Tableaux de câblage imprimés
Les cartes de câblage imprimé (PWB) sont le cadre électrique interconnecté et la structure physique qui maintiennent ensemble les différents composants électroniques d'une carte de circuit imprimé. Les principales catégories de PWB sont simple face, double face, multicouche et flexible. La complexité et les exigences d'espacement des cartes toujours plus denses et plus petites ont exigé que les deux côtés de la carte soient recouverts de circuits sous-jacents. Les cartes simple face répondaient aux premières exigences des calculatrices et des appareils électroniques grand public simples, mais les ordinateurs portables, les assistants numériques personnels et les systèmes de musique personnels ont nécessité des PWB double face et multicouches. Le traitement de la structuration des PWB est essentiellement un processus photolithographique qui consiste à déposer et à retirer sélectivement des couches de matériaux sur un substrat diélectrique qui agit comme le « câblage » électrique qui est gravé ou déposé sur la carte de circuit imprimé.
Les cartes multicouches contiennent deux pièces ou plus de matériau diélectrique avec des circuits empilés et collés ensemble. Les connexions électriques sont établies d'un côté à l'autre, et avec les circuits de la couche interne, par des trous percés qui sont ensuite recouverts de cuivre. Le substrat diélectrique le plus couramment utilisé est les feuilles de fibre de verre (stratifié époxy/fibre de verre). Les autres matériaux sont le verre (avec des résines de polyimide, de téflon ou de triazine) et le papier recouvert de résine phénolique. Aux États-Unis, les panneaux stratifiés sont classés en fonction de leurs propriétés d'extinction d'incendie ; propriétés de perçage, de poinçonnage et d'usinage ; propriétés d'absorption d'humidité; résistance chimique et thermique; et résistance mécanique (Sober 1995). Le FR-4 (substrat en résine époxy et tissu de verre) est largement utilisé pour les applications de haute technologie.
Le processus PWB réel implique de nombreuses étapes et une grande variété d'agents chimiques. Le tableau 1 illustre un processus multicouche typique et les problèmes EHS associés à ce processus. Les principales différences entre une carte simple face et une carte double face sont que la première face commence avec une matière première recouverte d'un seul côté avec du cuivre et omet l'étape de placage de cuivre autocatalytique. La carte double face standard a un masque de soudure sur du cuivre nu et est plaquée à travers les trous ; la carte a des contacts dorés et une légende des composants. La majorité des PWB sont des cartes multicouches, qui sont à double face avec des couches internes qui ont été fabriquées et prises en sandwich à l'intérieur du paquet stratifié, puis traitées presque de la même manière qu'une carte double couche.
Tableau 1. Processus du PTB : problèmes d'environnement, de santé et de sécurité
|
Principales étapes du processus |
Problèmes de santé et de sécurité |
Problèmes environnementaux |
|
Préparation du matériel |
||
|
Achetez du stratifié spécifique, du matériel d'entrée et du panneau de support en taille prédécoupée |
Conception assistée par ordinateur — écrans de visualisation et risques ergonomiques |
Aucun |
|
Empiler et épingler |
||
|
Les panneaux recouverts de cuivre sont empilés avec le matériel d'entrée et le panneau de secours ; trous percés et |
Bruit pendant le forage ; particules de forage contenant du cuivre, du plomb, de l'or et de l'époxy/fibre de verre |
Particules de déchets (cuivre, plomb, or et |
|
Forage HORIZONTAUX |
||
|
Perceuses à commande numérique (N/C) |
Bruit pendant le forage ; particules de forage contenant du cuivre, du plomb, de l'or et de l'époxy/fibre de verre |
Particules de déchets (cuivre, plomb, or et |
|
Ébavurer |
||
|
Les panneaux percés passent à travers des brosses ou une meule abrasive |
Bruit lors de l'ébavurage ; particules contenant du cuivre, du plomb, de l'or et de l'époxy/fibre de verre |
Particules de déchets (cuivre, plomb, or et |
|
Placage de cuivre autocatalytique |
||
|
Ajout d'une fine couche de cuivre aux trous traversants |
Inhalation et exposition cutanée à des nettoyants, conditionneurs, décapants, catalyseurs—H2SO4H2O2, éthers de glycol, KMnO4, NH4HF2, palladium, SnCl2, CuSO4, formaldéhyde, NaOH |
Effluents aqueux—acides, cuivre, caustiques, |
|
Imagerie |
||
|
Film sec résistant—photopolymère sensible aux UV |
Inhalation et exposition cutanée aux résines; développeurs ; et |
Émissions atmosphériques—solvants (COV), gaz acides, |
|
Motif placage |
||
|
Nettoyage |
Risques d'inhalation et cutanés liés au nettoyage ; placage de cuivre ou placage d'étain/étain et de plomb et dénudage de crémaillère—H3PO4H2SO4; h2SO4 et CuSO4; acide fluoborique et Sn/Pb; HNO concentré3 |
Émissions atmosphériques—gaz acides ; l'eau |
|
Dénuder, graver, décaper |
||
|
Bande de résistance |
Risques d'inhalation et cutanés liés à la bande de réserve ; attaque alcaline ou décapage de cuivre - monoéthanol amine (MEA) ; NH4OH; NH4Cl/NH4OH ou NH4HF2 |
Émissions atmosphériques—MEA, ammoniac, fluorures ; |
|
Masque de soudure |
||
|
Encres époxy — sérigraphie |
Risques d'inhalation et cutanés liés au pré-nettoyage ; encres époxy et transporteurs de solvants; développeurs—H2SO4; épichlorhydrine + bisphénol A, éthers de glycol (à base de PGMEA) ; gamma-butyrolactone. Lumière UV du processus de durcissement |
Émissions atmosphériques — gaz acides, éthers de glycol |
|
Revêtement de soudure |
||
|
Nivellement de soudure |
Risques d'inhalation et cutanés liés au flux, aux produits de décomposition et aux résidus de soudure plomb/étain - éthers de glycol dilués + <1 % HCl et <1 % HBr ; aldéhydes, HCl, CO; plomb et étain |
Émissions atmosphériques - éthers de glycol (COV), gaz acides, aldéhydes, CO ; déchets—soudure plomb/étain, flux |
|
Placage or et nickel |
||
|
Dangers par inhalation et par voie cutanée liés aux acides, aux métaux et aux |
Émissions atmosphériques — gaz acides, cyanures ; l'eau |
|
|
Légende des composants |
||
|
Impression d'écran |
Dangers d'inhalation et cutanés liés aux encres à base d'époxyde et aux solvants porteurs - solvants à base d'éther de glycol, épichlorhydrine + bisphénol A |
Émissions atmosphériques — déchets d'éthers de glycol (COV) — encres et solvants (petites quantités) |
Cl2 = chlore gazeux ; CO = monoxyde de carbone ; CuSO4 = sulfate de cuivre ; H2O2 = peroxyde d'hydrogène;H2SO4 = acide sulfurique ; H3PO4 = acide phosphorique ; HBR = acide bromhydrique; HCl = acide chlorhydrique ; HNO3 = acide nitrique ; K2CO3 = carbonate de potassium ; KMNO4 = permanganate de potassium ; N / A3PO4 = phosphate de sodium ; NH4Cl = chlorure d'ammonium ; NH4OH = hydroxyde d'ammonium ; NiSO4 = sulfate de nickel ; Pb = plomb ; Sn = étain ; SnCl2 = chlorure stanneux ; UV = ultraviolet ; COV = composés organiques volatils.
Ensemble de carte de circuit imprimé
L'assemblage de la carte de circuit imprimé (PCB) implique la fixation dure des composants électroniques à la PWB grâce à l'utilisation de soudure plomb/étain (dans une machine à souder à la vague ou appliquée sous forme de pâte puis refondue dans un four à basse température) ou de résines époxy ( durci dans un four à basse température). Le PWB sous-jacent (simple face, double face, multicouche ou flexible) déterminera les densités de composants pouvant être attachés. De nombreux problèmes de processus et de fiabilité constituent la base de la sélection des processus d'assemblage de PCB qui seront utilisés. Les principaux processus technologiques sont : la technologie de montage en surface totale (SMT), la technologie mixte (comprend à la fois le SMT et le trou traversant plaqué (PTH)) et la fixation par le dessous.
Généralement, dans les installations d'assemblage électronique / informatique modernes, la technologie mixte est utilisée, certains composants étant montés en surface et d'autres connecteurs / composants étant soudés à l'aide de la technologie à trou traversant ou de la soudure par refusion. Un processus de technologie mixte "typique" est décrit ci-dessous, dans lequel un processus de montage en surface impliquant une fixation par adhésif, un soudage à la vague et un soudage par refusion est utilisé. Avec la technologie mixte, il est parfois possible de refusionner des composants de montage en surface (SMC) sur la face supérieure d'une carte double face et de souder à la vague les SMC sur la face inférieure. Un tel procédé est particulièrement utile lorsque les technologies de montage en surface et traversant doivent être mélangées sur une même carte, ce qui est la norme dans la fabrication électronique actuelle. La première étape consiste à monter les SMC sur le côté supérieur de la carte, en utilisant le processus de refusion de soudure. Ensuite, les composants traversants sont insérés. La carte est ensuite inversée et les SMC inférieurs sont montés de manière adhésive sur la carte. Le soudage à la vague des composants traversants et des SMC inférieurs est la dernière étape.
Les principales étapes techniques du processus de technologie mixte comprennent :
- pré et post-nettoyage
- application de pâte à souder et d'adhésif (sérigraphie et placement (SMT et PTH))
- insertion de composant
- durcissement de l'adhésif et refusion de la soudure
- fluxant (PTH)
- soudure à la vague (PTH)
- inspection et retouche
- vers les tests
- retravailler et réparer
- opérations de soutien—nettoyage des pochoirs.
Une brève discussion des implications importantes pour l'environnement, la santé et la sécurité pour chaque étape du processus est fournie ci-dessous.
Pré et post-nettoyage
Les PWB commerciaux sont généralement achetés auprès d'un fournisseur de PWB et ont été pré-nettoyés avec une solution d'eau déionisée (DI) pour éliminer tous les contaminants de surface. Avant les préoccupations concernant l'appauvrissement de la couche d'ozone stratosphérique, une substance appauvrissant la couche d'ozone, telle qu'un chlorofluorocarbone (CFC), serait utilisée comme nettoyage final, voire pré-nettoyage par le fabricant de l'appareil électronique. À la fin du processus d'assemblage des circuits imprimés, l'utilisation d'une opération de « dégraissage à la vapeur » de chlorofluorocarbone pour éliminer les résidus de l'opération de soudage par flux/vague était typique. Encore une fois en raison de préoccupations concernant l'appauvrissement de la couche d'ozone et des contrôles réglementaires stricts sur la production de CFC, des modifications de processus ont été apportées qui ont permis aux assemblages PWB complets de contourner le nettoyage ou d'utiliser uniquement un nettoyage à l'eau DI.
Application de pâte à souder et d'adhésif (impression et placement au pochoir) et insertion de composants
L'application de pâte à souder plomb/étain sur la surface du PWB permet de fixer le composant de montage en surface au PWB et est la clé du processus SMT. Le matériau de soudure agit comme une liaison mécanique pour la conduction électrique et thermique et comme un revêtement pour la protection de surface et une soudabilité améliorée. La pâte à braser est composée d'environ 70 à 90 % de matières non volatiles (en poids par poids ou en poids par volume) :
- soudure plomb/étain
- un mélange de résines modifiées (acides de colophane ou colophane légèrement activée)
- activateurs (dans le cas de produits « no clean », mélanges d'halogénhydrates d'amines et d'acides ou simplement d'acides carboxyliques).
Les solvants (matières volatiles) constituent le reste du produit (généralement un mélange d'alcool et d'éther de glycol qui est un mélange exclusif).
La pâte à souder est imprimée à travers un pochoir, qui est un modèle exact de la conception de surface qui doit être ajoutée à la surface PWB. La pâte à souder est poussée à travers les ouvertures du pochoir sur les sites de pastilles sur le PWB au moyen d'une raclette qui traverse lentement le pochoir. Le pochoir est ensuite retiré, laissant les dépôts de pâte sur les tampons appropriés du tableau. Les composants sont ensuite insérés sur le PWB. Les principaux dangers EHS concernent l'entretien ménager et l'hygiène personnelle des opérateurs qui appliquent la pâte à souder sur la surface du pochoir, nettoient la raclette et nettoient les pochoirs. La concentration de plomb dans la soudure et la tendance de la pâte à souder séchée à adhérer à la peau et aux surfaces de travail de l'équipement/de l'installation nécessitent l'utilisation de gants de protection, un bon nettoyage des surfaces de travail, une élimination sûre des matériaux de nettoyage contaminés ( et gestion de l'environnement) et une hygiène personnelle stricte par les opérateurs (par exemple, se laver les mains avec du savon avant de manger, de boire ou de se maquiller). Les niveaux d'exposition dans l'air sont généralement inférieurs à la limite de détection du plomb, et si un bon entretien ménager/hygiène personnelle est utilisé, les lectures de plomb dans le sang sont à des niveaux de fond.
L'application de l'adhésif implique la distribution automatisée de petites quantités d'une résine époxy (généralement un mélange de bisphénol A-épichlorhydrine) sur la surface du PWB, puis le « prélèvement et le placement » du composant et son insertion à travers la résine époxy sur le PWB. Les dangers EHS concernent principalement les risques mécaniques pour la sécurité des unités « pick and place », en raison de leurs ensembles mécaniques automatisés, des navettes de composants à l'arrière des unités et du potentiel de blessures graves si les protections, les barrières immatérielles et les verrouillages matériels appropriés ne sont pas présente.
Polymérisation de l'adhésif et refusion de la soudure
Les composants qui ont été fixés par impression au pochoir ou application d'adhésif sont ensuite acheminés sur un convoyeur mécanique à hauteur fixe vers un four de refusion en ligne qui "déclenche" la soudure en refondant la pâte à braser à environ 200 à 400°C. Les composants qui ont été attachés par l'adhésif époxy sont également passés à travers un four qui est en aval de la refusion de la soudure et est généralement exécuté à 130 à 160oC. Les composants solvants de la pâte à souder et de la résine époxy sont chassés pendant le processus du four, mais le composant plomb/étain n'est pas volatilisé. Un résidu de type toile d'araignée s'accumulera dans le conduit d'évacuation du four de refusion, et un filtre à mailles métalliques peut être utilisé pour éviter cela. Les PWB peuvent parfois se coincer dans le système de convoyeur et surchauffer dans le four, provoquant des odeurs désagréables.
Fluxage
Pour former un joint de soudure fiable à la surface de la PWB et au conducteur du composant, les deux doivent être exempts d'oxydation et doivent le rester même aux températures élevées utilisées dans le soudage. De plus, l'alliage de soudure fondu doit mouiller les surfaces des métaux à assembler. Cela signifie que le flux de soudure doit réagir avec et éliminer les oxydes métalliques des surfaces à assembler et empêcher la réoxydation des surfaces nettoyées. Il faut également que les résidus soient non corrosifs ou facilement éliminables. Les flux pour le soudage d'équipements électroniques se répartissent en trois grandes catégories, communément appelées flux à base de colophane, flux organiques ou solubles dans l'eau et flux synthétiques éliminables par solvant. Les nouveaux flux à faible teneur en solides « sans nettoyage » ou composés organiques non volatils (NVOC) entrent dans la catégorie intermédiaire.
Flux à base de colophane
Les flux à base de colophane sont les flux les plus couramment utilisés dans l'industrie électronique, soit comme flux de pulvérisation or flux de mousse. Le fluxeur peut être contenu à l'intérieur de l'équipement de brasage à la vague ou en tant qu'unité autonome positionnée à l'entrée de l'unité. Comme base, les fondants à base de colophane ont de la colophane naturelle, ou colophane, la colophane translucide de couleur ambrée obtenue après distillation de la térébenthine à partir de l'oléorésine et de la résine canal des pins. La résine est collectée, chauffée et distillée, ce qui élimine toutes les particules solides, ce qui donne une forme purifiée du produit naturel. C'est un matériau homogène avec un seul point de fusion.
La colophane est un mélange d'environ 90% d'acide résinique, qui est principalement de l'acide abiétique (un acide organique non soluble dans l'eau) avec 10% de matériaux neutres tels que des dérivés de stilbène et divers hydrocarbures. La figure 1 fournit les structures chimiques des acides abiétique et pimarique.
Figure 1. Acides abiétiques et pimariques
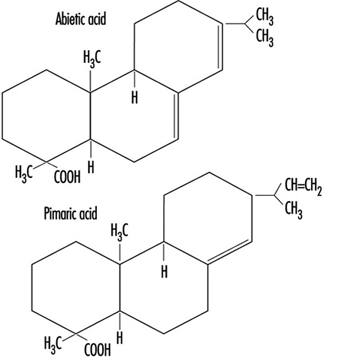
Le constituant actif est l'acide abiétique, qui à la température de brasage est chimiquement actif et attaque l'oxyde de cuivre sur la surface du PWB, formant un abiet de cuivre. Les flux à base de colophane ont trois composants : le solvant ou véhicule, la colophane et l'activateur. Le solvant agit simplement comme un véhicule pour le flux. Pour être efficace, la colophane doit être appliquée sur le carton à l'état liquide. Ceci est accompli en dissolvant la colophane et l'activateur dans un système de solvant, généralement de l'alcool isopropylique (IPA) ou des mélanges d'alcools à plusieurs composants (IPA, méthanol ou éthanol). Ensuite, le flux est soit expansé sur la surface inférieure du PCB par addition d'air ou d'azote, soit pulvérisé dans un mélange "à faible teneur en solides" qui a une teneur en solvant plus élevée. Ces composants de solvant ont des taux d'évaporation différents et un diluant doit être ajouté au mélange de flux pour maintenir une composition de flux constituante. Les principales catégories de fondants à base de colophane sont : la colophane légèrement active (RMA), qui sont les flux typiques utilisés, auxquels on ajoute un activateur doux ; et colophane active (RA), auquel un activateur plus agressif a été ajouté.
Le principal danger EHS de tous les flux à base de colophane est la base de solvant alcoolique. Les risques pour la sécurité concernent l'inflammabilité lors du stockage et de l'utilisation, la classification et la manipulation en tant que déchet dangereux, les émissions atmosphériques et les systèmes de traitement nécessaires pour éliminer les COV et les problèmes d'hygiène industrielle liés à l'inhalation et à l'exposition cutanée (cutanée). Chacun de ces éléments nécessite une stratégie de contrôle, une éducation et une formation des employés et des autorisations/conformités réglementaires différentes (Association of the Electronics, Telecommunications and Business Equipment Industries 1991).
Pendant le processus de brasage à la vague, le flux est chauffé à 183 à 399°C ; les produits aéroportés générés comprennent aldéhydes aliphatiques, comme le formaldéhyde. De nombreux flux contiennent également un activateur de chlorhydrate d'amine organique, qui aide à nettoyer la zone à souder et libère de l'acide chlorhydrique lorsqu'il est chauffé. D'autres composants gazeux comprennent le benzène, le toluène, le styrène, le phénol, le chlorophénol et l'alcool isopropylique. En plus des composants gazeux du flux chauffé, une quantité importante de particules est créée, dont la taille varie de 0.01 micron à 1.0 micron, connue sous le nom de vapeurs de colophane. Ces matières particulaires se sont révélées être des irritants respiratoires et également des sensibilisants respiratoires chez les personnes sensibles (Hausen, Krohn et Budianto 1990). Au Royaume-Uni, les normes d'exposition atmosphérique exigent que les niveaux de fumées de colophane soient contrôlés aux niveaux les plus bas possibles (Health and Safety Commission 1992). De plus, l'American Conference of Governmental Industrial Hygienists (ACGIH) a établi une valeur limite de seuil distincte pour les produits de pyrolyse de la soudure à noyau de colophane de 0.1 mg/m3, mesuré en formaldéhyde (ACGIH 1994). La Lead Industries Association, Inc. identifie l'acétone, l'alcool méthylique, les aldéhydes aliphatiques (mesurés en tant que formaldéhyde), le dioxyde de carbone, le monoxyde de carbone, le méthane, l'éthane, l'acide abiétique et les acides diterpéniques apparentés comme des produits de décomposition typiques du brasage à la colophane (Lead Industries Association 1990 ).
Flux organiques
Les flux organiques, parfois appelés flux intermédiaires ou flux hydrosolubles, sont des composites plus actifs que les flux à base de colophane et moins corrosifs que les flux acides utilisés dans les industries métallurgiques. Les composés actifs généraux de cette classe de flux se répartissent en trois groupes :
- acides (p. ex., stéarique, glutamique, lactique, citrique)
- halogènes (p. ex., chlorhydrates, bromures, hydrazine)
- amides et amines (par exemple, urée, triéthanolamine).
Ces matériaux et d'autres parties de la formulation, tels que des tensioactifs pour aider à réduire la tension superficielle de la soudure, sont dissous dans du polyéthylène glycol, des solvants organiques, de l'eau ou généralement un mélange de plusieurs d'entre eux. Les flux organiques doivent être considérés comme corrosifs, mais peuvent être nettoyés facilement, avec pas plus d'eau chaude.
Flux synthétiques activés (AS)
Alors que les flux à base de colophane sont des matériaux solides dissous dans un solvant, les flux AS sont généralement des formules totalement liquides (solvant + flux). Le support de solvant est chassé pendant la phase de préchauffage du brasage à la vague, laissant un résidu humide et huileux sur la surface du PWB, qui doit être nettoyé immédiatement après le brasage. L'attribut principal des flux AS est leur capacité à être éliminés par l'utilisation d'un solvant approprié, généralement à base de fluorocarbone. Avec des restrictions sur l'utilisation de substances appauvrissant la couche d'ozone telles que les fluorocarbures (Fréon TF, Fréon TMS, etc.), l'utilisation requise de ces produits de nettoyage a considérablement restreint l'utilisation de cette classe de flux.
Flux à faible teneur en solides « sans nettoyage » ou sans COV
La nécessité d'éliminer le nettoyage post-soudage des résidus de flux corrosifs ou collants avec des solvants fluorocarbonés a conduit à l'utilisation généralisée d'une nouvelle classe de flux. Ces flux ont une activité similaire aux flux RMA et ont une teneur en solides d'environ 15 %. La teneur en solides est une mesure de la viscosité et est égale au rapport du flux au solvant. Plus la teneur en solides est faible, plus le pourcentage de solvant est élevé. Plus la teneur en solides est élevée, plus le flux est actif et plus il est possible qu'une étape de nettoyage post-soudage soit nécessaire. Le flux à faible teneur en solides (LSF) est couramment utilisé dans l'industrie électronique et ne nécessite généralement pas l'étape de post-nettoyage. Du point de vue des émissions atmosphériques environnementales, le LSF a éliminé le besoin de dégraissage à la vapeur de fluorocarbone des cartes soudées à la vague, mais avec leur teneur plus élevée en solvant, ils ont augmenté la quantité de solvants à base d'alcool évaporés, entraînant des niveaux de COV plus élevés. Les niveaux d'émissions atmosphériques de COV sont étroitement contrôlés aux États-Unis et dans de nombreux endroits du monde. Cette situation a été résolue par l'introduction de flux "sans nettoyage", qui sont à base d'eau (plutôt qu'à base de solvant) mais contiennent des activateurs et des colophanes de flux similaires. Les principaux ingrédients actifs sont à base d'acide dicarboxylique (2 à 3%), généralement les acides glutarique, succinique et adipique. Surfactants ainsi que inhibiteurs de corrosion (environ 1%) sont également inclus, ce qui donne un pH (acidité) de 3.0 à 3.5. Ces flux éliminent pratiquement les émissions atmosphériques de COV et autres risques EHS associés à l'utilisation de flux à base de solvants. Les produits de décomposition notés dans les flux à base de colophane sont toujours applicables, et le pH doux nécessite que l'équipement de traitement des flux soit résistant aux acides. Certaines preuves anecdotiques indiquent des problèmes cutanés ou respiratoires potentiels dus aux acides dicarboxyliques séchés et légèrement acides et aux inhibiteurs de corrosion qui peuvent devenir un résidu sur les supports de bord, les chariots et les surfaces internes des équipements de soudage à la vague utilisant ces composés. De plus, le composant eau de ces flux peut ne pas s'évaporer de manière adéquate avant de toucher le pot de soudure en fusion, ce qui peut entraîner des éclaboussures de la soudure chaude.
Soudage à la vague
L'ajout de flux à la surface inférieure de la PWB peut être réalisé soit par un fluxeur situé à l'intérieur de l'unité de soudage à la vague, soit par une unité autonome à l'entrée de l'unité de soudage à la vague. La figure 2 fournit une représentation schématique d'une unité de soudage à la vague standard avec le fluxeur situé à l'intérieur. L'une ou l'autre configuration est utilisée pour mousser ou pulvériser le flux sur le PWB.
Figure 2. Schéma de l'unité de soudure à la vague
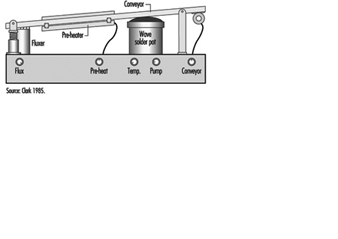
Préchauffage
Les porteurs de flux doivent être évaporés avant le brasage. Ceci est accompli en utilisant des préchauffeurs à haute température pour chasser les composants liquides. Deux types de base de préchauffeurs sont utilisés : radiant (hot rod) et volumétrique (air chaud). Les radiateurs radiants sont courants aux États-Unis et présentent le potentiel d'inflammation d'un excès de flux ou de solvant ou la décomposition d'une PWB si elle s'immobilise sous le préchauffeur. Une ventilation par aspiration locale est prévue sur le côté fluxeur/préchauffeur de l'unité de brasage à la vague pour capturer et évacuer les matériaux solvant/flux évaporés au cours de ces opérations.
Soudure
L'alliage de soudure (généralement 63 % d'étain pour 37 % de plomb) est contenu dans un grand réservoir appelé pot de soudure, et est chauffé électriquement pour maintenir la soudure à l'état fondu. Les réchauffeurs comprennent un puissant réchauffeur en vrac pour faire la fonte initiale et une source de chaleur régulée plus petite pour contrôler la température de manière thermostatique.
Une soudure réussie au niveau de la carte nécessite que la conception du pot de soudure et des systèmes de pompe de recirculation fournisse en permanence une « vague » constante de soudure fraîche. Lors du soudage, la soudure pure est contaminée par des composés plomb/étain oxydés, des impuretés métalliques et des produits de décomposition du flux. Cette scories se forme à la surface de la soudure fondue, et plus il y a de scories formées, plus il y a de tendance à la formation supplémentaire. Les scories sont nocives pour le processus de soudure et la vague de soudure. S'il se forme suffisamment dans le pot, il peut être aspiré dans la pompe de recirculation et provoquer une abrasion de la turbine. Les opérateurs de soudure à la vague sont tenus de décrasser la vague sur une base régulière. Ce processus implique que l'opérateur filtre les scories solidifiées de la soudure fondue et collecte les résidus pour récupération/recyclage. Le processus de décrassage implique que l'opérateur ouvre physiquement la porte d'accès arrière (généralement une configuration en aile de golfe) adjacente au pot de soudure et retire manuellement les scories chaudes. Au cours de ce processus, des émissions visibles sont libérées du pot qui sont très irritantes pour les yeux, le nez et la gorge de l'opérateur. L'opérateur est tenu de porter des gants thermiques, un tablier, des lunettes de sécurité et un écran facial et une protection respiratoire (pour les particules de plomb/étain, les gaz corrosifs (HCl) et l'aldéhyde aliphatique (formaldéhyde)). Une ventilation par aspiration locale est fournie depuis l'intérieur de l'unité de soudage à la vague, mais le pot de soudure est retiré mécaniquement de l'armoire principale pour permettre à l'opérateur d'accéder directement aux deux côtés du pot chaud. Une fois retiré, le conduit d'évacuation local qui est monté dans l'armoire devient inefficace pour évacuer les matériaux libérés. Les principaux risques pour la santé et la sécurité sont : les brûlures thermiques causées par la soudure chaude, l'exposition respiratoire aux matériaux mentionnés ci-dessus, les blessures au dos dues à la manipulation de gros lingots de soudure et de barils de scories et l'exposition aux résidus de soudure au plomb/étain/aux particules fines pendant les activités de maintenance.
Pendant le processus de soudage proprement dit, les portes d'accès sont fermées et l'intérieur de l'unité de soudage à la vague est sous une pression négative en raison de la ventilation par aspiration locale prévue sur les côtés du flux et du pot de soudure de la vague. Cette ventilation et les températures de fonctionnement du pot de soudure (généralement 302 à 316 °C, ce qui est juste au-dessus du point de fusion de la soudure), entraînent une formation minimale de vapeurs de plomb. La principale exposition aux particules de plomb/étain survient pendant les activités de décrassage et d'entretien de l'équipement, depuis l'agitation des scories dans le pot, le transfert vers le récipient de récupération et le nettoyage des résidus de soudure. De fines particules de plomb/étain se forment pendant l'opération de décrassage et peuvent être libérées dans la salle de travail et la zone de respiration de l'opérateur de soudure à la vague. Diverses stratégies de contrôle technique ont été conçues pour minimiser ces expositions potentielles aux particules de plomb, y compris l'incorporation d'une ventilation par aspiration locale au récipient de récupération (voir figure 3), l'utilisation d'aspirateurs HEPA pour le nettoyage des résidus et des conduits d'évacuation flexibles avec des bras articulés pour positionner ventilation au pot chaud pendant le décrassage. L'utilisation de balais ou de brosses pour balayer les résidus de soudure doit être interdite. Des pratiques rigoureuses d'entretien ménager et d'hygiène personnelle doivent également être exigées. Lors des opérations de maintenance des équipements de brasage à la vague (qui sont effectuées sur une base hebdomadaire, mensuelle, trimestrielle et annuelle), divers composants du pot chaud sont soit nettoyés à l'intérieur de l'équipement, soit retirés et nettoyés dans une hotte à évacuation locale. Ces opérations de nettoyage peuvent impliquer un grattage physique ou un nettoyage mécanique (à l'aide d'une perceuse électrique et d'une brosse métallique) de la pompe à souder et des chicanes. Des niveaux élevés de particules de plomb sont générés pendant le processus de nettoyage mécanique, et le processus doit être effectué dans une enceinte à évacuation locale.
Figure 3. Chariot à scories avec couvercle sous vide

Inspection, retouche et test
Les fonctions d'inspection visuelle et de retouche sont effectuées après le soudage à la vague et impliquent l'utilisation de loupes/lampes de travail pour une inspection fine et la retouche des imperfections. La fonction de retouche peut impliquer l'utilisation d'un bâton de soudure fer à souder à main et soudure à noyau de colophane ou brossage sur une petite quantité de flux liquide et de soudure au fil de plomb / étain. Les fumées visuelles du brasage à la baguette impliquent des produits de décomposition du flux. De petites quantités de cordon de soudure plomb/étain qui n'adhèrent pas au joint de soudure peuvent présenter un problème d'entretien ménager et d'hygiène personnelle. Soit un ventilateur adjacent au poste de travail pour une ventilation par dilution générale loin de la zone respiratoire de l'opérateur, soit un système d'évacuation des fumées plus sophistiqué qui capte les produits de dégradation à la pointe du fer à souder ou à côté de l'opération doit être fourni. Les fumées sont ensuite acheminées vers un système d'échappement d'épurateur d'air qui intègre une filtration HEPA pour les particules et une adsorption de gaz de charbon actif pour les aldéhydes aliphatiques et les gaz d'acide chlorhydrique. L'efficacité de ces systèmes d'échappement de soudure dépend fortement des vitesses de capture, de la proximité du point de génération de fumée et de l'absence de courants d'air croisés sur la surface de travail. Le test électrique du circuit imprimé terminé nécessite un équipement et un logiciel de test spécialisés.
Retravailler et réparer
Sur la base des résultats des tests de carte, les cartes défectueuses sont évaluées pour des défaillances de composants spécifiques et remplacées. Ce remaniement des cartes peut impliquer une soudure à la baguette. Si des composants principaux du circuit imprimé, tels que le microprocesseur, doivent être remplacés, un retravailler le pot de soudure est utilisé pour immerger la partie de la carte contenant le composant ou le joint défectueux dans un petit pot de soudure, retirer le composant puis réinsérer un nouveau composant fonctionnel sur la carte. Si le composant est plus petit ou plus facile à enlever, un aspirateur d'air un système qui utilise de l'air chaud pour chauffer le joint de soudure et un vide pour enlever la soudure est employé. Le pot de soudure de reprise est logé dans une enceinte à évacuation locale qui fournit une vitesse d'évacuation suffisante pour capturer les produits de décomposition du flux formés lorsque la soudure liquide est brossée sur la carte et que le contact de soudure est établi. Ce pot forme également des scories et nécessite un équipement et des procédures de décrassage (à une échelle beaucoup plus petite). Le système d'aspiration d'air ne nécessite pas d'être logé dans une enceinte, mais la soudure plomb/étain retirée doit être traitée comme un déchet dangereux et récupérée/recyclée.
Opérations de soutien—nettoyage du pochoir
La première étape du processus d'assemblage du circuit imprimé impliquait l'utilisation d'un pochoir pour fournir le motif des emplacements de liaison pour la pâte à souder plomb/étain à racler. En règle générale, les ouvertures du pochoir commencent à se boucher et les résidus de pâte à souder plomb/étain doivent être éliminés à chaque quart de travail. Un pré-nettoyage est généralement effectué à la sérigraphie pour capturer la contamination grossière sur le carton, en essuyant la surface du carton avec un mélange d'alcool dilué et des lingettes jetables. Pour éliminer complètement les résidus restants, un processus de nettoyage humide est nécessaire. Dans un système similaire à un grand lave-vaisselle, de l'eau chaude (57°C) et une solution chimique d'amines aliphatiques diluées (monoéthanol amine) sont utilisées pour éliminer chimiquement la pâte à souder du pochoir. Des quantités importantes de soudure plomb/étain sont lavées de la carte et soit déposées dans la chambre de lavage, soit en solution dans l'effluent aqueux. Cet effluent nécessite une filtration ou une élimination chimique du plomb et un ajustement du pH pour les amines aliphatiques corrosives (à l'aide d'acide chlorhydrique). Les nouveaux nettoyeurs de pochoirs à système fermé utilisent la même solution de lavage jusqu'à ce qu'elle soit épuisée. La solution est transférée dans une unité de distillation et les volatils sont distillés jusqu'à la formation d'un résidu semi-liquide. Ce résidu est ensuite traité comme un déchet dangereux contaminé par du plomb/étain.
Processus d'assemblage d'ordinateur
Une fois le PCB final assemblé, il est transféré à l'opération d'assemblage des systèmes pour être incorporé dans le produit informatique final. Cette opération est généralement très laborieuse, les composants à assembler étant fournis aux postes de travail individuels sur des chariots de mise en scène le long de la chaîne de montage mécanisée. Les principaux risques pour la santé et la sécurité concernent le déplacement et la mise en place des matériaux (chariots élévateurs, levage manuel), les implications ergonomiques du processus d'assemblage (amplitude de mouvement, force d'insertion nécessaire pour «fixer» les composants, installation des vis et des connecteurs) et l'emballage final , emballage rétractable et expédition. Un processus d'assemblage d'ordinateur typique implique :
- préparation châssis/caisse
- Insertion de PCB (carte mère et fille)
- insertion du composant principal (lecteur de disquette, disque dur, alimentation, lecteur de CD-ROM)
- assemblage d'affichage (portables uniquement)
- insertion de la souris et du clavier (portables uniquement)
- câblage, connecteurs et haut-parleurs
- assemblage du capot supérieur
- téléchargement de logiciels
- tester
- retravailler
- chargement de la batterie (portables uniquement) et emballage
- emballage rétractable et expédition.
Les seuls produits chimiques qui peuvent être utilisés dans le processus d'assemblage impliquent le nettoyage final du boîtier ou du moniteur de l'ordinateur. En règle générale, une solution diluée d'alcool isopropylique et d'eau ou un mélange commercial de nettoyants (par exemple, Simple Green - une solution diluée de butyl cellosolve et d'eau) est utilisé.