El Instituto del Cloro, Inc.
La electrólisis de las salmueras produce cloro y sosa cáustica. El cloruro de sodio (NaCl) es la sal principal utilizada; produce sosa cáustica (NaOH). Sin embargo, el uso de cloruro de potasio (KCl) produce potasa cáustica (KOH).
2NaCl + 2H2O → Cl2↑+ 2 NaOH + H2↑
sal + agua → cloro (gas) + cáustico + hidrógeno (gas)
Actualmente, el proceso de celda de diafragma es el más utilizado para la producción comercial de cloro, seguido del proceso de celda de mercurio y luego el proceso de celda de membrana. Debido a problemas económicos, ambientales y de calidad del producto, los fabricantes ahora prefieren el proceso de celda de membrana para las nuevas instalaciones de producción.
El proceso de la celda de diafragma
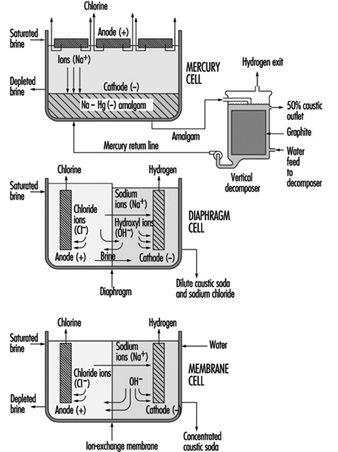
Se alimenta una celda de diafragma (ver figura 1) con salmuera saturada en un compartimiento que contiene un ánodo de titanio recubierto con sales de rutenio y otros metales. Un cabezal de celda de plástico recoge el cloro gaseoso húmedo y caliente producido en este ánodo. Luego, la succión por un compresor lleva el cloro a un cabezal de recolección para su posterior procesamiento que consiste en enfriamiento, secado y compresión. El agua y la salmuera sin reaccionar se filtran a través de un separador de diafragma poroso hacia el compartimiento del cátodo donde el agua reacciona en un cátodo de acero para producir hidróxido de sodio (sosa cáustica) e hidrógeno. El diafragma mantiene el cloro producido en el ánodo del hidróxido de sodio y el hidrógeno producido en el cátodo. Si estos productos se combinan, el resultado es hipoclorito de sodio (lejía) o clorato de sodio. Los productores comerciales de clorato de sodio usan celdas que no tienen separadores. El diafragma más común es un compuesto de asbesto y un polímero de fluorocarbono. Las plantas de celdas de diafragma modernas no tienen los problemas ambientales o de salud históricamente asociados con el uso de diafragmas de asbesto. Algunas plantas emplean diafragmas sin asbesto, que ahora están disponibles comercialmente. El proceso de celda de diafragma produce una solución débil de hidróxido de sodio que contiene sal sin reaccionar. Un proceso de evaporación adicional concentra la sosa cáustica y elimina la mayor parte de la sal para hacer una sosa cáustica de calidad comercial.
Figura 1. Tipos de procesos celulares de cloro-álcali
El proceso de celda de mercurio
Una celda de mercurio en realidad consta de dos celdas electroquímicas. La reacción en la primera celda en el ánodo es:
2 Cl– → C12 + 2 e–
cloruro → cloro + electrones
La reacción en la primera celda en el cátodo es:
Na+ + Hg + e– → Na·Hg
ion sodio + mercurio + electrones → amalgama de sodio
La salmuera fluye en un canal de acero inclinado con lados revestidos de caucho (ver figura 4). El mercurio, el cátodo, fluye debajo de la salmuera. Los ánodos de titanio revestido se suspenden en la salmuera para la producción de cloro, que sale de la celda hacia un sistema de recolección y procesamiento. El sodio se electroliza en la celda y deja la primera celda amalgamada con el mercurio. Esta amalgama fluye hacia una segunda celda electroquímica llamada descomponedor. El descomponedor es una celda con grafito como cátodo y la amalgama como ánodo.
La reacción en el descomponedor es:
2 Na·Hg + 2 H2O → 2 NaOH + 2 Hg + H2 ↑
El proceso de celda de mercurio produce NaOH comercial (50 %) directamente de la celda.
El proceso de la célula de membrana
Las reacciones electroquímicas en una celda de membrana son las mismas que en la celda de diafragma. Se utiliza una membrana de intercambio catiónico en lugar del diafragma poroso (ver figura 1). Esta membrana evita la migración de iones de cloruro al catolito, produciendo de este modo entre un 30 y un 35 % de sosa cáustica esencialmente libre de sal directamente de la celda. La eliminación de la necesidad de eliminar la sal hace que la evaporación de la sosa cáustica al 50% comercial sea más sencilla y requiera menos inversión y energía. El níquel caro se utiliza como cátodo en la celda de membrana debido a la cáustica más fuerte.
Peligros para la seguridad y la salud
A temperaturas ordinarias, el cloro seco, ya sea líquido o gas, no corroe el acero. El cloro húmedo es altamente corrosivo porque forma ácidos clorhídrico e hipocloroso. Se deben tomar precauciones para mantener seco el cloro y el equipo de cloro. Las tuberías, válvulas y recipientes deben cerrarse o taparse cuando no se utilicen para evitar la entrada de humedad atmosférica. Si se usa agua en una fuga de cloro, las condiciones corrosivas resultantes empeorarán la fuga.
El volumen de cloro líquido aumenta con la temperatura. Se deben tomar precauciones para evitar la ruptura hidrostática de tuberías, recipientes, contenedores u otros equipos llenos de cloro líquido.
El hidrógeno es un coproducto de todo el cloro fabricado por electrólisis de soluciones acuosas de salmuera. Dentro de un rango de concentración conocido, las mezclas de cloro e hidrógeno son inflamables y potencialmente explosivas. La reacción de cloro e hidrógeno puede iniciarse con la luz solar directa, otras fuentes de luz ultravioleta, electricidad estática o un impacto fuerte.
En la fabricación de cloro se pueden producir pequeñas cantidades de tricloruro de nitrógeno, un compuesto inestable y altamente explosivo. Cuando se evapora el tricloruro de nitrógeno que contiene cloro líquido, el tricloruro de nitrógeno puede alcanzar concentraciones peligrosas en el cloro líquido restante.
El cloro puede reaccionar, a veces de forma explosiva, con varios materiales orgánicos, como aceite y grasa de fuentes como compresores de aire, válvulas, bombas e instrumentación de diafragma de aceite, así como madera y trapos del trabajo de mantenimiento.
Tan pronto como haya indicios de una liberación de cloro, se deben tomar medidas inmediatas para corregir la condición. Las fugas de cloro siempre empeoran si no se corrigen a tiempo. Cuando ocurre una fuga de cloro, el personal capacitado y autorizado, equipado con equipo respiratorio y otro equipo de protección personal (PPE) apropiado, debe investigar y tomar las medidas adecuadas. El personal no debe ingresar a atmósferas que contengan concentraciones de cloro que excedan la concentración inmediatamente peligrosa para la vida y la salud (IDLH) (10 ppm) sin el PPE apropiado y personal de respaldo. El personal innecesario debe mantenerse alejado y el área de peligro debe aislarse. Las personas potencialmente afectadas por una liberación de cloro deben ser evacuadas o refugiadas en el lugar según lo requieran las circunstancias.
Los monitores de cloro del área y los indicadores de la dirección del viento pueden brindar información oportuna (p. ej., rutas de escape) para ayudar a determinar si el personal debe ser evacuado o refugiado en el lugar.
Cuando se utiliza la evacuación, las personas potencialmente expuestas deben trasladarse a un punto contra el viento de la fuga. Debido a que el cloro es más pesado que el aire, son preferibles las elevaciones más altas. Para escapar en el menor tiempo posible, las personas que ya se encuentran en un área contaminada deben moverse con el viento cruzado.
Cuando se selecciona dentro de un edificio y se selecciona refugiarse en el lugar, se puede lograr el refugio cerrando todas las ventanas, puertas y otras aberturas, y apagando los acondicionadores de aire y los sistemas de entrada de aire. El personal debe trasladarse al lado del edificio más alejado del escape.
Se debe tener cuidado de no ubicar al personal sin una ruta de escape. Una posición segura puede volverse peligrosa por un cambio en la dirección del viento. Pueden ocurrir nuevas fugas o la fuga existente puede agrandarse.
Si hay un incendio presente o inminente, los recipientes y equipos de cloro deben alejarse del fuego, si es posible. Si no se puede mover un recipiente o equipo que no tenga fugas, debe mantenerse fresco aplicando agua. El agua no debe usarse directamente sobre una fuga de cloro. El cloro y el agua reaccionan formando ácidos y la fuga empeorará rápidamente. Sin embargo, cuando hay varios contenedores involucrados y algunos tienen fugas, puede ser prudente usar un rociador de agua para ayudar a prevenir la sobrepresión de los contenedores que no tienen fugas.
Siempre que los contenedores hayan estado expuestos a las llamas, se debe aplicar agua de enfriamiento hasta mucho después de que el fuego se haya apagado y los contenedores se hayan enfriado. Los contenedores expuestos al fuego se deben aislar y se debe contactar al proveedor lo antes posible.
Las soluciones de hidróxido de sodio son corrosivas, especialmente cuando se concentran. Los trabajadores en riesgo de exposición a derrames y fugas deben usar guantes, protectores faciales y gafas protectoras y otra ropa protectora.
Agradecimientos: Se reconoce al Dr. RG Smerko por poner a disposición los recursos del Chlorine Institute, Inc.