Adapté de la 3e édition, Encyclopédie de la santé et de la sécurité au travail.
Il existe une grande variété de techniques pour finir les surfaces des produits métalliques afin qu'ils résistent à la corrosion, s'adaptent mieux et soient plus beaux (voir tableau 1). Certains produits sont traités par un enchaînement de plusieurs de ces techniques. Cet article décrira brièvement certains des plus couramment utilisés.
Tableau 1. Synthèse des dangers associés aux différentes méthodes de traitement des métaux
|
Méthode de traitement des métaux |
Dangers |
Précautions : |
|
Polissage électrolytique |
Brûlures et irritations causées par des produits chimiques caustiques et corrosifs |
Utiliser un équipement de protection individuelle approprié. Installez une ventilation par aspiration efficace. |
|
Electroplating |
Exposition à du chrome et du nickel potentiellement cancérigènes ; exposition aux cyanures; brûlures et irritations causées par des produits chimiques caustiques et corrosifs ; choc électrique; le processus peut être humide, ce qui entraîne des risques de glissade et de chute ; génération potentielle de poussière explosive ; risques ergonomiques |
Utiliser un équipement de protection individuelle approprié. Installez une ventilation par aspiration efficace, souvent à fentes, système push-pull. Nettoyez immédiatement les déversements. Installez un revêtement de sol antidérapant. Utiliser une conception efficace des procédures de travail et des postes de travail pour éviter le stress ergonomique. |
|
Émaux et glaçure |
Dangers physiques des broyeurs, convoyeurs, broyeurs ; risque de brûlure dû aux liquides et équipements à haute température ; exposition à des poussières pouvant causer des maladies pulmonaires |
Installez les protections appropriées de la machine, y compris les verrouillages. Utiliser un équipement de protection individuelle approprié. Installer une ventilation par aspiration efficace pour éviter l'exposition à la poussière. Un équipement avec filtre HEPA peut être nécessaire. |
|
Gravure |
Exposition à l'acide fluorhydrique ; brûlures et irritations causées par des produits chimiques caustiques et corrosifs ; risque de brûlure dû aux liquides et à l'équipement à haute température |
Mettre en place un programme pour éviter l'exposition à l'acide fluorhydrique. Utiliser un équipement de protection individuelle approprié. Installez une ventilation par aspiration efficace. |
|
Galvanisation |
Risque de brûlure par des liquides, des métaux et des équipements à haute température ; brûlures et irritations causées par des produits chimiques caustiques et corrosifs ; fièvre des fondeurs; exposition potentielle au plomb |
Utiliser un équipement de protection individuelle approprié. Installez une ventilation par aspiration efficace. Mettre en œuvre un programme de réduction/surveillance de l'exposition au plomb. |
|
Traitement thermique |
Risque de brûlure par des liquides, des métaux et des équipements à haute température ; brûlures et irritations causées par des produits chimiques caustiques et corrosifs ; atmosphères explosives possibles d'hydrogène ; exposition potentielle au monoxyde de carbone ; exposition potentielle aux cyanures; risque d'incendie dû à la trempe à l'huile |
Utiliser un équipement de protection individuelle approprié. Installez une ventilation par aspiration efficace. Affichez des panneaux avertissant des équipements et des surfaces à haute température. Installez des systèmes pour surveiller la concentration de monoxyde de carbone. Installer des systèmes d'extinction d'incendie adéquats. |
|
La métallisation |
Risque de brûlure dû aux métaux et équipements à haute température ; atmosphères explosives possibles de poussière, acétylène ; fièvre des fondeurs de zinc |
Installer des systèmes d'extinction d'incendie adéquats. Séparez correctement les produits chimiques et les gaz. Utiliser un équipement de protection individuelle approprié. Installez une ventilation par aspiration efficace. |
|
Phosphatation |
Brûlures et irritations causées par des produits chimiques caustiques et corrosifs |
Utiliser un équipement de protection individuelle approprié. Installez une ventilation par aspiration efficace. |
|
Revêtement plastique |
Exposition à des sensibilisants chimiques |
Rechercher des alternatives aux sensibilisants. Utiliser un équipement de protection individuelle approprié. Installez une ventilation par aspiration efficace. |
|
Amorçage |
Exposition à divers solvants potentiellement toxiques et inflammables, exposition à des sensibilisants chimiques, exposition au chrome potentiellement cancérigène |
Rechercher des alternatives aux sensibilisants. Utiliser un équipement de protection individuelle approprié. Installez une ventilation par aspiration efficace. Séparez correctement les produits chimiques/gaz. |
Avant que l'une de ces techniques puisse être appliquée, les produits doivent être soigneusement nettoyés. Un certain nombre de méthodes de nettoyage sont utilisées, individuellement ou en séquence. Ils comprennent le meulage mécanique, le brossage et le polissage (qui produisent des poussières métalliques ou oxydiques - la poussière d'aluminium peut être explosive), le dégraissage à la vapeur, le lavage avec des solvants de graisse organiques, le "décapage" dans des solutions acides ou alcalines concentrées et le dégraissage électrolytique. Le dernier implique une immersion dans des bains contenant du cyanure et de l'alcali concentré dans lesquels l'hydrogène ou l'oxygène formé par électrolyse élimine la graisse, ce qui donne des surfaces métalliques « vierges » exemptes d'oxydes et de graisse. Le nettoyage est suivi d'un rinçage et d'un séchage adéquats du produit.
Une conception appropriée de l'équipement et une LEV efficace réduiront une partie du risque. Les travailleurs exposés au risque d'éclaboussures doivent porter des lunettes de protection ou des écrans protecteurs ainsi que des gants, tabliers et vêtements de protection. Les douches et les douches oculaires doivent être à proximité et en bon état de fonctionnement, et les éclaboussures et les déversements doivent être lavés rapidement. Avec un équipement électrolytique, les gants et les chaussures doivent être non conducteurs, et d'autres précautions électriques standard, telles que l'installation d'interrupteurs de circuit de fuite à la terre et les procédures de verrouillage/étiquetage doivent être suivies.
Processus de traitement
Polissage électrolytique
Le polissage électrolytique est utilisé pour produire une surface d'apparence et de réflectivité améliorées, pour éliminer l'excès de métal pour s'adapter avec précision aux dimensions requises et pour préparer la surface à l'inspection des imperfections. Le processus implique une dissolution anodique préférentielle des points hauts sur la surface après dégraissage à la vapeur et nettoyage alcalin à chaud. Les acides sont fréquemment utilisés comme solutions électrolytiques; par conséquent, un rinçage adéquat est nécessaire par la suite.
Electroplating
La galvanoplastie est un procédé chimique ou électrochimique permettant d'appliquer une couche métallique sur le produit, par exemple du nickel pour le protéger contre la corrosion, du chrome dur pour améliorer les propriétés de surface ou de l'argent et de l'or pour l'embellir. Parfois, des matériaux non métalliques sont utilisés. Le produit, câblé en tant que cathode, et une anode du métal à déposer sont plongés dans une solution électrolytique (qui peut être acide, alcaline ou alcaline avec des sels et complexes de cyanure) et connectés extérieurement à une source de courant continu. Les cations chargés positivement de l'anode métallique migrent vers la cathode, où ils sont réduits au métal et déposés en couche mince (voir figure 1). Le processus se poursuit jusqu'à ce que le nouveau revêtement atteigne l'épaisseur souhaitée, puis le produit est lavé, séché et poli.
Figure 1. Galvanoplastie : représentation schématique
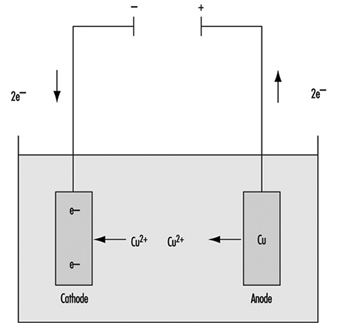
Anode : Cu → Cu+2 + 2e- ; Cathode : Cu+2 + 2e- → Cu
In électroformage, un processus étroitement lié à la galvanoplastie, les objets moulés, par exemple en plâtre ou en plastique, sont rendus conducteurs par l'application de graphite, puis sont connectés en tant que cathode afin que le métal se dépose dessus.
In anodisation, un processus qui est devenu de plus en plus important ces dernières années, des produits en aluminium (le titane et d'autres métaux sont également utilisés) sont connectés comme anode et immergés dans de l'acide sulfurique dilué. Cependant, au lieu de former des ions aluminium positifs et de migrer pour se déposer sur la cathode, ils sont oxydés par les atomes d'oxygène apparaissant à l'anode et se lient à celle-ci sous forme de couche d'oxyde. Cette couche d'oxyde est partiellement dissoute par la solution d'acide sulfurique, rendant la couche superficielle poreuse. Par la suite, des matériaux colorés ou sensibles à la lumière peuvent être déposés dans ces pores, comme dans la fabrication de plaques signalétiques, par exemple.
Émaux et émaux
L'émail vitrifié ou l'émail vitrifié est utilisé pour donner un revêtement résistant à la chaleur, aux taches et à la corrosion aux métaux, généralement du fer ou de l'acier, dans une large gamme de produits fabriqués, y compris les baignoires, les cuisinières à gaz et électriques, les ustensiles de cuisine, les réservoirs de stockage et conteneurs, et équipements électriques. De plus, les émaux sont utilisés dans la décoration de la céramique, du verre, des bijoux et des ornements décoratifs. L'utilisation spécialisée des poudres d'émail dans la production d'articles ornementaux tels que Cloisonné et Limoges est connue depuis des siècles. Les émaux sont appliqués sur des poteries de toutes sortes.
Les matériaux utilisés dans la fabrication des émaux vitrifiés et des glaçures comprennent :
- réfractaires, comme le quartz, le feldspath et l'argile
- fondants, tels que le borax (borate de sodium décahydraté), le carbonate de soude (carbonate de sodium anhydre), le nitrate de sodium, le spath fluor, la cryolite, le carbonate de baryum, le carbonate de magnésium, le monoxyde de plomb, le tétroxyde de plomb et l'oxyde de zinc
- colorants, tels que les oxydes d'antimoine, de cadmium, de cobalt, de fer, de nickel, de manganèse, de sélénium, de vanadium, d'uranium et de titane
- les opacifiants, tels que les oxydes d'antimoine, de titane, d'étain et de zirconium, et l'antimoninate de sodium
- électrolytes, tels que le borax, le carbonate de soude, le carbonate et le sulfate de magnésium, le nitrite de sodium et l'aluminate de sodium
- les agents floculants, tels que l'argile, les gommes, l'alginate d'ammonium, la bentonite et la silice colloïdale.
La première étape de tous les types d'émaillage ou d'émaillage vitrifié est la fabrication de la fritte, la poudre d'émail. Cela implique la préparation des matières premières, la fusion et la manipulation de la fritte.
Après un nettoyage soigneux des produits métalliques (par exemple, grenaillage, décapage, dégraissage), l'émail peut être appliqué par un certain nombre de procédures :
- Dans le procédé humide, l'objet est plongé dans la barbotine aqueuse d'émail, retiré et laissé s'égoutter ou, dans le "slushing", la barbotine d'émail est plus épaisse et doit être secouée de l'objet.
- Dans le procédé à sec, l'objet enduit au sol est chauffé à la température d'émaillage, puis de la poudre d'émail sèche est saupoudrée à travers des tamis. L'émail se met en place et, lorsque l'objet est remis dans le four, il fond en une surface lisse.
- L'application par pulvérisation est de plus en plus utilisée, généralement dans le cadre d'une opération mécanisée. Il nécessite une armoire sous ventilation aspirante.
- Les émaux décoratifs sont généralement appliqués à la main, à l'aide de pinceaux ou d'outils similaires.
- Les émaux pour articles en porcelaine et en poterie sont généralement appliqués par trempage ou pulvérisation. Bien que certaines opérations de trempage soient mécanisées, les pièces sont généralement trempées à la main dans l'industrie domestique de la porcelaine. L'objet est tenu à la main, plongé dans un grand bac de glaçure, la glaçure est retirée d'un coup de poignet et l'objet est placé dans un séchoir. Une hotte ou une armoire fermée avec une ventilation par aspiration efficace doit être fournie lorsque le glacis est pulvérisé.
Les objets préparés sont ensuite "cuits" dans un four ou un four, qui est généralement alimenté au gaz.
Gravure
La gravure chimique produit une finition satinée ou mate. Le plus souvent, il est utilisé comme prétraitement avant l'anodisation, le laquage, le revêtement de conversion, le polissage ou l'avivage chimique. Il est le plus souvent appliqué à l'aluminium et à l'acier inoxydable, mais est également utilisé pour de nombreux autres métaux.
L'aluminium est généralement gravé dans des solutions alcalines contenant divers mélanges d'hydroxyde de sodium, d'hydroxyde de potassium, de phosphate trisodique et de carbonate de sodium, ainsi que d'autres ingrédients pour empêcher la formation de boues. L'un des procédés les plus courants utilise de la soude à une concentration de 10 à 40 g/l maintenue à une température de 50 à 85°C avec un temps d'immersion pouvant aller jusqu'à 10 minutes.
L'attaque alcaline est généralement précédée et suivie d'un traitement dans divers mélanges d'acide chlorhydrique, fluorhydrique, nitrique, phosphorique, chromique ou sulfurique. Un traitement acide typique implique des immersions de 15 à 60 secondes dans un mélange de 3 parties en volume d'acide nitrique et 1 partie en volume d'acide fluorhydrique qui est maintenu à une température de 20°C.
Galvanisation
La galvanisation applique un revêtement de zinc à une variété de produits en acier pour les protéger contre la corrosion. Le produit doit être propre et sans oxyde pour que le revêtement adhère correctement. Cela implique généralement un certain nombre de processus de nettoyage, de rinçage, de séchage ou de recuit avant que le produit n'entre dans le bain de galvanisation. Dans la galvanisation « à chaud », le produit est passé dans un bain de zinc fondu ; la galvanisation "à froid" est essentiellement une galvanoplastie, comme décrit ci-dessus.
Les produits manufacturés sont généralement galvanisés par lots, tandis que la méthode de la bande continue est utilisée pour les bandes, tôles ou fils d'acier. Un flux peut être utilisé pour maintenir un nettoyage satisfaisant à la fois du produit et du bain de zinc et pour faciliter le séchage. Une étape de préfluxage peut être suivie d'une couverture de flux de chlorure d'ammonium sur la surface du bain de zinc, ou ce dernier peut être utilisé seul. Dans le tuyau de galvanisation, le tuyau est immergé dans une solution chaude de chlorure de zinc et d'ammonium après le nettoyage et avant que le tuyau n'entre dans le bain de zinc fondu. Les flux se décomposent pour former du chlorure d'hydrogène irritant et du gaz ammoniac, nécessitant une LEV.
Les différents types de galvanisation à chaud en continu diffèrent essentiellement par la façon dont le produit est nettoyé et si le nettoyage est effectué en ligne :
- nettoyage par oxydation à la flamme des huiles de surface avec réduction ultérieure dans le four et recuit en ligne
- nettoyage électrolytique effectué avant le recuit en ligne
- nettoyage par décapage acide et nettoyage alcalin, en utilisant un fondant avant le four de préchauffage et un recuit dans un four avant la galvanisation
- nettoyage par décapage à l'acide et nettoyage alcalin, élimination du flux et préchauffage dans un gaz réducteur (par exemple, l'hydrogène) avant la galvanisation.
La ligne de galvanisation en continu pour les feuillards d'acier de faible épaisseur omet le décapage et l'utilisation de flux ; il utilise un nettoyage alcalin et maintient la surface propre de la bande en la chauffant dans une chambre ou un four avec une atmosphère réductrice d'hydrogène jusqu'à ce qu'elle passe sous la surface du bain de zinc fondu.
La galvanisation continue du fil nécessite des étapes de recuit, généralement avec un bac en plomb fondu devant les cuves de nettoyage et de galvanisation; refroidissement par air ou par eau; décapage dans de l'acide chlorhydrique chaud et dilué; rinçage; application d'un flux; séchage; puis galvanisation dans le bain de zinc fondu.
Une écume, un alliage de fer et de zinc, se dépose au fond du bain de zinc fondu et doit être retirée périodiquement. Différents types de matériaux flottent à la surface du bain de zinc pour empêcher l'oxydation du zinc fondu. Un écrémage fréquent est nécessaire aux points d'entrée et de sortie du fil ou de la bande à galvaniser.
Traitement thermique
Le traitement thermique, le chauffage et le refroidissement d'un métal qui reste à l'état solide, fait généralement partie intégrante du traitement des produits métalliques. Elle implique presque toujours une modification de la structure cristalline du métal qui entraîne une modification de ses propriétés (par exemple, recuit pour rendre le métal plus malléable, chauffage et refroidissement lent pour réduire la dureté, chauffage et trempe pour augmenter la dureté, basse température chauffage pour minimiser les contraintes internes).
Recuit
Le recuit est un traitement thermique « d'adoucissement » largement utilisé pour permettre un travail à froid supplémentaire du métal, améliorer l'usinabilité, soulager les contraintes du produit avant son utilisation, etc. Cela implique de chauffer le métal à une température spécifique, de le maintenir à cette température pendant une durée spécifique et de le laisser refroidir à une vitesse particulière. Plusieurs techniques de recuit sont utilisées :
- recuit bleu, dans lequel une couche d'oxyde bleu est produite à la surface d'alliages à base de fer
- Recuit brillant, qui est réalisé sous atmosphère contrôlée pour minimiser l'oxydation de surface
- Recuit fermé or recuit de caisse, procédé dans lequel les métaux ferreux et non ferreux sont chauffés dans un récipient métallique scellé avec ou sans matériau d'emballage, puis refroidis lentement
- Recuit complet, généralement effectué sous atmosphère protectrice, visant à obtenir la douceur maximale économiquement réalisable
- Malléabilisation, un type spécial de recuit donné aux pièces moulées en fer pour les rendre malléables en transformant le carbone combiné dans le fer en carbone fin (c'est-à-dire en graphite)
- Recuit partiel, un processus à basse température pour éliminer les contraintes internes induites dans le métal par le travail à froid
- Sous-critique or recuit de sphéroïdisation, qui produit une usinabilité améliorée en permettant au carbure de fer dans la structure cristalline d'acquérir une forme sphéroïde.
Durcissement par vieillissement
Le durcissement vieillissant est un traitement thermique souvent utilisé sur les alliages aluminium-cuivre dans lequel le durcissement naturel qui se produit dans l'alliage est accéléré par un chauffage à environ 180°C pendant environ 1 heure.
homogénéisation
L'homogénéisation, généralement appliquée aux lingots ou aux compacts de métal en poudre, est conçue pour éliminer ou réduire considérablement la ségrégation. Il est obtenu en chauffant à une température d'environ 20°C en dessous du point de fusion du métal pendant environ 2 heures ou plus, puis en trempant.
Normaliser
Un processus similaire au recuit complet assure l'uniformité des propriétés mécaniques à obtenir et produit également une plus grande ténacité et résistance aux charges mécaniques.
Breveter
Le brevetage est un type spécial de procédé de recuit qui est généralement appliqué aux matériaux de petite section destinés à être tréfilés (par exemple, fil d'acier à 0.6 % de carbone). Le métal est chauffé dans un four ordinaire au-dessus de la plage de transformation, puis passe directement du four dans, par exemple, un bain de plomb maintenu à une température d'environ 170°C.
Trempe-trempe et revenu
Une augmentation de la dureté peut être produite dans un alliage à base de fer en chauffant au-dessus de la plage de transformation et en refroidissant rapidement à température ambiante par trempe dans de l'huile, de l'eau ou de l'air. L'article est souvent trop sollicité pour être mis en service et, pour augmenter sa ténacité, il est revenu en le réchauffant à une température inférieure à la plage de transformation et en le laissant refroidir à la vitesse souhaitée.
La trempe de martre et la trempe austriée sont des processus similaires sauf que l'article est trempé, par exemple, dans un bain de sel ou de plomb maintenu à une température de 400°C.
Trempe superficielle et cémentation
Il s'agit d'un autre procédé de traitement thermique appliqué le plus fréquemment aux alliages à base de fer, qui permet à la surface de l'objet de rester dure tandis que son cœur reste relativement ductile. Il a plusieurs variantes :
- Durcissement à la flamme consiste à durcir les surfaces de l'objet (par exemple, les dents d'engrenage, les roulements, les glissières) en les chauffant avec un chalumeau à gaz à haute température, puis en les trempant dans de l'huile, de l'eau ou un autre milieu approprié.
- Trempe par induction électrique est similaire au durcissement à la flamme sauf que le chauffage est produit par des courants de Foucault induits dans les couches superficielles.
- Carburation augmente la teneur en carbone de la surface d'un alliage à base de fer en chauffant l'objet dans un milieu carboné solide, liquide ou gazeux (par exemple, charbon solide et carbonate de baryum, cyanure de sodium liquide et carbonate de sodium, monoxyde de carbone gazeux, méthane, etc. ) à une température d'environ 900°C.
- Nitruration augmente la teneur en azote de la surface d'un objet spécial en fonte ou en acier faiblement allié en le chauffant dans un milieu azoté, généralement du gaz ammoniac, à environ 500 à 600°C.
- Cyanure est une méthode de cémentation dans laquelle la surface d'un objet en acier à faible teneur en carbone est enrichie simultanément en carbone et en azote. Il s'agit généralement de chauffer l'objet pendant 1 heure dans un bain de cyanure de sodium à 30% fondu à 870°C, puis de le tremper dans de l'huile ou de l'eau.
- Carbo-nitruration est un processus gazeux pour l'absorption simultanée de carbone et d'azote dans la couche superficielle de l'acier en le chauffant à 800 à 875°C dans une atmosphère d'un gaz de cémentation (voir ci-dessus) et d'un gaz de nitruration (par exemple, 2 à 5% d'anhydre ammoniac).
La métallisation
La métallisation, ou projection de métal, est une technique d'application d'un revêtement métallique protecteur sur une surface rugueuse mécaniquement en la pulvérisant avec des gouttelettes de métal en fusion. Il est également utilisé pour reconstituer des surfaces usées ou corrodées et pour récupérer des composants mal usinés. Le processus est largement connu sous le nom de Schooping, du nom du Dr Schoop qui l'a inventé.
Il utilise le pistolet Schooping , un pistolet pulvérisateur portatif en forme de pistolet à travers lequel le métal sous forme de fil est introduit dans une flamme de chalumeau à gaz combustible / oxygène qui le fait fondre et, à l'aide d'air comprimé, le pulvérise sur l'objet. La source de chaleur est un mélange d'oxygène et d'acétylène, de propane ou de gaz naturel comprimé. Le fil enroulé est généralement redressé avant d'être introduit dans le pistolet. Tout métal pouvant être transformé en fil peut être utilisé ; le pistolet peut également accepter le métal sous forme de poudre.
La métallisation sous vide est un processus dans lequel l'objet est placé dans un bocal sous vide dans lequel le métal de revêtement est pulvérisé.
Phosphatation
La phosphatation est principalement utilisée sur l'acier et l'aluminium doux et galvanisés pour augmenter l'adhérence et la résistance à la corrosion de la peinture, de la cire et des finitions à l'huile. Il est également utilisé pour former une couche qui agit comme un film de séparation dans l'emboutissage profond de la tôle et améliore sa résistance à l'usure. Elle consiste essentiellement à faire réagir la surface métallique avec une solution d'un ou plusieurs phosphates de fer, de zinc, de manganèse, de sodium ou d'ammonium. Des solutions de phosphate de sodium et d'ammonium sont utilisées pour le nettoyage et la phosphatation combinés. La nécessité de phosphater des objets multi-métaux et le désir d'augmenter les vitesses de ligne dans les opérations automatisées ont conduit à réduire les temps de réaction par l'ajout d'accélérateurs tels que les fluorures, les chlorates, les molybdates et les composés de nickel aux solutions de phosphatation. Pour réduire la taille des cristaux et, par conséquent, pour augmenter la flexibilité des revêtements de phosphate de zinc, des agents d'affinage des cristaux tels que le phosphate de zinc tertiaire ou le phosphate de titane sont ajoutés au rinçage de prétraitement.
La séquence de phosphatation comprend généralement les étapes suivantes :
- nettoyage caustique à chaud
- brossage et rinçage
- nettoyage caustique à chaud supplémentaire
- rinçage à l'eau conditionnée
- pulvérisation ou trempage dans des solutions chaudes de phosphates acides
- rinçage à l'eau froide
- rinçage chaud à l'acide chromique
- un autre rinçage à l'eau froide
- séchage.
Amorçage
Les apprêts de peinture organiques sont appliqués sur les surfaces métalliques pour favoriser l'adhérence des peintures appliquées ultérieurement et pour retarder la corrosion à l'interface peinture-métal. Les apprêts contiennent généralement des résines, des pigments et des solvants et peuvent être appliqués sur les surfaces métalliques préparées au pinceau, par pulvérisation, par immersion, par revêtement au rouleau ou par électrophorèse.
Les solvants peuvent être n'importe quelle combinaison d'hydrocarbures aliphatiques et aromatiques, de cétones, d'esters, d'alcools et d'éthers. Les résines les plus couramment utilisées sont le polyvinylbutynol, les résines phénoliques, les alkydes d'huile siccative, les huiles époxydées, les époxyesters, les silicates d'éthyle et les caoutchoucs chlorés. Dans les amorces complexes, des agents de réticulation tels que la tétraéthylène pentamine, la pentaéthylène hexamine, les isocyanates et l'urée formaldéhyde sont utilisés. Les pigments inorganiques utilisés dans les formulations d'apprêt comprennent des composés de plomb, de baryum, de chrome, de zinc et de calcium.
Revêtement plastique
Les revêtements plastiques sont appliqués sur les métaux sous forme liquide, sous forme de poudres qui sont ensuite durcies ou frittées par chauffage, ou sous la forme de feuilles fabriquées qui sont laminées sur la surface métallique avec un adhésif. Les plastiques les plus couramment utilisés sont le polyéthylène, les polyamides (nylons) et le PVC. Ces derniers peuvent comprendre des plastifiants à base d'esters monomères et polymères et de stabilisants tels que le carbonate de plomb, les sels d'acides gras de baryum et de cadmium, le dilaurate de dibutylétain, les mercaptides d'alkylétain et le phosphate de zinc. Bien qu'ils soient généralement peu toxiques et non irritants, certains des plastifiants sont des sensibilisants cutanés.
Les dangers et leur prévention
Comme on peut le déduire de la complexité des processus décrits ci-dessus, il existe une grande variété de risques pour la sécurité et la santé associés au traitement de surface des métaux. Beaucoup sont régulièrement rencontrés dans les opérations de fabrication; d'autres sont présentés par l'unicité des techniques et des matériaux employés. Certains sont potentiellement mortels. Dans l'ensemble, cependant, ils peuvent être prévenus ou contrôlés.
Conception du lieu de travail
Le lieu de travail doit être conçu pour permettre la livraison des matières premières et des fournitures et l'enlèvement des produits finis sans interférer avec le traitement en cours. Étant donné que de nombreux produits chimiques sont inflammables ou susceptibles de réagir lorsqu'ils sont mélangés, une séparation appropriée lors du stockage et du transport est essentielle. De nombreuses opérations de finition des métaux impliquent des liquides, et lorsque des fuites, des déversements ou des éclaboussures d'acides ou d'alcalis se produisent, ils doivent être lavés rapidement. En conséquence, des sols suffisamment drainés et antidérapants doivent être prévus. L'entretien ménager doit être diligent pour garder les zones de travail et autres espaces propres et exempts d'accumulations de matériaux. Les systèmes d'élimination des déchets solides et liquides et des effluents des fours et de la ventilation par aspiration doivent être conçus en tenant compte des préoccupations environnementales.
Les postes de travail et les affectations de travail doivent utiliser des principes ergonomiques pour minimiser les foulures, les entorses, la fatigue excessive et les RSI. Les protections de la machine doivent avoir un verrouillage automatique afin que la machine soit mise hors tension si la protection est retirée. Les pare-éclaboussures sont indispensables. En raison du danger d'éclaboussures de solutions acides et alcalines chaudes, les douches oculaires et les douches pour tout le corps doivent être installées à portée de main. Des panneaux doivent être affichés pour avertir les autres membres du personnel de production et de maintenance des dangers tels que les bains chimiques et les surfaces chaudes.
Évaluation chimique
Tous les produits chimiques doivent être évalués pour la toxicité potentielle et les risques physiques, et des matériaux moins dangereux doivent être remplacés dans la mesure du possible. Cependant, étant donné que le matériau moins toxique peut être plus inflammable, le risque d'incendie et d'explosion doit également être pris en compte. De plus, la compatibilité chimique des matériaux doit être prise en compte. Par exemple, le mélange accidentel de sels de nitrate et de cyanure pourrait provoquer une explosion en raison des fortes propriétés oxydantes des nitrates.
Arivée d'air
La plupart des processus de revêtement métallique nécessitent un LEV qui est stratégiquement placé pour éloigner les vapeurs ou autres contaminants du travailleur. Certains systèmes poussent de l'air frais à travers le réservoir pour « pousser » les contaminants en suspension dans l'air vers le côté échappement du système. Les entrées d'air frais doivent être situées loin des évents d'échappement afin que les gaz potentiellement toxiques ne soient pas recirculés.
Équipement de protection individuelle
Les processus doivent être conçus pour prévenir les expositions potentiellement toxiques, mais comme ils ne peuvent pas toujours être totalement évités, les employés devront être équipés d'EPI appropriés (par exemple, des lunettes avec ou sans écrans faciaux, selon le cas, des gants, des tabliers ou des combinaisons et des chaussures). Étant donné que de nombreuses expositions impliquent des solutions chaudes corrosives ou caustiques, les éléments de protection doivent être isolés et résistants aux produits chimiques. S'il y a une exposition possible à l'électricité, l'EPI doit être non conducteur. L'EPI doit être disponible en quantité suffisante pour permettre aux articles contaminés et humides d'être nettoyés et séchés avant de les réutiliser. Des gants isolés et d'autres vêtements de protection doivent être disponibles lorsqu'il existe un risque de brûlures thermiques causées par le métal chaud, les fours, etc.
Un complément important est la disponibilité d'installations de lavage et de casiers et de vestiaires propres, afin que les vêtements des travailleurs restent non contaminés et que les travailleurs ne ramènent pas de matières toxiques chez eux.
Formation et supervision des employés
L'éducation et la formation des employés sont essentielles à la fois lorsqu'ils sont nouveaux dans le travail ou lorsqu'il y a eu des changements dans l'équipement ou le processus. Des fiches signalétiques doivent être fournies pour chacun des produits chimiques qui expliquent les dangers chimiques et physiques, dans des langues et à des niveaux d'éducation qui garantissent qu'elles seront comprises par les travailleurs. Des tests de compétence et des recyclages périodiques garantiront que les travailleurs ont retenu les informations nécessaires. Une surveillance étroite est recommandée pour s'assurer que les procédures appropriées sont suivies.
Dangers sélectionnés
Certains risques sont propres à l'industrie du revêtement métallique et méritent une attention particulière.
Solutions alcalines et acides
Les solutions alcalines et acides chauffées utilisées dans le nettoyage et le traitement des métaux sont particulièrement corrosives et caustiques. Ils sont irritants pour la peau et les muqueuses et sont particulièrement dangereux en cas de projection dans les yeux. Les douches oculaires et les douches d'urgence sont essentielles. Des vêtements et des lunettes de protection appropriés vous protégeront contre les éclaboussures inévitables; lorsqu'une éclaboussure atteint la peau, la zone doit être immédiatement et abondamment rincée à l'eau fraîche et propre pendant au moins 15 minutes; une attention médicale peut être nécessaire, en particulier lorsque l'œil est impliqué.
Des précautions doivent être prises lors de l'utilisation d'hydrocarbures chlorés car le phosgène peut résulter d'une réaction de l'hydrocarbure chloré, des acides et des métaux. L'acide nitrique et l'acide fluorhydrique sont particulièrement dangereux lorsque leurs gaz sont inhalés, car cela peut prendre 4 heures ou plus avant que les effets sur les poumons ne deviennent apparents. Une bronchite, une pneumonite et même un œdème pulmonaire potentiellement mortel peuvent apparaître tardivement chez un travailleur qui n'a apparemment eu aucun effet initial de l'exposition. Un traitement médical prophylactique rapide et, souvent, une hospitalisation sont recommandés pour les travailleurs qui ont été exposés. Le contact cutané avec l'acide fluorhydrique peut provoquer de graves brûlures sans douleur pendant plusieurs heures. Une attention médicale rapide est essentielle.
Poussière
Les poussières métalliques et oxydiques sont un problème particulier dans les opérations de meulage et de polissage, et sont plus efficacement éliminées par LEV au fur et à mesure qu'elles sont créées. Les conduits doivent être conçus pour être lisses et la vitesse de l'air doit être suffisante pour empêcher les particules de se déposer hors du flux d'air. Les poussières d'aluminium et de magnésium peuvent être explosives et doivent être collectées dans un piège humide. Le plomb est devenu moins un problème avec le déclin de son utilisation dans les émaux de céramique et de porcelaine, mais il reste le risque professionnel omniprésent et doit toujours être évité. Le béryllium et ses composés ont récemment suscité de l'intérêt en raison de la possibilité de cancérogénicité et de maladie chronique du béryllium.
Certaines opérations présentent un risque de silicose et de pneumoconiose : la calcination, le broyage et le séchage du silex, du quartz ou de la pierre ; le tamisage, le mélange et la pesée de ces substances à l'état sec ; et le chargement des fours avec de tels matériaux. Ils représentent également un danger lorsqu'ils sont utilisés dans un procédé humide et sont projetés sur le lieu de travail et sur les vêtements des travailleurs, pour redevenir poussières lorsqu'ils sèchent. LEV et une propreté et une hygiène personnelle rigoureuses sont des mesures préventives importantes.
Solvants organiques
Les solvants et autres produits chimiques organiques utilisés dans le dégraissage et dans certains processus sont dangereux lorsqu'ils sont inhalés. En phase aiguë, leurs effets narcotiques peuvent entraîner une paralysie respiratoire et la mort. En cas d'exposition chronique, la toxicité du système nerveux central et les lésions hépatiques et rénales sont les plus fréquentes. La protection est assurée par LEV avec une zone de sécurité d'au moins 80 à 100 cm entre la source et la zone respiratoire du travailleur. Une ventilation du banc doit également être installée pour éliminer les vapeurs résiduelles des pièces finies. Le dégraissage de la peau par les solvants organiques peut être un précurseur de dermatite. De nombreux solvants sont également inflammables.
Cyanide
Les bains contenant des cyanures sont fréquemment utilisés dans le dégraissage électrolytique, la galvanoplastie et la cyanuration. La réaction avec l'acide formera du cyanure d'hydrogène volatil et potentiellement mortel (acide prussique). La concentration létale dans l'air est de 300 à 500 ppm. Des expositions mortelles peuvent également résulter de l'absorption cutanée ou de l'ingestion de cyanures. Une propreté optimale est essentielle pour les travailleurs utilisant du cyanure. Les aliments ne doivent pas être consommés avant le lavage et ne doivent jamais se trouver dans la zone de travail. Les mains et les vêtements doivent être soigneusement nettoyés après une exposition potentielle au cyanure.
Les mesures de premiers secours en cas d'empoisonnement au cyanure comprennent le transport à l'air libre, le retrait des vêtements contaminés, un lavage abondant des zones exposées à l'eau, l'oxygénothérapie et l'inhalation de nitrite d'amyle. LEV et protection de la peau sont indispensables.
Chrome et nickel
Les composés de chrome et de nickel utilisés dans les bains galvaniques de galvanoplastie peuvent être dangereux. Les composés du chrome peuvent provoquer des brûlures, des ulcérations et de l'eczéma de la peau et des muqueuses ainsi qu'une perforation caractéristique de la cloison nasale. Un asthme bronchique peut survenir. Les sels de nickel peuvent provoquer des lésions cutanées allergiques persistantes ou toxiques-irritatives. Il est prouvé que les composés du chrome et du nickel peuvent être cancérigènes. LEV et protection de la peau sont indispensables.
Fours et étuves
Des précautions particulières sont nécessaires lorsque vous travaillez avec les fours utilisés, par exemple, dans le traitement thermique des métaux où les composants sont manipulés à des températures élevées et les matériaux utilisés dans le processus peuvent être soit toxiques, soit explosifs, soit les deux. Les milieux gazeux (atmosphères) du four peuvent réagir avec la charge métallique (atmosphères oxydantes ou réductrices) ou être neutres et protecteurs. La plupart de ces derniers contiennent jusqu'à 50 % d'hydrogène et 20 % de monoxyde de carbone, qui, en plus d'être combustibles, forment des mélanges hautement explosifs avec l'air à des températures élevées. La température d'inflammation varie de 450 à 750 °C, mais une étincelle locale peut provoquer une inflammation même à des températures plus basses. Le danger d'explosion est plus important lors de la mise en marche ou de l'arrêt du four. Étant donné qu'un four de refroidissement a tendance à aspirer de l'air (un danger particulier lorsque l'alimentation en combustible ou en électricité est interrompue), une alimentation en gaz inerte (par exemple, de l'azote ou du dioxyde de carbone) doit être disponible pour la purge lorsque le four est arrêté ainsi que lorsqu'une atmosphère protectrice est introduite dans un four chaud.
Le monoxyde de carbone est peut-être le plus grand danger des fours et des fours. Comme il est incolore et inodore, il atteint fréquemment des niveaux toxiques avant que le travailleur n'en ait conscience. Le mal de tête est l'un des premiers symptômes de toxicité et, par conséquent, un travailleur qui développe un mal de tête au travail doit immédiatement être transporté à l'air frais. Les zones dangereuses comprennent des poches encastrées dans lesquelles le monoxyde de carbone peut s'accumuler ; il convient de rappeler que la maçonnerie est poreuse et peut retenir le gaz lors d'une purge normale et l'émettre une fois la purge terminée.
Les fours au plomb peuvent être dangereux car le plomb a tendance à se vaporiser assez rapidement à des températures supérieures à 870°C. Par conséquent, un système efficace d'extraction des fumées est nécessaire. Un bris ou une panne de pot peut également être dangereux; un puits ou une fosse suffisamment grand doit être fourni pour capturer le métal en fusion si cela se produit.
Feu et explosion
De nombreux composés utilisés dans les revêtements métalliques sont inflammables et, dans certaines circonstances, explosifs. Pour la plupart, les fours et les fours de séchage sont alimentés au gaz, et des précautions spéciales telles que des dispositifs anti-flamme au niveau des brûleurs, des vannes de coupure basse pression dans les conduites d'alimentation et des panneaux anti-explosion dans la structure des poêles doivent être installées. . Dans les opérations électrolytiques, l'hydrogène formé au cours du processus peut s'accumuler à la surface du bain et, s'il n'est pas évacué, peut atteindre des concentrations explosives. Les fours doivent être correctement ventilés et les brûleurs protégés contre l'obstruction par des gouttes de matière.
La trempe à l'huile présente également un risque d'incendie, surtout si la charge métallique n'est pas complètement immergée. Les huiles de trempe doivent avoir un point d'éclair élevé et leur température ne doit pas dépasser 27°C.
Les bouteilles d'oxygène comprimé et de gaz combustible utilisées dans la métallisation présentent des risques d'incendie et d'explosion si elles ne sont pas stockées et utilisées correctement. Voir l'article « Soudage et coupage thermique » dans ce chapitre pour des précautions détaillées.
Comme l'exigent les ordonnances locales, l'équipement de lutte contre l'incendie, y compris les alarmes, doit être fourni et maintenu en bon état de fonctionnement, et les travailleurs entraînés à l'utiliser correctement.
Moocall Heat
L'utilisation de fours, de flammes nues, de fours, de solutions chauffées et de métaux en fusion présente inévitablement le risque d'une exposition excessive à la chaleur, qui est aggravée dans les climats chauds et humides et, en particulier, par les vêtements et équipements de protection occlusifs. La climatisation complète d'une usine peut ne pas être économiquement réalisable, mais fournir de l'air refroidi dans les systèmes de ventilation locaux est utile. Des pauses dans un environnement frais et un apport hydrique adéquat (les liquides pris au poste de travail doivent être exempts de contaminants toxiques) aideront à éviter la toxicité due à la chaleur. Les travailleurs et les superviseurs doivent être formés à la reconnaissance des symptômes de stress thermique.
Conclusion
Le traitement de surface des métaux implique une multiplicité de processus impliquant un large éventail d'expositions potentiellement toxiques, dont la plupart peuvent être évitées ou contrôlées par l'application diligente de mesures préventives bien reconnues.