L'Institut du tapis et de la moquette
Les tapis tissés ou noués à la main sont apparus plusieurs siècles avant notre ère en Perse. La première usine de tapis tissés aux États-Unis a été construite en 1791 à Philadelphie. En 1839, l'industrie a été remodelée avec l'invention d'Erastus Bigelow du métier à tisser mécanique. La majorité des tapis sont fabriqués à la machine dans des usines modernes selon l'un des deux procédés suivants : huppé or tisser.
La moquette tuftée est maintenant la méthode prédominante de production de moquette. Aux États-Unis, par exemple, environ 96 % de tous les tapis sont tuftés à la machine, un processus qui s'est développé à partir de la fabrication de couvre-lits tuftés, centrée dans le nord-ouest de la Géorgie. Le tapis tufté est fabriqué en insérant un fil de poils dans un tissu de support principal (généralement en polypropylène), puis en fixant un tissu de support secondaire avec un latex synthétique pour maintenir les fils en place et attacher les supports les uns aux autres, ajoutant de la stabilité au tapis.
Fabrication de tapis
Tuftage à la machine
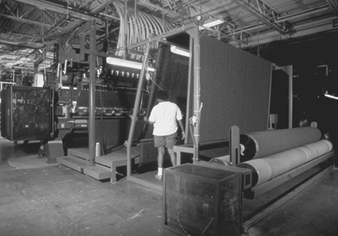
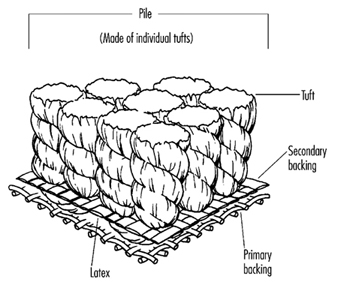
La machine à tufter est composée de centaines d'aiguilles (jusqu'à 2,400 1) dans une barre horizontale sur toute la largeur de la machine (voir figure XNUMX). Le cantre, ou le fil sur des cônes disposés en racks, est passé au-dessus de la tête à travers des tubes de guidage de petit diamètre jusqu'aux aiguilles de la machine sur un saccade bar. Généralement, deux bobines de fil sont fournies pour chaque aiguille. L'extrémité du fil de la première bobine est épissée avec l'extrémité avant de la seconde, de sorte que lorsque le fil de la première bobine a été utilisé, le fil est fourni à partir de la seconde sans arrêter la machine. Un tube guide est prévu pour chaque extrémité de fil, afin d'éviter que les fils ne s'emmêlent. Les fils passent à travers une série de guides fixes alignés verticalement fixés au corps de la machine et un guide situé à l'extrémité d'un bras s'étendant depuis la barre à aiguilles mobile de la machine. Lorsque la barre à aiguille monte et descend, la relation entre les deux guides est modifiée. Le produit tufté utilisé pour les tapis résidentiels est illustré à la figure 2.
Figure 1. Machine à touffeter
Institut des tapis et moquettes
Figure 2. Profil de tapis résidentiel
Institut des tapis et moquettes
La barre jerker reprend le fil détendu délivré lors de la course ascendante des aiguilles. Les fils sont enfilés à travers leurs aiguilles respectives dans la barre à aiguille. Les aiguilles sont actionnées simultanément à 500 coups ou plus par minute dans un mouvement vertical alternatif. Une machine à tufter peut produire 1,000 2,000 à 8 XNUMX mètres carrés de moquette en XNUMX heures de fonctionnement.
Le support primaire dans lequel les fils sont insérés est fourni à partir d'un rouleau situé à l'avant de la machine. La vitesse du rouleau de dossier de tapis contrôle la longueur du point et le nombre de points par pouce. Le nombre d'aiguilles dans la largeur par pouce ou cm de la machine détermine la jauge du tissu, comme la jauge 3/16 ou la jauge 5/32.
Sous la plaque à aiguille de la machine à tufter se trouvent des boucleurs ou des combinaisons de boucleur et de couteau, qui ramassent et retiennent momentanément les fils portés par les aiguilles. Lors de la formation de boucles, des boucleurs en forme de bâtons de hockey inversés sont positionnés dans la machine de sorte que les boucles de velours formées s'éloignent des boucleurs lorsque le support avance dans la machine.
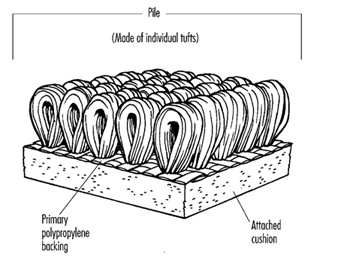
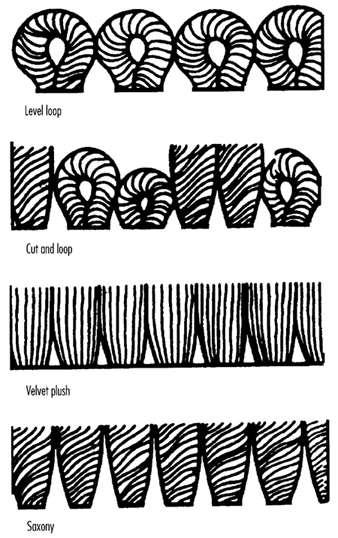
Les boucleurs pour poils coupés sont en forme de « C » inversé, avec une surface de coupe sur le bord intérieur supérieur de la forme en croissant. Ils sont utilisés en combinaison avec des couteaux ayant un tranchant rectifié à une extrémité. Au fur et à mesure que le support avance dans la machine vers les boucleurs de poils coupés, les fils prélevés sur les aiguilles sont coupés avec une action de type ciseau entre le boucleur et le tranchant du couteau. Les figures 3 et 4 montrent les touffes sur un support et les types de boucles disponibles.
Figure 3. Profil de moquette commerciale
Institut des tapis et moquettes
Figure 4. Boucle de niveau ; couper et boucler; peluche de velours; Saxe
Institut des tapis et moquettes
Tissage
Le tapis tissé a un fil de surface à poils tissé simultanément avec des fils de chaîne et de trame qui forment le support intégré. Les fils de support sont généralement en jute, en coton ou en polypropylène. Les fils de velours peuvent être de la laine, du coton ou n'importe quelle fibre synthétique, comme le nylon, le polyester, le polypropylène, l'acrylique, etc. Un revêtement arrière est appliqué pour ajouter de la stabilité; cependant, un dos secondaire n'est pas nécessaire et est rarement appliqué. Les variations de tapis tissés incluent le velours, le Wilton et l'Axminster.
Il existe d'autres méthodes de fabrication de tapis - tricotés, aiguilletés, collés par fusion - mais ces méthodes sont utilisées moins souvent et pour des marchés plus spécialisés.
Production de fibres et de fils
La moquette est fabriquée principalement à partir de fils synthétiques - nylon, polypropylène (oléfine) et polyester - avec des quantités moindres d'acrylique, de laine, de coton et de mélanges de l'un de ces fils. Dans les années 1960, les fibres synthétiques sont devenues prédominantes car elles offrent un produit durable et de qualité dans une gamme de prix abordable.
Les fils synthétiques sont formés par l'extrusion d'un polymère fondu forcé à travers les minuscules trous d'une plaque métallique ou filière. Des additifs au polymère fondu peuvent fournir une couleur teintée en solution ou des fibres moins transparentes, plus blanches, plus durables et divers autres attributs de performance. Une fois que les filaments sortent de la filière, ils sont refroidis, étirés et texturés.
Les fibres synthétiques peuvent être extrudées sous différentes formes ou sections transversales, telles que ronde, trilobée, pentalobée, octolobée ou carrée, en fonction de la conception et de la forme des trous de la filière. Ces formes de section transversale peuvent affecter de nombreuses propriétés du tapis, y compris le lustre, le volume, la rétention de texture et les capacités de masquage des salissures.
Après l'extrusion de la fibre, les post-traitements, tels que l'étirage et le recuit (chauffage/refroidissement), augmentent la résistance à la traction et améliorent généralement les propriétés physiques de la fibre. Le faisceau de filaments passe ensuite par un processus de sertissage ou de texturation, qui convertit les filaments droits en fibres avec une configuration répétée pliée, bouclée ou en dents de scie.
Le fil peut être produit sous forme de filament continu gonflé (BCF) ou de fibres discontinues. Le BCF est constitué de brins continus de fibres synthétiques formés en faisceaux de fils. Le fil extrudé est fabriqué en enroulant le nombre approprié de filaments pour le denier de fil souhaité directement sur des bobines « d'enroulement ».
Les fibres discontinues sont transformées en fils filés par des procédés de filature de fils textiles. Lors de la production de fibres discontinues, de gros faisceaux de fibres appelés « étoupes » sont extrudés. Après le processus de frisage, le câble est coupé en longueurs de fibres de 10 à 20 cm. Il y a trois étapes de préparation essentielles - le mélange, le cardage et l'étirage - avant que les fibres discontinues ne soient filées. Le mélange mélange soigneusement les balles de fibres discontinues pour s'assurer que les fibres s'entremêlent de manière à ce que des stries de fil ne se produisent pas lors des opérations de teinture ultérieures. Le cardage redresse les fibres et les place dans une configuration de ruban continu (en forme de corde). Le dessin a trois fonctions principales : il mélange les fibres, les place sous une forme parallèle et continue de diminuer le poids par unité de longueur du faisceau de fibres total pour faciliter le filage dans le fil final.
Après le filage, qui ramène le ruban à la taille de fil souhaitée, le fil est retors et tordu pour fournir divers effets. Le fil est ensuite enroulé sur des cônes de fil pour le préparer aux processus de thermofixation et de retordage du fil.
Techniques de coloration
Parce que les fibres synthétiques ont des formes variées, elles prennent les colorants différemment et peuvent avoir des caractéristiques de performance de coloration variables. Des fibres d'un même type générique peuvent être traitées ou modifiées de manière à modifier leur affinité pour certains colorants, produisant un effet multicolore ou bicolore.
La coloration de la moquette peut être obtenue à deux moments possibles du processus de fabrication, soit en teignant la fibre ou le fil avant que le tissu ne soit tufté (pré-teinture), soit en teignant le tissu tufté (post-teinture des produits grèges) avant l'application de le support secondaire et le processus de finition. Les procédés de pré-teinture comprennent la teinture en solution, la teinture en réserve et la teinture en fil. Les méthodes de post-teinture comprennent la teinture en pièce, l'application de couleur à partir d'un bain de teinture aqueux sur un tapis non fini; la teinturerie beck, qui traite des lots de grèges d'environ 150 mètres courants ; et la teinture en continu, un processus continu de teinture de quantités presque illimitées en distribuant le colorant avec un applicateur à injection sur toute la largeur du tapis lorsqu'il se déplace sous forme de largeur ouverte sous l'applicateur. L'impression de tapis utilise des machines qui sont essentiellement des équipements d'impression textile agrandis et modifiés. Des imprimantes à plat et à écran rotatif sont utilisées.
Finition de tapis
La finition de moquette a trois objectifs distincts : ancrer les touffes individuelles dans le dossier principal, faire adhérer le dossier principal tufté à un dossier secondaire et cisailler et nettoyer le velours de surface pour donner un aspect de surface attrayant. L'ajout d'un matériau de support secondaire, tel que du polypropylène tissé, du jute ou un matériau de coussin attaché, ajoute une stabilité dimensionnelle au tapis.
Tout d'abord, le dos du tapis est enduit, généralement au moyen d'un rouleau tournant dans un mélange de latex synthétique, et le latex est étalé par une racle. Le latex est une solution visqueuse, généralement de 8,000 15,000 à 22 28 centiposes de viscosité. Normalement, entre 625 et 795 onces (XNUMX à XNUMX g) de latex par mètre carré sont appliqués.
Un rouleau séparé de support secondaire est soigneusement positionné sur le revêtement en latex. Les deux matériaux sont ensuite soigneusement pressés ensemble par un rouleau de mariage. Ce stratifié, restant plat et non fléchi, passe ensuite dans un long four, généralement de 24 à 49 m de long, où il est séché et durci à des températures de 115 à 150 C pendant 2 à 5 minutes à travers trois zones de chauffage. Un taux d'évaporation élevé est important pour le séchage des tapis, avec de l'air chaud forcé se déplaçant le long de zones de chauffage contrôlées avec précision.
Afin de nettoyer les fils de surface qui ont pu développer des peluches sur les pointes de la fibre lors des étapes de teinture et de finition, le tapis est légèrement cisaillé. La cisaille est une unité qui brosse fortement le velours du tapis pour le rendre à la fois droit et uniforme ; il passe le tapis à travers une série de couteaux rotatifs ou de lames qui cisaillent ou coupent les pointes de fibres à une hauteur précise et réglable. Deux ou quatre lames de cisailles fonctionnent en tandem. Le "double cisaillement" a un double ensemble de brosses à poils durs ou en nylon et deux têtes de lame de cisaillement par unité, utilisées en tandem.
Le tapis passe par un processus d'inspection intense et est emballé et stocké, ou coupé, emballé et expédié.
Pratiques sécuritaires dans les usines de tapis
Les usines modernes de tapis et de fils appliquent des politiques de sécurité, surveillent les performances en matière de sécurité et, si nécessaire, mènent une enquête rapide et approfondie sur les accidents. Les machines de fabrication de tapis sont bien gardées pour protéger les employés. Maintenir l'équipement entretenu et sûr est d'une importance primordiale pour améliorer la qualité et la productivité et pour la protection des travailleurs.
Les travailleurs doivent être formés à l'utilisation sûre des équipements électriques et aux pratiques de travail afin d'éviter les blessures résultant du démarrage inattendu des machines. Ils ont besoin d'une formation pour reconnaître les sources d'énergie dangereuses, le type et l'ampleur de l'énergie disponible et les méthodes nécessaires pour isoler et contrôler l'énergie. Ils doivent également être formés pour distinguer les parties sous tension exposées des autres parties de l'équipement électrique ; pour déterminer la tension nominale des pièces exposées sous tension ; et de connaître les distances de dégagement requises et les tensions correspondantes. Dans les zones où le verrouillage/étiquetage sera en vigueur, les employés sont informés de l'interdiction de redémarrer ou de remettre sous tension l'équipement.
Lorsque des équipements plus anciens sont utilisés, des inspections minutieuses doivent être fréquentes et des mises à niveau doivent être effectuées si nécessaire. Les arbres rotatifs, les courroies trapézoïdales et les entraînements par poulies, les entraînements par chaîne et pignon, ainsi que les palans aériens et le gréement doivent être inspectés périodiquement et des protections installées dans la mesure du possible.
Étant donné que des bogies de fil poussés à la main sont utilisés pour déplacer le matériau dans une filature et que les déchets de mouches de fil ou les peluches (les chutes de la production de fil) s'accumulent sur le sol, les roues des bogies de fil doivent être maintenues propres et libres de rouler.
Les employés doivent être formés à l'utilisation sûre de l'air comprimé, qui est fréquemment utilisé dans les procédures de nettoyage.
Des chariots élévateurs à fourche, électriques ou au propane, sont utilisés dans toutes les installations de fabrication et d'entreposage de tapis. Un bon entretien et une attention particulière au ravitaillement en carburant, au changement de batterie, etc., sont essentiels. Comme les chariots élévateurs sont utilisés là où d'autres personnes travaillent, divers moyens peuvent être utilisés pour éviter les accidents (par exemple, des passerelles réservées exclusivement aux travailleurs, dans lesquelles les chariots sont interdits) ; des panneaux d'arrêt portables où les employés doivent travailler dans des allées à forte circulation de chariots élévateurs à fourche ; limiter les zones d'entrepôt/quai d'expédition aux opérateurs de chariots élévateurs à fourche et au personnel d'expédition ; et/ou la mise en place d'un système de circulation à sens unique.
La reconception des machines pour minimiser les mouvements répétitifs devrait aider à réduire l'incidence des blessures liées aux mouvements répétitifs. Encourager les travailleurs à pratiquer régulièrement des exercices simples pour les mains et les poignets ainsi que des pauses de travail adéquates et des changements fréquents dans les tâches de travail peut également être utile.
Les blessures musculo-squelettiques dues au levage et au transport peuvent être réduites par l'utilisation d'appareils de levage mécaniques, de diables et de chariots roulants, et en empilant les matériaux sur des plates-formes ou des tables et, si possible, en maintenant leur encombrement et leur poids à des dimensions plus facilement gérables. Une formation aux techniques de levage appropriées et aux exercices de renforcement musculaire peut également être utile, en particulier pour les travailleurs qui reviennent après un épisode de maux de dos.
Un programme de conservation de l'ouïe est conseillé pour éviter les blessures causées par les niveaux de bruit créés dans certaines opérations de l'usine. Des enquêtes sur le niveau sonore de l'équipement de fabrication identifieront les zones dans lesquelles les contrôles techniques ne sont pas suffisamment efficaces et dans lesquelles les travailleurs peuvent être tenus de porter un équipement de protection auditive et de subir des tests audiométriques annuels.
Les normes contemporaines de ventilation et d'évacuation de la chaleur, des peluches et de la poussière doivent être respectées par les moulins.