- Sie sind hier:
-
Startseite

- Teil XIII. Fertigungsindustrien

Kinder Kategorien

81. Elektrische Geräte und Ausrüstung (7)

81. Elektrische Geräte und Ausrüstung
Kapitel-Editor: NA Smith
Inhaltsverzeichnis
Tabellen und Abbildungen
Allgemeines Profil
NA Smith
Herstellung von Blei-Säure-Batterien
Barry P. Kelley
Batterien
NA Smith
Herstellung von Elektrokabeln
David A. O'Malley
Herstellung von elektrischen Lampen und Röhren
Albert M. Zielinski
Herstellung von Haushaltselektrogeräten
NA Smith und W. Klost
Umwelt- und Gesundheitsfragen
Pittmann, Alexander
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Zusammensetzung gängiger Batterien
2. Herstellung: Elektrohaushaltsgeräte
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.





82. Metallverarbeitende und metallverarbeitende Industrie (14)
82. Metallverarbeitende und metallverarbeitende Industrie
Kapitel-Editor: Michael McCann
Inhaltsverzeichnis
Tabellen und Abbildungen
Schmelz- und Raffinationsbetriebe
Schmelzen und Raffinieren
Pekka Roto
Schmelzen und Raffinieren von Kupfer, Blei und Zink
Aluminiumschmelze und Raffination
Bertram D. Dinman
Goldschmelze und Raffination
ID Gadaskina und LA Ryzik
Metallverarbeitung und Metallbearbeitung
Gießereien
Franklin E. Mirer
Schmieden und Stanzen
Robert M.Park
Schweißen und thermisches Schneiden
Philip A. Platcow und GS Lyndon
Drehmaschinen
Toni Retsch
Schleifen und Polieren
K. Welinder
Industrieschmierstoffe, Metallbearbeitungsflüssigkeiten und Automobilöle
Richard S. Kraus
Oberflächenbehandlung von Metallen
JG Jones, JR Bevan, JA Catton, A. Zober, N. Fish, KM Morse, G. Thomas, MA El Kadeem und Philip A. Platcow
Metallrückgewinnung
Melvin E. Cassady und Richard D. Ringenwald, Jr.
Umweltprobleme bei der Metallveredelung und Industriebeschichtungen
Stewart Forbes
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Ein- und Ausgänge für die Kupferschmelze
2. Ein- und Ausgänge für die Bleischmelze
3. Ein- und Ausgänge für die Zinkschmelze
4. Ein- und Ausgänge für die Aluminiumschmelze
5. Arten von Gießereiöfen
6. Inputs von Prozessmaterialien und Outputs von Schadstoffen
7. Schweißverfahren: Beschreibung & Gefahren
8. Zusammenfassung der Gefahren
9. Steuerungen für Aluminium, nach Betätigung
10 Kontrollen für Kupfer nach Betrieb
11 Kontrollen für Blei, nach Betrieb
12 Kontrollen für Zink, nach Betrieb
13 Kontrollen für Magnesium, nach Betrieb
14 Kontrollen für Quecksilber, nach Betrieb
15 Kontrollen für Nickel nach Betrieb
16 Kontrollen für Edelmetalle
17 Kontrollen für Cadmium, nach Betrieb
18 Kontrollen für Selen, nach Betrieb
19 Kontrollen für Kobalt nach Betrieb
20 Kontrollen für Zinn, nach Betrieb
21 Kontrollen für Titan, nach Betrieb
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.
|
|







83. Mikroelektronik und Halbleiter (7)
83. Mikroelektronik und Halbleiter
Kapitel-Editor: Michael E. Williams
Inhaltsverzeichnis
Tabellen und Abbildungen
Allgemeines Profil
Michael E. Williams
Herstellung von Siliziumhalbleitern
David G. Baldwin, James R. Rubin und Afsaneh Gerami
Flüssigkristallanzeigen
David G. Baldwin, James R. Rubin und Afsaneh Gerami
III-V-Halbleiterherstellung
David G. Baldwin, Afsaneh Gerami und James R. Rubin
Leiterplatten- und Computermontage
Michael E. Williams
Gesundheitliche Auswirkungen und Krankheitsbilder
Donald V. Lassiter
Umwelt- und Gesundheitsfragen
Korky Chew
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Photoresist-Systeme
2. Photoresist-Stripper
3. Nasschemische Ätzmittel
4. Plasmaätzgase und geätzte Materialien
5. Übergangsbildungsdotierstoffe für die Diffusion
6. Hauptkategorien der Siliziumepitaxie
7. Hauptkategorien von CVD
8. Reinigung von Flachbildschirmen
9. PWB-Prozess: Umwelt, Gesundheit und Sicherheit
10 Erzeugung und Kontrolle von PWB-Abfall
11 Erzeugung und Kontrolle von PCB-Abfällen
12 Abfallerzeugung und -kontrolle
13 Matrix der vorrangigen Bedürfnisse
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.
|
|













84. Glas, Keramik und verwandte Materialien (3)
84. Glas, Keramik und verwandte Materialien
Kapitel-Editoren: Joel Bender und Jonathan P. Hellerstein
Inhaltsverzeichnis
Tabellen und Abbildungen
Glas, Keramik und verwandte Materialien
Jonathan P. Hellerstein, Joel Bender, John G. Hadley und Charles M. Hohman
Fallstudie: Optische Fasern
George R. Osborne
Fallstudie: Synthetische Edelsteine
Basilikum Delphin
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Typische Körperbestandteile
2. Fertigungsprozesse
3. Ausgewählte chemische Zusätze
4. Verwendung von feuerfestem Material durch die Industrie in den USA
5. Mögliche Gefahren für Gesundheit und Sicherheit
6. Nicht tödliche Arbeitsunfälle und Berufskrankheiten
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.



























85. Druck-, Foto- und Reproduktionsindustrie (6)
85. Druck-, Fotografie- und Reproduktionsindustrie
Kapitelherausgeber: David Richardson
Inhaltsverzeichnis
Tabellen und Abbildungen
Druck und Veröffentlichung
Gordon C. Miller
Reproduktions- und Vervielfältigungsdienste
Robert W. Kilpper
Gesundheitsprobleme und Krankheitsbilder
Barry R. Friedlander
Überblick über Umweltthemen
Daniel R. Englisch
Kommerzielle Fotolabore
David Richardson
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Engagements in der Druckindustrie
2. Sterblichkeitsrisiken im Druckgewerbe
3. Chemische Belastung bei der Verarbeitung
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.






86. Holzbearbeitung (5)
86. Holzbearbeitung
Kapitel-Editor: Jon Parish
Inhaltsverzeichnis
Tabellen und Abbildungen
Allgemeines Profil
Debra Osinski
Holzbearbeitungsprozesse
Jon K. Gemeinde
Routing-Maschinen
Beat Wegmüller
Holzhobelmaschinen
Beat Wegmüller
Gesundheitliche Auswirkungen und Krankheitsbilder
Leon J. Warschau
Tische
Klicken Sie unten auf einen Link, um die Tabelle im Artikelkontext anzuzeigen.
1. Giftige, allergene & biologisch aktive Holzarten
Zahlen
Zeigen Sie auf eine Miniaturansicht, um die Bildunterschrift anzuzeigen, klicken Sie, um die Abbildung im Artikelkontext anzuzeigen.

















Glas, Keramik und verwandte Materialien
Dieses Kapitel behandelt die folgenden Produktbereiche:
- Glas
- synthetische Glasfasern
- Keramik
- Fliesen
- industrielle Keramik
- Ziegel und Fliesen
- feuerfeste Materialien
- synthetische Edelsteine
- optische Fasern.
Interessanterweise haben die meisten dieser Sektoren nicht nur Wurzeln in der Antike, sondern teilen auch eine Reihe gemeinsamer allgemeiner Prozesse. So basieren alle grundsätzlich auf der Verwendung natürlich vorkommender Rohstoffe in Pulver- oder Feinstaubform, die durch Hitze in die gewünschten Produkte umgewandelt werden. Daher ermöglichen diese gemeinsamen Prozesse trotz der Bandbreite an Prozessen und Produkten, die in dieser Gruppe enthalten sind, einen gemeinsamen Überblick über potenzielle Gesundheitsgefahren, die mit diesen Branchen verbunden sind. Da die verschiedenen Sektoren des verarbeitenden Gewerbes sowohl aus kleinen, fragmentierten Segmenten (z. B. Ziegelherstellung) als auch aus großen, technisch anspruchsvollen Produktionsstätten mit Tausenden von Arbeitnehmern bestehen, wird jeder Sektor separat beschrieben.
Allgemeine Prozesse und Gefahren
Bei der Herstellung von Produkten in diesen Geschäftsbereichen treten häufig Gefahren für Sicherheit und Gesundheit auf. Die Gefahren und Kontrollmaßnahmen werden in anderen Abschnitten der beschrieben Enzyklopädie. Prozessspezifische Gefahren werden in den einzelnen Abschnitten dieses Kapitels behandelt.
Batch-Rohstoffprozesse
Die meisten industriellen Herstellungsverfahren erhalten trockene feste Rohstoffe in loser Form oder in einzelnen Säcken. Schüttgut-Rohstoffe werden durch Schwerkraft, pneumatische Transferleitungen, Schneckenförderer, Becherwerke oder andere mechanische Transfers aus Trichterschienenwagen oder Straßenlastwagen in Behälter, Trichter oder Mischer entladen. Paletten mit eingesackten Rohstoffen (20 bis 50 kg) oder große Stoffsackcontainer (0.5 bis 1.0 Tonnen) werden von LKW-Anhängern oder Eisenbahnwaggons mit angetriebenen Industriehubwagen, Kränen oder Hebezeugen entladen. Einzelne Säcke oder Rohstoffe werden manuell oder mit motorisierter Hebehilfe von Paletten entfernt. Abgesackte Rohstoffe werden typischerweise in eine Sackentleerungsstation oder direkt in Lagertrichter oder Waagentrichter geladen.
Mögliche Gefahren für Sicherheit und Gesundheit im Zusammenhang mit dem Entladen, der Handhabung und dem Transport von festen Rohstoffen umfassen:
- Lärmbelastungen im Bereich von 85 bis 100 dBA. Pneumatische Vibratoren, Kompressoren, Ventilbetätiger, Mischantriebsmotoren, Gebläse und Staubsammler sind einige der Hauptgeräuschquellen.
- Exposition gegenüber lungengängigen Partikeln in der Luft aus dem Umfüllen und Mischen von körnigen festen Rohstoffen. Expositionen hängen von der Zusammensetzung der Rohstoffe ab, können jedoch üblicherweise Kieselsäure (SiO2), Ton, Tonerde, Kalkstein, alkalische Stäube, Metalloxide, Schwermetalle und lästige Partikel.
- ergonomische Gefahren im Zusammenhang mit dem manuellen Heben oder Handhaben von Rohmaterialsäcken, Vibratoren oder Transferleitungen und Systemwartungsaktivitäten
- körperliche Gefahren B. beim Manövrieren von Schienenfahrzeugen oder Lastkraftwagen, motorbetriebenem Lkw-Verkehr, Arbeiten in großer Höhe, Betreten beengter Räume und Kontakt mit elektrischen, pneumatischen oder mechanischen Energiequellen – z. B. Klemmpunkten, rotierenden Teilen, Antriebszahnrädern, Wellen, Riemen und Riemenscheiben.
Brenn- oder Schmelzprozesse
Die Herstellung von Produkten in diesen Geschäftsfeldern umfasst Trocknungs-, Schmelz- oder Brennprozesse in Öfen oder Hochöfen. Die Wärme für diese Prozesse wird durch Verbrennung von Propan, Erdgas (Methan) oder Heizöl, Lichtbogenschmelzen, Mikrowelle, dielektrische Trocknung und/oder Widerstandsheizung mit Strom erzeugt. Mögliche Gefahren durch Brenn- oder Schmelzprozesse umfassen:
- Exposition gegenüber Verbrennungsprodukten wie Kohlenmonoxid, Stickoxide (NOx) und Schwefeldioxid
- Dämpfe und Partikel aus luftgetragenen Rohstoffen (z. B. Kieselsäure, Metalle, Alkalistäube) oder Nebenprodukten (z. B. Fluorwasserstoff, Cristobalit, Schwermetalldämpfe)
- Feuer oder Explosion in Verbindung mit Kraftstoffsystemen, die für Prozesswärme oder Kraftstoff für Gabelstapler verwendet werden; potenzielle Feuer- oder Explosionsgefahren in Verbindung mit Lagertanks für brennbare Kraftstoffe, Rohrleitungsverteilungssystemen und Verdampfern. Backup- oder Standby-Kraftstoffsysteme, die selten für Erdgasbegrenzungen verwendet werden, können ähnliche Brand- oder Explosionsprobleme aufwerfen.
- Belastung durch Infrarotstrahlung aus geschmolzenem Material, was das Risiko von Hitzekatarakten oder Hautverbrennungen erhöhen kann
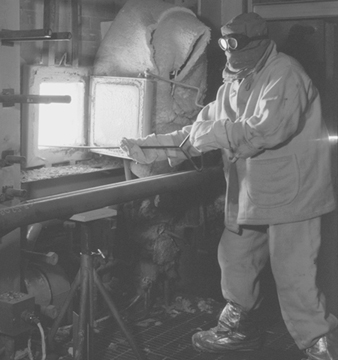
- Strahlungsenergie und Hitzestress. Die Arbeitsumgebung um Öfen oder Brennöfen kann extrem heiß sein. Erhebliche Hitzebelastungsprobleme können auftreten, wenn Notreparaturarbeiten oder routinemäßige Wartungsarbeiten in der Nähe oder oberhalb von Brenn- oder Schmelzprozessen durchgeführt werden. Schwere thermische Verbrennungen können durch direkten Hautkontakt mit heißen Oberflächen oder geschmolzenen Materialien entstehen (siehe Abbildung 1).
Abbildung 1. Qualitätskontrolltechniker
- Gefahren durch elektrische Energie. Der direkte Kontakt mit elektrischer Hochspannungsenergie, die für die Widerstandsheizung zur Ergänzung brennstoffbefeuerter Prozesse verwendet wird, birgt die Gefahr eines Stromschlags und mögliche gesundheitliche Bedenken aufgrund der Exposition gegenüber elektromagnetischen Feldern (EMF). Starke magnetische und elektrische Felder können möglicherweise Herzschrittmacher und andere implantierte medizinische Geräte stören.
- Lärmbelastungen über 85 bis 90 dBA von Verbrennungsgebläsen, Chargentrichtern oder Mischern, Beschickungsprozessen und Förderbändern.
Handling in Produktion, Fertigung, Verpackung und Lagerhaltung
Materialhandhabung, Konfektionierung und Verpackung sind in diesem Geschäftsbereich ebenso unterschiedlich wie Größe, Form und Gewicht der Produkte. Die hohe Materialdichte in diesem Sektor oder sperrige Konfigurationen stellen allgemeine Gefahren bei der Materialhandhabung dar. Das manuelle Heben und Handhaben von Materialien in Produktion, Fertigung, Verpackung und Lagerhaltung in dieser Branche ist für viele behindernde Verletzungen verantwortlich. (Siehe Abschnitt „Verletzungs- und Krankheitsprofil“ weiter unten.) Die Bemühungen zur Reduzierung von Verletzungen konzentrieren sich auf die Reduzierung des manuellen Hebens und der Materialhandhabung. Beispielsweise werden in ausgewählten Teilen dieses Geschäftsbereichs innovative Verpackungsdesigns, Robotik zum Stapeln und Palettieren von Fertigprodukten und fahrerlose Transportfahrzeuge für die Lagerhaltung eingesetzt, um die manuelle Materialhandhabung und die damit verbundenen Verletzungen zu vermeiden. Die Verwendung von Förderbändern, bemannten Hebehilfen (z. B. Vakuumhebern) und Scherenplattformen zum Handhaben und Palettieren von Produkten sind derzeit gängige Materialhandhabungspraktiken (siehe Abbildung 2).
Abbildung 2. Vakuumhebehilfe im Einsatz

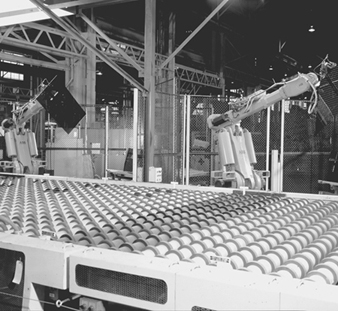
Der Einsatz von Robotik zur Eliminierung der manuellen Materialhandhabung spielt eine wichtige Rolle bei der Prävention von ergonomischen Verletzungen. Die Robotik hat ergonomische Belastungen und schwere Schnittverletzungen reduziert, die in der Vergangenheit mit der Materialhandhabung (z. B. Flachglas) bei der Produktionsbelegschaft in Verbindung gebracht wurden (siehe Abbildung 3). Der zunehmende Einsatz von Robotik und Prozessautomatisierung führt jedoch zu Gefahren durch sich bewegende Maschinen und elektrische Energie, wodurch sich die Arten von Gefahren verändern und Risiken auch auf andere Arbeitnehmer übertragen werden (von Produktions- auf Wartungspersonal). Korrekte Konstruktionen elektronischer Steuerungen und logischer Sequenzen, Maschinenschutzvorrichtungen, vollständige Energiesperrpraktiken und die Einrichtung sicherer Betriebs- und Wartungsverfahren sind grundlegende Möglichkeiten, um Verletzungen von Wartungs- und Produktionsarbeitern zu kontrollieren.
Abbildung 3. Robotik in Flachglas
Umbauten und Umbaumaßnahmen
Bei regelmäßigen größeren Umbauten oder Kaltreparaturen an Öfen oder Öfen treten zahlreiche potenzielle Gefahren für Gesundheit und Sicherheit auf. Im Zusammenhang mit Bautätigkeiten können zahlreiche Gefahren auftreten. Beispiele umfassen: ergonomische Gefahren bei der Materialhandhabung (z. B. feuerfeste Steine); Exposition gegenüber Kieselsäure, Asbest, feuerfesten Keramikfasern oder schwermetallhaltigen Partikeln in der Luft während des Abrisses oder Nebenprodukten des Schneidens und Schweißens; Hitzestress; Arbeiten in erhöhter Höhe; Rutsch-, Stolper- oder Sturzgefahr; Gefahren in beengten Räumen (siehe Abbildung 4); und Kontakt mit gefährlichen Energiequellen.
Abbildung 4. Zugang zu beengten Räumen

Glas
Allgemeines Profil
Glas wurde auf natürliche Weise aus gewöhnlichen Elementen in der Erdkruste gebildet, lange bevor irgendjemand daran dachte, mit seiner Zusammensetzung zu experimentieren, seine Form zu formen oder es den unzähligen Verwendungen zuzuführen, die es heute genießt. Obsidian zum Beispiel ist eine natürlich vorkommende Kombination von Oxiden, die durch intensive vulkanische Hitze verschmolzen und durch schnelle Luftkühlung verglast (zu einem Glas verarbeitet) wurden. Seine undurchsichtige, schwarze Farbe kommt von den relativ hohen Mengen an Eisenoxid, die es enthält. Seine chemische Beständigkeit und Härte schneidet im Vergleich zu vielen handelsüblichen Gläsern gut ab.
Die Glastechnologie hat sich über 6,000 Jahre entwickelt, und einige moderne Prinzipien stammen aus der Antike. Der Ursprung der ersten synthetischen Brille ist in der Antike und Legende verloren. Fayence wurde von den Ägyptern hergestellt, die Figuren aus Sand (SiO2), das beliebteste glasbildende Oxid. Es war mit Natron beschichtet, den Rückständen des überschwemmten Nils, die hauptsächlich aus Kalziumkarbonat (CaCO) bestanden3), Soda (Na2CO3), Salz (NaCl) und Kupferoxid (CuO). Das Erhitzen auf unter 1,000 °C erzeugte eine glasartige Beschichtung durch die Diffusion der Flussmittel CaO und Na2O in den Sand und ihre anschließende Festkörperreaktion mit dem Sand. Das Kupferoxid verlieh dem Artikel eine ansprechende blaue Farbe.
Gemäß der von Morey gegebenen Definition: „Glas ist ein anorganischer Stoff in einem Zustand, der mit dem flüssigen Zustand dieses Stoffes kontinuierlich und analog ist, der jedoch durch eine reversible Änderung der Viskosität während des Abkühlens erreicht wurde ein so hoher Viskositätsgrad, dass er für alle praktischen Zwecke starr ist. ASTM definiert Glas als „ein anorganisches Schmelzprodukt, das zu einem starren Zustand abgekühlt ist, ohne zu kristallisieren“. Sowohl organische als auch anorganische Materialien können Gläser bilden, wenn ihre Struktur nicht kristallin ist – das heißt, wenn ihnen eine Fernordnung fehlt.
Eine der wichtigsten Entwicklungen in der Glastechnologie war die Verwendung eines Blasrohrs (siehe Abbildung 5), das erstmals etwa 100 Jahre v. Chr. verwendet wurde. Von da an gab es eine rasante Entwicklung in der Technik der Glasherstellung.
Abbildung 5. Das Blasrohr

Das erste Glas war aufgrund des Vorhandenseins verschiedener Verunreinigungen wie Eisen- und Chromoxiden gefärbt. Nahezu farbloses Glas wurde erstmals vor etwa 1,500 Jahren hergestellt.
Zu dieser Zeit entwickelte sich die Glasherstellung in Rom und zog von dort aus in viele andere Länder Europas. In Venedig wurden viele Glashütten gebaut, und dort fand eine wichtige Entwicklung statt. Im 13. Jahrhundert wurden viele der Glasfabriken von Venedig auf die nahe gelegene Insel Murano verlegt. Murano ist immer noch ein Zentrum für die Herstellung von handgefertigtem Glas in Italien.
Bis zum 16. Jahrhundert wurde Glas in ganz Europa hergestellt. Jetzt ist böhmisches Glas aus der Tschechischen Republik für seine Schönheit bekannt und Glasfabriken in Großbritannien und Irland produzieren hochwertiges Geschirr aus Bleikristallglas. Schweden ist ein weiteres Land, in dem die künstlerische Herstellung von Glaskristallwaren beheimatet ist.
In Nordamerika war die erste Produktionsstätte jeglicher Art eine Glasfabrik. Englische Siedler begannen Anfang des 17. Jahrhunderts in Jamestown, Virginia, mit der Glasherstellung.
Heute wird Glas in den meisten Ländern der Welt hergestellt. Viele Produkte aus Glas werden in vollautomatischen Verarbeitungslinien hergestellt. Obwohl Glas eines der ältesten Materialien ist, sind seine Eigenschaften einzigartig und noch nicht vollständig verstanden.
Die Glasindustrie besteht heute aus mehreren großen Marktsegmenten, darunter der Flachglasmarkt, der Haushaltswarenmarkt, der Glasbehältermarkt, die optische Glasindustrie und das Marktsegment für wissenschaftliche Glaswaren. Die Märkte für optisches und wissenschaftliches Glas sind in der Regel sehr geordnet und werden in den meisten Ländern von einem oder zwei Anbietern dominiert. Diese Märkte haben auch ein viel geringeres Volumen als die verbraucherbasierten Märkte. Jeder dieser Märkte hat sich im Laufe der Jahre durch Innovationen in der spezifischen Glastechnologie oder Fertigungsfortschritte entwickelt. Die Behälterindustrie wurde zum Beispiel durch die Entwicklung von Hochgeschwindigkeits-Flaschenherstellungsmaschinen vorangetrieben, die in den frühen 1900er Jahren entwickelt wurden. Die Flachglasindustrie wurde Anfang der 1960er Jahre durch die Entwicklung des Floatglasverfahrens entscheidend vorangebracht. Beide Segmente sind heute weltweit Geschäfte im Wert von mehreren Milliarden Dollar.
Haushaltswaren aus Glas fallen in vier allgemeine Kategorien:
- Geschirr (einschließlich Essgeschirr, Tassen und Becher)
- Trinkgeschirr
- Backgeschirr (oder Ofengeschirr)
- Kochgeschirr auf dem Herd.
Während weltweite Schätzungen schwierig zu erhalten sind, liegt der Markt für Haushaltswaren aus Glas allein in den Vereinigten Staaten zweifellos in der Größenordnung von 1 Milliarde US-Dollar. Je nach Kategorie konkurrieren verschiedene andere Materialien um Marktanteile, darunter Keramik, Metalle und Kunststoffe.
Fertigungsprozesse
Glas ist ein anorganisches Schmelzprodukt, das zu einem starren Zustand abgekühlt ist, ohne zu kristallisieren. Glas ist typischerweise hart und spröde und hat einen Muschelbruch. Glas kann gefärbt, durchscheinend oder undurchsichtig hergestellt werden, indem die vorhandenen gelösten amorphen oder kristallinen Materialien variiert werden.
Wenn Glas aus dem heißen geschmolzenen Zustand abgekühlt wird, nimmt seine Viskosität ohne Kristallisation über einen weiten Temperaturbereich allmählich zu, bis es seine charakteristische harte, spröde Form annimmt. Die Kühlung wird gesteuert, um eine Kristallisation oder eine hohe Spannung zu verhindern.
Während jede Verbindung, die diese physikalischen Eigenschaften aufweist, theoretisch ein Glas ist, fallen die meisten kommerziellen Gläser in drei Haupttypen und haben eine breite Palette chemischer Zusammensetzungen.
- Soda-Kalk-Silica-Gläser sind die wichtigsten Gläser in Bezug auf die produzierte Menge und die Vielfalt der Verwendung, darunter fast alle Flachgläser, Behälter, kostengünstige Haushaltsglaswaren in Massenproduktion und elektrische Glühbirnen.
- Blei-Kali-Silica-Gläser enthalten einen unterschiedlichen, aber oft hohen Anteil an Bleioxid. Die optische Glasherstellung macht sich den hohen Brechungsindex dieser Glasart zunutze; mundgeblasene Haushalts- und Dekorationsglaswaren nutzen die Leichtigkeit des Schneidens und Polierens; elektrische und elektronische Anwendungen nutzen seinen hohen elektrischen Widerstand und Strahlenschutz.
- Gläser aus Borosilikat haben eine geringe Wärmeausdehnung und sind temperaturwechselbeständig, was sie ideal für Haushaltsofen- und Laborglaswaren und für Glasfasern für Kunststoffverstärkungen macht.
Ein handelsübliches Glasgemenge besteht aus einer Mischung mehrerer Zutaten. Der größte Anteil der Charge besteht jedoch aus 4 bis 6 Bestandteilen, ausgewählt aus Materialien wie Sand, Kalkstein, Dolomit, Sodaasche, Borax, Borsäure, Feldspatmaterialien, Blei- und Bariumverbindungen. Der Rest der Charge besteht aus mehreren zusätzlichen Zutaten, die aus einer Gruppe von etwa 15 bis 20 Materialien ausgewählt werden, die üblicherweise als Nebenbestandteile bezeichnet werden. Diese letztgenannten Zusätze werden im Hinblick auf die Bereitstellung einer bestimmten Funktion oder Qualität hinzugefügt, wie z. B. Farbe, die während des Glasherstellungsverfahrens realisiert werden soll.
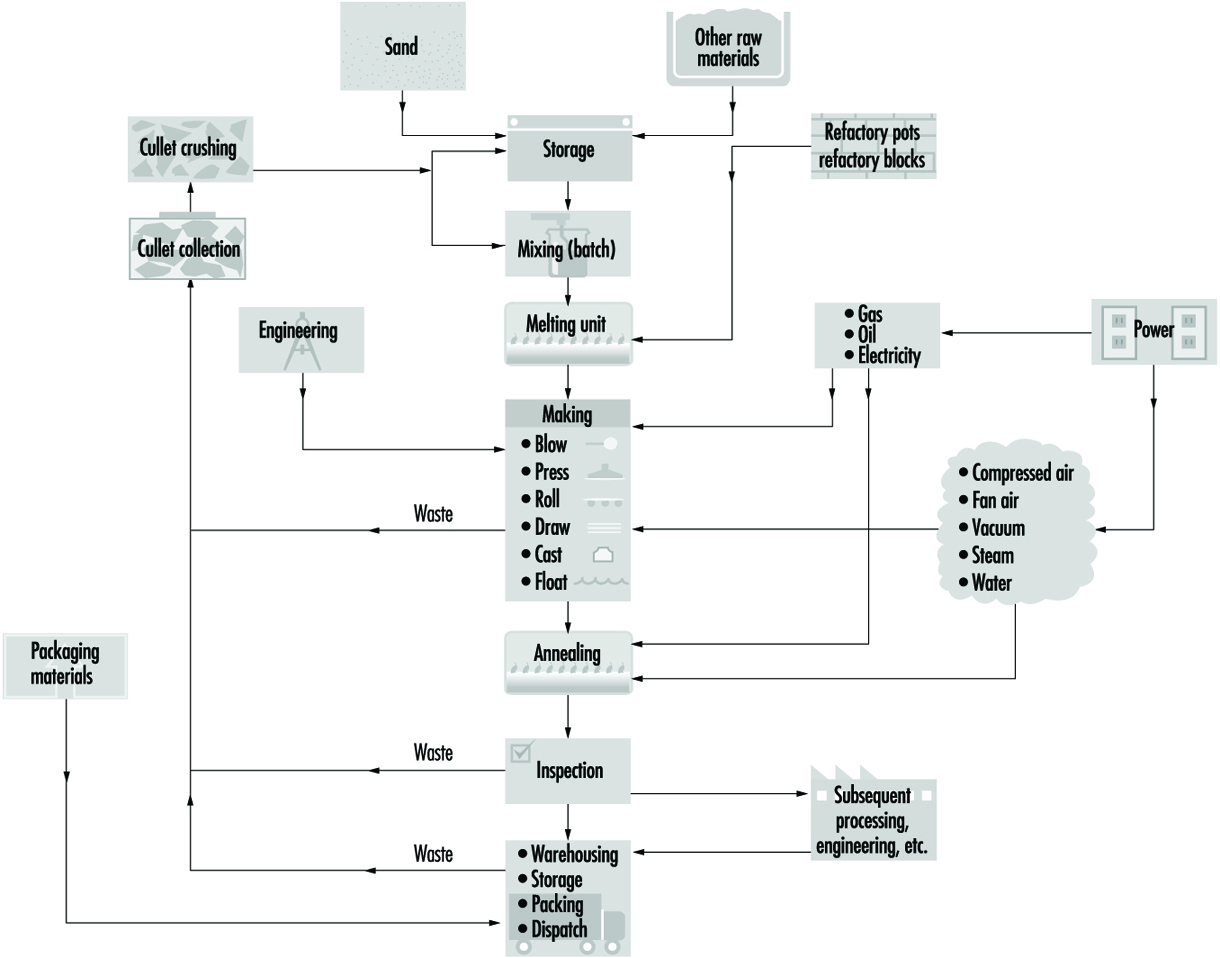
Abbildung 6 veranschaulicht die Grundprinzipien der Glasherstellung. Die Rohstoffe werden gewogen, gemischt und nach Zugabe von Glasbruch (Scherben) zum Schmelzen in den Ofen gebracht. Für das Schmelzen von Glas für mundgeblasene Kristallwaren und Spezialgläser, die in geringer Menge benötigt werden, werden noch kleine Schmelztiegel bis 2 Tonnen Fassungsvermögen verwendet. In einer Brennkammer werden mehrere Töpfe gemeinsam erhitzt.
Abbildung 6. Die beteiligten Prozesse und Materialien
In den meisten modernen Fertigungsverfahren findet das Schmelzen in großen Regenerativ-, Rekuperativ- oder Elektroöfen statt, die aus feuerfestem Material gebaut und mit Öl, Erdgas oder Strom beheizt werden. Elektrisches Boosten und elektrisches Kaltschmelzen wurden kommerzialisiert und in den späten 1960er und 1970er Jahren weltweit umfassend eingesetzt. Die treibende Kraft hinter dem elektrischen Cold-Top-Schmelzen war die Emissionskontrolle, während das elektrische Boosten im Allgemeinen verwendet wurde, um die Glasqualität zu verbessern und den Durchsatz zu erhöhen.
Die wichtigsten wirtschaftlichen Faktoren in Bezug auf die Verwendung von Elektrizität zum Schmelzen von Glasöfen hängen mit den Kosten für fossile Brennstoffe, der Verfügbarkeit verschiedener Brennstoffe, Stromkosten, Kapitalkosten für Ausrüstung und so weiter zusammen. In vielen Fällen ist jedoch der Hauptgrund für die Verwendung von elektrischem Schmelzen oder Boosten die Umweltkontrolle. An verschiedenen Orten weltweit gibt es entweder bereits Umweltvorschriften oder es werden voraussichtlich bald solche sein, die den Ausstoß verschiedener Oxide oder Feinstaub im Allgemeinen streng einschränken. Daher stehen Hersteller an vielen Standorten vor der Möglichkeit, entweder den Glasschmelzdurchsatz zu reduzieren, Sackhäuser oder Abscheider zu installieren, um Abgase zu handhaben, oder den Schmelzprozess zu modifizieren und elektrisches Schmelzen oder Boosten einzubeziehen. Die Alternativen zu einer solchen Modifikation können in einigen Fällen Anlagenstillstände sein.
Der heißeste Teil des Ofens (Überbau) kann 1,600 bis 2,800 °C betragen. Durch kontrolliertes Abkühlen wird die Glastemperatur auf 1,000 bis 1,200 °C an der Stelle reduziert, an der das Glas den Ofen verlässt. Darüber hinaus werden alle Glassorten in einem speziellen Ofen oder Kühlofen einer weiteren kontrollierten Abkühlung (Temperung) unterzogen. Die weitere Verarbeitung hängt von der Art des Herstellungsverfahrens ab.
Auf Maschinen zur Herstellung von Flaschen und Lampenkolben kommt neben dem traditionellen mundgeblasenen Glas auch das automatische Blasen zum Einsatz. Einfache Formen wie bei Isolatoren, Glasbausteinen, Linsenrohlingen usw. werden eher gepresst als geblasen. Einige Herstellungsverfahren verwenden eine Kombination aus mechanischem Blasen und Pressen. Draht- und Strukturglas wird gewalzt. Flachglas wird durch einen vertikalen Prozess aus dem Ofen gezogen, wodurch es eine feuerveredelte Oberfläche erhält. Aufgrund der kombinierten Wirkung von Zug und Schwerkraft ist eine geringfügige Verzerrung unvermeidlich.
Flachglas läuft durch wassergekühlte Walzen auf einen Kühlofen. Es ist frei von Verzerrungen. Oberflächenschäden können nach der Fertigung durch Schleifen und Polieren entfernt werden. Dieses Verfahren wurde weitgehend durch das in den letzten Jahren eingeführte Floatglasverfahren abgelöst (siehe Abbildung 7). Das Floatverfahren hat die Herstellung eines Glases ermöglicht, das die Vorteile von Folie und Platte vereint. Floatglas hat eine feuerveredelte Oberfläche und ist verzugsfrei.
Abbildung 7. Kontinuierlicher Floatprozess
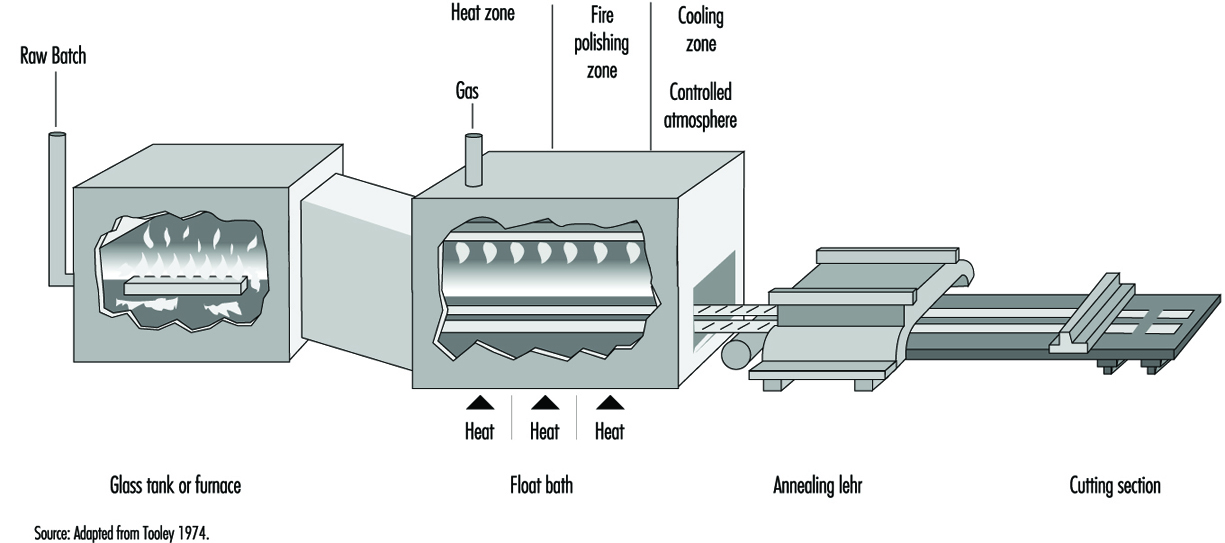
Beim Floatverfahren bewegt sich ein kontinuierliches Glasband aus einem Schmelzofen und schwimmt entlang der Oberfläche eines Bades aus geschmolzenem Zinn. Das Glas passt sich der perfekten Oberfläche des geschmolzenen Zinns an. Beim Durchgang über das Zinn wird die Temperatur verringert, bis das Glas ausreichend hart ist, um auf die Walzen des Kühlofens geführt zu werden, ohne seine Unterseite zu markieren. Eine inerte Atmosphäre im Bad verhindert die Oxidation des Zinns. Das Glas erfordert nach dem Glühen keine weitere Behandlung und kann durch automatisches Schneiden und Verpacken weiterverarbeitet werden (siehe Abbildung 8).
Abbildung 8. Band aus Floatglas, das den Kühlofen verlässt

Der Trend in der neuen Wohn- und Geschäftsarchitektur hin zu mehr Verglasungsfläche und die Notwendigkeit, den Energieverbrauch zu senken, hat die Verbesserung der Energieeffizienz von Fenstern verstärkt in den Vordergrund gerückt. Dünne Filme, die auf der Oberfläche des Glases abgeschieden werden, sorgen für niedrige Emissionsgrade oder Sonnenschutzeigenschaften. Die Kommerzialisierung solcher handelsüblich beschichteter Produkte erfordert eine kostengünstige, großflächige Abscheidungstechnologie. Infolgedessen sind immer mehr Floatglas-Fertigungslinien mit ausgeklügelten Online-Beschichtungsverfahren ausgestattet.
Bei allgemein verwendeten chemischen Gasphasenabscheidungsverfahren (CVD) wird ein komplexes Gasgemisch mit dem heißen Substrat in Kontakt gebracht, wo es pyrolytisch reagiert, um eine Beschichtung auf der Oberfläche des Glases zu bilden. Im Allgemeinen besteht die Beschichtungsanlage aus thermisch gesteuerten Strukturen, die über die Breite des Glasbandes aufgehängt sind. Sie können sich im Zinnbad, im Kühlspalt oder im Kühlofen befinden. Die Aufgabe der Coater besteht darin, die Precursorgase temperaturgeregelt gleichmäßig über die Bandbreite zuzuführen und die Abgasnebenprodukte sicher aus dem Abscheidebereich abzusaugen. Bei mehreren Beschichtungsstapeln werden mehrere Beschichter in Reihe entlang des Glasbandes verwendet.
Für die Behandlung der bei solchen großtechnischen Prozessen anfallenden Abgasnebenprodukte sind in der Regel Nasswäschetechniken mit einer konventionellen Filterpresse ausreichend. Wenn die Abgase nicht leicht mit wässrigen Lösungen umgesetzt oder benetzt werden, ist die Verbrennung die primäre Option.
Einige optische Gläser werden durch Verfahren chemisch verstärkt, bei denen das Glas mehrere Stunden lang in Hochtemperaturbäder getaucht wird, die geschmolzene Salze von typischerweise Lithiumnitrat und Kaliumnitrat enthalten.
Sicherheitsglas ist von zwei Haupttypen:
- Verstärktes Glas wird durch Vorspannen durch Erhitzen und anschließendes schnelles Abkühlen von Flachglasstücken der gewünschten Form und Größe in speziellen Öfen hergestellt.
- Verbundglas wird gebildet, indem eine Kunststofffolie (normalerweise Polyvinylbutyral) zwischen zwei dünne Flachglasscheiben geklebt wird.
Synthetische Glasfasern
Allgemeines Profil
Synthetische Glasfasern werden aus einer Vielzahl von Materialien hergestellt. Sie sind amorphe Silikate, die aus Glas, Gestein, Schlacke oder anderen Mineralien hergestellt werden. Die hergestellten Fasern sind sowohl kontinuierliche als auch diskontinuierliche Fasern. Im Allgemeinen sind die Endlosfasern Glasfasern, die durch Düsen gezogen und zur Verstärkung anderer Materialien wie Kunststoffe verwendet werden, um Verbundmaterialien mit einzigartigen Eigenschaften herzustellen. Die diskontinuierlichen Fasern (allgemein bekannt als Wollen) werden für viele Zwecke verwendet, am häufigsten für die thermische und akustische Isolierung. Synthetische Glasfasern wurden für die Zwecke dieser Diskussion in Endlosglasfasern unterteilt, wobei Isolierwollen aus Glas-, Gesteins- oder Schlackefasern bestehen, und feuerfeste Keramikfasern, die im Allgemeinen Aluminiumsilikate sind.
Die Möglichkeit, wärmeerweichtes Glas zu feinen Fasern zu ziehen, war den Glasmachern schon in der Antike bekannt und ist eigentlich älter als die Technik des Glasblasens. Viele frühe ägyptische Gefäße wurden hergestellt, indem man grobe Glasfasern auf einen passend geformten Tondorn wickelte, dann die Anordnung erhitzte, bis die Glasfasern ineinander flossen, und nach dem Abkühlen den Tonkern entfernte. Auch nach dem Aufkommen des Glasblasens im 1. Jahrhundert n. Chr. wurde die Glasfasertechnik noch angewendet. Venezianische Glasmacher im 16. und 17. Jahrhundert verwendeten es zum Dekorieren von Glaswaren. In diesem Fall wurden Bündel aus undurchsichtigen weißen Fasern auf die Oberfläche eines einfachen transparenten geblasenen Glasgefäßes (z. B. eines Bechers) gewickelt und dann darin durch Erhitzen eingeschmolzen.
Trotz der langen Geschichte allgemein dekorativer oder künstlerischer Verwendungen von Glasfasern kam es erst im 20. Jahrhundert wieder zu einer weit verbreiteten Verwendung. Die erste kommerzielle US-Produktion von Glasfasern erfolgte in den 1930er Jahren, während die erste Verwendung in Europa einige Jahre früher erfolgte. Stein- und Schlackenwolle wurden einige Jahre früher hergestellt.
Die Herstellung und Verwendung von synthetischen Glasfasern ist eine globale Multi-Milliarden-Dollar-Industrie, da diese nützlichen Materialien zu einem wichtigen Bestandteil der modernen Gesellschaft geworden sind. Ihre Verwendung als Dämmstoffe hat zu einer enormen Verringerung des Energiebedarfs zum Heizen und Kühlen von Gebäuden geführt, und diese Energieeinsparungen haben zu einer erheblichen Verringerung der mit der Energieerzeugung verbundenen globalen Umweltverschmutzung geführt. Die Zahl der Anwendungen von Endlosglasfilamenten als Verstärkung für eine Vielzahl von Produkten, von Sportartikeln über Computerchips bis hin zu Luft- und Raumfahrtanwendungen, wurde auf über 30,000 geschätzt. Die Entwicklung und weit verbreitete Kommerzialisierung von feuerfesten Keramikfasern erfolgte in den 1970er Jahren, und diese Fasern spielen weiterhin eine wichtige Rolle beim Schutz von Arbeitern und Ausrüstung in einer Vielzahl von Hochtemperatur-Fertigungsprozessen.
Fertigungsprozesse
Kontinuierliche Glasfäden
Glasfilamente werden gebildet, indem das geschmolzene Glas durch Edelmetalldüsen zu feinen Filamenten mit nahezu einheitlichem Durchmesser gezogen wird. Aufgrund der physikalischen Anforderungen an die Fasern beim Einsatz als Armierung sind deren Durchmesser im Vergleich zu denen der Dämmwolle relativ groß. Nahezu alle Endlosglasfäden haben Durchmesser von 5 bis 15 µm oder mehr. Diese großen Durchmesser in Verbindung mit dem engen Durchmesserbereich, der während der Herstellung hergestellt wird, eliminieren alle potenziellen chronischen Auswirkungen auf die Atemwege, da die Fasern zu groß sind, um in die unteren Atemwege eingeatmet zu werden.
Kontinuierliche Glasfasern werden durch die schnelle Dämpfung von Tropfen aus geschmolzenem Glas hergestellt, die unter Schwerkraft durch Düsen austreten und an ihnen hängen. Das dynamische Gleichgewicht zwischen den Kräften der Oberflächenspannung und der mechanischen Dämpfung führt dazu, dass der Glastropfen die Form eines Meniskus annimmt, der an der ringförmigen Öffnung der Düse gehalten wird und sich auf den Durchmesser der gezogenen Faser verjüngt. Damit das Faserziehen erfolgreich ist, muss das Glas innerhalb eines engen Viskositätsbereichs liegen (dh zwischen 500 und 1,000 Poise). Bei niedrigeren Viskositäten ist das Glas zu flüssig und fällt als Tropfen von den Düsen ab; in diesem Fall dominiert die Oberflächenspannung. Bei höheren Viskositäten ist die Spannung in der Faser während des Verdünnens zu hoch. Die Fließgeschwindigkeit des Glases durch die Düse kann auch zu niedrig werden, um einen Meniskus aufrechtzuerhalten.
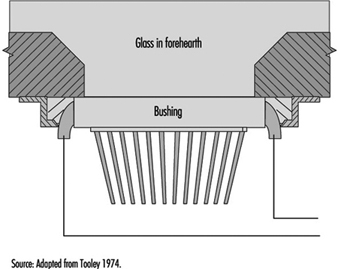
Die Funktion der Düse besteht darin, eine Platte bereitzustellen, die mehrere hundert Düsen bei einer einheitlichen Temperatur enthält, und das Glas auf diese einheitliche Temperatur zu konditionieren, so dass die gezogenen Fasern einen einheitlichen Durchmesser haben. 9 zeigt ein schematisches Diagramm der Hauptmerkmale einer Direktschmelzdüse, die an einem Vorherd befestigt ist, von dem sie eine Zufuhr von geschmolzenem Glas sehr nahe der Temperatur nimmt, bei der das Glas durch die Düsen hindurchtritt; in diesem Fall ist also die Grundfunktion der Buchse auch ihre alleinige Funktion.
Abbildung 9. Schema der Direktschmelzdüse
Im Fall einer mit Murmeln arbeitenden Düse ist eine zweite Funktion erforderlich – nämlich zuerst die Murmeln zu schmelzen, bevor das Glas auf die richtige Faserziehtemperatur gebracht wird. Eine typische Marmorbuchse ist in Abbildung 10 dargestellt. Die unterbrochene Linie innerhalb der Buchse ist eine perforierte Platte, die die ungeschmolzenen Murmeln zurückhält.
Abbildung 10. Schema einer Marmorbuchse
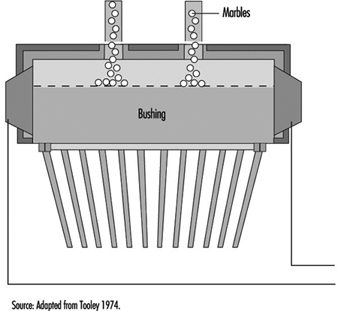
Die Auslegung von Buchsen ist weitgehend empirisch. Aus Gründen der Widerstandsfähigkeit gegenüber Angriffen durch geschmolzenes Glas und der Stabilität bei den zum Faserziehen erforderlichen Temperaturen werden Buchsen aus Platinlegierungen hergestellt; es werden sowohl 10 % Rhodium-Platin als auch 20 % Rhodium-Platin verwendet, wobei letzteres bei erhöhten Temperaturen widerstandsfähiger gegen Verformung ist.
Bevor die einzelnen Fasern, die aus einer Düse gezogen werden, gesammelt und zu einem Strang oder einer Vielzahl von Strängen konsolidiert werden, werden sie mit einer Faserschlichte beschichtet. Diese Fasergrößen sind grundsätzlich zwei Arten:
- Stärkeölschlichten, die normalerweise auf Fasern aufgebracht werden, die zum Weben zu feinen Stoffen oder ähnlichen Verfahren bestimmt sind
- Haftvermittler plus Filmbildner-Schlichten, die auf Fasern aufgebracht werden, die für die direkte Verstärkung von Kunststoffen und Gummi bestimmt sind.
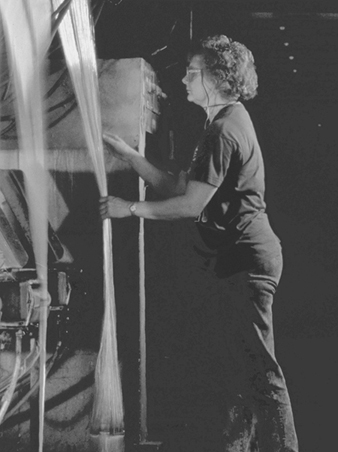
Nachdem die Faser geformt ist, wird eine Schutzschicht aus organischer Schlichte an einem Applikator aufgetragen und die kontinuierlichen Filamente werden zu einem Multifilamentstrang zusammengeführt (siehe Abbildung 11), bevor sie auf eine Wickelhülse gewickelt werden. Applikatoren funktionieren, indem sie es dem Faserfächer ermöglichen, wenn er etwa 25 bis 45 mm breit ist und sich auf seinem Weg zum Sammelschuh unterhalb des Applikators befindet, über eine sich bewegende Oberfläche zu laufen, die mit einem Film aus Faserschlichte bedeckt ist.
Abbildung 11. Textile Glasfäden
Grundsätzlich gibt es zwei Arten von Anwendungen:
- Walzenauftragsgeräte aus Gummi, Keramik oder Graphit, bei denen die Faser über die Oberfläche der Walze läuft, die mit einem Film aus Faserschlichte beschichtet ist
- Bandapplikatoren, bei denen das Band an einem Ende über eine angetriebene Walze läuft, die das Band in die Faserschlichte eintaucht, und am anderen Ende über eine feststehende Stange aus hartem Chromstahl läuft, an der die Fasern das Band berühren, um die Schlichte aufzunehmen.
Die Schutzbeschichtung und der Fasersammelprozess können je nach Art der herzustellenden Textil- oder Verstärkungsfaser variieren. Das grundlegende Ziel besteht darin, die Fasern mit Schlichte zu beschichten, sie zu einem Strang zusammenzufassen und sie mit der minimal erforderlichen Spannung auf einem abnehmbaren Rohr an der Spannzange anzuordnen.
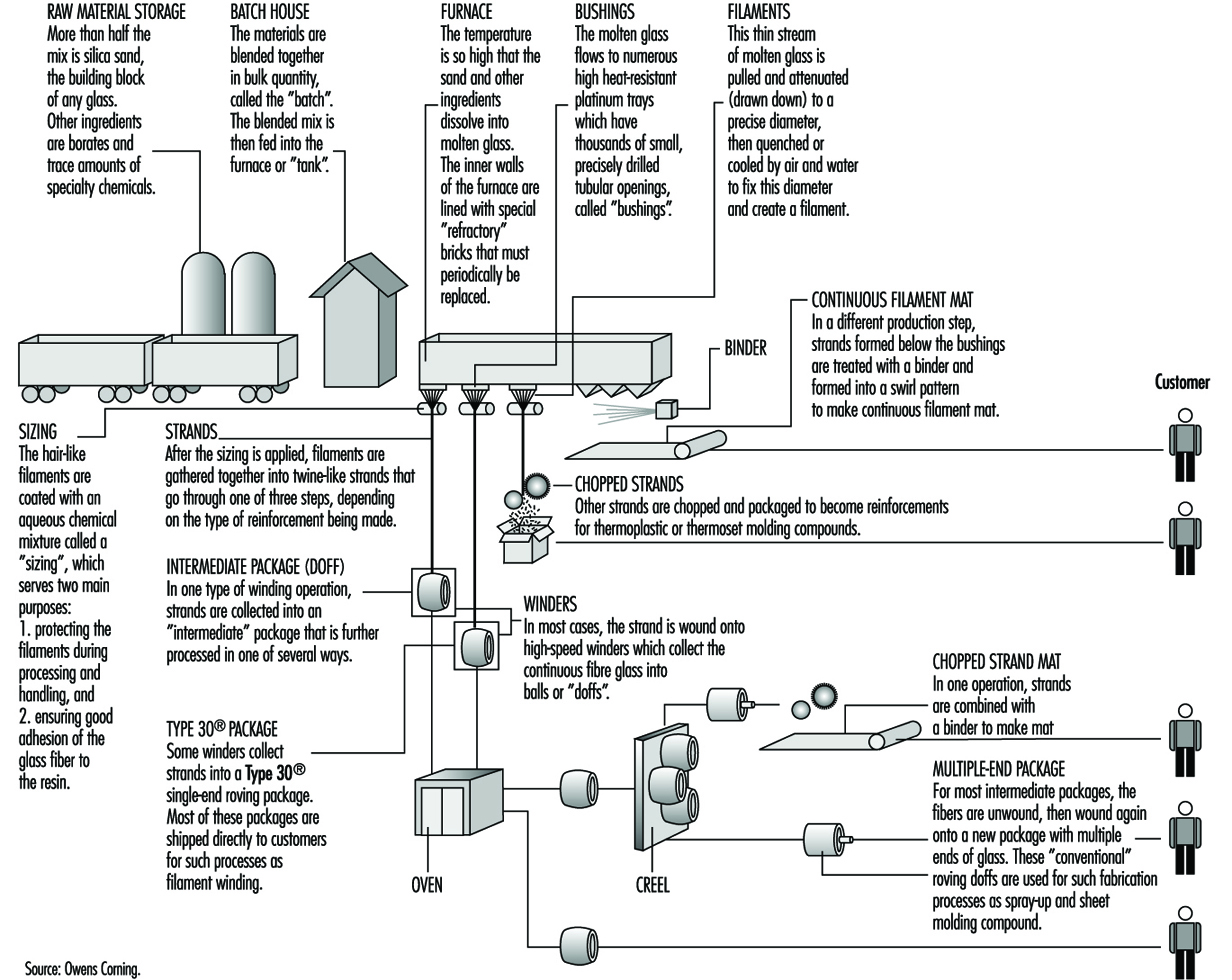
Abbildung 12 zeigt den Prozess der kontinuierlichen Glasherstellung.
Abbildung 12. Herstellung von Endlosfilamentglas
Herstellung von Isolierwolle
Im Gegensatz zu kontinuierlichen Filamenten werden die Fasern der Isolierwolle und der feuerfesten Keramikfasern in sehr hochenergetischen Prozessen hergestellt, bei denen geschmolzenes Material entweder in sich drehende Scheiben oder eine Reihe rotierender Räder fallen gelassen wird. Diese Verfahren führen zur Herstellung von Fasern mit einem Durchmesserbereich, der viel breiter ist als bei kontinuierlichen Filamenten. So enthalten alle Dämmwollen und Keramikfasern einen Anteil der Fasern mit Durchmessern kleiner 3.0 µm; diese könnten atembar werden, wenn sie in relativ kurze Längen zerbrochen werden (weniger als 200 bis 250 μm). Über Expositionen gegenüber lungengängigen synthetischen Glasfasern am Arbeitsplatz liegen umfangreiche Daten vor.
Zur Herstellung kommen mehrere Verfahren zum Einsatz Glaswolle, einschließlich des Dampfblasverfahrens und des Flammenblasverfahrens; Am beliebtesten ist jedoch das Rotationsformverfahren, das Mitte der 1950er Jahre entwickelt wurde. Die Rotationsverfahren haben direkte Blasverfahren für die kommerzielle Herstellung von Glasfaser-Dämmprodukten weitgehend ersetzt. Diese Rotationsprozesse verwenden alle eine hohle Trommel oder Schleuder, die mit vertikaler Achse montiert ist. Die senkrechte Wand des Spinners ist mit mehreren tausend Löchern gleichmäßig über den Umfang verteilt perforiert. Geschmolzenes Glas wird mit kontrollierter Geschwindigkeit in die Mitte der Schleuder fallen gelassen, von wo ein geeigneter Verteiler es in die Innenseite der vertikalen perforierten Wand drückt. Aus dieser Position treibt die Zentrifugalkraft das Glas radial nach außen in Form von diskreten Glasfilamenten, die aus jeder Perforation austreten. Eine weitere Verfeinerung dieser Primärfilamente wird durch ein geeignetes Blasfluid erreicht, das aus einer Düse oder Düsen austritt, die um die Spinnvorrichtung herum und konzentrisch zu dieser angeordnet sind. Das Nettoergebnis ist die Herstellung von Fasern mit einem mittleren Faserdurchmesser von 6 bis 7 mm. Das Blasfluid wirkt nach unten und lenkt somit nicht nur die Enddämpfung, sondern auch die Fasern zu einer unterhalb des Spinners angeordneten Sammelfläche ab. Auf dem Weg zu dieser Auffangfläche werden die Fasern mit einem geeigneten Bindemittel besprüht, bevor sie gleichmäßig über die Auffangfläche verteilt werden (siehe Abbildung 13).
Abbildung 13. Das Rotationsverfahren zur Herstellung von Glaswolle
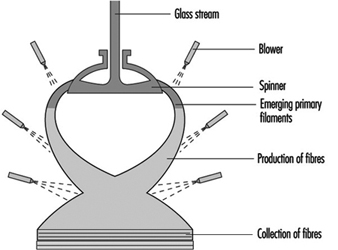
In einem Rotationsverfahren werden Glaswollefasern hergestellt, indem man geschmolzenes Glas durch eine Reihe kleiner Öffnungen laufen lässt, die sich in einer rotierenden Spinnvorrichtung befinden, und dann das Primärfilament durch Luft- oder Dampfblasen verfeinert.
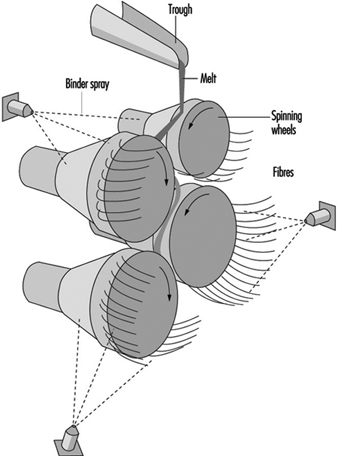
Mineralwollekann jedoch nicht im Drehspinnverfahren hergestellt werden und wurde historisch in einem Verfahren mit einer Reihe von horizontalen Spinndornen hergestellt. Das Mineralwolleverfahren besteht aus einer Reihe von Rotoren (Dornen), die in einer Kaskadenanordnung montiert sind und sich sehr schnell drehen (siehe Abbildung 14). Ein Strom geschmolzenen Steins wird kontinuierlich zu einem der oberen Rotoren übertragen und von diesem Rotor auf den zweiten verteilt und so weiter. Die Schmelze wird gleichmäßig auf der Außenfläche aller Rotoren verteilt. Aus den Rotoren werden Tröpfchen durch die Zentrifugalkraft herausgeschleudert. Die Tröpfchen werden durch längliche Hälse an der Rotoroberfläche befestigt, die sich unter weiterer Dehnung und gleichzeitiger Abkühlung zu Fasern entwickeln. Auf die Dehnung folgt natürlich eine Durchmesserabnahme, die wiederum eine beschleunigte Abkühlung bewirkt. Somit gibt es eine untere Grenze für den Durchmesser unter den in diesem Verfahren hergestellten Fasern. Eine Normalverteilung der Faserdurchmesser um den Mittelwert ist daher nicht zu erwarten.
Abbildung 14. Mineralwolleprozess (Stein und Schlacke)
Feuerfeste Keramikfasern
Keramische Fasern werden hauptsächlich durch Blasen und Spinnen mit Verfahren hergestellt, die denen ähneln, die für die Isolierwollen beschrieben wurden. Beim Dampfblasverfahren werden Rohmaterialien wie Aluminiumoxid und Siliziumoxid in einem Elektroofen geschmolzen, und das geschmolzene Material wird abgezogen und entweder mit unter Druck stehendem Dampf oder einem anderen heißen Gas geblasen. Die produzierten Fasern werden dann auf einem Sieb gesammelt.
Ähnlich wie beim Spinnverfahren für Gesteins- und Schlackenfasern entsteht bei Keramikfasern ein hoher Anteil an langen, seidigen Fasern. Bei diesem Verfahren wird ein Strom aus geschmolzenem Material auf sich schnell drehende Scheiben getropft und tangential abgeschleudert, um Fasern zu bilden.
Töpferindustrie
Allgemeines Profil
Das Töpfern ist eines der ältesten Handwerke der Menschheit. Im Laufe der Jahrhunderte haben sich in verschiedenen Teilen der Welt verschiedene Stile und Techniken entwickelt. Im 18. Jahrhundert wurde eine florierende Industrie in vielen Teilen Europas stark durch den Import feiner und hochverzierter Waren aus Fernost beeinflusst. Japan hatte die Keramikkunst etwa 400 Jahre zuvor von China gelernt. Mit der industriellen Revolution und der allgemeinen Veränderung der Bedingungen in Westeuropa wuchs die Produktion schnell. Gegenwärtig stellt fast jedes Land einige Waren für den häuslichen Gebrauch her, und Töpferwaren sind ein wichtiger Exportartikel aus einigen Ländern. Die Produktion erfolgt heute in vielen Teilen der Welt im Fabrikmaßstab. Während sich die Grundprinzipien der Herstellung nicht geändert haben, gab es beträchtliche Fortschritte in der Art und Weise, wie die Herstellung durchgeführt wird. Dies gilt insbesondere für das Formen oder Formen von Geschirr, sein Brennen und die verwendeten Dekorationstechniken. Der zunehmende Einsatz von Mikroprozessoren und Robotern führt zur Einführung hoher Automatisierungsgrade in Produktionsbereichen. Es gibt aber auch noch überall viele kleine handwerkliche Töpfereien.
Methoden des Formens
Die früheste Methode zur Herstellung von Töpferwaren war die Handarbeit. Tonrollen werden übereinander gewickelt und durch Drücken mit den Händen zusammengeklebt. Der Ton wird zunächst in einen weichen Zustand gebracht, indem er mit Wasser bearbeitet wird. Das Objekt wird dann von Hand geformt und geformt, sobald die Spulen verklebt sind.
Die Töpferscheibe ist zu einem Werkzeug zur Herstellung von Töpferwaren geworden. Bei dieser Formungsmethode wird ein Tonhaufen auf eine sich drehende kreisförmige Platte gelegt und von den nassen Händen des Töpfers geformt. Das Wasser verhindert, dass die Hände des Töpfers am Ton kleben und hält den Ton feucht und bearbeitbar. Griffe, Tüllen und andere Vorsprünge aus dem sich drehenden Ton werden kurz vor dem Brennen des Objekts angebracht.
Casting wird heute oft verwendet, wenn Töpferwaren von hoher Qualität gewünscht werden und wenn die Wände des Gefäßes sehr dünn sein sollen. Eine Ton-Wasser-Mischung, Schlicker genannt, wird in eine Gipsform gegossen. Der Gips nimmt das Wasser auf, wodurch sich rund um die Innenseite der Form eine dünne Lehmschicht ablagert. Wenn die Tonablagerung dick genug ist, um die Wände der Vase zu bilden, wird der Rest des Schlickers ausgegossen, wobei das nasse Geschirr auf der Innenseite der Form zurückbleibt. Beim Trocknen schrumpft es etwas und kann aus der Form genommen werden. Üblicherweise sind die Formen so konstruiert, dass sie zerlegt werden können.
Wenn das Stück vollständig trocken ist, wird es geglättet und für den Brennvorgang vorbereitet. Es wird in eine Schamottebox namens a gelegt schlaffer, die das Stück vor den Flammen und Gasen schützt, die während des Prozesses entstehen, so wie ein Ofen einen Brotlaib schützt, der gebacken wird. Die Brennkapseln werden in a übereinander gelegt Ofen. Der Ofen ist eine große Struktur, die aus Schamottesteinen gebaut und von Kaminen umgeben ist, so dass die Flammen des Feuers das Geschirr vollständig umgeben können, aber nie wirklich mit ihnen in Kontakt kommen. Rauch würde die Stücke verfärben, wenn sie nicht auf diese Weise geschützt wären.
Die meisten Stücke werden mindestens zweimal gebrannt. Das erste Mal durch den Ofen heißt das Fischcremesuppe Brennen, und das Stück Keramik heißt a Keks or Biskuitstück. Nach dem Brennen wird die Biskuitware glasiert. Eine Glasur ist eine glasige, glänzende Beschichtung, die die Keramik attraktiver und brauchbarer macht. Glasuren enthalten Kieselsäure, ein Flussmittel zur Senkung der Schmelztemperatur (Blei, Barium usw.) und Metalloxide als Farbstoffe. Wenn die Glasur auf die Keramik aufgetragen und vollständig trocken ist, wird sie wieder in den Ofen gelegt und bei einer so hohen Temperatur gebrannt, dass die Glasur schmilzt und die gesamte Oberfläche der Keramik bedeckt.
Arten von Töpferwaren
- Steinzeug ist eine Keramik aus hellem oder dunklem Ton. Es wird entweder vor dem Brennen oder während des Brennvorgangs mittels Salz auf den unverbrannten Scherben glasiert und zu einem dichten, harten Zustand gebrannt.
- Porzellan ist eine weiße, glasierte Ware. Es ist durchscheinend. Beim Porzellan werden Scherbe und Glasur durch ein und denselben Brand, der bei sehr hoher Temperatur stattfindet, zur Vollendung und Reife gebracht.
- China ist eine porzellanähnliche Ware. Masse und Glasur werden im selben Brand bei extrem hohen Temperaturen zur Vollendung und Reife gebracht.
- Bone China ist eine Porzellansorte, bei der verbrannter Knochen als Zutat verwendet wird, der etwa 40% der Masse ausmacht.
- Steingut hat einen weißen oder fast weißen Körper. Es wird wie Porzellan durch zwei Brände hergestellt, aber sein Körper bleibt porös. Die Glasur ähnelt der von Porzellan, besteht jedoch aus einem billigeren Material.
- Fayence ist ein feines glasiertes Steingut, das für Zier- und Dekorationszwecke verwendet wird. Normalerweise wird nicht versucht, einen weißen Scherben herzustellen, und die Glasuren sind häufig farbig.
Fertigungsprozesse
Die physikalischen Eigenschaften von Keramik variieren je nach Zusammensetzung des Scherbens und den Brennbedingungen. Die Masse für eine bestimmte Verwendung wird hauptsächlich aufgrund ihrer physikalischen Eigenschaften ausgewählt, aber weiße Masse wird am häufigsten für Tafelgeschirr ausgewählt.
Industrielle Produkte (z. B. feuerfeste Materialien, elektrische Isolatoren, Katalysatorträger usw.) haben je nach Verwendungszweck ein breites Spektrum an Eigenschaften.
Rohstoffe. Die Grundbestandteile in einem Keramikkörper sind in Tabelle 1 gezeigt, die auch typische Proportionen in Musterkörpertypen angibt.
Tabelle 1. Typische Körperbestandteile (%)
|
Body |
Basis aus Kunststoff |
Fluss |
Füllstoff |
|||||
|
Ball Lehm |
Kaolin |
Steinzeug-Ton |
Stein |
Feldspat |
Quartz |
Knochenasche |
Andere |
|
|
Steingut |
25 |
25 |
15 |
35 |
||||
|
Steinzeug |
30-40 |
25-35 |
20-25 |
20–30 (Grog) |
||||
|
China |
20-25 |
20-25 |
15-25 |
25-30 |
||||
|
Porzellan |
40-50 |
20-30 |
15-25 |
|||||
|
Bone China |
20-25 |
25-30 |
45-50 |
|||||
Nephelin-Syenit wird manchmal als Flussmittel verwendet, und Aluminiumoxid kann einen Teil oder den gesamten Quarzfüllstoff in einigen porzellanartigen Körpern ersetzen. Cristobalit (kalzinierter Sand) wird als Füllstoff in einigen Keramikkörpern verwendet, insbesondere in der Wandfliesenindustrie.
Die Körperzusammensetzung wird teilweise durch die geforderten Eigenschaften des Endprodukts und teilweise durch das Herstellungsverfahren bestimmt. Für feucht geformte Ware ist eine Kunststoffunterlage unabdingbar, nicht jedoch für nicht plastische Formgebungsverfahren, wie z. B. Staubpressen. Die Kunststoffbasis ist nicht wesentlich, obwohl Ton immer noch der Hauptbestandteil der meisten Keramikprodukte ist, einschließlich der durch Staubpressen hergestellten.
Industriekeramiken sind in Tabelle 1 nicht aufgeführt, da ihre Zusammensetzung von Kugelton oder Schamotte ohne zusätzliches Flussmittel oder Füllmittel bis fast ausschließlich Tonerde mit einer minimalen Tonmenge und ohne Flussmittelzusatz reicht.
Während des Brennens schmilzt das Flussmittel zu einem Glas, um die Zutaten miteinander zu verbinden. Wenn die Flussmittelmenge zunimmt, wird die Verglasungstemperatur gesenkt. Füllstoffe beeinflussen die mechanische Festigkeit des Tongeschirrs vor und während des Brennens; Bei der Herstellung von Geschirr wird traditionell Quarz (als Sand oder kalzinierter Feuerstein) verwendet, mit der Ausnahme, dass Knochenasche zur Herstellung von Knochenporzellan verwendet wird. Die Verwendung von Aluminiumoxid oder anderen kieselsäurefreien Füllstoffen, die bereits bei der Herstellung von Industriekeramik verwendet werden, wird auf die Herstellung anderer Waren, einschließlich Haushaltsprodukten, ausgeweitet.
In Bearbeitung. Zu den grundlegenden Prozessen bei der Herstellung von Keramik gehören:
- Zubereitung der Körperinhaltsstoffe
- formen und gestalten
- Biskuitbrand
- Auftragen von Glasur
- Glattbrand
- Dekoration.
Die vorbereitenden Prozesse des Kalzinierens, Zerkleinerns und Mahlens von Feuerstein oder Stein können in einem separaten Betrieb durchgeführt werden, aber es ist üblich, dass alle nachfolgenden Prozesse in derselben Fabrik durchgeführt werden. Im Gleithaus werden die Körperinhaltsstoffe in Wasser gemischt; plastischer Ton wird dann durch Filtern und Stopfen hergestellt; Anschließend wird die Gießmasse durch Aufschlagen zu einer cremigen Konsistenz gebracht. Pressstaub wird durch Trocknen und Mahlen aufbereitet.
Traditionelle Einteilungen von Formgebungsverfahren sind in Tabelle 2 dargestellt. Beim Gießen wird eine Wassersuspension des Körpers in eine saugfähige Form gegossen und der Abguss nach teilweiser Trocknung entfernt. Plastische Tonformung durch Werfen ist heute in der industriellen Produktion selten geworden; mechanisches Streichen über oder in einer Gipsform (Jiggering und Jolly) mit Trennung von der Form nach dem Trocknen ist nahezu universell in der Geschirrherstellung. Das Pressen von plastischem Ton oder die Extrusion ist hauptsächlich auf Industriekeramik beschränkt. Staubgepresste Artikel werden durch Kompaktieren von vorgetrocknetem Körperstaub von Hand oder durch mechanisches Pressen hergestellt.
Tabelle 2. Herstellungsverfahren
|
Produkte |
Übliche Abläufe |
|
Tische |
Formgebung aus plastischem Ton; Gießen |
|
Sanitärkeramik |
Casting |
|
Tiles |
Staubpressen (Wand- oder Steinzeugfliesen), Pressen von plastischem Ton (Bodenbrüche) |
|
Industrielle Ware |
Staubpressen, Pressen von plastischem Ton |
Nach dem Formen kann die Ware getrocknet und durch Putzen, Schleppen oder Schwammen fertiggestellt werden. Dann ist es bereit für den Schrühbrand.
Nach dem Schrühbrand wird die Glasur durch Tauchen oder Sprühen aufgetragen; Das Eintauchen kann von Hand oder mechanisiert erfolgen. Anschließend wird die glasierte Ware erneut gebrannt. Manchmal, wie bei Sanitärkeramik, wird Glasur auf den getrockneten Tonartikel aufgetragen und es gibt nur einen Brand.
Die Dekoration kann entweder unter oder über Glasur aufgebracht werden und kann von Hand bemalt, maschinell bedruckt oder übertragen werden; Überglasurdekoration erfordert einen dritten Brand; und manchmal sind separate Brände für verschiedene Farben erforderlich.
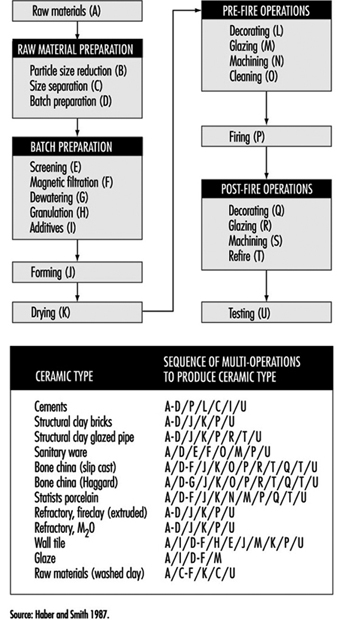
In der Endphase wird die Ware sortiert und für den Versand verpackt. Abbildung 15 identifiziert die verschiedenen Wege, denen verschiedene Arten von Töpferwaren und Keramiken während ihrer Herstellung folgen.
Abbildung 15. Flussdiagramm nach Keramiktyp
Keramische Fliesen
Allgemeines Profil
Keramik ist ein Begriff, von dem man dachte, dass er sich nur auf die Kunst oder Technik der Herstellung von Töpferwaren bezieht. Die Etymologie des Begriffs zeigt, dass er aus dem Griechischen stammt Keramos, was „ein Töpfer“ oder „eine Töpferei“ bedeutet. Das griechische Wort ist jedoch mit einer älteren Sanskrit-Wurzel verwandt, die „brennen“ bedeutet; Wie von den Griechen selbst verwendet, war seine primäre Bedeutung einfach „verbranntes Zeug“ oder „verbrannte Erde“. Der in dem Begriff enthaltene grundlegende Begriff war der eines Produkts, das durch die Einwirkung von Feuer auf erdige Materialien gewonnen wird.
Eine traditionelle Keramik bezieht sich im Kontext dieses Artikels auf die Produkte, die üblicherweise als Baumaterialien oder im Haushalt und in der Industrie verwendet werden. Obwohl die Tendenz besteht, traditionelle Keramik mit Niedrigtechnologie gleichzusetzen, werden in dieser Branche häufig fortschrittliche Fertigungstechnologien eingesetzt. Der harte Wettbewerb zwischen den Herstellern hat dazu geführt, dass die Technologie durch den Einsatz komplexer Werkzeuge und Maschinen in Verbindung mit einer computergestützten Prozesssteuerung effizienter und kostengünstiger geworden ist.
Die ältesten keramischen Produkte entstanden aus tonhaltigen Materialien. Frühe Töpfer fanden die plastische Natur von Ton nützlich, um Formen zu formen. Aufgrund ihrer Neigung zu starkem Schrumpfen wurden Tonkörper durch Zugabe von grobem Sand und Steinen modifiziert, wodurch Schrumpfung und Rissbildung verringert wurden. In modernen Körpern auf Tonbasis sind die typischen Nicht-Ton-Zusätze Quarzmehl und Alkalimineralien, die als Flussmittel hinzugefügt werden. In traditionellen Keramikformulierungen wirkt Ton als Weichmacher und Bindemittel für andere Bestandteile.
Entwicklung der Branche
Die Herstellung von getrockneten und gebrannten Tonziegeln hat sehr alte Ursprünge, die auf die Bevölkerung des Nahen Ostens zurückgehen. Die Fliesen-Weißwarenindustrie entwickelte sich in Europa erheblich, und zu Beginn des 20. Jahrhunderts erreichte die Boden- und Wandfliesenproduktion industrielle Maßstäbe. Eine weitere Entwicklung auf diesem Gebiet erfolgte nach dem Zweiten Weltkrieg. Europa (insbesondere Italien und Spanien), Lateinamerika und der Ferne Osten sind heute die wichtigsten Gebiete der industriellen Fliesenproduktion.
Der Sektor der Boden- und Wandfliesen der Weißwarenindustrie hat sich seit Mitte der 1980er Jahre durch die Einführung neuer Technologien, die Automatisierung und die Integration des Produktionsflusses in den Herstellungsprozess stark weiterentwickelt. In der Folge wurden Produktivität und Effizienz gesteigert, während Energieverbrauch und Kosten gesenkt wurden. Die Fliesenherstellung erfolgt jetzt kontinuierlich sowohl in der Nass- als auch in der Trockenfliesenproduktion, und viele Werke sind heute zu fast 100 % automatisiert. Zu den wichtigsten Innovationen in der Fliesenindustrie während des letzten Jahrzehnts gehören Nassschleifen, Sprühtrocknung, Hochdruck-Trockenpressen, Walzentrocknung und Schnellbrandtechnologien.
Der Wert der Versorgung des US-Keramikfliesenmarktes (US-Fabriklieferungen plus Importe) stieg zwischen 9.2 und 1992 jährlich um geschätzte 1994 %. Der Umsatz in Dollar wurde 1.3 auf 1994 Milliarden US-Dollar geschätzt. Gleichzeitig stieg der Volumenumsatz um 11.9 % jährlich auf 1.3 Milliarden Quadratfuß. Dies steht im Vergleich zu einer Marktwachstumsrate von 7.6 % basierend auf Dollarumsätzen und 6.9 % basierend auf Volumenverkäufen zwischen 1982 und 1992.
Klassifikationen von Keramikfliesen
Redware und Whiteware
Viele Arten von Keramikfliesen sind auf dem Markt erhältlich. Sie unterscheiden sich nach Oberflächenbeschaffenheit, Körperfarbe (weiß oder rot), Fertigungstechnologie, Rohstoffen und Verwendungszweck. Der Unterschied zwischen „roten“ und „weißen“ Fliesen liegt in der Menge der im Körper enthaltenen Eisenmineralien. Durch die Reaktion mit den anderen Massebestandteilen können sie mehr oder weniger Färbung ergeben und das Verhalten der Masse während des Brennens verändern.
Eine vollständige und erschöpfende Klassifizierung ist aufgrund der extremen Heterogenität der Fliesenprodukte, ihrer Verarbeitung und späteren Eigenschaften sehr schwierig. In diesem Kapitel werden europäische (EN) und ASTM-Normen berücksichtigt.
EN-Normen klassifizieren Keramikfliesen ausschließlich nach Wasseraufnahme (die direkt mit der Porosität korreliert) und Formgebungsverfahren (Extrusion oder Pressen). Die Formgebungsverfahren werden klassifiziert als:
- Formgebungsverfahren A (extrudierte Bodenfliesen). Dieser Prozess umfasst gespaltene Fliesen und einzeln extrudierte Fliesen.
- Umformprozess B (trockengepresste Boden- und Wandfliesen).
Die im November 87 verabschiedete Europäische Norm EN 1981 legt fest: „Keramische Wand- und Bodenfliesen sind Baumaterialien, die im Allgemeinen zur Verwendung als Boden- und Wandbeläge im Innen- und Außenbereich bestimmt sind, unabhängig von Form und Größe“.
Die Spezifikation des American National Standards Institute (ANSI) für Keramikfliesen (ANSI A 137.1) enthält die folgenden Definitionen:
- Mosaikfliese aus Keramik wird entweder durch das Staubpressen oder das Plastikverfahren geformt, ist normalerweise 6.4 bis 9.5 mm (1/4 bis 1/8 Zoll) dick und hat eine Gesichtsfläche von weniger als 39 cm2 (6 in2 ). Keramische Mosaikfliesen können entweder Porzellan oder eine natürliche Tonzusammensetzung sein, und sie können entweder glatt oder durchgehend mit einer abrasiven Mischung sein.
- Dekorative Wandfliese ist eine glasierte Fliese mit einem dünnen Scherben, die normalerweise nicht aus Steingut besteht und für die Verwendung als dekorative Wohnwand im Innenbereich geeignet ist, wo Bruchfestigkeit nicht erforderlich ist.
- Pflasterfliese ist eine glasierte oder unglasierte Porzellan- oder Naturtonfliese, die im Staubpressverfahren mit 39 cm geformt ist2 (6 in2 ) oder mehr Gesichtsbereich.
- Porzellan Fliese ist eine keramische Mosaikfliese oder Pflasterfliese, die im Allgemeinen durch das Staubpressverfahren hergestellt wird, wobei die resultierende Fliesenzusammensetzung dicht, undurchlässig, feinkörnig und glatt ist, mit einer scharf geformten Oberfläche.
- Steinbruchfliese ist eine glasierte oder unglasierte Fliese, die im Extrusionsverfahren aus natürlichem Ton oder Schiefer hergestellt wird und normalerweise 39 cm hat2 (6 in2) oder mehr Gesichtsbereich.
- Wandfliese ist eine glasierte Fliese mit einem Körper, der für den Innenbereich geeignet ist und normalerweise nicht aus Steingut besteht und nicht übermäßigen Stößen standhalten oder Frost- und Taubedingungen ausgesetzt sein muss.
- Individuelle Fliesen-Whiteware-Sorten umfassen unglasierte Fliesen (Keramik-Mosaikfliesen, Steinbruchfliesen, Pflasterfliesen) und glasierte Fliesen (glasierte Wandfliesen, glasierte Keramikmosaikfliesen, glasierte Steinbruchfliesen, glasierte Pflasterfliesen) (ANSI 1988).
Die Fliesen werden durch keramische Standardverfahren hergestellt. Keramische Wand- und Bodenfliesen werden aus einer Mischung von Kugelton, Sand, Flussmitteln, Farbstoffen und anderen mineralischen Rohstoffen hergestellt und einer Verarbeitung wie Mahlen, Sieben, Mischen und Benetzen unterzogen. Sie werden normalerweise bei Raumtemperatur durch Pressen, Strangpressen, Gießen oder andere Verfahren geformt und anschließend getrocknet und schließlich bei hoher Temperatur gebrannt. Fliesen können glasiert, unglasiert oder engobiert sein. Glasuren sind glasähnliche, undurchlässige Beschichtungen und Engoben sind matte Beschichtungen auf Tonbasis, die auch porös sein können. Glasierte Wand- und Bodenfliesen werden entweder durch ein- oder zweistufigen Brand hergestellt.
Traditionelle Keramikkörper werden mit vielen verschiedenen Techniken in Formen gebracht. Der spezifische Umformprozess wird von zahlreichen Faktoren bestimmt, darunter Materialeigenschaften, Größe und Form des Teils, Teilespezifikationen, Produktionsausbeute und anerkannte Praktiken in der geografischen Region.
Körper auf Tonbasis sind heterogene Mischungen aus einem oder mehreren Tonen und einem oder mehreren Nicht-Ton-Pulvern. Bevor diese Pulver ihre endgültige Form annehmen, werden sie einer Reihe von Einheitsoperationen, Brenn- und Nachbrennoperationen unterzogen (siehe Abbildung 17).
Bei den meisten herkömmlichen Körpern können die Umformtechniken in weiche plastische Umformung, steife plastische Umformung, Pressen und Gießen eingeteilt werden.
Angewandter Druck wird angewendet, um die Rohmaterialien in eine besser gepackte Konfiguration umzuordnen und neu zu verteilen. Das rheologische Verhalten von Massen auf Tonbasis ergibt sich aus der Wechselwirkung von Tonmineralien mit Wasser, die der Charge Plastizität verleihen. In Nicht-Ton-Körpern kann die gleiche Art von Verhalten durch Zugabe von Weichmachern erreicht werden.
Industriekeramik
Allgemeines Profil
Keramik unterscheidet sich von anderen technischen Werkstoffen (Metalle, Kunststoffe, Holzprodukte, Textilien) durch eine Reihe von Einzeleigenschaften. Der vielleicht auffälligste Unterschied für einen Designer oder potenziellen Benutzer von Keramikwaren ist die einzigartige Form und Größe jedes einzelnen Keramikstücks. Keramiken lassen sich nach dem Brennen nicht ohne weiteres formen oder bearbeiten, außer durch sehr kostspieliges Schleifen; folglich müssen sie normalerweise so verwendet werden, wie sie sind. Abgesehen von einigen einfachen Fliesen-, Stangen- und Rohrformen begrenzter Größe kann Keramik nicht fuß- oder meterweise vermarktet oder für die Arbeit passend zugeschnitten werden.
Alle nützlichen Eigenschaften, einschließlich Form und Größe, müssen im Voraus bereitgestellt werden, beginnend mit den sehr frühen Phasen der Keramikverarbeitung. Die strukturelle Integrität jedes Teils muss durch eine Vielzahl von thermischen und mechanischen Beanspruchungen während der Verarbeitung und bis das Teil schließlich installiert und in Betrieb genommen wird, bewahrt werden. Wenn eine Keramik aufgrund verschiedener Ursachen (Sprödbruch beim Aufprall, Temperaturschock, dielektrischer Durchschlag, Abrieb oder Schmelzschlackenkorrosion) ausfallen sollte, ist sie wahrscheinlich nicht reparabel und muss normalerweise ersetzt werden.
Bedeutende Fortschritte wurden beim grundlegenden Verständnis und der technologischen Kontrolle der Eigenschaften von Keramik und ihrer Verwendung in vielen neuen, anspruchsvollen, hochtechnischen Anwendungen gemacht. Die Industrie im Allgemeinen und die Bereiche der technischen und elektronischen Keramik im Besonderen haben Produktions- und Kontrolltechniken zur Massenproduktion komplexer Formen in Körpern entwickelt, die sorgfältig kontrollierte elektrische, magnetische und/oder mechanische Eigenschaften aufweisen, während sie ausreichend gute Maßtoleranzen beibehalten ermöglichen eine relativ einfache Montage mit anderen Komponenten.
Viele Keramiken werden in großen Mengen als Standardartikel hergestellt. Feuerfeste Steine und Formen, Tiegel, Muffeln, Ofenrohre, Isolatoren, Thermoelement-Schutzrohre, Kondensatordielektrika, hermetische Dichtungen und Faserplatten werden routinemäßig von einer Reihe von Keramikherstellern in einer Vielzahl von Zusammensetzungen und Größen auf Lager gehalten. Es ist in der Regel schneller und billiger, wenn immer möglich auf Lagerartikel zurückzugreifen. Wenn Lagerartikel den Bedarf nicht decken, sind die meisten Hersteller bereit, Artikel nach Maß herzustellen. Je strenger die Anforderungen für eine gegebene Eigenschaft der Keramik oder je restriktiver die Anforderungen für spezifische Kombinationen von Eigenschaften, Größen und Formen sind, desto begrenzter sind die akzeptierten Zusammensetzungs-, Mikrostruktur- und Konfigurationsparameter für die Keramik. Daher sind die Kosten und die Schwierigkeit der Herstellung größer. Die meisten Keramikhersteller haben erfahrene Ingenieure und Designer, die gut qualifiziert sind, um mit potenziellen Kunden an Details des Keramikwarendesigns zu arbeiten.
Märkte
Der Hauptmarkt für hochmoderne Keramiken war und ist die Elektronik, aber energische weltweite Forschungs- und Entwicklungsprogramme suchen ständig nach neuen Anwendungen und identifizieren Wege zur Verbesserung der keramischen Eigenschaften, so dass neue Märkte erschlossen werden können.
Hochleistungskeramik wird in Japan, den Vereinigten Staaten und Westeuropa hergestellt. Die in der Industrie verwendeten Rohstoffe werden international hauptsächlich als Pulver gehandelt, aber es gibt auch einen erheblichen Anteil an eigener Verarbeitung.
Die Hauptanwendungen von Industriekeramik sind:
- Oxides. Die heute hauptsächlich verwendeten Oxidmaterialien sind Aluminiumoxid in Zündkerzen, Substraten und Verschleißanwendungen; Zirkonoxid (ZrO2) in Sauerstoffsensoren, als Komponente in Piezoelektrika aus Blei-Zirkonium-Titanat (PZT), Verschleißanwendungen und Wärmedämmschichten; Titanate in Bariumtitanat-Kondensatoren und PZT-Piezoelektrika; und Ferrite in Permanentmagneten, Magnetaufzeichnungsköpfen, Speichergeräten, Temperatursensoren und Elektromotorteilen.
- Karbide und Nitride. Karbide (hauptsächlich Siliziumkarbid und Borkarbid) werden in Verschleißanwendungen verwendet, während Nitride (hauptsächlich Siliziumnitrid und Sialon) in Verschleißanwendungen und Schneidwerkzeugen verwendet werden. Aluminiumnitrid ist mit seiner hohen Wärmeleitfähigkeit das Hauptkonkurrenzmaterial für einen Teil des Marktes für Elektroniksubstrate, der derzeit von Aluminiumoxid dominiert wird.
- Mischoxidkeramik. Die Forschungs- und Entwicklungsanstrengungen für Keramik konzentrieren sich auf eine Reihe neuer Anwendungen für Keramik, die alle ein enormes Potenzial haben. Drei bedeutende Anwendungen sind: (1) keramische Supraleiter, (2) Keramiken für Festoxidbrennstoffzellen und (3) keramische Komponenten für Wärmekraftmaschinen.
Keramische Supraleiter basieren auf einer Reihe von Mischoxidsystemen, zu denen Yttrium, Barium, Kupfer, Strontium und Kupfer (YBa2Cu3O7-8, Bi2Sr2CaCu2O8, Bi2Sr2Ca2Cu3O10) mit Bleioxid stabilisiert. Festoxid-Brennstoffzellenkeramiken basieren auf Ionenleitern, bei denen hochreines stabilisiertes Zirkonoxid derzeit das Material der Wahl ist. Die untersuchten keramischen Wärmekraftmaschinenkomponenten bestehen aus Siliziumkarbid, Sialonen und Zirkonoxid, entweder als einphasige Keramiken, Keramik-Keramik-Verbundwerkstoffe oder Metall-Matrix-Verbundwerkstoffe (MMCs).
Fertigungsprozesse
Entwicklung der Fertigungstechnologie
Verarbeitungsinnovationen. Die Forschungs- und Entwicklungstätigkeit generiert neue Technologien für die Herstellung von keramischen Materialien. Von Vorläufern abgeleitete Keramiken hatten 2 einen geschätzten Marktwert von 1989 Millionen US-Dollar, wovon der größte Teil auf CVD entfiel (86 % des gesamten Marktwerts). Weitere Segmente dieses wachsenden Marktes sind chemische Dampfinfiltration (CVI), Sol-Gel- und Polymerpyrolyse. Zu den Produkten, die auf diese Weise erfolgreich hergestellt werden, gehören kontinuierliche Keramikfasern, Verbundstoffe, Membranen und ultrahochreine/hochaktive Pulver.
Die Prozesse, die verwendet werden, um diese Rohmaterialien in fertige Produkte umzuwandeln, umfassen eine zusätzliche Pulververarbeitung (z. B. Mahlen und Sprühtrocknen) vor der Bildung von Grünlingen, die dann unter kontrollierten Bedingungen gebrannt werden. Die Umformverfahren umfassen Gesenkpressen, isostatisches Pressen, Schlickerguss, Bandguss, Extrusion, Spritzguss, Heißpressen, heißisostatisches Pressen (HIP), CVD und so weiter.
Chemische Zusätze zur Unterstützung der Keramikverarbeitung. Jeder Schritt im Herstellungsprozess erfordert eine sorgfältige Kontrolle, damit die Eigenschaften des Endprodukts bei maximaler Produktionseffizienz erhalten werden und Schlüsseleffektchemikalien verwendet werden, um die Pulverbehandlung und die Grünformung zu optimieren. Zu den Effektchemikalien gehören Mahlhilfsmittel, Flockungsmittel und Bindemittel, Schmiermittel, um die Produktfreisetzung während des Pressens zu bewirken und den Verschleiß der Formteile zu minimieren, und Weichmacher, um die Extrusion und das Spritzgießen zu unterstützen. Eine Liste solcher Chemikalien ist in Tabelle 3 aufgeführt. Während diese Materialien eine wichtige wirtschaftliche Rolle in der Produktion spielen, werden sie während des Brennens ausgebrannt und spielen keine Rolle in der Chemie des Endprodukts. Der Ausbrennprozess muss sorgfältig kontrolliert werden, um Restkohlenstoff in den Endprodukten zu vermeiden, und die Prozessforschung und -entwicklung untersucht kontinuierlich Möglichkeiten zur Minimierung der verwendeten Effektchemikalien.
Tabelle 3. Ausgewählte chemische Additive zur Optimierung der Pulverbehandlung und Grünformung von Keramik
|
Material |
Anwendung oder Funktion |
|
Polyvinylalkohol |
Bindemittel für Hochleistungskeramik |
|
Polyethylenglykol |
Bindemittel für Hochleistungskeramik |
|
Natriumpolyacrylat |
Entflockungsmittel für Schlickerguss |
|
Tertiäres Amidpolymer |
Bindemittel zum Trockenpressen |
|
Stärke gemischt mit trockenem kolloidalem Alumosilikat |
Binder zum Vakuumformen |
|
Kationisches Aluminiumoxid plus organisches Flockungsmittel |
Binder zum Vakuumformen |
|
Vorgelierte, kationische Maisstärke |
Flockungsmittel für kolloidales Siliziumdioxid und Aluminiumoxid-Bindemittel |
|
Hochreine Natriumcarboxymethylcellulose |
Binder |
|
Anorganisches kolloidales Magnesium-Aluminium-Silikat |
Suspendiermittel |
|
Mittelviskose Natriumcarboxymethylcellulose zu Veegum hinzugefügt |
Suspensionsmittel, Viskositätsstabilisator |
|
Ammoniumpolyelektrolyt |
Dispergiermittel für Gießmassen für Elektronikkeramik |
|
Natriumpolyelektrolyt |
Dispergiermittel-Bindemittel für sprühgetrocknete Massen |
|
Mikrokristalline Zellulose und Natriumcarboxymethylzellulose |
Verdickungsmittel |
|
Polysilazan |
Verarbeitungshilfe, Bindemittel und Vorstufe für Hochleistungskeramik |
Neben der Entwicklung keramischer Produkte und keramischer Fertigungstechnologien für neue Anwendungen sollte der Einfluss der Hochleistungskeramikindustrie auf die traditionelle Keramikindustrie nicht übersehen werden. Es wird erwartet, dass viele High-Tech-Materialien und -Prozesse in der traditionellen Keramikindustrie Anwendung finden werden, da letztere bestrebt ist, die Herstellungskosten zu senken, die Qualität zu verbessern und dem Endverbraucher einen besseren Service zu bieten.
Rohstoffe
Es gibt bestimmte Schlüsselmaterialien, die entweder direkt von der Keramikindustrie verwendet werden oder die den Ausgangspunkt für die Herstellung von Mehrwertmaterialien darstellen:
- Kieselerde
- Lehm
- Aluminiumoxid
- Magnesia
- Titandioxid
- Eisenoxid
- Zirkon/Zirkonia.
Diese Diskussion konzentriert sich auf die Eigenschaften von Siliziumoxid, Aluminiumoxid und Zirkon/Zirkonoxid.
Silicaist neben der Verwendung in Feuerfest- und Weißwaren auch Ausgangspunkt für die Herstellung von elementarem Silizium, Siliziumkarbid und Siliziumtetrachlorid. Silizium wiederum ist der Ausgangspunkt für Siliziumnitrid, und Siliziumtetrachlorid ist die Vorstufe für eine breite Palette organischer Siliziumverbindungen, die unter kontrollierten Bedingungen zu hochwertigem Siliziumkarbid und Siliziumnitrid pyrolysiert werden können.
Siliziumnitrid und seine Sialon-Derivate sowie Siliziumkarbid haben trotz ihrer Neigung zur Oxidation das Potenzial, viele der vom Wärmekraftmaschinenmarkt gesetzten Eigenschaftsziele zu erreichen. Ein Merkmal von Kieselsäure und den von Kieselsäure abgeleiteten keramischen Materialien ist, dass alle Elemente in der Erdkruste leicht verfügbar sind. Insofern bieten diese Materialien das Potenzial einer einfachen Versorgung in allen Teilen der Welt. In der Praxis ist jedoch ein erheblicher Energieaufwand erforderlich, um Silizium und Siliziumkarbid herzustellen. Folglich ist die Herstellung dieser Materialien im Großen und Ganzen auf Länder mit billiger und leicht verfügbarer elektrischer Energie beschränkt.
Aluminiumoxide kommt in der gesamten Erdkruste als Bestandteil von Alumosilikatmineralien vor. Aus wirtschaftlichen Gründen muss Aluminiumoxid aus Bauxit nach dem Bayer-Verfahren extrahiert werden. Bauxit ist im Äquatorgürtel in verschiedenen Reinheitsstufen weit verbreitet und wird in zwei Klassen eingeteilt: feuerfestes Erz und metallurgisches Erz.
Bauxit in feuerfester Qualität wird von China und Guyana als Hochtemperaturkalzinat des natürlich vorkommenden Minerals geliefert: Diaspor (Al2O3· H.2O) in China und Gibbsit (Al2O3· 3H2O) in Guyana. Beim Kalzinieren bildet sich eine komplexe Phasenansammlung von Korund (Al2O3), Mullit, Quarzglas und geringe Mengen an Aluminiumtitanat gebildet. Der Verbrauch an feuerfestem Bauxit übersteigt weltweit 700,000 Tonnen pro Jahr.
Bauxit in metallurgischer Qualität wird in Australien, Jamaika und Westafrika abgebaut und weist unterschiedliche Aluminiumoxidgehalte in Verbindung mit Hauptverunreinigungen wie Eisenoxid und Siliziumdioxid auf. Das Aluminiumoxid in den metallurgischen Erzen wird aus dem Erz extrahiert, wenn es durch Natriumhydroxid gelöst wird, was eine Natriumaluminatlösung ergibt, die von Eisenoxid und Siliziumdioxid getrennt wird, die als Abfallprodukt in Form von Rotschlamm zurückgewiesen werden. Im Wesentlichen wird reines Aluminiumhydroxid aus dem Natriumaluminat ausgefällt und dann zu einer Reihe von Aluminiumoxidqualitäten kalziniert.
Die hochreinen Aluminiumoxide, die in der Keramikindustrie verwendet werden und durch das Bayer-Verfahren gewonnen werden, werden als tafelförmiges Aluminiumoxid, geschmolzenes Aluminiumoxid oder speziell kalziniertes Aluminiumoxid klassifiziert.
Tafeltonerde wird durch Hochtemperatur-Kalzinierung (~2,000 °C oder 3,630 °F) von bei niedriger Temperatur kalzinierter Tonerde in großen, ölbefeuerten Drehrohröfen hergestellt. Geschmolzenes Aluminiumoxid wird durch elektrisches Schmelzen von kalziniertem Aluminiumoxid hergestellt. Tabulares und geschmolzenes Aluminiumoxid werden an die Feuerfestindustrie in zerkleinerter und sortierter Form zur Verwendung in einer breiten Palette hochwertiger Produkte verkauft, wie z. B. in Feuerfestmaterialien für Strangguss (z. B. einseitig gekerbte oder SEN/Schieber), monolithische Feuerfestmaterialien für den Einsatz in Hochöfen und der petrochemischen Industrie.
Spezielle kalzinierte Aluminiumoxidpulver sind die wichtigsten Rohstoffe, die in der Hochleistungskeramikindustrie sowohl für elektronische als auch für technische Anwendungen verwendet werden. Die Pulver werden in einer Vielzahl von Qualitäten nach genauen Spezifikationen in Bezug auf Chemie, Partikelgröße und Kristalltyp hergestellt, um für eine Vielzahl von Endproduktanwendungen geeignet zu sein.
Es gibt einen etablierten internationalen Handel mit hochwertigen Tonerden. Viele der Keramikhersteller verfügen über eigene Mahl- und Sprühtrocknungsanlagen. Es gibt eindeutig eine Begrenzung für das Wachstum des Angebots an sprühgetrockneten Systemen und einen anhaltenden Bedarf, Tonerden zu liefern, die zu den Kundenanlagen passen, so dass deren Verwendung zu einem akzeptablen Preis optimiert werden kann. Aluminiumoxid ist ein bedeutendes keramisches Material, das mit einem hohen Reinheitsgrad verfügbar ist. Die dominierende Stellung von Aluminiumoxid als keramisches Rohmaterial ergibt sich aus der Tatsache, dass es wünschenswerte Eigenschaften bei relativ geringen Kosten aufweist. Diese Kosteneffektivität ist der Rohstoffnatur des Geschäfts zuzuschreiben, die sich aus der großen Nachfrage nach Aluminiumoxid durch die Aluminiumindustrie ergibt.
Zirkon und Zirkonia. Die Hauptquelle für Zirkonoxid ist das Mineral Zirkon (ZrO2 SiO2), das in Strandsand hauptsächlich in Australien, Südafrika und den Vereinigten Staaten vorkommt. Aus Strandsand gewonnener Zirkon enthält etwa 2 % Hafniumoxid und Spuren von Al2O3 (0.5 %), Fe2O3 (0.1 %) und TiO2 (0.1 %). Außerdem enthalten alle Zirkone Spuren von Uran und Thorium. Zirkon wird durch Feinmahlen zu einer Reihe von Mahlprodukten mit definierter Partikelgröße verarbeitet. Diese Produkte haben Verwendung in Feinguss, Gießereien, feuerfesten Produkten und als Trübungsmittel in Glasuren für Weißwaren gefunden.
Zirkon ist auch die Hauptquelle für Zirkonoxid. Zirkon kann in Gegenwart von Kohlenstoff chloriert werden, um Zirkonium- und Siliciumtetrachloride zu ergeben, die dann durch Destillation getrennt werden. Das hergestellte Zirkoniumtetrachlorid kann zur direkten Herstellung von Zirkoniumdioxid oder als Ausgangsmaterial für andere Zirkoniumchemikalien verwendet werden. Das Sintern mit Alkali- oder Erdalkalioxiden wird auch zum Zersetzen von Zirkon verwendet. Siliciumdioxid wird aus den Zersetzungsprodukten mit Wasser ausgelaugt, wobei Zirkoniumhydroxid zurückbleibt, das durch Säureauflösung und Umfällung weiter gereinigt werden muss. Zirkonoxid wird dann durch Calcinieren des Hydroxids erhalten. Zirkon wird auch in einem Plasma bei 1,800 °C (3,270 °F) mit schnellem Abkühlen in Zirkondioxid und Siliziumdioxid umgewandelt, um eine Reassoziation zu verhindern. Die freie Kieselsäure wird durch Auflösen in Natriumhydroxid entfernt. Geschmolzenes Zirkonoxid wird in Elektrolichtbogenöfen entweder aus Baddeleyit- oder Zirkon/Kohlenstoff-Ausgangsmaterialien hergestellt. Im letzteren Verfahren wird die Silikakomponente von Zirkon carbothermisch zu Siliziummonoxid reduziert, das sich vor dem Schmelzen des restlichen Zirkonoxids verflüchtigt.
Zusammenfassung
Die industrielle Keramikindustrie ist sehr vielfältig und es gibt viel Inhouse-Verarbeitung. Viele der abschließenden Fertigungsvorgänge finden in gießereiähnlichen Atmosphären statt. Die Materialhandhabungssysteme in diesen Betrieben fördern feine Rohstoffe, bei denen Staub ein Problem darstellen kann. Die Materialien werden dann auf sehr hohe Temperaturen erhitzt und zu Formen geschmolzen oder verschmolzen, die für die endgültigen Teile benötigt werden. Daher bestehen viele der Sicherheitsprobleme, die in jeder Hochtemperaturindustrie bestehen, auch in der industriellen Keramikindustrie.
Ziegel und Fliesen
Allgemeines Profil
Ziegel und Ziegel aus Ton werden seit frühester Zeit in vielen Teilen der Welt als Baumaterial verwendet. Wenn sie richtig hergestellt und gebrannt werden, sind sie haltbarer als manche Steine, beständig gegen Witterungseinflüsse und große Temperatur- und Feuchtigkeitsschwankungen. Der Ziegel ist ein Rechteck von Standardgröße, das von Region zu Region leicht variiert, aber im Wesentlichen bequem für die Handhabung mit einer Hand durch einen Maurer ist; Dachziegel sind dünne Platten, entweder flach oder gebogen; Tonfliesen können auch für Fußböden verwendet werden.
Die Ziegelindustrie ist sehr fragmentiert. Es gibt viele kleine Anbieter auf der ganzen Welt. Aufgrund der Versandkosten für das fertige Produkt werden in der Regel lokale Lieferanten und lokale Märkte an der Ziegelherstellung beteiligt. 1994 gab es in den Vereinigten Staaten 218 Ziegelfabriken, und 1992 wurde die Zahl der Hersteller von Bautonprodukten in Großbritannien beispielsweise mit 182 angegeben. Ziegelhersteller befinden sich im Allgemeinen in der Nähe der Tonvorkommen, um die Versandkosten für die Rohmaterialien zu senken.
In den Vereinigten Staaten werden Ziegel hauptsächlich im Wohnungsbau entweder als tragendes Material oder als Fassadenmaterial verwendet. Da die Ziegelindustrie so eng mit der Wohnungswirtschaft gekoppelt ist, hängt die Produktionstätigkeit stark von der Wohnungsbauindustrie und fast vollständig von der kombinierten Wohnungs- und Nichtwohnungsbauindustrie ab.
Fertigungsprozesse
Materialien und Verarbeitung
Das Grundmaterial ist Ton verschiedener Art mit Mischungen aus Lehm, Schiefer und Sand, je nach lokaler Versorgung und Bedarf, um die erforderlichen Eigenschaften von Textur, Plastizität, Regelmäßigkeit und Schrumpfung sowie Farbe zu erzielen.
Die Gewinnung von Ton ist heute oft vollständig mechanisiert; Die Herstellung erfolgt normalerweise neben dem Abbauloch, aber in großen Werken wird der Ton manchmal in Kufen auf Seilbahnen transportiert. Die Weiterverarbeitung des Tons variiert je nach Beschaffenheit und Endprodukt, umfasst aber im Allgemeinen Brechen, Mahlen, Sieben und Mischen. Siehe Abbildung 16 für einen typischen Ziegelherstellungsvorgang.
Abbildung 16. Die Herstellung von Ziegeln und Fliesen
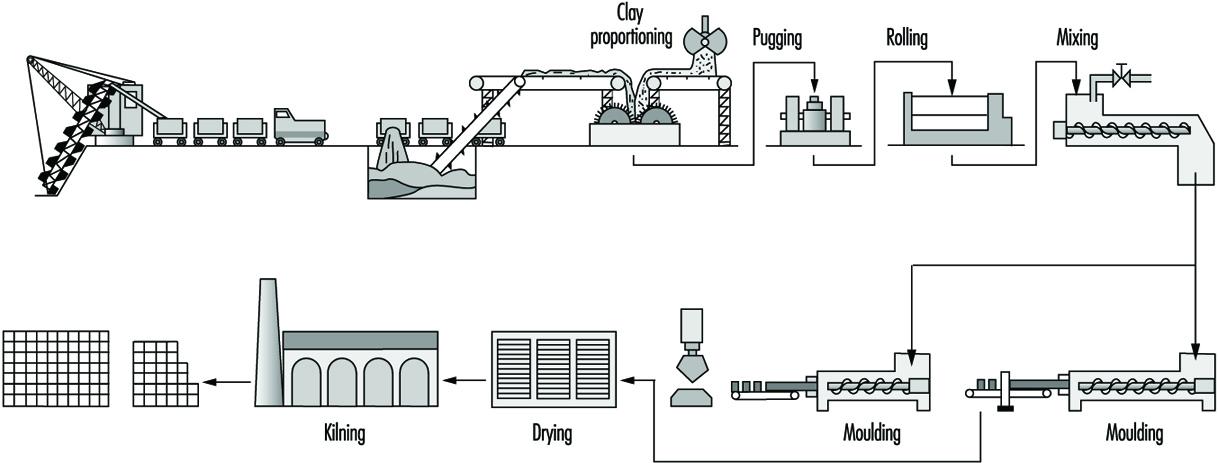
Ton für Drahtschnittziegel wird durch Walzen gebrochen; Wasser wird in einem Mischer hinzugefügt; Die Mischung wird erneut gewalzt und dann durch einen horizontalen Mischer geführt. Der extrudierte plastische Ton wird dann auf einem Drahtschneidetisch zugeschnitten. Halbtrockenes und steifes Kunststoffmaterial wird durch Walzen und Sieben hergestellt und dann mechanischen Pressen zugeführt. Einige Ziegel werden noch von Hand geformt.
Bei Verwendung von Kunststoffmaterial müssen die Ziegel vor dem Brennen entweder durch Sonne und Luft oder häufiger in geregelten Öfen getrocknet werden; Ziegel aus halbtrockenem oder steifem Kunststoff können sofort gebrannt werden. Das Brennen kann in Ringöfen erfolgen, die oft von Hand beschickt werden, oder in Tunnelöfen, die mechanisch beschickt werden. Die verwendeten Brennstoffe variieren je nach lokaler Verfügbarkeit. Auf einige dekorative Ziegel wird eine abschließende Glasur aufgetragen.
Feuerfest
Allgemeines Profil
Feuerfeste Materialien werden traditionell als Nichtmetalle betrachtet, die einer Zersetzung durch korrosive Gase, Flüssigkeiten oder Feststoffe bei erhöhten Temperaturen widerstehen. Diese Materialien müssen einem durch schnelles Erhitzen oder Abkühlen verursachten thermischen Schock, einem durch thermische Spannungen verursachten Versagen, einer mechanischen Ermüdung aufgrund des Kontakts anderer Materialien mit dem feuerfesten Material selbst und einem durch die Hochtemperaturumgebung aktivierten chemischen Angriff standhalten. Diese Materialien werden für die Herstellung der meisten keramischen Produkte benötigt und insbesondere in Öfen, Trocknern, Hochöfen und hochtemperaturbeaufschlagten Motorteilen benötigt.
Feuerfeste Materialien blieben bis weit ins 20. Jahrhundert fast ausschließlich auf mineralischer Basis. Doch in Mineralogie bewanderte Technologen achteten darauf. Metallurgen hatten seit dem Mittelalter mit sauren und basischen Verschlackungspraktiken experimentiert und einige der Vorteile von jedem katalogisiert. Feuerfeste Handwerker hatten entsprechend mit Ganister, mit anderen fast reinen Kieselmineralien und mit Magnesit, einem überwiegend MgCO, experimentiert3 Mineral, das zu MgO kalziniert wurde. Als 1856 der Bessemer-Konverter zur Stahlherstellung erfunden wurde, der Arbeitstemperaturen von über 1,600 °C mit korrosiver Säureverschlackung kombinierte, waren „saure“ feuerfeste Kieselsäuren so gut wie fertig. Als 1857 der Siemens-Herdofen bei noch höheren Temperaturen folgte und die Stahlherstellung in beiden Fällen auf korrosive basische Verschlackung überging, wurden bald „basische“ Magnesitauskleidungen eingeführt. Grundlegende feuerfeste Materialien aus Dolomit (MgO-CaO) wurden während des Ersten Weltkriegs entwickelt, als die europäische Magnesitversorgung von den Alliierten abgeschnitten wurde. Später, mit der Erschließung anderer Bodenschätze weltweit, behauptete sich Magnesit wieder.
Tabelle 4. Einsatz von feuerfestem Material nach Industrie in den Vereinigten Staaten
|
Branche |
Prozentsatz des gesamten US-Umsatzes |
|
Eisen und Stahl |
51.6 |
|
Nichteisenmetalle |
7.5 |
|
Zement |
4.9 |
|
Glas |
5.1 |
|
Keramik |
9.7 |
|
Chemie und Petroleum |
2.1 |
|
Öffentliche Einrichtungen |
0.9 |
|
Exportieren |
7.4 |
|
Alle anderen und nicht näher bezeichnet |
10.8 |
In der Zwischenzeit wurden im Vereinigten Königreich ab 1863 gebundene Kohlenstoffziegel hergestellt, die schließlich ihren Weg in den Hochofen der Eisenschmelze fanden, als dessen Arbeitstemperaturen noch höher stiegen. Sie gingen auch schnell in die Hall-Héroult-Zellen zur Herstellung von Aluminium (1886).
Kalk wurde etwa 5,000 Jahre lang in Ton- und dann in Schamotteöfen hergestellt. Mit der Einführung von Drehrohröfen nach 1877 erforderte die Herstellung von Portlandzement erstmals ein innovatives Feuerfestmaterial. Die ersten widerstandsfähigen Auskleidungen bestanden aus zementgebundenem Zementklinker. Später kehrten haltbarere kommerzielle Feuerfestmaterialien in diese Industrie zurück.
Rekuperations- und Regenerativöfen, die ihren Ursprung in der neugeborenen Stahlherstellung in den 1850er Jahren hatten, wurden Ende des 19. Jahrhunderts in die Nichteisenmetallurgie und Glasherstellung eingeführt. Auch dort mussten Schamotte-Feuerfeststoffe ersetzt werden. Magnesitauskleidungen wurden ab 1909 in Kupferkonvertern und etwa 10 Jahre später in den ersten modernen Glastanks verwendet. Elektrolichtbogenöfen wurden erstmals 1853 für die Stahlherstellung erprobt und wurden nach 1990 üblich. Eine ungefähr 100-Tonnen-Einheit, die 1927 in den Vereinigten Staaten installiert wurde, verwendete eine Magnesitauskleidung.
Vor 1950 gab es Drehstrom-Lichtbogenöfen; erst dann entstand eine ernsthafte Nachfrage nach anspruchsvolleren feuerfesten Materialien. Im gleichen Zeitraum wurde in den 1940er Jahren das Sauerstoffblasen in Bessemer- und Herdöfen eingeführt. Der Basic Oxygen Furnace (BOF) übernahm buchstäblich Ende der 1950er Jahre die Stahlherstellung. Das Sauerstoffblasen veranlasste die Feuerfestindustrie aufgrund ihrer schieren wirtschaftlichen Bedeutung erstmals dazu, synthetische Materialien in erheblichem Umfang in ihre Produkte einzuführen.
Eigenschaften feuerfester Materialien
Die Eigenschaften, die hochwertige Feuerfestmaterialien auszeichnen, hängen von der Art der Anwendung ab. Der wichtigste Aspekt der Materialien wird als „Feuerfestigkeit“ bezeichnet. Dieser Begriff bezieht sich auf den Punkt, an dem die Probe zu erweichen (oder zu schmelzen) beginnt. Typischerweise haben feuerfeste Materialien keinen bestimmten Schmelzpunkt; Der Phasenübergang verläuft über einen Temperaturbereich in einem Phänomen, das als Erweichung bezeichnet wird. Diese Eigenschaft wird oft mit einem Pyrometic Cone Equivalent (PCE) quantifiziert, das ein Maß für den Wärmeinhalt ist, der durch das Zusammensacken eines Kegels während des Temperaturwechsels gemessen wird.
Eine verwandte und oft nützlichere Eigenschaft ist die Temperatur des Versagens unter Last. Feuerfeste Materialien versagen oft unter Last bei Temperaturen, die viel niedriger sind als die Temperatur, die dem PCE entspricht. Um einen Wert für diesen Parameter zu erhalten, wird das feuerfeste Material einer bekannten Belastung ausgesetzt und anschließend erhitzt. Die Temperatur, bei der ein Durchhängen oder eine allgemeine Verformung auftritt, wird angegeben. Dies ist von großem Interesse, da der Wert verwendet wird, um mechanische Eigenschaften während des Gebrauchs des Feuerfestmaterials vorherzusagen. Die Tragfähigkeit von feuerfesten Materialien ist direkt proportional zur Viskosität des vorhandenen Glases.Ein weiterer Faktor, der zum Verständnis der Leistung eines Feuerfestmaterials wesentlich ist, ist die Dimensionsstabilität. Während der industriellen Verwendung werden feuerfeste Materialien Erwärmungs-/Abkühlungszyklen ausgesetzt, die bewirken, dass sich die feuerfesten Einheiten entweder ausdehnen oder zusammenziehen. Große Änderungen in den Abmessungen verringern die Stabilität und können schließlich zum Versagen der feuerfesten Struktur führen.
Ein verwandtes Phänomen, das häufig bei feuerfesten Materialien beobachtet wird, ist das Abplatzen. Absplittern wird im Allgemeinen als Bruch, Spalten oder Abplatzen des feuerfesten Materials angesehen, was zum Freilegen der inneren Masse des Materials führt. Abplatzungen werden in der Regel durch Temperaturgradienten innerhalb des Materials, Stauchung im Gefüge durch großvolumige Ladungen und Schwankungen des Wärmeausdehnungskoeffizienten innerhalb des Steins hervorgerufen. Bei der Feuerfestherstellung werden alle Anstrengungen unternommen, um Abplatzungen zu vermeiden, da dies die Wirksamkeit des Feuerfestmaterials verringert.
Feuerfeste Materialien werden in einer Vielzahl industrieller Anwendungen eingesetzt, die von der umfangreichen Verwendung in der Eisen- und Stahlindustrie bis hin zu Anwendungen in geringen Mengen in der Zement- und öffentlichen Versorgungsindustrie reichen. Grundsätzlich werden feuerfeste Materialien in allen Branchen eingesetzt, in denen hohe Temperaturen zum Erhitzen und Trocknen oder Verbrennen von Material verwendet werden. Tabelle 4 enthält eine aktuelle Aufschlüsselung der Verwendung von Feuerfestmaterial nach Branche in den Vereinigten Staaten.
Wie in Tabelle 4 gezeigt, ist die Stahlindustrie der Bereich, in dem über 50 % der in den USA produzierten feuerfesten Materialien verwendet werden. Daher haben die Bedürfnisse der Stahlindustrie in hohem Maße die aufgetretenen Feuerfestentwicklungen vorangetrieben.
Moderne feuerfeste Materialien
Die Keramik hatte sich wesentlich vom Handwerk zur angewandten Wissenschaft entwickelt. Die American Ceramic Society wurde 1899 gegründet, die British Ceramic Society 1901. Oxidphasendiagramme tauchten erstmals in den 1920er Jahren in der Literatur auf. Die Techniken der Petrographie waren gut entwickelt, und die detaillierten Mechanismen der feuerfesten Degradation und des Verschleißes begannen verstanden zu werden. Die amerikanischen Feuerfestproduzenten waren weitgehend reorganisiert, konsolidiert und in der Lage, ihre eigene Forschung durchzuführen. Sowohl die Werkzeuge der feuerfesten Synthese als auch die Untersuchungsinstrumente blühten auf.
Synthetische Industriekohlen waren natürlich nicht neu. Koks wurde erstmals in den 1860er Jahren kommerziell aus Kohle und kurz darauf aus Erdöl hergestellt. Synthetisches Graphit und Siliziumkarbid tauchten fast gleichzeitig um die Jahrhundertwende auf, nachdem Acheson 1896 den selbstwiderstandsbeheizten Elektroofen erfunden hatte. Diese Produkte, deren Eigenschaften ganz anders als die von Oxiden waren, belebten schnell ihre eigenen Anwendungen und Märkte.
Synthetisches Aluminiumoxid, Al2O3, war verfügbar, seit das Bayer-Verfahren um 1888 begann, die Aluminiumproduktion zu speisen. Synthetisches Magnesia (MgO) wurde erstmals 1937 im Vereinigten Königreich und 1942 in den Vereinigten Staaten aus Meerwasser hergestellt, angeregt durch den Kriegsbedarf an Magnesium. Zirkonoxid war verfügbar geworden, auch durch das Militär angespornt. Kalk war seit Jahrhunderten ein wichtiges Handelsgut. Als feuerfeste Komponenten oder als geringfügige Zusatzstoffe und Bindemittel kamen eine Vielzahl anderer Chemikalien in Frage. Die einzige wichtige Komponente von oxidischen Feuerfestmaterialien, die sich zum größten Teil dem Ersatz durch Kunststoffe widersetzt hat, ist Kieselsäure (SiO2) Hochreine Kieselsteine und -sande sind reichlich vorhanden und werden in dieser Industrie sowie in der Glasformulierung verwendet.
Die Verwendung von Kunststoffen in der Feuerfestherstellung war enorm hilfreich; mineralische Rohstoffe sind aber keineswegs verdrängt worden. Kunststoffe kosten mehr, und diese Kosten müssen gerechtfertigt sein. Einige synthetische Materialien verursachen schwerwiegende Probleme bei der Feuerfestverarbeitung, und es müssen neue Wege gefunden werden, um diese zu überwinden. Optimale Ergebnisse werden oft durch Kombinationen von synthetischen und mineralischen Rohstoffen sowie kreativem Input bei deren Verarbeitung erzielt.
Mischungen aus Ton mit Kohlenstoff wurden verwendet, um Tiegel und Pfannen auszukleiden, seit Eisen gegossen wurde; und kohlenstoffhaltige Silicasteine wurden in den 1860er Jahren in Frankreich hergestellt. Seit 1960 haben sich sowohl die Techniken als auch die Kompositionen dramatisch verändert. Die Verwendung von feuerfesten Materialien aus kohlenstoffhaltigen Oxiden hat, beginnend mit MgO+C, stark zugenommen. Der erste wirkliche Impuls dürfte von der BOF ausgegangen sein; aber heute gibt es kaum einen fortgeschrittenen feuerfesten Oxidtyp, der nicht entweder mit oder ohne zugesetztem Kohlenstoff oder einem Kohlenstoffvorläufer für überlegene Leistung in bestimmten Anwendungen erhältlich ist.
Seit den frühen 1900er Jahren wurden lichtbogengeschmolzene feuerfeste Körner oder Aggregate hergestellt, und in den zwanziger und dreißiger Jahren folgten schmelzgegossene feuerfeste Steine verschiedener Zusammensetzungen, insbesondere aus Mullit, Aluminiumoxid, Magnesiumoxid-Aluminiumoxid-Siliziumoxid und Aluminiumoxid-Zirkonoxid-Siliziumoxid. Häufig wurden diese Produkte vollständig aus mineralischen Rohstoffen hergestellt.
Tatsächlich sind vollmineralische Feuerfeststoffe auch heute noch ein wichtiger Bestandteil der Produktpalette. Sie sind insgesamt billiger, haben oft eine bewundernswerte Leistung und es gibt immer noch viele Anwendungen mit geringerem Bedarf sowie solche mit kritischem Bedarf an höchster Feuerfestigkeit und Korrosionsbeständigkeit.
Feuerfeste Industrie
Feuerfeste Materialien werden in vielen Industriezweigen zum Auskleiden von Kesseln, Brennöfen und Hochöfen aller Art verwendet, aber der größte Prozentsatz wird bei der Herstellung von Metallen verwendet. In der Stahlindustrie kann ein typischer Hoch- oder Offenherdofen viele verschiedene Arten von feuerfesten Materialien verwenden, einige aus Silica, einige aus Chrom und/oder Magnesit und andere aus Schamotte.
Wesentlich kleinere Mengen werden auch in folgenden Industrien verwendet: Gas, Koks und Nebenprodukte; Stromerzeugungsanlagen; Chemikalien; Backöfen und Herde; Zement und Kalk; Keramik; Glas; Emaille und Glasuren; Lokomotiven und Schiffe; Kernreaktoren; Ölraffinerien; Müllentsorgung (Verbrennungsanlagen).
Fertigungsprozesse
Die Art des feuerfesten Materials, das in einer bestimmten Anwendung verwendet wird, hängt von den kritischen Anforderungen des Prozesses ab. Beispielsweise erfordern Prozesse, die Beständigkeit gegen Gas- oder Flüssigkeitskorrosion erfordern, geringe Porosität, hohe physikalische Festigkeit und Abriebfestigkeit. Bedingungen, die eine niedrige Wärmeleitfähigkeit erfordern, können völlig andere feuerfeste Materialien erfordern. Tatsächlich werden im Allgemeinen Kombinationen mehrerer feuerfester Materialien verwendet. Es gibt keine gut etablierte Abgrenzungslinie zwischen solchen Materialien, die feuerfest sind, und jenen, die nicht feuerfest sind, obwohl die Fähigkeit, Temperaturen über 1,100 °C ohne Erweichung zu widerstehen, als eine praktische Anforderung an industrielle feuerfeste Materialien genannt wurde.
Die technischen Ziele der Herstellung eines gegebenen feuerfesten Materials sind in seinen Eigenschaften und seiner Leistung in einer beabsichtigten Anwendung verkörpert. Die Herstellungswerkzeuge bestehen aus der Wahl zwischen Rohstoffen und Verarbeitungsmethoden und -parametern. Die Anforderungen an die Herstellung haben mit den durch die Verarbeitung entstehenden Merkmalen Phasenzusammensetzung und Mikrostruktur – zusammenfassend Materialcharakter genannt – zu tun, die ihrerseits für Produkteigenschaften und -verhalten verantwortlich sind.
Rohstoffe
In der Vergangenheit wurden feuerfeste Rohstoffe aus einer Vielzahl verfügbarer Lagerstätten ausgewählt und als bergmännische Mineralien verwendet. Der selektive Abbau lieferte Materialien mit den gewünschten Eigenschaften, und nur bei teuren Rohstoffen wie Magnesit war ein Aufbereitungsprozess erforderlich. Heute werden jedoch zunehmend hochreine natürliche Rohstoffe und synthetisch aufbereitetes Feuerfestkorn aus Kombinationen von hochreinen und angereicherten Rohstoffen nachgefragt. Das Material, das beim Brennen von Rohmineralien oder synthetischen Mischungen entsteht, wird Getreide, Klinker, Co-Klinker oder Schrot genannt.
Feuerfeste Materialien werden normalerweise in vier Typen eingeteilt: Alumosilikat, Kieselsäure (oder Säure), basisch und verschieden.
Zu den Materialien, die im Allgemeinen in den vier Arten von feuerfesten Materialien verwendet werden, gehören:
- Feuerfeste Materialien aus Alumosilikat. Schamotte bestehen hauptsächlich aus dem Mineral Kaolinit [CAS 1318-74-7] (Al203 2SiO2 2H2O) mit geringen Mengen anderer Tonmineralien, Quarzit, Eisenoxid, Titandioxid und Alkaliverunreinigungen. Tone können im Rohzustand oder nach Kalzinierung verwendet werden. Rohtone können zur Einarbeitung in eine feuerfeste Mischung grob klassiert oder fein gemahlen werden. Einige hochreine Kaoline werden aufgeschlämmt, klassiert, getrocknet und luftgefloatet, um eine gleichbleibend hohe Qualität zu erreichen. Die klassierten Tone können auch gemischt und extrudiert oder pelletiert und dann kalziniert werden, um gebrannten synthetischen kaolinitischen Ton zu erzeugen, oder grob zerkleinerter roher Kaolinit kann gebrannt werden, um Ton zu erzeugen. Beim Kalzinieren oder Brennen zersetzt sich Kaolinit zu Mullit und einem kieselsäurehaltigen Glas, das mit der Tonablagerung verbundene mineralische Verunreinigungen (z. B. Quarzit, Eisenoxid, Titandioxid und Alkalien) enthält, und wird bei hohen Temperaturen zu dichtem, hartem, körnigem Schrot verfestigt.
- Silica- oder Säure-Feuerfestmaterialien verwenden Sie hauptsächlich Kieselsäure in Form von gebrochenem und gemahlenem Quarzit (Ganister) (92 bis 98 %), dem ein geeignetes Bindemittel wie Kalk (CaO) zugesetzt wird. Quarzsteine werden im Allgemeinen zweimal erhitzt, weil sie sich beim Erhitzen ausdehnen (Schamottesteine schrumpfen), und es ist wünschenswert, dass die Ausdehnung abgeschlossen ist, bevor die Wand oder Auskleidung gebaut wird.
- Grundlegende feuerfeste Materialien verwenden Dolomit, Magnesit (MgO), Chromoxid, Eisen und Aluminium.
- Verschiedene feuerfeste Materialien. Von der großen Vielfalt von Materialien, die derzeit verwendet werden, sind die üblicheren Karbide wie Siliziumkarbid, Graphit, Aluminiumoxid, Berylliumoxid, Thoriumoxid, Uranoxid, Asbest und Zirkoniumoxid.
Mehrere Revolutionen in der Branche sind aufgetreten. Eingeschlossen in diese Revolutionen sind weitere mechanisierte Methoden zur Handhabung von Feststoffen in großen Mengen, erhöhte Fähigkeiten und Automatisierung von Verarbeitungsgeräten und Techniken für die schnelle Erfassung und Analyse von Kontrolldaten während des Prozesses. Diese Fortschritte haben die Praxis der Feuerfestherstellung verändert.
Abbildung 17 zeigt, wie verschiedene Arten von feuerfesten Materialien hergestellt werden. Die Figur ist im „Entscheidungsbaum“-Stil gezeichnet, wobei die divergierenden Zweige zur Identifizierung mit Nummern versehen sind. Es gibt verschiedene Wege, die jeweils eine bestimmte Art von feuerfestem Produkt herstellen.
Abbildung 17. Flussdiagramm der Feuerfestherstellung

Diese generischen Flussdiagramme stellen Tausende spezifischer Prozesse dar, die sich beispielsweise durch ihre Rohstofflisten, die Art der Zubereitung und die Dimensionierung und Dosierung (dh die abgewogene Menge) jedes einzelnen, die Reihenfolge und Art des Mischens usw. unterscheiden. Auslassungen sind zulässig – zum Beispiel werden einige ungeformte feuerfeste Materialien trocken gemischt und bis zur Installation nie benetzt.
Feuerfeste Materialien oder Produkte können vorgeformt (geformt) oder vor Ort geformt und installiert werden, werden aber im Allgemeinen in den folgenden Formen geliefert:
Backstein. Die Standardabmessungen eines feuerfesten Steins sind 23 cm lang, 11.4 cm breit und 6.4 cm dick (gerade Steine). Ziegel können extrudiert oder auf mechanischen oder hydraulischen Pressen trocken gepresst werden. Geformte Formen können vor der Verwendung gebrannt oder, im Fall von Pech, Harz oder chemisch gebundenem Ziegel (gehärtet) werden.
Schmelzgegossene Formen. Feuerfeste Zusammensetzungen werden im Lichtbogen geschmolzen und in Formen gegossen (z. B. Glastank-Fluxblöcke mit einer Größe von 0.33, 0.66, 1.33 m). Nach dem Gießen und Glühen werden die Blöcke präzise geschliffen, um eine genaue Passung zu gewährleisten.
Gegossene und handgeformte feuerfeste Materialien. Große Formen, wie Brennerblöcke und Flussmittelblöcke, und komplizierte Formen, wie Glasspeiserteile, Brennkapseln und dergleichen, werden entweder durch Schlicker- oder hydraulisches Zementgießen oder durch Handformtechniken hergestellt. Da diese Techniken arbeitsintensiv sind, sind sie Gegenständen vorbehalten, die auf andere Weise nicht zufriedenstellend geformt werden können.
Isolierende feuerfeste Materialien. Feuerfeste Isoliermaterialien in Form von Ziegeln sind aufgrund der Ziegelporosität viel leichter als herkömmliche Ziegel der gleichen Zusammensetzung.
Feuerbetone und Spritzmassen. Feuerbetone bestehen aus feuerfesten Körnern, denen ein hydraulisches Bindemittel zugesetzt wird. Beim Mischen mit Wasser reagiert das Hydraulikmittel und bindet die Masse zusammen. Spritzmassen sind so konzipiert, dass sie unter Wasser- und Luftdruck durch eine Düse versprüht werden. Die Mischung kann aufgeschlämmt werden, bevor sie durch die Pistole geschossen wird, oder an der Düse mit Wasser gemischt werden.
Feuerfeste Kunststoffe und Stampfmassen. Feuerfeste Kunststoffe sind Mischungen aus feuerfesten Körnern und plastischen Tonen oder Weichmachern mit Wasser. Stampfmischungen können Ton enthalten oder nicht und werden im Allgemeinen mit Formen verwendet. Die bei diesen Produkten verwendete Wassermenge variiert, wird aber auf ein Minimum beschränkt.
Arbeitsgefahren und Vorsichtsmaßnahmen
Tabelle 5 enthält Informationen zu vielen potenziellen Gefahren in diesem Industriesektor.
Tabelle 5. Mögliche Gefahren für Gesundheit und Sicherheit bei der Herstellung von Glas, Keramik und verwandten Materialien
|
Gefahren |
Verwendungen oder Expositionsquellen |
Mögliche Auswirkungen (physikalische Gefahren |
Vorsichtsmaßnahmen oder Kontrollstrategien |
|
Ergonomische Stressoren; biomechanische Gefahren |
Überanstrengung durch manuelle Materialhandhabungspraktiken und übermäßige Kraft, schlechte Körperhaltung, hohe Häufigkeit/Dauer von Aufgaben mit Heben, Schieben oder Ziehen |
Zerrungen, Verstauchungen und einlaufende Skelettmuskelschäden an Rücken, oberen und unteren Extremitäten Übermäßige körperliche und geistige Ermüdung kann Fehler verursachen, die zu sekundären Zwischenfällen führen |
|
|
Physikalische Gefahren |
Einklemmen oder Anstoßen an oder gegen feste oder mobile Geräte Ausrutschen, Stolpern und Stürzen auf Lauf- und Arbeitsflächen, Schläuchen und anderen Geräten, Werkzeugen oder Materialien |
Abschürfungen, Schnitte, Quetschungen, Platzwunden, Punktionen, Frakturen, Amputationen |
|
|
Lärm |
Pneumatische Vibratoren, Kompressoren, Ventilbetätiger, Mischantriebsmotoren, Gebläse und Staubabscheider, Förderbänder, angetriebene Flurförderzeuge, mechanisierte Prozess- und Verpackungsanlagen usw. |
Berufsbedingter Hörverlust, Kommunikationsschwierigkeiten und Stress |
|
|
Strahlungswärme, Hochtemperatur-Arbeitsumgebungen |
Erwärmungs- oder Schmelzprozesse während Wartungs- oder Notfallmaßnahmen |
Physiologische Belastung, Hitzestress oder thermische Verbrennungen |
|
|
Einatmen von Partikeln in der Luft aus Rohstoffen, einschließlich kristalliner Kieselsäure, Ton, Kalk, Eisenoxid, lästigen Stäuben |
Umgang mit Rohstoffen und während der Produktion Expositionen während routinemäßiger Wartungsarbeiten, Abriss und während Bautätigkeiten oder Umbauten Expositionen können durch nicht belüftete Geräte oder durch Lecks oder schlechte Dichtungen an Übergabepunkten, Rutschen, Förderern, Aufzügen, Sieben, Sieben, Mischgeräten, Mahl- oder Zerkleinerungsmaschinen, Vorratsbehältern, Ventilen, Rohrleitungen, Trocken- oder Härtungsöfen, Formgebungsvorgängen erfolgen , etc. Rohstoffe sind extrem abrasiv und verursachen eine Verschlechterung der Transfer- oder Speichersystemkomponenten in Herstellungsprozessen. Das Versäumnis, Beutelhäuser, Wäscher oder Staubsammler zu warten und Druckluft für Reinigungsarbeiten zu verwenden, erhöht das Risiko einer Überexposition Intensive Erhitzungsprozesse können zur Exposition gegenüber den gefährlichsten Formen von Kieselsäure (Cristobalit oder Tridymit) führen. |
Die Bandbreite reicht von Reizungen (Partikelbelästigung) über Verätzungen (gebrannter Kalk oder andere alkalische Rohstoffe) bis hin zu chronischen Wirkungen wie verminderte Lungenfunktion, Lungenerkrankungen, Pneumokoniose, Silikose, Tuberkulose |
|
|
Verletzungen, Abschürfungen oder Fremdkörper; Kontakt mit scharfen Glas-, Ton- oder Keramiksplittern oder -gegenständen |
Umherfliegende Glas-, Keramik- oder andere Bruchstücke können Stichwunden und schwere Augenverletzungen verursachen. Ein besonderes Risiko besteht, wenn ESG-Glas während der Herstellung „explodiert“. Direkter Kontakt mit Glas- oder anderen Filamenten, insbesondere beim Formen oder Wickeln in Endlosfilament-Produktionsvorgängen und -Beschichten Ziehvorgänge in der Glasfaserherstellung |
Stichwunden, Platzwunden oder Abschürfungen von Haut und Weichteilen (Sehnen, Bänder, Nerven, Muskeln) und Fremdkörper im Auge Risiken schwerer Sekundärinfektionen oder Hautkontakt mit ätzenden oder toxischen Stoffen |
|
|
Schnittwunden durch Handwerkzeuge |
Rasiermesser, Fingermesser, Scherbenmesser oder andere scharfe Handwerkzeuge werden häufig in Produktions-, Verpackungs- und Lagerbereichen oder bei Wartungsarbeiten verwendet |
Schnittverletzungen an Finger(n) oder Hand(en) und an unteren Extremitäten (Beine) |
|
|
Schwermetallpartikel oder -dämpfe (Blei, Cadmium, Chrom, Arsen, Kupfer, Nickel, Kobalt, Mangan oder Zinn) |
Als Rohstoffe oder Verunreinigungen in Glasuren, Produktrezepturen, Pigmenten, Farbstoffen, Filmen oder Beschichtungen Wartungs- und Bautätigkeiten mit Löten, Schneiden, Schweißen und Aufbringen/Entfernen von Schutzbeschichtungen Schleifen, Schneiden, Schweißen, Bohren oder Formen von gefertigten Metallteilen, Bauteilen oder Maschinen (z. B. feuerfeste Blöcke oder Hochtemperaturlegierungen), die Komponenten von Fertigungsprozessen sind |
Toxizität von Schwermetallen |
|
|
Formaldehyd durch Einatmen oder direkten Kontakt |
Bestandteil von Bindemitteln und Schlichten in der Glasfaserindustrie Mögliche Expositionen beim Mischen von Bindemitteln oder Schlichten und während der Produktion |
Reizung der Sinne und Reizung der Atemwege Wahrscheinliches Karzinogen für den Menschen |
|
|
Basen (Natronlauge) oder Säuren (Salzsäure, Schwefelsäure, Flusssäure) |
Prozesswasser-, Kesselwasser- oder Abwasserbehandlung und pH-Kontrolle Säurereinigung oder Ätzverfahren mit Flusssäure |
Ätzend für Haut oder Augen Atemwege und Schleimhäute reizend Flusssäure verursacht schwere Schienbeinverbrennungen, die stundenlang unentdeckt bleiben können |
|
|
Epoxide, Acrylate und Urethane (können Lösungsmittel wie Xylol, Toluol usw. enthalten) |
Inhaltsstoffe in Harzen, Schlichten, Bindemitteln und Beschichtungen, die in der Produktion verwendet werden Wartungsprodukte |
Potentielle Sensibilisatoren für Haut oder Atemwege Einige Epoxide enthalten nicht umgesetztes Epichlorhydrin, ein verdächtiges Karzinogen Einige Urethane enthalten nicht umgesetztes Toluoldiisocyanat, ein mutmaßliches Karzinogen Amin-Härtungsmittel, die in einigen Systemen verwendet werden – Reizstoffe oder Ätzmittel Entflammbarkeitsgefahr |
|
|
Styrol |
Styrolhaltige Polyesterharze, Schlichtebestandteile |
Reizt Augen, Haut, Atemwege; Auswirkungen auf das Zentralnervensystem (ZNS) und Zielorgane Mögliches Karzinogen Entflammbarkeitsgefahr |
|
|
Silane |
Haftvermittler, die Schlichten, Bindemitteln oder Beschichtungen zugesetzt werden. Kann unter Freisetzung von Ethanol, Methanol, Butanol oder anderen Alkoholen hydrolysieren |
Reizt Augen, Haut und Atemwege; mögliche Auswirkungen auf das ZNS. Spritzer in die Augen können bleibende Schäden verursachen Entflammbarkeitsgefahr |
|
|
Latex |
Leim- oder Bindemittelmischbereiche, Beschichtungen und einige Wartungsprodukte |
Reizt Haut und Augen. Einige können Formaldehyd oder andere Biozide und/oder Lösungsmittel enthalten |
|
|
Katalysatoren und Beschleuniger |
Wird Harzen oder Bindemitteln zum Aushärten in der Produktion und/oder für einige Wartungsprodukte zugesetzt |
Reiz- oder Ätzmittel für Haut oder Augen. Einige sind hochreaktiv und temperaturempfindlich |
|
|
Kohlenwasserstofflösungsmittel und/oder chlorierte Lösungsmittel |
Werkstätten und Teilereinigungsbetriebe |
Verschiedene – Reizung, chemische Dermatitis, Auswirkungen auf das ZNS. Nicht chlorierte Lösungsmittel können brennbar sein Chloriertes Lösungsmittel kann sich beim Verbrennen oder Erhitzen zersetzen |
|
|
Propangas, Erdgas, Benzin, Heizöl |
Brennstoffe für Prozesswärme Kraftstoffe für angetriebene Flurförderzeuge |
Brand- und Explosionsgefahr Exposition gegenüber Kohlenmonoxid oder anderen Produkten unvollständiger Verbrennung |
|
|
Einatmen von Bioaerosolen |
Aerosole, die Bakterien, Schimmel oder Pilze enthalten, die durch Sprühverfahren oder Kühlwasser in Befeuchtungsprozessen, Kühltürmen, Lüftungssystemen, Nassreinigungsaktivitäten erzeugt werden |
Durch Wasser übertragene Erkrankung mit systemischen unspezifischen grippeähnlichen Symptomen, Müdigkeit Potenzial für Dermatitis |
|
|
Faserglas, Mineralwollfaser, feuerfeste Keramikfasern |
In Herstellungsprozessen wie Faserbildung, Wärmehärtung, Schneiden oder Würfeln, Wickeln, Verpacken und Konfektionieren Bei der Verwendung von Fasermaterialien als Bestandteil von Öfen, Kanälen und Prozessausrüstung |
Nicht lungengängige Fasern können mechanische Haut- oder Augenreizungen verursachen Lungengängige Fasern können Augen, Haut und Atemwege reizen. Langlebige Fasern haben in Tierversuchen Fibrose und Tumore verursacht |
|
Sicherheits- und Gesundheitsprobleme und Krankheitsmuster
Dieser Abschnitt bietet einen Überblick über branchenweit dokumentierte oder vermutete Sicherheits- und Gesundheitsprobleme. Internationale Daten zu Verletzungen und Erkrankungen in diesem Wirtschaftszweig wurden bei Literaturrecherchen und Recherchen im Internet (1997) nicht gefunden. Informationen, die vom US-Arbeitsministerium, der Arbeitsschutzbehörde (OSHA) und dem Bureau of Labor Statistics (BLS) zusammengestellt wurden, wurden verwendet, um häufige Gefahren am Arbeitsplatz zu identifizieren und Merkmale von Verletzungen und Krankheiten zu beschreiben. Diese Daten sollten repräsentativ für die Situation weltweit sein.
Bei Inspektionen festgestellte Gefahren
Inspektionen zur Einhaltung gesetzlicher Vorschriften von Unternehmen in der Herstellung von Stein-, Ton-, Glas- und Betonprodukten (Standard Industrial Classification (SIC) Code 32, entspricht ISIC-Code 36) zeigen einige der häufigsten Gefahren in diesem Sektor auf. Von OSHA herausgegebene Zitate zur Einhaltung gesetzlicher Vorschriften weisen darauf hin, dass allgemeine Gesundheits- und Sicherheitsprobleme wie folgt gruppiert werden können:
- Gefahrenkommunikation von physikalischen und gesundheitlichen Gefahren durch chemische Stoffe am Arbeitsplatz
- Kontrolle gefährlicher Energie—Sperr- und Kennzeichnungsverfahren zur Kontrolle von Aktivitäten in der Nähe von Maschinen oder Geräten, bei denen eine unerwartete Aktivierung oder Freisetzung gespeicherter Energie zu Verletzungen führen könnte. Gefährliche Energie umfasst elektrische, mechanische, hydraulische, pneumatische, chemische, thermische Strahlung und andere Quellen.
- elektrische Sicherheit, einschließlich elektrische Ausrüstung oder Systemdesign, Verdrahtungsmethoden, sichere Arbeitspraktiken und Schulungen
- Erlauben Sie den erforderlichen Zugang zu beengten Räumen—Identifizierung, Bewertung und sichere Einreiseverfahren
- Persönliche Schutzausrüstung—Bewertung, Auswahl und Verwendung von Augen-, Gesichts-, Hand-, Fuß- und Kopfschutz
- Schutz von Maschinen, Geräten und Werkzeugen zum Schutz von Bedienern und in der Nähe befindlichen Arbeitern vor Gefahren an der Arbeitsstelle, an eintretenden Klemmpunkten und vor rotierenden Teilen, umherfliegenden Spänen oder Funken; umfasst ortsfeste Maschinen, tragbare Maschinen und tragbare Elektrowerkzeuge sowie die Einstellung von Schutzvorrichtungen und Arbeitsauflagen an Schleifscheibenmaschinen (Schleifmaschinen) (siehe Abbildung 18)
Abbildung 18. Maschinenschutz schützt Bediener

- Atemschutz—Auswahl, Verwendung, Wartung, Schulung, ärztliche Freigabe und Dichtsitzprüfung von Atemschutzgeräten
- berufliche Lärmbelastung—Kontrolle der Exposition durch technische, administrative oder Gehörschutzmaßnahmen und Durchführung von Gehörschutzprogrammen
- Brandverhütung und Notfallvorsorge und -reaktion, einschließlich Feuerlöscher, Fluchtwege, Pläne und Lagerung oder Verwendung entflammbarer/brennbarer Materialien
- Geh- und Arbeitsflächen, einschließlich Schutz von Boden- und Wandöffnungen und Löchern; Haushaltsführung; und Freihalten von Gängen und Durchgängen von Bedingungen, die Rutsch-, Stolper- oder Sturzgefahren darstellen (siehe Abbildung 19)
Abbildung 19. Stolper- und Rutschgefahr

- angetriebene Flurförderzeuge— Konstruktions-, Wartungs-, Verwendungs- und andere Sicherheitsanforderungen für Gabelstapler, Plattformwagen, Traktoren, motorbetriebene Sackkarren oder andere spezialisierte Flurförderzeuge, die von Elektromotoren oder Verbrennungsmotoren angetrieben werden
- ortsfeste und tragbare Leitern, Treppen und Gerüste—Konstruktion, Inspektion oder Wartung und sichere Verwendung
- Fallschutz—Verwendung von Absturzsicherungen und Auffanggeräten für Arbeiten in der Höhe
- Schneiden und Schweißen—sichere Verwendung und Verfahren für Sauerstoff/Acetylen oder Brenngas oder Lichtbogenschneid- oder Schweißgeräte
- Ausrüstung für den Materialtransport– einschließlich Brücken- und Portalkräne, Hebezeuge, Ketten und Schlingen
- Kontrolle der Exposition gegenüber giftigen oder gefährlichen Stoffen, einschließlich Luftverunreinigungen oder speziell regulierter Chemikalien (z. B. Kieselerde, Blei, Asbest, Formaldehyd, Kadmium oder Arsen).
Verletzungs- und Krankheitsprofil
Inzidenzraten von Verletzungen
Basierend auf Aufzeichnungen des US-Arbeitsministeriums haben Hersteller von Stein-, Ton- und Glasprodukten (SIC 32) eine „meldepflichtige“ Gesamtinzidenzrate von nicht tödlichen Arbeitsunfällen und Berufskrankheiten von 13.2 Fällen pro 100 Vollzeitbeschäftigten pro Jahr. Diese Inzidenzrate ist höher als die entsprechenden Raten für das gesamte verarbeitende Gewerbe (12.2) und die gesamte Privatindustrie (8.4). Etwa 51 % der Fälle „meldepflichtiger Verletzungen“ in der Herstellung von Stein-, Ton- und Glasprodukten führen nicht zu Arbeitsausfällen (Arbeitsausfall).
Die Inzidenzraten der „Gesamtzahl der Fälle von Arbeitsausfall“, basierend auf der Anzahl der arbeitsunfähigen Verletzungen oder Krankheiten, die dazu führen, dass einem Arbeitnehmer Arbeitstage pro 100 Vollzeitbeschäftigten fehlen, sind ebenfalls vom US-Arbeitsministerium erhältlich. Die Gesamthäufigkeitsrate für verlorene Arbeitstage umfasst Fälle, in denen Arbeitstage ausfallen und der Arbeitnehmer nicht in der Lage ist, den vollen Umfang der Arbeit (eingeschränkter oder leichter Dienst) auszuführen. Hersteller von Stein-, Ton- und Glasprodukten haben eine Gesamtinzidenzrate von 6.5 Fällen pro 100 Arbeiter pro Jahr mit Arbeitsausfällen. Dies ist höher als die entsprechenden Raten für das gesamte verarbeitende Gewerbe (5.5) und für die gesamte Privatindustrie (3.8). Etwa 93 % der Fälle von Arbeitsausfällen in der Herstellung von Stein-, Ton- und Glasprodukten resultieren eher aus Verletzungen als aus Berufskrankheiten.
Tabelle 6 enthält detailliertere Informationen zu Inzidenzraten für Verletzungen und Krankheiten (kombiniert) oder Verletzungen (allein) für verschiedene Arten von Herstellungsprozessen in der Herstellung von Stein-, Ton- und Glasprodukten (SIC-Code 32). Inzidenzraten und demografische Daten sind möglicherweise nicht repräsentativ für globale Informationen, aber es handelt sich um die vollständigsten verfügbaren Informationen.
Tabelle 6. Inzidenzraten nicht tödlicher Arbeitsunfälle und Berufskrankheiten1 pro 100 Vollzeitbeschäftigte für US-Unternehmen im SIC-Code 32, Privatindustrie und verarbeitendes Gewerbe, 1994
|
Branche |
SIC-Code2 |
1994 Durchschnittliche Jahresbeschäftigung3 (Tausende) |
Verletzungen und Krankheiten |
Verletzungen |
||||||
|
Verlorene Arbeitstage |
Verlorene Arbeitstage |
|||||||||
|
Fälle insgesamt |
Gesamt4 |
Mit arbeitsfreien Tagen |
Fälle ohne Ausfalltage |
Fälle insgesamt |
Gesamt5 |
Mit arbeitsfreien Tagen5 |
Fälle ohne Ausfalltage |
|||
|
Alles Privatwirtschaft |
95,449.3 |
8.4 |
3.8 |
2.8 |
4.6 |
7.7 |
3.5 |
2.6 |
4.2 |
|
|
Fertigung, alle |
18,303.0 |
12.2 |
5.5 |
3.2 |
6.8 |
10.4 |
4.7 |
2.9 |
5.7 |
|
|
Produkte aus Stein, Ton und Glas |
32 |
532.5 |
13.2 |
6.5 |
4.3 |
6.7 |
12.3 |
6.1 |
4.1 |
6.2 |
|
Flachglas |
321 |
15.0 |
21.3 |
6.6 |
3.1 |
14.7 |
17.3 |
5.2 |
2.6 |
12.1 |
|
Glas und Glaswaren, gepresst |
322 |
76.8 |
12.5 |
6.0 |
3.0 |
6.5 |
11.3 |
5.5 |
2.8 |
5.8 |
|
Glasbehälter |
3221 |
33.1 |
14.1 |
6.9 |
3.4 |
7.2 |
13.2 |
6.5 |
3.2 |
6.7 |
|
Gepresstes und geblasenes Glas, ang |
3229 |
43.7 |
11.3 |
5.4 |
2.8 |
5.9 |
9.8 |
4.8 |
2.4 |
5.1 |
|
Produkte aus gekauftem Glas |
323 |
60.7 |
14.1 |
6.1 |
3.1 |
8.0 |
12.7 |
5.4 |
2.9 |
7.4 |
|
Strukturelle Tonprodukte |
325 |
32.4 |
14.1 |
7.7 |
4.2 |
6.5 |
13.1 |
7.2 |
4.0 |
5.9 |
|
Ziegel und strukturelle Tonziegel |
3251 |
- |
15.5 |
8.4 |
5.1 |
7.1 |
14.8 |
7.9 |
5.0 |
6.9 |
|
Feuerfeste Materialien aus Ton |
3255 |
- |
16.0 |
9.3 |
4.7 |
6.8 |
15.6 |
9.3 |
4.7 |
6.4 |
|
Töpferwaren und verwandte Produkte |
326 |
40.8 |
13.6 |
6.8 |
3.8 |
6.8 |
12.2 |
6.1 |
3.5 |
6.1 |
|
Sanitärarmaturen aus Glas |
3261 |
- |
17.8 |
10.0 |
3.8 |
7.8 |
16.1 |
9.0 |
3.5 |
7.1 |
|
Glasporzellantisch und |
3262 |
- |
12.8 |
6.3 |
4.4 |
6.5 |
11.0 |
5.6 |
3.8 |
5.5 |
|
Elektrozubehör aus Porzellan |
3264 |
- |
11.3 |
5.8 |
3.7 |
5.6 |
9.8 |
5.0 |
3.4 |
4.8 |
|
Töpferwaren, ang |
3269 |
- |
12.6 |
5.6 |
3.7 |
7.1 |
11.6 |
5.0 |
3.5 |
6.6 |
|
Beton, Gips und Gips |
327 |
198.3 |
13.4 |
7.0 |
5.6 |
6.4 |
13.0 |
6.9 |
5.5 |
6.2 |
|
Betonblock und Ziegel |
3271 |
17.1 |
14.5 |
7.8 |
6.8 |
6.8 |
14.0 |
7.7 |
6.7 |
6.2 |
|
Betonerzeugnisse, ang |
3272 |
65.6 |
17.7 |
9.8 |
7.0 |
7.9 |
17.1 |
9.5 |
6.8 |
7.6 |
|
Fertigbeton |
3273 |
98.8 |
11.6 |
6.0 |
5.3 |
5.6 |
11.5 |
6.0 |
5.3 |
5.5 |
|
Sonstiges nichtmetallisches Mineral |
329 |
76.7 |
10.7 |
5.4 |
3.3 |
5.3 |
9.8 |
5.0 |
3.2 |
4.9 |
|
Schleifmittel |
3291 |
20.0 |
10.2 |
3.9 |
2.5 |
6.3 |
9.5 |
3.7 |
2.4 |
5.8 |
|
Mineralwolle |
3296 |
23.4 |
11.0 |
6.1 |
3.0 |
4.9 |
10.0 |
5.6 |
2.7 |
4.3 |
|
Feuerfeste Materialien ohne Ton |
3297 |
- |
10.6 |
5.8 |
4.5 |
4.8 |
10.2 |
5.7 |
4.3 |
4.6 |
|
Nichtmetallische Mineralprodukte, |
3299 |
- |
13.1 |
8.2 |
5.8 |
4.9 |
11.4 |
7.0 |
5.5 |
4.3 |
ang = nicht anderweitig klassifiziert
- = Daten nicht verfügbar
1 Die Inzidenzraten stellen die Anzahl der Verletzungen und Erkrankungen pro 100 Vollzeitbeschäftigten dar und wurden berechnet als Anzahl der Verletzungen und Erkrankungen dividiert durch die von allen Beschäftigten im Kalenderjahr geleisteten Arbeitsstunden mal 200,000 (das Basisäquivalent für 100 Beschäftigte bei 40 Stunden pro Woche). für 52 Wochen pro Jahr).
2 Standard Industrial Classification Manual Ausgabe 1987.
3 Die Beschäftigung wird als Jahresdurchschnitt ausgedrückt und wurde hauptsächlich aus dem Programm BLS State Current Employment Statistics abgeleitet.
4 Die Summe der Fälle umfasst Fälle mit ausschließlich eingeschränkter Arbeitstätigkeit, zusätzlich zu arbeitsfreien Tagen Fälle mit oder ohne eingeschränkter Arbeitstätigkeit.
5 Als Fehltage gelten Fälle, die sich aus Fehltagen mit oder ohne eingeschränkter Arbeitstätigkeit ergeben.
Quelle = Quelle: Basierend auf einer nationalen Erhebung über arbeitsbedingte Verletzungen und Erkrankungen in der Privatwirtschaft des US-Arbeitsministeriums, Bureau of Labor Statistics.
Demographie von Verletzungen und Krankheitsfällen
Auf Arbeiter im Alter von 25 bis 44 Jahren entfielen etwa 59 % der 23,203 Arbeitsunfälle oder Krankheitsfälle mit Ausfallzeiten im US-Sektor der Herstellung von Stein-, Ton- und Glasprodukten. Die nächsthöhere betroffene Gruppe waren Arbeitnehmer im Alter von 45 bis 54 Jahren, die 18 % der Fälle von Arbeitsunfällen oder Krankheit mit Ausfallzeit hatten (siehe Abbildung 20).
Abbildung 20. Verletzungen und Krankheiten mit Ausfallzeit nach Alter; UNS

Ungefähr 85 % der Arbeitsunfallfälle mit Ausfallzeit durch Verletzungen und Krankheiten im SIC-Code 32 waren Männer. In 24 % der Fälle von Arbeitsausfall (beide Geschlechter) hatten Arbeitnehmer weniger als 1 Jahr Betriebszugehörigkeit. Arbeitnehmer mit 1 bis 5 Jahren Betriebszugehörigkeit machten 32 % der Fälle aus. Erfahrene Mitarbeiter mit mehr als 5 Dienstjahren machten 35 % der Arbeitsausfallfälle aus.
Natur. Die Analyse von Unfallprofilen mit Ausfallzeiten charakterisiert die Art der behindernden Verletzungen und Krankheiten und hilft bei der Erklärung ursächlicher oder beitragender Faktoren. Zerrungen und Verstauchungen sind die häufigsten Verletzungen und Krankheiten in der Herstellung von Stein-, Ton- und Glasprodukten. Wie Abbildung 23 zeigt, machen Zerrungen und Verstauchungen etwa 42 % aller Arbeitsausfallfälle aus. Schnitte und Stiche (10 %) waren die zweithäufigste Art von behindernden Verletzungen oder Krankheiten. Andere Hauptkategorien von Verletzungen waren Prellungen (9 %), Frakturen (7 %) und Rücken-/andere Schmerzen (5 %). Hitzeverbrennungen, Verätzungen und Amputationen waren weniger häufig (1 % oder weniger).
Abbildung 21. Arbeitsunfälle und Berufskrankheiten

Ereignisse oder Expositionen. Abbildung 22 zeigt, dass Überanstrengung beim Heben zu allen anderen behindernden Verletzungsereignissen oder Expositionen führt. Überanstrengung beim Heben war in etwa 17 % der Fälle von Behinderung ein ursächlicher Faktor; wiederholte Bewegungen waren die Exposition in weiteren 5 % der Fälle von Behinderungen. Von einem Gegenstand getroffen zu werden, war das zweithäufigste Ereignis, das zu 16 % der Fälle führte. 10 % der Fälle verursachten Ereignisse, die gegen ein Objekt geschlagen wurden. Andere wichtige Ereignisse wurden in einem Objekt aufgefangen (9 %), Stürze auf die gleiche Ebene (9 %), Stürze auf eine niedrigere Ebene (6 %) und Ausrutschen/Stolpern ohne Sturz (6 %). Die Exposition gegenüber schädlichen Stoffen oder der Umwelt war nur in 5 % der Fälle ein ursächlicher Faktor.
Abbildung 22. Ereignis oder Exposition bei Arbeitsunfällen

Körperteil. Am häufigsten betroffen war der Rücken (24 % der Fälle) (siehe Abbildung 23). Verletzungen der oberen Extremitäten (Finger, Hand, Handgelenk und Arm kombiniert) traten in 23 % der Fälle auf, Verletzungen des Fingers in 7 % der Fälle. Verletzungen der unteren Extremitäten waren ähnlich (22 % der Fälle), wobei das Knie in 9 % der Fälle betroffen war.
Abbildung 23. Körperteil, der von einer Verletzung durch einen verlorenen Arbeitstag betroffen ist
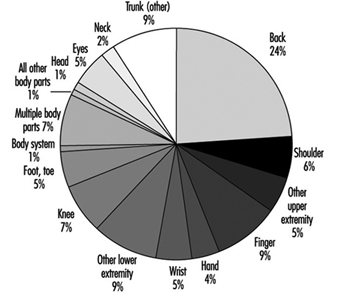
Quellen. Die häufigsten Ursachen für Invaliditätsverletzungen oder Krankheitsfälle waren: Teile und Materialien (20 %); Position oder Bewegung des Arbeitnehmers (16 %); Fußböden, Gehwege oder Bodenflächen (15 %); Container (10%); Maschinen (9%); Fahrzeuge (9%); Handwerkzeuge (4%); Möbel und Einrichtungsgegenstände (2%); und Chemikalien und chemische Erzeugnisse (2 %) (siehe Abbildung 24).
Abbildung 24. Quellen von Arbeitsunfällen
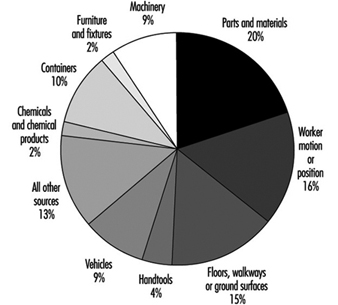
Prävention und Kontrolle von Krankheiten
Kumulatives Trauma im Zusammenhang mit sich wiederholenden Bewegungen, Überanstrengung und übermäßigen Kräften ist ein häufiger Befund in diesem Fertigungssektor. Robotergeräte sind in einigen Fällen verfügbar, aber manuelle Handhabungspraktiken dominieren immer noch. Kompressoren, Gebläse, Spinner, pneumatische Vibratoren und Verpackungsanlagen können Geräusche von über 90 bis 95 dBA erzeugen. Gehörschutz und ein gesundes Gehörschutzprogramm verhindern dauerhafte Veränderungen des Gehörs.
Diese Industrie verbraucht große Mengen an kristallinem Siliziumdioxid. Die Exposition muss während der Handhabung, Wartung und Reinigung begrenzt werden. Eine gute Haushaltsführung mit einem geeigneten Staubsaugersystem oder Nassreinigungsmethoden reduziert potenzielle Expositionen. Wenn eine übermäßige Exposition gegenüber Kieselsäure aufgetreten ist, sollte ein regelmäßiges Screening mit Lungenfunktionstests und Brustfilmen durchgeführt werden. Die Exposition gegenüber Schwermetallen, die in Rohstoffen, Glasuren oder Pigmenten vorkommen, sollte ebenfalls minimiert werden. Die Verwendung von Ersatzstoffen für in Glasuren enthaltene Schwermetalle beseitigt auch gesundheitliche Bedenken hinsichtlich des Auslaugens von Metallen in Lebensmittel oder Getränke. Gute Haushaltspraktiken und Atemschutz werden verwendet, um Nebenwirkungen zu vermeiden. Eine medizinische Überwachung, die eine biologische Überwachung umfasst, kann erforderlich sein.
Die Verwendung von Bindemitteln, die Formaldehyd, Epoxide und Silane enthalten, ist bei der Herstellung von glasartigen Fasern üblich. Es müssen Maßnahmen ergriffen werden, um Haut- und Atemwegsreizungen zu minimieren. Formaldehyd wird in vielen Ländern als Karzinogen reguliert. Einatembare Fasern werden während der Herstellung, Herstellung, des Schneidens und des Einbaus von Glas-, Gesteins-, Schlacke- und feuerfesten Keramikfaserprodukten produziert. Obwohl die Exposition gegenüber luftgetragenen Fasern für die meisten dieser Materialien im Allgemeinen recht gering war (weniger als 1 Faser pro Kubikzentimeter), sind lose Einblasanwendungen in der Regel viel höher.
Gestein, Schlacke und Glas gehören zu den am intensivsten untersuchten kommerziellen Isolierprodukten, die heute verwendet werden. Epidemiologische Studien haben gezeigt, dass das Rauchen von Zigaretten einen großen Einfluss auf die Sterblichkeit durch Lungenkrebs bei Beschäftigten in der Produktion hat. Gut durchgeführte Querschnittsstudien haben nicht gezeigt, dass die Fasern eine übermäßige Lungenmortalität oder -morbidität hervorrufen. Kürzlich durchgeführte chronische Inhalationsstudien an Ratten haben gezeigt, dass die Dauerhaftigkeit von Glasfasern eine entscheidende Determinante des biologischen Potenzials dieser Fasern ist. Die Zusammensetzung, die die Haltbarkeit dieser Fasern bestimmt, kann erheblich variieren. Um Bedenken hinsichtlich der öffentlichen Gesundheit zu vermeiden, hat ein Technischer Ausschuss der Europäischen Kommission kürzlich vorgeschlagen, die Biobeständigkeit von Glasfasern durch kurzzeitige Inhalation zu testen. Als Referenzfaser wird eine Isolierwollzusammensetzung vorgeschlagen, die bei der maximal tolerierten Dosis durch chronisches Einatmen bei Ratten gründlich getestet wurde und bei der festgestellt wurde, dass sie keine irreversible Krankheit hervorruft.
Umwelt- und Gesundheitsfragen
Der primäre Luftschadstoff, der bei der Herstellung von Glas, Keramik, Töpferwaren und Ziegeln emittiert wird, ist Feinstaub. Maximal erreichbare Regeltechnik, bestehend aus Schlauchfiltern und Nass-Elektrofiltern, steht zur Verfügung, um die Emissionen bei Bedarf zu reduzieren. Gefährliche Luftschadstoffe, die beim Mischen, Auftragen und Aushärten von Bindemitteln entstehen, werden genau unter die Lupe genommen. Zu diesen Substanzen gehören Styrol, Silane und Epoxidharze, die für kontinuierliche Glasfäden verwendet werden, sowie Formaldehyd, Methanol und Phenol, die während der Gesteins-, Schlacken- und Glasproduktion verwendet werden. Formaldehyd ist der gefährliche Luftschadstoff, der die Kontrollstandards für die letztgenannten Fertigungslinien bestimmt. Gefährliche Luftschadstoffe durch Schwermetalle wie Chrom treiben die Standards für Glasschmelzöfen voran, während NOx und sox bleiben in einigen Ländern Probleme. Fluorid- und Boremissionen sind bei der Herstellung von kontinuierlichen Glasfilamenten von Bedeutung. Bor kann auch zu einem Umweltproblem werden, wenn in einigen Ländern hochlösliche glasartige Glaswollefasern benötigt werden.
Aufgrund des hohen Luftaustrittsvolumens und der Formgebung und Glasschmelze verdunstet die Industrie erhebliche Mengen an Wasser. Viele Einrichtungen, wie zum Beispiel in den Vereinigten Staaten, haben keine Abwassereinleitung. Recyceltes Abwasser, das organisches Material enthält, kann am Arbeitsplatz zu biologischen Gefahren führen, wenn keine Behandlung durchgeführt wird, um biologisches Wachstum zu verhindern (siehe Abbildung 25). Der von diesem Industriesektor erzeugte Abfall umfasst Schwermetalle, ätzende Stoffe, einige Bindemittel und verbrauchte Lösungsmittel. Die Glasfaserindustrie ist zu einem wichtigen Punkt für das Recycling von Glasflaschen und Flachglas geworden. Beispielsweise enthalten aktuelle Glaswolleprodukte 30 bis 60 % recyceltes Glas. Verbrauchte feuerfeste Materialien werden ebenfalls zurückgewonnen und vorteilhaft wiederverwendet.
Abbildung 25. Aerosole von wiederverwendetem Abwasser

Danksagung: Besonderer Dank gilt Dan Dimas, CSP, Libbey-Owens-Ford, für die Bereitstellung von Fotos, und Michel Soubeyrand, Libbey-Owens-Ford, für die Bereitstellung von Informationen zur chemischen Gasphasenabscheidung für den Abschnitt über Glas.
Optische Fasern
Optische Fasern sind haarfeine Glasstränge, die Lichtstrahlen entlang ihrer Achse übertragen sollen. Leuchtdioden (LEDs) or Laserdioden wandeln elektrische Signale in optische Signale um, die durch einen inneren zylindrischen Kern des optischen Faserkabels übertragen werden. Die geringeren Brechungseigenschaften des äußeren Mantels ermöglichen die Ausbreitung von Lichtsignalen durch interne Reflexion entlang des inneren zylindrischen Kerns. Optische Fasern werden so konstruiert und hergestellt, dass sie sich entweder als einzelner Lichtstrahl oder als mehrere Lichtstrahlen gleichzeitig ausbreiten, die entlang des Kerns übertragen werden. (Siehe Abbildung 1.)
Abbildung 1. Optische Single- und Multimode-Fasern
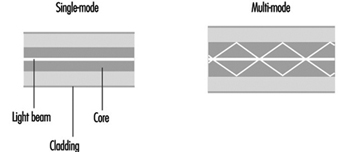
Singlemode-Glasfaser wird hauptsächlich für Telefonie, Kabelfernsehanwendungen und Campus-Backbones verwendet. Multimode-Fasern werden üblicherweise für die Datenkommunikation und in Gebäudenetzwerken verwendet.
Herstellung von Glasfasern
Spezielle Materialien und Prozesse sind erforderlich, um optische Fasern herzustellen, die die grundlegenden Designkriterien erfüllen: (1) ein Kern mit einem hohen Brechungsindex und eine Ummantelung mit einem niedrigen Brechungsindex, (2) eine geringe Signaldämpfung oder einen geringen Leistungsverlust und (3) eine geringe Streuung oder Verbreiterung des Lichtstrahls.
Hochreines Quarzglas mit anderen Glasmaterialien (dh Schwermetallfluoridgläser, Chalkogenidgläser) sind die Hauptmaterialien, die derzeit zur Herstellung optischer Fasern verwendet werden. Es werden auch polykristalline Materialien, einkristalline Materialien, Hohlwellenleiter und polymere Kunststoffmaterialien verwendet. Rohstoffe müssen relativ rein sein mit sehr geringen Konzentrationen an Übergangsmetallen und Hydroxyl-bildenden Gruppen (unterhalb der Teile pro Milliarde). Verarbeitungsverfahren müssen das sich bildende Glas vor Verunreinigungen in der Herstellungsumgebung schützen.
Optische Fasern werden unter Verwendung einer nicht-konventionellen Dampfphasenpräparation einer Glasvorform hergestellt, die dann zu Fasern gezogen wird. Flüchtige Kieselsäureverbindungen werden in SiO umgewandelt2 B. durch Flammenhydrolyse, chemische Gasphasenabscheidung (CVD) oder Hochtemperaturoxidation. Dem Glas werden dann weitere Dotierstoffe zugesetzt, um die Glaseigenschaften zu verändern. Variationen im Dampfabscheidungsprozess beginnen mit demselben Material, unterscheiden sich jedoch in der Methode, die verwendet wird, um dieses Material in Siliziumdioxid umzuwandeln.
Eines der folgenden Gasphasenabscheidungsverfahren wird verwendet, um optische Fasern auf Siliziumdioxidbasis herzustellen: (1) modifizierte chemische Gasphasenabscheidung (MCVD), (2) plasmachemische Gasphasenabscheidung (PCVD), (3) äußere Gasphasenabscheidung (OVD), und (4) axiale Gasphasenabscheidung (VAD) (siehe Fig. 2). Siliziumtetrachlorid (SiCl4), Germaniumtetrachlorid (GeCl4) oder andere flüchtige flüssige Halogenide wandeln sich aufgrund ihres hohen Dampfdrucks bei leichtem Erhitzen in Gas um. Gasförmiges Halogenid wird einer Reaktionszone zugeführt und in Glaspartikel umgewandelt (siehe auch Kapitel Mikroelektronik und Halbleiter.)
Abbildung 2. Flussdiagramm für die Herstellung von Glasfasern

MCVD und PCVD anpassen. Ein hochwertiges Quarzglasrohr wird an einer Glasbearbeitungsdrehmaschine befestigt, die mit einem Wasserstoff-/Sauerstoffbrenner ausgestattet ist, der seine Länge durchquert. An einem Ende des Glasrohrs ist eine Halogenidmaterialversorgung und am gegenüberliegenden Ende ein Wäscher angebracht, um überschüssiges Halogenidmaterial zu entfernen. Die Oberfläche des Glasrohrs wird zuerst durch Feuerpolieren gereinigt, während der Brenner die Länge des Rohrs durchquert. Je nach herzustellendem Produkt werden dem Dampfsystem verschiedene Reagenzien zugesetzt. Eine chemische Reaktion findet statt, wenn die Halogenide den zu erwärmenden Rohrabschnitt passieren. Die Halogenide wandeln sich in Silica-„Ruß“-Partikel um, die sich an der inneren Glasrohrwand stromabwärts des Brenners ablagern. Abgelagerte Partikel werden in die Glasschicht gesintert. Das PCVD-Verfahren ähnelt MCVD, außer dass die Halogenide durch ein Sprudlersystem zugeführt werden und Mikrowellen anstelle eines Brenners verwendet werden, um das Halogenidmaterial in Glas umzuwandeln.
Feuerwehroffizier und VAD anpassen. In der ersten Stufe des Faserherstellungsprozesses wird die Core und Verkleidung Gläser werden um einen rotierenden Zielstab herum aufgedampft, um eine „Ruß“-Vorform zu bilden. Zuerst wird das Kernmaterial aufgebracht, gefolgt von der Umhüllung. Der gesamte Vorformling muss extrem rein sein, da sowohl der Kern als auch der Mantel aufgedampft werden. Die Fasergeometrie wird während der Ablegephase der Herstellung bestimmt. Nachdem der Zielstab entfernt wurde, wird die Vorform in einen Ofen gegeben, wo sie zu einem festen, klaren Glas verfestigt und das Mittelloch verschlossen wird. Gas wird durch die Vorform geleitet, um Restfeuchtigkeit zu entfernen, die die Dämpfung der Faser nachteilig beeinflusst (Verlust des optischen Signals, wenn Licht entlang der Faserachse übertragen wird). Die Vorformlinge werden dann mit Flusssäure gewaschen, um die Reinheit des Glases sicherzustellen und Verunreinigungen zu entfernen.
Die konsolidierte Glasvorform wird in einen Ziehturm gegeben, um einen kontinuierlichen Glasfaserstrang zu bilden. Zuerst wird der Vorformling oben in einen Ziehofen geladen. Als nächstes wird die Spitze des Vorformlings erhitzt und ein Stück geschmolzenes Glas beginnt zu fallen. Während dieses Teil gezogen (gezogen) wird, durchläuft es eine Inline-Durchmesserüberwachung, um sicherzustellen, dass die Faser einen exakt spezifizierten Durchmesser hat (normalerweise in Mikron gemessen). Der Manteldurchmesser der Faser muss den genauen Spezifikationen entsprechen, um den Signalverlust an den Verbindungen gering zu halten . Der Außenmanteldurchmesser wird als Richtlinie zum Ausrichten der Faserkerne während der Endverwendung verwendet. Die Kerne müssen ausgerichtet sein, damit die Lichtübertragung effizient erfolgt.
Acrylpolymer oder andere Beschichtungen werden aufgetragen und mit UV-Lampen ausgehärtet. Die Beschichtungen sollen die optische Faser während der Endverwendung vor der Umgebung schützen. Die optischen Fasern werden getestet, um die Übereinstimmung mit Herstellungsstandards für Festigkeit, Dämpfung und Geometrie sicherzustellen. Spezifische Faserlängen werden nach Kundenspezifikation auf Rollen gewickelt.
Während der Herstellung optischer Fasern treten eine Reihe potenzieller Gefahren auf. Dazu gehören: (1) Kontakt mit Flusssäure (beim Reinigen von Glasvorformen), (2) Strahlungsenergie und Hitzestress im Zusammenhang mit Arbeitsumgebungen in der Nähe von Drehmaschinen und Aufdampfprozessen, (3) direkter Kontakt mit heißen Oberflächen oder geschmolzenem Material (Glasvorformen). ), (4) Exposition gegenüber Acrylatpolymerbeschichtungen (Hautsensibilisatoren), (5) Hautstiche und -verletzungen während der Faserhandhabung und (6) eine Vielzahl von zuvor beschriebenen physikalischen Gefahren.
Synthetische Edelsteine
Synthetische Edelsteine sind chemisch und strukturell identisch mit Steinen, die in der Natur vorkommen. Nachahmungen von Edelsteinen hingegen sind Steine, die einem bestimmten Edelstein ähnlich erscheinen. Es gibt ein paar grundlegende Prozesse, die eine Vielzahl von Edelsteinen produzieren. Zu den synthetischen Edelsteinen gehören Granat, Spinell, Smaragd, Saphir und Diamant. Die meisten dieser Steine werden für die Verwendung in Schmuck hergestellt. Diamanten werden als Schleifmittel verwendet, während Rubine und Granate in Lasern verwendet werden.
Der erste synthetische Edelstein, der in Schmuck verwendet wurde, war der Smaragd. Das bei seiner Herstellung verwendete Verfahren ist urheberrechtlich geschützt und wird geheim gehalten, beinhaltet aber wahrscheinlich eine Flux-Wachstumsmethode, bei der Silikate aus Aluminiumoxid und Beryllium mit Zusätzen von Chrom für die Farbe zusammengeschmolzen werden. Aus dem Fluss kristallisieren Smaragde. Es kann ein Jahr dauern, bis nach diesem Verfahren Steine hergestellt werden.
Das Verneuil- oder Flammenschmelzverfahren wird bei der Herstellung von Saphir und Rubin verwendet. Es benötigt große Mengen an Wasserstoff und Sauerstoff und verbraucht daher große Mengen an Energie. Bei diesem Verfahren wird ein Impfkristall mit einer Knallgasflamme erhitzt, bis die Oberfläche flüssig ist. Angetriebener Rohstoff wie KI2O3 für Saphir wird sorgfältig hinzugefügt. Wenn das Rohmaterial schmilzt, wird der Impfkristall langsam aus der Flamme herausgezogen, wodurch die Flüssigkeit, die am weitesten von der Flamme entfernt ist, erstarrt. Das Ende, das der Flamme am nächsten ist, ist noch flüssig und bereit für mehr Rohmaterial. Das Endergebnis ist die Bildung eines stäbchenförmigen Kristalls. Verschiedene Farben werden durch Zugabe kleiner Mengen verschiedener Metallionen zu den Rohstoffen erzeugt. Rubin entsteht, indem 0.1 % seiner Aluminiumionen durch Chromatome ersetzt werden.
Spinell, ein farbloser synthetischer Keim (MgAI2O4), wird nach dem Verneuil-Verfahren hergestellt. Zusammen mit Saphir wird Spinell von der Industrie verwendet, um eine große Auswahl an Farben für die Verwendung als Geburtssteine und in Klassenringen bereitzustellen. Die durch Hinzufügen der gleichen Metallionen erzeugte Farbe ist bei Spinell anders als bei Saphir.
Synthetische Diamanten werden wegen ihrer Härte in der Industrie verwendet. Zu den Anwendungen für Diamanten gehören Schneiden, Polieren, Schleifen und Bohren. Einige der üblichen Anwendungen sind das Schneiden und Schleifen von Granit zur Verwendung im Bauwesen, das Bohren von Brunnen und das Schleifen von Nichteisenlegierungen. Außerdem werden Verfahren entwickelt, die Diamant auf Oberflächen abscheiden, um klare, harte, kratzfeste Oberflächen bereitzustellen.
Diamanten entstehen, wenn elementarer Kohlenstoff oder Graphit im Laufe der Zeit Druck und Hitze ausgesetzt wird. Um einen Diamanten in der Fabrikhalle herzustellen, müssen Graphit- und Metallkatalysatoren kombiniert und bei hoher Hitze (bis zu 1,500 °C) zusammengepresst werden. Die Größe und Qualität der Diamanten werden durch Einstellen der Zeit, des Drucks und/oder der Hitze gesteuert. Große Wolframcarbid-Matrizen werden verwendet, um die hohen Drücke zu erreichen, die zum Formen von Diamanten in einem angemessenen Zeitraum erforderlich sind. Diese Würfel sind bis zu 2 m breit und 20 cm dick und ähneln einem großen Donut. Die Mischung aus Graphit und Katalysator wird in eine Keramikdichtung gegeben, und konische Kolben drücken von oben und unten. Nach einer bestimmten Zeit wird die Diamanten enthaltende Dichtung aus der Presse entfernt. Die Dichtungen werden weggebrochen und das diamanthaltige Graphit wird einer Reihe von Mitteln ausgesetzt, die darauf ausgelegt sind, alles Material außer den Diamanten aufzuschließen. Die verwendeten Reaktanten sind starke Mittel, die potenzielle Quellen für erhebliche Verbrennungen und Atemwegsverletzungen sind. Diamanten in Edelsteinqualität können auf die gleiche Weise hergestellt werden, aber die erforderlichen langen Presszeiten machen dieses Verfahren unerschwinglich teuer.
Zu den Gefahren, die sich aus der Herstellung von Diamanten ergeben, gehören die potenzielle Exposition gegenüber hochreaktiven Säuren und ätzenden Mitteln in großen Mengen, Lärm, Staub beim Formen und Brechen von Keramikdichtungen und die Exposition gegenüber Metallstaub. Eine weitere potenzielle Gefahr entsteht durch das Versagen der massiven Hartmetallmatrizen. Nach einer variablen Anzahl von Verwendungen versagen die Matrizen, was eine Verletzungsgefahr darstellt, wenn die Matrizen nicht isoliert werden. Ergonomische Probleme treten auf, wenn die hergestellten Diamanten klassifiziert und bewertet werden. Ihre geringe Größe macht dies zu einer mühsamen und sich wiederholenden Arbeit.
Druck und Veröffentlichung
Allgemeines Profil
Die Druck-, Werbefotografie- und Reproduktionsindustrie ist von ihrer wirtschaftlichen Bedeutung her weltweit bedeutend. Die Druckindustrie ist in Bezug auf Technologien und Unternehmensgröße sehr vielfältig. Unabhängig von der Größe, gemessen am Produktionsvolumen, sind die verschiedenen in diesem Kapitel beschriebenen Drucktechnologien jedoch die gebräuchlichsten. In Bezug auf das Produktionsvolumen gibt es eine begrenzte Anzahl von Großbetrieben, aber viele kleine. Aus wirtschaftlicher Sicht ist die Druckindustrie eine der größten Branchen und erwirtschaftet weltweit einen Jahresumsatz von mindestens 500 Milliarden US-Dollar. In ähnlicher Weise ist die kommerzielle Fotografiebranche vielfältig, mit einer begrenzten Anzahl von großvolumigen und vielen kleinvolumigen Operationen. Das Fotofinishing-Volumen verteilt sich zu etwa gleichen Teilen auf Groß- und Kleinvolumenbetriebe. Der kommerzielle Fotomarkt erwirtschaftet weltweit Jahreseinnahmen von etwa 60 Milliarden US-Dollar, wobei Fotofinishing-Geschäfte etwa 40 % dieser Gesamtsumme ausmachen. Die Vervielfältigungsindustrie, die aus kleinvolumigen Betrieben mit einem kombinierten Jahresumsatz von etwa 27 Milliarden US-Dollar besteht, erstellt jährlich fast 2 Billionen Kopien. Darüber hinaus werden Reproduktions- und Vervielfältigungsdienste in noch kleinerem Umfang bei den meisten Organisationen und Unternehmen vor Ort angeboten.
Gesundheits-, Umwelt- und Sicherheitsfragen in diesen Branchen entwickeln sich als Reaktion auf Substitutionen durch potenziell weniger gefährliche Materialien, neue Kontrollstrategien für die industrielle Hygiene und das Aufkommen neuer Technologien, wie z. B. die Einführung digitaler Technologien, elektronischer Bildgebung und Computer. Viele historisch wichtige Gesundheits- und Sicherheitsprobleme (z. B. Lösungsmittel in der Druckindustrie oder Formaldehyd als Stabilisator in Fotoverarbeitungslösungen) werden in Zukunft aufgrund von Materialersatz oder anderen Risikomanagementstrategien kein Thema mehr sein. Dennoch werden sich neue Gesundheits-, Umwelt- und Sicherheitsprobleme ergeben, die von Gesundheits- und Sicherheitsexperten angegangen werden müssen. Dies deutet auf die anhaltende Bedeutung der Gesundheits- und Umweltüberwachung als Teil einer effektiven Risikomanagementstrategie in der Druck-, kommerziellen Foto- und Reproduktionsindustrie hin.David Richardson
Übersicht der Druckverfahren
Die Erfindung des Buchdrucks geht auf China im 11. Jahrhundert zurück. In der zweiten Hälfte des 15. Jahrhunderts führte Johannes Gutenburg erstmals bewegliche Lettern ein und erfand den Buchdruck und schuf damit das heute weltweit verbreitete Druckverfahren. Seitdem hat sich das Druckverfahren dramatisch über das einfache Drucken von Wörtern auf Papier hinaus auf das Drucken von Wörtern und anderen Formen der grafischen Kunst auf Papier und andere Materialien (Substrate) ausgeweitet. Im 20. Jahrhundert hat die Verpackung aller Arten von Konsumgütern den Druck auf eine neue Ebene gehoben. Drucken, Verpacken und Publizieren sowie das eng damit verbundene Beschichten und Kaschieren finden sich in Produkten und Verfahren des täglichen Lebens in Haushalt, Freizeit und Beruf wieder.
Die Kunst, Wörter und Bilder auf Papier oder anderen Substraten zu platzieren, bewegt sich in Richtungen, die noch vor wenigen Jahren nicht vorhersehbar waren. Es hat sich ein sehr breites Spektrum an Technologien entwickelt, das von den älteren und traditionelleren Druckstilen bis zu den neuesten Technologien mit Computern und verwandten Prozessen reicht. Dies umfasst alles, von der älteren Technologie bleibasierter Typen in Flachbettdruckmaschinen bis hin zu den heutigen modernen Plattendruckmaschinen mit Rollenzuführung (siehe Abbildung 1). In manchen Betrieben liegen diese unterschiedlichen Technologien buchstäblich nebeneinander.
Abbildung 1. Das abschließende Ende eines Druckprozesses

Es gibt vier allgemeine Arten des Druckens und es gibt viele Gefahren für Sicherheit, Gesundheit und Umwelt, die mit diesen Technologien verbunden sind.
1. Buch- oder Prägedruck. Dieses Verfahren, das seit vielen Jahren beim Drucken und Veröffentlichen verwendet wird, beinhaltet die Erstellung von Bildern, häufig Buchstaben oder Bildern, die über einem Hintergrund oder einem nicht druckenden Bereich erhaben sind. Tinte wird auf den erhabenen Bereich aufgetragen, der dann in Kontakt mit dem Papier oder einem anderen Substrat gebracht wird, das das Bild aufnimmt.
Es gibt mehrere Möglichkeiten, das Reliefbild zu erstellen, z. B. das Zusammenfügen einzelner Buchstaben mit beweglichen Lettern oder die Verwendung der einst üblichen Linotype-Maschine oder maschinell erstellten Lettern. Diese Prozesse sind für einfachere Druckaufgaben mit kleineren Auflagen geeignet. Für länger laufende Aufgaben sind Druckplatten, oft aus Metall oder kunststoff- oder gummiähnlichen Materialien, besser geeignet. Die Verwendung von Gummi- oder ähnlichen Platten wird oft als Flexodruck oder Flexodruck bezeichnet.
Für dieses Verfahren typische Tinten können entweder auf Lösungsmittel- oder auf Wasserbasis sein. Einige neuere Tinten, die auf UV-Härtung und anderen chemisch-physikalischen Systemen basieren, werden entwickelt und in diesem Drucksystem implementiert.
2. Tief- oder Tiefdruck. Bei Tiefdruck- oder Tiefdruckverfahren wird das zu druckende Bild in die Fläche einer gravierten Platte oder eines Zylinders vertieft. Die Platte oder der Zylinder wird in Tinte getaucht. Überschüssige Farbe wird dann von den nicht gravierten Teilen der Platte entfernt durch Verwendung von a Rakel. Die Platte oder der Zylinder wird dann in Kontakt mit dem Papier oder einem anderen Substrat gebracht, auf das die Tinte das Bild überträgt. Dieses Drucksystem ist sehr typisch für gedruckte Produkte mit hoher Auflage, wie Zeitschriften und Verpackungsmaterialien.
Tinten basieren typischerweise auf Lösungsmitteln, wobei Toluol das gebräuchlichste Lösungsmittel in Tiefdruck- oder Tiefdrucktinten ist. Die Verwendung von Tinten auf Basis von Sojaöl und Wasser ist mit einigem Erfolg im Gange. Allerdings können nicht alle Anwendungen diese neuere Technologie nutzen.
3. Flach- oder Lithografiedruck. Unterschiedliche Materialien bilden die Grundlage für den Flach- oder Lithografiedruck. Durch die Verwendung unterschiedlicher Materialien können Bereiche entwickelt werden, die wasseraufnahmefähig oder wasserabweisend sind (dh aufnahmefähig für Lösungsmitteltinte). Der für Lösungsmitteltinte aufnahmefähige Bereich trägt das Bild, während der für Wasser aufnahmefähige Bereich zum Hintergrund oder unbedruckten Bereich wird. Somit haftet Tinte nur in bestimmten Bereichen zur Übertragung auf das Papier oder ein anderes Substrat. In vielen Fällen beinhaltet dieser Schritt die Übertragung auf eine Zwischenoberfläche, bekannt als die Decke, die später gegen das Papier oder ein anderes Substrat gelegt werden. Dieser Übertragungsprozess wird als Offsetdruck bezeichnet und ist für viele Druck-, Publikations- und Verpackungsanwendungen weit verbreitet.
Es sollte beachtet werden, dass nicht jeder Offsetdruck Lithografie beinhaltet. Abhängig von den genauen Anforderungen des Druckverfahrens können andere Druckverfahren Elemente des Offsetdrucks verwenden.
Tinten, die beim Flachdruck oder Lithografiedruck verwendet werden, basieren normalerweise auf Lösungsmitteln (dh nicht auf Wasserbasis), aber einige Tinten, die nicht auf Lösungsmitteln basieren, werden schnell entwickelt.
4. Poröser oder Siebdruck. Poröser oder Siebdruck verwendet eine Schablone, die über einem feinmaschigen Sieb platziert wird. Die Farbe wird auf die offenen Siebbereiche aufgetragen und über die Schablone und den offenen Siebbereich gepresst (gerakelt). Die Tinte wird durch das Sieb auf das Papier oder andere Substrat unter dem Sieb übertragen. Siebdruck wird häufig für einfachere Druckaufgaben mit geringem Volumen verwendet, bei denen dieses Verfahren einen Kostenvorteil haben kann. Typische Anwendungen dieses Druckverfahrens sind Textilien, Poster, Displays und Tapeten.
Tinten für den Siebdruck sind entweder lösemittel- oder wasserbasierend, abhängig von dem zu bedruckenden Substrat. Da die beim Siebdruck verwendete Beschichtung oft dicker ist, sind die Tinten in der Regel viskoser als die bei anderen Druckverfahren verwendeten.
Vorbereitung von druckfertigem Material
Das Vorbereiten von Material für den Druck umfasst das Zusammenfügen der verschiedenen Materialien, einschließlich Text, Fotografien, Grafiken, Illustrationen und Designs, die Gegenstand der Reproduktion in das gedruckte Material sind. Alle Materialien müssen vollständig fertiggestellt sein, da nach Erstellung der Druckplatten keine Änderungen mehr vorgenommen werden können. Um Fehler zu korrigieren, muss der Prozess wiederholt werden. An diesem Punkt werden Prinzipien der grafischen Kunst angewendet, um eine angemessene Ästhetik des Druckprodukts sicherzustellen.
Die Gesundheits- und Sicherheitsaspekte des Grafikschritts des Druckverfahrens werden im Allgemeinen als weniger gefährlich angesehen als die anderen Aspekte des Druckens. Die Erstellung von Druckvorlagen kann mit erheblichen körperlichen Belastungen sowie gesundheitlichen Risiken durch die verwendeten Pigmente, Gummikleber, Sprühkleber und anderen Materialien verbunden sein. Vieles davon wird durch computergestützte Grafiken ersetzt, was auch im Artikel „Gebrauchsgrafik“ in the behandelt wird Unterhaltung und Kunst Kapitel. Auf die möglichen Gefahren beim Arbeiten mit Bildschirmgeräten und Computern wird an anderer Stelle eingegangen Enzyklopädie. Ergonomisch sinnvolle Arbeitsplätze können die Gefahren mindern.
Tellerherstellung
Die für zeitgenössische Druckverfahren typischen Druckplatten oder -walzen müssen entweder für die Prozessfotografie oder das computergenerierte Make-up erstellt werden. Häufig beginnt die Plattenherstellung mit einem Kamerasystem, das verwendet wird, um ein Bild zu erzeugen, das anschließend durch photochemische Verfahren auf die Platte übertragen werden kann. Farben müssen getrennt werden, und Aspekte der Druckqualität wie Halbtonbilder müssen in diesem Prozess entwickelt werden. Die für die Plattenherstellung verwendete Fotografie ist im Vergleich zum typischen Heimgebrauch einer Kamera sehr anspruchsvoll. Außergewöhnlich feine Schärfe, Farbseparation und Register sind erforderlich, um die Produktion hochwertiger Druckmaterialien zu ermöglichen. Mit der Einführung des Computers wurde ein Großteil der manuellen Montage- und Bildentwicklungsarbeit eliminiert.
Die potenziellen Gefahren, die in diesem Teil des Druckprozesses auftreten, ähneln denen, die typisch für die Fotoindustrie sind, und werden an anderer Stelle in diesem Kapitel erörtert. Die Kontrolle möglicher chemischer Belastungen ist während der Plattenherstellung wichtig.
Nachdem das Bild erstellt wurde, werden fotomechanische Prozesse verwendet, um die Druckplatte zu erstellen. Die typischen fotomechanischen Prozesse zur Plattenherstellung lassen sich in folgende Gruppen einteilen:
Manuelle Methoden. Handwerkzeuge, Graveure und Messer können verwendet werden, um Reliefs in der Platte zu erzeugen, oder Buntstifte können verwendet werden, um wasserabweisende Bereiche auf einer Lithographieplatte zu erzeugen. (Dies ist im Allgemeinen eine Methode, die in kleinen Produktionen oder für spezielle Druckaufgaben verwendet wird.)
Mechanische Methoden. Drehbänke, Linealmaschinen und ähnliche Arten von mechanischen Geräten werden verwendet, um Reliefs zu erzeugen, oder andere Geräte können verwendet werden, um wasserabweisende Bereiche auf Lithografieplatten herzustellen.
Elektrochemische Methoden. Elektrochemische Verfahren werden verwendet, um Metalle auf Platten oder Zylindern abzuscheiden.
Elektronische Methoden. Elektronische Graveure werden verwendet, um Reliefs auf Platten oder Zylindern zu erzeugen.
Elektrostatische Methoden. Durch xerografische oder ähnliche Verfahren werden auf Platten oder Zylindern entweder reliefartige oder wasserabweisende Bildbestandteile erzeugt.
Photomechanische Methoden. Fotografische Bilder können durch lichtempfindliche Beschichtungen auf der Platte oder dem Zylinder auf die Platten übertragen werden.
Die fotomechanische Plattenherstellung ist heute das gebräuchlichste Verfahren. In vielen Fällen können zwei oder mehr Systeme verwendet werden, um die Platte oder den Zylinder zu erzeugen.
Die Auswirkungen auf Gesundheit und Sicherheit bei der Herstellung von Druckplatten sind aufgrund der verschiedenen Methoden, die zur Herstellung der Platte verwendet werden, umfangreich. Mechanische Methoden, die heute weniger verwendet werden als in der Vergangenheit, waren die Quelle typischer mechanischer Sicherheitsprobleme, einschließlich Gefahren, die sich aus der Verwendung von Handwerkzeugen und den größeren mechanischen Geräten ergeben, die häufig in der Maschinenwerkstatt zu sehen sind. Risiken in Bezug auf Handsicherheit und Schutz sind typisch für die Plattenherstellung mit mechanischen Verfahren. Eine solche Plattenherstellung beinhaltet häufig die Verwendung von Ölen und Reinigungsmitteln, die brennbar oder giftig sein können.
In vielen Einrichtungen werden oft noch ältere Methoden neben neueren Geräten eingesetzt und Gefahren können sich ausbreiten. Wenn die Platte aus beweglichen Lettern besteht, würde eine Linotype-Maschine, die früher in den meisten Druckereien weit verbreitet war, Buchstaben herstellen, indem Blei in die Form von Buchstaben gegossen wurde. Das Blei wird geschmolzen und in einem Bleitopf aufbewahrt. Mit dem vorhandenen Bleitopf gelangen viele der mit Blei verbundenen Gefahren direkt in die Druckerei. Blei, das hier an anderer Stelle besprochen wird Enzyklopädie, können durch Einatmen von Bleiverbindungen und durch Hautkontamination mit Blei und bleihaltigen Typen in den Körper gelangen, was dann zu einer Bleiaufnahme führen kann. Das Ergebnis ist eine mögliche chronische minderwertige Bleivergiftung mit resultierender Funktionsstörung des Nervensystems, Nierenfunktionsstörung und anderer Toxizität.
Andere Methoden der Plattenherstellung verwenden chemische Systeme, die für das Plattieren oder chemische Ätzen typisch sind, um ein Bild auf der Platte oder dem Zylinder zu erzeugen. Dies beinhaltet viele verschiedene Chemikalien, einschließlich Säuren und Schwermetalle (Zink, Chrom, Kupfer und Aluminium), zusammen mit auf organischen Chemikalien basierenden Harzsystemen, die einige der oberen Schichten der Platte selbst bilden. Einige Systeme verwenden jetzt erdölbasierte Lösungsmittel in den chemischen Prozessen zur Herstellung von Platten. Die potenziellen Gesundheitsgefahren durch solche Chemikalien müssen bei den Sicherheitsbemühungen für eine solche Einrichtung berücksichtigt werden. Belüftung und persönliche Schutzausrüstung, die für die verwendeten Chemikalien geeignet sind, sind sehr wichtig. Darüber hinaus müssen die potenziellen Umweltauswirkungen von ätzenden Stoffen und Schwermetallen als Teil der Sicherheitsbemühungen für die Chemie der Plattenherstellung berücksichtigt werden. Das Lagern und Mischen dieser chemischen Systeme birgt auch Gesundheitsrisiken, die erheblich sein können, wenn es zu einer Verschüttung kommt.
Gravursysteme, die in einigen Fällen zum Übertragen des Bildes auf die Platte oder den Zylinder verwendet werden, können ebenfalls potenzielle Gefahren darstellen. Standard-Gravursysteme erzeugen eine gewisse Metallverunreinigung, die für diejenigen, die mit diesen Systemen arbeiten, ein Problem darstellen kann. Die neueren Systeme verwenden Lasergeräte, um das Bild in das Plattenmaterial einzuschneiden. Während dadurch einige Schritte im Plattenherstellungsprozess entfallen können, kann das Vorhandensein des Lasers eine Gefahr für Augen und Haut darstellen. Der Laser kann auch zum Erweichen von Materialien wie Kunststoffen verwendet werden, anstatt sie bis zur Verdampfung zu erhitzen, wodurch zusätzliche dampf- und rauchbezogene Probleme am Arbeitsplatz entstehen.
In den meisten Fällen macht der Plattenherstellungsprozess einen relativ kleinen Teil der gesamten Produktionsvorgänge der Druckerei aus, was automatisch das vorhandene Risiko begrenzt, da nur wenige Personen im Plattenherstellungsbereich arbeiten und kleinere Materialmengen für diese Art von Vorgängen typisch sind. Mit fortschreitender Technologie werden weniger Schritte erforderlich sein, um das Bild auf das Schild zu übertragen, wodurch weniger Gefahren für Mitarbeiter und Umwelt entstehen können.
Tintenherstellung
Abhängig von den verwendeten Technologien werden verschiedene Tinten und Beschichtungen verwendet. Tinten bestehen typischerweise aus einem Träger und Pigment oder Farbstoffen und Harzen, die das Bild bilden.
Der Träger lässt zu, dass die Pigmente und andere Komponenten in Lösung bleiben, bis die Tinte getrocknet ist. Typische Druckfarbenträger sind Alkohole, Ester (Acetate), Ketone oder Wasser. Tiefdruckfarben enthalten oft große Mengen an Toluol. Neuere Tinten können epoxidiertes Sojaöl und andere Chemikalien enthalten, die weniger gefährlich sind, weil sie nicht flüchtig sind.
Ein weiterer Bestandteil typischer Tinten ist das Harzbindemittel. Der Harzbieger wird verwendet, nachdem das Lösungsmittel getrocknet ist, um das Pigment auf dem Substrat zu halten. Organische Harze, einige natürlich und andere synthetisch, wie Acrylharze, werden routinemäßig in Tinten verwendet.
Das Pigment sorgt für die Farbe. Pigmentbasen können aus einer Vielzahl von Chemikalien stammen, einschließlich Schwermetallen und organischen Materialien.
UV-härtende Tinten basieren auf Acrylaten und enthalten keine Trägerstoffe. Sie sind nicht am Härtungs-/Trocknungsprozess beteiligt. Diese Tinten sind in der Regel einfach ein Harz- und Pigmentsystem. Die Acrylate sind potenzielle Haut- und Atemwegssensibilisatoren.
Mit der Tintenherstellung sind viele Gesundheits- und Sicherheitsrisiken verbunden. Da die Tintenzusammensetzung häufig brennbare Lösungsmittel enthält, ist der Brandschutz in jeder Einrichtung wichtig, in der Tinten hergestellt werden. Sprinkleranlagen und tragbare Löschgeräte müssen vorhanden und in vollem und vollständigem Betriebszustand sein. Da die Mitarbeiter wissen müssen, wie die Geräte zu bedienen sind, ist eine Schulung erforderlich. Elektrische Systeme sollten eigensicher sein oder einen Spül- oder Explosionsschutz beinhalten. Die Kontrolle der statischen Aufladung ist entscheidend, da viele Lösungsmittel eine statische Aufladung erzeugen können, wenn sie durch einen Kunststoffschlauch oder durch die Luft geleitet werden. Feuchtigkeitskontrolle, Erdung und Kontaktierung werden dringend empfohlen, um die statische Aufladung zu kontrollieren.
Mischgeräte, von kleinen Mischern bis hin zu großen Chargentanks, können viele mechanische Sicherheitsrisiken mit sich bringen. Mischerblätter und -systeme müssen während des Betriebs und während des Rüst- und Reinigungsmodus bewacht oder anderweitig geschützt werden. Maschinenschutzvorrichtungen sind erforderlich und müssen vorhanden sein; Wenn sie für wartungsbezogene Aktivitäten entfernt werden, sind Lockout/Tagout-Programme unerlässlich.
Aufgrund der vorhandenen Stoffmengen kann auch der Umgang mit Stoffen Gefahren bergen. Während empfohlen wird, dass alle Materialien, die bequem direkt zum Verwendungsbereich geleitet werden, auf diese Weise gehandhabt werden, müssen viele Tintenkomponenten manuell in Säcken, Fässern oder anderen Behältern zum Mischbereich bewegt werden. Dabei kommen nicht nur maschinelle Hilfsmittel wie Hubwagen und Hebezeuge zum Einsatz, sondern auch manuelles Handling durch den Mitarbeiter, der das Mischen durchführt. Rückenverspannungen und ähnliche Belastungen sind bei diesen Operationen üblich. Schulungen zu korrekten Hebepraktiken sind ein wichtiger Aspekt der vorbeugenden Maßnahmen, ebenso wie die Auswahl mechanischer Hebeverfahren, die weniger direkte menschliche Beteiligung erfordern.
Bei so viel Handhabung kann es zu Verschüttungen und Zwischenfällen beim Umgang mit Chemikalien kommen. Es sollten Systeme vorhanden sein, um mit solchen Notfallsituationen fertig zu werden. Außerdem ist bei der Lagerung Vorsicht geboten, um ein Verschütten und ein mögliches Mischen von unverträglichen Materialien zu vermeiden.
Die spezifischen Chemikalien und großen Mengen, die gelagert werden, können zu Problemen im Zusammenhang mit einer möglichen Gesundheitsbelastung der Mitarbeiter führen. Jede Komponente, ob Träger, Harz oder Pigment, sollte sowohl einzeln als auch im Kontext des Tintensystems bewertet werden. Die Sicherheitsbemühungen sollten Folgendes umfassen: industrielle Hygienebewertung und Probenahme, um festzustellen, ob Expositionen als akzeptabel beurteilt werden; ausreichende Belüftung zum Entfernen giftiger Materialien; und die Verwendung geeigneter persönlicher Schutzausrüstung sollte in Betracht gezogen werden. Da Verschüttungen und andere Möglichkeiten für eine übermäßige Exposition vorhanden sind, sollten Notfallsysteme vorhanden sein, um Erste Hilfe zu leisten. Notduschen, Augenspülungen, Erste-Hilfe-Sets und medizinische Überwachung werden empfohlen, da es sonst zu Verletzungen von Haut, Augen, Atemwegen und anderen Körpersystemen kommen kann. Die Einträge können von einfacher Dermatitis durch Hautkontakt mit Lösungsmitteln bis hin zu dauerhafteren Organschäden durch Kontakt mit Schwermetallpigmenten wie Bleichromat reichen, die in einigen Tintenformulierungen enthalten sind. Das Spektrum möglicher Toxizität ist aufgrund der vielen Materialien, die bei verschiedenen Druckfarben- und Beschichtungsherstellungen verwendet werden, groß. Bei neueren Technologien wie UV-härtenden Tinten kann sich die Gefahr von standardmäßigen Lösungsmittelgefahren zu einer Sensibilisierung durch wiederholten Hautkontakt ändern. Es muss darauf geachtet werden, die potenziellen Risiken der Chemikalien, die bei der Druckfarben- und Beschichtungsherstellung verwendet werden, vollständig zu verstehen. Dies geschieht am besten vor der Formulierung.
Da viele Tinten Materialien enthalten, die möglicherweise schädlich sind, wenn sie in die Umwelt gelangen, können Kontrollen des Tintenherstellungsprozesses erforderlich sein. Darüber hinaus müssen Reststoffe, einschließlich Reinigungsmaterialien und Abfälle, sorgfältig behandelt werden, um ihre Auswirkungen auf die Umwelt zu minimieren.
Mit der starken weltweiten Betonung einer besseren Umwelt werden „umweltfreundlichere“ Tinten eingeführt, die Wasser als Lösungsmittel und weniger giftige Harze und Pigmente verwenden. Dies sollte dazu beitragen, die Gefahren im Zusammenhang mit der Tintenherstellung zu verringern.
Druck
Beim Drucken wird die Platte genommen, eine Tinte auf die Platte aufgetragen und die Tinte auf das Substrat übertragen. Bei Offsetverfahren wird das Bild von einer um einen Zylinder gewickelten Platte auf einen dazwischenliegenden Gummizylinder (Gummituch) übertragen, bevor es auf das gewünschte Substrat übertragen wird. Substrate sind nicht immer auf Papier beschränkt, obwohl Papier eines der häufigsten Substrate ist. Viele ausgefallene Etiketten werden mit herkömmlichen Drucktechniken auf vakuummetallisierte Polyesterfolie gedruckt. Laminierte Kunststoffe können in Bögen oder als Teil einer kontinuierlichen Bahn in die Druckmaschine eingeführt werden, die später zur Herstellung von Verpackungen nach Spezifikation geschnitten wird.
Da das Bedrucken häufig mit Farbe erfolgt, können mehrere gedruckte Schichten auf das Substrat aufgebracht und dann getrocknet werden, bevor die nächste Schicht hinzugefügt wird. All dies muss sehr genau erfolgen, um alle Farben im Register zu halten. Dies erfordert mehrere Druckstationen und ausgeklügelte Steuerungen, um die richtige Geschwindigkeit und Spannung durch die Druckmaschine aufrechtzuerhalten.
Die Gefahren beim Betrieb einer Druckmaschine ähneln denen bei der Druckfarbenherstellung. Die Brandgefahr ist kritisch. Wie bei der Tintenherstellung werden Sprinkleranlagen und andere Brandschutzmittel benötigt. Andere Systeme können direkt an der Presse montiert werden. Diese dienen als zusätzliche Steuerung zusätzlich zu den tragbaren Feuerlöschern, die vorhanden sein sollten. Elektrische Systeme sollten die Anforderungen an Spülung, Explosionsschutz oder Eigensicherheit erfüllen. Die Kontrolle statischer Elektrizität ist ebenfalls wichtig, insbesondere bei Lösungsmitteln wie Isopropylalkohol und bei Rollendruckmaschinen. Zusätzlich zum Umgang mit brennbaren Flüssigkeiten, die statische Aufladungen erzeugen können, wenn sie sich durch Kunststoffschläuche oder die Luft bewegen, erzeugen die meisten Kunststofffolien oder -bahnen auch sehr erhebliche statische Aufladungen, wenn sie sich über eine Metallrolle bewegen. Feuchtigkeitskontrolle, Erdung und Verbindung sind zusammen mit netzorientierten Techniken zur Beseitigung statischer Ladungen erforderlich, um statische Aufladungen zu entfernen.
Die manuelle Handhabung von Druckgeräten, Substratmaterialien und zugehörigen Tinten ist ein weiteres Sicherheitsproblem. Lagerungsprobleme ähnlich denen bei der Tintenherstellung sind vorhanden. Es wird empfohlen, die manuelle Handhabung von Geräten, Substratmaterialien und Tinten zu minimieren. Wo dies nicht möglich ist, ist eine routinemäßige und gezielte Schulung der Mitarbeiter in der Druckerei erforderlich.
Zu den Sicherheitsproblemen im Drucksaal kommen die mechanischen Sicherheitsprobleme hinzu, die sich schnell bewegende/rotierende Geräte zusammen mit einem Substrat betreffen, das sich mit Geschwindigkeiten von über 1,500 Fuß pro Minute bewegt. Schutzsysteme und Alarme sind erforderlich, um die Sicherheit der Mitarbeiter zu gewährleisten. Lockout- und Tagout-Systeme werden auch während Reparatur-/Wartungsfunktionen benötigt.
Bei der Menge an rotierender Ausrüstung und den Geschwindigkeiten, die in vielen Druckbetrieben üblich sind, ist Lärm oft ein erhebliches Problem, insbesondere wenn mehrere Druckmaschinen vorhanden sind, wie im Zeitungsdruck. Wenn der Geräuschpegel nicht akzeptabel ist, sollte ein Gehörschutzprogramm implementiert werden, das technische Kontrollen umfasst.
Obwohl die Druckfarbe häufig in der Luft um die Druckmaschine getrocknet wird, werden Trockentunnel empfohlen, um die Exposition gegenüber flüchtigen Lösungsmitteln zu reduzieren.
Außerdem kann bei einigen Druckvorgängen mit höherer Geschwindigkeit ein Tintennebel auftreten. Sowohl Lösungsmitteltrocknung als auch mögliches Vernebeln der Tinte bergen die Gefahr des Einatmens möglicherweise giftiger Chemikalien. Darüber hinaus können die routinemäßige Verwaltung des Druckvorgangs, das Füllen von Tanks und Schalen, das Reinigen von Walzen und Spannrollen und verwandte Aufgaben den Kontakt mit Tinten und Reinigungslösungsmitteln beinhalten.
Wie bei der Tintenherstellung wird eine gut durchdachte industrielle Hygieneprobenahme zusammen mit angemessener Belüftung und persönlicher Schutzausrüstung empfohlen. Da diese zum Teil sehr großen Pressen routinemäßig gereinigt werden müssen, werden häufig chemische Lösungsmittel verwendet, die zu weiteren chemischen Kontakten führen. Je nach Größe der Druckvorgänge können Handhabungsverfahren die Exposition reduzieren, aber nicht vollständig beseitigen. Wie bereits erwähnt, können sogar neue Tinten und Beschichtungen, die eine bessere Technologie darstellen, immer noch Gefahren enthalten. Zum Beispiel sind UV-härtende Tinten potenzielle Sensibilisatoren, wenn sie mit der Haut in Kontakt kommen, und es besteht die Möglichkeit, dass sie schädlichen Mengen an UV-Strahlung ausgesetzt werden.
Emissionen aus Druckvorgängen sind zusammen mit Reinigungslösungen und Abfalltinten potenzielle Probleme für die Umwelt. Luftverschmutzungsminderungssysteme können erforderlich sein, um Lösungsmittel aufzufangen und entweder zu zerstören oder zurückzugewinnen, die nach dem Drucken aus Tinten verdunstet sind. Eine sorgfältige Entsorgung der erzeugten Abfälle zur Minimierung der Auswirkungen auf die Umwelt ist wichtig. Abfallbehandlungssysteme werden dort empfohlen, wo Lösungsmittel oder andere Komponenten recycelt werden können. Neuere Technologien, die bessere Lösungsmittel zur Reinigung verwenden, stammen aus aktuellen Forschungsanstrengungen. Dadurch können Emissionen und mögliche Belastungen reduziert werden. Eine aktive Überprüfung der aktuellen Reinigungstechnologie wird empfohlen, um zu sehen, ob Alternativen zur Lösungsmittelreinigung, wie die Verwendung von Lösungen auf Wasserbasis oder Pflanzenölen, verfügbar sind, die die Anforderungen bestimmter Druckvorgänge erfüllen. Jedoch können Reinigungslösungen auf Wasserbasis, die mit Tinten auf Lösungsmittelbasis verunreinigt sind, immer noch eine sorgfältige Behandlung sowohl innerhalb des Druckvorgangs als auch bei der Entsorgung erfordern.
Konfektionierung
Nach dem Bedrucken benötigt das Substrat typischerweise eine zusätzliche Nachbearbeitung, bevor es für die endgültige Verwendung vorbereitet wird. Einige Materialien können direkt von der Druckmaschine zu Verpackungsanlagen geschickt werden, die die Verpackung bilden und den Inhalt einfüllen oder einen Klebstoff auftragen und das Etikett auf dem Behälter anbringen. In anderen Fällen ist für die Endmontage des Buches oder anderen Druckmaterials eine große Menge an Zuschnitten oder Aufschlitzen erforderlich.
Die Gesundheits- und Sicherheitsprobleme im Zusammenhang mit der Endbearbeitung sind hauptsächlich mechanische Sicherheitsprobleme. Da ein Großteil der Endbearbeitung das Zuschneiden beinhaltet, sind Schnitte und Verletzungen an Fingern, Händen und Handgelenk/Arm typisch. Bewachung ist wichtig und muss im Rahmen jeder Aufgabe eingesetzt werden. Kleine Messer und Klingen, die von Mitarbeitern verwendet werden, müssen ebenfalls sorgfältig verwendet und ordnungsgemäß aufbewahrt und entsorgt werden, um versehentliche Schnitte und Verletzungen zu vermeiden. Größere Systeme erfordern auch das gleiche Maß an Aufmerksamkeit bei der Bewachung und Schulung, um Unfälle zu vermeiden.
Der Aspekt der Materialhandhabung bei der Endbearbeitung ist von Bedeutung. Dies gilt sowohl für das zu veredelnde Material als auch für das fertig verpackte Druckprodukt. Wo mechanische Geräte wie Gabelstapler, Hebezeuge und Förderbänder verwendet werden können, werden sie empfohlen. Wenn manuelles Heben und Handhaben erforderlich ist, sollte eine Schulung zum richtigen Heben durchgeführt werden.
Eine kürzlich durchgeführte Bewertung dieser Komponente des Druckprozesses weist darauf hin, dass der menschliche Körper einer möglichen ergonomischen Belastung ausgesetzt ist. Jede Aufgabe – Schneiden, Sortieren, Verpacken – sollte überprüft werden, um mögliche ergonomische Auswirkungen zu bestimmen. Wenn ergonomische Probleme festgestellt werden, müssen möglicherweise Änderungen am Arbeitsplatz vorgenommen werden, um diesen möglichen Stressfaktor auf ein akzeptables Maß zu reduzieren. Oft kann eine Form der Automatisierung helfen, aber in den meisten Druckbetrieben verbleiben noch viele manuelle Handhabungsaufgaben, die zu ergonomischen Belastungen führen können. Jobrotation kann helfen, dieses Problem zu reduzieren.
Drucken in der Zukunft
Es wird immer eine Notwendigkeit geben, Wörter auf ein Substrat zu drucken. Die Zukunft des Druckens wird jedoch eine direktere Übertragung von Informationen vom Computer zur Druckmaschine sowie elektronisches Drucken beinhalten, bei dem Wörter und Bilder auf elektromagnetische Medien und andere Substrate gedruckt werden. Während ein derartiger elektronischer Druck nur durch ein elektronisches Gerät betrachtet und gelesen werden kann, werden immer mehr gedruckte Texte und Literatur von dem gedruckten Substrat auf das elektronische Substratformat verschoben. Dies wird viele der mechanischen Sicherheits- und Gesundheitsprobleme im Zusammenhang mit dem Drucken verringern, aber die Anzahl der ergonomischen Gesundheitsrisiken in der Druckindustrie erhöhen.
Allgemeines Profil
Die Druck-, Werbefotografie- und Reproduktionsindustrie ist von ihrer wirtschaftlichen Bedeutung her weltweit bedeutend. Die Druckindustrie ist in Bezug auf Technologien und Unternehmensgröße sehr vielfältig. Unabhängig von der Größe, gemessen am Produktionsvolumen, sind die verschiedenen in diesem Kapitel beschriebenen Drucktechnologien jedoch die gebräuchlichsten. In Bezug auf das Produktionsvolumen gibt es eine begrenzte Anzahl von Großbetrieben, aber viele kleine. Aus wirtschaftlicher Sicht ist die Druckindustrie eine der größten Branchen und erwirtschaftet weltweit einen Jahresumsatz von mindestens 500 Milliarden US-Dollar. In ähnlicher Weise ist die kommerzielle Fotografiebranche vielfältig, mit einer begrenzten Anzahl von großvolumigen und vielen kleinvolumigen Operationen. Das Fotofinishing-Volumen verteilt sich zu etwa gleichen Teilen auf Groß- und Kleinvolumenbetriebe. Der kommerzielle Fotomarkt erwirtschaftet weltweit Jahreseinnahmen von etwa 60 Milliarden US-Dollar, wobei Fotofinishing-Geschäfte etwa 40 % dieser Gesamtsumme ausmachen. Die Vervielfältigungsindustrie, die aus kleinvolumigen Betrieben mit einem kombinierten Jahresumsatz von etwa 27 Milliarden US-Dollar besteht, erstellt jährlich fast 2 Billionen Kopien. Darüber hinaus werden Reproduktions- und Vervielfältigungsdienste in noch kleinerem Umfang bei den meisten Organisationen und Unternehmen vor Ort angeboten.
Gesundheits-, Umwelt- und Sicherheitsfragen in diesen Branchen entwickeln sich als Reaktion auf Substitutionen durch potenziell weniger gefährliche Materialien, neue Kontrollstrategien für die industrielle Hygiene und das Aufkommen neuer Technologien, wie z. B. die Einführung digitaler Technologien, elektronischer Bildgebung und Computer. Viele historisch wichtige Gesundheits- und Sicherheitsprobleme (z. B. Lösungsmittel in der Druckindustrie oder Formaldehyd als Stabilisator in Fotoverarbeitungslösungen) werden in Zukunft aufgrund von Materialersatz oder anderen Risikomanagementstrategien kein Thema mehr sein. Dennoch werden sich neue Gesundheits-, Umwelt- und Sicherheitsprobleme ergeben, die von Gesundheits- und Sicherheitsexperten angegangen werden müssen. Dies deutet auf die anhaltende Bedeutung der Gesundheits- und Umweltüberwachung als Teil einer effektiven Risikomanagementstrategie in der Druck-, kommerziellen Foto- und Reproduktionsindustrie hin.
Reproduktions- und Vervielfältigungsdienste
Das moderne Büro kann mehrere Arten von Reproduktionsgeräten enthalten. Sie reichen vom allgegenwärtigen Fotokopierer im Trockenverfahren bis hin zu eher speziellen Blaupausengeräten, Fax- und Vervielfältigungsgeräten sowie anderen Arten von Vervielfältigungsgeräten. Innerhalb dieses Artikels werden die verschiedenen Geräte nach breiten Technologieklassen gruppiert. Da Trockenkopiergeräte so weit verbreitet sind, werden sie die größte Aufmerksamkeit erhalten.
Kopierer und Laserdrucker
Verarbeitungsvorgänge
Die meisten steigen ein herkömmliche Elektrofotografie (Xerografie) sind direkt analog zu denen in der Fotografie. Beim Belichtungsschritt wird die bedruckte Seite oder das zu kopierende Foto mit einem hellen Lichtblitz beleuchtet, und das reflektierte Bild wird durch eine Linse auf einen elektrisch geladenen, lichtempfindlichen Fotorezeptor fokussiert, der seine Ladung überall dort verliert, wo das Licht auf ihn trifft Oberfläche. Das Licht wird in demselben Muster wie auf der zu kopierenden Oberfläche auftreffen. Als nächstes wird Entwickler, der im Allgemeinen aus großen Trägerkügelchen mit daran haftenden kleinen, elektrostatisch geladenen Partikeln besteht, durch einen kaskadierenden oder magnetischen Förderprozess zum Fotorezeptor transportiert. Das geladene, latente Bild auf dem Fotorezeptor wird entwickelt, wenn das fein verteilte Pulver (bekannt als Toner, trockener Bildgeber oder trockene Tinte) elektrostatisch angezogen wird, sich vom Entwickler trennt und auf dem Bild verbleibt. Schließlich wird der an den bebilderten Bereichen haftende Toner elektrostatisch auf ein Blatt Normalpapier übertragen (bedruckt) und durch Anwendung von Wärme oder Wärme und Druck dauerhaft damit verschmolzen (fixiert). Resttoner wird durch einen Reinigungsprozess von dem Fotorezeptor entfernt und in einem Abfalltonersumpf abgelagert. Der Photorezeptor wird dann für den nächsten Abbildungszyklus vorbereitet. Da das bebilderte Papier nur Toner aus dem Entwickler entfernt, wird der Träger, der es dem Bild zugeführt hat, in das Entwicklergehäuse zurückgeführt und mit frischem Toner vermischt, der aus einer austauschbaren Tonervorratsflasche oder -kartusche in das System dosiert wird.
Viele Geräte wenden während eines Fixierprozesses sowohl Druck als auch Wärme auf das Toner-auf-Papier-Bild an. Die Wärme wird von einer Schmelzwalze zugeführt, die die getonte Oberfläche berührt. Abhängig von den Eigenschaften des Toners und des Fixiermaterials kann ein Teil des Toners eher an der Fixiereroberfläche als am Papier haften bleiben, wodurch ein Teil des Bilds auf der Kopie gelöscht wird. Um dies zu verhindern, wird ein Fixierschmiermittel, üblicherweise eine Flüssigkeit auf Silikonbasis, auf die Oberfläche der Fixierwalze aufgetragen.
In Laserdruck, wird das Bild zuerst in ein elektronisches Format umgewandelt; Das heißt, es wird von einem Dokumentenscanner in eine Reihe sehr kleiner Punkte (Pixel) digitalisiert, oder es kann direkt in einem Computer ein digitales Bild erstellt werden. Das digitalisierte Bild wird dann durch einen Laserstrahl auf den Fotorezeptor im Laserdrucker geschrieben. Die verbleibenden Schritte sind im Wesentlichen die der herkömmlichen Xerografie, bei der das Bild auf dem Fotorezeptor auf Papier oder andere Oberflächen umgewandelt wird.
Einige Fotokopierer verwenden ein Verfahren, das als bekannt ist flüssige Entwicklung. Dies unterscheidet sich von dem herkömmlichen Trockenverfahren dadurch, dass der Entwickler im Allgemeinen ein flüssiger Kohlenwasserstoffträger ist, in dem fein verteilte Tonerteilchen dispergiert sind. Entwicklung und Übertragung sind im Allgemeinen analog zu den herkömmlichen Verfahren, mit der Ausnahme, dass der Entwickler über den Fotorezeptor gespült wird und die nasse Kopie durch das Verdampfen von Restflüssigkeit bei Anwendung von Wärme oder sowohl Wärme als auch Druck getrocknet wird.
Materialien
Die mit dem Fotokopieren verbundenen Verbrauchsmaterialien sind Toner, Entwickler, Fixierschmiermittel und Papier. Obwohl sie im Allgemeinen nicht als Verbrauchsmaterialien angesehen werden, verschleißen Fotorezeptoren, Fixier- und Andruckrollen und verschiedene andere Teile routinemäßig und müssen ersetzt werden, insbesondere bei Maschinen mit hohem Volumen. Diese Teile gelten im Allgemeinen nicht als vom Kunden austauschbar und erfordern spezielle Kenntnisse für ihren Ausbau und ihre Einstellung. Viele neue Maschinen enthalten vom Kunden austauschbare Einheiten (CRUs), die den Photorezeptor und den Entwickler in einer eigenständigen Einheit enthalten, die der Kunde ersetzen kann. Bei diesen Maschinen halten die Fixierwalzen usw. entweder die Lebensdauer der Maschine oder erfordern eine separate Reparatur. In Richtung reduzierter Servicekosten und größerer Kundenfreundlichkeit bewegen sich einige Unternehmen in Richtung einer erhöhten Kundenreparierbarkeit, bei der die Reparatur ohne mechanische oder elektrische Gefahren für den Kunden durchgeführt werden kann und höchstens einen Anruf bei einem Support-Center erfordert zur Hilfe.
Toner das Bild auf der fertigen Kopie erzeugen. Trockentoner sind feine Pulver aus Kunststoffen, Farbstoffen und geringen Mengen funktioneller Zusatzstoffe. Ein Polymer (Kunststoff) ist normalerweise der Hauptbestandteil eines Trockentoners; Styrol-Acryl-, Styrol-Butadien- und Polyester-Polymere sind übliche Beispiele. Bei schwarzen Tonern werden verschiedene Ruße oder Pigmente als Färbemittel verwendet, während beim Farbkopieren verschiedene Farbstoffe oder Pigmente verwendet werden. Während des Tonerherstellungsprozesses werden der Ruß oder Farbstoff und das Polymer schmelzgemischt und der größte Teil des Farbstoffs wird durch das Polymer eingekapselt. Trockentoner können auch interne und/oder externe Zusatzstoffe enthalten, die dabei helfen, die statische Aufladung und/oder die Fließeigenschaften des Toners zu bestimmen.
Nassprozesstoner ähneln Trockentonern darin, dass sie aus Pigmenten und Additiven innerhalb einer Polymerbeschichtung bestehen. Der Unterschied besteht darin, dass diese Komponenten als Dispersion in einem isoparaffinischen Kohlenwasserstoffträger gekauft werden.
Entwicklung sind in der Regel Mischungen aus Toner und Träger. Träger befördern Toner buchstäblich zur Oberfläche des Photorezeptors und bestehen häufig aus Materialien, die auf speziellen Sand-, Glas-, Stahl- oder Ferrit-Typen von Substanzen basieren. Sie können mit einer kleinen Menge Polymer beschichtet werden, um das gewünschte Verhalten in einer bestimmten Anwendung zu erreichen. Träger/Toner-Mischungen sind als Zweikomponentenentwickler bekannt. Einkomponentenentwickler verwenden keinen separaten Träger. Stattdessen bauen sie eine Verbindung wie Eisenoxid in den Toner ein und verwenden eine magnetische Vorrichtung zum Aufbringen des Entwicklers auf den Fotorezeptor.
Schmiermittel für Fixierer sind meistens Flüssigkeiten auf Silikonbasis, die auf Fixierwalzen aufgetragen werden, um zu verhindern, dass sich Toner vom entwickelten Bild auf die Walze ablöst. Während viele einfache Polydimethylsiloxane (PDMS) sind, enthalten andere eine funktionelle Komponente, um ihre Haftung an der Fixierwalze zu verbessern. Einige Fixierschmiermittel werden aus einer Flasche in einen Sumpf gegossen, aus dem sie gepumpt und schließlich auf die Fixierwalze aufgetragen werden. Bei anderen Maschinen kann das Schmiermittel über eine gesättigte Gewebebahn aufgetragen werden, die einen Teil der Rollenoberfläche abwischt, während bei einigen kleineren Maschinen und Druckern ein ölgetränkter Docht die Auftragung vornimmt.
Die meisten, wenn nicht alle, modernen Fotokopierer sind so konstruiert, dass sie mit verschiedenen Gewichten von normalem, unbehandeltem Briefpapier gut funktionieren. Für einige Hochgeschwindigkeitsmaschinen werden spezielle kohlefreie Formulare hergestellt, und nicht schmelzende Transferpapiere werden für die Abbildung in Fotokopierern und das anschließende Aufbringen des Bildes auf ein T-Shirt oder einen anderen Stoff unter Anwendung von Wärme und Druck in einer Presse hergestellt. Große technische / architektonische Zeichnungskopierer produzieren ihre Kopien oft auf einem durchscheinenden Pergament.
Mögliche Gefahren und deren Vermeidung
Verantwortliche Hersteller haben hart daran gearbeitet, das Risiko einzigartiger Gefahren beim Fotokopieren zu minimieren. Für alle Verbrauchsmaterialien oder Servicechemikalien, die mit einer bestimmten Maschine verwendet werden, sollten jedoch Materialsicherheitsdatenblätter (MSDS) angefordert werden.
Vielleicht das einzige einzigartige Material, dem man beim Fotokopieren in erheblichem Maße ausgesetzt ist Toner. Moderne, trockene Toner sollten nur für die empfindlichsten Personen eine Gefahr für Haut oder Augen darstellen, und kürzlich entwickelte Geräte verwenden Tonerkartuschen und CRUs, die den Kontakt mit Bulk-Toner minimieren. Auch flüssige Toner sollten die Haut nicht direkt reizen. Ihre isoparaffinischen Kohlenwasserstoffträger sind jedoch Lösungsmittel und können die Haut entfetten, was bei wiederholtem Kontakt zu Trockenheit und Rissbildung führt. Diese Lösungsmittel können auch leicht reizend für die Augen sein.
Gut gestaltete Geräte präsentieren sich nicht helles Licht Gefahr, selbst wenn das Vorlagenglas ohne Original darauf geblitzt wird, und einige Beleuchtungssysteme sind mit der Vorlagenabdeckung verriegelt, um zu verhindern, dass der Bediener der Lichtquelle ausgesetzt wird. Alle Laserdrucker sind als Laserprodukte der Klasse I klassifiziert, was bedeutet, dass unter normalen Betriebsbedingungen die Laserstrahlung (Strahl) ist unzugänglich, im Druckprozess enthalten und stellt keine biologische Gefahr dar. Darüber hinaus sollte das Lasergerät keine Wartung erfordern, und für den höchst ungewöhnlichen Fall, dass Zugang zum Strahl erforderlich ist, muss der Hersteller sichere Arbeitsverfahren bereitstellen, die von einem ordnungsgemäß ausgebildeten Servicetechniker befolgt werden müssen.
Schließlich hat richtig hergestellte Hardware keine scharfen Kanten, Quetschstellen oder exponierten Stromschlaggefahren in Bereichen, in denen Bediener ihre Hände platzieren könnten.
Gefahren für Haut und Augen
Zusätzlich zu Trockentonern, die keine signifikante Gefahr für Haut oder Augen darstellen, würde man dasselbe bei Tonern auf Silikonölbasis erwarten Fixierschmiermittel. Polydimethylsiloxane (PDMS) wurden umfangreichen toxikologischen Bewertungen unterzogen und im Allgemeinen als unbedenklich befunden. Während einige niedrigviskose PDMS augenreizend sein können, sind dies, die als Fixierschmiermittel verwendet werden, dies normalerweise nicht, noch sind sie hautreizend. Ungeachtet der tatsächlichen Reizung sind alle diese Materialien entweder auf der Haut oder in den Augen lästig. Betroffene Haut kann mit Wasser und Seife gewaschen werden, und die Augen sollten einige Minuten lang mit Wasser gespült werden.
Personen, die häufig mit arbeiten Flüssigtoner, insbesondere unter potenziellen Spritzbedingungen, sollten bei Bedarf eine Schutzbrille, eine Sicherheitsbrille mit Seitenschutz oder einen Gesichtsschutz tragen. Gummi- oder vinylbeschichtete Handschuhe sollten die oben erwähnten Probleme mit trockener Haut verhindern.
Dokumente sind im Allgemeinen auch gutartig. Es gab jedoch Fälle von erheblichen Hautirritationen, wenn bei der Verarbeitung nicht sorgfältig vorgegangen wurde. Schlechte Herstellungsprozesse können auch Geruchsprobleme verursachen, wenn das Papier in der Fixiereinheit eines Trockenkopierers erhitzt wird. Gelegentlich wurde das Pergament in einem technischen Kopierer nicht richtig verarbeitet und verursacht ein Problem mit dem Geruch von Kohlenwasserstofflösungsmitteln.
Neben der isoparaffinischen Basis von Flüssigtonern sind zahlreiche Lösungsmittel werden routinemäßig in der Maschinenwartung eingesetzt. Eingeschlossen sind Walzen- und Abdeckungsreiniger und Filmentferner, die typischerweise Alkohole oder Alkohol/Wasser-Lösungen sind, die geringe Mengen an Tensiden enthalten. Solche Lösungen reizen die Augen, reizen jedoch nicht direkt die Haut. Wie bei den Flüssigtoner-Dispergiermitteln kann jedoch ihre Lösungsmittelwirkung die Haut entfetten und schließlich zu Hautrissproblemen führen. Gummi- oder vinylbeschichtete Handschuhe und Schutzbrille oder Schutzbrille mit Seitenschutz sollten ausreichen, um Probleme auszuschließen.
Gefahren beim Einatmen
Ozon ist normalerweise die größte Sorge von Personen, die sich in der allgemeinen Nähe von Fotokopierern aufhalten. Die nächsten am leichtesten zu identifizierenden Bedenken wären Toner, einschließlich Papierstaub, und flüchtige organische Verbindungen (VOCs). Einige Situationen führen auch zu Geruchsbeschwerden.
Ozon wird hauptsächlich durch Koronaentladung von den Geräten (Corotrons/Scorotrons) erzeugt, die den Photorezeptor zur Vorbereitung auf die Belichtung und Reinigung aufladen. Bei Konzentrationen, die am ehesten beim Fotokopieren anzutreffen sind, kann es an seinem angenehmen, kleeartigen Geruch identifiziert werden. Seine niedrige Geruchsschwelle (0.0076 bis 0.036 ppm) verleiht ihm gute „Warneigenschaften“, indem seine Präsenz erkannt werden kann, bevor er gesundheitsschädliche Konzentrationen erreicht. Wenn es Konzentrationen erreicht, die Kopfschmerzen, Augenreizungen und Atembeschwerden hervorrufen können, wird sein Geruch stark und stechend. Von gut gewarteten Maschinen in gut belüfteten Räumen sollte man keine Ozonprobleme erwarten. Ozon kann jedoch festgestellt werden, wenn Bediener im Abgasstrom des Geräts arbeiten, insbesondere bei langen Kopierläufen. Gerüche, die von unerfahrenen Bedienern als Ozon identifiziert werden, stammen normalerweise aus anderen Quellen.
Toner wird seit langem als störender Feinstaub oder „Partikel nicht anderweitig klassifiziert“ (PNOC) angesehen. Studien, die von der Xerox Corporation in den 1980er Jahren durchgeführt wurden, zeigten, dass eingeatmeter Toner die Lungenreaktionen hervorruft, die man erwarten würde, wenn man solchen unlöslichen Partikelmaterialien ausgesetzt ist. Sie zeigten auch keine karzinogene Gefahr bei Expositionskonzentrationen, die deutlich über denen liegen, die in Büroumgebungen zu erwarten sind.
Papierstaub besteht aus Papierfaserfragmenten und Leimungsmitteln und Füllstoffen wie Ton, Titandioxid und Calciumcarbonat. Alle diese Materialien gelten als PNOCs. Für die zu erwartende Belastung durch Papierstaub in der Büroumgebung wurde kein Grund zur Besorgnis gefunden.
Die Emission von VOCs durch Fotokopierer ist ein Nebenprodukt ihrer Verwendung in Kunststofftonern und -teilen, Gummis und organischen Schmiermitteln. Trotzdem liegen die Expositionen gegenüber einzelnen organischen Chemikalien in der Umgebung eines in Betrieb befindlichen Fotokopierers normalerweise um Größenordnungen unter den Arbeitsplatzgrenzwerten.
Geruch Probleme mit modernen Kopierern sind meist ein Hinweis auf unzureichende Belüftung. Behandelte Papiere, wie z. B. kohlefreie Formulare oder Bildübertragungspapiere, und gelegentlich Pergamente, die in technischen Kopierern verwendet werden, können Kohlenwasserstoff-Lösemittelgerüche erzeugen, aber die Exposition liegt weit unter den Arbeitsplatzgrenzwerten, wenn die Belüftung für normales Kopieren ausreichend ist. Moderne Fotokopierer sind komplexe elektromechanische Geräte, bei denen einige Teile (Fixierer) bei erhöhten Temperaturen arbeiten. Neben Gerüchen, die während des normalen Betriebs vorhanden sind, treten Gerüche auch auf, wenn ein Teil unter Hitzebelastung versagt und der Rauch und die Emissionen von heißem Kunststoff und/oder Gummi freigesetzt werden. Offensichtlich sollte man nicht in Gegenwart solcher Expositionen bleiben. Fast allen Geruchsproblemen gemeinsam sind Beschwerden über Übelkeit und irgendeine Art von Augen- oder Schleimhautreizung. Diese Beschwerden sind in der Regel einfach Anzeichen dafür, dass Sie einem unbekannten und wahrscheinlich unangenehmen Geruch ausgesetzt waren, und sind nicht unbedingt Anzeichen einer signifikanten akuten Toxizität. In solchen Fällen sollte die exponierte Person an die frische Luft gehen, was fast immer zu einer schnellen Genesung führt. Auch die Einwirkung von Rauch und Dämpfen überhitzter Teile ist in der Regel von so kurzer Dauer, dass kein Grund zur Besorgnis besteht. Trotzdem ist es ratsam, einen Arzt aufzusuchen, wenn die Symptome anhalten oder sich verschlimmern.
Hinweise zur Installation
Wie oben diskutiert, erzeugen Kopierer Wärme, Ozon und VOCs. Während die Standort- und Belüftungsempfehlungen vom Hersteller eingeholt und befolgt werden sollten, ist vernünftigerweise davon auszugehen, dass für alle außer möglicherweise den größten Maschinen der Standort in einem Raum mit angemessener Luftzirkulation, mehr als zwei Luftwechseln pro Stunde und angemessen ist Platz um die Maschine für die Wartung ist ausreichend, um Ozon- und Geruchsprobleme zu vermeiden. Selbstverständlich setzt diese Empfehlung auch voraus, dass alle Empfehlungen der American Society of Heating, Refrigeration and Air Conditioning Engineers (ASHRAE) für Raumnutzer ebenfalls erfüllt werden. Wenn einem Raum mehr als ein Fotokopierer hinzugefügt wird, sollte für zusätzliche Belüftungs- und Kühlmöglichkeiten gesorgt werden. Große, hochvolumige Maschinen erfordern möglicherweise spezielle Überlegungen zur Wärmesteuerung.
Die Vorräte erfordern keine besonderen Überlegungen, abgesehen von der Aufbewahrung von brennbaren Lösungsmitteln und der Vermeidung übermäßiger Hitze. Das Papier sollte so weit wie möglich in seiner Schachtel aufbewahrt werden, und die Verpackung sollte nicht geöffnet werden, bis das Papier benötigt wird.
Faxgeräte (Fax).
Verarbeitungsvorgänge.
Bei der Faksimile-Reproduktion wird das Dokument von einer Lichtquelle abgetastet und das Bild in eine elektronische Form umgewandelt, die mit Telefonkommunikationen kompatibel ist. Beim Empfänger decodieren und drucken elektrooptische Systeme das übertragene Bild über direkte Thermo-, Thermotransfer-, xerografische oder Tintenstrahlverfahren.
Maschinen, die die thermischen Verfahren verwenden, haben eine lineare Druckanordnung wie eine Leiterplatte, über die das Kopierpapier während des Druckvorgangs gestülpt wird. Es gibt ungefähr 200 Kontakte pro Zoll über die Breite des Papiers, die schnell erhitzt werden, wenn sie durch elektrischen Strom aktiviert werden. Im heißen Zustand führt ein Kontakt entweder dazu, dass der Kontaktpunkt auf einem behandelten Kopierpapier schwarz wird (Thermodirekt) oder die Beschichtung auf einer schreibmaschinenfarbbandartigen Spenderwalze einen schwarzen Punkt auf dem Kopierpapier abscheidet (Thermotransfer).
Faxgeräte, die nach dem xerografischen Verfahren arbeiten, verwenden das per Telefon übertragene Signal, um einen Laserstrahl zu aktivieren, und sie funktionieren dann genauso wie ein Laserdrucker. In ähnlicher Weise funktionieren Tintenstrahlgeräte genauso wie Tintenstrahldrucker.
Materialien.
Behandeltes oder unbehandeltes Papier, Spenderrollen, Toner und Tinte sind die wichtigsten Materialien, die beim Faxen verwendet werden. Thermodirektpapiere werden mit Leukofarbstoffen behandelt, die sich beim Erhitzen von weiß nach schwarz verfärben. Spenderrollen enthalten eine Mischung aus Ruß auf Wachs- und Polymerbasis, die auf ein Filmsubstrat aufgetragen ist. Die Mischung ist ausreichend fest, dass sie beim Reiben nicht auf die Haut übergeht, aber beim Erhitzen auf das Kopierpapier übergeht. Toner und Tinten werden in den Abschnitten zum Fotokopieren und Tintenstrahldrucken besprochen.
Mögliche Gefahren und deren Vermeidung.
Mit Faxgeräten wurden keine besonderen Gefahren in Verbindung gebracht. Bei einigen frühen Direktthermomaschinen gab es Geruchsbeschwerden; Wie bei vielen Gerüchen in der Büroumgebung weist das Problem jedoch eher auf eine niedrige Geruchsschwelle und möglicherweise unzureichende Belüftung als auf ein Gesundheitsproblem hin. Thermotransfermaschinen sind normalerweise geruchsfrei, und bei Spenderwalzen wurden keine Gefahren festgestellt. Xerographische Faxgeräte haben die gleichen potentiellen Probleme wie trockene Fotokopierer; Ihre niedrige Geschwindigkeit schließt jedoch normalerweise Bedenken hinsichtlich des Einatmens aus.
Blaupause (Diazo)
Verarbeitungsvorgänge.
Moderne Verweise auf „Blaupausen“ oder „Blaupausenmaschinen“ bedeuten im Allgemeinen Diazo-Kopien oder Kopierer. Diese Kopierer werden am häufigsten mit großen Architektur- oder Konstruktionszeichnungen verwendet, die auf einer Film-, Pergament- oder durchscheinenden Papierbasis erstellt wurden. Diazobehandelte Papiere sind sauer und enthalten einen Kuppler, der bei Reaktion mit der Diazoverbindung eine Farbänderung ergibt; die Reaktion wird jedoch durch die Säure des Papiers verhindert. Das zu kopierende Blatt wird in Kontakt mit dem behandelten Papier gebracht und intensivem ultraviolettem (UV) Licht aus einer fluoreszierenden oder Quecksilberdampfquelle ausgesetzt. Das UV-Licht bricht die Diazobindung auf den Bereichen des Kopierpapiers, die nicht vor der Belichtung durch das Bild auf dem Master geschützt sind, wodurch die Möglichkeit einer späteren Reaktion mit dem Kuppler ausgeschlossen wird. Der Master wird dann aus dem Kontakt mit dem behandelten Papier entfernt, das dann einer Ammoniakatmosphäre ausgesetzt wird. Die Alkalität des Ammoniakentwicklers neutralisiert die Säure des Papiers, wodurch die Diazo/Kuppler-Farbänderungsreaktion eine Kopie des Bildes auf den Teilen des Papiers erzeugen kann, die durch das Bild auf der Vorlage vor UV-Strahlung geschützt waren.
Materialien.
Wasser und Ammoniak sind neben dem behandelten Papier die einzigen Diazoprozessmaterialien.
Mögliche Gefahren und deren Vermeidung.
Die offensichtliche Sorge um Diazo-Kopierer ist die Einwirkung von Ammoniak, das Augen- und Schleimhautreizungen verursachen kann. Moderne Maschinen kontrollieren normalerweise Emissionen, und daher liegen die Expositionen normalerweise deutlich unter 10 ppm. Ältere Geräte erfordern jedoch möglicherweise eine sorgfältige und häufige Wartung und möglicherweise eine lokale Absaugung. Bei der Wartung einer Maschine ist Vorsicht geboten, um Verschütten und Augenkontakt zu vermeiden. Die Empfehlungen des Herstellers bezüglich der Schutzausrüstung sollten befolgt werden. Man sollte sich auch darüber im Klaren sein, dass auch unsachgemäß hergestelltes Papier Hautprobleme verursachen kann.
Digitale Duplikatoren und Mimeographen
Verarbeitungsvorgänge.
Digitale Duplikatoren und Vervielfältigungsgeräte teilen denselben grundlegenden Prozess, indem eine Masterschablone „gebrannt“ oder „geschnitten“ und auf eine tintenhaltige Trommel gelegt wird, von der Tinte durch den Master auf das Kopierpapier fließt.
Materialien.
Schablonen, Tinten und Papiere sind die Materialien, die von diesen Maschinen verwendet werden. Das gescannte Bild wird digital auf das Mylar-Master eines digitalen Duplizierers gebrannt, während es in die Papierschablone eines Mimeographen elektrogeschnitten wird. Ein weiterer Unterschied besteht darin, dass digitale Duplikatortinten auf Wasser basieren, obwohl sie etwas Erdöllösungsmittel enthalten, während Mimeograph-Tinten entweder auf einem naphthenischen Destillat oder einer Glykolether/Alkohol-Mischung basieren.
Mögliche Gefahren und deren Vermeidung.
Die Hauptgefahren im Zusammenhang mit digitalen Vervielfältigungsgeräten und Vervielfältigungsgeräten liegen in ihrer Tinte, obwohl es beim Einbrennen des Bildes auf die Schablone des digitalen Vervielfältigungsgeräts zu einer potenziellen Exposition gegenüber heißem Wachsdampf und während des Elektroschneidens von Schablonen zu einer Ozonbelastung kommt. Beide Arten von Tinte können zu Augen- und Hautreizungen führen, während der höhere Gehalt an Erdöldestillaten von Mimeograph-Tinte ein größeres Potenzial zur Verursachung von Dermatitis hat. Die Verwendung von Schutzhandschuhen beim Arbeiten mit den Tinten und eine ausreichende Belüftung beim Erstellen von Kopien sollten vor Haut- und Einatmungsgefahren schützen.
Geistervervielfältiger
Verarbeitungsvorgänge.
Spirit Duplikatoren verwenden eine Umkehrbildschablone, die mit einem alkohollöslichen Farbstoff beschichtet ist. Bei der Verarbeitung wird das Kopierpapier leicht mit einer Vervielfältigungsflüssigkeit auf Methanolbasis beschichtet, die beim Kontakt mit der Schablone eine kleine Menge Farbstoff entfernt, was zu einer Bildübertragung auf das Kopierpapier führt. Die Kopien können nach der Vervielfältigung noch einige Zeit Methanol abgeben.
Materialien.
Papier, Schablonen und Dublierflüssigkeit sind die wichtigsten Materialien für dieses Gerät.
Mögliche Gefahren und deren Vermeidung.
Spiritus-Dublierflüssigkeiten basieren normalerweise auf Methanol und sind daher giftig, wenn sie durch die Haut aufgenommen, eingeatmet oder eingenommen werden; sie sind auch brennbar. Die Belüftung sollte ausreichend sein, um sicherzustellen, dass die Exposition des Bedieners unter den aktuellen Grenzwerten für die Exposition am Arbeitsplatz liegt, und sollte die Bereitstellung eines belüfteten Bereichs zum Trocknen umfassen. Einige neuere verwendete Duplizierflüssigkeiten basieren auf Ethylalkohol oder Propylenglykol, wodurch die Toxizitäts- und Entflammbarkeitsbedenken von Methanol vermieden werden. Beim Umgang mit allen Dublierflüssigkeiten sollten die Empfehlungen der Hersteller bezüglich der Verwendung von Schutzausrüstung befolgt werden.
Gesundheitsprobleme und Krankheitsbilder
Die Interpretation der menschlichen Gesundheitsdaten in der Druck-, kommerziellen Fotoverarbeitungs- und Reproduktionsindustrie ist keine einfache Angelegenheit, da die Prozesse komplex sind und sich ständig weiterentwickeln – manchmal dramatisch. Während der Einsatz von Automatisierung die Exposition gegenüber manueller Arbeit in modernisierten Versionen aller drei Disziplinen erheblich reduziert hat, ist das Arbeitsvolumen pro Mitarbeiter erheblich gestiegen. Darüber hinaus stellt die dermale Exposition einen wichtigen Expositionsweg für diese Industrien dar, ist jedoch durch die verfügbaren industriellen Hygienedaten weniger gut charakterisiert. Fallberichte über die weniger schwerwiegenden, reversiblen Wirkungen (z. B. Kopfschmerzen, Nasen- und Augenreizungen) sind unvollständig und werden in der veröffentlichten Literatur zu wenig berichtet. Trotz dieser Herausforderungen und Einschränkungen liefern epidemiologische Studien, Gesundheitserhebungen und Fallberichte eine beträchtliche Menge an Informationen über den Gesundheitszustand der Arbeitnehmer in diesen Branchen.
Druckaktivitäten
Agenten und Expositionen
Heute gibt es fünf Kategorien von Druckverfahren: Flexodruck, Tiefdruck, Hochdruck, Lithographie und Siebdruck. Die Art der Exposition, die bei jedem Prozess auftreten kann, hängt von der Art der verwendeten Druckfarben und der Wahrscheinlichkeit des Einatmens (Nebel, Lösungsmitteldämpfe usw.) und des durchdringbaren Hautkontakts bei den verwendeten Prozess- und Reinigungsaktivitäten ab. Es ist zu beachten, dass die Tinten aus organischen oder anorganischen Pigmenten, Öl- oder Lösungsmittelvehikeln (dh Trägern) und Zusatzstoffen bestehen, die für spezielle Druckzwecke verwendet werden. Tabelle 1 skizziert einige Eigenschaften verschiedener Druckverfahren.
Tabelle 1. Einige potenzielle Risiken in der Druckindustrie
|
Verfahren |
Art der Tinte |
Lösungsmittel |
Mögliche Expositionen |
|
Flexo- und Tiefdruck |
Flüssigtinten (niedrigviskos) |
Flüchtige Stoffe |
Organische Lösungsmittel: Xylol, Benzol |
|
Buchdruck und Lithografie |
Pastenfarben (hochviskos) |
Öle— |
Tintennebel: Kohlenwasserstofflösungsmittel; Isopropanol; polyzyklische aromatische Kohlenwasserstoffe (PAK) |
|
Siebdruck |
Halbpaste |
Flüchtige Stoffe |
Organische Lösungsmittel: Xylol, Cyclohexanon, Butylacetat |
Sterblichkeit und chronische Risiken
Es gibt mehrere epidemiologische Studien und Fallberichte zu Druckern. Expositionscharakterisierungen werden in einem Großteil der älteren Literatur nicht quantifiziert. Rußpartikel in lungengängiger Größe mit potenziell krebserregenden polyzyklischen aromatischen Kohlenwasserstoffen (Benzo(A)an der Oberfläche gebundenes Pyren) wurden in Rotationsdruckmaschinenräumen der Zeitungsproduktion gemeldet. Tierversuche finden das Benzo(A)Pyren fest an die Oberfläche des Rußpartikels gebunden und nicht leicht in Lungen- oder andere Gewebe freigesetzt. Dieser Mangel an „Bioverfügbarkeit“ erschwert die Bestimmung, ob Krebsrisiken realisierbar sind. Mehrere, aber nicht alle epidemiologischen Kohortenstudien (d. h. Populationen, die im Laufe der Zeit beobachtet wurden) haben Hinweise auf erhöhte Lungenkrebsraten bei Druckern gefunden (Tabelle 2). Eine genauere Auswertung von über 100 Lungenkrebsfällen und 300 Kontrollen (Fall-Kontroll-Typ-Studie) einer Gruppe von über 9,000 Druckereiarbeitern in Manchester, England (Leon, Thomas und Hutchings 1994) ergab, dass die Dauer der Arbeit in einem Maschinenraum wurde mit dem Auftreten von Lungenkrebs bei Rotationsdruckern in Verbindung gebracht. Da das Rauchverhalten der Arbeiter nicht bekannt ist, ist eine direkte Berücksichtigung der Rolle des Berufs in der Studie nicht möglich. Es deutet jedoch darauf hin, dass Rotationsdruckarbeiten in den vergangenen Jahrzehnten ein Lungenkrebsrisiko dargestellt haben könnten. In manchen Gegenden der Welt können jedoch noch ältere Technologien, wie zum Beispiel Rotations-Buchdruckarbeiten, vorhanden sein und somit Gelegenheiten für vorbeugende Bewertungen sowie bei Bedarf die Installation geeigneter Kontrollen bieten.
Tabelle 2. Kohortenstudien zu Sterblichkeitsrisiken im Druckgewerbe
|
Bevölkerung untersucht |
Anzahl der Arbeiter |
Mortalitätsrisiken* (95 % KI) |
||||
|
Nachbeobachtungszeitraum |
Land |
Alle Ursachen |
Alle Krebsarten |
Lungenkrebs |
||
|
Zeitungsdrucker |
1,361 |
(1949–65) – 1978 |
USA |
1.0 (0.8-1.0) |
1.0 (0.8-1.2) |
1.5 (0.9-2.3) |
|
Zeitungsdrucker |
, 700 |
(1940–55) – 1975 |
Italien |
1.1 (0.9-1.2) |
1.2 (0.9-1.6) |
1.5 (0.8-2.5) |
|
Typografen |
1,309 |
1961-1984 |
USA |
0.7 (0.7-0.8) |
0.8 (0.7-1.0) |
0.9 (0.6-1.2) |
|
Drucker (NGA) |
4,702 |
(1943–63) – 1983 |
UK |
0.8 (0.7-0.8) |
0.7 (0.6-0.8) |
0.6 (0.5-0.7) |
|
Drucker (NATSOPA) |
4,530 |
(1943–63) – 1983 |
UK |
0.9 (0.9-1.0) |
1.0 (0.9-1.1) |
0.9 (0.8-1.1) |
|
Tiefdruck |
1,020 |
(1925–85) – 1986 |
Schweden |
1.0 (0.9-1.2) |
1.4 (1.0-1.9) |
1.4 (0.7-2.5) |
|
Kartondrucker |
2,050 |
(1957–88) – 1988 |
USA |
1.0 (0.9-1.2) |
0.6 (0.3-0.9) |
0.5 (0.2-1.2) |
* Standardisierte Sterblichkeitsverhältnisse (SMR) = Zahl der beobachteten Todesfälle dividiert durch die Zahl der erwarteten Todesfälle, bereinigt um Alterseffekte über die betreffenden Zeiträume. Ein SMR von 1 zeigt keinen Unterschied zwischen beobachtet und erwartet an. Hinweis: Für die SMRs sind 95 % Konfidenzintervalle angegeben.
NGA = Nationaler Grafikverband, Vereinigtes Königreich
NATSOPA = National Society of Operative Printers, Graphical and Media Personnel, Großbritannien.
Quellen: Paganini-Hill et al. 1980; Bertazzi und Zoccheti 1980; Michaels, Zoloth und Stern 1991; Leon 1994; Svenssonet al. 1990; Sinks et al. 1992.
Eine weitere Gruppe von Arbeitern, die ausführlich untersucht wurde, sind Lithographen. Die Exposition moderner Lithographen gegenüber organischen Lösungsmitteln (Terpentin, Toluol usw.), Pigmenten, Farbstoffen, Hydrochinon, Chromaten und Cyanaten wurde in den letzten Jahrzehnten durch den Einsatz von Computertechnologien, automatisierten Prozessen und Materialänderungen deutlich reduziert. Die Internationale Agentur für Krebsforschung (IARC) kam kürzlich zu dem Schluss, dass berufsbedingte Expositionen beim Druckprozess möglicherweise krebserzeugend für den Menschen sind (IARC 1996). Gleichzeitig kann es wichtig sein, darauf hinzuweisen, dass die Schlussfolgerung der IARC auf historischen Risiken basiert, die heute in den meisten Fällen erheblich anders sein sollten. Berichte über malignes Melanom haben Risiken nahegelegt, die etwa doppelt so hoch sind wie erwartet (Dubrow 1986). Während einige postulieren, dass Hautkontakt mit Hydrochinon mit Melanom in Verbindung gebracht werden könnte (Nielson, Henriksen und Olsen 1996), wurde dies in einer Hydrochinon-Produktionsanlage, in der eine signifikante Exposition gegenüber Hydrochinon gemeldet wurde, nicht bestätigt (Pifer et al. 1995). Allerdings sollten Verfahren betont werden, die den Hautkontakt mit Lösungsmitteln minimieren, insbesondere bei der Plattenreinigung.
Fotografische Verarbeitungstätigkeiten
Expositionen und Agenten
Die fotografische Verarbeitung von Schwarzweiß- oder Farbfilmen oder -papieren kann entweder manuell oder durch im Wesentlichen vollständig automatisierte Prozesse in größerem Maßstab erfolgen. Die Auswahl des Verfahrens, der Chemikalien, der Arbeitsbedingungen (einschließlich Belüftung, Hygiene und persönlicher Schutzausrüstung) und der Arbeitsbelastung können alle die Arten von Expositionen und potenziellen Gesundheitsproblemen der Arbeitsumgebung beeinflussen. Die Arten von Jobs (dh verarbeitungsbezogene Aufgaben), bei denen das größte Potenzial für die Exposition gegenüber wichtigen Fotochemikalien wie Formaldehyd, Ammoniak, Hydrochinon, Essigsäure und Farbentwicklern besteht, sind in Tabelle 3 aufgeführt. Die typische fotografische Verarbeitungs- und Handhabungsarbeit Fluss ist in Abbildung 1 dargestellt.
Tabelle 3. Aufgaben in der fotografischen Entwicklung mit chemischem Expositionspotential
|
Arbeitsbereich |
Aufgaben mit Expositionspotential |
|
Chemisches Mischen |
Chemikalien in Lösung mischen. |
|
Analytisches Labor |
Proben handhaben. |
|
Film-/Druckverarbeitung |
Verarbeiten Sie Film und Druck mit Entwicklern, Härtern, Bleichmitteln. |
|
Startschuss für Film/Druck |
Verarbeiteten Film und Drucke zum Trocknen entfernen. |
Abbildung 1. Fotografische Verarbeitungsvorgänge

In neueren hochvolumigen Verarbeitungseinheiten wurden einige der Schritte im Arbeitsablauf kombiniert und automatisiert, wodurch das Einatmen und der Hautkontakt weniger wahrscheinlich werden. Formaldehyd, ein Mittel, das seit Jahrzehnten als Farbbildstabilisator verwendet wird, nimmt in seiner Konzentration in fotografischen Produkten ab. Abhängig von den spezifischen Umgebungsbedingungen des Prozesses und des Standorts kann seine Luftkonzentration von nicht nachweisbaren Werten im Atembereich des Bedieners bis zu etwa 0.2 ppm an den Belüftungsöffnungen des Maschinentrockners reichen. Expositionen können auch während der Reinigung von Geräten, der Herstellung oder Ergänzung von Stabilisatorflüssigkeit und dem Entladen von Prozessoren sowie bei verschütteten Flüssigkeiten auftreten.
Es sollte beachtet werden, dass chemische Belastungen zwar im Mittelpunkt der meisten Gesundheitsstudien von fotografischen Entwicklern standen, aber auch andere Aspekte der Arbeitsumgebung, wie z.
Sterblichkeitsrisiken
Die einzige veröffentlichte Sterblichkeitsüberwachung von fotografischen Entwicklern deutet auf kein erhöhtes Todesrisiko für die Besatzung hin (Friedlander, Hearne und Newman 1982). Die Studie umfasste neun Verarbeitungslabors in den Vereinigten Staaten und wurde aktualisiert, um weitere 15 Jahre Nachbeobachtung abzudecken (Pifer 1995). Zu beachten ist, dass es sich hierbei um eine Studie mit über 2,000 Beschäftigten handelt, die Anfang 1964 aktiv erwerbstätig waren, von denen über 70 % zu diesem Zeitpunkt mindestens 15 Jahre in ihrem Beruf tätig waren. Die Gruppe wurde 31 Jahre lang bis 1994 beobachtet. Viele Expositionen, die früher in der Karriere dieser Mitarbeiter relevant waren, wie Tetrachlorkohlenstoff, n-Butylamin und Isopropylamin, wurden in den Labors vor über dreißig Jahren eingestellt. Viele der wichtigsten Belastungen in modernen Labors (z. B. Essigsäure, Formaldehyd und Schwefeldioxid) waren jedoch auch in früheren Jahrzehnten vorhanden, wenn auch in viel höheren Konzentrationen. Während des 31-jährigen Nachbeobachtungszeitraums betrug die standardisierte Sterblichkeitsrate nur 78 % der erwarteten (SMR 0.78), mit 677 Todesfällen bei den 2,061 Arbeitern. Keine einzelnen Todesursachen waren signifikant erhöht.
Die 464 Prozessoren in der Studie hatten auch eine geringere Sterblichkeit, sei es im Vergleich zur Allgemeinbevölkerung (SMR 0.73) oder zu anderen Stundenarbeitern (SMR 0.83), und hatten keine signifikante Erhöhung der Todesursache. Auf der Grundlage verfügbarer epidemiologischer Informationen scheint es nicht, dass die fotografische Entwicklung ein erhöhtes Sterblichkeitsrisiko darstellt, selbst bei den höheren Expositionskonzentrationen, die wahrscheinlich in den 1950er und 1960er Jahren vorhanden waren.
Lungenerkrankung
In der Literatur gibt es nur sehr wenige Berichte über Lungenerkrankungen bei fotografischen Prozessoren. Zwei Artikel (Kipen und Lerman 1986; Hodgson und Parkinson 1986) beschreiben insgesamt vier mögliche pulmonale Reaktionen auf die Verarbeitung von Expositionen am Arbeitsplatz; jedoch verfügten beide auch nicht über quantitative Umweltbelastungsdaten zur Beurteilung der gemessenen Lungenbefunde. In der einzigen epidemiologischen Übersichtsarbeit zu diesem Thema (Friedlander, Hearne und Newman 1982) wurde kein Anstieg längerfristiger Krankheitsausfälle bei Lungenerkrankungen festgestellt; Es ist jedoch wichtig zu beachten, dass krankheitsbedingte Fehlzeiten von acht aufeinanderfolgenden Tagen erforderlich waren, um in dieser Studie erfasst zu werden. Es scheint, dass Atembeschwerden bei empfindlichen Personen verschlimmert oder ausgelöst werden können, wenn sie höheren Konzentrationen von Essigsäure, Schwefeldioxid und anderen Mitteln bei der fotografischen Entwicklung ausgesetzt werden, falls die Belüftung schlecht kontrolliert wird oder Fehler beim Mischen auftreten, was zur Freisetzung unerwünschter Konzentrationen von führt diese Agenten. Arbeitsbedingte Lungenerkrankungen wurden in diesem Beruf jedoch nur selten berichtet (Hodgson und Parkinson 1986).
Akute und subchronische Wirkungen
Über kontaktirritative und allergische Dermatitis wird bei fotografischen Entwicklern seit Jahrzehnten berichtet, beginnend mit der erstmaligen Verwendung von Farbchemikalien in den späten 1930er Jahren. Viele dieser Fälle traten in den ersten Monaten der Kontaktaufnahme eines Verarbeiters auf. Die Verwendung von Schutzhandschuhen und verbesserte Handhabungsverfahren haben die fotografische Dermatitis erheblich reduziert. Augenspritzer mit einigen Photochemikalien können Risiken einer Hornhautverletzung darstellen. Schulungen zum Augenspülverfahren (mindestens 15-minütiges Spülen der Augen mit kaltem Wasser, gefolgt von medizinischer Versorgung) und zum Tragen von Schutzbrillen sind besonders wichtig für Fotoprozessoren, von denen viele möglicherweise isoliert und / oder in Umgebungen mit reduziertem Licht arbeiten.
Es bestehen einige ergonomische Bedenken bezüglich des Betriebs von fotografischen Verarbeitungseinheiten mit schnellem Turnaround und hohem Volumen. Das Anbringen und Abnehmen großer Fotopapierrollen kann ein Risiko für Erkrankungen des oberen Rückens, der Schultern und des Nackens darstellen. Die Rollen können 13.6 bis 22.7 kg (30 bis 50 Pfund) wiegen und können umständlich zu handhaben sein, was zum Teil vom Zugang zur Maschine abhängt, der auf kompakten Baustellen beeinträchtigt werden kann.
Verletzungen und Belastungen des Personals können durch entsprechende Schulung des Personals, durch Bereitstellung eines angemessenen Zugangs zu den Walzen und durch Berücksichtigung menschlicher Faktoren bei der allgemeinen Gestaltung des Verarbeitungsbereichs verhindert werden.
Prävention und Methoden zur Früherkennung von Auswirkungen
Der Schutz vor Dermatitis, Reizungen der Atemwege, akuten Verletzungen und ergonomischen Störungen beginnt mit der Erkenntnis, dass solche Störungen auftreten können. Mit angemessenen Arbeitnehmerinformationen (einschließlich Etiketten, Sicherheitsdatenblättern, Schutzausrüstung und Gesundheitsschutzschulungsprogrammen), regelmäßigen Gesundheits-/Sicherheitsüberprüfungen der Arbeitsumgebung und sachkundiger Überwachung kann Prävention stark betont werden. Darüber hinaus kann die Früherkennung von Erkrankungen erleichtert werden, indem eine medizinische Ressource für die Berichterstattung über die Gesundheit der Arbeitnehmer zur Verfügung steht, gekoppelt mit gezielten freiwilligen regelmäßigen Gesundheitsbewertungen, die sich in Fragebögen auf Symptome der Atemwege und der oberen Extremitäten konzentrieren und direkte Beobachtung exponierter Hautbereiche auf Anzeichen von Arbeitsunfähigkeit. verwandte Dermatitis.
Da Formaldehyd ein potenzieller Atemwegssensibilisator, ein starkes Reizmittel und ein mögliches Karzinogen ist, ist es wichtig, dass jeder Arbeitsplatz bewertet wird, um festzustellen, wo Formaldehyd verwendet wird (Überprüfung des chemischen Inventars und der Sicherheitsdatenblätter), um die Luftkonzentrationen zu bewerten (falls durch Materialien angegeben). verwendet), um festzustellen, wo Lecks oder Verschüttungen auftreten könnten, und um die Menge, die verschüttet werden könnte, und die im schlimmsten Fall auftretende Konzentration abzuschätzen. Ein Notfallplan sollte entwickelt, gut sichtbar ausgehängt, kommuniziert und regelmäßig geübt werden. Bei der Entwicklung eines solchen Notfallplans sollte ein Gesundheits- und Sicherheitsspezialist hinzugezogen werden.
Reproduktionsaktivitäten
Agenten und Expositionen
Moderne Fotokopiergeräte emittieren sehr geringe Mengen an ultravioletter Strahlung durch die Glasabdeckung (Plenum), erzeugen ein gewisses Geräusch und können während der Verarbeitungstätigkeit geringe Ozonkonzentrationen abgeben. Diese Maschinen verwenden einen Toner, hauptsächlich Ruß (für Schwarzweißdrucker), um einen dunklen Druck auf dem Papier oder der transparenten Folie zu erzeugen. Daher können potenzielle routinemäßige Expositionen von gesundheitlichem Interesse für Fotokopierer ultraviolette Strahlung, Lärm, Ozon und möglicherweise Toner umfassen. Bei älteren Geräten könnte der Toner beim Austausch ein Problem darstellen, obwohl moderne in sich geschlossene Patronen die potenzielle Exposition der Atemwege und der Haut erheblich reduziert haben.
Der Grad der UV-Strahlung, die durch das Vorlagenglas des Kopiergeräts auftritt, ist sehr gering. Die Dauer eines Fotokopierer-Blitzes beträgt etwa 250 Mikrosekunden, bei kontinuierlichem Kopieren etwa 4,200 Blitze pro Stunde – ein Wert, der je nach Kopierer variieren kann. Bei eingesetzter Glasplatte reicht die emittierte Wellenlänge von 380 bis etwa 396 nm. UVB entsteht normalerweise nicht durch Kopierblitze. UVA-Messungen, die maximal an der Glasplatte aufgezeichnet wurden, betrugen durchschnittlich etwa 1.65 Mikrojoule/cm2 pro Blitz. Somit beträgt die maximale 8-stündige Spektralbelichtung im nahen UV-Bereich von einem kontinuierlich laufenden Fotokopierer, der etwa 33,000 Kopien pro Tag herstellt, etwa 0.05 Joule/cm2 an der Glasoberfläche. Dieser Wert ist nur ein Bruchteil des von der American Conference of Governmental Industrial Hygienists (ACGIH) empfohlenen Grenzwertes und scheint selbst bei solch übertriebenen Expositionsbedingungen kein messbares Gesundheitsrisiko darzustellen.
Es sollte beachtet werden, dass bestimmte Arbeitnehmer einem höheren Risiko für UV-Expositionen ausgesetzt sein können, einschließlich Personen mit lichtempfindlichen Erkrankungen, Personen, die Photosensibilisatoren/Medikamente anwenden, und Personen mit eingeschränkter Pupillenbildung (Aphakie). Solchen Personen wird normalerweise empfohlen, ihre UV-Exposition als allgemeine Vorsichtsmaßnahme zu minimieren.
Akute Effekte.
Die Literatur offenbart nicht viele akute Wirkungen, die in sinnvollem Zusammenhang mit dem Fotokopieren stehen. Ältere, unzureichend gewartete Einheiten können nachweisbare Ozonkonzentrationen abgeben, wenn sie in schlecht belüfteten Umgebungen betrieben werden. Während von Arbeitern in solchen Umgebungen über Reizsymptome der Augen und der oberen Atemwege berichtet wurde, haben die Mindestspezifikationen des Herstellers für Platz und Belüftung in Verbindung mit neuerer Kopiertechnologie Ozon als Emissionsproblem im Wesentlichen eliminiert.
Sterblichkeitsrisiken.
Es wurden keine Studien gefunden, die Mortalität oder chronische Gesundheitsrisiken durch Langzeit-Fotokopieren beschrieben.
Prävention und Früherkennung
Wenn Sie einfach die vom Hersteller empfohlene Verwendung befolgen, sollte die Fotokopiertätigkeit kein Arbeitsplatzrisiko darstellen. Personen, bei denen eine Verschlechterung der Symptome im Zusammenhang mit der intensiven Nutzung von Fotokopierern auftritt, sollten Gesundheits- und Sicherheitsratschläge einholen.
Überblick über Umweltthemen
Wichtige Umweltprobleme
Lösungsmittel
Organische Lösungsmittel werden für eine Reihe von Anwendungen in der Druckindustrie verwendet. Zu den Hauptanwendungen gehören Reinigungslösungsmittel für Druckmaschinen und andere Geräte, Lösungsvermittler in Tinten und Additive in Feuchtmitteln. Zusätzlich zu den allgemeinen Bedenken hinsichtlich der Emissionen flüchtiger organischer Verbindungen (VOC) können einige potenzielle Lösungsmittelkomponenten in der Umwelt persistent sein oder ein hohes Ozonabbaupotenzial haben.
Silbermedaille
Während der fotografischen Schwarzweiß- und Farbverarbeitung wird Silber in einige der Verarbeitungslösungen freigesetzt. Es ist wichtig, die Umwelttoxikologie von Silber zu verstehen, damit diese Lösungen ordnungsgemäß gehandhabt und entsorgt werden können. Während freie Silberionen für Wasserlebewesen hochgiftig sind, ist ihre Toxizität in komplexierter Form viel geringer als in Abwässern der Fotoverarbeitung. Silberchlorid, Silberthiosulfat und Silbersulfid, bei denen es sich um Silberformen handelt, die häufig in der Fotoverarbeitung beobachtet werden, sind um mehr als vier Größenordnungen weniger toxisch als Silbernitrat. Silber hat eine hohe Affinität zu organischem Material, Schlamm, Ton und anderen Stoffen, die in natürlichen Umgebungen vorkommen, und dies verringert seine potenziellen Auswirkungen auf aquatische Systeme. Angesichts der extrem niedrigen Menge an freien Silberionen, die in Abwässern der Fotoverarbeitung oder in natürlichen Gewässern gefunden werden, schützt eine für komplexiertes Silber geeignete Kontrolltechnologie die Umwelt ausreichend.
Andere Charakteristika von Photoverarbeitungsabwässern
Die Zusammensetzung des fotografischen Abwassers variiert in Abhängigkeit von den durchgeführten Prozessen: Schwarzweiß, Farbumkehr, Farbnegativ/-positiv oder eine Kombination davon. Wasser macht 90 bis 99 % des Abwasservolumens aus, wobei der Großteil des Rests anorganische Salze sind, die als Puffer und Fixiermittel (Silberhalogenid-löslich machende) Mittel, Eisenchelate, wie FeEthylendiamintetraessigsäure, und organische Moleküle sind, die dienen als Entwicklungsmittel und Antioxidantien. Eisen und Silber sind die wichtigsten vorhandenen Metalle.
Feste Abfälle
Jeder Bestandteil der Druck-, Foto- und Reproduktionsindustrie erzeugt festen Abfall. Das können Verpackungsabfälle wie Kartonagen und Kunststoffe, Verbrauchsmaterialien wie Tonerkartuschen oder Betriebsabfälle wie Altpapier oder Folien sein. Der zunehmende Druck auf die industriellen Erzeuger fester Abfälle hat Unternehmen dazu veranlasst, Optionen zur Reduzierung der festen Abfälle durch Reduzierung, Wiederverwendung oder Recycling sorgfältig zu prüfen.
Ausrüstung
Ausrüstung spielt eine offensichtliche Rolle bei der Bestimmung der Umweltauswirkungen der Prozesse, die in der Druck-, Foto- und Reproduktionsindustrie verwendet werden. Darüber hinaus werden auch andere Aspekte der Ausrüstung genauer unter die Lupe genommen. Ein Beispiel ist die Energieeffizienz, die sich auf die Umweltauswirkungen der Energieerzeugung bezieht. Ein weiteres Beispiel ist die „Rücknahmegesetzgebung“, die von den Herstellern verlangt, Geräte nach Ablauf ihrer Nutzungsdauer zur fachgerechten Entsorgung zurückzunehmen.
Steuerungstechnologien
Die Wirksamkeit einer bestimmten Kontrollmethode kann stark von den spezifischen Betriebsabläufen einer Einrichtung, der Größe dieser Einrichtung und dem erforderlichen Kontrollniveau abhängen.
Technologien zur Lösungsmittelkontrolle
Der Lösungsmittelverbrauch kann auf verschiedene Weise reduziert werden. Flüchtigere Komponenten wie Isopropylalkohol können durch Verbindungen mit niedrigerem Dampfdruck ersetzt werden. In einigen Situationen können lösungsmittelbasierte Tinten und Waschmittel durch Materialien auf Wasserbasis ersetzt werden. Viele Druckanwendungen erfordern Verbesserungen bei wasserbasierten Optionen, um effektiv mit lösungsmittelbasierten Materialien konkurrieren zu können. Die High-Solid-Tintentechnologie kann auch zu einer Verringerung des Einsatzes organischer Lösungsmittel führen.
Lösemittelemissionen können durch Absenken der Temperatur von Feucht- oder Feuchtmitteln gesenkt werden. In begrenzten Anwendungen können Lösungsmittel auf adsorptiven Materialien wie Aktivkohle aufgefangen und wiederverwendet werden. In anderen Fällen sind die Betriebsfenster zu streng, um eine direkte Wiederverwendung von aufgefangenen Lösungsmitteln zu ermöglichen, aber sie können zum Recycling außerhalb des Standorts wieder aufgefangen werden. Lösungsmittelemissionen können in Kondensatorsystemen konzentriert sein. Diese Systeme bestehen aus Wärmetauschern mit nachgeschaltetem Filter oder Elektrofilter. Das Kondensat wird vor der endgültigen Entsorgung durch einen Öl-Wasser-Trenner geleitet.
In größeren Betrieben können Verbrennungsöfen (manchmal auch als Nachverbrenner bezeichnet) verwendet werden, um emittierte Lösungsmittel zu zerstören. Platin oder andere Edelmetallmaterialien können verwendet werden, um den thermischen Prozess zu katalysieren. Nicht katalysierte Systeme müssen bei höheren Temperaturen betrieben werden, sind aber unempfindlich gegenüber Prozessen, die Katalysatoren vergiften können. Wärmerückgewinnung ist im Allgemeinen notwendig, um nicht katalysierte Systeme kosteneffektiv zu machen.
Technologien zur Silberrückgewinnung
Der Grad der Silberrückgewinnung aus Photoabwasser wird durch die Ökonomie der Rückgewinnung und/oder durch Lösungsaustragsvorschriften gesteuert. Zu den wichtigsten Silberrückgewinnungstechniken gehören Elektrolyse, Ausfällung, Metallersatz und Ionenaustausch.
Bei der elektrolytischen Rückgewinnung wird Strom durch die silberhaltige Lösung geleitet und Silbermetall wird auf die Kathode aufgebracht, normalerweise eine Edelstahlplatte. Die Silberflocken werden durch Biegen, Hacken oder Schaben geerntet und zur Wiederverwendung an einen Veredler geschickt. Der Versuch, den Silbergehalt der Restlösung deutlich unter 200 mg/l zu senken, ist ineffizient und kann zur Bildung von unerwünschtem Silbersulfid oder schädlichen schwefelhaltigen Nebenprodukten führen. Festbettzellen können Silber auf niedrigere Niveaus reduzieren, sind jedoch komplexer und teurer als Zellen mit zweidimensionalen Elektroden.
Silber kann aus der Lösung durch Fällung mit einem Material gewonnen werden, das ein unlösliches Silbersalz bildet. Die gebräuchlichsten Fällungsmittel sind Trinatriumtrimercaptotriazin (TMT) und verschiedene Sulfidsalze. Wenn ein Sulfidsalz verwendet wird, muss darauf geachtet werden, die Bildung von hochgiftigem Schwefelwasserstoff zu vermeiden. TMT ist eine inhärent sicherere Alternative, die kürzlich in der Fotoverarbeitungsindustrie eingeführt wurde. Niederschlag hat eine Rückgewinnungseffizienz von mehr als 99 %.
Metallersatzkartuschen (MRCs) ermöglichen das Fließen der silberhaltigen Lösung über eine fadenförmige Abscheidung aus Eisenmetall. Silberionen werden zu Silbermetall reduziert, wenn Eisen zu ionenlöslichen Spezies oxidiert wird. Der metallische Silberschlamm setzt sich am Boden der Kartusche ab. MRCs sind in Bereichen, in denen Eisen im Abwasser ein Problem darstellt, nicht geeignet. Dieses Verfahren hat eine Rückgewinnungseffizienz von mehr als 95 %.
Beim Ionenaustausch tauschen sich anionische Silberthiosulfatkomplexe mit anderen Anionen auf einem Harzbett aus. Wenn die Kapazität des Harzbetts erschöpft ist, wird zusätzliche Kapazität regeneriert, indem das Silber mit einer konzentrierten Thiosulfatlösung gestrippt wird oder das Silber unter sauren Bedingungen in Silbersulfid umgewandelt wird. Unter gut kontrollierten Bedingungen kann diese Technik Silber unter 1 mg/l senken. Der Ionenaustausch kann jedoch nur bei mit Silber und Thiosulfat verdünnten Lösungen durchgeführt werden. Die Säule ist äußerst empfindlich gegen Strippen, wenn die Thiosulfatkonzentration des Zuflusses zu hoch ist. Außerdem ist die Technik sehr arbeits- und geräteintensiv, was sie in der Praxis teuer macht.
Andere Photoabflusskontrolltechnologien
Die kostengünstigste Methode zur Behandlung von fotografischem Abwasser ist die biologische Behandlung in einer sekundären Abfallbehandlungsanlage (häufig als öffentliche Behandlungsanlage oder POTW bezeichnet). Mehrere Bestandteile oder Parameter von fotografischem Abwasser können durch Abwassereinleitungsgenehmigungen reguliert werden. Neben Silber umfassen andere übliche regulierte Parameter den pH-Wert, den chemischen Sauerstoffbedarf, den biologischen Sauerstoffbedarf und die gesamten gelösten Feststoffe. Mehrere Studien haben gezeigt, dass nach der biologischen Behandlung von Fotoverarbeitungsabfällen (einschließlich der geringen Menge an Silber, die nach einer angemessenen Silberrückgewinnung zurückbleibt) keine nachteiligen Auswirkungen auf die Vorfluter zu erwarten sind.
Andere Technologien wurden auf Photoverarbeitungsabfälle angewendet. Der Abtransport zur Behandlung in Verbrennungsöfen, Zementöfen oder einer anderen Endlagerung wird in einigen Regionen der Welt praktiziert. Einige Labors reduzieren das Volumen der abzutransportierenden Lösung durch Verdampfung oder Destillation. Andere oxidative Techniken wie Ozonierung, Elektrolyse, chemische Oxidation und Feuchtluftoxidation wurden auf Photoverarbeitungsabwässer angewendet.
Eine weitere wichtige Quelle für eine verringerte Umweltbelastung ist die Quellenreduzierung. Die Menge an Silber, die pro Quadratmeter in sensibilisierten Waren beschichtet ist, nimmt stetig ab, da neue Produktgenerationen auf den Markt kommen. Da der Silbergehalt in den Medien abnimmt, hat sich auch die Menge an Chemikalien verringert, die zur Verarbeitung einer bestimmten Film- oder Papierfläche erforderlich ist. Regenerierung und Wiederverwendung von Lösungsüberläufen haben auch zu einer geringeren Umweltbelastung pro Bild geführt. Beispielsweise beträgt die Menge an Farbentwicklungsmittel, die 1996 zur Entwicklung eines Quadratmeters Farbpapier benötigt wurde, weniger als 20 % der Menge, die 1980 benötigt wurde.
Abfallminimierung
Der Wunsch, festen Abfall zu minimieren, fördert Bemühungen, Materialien zu recyceln und wiederzuverwenden, anstatt sie auf Deponien zu entsorgen. Es gibt Recyclingprogramme für Tonerkartuschen, Filmkassetten, Einwegkameras usw. Recycling und Wiederverwendung von Verpackungen werden ebenfalls immer häufiger. Mehr Verpackungen und Ausrüstungsteile werden entsprechend gekennzeichnet, um effizientere Materialrecyclingprogramme zu ermöglichen.
Design der Lebenszyklusanalyse für die Umwelt
Alle oben diskutierten Probleme haben dazu geführt, dass der gesamte Lebenszyklus eines Produkts zunehmend berücksichtigt wird, von der Beschaffung natürlicher Ressourcen über die Herstellung der Produkte bis hin zur Behandlung von End-of-Life-Themen für diese Produkte. Zwei verwandte Analysewerkzeuge, Lebenszyklusanalyse und Design für die Umwelt, werden verwendet, um Umweltaspekte in den Entscheidungsprozess bei Produktdesign, -entwicklung und -verkauf einzubeziehen. Die Lebenszyklusanalyse berücksichtigt alle Inputs und Stoffströme für ein Produkt oder einen Prozess und versucht, die Auswirkungen verschiedener Optionen auf die Umwelt quantitativ zu messen. Umweltfreundliches Design berücksichtigt verschiedene Aspekte des Produktdesigns wie Recyclingfähigkeit, Wiederverwertbarkeit usw., um die Auswirkungen der Produktion oder Entsorgung der betreffenden Geräte auf die Umwelt zu minimieren.
Kommerzielle Fotolabore
Materialien und Verarbeitungsvorgänge
Schwarz-Weiß-Verarbeitung
Bei der fotografischen Schwarz-Weiß-Entwicklung wird belichteter Film oder belichtetes Papier aus einem lichtdichten Behälter in einer Dunkelkammer entnommen und nacheinander in wässrige Lösungen aus Entwickler, Stoppbad und Fixierbad getaucht. Nach einem Waschen mit Wasser ist der Film oder das Papier getrocknet und gebrauchsfertig. Der Entwickler reduziert das belichtete Silberhalogenid zu metallischem Silber. Das Stoppbad ist eine schwach saure Lösung, die den alkalischen Entwickler neutralisiert und die weitere Reduktion des Silberhalogenids stoppt. Die Fixierlösung bildet mit dem unbelichteten Silberhalogenid einen löslichen Komplex, der anschließend im Waschprozess zusammen mit verschiedenen wasserlöslichen Salzen, Puffern und Halogenidionen aus der Emulsion entfernt wird.
Farbverarbeitung
Die Farbverarbeitung ist komplexer als die Schwarzweißverarbeitung, da für die Verarbeitung der meisten Arten von Farbfilmen, Transparentfolien und Papier zusätzliche Schritte erforderlich sind. Kurz: Statt einer Silberhalogenidschicht wie bei Schwarz-Weiß-Filmen liegen drei übereinanderliegende Silbernegative vor; das heißt, für jede der drei sensibilisierten Schichten wird ein Silbernegativ hergestellt. Beim Kontakt mit dem Farbentwickler wird das belichtete Silberhalogenid in metallisches Silber umgewandelt, während der oxidierte Entwickler mit einem speziellen Kuppler in jeder Schicht reagiert, um das Farbbild zu erzeugen.
Ein weiterer Unterschied in der Farbverarbeitung ist die Verwendung eines Bleichmittels zur Entfernung des unerwünschten metallischen Silbers aus der Emulsion durch Umwandlung von metallischem Silber in Silberhalogenid mittels eines Oxidationsmittels. Anschließend wird das Silberhalogenid in einen löslichen Silberkomplex umgewandelt, der dann durch Waschen wie im Fall der Schwarz-Weiß-Verarbeitung entfernt wird. Außerdem variieren Farbverarbeitungsverfahren und -materialien in Abhängigkeit davon, ob ein Farbdia erzeugt wird oder ob Farbnegative und Farbabzüge verarbeitet werden.
Allgemeines Verarbeitungsdesign
Die wesentlichen Schritte bei der Fotoentwicklung bestehen somit darin, den belichteten Film oder das belichtete Papier entweder von Hand oder in Entwicklungsmaschinen durch eine Reihe von Entwicklungstanks zu führen. Obwohl die einzelnen Prozesse unterschiedlich sein können, gibt es Ähnlichkeiten in den Arten von Verfahren und Geräten, die bei der Fotoverarbeitung verwendet werden. So wird es beispielsweise einen Lagerbereich für Chemikalien und Rohstoffe sowie Einrichtungen zur Handhabung und Sortierung eingehender belichteter Fotomaterialien geben. Zum Messen, Wiegen und Mischen von Verarbeitungschemikalien und zum Zuführen dieser Lösungen zu den verschiedenen Verarbeitungstanks sind Einrichtungen und Ausrüstung erforderlich. Außerdem werden eine Vielzahl von Pump- und Dosiervorrichtungen verwendet, um Verarbeitungslösungen an Tanks zu liefern. Ein professionelles oder Fotolabor verwendet normalerweise größere, stärker automatisierte Geräte, die entweder Film oder Papier verarbeiten. Um ein konsistentes Produkt herzustellen, sind die Prozessoren temperaturgeregelt und werden in den meisten Fällen mit frischen Chemikalien aufgefüllt, wenn das sensibilisierte Produkt durch den Prozessor läuft.
Größere Betriebe verfügen möglicherweise über Qualitätskontrolllabors für chemische Bestimmungen und Messungen der fotografischen Qualität der hergestellten Materialien. Obwohl die Verwendung verpackter chemischer Formulierungen das Messen, Wiegen und Unterhalten eines Qualitätskontrolllabors überflüssig machen kann, ziehen es viele große Fotoverarbeitungsanlagen vor, ihre eigenen Verarbeitungslösungen aus großen Mengen der Chemikalienbestandteile zu mischen.
Nach der Verarbeitung und Trocknung der Materialien können Schutzlacke oder -beschichtungen auf das fertige Produkt aufgebracht werden und es können Filmreinigungsvorgänge stattfinden. Schließlich werden die Materialien geprüft, verpackt und für den Versand an den Kunden vorbereitet.
Mögliche Gefahren und ihre Vermeidung
Einzigartige Gefahren in der Dunkelkammer
Die potenziellen Gefahren bei der kommerziellen fotografischen Entwicklung sind ähnlich wie bei anderen Arten von chemischen Vorgängen; Ein einzigartiges Merkmal ist jedoch die Anforderung, dass bestimmte Teile der Verarbeitungsvorgänge im Dunkeln durchgeführt werden müssen. Folglich muss der Verarbeitungsmitarbeiter ein gutes Verständnis der Ausrüstung und ihrer potenziellen Gefahren sowie der Vorsichtsmaßnahmen im Falle von Unfällen haben. Sicherheitslichter oder Infrarotbrillen sind erhältlich und können verwendet werden, um eine ausreichende Beleuchtung für die Sicherheit des Bedieners bereitzustellen. Alle mechanischen Elemente und spannungsführenden elektrischen Teile müssen eingehaust und hervorstehende Maschinenteile abgedeckt werden. Sicherheitsschlösser sollten installiert werden, um sicherzustellen, dass kein Licht in die Dunkelkammer eindringt, und sollten so konstruiert sein, dass sie dem Personal freien Durchgang ermöglichen.
Gefahren für Haut und Augen
Aufgrund der großen Vielfalt von Rezepturen, die von verschiedenen Lieferanten verwendet werden, und der unterschiedlichen Methoden zum Verpacken und Mischen von Fotoverarbeitungschemikalien können nur wenige Verallgemeinerungen hinsichtlich der Arten vorhandener chemischer Gefahren getroffen werden. Insbesondere in Lager- und Mischbereichen können eine Vielzahl von starken Säuren und ätzenden Materialien angetroffen werden. Viele Fotoverarbeitungschemikalien reizen Haut und Augen und können in einigen Fällen nach direktem Kontakt Haut- oder Augenverbrennungen verursachen. Das häufigste Gesundheitsproblem bei der Fotoverarbeitung ist die Möglichkeit einer Kontaktdermatitis, die am häufigsten durch Hautkontakt mit alkalischen Entwicklerlösungen entsteht. Die Dermatitis kann auf eine Reizung durch alkalische oder saure Lösungen oder in einigen Fällen auf eine Hautallergie zurückzuführen sein.
Farbentwickler sind wässrige Lösungen, die üblicherweise Derivate von enthalten p-Phenylendiamin, wohingegen Schwarz-Weiß-Entwickler normalerweise enthalten p-Methylaminophenolsulfat (auch bekannt als Metol oder KODAK ELON Entwicklungsmittel) und/oder Hydrochinon. Farbentwickler sind stärkere Hautsensibilisatoren und Reizstoffe als Schwarz-Weiß-Entwickler und können auch lichenoide Reaktionen hervorrufen. Darüber hinaus finden sich in einigen Fotoverarbeitungslösungen andere Hautsensibilisatoren wie Formaldehyd, Hydroxylaminsulfat und S-(2-(Dimethylamino)-ethyl)-isothiouroniumdihydrochlorid. Die Entwicklung einer Hautallergie tritt eher nach wiederholtem und längerem Kontakt mit Verarbeitungslösungen auf. Personen mit vorbestehenden Hauterkrankungen oder Hautirritationen sind oft anfälliger für die Einwirkung von Chemikalien auf die Haut.
Die Vermeidung von Hautkontakt ist ein wichtiges Ziel in Fotoverarbeitungsbereichen. Neoprenhandschuhe werden empfohlen, um den Hautkontakt zu reduzieren, insbesondere in den Mischbereichen, wo konzentriertere Lösungen anzutreffen sind. Alternativ können Nitrilhandschuhe verwendet werden, wenn ein längerer Kontakt mit Fotochemikalien nicht erforderlich ist. Die Handschuhe sollten ausreichend dick sein, um Risse und Auslaufen zu verhindern, und sollten regelmäßig überprüft und gereinigt werden, vorzugsweise durch gründliches Waschen der Außen- und Innenflächen mit einem nicht alkalischen Handreiniger. Es ist besonders wichtig, dass dem Wartungspersonal während der Reparatur oder Reinigung der Tanks und Gestellbaugruppen usw. Schutzhandschuhe zur Verfügung gestellt werden, da diese mit Chemikalienablagerungen überzogen werden können. Schutzcremes sind nicht für die Verwendung mit Fotochemikalien geeignet, da sie nicht für alle Fotochemikalien undurchlässig sind und Verarbeitungslösungen kontaminieren können. In der Dunkelkammer sollte eine Schutzschürze oder ein Laborkittel getragen werden, und häufiges Waschen der Arbeitskleidung ist wünschenswert. Bei jeder wiederverwendbaren Schutzkleidung sollten Benutzer nach jedem Gebrauch auf Anzeichen von Durchdringung oder Abbau achten und die Kleidung gegebenenfalls ersetzen. Außerdem sollten Schutzbrillen und ein Gesichtsschutz getragen werden, insbesondere in Bereichen, in denen mit konzentrierten Fotochemikalien umgegangen wird.
Wenn Fotoverarbeitungschemikalien mit der Haut in Kontakt kommen, sollte der betroffene Bereich schnell mit reichlich Wasser gespült werden. Da Materialien wie Entwickler alkalisch sind, reduziert das Waschen mit einem nicht-alkalischen Handreiniger (pH-Wert von 5.0 bis 5.5) das Risiko einer Dermatitis. Kleidung sollte sofort gewechselt werden, wenn sie mit Chemikalien kontaminiert ist, und Verschüttungen oder Spritzer sollten sofort entfernt werden. In den Misch- und Verarbeitungsbereichen sind Handwaschmöglichkeiten und Vorrichtungen zum Spülen der Augen besonders wichtig. Auch Notduschen sollten vorhanden sein.
Gefahren beim Einatmen
Zusätzlich zu potenziellen Gefahren für Haut und Augen können Gase oder Dämpfe, die von einigen Fotoverarbeitungslösungen freigesetzt werden, eine Gefahr beim Einatmen darstellen und zu unangenehmen Gerüchen beitragen, insbesondere in schlecht belüfteten Bereichen. Einige Farbverarbeitungslösungen können Dämpfe wie Essigsäure, Triethanolamin und Benzylalkohol oder Gase wie Ammoniak, Formaldehyd und Schwefeldioxid freisetzen. Diese Gase oder Dämpfe können die Atemwege und Augen reizen oder in einigen Fällen andere gesundheitsbezogene Auswirkungen haben. Die möglichen gesundheitlichen Auswirkungen dieser Gase oder Dämpfe sind konzentrationsabhängig und werden normalerweise nur bei Konzentrationen beobachtet, die die Arbeitsplatzgrenzwerte überschreiten. Aufgrund der großen Unterschiede in der individuellen Empfindlichkeit können jedoch bei einigen Personen – beispielsweise Personen mit bereits bestehenden Erkrankungen wie Asthma – Wirkungen bei Konzentrationen unterhalb der Arbeitsplatzgrenzwerte auftreten.
Einige Photochemikalien können aufgrund der niedrigen Geruchsschwelle der Chemikalie durch Geruch erkennbar sein. Obwohl der Geruch einer Chemikalie nicht unbedingt auf eine Gesundheitsgefährdung hinweist, können starke Gerüche oder Gerüche, die an Intensität zunehmen, darauf hindeuten, dass das Belüftungssystem unzureichend ist und überprüft werden sollte.
Eine geeignete Belüftung für die Fotoverarbeitung umfasst sowohl eine allgemeine Verdünnung als auch eine lokale Absaugung, um die Luft mit einer akzeptablen Rate pro Stunde auszutauschen. Eine gute Belüftung bietet den zusätzlichen Vorteil, dass die Arbeitsumgebung angenehmer wird. Die erforderliche Belüftung variiert je nach Raumbedingungen, Verarbeitungsleistung, spezifischen Prozessoren und Verarbeitungschemikalien. Ein Lüftungstechniker kann konsultiert werden, um den optimalen Betrieb von Raum- und örtlichen Abluftsystemen sicherzustellen. Die Hochtemperaturverarbeitung und Stickstoffstoßbewegung von Tanklösungen können die Freisetzung einiger Chemikalien in die Umgebungsluft erhöhen. Prozessorgeschwindigkeit, Lösungstemperaturen und Lösungsrührung sollten auf ein geeignetes Mindestleistungsniveau eingestellt werden, um die potenzielle Freisetzung von Gasen oder Dämpfen aus den Verarbeitungstanks zu reduzieren.
Allgemeine Raumbelüftung – zum Beispiel 4.25 m3/min Zufuhr und 4.8 m3/min Abluft (entspricht 10 Luftwechsel pro Stunde in einem 3 x 3 x 3 Meter großen Raum), bei einer minimalen Frischluftzufuhr von 0.15 m3/min pro m2 Bodenfläche – ist in der Regel ausreichend für Fotografen, die grundlegende Fotobearbeitung durchführen. Eine Abluftrate, die höher ist als eine Zuluftrate, erzeugt einen Unterdruck im Raum und verringert die Möglichkeit, dass Gase oder Dämpfe in angrenzende Bereiche entweichen. Die Abluft sollte außerhalb des Gebäudes abgeführt werden, um eine Umverteilung potenzieller Luftschadstoffe innerhalb des Gebäudes zu vermeiden. Wenn die Prozessortanks geschlossen sind und über eine Entlüftung verfügen (siehe Abbildung 1), können die Mindestluftzufuhr und die Entlüftungsrate wahrscheinlich reduziert werden.
Abbildung 1. Geschlossene Maschinenbelüftung

Einige Vorgänge (z. B. Tonen, Filmreinigung, Mischvorgänge und spezielle Verarbeitungsverfahren) können eine zusätzliche lokale Absaugung oder Atemschutz erfordern. Lokale Absaugung ist wichtig, da sie die Konzentration von Schadstoffen in der Luft reduziert, die andernfalls durch das allgemeine Verdünnungslüftungssystem rezirkuliert werden könnten.
Bei einigen Tanks kann ein seitliches Lüftungssystem mit Schlitzen zum Absaugen von Dämpfen oder Gasen an der Oberfläche eines Tanks verwendet werden. Bei korrekter Konstruktion und korrektem Betrieb saugen seitliche schlitzartige Abzüge saubere Luft durch den Tank und entfernen kontaminierte Luft aus dem Atembereich des Bedieners und der Oberfläche der Verarbeitungstanks. Seitliche Push-Pull-Schlitzauslässe sind die effektivsten Systeme (siehe Abbildung 2).
Abbildung 2. Offener Tank mit „Push-Pull“-Belüftung
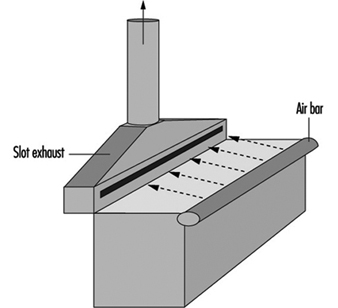
Ein Abgassystem mit Haube oder Haube (siehe Abbildung 3) wird nicht empfohlen, da sich die Bediener oft mit dem Kopf unter der Haube über Tanks lehnen. In dieser Position saugt die Haube Dämpfe oder Gase in den Atembereich des Bedieners.
Abbildung 3. Auspuff der Überdachung
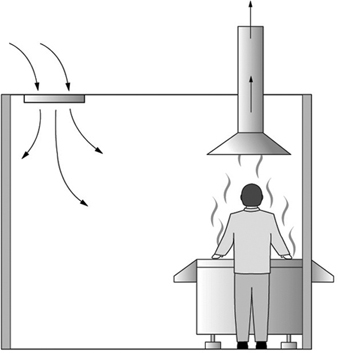
Split-Tank-Abdeckungen mit lokaler Entlüftung, die am stationären Teil von Mischtanks angebracht sind, können verwendet werden, um die allgemeine Raumbelüftung in Mischbereichen zu ergänzen. Tankabdeckungen (dicht schließende Abdeckungen oder Schwimmdeckel) sollten verwendet werden, um die Freisetzung potenzieller Luftverunreinigungen aus Lager- und anderen Tanks zu verhindern. An den Tankabdeckungen kann ein flexibler Auspuff angebracht werden, um das Entfernen flüchtiger Chemikalien zu erleichtern (siehe Abbildung 4). Gegebenenfalls sollten Automixer verwendet werden, die es ermöglichen, einzelne Teile von Mehrkomponentenprodukten direkt in Prozessoren zu geben und anschließend darin zu mischen, da sie das Potenzial einer Exposition des Bedieners gegenüber Fotochemikalien verringern.
Abbildung 4. Auslass des Chemikalienmischtanks

Beim Mischen von Trockenchemikalien sollten die Behälter vorsichtig geleert werden, um zu verhindern, dass Chemikalienstaub in die Luft gelangt. Tische, Bänke, Regale und Leisten sollten häufig mit einem mit Wasser befeuchteten Tuch abgewischt werden, um zu verhindern, dass sich chemischer Reststaub ansammelt und später in die Luft gelangt.
Anlagen- und Betriebsdesign
Oberflächen, die mit Chemikalien kontaminiert sein können, sollten so konstruiert sein, dass sie mit Wasser gespült werden können. Für Bodenabläufe sollten angemessene Vorkehrungen getroffen werden, insbesondere in Lager-, Misch- und Verarbeitungsbereichen. Wegen der Möglichkeit von Lecks oder Verschüttungen sollten Vorkehrungen für die Eindämmung, Neutralisierung und ordnungsgemäße Entsorgung von Fotochemikalien getroffen werden. Da Fußböden zeitweise nass sein können, sollten Fußböden um potenziell nasse Bereiche aus Sicherheitsgründen mit rutschfestem Klebeband oder Farbe abgedeckt werden. Auch mögliche elektrische Gefahren sollten berücksichtigt werden. Für elektrische Geräte, die in oder in der Nähe von Wasser verwendet werden, sollten Fehlerstromschutzschalter und eine geeignete Erdung verwendet werden.
Als allgemeine Regel sollten Photochemikalien in einem kühlen (bei Temperaturen nicht unter 4.4 °C), trockenen (relative Luftfeuchtigkeit zwischen 35 und 50 %) und gut belüfteten Bereich gelagert werden, wo sie leicht inventarisiert und abgerufen werden können. Chemikalienbestände sollten aktiv verwaltet werden, damit die Mengen gelagerter gefährlicher Chemikalien minimiert werden können und damit Materialien nicht über ihr Verfallsdatum hinaus gelagert werden. Alle Behälter sollten ordnungsgemäß beschriftet sein.
Chemikalien sollten so gelagert werden, dass die Wahrscheinlichkeit eines Behälterbruchs während der Lagerung und Entnahme minimiert wird. Chemikalienbehälter sollten nicht an einem Ort gelagert werden, an dem sie umfallen können, über Augenhöhe oder wo sich das Personal strecken muss, um sie zu erreichen. Die meisten Gefahrstoffe sollten auf einer niedrigen Ebene und auf festem Untergrund gelagert werden, um ein mögliches Zerbrechen und Verschütten auf Haut oder Augen zu vermeiden. Chemikalien, die bei versehentlichem Mischen zu einem Brand, einer Explosion oder der Freisetzung giftiger Chemikalien führen könnten, sollten getrennt werden. Beispielsweise sollten starke Säuren, starke Basen, Reduktionsmittel, Oxidationsmittel und organische Chemikalien getrennt gelagert werden.
Entflammbare und brennbare Flüssigkeiten sollten in zugelassenen Behältern und Lagerschränken gelagert werden. Lagerbereiche sollten kühl gehalten werden und das Rauchen, offene Flammen, Heizgeräte oder alles andere, was eine versehentliche Entzündung verursachen könnte, sollte verboten werden. Beim Umladen ist darauf zu achten, dass die Behälter ordnungsgemäß verbunden und geerdet sind. Die Gestaltung und der Betrieb von Lager- und Handhabungsbereichen für entflammbare und brennbare Materialien sollten den geltenden Brandschutz- und Elektrovorschriften entsprechen.
Lösungsmittel und Flüssigkeiten sollten nach Möglichkeit nicht durch Ausgießen, sondern durch Dosierpumpen dosiert werden. Das Pipettieren konzentrierter Lösungen und das Herstellen von Siphons durch den Mund sollten nicht erlaubt sein. Die Verwendung von vorgewogenen oder vordosierten Präparaten kann den Betrieb vereinfachen und die Unfallmöglichkeiten verringern. Eine sorgfältige Wartung aller Pumpen und Leitungen ist erforderlich, um Leckagen zu vermeiden.
In Fotoverarbeitungsbereichen sollte immer auf eine gute persönliche Hygiene geachtet werden. Chemikalien sollten niemals in Getränke- oder Lebensmittelbehälter oder umgekehrt gegeben werden; Es sollten nur für Chemikalien vorgesehene Behälter verwendet werden. Speisen oder Getränke sollten niemals in Bereiche gebracht werden, in denen Chemikalien verwendet werden, und Chemikalien sollten nicht in Kühlschränken gelagert werden, die für Lebensmittel verwendet werden. Nach dem Umgang mit Chemikalien sollten die Hände gründlich gewaschen werden, insbesondere vor dem Essen oder Trinken.
Aus-und Weiterbildung
Alle Mitarbeiter, einschließlich Wartungs- und Reinigungspersonal, sollten in Sicherheitsverfahren geschult werden, die für ihre Arbeitsaufgaben relevant sind. Ein Schulungsprogramm für alle Mitarbeiter ist unerlässlich, um sichere Arbeitspraktiken zu fördern und Unfälle zu vermeiden. Das Schulungsprogramm sollte durchgeführt werden, bevor das Personal arbeiten darf, danach in regelmäßigen Abständen und immer dann, wenn neue potenzielle Gefahren am Arbeitsplatz auftreten.
Zusammenfassung
Der Schlüssel zum sicheren Arbeiten mit Fotoverarbeitungschemikalien besteht darin, die potenziellen Gefahren einer Exposition zu verstehen und das Risiko auf ein akzeptables Maß zu begrenzen. Risikomanagementstrategien zur Kontrolle potenzieller Berufsgefahren in der Fotoverarbeitung sollten Folgendes umfassen:
- Schulung des Personals zu potenziellen Gefahren und Sicherheitsverfahren am Arbeitsplatz,
- Ermutigung des Personals, Gefahrenkommunikationsmittel (z. B. Sicherheitsdatenblätter und Produktetiketten) zu lesen und zu verstehen,
- Aufrechterhaltung der Sauberkeit am Arbeitsplatz und guter persönlicher Hygiene,
- sicherzustellen, dass Prozessoren und andere Geräte gemäß den Herstellerspezifikationen installiert, betrieben und gewartet werden,
- Ersatz durch weniger gefährliche oder weniger riechende Chemikalien, sofern möglich,
- Einsatz technischer Steuerungen (z. B. allgemeine und örtliche Abluftsysteme), wo zutreffend,
- bei Bedarf Schutzausrüstung (z. B. Schutzhandschuhe, Schutzbrille oder Gesichtsschutz) verwenden,
- Festlegung von Verfahren zur Sicherstellung einer sofortigen medizinischen Versorgung von Personen mit Anzeichen einer Verletzung, und
- Berücksichtigung der Überwachung der Umweltbelastung und der Gesundheitsüberwachung der Mitarbeiter als Überprüfung wirksamer Risikomanagementstrategien.
Weitere Informationen zur Schwarz-Weiß-Verarbeitung finden Sie im Unterhaltung und Kunst Kapitel.
Allgemeines Profil
Traditionell befinden sich Möbelfabriken in Europa und Nordamerika. Mit den gestiegenen Arbeitskosten in den Industrieländern hat sich die arbeitsintensive Möbelproduktion in fernöstliche Länder verlagert. Es ist wahrscheinlich, dass sich diese Bewegung fortsetzen wird, wenn nicht mehr automatisierte Geräte entwickelt werden können.
Die meisten Möbelhersteller sind kleine Unternehmen. Beispielsweise haben in den Vereinigten Staaten etwa 86 % der Fabriken in der Holzmöbelindustrie weniger als 50 Beschäftigte (EPA 1995); dies ist repräsentativ für die internationale Situation.
Die holzverarbeitende Industrie in den Vereinigten Staaten ist für die Herstellung von Möbeln und Einrichtungsgegenständen für Haushalte, Büros, Geschäfte, öffentliche Gebäude und Restaurants verantwortlich. Die holzverarbeitende Industrie fällt unter den Code 25 des US Bureau of the Census Standard Industrial Classification (SIC) (entspricht dem internationalen SIC-Code 33) und umfasst: Haushaltsmöbel aus Holz wie Betten, Tische, Stühle und Bücherregale; Fernseh- und Radioschränke aus Holz; Büromöbel aus Holz, wie Schränke, Stühle und Schreibtische; und Büro- und Ladeneinrichtungen und -trennwände aus Holz, wie z. B. Bareinrichtungen, Theken, Schließfächer und Regale.
Da Produktionslinien für die Montage von Möbeln kostspielig sind, liefern die meisten Hersteller kein außergewöhnlich großes Sortiment an Artikeln. Hersteller können sich auf das hergestellte Produkt, die Produktgruppe oder den Produktionsprozess spezialisieren (EPA 1995).
Mehr...
Holzbearbeitungsprozesse
Für die Zwecke dieses Artikels wird davon ausgegangen, dass die Prozesse der holzverarbeitenden Industrie mit dem Empfang von verarbeitetem Holz aus dem Sägewerk beginnen und bis zum Versand eines fertigen Holzartikels oder -produkts fortgesetzt werden. Frühere Stadien im Umgang mit Holz werden in den Kapiteln behandelt Forstwirtschaft und Holzindustrie.
Die holzverarbeitende Industrie produziert Möbel und eine Vielzahl von Baumaterialien, von Sperrholzböden bis hin zu Schindeln. Dieser Artikel behandelt die Hauptstufen der Holzverarbeitung zur Herstellung von Holzprodukten, nämlich die maschinelle Bearbeitung von Naturholz oder gefertigten Platten, die Montage von bearbeiteten Teilen und die Oberflächenveredelung (z. B. Streichen, Beizen, Lackieren, Furnieren usw.). . Abbildung 1 ist ein Flussdiagramm für die Herstellung von Holzmöbeln, das nahezu die gesamte Bandbreite dieser Prozesse abdeckt.
Abbildung 1. Flussdiagramm für die Herstellung von Holzmöbeln
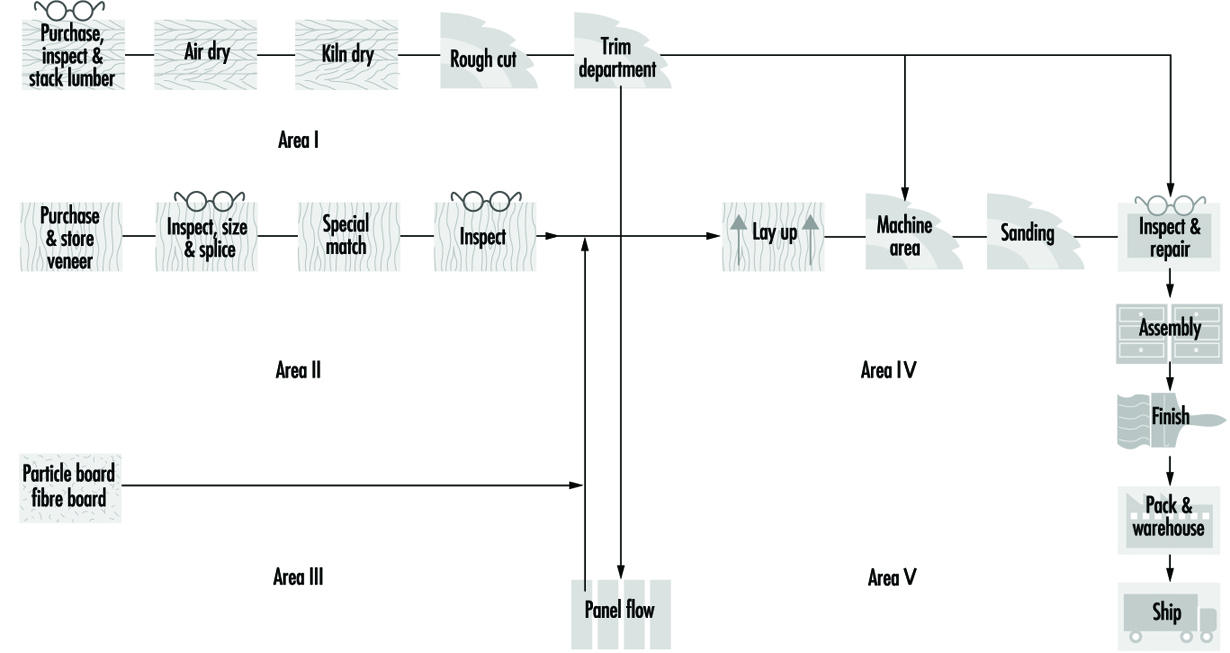
Trocknen Einige Möbelfabriken können getrocknetes Schnittholz kaufen, andere führen die Trocknung vor Ort mit einem Trockenofen oder Ofen durch, der von einem Kessel befeuert wird. Üblicherweise ist Holzabfall der Brennstoff.
Bearbeitung. Sobald das Holz getrocknet ist, wird es gesägt und anderweitig in die Form des endgültigen Möbelteils, wie z. B. eines Tischbeins, gebracht. In einer normalen Anlage bewegt sich das Holzmaterial vom Grobhobel, zur Trennsäge, zur Längssäge, zum Fertighobel, zum Hobel, zum Drechseln, zur Tischsäge, zur Bandsäge, zum Fräser, zum Hobel, zum Bohren und Stemmen, zum Schnitzen und dann zu einer Vielzahl von Schleifern.
Holz kann mit einer Vielzahl von Handwerkzeugen wie Meißeln, Raspeln, Feilen, Handsägen, Sandpapier und dergleichen von Hand geschnitzt/bearbeitet werden.
In vielen Fällen erfordert das Design von Möbelstücken das Biegen bestimmter Holzteile. Dies geschieht nach dem Hobelvorgang und beinhaltet normalerweise die Anwendung von Druck in Verbindung mit einem Weichmacher, wie Wasser, und erhöhtem atmosphärischem Druck. Nach dem Biegen in die gewünschte Form wird das Stück getrocknet, um überschüssige Feuchtigkeit zu entfernen.
Versammlung. Holzmöbel können entweder fertig gestellt und dann zusammengebaut werden oder umgekehrt. Möbel aus unregelmäßig geformten Bauteilen werden in der Regel zusammengebaut und anschließend fertiggestellt.
Der Montageprozess umfasst normalerweise die Verwendung von Klebstoffen (entweder synthetisch oder natürlich) in Verbindung mit anderen Verbindungsmethoden, wie z. B. Nageln, gefolgt von der Anwendung von Furnieren. Zugekaufte Furniere werden auf die richtige Größe und Muster zugeschnitten und mit zugekauften Spanplatten verklebt.
Nach der Montage wird das Möbelteil auf eine glatte Oberfläche für die Nachbearbeitung geprüft.
Vorbearbeitung. Eine noch glattere Oberfläche erreicht man nach dem Anschleifen, indem man das Möbelteil mit Wasser besprüht, schwammt oder taucht, wodurch die Holzfasern aufquellen und „aufgehen“. Nachdem die Oberfläche getrocknet ist, wird eine Klebstoff- oder Harzlösung aufgetragen und trocknen gelassen. Die erhabenen Fasern werden dann abgeschliffen, um eine glatte Oberfläche zu bilden.
Wenn das Holz Kolophonium enthält, das die Wirksamkeit bestimmter Oberflächenbehandlungen beeinträchtigen kann, kann es durch Auftragen einer Mischung aus Aceton und Ammoniak derosiniert werden. Das Holz wird dann gebleicht, indem das Holz besprüht, mit einem Schwamm besprüht oder in ein Bleichmittel wie Wasserstoffperoxid getaucht wird.
Oberflächenveredelung. Die Oberflächenveredelung kann die Verwendung einer großen Vielzahl von Beschichtungen umfassen. Diese Beschichtungen werden nach dem Zusammenbau des Produkts oder in einem Flachbandbetrieb vor dem Zusammenbau aufgebracht. Beschichtungen können normalerweise Füllstoffe, Beizen, Glasuren, Versiegelungen, Lacke, Farben, Firnisse und andere Oberflächenbehandlungen umfassen. Die Beschichtungen können durch Sprühen, Streichen, Pad, Tauchen, Rollen oder Fließbeschichtungsmaschinen aufgetragen werden.
Beschichtungen können entweder auf Lösungsmittelbasis oder auf Wasserbasis sein. Farben können je nach gewünschter Farbe eine Vielzahl von Pigmenten enthalten.
Gefahren und Vorsichtsmaßnahmen
Bearbeitungssicherheit
Die holzverarbeitende Fertigung weist viele der Gefahren für Sicherheit und Gesundheit auf, die in der allgemeinen Industrie üblich sind, mit einem viel größeren Anteil an extrem gefährlichen Geräten und Vorgängen als die meisten anderen. Folglich erfordert Sicherheit die ständige Aufmerksamkeit für sichere Arbeitsgewohnheiten durch die Mitarbeiter, eine aufmerksame Überwachung und die Aufrechterhaltung einer sicheren Arbeitsumgebung durch die Arbeitgeber.
Obwohl in vielen Fällen Holzbearbeitungsmaschinen und -geräte ohne die erforderlichen Schutzvorrichtungen und anderen Sicherheitsvorrichtungen gekauft werden, liegt es in der Verantwortung des Managements, angemessene Sicherheitsvorkehrungen zu treffen, bevor solche Maschinen und Geräte verwendet werden. Siehe auch die Artikel „Fräsmaschinen“ und „Holzhobelmaschinen“.
Sägemaschinen. Die Mitarbeiter sollten auf die sicheren Betriebspraktiken aufmerksam gemacht werden, die für die ordnungsgemäße Verwendung verschiedener Holzbearbeitungssägen erforderlich sind (siehe Abbildung 2 und Abbildung 3).
Abbildung 2. Bandsäge
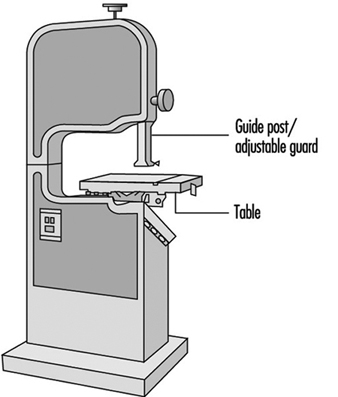
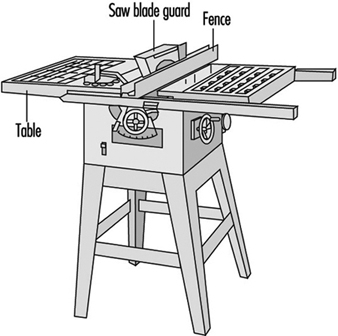
Spezifische Richtlinien sind wie folgt:
1. Beim Beschicken einer Tischkreissäge müssen die Hände aus der Schnittlinie herausgehalten werden. Keine Schutzvorrichtung kann verhindern, dass die Hand einer Person dem Material in die Säge folgt. Beim Auftrennen mit der Anschlaglehre in der Nähe der Säge muss ein Schiebestock oder eine geeignete Vorrichtung verwendet werden, um den Schnitt abzuschließen. Siehe Abbildung 4.
Abbildung 4. Schubstöcke
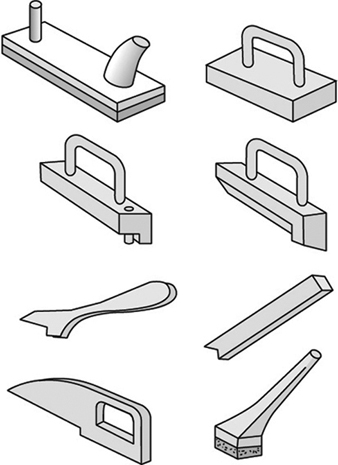
2. Das Sägeblatt muss so positioniert werden, dass es möglichst wenig über das Material hinausragt; Je niedriger die Klinge, desto geringer die Chance für Rückschläge. Es hat sich bewährt, aus der Linie des zu zerreißenden Materials herauszutreten. Eine schwere Lederschürze oder ein anderer Bauchschutz wird empfohlen.
3. Freihandsägen ist immer gefährlich. Der Schaft muss immer gegen eine Lehre oder einen Zaun gehalten werden. Siehe Abbildung 3.
4. Die Säge muss für die Arbeit geeignet sein. Beispielsweise ist es unsicher, mit einer Tischkreissäge zu sägen, die nicht mit einer Rückschlagschutzvorrichtung ausgestattet ist. Kickback-Schürzen werden empfohlen.
5. Die gefährliche Praxis des Entfernens eines Haubenschutzes aufgrund eines engen Freiraums auf der Lehrenseite kann vermieden werden, indem ein Füllbrett zwischen Lehren und Säge auf den Tisch geklemmt und zur Führung des Materials verwendet wird. Mitarbeitern darf niemals gestattet werden, Wachen zu umgehen. Kämme, Federbretter (siehe Abbildung 5) oder geeignete Vorrichtungen müssen bereitgestellt werden, wenn Standardschutzvorrichtungen nicht verwendet werden können.
Abbildung 5. Federbretter und Kämme
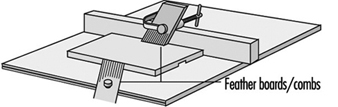
6. Das Querschneiden langer Bretter auf einer Tischkreissäge sollte vermieden werden, da der Bediener in der Nähe des Sägeblatts einen erheblichen Handdruck ausüben muss. Auch Bretter, die über den Tisch hinausragen, können von Personen oder Lastwagen getroffen werden. Langes Material sollte auf einer Schwingzugsäge oder Radialarmsäge mit geeigneter Stützbank abgesägt werden.
7. Arbeiten, die auf Spezialmaschinen mit Kraftvorschub ausgeführt werden sollten, sollten nicht auf Allzweckmaschinen mit Handvorschub ausgeführt werden.
8. Um eine Lehre einer Tischkreissäge einzustellen, ohne die Schutzvorrichtungen abzunehmen, sollte eine dauerhafte Markierung die Schnittlinie auf der Tischplatte kennzeichnen.
9. Es gilt als sichere Praxis, die Ausrüstung vor dem Einstellen von Klingen oder Anschlägen vollständig zum Stillstand zu bringen und die Stromquelle zu trennen, wenn die Klingen gewechselt werden.
10. Eine Bürste oder ein Stock sollte verwendet werden, um Sägespäne und Schrott von einer Säge zu entfernen.
Eine Tischkreissäge wird auch als Varieté-Säge bezeichnet, da sie eine Vielzahl von Sägefunktionen ausführen kann. Aus diesem Grund sollte der Bediener über unterschiedliche Schutzeinrichtungen verfügen, denn keine Schutzeinrichtung kann alle Funktionen absichern. Siehe Abbildung 3.
Schneidemaschinen. Schneidemaschinen können auch gefährlich sein, wenn sie nicht angemessen geschützt und immer mit Respekt und Wachsamkeit verwendet werden. Schneidwerkzeuge sollten gut geschärft und korrekt auf ihren Spindeln ausbalanciert sein.
Die in Abbildung 6 gezeigte Oberfräse hat einen Bürstenschutz. Andere Router haben möglicherweise einen Ringschutz, einen runden Schutz, der das Routerbit umgibt. Der Zweck von Schutzvorrichtungen besteht darin, die Hände von der Schneidspitze fernzuhalten. Computernumerisch gesteuerte (CNC) Router können mehrere Bits haben und sind Hochleistungsmaschinen. Bei CNC-Maschinen sind die Hände des Bedieners weiter vom Bitbereich entfernt. Ein weiteres Problem ist jedoch der hohe Anteil an Holzstaub. Siehe auch den Artikel „Routingmaschinen“.
Abbildung 6. Router
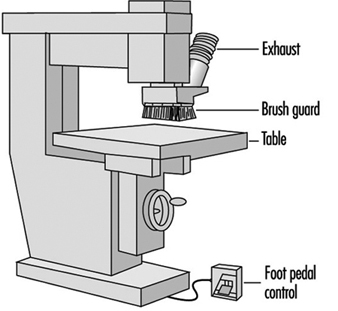
Der Schutz an einer Abricht- oder Abrichthobelmaschine dient hauptsächlich dazu, die Hände des Bedieners von den rotierenden Messern fernzuhalten. Der Schutz vom Typ „Hammelkotelett“ lässt nur den Teil der Messer frei, der das Fleisch schneidet (siehe Abbildung 7). Der exponierte Teil der Messer hinter dem Zaun sollte ebenfalls bewacht werden.
Abbildung 7. Jointer
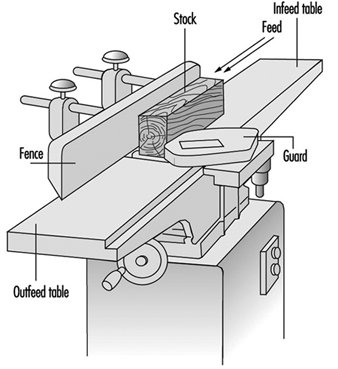
Der Shaper ist eine potenziell sehr gefährliche Maschine (siehe Abbildung 8). Wenn sich die Hobelmesser von den oberen und unteren Kragen auf der Welle lösen, können sie mit großer Wucht weggeschleudert werden. Außerdem muss der Vorrat oft nahe an den Messern gehalten werden. Dieses Halten muss mit einer Halterung statt durch die Hände des Bedieners erfolgen. Federbretter können verwendet werden, um den Schaft gegen den Tisch zu drücken. Wann immer möglich, sollten Ring- oder Untertassenschutzvorrichtungen verwendet werden. Ein Untertassenschutz ist eine runde, flache Kunststoffscheibe, die horizontal auf der Welle über den Hobelmessern montiert ist.
Abbildung 8. Shaper
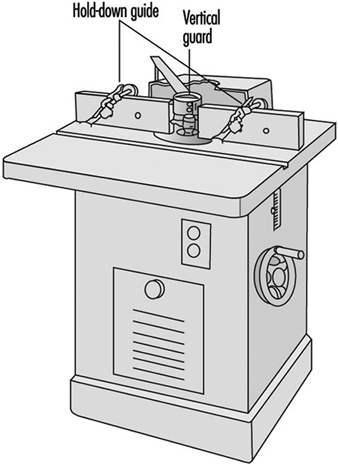
Eine Drehmaschine sollte durch einen Haubenschutz geschützt werden, da die Gefahr besteht, dass das Material von der Maschine geschleudert wird. Siehe Abbildung 9. Es hat sich bewährt, die Haube mit dem Motor zu verriegeln, damit die Drehmaschine nicht betrieben werden kann, wenn der Haubenschutz nicht angebracht ist.
Abbildung 9. Drehbank
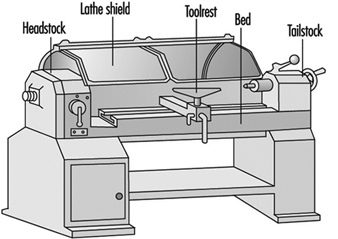
An einer Stichsäge sollten Anti-Rückschlag-Finger installiert sein, um zu verhindern, dass das Material seine Richtung ändert und den Bediener trifft. Siehe Abbildung 10. Außerdem sollte der Bediener eine gepolsterte Schürze tragen, um den Aufprall zu verringern, wenn ein Rückschlag auftritt.
Abbildung 10. Reißsäge
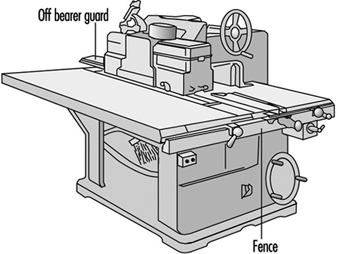
Da das Radialarm-Sägeblatt seitlich kippbar ist, muss eine Schutzhaube verwendet werden, die nicht in das Sägeblatt eintaucht. Siehe Abbildung 11.
Abbildung 11. Radialarmsäge
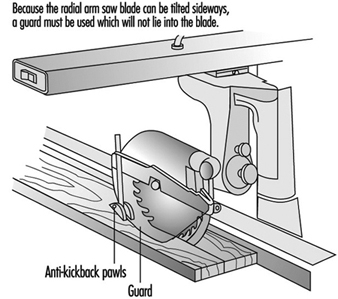
Schleifmaschinen. Bearbeitete Rohteile werden mit Band-, Jitterbug-, Scheiben-, Trommel- oder Schwingschleifern abgeschliffen. Klemmstellen entstehen in Schleifbändern. Siehe Abbildung 12. Häufig können diese Klemmpunkte mit einer Haube geschützt werden, die auch Teil eines Staubabsaugsystems ist.
Abbildung 12. Sander
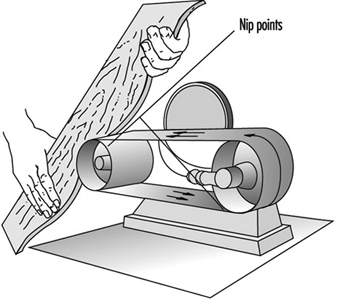
Maschinenschutz. Abbildung 13 veranschaulicht, dass die Öffnung zwischen einer Schutzeinrichtung und dem Kontaktpunkt mit abnehmendem Abstand verringert werden muss.
Abbildung 13. Abstand zwischen Schutzvorrichtung und Gefahrpunkt
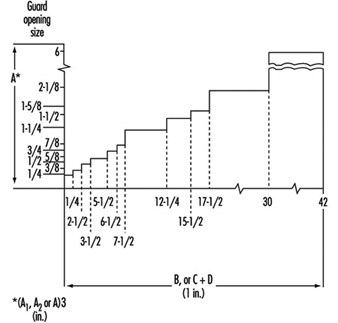
Verschiedene Bedenken hinsichtlich der Maschinensicherheit. Es ist darauf zu achten, dass durch die Verwendung von Lagerspann-/Haltevorrichtungen keine zusätzlichen Gefahren entstehen.
Bei den meisten Holzbearbeitungsmaschinen muss der Bediener (und Helfer) einen Augenschutz tragen.
Es ist üblich, dass Mitarbeiter Staub mit Druckluft von sich wegblasen. Sie sollten darauf hingewiesen werden, den Luftdruck unter 30 psi zu halten und zu vermeiden, in die Augen oder offene Schnitte zu blasen.
Gefahren durch Holzstaub
Maschinen, die Holzstaub erzeugen, sollten mit Staubsammelsystemen ausgestattet sein. Wenn das Absaugsystem zur Entsorgung des Holzstaubs nicht ausreicht, muss der Bediener möglicherweise eine Atemschutzmaske tragen. Die Internationale Agentur für Krebsforschung (IARC) hat nun festgestellt, dass „ausreichende Beweise für die Karzinogenität von Holzstaub beim Menschen vorliegen“ und dass „Holzstaub krebserzeugend für den Menschen ist (Gruppe 1)“. Andere Studien weisen darauf hin, dass Holzstaub die Schleimhäute von Augen, Nase und Rachen reizen kann. Einige giftige Hölzer sind aktiver pathogen und können allergische Reaktionen und gelegentlich Lungenerkrankungen und systemische Vergiftungen hervorrufen. Siehe Tabelle 1.
Tabelle 1. Giftige, allergene und biologisch aktive Holzarten
|
Wissenschaftliche Namen |
Ausgewählte Handelsnamen |
Familie |
Gesundheitsbeeinträchtigung |
|
abies alba Mühle (A. pectinata DC) |
Weißtanne |
Pinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Akazie spp. |
Australisches Schwarzholz |
Mimosen |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Acer spp. |
Ahorn |
Aceraceae |
Dermatitis |
|
Afrormosia elata Harms. |
Afrormosia, Kokrodua, Asamala, Obang, Oleo Pardo, Bohele, Mohole |
Schmetterlinge |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Afzelia africana Smith |
Doussié, Afzelia, Aligua, Apa, Chanfuta, Lingue Merbau, Intsia, anzüglich |
Caesalpinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Agonandra brasiliensis Miers |
Pao, Marfim, Granadillo |
Olacaceae |
Dermatitis |
|
Götterbaum Mühle |
Chinesischer Sumach |
Simaroubaceae |
Dermatitis |
|
Albizzia falcata Geldgeber |
Iatandza |
Mimosen |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; |
|
Alnus spp. |
Gemeine Erle |
Betulaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Amyris spp. |
Venezolanisches oder westindisches Sandelholz |
Rutaceae |
Dermatitis; toxische Wirkungen |
|
Anacardium occidentale L. |
Kaschunuss |
Anacardiaceae |
Dermatitis |
|
Andira aroba Aguiar. (Vataireopsis araroba Ducke) |
Rotkohlbaum |
Schmetterlinge |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Aningerie spp. |
Aningerie |
Sapotaceae |
Konjunktivitis-Rhinitis; Asthma |
|
Apuleia molaris-Fichte (A. leiocarpa MacBride) |
Redwood |
Caesalpinaceae |
Dermatitis; toxische Wirkungen |
|
Araucaria angustifolia O. Ktze |
Parana-Kiefer, Araukarie |
Araucariaceae |
Toxische Wirkungen |
|
Aspidosperma spp. |
Rote Peroba |
Apocynaceae |
Dermatitis; Bindehautentzündung- |
|
Astrokarium spp. |
Palme |
Palmengewächse |
Dermatitis; toxische Wirkungen |
|
Aucoumea klaineana Pierre |
Gabun Mahagoni |
Burseraceen |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis |
|
Autranella congolensis |
Mukulungu, Autracon, Elang, Bouanga, Kulungu |
Sapotaceae |
Dermatitis |
|
Baktris spp. (Astrocaryum spp.) |
Palme |
Palmengewächse |
Dermatitis; toxische Wirkungen |
|
Balfourodendron riedelianum Engl. |
Guatambu, Gutambu Blanco |
Rutaceae |
Dermatitis |
|
Batesia floribunda Benth. |
Acapu Rana |
Caesalpinaceae |
Toxische Wirkungen |
|
Berberis vulgaris L. |
Berberitze |
Berberidaceae |
Toxische Wirkungen |
|
Betula spp. |
Birke |
Betulaceae |
Dermatitis |
|
Blepharocarva involucrigera F. Müll. |
Rosenbutternuss |
Anacardiaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Bombax brevicuspe Sprague |
Kondroti allein |
Bombacaceae |
Dermatitis |
|
Bowdichie spp. |
Schwarze Sucupira |
Schmetterlinge |
Dermatitis |
|
Brachylaena hutchinsii Stall. |
Muhuhu |
Zusammengesetzte |
Dermatitis |
|
Breonia spp. |
Molompangady |
Rubiaceen |
Dermatitis |
|
Brosimum spp. |
Schlangenholz, Letterwood, Tigerwood |
Moraceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Brya ebenus DC. (Amerimnum ebenus Sw.) |
Braunes Ebenholz, grünes Ebenholz, jamaikanisches Ebenholz, tropisches amerikanisches Ebenholz |
Schmetterlinge |
Dermatitis |
|
Buxus sempervirens L. |
Europäischer Buchsbaum, East London b., Cape b. |
Buchsgewächse |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Caesalpinia echinata Lam. (Guilandina echinata Spreng.) |
Brasilholz |
Caesalpinaceae |
Dermatitis; toxische Wirkungen |
|
Callitris columellaris F. Müll. |
Weiße Zypresse |
Cupressaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Kalophyllum spp. |
Santa Maria, Jacareuba, Kurahura, Galba |
Guttiferae |
Dermatitis; toxische Wirkungen |
|
Campsiandra laurifolia Benth. |
Acapu Rana |
Caesalpinaceae |
Toxische Wirkungen |
|
Carpinus betulus |
Hainbuche |
Betulaceae |
Dermatitis |
|
Cassia siamea Lach. |
Tagayasan, muong zehn, djohar |
Caesalpinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
castanea dentata Borch |
Kastanie, Edelkastanie |
Phagaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Castanospermum australe A.Cunn. |
Schwarze Bohne, Australische oder Moreton Bay Kastanie |
Schmetterlinge |
Dermatitis |
|
Cedrela spp. (Toona spp.) |
Rote Zeder, australische Zeder |
Meliaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Himalaya-Zeder (Roxb. ex. Lamm.) G. Don |
Deodar |
Pinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Celtis brieyi De Wild. |
Diana |
Ulmengewächse |
Dermatitis |
|
Chlorophora excelsa Benth. und Haken I. |
Iroko, Gelbholz, Yellowood, Kambala, Mvule, Odum, Moule, Afrikanisches Teak, Abang, Tatajuba, Fustic, Mora |
Moraceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis |
|
Chloroxylon spp. |
Ceylon-Satinholz |
Rutaceae |
Dermatitis; toxische Wirkungen |
|
Chrysophyllum spp. |
Najara |
Sapotaceae |
Dermatitis |
|
Cinnamomum Kampfer Nees und Ebeim |
Asiatisches Kampferholz, Zimt |
Lorbeergewächse |
Toxische Wirkungen |
|
Cryptocarya pleurosperma Weiß und Franz |
Walnuss vergiften |
Lorbeergewächse |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Dacrycarpus dacryoides (A. Rich.) de Laub. |
Neuseeländische Weißkiefer |
Podocarpaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Dacrydium cupressinum Soland |
Semilor, Rimu |
Podocarpaceae |
Konjunktivitis-Rhinitis; Asthma |
|
Dactylocladus stenostachys oliv. |
Jong Kong, Merebong, Medang Tabak |
melastomaceae |
Toxische Wirkungen |
|
Dalbergie spp. |
Ebony |
Schmetterlinge |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; |
|
Dialium spp. |
Eyum, eyum |
Caesalpinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Diospyros spp. |
Ebenholz, afrikanisches Ebenholz |
Ebengewächse |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Dipterocarpus spp. |
Keruing, Gurjum, Yang, Keruing |
Dipterocarpaceae |
Dermatitis |
|
Distemonanthus benthamianus Kaution. |
Movingui, Ayan, Anyaran, nigerianisches Satinholz |
Caesalpinaceae |
Dermatitis |
|
Dysoxylum spp. |
Mahagoni, Stabholz, rote Bohne |
Meliaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
D. mülleri Benth. |
Rosa Mahagoni |
||
|
Echirospermum balthazarii Fr. Alles. (Platymenia reticulata Benth.) |
Vinhatico |
Mimosen |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Entandophragma spp. |
Tiama |
Meliaceae |
Dermatitis; |
|
Erythrophloeum guineense G.Don |
Tali, Missanda, Eloun, Massanda, Sasswood, Erun, Rotwasserbaum |
Caesalpinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Esenbeckia leiocarpa Engl. |
Garantie |
Rutaceae |
Dermatitis |
|
Eukalyptus spp. |
|
Myrtengewächse |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Euxylophora paraensis Nabe. |
Buchsbaum |
Rutaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Excoecaria africana M.Arg. (Spirostachys africana Sand) |
Afrikanisches Sandelholz, Tabootie, Georg, Aloeholz, Blind-your-eye |
Euphorbiaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
fagara spp. |
Gelbe Sander, westindisches Satinholz, Atlasholz, Olon, Bongo, Mbanza |
Rutaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Fagus spp. (Nothofagus spp.) |
Buche |
Phagaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Fitzroya cupressoides (Molina) Johnston |
Lärche |
Cupressaceae |
Dermatitis |
|
Flindersia australis R.Br. |
Australisches Teakholz, Queensland-Ahorn, Ahorn |
Rutaceae |
Dermatitis |
|
Fraxinus spp. |
Asche |
Oleaceae |
Dermatitis |
|
Gluta spp. |
Rengas, Gluta |
Anacardiaceae |
Dermatitis; toxische Wirkungen |
|
Gonioma Kamassi E. Mei. |
Knysna Buchsbaum, Kamassi |
Apocynaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Gonystylus bancanus Kaution. |
Ramin, Melawis, Akenia |
Gonystylaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis |
|
Gossweilerodendron balsamiferum (Wurm.) Harms. |
Nigerianische Zeder |
Caesalpinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Robusta grevillea A.Cunn. |
Seidige Eiche |
Proteaceae |
Dermatitis |
|
Guaiacum officinale L. |
Gaiac, Lignum Vitae |
Zygophyllaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Guarea spp. |
Bosse |
Meliaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Halfordia scleroxyla F. Müll. |
Safran-Herz |
Polygonaceae |
Dermatitis; allergische extrinsische Alveolitis |
|
Hernandia spp. |
Mirobolan, Topolit |
Hernandiaceen |
Dermatitis |
|
Hippomane Mancinella L. |
Strandapfel |
Euphorbiaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Illipe latifolia F. Müll. |
Moak, Edelteak |
Sapotaceae |
Dermatitis |
|
Palisander spp. |
Palisander |
Bignoniaceae |
Dermatitis |
|
Juglans spp. |
Nussbaum |
juglandaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Juniperus Sabina L. |
|
Cupressaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Khaya Antothek CDC. |
Ogwango, afrikanisches Mahagoni, Krala |
Meliaceae |
Dermatitis; allergische extrinsische Alveolitis |
|
Goldregen anagyroides Medic. (Cytisus laburnum L.) |
Goldregen |
Schmetterlinge |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Larix spp. |
Lärche |
Pinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Liquidambar styracifolia L. |
Amberbaum, Satin-Nussbaum |
Hamamelidaceae |
Dermatitis |
|
Liriodendron Tulipifera L. |
Amerikanisches Weißholz, Tulpenbaum |
Magnoliengewächse |
Dermatitis |
|
Lovoa Trichilioides Harms. (L. klaineana Pierre) |
Dibetou, afrikanische Walnuss, Apopo, Tigerwood, Seite |
Meliaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Lukum spp. (Pouterie spp.) |
Guapeva, Abiurana |
Sapotaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Maba Ebenus Wicht. |
Makassar-Ebenholz |
Ebengewächse |
Dermatitis |
|
Machaerium pedicellatum vog. |
Kingswood |
Schmetterlinge |
Dermatitis |
|
Mansonia altissima A. Chev. |
Nussbaum aus Nigeria |
Sterculiaceen |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Melanoxylon brauna Schott |
Brauna, Grauna |
Caesalpinaceae |
Dermatitis |
|
Microberlinia brazzavillensis A. Chev. |
Afrikanisches Zebraholz |
Caesalpinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Millettia laurentii De Wild. |
Wenge |
Schmetterlinge |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; |
|
Mimusops spp. (Manilkara spp.) |
Muirapiranga |
Sapotaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; |
|
Mitragyna ciliata Aubr. und Pel. |
Vuku, afrikanische Pappel |
Rubiaceen |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; |
|
Nauclea diderrichii Merrill (Sarcocephalus diderrichii Das wilde.) |
Bilinga, Opepe, Kussia, Badi, westafrikanischer Buchsbaum |
Rubiaceen |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Nesogordonia papaverifera R. Capuron |
Kotibé, Danta, Epro, Otutu, Ovové, Aborbora |
Tiliaceae |
Toxische Wirkungen |
|
Okotea spp. |
Stinkholz |
Lorbeergewächse |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Paratekom spp. |
|
Bignoniaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Parinarium spp. |
|
Rosaceae |
Dermatitis |
|
Peltogyne spp. |
Blaues Holz, lila Herz |
Caesalpinaceae |
Toxische Wirkungen |
|
Phyllanthus Ferdinandi FvM. |
Lignum Vitae, Chow Way, Tow War |
Euphorbiaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Picea spp. |
Europäische Fichte, Weißholz |
Pinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis |
|
Pinus spp. |
Kiefer |
Pinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Piptadenia africana Haken f. |
Dabema, Dahoma, Ekhimi |
Mimosen |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Platanus spp. |
Flugzeug |
Platanengewächse |
Dermatitis |
|
Pometia spp. |
Tain |
sapindaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Populus spp. |
Poplar |
Weide |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Prosopis juliflora DC |
Cashaw |
Mimosen |
Dermatitis |
|
Prunus spp. |
Kirsche |
Rosaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Pseudomorus brunoniana Büro |
Weißes Griffholz |
Moraceae |
Dermatitis; toxische Wirkungen |
|
Pseudotsuga douglasii Carr. (P. menziesii Franken) |
Douglasie, Rottanne, Douglasie |
Pinaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Pterocarpus spp. |
Afrikanisches Padauk, Palisander aus Neuguinea, rotes Sandelholz, rote Sander, Quassia-Holz |
Schmetterlinge |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Pycnanthus angolensis Warb. (S. kombo Warb.) |
Ilomba |
Myristicaceae |
Toxische Wirkungen |
|
Quercus spp. |
Eiche |
Phagaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Raputia alba Engl. |
Arapoca branca, Arapoka |
Rutaceae |
Dermatitis |
|
Rauwolfia pentaphylla Stapf. Ö. |
Peroba |
Apocynaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Sandorikum spp. |
Sentul, Katon, Kraton, Ketjapi, Thitto |
Meliaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Schinopsis lorentzii Engl. |
Quebracho colorado, rotes q., San Juan, pau mulato |
Anacardiaceae |
Dermatitis; toxische Wirkungen |
|
Semercarpus australiensis Engl. |
Markierungsmutter |
Anacardiaceae |
Dermatitis; toxische Wirkungen |
|
Sequoia sempervirens Endl. |
Sequoia, Kalifornien |
Taxodiaceen |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Shorea spp. |
Alan, Mandel, roter Balau |
Dipterocarpaceae |
Dermatitis |
|
S. assamica Färber |
Gelbes Lauan, weißes Meranti |
||
|
Staudtia stipitata Warb. (S. gabonensis Warb.) |
Niove |
Myristicaceae |
Dermatitis |
|
Schweden spp. |
Mahagoni, Honduras Mahagoni, Tabasco m., Lorbeer, amerikanisches Mahagoni, |
Meliaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis; toxische Wirkungen |
|
Swintonia spicifera Haken. |
Merpauh |
Anacardiaceae |
Dermatitis |
|
tabebuia spp. |
Araguan, Ipé Preto, Lapacho |
Bignoniaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Taxus baccata L. |
Eibe |
Taxaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis; toxische Wirkungen |
|
Tecoma spp. |
Grünes Herz |
Bignoniaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Tectona grandis L. |
Teakholz, Djati, Kyun, Teck |
Verbenaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis |
|
Terminalia alata Roth. |
Indischer Lorbeer |
Combretaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Thuja occidentalis L. |
Weiße Zeder |
Cupressaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Tieghemella africana A. Chev. (Dumoria spp.) |
Makoré, Douka, Okola, Ukola, Makoré, Abacu, Baku, afrikanische Kirsche |
Sapotaceae |
Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
|
Triplochiton scleroxylon K. Schum |
Obeche, Samba, Wawa, Abachi, afrikanisches Weißholz, Arere |
Sterculiaceen |
Dermatitis; Konjunktivitis-Rhinitis; Asthma |
|
Tsuga heterophylla Sarg. |
Tsuga, Westliche Schierlingstanne |
Pinaceae |
Dermatitis |
|
Turraeanthus africana Pell. |
Avodiré |
Meliaceae |
Dermatitis; allergische extrinsische Alveolitis |
|
Ulmus spp. |
Ulme |
Ulmengewächse |
Dermatitis |
|
Vitex Ciliata Pell. |
Verbenaceae |
Dermatitis |
|
|
V. congolensis De Wild. und Th. Dur |
Difundu |
||
|
V. pachyphylla Bak. |
Evine |
||
|
Xylia dolabriformis Benth. |
Mimosen |
Konjunktivitis-Rhinitis; |
|
|
X. xylocarpa Taube. |
Pyinkado |
Asthma |
|
|
Zollernia paraensis Huber |
Santo-Holz |
Caesalpinaceae |
Dermatitis; toxische Wirkungen |
Quelle: Istituto del Legno, Florenz, Italien.
Der verstärkte Einsatz von Hochleistungs-CNC-Maschinen wie Fräsen, Zapfenfräsen und Drehbänken erzeugt mehr Holzstaub und erfordert eine neue Staubabscheidungstechnologie.
Staubkontrolle. Der meiste Staub in einer holzverarbeitenden Produktionsstätte wird durch lokale Absaugsysteme entfernt. Allerdings kommt es häufig zu einer erheblichen Ansammlung von sehr feinem Staub, der sich auf Sparren und anderen Bauteilen abgelagert hat, insbesondere in Bereichen, in denen geschliffen wird. Dies ist eine gefährliche Situation mit großer Brand- und Explosionsgefahr. Einem Stichfeuer über staubbedeckten Oberflächen können Explosionen mit zunehmender Stärke folgen. Um diese Wahrscheinlichkeit zu minimieren, wäre es ratsam, eine Checkliste zu verwenden. Siehe Beispiel-Checkliste im Kasten.
Gefahren bei der Montage
Bei der Verklebung von Furnieren mit Fertigplatten wird je nach den vom Endprodukt geforderten Eigenschaften eine breite Palette von Klebstoffen verwendet. Abgesehen von Kaseinleim werden natürliche Klebstoffe weniger verbreitet und der größte Gebrauch von synthetischen Klebstoffen wie Harnstoff-Formaldehyd gemacht. Synthetische Klebstoffe können eine Gefahr für Hautkrankheiten oder systemische Vergiftungen darstellen, insbesondere solche, die freies Formaldehyd oder organische Lösungsmittel in die Atmosphäre freisetzen. Klebstoffe sollten in gut belüfteten Räumen gehandhabt werden und Dampfquellen sollten mit einer Absaugung ausgestattet sein. Den Mitarbeitern sollten bei Bedarf Handschuhe, Schutzcremes, Atemschutzmasken und Augenschutz zur Verfügung gestellt werden.
Die beweglichen Teile, insbesondere Messer, von Furniermesser-, -verbindungs- und -schermaschinen sollten vollständig geschützt sein. Gegebenenfalls ist eine Zweihandbedienung erforderlich.
Gefahren bei der Fertigstellung
Oberflächenveredelung. Lösungsmittel, die zum Tragen der gesprühten Pigmente oder zum Verdünnen verwendet werden, können eine große Vielfalt flüchtiger organischer Verbindungen enthalten, die in der Luft toxische und explosive Konzentrationen erreichen können. Außerdem sind viele Pigmente beim Einatmen von Sprühnebel giftig (z. B. Blei-, Mangan- und Cadmiumpigmente). Verwenden Sie überall dort, wo gefährliche Dampf- oder Nebelkonzentrationen auftreten können, eine Absaugung (z. B. beim Spritzlackieren in einer Kabine) oder verwenden Sie Wassersprühgeräte. Alle Zündquellen, einschließlich Feuer, elektrische Geräte und statische Elektrizität, sollten beseitigt werden Bevor alle Operationen beginnen.
Es sollte ein aktives Kommunikationsprogramm für gefährliche Materialien vorhanden sein, um die Mitarbeiter auf alle Gefahren aufmerksam zu machen, die durch giftige, reaktive, korrosive und/oder entzündliche Lack-, Klebstoff- und Lösungsmittelchemikalien entstehen, sowie auf die zu ergreifenden Schutzmaßnahmen. Das Essen in Gegenwart dieser Chemikalien sollte verboten werden. Die ordnungsgemäße Lagerung von brennbaren Materialien und die ordnungsgemäße Entsorgung von verschmutzten Lappen und Stahlwolle, die eine Selbstentzündung verursachen könnten, sind unbedingt erforderlich.
Brandschutz. Angesichts der leichten Entflammbarkeit von Holz (insbesondere in Form von Staub und Spänen) und der anderen in einem Holzverarbeitungsbetrieb anzutreffenden Gegenstände (wie Lösungsmittel, Leime und Beschichtungen) kann die Bedeutung von Brandschutzmaßnahmen nicht genug betont werden. Zu den Maßnahmen gehören:
- Installation automatischer Geräte zum Sammeln von Holzstaub und Spänen an Sägen, Hobelmaschinen, Hobelmaschinen usw., die den Abfall bis zur Entsorgung oder Verwertung zu Lagersilos transportieren
- Verbot des Rauchens am Arbeitsplatz und Beseitigung aller Zündquellen (z. B. offene Flammen)
- Gewährleistung regelmäßiger Reinigungsverfahren von abgelagertem Staub und Spänen
- angemessene Wartung von Maschinen, um Vorkommnisse wie Überhitzung von Lagern zu vermeiden
- Installation von Brandschutzwänden, Sprinkleranlagen, Feuerlöschern, Feuerwehrschläuchen und einer für die Verwendung dieser Ausrüstung geschulten Besatzung
- sachgemäße Lagerung von brennbaren Stoffen
- explosionsgeschützte elektrische Ausrüstung, wo erforderlich.
Bedenken hinsichtlich der Umwelt und der öffentlichen Gesundheit
Die Herstellung von Fertigprodukten aus Holz kann ohne langfristige Umweltschäden erfolgen. Die Ernte von Bäumen kann so erfolgen, dass neues Wachstum das, was gefällt wird, ersetzen kann. Größere Entwaldung, wie sie in Regenwäldern der Fall war, kann verhindert werden. Abfallprodukte aus der Holzbearbeitung (z. B. Sägemehl, Holzspäne) können als Spankern oder als Brennstoff verwendet werden.
Während es für die holzverarbeitende Industrie Auswirkungen auf feste Abfälle und Prozessabwasser gibt, sind die Hauptsorgen die Luftemissionen, die aus der Verwendung von Altholz als Brennstoff und aus lösungsmittelintensiven Veredelungsvorgängen resultieren. Holzbefeuerte Kessel werden üblicherweise in Trocknungsvorgängen verwendet, während viele der Veredelungsmaterialien durch Sprühen aufgetragen werden. In beiden Fällen sind technische Kontrollen erforderlich, um in der Luft befindliche Partikel zu reduzieren und die flüchtigen Verbindungen zurückzugewinnen und/oder zu verbrennen.
Kontrollen sollten dazu führen, dass die Bediener weniger giftigen Chemikalien ausgesetzt sind, da weniger gefährliche Ersatzstoffe gefunden werden. Die Verwendung von Lacken auf Wasserbasis anstelle von Lacken auf Lösungsmittelbasis verringert die Brandgefahr.
Routing-Maschinen
Stationäre Oberfräsmaschinen werden im Allgemeinen für die Herstellung von Holzartikeln und Möbelelementen, teilweise aber auch für die Bearbeitung von Kunststoffen und Leichtmetallen eingesetzt. Wichtige Typen von Oberfräsmaschinen sind Kopierfräsmaschinen, Musterfräsmaschinen, Maschinen mit beweglichen Fräsköpfen und Kopierautomaten. Die Kopierautomaten werden in der Regel zur gleichzeitigen Bearbeitung mehrerer Werkstücke eingesetzt.
Allen Oberfräsen ist gemeinsam, dass sich das Werkzeug oberhalb der Werkstückauflage befindet, die in der Regel ein Tisch ist. Die Werkzeug-Spindelachse ist fast immer vertikal, aber bei manchen Maschinen kann der Fräskopf und damit auch die Werkzeug-Spindelachse geneigt sein. Der Bearbeitungskopf wird zur Bearbeitung abgesenkt und kehrt automatisch in seine Ausgangsposition (Ruheposition) zurück. Bei älteren Maschinen wird der Bearbeitungskopf manuell durch Betätigung eines mechanischen Fußpedals oder Handhebels abgesenkt. Bei modernen Maschinen wird der Kopf im Allgemeinen durch ein pneumatisches oder hydraulisches System abgesenkt. Abbildung 1 zeigt diverses Zubehör (Niederhalter, Führungen etc.) und die Schutzeinrichtung der Schweizerischen Unfallversicherungsanstalt (SUVA).
Abbildung 1. SUVA-Sicherheitseinrichtung mit Fräswerkzeug in Arbeitsposition
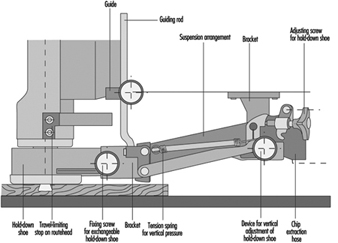
Die Werkzeugspindel wird entweder durch einen Riemenantrieb oder direkt durch einen Hochfrequenzmotor angetrieben, der häufig vom Typ mit zwei Geschwindigkeiten ist. Die Drehzahlen der Werkzeugspindeln liegen in der Regel zwischen 6,000 und 24,000 U/min. Bei Modellfräsern sind sie niedriger, wo die niedrigste Drehzahl 250 U/min betragen kann. Musterfräser sind oft mit einem Getriebe zur Auswahl verschiedener Geschwindigkeiten ausgestattet.
Der Schneiddurchmesser des Fräswerkzeugs variiert von 3 bis 50 mm. Bei speziellen Modellfräsern kann der Schneiddurchmesser des Werkzeugs jedoch bis zu 300 mm betragen.
Werkzeugbau
Auf Oberfräsmaschinen kommen hauptsächlich einschneidige Löffelfräser, zweischneidige Plattenfräser oder Vollprofilfräser zum Einsatz. Wie jedes Werkzeug müssen sie aus solchen Werkstoffen konstruiert und hergestellt sein, die den im Betrieb zu erwartenden Kräften und Belastungen standhalten. Maschinen sollten in Übereinstimmung mit den Anweisungen des Herstellers verwendet und gewartet werden.
Die Routing-Tools sollten sein:
- deutlich und dauerhaft mit der zulässigen Drehzahl gekennzeichnet, z. B. weniger als 20,000 U/min
- eines von einer zugelassenen Stelle geprüften Typs
- in runder Bauform mit minimalem radialem Schneidenüberstand zur Reduzierung der Rückschlaggefahr.
Bewachung des Werkzeugs
Bei Fräsmaschinen, bei denen sich das Werkzeug bewegt und das Werkstück fixiert bleibt, sollte der Zugang zum rotierenden Werkzeug durch eine einstellbare Schutzvorrichtung (Handschutz) verhindert werden. Sie sollte durch eine bewegliche Schutzhaube ergänzt werden, die auf die Werkstückoberfläche abgesenkt werden kann. Das untere Ende dieses beweglichen Schutzes kann eine Bürste sein.
Bei Fräsmaschinen, bei denen das Werkstück von Hand gehalten und/oder zugeführt wird, wird dringend empfohlen, eine Sicherheitsvorrichtung zu verwenden, die vertikalen Druck auf das Werkstück ausübt. Die SUVA hat einen solchen Wächter konzipiert. Diese Sicherheitsvorrichtung wird seit Ende der 1940er Jahre erfolgreich eingesetzt und ist bis heute die vollständigste Schutzvorrichtung ihrer Art. Seine Hauptmerkmale sind:
- Verhinderung eines unbeabsichtigten Kontakts mit dem rotierenden Werkzeug sowohl in seiner Ruheposition als auch in seiner Arbeitsposition
- schneller und einfacher Wechsel von einer Größe des Niederhalteschuhs zur anderen. Es sind verschiedene Größen von Niederhalteschuhen erhältlich, um Werkzeuge mit unterschiedlichen Schnittdurchmessern zu montieren
- manuell einstellbarer Druck, der durch den Niederhalter auf das Werkstück ausgeübt wird
- automatische Rückstellung des Niederhalteschuhs in seine obere Position, wenn der Fräskopf in seine Ruheposition hebt. Die Schutzvorrichtung kann so eingestellt werden, dass der Niederhalteschuh nur dann angehoben werden kann, wenn sich die Unterkante des Werkzeugs über dem Niveau der Unterkante des Niederhalteschuhs befindet; damit soll ein unbeabsichtigter Kontakt mit dem Werkzeug von unten verhindert werden (siehe Bild 2). Schwere Verletzungen am Handrücken, bei denen die Sehnen nur durch die Haut geschützt sind, werden so vermieden.
Abbildung 2. Sicherheitsvorrichtung mit Fräswerkzeug in Ausgangsposition
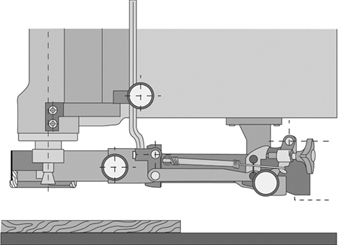
- Möglichkeit des Anschlusses eines Späneabsaugsystems an die Schutzvorrichtung.
Auch diese Schutzeinrichtung ermöglicht das Führen von Werkstücken entlang einer Führung mit Hilfe eines horizontalen Druckstücks.
Gefahren
Es wurde festgestellt, dass Oberfräsmaschinen weniger gefährlich sind als vertikale Spindelformmaschinen. Ein Grund dafür ist der kleinere Durchmesser der meisten Fräswerkzeuge. Die Werkzeuge an Oberfräsen sind jedoch leicht zugänglich und stellen somit eine ständige Gefahr für Hände und Arme des Bedieners dar. Daher sind Kopierfräsmaschinen, bei denen das Werkstück in der Regel von Hand zugeführt wird, die mit Abstand gefährlichsten Fräsmaschinen.
Unfallursachen
Die Hauptursachen für Router-Unfälle sind:
- unbeabsichtigter Kontakt der Hand oder des Arms mit dem rotierenden Werkzeug in seiner Ruheposition (1) beim Entfernen von Spänen und Staub vom Tisch von Hand statt mit einem Holzstab, (2) wenn das Werkstück oder die Spannvorrichtung nicht richtig gehandhabt wird oder ( 3) wenn sich der Ärmel der Kleidung des Bedieners im rotierenden Werkzeug verfängt
- unbeabsichtigter Kontakt der Hand mit dem Fräswerkzeug durch Rückschlag des mit der Hand gehaltenen Werkstücks.
Kickback kann aus folgenden Gründen auftreten:
- eine unsichere Arbeitspraxis
- Fehler im Werkstück (Äste etc.)
- Werkstücke werden zu abrupt oder aus der falschen Richtung in das Werkzeug eingeführt
- stumpfe Schneidkanten
- unzureichende Schnittgeschwindigkeit
- falsche Befestigung des Werkstücks an der Spannvorrichtung
- Werkstückbruch
- Auswurf des Werkzeugs oder von Teilen des Werkzeugs durch schlechte Werkzeugkonstruktion, zu hohe Härte des Werkzeugmaterials, Materialfehler des Werkzeugs, Überdrehzahl des Werkzeugs oder schlechte Klemmung des Werkzeugs in der Werkzeugaufnahme.
Beim Herausschleudern eines Werkzeugs oder Werkstücks können nicht nur der Bediener, sondern auch andere im Bereich arbeitende Personen durch herausgeschleuderte Teile verletzt werden.
Maßnahmen zur Unfallverhütung
Maßnahmen zur Unfallverhütung sind zu richten an:
- Konstruktion und Konstruktion der Maschine
- das Werkzeug
- Schutz des Werkzeugs in Ruhestellung (Bild 15) und soweit möglich in Arbeitsstellung (Bild 14), insbesondere wenn das Werkstück von Hand gehalten und zugeführt wird.
Konstruktion und Konstruktion der Maschine
Oberfräsen müssen betriebssicher ausgelegt sein. Es sollte sichergestellt werden, dass:
- die Maschine ist ausreichend steif
- die elektrische Ausrüstung den Sicherheitsvorschriften entspricht
- Betätiger, die zum Auslösen einer Startfunktion oder Bewegung eines Maschinenelements verwendet werden, sind so konstruiert und montiert, dass eine unbeabsichtigte Betätigung minimiert wird
- Der Zugang zu beweglichen Maschinenteilen, wie Riemenantrieben, hydraulisch oder pneumatisch bewegten Fräsköpfen oder Fahrtischen bei Maschinen mit automatischen Zuführungen, wird durch entsprechende Schutzeinrichtungen verhindert
- die tatsächlichen Umdrehungen pro Minute des Werkzeugs sind für den Bediener deutlich sichtbar
- Die Sicherheitseinrichtungen und Späneabsaugsysteme sind einfach zu installieren
- der Geräuschpegel der Maschine wird so weit wie möglich reduziert.
Darüber hinaus empfiehlt es sich, den Werkzeugantrieb der Oberfräse mit einer automatischen Bremse auszustatten, die bei Stillstand der Maschine aktiviert wird. Die Bremszeit sollte 10 Sekunden nicht überschreiten.
Muster-Checkliste
Reinigungskraft
1. Ein tägliches Reinigungsprogramm ist unerlässlich.
2. Staubansammlungen von 1/8 Zoll Tiefe in irgendeinem Bereich weisen darauf hin, dass eine Reinigung erforderlich ist. Es ist zu beachten, dass jede Ansammlung von Staub zu einem Brand führen kann. Je feiner der Staub, desto größer die Gefahren.
3. Holzstaub häufig reinigen.
a. Täglich um heiße Oberflächen herum abwischen.
b. Großflächiges Abblasen oder Staubsaugen, wenn möglich, aller Bereiche, einschließlich Dachsparren, mindestens zweimal pro Jahr.
c. Bei hohen Konzentrationen kleine Bereiche gleichzeitig bearbeiten.
d. Niedrige Luftfeuchtigkeit erhöht das Gefahrenpotential und sollte bei Abschlämmungen berücksichtigt werden.
4. Planen Sie Abblasen oder Aufräumarbeiten ein, während die Ausrüstung außer Betrieb ist, z. B. Freitagnachmittag und am Wochenende.
Elektrische Wartung
1. Alle Motoren regelmäßig inspizieren/reinigen, um Staubansammlungen zu vermeiden.
2. Stellen Sie sicher, dass alle Schaltkästen und Schalttafeln die Anforderungen des National Electrical Code für ihren klassifizierten Standort erfüllen.
3. Achten Sie auf ungewöhnliche Geräusche, achten Sie auf ungewöhnliche Gerüche und achten Sie auf sichtbare Staubansammlungen an Maschinen und Motoren. Überprüfen Sie häufig Motoren und andere elektrische Komponenten, um Überhitzung zu erkennen.
4. Stellen Sie sicher, dass das Wartungs- oder Betriebspersonal die Lager an Motoren, Förderbändern, Ketten und Kettenrädern rechtzeitig schmiert.
5. Stellen Sie sicher, dass elektrische Schaltschränke und Kästen geschlossen bleiben und gewartet werden, um Staubansammlungen zu vermeiden, einschließlich des Verschließens aller Ausbrechöffnungen.
Brandschutz
1. Verbieten Sie aktiv das Rauchen an nicht autorisierten Orten.
2. Verfahren für Heißarbeitsgenehmigungen einführen und sicherstellen, dass Verfahren befolgt werden.
3. Lassen Sie bedienergesteuerte Maschinen nicht unbeaufsichtigt laufen.
4. Installieren Sie eine Vorrichtung an der Mündung des Staubsammelsystems, um zu verhindern, dass Schleifbänder und andere funkenerzeugende Gegenstände in das System gelangen und einen Brand verursachen.
5. Fangen Sie Metall in Holzschweinen ein, indem Sie Magnete im Fördersystem und Metalldetektoren im Schwein installieren. Es sollten Richtlinien und Verfahren eingeführt werden, um zu verhindern, dass Metall und andere Fremdkörper die Schweine erreichen.
6. Führen Sie wöchentliche und monatliche Inspektionen von Brandschutzsystemen durch, einschließlich Feuerlöscher, Feuerwehrschläuche, Alarme und Sprinkler-Steuerventile.
7. Stellen Sie sicher, dass Kesselräume und Heizgeräte frei von Staubansammlungen sind, dass die schriftlichen Verfahren zur Kesselinbetriebnahme befolgt werden und dass ordnungsgemäß klassifizierte Geräte verwendet werden.
8. Erkennen des richtigen Vorgehens bei der Bekämpfung von Staubbränden.
9. Fordern Sie eine detaillierte Inspektion durch den örtlichen Feuerwehrmann oder Versicherungsträger an.
10. Fördern Sie Scheinübungen/Besuche durch die örtliche Feuerwehr.
11. Installieren Sie Funkenerkennungs- und Löschsysteme in Staubsammelsystemen und überprüfen Sie regelmäßig, ob sie funktionieren.
12. Überprüfen Sie regelmäßig Evakuierungspläne, Notbeleuchtung und Brandschutzübungen für jede Arbeitsschicht.
Weitere Anwendungsbereiche
1. Wenden Sie sich an den Versicherungsträger, um Unterstützung bei der Identifizierung von Gefahren im Zusammenhang mit Sicherheit, Gesundheit und Brandschutz zu erhalten.
2. Wenden Sie sich für weitere Unterstützung an die zuständigen staatlichen Sicherheitsbehörden.
3. Mitarbeiter sollten Staubsilos nur betreten, wenn Verfahren für beengte Räume befolgt werden.
4. Alle Betreiber sollten sicherstellen, dass die Entstaubungssysteme ordnungsgemäß funktionieren, und alle Fehlfunktionen unverzüglich der Geschäftsführung melden.
5. Suchen Sie nach Objekten, die die Kanäle zum Staubsystem blockieren.
6. Es wird empfohlen, dass alle Vorgesetzten, Mitglieder des Sicherheitsausschusses und andere Mitarbeiter auf den Inhalt dieser freiwilligen Checkliste aufmerksam gemacht werden, um eine maximale Umsetzung zu erreichen.
Hobelmaschinen für Holz
Die Entwicklung stationärer Hobelmaschinen lässt sich bis Anfang des 19. Jahrhunderts zurückverfolgen. Bei den ersten Maschinen dieser Art wurde das Werkstück auf einen Schlitten geklemmt und unter einer horizontalen Welle zugeführt, die mit über die gesamte Arbeitsbreite reichenden Messern ausgestattet war. 1850 wurde in Deutschland eine Hobelmaschine gebaut, bei der das Werkstück über eine Messerwelle geführt wurde, die sich zwischen zwei Tischen befand, die zum Positionieren und Stützen des Werkstücks dienten. Abgesehen von technischen Verbesserungen wurde diese Grundkonstruktion bis heute beibehalten. Eine solche Maschine wird Abrichthobelmaschine oder Abrichtmaschine genannt (siehe Abbildung 1).
Abbildung 1. Jointer
In jüngerer Zeit wurden Maschinen entwickelt, um die obere Oberfläche eines Werkstücks mittels einer horizontal rotierenden Messerwelle auf eine vorbestimmte Dicke zu glätten. Der Abstand zwischen dem Schneidkreisdurchmesser und der das Werkstück tragenden Oberfläche des Tisches ist einstellbar. Solche Maschinen werden Einseiten-Dickenhobelmaschinen genannt.
Diese beiden grundlegenden Maschinentypen wurden schließlich zu einer Maschine kombiniert, die sowohl zum Abricht- als auch zum Dickenhobeln eingesetzt werden konnte. Diese Entwicklung endete in Hobelmaschinen für die zwei-, drei- und vierseitige Bearbeitung in einem Durchgang.
Aus Sicht des Arbeitsschutzes wird dringend empfohlen, Maßnahmen zur Absaugung von Holzstaub und -spänen aus der Hobelmaschine zu treffen (z. B. durch Anschluss der Hobelmaschine an eine Staubabsaugung). Stäube von Harthölzern (Eiche, Buche) und Tropenhölzern gelten als besonders gesundheitsgefährdend und müssen abgesaugt werden. Außerdem sollten Maßnahmen zur Verringerung des Geräuschpegels von Hobelmaschinen getroffen werden. In vielen Ländern ist eine automatische Bremse für die Messerwelle vorgeschrieben.
Abrichthobelmaschinen
Eine Abrichthobelmaschine hat einen starren Hauptrahmen, der den Einlauf- und den Auslauftisch trägt. Die Messerwelle befindet sich zwischen den beiden Tischen und ist kugelgelagert. Der Hauptrahmen sollte ergonomisch gestaltet sein (dh er sollte dem Bediener ein bequemes Arbeiten ermöglichen).
Handbetätigte Steuergeräte sollten so installiert werden, dass der Bediener bei der Bedienung nicht in eine Gefahrensituation gerät und die Möglichkeit einer unbeabsichtigten Betätigung minimiert wird.
Die dem Fahrerplatz zugewandte Seite des Hauptrahmens muss frei von hervorstehenden Teilen wie Handrädern, Hebeln usw. sein. Der Tisch links von der Hobelwelle (Auslauftisch) wird normalerweise auf die gleiche Höhe wie der Schneidkreis der Hobelwelle eingestellt. Der Tisch rechts neben der Messerwelle (Einlauftisch) wird niedriger eingestellt als der Auslauftisch, um die gewünschte Schnitttiefe zu erhalten. Ein Kontakt zwischen den Tischlippen und der Messerwelle sollte nicht über den gesamten Einstellbereich der Tische möglich sein. Der Abstand zwischen den Tischschneiden und dem Schneidkreis der Hobelwelle soll jedoch so gering wie möglich sein, um eine gute Auflage des zu hobelnden Werkstücks zu gewährleisten.
Die Hauptoperationen auf einer Abrichthobelmaschine sind Planieren und Kanten. Die Position der Hände auf dem Werkstück ist aus betrieblicher und sicherheitstechnischer Sicht wichtig. Beim Richten sollte das Werkstück mit einer Hand zugeführt werden, mit der anderen Hand wird es zunächst auf dem Einlauftisch festgehalten. Sobald sich eine ausreichende Portion Holz auf dem Ausgabetisch befindet, kann die letztere Hand sicher über den Brückenschutz gehen, um Druck auf den Ausgabetisch auszuüben, und wird von der Beschickungshand gefolgt, um den Beschickungsvorgang abzuschließen. Beim Besäumen sollten die Hände nicht über die Messerwelle gehen, während sie mit dem Holz in Berührung kommen. Ihre Hauptfunktion besteht darin, horizontalen Druck auf das Werkstück auszuüben, um es rechtwinklig zum Anschlag zu halten.
Das von der rotierenden Messerwelle erzeugte Geräusch kann oft das als schädlich für das Gehör angesehene Niveau überschreiten. Maßnahmen zur Reduzierung des Geräuschpegels sind daher erforderlich. Bei Abrichthobelmaschinen haben sich unter anderem folgende Lärmminderungsmaßnahmen bewährt:
- Einsatz einer „leiseren“ Messerwelle (z. B. runde Form mit minimalem Messerüberstand, spiralförmiges Messer statt geradem Messer, segmentweise rotierende Werkzeuge mit versetztem Schneiden)
- geschlitzte oder gebohrte Tischlippen (die Anordnung und die Abmessungen der Öffnungen in den Tischlippen müssen so gewählt werden, dass keine Unfallgefahren entstehen; z. B. dürfen Schlitze nicht breiter als 6 mm sein und der Durchmesser der Löcher 6 mm nicht überschreiten )
- Aerodynamisches Design der Späneleitbleche unterhalb der Tischlippen
- Reduzierung der Messerwellendrehzahl auf unter 1,000 U/min, sofern die Oberflächengüte des Werkstücks noch zufriedenstellend ist.
Eine Geräuschreduzierung von bis zu 12 dBA im Leerlauf und 10 dBA unter Last kann erreicht werden.
Messerwellen sollten einen kreisförmigen Querschnitt haben und die Spanabfuhrnuten und -schlitze sollten so klein wie möglich sein. Die Klingen und Einsätze müssen ordnungsgemäß befestigt werden, vorzugsweise durch Formschlussbefestigung.
Die Messerwelle rotiert im Allgemeinen mit Drehzahlen zwischen 4,500 und 6,000 U/min. Die Durchmesser herkömmlicher Messerwellen variieren von 56 bis 160 mm, ihre Längen (Arbeitsbreiten) von 200 bis 900 mm. Analog zur Kinematik des konventionellen Fräsens setzt sich die mit einer Hobelwelle gehobelte Oberfläche des Werkstücks aus Zykloidenbögen zusammen. Die Oberflächengüte der Werkstücke hängt daher von der Drehzahl und dem Durchmesser der Messerwelle, der Anzahl der Schneidmesser und dem Vorschub des Werkstücks ab.
Es wird empfohlen, Abrichthobelmaschinen mit einer automatischen Bremse für die Messerwelle auszurüsten. Die Bremse sollte aktiviert werden, wenn die Maschine angehalten wird, und die Bremszeit sollte 10 Sekunden nicht überschreiten.
Der Zugang zur Messerwelle auf der Rückseite des Anschlags sollte durch eine Schutzvorrichtung verhindert werden, die entweder am Anschlag oder an der Anschlagstütze angebracht ist. Die Messerwelle vor dem Anschlag sollte durch eine verstellbare Schutzbrücke geschützt werden, die an der Maschine befestigt ist (z. B. am Hauptrahmen auf der Seite des Ausgabetisches) (siehe Abbildung 2). Der Zugang zu den Übertragungselementen sollte durch eine feststehende Schutzeinrichtung verhindert werden.
Abbildung 2. Anschlag und hinterer Messerwellenschutz
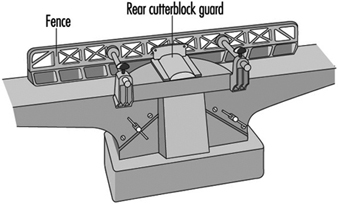
Gefahren
Da sich die Messerwelle entgegen der Vorschubrichtung des Werkstücks dreht, besteht die Gefahr eines Rückschlags. Wenn das Werkstück ausgeworfen wird, können die Hand oder die Finger des Bedieners mit der rotierenden Messerwelle in Kontakt kommen, es sei denn, es wurde ein angemessener Schutz vorgesehen. Auch kommt es häufig vor, dass beim Zuführen des Werkstücks mit gestreckten Fingern die Hand die Messerwelle berührt, anstatt es mit geschlossener Faust nach vorne zu schieben. Nicht ordnungsgemäß befestigte Schneidmesser können durch die Fliehkraft weggeschleudert werden und schwere Verletzungen und/oder Sachschäden verursachen.
Schutzsysteme für Abrichthobelmaschinen
In vielen Ländern verlangt die Gesetzgebung zur Verwendung von Abrichthobelmaschinen, dass die Messerwelle durch ein einstellbares Schutzsystem abgedeckt wird, um einen zufälligen Kontakt der Hand des Bedieners mit der rotierenden Messerwelle zu verhindern.
1938 führte die SUVA einen Hobelschutz ein, der alle Anforderungen der Praxis effizient erfüllte. Im Laufe der Jahre hat sich dieser Schutz nicht nur als Schutzsystem, sondern auch als Hilfsmittel für die meisten Operationen bewährt. Es wird vom holzbearbeitenden Handwerk in der Schweiz gut angenommen und fast alle industriellen Abrichthobelmaschinen sind damit ausgestattet. Die Konstruktionsmerkmale dieser Schutzhaube wurden in den Entwurf der europäischen Norm für Abrichthobelmaschinen aufgenommen. Die Hauptmerkmale dieser Wache sind die folgenden:
- stark und starr
- nicht leicht abgelenkt werden, um die Messerwelle freizulegen
- bleibt unabhängig von der horizontalen oder vertikalen Einstellung immer parallel zur Messerwellenachse
- ohne Werkzeug horizontal und vertikal einfach verstellbar.
Trotzdem kommt es immer wieder zu Unfällen. Diese Unfälle werden hauptsächlich durch nicht richtig eingestellte Schutzvorrichtungen verursacht. Deshalb haben die SUVA-Ingenieure einen Brückenschutz entwickelt, der die Messerwelle vor dem Anschlag automatisch abdeckt und konstant einen definierten Druck auf das Werkstück oder den Anschlag ausübt. Dieser Schutz ist seit 1992 erhältlich.
Die wichtigsten Konstruktionsmerkmale dieser neuen Schutzvorrichtung mit dem Namen „Suvamatic“ sind die folgenden:
- Vollständiger Schutz der Messerwelle. Die volle Hobelbreite wird durch einen einzigen Brückenschutz abgesichert. Es kann mit einem klappbaren Verriegelungssystem heruntergeklappt werden. Dadurch wird verhindert, dass die Schutzhaube zu weit über die Maschinenfront hinausragt.
- praktisches Werkstückführungssystem. Das Werkstückführungssystem besteht aus einem Niederhalter und einer Führung für das Werkstück. Beide werden an der Spitze des Schutzes angebracht. Letzterer kann geneigt werden, um das Werkstück sowohl beim Planen als auch beim Kanten zu führen.
- Druckanwendung zur Unterstützung der Arbeit. Beim Einkanten übt der Wächter Druck in Richtung Anschlag aus. Nach dem Besäumen deckt es automatisch die volle Länge der Messerwelle vor dem Anschlag ab.
- automatisches Heben und Senken der Schutzhaube. Zum Planieren wird die Schutzhaube von der Werkstückführung angehoben. Nach dem Abflachen senkt es sich automatisch ab, um die Messerwelle abzudecken.
- Guard kann für Batch-Jobs in Position arretiert werden. Für Batch-Jobs kann die Schutzvorrichtung in vertikaler Position arretiert werden, um sie gerade an die Dicke des Werkstücks anzupassen. Der Schutz kehrt nach dem Herunterdrücken automatisch in diese voreingestellte Position zurück.
- passt auf alle Maschinen. Der Schutz kann an allen Abrichthobelmaschinen und kombinierten Abricht- und Dickenhobelmaschinen montiert werden.
Einseitige Dickenhobelmaschinen
Der Hauptrahmen einer einseitigen Dickenhobelmaschine beherbergt Messerwelle, Dickenhobeltisch und Vorschubelemente.
Nachdem das Werkstück auf einer Abrichthobelmaschine geglättet und besäumt wurde, wird es auf der Dickenhobelmaschine auf die gewünschte Dicke gehobelt. Anders als bei einer Abrichthobelmaschine befindet sich die Hobelwelle einer Dickenhobelmaschine über dem Abrichttisch und das Werkstück wird nicht mehr von Hand, sondern mechanisch über Vorschubrollen zugeführt. Die Einzugswalzen werden entweder von einem separaten Motor (ca. 1 kW) oder über ein Untersetzungsgetriebe angetrieben, das seine Energie vom Messerwellenmotor erhält. Bei separatem Antrieb bleibt der Vorschub konstant, bei Kraftübertragung vom Messerwellenmotor variiert der Vorschub je nach Messerwellendrehzahl. Üblich sind Vorschübe zwischen 4 und 35 m/min.
Zwei gefederte Vorschubrollen liegen auf der Werkstückoberseite auf. Die Vorschubrolle vor der Messerwelle ist für besseren Halt am Werkstück gerillt; Die Einzugswalze am Auslaufende der Messerwelle ist glatt. Ein neben der Messerwelle angeordneter Ein- und Auslaufdruckbalken drücken das Werkstück auf den Tisch und sorgen so für einen sauberen und gleichmäßigen Schnitt. Die Ausführung und Anordnung der Einzugswalzen und Druckleisten sollte so sein, dass ein Kontakt mit der rotierenden Messerwelle ausgeschlossen ist.
Teilbare Vorschubwalzen und Druckleisten ermöglichen die gleichzeitige Bearbeitung von zwei oder mehr Werkstücken mit geringfügig unterschiedlicher Dicke. Aus Sicht der Unfallverhütung sind geteilte Einzugswalzen und Druckleisten unerlässlich. Die Breite des einzelnen Einzugswalzen- oder Druckbalkenabschnitts sollte 50 mm nicht überschreiten.
Im Tisch sind zwei Leerlaufrollen angeordnet. Sie sollen den Durchgang des Werkstücks über den Tisch erleichtern.
Die Oberfläche des Tisches muss eine Ebene sein, die frei von Schlitzen oder Löchern ist. Es sind Unfälle aufgetreten, bei denen die Finger eines Bedieners zwischen Öffnungen und dem Werkstück eingeklemmt wurden. Die vertikale Einstellung des Tisches kann manuell oder kraftunterstützt erfolgen. Ein mechanischer Endanschlag sollte jeglichen Kontakt des Tisches mit der Messerwelle oder den Vorschubrollen verhindern. Es muss darauf geachtet werden, dass die Höhenverstellung den Tisch stabil hält.
Um das Zuführen übergroßer Werkstücke zu verhindern, befindet sich auf der Einlaufseite der Maschine eine Vorrichtung (z. B. eine feste Stange oder ein fester Balken), die die maximale Werkstückhöhe begrenzt. Eine maximale Höhe von 250 mm zwischen der Tischoberfläche in der niedrigsten Position und der oben genannten Sicherheitsvorrichtung wird selten überschritten. Die übliche Arbeitsbreite variiert zwischen 315 und 800 mm (bei Sondermaschinen kann diese Breite bis zu 1,300 mm betragen).
Der Hobelwellendurchmesser variiert im Allgemeinen zwischen 80 und 160 mm. Normalerweise sind vier Messer an der Messerwelle angebracht. Die Messerwelle rotiert mit Drehzahlen zwischen 4,000 und 6,000 U/min und ihre Eingangsleistung variiert zwischen 4 und 20 kW. Die maximale Schnitttiefe beträgt 10 bis 12 mm.
Um die Rückschlaggefahr zu minimieren, sollten Einseiten-Dickenhobelmaschinen mit einer Rückschlagsicherung ausgestattet sein, die die gesamte Arbeitsbreite der Maschine abdeckt. Diese Rückschlagsicherung besteht in der Regel aus mehreren an einer Stange angeordneten Rillenelementen. Das einzelne Element ist zwischen 8 und 15 mm breit und fällt durch sein Eigengewicht in die Ruhelage. Der tiefste Punkt des einzelnen Rillenelementes soll in Ruhestellung 3 mm unterhalb des Schneidkreises der Messerwelle liegen. Die Rillenelemente sollten aus einem Material (vorzugsweise Stahl) mit einer Rückstellkraft von 15 J/cm bestehen2 und einer Oberflächenhärte von 100 HB.
Bei einseitigen Dickenhobelmaschinen haben sich folgende Lärmminderungsmaßnahmen bewährt:
- Verwendung einer „leise“ Messerwelle (wie sie für Abrichthobelmaschinen empfohlen wird)
- aerodynamisches Design der Druckleisten und der Späneabsaughaube
- Reduzierung der Messerwellengeschwindigkeit
- teilweise oder vollständige Einhausung der Maschine (tunnelartige Gestaltung der Ein- und Auslauföffnung mit schalldämmendem Material auf der der Lärmquelle zugewandten Fläche)
Eine Geräuschreduzierung von bis zu 20 dBA kann durch eine gut konstruierte vollständige Einhausung erreicht werden.
Gefahren
Hauptunfallursache bei einseitigen Dickenhobelmaschinen ist der Rückschlag des Werkstücks. Kickback kann aus folgenden Gründen auftreten:
- schlechte Wartung der Rückschlagsicherung (die einzelnen Elemente fallen möglicherweise nicht durch ihr Eigengewicht frei, sondern verkleben durch Staubansammlung; die Rillen in den Elementen können verharzt, stumpf oder falsch nachgeschliffen sein)
- schlechte Wartung der Sektionsvorschubwalzen und Druckleisten (z. B. verharzte oder rostige Sektionen)
- ungenügende Federkraft der Vorschubrollen und Druckleisten, wenn mehrere Stücke mit ungleichmäßiger Dicke gleichzeitig zugeführt werden.
Typische Ursachen für andere Unfälle sind:
- Berührung der Hand mit der rotierenden Messerwelle beim Entfernen von Spänen und Staub vom Tisch von Hand statt mit einem Holzstock oder Rechen
- Auswurf der Messerwelle durch falsche Befestigung.
Kombinierte Abricht- und Dickenhobelmaschinen
Der Aufbau und die Funktionsweise von kombinierten Maschinen (siehe Abbildung 3) ähneln denen der oben beschriebenen Einzelmaschinen. Das Gleiche gilt für Vorschübe, Motorleistung, Tisch- und Walzeneinstellungen. Zum Dickenhobeln werden die Abrichttische entweder weggezogen, heruntergeklappt oder seitlich angehoben, wodurch die Messerwelle freigelegt wird, die durch eine Späneabsaughaube verdeckt ist, um den Zugriff zu verhindern begrenzt (dh in Fällen, in denen die Installation von zwei einzelnen Maschinen unmöglich oder unrentabel ist).
Abbildung 3. Kombinierter Abricht- und Dickenhobel
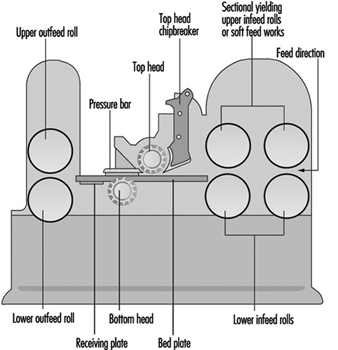
Das Umrüsten von einer Operation zur anderen ist oft zeitraubend und kann lästig sein, wenn nur wenige Teile bearbeitet werden müssen. Außerdem kann die Maschine normalerweise nur von einer Person gleichzeitig bedient werden. Seit 1992 wurden jedoch Maschinen auf den Markt gebracht, bei denen ein Simultanbetrieb (Abricht- und Dickenhobeln gleichzeitig) möglich ist.
Die Gefahren von kombinierten Maschinen sind weitgehend identisch mit den Gefahren, die für die einzelnen Maschinen aufgeführt sind.
Gesundheitliche Auswirkungen und Krankheitsbilder
Die Gesundheits- und Sicherheitsprobleme in der Forst- und Holzwirtschaft werden hierin an anderer Stelle behandelt Enzyklopädie. Dieser Artikel befasst sich mit Holz, wie es aus der Mühle kommt und in der Tischlerei und der Herstellung von Möbeln und anderen Artikeln verwendet wird. Diese Tätigkeiten werden überwiegend in kleinen Unternehmen durchgeführt. Viele Arbeitnehmer in diesen Branchen sind einzelne Auftragnehmer und daher nicht als Angestellte aufgeführt, und eine große Anzahl von Personen ist in Do-it-yourself-Projekten und In-Home-Workshops exponiert. Dies bedeutet, dass viele der beteiligten Arbeiter unzureichend ausgebildet und schlecht oder gar nicht überwacht werden, während es häufig an angemessenen Sicherheitsvorkehrungen und Schutzausrüstungen mangelt.
Ahman und Kollegen (1995a, 1995b, 1996) lenken die Aufmerksamkeit auf die Exposition von Lehrern für industrielle Kunst und Holzbearbeitung in Schweden. Im Gegensatz zu unexponierten Kontrollen hatten diese Lehrer bemerkenswerte (aber hauptsächlich reversible) nasale Effekte und Beschwerden, die mit der Anzahl der Klassen von Beginn der Woche an zunahmen und über die Wochenenden zurückgingen, obwohl die Staubkonzentrationen unter dem schwedischen Grenzwert von lagen 2 mg/m3. In mehreren Betrieben in den Niederlanden überschritten die Staubkonzentrationen regelmäßig diesen Grenzwert, und beim Schleifen in einer Möbelfabrik lagen fast alle Expositionen über dem lokalen Grenzwert von 5 mg/m3 (Scheeper, Kromhout und Boleij 1995).
Unfallverletzungen
Das häufigste Gesundheitsproblem in der Holz- und holzverarbeitenden Industrie sind Unfallverletzungen. Diese treten häufiger bei jüngeren, unerfahrenen Arbeitnehmern auf und sind meist relativ gering. Gelegentlich können sie jedoch mit einer langfristigen Beeinträchtigung oder dem Verlust einer Extremität einhergehen. Dazu gehören: Splitter, die sich infizieren können, und Schnittwunden, Furchen und Amputationen, die von unsachgemäß verwendeter oder unzureichend bewachter Holzbearbeitungsmaschine herrühren (Ma, Wang und Chou 1991); Verstauchungen und Zerrungen durch unüberlegtes Heben oder Arbeiten in einer ungünstigen Position (Nestor, Bobick und Pizatella 1990); Verletzungen durch wiederholte Bewegungen, an denen die Hand oder Schulter beteiligt sind; und Augenverletzungen. Viele, wenn nicht die meisten davon können durch eine angemessene Schulung, die umsichtige Anwendung von Maschinenschutzvorrichtungen und Rückhaltevorrichtungen und die Verwendung von persönlicher Schutzausrüstung wie Handschuhen und Schutzbrillen verhindert werden. Wenn sie auftreten, minimieren die sofortige Entfernung von Splittern und die Vorbeugung von Infektionen durch rasche Reinigung und Erste-Hilfe-Behandlung der Wunden die Behinderung.
Holzstaub
Eine Holzstaubbelastung tritt immer dann auf, wenn Holz gesägt, gesägt, gehobelt, gefräst oder geschliffen wird. Die Effekte variieren mit der Intensität und Dauer der Exposition und der Größe der Partikel. Partikel in den Augen können Reizungen verursachen und Holzstaubansammlungen in Hautfalten können durch Schweiß und Chemikalien verschlimmert werden und zu Reizungen und Infektionen führen. Diese Auswirkungen können durch Staubabsaugung, Schutzmasken und -kleidung sowie gute persönliche Hygienepraktiken verringert werden.
Nasopharyngeal und Atemwege
Holzstaub in den Nasengängen kann die mukoziliäre Clearance verringern und die Geruchsempfindlichkeit beeinträchtigen (Andersen, Solgaard und Andersen 1976; Ahman et al. 1996). Diese können zu Reizungen, häufigem Niesen, Nasenbluten und Nebenhöhlenentzündungen führen (Imbus 1994).
Expositionen in einer Möbelfabrik (Whitehead, Ashikaga und Vacek 1981) und bei Sägewerksarbeitern (Hessel et al. 1995) gingen nachweislich mit einer Abnahme sowohl des 1-sekündigen forcierten Exspirationsvolumens (FEV1) und forcierte Vitalkapazität (FVC), adjustiert nach Alter, Größe und Rauchen. Begleitet wurden diese von einer deutlichen Zunahme von Atemnot und Keuchen mit Engegefühl in der Brust sowie dem Auftreten von Bronchitis und Asthma. Es gibt jedoch keine überzeugenden Hinweise auf andere Lungenerkrankungen durch Holzstaubbelastung (Imbus 1994). In einer 6-jährigen prospektiven Folgestudie mit etwa 350,000 Männern in den Vereinigten Staaten hatten die 11,541 Personen, die angaben, in holzbezogenen Berufen beschäftigt gewesen zu sein, ein geringeres relatives Sterberisiko aufgrund einer nicht bösartigen Atemwegserkrankung als diejenigen, die dies taten berichten keine Exposition gegenüber Holzstaub (Demers et al. 1996).
Allergie und Asthma
Einige Hölzer, insbesondere Teakholz, Mansonia und Radiata-Kiefer, enthalten reizende Chemikalien (siehe Tabelle 1 für eine erweiterte Liste von Holzarten, ihrer geografischen Herkunft und ihren gesundheitlichen Auswirkungen). Einige Arten können allergische Kontaktdermatitis verursachen (z. B. Douglasie, Western Red Cedar, Pappel, Palisander, Teak, afrikanisches Mahagoni und andere „exotische“ Hölzer). Es wurde gezeigt, dass Western Red Cedar, Palisander, Mahagoni und andere exotische Hölzer Asthma verursachen (Imbus 1994).
Krebs
Eine ungewöhnlich hohe Inzidenz von Nasenkrebs wurde bei Holzarbeitern in Australien, Kanada, Dänemark, Finnland, Frankreich, Italien, den Niederlanden, dem Vereinigten Königreich und den Vereinigten Staaten beschrieben (Imbus 1994). Eine kürzlich durchgeführte gepoolte Reanalyse von 12 Fall-Kontroll-Kohortenstudien, die in sieben Ländern durchgeführt wurden, bestätigte ein hohes Risiko für Nasen-Rachen-Krebs bei Holzarbeitern (Demers et al. 1995). Die Ursache dieser Nasenkrebsexzesse ist nicht bekannt, aber nach jüngsten Berichten aus dem Vereinigten Königreich und den Vereinigten Staaten ist das Nasenkrebsrisiko unter Möbelarbeitern seit dem Zweiten Weltkrieg zurückgegangen, was vermutlich auf Veränderungen im Herstellungsprozess zurückzuführen ist (Imbus 1994). Unter den 45,399 Männern, die Holzstaub ausgesetzt waren, die zu den 362,823 Männern gehörten, die an der 6-jährigen Krebspräventionsstudie der American Cancer Society teilnahmen, wurde kein übermäßiges Risiko für Nasennebenhöhlenkrebs festgestellt, aber die Anzahl der Fälle war gering, so die Forscher. Sie fanden jedoch einen besonders hohen Anstieg der Lungenkrebsmortalität bei Holzarbeitern, die auch über eine Exposition gegenüber Asbest oder Formaldehyd berichteten, und schlugen vor, dass die Exposition gegenüber diesen bekannten Karzinogenen für das beobachtete erhöhte Risiko verantwortlich war (Stellman et al., im Druck).
Chemische Belastungen
Holz kann biologische Schadstoffe enthalten. Schimmel und Pilze, die oft auf der Rinde von Bäumen wachsen, können allergische Reaktionen hervorrufen. Es wurde gezeigt, dass das Einatmen von Pilzsporen, die auf Ahorn-, Rotholz- und Korkbäumen gefunden wurden, Ahornrindenkrankheit, Sequoiose und Suberose verursacht (Imbus 1994).
Holz enthält oft körperfremde Chemikalien, die im Laufe seiner Verarbeitung aufgebracht werden. Dazu gehören Klebstoffe, Lösungsmittel, Harzbindemittel, Insektizide und Fungizide, Imprägniermittel, Farben und Pigmente, Lacke und Firnisse. Viele davon sind flüchtig und können freigesetzt werden, wenn das Holz behandelt, erhitzt oder verbrannt wird; sie werden auch als Elemente in Holzstaub übertragen. Zu den wichtigsten gehören: Toluol, Methanol, Xylol, Methylethylketon, n-Butylalkohol, 1-Trichlorethan und Dichlormethan (EPA 1,1).
Fazit
Gesundheitsrisiken in der Holz- und holzverarbeitenden Industrie können durch die Installation von technischen Kontrollen (z. B. ordnungsgemäße Platzierung und Bewachung von Kraftmaschinen, Lüftungssystemen zur Kontrolle von Holzstaub und chemischen Emissionen) und persönlicher Schutzausrüstung (z. B. Handschuhe, Schutzbrille, Atemschutzgeräte) kontrolliert werden ), verbunden mit regelmäßigen Inspektionen, um sicherzustellen, dass diese ordnungsgemäß gewartet und verwendet werden. Am wichtigsten ist vielleicht eine angemessene Aus- und Weiterbildung der Arbeitnehmer und ihrer Vorgesetzten.
Tabelle 1. Giftige, allergene und biologisch aktive Holzarten
| Wissenschaftliche Namen | Ausgewählte Handelsnamen | Familie | Gesundheitsbeeinträchtigung |
| abies alba Mühle (A. pectinata DC) | Weißtanne | Pinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Akazie spp. A. harpophylla F. Müll. A. melanoxylon R.Br. A. Siegel die. A. Shirley Mädchen |
Australisches Schwarzholz | Mimosen | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Acer spp. A. platanoides L. |
Ahorn | Aceraceae | Dermatitis |
| Afrormosia elata Harms. (Pericopsis elata Van Meeuwen) |
Afrormosia, Kokrodua, Asamala, Obang, Oleo Pardo, Bohele, Mohole | Schmetterlinge | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Afzelia africana Smith A. bijuga A. Chev. (Intsia bijuga A.Cunn.) A. palembanica Bak. (Intsia palembanica Bak.) |
Doussié, Afzelia, Aligua, Apa, Chanfuta, Lingue Merbau, Intsia, anzüglich | Caesalpinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Agonandra brasiliensis Miers | Pao, Marfim, Granadillo | Olacaceae | Dermatitis |
| Götterbaum Mühle | Chinesischer Sumach | Simaroubaceae | Dermatitis |
| Albizzia falcata Geldgeber A. ferruginea Benth. A. lebbek Benth A. toona FM Kaution |
Iatandza Koko, siris |
Mimosen | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Alnus spp. A. glutinosa Gärtn. |
Gemeine Erle Schwarzerle |
Betulaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Amyris spp. A. balsamifera L. A. toxinifera Willd. |
Venezolanisches oder westindisches Sandelholz | Rutaceae | Dermatitis; toxische Wirkungen |
| Anacardium occidentale L. A. excelsum Skelette. |
Kaschunuss | Anacardiaceae | Dermatitis |
| Andira aroba Aguiar. (Vataireopsis araroba Ducke) A. coriacea ziehen A. inermis HBK |
Rotkohlbaum Rebhuhnholz | Schmetterlinge | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Aningerie spp. Ein robustes Aubr. und Pel. A. altissima Aubr. und Pel. Antiaris africana Engl. A. Welwitschi Engl. |
Aningeria Antiaris, ako, Chen Chen | Sapotaceae Moraceae | Konjunktivitis-Rhinitis; Asthma Toxische Wirkungen |
| Apuleia molaris-Fichte (A. leiocarpa MacBride) (A. ferrea Mart.) |
Redwood | Caesalpinaceae | Dermatitis; toxische Wirkungen |
| Araucaria angustifolia O. Ktze A.brasiliana Ein Reicher. |
Parana-Kiefer, Araukarie | Araucariaceae | Toxische Wirkungen |
| Aspidosperma spp. A. peroba Fr. Alles. A. vargasii A. DC. |
Rote Peroba Pau Marfim, Pau Amarello, Pequia Marfim, Guatambu, Amarilla, Pequia | Apocynaceae | Dermatitis; Bindehautentzündung- Schnupfen; Asthma; toxische Wirkungen |
| Astrokarium spp. | Palme | Palmengewächse | Dermatitis; toxische Wirkungen |
| Aucoumea klaineana Pierre | Gabun Mahagoni | Burseraceen | Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis |
| Autranella congolensis A. Chev. (Mimusops congolensis Das wilde.) |
Mukulungu, Autracon, Elang, Bouanga, Kulungu | Sapotaceae | Dermatitis |
| Baktris spp. (Astrocaryum spp.) | Palme | Palmengewächse | Dermatitis; toxische Wirkungen |
| Balfourodendron riedelianum Engl. | Guatambu, Gutambu Blanco | Rutaceae | Dermatitis |
| Batesia floribunda Benth. | Acapu Rana | Caesalpinaceae | Toxische Wirkungen |
| Berberis vulgaris L. | Berberitze | Berberidaceae | Toxische Wirkungen |
| Betula spp. B. alba L. (B. Pendel Roth.) |
Birke | Betulaceae | Dermatitis |
| Blepharocarva involucrigera F. Müll. | Rosenbutternuss | Anacardiaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Bombax brevicuspe Sprague B. chevalieri Pell |
Kondroti allein | Bombacaceae | Dermatitis |
| Bowdichie spp. B. nitida Benth. B. guianensis Ente (Diplotropis guianensis Benth.) (Diplotropis purpurea Amsch.) |
Schwarze Sucupira | Schmetterlinge | Dermatitis |
| Brachylaena hutchinsii Stall. | Muhuhu | Zusammengesetzte | Dermatitis |
| Breonia spp. | Molompangady | Rubiaceen | Dermatitis |
| Brosimum spp. B. guianense Nabe. (Piratinera guianensis Aubl.) |
Schlangenholz, Letterwood, Tigerwood | Moraceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Brya ebenus DC. (Amerimnum ebenus Sw.) Brya buxifolia Urban. |
Braunes Ebenholz, grünes Ebenholz, jamaikanisches Ebenholz, tropisches amerikanisches Ebenholz | Schmetterlinge | Dermatitis |
| Buxus sempervirens L. B. macowani oliv. |
Europäischer Buchsbaum, East London b., Cape b. | Buchsgewächse | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Caesalpinia echinata Lam. (Guilandina echinata Spreng.) | Brasilholz | Caesalpinaceae | Dermatitis; toxische Wirkungen |
| Callitris columellaris F. Müll. | Weiße Zypresse | Cupressaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Kalophyllum spp. C. Brasiliense Kamb. |
Santa Maria, Jacareuba, Kurahura, Galba | Guttiferae | Dermatitis; toxische Wirkungen |
| Campsiandra laurifolia Benth. | Acapu Rana | Caesalpinaceae | Toxische Wirkungen |
| Carpinus betulus | Hainbuche | Betulaceae | Dermatitis |
| Cassia siamea Lach. | Tagayasan, muong zehn, djohar | Caesalpinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| castanea dentata Borch C. sativa Mühle. C. pumila Mühle. |
Kastanie, Edelkastanie | Phagaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Castanospermum australe A.Cunn. | Schwarze Bohne, Australische oder Moreton Bay Kastanie | Schmetterlinge | Dermatitis |
| Cedrela spp. (Toona spp.) | Rote Zeder, australische Zeder | Meliaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Himalaya-Zeder (Roxb. ex. Lamm.) G. Don (C. libani Fass. lc) |
Deodar | Pinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Celtis brieyi Das wilde. C. cinnamomea Ldl. |
Diana Gurenda |
Ulmengewächse | Dermatitis |
| Chlorophora excelsa Benth. und Haken I. C. regia A. Chev. C.tinctoria (L.) Beschmieren. |
Iroko, Gelbholz, Yellowood, Kambala, Mvule, Odum, Moule, Afrikanisches Teak, Abang, Tatajuba, Fustic, Mora | Moraceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis |
| Chloroxylon spp. C. swietenia ADC |
Ceylon-Satinholz | Rutaceae | Dermatitis; toxische Wirkungen |
| Chrysophyllum spp. | Najara | Sapotaceae | Dermatitis |
| Cinnamomum Kampfer Nees und Ebeim | Asiatisches Kampferholz, Zimt | Lorbeergewächse | Toxische Wirkungen |
| Cryptocarya pleurosperma Weiß und Franz | Walnuss vergiften | Lorbeergewächse | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Dacrycarpus dacryoides (A. Rich.) de Laub. | Neuseeländische Weißkiefer | Podocarpaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Dacrydium cupressinum Soland | Semilor, Rimu | Podocarpaceae | Konjunktivitis-Rhinitis; Asthma |
| Dactylocladus stenostachys oliv. | Jong Kong, Merebong, Medang Tabak | melastomaceae | Toxische Wirkungen |
| Dalbergie spp. D. amerimnon Benth. D. Granadillo Pitt. D. hypoleuca Standl. D. latifolia Roxb. D. melanoxylon Guill. und Perr. D. nigra Fr. Alles. D. Oliveri Zocken D. retusa Hemsl. D.sissoo Roxb. D. stevensonii Standl. |
Ebenholz Rotfuchs Indisches Palisander, Bombay Blackwood, Afrikanisches Blackwood, Palisander, Riopalissandro, Brasilianisches Palisander, Jacaranda Burma-Palisander Roter Fuchs Nagaed-Holz, Honduras-Palisander |
Schmetterlinge | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Dialium spp. D. dinklangeri Harms. |
Eyum, eyum | Caesalpinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Diospyros spp. D. celebica Bach. D. crassiflora Hiern D. ebenum Koenig |
Ebenholz, afrikanisches Ebenholz Makassar-Ebenholz, afrikanisches Ebenholz, Ceylon-Ebenholz | Ebengewächse | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Dipterocarpus spp. D. alatus Roxb. |
Keruing, Gurjum, Yang, Keruing | Dipterocarpaceae | Dermatitis |
| Distemonanthus benthamianus Kaution. | Movingui, Ayan, Anyaran, nigerianisches Satinholz | Caesalpinaceae | Dermatitis |
| Dysoxylum spp. D. fraseranum Benth. |
Mahagoni, Stabholz, rote Bohne | Meliaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| D. mülleri Benth. | Rosa Mahagoni | ||
| Echirospermum balthazarii Fr. Alles. (Platymenia reticulataBenth.) | Vinhatico | Mimosen | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Entandophragma spp. E. angolense CDC E. candollei Harms. E. cylindricum Sprague E. nützlich Sprague |
Tiama Kosipo, oh Sapelli, Sapeli, Aboudikro Sipo, utile, assié, Kalungi, Mufumbi |
Meliaceae | Dermatitis; allergische extrinsische Alveolitis |
| Erythrophloeum guineense G.Don E. ivorense A. Chev. |
Tali, Missanda, Eloun, Massanda, Sasswood, Erun, Rotwasserbaum | Caesalpinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Esenbeckia leiocarpa Engl. | Garantie | Rutaceae | Dermatitis |
| Eukalyptus spp. E. Delegatensis RT zurück E. hemiphloia F. Müll. E. Leucoxylon Mädchen E. maculata Haken. E. marginata Donn ex Sm. E. microtheca F. Müll. E. obliqua L. Herit. E. regnans F. Müll. E. saligna Sm. |
Alpine Asche Graue Box Gelber Gummi Gefleckter Kaugummi Eberesche |
Myrtengewächse | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Euxylophora paraensis Nabe. | Buchsbaum | Rutaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Excoecaria africana M.Arg. (Spirostachys africana Sand) E. agallocha L. |
Afrikanisches Sandelholz, Tabootie, Georg, Aloeholz, Blind-your-eye | Euphorbiaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| fagara spp. F. flava Krug und Urb. (Zanthoxylum flavum Vahl.) F. heitzii Aubr. und Pel. F. Macrophylla Engl. |
Gelbe Sander, westindisches Satinholz, Atlasholz, Olon, Bongo, Mbanza | Rutaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Fagus spp. (Nothofagus spp.) F. sylvatica L. |
Buche | Phagaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Fitzroya cupressoides (Molina) Johnston (F. Patagonien Haken. f.) |
Lärche | Cupressaceae | Dermatitis |
| Flindersia australis R.Br. F. brayleyana F. Müll. F. pimentiana F. Müll. |
Australisches Teakholz, Queensland-Ahorn, Ahorn Silkwood, australischer Ahorn |
Rutaceae | Dermatitis |
| Fraxinus spp. F. Excelsior L. |
Asche | Oleaceae | Dermatitis |
| Gluta spp. G. Rhengas L. (Melanorrhoe spp.) M. curtisii Pierre M.laccifera wallichii Haken. |
Rengas, Gluta Renga-Holz Rhengas |
Anacardiaceae | Dermatitis; toxische Wirkungen |
| Gonioma Kamassi E. Mei. | Knysna Buchsbaum, Kamassi | Apocynaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Gonystylus bancanus Kaution. | Ramin, Melawis, Akenia | Gonystylaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis |
| Gossweilerodendron balsamiferum (Wurm.) Harms. | Nigerianische Zeder | Caesalpinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Robusta grevillea A.Cunn. | Seidige Eiche | Proteaceae | Dermatitis |
| Guaiacum officinale L. | Gaiac, Lignum Vitae | Zygophyllaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Guarea spp. G. cedrata Pell. G. laurentii Das wilde. G. thompsonii Sprague |
Bosse Nigerianisches Birnbaum-Zedern-Mahagoni Duftendes Guarea Schwarzes Guarea |
Meliaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Halfordia scleroxyla F. Müll. H. papuana Lauterb. |
Safran-Herz | Polygonaceae | Dermatitis; allergische extrinsische Alveolitis |
| Hernandia spp. H.sonora L. (H. guianensis Aubl.) |
Mirobolan, Topolit | Hernandiaceen | Dermatitis |
| Hippomane Mancinella L. | Strandapfel | Euphorbiaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Illipe latifolia F. Müll. Ich. longifolia F. Müll. (Bassia latifolia Roxb.) (B. longifoliaRoxb.) |
Moak, Edelteak | Sapotaceae | Dermatitis |
| Palisander spp. J.brasiliana Pers. Syn. (Bignonia brasiliana Lam.) J. coerulea (ICH.) grau. |
Jacaranda Caroba, Buchsbaum | Bignoniaceae | Dermatitis |
| Juglans spp. J. Nigra L. J. regia L. |
Nussbaum | juglandaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Juniperus Sabina L. J. phoenicea L. J. Virginiana L. |
Virginianische Bleistiftzeder, östliche rote Zeder | Cupressaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Khaya Antothek CDC. K. ivorensis A. Chev. K. senegalensis A. Just. |
Ogwango, afrikanisches Mahagoni, Krala Mahagoni aus der Trockenzone | Meliaceae | Dermatitis; allergische extrinsische Alveolitis |
| Goldregen anagyroides Medic. (Cytisus laburnum L.) L. vulgare grau |
Goldregen | Schmetterlinge | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Larix spp. L. decidua Mühle. L. europaea DC |
Lärche Europäische Lärche |
Pinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Liquidambar styracifolia L. | Amberbaum, Satin-Nussbaum | Hamamelidaceae | Dermatitis |
| Tulpenbaum L. | Amerikanisches Weißholz, Tulpenbaum | Magnoliengewächse | Dermatitis |
| Lovoa Trichilioides Harms. (L. klaineana Pierre) | Dibetou, afrikanische Walnuss, Apopo, Tigerwood, Seite | Meliaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Lukum spp. (Pouterie spp.) L. procera |
Guapeva, Abiurana massaranduba |
Sapotaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Maba Ebenus Wicht. | Makassar-Ebenholz | Ebengewächse | Dermatitis |
| Machaerium pedicellatum vog. M. scleroxylon Tüll. M. violaceum vog. |
Kingswood | Schmetterlinge | Dermatitis |
| Mansonia altissima A. Chev. | Nussbaum aus Nigeria | Sterculiaceen | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Melanoxylon brauna Schott | Brauna, Grauna | Caesalpinaceae | Dermatitis |
| Microberlinia brazzavillensis A. Chev. M.bisulcata A. Chev. |
Afrikanisches Zebraholz | Caesalpinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Millettia laurentii Das wilde. M. stuhlmannii Taube. |
Wenge Panga-Panga |
Schmetterlinge | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Mimusops spp. (Manilkara spp.) Mimusops spp. (Dumoria spp.) (Tieghemella spp.) M. congolensis Das wilde. (Autranella congolensis A. Chev.) M. Djave Engl. (Baillonella toxisperma Pierre) M. heckelii Stall. und Dalz. (Tieghemella heckelii Pierre) (Dumoria heckelii A. Chev.) |
Muirapiranga Makoré Mukulungu, Autrakon Moabi Kirsche Mahagoni |
Sapotaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; Allergiker extrinsische Alveolitis; toxische Wirkungen |
| Mitragyna ciliata Aubr. und Pel. M. stipulosa O. Kötze |
Vuku, afrikanische Pappel Abura |
Rubiaceen | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Nauclea diderrichii Merrill (Sarcocephalus diderrichii Das wilde.) Nauclea trilessi Merrill |
Bilinga, Opepe, Kussia, Badi, westafrikanischer Buchsbaum | Rubiaceen | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Nesogordonia papaverifera R. Capuron | Kotibé, Danta, Epro, Otutu, Ovové, Aborbora | Tiliaceae | Toxische Wirkungen |
| Okotea spp. O. bullata E. Mei O. porosa L.Barr. (Phoebe Porosa Mez.) O. rodiaei Mez. (Nectandra rodiaei Schomb.) O. rubra Mez. O. usambarensis Engl. |
Stinkwood Laurel Brasilianische Walnuss Grünes Herz Louro vermelho Ostafrikanisches Kampferholz |
Lorbeergewächse | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Paratekom spp. S. alba S. peroba Kühlm. |
Brasilianische weiße Peroba Peroba weiß. p. |
Bignoniaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Parinarium spp. P. guianense (Parinari spp.) (Brosimum spp.) S. variegatum |
Guyana-Satinholz Antillen-Satinholz |
Rosaceae | Dermatitis |
| Peltogyne spp. P. densiflora Fichte |
Blaues Holz, lila Herz | Caesalpinaceae | Toxische Wirkungen |
| Phyllanthus Ferdinandi FvM. | Lignum Vitae, Chow Way, Tow War | Euphorbiaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Picea spp. S. abies Karst. S. excelsa Link. P. Mariana BSP. P. polita Carr. |
Europäische Fichte, Weißholz Schwarzfichte |
Pinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis |
| Pinus spp. P. radiata D. Don |
Kiefer | Pinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Piptadenia africana Haken f. Piptadeniastrum africanum Brenan |
Dabema, Dahoma, Ekhimi Agobin, Mpewere, Bukundu |
Mimosen | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Platanus spp. | Flugzeug | Platanengewächse | Dermatitis |
| Pometia spp. S. pinnata Forst. |
Tain Kasai |
sapindaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Populus spp. | Poplar | Weide | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Prosopis juliflora DC | Cashaw | Mimosen | Dermatitis |
| Prunus spp. P. serotina Ehrl. |
Kirsche Schwarzkirsche |
Rosaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Pseudomorus brunoniana Büro | Weißes Griffholz | Moraceae | Dermatitis; toxische Wirkungen |
| Pseudotsuga douglasii Carr. (P. menziesii Franken) | Douglasie, Rottanne, Douglasie | Pinaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Pterocarpus spp. P. angolensis DC. S. indicus Willd. P. Santalinus Lf (Vatairea guianensis Aubl.) |
Afrikanisches Padauk, Palisander aus Neuguinea, rotes Sandelholz, rote Sander, Quassia-Holz | Schmetterlinge | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Pycnanthus angolensis Warb. (S. kombo Warb.) | Ilomba | Myristicaceae | Toxische Wirkungen |
| Quercus spp. | Eiche | Phagaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Raputia alba Engl. R. magnifica Engl. |
Arapoca branca, Arapoka | Rutaceae | Dermatitis |
| Rauwolfia pentaphylla Stapf. Ö. | Peroba | Apocynaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Sandorikum spp. S. indicum Cav. |
Sentul, Katon, Kraton, Ketjapi, Thitto | Meliaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Schinopsis lorentzii Engl. S. balansae Engl. |
Quebracho colorado, rotes q., San Juan, pau mulato | Anacardiaceae | Dermatitis; toxische Wirkungen |
| Semercarpus australiensis Engl. S. Anacardium L. |
Markierungsmutter | Anacardiaceae | Dermatitis; toxische Wirkungen |
| Sequoia sempervirens Endl. | Sequoia, Kalifornien Redwood |
Taxodiaceen | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Shorea spp. | Alan, Mandel, roter Balau Weißes schweres, rotes Lauan, weißes L., gelbes L., Mayapis, Meranti-Bakau, dunkelrotes M., hellrotes M., rotes M., weißes M., gelbes M., rotes Seraya, weißes Seraya |
Dipterocarpaceae | Dermatitis |
| S. assamica Färber | Gelbes Lauan, weißes Meranti | ||
| Staudtia stipitata Warb. (S. gabonensis Warb.) | Niove | Myristicaceae | Dermatitis |
| Schweden spp. S. Macrophylla King S. Mahagoni Jacq. |
Mahagoni, Honduras Mahagoni, Tabasco m., Lorbeer, amerikanisches Mahagoni, Kubanisches Mahagoni |
Meliaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis; toxische Wirkungen |
| Swintonia spicifera Haken. S. Floribunda Griff. |
Merpauh | Anacardiaceae | Dermatitis |
| tabebuia spp. T. ipe Standl. (T. avellanedae Lor. ex-Gris.) T. guayacan Hensl. (T. lapacho K. Schum) |
Araguan, Ipé Preto, Lapacho | Bignoniaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Taxus baccata L. | Eibe | Taxaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis; toxische Wirkungen |
| Tecoma spp. T. araliacea DC. T. lapacho |
Grünes Herz Lapacho |
Bignoniaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Tectona grandis L. | Teakholz, Djati, Kyun, Teck | Verbenaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; allergische extrinsische Alveolitis |
| Terminalia alata Roth. T. superba Engl. und Diels. |
Indischer Lorbeer limba, afara, ofram, fraké, korina, akom |
Combretaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Thuja occidentalis L. T. plicata D. Don T. standishii Carr. |
Weiße Zeder Western Red Cedar |
Cupressaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Tieghemella africana A. Chev. (Dumoria spp.) T. heckelii Pierre |
Makoré, Douka, Okola, Ukola, Makoré, Abacu, Baku, afrikanische Kirsche | Sapotaceae | Dermatitis; Konjunktivitis-Rhinitis; Asthma; toxische Wirkungen |
| Triplochiton scleroxylon K. Schum | Obeche, Samba, Wawa, Abachi, afrikanisches Weißholz, Arere | Sterculiaceen | Dermatitis; Konjunktivitis-Rhinitis; Asthma |
| Tsuga heterophylla Sarg. | Tsuga, Westliche Schierlingstanne | Pinaceae | Dermatitis |
| Turraeanthus africana Pell. | Avodiré Lusamba |
Meliaceae | Dermatitis; allergische extrinsische Alveolitis |
| Ulmus spp. | Ulme | Ulmengewächse | Dermatitis |
| Vitex Ciliata Pell. | Verbenaceae | Dermatitis | |
| V. congolensis De Wild. und Th. Dur | Difundu | ||
| V. pachyphylla Bak. | Evine | ||
| Xylia dolabriformis Benth. | Mimosen | Konjunktivitis-Rhinitis; | |
| X. xylocarpa Taube. | Pyinkado | Asthma | |
| Zollernia paraensis Huber | Santo-Holz | Caesalpinaceae | Dermatitis; toxische Wirkungen |
Quelle: Istituto del Legno, Florenz, Italien.
- Startseite
- Zurück
- 1
- 2
- 3
- Weiter
- Ende
HAFTUNGSAUSSCHLUSS: Die ILO übernimmt keine Verantwortung für auf diesem Webportal präsentierte Inhalte, die in einer anderen Sprache als Englisch präsentiert werden, der Sprache, die für die Erstproduktion und Peer-Review von Originalinhalten verwendet wird. Bestimmte Statistiken wurden seitdem nicht aktualisiert die Produktion der 4. Auflage der Encyclopaedia (1998)."