- Ви сте овде:
-
Početna

- Део КСИИИ. Прерађивачка индустрија

Деца категорије

81. Електрични уређаји и опрема (7)

81. Електрични уређаји и опрема
Уредник поглавља: НА Смитх
Преглед садржаја
Табеле и слике
Општи профил
НА Смитх
Производња оловних батерија
Барри П. Келлеи
Батерије
НА Смитх
Производња електричних каблова
Давид А. О'Маллеи
Производња електричних лампи и цеви
Алберт М. Зиелински
Производња електричних апарата за домаћинство
НА Смитх и В. Клост
Питања животне средине и јавног здравља
Питман, Александар
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Састав уобичајених батерија
2. Производња: кућни електрични апарати
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.





82. Металопрерада и металопрерађивачка индустрија (14)
82. Металопрерада и металопрерађивачка индустрија
Уредник поглавља: Мицхаел МцЦанн
Преглед садржаја
Табеле и слике
Операције топљења и рафинације
Топљење и прерада
Пекка Рото
Топљење и прерада бакра, олова и цинка
Топљење и прерада алуминијума
Бертрам Д. Динман
Топљење и прерада злата
ИД Гадаскина и ЛА Ризик
Обрада метала и обрада метала
Ливнице
Франклин Е. Мирер
Ковање и штанцање
Роберт М. Парк
Заваривање и термичко сечење
Пхилип А. Платцов и ГС Линдон
Стругови
Тони Ретсцх
Брушење и полирање
К. Велиндер
Индустријска мазива, течности за обраду метала и аутомобилска уља
Рицхард С. Краус
Површинска обрада метала
ЈГ Јонес, ЈР Беван, ЈА Цаттон, А. Зобер, Н. Фисх, КМ Морсе, Г. Тхомас, МА Ел Кадеем и Пхилип А. Платцов
Метал Рецламатион
Мелвин Е. Цассади и Рицхард Д. Рингенвалд, Јр.
Питања животне средине у завршној обради метала и индустријским премазима
Стеварт Форбес
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Улази и излази за топљење бакра
2. Улази и излази за топљење олова
3. Улази и излази за топљење цинка
4. Улази и излази за топљење алуминијума
5. Врсте ливних пећи
6. Улази у процесне материјале и излази загађења
7. Процеси заваривања: Опис и опасности
8. Резиме опасности
9. Контроле за алуминијум, по раду
КСНУМКС. Контроле за бакар, по раду
КСНУМКС. Контроле за олово, по раду
КСНУМКС. Контроле за цинк, по раду
КСНУМКС. Контроле за магнезијум, по раду
КСНУМКС. Контроле за живу, по раду
КСНУМКС. Контроле за никл, по раду
КСНУМКС. Контроле за племените метале
КСНУМКС. Контроле за кадмијум, по раду
КСНУМКС. Контроле за селен, по раду
КСНУМКС. Контроле за кобалт, по раду
КСНУМКС. Контроле за лим, по раду
КСНУМКС. Контроле за титанијум, по раду
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.
|
|







83. Микроелектроника и полупроводници (7)
83. Микроелектроника и полупроводници
Уредник поглавља: Мицхаел Е. Виллиамс
Преглед садржаја
Табеле и слике
Општи профил
Мицхаел Е. Виллиамс
Производња силицијумских полупроводника
Давид Г. Балдвин, Јамес Р. Рубин и Афсанех Герами
Дисплеји са течним кристалима
Давид Г. Балдвин, Јамес Р. Рубин и Афсанех Герами
ИИИ-В Производња полупроводника
Давид Г. Балдвин, Афсанех Герами и Јамес Р. Рубин
Штампана плоча и склоп рачунара
Мицхаел Е. Виллиамс
Здравствени ефекти и обрасци болести
Доналд В. Ласитер
Питања животне средине и јавног здравља
Цорки Цхев
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Фотоотпорни системи
2. Пхоторесист стрипперс
3. Влажни хемијски нагризачи
4. Гасови за јеткање плазмом и гравирани материјали
5. Допанти за формирање споја за дифузију
6. Главне категорије силицијумске епитаксије
7. Главне категорије КВБ
8. Чишћење равних дисплеја
9. ПВБ процес: животна средина, здравље и безбедност
КСНУМКС. Производња и контрола ПВБ отпада
КСНУМКС. Генерисање и контрола ПЦБ отпада
КСНУМКС. Генерисање отпада и контрола
КСНУМКС. Матрица приоритетних потреба
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.
|
|













84. Стакло, грнчарија и сродни материјали (3)
84. Стакло, грнчарија и сродни материјали
Уредници поглавља: Џоел Бендер и Џонатан П. Хелерштајн
Преглед садржаја
Табеле и слике
Стакло, керамика и сродни материјали
Џонатан П. Хелерштајн, Џоел Бендер, Џон Г. Хедли и Чарлс М. Хоман
Студија случаја: Оптичка влакна
Георге Р. Осборне
Студија случаја: Синтетички драгуљи
Басил Делпхин
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Типични састојци тела
2. Производни процеси
3. Одабрани хемијски адитиви
4. Употреба ватросталних материјала у индустрији у САД
5. Потенцијалне опасности по здравље и безбедност
6. Нефаталне повреде и болести на раду
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.



























85. Штампарска, фотографска и репродукциона индустрија (6)
85. Штампарска, фотографска и репродукциона индустрија
Уредник поглавља: Давид Рицхардсон
Преглед садржаја
Табеле и слике
Штампање и издавање
Гордон Ц. Миллер
Услуге репродукције и умножавања
Роберт В. Килппер
Здравствени проблеми и обрасци болести
Барри Р. Фриедландер
Преглед питања животне средине
Даниел Р. енглески
Комерцијалне фотографске лабораторије
Давид Рицхардсон
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Излагања у штампарској индустрији
2. Ризици смртности у трговини штампањем
3. Хемијска изложеност у обради
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.






86. Обрада дрвета (5)
86. Обрада дрвета
Уредник поглавља: Јон Парисх
Преглед садржаја
Табеле и слике
Општи профил
Дебра Осински
Процеси обраде дрвета
Јон К. Парисх
Роутинг Мацхинес
Беат Вегмуллер
Машине за рендисање дрвета
Беат Вегмуллер
Здравствени ефекти и обрасци болести
Леон Ј. Варсхав
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Отровне, алергене и биолошки активне сорте дрвета
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.

















Стакло, керамика и сродни материјали
Ово поглавље покрива следеће секторе производа:
- стакло
- синтетичка стаклена влакна
- грнчарија
- керамичка плочица
- индустријска керамика
- цигла и цреп
- ватростални материјали
- синтетички драгуљи
- оптичка влакна.
Занимљиво је да не само да већина ових сектора вуче корене из антике, већ деле и низ заједничких општих процеса. На пример, сви су у основи засновани на употреби природних сировина у облику праха или финих честица које се топлотом трансформишу у жељене производе. Стога, упркос низу процеса и производа обухваћених овом групом, ови заједнички процеси омогућавају заједнички преглед потенцијалних здравствених опасности повезаних са овим индустријама. Пошто се различити производни сектори састоје од малих, фрагментираних сегмената (нпр. производња цигле) и великих, технички софистицираних производних погона који запошљавају хиљаде радника, сваки сектор је описан засебно.
Уобичајени процеси и опасности
У производњи производа у овим пословним секторима постоје уобичајени ризици по безбедност и здравље. О опасностима и мерама контроле се говори у другим одељцима Енциклопедија. Опасности специфичне за процесе разматрају се у појединачним одељцима овог поглавља.
Серијски процеси сировина
Већина индустријских производних процеса добија суве чврсте сировине у расутом облику или појединачним врећама. Чврсте сировине у расутом стању се истоварују из шинских вагона или друмских камиона у канте, резервоаре или мешалице гравитацијом, пнеуматским преносним линијама, пужним транспортерима, кашикама или другим механичким преносом. Палете упакираних сировина (20 до 50 кг) или велики контејнери за вреће од тканине за расути терет (0.5 до 1.0 тона) истоварују се из камионских приколица или шинских сандучића помоћу електричних индустријских камиона, дизалица или дизалица. Појединачне кесе или сировине се уклањају са палета ручно или помоћу помоћних средстава за подизање на електрични погон. Сировине у врећама се обично пуне у станицу за одлагање врећа или директно у резервоаре за складиштење или резервоаре за вагу.
Потенцијалне опасности по безбедност и здравље повезане са процесима истовара, руковања и преноса чврстих сировина укључују:
- излагања буци у опсегу од 85 до 100 дБА. Пнеуматски вибратори, компресори, актуатори вентила, мотори за мешање, дуваљке и сакупљачи прашине су неки од главних извора буке.
- изложености честицама које се могу удисати у ваздуху од преношења и мешања зрнастих чврстих сировина. Изложености зависе од састава сировина, али обично могу укључивати силицијум диоксид (СиО2), глина, глиница, кречњак, алкална прашина, метални оксиди, тешки метали и честице сметњи.
- ергономске опасности повезано са ручним подизањем или руковањем врећама са сировинама, вибраторима или преносним линијама и активностима одржавања система
- физичке опасности од маневрисања шинских вагона или камиона, саобраћаја моторних индустријских камиона, рада на повишеним висинама, уласка у скучени простор и контакта са електричним, пнеуматским или механичким изворима енергије—нпр. тачке угриза, ротирајући делови, погонски зупчаници, вратила, каишеви и ременице.
Процеси печења или топљења
Производња производа у овим пословним секторима укључује процесе сушења, топљења или печења у пећима или пећима. Топлота за ове процесе се производи сагоревањем пропана, природног гаса (метана) или лож уља, топљењем електричног лука, микроталасном пећницом, диелектричним сушењем и/или отпорним загревањем електричном енергијом. Потенцијалне опасности од процеса печења или топљења укључују:
- изложености продуктима сагоревања као што су угљен моноксид, оксиди азота (НОx) и сумпор диоксид
- испарења и честица од сировина у ваздуху (нпр. силицијум диоксид, метали, алкална прашина) или нуспроизвода (нпр. флуороводоник, кристобалит, испарења тешких метала)
- пожар или експлозија повезани са системима за гориво који се користе за процесну топлоту или гориво за камионе за подизање; потенцијалне опасности од пожара или експлозије повезане са резервоарима за складиштење запаљивог горива, системима за дистрибуцију цеви и испаривачима. Резервни или резервни системи за гориво који се ретко користе за смањење природног гаса могу представљати сличне проблеме са пожаром или експлозијом.
- излагање инфрацрвеном зрачењу од растопљеног материјала, што може повећати ризик од топлотне катаракте или опекотина коже
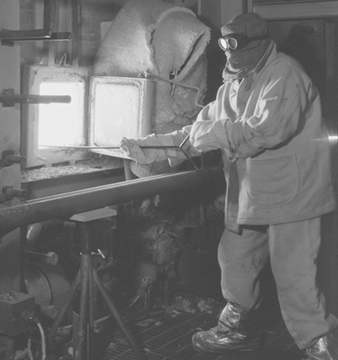
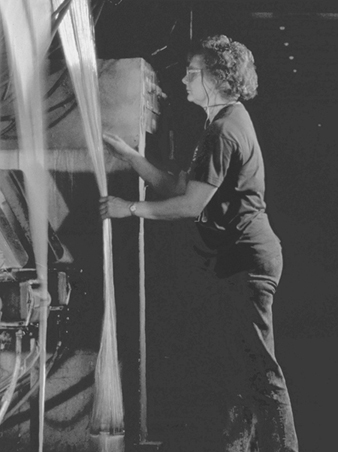
- енергија зрачења и топлотни стрес. Радно окружење око пећи или пећи може бити изузетно вруће. Значајни проблеми са топлотним стресом могу се јавити када се хитна поправка или рутинско одржавање изводе у близини или изнад процеса печења или топљења. Тешке термалне опекотине могу настати услед директног контакта коже са врућим површинама или растопљеним материјалима (погледајте слику 1).
Слика 1. Техничар за контролу квалитета
- опасности од електричне енергије. Директан контакт са високонапонском електричном енергијом која се користи за отпорно загревање за допуну процеса на гориво представља опасност од струјног удара и могућу здравствену забринутост због излагања електромагнетним пољима (ЕМФ). Јака магнетна и електрична поља могу потенцијално да ометају пејсмејкере и друге имплантиране медицинске уређаје.
- излагања буци изнад 85 до 90 дБА од дуваљки са сагоревањем, резервоара за шарже или мешалица, процеса довода и транспортера.
руковање у производњи, производњи, паковању и складиштењу
Процеси руковања материјалом, производње и паковања се у великој мери разликују у овом пословном сектору, као и величина, облик и тежина производа. Велика густина материјала у овом сектору или гломазне конфигурације представљају уобичајене опасности при руковању материјалом. Ручно подизање и руковање материјалом у производњи, производњи, паковању и складиштењу у овој индустрији узрокују многе инвалидне повреде. (Погледајте одељак „Профил повреда и болести“ у наставку.) Напори за смањење повреда се фокусирају на смањење ручног подизања и руковања материјалом. На пример, иновативни дизајни амбалаже, роботика за слагање и палетирање готових производа и аутоматска вођена транспортна возила за складиштење почињу да се користе у одабраним деловима овог пословног сектора како би се елиминисало ручно руковање материјалом и повезане повреде. Коришћење транспортера, асистенција за подизање са људском посадом (нпр. вакумске дизалице) и маказастих платформи за руковање и палетизацију производа су тренутно уобичајене праксе руковања материјалом (видети слику 2).
Слика 2. Користи се помоћ при подизању вакуума

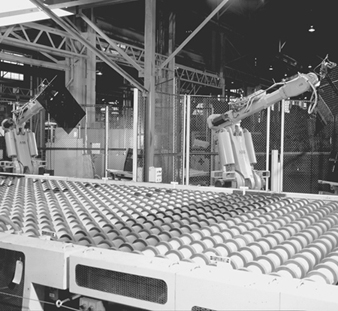
Употреба роботике за елиминисање ручног руковања материјалом игра главну улогу у превенцији ергономских повреда. Роботика је смањила ергономско оптерећење и тешке повреде од раздеротина које су историјски биле повезане са руковањем материјалом (нпр. равно стакло) у радној снази у производњи (види слику 3). Међутим, повећано коришћење роботике и аутоматизације процеса доводи до опасности од покретних машина и електричне енергије, што трансформише врсте опасности и такође преноси ризике на друге раднике (од производње до радника на одржавању). Одговарајући дизајн електронских контрола и логичког редоследа, штитници машина, праксе потпуног блокаде енергије и успостављање безбедних процедура рада и одржавања су основни начини за контролу повреда радника на одржавању и производњи.
Слика 3. Роботика која се користи у стакленим плочама
Активности на обнови и реконструкцији
Бројне потенцијалне опасности по здравље и безбедност се сусрећу током периодичних великих реконструкција или хладних поправки пећи или пећи. Може се наићи на широк спектар опасности повезаних са грађевинским активностима. Примери укључују: ергономске опасности при руковању материјалом (нпр. ватросталне цигле); излагање силицијум диоксиду, азбесту, ватросталним керамичким влакнима или честицама које садрже тешке метале, током рушења, или нуспроизводима сечења и заваривања; топлотно оптерећење; топлотни удар; рад на повишеним висинама; опасности од клизања, спотакнућа или пада; опасности у затвореном простору (видети слику 4); и контакт са опасним изворима енергије.
Слика 4. Унос у ограниченом простору

стакло
Општи профил
Стакло је настало природним путем од уобичајених елемената у земљиној кори много пре него што је ико икада помислио да експериментише са његовим саставом, обликује његов облик или га стави у безброј намена у којима оно данас ужива. Обсидијан, на пример, је природна комбинација оксида спојених интензивном вулканском топлотом и остакљених (претворених у стакло) брзим хлађењем ваздухом. Његова непрозирна, црна боја потиче од релативно великих количина оксида гвожђа које садржи. Његова хемијска издржљивост и тврдоћа у поређењу са многим комерцијалним стаклима.
Технологија стакла је еволуирала 6,000 година, а неки савремени принципи датирају из античких времена. Порекло првих синтетичких наочара изгубљено је у антици и легенди. Фаиенце направили су Египћани, који су обликовали фигурице од песка (СиО2), најпопуларнији оксид који ствара стакло. Био је обложен натроном, остатком који је оставила поплавна река Нил, која се састојала углавном од калцијум карбоната (ЦаЦО3), сода сода (На2CO3), со (НаЦл) и бакар оксид (ЦуО). Загревање испод 1,000 °Ц производи стакласту превлаку дифузијом флукса, ЦаО и На2О у песак и њихова накнадна реакција у чврстом стању са песком. Оксид бакра дао је артиклу привлачну плаву боју.
Према Моријиној дефиницији: „Стакло је неорганска супстанца у стању које је континуирано и аналогно течном стању те супстанце, али које је као резултат реверзибилне промене вискозитета током хлађења постигло толико висок степен вискозности да је, за све практичне сврхе, крут.” АСТМ дефинише стакло као „неоргански производ фузије који се охладио до крутог стања без кристализације“. И органски и неоргански материјали могу формирати стакла ако њихова структура није кристална — то јест, ако им недостаје редослед дугог домета.
Најважнији развој у технологији стакла била је употреба дувачке цеви (види слику 5), која је први пут употребљена отприлике 100 година пре нове ере. Од тада па надаље долази до наглог развоја технике израде стакла.
Слика 5. Дувачка цев

Прво стакло је обојено због присуства разних нечистоћа као што су оксиди гвожђа и хрома. Практично безбојно стакло је први пут направљено пре неких 1,500 година.
У то време развија се производња стакла у Риму, а одатле се сели у многе друге земље Европе. У Венецији је изграђено много стаклара и ту се десио важан развој. У 13. веку, многе фабрике стакла су премештене из Венеције на оближње острво Мурано. Мурано је и даље центар за производњу ручно рађеног стакла у Италији.
До 16. века стакло се производило широм Европе. Сада је Боемско стакло из Чешке Републике познато по својој лепоти, а стаклене фабрике у Уједињеном Краљевству и Ирској производе висококвалитетно посуђе од оловног кристалног стакла. Шведска је још једна земља у којој се производи уметничко стаклено посуђе.
У Северној Америци прва производна установа било које врсте била је фабрика стакла. Енглески досељеници почели су да производе стакло почетком 17. века у Џејмстауну у Вирџинији.
Данас се стакло производи у већини земаља широм света. Многи производи од стакла се производе у потпуно аутоматским линијама за обраду. Иако је стакло један од најстаријих материјала, његова својства су јединствена и још увек нису у потпуности схваћена.
Индустрија стакла данас се састоји од неколико великих тржишних сегмената, који укључују тржиште равног стакла, тржиште потрошачких посуђа, тржиште стаклених контејнера, индустрију оптичког стакла и тржишни сегмент научног стакла. Тржишта оптичког и научног стакла имају тенденцију да буду веома уређена и у њима доминирају један или два добављача у већини земаља. Ова тржишта су такође много мања по обиму од тржишта заснована на потрошачима. Свако од ових тржишта се годинама развијало иновацијама у специфичној технологији стакла или напретком у производњи. Индустрија контејнера, на пример, била је вођена развојем брзих машина за прављење флаша развијених почетком 1900-их. Индустрија равног стакла је значајно напредовала развојем процеса флоат стакла почетком 1960-их. Оба ова сегмента данас су предузећа вредна више милијарди долара.
Стаклени предмети спадају у четири опште категорије:
- прибор за јело (укључујући прибор за јело, шоље и шоље)
- посуђе за пиће
- посуђе за печење (или посуђе за рерну)
- посуђе на врху шпорета.
Иако је тешко добити процене широм света, само у Сједињеним Државама тржиште стаклених посуђа је несумњиво на нивоу од милијарду долара. У зависности од специфичне категорије, разни други материјали се такмиче за удео на тржишту, укључујући керамику, метале и пластику.
Производни процеси
Стакло је неоргански производ фузије који се охладио до крутог стања без кристализације. Стакло је обично тврдо и крто и има конхоидални прелом. Стакло може бити произведено да буде обојено, провидно или непрозирно варирањем растворених аморфних или кристалних материјала који су присутни.
Када се стакло охлади из врућег растопљеног стања, постепено повећава вискозитет без кристализације у широком температурном опсегу, све док не поприми свој карактеристичан тврди, крхки облик. Хлађење се контролише како би се спречила кристализација или велика напрезања.
Док је свако једињење које има ова физичка својства теоретски стакло, већина комерцијалних чаша спада у три главна типа и имају широк спектар хемијских састава.
- Сода-креч-силика чаше су најважнија стакла по количини произведене и разноврсности употребе, укључујући скоро сво равно стакло, контејнере, јефтину масовну производњу домаћег стакла и електричне сијалице.
- Оловно-поташ-силицијумске чаше садрже различит, али често висок удео оловног оксида. Производња оптичког стакла користи висок индекс преламања овог типа стакла; ручно дувано домаће и декоративно стаклено посуђе користи своју лакоћу сечења и полирања; електричне и електронске апликације користе предности своје високе електричне отпорности и заштите од зрачења.
- Боросиликатна стакла имају ниско термичко ширење и отпорни су на топлотни удар, што их чини идеалним за кућне пећнице и лабораторијско стаклено посуђе и за стаклена влакна за пластичну арматуру.
Комерцијална серија стакла састоји се од мешавине неколико састојака. Међутим, највећи део серије састоји се од 4 до 6 састојака, изабраних од материјала као што су песак, кречњак, доломит, сода пепео, боракс, борна киселина, фелдспатичне материје, једињења олова и баријума. Остатак серије састоји се од неколико додатних састојака, изабраних из групе од неких 15 до 20 материјала који се обично називају мањим састојцима. Ови последњи додаци се додају у циљу обезбеђивања неке специфичне функције или квалитета, као што је боја, која треба да се оствари током процеса припреме стакла.
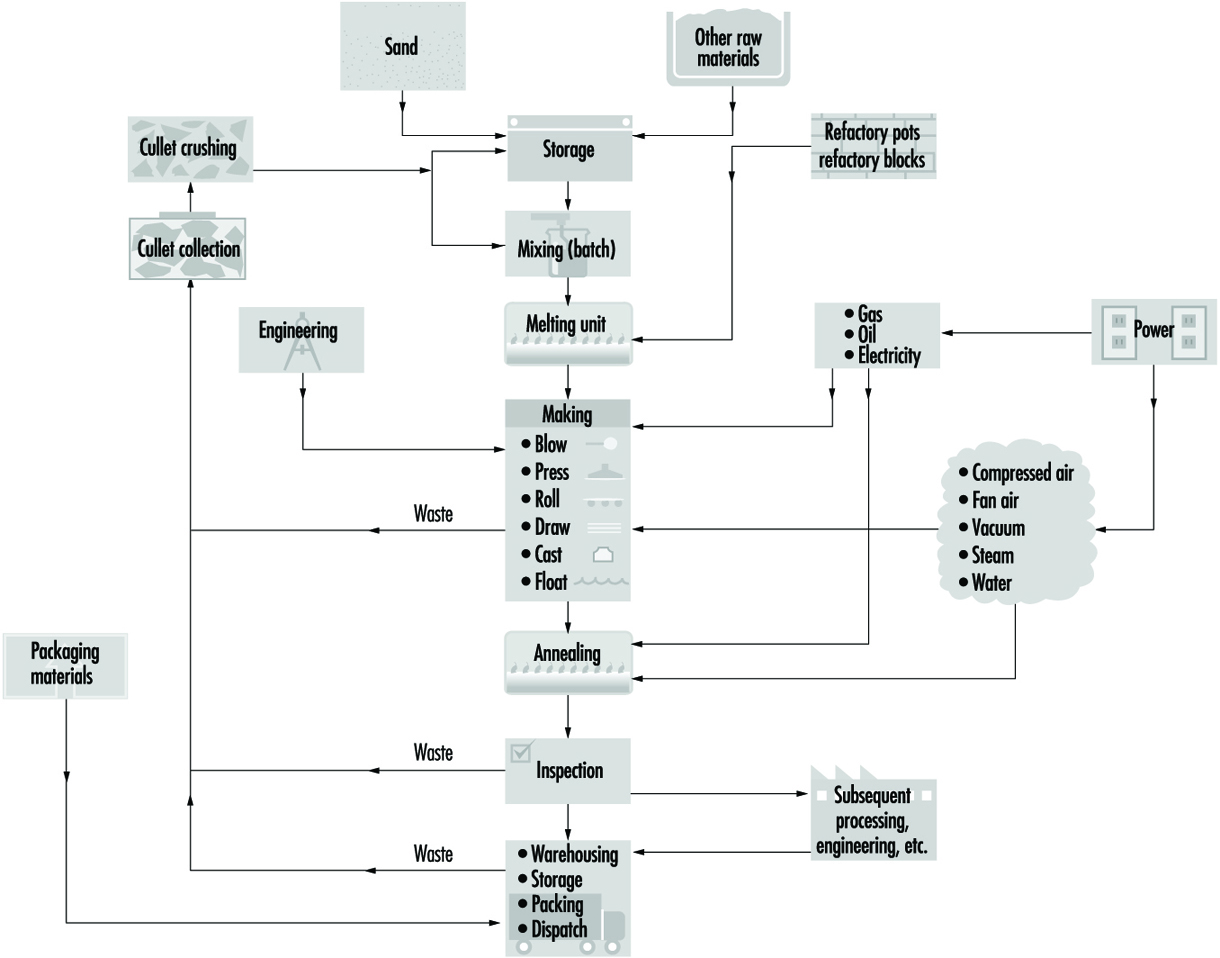
Слика 6 илуструје основне принципе производње стакла. Сировине се извагају, мешају и након додавања ломљеног стакла (слоја) одводе у пећ на топљење. Мали лонци до 2 тоне капацитета се још увек користе за топљење стакла за ручно дувано кристално посуђе и специјалне чаше које су потребне у малим количинама. Неколико лонаца се загревају заједно у комори за сагоревање.
Слика 6. Укључени процеси и материјали
У најсавременијој производњи топљење се одвија у великим регенеративним, рекуперативним или електричним пећима изграђеним од ватросталног материјала и загреваним на нафту, природни гас или електричну енергију. Електрично појачавање и електрично топљење на хладном врху су комерцијализовани и постали су широко коришћени у касним 1960-им и 1970-им. Покретачка снага електричног топљења на хладном врху била је контрола емисије, док се електрично појачавање генерално користило како би се побољшао квалитет стакла и повећала пропусност.
Најзначајнији економски фактори који се тичу коришћења електричне енергије за топљење стаклених пећи односе се на трошкове фосилних горива, доступност различитих горива, трошкове електричне енергије, капиталне трошкове опреме и тако даље. Међутим, у многим случајевима главни разлог за коришћење електричног топљења или појачавања је контрола животне средине. Различите локације широм света или већ имају или се очекује да ће ускоро имати еколошке прописе који стриктно ограничавају испуштање различитих оксида или честица уопште. Стога се произвођачи на многим локацијама суочавају са могућношћу да или морају да смање проток топљења стакла, да инсталирају вреће или таложе како би руковали отпадним димним гасовима или да модификују процес топљења и укључују електрично топљење или појачање. Алтернатива таквој модификацији може у неким случајевима бити гашење постројења.
Најтоплији део пећи (надградња) може бити на 1,600 до 2,800°Ц. Контролисано хлађење смањује температуру стакла на 1,000 до 1,200°Ц на месту где стакло излази из пећи. Поред тога, све врсте стакла се подвргавају даљем контролисаном хлађењу (жарењу) у специјалној пећи или леру. Накнадна обрада зависиће од врсте производног процеса.
Аутоматско дување се користи на машинама за производњу флаша и сијалица поред традиционалног ручно дуваног стакла. Једноставни облици, као што су изолатори, стаклене цигле, празнине за сочива и тако даље, се притискају, а не дувају. Неки производни процеси користе комбинацију механичког дувања и пресовања. Жичано и фигурирано стакло је ваљано. Лимасто стакло се извлачи из пећи вертикалним поступком који му даје површину обрађену ватром. Због комбинованих ефеката цртежа и гравитације, нека мања изобличења су неизбежна.
Плочасто стакло пролази кроз водено хлађене ваљке на лехр за жарење. Без изобличења. Површинска оштећења могу се уклонити брушењем и полирањем након израде. Овај процес је у великој мери замењен поступком флоат стакла, који је уведен последњих година (види слику 7). Флоат процес је омогућио производњу стакла које комбинује предности лима и плоче. Флоат стакло има површину обрађену ватром и нема изобличења.
Слика 7. Континуирани процес плутања
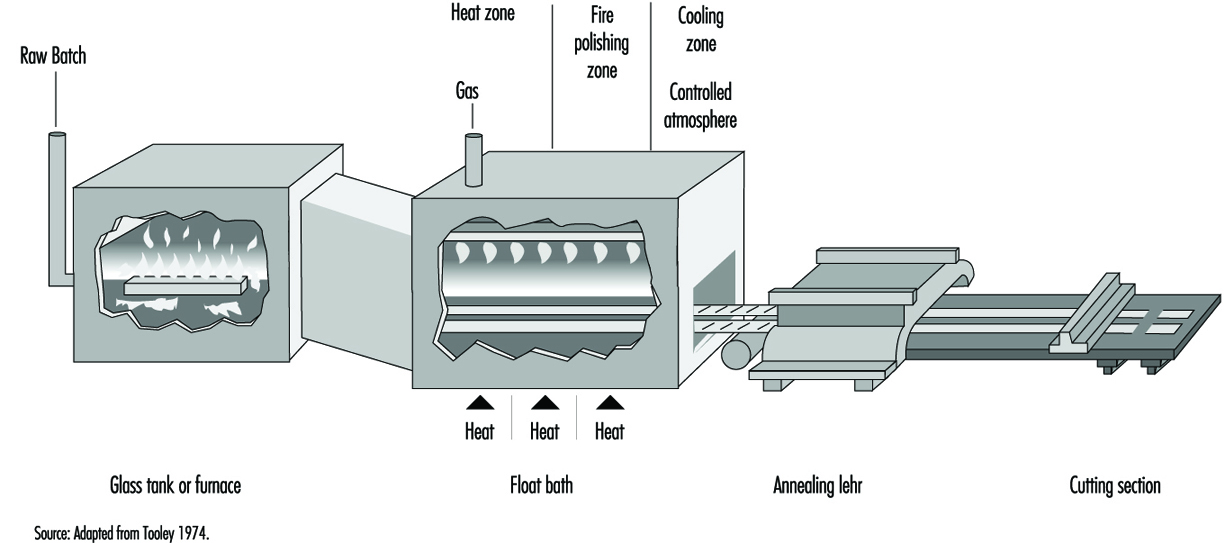
У процесу плутања, континуирана трака од стакла излази из пећи за топљење и лебди дуж површине купке од растопљеног калаја. Стакло одговара савршеној површини растопљеног калаја. Приликом његовог проласка преко лима, температура се смањује све док стакло не постане довољно тврдо да се нанесе на ваљке лера за жарење без обележавања његове доње површине. Инертна атмосфера у кади спречава оксидацију калаја. Стакло, након жарења, не захтева даљу обраду и може се даље обрадити аутоматским резањем и паковањем (види слику 8).
Слика 8. Трака од флоат стакла која излази из лера

Тренд у новој стамбеној и пословној архитектури ка укључивању већег броја застакљених површина и потреба да се смањи потрошња енергије, ставили су све већи нагласак на побољшање енергетске ефикасности прозора. Танки филмови нанесени на површину стакла обезбеђују ниску емисивност или својства сунчеве контроле. Комерцијализација таквих производа обложених робом захтева јефтину технологију наношења велике површине. Као резултат, све већи број производних линија флоат стакла опремљен је софистицираним он-лине процесима премазивања.
У уобичајено коришћеним процесима хемијског таложења паре (ЦВД), сложена смеша гаса се доводи у контакт са врућом подлогом, где пиролитички реагује да би се формирао премаз на површини стакла. Генерално, опрема за премазивање се састоји од термички контролисаних структура које су окачене преко ширине стаклене траке. Могу се налазити у лименој кади, лехр процепу или лехр-у. Функција уређаја за премазивање је да равномерно испоручују гасове прекурсора преко ширине траке на начин контролисан температуром и да безбедно екстрахују нуспроизводе издувних гасова из региона таложења. За више слојева премаза, вишеструки премази се користе у серији дуж стаклене траке.
За третман нуспроизвода издувних гасова који настају таквим процесима великих размера, обично су довољне технике мокрог прочишћавања са конвенционалном филтер пресом. Када се отпадни гасови не реагују лако или навлаже воденим растворима, инсинерација је примарна опција.
Нека оптичка стакла су хемијски ојачана процесима који укључују потапање стакла на неколико сати у високотемпературне купке које садрже растопљене соли, типично, литијум нитрата и калијум нитрата.
Непробојно стакло је два главна типа:
- Ојачано стакло израђује се преднапрезањем загревањем и потом брзим хлађењем комада равног стакла жељеног облика и величине у специјалним пећима.
- Ламинатед гласс настаје спајањем пластичне плоче (обично поливинил бутирала) између два танка листа равног стакла.
Синтетичка стаклена влакна
Општи профил
Синтетичка стаклена влакна се производе од широког спектра материјала. Они су аморфни силикати произведени од стакла, камена, шљаке или других минерала. Произведена влакна су и континуална и дисконтинуална влакна. Генерално, непрекидна влакна су стаклена влакна која се провлаче кроз млазнице и користе за ојачавање других материјала, као што је пластика, за производњу композитних материјала са јединственим својствима. Дисконтинуирана влакна (опште позната као вуна) се користе у многе сврхе, најчешће за топлотну и акустичку изолацију. Синтетичка стаклена влакна, за потребе ове дискусије, подељена су на непрекидна стаклена влакна, са изолационим вунама од стаклених, камених или шљак влакана, и ватростална керамичка влакна, која су углавном алуминијум силикати.
Могућност увлачења топлотно омекшаног стакла у фина влакна била је позната стакларима у антици и заправо је старија од технике дувања стакла. Многе ране египатске посуде направљене су намотавањем грубих стаклених влакана на глинену трну одговарајућег облика, затим загревањем склопа све док стаклена влакна не пређу једно у друго и, након хлађења, уклањањем глиненог језгра. Чак и након појаве дувања стакла у 1. веку нове ере, техника стаклених влакана је и даље коришћена. Венецијански стаклари у 16. и 17. веку користили су је за украшавање стакленог посуђа. У овом случају, снопови непрозирних белих влакана били су намотани на површину обичне прозирне посуде од дуваног стакла (нпр. пехар) и затим у њу утопљени загревањем.
Упркос дугој историји опште декоративне или уметничке употребе стаклених влакана, распрострањена употреба се поново појавила тек у 20. веку. Почетна комерцијална производња стаклених влакана у Сједињеним Државама догодила се 1930-их, док се у Европи почетна употреба догодила неколико година раније. Камена и шљака вуна су произведене неколико година раније од тога.
Производња и употреба синтетичких стаклених влакана је глобална индустрија вредна више милијарди долара јер су ови корисни материјали постали важна компонента модерног друштва. Њихова употреба као изолације довела је до огромног смањења енергетских потреба за грејање и хлађење зграда, а ова уштеда енергије је резултирала значајним смањењем глобалног загађења повезаног са производњом енергије. Број примена непрекидних стаклених филамената као ојачања за мноштво производа, од спортске опреме преко компјутерских чипова до примене у ваздухопловству, процењује се на више од 30,000. Развој и широка комерцијализација ватросталних керамичких влакана десили су се 1970-их, а ова влакна и даље играју важну улогу у заштити радника и опреме у различитим производним процесима на високим температурама.
Производни процеси
Непрекидне стаклене филаменте
Стаклени филаменти се формирају провлачењем растопљеног стакла кроз чауре од племенитих метала у фине филаменте скоро униформног пречника. Због физичких захтева за влакна када се користе као ојачања, њихови пречници су релативно велики у поређењу са онима у изолационим вунама. Скоро сви непрекидни стаклени филаменти имају пречнике од 5 до 15 μм или више. Ови велики пречници, заједно са уским опсегом пречника произведених током производње, елиминишу све потенцијалне хроничне респираторне ефекте, пошто су влакна превелика да би се удахнула у доњи респираторни тракт.
Континуирана стаклена влакна се праве брзим слабљењем капљица растопљеног стакла које излучују кроз млазнице под гравитацијом и суспендоване су из њих. Динамичка равнотежа између сила површинског напона и механичког слабљења доводи до тога да капљица стакла поприма облик менискуса који се држи на прстенастом отвору млазнице и сужава се до пречника влакна које се извлачи. Да би извлачење влакана било успешно, стакло мора бити у уском опсегу вискозитета (тј. између 500 и 1,000 поиса). При нижим вискозитетима, стакло је превише течно и пада од млазница као капи; у овом случају доминира површински напон. При већим вискозитетима, напетост у влакну током слабљења је превисока. Брзина протока стакла кроз млазницу такође може постати прениска за одржавање менискуса.
Функција чауре је да обезбеди плочу која садржи неколико стотина млазница на уједначеној температури и да кондиционира стакло на ову уједначену температуру тако да извучена влакна буду уједначеног пречника. Слика 9 приказује шематски дијаграм главних карактеристика директно топљене чауре причвршћене на предњи део из којег узима довод растопљеног стакла који је веома близу температуре на којој ће стакло проћи кроз млазнице; у овом случају, дакле, основна функција чауре је и њена једина функција.
Слика 9. Шема директно топљене чауре

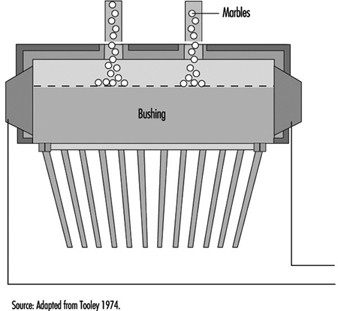
У случају чауре која ради од мермера, потребна је друга функција — наиме, да се прво растопи мермер пре него што се стакло кондиционира на исправну температуру за извлачење влакана. Типична мермерна чаура је приказана на слици 10. Испрекидана линија унутар чауре је перфорирана плоча која задржава неотопљене мермере.
Слика 10. Шема мермерне чауре
Дизајн чаура је углавном емпиријски. Из разлога отпорности на напад растопљеног стакла и стабилности на температурама потребним за извлачење влакана, чауре се израђују од легура платине; користе се и 10% родијум-платина и 20% родијум-платина, при чему је ова друга отпорнија на изобличење на повишеним температурама.
Пре него што се појединачна влакна која се извлаче из чауре скупе и консолидују у прамен, или више нити, облажу се влакном величине. Ове величине влакана су у основи две врсте:
- величине скробног уља које се обично примењују на влакна намењена за ткање у фине тканине или сличне операције
- средство за причвршћивање плус величине за формирање филма нанети на влакна намењена директном ојачавању пластике и гуме.
Након што се влакно формира, на апликатор се наноси заштитни премаз органске величине и континуални филаменти се скупљају у вишефиламентни низ (види слику 11) пре него што се омотају на цев за намотавање. Апликатори функционишу тако што омогућавају да лепеза влакана, када је широка око 25 до 45 мм и на путу до ципела испод апликатора, прође преко покретне површине прекривене филмом величине влакана.
Слика 11. Текстилни стаклени филаменти
У основи постоје две врсте апликација:
- ваљкасти апликатори, направљени од гуме, керамике или графита, код којих влакно прелази преко површине ваљка обложеног филмом величине влакана
- апликатори каиша, код којих на једном крају каиш пролази преко покретаног ваљка који умочи појас у величину влакана, а на другом крају пролази преко фиксне шипке од тврдог хрома од челика у којој позицији влакна додирују појас да би покупили величину.
Заштитни премаз и процес прикупљања влакана могу се разликовати у зависности од врсте текстила или влакана за ојачање која се производи. Основни циљ је да се влакна обложе величином, скупе у прамен и лоцирају на уклоњивој цеви на стезној чаури уз минималну потребну напетост.
На слици 12 приказан је процес континуиране производње стакла.
Слика 12. Континуирана производња филаментног стакла

Производња изолационе вуне
За разлику од непрекидних филамената, влакна изолационе вуне и ватросталних керамичких влакана се праве у процесима веома високе енергије у којима се растопљени материјал убацује у дискове који се окрећу или серију ротирајућих точкова. Ове методе резултирају производњом влакана са опсегом пречника много ширим него што се види код континуалних филамената. Дакле, све изолационе вуне и керамичка влакна садрже део влакана пречника мањег од 3.0 μм; они би могли да постану респиративни ако се разбију на релативно кратке дужине (мање од 200 до 250 μм). Доступни су опсежни подаци о изложености удишућим синтетичким стакленим влакнима на радном месту.
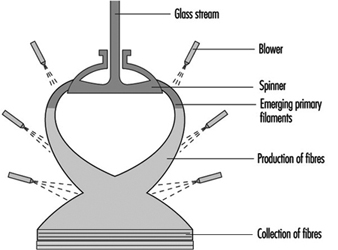
За производњу се користи неколико процеса стаклена вуна, укључујући процес дувања паром и процес дувања пламеном; али најпопуларнији је процес ротационог формирања развијен средином 1950-их. Ротациони процеси су у великој мери заменили процесе директног дувања за комерцијалну производњу изолационих производа од стаклених влакана. Сви ови ротациони процеси користе шупљи бубањ, или спинер, монтиран са вертикалном осом. Вертикални зид спинера је перфориран са неколико хиљада рупа равномерно распоређених по обиму. Омогућено је да растопљено стакло падне контролисаном брзином у центар центрифуге, одакле га неки одговарајући дистрибутер гура у унутрашњост вертикалног перфорираног зида. Из тог положаја центрифугална сила покреће стакло радијално ка споља у облику дискретних стаклених филамената који излазе из сваке перфорације. Даље пригушивање ових примарних филамената се постиже одговарајућим дувачким флуидом који излази из млазнице или млазница које су распоређене около и концентрично са спинером. Нето резултат је производња влакана са средњим пречником влакана од 6 до 7 мм. Течност за удувавање делује у правцу надоле и тако, поред обезбеђивања коначног пригушења, такође одбацује влакна ка сабирној површини која се налази испод центрифуге. На путу до ове сабирне површине, влакна се попрскају одговарајућим везивом пре него што се равномерно распореде по сабирној површини (видети слику 13).
Слика 13. Ротациони процес израде стаклене вуне
У ротационом процесу, влакна стаклене вуне се праве тако што се дозвољава да растопљено стакло прође кроз низ малих отвора који се налазе у окретном спинеру, а затим пригушују примарни филамент дувањем ваздуха или паре.
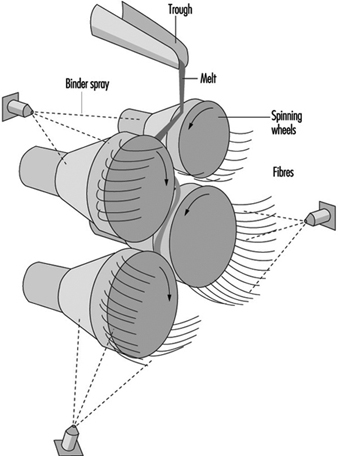
Минерална вуна, међутим, не може се производити у процесу ротационог центрифугирања и историјски је произведен у процесу са серијом хоризонталних трна за предење. Процес минералне вуне састоји се од скупа ротора (трнова) постављених у каскадно формирање и који се врло брзо ротирају (види слику 14). Струја растопљеног камена се непрекидно преноси на један од горњих ротора и из овог ротора се дистрибуира на други и тако даље. Растлина се равномерно распоређује по спољашњој површини свих ротора. Из ротора се капљице избацују центрифугалном силом. Капљице су причвршћене за површину ротора издуженим вратовима који се под даљим издужењем и истовременом хлађењем развијају у влакна. Издужење је, наравно, праћено смањењем пречника, што заузврат изазива убрзано хлађење. Дакле, постоји доња граница за пречник између влакана произведених у овом процесу. Стога се не очекује нормална расподела пречника влакана око средње вредности.
Слика 14. Процес минералне вуне (камена и шљака)
Ватростална керамичка влакна
Керамичка влакна се првенствено производе дувањем и предењем методама сличним онима описаним за изолационе вуне. У процесу дувања паром, сировине као што су глиница и силицијум се стапају у електричној пећи, а растопљени материјал се извлачи и дува паром под притиском или другим врућим гасом. Произведена влакна се затим сакупљају на сито.
Слично процесу предења за камена и шљака влакна, они за керамичка влакна производе висок удео дугих свиленкастих влакана. У овој методи, млаз растопљеног материјала се испушта на дискове који се брзо окрећу и одбацују тангенцијално да би се формирала влакна.
Поттери Индустри
Општи профил
Израда грнчарије је један од најстаријих људских заната. Током векова у различитим деловима света развили су се различити стилови и технике. У 18. веку, индустрија у процвату у многим деловима Европе била је под јаким утицајем увоза фине и веома украшене робе са Далеког истока. Јапан је научио керамичку уметност од Кине око 400 година раније. Са индустријском револуцијом и општом променом услова у Западној Европи, производња је брзо расла. Тренутно, скоро свака земља производи неку робу за домаћу употребу, а грнчарија је важан извоз из неких земаља. Производња је сада у фабричким размерама у многим деловима света. Иако се основни принципи производње нису променили, дошло је до значајног напретка у начину на који се производња одвија. Ово се посебно односи на формирање или обликовање посуђа, на његово печење и на технике украшавања које се користе. Све већа употреба микропроцесора и робота резултира увођењем високог нивоа аутоматизације у производне области. Међутим, и даље свуда постоји много малих занатских грнчарија.
Методе формирања
Најранији начин израде грнчарије укључивао је ручни начин градње. Колути глине су намотани, један на други, и слепљени притискањем рукама. Глина се прво претвара у меко стање радњом са водом. Предмет се затим обликује и обликује ручно, када се завојнице залепе.
Грнчарски точак је постао оруђе за стварање грнчарије. Овим начином формирања, гомила глине се поставља на окретну кружну плочу и обликује је влажним рукама грнчара. Вода спречава грнчареве руке да се залепе за глину и одржава глину влажном и обрадивом. Дршке, изливи и други избочини од глине за предење постављају се непосредно пре печења предмета.
Ливење се данас често користи када се жели квалитетна грнчарија и када зидови посуде буду веома танки. Мешавина глине и воде, која се зове слип, сипа се у париски гипсани калуп. Гипс упија воду, узрокујући да се танак слој глине нанесе свуда око унутрашњости калупа. Када је наслага глине довољно густа да формира зидове вазе, остатак клизања се излије, остављајући мокар комад посуђа на унутрашњој страни форме. Како се ово суши, помало се скупља и може се уклонити из калупа. Обично су калупи тако конструисани да се могу раставити.
Када се комад потпуно осуши, заглађује се и припрема за процес печења. Ставља се у шамотну кутију која се зове а саггер, који комад штити од пламена и гасова који се емитују током процеса, као што би рерна заштитила векну хлеба која се пече. Саггерс се постављају један на други у а пећи. Пећ је велика конструкција која је изграђена од ватросталне цигле и окружена је димњацима тако да пламен ватре може у потпуности да окружи посуђе, а да заправо никада не дође у контакт са њим. Дим би променио боју комада да нису заштићени на такав начин.
Већина комада се испаљује најмање два пута. Први пут кроз пећ се зове бискуе печење, а комад грнчарије назива се а бисквит or бискуе комад. Након печења, посуда од кекса се глазира. Глазура је стаклени, сјајни премаз који чини грнчарију привлачнијом и употребљивом. Глазуре садрже силицијум диоксид, флукс за снижавање температуре топљења (олово, баријум и тако даље) и металне оксиде као боје. Када се глазура нанесе на грнчарију и потпуно осуши, поново се враћа у пећ и пече на толико високој температури да се глазура топи и покрије целу површину грнчарије.
Врсте грнчарије
- Стоневаре је грнчарија направљена од светле или тамне глине. Застакљује се на несагореном телу или пре постављања у пећ или помоћу соли током процеса сагоревања и спаљује се до густог, тврдог стања.
- Порцелан је бела, витрификована роба. Прозиран је. У порцелану се тело и глазура доводе до завршетка и зрелости при једном истом сагоревању, које се одвија на веома високој температури.
- Кина је посуђе слично порцелану. Тело и глазура се доводе до завршетка и зрелости при истом печењу, на изузетно високим температурама.
- Боне цхина је врста порцулана у којој се као састојак користи спаљена кост, која чини око 40% масе.
- Земљано посуђе има бело или скоро бело тело. Произведен је са два печења, као порцулан, али његово тело остаје порозно. Глазура је слична оној у порцулану, али је направљена од јефтинијег материјала.
- Фаиенце је фино застакљено земљано посуђе које се користи у украсне и декоративне сврхе. Обично се не покушава произвести бело тело, а глазуре су често обојене.
Производни процеси
Физичка својства грнчарије варирају у зависности од састава тела и услова печења. Тело за било коју посебну употребу се бира углавном због његових физичких својстава, али се бела тела најчешће бирају за посуђе.
Индустријски производи (нпр. ватростални материјали, електрични изолатори, носачи катализатора и тако даље) имају широк спектар својстава у зависности од њихове евентуалне употребе.
Сировине. Основни састојци грнчарског тела приказани су у табели 1, која такође указује на типичне пропорције у типовима тела узорака.
Табела 1. Типични састојци тела (%)
|
Тело |
Пластиц Басе |
Флукс |
Пунилац |
|||||
|
Балл Цлаи |
Каолин |
Стоневаре глине |
Камен |
Фелдспат |
кварц |
Коштани пепео |
други |
|
|
Земљано посуђе |
25 |
25 |
15 |
35 |
||||
|
Стоневаре |
КСНУМКС-КСНУМКС |
КСНУМКС-КСНУМКС |
КСНУМКС-КСНУМКС |
20–30 (грог) |
||||
|
Кина |
КСНУМКС-КСНУМКС |
КСНУМКС-КСНУМКС |
КСНУМКС-КСНУМКС |
КСНУМКС-КСНУМКС |
||||
|
Порцелан |
КСНУМКС-КСНУМКС |
КСНУМКС-КСНУМКС |
КСНУМКС-КСНУМКС |
|||||
|
Боне Цхина |
КСНУМКС-КСНУМКС |
КСНУМКС-КСНУМКС |
КСНУМКС-КСНУМКС |
|||||
Нефелин-сиенит се понекад користи као флукс, а глиница може заменити део или цео кварцни пунилац у неким телима типа порцелана. Кристобалит (калцинисани песак) се користи као пунило у неким грнчарским телима, посебно у индустрији зидних плочица.
Састав тела је делом одређен захтеваним особинама крајњег производа, а делом начином производње. Пластична основа је неопходна за посуђе које се обликује док је влажно, али не и за процесе формирања без пластике, као што је пресовање прашине. Пластична подлога није неопходна, иако је глина и даље главни састојак већине керамичких производа, укључујући и оне припремљене пресовањем прашине.
Индустријска керамика није приказана у табели 1, јер се њен састав креће од свих кугличних или шамотних глина, без додатног флукса или пунила, до скоро свих глиница, са минималном количином глине и без додавања флукса.
Током печења, флукс се топи у стакло како би се састојци повезали. Како се количина флукса повећава, температура витрификације се снижава. Пунила утичу на механичку чврстоћу посуђа пре и током печења; у изради посуђа традиционално се користи кварц (као песак или калцинисани кремен), осим што се коштани пепео користи у изради коштаног порцулана. Примена глинице или других не-силицијумских пунила, који се већ користе у производњи индустријске керамике, проширује се и на израду друге робе, укључујући и домаће производе.
Обрада. Основни процеси у производњи грнчарије укључују:
- припрема састојака тела
- формирање и обликовање
- печење кекса
- наношење глазуре
- испаљивање сјаја
- декорација.
Припремни процеси калцинације, дробљења и млевења кремена или камена могу се обављати у посебном објекту, али је уобичајено да се сви наредни процеси одвијају у истој фабрици. У слип кући, састојци за тело се мешају у води; пластична глина се затим производи филтрирањем и чепљењем; клизач за ливење се затим припрема замућењем до кремасте конзистенције. Прашина за пресовање се припрема сушењем и млевењем.
Традиционалне класификације процеса обликовања приказане су у табели 2. Код ливења, водена суспензија тела се сипа у упијајући калуп и одливак се уклања након делимичног сушења. Обликовање пластичне глине бацањем је сада ретко у индустријској производњи; механичко наношење преко или у гипсани калуп (јиггеринг анд јолли) са одвајањем од калупа након сушења је скоро универзално у изради стоног посуђа. Пресовање пластичне глине или екструзија углавном је ограничено на индустријску керамику. Пресовани производи се производе сабијањем претходно осушене прашине за тело ручним или механичким пресовањем.
Табела 2. Процеси производње
|
Proizvodi |
Уобичајени процеси |
|
Столови |
Обликовање пластичне глине; ливење |
|
Санитарија |
Ливење |
|
Плочице |
Прешање прашине (зидне или витрификоване подне плочице), пресовање пластичне глине (подни каменоломи) |
|
Индустријска роба |
Прешање прашине, пресовање пластичне глине |
Након обликовања, посуђе се може осушити и дорадити чепањем, вучом или сунђером. Тада је спреман за печење кекса.
Након печења кекса, глазура се наноси потапањем или прскањем; потапање може бити ручно или механизовано. Застакљена посуда се затим поново пече. Понекад се, као и код санитарне беле посуде, глазура наноси на осушени глинени предмет и постоји само једно печење.
Декорација се може наносити испод или преко глазуре и може бити ручно фарбање, машинско штампање или трансфер; декорација преко глазуре укључује треће печење; а понекад су неопходна и одвојена печења за различите боје.
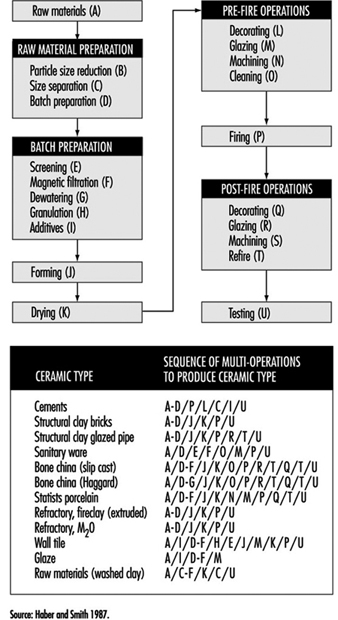
У завршној фази, роба се сортира и пакује за отпрему. На слици 15 су идентификовани различити путеви којима су се кретале различите врсте грнчарије и керамике током њихове производње.
Слика 15. Дијаграм тока према врсти керамике
Керамичка плочица
Општи профил
Керамичка је термин који се некада сматрао да се односи само на уметност или технику производње грнчарских предмета. Етимологија појма показује да потиче од грчког керамос, што значи „грнчар” или „грнчарија”. Међутим, грчка реч је повезана са старијим кореном на санскриту, што значи „горети“; како су га користили сами Грци, његово примарно значење било је једноставно „спаљена ствар” или „спаљена земља”. Основни концепт садржан у термину био је производ добијен дејством ватре на земљане материјале.
Традиционална керамика, у контексту овог чланка, односи се на производе који се обично користе као грађевински материјали или у кући и индустрији. Иако постоји тенденција да се традиционална керамика изједначи са ниском технологијом, у овој индустрији се често користе напредне производне технологије. Оштра конкуренција међу произвођачима довела је до тога да технологија постане ефикаснија и исплативија коришћењем сложених алата и машина, заједно са компјутерски потпомогнутом контролом процеса.
Најстарији керамички производи настали су од материјала који садрже глину. Рани грнчари су открили да је пластична природа глине корисна у обликовању облика. Због своје тенденције да испољи велику количину скупљања, глинена тела су модификована додавањем крупног песка и камена, што је смањило скупљање и пуцање. У модерним телима на бази глине, типични додаци који нису глине су силицијумово брашно и алкални минерали који се додају као флуксови. У традиционалним керамичким формулацијама, глина делује као пластификатор и везиво за друге састојке.
Развој индустрије
Производња сушених и печених глинених плочица има веома древно порекло које датира још од становништва Блиског истока. Индустрија беле керамике се значајно развила у Европи, а до почетка 20. века производња подних и зидних плочица достигла је индустријске размере. Даљи развој у овој области догодио се након Другог светског рата. Европа (посебно Италија и Шпанија), Латинска Америка и Далеки исток су сада најважније области индустријске производње плочица.
Сектор подних и зидних плочица у индустрији белог прибора је доживео велики развој од средине 1980-их увођењем нових технологија, аутоматизацијом и интеграцијом производног тока у производни процес. Након тога је повећана продуктивност и ефикасност, док су потрошња енергије и трошкови смањени. Производња плочица је сада континуирана у мокрој и сувој производњи плочица, а многе фабрике данас имају скоро 100% аутоматизацију. Главне иновације у индустрији плочица током последње деценије укључују мокро брушење, сушење распршивањем, суво пресовање под високим притиском, сушење на ваљцима и технологије брзог печења.
Вредност понуде на тржишту керамичких плочица у САД (фабричке испоруке плус увоз) порасла је за 9.2% на годишњем нивоу између 1992. и 1994. Процењује се да је продаја у доларима достигла 1.3 милијарде долара у 1994. У исто време, обим продаје је порастао за 11.9 % се повећава годишње на 1.3 милијарде квадратних стопа. Ово се пореди са стопом раста тржишта од 7.6% на основу продаје у доларима и 6.9% на основу обимне продаје између 1982. и 1992. године.
Класификације керамичких плочица
Редваре и вхитеваре
На тржишту су доступне многе врсте керамичких плочица. Разликују се према стању површине, боји каросерије (бела или црвена), технологији производње, сировинама и крајњој употреби. Разлика између „црвених“ и „белих“ плочица лежи у количини минерала гвожђа садржаних у телу. Реагујући са осталим компонентама тела, они могу дати више или мање боје и модификовати понашање тела током пуцања.
Потпуна и исцрпна класификација је веома тешка због екстремне хетерогености производа од плочица, њихове обраде и каснијих карактеристика. У овом поглављу разматрају се европски (ЕН) и АСТМ стандарди.
ЕН стандарди искључиво класификују керамичке плочице у функцији упијања воде (која је у директној корелацији са порозношћу) и метода обликовања (екструзија или пресовање). Методе обликовања су класификоване као:
- процес обликовања А (екструдиране подне плочице). Овај процес укључује подељене плочице и појединачно екструдиране плочице.
- процес обликовања Б (суво пресоване подне и зидне плочице).
Европски стандард ЕН 87, одобрен у новембру 1981., прецизира да су „керамичке зидне и подне плочице грађевински материјали који су генерално дизајнирани за употребу као подне и зидне облоге, како у затвореном тако и на отвореном, без обзира на облик и величину“.
Спецификација америчког националног института за стандарде (АНСИ) за керамичке плочице (АНСИ А 137.1) садржи следеће дефиниције:
- Керамичке мозаик плочице формира се или прашином или пластичном методом, обично дебљине 6.4 до 9.5 мм (1/4 до 1/8 ин.) и има површину лица мању од 39 цм2 (6 ин2 ). Керамичке мозаик плочице могу бити или порцеланске или природне глине, и могу бити обичне или са абразивном мешавином.
- Декоративна зидна плочица је застакљена плочица са танким телом које обично није стаклено и погодно за унутрашњу употребу у декоративним стамбеним зидовима где отпорност на ломљење није услов.
- Плочица за поплочавање је глазирана или неглазирана порцеланска или природна глинена плочица формирана прашином пресованом методом од 39 цм2 (6 ин2 ) или више подручја лица.
- Порцеланска плочица је керамичка мозаик плочица или плочица за поплочавање која се углавном израђује методом прашно пресована са резултујућом композицијом плочица која је густа, непропусна, фино зрнаста и глатка, са оштро обликованим лицем.
- Плочице за каменолом је глазирана или неглазирана плочица, направљена поступком екструзије од природне глине или шкриљаца, обично има 39 цм2 (6 ин2) или више подручја лица.
- Зидна плочица је глазирана плочица са телом које је погодно за унутрашњу употребу и обично без стакла и није потребно да издржи претеране ударе или да буде подложно условима смрзавања и одмрзавања.
- Појединачне класе беле керамике укључују неглазиране плочице (керамичке мозаик плочице, плочице за каменолом, плочице за поплочавање) и глазиране плочице (глазиране зидне плочице, глазиране керамичке мозаик плочице, глазиране плочице за каменолом, глазиране плочице за поплочавање) (АНСИ 1988).
Плочице се производе стандардним керамичким процесима. Керамичке зидне и подне плочице се припремају од мешавине кугличне глине, песка, флукса, средстава за бојење и других минералних сировина и подвргавају се преради као што је млевење, просијавање, мешање и влажење. Обликују се пресовањем, екструзијом, ливењем или другим поступком, обично на собној температури, а затим се суше и коначно пеку на високој температури. Плочице могу бити глазиране, неглазиране или енгобиране. Глазуре су непропусни премази налик стаклу, а енгоби су мат премази на бази глине који такође могу бити порозни. Застакљене зидне и подне плочице се производе једностепеним или двостепеним печењем.
Традиционална керамичка тела се формирају у облике користећи много различитих техника. Специфичан процес обликовања је диктиран бројним факторима, укључујући карактеристике материјала, величину и облик дела, спецификације делова, принос производње и прихваћене праксе у географском региону.
Тела на бази глине су хетерогене мешавине једне или више глине и једног или више неглинених прахова. Пре него што добију коначан облик, ови прахови пролазе кроз низ јединичних операција, операција испаљивања и операција после паљења (видети слику 17).
За већину традиционалних тела, технике формирања могу се класификовати као формирање меке пластике, обликовање круте пластике, пресовање и ливење.
Примењени притисак се користи за преуређивање и редистрибуцију сировина у боље упаковану конфигурацију. Реолошко понашање тела на бази глине је резултат интеракције минерала глине са водом, што даје пластичност шаржи. У неглиненим телима, овај исти тип понашања се може постићи додавањем пластификатора.
Индустриал Церамицс
Општи профил
Керамика се од осталих инжењерских материјала (метала, пластике, производа од дрвета, текстила) разликује по низу појединачних својстава. Можда је најизразитија разлика за дизајнера или потенцијалног корисника керамичког посуђа јединствени облик и величина сваког појединачног керамичког комада. Керамика се не обликује или обрађује након печења, осим веома скупим брушењем; сходно томе, они се обично морају користити онаквима какви јесу. Осим неких једноставних облика плочица, шипки и цеви ограничених величина, керамика се не може пласирати на тржиште или у дворишту, нити сећи да стане на посао.
Сва корисна својства, укључујући облик и величину, морају бити обезбеђена унапред, почевши од раних фаза обраде керамике. Структурни интегритет сваког комада мора бити очуван кроз различите изложености термичком и механичком напрезању током обраде и све док се комад коначно не инсталира и користи. Ако керамика не функционише као резултат различитих узрока (крхки лом при удару, топлотни удар, квар диелектрика, абразија или корозија шљаке која се топљења), није вероватно да ће се моћи поправити и обично се мора заменити.
Остварен је значајан напредак у фундаменталном разумевању и технолошкој контроли особина керамике, као иу њеној употреби у многим новим, захтевним, високо техничким применама. Индустрија уопште, а посебно њени технички и електронски керамички делови, осмислили су технике производње и контроле за масовну производњу сложених облика у телима која имају пажљиво контролисане електричне, магнетне и/или механичке особине уз одржавање толеранција димензија које су довољно добре да се омогућавају релативно лако склапање са другим компонентама.
Многе керамике се производе у великим количинама као стандардни артикли. Ватросталне цигле и облици, лонци, пригушивачи, цеви за пећи, изолатори, заштитне цеви за термоелементе, кондензаторски диелектрици, херметичке заптивке и плоче од влакана рутински се налазе у залихама бројних произвођача керамике у различитим саставима и величинама. Обично је брже и јефтиније користити артикле на залихама кад год је то могуће. Када артикли на залихама не задовоље потребе, већина произвођача је спремна да производи артикле по мери. Што су строжи захтеви за дату особину керамике или што су рестриктивнији захтеви за специфичне комбинације својстава, величина и облика, то су ограниченији прихваћени композициони, микроструктурни и конфигурациони параметри за керамику. Због тога су трошкови и тешкоћа производње већи. Већина произвођача керамике има искусне инжењере и дизајнере који су добро квалификовани да раде са потенцијалним купцима на детаљима дизајна керамичког посуђа.
tržišta
Главно тржиште за најсавременију керамику је било и биће и даље у електроници, али енергични истраживачки и развојни програми широм света непрестано траже нове примене и идентификују начине за побољшање својстава керамике тако да се може приступити новим тржиштима.
Напредна керамика се производи у Јапану, Сједињеним Државама и Западној Европи. Сировине које се користе у индустрији се тргују на међународној основи, углавном у облику праха, али постоји и значајна количина унутрашње прераде.
Главне примене индустријске керамике су:
- Оксиди. Главни оксидни материјали који се данас користе су глиница у свећицама, подлогама и апликацијама за хабање; цирконијум (ЗрО2) у сензорима кисеоника, као компонента у пиезоелектрицима олово-цирконијум-титанат (ПЗТ), апликацијама за хабање и термичким баријерама; титанати у кондензаторима баријум титаната и ПЗТ пиезоелектрицима; и ферити у перманентним магнетима, магнетним главама за снимање, меморијским уређајима, температурним сензорима и деловима електромотора.
- Карбиди и нитриди. Карбиди (углавном силицијум карбид и бор карбид) се користе у апликацијама на хабање, док се нитриди (углавном силицијум нитрид и Сиалон) користе за хабање и алате за сечење. Алуминијум нитрид, са својом високом топлотном проводљивошћу, је примарни материјал који се бори за део тржишта електронских супстрата којим тренутно доминира глиница.
- Мешовита оксидна керамика. Напори истраживања и развоја керамике су фокусирани на бројне нове апликације за керамику које све имају огроман потенцијал. Три значајне примене су: (1) керамички суперпроводници, (2) керамика за горивне ћелије са чврстим оксидом и (3) керамичке компоненте за топлотне моторе.
Керамички суперпроводници су засновани на бројним мешовитим оксидним системима који укључују итријум, баријум, бакар, стронцијум и бакар (ИБа2Cu3O7-8, Би2Sr2ЦаЦу2O8, Би2Sr2Ca2Cu3O10) стабилизовано оловним оксидом. Керамика горивих ћелија од чврстог оксида је заснована на јонским проводницима у којима је стабилизовани цирконијум високе чистоће тренутно материјал избора. Керамичке компоненте топлотног мотора које се истражују су састављене од силицијум карбида, сиалона и цирконија, било као једнофазна керамика, керамичко-керамички композити или композити металне матрице (ММЦ).
Производни процеси
Развој технологије производње
Обрада иновација. Истраживачко-развојна делатност је генерисање нових технологија за производњу керамичких материјала. Процењено је да је керамика добијена од прекурсора 2. године имала тржишну вредност од 1989 милиона америчких долара, од чега је највећи део био у ЦВД-у (86% укупне тржишне вредности). Остали сегменти овог растућег тржишта укључују хемијску инфилтрацију паре (ЦВИ), сол-гел и полимерну пиролизу. Производи који се успешно производе на овај начин укључују континуирана керамичка влакна, композите, мембране и прахове ултра високе чистоће/високе активности.
Процеси који се користе за претварање ових сировина у готове производе укључују додатну обраду праха (нпр. млевење и сушење распршивањем) пре формирања зелених облика који се затим пече у контролисаним условима. Процеси формирања укључују пресовање, изостатичко пресовање, ливење клизним слојем, ливење траке, екструзију, бризгање, топло пресовање, топло изостатичко пресовање (ХИП), ЦВД и тако даље.
Хемијски адитиви за помоћ при обради керамике. Сваки корак у производном процесу захтева пажљиву контролу тако да се својства крајњег производа добију уз максималну ефикасност производње и да се хемикалије са кључним ефектом користе за оптимизацију обраде праха и зеленог обликовања. Хемикалије које делују укључују помоћна средства за млевење, флокуланте и везива, мазива која утичу на ослобађање производа током пресовања и минимизирају хабање делова калупа, и пластификаторе који помажу екструзији и бризгању. Списак таквих хемикалија је приказан у табели 3. Иако ови материјали играју важну економску улогу у производњи, они сагоревају током печења и немају никакву улогу у хемији финалног производа. Процес сагоревања се мора пажљиво контролисати како би се избегао преостали угљеник у готовим производима, а истраживање и развој процеса континуирано истражују начине за минимизирање нивоа коришћених хемикалија са ефектом.
Табела 3. Одабрани хемијски адитиви који се користе за оптимизацију прашкастог третмана и зеленог обликовања керамике
|
Материјал |
Апликација или функција |
|
Поливинил алкохол |
Везиво за напредну керамику |
|
Полиетилен гликол |
Везиво за напредну керамику |
|
Натријум полиакрилата |
Дефлокулант за ливење |
|
Терцијарни амидни полимер |
Везиво за суво пресовање |
|
Скроб помешан са сувим колоидним алуминосиликатом |
Везиво за вакуумско обликовање |
|
Катјонска глиница плус органски флокулант |
Везиво за вакуумско обликовање |
|
Претходно гелирани, катјонски кукурузни скроб |
Флокулант за колоидни силицијум и везиво глинице |
|
Натријум карбоксиметилцелулоза високе чистоће |
Биндер |
|
Неоргански колоидни магнезијум алуминијум силикат |
Агент за суспензију |
|
Натријум карбоксиметилцелулоза средњег вискозитета додата у Веегум |
Средство за суспензију, стабилизатор вискозитета |
|
Амонијум полиелектролит |
Средство за дисперговање за ливење листића за електронску керамику |
|
Натријум полиелектролит |
Везивно средство за дисперговање за тела сушена распршивањем |
|
Микрокристална целулоза и натријум карбоксиметилцелулоза |
Прогушћивач |
|
Полисилазан |
Помоћ за обраду, везиво и прекурсор за напредну керамику |
Поред стварања керамичких производа и технологија производње керамике за нове примене, не треба занемарити утицај напредне керамичке индустрије на традиционалну индустрију керамике. Очекује се да ће многи високотехнолошки материјали и процеси наћи примену у традиционалној керамичкој индустрији јер ова потоња настоји да смањи трошкове производње, побољша квалитет и пружи бољу вредност услуге крајњем кориснику.
Сировине
Постоје одређени кључни материјали који се или директно користе у керамичкој индустрији или који представљају полазну тачку за производњу материјала са додатном вредношћу:
- силицијум-диоксид
- глине
- глиница
- магнезија
- титанија
- гвожђе оксид
- циркон/цирконијум.
Ова дискусија ће се фокусирати на својства силицијум диоксида, глинице и циркон/цирконијум.
Силицијум-диоксид, поред употребе у ватросталним материјалима и белим предметима, такође је полазна тачка у производњи елементарног силицијума, силицијум карбида и силицијум тетрахлорида. Силицијум је, заузврат, полазна тачка за силицијум нитрид, а силицијум тетрахлорид је прекурсор за широк спектар силицијумских органских материја које се могу пиролизирати под контролисаним условима у висококвалитетни силицијум карбид и силицијум нитрид.
Силицијум нитрид и његови Сиалон деривати, као и силицијум карбид, упркос њиховој тенденцији да оксидирају, имају потенцијал да испуне многе од имовинских циљева које је поставило тржиште топлотних мотора. Карактеристика силицијум диоксида и керамичких материјала који се добијају од силицијум диоксида је да су сви елементи лако доступни у земљиној кори. У том погледу, ови материјали нуде потенцијал лакоће снабдевања у свим деловима света. У пракси, међутим, постоји значајан унос енергије потребан за производњу силицијума и силицијум карбида. Сходно томе, производња ових материјала је углавном ограничена на земље са јефтином и лако доступном електричном енергијом.
Алумина налази се у земљиној кори као компонента у алуминосиликатним минералима. Економија налаже да се глиница екстрахује из боксита коришћењем Баиеровог процеса. Боксит је распрострањен у екваторијалном појасу у различитим стањима чистоће и подељен је у две класификације: руда ватросталног квалитета и руда металуршке руде.
Ватростални боксит испоручују Кина и Гвајана као калцин на високој температури природног минерала: дијаспора (Ал2O3· Х2О) у Кини и гибсите (Ал2O3· КСНУМКСХ2О) у Гвајани. Током калцинације, сложено фазно склапање корунда (Ал2O3), формира се мулит, силицијум стакло и мањи нивои алуминијум титаната. Потрошња ватросталног боксита премашује 700,000 тона годишње на светској основи.
Боксит металуршког квалитета се копа у Аустралији, Јамајци и западној Африци и има променљиве нивое глинице у комбинацији са главним нечистоћама као што су оксид гвожђа и силицијум диоксид. Алуминијум у металуршким рудама се екстрахује из руде када се раствори натријум хидроксидом, при чему се добија раствор натријум алумината који се одваја од оксида гвожђа и силицијум диоксида, који се одбацују као отпадни производ у облику црвеног муља. У суштини, чисти алуминијум хидроксид се преципитира из натријум алумината, а затим калцинише до више врста глинице.
Глиница високе чистоће која се користи у керамичкој индустрији и добијена Бајеровим поступком класификована је као табела алуминијума, фузионисана глиница или специјално калцинисана глиница.
Таблична глиница се производи високотемпературним (~2,000°Ц или 3,630°Ф) калцинацијом нискотемпературне калцинисане глинице у великим ротационим пећима на уљу. Стопљена глиница се производи електричним топљењем калцинисане глинице. Таблична и топљена глиница се продају ватросталној индустрији у здробљеном и класификованом облику за употребу у широком спектру висококвалитетних производа, као што су ватростални материјали за континуирано ливење (нпр. једноивични зарези или СЕН/клизне капије), монолитни ватростални материјали за примену у високим пећима и петрохемијској индустрији.
Специјални калцинисани прах глинице су главне сировине које се користе у напредној керамичкој индустрији за електронске и инжењерске апликације. Прахови се производе у широком спектру класа према прецизним спецификацијама хемије, величине честица и типа кристала, како би одговарали широком спектру апликација крајњег производа.
Постоји успостављена међународна трговина висококвалитетном глиницом. Многи произвођачи керамике имају сопствене објекте за млевење и сушење распршивањем. Јасно је да постоји ограничење за раст понуде система сушених распршивањем и стална потреба за снабдевањем глинице која одговара постројењима потрошача, тако да се употреба потоњих може оптимизовати по прихватљивој цени. Алуминијум је значајан керамички материјал који је доступан у високом степену чистоће. Доминантна позиција глинице као керамичке сировине настаје јер има пожељна својства уз релативно ниску цену. Ова исплативост се може приписати робној природи пословања која произилази из велике потражње за алуминијумском оксидом у индустрији алуминијума.
Циркон и цирконијум. Примарни извор цирконија је минерал циркон (ЗрО2 СиО2), који постоји у песку на плажи углавном у Аустралији, Јужној Африци и Сједињеним Државама. Циркон екстрахован из песка на плажи садржи око 2% хафнијум оксида и трагове Ал2O3 (0.5%), Фе2O3 (0.1%) и ТиО2 (0.1%). Поред тога, сви циркони садрже трагове уранијума и торијума. Циркон се прерађује финим млевењем како би се произвео низ млевених производа дефинисане величине честица. Ови производи су нашли примену у ливењу по инвестиционој маси, ливницама, ватросталним производима и као средство за затамњење у глазурама за белу технику.
Циркон је такође главни извор цирконија. Циркон се може хлорисати у присуству угљеника да би се добили цирконијум и силицијум тетрахлориди који се затим одвајају дестилацијом. Произведени цирконијум тетрахлорид може се користити за директну припрему цирконијума или као сировина за друге хемикалије цирконијума. Синтеровање са алкалним или земноалкалним оксидима се такође користи за разлагање циркона. Силицијум диоксид се излужи из производа распадања водом, остављајући цирконијум хидроксид да се даље пречисти растварањем у киселини и реталожењем. Цирконијум се затим добија калцинацијом хидроксида. Циркон се такође претвара у цирконијум и силицијум диоксид у плазми на 1,800°Ц (3,270°Ф) уз брзо хлађење да би се спречила реасоцијација. Слободни силицијум се уклања растварањем у натријум хидроксиду. Таљени цирконијум се производи у електричним лучним пећима од бадделеиита или циркон/угљеника. У последњем процесу, компонента силицијум диоксида циркона се карботермички редукује у силицијум моноксид, који испари пре фузије заосталог цирконија.
резиме
Индустријска керамичка индустрија је веома разнолика и има много унутрашње обраде. Многе од завршних производних операција су у атмосфери ливничког типа. Системи за руковање материјалом у овим операцијама преносе фине сировине где прашина може бити проблем. Материјали се затим подижу на веома високе температуре и топе или спајају у облике потребне за завршне делове. Стога, многа безбедносна питања која постоје у било којој индустрији високе температуре постоје иу индустрији индустријске керамике.
Цигла и плочице
Општи профил
Опеке и плочице од глине коришћене су као грађевински материјал од најранијих времена у многим деловима света. Када су правилно направљени и печени, издржљивији су од неког камења, отпорни на временске прилике и велике промене температуре и влаге. Цигла је правоугаоник стандардне величине, који се незнатно разликује од региона до региона, али је у суштини погодан за руковање једном руком од стране зидара; кровне плочице су танке плоче, равне или закривљене; глинене плочице се такође могу користити за подове.
Индустрија цигле је веома фрагментирана. Постоји много малих добављача који се налазе широм света. Производња цигле обично укључује локалне добављаче и локална тржишта због трошкова транспорта готовог производа. Године 1994. постојало је 218 фабрика за производњу цигле у Сједињеним Државама, а 1992. године број произвођача конструкцијских производа од глине у Великој Британији је, на пример, наведен на 182. Произвођачи опеке се углавном налазе у близини лежишта глине како би смањили трошкове транспорта сировина.
У Сједињеним Државама, цигла се првенствено користи у стамбеној изградњи или као носиви материјал или као материјал за фасаду. Пошто је индустрија цигле тако уско повезана са индустријом становања, производна активност је у великој мери зависна од индустрије стамбене изградње и скоро потпуно зависна од комбиноване индустрије стамбене и нестамбене изградње.
Производни процеси
Материјали и обрада
Основни материјал је глина разних врста са мешавинама иловаче, шкриљаца и песка, према локалном снабдевању и потребама, да би се дала потребна својства текстуре, пластичности, правилности и скупљања и боје.
Екстракција глине је сада често потпуно механизована; производња се обично одвија уз рупу за екстракцију, али у великим радовима глина се понекад преноси у клизама на жичарима. Накнадна обрада глине варира у зависности од њеног састава и крајњег производа, али генерално укључује дробљење, млевење, просијавање и мешање. Погледајте слику 16 за типичну операцију производње цигле.
Слика 16. Производња цигле и плочица
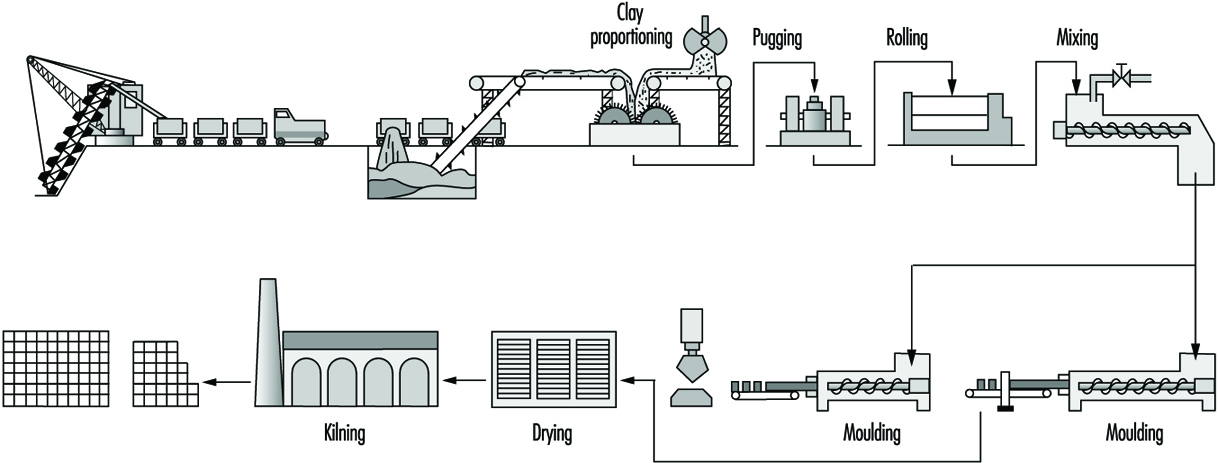
Глина за жичане цигле се разбија ваљцима; вода се додаје у миксер; смеша се поново ваља, а затим убацује кроз хоризонтални млин. Екструдирана пластична глина се затим сече на величину на столу за сечење жице. Полусув и чврст пластични материјал се производи ваљањем и просејавањем, а затим се убацује у механичке пресе. Неке цигле су још увек ручно обликоване.
Када се користи пластични материјал, цигле се морају сушити или на сунцу и ваздуху, или чешће у регулисаним пећима, пре печења; цигле направљене од полусуве или круте пластике могу се одмах пећи. Печење се може одвијати у прстенастим пећима, често напајаним ручно, или у тунелским пећима са механичким напајањем. Горива која се користе ће варирати у зависности од локалне доступности. Завршна глазура се наноси на неке декоративне цигле.
Ватросталне куће
Општи профил
Ватростални материјали се традиционално сматрају неметалицима који су отпорни на деградацију корозивним гасовима, течностима или чврстим материјама на повишеним температурама. Ови материјали морају да издрже топлотни удар изазван брзим загревањем или хлађењем, квар који се може приписати топлотном напрезању, механички замор због другог материјала који долази у контакт са самим ватросталним материјалом и хемијски напад који активира окружење високе температуре. Ови материјали су потребни за производњу већине керамичких производа и посебно су потребни у пећницама, сушарама, пећима и деловима мотора са високим температурама.
Ватростални материјали су остали скоро искључиво на минералној бази све до 20. века. Ипак, технолози који су били вешти у минералогији обраћали су пажњу. Металурзи су експериментисали са киселином и основним методама шљаке још од средњег века и каталогизирали неке од предности сваког од њих. Ватростални занатлије су сходно томе експериментисали са ганистером, са другим скоро чистим минералима силицијум диоксида и са магнезитом, претежно МгЦО3 минерал који је калцинисан у МгО. Када је Бессемеров конвертор за производњу челика измишљен 1856. године, комбинујући радне температуре од преко 1,600ºЦ са корозивним киселим троском, „кисели” ватростални материјали од силицијум диоксида били су готово спремни. Када је уследила Сименсова пећ са отвореним ложиштем 1857. године на још вишим температурама, а производња челика је у оба случаја прешла на корозивно основно шљаку, убрзо су уведене „основне“ облоге од магнезита. Основни ватростални материјали направљени од доломита (МгО-ЦаО) развијени су током Првог светског рата, када је европско снабдевање магнезитом прекинуто од савезника. Касније, са развојем других минералних ресурса широм света, магнезит се поново афирмирао.
Табела 4. Употреба ватросталних материјала по индустрији у Сједињеним Државама
|
Индустрија |
Проценат укупне продаје у САД |
|
Гвожђе и челик |
51.6 |
|
Обојени метали |
7.5 |
|
Цемент |
4.9 |
|
стакло |
5.1 |
|
Керамика |
9.7 |
|
Хемикалија и нафта |
2.1 |
|
Комуналне услуге |
0.9 |
|
извоз |
7.4 |
|
Све остало и неодређено |
10.8 |
У међувремену, везане угљеничне цигле су се производиле у Уједињеном Краљевству почевши од 1863. године и на крају су нашле свој пут у високој пећи за топљење гвожђа јер су њене радне температуре биле још више. Такође су брзо отишли у ћелије Халл-Хероулта за производњу алуминијума (1886).
Креч се правио око 5,000 година користећи пећи од глине, а затим од шамотне опеке. Производња портланд цемента је први пут захтевала иновативни ватростални материјал када су ротационе пећи уведене после 1877. Прве отпорне облоге биле су направљене од цементног клинкера везаног за цемент. Касније су се трајнији комерцијални ватростални материјали вратили овој индустрији.
Рекуперативне и регенеративне пећи, настале у тек рођеној производњи челика 1850-их, уведене су у обојену металургију и производњу стакла крајем 19. века. И ту су морали бити замењени шамотни ватростални материјали. Магнезитне облоге су коришћене у бакарним претварачима од 1909. године, а у првим модерним стакленим резервоарима око 10 година касније. Електричне лучне пећи су први пут испробане за производњу челика 1853. и постале су уобичајене након 1990. Јединица од отприлике 100 тона инсталирана у Сједињеним Државама 1927. користила је облогу од магнезита.
Трофазне лучне пећи су постојале пре 1950. године; тек тада су се јавили озбиљни захтеви за софистициранијим ватросталним материјалима. У истом временском оквиру, дување кисеоником је уведено у Бесемерове пећи и пећи на отвореном ложишту 1940-их. Основна пећ за кисеоник (БОФ) је буквално преузела производњу челика касних 1950-их. Удувавање кисеоником је, због своје економске важности, по први пут нагнало индустрију ватросталних материјала да уведе синтетичке материјале у своје производе у значајном обиму.
Особине ватросталних материјала
Особине које карактеришу квалитетне ватросталне материјале зависе од природе примене. Најважнији аспект материјала се назива „ватросталност“. Овај термин се односи на тачку у којој узорак почиње да омекшава (или се топи). Обично ватростални материјали немају одређену тачку топљења; фазни прелаз се одвија у распону температура у феномену који се зове омекшавање. Ова карактеристика се често квантификује помоћу еквивалента пирометичког конуса (ПЦЕ), који је мера садржаја топлоте мереног падањем конуса током термичког циклуса.
Сродна и често кориснија особина је температура квара под оптерећењем. Ватростални материјали често пропадају под оптерећењем на температурама много нижим од температуре која одговара ПЦЕ. Приликом добијања вредности за овај параметар, ватростални материјал се подвргава познатом оптерећењу и затим се загрева. Пријављује се температура на којој долази до опуштања или опште деформације. Ово је од великог интереса јер се вредност користи за предвиђање механичких својстава током употребе ватросталног материјала. Носивост ватросталних материјала је директно пропорционална количини присутног вискозитета стакла.Други фактор који је од суштинског значаја за разумевање перформанси ватросталног материјала је стабилност димензија. Током индустријске употребе, ватростални материјали су подвргнути циклусима загревања/хлађења, што узрокује да се ватросталне јединице или шире или скупљају. Велике промене у димензијама ће смањити стабилност и на крају могу довести до квара структуре на бази ватросталног материјала.
Сродни феномен који се обично примећује код ватросталних материјала је љуштење. Ломљење се генерално сматра ломљењем, цепањем или љуштењем ватросталног материјала, што резултира излагањем унутрашње масе материјала. Љуштење је обично узроковано температурним градијентом унутар материјала, компресијом у структури због наелектрисања велике запремине и варијацијама коефицијента топлотног ширења унутар цигле. У производњи ватросталних материјала улажу се сви напори да се избегне ломљење јер то смањује ефикасност ватросталног материјала.
Ватростални материјали имају примену у широком спектру индустријских примена у распону од широке употребе у индустрији гвожђа и челика до употребе малих количина у цементној и комуналним индустријама. У основи, ватростални материјали се користе у било којој индустрији где се високе температуре користе за загревање и сушење или спаљивање материјала. Табела 4 даје тренутни преглед према индустрији употребе ватросталних материјала у Сједињеним Државама.
Као што је приказано у табели 4, индустрија челика је област у којој се користи преко 50% ватросталног материјала произведеног у САД. Због тога су потребе индустрије челика у великој мери покренуле ватростални развој који је настао.
Савремени ватростални материјали
Керамика је значајно порасла од заната до примењене науке. Америчко керамичко друштво је основано 1899. године, Британско керамичко друштво 1901. Фазни дијаграми оксида почели су да се појављују у литератури 1920-их. Технике петрографије су биле добро развијене, а детаљни механизми деградације и хабања ватросталних материјала почели су да се разумеју. Амерички произвођачи ватросталних материјала постали су у великој мери реорганизовани, консолидовани и способни да обављају сопствена истраживања. И алати ватросталне синтезе и инструменти истраживања били су у порасту.
Синтетички индустријски угљеници, наравно, нису били нови. Кокс је први пут комерцијално направљен од угља 1860-их, а убрзо након тога од нафте. Синтетички графит и силицијум карбид појавили су се скоро истовремено на прелазу векова, након Ацхесоновог проналаска електричне пећи са самоотпорним загревањем 1896. Ови производи, који су имали својства сасвим другачија од оксида, брзо су стимулисали сопствену употребу и тржишта.
Синтетичка глиница, Ал2O3, био је доступан откако је Бајеров процес почео да покреће производњу алуминијума око 1888. Синтетички магнезијум (МгО) је први пут направљен од морске воде у Уједињеном Краљевству 1937. и у Сједињеним Државама 1942. године, подстакнут ратним потребама за магнезијумом. Цирконијум је постао доступан, такође подстакнут од стране војске. Креч је годинама био главна роба. Мноштво других хемикалија је било при руци за разматрање као ватросталне компоненте или као мањи адитиви и везивни агенси. Једина важна компонента оксидних ватросталних материјала која је углавном отпорна на замјену синтетиком је силицијум диоксид (СиО2) Силицијумске стене и песак високе чистоће су у изобиљу и користе се у овој индустрији, као иу формулацији стакла.
Употреба синтетике у производњи ватросталних материјала била је од огромне помоћи; али минералне сировине никако нису измештене. Синтетика кошта више и тај трошак мора бити оправдан. Неки синтетички материјали стварају озбиљне проблеме у обради ватросталних материјала и морају се пронаћи нови начини за њихово превазилажење. Оптимални резултати се често постижу комбинацијама синтетичких и минералних сировина, уз креативне инпуте у њихову прераду.
Мешавине глине са угљеником коришћене су за облагање лонаца и кутлача откако је гвожђе прво сипано; а силицијумске цигле које садрже угљеник направљене су у Француској 1860-их. Од 1960. и технике и композиције су се драматично промениле. Употреба ватросталних материјала који садрже угљеник оксид се повећала, почевши од МгО+Ц. Први прави подстицај је можда дао БОФ; али данас једва да постоји напредни оксидни ватростални тип који се не може имати са или без доданог угљеника или прекурсора угљеника за супериорне перформансе у специфичним применама.
Ватростална зрна или агрегат топљени луком су се правили од раних 1900-их, а фузионисане ватросталне цигле неколико састава уследиле су двадесетих и тридесетих година, посебно од мулита, глинице, магнезијума-алуминијум-силицијум-диоксида и алуминијум-цирконијум-силицијум диоксида. Често су ови производи у потпуности направљени од минералних сировина.
У ствари, ватростални материјали на бази свих минерала и данас остају важна компонента менија производа. Они су у целини јефтинији, често се одлично понашају и још увек има много примена мање потражње, као и оних са критичном потражњом за највишим нивоима ватросталности и отпорности на корозију.
Ватростална индустрија
Ватростални материјали ће се наћи у употреби у многим индустријама за облагање котлова, пећи и пећи свих врста, али највећи проценат се користи у производњи метала. У индустрији челика, типична висока пећ или пећ са отвореним ложиштем може да користи много различитих типова ватросталних материјала, неке направљене од силицијум диоксида, неке од хрома и/или магнезита, а друге од ватросталне глине.
Много мање количине се такође користе у следећим индустријама: гас, кокс и нуспроизводи; постројења за производњу електричне енергије; хемикалије; пећи пећи и пећи; цемент и креч; керамика; стакло; емајли и глазуре; локомотиве и бродови; нуклеарни реактори; рафинерије нафте; одлагање отпада (спалионице).
Производни процеси
Тип ватросталног материјала који се користи у било којој одређеној примени зависи од критичних захтева процеса. На пример, процеси који захтевају отпорност на гасовиту или течну корозију захтевају ниску порозност, високу физичку чврстоћу и отпорност на хабање. Услови који захтевају ниску топлотну проводљивост могу захтевати потпуно различите ватросталне материјале. Заиста, углавном се користе комбинације неколико ватросталних материјала. Не постоји добро успостављена линија разграничења између оних материјала који јесу и оних који нису ватростални, иако је способност да издрже температуре изнад 1,100°Ц без омекшавања наведена као практичан захтев индустријских ватросталних материјала.
Технички циљеви производње датог ватросталног материјала су оличени у његовим својствима и перформансама у предвиђеној примени. Алати за производњу састоје се од избора између сировина и метода и параметара обраде. Захтеви производње имају везе са карактеристикама фазног састава и микроструктуре – које се заједнички називају карактер материјала – које се развијају обрадом и које су саме одговорне за својства и понашање производа.
Сировине
У прошлости су ватросталне сировине биране из разних расположивих лежишта и коришћене као минерали. Селективним експлоатацијом се добијају материјали жељених својстава, а само у случајевима скупих сировина, као што је магнезит, био је потребан процес обогаћивања. Данас су, међутим, све траженије природне сировине високе чистоће, као и синтетички припремљена ватростална житарица направљена од комбинације сировина високе чистоће и бенефицираних. Материјал који се производи печењем сирових минерала или синтетичких мешавина назива се зрно, клинкер, ко-клинкер или грог.
Ватростални материјали се обично класификују у четири типа: алуминосиликат, силицијум (или кисели), базични и разни.
Материјали који се генерално користе у четири типа ватросталних материјала укључују:
- Алуминосиликатни ватростални материјали. Шамот се састоји углавном од минерала каолинита [ЦАС 1318-74-7] (Ал203 2СиО2 2H2О) са малим количинама других минерала глине, кварцита, оксида гвожђа, титана и алкалних примеса. Глине се могу користити у сировом стању или након калцинације. Сирова глина може бити крупно или фино самлевена за уградњу у ватросталну мешавину. Неки каолини високе чистоће се муљају, класификују, суше и лебде на ваздуху да би се постигао конзистентан, висок квалитет. Класификоване глине се такође могу мешати и екструдирати или пелетизирати, а затим калцинисати да би се добио спаљени синтетички каолинитни грог, или грубо здробљен сирови каолинит може бити спаљен да би се добио грог. Након калцинације или сагоревања, каолинит се разлаже у мулит и силицијумско стакло које садржи минералне нечистоће повезане са наслагама глине (нпр. кварцит, оксид гвожђа, титан и алкалије) и консолидује се у густ, чврст грануларни грог на високим температурама.
- Силицијум или кисели ватростални материјал користе углавном силицијум диоксид у облику уситњеног и млевеног кварцита (ганистер) (92 до 98%), коме се додаје одговарајућа везивна материја, као што је креч (ЦаО). Силицијумске цигле се углавном загревају два пута јер се при загревању шире (шамотне цигле се скупљају), а пожељно је да се експанзија заврши пре него што се изгради зид или облога.
- Основни ватростални материјали користите доломит, магнезит (МгО), хром оксид, гвожђе и алуминијум.
- Разни ватростални материјали. Од великог броја материјала који се сада користе, чешћи су карбиди као што су силицијум карбид, графит, глиница, берилијум, торија, уранијум оксид, азбест и цирконијум оксид.
Десило се неколико револуција у индустрији. У ове револуције укључене су даље механизоване методе руковања чврстим материјама, повећане могућности и аутоматизација опреме за обраду и технике за брзо прикупљање и анализу контролних података у процесу. Овај напредак је трансформисао праксу производње ватросталних материјала.
Слика 17 илуструје како се праве различите врсте ватросталних материјала. Фигура је нацртана у стилу „дрвета одлука“ са дивергентним гранама означеним бројевима за идентификацију. Постоје различити путеви, од којих сваки производи одређену врсту ватросталног производа.
Слика 17. Дијаграм тока производње ватросталних материјала
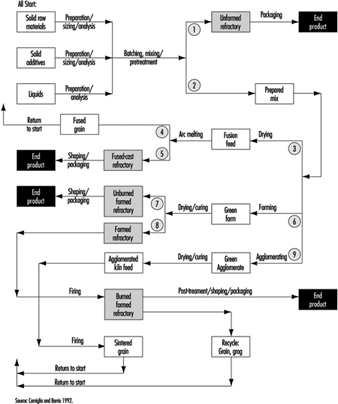
Ови генерички дијаграми тока представљају хиљаде специфичних процеса, диференцираних, на пример, по њиховим листама сировина, начину припреме и димензионисању и дозирању (значи одмерене количине) сваког, редоследу и начину мешања и тако даље. Дозвољени су пропусти — на пример, неки неформирани ватростални материјали се мешају суво и никада се не кваше до уградње.
Ватростални материјали или производи се могу претходно формирати (обликовати) или формирати и инсталирати на лицу места, али генерално се испоручују у следећим облицима:
Цигла. Стандардне димензије ватросталне цигле су 23 цм дужине, 11.4 цм ширине и 6.4 цм дебљине (равна цигла). Опеке могу бити екструдиране или суво пресоване на механичким или хидрауличним пресама. Формирани облици могу бити спаљени пре употребе или, у случају смоле, смоле или хемијски везаних опека (очврснути).
Фусион ливени облици. Ватросталне композиције се тапе у луку и изливају у облике (нпр. блокови флукса стаклених резервоара величине 0.33, 0.66, 1.33 м). Након ливења и жарења, блокови се прецизно брусе како би се обезбедило прецизно пристајање.
Ливени и ручно ливени ватростални материјали. Велики облици, као што су блокови горионика и блокови флукса, и замршени облици, као што су делови за убацивање стакла, сагери и слично, производе се клизним или хидрауличним ливењем цемента или техникама ручног обликовања. Пошто су ове технике радно интензивне, резервисане су за артикле који се не могу на задовољавајући начин формирати на друге начине.
Изолациони ватростални материјали. Изолациони ватростални материјали у облику опеке су много лакши од конвенционалне цигле истог састава због порозности цигле.
Мешавине за ливење и топовање. Лијеви се састоје од ватросталних зрна којима се додаје хидраулично везиво. Након мешања са водом, хидраулично средство реагује и везује масу заједно. Мешавине су дизајниране да се прскају кроз млазницу под притиском воде и ваздуха. Смеша се може размутити пре него што се испуца кроз пиштољ или помешати са водом на млазници.
Пластични ватростални материјали и мешавине за набијање. Пластични ватростални материјали су мешавине ватросталних зрна и пластичне глине или пластификатора са водом. Мешавине за набијање могу или не морају да садрже глину и углавном се користе са формама. Количина воде која се користи са овим производима варира, али је сведена на минимум.
Опасности на раду и мере предострожности
Табела 5 пружа информације о многим потенцијалним опасностима у овом индустријском сектору.
Табела 5. Потенцијалне опасности по здравље и безбедност пронађене током производње стакла, керамике и сродних материјала
|
Хазардс |
Употреба или извори изложености |
Потенцијални ефекти (физичке опасности |
Мере предострожности или стратегије контроле |
|
Ергономски стресори; биомеханичке опасности |
Пренапрезање услед руковања материјалом и прекомерна сила, лоше држање, висока учесталост/трајање задатака који укључују подизање, гурање или повлачење |
Истегнућа, уганућа и трчање код оштећења скелетних мишића леђа, горњих и доњих екстремитета Претерани физички и ментални замор може изазвати грешке које доводе до секундарних инцидената |
|
|
Физичке опасности |
Ухваћен у или ударен или о фиксну или мобилну опрему Клизање, саплитање и падови на ходне и радне површине, црева и другу опрему, алате или материјале |
Огреботине, посекотине, контузије, посекотине, пункције, преломи, ампутације |
|
|
Бука |
Пнеуматски вибратори, компресори, актуатори вентила, погонски мотори за мешање, дуваљке и сакупљачи прашине, транспортери, погонски индустријски камиони, механизована процесна и опрема за паковање, итд. |
Професионални губитак слуха, потешкоће у комуникацији и стрес |
|
|
Зрачна топлота, радна окружења високе температуре |
Процеси загревања или топљења током активности одржавања или реаговања у ванредним ситуацијама |
Физиолошки напор, топлотни стрес или термичке опекотине |
|
|
Удисање честица у ваздуху из сировина укључујући кристални силицијум, глину, креч, оксид гвожђа, сметњу прашину |
Руковање сировинама и током производње Изложености током активности рутинског одржавања, рушења и током грађевинских активности или поновне изградње До изложености може доћи услед невентилиране опреме или од цурења или лошег заптивања на местима преноса, жлебовима, транспортерима, елеваторима, ситама, ситама, опреми за мешање, машинама за млевење или дробљење, контејнерима за складиштење, вентилима, цевима, пећима за сушење или сушење, операцијама обликовања , итд. Сировине су изузетно абразивне, узрокујући пропадање компоненти система за пренос или складиштење у производним процесима. Неодржавање врећа, чистача или сакупљача прашине и употреба компримованог ваздуха за активности чишћења повећава ризик од прекомерног излагања Интензивни процеси загревања могу довести до излагања најопаснијим облицима силицијум диоксида (кристобалит или тридимит) |
Распон од иритације (неугодне честице) преко хемијских опекотина (запаљени креч или друге алкалне сировине) до хроничних ефеката као што су смањена плућна функција, болест плућа, пнеумокониоза, силикоза, туберкулоза |
|
|
Лацерације, огреботине или страна тела; контакт са оштрим деловима или предметима од стакла, грнчарије или керамике |
Летеће стакло, керамика или други фрагменти могу изазвати продорне ране и озбиљне повреде ока. Посебан ризик постоји када каљено стакло „експлодира“ током производње Директан контакт са стаклом или другим филаментима, посебно у формирању или намотавању у континуираним операцијама производње филамената и премазивању Операције цртања у производњи оптичких влакана |
Убодне ране, раздеротине или абразије коже и меких ткива (тетива, лигаменти, нерви, мишићи) и страних тела у оку Ризици од озбиљних секундарних инфекција или дермалне изложености корозивним или токсичним материјалима |
|
|
Раздеротине од ручних алата |
Ножеви за бријање, ножеви за прсте, ножеви за глодање или други оштри ручни алати се обично користе у производњи, паковању и складиштењу или током активности одржавања |
Посекотине на прстима или шакама и на доњим екстремитетима (ногама) |
|
|
Тешки метали честице или испарења (олово, кадмијум, хром, арсен, бакар, никл, кобалт, манган или калај) |
Као сировине или нечистоће у глазурама, формулама производа, пигментима, агенсима за бојење, филмовима или премазима Активности одржавања и изградње које укључују лемљење, сечење, заваривање и наношење/уклањање заштитних премаза Брушење, сечење, заваривање, бушење или обликовање израђених металних делова, структурних елемената или машина (нпр. ватросталних блокова или легура на високим температурама) који су компоненте производних процеса |
Токсичност тешких метала |
|
|
Формалдехид путем инхалације или директног контакта |
Компонента везива и величине у индустрији стаклених влакана Потенцијалне изложености током мешања везива или величина и током производње |
Сензорна иритација и иритација респираторног тракта Вероватно канцероген за људе |
|
|
Базе (натријум хидроксид) или киселине (хлороводонична киселина, сумпорна киселина, флуороводонична киселина) |
Третман процесне воде, воде из котла или отпадних вода и контрола пХ вредности Киселинско чишћење или процеси јеткања са флуороводоничном киселином |
Корозивно за кожу или очи Надражује респираторни тракт и слузокожу Флуороводонична киселина изазива тешке опекотине поткољенице које могу остати неоткривене сатима |
|
|
Епоксиди, акрилати и уретани (могу да садрже раствараче као што су ксилен, толуен, итд.) |
Састојци смола, величина, везива и премаза који се користе у производњи Производи за одржавање |
Потенцијални сензибилизатори коже или респираторног тракта Неки епоксиди садрже неизреаговани епихлорохидрин, сумњив канцероген Неки уретани садрже неизреаговани толуен диизоцијанат, за који се сумња да је канцероген Амински лекови који се користе у неким системима - надражујући или корозивни Опасност од запаљивости |
|
|
Стирене |
Полиестерске смоле које садрже стирен, састојци величине |
Иритативно за очи, кожу, респираторни тракт; утицај на централни нервни систем (ЦНС) и циљне органе Могући канцероген Опасност од запаљивости |
|
|
Силанес |
Промотори адхезије додати величинама, везивним средствима или премазима. Може да хидролизује да ослободи етанол, метанол, бутанол или друге алкохоле |
Иритативно за очи, кожу и респираторни систем; потенцијални ефекти на ЦНС. Прскање у очима може проузроковати трајно оштећење Опасност од запаљивости |
|
|
Латекс |
Површине за мешање величине или везива, премази и неки производи за одржавање |
Надражује кожу и очи. Неки могу да садрже формалдехид или друге биоциде и/или раствараче |
|
|
Катализатори и акцелератори |
Додаје се у смоле или везива за очвршћавање у производњи и/или за неке производе за одржавање |
Надражујуће или корозивне супстанце за кожу или очи. Неки су веома реактивни и осетљиви на температуру |
|
|
Угљоводонични растварачи и/или хлоровани растварачи |
Радње за одржавање и чишћење делова |
Различити - иритација, хемијски дерматитис, ефекти на ЦНС. Нехлоровани растварачи могу бити запаљиви Хлоровани растварач може да се распадне ако се спали или загреје |
|
|
Пропан, природни гас, бензин, мазут |
Горива за процесну топлоту Горива за погонске индустријске камионе |
Опасности од пожара и експлозије Излагање угљен моноксиду или другим производима непотпуног сагоревања |
|
|
Удисање биоаеросола |
Аеросоли који садрже бактерије, плесни или гљивице настале прскањем или расхладном водом у процесима овлаживања, расхладним торњевима, вентилационим системима, активностима мокрог чишћења |
Болест која се преноси водом са системским неспецифичним симптомима сличним грипу, умор Потенцијал за дерматитис |
|
|
Влакнасто стакло, влакна минералне вуне, ватростална керамичка влакна |
У производним процесима укључујући формирање влакана, термичко очвршћавање, сечење или коцкање, намотавање, паковање и производњу У употреби влакнастих материјала као компоненти пећи, канала и процесне опреме |
Влакна која се не могу удисати могу изазвати механичку иритацију коже или очију Респирабилна влакна могу изазвати иритацију очију, коже и респираторног тракта. Издржљива влакна су изазвала фиброзу и туморе у студијама на животињама |
|
Безбедносни и здравствени проблеми и обрасци болести
Овај одељак пружа преглед документованих или сумњивих безбедносних и здравствених проблема у целој индустрији. Међународни подаци о повредама и обољењима у овом пословном сектору нису пронађени у претраживању литературе и претрагама на интернету (1997. године). Информације које су прикупили Америчко министарство за рад, безбедност и здравље на раду (ОСХА) и Биро за статистику рада (БЛС) коришћене су за идентификацију уобичајених опасности на радном месту и за описивање карактеристика повреда и болести. Ови подаци би требало да буду репрезентативни за ситуацију широм света.
Опасности откривене током инспекције
Инспекције усклађености са прописима предузећа у производњи производа од камена, глине, стакла и бетона (Стандард Индустриал Цлассифицатион (СИЦ) Цоде 32, еквивалентно ИСИЦ коду 36) откривају неке од уобичајених опасности у овом сектору. Наводи о усклађености са прописима које је издао ОСХА указују на то да се уобичајени здравствени и безбедносни проблеми могу груписати на следећи начин:
- комуникација опасности физичких и здравствених штетности хемијских материја на радном месту
- контрола опасне енергије—процедуре закључавања и означавања за контролу активности око машина или опреме где неочекивано напајање или ослобађање ускладиштене енергије може изазвати повреду. Опасна енергија обухвата електрична, механичка, хидраулична, пнеуматска, хемијска, топлотна зрачења и друге изворе.
- електрична безбедност, укључујући дизајн електричне опреме или система, методе ожичења, безбедне радне праксе и обуку
- потребна дозвола за улазак у скучени простор—процедуре идентификације, евалуације и безбедног уласка
- лична заштитна опрема—процена, избор и употреба заштите за очи, лице, руке, стопала и главу
- чување машина, опреме и алата да заштити оператере и суседне раднике од опасности на месту рада, улазних тачака угриза и од ротирајућих делова, летећих струготина или варница; укључује фиксне машине, преносиве машине и преносиве електричне алате, и подешавање штитника и радних ослонца на машинама за брушење точкова (брусилице) (види слику 18)
Слика 18. Заштита машине штити руковаоце

- Заштита дисајних органа—избор, употреба, одржавање, обука, медицинско одобрење и тестирање респиратора
- изложеност професионалној буци—контрола изложености инжењерском, административном или заштитом слуха и спровођење програма за очување слуха
- спречавање пожара и приправност и реаговање у ванредним ситуацијама, укључујући апарате за гашење пожара, путеве за евакуацију, планове и складиштење или употребу запаљивих/запаљивих материјала
- пешачке и радне површине, укључујући заштиту подних и зидних отвора и рупа; домаћинство; и одржавање пролаза и пролаза слободнима од услова који представљају опасност од клизања, саплитања или пада (видети слику 19)
Слика 19. Опасности од саплитања и клизања

- погонски индустријски камиони— дизајн, одржавање, коришћење и други безбедносни захтеви за виљушкаре, камионе са платформом, тракторе, моторизоване ручне камионе или друге специјализоване индустријске камионе које покрећу електрични мотори или мотори са унутрашњим сагоревањем
- фиксне и преносиве мердевине, степеништа и скеле—дизајн, инспекција или одржавање и безбедна употреба
- заштита од пада—употреба средстава за заустављање пада и опреме за заустављање за рад на повишеном
- сечење и заваривање— безбедна употреба и процедуре за кисеоник/ацетилен или гориви гас или опрему за сечење лука или заваривање
- опрема за руковање материјалом— укључујући мостне и порталне дизалице, дизалице, ланце и привезнице
- контрола изложености токсичним или опасним материјама, укључујући загађиваче ваздуха или посебно регулисане хемикалије (нпр. силицијум диоксид, олово, азбест, формалдехид, кадмијум или арсен).
Профил повреда и болести
Стопе инциденције обољења од повреда
На основу евиденције Министарства рада САД, произвођачи производа од камена, глине и стакла (СИЦ 32) имају укупну „записљиву“ стопу инциденције нефаталних професионалних повреда и болести од 13.2 случаја на 100 радника са пуним радним временом годишње. Ова стопа инциденције је виша од одговарајућих стопа за сву производњу (12.2) и сву приватну индустрију (8.4). Око 51% случајева „забележених повреда“ у сектору производње производа од камена, глине и стакла не резултира изгубљеним радним данима (време одсуства са посла).
Стопе инциденције „укупних изгубљених радних дана“ засноване на броју повреда или болести које су довеле до тога да радник пропусти дане са посла на 100 радника са пуним радним временом такође су доступне од Министарства рада САД. Укупна стопа инциденције изгубљених радних дана укључује случајеве када су радни дани изгубљени, а радник није способан да обавља пун обим посла (ограничена или лака дужност). Произвођачи производа од камена, глине и стакла имају укупну стопу инциденције изгубљених радних дана од 6.5 случајева на 100 радника годишње. Ово је више од одговарајућих стопа за сву производњу (5.5) и за сву приватну индустрију (3.8). Око 93% изгубљених радних дана у сектору производње производа од камена, глине и стакла је резултат повреда, а не професионалних болести.
Табела 6 представља детаљније информације о стопама инциденције повреда и болести (комбиновано) или повреда (самих) за различите врсте производних процеса у сектору производње камена, глине и стаклених производа (СИЦ код 32). Стопе инциденције и демографија можда нису репрезентативне за глобалне информације, али су најпотпуније доступне информације.
Табела 6. Стопе инциденције нефаталних повреда на раду и болести1 на 100 радника са пуним радним временом за америчке компаније у СИЦ Цоде 32, приватна индустрија и производња, 1994.
|
Индустрија |
СИЦ Цоде2 |
1994 Годишња просечна запосленост3 (хиљаде) |
Повреде и болести |
Повреде |
||||||
|
Случајеви изгубљеног радног дана |
Случајеви изгубљеног радног дана |
|||||||||
|
Укупно случајева |
укупан4 |
Са данима ван посла |
Случајеви без изгубљених радних дана |
Укупно случајева |
укупан5 |
Са данима ван посла5 |
Случајеви без изгубљених радних дана |
|||
|
Приватна индустрија, све |
95,449.3 |
8.4 |
3.8 |
2.8 |
4.6 |
7.7 |
3.5 |
2.6 |
4.2 |
|
|
Производња, све |
18,303.0 |
12.2 |
5.5 |
3.2 |
6.8 |
10.4 |
4.7 |
2.9 |
5.7 |
|
|
Производи од камена, глине и стакла |
32 |
532.5 |
13.2 |
6.5 |
4.3 |
6.7 |
12.3 |
6.1 |
4.1 |
6.2 |
|
Равно стакло |
321 |
15.0 |
21.3 |
6.6 |
3.1 |
14.7 |
17.3 |
5.2 |
2.6 |
12.1 |
|
Стакло и стаклени производи, пресовани |
322 |
76.8 |
12.5 |
6.0 |
3.0 |
6.5 |
11.3 |
5.5 |
2.8 |
5.8 |
|
Стаклене посуде |
3221 |
33.1 |
14.1 |
6.9 |
3.4 |
7.2 |
13.2 |
6.5 |
3.2 |
6.7 |
|
Пресано и дувано стакло, дн |
3229 |
43.7 |
11.3 |
5.4 |
2.8 |
5.9 |
9.8 |
4.8 |
2.4 |
5.1 |
|
Производи од купљеног стакла |
323 |
60.7 |
14.1 |
6.1 |
3.1 |
8.0 |
12.7 |
5.4 |
2.9 |
7.4 |
|
Производи од структурне глине |
325 |
32.4 |
14.1 |
7.7 |
4.2 |
6.5 |
13.1 |
7.2 |
4.0 |
5.9 |
|
Опека и конструкцијска глинена плочица |
3251 |
- |
15.5 |
8.4 |
5.1 |
7.1 |
14.8 |
7.9 |
5.0 |
6.9 |
|
Глинени ватростални материјали |
3255 |
- |
16.0 |
9.3 |
4.7 |
6.8 |
15.6 |
9.3 |
4.7 |
6.4 |
|
Керамика и сродни производи |
326 |
40.8 |
13.6 |
6.8 |
3.8 |
6.8 |
12.2 |
6.1 |
3.5 |
6.1 |
|
Витреоус водоводне инсталације |
3261 |
- |
17.8 |
10.0 |
3.8 |
7.8 |
16.1 |
9.0 |
3.5 |
7.1 |
|
Стол од стакластог порцулана и |
3262 |
- |
12.8 |
6.3 |
4.4 |
6.5 |
11.0 |
5.6 |
3.8 |
5.5 |
|
Порцеланска електрична опрема |
3264 |
- |
11.3 |
5.8 |
3.7 |
5.6 |
9.8 |
5.0 |
3.4 |
4.8 |
|
Керамички производи, дн |
3269 |
- |
12.6 |
5.6 |
3.7 |
7.1 |
11.6 |
5.0 |
3.5 |
6.6 |
|
Бетон, гипс и гипс |
327 |
198.3 |
13.4 |
7.0 |
5.6 |
6.4 |
13.0 |
6.9 |
5.5 |
6.2 |
|
Бетонски блок и цигла |
3271 |
17.1 |
14.5 |
7.8 |
6.8 |
6.8 |
14.0 |
7.7 |
6.7 |
6.2 |
|
Бетонски производи, дн |
3272 |
65.6 |
17.7 |
9.8 |
7.0 |
7.9 |
17.1 |
9.5 |
6.8 |
7.6 |
|
Готови бетон |
3273 |
98.8 |
11.6 |
6.0 |
5.3 |
5.6 |
11.5 |
6.0 |
5.3 |
5.5 |
|
Мисц. неметални минерал |
329 |
76.7 |
10.7 |
5.4 |
3.3 |
5.3 |
9.8 |
5.0 |
3.2 |
4.9 |
|
Абразивни производи |
3291 |
20.0 |
10.2 |
3.9 |
2.5 |
6.3 |
9.5 |
3.7 |
2.4 |
5.8 |
|
Минерална вуна |
3296 |
23.4 |
11.0 |
6.1 |
3.0 |
4.9 |
10.0 |
5.6 |
2.7 |
4.3 |
|
Неглинени ватростални материјали |
3297 |
- |
10.6 |
5.8 |
4.5 |
4.8 |
10.2 |
5.7 |
4.3 |
4.6 |
|
Неметални минерални производи, |
3299 |
- |
13.1 |
8.2 |
5.8 |
4.9 |
11.4 |
7.0 |
5.5 |
4.3 |
дн = није класификовано на другом месту
- = подаци нису доступни
1 Стопе инциденције представљају број повреда и болести на 100 радника са пуним радним временом и израчунате су као број повреда и болести подељен са радним сатима свих запослених у календарској години пута 200,000 (основни еквивалент за 100 радника на 40 сати недељно). 52 недеље годишње).
2 Приручник за стандардну индустријску класификацију 1987. издање.
3 Запосленост је изражена као годишњи просек и изведена је првенствено из БЛС програма државне статистике о тренутном запошљавању.
4 Укупни случајеви обухватају случајеве који се односе само на ограничену радну активност, као и случајеве дане без посла са или без ограничене радне активности.
5 Случајеви одсуства са посла обухватају случајеве који су резултат дана одсуства са посла, са или без ограничене радне активности.
Извор = Извор: На основу националног истраживања повреда на раду и болести у приватној индустрији од стране америчког Министарства рада, Бироа за статистику рада.
Демографија повреда и случајева болести
Радници старости од 25 до 44 године чинили су око 59% од 23,203 изгубљених случајева повреда или болести у америчком сектору производње камена, глине и стаклених производа. Следећа највише погођена група су радници старости од 45 до 54 године, који су имали 18% случајева повреда или болести изгубљеног времена (види слику 20).
Слика 20. Изгубљене повреде и болести према старости; САД

Око 85% случајева повреда и болести изгубљеног времена у СИЦ коду 32 били су мушкарци. У 24% случајева изгубљеног радног времена (оба пола), радници су имали мање од годину дана радног стажа. Радници са 1 до 1 година радног стажа чинили су 5% случајева. Искусни запослени са више од 32 година радног стажа чинили су 5% случајева изгубљеног времена.
Природа. Анализа профила инцидената изгубљеног времена карактерише природу инвалидних повреда и болести и помаже да се објасне узрочници или фактори који доприносе. Уганућа и истегнућа су водећа природа повреда и болести у сектору производње производа од камена, глине и стакла. Као што је приказано на слици 23, деформације и уганућа чине око 42% свих случајева изгубљеног времена. Посекотине и убоде (10%) били су друга најчешћа природа онеспособљавајућих повреда или болести. Друге главне категорије повреда биле су модрице (9%), преломи (7%) и болови у леђима/други (5%). Топлотне опекотине, хемијске опекотине и ампутације биле су ређе (1% или мање).
Слика 21. Повреде и болести на раду

Догађаји или изложености. Слика 22 показује да пренапрезање током подизања доводи до свих других дога аја повреда или излагања онеспособљавању. Прекомерни напор током дизања био је узрочни фактор у око 17% случајева онеспособљења; понављајући покрет је био изложеност у додатних 5% случајева онеспособљавања. Следећи најчешћи догађај је био удар у неки предмет, који је довео до 16% случајева. Догађаји „Ударени против објекта“ изазвали су 10% случајева. Остали важни догађаји су ухваћени у објекту (9%), падови на истом нивоу (9%), падови на нижи ниво (6%) и оклизнуће/слетови без пада (6%). Изложеност штетним материјама или животној средини је била узрочни фактор у само 5% случајева.
Слика 22. Догађај или изложеност повредама на раду
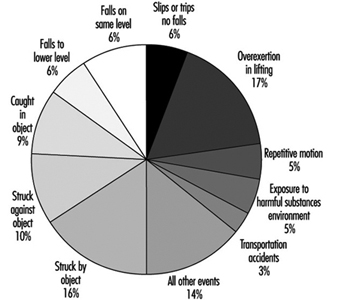
Део тела. Најчешће захваћен део тела су леђа (24% случајева) (види слику 23). Повреде горњих екстремитета (прст, шака, зглоб и рука комбиновано) су се јавиле у 23% случајева, а повреда прста у 7% случајева. Повреде доњих екстремитета биле су сличне (22% случајева), при чему је колено захваћено у 9% случајева.
Слика 23. Део тела захваћен повредом изгубљеног радног дана
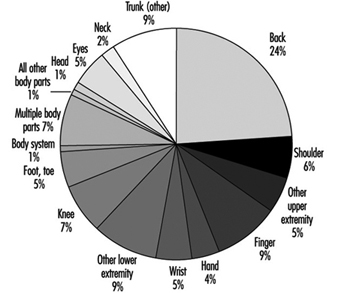
Извори. Најчешћи извори онеспособљавајућих случајева повреда или болести били су: делови и материјали (20%); положај или кретање радника (16%); подови, стазе или површине тла (15%); контејнери (10%); машинерије (9%); возила (9%); ручни алат (4%); намештај и опрема (2%); и хемикалије и хемијски производи (2%) (види слику 24).
Слика 24. Извори повреда на раду

Превенција и контрола болести
Кумулативна траума повезана са покретима који се понављају, пренапрезањем и прекомерним силама уобичајен је налаз у овом производном сектору. Роботски уређаји су доступни у неким случајевима, али ручне праксе и даље доминирају. Компресори, дуваљке, центрифуге, пнеуматски вибратори и опрема за паковање могу да створе буку већу од 90 до 95 дБА. Заштита слуха и програм за очување слуха ће спречити трајне промене у слуху.
Ова индустрија троши велике количине кристалног силицијум диоксида. Излагање мора бити ограничено током руковања, одржавања и чишћења. Добро одржавање куће са одговарајућим системом усисавања или методама мокрог чишћења ће смањити потенцијалну изложеност. Периодични скрининг треба да се спроводи коришћењем тестова плућне функције и филмова грудног коша ако је дошло до прекомерног излагања силицијум диоксиду. Такође треба свести на минимум изложеност тешким металима који се налазе као сировине, глазура или пигменти. Коришћење замена за тешке метале који се налазе у глазурама такође ће елиминисати здравствене проблеме у вези са испирањем метала у храну или пиће. За спречавање штетних ефеката користе се добре кућне праксе и заштита дисајних органа. Може бити неопходан медицински надзор који укључује биолошко праћење.
Употреба везива која садрже формалдехид, епоксиде и силане је уобичајена у производњи стаклених влакана. Морају се предузети кораци да се минимизира иритација коже и респираторних органа. Формалдехид је у многим земљама регулисан као канцероген. Респирабилна влакна се производе током производње, производње, сечења и уградње производа од стакла, камена, шљаке и ватросталних керамичких влакана. Иако је изложеност влакнима која се преносе ваздухом генерално била прилично ниска (мање од 1 влакна по кубном центиметру) за већину ових материјала, апликације за дување са лабавим пуњењем имају тенденцију да буду много веће.
Камен, шљака и стакло су међу најопсежније проучаваним комерцијалним изолационим производима који се данас користе. Епидемиолошке студије су откриле да пушење цигарета има велики утицај на смртност од рака плућа међу запосленима у производњи. Добро спроведене студије пресека нису показале да влакна производе вишак плућног морталитета или морбидитета. Недавне хроничне студије инхалације код пацова су показале да је издржљивост стакластих влакана критична детерминанта биолошког потенцијала ових влакана. Састав, који одређује трајност ових влакана, може значајно да варира. Да би се избегла забринутост за јавно здравље, Технички комитет Европске комисије недавно је предложио да се био-постојаност стаклених влакана тестира краткотрајним удисањем. Као референтно влакно предлаже се састав изолационе вуне која је темељно тестирана на максимално толерантној дози хроничним удисањем код пацова и за коју је утврђено да не изазива иреверзибилну болест.
Питања животне средине и јавног здравља
Примарни загађивач ваздуха који се емитује током производње стакла, керамике, грнчарије и цигле су честице. Максимално остварива контролна технологија која се састоји од врећа и влажних електростатичких филтера је доступна за смањење емисија када је то потребно. Опасни загађивачи ваздуха који настају током процеса мешања везива, наношења и очвршћавања су под лупом. Ове супстанце укључују стирен, силане и епоксиде који се користе на континуираним стакленим филаментима, и формалдехид, метанол и фенол који се користе током производње камена, шљаке и стакла. Формалдехид је опасан загађивач ваздуха који покреће стандарде контроле за последње производне линије. Тешки метали опасни загађивачи ваздуха, као што је хром, покрећу стандарде пећи за топљење стакла, док НЕx и такоx остају проблеми у неким земљама. Емисије флуора и бора представљају забринутост у континуираној производњи стаклених филамената. Бор такође може постати еколошки проблем ако су у неким земљама потребна високо растворљива стаклена влакна стаклене вуне.
Због велике запремине излазног ваздуха и природе формирања и топљења стакла, индустрија испарава знатне количине воде. Многи објекти, као, на пример, у Сједињеним Државама, немају испуштање отпадних вода. Рециклирана отпадна вода која садржи органски материјал може створити биолошке опасности на радном месту ако се третман не спроводи како би се спречио биолошки раст (видети слику 25). Отпад који генерише овај индустријски сектор укључује тешке метале, корозивне супстанце, нека везива и истрошене раствараче. Индустрија стаклених влакана постала је главна тачка за рециклажу стаклених боца и стаклених плоча. На пример, садашњи производи од стаклене вуне садрже 30 до 60% рециклираног стакла. Истрошени ватростални материјали се такође обнављају и корисно поново користе.
Слика 25. Аеросоли поново коришћених отпадних вода

Захвале: Посебно се захваљујемо Дену Димасу, ЦСП, Либбеи-Овенс-Форд, за пружање фотографија, и Мицхел Соубеиранду, Либбеи-Овенс-Форд, за пружање информација о хемијском таложењу паре за одељак о стаклу.
Оптицал Фиберс
Оптичка влакна су танке нити стакла које су дизајниране да преносе светлосне зраке дуж своје осе. Диоде које емитују светлост (ЛЕД) or ласерске диоде претварају електричне сигнале у оптичке сигнале који се преносе кроз унутрашње цилиндрично језгро кабла са оптичким влакнима. Нижа рефракциона својства спољашње облоге омогућавају ширење светлосних сигнала унутрашњом рефлексијом дуж унутрашњег цилиндричног језгра. Оптичка влакна су дизајнирана и произведена да се шире или као један светлосни сноп или као више светлосних снопова који се истовремено преносе дуж језгра. (Погледајте слику 1.)
Слика 1. Једномодна и вишемодна оптичка влакна
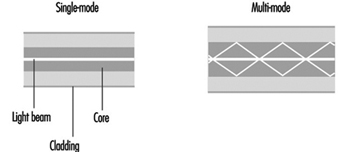
Једномодно влакно се првенствено користи за телефонију, апликације кабловске телевизије и окоснице кампуса. Вишемодно влакно се обично користи за комуникацију података и у локалним мрежама.
Производња оптичких влакана
Посебни материјали и процеси су потребни за производњу оптичких влакана која испуњавају основне критеријуме дизајна: (1) језгро са високим индексом преламања и омотач са ниским индексом преламања, (2) ниско слабљење сигнала или губитак снаге и (3) мала дисперзија или проширење светлосног снопа.
Силицијумско стакло високе чистоће са другим стакленим материјалима (тј. стакла са флуором од тешких метала, халкогенидна стакла) су примарни материјали који се тренутно користе за производњу оптичких влакана. Такође се користе поликристални материјали, монокристални материјали, шупљи таласоводи и полимерни пластични материјали. Сировине морају бити релативно чисте са веома ниским концентрацијама прелазних метала и група које формирају хидроксил (испод нивоа делова на милијарду). Методе обраде морају заштитити стакло за формирање од нечистоћа у производном окружењу.
Оптичка влакна се производе коришћењем неконвенционалне припреме у парној фази стаклене предформе која се затим увлачи у влакно. Испарљива једињења силицијум диоксида се претварају у СиО2 хидролизом пламена, хемијским таложењем из паре (ЦВД) или оксидацијом на високим температурама. Друге додатке се затим додају у стакло да би се променила својства стакла. Варијације у процесу таложења паре почињу са истим материјалом, али се разликују у методи која се користи за претварање овог материјала у силицијум диоксид.
За производњу оптичких влакана на бази силицијум-диоксида користи се једна од следећих метода таложења у парној фази: (1) модификовано хемијско таложење паре (МЦВД), (2) плазма хемијско таложење паре (ПЦВД), (3) спољашње таложење паре (ОВД), и (4) аксијално таложење у парној фази (ВАД) (види слику 2). Силицијум тетрахлорид (СиЦИ4), германијум тетрахлорид (ГеЦИ4) или други испарљиви течни халогениди се претварају у гас када се благо загреју због високог притиска паре. Гасни халогенид се испоручује у реакциону зону и претвара у стаклене честице (видети такође поглавље Микроелектроника и полупроводници.)
Слика 2. Дијаграм тока производње оптичких влакана

МЦВД ПЦВД Процеси. Висококвалитетна цев од топљеног силицијум-диоксида је причвршћена на струг са стаклом који је опремљен водоничним/кисеоничким пламеником који прелази његову дужину. Довод халогеног материјала је причвршћен на један крај стаклене цеви, а чистач на супротном крају да би се уклонио вишак халогеног материјала. Површина стаклене цеви се прво чисти ватром полирања док горионик прелази дужину цеви. У парни систем се додају различити реагенси у зависности од производа који се производи. До хемијске реакције долази када халогениди пролазе кроз део цеви који се загрева. Халогениди се претварају у честице "чађи" силицијум диоксида које се таложе на унутрашњем зиду стаклене цеви низводно од бакље. Таложене честице се синтерују у стаклени слој. ПЦВД процес је сличан МЦВД-у, осим што се халогениди напајају путем система за балонирање, а микроталаси се користе уместо бакље за претварање халогеног материјала у стакло.
ОВД и ВАД Процеси. У првој фази процеса производње влакана, језгро облога стакла се пара таложе око ротирајуће циљне шипке да би се формирала "чађава" предформа. Прво се депонује материјал језгра, а затим облагање. Целокупна предформа мора бити изузетно чиста, пошто се и језгро и облога депонују паром. Геометрија влакана се одређује током фазе израде. Након што је циљна шипка уклоњена, предформа се ставља у пећ, где се консолидује у чврсто, прозирно стакло, а централна рупа се затвара. Гас се пропушта кроз предформу да би се уклонила заостала влага која негативно утиче на слабљење влакна (губитак оптичког сигнала како се светлост преноси дуж осе влакна). Предформе се затим перу флуороводоничном киселином да би се обезбедила чистоћа стакла и уклонили загађивачи.
Консолидована стаклена предформа се поставља у вучни торањ да би се формирала непрекидна нити од стаклених влакана. Прво се предформа убацује у врх пећи за извлачење. Затим се врх предформе загрева и комад растопљеног стакла почиње да пада. Како се овај комад извлачи (вуче), он пролази кроз инлине монитор пречника како би се осигурало да влакно испуњава тачан специфицирани пречник (обично се мери у микронима.) Пречник омотача влакна мора да буде у складу са тачним спецификацијама како би губитак сигнала био низак на конекцијама . Спољни пречник омотача се користи као водич за поравнавање језгара влакана током крајње употребе. Језгра се морају поравнати тако да се пренос светлости одвија ефикасно.
Акрилатни полимер или други премази се наносе и очвршћавају ултраљубичастим лампама. Премази су намењени заштити оптичког влакна од околине током крајње употребе. Оптичка влакна су тестирана како би се осигурала усклађеност са стандардима производње за снагу, слабљење и геометрију. Одређене дужине влакана су намотане на колутове према спецификацијама купца.
Током производње оптичких влакана наилази се на бројне потенцијалне опасности. То укључује: (1) излагање флуороводоничној киселини (приликом чишћења стаклених предформи), (2) енергију зрачења и топлотни стрес повезан са радним окружењем у близини стругова и процесима таложења паром, (3) директан контакт са врућим површинама или растопљеним материјалом (стаклене преформе). ), (4) излагање премазима од акрилатног полимера (сензибилизатори коже), (5) убоде коже и раздеротине током руковања влакнима и (6) разне физичке опасности које су претходно описане.
Синтхетиц Гемс
Синтетички драгуљи су хемијски и структурно идентични камењу који се налази у природи. Имитација драгуља, насупрот томе, је камење које је направљено да изгледа слично одређеном драгуљу. Постоји неколико основних процеса који производе различито драго камење. Синтетички драгуљи укључују гранат, спинел, смарагд, сафир и дијамант. Већина овог камења се производи за употребу у накиту. Дијаманти се користе као абразиви, док се рубини и гранати користе у ласерима.
Први синтетички драгуљ коришћен у накиту био је смарагд. Процес који се користи у његовој производњи је заштићен и чува се у тајности, али вероватно укључује методу раста у флуксу у којој се силикати глинице и берилијума са додатком хрома за боју топе заједно. Смарагди кристалишу из флукса. Може потрајати годину дана за производњу камења овим процесом.
Вернеуил или процес фузије пламена се користи у производњи сафира и рубина. Захтијева велике количине водоника и кисеоника, стога троши велике количине енергије. Овај процес укључује загревање семенског кристала пламеном оксиводоника док површина не постане течна. Покренута сировина као што је АИ2O3 јер се сафир додаје пажљиво. Како се сировина топи, семенски кристал се полако повлачи из пламена, што доводи до очвршћавања течности која је најдаље од пламена. Крај најближи пламену је још увек течан и спреман за још сировине. Крајњи резултат је формирање кристала у облику шипке. Разне боје се стварају додавањем малих количина разних металних јона у сировине. Рубин настаје заменом 0.1% његових јона алуминијума атомима хрома.
Спинел, безбојна синтетичка клица (МгАИ2O4), направљен је Вернеуил поступком. Заједно са сафиром, спинел се користи у индустрији да обезбеди широк спектар боја за употребу као камење за рођење и у класи прстенова. Боја добијена додавањем истих металних јона биће другачија у спинелу него што ће бити у сафиру.
Синтетички дијаманти се користе у индустрији због своје тврдоће. Примене за дијаманте укључују сечење, полирање, брушење и бушење. Неке од уобичајених употреба су сечење и брушење гранита за употребу у грађевинарству, бушење бунара и млевење обојених легура. Поред тога, развијају се процеси који ће таложити дијамант на површине како би се обезбедиле чисте, тврде површине отпорне на огреботине.
Дијаманти се формирају када се елементарни угљеник или графит подвргну притиску и топлоти током времена. Стварање дијаманта на поду фабрике подразумева комбиновање графита и металних катализатора и њихово пресовање на високој температури (до 1,500 °Ц). Величина и квалитет дијаманата се контролишу подешавањем времена, притиска и/или топлоте. Велике матрице од волфрам карбида се користе за постизање високих притисака потребних за формирање дијаманата у разумном временском периоду. Ове матрице су пречника до 2 м и дебљине 20 цм, које подсећају на велику крофну. Мешавина графита и катализатора се ставља у керамичку заптивку, а конусни клипови се стисну одозго и одоздо. Након одређеног времена, заптивка која садржи дијаманте се уклања из пресе. Заптивке се одвајају и графит који садржи дијаманте се подвргава низу агенаса дизајнираних да свари сав материјал осим дијаманата. Употребљени реактанти су јаки агенси који су потенцијални извори значајних опекотина и респираторних повреда. Дијаманти квалитета драгог камења могу се производити на исти начин, али потребно дуго време пресовања чини овај процес изузетно скупим.
Опасности које произилазе из производње дијаманата укључују потенцијално излагање високо реактивним киселинама и каустичним агенсима у великим количинама, буку, прашину од формирања и ломљења керамичких заптивки и излагање металној прашини. Још једна потенцијална опасност је створена кваром масивних карбидних матрица. Након променљивог броја употреба, калупи не успевају, што представља опасност од трауме ако матрице нису изоловане. Ергономски проблеми настају када се произведени дијаманти класификују и оцењују. Њихова мала величина чини ово заморним и понављајућим послом.
Штампање и издавање
Општи профил
Индустрија штампе, комерцијалне фотографије и репродукције су значајне широм света у смислу њиховог економског значаја. Штампарска индустрија је веома разнолика по технологијама и величини предузећа. Међутим, без обзира на величину мерену обимом производње, различите технологије штампања описане у овом поглављу су најчешће. Што се тиче обима производње, постоји ограничен број великих операција, али много малих. Из економске перспективе, штампарска индустрија је једна од највећих индустрија и генерише годишњи приход од најмање 500 милијарди америчких долара широм света. Слично томе, индустрија комерцијалне фотографије је разнолика, са ограниченим бројем великих и много малих операција. Обим фотофиниширања је отприлике подједнако подељен између великих и малих операција. Комерцијално фотографско тржиште генерише годишњи приход од око 60 милијарди америчких долара широм света, а операције фотозавршне обраде чине око 40% овог укупног износа. Индустрија репродукције, која се састоји од операција мањег обима са комбинованим годишњим приходом од око 27 милијарди америчких долара, генерише близу 2 трилиона примерака годишње. Поред тога, услуге репродукције и умножавања у још мањем обиму пружају се на лицу места у већини организација и компанија.
Здравствена, еколошка и безбедносна питања у овим индустријама се развијају као одговор на замене потенцијално мање опасним материјалима, нове стратегије индустријске контроле хигијене и појаву нових технологија, као што је увођење дигиталних технологија, електронских слика и рачунара. Многа историјски важна питања здравља и безбедности (нпр. растварачи у штампарској индустрији или формалдехид као стабилизатор у решењима за фотообраду) неће бити проблеми у будућности због замене материјала или других стратегија управљања ризиком. Ипак, појавиће се нова питања здравља, животне средине и безбедности којима ће се морати бавити стручњаци за здравље и безбедност. Ово указује на континуирану важност праћења здравља и животне средине као дела ефикасне стратегије управљања ризиком у индустрији штампања, комерцијалне фотографије и репродукције.Давид Рицхардсон
Преглед процеса штампања
Проналазак штампарства датира из Кине у 11. веку. У другој половини 15. века, Јоханес Гутенбург је први увео покретни тип слова и изумео штампарску машину, стварајући тако процес штампања који је данас уобичајен широм света. Од тада, процес штампања се драматично проширио даље од обичног штампања речи на папиру до штампања речи и других облика графичке уметности на папиру и другим материјалима (подлогама). У 20. веку, паковање свих врста потрошачких производа подигло је штампу на још један ниво. Штампа, паковање и публикације, заједно са блиско повезаним областима премазивања и ламинирања, налазе се у свакодневним производима и процесима који се користе у кући, у слободно време и на послу.
Уметност постављања речи и слика на папир или друге подлоге креће се у правцима који нису били предвиђени пре неколико година. Развио се веома широк спектар технологија, у распону од старијих и традиционалнијих стилова штампања до најновијих технологија које укључују рачунаре и сродне процесе. Ово укључује све, од старије технологије типа на бази олова у равним пресама до данашњих модерних пресе за директно постављање на плочу (погледајте слику 1). У неким операцијама, ове различите технологије се буквално налазе једна поред друге.
Слика 1. Завршни завршетак процеса штампања

Постоје четири општа типа штампања и постоји много опасности по безбедност, здравље и животну средину повезаних са овим технологијама.
1. Висока или рељефна штампа. Овај процес, који се користи дуги низ година у штампању и објављивању, укључује креирање слика, често слова или слика, које су подигнуте изнад позадине или области која се не штампа. Мастило се наноси на подигнуту област, која се затим ставља у контакт са папиром или другом подлогом која прихвата слику.
Постоји неколико начина за креирање рељефне слике, као што је састављање појединачних слова коришћењем покретног типа, или коришћењем некада уобичајене машине за линотип или машински креираног типа. Ови процеси су прикладни за једноставније, краће задатке штампања. За дуготрајније задатке, прикладније су плоче за штампање, често направљене од метала, пластике или гуме. Употреба гумених или сличних плоча често се назива флексографија или флексографска штампа.
Боје типичне за овај процес могу бити на бази растварача или воде. Неке новије боје, засноване на ултраљубичастом (УВ) очвршћавању и другим хемијско-физичким системима, се развијају и имплементирају у овај систем штампања.
2. Дубока или дубока штампа. У процесима дубоког или дубоког штампања, слика која се штампа је увучена у лице гравиране плоче или цилиндра. Плоча или цилиндар се купа у мастилу. Вишак мастила се затим уклања са негравираних делова плоче помоћу а доктор сечиво. Плоча или цилиндар се затим доводи у контакт са папиром или другом подлогом на коју мастило преноси слику. Овај систем штампања је веома типичан за дуготрајне штампане производе, као што су часописи и материјали за паковање.
Мастила су обично на бази растварача, при чему је толуен најчешћи растварач у дубоким или дубоким мастилима. Употреба мастила на бази сојиног уља и воде је у току са одређеним успехом. Међутим, не могу све апликације да користе ову новију технологију.
3. Планографско или литографско штампање. Различити материјали чине основу за планографску или литографску штампу. Коришћењем различитих материјала могу се развити области које су пријемчиве или водоодбојне (тј. пријемчиве за мастило растварача). Подручје које прихвата мастило за раствараче ће носити слику, док ће подручје које прихвата воду постати позадина или неисписано подручје. Дакле, мастило се пријања само у одређеним областима за пренос на папир или другу подлогу. У многим случајевима, овај корак ће укључивати пренос на средњу површину, познату као ћебе, који ће се касније поставити уз папир или другу подлогу. Овај процес преноса назива се офсет штампа, која се широко користи за многе апликације за штампање, публикације и паковање.
Треба напоменути да не укључује свако офсет штампање литографију. У зависности од тачних потреба процеса штампања, друге методе штампања могу користити елементе офсет штампе.
Боје које се користе у планографској или литографској штампи обично су на бази растварача (тј. нису на бази воде), али неке боје које нису на бази растварача се брзо развијају.
4. Порозна или сито штампа. Порозна или сито штампа користи матрицу постављену преко финог мрежастог сита. Мастило се наноси на отворене површине екрана и притисне (стисне) преко шаблона и отворене мреже. Мастило ће се пренети кроз екран на папир или другу подлогу испод екрана. Сито штампа се често користи за једноставније задатке штампања мале количине, где овај процес може имати предност у погледу трошкова. Типична употреба овог процеса штампања је за текстил, постере, дисплеје и тапете.
Боје за сито штампу су на бази растварача или воде, у великој мери у зависности од подлоге која се штампа. Пошто је премаз који се користи у ситоштампи често дебљи, боје су обично вискозније од оних које се користе у другим методама штампања.
Припрема материјала за штампу
Припрема материјала за штампу подразумева склапање различитих материјала, укључујући текст, фотографије, уметничка дела, илустрације и дизајне, који су предмет репродукције у штампани материјал. Сви материјали морају бити у потпуности финализовани јер се промене не могу вршити након креирања штампаних плоча. Да би се исправиле грешке, процес се мора поновити. У овом тренутку се примењују принципи графичке уметности како би се осигурала одговарајућа естетика штампаног производа.
Здравствени и безбедносни аспекти графичког корака у процесу штампања генерално се сматрају мање опасним од осталих аспеката штампања. Генерисање уметничких дела може укључивати значајан физички напор, као и здравствене ризике од пигмената, гуменог цемента, лепкова у спреју и других материјала који се користе. Велики део овога се замењује компјутеризованом графиком о чему се такође говори у чланку „Комерцијална уметност“ у Забава и уметност поглавље. Потенцијалне опасности рада са јединицама за визуелни приказ и рачунарима су дискутоване на другом месту у овом делу Енциклопедија. Ергономски здраве радне станице могу ублажити опасности.
Платемакинг
Штампарске плоче или цилиндри који су типични за савремене процесе штампања морају бити креирани или за процесну фотографију или за компјутерски генерисану шминку. Често израда плоча почиње са системом камера који се користи за креирање слике, која се накнадно фотохемијским методама може пренети на плочу. Боје морају бити раздвојене, а аспекти квалитета штампе, као што су полутонске слике, морају се развити у овом процесу. Фотографија која се користи за израду плоча је веома софистицирана у поређењу са типичном кућном употребом фотоапарата. Изузетно фина оштрина, раздвајање боја и регистар су потребни да би се омогућила производња квалитетних штампаних материјала. Са увођењем рачунара, велики део рада на ручном склапању и развоју слике је елиминисан.
Потенцијалне опасности које се виде у овом делу процеса штампања сличне су онима типичним за фотографску индустрију и о њима се говори на другим местима у овом поглављу. Контролисање потенцијалног излагања хемикалијама је важно током израде плоча.
Након креирања слике, фотомеханички процеси се користе за креирање штампарске плоче. Типични фотомеханички процеси за израду плоча могу се груписати у следеће:
Ручне методе. Ручни алати, гравери и ножеви се могу користити за стварање рељефа на плочи, или се бојице могу користити за стварање водоодбојних подручја на литографској плочи. (Ово је генерално метод који се користи у малој производњи или за посебне задатке штампања.)
Механичке методе. За стварање рељефа користе се стругови, машине за равнање и сличне врсте механичке опреме, или се може користити друга опрема за израду водоодбојних површина на литографским плочама.
Електрохемијске методе. Електрохемијске методе се користе за наношење метала на плоче или цилиндре.
Електронске методе. Електронски гравери се користе за стварање рељефа на плочама или цилиндрима.
Електростатичке методе. Ксерографске или сличне методе се користе за стварање рељефних или водоодбојних компоненти слике на плочама или цилиндрима.
Фотомеханичке методе. Фотографске слике се могу пренети на плоче путем премаза осетљивих на светлост на плочи или цилиндру.
Фотомеханичка израда плоча је данас најчешћи процес. У многим случајевима, два или више система се могу користити за креирање плоче или цилиндра.
Здравствене и безбедносне импликације израде плоча за штампање су велике због различитих метода које се користе за израду плоча. Механичке методе, које се данас мање користе него у прошлости, биле су извор типичних механичких сигурносних проблема, укључујући опасности које проистичу из употребе ручних алата и веће механичке опреме која се често виђа у машинској радионици. Ризици који се односе на сигурност руку и заштиту су типични за израду плоча механичким методама. Таква израда плоча често укључује употребу уља и средстава за чишћење која могу бити запаљива или токсична.
Старије методе се често и даље користе у многим објектима поред новије опреме и опасности се могу ширити. Ако се плоча састоји од покретног слова, машина за линотип, која је некада била уобичајена у већини штампарија, направила би куцање ливењем олова у облику слова. Олово се топи и чува у оловном лонцу. Са присутним оловним лонцем, многе опасности повезане са оловом долазе директно у штампарију. Олово, о чему се говори на другом месту у овоме Енциклопедија, може ући у тело удисањем једињења олова и контаминацијом коже оловом и типом који садржи олово, што може довести до гутања олова. Резултат је могуће хронично тровање оловом ниског степена, са резултујућим дисфункцијом нервног система, дисфункцијом бубрега и другим токсичностима.
Друге методе израде плоча користе хемијске системе типичне за облагање или хемијско гравирање за стварање слике на плочи или цилиндру. Ово укључује многе различите хемикалије, укључујући киселине и тешке метале (цинк, хром, бакар и алуминијум), заједно са системима смоле на бази органских хемикалија који чине неке од горњих слојева саме плоче. Неки системи сада користе раствараче на бази нафте у хемијским процесима прављења плоча. Потенцијалне опасности по здравље од таквих хемикалија морају се узети у обзир у безбедносним напорима који се предузимају за такво постројење. Вентилација и лична заштитна опрема која одговара хемикалијама које се користе су веома важне. Поред тога, потенцијални утицаји корозивних средстава и тешких метала на животну средину морају се узети у обзир као део безбедносних напора за хемију израде плоча. Складиштење и мешање ових хемијских система такође представља ризик по здравље који може бити значајан ако дође до изливања.
Системи за гравирање, који се у неким случајевима користе за пренос слике на плочу или цилиндар, такође могу представљати потенцијалне опасности. Стандардни системи гравирања ће створити одређену контаминацију метала која може бити проблем за оне који раде са овим системима. Новији системи користе ласерску опрему за урезивање слике у материјал плоче. Иако ово омогућава елиминисање неких корака у процесу израде плоча, присуство ласера може представљати опасност за очи и кожу. Ласер се такође може користити за омекшавање материјала, као што је пластика, уместо да их загреје до испаравања, стварајући на тај начин додатне проблеме везане за пару и дим на радном месту.
У већини случајева, процес израде плоча је релативно мали део укупних производних операција штампарије, што аутоматски ограничава присутни ризик, пошто мало људи ради у области израде плоча и мање количине материјала су типичне за ове врсте операција. Како технологија напредује, биће потребно мање корака да се слика преведе на плочу, што представља мање могућности да опасности имају утицај на запослене и животну средину.
Инк Мануфацтуре
У зависности од технологије која се користи, користе се различите боје и премази. Мастила се обично састоје од носача и пигмента или боја и смола које формирају слику.
Носач омогућава пигментима и другим компонентама да остану у раствору док се мастило не осуши. Типични носачи штампарског мастила укључују алкохоле, естре (ацетате), кетоне или воду. Мастила за гравуру често садрже велике количине толуена. Новија мастила могу да садрже епоксидисано сојино уље и друге хемикалије које су мање опасне јер нису испарљиве.
Још једна компонента типичних мастила је везиво од смоле. Савијач смоле се користи, након што се растварач осуши, да задржи пигмент на подлози. Органске смоле, неке природне, а друге синтетичке, као што су акрилне смоле, рутински се користе у мастилима.
Пигмент даје боју. Пигментне базе могу доћи од разних хемикалија, укључујући тешке метале и органске материјале.
УВ-очврснута мастила су на бази акрилата и не садрже носаче. Они нису укључени у процес очвршћавања/сушења. Ова мастила обично буду једноставно систем смоле и пигмента. Акрилати су потенцијални сензибилизатори коже и респираторних органа.
Постоји много опасности по здравље и безбедност у вези са производњом мастила. Пошто састав мастила често укључује запаљиве раствараче, заштита од пожара је важна у сваком објекту где се врши производња мастила. Системи прскалица и преносива опрема за гашење морају бити присутни иу пуном и потпуном радном стању. Пошто запослени морају да знају да користе опрему, потребна је обука. Електрични системи треба да буду суштински безбедни или да укључују прочишћавање или заштиту од експлозије. Контрола статике је критична јер многи растварачи могу да генеришу статички набој када се провлаче кроз пластично црево или кроз ваздух. Контрола влажности, уземљење и лепљење се препоручују за статичку контролу.
Опрема за мешање, од малих миксера до великих серијских резервоара, може наметнути многе механичке опасности по безбедност. Лопатице и системи миксера морају бити заштићени или на други начин заштићени током рада и док су у режимима припреме и чишћења. Штитници машина су потребни и морају бити постављени; када се уклоне ради активности везаних за одржавање, програми за закључавање/означавање су неопходни.
Због количине присутних материјала, руковање материјалом такође може представљати опасности. Иако се препоручује да се са свим материјалима који се погодно доводе директно у област употребе рукује на такав начин, многе компоненте мастила морају се ручно преместити у простор за мешање у врећама, бубњевима или другим контејнерима. Ово укључује коришћење не само механичке опреме као што су виличари и дизалице, већ и ручно руковање од стране запосленог који врши мешање. Напрезање леђа и слични напони су уобичајени у овим операцијама. Обука о правилној пракси дизања је важан аспект превентивних мера, као и одабир механичких процеса дизања који захтевају мање директног људског учешћа.
Уз оволико руковања, може доћи до изливања и инцидената при руковању хемикалијама. Требало би да постоје системи за решавање таквих ванредних ситуација. Такође је потребна пажња у складишту како би се спречило просипање и могуће мешање некомпатибилних материјала.
Специфичне хемикалије и велике количине које се чувају могу довести до проблема у вези са могућом изложеношћу здрављу запослених. Сваку компоненту, било да је носилац, смола или пигмент, треба проценити појединачно иу контексту система мастила. Безбедносни напори треба да обухватају: процену индустријске хигијене и узорковање да би се утврдило да ли се излагање сматра прихватљивим; адекватна вентилација за уклањање токсичних материјала; и треба размотрити употребу одговарајуће личне заштитне опреме. С обзиром да постоје изливања и друге могућности за прекомерно излагање, требало би да постоје системи за хитне случајеве за пружање прве помоћи. Препоручују се безбедни тушеви, испирање очију, прибор за прву помоћ и медицински надзор, у супротном може доћи до повреда коже, очију, респираторног система и других телесних система. Уноси могу варирати од једноставног дерматитиса који је резултат излагања коже растварачима, до трајнијег оштећења органа услед излагања пигментима тешких метала, као што је хромат олова, који се налазе у неким формулацијама мастила. Спектар могуће токсичности је велики због великог броја материјала који се користе у производњи различитих мастила и премаза. Са новијим технологијама као што су мастила која се очвршћавају УВ зрацима, опасност може да се промени од стандардних опасности од растварача до преосетљивости услед сталног контакта са кожом. Мора се водити рачуна да се у потпуности разуме потенцијални ризик од хемикалија које се користе у производњи мастила и премаза. Ово је најбоље урадити пре формулације.
Пошто многа мастила садрже материјале који су потенцијално штетни ако нађу пут у животну средину, контрола процеса прављења мастила може бити неопходна. Поред тога, са преосталим материјалима, укључујући материјале за чишћење и отпад, треба пажљиво руковати, како би се њихов утицај на животну средину свео на минимум.
Са јаким светским нагласком на бољој животној средини, уводе се мастила која су „пријатељска за земљу“, која користе воду као растварач и мање токсичне смоле и пигменте. Ово би требало да помогне у смањењу опасности у вези са производњом мастила.
штампање
Штампање укључује узимање плоче, стављање мастила на плочу и преношење мастила на подлогу. У офсет процесима, слика се преноси са плоче омотане око цилиндра у средњи гумени цилиндар (ћебе) пре него што се пренесе на жељену подлогу. Подлоге нису увек ограничене на папир, иако је папир један од најчешћих супстрата. Многе фенси етикете се штампају на вакуум-метализованом полиестерском филму, коришћењем конвенционалних техника штампања. Ламинирана пластика се може унети у штампарију у листовима или као део непрекидне мреже која се касније сече према спецификацији да би се направила паковање.
Пошто штампање често укључује боју, неколико штампаних слојева се може ставити на подлогу и затим осушити пре додавања следећег слоја. Све ово мора бити урађено веома прецизно како би све боје биле у регистру. Ово захтева више станица за штампање и софистициране контроле за одржавање одговарајуће брзине и напетости кроз штампу.
Опасности повезане са радом штампарске пресе сличне су онима које су укључене у производњу мастила. Опасност од пожара је критична. Као и код производње мастила, потребни су системи за прскање и друга средства за заштиту од пожара. Други системи се могу монтирати директно на пресу. Они служе као додатне контроле поред преносивих апарата за гашење који би требали бити доступни. Електрични системи треба да испуњавају захтеве за прочишћавање, отпорност на експлозију или суштинску безбедност. Контрола статичког електрицитета је такође важна, посебно код растварача као што је изопропил алкохол и код преса за веб. Уз руковање запаљивим течностима које могу да генеришу статику док се крећу кроз пластична црева или ваздух, већина пластичних филмова или мрежа ће такође генерисати веома значајна статичка наелектрисања када се крећу преко металне ролне. Контрола влажности, уземљење и везивање су неопходни за уклањање статичког електрицитета, заједно са техникама елиминације статичког електрицитета усмереним на мрежу.
Ручно руковање опремом за штампање, супстратним материјалима и сродним мастилима је још један безбедносни проблем. Проблеми са складиштењем су слични онима у производњи мастила. Препоручује се минимизирање ручног руковања опремом, материјалима подлоге и мастилима. Тамо где то није могуће, потребна је рутинска и фокусирана едукација запослених у штампарији.
Безбедносним проблемима у просторији за штампање додају се и механичка безбедносна питања која укључују опрему која се брзо креће/ротира заједно са подлогом која се креће брзином већом од 1,500 стопа у минути. Заштитни системи и аларми су потребни да би се осигурала безбедност запослених. Системи за закључавање и означавање су такође потребни током функција поправке/одржавања.
Са количином ротирајуће опреме и брзинама које су уобичајене у многим штампарским операцијама, бука је често значајан проблем, посебно када је присутно више машина за штампу, као код штампања новина. Ако нивои буке нису прихватљиви, треба применити програм очувања слуха који укључује инжењерске контроле.
Иако се мастила често суше на ваздуху око штампе, препоручују се тунели за сушење како би се смањила изложеност испарљивим растварачима.
Такође, у неким операцијама штампања веће брзине може доћи до замагљивања мастила. И сушење растварачем и могуће замагљивање мастила представљају ризик од удисања евентуално токсичних хемикалија. Даље, рутинско управљање операцијом штампања, пуњењем резервоара и лежишта, чишћењем ролни и ламела, и повезани задаци могу укључивати контакт са мастилом и растварачима за чишћење.
Као и код производње мастила, препоручује се добро конструисан напор за узорковање индустријске хигијене, заједно са одговарајућом вентилацијом и личном заштитном опремом. Пошто ове пресе, од којих су неке веома велике, треба рутински чистити, често се користе хемијски растварачи, што доводи до даљег хемијског контакта. Процедуре руковања могу да смање изложеност, али их не у потпуности уклоне, у зависности од величине штампарских операција. Као што је раније наведено, чак и нова мастила и премази који представљају бољу технологију и даље могу имати опасности. На пример, мастила која се очвршћавају на УВ зрачењу су потенцијални сензибилизатори када су у контакту са кожом, а постоји и потенцијална изложеност опасним нивоима УВ зрачења.
Емисије из штампарских операција, заједно са решењима за чишћење и отпадним мастилима, потенцијална су питања од значаја за животну средину. Системи за смањење загађења ваздуха могу бити потребни да би се ухватили и уништили или повратили растварачи који су испарили из мастила након штампања. Важно је пажљиво управљање отпадом који настаје како би се смањио утицај на животну средину. Системи за руковање отпадом се препоручују тамо где се растварачи или друге компоненте могу рециклирати. Новија технологија која користи боље раствараче за чишћење долази из тренутних истраживачких напора. Ово може смањити емисије и могућу изложеност. Препоручује се активан преглед тренутне технологије чишћења да би се видело да ли су доступне алтернативе чишћењу растварачем, као што је коришћење раствора на бази воде или биљних уља, које ће испунити захтеве који се налазе у одређеним операцијама штампања. Међутим, раствори за чишћење на бази воде који су контаминирани мастилима на бази растварача и даље могу захтевати пажљиво руковање како у току штампања тако и након одлагања.
Дорада
Када се једном одштампа, подлози је обично потребна додатна завршна обрада пре него што се припреми за коначну употребу. Неки материјали се могу послати директно из штампе на опрему за паковање која ће формирати пакет и попунити садржај или ће нанети лепак и поставити етикету на контејнер. У другим случајевима, потребна је велика количина сечења или сечења на величину за коначно склапање књиге или другог штампаног материјала.
Здравствена и безбедносна питања везана за завршну обраду су углавном механичка питања безбедности. Пошто већи део завршне обраде укључује сечење на величину, посекотине и посекотине на прстима, шакама и зглобовима/рукама су типичне. Чување је важно и мора се користити као део сваког задатка. Мале ножеве и сечива које користе запослени такође треба пажљиво користити и складиштити и правилно одлагати како би се спречили ненамерни посекотине и посекотине. Већим системима је такође потребан исти ниво пажње у чувању и обуци како би се спречиле незгоде.
Значајан је аспект руковања материјалом завршне обраде. Ово се односи на материјал који се завршава као и на финални упаковани штампани производ. Препоручују се тамо где се може користити механичка опрема као што су камиони, дизалице и транспортери. Тамо где се мора десити ручно подизање и руковање, треба предузети едукацију о правилном подизању.
Недавна процена ове компоненте процеса штампања указује на могући ергономски стрес на људско тело. Сваки задатак - сечење, сортирање, паковање - треба прегледати како би се утврдиле могуће ергономске импликације. Ако се пронађу ергономски проблеми, можда ће бити потребне промене на радном месту како би се овај могући стресор смањио на прихватљив ниво. Често неки облик аутоматизације може помоћи, али у већини штампарских операција и даље остаје много задатака ручног руковања који могу створити ергономски стрес. Ротација послова може помоћи у смањењу овог проблема.
Штампање у будућности
Увек ће постојати потреба за штампањем речи на подлози. Али будућност штампања ће укључивати директнији пренос информација са рачунара на штампу, као и електронско штампање, где се речи и слике утискују на електромагнетне медије и друге подлоге. Док се оваква електронска штампа може гледати и читати само путем електронског уређаја, све више штампаног текста и литературе прелазиће са штампане подлоге на формат електронске подлоге. Ово ће смањити многа механичка питања безбедности и здравља у вези са штампањем, али ће повећати број ергономских здравствених ризика у штампарској индустрији.
Општи профил
Индустрија штампе, комерцијалне фотографије и репродукције су значајне широм света у смислу њиховог економског значаја. Штампарска индустрија је веома разнолика по технологијама и величини предузећа. Међутим, без обзира на величину мерену обимом производње, различите технологије штампања описане у овом поглављу су најчешће. Што се тиче обима производње, постоји ограничен број великих операција, али много малих. Из економске перспективе, штампарска индустрија је једна од највећих индустрија и генерише годишњи приход од најмање 500 милијарди америчких долара широм света. Слично томе, индустрија комерцијалне фотографије је разнолика, са ограниченим бројем великих и много малих операција. Обим фотофиниширања је отприлике подједнако подељен између великих и малих операција. Комерцијално фотографско тржиште генерише годишњи приход од око 60 милијарди америчких долара широм света, а операције фотозавршне обраде чине око 40% овог укупног износа. Индустрија репродукције, која се састоји од операција мањег обима са комбинованим годишњим приходом од око 27 милијарди америчких долара, генерише близу 2 трилиона примерака годишње. Поред тога, услуге репродукције и умножавања у још мањем обиму пружају се на лицу места у већини организација и компанија.
Здравствена, еколошка и безбедносна питања у овим индустријама се развијају као одговор на замене потенцијално мање опасним материјалима, нове стратегије индустријске контроле хигијене и појаву нових технологија, као што је увођење дигиталних технологија, електронских слика и рачунара. Многа историјски важна питања здравља и безбедности (нпр. растварачи у штампарској индустрији или формалдехид као стабилизатор у решењима за фотообраду) неће бити проблеми у будућности због замене материјала или других стратегија управљања ризиком. Ипак, појавиће се нова питања здравља, животне средине и безбедности којима ће се морати бавити стручњаци за здравље и безбедност. Ово указује на континуирану важност праћења здравља и животне средине као дела ефикасне стратегије управљања ризиком у индустрији штампања, комерцијалне фотографије и репродукције.
Услуге репродукције и умножавања
Модерна канцеларија може да садржи неколико врста машина за репродукцију. Они се крећу од свеприсутног сувог фотокопирног уређаја до машине за израду нацрта прилично посебне намене, машина за факс и мимеограф, као и других типова дупликатора. У оквиру овог чланка, различити уређаји ће бити груписани према широким технолошким класама. Пошто су фотокопирни апарати сувим процесом толико распрострањени, њима ће се посветити највећа пажња.
Фотокопир апарати и ласерски штампачи
Операције обраде
Већина корака конвенционална електрофотографија (ксерографија) су директно аналогне онима на фотографији. У кораку експозиције, одштампана страница или фотографија коју треба копирати је осветљена блицем јаког светла, а рефлектована слика се фокусира помоћу сочива на фоторецептор који је осетљив на електричну енергију, који губи наелектрисање где год светлост удари у њега. површине. Светлост ће ударити на исти начин као на површину која се копира. Затим, развијач, који се углавном састоји од великих перли носача са малим, електростатички наелектрисаним честицама које се залепе за њих, транспортује се до фоторецептора каскадним или магнетним процесом преноса. Наелектрисана, латентна слика на фоторецептору се развија када се фино подељени прах (познат као тонер, суви имиџер или суво мастило) електростатички привуче, одвоји се од развијача и остане на слици. Коначно, тонер који се залепио за подручја на слици се електростатички преноси (штампа) на лист обичног папира и трајно спаја на њега (фиксира) применом топлоте, или топлоте и притиска. Преостали тонер се уклања из фоторецептора процесом чишћења и одлаже у резервоар за отпадни тонер. Фоторецептор се затим припрема за следећи циклус снимања. Пошто снимљени папир уклања само тонер из развијача, носач који га је испоручио на слику се враћа назад у кућиште развијача и меша се са свежим тонером који се дозира у систем из заменљиве боце за довод тонера или кертриџа.
Многе машине примењују и притисак и топлоту на слику тонера на папиру током процеса спајања. Топлота се обезбеђује помоћу ролне за топљење, која додирује тонирану површину. У зависности од карактеристика тонера и материјала грејача, неки тонер се може залепити за површину грејача, а не за папир, што доводи до брисања дела слике на копији. Да би се ово спречило, мазиво за грејач, обично течност на бази силикона, наноси се на површину ролне грејача.
In ласерско штампање, слика се прво конвертује у електронски формат; то јест, дигитализована је у низ веома малих тачака (пиксела) помоћу скенера докумената, или се дигитална слика може креирати директно у рачунару. Дигитализована слика се затим ласерским зраком уписује на фоторецептор у ласерском штампачу. Преостали кораци су у суштини они код конвенционалне ксерографије, где се слика на фоторецептору трансформише у папир или друге површине.
Неки фотокопирни уређаји користе процес познат као развој течности. Ово се разликује од конвенционалног, сувог процеса по томе што је развијач генерално течни угљоводонични носач у коме су дисперговане фино подељене честице тонера. Развијање и пренос су генерално аналогни конвенционалним процесима, осим што се развијач испере преко фоторецептора, а влажна копија се суши испаравањем преостале течности при примени топлоте или и топлоте и притиска.
Materijali
Потрошни материјал који се повезује са фотокопирањем су тонери, програмери, мазива за грејање и папир. Иако се генерално не сматрају потрошним материјалом, фоторецептори, грејач и ролне за притисак и разни други делови се рутински троше и захтевају замену, посебно у машинама велике запремине. Ови делови се генерално не сматрају заменљивим од стране корисника и захтевају посебно знање за њихово уклањање и подешавање. Многе нове машине садрже јединице које се могу заменити купцима (КЗЈ), које садрже фоторецептор и развијач у самосталној јединици коју корисник може да замени. У овим машинама, грејач се котрља и тако даље или траје животни век машине или захтева посебну поправку. У померању ка смањеним трошковима услуга и већој удобности за кориснике, неке компаније се крећу ка повећању могућности поправљивости од стране корисника, где се поправка може обавити без механичког или електричног ризика за купца и да ће, највише, захтевати телефонски позив центру за подршку за помоћ.
Тонери произвести слику на готовој копији. Суви тонери су фини прахови састављени од пластике, боја и малих количина функционалних адитива. Полимер (пластика) је обично главна компонента сувог тонера; стирен-акрил, стирен-бутадиен и полиестер полимери су уобичајени примери. У црним тонерима, различите чађе или пигменти се користе као боје, док се код копирања у боји користе различите боје или пигменти. Током процеса производње тонера, чађа или боја и полимер се мешају и већи део боје постаје капсулиран у полимеру. Суви тонери такође могу садржати унутрашње и/или спољне адитиве који помажу у одређивању статичког пуњења тонера и/или карактеристика протока.
Тонери за мокри процес су слични сувим тонерима по томе што се састоје од пигмената и адитива унутар полимерног премаза. Разлика је у томе што се те компоненте купују као дисперзија у изопарафинском угљоводоничном носачу.
Програмери обично су мешавине тонера и носача. Носачи буквално преносе тонер на површину фоторецептора и често су направљени од материјала заснованих на специјалним врстама супстанци песка, стакла, челика или ферита. Могу бити обложени малом количином полимера да би се постигло жељено понашање у специфичној примени. Мешавине носача/тонера су познате као двокомпонентни програмери. Једнокомпонентни програмери не користе посебан носач. Уместо тога, они укључују једињење као што је оксид гвожђа у тонер и користе магнетни уређај за наношење развијача на фоторецептор.
Мазива за грејач су најчешће течности на бази силикона које се наносе на ролне за грејање како би се спречило померање тонера од развијене слике до ролне. Док су многи једноставни полидиметилсилоксани (ПДМС), други садрже функционалну компоненту за побољшање њихове адхезије на ролну грејача. Нека средства за подмазивање грејача се сипају из боце у резервоар, из које се пумпају и на крају наносе на ролну грејача. У другим машинама лубрикант се може наносити преко засићене тканине која брише део површине ролне, док се код неких мањих машина и штампача наноси уљем импрегниран фитиљ.
Већина, ако не и сви, модерни фотокопирни уређаји су направљени да добро раде са различитим тежинама обичног, необрађеног лепљивог папира. За неке машине велике брзине се праве специјалне форме без угљеника, а нефузиони трансфер папири се производе за сликање у фотокопир апаратима и затим наношење слике на мајицу или другу тканину уз примену топлоте и притиска у преси. Велике машине за копирање инжењерских/архитектонских цртежа често производе своје копије на провидном велуму.
Потенцијалне опасности и њихова превенција
Одговорни произвођачи су напорно радили да минимизирају ризик од било које јединствене опасности у процесу фотокопирања. Међутим, треба набавити листове са подацима о безбедности материјала (МСДС) за све потрошне материјале или хемикалије које се користе са одређеном машином.
Можда је једини јединствени материјал коме неко може бити значајно изложен у процесу фотокопирања тонера. Модерни, суви тонери не би требало да представљају опасност за кожу или очи никоме осим можда најосетљивијим појединцима, а недавно дизајнирана опрема користи кертриџе са тонером и КЗЈ који минимизирају контакт са великим тонером. Течни тонери, такође, не би требало да директно иритирају кожу. Међутим, њихови изопарафински носачи угљоводоника су растварачи и могу да одмасте кожу, што доводи до сувоће и пуцања након вишекратног излагања. Ови растварачи такође могу бити благо иритантни за очи.
Добро дизајнирана опрема неће представљати а јака светлост опасност, чак и ако је плочица блица без оригинала на њој, а неки системи осветљења су повезани са поклопцем плоче како би се спречило било какво излагање руковаоца извору светлости. Сви ласерски штампачи су класификовани као ласерски производи класе И, што значи да у нормалним условима рада ласерско зрачење (беам) је неприступачан, садржан је у процесу штампања и не представља биолошку опасност. Поред тога, ласерски уређај не би требало да захтева одржавање, а у веома неуобичајеном случају када је потребан приступ снопу, произвођач мора да обезбеди безбедне радне процедуре које ће пратити прописно обучени сервисни техничар.
Коначно, правилно произведен хардвер неће имати оштре ивице, тачке укљештења или изложене опасности од удара у областима на које оператери могу ставити руке.
Опасности за кожу и очи
Осим што суви тоници не представљају значајну опасност за кожу или очи, исто би се очекивало и са силиконским уљем. мазива за грејач. Полидиметилсилоксани (ПДМС) су подвргнути опсежним токсиколошким проценама и генерално је утврђено да су бенигни. Док неки ПДМС ниског вискозитета могу иритирати очи, они који се користе као мазива за топљење обично нису, нити су иританти коже. Без обзира на стварну иритацију, било који од ових материјала ће бити сметња било на кожи или у очима. Захваћену кожу можете опрати сапуном и водом, а очи треба потопити водом неколико минута.
Појединци са којима често раде течни тонери, посебно у условима потенцијалног прскања, можда ће желети да носи заштитне наочаре, заштитне наочаре са бочним штитницима или штитник за лице ако је потребно. Рукавице обложене гумом или винилом требало би да спрече горе наведене проблеме са сувом кожом.
Новине генерално су такође бенигни. Међутим, било је случајева значајне иритације коже када се током обраде није водила одговарајућа нега. Лоши производни процеси такође могу изазвати проблеме са мирисом када се папир загрева у грејачу машине за суво копирање. Повремено, пергамент у инжењерској копирној машини није правилно обрађен и ствара проблем са мирисом угљоводоника.
Поред изопарафинске базе течних тонера, бројни растварачи се рутински користе у одржавању машина. Укључени су средства за чишћење плоча и поклопаца и средства за уклањање филма, који су обично алкохоли или раствори алкохола/воде који садрже мале количине сурфактаната. Таква решења иритирају очи, али не иритирају директно кожу. Међутим, као и течни дисперзанти тонера, њихово дејство растварача може одмастити кожу и довести до евентуалних проблема са пуцањем коже. Гумене или винилне рукавице и заштитне наочаре или заштитне наочаре са бочним штитницима требало би да буду довољне да спрече проблеме.
Опасности од удисања
Озон је обично највећа брига оних који се налазе у близини фотокопирних машина. Следећи проблеми који се лако могу идентификовати били би тонер, укључујући папирну прашину и испарљива органска једињења (ВОЦ). Неке ситуације такође изазивају притужбе на мирис.
Озон се првенствено генерише коронским пражњењем из уређаја (коротрона/скоротрона) који пуне фоторецептор у припреми за излагање и чишћење. У концентрацијама које су најприкладније за фотокопирање, може се идентификовати по пријатном мирису налик детелини. Његов низак праг мириса (0.0076 до 0.036 ппм) даје му добра „упозоравајућа својства“, јер се његово присуство може открити пре него што достигне штетне концентрације. Како достигне концентрације које могу изазвати главобољу, иритацију очију и отежано дисање, његов мирис постаје јак и оштар. Не треба очекивати проблеме са озоном од добро одржаваних машина у добро проветреним просторијама. Међутим, озон се може открити када оператери раде у издувном току машине, посебно у случају дугих копија. Обично се открије да мириси које неискусни оператери идентификују као озон потичу из других извора.
Тонер дуго се сматрало неугодном честицом или „честицом која није другачије класификована“ (ПНОЦ). Студије које је извршила корпорација Ксерок 1980-их су показале да инхалирани тонер изазива плућне реакције које би се очекивали од излагања таквим нерастворљивим честицама. Такође су показали недостатак канцерогене опасности при концентрацијама које су знатно веће од оних које се очекују у канцеларијском окружењу.
Папирна прашина Састоји се од фрагмената папирних влакана и дијзера и пунила као што су глина, титанијум диоксид и калцијум карбонат. Сви ови материјали се сматрају ПНОЦ-има. Нису пронађени разлози за забринутост због изложености папирној прашини за коју се очекује да ће се појавити у канцеларијском окружењу.
Емисија ВОЦ од стране фотокопирних машина је нуспроизвод њихове употребе у пластичним тонерима и деловима, гумама и органским мазивима. Чак и тако, изложеност појединачним органским хемикалијама у окружењу фотокопир апарата који ради обично је редова величине испод било које границе професионалне изложености.
Мирис Проблеми са савременим фотокопир апаратима најчешће су показатељ неадекватне вентилације. Обрађени папири, као што су форме без угљеника или папири за пренос слике, а повремено и пергаменти који се користе у инжењерским фотокопирним машинама, могу произвести мирисе растварача угљоводоника, али изложеност ће бити знатно испод било које границе професионалне изложености ако је вентилација адекватна за нормално копирање. Савремени фотокопир апарати су сложени електромеханички уређаји који имају неке делове (фусере) који раде на повишеним температурама. Поред мириса који су присутни током нормалног рада, мириси се јављају и када се део поквари под топлотним оптерећењем, а дим и емисије из вруће пластике и/или гуме се ослобађају. Очигледно, не треба остати у присуству таквих изложености. Заједнички за скоро све проблеме са мирисом су притужбе на мучнину и неку врсту иритације ока или слузокоже. Ове тегобе су обично само индикације изложености непознатом и вероватно непријатном мирису и нису нужно знаци значајне акутне токсичности. У таквим случајевима, изложена особа треба да потражи свеж ваздух, што скоро увек доводи до брзог опоравка. Чак и излагање диму и испарењима из прегрејаних делова обично траје тако кратко да нема потребе за бригом. Упркос томе, само је мудро потражити савет лекара ако симптоми потрају или се погоршавају.
Разматрања при инсталацији
Као што је горе поменуто, апарати за копирање производе топлоту, озон и ВОЦ. Иако препоруке за локацију и вентилацију треба добити од произвођача и треба их поштовати, разумно је очекивати да за све осим вероватно највећих машина, локација у просторији која има разумну циркулацију ваздуха, више од две измене ваздуха на сат и адекватну простор око машине за сервисирање биће довољан да спречи проблеме са озоном и непријатним мирисом. Наравно, ова препорука такође претпоставља да су испоштоване све препоруке Америчког удружења инжењера за грејање, хлађење и климатизацију (АСХРАЕ) за станаре соба. Ако је у просторију додато више од једног фотокопир апарата, треба водити рачуна да обезбедите додатну вентилацију и могућност хлађења. Велике машине велике запремине могу захтевати посебна разматрања контроле топлоте.
Залихе не захтевају посебна разматрања осим оних за чување запаљивих растварача и избегавање прекомерне топлоте. Папир треба држати у кутији у мери у којој је то практично, а омот не отварати док папир не буде потребан.
Факсимиле (факс) машине
Операције обраде.
У факсимилној репродукцији, документ се скенира помоћу извора светлости и слика се претвара у електронски облик компатибилан са телефонском комуникацијом. На пријемнику, електрооптички системи декодирају и штампају пренесену слику путем директног термалног, термалног трансфера, ксерографског или инк-јет процеса.
Машине које користе термичке процесе имају линеарни низ штампе попут штампане плоче, преко које се пребацује папир за копирање током процеса штампања. Постоји око 200 контаката по инчу по ширини папира, који се брзо загревају када се активирају електричном струјом. Када је врућ, контакт или узрокује да контактна тачка на обрађеном папиру за копирање постане црна (директно термичко) или премаз на донор ролни налик врпци за писаћу машину да нанесе црну тачку на папир за копирање (термални трансфер).
Факс машине које раде ксерографским процесом користе сигнал који се преноси телефоном да активира ласерски зрак и онда функционишу исто као ласерски штампач. На сличан начин, инк-јет машине функционишу исто као инк-јет штампачи.
Materijali.
Папир, било обрађен или обичан, донор ролне, тонер и мастило су главни материјали који се користе за слање факса. Директни термички папири се третирају леуко бојама, које се загревају из беле у црну. Донорске ролне садрже мешавину чађе у бази воска и полимера, премазане на филмску подлогу. Смеша је довољно чврста да се трљањем не прелази на кожу, али када се загреје прелази на папир за копирање. Тонери и мастила се разматрају у одељцима о фотокопирању и инк-јет штампи.
Потенцијалне опасности и њихова превенција.
Нису повезане никакве јединствене опасности са факс машинама. Било је притужби на мирис код неких раних директних термалних машина; међутим, као и код многих мириса у канцеларијском окружењу, проблем више указује на низак праг мириса и вероватно неадекватну вентилацију, него на здравствени проблем. Термотрансфер машине обично немају мирисе и нису идентификоване опасности са донор ролнама. Ксерографске факс машине имају исте потенцијалне проблеме као и суве фотокопирне машине; међутим, њихова мала брзина обично искључује било какву забринутост због удисања.
Нацрт (Диазо)
Операције обраде.
Модерне референце на „нацрте“ или „машине за нацрте“ генерално означавају дијазо копије или копир машине. Ове копирне машине се најчешће користе са великим архитектонским или инжењерским цртежима направљеним на подлози од филма, велума или прозирног папира. Диазо-третирани папири су кисели и садрже спојницу која доводи до промене боје након реакције са диазоједињењем; међутим, реакцију спречава киселост папира. Лист који се копира ставља се у контакт са третираним папиром и излаже се интензивном ултраљубичастом (УВ) светлу из извора флуоресцентне или живине паре. УВ светло разбија диазо везу на деловима папира за копирање који нису заштићени од излагања сликом на мастеру, елиминишући могућност накнадне реакције са спојником. Затим се мајстор уклања из контакта са третираним папиром, који се затим излаже атмосфери амонијака. Алкалност развијача амонијака неутралише киселост папира, дозвољавајући реакцији промене боје диазо/спојника да произведе копију слике на деловима папира који су били заштићени од УВ зрачења помоћу слике на мастеру.
Materijali.
Вода и амонијак су једини дијазопроцесни материјали поред обрађеног папира.
Потенцијалне опасности и њихова превенција.
Очигледна забринутост око апарата за копирање са диазо-процесом је излагање амонијаку, који може изазвати иритацију очију и слузокоже. Савремене машине обично контролишу емисије, па је стога изложеност обично знатно мања од 10 ппм. Међутим, старија опрема може захтевати пажљиво и често одржавање и могућу локалну издувну вентилацију. Приликом сервисирања машине треба водити рачуна да се избегне проливање и да се спречи контакт очима. Треба поштовати препоруке произвођача у вези са заштитном опремом. Такође треба бити свестан да непрописно произведен папир такође може да изазове проблеме са кожом.
Дигитални дупликатори и мимеографи
Операције обраде.
Дигитални дупликатори и мимеографи деле исти основни процес по томе што се мастер шаблон „спаљује“ или „сече“ и ставља на бубањ који садржи мастило, из којег мастило тече кроз мастер на папир за копирање.
Материјали.
Шаблоне, мастила и папири су залихе које користе ове машине. Скенирана слика се дигитално урезује на милар мастер дигиталног дупликатора, док се електро-сече у папирну шаблону мимеографа. Даља разлика је у томе што су мастила за дигиталне дупликаторе на бази воде, иако садрже нешто нафтног растварача, док су мастила за мимеографе заснована или на нафтенском дестилату или на мешавини гликол етра/алкохола.
Потенцијалне опасности и њихова превенција.
Примарне опасности повезане са дигиталним дупликаторима и мимеографима су због њихових мастила, иако постоји потенцијално излагање пари врућег воска повезано са спаљивањем слике на шаблону дигиталног дупликатора и излагањем озону током електро-резања шаблона. Обе врсте мастила имају потенцијал за иритацију очију и коже, док већи садржај нафтног дестилата у мимеографском мастилу има већи потенцијал за изазивање дерматитиса. Употреба заштитних рукавица током рада са мастилом и одговарајућа вентилација током прављења копија, требало би да заштити од опасности по кожу и удисање.
Дупликатори духова
Операције обраде.
Спирит дупликатори користе шаблону обрнуте слике која је обложена бојом растворљивом у алкохолу. Приликом обраде, папир за копирање је лагано премазан флуидом за дуплирање на бази метанола, који уклања малу количину боје када дође у контакт са шаблоном, што резултира преносом слике на папир за копирање. Копије могу да емитују метанол неко време након дуплирања.
Materijali.
Папир, шаблоне и течност за умножавање су главне залихе за ову опрему.
Потенцијалне опасности и њихова превенција.
Течности које умножавају алкохол су обично засноване на метанолу и стога су токсичне ако се апсорбују кроз кожу, удишу или прогутају; такође су запаљиви. Вентилација треба да буде адекватна како би се осигурало да је изложеност руковаоца испод тренутних граница професионалне изложености и требало би да укључује обезбеђивање вентилираног простора за сушење. Неке новије коришћене течности за дуплирање су засноване на етилном алкохолу или пропилен гликолу, који избегавају проблеме токсичности и запаљивости метанола. Треба поштовати препоруке произвођача у вези са употребом заштитне опреме при руковању свим дуплицираним течностима.
Здравствени проблеми и обрасци болести
Тумачење података о људском здрављу у индустрији штампања, комерцијалне обраде фотографија и репродукције није једноставна ствар, пошто су процеси сложени и непрестано се развијају – понекад драматично. Док је употреба аутоматизације значајно смањила изложеност ручном раду у модернизованим верзијама све три дисциплине, обим посла по запосленом се значајно повећао. Штавише, дермална изложеност представља важан пут изложености за ове индустрије, али је мање добро окарактерисана доступним подацима о индустријској хигијени. Пријављивање случајева мање озбиљних, реверзибилних ефеката (нпр. главобоља, иритација носа и ока) је непотпуно и недовољно је пријављено у објављеној литератури. Упркос овим изазовима и ограничењима, епидемиолошке студије, здравствене анкете и извештаји о случајевима пружају значајну количину информација у вези са здравственим статусом радника у овим индустријама.
Штампарске активности
Агенти и изложености
Данас постоји пет категорија штампарских процеса: флексографија, дубока штампа, висока штампа, литографија и ситоштампа. Врста изложености која се може десити у сваком процесу је повезана са типовима штампарских боја које се користе и са вероватноћом удисања (маглице, испарења растварача и тако даље) и пробојног контакта са кожом током процеса и примењених активности чишћења. Треба напоменути да се боје састоје од органских или неорганских пигмената, уља или растварача (тј. носача) и адитива који се примењују за посебне сврхе штампања. Табела 1 приказује неке карактеристике различитих процеса штампања.
Табела 1. Неке потенцијалне изложености у штампарској индустрији
|
Процес |
Врста мастила |
Солвент |
Потенцијалне изложености |
|
Флексографија и гравура |
Течна мастила (ниског вискозитета) |
Волатилес |
Органски растварачи: ксилен, бензол |
|
Високи штампа и литографија |
Пасте мастила (високог вискозитета) |
Уља— |
Магла мастила: угљоводонични растварачи; изопропанол; полициклични ароматични угљоводоници (ПАХ) |
|
Сито штампа |
Семипасте |
Волатилес |
Органски растварачи: ксилен, циклохексанон, бутил ацетат |
Морталитет и хронични ризици
Постоји неколико епидемиолошких студија и студија о случајевима који се односе на штампаче. Карактеризације изложености нису квантификоване у већем делу старије литературе. Међутим, честице чађе које се могу удахнути са потенцијално канцерогеним полицикличним ароматичним угљоводоницима (бензо()пирене) везане за површину забележене су у машинама за ротационе високе штампе у производњи новина. Студије на животињама проналазе бензо()пирен је чврсто везан за површину честице чађе и није лако отпуштен у плућа или друга ткива. Овај недостатак „биодоступности“ отежава утврђивање да ли су ризици од рака изводљиви. Неколико, али не све, кохортне (тј. популације праћене кроз време) епидемиолошке студије су откриле сугестије о повећању стопе рака плућа у штампачима (табела 2). Детаљнија процена преко 100 случајева рака плућа и 300 контрола (студија типа случај-контрола) из групе од преко 9,000 штампарских радника у Манчестеру у Енглеској (Леон, Тхомас и Хутцхингс 1994) показала је да је трајање рада у машинској просторији је био повезан са појавом карцинома плућа код радника ротационе високе штампе. Пошто обрасци пушења радника нису познати, директно разматрање улоге занимања у студији није познато. Међутим, сугестивно је да је рад са ротационим штампањем можда представљао ризик од рака плућа у претходним деценијама. У неким деловима света, међутим, старије технологије, као што је рад са ротационим штампањем, могу и даље да постоје и на тај начин пружају могућности за превентивне процене, као и инсталирање одговарајућих контрола где је то потребно.
Табела 2. Кохортне студије ризика од смртности у штампарској трговини
|
Проучено становништво |
Број радника |
Ризици од смртности* (95% ЦИ) |
||||
|
Период праћења |
земља |
Сви узроци |
Сви канцери |
Рак плућа |
||
|
Новинари |
1,361 |
(1949–65) – 1978 |
САД |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
|
Новинари |
, КСНУМКС |
(1940–55) – 1975 |
Италија |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
|
Типографи |
1,309 |
КСНУМКС-КСНУМКС |
САД |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
|
Штампачи (НГА) |
4,702 |
(1943–63) – 1983 |
UK |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
|
Штампачи (НАТСОПА) |
4,530 |
(1943–63) – 1983 |
UK |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
|
Ротогравуре |
1,020 |
(1925–85) – 1986 |
Шведска |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
|
Штампачи за картон |
2,050 |
(1957–88) – 1988 |
САД |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
КСНУМКС (КСНУМКС - КСНУМКС) |
* Стандардизовани коефицијент морталитета (СМР) = број уочених смртних случајева подељен бројем очекиваних смртних случајева, прилагођен за ефекте старости током дотичних временских периода. СМР од 1 не указује на разлику између посматраног и очекиваног. Напомена: 95% интервали поверења су обезбеђени за СМР.
НГА = Натионал Грапхицал Ассоциатион, УК
НАТСОПА = Национално друштво оперативних штампача, графичког и медијског особља, УК.
Извори: Паганини-Хилл ет ал. 1980; Бертаци и Зокети 1980; Мицхаелс, Золотх и Стерн 1991; Леон 1994; Свенссон ет ал. 1990; Синкс и др. 1992.
Друга група радника која је суштински проучавана су литографи. Изложеност савремених литографа органским растварачима (терпентин, толуен и тако даље), пигментима, бојама, хидрохинону, хроматима и цијанатима је приметно смањена последњих деценија услед употребе компјутерских технологија, аутоматизованих процеса и промена у материјалима. Међународна агенција за истраживање рака (ИАРЦ) је недавно закључила да је професионална изложеност у процесу штампања вероватно канцерогена за људе (ИАРЦ 1996). Истовремено, може бити важно истаћи да се закључак ИАРЦ-а заснива на историјским излагањима која би, у већини случајева, данас требало да буду значајно другачија. Извештаји о малигном меланому сугеришу ризике око двоструко веће од очекиване стопе (Дубров 1986). Док неки постулирају да би контакт коже са хидрохиноном могао бити повезан са меланомом (Ниелсон, Хенриксен и Олсен 1996), то није потврђено у фабрици за производњу хидрохинона где је пријављена значајна изложеност хидрохинону (Пифер ет ал. 1995). Међутим, треба нагласити праксе које минимизирају контакт коже са растварачима, посебно у чишћењу плоча.
Активности фотографске обраде
Изложености и агенти
Фотографска обрада црно-белог или колор филма или папира може се обавити ручно или у суштини потпуно аутоматизованим процесима већих размера. Одабир процеса, хемикалија, радних услова (укључујући вентилацију, хигијену и личну заштитну опрему) и радно оптерећење може утицати на врсте изложености и потенцијалне здравствене проблеме радног окружења. Типови послова (тј. послови везани за процесор) који имају највећи потенцијал за излагање кључним фотографским хемикалијама, као што су формалдехид, амонијак, хидрокинон, сирћетна киселина и развијачи боја, наведени су у табели 3. Типични рад на обради фотографије и руковању ток је приказан на слици 1.
Табела 3. Задаци у фотографској обради са потенцијалом хемијске експозиције
|
Радни простор |
Задаци са потенцијалом изложености |
|
Хемијско мешање |
Помешајте хемикалије у раствор. |
|
Аналитичка лабораторија |
Руковати узорцима. |
|
Обрада филма/штампа |
Обрадите филм и штампате помоћу развијача, учвршћивача, избељивача. |
|
Узлет филма/штампа |
Уклоните обрађену фолију и отиске ради сушења. |
Слика 1. Операције обраде фотографије

У новије дизајнираним јединицама за обраду великог обима, неки од корака у току рада су комбиновани и аутоматизовани, чинећи удисање и контакт са кожом мање вероватним. Формалдехид, агенс који се деценијама користи као стабилизатор слике у боји, смањује се у концентрацији у фотографском производу. У зависности од специфичног процеса и услова околине на локацији, његова концентрација у ваздуху може бити у распону од нивоа који се не може детектовати у зони дисања руковаоца до око 0.2 ппм на отворима машине за сушење. До изложености може доћи и током чишћења опреме, прављења или допуњавања течности стабилизатора и процесора истовара, као иу ситуацијама изливања.
Треба напоменути да док је излагање хемикалијама примарни фокус већине здравствених студија фотографских процесора, други аспекти радне средине, као што су смањено осветљење, руковање материјалима и постурални захтеви посла, такође су од превентивног здравственог интереса.
Ризици од смртности
Једини објављени надзор над смртношћу фотографских процесора сугерише да нема повећаног ризика од смрти због окупације (Фриедландер, Хеарне и Невман 1982). Студија је обухватила девет лабораторија за обраду у Сједињеним Државама, а ажурирана је да покрије још 15 година праћења (Пифер 1995). Треба напоменути да је реч о студији о преко 2,000 запослених који су активно радили почетком 1964. године, при чему је преко 70% њих у то време имало најмање 15 година радног стажа у струци. Група је праћена 31 годину, до 1994. Многа излагања релевантна раније у каријери ових запослених, као што су угљен-тетрахлорид, н-бутиламин и изопропиламин, прекинута су у лабораторијама пре више од тридесет година. Међутим, многа кључна излагања у савременим лабораторијама (тј. сирћетна киселина, формалдехид и сумпор диоксид) су такође била присутна у претходним деценијама, иако у много већим концентрацијама. Током периода праћења од 31 године, стандардизовани однос морталитета био је само 78% очекиваног (СМР 0.78), са 677 смртних случајева код 2,061 радника. Ниједан појединачни узрок смрти није значајно повећан.
464 прерађивача у студији такође су имала смањену смртност, било у поређењу са општом популацијом (СМР 0.73) или другим радницима по сату (СМР 0.83) и нису имали значајно повећање било којег узрока смрти. На основу доступних епидемиолошких информација, не изгледа да обрада фотографија представља повећани ризик од смртности, чак и при вишим концентрацијама изложености које су вероватно биле присутне 1950-их и 1960-их.
Плућна болест
Литература има врло мало извештаја о плућним поремећајима за фотографске процесоре. Два чланка, (Кипен и Лерман 1986; Ходгсон и Паркинсон 1986) описују укупно четири потенцијална плућна одговора на обраду изложености на радном месту; међутим, ниједна није имала квантитативне податке о изложености животне средине за процену измерених плућних налаза. У једином епидемиолошком прегледу испитаника (Фриедландер, Хеарне и Невман 1982) није идентификовано повећање дуготрајног одсуства са болести због плућних поремећаја; међутим, важно је напоменути да су болести одсуства од осам узастопних дана биле потребне да би се обухватило у тој студији. Чини се да респираторни симптоми могу бити погоршани или иницирани код осетљивих особа излагањем већим концентрацијама сирћетне киселине, сумпор-диоксида и других агенаса у обради фотографије, уколико се вентилација лоше контролише или дође до грешака током мешања, што доводи до ослобађања нежељених концентрација ови агенти. Међутим, плућни случајеви у вези са радом су само ретко пријављени у овој професији (Ходгсон и Паркинсон 1986).
Акутни и субхронични ефекти
Контактни иритативни и алергијски дерматитис је пријављен у фотографским процесорима деценијама, почевши од прве употребе хемикалија у боји касних 1930-их. Многи од ових случајева десили су се у првих неколико месеци излагања процесора. Употреба заштитних рукавица и побољшани процеси руковања значајно су смањили фотографски дерматитис. Прскање очију са неким фотохемикалијама може представљати ризик од повреде рожњаче. Обука о процедурама испирања очију (испирање очију хладном водом најмање 15 минута након чега следи медицинска помоћ) и употреба заштитних наочара посебно су важни за фотопроцесоре, од којих многи могу да раде у изолацији и/или у окружењима са смањеним осветљењем.
Постоје неки проблеми у вези са ергономијом у вези са радом јединица за обраду фотографија великог обима који се брзо окрећу. Монтажа и демонтажа великих ролни фотографског папира може представљати ризик од поремећаја горњег дела леђа, рамена и врата. Ролне могу бити тешке од 13.6 до 22.7 кг (30 до 50 фунти) и могу бити незгодне за руковање, делимично у зависности од приступа машини, што може бити угрожено на компактним радним местима.
Повреде и напрезања особља могу се спречити одговарајућом обуком особља, обезбеђивањем адекватног приступа ролнама и узимањем у обзир људских фактора у општем дизајну простора за обраду.
Превенција и методе раног откривања ефеката
Заштита од дерматитиса, иритације дисајних путева, акутних повреда и ергономских поремећаја почиње спознајом да такви поремећаји могу настати. Уз одговарајуће информације о радницима (укључујући етикете, листове са подацима о безбедности материјала, заштитну опрему и програме обуке за здравствену заштиту), периодичне прегледе здравља/безбедности радног окружења и информисани надзор, превенција се може снажно нагласити. Поред тога, рана идентификација поремећаја може бити олакшана поседовањем медицинског ресурса за извештавање о здравственом стању радника, заједно са циљаним добровољним периодичним проценама здравља, фокусирањем на респираторне симптоме и симптоме горњих екстремитета у упитницима и директним посматрањем изложених делова коже ради знакова рада. повезани дерматитис.
Пошто је формалдехид потенцијални респираторни сензибилизатор, јак иритант и могући канцероген, важно је да се свако радно место процени да би се утврдило где се формалдехид користи (прегледи хемијског инвентара и безбедносних листова материјала), да би се процениле концентрације у ваздуху (ако је то назначено материјалима). коришћени), да се идентификује где би могло доћи до цурења или изливања и да би се проценила количина која би се могла просути и концентрација настала у најгорем случају. План реаговања у ванредним ситуацијама треба да буде развијен, упадљиво постављен, саопштен и периодично практикован. У изради таквог плана за хитне случајеве треба консултовати специјалисте за здравље и безбедност.
Репродуктивне активности
Агенти и изложености
Савремене машине за фотокопирање емитују веома ниске нивое ултраљубичастог зрачења кроз стаклени поклопац (пленум), стварају извесну буку и могу емитовати ниске концентрације озона током активности обраде. Ове машине користе тонер, првенствено чађу (за црно-беле штампаче), да дају тамни отисак на папиру или провидном филму. Стога, потенцијално рутинско излагање од здравственог интереса за оператере фотокопирања може укључивати ултраљубичасто зрачење, буку, озон и евентуално тонер. Код старијих машина, тонер би могао да буде проблем током замене, иако модерни самостални кертриџи значајно смањују потенцијалну изложеност дисајним путевима и кожи.
Степен изложености ултраљубичастом зрачењу који се јавља кроз копирно стакло машине је веома низак. Трајање блица фотокопир апарата је приближно 250 микросекунди, при чему континуирано копирање чини око 4,200 блица на сат - вредност која може да варира у зависности од копир машине. Са стакленом плочом на месту, емитована таласна дужина се креће од 380 до око 396 нм. УВБ обично не настаје услед блицева копир апарата. УВА мерења максимално забележена на стакленој патени у просеку су око 1.65 микроџула/цм2 по блицу. Дакле, максимална 8-часовна блиска УВ спектрална експозиција из фотокопир апарата који непрекидно ради и прави око 33,000 копија дневно износи приближно 0.05 џула/цм2 на стакленој површини. Ова вредност је само делић граничне вредности коју препоручује Америчка конференција владиних индустријских хигијеничара (АЦГИХ) и чини се да не представља мерљив здравствени ризик, чак ни у тако претераним условима изложености.
Треба напоменути да одређени радници могу бити изложени већем ризику од излагања УВ зрачењу, укључујући оне са фотосензитивним стањима, особе које користе фотосензибилне агенсе/лекове и особе са оштећеним очним зеницама (афакични). Таквим људима се обично саветује да минимизирају излагање УВ зрачењу као општу меру предострожности.
Акутни ефекти.
Литература не открива много акутних ефеката који су смислено повезани са фотокопирањем. Старије, недовољно одржаване јединице могле би да емитују детективне концентрације озона ако раде у условима лоше вентилације. Док су симптоми иритације очију и горњих дисајних путева пријављени од радника у таквим срединама, минималне произвођачке спецификације за простор и вентилацију, заједно са новијом технологијом фотокопирних машина, у суштини су елиминисале озон као проблем емисије.
Ризици од смртности.
Нису пронађене студије које би описале смртност или хроничне здравствене ризике од дуготрајног фотокопирања.
Превенција и рано откривање
Једноставним придржавањем препоручене употребе произвођача, фотокопирање не би требало да представља ризик на радном месту. Појединци код којих се симптоми погоршавају због интензивног коришћења фотокопирних машина треба да траже савет о здрављу и безбедности.
Преглед питања животне средине
Главна питања животне средине
Солвентс
Органски растварачи се користе за бројне примене у штампарској индустрији. Главна употреба укључује раствараче за чишћење преса и друге опреме, средства за растварање у мастилима и адитиве у растворима за фонтане. Поред опште забринутости у вези са емисијом испарљивих органских једињења (ВОЦ), неке потенцијалне компоненте растварача могу бити постојане у животној средини или имају висок потенцијал оштећења озонског омотача.
сребро
Приликом обраде црно-белих и колор фотографија, сребро се ослобађа у нека од обрадних решења. Важно је разумети еколошку токсикологију сребра како би се овим растворима могло правилно руковати и одлагати. Док је слободни јон сребра веома токсичан за водени живот, његова токсичност је много нижа у комплексном облику као у ефлуенту фотопроцесирања. Сребрни хлорид, сребрни тиосулфат и сребро сулфид, који су облици сребра који се уобичајено примећују у фотообради, мање су токсични од сребрног нитрата за преко четири реда. Сребро има висок афинитет према органским материјалима, блату, глини и другим материјама које се налазе у природном окружењу, што умањује његов потенцијални утицај на водене системе. С обзиром на изузетно низак ниво слободних јона сребра који се налази у отпадним водама фотопроцесирања или у природним водама, контролна технологија која одговара комплексираном сребру довољно штити животну средину.
Друге карактеристике ефлуента фотообраде
Састав фотографског ефлуента варира у зависности од процеса који се одвијају: црно-бели, преокрет боја, негатив/позитив у боји или нека комбинација ових. Вода чини 90 до 99% запремине ефлуента, а већина остатка су неорганске соли које функционишу као пуфери и средства за фиксирање (солубилизирају сребрни халид), хелати гвожђа, као што је ФеЕтилен диамин тетра-сирћетна киселина и органски молекули који служе као развојни агенси и антиоксиданси. Гвожђе и сребро су значајни присутни метали.
Чврсти отпад
Свака компонента индустрије штампања, фотографије и репродукције ствара чврсти отпад. Ово се може састојати од амбалажног отпада као што су картон и пластика, потрошног материјала као што су кертриџи са тонером или отпадног материјала из операција као што су отпадни папир или филм. Све већи притисак на индустријске произвођаче чврстог отпада навео је компаније да пажљиво испитају опције за смањење чврстог отпада кроз смањење, поновну употребу или рециклажу.
Опрема
Опрема игра очигледну улогу у одређивању утицаја на животну средину процеса који се користе у штампарској, фотографској и репродукционој индустрији. Осим тога, контрола се повећава и на друге аспекте опреме. Један пример је енергетска ефикасност, која се односи на утицај производње енергије на животну средину. Други пример је „закон о поврату“, који захтева од произвођача да добију опрему назад за правилно одлагање након њеног корисног комерцијалног века.
Цонтрол Тецхнологиес
Ефикасност дате методологије контроле може доста зависити од специфичних оперативних процеса објекта, величине тог објекта и потребног нивоа контроле.
Технологије контроле растварача
Употреба растварача може се смањити на неколико начина. Испарљивије компоненте, као што је изопропил алкохол, могу се заменити једињењима која имају нижи притисак паре. У неким ситуацијама, мастила и средства за прање на бази растварача могу се заменити материјалима на бази воде. Многим апликацијама за штампање су потребна побољшања у опцијама на бази воде да би се ефикасно надметале са материјалима на бази растварача. Технологија мастила са високим садржајем чврстоће такође може довести до смањења употребе органских растварача.
Емисије растварача се могу смањити смањењем температуре раствора за влажење или фонтана. У ограниченим применама, растварачи се могу ухватити на адсорптивним материјалима као што је активни угаљ и поново употребити. У другим случајевима, временски оквири рада су превише строги да би омогућили да се ухваћени растварачи поново директно користе, али могу бити поново ухваћени за рециклажу ван локације. Емисије растварача могу бити концентрисане у кондензаторским системима. Ови системи се састоје од измењивача топлоте праћених филтером или електрофилтером. Кондензат пролази кроз сепаратор уље-вода пре коначног одлагања.
У већим операцијама, инсинератори (понекад се називају накнадним сагоревањем) могу се користити за уништавање емитованих растварача. Платина или други материјали од племенитих метала могу се користити за катализацију термичког процеса. Некатализовани системи морају да раде на вишим температурама, али нису осетљиви на процесе који могу отровати катализаторе. Рекуперација топлоте је генерално неопходна да би некатализовани системи били исплативи.
Технологије опоравка сребра
Ниво издвајања сребра из фотоефлуента контролише се економиком издвајања и/или прописима о испуштању раствора. Главне технике опоравка сребра укључују електролизу, преципитацију, замену метала и јонску размену.
Приликом електролитичког опоравка, струја се пропушта кроз раствор који садржи сребро, а сребрни метал се ставља на катоду, обично на плочу од нерђајућег челика. Сребрна пахуљица се бере савијањем, ломљењем или стругањем и шаље у рафинерију на поновну употребу. Покушај да се ниво резидуалног раствора сребра спусти значајно испод 200 мг/л је неефикасан и може довести до стварања нежељеног сребрног сулфида или штетних сумпорних нуспроизвода. Ћелије са упакованим креветом су способне да редукују сребро на ниже нивое, али су сложеније и скупље од ћелија са дводимензионалним електродама.
Сребро се може добити из раствора преципитацијом са неким материјалом који формира нерастворну со сребра. Најчешћи преципитатори су тринатријум тримеркаптотриазин (ТМТ) и различите сулфидне соли. Ако се користи сулфидна со, мора се водити рачуна да се избегне стварање високо токсичног водоник-сулфида. ТМТ је инхерентно сигурнија алтернатива недавно уведена у индустрију обраде фотографија. Падавине имају ефикасност опоравка већу од 99%.
Метални заменски кертриџи (МРЦ) омогућавају проток раствора који садржи сребро преко филаментозног наслага металног гвожђа. Сребрни јон се редукује у метал сребра док се гвожђе оксидује у јонски растворљиве врсте. Метални сребрни муљ се таложи на дно кертриџа. МРЦ нису прикладни у областима где је гвожђе у отпадним водама забрињавајуће. Ова метода има ефикасност опоравка већу од 95%.
У размени јона, ањонски комплекси сребро тиосулфата размењују се са другим ањонима на слоју смоле. Када се капацитет слоја смоле исцрпи, додатни капацитет се регенерише уклањањем сребра са концентрованим раствором тиосулфата или претварањем сребра у сребро сулфид у киселим условима. Под добро контролисаним условима, ова техника може смањити сребро испод 1 мг/л. Међутим, јонска измена се може користити само на растворима разређеним у сребру и тиосулфату. Колона је изузетно осетљива на скидање ако је концентрација тиосулфата у инфлуенту превисока. Такође, техника је веома захтевна за рад и опрему, што је у пракси чини скупом.
Друге технологије контроле фотоефлуента
Најисплативији метод за руковање фотографским отпадним водама је биолошки третман у секундарном постројењу за третман отпада (који се често назива пречишћавањем у јавном власништву или ПОТВ). Неколико састојака или параметара фотографског ефлуента може бити регулисано дозволама за испуштање у канализацију. Поред сребра, други уобичајени регулисани параметри укључују пХ, хемијску потребу за кисеоником, биолошку потребу за кисеоником и укупне растворене чврсте материје. Више студија је показало да се не очекује да отпад фотообраде (укључујући и малу количину сребра преосталу након разумног издвајања сребра) након биолошког третмана има негативан утицај на воде.
Друге технологије су примењене на фото-обраду отпада. Одвоз ради третмана у спалионицама, цементним пећима или другом коначном одлагању практикује се у неким регионима света. Неке лабораторије смањују запремину раствора који се извлачи испаравањем или дестилацијом. Друге оксидативне технике као што су озонизација, електролиза, хемијска оксидација и оксидација влажним ваздухом примењене су на ефлуенте фотообраде.
Други главни извор смањеног оптерећења животне средине је смањење извора. Ниво сребра премазаног по квадратном метру у осетљивој роби се стално смањује како нове генерације производа улазе на тржиште. Како се нивои сребра у медијима смањују, количина хемикалија неопходних за обраду дате површине филма или папира такође се смањује. Регенерација и поновна употреба преливања раствора су такође резултирала мањим оптерећењем животне средине по слици. На пример, количина средства за развијање боје потребна за обраду квадратног метра папира у боји 1996. је мања од 20% од оне потребне 1980. године.
Минимизација чврстог отпада
Жеља да се чврсти отпад сведе на минимум подстиче напоре да се материјали рециклирају и поново користе уместо да се одлажу на депоније. Програми за рециклажу постоје за кертриџе са тонером, касете са филмом, камере за једнократну употребу и тако даље. Рециклирање и поновна употреба амбалаже такође постаје све присутнија. Више делова амбалаже и опреме се обележава на одговарајући начин како би се омогућили ефикаснији програми рециклаже материјала.
Дизајн анализе животног циклуса за животну средину
Сва питања о којима смо горе говорили су резултирала све већим разматрањем читавог животног циклуса производа, од набавке природних ресурса до стварања производа, до бављења питањима на крају животног века ових производа. Два повезана аналитичка алата, анализа животног циклуса и дизајн за животну средину, користе се за укључивање питања животне средине у процес доношења одлука у дизајну, развоју и продаји производа. Анализа животног циклуса узима у обзир све инпуте и материјалне токове за производ или процес и покушава да квантитативно измери утицај различитих опција на животну средину. Дизајн за животну средину узима у обзир различите аспекте дизајна производа као што су могућност рециклаже, поновне обраде и тако даље како би се смањио утицај производње или одлагања дотичне опреме на животну средину.
Комерцијалне фотографске лабораторије
Материјали и операције обраде
Црно-бела обрада
У црно-белој фотографској обради, експонирани филм или папир се уклањају из светло непропусне посуде у мрачној просторији и узастопно урањају у водене растворе развијача, стоп купке и фиксатора. Након прања водом, филм или папир се осуши и спреман је за употребу. Програмер редукује сребрни халид изложен светлости у метално сребро. Зауставно купатило је слабо кисели раствор који неутралише алкални развијач и зауставља даљу редукцију сребрног халогенида. Раствор за фиксирање формира растворљиви комплекс са неекспонираним сребровим халогенидом, који се након тога уклања из емулзије у процесу прања заједно са различитим солима растворљивим у води, пуферима и халогеним јонима.
Обрада боја
Обрада у боји је сложенија од црно-беле обраде, са додатним корацима потребним за обраду већине врста фолија у боји, фолија и папира. Укратко, уместо једног слоја сребро-халогенида, као у црно-белим филмовима, постављена су три сребрна негатива; односно сребрни негатив се производи за сваки од три сензибилизована слоја. У контакту са развијачем боје, изложени сребрни халид се претвара у метално сребро, док оксидовани развијач реагује са специфичним спојником у сваком слоју да би формирао слику боје.
Друга разлика у обради боје је употреба избељивача за уклањање нежељеног металног сребра из емулзије претварањем металног сребра у сребрни халогенид помоћу оксидационог средства. Након тога, сребрни халогенид се претвара у растворљиви комплекс сребра, који се затим уклања прањем као у случају црно-беле обраде. Поред тога, поступци обраде боја и материјали варирају у зависности од тога да ли се формира прозирност боје или се обрађују негативи у боји и отисци у боји.
Општи дизајн обраде
Суштински кораци у фотообради се стога састоје од проласка изложеног филма или папира кроз низ резервоара за обраду било ручно или у машинским процесорима. Иако појединачни процеси могу бити различити, постоје сличности у врстама поступака и опреме која се користи у фотообради. На пример, постојаће простор за складиштење хемикалија и сировина и објекти за руковање и сортирање пристиглих експонираних фотографских материјала. Објекти и опрема су неопходни за мерење, вагање и мешање хемикалија за прераду, као и за снабдевање овим растворима различитих резервоара за прераду. Поред тога, различити уређаји за пумпање и дозирање се користе за испоруку решења за обраду у резервоаре. Професионална лабораторија или лабораторија за фотофиниш обично ће користити већу, аутоматизованију опрему која ће обрађивати или филм или папир. Да би се произвео конзистентан производ, процесори се контролишу температуром и, у већини случајева, допуњују се свежим хемикалијама док осетљиви производ пролази кроз процесор.
Веће операције могу имати лабораторије за контролу квалитета за хемијска одређивања и мерење фотографског квалитета материјала који се производе. Иако употреба упакованих хемијских формулација може елиминисати потребу за мерењем, вагањем и одржавањем лабораторије за контролу квалитета, многа велика постројења за фотообраду радије мешају сопствена решења за обраду из великих количина саставних хемикалија.
Након обраде и сушења материјала, на готов производ се могу нанети заштитни лакови или премази, а могу се обавити и операције чишћења филма. На крају, материјали се прегледају, пакују и припремају за отпрему купцу.
Потенцијалне опасности и њихова превенција
Јединствене опасности у мрачној комори
Потенцијалне опасности у комерцијалној обради фотографија су сличне онима у другим врстама хемијских операција; међутим, јединствена карактеристика је захтев да се одређени делови операција обраде обављају у мраку. Сходно томе, оператер обраде мора добро да разуме опрему и њене потенцијалне опасности, као и мере предострожности у случају несрећа. Доступне су заштитне лампе или инфрацрвене наочаре и могу се користити да обезбеде довољно осветљења за безбедност руковаоца. Сви механички елементи и електрични делови под напоном морају бити затворени, а делови машина који се изводе морају бити покривени. Сигурносне браве треба да буду постављене како би се осигурало да светлост не улази у мрачну просторију и треба да буду пројектоване тако да омогућавају слободан пролаз особљу.
Опасности за кожу и очи
Због широког спектра формула које користе различити добављачи и различитих метода паковања и мешања хемикалија за фотообраду, може се направити само неколико генерализација у вези са врстама присутних хемијских опасности. Могу се наићи на разне јаке киселине и каустичне материјале, посебно у просторима за складиштење и мешање. Многе хемикалије за фотообраду иритирају кожу и очи и, у неким случајевима, могу изазвати опекотине коже или очију након директног контакта. Најчешћи здравствени проблем у фотообради је потенцијал за контактни дерматитис, који најчешће настаје контактом коже са алкалним растворима развијача. Дерматитис може бити последица иритације изазване алкалним или киселим растворима, или, у неким случајевима, кожне алергије.
Развијачи боја су водени раствори који обично садрже деривате p-фенилендиамин, док црно-бели развијачи обично садрже p-метил-аминофенолсулфат (такође познат као Метол или КОДАК ЕЛОН средство за развијање) и/или хидрохинон. Развијачи боја су снажнији сензибилизатори и иританти коже од црно-белих развијача и такође могу изазвати лихеноидне реакције. Поред тога, други сензибилизатори коже као што су формалдехид, хидроксиламин сулфат и С-(2-(диметиламино)-етил)-изотиоуронијум дихидрохлорид налазе се у неким растворима за фотообраду. Већа је вероватноћа да ће се развој кожне алергије појавити након поновљеног и продуженог контакта са растворима за обраду. Особе са већ постојећим кожним обољењима или иритацијом коже често су подложније утицају хемикалија на кожу.
Избегавање контакта са кожом је важан циљ у областима за фотообраду. Неопренске рукавице се препоручују за смањење контакта са кожом, посебно у областима мешања, где се сусрећу више концентрисани раствори. Алтернативно, нитрилне рукавице се могу користити када није потребан продужени контакт са фотохемикалијама. Рукавице треба да буду довољне дебљине да спрече кидање и цурење, и треба их често прегледавати и чистити, по могућности темељним прањем спољашњих и унутрашњих површина неалкалним средством за чишћење руку. Посебно је важно да особље за одржавање има заштитне рукавице током поправке или чишћења резервоара и склопова сталака, и тако даље, јер они могу постати обложени наслагама хемикалија. Заштитне креме нису прикладне за употребу са фотохемикалијама јер нису непропусне за све фотохемикалије и могу контаминирати растворе за обраду. У мрачној просторији треба носити заштитну кецељу или лабораторијски мантил, а пожељно је често прање радне одеће. За сву заштитну одећу за вишекратну употребу, корисници треба да траже знаке прожимања или деградације након сваке употребе и да замене одећу по потреби. Такође треба користити заштитне наочаре и штитник за лице, посебно у областима где се рукује концентрисаним фотохемикалијама.
Ако хемикалије за фотообраду дођу у контакт са кожом, захваћено подручје треба брзо испрати великом количином воде. Пошто су материјали као што су развијачи алкални, прање неалкалним средством за чишћење руку (пХ од 5.0 до 5.5) смањује потенцијал за развој дерматитиса. Одећу треба одмах променити ако постоји било каква контаминација хемикалијама, а просуте материје или прскање треба одмах очистити. Опрема за прање руку и опрема за испирање очију су посебно важни у областима мешања и обраде. Тушеви за хитне случајеве такође треба да буду доступни.
Опасности од удисања
Поред потенцијалних опасности за кожу и очи, гасови или паре које се емитују из неких раствора за фотообраду могу представљати опасност од удисања, као и да допринесу непријатним мирисима, посебно у слабо проветреним просторима. Неки раствори за обраду боје могу да испусте паре као што су сирћетна киселина, триетаноламин и бензил алкохол, или гасови као што су амонијак, формалдехид и сумпор диоксид. Ови гасови или паре могу бити иритантни за респираторни тракт и очи, или, у неким случајевима, могу изазвати друге ефекте везане за здравље. Потенцијални здравствени ефекти ових гасова или пара зависе од концентрације и обично се примећују само при концентрацијама које прелазе границе професионалне изложености. Међутим, због великих варијација у индивидуалној осетљивости, неки појединци—на пример, особе са већ постојећим здравственим стањима као што је астма—могу искусити ефекте при концентрацијама испод граница професионалне изложености.
Неке фотохемикалије се могу открити по мирису због ниског прага мириса хемикалије. Иако мирис хемикалије не мора нужно да указује на опасност по здравље, јаки мириси или мириси који се појачавају могу указивати на то да је вентилациони систем неадекватан и да га треба прегледати.
Одговарајућа вентилација са фотообрадом укључује и опште разблаживање и локални издувни гас за размену ваздуха прихватљивом брзином по сату. Добра вентилација нуди додатну предност што чини радно окружење угоднијим. Потребна количина вентилације варира у зависности од услова просторије, учинка обраде, специфичних процесора и хемикалија за обраду. Може се консултовати вентилациони инжењер како би се обезбедио оптималан рад система за вентилацију просторија и локалних издувних вентилација. Високотемпературна обрада и мешање раствора резервоара услед експлозије азота могу повећати ослобађање неких хемикалија у ваздуху околине. Брзина процесора, температуре раствора и мешање раствора треба да буду постављени на минимум одговарајућих нивоа перформанси како би се смањило потенцијално ослобађање гасова или пара из резервоара за обраду.
Општа вентилација просторије—на пример, 4.25 м3/мин снабдевање и 4.8 м3/мин издувавање (еквивалентно 10 измена ваздуха на сат у просторији 3 к 3 к 3 метра), са минималном стопом допуњавања спољашњег ваздуха од 0.15 м3/мин по м2 површина пода—обично је адекватна за фотографе који се баве основном обрадом фотографија. Брзина издувних гасова већа од брзине довода ствара негативан притисак у просторији и смањује могућност да гасови или паре побегну у суседне области. Издувни ваздух треба да се испусти ван зграде како би се избегла прерасподела потенцијалних загађивача ваздуха унутар зграде. Ако су резервоари процесора затворени и имају издувни систем (погледајте слику 1), минимални довод ваздуха и издувавање вероватно могу бити смањени.
Слика 1. Вентилација затворених машина

Неке операције (нпр. тонирање, чишћење филма, операције мешања и посебне процедуре обраде) могу захтевати додатну локалну издувну вентилацију или заштиту за дисање. Локални издувни гасови су важни јер смањују концентрацију загађивача који се преносе ваздухом који би иначе могли поново да циркулишу путем општег система вентилације за разблаживање.
За неке резервоаре може се користити бочни систем вентилације типа прореза за екстракцију пара или гасова на површини резервоара. Када су пројектовани и правилно функционисани, издувни системи са бочним прорезима увлаче чист ваздух кроз резервоар и уклањају контаминирани ваздух из зоне дисања оператера и површине резервоара за обраду. Пусх-пулл бочни издувни системи су најефикаснији системи (види слику 2).
Слика 2. Отворени резервоар са "пусх-пулл" вентилацијом

Издувни систем са хаубом или балдахином (погледајте слику 3) се не препоручује јер се оператери често нагињу преко резервоара са главом испод хаубе. У овом положају, хауба увлачи паре или гасове у зону дисања руковаоца.
Слика 3. Издувни систем надстрешнице

Поклопци подељених резервоара са локалним издувним гасом причвршћеним на стационарни део резервоара за мешање могу се користити за допуну опште вентилације просторија у зонама мешања. Поклопци резервоара (поклопци који добро пријањају или плутајући поклопци) треба да се користе да би се спречило ослобађање потенцијалних загађивача ваздуха из складишта и других резервоара. Флексибилни издувни гас може бити причвршћен за поклопце резервоара како би се олакшало уклањање испарљивих хемикалија (погледајте слику 4). Према потреби, треба користити аутомиксере, који омогућавају да се појединачни делови вишекомпонентних производа додају директно у процесоре и накнадно мешају у процесоре, јер смањују могућност излагања оператера фотохемикалијама.
Слика 4. Издувни резервоар за хемијско мешање

Приликом мешања сувих хемикалија, посуде треба нежно празнити како би се минимизирала појава хемијске прашине у ваздуху. Столове, клупе, полице и избочине треба често брисати крпом навлаженом водом како се заостала хемијска прашина не акумулира и касније преноси у ваздух.
Пројектовање објеката и операција
Површине које могу бити контаминиране хемикалијама треба да буду изграђене тако да омогућавају испирање водом. Требало би обезбедити одговарајуће одредбе за подне одводе, посебно у просторима за складиштење, мешање и обраду. Због могућности цурења или изливања, потребно је направити аранжмане за задржавање, неутрализацију и правилно одлагање фотохемикалија. Пошто подови понекад могу бити мокри, подови око потенцијално влажних површина треба да буду прекривени неклизајућом траком или бојом из безбедносних разлога. Такође треба узети у обзир потенцијалне електричне опасности. За електричне уређаје који се користе у води или близу ње, треба користити прекидаче уземљења и одговарајуће уземљење.
Као опште правило, фотохемикалије треба да се чувају у хладном (на температурама не нижим од 4.4 °Ц), сувом (релативна влажност између 35 и 50%), добро проветреном простору, где се могу лако пописати и преузети. Залихама хемикалија треба активно управљати тако да количине складиштених опасних хемикалија могу бити сведене на минимум и да се материјали не складиште након истека рока трајања. Сви контејнери треба да буду правилно обележени.
Хемикалије треба складиштити како би се смањила вероватноћа лома контејнера током складиштења и преузимања. Контејнери са хемикалијама не би требало да се чувају тамо где могу да се преврну, изнад нивоа очију или где се особље мора истегнути да би их досегло. Већина опасних материјала треба да се складишти на ниском нивоу и на чврстој подлози како би се избегло могуће ломљење и просипање по кожи или очима. Хемикалије које, ако се случајно помешају, могу довести до пожара, експлозије или ослобађања токсичних хемикалија треба да буду одвојене. На пример, јаке киселине, јаке базе, редуктори, оксиданти и органске хемикалије треба чувати одвојено.
Запаљиве и запаљиве течности треба чувати у одобреним контејнерима и орманима за складиштење. Простори за складиштење треба да буду хладни, а пушење, отворени пламен, грејалице или било шта друго што може да изазове случајно паљење треба да буде забрањено. Током операција преноса, треба осигурати да су контејнери правилно спојени и уземљени. Дизајн и рад просторија за складиштење и руковање запаљивим и запаљивим материјалима треба да буду у складу са важећим противпожарним и електричним правилима.
Кад год је могуће, раствараче и течности треба дозирати пумпама за дозирање, а не сипањем. Пипетирање концентрованих раствора и постављање сифона на уста не би требало дозволити. Употреба претходно измерених или унапред измерених препарата може да поједностави операције и смањи могућности за незгоде. Пажљиво одржавање свих пумпи и водова је неопходно да би се избегло цурење.
Добра лична хигијена треба увек да се практикује у областима за фотообраду. Хемикалије никада не треба стављати у посуде за пиће или храну или обрнуто; треба користити само посуде намењене за хемикалије. Храна или пиће никада не би требало да се уносе у просторе где се користе хемикалије, а хемикалије се не смеју чувати у фрижидерима који се користе за храну. Након руковања хемикалијама, руке треба добро опрати, посебно пре јела или пића.
Обука и образовање
Сво особље, укључујући одржавање и одржавање домаћинства, треба да буде обучено у безбедносним процедурама које су релевантне за њихов посао. Програм едукације за сво особље је од суштинског значаја за промовисање безбедних радних пракси и спречавање незгода. Образовни програм треба да се спроводи пре него што особљу буде дозвољено да ради, у редовним интервалима након тога и кад год се нове потенцијалне опасности уведу на радно место.
резиме
Кључ за безбедан рад са хемикалијама за фотообраду је разумевање потенцијалних опасности излагања и управљање ризиком на прихватљив ниво. Стратегије управљања ризиком за контролу потенцијалних опасности на радном месту у обради фотографија треба да укључују:
- пружање обуке особљу о потенцијалним опасностима и безбедносним процедурама на радном месту,
- подстицање особља да чита и разуме возила за комуникацију о опасностима (нпр. безбедносне листове и етикете производа),
- одржавање чистоће радног места и добре личне хигијене,
- осигуравајући да се процесори и друга опрема инсталирају, користе и одржавају према спецификацијама произвођача,
- замена са мање опасним или мање мирисним хемикалијама, где је то могуће,
- коришћење инжењерских контрола (нпр. општи и локални системи издувне вентилације) где је применљиво,
- коришћење заштитне опреме (нпр. заштитне рукавице, наочаре или штитник за лице) када је то потребно,
- успостављање процедура за обезбеђивање хитне медицинске помоћи за свакога ко има доказе о повреди, и
- разматрање праћења изложености животне средине и праћења здравља запослених као верификације ефективних стратегија управљања ризиком.
Додатне информације о црно-белој обради разматрају се у Забава и уметност поглавље.
Општи профил
Традиционално, фабрике намештаја се налазе у Европи и Северној Америци. Са повећаном ценом рада у индустријализованим земљама, све више производње намештаја, која је радно интензивна, прешла је у земље Далеког истока. Вероватно ће се овај покрет наставити осим ако се не развије више аутоматизоване опреме.
Већина произвођача намештаја су мала предузећа. На пример, у Сједињеним Државама, приближно 86% фабрика у индустрији намештаја од дрвета има мање од 50 запослених (ЕПА 1995); ово је репрезентативна ситуација на међународном плану.
Индустрија обраде дрвета у Сједињеним Државама је одговорна за производњу намештаја и опреме за домаћинство, канцеларије, продавнице, јавне зграде и ресторане. Индустрија обраде дрвета потпада под шифру 25 америчког Бироа за стандардну индустријску класификацију (СИЦ) (еквивалентно међународном СИЦ коду 33) и укључује: дрвени намештај за домаћинство, као што су кревети, столови, столице и полице за књиге; дрвени телевизијски и радио ормарићи; канцеларијски намештај од дрвета, као што су ормари, столице и столови; и дрвена опрема и преграде за канцеларије и продавнице, као што су барови, пултови, ормарићи и полице.
Пошто су производне линије за склапање намештаја скупе, већина произвођача не испоручује изузетно велики асортиман артикала. Произвођачи се могу специјализовати за произведени производ, групу производа или производни процес (ЕПА 1995).
Више...
Процеси обраде дрвета
За потребе овог члана, сматраће се да процеси у индустрији обраде дрвета почињу пријемом прерађеног дрвета из пилане и настављају се до отпреме готовог предмета или производа од дрвета. Раније фазе у руковању дрветом обрађене су у поглављима Шумарство Дрвна индустрија.
Индустрија за обраду дрвета производи намештај и разне грађевинске материјале, од подова од шперплоче до шиндре. Овај чланак покрива главне фазе у преради дрвета за производњу дрвених производа, а то су машинска обрада природног дрвета или произведених плоча, монтажа машински обрађених делова и површинска завршна обрада (нпр. фарбање, бојење, лакирање, фурнирање и тако даље) . Слика 1 је дијаграм тока за производњу намештаја од дрвета, који покрива скоро читав низ ових процеса.
Слика 1. Дијаграм тока за производњу намештаја од дрвета
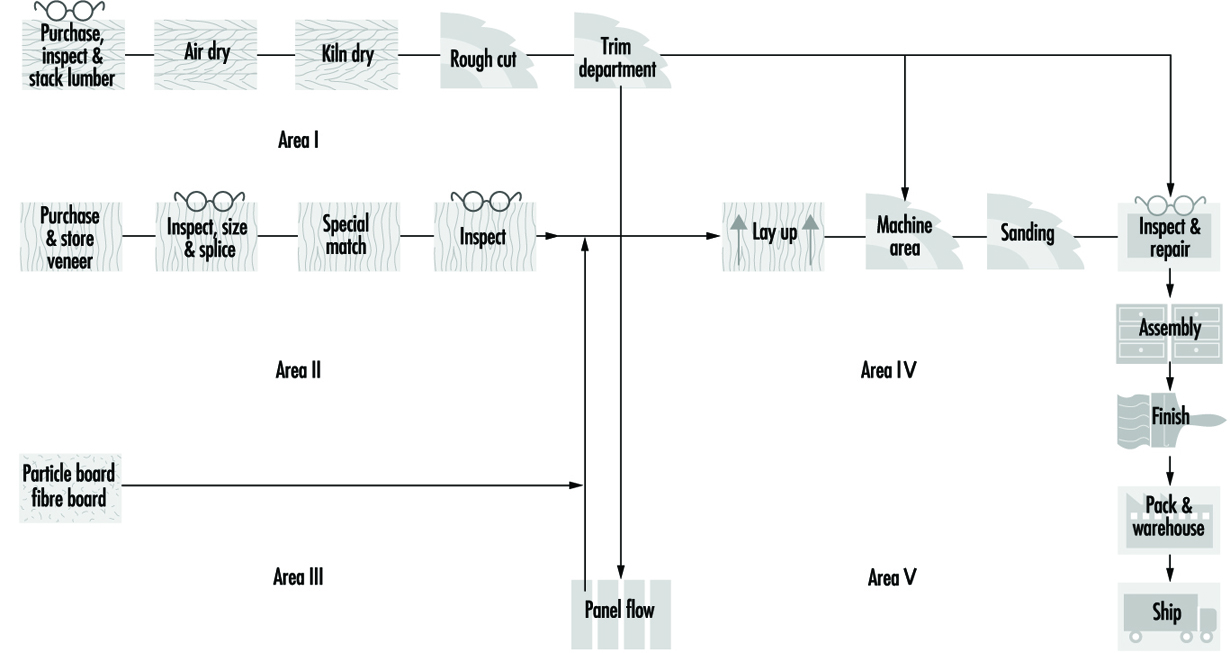
Сушење. Неки погони за производњу намештаја могу да купују сушену грађу, али други обављају сушење на лицу места користећи сушару или пећницу, коју користи котао. Обично је дрвни отпад гориво.
Машинска обрада. Када се дрво осуши, сече се и на други начин обрађује у облику завршног дела намештаја, као што је нога стола. У нормалном постројењу, дрвна маса се креће од грубе ренде, до резне тестере, тестере за цепање, до завршне ренде, до калупа, до стругања, до столне тестере, до трачне тестере, до глодала, до обликовања, до бушења и глодала, на резбар а затим на разне брусилице.
Дрво се може ручно резбарити/обрадити разним ручним алатима, укључујући длета, рашпице, турпије, ручне тестере, брусни папир и слично.
У многим случајевима, дизајн комада намештаја захтева савијање одређених дрвених делова. Ово се дешава након процеса рендисања и обично укључује примену притиска у комбинацији са средством за омекшавање, као што је вода, и повећан атмосферски притисак. Након савијања у жељени облик, комад се суши како би се уклонила вишак влаге.
Скупштина. Намештај од дрвета се може или завршити, а затим саставити, или обрнуто. Намештај од компоненти неправилног облика обично се склапа, а затим завршава.
Процес монтаже обично укључује употребу лепкова (било синтетичких или природних) у комбинацији са другим методама спајања, као што је закуцавање, након чега следи наношење фурнира. Купљени фурнири се обрезују на одговарајућу величину и шаре и лепе на купљену иверицу.
Након монтаже, део намештаја се испитује како би се обезбедила глатка површина за завршну обраду.
Пре-финисхинг. Након почетног брушења, још глаткија површина се постиже прскањем, сунђером или потапањем дела намештаја у воду како би се дрвена влакна набубрила и „подигла“. Након што се површина осуши, наноси се раствор лепка или смоле и остави да се осуши. Подигнута влакна се затим брусе како би се формирала глатка површина.
Ако дрво садржи колофониј, који може ометати ефикасност одређених завршних облога, може се дерозинирати применом мешавине ацетона и амонијака. Дрво се затим избељује прскањем, сунђером или потапањем дрвета у средство за избељивање као што је водоник пероксид.
Површинска обрада. Завршна обрада може укључивати употребу великог броја премаза. Ови премази се наносе након што се производ склопи или у равној линији пре монтаже. Премази обично могу укључивати пунила, мрље, глазуре, заптиваче, лакове, боје, лакове и друге завршне обраде. Премази се могу наносити спрејом, четком, тампоном, потапањем, ваљком или машином за облагање.
Премази могу бити на бази растварача или на бази воде. Боје могу садржати широк спектар пигмената, у зависности од жељене боје.
Опасности и мере предострожности
Сигурност обраде
Производња за обраду дрвета има многе опасности по безбедност и здравље које су уобичајене за општу индустрију, са много већим уделом изузетно опасне опреме и операција од већине. Сходно томе, безбедност захтева сталну пажњу запослених о безбедним радним навикама, пажљив надзор и одржавање безбедног радног окружења од стране послодаваца.
Иако се у многим случајевима машине и опрема за обраду дрвета могу купити без потребних штитника и других сигурносних уређаја, одговорност је менаџмента да обезбеди адекватне мере заштите пре употребе таквих машина и опреме. Такође погледајте чланке „Машине за глодање“ и „Машине за рендисање дрвета“.
Машине за тестере. Запослени треба да буду упознати са безбедним радним праксама неопходним за правилну употребу разних тестера за обраду дрвета (види слику 2 и слику 3).
Слика 2. Трачна тестера

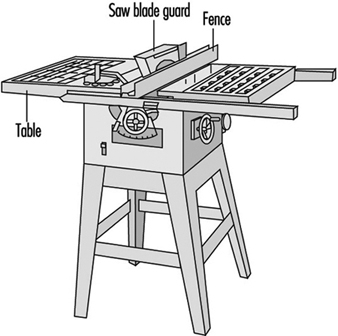
Специфичне смернице су следеће:
1. Приликом храњења столном тестером, руке се морају држати изван линије реза. Ниједан штитник не може спречити нечију руку да прати кундак у тестеру. Приликом цепања са мерачем ограде у близини тестере, мора се користити штап за гурање или одговарајућа шаблона да се заврши сечење. Погледајте слику 4.
Слика 4. Притисни штапови

2. Лист тестере мора бити постављен тако да се минимизира његово избочење изнад кундака; што је сечиво ниже, мање су шансе за повратни удар. Добра је пракса да се издвојите из реда акција које се кидају. Препоручује се тешка кожна кецеља или други штитник за стомак.
3. Ручно тестерисање је увек опасно. Залихе се увек морају држати уз мерач или ограду. Види слику 3.
4. Тестера мора бити одговарајућа за посао. На пример, није безбедна пракса цепања столном тестером која није опремљена уређајем без повратног удара. Препоручују се кецеље са повратним ударцем.
5. Опасна пракса уклањања штитника хаубе због малог зазора на страни мерача може се избећи тако што ћете причврстити плочу за пуњење на сто између мерача и тестере и користити је за вођење кундака. Запосленима никада не сме бити дозвољено да заобилазе стражаре. Морају се обезбедити чешљеви, перје (погледајте слику 5) или одговарајуће убоде тамо где се не могу користити стандардни штитници.
Слика 5. Перје и чешљеви

6. Попречно сечење дугих дасака на столној тестери треба избегавати јер се од оператера захтева да користи значајан притисак руком у близини листа тестере. Такође, даске које се протежу изван стола могу да ударе људи или камиони. Дугачак штап треба да се попречно сече на тестеру са замахом или тестером са радијалном руком са одговарајућом клупом за подршку.
7. Радове који треба да се обављају на специјалним машинама за напајање не треба радити на машинама опште намене са ручним напајањем.
8. Да бисте поставили мерач столне тестере без скидања штитника, трајна ознака треба да означи линију реза на врху стола.
9. Сматра се да је безбедна пракса да се опрема потпуно заустави пре подешавања ножева или ограда, и да се искључи извор напајања приликом промене ножева.
10. За чишћење пиљевине и отпадака од тестере треба користити четку или штап.
Стона тестера се назива и разноврсна тестера јер може да обавља широк спектар функција тестерисања. Из тог разлога оператер треба да има различите штитнике, јер нико не може заштитити од сваке функције. Види слику 3.
Машине за сечење. Машине за сечење такође могу бити опасне ако нису адекватно заштићене и ако се увек користе са поштовањем и опрезом. Алати за резање треба да буду добро наоштрени и правилно балансирани на својим вретенима.
Рутер приказан на слици 6 има штитник за четкицу. Други рутери могу имати прстенасти штитник, округли штитник који окружује глодалицу. Сврха штитника је да држе руке даље од резног бита. Рачунарски нумерички контролисани (ЦНЦ) рутери могу имати неколико битова и представљају машине високе производње. На ЦНЦ машинама руке руковаоца се држе даље од подручја наставка. Међутим, други проблем је велика количина дрвне прашине. Такође погледајте чланак „Машине за рутирање“.
Слика 6. Рутер

Заштита на машини за спајање или површинско рендисање је углавном да би се руке оператера држале даље од окретних ножева. Заштита типа „овчијег котлета“ омогућава да се открије само део ножева који секу темељ (погледајте слику 7). Изложени део ножева иза ограде такође треба да се чува.
Слика 7. Спојница

Машина за обликовање је потенцијално веома опасна машина (види слику 8). Ако се ножеви за обликовање одвоје од горњих и доњих оковратника на сјеници, могу се бацити великом силом. Такође, залихе се често морају држати близу ножева. Ово држање мора да се уради помоћу уређаја уместо рукама оператера. Перјанице се могу користити за држање кундака уз сто. Прстенове или штитнике за тањире треба користити кад год је то могуће. Штитник за тањир је округли, раван, пластични диск који је постављен хоризонтално на арбор изнад ножева за обликовање.
Слика 8. Схапер

Струг треба да буде заштићен штитником хаубе јер постоји опасност од избацивања кундака из машине. Погледајте слику 9. Добра је пракса да хауба буде повезана са мотором тако да струг не може да ради осим ако штитник хаубе није на месту.
Слика 9. Струг

Рипса треба да има уграђене прсте против повратног удара како би се спречило да кундак промени смер и удари руковаоца. Видети слику 10. Такође, руковалац треба да носи подстављену кецељу да умањи удар ако дође до повратног трзаја.
Слика 10. Рипсав
Пошто се лист тестере са радијалним краком може нагнути у страну, мора се користити штитник који неће лежати у сечиву. Види слику 11.
Слика 11. Радијална ручна тестера

Машине за брушење. Машински обрађени делови се брусе помоћу тракастих, џитербуг, диск, бубњева или орбиталних брусилица. Тачке угриза се стварају у брусним тракама. Видите слику 12. Често се ове тачке угриза могу заштитити поклопцем који ће такође бити део издувног система за прашину.
Слика 12. Сандер

Чување машина. Слика 13 илуструје да се отвор између штитника и тачке контакта мора смањити како се растојање смањује.
Слика 13. Удаљеност између штитника и тачке рада

Разне бриге о безбедности машина. Мора се водити рачуна да употреба уређаја за стезање/држање не ствара додатне опасности.
Већина машина за обраду дрвета ствара потребу да оператер (и помоћник) носи заштиту за очи.
Уобичајена је пракса да запослени дувају прашину са себе компримованим ваздухом. Треба их упозорити да држе притисак ваздуха испод 30 пси и да избегавају дување у очи или отворене посекотине.
Опасности од дрвене прашине
Машине које производе дрвну прашину треба да буду опремљене системима за сакупљање прашине. Ако издувни систем није адекватан за одлагање дрвене прашине, оператер ће можда морати да носи респиратор за прашину. Међународна агенција за истраживање рака (ИАРЦ) је сада утврдила да „постоји довољно доказа код људи за канцерогеност дрвне прашине“ и да је „дрвена прашина канцерогена за људе (Група 1)“. Друге студије показују да се дрвена прашина може показати иритантном за слузокожу очију, носа и грла. Нека отровна дрва су активнија патогена и могу изазвати алергијске реакције и повремено плућне поремећаје и системско тровање. Види табелу 1.
Табела 1. Отровне, алергене и биолошки активне сорте дрвета
|
Научна имена |
Изабрана комерцијална имена |
Породица |
Оштећење здравља |
|
Пинус млин (А. пецтината ДЦ) |
Сребрна јела |
Пинацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Багрем спп. |
Аустралијско црно дрво |
Мимосацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
ацер спп. |
Јавор |
Ацерацеае |
Дерматитис |
|
Афрормосиа елата хармс. |
Афрормозија, кокродуа, асамала, обанг, олео пардо, бохеле, мохол |
Папилионацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Афзелиа африцана Ковач |
Доуссие, афзелиа, алигуа, апа, цханфута, лингуе мербау, интсиа, хинтси |
Цаесалпинацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Агонандра брасилиенсис Миерс |
Пао, марфим, гранадилло |
Олацацеае |
Дерматитис |
|
Аилантхус алтиссима Млин |
кинески сумак |
Симароубацеае |
Дерматитис |
|
Албиззиа фалцата Бацкер |
Иатандза |
Мимосацеае |
Дерматитис; коњунктивитис-ринитис; астма; |
|
Алнус спп. |
Обична јоха |
Бетулацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Амирис спп. |
Венецуеланска или западноиндијска сандаловина |
Рутацеае |
Дерматитис; токсични ефекти |
|
Западни Анакардиум L. |
Индијски орах |
Анацардиацеае |
Дерматитис |
|
Андира арароба Агуиар. (Ватаиреопсис арароба Дуцке) |
Стабло црвеног купуса |
Папилионацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Анингерија спп. |
Анингерија |
Сапотацеае |
Коњунктивитис-ринитис; астма |
|
Апулеиа моларис смрча (А. леиоцарпа МацБриде) |
Црвено дрво |
Цаесалпинацеае |
Дерматитис; токсични ефекти |
|
Арауцариа ангустифолиа O. Ктзе |
Парана бор, араукарија |
Арауцариацеае |
Токсични ефекти |
|
Аспидосперма спп. |
Црвена пероба |
Апоцинацеае |
Дерматитис; коњунктивитис- |
|
Астроцариум спп. |
палма |
Палмацеае |
Дерматитис; токсични ефекти |
|
Ауцоумеа клаинеана Камен |
Габон махагониј |
Бурсерацеае |
Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис |
|
Аутранелла цонголенсис |
Мукулунгу, аутракон, еланг, боуанга, кулунгу |
Сапотацеае |
Дерматитис |
|
Бацтрис спп. (Астрокаријум спп.) |
палма |
Палмацеае |
Дерматитис; токсични ефекти |
|
Балфоуродендрон риеделианум енгл. |
Гуатамбу, гутамбу бланцо |
Рутацеае |
Дерматитис |
|
Батесиа флорибунда Бентх. |
Ацапу рана |
Цаесалпинацеае |
Токсични ефекти |
|
Берберис вулгарис L. |
Барберри |
Берберидацеае |
Токсични ефекти |
|
Бетула спп. |
Бреза |
Бетулацеае |
Дерматитис |
|
Блепхароцарва инволуцригера Ф. Муелл. |
Росебуттернут |
Анацардиацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Бомбак бревицуспе Спрагуе |
Кондроти, сам |
Бомбацацеае |
Дерматитис |
|
Бовдицхиа спп. |
Блацк суцупира |
Папилионацеае |
Дерматитис |
|
Брацхилаена хутцхинсии Хутцх. |
Мухуху |
Цомпоситае |
Дерматитис |
|
Бреониа спп. |
Моломпангади |
Рубиацеае |
Дерматитис |
|
Бросимум спп. |
Змијско дрво, слово, тигрово дрво |
Морацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Бриа ебенус DC. (Америмнум ебенус Sw.) |
Смеђа ебановина, зелена ебановина, јамајчанска ебановина, тропска америчка ебановина |
Папилионацеае |
Дерматитис |
|
Букус семпервиренс L. |
Европски шимшир, Еаст Лондон б., Цапе б. |
Букацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Цаесалпиниа ецхината лам. (Гуиландина ецхината Спренг.) |
Брасилвоод |
Цаесалпинацеае |
Дерматитис; токсични ефекти |
|
Цаллитрис цолумелларис Ф. Муелл. |
Бели чемпрес бор |
Цупрессацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Цалопхиллум спп. |
Санта мариа, јацареуба, курахура, галба |
Гуттиферае |
Дерматитис; токсични ефекти |
|
Цампсиандра лаурифолиа Бентх. |
Ацапу рана |
Цаесалпинацеае |
Токсични ефекти |
|
Царпинус бетулус |
граб |
Бетулацеае |
Дерматитис |
|
Цассиа сиамеа Ламк. |
Тагаиасан, муонг десет, дјохар |
Цаесалпинацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Цастанеа дентата Боркх |
Кестен, слатки кестен |
Фагацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Цастаноспермум аустрале А. Цунн. |
Црни пасуљ, аустралијски или Моретон Баи кестен |
Папилионацеае |
Дерматитис |
|
Цедрела спп. (Тоона спп.) |
Црвени кедар, аустралијски кедар |
Мелиацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Цедрус деодара (Рокб. ек. Ламб.) Г. Дон |
Деодар |
Пинацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Целтис бриеии Де Вилд. |
Дианиа |
Улмацеае |
Дерматитис |
|
Цхлоропхора екцелса Бентх. анд Хоок I. |
Ироко, гелбхолз, иелловоод, камбала, мвуле, одум, моуле, афричка тиковина, абанг, татајуба, фустиц, мора |
Морацеае |
Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис |
|
Хлороксилон спп. |
Цеилон сатинвоод |
Рутацеае |
Дерматитис; токсични ефекти |
|
Цхрисопхиллум спп. |
Најара |
Сапотацеае |
Дерматитис |
|
Циннамомум цампхора Неес и Ебеим |
Азијско камфорово дрво, цимет |
Лаурацеае |
Токсични ефекти |
|
Цриптоцариа плеуросперма Вајт и Франсис |
Отровни орах |
Лаурацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Дацрицарпус дацриоидес (А. Рицх.) де Лауб. |
Новозеландски бели бор |
Подоцарпацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Дацридиум цупрессинум Соланд |
Семпилор, риму |
Подоцарпацеае |
коњунктивитис-ринитис; астма |
|
Дацтилоцладус стеностацхис Олив. |
Јонг Конг, меребонг, меданг табак |
Меластомацеае |
Токсични ефекти |
|
Далбергиа спп. |
абонос |
Папилионацеае |
Дерматитис; коњунктивитис-ринитис; астма; |
|
Диалиум спп. |
Еиум, еиум |
Цаесалпинацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Диоспирос спп. |
Ебановина, афричка ебановина |
Ебенацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Диптероцарпус спп. |
Керуинг, гурџум, јанг, керуинг |
Диптероцарпацеае |
Дерматитис |
|
Дистемонантхус бентхамианус Баилл. |
Мовингуи, аиан, аниаран, нигеријско сатенско дрво |
Цаесалпинацеае |
Дерматитис |
|
Дисокилум спп. |
Махагони, бачва, црвени пасуљ |
Мелиацеае |
дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Д. муеллери Бентх. |
Ружа од махагонија |
||
|
Ецхироспермум балтхазарии о. Све. (Платхимениа ретицулата Бентх.) |
Винхатицо |
Мимосацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Ентандофрагма спп. |
Тиама |
Мелиацеае |
Дерматитис; |
|
Еритхропхлоеум гуинеенсе Г. Дон |
Тали, миссанда, елоун, массанда, сассвоод, ерун, црвеноводно дрво |
Цаесалпинацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Есенбецкиа леиоцарпа енгл. |
Гуаранта |
Рутацеае |
Дерматитис |
|
Еукалиптус спп. |
|
Миртацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Еукилопхора параенсис Средиште. |
Шимшир |
Рутацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Екцоецариа африцана М. Арг. (Спиростацхис африцана песак) |
Афричка сандаловина, табути, геор, алоевоод, блинд-иоур-еие |
Еупхорбиацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Фагара спп. |
Жута брусилица, западноиндијско сатенско дрво, атласвуд, олон, бонго, мбанза |
Рутацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Фагус спп. (Нотофагус спп.) |
Буква |
Фагацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Фитзроиа цупрессоидес (Молина) Џонстон |
Алерце |
Цупрессацеае |
Дерматитис |
|
Флиндерсиа аустралис Р. Бр. |
Аустралијска тиковина, квинслендски јавор, јавор |
Рутацеае |
Дерматитис |
|
Фракинус спп. |
пепео |
Олеацеае |
Дерматитис |
|
Глута спп. |
Ренгас, глута |
Анацардиацеае |
Дерматитис; токсични ефекти |
|
Гониома камасси Е. Меи. |
Книсна шимшир, камасси |
Апоцинацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Гонистилус банцанус Баилл. |
Рамин, мелавис, акенија |
Гонистилацеае |
Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис |
|
Госсвеилеродендрон балсамиферум (Верм.) хармс. |
нигеријски кедар |
Цаесалпинацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Робуста гревиллеа А. Цунн. |
Свилени храст |
Протеацеае |
Дерматитис |
|
Гуаиацум оффицинале L. |
Гаиац, лигнум витае |
Зигопхиллацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Гуареа спп. |
Боссе |
Мелиацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Халфордиа сцлерокила Ф. Муелл. |
Шафран-срце |
Полигонацеае |
Дерматитис; алергијски екстринзични алвеолитис |
|
Хернандиа спп. |
Мироболан, тополите |
Хернандиацеае |
Дерматитис |
|
Хиппомане манцинелла L. |
Јабука за плажу |
Еупхорбиацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Иллипе латифолиа Ф. Муелл. |
Моак, едел тиковина |
Сапотацеае |
Дерматитис |
|
Јацаранда спп. |
Јацаранда |
Бигнониацеае |
Дерматитис |
|
Југланс спп. |
Орах |
Југландацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Јуниперус сабина L. |
|
Цупрессацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Кхаиа антотхеца CDC. |
Огванго, афрички махагониј, крала |
Мелиацеае |
Дерматитис; алергијски екстринзични алвеолитис |
|
Анагироидес Лабурнум Болничар. (Цитисус лабурнум L.) |
Лабурнум |
Папилионацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Ларик спп. |
ариш |
Пинацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Ликуидамбар стирацифолиа L. |
Амбербаум, сатин-нуссбаум |
Хамамелидацеае |
Дерматитис |
|
Лириодендрон тулипифера L. |
Америчко бело дрво, дрво тулипана |
Магнолиацеае |
Дерматитис |
|
Ловоа трицхилиоидес хармс. (Л. клаинеана Камен) |
Дибетоу, афрички орах, апопо, тигрово дрво, страна |
Мелиацеае |
дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Луцума спп. (Поутериа спп.) |
Гуапева, абиурана |
Сапотацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Маба ебенус Вигхт. |
Макассар-ебенхолз |
Ебенацеае |
Дерматитис |
|
Мацхаериум педицеллатум Вог. |
Кингсвоод |
Папилионацеае |
Дерматитис |
|
Мансониа алтиссима А. Цхев. |
нигеријски орах |
Стерцулиацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Меланоксилон брауна нас |
Брауна, грауна |
Цаесалпинацеае |
Дерматитис |
|
Мицроберлиниа браззавилленсис А. Цхев. |
Африцан зебравоод |
Цаесалпинацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Миллеттиа лаурентии Де Вилд. |
Венге |
Папилионацеае |
Дерматитис; коњунктивитис-ринитис; астма; |
|
Мимусопс спп. (Манилкара спп.) |
Муирапиранга |
Сапотацеае |
Дерматитис; коњунктивитис-ринитис; астма; |
|
Митрагина цилиата Аубр. анд Пелл. |
Вуку, афричка топола |
Рубиацеае |
Дерматитис; коњунктивитис-ринитис; астма; |
|
Науцлеа дидеррицхии Меррилл (Сарцоцепхалус дидеррицхии Де Вилд.) |
Билинга, опепе, куссиа, бади, западноафрички шимшир |
Рубиацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Несогордониа папаверифера Р. Цапурон |
Котибе, данта, епро, отуту, овове, аборбора |
Тилиацеае |
Токсични ефекти |
|
Оцотеа спп. |
Стинквоод |
Лаурацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Паратекома спп. |
|
Бигнониацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Паринариум спп. |
|
Росацеае |
Дерматитис |
|
Пелтогине спп. |
Плаво дрво, љубичасто срце |
Цаесалпинацеае |
Токсични ефекти |
|
Пхиллантхус фердинанди ФвМ. |
Лигнум витае, цхов ваи, вучница |
Еупхорбиацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Пицеа спп. |
Европска оморика, бело дрво |
Пинацеае |
Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис |
|
Пинус спп. |
Бор |
Пинацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Пиптадениа африцана Хоок ф. |
Дабема, дахома, екхими |
Мимосацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Платанус спп. |
Авион |
Платанацеае |
Дерматитис |
|
Пометиа спп. |
Таун |
Сапиндацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
популус спп. |
топола |
Салицацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Просопис јулифлора ДЦ |
Цасхав |
Мимосацеае |
Дерматитис |
|
Прунус спп. |
Трешња |
Росацеае |
дерматитис; коњунктивитис-ринитис; астма |
|
Псеудоморус брунониана Биро |
Бела ручка |
Морацеае |
Дерматитис; токсични ефекти |
|
Псеудотсуга доугласии царр. (П. мензиесии Бесплатно) |
Дагласова јела, црвена јела, Дагласова смрча |
Пинацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Птероцарпус спп. |
Афрички падаук, новогвинејско ружино дрво, црвена сандаловина, црвена брусилица, квасија дрво |
Папилионацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Пицнантхус анголенсис Варб. (П. комбо Варб.) |
Иломба |
Миристицацеае |
Токсични ефекти |
|
Куерцус спп. |
храст |
Фагацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Рапутиа алба енгл. |
Арапоца бранца, арапоца |
Рутацеае |
Дерматитис |
|
Рауволфиа пентапхилла Стапф. О. |
Пероба |
Апоцинацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Сандорикум спп. |
Сентул, катон, кра-тон, кетјапи, тхитто |
Мелиацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Сцхинопсис лорентзии енгл. |
Куебрацхо Цолорадо, ред к., Сан Хуан, пау мулато |
Анацардиацеае |
Дерматитис; токсични ефекти |
|
Семерцарпус аустралиенсис енгл. |
Навртка за обележавање |
Анацардиацеае |
Дерматитис; токсични ефекти |
|
Секуоиа семпервиренс Ендл. |
Секвоја, Калифорнија |
Такодиацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Схореа спп. |
Алан, бадем, црвени балау |
Диптероцарпацеае |
Дерматитис |
|
С. ассамица Фарбар |
Жути лауан, бели меранти |
||
|
Стаудтиа стипитата Варб. (С. габоненсис Варб.) |
Ниове |
Миристицацеае |
Дерматитис |
|
Свиетениа спп. |
Махагони, Хондурас махагони, Табасцо м., Баивоод, амерички махагони, |
Мелиацеае |
Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис; токсични ефекти |
|
Свинтониа спицифера кука. |
Мерпаух |
Анацардиацеае |
Дерматитис |
|
Табебуиа спп. |
Арагуан, ипе прето, лапацхо |
Бигнониацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Такус баццата L. |
тис |
Такацеае |
Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис; токсични ефекти |
|
Тецома спп. |
Зелено срце |
Бигнониацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Тецтона грандис L. |
Теак, дјати, киун, тецк |
Вербенацеае |
Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис |
|
Терминалиа алата Ротх. |
Индијски ловор |
Цомбретацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Тхуја оцциденталис L. |
Бели кедар |
Цупрессацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Тиегхемелла африцана А. Цхев. (Думориа спп.) |
Макоре, доука, окола, укола, макоре, абацу, баку, афричка трешња |
Сапотацеае |
Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
|
Триплоцхитон сцлерокилон К. Сцхум |
Обецхе, самба, вава, абацхи, афричко бело дрво, арере |
Стерцулиацеае |
Дерматитис; коњунктивитис-ринитис; астма |
|
Тсуга хетеропхилла Сарг. |
Цуга, западна кукута |
Пинацеае |
Дерматитис |
|
Турраеантхус африцана Пелл. |
Аводире |
Мелиацеае |
Дерматитис; алергијски екстринзични алвеолитис |
|
Улмус спп. |
Брест |
Улмацеае |
Дерматитис |
|
Витек цилиата Пелл. |
Вербенацеае |
Дерматитис |
|
|
В. цонголенсис Де Вилд. и Тх. Дур |
Дифунду |
||
|
В. пацхипхилла погледати. |
Евино |
||
|
Ксилиа долабриформис Бентх. |
Мимосацеае |
Коњунктивитис-ринитис; |
|
|
Кс. килоцарпа Тауб. |
Пиинкадо |
астма |
|
|
Золлерниа параенсис Хубер |
Санто дрво |
Цаесалпинацеае |
Дерматитис; токсични ефекти |
Извор: Иституто дел Легно, Фиренца, Италија.
Повећана употреба високопроизводних ЦНЦ машина као што су глодалице, шиљци и стругови стварају више дрвне прашине и захтеваће нову технологију за сакупљање прашине.
Контрола прашине. Већину прашине у радњи за обраду дрвета уклањају локални издувни системи. Међутим, често долази до значајног накупљања веома фине прашине која се таложила на роговима и другим елементима конструкције, посебно у подручјима где се врши брушење. Ово је опасна ситуација, са великим потенцијалом за пожар и експлозију. Блиц пожар на површинама прекривеним прашином може бити праћен експлозијама све веће силе. Да би се ова вероватноћа свела на минимум, било би мудро користити контролну листу. Погледајте узорак контролне листе у оквиру.
Опасности од склапања
Широк спектар лепкова се користи за лепљење фурнира на произведене панеле, у зависности од карактеристика које се захтевају од финалног производа. Осим казеинског лепка, природни лепкови се мање користе, а највише се користе синтетички лепкови као што је уреа-формалдехид. Синтетички лепкови могу представљати опасност од кожних обољења или системске интоксикације, посебно оних који ослобађају слободни формалдехид или органске раствараче у атмосферу. Лепкови треба да се рукују у добро проветреним просторијама, а извори емисије паре треба да буду опремљени издувном вентилацијом. Запослени треба да имају рукавице, заштитне креме, респираторе и заштиту за очи када је то потребно.
Покретни делови, посебно сечива, машина за сечење, спајање и сечење фурнира треба да буду потпуно заштићени. Контроле са две руке могу бити неопходне.
Завршне опасности
Површинска обрада. Растварачи који се користе за ношење распршених пигмената или за разређивање могу укључивати широк спектар испарљивих органских једињења која могу достићи токсичне и експлозивне концентрације у ваздуху. Поред тога, многи пигменти су токсични удисањем распршене магле (нпр. олово, манган и кадмијум пигменти). Где год се могу појавити опасне концентрације паре или магле, користите издувну вентилацију (нпр. фарбање спрејом у кабини) или користите водене спрејеве. Све изворе паљења, укључујући пожаре, електричну опрему и статички електрицитет, треба елиминисати пре почињу било какве операције.
Активан комуникациони програм о опасним материјалима треба да постоји како би се запослени упозорили на све опасности које стварају токсичне, реактивне, корозивне и/или запаљиве хемикалије, лепак и раствараче и заштитне мере које треба предузети. Требало би забранити јести у присуству ових хемикалија. Неопходно је правилно складиштење запаљивих материја и правилно одлагање запрљаних крпа и челичне вуне које могу изазвати спонтано паљење.
Превенција пожара. С обзиром на веома запаљиву природу дрвета (посебно у облику прашине и струготине) и других предмета који се налазе у постројењу за обраду дрвета (као што су растварачи, лепкови и премази), важност мера за спречавање пожара не може се пренагласити. Мере укључују:
- инсталирање аутоматске опреме за сакупљање дрвне прашине и струготине на тестере, ренде, калупе и тако даље, која транспортује отпад до складишних силоса до одлагања или опоравка
- забрана пушења на радном месту и елиминисање свих извора паљења (нпр. отворени пламен)
- обезбеђивање редовних поступака чишћења наталожене прашине и струготина
- адекватно одржавање машина како би се спречиле појаве као што је прегревање лежајева
- постављање противпожарних баријера, спринклер система, апарата за гашење пожара, ватрогасних црева и екипе обучене за коришћење ове опреме
- правилно складиштење запаљивих материја
- електричну опрему отпорну на експлозију тамо где је то потребно.
Бриге о животној средини и јавном здрављу
Производња готових производа од дрвета може се обавити без дуготрајне штете по животну средину. Сеча дрвећа може се обавити на начин да нови раст може заменити посечено. Велика сеча шума као што је био случај у кишним шумама може се обесхрабрити. Отпадни производи од машинске обраде дрвета (тј. пиљевина, дрвна сечка) могу се користити као језгра иверице или као гориво.
Иако постоје импликације чврстог отпада и процесних отпадних вода за дрвну индустрију, главна забринутост су емисије у ваздух које су резултат употребе отпадног дрвета као горива и операција завршне обраде са интензивним растварачима. Котлови на дрва се обично користе у операцијама сушења, док се многи завршни материјали наносе прскањем. У оба случаја, потребне су инжењерске контроле да би се смањиле честице у ваздуху и повратила и/или спалила испарљива једињења.
Контроле треба да доведу до тога да оператери буду изложени мање токсичним хемикалијама пошто се пронађу мање опасне замене. Употреба завршних слојева на бази воде уместо на бази растварача смањиће опасност од пожара.
Роутинг Мацхинес
Стационарне машине за глодање се углавном користе за производњу предмета од дрвета и елемената намештаја, али понекад и за машинску обраду пластике и лаких легура. Важни типови машина за глодање су копирне глодалице, глодалице за шаблоне, машине са покретним главама глодала и аутоматске машине за копирање. Машине за аутоматско копирање се углавном користе за обраду неколико радних комада истовремено.
Заједничка карактеристика свих машина за глодање је да се алат налази изнад носача радног комада, који је обично сто. Оса алат-вретено је скоро увек вертикална, али на неким машинама глава глодала, а самим тим и оса алат-вретено, могу бити нагнуте. Глава за обраду се спушта за обраду и аутоматски се враћа у почетни положај (мировање). На старијим машинама глава за обраду се спушта ручно помоћу механичке ножне педале или ручне полуге. На савременим машинама глава се углавном спушта пнеуматским или хидрауличним системом. Слика 1 приказује различите додатке (ципеле за држање, водилице и тако даље) и заштитни штитник Швајцарске националне организације за осигурање од незгода (СУВА).
Слика 1. СУВА сигурносни уређај са алатом за глодање у радном положају
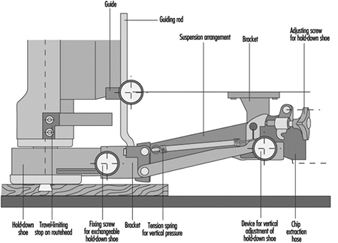
Вретено алата се покреће или помоћу ременског погона или директно помоћу високофреквентног мотора, који је често двобрзинског типа. Брзине алата и вретена се углавном крећу од 6,000 до 24,000 о/мин. Они су нижи код глодалица са узорком, где најнижа брзина може бити 250 о/мин. Паттерн глодалице су често опремљене мењачем за избор различитих брзина.
Пречник резања алата за глодање варира од 3 до 50 мм. Међутим, код специјалних глодалица пречник резања алата може бити и до 300 мм.
Постављање алата
На машинама за глодање углавном се користе глодалице са једном ивицом, глодала са две оштрице или глодала пуног облика. Као и сваки алат, они морају бити пројектовани и направљени од таквих материјала који ће издржати силе и оптерећења која се очекују током рада. Машине треба користити и одржавати у складу са упутствима произвођача.
Алати за рутирање треба да буду:
- јасно и трајно означено дозвољеном брзином, нпр. мањом од 20,000 о/мин
- типа испитан од стране одобреног тела
- округлог облика са минималном радијалном пројекцијом резне ивице како би се смањила опасност од повратног ударца.
Чување алата
На машинама за глодање где се алат креће, а радни предмет остаје фиксиран, приступ ротирајућем алату треба спречити подесивим штитником (штитом за руке). Треба га допунити покретним штитником који се може спустити на површину радног предмета. Доњи крај овог покретног штитника може бити четка.
На машинама за глодање где се радни предмет држи и/или убацује ручно, препоручује се употреба сигурносног уређаја који врши вертикални притисак на радни предмет. СУВА је дизајнирао такав штитник. Овај сигурносни уређај се успешно користи од краја 1940-их и још увек је најкомплетнији чувар те врсте. Његове главне карактеристике су:
- спречавање ненамерног контакта са ротирајућим алатом како у мировању тако и у радном положају
- брза и лака промена са једне величине патике на другу. Доступно је неколико величина обујмица за причвршћивање алата са различитим пречницима сечења
- ручно подесива количина притиска који на радни предмет врши причврсна папуча
- аутоматско враћање папуче за држање у њену горњу позицију када се глава глодала подигне у положај мировања. Заштитни уређај се може подесити тако да се причврсна папуча може подићи само када је доња ивица алата изнад нивоа доње ивице причврсне папучице; ово је да се спречи сваки ненамерни контакт са алатом одоздо (погледајте слику 2. На тај начин се избегавају озбиљне повреде задње стране шаке, где су тетиве заштићене само кожом.
Слика 2. Сигурносни уређај са алатом за глодање у почетном положају

- могућност повезивања система за извлачење струготине на заштитни уређај.
Овај заштитни уређај такође омогућава да се обрадак усмерава дуж вођице уз помоћ хоризонталног притиска.
Хазардс
Утврђено је да су машине за глодање мање опасне од машина за обликовање вертикалних вретена. Један од разлога за то је мањи пречник већине алата за глодање. Међутим, алати на машинама за глодање су лако доступни и стога представљају сталну опасност за руке и руке руковаоца. Према томе, глодалице за копирање, где се радни комад углавном уноси ручно, су далеко најопасније машине за глодање.
Узроци незгода
Главни узроци несрећа рутера су:
- ненамерни контакт шаке или руке са ротирајућим алатом у мирном положају (1) приликом уклањања струготина и прашине са стола ручно уместо помоћу дрвеног штапа, (2) када се радним предметом или шаблоном не рукује правилно или ( 3) када се рукав одеће руковаоца заплете у ротирајући алат
- ненамерни додир руке са алатом за глодање као резултат повратног ударца радног предмета који се држи руком.
До повратног удара може доћи због:
- небезбедна радна пракса
- грешке на радном комаду (чворови, итд.)
- радни предмети се уносе у алат сувише нагло или из погрешног смера
- тупе ивице резача
- неадекватна брзина резања
- неправилно фиксирање радног предмета на шаблону
- ломљење радног предмета
- избацивање алата или делова алата због лоше конструкције алата, превелике тврдоће материјала алата, грешака у материјалу алата, превелике брзине алата или лошег стезања алата у држачу алата.
У случају избацивања алата или радног предмета, не само руковалац већ и друге особе које раде у том подручју могу бити повређене од избачених делова.
Мере за спречавање незгода
Мере за спречавање незгода треба да буду усмерене на:
- дизајн и конструкција машине
- алат
- чување алата у његовом положају мировања (слика 15) и колико год је могуће у радном положају (слика 14), посебно када се радни предмет држи и увлачи руком.
Дизајн и конструкција машине
Машине за глодање морају бити пројектоване тако да буду безбедне за рад. Треба осигурати да:
- машина је довољно крута
- електрична опрема је у складу са сигурносним прописима
- актуатори који се користе за покретање функције покретања или померања машинског елемента су конструисани и монтирани тако да минимизирају ненамеран рад
- приступ покретним деловима машине, као што су ремени погони, хидрауличне или пнеуматски померане главе глодала или покретни столови на машинама са аутоматским убацивањем, спречен је адекватним обезбеђењем
- стварни обртаји у минути алата су јасно видљиви руковаоцу
- сигурносни уређаји и системи за извлачење струготине се лако инсталирају
- ниво буке машине је смањен колико год је то могуће.
Даље, препоручљиво је опремити погон алата машине за глодање аутоматском кочницом која се активира када је машина заустављена. Време кочења не би требало да прелази 10 секунди.
Пример контролне листе
Вођење домаћинства
1. Дневни програм чишћења је неопходан.
2. Акумулације прашине од 1/8” дубине у било којој области указују на потребу за чишћењем. Треба напоменути да свако накупљање прашине може довести до пожара. Што је прашина ситнија, то су опасности веће.
3. Често чистите дрвену прашину.
а. Свакодневно обришите вруће површине.
б. Велико дување или усисавање, када је могуће, свих подручја, укључујући рогове, најмање два пута годишње.
ц. Када су концентрације високе, радите мале површине истовремено.
д. Ниска влажност повећава потенцијал за опасности и треба је узети у обзир током падавина.
4. Закажите експлозије или чишћење док опрема не ради, на пример петком поподне и викендом.
Електрично одржавање
1. Редовно проверавајте/чистите све моторе да бисте избегли накупљање прашине.
2. Уверите се да све електричне кутије и панели испуњавају захтеве Националног електричног кодекса за њихову класификовану локацију.
3. Слушајте необичне звукове, забележите необичне мирисе и пазите на визуелне акумулације прашине на машинама и моторима. Често проверавајте моторе и друге електричне уређаје да бисте открили прегревање.
4. Уверите се да особље за одржавање или руковање благовремено подмазује лежајеве мотора, транспортера, ланаца и ланчаника.
5. Уверите се да су електрични панели и кутије затворени и одржавани како би се спречило накупљање прашине, укључујући све рупе за избијање затворене.
Превенција пожара
1. Активно забранити пушење на недозвољеним локацијама.
2. Усвојити процедуре за дозволе за рад и осигурати да се процедуре поштују.
3. Не дозволите машинама које контролише руковалац да раде без надзора.
4. Инсталирајте уређај на отвору система за сакупљање прашине како бисте спречили да брусне траке и други предмети који производе варнице уђу у систем и изазову пожар.
5. Ухватите метал у дрвене свиње постављањем магнета у систем транспортера и детектора метала у свињу. Треба применити политике и процедуре како би се спречило да метал и други страни предмети дођу до свиња.
6. Спроведите недељне и месечне инспекције система заштите од пожара укључујући апарате за гашење пожара, црева за пожар, аларме и контролне вентиле прскалица.
7. Обезбедити да котларнице и опрема за грејање немају накупине прашине, да се поштују писане процедуре пуштања котла у рад и да се користи правилно класификована опрема.
8. Препознати правилан поступак у гашењу пожара прашине.
9. Затражите детаљну инспекцију од стране локалног ватрогасног шефа или осигуравача.
10. Подстицати лажне вежбе/посете локалне ватрогасне службе.
11. Инсталирајте системе за детекцију варница и гашење у системе за сакупљање прашине и повремено проверавајте да ли раде.
12. Прегледајте периодично планове евакуације, расвету у случају нужде, ватрогасне вежбе за сваку радну смену.
Остало
1. Контактирајте носиоца осигурања за помоћ у идентификацији опасности у вези са безбедношћу, здрављем и превенцијом од пожара.
2. Контактирајте одговарајуће државне агенције за безбедност за додатну помоћ.
3. Запослени треба да уђу у силосе за прашину само када се поштују процедуре у ограниченом простору.
4. Сви оператери треба да обезбеде да системи за сакупљање прашине раде исправно и да одмах пријаве све кварове менаџменту.
5. Проверите да постоје предмети који ометају канале до система за прашину.
6. Препоручује се да сви надзорници, чланови одбора за безбедност и други запослени буду упознати са садржајем ове добровољне контролне листе како би се постигла максимална примена.
Машине за планирање дрвета
Развој стационарних машина за рендисање може се пратити од почетка 19. века. На првим машинама овог типа, радни предмет је био стегнут на колица и довођен испод хоризонталне осовине опремљене сечивима које се протежу преко целе радне ширине. Године 1850. у Немачкој је изграђена машина за рендисање на којој се радни предмет доводио преко блока реза који се налази између два стола која су служила за позиционирање и подупирање радног предмета. Осим техничких побољшања, овај основни дизајн је одржан до данас. Таква машина се назива машина за површинско рендисање или фугалица (види слику 1).
Слика 1. Спојница
У скорије време, машине су дизајниране да равнају горњу површину радног комада до унапред одређене дебљине помоћу хоризонтално ротирајућег блока резача. Растојање између пречника круга за сечење и површине стола који подржава радни предмет је подесиво. Такве машине се називају машине за једнострано рендисање.
Ова два основна типа машина су на крају комбинована у машину која се може користити и за површинско и за дебљинско рендисање. Овај развој се завршио са машинама за рендисање за дво-, тро- и четворострани рад у једном пролазу.
Са становишта безбедности и здравља на раду, снажно се препоручује предузимање мера за усисавање дрвне прашине и струготине из машине за рендисање (нпр. повезивањем машине за рендисање на систем за усисавање прашине). Прашина која потиче од тврдог дрвета (храст, буква) и тропског дрвета сматра се посебном опасношћу по здравље и мора се извући. Такође треба предузети мере за смањење нивоа буке машина за рендисање. Аутоматска кочница за блок резача је обавезна у многим земљама.
Машине за површинско рендисање
Машина за површинско рендисање има чврсти главни оквир који подржава доводни и излазни сто. Блок резача се налази између два стола и монтиран је на кугличне лежајеве. Главни оквир треба да буде ергономски дизајниран (тј. треба да омогући оператеру да ради удобно).
Ручне управљачке уређаје треба инсталирати на начин да се руковалац не доведе у опасну ситуацију приликом руковања њима, а могућност ненамерног рада треба свести на минимум.
Страна главног рама окренута ка месту руковаоца не сме да има избочене делове као што су ручни точкови, полуге и тако даље. Сто лево од блока реза (излазни сто) је нормално постављен на исту висину као и круг резања блока резача. Сто десно од блока резача (стол за увлачење) је постављен ниже од стола за увлачење да би се добила жељена дубина сечења. Контакт између ивица стола и резача не би требало да буде могућ у целом опсегу подешавања столова. Међутим, размак између ивица стола и круга резања блока резача треба да буде што је могуће мањи да би се обезбедио добар ослонац радног предмета који се рендира.
Главне операције на машини за површинско рендисање су равнање и ивица. Положај руку на радном предмету је важан са оперативног и безбедносног становишта. Приликом равнања, радни предмет треба увлачити једном руком, а другом руком га у почетку држећи на столу за увлачење. Чим има довољан део дрвета на столу за истовар, ова рука може безбедно да пређе преко штитника моста да изврши притисак на стол за истовар и биће праћена руком за храњење да заврши операцију храњења. Приликом ивица, руке не би требало да прелазе преко блока резача док су у контакту са дрветом. Њихова главна функција је да врше хоризонтални притисак на радни предмет како би га одржали право у односу на ограду.
Бука коју производи ротирајући блок резача често може премашити ниво који се сматра штетним за ухо. Због тога су неопходне мере за смањење нивоа буке. Неке од мера смањења буке које су се показале успешним на површинским рендама су следеће:
- употреба „тихог” блока сечива (нпр. округла форма са минималним избочењем сечива, спирално сечиво уместо правог сечива, сегментни ротирајући алати са офсет сечењем)
- прорезне или избушене ивице стола (конфигурација и димензије отвора на ивицама стола морају бити одабране тако да не дође до опасности од незгоде; нпр. прорези не смеју бити шири од 6 мм, а пречник рупа не сме бити већи од 6 мм )
- аеродинамички дизајн дефлектора струготине испод усана стола
- смањење брзине резача на испод 1,000 о/мин, под условом да је квалитет површине радног комада и даље задовољавајући.
Може се постићи смањење буке до 12 дБА у празном ходу и 10 дБА под оптерећењем.
Блокови за сечење треба да имају кружни попречни пресек, а жлебови и прорези за зазор струготине треба да буду што мањи. Сечива и уметци морају бити правилно причвршћени, по могућности фиксирањем помоћу браве.
Блок резача се углавном ротира при брзинама између 4,500 и 6,000 о/мин. Пречници конвенционалних блокова резача варирају од 56 до 160 мм, а њихове дужине (радне ширине) од 200 до 900 мм. По аналогији са кинематиком конвенционалног глодања, површина радног предмета рендисана блоком за сечење је састављена од циклоидних лукова. Квалитет површине рада стога зависи од брзине и пречника блока резача, броја сечива и брзине помака радног предмета.
Препоручује се опремање машина за површинско рендисање са аутоматском кочницом за блок резача. Кочницу треба активирати када је машина заустављена, а време кочења не би требало да прелази 10 секунди.
Приступ блоку резача на задњој страни ограде треба да се спречи помоћу штитника причвршћеног или на ограду или на носач ограде. Блок резача испред ограде треба да буде заштићен подесивим штитником типа моста који је причвршћен за машину (нпр. за главни оквир на страни стола за истовар) (погледајте слику 2). Приступ елементима преноса треба спречити фиксним штитником.
Слика 2. Заштита ограде и задњег блока резача

Хазардс
Како се блок резача окреће супротно од смера у коме се радни предмет доводи, постоји опасност од повратног трзаја. Ако је радни предмет избачен, рука или прсти руковаоца могу доћи у контакт са ротирајућим блоком резача осим ако није обезбеђена одговарајућа заштита. Такође се често дешава да рука дође у контакт са блоком резача при храњењу радног предмета испруженим прстима уместо да га гура напред стиснутом песницом. Резна сечива која нису правилно причвршћена могу бити избачена центрифугалном силом и могу изазвати озбиљне повреде и/или материјалну штету.
Заштитни системи за машине за површинско рендисање
У многим земљама закони који покривају употребу машина за површинско рендисање захтевају да блок резача буде покривен подесивим заштитним системом како би се спречио случајни контакт руке руковаоца са ротирајућим блоком резача.
СУВА је 1938. године представила штитник за рендисање који је ефикасно испуњавао све практичне захтеве. Током година овај штитник се показао корисним не само као систем заштите већ и као помоћно средство за већину операција. Добро је прихваћен од стране дрвопрерађивачке индустрије у Швајцарској, а готово све индустријске машине за рендисање су опремљене њоме. Дизајнерске карактеристике овог штитника су унете у нацрт европског стандарда за машине за површинско рендисање. Главне карактеристике овог штитника су следеће:
- јака и крута
- није лако скренути да би се изложио блок секача
- увек остаје паралелан са осом резача без обзира на његово хоризонтално или вертикално подешавање
- лако подесиви хоризонтално и вертикално без употребе алата.
Међутим, незгоде се и даље дешавају. Ове незгоде су углавном узроковане неправилним подешавањем штитника. Стога су СУВА инжењери развили штитник типа моста који аутоматски покрива блок реза испред ограде и константно врши одређени притисак на радни предмет или ограду. Овај штитник је доступан од 1992. године.
Главне карактеристике дизајна овог новог штитника, названог „Суваматиц“, су следеће:
- потпуно чување блока резача. Пуна ширина рендисања је заштићена једним штитником типа моста. Може се преклопити помоћу система за закључавање са шаркама. Ово спречава да штитник штрчи превише преко лица машине.
- практичан систем вођења радног предмета. Систем за вођење радног предмета састоји се од притиска и вођице за радни предмет. Оба су постављена на врх штитника. Потоњи се може нагнути да би водио радни предмет и за изравнавање и за ивицу.
- примена притиска за помоћ у раду. За ивице, штитник врши притисак у правцу ограде. Након ивица, аутоматски покрива целу дужину блока реза испред ограде.
- аутоматско подизање и спуштање штитника. За изравнавање, штитник се подиже помоћу вођице радног предмета. Након равнања, аутоматски се спушта да покрије блок резача.
- штитник се може закључати у положају за групне послове. За серијске послове, штитник се може закључати у вертикалном положају како би се прилагодио дебљини радног комада. Штитник ће се аутоматски вратити у ову унапред подешену позицију након што се притисне.
- одговара свим машинама. Штитник се може уградити на све машине за површинско рендисање и комбиноване машине за површинско и дебљинско рендисање.
Машине за једнострано рендисање по дебљини
Главни оквир једностране машине за рендисање по дебљини садржи блок резача, сто за рендисање дебљине и елементе за увлачење.
Након што је радни предмет спљоштен и обрубљен на машини за површинско рендисање, рендира се на жељену дебљину на машини за рендисање дебљине. За разлику од машине за површинско рендисање, блок реза машине за рендисање дебљине се налази изнад стола за рендисање и радни предмет се више не доводи ручно, већ механички помоћу ваљака за увлачење. Ваљци за довод покрећу се или посебним мотором (приближно 1 кВ) или преко редуктора брзине који своју снагу добија од мотора блока резача. Са одвојеним погоном брзина помака остаје константна, али ако се снага преноси са мотора блока резача, брзина помака варира у зависности од брзине блока резача. Брзине хране између 4 и 35 м/мин су уобичајене.
Два ваљка за довод са опругом леже на горњој површини радног предмета. Ваљак за увлачење испред блока резача има жљебове ради бољег пријањања на радни предмет; ваљак за увлачење на излазном крају блока резача је гладак. Доводни и излазни притисак који се налази поред блока резача притискају радни предмет на сто, чиме се обезбеђује чист и равномеран рез. Дизајн и распоред доводних ваљака и потисних шипки треба да буду такви да је немогућ контакт са ротирајућим блоком резача.
Ваљци за довођење у секцији и потисне шипке омогућавају истовремени рад два или више обрадака незнатно различите дебљине. Са становишта превенције незгода, ваљци за довођење у секцији и потисне шипке су од суштинског значаја. Ширина појединачног ваљка за довод или пресека потисне шипке не би требало да прелази 50 мм.
У столу су распоређена два празна ваљка. Дизајнирани су да олакшају пролаз радног предмета преко стола.
Површина стола мора бити раван без прореза или рупа. Дошло је до незгода у којима су прсти руковаоца били стиснути између отвора и радног предмета. Вертикално подешавање стола може бити ручно или уз помоћ струје. Механички крајњи граничник треба да спречи било какав контакт стола са блоком резача или ваљцима за увлачење. Мора се осигурати да механизам за вертикално подешавање држи сто у стабилном положају.
Да би се спречило убацивање великих обрадака, уређај (нпр. фиксна шипка или фиксна шипка) се налази на страни увлачења машине, чиме се ограничава максимална висина радног предмета. Максимална висина од 250 мм између површине стола у најнижем положају и горе поменутог сигурносног уређаја ретко се прекорачује. Уобичајена радна ширина варира између 315 и 800 мм (за специјалне машине ова ширина може ићи до 1,300 мм).
Пречник резача углавном варира од 80 до 160 мм. Обично су четири ножа постављена на блок резача. Резач се окреће брзином између 4,000 и 6,000 о/мин, а његова улазна снага варира од 4 до 20 кВ. Максимална дубина реза је 10 до 12 мм.
Да би се опасност од повратног трзаја свела на најмању могућу меру, машине за једнострано рендисање треба да буду опремљене уређајем против повратног удара који покрива пуну радну ширину машине. Овај уређај против повратног удара се углавном састоји од неколико жлебованих елемената распоређених на шипку. Појединачни елемент је широк између 8 и 15 мм и пада под сопственом тежином у положај мировања. Најнижа тачка појединачног жлебованог елемента у његовом мирном положају треба да буде 3 мм испод круга резања блока резача. Ожлебљени елементи треба да буду направљени од материјала (пожељно челика) отпорности на 15 Ј/цм2 и површинску тврдоћу од 100 ХБ.
Следеће мере за смањење буке су се показале успешним на машинама за једнострано рендисање дебљине:
- употреба „тихих“ ножева (као што је предложено за машине за површинско рендисање)
- аеродинамички дизајн потисних шипки и хаубе за извлачење струготине
- смањење брзине резача
- делимично или потпуно затварање машине (тунелски дизајн улазног и излазног отвора са материјалом који апсорбује звук на површини окренутој према извору буке)
Смањење буке до 20 дБА може се постићи добро дизајнираним комплетним кућиштем.
Хазардс
Главни узрок незгода на машинама за једнострано рендисање дебљине је повратни удар радног комада. До повратног удара може доћи због:
- лоше одржавање уређаја против повратног удара (појединачни елементи се можда неће ослободити под сопственом тежином, већ се залепити због накупљања прашине; жлебови у елементима могу бити прекривени смолом, бити тупи или неисправно поново брушени)
- лоше одржавање секцијских ваљака за довод и потисних шипки (нпр. секције прекривене смолом или зарђале секције)
- недовољно оптерећење опруге на доводним ваљцима и потисним шипкама када се истовремено напаја више комада неуједначене дебљине.
Типични узроци других несрећа су:
- контакт руке са ротирајућим блоком секача приликом уклањања струготине и прашине са стола ручно, а не дрвеним штапом или грабуљама
- избацивање ножева блока резача због неправилног фиксирања.
Комбиноване машине за рендисање и дебљање
Дизајн и рад комбинованих машина (види слику 3) су слични онима код појединачних машина описаних изнад. Исто се може рећи иу погледу брзине помака, снаге мотора, подешавања стола и ваљка. За рендисање по дебљини, столови за површинско рендисање се или извлаче, савијају или подижу у страну, откривајући блок резача, који је покривен поклопцем за извлачење струготине ради спречавања приступа. Комбиноване машине се углавном користе у малим радионицама са мало радника или тамо где има простора ограничено (тј. у случајевима када је инсталација две појединачне машине немогућа или неисплатива).
Слика 3. Комбиновани ренд за површину и дебљину

Прелазак са једне операције на другу често одузима много времена и може бити неугодан ако само неколико комада мора да се обради. Штавише, обично само једна особа може користити машину. Међутим, од 1992. године на тржиште су уведене машине где је могућ истовремени рад (истовремено површинско и дебљинско рендисање).
Опасности комбинованих машина су у великој мери идентичне опасностима наведеним за појединачне машине.
Здравствени ефекти и обрасци болести
Здравствени и безбедносни проблеми у шумарству и дрвној индустрији су обухваћени на другим местима у овом делу Енцицлопаедиа. У овом чланку биће речи о дрвету које долази из млина и користи се у столарији и изради намештаја и других предмета. Ове активности се претежно обављају у малим предузећима. Многи радници у овим индустријама су индивидуални извођачи и стога нису наведени као запослени, а велики број појединаца је изложен у уради сам пројектима и радионицама код куће. То значи да су многи укључени радници неадекватно обучени и да су слабо или уопште не надгледани, док одговарајуће мере заштите и заштитна опрема често недостају.
Ахман и његове колеге (1995а, 1995б, 1996) скрећу пажњу на изложеност наставника индустријске уметности и обраде дрвета у Шведској. За разлику од неекспонираних контрола, ови наставници су имали приметне (али углавном реверзибилне) назалне ефекте и тегобе које су се повећавале са бројем часова од почетка недеље и повлачиле током викенда, иако су концентрације прашине биле испод шведске граничне вредности од 2 мг/м3. У неколико објеката у Холандији, нивои прашине редовно су прелазили ту границу, а током операција брушења у фабрици намештаја, скоро сва излагања су била преко локалне границе од 5 мг/м3 (Сцхеепер, Кромхоут и Болеиј 1995).
Случајне повреде
Најчешћи здравствени проблем у дрвној и дрвопрерађивачкој индустрији су случајне повреде. Они су чешћи међу млађим, неискусним радницима, и углавном су релативно мали. Повремено, међутим, могу укључити дуготрајно оштећење или губитак екстремитета. Они укључују: крхотине, које се могу инфицирати, и посекотине, удубљења и ампутације које су резултат неправилно коришћених или неадекватно заштићених машина за обраду дрвета (Ма, Ванг и Цхоу 1991); уганућа и истегнућа услед несмотреног подизања или рада у незгодном положају (Нестор, Бобицк и Пизателла 1990); повреде због понављања покрета које укључују руку или раме; и повреде ока. Многи, ако не и већина њих се могу спречити одговарајућом обуком, разумном применом заштитних средстава и стезаљки за машине и употребом личне заштитне опреме као што су рукавице и заштитне наочаре. Када се појаве, брзо уклањање крхотина и спречавање инфекције експедитивним чишћењем и пружањем прве помоћи рана ће минимизирати инвалидитет.
Дрвена прашина
Изложеност дрвној прашини се јавља кад год се дрво сече, сече, блања, глода или бруси. Ефекти варирају у зависности од интензитета и трајања експозиције и величине честица. Честице у очима могу изазвати иритацију, а дрвена прашина која се скупља у наборима коже може бити појачана знојењем и хемикалијама и довести до иритације и инфекције. Ови ефекти се могу смањити вакуумским уклањањем прашине, заштитним маскама и одећом и добром праксом личне хигијене.
Назофарингеални и респираторни пролази
Дрвена прашина у назалним пролазима може смањити мукоцилијарни клиренс и ослабити олфакторну осетљивост (Андерсен, Солгаард и Андерсен 1976; Ахман ет ал. 1996). Ово може довести до иритације, честог кихања, крварења из носа и инфекције синуса (Имбус 1994).
Показало се да су изложености у фабрици намештаја (Вхитехеад, Асхикага и Вацек 1981) и код радника у пилани (Хессел ет ал. 1995) праћене смањењем запремине принудног издисаја од 1 секунде (ФЕВ).1) и форсирани витални капацитет (ФВЦ), прилагођен узрасту, висини и пушењу. Ово је било праћено значајним повећањем кратког даха и пискања уз стезање у грудима и појавом бронхитиса и астме. Међутим, не постоје убедљиви докази о другим плућним болестима услед изложености дрвној прашини (Имбус 1994). У шестогодишњој проспективној студији праћења од приближно 6 мушкараца у Сједињеним Државама, 350,000 особа која је пријавила да је била запослена у пословима везаним за дрво је имала нижи релативни ризик од смртности због немалигних респираторних болести од оних који су то радили. не пријављују изложеност дрвној прашини (Демерс ет ал. 11,541).
Алергија и астма
Неке шуме, посебно тиковина, мансонија и радиата бор, садрже хемикалије које су надражујуће (видети табелу 1 за проширену листу врста дрвета, њихово географско порекло и утицај на здравље). Неке врсте могу изазвати алергијски контактни дерматитис (нпр. Дагласова јела, западни црвени кедар, топола, ружино дрво, тиковина, афрички махагониј и друге „егзотичне“ врсте дрвета). Показало се да западни црвени кедар, ружино дрво, махагониј и друга егзотична дрва изазивају астму (Имбус 1994).
Рак
Неуобичајено висока учесталост рака носа описана је међу дрвопрерађивачима у Аустралији, Канади, Данској, Финској, Француској, Италији, Холандији, Уједињеном Краљевству и Сједињеним Државама (Имбус 1994). Недавна обједињена поновна анализа 12 кохортних студија случај-контрола спроведена у седам земаља потврдила је висок ризик од рака назофаринкса међу дрвопрерађивачима (Демерс ет ал. 1995). Узрок ових ексцеса рака носа није познат, али, према недавним извештајима из Уједињеног Краљевства и Сједињених Држава, ризик од рака носа међу радницима у намештају је опао од Другог светског рата, вероватно одражавајући промене у производном процесу. (Имбус 1994). Међу 45,399 мушкараца који су били изложени дрвеној прашини међу 362,823 мушкараца уписаних у шестогодишњу студију о превенцији рака Америчког друштва за рак није пронађен никакав вишак ризика од рака синуса, али, напомињу истраживачи, број случајева је био мали. Они су, међутим, открили посебно висок пораст смртности од рака плућа међу дрвопрерађивачима који су такође пријавили изложеност азбесту или формалдехиду, и сугерисали да је излагање овим познатим канцерогенима одговорно за уочени повећани ризик (Стеллман ет ал., у штампи).
Хемијска изложеност
Дрво може садржати биолошке загађиваче. Плесни и гљивице, које често расту на кори дрвећа, могу изазвати алергијске реакције. Показало се да удисање спора гљивица које се налазе на стаблима јавора, секвоје и плуте изазивају болест коре јавора, секвојозу и суберозу (Имбус 1994).
Дрво често садржи егзогене хемикалије које се примењују у току његове обраде. То укључује лепкове, раствараче, везива смоле, инсектициде и фунгициде, хидроизолационе смеше, боје и пигменте, лакове и лакове. Многи од њих су испарљиви и могу се емитовати када се дрво третира, загрева или спаљује; преносе се и као елементи у дрвеној прашини. Најважнији од њих су: толуен, метанол, ксилен, метил етил кетон, n-бутил алкохол, 1-трихлоретан и дихлорометан (ЕПА 1,1).
Zakljucak
Опасности по здравље у дрвној и дрвопрерађивачкој индустрији могу се контролисати постављањем инжењерских контрола (нпр. правилно постављање и чување енергетских машина, вентилациони системи за контролу дрвне прашине и хемијских емисија) и личне заштитне опреме (нпр. рукавице, заштитне наочаре, респиратори ), заједно са периодичним прегледима како би се осигурало да се они правилно одржавају и користе. Можда је најважније одговарајуће образовање и обука радника и њихових надзорника.
Табела 1. Отровне, алергене и биолошки активне сорте дрвета
| Научна имена | Изабрана комерцијална имена | Породица | Оштећење здравља |
| Пинус млин (А. пецтината ДЦ) | Сребрна јела | Пинацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Багрем спп. А. харпопхилла Ф. Муелл. А. меланоксилон Р. Бр. а. сеиал Од. А. схирлеи девојка |
Аустралијско црно дрво | Мимосацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| ацер спп. А. платаноидес L. |
Јавор | Ацерацеае | Дерматитис |
| Афрормосиа елата хармс. (Перикопсис елата Ван Мееувен) |
Афрормозија, кокродуа, асамала, обанг, олео пардо, бохеле, мохол | Папилионацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Афзелиа африцана Ковач А. бијуга А. Цхев. (Интсиа бијуга А. Цунн.) А. палембаница погледати. (Интсиа палембаница погледати.) |
Доуссие, афзелиа, алигуа, апа, цханфута, лингуе мербау, интсиа, хинтси | Цаесалпинацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Агонандра брасилиенсис Миерс | Пао, марфим, гранадилло | Олацацеае | Дерматитис |
| Аилантхус алтиссима Млин | кинески сумак | Симароубацеае | Дерматитис |
| Албиззиа фалцата Бацкер А. ферругинеа Бентх. А. леббек Бентх А. тоона ФМ Кауција |
Иатандза Коко, Сирис |
Мимосацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Алнус спп. А. глутиноса Гаертн. |
Обична јоха Црна јоха |
Бетулацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Амирис спп. А. балсамифера L. А. токифера Виллд. |
Венецуеланска или западноиндијска сандаловина | Рутацеае | Дерматитис; токсични ефекти |
| Западни Анакардиум L. А. екцелсум Скелс. |
Индијски орах | Анацардиацеае | Дерматитис |
| Андира арароба Агуиар. (Ватаиреопсис арароба Дуцке) А. цориацеа Пулле А. инермис ХБК |
Стабло црвеног купуса Јаребичево дрво | Папилионацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Анингерија спп. А. робустан Аубр. анд Пелл. А. алтиссима Аубр. анд Пелл. Антиарис африцана енгл. А. велвитсцхи енгл. |
Анингериа Антиарис, ако, цхен цхен | Сапотацеае Морацеае | Коњунктивитис-ринитис; астма Токсични ефекти |
| Апулеиа моларис смрча (А. леиоцарпа МацБриде) (А. ферреа Март.) |
Црвено дрво | Цаесалпинацеае | Дерматитис; токсични ефекти |
| Арауцариа ангустифолиа O. Ктзе А. брасилиана Богат. |
Парана бор, араукарија | Арауцариацеае | Токсични ефекти |
| Аспидосперма спп. А. пероба о. Све. А. варгасии А. ДЦ. |
Црвена пероба Пау марфим, пау амарелло, пекуиа марфим, гуатамбу, амарилла, пекуиа | Апоцинацеае | Дерматитис; коњунктивитис- ринитис; астма; токсични ефекти |
| Астроцариум спп. | палма | Палмацеае | Дерматитис; токсични ефекти |
| Ауцоумеа клаинеана Камен | Габон махагониј | Бурсерацеае | Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис |
| Аутранелла цонголенсис А. Цхев. (Мимусопс цонголенсис Де Вилд.) |
Мукулунгу, аутракон, еланг, боуанга, кулунгу | Сапотацеае | Дерматитис |
| Бацтрис спп. (Астрокаријум спп.) | палма | Палмацеае | Дерматитис; токсични ефекти |
| Балфоуродендрон риеделианум енгл. | Гуатамбу, гутамбу бланцо | Рутацеае | Дерматитис |
| Батесиа флорибунда Бентх. | Ацапу рана | Цаесалпинацеае | Токсични ефекти |
| Берберис вулгарис L. | Барберри | Берберидацеае | Токсични ефекти |
| Бетула спп. Б. алба L. (Б. пендула Ротх.) |
Бреза | Бетулацеае | Дерматитис |
| Блепхароцарва инволуцригера Ф. Муелл. | Росебуттернут | Анацардиацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Бомбак бревицуспе Спрагуе Б. цхевалиери Пелл |
Кондроти, сам | Бомбацацеае | Дерматитис |
| Бовдицхиа спп. Б. нитида Бентх. Б. гуианенсис Дуцке (Диплотропис гуианенсис Бентх.) (Диплотропис пурпуреа Амсх.) |
Блацк суцупира | Папилионацеае | Дерматитис |
| Брацхилаена хутцхинсии Хутцх. | Мухуху | Цомпоситае | Дерматитис |
| Бреониа спп. | Моломпангади | Рубиацеае | Дерматитис |
| Бросимум спп. Б. гуианенсе Средиште. (Пиратинера гуианенсис Аубл.) |
Змијско дрво, слово, тигрово дрво | Морацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Бриа ебенус DC. (Америмнум ебенус Sw.) Бриа букифолиа Урб. |
Смеђа ебановина, зелена ебановина, јамајчанска ебановина, тропска америчка ебановина | Папилионацеае | Дерматитис |
| Букус семпервиренс L. Б. мацовани Олив. |
Европски шимшир, Еаст Лондон б., Цапе б. | Букацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Цаесалпиниа ецхината лам. (Гуиландина ецхината Спренг.) | Брасилвоод | Цаесалпинацеае | Дерматитис; токсични ефекти |
| Цаллитрис цолумелларис Ф. Муелл. | Бели чемпрес бор | Цупрессацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Цалопхиллум спп. Ц. брасилиенсе Цамб. |
Санта мариа, јацареуба, курахура, галба | Гуттиферае | Дерматитис; токсични ефекти |
| Цампсиандра лаурифолиа Бентх. | Ацапу рана | Цаесалпинацеае | Токсични ефекти |
| Царпинус бетулус | граб | Бетулацеае | Дерматитис |
| Цассиа сиамеа Ламк. | Тагаиасан, муонг десет, дјохар | Цаесалпинацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Цастанеа дентата Боркх Ц. сатива Млин. Ц. пумила Млин. |
Кестен, слатки кестен | Фагацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Цастаноспермум аустрале А. Цунн. | Црни пасуљ, аустралијски или Моретон Баи кестен | Папилионацеае | Дерматитис |
| Цедрела спп. (Тоона спп.) | Црвени кедар, аустралијски кедар | Мелиацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Цедрус деодара (Рокб. ек. Ламб.) Г. Дон (Ц. либани Баррел. лц) |
Деодар | Пинацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Целтис бриеии Де Вилд. Ц. циннамомеа Лдл. |
Дианиа Гуренда |
Улмацеае | Дерматитис |
| Цхлоропхора екцелса Бентх. анд Хоок I. Ц. региа А. Цхев. Ц. тинцториа (Л.) Дауб. |
Ироко, гелбхолз, иелловоод, камбала, мвуле, одум, моуле, афричка тиковина, абанг, татајуба, фустиц, мора | Морацеае | Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис |
| Хлороксилон спп. Ц. свиетениа А.ДЦ. |
Цеилон сатинвоод | Рутацеае | Дерматитис; токсични ефекти |
| Цхрисопхиллум спп. | Најара | Сапотацеае | Дерматитис |
| Циннамомум цампхора Неес и Ебеим | Азијско камфорово дрво, цимет | Лаурацеае | Токсични ефекти |
| Цриптоцариа плеуросперма Вајт и Франсис | Отровни орах | Лаурацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Дацрицарпус дацриоидес (А. Рицх.) де Лауб. | Новозеландски бели бор | Подоцарпацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Дацридиум цупрессинум Соланд | Семпилор, риму | Подоцарпацеае | коњунктивитис-ринитис; астма |
| Дацтилоцладус стеностацхис Олив. | Јонг Конг, меребонг, меданг табак | Меластомацеае | Токсични ефекти |
| Далбергиа спп. Д. америмнон Бентх. Д. гранадилло Питт. Д. хиполеуца Стандл. Д. латифолиа Рокб. Д. меланоксилон Гуилл. и Перр. Д. нигра о. Све. Д. оливери Коцкање Д. ретуса Хемсл. Д. сиссоо Рокб. Д. стевенсонии Стандл. |
Ебановина црвена лисица Индијско ружино дрво, бомбајско црно дрво, афричко црно дрво, палисандер, риопалисандро, бразилско ружино дрво, жакаранда бурманско ружино дрво Црвена лисица Нагаед дрво, хондурашко ружино дрво |
Папилионацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Диалиум спп. Д. динклангери хармс. |
Еиум, еиум | Цаесалпинацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Диоспирос спп. Д. целебица Бакх. Д. црассифлора Хиерн Д. ебенум Коениг |
ебановина, афричка ебановина Мацассар ебановина, афричка ебановина, цејлонска ебановина | Ебенацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Диптероцарпус спп. Д. алатус Рокб. |
Керуинг, гурџум, јанг, керуинг | Диптероцарпацеае | Дерматитис |
| Дистемонантхус бентхамианус Баилл. | Мовингуи, аиан, аниаран, нигеријско сатенско дрво | Цаесалпинацеае | Дерматитис |
| Дисокилум спп. Д. фрасеранум Бентх. |
Махагони, бачва, црвени пасуљ | Мелиацеае | дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Д. муеллери Бентх. | Ружа од махагонија | ||
| Ецхироспермум балтхазарии о. Све. (Платхимениа ретицулатаБентх.) | Винхатицо | Мимосацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Ентандофрагма спп. Е. анголенсе ЦДЦ Е. цандоллеи хармс. Е. цилиндрицум Спрагуе Е. утиле Спрагуе |
Тиама Косипо, омо Сапелли, сапеле, абоудикро Сипо, утиле, ассие, калунги, муфумби |
Мелиацеае | Дерматитис; алергијски екстринзични алвеолитис |
| Еритхропхлоеум гуинеенсе Г. Дон Е. иворенсе А. Цхев. |
Тали, миссанда, елоун, массанда, сассвоод, ерун, црвеноводно дрво | Цаесалпинацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Есенбецкиа леиоцарпа енгл. | Гуаранта | Рутацеае | Дерматитис |
| Еукалиптус спп. Е. делегатенсис РТ Бацк Е. хемифлоја Ф. Муелл. Е. леуцокилон девојка Е. мацулата кука. Е. маргината Донн ек См. Е. мицротхеца Ф. Муелл. Е. обликуа Л. Херит. Е. регнанс Ф. Муелл. Е. салигна Sm. |
алпски јасен Сива кутија Жута жвакаћа Пегава гума Планински пепео |
Миртацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Еукилопхора параенсис Средиште. | Шимшир | Рутацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Екцоецариа африцана М. Арг. (Спиростацхис африцана песак) Е. агаллоцха L. |
Афричка сандаловина, табути, геор, алоевоод, блинд-иоур-еие | Еупхорбиацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Фагара спп. Ф. флава Круг и Урб. (Зантхокилум флавум Вахл.) Ф. хеитзии Аубр. анд Пелл. Ф. мацропхилла енгл. |
Жута брусилица, западноиндијско сатенско дрво, атласвуд, олон, бонго, мбанза | Рутацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Фагус спп. (Нотофагус спп.) Ф. силватица L. |
Буква | Фагацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Фитзроиа цупрессоидес (Молина) Џонстон (F. патагоница Хоок. ф.) |
Алерце | Цупрессацеае | Дерматитис |
| Флиндерсиа аустралис Р. Бр. Ф. браилеиана Ф. Муелл. Ф. пиментелиана Ф. Муелл. |
Аустралијска тиковина, квинслендски јавор, јавор Силквоод, аустралијски јавор |
Рутацеае | Дерматитис |
| Фракинус спп. Ф. екцелсиор L. |
пепео | Олеацеае | Дерматитис |
| Глута спп. Г. рхенгас L. (Меланореја спп.) М. цуртисии Камен М. лаццифера валлицхии кука. |
Ренгас, глута Ренга дрво Рхенгас |
Анацардиацеае | Дерматитис; токсични ефекти |
| Гониома камасси Е. Меи. | Книсна шимшир, камасси | Апоцинацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Гонистилус банцанус Баилл. | Рамин, мелавис, акенија | Гонистилацеае | Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис |
| Госсвеилеродендрон балсамиферум (Верм.) хармс. | нигеријски кедар | Цаесалпинацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Робуста гревиллеа А. Цунн. | Свилени храст | Протеацеае | Дерматитис |
| Гуаиацум оффицинале L. | Гаиац, лигнум витае | Зигопхиллацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Гуареа спп. Г. цедрата Пелл. Г. лаурентии Де Вилд. Г. тхомпсонии Спрагуе |
Боссе Нигеријска крушка Кедар махагониј Мирисна гуареа Црна гуареа |
Мелиацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Халфордиа сцлерокила Ф. Муелл. Х. папуана Лаутерб. |
Шафран-срце | Полигонацеае | Дерматитис; алергијски екстринзични алвеолитис |
| Хернандиа спп. Х. сонора Л. (Х. гуианенсис Аубл.) |
Мироболан, тополите | Хернандиацеае | Дерматитис |
| Хиппомане манцинелла L. | Јабука за плажу | Еупхорбиацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Иллипе латифолиа Ф. Муелл. И. лонгифолиа Ф. Муелл. (Басиа латифолиа Рокб.) (Б. лонгифолиаРокб.) |
Моак, едел тиковина | Сапотацеае | Дерматитис |
| Јацаранда спп. Ј. брасилиана Перс. Син. (Бигнониа брасилиана лам.) Ј. цоерулеа (И.) Сив. |
Јацаранда Цароба, шимшир | Бигнониацеае | Дерматитис |
| Југланс спп. Ј. нигра L. Ј. региа L. |
Орах | Југландацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Јуниперус сабина L. Ј. пхоеницеа L. Ј. виргиниана L. |
кедар из Вирџиније, источни црвени кедар | Цупрессацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Кхаиа антотхеца CDC. К. иворенсис А. Цхев. К. сенегаленсис А. Јусс. |
Огванго, афрички махагониј, крала махагониј суве зоне | Мелиацеае | Дерматитис; алергијски екстринзични алвеолитис |
| Анагироидес Лабурнум Болничар. (Цитисус лабурнум L.) Л. вулгаре Сив |
Лабурнум | Папилионацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Ларик спп. Л. децидуа Млин. Л. еуропеа ДЦ |
ариш европски ариш |
Пинацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Ликуидамбар стирацифолиа L. | Амбербаум, сатин-нуссбаум | Хамамелидацеае | Дерматитис |
| Лириодендрон тулипифера L. | Америчко бело дрво, дрво тулипана | Магнолиацеае | Дерматитис |
| Ловоа трицхилиоидес хармс. (Л. клаинеана Камен) | Дибетоу, афрички орах, апопо, тигрово дрво, страна | Мелиацеае | дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Луцума спп. (Поутериа спп.) Л. процера |
Гуапева, абиурана Массарандуба |
Сапотацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Маба ебенус Вигхт. | Макассар-ебенхолз | Ебенацеае | Дерматитис |
| Мацхаериум педицеллатум Вог. М. сцлерокилон Тулле. М. виолацеум Вог. |
Кингсвоод | Папилионацеае | Дерматитис |
| Мансониа алтиссима А. Цхев. | нигеријски орах | Стерцулиацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Меланоксилон брауна нас | Брауна, грауна | Цаесалпинацеае | Дерматитис |
| Мицроберлиниа браззавилленсис А. Цхев. М. бисулцата А. Цхев. |
Африцан зебравоод | Цаесалпинацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Миллеттиа лаурентии Де Вилд. М. стухлманнии Тауб. |
Венге Панга-панга |
Папилионацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Мимусопс спп. (Манилкара спп.) Мимусопс спп. (Думориа спп.) (Тиегхемелла спп.) М. цонголенсис Де Вилд. (Аутранелла цонголенсис А. Цхев.) М. дјаве енгл. (Баиллонелла токисперма Камен) М. хецкелии Хутцх. ет Далз. (Тиегхемелла хецкелии Камен) (Думориа хецкелии А. Цхев.) |
Муирапиранга Макоре Мукулунгу, аутракон Моаби Трешња махагонија |
Сапотацеае | Дерматитис; коњунктивитис-ринитис; астма; алергичан екстринзични алвеолитис; токсични ефекти |
| Митрагина цилиата Аубр. анд Пелл. М. стипулоса О. Ктзе |
Вуку, афричка топола Абура |
Рубиацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Науцлеа дидеррицхии Меррилл (Сарцоцепхалус дидеррицхии Де Вилд.) Науцлеа триллесси Меррилл |
Билинга, опепе, куссиа, бади, западноафрички шимшир | Рубиацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Несогордониа папаверифера Р. Цапурон | Котибе, данта, епро, отуту, овове, аборбора | Тилиацеае | Токсични ефекти |
| Оцотеа спп. О. буллата Е. Меи О. пороса Л. Барр. (Фиби пороза Мез.) О. родиаеи Мез. (Нецтандра родиаеи Сцхомб.) О. рубра Мез. О. усамбаренсис енгл. |
Смрдљива ловор бразилски орах Греенхеарт Лоуро вермелхо источноафричко камфорово дрво |
Лаурацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Паратекома спп. П. алба П. пероба Кухлм. |
Бразилска бела пероба Пероба бела. стр. |
Бигнониацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Паринариум спп. П. гуианенсе (Паринари спп.) (Бросимум спп.) П. вариегатум |
Гвајана-сатинхолц Антиллен-сатинхолз |
Росацеае | Дерматитис |
| Пелтогине спп. П. денсифлора Јела |
Плаво дрво, љубичасто срце | Цаесалпинацеае | Токсични ефекти |
| Пхиллантхус фердинанди ФвМ. | Лигнум витае, цхов ваи, вучница | Еупхорбиацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Пицеа спп. П. абиес Крш. П. екцелса линк. П. мариана БСП. П. полита царр. |
Европска оморика, бело дрво Црна смрча |
Пинацеае | Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис |
| Пинус спп. П. радиата Д. Дон |
Бор | Пинацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Пиптадениа африцана Хоок ф. Пиптадениаструм африцанум Бренан |
Дабема, дахома, екхими агобин, мпевере, букунду |
Мимосацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Платанус спп. | Авион | Платанацеае | Дерматитис |
| Пометиа спп. П. пинната Шума. |
Таун Касаи |
Сапиндацеае | Дерматитис; коњунктивитис-ринитис; астма |
| популус спп. | топола | Салицацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Просопис јулифлора ДЦ | Цасхав | Мимосацеае | Дерматитис |
| Прунус спп. П. серотина Ехрл. |
Трешња Блацкцхерри |
Росацеае | дерматитис; коњунктивитис-ринитис; астма |
| Псеудоморус брунониана Биро | Бела ручка | Морацеае | Дерматитис; токсични ефекти |
| Псеудотсуга доугласии царр. (П. мензиесии Бесплатно) | Дагласова јела, црвена јела, Дагласова смрча | Пинацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Птероцарпус спп. П. анголенсис ДЦ. П. индицус Виллд. П. санталинус Лф (Ватаиреа гуианенсис Аубл.) |
Афрички падаук, новогвинејско ружино дрво, црвена сандаловина, црвена брусилица, квасија дрво | Папилионацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Пицнантхус анголенсис Варб. (П. комбо Варб.) | Иломба | Миристицацеае | Токсични ефекти |
| Куерцус спп. | храст | Фагацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Рапутиа алба енгл. Р. магнифица енгл. |
Арапоца бранца, арапоца | Рутацеае | Дерматитис |
| Рауволфиа пентапхилла Стапф. О. | Пероба | Апоцинацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Сандорикум спп. С. индицум Цав. |
Сентул, катон, кра-тон, кетјапи, тхитто | Мелиацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Сцхинопсис лорентзии енгл. С. балансае енгл. |
Куебрацхо Цолорадо, ред к., Сан Хуан, пау мулато | Анацардиацеае | Дерматитис; токсични ефекти |
| Семерцарпус аустралиенсис енгл. С. анацардиум L. |
Навртка за обележавање | Анацардиацеае | Дерматитис; токсични ефекти |
| Секуоиа семпервиренс Ендл. | Секвоја, Калифорнија црвено дрво |
Такодиацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Схореа спп. | Алан, бадем, црвени балау Бели тешки, црвени лауан, бели Л., жути Л., маиапис, меранти бакау, тамноцрвени М., светлоцрвени М., црвени М., бели М., жути М., црвена сераиа, бела сераиа |
Диптероцарпацеае | Дерматитис |
| С. ассамица Фарбар | Жути лауан, бели меранти | ||
| Стаудтиа стипитата Варб. (С. габоненсис Варб.) | Ниове | Миристицацеае | Дерматитис |
| Свиетениа спп. С. мацропхилла краљ С. махагонија Јацк. |
Махагони, Хондурас махагони, Табасцо м., Баивоод, амерички махагони, Кубански махагониј |
Мелиацеае | Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис; токсични ефекти |
| Свинтониа спицифера кука. С. флорибунда Гриф. |
Мерпаух | Анацардиацеае | Дерматитис |
| Табебуиа спп. Т. ипе Стандл. (Т. авелланедае Лор. ек Грис.) Т. гуаиацан Хенсл. (Т. лапачо K. Сцхум) |
Арагуан, ипе прето, лапацхо | Бигнониацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Такус баццата L. | тис | Такацеае | Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис; токсични ефекти |
| Тецома спп. Т. аралиацеа ДЦ. Т. лапацхо |
Зелено срце Лапачо |
Бигнониацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Тецтона грандис L. | Теак, дјати, киун, тецк | Вербенацеае | Дерматитис; коњунктивитис-ринитис; астма; алергијски екстринзични алвеолитис |
| Терминалиа алата Ротх. Т. суперба енгл. и Диелс. |
Индијски ловор лимба, афара, офрам, фраке, корина, аком |
Цомбретацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Тхуја оцциденталис L. Т. плицата Д. Дон Т. стандисхии царр. |
Бели кедар Црвени западни Кедар |
Цупрессацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Тиегхемелла африцана А. Цхев. (Думориа спп.) Т. хецкелии Камен |
Макоре, доука, окола, укола, макоре, абацу, баку, афричка трешња | Сапотацеае | Дерматитис; коњунктивитис-ринитис; астма; токсични ефекти |
| Триплоцхитон сцлерокилон К. Сцхум | Обецхе, самба, вава, абацхи, афричко бело дрво, арере | Стерцулиацеае | Дерматитис; коњунктивитис-ринитис; астма |
| Тсуга хетеропхилла Сарг. | Цуга, западна кукута | Пинацеае | Дерматитис |
| Турраеантхус африцана Пелл. | Аводире Лусамба |
Мелиацеае | Дерматитис; алергијски екстринзични алвеолитис |
| Улмус спп. | Брест | Улмацеае | Дерматитис |
| Витек цилиата Пелл. | Вербенацеае | Дерматитис | |
| В. цонголенсис Де Вилд. и Тх. Дур | Дифунду | ||
| В. пацхипхилла погледати. | Евино | ||
| Ксилиа долабриформис Бентх. | Мимосацеае | Коњунктивитис-ринитис; | |
| Кс. килоцарпа Тауб. | Пиинкадо | астма | |
| Золлерниа параенсис Хубер | Санто дрво | Цаесалпинацеае | Дерматитис; токсични ефекти |
Извор: Иституто дел Легно, Фиренца, Италија.
" ОДРИЦАЊЕ ОД ОДГОВОРНОСТИ: МОР не преузима одговорност за садржај представљен на овом веб порталу који је представљен на било ком другом језику осим енглеског, који је језик који се користи за почетну производњу и рецензију оригиналног садржаја. Одређене статистике нису ажуриране од продукција 4. издања Енциклопедије (1998).“