän-Füllstoffe enthalten, die die Metallteile beschichten und für Schmierung sorgen, nachdem das Fett ausgelaufen oder zersetzt ist.
Additive für Industrieschmierstoffe, Fette und Motoröle für Kraftfahrzeuge
Neben der Verwendung hochwertiger Grundöle für Schmierstoffe mit chemischer und thermischer Stabilität und hohen Viskositätsindizes werden Additive benötigt, um die Flüssigkeit zu verbessern und spezifische Eigenschaften bereitzustellen, die in Industrieschmierstoffen, Schneidflüssigkeiten, Fetten und Motorölen für Kraftfahrzeuge erforderlich sind. Zu den am häufigsten verwendeten Zusatzstoffen gehören unter anderem die folgenden:
- Antioxidantien. Oxidationsinhibitoren, wie 2,6-Ditertiärbutyl, Parakresol und Phenylnaphthylamin, verringern die Alterungsrate von Öl, indem sie die langkettigen Moleküle aufbrechen, die sich bilden, wenn sie Sauerstoff ausgesetzt werden. Oxidationsinhibitoren werden verwendet, um Metalle wie Kupfer, Zink und Blei zu beschichten, um den Kontakt mit dem Öl zu verhindern, damit sie nicht als Katalysatoren wirken, die Oxidation beschleunigen und Säuren bilden, die andere Metalle angreifen.
- Schauminhibitoren. Entschäumer wie Silikone und polyorganische Siloxane werden in Hydraulikölen, Getriebeölen, Getriebeflüssigkeiten und Turbinenölen verwendet, um die Spannung des Oberflächenfilms zu verringern und durch Pumpen und Kompressoren im Öl eingeschlossene Luft zu entfernen, um einen konstanten Hydraulikdruck aufrechtzuerhalten und Kavitation zu verhindern .
- Korrosionsinhibitoren. Rostschutzadditive wie Bleinaphthenat und Natriumsulfonat werden verwendet, um die Bildung von Rost auf metallischen Teilen und Systemen zu verhindern, in denen zirkulierendes Öl mit Wasser oder durch feuchte Luft verunreinigt wurde, die beim Abkühlen der Ausrüstung oder Maschine in Systembehälter gelangt ist war nicht im Einsatz.
- Anti-Verschleiß-Additive. Anti-Verschleiß-Additive wie Trikresylphosphat bilden polare Verbindungen, die von Metalloberflächen angezogen werden und für den Fall, dass der Ölfilm nicht ausreicht, eine physikalische Schutzschicht bilden.
- Viskositätsindexverbesserer. Viskositätsindexverbesserer helfen Ölen, den Auswirkungen von Temperaturänderungen zu widerstehen. Leider lässt ihre Wirksamkeit bei längerem Gebrauch nach. Synthetische Öle sind mit sehr hohen Viskositätsindizes ausgelegt, was es ihnen ermöglicht, ihre Struktur über größere Temperaturbereiche und für viel längere Zeiträume beizubehalten als Mineralöle mit Viskositätsindexverbesserer-Additiven.
- Demulgatoren. Wasserinhibitoren und spezielle Verbindungen trennen Wasser aus Öl und verhindern die Bildung von Gummi; sie enthalten wachsartige Öle, die für zusätzliche Gleitfähigkeit sorgen. Sie werden dort eingesetzt, wo die Ausrüstung mit Wasser gewaschen wird oder wo eine große Menge Feuchtigkeit vorhanden ist, wie z. B. in Dampfzylindern, Luftkompressoren und Getriebegehäusen, die durch lösliche Schneidflüssigkeiten verunreinigt sind.
- Farbstoffe. Farbstoffe werden verwendet, um Benutzern zu helfen, verschiedene Öle zu identifizieren, die für bestimmte Zwecke verwendet werden, wie z. B. Getriebeflüssigkeiten und Getriebeöle, um eine falsche Anwendung zu verhindern.
- Hochdruckzusätze. Hochdruckadditive wie nicht korrosive geschwefelte Fettverbindungen, Zinkdithiophosphat und Bleinaphthenat werden in Automobil-, Getriebe- und Getriebeölen verwendet, um Beschichtungen zu bilden, die Metalloberflächen schützen, wenn der schützende Ölfilm dünner oder herausgedrückt wird und Metall nicht daran hindern kann metallischer Kontakt.
- Reinigungsmittel. Metallsulfonat- und Metallphenat-Reinigungsmittel werden verwendet, um Schmutz, Kohlenstoff und metallische Verschleißpartikel in Hydraulikölen, Getriebeölen, Motorölen und Getriebeflüssigkeiten in Suspension zu halten. Diese Verunreinigungen werden typischerweise entfernt, wenn das Öl einen Filter passiert, um zu verhindern, dass sie durch das System zurückgeführt werden, wo sie Schäden verursachen könnten.
- Klebrigkeitszusätze. Haft- oder Klebrigkeitsadditive werden verwendet, damit Öle an Lagerbaugruppen, Getriebegehäusen, großen offenen Zahnrädern in Mühlen und Baumaschinen sowie Überkopfmaschinen haften und Leckagen widerstehen können. Ihre Klebrigkeit nimmt bei längerem Gebrauch ab.
- Emulgatoren. Fettsäuren und fette Öle werden als Emulgatoren in löslichen Ölen verwendet, um die Bildung von Lösungen mit Wasser zu unterstützen.
- Schmierzusätze. Fett, Schmalz, Talg, Spermium und Pflanzenöle werden verwendet, um Schneidölen und einigen Getriebeölen einen höheren Grad an Öligkeit zu verleihen.
- Bakterizide. Bakterizide und Germizide wie Phenol und Kiefernöl werden löslichen Schneidölen zugesetzt, um die Lebensdauer der Flüssigkeit zu verlängern, die Stabilität zu erhalten, Gerüche zu reduzieren und Dermatitis vorzubeugen.
Herstellung von Industrieschmierstoffen und Autoölen
In Misch- und Verpackungsanlagen, auch „Lube Plants“ oder „Blending Plants“ genannt, werden Industrieschmierstoffe und -öle, Fette, Schneidflüssigkeiten und Automotorenöle hergestellt. Diese Einrichtungen können sich entweder in oder neben Raffinerien befinden, die Schmiermittel-Grundmaterialien herstellen, oder sie können in einiger Entfernung davon liegen und die Grundmaterialien durch Schiffstanker oder Lastkähne, Eisenbahnkesselwagen oder Tanklastwagen erhalten. Misch- und Verpackungsanlagen mischen und mischen Additive in Schmierölgrundstoffe, um eine breite Palette von Endprodukten herzustellen, die dann als Schüttgut oder in Containern versandt werden.
Die zur Herstellung von Schmiermitteln, Flüssigkeiten und Fetten verwendeten Misch- und Compoundierprozesse hängen vom Alter und der Komplexität der Anlage, der verfügbaren Ausrüstung, der Art und Formulierung der verwendeten Additive sowie der Vielfalt und Menge der hergestellten Produkte ab. Das Mischen erfordert möglicherweise nur das physikalische Mischen von Grundmaterialien und Additivpaketen in einem Kessel unter Verwendung von Mischern, Schaufeln oder Luftbewegung, oder es kann zusätzliche Wärme von elektrischen oder Dampfschlangen erforderlich sein, um das Auflösen und Einmischen der Additive zu unterstützen. Andere industrielle Flüssigkeiten und Schmiermittel werden automatisch hergestellt, indem Grundöle und vorgemischte Additiv- und Ölaufschlämmungen durch Verteilersysteme gemischt werden. Schmierfett kann entweder chargenweise hergestellt oder kontinuierlich zusammengesetzt werden. Schmierstofffabriken können ihre eigenen Additive aus Chemikalien herstellen oder vorverpackte Additive von Spezialunternehmen kaufen; eine einzelne Pflanze kann beide Methoden verwenden. Wenn Schmierstofffabriken ihre eigenen Additive und Additivpakete herstellen, können zusätzlich zu chemischen Reaktionen und physikalischem Rühren hohe Temperaturen und Drücke erforderlich sein, um die Chemikalien und Materialien zu verbinden.
Nach der Produktion können Flüssigkeiten und Schmiermittel in den Mischkesseln aufbewahrt oder in Vorratstanks gefüllt werden, um sicherzustellen, dass die Zusatzstoffe in Suspension oder Lösung bleiben, um Zeit für Tests zu haben, um festzustellen, ob das Produkt die Qualitätsspezifikationen und Zertifizierungsanforderungen erfüllt, und um den Prozess zu ermöglichen Temperaturen auf Umgebungsniveau zurückkehren, bevor die Produkte verpackt und versandt werden. Wenn die Tests abgeschlossen sind, werden die fertigen Produkte für den Massenversand oder das Verpacken in Container freigegeben.
Fertige Produkte werden in loser Schüttung in Eisenbahnkesselwagen oder in Tanklastwagen direkt an Verbraucher, Händler oder externe Verpackungsbetriebe versandt. Fertige Produkte werden auch in Eisenbahnwaggons oder Paketlieferwagen in einer Vielzahl von Containern wie folgt an Verbraucher und Händler versandt:
- Metall-, Kunststoff- und kombinierte Metall/Kunststoff- oder Kunststoff/Faser-Großpackmittel mit einem Fassungsvermögen von 227 l bis ca. 2,840 l werden als einzelne Einheiten auf eingebauten oder separaten Paletten, 1- oder 2-fach gestapelt, versandt.
- Metall-, Faser- oder Kunststofffässer mit einem Fassungsvermögen von 208 l, 114 l oder 180 kg werden typischerweise zu 4 Stück auf einer Palette versandt.
- Metall- oder Kunststofffässer mit einem Fassungsvermögen von 60 l oder 54 kg und 19 l oder 16 kg Metall- oder Kunststoffeimer werden auf Paletten gestapelt und zur Aufrechterhaltung der Stabilität banderoliert oder stretchverpackt.
- Metall- oder Kunststoffbehälter mit einem Fassungsvermögen von 8 l oder 4 l, 1-l-Kunststoff-, Metall- und Faserflaschen und -dosen sowie 2-kg-Fettkartuschen werden in Kartons verpackt, die auf Paletten gestapelt und für den Versand banderoliert oder stretchverpackt werden.
Einige Misch- und Verpackungsbetriebe versenden möglicherweise Paletten mit gemischten Produkten und Behälter und Verpackungen in unterschiedlichen Größen direkt an Kleinverbraucher. Beispielsweise könnte eine Einzelpalettenlieferung an eine Tankstelle 1 Fass Getriebeöl, 2 Fässer Fett, 8 Kisten Automotoröl und 4 Eimer Getriebeöl enthalten.
Produktqualität
Die Qualität der Schmiermittelprodukte ist wichtig, damit Maschinen und Anlagen ordnungsgemäß funktionieren und hochwertige Teile und Materialien hergestellt werden können. Misch- und Verpackungsanlagen stellen fertige Mineralölprodukte nach strengen Spezifikationen und Qualitätsanforderungen her. Benutzer sollten das Qualitätsniveau aufrechterhalten, indem sie sichere Praktiken für die Handhabung, Lagerung, Abgabe und Übertragung von Schmiermitteln aus ihren Originalbehältern oder -tanks zur Abgabeausrüstung und zum Anwendungspunkt an der zu schmierenden Maschine oder Ausrüstung oder dem System festlegen gefüllt sein. Einige Industrieanlagen haben zentralisierte Abgabe-, Schmier- und Hydrauliksysteme installiert, die Kontamination und Exposition minimieren. Industrieöle, Schmiermittel, Schneidöle und Fette verschlechtern sich durch Wasser- oder Feuchtigkeitsverunreinigung, Einwirkung übermäßig hoher oder niedriger Temperaturen, versehentliches Mischen mit anderen Produkten und Langzeitlagerung, wodurch Additivausfälle oder chemische Veränderungen auftreten können.
Gesundheit und Sicherheit
Da sie von Verbrauchern verwendet und gehandhabt werden, müssen fertige Industrie- und Automobilprodukte relativ frei von Gefahren sein. Beim Mischen und Compoundieren von Produkten, beim Umgang mit Additiven, bei der Verwendung von Schneidflüssigkeiten und beim Betrieb von Ölnebel-Schmiersystemen besteht die Möglichkeit gefährlicher Exposition.
Das Kapitel Erdöl- und Erdgasraffinerien in diesem Enzyklopädie informiert über potenzielle Gefahren im Zusammenhang mit Hilfseinrichtungen in Misch- und Verpackungsanlagen wie Kesselräume, Labors, Büros, Öl-Wasser-Trenn- und Abfallbehandlungsanlagen, Schiffsanlegestellen, Tanklager, Lagerbetriebe, Ladegestelle für Eisenbahnkesselwagen und Tankwagen und Be- und Entladeeinrichtungen für Eisenbahnwaggons und Paketlastwagen.
Sicherheit
Die Herstellung von Zusatzstoffen und Aufschlämmungen, Batch-Compounding, Batch-Blending und Inline-Mischvorgänge erfordern strenge Kontrollen, um die gewünschte Produktqualität aufrechtzuerhalten und zusammen mit der Verwendung von PSA die Exposition gegenüber potenziell gefährlichen Chemikalien und Materialien sowie den Kontakt mit heißen Oberflächen zu minimieren und Dampf. Additivfässer und -behälter sollten sicher gelagert und bis zur Verwendung dicht verschlossen gehalten werden. Zusatzstoffe in Fässern und Säcken müssen sachgerecht gehandhabt werden, um Muskelverspannungen zu vermeiden. Gefährliche Chemikalien sollten ordnungsgemäß gelagert werden, und inkompatible Chemikalien sollten nicht dort gelagert werden, wo sie sich vermischen können. Beim Bedienen von Abfüll- und Verpackungsmaschinen sind Vorsichtsmaßnahmen zu treffen, darunter das Tragen von Handschuhen und das Vermeiden, sich die Finger in Vorrichtungen einzuklemmen, die Deckel auf Fässer und Eimer quetschen. Maschinenschutzvorrichtungen und Schutzsysteme sollten nicht entfernt, getrennt oder umgangen werden, um die Arbeit zu beschleunigen. Schüttgutbehälter und Fässer sollten vor dem Befüllen auf Sauberkeit und Eignung überprüft werden.
Für das Betreten von Lagertanks und Mischkesseln zum Reinigen, Inspizieren, Warten oder Reparieren sollte ein Genehmigungssystem für beengte Räume eingeführt werden. Vor Arbeiten an Verpackungsmaschinen, Mischkesseln mit Mischern, Förderbändern, Palettierern und anderen Geräten mit beweglichen Teilen sollte ein Sperr-/Kennzeichnungsverfahren eingerichtet und umgesetzt werden.
Undichte Fässer und Behälter sollten aus dem Lagerbereich entfernt und Verschüttungen beseitigt werden, um Ausrutschen und Stürze zu vermeiden. Recycling, Verbrennung und Entsorgung von Abfall, verschütteten und gebrauchten Schmiermitteln, Motorölen für Kraftfahrzeuge und Schneidflüssigkeiten sollten in Übereinstimmung mit den staatlichen Vorschriften und den Verfahren des Unternehmens erfolgen. Arbeiter sollten beim Reinigen von Verschüttungen und beim Umgang mit gebrauchten Produkten oder Abfallprodukten geeignete PSA verwenden. Abgelassenes Motoröl, Schneidflüssigkeiten oder industrielle Schmiermittel, die mit Benzin und brennbaren Lösungsmitteln verunreinigt sein können, sollten bis zur ordnungsgemäßen Entsorgung an einem sicheren Ort fern von Zündquellen aufbewahrt werden.
Brandschutz
Während das Brandrisiko beim Mischen und Compoundieren von Industrie- und Automobilschmierstoffen geringer ist als bei Raffinationsprozessen, muss bei der Herstellung von Metallbearbeitungsölen und -fetten aufgrund der Verwendung von hohen Misch- und Compoundierungstemperaturen und Produkten mit niedrigerem Flammpunkt vorsichtig vorgegangen werden. Es sollten besondere Vorkehrungen getroffen werden, um Brände zu vermeiden, wenn Produkte abgegeben oder Behälter bei Temperaturen über ihrem Flammpunkt gefüllt werden. Beim Umfüllen brennbarer Flüssigkeiten von einem Behälter in einen anderen sollten geeignete Verbindungs- und Erdungstechniken angewendet werden, um statische Aufladung und elektrostatische Entladung zu verhindern. Elektromotoren und tragbare Geräte sollten entsprechend den Gefahren klassifiziert werden, die in dem Bereich vorhanden sind, in dem sie installiert oder verwendet werden.
Es besteht Brandgefahr, wenn ein auslaufendes Produkt oder freigesetzter Dampf in den Schmierstoffmisch- und Fettverarbeitungs- oder Lagerbereichen eine Zündquelle erreicht. Die Einrichtung und Umsetzung eines Genehmigungssystems für Heißarbeiten sollte erwogen werden, um Brände in Misch- und Verpackungsanlagen zu verhindern. Lagertanks, die in Gebäuden installiert sind, sollten in Übereinstimmung mit behördlichen Anforderungen und Unternehmensrichtlinien gebaut, belüftet und geschützt werden. Auf Regalen und Stapeln gelagerte Produkte dürfen Brandschutzsysteme, Brandschutztüren oder Fluchtwege nicht blockieren.
Die Lagerung fertiger Produkte, sowohl in loser Schüttung als auch in Behältern und Verpackungen, sollte in Übereinstimmung mit anerkannten Praktiken und Brandschutzvorschriften erfolgen. Beispielsweise dürfen brennbare Flüssigkeiten und Zusatzstoffe, die in Lösungen von brennbaren Flüssigkeiten enthalten sind, in Außengebäuden oder gesonderten, speziell dafür vorgesehenen Innen- oder angeschlossenen Lagerräumen gelagert werden. Viele Zusatzstoffe werden in warmen Räumen (38 bis 65 °C) oder in heißen Räumen (über 65 °C) gelagert, um die Inhaltsstoffe in Suspension zu halten, die Viskosität dickerer Produkte zu verringern oder ein leichteres Mischen oder Compoundieren zu ermöglichen. Diese Lagerräume sollten die Anforderungen an die elektrische Klassifizierung, Entwässerung, Belüftung und Explosionsentlastung erfüllen, insbesondere wenn entzündliche Flüssigkeiten oder brennbare Flüssigkeiten bei Temperaturen über ihrem Flammpunkt gelagert und abgegeben werden.
Gesundheit
Beim Mischen, Probenehmen und Compoundieren sollte persönliche Schutzausrüstung und Atemschutzausrüstung in Betracht gezogen werden, um den Kontakt mit Hitze, Dampf, Stäuben, Nebeln, Dämpfen, Rauch, Metallsalzen, Chemikalien und Zusatzstoffen zu verhindern. Sichere Arbeitspraktiken, gute Hygiene und angemessener persönlicher Schutz können erforderlich sein, wenn man Ölnebeln, Dämpfen und Dämpfen, Additiven, Lärm und Hitze ausgesetzt ist, wenn man Inspektions- und Wartungstätigkeiten durchführt, während der Probenahme und dem Umgang mit Kohlenwasserstoffen und Additiven während der Produktion und Verpackung und bei der Reinigung Verschüttungen und Freisetzungen:
- Arbeitsschuhe mit öl- oder rutschfesten Sohlen sollten für allgemeine Arbeiten getragen werden, und zugelassene Sicherheitsschuhe mit Zehenschutz mit öl- oder rutschfesten Sohlen sollten getragen werden, wenn die Gefahr von Fußverletzungen durch rollende oder fallende Gegenstände oder Geräte besteht.
- Bei gefährlichem Kontakt mit Chemikalien, Staub oder Dampf können Schutzbrillen und Atemschutz erforderlich sein.
- Undurchlässige Handschuhe, Schürzen, Schuhe, Gesichtsschutz und chemische Schutzbrillen sollten getragen werden, wenn mit gefährlichen Chemikalien, Zusatzstoffen und ätzenden Lösungen umgegangen wird und wenn Verschüttungen beseitigt werden.
- Bei Arbeiten in Gruben oder Bereichen, in denen Kopfverletzungen möglich sind, kann ein Kopfschutz erforderlich sein.
- Leichter Zugang zu geeigneten Reinigungs- und Trocknungseinrichtungen zum Umgang mit Spritzern und Verschüttungen sollte bereitgestellt werden.
Öl ist eine häufige Ursache für Dermatitis, die durch die Verwendung von PSA und guter persönlicher Hygiene kontrolliert werden kann. Direkter Hautkontakt mit formulierten Fetten oder Schmiermitteln sollte vermieden werden. Leichtere Öle wie Petroleum, Lösungsmittel und Spindelöle entfetten die Haut und verursachen Hautausschläge. Dickere Produkte wie Getriebeöle und -fette verstopfen die Poren der Haut und führen zu Follikulitis.
Gesundheitsgefahren durch mikrobielle Kontamination von Öl lassen sich wie folgt zusammenfassen:
- Vorbestehende Hauterkrankungen können sich verschlimmern.
- Schmiermittelaerosole in lungengängiger Größe können Atemwegserkrankungen verursachen.
- Organismen können die Zusammensetzung des Produkts so verändern, dass es direkt schädlich wird.
- Schädliche Bakterien von Tieren, Vögeln oder Menschen können eingeschleppt werden.
Kontaktdermatitis kann auftreten, wenn Mitarbeiter während der Produktion, Arbeit oder Wartung Schneidflüssigkeiten ausgesetzt sind und wenn sie ölverschmierte Hände mit Lappen abwischen, in die winzige Metallpartikel eingebettet sind. Das Metall verursacht kleine Risse in der Haut, die sich entzünden können. Wasserbasierte Schneidflüssigkeiten auf Haut und Kleidung können Bakterien enthalten und Infektionen verursachen, und die Emulgatoren können Fette von der Haut lösen. Ölfollikulitis wird durch längeren Kontakt mit Schneidflüssigkeiten auf Ölbasis verursacht, beispielsweise durch das Tragen von ölgetränkter Kleidung. Mitarbeiter sollten ölgetränkte Kleidung ausziehen und waschen, bevor sie sie wieder tragen. Dermatitis kann auch durch die Verwendung von Seifen, Reinigungsmitteln oder Lösungsmitteln zur Reinigung der Haut verursacht werden. Dermatitis lässt sich am besten durch gute Hygienepraktiken und die Minimierung der Exposition kontrollieren. Bei anhaltender Dermatitis sollte ärztlicher Rat eingeholt werden.
In der umfassenden Überprüfung, die als Grundlage für sein Kriteriendokument durchgeführt wurde, stellte das US-amerikanische National Institute for Occupational Safety and Health (NIOSH) einen Zusammenhang zwischen der Exposition gegenüber Metallbearbeitungsflüssigkeiten und dem Risiko fest, an mehreren Organstellen, einschließlich Magen, Bauchspeicheldrüse, an Krebs zu erkranken , Kehlkopf und Rektum (NIOSH 1996). Die spezifischen Formulierungen, die für die erhöhten Krebsrisiken verantwortlich sind, müssen noch ermittelt werden.
Die berufsbedingte Exposition gegenüber Ölnebeln und -aerosolen ist mit einer Vielzahl von nicht bösartigen Auswirkungen auf die Atemwege verbunden, darunter Lipidpneumonie, Asthma, akute Reizung der Atemwege, chronische Bronchitis und beeinträchtigte Lungenfunktion (NIOSH 1996).
Metallbearbeitungsflüssigkeiten werden leicht durch Bakterien und Pilze kontaminiert. Sie können die Haut angreifen oder, wenn sie als kontaminierte Aerosole eingeatmet werden, systemische Wirkungen haben.
Raffinerieverfahren wie Hydrofinishing und Säurebehandlung werden verwendet, um Aromaten aus industriellen Schmiermitteln zu entfernen, und die Verwendung von naphthenischen Basismaterialien wurde eingeschränkt, um die Karzinogenität zu minimieren. Beim Mischen und Compoundieren eingebrachte Zusatzstoffe können ebenfalls ein potenzielles Gesundheitsrisiko darstellen. Der Kontakt mit chlorierten und bleihaltigen Verbindungen, wie sie in einigen Getriebeschmiermitteln und -fetten verwendet werden, verursacht Hautreizungen und kann potenziell gefährlich sein. Tri-Orthokresylphosphat hat Ausbrüche von Nervenlähmungen verursacht, wenn versehentlich Schmieröl zum Kochen verwendet wurde. Synthetische Öle bestehen hauptsächlich aus Natriumnitrit und Triethanolamin und Additiven. Kommerzielles Triethanolamin enthält Diethanolamin, das mit Natriumnitrit reagieren kann, um ein relativ schwaches Karzinogen, N-Nitrosodiethanolamin, zu bilden, das eine Gefahr darstellen kann. Halbsynthetische Schmierstoffe weisen die Gefahren beider Produkte sowie der Additive in ihren Formulierungen auf.
Produktsicherheitsinformationen sind wichtig für Mitarbeiter von Herstellern und Anwendern von Schmiermitteln, Ölen und Fetten. Hersteller sollten Sicherheitsdatenblätter (MSDSs) oder andere Produktinformationen für alle beim Mischen und Compoundieren verwendeten Zusatzstoffe und Basismaterialien zur Verfügung haben. Viele Unternehmen haben epidemiologische und toxikologische Tests durchgeführt, um das Ausmaß der Gefahren zu bestimmen, die mit akuten und chronischen Gesundheitsauswirkungen ihrer Produkte verbunden sind. Diese Informationen sollten Arbeitern und Benutzern durch Warnschilder und Produktsicherheitsinformationen zur Verfügung stehen.
Oberflächenbehandlung von Metallen
Adaptiert von der 3. Auflage, Enzyklopädie des Arbeitsschutzes.
Es gibt eine Vielzahl von Techniken, um die Oberflächen von Metallprodukten so zu veredeln, dass sie korrosionsbeständig sind, besser passen und besser aussehen (siehe Tabelle 1). Einige Produkte werden durch eine Abfolge mehrerer dieser Techniken behandelt. Dieser Artikel beschreibt kurz einige der am häufigsten verwendeten.
Tabelle 1. Zusammenfassung der Gefahren, die mit den verschiedenen Metallbehandlungsmethoden verbunden sind
|
Metallbehandlungsverfahren |
Gefahren |
Sicherheitsvorkehrungen |
|
Elektrolytisches Polieren |
Verbrennungen und Reizungen durch ätzende und ätzende Chemikalien |
Geeignete persönliche Schutzausrüstung verwenden. Installieren Sie eine wirksame Absaugung. |
|
Galvanotechnik |
Exposition gegenüber potenziell krebserregendem Chrom und Nickel; Exposition gegenüber Cyaniden; Verbrennungen und Reizungen durch ätzende und ätzende Chemikalien; elektrischer Schock; der Prozess kann nass sein und Rutsch- und Sturzgefahren verursachen; potenzielle explosive Staubentwicklung; ergonomische Gefahren |
Geeignete persönliche Schutzausrüstung verwenden. Installieren Sie eine effektive Entlüftung, oft geschlitzt, Push-Pull-System. Verschüttetes sofort beseitigen. Installieren Sie einen rutschfesten Bodenbelag. Verwenden Sie eine effektive Gestaltung von Arbeitsabläufen und Arbeitsplätzen, um ergonomische Belastungen zu vermeiden. |
|
Emaille und Glasur |
Physikalische Gefahren durch Mühlen, Förderer, Mühlen; Verbrennungsgefahr durch Flüssigkeiten und Geräte mit hoher Temperatur; Exposition gegenüber Stäuben, die Lungenerkrankungen verursachen können |
Installieren Sie geeignete Maschinenschutzvorrichtungen, einschließlich Verriegelungen. Geeignete persönliche Schutzausrüstung verwenden. Installieren Sie eine wirksame Absaugung, um Staubexposition zu vermeiden. Geräte mit HEPA-Filter können erforderlich sein. |
|
Radierung |
Exposition gegenüber Flusssäure; Verbrennungen und Reizungen durch ätzende und ätzende Chemikalien; Verbrennungsgefahr durch Flüssigkeiten und Geräte mit hoher Temperatur |
Implementieren Sie ein Programm, um den Kontakt mit Flusssäure zu vermeiden. Geeignete persönliche Schutzausrüstung verwenden. Installieren Sie eine wirksame Absaugung. |
|
Verzinken |
Verbrennungsgefahr durch Hochtemperaturflüssigkeiten, Metalle und Geräte; Verbrennungen und Reizungen durch ätzende und ätzende Chemikalien; Metalldampffieber; potenzielle Bleiexposition |
Geeignete persönliche Schutzausrüstung verwenden. Installieren Sie eine wirksame Absaugung. Implementieren Sie ein Programm zur Reduzierung der Bleiexposition/Überwachung. |
|
Wärmebehandlung |
Verbrennungsgefahr durch Hochtemperaturflüssigkeiten, Metalle und Geräte; Verbrennungen und Reizungen durch ätzende und ätzende Chemikalien; mögliche explosionsfähige Wasserstoffatmosphären; mögliche Exposition gegenüber Kohlenmonoxid; mögliche Exposition gegenüber Cyaniden; Brandgefahr durch Ölabschreckung |
Geeignete persönliche Schutzausrüstung verwenden. Installieren Sie eine wirksame Absaugung. Zeigen Sie Schilder an, die vor Hochtemperaturgeräten und -oberflächen warnen. Installieren Sie Systeme zur Überwachung der Kohlenmonoxidkonzentration. Installieren Sie geeignete Brandbekämpfungssysteme. |
|
Metallisieren |
Verbrennungsgefahr durch Hochtemperaturmetalle und -geräte; mögliche explosionsfähige Atmosphären aus Staub, Acetylen; Zink-Metalldampf-Fieber |
Installieren Sie geeignete Brandbekämpfungssysteme. Chemikalien und Gase richtig trennen. Geeignete persönliche Schutzausrüstung verwenden. Installieren Sie eine wirksame Absaugung. |
|
Phosphatieren |
Verbrennungen und Reizungen durch ätzende und ätzende Chemikalien |
Geeignete persönliche Schutzausrüstung verwenden. Installieren Sie eine wirksame Absaugung. |
|
Kunststoffbeschichtung |
Exposition gegenüber chemischen Sensibilisatoren |
Suchen Sie nach Alternativen zu Sensibilisatoren. Geeignete persönliche Schutzausrüstung verwenden. Installieren Sie eine wirksame Absaugung. |
|
Grundieren |
Exposition gegenüber verschiedenen Lösungsmitteln, die potenziell toxisch und brennbar sind, Exposition gegenüber chemischen Sensibilisatoren, Exposition gegenüber potenziell krebserregendem Chrom |
Suchen Sie nach Alternativen zu Sensibilisatoren. Geeignete persönliche Schutzausrüstung verwenden. Installieren Sie eine wirksame Absaugung. Chemikalien/Gase richtig trennen. |
Bevor eine dieser Techniken angewendet werden kann, müssen die Produkte gründlich gereinigt werden. Es werden eine Reihe von Reinigungsverfahren verwendet, einzeln oder nacheinander. Dazu gehören mechanisches Schleifen, Bürsten und Polieren (bei denen metallische oder oxidische Stäube entstehen – Aluminiumstaub kann explosiv sein), Dampfentfetten, Waschen mit organischen Fettlösern, „Beizen“ in konzentrierten Säuren oder Laugen und elektrolytisches Entfetten. Letzteres ist das Eintauchen in cyanidhaltige und konzentrierte Alkalibäder, in denen elektrolytisch gebildeter Wasserstoff oder Sauerstoff das Fett entfernt, wodurch „blanke“, oxid- und fettfreie Metalloberflächen entstehen. Nach der Reinigung erfolgt eine ausreichende Spülung und Trocknung des Produktes.
Das richtige Design der Ausrüstung und ein effektives LEV verringern das Risiko teilweise. Arbeiter, die der Gefahr von Spritzern ausgesetzt sind, müssen mit Schutzbrillen oder Augenschutz und Schutzhandschuhen, -schürzen und -kleidung ausgestattet werden. Duschen und Augenduschen sollten in der Nähe und in gutem Zustand sein, und Spritzer und Verschüttungen sollten sofort weggespült werden. Bei elektrolytischen Geräten müssen die Handschuhe und Schuhe nicht leitend sein, und andere standardmäßige elektrische Vorsichtsmaßnahmen, wie die Installation von Fehlerstromschutzschaltern und Verriegelungs-/Kennzeichnungsverfahren, sollten befolgt werden.
Behandlungsprozesse
Elektrolytisches Polieren
Elektrolytisches Polieren wird verwendet, um eine Oberfläche mit verbessertem Erscheinungsbild und Reflexionsvermögen zu erzeugen, um überschüssiges Metall zu entfernen, um genau auf die erforderlichen Abmessungen zu passen, und um die Oberfläche für die Inspektion auf Fehler vorzubereiten. Das Verfahren beinhaltet die bevorzugte anodische Auflösung von Erhebungen auf der Oberfläche nach der Dampfentfettung und der heißen alkalischen Reinigung. Als Elektrolytlösungen werden häufig Säuren verwendet; dementsprechend ist danach eine ausreichende Spülung erforderlich.
Galvanotechnik
Galvanisieren ist ein chemisches oder elektrochemisches Verfahren zum Aufbringen einer metallischen Schicht auf das Produkt – zum Beispiel Nickel zum Schutz vor Korrosion, Hartchrom zur Verbesserung der Oberflächeneigenschaften oder Silber und Gold zur Verschönerung. Gelegentlich werden nichtmetallische Materialien verwendet. Das als Kathode geschaltete Produkt und eine Anode des abzuscheidenden Metalls werden in eine Elektrolytlösung (die sauer, alkalisch oder alkalisch mit Cyanidsalzen und -komplexen sein kann) getaucht und extern an eine Gleichstromquelle angeschlossen. Die positiv geladenen Kationen der metallischen Anode wandern zur Kathode, wo sie zum Metall reduziert und als dünne Schicht abgeschieden werden (siehe Abbildung 1). Der Prozess wird fortgesetzt, bis die neue Beschichtung die gewünschte Dicke erreicht hat, und das Produkt wird dann gewaschen, getrocknet und poliert.
Abbildung 1. Galvanik: Schematische Darstellung
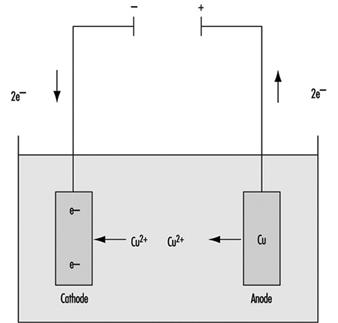
Anode: Cu → Cu+2 + 2e- ; Kathode: Cu+2 + 2e- → Cu
In Galvanoformung, In einem der Galvanotechnik eng verwandten Verfahren werden Formkörper, beispielsweise aus Gips oder Kunststoff, durch Auftragen von Graphit leitfähig gemacht und anschließend als Kathode geschaltet, so dass sich das Metall darauf abscheidet.
In Eloxierung, In einem in den letzten Jahren immer wichtiger werdenden Verfahren werden Produkte aus Aluminium (auch Titan und andere Metalle werden verwendet) als Anode geschaltet und in verdünnte Schwefelsäure getaucht. Anstatt jedoch positive Aluminiumionen zu bilden und zur Abscheidung an der Kathode zu wandern, werden diese durch die an der Anode entstehenden Sauerstoffatome oxidiert und als Oxidschicht an diese gebunden. Diese Oxidschicht wird durch die Schwefelsäurelösung teilweise aufgelöst, wodurch die Oberflächenschicht porös wird. Anschließend können in diesen Poren farbige oder lichtempfindliche Materialien abgeschieden werden, wie beispielsweise bei der Herstellung von Namensschildern.
Emaille und Glasuren
Glasemail oder Porzellanemail wird verwendet, um Metallen, normalerweise Eisen oder Stahl, eine hochgradig hitze-, flecken- und korrosionsbeständige Beschichtung in einer breiten Palette von Fertigprodukten zu verleihen, darunter Badewannen, Gas- und Elektroherde, Küchengeschirr, Speichertanks und Behälter sowie elektrische Geräte. Darüber hinaus werden Emails zur Dekoration von Keramik, Glas, Schmuck und dekorativen Ornamenten verwendet. Die spezielle Verwendung von Emailpulver bei der Herstellung von Schmuckwaren wie Cloisonné und Limoges ist seit Jahrhunderten bekannt. Glasuren werden auf Tonwaren aller Art aufgetragen.
Zu den Materialien, die bei der Herstellung von Glasuren und Glasuren verwendet werden, gehören:
- feuerfeste Materialien wie Quarz, Feldspat und Ton
- Flussmittel wie Borax (Natriumboratdecahydrat), Sodaasche (wasserfreies Natriumcarbonat), Natriumnitrat, Flussspat, Kryolith, Bariumcarbonat, Magnesiumcarbonat, Bleimonoxid, Bleitetroxid und Zinkoxid
- Farben, wie Oxide von Antimon, Cadmium, Kobalt, Eisen, Nickel, Mangan, Selen, Vanadium, Uran und Titan
- Trübungsmittel wie Oxide von Antimon, Titan, Zinn und Zirkonium und Natriumantimoninat
- Elektrolyte wie Borax, Sodaasche, Magnesiumcarbonat und -sulfat, Natriumnitrit und Natriumaluminat
- Flockungsmittel, wie Ton, Gummen, Ammoniumalginat, Bentonit und kolloidales Siliciumdioxid.
Der erste Schritt bei allen Arten des Emaillierens oder Glasierens ist die Herstellung der Fritte, des Emailpulvers. Dies umfasst die Vorbereitung der Rohstoffe, das Schmelzen und die Frittenübergabe.
Nach sorgfältiger Reinigung der Metallprodukte (z. B. Kugelstrahlen, Beizen, Entfetten) kann die Emaille durch eine Reihe von Verfahren aufgetragen werden:
- Beim Nassverfahren wird der Gegenstand in den wässrigen Emailschlicker getaucht, herausgezogen und abtropfen gelassen oder beim „Slushing“ wird der Emailschlicker dickflüssiger und muss vom Gegenstand abgeschüttelt werden.
- Beim Trockenverfahren wird das grundierte Objekt auf Emailliertemperatur erhitzt und anschließend trockenes Emailpulver durch Siebe aufgestäubt. Die Emaille sintert an Ort und Stelle und schmilzt, wenn das Objekt in den Ofen zurückgebracht wird, zu einer glatten Oberfläche.
- Sprühapplikation wird zunehmend verwendet, meist in einem mechanisierten Betrieb. Es erfordert einen Schrank mit Absaugung.
- Dekoremails werden in der Regel von Hand mit Pinseln oder ähnlichen Werkzeugen aufgetragen.
- Glasuren für Porzellan- und Keramikartikel werden üblicherweise durch Tauchen oder Sprühen aufgetragen. Obwohl einige Tauchvorgänge mechanisiert werden, werden Stücke in der heimischen Porzellanindustrie normalerweise von Hand getaucht. Das Objekt wird in der Hand gehalten, in eine große Wanne mit Glasur getaucht, die Glasur mit einem Handgriff entfernt und das Objekt in einen Trockner gegeben. Wenn die Glasur gespritzt wird, sollte eine geschlossene Haube oder ein Schrank mit wirksamer Absaugung bereitgestellt werden.
Die vorbereiteten Objekte werden dann in einem Ofen oder Brennofen, der normalerweise mit Gas betrieben wird, „gebrannt“.
Radierung
Chemisches Ätzen erzeugt ein seidenmattes oder mattes Finish. Am häufigsten wird es als Vorbehandlung vor dem Eloxieren, Lackieren, Konversionsbeschichten, Polieren oder chemischen Aufhellen verwendet. Es wird am häufigsten auf Aluminium und Edelstahl angewendet, kommt aber auch bei vielen anderen Metallen zum Einsatz.
Aluminium wird normalerweise in alkalischen Lösungen geätzt, die verschiedene Mischungen aus Natriumhydroxid, Kaliumhydroxid, Trinatriumphosphat und Natriumcarbonat zusammen mit anderen Bestandteilen enthalten, um eine Schlammbildung zu verhindern. Eines der gebräuchlichsten Verfahren verwendet Natriumhydroxid in einer Konzentration von 10 bis 40 g/l, das bei einer Temperatur von 50 bis 85°C mit einer Eintauchzeit von bis zu 10 Minuten gehalten wird.
Dem alkalischen Ätzen geht üblicherweise eine Behandlung in verschiedenen Mischungen aus Salz-, Fluss-, Salpeter-, Phosphor-, Chrom- oder Schwefelsäure voraus und folgt ihr. Eine typische Säurebehandlung umfasst Eintauchen von 15 bis 60 Sekunden in eine Mischung aus 3 Volumenteilen Salpetersäure und 1 Volumenteil Flusssäure, die auf einer Temperatur von 20°C gehalten wird.
Verzinken
Beim Verzinken wird eine Vielzahl von Stahlprodukten mit einer Zinkschicht versehen, um sie vor Korrosion zu schützen. Das Produkt muss sauber und oxidfrei sein, damit die Beschichtung gut haftet. Dazu gehören in der Regel mehrere Reinigungs-, Spül-, Trocknungs- oder Glühprozesse, bevor das Produkt in das Verzinkungsbad gelangt. Bei der „Feuerverzinkung“ wird das Produkt durch ein Bad aus geschmolzenem Zink geführt; „kaltes“ Verzinken ist im Wesentlichen Galvanisieren, wie oben beschrieben.
Hergestellte Produkte werden üblicherweise im Chargenverfahren verzinkt, während das kontinuierliche Bandverfahren für Stahlbänder, Bleche oder Drähte verwendet wird. Flussmittel können verwendet werden, um eine zufriedenstellende Reinigung sowohl des Produkts als auch des Zinkbades aufrechtzuerhalten und das Trocknen zu erleichtern. Einem Vorflussschritt kann eine Ammoniumchlorid-Flussmittelabdeckung auf der Oberfläche des Zinkbades folgen, oder letzteres kann alleine verwendet werden. Beim Galvanisieren von Rohren wird das Rohr nach dem Reinigen und bevor das Rohr in das geschmolzene Zinkbad eintritt, in eine heiße Lösung aus Zinkammoniumchlorid getaucht. Die Flussmittel zersetzen sich unter Bildung von irritierendem Chlorwasserstoff und Ammoniakgas, was LEV erfordert.
Die verschiedenen Arten der kontinuierlichen Feuerverzinkung unterscheiden sich im Wesentlichen darin, wie das Produkt gereinigt wird und ob die Reinigung online erfolgt:
- Reinigung durch Flammenoxidation der Oberflächenöle mit anschließender Reduktion im Ofen und Inline-Glühen
- elektrolytische Reinigung vor dem Inline-Glühen
- Reinigen durch saures Beizen und alkalisches Reinigen, Verwenden eines Flussmittels vor dem Vorwärmofen und Glühen in einem Ofen vor dem Verzinken
- Reinigen durch saures Beizen und alkalisches Reinigen, Entfernen des Flussmittels und Vorwärmen in einem reduzierenden Gas (z. B. Wasserstoff) vor dem Verzinken.
Die kontinuierliche Verzinkungslinie für Feinbandstahl verzichtet auf das Beizen und den Einsatz von Flussmitteln; Es verwendet eine alkalische Reinigung und hält die saubere Oberfläche des Bandes aufrecht, indem es in einer Kammer oder einem Ofen mit einer reduzierenden Wasserstoffatmosphäre erhitzt wird, bis es unter die Oberfläche des geschmolzenen Zinkbades gelangt.
Das kontinuierliche Verzinken von Draht erfordert Glühschritte, normalerweise mit einer Wanne mit geschmolzenem Blei vor den Reinigungs- und Galvanisierungstanks; Luft- oder Wasserkühlung; Beizen in heißer, verdünnter Salzsäure; Spülen; Auftragen eines Flussmittels; Trocknen; und anschließendes Verzinken im geschmolzenen Zinkbad.
Eine Krätze, eine Legierung aus Eisen und Zink, setzt sich am Boden des geschmolzenen Zinkbades ab und muss regelmäßig entfernt werden. Verschiedene Arten von Materialien werden auf der Oberfläche des Zinkbades schwimmen gelassen, um eine Oxidation des geschmolzenen Zinks zu verhindern. An den Eintritts- und Austrittspunkten des zu galvanisierenden Drahtes oder Bandes ist häufiges Abziehen erforderlich.
Wärmebehandlung
Die Wärmebehandlung, das Erhitzen und Abkühlen eines Metalls, das im festen Zustand verbleibt, ist normalerweise ein wesentlicher Bestandteil der Verarbeitung von Metallprodukten. Es beinhaltet fast immer eine Änderung der Kristallstruktur des Metalls, die zu einer Änderung seiner Eigenschaften führt (z. B. Glühen, um das Metall formbarer zu machen, Erhitzen und langsames Abkühlen, um die Härte zu verringern, Erhitzen und Abschrecken, um die Härte zu erhöhen, Niedertemperatur Erwärmung zur Minimierung innerer Spannungen).
Temperm
Glühen ist eine „erweichende“ Wärmebehandlung, die häufig verwendet wird, um eine weitere Kaltbearbeitung des Metalls zu ermöglichen, die Bearbeitbarkeit zu verbessern, das Produkt vor der Verwendung spannungsarm zu machen und so weiter. Dabei wird das Metall auf eine bestimmte Temperatur erhitzt, für eine bestimmte Zeit auf dieser Temperatur gehalten und mit einer bestimmten Geschwindigkeit abgekühlt. Eine Reihe von Glühtechniken werden verwendet:
- Blauglühen, bei dem auf der Oberfläche von Eisenbasislegierungen eine Schicht aus blauem Oxid erzeugt wird
- Blankglühen, die in einer kontrollierten Atmosphäre durchgeführt wird, um die Oberflächenoxidation zu minimieren
- Nahglühen or Kastenglühen, ein Verfahren, bei dem sowohl Eisen- als auch Nichteisenmetalle in einem verschlossenen Metallbehälter mit oder ohne Verpackungsmaterial erhitzt und dann langsam abgekühlt werden
- Vollglühen, in der Regel in einer Schutzatmosphäre durchgeführt, mit dem Ziel, die wirtschaftlich maximal machbare Weichheit zu erreichen
- Formgebung, eine spezielle Art des Glühens, die Eisengussstücken gegeben wird, um sie formbar zu machen, indem der kombinierte Kohlenstoff im Eisen in feinen Kohlenstoff (dh Graphit) umgewandelt wird
- Teilglühen, ein Niedertemperaturprozess zum Abbau von durch Kaltumformung in das Metall eingebrachten Eigenspannungen
- Unterkritisch or kugelförmiges Glühen, was eine verbesserte maschinelle Bearbeitbarkeit erzeugt, indem es dem Eisencarbid in der kristallinen Struktur ermöglicht wird, eine sphäroide Form anzunehmen.
Aushärtung
Das Aushärten ist eine häufig bei Aluminium-Kupfer-Legierungen angewandte Wärmebehandlung, bei der die in der Legierung stattfindende natürliche Aushärtung durch Erhitzen auf etwa 180 °C für etwa 1 Stunde beschleunigt wird.
Homogenisieren
Das Homogenisieren, das normalerweise auf Barren oder Presslinge aus pulverisiertem Metall angewendet wird, dient dazu, die Entmischung zu entfernen oder stark zu reduzieren. Dies wird durch Erhitzen auf eine Temperatur von etwa 20°C unter dem Schmelzpunkt des Metalls für etwa 2 Stunden oder mehr und anschließendes Abschrecken erreicht.
Ausglühen
Ein dem Vollglühen ähnlicher Prozess sichert die Gleichmäßigkeit der zu erzielenden mechanischen Eigenschaften und bewirkt zudem eine höhere Zähigkeit und Widerstandsfähigkeit gegen mechanische Belastungen.
Patentierung
Das Patentieren ist eine spezielle Art von Glühprozess, der normalerweise auf Materialien mit kleinem Querschnitt angewendet wird, die gezogen werden sollen (z. B. Draht aus 0.6% Kohlenstoffstahl). Das Metall wird in einem gewöhnlichen Ofen über den Umwandlungsbereich erhitzt und gelangt dann aus dem Ofen direkt in beispielsweise ein Bleibad, das auf einer Temperatur von etwa 170ºC gehalten wird.
Abschreckhärten und Anlassen
Durch Erhitzen über den Umwandlungsbereich und schnelles Abkühlen auf Raumtemperatur durch Abschrecken in Öl, Wasser oder Luft kann eine Härtesteigerung in einer Eisenbasislegierung erzeugt werden. Der Artikel ist oft zu stark beansprucht, um in Betrieb genommen zu werden, und um seine Zähigkeit zu erhöhen, wird er durch erneutes Erhitzen auf eine Temperatur unterhalb des Umwandlungsbereichs getempert und mit der gewünschten Geschwindigkeit abkühlen gelassen.
Martempering und Austempering sind ähnliche Verfahren, außer dass der Artikel beispielsweise in einem Salz- oder Bleibad, das auf einer Temperatur von 400°C gehalten wird, abgeschreckt wird.
Oberflächen- und Einsatzhärten
Dies ist ein weiterer Wärmebehandlungsprozess, der am häufigsten bei Legierungen auf Eisenbasis angewendet wird, wodurch die Oberfläche des Objekts hart bleibt, während sein Kern relativ duktil bleibt. Es hat eine Reihe von Variationen:
- Flammhärten umfasst das Härten der Oberflächen des Objekts (z. B. Zahnradzähne, Lager, Gleitbahnen) durch Erhitzen mit einem Hochtemperatur-Gasbrenner und anschließendes Abschrecken in Öl, Wasser oder einem anderen geeigneten Medium.
- Elektrisches Induktionshärten ähnelt dem Flammhärten, außer dass die Erwärmung durch Wirbelströme erzeugt wird, die in den Oberflächenschichten induziert werden.
- Aufkohlen erhöht den Kohlenstoffgehalt der Oberfläche einer Legierung auf Eisenbasis durch Erhitzen des Objekts in einem festen, flüssigen oder gasförmigen kohlenstoffhaltigen Medium (z. B. feste Holzkohle und Bariumcarbonat, flüssiges Natriumcyanid und Natriumcarbonat, gasförmiges Kohlenmonoxid, Methan usw.). ) bei einer Temperatur von etwa 900°C.
- Nitrieren erhöht den Stickstoffgehalt der Oberfläche eines speziellen niedrig legierten Gusseisen- oder Stahlobjekts durch Erhitzen in einem stickstoffhaltigen Medium, normalerweise Ammoniakgas, auf etwa 500 bis 600 °C.
- Cyanidierung ist ein Verfahren zum Einsatzhärten, bei dem die Oberfläche eines Gegenstands aus kohlenstoffarmem Stahl gleichzeitig sowohl mit Kohlenstoff als auch mit Stickstoff angereichert wird. Normalerweise wird das Objekt 1 Stunde lang in einem Bad aus geschmolzenem 30%igem Natriumcyanid bei 870°C erhitzt und dann in Öl oder Wasser abgeschreckt.
- Carbonitrieren ist ein gasförmiges Verfahren zur gleichzeitigen Absorption von Kohlenstoff und Stickstoff in die Oberflächenschicht von Stahl durch Erhitzen auf 800 bis 875 °C in einer Atmosphäre aus einem Aufkohlungsgas (siehe oben) und einem Nitriergas (z. B. 2 bis 5 % wasserfrei). Ammoniak).
Metallisieren
Metallisieren oder Metallspritzen ist eine Technik zum Aufbringen einer schützenden Metallbeschichtung auf eine mechanisch aufgeraute Oberfläche durch Besprühen mit geschmolzenen Metalltröpfchen. Es wird auch verwendet, um abgenutzte oder korrodierte Oberflächen aufzubauen und schlecht bearbeitete Komponententeile zu retten. Das Verfahren ist weithin als Schooping bekannt, nach dem Dr. Schoop, der es erfunden hat.
Es verwendet die Schooping-Pistole, eine handgeführte, pistolenförmige Spritzpistole, durch die das Metall in Drahtform in eine Brenngas-Sauerstoff-Blasrohrflamme eingeführt wird, die es schmilzt und mit Druckluft auf das Objekt sprüht. Die Wärmequelle ist eine Mischung aus Sauerstoff und entweder Acetylen, Propan oder komprimiertem Erdgas. Der gewickelte Draht wird normalerweise gerichtet, bevor er in die Zange eingeführt wird. Jedes Metall, das zu einem Draht verarbeitet werden kann, kann verwendet werden; Die Pistole kann das Metall auch in Pulverform aufnehmen.
Die Vakuummetallisierung ist ein Prozess, bei dem das Objekt in einen Vakuumbehälter gegeben wird, in den das Beschichtungsmetall gesprüht wird.
Phosphatieren
Phosphatierung wird hauptsächlich auf Weichstahl und verzinktem Stahl und Aluminium verwendet, um die Haftung und Korrosionsbeständigkeit von Lack-, Wachs- und Öloberflächen zu verbessern. Es dient auch zur Bildung einer Schicht, die beim Tiefziehen von Blechen als Trennfilm wirkt und deren Verschleißfestigkeit verbessert. Sie besteht im Wesentlichen darin, die Metalloberfläche mit einer Lösung aus einem oder mehreren Eisen-, Zink-, Mangan-, Natrium- oder Ammoniumphosphaten reagieren zu lassen. Zur kombinierten Reinigung und Phosphatierung werden Natrium- und Ammoniumphosphatlösungen eingesetzt. Die Notwendigkeit, Objekte aus mehreren Metallen zu phosphatieren, und der Wunsch, die Liniengeschwindigkeiten in automatisierten Abläufen zu erhöhen, haben dazu geführt, die Reaktionszeiten durch Zugabe von Beschleunigern wie Fluoriden, Chloraten, Molybdaten und Nickelverbindungen zu den Phosphatierungslösungen zu verkürzen. Um die Kristallgröße zu verringern und, Um die Flexibilität von Zinkphosphatbeschichtungen zu erhöhen, werden dem Vorbehandlungsspülmittel Kristallveredelungsmittel wie tertiäres Zinkphosphat oder Titanphosphat zugesetzt.
Die Phosphatierungssequenz umfasst typischerweise die folgenden Schritte:
- heiße ätzende Reinigung
- Bürsten und Spülen
- weitere heiße Laugenreinigung
- Konditionierwasser spülen
- Sprühen oder Tauchen in heiße Lösungen saurer Phosphate
- kaltes Wasser spülen
- warme Chromsäurespülung
- eine weitere kalte Wasserspülung
- trocknen.
Grundieren
Organische Lackprimer werden auf Metalloberflächen aufgetragen, um die Haftung von nachfolgend aufgetragenen Lacken zu fördern und die Korrosion an der Lack-Metall-Grenzfläche zu verzögern. Die Grundierungen enthalten üblicherweise Harze, Pigmente und Lösungsmittel und können durch Streichen, Sprühen, Tauchen, Rollen oder Elektrophorese auf die vorbereiteten Metalloberflächen aufgetragen werden.
Die Lösungsmittel können jede Kombination aus aliphatischen und aromatischen Kohlenwasserstoffen, Ketonen, Estern, Alkoholen und Ethern sein. Die am häufigsten verwendeten Harze sind Polyvinylbutinol, Phenolharze, trocknende Ölalkyde, epoxidierte Öle, Epoxyester, Ethylsilikate und chlorierte Kautschuke. In komplexen Primern werden Vernetzungsmittel wie Tetraethylenpentamin, Pentaethylenhexamin, Isocyanate und Harnstoff-Formaldehyd verwendet. Anorganische Pigmente, die in Grundierungsformulierungen verwendet werden, schließen Blei-, Barium-, Chrom-, Zink- und Calciumverbindungen ein.
Kunststoffbeschichtung
Kunststoffbeschichtungen werden in flüssiger Form, als Pulver, die anschließend durch Erhitzen gehärtet oder gesintert werden, oder in Form von vorgefertigten Folien, die mit einem Klebstoff auf die Metalloberfläche laminiert werden, auf Metalle aufgetragen. Zu den am häufigsten verwendeten Kunststoffen gehören Polyethylen, Polyamide (Nylons) und PVC. Letztere können Weichmacher auf Basis von monomeren und polymeren Estern und Stabilisatoren wie Bleicarbonat, Fettsäuresalze von Barium und Cadmium, Dibutylzinndilaurat, Alkylzinnmercaptide und Zinkphosphat enthalten. Obwohl sie im Allgemeinen von geringer Toxizität und nicht reizend sind, sind einige der Weichmacher Hautsensibilisatoren.
Gefahren und ihre Vermeidung
Wie sich aus der Komplexität der oben skizzierten Prozesse ableiten lässt, ist die Oberflächenbehandlung von Metallen mit einer Vielzahl von Sicherheits- und Gesundheitsgefahren verbunden. Viele werden regelmäßig in Fertigungsbetrieben angetroffen; andere werden durch die Einzigartigkeit der verwendeten Techniken und Materialien präsentiert. Einige sind möglicherweise lebensbedrohlich. Im Großen und Ganzen können sie jedoch verhindert oder kontrolliert werden.
Arbeitsplatzgestaltung
Der Arbeitsplatz sollte so gestaltet sein, dass die Anlieferung von Roh-, Hilfs- und Betriebsstoffen sowie die Entnahme der fertigen Produkte ohne Beeinträchtigung der laufenden Verarbeitung möglich sind. Da viele der Chemikalien brennbar sind oder beim Mischen zu Reaktionen neigen, ist eine ordnungsgemäße Trennung bei Lagerung und Transport unerlässlich. Bei vielen Metallveredelungsvorgängen kommen Flüssigkeiten zum Einsatz, und wenn Säuren oder Laugen auslaufen, verschüttet oder verspritzt werden, müssen diese sofort weggespült werden. Dementsprechend sind ausreichend entwässerte, rutschhemmende Böden vorzusehen. Die Haushaltsführung muss sorgfältig darauf achten, die Arbeitsbereiche und andere Räume sauber und frei von Materialansammlungen zu halten. Systeme zur Entsorgung von festen und flüssigen Abfällen und Abwässern aus Öfen und Absauganlagen müssen unter Berücksichtigung von Umweltbelangen konzipiert werden.
Arbeitsplätze und Arbeitsaufgaben sollten ergonomische Prinzipien anwenden, um Belastungen, Verstauchungen, übermäßige Ermüdung und RSIs zu minimieren. Maschinenschutzvorrichtungen müssen über eine automatische Verriegelung verfügen, damit die Maschine stromlos wird, wenn die Schutzvorrichtung entfernt wird. Spritzschutz ist unerlässlich. Wegen der Spritzgefahr heißer Säuren und Laugen müssen Augenduschen und Ganzkörperduschen in Reichweite angebracht werden. Schilder sollten aufgestellt werden, um anderes Produktions- und Wartungspersonal vor Gefahren wie chemischen Bädern und heißen Oberflächen zu warnen.
Chemische Bewertung
Alle Chemikalien sollten auf potenzielle Toxizität und physikalische Gefahren bewertet werden, und weniger gefährliche Materialien sollten nach Möglichkeit ersetzt werden. Da jedoch das weniger giftige Material leichter entflammbar sein kann, muss auch die Brand- und Explosionsgefahr berücksichtigt werden. Außerdem muss die chemische Verträglichkeit der Materialien berücksichtigt werden. Zum Beispiel könnte das versehentliche Mischen von Nitrat- und Cyanidsalzen aufgrund der stark oxidierenden Eigenschaften von Nitraten eine Explosion verursachen.
Lüftung
Die meisten Metallbeschichtungsprozesse erfordern LEV, das strategisch platziert ist, um die Dämpfe oder andere Verunreinigungen vom Arbeiter wegzuziehen. Einige Systeme drücken Frischluft durch den Tank, um Verunreinigungen in der Luft auf die Auslassseite des Systems zu „drücken“. Frischlufteinlässe müssen entfernt von Abluftöffnungen angeordnet sein, damit potenziell toxische Gase nicht zurückgeführt werden.
Persönliche Schutzausrüstung
Prozesse sollten so gestaltet werden, dass potenziell toxische Expositionen verhindert werden können, aber da sie nicht immer vollständig vermieden werden können, müssen die Mitarbeiter mit geeigneter PSA ausgestattet werden (z. B. Schutzbrillen mit oder ohne Gesichtsschutz, Handschuhe, Schürzen oder Overalls und Schuhe). Da viele der Expositionen heiße korrosive oder ätzende Lösungen beinhalten, sollten die Schutzartikel isoliert und chemikalienbeständig sein. Wenn eine mögliche Exposition gegenüber Elektrizität besteht, sollte die PSA nicht leitend sein. PSA muss in ausreichender Menge verfügbar sein, damit kontaminierte, nasse Gegenstände vor der Wiederverwendung gereinigt und getrocknet werden können. Isolierhandschuhe und andere Schutzkleidung sollten verfügbar sein, wenn die Gefahr von thermischen Verbrennungen durch heißes Metall, Öfen usw. besteht.
Eine wichtige Ergänzung ist die Verfügbarkeit von Waschanlagen und sauberen Schließfächern und Umkleidekabinen, damit die Kleidung der Arbeiter nicht kontaminiert bleibt und die Arbeiter keine giftigen Materialien mit nach Hause nehmen.
Mitarbeiterschulung und Supervision
Die Aus- und Weiterbildung der Mitarbeiter ist sowohl bei Neuanstellung als auch bei Änderungen an der Ausrüstung oder dem Prozess von wesentlicher Bedeutung. Sicherheitsdatenblätter müssen für jedes der chemischen Produkte bereitgestellt werden, die die chemischen und physikalischen Gefahren erklären, in Sprachen und auf einem Bildungsniveau, das sicherstellt, dass sie von den Arbeitern verstanden werden. Kompetenztests und regelmäßige Umschulungen stellen sicher, dass die Arbeitnehmer die erforderlichen Informationen behalten haben. Eine engmaschige Überwachung ist ratsam, um sicherzustellen, dass die richtigen Verfahren befolgt werden.
Ausgewählte Gefahren
Bestimmte Gefahren sind einzigartig in der Metallbeschichtungsindustrie und verdienen besondere Beachtung.
Alkalische und saure Lösungen
Die bei der Reinigung und Behandlung von Metallen verwendeten erhitzten alkalischen und sauren Lösungen sind besonders korrosiv und ätzend. Sie reizen Haut und Schleimhäute und sind besonders gefährlich, wenn sie ins Auge gelangen. Augenduschen und Notduschen sind unerlässlich. Richtige Schutzkleidung und Schutzbrille schützen vor den unvermeidlichen Spritzern; wenn ein Spritzer die Haut erreicht, sollte der Bereich sofort und ausgiebig mit kaltem, sauberem Wasser für mindestens 15 Minuten gespült werden; ärztliche Hilfe kann erforderlich sein, insbesondere wenn das Auge betroffen ist.
Bei der Verwendung von chlorierten Kohlenwasserstoffen ist Vorsicht geboten, da Phosgen aus einer Reaktion des chlorierten Kohlenwasserstoffs, Säuren und Metallen resultieren kann. Salpetersäure und Flusssäure sind besonders gefährlich, wenn ihre Gase eingeatmet werden, da es 4 Stunden oder länger dauern kann, bis die Auswirkungen auf die Lunge sichtbar werden. Bronchitis, Pneumonitis und sogar möglicherweise tödliches Lungenödem können bei einem Arbeiter verspätet auftreten, der offensichtlich keine anfänglichen Auswirkungen der Exposition hatte. Sofortige prophylaktische medizinische Behandlung und häufig Krankenhauseinweisung sind für Arbeiter, die exponiert waren, ratsam. Hautkontakt mit Flusssäure kann mehrere Stunden lang schwere Verbrennungen ohne Schmerzen verursachen. Sofortige ärztliche Hilfe ist unerlässlich.
Staub
Metallische und oxidische Stäube sind ein besonderes Problem beim Schleifen und Polieren und werden von LEV am effektivsten direkt bei ihrer Entstehung entfernt. Die Rohrleitungen sollten glatt gestaltet sein und die Luftgeschwindigkeit sollte ausreichend sein, um zu verhindern, dass sich Partikel aus dem Luftstrom absetzen. Aluminium- und Magnesiumstaub kann explosiv sein und sollte in einem Nassabscheider gesammelt werden. Blei ist mit dem Rückgang seiner Verwendung in Keramik- und Porzellanglasuren weniger ein Problem geworden, aber es bleibt das allgegenwärtige Berufsrisiko und muss immer geschützt werden. Beryllium und seine Verbindungen haben in letzter Zeit wegen der Möglichkeit der Karzinogenität und der chronischen Berylliumkrankheit Interesse geweckt.
Bei bestimmten Vorgängen besteht die Gefahr von Silikose und Pneumokoniose: das Kalzinieren, Zerkleinern und Trocknen von Feuerstein, Quarz oder Stein; das Sieben, Mischen und Auswiegen dieser Stoffe in trockenem Zustand; und die Beschickung von Öfen mit solchen Materialien. Sie stellen auch eine Gefahr dar, wenn sie in einem Nassprozess verwendet werden und am Arbeitsplatz und auf der Kleidung der Arbeiter verspritzt werden, um beim Trocknen wieder zu stauben. LEV und konsequente Sauberkeit und persönliche Hygiene sind wichtige vorbeugende Maßnahmen.
Organische Lösungsmittel
Lösungsmittel und andere organische Chemikalien, die beim Entfetten und in bestimmten Prozessen verwendet werden, sind gefährlich, wenn sie eingeatmet werden. Ihre narkotische Wirkung kann in der akuten Phase zu Atemlähmung und Tod führen. Bei chronischer Exposition treten am häufigsten Toxizitäten des Zentralnervensystems sowie Leber- und Nierenschäden auf. Schutz bietet LEV mit einer Sicherheitszone von mindestens 80 bis 100 cm zwischen der Quelle und dem Atembereich des Arbeiters. Außerdem muss eine Tischbelüftung installiert werden, um Restdämpfe aus den fertigen Werkstücken zu entfernen. Die Entfettung der Haut durch organische Lösungsmittel kann ein Vorläufer von Dermatitis sein. Viele Lösungsmittel sind auch brennbar.
Zyanid
Cyanidhaltige Bäder werden häufig in der elektrolytischen Entfettung, Galvanik und Cyanidierung eingesetzt. Bei der Reaktion mit Säure entsteht die flüchtige, potenziell tödliche Blausäure (Blausäure). Die tödliche Konzentration in der Luft beträgt 300 bis 500 ppm. Tödliche Expositionen können auch durch Hautabsorption oder Aufnahme von Cyaniden verursacht werden. Optimale Sauberkeit ist für Arbeiter, die Zyanid verwenden, unerlässlich. Lebensmittel sollten vor dem Waschen nicht gegessen werden und sich niemals im Arbeitsbereich befinden. Hände und Kleidung müssen nach einer möglichen Zyanidbelastung sorgfältig gereinigt werden.
Erste-Hilfe-Maßnahmen bei einer Zyanidvergiftung umfassen den Transport ins Freie, das Entfernen kontaminierter Kleidung, ausgiebiges Waschen der exponierten Stellen mit Wasser, Sauerstofftherapie und Inhalation von Amylnitrit. LEV und Hautschutz sind unerlässlich.
Chrom und Nickel
Chrom- und Nickelverbindungen, die in galvanischen Bädern beim Galvanisieren verwendet werden, können gefährlich sein. Chromverbindungen können Verbrennungen, Geschwüre und Ekzeme der Haut und Schleimhäute sowie eine charakteristische Perforation der Nasenscheidewand verursachen. Bronchialasthma kann auftreten. Nickelsalze können hartnäckige allergische oder toxisch-irritative Hautschäden verursachen. Es gibt Hinweise darauf, dass sowohl Chrom- als auch Nickelverbindungen krebserregend sein können. LEV und Hautschutz sind unerlässlich.
Öfen und Backöfen
Besondere Vorsichtsmaßnahmen sind erforderlich, wenn mit Öfen gearbeitet wird, die beispielsweise bei der Wärmebehandlung von Metallen verwendet werden, wo Komponenten bei hohen Temperaturen gehandhabt werden und die bei dem Verfahren verwendeten Materialien entweder giftig oder explosiv oder beides sein können. Die gasförmigen Medien (Atmosphären) im Ofen können mit der Metallcharge reagieren (oxidierende oder reduzierende Atmosphären) oder neutral und schützend sein. Die meisten letzteren enthalten bis zu 50 % Wasserstoff und 20 % Kohlenmonoxid, die nicht nur brennbar sind, sondern bei erhöhten Temperaturen auch hochexplosive Gemische mit Luft bilden. Die Zündtemperatur variiert zwischen 450 und 750 °C, aber ein lokaler Funke kann auch bei niedrigeren Temperaturen eine Entzündung verursachen. Beim An- und Abfahren des Ofens ist die Explosionsgefahr größer. Da ein Kühlofen dazu neigt, Luft anzusaugen (besondere Gefahr bei Unterbrechung der Brennstoff- oder Stromzufuhr), sollte eine Versorgung mit Inertgas (z. B. Stickstoff oder Kohlendioxid) zum Spülen auch bei abgeschaltetem Ofen vorhanden sein wenn eine Schutzatmosphäre in einen heißen Ofen eingeführt wird.
Kohlenmonoxid ist vielleicht die größte Gefahr von Öfen und Öfen. Da es farb- und geruchlos ist, erreicht es häufig toxische Werte, bevor der Arbeiter es bemerkt. Kopfschmerzen sind eines der frühesten Symptome einer Toxizität, und daher sollte ein Arbeiter, der bei der Arbeit Kopfschmerzen entwickelt, sofort an die frische Luft gebracht werden. Zu den Gefahrenzonen gehören vertiefte Taschen, in denen sich das Kohlenmonoxid ansammeln kann; Es sollte daran erinnert werden, dass Mauerwerk porös ist und das Gas während des normalen Spülens zurückhalten und nach Abschluss des Spülens abgeben kann.
Bleiöfen können gefährlich sein, da Blei dazu neigt, bei Temperaturen über 870°C ziemlich schnell zu verdampfen. Dementsprechend ist ein wirksames Rauchabzugssystem erforderlich. Ein Topfbruch oder -versagen kann ebenfalls gefährlich sein; In diesem Fall sollte ein ausreichend großer Brunnen oder eine Grube bereitgestellt werden, um das geschmolzene Metall aufzufangen.
Feuer und Explosion
Viele der in der Metallbeschichtung verwendeten Verbindungen sind brennbar und unter Umständen explosiv. Die Öfen und Trockenöfen sind größtenteils gasbefeuert, und es sollten besondere Vorkehrungen wie Flammenwächter an Brennern, Niederdruckabsperrventile in den Versorgungsleitungen und Explosionsentlastungsplatten in der Struktur der Öfen installiert werden . Bei elektrolytischen Vorgängen kann sich im Prozess gebildeter Wasserstoff an der Oberfläche des Bades ansammeln und, wenn er nicht abgeführt wird, explosionsfähige Konzentrationen erreichen. Öfen sollten gut belüftet und Brenner vor Verstopfung durch heruntertropfendes Material geschützt werden.
Das Abschrecken in Öl ist auch eine Brandgefahr, insbesondere wenn die Metallladung nicht vollständig eingetaucht ist. Abschrecköle sollten einen hohen Flammpunkt haben und ihre Temperatur sollte 27°C nicht überschreiten.
Drucksauerstoff- und Brenngasflaschen, die beim Metallisieren verwendet werden, sind brand- und explosionsgefährlich, wenn sie nicht ordnungsgemäß gelagert und betrieben werden. Ausführliche Vorsichtsmaßnahmen finden Sie im Artikel „Schweißen und thermisches Schneiden“ in diesem Kapitel.
Wie von den örtlichen Verordnungen vorgeschrieben, sollten Brandbekämpfungsausrüstungen, einschließlich Alarmanlagen, bereitgestellt und in betriebsfähigem Zustand gehalten werden, und die Arbeiter sollten darin geschult werden, sie ordnungsgemäß zu verwenden.
Wärme-
Die Verwendung von Öfen, offenen Flammen, Öfen, erhitzten Lösungen und geschmolzenen Metallen birgt unvermeidlich das Risiko einer übermäßigen Hitzeeinwirkung, die in heißem, feuchtem Klima und insbesondere durch okklusive Schutzkleidung und -ausrüstung noch verstärkt wird. Eine vollständige Klimatisierung einer Anlage ist möglicherweise nicht wirtschaftlich machbar, aber die Bereitstellung gekühlter Luft in lokalen Lüftungssystemen ist hilfreich. Ruhepausen in kühler Umgebung und ausreichende Flüssigkeitsaufnahme (am Arbeitsplatz eingenommene Flüssigkeiten sollten frei von toxischen Verunreinigungen sein) helfen, Hitzetoxizität zu vermeiden. Arbeiter und Vorgesetzte sollten in der Erkennung von Hitzestresssymptomen geschult werden.
Fazit
Die Oberflächenbehandlung von Metallen umfasst eine Vielzahl von Prozessen, die ein breites Spektrum potenziell toxischer Expositionen mit sich bringen, von denen die meisten durch die sorgfältige Anwendung anerkannter Präventivmaßnahmen verhindert oder kontrolliert werden können.
Metallrückgewinnung
Metallrecycling ist der Prozess, bei dem Metalle aus Schrott hergestellt werden. Diese zurückgewonnenen Metalle sind nicht von den Metallen zu unterscheiden, die aus der primären Verarbeitung eines Erzes des Metalls hergestellt werden. Der Prozess ist jedoch etwas anders und die Belichtung könnte unterschiedlich sein. Die technischen Bedienelemente sind grundsätzlich gleich. Die Metallrückgewinnung ist für die Weltwirtschaft sehr wichtig wegen der Verknappung von Rohstoffen und der Verschmutzung der Umwelt, die durch Abfallmaterialien verursacht wird.
Aluminium, Kupfer, Blei und Zink machen 95 % der Produktion in der sekundären NE-Metallindustrie aus. Auch Magnesium, Quecksilber, Nickel, Edelmetalle, Cadmium, Selen, Kobalt, Zinn und Titan werden zurückgewonnen. (Eisen und Stahl werden im Kapitel besprochen Eisen- und Stahlindustrie. Siehe auch den Artikel „Kupfer-, Blei- und Zinkverhüttung und -raffination“ in diesem Kapitel.)
Kontrollstrategien
Prinzipien der Emissions-/Expositionskontrolle
Die Metallrückgewinnung beinhaltet die Exposition gegenüber Staub, Dämpfen, Lösungsmitteln, Lärm, Hitze, Säurenebeln und anderen potenziell gefährlichen Materialien und Risiken. Einige Prozess- und/oder Materialhandhabungsmodifikationen können möglich sein, um die Erzeugung von Emissionen zu eliminieren oder zu reduzieren: Minimierung der Handhabung, Senkung der Topftemperaturen, Verringerung der Krätzebildung und der Oberflächenstauberzeugung und Änderung des Anlagenlayouts, um die Materialhandhabung oder das erneute Mitreißen von Sedimenten zu reduzieren Staub.
Die Exposition kann in einigen Fällen reduziert werden, wenn Maschinen ausgewählt werden, um Aufgaben mit hoher Exposition auszuführen, sodass Mitarbeiter aus dem Bereich entfernt werden können. Dies kann auch ergonomische Gefahren aufgrund der Materialhandhabung verringern.
Um eine Kreuzkontamination sauberer Bereiche in der Anlage zu verhindern, ist es wünschenswert, Prozesse zu isolieren, die erhebliche Emissionen erzeugen. Eine physische Barriere wird Emissionen eindämmen und ihre Ausbreitung verringern. Dadurch sind weniger Menschen exponiert und die Zahl der Emissionsquellen, die zur Exposition in einem bestimmten Gebiet beitragen, wird reduziert. Dies vereinfacht Expositionsbewertungen und erleichtert die Identifizierung und Kontrolle wichtiger Quellen. Rückgewinnungsvorgänge sind häufig von anderen Anlagenvorgängen isoliert.
Gelegentlich ist es möglich, eine bestimmte Emissionsquelle einzuschließen oder zu isolieren. Da Gehäuse selten luftdicht sind, wird häufig ein Negativzug-Abluftsystem an dem Gehäuse angebracht. Eine der gebräuchlichsten Methoden zur Emissionskontrolle ist die Bereitstellung einer lokalen Absaugung am Ort der Emissionserzeugung. Das Auffangen von Emissionen an ihrer Quelle verringert das Potenzial, dass sich Emissionen in die Luft ausbreiten. Es verhindert auch eine sekundäre Exposition der Mitarbeiter, die durch das Wiedereinschleppen von abgesetzten Schadstoffen entsteht.
Die Erfassungsgeschwindigkeit einer Abzugshaube muss groß genug sein, um zu verhindern, dass Dämpfe oder Staub aus dem Luftstrom in die Haube entweichen. Der Luftstrom sollte ausreichend schnell sein, um Rauch und Staubpartikel in die Haube zu tragen und die störenden Auswirkungen von Querzug und anderen zufälligen Luftbewegungen zu überwinden. Die hierfür erforderliche Geschwindigkeit variiert von Anwendung zu Anwendung. Die Verwendung von Umluftheizungen oder persönlichen Kühlgebläsen, die die lokale Absaugung überwinden können, sollte eingeschränkt werden.
Alle Abluft- oder Verdünnungslüftungssysteme benötigen auch Ersatzluft (auch als „Make-up“-Luftsysteme bekannt). Wenn das Ersatzluftsystem gut konzipiert und in natürliche und Komfortbelüftungssysteme integriert ist, kann eine wirksamere Kontrolle der Exposition erwartet werden. Zum Beispiel sollten Ersatzluftauslässe so platziert werden, dass saubere Luft vom Auslass über die Mitarbeiter zur Emissionsquelle und zum Abzug strömt. Diese Technik wird häufig bei Zuluftinseln eingesetzt und platziert den Mitarbeiter zwischen sauberer Zuluft und der Emissionsquelle.
Saubere Bereiche sollen durch direkte Emissionskontrollen und Haushaltsführung kontrolliert werden. Diese Bereiche weisen geringe Schadstoffkonzentrationen in der Umgebung auf. Mitarbeiter in kontaminierten Bereichen können durch Zuluft-Servicekabinen, Inseln, Bereitschaftskanzeln und Kontrollräume, ergänzt durch persönlichen Atemschutz, geschützt werden.
Die durchschnittliche tägliche Exposition von Arbeitern kann reduziert werden, indem saubere Bereiche wie Pausen- und Kantinenräume bereitgestellt werden, die mit frischer, gefilterter Luft versorgt werden. Durch den Aufenthalt in einem relativ schadstofffreien Bereich kann die zeitgewichtete durchschnittliche Schadstoffbelastung der Mitarbeiter reduziert werden. Eine weitere beliebte Anwendung dieses Prinzips ist die Zuluftinsel, bei der frische gefilterte Luft dem Atembereich des Mitarbeiters am Arbeitsplatz zugeführt wird.
Ausreichend Platz für Abzugshauben, Kanalarbeiten, Kontrollräume, Wartungsarbeiten, Reinigung und Geräteaufbewahrung sollte bereitgestellt werden.
Radfahrzeuge sind bedeutende Quellen von Sekundäremissionen. Wo Radfahrzeuge eingesetzt werden, können die Emissionen verringert werden, indem alle Oberflächen gepflastert, Oberflächen von angesammelten staubigen Materialien freigehalten, die Fahrstrecken und -geschwindigkeit des Fahrzeugs verringert und die Fahrzeugabgase und der Kühlgebläseausstoß umgeleitet werden. Geeignetes Pflastermaterial wie Beton sollte unter Berücksichtigung von Faktoren wie Belastung, Nutzung und Pflege der Oberfläche ausgewählt werden. Auf einige Oberflächen können Beschichtungen aufgebracht werden, um das Abspülen von Fahrbahnen zu erleichtern.
Alle Abluft-, Verdünnungs- und Frischluftbelüftungssysteme müssen ordnungsgemäß gewartet werden, um Luftverunreinigungen wirksam zu kontrollieren. Zusätzlich zur Wartung allgemeiner Belüftungssysteme müssen Prozessanlagen gewartet werden, um das Verschütten von Material und flüchtige Emissionen zu verhindern.
Umsetzung des Arbeitspraxisprogramms
Obwohl Standards technische Kontrollen als Mittel zum Erreichen von Compliance betonen, sind Kontrollen der Arbeitspraxis für ein erfolgreiches Kontrollprogramm unerlässlich. Technische Kontrollen können durch schlechte Arbeitsgewohnheiten, unzureichende Wartung und schlechte Haushaltsführung oder persönliche Hygiene zunichte gemacht werden. Mitarbeiter, die dieselben Geräte in verschiedenen Schichten bedienen, können aufgrund von Unterschieden in diesen Faktoren zwischen den Schichten erheblich unterschiedliche Expositionen in der Luft haben.
Arbeitspraxisprogramme, obwohl oft vernachlässigt, repräsentieren gute Managementpraxis sowie gesunden Menschenverstand; Sie sind kostengünstig, erfordern jedoch eine verantwortungsbewusste und kooperative Haltung seitens der Mitarbeiter und Vorgesetzten. Die Einstellung der Geschäftsleitung zu Sicherheit und Gesundheit spiegelt sich in der Einstellung der Linienvorgesetzten wider. Ebenso kann die Einstellung der Mitarbeiter leiden, wenn Vorgesetzte diese Programme nicht durchsetzen. Die Förderung einer guten Gesundheits- und Sicherheitseinstellung kann erreicht werden durch:
- eine kooperative Atmosphäre, in der Mitarbeiter an den Programmen teilnehmen
- formelle Trainings- und Bildungsprogramme
- Hervorhebung des Betriebssicherheits- und Gesundheitsprogramms. Mitarbeiter zu motivieren und ihr Vertrauen zu gewinnen ist notwendig, um ein effektives Programm zu haben.
Arbeitspraxisprogramme können nicht einfach „installiert“ werden. Genauso wie eine Lüftungsanlage müssen sie gewartet und ständig auf ihre Funktionsfähigkeit überprüft werden. Diese Programme liegen in der Verantwortung des Managements und der Mitarbeiter. Es sollten Programme eingerichtet werden, um „gute“ (dh wenig exponierte) Praktiken zu lehren, zu fördern und zu überwachen.
Persönliche Schutzausrüstung
Schutzbrillen mit Seitenschutz, Overalls, Sicherheitsschuhe und Arbeitshandschuhe sollten routinemäßig bei allen Arbeiten getragen werden. Personen, die mit Gießen und Schmelzen oder mit dem Gießen von Legierungen beschäftigt sind, sollten Schürzen und Handschutz aus Leder oder anderen geeigneten Materialien tragen, um sich vor Spritzern von geschmolzenem Metall zu schützen.
In Betrieben, in denen technische Kontrollen nicht ausreichen, um Staub- oder Rauchemissionen zu kontrollieren, sollte ein angemessener Atemschutz getragen werden. Wenn der Lärmpegel zu hoch ist und nicht technisch ausgeregelt werden kann oder Lärmquellen nicht isoliert werden können, sollte ein Gehörschutz getragen werden. Es sollte auch ein Gehörerhaltungsprogramm geben, einschließlich audiometrischer Tests und Schulungen.
Prozesse
Aluminium
Die Sekundäraluminiumindustrie verwendet aluminiumhaltigen Schrott, um metallisches Aluminium und Aluminiumlegierungen herzustellen. Die in dieser Industrie eingesetzten Prozesse umfassen Schrottvorbehandlung, Umschmelzen, Legieren und Gießen. Das von der Sekundäraluminiumindustrie verwendete Rohmaterial umfasst neuen und alten Schrott, geschwitztes Schweinefleisch und etwas Primäraluminium. Neuschrott besteht aus Verschnitt, Schmiedestücken und anderen Feststoffen, die von der Flugzeugindustrie, Herstellern und anderen Produktionsstätten gekauft werden. Bohr- und Drehspäne fallen bei der Bearbeitung von Guss-, Stangen- und Schmiedeteilen in der Flugzeug- und Automobilindustrie an. Krätzen, Abschaum und Schlacken werden aus Primärreduktionsanlagen, Sekundärhütten und Gießereien gewonnen. Altschrott umfasst Autoteile, Haushaltsgegenstände und Flugzeugteile. Die beteiligten Schritte sind wie folgt:
- Inspektion und Sortierung. Zugekaufter Aluminiumschrott wird kontrolliert. Sauberer Schrott, der keiner Vorbehandlung bedarf, wird zum Lager transportiert oder direkt in den Schmelzofen chargiert. Das vorzubehandelnde Aluminium wird manuell sortiert. Freies Eisen, Edelstahl, Zink, Messing und übergroße Materialien werden entfernt.
- Brechen und Sieben. Altschrott, insbesondere mit Eisen kontaminierte Gussteile und Bleche, sind Inputs für diesen Prozess. Sortierter Schrott wird zu einem Brecher oder einer Hammermühle befördert, wo das Material geschreddert und zerkleinert und das Eisen vom Aluminium getrennt wird. Das zerkleinerte Material wird über Vibrationssiebe geleitet, um Schmutz und Feinteile zu entfernen.
- Ballenpressen. Speziell konstruierte Ballenpressen werden verwendet, um sperrigen Aluminiumschrott wie Blechschrott, Gussteile und Schnittgut zu verdichten.
- Schreddern/Klassifizieren. Reine Aluminiumkabel mit Stahlarmierung oder Isolierung werden mit Alligatorscheren geschnitten, dann granuliert oder in Hammermühlen weiter zerkleinert, um den Eisenkern und die Kunststoffbeschichtung vom Aluminium zu trennen.
- Brennen/Trocknen. Bohrungen und Drehteile werden vorbehandelt, um Schneidöle, Fette, Feuchtigkeit und freies Eisen zu entfernen. Der Schrott wird in einer Hammermühle oder einem Ringbrecher zerkleinert, die Feuchtigkeit und organischen Stoffe werden in einem gas- oder ölbefeuerten Rotationstrockner verflüchtigt, die getrockneten Späne werden gesiebt, um Aluminiumfeinstoffe zu entfernen, das verbleibende Material wird zur Entfernung von Eisen magnetisch behandelt, und die sauberen, getrockneten bohrungen werden in behälterboxen sortiert.
- Verarbeitung von heißer Schlacke. Aluminium kann aus der heißen Krätze, die aus dem Frischofen abgeführt wird, durch diskontinuierliches Fluxen mit einer Salz-Kryolith-Mischung entfernt werden. Dieser Vorgang wird in einem mechanisch gedrehten, feuerfest ausgekleideten Zylinder durchgeführt. Das Metall wird periodisch durch ein Loch in seiner Basis angezapft.
- Trockenmahlen. Beim Trockenmahlverfahren werden mit Kaltaluminium beladene Krätzen und andere Reststoffe durch Mahlen, Sieben und Konzentrieren zu einem Produkt mit einem Mindestaluminiumgehalt von 60 bis 70 % verarbeitet. Kugelmühlen, Stabmühlen oder Hammermühlen können verwendet werden, um die Oxide und Nichtmetalle zu feinen Pulvern zu reduzieren. Die Trennung von Schmutz und anderen nicht verwertbaren Stoffen vom Metall wird durch Sieben, Windsichten und/oder Magnetabscheidung erreicht.
- Braten. Aluminiumfolie, die mit Papier, Guttapercha oder Isolierung kaschiert ist, ist ein Input in diesem Prozess. Beim Röstprozess werden mit Aluminiumfolien verbundene kohlenstoffhaltige Materialien geladen und dann von dem Metallprodukt getrennt.
- Aluminium schwitzt. Schwitzen ist ein pyrometallurgisches Verfahren, das zur Rückgewinnung von Aluminium aus hocheisenhaltigem Schrott eingesetzt wird. Aluminiumschrott mit hohem Eisengehalt, Gussteile und Krätze sind Inputs in diesem Prozess. Üblicherweise werden Flammöfen mit offenem Feuer und schrägen Feuerstellen verwendet. Die Trennung wird erreicht, wenn Aluminium und andere niedrigschmelzende Bestandteile schmelzen und den Herd hinab, durch einen Rost und in luftgekühlte Formen, Sammeltöpfe oder Haltebrunnen rieseln. Das Produkt wird als „ausgeschwitztes Schwein“ bezeichnet. Die beim Schwitzen entstehenden höherschmelzenden Materialien wie Eisen, Messing und Oxidationsprodukte werden periodisch aus dem Ofen abgezapft.
- Nachhallendes (Chlor) Schmelzen-Raffinieren. Flammöfen werden verwendet, um sauber sortierten Schrott, geschwitzte Schweine oder in einigen Fällen unbehandelten Schrott in Spezifikationslegierungen umzuwandeln. Der Schrott wird dem Ofen mechanisch zugeführt. Materialien werden für die Verarbeitung per Chargen- oder kontinuierlicher Beschickung hinzugefügt. Nach dem Einbringen des Schrotts wird ein Flussmittel zugegeben, um den Kontakt mit und die anschließende Oxidation der Schmelze durch Luft zu verhindern (Cover-Flux). Lösungsmittelflussmittel werden hinzugefügt, die mit nichtmetallischen Stoffen, wie Rückständen von verbrannten Beschichtungen und Schmutz, reagieren, um unlösliche Bestandteile zu bilden, die als Schlacke an die Oberfläche schwimmen. Je nach Vorgabe werden dann Legierungsmittel zugesetzt. Entfetten ist der Prozess, der den Magnesiumgehalt der geschmolzenen Charge reduziert. Beim Entmagern mit Chlorgas wird Chlor durch Kohlerohre oder -lanzen eingeblasen und reagiert unter Blasenbildung mit Magnesium und Aluminium. Im Abschöpfschritt werden unreine halbfeste Flussmittel von der Oberfläche der Schmelze abgeschöpft.
- Reverberatory (Fluor) Schmelz-Raffination. Dieses Verfahren ist ähnlich dem Schmelzveredelungsverfahren (Chlor) mit der Ausnahme, dass Aluminiumfluorid anstelle von Chlor verwendet wird.
Tabelle 1 listet Exposition und Kontrollen für Aluminiumrückgewinnungsvorgänge auf.
Tabelle 1. Technische/administrative Kontrollen für Aluminium, nach Betrieb
|
Prozessausrüstung |
Belichtung |
Technische/administrative Kontrollen |
|
Sortierung |
Brennerentlöten – Metalldämpfe wie Blei und Cadmium |
Lokale Absaugung beim Entlöten; PSA – Atemschutz beim Entlöten |
|
Brechen/Sieben |
Unspezifische Stäube und Aerosole, Ölnebel, Metallpartikel und Lärm |
Lokale Absaugung und allgemeine Bereichslüftung, Isolierung der Lärmquelle; PSA – Gehörschutz |
|
Ballenpressen |
Keine bekannte Exposition |
Keine Kontrollen |
|
Brennen/Trocknen |
Unspezifische Partikel, die Metalle, Ruß und kondensierte schwere organische Stoffe enthalten können. Gase und Dämpfe, die Fluoride, Schwefeldioxid, Chloride, Kohlenmonoxid, Kohlenwasserstoffe und Aldehyde enthalten |
Lokale Absaugung, Belüftung allgemeiner Bereiche, Hitzebelastungsarbeit/Ruheprogramm, Flüssigkeiten, Isolierung der Lärmquelle; PSA – Gehörschutz |
|
Verarbeitung von heißer Schlacke |
Einige Dämpfe |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Trockenmahlen |
Staub |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Braten |
Staub |
Lokale Absaugung, Belüftung allgemeiner Bereiche, Hitzebelastungsarbeit/Ruheprogramm, Flüssigkeiten, Isolierung der Lärmquelle; PSA – Gehörschutz |
|
Schwitzen |
Metalldämpfe und -partikel, unspezifische Gase und Dämpfe, Hitze und Lärm |
Lokale Absaugung, Belüftung allgemeiner Bereiche, Hitzebelastungsarbeit/Ruheprogramm, Flüssigkeiten, Isolierung der Lärmquelle; PSA – Gehörschutz und Atemschutz |
|
Nachhallendes (Chlor) Schmelzen-Raffinieren |
Verbrennungsprodukte, Chlor, Chlorwasserstoffe, Metallchloride, Aluminiumchloride, Hitze und Lärm |
Lokale Absaugung, Belüftung allgemeiner Bereiche, Hitzebelastungsarbeit/Ruheprogramm, Flüssigkeiten, Isolierung der Lärmquelle; PSA – Gehörschutz und Atemschutz |
|
Reverberatory (Fluor) Schmelz-Raffination |
Verbrennungsprodukte, Fluor, Fluorwasserstoff, Metallfluoride, Aluminiumfluoride, Wärme und Lärm |
Lokale Absaugung, Belüftung allgemeiner Bereiche, Hitzebelastungsarbeit/Ruheprogramm, Flüssigkeiten, Isolierung der Lärmquelle; PSA – Gehörschutz und Atemschutz |
Kupferrückgewinnung
Die Sekundärkupferindustrie verwendet kupferhaltigen Schrott zur Herstellung von metallischem Kupfer und kupferbasierten Legierungen. Die verwendeten Rohstoffe können als neuer Schrott, der bei der Herstellung von Fertigprodukten entsteht, oder als alter Schrott aus veralteten, abgenutzten oder geborgenen Artikeln klassifiziert werden. Altschrottquellen sind Draht, Sanitärarmaturen, Elektrogeräte, Autos und Haushaltsgeräte. Andere Materialien mit Kupferwert sind Schlacken, Schlacken, Gießereiaschen und Hüttenabfälle. Dabei handelt es sich um folgende Schritte:
- Strippen und Sortieren. Schrott wird nach Kupfergehalt und Sauberkeit sortiert. Sauberer Schrott kann manuell getrennt werden, um ihn direkt einem Schmelz- und Legierungsofen zuzuführen. Eisenhaltige Bestandteile können magnetisch abgeschieden werden. Isolierungen und Bleikabelummantelungen werden von Hand oder mit speziell konstruierten Geräten abisoliert.
- Brikettieren und Zerkleinern. Sauberer Draht, dünne Bleche, Drahtgitter, Bohrungen, Späne und Späne werden zur einfacheren Handhabung verdichtet. Zum Einsatz kommen hydraulische Ballenpressen, Hammermühlen und Kugelmühlen.
- Schreddern. Die Trennung des Kupferdrahtes von der Isolierung wird erreicht, indem die Größe der Mischung reduziert wird. Das zerkleinerte Material wird dann durch Luft- oder hydraulische Klassierung mit magnetischer Trennung von Eisenmaterialien sortiert.
- Mahlen und Schwerkrafttrennung. Dieser Prozess erfüllt die gleiche Funktion wie die Zerkleinerung, verwendet jedoch ein wässriges Trennmedium und verschiedene Inputmaterialien wie Schlacken, Krätzen, Abschaum, Gießereiasche, Kehrgut und Filterstaub.
- Trocknen Bohrspäne, Späne und Späne, die flüchtige organische Verunreinigungen wie Schneidflüssigkeiten, Öle und Fette enthalten, werden entfernt.
- Isolierung brennt. Dieser Prozess trennt Isolierungen und andere Beschichtungen von Kupferdraht, indem diese Materialien in Öfen verbrannt werden. Der Drahtschrott wird chargenweise einer Primärzündkammer oder einem Nachbrenner zugeführt. Flüchtige Verbrennungsprodukte werden dann zum Sammeln durch eine sekundäre Verbrennungskammer oder ein Sackhaus geleitet. Unspezifisches Feinstaubmaterial wird erzeugt, das Rauch, Lehm und Metalloxide enthalten kann. Gase und Dämpfe können Stickoxide, Schwefeldioxid, Chloride, Kohlenmonoxid, Kohlenwasserstoffe und Aldehyde enthalten.
- Schwitzen. Die Entfernung niedrig dampfschmelzender Bestandteile aus Schrott erfolgt durch Erhitzen des Schrotts auf eine kontrollierte Temperatur, die knapp über dem Schmelzpunkt der auszuschwitzenden Metalle liegt. Das Primärmetall Kupfer ist im Allgemeinen nicht die geschmolzene Komponente.
- Ammoniumcarbonat-Auslaugung. Kupfer kann aus relativ sauberem Schrott durch Auslaugen und Auflösen in einer basischen Ammoniumcarbonatlösung zurückgewonnen werden. Kupfer(II)-Ionen in einer Ammoniaklösung reagieren mit metallischem Kupfer, um Kupfer(I)-Ionen zu erzeugen, die durch Luftoxidation in den Kupfer(II)-Zustand reoxidiert werden können. Nachdem die Rohlösung vom Laugungsrückstand getrennt ist, wird das Kupferoxid durch Wasserdampfdestillation gewonnen.
- Wasserdampfdestillation. Durch Kochen des ausgelaugten Materials aus dem Karbonatauslaugungsverfahren wird das Kupferoxid ausgefällt. Das Kupferoxid wird dann getrocknet.
- Hydrothermale Wasserstoffreduktion. Kupferionen enthaltende Ammoniumcarbonatlösung wird unter Druck in Wasserstoff erhitzt, wobei das Kupfer als Pulver ausfällt. Das Kupfer wird filtriert, gewaschen, getrocknet und unter einer Wasserstoffatmosphäre gesintert. Das Pulver wird gemahlen und gesiebt.
- Schwefelsäureauswaschung. Altkupfer wird in heißer Schwefelsäure gelöst, um eine Kupfersulfatlösung zur Beschickung des Elektrogewinnungsverfahrens zu bilden. Nach dem Aufschluss wird der ungelöste Rückstand abfiltriert.
- Konverterschmelze. Geschmolzenes schwarzes Kupfer wird in den Konverter geladen, der ein birnenförmiger oder zylindrischer, mit Stahlmantel ausgekleideter feuerfester Stein ist. Durch sogenannte Düsen wird Luft in die geschmolzenen Chargen eingeblasen Düsen. Die Luft oxidiert Kupfersulfid und andere Metalle. Ein Siliziumdioxid enthaltendes Flussmittel wird hinzugefügt, um mit den Eisenoxiden zu reagieren, um eine Eisensilikatschlacke zu bilden. Diese Schlacke wird aus dem Ofen abgeschöpft, normalerweise durch Kippen des Ofens, und dann erfolgt ein sekundäres Blasen und Abschöpfen. Das Kupfer aus diesem Prozess wird als Blisterkupfer bezeichnet. Das Blisterkupfer wird in der Regel in einem Feuerläuterofen weiter geläutert.
- Brandveredelung. Das Rohkupfer aus dem Konverter wird in einem zylindrischen Kippofen, einem Gefäß ähnlich einem Flammofen, feuerveredelt. Das Rohkupfer wird in einer oxidierenden Atmosphäre in das Raffinationsgefäß eingebracht. Die Verunreinigungen werden von der Oberfläche abgeschöpft und durch Zugabe von Rohholz oder Erdgas eine reduzierende Atmosphäre erzeugt. Das resultierende geschmolzene Metall wird dann gegossen. Wenn das Kupfer elektrolytisch raffiniert werden soll, wird das raffinierte Kupfer als Anode gegossen.
- Elektrolytische Raffination. Die Anoden aus dem Feuerraffinationsprozess werden in einen Tank mit Schwefelsäure und Gleichstrom gegeben. Das Kupfer von der Anode wird ionisiert und die Kupferionen werden auf einer Starterfolie aus reinem Kupfer abgeschieden. Wenn sich die Anoden im Elektrolyten auflösen, setzen sich die Verunreinigungen als Schleim am Boden der Zelle ab. Dieser Schleim kann zusätzlich verarbeitet werden, um andere Metallwerte zurückzugewinnen. Das erzeugte Kathodenkupfer wird geschmolzen und in eine Vielzahl von Formen gegossen.
Tabelle 2 listet Expositionen und Kontrollen für Kupferrückgewinnungsbetriebe auf.
Tabelle 2. Technische/administrative Kontrollen für Kupfer, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technische/administrative Kontrollen |
|
Strippen und Sortieren |
Luftverunreinigungen durch Materialhandhabung und Entlöten oder Schrottschneiden |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Brikettieren und Zerkleinern |
Unspezifische Stäube und Aerosole, Ölnebel, Metallpartikel und Lärm |
Lokale Absaugung und allgemeine Bereichslüftung, Isolierung der Lärmquelle; PSA – Gehörschutz und Atemschutz |
|
Zerkleinern |
Unspezifische Stäube, Drahtisolationsmaterial, Metallpartikel und Lärm |
Lokale Absaugung und allgemeine Bereichslüftung, Isolierung der Lärmquelle; PSA – Gehörschutz und Atemschutz |
|
Mahlen und Schwerkrafttrennung |
Unspezifische Stäube, Metallpartikel aus Flussmitteln, Schlacken und Schlacken und Lärm |
Lokale Absaugung und allgemeine Bereichslüftung, Isolierung der Lärmquelle; PSA – Gehörschutz und Atemschutz |
|
Trocknen |
Unspezifische Partikel, die Metalle, Ruß und kondensierte schwere organische Stoffe enthalten können |
Lokale Absaugung, Belüftung allgemeiner Bereiche, Arbeits-/Ruheplan, Flüssigkeiten, Isolierung der Lärmquelle; PSA – Gehörschutz und Atemschutz |
|
Isolierung brennt |
Unspezifische Partikel, die Rauch, Ton enthalten können |
Lokale Absaugung, Belüftung allgemeiner Bereiche, Arbeits-/Ruheplan, Flüssigkeiten, Isolierung der Lärmquelle; PSA – Atemschutz |
|
Schwitzen |
Metalldämpfe und -partikel, unspezifische Gase, Dämpfe und Partikel |
Lokale Absaugung, Belüftung allgemeiner Bereiche, Arbeits-/Ruheplan, Flüssigkeiten, Isolierung der Lärmquelle; PSA – Gehörschutz und Atemschutz |
|
Auswaschung von Ammoniumcarbonat |
Ammoniak |
Lokale Absaugung, allgemeine Bereichslüftung; PSA – Atemschutz |
|
Wasserdampfdestillation |
Ammoniak |
Lokale Absaugung, allgemeine Bereichslüftung; PSA – Brille mit Seitenschutz |
|
Hydrothermale Wasserstoffreduktion |
Ammoniak |
Lokale Absaugung, allgemeine Bereichslüftung; PSA – Atemschutz |
|
Schwefelsäureauswaschung |
Schwefelsäure-Nebel |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Konverterschmelze |
Flüchtige Metalle, Lärm |
Lokale Absaugung, allgemeine Bereichslüftung; PSA – Atemschutz und Gehörschutz |
|
Elektrotiegelschmelzen |
Feinstaub, Schwefel- und Stickoxide, Ruß, Kohlenmonoxid, Lärm |
Lokale Absaugung, allgemeine Bereichslüftung; PSA – Gehörschutz |
|
Brandveredelung |
Schwefeloxide, Kohlenwasserstoffe, Partikel |
Lokale Absaugung, allgemeine Bereichslüftung; PSA – Gehörschutz |
|
Elektrolytische Raffination |
Schwefelsäure und Metalle aus Schlamm |
Lokale Absaugung, allgemeine Bereichslüftung |
Rückgewinnung von Blei
Rohstoffe, die von sekundären Bleihütten gekauft werden, müssen möglicherweise verarbeitet werden, bevor sie in einen Schmelzofen geladen werden. In diesem Abschnitt werden die gebräuchlichsten Rohstoffe, die von sekundären Bleihütten gekauft werden, sowie mögliche technische Kontrollen und Arbeitspraktiken erörtert, um die Bleiexposition der Mitarbeiter bei der Verarbeitung von Rohstoffen zu begrenzen. Es sollte beachtet werden, dass Bleistaub im Allgemeinen überall in Bleirückgewinnungsanlagen zu finden ist und dass jegliche Fahrzeugluft wahrscheinlich Bleistaub aufwirbelt, der dann eingeatmet werden oder an Schuhen, Kleidung, Haut und Haaren haften kann.
Autobatterien
Das häufigste Rohmaterial in einer sekundären Bleischmelze sind Schrottautobatterien. Ungefähr 50 % des Gewichts einer Schrottautobatterie werden als metallisches Blei im Schmelz- und Raffinationsprozess zurückgewonnen. Ungefähr 90 % der heute hergestellten Autobatterien verwenden eine Polypropylenbox oder ein Gehäuse. Die Polypropylenkisten werden aufgrund des hohen wirtschaftlichen Werts dieses Materials von fast allen sekundären Bleihütten zurückgewonnen. Die meisten dieser Prozesse können Metalldämpfe erzeugen, insbesondere Blei und Antimon.
In kaputte autobatterie Aufgrund des Vorhandenseins von Arsen oder Antimon, die als Härtungsmittel im Gittermetall verwendet werden, und der Möglichkeit, dass naszierender Wasserstoff vorhanden ist, besteht die Möglichkeit der Bildung von Arsenwasserstoff oder Stibin.
Die vier häufigsten Verfahren zum Brechen von Autobatterien sind:
- Hochgeschwindigkeitssäge
- Säge mit langsamer Geschwindigkeit
- scheren
- Ganzbatteriezerkleinerung (Saturn Brecher oder Shredder oder Hammermühle).
Die ersten drei dieser Prozesse umfassen das Abschneiden der Oberseite der Batterie und das anschließende Abladen der Gruppen oder des bleihaltigen Materials. Der vierte Prozess besteht darin, die gesamte Batterie in einer Hammermühle zu zerkleinern und die Komponenten durch Schwerkrafttrennung zu trennen.
Trennung von Autobatterien findet statt, nachdem Autobatterien zerbrochen wurden, um das bleihaltige Material vom Gehäusematerial zu trennen. Beim Entfernen des Gehäuses können Säurenebel entstehen. Die am weitesten verbreiteten Techniken zur Erfüllung dieser Aufgabe sind:
- Das manuell Technik. Dies wird von der überwiegenden Mehrheit der sekundären Bleihütten verwendet und bleibt die am weitesten verbreitete Technik in kleinen bis mittelgroßen Hütten. Nachdem die Batterie die Säge oder Schere durchlaufen hat, entleert ein Mitarbeiter die Gruppen oder das bleihaltige Material manuell auf einen Stapel und legt das Gehäuse und die Oberseite der Batterie in einen anderen Stapel oder ein anderes Fördersystem.
- A Becher Gerät. Die Batterien werden nach dem Absägen/Abscheren der Oberteile in eine Trommelvorrichtung eingelegt, um die Gruppen von den Gehäusen zu trennen. Rippen im Tumbler geben die Gruppen ab, während er sich langsam dreht. Gruppen fallen durch die Schlitze im Tumbler, während die Kisten zum anderen Ende befördert und beim Verlassen gesammelt werden. Batteriegehäuse und -oberteile aus Kunststoff und Gummi werden nach der Trennung vom bleihaltigen Material weiterverarbeitet.
- A Sink-/Schwimmprozess. Das Schwimm-Sink-Verfahren wird typischerweise mit dem Hammermühlen- oder Zerkleinerungsverfahren zum Brechen von Batterien kombiniert. Batterieteile, sowohl Bleilager als auch Gehäuse, werden in eine Reihe von mit Wasser gefüllten Tanks gelegt. Bleihaltiges Material sinkt auf den Boden der Tanks und wird durch einen Schneckenförderer oder eine Schleppkette entfernt, während das Hüllenmaterial schwimmt und von der Tankoberfläche abgeschöpft wird.
Industriebatterien, die zum Antrieb mobiler elektrischer Geräte oder für andere industrielle Zwecke verwendet wurden, werden von den meisten Sekundärhütten regelmäßig als Rohmaterial gekauft. Viele dieser Batterien haben Stahlgehäuse, die entfernt werden müssen, indem das Gehäuse mit einem Schneidbrenner oder einer gasbetriebenen Handsäge aufgeschnitten wird.
Sonstiger gekaufter bleihaltiger Schrott
Sekundäre Bleihütten kaufen eine Vielzahl anderer Schrottmaterialien als Rohstoffe für den Schmelzprozess. Zu diesen Materialien gehören Schrott aus Batterieherstellungsanlagen, Schlacken aus der Bleiraffination, Schrott aus metallischem Blei wie Linotype und Kabelummantelungen sowie Tetraethylbleirückstände. Diese Arten von Materialien können direkt in Schmelzöfen geladen oder mit anderen Beschickungsmaterialien gemischt werden.
Handhabung und Transport von Rohstoffen
Ein wesentlicher Teil des sekundären Bleischmelzprozesses ist die Handhabung, der Transport und die Lagerung des Rohmaterials. Der Materialtransport erfolgt mit Gabelstaplern, Frontladern oder mechanischen Förderern (Schnecke, Becherwerk oder Förderband). Die primäre Methode des Materialtransports in der sekundären Bleiindustrie sind mobile Geräte.
Einige übliche mechanische Förderverfahren, die von sekundären Bleihütten verwendet werden, umfassen: Bandfördersysteme, die verwendet werden können, um Ofenbeschickungsmaterial von Lagerbereichen zu dem Verkohlungsbereich des Ofens zu transportieren; Schneckenförderer zum Transportieren von Flugstaub aus dem Filterhaus zu einem Agglomerationsofen oder einem Lagerbereich oder Becherwerke und Schleppketten/-leitungen.
Verhüttung
Der Schmelzvorgang in einer sekundären Bleihütte umfasst die Reduktion von bleihaltigem Schrott zu metallischem Blei in einem Hochofen oder einem Hallofen.
Hochöfen sind mit bleihaltigem Material, Koks (Brennstoff), Kalkstein und Eisen (Flussmittel) beladen. Diese Materialien werden am oberen Ende des Ofenschachts oder durch eine Beschickungstür an der Seite des Schachts direkt am oberen Ende des Ofens in den Ofen eingeführt. Einige mit dem Hochofenbetrieb verbundene Umweltgefahren sind Metalldämpfe und Partikel (insbesondere Blei und Antimon), Hitze, Lärm und Kohlenmonoxid. In der Sekundärbleiindustrie werden eine Vielzahl von Einsatzmaterial-Fördermechanismen verwendet. Am gebräuchlichsten ist wohl der Absetzkipper. Andere im Einsatz befindliche Geräte sind Vibrationsbunker, Bandförderer und Becherwerke.
Beim Hochofenabstich werden das geschmolzene Blei und die Schlacke aus dem Ofen in Formen oder Pfannen entfernt. Einige Schmelzhütten zapfen Metall direkt in einen Warmhaltekessel, der das Metall zum Raffinieren geschmolzen hält. Die verbleibenden Hütten gießen das Hochofenmetall in Blöcke und lassen die Blöcke erstarren.
Blasluft für den Verbrennungsprozess tritt in den Hochofen durch Blasformen ein, die sich gelegentlich mit Anhaftungen zu füllen beginnen und physisch gestanzt werden müssen, normalerweise mit einer Stahlstange, um zu verhindern, dass sie verstopft werden. Das herkömmliche Verfahren, um diese Aufgabe zu erfüllen, besteht darin, die Abdeckung der Blasdüsen zu entfernen und den Stahlstab einzuführen. Nachdem die Ansätze gestanzt wurden, wird die Abdeckung wieder aufgesetzt.
Nachhallöfen werden durch einen Ofenbeschickungsmechanismus mit bleihaltigem Rohmaterial beschickt. Flammöfen in der Sekundärbleiindustrie haben typischerweise einen Federbogen oder einen hängenden Bogen, der aus feuerfesten Steinen konstruiert ist. Viele der Verunreinigungen und physikalischen Gefahren, die mit Flammöfen verbunden sind, ähneln denen von Hochöfen. Solche Mechanismen können ein hydraulischer Kolben, ein Schneckenförderer oder andere Vorrichtungen ähnlich den für Hochöfen beschriebenen sein.
Der Abstich von Hallöfen ist dem Abstich von Hochöfen sehr ähnlich.
Verfeinerung
Die Bleiraffination in sekundären Bleihütten wird in indirekt befeuerten Kesseln oder Töpfen durchgeführt. Metall aus den Schmelzöfen wird typischerweise im Kessel geschmolzen, dann wird der Gehalt an Spurenelementen angepasst, um die gewünschte Legierung herzustellen. Gängige Produkte sind weiches (reines) Blei und verschiedene Legierungen aus hartem (Antimon-)Blei.
Nahezu alle sekundären Bleiraffinerien verwenden manuelle Verfahren zum Hinzufügen von Legierungsmaterialien zu den Kesseln und wenden manuelle Krätzeverfahren an. Krätze wird zum Rand des Kessels gefegt und mit einer Schaufel oder einem großen Löffel in einen Behälter entfernt.
Tabelle 3 listet die Belastungen und Kontrollen für die Rückgewinnung von Blei auf.
Tabelle 3. Technische/administrative Kontrollen für Blei, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technische/administrative Kontrollen |
|
Fahrzeuge |
Bleistaub von Straßen und bleihaltigem Spritzwasser |
Wasser abspülen und Bereiche nass halten. Bedienerschulung, umsichtige Arbeitspraktiken und gute Betriebsführung sind Schlüsselelemente zur Minimierung der Bleiemissionen beim Betrieb mobiler Geräte. Schließen Sie die Ausrüstung ein und sorgen Sie für ein gefiltertes Überdruckluftsystem. |
|
Förder |
Bleistaub |
Auch Bandförderanlagen sollten vorzugsweise mit selbstreinigenden Umlenkrollen oder Bandabstreifern ausgestattet werden, wenn sie zum Transport von Feuerungsgut oder Flugstäuben eingesetzt werden. |
|
Batterie entladen |
Bleistaub, Säurenebel |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Ladungsvorbereitung |
Bleistaub |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Hochofen |
Metalldämpfe und Partikel (Blei, Antimon), Hitze und Lärm, Kohlenmonoxid |
Lokale Absaugung, Belüftung allgemeiner Bereiche, Arbeits-/Ruheplan, Flüssigkeiten, Isolierung der Lärmquelle; PSA – Atemschutz und Gehörschutz |
|
Nachhallender Ofen |
Metalldämpfe und Partikel (Blei, Antimon), Hitze und Lärm |
Lokale Absaugung, Belüftung allgemeiner Bereiche, Arbeits-/Ruheplan, Flüssigkeiten, Isolierung der Lärmquelle; PSA – Atemschutz und Gehörschutz |
|
Verfeinerung |
Bleipartikel und evtl. Legierungsmetalle und Flussmittel, Lärm |
Lokale Absaugung, allgemeine Bereichslüftung; PSA – Gehörschutz |
|
Casting |
Bleipartikel und möglicherweise Legierungsmetalle |
Lokale Absaugung, allgemeine Bereichslüftung |
Zinkrückgewinnung
Die Sekundärzinkindustrie verwendet neues Schnittgut, Abschaum und Asche, Abschaum aus Druckguss, Krätze von Verzinkereien, Flugstaub und chemische Rückstände als Quellen für Zink. Der größte Teil des verarbeiteten Neuschrotts sind Legierungen auf Zink- und Kupferbasis aus Verzinkungs- und Druckgusstöpfen. In die Altschrott-Kategorie fallen alte Zinkgravurplatten, Druckgüsse sowie Stangen- und Gesenkschrott. Die Prozesse sind wie folgt:
- Nachhallendes Schwitzen. Schwitzöfen werden verwendet, um Zink durch Steuerung der Ofentemperatur von anderen Metallen zu trennen. Ausgangsmaterialien für den Prozess sind Druckguss-Schrottprodukte wie Autogrills und Nummernschildrahmen sowie Zinkhäute oder -rückstände. Der Schrott wird in den Ofen geladen, Flussmittel wird hinzugefügt und der Inhalt geschmolzen. Die hochschmelzenden Rückstände werden entfernt und das geschmolzene Zink fließt aus dem Ofen direkt in nachfolgende Prozesse wie Schmelzen, Läutern oder Legieren oder in Sammelbehälter. Zu den Metallverunreinigungen gehören Zink, Aluminium, Kupfer, Eisen, Blei, Cadmium, Mangan und Chrom. Weitere Verunreinigungen sind Flussmittel, Schwefeloxide, Chloride und Fluoride.
- Rotierendes Schwitzen. Dabei werden Zinkschrott, Druckgussprodukte, Reststoffe und Abschaum einem direkt befeuerten Ofen zugeführt und eingeschmolzen. Die Schmelze wird abgeschöpft und Zinkmetall wird in Kesseln gesammelt, die sich außerhalb des Ofens befinden. Unschmelzbares Material, die Schlacke, wird dann vor der Wiederbeschickung entfernt. Das Metall aus diesem Prozess wird einem Destillations- oder Legierungsprozess zugeführt. Die Schadstoffe ähneln denen des reflektorischen Schwitzens.
- Muffelschwitzen und Kesselschwitzen. Bei diesen Prozessen werden Zinkschrott, Druckgussprodukte, Rückstände und Abschaum dem Muffelofen zugeführt, das Material geschwitzt und das geschwitzte Zink Veredelungs- oder Legierungsprozessen zugeführt. Der Rückstand wird durch ein Rüttelsieb entfernt, das die Krätze von der Schlacke trennt. Die Schadstoffe ähneln denen des reflektorischen Schwitzens.
- Brechen/Sieben. Zinkrückstände werden pulverisiert oder zerkleinert, um physikalische Bindungen zwischen metallischem Zink und kontaminierenden Flussmitteln aufzubrechen. Das reduzierte Material wird dann in einem Sieb- oder pneumatischen Klassierschritt getrennt. Beim Zerkleinern können Zinkoxid und geringe Mengen an Schwermetallen und Chloriden entstehen.
- Auslaugen von Natriumcarbonat. Rückstände werden chemisch behandelt, um Zink auszulaugen und in Zinkoxid umzuwandeln. Der Schrott wird zunächst zerkleinert und gewaschen. In diesem Schritt wird das Zink aus dem Material herausgelöst. Der wässrige Anteil wird mit Natriumcarbonat behandelt, wodurch Zink ausgefällt wird. Der Niederschlag wird getrocknet und kalziniert, um rohes Zinkoxid zu ergeben. Das Zinkoxid wird dann zu Zinkmetall reduziert. Es können verschiedene Zinksalzverunreinigungen erzeugt werden.
- Wasserkocher (Topf), Schmelztiegel, Nachhall, Elektroinduktionsschmelzen. Der Schrott wird in den Ofen geladen und Flussmittel werden hinzugefügt. Das Bad wird gerührt, um eine Krätze zu bilden, die von der Oberfläche abgeschöpft werden kann. Nach dem Abschöpfen des Ofens wird das Zinkmetall in Pfannen oder Formen gegossen. Es können Zinkoxiddämpfe, Ammoniak und Ammoniumchlorid, Chlorwasserstoff und Zinkchlorid entstehen.
- Legieren. Die Funktion dieses Verfahrens besteht darin, Zinklegierungen aus vorbehandeltem Zinkschrott herzustellen, indem ihm in einem Raffinationskessel Flussmittel und Legierungsmittel entweder in verfestigter oder geschmolzener Form zugesetzt werden. Der Inhalt wird dann gemischt, die Krätze abgeschöpft und das Metall in verschiedene Formen gegossen. Mögliche Expositionen sind zinkhaltige Partikel, Legierungsmetalle, Chloride, unspezifische Gase und Dämpfe sowie Hitze.
- Muffeldestillation. Das Muffeldestillationsverfahren dient der Rückgewinnung von Zink aus Legierungen und der Herstellung von reinen Zinkbarren. Das Verfahren ist halbkontinuierlich, was das Einfüllen von geschmolzenem Zink aus einem Schmelztiegel oder Schwitzofen in den Muffelbereich und das Verdampfen des Zinks und das Kondensieren des verdampften Zinks und das Abstechen aus dem Kondensator in Formen umfasst. Die Rückstände werden periodisch aus der Muffel entfernt.
- Retortendestillation/Oxidation und Muffeldestillation/Oxidation. Das Produkt der Retorten-Destillations-/Oxidations- und Muffel-Destillations-/Oxidationsverfahren ist Zinkoxid. Der Prozess ähnelt der Retortendestillation durch den Verdampfungsschritt, aber bei diesem Prozess wird der Kondensator umgangen und Verbrennungsluft hinzugefügt. Der Dampf wird durch eine Öffnung in einen Luftstrom abgegeben. In einer mit feuerfestem Dampf ausgekleideten Kammer findet eine spontane Verbrennung statt. Das Produkt wird durch die Verbrennungsgase und überschüssige Luft in ein Sackhaus getragen, wo das Produkt gesammelt wird. Überschüssige Luft ist vorhanden, um eine vollständige Oxidation sicherzustellen und das Produkt zu kühlen. Jeder dieser Destillationsprozesse kann zu einer Exposition gegenüber Zinkoxiddämpfen sowie zu einer Exposition gegenüber anderen Metallpartikeln und Schwefeloxiden führen.
Tabelle 4 listet Expositionen und Kontrollen für Zinkrückgewinnungsvorgänge auf.
Tabelle 4. Technische/administrative Kontrollen für Zink, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technische/administrative Kontrollen |
|
Nachhallendes Schwitzen |
Zink-, Aluminium-, Kupfer-, Eisen-, Blei-, Cadmium-, Mangan- und Chromhaltige Partikel, Verunreinigungen durch Flussmittel, Schwefeloxide, Chloride und Fluoride |
Lokale Absaugung, allgemeine Raumbelüftung, Hitzestress-Arbeits-/Ruheprogramm, Flüssigkeiten |
|
Rotierendes Schwitzen |
Zink-, Aluminium-, Kupfer-, Eisen-, Blei-, Cadmium-, Mangan- und Chromhaltige Partikel, Verunreinigungen durch Flussmittel, Schwefeloxide, Chloride und Fluoride |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten |
|
Muffelschwitzen und Kesselschwitzen |
Zink-, Aluminium-, Kupfer-, Eisen-, Blei-, Cadmium-, Mangan- und Chromhaltige Partikel, Verunreinigungen durch Flussmittel, Schwefeloxide, Chloride und Fluoride |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten |
|
Brechen/Sieben |
Zinkoxid, geringe Mengen Schwermetalle, Chloride |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Auslaugen von Natriumcarbonat |
Zinkoxid, Natriumcarbonat, Zinkcarbonat, Zinkhydroxid, Chlorwasserstoff, Zinkchlorid |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Wasserkocher (Topf) Schmelztiegel, Nachhall, Elektroinduktionsschmelzen |
Zinkoxiddämpfe, Ammoniak, Ammoniakchlorid, Chlorwasserstoff, Zinkchlorid |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten |
|
Legieren |
Zinkhaltige Partikel, Legierungsmetalle, Chloride; unspezifische Gase und Dämpfe; Wärme |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten |
|
Retortendestillation, Retortendestillation/Oxidation und Muffeldestillation |
Zinkoxiddämpfe, andere Metallpartikel, Schwefeloxide |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten |
|
Graphitstab-Widerstandsdestillation |
Zinkoxiddämpfe, andere Metallpartikel, Schwefeloxide |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten |
Rückgewinnung von Magnesium
Altschrott wird aus Quellen wie Schrott von Auto- und Flugzeugteilen und alten und veralteten lithografischen Platten sowie einigen Schlämmen aus primären Magnesiumhütten gewonnen. Neuschrott besteht aus Verschnitt, Spänen, Bohrspänen, Abschaum, Schlacken, Krätzen und fehlerhaften Artikeln aus Blechwerken und Fertigungsanlagen. Die größte Gefahr beim Umgang mit Magnesium ist die Brandgefahr. Kleine Fragmente des Metalls können leicht durch einen Funken oder eine Flamme entzündet werden.
- Handsortierung. Mit diesem Verfahren werden Magnesium- und Magnesiumlegierungsfraktionen von anderen im Schrott enthaltenen Metallen getrennt. Der Schrott wird manuell verteilt und nach Gewicht sortiert.
- Schmelzen im offenen Topf. Dieses Verfahren wird verwendet, um Magnesium von Verunreinigungen im sortierten Schrott zu trennen. Schrott wird in einen Tiegel gegeben, erhitzt und ein Flussmittel, bestehend aus einer Mischung aus Calcium-, Natrium- und Kaliumchlorid, wird hinzugefügt. Das geschmolzene Magnesium wird dann zu Barren gegossen.
Tabelle 5 listet Expositionen und Kontrollen für Magnesiumrückgewinnungsvorgänge auf.
Tabelle 5. Technische/administrative Kontrollen für Magnesium, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technik/Verwaltung |
|
Schrottsortierung |
Staub |
Wasserspülung |
|
Schmelzen im offenen Topf |
Dämpfe und Staub, ein hohes Brandpotential |
Lokale Absaugung und Belüftung allgemeiner Bereiche und Arbeitspraktiken |
|
Casting |
Staub und Dämpfe, Hitze und ein hohes Brandrisiko |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten |
Rückgewinnung von Quecksilber
Die Hauptquecksilberquellen sind Dentalamalgame, Altquecksilberbatterien, Schlämme aus elektrolytischen Prozessen, die Quecksilber als Katalysator verwenden, Quecksilber aus demontierten Chlor-Alkali-Anlagen und quecksilberhaltige Instrumente. Quecksilberdampf kann jeden dieser Prozesse kontaminieren.
- Vernichtend. Der Zerkleinerungsprozess wird verwendet, um restliches Quecksilber aus Metall-, Kunststoff- und Glasbehältern zu lösen. Nachdem die Behälter zerkleinert wurden, wird das kontaminierte flüssige Quecksilber dem Filterprozess zugeführt.
- Filtration. Unlösliche Verunreinigungen wie Schmutz werden entfernt, indem der quecksilberdampfhaltige Schrott durch ein Filtermedium geleitet wird. Das gefilterte Quecksilber wird dem Oxygenierungsprozess zugeführt und die Feststoffe, die die Filter nicht passieren, werden der Retortendestillation zugeführt.
- Vakuumdestillation. Vakuumdestillation wird verwendet, um kontaminiertes Quecksilber zu reinigen, wenn die Dampfdrücke der Verunreinigungen wesentlich niedriger sind als die von Quecksilber. Quecksilberladung wird in einem Heiztopf verdampft und die Dämpfe werden mit einem wassergekühlten Kondensator kondensiert. Gereinigtes Quecksilber wird gesammelt und der Abfüllung zugeführt. Der im Heiztopf verbleibende Rückstand wird dem Retortenprozess zugeführt, um die Spuren von Quecksilber zurückzugewinnen, die im Vakuumdestillationsprozess nicht zurückgewonnen wurden.
- Lösungsreinigung. Dieser Prozess entfernt metallische und organische Verunreinigungen durch Waschen des rohen flüssigen Quecksilbers mit einer verdünnten Säure. Die beteiligten Schritte sind: Auslaugen des rohen flüssigen Quecksilbers mit verdünnter Salpetersäure, um metallische Verunreinigungen abzutrennen; Rühren des Säure-Quecksilbers mit Druckluft, um für eine gute Durchmischung zu sorgen; Dekantieren, um das Quecksilber von der Säure zu trennen; Waschen mit Wasser, um die restliche Säure zu entfernen; und das Quecksilber in einem Medium wie Aktivkohle oder Kieselgel zu filtern, um die letzten Feuchtigkeitsspuren zu entfernen. Zusätzlich zu Quecksilberdämpfen können Lösungsmittel, organische Chemikalien und Säurenebel in Kontakt kommen.
- Oxygenierung. Dieser Prozess verfeinert das gefilterte Quecksilber, indem metallische Verunreinigungen durch Oxidation mit Einblasluft entfernt werden. Der Oxidationsprozess umfasst zwei Schritte, Durchblasen und Filtern. Beim Spülschritt wird verunreinigtes Quecksilber mit Luft in einem geschlossenen Gefäß bewegt, um die metallischen Verunreinigungen zu oxidieren. Nach dem Durchblasen wird das Quecksilber in einem Holzkohlebett gefiltert, um die festen Metalloxide zu entfernen.
- Erwiderung. Das Retortenverfahren wird verwendet, um reines Quecksilber herzustellen, indem das in festem quecksilberhaltigem Schrott enthaltene Quecksilber verflüchtigt wird. Die bei der Retortenbehandlung beteiligten Schritte sind: Erhitzen des Schrotts mit einer externen Wärmequelle in einem geschlossenen Destillierkessel oder Stapel von Schalen, um das Quecksilber zu verdampfen; Kondensieren des Quecksilberdampfes in wassergekühlten Kondensatoren; Sammeln des kondensierten Quecksilbers in einem Sammelbehälter.
Tabelle 6 listet Expositionen und Kontrollen für Quecksilberrückgewinnungsarbeiten auf.
Tabelle 6. Technische/administrative Kontrollen für Quecksilber, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technische/administrative Kontrollen |
|
Vernichtend |
Flüchtiges Quecksilber |
Lokaler Auspuff; PSA – Atemschutz |
|
Filtration |
Flüchtiges Quecksilber |
Lokale Abgasventilation; PSA – Atemschutz |
|
Vakuumdestillation |
Flüchtiges Quecksilber |
Lokale Abgasventilation; PSA – Atemschutz |
|
Lösungsreinigung |
Flüchtiges Quecksilber, Lösungsmittel, organische Stoffe und Säurenebel |
Lokale Absaugung, allgemeine Bereichslüftung; PSA – Atemschutz |
|
Oxidation |
Flüchtiges Quecksilber |
Lokale Abgasventilation; PSA – Atemschutz |
|
Erwiderung |
Flüchtiges Quecksilber |
Lokale Abgasventilation; PSA – Atemschutz |
Nickelrückgewinnung
Die wichtigsten Rohstoffe für die Nickelrückgewinnung sind Nickel-, Kupfer- und Aluminiumdampfbasislegierungen, die als Alt- oder Neuschrott anfallen. Altschrott umfasst Legierungen, die aus Maschinen- und Flugzeugteilen verwertet werden, während Neuschrott Blechschrott, Späne und Feststoffe bezeichnet, die Nebenprodukte bei der Herstellung von Legierungsprodukten sind. Die Nickelrückgewinnung umfasst die folgenden Schritte:
- Sortierung. Der Schrott wird kontrolliert und manuell von den nichtmetallischen und nichtnickelhaltigen Materialien getrennt. Beim Sortieren entstehen Staubbelastungen.
- Entfetten. Nickelschrott wird mit Trichlorethylen entfettet. Die Mischung wird filtriert oder zentrifugiert, um den Nickelschrott abzutrennen. Die verbrauchte Lösungsmittellösung aus Trichlorethylen und Fett durchläuft ein Lösungsmittelrückgewinnungssystem. Beim Entfetten kann Lösungsmittel in Kontakt kommen.
- Schmelzofen (Lichtbogen- oder Rotationshallofen). Schrott wird in einen Lichtbogenofen gegeben und mit einem Reduktionsmittel, meist Kalk, versetzt. Die Charge wird geschmolzen und entweder in Barren gegossen oder zur weiteren Veredelung direkt in einen Reaktor geleitet. Dämpfe, Staub, Lärm und Hitzeeinwirkung sind möglich.
- Reaktorraffination. Das geschmolzene Metall wird in einen Reaktor eingeführt, wo Schrott auf kalter Basis und Rohnickel hinzugefügt werden, gefolgt von Kalk und Kieselerde. Legierungsmaterialien wie Mangan, Niob oder Titan werden dann hinzugefügt, um die gewünschte Legierungszusammensetzung herzustellen. Dämpfe, Staub, Lärm und Hitzeeinwirkung sind möglich.
- Barrenguss. Bei diesem Verfahren wird das geschmolzene Metall aus dem Schmelzofen oder dem Raffinationsreaktor in Barren gegossen. Das Metall wird in Formen gegossen und abkühlen gelassen. Die Barren werden aus den Formen entfernt. Exposition gegenüber Hitze und Metalldämpfen möglich.
Expositionen und Kontrollmaßnahmen für Nickelrückgewinnungsvorgänge sind in Tabelle 7 aufgeführt.
Tabelle 7. Technische/administrative Kontrollen für Nickel, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technische/administrative Kontrollen |
|
Sortierung |
Staub |
Lokale Absaugung und Lösungsmittelersatz |
|
Entfetten |
Lösungsmittel |
Lokale Absaugung und Lösungsmittelsubstitution und/oder -rückgewinnung, allgemeine Bereichsbelüftung |
|
Verhüttung |
Dämpfe, Staub, Lärm, Hitze |
Lokale Absaugung, Arbeits-/Ruheschema, Flüssigkeiten; PSA – Atemschutz und Gehörschutz |
|
Verfeinerung |
Dämpfe, Staub, Hitze, Lärm |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten; PSA – Atemschutz und Gehörschutz |
|
Casting |
Hitze, Metalldämpfe |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten |
Rückgewinnung von Edelmetallen
Die Rohstoffe für die Edelmetallindustrie bestehen sowohl aus Alt- als auch aus Neuschrott. Altschrott umfasst elektronische Bauteile aus veralteten militärischen und zivilen Geräten sowie Schrott aus der Dentalindustrie. Bei der Herstellung und Fertigung von Edelmetallprodukten fällt neuer Schrott an. Die Produkte sind die elementaren Metalle wie Gold, Silber, Platin und Palladium. Die Edelmetallverarbeitung umfasst die folgenden Schritte:
- Handsortierung und Zerkleinerung. Edelmetallhaltiger Schrott wird von Hand sortiert und in einer Hammermühle zerkleinert und geschreddert. Hammermühlen sind laut.
- Verbrennungsprozess. Sortierter Schrott wird verbrannt, um Verunreinigungen aus Papier, Kunststoff und organischen Flüssigkeiten zu entfernen. Expositionen gegenüber organischen Chemikalien, Brandgasen und Staub sind möglich.
- Hochofenschmelzen. Behandelter Schrott wird zusammen mit Koks, Flussmitteln und recycelten Schlackenmetalloxiden einem Hochofen zugeführt. Die Charge wird geschmolzen und verschlackt, wodurch schwarzes Kupfer entsteht, das die Edelmetalle enthält. Die gebildete harte Schlacke enthält die meisten Schlackenverunreinigungen. Staub und Lärm können vorhanden sein.
- Konverterschmelze. Dieser Prozess soll das schwarze Kupfer weiter reinigen, indem in einem Konverter Luft durch die Schmelze geblasen wird. Schlackenhaltige Metallverunreinigungen werden entfernt und dem Hochofen wieder zugeführt. Der die Edelmetalle enthaltende Kupferbarren wird in Formen gegossen.
- Elektrolytische Raffination. Kupferbarren dient als Anode einer Elektrolysezelle. So scheidet sich reines Kupfer an der Kathode ab, während die Edelmetalle auf den Boden der Zelle fallen und als Schleime gesammelt werden. Als Elektrolyt wird Kupfersulfat verwendet. Säurenebelbelastungen sind möglich.
- Chemische Raffination. Der Edelmetallschlamm aus dem elektrolytischen Raffinationsprozess wird chemisch behandelt, um die einzelnen Metalle zurückzugewinnen. Zur Rückgewinnung von Gold und Silber werden zyanidbasierte Verfahren eingesetzt, die auch durch Auflösen zurückgewonnen werden können Königswasser Lösung und/oder Salpetersäure, gefolgt von einer Fällung mit Eisen(II)-sulfat oder Natriumchlorid, um das Gold bzw. Silber zu gewinnen. Die Metalle der Platingruppe können zurückgewonnen werden, indem sie in geschmolzenem Blei gelöst werden, das dann mit Salpetersäure behandelt wird und einen Rückstand hinterlässt, aus dem die Metalle der Platingruppe selektiv ausgefällt werden können. Die Edelmetallausscheidungen werden dann entweder geschmolzen oder entzündet, um das Gold und Silber als Körner und die Platinmetalle als Schwamm zu sammeln. Es kann zu Säurebelastungen kommen.
Die Expositionen und Kontrollen sind nach Betrieb in Tabelle 8 aufgeführt (siehe auch „Goldverhüttung und -raffination“).
Tabelle 8. Technische/administrative Kontrollen für Edelmetalle, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technische/administrative Kontrollen |
|
Sortieren und Schreddern |
Hammermill ist eine potenzielle Lärmgefahr |
Lärmschutzmaterial; PSA – Gehörschutz |
|
Verbrennung |
Organische Stoffe, Verbrennungsgase und Staub |
Lokale Absaugung und allgemeine Raumbelüftung |
|
Hochofenschmelzen |
Staub, Lärm |
Lokale Abgasventilation; PSA – Gehörschutz und Atemschutz |
|
Elektrolytische Raffination |
Säurenebel |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Chemische Raffination |
Säure |
Lokale Absaugung, allgemeine Bereichslüftung; PSA – säurebeständige Kleidung, Schutzbrille und Gesichtsschutz |
Cadmium-Rückgewinnung
Cadmiumhaltiger Altschrott umfasst cadmierte Teile von verschrotteten Fahrzeugen und Booten, Haushaltsgeräte, Hardware und Befestigungselemente, Cadmiumbatterien, Cadmiumkontakte von Schaltern und Relais und andere gebrauchte Cadmiumlegierungen. Neuschrott sind normalerweise cadmiumdampfhaltige Spuckstoffe und kontaminierte Nebenprodukte aus Industrien, die die Metalle verarbeiten. Die Reklamationsverfahren sind:
- Vorbehandlung. Der Schrottvorbehandlungsschritt beinhaltet das Dampfentfetten von Legierungsschrott. Lösungsmitteldämpfe, die durch Erhitzen von recycelten Lösungsmitteln erzeugt werden, werden durch einen Behälter zirkuliert, der Schrottlegierungen enthält. Das Lösungsmittel und das gestrippte Fett werden dann kondensiert und getrennt, wobei das Lösungsmittel zurückgeführt wird. Es kann Cadmiumstaub und Lösungsmitteln ausgesetzt sein.
- Verhüttung/Veredelung. Beim Schmelzen/Raffinieren wird vorbehandelter Legierungsschrott oder elementarer Cadmiumschrott verarbeitet, um jegliche Verunreinigungen zu entfernen und Cadmiumlegierung oder elementares Cadmium herzustellen. Produkte von Öl- und Gasverbrennungen sowie Zink- und Cadmiumstaub können vorhanden sein.
- Retortendestillation. Entfettete Schrottlegierung wird in eine Retorte gefüllt und erhitzt, um Cadmiumdämpfe zu erzeugen, die anschließend in einem Kondensator gesammelt werden. Das geschmolzene Metall ist dann zum Gießen bereit. Expositionen gegenüber Cadmiumstaub sind möglich.
- Schmelzen/Entzinkung. Cadmiummetall wird in einen Schmelztiegel gefüllt und bis zur Schmelze erhitzt. Wenn Zink im Metall vorhanden ist, werden Flussmittel und Chlorierungsmittel hinzugefügt, um das Zink zu entfernen. Zu den potenziellen Belastungen gehören Cadmiumdämpfe und -staub, Zinkdämpfe und -staub, Zinkchlorid, Chlor, Chlorwasserstoff und Hitze.
- Casting. Der Gießvorgang bildet die gewünschte Produktlinie aus der im vorherigen Schritt hergestellten gereinigten Cadmiumlegierung oder Cadmiummetall. Beim Gießen können Cadmiumstaub und -dämpfe sowie Hitze entstehen.
Expositionen bei Cadmiumrückgewinnungsprozessen und die erforderlichen Kontrollen sind in Tabelle 9 zusammengefasst.
Tabelle 9. Technische/administrative Kontrollen für Cadmium, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technische/administrative Kontrollen |
|
Schrottentfettung |
Lösungsmittel und Cadmiumstaub |
Lokale Absaugung und Lösungsmittelersatz |
|
Schmelzen/Raffinieren von Legierungen |
Produkte der Öl- und Gasverbrennung, Zinkrauch, Cadmiumstaub und -dämpfe |
Lokale Absaugung und allgemeine Raumbelüftung; PSA – Atemschutz |
|
Retortendestillation |
Cadmiumdämpfe |
Lokale Abgasventilation; PSA – Atemschutz |
|
Schmelzen/Entzinkung |
Cadmiumdämpfe und -staub, Zinkdämpfe und -staub, Zinkchlorid, Chlor, Chlorwasserstoff, Hitzestress |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten; PSA – Atemschutz |
|
Casting |
Cadmiumstaub und -dämpfe, Hitze |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten; PSA – Atemschutz |
Selenrückgewinnung
Rohstoffe für dieses Segment sind gebrauchte xerografische Kopierzylinder und Schrott, der bei der Herstellung von Selengleichrichtern anfällt. Selenstaub kann überall vorhanden sein. Beim Destillieren und Retortenschmelzen können Verbrennungsgase und Staub entstehen. Retortenschmelzen ist laut. Beim Raffinieren sind Schwefeldioxidnebel und Säurenebel vorhanden. Beim Gießen können Metallstäube entstehen (siehe Tabelle 10).
Tabelle 10. Technische/administrative Kontrollen für Selen, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technische/administrative Kontrollen |
|
Schrottvorbehandlung |
Staub |
Lokaler Auspuff |
|
Retortenschmelzen |
Verbrennungsgase und Staub, Lärm |
Lokale Absaugung und allgemeine Raumbelüftung; PSA – Gehörschutz; Kontrolle des Brennergeräusches |
|
Verfeinerung |
SO2, Säurenebel |
Lokale Abgasventilation; PSA – chemische Schutzbrille |
|
Destillation |
Staub und Verbrennungsprodukte |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Abschrecken |
Metallstaub |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Casting |
Selendämpfe |
Lokale Absaugung, allgemeine Bereichslüftung |
Die Reklamationsverfahren sind wie folgt:
- Schrottvorbehandlung. Dieser Prozess scheidet Selen durch mechanische Verfahren wie die Hammermühle oder das Kugelstrahlen ab.
- Retortenschmelzen. Dieses Verfahren reinigt und konzentriert vorbehandelten Schrott in einem Retortendestillationsvorgang, indem der Schrott geschmolzen und Selen destillativ von den Verunreinigungen getrennt wird.
- Verfeinerung. Dieses Verfahren erzielt eine Reinigung von Selenschrott auf der Basis von Auslaugen mit einem geeigneten Lösungsmittel, wie wässrigem Natriumsulfit. Unlösliche Verunreinigungen werden durch Filtration entfernt und das Filtrat wird behandelt, um Selen auszufällen.
- Destillation. Dieses Verfahren erzeugt Selen mit hoher Dampfreinheit. Das Selen wird geschmolzen, destilliert und die Selendämpfe werden kondensiert und als geschmolzenes Selen einem Produktbildungsvorgang zugeführt.
- Abschrecken. Dieses Verfahren wird verwendet, um gereinigtes Selenschrot und -pulver herzustellen. Die Selenschmelze wird zur Herstellung eines Schusses verwendet. Der Schuss wird dann getrocknet. Die zur Pulverherstellung erforderlichen Schritte sind die gleichen, außer dass Selendampf anstelle von geschmolzenem Selen das Material ist, das abgeschreckt wird.
- Gießen. Mit diesem Verfahren werden aus dem geschmolzenen Selen Selenbarren oder andere Formen hergestellt. Diese Formen werden hergestellt, indem geschmolzenes Selen in Formen der richtigen Größe und Form gegossen und die Schmelze abgekühlt und verfestigt wird.
Rückgewinnung von Kobalt
Die Quellen für Kobaltschrott sind Schleif- und Späne aus Superlegierungen sowie veraltete oder verschlissene Triebwerksteile und Turbinenschaufeln. Die Reklamationsprozesse sind:
- Handsortierung. Rohschrott wird von Hand sortiert, um die kobaltbasierten, nickelbasierten und nicht verarbeitbaren Komponenten zu identifizieren und zu trennen. Dies ist eine staubige Operation.
- Entfetten. Sortierter Schmutzschrott wird einer Entfettungsanlage zugeführt, in der Perchlorethylen-Dämpfe zirkulieren. Dieses Lösungsmittel entfernt Fett und Öl auf dem Schrott. Das Lösungsmittel-Öl-Fett-Dampfgemisch wird dann kondensiert und das Lösungsmittel zurückgewonnen. Lösungsmittelbelastungen sind möglich.
- Strahlen. Entfetteter Schrott wird mit Sand gestrahlt, um Schmutz, Oxide und Rost zu entfernen. Je nach verwendeter Körnung können Stäube vorhanden sein.
- Beiz- und chemischer Behandlungsprozess. Schrott aus dem Strahlvorgang wird mit Säuren behandelt, um Restrost und Oxidverunreinigungen zu entfernen. Säurenebel sind eine mögliche Exposition.
- Vakuumschmelzen. Gereinigter Schrott wird einem Vakuumofen zugeführt und im Lichtbogen- oder Induktionsofen geschmolzen. Es kann zu einer Belastung durch Schwermetalle kommen.
- Gießen Die geschmolzene Legierung wird zu Barren gegossen. Hitzestress ist möglich.
Siehe Tabelle 11 für eine Zusammenfassung der Expositionen und Kontrollen für die Kobaltrückgewinnung.
Tabelle 11. Technische/administrative Kontrollen für Kobalt, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technische/administrative Kontrollen |
|
Handsortierung |
Staub |
Wasserspülung |
|
Entfetten |
Lösungsmittel |
Lösungsmittelrückgewinnung, lokale Absaugung und Lösungsmittelsubstitution |
|
Sprengen |
Staub – Toxizität abhängig von der verwendeten Körnung |
Lokale Abgasventilation; PSA für physikalische Gefahren und Atemschutz je nach verwendeter Körnung |
|
Beiz- und chemischer Behandlungsprozess |
Säurenebel |
Lokale Absaugung, allgemeine Bereichslüftung; PSA – Atemschutz |
|
Vakuumschmelzen |
Schwermetalle |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Casting |
Wärme- |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten |
Zinnrückgewinnung
Die Hauptrohstoffquellen sind verzinnte Stahlzuschnitte, Ausschuss von Blechdosenherstellern, zurückgewiesene Plattierungsspulen aus der Stahlindustrie, Zinnkrätze und -schlämme, Lötschlacke und -schlämme, gebrauchte Bronze und bronzene Ausscheidungen und metallartiger Schrott. In vielen Prozessen finden sich Zinnstaub und Säurenebel.
- Entaluminisierung. Bei diesem Verfahren wird heißes Natriumhydroxid verwendet, um Aluminium aus Blechdosenschrott auszulaugen, indem der Schrott mit heißem Natriumhydroxid in Kontakt gebracht wird, die Natriumaluminatlösung von dem Schrottrückstand getrennt wird, das Natriumaluminat zu einem Raffinationsvorgang gepumpt wird, um lösliches Zinn zurückzugewinnen, und wiedergewonnen wird entaluminierter Zinnschrott für Futtermittel.
- Batch-Mischen. Dieses Verfahren ist ein mechanischer Vorgang, der durch Mischen von Krätzen und Schlämmen mit einem erheblichen Zinngehalt eine Beschickung herstellt, die für die Beschickung des Schmelzofens geeignet ist.
- Chemische Entzinnung. Dieser Prozess extrahiert das Zinn im Schrott. Entaluminiertem oder Rohschrott wird eine heiße Lösung aus Natronlauge und Natriumnitrit oder -nitrat zugesetzt. Das Ablassen und Pumpen der Lösung zu einem Raffinations-/Gießverfahren wird durchgeführt, wenn die Entzinnungsreaktion abgeschlossen ist. Der entzinnte Schrott wird dann gewaschen.
- Krätze schmelzen. Dieses Verfahren wird verwendet, um Krätzen teilweise zu reinigen und rohes Hochofenmetall herzustellen, indem die Beschickung geschmolzen, das rohe Hochofenmetall abgestochen und die Steine und Schlacken abgestochen werden.
- Staubauslaugung und -filtration. Dieses Verfahren entfernt die Zink- und Chlorwerte aus Flugstaub durch Auslaugen mit Schwefelsäure, um Zink und Chlor zu entfernen, Filtern der resultierenden Mischung, um die Säure und gelöstes Zink und Chlor von dem ausgelaugten Staub abzutrennen, Trocknen des ausgelaugten Staubs in einem Trockner und Fördern des Staubs zinn- und bleihaltiger Staub zurück in den Batch-Mischprozess.
- Absetzen und Blattfiltration. Dieser Prozess reinigt die im chemischen Entzinnungsprozess anfallende Natriumstannatlösung. Verunreinigungen wie Silber, Quecksilber, Kupfer, Cadmium, etwas Eisen, Kobalt und Nickel werden als Sulfide ausgefällt.
- Verdampfungszentrifugation. Das Natriumstannat wird aus der gereinigten Lösung durch Eindampfen konzentriert, die Kristallisation von Natriumstannat und die Gewinnung von Natriumstannat erfolgt durch Zentrifugation.
- Elektrolytische Raffination. Dieses Verfahren erzeugt kathodisch reines Zinn aus der gereinigten Natriumstannatlösung, indem die Natriumstannatlösung durch Elektrolysezellen geleitet wird, die Kathoden entfernt werden, nachdem das Zinn abgeschieden wurde, und das Zinn von den Kathoden abgezogen wird.
- Ansäuerung und Filtration. Dieses Verfahren erzeugt ein hydratisiertes Zinnoxid aus der gereinigten Natriumstannatlösung. Dieses Oxidhydrat kann entweder zur Herstellung des wasserfreien Oxids verarbeitet oder zur Herstellung von elementarem Zinn geschmolzen werden. Das Oxidhydrat wird mit Schwefelsäure neutralisiert, um das hydratisierte Zinnoxid zu bilden, und filtriert, um das Hydrat als Filterkuchen abzutrennen.
- Brandveredelung. Dieses Verfahren erzeugt gereinigtes Zinn aus dem kathodischen Zinn durch Schmelzen der Beschickung, Entfernen der Verunreinigungen als Schlacke und Krätze, Gießen des geschmolzenen Metalls und Gießen des metallischen Zinns.
- Schmelzen. Dieses Verfahren wird zur Herstellung von Zinn verwendet, wenn eine elektrolytische Raffination nicht möglich ist. Dies wird durch Reduzieren des hydratisierten Zinnoxids mit einem Reduktionsmittel, Schmelzen des gebildeten Zinnmetalls, Abschöpfen der Krätze, Gießen des geschmolzenen Zinns und Gießen des geschmolzenen Zinns erreicht.
- Kalzinieren. Dieses Verfahren wandelt die hydratisierten Zinnoxide in wasserfreies Zinnoxid um, indem das Hydrat kalziniert und die Zinnoxide entfernt und verpackt werden.
- Kesselveredelung. Dieses Verfahren wird verwendet, um rohes Ofenmetall zu reinigen, indem ein vorgeheizter Kessel damit beladen wird, die Schlacke getrocknet wird, um die Verunreinigungen als Schlacke und Stein zu entfernen, mit Schwefel gefluxt wird, um Kupfer als Stein zu entfernen, mit Aluminium gefluxt wurde, um Antimon zu entfernen, und geschmolzenes Metall in das gewünschte gegossen wurde Formen.
Siehe Tabelle 12 für eine Zusammenfassung der Expositionen und Kontrollen für die Zinnrückgewinnung.
Tabelle 12. Technische/administrative Kontrollen für Zinn, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technische/administrative Kontrollen |
|
Entaluminisierung |
Natriumhydroxid |
Lokaler Auspuff; PSA – chemische Schutzbrille und/oder Gesichtsschutz |
|
Batch-Mischen |
Staub |
Lokale Absaugung und allgemeine Raumbelüftung |
|
Chemische Entzinnung |
Ätzend |
Lokale Abgasventilation; PSA – chemische Schutzbrille und/oder Gesichtsschutz |
|
Krätze schmelzen |
Staub und Hitze |
Lokale Absaugung, allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, Flüssigkeiten |
|
Staubauslaugung und -filtration |
Staub |
Lokale Absaugung, allgemeine Bereichslüftung |
|
Absetzen und Blattfiltration |
Keine identifiziert |
Keine identifiziert |
|
Verdampfungszentrifugation |
Keine identifiziert |
Keine identifiziert |
|
Elektrolytische Raffination |
Säurenebel |
Lokale Absaugung und allgemeine Raumbelüftung; PSA – chemische Schutzbrille und/oder Gesichtsschutz |
|
Ansäuerung und Filtration |
Säurenebel |
Lokale Absaugung und allgemeine Raumbelüftung; PSA – chemische Schutzbrille und/oder Gesichtsschutz |
|
Brandveredelung |
Wärme- |
Arbeits-/Ruheprogramm, PSA |
|
Verhüttung |
Verbrennungsgase, Rauch und Staub, Hitze |
Lokale Absaugung und allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, PSA |
|
Calcinieren |
Staub, Dämpfe, Hitze |
Lokale Absaugung und Belüftung des allgemeinen Bereichs Arbeits-/Ruheplan, PSA |
|
Kesselveredelung |
Staub, Dämpfe, Hitze |
Lokale Absaugung und allgemeine Raumbelüftung, Arbeits-/Ruheprogramm, PSA |
Rückgewinnung von Titan
Die beiden Hauptquellen für Titanschrott sind Haushalte und Titanverbraucher. Heimschrott, der beim Fräsen und Herstellen von Titanprodukten anfällt, umfasst Zierbleche, Plankenbleche, Späne, Späne und Bohrungen. Verbraucherschrott besteht aus recycelten Titanprodukten. Die Rekultivierungsarbeiten umfassen:
- Entfetten. Bei diesem Verfahren wird klassierter Schrott mit verdampften organischen Lösungsmitteln (z. B. Trichlorethylen) behandelt. Verunreinigendes Fett und Öl werden durch die Lösungsmitteldämpfe aus dem Schrott entfernt. Das Lösungsmittel wird rezirkuliert, bis es nicht mehr entfetten kann. Verbrauchtes Lösungsmittel kann dann regeneriert werden. Der Schrott kann auch durch Dampf und Reinigungsmittel entfettet werden.
- Beizen. Der Säurebeizprozess entfernt Oxidzunder aus dem Entfettungsvorgang durch Auslaugen mit einer Lösung aus Salz- und Flusssäure. Der Abfall aus der Säurebehandlung wird mit Wasser gewaschen und getrocknet.
- Elektroraffination. Elektroraffination ist ein Vorbehandlungsverfahren für Titanschrott, bei dem Schrott in einer Salzschmelze elektroraffiniert wird.
- Schmelzen. Vorbehandelter Titanschrott und Legierungsmittel werden in einem Lichtbogen-Vakuumofen zu einer Titanlegierung geschmolzen. Zu den Eingangsmaterialien gehören vorbehandelter Titanschrott und Legierungsmaterialien wie Aluminium, Vanadium, Molybdän, Zinn, Zirkonium, Palladium, Niob und Chrom.
- Gießen. Geschmolzenes Titan wird in Formen gegossen. Das Titan verfestigt sich zu einem Barren, der Barren genannt wird.
Kontrollen für Expositionen bei Titanrückgewinnungsverfahren sind in Tabelle 13 aufgeführt.
Tabelle 13. Technische/administrative Kontrollen für Titan, nach Betrieb
|
Prozessausrüstung |
Belichten |
Technische/administrative Kontrollen |
|
Lösemittelentfettung |
Lösungsmittel |
Lokale Abgas- und Lösungsmittelrückgewinnung |
|
Beizen |
Säuren |
Gesichtsschutz, Schürzen, lange Ärmel, Schutzbrille oder Schutzbrille |
|
Elektroraffinieren |
Keine bekannt |
Keine bekannt |
|
Verhüttung |
Flüchtige Metalle, Lärm |
Lokale Absaugung und Kontrolle des Lärms von Brennern; PSA – Gehörschutz |
|
Casting |
Wärme- |
PSA |
Umweltprobleme bei der Metallveredelung und Industriebeschichtungen
Metallveredelung
Die Oberflächenbehandlung von Metallen erhöht ihre Haltbarkeit und verbessert ihr Aussehen. Ein einzelnes Produkt kann mehr als einer Oberflächenbehandlung unterzogen werden – zum Beispiel kann ein Autokarosserieblech phosphatiert, grundiert und lackiert werden. Dieser Artikel befasst sich mit den Verfahren zur Oberflächenbehandlung von Metallen und den Methoden zur Verringerung ihrer Umweltbelastung.
Der Betrieb eines Metallveredelungsunternehmens erfordert die Zusammenarbeit zwischen der Unternehmensleitung, den Mitarbeitern, der Regierung und der Gemeinde, um die Umweltauswirkungen des Betriebs effektiv zu minimieren. Die Gesellschaft ist besorgt über das Ausmaß und die langfristigen Auswirkungen der Verschmutzung der Luft, des Wassers und der Landumwelt. Effektives Umweltmanagement wird durch detaillierte Kenntnisse aller Elemente, Chemikalien, Metalle, Prozesse und Ergebnisse etabliert.
Planung zur Vermeidung von Umweltverschmutzung verlagert die Umweltmanagementphilosophie von der Reaktion auf Probleme hin zur Vorwegnahme von Lösungen, die sich auf chemische Substitution, Prozessänderung und internes Recycling konzentrieren, unter Verwendung der folgenden Planungssequenz:
- Initiieren Sie die Vermeidung von Umweltverschmutzung in allen Aspekten des Unternehmens.
- Abfallströme identifizieren.
- Setzen Sie Handlungsprioritäten.
- Grundursache der Verschwendung ermitteln.
- Identifizieren und implementieren Sie Änderungen, die die Verschwendung reduzieren oder beseitigen.
- Messen Sie die Ergebnisse.
Kontinuierliche Verbesserung wird durch das Setzen neuer Handlungsprioritäten und die Wiederholung der Handlungsabfolge erreicht.
Eine detaillierte Prozessdokumentation identifiziert die Abfallströme und ermöglicht die Festlegung von Prioritäten für Möglichkeiten zur Abfallreduzierung. Fundierte Entscheidungen über mögliche Änderungen fördern Folgendes:
- einfache und praktische Betriebsverbesserungen
- Prozessänderungen mit Kunden und Lieferanten
- Umstellung auf weniger schädliche Aktivitäten, wo immer möglich
- Wiederverwendung und Recycling, wo eine Änderung nicht praktikabel ist
- Deponierung gefährlicher Abfälle nur als letztes Mittel.
Hauptprozesse und Standardbetriebsprozesse
Reinigung ist erforderlich, da alle Metallveredelungsprozesse erfordern, dass die zu veredelnden Teile frei von organischen und anorganischen Verschmutzungen sind, einschließlich Ölen, Zunder, Schwabbel- und Poliermitteln. Die drei Grundtypen der verwendeten Reiniger sind Lösungsmittel, Dampfentfetter und alkalische Reinigungsmittel.
Lösungsmittel und dampfentfettende Reinigungsverfahren wurden fast vollständig durch alkalische Materialien ersetzt, bei denen die nachfolgenden Prozesse nass sind. Lösungsmittel und Dampfentfetter werden immer noch verwendet, wenn Teile ohne weitere Nassbearbeitung sauber und trocken sein müssen. Lösungsmittel wie Terpene ersetzen in einigen Fällen flüchtige Lösungsmittel. Weniger toxische Materialien wie 1,1,1-Trichlorethan wurden bei der Dampfentfettung durch gefährlichere Materialien ersetzt (obwohl dieses Lösungsmittel als Ozonabbaumittel schrittweise eingestellt wird).
Alkalische Reinigungszyklen umfassen normalerweise ein Tauchbad, gefolgt von einer anodischen Elektroreinigung, gefolgt von einem schwachen Säurebad. Nicht ätzende, nicht silikatische Reiniger werden typischerweise zum Reinigen von Aluminium verwendet. Die Säuren sind typischerweise Schwefel-, Salz- und Salpetersäure.
Eloxieren, ein elektrochemisches Verfahren zur Verdickung der Oxidschicht auf der Metalloberfläche (häufig auf Aluminium angewendet), behandelt die Teile mit verdünnten Chrom- oder Schwefelsäurelösungen.
Konversionsbeschichtung dient als Untergrund für nachfolgende Lackierungen oder zur Passivierung zum Schutz vor Oxidation. Beim Chromatieren werden Teile in eine sechswertige Chromlösung mit organischen und anorganischen Wirkstoffen getaucht. Zum Phosphatieren werden Teile mit anderen Mitteln in verdünnte Phosphorsäure getaucht. Die Passivierung erfolgt durch Eintauchen in Salpetersäure oder Salpetersäure mit Natriumdichromat.
Stromloses Plattieren beinhaltet eine Abscheidung von Metall ohne Strom. Die stromlose Abscheidung von Kupfer oder Nickel wird bei der Herstellung von Leiterplatten verwendet.
Galvanotechnik umfasst die Abscheidung einer dünnen Metallschicht (Zink, Nickel, Kupfer, Chrom, Cadmium, Zinn, Messing, Bronze, Blei, Zinn-Blei, Gold, Silber und andere Metalle wie Platin) auf einem Substrat (Eisen- oder Nichteisenmetall). Eisen). Prozessbäder umfassen Metalle in Lösung in sauren, alkalischen neutralen und alkalischen Cyanidformulierungen (siehe Abbildung 1).
Abbildung 1. Ein- und Ausgänge einer typischen Galvaniklinie

Chemisches Fräsen und Ätzen sind kontrollierte Lösungstauchverfahren unter Verwendung von chemischen Reagenzien und Ätzmitteln. Aluminium wird typischerweise vor dem Anodisieren in Ätzmittel geätzt oder chemisch in einer Lösung aufgehellt, die Salpeter-, Phosphor- und Schwefelsäure enthalten kann.
Schmelztauchbeschichtungen beinhalten das Auftragen von Metall auf ein Werkstück durch Eintauchen in geschmolzenes Metall (Zink- oder Zinnverzinkung von Stahl).
Gute Managementpraktiken
Wichtige Verbesserungen in den Bereichen Sicherheit, Gesundheit und Umwelt können durch Prozessverbesserungen erreicht werden, wie z. B.:
- mit Gegenstromspülung und Leitfähigkeitskontrollen
- Erhöhung der Entwässerungszeit
- Verwendung von mehr oder besseren Netzmitteln
- Prozesstemperaturen so hoch wie möglich halten, um die Viskosität zu senken, wodurch die Verschleppungsrückgewinnung (d. h. die Rückgewinnung von auf dem Metall verbleibender Lösung) erhöht wird
- Verwenden von Luftbewegung beim Spülen, um die Spüleffizienz zu erhöhen
- Verwendung von Kunststoffkugeln in Galvaniktanks, um die Nebelbildung zu reduzieren
- Verwendung einer verbesserten Filtration in Plattierungstanks, um die Häufigkeit der Reinigungsbehandlung zu reduzieren
- Platzieren eines Bordsteins um alle Prozessbereiche, um Verschüttungen einzudämmen
- Verwendung separater Behandlungen für rückgewinnbare Metalle wie Nickel
- Installation von Rückgewinnungssystemen wie Ionenaustausch, atmosphärische Verdampfung, Vakuumverdampfung, elektrolytische Rückgewinnung, Umkehrosmose und Elektrodialyse
- Vervollständigung von Verschleppungsrückgewinnungssystemen durch Verringerungen der Verschleppung von Schadstoffen und verbesserte Reinigungssysteme
- Einsatz moderner Bestandskontrollen zur Reduzierung von Abfall und Gefahren am Arbeitsplatz
- Anwendung von Standardverfahren (dh schriftliche Verfahren, regelmäßige Betriebsüberprüfungen und solide Betriebsprotokolle), um die Grundlage für eine solide Umweltmanagementstruktur zu schaffen.
Umweltplanung für bestimmte Abfälle
Spezifische Abfallströme, in der Regel verbrauchte Beschichtungslösungen, können reduziert werden durch:
- Filtrieren. Patronen- oder Kieselgurfilter können verwendet werden, um die Ansammlung von Feststoffen zu entfernen, die die Effizienz des Prozesses verringern.
- Kohlenstoffbehandlung kann verwendet werden, um organische Verunreinigungen zu entfernen (am häufigsten angewendet bei der Vernickelung, Kupfergalvanisierung und Zink- und Cadmiumbeschichtung).
- Gereinigtes Wasser. Die natürlichen Verunreinigungen in Wasserzusatz und Spülungen (z. B. Kalzium, Eisen, Magnesium, Mangan, Chlor und Karbonate) können durch Entionisierung, Destillation oder Umkehrosmose entfernt werden. Die Verbesserung der Spülwassereffizienz reduziert die Menge an Badschlämmen, die einer Behandlung bedürfen.
- Cyanidbadkarbonat gefrieren. Eine Absenkung der Badtemperatur auf –3 °C kristallisiert die im Cyanidbad durch Cyanidabbau, zu hohe Anodenstromdichten und Adsorption von Kohlendioxid aus der Luft gebildeten Carbonate aus und erleichtert deren Entfernung.
- Niederschlag. Die Entfernung von Metallverunreinigungen, die als Verunreinigungen in Anoden in das Bad gelangen, kann durch Fällung mit Bariumcyanid, Bariumhydroxid, Calciumhydroxid, Calciumsulfat oder Calciumcyanid erreicht werden.
- Alternativen zu sechswertigem Chrom. Sechswertiges Chrom kann durch dreiwertige Chromplattierungslösungen zum dekorativen Plattieren ersetzt werden. Chromumwandlungsbeschichtungen für Lackvorbehandlungen können manchmal durch Nicht-Chrom-Umwandlungsbeschichtungen oder No-Rinse-Chromchemikalien ersetzt werden.
- Nicht chelatierte Verfahrenschemie. Anstatt den Prozessbädern Chelatbildner zuzusetzen, um die Konzentration freier Ionen in der Lösung zu steuern, können Prozesschemien ohne Chelatisierung verwendet werden, so dass es möglicherweise nicht notwendig ist, Metalle in Lösung zu halten. Diese Metalle können ausfallen gelassen und durch kontinuierliche Filtration entfernt werden.
- Nicht-Cyanid-Prozesschemikalien. Abfallströme, die freies Cyanid enthalten, werden typischerweise unter Verwendung von Hypochlorit oder Chlor behandelt, um eine Oxidation zu erreichen, und komplexe Cyanide werden üblicherweise unter Verwendung von Eisensulfat ausgefällt. Die Verwendung von Nicht-Cyanid-Prozesschemie eliminiert einen Behandlungsschritt und reduziert das Schlammvolumen.
- Lösemittelentfettung. Anstelle der Lösemittelentfettung von Werkstücken vor der Bearbeitung können auch heiße alkalische Reinigungsbäder eingesetzt werden. Die Wirksamkeit von alkalischen Reinigern kann durch Anwendung von Elektrostrom oder Ultraschall verstärkt werden. Die Vorteile der Vermeidung von Lösungsmitteldämpfen und Schlämmen überwiegen oft die zusätzlichen Betriebskosten.
- Alkalische Reiniger. Dass alkalische Reiniger entsorgt werden müssen, wenn die Ansammlung von Öl, Fett und Schmutz aus der Nutzung ein Maß erreicht, das die Reinigungswirkung des Bades beeinträchtigt, kann vermieden werden, indem Abschäumer zum Entfernen von freischwimmenden Ölen, Absetzvorrichtungen oder Patronenfilter zum Entfernen von Partikeln und verwendet werden Öl-Wasser-Koaleszer und durch Verwendung von Mikrofiltration oder Ultrafiltration, um emulgierte Öle zu entfernen.
- Verschleppungsreduzierung. Das Reduzieren des Austragsvolumens aus Prozessbädern dient dazu, die Menge an wertvollen Prozesschemikalien zu reduzieren, die das Spülwasser kontaminieren, was wiederum die Schlammmenge reduziert, die durch ein herkömmliches Metallfällungsverfahren erzeugt wird.
Mehrere Methoden zur Verringerung der Ausschleppung umfassen:
- Betriebskonzentration im Prozessbad. Die Chemikalienkonzentration sollte so gering wie möglich gehalten werden, um die Viskosität (für schnelleres Ablaufen) und die Chemikalienmenge (im Film) zu minimieren.
- Betriebstemperatur des Prozessbads. Durch Erhöhung der Badtemperatur kann die Viskosität der Prozesslösung reduziert werden.
- Netzmittel. Durch Zugabe von Netzmitteln zum Prozessbad kann die Oberflächenspannung der Lösung reduziert werden.
- Werkstückpositionierung. Das Werkstück sollte so auf dem Gestell positioniert werden, dass der anhaftende Film frei abläuft und sich nicht in Rillen oder Hohlräumen einklemmt.
- Entzugs- oder Ablaufzeit. Je schneller ein Werkstück aus dem Prozessbad entnommen wird, desto dicker wird der Film auf der Werkstückoberfläche.
- Luftmesser. Das Blasen von Luft auf das Werkstück, wenn das Werkstückgestell über den Prozesstank angehoben wird, kann die Entwässerung und Trocknung verbessern.
- Sprühspülungen. Diese können über beheizten Bädern verwendet werden, so dass die Spülflussrate gleich der Verdunstungsrate des Tanks ist.
- Beschichtungsbäder. Karbonate und organische Verunreinigungen sollten entfernt werden, um eine Ansammlung von Verunreinigungen zu verhindern, die die Viskosität des Beschichtungsbades erhöhen.
- Entwässerungsplatten. Die Zwischenräume zwischen Prozesstanks sollten mit Drainageplatten abgedeckt werden, um Prozesslösungen aufzufangen und in das Prozessbad zurückzuführen.
- Ausziehtanks. Die Werkstücke sollten vor dem Standard-Spülvorgang in ausziehbare Tanks („statische Spül“-Tanks) gelegt werden.
Die Verschleppungsrückgewinnung von Chemikalien verwendet eine Vielzahl von Technologien. Diese beinhalten:
- Verdunstung. Atmosphärische Verdampfer sind am gebräuchlichsten und Vakuumverdampfer bieten Energieeinsparungen.
- Ionenaustausch dient der chemischen Rückgewinnung von Spülwasser.
- Elektrogewinnung. Dies ist ein elektrolytischer Prozess, bei dem die gelösten Metalle in der Lösung reduziert und an der Kathode abgeschieden werden. Das abgeschiedene Metall wird dann zurückgewonnen.
- Elektrodialyse. Dabei werden ionendurchlässige Membranen und angelegter Strom verwendet, um ionische Spezies aus der Lösung zu trennen.
- Umkehrosmose. Dabei wird eine halbdurchlässige Membran verwendet, um gereinigtes Wasser und eine konzentrierte Ionenlösung zu erzeugen. Das Wasser wird mit hohem Druck durch die Membran gedrückt, während die meisten gelösten Salze von der Membran zurückgehalten werden.
Spülwasser
Der größte Teil des gefährlichen Abfalls, der in einer Metallveredelungsanlage entsteht, stammt aus Abwasser, das bei den Spülvorgängen nach dem Reinigen und Plattieren entsteht. Durch die Erhöhung der Spüleffizienz kann eine Einrichtung den Abwasserfluss erheblich reduzieren.
Zwei grundlegende Strategien verbessern die Spüleffizienz. Erstens können durch Sprühspülungen und Spülwasserbewegung Turbulenzen zwischen dem Werkstück und dem Spülwasser erzeugt werden. Bewegung des Gestells oder Zwangswasser oder Luft verwendet werden. Zweitens kann die Kontaktzeit zwischen dem Werkstück und dem Spülwasser erhöht werden. Mehrere in Reihe geschaltete Spültanks im Gegenstrom reduzieren die Menge des verwendeten Spülwassers.
Industrielacke
Die Schichten umfasst Farben, Firnisse, Lacke, Emaille und Schellacke, Kitte, Holzspachtel und -versiegelungsmittel, Farben- und Lackentferner, Pinselreiniger und verwandte Farbprodukte. Flüssigbeschichtungen enthalten Pigmente und Zusatzstoffe, die in einer Mischung aus flüssigem Bindemittel und Lösungsmittel dispergiert sind. Pigmente sind anorganische oder organische Verbindungen, die der Beschichtung Farbe und Opazität verleihen und den Verlauf und die Haltbarkeit der Beschichtung beeinflussen. Pigmente enthalten oft Schwermetalle wie Cadmium, Blei, Zink, Chrom und Kobalt. Das Bindemittel erhöht die Haftfähigkeit, Kohäsion und Konsistenz der Beschichtung und ist die Hauptkomponente, die nach Abschluss der Beschichtung auf der Oberfläche verbleibt. Bindemittel schließen eine Vielzahl von Ölen, Harzen, Kautschuken und Polymeren ein. Additive wie Füllstoffe und Streckmittel können Beschichtungen zugesetzt werden, um die Herstellungskosten zu senken und die Haltbarkeit der Beschichtung zu erhöhen.
Zu den in Beschichtungen verwendeten Arten von organischen Lösungsmitteln gehören aliphatische Kohlenwasserstoffe, aromatische Kohlenwasserstoffe, Ester, Ketone, Glykolether und Alkohole. Lösungsmittel dispergieren oder lösen die Bindemittel und verringern die Beschichtungsviskosität und -dicke. Lösungsmittel, die in Beschichtungsformulierungen verwendet werden, sind gefährlich, weil viele menschliche Karzinogene sind und brennbar oder explosiv sind. Die meisten in einer Beschichtung enthaltenen Lösungsmittel verdampfen, wenn die Beschichtung aushärtet, wodurch Emissionen flüchtiger organischer Verbindungen (VOC) entstehen. VOC-Emissionen werden aufgrund der negativen Auswirkungen auf die menschliche Gesundheit und die Umwelt zunehmend reguliert. Umweltbelange im Zusammenhang mit herkömmlichen Inhaltsstoffen, Beschichtungstechnologien und Beschichtungsabfällen sind eine treibende Kraft für die Entwicklung von Alternativen zur Vermeidung von Umweltverschmutzung.
Die meisten Beschichtungen werden auf Architektur-, Industrie- oder Spezialprodukten verwendet. Bautenanstriche werden in Gebäuden und Bauprodukten sowie für dekorative und schützende Dienstleistungen wie Lacke zum Schutz von Holz verwendet. Industrieanlagen integrieren Beschichtungsvorgänge in verschiedene Produktionsprozesse. Die Automobil-, Metalldosen-, Landwirtschaftsmaschinen-, Coil-Coating-, Holz- und Metallmöbel- und -einrichtungsindustrie sowie die Haushaltsgeräteindustrie sind die Hauptverbraucher von Industrielacken.
Das Design einer Beschichtungsformulierung hängt vom Zweck der Beschichtungsanwendung ab. Beschichtungen sorgen für Ästhetik, Korrosions- und Oberflächenschutz. Kosten, Funktion, Produktsicherheit, Umweltverträglichkeit, Auftragseffizienz sowie Trocknungs- und Aushärtungsgeschwindigkeit bestimmen die Formulierungen.
Beschichtungsverfahren
Die meisten Beschichtungsprozesse umfassen fünf Arbeitsgänge: Rohstoffhandhabung und -vorbereitung, Oberflächenvorbereitung, Beschichtung, Gerätereinigung und Abfallmanagement.
Handhabung und Aufbereitung von Rohstoffen
Die Rohstoffhandhabung und -vorbereitung umfasst die Lagerhaltung, Mischvorgänge, das Verdünnen und Anpassen von Beschichtungen und den Rohstofftransfer durch die Anlage. Überwachungs- und Handhabungsverfahren und -praktiken sind erforderlich, um die Entstehung von Abfällen durch Verderb, Abweichungen von der Spezifikation und unsachgemäße Zubereitung zu minimieren, die durch übermäßige Verdünnung und daraus resultierende Verschwendung entstehen können. Der Transfer, ob manuell oder über ein Rohrleitungssystem, muss geplant werden, um Verderb zu vermeiden.
Oberflächenvorbereitung
Die Art der verwendeten Oberflächenvorbereitungstechnik hängt von der zu beschichtenden Oberfläche ab – vorherige Vorbereitung, Menge an Schmutz, Fett, aufzutragender Beschichtung und erforderlicher Oberflächenbeschaffenheit. Übliche Vorbereitungsoperationen sind Entfetten, Vorbeschichten oder Phosphatieren und Entschichten. Für die Endbearbeitung von Metallen umfasst das Entfetten Lösungsmittelwischen, Kaltreinigung oder Dampfentfettung mit halogenierten Lösungsmitteln, wässrige alkalische Reinigung, halbwässrige Reinigung oder Reinigung mit aliphatischen Kohlenwasserstoffen, um organische Verschmutzungen, Schmutz, Öl und Fett zu entfernen. Zur Entfernung von Walzzunder und Rost kommen Säurebeizen, Schleifreinigung oder Flammreinigung zum Einsatz.
Der häufigste Vorbereitungsvorgang für Metalloberflächen, abgesehen von der Reinigung, ist die Phosphatbeschichtung, die verwendet wird, um die Haftung organischer Beschichtungen auf Metalloberflächen zu fördern und die Korrosion zu verzögern. Phosphatschichten werden durch Tauchen oder Besprühen von Metalloberflächen mit Zink-, Eisen- oder Manganphosphatlösung aufgebracht. Phosphatieren ist ein Oberflächenveredelungsverfahren ähnlich dem Galvanisieren, das aus einer Reihe von Prozesschemikalien und Spülbädern besteht, in die Teile eingetaucht werden, um die gewünschte Oberflächenvorbereitung zu erreichen. Siehe Artikel „Oberflächenbehandlung von Metallen“ in diesem Kapitel.
Das Entfernen von Beschichtungen, chemisch oder mechanisch, wird auf Oberflächen durchgeführt, die neu beschichtet, repariert oder inspiziert werden müssen. Die gebräuchlichste Methode zur chemischen Entfernung von Beschichtungen ist das Lösungsmittel-Stripping. Diese Lösungen enthalten üblicherweise Phenol, Methylenchlorid und eine organische Säure, um die Beschichtung von der beschichteten Oberfläche zu lösen. Eine abschließende Wasserwäsche zur Entfernung der Chemikalien kann große Mengen an Abwasser erzeugen. Schleifstrahlen ist der übliche mechanische Prozess, ein trockener Vorgang, bei dem Druckluft verwendet wird, um ein Strahlmittel gegen die Oberfläche zu treiben, um die Beschichtung zu entfernen.
Oberflächenvorbereitungsvorgänge beeinflussen die Abfallmenge aus dem spezifischen Vorbereitungsprozess. Wenn die Oberflächenvorbereitung unzureichend ist, was zu einer schlechten Beschichtung führt, trägt das Entfernen der Beschichtung und das erneute Beschichten zur Abfallerzeugung bei.
Beschichtung
Der Beschichtungsvorgang umfasst das Übertragen der Beschichtung auf die Oberfläche und das Härten der Beschichtung auf der Oberfläche. Die meisten Beschichtungstechnologien fallen in eine von 1 Grundkategorien: Tauchbeschichtung, Walzenbeschichtung, Flutbeschichtung, Sprühbeschichtung und die gebräuchlichste Technik, luftzerstäubte Sprühbeschichtung unter Verwendung von Beschichtungen auf Lösungsmittelbasis.
Luftzerstäubte Sprühbeschichtungen werden aufgrund von Lösungsmittelemissionen und Overspray üblicherweise in einer kontrollierten Umgebung durchgeführt. Overspray-Kontrollgeräte sind Gewebefilter oder Wasserwände, die entweder gebrauchte Filter oder Abwasser aus Luftreinigungssystemen erzeugen.
Das Härten wird durchgeführt, um das Beschichtungsbindemittel in eine harte, zähe, haftende Oberfläche umzuwandeln. Härtungsmechanismen umfassen: Trocknen, Backen oder Bestrahlen mit einem Elektronenstrahl oder Infrarot- oder Ultraviolettlicht. Das Aushärten erzeugt erhebliche VOCs aus lösungsmittelbasierten Beschichtungen und stellt ein Explosionspotential dar, wenn die Lösungsmittelkonzentrationen über die untere Explosionsgrenze steigen. Folglich sind Härtungsvorgänge mit Vorrichtungen zur Kontrolle der Luftverschmutzung ausgestattet, um VOC-Emissionen zu verhindern, und zur Sicherheitskontrolle, um Explosionen zu verhindern.
Umwelt- und Gesundheitsbelange, strengere Vorschriften für herkömmliche Beschichtungsformulierungen, hohe Lösungsmittelkosten und teure Sonderabfallentsorgung haben eine Nachfrage nach alternativen Beschichtungsformulierungen geschaffen, die weniger gefährliche Bestandteile enthalten und bei der Anwendung weniger Abfall erzeugen. Alternative Beschichtungsformulierungen umfassen:
- High-Solid-Lacke, mit der doppelten Menge an Pigment und Harz im gleichen Lösungsmittelvolumen wie herkömmliche Beschichtungen. Die Anwendung senkt die VOC-Emissionen zwischen 62 und 85 % im Vergleich zu konventionellen Low-Solid-Lösemittellacken, da der Lösemittelanteil reduziert ist.
- Beschichtungen auf Wasserbasis unter Verwendung von Wasser und einer organischen Lösungsmittelmischung als Träger mit Wasser als Basis. Im Vergleich zu lösemittelbasierten Lacken erzeugen wasserbasierte Lacke zwischen 80 und 95 % weniger VOC-Emissionen und verbrauchte Lösemittel als herkömmliche festkörperarme Lacke auf Lösemittelbasis.
- Pulverbeschichtungen kein organisches Lösungsmittel enthaltend, bestehend aus fein pulverisierten Pigment- und Harzpartikeln. Sie sind entweder thermoplastische (Harz mit hohem Molekulargewicht für dicke Beschichtungen) oder duroplastische (Verbindungen mit niedrigem Molekulargewicht, die vor der chemischen Vernetzung eine dünne Schicht bilden) Pulver.
Gerätereinigung
Die Gerätereinigung ist ein notwendiger, routinemäßiger Wartungsvorgang in Beschichtungsprozessen. Dadurch entstehen erhebliche Mengen an gefährlichem Abfall, insbesondere wenn zur Reinigung halogenierte Lösungsmittel verwendet werden. Die Gerätereinigung für Beschichtungen auf Lösungsmittelbasis wurde traditionell manuell mit organischen Lösungsmitteln durchgeführt, um Beschichtungen von Prozessgeräten zu entfernen. Die Rohrleitungen müssen chargenweise mit Lösungsmittel gespült werden, bis sie sauber sind. Beschichtungsanlagen müssen zwischen Produktwechseln und nach Prozessstillständen gereinigt werden. Die angewandten Verfahren und Praktiken bestimmen die Höhe des durch diese Aktivitäten erzeugten Abfalls.
Abfallwirtschaft
Durch Beschichtungsprozesse werden mehrere Abfallströme erzeugt. Fester Abfall umfasst leere Beschichtungsbehälter, Beschichtungsschlamm aus Overspray und Gerätereinigung, verbrauchte Filter und Schleifmittel, Trockenbeschichtung und Putzlappen.
Zu den flüssigen Abfällen gehören Abwasser aus der Oberflächenvorbereitung, der Overspray-Kontrolle oder der Gerätereinigung, nicht spezifikationsgemäße oder überschüssige Beschichtungs- oder Oberflächenvorbereitungsmaterialien, Overspray, Verschüttungen und verbrauchte Reinigungslösungen. Vor-Ort-Recycling mit geschlossenem Kreislauf wird für verbrauchte Lösungsmittel immer beliebter, da die Entsorgungskosten steigen. Flüssigkeiten auf Wasserbasis werden normalerweise vor Ort behandelt, bevor sie in öffentliche Behandlungssysteme eingeleitet werden.
VOC-Emissionen werden durch alle herkömmlichen Beschichtungsverfahren erzeugt, die lösungsmittelbasierte Beschichtungen verwenden und Kontrollvorrichtungen wie Kohlenstoffadsorptionseinheiten, Kondensatoren oder thermische katalytische Oxidationsanlagen erfordern.
Allgemeines Profil
Die Vielfalt der Prozesse und Produkte innerhalb der Mikroelektronik- und Halbleiterindustrie ist immens. Der Schwerpunkt der Arbeitsschutzdiskussion in diesem Kapitel liegt auf der Produktion von integrierten Halbleiterschaltungen (ICs) (sowohl in Produkten auf Siliziumbasis als auch in Verbindungen mit der Wertigkeit III-V), der Produktion von Leiterplatten (PWB), Leiterplatten (PCB) Montage und Computermontage.
Die Branche besteht aus zahlreichen Hauptsegmenten. Die Electronics Industry Association verwendet die folgende Abgrenzung bei der Berichterstattung über relevante Trends, Verkäufe und Beschäftigung in der Branche:
- elektronische Bauteile
- Unterhaltungselektronik
- Telekommunikation
- Verteidigungskommunikation
- Computer und Peripheriegeräte
- Industrieelektronik
- medizinische Elektronik.
Zu den elektronischen Komponenten gehören Elektronenröhren (z. B. Empfangs-, Spezial- und Fernsehröhren), Festkörperprodukte (z. B. Transistoren, Dioden, ICs, Leuchtdioden (LEDs) und Flüssigkristallanzeigen (LCDs)) und passive und andere Komponenten (z. B. Kondensatoren, Widerstände, Spulen, Transformatoren und Schalter).
Unterhaltungselektronik umfasst Fernsehgeräte und andere Heim- und tragbare Audio- und Videoprodukte sowie Informationsgeräte wie PCs, Faxübertragungsgeräte und Telefonanrufbeantworter. Hardware und Software für elektronische Spiele, Heimsicherheitssysteme, leere Audio- und Videokassetten und Disketten, elektronisches Zubehör und Primärbatterien insgesamt fallen ebenfalls unter die Rubrik Unterhaltungselektronik.
Zusätzlich zu Allzweck- und Spezialcomputern umfassen Computer und Peripheriegeräte zusätzliche Speichergeräte, Eingabe-/Ausgabegeräte (z. B. Tastaturen, Mäuse, optische Abtastgeräte und Drucker), Terminals und so weiter. Während Telekommunikation, Verteidigungskommunikation und Industrie- und Medizinelektronik zum Teil dieselbe Technologie verwenden, umfassen diese Segmente auch Spezialgeräte.
Das Aufkommen der Mikroelektronikindustrie hatte tiefgreifende Auswirkungen auf die Entwicklung und Struktur der Weltwirtschaft. Das Tempo des Wandels in den Industrienationen der Welt wurde stark von Fortschritten in dieser Industrie beeinflusst, insbesondere in der Entwicklung der integrierten Schaltung. Dieses Änderungstempo wird grafisch in der Zeitachse der Anzahl von Transistoren pro integriertem Schaltungschip dargestellt (siehe Abbildung 1).
Abbildung 1. Transistoren pro IC-Chip

Die wirtschaftliche Bedeutung des weltweiten Halbleiterabsatzes ist erheblich. Abbildung 2 ist eine Hochrechnung der Semiconductor Industry Association für den weltweiten und regionalen Halbleiterumsatz für 1993 bis 1998.
Abbildung 2. Weltweite Umsatzprognose für Halbleiter

Die Halbleiter-IC- und Computer-/Elektronik-Montageindustrien sind einzigartig im Vergleich zu den meisten anderen Industriekategorien in der relativen Zusammensetzung ihrer Produktionsmitarbeiter. Der Halbleiterfertigungsbereich hat einen hohen Prozentsatz weiblicher Bediener, die die Prozessausrüstung bedienen. Die bedienerbezogenen Aufgaben erfordern normalerweise kein schweres Heben oder übermäßige körperliche Kraft. Außerdem erfordern viele der Arbeitsaufgaben Feinmotorik und Liebe zum Detail. Männliche Arbeitnehmer überwiegen in den Wartungsaufgaben, Ingenieurfunktionen und im Management. Eine ähnliche Zusammensetzung findet sich im Bereich Computer-/Elektronikmontage dieses Industriesegments. Ein weiteres ungewöhnliches Merkmal dieser Branche ist die Konzentration der Fertigung im asiatisch-pazifischen Raum der Welt. Dies gilt insbesondere in der Endmontage or Back-End Prozesse in der Halbleiterindustrie. Diese Verarbeitung umfasst das Positionieren und Platzieren des hergestellten integrierten Schaltungschips (technisch als Chip bekannt) auf einem Chipträger und einem Leiterrahmen. Diese Verarbeitung erfordert eine präzise Positionierung des Chips, typischerweise durch ein Mikroskop, und sehr feine motorische Fähigkeiten. Auch in diesem Teil des Prozesses überwiegen Arbeiterinnen, wobei der Großteil der weltweiten Produktion im pazifischen Raum konzentriert ist, mit hohen Konzentrationen in Taiwan, Malaysia, Thailand, Indonesien und den Philippinen und einer wachsenden Zahl in China und Vietnam.
Die Halbleiter-IC-Fertigungsbereiche haben verschiedene ungewöhnliche Eigenschaften und Merkmale, die für diese Branche einzigartig sind. Die IC-Verarbeitung beinhaltet nämlich extrem strenge Vorschriften und Anforderungen zur Partikelkontrolle. Ein typischer moderner IC-Fertigungsbereich kann als Reinraum der Klasse 1 oder weniger eingestuft werden. Als Vergleichsmethode wäre eine Außenumgebung größer als Klasse 500,000; ein typischer Raum in einem Haus der Klasse 100,000; und ein Halbleiter-Back-End-Montagebereich von ungefähr Klasse 10,000. Um dieses Maß an Partikelkontrolle zu erreichen, muss der Fertigungsarbeiter tatsächlich vollständig eingeschlossen werden Hasenanzüge die über Luftversorgungs- und Filtersysteme verfügen, um die von den Arbeitern im Fertigungsbereich erzeugten Partikelwerte zu kontrollieren. Die menschlichen Bewohner der Produktionsbereiche gelten als sehr starke Erzeuger von Feinstaub aus ihrer ausgeatmeten Luft, Haut- und Haarausfall sowie aus ihrer Kleidung und ihren Schuhen. Diese Anforderung, beengende Kleidung zu tragen und Arbeitsroutinen zu isolieren, hat dazu beigetragen, dass sich die Mitarbeiter in einer „nicht gastfreundlichen“ Arbeitsumgebung fühlen. Siehe Abbildung 3. Auch im fotolithografischen Bereich umfasst die Verarbeitung das Aussetzen des Wafers einer fotoaktiven Lösung und das anschließende Strukturieren eines Bildes auf der Waferoberfläche unter Verwendung von ultraviolettem Licht. Um unerwünschtes ultraviolettes (UV) Licht aus diesem Verarbeitungsbereich abzuschwächen, werden spezielle gelbe Lichter verwendet (ihnen fehlt die UV-Wellenlängenkomponente, die normalerweise in Innenbeleuchtung zu finden ist). Diese gelben Lichter tragen dazu bei, den Arbeitern das Gefühl zu geben, dass sie sich in einer anderen Arbeitsumgebung befinden, und können möglicherweise eine verwirrende Wirkung auf einige Personen haben.
Abbildung 3. Ein hochmoderner Reinraum

Herstellung von Siliziumhalbleitern
Prozessübersicht
Die Beschreibung der Verarbeitung von Silizium-Halbleitergeräten, entweder diskrete Geräte (ein Halbleiter, der nur ein aktives Gerät enthält, wie z. B. einen Transistor) oder ICs (miteinander verbundene Arrays aktiver und passiver Elemente innerhalb eines einzelnen Halbleitersubstrats, die mindestens eine elektronische Schaltungsfunktion ausführen können) , umfasst zahlreiche hochtechnische und spezifische Operationen. Die Absicht dieser Beschreibung besteht darin, einen grundlegenden Rahmen und eine Erläuterung der Hauptkomponentenschritte bereitzustellen, die bei der Herstellung einer Silizium-Halbleitervorrichtung und der damit verbundenen Umwelt-, Gesundheits- und Sicherheits(EHS)-Probleme verwendet werden.
Die Herstellung eines IC beinhaltet eine Abfolge von Prozessen, die viele Male wiederholt werden können, bevor ein Schaltkreis vollständig ist. Die gängigsten ICs verwenden 6 oder mehr Masken, um Musterungsprozesse abzuschließen, wobei 10 bis 24 Masken typisch sind. Die Herstellung einer Mikroschaltung beginnt mit einem ultrahochreinen Siliziumwafer mit einem Durchmesser von 4 bis 12 Zoll. Perfekt reines Silizium ist fast ein Isolator, aber gewisse Verunreinigungen, genannt Dotierstoffe, in Mengen von 10 bis 100 Teilen pro Million zugesetzt, machen Silizium elektrisch leitfähig.
Eine integrierte Schaltung kann aus Millionen von Transistoren (auch Dioden, Widerständen und Kondensatoren) aus dotiertem Silizium bestehen, die alle durch das entsprechende Leitermuster verbunden sind, um die Computerlogik, den Speicher oder eine andere Art von Schaltung zu erzeugen. Hunderte von Mikroschaltkreisen können auf einem Wafer hergestellt werden.
Sechs Hauptherstellungsverarbeitungsschritte sind universell für alle Silizium-Halbleiterbauelemente: Oxidation, Lithographie, Ätzen, Dotieren, chemische Dampfabscheidung und Metallisierung. Es folgen Montage, Prüfung, Kennzeichnung, Verpackung und Versand.
Oxidation
Im Allgemeinen beinhaltet der erste Schritt bei der Verarbeitung von Halbleiterbauelementen die Oxidation der äußeren Oberfläche des Wafers, um eine dünne Schicht (etwa einen Mikrometer) aus Siliziumdioxid (SiO2). Diese schützt in erster Linie die Oberfläche vor Verunreinigungen und dient als Maske für den nachfolgenden Diffusionsprozess. Diese Fähigkeit, einen chemisch stabilen Schutzwafer aus Siliziumdioxid auf Silizium zu züchten, macht Siliziumwafer zum am weitesten verbreiteten Halbleitersubstrat.
Die Oxidation, allgemein als thermische Oxidation bezeichnet, ist ein diskontinuierlicher Prozess, der in einem Hochtemperatur-Diffusionsofen stattfindet. Die schützende Siliziumdioxidschicht wird in Atmosphären aufgewachsen, die entweder Sauerstoff (O2) (Trockenoxidation) oder Sauerstoff in Verbindung mit Wasserdampf (H2O) (Nassoxidation). Die Temperaturen im Ofen reichen von 800 bis 1,300oC. Chlorverbindungen in Form von Chlorwasserstoff (HCl) können ebenfalls hinzugefügt werden, um die Bekämpfung unerwünschter Verunreinigungen zu unterstützen.
Die Tendenz in neueren Fabrikationsanlagen geht zu vertikalen Oxidationsöfen. Vertikalöfen erfüllen besser die Notwendigkeit einer besseren Kontaminationskontrolle, einer größeren Wafergröße und einer gleichmäßigeren Verarbeitung. Sie ermöglichen eine kleinere Stellfläche der Ausrüstung, wodurch wertvolle Reinraumfläche eingespart wird.
Trockene Oxidation
Zu oxidierende Siliziumwafer werden zuerst unter Verwendung einer Lösung aus Detergens und Wasser gereinigt und mit Xylol, Isopropylalkohol oder anderen Lösungsmitteln gespült. Die gereinigten Wafer werden getrocknet und in einen als a bezeichneten Quarzwaferhalter geladen Boat und in das Operatorende geladen (Ende laden) der Quarzdiffusionsofenröhre oder -zelle. Das Einlassende des Rohres (Quelle Ende) liefert hochreinen Sauerstoff oder Sauerstoff/Stickstoff-Gemisch. Der „trockene“ Sauerstoffstrom wird in das Quarzrohr geregelt und sorgt dafür, dass ein Überschuss an Sauerstoff für das Wachstum von Siliziumdioxid auf der Siliziumwaferoberfläche zur Verfügung steht. Die grundlegende chemische Reaktion ist:
Si + O2 → SiO2
Nassoxidation
Wenn Wasser das Oxidationsmittel ist, werden üblicherweise vier Methoden zum Einbringen von Wasserdampf verwendet – Pyrophor, Hochdruck, Bubbler und Flash. Die grundlegenden chemischen Reaktionen sind:
Pyrophor und Hochdruck: Si + 2O2 2 + H2 → SiO2 + 2H2O
Blitz und Sprudler: Si + 2H2O → SiO2 + 2H2
Pyrophore Oxidation beinhaltet die Einführung und Verbrennung eines Wasserstoff/Sauerstoff-Gasgemisches. Solche Systeme werden allgemein als verbrannter Wasserstoff or Fackel Systeme. Wasserdampf wird erzeugt, wenn geeignete Mengen an Wasserstoff und Sauerstoff am Einlassende des Rohrs eingeführt und reagieren gelassen werden. Die Mischung muss genau kontrolliert werden, um eine ordnungsgemäße Verbrennung zu gewährleisten und die Ansammlung von explosivem Wasserstoffgas zu verhindern.
Hochdruckoxidation (HiPox) wird technisch als Wasserpyrosynthesesystem bezeichnet und erzeugt Wasserdampf durch die Reaktion von ultrareinem Wasserstoff und Sauerstoff. Der Dampf wird dann in eine Hochdruckkammer gepumpt und auf 10 Atmosphären unter Druck gesetzt, was den Nassoxidationsprozess beschleunigt. Als Dampfquelle kann auch entionisiertes Wasser verwendet werden.
In Bubbler-Oxidation entionisiertes Wasser wird in einen Behälter namens a gegeben Bubbler und durch die Verwendung eines Heizmantels auf einer konstanten Temperatur unterhalb seines Siedepunkts von 100°C gehalten. Stickstoff- oder Sauerstoffgas tritt an der Einlassseite des Bubblers ein, wird beim Aufsteigen durch das Wasser mit Wasserdampf gesättigt und tritt durch den Auslass in den Diffusionsofen aus. Bubbler-Systeme scheinen das am weitesten verbreitete Oxidationsverfahren zu sein.
In Flash-Oxidation entionisiertes Wasser wird kontinuierlich in die erhitzte Bodenfläche eines Quarzbehälters getropft und das Wasser verdunstet schnell, sobald es auf die heiße Oberfläche trifft. Stickstoff- oder Sauerstoffträgergas strömt über das verdampfende Wasser und trägt den Wasserdampf in den Diffusionsofen.
Lithografie
Lithographie, auch bekannt als Photolithographie oder einfach Maskieren, ist ein Verfahren zum genauen Bilden von Mustern auf dem oxidierten Wafer. Die mikroelektronische Schaltung wird Schicht für Schicht aufgebaut, wobei jede Schicht ein Muster von einer im Schaltungsdesign vorgegebenen Maske erhält.
Die Druckerberufe entwickelten die wahren Vorläufer der heutigen Mikrofertigungsprozesse für Halbleitergeräte. Diese Entwicklungen beziehen sich auf die Herstellung von Druckplatten, üblicherweise aus Metall, auf denen durch Materialabtragung durch chemisches Ätzen ein Oberflächenreliefmuster erzeugt wird. Dieselbe grundlegende Technik wird bei der Herstellung verwendet Meister Masken Wird bei der Herstellung jeder Verarbeitungsschicht eines Geräts verwendet.
Schaltungsdesigner digitalisieren die Grundschaltung jeder Schicht. Dieses computergestützte Schema ermöglicht eine schnelle Erzeugung der Maskenschaltung und erleichtert alle erforderlichen Änderungen. Diese Technik wird als Computer Aided Design (CAD) bezeichnet. Unter Verwendung leistungsstarker Computeralgorithmen ermöglichen diese Online-Designsysteme dem Designer, die Schaltung direkt auf Videoanzeigebildschirmen mit interaktiven Grafikfähigkeiten zu entwerfen und zu modifizieren.
Die endgültige Zeichnung oder Maske für jede Schaltungsschicht wird von einem computergesteuerten Fotoplotter oder Mustergenerator erstellt. Diese Fotoplotzeichnungen werden dann auf die tatsächliche Größe der Schaltung, einer auf Glas mit Chromrelief hergestellten Mastermaske, verkleinert und auf einer Arbeitsplatte reproduziert, die entweder zum Kontakt- oder Projektionsdruck auf dem Wafer dient.
Diese Masken beschreiben das Muster der leitenden und isolierenden Bereiche, die durch Photolithographie auf den Wafer übertragen werden. Die meisten Unternehmen stellen keine eigenen Masken her, sondern verwenden die von einem Maskenhersteller bereitgestellten.
Reinigung
Die Notwendigkeit einer partikel- und kontaminationsfreien äußeren Waferoberfläche erfordert eine häufige Reinigung. Die Hauptkategorien sind:
- Entionisiertes Wasser und Waschmittel
- Lösungsmittel: Isopropylalkohol (IPA), Aceton, Ethanol, Terpene
- Säure: Flusssäure (HF), Schwefelsäure (H2SO4) und Wasserstoffperoxid (H2O2), Salzsäure (HCl), Salpetersäure (HNO3) und Mischungen
- Ätzmittel: Ammoniumhydroxid (NH4OH).
Anwendung widerstehen
Wafer werden mit einem Resistmaterial aus Polymer auf Lösungsmittelbasis beschichtet und schnell auf einem rotiert Spinner, die eine dünne gleichmäßige Schicht ausbreitet. Die Lösungsmittel verdunsten dann und hinterlassen einen Polymerfilm. Alle Resistmaterialien hängen von (hauptsächlich ultravioletten) Strahlungs-induzierten Änderungen in der Löslichkeit eines synthetischen organischen Polymers in einer ausgewählten Entwicklerspülung ab. Resistmaterialien werden in Negativ- oder Positivresists eingeteilt, je nachdem, ob die Löslichkeit im Entwickler bei Bestrahlung abnimmt (negativ) oder zunimmt (positiv). Tabelle 1 identifiziert den Komponentenaufbau verschiedener Photoresistsysteme.
Tabelle 1. Photoresistsysteme
|
Ultraviolett |
|||
|
Nah (350–450 nm) |
Schwächen |
PB |
Aliphatischer Kautschuk auf Azidbasis (Isopren) |
|
Stärken |
PB |
Ortho-Diazoketon |
|
|
Tief (200–250 nm) |
In erster Linie |
||
|
Elektronenstrahl (ca. 100 nm) |
|||
|
Schwächen |
PB |
Copolymer-Ethylacrylat und Glycidylmethacrylat (COP) |
|
|
Stärken |
PB |
Polymethylmethacrylat, Polyfluoralkylmethacrylat, Polyalkylaldehyd, Polycyanoethylacrylat |
|
|
Röntgen (0.5–5 nm) |
|||
|
Schwächen |
PB |
Copolymer-Ethylacrylat und Glycidylmethacrylat (COP) |
|
|
Stärken |
PB |
Polymethylmethacrylat, ortho-Diazoketon, Poly |
|
PB = Polymerbasis; S = Lösungsmittel; D = Entwickler.
Da die meisten Fotolacke für ultraviolettes (UV) Licht empfindlich sind, wird der Verarbeitungsbereich mit speziellen gelben Lichtern beleuchtet, denen empfindliche UV-Wellenlängen fehlen (siehe Abbildung 1).
Abbildung 1. Fotolithografische „Gelbraum“-Ausrüstung

In der Industrie werden vor allem Negativ- und Positiv-UV-Resists eingesetzt. E-Beam- und Röntgenresists gewinnen jedoch aufgrund ihrer höheren Auflösungen an Marktanteilen. Gesundheitliche Bedenken bei der Lithographie werden hauptsächlich durch potenzielle Gefahren für die Fortpflanzung verursacht, die mit ausgewählten positiven Resists (z. B. Ethylenglycolmonoethyletheracetat als Träger) verbunden sind, die derzeit von der Industrie auslaufen. Gelegentliche Gerüche von Negativlacken (z. B. Xylol) führen ebenfalls zu Bedenken der Mitarbeiter. Aufgrund dieser Bedenken verbringen die Industriehygieniker der Halbleiterindustrie viel Zeit damit, Photoresist-Operationen zu testen. Während dies zur Charakterisierung dieser Vorgänge nützlich ist, liegen die routinemäßigen Expositionen während des Schleuder- und Entwicklerbetriebs typischerweise unter 5 % der luftgetragenen Standards für die berufliche Exposition für die im Prozess verwendeten Lösungsmittel (Scarpace et al. 1989).
Während des Betriebs eines Schleudersystems wurde eine einstündige Exposition gegenüber Ethylenglycolmonoethyletheracetat von 1 ppm festgestellt. Diese Exposition wurde hauptsächlich durch schlechte Arbeitspraktiken während der Wartungsarbeiten verursacht (Baldwin, Rubin und Horowitz 6.3).
Trocknen und vorbacken
Nach dem Auftragen des Resists werden die Wafer auf einer Bahn oder manuell von der Schleuder in einen temperaturgeregelten Ofen mit Stickstoffatmosphäre bewegt. Eine moderate Temperatur (70 bis 90 °C) bewirkt, dass der Fotolack aushärtet (Soft Bake) und die restlichen Lösungsmittel verdunsten.
Um die Haftung der Resistschicht auf dem Wafer sicherzustellen, wird ein Primer, Hexamethyldisilizan (HMDS), auf den Wafer aufgetragen. Der Primer bindet molekulares Wasser auf der Waferoberfläche. HMDS wird entweder direkt in einem Tauch- oder Aufschleuderverfahren oder durch eine Dampfgrundierung aufgebracht, die Verfahrens- und Kostenvorteile gegenüber den anderen Verfahren bietet.
Maskenausrichtung und Belichtung
Die Maske und der Wafer werden unter Verwendung eines präzisen optischen/mechanischen Geräts dicht zusammengebracht, und das Bild auf der Maske wird auf ein beliebiges Muster ausgerichtet, das bereits im Wafer unter der Fotolackschicht vorhanden ist. Für die erste Maske ist keine Ausrichtung erforderlich. Bei älteren Technologien wird die Ausrichtung für aufeinanderfolgende Schichten durch die Verwendung eines Biskops (Zweilinsenmikroskop) und Präzisionssteuerungen zum Positionieren des Wafers in Bezug auf die Maske ermöglicht. Bei neueren Technologien erfolgt die Ausrichtung automatisch anhand von Referenzpunkten auf den Wafern.
Sobald die Ausrichtung erfolgt ist, scheint eine hochintensive ultraviolette Quecksilberdampf- oder Bogenlampenquelle durch die Maske, wodurch der Resist an Stellen freigelegt wird, die nicht durch undurchsichtige Bereiche der Maske geschützt sind.
Die verschiedenen Methoden der Waferausrichtung und -belichtung umfassen UV-Flutbelichtung (Kontakt oder Nähe), UV-Belichtung durch eine Projektionslinse zur Verkleinerung (Projektion), UV-Stufen- und Wiederholungsreduktionsbelichtung (Projektion), Röntgenflutung (Nähe) und Elektronenstrahlabtastung Belichtung (direktes Schreiben). Die hauptsächlich verwendete Methode umfasst die UV-Bestrahlung von Quecksilberdampf- und Bogenlampen durch Proximity- oder Projektions-Aligner. Die UV-Resists sind entweder so konzipiert, dass sie auf ein breites Spektrum von UV-Wellenlängen reagieren, oder sie sind so formuliert, dass sie bevorzugt auf eine oder mehrere der von der Lampe emittierten Hauptspektrumlinien reagieren (z. B. g-Linie bei 435 nm, h-Linie bei 405 nm und i-Linie bei 365 nm).
Die vorherrschenden Wellenlängen von UV-Licht, die derzeit bei der Photomaskierung verwendet werden, sind 365 nm oder darüber, aber die Spektren von UV-Lampen enthalten auch erhebliche Energie im gesundheitlich bedenklichen Wellenlängenbereich, dem aktinischen Bereich unter 315 nm. Normalerweise ist die Intensität der aus dem Gerät austretenden UV-Strahlung geringer als sowohl die Intensität des Sonnenlichts im aktinischen Bereich als auch die für die berufliche UV-Exposition festgelegten Standards.
Gelegentlich erfordert die Ausrichtung der UV-Lampe während der Wartung, dass sie außerhalb des Geräteschranks oder ohne normale Schutzfilter eingeschaltet wird. Die Expositionsniveaus während dieses Vorgangs können die beruflichen Expositionsgrenzwerte überschreiten, aber normale Reinraumkleidung (z. B. Kittel, Vinylhandschuhe, Gesichtsmasken und Polycarbonat-Schutzbrillen mit UV-Inhibitor) ist normalerweise ausreichend, um das UV-Licht unter die Expositionsgrenzwerte zu dämpfen (Baldwin und Stewart 1989 ).
Während die vorherrschenden Wellenlängen für UV-Lampen, die in der Photolithographie verwendet werden, 365 nm oder mehr betragen, führt die Suche nach kleineren Merkmalen in fortschrittlichen ICs zur Verwendung von Belichtungsquellen mit kleineren Wellenlängen, wie z. B. tiefes UV und Röntgenstrahlen. Eine neue Technologie für diesen Zweck ist die Verwendung von Krypton-Fluorid-Excimer-Lasern, die in Steppern verwendet werden. Diese Stepper verwenden eine Wellenlänge von 248 nm mit hoher Laserleistung. Gehäuse für diese Systeme enthalten jedoch den Strahl während des normalen Betriebs.
Wie bei anderen Geräten mit Hochleistungslasersystemen, die in der Halbleiterfertigung verwendet werden, besteht die Hauptsorge darin, wenn Verriegelungen für das System während der Strahlausrichtung umgangen werden müssen. Hochleistungslaser sind auch eine der bedeutendsten elektrischen Gefahren in der Halbleiterindustrie. Auch nach dem Abschalten des Stroms besteht innerhalb des Werkzeugs ein erhebliches Schockpotential. Kontrollen und Überlegungen zum Sicherheitsdesign für diese Systeme werden von Escher, Weathers und Labonville (1993) behandelt.
Eine Belichtungsquelle mit fortschrittlicher Technologie, die in der Lithographie verwendet wird, sind Röntgenstrahlen. Emissionspegel von Röntgenlithographiequellen können zu Dosisraten führen, die sich 50 Millisievert (5 Rems) pro Jahr im Zentrum der Ausrüstung nähern. Es wird empfohlen, den Zugang zu Bereichen innerhalb der abgeschirmten Wand zu beschränken, um die Exposition zu minimieren (Rooney und Leavey 1989).
Entwicklung
Während des Entwicklungsschrittes werden die unpolymerisierten Bereiche des Resists aufgelöst und entfernt. Entwickler auf Lösungsmittelbasis wird auf die mit Resist bedeckte Waferoberfläche entweder durch Eintauchen, Sprühen oder Zerstäuben aufgebracht. Entwicklerlösungen sind in Tabelle 1 aufgeführt. Eine Lösungsmittelspülung (n-Butylacetat, Isopropylalkohol, Aceton usw.) wird normalerweise nach dem Entwickler aufgetragen, um jegliches Restmaterial zu entfernen. Der nach dem Entwickeln verbleibende Resist schützt die einzelnen Schichten bei der weiteren Verarbeitung.
Backen
Nach dem Ausrichten, Belichten und Entwickeln des Resists gelangen die Wafer dann in einen weiteren temperaturgesteuerten Ofen mit Stickstoffatmosphäre. Der Ofen mit höherer Temperatur (120 bis 135 °C) bewirkt, dass der Fotolack auf der Waferoberfläche aushärtet und vollständig polymerisiert (Hard Bake).
Photoresist-Stripping
Der entwickelte Wafer wird dann selektiv mit Nass- oder Trockenchemikalien geätzt (siehe „Ätzen“ unten). Der restliche Fotolack muss vor der weiteren Verarbeitung vom Wafer abgezogen werden. Dies geschieht entweder durch den Einsatz nasschemischer Lösungen in temperierten Bädern oder durch den Einsatz eines Plasma-Aschers oder einer Trockenchemikalie. Tabelle 2 identifiziert sowohl nasse als auch trockene chemische Bestandteile. Es folgt eine Erörterung des trockenchemischen Plasmaätzens – unter Verwendung der gleichen Ausrüstung und Betriebsprinzipien wie beim Plasmaveraschen.
Tabelle 2. Photoresist-Stripper
Nasse Chemikalie
Säure
Schwefelsäure (H2SO4) und Chrom (CrO3)
Schwefelsäure (H2SO4) und Ammoniumpersulfat ((NH4)2S2O8)
Schwefelsäure (H2SO4) und Wasserstoffperoxid (H2O2)
Organische
Phenole, Schwefelsäuren, Trichlorbenzol, Perchlorethylen
Glykolether, Ethanolamin, Triethanolamin
Natronlauge und Silikate (Positivresist)
Trockenchemikalie
Plasmaveraschung (Strippen)
HF-Stromquelle (Hochfrequenz) – Frequenz 13.56 MHz oder 2,450 MHz
Sauerstoff (O2) Quellgas
Vakuumpumpsysteme
—Ölgeschmiert mit Flüssigstickstofffalle (alte Technologie)
—Geschmiert mit inerten Perfluorpolyether-Flüssigkeiten (neuere Technologie)
—Trockenpumpe (neueste Technologie)
Radierung
Ätzen entfernt Schichten aus Siliziumdioxid (SiO2), Metalle und Polysilizium sowie Resists, gemäß den gewünschten Mustern, die durch den Resist beschrieben werden. Die beiden Hauptkategorien des Ätzens sind Nass- und Trockenchemikalien. Überwiegend wird das Nassätzen verwendet, bei dem es sich um Lösungen handelt, die die Ätzmittel (meist ein Säuregemisch) in der gewünschten Stärke enthalten, die mit den zu entfernenden Materialien reagieren. Beim Trockenätzen werden reaktive Gase unter Vakuum in einer Kammer mit hoher Energie verwendet, wodurch auch die gewünschten Schichten entfernt werden, die nicht durch Resist geschützt sind.
Nasse Chemikalie
Die nasschemischen Ätzlösungen befinden sich in temperierten Ätzbädern aus Polypropylen (Poly-Pro), schwer entflammbarem Polypropylen (GFK) oder Polyvinylchlorid (PVC). Die Bäder sind im Allgemeinen entweder mit einer Ringabsaugung vom Ringtyp oder einer Schlitzabsaugung an der Rückseite der nasschemischen Ätzstation ausgestattet. Vertikale Laminarströmungshauben führen der Oberfläche der Ätzbäder gleichmäßig gefilterte, partikelfreie Luft zu. Gängige Lösungen von Nassätzchemikalien sind in Tabelle 3 in Bezug auf die zu ätzende Oberflächenschicht dargestellt.
Tabelle 3. Nasschemische Ätzmittel
|
Material zum Ätzen |
Ätzmittel |
|
|
Silizium |
||
|
Polykristallines Silizium (Si) |
Flusssäure, Salpetersäure, Essigsäure und Jod |
|
|
Siliziumdioxid (SiO2) |
Gepuffertes Oxidätzen (BOE) - Fluorwasserstoff und |
|
|
Siliziumnitrid (Si3N4) |
Phosphor- und Flusssäuren |
|
|
CVD-Oxid- oder Pad-Ätzung |
Ammoniumfluorid, Essig- und Flusssäure |
|
|
Metallindustrie |
||
|
Aluminium (Al) |
Phosphor-, Salpeter-, Essig- und Salzsäure |
|
|
Chrom-Nickel (Cr/Ni) |
Cerammoniumnitrat und Salpetersäure |
|
|
Gold (Au) |
Salz- und Salpetersäure (Königswasser) |
|
|
Silber (Ag) |
Eisennitrat (FeNO3) und Ethylenglykol |
|
|
Compounds |
Formel |
Standardkonzentration (%) |
|
Essigsäure |
CH3COOH |
36 |
|
Ammoniumfluorid |
NH4F |
40 |
|
Eisessig |
CH3COOH |
99.5 |
|
Salzsäure |
HCl |
36 |
|
Fluorwasserstoffsäure |
HF |
49 |
|
Salpetersäure |
Hno3 |
67 |
|
Phosphorsäure |
H3PO4 |
85 |
|
Kaliumhydroxid |
KOH |
50 oder 10 |
|
Natriumhydroxid |
NaOH |
50 oder 10 |
|
Schwefelsäure |
H2SO4 |
96 |
Vertikal montierte Strömungsversorgungshauben können bei Verwendung in Verbindung mit Spritzschutz und Absaugung Bereiche mit Luftturbulenzen innerhalb der nasschemischen Ätzstation erzeugen. Infolgedessen ist eine Verringerung der Wirksamkeit der örtlichen Absaugung beim Auffangen und Ableiten von flüchtigen Luftverunreinigungen aus den verwendeten Ätzbädern möglich.
Das Hauptproblem beim Nassätzen ist die Möglichkeit des Hautkontakts mit den konzentrierten Säuren. Während alle beim Ätzen verwendeten Säuren Verätzungen verursachen können, ist der Kontakt mit Flusssäure (HF) besonders besorgniserregend. Die zeitliche Verzögerung zwischen Hautkontakt und Schmerz (bis zu 24 Stunden bei Lösungen mit weniger als 20 % HF und 1 bis 8 Stunden bei 20 bis 50 %igen Lösungen) kann zu einer verzögerten Behandlung und schwereren Verbrennungen als erwartet führen (Hathaway et al. 1991). .
In der Vergangenheit waren Verätzungen durch Säure ein besonderes Problem in der Industrie. Der Hautkontakt mit Säuren ist jedoch in den letzten Jahren zurückgegangen. Ein Teil dieser Reduzierung wurde durch produktbezogene Verbesserungen im Ätzprozess verursacht, wie z. B. die Umstellung auf Trockenätzen, den Einsatz von mehr Robotern und die Installation von Chemikaliendosiersystemen. Die Verringerung der Verätzungsrate kann auch auf bessere Handhabungstechniken, stärkere Verwendung persönlicher Schutzausrüstung, besser gestaltete Nassdecks und besseres Training zurückgeführt werden – all dies erfordert kontinuierliche Aufmerksamkeit, wenn die Rate weiter sinken soll (Baldwin und Williams 1996 ).
Trockenchemikalie
Trockenchemisches Ätzen ist aufgrund seiner Fähigkeit, den Ätzprozess besser zu kontrollieren und das Kontaminationsniveau zu reduzieren, ein Bereich von wachsendem Interesse und zunehmender Verwendung. Die trockenchemische Verarbeitung ätzt die gewünschten Schichten effektiv durch die Verwendung von chemisch reaktiven Gasen oder durch physikalischen Beschuss.
Es wurden chemisch reaktive Plasmaätzsysteme entwickelt, die Silizium, Siliziumdioxid, Siliziumnitrid, Aluminium, Tantal, Tantalverbindungen, Chrom, Wolfram, Gold und Glas effektiv ätzen können. Es werden zwei Arten von Plasmaätzreaktorsystemen verwendet – das Fass oder zylindrisch und die Parallelplatte oder planar. Beide arbeiten nach den gleichen Prinzipien und unterscheiden sich hauptsächlich nur in der Konfiguration.
Ein Plasma ähnelt einem Gas, außer dass einige der Atome oder Moleküle des Plasmas ionisiert sind und eine beträchtliche Anzahl freier Radikale enthalten können. Der typische Reaktor besteht aus einer Vakuumreaktorkammer, die den Wafer enthält, der normalerweise aus Aluminium, Glas oder Quarz besteht; eine Hochfrequenz(HF)-Energiequelle – normalerweise bei 450 kHz, 13.56 MHz oder 40.5 MHz und ein Steuermodul zum Steuern der Verarbeitungszeit, der Zusammensetzung des Reaktionsgases, der Gasflussrate und des HF-Leistungspegels. Zusätzlich ist eine ölgeschmierte (ältere Technologie) oder trockene (neuere Technologie) Grobpumpen-Vakuumquelle mit der Reaktorkammer in Reihe geschaltet. Wafer werden entweder einzeln oder in Kassetten in den Reaktor geladen, eine Pumpe evakuiert die Kammer und das Reagensgas (normalerweise Tetrafluorkohlenstoff) wird eingeführt. Die Ionisierung des Gases bildet das Ätzplasma, das mit den Wafern reagiert, um flüchtige Produkte zu bilden, die abgepumpt werden. Die Einführung von frischem Reaktionsgas in die Kammer hält die Ätzaktivität aufrecht. Tabelle 4 identifiziert die Materialien und Plasmagase, die zum Ätzen verschiedener Schichten verwendet werden.
Tabelle 4. Plasmaätzgase und geätzte Materialien
|
Material |
Gas |
|
Silizium |
|
|
Polysilizium (polySi) und Silizium |
CF+O2, CCl4 oder CF3Cl, CF4 und HCl |
|
Siliziumdioxid (SiO2) |
C2F6, C3F8, CF.4, SiF4, C5F12, CHF3, CCl2F2, SF6, HF |
|
Siliziumnitrid (Si3N4) |
CF4 +Ar, CF4 + O2, CF.4 + H2 |
|
Metallindustrie |
|
|
Aluminium (Al) |
CCl4 oder BCl3 + Er oder Ar |
|
Chrom (Cr) |
CCl4 |
|
Chromoxid (CrO3) |
Cl2 + Ar oder CCl4 + Ar |
|
Galliumarsenid (GaAs) |
CCl2F2 |
|
Vanadium (V) |
CF4 |
|
Titan (Ti) |
CF4 |
|
Tantuum (Ta) |
CF4 |
|
Molybdän (Mo) |
CF4 |
|
Wolfram (W) |
CF4 |
Ein weiteres Verfahren, das derzeit zum Ätzen entwickelt wird, ist das Mikrowellen-Downstream-Verfahren. Es verwendet eine Mikrowellenentladung mit hoher Leistungsdichte, um metastabile Atome mit langer Lebensdauer zu erzeugen, die Material fast so ätzen, als ob es in Säure getaucht wäre.
Physikalische Ätzverfahren ähneln dem Sandstrahlen darin, dass Argongasatome verwendet werden, um die zu ätzende Schicht physikalisch zu bombardieren. Ein Vakuumpumpsystem wird verwendet, um disloziertes Material zu entfernen. Beim reaktiven Ionenätzen handelt es sich um eine Kombination aus chemischem und physikalischem Trockenätzen.
Der Sputterprozess ist ein Prozess des Ionenaufpralls und der Energieübertragung. Das Sputterätzen beinhaltet ein Sputtersystem, bei dem der zu ätzende Wafer an einer negativen Elektrode oder einem Target in einer Glimmentladungsschaltung befestigt wird. Durch den Beschuss mit positiven Ionen, üblicherweise Argon, spritzt Material vom Wafer ab und führt zu einer Versetzung der Oberflächenatome. Die Stromversorgung erfolgt über eine HF-Quelle mit einer Frequenz von 450 kHz. Ein Inline-Vakuumsystem wird zur Drucksteuerung und Entfernung der Reaktanten verwendet.
Ionenstrahlätzen und -fräsen ist ein schonendes Ätzverfahren, bei dem ein Strahl niederenergetischer Ionen verwendet wird. Das Ionenstrahlsystem besteht aus einer Quelle zur Erzeugung des Ionenstrahls, einer Arbeitskammer, in der geätzt oder gefräst wird, einer Halterung mit einer Zielplatte zum Halten der Wafer im Ionenstrahl, einem Vakuumpumpsystem, unterstützender Elektronik und Instrumenten. Der Ionenstrahl wird aus einem ionisierten Gas (Argon oder Argon/Sauerstoff) oder Plasma gewonnen, das durch die elektrische Entladung entsteht. Die Entladung wird durch Anlegen einer Spannung zwischen einer elektronenemittierenden Glühfadenkathode und einem Anodenzylinder, der sich im Außendurchmesser des Entladungsbereichs befindet, erhalten.
Das Ionenstrahlfräsen erfolgt im niederenergetischen Bereich des Ionenbeschusses, wo nur Oberflächenwechselwirkungen auftreten. Diese Ionen, normalerweise im Bereich von 500 bis 1,000 eV, treffen auf ein Ziel und abspritzen Oberflächenatome, indem sie die Kräfte brechen, die das Atom mit seinem Nachbarn verbinden. Das Ionenstrahlätzen wird in einem etwas höheren Energiebereich durchgeführt, was eine dramatischere Verschiebung von Oberflächenatomen beinhaltet.
Reaktives Ionenätzen (RIE) ist eine Kombination aus physikalischem Sputtern und chemischem Ätzen reaktiver Spezies bei niedrigen Drücken. RIE verwendet Ionenbeschuss, um gerichtetes Ätzen zu erreichen, und auch ein chemisch reaktives Gas, Tetrafluorkohlenstoff (CF4) oder Tetrachlorkohlenstoff (CCl4), um eine gute Ätzschichtselektivität aufrechtzuerhalten. Ein Wafer wird in eine Kammer mit einer Atmosphäre aus einer chemisch reaktiven Gasverbindung bei einem niedrigen Druck von etwa 0.1 Torr (1.3 x 10-4 Atmosphäre). Eine elektrische Entladung erzeugt ein Plasma aus reaktiven „freien Radikalen“ (Ionen) mit einer Energie von einigen hundert Elektronenvolt. Die Ionen treffen vertikal auf die Waferoberfläche, wo sie reagieren, um flüchtige Spezies zu bilden, die durch ein Inline-Vakuumsystem mit niedrigem Druck entfernt werden.
Trockenätzer haben manchmal einen Reinigungszyklus, der verwendet wird, um Ablagerungen zu entfernen, die sich auf der Innenseite der Reaktionskammern ansammeln. Ausgangsverbindungen, die für die Plasmen des Reinigungszyklus verwendet werden, umfassen Stickstofftrifluorid (NF3), Hexafluorethan (C2F6) und Octafluorpropan (C3F8).
Diese drei im Reinigungsprozess verwendeten Gase und viele der beim Ätzen verwendeten Gase sind ein Eckpfeiler für ein Umweltproblem, mit dem die Halbleiterindustrie konfrontiert ist und das Mitte der 1990er Jahre auftauchte. Mehreren der hochfluorierten Gase wurde ein erhebliches Treibhauspotenzial (oder Treibhauseffekt) zugesprochen. (Diese Gase werden auch als PFCs, perfluorierte Verbindungen, bezeichnet.) Die lange atmosphärische Lebensdauer, das hohe Treibhauspotenzial und der deutlich erhöhte Einsatz von PFCs wie NF3, C2F6, C3F8, CF.4, Trifluormethan (CHF3) und Schwefelhexafluorid (SF6) veranlasste die Halbleiterindustrie, sich auf Möglichkeiten zur Reduzierung ihrer Emissionen zu konzentrieren.
Atmosphärische Emissionen von PFCs aus der Halbleiterindustrie sind auf eine schlechte Werkzeugeffizienz (viele Werkzeuge verbrauchten nur 10 bis 40 % des verwendeten Gases) und unzureichende Ausrüstung zur Verringerung der Luftemission zurückzuführen. Nasswäscher sind bei der Entfernung von PFCs nicht effektiv, und Tests an vielen Verbrennungseinheiten ergaben eine schlechte Zerstörungseffizienz für einige Gase, insbesondere CF4. Viele dieser Verbrennungseinheiten brachen C ab2F6 und C3F8 in CF4. Auch die hohen Betriebskosten für diese Minderungswerkzeuge, ihr Energiebedarf, ihre Freisetzung anderer Gase der globalen Erwärmung und ihre Verbrennungsnebenprodukte von gefährlichen Luftschadstoffen zeigten, dass die Verbrennungsminderung kein geeignetes Verfahren zur Kontrolle von PFC-Emissionen war.
Prozesswerkzeuge effizienter zu machen, umweltfreundlichere Alternativen zu diesen Trockenätzgasen zu identifizieren und zu entwickeln und die Abgase wiederzugewinnen/zu recyceln waren die mit Trockenätzern verbundenen Umweltschwerpunkte.
Der Hauptschwerpunkt der Arbeitshygiene bei Trockenätzern lag auf der möglichen Exposition von Wartungspersonal, das an den Reaktionskammern, Pumpen und anderen zugehörigen Geräten arbeitet, die Rückstände von Reaktionsprodukten enthalten können. Die Komplexität von Plasma-Metallätzern und die Schwierigkeit, die mit ihrer Wartung verbundenen Gerüche zu charakterisieren, hat sie zum Gegenstand vieler Untersuchungen gemacht.
Die in Plasmametallätzern gebildeten Reaktionsprodukte sind ein komplexes Gemisch aus chlorierten und fluorierten Verbindungen. Die Wartung von Metallätzern beinhaltet oft kurzzeitige Arbeiten, die starke Gerüche erzeugen. Hexachlorethan wurde bei einem Typ von Aluminiumätzern als die Hauptursache für Gerüche gefunden (Helb et al. 1983). In einem anderen Fall war Chlorcyan das Hauptproblem: Die Expositionswerte betrugen das 11-fache des Arbeitsplatzgrenzwerts von 0.3 ppm (Baldwin 1985). Bei noch anderen Arten von Ätzern ist Chlorwasserstoff mit dem Geruch verbunden; die maximal gemessene Exposition betrug 68 ppm (Baldwin, Rubin und Horowitz 1993). Für weitere Informationen zu diesem Thema siehe Mueller und Kunesh (1989).
Die Komplexität der Chemie in Metallätzabgasen hat Forscher dazu veranlasst, experimentelle Methoden zur Untersuchung der Toxizität dieser Mischungen zu entwickeln (Bauer et al. 1992a). Die Anwendung dieser Methoden in Nagetierstudien weist darauf hin, dass bestimmte dieser chemischen Mischungen mutagene Mutagene (Bauer et al. 1992b) und reproduktionstoxische (Schmidt et al. 1995) sind.
Da Trockenätzer als geschlossene Systeme arbeiten, kommt es bei geschlossenem System typischerweise nicht zu einer chemischen Belastung der Bediener der Ausrüstung. Eine seltene Ausnahme hiervon ist, wenn der Spülzyklus für ältere Batch-Ätzer nicht lang genug ist, um die Ätzgase angemessen zu entfernen. Beim Öffnen der Türen zu diesen Ätzanlagen wurden kurze, aber irritierende Expositionen gegenüber Fluorverbindungen gemeldet, die unterhalb der Nachweisgrenze für typische industrielle Hygieneüberwachungsverfahren liegen. Normalerweise kann dies korrigiert werden, indem einfach die Länge des Spülzyklus vor dem Öffnen der Ätzkammertür verlängert wird.
Die Hauptbedenken hinsichtlich der Exposition des Bedieners gegenüber HF-Energie entstehen während des Plasmaätzens und -veraschens (Cohen 1986; Jones 1988). Typischerweise kann der Verlust von HF-Energie verursacht werden durch:
- falsch ausgerichtete Türen
- Risse und Löcher in den Schränken
- Metalltische und Elektrokabel, die aufgrund unsachgemäßer Erdung des Ätzers als Antennen fungieren
- kein Dämpfungsschirm im Sichtfenster des Ätzers (Jones 1988; Horowitz 1992).
Hochfrequenzbelastung kann auch während der Wartung von Ätzern auftreten, insbesondere wenn der Geräteschrank entfernt wurde. Eine Belichtung von 12.9 mW/cm2 wurde oben auf einem Plasmaätzer eines älteren Modells gefunden, dessen Abdeckung zur Wartung entfernt wurde (Horowitz 1992). Der tatsächliche HF-Strahlungsverlust in dem Bereich, in dem der Bediener steht, lag typischerweise unter 4.9 mW/cm2.
Doping
Die Bildung einer elektrischen Verbindung oder Grenze zwischen p und n Bereichen in einem Einkristall-Siliziumwafer ist das wesentliche Element für das Funktionieren aller Halbleiterbauelemente. Übergänge lassen Strom viel leichter in eine Richtung fließen als in die andere. Sie bilden die Grundlage für Dioden- und Transistoreffekte in allen Halbleitern. In einer integrierten Schaltung muss eine kontrollierte Anzahl elementarer Verunreinigungen oder Dotierstoffe in ausgewählte geätzte Bereiche des Siliziumsubstrats oder Wafers eingeführt werden. Dies kann entweder durch Diffusions- oder Ionenimplantationstechniken erfolgen. Unabhängig von der verwendeten Technik werden für die Herstellung von Halbleiterübergängen die gleichen Typen oder Dotierstoffe verwendet. Tabelle 5 identifiziert die Hauptkomponenten, die zum Dotieren verwendet werden, ihren physikalischen Zustand, elektrischen Typ (p or n) und der verwendeten Primärübergangstechnik – Diffusion oder Ionenimplantation.
Tabelle 5. Dotierstoffe zur Sperrschichtbildung für Diffusion und Ionenimplantation
|
Element |
Compounds |
Formel |
Bundesstaat |
Technik |
|
n-Typ |
||||
|
Antimon |
Antimontrioxid |
Sb2O3 |
Solid |
Rundfunk |
|
Arsen |
Arsentrioxid |
As2O3 |
Solid |
Rundfunk |
|
Phosphor |
Phosphorpentoxid |
P2O5 |
Solid |
Rundfunk |
|
p-Typ |
||||
|
Bor |
Bornitrid |
BN |
Solid |
Rundfunk |
Die routinemäßige chemische Exposition von Bedienern sowohl von Diffusionsöfen als auch von Ionenimplantationsgeräten ist gering – typischerweise geringer als die Nachweisgrenze von standardmäßigen arbeitshygienischen Probenahmeverfahren. Chemische Bedenken mit dem Prozesszentrum bezüglich der Möglichkeit der Freisetzung giftiger Gase.
Bereits in den 1970er Jahren begannen fortschrittliche Halbleiterhersteller mit der Installation der ersten kontinuierlichen Gasüberwachungssysteme für brennbare und toxische Gase. Das Hauptaugenmerk dieser Überwachung lag auf der Erkennung unbeabsichtigter Freisetzungen der giftigsten Dotierungsgase mit Geruchsschwellenwerten oberhalb ihrer Arbeitsplatzgrenzwerte (z. B. Arsenwasserstoff und Diboran).
Die meisten Industriehygiene-Luftüberwachungsgeräte in der Halbleiterindustrie werden für die Lecksuche von brennbaren und toxischen Gasen verwendet. Einige Einrichtungen verwenden jedoch auch kontinuierliche Überwachungssysteme, um:
- Emissionen aus dem Abgaskanal (Schornstein) analysieren
- Quantifizieren Sie die Konzentrationen flüchtiger Chemikalien in der Umgebungsluft
- Gerüche in den Fab-Bereichen identifizieren und quantifizieren.
Die in der Halbleiterindustrie für diese Art der Überwachung am häufigsten verwendeten Technologien sind kolorimetrische Gasdetektion (z. B. MDA-Dauergasdetektor), elektrochemische Sensoren (z. B. Sensydyne-Monitore) und Fourier-Transformations-Infrarot (z. B. Telos ACM) (Baldwin und Williams 1996). .
Rundfunk
Rundfunk ist ein Begriff, der verwendet wird, um die Bewegung von Dotierungsmitteln weg von Bereichen mit hoher Konzentration am Source-Ende des Diffusionsofens zu Bereichen mit niedrigerer Konzentration innerhalb des Siliziumwafers zu beschreiben. Diffusion ist die etablierteste Methode zur Bildung von Verbindungen.
Bei dieser Technik wird ein Wafer innerhalb des Diffusionsofens einer erhitzten Atmosphäre ausgesetzt. Der Ofen enthält die gewünschten Dotierstoffe in Dampfform und führt ebenfalls zur Erzeugung von Bereichen mit dotierter elektrischer Aktivität p or n. Die am häufigsten verwendeten Dotierstoffe sind Bor für den p-Typ; und Phosphor (P), Arsen (As) oder Antimon (Sb) für den n-Typ (siehe Tabelle 5).
Typischerweise werden Wafer in einem Quarzträger oder Schiffchen gestapelt und in den Diffusionsofen eingebracht. Der Diffusionsofen enthält ein langes Quarzrohr und einen Mechanismus zur genauen Temperaturregelung. Die Temperaturkontrolle ist äußerst wichtig, da die Diffusionsgeschwindigkeiten der verschiedenen Siliziumdotierungsmittel hauptsächlich eine Funktion der Temperatur sind. Die Einsatztemperaturen reichen von 900 bis 1,300 oC, je nach spezifischem Dotierungsmittel und Verfahren.
Das Erhitzen des Siliziumwafers auf eine hohe Temperatur ermöglicht es den Fremdatomen, langsam durch die Kristallstruktur zu diffundieren. Verunreinigungen bewegen sich langsamer durch Siliziumdioxid als durch das Silizium selbst, wodurch das dünne Oxid aktiviert wird Das Muster dient als Maske und erlaubt dadurch dem Dotierstoff nur dort in das Silizium einzudringen, wo es ungeschützt ist. Nachdem sich genügend Verunreinigungen angesammelt haben, werden die Wafer aus dem Ofen entfernt und die Diffusion hört effektiv auf.
Für maximale Kontrolle werden die meisten Diffusionen in zwei Schritten durchgeführt—Vorurteil und fahren. Die Vorabscheidung oder Diffusion mit konstanter Quelle ist der erste Schritt und findet in einem Ofen statt, in dem die Temperatur so gewählt wird, dass die beste Kontrolle der Verunreinigungsmengen erreicht wird. Die Temperatur bestimmt die Löslichkeit des Dotierstoffs. Nach einer vergleichsweise kurzen Vorabscheidungsbehandlung wird der Wafer physikalisch zu einem zweiten Ofen bewegt, üblicherweise bei einer höheren Temperatur, wo eine zweite Wärmebehandlung den Dotierstoff bis zu der gewünschten Diffusionstiefe in das Siliziumwafergitter eintreibt.
Die im Vorabscheidungsschritt verwendeten Dotierstoffquellen befinden sich in drei unterschiedlichen chemischen Zuständen: gasförmig, flüssig und fest. Tabelle 5 identifiziert die verschiedenen Typen von Diffusionsquellen-Dotierungsmitteln und ihre physikalischen Zustände.
Gase werden im Allgemeinen aus Druckgasflaschen mit Druckreglern oder -reglern, Absperrventilen und verschiedenen Spülanschlüssen zugeführt und durch Metallrohre mit kleinem Durchmesser abgegeben.
Flüssigkeiten werden normalerweise aus Bubblern abgegeben, die einen Trägergasstrom, normalerweise Stickstoff, mit den flüssigen Dotiermitteldämpfen sättigen, wie es im Abschnitt über die Nassoxidation beschrieben ist. Eine andere Form der Flüssigkeitsabgabe erfolgt durch die Verwendung von Spin-on Dotiermittel Gerät. Dazu wird ein fester Dotierstoff mit einem flüssigen Lösungsmittelträger in Lösung gebracht, dann die Lösung auf den Wafer getropft und geschleudert, ähnlich wie beim Auftragen von Photoresists.
Feste Quellen können die Form eines Bornitridwafers haben, der zwischen zwei zu dotierende Siliziumwafer eingelegt und dann in einen Diffusionsofen gegeben wird. Auch die festen Dotierstoffe in Pulver- oder Perlenform können in a eingebracht werden Quarzbombe (Arsentrioxid), manuell in das Quellenende eines Diffusionsrohrs gekippt oder in einen separaten Quellenofen in Reihe mit dem Hauptdiffusionsofen geladen.
In Ermangelung geeigneter Kontrollen Arsenexposition über 0.01 mg/m3 wurden während der Reinigung eines Abscheidungsofens (Wade et al. 1981) und während der Reinigung von Quellengehäusekammern für Festquellen-Ionenimplantatoren (McCarthy 1985; Baldwin, King und Scarpace 1988) berichtet. Diese Expositionen traten auf, als keine Vorkehrungen getroffen wurden, um die Staubmenge in der Luft zu begrenzen. Wenn die Rückstände jedoch während der Reinigung feucht gehalten wurden, wurden die Expositionen weit unter den Expositionsgrenzwert für die Luft reduziert.
Bei den älteren Diffusionstechnologien bestehen Sicherheitsrisiken während des Ausbaus, der Reinigung und des Einbaus von Ofenrohren. Zu den Gefahren gehören mögliche Schnittverletzungen durch zerbrochenes Quarzgut und Säureverbrennungen während der manuellen Reinigung. In neueren Technologien werden diese Gefahren durch verringert in situ Schlauchreinigung, die einen Großteil der manuellen Handhabung überflüssig macht.
Bediener von Diffusionsöfen sind in der Halbleiterfertigung der höchsten routinemäßigen Reinraumexposition gegenüber extrem niederfrequenten elektromagnetischen Feldern (z. B. 50 bis 60 Hertz) ausgesetzt. Während des tatsächlichen Betriebs der Öfen wurden durchschnittliche Expositionen von mehr als 0.5 Mikrotesla (5 Milligauss) gemeldet (Crawford et al. 1993). Diese Studie stellte auch fest, dass Reinraumpersonal, das in der Nähe von Diffusionsöfen arbeitete, durchschnittlich gemessene Expositionen aufwies, die merklich höher waren als die anderer Reinraumarbeiter. Dieser Befund stimmte mit Punktmessungen überein, die von Rosenthal und Abdollahzadeh (1991) berichtet wurden, die herausfanden, dass Diffusionsöfen Näherungswerte (5 cm oder 2 Zoll entfernt) von bis zu 10 bis 15 Mikrotesla erzeugten, wobei die umgebenden Felder mit zunehmender Entfernung allmählich abfielen als andere untersuchte Reinraumgeräte; Selbst in 6 Fuß Entfernung von Diffusionsöfen betrugen die berichteten Flussdichten 1.2 bis 2 Mikrotesla (Crawford et al. 1993). Diese Emissionswerte liegen weit unter den aktuellen gesundheitsbasierten Expositionsgrenzwerten, die von der Weltgesundheitsorganisation und den von einzelnen Ländern festgelegten Grenzwerten festgelegt wurden.
Ionenimplantation
Ionenimplantation ist das neuere Verfahren zum Einbringen von Fremdelementen bei Raumtemperatur in Siliziumwafer zur Bildung von Übergängen. Ionisierte Dotierungsatome (dh Atome, denen eines oder mehrere ihrer Elektronen entzogen wurden) werden auf eine hohe Energie beschleunigt, indem sie durch eine Potentialdifferenz von Zehntausenden Volt geleitet werden. Am Ende ihres Weges treffen sie auf den Wafer und werden je nach Masse und Energie unterschiedlich tief eingebettet. Wie bei der herkömmlichen Diffusion maskiert eine gemusterte Oxidschicht oder ein Photoresistmuster den Wafer selektiv vor den Ionen.
Ein typisches Ionenimplantationssystem besteht aus einer Ionenquelle (gasförmige Dotierstoffquelle, normalerweise in kleinen Messflaschen), Analysegeräten, Beschleuniger, Fokussierlinse, Neutralstrahlfalle, Scanner-Prozesskammer und einem Vakuumsystem (normalerweise drei separate Sätze von Inline- Vor- und Öldiffusionspumpen). Der Elektronenstrom wird aus einem heißen Faden durch Widerstand, eine Bogenentladung oder einen Kaltkathoden-Elektronenstrahl erzeugt.
Im Allgemeinen wird nach dem Implantieren von Wafern ein Hochtemperatur-Ausheilschritt (900 bis 1,000°C) durch ein Laserstrahlausheilen oder gepulstes Ausheilen mit einer Elektronenstrahlquelle durchgeführt. Der Glühprozess hilft, den Schaden an der äußeren Oberfläche des implantierten Wafers zu reparieren, der durch das Bombardement von Dotierungsionen verursacht wird.
Mit dem Aufkommen eines sicheren Abgabesystems für Arsin-, Phosphin- und Bortrifluorid-Gasflaschen, die in Ionenimplantationsgeräten verwendet werden, wurde das Potenzial für eine katastrophale Freisetzung dieser Gase stark reduziert. Diese kleinen Gaszylinder sind mit einer Verbindung gefüllt, an der Arsenwasserstoff, Phosphin und Bortrifluorid adsorbiert sind. Die Gase werden durch Vakuum aus den Zylindern gezogen.
Ionenimplantatoren sind eine der bedeutendsten elektrischen Gefahren in der Halbleiterindustrie. Auch nach dem Abschalten des Stroms besteht innerhalb des Werkzeugs ein erhebliches Schockpotential, das vor Arbeiten im Inneren des Implantierers abgeleitet werden muss. Eine sorgfältige Überprüfung der Wartungsarbeiten und der elektrischen Gefahren ist für alle neu installierten Geräte gewährleistet, insbesondere jedoch für Ionenimplantierer.
Expositionen gegenüber Hydriden (wahrscheinlich eine Mischung aus Arsin und Phosphin) von bis zu 60 ppb wurden während der Wartung von Ionenimplantations-Kryopumpen festgestellt (Baldwin, Rubin und Horowitz 1993). Außerdem können hohe Konzentrationen sowohl von Arsin als auch von Phosphin aus kontaminierten Teilen des Implantierers entweichen, die während der vorbeugenden Wartung entfernt werden (Flipp, Hunsaker und Herring 1992).
Tragbare Staubsauger mit hocheffizienten Partikelabschwächungsfiltern (HEPA) werden verwendet, um mit Arsen kontaminierte Arbeitsflächen in Ionenimplantationsbereichen zu reinigen. Expositionen über 1,000 μg/m3 wurden gemessen, als HEPA-Staubsauger unsachgemäß gereinigt wurden. HEPA-Sauger können beim Entladen in den Arbeitsbereich auch den charakteristischen, hydridartigen Geruch, der mit der Strahllinienreinigung des Ionenimplantators verbunden ist, effizient verteilen (Baldwin, Rubin und Horowitz 1993).
Obwohl dies Anlass zur Sorge gibt, gibt es keine veröffentlichten Berichte über eine signifikante Exposition gegenüber Dotiergas während des Ölwechsels von Vakuumpumpen, die mit Dotiermitteln verwendet werden – möglicherweise, weil dies normalerweise als geschlossenes System erfolgt. Das Fehlen einer gemeldeten Exposition kann auch auf eine geringe Ausgasung von Hydriden aus dem Altöl zurückzuführen sein.
Das Ergebnis einer Feldstudie, bei der 700 ml gebrauchtes Grobpumpenöl aus einem Ionenimplantierer, der sowohl Arsin als auch Phosphin verwendete, erhitzt wurde, zeigte nur nachweisbare Konzentrationen von luftgetragenen Hydriden im Pumpenkopfraum, wenn das Pumpenöl 70 überstiegoC (Baldwin, King und Scarpace 1988). Da die normalen Betriebstemperaturen für mechanische Vorvakuumpumpen 60 bis 80 °C betragenoC, diese Studie zeigte kein Potenzial für eine signifikante Exposition.
Während der Ionenimplantation werden neben der Operation Röntgenstrahlen erzeugt. Die meisten Implantiergeräte sind mit einer ausreichenden Gehäuseabschirmung ausgestattet (einschließlich Bleifolie, die strategisch um das Ionenquellengehäuse und angrenzende Zugangstüren platziert ist), um die Exposition der Mitarbeiter unter 2.5 Mikrosievert (0.25 Millirem) pro Stunde zu halten (Maletskos und Hanley 1983). Bei einem älteren Modell von Implantierern wurde jedoch festgestellt, dass Röntgenstrahlen an der Oberfläche der Einheit über 20 Mikrosievert pro Stunde (μSv/h) austreten (Baldwin, King und Scarpace 1988). Diese Werte wurden auf weniger als 2.5 μSv/h reduziert, nachdem eine zusätzliche Bleiabschirmung installiert wurde. Bei einem anderen älteren Modell des Ionenimplantators wurde festgestellt, dass Röntgenstrahlen um eine Zugangstür herum (bis zu 15 μSv/h) und an einem Sichtfenster (bis zu 3 μSv/h) austreten. Eine zusätzliche Bleiabschirmung wurde hinzugefügt, um mögliche Expositionen abzuschwächen (Baldwin, Rubin und Horowitz 1993).
Neben Röntgenaufnahmen durch Ionenimplanter wurde die Möglichkeit der Neutronenbildung postuliert, wenn der Implanter über 8 Millionen Elektronenvolt (MeV) betrieben wird oder Deuteriumgas als Ionenquelle verwendet wird (Rogers 1994). Typischerweise sind Implantierer jedoch so ausgelegt, dass sie bei weit unter 8 MeV arbeiten, und Deuterium wird in der Industrie nicht allgemein verwendet (Baldwin und Williams 1996).
Chemische Gasphasenabscheidung
Bei der chemischen Gasphasenabscheidung (CVD) wird zusätzliches Material auf die Oberfläche des Siliziumwafers aufgetragen. CVD-Einheiten arbeiten normalerweise als geschlossenes System, was dazu führt, dass die Bediener nur wenig oder gar keinen Chemikalien ausgesetzt sind. Bei der Reinigung bestimmter CVD-Vorwäscher kann es jedoch zu einer kurzzeitigen Chlorwasserstoffbelastung von über 5 ppm kommen (Baldwin und Stewart 1989). Zwei breite Abscheidungskategorien werden allgemein verwendet – epitaktische und die allgemeinere Kategorie der nicht-epitaxialen CVD.
Epitaktische chemische Dampfabscheidung
Das epitaxiale Wachstum ist eine streng kontrollierte Abscheidung eines dünnen Einkristallfilms aus einem Material, das die gleiche Kristallstruktur wie die bestehende Substratwaferschicht beibehält. Es dient als Matrix zur Herstellung von Halbleiterbauelementen in nachfolgenden Diffusionsprozessen. Die meisten Epitaxialfilme werden in einem als Homoepitaxie bezeichneten Prozess auf Substraten aus dem gleichen Material, wie z. B. Silizium auf Silizium, gezüchtet. Das Aufwachsen von Schichten aus unterschiedlichen Materialien auf einem Substrat, wie z. B. Silizium auf Saphir, wird als Heteroepitaxie-IC-Vorrichtungsverarbeitung bezeichnet.
Drei Haupttechniken werden verwendet, um epitaxiale Schichten zu züchten: Dampfphase, Flüssigphase und Molekularstrahl. Flüssigphasen- und Molekularstrahlepitaxie werden hauptsächlich bei der Verarbeitung von III-V- (z. B. GaAs-)Vorrichtungen verwendet. Diese werden im Artikel „III-V-Halbleiterfertigung“ diskutiert.
Dampfphasenepitaxie wird verwendet, um einen Film durch CVD von Molekülen bei einer Temperatur von 900 bis 1,300 aufwachsen zu lassenoC. Dämpfe, die das Silizium und kontrollierte Mengen an Dotierungsmitteln vom p- oder n-Typ in einem Trägergas (normalerweise Wasserstoff) enthalten, werden über erhitzte Wafer geleitet, um dotierte Siliziumschichten abzuscheiden. Das Verfahren wird im Allgemeinen bei Atmosphärendruck durchgeführt.
Tabelle 6 identifiziert die vier Haupttypen der Dampfphasenepitaxie, Parameter und die stattfindenden chemischen Reaktionen.
Tabelle 6. Hauptkategorien der Siliziumdampfphasenepitaxie
|
Parameter |
||
|
Druckscheiben |
atmosphärisch |
|
|
Temperaturen |
900-1300 ° C |
|
|
Siliziumquellen |
Silan (SiH4), Siliciumtetrachlorid (SiCl4), Trichlorsilan (SiHCl3), |
|
|
Dotiergase |
Arsin (AsH3), Phosphin (PH3), Diboran (B2H6) |
|
|
Dotierungsgaskonzentration |
≈100 ppm |
|
|
Ätzgas |
Chlorwasserstoff (HCl) |
|
|
Ätzgaskonzentration |
≈1–4 % |
|
|
Trägergase |
Wasserstoff (H2), Stickstoff (N2) |
|
|
Heizquelle |
Hochfrequenz (RF) oder Infrarot (IR) |
|
|
Typen der Dampfphasenepitaxie |
Chemische Reaktionen |
|
|
Wasserstoffreduktion von Siliciumtetrachlorid |
SiCl4 + 2H2 → Si + 4HCl |
|
|
Pyrolytische Zersetzung von Silan |
JaH4 → Si + 2H2 |
|
|
Wasserstoffreduktion von Trichlorsilan |
SiHCl3 + H2 → Si + 3 HCl |
|
|
Reduktion von Dichlorsilan |
JaH2Cl2 → Si + 2HCl |
|
Die normalerweise in einem Epitaxieprozess befolgte Abscheidungssequenz beinhaltet:
- Substratreinigung—physikalisches Schrubben, Lösungsmittelentfettung, Säurereinigung (Schwefel-, Salpeter- und Salzsäure sowie Flusssäure ist eine übliche Abfolge) und Trocknungsvorgang
- Wafer-Laden
- Aufheizen– Spülen mit Stickstoff und Erhitzen auf ungefähr 500 °C, dann wird Wasserstoffgas verwendet und HF-Generatoren erhitzen Wafer induktiv
- Chlorwasserstoff (HCl) ätzen—normalerweise wird 1 bis 4 % HCl-Konzentration in die Reaktorkammer abgegeben
- Ablage– Siliziumquellen- und Dotierungsgase werden zudosiert und auf der Waferoberfläche abgeschieden
- abkühlen-Wasserstoffgas wurde bei 500°C wieder zu Stickstoff umgeschaltet
- Entladung.
Nicht-epitaxiale chemische Gasphasenabscheidung
Während epitaxiales Wachstum eine hochspezifische Form von CVD ist, bei der die abgeschiedene Schicht dieselbe Kristallstrukturorientierung wie die Substratschicht aufweist, ist nicht-epitaxiales CVD die Bildung einer stabilen Verbindung auf einem erhitzten Substrat durch die thermische Reaktion oder Zersetzung gasförmiger Verbindungen.
CVD kann verwendet werden, um viele Materialien abzuscheiden, aber bei der Verarbeitung von Siliziumhalbleitern werden neben epitaxialem Silizium im Allgemeinen folgende Materialien angetroffen:
- polykristallines Silizium (Poly-Si)
- Siliziumdioxid (SiO2– sowohl dotiert als auch undotiert; p-dotiertes Glas)
- Siliziumnitrid (Si3N4).
Jedes dieser Materialien kann auf vielfältige Weise abgeschieden werden, und jedes hat viele Anwendungen.
Tabelle 7 identifiziert die drei Hauptkategorien von CVD unter Verwendung der Betriebstemperatur als Unterscheidungsmechanismus.
Tabelle 7. Hauptkategorien der chemischen Gasphasenabscheidung (CVD) von Silizium
|
Parameter |
||||
|
Druckscheiben |
Atmosphärischer (APCVD) oder niedriger Druck (LPCVD) |
|||
|
Temperaturen |
500-1,100 ° C |
|||
|
Silizium- und Nitridquellen |
Silan (SiH4), Siliciumtetrachlorid (SiCl4), Ammoniak (NH3), Lachgas (N20) |
|||
|
Dotierquellen |
Arsin (AsH3), Phosphin (PH3), Diboran (B2H6) |
|||
|
Trägergase |
Stickstoff (N.2), Wasserstoff (H2) |
|||
|
Heizquelle |
Kaltwandsystem – Hochfrequenz (RF) oder Infrarot (IR) |
|||
|
CVD-Typ |
Reaktion |
Trägergas |
Temperaturen |
|
|
Mediumstemperatur (≈ 600–1,100 °C) |
||||
|
Siliziumnitrid (Si3N4) |
3SiH4 + 4NH3 → Si3N4 + 12H2 |
H2 |
900-1,100 ° C |
|
|
Polysilizium (Poly-Si) |
JaH4 + Hitze → Si + 2H2 |
H2 |
850-1,000 ° C |
|
|
Siliziumdioxid (SiO2) |
JaH4 + 4CO2 → SiO2 + 4CO + 2H2O |
N2 |
500-900 ° C |
|
|
Niedertemperatur (≈<600 C) Silox, Pyrox, Vapox und Nitrox** |
||||
|
Siliziumdioxid (SiO2) oder p-dotiertes SiO2 |
||||
|
Silox |
JaH4 + 2O2 + Dotierstoff → SiO2 + 2H2O |
N2 |
200-500 ° C |
|
|
Pyrox |
JaH4 + 2O2 + Dotierstoff → SiO2 + 2H2O |
N2 |
<600 ° C. |
|
|
Vapox |
JaH4 + 2O2 + Dotierstoff → SiO2 + 2H2O |
N2 |
<600 ° C. |
|
|
Siliziumnitrid (Si3N4) |
||||
|
Nitrox |
3SiH4 + 4NH3 (oder n2O*) → Si3N4 + 12 Std2 |
N2 |
600-700 ° C |
|
|
Niedertemperaturplasmaverstärkt (Passivierung) (<600°C) |
||||
|
Verwendung von Hochfrequenz (RF) oder |
||||
|
Siliziumdioxid (SiO2) |
JaH4 + 2O2 → SiO2 + 2H20 |
|||
|
Siliziumnitrid (Si3N4) |
3SiH4 + 4NH3 (oder n2O*) → Si3N4 + 12 Std2 |
|||
* Hinweis: Die Reaktionen sind nicht stöchiometrisch ausgeglichen.
**Allgemeine, geschützte oder Markennamen für CVD-Reaktorsysteme
Die folgenden Komponenten sind in fast allen Arten von CVD-Anlagen zu finden:
- Reaktionskammer
- Gasregelabschnitt
- Zeit- und Ablaufsteuerung
- Wärmequelle für Substrate
- Abwasserbehandlung.
Grundsätzlich beinhaltet das CVD-Verfahren das Zuführen kontrollierter Mengen von Silizium- oder Nitridquellengasen in Verbindung mit Stickstoff- und/oder Wasserstoffträgergasen und, falls gewünscht, einem Dotierungsgas für die chemische Reaktion innerhalb der Reaktorkammer. Zusätzlich zur Steuerung der Oberflächentemperaturen des Reaktors und der Wafer wird Wärme zugeführt, um die notwendige Energie für die chemische Reaktion bereitzustellen. Nachdem die Reaktion abgeschlossen ist, werden das nicht umgesetzte Quellengas plus das Trägergas durch das Abwasserhandhabungssystem abgeführt und in die Atmosphäre entlüftet.
Die Passivierung ist eine funktionelle Art der CVD. Es umfasst das Aufwachsen einer schützenden Oxidschicht auf der Oberfläche des Siliziumwafers, im Allgemeinen als letzter Herstellungsschritt vor der Verarbeitung ohne Herstellung. Die Schicht sorgt für elektrische Stabilität, indem sie die Oberfläche der integrierten Schaltung von elektrischen und chemischen Bedingungen in der Umgebung isoliert.
Metallisierung
Nachdem die Vorrichtungen in dem Siliziumsubstrat hergestellt wurden, müssen sie miteinander verbunden werden, um Schaltungsfunktionen auszuführen. Dieser Vorgang wird als Metallisierung bezeichnet. Die Metallisierung stellt ein Mittel zum Verdrahten oder Verbinden der obersten Schichten integrierter Schaltungen bereit, indem komplexe Muster aus leitfähigen Materialien abgeschieden werden, die elektrische Energie innerhalb der Schaltungen leiten.
Der breite Prozess der Metallisierung unterscheidet sich nach der Größe und Dicke der abgeschiedenen Schichten aus Metallen und anderen Materialien. Diese sind:
- dünner Film– ungefähre Filmdicke von einem Mikrometer oder weniger
- dicker Film– ungefähre Filmdicke von 10 Mikron oder mehr
- Überzug– Filmdicken sind variabel von dünnen bis dicken, aber im Allgemeinen dicken Filmen.
Die am häufigsten verwendeten Metalle für die Metallisierung von Siliziumhalbleitern sind: Aluminium, Nickel, Chrom oder eine Legierung namens Nichrom, Gold, Germanium, Kupfer, Silber, Titan, Wolfram, Platin und Tantal.
Dünne oder dicke Filme können auch aufgedampft oder auf verschiedenen Keramik- oder Glassubstraten abgeschieden werden. Einige Beispiele für diese Substrate sind: Aluminiumoxid (96 % Al203), Berylliumoxid (99 % BeO), Borosilikatglas, Pyroceram und Quarz (SiO2).
Dünner Film
Die Dünnfilmmetallisierung wird häufig durch die Verwendung einer Hochvakuum- oder Teilvakuumabscheidungs- oder -verdampfungstechnik aufgebracht. Die Hauptarten der Hochvakuumverdampfung sind Elektronenstrahl-, Blitz- und Widerstandsverdampfung, während die Teilvakuumabscheidung hauptsächlich durch Sputtern erfolgt.
Um jede Art von Dünnschicht-Vakuummetallisierung durchzuführen, besteht ein System normalerweise aus den folgenden Grundkomponenten:
- eine Kammer, die evakuiert werden kann, um ein ausreichendes Vakuum für die Abscheidung bereitzustellen
- eine Vakuumpumpe (oder -pumpen), um Umgebungsgase in der Kammer zu reduzieren
- Instrumentierung zur Überwachung des Vakuumniveaus und anderer Parameter
- ein Verfahren zum Abscheiden oder Verdampfen der Schichten aus Metallisierungsmaterial.
Elektronenstrahlverdampfung, häufig genannt E-Strahlverwendet einen fokussierten Elektronenstrahl, um das Metallisierungsmaterial zu erhitzen. Ein hochintensiver Elektronenstrahl wird ähnlich wie bei einer Fernsehbildröhre erzeugt. Ein Elektronenstrom wird durch ein elektrisches Feld von typischerweise 5 bis 10 kV beschleunigt und auf das zu verdampfende Material fokussiert. Der fokussierte Elektronenstrahl schmilzt das Material in einem wassergekühlten Block mit einer großen Vertiefung, die als Herd bezeichnet wird. Das geschmolzene Material verdampft dann innerhalb der Vakuumkammer und kondensiert auf den kühlen Wafern sowie auf der gesamten Kammeroberfläche. Dann werden standardmäßige Photoresist-, Belichtungs-, Entwicklungs- und Naß- oder Trockenätzvorgänge durchgeführt, um die komplizierte metallisierte Schaltung abzugrenzen.
Blitzverdampfung ist eine weitere Technik zur Abscheidung dünner metallisierter Filme. Dieses Verfahren kommt vor allem dann zum Einsatz, wenn ein Gemisch aus zwei Materialien (Legierungen) gleichzeitig verdampft werden soll. Einige Beispiele für Zweikomponentenfilme sind: Nickel/Chrom (Nichrom), Chrom/Siliziummonoxid (SiO) und Aluminium/Silizium.
Bei der Entspannungsverdampfung wird ein Keramikstab durch Wärmewiderstand erhitzt und eine kontinuierlich zugeführte Drahtspule, ein Strom von Pellets oder durch Vibration abgegebenes Pulver wird mit dem heißen Filament oder Stab in Kontakt gebracht. Die verdampften Metalle beschichten dann die Innenkammer und die Waferoberflächen.
Widerstandsverdampfung (auch Filamentverdampfung genannt) ist die einfachste und kostengünstigste Form der Abscheidung. Die Verdampfung wird erreicht, indem der durch das Filament fließende Strom allmählich erhöht wird, um zuerst die Schlaufen des zu verdampfenden Materials zu schmelzen, wodurch das Filament benetzt wird. Sobald das Filament benetzt ist, wird der Strom durch das Filament erhöht, bis eine Verdampfung auftritt. Der Hauptvorteil der Widerstandsverdampfung ist die große Vielfalt an Materialien, die verdampft werden können.
Wartungsarbeiten werden manchmal an der Innenfläche von Elektronenstrahlverdampfer-Abscheidungskammern, sogenannten Glockengläsern, durchgeführt. Wenn die Wartungstechniker ihre Köpfe in den Glasglocken haben, können erhebliche Expositionen auftreten. Das Entfernen der Metallrückstände, die sich auf der Innenfläche von Glocken ablagern, kann zu solchen Expositionen führen. Zum Beispiel wurden Expositionen von Technikern, die weit über dem luftgetragenen Expositionsgrenzwert für Silber lagen, während der Entfernung von Rückständen aus einem Verdampfer gemessen, der zur Abscheidung von Silber verwendet wurde (Baldwin und Stewart 1989).
Die Reinigung von Glasglockenrückständen mit organischen Reinigungslösungsmitteln kann ebenfalls zu einer hohen Lösungsmittelexposition führen. Während dieser Art der Reinigung sind Techniker Methanol von über 250 ppm ausgesetzt worden. Diese Exposition kann durch die Verwendung von Wasser anstelle von Methanol als Reinigungslösung eliminiert werden (Baldwin und Stewart 1989).
Das Sputterablagerung Der Prozess findet in einer Niederdruck- oder Teilvakuum-Gasatmosphäre statt, wobei entweder Gleichstrom (DC oder Kathodenzerstäubung) oder HF-Spannungen als Hochenergiequelle verwendet werden. Beim Sputtern werden Argon-Inertgasionen in eine Vakuumkammer eingeführt, nachdem ein zufriedenstellendes Vakuumniveau durch die Verwendung einer Grobpumpe erreicht wurde. Ein elektrisches Feld entsteht durch Anlegen einer Hochspannung, typischerweise 5,000 V, zwischen zwei entgegengesetzt geladenen Platten. Diese hochenergetische Entladung ionisiert die Argongasatome und bewirkt, dass sie sich zu einer der Platten in der Kammer bewegen und beschleunigen, die als Target bezeichnet werden. Wenn die Argonionen auf das Target auftreffen, das aus dem abzuscheidenden Material besteht, entfernen oder zerstäuben sie diese Atome oder Moleküle. Die abgelösten Atome des Metallisierungsmaterials werden dann in einem dünnen Film auf den dem Target zugewandten Siliziumsubstraten abgeschieden.
Es wurde festgestellt, dass HF-Leckage von den Seiten und Rückseiten vieler älterer Sputter-Einheiten den Arbeitsplatzgrenzwert überschreitet (Baldwin und Stewart 1989). Der größte Teil der Leckage war auf Risse in den Schränken zurückzuführen, die durch wiederholtes Entfernen der Wartungsabdeckungen verursacht wurden. Bei neueren Modellen desselben Herstellers verhindern Paneele mit Drahtgeflecht entlang der Nähte ein erhebliches Auslaufen. Die älteren Sputterer können mit Drahtgeflecht nachgerüstet werden oder alternativ kann Kupferband verwendet werden, um die Nähte abzudecken, um die Leckage zu reduzieren.
Dicker Film
Die Struktur und Abmessung der meisten Dickfilme sind nicht mit der Metallisierung von integrierten Siliziumschaltungen kompatibel, hauptsächlich aufgrund von Größenbeschränkungen. Dickfilme werden hauptsächlich zur Metallisierung von elektronischen Hybridstrukturen verwendet, beispielsweise bei der Herstellung von LCDs.
Das Siebdruckverfahren ist die dominierende Methode des Dickschichtauftrags. Typischerweise verwendete Dickschichtmaterialien sind Palladium, Silber, Titandioxid und Glas, Gold-Platin und Glas, Gold-Glas und Silber-Glas.
Widerstandsdicke Filme werden normalerweise unter Verwendung von Siebdrucktechniken auf einem Keramiksubstrat abgeschieden und gemustert. Cermet ist eine Art widerstandsfähiger Dickfilm, der aus einer Suspension leitfähiger Metallpartikel in einer Keramikmatrix mit einem organischen Harz als Füllstoff besteht. Typische Cermet-Strukturen bestehen aus Chrom-, Silber- oder Bleioxid in einer Siliziummonoxid- oder -dioxid-Matrix.
Überzug
Zwei Grundtypen von Plattierungstechniken werden beim Bilden metallischer Filme auf Halbleitersubstraten verwendet: Elektroplattieren und stromloses Plattieren.
In Galvanisierenwird das zu plattierende Substrat an der Kathode oder dem negativ geladenen Anschluss des Plattierungstanks angeordnet und in eine Elektrolytlösung eingetaucht. Als Anode oder positiv geladener Anschluss dient eine Elektrode aus dem zu plattierenden Metall. Wenn ein Gleichstrom durch die Lösung geleitet wird, wandern die positiv geladenen Metallionen, die sich von der Anode in die Lösung lösen, und lagern sich auf der Kathode (Substrat) ab. Dieses Plattierungsverfahren wird zum Bilden von leitfähigen Filmen aus Gold oder Kupfer verwendet.
In stromlose Beschichtungwird die gleichzeitige Reduktion und Oxidation des zu plattierenden Metalls zur Bildung eines freien Metallatoms oder -moleküls verwendet. Da dieses Verfahren keine elektrische Leitung während des Plattierungsprozesses erfordert, kann es mit Substraten vom isolierenden Typ verwendet werden. Nickel, Kupfer und Gold sind die am häufigsten auf diese Weise abgeschiedenen Metalle.
Legieren/Glühen
Nachdem die metallisierten Zwischenverbindungen abgeschieden und geätzt wurden, kann ein letzter Schritt des Legierens und Temperns durchgeführt werden. Das Legieren besteht darin, die metallisierten Substrate, üblicherweise mit Aluminium, in einen Niedertemperatur-Diffusionsofen zu legen, um einen niederohmigen Kontakt zwischen dem Aluminiummetall und dem Siliziumsubstrat sicherzustellen. Schließlich werden die Wafer entweder während des Legierungsschritts oder direkt danach häufig in einem Diffusionsofen bei 400 bis 500 °C einem wasserstoffhaltigen Gasgemisch ausgesetzt. Der Temperschritt dient dazu, die Eigenschaften der Vorrichtung zu optimieren und zu stabilisieren, indem der Wasserstoff mit freien Atomen an oder in der Nähe der Silizium-Siliziumdioxid-Grenzfläche kombiniert wird.
Hinterlappung und Rückseitenmetallisierung
Es gibt auch einen optionalen Metallisierungsverarbeitungsschritt, der Backläppung genannt wird. Die Rückseite des Wafers kann unter Verwendung einer Nassschleiflösung und Druck geläppt oder abgeschliffen werden. Ein Metall wie Gold kann durch Sputtern auf der Rückseite des Wafers abgeschieden werden. Dies erleichtert die Befestigung des getrennten Chips am Gehäuse bei der Endmontage.
Montage und Prüfung
Die Verarbeitung außerhalb der Fertigung, die externe Verpackung, Befestigungen, Verkapselung, Montage und Prüfung umfasst, wird normalerweise in separaten Produktionsstätten durchgeführt und oft in südostasiatischen Ländern durchgeführt, wo diese arbeitsintensiven Arbeiten kostengünstiger durchzuführen sind. Darüber hinaus sind die Belüftungsanforderungen für die Prozess- und Partikelkontrolle in den Nicht-Fertigungsverarbeitungsbereichen im Allgemeinen unterschiedlich (Nicht-Reinraum). Diese letzten Schritte im Herstellungsprozess umfassen Arbeitsgänge wie Löten, Entfetten, Testen mit Chemikalien und Strahlungsquellen sowie Trimmen und Markieren mit Lasern.
Das Löten während der Halbleiterherstellung führt normalerweise nicht zu hohen Freilegungen von Blei. Um eine thermische Beschädigung der integrierten Schaltung zu verhindern, wird die Löttemperatur unter der Temperatur gehalten, bei der eine erhebliche Bildung von geschmolzenem Bleidampf auftreten kann (430 °C). Das Reinigen von Lötgeräten durch Abkratzen oder Abbürsten der bleihaltigen Rückstände kann jedoch zu Bleibelastungen von über 50 μg/m führen3 (Baldwin und Stewart 1989). Auch Bleibelastungen von 200 μg/m3 sind aufgetreten, wenn bei Wellenlötvorgängen unsachgemäße Schlackenentfernungstechniken verwendet wurden (Baldwin und Williams 1996).
Ein wachsendes Problem bei Lötvorgängen sind Atemwegsreizungen und Asthma aufgrund der Exposition gegenüber den Pyrolyseprodukten der Lötflussmittel, insbesondere beim Handlöten oder bei Ausbesserungsvorgängen, bei denen in der Vergangenheit keine lokale Absaugung verwendet wurde (im Gegensatz zu Wellenlötvorgängen, die wurden in den letzten Jahrzehnten typischerweise in erschöpften Schränken eingeschlossen) (Goh und Ng 1987). Weitere Informationen finden Sie im Artikel „Leiterplatten- und Computermontage“.
Da Kolophonium im Lötflussmittel ein Sensibilisator ist, sollten alle Expositionen so gering wie möglich gehalten werden, unabhängig von den Ergebnissen der Luftprobenahme. Neue Lötanlagen sollten insbesondere eine lokale Absaugung enthalten, wenn das Löten über längere Zeiträume (z. B. länger als 2 Stunden) durchgeführt werden soll.
Dämpfe vom Handlöten steigen bei thermischen Strömen vertikal auf und gelangen in die Atemzone des Mitarbeiters, wenn sich die Person über die Lötstelle beugt. Die Kontrolle wird normalerweise durch eine effektive lokale Absaugung mit hoher Geschwindigkeit und geringem Volumen an der Lötspitze erreicht.
Geräte, die gefilterte Luft an den Arbeitsplatz zurückführen, können bei unzureichender Filterleistung eine Sekundärverschmutzung verursachen, die andere Personen im Arbeitsraum als die Lötenden beeinträchtigen kann. Gefilterte Luft sollte nicht in den Arbeitsraum zurückgeführt werden, es sei denn, es wird wenig gelötet und der Raum verfügt über eine gute allgemeine Verdünnungsbelüftung.
Wafer sortieren und testen
Nachdem die Waferherstellung abgeschlossen ist, wird jeder intrinsisch fertiggestellte Wafer einem Wafersortierungsprozess unterzogen, bei dem integrierte Schaltkreise auf jedem spezifischen Chip mit computergesteuerten Sonden elektrisch getestet werden. Ein einzelner Wafer kann einhundert bis viele hundert getrennte Dies oder Chips enthalten, die getestet werden müssen. Nach Abschluss der Testergebnisse werden die Stümpfe mit einem automatisch dosierten Einkomponenten-Epoxidharz physisch markiert. Rot und Blau werden verwendet, um Chips zu identifizieren und zu sortieren, die die gewünschten elektrischen Spezifikationen nicht erfüllen.
Die Trennung
Nachdem die Bauelemente oder Schaltungen auf dem Wafer getestet, markiert und sortiert wurden, müssen die einzelnen Chips auf dem Wafer physikalisch getrennt werden. Eine Reihe von Verfahren wurde entwickelt, um die einzelnen Chips zu trennen – Diamantritzen, Laserritzen und Sägen mit einer Diamantscheibe.
Das Diamantritzen ist die älteste verwendete Methode und beinhaltet das Ziehen einer präzise geformten, in Diamanten eingebetteten Spitze über den Wafer entlang der Ritzlinie oder „Straße“, die die einzelnen Chips auf der Waferoberfläche trennt. Die durch das Ritzen verursachte Unvollkommenheit in der Kristallstruktur ermöglicht es, dass der Wafer entlang dieser Linie gebogen und gebrochen wird.
Laserritzen ist eine relativ neue Chip-Trenntechnik. Ein Laserstrahl wird durch einen gepulsten Hochleistungs-Neodym-Yttrium-Laser erzeugt. Der Strahl erzeugt entlang der Ritzlinien eine Rille im Siliziumwafer. Die Rille dient als Linie, entlang der der Wafer bricht.
Eine weit verbreitete Methode der Chip-Trennung ist das Nasssägen – das Schneiden von Substraten entlang der Straße mit einer Hochgeschwindigkeits-Diamantkreissäge. Beim Sägen kann das Siliziumsubstrat entweder teilweise geschnitten (Scribe) oder vollständig geschnitten (Diced) werden. Durch Sägen entsteht ein nasser Schlamm aus Straßenabtrag.
Die Attach und Bonding
Der einzelne Chip oder Chip muss an einem Trägergehäuse und einem Metallleiterrahmen befestigt werden. Träger bestehen typischerweise aus einem isolierenden Material, entweder Keramik oder Kunststoff. Keramische Trägermaterialien bestehen üblicherweise aus Aluminiumoxid (Al2O3), kann aber möglicherweise aus Berylliumoxid (BeO) oder Steatit (MgO-SiO) bestehen2). Kunststoffträgermaterialien sind entweder vom thermoplastischen oder duroplastischen Harztyp.
Die Befestigung des einzelnen Chips wird im Allgemeinen durch eine von drei unterschiedlichen Befestigungsarten erreicht: eutektisch, Vorform und Epoxid. Die eutektische Formbefestigung beinhaltet die Verwendung einer eutektischen Lötlegierung, wie z. B. Gold-Silizium. Bei diesem Verfahren wird eine Schicht aus Goldmetall auf der Rückseite des Chips vorab abgeschieden. Durch Erhitzen des Gehäuses über die eutektische Temperatur (370 °C für Gold-Silizium) und Platzieren des Chips darauf wird eine Verbindung zwischen dem Chip und dem Gehäuse gebildet.
Das Preform-Bonden beinhaltet die Verwendung eines kleinen Stücks aus einem Material mit spezieller Zusammensetzung, das sowohl am Chip als auch am Gehäuse haftet. Ein Vorformling wird auf den Die-Attach-Bereich einer Verpackung gelegt und schmelzen gelassen. Der Chip wird dann über den Bereich geschrubbt, bis der Chip angebracht ist, und dann wird das Gehäuse gekühlt.
Epoxidbonden beinhaltet die Verwendung eines Epoxidklebers, um den Chip an dem Gehäuse zu befestigen. Ein Tropfen Epoxid wird auf die Verpackung gegeben und der Chip darauf platziert. Das Gehäuse muss möglicherweise bei einer erhöhten Temperatur gebrannt werden, um das Epoxid richtig auszuhärten.
Sobald der Chip physikalisch an dem Gehäuse angebracht ist, müssen elektrische Verbindungen zwischen der integrierten Schaltung und den Gehäuseanschlüssen bereitgestellt werden. Dies wird erreicht, indem entweder Thermokompressions-, Ultraschall- oder Thermoschallbondtechniken verwendet werden, um Gold- oder Aluminiumdrähte zwischen den Kontaktbereichen auf dem Siliziumchip und den Gehäuseanschlüssen anzubringen.
Thermokompressionsbonden wird häufig mit Golddraht verwendet und beinhaltet das Erhitzen des Gehäuses auf etwa 300oC und Bilden der Verbindung zwischen dem Draht und den Verbindungspads unter Verwendung von Hitze und Druck. Es werden zwei Haupttypen des Thermokompressionsbondens verwendet:Kugelbindung und Keilbindung. Beim Kugelbonden, das nur bei Golddraht verwendet wird, wird der Draht durch ein Kapillarrohr geführt, zusammengedrückt und dann durch eine Wasserstoffflamme geschmolzen. Außerdem bildet dies eine neue Kugel am Drahtende für den nächsten Bondzyklus. Beim Keilbonden werden ein keilförmiges Bondwerkzeug und ein Mikroskop verwendet, um den Siliziumchip und das Gehäuse genau über dem Bondpad zu positionieren. Das Verfahren wird in einer inerten Atmosphäre durchgeführt.
Beim Ultraschallbonden wird ein Impuls von Ultraschall-Hochfrequenzenergie verwendet, um eine Schrubbwirkung bereitzustellen, die eine Verbindung zwischen dem Draht und dem Bondpad bildet. Ultraschallbonden wird hauptsächlich mit Aluminiumdraht verwendet und wird oft dem Thermokompressionsbonden vorgezogen, da es keine Erwärmung des Schaltungschips während des Bondvorgangs erfordert.
Das Thermosonic-Bonden ist eine neue technologische Veränderung beim Golddrahtbonden. Es beinhaltet die Verwendung einer Kombination aus Ultraschall- und Wärmeenergie und erfordert weniger Wärme als das Thermokompressionsbonden.
Kapselung
Der Hauptzweck der Einkapselung besteht darin, eine integrierte Schaltung in einem Gehäuse unterzubringen, das die elektrischen, thermischen, chemischen und physikalischen Anforderungen erfüllt, die mit der Anwendung der integrierten Schaltung verbunden sind.
Die am weitesten verbreiteten Gehäusetypen sind der Radial-Lead-Typ, das Flat-Pack und das Dual-in-Line (DIP)-Gehäuse. Die Gehäuse vom Radial-Blei-Typ bestehen hauptsächlich aus Kovar, einer Legierung aus Eisen, Nickel und Kobalt, mit Hartglasdichtungen und Kovar-Bleien. Flatpacks verwenden Metallleiterrahmen, die normalerweise aus einer Aluminiumlegierung in Kombination mit Keramik-, Glas- und Metallkomponenten bestehen. Dual-in-line-Gehäuse sind im Allgemeinen am gebräuchlichsten und verwenden häufig Keramik oder geformte Kunststoffe.
Geformte Halbleitergehäuse aus Kunststoff werden hauptsächlich durch zwei getrennte Prozesse hergestellt:Transferformen und Spritzgießen. Spritzpressen ist das vorherrschende Kunststoffumhüllungsverfahren. Bei diesem Verfahren werden die Chips auf unbeschnittene Leiterrahmen montiert und dann chargenweise in Formen geladen. Pulver- oder Granulatformen von duroplastischen Formmassen werden in einem beheizten Topf aufgeschmolzen und dann unter Druck in die beschickten Formen gepresst (überführt). Die pulver- oder granulatförmigen Kunststoffformmassensysteme können auf Epoxid-, Silikon- oder Silikon/Epoxidharzen verwendet werden. Das System besteht in der Regel aus einer Mischung aus:
- duroplastische Harze– Epoxid, Silikon oder Silikon/Epoxid
- Härter—Epoxynovolake und Epoxyanhydride
- Füllstoffe—Silica-geschmolzenes oder kristallines Siliciumdioxid (SiO2) und Aluminiumoxid (Al2O3), im Allgemeinen 50–70 Gew.-%
- feuerdämmend—Antimontrioxid (Sb2O3) im Allgemeinen 1–5 Gew.-%.
Beim Spritzgießen wird entweder eine thermoplastische oder duroplastische Formmasse verwendet, die in einem Zylinder bei kontrollierter Temperatur auf ihren Schmelzpunkt erhitzt und unter Druck durch eine Düse in die Form gepresst wird. Das Harz verfestigt sich schnell, die Form wird geöffnet und das Kapselungspaket ausgeworfen. Beim Spritzgießen wird eine Vielzahl von Kunststoffverbindungen verwendet, wobei Epoxidharze und Polyphenylensulfidharze (PPS) die neuesten Einträge in der Halbleiterverkapselung sind.
Die endgültige Verpackung des Silizium-Halbleiterbauelements wird nach seiner Leckagebeständigkeit oder Fähigkeit, die integrierte Schaltung von ihrer Umgebung zu isolieren, klassifiziert. Diese werden in hermetisch (luftdicht) oder nicht hermetisch verschlossen unterschieden.
Dichtheitsprüfung und Einbrennen
Dichtigkeitsprüfung ist ein Verfahren, das entwickelt wurde, um die tatsächliche Versiegelungsfähigkeit oder Hermetik des verpackten Geräts zu testen. Zwei gängige Formen der Leckprüfung werden verwendet: Helium-Lecksuche und radioaktive Tracer-Lecksuche.
Bei der Heliumlecksuche werden die fertigen Verpackungen für eine gewisse Zeit in eine Heliumdruckatmosphäre gesetzt. Helium kann durch Unvollkommenheiten in die Verpackung eindringen. Nach dem Entfernen aus der Helium-Druckkammer wird die Verpackung in eine Massenspektrometerkammer überführt und auf Helium getestet, das aus Unvollkommenheiten in der Verpackung austritt.
Bei der zweiten Methode wird Helium durch radioaktives Spürgas, normalerweise Krypton-85 (Kr-85), ersetzt, und das aus der Verpackung austretende radioaktive Gas wird gemessen. Unter normalen Bedingungen beträgt die Belastung des Personals durch diesen Prozess weniger als 5 Millisievert (500 Millirem) pro Jahr (Baldwin und Stewart 1989). Zu den Kontrollen für diese Systeme gehören normalerweise:
- Isolierung in Räumen, deren Zugang nur auf das erforderliche Personal beschränkt ist
- an den Türen der Räume, in denen Kr-85 enthalten war, Schilder mit Strahlungswarnschildern angebracht
- Kontinuierliche Strahlungsmonitore mit Alarmen und automatischer Abschaltung/Isolation
- spezielles Abgassystem und Unterdruckraum
- Überwachung von Expositionen mit Personendosimetrie (z. B. Strahlungsfilmabzeichen)
- regelmäßige Wartung von Alarmen und Verriegelungen
- regelmäßige Kontrollen auf Austritt radioaktiver Stoffe
- Sicherheitstraining für Bediener und Techniker
- sicherzustellen, dass die Strahlenexposition so niedrig wie vernünftigerweise erreichbar gehalten wird (ALARA).
Außerdem werden Materialien, die mit Kr-85 in Kontakt kommen (z. B. freiliegende ICs, gebrauchtes Pumpenöl, Ventile und O-Ringe), untersucht, um sicherzustellen, dass sie aufgrund von Restgas in ihnen keine übermäßige Strahlung abgeben, bevor sie entfernt werden der kontrollierte Bereich. Leach-Marshal (1991) liefert detaillierte Informationen über Expositionen und Kontrollen von Kr-85-Feinleck-Erkennungssystemen.
Verbrennen in ist eine Temperatur- und elektrische Belastungsoperation, um die Zuverlässigkeit des fertig verpackten Geräts zu bestimmen. Die Vorrichtungen werden für längere Zeit in einen temperaturgeregelten Ofen gelegt, wobei entweder Umgebungsatmosphäre oder eine inerte Stickstoffatmosphäre verwendet wird. Die Temperaturen reichen von 125 °C bis 200 °C (150 °C ist ein Durchschnitt) und Zeiträume von einigen Stunden bis 1,000 Stunden (48 Stunden ist ein Durchschnitt).
Abschlusstest
Für eine endgültige Charakterisierung der Leistung des verpackten Silizium-Halbleiterbauelements wird ein abschließender elektrischer Test durchgeführt. Aufgrund der großen Anzahl und der Komplexität der erforderlichen Tests führt ein Computer die Prüfung zahlreicher Parameter durch und wertet sie aus, die für die spätere Funktion des Geräts wichtig sind.
Markieren und verpacken
Die physische Identifizierung des fertig verpackten Geräts wird durch die Verwendung einer Vielzahl von Markierungssystemen erreicht. Die beiden Hauptkategorien der Komponentenkennzeichnung sind Kontaktdruck und berührungsloser Druck. Der Kontaktdruck umfasst typischerweise eine Rotationsoffsettechnik unter Verwendung von Tinten auf Lösungsmittelbasis. Beim berührungslosen Drucken, bei dem Markierungen ohne physischen Kontakt übertragen werden, handelt es sich um einen Tintenstrahlkopf- oder Tonerdruck mit lösungsmittelbasierten Tinten oder eine Lasermarkierung.
Die als Träger für die Druckfarben und als Vorreiniger verwendeten Lösungsmittel bestehen typischerweise aus einer Mischung von Alkoholen (Ethanol) und Estern (Ethylacetat). Die meisten anderen Komponentenmarkierungssysteme als die Lasermarkierung verwenden Tinten, die einen zusätzlichen Schritt zum Abbinden oder Aushärten erfordern. Diese Härtungsverfahren sind Lufthärtung, Wärmehärtung (thermisch oder infrarot) und UV-Härtung. UV-härtende Tinten enthalten keine Lösungsmittel.
Lasermarkiersysteme verwenden entweder ein leistungsstarkes Kohlendioxid (CO2)-Laser oder ein Hochleistungs-Neodym:Yttrium-Laser. Diese Laser sind typischerweise in die Ausrüstung eingebettet und haben ineinandergreifende Gehäuse, die den Strahlengang und den Punkt, an dem der Strahl das Ziel berührt, umschließen. Dadurch wird die Laserstrahlgefahr während des normalen Betriebs beseitigt, aber es gibt Bedenken, wenn die Sicherheitsverriegelungen umgangen werden. Die häufigste Operation, bei der es notwendig ist, die Strahlabdeckungen zu entfernen und die Verriegelungen zu überwinden, ist die Ausrichtung des Laserstrahls.
Während dieser Wartungsarbeiten sollte der Raum, in dem sich der Laser befindet, idealerweise evakuiert werden, mit Ausnahme der notwendigen Wartungstechniker, wobei die Türen zum Raum verschlossen und mit geeigneten Lasersicherheitsschildern versehen sein sollten. Hochleistungslaser, die in der Halbleiterfertigung verwendet werden, befinden sich jedoch oft in großen, offenen Fertigungsbereichen, was es unpraktisch macht, Nicht-Wartungspersonal während der Wartung zu versetzen. Für diese Situationen wird typischerweise eine temporäre Kontrollzone eingerichtet. Normalerweise bestehen diese Kontrollbereiche aus Laservorhängen oder Schweißschirmen, die dem direkten Kontakt mit dem Laserstrahl standhalten können. Der Zugang zum temporären Kontrollbereich erfolgt normalerweise durch einen Labyrintheingang, der mit einem Warnschild versehen ist, wenn die Sperren für den Laser umgangen werden. Andere Sicherheitsvorkehrungen während der Strahlausrichtung ähneln denen, die für den Betrieb eines Hochleistungslasers mit offenem Strahl erforderlich sind (z. B. Schulung, Augenschutz, schriftliche Verfahren usw.).
Hochleistungslaser sind auch eine der bedeutendsten elektrischen Gefahren in der Halbleiterindustrie. Auch nach dem Abschalten des Stroms besteht innerhalb des Werkzeugs ein erhebliches Schockpotential, das vor Arbeiten im Inneren des Schranks abgeleitet werden muss.
Neben der Strahlgefahr und der elektrischen Gefahr sollte auch bei der Wartung von Lasermarkiersystemen wegen der Möglichkeit einer chemischen Kontamination durch das feuerhemmende Antimontrioxid und Beryllium (Keramikverpackungen, die diese Verbindung enthalten, gekennzeichnet werden) Vorsicht walten. Beim Markieren mit den Hochleistungslasern können Dämpfe entstehen und Rückstände auf den Geräteoberflächen und Dunstabzugsfiltern hinterlassen.
Entfetter wurden in der Vergangenheit verwendet, um Halbleiter zu reinigen, bevor sie mit Identifikationscodes markiert wurden. Es kann leicht zu einer Lösungsmittelexposition über dem geltenden Grenzwert für die Exposition in der Luft kommen, wenn der Kopf eines Bedieners unter die Kühlschlangen gehalten wird, die eine Rekondensation der Dämpfe verursachen, wie dies passieren kann, wenn ein Bediener versucht, heruntergefallene Teile zu entfernen, oder wenn ein Techniker Rückstände vom Boden entfernt der Einheit (Baldwin und Stewart 1989). Die Verwendung von Entfettungsmitteln wurde in der Halbleiterindustrie aufgrund von Einschränkungen bei der Verwendung von ozonabbauenden Substanzen wie Chlorfluorkohlenwasserstoffen und chlorierten Lösungsmitteln stark reduziert.
Fehleranalyse und Qualitätssicherung
Fehleranalyse- und Qualitätsanalyselabors führen typischerweise verschiedene Operationen durch, die verwendet werden, um die Zuverlässigkeit der Geräte sicherzustellen. Einige der in diesen Laboratorien durchgeführten Operationen bergen das Potenzial für eine Exposition der Mitarbeiter. Diese beinhalten:
- Markierungstests Verwendung verschiedener Lösungsmittel und ätzender Gemische in beheizten Bechern auf Heizplatten. Eine lokale Absaugung (LEV) in Form einer Metallhaube mit angemessenen Anströmgeschwindigkeiten ist erforderlich, um flüchtige Emissionen zu kontrollieren. Monoethanolamin-Lösungen können zu Expositionen führen, die den Expositionsgrenzwert in der Luft überschreiten (Baldwin und Williams 1996).
- Blasen-/Leckprüfung Verwendung von Fluorkohlenwasserstoffen mit hohem Molekulargewicht (Handelsname Fluorinerts)
- Röntgenverpackungseinheiten.
Kobalt-60 (bis zu 26,000 Curie) wird in Bestrahlungsgeräten verwendet, um die Fähigkeit von ICs zu testen, Gammastrahlung in Militär- und Weltraumanwendungen standzuhalten. Unter normalen Bedingungen beträgt die Exposition des Personals bei diesem Vorgang weniger als 5 Millisievert (500 Millirem) pro Jahr (Baldwin und Stewart 1989). Die Steuerungen für diesen etwas spezialisierten Vorgang ähneln denen, die für Kr-85-Feinlecksysteme verwendet werden (z. B. isolierter Raum, kontinuierliche Strahlungsüberwachung, Überwachung der Exposition des Personals und so weiter).
Im Fehleranalyseprozess werden kleine „spezifische Lizenz“-Alphaquellen (z. B. Mikro- und Millicurie von Americium-241) verwendet. Diese Quellen sind mit einer dünnen Schutzschicht bedeckt, die als Fenster bezeichnet wird und es ermöglicht, dass Alpha-Partikel von der Quelle emittiert werden, um die Fähigkeit der integrierten Schaltung zu testen, zu funktionieren, wenn sie von Alpha-Partikeln bombardiert wird. Typischerweise werden die Quellen periodisch (z. B. halbjährlich) auf Austritt von radioaktivem Material überprüft, das auftreten kann, wenn das Schutzfenster beschädigt wird. Jede nachweisbare Leckage löst normalerweise die Entfernung der Quelle und deren Rücksendung an den Hersteller aus.
Schrankröntgensysteme werden eingesetzt, um die Dicke von Metallschichten zu prüfen und Defekte (z. B. Luftblasen in Formmassenpaketen) zu identifizieren. Obwohl sie keine signifikante Leckagequelle darstellen, werden diese Einheiten typischerweise regelmäßig (z. B. jährlich) mit einem tragbaren Messgerät auf Röntgenstrahlenlecks überprüft und inspiziert, um sicherzustellen, dass die Türverriegelungen ordnungsgemäß funktionieren.
Versand
Der Versand ist der Endpunkt der Beteiligung der meisten Hersteller von Silizium-Halbleitergeräten. Kommerzielle Halbleiterhersteller verkaufen ihre Produkte an andere Endprodukthersteller, während firmeneigene Hersteller die Geräte für ihre eigenen Endprodukte verwenden.
Gesundheitsstudie
Jeder Prozessschritt verwendet eine bestimmte Reihe von Chemikalien und Werkzeugen, die zu spezifischen EHS-Bedenken führen. Zusätzlich zu Bedenken im Zusammenhang mit bestimmten Prozessschritten bei der Verarbeitung von Silizium-Halbleiterbauelementen untersuchte eine epidemiologische Studie gesundheitliche Auswirkungen bei Beschäftigten der Halbleiterindustrie (Schenker et al. 1992). Siehe auch die Diskussion im Artikel „Gesundheitliche Auswirkungen und Krankheitsbilder“.
Die Hauptschlussfolgerung der Studie war, dass die Arbeit in Halbleiterfabriken mit einer erhöhten Rate spontaner Abtreibungen (SAB) verbunden ist. In der historischen Komponente der Studie war die Anzahl der untersuchten Schwangerschaften bei Beschäftigten in der Fertigung und in Nicht-Fertigungsbetrieben ungefähr gleich (447 bzw. 444), aber es gab mehr spontane Abtreibungen in der Fertigung (n = 67) als in den Nicht-Fertigungsbetrieben (n = 46). . Bereinigt um verschiedene Faktoren, die zu Verzerrungen führen könnten (Alter, ethnische Zugehörigkeit, Rauchen, Stress, sozioökonomischer Status und Schwangerschaftsvorgeschichte) betrug das relative Risiko (RR) für eine Herstellung gegenüber einer Nichtherstellung 1.43 (95 % Konfidenzintervall = 0.95–2.09). .
Die Forscher verknüpften die erhöhte SAB-Rate mit der Exposition gegenüber bestimmten Glykolethern auf Ethylenbasis (EGE), die in der Halbleiterherstellung verwendet werden. Die spezifischen Glykolether, die an der Studie beteiligt waren und im Verdacht stehen, nachteilige Auswirkungen auf die Fortpflanzungsfähigkeit zu haben, sind:
- 2-Methoxyethanol (CAS 109-86-4)
- 2-Methoxyethylacetat (CAS 110-49-6)
- 2-Ethoxyethylacetat (CAS 111-15-9).
Obwohl nicht Teil der Studie, haben zwei andere in der Industrie verwendete Glykolether, 2-Ethoxyethanol (CAS 110-80-5) und Diethylenglykoldimethylether (CAS 111-96-6), ähnliche toxische Wirkungen und wurden von einigen verboten Halbleiterhersteller.
Zusätzlich zu einer erhöhten SAB-Rate im Zusammenhang mit der Exposition gegenüber bestimmten Glykolethern kam die Studie auch zu dem Schluss:
- Es bestand eine widersprüchliche Assoziation zwischen Fluorid-Exposition (beim Ätzen) und SAB.
- Selbstberichteter Stress war ein starker unabhängiger Risikofaktor für SAB bei Frauen, die in den Fertigungsbereichen arbeiteten.
- Es dauerte länger, bis Frauen, die im Produktionsbereich arbeiteten, schwanger wurden, verglichen mit Frauen in Nicht-Produktionsbereichen.
- Eine Zunahme von Atemwegsbeschwerden (Augen-, Nasen- und Rachenreizung und Keuchen) war bei Arbeitern in der Fabrikation im Vergleich zu Arbeitern ohne Fabrikation vorhanden.
- Muskel-Skelett-Symptome der distalen oberen Extremität, wie Hand-, Handgelenk-, Ellbogen- und Unterarmschmerzen, waren mit der Arbeit im Fertigungsraum verbunden.
- Dermatitis und Haarausfall (Alopezie) wurden häufiger bei Fertigungsarbeitern als bei Nicht-Fertigungsarbeitern berichtet.
Ausrüstungsüberprüfung
Die Komplexität der Halbleiterherstellungsausrüstung, gepaart mit kontinuierlichen Fortschritten in den Herstellungsprozessen, macht die Überprüfung neuer Prozessausrüstung vor der Installation wichtig, um EHS-Risiken zu minimieren. Zwei Geräteüberprüfungsprozesse tragen dazu bei sicherzustellen, dass neue Halbleiterprozessgeräte über angemessene EHS-Kontrollen verfügen: CE-Kennzeichnung und Semiconductor Equipment and Materials International (SEMI)-Standards.
Die CE-Kennzeichnung ist eine Erklärung des Herstellers, dass das so gekennzeichnete Gerät den Anforderungen aller anwendbaren Richtlinien der Europäischen Union (EU) entspricht. Für Halbleiterfertigungsanlagen gelten die Maschinenrichtlinie (MD), die Richtlinie zur elektromagnetischen Verträglichkeit (EMV) und die Niederspannungsrichtlinie (LVD) als die am besten anwendbaren Richtlinien.
Im Fall der EMV-Richtlinie müssen die Dienste einer zuständigen Stelle (von einem EU-Mitgliedstaat offiziell zugelassene Organisation) beauftragt werden, um die Prüfanforderungen zu definieren und die Ergebnisse der Prüfung zu genehmigen. MD und LVD können entweder vom Hersteller oder einer benannten Stelle (von einem EU-Mitgliedstaat offiziell zugelassene Organisation) bewertet werden. Unabhängig vom gewählten Weg (Selbsteinschätzung oder Drittpartei) ist der eingetragene Importeur dafür verantwortlich, dass das importierte Produkt mit der CE-Kennzeichnung versehen wird. Sie können die Informationen des Drittanbieters oder der Selbstbewertung als Grundlage für ihre Überzeugung verwenden, dass das Gerät die Anforderungen der anwendbaren Richtlinien erfüllt, aber letztendlich werden sie die Konformitätserklärung selbst erstellen und die CE-Kennzeichnung anbringen.
Semiconductor Equipment and Materials International ist ein internationaler Handelsverband, der Halbleiter- und Flachbildschirmgeräte und Materiallieferanten vertritt. Zu seinen Aktivitäten gehört die Entwicklung freiwilliger technischer Standards, bei denen es sich um Vereinbarungen zwischen Lieferanten und Kunden handelt, die darauf abzielen, die Produktqualität und -zuverlässigkeit zu einem angemessenen Preis und einer konstanten Versorgung zu verbessern.
Zwei SEMI-Standards, die speziell für EHS-Bedenken bei neuen Geräten gelten, sind SEMI S2 und SEMI S8. SEMI S2-93, Sicherheitsrichtlinien für Halbleiterfertigungsanlagen, ist als Mindestsatz leistungsbasierter EHS-Überlegungen für Geräte gedacht, die in der Halbleiterfertigung verwendet werden. SEMI S8-95, Benutzerhandbuch für ergonomische Erfolgskriterien für Lieferanten, erweitert den Ergonomieteil in SEMI S2.
Viele Halbleiterhersteller verlangen, dass neue Geräte von einem Dritten zertifiziert werden, damit sie die Anforderungen von SEMI S2 erfüllen. Richtlinien zur Interpretation von SEMI S2-93 und SEMI S8-95 sind in einer Veröffentlichung des Industriekonsortiums SEMATECH enthalten (SEMATECH 1996). Weitere Informationen zu SEMI finden Sie im World Wide Web (http://www.semi.org).
Chemikalienbehandlung
Flüssigkeitsabgabe
Da automatische Abgabesysteme für Chemikalien zur Regel und nicht zur Ausnahme geworden sind, hat die Zahl der Verätzungen von Mitarbeitern abgenommen. Allerdings müssen in diesen automatisierten Abgabesystemen für Chemikalien geeignete Sicherheitsvorkehrungen installiert werden. Diese beinhalten:
- Lecksuche und automatische Abschaltung an der Hauptversorgungsquelle und an Anschlusskästen
- doppelte Umschließung von Leitungen, wenn die Chemikalie als Gefahrstoff gilt
- High-Level-Sensoren an Endpunkten (Bad oder Werkzeugbehälter)
- zeitgesteuerte Abschaltung der Pumpe (erlaubt, dass nur eine bestimmte Menge an einen Ort gepumpt wird, bevor sie sich automatisch abschaltet).
Gasabgabe
Die Sicherheit der Gasverteilung hat sich im Laufe der Jahre durch das Aufkommen neuer Arten von Flaschenventilen, in die Flasche integrierten Öffnungen mit eingeschränktem Durchfluss, automatisierten Gasspültafeln, Erkennung und Absperrung bei hohen Durchflussraten und ausgeklügelteren Leckerkennungsgeräten erheblich verbessert. Aufgrund seiner pyrophoren Eigenschaft und seiner breiten Verwendung als Ausgangsmaterial stellt Silangas die bedeutendste Explosionsgefahr in der Industrie dar. Silangasvorfälle sind jedoch durch neue Untersuchungen von Factory Mutual und SEMATECH vorhersehbarer geworden. Mit geeigneten Öffnungen mit reduziertem Durchfluss (RFOs), Abgabedrücken und Belüftungsraten wurden die meisten Explosionsvorfälle eliminiert (SEMATECH 1995).
In den letzten Jahren kam es zu mehreren Sicherheitsvorfällen aufgrund einer unkontrollierten Vermischung unverträglicher Gase. Aufgrund dieser Vorfälle überprüfen Halbleiterhersteller häufig Gasleitungsinstallationen und Werkzeuggaskästen, um sicherzustellen, dass kein unsachgemäßes Mischen und/oder Rückströmen von Gasen auftreten kann.
Chemische Probleme erzeugen in der Regel die größten Bedenken in der Halbleiterfertigung. Die meisten Verletzungen und Todesfälle in der Industrie resultieren jedoch aus nicht-chemischen Gefahren.
Elektrische Sicherheit
Mit Geräten, die in dieser Branche verwendet werden, sind zahlreiche elektrische Gefahren verbunden. Sicherheitsverriegelungen spielen eine wichtige Rolle in der elektrischen Sicherheit, aber diese Verriegelungen werden oft von Wartungstechnikern außer Kraft gesetzt. Eine erhebliche Menge an Wartungsarbeiten wird typischerweise durchgeführt, während die Ausrüstung noch mit Energie versorgt oder nur teilweise entregt ist. Die bedeutendsten elektrischen Gefahren sind mit Ionenimplantationsgeräten und Laserstromversorgungen verbunden. Auch nach dem Abschalten des Stroms besteht innerhalb des Werkzeugs ein erhebliches Schockpotential, das vor dem Arbeiten im Inneren des Werkzeugs abgeleitet werden muss. Der SEMI S2-Überprüfungsprozess in den Vereinigten Staaten und das CE-Zeichen in Europa haben dazu beigetragen, die elektrische Sicherheit für neue Geräte zu verbessern, aber Wartungsarbeiten werden nicht immer angemessen berücksichtigt. Für alle neu installierten Geräte ist eine sorgfältige Überprüfung der Wartungsarbeiten und der elektrischen Gefahren erforderlich.
An zweiter Stelle auf der Liste der elektrischen Gefahren steht die Ausrüstung, die während Ätz-, Sputter- und Kammerreinigungsprozessen HF-Energie erzeugt. Eine ordnungsgemäße Abschirmung und Erdung sind erforderlich, um das Risiko von HF-Verbrennungen zu minimieren.
Diese elektrischen Gefahren und die vielen Werkzeuge, die während der Wartungsarbeiten nicht abgeschaltet werden, erfordern, dass die Wartungstechniker andere Mittel anwenden, um sich selbst zu schützen, wie etwa Lockout/Tagout-Verfahren. Elektrische Gefahren sind nicht die einzigen Energiequellen, die mit Lockout/Tagout angegangen werden. Andere Energiequellen umfassen unter Druck stehende Leitungen, von denen viele gefährliche Gase oder Flüssigkeiten enthalten, und pneumatische Steuerungen. Unterbrechungen zur Steuerung dieser Energiequellen müssen sich an einem leicht zugänglichen Ort befinden – innerhalb des fab (Fertigung) oder Verfolgungsbereich, in dem der Mitarbeiter arbeiten wird, anstatt an ungünstigen Orten wie Nebenfabriken.
Ergonomie
Die Schnittstelle zwischen Mitarbeiter und Werkzeug verursacht weiterhin Verletzungen. Muskelzerrungen und Verstauchungen sind in der Halbleiterindustrie weit verbreitet, insbesondere bei Wartungstechnikern. Der Zugang zu Pumpen, Kammerabdeckungen usw. ist während der Herstellung des Werkzeugs und während der Platzierung des Werkzeugs in der Fabrik oft nicht gut gestaltet. Pumpen sollten auf Rädern stehen oder in ausziehbaren Schubladen oder Tabletts platziert werden. Für viele Arbeitsgänge müssen Hebevorrichtungen eingebaut werden.
Gerade in älteren Anlagen birgt die einfache Waferhandhabung ergonomische Gefahren. Neuere Einrichtungen haben typischerweise größere Wafer und erfordern daher stärker automatisierte Handhabungssysteme. Viele dieser Waferhandhabungssysteme gelten als Robotergeräte, und die Sicherheitsbedenken bei diesen Systemen müssen berücksichtigt werden, wenn sie entworfen und installiert werden (ANSI 1986).
Brandschutz
Neben dem bereits angesprochenen Silangas hat Wasserstoffgas das Potenzial, eine erhebliche Brandgefahr darzustellen. Es ist jedoch besser verstanden und die Industrie hat nicht viele große Probleme im Zusammenhang mit Wasserstoff gesehen.
Die größte Brandgefahr ist jetzt damit verbunden nasse Decks oder Ätzbäder. Die typischen Konstruktionskunststoffe (Polyvinylchlorid, Polypropylen und schwer entflammbares Polypropylen) wurden alle bei der Herstellung verwendet Feuer. Die Zündquelle kann eine Ätz- oder Plattierungsbadheizung sein, wobei die elektrischen Steuerungen direkt auf dem Kunststoff oder einem angrenzenden Werkzeug montiert sind. Wenn es bei einem dieser Kunststoffwerkzeuge zu einem Brand kommt, breiten sich Partikelverunreinigungen und korrosive Verbrennungsprodukte in der gesamten Fabrik aus. Der wirtschaftliche Verlust ist aufgrund der Ausfallzeit in der Fabrik hoch, während der Bereich und die Ausrüstung wieder auf Reinraumstandards gebracht werden. Oft können einige teure Geräte nicht ausreichend dekontaminiert werden, und es müssen neue Geräte angeschafft werden. Daher sind sowohl ein angemessener Brandschutz als auch ein angemessener Brandschutz von entscheidender Bedeutung.
Der Brandschutz kann mit verschiedenen nicht brennbaren Baustoffen angegangen werden. Edelstahl ist das bevorzugte Konstruktionsmaterial für diese Nassdecks, aber oft „akzeptiert“ der Prozess kein Metallwerkzeug. Es gibt Kunststoffe mit geringerem Brand-/Rauchpotential, die jedoch noch nicht ausreichend getestet wurden, um festzustellen, ob sie mit Halbleiterherstellungsprozessen kompatibel sind.
Aus brandschutztechnischen Gründen müssen diese Werkzeuge durch einen frei zugänglichen Sprinklerschutz geschützt werden. Die Platzierung von HEPA-Filtern über Nassbänken blockiert oft Sprinklerköpfe. In diesem Fall werden zusätzliche Sprinklerköpfe unterhalb der Filter installiert. Viele Unternehmen verlangen außerdem, dass ein Feuererkennungs- und -unterdrückungssystem in den Luftkammern dieser Werkzeuge installiert wird, wo viele Brände entstehen.
Flüssigkristallanzeigen
Flüssigkristallanzeigen (LCDs) sind seit den 1970er Jahren im Handel erhältlich. Sie werden häufig in Uhren, Taschenrechnern, Radios und anderen Produkten verwendet, die Anzeigen und drei oder vier alphanumerische Zeichen erfordern. Jüngste Verbesserungen bei den Flüssigkristallmaterialien ermöglichen die Herstellung großer Displays. Während LCDs nur einen kleinen Teil der Halbleiterindustrie ausmachen, hat ihre Bedeutung mit ihrer Verwendung in Flachbildschirmen für tragbare Computer, sehr leichte Laptop-Computer und spezielle Textverarbeitungsprogramme zugenommen. Die Bedeutung von LCDs wird voraussichtlich weiter zunehmen, da sie schließlich die letzte Vakuumröhre ersetzen, die üblicherweise in der Elektronik verwendet wird – die Kathodenstrahlröhre (CRT) (O'Mara 1993).
Die Herstellung von LCDs ist ein sehr spezialisierter Prozess. Die Ergebnisse der industriellen Hygieneüberwachung weisen auf sehr niedrige Luftschadstoffgehalte für die verschiedenen überwachten Lösungsmittelexpositionen hin (Wade et al. 1981). Im Allgemeinen sind die verwendeten Arten und Mengen von giftigen, korrosiven und brennbaren festen, flüssigen und gasförmigen Chemikalien und gefährlichen physikalischen Mitteln im Vergleich zu anderen Arten der Halbleiterherstellung begrenzt.
Flüssigkristallmaterialien sind stäbchenförmige Moleküle, beispielhaft dargestellt durch die in Fig. 1 gezeigten Cyanobiphenylmoleküle. Diese Moleküle besitzen die Eigenschaft, die Richtung des durchtretenden polarisierten Lichts zu drehen. Obwohl die Moleküle für sichtbares Licht transparent sind, erscheint ein Behälter des flüssigen Materials milchig oder durchscheinend anstatt transparent. Dies geschieht, weil die Längsachse der Moleküle in zufälligen Winkeln ausgerichtet sind, sodass das Licht zufällig gestreut wird. Eine Flüssigkristallanzeigezelle ist so angeordnet, dass die Moleküle einer bestimmten Ausrichtung folgen. Diese Ausrichtung kann mit einem externen elektrischen Feld geändert werden, wodurch die Polarisation des einfallenden Lichts geändert werden kann.
Abbildung 1. Grundlegende Flüssigkristallpolymermoleküle

Bei der Herstellung von Flachbildschirmen werden zwei Glassubstrate separat verarbeitet und dann miteinander verbunden. Das vordere Substrat ist gemustert, um ein Farbfilterarray zu erzeugen. Das hintere Glassubstrat wird gemustert, um Dünnfilmtransistoren und die Metallverbindungsleitungen zu bilden. Diese beiden Platten werden im Montageprozess zusammengefügt und bei Bedarf geschnitten und in einzelne Displays getrennt. Flüssigkristallmaterial wird in einen Spalt zwischen den beiden Glasplatten eingespritzt. Die Displays werden geprüft und getestet und auf jede Glasplatte wird eine Polarisatorfolie aufgebracht.
Zur Herstellung von Flachbildschirmen sind zahlreiche Einzelprozesse erforderlich. Sie erfordern spezielle Ausrüstung, Materialien und Prozesse. Bestimmte Schlüsselprozesse sind unten skizziert.
Glassubstratvorbereitung
Das Glassubstrat ist eine wesentliche und teure Komponente des Displays. In jeder Phase des Prozesses ist eine sehr strenge Kontrolle der optischen und mechanischen Eigenschaften des Materials erforderlich, insbesondere wenn es um Erwärmung geht.
Glasherstellung
Zwei Prozesse werden verwendet, um sehr dünnes Glas mit sehr genauen Abmessungen und reproduzierbaren mechanischen Eigenschaften herzustellen. Das von Corning entwickelte Schmelzverfahren verwendet einen Glaszuführungsstab, der in einer keilförmigen Rinne schmilzt und aufwärts und über die Seiten der Rinne fließt. Das geschmolzene Glas fließt an beiden Seiten der Rinne hinab, verbindet sich zu einer einzigen Schicht am Boden der Rinne und kann als einheitliche Schicht nach unten gezogen werden. Die Dicke der Platte wird durch die Geschwindigkeit des Herunterziehens des Glases gesteuert. Breiten bis knapp 1 m sind realisierbar.
Andere Hersteller von Glas mit den entsprechenden Abmessungen für LCD-Substrate verwenden das Floatverfahren zur Herstellung. Bei diesem Verfahren lässt man das geschmolzene Glas auf ein Bett aus geschmolzenem Zinn fließen. Das Glas löst sich nicht auf oder reagiert mit dem metallischen Zinn, sondern schwimmt auf der Oberfläche. Dadurch kann die Schwerkraft die Oberfläche glätten und beide Seiten parallel werden lassen. (Siehe Kapitel Glas, Keramik und verwandte Materialien.)
Eine Vielzahl von Substratgrößen bis zu 450 × 550 mm und mehr ist verfügbar. Die typische Glasdicke für Flachbildschirme beträgt 1.1 mm. Dünneres Glas wird für einige kleinere Displays wie Pager, Telefone, Spiele usw. verwendet.
Schneiden, Anfasen und Polieren
Glassubstrate werden nach dem Schmelz- oder Floatprozess auf die Größe zugeschnitten, typischerweise auf etwa 1 m Seitenlänge. Dem Umformprozess folgen verschiedene mechanische Operationen, abhängig von der endgültigen Anwendung des Materials.
Da Glas spröde ist und an den Rändern leicht abplatzt oder bricht, werden diese typischerweise abgeschrägt, abgeschrägt oder anderweitig behandelt, um das Abplatzen während der Handhabung zu verringern. Thermische Spannungen an Kantenrissen häufen sich während der Substratbearbeitung und führen zum Bruch. Glasbruch ist ein erhebliches Problem während der Produktion. Abgesehen von der Möglichkeit von Schnitt- und Platzwunden durch Mitarbeiter stellt dies einen Ertragsverlust dar, und Glasfragmente können in der Ausrüstung verbleiben und eine Kontamination mit Partikeln oder ein Verkratzen anderer Substrate verursachen.
Eine erhöhte Substratgröße führt zu erhöhten Schwierigkeiten beim Glaspolieren. Große Substrate werden unter Verwendung von Wachs oder anderem Klebstoff auf Trägern befestigt und unter Verwendung einer Aufschlämmung aus Schleifmaterial poliert. Auf diesen Polierprozess muss eine gründliche chemische Reinigung folgen, um alle verbleibenden Wachse oder andere organische Rückstände sowie die im Schleif- oder Poliermittel enthaltenen metallischen Verunreinigungen zu entfernen.
Reinigung
Reinigungsverfahren werden für blanke Glassubstrate und für Substrate verwendet, die mit organischen Filmen bedeckt sind, wie Farbfilter, Polyimid-Orientierungsfilme und so weiter. Außerdem müssen Substrate mit Halbleiter-, Isolator- und Metallfilmen an bestimmten Punkten innerhalb des Herstellungsprozesses gereinigt werden. Als Minimum ist vor jedem Maskierungsschritt bei der Herstellung von Farbfiltern oder Dünnschichttransistoren eine Reinigung erforderlich.
Die meisten Flachbildschirm-Reinigungen verwenden eine Kombination aus physikalischen und chemischen Methoden, mit selektiver Verwendung von Trockenmethoden. Nach dem chemischen Ätzen oder Reinigen werden Substrate üblicherweise mit Isopropylalkohol getrocknet. (Siehe Tabelle 1.)
Tabelle 1. Reinigung von Flachbildschirmen
|
Körperliche Reinigung |
Chemische Reinigung |
Chemische Reinigung |
|
Bürstenschrubben |
Ultraviolettes Ozon |
Organische Lösung* |
|
Strahlspray |
Plasma (Oxid) |
Neutrales Reinigungsmittel |
|
Ultraschall |
Plasma (Nichtoxid) |
|
|
Megaschall |
Laser |
Reines Wasser |
* Zu den üblichen organischen Lösungsmitteln, die bei der chemischen Reinigung verwendet werden, gehören: Aceton, Methanol, Ethanol, n-Propanol, Xylolisomere, Trichlorethylen, Tetrachlorethylen.
Farbfilterbildung
Die Farbfilterbildung auf dem vorderen Glassubstrat umfasst einige der Glasveredelungs- und Vorbereitungsschritte, die sowohl der vorderen als auch der hinteren Platte gemeinsam sind, einschließlich der Abschrägungs- und Läppprozesse. Vorgänge wie Strukturieren, Beschichten und Aushärten werden wiederholt auf dem Substrat durchgeführt. Viele Ähnlichkeiten mit der Verarbeitung von Siliziumwafern bestehen. Üblicherweise werden Glassubstrate zum Reinigen und Beschichten in Bahnsystemen gehandhabt.
Farbfiltermusterung
Verschiedene Materialien und Anwendungsverfahren werden verwendet, um Farbfilter für verschiedene Arten von Flachbildschirmen herzustellen. Es kann entweder ein Farbstoff oder ein Pigment verwendet werden, und beide können auf verschiedene Weise aufgebracht und gemustert werden. Bei einem Ansatz wird Gelatine in aufeinanderfolgenden photolithographischen Arbeitsgängen unter Verwendung von Proximity-Printing-Geräten und Standard-Photoresists abgeschieden und gefärbt. Bei einem anderen werden in Photoresist dispergierte Pigmente verwendet. Andere Verfahren zum Bilden von Farbfiltern umfassen Elektroabscheidung, Ätzen und Drucken.
ITO-Abscheidung
Nach der Bildung des Farbfilters ist der letzte Schritt die Sputterabscheidung eines transparenten Elektrodenmaterials. Dies ist Indium-Zinn-Oxid (ITO), das eigentlich eine Mischung der Oxide In ist2O3 und SnO2. Dieses Material ist das einzige, das für die transparente Leiteranwendung für LCDs geeignet ist. Auf beiden Seiten des Displays ist ein dünner ITO-Film erforderlich. Typischerweise werden ITO-Filme unter Verwendung von Vakuumverdampfung und Sputtern hergestellt.
Dünne ITO-Filme lassen sich leicht mit Nasschemikalien wie Salzsäure ätzen, aber wenn der Abstand der Elektroden kleiner und die Merkmale feiner werden, kann Trockenätzen erforderlich sein, um ein Unterätzen der Linien aufgrund von Überätzen zu verhindern.
Bildung von Dünnschichttransistoren
Die Bildung von Dünnschichttransistoren ist der Herstellung einer integrierten Schaltung sehr ähnlich.
Dünnschichtabscheidung
Die Substrate beginnen den Herstellungsprozess mit einem Dünnfilmauftragsschritt. Dünne Filme werden durch CVD oder physikalische Gasphasenabscheidung (PVD) abgeschieden. Plasmaunterstützte CVD, auch bekannt als Glimmentladung, wird für amorphes Silizium, Siliziumnitrid und Siliziumdioxid verwendet.
Gerätemusterung
Sobald der Dünnfilm abgeschieden wurde, wird ein Photoresist aufgebracht und abgebildet, um das Ätzen des Dünnfilms auf die geeigneten Abmessungen zu ermöglichen. Wie bei der Herstellung integrierter Schaltungen wird eine Folge von Dünnfilmen abgeschieden und geätzt.
Aufbringen und Reiben des Orientierungsfilms
Sowohl auf dem oberen als auch auf dem unteren Substrat wird ein dünner Polymerfilm zur Orientierung der Flüssigkristallmoleküle an der Glasoberfläche abgeschieden. Dieser vielleicht 0.1 µm dicke Orientierungsfilm kann ein Polyimid oder ein anderes "hartes" Polymermaterial sein. Nach dem Auftragen und Backen wird es mit Stoff in einer bestimmten Richtung gerieben, wodurch kaum wahrnehmbare Rillen in der Oberfläche zurückbleiben. Das Reiben kann mit einem einmal durchlaufenden Tuch auf einem Band erfolgen, das von einer Walze auf einer Seite zugeführt wird, unter einer Walze, die das Substrat berührt, auf eine Walze auf der anderen Seite geführt wird. Das Substrat bewegt sich unter dem Tuch in die gleiche Richtung wie das Tuch. Andere Verfahren umfassen eine sich bewegende Bürste, die sich über das Substrat bewegt. Der Flor des Reibmaterials ist wichtig. Die Rillen dienen dazu, die Flüssigkristallmoleküle dabei zu unterstützen, sich an der Substratoberfläche auszurichten und den richtigen Neigungswinkel anzunehmen.
Der Orientierungsfilm kann durch Schleuderbeschichtung oder durch Drucken aufgebracht werden. Das Druckverfahren ist effizienter im Materialverbrauch; 70 bis 80 % des Polyimids werden von der Druckwalze auf die Substratoberfläche übertragen.
Versammlung
Sobald der Schritt des Reibens des Substrats abgeschlossen ist, wird eine automatisierte Fließbandsequenz gestartet, die aus Folgendem besteht:
- Kleberauftrag (erforderlich zum Abdichten der Platten)
- Spacer-Anwendung
- Lage und optische Ausrichtung einer Platte in Bezug auf die andere
- Belichtung (Wärme oder UV), um den Klebstoff auszuhärten und die beiden Glasplatten miteinander zu verbinden.
Der automatische Transport von Ober- und Unterplatten erfolgt durch die Linie. Eine Platte nimmt den Klebstoff auf, und die zweite Platte wird an der Abstandshalter-Applikatorstation eingeführt.
Flüssigkristallinjektion
In dem Fall, in dem mehr als eine Anzeige auf dem Substrat konstruiert wurde, werden die Anzeigen nun durch Schneiden getrennt. An diesem Punkt kann das Flüssigkristallmaterial in die Lücke zwischen den Substraten eingeführt werden, wobei ein in dem Dichtungsmaterial verbleibendes Loch genutzt wird. Dieses Eintrittsloch wird dann verschlossen und für die Endkontrolle vorbereitet. Flüssigkristallmaterialien werden häufig als Zwei- oder Dreikomponentensysteme geliefert, die beim Einspritzen gemischt werden. Injektionssysteme sorgen für das Mischen und Spülen der Zelle, um das Einschließen von Blasen während des Füllvorgangs zu vermeiden.
Inspektion und Test
Inspektion und Funktionstest werden nach dem Zusammenbau und der Flüssigkristallinjektion durchgeführt. Die meisten Defekte hängen mit Partikeln (einschließlich Punkt- und Liniendefekten) und Problemen mit Zelllücken zusammen.
Polarisator-Aufsatz
Der letzte Herstellungsschritt für die Flüssigkristallanzeige selbst ist das Aufbringen des Polarisators auf die Außenseite jeder Glasplatte. Polarisatorfolien sind Verbundfolien, die die druckempfindliche Klebeschicht enthalten, die zum Befestigen des Polarisators am Glas erforderlich ist. Sie werden von automatisierten Maschinen aufgebracht, die das Material von Rollen oder vorgeschnittenen Bögen abgeben. Die Maschinen sind Varianten von Etikettiermaschinen, die für andere Branchen entwickelt wurden. Die Polarisationsfolie ist auf beiden Seiten des Displays angebracht.
In manchen Fällen wird vor dem Polarisator eine Kompensationsfolie aufgebracht. Kompensationsfolien sind Polymerfolien (z. B. Polycarbonat und Polymethylmethacrylat), die in einer Richtung gestreckt werden. Diese Dehnung verändert die optischen Eigenschaften der Folie.
Eine fertiggestellte Anzeige weist normalerweise integrierte Treiberschaltungen auf, die auf oder in der Nähe eines der Glassubstrate montiert sind, normalerweise auf der Seite des Dünnschichttransistors.
Gefahren
Glasbruch ist eine erhebliche Gefahr bei der LCD-Herstellung. Es kann zu Schnitt- und Platzwunden kommen. Die Exposition gegenüber Chemikalien, die zur Reinigung verwendet werden, ist ein weiteres Problem.
Mehr...
III-V-Halbleiterherstellung
Silizium hat als primäres Halbleitermaterial historisch die IC-Technologieentwicklung dominiert. Das Hauptaugenmerk in den letzten Jahren auf eine Siliziumalternative konzentrierte sich auf III-V-Verbindungen wie Galliumarsenid (GaAs) als Substratmaterial. Als Halbleitermaterial weist GaAs gegenüber Silizium erhöhte Fähigkeiten auf, wie beispielsweise eine Elektronenbeweglichkeit, die 5- bis 6-mal höher ist als die von Silizium. Diese Eigenschaft, gekoppelt mit den potenziellen halbisolierenden Eigenschaften von GaAs, führt zu einer erhöhten Leistung sowohl bei der Geschwindigkeit als auch bei der Leistungsaufnahme.
GaAs hat eine Zinkblende-Struktur, die aus zwei sich gegenseitig durchdringenden, flächenzentrierten kubischen Untergittern besteht, die mit dem Wachstum von hochqualitativem Barrenmaterial zusammenhängen. Die mit dem Wachstum von GaAs verbundene Technologie ist erheblich komplizierter als die für Silizium verwendete, da ein komplizierteres Zweiphasengleichgewicht und eine hochflüchtige Komponente, Arsen (As), beteiligt sind. Eine genaue Steuerung des As-Dampfdrucks in dem Ingot-Wachstumssystem ist erforderlich, um eine exakte Stöchiometrie der GaAs-Verbindung während des Wachstumsprozesses aufrechtzuerhalten. Zwei Hauptkategorien der III-V-Halbleiter-Display- und Geräteproduktion verfügen über wirtschaftlich machbare Verarbeitungsverfahren – LED-Displays und Mikrowellen-IC-Geräte.
LEDs werden aus einkristallinem GaAs hergestellt, in dem pn-Übergänge durch Zugabe geeigneter Dotierstoffe – typischerweise Tellur, Zink oder Silizium – gebildet werden. Epitaxieschichten aus ternären und quaternären III-V-Materialien wie Galliumarsenidphosphid (GaAsP) werden auf das Substrat aufgewachsen und führen zu einem Emissionsband bestimmter Wellenlängen im sichtbaren Spektrum für Displays oder im Infrarotspektrum für Emitter oder Detektoren. Beispielsweise stammt rotes Licht mit einem Peak bei etwa 650 nm aus der direkten Rekombination der pn-Elektronen und -Löcher. Grün emittierende Dioden bestehen im Allgemeinen aus Galliumphosphid (GaP). Die verallgemeinerten LED-Verarbeitungsschritte werden in diesem Artikel behandelt.
Mikrowellen-ICs sind eine spezialisierte Form von integrierten Schaltkreisen; Sie werden als Hochfrequenzverstärker (2 bis 18 GHz) für Radar, Telekommunikation und Telemetrie sowie als Oktav- und Mehroktavverstärker für den Einsatz in elektronischen Kampfsystemen eingesetzt. Hersteller von Mikrowellen-IC-Vorrichtungen kaufen typischerweise einkristallines GaAs-Substrat, entweder mit oder ohne Epitaxieschicht, von externen Anbietern (ebenso wie Hersteller von Siliziumvorrichtungen). Die Hauptverarbeitungsschritte umfassen die Flüssigphasen-Epitaxieabscheidung, die Herstellung und die Verarbeitung ohne Herstellung, ähnlich der Herstellung von Siliziumvorrichtungen. In diesem Artikel werden auch Verarbeitungsschritte behandelt, die eine Beschreibung über die LED-Verarbeitung hinaus erfordern.
Wafer-Herstellung
Ähnlich wie beim Silizium-Ingot-Wachstumsprozess werden elementare Formen von Gallium und Arsen plus kleine Mengen an Dotierungsmaterial – Silizium, Tellur oder Zink – bei erhöhten Temperaturen umgesetzt, um Ingots aus dotiertem einkristallinem GaAs zu bilden. Drei verallgemeinerte Methoden der Barrenherstellung werden verwendet:
- horizontaler oder vertikaler Bridgeman
- Einfrieren des horizontalen oder vertikalen Farbverlaufs
- flüssigkeitsgekapselter Czochralski (LEC) mit hohem oder niedrigem Druck.
Die polykristalline GaAs-Massenverbindung wird normalerweise durch die Reaktion von As-Dampf mit Ga-Metall bei erhöhten Temperaturen in verschlossenen Quarzampullen gebildet. Typischerweise wird ein an einem Ende der Ampulle befindliches As-Reservoir auf 618°C erhitzt. Dies erzeugt ungefähr 1 Atmosphäre As-Dampfdruck in der Ampulle, eine Voraussetzung zum Erhalten von stöchiometrischem GaAs. Der As-Dampf reagiert mit dem Ga-Metall, das auf 1,238 °C gehalten wird und sich am anderen Ende der Ampulle in einem Schiffchen aus Quarz oder pyrolytischem Bornitrid (PBN) befindet. Nachdem das Arsen vollständig umgesetzt ist, bildet sich eine polykristalline Ladung. Dies wird für das Einkristallwachstum durch programmiertes Abkühlen (Gradienteneinfrieren) oder durch physisches Bewegen entweder der Ampulle oder des Ofens verwendet, um geeignete Temperaturgradienten für das Wachstum bereitzustellen (Bridgeman). Dieser indirekte Ansatz (Arsentransport) zum Compoundieren und Wachstum von GaAs wird wegen des hohen Dampfdrucks von Arsen beim Schmelzpunkt von GaAs, etwa 20 Atmosphären bei 812°C bzw. 60 Atmosphären bei 1,238°C, verwendet.
Ein weiterer Ansatz zur kommerziellen Herstellung von Bulk-Einkristall-GaAs ist die LEC-Technik. Eine Czochralski-Kristallziehvorrichtung wird mit Brocken GaAs in einen Tiegel mit einem äußeren Graphitsuszeptor geladen. Das Bulk-GaAs wird dann bei Temperaturen nahe 1,238 °C geschmolzen, und der Kristall wird in einer unter Druck stehenden Atmosphäre gezogen, die je nach Hersteller typischerweise von einigen Atmosphären bis zu 100 Atmosphären variieren kann. Die Schmelze wird vollständig von einem viskosen Glas, z2O3, was eine Schmelzdissoziation verhindert, da der As-Dampfdruck mit dem Druck eines Inertgases (typischerweise Argon oder Stickstoff), das in der Ziehkammer angelegt wird, übereinstimmt oder überschritten wird. Alternativ kann einkristallines GaAs synthetisiert werden in situ durch Einspritzen des As in das geschmolzene Ga oder Kombinieren von As und Ga direkt bei hohem Druck.
Die Herstellung von GaAs-Wafern stellt den Halbleiterherstellungsprozess mit dem größten Potenzial für signifikante, routinemäßige chemische Belastungen dar. Während die Herstellung von GaAs-Wafern nur von einem kleinen Prozentsatz der Halbleiterhersteller durchgeführt wird, ist auf diesem Gebiet besondere Aufmerksamkeit erforderlich. Die großen Mengen an As, die in dem Verfahren verwendet werden, die zahlreichen Schritte in dem Verfahren und der niedrige Expositionsgrenzwert für Arsen in der Luft machen es schwierig, die Exposition zu kontrollieren. Artikel von Harrison (1986); Lenihan, Sheehy und Jones (1989); McIntyre und Sherin (1989) und Sheehy und Jones (1993) liefern zusätzliche Informationen zu den Gefahren und Kontrollen für diesen Prozess.
Polykristalline Barrensynthese
Ampulle laden und versiegeln
Elementares As (99.9999 %) in Brockenform wird gewogen und in ein Quarzschiffchen in einer erschöpften Handschuhbox geladen. Reines flüssiges Ga (99.9999 %) und das Dotierungsmaterial werden ebenfalls gewogen und auf die gleiche Weise in ein Schiffchen aus Quarz oder pyrolytischem Bornitrid (PBN) geladen. Die Schiffchen werden in eine lange zylindrische Quarzampulle geladen. (Bei den Bridgman- und Gradient-Freeze-Techniken wird auch ein Impfkristall mit der gewünschten kristallographischen Orientierung eingeführt, während bei der zweistufigen LEC-Technik, bei der in diesem Stadium nur Poly-GaAs benötigt wird, ein polykristallines GaAs ohne den Impfkristall synthetisiert wird. )
Die Quarzampullen werden in einen Niedertemperaturofen gestellt und erhitzt, während die Ampulle mit Wasserstoff (H2), in einem Prozess, der als Wasserstoffreduktionsreaktion bekannt ist, um Oxide zu entfernen. Nach dem Spülen mit einem Inertgas wie Argon werden die Quarzampullen an einer Vakuumpumpenanordnung befestigt, evakuiert und die Ampullenenden werden erhitzt und mit einem Wasserstoff/Sauerstoff-Brenner verschlossen. Dadurch entsteht eine gefüllte und versiegelte Quarzampulle, die für das Ofenwachstum bereit ist. Die Wasserstoffspülung und das Wasserstoff/Sauerstoff-Fackelsystem stellen eine potenzielle Brand-/Explosionsgefahr dar, wenn keine geeigneten Sicherheitsvorrichtungen und -ausrüstungen verwendet werden (Wade et al. 1981).
Da das Arsen erhitzt wird, wird diese Anordnung unter Entlüftung gehalten. Arsenoxidablagerungen können sich im Abgaskanal bilden, der diese Anordnung trägt. Es muss darauf geachtet werden, eine Exposition und Kontamination zu verhindern, falls die Kanäle in irgendeiner Weise gestört werden.
Die Lagerung und Handhabung von Arsenbrocken ist ein Problem. Aus Sicherheitsgründen wird das Arsen oft unter Verschluss und mit einer strengen Bestandskontrolle aufbewahrt. Typischerweise wird das Arsen auch in einem feuerfesten Lagerschrank aufbewahrt, um seine Beteiligung im Brandfall zu verhindern.
Ofenwachstum
Sowohl das Bridgeman- als auch das Gradientengefrierverfahren zum Züchten von Einkristallblöcken verwenden beladene und versiegelte Quarzampullen in einem Hochtemperaturofengehäuse, das in ein Nasswäschersystem entlüftet wird. Die Hauptexpositionsgefahren während des Ofenwachstums beziehen sich auf die Möglichkeit, dass die Quarzampulle während des Barrenwachstums implodiert oder explodiert. Diese Situation tritt eher sporadisch und selten auf und ist das Ergebnis einer der folgenden Ursachen:
- der Partialdruck des As-Dampfes, der sich aus den im Wachstumsprozess verwendeten hohen Temperaturen ergibt
- Entglasung des Quarzampullenglases, wodurch Haarrisse und die damit verbundene Möglichkeit zur Druckentlastung der Ampulle entstehen
- Mangel an genauen Hochtemperatur-Steuergeräten an der Heizquelle – normalerweise vom Widerstandstyp – mit der daraus resultierenden Überdruckbeaufschlagung der Quarzampulle
- Fehlfunktion oder Ausfall des Thermoelements, was zu Überdruck in der Quarzampulle führt
- überschüssiges As oder zu wenig Ga im Ampullenrohr, was zu einem extrem hohen As-Druck führt, der zu einem katastrophalen Druckabfall in der Ampulle führen kann.
Das horizontale Bridgeman-System besteht aus einem Mehrzonenofen, in dem die versiegelte Quarzampulle separate Temperaturzonen hat – das „kalte“ Arsen-Fingerende bei 618 °C und das Quarz-Gallium-/Dotierungs-/Impfkristallschiffchen, das die Schmelze bei 1,238 °C enthält. Das Grundprinzip des horizontalen Bridgeman-Systems besteht darin, zwei erhitzte Zonen (eine über dem Schmelzpunkt von GaAs und eine unter dem Schmelzpunkt) über einem Schiffchen aus GaAs zu durchqueren, um das präzise kontrollierte Gefrieren von geschmolzenem GaAs bereitzustellen. Der Impfkristall, der die ganze Zeit in der Gefrierzone gehalten wird, stellt die anfängliche Kristallausgangsstruktur bereit, die die Richtung und Orientierung der Kristallstruktur innerhalb des Schiffchens definiert. Das Quarzschiffchen und die Ampulle von Ga und As sind innerhalb der Heizkammer durch einen Satz von Siliziumkarbidauskleidungen, die Stützrohre genannt werden, aufgehängt, die innerhalb der Widerstandsheizanordnung positioniert sind, um die Ampulle mechanisch über die gesamte Distanz zu bewegen. Zusätzlich ruht die Ofenanordnung auf einem Tisch, der während des Wachstums geneigt werden muss, um die richtige Grenzfläche der synthetisierten GaAs-Schmelze mit dem Impfkristall bereitzustellen.
Beim Gradientengefrierverfahren wird ein Mehrzonen-Hochtemperaturofen, der eine Widerstandsheizung verwendet, auf 1,200 bis 1,300 °C gehalten (1,237 °C ist der Schmelz-/Gefrierpunkt von GaAs). Die Gesamtdauer des Ingot-Wachstumsprozesses beträgt typischerweise 3 Tage und umfasst die folgenden Schritte:
- Ofenbefeuerung auf Temperatur
- GaAs-Synthese
- Aussaat der Schmelze
- Abkühlen/Kristallwachstum.
Die Quarzampulle wird auch während des Wachstumsprozesses durch die Verwendung eines manuellen Hebers vom Scherentyp geneigt.
Ausbruch der Ampulle
Nachdem der Einkristall-GaAs-Ingot in der versiegelten Quarzampulle gezüchtet wurde, muss die Ampulle geöffnet und das Quarzschiffchen, das den Ingot plus Impfkristall enthält, entfernt werden. Dies wird durch eine der folgenden Methoden erreicht:
- Abschneiden des versiegelten Endes der Ampullen mit einer Nasskreissäge
- Erhitzen und Brechen der Ampulle mit einem Wasserstoff/Sauerstoff-Brenner
- Zerbrechen der verpackten Ampulle mit einem Hammer während der Absaugung, um das in der Luft enthaltene Arsen zu kontrollieren.
Die Quarzampullen werden durch Nassätzen des kondensierten Arsens auf der Innenfläche mit Königswasser (HCl, HNO) recycelt3) oder Schwefelsäure/Wasserstoffperoxid (H2SO4/H2O2).
Barrenperlenstrahlen/Reinigen
Um polykristalline Defekte zu sehen und äußere Oxide und Verunreinigungen zu entfernen, muss der Einkristall-GaAs-Barren perlgestrahlt werden. Das Kugelstrahlen wird in einer erschöpften Glove-Box-Einheit unter Verwendung von entweder Siliziumkarbid- oder kalziniertem Aluminiumoxid-Strahlmittel durchgeführt. Die Nassreinigung erfolgt in chemischen Bädern mit lokaler Absaugung und Nutzung Königswasser oder Alkoholspülungen (Isopropylalkohol und/oder Methanol).
Monokristallines Ingot-Wachstum
Der aus der Ampulle gewonnene polykristalline GaAs-Barren wird in Stücke gebrochen, gewogen und in einen Quarz- oder PBN-Tiegel gegeben, und eine Boroxidscheibe wird darauf gelegt. Der Tiegel wird dann in einen Kristallzüchter (Puller) gestellt, der mit einem Inertgas unter Druck gesetzt und auf 1,238°C erhitzt wird. Bei dieser Temperatur schmilzt das GaAs, wobei das leichtere Boroxid zu einem flüssigen Einkapselungsmittel wird, um zu verhindern, dass sich das Arsen aus der Schmelze dissoziiert. Ein Impfkristall wird unterhalb der Flüssigkeitskappe in die Schmelze eingebracht und bei Gegenrotation langsam aus der Schmelze herausgezogen, wodurch er beim Verlassen der „heißen Zone“ erstarrt. Dieser Vorgang dauert je nach Chargengröße und Kristalldurchmesser ca. 24 Stunden.
Sobald der Wachstumszyklus abgeschlossen ist, wird der Grower geöffnet, um den monokristallinen Barren zu entnehmen und zu reinigen. Auch bei aufgesetzter Flüssigkeitskappe entweicht etwas Arsen aus der Schmelze. Während dieses Verfahrensschritts kann es zu einer erheblichen Exposition gegenüber luftgetragenem Arsen kommen. Um diese Exposition zu kontrollieren, wird der Grower auf unter 100°C gekühlt, was zur Ablagerung von feinen Arsenpartikeln auf der Innenfläche des Growers führt. Diese Kühlung trägt dazu bei, die Menge an Arsen zu minimieren, die in die Luft gelangt.
Im Inneren des Kristallzüchters bleiben starke Ablagerungen von arsenhaltigen Rückständen zurück. Die Entfernung der Rückstände während der routinemäßigen vorbeugenden Wartung kann zu erheblichen Arsenkonzentrationen in der Luft führen (Lenihan, Sheehy und Jones 1989; Baldwin und Stewart 1989; McIntyre und Sherin 1989). Zu den während dieses Wartungsvorgangs verwendeten Steuerungen gehören häufig die Scavenger-Absaugbelüftung, Einwegkleidung und Atemschutzgeräte.
Wenn der Barren entfernt wird, wird der Züchter demontiert. Ein HEPA-Vakuum wird verwendet, um Arsenpartikel an allen Teilen des Züchters aufzunehmen. Nach dem Staubsaugen werden die Edelstahlteile mit einer Ammoniumhydroxid/Wasserstoffperoxid-Mischung abgewischt, um restliches Arsen zu entfernen, und der Grower wird zusammengebaut.
Wafer-Verarbeitung
Röntgenbeugung
Die kristalline Orientierung des GaAs-Ingots wird durch die Verwendung einer Röntgenbeugungseinheit bestimmt, wie bei der Silizium-Ingot-Verarbeitung. Ein Laser mit niedriger Leistung kann verwendet werden, um die kristalline Orientierung in einer Produktionsumgebung zu bestimmen; Röntgenbeugung ist jedoch genauer und das bevorzugte Verfahren.
Wenn Röntgenbeugung verwendet wird, ist der Röntgenstrahl häufig vollständig in einem Schutzgehäuse eingeschlossen, das periodisch auf Strahlungsaustritt überprüft wird. Unter bestimmten Umständen ist es nicht praktikabel, den Röntgenstrahl vollständig in einem verriegelten Gehäuse einzuschließen. In diesem Fall müssen Bediener möglicherweise Strahlungsfingerabzeichen tragen, und es werden Kontrollen verwendet, die denen ähnlich sind, die für Hochleistungslaser verwendet werden (z. B. geschlossener Raum mit eingeschränktem Zugang, Bedienerschulung, Einschließen des Strahls so weit wie möglich usw.) ( Baldwin und Williams 1996).
Zuschneiden, Schleifen und Schneiden von Barren
Die Enden oder Schwänze des Einkristallblocks werden unter Verwendung einer wassergeschmierten Einblatt-Diamantsäge entfernt, wobei dem Wasser verschiedene Kühlmittel zugesetzt werden. Der einkristalline Barren wird dann auf eine Drehbank gelegt, die ihn zu einem zylindrischen Barren mit einheitlichem Durchmesser formt. Dies ist der Schleifprozess, der ebenfalls ein Nassprozess ist.
Nach dem Zuschneiden und Schleifen werden die GaAs-Ingots mit Epoxid oder Wachs auf einem Graphitbalken befestigt und mit automatisch betriebenen Diamantblattsägen mit Innendurchmesser (ID) in einzelne Wafer gesägt. Dieser Nassvorgang erfolgt unter Verwendung von Schmiermitteln und erzeugt eine GaAs-Aufschlämmung, die gesammelt, zentrifugiert und mit Calciumfluorid behandelt wird, um das Arsen auszufällen. Der Überstand wird auf Arsenüberschuss geprüft, der Schlamm zu einem Kuchen gepresst und als Sondermüll entsorgt. Einige Hersteller schicken die gesammelte Aufschlämmung aus den Prozessen zum Zuschneiden, Schleifen und Schneiden von Barren zur Rückgewinnung von Ga.
Arsin und Phosphin können aus der Reaktion von GaAs und Indiumphosphid mit Feuchtigkeit in der Luft, anderen Arseniden und Phosphiden oder beim Mischen mit Säuren während der Verarbeitung von Galliumarsenid und Indiumphosphid gebildet werden; 92 ppb Arsin und 176 ppb Phosphin wurden 2 Zoll entfernt von den Schneidklingen gemessen, die zum Schneiden von GaAs- und Indiumphosphidbarren verwendet wurden (Mosovsky et al. 1992, Rainer et al. 1993).
Waffelwaschen
Nachdem GaAs-Wafer von dem Graphitstrahl abgenommen wurden, werden sie durch aufeinanderfolgendes Eintauchen in Nasschemikalienbäder gereinigt, die Lösungen aus Schwefelsäure/Wasserstoffperoxid oder Essigsäure und Alkoholen enthalten.
Kantenprofilierung
Die Kantenprofilierung ist auch ein Nassprozess, der an geschnittenen Wafern durchgeführt wird, um eine Kante um den Wafer herum zu bilden, wodurch er weniger bruchanfällig wird. Da nur ein dünner Schnitt auf der Oberfläche des Wafers gemacht wird, wird nur eine kleine Menge an Aufschlämmung erzeugt.
Läppen und Polieren
Wafer werden unter Verwendung einer Heizplatte auf einer Läpp- oder Schleifplatte mit Wachs befestigt und auf einer Maschine geläppt, die eine festgelegte Rotationsgeschwindigkeit und einen festgelegten Druck ausübt. Eine Läpplösung wird auf die Läppoberfläche aufgebracht (eine Aufschlämmung aus Aluminiumoxid, Glyzerin und Wasser). Nach einer kurzen Läppperiode, wenn die gewünschte Dicke erreicht ist, werden die Wafer gespült und auf einer mechanischen Poliermaschine montiert. Das Polieren wird unter Verwendung einer Aufschlämmung aus Natriumbicarbonat, 5 % Chlor, Wasser (oder Natriumhypochlorit) und kolloidalem Siliciumdioxid durchgeführt. Anschließend werden die Wafer auf einer Heizplatte demontiert, das Wachs mit Lösungsmitteln entfernt und die Wafer gereinigt.
Epitaxie
Die einkristallinen GaAs-Wafer werden als Substrate für das Wachstum sehr dünner Schichten derselben oder anderer III-V-Verbindungen mit den gewünschten elektronischen oder optischen Eigenschaften verwendet. Dies muss so erfolgen, dass sich in der aufgewachsenen Schicht die Kristallstruktur des Substrats fortsetzt. Ein solches Kristallwachstum, bei dem das Substrat die Kristallinität und Orientierung der gewachsenen Schicht bestimmt, wird als Epitaxie bezeichnet, und eine Vielzahl epitaxialer Wachstumstechniken werden in der III-V-Display- und Geräteproduktion verwendet. Die gängigsten Techniken sind:
- Flüssigphasenepitaxie (LPE)
- Molekularstrahlepitaxie (MBE)
- Dampfphasenepitaxie (VPE)
- metallorganische chemische Gasphasenabscheidung (MOCVD) – auch als metallorganische Gasphasenepitaxie (OMVPE) bekannt.
Flüssigphasenepitaxie
Bei LPE wird eine Schicht aus dotiertem III-V-Material direkt auf der Oberfläche des GaAs-Substrats unter Verwendung eines Graphithalters aufgewachsen, der separate Kammern für das auf den Wafern abzuscheidende Material enthält. Abgewogene Mengen an Abscheidungsmaterialien werden in die obere Kammer des Halters gegeben, während die Wafer in einer unteren Kammer platziert werden. Die Anordnung wird in einem Quarzreaktionsrohr unter einer Wasserstoffatmosphäre angeordnet. Das Rohr wird erhitzt, um die Abscheidungsmaterialien zu schmelzen, und wenn die Schmelze äquilibriert ist, wird der obere Abschnitt des Halters verschoben, so dass die Schmelze über dem Wafer positioniert wird. Die Ofentemperatur wird dann gesenkt, um die Epitaxialschicht zu bilden.
LPE wird hauptsächlich in der Mikrowellen-IC-Epitaxie und zur Herstellung von LEDs bestimmter Wellenlängen verwendet. Das Hauptproblem bei diesem LPE-Prozess ist die Verwendung von hochentzündlichem Wasserstoffgas im System, was durch gute technische Kontrollen und Frühwarnsysteme gemildert wird.
Molekularstrahlepitaxie
Als besonders vielseitiges Verfahren hat sich die Vakuumepitaxie in Form von MBE entwickelt. Die MBE aus GaAs besteht aus einem Ultrahochvakuumsystem, das Quellen für Atom- oder Molekularstrahlen aus Ga und As und einen beheizten Substratwafer enthält. Die Molekularstrahlquellen sind üblicherweise Behälter für flüssiges Ga oder festes As. Die Quellen haben eine Öffnung, die dem Substratwafer zugewandt ist. Wenn der Effusionsofen (oder Behälter) erhitzt wird, treten Ga-Atome oder As-Moleküle aus der Öffnung aus. Bei GaAs findet das Wachstum üblicherweise bei einer Substrattemperatur über 450°C statt.
Während der Wartung von MBE-Systemen mit fester Quelle kann es zu hohen Belastungen durch Arsenwasserstoff kommen. In einer Studie wurden Raumluftkonzentrationen von 0.08 ppm festgestellt, wenn die Kammer der MBE-Einheit zu Wartungszwecken geöffnet wurde. Die Autoren stellten die Hypothese auf, dass die vorübergehende Arsenbildung durch eine Reaktion von sehr feinteiligem Arsen mit Wasserdampf verursacht werden kann, wobei Aluminium als Katalysator wirkt (Asom et al. 1991).
Dampfphasenepitaxie
Entfettete und polierte Wafer werden vor der Epitaxie einem Ätz- und Reinigungsschritt unterzogen. Dies beinhaltet einen sequentiellen nasschemischen Tauchvorgang unter Verwendung von Schwefelsäure, Wasserstoffperoxid und Wasser in einem Verhältnis von 5:1:1; eine Spülung mit entionisiertem Wasser; und ein Isopropylalkohol sauber/trocken. Zusätzlich wird eine Sichtprüfung durchgeführt.
Es werden zwei Haupttechniken der VPE verwendet, die auf zwei unterschiedlichen Chemien basieren:
- die III-Halogene (GaCl3) und V-Halogene (AsCl3) oder V-Wasserstoff (AsH3 und PH3)
- die III-Metallorganika und V-Wasserstoff, wie Ga(CH).3)3 und AsH3—OMVPE.
Die Thermochemie dieser Techniken ist sehr unterschiedlich. Die Halogenreaktionen sind normalerweise „heiße“ bis „kalte“, bei denen das III-Halogen in einer heißen Zone durch Reaktion des III-Elements mit HCl erzeugt wird und dann in die kalte Zone diffundiert, wo es mit der V-Spezies reagiert um III-V-Material zu bilden. Die metallorganische Chemie ist ein „Heißwand“-Prozess, bei dem die metallorganische III-Verbindung die organische Gruppe „spaltet“ oder wegpyrolysiert und das verbleibende III und Hydrid V reagieren, um III-V zu bilden.
Bei VPE wird ein GaAs-Substrat in einer beheizten Kammer unter einer Wasserstoffatmosphäre platziert. Die Kammer wird entweder durch HF- oder Widerstandsheizung beheizt. HCl wird durch ein Ga-Schiffchen geblasen, wodurch Galliumchlorid gebildet wird, das dann mit dem AsH reagiert3 und PH3 nahe der Oberfläche der Wafer, um GaAsP zu bilden, das als Epitaxialschicht auf dem Substrat abgeschieden wird. Es gibt eine Reihe von Dotierungsmitteln, die hinzugefügt werden können (je nach Produkt und Rezeptur). Dazu gehören niedrige Konzentrationen von Telluriden, Seleniden und Sulfiden.
Eine gängige Technik, die für VPE in der LED-Verarbeitung verwendet wird, ist das III-Halogen- und V-Wasserstoff(Hydrid)-System. Es umfasst einen zweistufigen Prozess – zunächst das Aufwachsen der Epitaxieschicht aus GaAsP auf dem GaAs-Substrat und schließlich einen Ätzzyklus, um die Graphit/Quarz-Reaktorkammer von Verunreinigungen zu reinigen. Während des epitaxialen Wachstumszyklus werden die vorgereinigten GaAs-Wafer auf ein Karussell geladen, das sich in einer Quarzreaktorkammer befindet, die ein Reservoir mit elementarem flüssigem Gallium enthält, durch das wasserfreies HCl-Gas dosiert wird, wodurch GaCl entsteht3. Die Hydrid/Wasserstoff-Gasmischungen (z. B. 7 % AsH3/H2 und 10 % PH3/H2) werden unter Zugabe von ppm-Konzentrationen von metallorganischen Dotierstoffen von Tellur und Selen ebenfalls in den Reaktorraum zudosiert. Die chemischen Spezies in der heißen Zone, dem oberen Teil der Reaktionskammer, reagieren, und in der kalten Zone, dem unteren Teil der Kammer, bilden sie die gewünschte GaAsP-Schicht auf dem Wafersubstrat sowie im Inneren der Reaktorkammer.
Abwässer aus dem Reaktor werden zu einem Wasserstofffackelsystem (Verbrennungskammer oder Brennkammer) zur Pyrolyse geleitet und zu einem Nasswäschersystem entlüftet. Alternativ können die Reaktorabflüsse durch ein flüssiges Medium perlen gelassen werden, um die meisten Partikel abzufangen. Die Sicherheitsherausforderung besteht darin, sich darauf zu verlassen, dass die Reaktoren selbst die Gase „spalten“. Der Wirkungsgrad dieser Reaktoren liegt bei etwa 98 bis 99.5 %; Daher können einige nicht umgesetzte Gase aus dem Bubbler austreten, wenn sie von den Bedienern herausgenommen werden. Aus diesen Sprudlern strömen verschiedene arsen- und phosphorhaltige Verbindungen aus, was es erfordert, dass sie zur Wartung schnell zu einem belüfteten Waschbecken transportiert werden, wo sie gespült und gereinigt werden, um die Exposition des Personals gering zu halten. Die arbeitshygienische Herausforderung dieses Prozesses ist die Profilierung des Abgasausflusses, da die meisten der ausgegasten Verbindungen aus verschiedenen Teilen des Reaktors, insbesondere dem Bubbler, in Luft instabil sind und die verfügbaren herkömmlichen Sammelmedien und Analysetechniken nicht diskriminierend sind verschiedene Arten.
Ein weiteres Problem sind Vorwäscher für VPE-Reaktoren. Sie können hohe Konzentrationen an Arsenwasserstoff und Phosphin enthalten. Expositionen oberhalb der Arbeitsplatzgrenzwerte können auftreten, wenn diese Vorwäscher willkürlich geöffnet werden (Baldwin und Stewart 1989).
Der Ätzzyklus wird am Ende des Wachstumszyklus und an neuen Reaktorteilen durchgeführt, um die Innenfläche von Verunreinigungen zu reinigen. Unverdünntes HCl-Gas wird in die Kammer für Zeiträume von ungefähr 30 Minuten dosiert, und der Reaktor wird auf über 1,200°C erhitzt. Die Abwässer werden zur Neutralisation in das Nasswäschersystem entlüftet.
Am Ende sowohl des Wachstums- als auch des Ätzzyklus wird ein verlängerter N2 Purge wird verwendet, um den Reaktorraum von toxischen/brennbaren und korrosiven Gasen zu spülen.
Reaktorreinigung
Nach jedem Wachstumszyklus müssen die VPE-Reaktoren geöffnet, die Wafer entfernt und sowohl der obere als auch der untere Teil des Reaktors physikalisch gereinigt werden. Der Reinigungsvorgang wird vom Bediener durchgeführt.
Der Quarz-Vorwäscher aus den Reaktoren wird physisch aus dem Reaktor entfernt und in ein erschöpftes Waschbecken gestellt, wo er mit N gespült wird2, mit Wasser gespült und dann eingetaucht Königswasser. Darauf folgt eine weitere Wasserspülung vor dem Trocknen des Teils. Die Absicht des N2 Spülen besteht darin, einfach den Sauerstoff aufgrund des Vorhandenseins von instabilem, pyrophorem Phosphor zu verdrängen. Einige Rückstände, die verschiedene Arsene und phosphorhaltige Nebenprodukte enthalten, bleiben selbst nach dem Spülen und Spülen mit Wasser auf diesen Teilen zurück. Die Reaktion zwischen diesen Rückständen und dem starken Oxidationsmittel/Säure-Gemisch könnte möglicherweise erhebliche Mengen an AsH erzeugen3 und etwas PH3. Es besteht auch ein Expositionspotenzial bei anderen Wartungsverfahren in dem Bereich.
Der untere Teil der Quarzreaktionskammer und die Bodenplatte (Grundplatte) werden unter Verwendung eines Metallwerkzeugs sauber gekratzt, und das Partikelmaterial (Mischung aus GaAs, GaAsP, Arsenoxiden, Phosphoroxiden und eingeschlossenen Hydridgasen) wird in einem Metall gesammelt Behälter unterhalb des vertikalen Reaktors positioniert. Für die Endreinigung wird ein Hochleistungsvakuum verwendet.
Ein weiterer Vorgang, bei dem Chemikalien ausgesetzt werden können, ist die Reinigung der Falle des Reaktors. Die Fallenreinigung erfolgt durch Abkratzen der Graphitteile aus der oberen Kammer, die eine Kruste aus allen zuvor erwähnten Nebenprodukten plus Arsenchlorid aufweisen. Das Abkratzverfahren erzeugt Staub und wird in einem belüfteten Waschbecken durchgeführt, um die Exposition gegenüber den Bedienern zu minimieren. Die Prozessabgasleitung, die alle Nebenprodukte plus Feuchtigkeit enthält, die einen flüssigen Abfall bildet, wird geöffnet und in einen Metallbehälter abgelassen. Das HEPA-Vakuum wird verwendet, um eventuell ausgetretene Staubpartikel beim Transfer der Graphitteile und beim Heben und Senken der Glocke zu entfernen, wodurch lose Partikel abgeschlagen werden.
Metallorganische chemische Dampfabscheidung
MOCVD wird häufig bei der Herstellung von III-V-Vorrichtungen verwendet. Zusätzlich zu den als Ausgangsmaterialien in anderen CVD-Systemen verwendeten Hydridgasen (z. B. Arsin und Phosphin) werden in MOCVD-Systemen auch weniger toxische flüssige Alternativen (z. B. Tertiär-Butylarsin und Tertiär-Butylphosphin) zusammen mit anderen Giftstoffen wie z Cadmiumalkyle und Quecksilber (Content 1989; Rhoades, Sands und Mattera 1989; Roychowdhury 1991).
Während sich VPE auf einen Verbundmaterial-Abscheidungsprozess bezieht, bezieht sich MOCVD auf die in dem System verwendeten Ausgangschemiequellen. Zwei Chemikalien werden verwendet: Halogenide und metallorganische. Das oben beschriebene VPE-Verfahren ist ein Halogenid-Verfahren. In der heißen Zone wird ein Halogenid der Gruppe III (Gallium) gebildet und in der kalten Zone wird die III-V-Verbindung abgeschieden. Bei dem metallorganischen Verfahren für GaAs wird Trimethylgallium zusammen mit Arsenwasserstoff oder einer weniger toxischen flüssigen Alternative wie tert.-Butylarsenwasserstoff in die Reaktionskammer dosiert, um Galliumarsenid zu bilden. Ein Beispiel für eine typische MOCVD-Reaktion ist:
(CH3)3Ga + AsH3 → GaAs + 3CH4
Es gibt andere Chemikalien, die bei der MOCVD-Verarbeitung von LEDs verwendet werden. Organometalle, die als Elemente der Gruppe III verwendet werden, schließen Trimethylgallium (TMGa), Triethylgallium (TEGa), TM-Indium, TE-Indium und TM-Aluminium ein. Dabei kommen auch Hydridgase zum Einsatz: 100 % AsH3 und 100 % PH3. Die im Verfahren verwendeten Dotierstoffe sind: Dimethylzink (DMZ), Biscyclopentadienylmagnesium und Selenwasserstoff (H2Se). Diese Materialien werden in der Reaktionskammer unter einem Niederdruck H umgesetzt2 Atmosphäre. Die Reaktion erzeugt Epitaxieschichten aus AlGaAs, AlInGaP, InAsP und GaInP. Diese Technik wurde traditionell bei der Herstellung von Halbleiterlasern und optischen Kommunikationsgeräten wie Sendern und Empfängern für Faseroptiken verwendet. Mit dem AlInGaP-Verfahren werden sehr helle LEDs hergestellt.
Ähnlich wie beim VPE-Prozess stellt die MOCVD-Reaktor- und Teilereinigung Herausforderungen sowohl für den Prozess als auch für den Arbeitshygieniker dar, insbesondere wenn große Mengen an konzentriertem PH3 wird dabei verwendet. Die „Cracking“-Effizienz dieser Reaktoren ist nicht so groß wie die der VPE-Reaktoren. Es wird eine beträchtliche Menge an Phosphor erzeugt, was eine Brandgefahr darstellt. Das Reinigungsverfahren beinhaltet die Verwendung von verdünntem Wasserstoffperoxid/Ammoniumhydroxid an verschiedenen Teilen dieser Reaktoren, was eine Explosionsgefahr darstellt, wenn aufgrund eines Bedienungsfehlers eine konzentrierte Lösung in Gegenwart eines Metallkatalysators verwendet wird.
Geräteherstellung
Der GaAs-Wafer mit einer epitaktisch gewachsenen Schicht aus GaAsP auf der oberen Oberfläche geht weiter zu der Vorrichtungsherstellungs-Verarbeitungssequenz.
Nitridablagerung
Eine Hochtemperatur-CVD von Siliziumnitrid (Si3N4) wird unter Verwendung eines Standard-Diffusionsofens durchgeführt. Die gasförmigen Quellen sind Silan (SiH4) und Ammoniak (NH3) mit einem Stickstoffträgergas.
Photolithographischer Prozess
Der standardmäßige Fotoresist-, Ausrichtungs-/Belichtungs-, Entwicklungs- und Ablöseprozess wird wie bei der Verarbeitung von Siliziumvorrichtungen verwendet (siehe den Abschnitt über Lithografie im Artikel „Silizium-Halbleiterherstellung“).
Nassätzen
Verschiedene Mischungen nasschemischer Säurelösungen werden in Kunststoffbädern in lokal erschöpften Ätzstationen verwendet, einige davon mit vertikal montierten laminaren HEPA-gefilterten Versorgungssystemen. Die verwendeten primären Säuren sind Schwefelsäure (H2SO4), Flusssäure (HF), Salzsäure (HCl) und Phosphorsäure (H3PO4). Wie in der Siliziumverarbeitung wird Wasserstoffperoxid (H2O2) wird mit Schwefelsäure und Ammoniumhydroxid (NH4OH) liefert eine ätzende Ätzung. Zum Ätzen von Aluminium wird auch eine Cyanidlösung (Natrium oder Kalium) verwendet. Das Ätzen mit Zyanid wird jedoch langsam eingestellt, da andere Ätzmittel für diesen Prozess entwickelt werden. Als Alternative zum Nassätzen wird ein Plasmaätz- und Veraschungsprozess verwendet. Die Reaktorkonfigurationen und Reaktionsgase sind denen sehr ähnlich, die bei der Verarbeitung von Siliziumvorrichtungen verwendet werden.
Rundfunk
Eine Zinkdiarsenid-Feststoffquellendiffusion in einer geschlossenen Ampulle wird in einem Vakuumdiffusionsofen bei 720 °C unter Verwendung eines N durchgeführt2 Trägergas. Als Dotierstoffe werden Arsen und Zinkarsenid verwendet. Sie werden in einer Handschuhbox auf die gleiche Weise wie Massensubstrat gewogen.
Metallisierung
Eine anfängliche Aluminiumverdampfung wird unter Verwendung eines Elektronenstrahlverdampfers durchgeführt. Nach dem Läppen wird ein letzter Schritt der Goldverdampfung unter Verwendung eines Filamentverdampfers durchgeführt.
Legieren
Ein abschließender Legierungsschritt wird in einem Niedertemperatur-Diffusionsofen unter Verwendung einer inerten Stickstoffatmosphäre durchgeführt.
Läppen
Backläppen wird durchgeführt, um abgeschiedene Materialien (GaAsP, Si3N4 usw.) von der Rückseite des Wafers. Die Wafer werden mit Wachs auf einer Läppplatte befestigt und mit einer Aufschlämmung aus kolloidalem Siliciumdioxid nass geläppt. Dann wird das Wachs entfernt, indem die Wafer in einem organischen Stripper in einer lokal erschöpften nasschemischen Ätzstation nass abgestreift werden. Eine weitere Alternative zum Nassläppen ist das Trockenläppen, bei dem Aluminiumoxid-„Sand“ verwendet wird.
Es werden eine Reihe von Resists und Resist-Strippern verwendet, die typischerweise Sulfonsäure (Dodecylbenzolsulfonsäure), Milchsäure, aromatische Kohlenwasserstoffe, Naphthalin und Brenzcatechin enthalten. Einige Resist-Stripper enthalten Butylethanoat, Essigsäure und Butylester. Je nach Produkt kommen sowohl Negativ- als auch Positivlacke und Lackstripper zum Einsatz.
Abschlusstest
Wie bei der Verarbeitung von Siliziumgeräten werden die fertigen LED-Schaltungen am Computer getestet und markiert (siehe „Halbleiterherstellung aus Silizium“). Es wird eine Endkontrolle durchgeführt und dann werden die Wafer elektrisch getestet, um defekte Chips zu markieren. Mit einer Nasssäge werden dann die einzelnen Dies getrennt, die dann zur Montage geschickt werden.
Leiterplatten- und Computermontage
Gedruckte Leiterplatten
Gedruckte Verdrahtungsplatten (PWBs) sind das verbindende elektrische Gerüst und die physische Struktur, die die verschiedenen elektronischen Komponenten einer gedruckten Schaltungsplatte zusammenhalten. Die Hauptkategorien von PWBs sind einseitig, doppelseitig, mehrschichtig und flexibel. Die Komplexitäts- und Abstandsanforderungen von immer dichter werdenden und kleineren Platinen haben es erforderlich gemacht, dass beide Seiten der Platine mit darunterliegenden Schaltungen bedeckt sind. Einseitige Leiterplatten erfüllten die Anforderungen früher Rechner und einfacher Unterhaltungselektronikgeräte, aber tragbare Notebook-Computer, persönliche digitale Assistenten und persönliche Musiksysteme erforderten doppelseitige und mehrschichtige PWBs. Die Verarbeitung der Strukturierung von PWBs ist im Wesentlichen ein fotolithografischer Prozess, der das selektive Abscheiden und Entfernen von Materialschichten auf einem dielektrischen Substrat umfasst, das als elektrische „Verdrahtung“ dient, die auf der gedruckten Leiterplatte geätzt oder abgeschieden wird.
Mehrschichtplatten enthalten zwei oder mehr Teile aus dielektrischem Material mit Schaltkreisen, die aufeinander gestapelt und miteinander verbunden sind. Elektrische Verbindungen werden von einer Seite zur anderen und zu den Schaltkreisen der inneren Schicht durch gebohrte Löcher hergestellt, die anschließend mit Kupfer durchkontaktiert werden. Das am häufigsten verwendete dielektrische Substrat sind Glasfaserplatten (Epoxid/Glasfaserlaminat). Andere Materialien sind Glas (mit Polyimid-, Teflon- oder Triazinharzen) und mit Phenolharz beschichtete Papiere. In den Vereinigten Staaten werden laminierte Platten nach ihren feuerlöschenden Eigenschaften kategorisiert; Bohr-, Stanz- und Bearbeitungseigenschaften; Eigenschaften der Feuchtigkeitsaufnahme; Chemikalien- und Hitzebeständigkeit; und mechanische Festigkeit (Sober 1995). Das FR-4 (Epoxidharz- und Glasgewebesubstrat) wird häufig für High-Tech-Anwendungen verwendet.
Der eigentliche PWB-Prozess beinhaltet zahlreiche Schritte und eine große Vielfalt an chemischen Mitteln. Tabelle 1 veranschaulicht einen typischen Mehrschichtprozess und die mit diesem Prozess verbundenen EHS-Probleme. Der Hauptunterschied zwischen einer einseitigen und einer doppelseitigen Platine besteht darin, dass die einseitige mit einem Rohmaterial beginnt, das nur auf einer Seite mit Kupfer plattiert ist, und den Schritt der stromlosen Kupferplattierung weglässt. Die doppelseitige Standardplatine hat eine Lötmaske über blankem Kupfer und wird durch die Löcher plattiert; die platine hat goldbeschichtete kontakte und eine komponentenbezeichnung. Die Mehrzahl der PWBs sind Mehrschichtplatten, die doppelseitig mit Innenschichten sind, die hergestellt und in das Laminatpaket eingelegt und dann fast identisch wie eine Doppelschichtplatte verarbeitet wurden.
Tabelle 1. PWB-Prozess: Umwelt-, Gesundheits- und Sicherheitsaspekte
|
Primäre Prozessschritte |
Gesundheits- und Sicherheitsfragen |
Umweltprobleme |
|
Materialvorbereitung |
||
|
Kaufen Sie spezifisches Laminat, Einstiegsmaterial und Sicherungskarton in vorgeschnittener Größe |
Computergestütztes Design – Gefahren für Bildschirme und Ergonomie |
Andere |
|
Stapeln und feststecken |
||
|
Kupferkaschierte Paneele werden mit Eingangsmaterial und Backup-Board gestapelt; Löcher gebohrt u |
Lärm beim Bohren; Bohrpartikel, die Kupfer, Blei, Gold und Epoxid/Fiberglas enthalten |
Abfallpartikel (Kupfer, Blei, Gold u |
|
Bohren |
||
|
Numerisch gesteuerte (N/C) Bohrmaschinen |
Lärm beim Bohren; Bohrpartikel, die Kupfer, Blei, Gold und Epoxid/Fiberglas enthalten |
Abfallpartikel (Kupfer, Blei, Gold u |
|
Entgraten |
||
|
Gebohrte Platten laufen durch Bürsten oder Schleifscheiben |
Lärm beim Entgraten; Partikel, die Kupfer, Blei, Gold und Epoxid/Fiberglas enthalten |
Abfallpartikel (Kupfer, Blei, Gold u |
|
Chemische Verkupferung |
||
|
Hinzufügen einer dünnen Kupferschicht zu Durchgangslöchern |
Inhalation und Hautkontakt mit Reinigungsmitteln, Conditionern, Ätzmitteln, Katalysatoren – H2SO4, H2O2, Glykolether, KMnO4, NH4HF2, Palladium, SnCl2, CuSO4, Formaldehyd, NaOH |
Abwasser – Säuren, Kupfer, Laugen, |
|
Imaging |
||
|
Trockenfilmresist – UV-empfindliches Photopolymer |
Inhalation und Hautkontakt mit Resistenzen; Entwickler; und |
Luftemissionen – Lösungsmittel (VOCs), saure Gase, |
|
Musterplattierung |
||
|
Reinigung |
Inhalations- und Hautgefahren durch Reinigung; Kupferplattierung oder Zinn/Zinn- und Bleiplattierung und Gestellabisolierung – H3PO4, H2SO4;; H.2SO4 und CuSO4; Fluorborsäure und Sn/Pb; konzentrierte HNO3 |
Luftemissionen – Säuregase; Wasser |
|
Strippen, ätzen, strippen |
||
|
Streifen widerstehen |
Einatmen und Hautgefahren durch Resiststreifen; alkalisches Ätzen oder Kupferstreifen – Monoethanolamin (MEA); NH4OH; NH4Cl/NH4OH oder NH4HF2 |
Luftemissionen – MEA, Ammoniak, Fluoride; |
|
Lötmaske |
||
|
Epoxidfarben – Siebdruck |
Inhalations- und Hautgefahren durch Vorreinigung; Epoxidfarben und Lösungsmittelträger; Entwickler – H2SO4; Epichlorhydrin + Bisphenol A, Glykolether (auf PGMEA-Basis); Gamma-Butyrolacton. UV-Licht aus dem Aushärtungsprozess |
Luftemissionen – Säuregase, Glykolether |
|
Lötbeschichtung |
||
|
Lötnivellierung |
Einatmen und Hautgefahren durch Flussmittel, Zersetzungsprodukte und Blei-/Zinnlotrückstände – verdünnte Glykolether + <1 % HCl und <1 % HBr; Aldehyde, HCl, CO; Blei und Zinn |
Luftemissionen – Glykolether (VOC), saure Gase, Aldehyde, CO; Abfälle – Blei-/Zinnlot, Flussmittel |
|
Vergoldung und Vernickelung |
||
|
Gefahren beim Einatmen und dermalen Haut durch Säuren, Metalle u |
Luftemissionen – Säuregase, Cyanide; Wasser |
|
|
Komponentenlegende |
||
|
Siebdruck |
Einatmen und Gefahren für die Haut durch Tinten auf Epoxidbasis und Lösungsmittelträger – Lösungsmittel auf Glykoletherbasis, Epichlorhydrin + Bisphenol A |
Luftemissionen – Glykolether (VOCs) Abfall – Tinten und Lösungsmittel (kleine Mengen) |
Cl2 = Chlorgas; CO = Kohlenmonoxid; CuSO4 = Kupfersulfat; H2O2 = Wasserstoffperoxid;H2SO4 = Schwefelsäure; H3PO4 = Phosphorsäure; HBR = Bromwasserstoffsäure; HCl = Salzsäure; HNO3 = Salpetersäure; K2CO3 = Kaliumcarbonat; KMNO4 = Kaliumpermanganat; N / A3PO4 = Natriumphosphat; NH4Cl = Ammoniumchlorid; NH4OH = Ammoniumhydroxid; NiSO4 = Nickelsulfat; Pb = Blei; Sn = Zinn; SnCl2 = Zinnchlorid; UV = Ultraviolett; VOC = flüchtige organische Verbindungen.
Leiterplattenbestückung
Die Bestückung von Leiterplatten (PCB) beinhaltet die harte Befestigung elektronischer Komponenten an der PWB durch die Verwendung von Blei/Zinn-Lot (in einer Wellenlötmaschine oder als Paste aufgetragen und dann in einem Niedertemperaturofen aufgeschmolzen) oder Epoxidharzen ( im Niedertemperaturofen ausgehärtet). Die darunter liegende PWB (einseitig, doppelseitig, mehrschichtig oder flexibel) bestimmt die Dichte der Komponenten, die angebracht werden können. Zahlreiche Prozess- und Zuverlässigkeitsaspekte bilden die Grundlage für die Auswahl der einzusetzenden Leiterplattenbestückungsverfahren. Die wichtigsten technologischen Prozesse sind: Total Surface Mounting Technology (SMT), gemischte Technologie (umfasst sowohl SMT als auch durchkontaktierte Löcher (PTH)) und Unterseitenbefestigung.
Typischerweise wird in modernen Elektronik-/Computer-Montageanlagen die gemischte Technologie verwendet, wobei einige Komponenten oberflächenmontiert und andere Verbinder/Komponenten unter Verwendung von Durchgangsloch-Technologie oder Lot-Reflow aufgelötet werden. Ein "typischer" gemischter Technologieprozess wird unten diskutiert, wobei ein Oberflächenmontageprozess verwendet wird, der Klebebefestigung, Wellenlöten und Reflow-Löten beinhaltet. Bei gemischter Technologie ist es manchmal möglich, oberflächenmontierte Komponenten (SMCs) auf der Oberseite einer doppelseitigen Platine aufzuschmelzen und die SMCs auf der Unterseite zu löten. Ein solches Verfahren ist besonders nützlich, wenn die Oberflächenmontage- und Durchgangslochtechnologien auf einer einzigen Platine gemischt werden müssen, was die Norm in der derzeitigen Elektronikfertigung ist. Der erste Schritt besteht darin, die SMCs mit dem Reflow-Lötprozess auf der Oberseite der Platine zu montieren. Als nächstes werden die Durchgangslochkomponenten eingefügt. Die Platine wird dann umgedreht und die Unterseiten-SMCs werden klebend an der Platine angebracht. Das Wellenlöten sowohl der Durchgangslochkomponenten als auch der Unterseiten-SMCs ist der letzte Schritt.
Die wichtigsten technischen Mischtechnologie-Prozessschritte umfassen:
- Vor- und Nachreinigung
- Lotpasten- und Kleberauftrag (Siebdruck und Bestückung (SMT und PTH))
- Komponenten einfügen
- Klebstoffaushärtung und Lötrückfluss
- Fluxen (PTH)
- Wellenlöten (PTH)
- Inspektion und Nachbesserung
- Natürlich sind wir auch auf Facebook zu finden: <br> <a href="https://www.facebook.com/tijhof.de" target="_blank" rel="noopener"><img class="alignleft wp-image-15850 size-full" src="https://tijhof.nl/wp-content/uploads/2024/03/facebookGmBh.png" alt="" width="250" height="50"></a>
- nacharbeiten und reparieren
- Support-Operationen – Schablonenreinigung.
Eine kurze Erörterung der wichtigen Umwelt-, Gesundheits- und Sicherheitsauswirkungen für jeden Verfahrensschritt wird unten bereitgestellt.
Vor- und Nachreinigung
Kommerzielle PWBs werden typischerweise von einem PWB-Lieferanten gekauft und wurden mit deionisierter (DI) Wasserlösung vorgereinigt, um alle Oberflächenverunreinigungen zu entfernen. Vor den Bedenken hinsichtlich des Abbaus der stratosphärischen Ozonschicht wurde eine ozonabbauende Substanz, wie z. B. ein Chlorfluorkohlenstoff (CFC), als Endreinigung oder sogar als Vorreinigung durch den Hersteller elektronischer Geräte verwendet. Am Ende des PCB-Montageprozesses war die Verwendung eines Chlorfluorkohlenstoff-Dampfentfettungsvorgangs typisch, um Rückstände aus dem Flussmittel-/Wellenlötvorgang zu entfernen. Wiederum aufgrund von Bedenken hinsichtlich des Ozonabbaus und strenger behördlicher Kontrollen bei der Produktion von FCKW wurden Prozessänderungen vorgenommen, die es den kompletten PWB-Baugruppen ermöglichten, die Reinigung zu umgehen oder nur eine Reinigung mit DI-Wasser zu verwenden.
Lotpasten- und Klebstoffauftrag (Schablonendruck und Bestückung) und Bauteilbestückung
Das Aufbringen von Blei/Zinn-Lötpaste auf die PWB-Oberfläche ermöglicht das Anbringen der oberflächenmontierten Komponente an der PWB und ist der Schlüssel zum SMT-Prozess. Das Lötmaterial dient als mechanische Verbindung für elektrische und thermische Leitung und als Beschichtung für Oberflächenschutz und verbesserte Lötbarkeit. Die Lötpaste besteht zu etwa 70 bis 90 % aus nichtflüchtigen Bestandteilen (auf Gewicht pro Gewicht oder Gewicht pro Volumenbasis):
- Blei/Zinn-Lot
- eine Mischung aus modifizierten Harzen (Kolophoniumsäuren oder leicht aktiviertes Kolophonium)
- Aktivatoren (bei „no clean“-Produkten Mischungen aus Aminhydrohalogeniden und Säuren oder nur Carbonsäuren).
Lösungsmittel (flüchtige Stoffe) machen den Rest des Produkts aus (typischerweise eine Mischung aus Alkohol und Glykolether, die eine proprietäre Mischung ist).
Die Lötpaste wird durch eine Schablone gedruckt, die ein genaues Muster des Oberflächendesigns ist, das der PWB-Oberfläche hinzugefügt werden soll. Die Lötpaste wird durch die Öffnungen in der Schablone auf die Padstellen auf der PWB mittels einer Rakel gedrückt, die langsam die Schablone durchquert. Die Schablone wird dann abgehoben, wobei die Pastenablagerungen auf den entsprechenden Pads auf der Platte verbleiben. Die Komponenten werden dann auf die PWB gesteckt. Die primären EHS-Gefahren beziehen sich auf die Haushaltsführung und persönliche Hygiene der Bediener, die die Lötpaste auf die Schablonenoberfläche auftragen, die Rakel reinigen und die Schablonen reinigen. Die Bleikonzentration im Lötmittel und die Tendenz der getrockneten Lötpaste, an der Haut und den Arbeitsflächen von Geräten/Einrichtungen zu haften, erfordern die Verwendung von Schutzhandschuhen, eine gründliche Reinigung der Arbeitsflächen und die sichere Entsorgung kontaminierter Reinigungsmaterialien ( Umgang mit der Umwelt) und strenge persönliche Hygiene durch die Bediener (z. B. Händewaschen mit Seife vor dem Essen, Trinken oder Auftragen von Kosmetika). Die Expositionswerte in der Luft liegen typischerweise unter der Nachweisgrenze für Blei, und wenn eine gute Haushaltsführung/persönliche Hygiene angewendet wird, liegen die Blutbleiwerte auf Hintergrundwerten.
Das Auftragen des Klebstoffs umfasst das automatisierte Auftragen kleiner Mengen eines Epoxidharzes (typischerweise eine Bisphenol-A-Epichlorhydrin-Mischung) auf die PWB-Oberfläche und das anschließende „Aufnehmen und Platzieren“ der Komponente und das Einsetzen durch das Epoxidharz auf die PWB. Die EHS-Gefahren beziehen sich in erster Linie auf die mechanischen Sicherheitsrisiken der „Pick-and-Place“-Einheiten aufgrund ihrer automatisierten mechanischen Baugruppen, der Komponenten-Shuttles auf der Rückseite der Einheiten und der Möglichkeit schwerer Verletzungen, wenn keine angemessenen Schutzvorrichtungen, Lichtvorhänge und Hardware-Verriegelungen vorhanden sind Geschenk.
Klebstoffaushärtung und Lötrückfluss
Die Komponenten, die durch Schablonendruck oder Klebstoffauftrag befestigt wurden, werden dann auf einem mechanischen Förderer mit fester Höhe zu einem Inline-Reflow-Ofen transportiert, der das Lot durch Aufschmelzen der Lotpaste bei etwa 200 bis 400 °C „auslöst“. Die Komponenten, die mit dem Epoxidklebstoff befestigt wurden, werden auch durch einen Ofen geführt, der dem Aufschmelzlöten nachgeschaltet ist und typischerweise bei 130 bis 160 betrieben wirdoC. Die Lösungsmittelbestandteile der Lotpaste und des Epoxidharzes werden während des Ofenprozesses ausgetrieben, aber der Blei/Zinn-Anteil wird nicht verflüchtigt. Im Abluftkanal des Reflow-Ofens bildet sich ein spinnennetzartiger Rückstand, und ein Metallgewebefilter kann verwendet werden, um dies zu verhindern. PWBs können sich gelegentlich im Fördersystem verfangen und im Ofen überhitzen, was unangenehme Gerüche verursacht.
Flussmittel
Um eine zuverlässige Lötverbindung an der PWB-Oberfläche und dem Bauteilanschluss zu bilden, müssen beide frei von Oxidation sein und dies auch bei den beim Löten verwendeten erhöhten Temperaturen bleiben. Außerdem muss die geschmolzene Lotlegierung die Oberflächen der zu verbindenden Metalle benetzen. Dies bedeutet, dass das Flussmittel mit Metalloxiden reagieren und diese von den zu verbindenden Oberflächen entfernen muss und eine erneute Oxidation der gereinigten Oberflächen verhindern muss. Es erfordert auch, dass die Rückstände entweder nicht korrosiv oder leicht entfernbar sind. Flussmittel zum Löten elektronischer Geräte fallen in drei große Kategorien, allgemein bekannt als Flussmittel auf Kolophoniumbasis, organische oder wasserlösliche Flussmittel und durch Lösungsmittel entfernbare synthetische Flussmittel. Neuere, feststoffarme „no clean“- oder Non-Volatile Organic Compound (NVOC)-Flussmittel fallen in die mittlere Kategorie.
Flussmittel auf Kolophoniumbasis
Die auf Kolophonium basierenden Flussmittel sind die am häufigsten verwendeten Flussmittel in der Elektronikindustrie, entweder als Flussmittel sprühen or Schaumflussmittel. Der Fluxer kann entweder in der Wellenlötanlage enthalten sein oder als eigenständige Einheit am Eingang der Einheit positioniert werden. Als Basis haben Flussmittel auf Kolophoniumbasis natürliches Kolophonium oder Kolophonium, das durchscheinende, bernsteinfarbene Kolophonium, das nach der Destillation von Terpentin aus dem Oleoresin und Kanalharz von Kiefern gewonnen wird. Das Harz wird gesammelt, erhitzt und destilliert, wodurch alle festen Partikel entfernt werden, was zu einer gereinigten Form des Naturprodukts führt. Es ist ein homogenes Material mit einem einzigen Schmelzpunkt.
Kolophonium ist eine Mischung aus etwa 90 % Harzsäure, bei der es sich hauptsächlich um Abietinsäure (eine nicht wasserlösliche, organische Säure) mit 10 % neutralen Stoffen wie Stilbenderivaten und verschiedenen Kohlenwasserstoffen handelt. Abbildung 1 zeigt die chemischen Strukturen für Abietinsäure und Pimarsäure.
Abbildung 1. Abietin- und Pimarsäuren

Der aktive Bestandteil ist Abietinsäure, die bei Löttemperatur chemisch aktiv ist und das Kupferoxid auf der PWB-Oberfläche angreift und Kupferabiet bildet. Flussmittel auf Kolophoniumbasis bestehen aus drei Komponenten: dem Lösungsmittel oder Vehikel, dem Kolophonium und dem Aktivator. Das Lösungsmittel fungiert einfach als Vehikel für das Flussmittel. Um wirksam zu sein, muss das Kolophonium in flüssigem Zustand auf die Platte aufgetragen werden. Dies wird erreicht, indem das Kolophonium und der Aktivator in einem Lösungsmittelsystem gelöst werden, typischerweise Isopropylalkohol (IPA) oder Mehrkomponentenmischungen von Alkoholen (IPA, Methanol oder Ethanol). Anschließend wird das Flussmittel entweder durch Zugabe von Luft oder Stickstoff auf die Unterseite der Leiterplatte aufgeschäumt oder in einer „Low-Solids“-Mischung mit höherem Lösemittelanteil aufgesprüht. Diese Lösungsmittelkomponenten haben unterschiedliche Verdunstungsraten, und der Flussmittelmischung muss ein Verdünner zugesetzt werden, um eine konstituierende Flussmittelzusammensetzung aufrechtzuerhalten. Die Hauptkategorien von Flussmitteln auf Kolophoniumbasis sind: Kolophonium mit geringer Aktivität (RMA), das sind die typischen verwendeten Flussmittel, denen ein milder Aktivator zugesetzt wird; und Kolophonium aktiv (RA), dem ein aggressiverer Aktivator zugesetzt wurde.
Die primäre EHS-Gefahr aller Flussmittel auf Kolophoniumbasis ist die alkoholische Lösungsmittelbasis. Sicherheitsrisiken beziehen sich auf Entflammbarkeit bei Lagerung und Verwendung, Einstufung und Handhabung als gefährlicher Abfall, Luftemissionen und Behandlungssysteme, die erforderlich sind, um die VOCs zu entfernen, und industrielle Hygieneprobleme im Zusammenhang mit Inhalation und Haut- (dermaler) Exposition. Jeder dieser Punkte erfordert eine andere Kontrollstrategie, Mitarbeiterschulung und -schulung sowie Genehmigungen und die Einhaltung gesetzlicher Vorschriften (Association of the Electronics, Telecommunications and Business Equipment Industries 1991).
Beim Wellenlöten wird das Flussmittel auf 183 bis 399 °C erhitzt; Luftgetragene Produkte, die erzeugt werden, umfassen aliphatische Aldehyde, wie Formaldehyd. Viele Flussmittel enthalten auch ein organischer Amin-Hydrochlorid-Aktivator, Dies hilft, den zu lötenden Bereich zu reinigen und setzt beim Erhitzen Salzsäure frei. Andere gasförmige Komponenten umfassen Benzol, Toluol, Styrol, Phenol, Chlorphenol und Isopropylalkohol. Zusätzlich zu den gasförmigen Bestandteilen des erhitzten Flussmittels entsteht eine beträchtliche Menge an Partikeln mit einer Größe von 0.01 Mikron bis 1.0 Mikron, bekannt als Kolophoniumdämpfe. Es wurde festgestellt, dass diese Partikelmaterialien die Atemwege reizen und bei empfindlichen Personen auch Atemwegssensibilisatoren sind (Hausen, Krohn und Budianto 1990). Im Vereinigten Königreich erfordern Luftbelastungsstandards, dass die Konzentrationen von Kolophoniumdämpfen auf die niedrigsten erreichbaren Werte kontrolliert werden (Health and Safety Commission 1992). Darüber hinaus hat die American Conference of Governmental Industrial Hygienists (ACGIH) einen separaten Grenzwert für die Pyrolyseprodukte von Kolophoniumkernlot von 0.1 mg/m festgelegt3, gemessen als Formaldehyd (ACGIH 1994). Die Lead Industries Association, Inc. identifiziert Aceton, Methylalkohol, aliphatische Aldehyde (gemessen als Formaldehyd), Kohlendioxid, Kohlenmonoxid, Methan, Ethan, Abietinsäure und verwandte Diterpensäuren als typische Zersetzungsprodukte des Kolophoniumkernlötens (Lead Industries Association 1990 ).
Organische Flussmittel
Organische Flussmittel, manchmal auch als Zwischenflussmittel oder wasserlösliche Flussmittel bezeichnet, sind Verbundstoffe, die aktiver sind als die Flussmittel auf Kolophoniumbasis und weniger korrosiv als die in der metallverarbeitenden Industrie verwendeten Säureflussmittel. Die allgemeinen Wirkstoffe dieser Flussmittelklasse lassen sich in drei Gruppen einteilen:
- Säuren (z. B. Stearinsäure, Glutaminsäure, Milchsäure, Zitronensäure)
- Halogene (z. B. Hydrochloride, Bromide, Hydrazin)
- Amide und Amine (z. B. Harnstoff, Triethanolamin).
Diese Materialien und andere Teile der Formulierung, wie Tenside zur Unterstützung der Verringerung der Oberflächenspannung des Lötmittels, werden in Polyethylenglykol, organischen Lösungsmitteln, Wasser oder gewöhnlich einer Mischung aus mehreren davon gelöst. Organische Flussmittel müssen als korrosiv angesehen werden, können aber leicht mit nicht mehr als heißem Wasser entfernt werden.
Synthetisch aktivierte (AS) Flussmittel
Während Flussmittel auf Kolophoniumbasis feste Materialien sind, die in einem Lösungsmittel gelöst sind, sind AS-Flussmittel normalerweise vollständig flüssige Formeln (Lösungsmittel + Flussmittel). Der Lösungsmittelträger wird während der Vorheizphase des Wellenlötens ausgetrieben und hinterlässt einen nassen und öligen Rückstand auf der PWB-Oberfläche, der unmittelbar nach dem Löten entfernt werden muss. Das Hauptattribut von AS-Flussmitteln ist ihre Fähigkeit, durch die Verwendung eines geeigneten Lösungsmittels, typischerweise auf Fluorkohlenstoffbasis, entfernt zu werden. Aufgrund der Einschränkungen bei der Verwendung von ozonabbauenden Substanzen wie Fluorkohlenstoffen (Freon TF, Freon TMS usw.) hat die erforderliche Verwendung dieser Reinigungsmaterialien die Verwendung dieser Klasse von Flussmitteln stark eingeschränkt.
Flussmittel mit niedrigem Feststoffgehalt „no clean“ oder VOC-frei
Die Notwendigkeit, die Reinigung von korrosiven oder klebrigen Flussmittelrückständen nach dem Löten mit Fluorkohlenstoff-Lösungsmitteln zu beseitigen, hat zur weitverbreiteten Verwendung einer neuen Klasse von Flussmitteln geführt. Diese Flussmittel haben eine ähnliche Aktivität wie die RMA-Flussmittel und haben einen Feststoffgehalt von etwa 15 %. Der Feststoffgehalt ist ein Maß für die Viskosität und entspricht dem Verhältnis von Flussmittel zu Lösungsmittel. Je niedriger der Feststoffgehalt, desto höher der Lösungsmittelanteil. Je höher der Feststoffgehalt, desto aktiver das Flussmittel und desto mehr Potenzial für einen Reinigungsschritt nach dem Löten. Flussmittel mit niedrigem Feststoffgehalt (LSF) wird üblicherweise in der Elektronikindustrie verwendet und erfordert normalerweise keinen Nachreinigungsschritt. Aus Sicht der Luftemission in die Umwelt beseitigte das LSF die Notwendigkeit einer Fluorkohlenstoffdampf-Entfettung von wellengelöteten Platinen, aber mit ihrem höheren Lösungsmittelgehalt erhöhten sie die Menge an verdampften alkoholbasierten Lösungsmitteln, was zu höheren VOC-Werten führte. VOC-Emissionen in die Luft werden in den Vereinigten Staaten und an vielen Orten weltweit streng kontrolliert. Dieser Situation wurde durch die Einführung von „no clean“-Flussmitteln begegnet, die auf Wasserbasis (statt auf Lösungsmittelbasis) basieren, aber ähnliche Aktivatoren und Flussmittel enthalten. Die Hauptwirkstoffe basieren auf Dicarbonsäure (2 bis 3 %), typischerweise Glutar-, Bernstein- und Adipinsäure. Surfactants und Korrosionsinhibitoren (ungefähr 1 %) sind ebenfalls enthalten, was zu einem pH (Säuregrad) von 3.0 bis 3.5 führt. Diese Flussmittel eliminieren praktisch VOC-Luftemissionen und andere EHS-Gefahren, die mit der Verwendung von Flussmitteln auf Lösungsmittelbasis verbunden sind. Die bei Flussmitteln auf Kolophoniumbasis festgestellten Zersetzungsprodukte sind immer noch anwendbar, und der milde pH-Wert erfordert, dass die Ausrüstung zur Handhabung des Flussmittels säurebeständig ist. Einige anekdotische Beweise weisen auf potenzielle Haut- oder Atemwegsprobleme durch die getrockneten, leicht sauren Dicarbonsäuren und Korrosionsinhibitoren hin, die zu Rückständen auf Platinenträgern, Wagen und Innenflächen von Wellenlötgeräten werden können, die diese Verbindungen verwenden. Außerdem wird die Wasserkomponente dieser Flussmittel möglicherweise nicht ausreichend verdampft, bevor sie auf den geschmolzenen Lottiegel trifft, was zu Spritzern des heißen Lots führen kann.
Wellenlöten
Die Zugabe von Flussmittel zur unteren Oberfläche der PWB kann entweder durch einen Fluxer erfolgen, der sich innerhalb der Wellenlöteinheit befindet, oder durch eine eigenständige Einheit am Eingang der Wellenlöteinheit. Abbildung 2 zeigt eine schematische Darstellung einer standardmäßigen Wellenlöteinheit mit innenliegendem Fluxer. Jede Konfiguration wird verwendet, um das Flussmittel auf die PWB aufzuschäumen oder zu sprühen.
Abbildung 2. Schematische Darstellung der Wellenlöteinheit

Vorheizen
Die Flussmittelträger müssen vor dem Löten verdampft werden. Dies wird erreicht, indem Hochtemperatur-Vorwärmer verwendet werden, um die flüssigen Komponenten auszutreiben. Es werden zwei Grundtypen von Vorwärmern verwendet: strahlend (heißer Stab) und volumetrisch (heiße Luft). Die Heizstrahler sind in den Vereinigten Staaten üblich und bieten die Möglichkeit der Entzündung von überschüssigem Flussmittel oder Lösungsmittel oder der Zersetzung einer PWB, sollte sie unter dem Vorheizer immobilisiert werden. Auf der Fluxer-/Vorwärmerseite der Wellenlöteinheit ist eine örtliche Absaugung vorgesehen, um die während dieser Vorgänge verdunsteten Lösungsmittel-/Flussmittelmaterialien aufzufangen und abzuführen.
Lötung
Die Lotlegierung (normalerweise 63 % Zinn zu 37 % Blei) ist in einem großen Reservoir enthalten, das als das bezeichnet wird Löttopf, und wird elektrisch erhitzt, um das Lot in einem geschmolzenen Zustand zu halten. Die Heizungen umfassen eine leistungsstarke Massenheizung zum anfänglichen Schmelzen und eine kleinere geregelte Wärmezufuhr zum thermostatischen Steuern der Temperatur.
Erfolgreiches Löten auf Platinenebene erfordert, dass das Design des Löttiegels und der Umwälzpumpensysteme kontinuierlich eine beständige „Welle“ an frischem Lot liefert. Beim Löten wird das reine Lot mit oxidierten Blei-Zinn-Verbindungen, metallischen Verunreinigungen und Flussmittelzersetzungsprodukten verunreinigt. Diese Schlacke bildet sich auf der Oberfläche des geschmolzenen Lötmittels, und je mehr Krätze gebildet wird, desto größer ist die Tendenz zur zusätzlichen Bildung. Krätze ist schädlich für den Lötprozess und die Lötwelle. Wenn sich genug im Topf bildet, kann es in die Umwälzpumpe gezogen werden und Laufradabrieb verursachen. Bediener des Wellenlötens müssen Schlacken entfernen die Welle routinemäßig. Bei diesem Verfahren filtert der Bediener die verfestigte Krätze aus dem geschmolzenen Lötmittel und sammelt die Rückstände zur Rückgewinnung/Wiederverwertung. Der Vorgang des Entkrätzens beinhaltet, dass der Bediener physisch die hintere Zugangstür (typischerweise eine Golfflügelkonfiguration) neben dem Löttiegel öffnet und die heiße Krätze manuell herausschöpft. Während dieses Vorgangs werden sichtbare Emissionen aus dem Topf freigesetzt, die Augen, Nase und Rachen des Bedieners stark reizen. Der Bediener muss Thermohandschuhe, eine Schürze, eine Schutzbrille und einen Gesichtsschutz sowie einen Atemschutz (für Blei-/Zinnpartikel, korrosive Gase (HCl) und aliphatische Aldehyde (Formaldehyd)) tragen. Aus dem Inneren der Wellenlöteinheit ist eine örtliche Absaugung vorgesehen, aber der Löttiegel wird mechanisch aus dem Hauptschrank herausgezogen, um dem Bediener einen direkten Zugang zu beiden Seiten des heißen Tiegels zu ermöglichen. Nach dem Herausziehen wird der im Schrank montierte örtliche Abluftkanal für die Entfernung der freigesetzten Materialien unwirksam. Die wichtigsten Gesundheits- und Sicherheitsgefahren sind: thermische Verbrennungen durch heißes Lötmittel, Exposition der Atemwege durch die oben genannten Materialien, Rückenverletzungen durch den Umgang mit schweren Lötbarren und Krätzefässern und Exposition gegenüber Blei-/Zinnlotrückständen/Feinpartikeln während Wartungsarbeiten.
Während des eigentlichen Lötprozesses sind die Zugangstüren geschlossen und das Innere der Wellenlötanlage steht aufgrund der lokalen Absaugung auf der Flussmittel- und Lottopfseite der Welle unter Unterdruck. Diese Belüftung und die Betriebstemperaturen des Löttiegels (typischerweise 302 bis 316 °C, was knapp über dem Schmelzpunkt von Lot liegt) führen zu einer minimalen Bildung von Bleidämpfen. Die Hauptbelastung durch Blei-/Zinn-Partikel erfolgt während der Entkrätzungs- und Gerätewartungsarbeiten, vom Rühren der Krätze im Topf, der Übertragung in den Rückgewinnungsbehälter und der Reinigung von Lötrückständen. Feine Blei-/Zinnpartikel werden während des Entkrätzungsvorgangs gebildet und können in den Arbeitsraum und die Atemzone des Bedieners des Schwalllötens freigesetzt werden. Es wurden verschiedene technische Kontrollstrategien entwickelt, um diese potenzielle Exposition gegenüber Bleipartikeln zu minimieren, einschließlich des Einbaus einer lokalen Absaugung in das Rückgewinnungsgefäß (siehe Abbildung 3), der Verwendung von HEPA-Saugern zur Rückstandsreinigung und flexibler Abluftkanäle mit Gelenkarmen zur Positionierung Belüftung am Hot Pot während der Entkrätzung. Der Einsatz von Besen oder Bürsten zum Aufkehren von Lötrückständen ist zu untersagen. Strenge Haushalts- und persönliche Hygienepraktiken müssen ebenfalls erforderlich sein. Während der Wartungsarbeiten an der Wellenlötanlage (die auf wöchentlicher, monatlicher, vierteljährlicher und jährlicher Basis durchgeführt werden) werden verschiedene Komponenten des Hot Pots entweder innerhalb der Anlage gereinigt oder entfernt und in einer lokal abgesaugten Haube gereinigt. Diese Reinigungsvorgänge können physisches Abkratzen oder mechanisches Reinigen (unter Verwendung einer elektrischen Bohrmaschine und eines Drahtbürstenaufsatzes) der Lötmittelpumpe und der Leitbleche umfassen. Während des mechanischen Reinigungsprozesses werden große Mengen an Bleipartikeln erzeugt, und der Prozess sollte in einem lokal abgesaugten Gehäuse durchgeführt werden.
Abbildung 3. Krätzewagen mit Vakuumabdeckung

Inspektion, Nachbesserung und Prüfung
Visuelle Inspektion und Ausbesserungsfunktionen werden nach dem Schwalllöten durchgeführt und umfassen die Verwendung von Vergrößerungslinsen/Arbeitsleuchten zur Feininspektion und Ausbesserung von Unvollkommenheiten. Die Ausbesserungsfunktion kann die Verwendung von a umfassen Lötzinn Handlötkolben und Kolophoniumkernlot oder Pinseln mit einer kleinen Menge flüssigem Flussmittel und Blei-/Zinndrahtlot. Bei den sichtbaren Dämpfen des Stablötens handelt es sich um Abbauprodukte des Flussmittels. Kleine Mengen an Blei-/Zinn-Lötperlen, die nicht an der Lötstelle haften, können ein Problem für die Haushaltsführung und die persönliche Hygiene darstellen. Es sollte entweder ein Ventilator neben der Arbeitsstation zur allgemeinen Verdünnungsbelüftung weg von der Atemzone des Bedieners oder ein ausgeklügelteres Rauchabzugssystem vorgesehen werden, das die Abbauprodukte an der Spitze des Lötkolbens oder neben dem Betrieb auffängt. Die Dämpfe werden dann zu einem Luftwäscher-Abgassystem geleitet, das eine HEPA-Filterung für Partikel und eine Aktivkohlegasadsorption für die aliphatischen Aldehyde und Salzsäuregase enthält. Die Wirksamkeit dieser Lötabsaugsysteme hängt stark von den Erfassungsgeschwindigkeiten, der Nähe zum Ort der Rauchentwicklung und dem Fehlen von Querzügen an der Arbeitsfläche ab. Die elektrische Prüfung der fertigen Leiterplatte erfordert spezielle Prüfgeräte und Software.
Nacharbeiten und Reparieren
Basierend auf den Ergebnissen des Platinentests werden defekte Platinen auf spezifische Komponentenausfälle bewertet und ersetzt. Bei dieser Nachbearbeitung der Platinen kann es sich um Stablöten handeln. Wenn Hauptkomponenten auf der Leiterplatte wie der Mikroprozessor ausgetauscht werden müssen, a Löttiegel nacharbeiten wird verwendet, um den Teil der Platine, der die defekte Komponente oder Verbindung aufnimmt, in einen kleinen Löttiegel einzutauchen, die Komponente zu entfernen und dann eine neue funktionale Komponente wieder auf die Platine einzusetzen. Wenn die Komponente kleiner oder leichter zu entfernen ist, an Luftvakuum System, das Heißluft zum Erhitzen der Lötstelle und Vakuum zum Entfernen des Lots verwendet. Der Rework-Löttopf ist in einem lokal entlüfteten Gehäuse untergebracht, das eine ausreichende Austrittsgeschwindigkeit bereitstellt, um die Zersetzungsprodukte des Flussmittels einzufangen, die gebildet werden, wenn das flüssige Lötmittel auf die Platine gebürstet und der Lötkontakt hergestellt wird. Dieser Topf bildet auch Krätze und erfordert (in einem viel kleineren Maßstab) Ausrüstung und Verfahren zum Entfernen von Schlacke. Das Luft-Vakuum-System muss nicht in einem Gehäuse untergebracht werden, aber das entfernte Blei-/Zinn-Lot muss als gefährlicher Abfall behandelt und wiedergewonnen/recycelt werden.
Support-Operationen – Schablonenreinigung
Der erste Schritt im PCB-Montageprozess umfasste die Verwendung einer Schablone zum Bereitstellen des Musters von Verbindungsstellen für die durchzuquetschende Blei/Zinn-Lötpaste. Typischerweise beginnen sich die Öffnungen der Schablone zu verstopfen und die Blei-/Zinn-Lötpastenrückstände müssen von Schicht zu Schicht entfernt werden. Am Siebdrucker wird normalerweise eine Vorreinigung durchgeführt, um grobe Verunreinigungen auf der Platte zu erfassen, indem die Plattenoberfläche mit einer verdünnten Alkoholmischung und Einwegtüchern abgewischt wird. Zur vollständigen Entfernung der verbleibenden Rückstände ist eine Nassreinigung erforderlich. In einem System ähnlich einer großen Spülmaschine wird heißes Wasser (57°C) und eine chemische Lösung aus verdünnten aliphatischen Aminen (Monoethanolamin) verwendet, um die Lotpaste chemisch von der Schablone zu entfernen. Signifikante Mengen an Blei/Zinn-Lot werden von der Platine abgewaschen und entweder in der Waschkammer oder in Lösung im Abwasser abgelagert. Dieses Abwasser erfordert eine Filtration oder chemische Entfernung von Blei und eine pH-Einstellung für die korrosiven aliphatischen Amine (unter Verwendung von Salzsäure). Neuere Schablonenreiniger mit geschlossenem System verwenden die gleiche Waschlösung, bis sie verbraucht ist. Die Lösung wird in eine Destillationseinheit überführt und die flüchtigen Bestandteile abdestilliert, bis ein halbflüssiger Rückstand entsteht. Dieser Rückstand wird dann als mit Blei/Zinn kontaminierter gefährlicher Abfall behandelt.
Computermontageprozess
Sobald die endgültige PCB montiert ist, wird sie zum Einbau in das endgültige Computerprodukt an den Systemmontagebetrieb übergeben. Dieser Vorgang ist typischerweise sehr arbeitsintensiv, da die zusammenzubauenden Einzelteile den einzelnen Arbeitsstationen auf Bereitstellungswagen entlang der mechanisierten Montagelinie zugeführt werden. Die größten Gefahren für Gesundheit und Sicherheit beziehen sich auf die Materialbewegung und -bereitstellung (Gabelstapler, manuelles Heben), ergonomische Auswirkungen des Montageprozesses (Bewegungsbereich, erforderliche Einsteckkraft zum „Setzen“ von Komponenten, Installation von Schrauben und Verbindern) und die Endverpackung , Schrumpffolie und Versand. Ein typischer Computermontageprozess umfasst:
- Fahrgestell-/Koffervorbereitung
- PCB (Mutter- und Tochterplatine) einfügen
- Einsetzen der primären Komponente (Diskettenlaufwerk, Festplatte, Netzteil, CD-ROM-Laufwerk).
- Displayeinheit (nur tragbare Geräte)
- Einsetzen von Maus und Tastatur (nur tragbare Geräte)
- Verkabelung, Anschlüsse und Lautsprecher
- Montage der oberen Abdeckung
- Software-Download
- Test
- überarbeiten
- Akkuladung (nur tragbare Geräte) und Verpackung
- Schrumpfverpackung und Versand.
Die einzigen Chemikalien, die im Montageprozess verwendet werden dürfen, betreffen die Endreinigung des Computergehäuses oder Monitors. Typischerweise wird eine verdünnte Lösung aus Isopropylalkohol und Wasser oder eine handelsübliche Mischung von Reinigern (z. B. Simple Green – eine verdünnte Lösung aus Butylcellosolve und Wasser) verwendet.
Gesundheitliche Auswirkungen und Krankheitsbilder
Als aufstrebende Industrie wurde die Halbleiterfertigung oft als Inbegriff des Hightech-Arbeitsplatzes angesehen. Aufgrund der strengen Herstellungsanforderungen, die mit der Herstellung mehrerer Schichten elektronischer Schaltkreise im Mikrometerbereich auf Siliziumwafern verbunden sind, ist die Reinraumumgebung zum Synonym für den Arbeitsplatz dieser Branche geworden. Da einige der bei der Halbleiterherstellung verwendeten Hydridgase (z. B. Arsenwasserstoff, Phosphin) schon früh als hochgiftige Chemikalien erkannt wurden, war die Inhalationsexpositionskontrolltechnologie immer ein wichtiger Bestandteil der Waferherstellung. Halbleiterarbeiter werden weiter vom Produktionsprozess isoliert, indem sie spezielle Kleidung tragen, die den ganzen Körper bedeckt (z. B. Kittel), Haarbedeckungen, Schuhüberzüge und häufig Gesichtsmasken (oder sogar Atemgeräte mit Luftzufuhr). Aus praktischer Sicht haben die Bedenken der Arbeitgeber hinsichtlich der Produktreinheit auch zu einem Expositionsschutz für die Arbeiter geführt.
Zusätzlich zu persönlicher Schutzkleidung werden in der gesamten Halbleiterindustrie hochentwickelte Belüftungs- und Chemikalien-/Gas-Luftüberwachungssysteme verwendet, um Lecks giftiger chemischer Lösungsmitteldämpfe, Säuren und Hydridgase mit Teilen pro Million (ppm) oder weniger zu erkennen. Obwohl die Industrie aus historischer Sicht häufige Evakuierungen von Arbeitern aus Wafer-Fertigungsräumen aufgrund tatsächlicher oder vermuteter Lecks von Gasen oder Lösungsmitteln erlebt hat, sind solche Evakuierungsepisoden aufgrund der Lehren aus der Konstruktion von Lüftungssystemen und toxischen Gasen zu seltenen Ereignissen geworden /Chemikalienhandhabung und immer ausgefeiltere Luftüberwachungssysteme mit kontinuierlicher Luftprobenahme. Der zunehmende Geldwert einzelner Siliziumwafer (zusammen mit zunehmenden Waferdurchmessern), die Dutzende von einzelnen Mikroprozessoren oder Speichervorrichtungen enthalten können, kann jedoch Arbeiter mental belasten, die Behälter dieser Wafer während des Herstellungsprozesses manuell manipulieren müssen. Hinweise auf solchen Stress wurden während einer Studie an Halbleiterarbeitern erhalten (Hammond et al. 1995; Hines et al. 1995; McCurdy et al. 1995).
Die Halbleiterindustrie hatte ihre Anfänge in den Vereinigten Staaten, die die höchste Zahl von Arbeitern in der Halbleiterindustrie (ungefähr 225,000 im Jahr 1994) aller Länder haben (BLS 1995). Es ist jedoch schwierig, gültige internationale Beschäftigungsschätzungen für diese Branche zu erhalten, da in den Statistiken der meisten Länder Halbleiterarbeiter mit Arbeitern in der „Fertigung elektrischer/elektronischer Geräte“ zusammengerechnet werden. Aufgrund der äußerst strengen technischen Kontrollen, die für die Herstellung von Halbleitervorrichtungen erforderlich sind, ist es sehr wahrscheinlich, dass Halbleiterarbeitsplätze (dh Reinräume) in den meisten Aspekten auf der ganzen Welt vergleichbar sind. Dieses Verständnis, gepaart mit den Anforderungen der US-Regierung zur Aufzeichnung aller wesentlichen arbeitsbedingten Verletzungen und Erkrankungen von US-Arbeitern, macht die Arbeitsunfall- und Krankheitserfahrung von US-Halbleiterarbeitern zu einem hochrelevanten Thema sowohl auf nationaler als auch auf internationaler Ebene. Einfach gesagt, derzeit gibt es nur wenige internationale Quellen für relevante Informationen und Daten zur Sicherheit und Gesundheit von Halbleiterarbeitern, außer denen aus der jährlichen Erhebung über Arbeitsunfälle und Berufskrankheiten des US Bureau of Labor Statistics (BLS).
In den Vereinigten Staaten, die seit 1972 Daten zu Arbeitsunfällen und -krankheiten in allen Branchen sammeln, gehört die Häufigkeit arbeitsbedingter Verletzungen und Krankheiten bei Halbleiterarbeitern zu den niedrigsten aller Fertigungsindustrien. Es wurden jedoch Bedenken geäußert, dass bei Halbleiterarbeitern subtilere gesundheitliche Auswirkungen auftreten könnten (LaDou 1986), obwohl solche Effekte nicht dokumentiert wurden.
Es wurden mehrere Symposien zur Bewertung von Steuerungstechnologien in der Halbleiterindustrie abgehalten, wobei sich mehrere der Symposienpapiere mit Fragen der Umwelt- und Arbeitssicherheit und des Gesundheitsschutzes befassten (ACGIH 1989, 1993).
Eine begrenzte Menge an Arbeitsunfall- und Krankheitsdaten für die internationale Gemeinschaft der Halbleiterhersteller wurde über eine spezielle Erhebung abgeleitet, die 1995 durchgeführt wurde und Fälle umfasste, die für die Jahre 1993 und 1994 gemeldet wurden. Diese Erhebungsdaten sind unten zusammengefasst.
Arbeitsunfälle und Krankheit bei Halbleiterarbeitern
In Bezug auf internationale statistische Daten zu Arbeitsunfällen und Krankheiten bei Halbleiterarbeitern scheinen die einzigen vergleichbaren Daten diejenigen zu sein, die aus einer 1995 durchgeführten Umfrage unter multinationalen Halbleiterherstellungsbetrieben stammen (Lassiter 1996). Die in dieser Umfrage gesammelten Daten betrafen die internationalen Aktivitäten von in den USA ansässigen Halbleiterherstellern für die Jahre 1993-94. Einige der Daten aus der Umfrage umfassten andere Betriebe als die Halbleiterherstellung (z. B. die Herstellung von Computern und Festplattenlaufwerken), obwohl alle teilnehmenden Unternehmen in der Elektronikindustrie tätig waren. Die Ergebnisse dieser Umfrage sind in Abbildung 1 und Abbildung 2 dargestellt, die Daten aus der Region Asien-Pazifik, Europa, Lateinamerika und den Vereinigten Staaten enthalten. Jeder Fall betraf eine arbeitsbedingte Verletzung oder Krankheit, die eine medizinische Behandlung oder einen Arbeitsausfall oder eine Arbeitseinschränkung erforderte. Alle Inzidenzraten in den Zahlen wurden als Anzahl von Fällen (oder Ausfalltagen) pro 200,000 Arbeitsstunden pro Jahr berechnet. Wenn die Gesamtarbeitsstunden nicht verfügbar waren, wurden durchschnittliche jährliche Beschäftigungsschätzungen verwendet. Der Nenner von 200,000 Arbeitsstunden entspricht 100 Vollzeitarbeitskräften pro Jahr (unter der Annahme von 2,000 Arbeitsstunden pro Arbeitskraft und Jahr).
Abbildung 1. Verteilung der Inzidenzraten für Arbeitsunfälle und Berufskrankheiten nach Sektoren weltweit, 1993 und 1994.

Abbildung 2. Verteilung der Inzidenzraten für Verletzungen und Krankheiten mit arbeitsfreien Tagen nach Weltsektor 1993 und 1994

Abbildung 1 zeigt die Arbeitsunfall- und Krankheitsinzidenzraten für die verschiedenen Weltregionen in der Erhebung von 1993-94. Einzelne Länderkurse wurden nicht aufgenommen, um die Vertraulichkeit der teilnehmenden Unternehmen zu gewährleisten, die die einzigen Datenquellen für bestimmte Länder waren. Daher wurden für bestimmte Länder in der Umfrage Daten nur für eine einzige Einrichtung gemeldet. In mehreren Fällen haben Unternehmen alle internationalen Daten in einer einzigen Statistik zusammengefasst. Diese letzteren Daten sind in Abbildung 1 und Abbildung 2 als „kombiniert“ aufgeführt.
Die jährliche Inzidenz von Arbeitsunfällen und -krankheiten unter allen Arbeitnehmern in der internationalen Erhebung betrug 3.3 100 Fälle pro 200,000 Arbeitnehmer (1993 Arbeitsstunden) und 2.7 1994 Fälle. Für 12,615 wurden 1993 Fälle und für 12,368 1994 Fälle gemeldet Fälle (12,130 im Jahr 1993) stammten von US-Unternehmen. Diese Fälle wurden 387,000 mit etwa 1993 Arbeitnehmern und 458,000 mit 1994 Arbeitnehmern in Verbindung gebracht.
Abbildung 2 zeigt die Inzidenzraten für Fälle von Arbeitsausfällen, die arbeitsfreie Tage beinhalten. Die Inzidenzraten von 1993 und 1994 basierten auf ungefähr 4,000 Fällen von Arbeitsausfällen für jedes der 2 Jahre in der internationalen Erhebung. Die internationale/regionale Bandbreite der Inzidenzraten für diese Statistik war die engste der gemessenen. Die Inzidenz von Arbeitsausfallfällen stellt möglicherweise die am besten vergleichbare internationale Statistik in Bezug auf Arbeitssicherheit und Gesundheitserfahrung dar. Die Inzidenzrate für verlorene Arbeitstage (Tage ohne Arbeit) betrug ungefähr 15.4 Tage ohne Arbeit pro 100 Arbeitnehmer für jedes der 2 Jahre.
Die einzigen bekannten detaillierten Daten zu Fallmerkmalen von Verletzungen und Krankheiten von Halbleiterarbeitern sind diejenigen, die jährlich in den USA von der BLS zusammengestellt werden und Fälle mit Arbeitsausfällen betreffen. Die hier diskutierten Fälle wurden von der BLS in ihrer jährlichen Erhebung für das Jahr 1993 identifiziert. Aus diesen Fällen gewonnene Daten erscheinen in Abbildung 3, Abbildung 4, Abbildung 5 und Abbildung 6. Jede Abbildung vergleicht die Fallerfahrung mit Ausfallzeiten für den privaten Sektor, alle Fertigungs- und Halbleiterfertigung.
Abbildung 3. Vergleichende Inzidenz von Fällen mit Arbeitsausfall1 nach Art des Ereignisses oder der Exposition, 1993

Abbildung 4. Vergleichende Inzidenz von Fällen mit Arbeitsausfall1 nach Verletzungs- oder Krankheitsursache, 1993.

Abbildung 5. Vergleichende Inzidenz von Fällen mit Arbeitsausfall1 nach Art der Verletzung oder Krankheit, 1993.

Abbildung 6. Vergleichende Inzidenz von Fällen mit Arbeitsausfall nach betroffenem Körperteil, 1993

Abbildung 3 vergleicht die Erfahrung von US-Halbleiterarbeitern im Jahr 1993 mit Fällen von Arbeitsausfall mit dem Privatsektor und der gesamten Fertigungsindustrie in Bezug auf die Art des Ereignisses oder der Exposition. Die Inzidenzraten für die meisten Kategorien in dieser Abbildung waren für Arbeiter in der Halbleiterindustrie viel geringer als für den Privatsektor oder das gesamte verarbeitende Gewerbe. Fälle von Überanstrengung bei Halbleiterarbeitern waren weniger als halb so häufig wie bei allen Arbeitern im verarbeitenden Gewerbe. Die Kategorie der schädlichen Exposition (hauptsächlich verbunden mit der Exposition gegenüber chemischen Stoffen) war bei allen drei Gruppen gleichwertig.
Vergleichende Verteilungen der Fälle von Arbeitsausfällen nach Verletzungs- oder Krankheitsursachen sind in Abbildung 4 dargestellt. Die Inzidenzraten von Arbeitsausfällen bei Halbleiterarbeitern waren geringer als im privaten Sektor und im gesamten verarbeitenden Gewerbe in allen Quellenkategorien, mit Ausnahme von Fällen im Zusammenhang mit der Exposition gegenüber Chemikalien Substanzen.
Abbildung 5 vergleicht die Inzidenzraten der Fälle von Arbeitsausfall in Verbindung mit der Art der Verletzung oder Krankheit zwischen den drei Gruppen. Die Raten für Halbleiterarbeiter waren 1993 weniger als halb so hoch wie die Raten sowohl für den Privatsektor als auch für das gesamte verarbeitende Gewerbe. Die Inzidenz von Verätzungen war bei Halbleiterarbeitern etwas höher, aber bei allen drei Vergleichsgruppen sehr niedrig. Die Inzidenz des Karpaltunnelsyndroms (CTS) unter US-Halbleiterarbeitern war weniger als halb so hoch wie im gesamten verarbeitenden Gewerbe.
In Abbildung 6 ist die Verteilung und Inzidenz der Fehltage nach betroffenen Körperteilen dargestellt. Obwohl die Inzidenz von Fällen mit Körpersystemen bei allen Vergleichsgruppen gering war, war die Rate bei Halbleiterarbeitern leicht erhöht. Alle anderen betroffenen Körperteile waren bei Halbleiterarbeitern viel geringer als bei den anderen beiden Vergleichsgruppen.
Epidemiologische Studien von Halbleiterarbeitern
Die Besorgnis über mögliche Folgen für die reproduktive Gesundheit im Zusammenhang mit der Beschäftigung in der Halbleiterindustrie tauchte 1983 auf, als eine Angestellte der Halbleiterfabrik der Digital Equipment Corporation in Hudson, Massachusetts, angab, dass sie glaube, dass es bei Mitarbeitern in den Reinräumen der Einrichtung zu Fehlgeburten gekommen sei. Diese Behauptung führte zusammen mit dem Fehlen interner Daten in der Einrichtung zu einer epidemiologischen Studie der University of Massachusetts School of Public Health in Amherst (UMass). Die Studie wurde im Mai 1984 begonnen und 1985 abgeschlossen (Pastides et al. 1988).
Im Vergleich zu nicht exponierten Arbeitern in anderen Bereichen der Einrichtung wurde sowohl im photolithographischen Bereich als auch im Diffusionsbereich ein erhöhtes Fehlgeburtsrisiko beobachtet. Ein relatives Risiko von 1.75 wurde als statistisch nicht signifikant angesehen (p < 0.05), obwohl ein relatives Risiko von 2.18, das bei Arbeitern in Verbreitungsgebieten beobachtet wurde, signifikant war. Die Veröffentlichung der UMass-Studie führte in der gesamten Halbleiterindustrie zu Bedenken, dass eine größere Studie gerechtfertigt sei, um die beobachteten Ergebnisse zu validieren und ihr Ausmaß und mögliche Ursachen zu bestimmen.
Die Semiconductor Industry Association (SIA) der Vereinigten Staaten sponserte ab 1989 eine größere Studie, die von der University of California in Davis (UC Davis) durchgeführt wurde. Die UC Davis-Studie wurde entwickelt, um die Hypothese zu testen, dass die Halbleiterherstellung mit einem erhöhten Risiko verbunden ist von Fehlgeburten für weibliche Wafer-Fertigungsangestellte. Die Grundgesamtheit der Studie wurde aus 14 Unternehmen ausgewählt, die 42 Produktionsstandorte in 17 Bundesstaaten repräsentierten. Die höchste Anzahl an Standorten (die fast die Hälfte der Mitarbeiter in der Studie ausmachten) befand sich in Kalifornien.
Die UC-Davis-Studie bestand aus drei verschiedenen Komponenten: einer Querschnittskomponente (McCurdy et al. 1995; Pocekay et al. 1995); eine historische Kohortenkomponente (Schenker et al. 1995); und eine prospektive Komponente (Eskenazi et al. 1995). Im Mittelpunkt jeder dieser Studien stand eine Expositionsabschätzung (Hines et al. 1995; Hammond et al. 1995). Die Expositionsbewertungskomponente ordnete Mitarbeiter einer relativen Expositionsgruppe zu (dh hohe Exposition, niedrige Exposition usw.).
In der historischen Komponente der Studie wurde festgestellt, dass das relative Risiko von Fertigungsarbeitern im Vergleich zu Nicht-Fertigungsarbeitern 1.45 betrug (dh 45 % erhöhtes Fehlgeburtsrisiko). Die höchste Risikogruppe, die in der historischen Komponente der Studie identifiziert wurde, waren Frauen, die in Photolithographie- oder Ätzoperationen arbeiteten. Frauen, die Ätzoperationen durchführten, hatten ein relatives Risiko von 2.15 (RR = 2.15). Darüber hinaus wurde eine Dosis-Wirkungs-Beziehung bei Frauen beobachtet, die mit einem beliebigen Fotolack oder Entwickler in Bezug auf ein erhöhtes Fehlgeburtsrisiko arbeiteten. Diese Daten unterstützten eine Dosis-Wirkungs-Assoziation für Ethylenglykolether (EGE), aber nicht für Propylenglykolether (PGE).
Obwohl in der prospektiven Komponente der UC-Davis-Studie ein erhöhtes Fehlgeburtsrisiko bei Arbeiterinnen in der Waferherstellung beobachtet wurde, waren die Ergebnisse statistisch nicht signifikant (p < 0.05). Eine kleine Anzahl von Schwangerschaften verringerte die Aussagekraft der prospektiven Komponente der Studie signifikant. Die Analyse der Exposition gegenüber chemischen Arbeitsstoffen zeigte ein erhöhtes Risiko für Frauen, die mit Ethylenglykolmonoethylether arbeiteten, basierte jedoch nur auf 3 Schwangerschaften. Ein wichtiges Ergebnis war die allgemeine Unterstützung und kein Widerspruch zu den Ergebnissen der historischen Komponente.
Die Querschnittskomponente der Studie stellte eine Zunahme der Symptome der oberen Atemwege fest, hauptsächlich in den Diffusionsofen- und Dünnschicht-Gruppen von Arbeitern. Ein interessantes Ergebnis waren die offensichtlichen Schutzwirkungen verschiedener technischer Maßnahmen im Zusammenhang mit der Ergonomie (z. B. Fußstützen und die Verwendung eines verstellbaren Stuhls zur Verringerung von Rückenverletzungen).
Luftmessungen in den Waferfabriken ergaben, dass die meisten Lösungsmittelbelastungen weniger als 1 % der von der US-Regierung festgelegten zulässigen Belastungsgrenzen (PEL) betrugen.
Eine separate epidemiologische Studie (Correa et al. 1996) wurde 1989 von der Johns Hopkins University (JHU) mit einer Gruppe von Halbleiterangestellten der IBM Corporation durchgeführt. Die in der JHU-Studie beobachtete Gesamtfehlgeburtsrate bei weiblichen Reinraumarbeitern betrug 16.6 %. Das relative Risiko für Fehlgeburten bei weiblichen Reinraumarbeiterinnen mit der höchsten potenziellen Exposition gegenüber Ethylenglykolethern betrug 2.8 (95 %-KI = 1.4–5.6).
Diskussion reproduktiver epidemiologischer Studien mit Halbleiterarbeitern
Die epidemiologischen Studien waren bemerkenswert in Umfang und Ähnlichkeit der Ergebnisse. Diese Studien kamen alle zu ähnlichen Ergebnissen. Jede Studie dokumentierte ein erhöhtes Risiko für spontane Abtreibungen (Fehlgeburten) für Arbeiterinnen in der Halbleiterwafer-Fertigung. Zwei der Studien (JHU und UC Davis) weisen möglicherweise auf einen kausalen Zusammenhang mit Expositionen gegenüber ethylenbasierten Glykolethern hin. Die UMass-Studie ergab, dass die Photogruppe (diejenigen, die Glykolether ausgesetzt waren) ein geringeres Risiko hatte als die Diffusionsgruppe, die keine dokumentierte Glykolether-Exposition hatte. Während diese Studien auf ein erhöhtes Risiko spontaner Abtreibungen bei Arbeitern in der Waferherstellung hinweisen, ist die Ursache für dieses übermäßige Risiko unklar. Die JHU-Studie konnte keine signifikante Rolle für Glykolether dokumentieren, und die UC-Davis-Studie verknüpfte Glykolether nur geringfügig (durch Modellierung von Expositionen und selbstberichteten Arbeitspraktiken) mit Auswirkungen auf die Fortpflanzung. In beiden Studien wurde, wenn überhaupt, nur wenig überwacht, um die Exposition gegenüber Glykolethern zu bestimmen. Nach Abschluss dieser Studien begann die Halbleiterindustrie mit der Umstellung von Glykolethern der Ethylenreihe auf Ersatzstoffe wie Ethyllactat und Glykolether der Propylenreihe.
Fazit
Basierend auf den besten verfügbaren Daten zur jährlichen Inzidenz arbeitsbedingter Verletzungen und Erkrankungen sind Halbleiterarbeiter einem geringeren Risiko ausgesetzt als Arbeitnehmer in anderen verarbeitenden Sektoren oder im gesamten Privatsektor (einschließlich vieler nicht verarbeitender Industrien). Auf internationaler Ebene scheint es, dass statistische Daten zu Arbeitsunfällen und Krankheiten im Zusammenhang mit Fällen von Arbeitsausfällen ein ziemlich zuverlässiger Indikator für die weltweite Sicherheit und Gesundheit von Halbleiterarbeitern sein können. Die Industrie hat mehrere unabhängige epidemiologische Studien gesponsert, um Antworten auf Fragen zu Folgen für die reproduktive Gesundheit im Zusammenhang mit der Beschäftigung in der Industrie zu finden. Obwohl kein eindeutiger Zusammenhang zwischen beobachteten Fehlgeburten und der Exposition gegenüber Glykolethern auf Ethylenbasis festgestellt werden konnte, hat die Industrie damit begonnen, alternative Photoresist-Lösungsmittel zu verwenden.
Umwelt- und Gesundheitsfragen
Branchenübersicht
Die Elektronikindustrie gilt im Vergleich zu anderen Branchen als „sauber“ in Bezug auf ihre Umweltauswirkungen. Nichtsdestotrotz verursachen die bei der Herstellung elektronischer Teile und Komponenten verwendeten Chemikalien und der erzeugte Abfall erhebliche Umweltprobleme, die aufgrund der Größe der Elektronikindustrie auf globaler Ebene angegangen werden müssen. Die Abfälle und Nebenprodukte, die aus der Herstellung von Leiterplatten (PWBs), Leiterplatten (PCBs) und Halbleitern stammen, sind Interessengebiete, die die Elektronikindustrie in Bezug auf die Vermeidung von Umweltverschmutzung, die Behandlungstechnologie und die Recycling-/Rückgewinnungstechniken energisch verfolgt hat .
Der Anreiz, den ökologischen Fußabdruck elektronischer Prozesse zu kontrollieren, hat sich zu einem großen Teil von einem ökologischen Impuls in einen finanziellen Bereich verlagert. Aufgrund der mit gefährlichen Abfällen und Emissionen verbundenen Kosten und Verbindlichkeiten hat die Elektronikindustrie aggressiv Umweltkontrollen eingeführt und entwickelt, die die Auswirkungen ihrer Nebenprodukte und Abfälle stark reduziert haben. Darüber hinaus hat die Elektronikindustrie einen proaktiven Ansatz gewählt, um Umweltziele, -werkzeuge und -techniken in ihre umweltbewussten Unternehmen zu integrieren. Beispiele für diesen proaktiven Ansatz sind der Ausstieg aus FCKW und perfluorierten Verbindungen und die Entwicklung „umweltfreundlicher“ Alternativen sowie der aufkommende „Design for the Environment“-Ansatz für die Produktentwicklung.
Die Herstellung von PWBs, PCBs und Halbleitern erfordert den Einsatz einer Vielzahl von Chemikalien, spezialisierten Herstellungstechniken und Ausrüstungen. Aufgrund der Gefahren, die mit diesen Herstellungsprozessen verbunden sind, ist die ordnungsgemäße Handhabung chemischer Nebenprodukte, Abfälle und Emissionen unerlässlich, um die Sicherheit der Mitarbeiter der Branche und den Schutz der Umwelt in den Gemeinden, in denen sie leben, zu gewährleisten.
Tabelle 1, Tabelle 2 und Tabelle 3 geben einen Überblick über die wichtigsten Nebenprodukte und Abfälle, die bei der Herstellung von PWBs, PCBs und Halbleitern anfallen. Darüber hinaus zeigen die Tabellen die wichtigsten Arten von Umweltauswirkungen und die allgemein anerkannten Mittel zur Minderung und Kontrolle des Abfallstroms. Die anfallenden Abfälle belasten in erster Linie Industrieabwässer oder die Luft oder werden zu festen Abfällen.
Tabelle 1. PWB-Abfallerzeugung und Kontrollen
|
Prozessschritte |
Gefährlich |
Umwelt |
Steuergriffe1 |
|
Werkstoff |
Andere |
Andere |
Andere |
|
Stapeln und feststecken |
Schwer-/Edelmetalle |
Feste Abfälle2 |
Recyceln/wiederverwerten |
|
Bohren |
Schwer-/Edelmetalle |
Feste Abfälle2 |
Recyceln/wiederverwerten |
|
Entgraten |
Schwer-/Edelmetalle |
Feste Abfälle2 |
Recyceln/wiederverwerten |
|
Stromlos |
Metallindustrie |
Abwasser |
Chemische Fällung |
|
Imaging |
Lösungsmittel |
Air |
Adsorption, Kondensation bzw |
|
Musterplattierung |
Korrosiven |
Abwasser/Luft |
pH-Neutralisierung/Luftwäsche |
|
Strippen, ätzen, strippen |
Ammoniak |
Air |
Luftwäsche (Adsorption) |
|
Lötmaske |
Korrosiven |
Air |
Luftwäsche (Adsorption) |
|
Lötbeschichtung |
Lösungsmittel |
Air |
Adsorption, Kondensation bzw |
|
Vergoldung |
Korrosiven |
Air |
Luftwäsche (Adsorption) |
|
Komponente |
Lösungsmittel |
Air |
Adsorptionskondensation bzw |
1. Die Verwendung von Minderungskontrollen hängt von den Einleitungsgrenzen am jeweiligen Standort ab.
2. Ein fester Abfall ist jedes entsorgte Material, unabhängig von seinem Zustand.
Tabelle 2. PCB-Abfallerzeugung und Kontrollen
|
Prozessschritte |
Gefährlich |
Umwelt |
Steuergriffe |
|
Reinigung |
Metalle (Blei) |
Abwasser |
pH-Neutralisierung, chemisch |
|
Lötpaste |
Lotpaste (Blei/Zinn) |
Feste Abfälle |
Recyceln/wiederverwerten |
|
Klebstoff |
Epoxidkleber |
Feste Abfälle |
Verbrennung |
|
Komponente |
Bänder, Rollen und Schläuche aus Kunststoff |
||
|
Klebstoff aushärten u |
|||
|
Flussmittel |
Lösungsmittel (IPA-Flussmittel) |
Feste Abfälle |
Recycling: |
|
Wellenlöten |
Metall (Lötschlacke) |
Feste Abfälle |
Recyceln/wiederverwerten |
|
Inspektion und |
Metal |
Feste Abfälle |
Recyceln/wiederverwerten |
|
Testen |
Verschrottet besiedelt |
Feste Abfälle |
Recyceln/wiederverwerten |
|
Nacharbeiten u |
Metall (Lötschlacke) |
Feste Abfälle |
Recyceln/wiederverwerten |
|
Unterstützung |
Metal |
Feste Abfälle |
Recycling/Verbrennung |
Tabelle 3. Abfallerzeugung und Kontrollen bei der Halbleiterherstellung
|
Prozessschritte |
Gefährlich |
Umwelt |
Steuergriffe |
|
Lithografie/Radierung |
Lösungsmittel |
Feste Abfälle |
Recycling/Rückgewinnung/Verbrennung |
|
Oxidation |
Lösungsmittel |
Feste Abfälle |
Recycling/Rückgewinnung/Verbrennung |
|
Doping |
Giftgas (Arsenwasserstoff, |
Air |
Ersatz durch Flüssigkeit |
|
Chemische Gasphasenabscheidung |
Metallindustrie Korrosiven |
Feste Abfälle |
Verbrennung |
|
Metallisierung |
Lösungsmittel |
Feste Abfälle |
Verbrennung |
|
Montage und Prüfung |
Lösungsmittel |
Feste Abfälle |
Recycling/Rückgewinnung/Verbrennung |
|
Reinigung |
Korrosiven |
Abwasser |
pH-Neutralisierung |
Die folgenden sind allgemein anerkannte Mittel zur Minderung von Emissionen in der PWB-, PCB- und Halbleiterindustrie. Die gewählten Kontrollen variieren je nach technischen Fähigkeiten, Anforderungen der Regulierungsbehörde und den spezifischen Bestandteilen/Konzentrationen des Abfallstroms.
Abwasserkontrolle
Chemische Fällung
Chemische Ausfällung wird im Allgemeinen bei der Entfernung von teilchenförmigen oder löslichen Metallen aus Abwässern verwendet. Da Metalle nicht natürlich abgebaut werden und in geringen Konzentrationen giftig sind, ist ihre Entfernung aus Industrieabwässern unerlässlich. Metalle können chemisch aus dem Abwasser entfernt werden, da sie in Wasser nicht sehr löslich sind; ihre Löslichkeiten hängen vom pH-Wert, der Metallkonzentration, der Art des Metalls und der Anwesenheit anderer Ionen ab. Typischerweise erfordert der Abfallstrom eine pH-Einstellung auf das richtige Niveau, um das Metall auszufällen. Die Zugabe von Chemikalien zum Abwasser ist erforderlich, um den physikalischen Zustand von gelösten und suspendierten Feststoffen zu verändern. Üblicherweise werden Kalk-, Ätz- und Sulfidfällungsmittel verwendet. Die Fällungsmittel erleichtern die Entfernung von gelösten und suspendierten Metallen durch Koagulation, Sedimentation oder Einschluss in einem Niederschlag.
Eine Folge der chemischen Fällung von Abwasser ist die Ansammlung von Schlamm. Daher wurden Entwässerungsverfahren entwickelt, um das Schlammgewicht mittels Zentrifugen, Filterpressen, Filtern oder Trockenbetten zu reduzieren. Der resultierende entwässerte Schlamm kann dann der Verbrennung oder Deponie zugeführt werden.
pH-Neutralisierung
Der pH-Wert (die Wasserstoffionenkonzentration oder Acidität) ist ein wichtiger Qualitätsparameter in Industrieabwässern. Aufgrund der nachteiligen Auswirkungen von pH-Extremen in natürlichen Gewässern und auf Kläranlagen muss der pH-Wert von Industrieabwässern vor dem Ablassen aus der Produktionsanlage angepasst werden. Die Behandlung erfolgt in einer Reihe von Tanks, die auf die Wasserstoffionenkonzentration des Abwassers überwacht werden. Typischerweise werden Salz- oder Schwefelsäure als neutralisierende Ätzmittel verwendet, und Natriumhydroxid wird als neutralisierendes Ätzmittel verwendet. Das Neutralisationsmittel wird in den Abwasserablauf dosiert, um den pH-Wert des Ablaufs auf den gewünschten Wert einzustellen.
Vor der Anwendung anderer Abwasserbehandlungsverfahren ist häufig eine Einstellung des pH-Werts erforderlich. Solche Prozesse umfassen chemische Fällung, Oxidation/Reduktion, Aktivkohlesorption, Strippen und Ionenaustausch.
Abfallkontrolle
Materialien sind ein fester Abfall, wenn sie aufgegeben oder durch Entsorgung entsorgt werden; verbrannt oder eingeäschert; oder angesammelt, gelagert oder behandelt werden, bevor oder anstatt sie aufzugeben (US Code of Federal Regulation 40, Abschnitt 261.2). Gefährliche Abfälle weisen im Allgemeinen eine oder mehrere der folgenden Eigenschaften auf: Entzündlichkeit, Korrosivität, Reaktivität, Toxizität. Je nach Beschaffenheit des Gefahrstoffs/Abfalls werden verschiedene Mittel zur Kontrolle des Stoffes eingesetzt. Die Verbrennung ist eine gängige Behandlungsalternative für Lösungsmittel- und Metallabfälle, die bei der PWB-, PCB- und Halbleiterherstellung anfallen.
Verbrennung
Verbrennung (Nachbrenner) oder thermische Zerstörung ist eine beliebte Option im Umgang mit brennbaren und giftigen Abfällen geworden. In vielen Fällen werden zündfähige Abfälle (Lösungsmittel) als Brennstoffquelle (Brennstoffmischung) für thermische und katalytische Verbrennungsanlagen verwendet. Die ordnungsgemäße Verbrennung von Lösungsmitteln und giftigen Abfällen sorgt für eine vollständige Oxidation des Brennstoffs und wandelt brennbares Material in Kohlendioxid, Wasser und Asche um, wodurch keine Haftung im Zusammenhang mit gefährlichen Restabfällen entsteht. Die gängigen Verbrennungsarten sind thermische und katalytische Verbrennungsanlagen. Die Auswahl der Art des Verbrennungsverfahrens hängt von der Verbrennungstemperatur, den Brennstoffeigenschaften und der Verweilzeit ab. Thermische Verbrennungsöfen arbeiten bei hohen Temperaturen und werden häufig mit halogenierten Verbindungen verwendet. Arten von thermischen Verbrennungsanlagen umfassen Drehrohröfen, Flüssigkeitsinjektions-, Festherd-, Wirbelbett- und andere Verbrennungsanlagen mit fortschrittlichem Design.
Katalytische Verbrennungsöfen oxidieren brennbare Materialien (z. B. VOCs) durch Einspritzen eines erhitzten Gasstroms durch ein Katalysatorbett. Das Katalysatorbett maximiert die Oberfläche, und durch Einspritzen eines erhitzten Gasstroms in das Katalysatorbett kann die Verbrennung bei einer niedrigeren Temperatur als bei der thermischen Verbrennung stattfinden.
Luftemissionen
Die Verbrennung wird auch zur Kontrolle von Luftemissionen verwendet. Absorption und Adsorption werden ebenfalls verwendet.
Absorption
Luftabsorption wird typischerweise beim Waschen von korrosiven Luftemissionen verwendet, indem die Verunreinigung durchgeleitet und in einer nichtflüchtigen Flüssigkeit (z. B. Wasser) gelöst wird. Das Abwasser aus dem Absorptionsverfahren wird typischerweise in ein Abwasserbehandlungssystem eingeleitet, wo es einer pH-Einstellung unterzogen wird.
Adsorption
Adsorption ist das Anhaften (mittels physikalischer oder chemischer Kräfte) eines Gasmoleküls an der Oberfläche einer anderen Substanz, die als Adsorbens bezeichnet wird. Typischerweise wird Adsorption verwendet, um Lösungsmittel aus einer Luftemissionsquelle zu extrahieren. Aktivkohle, aktiviertes Aluminiumoxid oder Kieselgel sind üblicherweise verwendete Adsorptionsmittel.
Recycling
Recycelbare Materialien werden als Zutaten in einem industriellen Prozess zur Herstellung eines Produkts verwendet, wiederverwendet oder zurückgewonnen. Das Recycling von Materialien und Abfällen bietet ökologische und wirtschaftliche Mittel, um bestimmte Arten von Abfallströmen, wie Metalle und Lösungsmittel, effektiv anzugehen. Materialien und Abfälle können intern recycelt werden, oder Sekundärmärkte können recycelbare Materialien akzeptieren. Die Wahl des Recyclings als Alternative für Abfälle muss anhand finanzieller Erwägungen, des regulatorischen Rahmens und der verfügbaren Technologie zum Recycling der Materialien bewertet werden.
Zukünftige Ausrichtung
Da die Nachfrage nach Vermeidung von Umweltverschmutzung steigt und die Industrie nach kostengünstigen Mitteln sucht, um die Verwendung von Chemikalien und Abfall zu bewältigen, muss die Elektronikindustrie neue Techniken und Technologien evaluieren, um die Methoden für den Umgang mit gefährlichen Materialien und die Abfallerzeugung zu verbessern. Der End-of-Pipe-Ansatz wurde durch Design-for-the-Environment-Techniken ersetzt, bei denen Umweltfragen über den gesamten Lebenszyklus eines Produkts angegangen werden, darunter: Materialerhaltung; effiziente Fertigungsabläufe; die Verwendung umweltfreundlicherer Materialien; Recycling, Regenerierung und Rückgewinnung von Abfallprodukten; und eine Vielzahl anderer Techniken, die eine geringere Umweltbelastung für die Elektronikfertigungsindustrie gewährleisten. Ein Beispiel ist die große Wassermenge, die bei den vielen Spül- und anderen Bearbeitungsschritten in der Mikroelektronikindustrie verbraucht wird. In wasserarmen Gebieten zwingt dies die Industrie, Alternativen zu finden. Es muss jedoch sichergestellt werden, dass die Alternative (z. B. Lösungsmittel) keine zusätzlichen Umweltprobleme verursacht.
Als Beispiel für zukünftige Richtungen im PWB- und PCB-Prozess zeigt Tabelle 4 verschiedene Alternativen zur Schaffung umweltfreundlicherer Praktiken und zur Vermeidung von Umweltverschmutzung. Es wurden vorrangige Bedürfnisse und Ansätze ermittelt.
Tabelle 4. Matrix der vorrangigen Bedürfnisse
|
Prioritätsbedarf (abnehmend |
Ansatz |
Ausgewählte Aufgaben |
|
Effizientere Nutzung, |
Verlängern Sie die Lebensdauer von Elektrolyten und |
Forschung zur Verlängerung der Bäder. |
|
Reduzieren Sie die erzeugten festen Abfälle |
Entwickeln und fördern |
Infrastruktur entwickeln, um |
|
Etablieren Sie einen besseren Lieferanten |
Lieferanten fördern, |
Entwickeln Sie ein gefährliches Modell |
|
Minimieren Sie die Auswirkungen von |
Reduzieren Sie den Einsatz von Bleilot, wenn |
Ändern Sie die Spezifikationen, um sie zu akzeptieren |
|
Verwenden Sie additive Prozesse, die |
Vereinfacht entwickeln, |
Arbeiten Sie an Projekten zusammen, um |
|
Beseitigen Sie Lochverschmierungen in PWB |
Entwickeln Sie schmierfreie Harze oder |
Alternative untersuchen |
|
Reduzieren Sie den Wasserverbrauch |
Wassernutzung entwickeln |
Ändern Sie die Spezifikationen, um sie zu reduzieren |
Quelle: MCC 1994.
HAFTUNGSAUSSCHLUSS: Die ILO übernimmt keine Verantwortung für auf diesem Webportal präsentierte Inhalte, die in einer anderen Sprache als Englisch präsentiert werden, der Sprache, die für die Erstproduktion und Peer-Review von Originalinhalten verwendet wird. Bestimmte Statistiken wurden seitdem nicht aktualisiert die Produktion der 4. Auflage der Encyclopaedia (1998)."