- Ви сте овде:
-
Početna

- Део КСИИИ. Прерађивачка индустрија

Деца категорије

81. Електрични уређаји и опрема (7)

81. Електрични уређаји и опрема
Уредник поглавља: НА Смитх
Преглед садржаја
Табеле и слике
Општи профил
НА Смитх
Производња оловних батерија
Барри П. Келлеи
Батерије
НА Смитх
Производња електричних каблова
Давид А. О'Маллеи
Производња електричних лампи и цеви
Алберт М. Зиелински
Производња електричних апарата за домаћинство
НА Смитх и В. Клост
Питања животне средине и јавног здравља
Питман, Александар
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Састав уобичајених батерија
2. Производња: кућни електрични апарати
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.





82. Металопрерада и металопрерађивачка индустрија (14)
82. Металопрерада и металопрерађивачка индустрија
Уредник поглавља: Мицхаел МцЦанн
Преглед садржаја
Табеле и слике
Операције топљења и рафинације
Топљење и прерада
Пекка Рото
Топљење и прерада бакра, олова и цинка
Топљење и прерада алуминијума
Бертрам Д. Динман
Топљење и прерада злата
ИД Гадаскина и ЛА Ризик
Обрада метала и обрада метала
Ливнице
Франклин Е. Мирер
Ковање и штанцање
Роберт М. Парк
Заваривање и термичко сечење
Пхилип А. Платцов и ГС Линдон
Стругови
Тони Ретсцх
Брушење и полирање
К. Велиндер
Индустријска мазива, течности за обраду метала и аутомобилска уља
Рицхард С. Краус
Површинска обрада метала
ЈГ Јонес, ЈР Беван, ЈА Цаттон, А. Зобер, Н. Фисх, КМ Морсе, Г. Тхомас, МА Ел Кадеем и Пхилип А. Платцов
Метал Рецламатион
Мелвин Е. Цассади и Рицхард Д. Рингенвалд, Јр.
Питања животне средине у завршној обради метала и индустријским премазима
Стеварт Форбес
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Улази и излази за топљење бакра
2. Улази и излази за топљење олова
3. Улази и излази за топљење цинка
4. Улази и излази за топљење алуминијума
5. Врсте ливних пећи
6. Улази у процесне материјале и излази загађења
7. Процеси заваривања: Опис и опасности
8. Резиме опасности
9. Контроле за алуминијум, по раду
КСНУМКС. Контроле за бакар, по раду
КСНУМКС. Контроле за олово, по раду
КСНУМКС. Контроле за цинк, по раду
КСНУМКС. Контроле за магнезијум, по раду
КСНУМКС. Контроле за живу, по раду
КСНУМКС. Контроле за никл, по раду
КСНУМКС. Контроле за племените метале
КСНУМКС. Контроле за кадмијум, по раду
КСНУМКС. Контроле за селен, по раду
КСНУМКС. Контроле за кобалт, по раду
КСНУМКС. Контроле за лим, по раду
КСНУМКС. Контроле за титанијум, по раду
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.
|
|







83. Микроелектроника и полупроводници (7)
83. Микроелектроника и полупроводници
Уредник поглавља: Мицхаел Е. Виллиамс
Преглед садржаја
Табеле и слике
Општи профил
Мицхаел Е. Виллиамс
Производња силицијумских полупроводника
Давид Г. Балдвин, Јамес Р. Рубин и Афсанех Герами
Дисплеји са течним кристалима
Давид Г. Балдвин, Јамес Р. Рубин и Афсанех Герами
ИИИ-В Производња полупроводника
Давид Г. Балдвин, Афсанех Герами и Јамес Р. Рубин
Штампана плоча и склоп рачунара
Мицхаел Е. Виллиамс
Здравствени ефекти и обрасци болести
Доналд В. Ласитер
Питања животне средине и јавног здравља
Цорки Цхев
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Фотоотпорни системи
2. Пхоторесист стрипперс
3. Влажни хемијски нагризачи
4. Гасови за јеткање плазмом и гравирани материјали
5. Допанти за формирање споја за дифузију
6. Главне категорије силицијумске епитаксије
7. Главне категорије КВБ
8. Чишћење равних дисплеја
9. ПВБ процес: животна средина, здравље и безбедност
КСНУМКС. Производња и контрола ПВБ отпада
КСНУМКС. Генерисање и контрола ПЦБ отпада
КСНУМКС. Генерисање отпада и контрола
КСНУМКС. Матрица приоритетних потреба
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.
|
|













84. Стакло, грнчарија и сродни материјали (3)
84. Стакло, грнчарија и сродни материјали
Уредници поглавља: Џоел Бендер и Џонатан П. Хелерштајн
Преглед садржаја
Табеле и слике
Стакло, керамика и сродни материјали
Џонатан П. Хелерштајн, Џоел Бендер, Џон Г. Хедли и Чарлс М. Хоман
Студија случаја: Оптичка влакна
Георге Р. Осборне
Студија случаја: Синтетички драгуљи
Басил Делпхин
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Типични састојци тела
2. Производни процеси
3. Одабрани хемијски адитиви
4. Употреба ватросталних материјала у индустрији у САД
5. Потенцијалне опасности по здравље и безбедност
6. Нефаталне повреде и болести на раду
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.



























85. Штампарска, фотографска и репродукциона индустрија (6)
85. Штампарска, фотографска и репродукциона индустрија
Уредник поглавља: Давид Рицхардсон
Преглед садржаја
Табеле и слике
Штампање и издавање
Гордон Ц. Миллер
Услуге репродукције и умножавања
Роберт В. Килппер
Здравствени проблеми и обрасци болести
Барри Р. Фриедландер
Преглед питања животне средине
Даниел Р. енглески
Комерцијалне фотографске лабораторије
Давид Рицхардсон
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Излагања у штампарској индустрији
2. Ризици смртности у трговини штампањем
3. Хемијска изложеност у обради
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.






86. Обрада дрвета (5)
86. Обрада дрвета
Уредник поглавља: Јон Парисх
Преглед садржаја
Табеле и слике
Општи профил
Дебра Осински
Процеси обраде дрвета
Јон К. Парисх
Роутинг Мацхинес
Беат Вегмуллер
Машине за рендисање дрвета
Беат Вегмуллер
Здравствени ефекти и обрасци болести
Леон Ј. Варсхав
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Отровне, алергене и биолошки активне сорте дрвета
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.

















Заваривање и термичко сечење
Овај чланак је ревизија трећег издања чланка Енциклопедије здравља и безбедности на раду „Заваривање и термичко сечење“ од ГС Линдона.
Преглед процеса
Заваривање је генерички термин који се односи на спајање комада метала на спојевима који су постали пластични или течни топлотом или притиском, или обоје. Три уобичајена директна извора топлоте су:
- пламен који настаје сагоревањем горивног гаса са ваздухом или кисеоником
- електрични лук, ударен између електроде и радног предмета или између две електроде
- електрични отпор који се нуди за пролаз струје између два или више радних комада.
Други извори топлоте за заваривање су размотрени у наставку (видети табелу 1).
Табела 1. Улази у процесне материјале и излази загађења за топљење и рафинацију олова
|
Proces |
Унос материјала |
Емисије у ваздух |
Процесни отпад |
Остали отпад |
|
Синтеровање олова |
Оловна руда, гвожђе, силицијум, кречњачки флукс, кокс, сода, пепео, пирит, цинк, каустик, врећаста прашина |
Сумпор диоксид, честице које садрже кадмијум и олово |
||
|
Топљење олова |
Оловни синтер, кокс |
Сумпор диоксид, честице које садрже кадмијум и олово |
Отпадне воде за испирање биљака, вода за гранулацију шљаке |
Шљака која садржи нечистоће као што су цинк, гвожђе, силицијум диоксид и креч, чврсте материје од површинских захвата |
|
Одлагање олова |
Олово у полугама, сода пепео, сумпор, врећаста прашина, кокс |
Шљака која садржи нечистоће као што је бакар, чврсте материје површинских наталожених |
||
|
Рафинирање олова |
Оловна полуга |
In гасно заваривање и сечење, кисеоник или ваздух и гориви гас се доводе у дувачку цев (бакљу) у којој се мешају пре сагоревања на млазници. Дувачка цев се обично држи у руци (види слику 1). Топлота топи металне површине делова који се спајају, што доводи до њиховог спајања. Често се додаје додатни метал или легура. Легура често има нижу тачку топљења од делова који се спајају. У овом случају, два дела се углавном не доводе до температуре фузије (лемљење, лемљење). Хемијски токови се могу користити за спречавање оксидације и олакшавање спајања.
Слика 1. Гасно заваривање са гориоником и шипком од метала филтера. Заваривач је заштићен кожном кецељом, рукавицама и заштитним наочарима

Код електролучног заваривања, лук се удара између електроде и обрадака. Електрода се може прикључити на напајање наизменичном струјом (АЦ) или једносмерном струјом (ДЦ). Температура ове операције је око 4,000°Ц када се радни комади спајају. Обично је потребно додати растопљени метал у спој или топљењем саме електроде (поступци потрошне електроде) или топљењем одвојене шипке за пуњење која не проводи струју (поступци не-потрошне електроде).
Већина конвенционалног електролучног заваривања се врши ручно помоћу прекривене (обложене) потрошне електроде у ручном држачу електроде. Заваривање се такође постиже многим полу или потпуно аутоматским процесима електричног заваривања, као што је отпорно заваривање или континуирано напајање електродом.
Током процеса заваривања, подручје заваривања мора бити заштићено од атмосфере како би се спречила оксидација и контаминација. Постоје две врсте заштите: премази флукса и заштита од инертног гаса. У електролучно заваривање заштићено флуксом, потрошна електрода се састоји од металног језгра окруженог материјалом за облагање флукса, који је обично сложена мешавина минералних и других компоненти. Флукс се топи како заваривање напредује, покривајући растопљени метал шљаком и обавијајући подручје заваривања заштитном атмосфером гасова (нпр. угљен-диоксид) који настаје загрејаним флуксом. Након заваривања, шљака се мора уклонити, често ломљењем.
In електролучно заваривање заштићено гасом, слој инертног гаса затвара атмосферу и спречава оксидацију и контаминацију током процеса заваривања. Аргон, хелијум, азот или угљен-диоксид се обично користе као инертни гасови. Одабрани гас зависи од природе материјала за заваривање. Два најпопуларнија типа електролучног заваривања заштићеног гасом су инертни гас метала и волфрама (МИГ и ТИГ).
Отпорно заваривање укључује коришћење електричног отпора за пролаз велике струје при ниском напону кроз компоненте које се заварују да би се створила топлота за топљење метала. Топлота која се ствара на интерфејсу између компоненти доводи их до температуре заваривања.
Опасности и њихова превенција
Свако заваривање укључује опасности од пожара, опекотина, топлоте зрачења (инфрацрвено зрачење) и удисања металних испарења и других загађивача. Остале опасности повезане са специфичним процесима заваривања укључују електричне опасности, буку, ултраљубичасто зрачење, озон, азот-диоксид, угљен-моноксид, флуориде, боце са компримованим гасом и експлозије. Погледајте табелу 2 за додатне детаље.
Табела 2. Опис и опасности процеса заваривања
|
Поступак заваривања |
Opis |
Хазардс |
|
Гасно заваривање и сечење |
||
|
Заваривање |
Бакља топи металну површину и шипку за пуњење, узрокујући формирање споја. |
Испарења метала, азот-диоксид, угљен-моноксид, бука, опекотине, инфрацрвено зрачење, ватра, експлозије |
|
Спајалица |
Две металне површине су спојене без топљења метала. Температура топљења додатног метала је изнад 450 °Ц. Грејање се врши загревањем пламеном, отпорним грејањем и индукционим грејањем. |
Испарења метала (посебно кадмијум), флуориди, пожар, експлозија, опекотине |
|
Лемљење |
Слично лемљењу, само што је температура топљења додатног метала испод 450 °Ц. Грејање се такође врши помоћу лемилице. |
Флукси, оловне паре, опекотине |
|
Сечење метала и вађење пламена |
У једној варијанти, метал се загрева пламеном, а млаз чистог кисеоника се усмерава на тачку сечења и помера дуж линије која се сече. Код пламеног жлебања, трака површинског метала се уклања, али се метал не сече. |
Испарења метала, азот-диоксид, угљен-моноксид, бука, опекотине, инфрацрвено зрачење, ватра, експлозије |
|
Заваривање под притиском гаса |
Делови се загревају млазом гаса док су под притиском и заједно постају ковани. |
Испарења метала, азот-диоксид, угљен-моноксид, бука, опекотине, инфрацрвено зрачење, ватра, експлозије |
|
Електролучно заваривање заштићено флуксом |
||
|
Електролучно заваривање метала са заштитом (СМАЦ); електролучно заваривање „штапом“; ручно заваривање метала (ММА); заваривање отвореног лука |
Користи потрошну електроду која се састоји од металног језгра окруженог слојем флукса |
Испарења метала, флуориди (посебно са електродама са мало водоника), инфрацрвено и ултраљубичасто зрачење, опекотине, електрична енергија, ватра; такође бука, озон, азот диоксид |
|
Заваривање под водом (САВ) |
На радни предмет се наноси слој гранулисаног флукса, а затим потрошна електрода од голе металне жице. Лук топи флукс да би се добио заштитни растопљени штит у зони заваривања. |
Флуориди, ватра, опекотине, инфрацрвено зрачење, електрична енергија; такође метална испарења, бука, ултраљубичасто зрачење, озон и азот-диоксид |
|
Електролучно заваривање заштићено гасом |
||
|
Метални инертни гас (МИГ); електролучно заваривање метала гасом (ГМАЦ) |
Електрода је обично гола потрошна жица сличног састава као и метал шава и непрекидно се доводи до лука. |
Ултраљубичасто зрачење, метална испарења, озон, угљен моноксид (са ЦО2 гас), азот диоксид, ватра, опекотине, инфрацрвено зрачење, електрична енергија, флуориди, бука |
|
Волфрам инертни гас (ТИГ); електролучно заваривање волфрамом (ГТАВ); хелиарц |
Волфрамова електрода је непотрошна, а метал за пуњење се уводи као потрошни материјал у лук ручно. |
Ултраљубичасто зрачење, метална испарења, озон, азот-диоксид, ватра, опекотине, инфрацрвено зрачење, електрична енергија, бука, флуориди, угљен-моноксид |
Плазма лучно заваривање (ПАВ) и прскање плазма луком; волфрам-лучно сечење |
Слично као код ТИГ заваривања, само што лук и струја инертних гасова пролазе кроз мали отвор пре него што стигну до радног предмета, стварајући „плазму“ високо јонизованог гаса који може да постигне температуре од преко 33,400°Ц. Ово се такође користи за метализацију. |
Испарења метала, озон, азот-диоксид, ултраљубичасто и инфрацрвено зрачење, бука; ватра, опекотине, електрична енергија, флуориди, угљен моноксид, могући рендгенски зраци |
|
Електролучно заваривање флуксом (ФЦАВ); заваривање метала активним гасом (МАГ) |
Користи потрошну електроду са пуњеном језгром; може имати штит од угљен-диоксида (МАГ) |
Ултраљубичасто зрачење, метална испарења, озон, угљен моноксид (са ЦО2 гас), азот диоксид, ватра, опекотине, инфрацрвено зрачење, електрична енергија, флуориди, бука |
|
Електрично отпорно заваривање |
||
|
Отпорно заваривање (тачкасто, шавно, избочено или чеоно заваривање) |
Висока струја при ниском напону тече кроз две компоненте од електрода. Топлота која се ствара на интерфејсу између компоненти доводи их до температуре заваривања. Током проласка струје, притисак електрода ствара ковачки завар. Не користи се флукс или додатни метал. |
Озон, бука (понекад), опасности од машина, пожар, опекотине, електрична енергија, метална испарења |
|
Заваривање електро-шљаком |
Користи се за вертикално чеоно заваривање. Радни предмети се постављају вертикално, са размаком између њих, а бакарне плоче или ципеле се постављају на једну или обе стране споја како би се формирала купка. Лук се успоставља испод слоја флукса између једне или више електродних жица које се непрекидно напајају и металне плоче. Формира се базен растопљеног метала, заштићен растопљеним флуксом или шљаком, који се одржава растопљеним отпором на струју која пролази између електроде и обрадака. Ова топлота изазвана отпором топи стране споја и жицу електроде, испуњавајући спој и стварајући завар. Како заваривање напредује, растопљени метал и шљака се задржавају на месту померањем бакарних плоча. |
Опекотине, ватра, инфрацрвено зрачење, електрична енергија, метална испарења |
|
Фласх велдинг |
Два метална дела која се заварују су повезана на нисконапонски извор велике струје. Када се крајеви компоненти доведу у контакт, тече велика струја, узрокујући „трептање“ и довођење крајева компоненти на температуре заваривања. Ковачки завар се добија притиском. |
Електрична енергија, опекотине, ватра, метална испарења |
Остали процеси заваривања |
||
|
Електронско заваривање |
Радни предмет у вакуумској комори је бомбардован снопом електрона из електронског пиштоља на високим напонима. Енергија електрона се трансформише у топлоту када удари у радни предмет, чиме се топи метал и фузионише радни предмет. |
Рендгенски зраци на високим напонима, електрични, опекотине, метална прашина, скучени простори |
|
Арцаир цуттинг |
Између краја угљеничне електроде (у ручном држачу електроде са сопственим доводом компримованог ваздуха) и радног комада се ствара лук. Произведени растопљени метал се одува млазовима компримованог ваздуха. |
Метална испарења, угљен моноксид, азот диоксид, озон, ватра, опекотине, инфрацрвено зрачење, електрична енергија |
|
Заваривање трењем |
Чисто механичка техника заваривања у којој једна компонента остаје непомична док се друга ротира према њој под притиском. Топлота се ствара трењем, а на температури ковања ротација престаје. Притисак ковања тада утиче на завар. |
Топлота, опекотине, опасности од машина |
|
Ласерско заваривање и бушење |
Ласерски зраци се могу користити у индустријским апликацијама које захтевају изузетно високу прецизност, као што су минијатурни склопови и микро технике у електронској индустрији или центрифуге за индустрију вештачких влакана. Ласерски зрак се топи и спаја са обрадацима. |
Електрично, ласерско зрачење, ултраљубичасто зрачење, ватра, опекотине, метална испарења, производи распадања премаза обрадака |
|
Заваривање клинова |
Између металног клина (који делује као електрода) који се држи у пиштољу за заваривање и металне плоче која се спаја, настаје лук и подиже температуру крајева компоненти до тачке топљења. Пиштољ притиска клин на плочу и завари га. Заштита је обезбеђена керамичким прстеном који окружује клин. |
Метална испарења, инфрацрвено и ултраљубичасто зрачење, опекотине, електрична енергија, ватра, бука, озон, азот-диоксид |
|
Термитско заваривање |
Мешавина алуминијумског праха и праха металног оксида (гвожђе, бакар, итд.) се пали у лончићу, стварајући растопљени метал уз развијање интензивне топлоте. Лончић се куца и растопљени метал тече у шупљину која се завари (која је окружена пешчаним калупом). Ово се често користи за поправку одливака или отковака. |
Ватра, експлозија, инфрацрвено зрачење, опекотине |
Велики део заваривања се не обавља у радњама где се услови генерално могу контролисати, већ на терену у изградњи или поправци великих конструкција и машина (нпр. оквири зграда, мостови и куле, бродови, железнички мотори и аутомобили, тешка опрема итд. на). Заваривач ће можда морати да носи сву своју опрему на градилиште, да је постави и ради у скученим просторима или на скелама. Физичко напрезање, претерани умор и повреде мишићно-скелетног система могу уследити због потребе да се дохвати, клекне или ради у другим неудобним и незгодним положајима. Топлотни стрес може бити резултат рада по топлом времену и оклузивних ефеката личне заштитне опреме, чак и без топлоте која се ствара током процеса заваривања.
Боце са компримованим гасом
У инсталацијама за гасно заваривање под високим притиском кисеоник и гориви гас (ацетилен, водоник, градски гас, пропан) се доводе до горионика из цилиндара. Гасови се складиште у овим боцама под високим притиском. Посебне опасности од пожара и експлозије и мере предострожности за безбедну употребу и складиштење горивних гасова такође се разматрају на другим местима у овом Енциклопедија. Треба поштовати следеће мере предострожности:
- На боце треба да се монтирају само регулатори притиска пројектовани за гас који се користи. На пример, регулатор ацетилена не би требало да се користи са гасом угља или водоником (иако се може користити са пропаном).
- Дувачке цеви се морају одржавати у добром стању и чистити у редовним интервалима. За чишћење врхова треба користити штап од тврдог дрвета или меку месингану жицу. Треба их повезати са регулаторима помоћу специјалних црева ојачаних платном постављених тако да је мало вероватно да ће се оштетити.
- Боце са кисеоником и ацетиленом морају се складиштити одвојено и само у ватроотпорним просторијама без запаљивих материјала и морају бити постављене тако да се могу лако уклонити у случају пожара. Локалне грађевинске и противпожарне прописе морају се консултовати.
- Кодирање боја које је на снази или се препоручује за идентификацију цилиндара и прибора треба пажљиво поштовати. У многим земљама се у овој области примењују међународно прихваћене ознаке боја које се користе за транспорт опасних материја. Случај за примену јединствених међународних стандарда у овом погледу је ојачан безбедносним разматрањима везаним за све већу међународну миграцију индустријских радника.
Генератори ацетилена
У процесу гасног заваривања ниског притиска, ацетилен се генерално производи у генераторима реакцијом калцијум карбида и воде. Гас се затим доводи до горионика за заваривање или сечење у који се доводи кисеоник.
Стационарне генераторе треба инсталирати или на отвореном или у добро проветреној згради удаљеној од главних радионица. Вентилација у кућишту генератора треба да буде таква да спречи стварање експлозивне или токсичне атмосфере. Треба обезбедити адекватно осветљење; прекидачи, други електрични уређаји и електричне лампе треба да буду или ван зграде или да буду заштићени од експлозије. Пушење, пламен, бакље, постројења за заваривање или запаљиви материјали морају бити искључени из куће или из близине генератора на отвореном. Многе од ових мера предострожности односе се и на преносиве генераторе. Преносне генераторе треба користити, чистити и пунити само на отвореном или у добро проветреној радњи, даље од било каквог запаљивог материјала.
Калцијум карбид се испоручује у затвореним бубњевима. Материјал треба чувати и држати на сувом, на платформи подигнутој изнад нивоа пода. Продавнице морају бити затворене, а ако се налазе у близини друге зграде, партијски зид мора бити ватроотпоран. Остава треба да буде одговарајуће проветрена кроз кров. Бубњеве треба отварати тек непосредно пре пуњења генератора. Треба обезбедити и користити посебан отварач; чекић и длето никада не треба користити за отварање бубњева. Опасно је оставити бубњеве од калцијум карбида изложене било ком извору воде.
Пре него што се генератор демонтира, сав калцијум карбид се мора уклонити и постројење напунити водом. Вода треба да остане у постројењу најмање пола сата како би се осигурало да сваки део буде без гаса. Демонтажу и сервисирање треба да обавља само произвођач опреме или специјалиста. Када се генератор пуни или чисти, ништа од старог пуњења не сме се поново користити.
Комади калцијум карбида који су заглављени у механизму за довод или приањали на делове биљке треба пажљиво уклонити, користећи алате од бронзе или друге одговарајуће легуре обојених метала без варничења.
Сви заинтересовани треба да буду у потпуности упознати са упутствима произвођача, која би требало да буду видљиво истакнута. Такође треба поштовати следеће мере предострожности:
- Између генератора и сваке дувачке цеви мора бити постављен правилно дизајниран вентил за повратни притисак како би се спречило повратно паљење или обрнути ток гаса. Вентил треба редовно проверавати након повратног паљења, а ниво воде проверавати свакодневно.
- Треба користити само дуваљке типа ињектора дизајниране за рад под ниским притиском. За грејање и сечење се понекад користи градски гас или водоник под ниским притиском. У овим случајевима, неповратни вентил треба поставити између сваке дуваљке и доводне магистрале или цевовода.
- Експлозија може бити узрокована „повратним ударом“, који је резултат урањања врха млазнице у базен од растопљеног метала, блато или боју, или било које друго заустављање. Честице шљаке или метала које се закаче за врх треба уклонити. Врх такође треба често хладити.
- Треба консултовати локалне грађевинске и пожарне прописе.
Спречавање пожара и експлозија
Приликом лоцирања операција заваривања, треба обратити пажњу на околне зидове, подове, оближње објекте и отпадни материјал. Треба поштовати следеће процедуре:
- Сав запаљиви материјал мора бити уклоњен или адекватно заштићен лимом или другим одговарајућим материјалима; никада не треба користити цераде.
- Дрвене конструкције треба обесхрабрити или на сличан начин заштитити. Дрвене подове треба избегавати.
- Мере предострожности треба предузети у случају отвора или пукотина у зидовима и подовима; запаљиви материјал у суседним просторијама или на спрату испод треба уклонити на безбедан положај. Треба консултовати локалне грађевинске и пожарне прописе.
- Одговарајући апарат за гашење пожара увек треба да буде при руци. У случају постројења ниског притиска која користи генератор ацетилена, канте са сувим песком такође треба да буду доступне; апарати за гашење сувог праха или угљен-диоксида су задовољавајући. Вода се никада не сме користити.
- Ватрогасне јединице могу бити неопходне. Треба одредити одговорно лице које ће посматрати локацију најмање пола сата након завршетка радова, како би се поступило у случају избијања пожара.
- Пошто се експлозије могу десити када је гас ацетилен присутан у ваздуху у било којој пропорцији између 2 и 80%, потребна је адекватна вентилација и надзор како би се осигурало да нема цурења гаса. За тражење цурења гаса треба користити само воду са сапуном.
- Кисеоник се мора пажљиво контролисати. На пример, никада не би требало да се пушта у ваздух у скученом простору; многи метали, одећа и други материјали постају активно запаљиви у присуству кисеоника. Приликом гасног сечења, сваки кисеоник који се не може потрошити биће испуштен у атмосферу; гасно сечење никада не би требало да се врши у скученом простору без одговарајуће вентилације.
- Легуре богате магнезијумом или другим запаљивим металима треба држати даље од пламена или лука заваривања.
- Заваривање контејнера може бити изузетно опасно. Ако је претходни садржај непознат, са посудом увек треба поступати као са запаљивом материјом. Експлозије се могу спречити или уклањањем запаљивог материјала или тако што ће се учинити неексплозивним и незапаљивим.
- Мешавина алуминијума и оксида гвожђа која се користи у термитном заваривању је стабилна у нормалним условима. Међутим, с обзиром на лакоћу са којом ће се алуминијумски прах запалити, и квази експлозивну природу реакције, треба предузети одговарајуће мере предострожности при руковању и складиштењу (избегавање излагања високој топлоти и могућим изворима паљења).
- За заваривање у неким јурисдикцијама потребан је писани програм дозволе за рад на топлом. Овај програм описује мере предострожности и процедуре које треба поштовати током заваривања, сечења, спаљивања и тако даље. Овај програм треба да обухвати специфичне операције које се спроводе заједно са мерама предострожности које треба применити. Мора бити специфичан за постројење и може укључивати систем интерних дозвола који се мора комплетирати са сваком појединачном операцијом.
Заштита од топлоте и опасности од опекотина
Опекотине очију и изложених делова тела могу настати услед контакта са врелим металом и прскања ужарених металних честица или растопљеног метала. Код електролучног заваривања, високофреквентна искра која се користи за покретање лука може изазвати мале, дубоке опекотине ако се концентрише на некој тачки на кожи. Интензивно инфрацрвено и видљиво зрачење из пламена гасног заваривања или резања и ужареног метала у базену за заваривање може изазвати неугодност оператеру и особама у близини операције. Сваку операцију треба унапред размотрити и осмислити и применити неопходне мере предострожности. Наочаре направљене специјално за гасно заваривање и сечење треба да се носе да би се очи заштитиле од топлоте и светлости која емитује рад. Заштитне поклопце преко стакла филтера треба очистити по потреби и заменити када се изгребу или оштете. Тамо где се емитују растопљени метал или вруће честице, заштитна одећа која се носи треба да одбија прскање. Тип и дебљину ватроотпорне одеће која се носи треба изабрати према степену опасности. У операцијама сечења и електролучног заваривања, треба носити кожне навлаке за ципеле или друге одговарајуће шпице како би се спречило да вруће честице падну у чизме или ципеле. За заштиту шака и подлактица од топлоте, прскања, шљаке и тако даље, довољна је кожна рукавица типа рукавица са платненим или кожним манжетнама. Друге врсте заштитне одеће укључују кожне кецеље, јакне, рукаве, хеланке и покривало за главу. Код надземног заваривања неопходни су заштитни огртач и капа. Сва заштитна одећа треба да буде очишћена од уља или масти, а шавови треба да буду унутра, како не би заглавили куглице растопљеног метала. Одећа не би требало да има џепове или манжетне које би могле да хватају варнице, и треба је носити тако да рукави преклапају рукавице, хеланке преклапају ципеле и тако даље. Заштитну одећу треба прегледати да ли има пукнутих шавова или рупа кроз које може ући растопљени метал или шљака. Тешки предмети који су остали врући по завршетку заваривања увек треба да буду означени као „врући“ као упозорење другим радницима. Код отпорног заваривања, произведена топлота можда неће бити видљива, а опекотине могу настати услед руковања врућим склоповима. Честице врућег или растопљеног метала не би требало да излете из тачака, шавова или избочина ако су услови исправни, али треба користити незапаљиве екране и предузети мере предострожности. Екрани такође штите пролазнике од опекотина ока. Лабави делови не би требало да се остављају у грлу машине јер могу да буду избачени неком брзином.
Електрична безбедност
Иако су напони празног хода код ручног лучног заваривања релативно ниски (око 80 В или мање), струје заваривања су високе, а примарна кола трансформатора представљају уобичајене опасности опреме која ради на напону напајања. Стога не треба занемарити ризик од струјног удара, посебно у скученим просторима или на несигурним позицијама.
Пре почетка заваривања, увек треба проверити инсталацију уземљења на опреми за електролучно заваривање. Каблови и прикључци треба да буду здрави и одговарајућег капацитета. Увек треба користити одговарајућу стезаљку за уземљење или стезаљку. Када су две или више апарата за заваривање уземљене на исту конструкцију, или где се користе и други преносиви електрични алати, уземљење треба да надгледа компетентна особа. Радни положај треба да буде сув, сигуран и без опасних препрека. Важно је добро уређено, осветљено, прописно проветрено и уредно радно место. За рад у скученим просторима или опасним позицијама, додатна електрична заштита (без оптерећења, нисконапонски уређаји) се може уградити у круг заваривања, осигуравајући да је на држачу електроде доступна само изузетно нисконапонска струја када се заваривање не одвија . (Погледајте дискусију о скученим просторима у наставку.) Препоручују се држачи електрода у којима се електроде држе опругом или навојем. Нелагодност услед загревања може се смањити ефикасном топлотном изолацијом на делу држача електроде који се држи у руци. Чељусти и спојеве држача електрода треба повремено чистити и затезати како би се спречило прегревање. Требало би обезбедити безбедно постављање држача електроде када се не користи помоћу изоловане куке или потпуно изолованог држача. Кабловски прикључак треба да буде пројектован тако да континуирано савијање кабла не изазива хабање и квар изолације. Мора се избегавати провлачење каблова и пластичних цеви за довод гаса (процеси заштићени гасом) преко грејних плоча или завара. Вод електроде не би требало да дође у контакт са послом или било којим другим уземљеним објектом (уземљењем). Гумене цеви и каблови прекривени гумом не смеју се користити нигде у близини високофреквентног пражњења, јер ће произведени озон иструлити гуму. Пластичне цеви и каблови прекривени поливинилхлоридом (ПВЦ) треба да се користе за сва напајања од трансформатора до држача електрода. Вулканизовани или чврсти каблови обложени гумом су задовољавајући на примарној страни. Прљавштина и метална или друга проводљива прашина могу изазвати квар у високофреквентној јединици за пражњење. Да бисте избегли ово стање, јединицу треба редовно чистити издувавањем компримованим ваздухом. Треба носити заштиту за слух када користите компримовани ваздух дуже од неколико секунди. За заваривање електронским снопом, безбедност коришћене опреме мора се проверити пре сваке операције. Да би се заштитили од струјног удара, на различите ормаре мора бити уграђен систем блокада. Неопходан је поуздан систем уземљења свих јединица и управљачких ормана. За опрему за плазма заваривање која се користи за сечење великих дебљина, напони могу бити и до 400 В и треба предвидети опасност. Техника паљења лука високофреквентним импулсом излаже оператера опасности од непријатног шока и болне, продорне високофреквентне опекотине.
Ултра - љубичасто зрачење
Бриљантна светлост коју емитује електрични лук садржи висок удео ултраљубичастог зрачења. Чак и тренутно излагање налетима лучног бљеска, укључујући залутале бљескове из лукова других радника, може довести до болног коњунктивитиса (фотоофталмије) познатог као „лучно око“ или „бљесак ока“. Ако је било која особа изложена бљеску лука, мора се одмах потражити медицинска помоћ. Прекомерно излагање ултраљубичастом зрачењу такође може изазвати прегревање и опекотине коже (ефекат опекотина од сунца). Мере предострожности укључују:
- Треба користити штит или кацигу са филтером одговарајућег квалитета (погледајте чланак „Заштита очију и лица“ на другом месту у овом Енциклопедија). За процесе електролучног заваривања заштићеног гасом и сечење угљеничним луком, равни штитници за руке пружају недовољну заштиту од рефлектованог зрачења; треба користити шлемове. Филтриране наочаре или наочаре са бочним штитницима треба носити испод шлема да би се избегло излагање када се кацига подигне ради прегледа рада. Шлемови ће такође пружити заштиту од прскања и вруће шљаке. Шлемови и штитници за руке имају филтер стакло и заштитно стакло са спољашње стране. Ово треба редовно проверавати, чистити и заменити када је изгребано или оштећено.
- Лице, потиљак и остали отворени делови тела треба да буду прописно заштићени, посебно када радите у близини других заваривача.
- Помоћници треба да носе најмање одговарајуће наочаре и другу ЛЗО према ризику.
- Све операције електролучног заваривања треба да буду заштићене да би се заштитиле друге особе које раде у близини. Тамо где се рад изводи на фиксним клупама или у радњама за заваривање, треба поставити сталне преграде где је то могуће; у супротном, треба користити привремене екране. Сви екрани треба да буду непрозирни, чврсте конструкције и од материјала отпорног на пламен.
- Употреба црних боја за унутрашњост кабина за заваривање постала је прихваћена пракса, али боја треба да има мат завршни слој. Треба обезбедити адекватно амбијентално осветљење како би се спречило напрезање очију које доводи до главобоље и незгода.
- Кабине за заваривање и преносиви екрани треба редовно проверавати како би се осигурало да нема оштећења која би могла да доведу до тога да лук утиче на особе које раде у близини.
Хемијске опасности
Загађивачи у ваздуху од заваривања и сечења пламеном, укључујући испарења и гасове, настају из различитих извора:
- метал који се завари, метал у шипки за пуњење или састојци различитих врста челика као што су никл или хром)
- било који метални премаз на артиклу који се завари или на шипки за пуњење (нпр. цинк и кадмијум од галванизације, цинк од поцинчавања и бакар као танак премаз на континуираним шипкама за пуњење од меког челика)
- свака боја, маст, остаци и слично на предмету који се завари (нпр. угљен моноксид, угљен-диоксид, дим и други иритантни производи разградње)
- премаз флукса на шипки за пуњење (нпр. неоргански флуорид)
- дејство топлоте или ултраљубичастог светла на околни ваздух (нпр. азот диоксид, озон) или на хлорисане угљоводонике (нпр. фосген)
- инертни гас који се користи као штит (нпр. угљен-диоксид, хелијум, аргон).
Испарења и гасове треба уклонити на извору помоћу ЛЕВ-а. Ово се може обезбедити делимичним затварањем процеса или уградњом хауба које снабдевају довољно великом брзином ваздуха преко позиције заваривања како би се обезбедило хватање испарења.
Посебну пажњу треба обратити на вентилацију при заваривању обојених метала и одређених легираних челика, као и на заштиту од опасности од озона, угљен-моноксида и азот-диоксида који могу настати. Преносиви као и фиксни вентилациони системи су лако доступни. Уопштено говорећи, испуштени ваздух не би требало да се рециркулише. Требало би да буде рециркулација само ако нема опасних нивоа озона или других токсичних гасова и ако се издувни ваздух филтрира кроз филтер високе ефикасности.
Код заваривања електронским снопом и ако су материјали који се заварују токсичне природе (нпр. берилијум, плутонијум и тако даље), мора се водити рачуна да се оператер заштити од било каквог облака прашине приликом отварања коморе.
Када постоји ризик по здравље од токсичних испарења (нпр. олово) и ЛЕВ није изводљив—на пример, када се оловом обојене конструкције руше сечењем пламеном—потребна је употреба респираторне заштитне опреме. У таквим околностима, требало би да се носи одобрени, високоефикасни респиратор за цело лице или високоефикасни респиратор са пречишћавањем ваздуха (ПАПР) са позитивним притиском. Неопходан је висок стандард одржавања мотора и батерије, посебно код оригиналног високоефикасног респиратора са позитивним притиском. Треба охрабривати употребу респиратора на линији компримованог ваздуха са позитивним притиском тамо где је доступан одговарајући довод компримованог ваздуха за дисање. Кад год треба да се носи заштитна опрема за дисање, треба проверити безбедност на радном месту како би се утврдило да ли су неопходне додатне мере предострожности, имајући у виду ограничен вид, могућност запетљавања и тако даље особа које носе респираторну заштитну опрему.
Грозница металних испарења
Грозница металних испарења се обично виђа код радника који су изложени испарењима цинка у процесу цинковања или калајисања, у ливници месинга, при заваривању поцинкованог метала и при метализацији или прскању метала, као и од излагања другим металима као што су бакар, манган и гвожђе. Јавља се код нових радника и оних који се враћају на посао након викенда или одмора. То је акутно стање које се јавља неколико сати након почетног удисања честица метала или његових оксида. Почиње лошим укусом у устима праћеним сувоћом и иритацијом респираторне слузокоже, што резултира кашљем и повремено диспнејом и „стезањем“ у грудима. Они могу бити праћени мучнином и главобољом и, неких 10 до 12 сати након излагања, језом и грозницом која може бити прилично јака. Они трају неколико сати и праћени су знојењем, спавањем и често полиурија и дијареја. Не постоји посебан третман, а опоравак је обично потпун за око 24 сата без остатака. Може се спречити одржавањем изложености штетним металним испарењима у границама препоручених нивоа коришћењем ефикасног ЛЕВ-а.
Ограниченом простору
За улазак у затворене просторе, може постојати ризик да атмосфера буде експлозивна, токсична, недостатак кисеоника или комбинације горе наведеног. Сваки такав затворени простор мора бити сертификован од стране одговорног лица као безбедан за улазак и рад са луком или пламеном. Програм уласка у скучени простор, укључујући систем дозвола за улазак, може бити потребан и топло се препоручује за рад који се мора обављати у просторима који се обично не конструишу за стално коришћење. Примери укључују, али нису ограничени на, шахтове, трезоре, складишта за брод и слично. Вентилација затворених простора је кључна, јер заваривање гасом не само да производи загађиваче у ваздуху, већ и троши кисеоник. Поступци електролучног заваривања заштићени гасом могу смањити садржај кисеоника у ваздуху. (Погледајте слику 2.)
Слика 2. Заваривање у затвореном простору

СФ Гилман
Бука
Бука представља опасност у неколико процеса заваривања, укључујући плазма заваривање, неке врсте машина за отпорно заваривање и гасно заваривање. Код плазма заваривања, млаз плазме се избацује при веома великим брзинама, производећи интензивну буку (до 90 дБА), посебно у опсезима виших фреквенција. Употреба компримованог ваздуха за издувавање прашине такође ствара висок ниво буке. Да би се спречило оштећење слуха, морају се носити чепићи или штитници за уши и треба увести програм очувања слуха, укључујући аудиометријске прегледе (капацитета слуха) и обуку запослених.
Јонизујућег зрачења
У радњама за заваривање где се заварени спојеви радиографски прегледају рендгенским или гама зрацима, морају се стриктно поштовати уобичајена упозорења и упутства. Радници се морају држати на безбедној удаљености од такве опреме. Радиоактивним изворима се мора руковати само са потребним специјалним алатима и уз посебне мере опреза.
Локални и државни прописи се морају поштовати. Види поглавље Зрачење, јонизујуће другде у овоме Енциклопедија.
Заваривањем електронским снопом мора бити обезбеђена довољна заштита како би се спречило продирање рендгенских зрака у зидове и прозоре коморе. Сви делови машине који штите од рендгенског зрачења треба да буду повезани тако да се машина не може укључити ако нису на свом месту. Машине треба проверавати у време уградње на цурење рендгенског зрачења, а након тога редовно.
Остале опасности
Машине за отпорно заваривање имају најмање једну електроду, која се креће значајном силом. Ако се машином управља док прст или рука леже између електрода, доћи ће до озбиљног пригњечења. Тамо где је могуће, мора се осмислити одговарајућа средства заштите за заштиту оператера. Посекотине и раздеротине се могу свести на најмању могућу меру првим уклањањем ивица и ношењем заштитних рукавица или рукавица.
Процедуре закључавања/означавања треба користити када се одржавају или поправљају машине са електричним, механичким или другим изворима енергије.
Када се шљака са заварених спојева одстрањује ломљењем и тако даље, очи треба заштитити заштитним наочарима или другим средствима.
Стругови
Преузето из 3. издања, Енциклопедија здравља и безбедности на раду.
Важну улогу стругова у металопрерађивачким радњама најбоље илуструје чињеница да 90 до 95% струготина (металних струготина) произведених у индустрији вентила и фитинга потиче од стругова. Отприлике једна десетина несрећа пријављених у овој индустрији је због стругова; ово одговара једној трећини свих машинских незгода. Према студији релативне учесталости незгода по машинској јединици која је спроведена у фабрици за производњу малих прецизних делова и електричне опреме, стругови заузимају пето место после машина за обраду дрвета, тестера за сечење метала, електричних преса и машина за бушење. Стога је несумњива потреба за заштитним мерама на струговима.
Токарење је машински процес у коме се пречник материјала смањује помоћу алата са посебном резном ивицом. Покрет резања се производи ротацијом радног предмета, а помицање и померање производи алат. Варирањем ова три основна померања, као и избором одговарајуће геометрије и материјала врхунске оштрице алата, могуће је утицати на брзину скидања залиха, квалитет површине, облик формиране струготине и хабање алата.
Структура стругова
Типичан струг се састоји од:
- кревет или постоље са машински обрађеним клизним стазама за седло и задњи део
- наглавак постављен на кревет, са вретеном и стезном главом
- мењач за напајање причвршћен на предњи део кревета за пренос кретања у зависности од брзине сечења кроз водећи завртањ или вратило за напајање и кецељу до седла
- седло (или кочија) које носи попречни клизач који врши попречно кретање
- стуб за алат постављен на попречни клизач (види слику 1).
Слика 1. Стругови и сличне машине

Овај основни модел струга може бити бесконачно вариран, од универзалне машине до специјалног аутоматског струга намењеног само једној врсти рада.
Најважније врсте стругова су следеће:
- Централни струг. Ово је најчешће коришћена машина за стругање. Одговара основном моделу са хоризонталном осом окретања. Рад се држи између центара, помоћу предње плоче или у стезној глави.
- Струг са више алата. Ово омогућава истовремено ангажовање неколико алата.
- Струг са куполом, струг са торбом. Машине овог типа омогућавају да се обрадак обрађује помоћу више алата који се ангажују један за другим. Алати се држе у куполу, која се ротира да би их довела у положај за сечење. Куполе су углавном типа диска или круне, али постоје и стругови са куполом.
- Стругови за копирање. Жељени облик се преноси контролом праћења са шаблона на рад.
- Аутоматски струг. Различите операције, укључујући и промену посла, су аутоматизоване. Постоје аутомати за шипке и аутомати за увлачење.
- Вертикални струг (бушилица и стругалица). Рад се окреће око вертикалне осе; причвршћен је за хоризонтални обртни сто. Ова врста машина се углавном користи за обраду великих одливака и отковака.
- НЦ и ЦНЦ стругови. Све наведене машине могу бити опремљене нумеричком контролом (НЦ) или компјутерски потпомогнутом нумеричком контролом (ЦНЦ). Резултат је полуаутоматизована или потпуно аутоматизована машина која се може користити прилично универзално, захваљујући великој свестраности и лакој програмибилности контролног система.
Будући развој струга ће се вероватно концентрисати на системе управљања. Контактне контроле ће све више бити замењене електронским контролним системима. Што се тиче последњег, постоји тренд еволуције од контрола програмираних интерполацијом ка контролама које су програмиране из меморије. Дугорочно је предвидљиво да ће употреба све ефикаснијих процесних рачунара тежити оптимизацији процеса обраде.
nesreće
Несреће на струговима су углавном узроковане:
- непоштовање сигурносних прописа када су машине инсталиране у радионицама (нпр. нема довољно простора између машина, нема прекидача за искључивање за сваку машину)
- недостатак штитника или одсуство помоћних уређаја (тешке повреде су нанете радницима који су покушали да коче вретено својих стругова притискањем једне од руку на незаштићене ременице и руковаоцима који су ненамерно укључили незаштићене полуге квачила или педале; повреде услед такође су се појавили летећи чипови због одсуства шарки или клизних поклопаца)
- неадекватно лоцирани управљачки елементи (нпр. рука стругара може бити пробијена средиштем задњег бата ако се педала која контролише стезну главу грешком помеша са оном која контролише хидраулички круг померања центра задњег бата)
- неповољни услови рада (тј. недостаци са становишта физиологије рада)
- недостатак ЛЗО или ношење неодговарајуће радне одеће (тешке, па чак и смртоносне повреде нанете су стругарима који су носили широку одећу или су имали дугу косу која виси)
- недовољна обученост особља (шегрт је смртно повређен када је затурио кратку осовину која је била фиксирана између центара и ротирана помоћу коленастог носача на носу вретена и правог на вратилу; носач струга га је ухватио за леви рукав, што је био омотан око радног предмета, насилно увлачећи шегрта у струг)
- лоша организација рада која је довела до употребе неодговарајуће опреме (нпр. дугачка шипка је обрађена на конвенционалном производном стругу; била је предугачка за овај струг, и штрцала је више од 1 м изнад главе; штавише, отвор стезне главе био је превише велика за шипку и направљена је уметањем дрвених клинова; када је вретено струга почело да се окреће, слободни крај шипке се савио за 45° и ударио у главу оператера; оператер је умро следеће ноћи)
- неисправни машински елементи (нпр. лабав носећи клин у квачилу може довести до тога да вретено струга почне да се окреће док оператер подешава радни предмет у стезној глави).
Спречавање несрећа
Спречавање незгода на стругу почиње у фази пројектовања. Дизајнери треба да посвете посебну пажњу елементима управљања и преноса.
Управљачки елементи
Сваки струг мора бити опремљен прекидачем за искључење (или изолационим) прекидачем како би се радови на одржавању и поправци могли безбедно обављати. Овај прекидач мора искључити струју на свим половима, поуздано прекинути пнеуматску и хидрауличну снагу и одзрачити струјне кругове. На великим машинама, прекидач за искључивање треба да буде тако дизајниран да може да се закључа у свом излазном положају – мера безбедности од случајног поновног повезивања.
Распоред команди машине треба да буде такав да руковалац може лако да их разликује и допре до њих и да њихова манипулација не представља опасност. То значи да се команде никада не смеју постављати на местима до којих се може доћи само преласком руке преко радне зоне машине или где их може погодити летећа струготина.
Прекидаче који надгледају штитнике и блокирају их са погоном машине треба изабрати и инсталирати тако да позитивно отварају струјно коло чим се штитник помери са заштитног положаја.
Уређаји за заустављање у нужди морају да изазову тренутно заустављање опасног кретања. Морају бити пројектовани и постављени тако да њима угрожени радник може лако управљати. Дугмад за хитно заустављање морају бити лако доступна и треба да буду у црвеној боји.
Елементи за активирање управљачког уређаја који могу да изазову опасан покрет машине морају бити заштићени тако да се искључи сваки случајни рад. На пример, полуге за укључивање квачила на глави и кецељи треба да буду опремљене сигурносним уређајима за закључавање или екранима. Дугме се може учинити безбедним постављањем у удубљење или покривањем заштитном крагном.
Ручне команде треба да буду пројектоване и лоциране на такав начин да кретање руке одговара контролисаном кретању машине.
Контроле треба да буду означене лако читљивим и разумљивим ознакама. Да би се избегли неспоразуми и језичке потешкоће, препоручљиво је користити симболе.
Елементи преноса
Сви покретни елементи преноса (каишеви, ременице, зупчаници) морају бити покривени штитницима. Важан допринос спречавању незгода на стругу могу дати особе одговорне за уградњу машине. Стругови треба да буду постављени тако да руковаоци који их брину не ометају и не угрожавају једни друге. Руковаоци не би требало да окрећу леђа према пролазима. Заштитне екране треба поставити тамо где су суседна радна места или пролази унутар домета летећих чипова.
Пролази морају бити јасно обележени. Треба оставити довољно простора за опрему за руковање материјалима, за слагање радних комада и кутије за алат. Водилице шипки не смеју да вире у пролазе.
Под на коме стоји руковалац мора бити изолован од хладноће. Треба водити рачуна да изолација не ствара препреку за саплитање, а под не сме да постане клизав чак ни када је прекривен филмом уља.
Цеви и цевоводе треба поставити тако да не буду препрека. Треба избегавати привремене инсталације.
Инжењерске мере безбедности у радњи треба да буду усмерене посебно на следеће тачке:
- делови за држање (предње плоче, стезне главе, стезне чауре) треба да буду динамички балансирани пре употребе
- максимална дозвољена брзина стезне главе треба да буде назначена на стезној глави од стране произвођача и да се поштује од стране оператера на стругу
- када се користе спиралне стезне главе, треба обезбедити да чељусти не могу да буду избачене када се струг покрене
- стезне главе овог типа треба да буду пројектоване на такав начин да се кључ не може скинути пре него што се чељусти учврсте. Кључеви за стезну главу уопште треба да буду тако дизајнирани да их је немогуће оставити у стезној глави.
Важно је обезбедити помоћну опрему за подизање како би се олакшала монтажа и уклањање тешких стезаљки и предњих плоча. Да би се спречило да стезне главе слете са вретена када се струг нагло кочи, морају бити безбедно причвршћене. Ово се може постићи постављањем причврсне матице са левим навојем на нос вретена, коришћењем брзе спојнице „Цамлоцк“, постављањем стезне главе помоћу кључа за закључавање или обезбеђивањем дводелним прстеном за закључавање.
Када се користе погонски уређаји за држање рада, као што су хидраулички управљане стезне главе, стезне чахуре и центри репа, морају се предузети мере које онемогућавају увођење руку у опасну зону затварача. Ово се може постићи ограничавањем хода стезног елемента на 6 мм, избором места команди за ликвидацију тако да се искључи улазак руку у опасну зону или обезбеђивањем покретног штитника који се мора затворити пре стезања. кретање се може покренути.
Ако покретање струга док су чељусти отворене представља опасност, машина треба да буде опремљена уређајем који спречава покретање ротације вретена пре затварања чељусти. Недостатак струје не сме да изазове отварање или затварање погонског уређаја за држање рада.
Ако се сила хватања стезне главе смањи, ротација вретена мора бити заустављена, и мора бити немогуће покренути вретено. Обрнути смер хватања изнутра ка споља (или обрнуто) док се вретено окреће не сме да изазове померање стезне главе са вретена. Уклањање држача са вретена треба да буде могуће само када вретено престане да се окреће.
Приликом обраде шипке, део који излази иза струга мора бити ограђен вођицама шипке. Тегови за пуњење шипке морају бити заштићени поклопцима на шаркама који се протежу до пода.
Носачи
Да би се спречиле озбиљне несреће—посебно при турпијању на стругу—не смеју се користити незаштићени носачи. Треба користити сигурносни држач за центрирање или на конвенционални носач треба поставити заштитну огрлицу. Такође је могуће користити самоблокирајуће носаче или поставити диск носач са заштитним поклопцем.
Радна зона струга
Стезне главе за универзалне стругове треба да буду заштићене поклопцима на шаркама. Ако је могуће, заштитни поклопци треба да буду повезани са погонским круговима вретена. Вертикалне глодалице за бушење и стругање треба да буду ограђене шипкама или плочама како би се спречиле повреде од ротирајућих делова. Да би се оператеру омогућило да безбедно посматра процес обраде, морају се обезбедити платформе са оградама. У одређеним случајевима, ТВ камере се могу инсталирати тако да оператер може да прати ивицу алата и увлачење алата.
Радне зоне аутоматских стругова, НЦ и ЦНЦ стругова треба да буду потпуно ограђене. Кућишта потпуно аутоматских машина треба да имају само отворе кроз које се уноси материјал који се обрађује, избацује се токарени део и уклања струготина из радне зоне. Ови отвори не смеју представљати опасност када рад пролази кроз њих и кроз њих мора бити немогуће доћи до опасне зоне.
Радне зоне полуаутоматских, НЦ и ЦНЦ стругова морају бити затворене током процеса обраде. Кућишта су углавном клизни поклопци са крајњим прекидачима и склопом за блокирање.
Радње које захтевају приступ радној зони, као што је промена рада или алата, мерење и тако даље, не смеју се изводити пре него што се струг безбедно заустави. Нулирање погона са променљивом брзином се не сматра сигурним мировањем. Машине са таквим погонима морају имати закључане заштитне поклопце који се не могу откључати пре него што се машина безбедно заустави (нпр. пресецањем напајања вретено-мотора).
Ако су потребне посебне операције подешавања алата, потребно је обезбедити контролу инцхирања која омогућава да се одређени покрети машине активирају док је заштитни поклопац отворен. У таквим случајевима, оператер може бити заштићен посебним дизајном кола (нпр. дозвољавањем само једног покрета у исто време). Ово се може постићи коришћењем контрола са две руке.
Сварф
Дугачко окретање струготина је опасно јер се може заплести у руке и ноге и изазвати озбиљне повреде. Непрекидно и раширено струготине се могу избећи избором одговарајућих брзина резања, помака и дебљине струготине или коришћењем стругова са ломачима струготине типа жлијеб или степеница. За уклањање струготине треба користити куке за струготине са дршком и копчом.
Ергономија
Свака машина треба да буде тако пројектована да омогућава постизање максималног учинка уз минимално оптерећење оператера. То се може постићи прилагођавањем машине раднику.
Ергономски фактори се морају узети у обзир приликом пројектовања човек-машина интерфејса струга. Рационално пројектовање радног места такође укључује обезбеђивање помоћне опреме за руковање, као што су прикључци за утовар и истовар.
Све контроле морају бити лоциране унутар физиолошке сфере или досега обе руке. Контроле морају бити јасно постављене и треба да буду логичне за рад. Треба избегавати команде помоћу педала у машинама којима управљају стојећи оператери.
Искуство је показало да се добар посао обавља када је радно место предвиђено и за стојећи и за седећи положај. Ако оператер мора да ради стојећи, треба му дати могућност да промени држање. Флексибилна седишта су у многим случајевима добродошло олакшање за напрегнута стопала и ноге.
Треба предузети мере за стварање оптималног топлотног комфора, узимајући у обзир температуру ваздуха, релативну влажност, кретање ваздуха и топлоту зрачења. Радионица треба да буде адекватно проветрена. Требало би да постоје локални издувни уређаји за елиминисање гасовитих еманација. Приликом машинске обраде шипки треба користити цеви за вођење обложене звучним упијањем.
Пожељно је да радно место буде са уједначеним осветљењем, са одговарајућим нивоом осветљења.
Радна одећа и лична заштита
Комбинезон треба да прилеже и да се закопчава или копча до врата. Требало би да буду без џепова на грудима, а рукави морају бити чврсто закопчани на зглобовима. Не треба носити појасеве. При раду на струговима не треба носити прстење и наруквице. Ношење заштитних наочара треба да буде обавезно. Када се обрађују тешки радни предмети, морају се носити заштитне ципеле са челичним капама. Заштитне рукавице се морају носити кад год се скупља струготина.
тренинг
Безбедност стругаре у великој мери зависи од метода рада. Стога је важно да он или она прођу темељну теоријску и практичну обуку како би стекли вештине и развили понашање које пружа најбоље могуће мере заштите. Правилно држање, правилни покрети, правилан избор и руковање алатима треба да постану рутина до те мере да руковалац ради исправно чак и ако је његова или њена концентрација привремено опуштена.
Важне тачке у програму обуке су усправно држање, правилна монтажа и уклањање стезне главе и тачно и сигурно фиксирање радних комада. Правилно држање турпија и стругача и безбедан рад са абразивном крпом морају се интензивно практиковати.
Радници морају бити добро информисани о опасностима од повреда које могу настати приликом мерења рада, провере подешавања и чишћења стругова.
Одржавање
Стругови се морају редовно одржавати и подмазати. Грешке се морају одмах исправити. Ако је безбедност у питању у случају квара, машину треба искључити из рада док се не предузму корективне мере.
Радови на поправци и одржавању се смеју изводити тек након што је машина изолована од напајања
.
Брушење и полирање
Преузето из 3. издања, Енциклопедија безбедности и здравља на раду.
Брушење генерално укључује употребу везаног абразива за хабање делова радног комада. Циљ је да се раду да одређени облик, исправи његове димензије, повећа глаткоћа површине или побољша оштрина резних ивица. Примери обухватају уклањање лијки и грубих ивица са ливеног одливака, уклањање површинског каменца са метала пре ковања или заваривања и скидање ивица са делова у радионицама лима и машинама. Полирање се користи за уклањање површинских недостатака као што су трагови алата. Полирањем се не уклања метал, већ се користи меки абразив умешан у подлогу од воска или масти да би се добила површина високог сјаја.
Брушење је најсвеобухватнији и најразноврснији од свих метода обраде и користи се на многим материјалима—пре свега гвожђу и челику, али и другим металима, дрвету, пластици, камену, стаклу, грнчарији и тако даље. Израз обухвата друге методе производње веома глатких и сјајних површина, као што су полирање, брушење, брушење и лабављење.
Алати који се користе су точкови различитих димензија, сегменти за брушење, тачке за брушење, камење за оштрење, турпије, точкови за полирање, каишеви, дискови и тако даље. Код брусних плоча и слично, абразивни материјал се држи заједно помоћу средстава за везивање да би се формирало круто, генерално порозно тело. У случају абразивних трака, везивно средство држи абразив причвршћен за флексибилни основни материјал. Точкови за полирање су направљени од памучних или других текстилних дискова спојених заједно.
Природни абразиви — природни корунд или шмиргл (алуминијум оксиди), дијамант, пешчар, кремен и гранат — у великој мери су замењени вештачким абразивима укључујући алуминијум оксид (фузионисана глиница), силицијум карбид (карборунд) и синтетичке дијаманте. Користе се и бројни ситнозрни материјали као што су креда, пловућац, триполи, лимени кит и гвожђе оксид, посебно за полирање и полирање.
Алуминијум оксид се највише користи у брусним плочама, затим силицијум карбид. Природни и вештачки дијаманти се користе за важне посебне примене. Алуминијум оксид, силицијум карбид, шмиргл, гранат и кремен се користе у тракама за брушење и полирање.
И органска и неорганска везивна средства се користе у брусним точковима. Главни тип неорганских веза су витрификовани силикат и магнезит. Међу органским везивним средствима су значајне фенол- или уреа-формалдехидна смола, гума и шелак. Витрификована везивна средства и фенолна смола у потпуности доминирају унутар својих група. Дијамантске брусне плоче такође могу бити везане за метал. Различита средства за везивање дају точковима различита својства брушења, као и различита својства у погледу сигурности.
Абразивне траке и траке за полирање и дискови се састоје од флексибилне основе од папира или тканине на коју је абразив везан помоћу природног или синтетичког лепка.
Различите машине се користе за различите врсте операција, као што су површинско брушење, цилиндрично (укључујући и безцентрално) брушење, унутрашње брушење, грубо брушење и сечење. Два главна типа су: они где се брусилица или рад померају ручно и машине са механичким додацима и стезним главама. Уобичајени типови опреме укључују: брусилице површинског типа; брусилице, полирање и пуфери типа постоља; диск брусилице и машине за полирање; унутрашње брусилице; абразивне машине за сечење; траке за полирање; преносиве брусилице, полирање и пуфери; и више полира и пуфера.
Опасности и њихова превенција
Пуцање
Највећи ризик од повреда при коришћењу брусних точкова је то што точак може да пукне током брушења. Нормално, брусне плоче раде при великим брзинама. Постоји тренд ка све већим брзинама. Већина индустријализованих земаља има прописе који ограничавају максималне брзине при којима се могу покретати различити типови брусних точкова.
Основна заштитна мера је да се точак за брушење учини што јачим; природа везивног средства је најважнија. Точкови са органским везама, посебно фенолном смолом, су чвршћи од оних са неорганским везама и отпорнији на ударце. Високе периферне брзине могу бити дозвољене за точкове са органским везама.
Посебно брзи точкови често садрже различите врсте ојачања. На пример, одређени чашни точкови су опремљени челичним главчинама како би се повећала њихова снага. Током ротације главни напон се развија око централне рупе. Да би се точак ојачао, део око централног отвора, који не учествује у брушењу, може се тако направити од посебно чврстог материјала који није погодан за брушење. Велики точкови са овако ојачаним средишњим делом користе се нарочито у челичанама за млевење плоча, гредица и слично при брзинама до 80 м/с.
Најчешћи метод за ојачавање брусних точкова је, међутим, да се у њихову конструкцију укључи тканина од стаклених влакана. Танки точкови, попут оних који се користе за сечење, могу да садрже тканину од стаклених влакана у средини или са сваке стране, док дебљи точкови имају више слојева тканине у зависности од дебљине точка.
Са изузетком неких брусних точака малих димензија, произвођач мора да тестира све точкове или њихов статистички узорак. У тестовима се точкови раде током одређеног периода брзином која је већа од дозвољене при млевењу. Прописи за тестирање се разликују од земље до земље, али обично се точак мора тестирати при брзини која је 50% већа од радне брзине. У неким земљама прописи захтевају посебно тестирање точкова који треба да раде при већим брзинама од уобичајених у централном институту за испитивање. Институт такође може да исече узорке са точка и испита њихова физичка својства. Резни точкови се подвргавају одређеним тестовима на удар, тестовима савијања и тако даље. Произвођач је такође дужан да обезбеди да је брусни точак добро избалансиран пре испоруке.
Пуцање брусног точка може проузроковати смртоносне или веома озбиљне повреде било кога у близини и тешку штету на постројењу или просторијама. Упркос свим мерама предострожности које су предузели произвођачи, може доћи до повременог пуцања или лома точкова осим ако се не поступа на одговарајући начин при њиховој употреби. Мере предострожности укључују:
- Руковање и складиштење. Точак се може оштетити или напукнути током транспорта или руковања. Влага може да нападне везивно средство у точковима од фенолне смоле, што на крају смањује њихову снагу. Витрификовани точкови могу бити осетљиви на поновљене температурне варијације. Неправилно апсорбована влага може да избаци точак из равнотеже. Због тога је најважније да се точковима пажљиво рукује у свим фазама и да се држе уредно на сувом и заштићеном месту.
- Провера пукотина. Нови точак треба проверити да ли је неоштећен и сув, најједноставније лупкањем дрвеним чекићем. Беспрекорни витрификовани точак ће дати јасан звук, органски спојени точак мање звона; али се и једно и друго може разликовати од напукнутог звука неисправног точка. У случају сумње, точак не треба користити и треба се консултовати са добављачем.
- Тестирање. Пре него што се нови точак стави у рад, треба га тестирати при пуној брзини уз поштовање мера предострожности. Након мокрог млевења, точак треба да ради у празном ходу да би избацио воду; у супротном се вода може накупити на дну точка и изазвати неравнотежу, што може довести до пуцања када се точак следеће користи.
- Монтажа. Несреће и ломови се дешавају када се брусне плоче монтирају на неодговарајуће уређаје—на пример, на крајеве вретена машина за полирање. Вретено треба да буде одговарајућег пречника, али не толико велико да прошири средишњи отвор точка; прирубнице треба да буду најмање једне трећине пречника точка и направљене од меког челика или сличног материјала.
- Брзина. Ни у ком случају не би требало прекорачити максималну дозвољену радну брзину коју су одредили произвођачи. На свим машинама за брушење треба поставити обавештење о брзини вретена, а точак треба да буде означен максималном дозвољеном периферном брзином и одговарајућим бројем обртаја за нови точак. Посебне мере предострожности су неопходне код машина за млевење са променљивом брзином и да би се обезбедило постављање точкова одговарајућих дозвољених брзина у преносиве брусилице.
- Радни одмор. Где год је то изводљиво, треба обезбедити чврсто монтиране радне ослонце одговарајућих димензија. Требало би да буду подесиви и да се држе што ближе точку како би се спречила замка у којој би рад могао бити приморан на точак и сломити га или, што је вероватније, ухватити и повредити руку руковаоца.
- Чување. Абразивни точкови треба да буду опремљени штитницима који су довољно јаки да садрже делове точка који пуца (погледајте слику 1). Неке земље имају детаљне прописе у вези са дизајном штитника и материјалима који се користе. Уопштено, ливено гвожђе и ливени алуминијум треба избегавати. Отвор за млевење треба да буде што мањи, а можда ће бити потребан и подесиви носни део. Изузетно, када природа посла онемогућава употребу штитника, могу се користити посебне заштитне прирубнице или сигурносне стезне главе. Вретена и конусни крајеви машина за полирање са два краја могу да изазову незгоде упетљавања осим ако нису ефикасно заштићени.
Слика 1. Добро заштићен, витрификовани абразивни точак монтиран у брусилицу и ради периферном брзином од 33 м/с

Повреде ока
Прашина, абразиви, зрна и крхотине су уобичајена опасност за очи у свим операцијама сувог брушења. Ефикасна заштита очију помоћу наочара или наочара и фиксних штитника за очи на машини су од суштинског значаја; фиксни штитници за очи су посебно корисни када се точкови повремено користе — на пример, за брушење алата.
Ватра
Брушење легура магнезијума носи висок ризик од пожара осим ако се не предузму строге мере предострожности против случајног паљења и уклањања и заливања прашине. Високи стандарди чистоће и одржавања су потребни у свим издувним каналима да би се спречио ризик од пожара и да би вентилација радила ефикасно. Текстилна прашина ослобођена операција полирања представља опасност од пожара која захтева добро одржавање и ЛЕВ.
вибрација
Преносне брусилице и брусилице са постољем носе ризик од синдрома вибрације шака-рука (ХАВС), такође познатог као „бели прст” по његовом најуочљивијем знаку. Препоруке укључују ограничавање интензитета и трајања излагања, редизајн алата, заштитне опреме и праћење изложености и здравља.
Опасности по здравље
Иако модерни брусни точкови сами по себи не стварају озбиљну опасност од силикозе која је у прошлости била повезана са точковима од пешчара, веома опасна силицијумска прашина се и даље може испуштати из материјала који се меље — на пример, одливака од песка. Одређени точкови везани за смолу могу садржати пунила која стварају опасну прашину. Осим тога, смоле на бази формалдехида могу емитовати формалдехид током млевења. У сваком случају, количина прашине која се производи млевењем чини ефикасан ЛЕВ кључним. Теже је обезбедити локални издувни гас за преносиве точкове, иако је одређени успех у овом правцу постигнут коришћењем система за хватање мале запремине и велике брзине. Треба избегавати продужени рад и обезбедити респираторну заштитну опрему ако је потребно. Издувна вентилација је такође потребна за већину брушења траке, завршне обраде, полирања и сличних операција. Код полирања посебно, запаљива текстилна прашина представља озбиљну забринутост.
Треба обезбедити заштитну одећу и добре санитарне и умиваонике са тушевима, а пожељан је и лекарски надзор, посебно за брусилице метала.
Индустријска мазива, течности за обраду метала и аутомобилска уља
Индустријска револуција се не би могла догодити без развоја индустријских уља, мазива, уља за сечење и масти на бази рафинисане нафте. Пре открића 1860-их да се супериорно мазиво може произвести дестилацијом сирове нафте у вакууму, индустрија је зависила од природних уља и животињских масти као што су маст и уље сперме китова за подмазивање покретних делова. Ова уља и производи животињског порекла били су посебно подложни топљењу, оксидацији и разградњи услед излагања топлоти и влази коју су производиле парне машине које су покретале скоро сву индустријску опрему у то време. Еволуција рафинисаних производа на бази нафте настављена је од првог мазива, који је коришћен за штављење коже, до савремених синтетичких уља и масти са дужим веком трајања, супериорним квалитетима подмазивања и бољом отпорношћу на промене под различитим температурама и климатским условима.
Индустријска мазива
Сви покретни делови на машинама и опреми захтевају подмазивање. Иако се подмазивање може обезбедити сувим материјалима као што су тефлон или графит, који се користе у деловима као што су мали лежајеви електричних мотора, уља и масти су најчешће коришћена мазива. Како се комплексност машина повећава, захтеви за мазивима и уљима за обраду метала постају строжи. Уља за подмазивање сада варирају од бистрих, веома танких уља која се користе за подмазивање деликатних инструмената, до густих уља налик катрану која се користе на великим зупчаницима као што су они који окрећу челичане. Уља са врло специфичним захтевима користе се како у хидрауличким системима, тако и за подмазивање великих машина алатки којима управља компјутер, као што су оне које се користе у ваздухопловној индустрији за производњу делова са изузетно малим толеранцијама. Синтетичка уља, течности и масти, као и мешавине синтетичких и уља на бази нафте, користе се тамо где је пожељан продужени век мазива, као што су доживотни електромотори, где продужено време између замене уља надокнађује разлику у цени; где постоје проширени распони температуре и притиска, као што је примена у ваздухопловству; или где је тешко и скупо поново нанети мазиво.
Индустријска уља
Индустријска уља као што су вретена и уља за подмазивање, мазива за зупчанике, хидраулична и турбинска уља и течности за пренос су дизајнирана да испуне специфичне физичке и хемијске захтеве и да раде без приметне промене током дужег периода у различитим условима. Мазива за употребу у ваздухопловству морају испуњавати потпуно нове услове, укључујући чистоћу, издржљивост, отпорност на космичко зрачење и способност рада на екстремно ниским и високим температурама, без гравитације и у вакууму.
Трансмисије, турбине и хидраулички системи садрже флуиде који преносе силу или снагу, резервоаре за држање течности, пумпе за померање течности са једног места на друго и помоћну опрему као што су вентили, цеви, хладњаци и филтери. Хидраулични системи, трансмисије и турбине захтевају течности са специфичним вискозитетима и хемијском стабилношћу да би радили несметано и обезбедили контролисан пренос снаге. Карактеристике добрих хидрауличких и турбинских уља укључују висок индекс вискозности, термичку стабилност, дуг животни век у циркулационим системима, отпорност на таложење, високу мазивост, способност против пене, заштиту од рђе и добру демулзибилност.
Мазива за зупчанике су дизајнирана да формирају јаке, жилаве филмове који обезбеђују подмазивање између зупчаника под екстремним притиском. Карактеристике уља за преноснике укључују добру хемијску стабилност, демулзибилност и отпорност на повећање вискозитета и стварање наслага. Уља за вретена су танка, изузетно чиста и бистра уља са адитивима за подмазивање. Најважније карактеристике путних уља—које се користе за подмазивање две равне клизне површине где постоји висок притисак и мала брзина—су мазивост и лепљивост да се одупру истиску и отпорност на екстремни притисак.
Уља за цилиндре и компресоре комбинују карактеристике и индустријских и аутомобилских уља. Требало би да се одупру акумулацији наслага, да делују као средство за пренос топлоте (цилиндри мотора са унутрашњим сагоревањем), да обезбеде подмазивање цилиндара и клипова, да обезбеде заптивање да се одупру повратном притиску, да имају хемијску и термичку стабилност (нарочито уље вакуум пумпе), да имају висок индекс вискозности и отпорност на прање водом (цилиндри на пару) и детерџенте.
Моторна уља за аутомобиле
Произвођачи мотора са унутрашњим сагоревањем и организације, као што је Друштво аутомобилских инжењера (САЕ) у Сједињеним Државама и Канади, успоставили су специфичне критеријуме перформанси за аутомобилска моторна уља. Уља за бензинске и дизел моторе су подвргнута низу тестова перформанси како би се утврдила њихова хемијска и термичка стабилност, отпорност на корозију, вискозитет, заштита од хабања, мазивост, детерџент и перформансе на високим и ниским температурама. Затим се класификују према систему кодирања који омогућава потрошачима да одреде њихову погодност за употребу у тешким условима и за различите температуре и опсеге вискозитета.
Уља за аутомобилске моторе, мењаче и кућишта мењача су дизајнирана са високим индексима вискозности да издрже промене вискозитета са променама температуре. Моторна уља за аутомобиле су посебно формулисана да се одупру квару под топлотом док подмазују моторе са унутрашњим сагоревањем. Уља за моторе са унутрашњим сагоревањем не смеју бити превише густа да би подмазала унутрашње покретне делове када се мотор покрене по хладном времену, и не смеју се истањити како се мотор загрева током рада. Требало би да издрже накупљање угљеника на вентилима, прстеновима и цилиндрима и стварање корозивних киселина или наслага од влаге. Аутомобилска моторна уља садрже детерџенте дизајниране да држе угљичне и металне честице хабања у суспензији тако да се оне могу филтрирати док уље циркулише и да се не акумулирају на унутрашњим дијеловима мотора и узрокују оштећења.
Течности за резање
Три врсте течности за сечење које се користе у индустрији су минерална уља, растворљива уља и синтетичке течности. Уља за сечење су обично мешавина висококвалитетних минералних уља високе стабилности различитог вискозитета заједно са адитивима који обезбеђују специфичне карактеристике у зависности од врсте материјала који се обрађује и обављеног посла. Растворљиве течности за сечење воде у уљу су минерална уља (или синтетичка уља) која садрже емулгаторе и специјалне адитиве укључујући средства против пене, инхибиторе рђе, детерџенте, бактерициде и гермициде. Пре употребе се разблажују водом у различитим омјерима. Синтетичке течности за сечење су раствори течности које нису на бази нафте, адитива и воде, пре него емулзије, од којих су неке отпорне на ватру за машинску обраду специфичних метала. Полусинтетичке течности садрже 10 до 15% минералног уља. Неке специјалне течности имају карактеристике уља за подмазивање и течности за сечење због тенденције цурења и мешања течности у одређеним машинама алаткама као што су машине са више вретена, аутоматске вијчане машине.
Жељене карактеристике течности за сечење зависе од састава метала на коме се обрађује, алата за сечење који се користи и врсте операције резања, рендисања или обликовања која се изводи. Течности за сечење побољшавају и побољшавају процес обраде метала хлађењем и подмазивањем (тј. штитећи ивицу алата за сечење). На пример, када се ради на меком металу који ствара много топлоте, хлађење је најважнији критеријум. Побољшано хлађење се обезбеђује коришћењем лаког уља (као што је керозин) или течности за сечење на бази воде. Контролу изграђене ивице на резним алатима обезбеђују адитиви против заваривања или хабања као што су једињења сумпора, хлора или фосфора. Подмазивање, које је важно када се ради на челику за превазилажење абразивности гвожђе-сулфида, обезбеђују синтетичке и животињске масти или сумпорисани адитиви за уље сперме.
Остала уља за обраду метала и процесна уља
Течности за млевење су дизајниране да обезбеде хлађење и спрече накупљање метала на брусним точковима. Њихове карактеристике укључују термичку и хемијску стабилност, заштиту од рђе (растворљиве течности), спречавање таложења гуме након испаравања и безбедну тачку паљења за обављени рад.
Уља за гашење, која захтевају високу стабилност, користе се у обради метала за контролу промене молекуларне структуре челика док се хлади. Каљење у лакшем уљу се користи за очвршћавање малих, јефтиних челичних делова. Спорија брзина гашења се користи за производњу челика алатних машина који су споља прилично тврди са мањим унутрашњим напрезањем. Уље за гашење са размаком или више фаза се користи за третирање челика са високим садржајем угљеника и легираних челика.
Ролл уља су специјално формулисана минерална или растворљива уља која подмазују и обезбеђују глатку завршну обраду метала, посебно алуминијума, бакра и месинга, док пролази кроз топле и хладне ваљаонице. Уља за ослобађање се користе за премазивање калупа и калупа како би се олакшало ослобађање формираних металних делова. Уља за штављење се и даље користе у индустрији филца и коже. Трансформаторска уља су специјално формулисане диелектричне течности које се користе у трансформаторима и великим електричним прекидачима и прекидачима.
Уља за пренос топлоте се користе у отвореним или затвореним системима и могу трајати до 15 година у употреби. Примарне карактеристике су добра термичка стабилност јер системи раде на температурама од 150 до 315°Ц, оксидациона стабилност и висока тачка паљења. Уља за пренос топлоте су обично превише вискозна да би се пумпала на собној температури и морају се загрејати да би се обезбедила флуидност.
Нафтни растварачи се користе за чишћење делова прскањем, капањем или потапањем. Растварачи уклањају уље и емулгују прљавштину и металне честице. Уља за заштиту од рђе могу бити на бази растварача или воде. Наносе се на намотаје од нерђајућег челика, лежајеве и друге делове потапањем или прскањем и остављају поларизоване или воштане филмове на металним површинама за заштиту отисака прстију и рђе и избацивање воде.
Маст
Масти су мешавине течности, згушњивача и адитива који се користе за подмазивање делова и опреме који се не могу учинити непропусним за уље, који су тешко доступни или где течна мазива која цури или прскају могу контаминирати производе или створити опасност. Имају широк спектар примена и захтева за перформансама, од подмазивања лежајева млазних мотора на температурама испод нуле до зупчаника за топле ваљаонице, и отпорности на испирање киселином или водом, као и континуирано трење које стварају ваљкасти лежајеви точкова железничких вагона.
Маст се добија мешањем металних сапуна (соли дуголанчаних масних киселина) у медијум уља за подмазивање на температурама од 205 до 315°Ц. Синтетичке масти могу користити диестре, силиконске или фосфорне естре и полиалкил гликоле као течности. Карактеристике масти у великој мери зависе од одређене течности, металног елемента (нпр. калцијум, натријум, алуминијум, литијум и тако даље) у сапуну и адитива који се користе за побољшање перформанси и стабилности и за смањење трења. Ови адитиви укључују адитиве за екстремне притиске који облажу метал танким слојем некорозивних металних једињења сумпора, олово нафтената или цинк дитиофосфата, инхибиторе рђе, антиоксиданте, масне киселине за додатно подмазивање, адитиве за лепљивост, боје за идентификацију и инхибитори воде. Неке масти могу садржати графитна или молибденска пунила која облажу металне делове и обезбеђују подмазивање након што маст истекне или се распадне.
Индустријска мазива, масти и адитиви за аутомобилска моторна уља
Поред коришћења висококвалитетних основних залиха мазива са хемијском и термичком стабилношћу и високим индексима вискозности, потребни су адитиви за побољшање течности и обезбеђивање специфичних карактеристика потребних за индустријска мазива, течности за сечење, масти и моторна уља за аутомобиле. Најчешће коришћени адитиви укључују, али нису ограничени на следеће:
- Антиоксиданси. Инхибитори оксидације, као што су 2,6-дитерцијарни бутил, паракрезол и фенил нафтиламин, смањују стопу пропадања уља разбијањем дуголанчаних молекула који се формирају када су изложени кисеонику. Инхибитори оксидације се користе за премазивање метала као што су бакар, цинк и олово да би се спречио контакт са уљем, тако да неће деловати као катализатори, убрзавајући оксидацију и формирајући киселине које нападају друге метале.
- Инхибитори пене. Средства против пене, као што су силикони и полиоргански силиоксани, користе се у хидрауличким уљима, уљима за мењаче, течностима за трансмисије и турбинским уљима за смањење површинског напона филма и уклањање ваздуха заробљеног у уљу помоћу пумпи и компресора, како би се одржао константан хидраулички притисак и спречила кавитација .
- Инхибитори корозије. Адитиви против рђе, као што су оловни нафтенат и натријум сулфонат, користе се за спречавање стварања рђе на металним деловима и системима где је циркулишуће уље контаминирано водом или влажним ваздухом који је ушао у резервоаре система док су се хладили када је опрема или машинерија није био у употреби.
- Адитиви против хабања. Адитиви против хабања, као што је трикресилфосфат, формирају поларна једињења која привлаче металне површине и пружају физички слој додатне заштите у случају да уљни филм није довољан.
- Поправљачи индекса вискозности. Средства за побољшање индекса вискозности помажу уљима да се одупру утицају температурних промена. Нажалост, њихова ефикасност се смањује дуготрајном употребом. Синтетичка уља су дизајнирана са веома високим индексима вискозности, што им омогућава да одрже своју структуру у ширим температурним распонима и током много дужих временских периода од минералних уља са адитивима за побољшање индекса вискозности.
- Демулгатори. Инхибитори воде и специјална једињења одвајају воду од уља и спречавају стварање гуме; садрже воштана уља која пружају додатну мазивост. Користе се тамо где је опрема подложна прању водом или где је присутна велика количина влаге, као што су парни цилиндри, ваздушни компресори и кућишта зупчаника контаминирана растворљивим течностима за сечење.
- Боје у боји. Боје се користе да помогну корисницима да идентификују различита уља која се користе у посебне сврхе, као што су течности за мењаче и уља за мењаче, како би се спречила погрешна примена.
- Адитиви за екстремне притиске. Адитиви за екстремне притиске, као што су некорозивна сумпоризована масна једињења, цинк дитиофосфат и оловни нафтенат, користе се у аутомобилским уљима, уљима за мењаче и мењаче за формирање премаза који штите металне површине када се заштитни уљни филм истањи или истисне и не може спречити метал метални контакт.
- Детерџенти. Метални сулфонати и детерџенти металних фената се користе за држање прљавштине, угљеника и металних честица хабања у суспензији у хидрауличним уљима, уљима за мењаче, моторним уљима и течностима за пренос. Ови загађивачи се обично уклањају када уље прође кроз филтер како би се спречило њихово рециркулисање кроз систем где би могле да изазову штету.
- Адитиви за лепљивост. Адхезивни адитиви или адитиви за лепљивост се користе како би омогућили приањање уља и отпорност на цурење из склопова лежаја, кућишта зупчаника, великих отворених зупчаника на млиновима и грађевинској опреми, као и на надземним машинама. Њихова лепљивост се смањује са продуженим сервисом.
- Емулгатори. Масне киселине и масна уља се користе као емулгатори у растворљивим уљима да помогну у формирању раствора са водом.
- Адитиви за подмазивање. Масноћа, свињска маст, лој, сперма и биљна уља се користе за обезбеђивање већег степена зауљености у уљима за сечење и неким уљима за преноснике.
- Бактерициди. Бактерициди и гермициди, као што су фенол и борово уље, додају се растворљивим уљима за сечење да би се продужио век течности, одржала стабилност, смањио мирис и спречио дерматитис.
Производња индустријских мазива и аутомобилских уља
Индустријска мазива и уља, масти, течности за сечење и моторна уља за аутомобиле производе се у објектима за мешање и паковање, који се такође називају „постројења за подмазивање“ или „постројења за мешање“. Ови објекти могу бити лоцирани или у рафинеријама које производе основне залихе мазива или у близини њих, или могу бити удаљени и примати основне залихе поморским танкерима или баржама, жељезничким цистернама или камионима цистернама. Постројења за мешање и паковање мешају и мешају адитиве у основне залихе уља за подмазивање за производњу широког спектра готових производа, који се затим шаљу у расутом стању или у контејнерима.
Процеси мешања и мешања који се користе за производњу мазива, течности и масти зависе од старости и софистицираности постројења, расположиве опреме, врсте и формулације коришћених адитива и разноврсности и количине произведених производа. За мешање може бити потребно само физичко мешање основних сировина и пакета адитива у котлићу помоћу миксера, лопатица или ваздушног мешања, или ће можда бити потребна помоћна топлота из електричних или парних калемова да би се помогло растварању и мешању адитива. Остале индустријске течности и мазива се производе аутоматски мешањем базних материја и претходно измешаних адитива и уљних суспензија кроз системе разводника. Маст се може производити серијски или континуирано мешати. Фабрике за подмазивање могу да састављају сопствене адитиве из хемикалија или да купују претходно упаковане адитиве од специјализованих компанија; једна биљка може користити обе методе. Када фабрике за подмазивање производе сопствене адитиве и пакете адитива, може постојати потреба за високим температурама и притисцима поред хемијских реакција и физичког мешања да би се хемикалије и материјали спојили.
Након производње, течности и мазива могу се држати у котлићима за мешање или стављати у резервоаре за складиштење како би се осигурало да адитиви остају у суспензији или раствору, да би се омогућило време за тестирање како би се утврдило да ли производ испуњава спецификације квалитета и захтеве за сертификацију, и да би се омогућио процес температуре да се врате на нивое околине пре него што се производи пакују и отпремају. Када се тестирање заврши, готови производи се пуштају за расуту отпрему или паковање у контејнере.
Готови производи се отпремају у расутом стању у железничким цистернама или у цистернама директно потрошачима, дистрибутерима или ван фабрика за паковање. Готови производи се такође шаљу потрошачима и дистрибутерима у железничким сандуцима или камионима за доставу пакета у разним контејнерима, и то:
- Метални, пластични и комбиновани метал/пластика или пластика/влакна средњи контејнери за расути терет, величине од 227 л до приближно 2,840 л, испоручују се као појединачне јединице на уграђеним или одвојеним палетама, наслаганим 1 или 2 висине.
- Бачве од метала, влакана или пластике капацитета 208 л, 114 л или 180 кг обично се отпремају 4 на палету.
- Металне или пластичне бачве капацитета 60 л или 54 кг и металне или пластичне канте од 19 л или 16 кг слажу се на палете и омотавају тракама или растезљивим за одржавање стабилности.
- Металне или пластичне посуде капацитета 8 л или 4 л, пластичне, металне и фибер боце и лименке од 1 л и патроне за маст од 2 кг паковане су у картонске кутије које се слажу на палете и умотају у траке или растезљиво за отпрему.
Неке фабрике за мешање и паковање могу слати палете мешаних производа и мешовитих величина контејнера и паковања директно малим потрошачима. На пример, пошиљка са једном палетом до сервисне станице може укључивати 1 бубањ течности за пренос, 2 бурета масти, 8 кутија моторног уља за аутомобиле и 4 канте мазива за мењаче.
Квалитет производа
Квалитет производа мазива је важан да би машине и опрема правилно функционисали и да би се производили квалитетни делови и материјали. Постројења за мешање и паковање производе готове нафтне деривате према строгим спецификацијама и захтевима квалитета. Корисници треба да одржавају ниво квалитета успостављањем безбедних пракси за руковање, складиштење, издавање и пренос мазива из оригиналних контејнера или резервоара до опреме за точење и до тачке примене на машини или опреми која се подмазује или систему за бити попуњена. Неки индустријски објекти су инсталирали централизоване системе за дозирање, подмазивање и хидрауличне системе који минимизирају контаминацију и изложеност. Индустријска уља, мазива, уља за сечење и масти ће се погоршати услед контаминације водом или влагом, излагања превисоким или ниским температурама, ненамерног мешања са другим производима и дуготрајног складиштења које омогућава испадање адитива или хемијске промене.
Здравље и безбедност
Пошто их користе и којима рукују потрошачи, готови индустријски и аутомобилски производи морају бити релативно без опасности. Постоји потенцијал за опасна излагања приликом мешања и мешања производа, приликом руковања адитивима, када се користе течности за сечење и када се користе системи за подмазивање уљном маглом.
Поглавље Рафинерије нафте и природног гаса у овом Енциклопедија даје информације у вези са потенцијалним опасностима повезаним са помоћним објектима у постројењима за мешање и паковање, као што су котларнице, лабораторије, канцеларије, сепаратори уља и воде и постројења за третман отпада, поморски докови, складиште резервоара, рад у складишту, железничке цистерне и регали за утовар цистерни и објекти за утовар и истовар железничких сандука и теретних камиона.
Безбедност
Производња адитива и суспензије, мешање шарже, мешање серије и операције мешања у линији захтевају строге контроле да би се одржао жељени квалитет производа и, заједно са употребом ЛЗО, да би се минимизирало излагање потенцијално опасним хемикалијама и материјалима, као и контакт са врућим површинама и пара. Бачве и посуде са адитивима треба безбедно чувати и држати добро затворене док не буду спремне за употребу. Са адитивима у бубњевима и кесама треба правилно руковати како би се избегло напрезање мишића. Опасне хемикалије треба правилно складиштити, а некомпатибилне хемикалије не треба чувати тамо где се могу мешати једна са другом. Мере предострожности које треба предузети при руковању машинама за пуњење и паковање укључују коришћење рукавица и избегавање хватања прстију у уређаје који савијају поклопце на бурићима и кантама. Штитници машине и заштитни системи не би требало да се уклањају, искључују или заобилазе да би се убрзао рад. Контејнере за средњи расути терет и бачве треба прегледати пре пуњења како би се уверили да су чисти и погодни.
Треба успоставити систем дозвола за ограничен простор за улазак у резервоаре за складиштење и котлове за мешање ради чишћења, прегледа, одржавања или поправке. Пре рада на машинама за паковање, котлићима за мешање са миксерима, транспортерима, палетизерима и другој опреми са покретним деловима треба успоставити и применити процедуру закључавања/означавања.
Бачве и посуде које цуре треба уклонити из складишног простора, а просуте материје очистити како би се спречило клизање и пад. Рециклажа, спаљивање и одлагање отпада, просутих и искоришћених мазива, уља за моторе аутомобила и течности за сечење треба да буде у складу са државним прописима и процедурама компаније. Радници треба да користе одговарајућу ЛЗО када чисте просуте материје и рукују коришћеним или отпадним производима. Испуштено моторно уље, течности за сечење или индустријска мазива која могу бити контаминирана бензином и запаљивим растварачима треба чувати на безбедном месту даље од извора паљења, до одговарајућег одлагања.
Заштита од пожара
Иако је потенцијал за пожар мањи у мешању и мешању индустријских и аутомобилских мазива него у процесима рафинације, мора се водити рачуна када се производе уља и масти за обраду метала због употребе високих температура мешања и мешања и производа са нижим тачкама паљења. Треба предузети посебне мере предострожности како би се спречио пожар када се производи издају или контејнери пуне на температурама изнад њихове тачке паљења. Приликом преношења запаљивих течности из једног контејнера у други, треба применити одговарајуће технике везивања и уземљења како би се спречило накупљање статичког електрицитета и електростатичко пражњење. Електрични мотори и преносива опрема треба да буду правилно класификовани према опасностима присутним у области у којој су инсталирани или коришћени.
Потенцијал за пожар постоји ако производ који цури или ослобађање паре у областима за мешање мазива и за обраду масти или складиштење дође до извора паљења. Треба размотрити успостављање и имплементацију система дозвола за рад на топлом како би се спречили пожари у објектима за мешање и паковање. Резервоари за складиштење постављени унутар зграда треба да буду изграђени, одзрачени и заштићени у складу са захтевима владе и политиком компаније. Производи који се чувају на полицама и на гомилама не би требало да блокирају противпожарне системе, противпожарна врата или излазне путеве.
Складиштење готових производа, како у расутом стању, тако иу контејнерима и паковањима, треба да буде у складу са признатом праксом и прописима о заштити од пожара. На пример, запаљиве течности и адитиви који се налазе у растворима запаљивих течности могу се складиштити у спољашњим зградама или одвојеним, посебно пројектованим унутар или придодатим складиштима. Многи адитиви се чувају у топлим просторијама (38 до 65°Ц) или у топлим просторијама (преко 65°Ц) како би се састојци држали у суспензији, како би се смањио вискозитет гушћих производа или омогућило лакше мешање или мешање. Ове складишне просторије треба да буду у складу са захтевима за електричну класификацију, дренажу, вентилацију и одзрачивање експлозије, посебно када се запаљиве течности или запаљиве течности складиште и издају на температурама изнад њихових тачака паљења.
Здравље
Приликом мешања, узорковања и мешања, треба узети у обзир личну и респираторну заштитну опрему како би се спречило излагање топлоти, пари, прашини, магли, парама, испарењима, металним солима, хемикалијама и адитивима. Безбедна радна пракса, добра хигијена и одговарајућа лична заштита могу бити потребни за излагање уљној магли, испарењима и испарењима, адитивима, буци и топлоти приликом обављања активности инспекције и одржавања током узорковања и руковања угљоводоницима и адитивима током производње и паковања и приликом чишћења изливања и испуштања:
- Радне ципеле са ђоном отпорним на уље или клизање треба носити за општи рад, а одобрене заштитне ципеле за прсте са ђоном отпорним на уље или клизање треба носити тамо где постоји опасност од повреда стопала услед котрљања или пада предмета или опреме.
- Заштитне наочаре и респираторна заштита могу бити потребне за опасна излагања хемикалијама, прашини или пари.
- Непропусне рукавице, кецеље, обућу, штитнике за лице и хемијске наочаре треба носити при руковању опасним хемикалијама, адитивима и каустичним растворима и приликом чишћења просутих материја.
- Заштита главе може бити потребна када радите у јамама или подручјима где постоји потенцијал за повреду главе.
- Треба обезбедити лак приступ одговарајућим објектима за чишћење и сушење за руковање прскањем и просипањем.
Уље је чест узрок дерматитиса, који се може контролисати употребом ЛЗО и добре праксе личне хигијене. Треба избегавати директан контакт коже са формулисаним мастима или мазивима. Лакша уља као што су керозин, растварачи и уља вретена одмашћују кожу и изазивају осип. Гушћи производи, као што су уља и масти за мењаче, блокирају поре на кожи, што доводи до фоликулитиса.
Опасности по здравље услед микробне контаминације уља могу се сажети на следећи начин:
- Претходно постојећа стања коже могу се погоршати.
- Аеросоли мазива величине која се може удахнути могу изазвати респираторне болести.
- Организми могу променити састав производа тако да он постане директно штетан.
- Могу се унети штетне бактерије од животиња, птица или људи.
Контактни дерматитис може настати када су запослени изложени течностима за резање током производње, рада или одржавања и када бришу уљем прекривене руке крпама са ситним металним честицама. Метал изазива мале раздеротине на кожи које се могу инфицирати. Течности за сечење на бази воде на кожи и одећи могу садржати бактерије и изазвати инфекције, а емулгатори могу растворити масти са коже. Уљни фоликулитис је узрокован продуженим излагањем течностима за сечење на бази уља, као што је ношење одеће натопљене уљем. Запослени треба да скину и оперу одећу натопљену уљем пре него што је поново носе. Дерматитис може бити узрокован и употребом сапуна, детерџената или растварача за чишћење коже. Дерматитис се најбоље контролише добром хигијенском праксом и минимизирањем изложености. Треба потражити савет лекара када дерматитис траје.
У опсежном прегледу који је спроведен као основа за документ о критеријумима, амерички Национални институт за безбедност и здравље на раду (НИОСХ) је открио везу између изложености течностима за обраду метала и ризика од развоја рака на неколико места органа, укључујући желудац, панкреас , ларинкса и ректума (НИОСХ 1996). Остаје да се утврде специфичне формулације одговорне за повећан ризик од рака.
Професионална изложеност уљним маглама и аеросолима је повезана са различитим немалигним респираторним ефектима, укључујући липоидну пнеумонију, астму, акутну иритацију дисајних путева, хронични бронхитис и оштећену функцију плућа (НИОСХ 1996).
Течности за обраду метала су лако контаминиране бактеријама и гљивицама. Могу утицати на кожу или, када се удишу као контаминирани аеросоли, могу имати системске ефекте.
Рафинеријски процеси као што су хидрофиниширање и кисели третман се користе за уклањање ароматика из индустријских мазива, а употреба нафтенских базних залиха је ограничена како би се канцерогеност свела на минимум. Адитиви који се уносе у мешање и мешање такође могу створити потенцијални ризик по здравље. Изложеност хлорованим једињењима и оловним једињењима, као што су она која се користе у неким мазивима и мастима за зупчанике, изазивају иритацију коже и могу бити потенцијално опасна. Три-ортокрезил фосфат је изазвао избијање нервних парализа када је уље за подмазивање случајно коришћено за кување. Синтетичка уља се углавном састоје од натријум нитрита и триетаноламина и адитива. Комерцијални триетаноламин садржи диетаноламин, који може да реагује са натријум нитритом да формира релативно слаб канцероген, Н-нитрозодиетаноламин, који може да створи опасност. Полусинтетичка мазива представљају опасности оба производа, као и адитива у њиховим формулацијама.
Информације о безбедности производа важне су за запослене и код произвођача и за кориснике мазива, уља и масти. Произвођачи треба да имају на располагању листове са подацима о безбедности материјала (МСДС) или друге информације о производу за све адитиве и основне састојке који се користе у мешању и мешању. Многе компаније су спровеле епидемиолошка и токсиколошка испитивања како би утврдиле степен опасности повезаних са било каквим акутним и хроничним утицајем њихових производа на здравље. Ове информације треба да буду доступне радницима и корисницима путем налепница упозорења и информација о безбедности производа.
Површинска обрада метала
Преузето из 3. издања, Енциклопедија безбедности и здравља на раду.
Постоји велики избор техника за завршну обраду површина металних производа тако да су отпорне на корозију, боље пријањају и изгледају боље (види табелу 1). Неки производи се третирају низом неколико ових техника. Овај чланак ће укратко описати неке од оних које се најчешће користе.
Табела 1. Резиме опасности повезаних са различитим методама обраде метала
|
Метода обраде метала |
Хазардс |
Мере предострожности |
|
Електролитичко полирање |
Опекотине и иритације од каустичних и корозивних хемикалија |
Користите одговарајућу личну заштитну опрему. Инсталирајте ефикасну издувну вентилацију. |
|
Елецтроплатинг |
Изложеност хрому и никлу који потенцијално изазива рак; излагање цијанидима; опекотине и иритације од каустичних и корозивних хемикалија; струјни удар; процес може бити мокар, изазивајући опасност од клизања и пада; потенцијално стварање експлозивне прашине; ергономске опасности |
Користите одговарајућу личну заштитну опрему. Инсталирајте ефикасну издувну вентилацију, често са прорезима, пусх-пулл систем. Одмах очистите просипање. Поставите неклизајући под. Користите ефикасан дизајн радних процедура и станица да бисте избегли ергономски стрес. |
|
Емајли и застакљивање |
Физичке опасности од млинова, транспортера, млинова; опасност од опекотина од течности и опреме високе температуре; излагање прашини која може изазвати болест плућа |
Инсталирајте одговарајуће штитнике машине, укључујући блокаде. Користите одговарајућу личну заштитну опрему. Инсталирајте ефикасну издувну вентилацију да бисте избегли излагање прашини. Можда ће бити неопходна опрема са ХЕПА филтером. |
|
Једрење |
Излагање флуороводоничкој киселини; опекотине и иритације од каустичних и корозивних хемикалија; опасност од опекотина од течности и опреме високе температуре |
Спроведите програм за избегавање излагања флуороводоничкој киселини. Користите одговарајућу личну заштитну опрему. Инсталирајте ефикасну издувну вентилацију. |
|
Поцинчавање |
Опасност од опекотина од високотемпературних течности, метала и опреме; опекотине и иритације од каустичних и корозивних хемикалија; грозница од металних пара; потенцијално излагање олову |
Користите одговарајућу личну заштитну опрему. Инсталирајте ефикасну издувну вентилацију. Спровести програм смањења/праћења изложености олову. |
|
heat треатмент |
Опасност од опекотина од течности, метала и опреме високе температуре; опекотине и иритације од каустичних и корозивних хемикалија; могуће експлозивне атмосфере водоника; потенцијално излагање угљен-моноксиду; потенцијално излагање цијанидима; опасност од пожара због гашења уља |
Користите одговарајућу личну заштитну опрему. Инсталирајте ефикасну издувну вентилацију. Приказујте знакове који упозоравају на опрему и површине високе температуре. Инсталирајте системе за праћење концентрације угљен моноксида. Инсталирајте адекватне системе за гашење пожара. |
|
Металлизинг |
Опасност од опекотина од метала и опреме високе температуре; могуће експлозивне атмосфере прашине, ацетилена; грозница од испарења метала цинка |
Инсталирајте адекватне системе за гашење пожара. Правилно одвојите хемикалије и гасове. Користите одговарајућу личну заштитну опрему. Инсталирајте ефикасну издувну вентилацију. |
|
Фосфатирање |
Опекотине и иритације од каустичних и корозивних хемикалија |
Користите одговарајућу личну заштитну опрему. Инсталирајте ефикасну издувну вентилацију. |
|
Пластични премаз |
Изложеност хемијским сензибилизаторима |
Тражите алтернативе за сензибилизаторе. Користите одговарајућу личну заштитну опрему. Инсталирајте ефикасну издувну вентилацију. |
|
Приминг |
Излагање различитим растварачима који су потенцијално токсични и запаљиви, изложеност хемијским сензибилизаторима, изложеност потенцијално канцерогеном хрому |
Тражите алтернативе за сензибилизаторе. Користите одговарајућу личну заштитну опрему. Инсталирајте ефикасну издувну вентилацију. Правилно одвојите хемикалије/гасове. |
Пре него што се било која од ових техника може применити, производи морају бити темељно очишћени. Користе се бројне методе чишћења, појединачно или у низу. Они обухватају механичко брушење, четкање и полирање (који производе металну или оксидну прашину – алуминијумска прашина може бити експлозивна), одмашћивање испареном водом, прање органским растварачима масти, „кисељење“ у концентрованим киселим или алкалним растворима и електролитичко одмашћивање. Последњи укључује урањање у купке које садрже цијанид и концентроване алкалије у којима електролитички формирани водоник или кисеоник уклањају маст, што резултира „празним“ металним површинама које су без оксида и масти. Након чишћења следи адекватно испирање и сушење производа.
Одговарајући дизајн опреме и ефикасан ЛЕВ ће смањити део ризика. Радници који су изложени опасности од прскања морају имати заштитне наочаре или штитнике за очи и заштитне рукавице, кецеље и одећу. Тушеви и фонтане за испирање очију треба да буду у близини и да буду у добром стању, а прскање и проливање треба одмах опрати. Код електролитичке опреме, рукавице и ципеле морају бити непроводне, а друге стандардне електричне мере предострожности, као што је уградња прекидача струјног кола и процедуре за закључавање/означавање треба да се поштују.
Процеси лечења
Електролитичко полирање
Електролитичко полирање се користи за производњу површине побољшаног изгледа и рефлексивности, за уклањање вишка метала како би се тачно уклопио у потребне димензије и за припрему површине за инспекцију на несавршености. Процес укључује преференцијално анодно растварање високих тачака на површини након одмашћивања паром и врућег алкалног чишћења. Киселине се често користе као раствори електролита; сходно томе, потребно је адекватно испирање након тога.
Елецтроплатинг
Галванизација је хемијски или електрохемијски процес за наношење металног слоја на производ—на пример, никла за заштиту од корозије, тврдог хрома за побољшање својстава површине или сребра и злата за његово улепшавање. Повремено се користе неметални материјали. Производ, ожичен као катода, и анода метала који се таложи су потопљени у раствор електролита (који може бити кисели, алкални или алкални са цијанидним солима и комплексима) и спојени споља на извор једносмерне струје. Позитивно наелектрисани катјони металне аноде мигрирају на катоду, где се редукују у метал и таложе као танак слој (види слику 1). Процес се наставља све док нови премаз не достигне жељену дебљину, а затим се производ опере, осуши и полира.
Слика 1. Галванизација: Шематски приказ

Анода: Цу → Цу+2 + КСНУМКСе- ; Катода: Цу+2 + 2е- → Цу
In електроформирање, процес који је блиско повезан са галванизацијом, предмети обликовани од, на пример, гипса или пластике, постају проводљиви применом графита, а затим се повезују као катода тако да се метал таложи на њих.
In анодизација, процес који последњих година добија све већи значај, производи од алуминијума (користи се и титан и други метали) се повезују као анода и потапају у разблажену сумпорну киселину. Међутим, уместо да се формирају позитивни јони алуминијума и мигрирају за таложење на катоди, они се оксидују атомима кисеоника који настају на аноди и постају везани за њу као оксидни слој. Овај оксидни слој је делимично растворен раствором сумпорне киселине, чинећи површински слој порозним. Након тога, обојени материјали или материјали осетљиви на светлост могу се таложити у овим порама, као на пример у изради натписних плочица.
Емајли и глазуре
Стакласти емајл или порцелански емајл се користи за давање високо отпорног на топлоту, мрље и корозију покривача метала, обично гвожђа или челика, у широком спектру фабрикованих производа, укључујући каде, гасне и електричне шпорете, кухињско посуђе, резервоаре за складиштење и контејнере, и електричну опрему. Поред тога, емајли се користе у декорацији керамике, стакла, накита и украсних украса. Специјализована употреба емајлираних прахова у производњи украсног предмета као што су Цлоисонне и Лимогес позната је вековима. Глазуре се примењују на грнчарски прибор свих врста.
Материјали који се користе у производњи стаклених емајла и глазура укључују:
- ватростални материјали, као што су кварц, фелдспат и глина
- флуксови, као што су боракс (натријум борат декахидрат), сода пепео (безводни натријум карбонат), натријум нитрат, флуорит, криолит, баријум карбонат, магнезијум карбонат, олово моноксид, олово тетроксид и цинк оксид
- боје, као што су оксиди антимона, кадмијума, кобалта, гвожђа, никла, мангана, селена, ванадијума, уранијума и титанијума
- средства за замућење, као што су оксиди антимона, титанијума, калаја и цирконијума и натријум антимонинат
- електролити, као што су боракс, сода пепео, магнезијум карбонат и сулфат, натријум нитрит и натријум алуминат
- агенси за флокулацију, као што су глина, гуме, амонијум алгинат, бентонит и колоидни силицијум диоксид.
Први корак у свим врстама стакластог емајлирања или глазирања је прављење фрите, праха емајла. То подразумева припрему сировина, топљење и предају фрите.
Након пажљивог чишћења металних производа (нпр. пескарење, кисељење, одмашћивање), емајл се може нанети неколико поступака:
- У мокром поступку предмет се потапа у водени глеђ, извлачи и оставља да се оцеди или код „бљускања” емајл слип је дебљи и мора се отрести са предмета.
- У сувом процесу, брушени предмет се загрева до температуре емајлирања, а затим се суви емајл у праху распршује кроз сита на њега. Емајл се синтерује на своје место и, када се предмет врати у пећ, топи се до глатке површине.
- Примена прскањем се све више користи, обично у механизованим операцијама. Потребан је ормарић испод издувне вентилације.
- Декоративни емајли се најчешће наносе ручно, четкицама или сличним алатима.
- Глазуре за порцелан и грнчарије се обично наносе потапањем или прскањем. Иако се неке операције потапања механизују, комади се обично умачу ручно у домаћој индустрији порцелана. Предмет се држи у руци, умочи у велику каду са глазуром, глазура се уклања покретом ручног зглоба и предмет се ставља у сушач. Приликом прскања глазуре треба обезбедити затворену хаубу или ормарић са ефикасном издувном вентилацијом.
Припремљени предмети се затим „пеку“ у пећи или пећи, која обично ради на гас.
Једрење
Хемијско нагризање даје сатенски или мат завршни слој. Најчешће се користи као предтретман пре елоксирања, лакирања, конверзијског премаза, полирања или хемијског избељивања. Најчешће се примењује на алуминијум и нерђајући челик, али се користи и за многе друге метале.
Алуминијум се обично урезује у алкалним растворима који садрже различите мешавине натријум хидроксида, калијум хидроксида, тринатријум фосфата и натријум карбоната, заједно са другим састојцима како би се спречило стварање муља. Један од најчешћих процеса користи натријум хидроксид у концентрацији од 10 до 40 г/л који се одржава на температури од 50 до 85°Ц са временом потапања од чак 10 минута.
Алкалном нагризању обично претходи и затим следи третман у различитим смешама хлороводоничне, флуороводоничне, азотне, фосфорне, хромне или сумпорне киселине. Типичан третман киселином укључује урањање од 15 до 60 секунди у смешу од 3 запреминска дела азотне киселине и 1 запреминског дела флуороводоничне киселине која се одржава на температури од 20°Ц.
Поцинчавање
Галванизација наноси цинк премаз на различите челичне производе ради заштите од корозије. Производ мора бити чист и без оксида да би премаз правилно пријањао. Ово обично укључује низ процеса чишћења, испирања, сушења или жарења пре него што производ уђе у каду за галванизацију. Код цинковања „врућим потапањем“, производ се пропушта кроз купку од растопљеног цинка; „Хладно“ цинковање је у суштини галванизација, као што је горе описано.
Произведени производи се обично галванизирају у серијском процесу, док се метода континуиране траке користи за челичну траку, лим или жицу. Флукс се може користити за одржавање задовољавајућег чишћења и производа и купатила са цинком и за олакшавање сушења. Корак претходног флукса може бити праћен поклопцем флукса амонијум хлорида на површини цинк купатила, или се ово последње може користити самостално. У цеви за поцинковање, цев се потапа у врући раствор цинк амонијум хлорида након чишћења и пре него што цев уђе у купатило са растопљеним цинком. Токови се разлажу и формирају иритирајући хлороводоник и гас амонијака, што захтева ЛЕВ.
Различити типови континуираног топлог цинковања у основи се разликују по томе како се производ чисти и да ли се чишћење врши на мрежи:
- чишћење пламеном оксидације површинских уља са накнадном редукцијом у пећи и жарењем урађено у линији
- електролитичко чишћење обављено пре ин-лине жарења
- чишћење киселим кисељењем и алкалним чишћењем, коришћењем флукса пре претходног загревања пећи и жарење у пећи пре цинковања
- чишћење киселим киселином и алкално чишћење, елиминисање флукса и предгревање у редукционом гасу (нпр. водоник) пре цинковања.
Континуирана линија за галванизацију за челичне траке лаке ширине изоставља кисељење и употребу флукса; користи алкално чишћење и одржава чисту површину траке загревањем у комори или пећи са редукционом атмосфером водоника док не прође испод површине купке од растопљеног цинка.
Континуирано цинковање жице захтева кораке жарења, обично са посудом од растопљеног олова испред резервоара за чишћење и галванизацију; ваздушно или водено хлађење; кисељење у врућој, разблаженој хлороводоничкој киселини; испирање; примена флукса; сушење; а затим цинковање у купатилу од растопљеног цинка.
Шљунак, легура гвожђа и цинка, таложи се на дно купке од растопљеног цинка и мора се повремено уклањати. Различити типови материјала лебде на површини цинкове купке како би се спречила оксидација растопљеног цинка. Потребно је често скидање на местима улаза и излаза жице или траке која се поцинкује.
heat треатмент
Топлотна обрада, загревање и хлађење метала који остаје у чврстом стању, обично је саставни део обраде металних производа. Скоро увек укључује промену кристалне структуре метала што резултира модификацијом његових својстава (нпр. жарење да би се метал учинио савитљивијим, загревање и споро хлађење да би се смањила тврдоћа, загревање и гашење да би се повећала тврдоћа, ниске температуре загревање ради минимизирања унутрашњих напрезања).
прекаљивање
Жарење је топлотна обрада „омекшавања“ која се широко користи да би се омогућила даља хладна обрада метала, побољшала обрадивост, смањио напрезање производа пре употребе и тако даље. То укључује загревање метала на одређену температуру, задржавање на тој температури одређено време и омогућавање да се охлади одређеном брзином. Користе се бројне технике жарења:
- Плаво жарење, у којој се на површини легура на бази гвожђа производи слој плавог оксида
- Светло жарење, који се спроводи у контролисаној атмосфери да би се површинска оксидација свела на минимум
- Блиско жарење or жарење кутије, метода у којој се и црни и обојени метали загревају у запечаћеној металној посуди са или без материјала за паковање, а затим се полако хладе
- Потпуно жарење, обично се изводи у заштитној атмосфери, са циљем да се добије максимална мекоћа која је економски изводљива
- Маллеаблизинг, посебна врста жарења која се даје одливцима од гвожђа да би били ковљиви трансформацијом комбинованог угљеника у гвожђу у фини угљеник (тј. графит)
- Делимично жарење, нискотемпературни процес за уклањање унутрашњих напона изазваних у металу хладном обрадом
- Подкритично or сфероидизирајуће жарење, који производи побољшану обрадивост дозвољавајући карбиду гвожђа у кристалној структури да добије облик сфероида.
Старење каљење
Старење је топлотна обрада која се често користи на легурама алуминијум-бакар у којој се природно очвршћавање које се одвија у легури убрзава загревањем на око 180°Ц у трајању од око 1 сат.
Хомогенизација
Хомогенизација, која се обично примењује на инготе или компактне метале у праху, дизајнирана је да уклони или у великој мери смањи сегрегацију. Постиже се загревањем до температуре око 20°Ц испод тачке топљења метала у трајању од око 2 сата или више, а затим гашењем.
Нормализинг
Процес сличан потпуном жарењу, обезбеђује уједначеност механичких својстава која се добијају и такође производи већу жилавост и отпорност на механичко оптерећење.
Патентирање
Патентирање је посебна врста процеса жарења који се обично примењује на материјале малог попречног пресека који су намењени за извлачење (нпр. жица од угљеничног челика од 0.6%). Метал се загрева у обичној пећи до изнад опсега трансформације, а затим прелази из пећи директно у, на пример, оловно купатило које се одржава на температури од око 170°Ц.
Каљење и каљење
Повећање тврдоће се може постићи у легури на бази гвожђа загревањем изнад опсега трансформације и брзим хлађењем до собне температуре гашењем у уљу, води или ваздуху. Артикал је често под великим оптерећењем да би био стављен у употребу и, како би се повећала његова жилавост, он се темперира поновним загревањем на температуру испод опсега трансформације и омогућава да се охлади жељеном брзином.
Мартеринг и аустемперинг су слични процеси, осим што се производ гаси, на пример, у купатилу од соли или олова на температури од 400°Ц.
Отврдњавање површине и кућишта
Ово је још један процес термичке обраде који се најчешће примењује на легуре на бази гвожђа, који омогућава да површина предмета остане тврда док његово језгро остаје релативно дуктилно. Има бројне варијације:
- Очвршћавање пламеном подразумева очвршћавање површина предмета (нпр. зуба зупчаника, лежајева, клизних стаза) загревањем високотемпературном гасном бакљом, а затим гашење у уљу, води или другом погодном медијуму.
- Електрично индукционо каљење је слично очвршћавању пламеном осим што се загревање производи вртложним струјама индукованим у површинским слојевима.
- Царбуризинг повећава садржај угљеника на површини легуре на бази гвожђа загревањем предмета у чврстом, течном или гасовитом угљеничном медијуму (нпр. чврсти угаљ и баријум карбонат, течни натријум цијанид и натријум карбонат, гасовити угљен моноксид, метан и тако даље ) на температури од око 900°Ц.
- Нитрирање повећава садржај азота на површини специјалног нисколегираног ливеног гвожђа или челичног предмета загревањем у азотном медијуму, обично у гасном амонијаку, на око 500 до 600°Ц.
- Цијанирање је метода каљења у кућишту у којој је површина нискоугљичног челичног предмета обогаћена и угљеником и азотом истовремено. Обично укључује загревање предмета у трајању од 1 сата у купатилу од растопљеног 30% натријум цијанида на 870°Ц, а затим гашење у уљу или води.
- Нитрирање угљеника је гасовити процес за истовремену апсорпцију угљеника и азота у површински слој челика загревањем на 800 до 875°Ц у атмосфери гаса за карбуризацију (види горе) и гаса за нитрирање (нпр. 2 до 5% безводног амонијак).
Металлизинг
Метализација или прскање метала је техника наношења заштитног металног премаза на механички храпаву површину прскањем растопљеним капљицама метала. Такође се користи за изградњу истрошених или кородираних површина и за спасавање лоше обрађених компонентних делова. Процес је надалеко познат као Сцхоопинг, по др. Сцхоопу који га је измислио.
Користи Сцхоопинг пиштољ, ручни пиштољ за прскање у облику пиштоља кроз који се метал у облику жице убацује у пламен гасне цеви за гориво/кисеоник који га топи и, користећи компримовани ваздух, распршује га на објекат. Извор топлоте је мешавина кисеоника и ацетилена, пропана или компримованог природног гаса. Намотана жица се обично исправља пре него што се убаци у пиштољ. Може се користити било који метал од којег се може направити жица; пиштољ такође може прихватити метал у облику праха.
Вакум метализација је процес у коме се предмет ставља у вакуумску теглу у коју се распршује метал за облагање.
Фосфатирање
Фосфатирање се углавном користи на меком и поцинкованом челику и алуминијуму како би се повећала адхезија и отпорност на корозију боја, воска и уља. Такође се користи за формирање слоја који делује као филм за раздвајање у дубоком извлачењу лима и побољшава његову отпорност на хабање. У суштини се састоји од омогућавања металној површини да реагује са раствором једног или више фосфата гвожђа, цинка, мангана, натријума или амонијума. За комбиновано чишћење и фосфатирање користе се раствори натријум и амонијум фосфата. Потреба за фосфатирањем мултиметалних објеката и жеља за повећањем брзине линије у аутоматизованим операцијама довели су до смањења времена реакције додавањем акцелератора као што су флуориди, хлорати, молибдати и једињења никла у растворе за фосфатирање. Да би се смањила величина кристала и, сходно томе, повећавају флексибилност премаза од цинк фосфата, средства за рафинацију кристала као што су терцијарни цинк фосфат или титанијум фосфат се додају у испирање пре третмана.
Редослед фосфатирања обично укључује следеће кораке:
- топло каустичко чишћење
- четкање и испирање
- даље вруће каустичко чишћење
- испирање воде за кондиционирање
- прскање или потапање у вруће растворе киселих фосфата
- исперите хладном водом
- испирање топлом хромном киселином
- још једно испирање хладном водом
- сушење.
Приминг
Прајмери за органску боју се наносе на металне површине како би се унапредила адхезија накнадно нанесених боја и успорила корозија на споју боја-метал. Прајмери обично садрже смоле, пигменте и раствараче и могу се нанети на припремљене металне површине четком, спрејом, потапањем, премазивањем ваљком или електрофорезом.
Растварачи могу бити било која комбинација алифатичних и ароматичних угљоводоника, кетона, естара, алкохола и етара. Најчешће коришћене смоле су поливинил бутинол, фенолне смоле, алкиди уља за сушење, епоксидизована уља, епоксиестри, етил силикати и хлорисане гуме. У комплексним прајмерима користе се средства за умрежавање као што су тетраетилен пентамин, пентаетилен хексамин, изоцијанати и уреа формалдехид. Неоргански пигменти који се користе у формулацијама прајмера укључују једињења олова, баријума, хрома, цинка и калцијума.
Пластични премаз
Пластични премази се наносе на метале у течном облику, као прах који се накнадно очвршћава или синтерује загревањем, или у облику готових листова који се лепком лепе на металну површину. Најчешће коришћене пластике укључују полиетилен, полиамиде (најлоне) и ПВЦ. Ово последње може укључивати пластификаторе на бази мономерних и полимерних естара и стабилизатора као што су карбонат олова, соли масних киселина баријума и кадмијума, дибутилкалај дилаурат, алкилкалај меркаптиди и цинк фосфат. Иако су генерално ниске токсичности и не изазивају иритацију, неки од пластификатора су сензибилизатори коже.
Опасности и њихова превенција
Као што се може закључити из сложености горе наведених процеса, постоји велики избор сигурносних и здравствених опасности повезаних са површинском обрадом метала. Многи се редовно сусрећу у производним операцијама; други су представљени јединственошћу употребљених техника и материјала. Неки су потенцијално опасни по живот. Међутим, углавном се могу спречити или контролисати.
Дизајн радног места
Радно место треба да буде пројектовано тако да омогући испоруку сировина и залиха и уклањање готових производа без ометања текуће обраде. Пошто су многе хемикалије запаљиве или склоне реаговању када се помешају, неопходно је правилно одвајање у складиштењу и транспорту. Многе операције завршне обраде метала укључују течности, а када дође до цурења, просипања или прскања киселина или алкалија, морају се одмах опрати. Сходно томе, морају се обезбедити подови са одговарајућим дренирањем, отпорним на клизање. Одржавање домаћинства мора бити марљиво како би радна подручја и други простори били чисти и без накупина материјала. Системи за одлагање чврстог и течног отпада и ефлуента из пећи и издувне вентилације морају бити пројектовани имајући на уму еколошку забринутост.
Радна места и радни задаци треба да користе ергономске принципе како би се минимизирала напрезања, уганућа, претерани замор и РСИ. Штитници машине морају имати аутоматско закључавање како би машина била без напона ако се штитник скине. Заштита од прскања је неопходна. Због опасности од прскања врућих раствора киселина и алкалија, фонтане за испирање очију и тушеви за цело тело морају бити постављени на дохват руке. Треба поставити знакове који упозоравају друго особље у производњи и одржавању на опасности као што су хемијске купке и вруће површине.
Хемијска процена
Све хемикалије треба проценити на потенцијалну токсичност и физичке опасности, а мање опасне материјале треба заменити тамо где је то могуће. Међутим, пошто мање токсичан материјал може бити запаљивији, мора се узети у обзир и опасност од пожара и експлозије. Поред тога, мора се узети у обзир хемијска компатибилност материјала. На пример, случајно мешање соли нитрата и цијанида могло би да изазове експлозију због јаких оксидационих својстава нитрата.
Вентилација
Већина процеса наношења металних премаза захтева ЛЕВ који је стратешки постављен да одвуче паре или друге загађиваче од радника. Неки системи гурају свеж ваздух кроз резервоар да би „гурнули“ загађиваче из ваздуха на издувну страну система. Усисници свежег ваздуха морају бити удаљени од издувних отвора тако да потенцијално токсични гасови не циркулишу.
Лична заштитна опрема
Процесе треба осмислити тако да спрече потенцијално токсично излагање, али пошто се оне не могу увек у потпуности избећи, запосленима ће се морати обезбедити одговарајућа ЛЗО (нпр. наочаре са или без штитника за лице према потреби, рукавице, кецеље или комбинезони и ципеле). Пошто многа излагања укључују вруће корозивне или нагризајуће растворе, заштитни предмети треба да буду изоловани и отпорни на хемикалије. Ако постоји могућа изложеност струји, ЛЗО треба да буде непроводна. ЛЗО мора бити доступна у одговарајућој количини како би се контаминирани, мокри предмети могли очистити и осушити пре поновне употребе. Изолиране рукавице и друга заштитна одећа треба да буду доступне тамо где постоји опасност од термичких опекотина од врућег метала, пећи и тако даље.
Важан додатак је доступност уређаја за прање и чистих ормарића и свлачионица, тако да одећа радника остане незагађена и радници не носе токсичне материјале назад у своје домове.
Обука и надзор запослених
Образовање и обука запослених су од суштинског значаја и када су нови на послу или када је дошло до промена у опреми или процесу. МСДС морају бити обезбеђени за сваки од хемијских производа који објашњавају хемијске и физичке опасности, на језицима и на образовним нивоима који обезбеђују да ће их радници разумети. Тестирање компетенција и периодична преквалификација ће осигурати да су радници задржали потребне информације. Препоручује се пажљив надзор како би се осигурало да се поштују одговарајуће процедуре.
Одабране опасности
Одређене опасности су јединствене за индустрију металних премаза и заслужују посебну пажњу.
Алкални и кисели раствори
Загрејани алкални и кисели раствори који се користе за чишћење и обраду метала су посебно корозивни и каустични. Надражују кожу и слузокожу, а посебно су опасни када се упрскају у око. Фонтане за испирање очију и тушеви за хитне случајеве су неопходни. Одговарајућа заштитна одећа и наочаре ће заштитити од неизбежних прскања; када прскање доспе на кожу, подручје треба одмах и обилно испирати хладном, чистом водом најмање 15 минута; медицинска помоћ може бити неопходна, посебно када је око захваћено.
Треба бити опрезан када се користе хлорисани угљоводоници јер фосген може настати као резултат реакције хлорисаног угљоводоника, киселина и метала. Азотна и флуороводонична киселина су посебно опасне када се њихови гасови удишу, јер може проћи 4 сата или више пре него што ефекти на плућа постану очигледни. Бронхитис, пнеумонитис, па чак и потенцијално фаталан плућни едем могу се појавити са закашњењем код радника који очигледно није имао почетни ефекат излагања. За раднике који су били изложени саветује се брз профилактички медицински третман и, често, хоспитализација. Контакт са кожом са флуороводоничном киселином може изазвати тешке опекотине без бола неколико сати. Хитна медицинска помоћ је неопходна.
Прах
Метална и оксидна прашина представљају посебан проблем у операцијама брушења и полирања, а ЛЕВ их најефикасније уклања када се стварају. Канали треба да буду пројектовани тако да буду глатки, а брзина ваздуха треба да буде довољна да спречи честице да се таложе из ваздушне струје. Алуминијумска и магнезијумска прашина може бити експлозивна и треба је сакупити у влажну замку. Олово је постало мањи проблем са падом његове употребе у керамици и порцеланским глазурама, али остаје свеприсутна професионална опасност и мора се увек чувати. Берилијум и његова једињења су недавно изазвали интересовање због могућности канцерогености и хроничне болести берилијума.
Одређене операције представљају ризик од силикозе и пнеумокониозе: калцинација, дробљење и сушење кремена, кварца или камена; просејавање, мешање и вагање ових супстанци у сувом стању; и пуњење пећи таквим материјалима. Такође представљају опасност када се користе у мокрим процесима и прскају по радном месту и по радничкој одећи, да поново постану прашина када се осуше. ЛЕВ и ригорозна чистоћа и лична хигијена су важне превентивне мере.
Органски растварачи
Растварачи и друге органске хемикалије које се користе за одмашћивање и у одређеним процесима су опасни када се удишу. У акутној фази, њихово наркотично дејство може довести до респираторне парализе и смрти. Код хроничне изложености најчешће се јавља токсичност централног нервног система и оштећења јетре и бубрега. Заштиту обезбеђује ЛЕВ са сигурносном зоном од најмање 80 до 100 цм између извора и подручја дисања радника. Вентилација на клупи се такође мора инсталирати како би се уклонила заостала пара из готових предмета. Одмашћивање коже органским растварачима може бити прекурсор дерматитиса. Многи растварачи су такође запаљиви.
Цијанид
Купке које садрже цијаниде се често користе у електролитичком одмашћивању, галванизацији и цијанидирању. Реакција са киселином ће формирати испарљиви, потенцијално смртоносни водоник цијанид (прусинска киселина). Смртоносна концентрација у ваздуху је 300 до 500 ппм. Смртоносно излагање може такође бити последица апсорпције коже или гутања цијанида. Оптимална чистоћа је неопходна за раднике који користе цијанид. Храну не треба јести пре прања и никада се не сме налазити у радном простору. Руке и одећа морају се пажљиво очистити након могућег излагања цијаниду.
Мере прве помоћи код тровања цијанидом обухватају транспорт на отвореном, скидање контаминиране одеће, обилно прање изложених места водом, терапију кисеоником и удисање амил нитрита. ЛЕВ и заштита коже су од суштинског значаја.
Хром и никл
Једињења хрома и никла која се користе у галванским купкама у галванизацији могу бити опасна. Једињења хрома могу изазвати опекотине, улцерације и екцеме коже и слузокоже и карактеристичну перфорацију носног септума. Може доћи до бронхијалне астме. Соли никла могу изазвати упорне алергијске или токсично-иритативне повреде коже. Постоје докази да и једињења хрома и никла могу бити канцерогена. ЛЕВ и заштита коже су од суштинског значаја.
Пећи и пећи
Посебне мере предострожности су потребне када се ради са пећима које се користе, на пример, у топлотној обради метала где се са компонентама рукује на високим температурама, а материјали који се користе у процесу могу бити или токсични или експлозивни или обоје. Гасовити медији (атмосфере) у пећи могу реаговати са металним пуњењем (оксидирајућа или редукујућа атмосфера) или могу бити неутрални и заштитни. Већина ових последњих садржи до 50% водоника и 20% угљен-моноксида, који, осим што су запаљиви, на повишеним температурама формирају веома експлозивне смеше са ваздухом. Температура паљења варира од 450 до 750 °Ц, али локална варница може изазвати паљење чак и на нижим температурама. Опасност од експлозије је већа када се пећ укључује или гаси. Пошто пећ за хлађење има тенденцију да усисава ваздух (посебна опасност када се прекине снабдевање горивом или струјом), довод инертног гаса (нпр. азота или угљен-диоксида) треба да буде доступан за пречишћавање када се пећ искључи, као и када се у врелу пећ уведе заштитна атмосфера.
Угљенмоноксид је можда највећа опасност од пећи и пећи. Пошто је безбојан и без мириса, често достиже ниво токсичности пре него што га радник схвати. Главобоља је један од најранијих симптома токсичности, и стога, радника који на послу има главобољу треба одмах уклонити на свеж ваздух. Опасне зоне укључују удубљене џепове у којима се угљен моноксид може сакупљати; треба имати на уму да је цигла порозна и да може задржати гас током нормалног пражњења и емитовати га када се прочишћавање заврши.
Оловне пећи могу бити опасне јер олово има тенденцију да испари прилично брзо на температурама изнад 870°Ц. Сходно томе, потребан је ефикасан систем за одвод дима. Лом или квар посуде такође могу бити опасни; треба обезбедити довољно велики бунар или јаму за хватање растопљеног метала ако се то догоди.
Пожар и експлозија
Многа једињења која се користе у металним премазима су запаљива и, под одређеним околностима, експлозивна. Пећи и сушаре углавном раде на гас, а потребно је уградити посебне мере предострожности као што су уређаји за гашење пламена на горионицима, запорни вентили ниског притиска у доводним водовима и панели за растерећење од експлозије у структури пећи. . У електролитичким операцијама, водоник формиран у процесу може да се скупи на површини купатила и, ако се не исцрпи, може да достигне експлозивну концентрацију. Пећи треба правилно проветравати и горионике заштитити од зачепљења материјалом који капље.
Гашење уља такође представља опасност од пожара, посебно ако метално пуњење није потпуно уроњено. Уља за гашење треба да имају високу тачку паљења, а њихова температура не би требало да прелази 27°Ц.
Боце са компримованим кисеоником и горивим гасом који се користе у метализацији представљају опасност од пожара и експлозије ако се не складиште и не користе правилно. За детаљне мере предострожности погледајте чланак „Заваривање и термичко сечење“ у овом поглављу.
У складу са локалним прописима, опрема за гашење пожара, укључујући аларме, треба да буде обезбеђена и одржавана у исправном стању, а радници увежбани да је правилно користе.
Топлота
Употреба пећи, отвореног пламена, пећи, загрејаних раствора и растопљених метала неизбежно представља ризик од прекомерног излагања топлоти, што је додатно појачано у врућим, влажним климама и, посебно, оклузивном заштитном одећом и опремом. Потпуна климатизација постројења можда није економски изводљива, али снабдевање охлађеног ваздуха у локалним вентилационим системима је од помоћи. Паузе за одмор у хладном окружењу и адекватан унос течности (течности које се узимају на радној станици треба да буду без токсичних загађивача) ће помоћи да се спречи топлотна токсичност. Радници и надзорници треба да буду обучени за препознавање симптома топлотног стреса.
Zakljucak
Површинска обрада метала укључује мноштво процеса који подразумевају широк спектар потенцијално токсичних излагања, од којих се већина може спречити или контролисати марљивом применом добро признатих превентивних мера.
Метал Рецламатион
Рекултивација метала је процес којим се метали производе од отпада. Ови обновљени метали се не разликују од метала произведених примарном прерадом руде метала. Међутим, процес је мало другачији и изложеност може бити другачија. Инжењерске контроле су у основи исте. Мелиорација метала је веома важна за светску економију због исцрпљивања сировина и загађења животне средине отпадним материјалима.
Алуминијум, бакар, олово и цинк чине 95% производње у секундарној индустрији обојених метала. Магнезијум, жива, никл, племенити метали, кадмијум, селен, кобалт, калај и титанијум се такође обнављају. (О гвожђу и челику се говори у поглављу Индустрија гвожђа и челика. Такође погледајте чланак „Топљење и рафинирање бакра, олова и цинка“ у овом поглављу.)
Контролне стратегије
Принципи контроле емисије/изложености
Регенерација метала укључује излагање прашини, димовима, растварачима, буци, топлоти, киселој магли и другим потенцијално опасним материјалима и ризицима. Неке модификације процеса и/или руковања материјалом могу бити изводљиве да елиминишу или смање стварање емисија: минимизирање руковања, снижавање температуре посуде, смањење формирања шљаке и површинског стварања прашине, и модификовање распореда постројења како би се смањило руковање материјалом или поновно увлачење таложеног прашина.
Излагање се може смањити у неким случајевима ако се изаберу машине за обављање задатака са високом изложеношћу, тако да запослени могу бити уклоњени из области. Ово такође може смањити ергономске опасности због руковања материјалима.
Да би се спречила унакрсна контаминација чистих подручја у постројењу, пожељно је изоловати процесе који стварају значајне емисије. Физичка баријера ће садржати емисије и смањити њихово ширење. Дакле, мање људи је изложено, а број извора емисије који доприносе изложености у било којој области биће смањен. Ово поједностављује процену изложености и олакшава идентификацију и контролу главних извора. Операције поврата су често изоловане од других операција постројења.
Повремено је могуће оградити или изоловати одређени извор емисије. Пошто су кућишта ретко херметички непропусна, издувни систем са негативним промајем се често примењује на кућиште. Један од најчешћих начина за контролу емисија је да се обезбеди локална издувна вентилација на месту стварања емисије. Снимање емисија на њиховом извору смањује потенцијал да се емисије распрше у ваздух. Такође спречава секундарну изложеност запослених насталу поновним уношењем наталожених загађивача.
Брзина хватања аспиратора мора бити довољно велика да спречи испарења или прашине да побегну из протока ваздуха у хаубу. Проток ваздуха треба да има довољну брзину да пренесе честице дима и прашине у хаубу и да превазиђе ометајуће ефекте попречне промаје и других насумичних кретања ваздуха. Брзина потребна да се ово постигне ће варирати од апликације до апликације. Треба ограничити употребу рециркулацијских грејача или личних вентилатора за хлађење који могу да превазиђу локалну издувну вентилацију.
Сви издувни или вентилациони системи за разблаживање такође захтевају замену ваздуха (познати и као системи за допунски ваздух). Ако је систем за замену ваздуха добро пројектован и интегрисан у системе природне и комфорне вентилације, може се очекивати ефикаснија контрола изложености. На пример, резервни отвори за ваздух треба да буду постављени тако да чист ваздух струји од излаза преко запослених, ка извору емисије и издувним гасовима. Ова техника се често користи са острвима са доводним ваздухом и поставља запосленог између чистог улазног ваздуха и извора емисије.
Предвиђено је да се чисте области контролишу директном контролом емисија и одржавањем домаћинства. Ове области показују ниске нивое загађења околине. Запослени у контаминираним подручјима могу бити заштићени кабинама за довод ваздуха, острвима, резервним говорницама и контролним собама, допуњеним личном заштитом за дисање.
Просечна дневна изложеност радника може се смањити тако што ће обезбедити чисте просторе као што су собе за одмор и трпезарије које се снабдевају свежим филтрираним ваздухом. Провођењем времена у области без загађивача, просечна изложеност запослених контаминантима може се смањити. Још једна популарна примена овог принципа је острво доводног ваздуха, где се свеж филтрирани ваздух доводи у зону дисања запосленог на радној станици.
Треба обезбедити довољно простора за хаубе, канале, контролне собе, активности одржавања, чишћење и складиштење опреме.
Возила на точковима су значајан извор секундарних емисија. Тамо где се користи транспорт возила на точковима, емисије се могу смањити поплочавањем свих површина, одржавањем површина без накупљених прашњавих материјала, смањењем удаљености и брзине кретања возила и преусмеравањем издувних гасова возила и вентилатора за хлађење. Одговарајући материјал за поплочавање, као што је бетон, треба изабрати након разматрања фактора као што су оптерећење, употреба и брига о површини. Премази се могу нанети на неке површине да би се олакшало прање коловоза.
Сви системи за вентилацију издувних гасова, разблаживања и допуњавања ваздуха морају се правилно одржавати како би се ефикасно контролисали загађивачи ваздуха. Поред одржавања општих система вентилације, процесна опрема се мора одржавати како би се елиминисало просипање материјала и фугитивне емисије.
Реализација програма радне праксе
Иако стандарди наглашавају инжењерске контроле као средство за постизање усклађености, контроле радне праксе су од суштинског значаја за успешан програм контроле. Инжењерске контроле могу бити поражене лошим радним навикама, неадекватним одржавањем и лошим одржавањем домаћинства или личне хигијене. Запослени који користе исту опрему у различитим сменама могу имати значајно различиту изложеност у ваздуху због разлика у овим факторима између смена.
Програми радне праксе, иако често занемарени, представљају добру менаџерску праксу као и здрав разум; исплативи су, али захтевају одговоран и кооперативан однос запослених и ресорних супервизора. Однос вишег руководства према безбедности и здрављу огледа се у ставу линијских супервизора. Исто тако, ако супервизори не спроводе ове програме, ставови запослених могу патити. Подстицање доброг здравља и безбедности може се постићи кроз:
- кооперативна атмосфера у којој запослени учествују у програмима
- формалне обуке и образовни програми
- наглашавајући програм безбедности и здравља постројења. Мотивисање запослених и задобивање њиховог поверења је неопходно да би програм био ефикасан.
Програми радне праксе се не могу једноставно „инсталирати“. Као и код система вентилације, морају се одржавати и стално проверавати како би се осигурало да исправно функционишу. Ови програми су одговорност менаџмента и запослених. Требало би успоставити програме за подучавање, подстицање и надгледање „добре“ (тј. ниске изложености) пракси.
Лична заштитна опрема
Заштитне наочаре са бочним штитницима, комбинезони, заштитне ципеле и радне рукавице треба рутински носити за све послове. Они који се баве ливењем и топљењем, или ливењем легура, треба да носе кецеље и заштиту за руке од коже или других одговарајућих материјала за заштиту од прскања растопљеног метала.
У операцијама где инжењерске контроле нису адекватне за контролу емисије прашине или дима, треба носити одговарајућу респираторну заштиту. Ако су нивои буке превисоки и не могу бити пројектовани или се извори буке не могу изоловати, треба носити заштиту за слух. Такође би требало да постоји програм очувања слуха, укључујући аудиометријско тестирање и обуку.
procesi
Алуминијум
Секундарна индустрија алуминијума користи отпад који садржи алуминијум за производњу металног алуминијума и легура алуминијума. Процеси који се користе у овој индустрији укључују претходну обраду отпада, претапање, легирање и ливење. Сирови материјал који користи секундарна индустрија алуминијума укључује нови и стари отпад, знојну свињу и нешто примарног алуминијума. Нови отпад се састоји од исечака, ковања и других чврстих материјала купљених од авио индустрије, произвођача и других производних погона. Бушење и стругање су нуспроизвод машинске обраде одливака, шипки и ковања у авионској и аутомобилској индустрији. Скаље, љуске и шљаке се добијају из постројења за примарну редукцију, секундарних топионица и ливница. Стари отпад укључује аутомобилске делове, предмете за домаћинство и делове авиона. Укључени кораци су следећи:
- Преглед и сортирање. Купљени алуминијумски отпад се подвргава контроли. Чисти отпад који не захтева претходну обраду се транспортује у складиште или се пуни директно у пећ за топљење. Алуминијум коме је потребна претходна обрада се сортира ручно. Уклањају се слободно гвожђе, нерђајући челик, цинк, месинг и превелики материјали.
- Дробљење и скрининг. Стари отпад, посебно ливење и лимови контаминирани гвожђем, улазе у овај процес. Сортирани отпад се преноси у дробилицу или млин са чекићем где се материјал уситњава и уситњава, а гвожђе се одваја од алуминијума. Здробљени материјал се пребацује преко вибрационих сита да би се уклонила прљавштина и ситне честице.
- Балирање. Посебно дизајнирана опрема за балирање се користи за сабијање гломазног алуминијумског отпада као што су отпадни лим, одливци и исеци.
- Уситњавање/класификовање. Кабл од чистог алуминијума са челичном арматуром или изолацијом сече се маказама типа алигатор, затим гранулира или даље редукује у млиновима са чекићем да би се одвојило гвоздено језгро и пластични премаз од алуминијума.
- Спаљивање/сушење. Бушење и стругање се претходно третирају како би се уклонила уља за сечење, масти, влага и слободно гвожђе. Отпад се дроби у млину са чекићем или прстенастом дробилицом, влага и органски састојци се испаравају у ротационој сушари на гас или уље, осушени чипс се просијава да би се уклониле ситне алуминијумске честице, преостали материјал се магнетно третира ради уклањања гвожђа и чисте, осушене бушотине се сортирају у торбе кутије.
- Врућа обрада. Алуминијум се може уклонити из вруће шљаке која се испушта из пећи за рафинацију шаржним флуксирањем мешавином соли и криолита. Овај процес се изводи у механички ротираном бурету обложеном ватросталним слојем. Метал се повремено лупка кроз рупу у његовој основи.
- Суво млевење. У процесу сувог млевења, хладна шљака напуњена алуминијумом и други остаци се обрађују млевењем, просијавањем и концентрисањем да би се добио производ који садржи минимални садржај алуминијума од 60 до 70%. Куглични млинови, млинови са шипкама или млинови са чекићем могу се користити за редукцију оксида и неметала у фини прах. Одвајање прљавштине и других неповратних материја из метала постиже се просијавањем, класификацијом ваздуха и/или магнетном сепарацијом.
- Печење. Алуминијумска фолија подложена папиром, гутаперчом или изолацијом је улаз у овај процес. У процесу печења, угљени материјали повезани са алуминијумским фолијама се пуне и затим одвајају од металног производа.
- Алуминијумско знојење. Знојење је пирометалуршки процес који се користи за добијање алуминијума из отпада са високим садржајем гвожђа. Алуминијумски отпад са високим садржајем гвожђа, одливци и шљака улазе у овај процес. Углавном се користе реверберационе пећи отвореног пламена са косим огњиштима. Раздвајање се постиже тако што се алуминијум и други састојци ниског топљења топе и цуре низ огњиште, кроз решетку и у калупе хлађене ваздухом, сабирне посуде или бунаре. Производ се назива "знојена свиња". Материјали са високим топљењем, укључујући гвожђе, месинг и производе оксидације који настају током процеса знојења, периодично се извлаче из пећи.
- Реверберационо (хлор) топљење-рафинирање. Ревербераторне пећи се користе за претварање чистог сортираног отпада, знојних свиња или, у неким случајевима, необрађеног отпада у легуре спецификације. Отпад се убацује у пећ механичким путем. Материјали се додају за прераду серијским или континуираним пуњењем. Након што се отпад напуни, додаје се флукс да би се спречио контакт са и накнадна оксидација растопа ваздухом (покривни флукс). Додају се растварачи који реагују са неметалицима, као што су остаци изгорелих премаза и прљавштине, да би се формирали нерастворљиви састојци који испливају на површину као шљака. Затим се додају агенси за легирање, у зависности од спецификација. Демаггинг је процес којим се смањује садржај магнезијума у растопљеном пуњењу. Када се демагира гасовитим хлором, хлор се убризгава кроз угљеничне цеви или копља и реагује са магнезијумом и алуминијумом док мехуриће. У кораку скидања нечисти получврсти флуксови се скидају са површине растопа.
- Реверберационо (флуор) топљење-рафинирање. Овај процес је сличан процесу топљења и рафинације реверберације (хлора), осим што се користи алуминијум флуорид уместо хлора.
Табела 1 наводи изложеност и контроле за операције поврата алуминијума.
Табела 1. Инжењерске/административне контроле за алуминијум, према раду
|
Процесна опрема |
Излагање |
Инжењерске/административне контроле |
|
сортирање |
Одлемљење бакљом—металне паре као што су олово и кадмијум |
Локална издувна вентилација током одлемљења; ЛЗО—заштита за дисање приликом одлемљења |
|
Дробљење/просијавање |
Неспецифична прашина и аеросол, уљне магле, металне честице и бука |
Локална издувна вентилација и општа вентилација простора, изолација извора буке; ЛЗО — заштита слуха |
|
Балирање |
Нема познатог излагања |
Нема контрола |
|
Спаљивање/сушење |
Неспецифичне честице које могу укључивати метале, чађ и кондензоване тешке органске материје. Гасови и паре који садрже флуориде, сумпор диоксид, хлориде, угљен моноксид, угљоводонике и алдехиде |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора под топлотним стресом, течности, изолација извора буке; ЛЗО — заштита слуха |
|
Врућа обрада |
Мало испарења |
Локална издувна вентилација, општа вентилација простора |
|
Суво глодање |
Прах |
Локална издувна вентилација, општа вентилација простора |
|
печење |
Прах |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора под топлотним стресом, течности, изолација извора буке; ЛЗО — заштита слуха |
|
Знојење |
Испарења и честице метала, неспецифични гасови и паре, топлота и бука |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора под топлотним стресом, течности, изолација извора буке; ЛЗО — заштита слуха и респираторна заштита |
|
Реверберационо (хлор) топљење-рафинирање |
Производи сагоревања, хлор, хлороводоници, метални хлориди, алуминијум хлориди, топлота и бука |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора под топлотним стресом, течности, изолација извора буке; ЛЗО — заштита слуха и респираторна заштита |
|
Реверберационо (флуор) топљење-рафинирање |
Производи сагоревања, флуор, водоник флуориди, метални флуориди, алуминијум флуориди, топлота и бука |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора под топлотним стресом, течности, изолација извора буке; ЛЗО — заштита слуха и респираторна заштита |
Мелиорација бакра
Секундарна индустрија бакра користи отпад који садржи бакар за производњу металног бакра и легура на бази бакра. Сировине које се користе могу се класификовати као нови отпад произведен у производњи готових производа или стари отпад од застарелих истрошених или спашених производа. Стари извори отпада укључују жице, водоводне инсталације, електричну опрему, аутомобиле и кућне апарате. Остали материјали са вредношћу бакра укључују шљаку, шљаку, ливачки пепео и отпад из топионица. Укључени су следећи кораци:
- Скидање и сортирање. Отпад се сортира на основу садржаја бакра и чистоће. Чисти отпад се може ручно одвојити за пуњење директно у пећ за топљење и легирање. Гвоздене компоненте се могу магнетно одвојити. Изолација и омоти оловних каблова се скидају ручно или посебно дизајнираном опремом.
- Брикетирање и дробљење. Чиста жица, танка плоча, жичана сита, бушилице, струготине и струготине су сабијени ради лакшег руковања. Опрема која се користи укључује хидрауличне пресе за балирање, млинове са чекићем и кугласте млинове.
- Уситњавање. Одвајање бакарне жице од изолације се постиже смањењем величине смеше. Уситњени материјал се затим сортира ваздушном или хидрауличном класификацијом са магнетном сепарацијом било ког гвозденог материјала.
- Брушење и гравитационо одвајање. Овај процес има исту функцију као и уситњавање, али користи водени медијум за сепарацију и различите улазне материјале као што су шљака, шљака, љуска, ливачки пепео, мете и прашина из врећа.
- Сушење. Уклањају се бушотине, струготине и струготине које садрже испарљиве органске нечистоће као што су течности за сечење, уља и масти.
- Сагоревање изолације. Овај процес одваја изолацију и друге премазе од бакарне жице сагоревањем ових материјала у пећима. Остатак жице се пуни у серијама у примарну комору за паљење или накнадно сагоревање. Испарљиви производи сагоревања се затим пролазе кроз секундарну комору за сагоревање или врећу за сакупљање. Стварају се неспецифичне честице које могу укључивати дим, глину и металне оксиде. Гасови и паре могу да садрже оксиде азота, сумпор-диоксид, хлориде, угљен-моноксид, угљоводонике и алдехиде.
- Знојење. Уклањање компоненти са ниским степеном топљења паре из отпада се постиже загревањем отпада до контролисане температуре која је тик изнад тачке топљења метала који се изливају. Примарни метал, бакар, углавном није растопљена компонента.
- Испирање амонијум карбоната. Бакар се може добити из релативно чистог отпада испирањем и растварањем у базичном раствору амонијум карбоната. Јони бакра у раствору амонијака ће реаговати са металним бакром да би произвели бакрене јоне, који се могу реоксидовати у бакрово стање оксидацијом ваздуха. Након што се сирови раствор одвоји од остатка лужења, оксид бакра се добија дестилацијом воденом паром.
- Дестилација паром. Кувањем излуженог материјала из процеса карбонатног лужења долази до таложења оксида бакра. Бакар оксид се затим суши.
- Хидротермална редукција водоника. Раствор амонијум карбоната који садржи јоне бакра се загрева под притиском у водонику, преципитирајући бакар као прах. Бакар се филтрира, опере, осуши и синтерује у атмосфери водоника. Прашак се меље и просеја.
- Испирање сумпорне киселине. Отпад од бакра се раствара у врућој сумпорној киселини да би се формирао раствор бакар сулфата за напајање у процесу електро-победништва. Након варења, нерастворени остатак се филтрира.
- Топљење претварача. Растопљени црни бакар се пуни у претварач, који је ватростална цигла у облику крушке или цилиндричне челичне шкољке. Ваздух се удувава у растопљена пуњења кроз млазнице тзв млазнице. Ваздух оксидира бакар сулфид и друге метале. Додаје се флукс који садржи силицијум диоксид да реагује са оксидима гвожђа да би се формирала гвоздена силикатна шљака. Ова шљака се скида из пећи, обично преклапањем пећи, а затим следи секундарни удар и обрање. Бакар из овог процеса назива се блистер бакар. Блистер бакар се генерално даље рафинише у пећи за рафинацију ватре.
- Рафинирање ватре. Блистер бакар из претварача је рафиниран у цилиндричној пећи на нагиб, посуди попут реверберационе пећи. Блистер бакар се пуни у посуду за рафинацију у оксидационој атмосфери. Нечистоће се уклањају са површине и ствара се редукциона атмосфера додавањем зелених трупаца или природног гаса. Добијени растопљени метал се затим лива. Ако бакар треба да буде електролитички рафинисан, рафинисани бакар ће бити изливен као анода.
- Електролитичка рафинација. Аноде из процеса ватрогасне рафинације стављају се у резервоар који садржи сумпорну киселину и једносмерну струју. Бакар са аноде се јонизује, а јони бакра се таложе на стартер од чистог бакра. Како се аноде растварају у електролиту, нечистоће се таложе на дно ћелије као слуз. Ова слуз се може додатно обрадити да би се повратиле друге вредности метала. Произведени катодни бакар се топи и излива у различите облике.
Табела 2 наводи изложеност и контроле за операције мелиорације бакра.
Табела 2. Инжењерске/административне контроле за бакар, према раду
|
Процесна опрема |
Изложеност |
Инжењерске/административне контроле |
|
Скидање и сортирање |
Загађивачи ваздуха од руковања материјалом и одлемљења или сечења отпада |
Локална издувна вентилација, општа вентилација простора |
|
Брикетирање и дробљење |
Неспецифична прашина и аеросол, уљне магле, металне честице и бука |
Локална издувна вентилација и општа вентилација простора, изолација извора буке; ЛЗО — заштита слуха и респираторна заштита |
|
Схреддинг |
Неспецифична прашина, материјал за изолацију жице, металне честице и бука |
Локална издувна вентилација и општа вентилација простора, изолација извора буке; ЛЗО — заштита слуха и респираторна заштита |
|
Брушење и гравитационо одвајање |
Неспецифична прашина, металне честице од флукса, шљаке и шљаке, и бука |
Локална издувна вентилација и општа вентилација простора, изолација извора буке; ЛЗО — заштита слуха и респираторна заштита |
|
Сушење |
Неспецифичне честице, које могу укључивати метале, чађ и кондензоване тешке органске материје |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности, изолација извора буке; ЛЗО — заштита слуха и респираторна заштита |
|
Сагоревање изолације |
Неспецифичне честице које могу укључивати дим, глину |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности, изолација извора буке; ЛЗО — заштита органа за дисање |
|
Знојење |
Испарења и честице метала, неспецифични гасови, паре и честице |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности, изолација извора буке; ЛЗО — заштита слуха и респираторна заштита |
|
Испирање амонијум карбоната |
Амонијак |
Локална издувна вентилација, општа вентилација простора; ЛЗО — заштита органа за дисање |
|
Дестилација на пару |
Амонијак |
Локална издувна вентилација, општа вентилација простора; ЛЗО—наочаре са бочним штитницима |
|
Хидротермална редукција водоника |
Амонијак |
Локална издувна вентилација, општа вентилација простора; ЛЗО — заштита органа за дисање |
|
Испирање сумпорне киселине |
Магле сумпорне киселине |
Локална издувна вентилација, општа вентилација простора |
|
Топљење претварача |
Испарљиви метали, бука |
Локална издувна вентилација, општа вентилација простора; ЛЗО — заштита за дисање и заштиту слуха |
|
Електрично топљење лончића |
Честице, оксиди сумпора и азота, чађ, угљен моноксид, бука |
Локална издувна вентилација, општа вентилација простора; ЛЗО — заштита слуха |
|
Рафинирање ватре |
Оксиди сумпора, угљоводоници, честице |
Локална издувна вентилација, општа вентилација простора; ЛЗО — заштита слуха |
|
Електролитичка рафинација |
Сумпорна киселина и метали из муља |
Локална издувна вентилација, општа вентилација простора |
Мелиорација олова
Сировине које набављају секундарне топионице олова могу захтевати прераду пре стављања у пећ за топљење. Овај одељак говори о најчешћим сировинама које набављају секундарне топионице олова и изводљивим инжењерским контролама и радним праксама како би се ограничила изложеност запослених олову из операција прераде сировина. Треба напоменути да се оловна прашина генерално може наћи у објектима за рекуперацију олова и да ће сваки ваздух из возила вероватно покренути оловну прашину која се затим може удахнути или залепити за ципеле, одећу, кожу и косу.
Аутомобилске батерије
Најчешћа сировина у секундарној топионици олова су отпадне аутомобилске батерије. Отприлике 50% тежине отпадне аутомобилске батерије биће преузето као метално олово у процесу топљења и рафинације. Отприлике 90% аутомобилских батерија које се данас производе користе полипропиленску кутију или кућиште. Због високе економске вредности овог материјала, кућишта од полипропилена користе скоро све секундарне топионице олова. Већина ових процеса може генерисати металне паре, посебно олово и антимон.
In ломљење акумулатора у аутомобилу постоји потенцијал за формирање арсина или стибина због присуства арсена или антимона који се користе као средства за стврдњавање у металу решетке и потенцијал за присуство водоника у настајању.
Четири најчешћа процеса за разбијање аутомобилских батерија су:
- тестера велике брзине
- тестер за спору брзину
- СМИЦАЊЕ
- дробљење целе батерије (Сатурнова дробилица или дробилица или млин са чекићем).
Прва три од ових процеса укључују одсецање врха батерије, затим бацање група или материјала који носи олово. Четврти процес укључује дробљење целе батерије у млину са чекићем и одвајање компоненти гравитационим одвајањем.
Одвајање аутомобилских батерија се одвија након што су аутомобилске батерије поломљене како би се материјал који носи олово могао одвојити од материјала кућишта. Уклањање кућишта може створити киселу маглу. Технике које се најчешће користе за постизање овог задатка су:
- упутство техника. Ово се користи у великој већини секундарних топионица олова и остаје најраспрострањенија техника у малим и средњим топионицама. Након што батерија прође кроз тестеру или маказе, запослени ручно одлаже групе или материјал који носи олово у гомилу и ставља кућиште и врх батерије у другу гомилу или систем за транспорт.
- A тамблер уређај. Батерије се стављају у уређај за мешање након што су врхови исечени/ошишани да би се групе одвојиле од кућишта. Ребра унутар посуде бацају групе док се полако ротира. Групе падају кроз прорезе у посуди, док се кофери преносе до удаљеног краја и сакупљају при изласку. Пластична и гумена кућишта и врхови батерија се даље обрађују након одвајања од оловног материјала.
- A процес умиваоника/пливања. Процес умиваоника/пловка се обично комбинује са млином са чекићем или процесом дробљења за разбијање батерије. Комади батерија, и оловни лежај и кућишта, смештени су у низ резервоара напуњених водом. Материјал који носи олово тоне на дно резервоара и уклања се пужним транспортером или вучним ланцем док материјал кућишта плута и скида се са површине резервоара.
Индустријске батерије које су коришћене за напајање мобилне електричне опреме или за другу индустријску употребу повремено купују за сировину већина секундарних топионица. Многе од ових батерија имају челична кућишта која захтевају уклањање резањем кућишта резачем или ручном тестером на гас.
Други купљени отпад који садржи олово
Секундарне топионице олова купују разне друге отпадне материјале као сировине за процес топљења. Ови материјали укључују отпад из погона за производњу батерија, шљаке од рафинације олова, метални отпад од олова као што су линотип и облоге каблова, и остатке тетраетил олова. Ове врсте материјала могу се пунити директно у пећи за топљење или мешати са другим материјалима за пуњење.
Руковање и транспорт сировина
Суштински део процеса секундарног топљења олова је руковање, транспорт и складиштење сировине. Материјали се транспортују виљушкарима, предњим утоваривачима или механичким транспортерима (пуж, елеватор са кашиком или трака). Примарни начин транспорта материјала у секундарној индустрији олова је мобилна опрема.
Неке уобичајене методе механичког транспорта које користе секундарне топионице олова укључују: системе за транспорт траком који се могу користити за транспорт материјала за пуњење пећи од складишта до области угљенисања пећи; пужни транспортери за транспорт димне прашине од вреће до пећи за агломерацију или складишног простора или елеватора са кашикама и ланаца/водова.
Топљење
Операција топљења у секундарној топионици олова укључује редукцију отпада који садржи олово у метално олово у високој пећи или ревербератору.
Високе пећи напуњени су материјалом који садржи олово, коксом (гориво), кречњаком и гвожђем (флукс). Ови материјали се убацују у пећ на врху окна пећи или кроз врата за пуњење са стране окна при врху пећи. Неке опасности по животну средину повезане са радом високе пећи су метални испарења и честице (посебно олово и антимон), топлота, бука и угљен моноксид. У секундарној индустрији олова користе се различити механизми за транспорт материјала пуњења. Скип дизалица је вероватно најчешћа. Остали уређаји који се користе укључују вибрационе резервоаре, тракасте транспортере и елеваторе са кашиком.
Операције точења у високој пећи укључују уклањање растопљеног олова и шљаке из пећи у калупе или кутлаче. Неке топионице убацују метал директно у котлић који држи метал растопљеним за рафинацију. Преостале топионице изливају метал из пећи у блокове и омогућавају да се блокови стврдну.
Високи ваздух за процес сагоревања улази у високу пећ кроз тујере које повремено почињу да се пуне накупинама и морају бити физички пробијене, обично челичном шипком, да не би биле зачепљене. Конвенционална метода за постизање овог задатка је уклањање поклопца фурнира и уметање челичне шипке. Након што су нараслине пробушене, поклопац се замењује.
Реверберационе пећи се пуне оловном сировином помоћу механизма за пуњење пећи. Ревербераторне пећи у секундарној индустрији олова обично имају опружни или висећи лук изграђен од ватросталне цигле. Многи загађивачи и физичке опасности повезане са реверберационим пећима су сличне онима у високим пећима. Такви механизми могу бити хидраулични рам, пужни транспортер или други уређаји слични онима који су описани за високе пећи.
Операције точења у реверберационој пећи су веома сличне операцијама точења у високој пећи.
Пречишћавање
Рафинација олова у секундарним топионицама олова се врши у котлићима или лонцима на индиректно печење. Метал из пећи за топљење се обично топи у котлу, а затим се садржај елемената у траговима прилагођава да би се произвела жељена легура. Уобичајени производи су меко (чисто) олово и разне легуре тврдог (антимон) олова.
Практично све операције секундарне рафинације олова користе ручне методе за додавање легирајућих материјала у котлове и користе методе ручне дроссинг. Шљака се помета до руба котла и уклања лопатом или великом кашиком у посуду.
Табела 3 наводи изложеност и контроле за операције поврата олова.
Табела 3. Инжењерске/административне контроле за олово, по операцијама
|
Процесна опрема |
Изложеност |
Инжењерске/административне контроле |
|
Возила |
Оловна прашина са путева и прскана вода која садржи олово |
Испирање водом и одржавање подручја влажним. Обука руковаоца, опрезне радне праксе и добро одржавање су кључни елементи за минимизирање емисије олова када се користи мобилна опрема. Затворите опрему и обезбедите систем за филтрирање ваздуха са позитивним притиском. |
|
Транспортне траке |
Оловна прашина |
Такође је пожељно опремити системе тракастих транспортера са самочистећим репним ременицама или марамицама за траке ако се користе за транспорт материјала за пуњење пећи или димне прашине. |
|
Опадање батерије |
Оловна прашина, кисела магла |
Локална издувна вентилација, општа вентилација простора |
|
Припрема пуњења |
Оловна прашина |
Локална издувна вентилација, општа вентилација простора |
|
Висока пећ |
Испарења и честице метала (олово, антимон), топлота и бука, угљен моноксид |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности, изолација извора буке; ЛЗО — заштита за дисање и заштиту слуха |
|
Реверберациона пећ |
Испарења и честице метала (олово, антимон), топлота и бука |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности, изолација извора буке; ЛЗО — заштита за дисање и заштиту слуха |
|
Пречишћавање |
Честице олова и евентуално легирајући метали и средства за течење, бука |
Локална издувна вентилација, општа вентилација простора; ЛЗО — заштита слуха |
|
Ливење |
Честице олова и евентуално легирајући метали |
Локална издувна вентилација, општа вентилација простора |
Мелиорација цинка
Секундарна индустрија цинка као изворе цинка користи нове исечке, љуске и пепео, ливене љуске, шљаку од галванизације, димну прашину и хемијске остатке. Већина обрађеног новог отпада су легуре на бази цинка и бакра из посуда за цинковање и ливење под притиском. У категорију старог отпада укључене су старе плоче за гравере цинка, ливени одливци и отпад од шипки и калупа. Процеси су следећи:
- Реверберационо знојење. Пећи за знојење се користе за одвајање цинка од других метала контролом температуре у пећи. Отпадни производи ливени под притиском, као што су аутомобилске решетке и рамови регистарских таблица, и цинк коже или остаци су почетни материјали за процес. Отпад се пуни у пећ, додаје се флукс и садржај се топи. Остатак који се може топити се уклања и растопљени цинк тече из пећи директно у наредне процесе, као што су топљење, рафинирање или легирање, или у посуде за сакупљање. Загађивачи метала укључују цинк, алуминијум, бакар, гвожђе, олово, кадмијум, манган и хром. Остали загађивачи су средства за флуксирање, оксиди сумпора, хлориди и флуориди.
- Ротационо знојење. У овом процесу отпад од цинка, ливени производи, остаци и обрасци се стављају у пећ на директно ложење и топе. Талина се скида, а метални цинк се сакупља у котлићима који се налазе изван пећи. Нетопиви материјал, шљака, се затим уклања пре поновног пуњења. Метал из овог процеса се шаље у процес дестилације или легирања. Загађивачи су слични онима код реверберационог знојења.
- Пригушити знојење и знојење из котлића (лонца). У овим процесима отпад од цинка, производи ливени под притиском, остаци и љуштење се стављају у пећ за муфлање, материјал се зноји, а ознојени цинк се шаље у процесе рафинације или легирања. Остатак се уклања помоћу сита за мућкање које одваја шљаку од шљаке. Загађивачи су слични онима код реверберационог знојења.
- Дробљење/просијавање. Остаци цинка се уситњавају или дробе да би се разбиле физичке везе између металног цинка и флукса загађивача. Редуковани материјал се затим одваја у кораку просијавања или пнеуматске класификације. Дробљењем се може произвести цинк оксид и мање количине тешких метала и хлорида.
- Испирање натријум карбоната. Остаци се хемијски третирају да би се излили и претворили цинк у цинк оксид. Остатак се прво уситњава и опере. У овом кораку, цинк се излужује из материјала. Водени део се третира натријум карбонатом, што доводи до таложења цинка. Талог се осуши и калцинише да би се добио сирови цинк оксид. Цинк оксид се затим редукује у метални цинк. Могу се произвести различити загађивачи соли цинка.
- Котлић (лонац), лончић, ревербератор, електроиндукционо топљење. Отпад се пуни у пећ и додају се флукси. Купатило се меша да би се формирала шљака која се може скинути са површине. Након што је пећ одрађена, метал цинка се сипа у кутлаче или калупе. Могу се произвести паре цинк оксида, амонијак и амонијум хлорид, хлороводоник и цинк хлорид.
- Легирање. Функција овог процеса је производња легура цинка од претходно обрађеног отпадног метала цинка додавањем у котао за рафинацију флукса и агенаса за легирање било у очврснутом или истопљеном облику. Садржај се затим помеша, шљака се скине, а метал се излива у различите облике. Потенцијално излагање су честице које садрже цинк, легуре метала, хлориде, неспецифичне гасове и паре, као и топлоту.
- Муффле дестилација. Процес муфлне дестилације се користи за добијање цинка из легура и за производњу чистих ингота цинка. Процес је полу-континуиран који укључује пуњење растопљеног цинка из лонца за топљење или пећи за знојење у одељак за пригушивач и испаравање цинка и кондензацију испареног цинка и испуштање из кондензатора у калупе. Остатак се периодично уклања из муфела.
- Ретортна дестилација/оксидација и муфлна дестилација/оксидација. Производ процеса дестилације/оксидације у реторти и процеса муфлне дестилације/оксидације је цинк оксид. Процес је сличан ретортној дестилацији кроз корак испаравања, али се у овом процесу заобилази кондензатор и додаје се ваздух за сагоревање. Пара се испушта кроз отвор у струју ваздуха. Спонтано сагоревање се дешава унутар ватросталне коморе обложене паром. Гасовима сагоревања и вишком ваздуха производ се преноси у врећу где се скупља производ. Вишак ваздуха је присутан како би се осигурала потпуна оксидација и охладио производ. Сваки од ових процеса дестилације може довести до излагања испарењима цинк оксида, као и другим честицама метала и оксидима сумпора.
Табела 4 наводи изложеност и контроле за операције поврата цинка.
Табела 4. Инжењерске/административне контроле за цинк, према раду
|
Процесна опрема |
Изложеност |
Инжењерске/административне контроле |
|
Реверберационо знојење |
Честице које садрже цинк, алуминијум, бакар, гвожђе, олово, кадмијум, манган и хром, загађиваче од агенаса за флуксирање, оксиде сумпора, хлориде и флуориде |
Локална издувна вентилација, општа вентилација простора, топлотни стрес – режим рада/одмора, течности |
|
Ротационо знојење |
Честице које садрже цинк, алуминијум, бакар, гвожђе, олово, кадмијум, манган и хром, загађиваче од агенаса за флуксирање, оксиде сумпора, хлориде и флуориде |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности |
|
Пригушити знојење и знојење из котлића (лонца). |
Честице које садрже цинк, алуминијум, бакар, гвожђе, олово, кадмијум, манган и хром, загађиваче од агенаса за флуксирање, оксиде сумпора, хлориде и флуориде |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности |
|
Дробљење/просијавање |
Цинк оксид, мање количине тешких метала, хлориди |
Локална издувна вентилација, општа вентилација простора |
|
Испирање натријум карбоната |
Цинк оксид, натријум карбонат, цинк карбонат, цинк хидроксид, хлороводоник, цинк хлорид |
Локална издувна вентилација, општа вентилација простора |
|
Котлић (лонац) лонац за топљење, ревербератор, електроиндукционо топљење |
Испарења цинк оксида, амонијак, амонијак хлорид, хлороводоник, цинк хлорид |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности |
|
Легирање |
Честице које садрже цинк, легуре метала, хлориде; неспецифични гасови и паре; топлота |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности |
|
Ретортна дестилација, ретортна дестилација/оксидација и муфлна дестилација |
Испарења цинк оксида, друге металне честице, оксиди сумпора |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности |
|
Дестилација отпорника графитне шипке |
Испарења цинк оксида, друге металне честице, оксиди сумпора |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности |
Мелиорација магнезијума
Стари отпад се добија из извора као што су отпадни делови аутомобила и авиона и старе и застареле литографске плоче, као и неки муљеви из примарних топионица магнезијума. Нови отпад се састоји од исечака, стругања, бушења, љуштења, шљаке, шљаке и неисправних артикала из лимарских и фабричких погона. Највећа опасност у руковању магнезијумом је опасност од пожара. Мали фрагменти метала могу се лако запалити варницом или пламеном.
- Ручно сортирање. Овај процес се користи за одвајање фракција магнезијума и легуре магнезијума од других метала присутних у отпаду. Отпад се распоређује ручно, сортиран на основу тежине.
- Отворени лонац топљења. Овај процес се користи за одвајање магнезијума од загађивача у сортираном отпаду. Отпад се додаје у лончић, загрева и додаје се флукс који се састоји од мешавине калцијум, натријум и калијум хлорида. Растопљени магнезијум се затим сипа у инготе.
Табела 5 наводи изложеност и контроле за операције обнављања магнезијума.
Табела 5. Инжењерске/административне контроле за магнезијум, према раду
|
Процесна опрема |
Изложеност |
Инжењерски/административни |
|
Сортирање отпада |
Прах |
Испирање водом |
|
Отворени лонац топљења |
Испарења и прашина, велики потенцијал за пожар |
Локална издувна вентилација и општа вентилација простора и радна пракса |
|
Ливење |
Прашина и испарења, топлота и велики потенцијал за пожар |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности |
Мелиорација живе
Главни извори живе су зубни амалгами, отпадне живине батерије, муљ из електролитских процеса који користе живу као катализатор, жива из демонтираних хлор-алкалних постројења и инструменти који садрже живу. Паре живе могу контаминирати сваки од ових процеса.
- Постројење. Процес дробљења се користи за ослобађање преостале живе из металних, пластичних и стаклених контејнера. Након што се контејнери згњече, контаминирана течна жива се шаље у процес филтрирања.
- Филтрација. Нерастворљиве нечистоће као што је прљавштина уклањају се пропуштањем отпада који садржи паре живе кроз филтер медијум. Филтрирана жива се доводи у процес оксигенације, а чврсте материје које не прођу кроз филтере се шаљу на ретортну дестилацију.
- Вакум дестилација. Вакумска дестилација се користи за пречишћавање контаминиране живе када су притисци паре нечистоћа знатно нижи од притиска живе. Наелектрисање живе се испарава у лонцу за грејање, а паре се кондензују помоћу кондензатора хлађеног водом. Пречишћена жива се сакупља и шаље у процес пуњења. Остатак који је остао у лонцу за грејање шаље се у процес ретортинга да би се повратиле количине живе у траговима које нису прикупљене у процесу вакуумске дестилације.
- Пречишћавање раствора. Овај процес уклања металне и органске загађиваче испирањем сирове течне живе разблаженом киселином. Кораци који су укључени су: лужење сирове течне живе разблаженом азотном киселином да би се одвојиле металне нечистоће; мешање киселине-живе са компримованим ваздухом да би се обезбедило добро мешање; декантирање ради одвајања живе од киселине; прање водом да би се уклонила заостала киселина; и филтрирање живе у медијуму као што је активни угаљ или силика гел да би се уклонили последњи трагови влаге. Поред живине паре може доћи до излагања растварачима, органским хемикалијама и киселој магли.
- Оксигенација. Овај процес рафинише филтрирану живу уклањањем металних нечистоћа оксидацијом са прсканим ваздухом. Процес оксидације укључује два корака, прскање и филтрирање. У кораку прскања, контаминирана жива се меша са ваздухом у затвореној посуди да оксидише металне загађиваче. Након прскања, жива се филтрира у слоју дрвеног угља да би се уклонили чврсти метални оксиди.
- Ретортинг. Процес ретортинга се користи за производњу чисте живе испаравањем живе која се налази у чврстом отпаду који садржи живу. Кораци укључени у реторту су: загревање отпада спољним извором топлоте у затвореном лонцу или гомилу тацни да би се жива испарила; кондензовање живине паре у кондензаторима хлађеним водом; сакупљање кондензоване живе у сабирној посуди.
Табела 6 наводи изложеност и контроле за операције поврата живе.
Табела 6. Инжењерске/административне контроле за живу, према раду
|
Процесна опрема |
Изложеност |
Инжењерске/административне контроле |
|
Постројење |
Испарљива жива |
Локални издувни гас; ЛЗО — заштита органа за дисање |
|
Филтрација |
Испарљива жива |
Локална издувна вентилација; ЛЗО — заштита органа за дисање |
|
Вакумска дестилација |
Испарљива жива |
Локална издувна вентилација; ЛЗО — заштита органа за дисање |
|
Пречишћавање раствора |
Испарљива жива, растварачи, органске и киселе магле |
Локална издувна вентилација, општа вентилација простора; ЛЗО — заштита органа за дисање |
|
Оксидација |
Испарљива жива |
Локална издувна вентилација; ЛЗО — заштита органа за дисање |
|
Ретортинг |
Испарљива жива |
Локална издувна вентилација; ЛЗО — заштита органа за дисање |
Мелиорација никла
Главне сировине за рекултивацију никла су легуре на бази никла, бакра и алуминијума, које се могу наћи као стари или нови отпад. Стари отпад обухвата легуре које се спасавају из машина и делова авиона, док се нови отпад односи на отпадне лимове, струготине и чврсте материје који су нуспроизводи производње производа од легура. Следећи кораци су укључени у рекултивацију никла:
- сортирање. Отпад се прегледа и ручно одваја од неметалних и неникл материјала. Сортирање доводи до излагања прашини.
- Одмашћивање. Остаци никла се одмашћују коришћењем трихлоретилена. Смеша се филтрира или центрифугира да би се одвојио остатак никла. Потрошени раствор растварача трихлоретилена и масти пролази кроз систем за обнављање растварача. Може доћи до излагања растварачу током одмашћивања.
- Топионица (електролучна или ротирајућа ревербераторна) пећ. Отпад се пуни у електролучну пећ и додаје се редукционо средство, обично креч. Набој се топи и или се сипа у инготе или се шаље директно у реактор на додатно пречишћавање. Могућа је изложеност димовима, прашини, буци и топлоти.
- Рафинирање реактора. Истопљени метал се уводи у реактор где се додају отпад на хладној бази и свињски никал, а затим креч и силицијум диоксид. Затим се додају легирајући материјали као што су манган, колумијум или титанијум да би се добио жељени састав легуре. Могућа је изложеност димовима, прашини, буци и топлоти.
- Ливење ингота. Овај процес укључује ливење растопљеног метала из пећи за топљење или реактора за рафинацију у инготе. Метал се сипа у калупе и остави да се охлади. Инготи се уклањају из калупа. Могућа је изложеност топлоти и металним димовима.
Изложености и контролне мере за операције мелиорације никла су наведене у табели 7.
Табела 7. Инжењерске/административне контроле за никл, по операцијама
|
Процесна опрема |
Изложеност |
Инжењерске/административне контроле |
|
сортирање |
Прах |
Локални издувни гасови и замена растварача |
|
Одмашћивање |
Солвент |
Локална издувна вентилација и замена растварача и/или рекуперација, општа вентилација простора |
|
Топљење |
Испарења, прашина, бука, топлота |
Локална издувна вентилација, режим рада/одмора, течности; ЛЗО — заштита за дисање и заштиту слуха |
|
Пречишћавање |
Испарења, прашина, топлота, бука |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности; ЛЗО — заштита за дисање и заштиту слуха |
|
Ливење |
Топлота, метална испарења |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности |
Мелиорација племенитих метала
Сировине за индустрију племенитих метала чине стари и нови отпад. Стари отпад обухвата електронске компоненте застареле војне и цивилне опреме и отпад из стоматолошке индустрије. Нови отпад настаје током производње и производње производа од племенитих метала. Производи су елементарни метали као што су злато, сребро, платина и паладијум. Обрада племенитих метала укључује следеће кораке:
- Ручно сортирање и сецкање. Отпад од племенитих метала се ручно сортира и дроби и сецка у млину са чекићем. Млинови чекићара су бучни.
- Процес спаљивања. Сортирани отпад се спаљује како би се уклонили папирни, пластични и органски течни загађивачи. Могућа је изложеност органским хемикалијама, гасовима сагоревања и прашини.
- Топљење у високој пећи. Третирани отпад се пуни у високу пећ, заједно са коксом, флуксом и рециклираним металним оксидима шљаке. Пуњење се топи и шљачи, стварајући црни бакар који садржи племените метале. Тврда шљака која се формира садржи већину нечистоћа шљаке. Може бити присутна прашина и бука.
- Топљење претварача. Овај процес је дизајниран за даље пречишћавање црног бакра удувавањем ваздуха кроз растоп у претварачу. Метални загађивачи који садрже шљаку се уклањају и рециклирају у високу пећ. Бакар у полугама које садрже племените метале се лијевају у калупе.
- Електролитичка рафинација. Бакар у полугама служи као анода електролитичке ћелије. Чисти бакар тако излази на катоду, док племенити метали падају на дно ћелије и сакупљају се као слуз. Коришћени електролит је бакар сулфат. Могућа је изложеност киселој магли.
- Хемијска рафинација. Слуз племенитих метала из процеса електролитичке рафинације се хемијски третира да би се повратили појединачни метали. Процеси засновани на цијаниду се користе за добијање злата и сребра, који се такође могу добити растварањем у Аква Регија раствора и/или азотне киселине, након чега следи преципитација са гвожђе сулфатом или натријум хлоридом да се добије злато и сребро, респективно. Метали платинасте групе се могу добити растварањем у растопљеном олову, које се затим третира са азотном киселином и оставља остатак из којег се метали платинске групе могу селективно исталожити. Преципитати племенитих метала се затим или топе или запале како би се прикупили злато и сребро као зрнца и метали платине као сунђер. Може доћи до излагања киселини.
Изложености и контроле су наведене, према операцијама, у табели 8 (видети такође „Топљење и прерада злата“).
Табела 8. Инжењерске/административне контроле племенитих метала, по операцијама
|
Процесна опрема |
Изложеност |
Инжењерске/административне контроле |
|
Сортирање и уситњавање |
Хаммермилл представља потенцијалну опасност од буке |
Материјал за контролу буке; ЛЗО — заштита слуха |
|
Спаљивање |
Органске материје, гасови сагоревања и прашина |
Локална издувна вентилација и општа вентилација простора |
|
Топљење у високој пећи |
Прашина, бука |
Локална издувна вентилација; ЛЗО — заштита слуха и респираторна заштита |
|
Електролитичка рафинација |
Киселе магле |
Локална издувна вентилација, општа вентилација простора |
|
Хемијска рафинација |
Киселина |
Локална издувна вентилација, општа вентилација простора; ЛЗО—одећа отпорна на киселину, хемијске наочаре и штитник за лице |
Рекултивација кадмијума
Стари отпад који садржи кадмијум укључује кадмијумске делове од отпадних возила и чамаца, кућне апарате, хардвер и причвршћиваче, кадмијумске батерије, кадмијумске контакте са прекидача и релеја и друге коришћене легуре кадмијума. Нови отпад је обично отпад који садржи пару кадмијума и контаминирани нуспроизводи из индустрије која рукује металима. Процеси рекламације су:
- Пре-треатмент. Корак претходног третмана отпада укључује одмашћивање паром отпада легуре. Паре растварача настале загревањем рециклираних растварача циркулишу кроз посуду која садржи отпадне легуре. Растварач и очишћена маст се затим кондензују и одвајају са растварачем који се рециклира. Може доћи до излагања кадмијумској прашини и растварачима.
- Топљење/рафинирање. У операцији топљења/рафинације, претходно обрађени отпад легуре или отпад од елементарног кадмијума се обрађује како би се уклониле све нечистоће и произвела легура кадмијума или елементарни кадмијум. Могу бити присутни производи излагања сагоревању нафте и гаса и прашина цинка и кадмијума.
- Ретортна дестилација. Одмашћени отпад легура се пуни у реторту и загрева да би се произвеле паре кадмијума које се затим сакупљају у кондензатору. Истопљени метал је тада спреман за ливење. Могућа је изложеност прашини кадмијума.
- Топљење/дезинцирање. Метални кадмијум се пуни у лонац за топљење и загрева до растопљене фазе. Ако је цинк присутан у металу, додају се флуксови и агенси за хлорисање да би се уклонио цинк. Међу потенцијалним изложеностима су кадмијумске паре и прашина, испарења и прашина цинка, цинк хлорид, хлор, хлороводоник и топлота.
- Ливење. Операцијом ливења формира се жељена линија производа од пречишћене легуре кадмијума или метала кадмијума произведеног у претходном кораку. Ливење може произвести кадмијумску прашину и димове и топлоту.
Изложености у процесима рекултивације кадмијума и неопходне контроле су сумиране у табели 9.
Табела 9. Инжењерске/административне контроле за кадмијум, према раду
|
Процесна опрема |
Изложеност |
Инжењерске/административне контроле |
|
Одмашћивање отпада |
Растварачи и кадмијумска прашина |
Локални издувни гасови и замена растварача |
|
Топљење/рафинирање легуре |
Производи сагоревања нафте и гаса, испарења цинка, кадмијумове прашине и испарења |
Локална издувна вентилација и општа вентилација простора; ЛЗО — заштита органа за дисање |
|
Ретортна дестилација |
Испарења кадмијума |
Локална издувна вентилација; ЛЗО — заштита органа за дисање |
|
Топљење/дезинцирање |
Испарења и прашина кадмијума, испарења и прашина цинка, цинк хлорид, хлор, хлороводоник, топлотни стрес |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности; ЛЗО — заштита органа за дисање |
|
Ливење |
Кадмијумска прашина и испарења, топлота |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности; ЛЗО — заштита органа за дисање |
Рекултивација селена
Сировине за овај сегмент су ксерографски цилиндри за копирање и отпад који настаје током производње селенских исправљача. Прашина селена може бити присутна свуда. Дестилација и топљење у реторти могу произвести гасове сагоревања и прашину. Топљење реторте је бучно. У рафинацији су присутне магла сумпор-диоксида и кисела магла. Метална прашина се може произвести из операција ливења (видети табелу 10).
Табела 10. Инжењерске/административне контроле за селен, према раду
|
Процесна опрема |
Изложеност |
Инжењерске/административне контроле |
|
Предтретман отпада |
Прах |
Локални издувни гас |
|
Реторт топљење |
Гасови сагоревања и прашина, бука |
Локална издувна вентилација и општа вентилација простора; ЛЗО — заштита слуха; контрола буке горионика |
|
Пречишћавање |
SO2, кисела магла |
Локална издувна вентилација; ЛЗО — хемијске наочаре |
|
Дестилација |
Прашина и производи сагоревања |
Локална издувна вентилација, општа вентилација простора |
|
Гашење |
Метална прашина |
Локална издувна вентилација, општа вентилација простора |
|
Ливење |
Испарења селена |
Локална издувна вентилација, општа вентилација простора |
Процеси рекламације су следећи:
- Предтретман отпада. Овај процес одваја селен механичким процесима као што су млин са чекићем или пескарење.
- Реторт топљење. Овај процес пречишћава и концентрише претходно обрађени отпад у операцији дестилације у реторти топљењем отпада и одвајањем селена од нечистоћа дестилацијом.
- Пречишћавање. Овим поступком постиже се пречишћавање отпадног селена на основу лужења са одговарајућим растварачем као што је водени раствор натријум сулфита. Нерастворне нечистоће се уклањају филтрацијом и филтрат се третира да би се исталожио селен.
- Дестилација. Овај процес производи селен високе чистоће паре. Селен се топи, дестилује и паре селена се кондензују и преносе као растопљени селен у операцију формирања производа.
- Гашење. Овај процес се користи за производњу пречишћеног селена и праха. Талина селена се користи за производњу сачме. Затим се сачма осуши. Кораци потребни за производњу праха су исти, осим што је пара селена, а не растопљени селен, материјал који се гаси.
- Ливење. Овај процес се користи за производњу ингота селена или других облика од растопљеног селена. Ови облици се производе сипањем растопљеног селена у калупе одговарајуће величине и облика и хлађењем и очвршћавањем растопа.
Мелиорација кобалта
Извори отпада кобалта су брушење и стругање супер легуре, застарели или истрошени делови мотора и лопатице турбине. Процеси рекламације су:
- Ручно сортирање. Необрађени отпад се ручно сортира да би се идентификовале и одвојиле компоненте на бази кобалта, никла и непрерадивих компоненти. Ово је прашњава операција.
- Одмашћивање. Сортирани прљави отпад се пуни у јединицу за одмашћивање где циркулишу паре перхлоретилена. Овај растварач уклања масноћу и уље на отпаду. Мешавина пара растварач-уље-маст се затим кондензује и растварач се добија. Могућа је изложеност растварачу.
- минирање. Одмашћени отпад се пескари шљунком како би се уклонила прљавштина, оксиди и рђа. Може бити присутна прашина, у зависности од гранулације која се користи.
- Процес кисељења и хемијског третмана. Отпаци од операције минирања се третирају киселинама да би се уклонила заостала рђа и загађивачи оксида. Кисела магла је могућа изложеност.
- Топљење у вакууму. Очишћени отпад се пуни у вакуумску пећ и топи у електролучној или индукционој пећи. Може доћи до излагања тешким металима.
- ливење. Истопљена легура се лива у инготе. Топлотни стрес је могућ.
Видети табелу 11 за резиме изложености и контроле за прераду кобалта.
Табела 11. Инжењерске/административне контроле за кобалт, према раду
|
Процесна опрема |
Изложеност |
Инжењерске/административне контроле |
|
Ручно сортирање |
Прах |
Испирање водом |
|
Одмашћивање |
Солвентс |
Регенерација растварача, локални издувни гасови и замена растварача |
|
Експлозија |
Прашина—токсичност зависи од употребљеног зрна |
Локална издувна вентилација; ЛЗО за физичку опасност и респираторну заштиту у зависности од гранулације која се користи |
|
Процес кисељења и хемијског третмана |
Киселе магле |
Локална издувна вентилација, општа вентилација простора; ЛЗО — заштита органа за дисање |
|
Топљење у вакууму |
Тешки метали |
Локална издувна вентилација, општа вентилација простора |
|
Ливење |
Топлота |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности |
Мелиорација калаја
Главни извори сировина су калајисани челични украси, отпад компанија за производњу лименки, одбачени калемови из индустрије челика, калајне шљаке и муљеви, шљаци и муљ од лемљења, коришћени бронзани и бронзани отпад и метални отпад. Лимена прашина и кисела магла могу се наћи у многим процесима.
- Деалуминизација. У овом процесу врући натријум хидроксид се користи за лужење алуминијума из отпада од лимених конзерви тако што се отпад доведе у контакт са врелим натријум хидроксидом, одваја раствор натријум алумината од остатка отпада, пумпа натријум алуминат у операцију рафинације ради добијања растворљивог калаја и обнављања деалуминизовани лим за храну.
- Батцх мешање. Овај процес је механичка операција којом се припрема сировина погодна за пуњење у пећ за топљење мешањем шљаке и муља са значајним садржајем калаја.
- Хемијско детинирање. Овим процесом се лим извлачи у отпад. Врући раствор натријум хидроксида и натријум нитрита или нитрата се додаје у деалуминизовани или сирови отпад. Одводњавање и пумпање раствора у процес рафинације/ливања се изводе када је реакција детинирања завршена. Детинирани отпад се затим пере.
- Дросс топљење. Овај процес се користи за делимично пречишћавање шљаке и производњу сировог метала из пећи топљењем пуњења, тачењем сировог метала из пећи и тачењем мат и шљаке.
- Испирање прашине и филтрација. Овим поступком се уклањају вредности цинка и хлора из димне прашине испирањем сумпорном киселином да би се уклонио цинк и хлор, филтрирањем добијене смеше да би се одвојила киселина и растворени цинк и хлор из лужене прашине, сушењем излужене прашине у сушари и транспортовањем. прашину богату калајем и оловом назад у процес шаржног мешања.
- Таложење и филтрирање листова. Овим поступком се пречишћава раствор натријум станата произведен у процесу хемијског детинирања. Нечистоће као што су сребро, жива, бакар, кадмијум, нешто гвожђа, кобалта и никла се таложе као сулфиди.
- Евапоцентрифугирање. Натријум станат се концентрује из пречишћеног раствора испаравањем, кристализацијом натријум станата и добијањем натријум станата центрифугирањем.
- Електролитичка рафинација. Овај процес производи катодно чисти калај из пречишћеног раствора натријум станата пропуштањем раствора натријум станата кроз електролитичке ћелије, уклањајући катоде након што је калај депонован и скидајући калај са катода.
- Закисељавање и филтрација. Овај процес производи хидратисани калај оксид из пречишћеног раствора натријум станата. Овај хидратисани оксид се може или прерадити да би се добио анхидровани оксид или растопити да би се добио елементарни калај. Хидрирани оксид се неутралише сумпорном киселином да би се формирао хидратисани калај оксид и филтрира се да би се хидрат одвојио као филтер колач.
- Рафинирање ватре. Овај процес производи пречишћени калај из катодног калаја топљењем пуњења, уклањањем нечистоћа као шљаке и шљаке, изливањем растопљеног метала и ливењем металног калаја.
- Топљење. Овај процес се користи за производњу калаја када електролитичка рафинација није изводљива. Ово се постиже редуковањем хидратисаног калајног оксида помоћу редукционог средства, топљењем насталог калајног метала, скидањем шљаке, изливањем растопљеног калаја и ливењем растопљеног калаја.
- Калцинирање. Овај процес претвара хидратисане калајне оксиде у безводни оксид калаја калцинисањем хидрата и уклањањем и паковањем оксида коситра.
- Рафинирање чајника. Овај процес се користи за пречишћавање сировог метала из пећи пуњењем претходно загрејаног котла, сушењем шљаке да би се уклониле нечистоће као шљака и мат, флуксирањем са сумпором да би се уклонио бакар као мат, флуксирањем са алуминијумом да би се уклонио антимон и ливењем растопљеног метала у жељени метал. облицима.
Видети табелу 12 за резиме изложености и контроле за рекуперацију калаја.
Табела 12. Инжењерске/административне контроле за лим, по операцијама
|
Процесна опрема |
Изложеност |
Инжењерске/административне контроле |
|
Деалуминизација |
Натријум хидроксид |
Локални издувни гас; ЛЗО—хемијске наочаре и/или штитник за лице |
|
Батцх мешање |
Прах |
Локална издувна вентилација и општа вентилација простора |
|
Хемијско детинирање |
Заједљив |
Локална издувна вентилација; ЛЗО—хемијске наочаре и/или штитник за лице |
|
Дросс топљење |
Прашина и топлота |
Локална издувна вентилација, општа вентилација простора, режим рада/одмора, течности |
|
Испирање прашине и филтрирање |
Прах |
Локална издувна вентилација, општа вентилација простора |
|
Таложење и филтрирање листова |
Ниједан идентификован |
Ниједан идентификован |
|
Евапоцентрифугирање |
Ниједан идентификован |
Ниједан идентификован |
|
Електролитичка рафинација |
Кисела магла |
Локална издувна вентилација и општа вентилација простора; ЛЗО—хемијске наочаре и/или штитник за лице |
|
Закисељавање и филтрација |
Киселе магле |
Локална издувна вентилација и општа вентилација простора; ЛЗО—хемијске наочаре и/или штитник за лице |
|
Рафинирање ватре |
Топлота |
Режим рада/одмора, ЛЗО |
|
Топљење |
Гасови сагоревања, испарења и прашина, топлота |
Локална издувна вентилација и општа вентилација простора, режим рада/одмора, ЛЗО |
|
Калцинирање |
Прашина, испарења, топлота |
Локална издувна вентилација и општа вентилација простора, режим рада/одмора, ЛЗО |
|
Рафинирање чајника |
Прашина, испарења, топлота |
Локална издувна вентилација и општа вентилација простора, режим рада/одмора, ЛЗО |
Рекултивација титана
Два примарна извора отпада од титанијума су кућни потрошачи и потрошачи титанијума. Кућни отпад који настаје млевењем и производњом производа од титанијума обухвата трим лимове, лимове дасака, резове, стругање и бушење. Потрошачки отпад се састоји од рециклираних производа од титанијума. Операције рекламације укључују:
- Одмашћивање. У овом процесу, отпад се третира испареним органским растварачем (нпр. трихлоретиленом). Загађујућа маст и уље се уклањају са отпада помоћу пара растварача. Растварач се враћа у циркулацију све док више не може да се одмасти. Потрошени растварач се затим може регенерисати. Отпад се такође може одмастити паром и детерџентом.
- Кисељење. Процес киселог кисељења уклања оксидни каменац из операције одмашћивања испирањем са раствором хлороводоничне и флуороводоничне киселине. Остатак од третмана киселином се испере водом и осуши.
- Елецтрорефининг. Електрорафинација је процес предтретмана отпада од титанијума који електро-рафинише отпад у фузионисаној соли.
- Топљење. Претходно обрађени отпад од титанијума и агенси за легирање се топе у електролучној вакуумској пећи да би се формирала легура титанијума. Улазни материјали укључују претходно обрађени отпад од титанијума и легуре као што су алуминијум, ванадијум, молибден, калај, цирконијум, паладијум, колумијум и хром.
- Ливење. Растопљени титанијум се сипа у калупе. Титанијум се учвршћује у шипку која се зове ингот.
Контроле за изложеност у поступцима поврата титанијума су наведене у табели 13.
Табела 13. Инжењерске/административне контроле за титанијум, према раду
|
Процесна опрема |
Изложеност |
Инжењерске/административне контроле |
|
Одмашћивање растварачем |
Солвент |
Локални издувни гасови и рекуперација растварача |
|
Кисели краставци |
киселине |
Штитници за лице, кецеље, дуги рукави, заштитне наочаре или наочаре |
|
Елецтрорефининг |
Није познато |
Није познато |
|
Топљење |
Испарљиви метали, бука |
Локална издувна вентилација и контрола буке из горионика; ЛЗО — заштита слуха |
|
Ливење |
Топлота |
ЛЗО |
Питања животне средине у завршној обради метала и индустријским премазима
Метал Финисхинг
Површинска обрада метала повећава њихову трајност и побољшава изглед. Један производ може бити подвргнут више од једне површинске обраде—на пример, панел каросерије аутомобила може бити фосфатиран, премазан и фарбан. Овај чланак се бави процесима који се користе за површинску обраду метала и методама за смањење њиховог утицаја на животну средину.
Вођење бизниса за завршну обраду метала захтева сарадњу између менаџмента компаније, запослених, владе и заједнице како би се ефекти операција на животну средину ефикасно минимизирали. Друштво брине о количини и дугорочним ефектима загађења које улази у животну средину ваздуха, воде и земљишта. Ефикасно управљање животном средином се успоставља кроз детаљно познавање свих елемената, хемикалија, метала, процеса и излаза.
Планирање превенције загађења помера филозофију управљања животном средином са реаговања на проблеме на предвиђање решења која се фокусирају на хемијску супституцију, промену процеса и унутрашњу рециклажу, користећи следећи редослед планирања:
- Покрените превенцију загађења у свим аспектима пословања.
- Идентификујте токове отпада.
- Поставите приоритете за акцију.
- Утврдите основни узрок отпада.
- Идентификујте и примените промене које смањују или елиминишу отпад.
- Измерите резултате.
Континуирано побољшање се постиже постављањем нових приоритета за акцију и понављањем редоследа акција.
Детаљна документација процеса ће идентификовати токове отпада и омогућити да се поставе приоритети за могућности смањења отпада. Информисане одлуке о потенцијалним променама ће подстаћи:
- лака и практична оперативна побољшања
- промене процеса које укључују купце и добављаче
- промене на мање штетне активности где је то могуће
- поновна употреба и рециклажа тамо где промена није практична
- коришћење депоновања опасног отпада само као крајње средство.
Главни процеси и стандардни оперативни процеси
Чишћење је потребно јер сви процеси завршне обраде метала захтевају да делови који се заврше не садрже органска и неорганска прљавштина, укључујући уља, каменац, једињења за полирање и полирање. Три основна типа средстава за чишћење која се користе су растварачи, парни одмашћивачи и алкални детерџенти.
Методе чишћења растварачима и одмашћивањем паром скоро су у потпуности замењени алкалним материјалима где су накнадни процеси влажни. Још увек се користе растварачи и одмашћивачи на паре где делови морају бити чисти и суви без даље мокре обраде. Растварачи као што су терпени у неким случајевима замењују испарљиве раствараче. Мање токсични материјали као што је 1,1,1-трихлоретан су замењени опаснијим материјалима у одмашћивању паром (иако се овај растварач постепено укида као средство за оштећивање озона).
Циклуси алкалног чишћења обично укључују потапање у воду након чега следи анодно електрочишћење, након чега следи урањање у слабу киселину. За чишћење алуминијума обично се користе средства за чишћење без нагризања, без силиката. Киселине су типично сумпорне, хлороводоничне и азотне.
Анодизирање, електрохемијски процес за згушњавање оксидног филма на површини метала (често се примењује на алуминијум), третира делове разблаженим растворима хрома или сумпорне киселине.
Конверзијски премаз служи за обезбеђивање подлоге за накнадно фарбање или за пасивизацију ради заштите од оксидације. Код хромирања, делови се потапају у хексавалентни раствор хрома са активним органским и неорганским агенсима. За фосфатирање, делови се потапају у разблажену фосфорну киселину са другим агенсима. Пасивација се постиже урањањем у азотну киселину или азотну киселину са натријум дихроматом.
Елецтролесс платинг укључује таложење метала без струје. У производњи штампаних плоча користи се електробезводно таложење бакра или никла.
Елецтроплатинг укључује наношење танког слоја метала (цинк, никл, бакар, хром, кадмијум, калај, месинг, бронза, олово, калај-олово, злато, сребро и други метали као што је платина) на подлогу (црну или не- гвоздени). Процесне купке укључују метале у раствору у киселим, алкалним неутралним и алкалним цијанидним формулацијама (видети слику 1).
Слика 1. Улази и излази за типичну линију за галванизацију
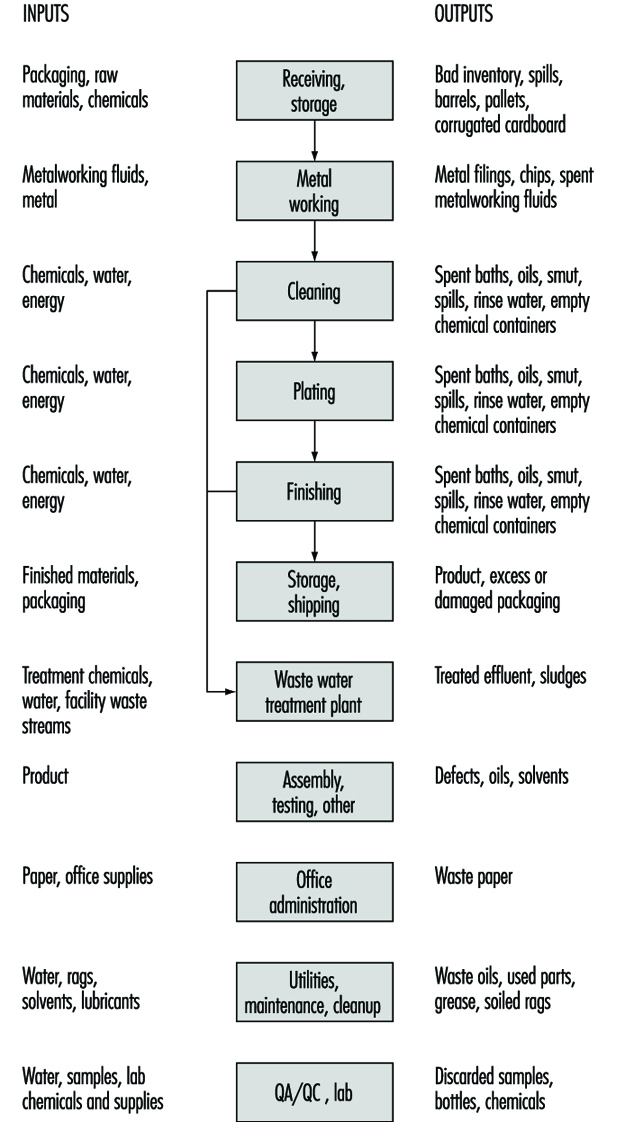
Хемијско млевење и јеткање су контролисани процеси урањања у растварање коришћењем хемијских реагенса и нагризања. Алуминијум се обично угравира у каустику пре анодизације или се хемијски посветли у раствору који може да садржи азотну, фосфорну и сумпорну киселину.
Топло потапање премаза подразумевају наношење метала на радни предмет потапањем у растопљени метал (цинковање челика или калаја).
Добре праксе управљања
Важна побољшања безбедности, здравља и животне средине могу се постићи кроз побољшања процеса, као што су:
- коришћењем противструјног испирања и контроле проводљивости
- повећање времена дренаже
- коришћењем више или бољих средстава за влажење
- одржавање температуре процеса што је више могуће да би се смањио вискозитет, чиме се повећава опоравак од повлачења (тј. опоравак раствора који је остао на металу)
- коришћењем мешања ваздуха у испирању да би се повећала ефикасност испирања
- коришћење пластичних куглица у резервоарима за облагање да би се смањило замагљивање
- коришћење побољшане филтрације на резервоарима за облагање како би се смањила учесталост третмана пречишћавањем
- постављање ивичњака око свих процесних подручја како би се спречило изливање
- коришћењем одвојених третмана за регенерабилне метале као што је никл
- инсталирање система за опоравак као што су јонска размена, атмосферско испаравање, вакуумско испаравање, електролитичка рекуперација, реверзна осмоза и електродијализа
- допуњујући системе за опоравак са смањењем увлачења загађивача и побољшаним системима за чишћење
- користећи савремене контроле инвентара за смањење отпада и опасности на радном месту
- применом стандардних процедура (тј. писаних процедура, редовних оперативних прегледа и добрих оперативних дневника) како би се обезбедила основа за здраву структуру управљања животном средином.
Планирање животне средине за специфичне отпаде
Специфични токови отпада, обично истрошени раствори за облагање, могу се смањити:
- Филтрација. Картриџ или дијатомејска земља филтери се могу користити за уклањање накупљања чврстих материја, које смањују ефикасност процеса.
- Третман угљеником може се користити за уклањање органских загађивача (најчешће се примењује у никловању, бакарној галванизацији и цинковању и кадмијуму).
- Пречишћена вода. Природни загађивачи из воде и испирања (нпр. калцијум, гвожђе, магнезијум, манган, хлор и карбонати) могу се уклонити коришћењем дејонизације, дестилације или реверзне осмозе. Побољшање ефикасности воде за испирање смањује запремину муља из купатила који захтева третман.
- Замрзавање карбоната у цијанидном купатилу. Снижавање температуре купатила на –3 °Ц кристалише карбонате настале у цијанидном купатилу разградњом цијанида, прекомерном густином анодне струје и адсорпцијом угљен-диоксида из ваздуха и олакшава њихово уклањање.
- Падавине. Уклањање металних загађивача који улазе у купатило као нечистоће у анодама може се постићи преципитацијом са баријум цијанидом, баријум хидроксидом, калцијум хидроксидом, калцијум сулфатом или калцијум цијанидом.
- Алтернативе хексавалентним хромом. Хексавалентни хром се може заменити растворима за тровалентно хромирање за декоративне облоге. Превлаке за конверзију хрома за претходну обраду боје понекад могу бити замењене нехромираним превлакама или хромираним хемијама које се не испирају.
- Не-хелиране процесне хемије. Уместо да се хелатори додају процесним купатилима да би се контролисала концентрација слободних јона у раствору, могу се користити нехелиране процесне хемије тако да можда неће бити потребно држати метале у раствору. Овим металима се може дозволити да се таложе и могу се уклонити континуираном филтрацијом.
- Хемикалије које не садрже цијанидне процесе. Отпадни токови који садрже слободни цијанид се обично третирају хипохлоритом или хлором да би се постигла оксидација, а сложени цијаниди се обично таложе коришћењем гвожђе сулфата. Коришћење не-цијанидних процесних хемија истовремено елиминише корак третмана и смањује запремину муља.
- Одмашћивање растварачем. Топле алкалне купке за чишћење могу се користити уместо одмашћивања растварача пре обраде. Ефикасност алкалних средстава за чишћење може се побољшати применом електроструја или ултразвука. Предности избегавања испарења растварача и муља често превазилазе све додатне оперативне трошкове.
- Алкална средства за чишћење. Одбацивање алкалних средстава за чишћење када акумулација уља, масти и прљавштине од употребе достигне ниво који нарушава ефикасност чишћења купке може се избећи коришћењем уређаја за скидање плутајућих уља, уређаја за таложење или патронских филтера за уклањање честица и коалесцера уље-вода и коришћењем микрофилтрације или ултрафилтрације за уклањање емулгованих уља.
- Смањење повлачења. Смањење запремине извлачења из процесних купатила служи за смањење количине вредних процесних хемикалија које контаминирају воду за испирање, што заузврат смањује количину муља који настаје конвенционалним процесом преципитације метала.
Неколико метода за смањење повлачења укључују:
- Радна концентрација процесног купатила. Концентрацију хемикалија треба одржавати што је могуће нижом да би се минимизирао вискозитет (за брже одводњавање) и количина хемикалија (у филму).
- Радна температура процесног купатила. Вискозност процесног раствора се може смањити повећањем температуре купатила.
- Средства за влажење. Површински напон раствора може се смањити додавањем средстава за влажење у процесно купатило.
- Позиционирање радног предмета. Радни предмет треба поставити на сталак тако да се лепљиви филм слободно одводи и да се не заглави у жљебовима или шупљинама.
- Време повлачења или дренаже. Што се предмет брже уклања из процесне купке, то је дебљи филм на површини радног предмета.
- Ваздушни ножеви. Удувавање ваздуха на радни предмет док је сталак за радни предмет подигнут изнад процесног резервоара може побољшати дренажу и сушење.
- Спреј за испирање. Они се могу користити изнад загрејаних купатила тако да је брзина протока испирања једнака стопи испаравања резервоара.
- Платинг купке. Карбонате и органске загађиваче треба уклонити како би се спречило накупљање контаминације која повећава вискозитет купке за оплату.
- Дренажне плоче. Простори између процесних резервоара треба да буду покривени дренажним плочама како би се процесна решења ухватила и вратила у процесно купатило.
- Танкови за извлачење. Радне предмете треба ставити у резервоаре за извлачење (резервоар за „статичко испирање”) пре стандардне операције испирања.
Повлачење хемикалија користи различите технологије. Ови укључују:
- Испаравање. Атмосферски испаривачи су најчешћи, а вакуумски испаривачи нуде уштеду енергије.
- Јонска размена користи се за хемијско обнављање воде за испирање.
- Елецтровиннинг. Ово је електролитички процес у коме се растворени метали у раствору редукују и таложе на катоди. Таложени метал се затим обнавља.
- Електродијализа. Ово користи јонопропусне мембране и примењену струју како би се одвојиле јонске врсте из раствора.
- Обрнути осмоза. Ово користи полупропусну мембрану за производњу пречишћене воде и концентрованог јонског раствора. Висок притисак се користи да се вода прогура кроз мембрану, док већину растворених соли мембрана задржава.
Исперите воду
Већина опасног отпада произведеног у постројењу за завршну обраду метала потиче од отпадне воде која настаје операцијама испирања које следе након чишћења и облагања. Повећањем ефикасности испирања, објекат може значајно смањити проток отпадних вода.
Две основне стратегије побољшавају ефикасност испирања. Прво, може се створити турбуленција између радног предмета и воде за испирање кроз испирање спрејом и мешање воде за испирање. Користе се померање регала или принудна вода или ваздух. Друго, време контакта између радног предмета и воде за испирање може се повећати. Више резервоара за испирање постављених противструјно у низу ће смањити количину воде за испирање која се користи.
Индустриал Цоатингс
Термин премази укључује боје, лакове, лакове, емајле и шелаке, китове, пунила и заптиваче за дрво, средства за уклањање боја и лакова, средства за чишћење четкица и сродне производе за бојење. Течни премази садрже пигменте и адитиве дисперговане у течном везиву и мешавини растварача. Пигменти су неорганска или органска једињења која обезбеђују боју и непрозирност премаза и утичу на проток и трајност премаза. Пигменти често садрже тешке метале као што су кадмијум, олово, цинк, хром и кобалт. Везиво повећава адхезивност, кохезивност и конзистенцију премаза и примарна је компонента која остаје на површини када је премаз завршен. Везива укључују разна уља, смоле, гуме и полимере. Адитиви као што су пунила и екстендери могу се додати премазима како би се смањили трошкови производње и повећала трајност премаза.
Типови органских растварача који се користе у премазима укључују алифатичне угљоводонике, ароматичне угљоводонике, естре, кетоне, гликол етре и алкохоле. Растварачи диспергују или растварају везива и смањују вискозитет и дебљину премаза. Растварачи који се користе у формулацијама премаза су опасни јер су многи канцерогени за људе и запаљиви су или експлозивни. Већина растварача садржаних у премазу испарава када се премаз стврдњава, што ствара емисије испарљивих органских једињења (ВОЦ). Емисије ВОЦ постају све више регулисане због негативних ефеката на здравље људи и животну средину. Бриге о животној средини у вези са конвенционалним састојцима, технологијама наношења премаза и отпадом премаза су покретачка снага за развој алтернатива за превенцију загађења.
Већина премаза се користи на архитектонским, индустријским или специјалним производима. Архитектонски премази се користе у зградама и грађевинским производима и за декоративне и заштитне услуге као што су лакови за заштиту дрвета. Индустријски објекти укључују операције премазивања у различитим производним процесима. Индустрија аутомобилске индустрије, металних конзерви, пољопривредних машина, премазивања намотаја, намештаја и прибора од дрвета и метала и кућних апарата су главни потрошачи индустријских премаза.
Дизајн формулације премаза зависи од сврхе примене премаза. Премази обезбеђују естетику, заштиту од корозије и површине. Цена, функција, безбедност производа, безбедност животне средине, ефикасност преноса и брзина сушења и очвршћавања одређују формулације.
Процеси премазивања
Постоји пет операција које обухватају већину процеса премазивања: руковање и припрему сировина, припрему површине, премазивање, чишћење опреме и управљање отпадом.
Руковање и припрема сировина
Руковање и припрема сировина подразумева складиштење инвентара, операције мешања, разређивање и прилагођавање премаза и пренос сировина кроз објекат. Процедуре и праксе праћења и руковања су потребне како би се смањило стварање отпада услед кварења, неспецификације и неправилне припреме који могу бити резултат прекомерног проређивања и последичног расипања. Пренос, било ручни или преко цевоводног система, мора бити заказан како би се избегло кварење.
Припрема површине
Врста технике припреме површине која се користи зависи од површине која се облаже—претходна припрема, количина земље, масти, премаза који се наноси и потребна завршна обрада површине. Уобичајене операције припреме укључују одмашћивање, претходно премазивање или фосфатирање и уклањање премаза. За потребе завршне обраде метала, одмашћивање укључује брисање растварачем, хладно чишћење или одмашћивање паром халогенизованим растварачима, водено алкално чишћење, полуводено чишћење или чишћење алифатским угљоводоником ради уклањања органске земље, прљавштине, уља и масти. Кисело кисељење, абразивно чишћење или чишћење пламеном се користе за уклањање каменца и рђе.
Најчешћа операција припреме металних површина, осим чишћења, је фосфатни премаз, који се користи за унапређење адхезије органских премаза на металне површине и успоравање корозије. Фосфатни премази се наносе урањањем или прскањем металних површина раствором фосфата цинка, гвожђа или мангана. Фосфатирање је процес завршне обраде површине сличан галванизацији, који се састоји од серије хемијских процеса и купатила за испирање у које се делови урањају да би се постигла жељена припрема површине. Погледајте чланак „Површинска обрада метала“ у овом поглављу.
Уклањање премаза, хемијско или механичко, врши се на површинама које захтевају поновни премаз, поправку или инспекцију. Најчешћи метод уклањања хемијског премаза је уклањање растварача. Ови раствори обично садрже фенол, метилен хлорид и органску киселину за растварање премаза са обложене површине. Завршно прање водом за уклањање хемикалија може створити велике количине отпадне воде. Абразивно пескарење је уобичајен механички процес, сува операција која користи компримовани ваздух за покретање медијума за пескарење на површину како би се уклонио премаз.
Операције припреме површине утичу на количину отпада из специфичног процеса припреме. Ако је припрема површине неадекватна, што доводи до лошег премаза, онда уклањање премаза и поновно наношење додатно повећавају стварање отпада.
премазивање
Операција наношења премаза укључује преношење премаза на површину и очвршћавање премаза на површини. Већина технологија наношења премаза спада у 1 од 5 основних категорија: премазивање потапањем, премазивање у ролнама, премазивање протоком, премазивање спрејом и најчешћа техника, премазивање распршеним ваздухом помоћу премаза на бази растварача.
Премази распршени ваздушним распршивањем се обично изводе у контролисаном окружењу због емисије растварача и прекомерног распршивања. Уређаји за контролу прекомерног прскања су филтери од тканине или водени зидови, који генеришу или коришћене филтере или отпадну воду из система за чишћење ваздуха.
Очвршћавање се врши да би се везиво за премаз претворило у тврду, жилву, приањајућу површину. Механизми очвршћавања укључују: сушење, печење или излагање електронском снопу или инфрацрвеном или ултраљубичастом светлу. Очвршћавање ствара значајне ВОЦ из премаза на бази растварача и представља потенцијал за експлозију ако концентрације растварача порасту изнад доње границе експлозивности. Сходно томе, операције сушења су опремљене уређајима за контролу загађења ваздуха како би се спречиле емисије ВОЦ и за безбедносну контролу како би се спречиле експлозије.
Бриге за животну средину и здравље, повећани прописи који утичу на конвенционалне формулације премаза, високи трошкови растварача и скупо одлагање опасног отпада створили су потражњу за алтернативним формулацијама премаза које садрже мање опасне састојке и стварају мање отпада када се примењују. Алтернативне формулације премаза укључују:
- Високо чврсти премази, који садрже двоструку количину пигмента и смоле у истој запремини растварача као конвенционални премази. Примена смањује емисију ВОЦ између 62 и 85% у поређењу са конвенционалним премазима на бази растварача ниске чврстоће јер је садржај растварача смањен.
- Премази на бази воде користећи воду и смешу органских растварача као носач са водом која се користи као база. У поређењу са премазима на бази растварача, премази на бази воде стварају између 80 и 95% мање емисија ВОЦ и истрошених растварача од конвенционалних премаза на бази растварача са ниским садржајем чврстог материјала.
- Прашкасти премази не садржи органски растварач, састоји се од фино уситњених пигмента и честица смоле. Они су или термопластични (високе молекуларне смоле за дебеле премазе) или термореактивни (једињења мале молекулске тежине која формирају танак слој пре хемијског унакрсног повезивања) прахови.
Чишћење опреме
Чишћење опреме је неопходна операција рутинског одржавања у процесима премаза. Ово ствара значајне количине опасног отпада, посебно ако се за чишћење користе халогенирани растварачи. Чишћење опреме за премазе на бази растварача традиционално се спроводи ручно са органским растварачима за уклањање премаза са процесне опреме. Цевовод захтева испирање растварачем у серијама док се не очисти. Опрема за премазивање мора се чистити између промена производа и након прекида процеса. Коришћене процедуре и праксе ће одредити ниво отпада који настаје из ових активности.
Управљање отпадом
Неколико токова отпада настаје процесима премазивања. Чврсти отпад обухвата празне контејнере за премазивање, муљ од премаза од прекомерног прскања и чишћење опреме, истрошене филтере и абразивне материјале, суве премазе и крпе за чишћење.
Течни отпад обухвата отпадну воду од припреме површине, контроле прекомерног прскања или чишћења опреме, ван спецификације или вишак материјала за премазивање или припрему површине, прекомерно прскање, просуте и истрошене растворе за чишћење. Рециклажа затворене петље на лицу места постаје све популарнија за истрошене раствараче како трошкови одлагања расту. Течности на бази воде се обично третирају на лицу места пре испуштања у системе за третман у јавном власништву.
Емисије ВОЦ се генеришу свим конвенционалним процесима наношења премаза који користе премазе на бази растварача, што захтева контролне уређаје као што су јединице за адсорпцију угљеника, кондензатори или термички катализатори.
Општи профил
Разноврсност процеса и производа у индустрији микроелектронике и полупроводника је огромна. Фокус дискусије о здрављу и безбедности на раду у овом поглављу је усредсређен на производњу полупроводничких интегрисаних кола (ИЦ) (и у производима на бази силицијума и валентних ИИИ-В једињења), производњу штампаних плоча за ожичење (ПВБ), штампаних плоча (ПЦБ) монтажа и монтажа рачунара.
Индустрија се састоји од бројних великих сегмената. Удружење електронске индустрије користи следеће разграничење у извештавању података о релевантним трендовима, продаји и запошљавању у индустрији:
- електронске компоненте
- потрошачке електронике
- телекомуникација
- одбрамбене комуникације
- рачунара и периферне опреме
- индустријска електроника
- медицинска електроника.
Електронске компоненте укључују електронске цеви (нпр. пријемне, наменске и телевизијске цеви), производе у чврстом стању (нпр. транзистори, диоде, ИЦ, светлеће диоде (ЛЕД) и дисплеје са течним кристалима (ЛЦД)) и пасивне и остале компоненте (нпр. кондензатори, отпорници, калемови, трансформатори и прекидачи).
Потрошачка електроника укључује телевизоре и друге кућне и преносиве аудио и видео производе, као и информациону опрему као што су персонални рачунари, машине за пренос факса и телефонске секретарице. Хардвер и софтвер за електронске игре, кућни сигурносни системи, празне аудио и видео касете и дискете, електронски прибор и укупне примарне батерије такође спадају у категорију потрошачке електронике.
Поред рачунара опште намене и специјализованих рачунара, рачунари и периферна опрема обухватају помоћну опрему за складиштење података, опрему за улаз/излаз (нпр. тастатуре, мишеви, уређаји за оптичко скенирање и штампачи), терминале и тако даље. Док телекомуникације, одбрамбене комуникације и индустријска и медицинска електроника користе неке од исте технологије, ови сегменти такође укључују специјализовану опрему.
Појава микроелектронске индустрије имала је дубок утицај на еволуцију и структуру светске привреде. На темпо промена у индустријализованим земљама света у великој мери је утицао напредак у овој индустрији, посебно у еволуцији интегрисаног кола. Овај темпо промене је графички представљен на временској линији броја транзистора по чипу интегрисаног кола (погледајте слику 1).
Слика 1. Транзистори по чипу интегрисаног кола
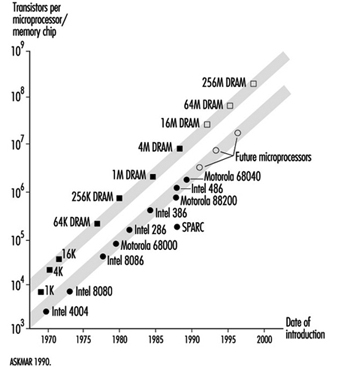
Економски значај продаје полупроводника широм света је значајан. Слика 2 је пројекција Асоцијације полупроводничке индустрије за продају полупроводника широм света и региона за период од 1993. до 1998. године.
Слика 2. Прогноза продаје полупроводника широм света

Индустрије полупроводничких ИЦ и монтаже рачунара/електронике су јединствене у поређењу са већином других индустријских категорија у релативном саставу њихове производне радне снаге. Област производње полупроводника има висок проценат жена оператерки које управљају процесном опремом. Задаци који се односе на оператера обично не захтевају подизање тешког терета или вишак физичке снаге. Такође, многи послови укључују фину моторику и пажњу на детаље. Мушки радници доминирају у пословима везаним за одржавање, инжењерским функцијама и менаџменту. Сличан састав се налази у делу за склапање рачунара/електронике у овом сегменту индустрије. Још једна необична карактеристика ове индустрије је концентрација производње у азијско-пацифичком подручју света. Ово је посебно тачно у Завршна монтажа or Бацк-енд процеса у индустрији полупроводника. Ова обрада укључује позиционирање и постављање произведеног чипа интегрисаног кола (технички познатог као матрица) на носач чипа и оквир електроде. Ова обрада захтева прецизно позиционирање чипа, обично кроз микроскоп, и веома фине моторичке способности. Опет, раднице преовлађују у овом делу процеса, при чему је већина светске производње концентрисана у пацифичком ободу, са високим концентрацијама на Тајвану, Малезији, Тајланду, Индонезији и Филипинима, а све већи број у Кини и Вијетнаму.
Области производње полупроводничких ИЦ имају различита необична својства и карактеристике јединствене за ову индустрију. Наиме, ИЦ обрада укључује изузетно строге режиме и захтеве контроле честица. Типична модерна област за производњу ИЦ-а може бити оцењена као чиста соба класе 1 или мање. Као метод поређења, спољашње окружење би било веће од класе 500,000; типична соба у кући класе приближно 100,000; и област за склапање позадинског полупроводника приближно класе 10,000. Постизање овог нивоа контроле честица подразумева стављање радника у производњу у потпуно затворено место зека одела који имају системе за довод ваздуха и филтрацију за контролу нивоа честица које стварају радници у области производње. Људи који бораве у областима за производњу сматрају се веома моћним генераторима финих честица из издахнутог ваздуха, осипања коже и косе, као и из њихове одеће и обуће. Овај захтев за ношењем затворене одеће и изолованим радним рутинама допринео је да се запослени осећају као да раде у „негостољубивом” радном окружењу. Видети слику 3. Такође, у фотолитографској области, обрада укључује излагање вафла фотоактивном раствору, а затим креирање узорка слике на површини плочице коришћењем ултраљубичастог светла. Да би се ублажила нежељена ултраљубичаста (УВ) светлост из ове области обраде, користе се специјална жута светла (недостаје им компонента УВ таласне дужине која се обично налази у унутрашњем осветљењу). Ова жута светла помажу да се радници осећају да су у другачијем радном окружењу и могу имати дезоријентишући утицај на неке појединце.
Слика 3. Најсавременија чиста соба

Производња силицијумских полупроводника
Преглед процеса
Опис обраде силицијумских полупроводничких уређаја, било дискретних уређаја (полупроводника који садржи само један активни уређај, као што је транзистор) или ИЦ-а (међусобно повезаних низова активних и пасивних елемената унутар једног полупроводничког супстрата који може да обавља најмање једну функцију електронског кола) , укључује бројне високо техничке и специфичне операције. Намера овог описа је да пружи основни оквир и објашњење корака примарне компоненте који се користе у производњи силицијумских полупроводничких уређаја и повезаних питања животне средине, здравља и безбедности (ЕХС).
Израда ИЦ укључује низ процеса који се могу поновити много пута пре него што се коло заврши. Најпопуларнији ИЦ-ови користе 6 или више маски за завршетак процеса шаблонирања, при чему су типичне 10 до 24 маске. Производња микрокола почиње са силиконском плочицом ултра-високе чистоће пречника 4 до 12 инча. Савршено чист силицијум је скоро изолатор, али одређене нечистоће, тзв додатке, додати у количинама од 10 до 100 делова на милион, чине да силицијум спроводи електричну енергију.
Интегрисано коло се може састојати од милиона транзистора (такође диода, отпорника и кондензатора) направљених од допираног силицијума, а сви су повезани одговарајућим узорком проводника да би се створила компјутерска логика, меморија или други тип кола. На једној плочици може се направити стотине микрокола.
Шест главних корака обраде производње је универзално за све силицијумске полупроводничке уређаје: оксидација, литографија, нагризање, допирање, хемијско таложење паре и метализација. Следи монтажа, тестирање, обележавање, паковање и отпрема.
Оксидација
Генерално, први корак у обради полупроводничких уређаја укључује оксидацију спољашње површине плочице да би се добио танак слој (око један микрон) силицијум диоксида (СиО2). Ово првенствено штити површину од нечистоћа и служи као маска за каснији процес дифузије. Ова способност узгоја хемијски стабилне заштитне плочице силицијум диоксида на силицијуму чини силицијумске плочице најчешће коришћеним полупроводничким супстратом.
Оксидација, која се обично назива термичка оксидација, је шаржни процес који се одвија у високотемпературној дифузионој пећи. Заштитни слој силицијум диоксида се узгаја у атмосферама које садрже или кисеоник (О2) (сува оксидација) или кисеоник у комбинацији са воденом паром (Х2О) (влажна оксидација). Температуре у пећи се крећу од 800 до 1,300oЦ. Једињења хлора у облику хлороводоника (ХЦл) се такође могу додати да би се помогло у контроли нежељених нечистоћа.
Тенденција у новијим производним објектима је ка вертикалним оксидационим пећима. Вертикалне пећи боље решавају потребу за већом контролом контаминације, већом величином плочице и равномернијом обрадом. Они омогућавају мањи отисак опреме који чува драгоцени подни простор чисте собе.
Сува оксидација
Силицијумске плочице које треба оксидирати се прво чисте помоћу детерџента и воденог раствора, а растварач се испере ксилелом, изопропил алкохолом или другим растварачима. Очишћене облатне се осуше, убаце у кварцни држач обланде назван а чамац и учитава се на крај оператера (лоад енд) цеви или ћелије кварцне дифузионе пећи. Улазни крај цеви (извор крај) снабдева кисеоником или мешавином кисеоника/азота високе чистоће. Проток „сувог“ кисеоника се контролише у кварцну цев и осигурава да је вишак кисеоника доступан за раст силицијум диоксида на површини силицијумске плочице. Основна хемијска реакција је:
Си + О2 → СиО2
Влажна оксидација
Четири методе увођења водене паре се обично користе када је вода оксидационо средство - пирофорни, под високим притиском, са мехурићем и флеш. Основне хемијске реакције су:
Пирофорни и високи притисак: Си + 2О2 + 2 Х2 → СиО2 + 2Х2O
Фласх и бубблер: Си + 2Х2O → СиО2 + 2Х2
Пирофорна оксидација подразумева увођење и сагоревање мешавине гаса водоник/кисеоник. Такви системи се углавном називају сагорели водоник or бакља система. Водена пара настаје када се одговарајуће количине водоника и кисеоника уведу на улазни крај цеви и оставе да реагују. Смеша се мора прецизно контролисати како би се гарантовало правилно сагоревање и спречило накупљање експлозивног гаса водоника.
Оксидација под високим притиском (ХиПок) се технички назива систем пиросинтезе воде и ствара водену пару кроз реакцију ултра чистог водоника и кисеоника. Пара се затим упумпава у комору високог притиска и под притиском до 10 атмосфера, што убрзава процес влажне оксидације. Дејонизована вода се такође може користити као извор паре.
In оксидација мехурића дејонизована вода се ставља у посуду која се зове а бубблер и одржава се на константној температури испод тачке кључања од 100°Ц коришћењем грејног омотача. Гас азота или кисеоника улази на улазну страну мехурића, постаје засићен воденом паром док се диже кроз воду и излази кроз излаз у дифузиону пећ. Чини се да су системи мехурића најчешће коришћени метод оксидације.
In флеш оксидација дејонизована вода се континуирано капа у загрејану доњу површину кварцне посуде и вода брзо испарава када удари у врућу површину. Гас који носи азот или кисеоник тече преко воде која испарава и носи водену пару у дифузиону пећ.
Литхограпхи
Литографија, такође позната као фотолитографија или једноставно маскирање, је метода прецизног формирања шара на оксидованој плочици. Микроелектронско коло се гради слој по слој, при чему сваки слој прима шаблон са маске прописане у дизајну кола.
Штампарски занати су развили праве претходнике данашњих процеса микрофабрикације полупроводничких уређаја. Ови развоји се односе на производњу штампарских плоча, обично од метала, на којима уклањање материјала хемијским јеткањем ствара површински рељефни узорак. Ова иста основна техника се користи у производњи мајсторске маске користи се у изради сваког слоја обраде уређаја.
Дизајнери кола дигитализују основна кола сваког слоја. Ова компјутеризована шема омогућава брзо генерисање кола маске и олакшава све промене које могу бити потребне. Ова техника је позната као компјутерско пројектовање (ЦАД). Користећи моћне компјутерске алгоритме, ови системи за он-лине дизајн дозвољавају дизајнеру да постави и модификује кола директно на екранима видео екрана са интерактивним графичким могућностима.
Коначни цртеж, или маска, за сваки слој кола се креира помоћу компјутерског фотоплотера или генератора шаблона. Ови фотоцртани цртежи се затим смањују на стварну величину кола, мастер маске произведене на стаклу са хромираним рељефом, и репродукују на радној плочи која служи или за контактно или пројекцијско штампање на плочици.
Ове маске оцртавају образац проводних и изолационих области које се фотолитографијом преносе на плочицу. Већина компанија не производи сопствене маске, већ користе оне које испоручује произвођач маски.
Чишћење
Потреба за спољашњом површином плочице без честица и контаминације захтева често чишћење. Главне категорије су:
- чишћење дејонизованом водом и детерџентом
- растварач: изопропил алкохол (ИПА), ацетон, етанол, терпени
- киселина: флуороводонична (ХФ), сумпорна (Х2SO4) и водоник пероксид (Х2O2), хлороводонични (ХЦл), азот (ХНО3) и мешавине
- каустичан: амонијум хидроксид (НХ4ОХ).
Одуприте се примени
Облатне су обложене отпорним материјалом од полимера на бази растварача и брзо се ротирају на паук, који се простире танким равномерним слојем. Растварачи затим испаравају, остављајући полимерни филм. Сви отпорни материјали зависе од (првенствено ултраљубичастог) зрачења изазваних променама у растворљивости синтетичког органског полимера у одабраном испирању развијача. Отпорни материјали се класификују као негативни или позитивни отпорници, у зависности од тога да ли се растворљивост у развијачу смањује (негативно) или повећава (позитивно) након излагања зрачењу. Табела 1 идентификује састав компоненти различитих фоторезист система.
Табела 1. Системи фоторезиста
|
Ултраљубичасто |
|||
|
Близу (350–450 нм) |
Негативан |
PB |
Алифатична гума на бази азида (изопрен) |
|
Позитиван |
PB |
Орто-диазокетон |
|
|
Дубоко (200–250 нм) |
Најпре |
||
|
Електронски сноп (око 100 нм) |
|||
|
Негативан |
PB |
Кополимер-етил акрилат и глицидил метакрилат (ЦОП) |
|
|
Позитиван |
PB |
Полиметилметакрилат, полифлуоралкилметакрилат, полиалкилалдехид, поли-цијано етилакрилат |
|
|
Рендген (0.5–5 нм) |
|||
|
Негативан |
PB |
Кополимер-етил акрилат и глицидил метакрилат (ЦОП) |
|
|
Позитиван |
PB |
Полиметилметакрилат, орто-диазокетон, поли |
|
ПБ = полимерна база; С = растварач; Д = програмер.
Пошто је већина фоторезиста осетљива на ултраљубичасто (УВ) светло, област обраде је осветљена посебним жутим светлима којима недостају осетљиве УВ таласне дужине (види слику 1).
Слика 1. Фотолитографска опрема „Жута соба”.

Негативни и позитивни УВ отпорници су првенствено у употреби у индустрији. Међутим, отпорници на е-зраке и рендгенске зраке све више добијају на тржишту због својих виших резолуција. Здравствена забринутост у литографији првенствено је узрокована потенцијалним опасностима по репродукцију повезаним са одабраним позитивним резистентима (нпр. етилен гликол моноетил етар ацетат као носач) које индустрија тренутно укида. Повремени мириси негативних отпорника (нпр. ксилен) такође изазивају забринутост запослених. Због ових забринутости, индустријски хигијеничари у индустрији полупроводника проводе много времена на узорковање фотоотпорних операција. Иако је ово корисно у карактеризацији ових операција, рутинска излагања током операција центрифугирања и развијања су обично мање од 5% стандарда у ваздуху за професионалну изложеност растварачима који се користе у процесу (Сцарпаце ет ал. 1989).
1 сат излагања етилен гликол моноетил етар ацетату од 6.3 ппм пронађено је током рада спинер система. Ова изложеност је првенствено узрокована лошим радним праксама током операције одржавања (Балдвин, Рубин и Хоровитз 1993).
Сушење и претходно печење
Након наношења отпорника, облатне се померају на стази или ручно померају са центрифуге у пећницу са контролисаном температуром са атмосфером азота. Умерена температура (70 до 90°Ц) узрокује очвршћавање фоторезиста (меко печење) и испаравање преосталих растварача.
Да би се обезбедила адхезија слоја отпорног материјала на плочицу, на плочицу се наноси прајмер, хексаметилдисилизан (ХМДС). Прајмер везује молекуларну воду на површини вафла. ХМДС се примењује или директно у процесу урањања или центрифугирања или кроз прајмер који нуди предности процеса и цене у односу на друге методе.
Поравнавање маске и експозиција
Маска и плочица се приближују користећи прецизан комад оптичке/механичке опреме, а слика на маски је поравната са било којим шаблоном који већ постоји у плочици испод слоја фоторезиста. За прву маску није потребно поравнавање. У старијим технологијама, поравнање узастопних слојева је омогућено употребом бископа (микроскопа са двоструким сочивима) и прецизних контрола за позиционирање плочице у односу на маску. У новијим технологијама поравнање се врши аутоматски помоћу референтних тачака на плочицама.
Када се поравнање заврши, ултраљубичаста живина пара високог интензитета или извор лучне лампе сија кроз маску, излажући отпорник на местима која нису заштићена непрозирним деловима маске.
Различите методе поравнања и излагања плочицама укључују излагање УВ зрачењу (контакт или близина), УВ излагање кроз сочива за смањење (пројекција), УВ корак и поновљено смањење излагања (пројекција), поплаву рендгенским зрацима (близина) и скенирање електронским снопом излагање (директно писање). Примарни метод који се користи укључује излагање УВ зрачењу од живине паре и лучних лампи кроз близине или пројекцијске поравначе. УВ отпорници су или дизајнирани да реагују на широк спектар УВ таласних дужина, или су формулисани да реагују првенствено на једну или више главних линија спектра које емитује лампа (нпр. г-линија на 435 нм, х-линија на 405 нм и и-линија на 365 нм).
Преовлађујуће таласне дужине УВ светлости која се тренутно користи у фотомаскирању су 365 нм или више, али спектри УВ лампе такође садрже значајну енергију у таласној дужини која је забрињавајућа за здравље, актиничном региону испод 315 нм. Нормално, интензитет УВ зрачења које излази из опреме је мањи од онога што је присутно од сунчеве светлости у актиничном региону и од стандарда постављених за професионалну изложеност УВ зрачењу.
Повремено током одржавања, поравнање УВ лампе захтева да буде под напоном изван ормана опреме или без нормалних заштитних филтера. Нивои изложености током ове операције могу премашити границе професионалне изложености, али стандардна одећа за чисту собу (нпр. огртачи, рукавице од винила, маске за лице и поликарбонатне заштитне наочаре са УВ инхибитором) је обично адекватна да смањи УВ светлост испод граница излагања (Балдвин и Стеварт 1989. ).
Док су преовлађујуће таласне дужине за ултраљубичасте лампе које се користе у фотолитографији 365 нм или више, потрага за мањим карактеристикама у напредним ИЦ-овима доводи до употребе извора експозиције са мањим таласним дужинама, као што су дубоки УВ и рендгенски зраци. Једна нова технологија за ову сврху је употреба криптон-флуоридних ексцимер ласера који се користе у степерима. Ови степери користе таласну дужину од 248 нм са великом излазном снагом ласера. Међутим, кућишта за ове системе садрже сноп током нормалног рада.
Као и код друге опреме која садржи ласерске системе велике снаге који се користе у производњи полупроводника, главна брига је када блокаде за систем морају бити поражене током поравнања зрака. Ласери велике снаге су такође једна од најзначајнијих електричних опасности у индустрији полупроводника. Чак и након што је струја искључена, постоји значајан потенцијал шока унутар алата. Контроле и разматрања безбедносног дизајна за ове системе су покривена од стране Есцхер, Веатхерс и Лабонвилле (1993).
Један од извора експозиције напредне технологије који се користи у литографији су рендгенски зраци. Нивои емисије из извора рендгенске литографије могу довести до тога да се дозе приближавају 50 милисиверта (5 ремс) годишње у центру опреме. Ограничавање приступа областима унутар заштићеног зида препоручује се да би се излагање свело на минимум (Роонеи анд Леавеи 1989).
Развој
Током корака развоја, неполимеризована подручја отпорника се растварају и уклањају. Развијач на бази растварача се наноси на површину плочице прекривене резистом или потапањем, прскањем или атомизацијом. Решења за развијање су идентификована у табели 1. Испирање растварачем (n-бутил ацетат, изопропил алкохол, ацетон, итд.) се обично примењује након развијача да би се уклонио заостали материјал. Отпор који остане након развијања штити појединачне слојеве током накнадне обраде.
Бакинг
Након поравнања, излагања и развијања отпорника, облатне се затим крећу у другу пећницу са контролисаном температуром са атмосфером азота. Рерна на вишој температури (120 до 135°Ц) узрокује да се фоторезист очврсне и потпуно полимеризује на површини вафла (тврдо печење).
Скидање фоторезиста
Развијена плочица се затим селективно угравира коришћењем мокрих или сувих хемикалија (погледајте „Јеткање“ испод). Преостали фоторезист се мора скинути са облатне пре даље обраде. Ово се ради или коришћењем влажних хемијских раствора у купатилима са контролисаном температуром или употребом плазма испирача или суве хемикалије. Табела 2 идентификује и влажне и суве хемијске састојке. Следи дискусија о нагризању сувом хемијском плазмом—користећи исту опрему и принципе рада као и пепеловање плазмом.
Табела 2. Скидачи фоторезиста
Мокра хемикалија
Киселина
Сумпорна (Х2SO4) и хром (ЦрО3)
Сумпорна (Х2SO4) и амонијум персулфат ((НХ4)2S2O8)
Сумпорна (Х2SO4) и водоник пероксид (Х2O2)
Органицс
Феноли, сумпорне киселине, трихлоробензен, перхлоретилен
Гликол етри, етаноламин, триетаноламин
Натријум хидроксид и силикати (позитивна отпорност)
Сува хемикалија
Плазма пепео (скидање)
РФ (радио фреквенцијски) извор напајања—фреквенција 13.56 МХз или 2,450 МХз
Кисеоник (О)2) изворни гас
Системи вакуум пумпи
—Уље подмазано замком течног азота (стара технологија)
— Подмазан инертним перфлуорополиетерским течностима (новија технологија)
— Сува пумпа (најновија технологија)
Једрење
Јеткањем се уклањају слојеви силицијум диоксида (СиО2), метала и полисилицијума, као и отпорника, према жељеним обрасцима које оцртава резист. Две главне категорије јеткања су влажна и сува хемикалија. Претежно се користи мокро јеткање и укључује растворе који садрже нагризајуће материје (обично смешу киселина) жељене јачине, који реагују са материјалима који се уклањају. Суво нагризање укључује употребу реактивних гасова под вакуумом у комори са високим напоном, чиме се уклањају и жељени слојеви који нису заштићени отпором.
Мокра хемикалија
Раствори за влажно хемијско јеткање су смештени у купкама за нагризање са контролисаном температуром направљеним од полипропилена (поли-про), полипропилена отпорног на пламен (ФРПП) или поливинил хлорида (ПВЦ). Купатила су генерално опремљена или прстенастом пленумом издувном вентилацијом или издувним вентилом са прорезима на задњој страни станице за влажно хемијско нагризање. Хаубе са вертикалним ламинарним протоком доводе равномерно филтриран ваздух без честица на горњу површину купатила за нагризање. Уобичајени хемијски раствори за влажно нагризање су приказани у табели 3, у односу на површински слој који се грави.
Табела 3. Влажни хемијски нагризачи
|
Материјал за гравирање |
Етцхантс |
|
|
силицијум |
||
|
Поликристални силицијум (Си) |
Флуороводонична, азотна, сирћетна киселина и јод |
|
|
Силицијум диоксид (СиО2) |
Пуферисано оксидно јеткање (БОЕ) - Флуороводонична и |
|
|
Силицијум нитрид (Си3N4) |
Фосфорне и флуороводоничне киселине |
|
|
ЦВД оксид или једкање подлога |
Амонијум флуорид, сирћетна и флуороводонична киселина |
|
|
Метали |
||
|
Алуминијум (Ал) |
Фосфорна, азотна, сирћетна и хлороводонична киселина |
|
|
хром-никл (Цр/Ни) |
Церијев амонијум нитрат и азотна киселина |
|
|
Злато (ау) |
Хлороводонична и азотна киселина (царска вода) |
|
|
Сребро (Аг) |
Гвожђе нитрат (ФеНО3) и етилен гликол |
|
|
Једињење |
Формула |
Стандардна концентрација (%) |
|
Сирћетна киселина |
CH3ЦООХ, |
36 |
|
Амонијум флуорид |
NH4F |
40 |
|
Глацијална сирћетна киселина |
CH3ЦООХ, |
99.5 |
|
Хлороводонична киселина |
Хцл |
36 |
|
Флуороводоничне киселине |
HF |
49 |
|
Азотна киселина |
ХНО3 |
67 |
|
Фосфорне киселине |
H3PO4 |
85 |
|
Калијум хидроксид |
КОХ |
КСНУМКС или КСНУМКС |
|
Натријум хидроксид |
НаОХ |
КСНУМКС или КСНУМКС |
|
Сумпорна киселина |
H2SO4 |
96 |
Вертикално постављене хаубе за довод протока, када се користе у комбинацији са штитницима од прскања и издувном вентилацијом, могу створити области турбуленције ваздуха унутар станице за влажно хемијско нагризање. Као резултат, могуће је смањење ефикасности локалне издувне вентилације у хватању и усмеравању одбеглог загађивача ваздуха из купатила за нагризање у употреби.
Главна брига код влажног нагризања је могућност контакта коже са концентрованим киселинама. Док све киселине које се користе у јеткању могу да изазову опекотине киселинама, излагање флуороводоничкој киселини (ХФ) је од посебног значаја. Време кашњења између контакта са кожом и бола (до 24 сата за растворе мање од 20% ХФ и 1 до 8 сати за растворе од 20 до 50%) може довести до одложеног лечења и тежих опекотина од очекиваних (Хатхаваи ет ал. 1991) .
Историјски гледано, опекотине киселином су биле посебан проблем у индустрији. Међутим, инциденција контакта коже са киселинама је смањена последњих година. Део овог смањења је узрокован побољшањима везаним за производе у процесу гравирања, као што је прелазак на суво гравирање, употреба више роботике и уградња система за дозирање хемикалија. Смањење стопе киселинских опекотина се такође може приписати бољим техникама руковања, већој употреби личне заштитне опреме, боље дизајнираним мокрим палубама и бољој обуци — а све то захтева континуирану пажњу ако се стопа даље смањи (Балдвин и Виллиамс 1996. ).
Сува хемикалија
Суво хемијско нагризање је област све већег интересовања и употребе због своје способности да боље контролише процес јеткања и смањи нивое контаминације. Сува хемијска обрада ефикасно уграђује жељене слојеве употребом хемијски реактивних гасова или физичким бомбардовањем.
Развијени су хемијски реактивни системи за јеткање плазмом који могу ефикасно јеткати силицијум, силицијум диоксид, силицијум нитрид, алуминијум, тантал, једињења тантала, хром, волфрам, злато и стакло. У употреби су две врсте система реактора за плазма јеткање — буре, или цилиндричне, и паралелне плоче, или планарне. Оба раде на истим принципима и првенствено се разликују само по конфигурацији.
Плазма је слична гасу само што су неки атоми или молекули плазме јонизовани и могу садржати значајан број слободних радикала. Типичан реактор се састоји од вакуум реакторске коморе која садржи плочицу, обично направљену од алуминијума, стакла или кварца; радио-фреквенцијски (РФ) извор енергије—обично на 450 кХз, 13.56 МХз или 40.5 МХз и контролни модул за контролу времена обраде, састава реактантног гаса, протока гаса и нивоа РФ снаге. Поред тога, извор вакуума пумпе за грубу обраду подмазан уљем (старија технологија) или суви (новија технологија) је у линији са комором реактора. Облатне се стављају у реактор, појединачно или у касетама, пумпа евакуише комору и гас реагенс (обично угљен-тетрафлуорид) се уводи. Јонизација гаса формира плазму за нагризање, која реагује са плочицама и формира испарљиве производе који се испумпају. Увођење свежег реактантног гаса у комору одржава активност јеткања. Табела 4 идентификује материјале и гасове плазме који се користе за нагризање различитих слојева.
Табела 4. Гасови за јеткање плазмом и гравирани материјали
|
Материјал |
Гас |
|
силицијум |
|
|
Полисилицијум (полиСи) и силицијум |
ЦФ + О2, ЦЦл4 или ЦФ3Цл, ЦФ4 и ХЦл |
|
Силицијум диоксид (СиО2) |
C2F6, Ц3F8, ЦФ4, СиФ4, Ц5F12, ЦХФ3, ЦЦл2F2, СФ6, ХФ |
|
Силицијум нитрид (Си3N4) |
CF4 + Ар, ЦФ4 + О2, ЦФ4 + Х2 |
|
Метали |
|
|
Алуминијум (Ал) |
ЦЦл4 или БЦл3 + Он или Ар |
|
Хром (Цр) |
ЦЦл4 |
|
Хром оксид (ЦрО3) |
Cl2 + Ар или ЦЦл4 + Ар |
|
Галијум арсенид (ГаАс) |
ЦЦл2F2 |
|
Ванадијум (В) |
CF4 |
|
титанијум (Ти) |
CF4 |
|
тантул (Та) |
CF4 |
|
Молибден (Мо) |
CF4 |
|
волфрам (В) |
CF4 |
Друга метода која се тренутно развија за гравирање је микроталасна пећница низводно. Користи микроталасно пражњење велике густине за производњу метастабилних атома са дугим животним веком који угризају материјал скоро као да је уроњен у киселину.
Процеси физичког јеткања су слични пескарењу јер се атоми гаса аргона користе за физичко бомбардовање слоја који се нагриза. За уклањање дислоцираних материјала користи се систем вакуум пумпе. Реактивно јонско нагризање укључује комбинацију хемијског и физичког сувог јеткања.
Процес прскања је један од утицаја јона и преноса енергије. Нагризање распршивањем укључује систем распршивања, где је плочица која се угравира причвршћена на негативну електроду или мету у кругу ужареног пражњења. Материјал се распршује из плочице бомбардовањем позитивним јонима, обично аргоном, и резултира дислокацијом површинских атома. Напајање обезбеђује РФ извор на фреквенцији од 450 кХз. Ин-лине вакуум систем се користи за контролу притиска и уклањање реактаната.
Јеткање и млевење јонским снопом је нежан процес јеткања који користи сноп нискоенергетских јона. Систем јонског снопа се састоји од извора за генерисање јонског снопа, радне коморе у којој се врши нагризање или млевење, фиксирања са циљном плочом за држање плочица у јонском снопу, система вакуум пумпе, пратеће електронике и инструмената. Јонски сноп се екстрахује из јонизованог гаса (аргон или аргон/кисеоник) или плазме, која настаје електричним пражњењем. Пражњење се добија применом напона између катоде са врућим филаментом која емитује електроне и анодног цилиндра који се налази у спољашњем пречнику области пражњења.
Млевење јонским снопом се врши у нискоенергетском опсегу јонског бомбардовања, где се јављају само површинске интеракције. Ови јони, обично у опсегу од 500 до 1,000 еВ, погађају мету и спуттер офф површинских атома разбијањем сила које везују атом за његовог суседа. Јеткање јонским снопом се врши у нешто већем енергетском опсегу, што укључује драматичније дислокације површинских атома.
Реактивно јонско јеткање (РИЕ) је комбинација физичког распршивања и хемијског јеткања реактивних врста при ниским притисцима. РИЕ користи јонско бомбардовање за постизање усмереног нагризања и такође хемијски реактивни гас, угљен-тетрафлуорид (ЦФ4) или угљен-тетрахлорид (ЦЦл4), за одржавање добре селективности нагризаног слоја. Облатна се ставља у комору са атмосфером хемијски реактивног гасног једињења на ниском притиску од око 0.1 тора (1.3 к 10-КСНУМКС атмосфера). Електрично пражњење ствара плазму реактивних „слободних радикала“ (јона) са енергијом од неколико стотина електрон волти. Јони ударају о површину плочице вертикално, где реагују да формирају испарљиве врсте које се уклањају линијским вакуум системом ниског притиска.
Суви нагризачи понекад имају циклус чишћења који се користи за уклањање наслага које се акумулирају у унутрашњости реакционих комора. Матична једињења која се користе за плазму циклуса чишћења укључују азот трифлуорид (НФ3), хексафлуороетан (Ц2F6) и октафлуоропропан (Ц3F8).
Ова три гаса који се користе у процесу чишћења, као и многи гасови који се користе у јеткању, представљају камен темељац за еколошки проблем са којим се суочава индустрија полупроводника који се појавио средином 1990-их. За неколико високо флуорованих гасова идентификовано је да имају значајан потенцијал глобалног загревања (или ефекта стаклене баште). (Ови гасови се такође називају ПФЦ, перфлуорована једињења.) Дуг животни век атмосфере, висок потенцијал глобалног загревања и значајно повећана употреба ПФЦ-а као што је НФ3, Ц2F6, Ц3F8, ЦФ4, трифлуорометан (ЦХФ3) и сумпор хексафлуорид (СФ6) је индустрија полупроводника фокусирала на начине да смање своје емисије.
Атмосферске емисије ПФЦ-а из индустрије полупроводника су последица слабе ефикасности алата (многи алати су трошили само 10 до 40% употребљеног гаса) и неадекватне опреме за смањење емисије у ваздух. Мокри уређаји за чишћење нису ефикасни у уклањању ПФЦ-а, а тестови на многим јединицама за сагоревање открили су слабу ефикасност уништавања неких гасова, посебно ЦФ4. Многе од ових јединица за сагоревање су поквариле Ц2F6 и Ц3F8 у ЦФ4. Такође, висока цена поседовања ових алата за смањење, њихова потражња за електричном енергијом, њихово ослобађање других гасова глобалног загревања и нуспродукти њиховог сагоревања опасних загађивача ваздуха указују на то да смањење сагоревања није прикладан метод за контролу емисија ПФЦ.
Учинити процесне алате ефикаснијим, идентификовати и развити еколошки прихватљивије алтернативе за ове суве нагризајуће гасове и поврат/рециклирање издувних гасова били су еколошки нагласци повезани са сувим нагризањима.
Највећи нагласак на хигијени рада за суве нагризалице је био на потенцијалној изложености особља за одржавање које ради на реакционим коморама, пумпама и другој повезаној опреми која може садржати остатке производа реакције. Сложеност плазма металних нагризача и тешкоћа у карактеризацији мириса повезаних са њиховим одржавањем учинили су их предметом многих истраживања.
Реакциони производи формирани у плазма металним једињењима су сложена мешавина хлорисаних и флуорованих једињења. Одржавање метала за гравирање често укључује краткотрајне операције које стварају јаке мирисе. Утврђено је да је хексахлоретан главни узрок мириса у једном типу бакра за алуминијум (Хелб ет ал. 1983). У другом, цијаноген хлорид је био главни проблем: нивои изложености били су 11 пута већи од границе професионалне изложености од 0.3 ппм (Балдвин 1985). У још неким врстама бакра, хлороводоник је повезан са мирисом; максимална измерена изложеност била је 68 ппм (Балдвин, Рубин и Хоровитз 1993). За додатне информације о овој теми видети Муеллер и Кунесх (1989).
Сложеност хемија присутних у издувним гасовима метала је навела истраживаче да развију експерименталне методе за испитивање токсичности ових смеша (Бауер ет ал. 1992а). Примена ових метода у студијама глодара указује да су одређене од ових хемијских смеша сумњиви мутагени (Бауер ет ал. 1992б) и сумњиви репродуктивни токсини (Сцхмидт ет ал. 1995).
Пошто суви грабачи раде као затворени системи, хемијска изложеност оператерима опреме обично се не дешава док је систем затворен. Један редак изузетак од овога је када циклус прочишћавања за старије серије за нагризање није довољно дуг да би се адекватно уклонили гасови за нагризање. Кратка, али иритирајућа изложеност једињењима флуора која су испод границе детекције за типичне поступке надзора индустријске хигијене пријављена су када се отворе врата ових граватора. Обично се ово може исправити једноставним повећањем дужине циклуса прочишћавања пре отварања врата коморе за нагризање.
Примарна брига за излагање оператера РФ енергији долази током плазма нагризања и пепела (Цохен 1986; Јонес 1988). Типично, цурење РФ енергије може бити узроковано:
- погрешно постављена врата
- пукотине и рупе у орманима
- метални столови и електрични каблови који делују као антене због неправилног уземљења нагризача
- нема пригушивача у прозору за гледање гравирача (Јонес 1988; Хоровитз 1992).
Излагање радиофреквентним таласима се такође може јавити током одржавања граватора, посебно ако је кућиште опреме уклоњено. Експозиција од 12.9 мВ/цм2 је пронађен на врху старијег модела плазма гравирача са уклоњеним поклопцем ради одржавања (Хоровитз 1992). Стварно цурење РФ зрачења у области где оператер стоји обично је било мање од 4.9 мВ/цм2.
допинг
Формирање електричног споја или границе између p n региони у монокристалној силицијумској плочици су суштински елемент за функционисање свих полупроводничких уређаја. Спојеви дозвољавају струји да тече у једном правцу много лакше него у другом. Они пружају основу за ефекте диода и транзистора у свим полупроводницима. У интегрисаном колу, контролисан број елементарних нечистоћа или додатака, мора бити уведен у одабране урезане регионе силицијумске подлоге, или плочице. Ово се може урадити техникама дифузије или јонске имплантације. Без обзира на коришћену технику, исти типови или додаци се користе за производњу полупроводничких спојева. Табела 5 идентификује главне компоненте које се користе за допинг, њихово физичко стање, електрични тип (p or n) и примарну технику спајања која се користи — дифузију или имплантацију јона.
Табела 5. Допанти за формирање споја за дифузију и имплантацију јона
|
Елемент |
Једињење |
Формула |
Држава |
Техника |
|
н-типа |
||||
|
антимон |
Антимонов триоксид |
Sb2O3 |
Солидан |
радиодифузија |
|
арсен |
Арсеников триоксид |
As2O3 |
Солидан |
радиодифузија |
|
Фосфор |
Фосфор пентоксид |
P2O5 |
Солидан |
радиодифузија |
|
п-тип |
||||
|
Бор |
Борни нитрид |
BN |
Солидан |
радиодифузија |
Рутинска изложеност хемикалијама оператера и дифузионих пећи и јонских имплантатора је ниска — обично мања од границе детекције стандардних процедура узорковања хигијене на раду. Хемијска забринутост процеса усредсређена је на могућност ослобађања токсичних гасова.
Већ 1970-их, прогресивни произвођачи полупроводника почели су да инсталирају прве системе за континуирано праћење гасова запаљивих и токсичних гасова. Главни фокус овог мониторинга је био да се открију случајна испуштања најотровнијих допантних гасова са праговима мириса изнад њихових граница излагања на радном месту (нпр. арсина и диборана).
Већина индустријских хигијенских монитора ваздуха у индустрији полупроводника користи се за детекцију цурења запаљивих и токсичних гасова. Међутим, неки објекти такође користе системе за континуирано праћење да:
- анализирају емисије из издувног канала (слој).
- квантификовати концентрацију испарљивих хемикалија у амбијенталном ваздуху
- идентификују и квантификују мирисе у фаб областима.
Технологије које се најчешће користе у индустрији полупроводника за ову врсту надзора су колориметријска детекција гаса (нпр. МДА континуирани детектор гаса), електрохемијски сензори (нпр. сенсидине монитори) и инфрацрвена Фуријеова трансформација (нпр. Телос АЦМ) (Балдвин и Виллиамс 1996) .
радиодифузија
радиодифузија је термин који се користи да опише кретање додатака од региона високе концентрације на крају извора дифузионе пећи у регионе ниже концентрације унутар силицијумске плочице. Дифузија је најпознатија метода формирања спојева.
Ова техника укључује излагање плочице загрејаној атмосфери унутар дифузионе пећи. Пећ садржи жељене додатке у облику паре и резултира стварањем региона допиране електричне активности, било p or n. Допанти који се најчешће користе су бор за п-тип; и фосфор (П), арсен (Ас) или антимон (Сб) за н-тип (видети табелу 5).
Обично се облатне слажу у кварцни носач или чамац и стављају у дифузиону пећ. Дифузиона пећ садржи дугачку кварцну цев и механизам за прецизну контролу температуре. Контрола температуре је изузетно важна, јер су брзине дифузије различитих силицијумских додатака првенствено функција температуре. Температуре у употреби су од 900 до 1,300 oЦ, у зависности од специфичне допанте и процеса.
Загревање силицијумске плочице на високу температуру омогућава атомима нечистоћа да полако дифундују кроз кристалну структуру. Нечистоће се спорије крећу кроз силицијум диоксид него кроз сам силицијум, што омогућава танак оксид узорак да служи као маска и на тај начин дозвољава додатку да уђе у силицијум само тамо где је незаштићен. Након што се накупи довољно нечистоћа, облатне се уклањају из пећи и дифузија ефективно престаје.
За максималну контролу, већина дифузије се изводи у два корака -предепозиција углавити. Предталожење, или дифузија са константним извором, је први корак и одвија се у пећи у којој је температура одабрана да би се постигла најбоља контрола количине нечистоћа. Температура одређује растворљивост додатка. После релативно кратког третмана пре таложења, плочица се физички премешта у другу пећ, обично на вишој температури, где друга топлотна обрада доводи допант до жељене дубине дифузије у решетки силицијумске плочице.
Извори допанта који се користе у кораку пре таложења су у три различита хемијска стања: гас, течност и чврста. Табела 5 идентификује различите типове дифузионих извора допаната и њихова физичка стања.
Гасови се углавном снабдевају из боца са компримованим гасом са контролама или регулаторима притиска, запорним вентилима и разним прикључцима за прочишћавање и дозирају се кроз металне цеви малог пречника.
Течности се нормално испуштају из мехурића, који засићују струју носећег гаса, обично азота, са течним допантним парама, као што је описано у одељку о влажној оксидацији. Други облик дозирања течности је коришћење спин-он допинг апарата. Ово подразумева стављање чврстог допанта у раствор са течним носачем растварача, затим капање раствора на плочицу и окретање, на начин сличан примени фоторезиста.
Чврсти извори могу бити у облику плочице бор нитрида, која је у сендвичу између две силицијумске плочице која се допира и затим ставља у дифузиону пећ. Такође, чврсте додатке, у облику праха или куглица, могу се ставити у а кварцна бомба кућиште (арсеник триоксид), ручно бачено у изворни крај дифузионе цеви или напуњено у одвојену изворну пећ у складу са главном дифузионом пећи.
У недостатку одговарајућих контрола, изложеност арсену изнад 0.01 мг/м3 су пријављени током чишћења пећи за таложење (Ваде ет ал. 1981) и током чишћења комора кућишта извора за имплантате са чврстим извором јона (МцЦартхи 1985; Балдвин, Кинг и Сцарпаце 1988). До ових излагања дошло је када нису предузете мере предострожности да се ограничи количина прашине у ваздуху. Међутим, када су остаци остали влажни током чишћења, изложеност је смањена на далеко испод границе изложености у ваздуху.
У старијим дифузионим технологијама постоје опасности по безбедност приликом уклањања, чишћења и уградње цеви пећи. Опасности укључују потенцијалне посекотине од сломљеног кварцног посуђа и опекотине киселином током ручног чишћења. У новијим технологијама ове опасности су смањене на лицу места чишћење цеви које елиминише већи део ручног руковања.
Руковаоци дифузионих пећи доживљавају највећу рутинску изложеност чистим просторијама екстремно нискофреквентним електромагнетним пољима (нпр. 50 до 60 херца) у производњи полупроводника. Просечна изложеност већа од 0.5 микротесла (5 милигауса) је пријављена током стварног рада пећи (Цравфорд ет ал. 1993). Ова студија је такође приметила да је особље у чистим собама које је радило у близини дифузионих пећи имало просечну измерену изложеност која је била приметно већа од оних других радника чистих соба. Овај налаз је био у складу са тачкастим мерењима које су известили Росентхал и Абдоллахзадех (1991), који су открили да дифузионе пећи дају очитања близине (5 цм или 2 инча) до висине од 10 до 15 микротесла, при чему околна поља опадају све постепено са растојањем. него остала проучавана опрема за чисте собе; чак и на удаљености од 6 стопа од дифузионих пећи, пријављене густине флукса биле су 1.2 до 2 микротесла (Цравфорд ет ал. 1993). Ови нивои емисије су знатно испод тренутних граница изложености заснованих на здрављу које је поставила Светска здравствена организација и оне које су поставиле појединачне земље.
Ионска имплантација
Јонска имплантација је новији метод увођења елемената нечистоћа на собној температури у силицијумске плочице за формирање споја. Јонизовани допантни атоми (тј. атоми лишени једног или више својих електрона) се убрзавају до високе енергије проласком кроз потенцијалну разлику од десетина хиљада волти. На крају свог пута, они ударају у плочицу и уграђују се на различите дубине, у зависности од њихове масе и енергије. Као и код конвенционалне дифузије, оксидни слој са узорком или узорак фоторезиста селективно маскира плочицу од јона.
Типичан систем за имплантацију јона састоји се од извора јона (извор гасовитих додатака, обично у малим бочицама за предавања), опреме за анализу, акцелератора, сочива за фокусирање, неутралног хватача зрака, коморе за процес скенера и вакуумског система (обично три одвојена сета ин-лине пумпе за грубу обраду и уље-дифузију). Струја електрона се генерише из вруће филаменте отпором, лучним пражњењем или снопом електрона хладне катоде.
Генерално, након што се плочице имплантирају, корак жарења на високој температури (900 до 1,000°Ц) се изводи жарењем ласерским снопом или пулсним жарењем са извором електронског зрака. Процес жарења помаже у поправљању оштећења спољашње површине имплантиране плочице изазване бомбардовањем допантних јона.
Са појавом безбедног система за испоруку гасних боца са арсином, фосфином и бор трифлуоридом који се користе у јонским имплантаторима, потенцијал за катастрофално ослобађање ових гасова је у великој мери смањен. Ови мали гасни цилиндри су напуњени једињењем на које су адсорбовани арсин, фосфин и бор трифлуорид. Гасови се извлаче из цилиндара помоћу вакуума.
Ионски имплантатори су једна од најзначајнијих електричних опасности у индустрији полупроводника. Чак и након што је струја искључена, постоји значајан ударни потенцијал унутар алата и мора се распршити пре рада унутар имплантатора. Пажљив преглед операција одржавања и електричних опасности је загарантован за сву новоинсталисану опрему, а посебно за јонске имплантате.
Изложеност хидридима (вероватно мешавини арсина и фосфина) до 60 ппб пронађена је током одржавања крио-пумпе са јонским имплантатом (Балдвин, Рубин и Хоровитз 1993). Такође, високе концентрације и арсина и фосфина могу да испусте гас из контаминираних делова имплантата који се уклањају током превентивног одржавања (Флипп, Хунсакер и Херринг 1992).
Преносни усисивачи са високоефикасним атенуатором честица (ХЕПА) филтерима се користе за чишћење радних површина контаминираних арсеном у областима за имплантацију јона. Изложености изнад 1,000 μг/м3 су мерени када су ХЕПА усисивачи били непрописно очишћени. ХЕПА усисивачи, приликом пражњења у радни простор, такође могу ефикасно да дистрибуирају карактеристичан, хидридни мирис повезан са чишћењем линије снопа јонског имплантата (Балдвин, Рубин и Хоровитз 1993).
Иако је забринутост, није било објављених извештаја о значајном излагању допантним гасовима током замене уља у вакуум пумпама које се користе са додацима — вероватно зато што се то обично ради као затворени систем. Недостатак пријављене изложености такође може бити резултат ниског нивоа гасова хидрида из коришћеног уља.
Резултат теренске студије у којој је загрејано 700 мл коришћеног уља за грубу пумпу из јонског имплантатора који је користио и арсин и фосфин показао је детективне концентрације хидрида у ваздуху у простору главе пумпе када је уље пумпе прешло 70oЦ (Балдвин, Кинг анд Сцарпаце 1988). Пошто су нормалне радне температуре за механичке пумпе за грубу обраду 60 до 80oЦ, ова студија није указала на потенцијал за значајну изложеност.
Током имплантације јона, рендгенски зраци се формирају успутно операцији. Већина имплантатора је дизајнирана са довољном заштитом кућишта (што укључује оловну фолију стратешки постављену око кућишта извора јона и суседних приступних врата) да би се одржала изложеност запослених испод 2.5 микросиверта (0.25 миллирема) на сат (Малетскос и Ханлеи 1983). Међутим, утврђено је да старији модел имплантатора има цурење рендгенских зрака изнад 20 микросиверта на сат (μСв/хр) на површини јединице (Балдвин, Кинг и Сцарпаце 1988). Ови нивои су смањени на мање од 2.5 μСв/х након што је уграђена додатна оловна заштита. Утврђено је да још један старији модел јонског имплантатора има цурење рендгенских зрака око приступних врата (до 15 μСв/х) и на видном пољу (до 3 μСв/х). Додата је додатна оловна заштита да би се ублажила могућа изложеност (Балдвин, Рубин и Хоровитз 1993).
Поред излагања рендгенским зрацима из јонских имплантатора, претпостављена је могућност формирања неутрона ако имплантатор ради изнад 8 милиона електрон волти (МеВ) или се гас деутеријум користи као извор јона (Рогерс 1994). Међутим, имплантати су обично дизајнирани да раде на знатно испод 8 МеВ, а деутеријум се обично не користи у индустрији (Балдвин и Виллиамс 1996).
Хемијско таложење паре
Хемијско таложење паре (ЦВД) укључује наношење слојева додатног материјала на површину силицијумске плочице. ЦВД јединице нормално раде као затворени систем што доводи до малог или никаквог излагања оператерима хемикалијама. Међутим, може доћи до кратког излагања хлороводонику изнад 5 ппм када се чисте одређени ЦВД пресцрубери (Балдвин и Стеварт 1989). Две широке категорије таложења су у уобичајеној употреби — епитаксијална и општија категорија неепитаксијалних ЦВД.
Епитаксијално хемијско таложење паре
Епитаксијални раст је строго контролисано таложење танког монокристалног филма материјала који одржава исту кристалну структуру као постојећи слој подлоге. Служи као матрица за производњу полупроводничких компоненти у наредним процесима дифузије. Већина епитаксијалних филмова се узгаја на подлогама од истог материјала, као што је силицијум на силицијуму, у процесу који се назива хомоепитаксија. Растуће слојеве различитих материјала на подлози, као што је силицијум на сафиру, назива се обрада хетероепитаксијском ИЦ уређајем.
За узгој епитаксијалних слојева користе се три примарне технике: парна фаза, течна фаза и молекуларни сноп. Течна фаза и епитаксија молекуларним снопом се првенствено користе у обради ИИИ-В (нпр. ГаАс) уређаја. О њима се говори у чланку „Производња полупроводника ИИИ-В“.
Епитаксија парне фазе се користи за узгој филма помоћу ЦВД молекула на температури од 900 до 1,300oЦ. Паре које садрже силицијум и контролисане количине додатака п- или н-типа у гасу носачу (обично водоник) пролазе преко загрејаних плочица да се таложе допирани слојеви силицијума. Процес се углавном изводи на атмосферском притиску.
Табела 6 идентификује четири главна типа епитаксије у парној фази, параметре и хемијске реакције које се одвијају.
Табела 6. Главне категорије епитаксије у парној фази силицијума
|
parametri |
||
|
Притисак |
атмосферски |
|
|
Температура |
КСНУМКС-КСНУМКС ° Ц |
|
|
Извори силицијума |
Силане (СиХ4), силицијум тетрахлорид (СиЦл4), трихлоросилан (СиХЦл3), |
|
|
Допантни гасови |
Арсин (АсХ3), фосфин (ПХ3), диборан (Б2H6) |
|
|
Концентрација допантног гаса |
≈100 ппм |
|
|
Етцхант гас |
Хлороводоник (ХЦл) |
|
|
Концентрација гаса за нагризање |
≈1–4% |
|
|
Гасови носачи |
Водоник (Х2), азот (Н2) |
|
|
Извор грејања |
Радио фреквенција (РФ) или инфрацрвена (ИР) |
|
|
Врсте епитаксије у парној фази |
Хемијске реакције |
|
|
Редукција водоника силицијум тетрахлорида |
СиЦл4 + 2Х2 → Си + 4ХЦл |
|
|
Пиролитичко разлагање силана |
СиХ4 → Си + 2Х2 |
|
|
Редукција водоника трихлоросилана |
СиХЦл3 + Х2 → Си + 3ХЦл |
|
|
Редукција дихлоросилана |
СиХ2Cl2 → Си + 2ХЦл |
|
Секвенца таложења која се обично прати у епитаксијалном процесу укључује:
- чишћење подлоге—физичко чишћење, одмашћивање растварачем, чишћење киселином (сумпорна, азотна и хлороводонична, а флуороводонична је уобичајена секвенца) и операција сушења
- учитавање вафла
- загрејати—пречишћавање азотом и загревање на приближно 500 °Ц, затим се користи гас водоник и РФ генератори индуктивно загревају плочице
- хлороводоник (ХЦл) нагризање—обично се 1 до 4% концентрације ХЦл дозира у реакторску комору
- таложење—извор силицијума и допантни гасови се дозирају и одлажу на површину плочице
- охладити-гас водоник поново прешао на азот на 500°Ц
- истовар.
Неепитаксијално хемијско таложење паре
Док је епитаксијални раст високо специфичан облик ЦВД где депоновани слој има исту оријентацију кристалне структуре као слој супстрата, неепитаксијални ЦВД је формирање стабилног једињења на загрејаној подлози термичком реакцијом или разградњом гасовитих једињења.
ЦВД се може користити за депоновање многих материјала, али у обради силицијумских полупроводника материјали који се генерално сусрећу, поред епитаксијалног силицијума, су:
- поликристални силицијум (поли Си)
- силицијум диоксид (СиО2—и допиране и недопиране; п-допирано стакло)
- силицијум нитрид (Си3N4).
Сваки од ових материјала може се депоновати на различите начине, и сваки има много примена.
Табела 7 идентификује три главне категорије КВБ користећи радну температуру као механизам диференцијације.
Табела 7. Главне категорије хемијског таложења силицијумске паре (ЦВД)
|
parametri |
||||
|
Притисак |
Атмосферски (АПЦВД) или низак притисак (ЛПЦВД) |
|||
|
Температура |
КСНУМКС-КСНУМКС ° Ц |
|||
|
Извори силицијума и нитрида |
Силане (СиХ4), силицијум тетрахлорид (СиЦл4), амонијак (НХ3), азот оксид (Н20) |
|||
|
Извори допанта |
Арсин (АсХ3), фосфин (ПХ3), диборан (Б2H6) |
|||
|
Гасови носачи |
Азот (Н2), водоник (Х2) |
|||
|
Извор грејања |
Систем хладног зида—радио фреквенција (РФ) или инфрацрвена (ИР) |
|||
|
ЦВД тип |
Реакција |
Носећи гас |
Температура |
|
|
Средња температура (≈ 600–1,100 °Ц) |
||||
|
Силицијум нитрид (Си3N4) |
3СиХ4 + 4 НХ3 → Си3N4 + 12Х2 |
H2 |
КСНУМКС-КСНУМКС ° Ц |
|
|
полисилицијум (поли Си) |
СиХ4 + Топлота → Си + 2Х2 |
H2 |
КСНУМКС-КСНУМКС ° Ц |
|
|
Силицијум диоксид (СиО2) |
СиХ4 + 4ЦО2 → СиО2 + 4ЦО + 2Х2O |
N2 |
КСНУМКС-КСНУМКС ° Ц |
|
|
Ниска температура (≈<600 Ц) Силок, Пирок, Вапок и Нитрок** |
||||
|
Силицијум диоксид (СиО2) или п-допираним СиО2 |
||||
|
Силок |
СиХ4 + 2О2 + Допант → СиО2 + 2Х2O |
N2 |
КСНУМКС-КСНУМКС ° Ц |
|
|
Пирок |
СиХ4 + 2О2 + Допант → СиО2 + 2Х2O |
N2 |
<600 ° Ц |
|
|
Вапок |
СиХ4 + 2О2 + Допант → СиО2 + 2Х2O |
N2 |
<600 ° Ц |
|
|
Силицијум нитрид (Си3N4) |
||||
|
Нитрок |
3СиХ4 + 4НХ3 (или Н2О*) → Си3N4 + 12Х2 |
N2 |
КСНУМКС-КСНУМКС ° Ц |
|
|
Појачана плазма на ниским температурама (пасивација) (<600°Ц) |
||||
|
Користећи радио-фреквенцију (РФ) или |
||||
|
Силицијум диоксид (СиО2) |
СиХ4 + 2О2 → СиО2 + 2Х20 |
|||
|
Силицијум нитрид (Си3N4) |
3СиХ4 + 4НХ3 (или Н2О*) → Си3N4 + 12Х2 |
|||
* Напомена: Реакције нису стехиометријски избалансиране.
** Генерички, власнички или заштићени називи за ЦВД реакторске системе
Следеће компоненте се налазе у скоро свим врстама ЦВД опреме:
- реакциона комора
- одељак за контролу гаса
- контрола времена и редоследа
- извор топлоте за подлоге
- руковање отпадним водама.
У основи, ЦВД процес подразумева снабдевање контролисаних количина гасова извора силицијума или нитрида, у спрези са гасовима који носе азот и/или водоник, и допантног гаса ако се жели, за хемијску реакцију унутар реакторске коморе. Топлота се примењује да би се обезбедила неопходна енергија за хемијску реакцију поред контроле површинске температуре реактора и плочица. Након што је реакција завршена, неизреаговани изворни гас плус носећи гас се одводе кроз систем за руковање ефлуентом и одводе у атмосферу.
Пасивација је функционални тип КВБ. Укључује раст заштитног оксидног слоја на површини силицијумске плочице, генерално као последњи корак производње пре нефабрикационе обраде. Слој обезбеђује електричну стабилност тако што изолује површину интегрисаног кола од електричних и хемијских услова у окружењу.
Метализација
Након што су уређаји произведени у силицијумској подлози, они морају бити повезани заједно да би обављали функције кола. Овај процес је познат као метализација. Метализација обезбеђује начин ожичења или међусобног повезивања највиших слојева интегрисаних кола депоновањем сложених образаца проводних материјала, који усмеравају електричну енергију унутар кола.
Широки процес метализације разликује се према величини и дебљини слојева метала и других материјала који се таложе. Су:
- танак филм—приближна дебљина филма од једног микрона или мање
- дебели филм—приближна дебљина филма од 10 микрона или више
- платинг—дебљине филма варирају од танких до дебелих, али углавном дебелих филмова.
Најчешћи метали који се користе за метализацију силицијумских полупроводника су: алуминијум, никл, хром или легура која се зове нихром, злато, германијум, бакар, сребро, титанијум, волфрам, платина и тантал.
Танки или дебели филмови се такође могу испарити или нанети на различите керамичке или стаклене подлоге. Неки примери ових супстрата су: глиница (96% Ал203), берилију (99% БеО), боросиликатно стакло, пирокерам и кварц (СиО2).
Танак филм
Танкофилна метализација се често примењује коришћењем технике таложења или испаравања у високом или делимичном вакууму. Главни типови испаравања у високом вакууму су електронски сноп, флеш и отпорни, док се таложење делимичног вакуума првенствено врши распршивањем.
За обављање било које врсте танкослојне вакуумске метализације, систем се обично састоји од следећих основних компоненти:
- комора која се може евакуисати да би се обезбедио довољан вакуум за таложење
- вакуум пумпа (или пумпе) за смањење амбијенталних гасова у комори
- инструментација за праћење нивоа вакуума и других параметара
- метода наношења или испаравања слојева метализирајућег материјала.
Испаравање електронским снопом, често називан Е беам, користи фокусирани сноп електрона за загревање материјала за метализацију. Сноп електрона високог интензитета се генерише на начин сличан оном који се користи у телевизијској цеви. Струја електрона се убрзава кроз електрично поље типично од 5 до 10 кВ и фокусира се на материјал који треба да се испари. Фокусирани сноп електрона топи материјал садржан у блоку хлађеном водом са великом депресијом званом огњиште. Отопљени материјал затим испарава унутар вакуумске коморе и кондензује се на хладним плочицама, као и на целој површини коморе. Затим се изводе стандардни фотоотпорни поступци, експозиција, развој и мокро или суво нагризање да би се оцртало сложено метализовано коло.
Фласх евапоратион је још једна техника за таложење танких метализованих филмова. Ова метода се првенствено користи када се мешавина два материјала (легура) истовремено испарава. Неки примери двокомпонентних филмова су: никл/хром (Нихром), хром/силицијум моноксид (СиО) и алуминијум/силицијум.
Приликом брзог испаравања, керамичка шипка се загрева топлотним отпором и континуално напајана калем жице, млаз пелета или вибрационо распршен прах доводи се у контакт са врућим филаментом или шипком. Испарени метали затим облажу унутрашњу комору и површине плочице.
Отпорно испаравање (познато и као испаравање филамента) је најједноставнији и најјефтинији облик таложења. Испаравање се постиже постепеним повећањем струје која тече кроз филамент да би се прво отопиле петље материјала који треба да се испари, чиме се филамент влаже. Када се филамент навлажи, струја кроз филамент се повећава све док не дође до испаравања. Примарна предност отпорног испаравања је широк избор материјала који се могу испарити.
Радови на одржавању се понекад обављају на унутрашњој површини комора за таложење испаривача Е-зрака које се називају посудама. Када техничари за одржавање имају главе у посудама за звоно, може доћи до значајних изложености. Уклањање металних остатака који се таложе на унутрашњој површини посуда за звонце може довести до таквих изложености. На пример, изложености техничара далеко изнад границе излагања сребру у ваздуху мерене су током уклањања остатака из испаривача који се користи за таложење сребра (Балдвин и Стеварт 1989).
Чишћење остатака тегле са органским растварачима за чишћење такође може довести до велике изложености растварачу. Током овог типа чишћења дошло је до излагања техничара метанолу изнад 250 ппм. Ова изложеност се може елиминисати коришћењем воде као растварача за чишћење уместо метанола (Балдвин и Стеварт 1989).
таложење прскањем процес се одвија у атмосфери гаса ниског притиска или делимичног вакуума, користећи или једносмерну електричну струју (ДЦ или катодно распршивање) или РФ напоне као извор високе енергије. Код распршивања, јони инертног гаса аргона се уводе у вакуумску комору након што је постигнут задовољавајући ниво вакуума употребом пумпе за грубу обраду. Електрично поље се формира применом високог напона, обично 5,000 В, између две супротно наелектрисане плоче. Ово високоенергетско пражњење јонизује атоме гаса аргона и доводи до њиховог померања и убрзања до једне од плоча у комори која се зове мета. Када јони аргона ударе у мету направљену од материјала који се депонује, они померају или распршују ове атоме или молекуле. Померени атоми материјала за метализацију се затим таложе у танком филму на силицијумске подлоге које су окренуте према мети.
Утврђено је да цурење радиофреквентних таласа са стране и са задње стране на многим старијим јединицама за распршивање премашује границу професионалне изложености (Балдвин и Стеварт 1989). Већина цурења се може приписати пукотинама у ормарићима узрокованим поновљеним уклањањем панела за одржавање. Код новијих модела истог произвођача, панели са жичаном мрежом дуж шавова спречавају значајно цурење. Старији распршивачи се могу накнадно опремити жичаном мрежом или се, алтернативно, може користити бакарна трака за покривање шавова како би се смањило цурење.
Дебео филм
Структура и димензија већине дебелих филмова нису компатибилни са метализацијом силицијумских интегрисаних кола, првенствено због ограничења величине. Дебели филмови се углавном користе за метализацију хибридних електронских структура, као што је производња ЛЦД-а.
Процес ситоситовања је доминантна метода наношења дебелог филма. Материјали са дебелим филмом који се обично користе су паладијум, сребро, титанијум диоксид и стакло, злато-платина и стакло, златно стакло и сребрно стакло.
Отпорни дебели филмови се обично наносе и обликују на керамичку подлогу коришћењем техника ситопросијавања. Кермет је облик отпорног дебелог филма који се састоји од суспензије проводљивих металних честица у керамичкој матрици са органском смолом као пунилом. Типичне структуре кермета се састоје од хрома, сребра или оловног оксида у матрици од силицијум моноксида или диоксида.
Позлаћивање
За формирање металних филмова на полупроводничким подлогама користе се два основна типа техника облагања: галванизација и безелектрична обрада.
In галванско полирање, супстрат који се облаже поставља се на катоду, или негативно наелектрисан терминал, резервоара за облагање и урања у електролитички раствор. Електрода направљена од метала који се облаже служи као анода или позитивно наелектрисани терминал. Када се једносмерна струја прође кроз раствор, позитивно наелектрисани јони метала, који се растварају у раствору са аноде, мигрирају и постављају се на катоду (подлогу). Ова метода полагања се користи за формирање проводних филмова од злата или бакра.
In електро -оплата, истовремена редукција и оксидација метала који се облаже користи се за формирање слободног атома или молекула метала. Пошто овај метод не захтева електричну проводљивост током процеса облагања, може се користити са подлогама изолационог типа. Никл, бакар и злато су најчешћи метали депоновани на овај начин.
Легирање/жарење
Након што су метализоване интерконекције таложене и урезане, може се извршити последњи корак легирања и жарења. Легирање се састоји од постављања метализованих супстрата, обично са алуминијумом, у нискотемпературну дифузиону пећ да би се обезбедио контакт ниске отпорности између алуминијумског метала и силицијумске подлоге. Коначно, било током корака легуре или директно након њега, плочице су често изложене мешавини гаса која садржи водоник у дифузионој пећи на 400 до 500°Ц. Корак жарења је дизајниран да оптимизује и стабилизује карактеристике уређаја комбиновањем водоника са неповезаним атомима на или близу интерфејса силицијум-силицијум диоксид.
Бацклаппинг и бацксиде метализација
Постоји и опциони корак обраде метализације који се зове бацклаппинг. Задња страна плочице се може преклопити или брушити помоћу влажног абразивног раствора и притиска. Метал као што је злато може се нанијети на задњу страну плочице прскањем. Ово олакшава причвршћивање одвојене матрице за паковање у коначном склапању.
Монтажа и испитивање
Непроизводна обрада, која укључује спољно паковање, причвршћивање, капсулирање, монтажу и тестирање, обично се обавља у одвојеним производним погонима и много пута се ради у земљама југоисточне Азије, где су ови радно интензивни послови јефтинији за обављање. Поред тога, захтеви за вентилацију за контролу процеса и честица су генерално различити (не-чисте просторије) у областима за прераду без производње. Ови последњи кораци у производном процесу укључују операције које укључују лемљење, одмашћивање, тестирање хемикалијама и изворима зрачења, и обрезивање и обележавање ласерима.
Лемљење током производње полупроводника обично не доводи до велике изложености олову. Да би се спречило термичко оштећење интегрисаног кола, температура лемљења се одржава испод температуре на којој може доћи до значајног формирања истопљеног олова (430°Ц). Међутим, чишћење опреме за лемљење стругањем или четкањем остатака који садрже олово може довести до излагања олову изнад 50 μг/м3 (Болдвин и Стјуарт 1989). Такође, изложеност олову од 200 μг/м3 су се десиле када се користе неправилне технике уклањања шљаке током операција таласног лемљења (Балдвин и Виллиамс 1996).
Једна све већа забринутост у вези са операцијама лемљења је иритација дисајних путева и астма због излагања продуктима пиролизе флукса за лемљење, посебно током ручног лемљења или операција дотеривања, где се историјски локална издувна вентилација није уобичајено користила (за разлику од операција таласног лемљења, које последњих неколико деценија обично су били затворени у исцрпљеним ормарићима) (Гох и Нг 1987). Погледајте чланак „Штампана плоча и склоп рачунара“ за више детаља.
Пошто је колофонија у флуксу за лемљење сензибилизатор, све изложености треба смањити на што је могуће ниже, без обзира на резултате узорковања ваздуха. Нове инсталације за лемљење посебно треба да укључе локалну издувну вентилацију када се лемљење изводи на дужи временски период (нпр. дуже од 2 сата).
Испарења од ручног лемљења ће се вертикално подићи на топлотним струјама, улазећи у зону дисања запосленог док се особа нагиње преко тачке лемљења. Контрола се обично постиже помоћу ефективне локалне издувне вентилације велике брзине и мале запремине на врху лемљења.
Уређаји који враћају филтрирани ваздух на радно место могу, ако је ефикасност филтрације неадекватна, изазвати секундарно загађење које може утицати на људе у радној просторији осим оних који лемљују. Филтрирани ваздух не би требало да се враћа у радну просторију осим ако је количина лемљења мала и просторија има добру општу вентилацију за разблаживање.
Разврстајте и тестирајте вафле
Након што је производња плочице завршена, свака интринзично готова плочица пролази кроз процес сортирања плочице где се интегрисана кола на свакој специфичној плочици електрично тестирају помоћу компјутерски контролисаних сонди. Појединачна плочица може да садржи од сто до више стотина одвојених калупа или чипова који се морају тестирати. Након што су резултати теста готови, матрице се физички обележавају аутоматски дозираном једнокомпонентном епоксидном смолом. Црвена и плава се користе за идентификацију и сортирање матрица које не испуњавају жељене електричне спецификације.
Дие раздвајање
Када су уређаји или кола на плочици тестирани, означени и сортирани, појединачне матрице на плочици морају бити физички одвојене. Бројне методе су дизајниране за одвајање појединачних калупа — дијамантско пререзивање, ласерско исписивање и тестерисање дијамантским точком.
Дијамантско урезивање је најстарији метод који се користи и укључује цртање прецизно обликованог врха уметнутог дијамантом преко облатне дуж линије писача или „улице“ која раздваја појединачне калупе на површини облатне. Несавршеност у кристалној структури узрокована сцрибингом омогућава да се плочица савија и ломи дуж ове линије.
Ласерско исписивање је релативно скорашња техника одвајања калупа. Ласерски зрак генерише импулсни неодимијум-итријум ласер велике снаге. Зрака ствара жлеб у силиконској плочици дуж линија писача. Жлеб служи као линија дуж које се облатна ломи.
Широко коришћена метода одвајања калупа је мокро тестерисање — резање подлога дуж улице брзом кружном дијамантском тестером. Тестерисањем се може делимично пресећи (писало) или потпуно (коцкице) кроз силиконску подлогу. Тестерисањем настаје мокра каша материјала уклоњеног са улице.
Причвршћивање и спајање калупа
Појединачна матрица или чип морају бити причвршћени за носећи пакет и метални оловни оквир. Носачи су обично направљени од изолационог материјала, било керамике или пластике. Керамички носећи материјали се обично праве од глинице (Ал2O3), али се може састојати од берилије (БеО) или стеатита (МгО-СиО2). Пластични носећи материјали су термопластичне или термореактивне смоле.
Причвршћивање појединачних калупа се генерално постиже једним од три различита типа причвршћивања: еутектичким, преформираним и епоксидним. Причвршћивање еутектичке матрице укључује употребу еутектичке легуре за лемљење, као што је злато-силицијум. У овој методи, слој златног метала је претходно постављен на полеђини матрице. Загревањем паковања изнад еутектичке температуре (370°Ц за злато-силицијум) и постављањем матрице на њу, формира се веза између матрице и паковања.
Везивање предформе укључује употребу малог комада специјалног композитног материјала који ће се залепити и за матрицу и за паковање. Предформа се поставља на подручје паковања за причвршћивање и оставља да се истопи. Матрица се затим трља по целом региону док се матрица не причврсти, а затим се паковање охлади.
Епоксидно везивање укључује употребу епоксидног лепка за причвршћивање матрице на паковање. Кап епоксида се наноси на паковање и матрица се поставља на њега. Паковање ће можда морати да се пече на повишеној температури да би се епоксид правилно очврснуо.
Када је матрица физички причвршћена за паковање, морају се обезбедити електричне везе између интегрисаног кола и каблова за пакет. Ово се постиже коришћењем термокомпресионих, ултразвучних или термозвучних техника везивања за причвршћивање златних или алуминијумских жица између контактних површина на силиконском чипу и каблова за паковање.
Термокомпресионо везивање се често користи са златном жицом и укључује загревање пакета на приближно 300oЦ и формирање везе између жице и везивних јастучића користећи топлоту и притисак. У употреби су два главна типа термокомпресионог везивања—везивање лопте клинасто везивање. Куглично везивање, које се користи само са златном жицом, доводи жицу кроз капиларну цев, сабија је, а затим пламен водоника топи жицу. Поред тога, ово формира нову куглицу на крају жице за следећи циклус везивања. Клинасто спајање укључује клинасти алат за спајање и микроскоп који се користи за прецизно позиционирање силиконског чипа и паковања преко подлоге за везивање. Процес се изводи у инертној атмосфери.
Ултразвучно везивање користи пулс ултразвучне, високофреквентне енергије да обезбеди акцију рибања која формира везу између жице и јастучића за везивање. Ултразвучно спајање се првенствено користи са алуминијумском жицом и често се преферира од термокомпресионог везивања, пошто не захтева да се чип кола загрева током операције везивања.
Термозвучно везивање је недавна технолошка промена у везивању златне жице. Укључује употребу комбинације ултразвучне и топлотне енергије и захтева мање топлоте од термокомпресионог везивања.
Капсулација
Примарна сврха инкапсулације је да се интегрисано коло стави у пакет који испуњава електричне, термичке, хемијске и физичке захтеве повезане са применом интегрисаног кола.
Најраспрострањенији типови паковања су радијални тип, равно паковање и двоструко-линијско (ДИП) паковање. Паковање радијално-оловног типа углавном се израђује од Ковара, легуре гвожђа, никла и кобалта, са тврдим стакленим заптивкама и коварским оловкама. Плоснати пакети користе оквире од металног олова, обично направљене од легуре алуминијума у комбинацији са керамичким, стакленим и металним компонентама. Дуал-ин-лине пакети су генерално најчешћи и често користе керамичку или ливену пластику.
Обликовани пластични полупроводнички пакети се првенствено производе у два одвојена процеса -трансфер калуповање бризгање. Преносно обликовање је доминантна метода пластичне капсуле. У овој методи, чипови се монтирају на необрезане оловне оквире, а затим се серијски утоварују у калупе. Прашкасти или пелетирани облици термореактивне пластичне масе за калуповање се топе у загрејаној посуди, а затим се присилно убацују (пребацују) под притиском у напуњене калупе. Системи пластичне масе у облику праха или пелета могу се користити на епоксидним, силиконским или силиконским/епоксидним смолама. Систем се обично састоји од мешавине:
- термореактивне смоле—епоксид, силикон или силикон/епоксид
- учвршћивачи—епоксидни новолаци и епоксидни анхидриди
- пунила— силицијум-фузионисан или кристални силицијум диоксид (СиО2) и глинице (Ал2O3), углавном 50-70% по тежини
- на ватру-антимон триоксид (Сб2O3) углавном 1-5% по тежини.
Ињекционо ливење користи или термопластичну или термореактивну смешу за ливење која се загрева до тачке топљења у цилиндру на контролисаној температури и убацује под притиском кроз млазницу у калуп. Смола се брзо очвршћава, калуп се отвара и паковање за инкапсулацију се избацује. Широка лепеза пластичних једињења се користи у бризгању, при чему су епоксидне и полифениленсулфидне (ППС) смоле најновији уноси у капсулирању полупроводника.
Коначно паковање силицијумског полупроводничког уређаја је класификовано према његовој отпорности на цурење или способности да изолује интегрисано коло из околине. Они се разликују као херметички (непропусни) или нехерметички затворени.
Испитивање цурења и сагоревање
Тестирање цурења је поступак развијен за тестирање стварне способности заптивања или херметизма упакованог уређаја. У употреби су два уобичајена облика испитивања цурења: детекција цурења хелијума и детекција цурења радиоактивним трагачем.
У детекцији цурења хелијума, комплетирани пакети се стављају у атмосферу под притиском хелијума на одређени временски период. Хелијум је у стању да продре кроз несавршености у паковање. Након уклањања из коморе за хлађење хелијума, паковање се преноси у комору масеног спектрометра и тестира да хелијум цури из несавршености у паковању.
Радиоактивни гас за праћење, обично криптон-85 (Кр-85), замењује се хелијумом у другој методи и мери се радиоактивни гас који цури из паковања. У нормалним условима, изложеност особља овом процесу је мања од 5 милисиверта (500 милирема) годишње (Балдвин и Стеварт 1989). Контроле за ове системе обично укључују:
- изолација у просторијама са приступом ограниченим само на неопходно особље
- на вратима соба у којима се налази Кр-85 поставили знакове упозорења о зрачењу
- континуирани монитори зрачења са алармима и аутоматским искључивањем/изолацијом
- наменски издувни систем и просторија са негативним притиском
- праћење изложености личном дозиметријом (нпр. значке филма радијације)
- редовно одржавање аларма и блокада
- редовне провере цурења радиоактивног материјала
- безбедносна обука за оператере и техничаре
- обезбеђујући да изложеност зрачењу буде што ниска колико је то разумно могуће (АЛАРА).
Такође, материјали који долазе у контакт са Кр-85 (нпр. изложени ИЦ, коришћено уље за пумпе, вентили и О-прстенови) се испитују како би се осигурало да не емитују превелике нивое радијације због заосталог гаса у себи пре него што се уклоне из контролисано подручје. Леацх-Марсхал (1991) пружа детаљне информације о изложености и контроли из Кр-85 система за детекцију финог цурења.
Запалити је операција температурног и електричног напрезања за одређивање поузданости коначног упакованог уређаја. Уређаји се стављају у пећницу са контролисаном температуром на дужи временски период користећи или амбијенталну атмосферу или инертну атмосферу азота. Температуре се крећу од 125°Ц до 200°Ц (150°Ц је просек), а временски периоди од неколико сати до 1,000 сати (48 сати је просек).
Завршни тест
За коначну карактеризацију перформанси упакованог силицијумског полупроводничког уређаја, врши се завршни електрични тест. Због великог броја и сложености потребних тестова, рачунар врши и оцењује тестирање бројних параметара важних за евентуално функционисање уређаја.
Означите и спакујте
Физичка идентификација коначног упакованог уређаја се постиже употребом различитих система обележавања. Две главне категорије обележавања компоненти су контактно и бесконтактно штампање. Контактна штампа обично укључује технику ротационог офсета коришћењем мастила на бази растварача. Бесконтактно штампање, које преноси ознаке без физичког контакта, укључује инк-јет главу или штампање тонером помоћу мастила на бази растварача или ласерског обележавања.
Растварачи који се користе као носачи за штампарске боје и као средство за претходно чишћење обично се састоје од мешавине алкохола (етанола) и естара (етил ацетат). Већина система за обележавање компоненти, осим ласерског обележавања, користи мастила која захтевају додатни корак за постављање или очвршћавање. Ове методе очвршћавања су ваздушно очвршћавање, топлотно очвршћавање (термичко или инфрацрвено) и ултраљубичасто очвршћавање. Мастила за очвршћавање ултраљубичастим зрацима не садрже раствараче.
Ласерски системи за обележавање користе или угљен-диоксид велике снаге (ЦО2) ласер, или неодимијум:итријум ласер велике снаге. Ови ласери су обично уграђени у опрему и имају испреплетене ормаре који затварају путању снопа и тачку где сноп долази у контакт са метом. Ово елиминише опасност од ласерског зрака током нормалних операција, али постоји забринутост када су безбедносне блокаде поражене. Најчешћа операција где је потребно уклонити кућишта снопа и разбити блокаде је поравнање ласерског зрака.
Током ових операција одржавања, идеално би било да се просторија у којој се налази ласер евакуише, осим неопходних техничара за одржавање, са закључаним вратима собе и постављеним одговарајућим ласерским сигурносним знаковима. Међутим, ласери велике снаге који се користе у производњи полупроводника често се налазе у великим, отвореним производним просторима, што чини непрактичним премештање особља које није за одржавање током одржавања. За ове ситуације обично се успоставља привремена контролна зона. Обично се ове контролне области састоје од ласерских завеса или екрана за заваривање који могу да издрже директан контакт са ласерским снопом. Улаз у привремену контролну област се обично одвија кроз улаз у лавиринт који је постављен знаком упозорења кад год су блокаде за ласер поражене. Остале мере предострожности током поравнања зрака су сличне онима које су потребне за рад ласера велике снаге отвореног снопа (нпр. обука, заштита очију, писмене процедуре и тако даље).
Ласери велике снаге су такође једна од најзначајнијих електричних опасности у индустрији полупроводника. Чак и након што је струја искључена, постоји значајан ударни потенцијал унутар алата и мора се распршити пре рада у кућишту.
Поред опасности од снопа и електричне енергије, треба водити рачуна иу одржавању система за ласерско обележавање због могућности хемијске контаминације антимон триоксидом и берилијумом отпорним на ватру (керамичка паковања која садрже ово једињење ће бити означена). Димови се могу створити током обележавања снажним ласерима и створити остатке на површинама опреме и филтерима за екстракцију дима.
Одмашћивачи су се у прошлости користили за чишћење полупроводника пре него што су означени идентификационим кодовима. Изложеност растварачу изнад применљиве професионалне границе изложености ваздухом може лако да се деси ако се глава оператера постави испод расхладних калемова који изазивају поновну кондензацију пара, као што се може десити када оператер покуша да узме испуштене делове или када техничар очисти остатке са дна јединица (Балдвин и Стеварт 1989). Употреба одмашћивача је знатно смањена у индустрији полупроводника због ограничења употребе супстанци које оштећују озонски омотач као што су хлорофлуороугљеници и хлоровани растварачи.
Анализа кварова и осигурање квалитета
Лабораторије за анализу кварова и анализу квалитета обично обављају различите операције које се користе да би се осигурала поузданост уређаја. Неке од операција које се обављају у овим лабораторијама представљају потенцијал за изложеност запослених. Ови укључују:
- тестови за обележавање коришћење различитих растварача и корозивних смеша у загрејаним чашама на рингли. Локална издувна вентилација (ЛЕВ) у облику металне хаубе са адекватним брзинама лица потребна је за контролу фугитивних емисија. Раствори моноетаноламина могу да доведу до изложености која прелази границу изложености у ваздуху (Балдвин и Виллиамс 1996).
- испитивање мехурића/цурења коришћење флуороугљеника високе молекуларне тежине (заштићено име Флуоринертс)
- рендгенске јединице за паковање.
Кобалт-60 (до 26,000 кирија) се користи у ирадиаторима за тестирање способности ИЦ-а да издрже излагање гама зрачењу у војним и свемирским апликацијама. У нормалним условима, изложеност особља из ове операције је мања од 5 милисиверта (500 милирема) годишње (Балдвин и Стеварт 1989). Контроле за ову донекле специјализовану операцију су сличне онима које се користе за Кр-85 системе финог цурења (нпр. изолована просторија, континуирани монитори радијације, праћење изложености особља и тако даље).
Мали алфа извори „специфичне лиценце“ (нпр. микро- и миликурије америцијума-241) се користе у процесу анализе отказа. Ови извори су прекривени танким заштитним премазом који се зове прозор који омогућава емитовање алфа честица из извора како би се тестирала способност интегрисаног кола да ради када га бомбардују алфа честице. Обично се извори периодично (нпр. полугодишње) проверавају на цурење радиоактивног материјала до којег може доћи ако је заштитни прозор оштећен. Свако цурење које се може открити обично покреће уклањање извора и његову испоруку назад произвођачу.
Кабинетни рендгенски системи се користе за проверу дебљине металних премаза и за идентификацију недостатака (нпр. мехурићи ваздуха у паковањима мешавине калупа). Иако нису значајан извор цурења, ове јединице се обично проверавају на периодичној основи (нпр. једном годишње) помоћу ручног мерача за мерење цурења рендгенских зрака и проверава се да би се осигурало да блокаде врата исправно раде.
поштарина
Испорука је крајња тачка учешћа већине произвођача силицијумских полупроводничких уређаја. Трговци произвођачи полупроводника продају своје производе другим произвођачима крајњих производа, док заробљени произвођачи користе уређаје за сопствене крајње производе.
Здравствена студија
Сваки корак процеса користи одређени скуп хемија и алата који резултирају специфичним проблемима ЕХС. Поред забринутости повезаних са специфичним корацима процеса у обради силицијумских полупроводничких уређаја, епидемиолошка студија је истраживала здравствене ефекте међу запосленима у индустрији полупроводника (Сцхенкер ет ал. 1992). Погледајте и дискусију у чланку „Здравствени ефекти и обрасци болести“.
Главни закључак студије био је да је рад у објектима за производњу полупроводника повезан са повећаном стопом спонтаног побачаја (САБ). У историјској компоненти студије, број трудноћа које су проучаване у фабрикационим и нефабрикационим пословима био је приближно једнак (447 и 444 респективно), али је било више спонтаних побачаја у фабрикованим (н=67) него у непромишљеним (н=46) . Када се прилагоди различитим факторима који би могли да изазову пристрасност (старост, етничка припадност, пушење, стрес, социо-економски статус и историја трудноће), релативни ризик (РР) за нефабрикацију стихова је 1.43 (95% интервал поверења=0.95-2.09) .
Истраживачи су повезали повећану стопу САБ са излагањем одређеним гликол етерима на бази етилена (ЕГЕ) који се користе у производњи полупроводника. Специфични гликол етри који су били укључени у студију и за које се сумња да изазивају штетне репродуктивне ефекте су:
- 2-метоксиетанол (ЦАС 109-86-4)
- 2-метоксиетил ацетат (ЦАС 110-49-6)
- 2-етоксиетил ацетат (ЦАС 111-15-9).
Иако нису део студије, два друга гликол етра која се користе у индустрији, 2-етоксиетанол (ЦАС 110-80-5) и диетилен гликол диметил етар (ЦАС 111-96-6) имају сличне токсичне ефекте и неки су их забранили произвођачи полупроводника.
Поред повећане стопе САБ повезане са излагањем одређеним гликол етрима, студија је такође закључила:
- Постојала је недоследна повезаност за излагање флуориду (у јеткању) и САБ.
- Стрес који је сам пријавио био је снажан независни фактор ризика за САБ међу женама које раде у областима фабрикације.
- Женама које су радиле у области производње било је потребно више времена да затрудне у поређењу са женама у областима без производње.
- Повећање респираторних симптома (иритација очију, носа и грла и пискање) било је присутно код радника у производњи у поређењу са радницима који нису у производњи.
- Мишићно-скелетни симптоми дисталног горњег екстремитета, као што су бол у шаци, зглобу, лакту и подлактици, били су повезани са радом у просторији за производњу.
- Дерматитис и губитак косе (алопеција) су чешће пријављивани међу радницима у производњи него међу радницима који нису у производњи.
Преглед опреме
Сложеност опреме за производњу полупроводника, заједно са континуираним напретком у производним процесима, чини преглед нове процесне опреме пре инсталације важним за минимизирање ЕХС ризика. Два процеса прегледа опреме помажу да се осигура да ће нова полупроводничка процесна опрема имати одговарајуће ЕХС контроле: ЦЕ ознаку и међународне (СЕМИ) стандарде за полупроводничку опрему и материјале.
ЦЕ ознака је изјава произвођача да је тако означена опрема усклађена са захтјевима свих примјењивих директива Европске уније (ЕУ). За опрему за производњу полупроводника, Директива о машинама (МД), Директива о електромагнетној компатибилности (ЕМЦ) и Директива о ниском напону (ЛВД) сматрају се најприменљивијим директивама.
У случају Директиве о електромагнетној компатибилности, потребно је задржати службе надлежног органа (организације која је званично овлашћена од стране државе чланице ЕУ) да би дефинисала захтеве за испитивање и одобрила налазе испитивања. МД и ЛВД може да процени или произвођач или овлашћено тело (организација званично овлашћена од стране државе чланице ЕУ). Без обзира на изабрану путању (самопроцена или треће лице), регистровани увозник је одговоран да увезени производ буде означен ЦЕ. Они могу користити информације треће стране или информације о самооцењивању као основу за своје уверење да опрема испуњава захтеве важећих директива, али, на крају, они ће сами припремити изјаву о усаглашености и ставити ЦЕ ознаку.
Семицондуцтор Екуипмент анд Материалс Интернатионал је међународно трговинско удружење које представља добављаче опреме и материјала за полупроводничке и равне дисплеје. Међу њеним активностима је и развој добровољних техничких стандарда који су споразуми између добављача и купаца који имају за циљ побољшање квалитета и поузданости производа по разумној цени и стабилном снабдевању.
Два СЕМИ стандарда која се посебно примењују на бриге о ЕХС за нову опрему су СЕМИ С2 и СЕМИ С8. СЕМИ С2-93, Безбедносне смернице за опрему за производњу полупроводника, намењен је као минимални скуп ЕХС разматрања заснованих на перформансама за опрему која се користи у производњи полупроводника. СЕМИ С8-95, Ергономски критеријуми успеха добављача Упутство за употребу, проширује секцију ергономије у СЕМИ С2.
Многи произвођачи полупроводника захтевају да нова опрема буде сертификована од треће стране да испуњава захтеве СЕМИ С2. Смернице за тумачење СЕМИ С2-93 и СЕМИ С8-95 садржане су у публикацији индустријског конзорцијума СЕМАТЕЦХ (СЕМАТЕЦХ 1996). Додатне информације о СЕМИ-ју доступне су на светској мрежи (http://www.semi.org).
Цхемицал Хандлинг
Дозирање течности
Пошто су аутоматизовани системи за дозирање хемикалија постали правило, а не изузетак, смањен је број хемијских опекотина запослених. Међутим, у овим аутоматизованим системима за дозирање хемикалија потребно је инсталирати одговарајуће заштитне мере. Ови укључују:
- откривање цурења и аутоматско искључивање на извору расуте количине и на разводним кутијама
- двоструко задржавање водова ако се хемикалија сматра опасним материјалом
- сензори високог нивоа на крајњим тачкама (купатило или посуда за алат)
- временско искључивање пумпе (омогућава да се само одређена количина пумпа на локацију пре него што се аутоматски искључи).
Испуштање гаса
Безбедност дистрибуције гаса је значајно побољшана током година са појавом нових типова вентила за цилиндре, отвора са ограниченим протоком уграђених у цилиндар, аутоматизованих панела за прочишћавање гаса, детекције и затварања високог протока и софистицираније опреме за откривање цурења. Због свог пирофорног својства и широке употребе као сировине, силан гас представља највећу опасност од експлозије у индустрији. Међутим, инциденти са силанским гасом постали су предвидљивији са новим истраживањем које су спровели Фацтори Мутуал и СЕМАТЕЦХ. Са одговарајућим отворима смањеног протока (РФО), притисцима испоруке и вентилационим брзинама, већина експлозивних инцидената је елиминисана (СЕМАТЕЦХ 1995).
Неколико безбедносних инцидената догодило се последњих година због неконтролисаног мешања некомпатибилних гасова. Због ових инцидената, произвођачи полупроводника често прегледају инсталације гасовода и кутије за гас за алате како би осигурали да не може доћи до неправилног мешања и/или повратног тока гасова.
Хемијски проблеми обично изазивају највећу забринутост у производњи полупроводника. Међутим, већина повреда и смрти у индустрији је резултат нехемијских опасности.
Електрична безбедност
Постоје бројне електричне опасности повезане са опремом која се користи у овој индустрији. Сигурносне блокаде играју важну улогу у електричној сигурности, али техничари за одржавање често превазилазе ове блокаде. Значајна количина радова на одржавању се обично изводи док је опрема још увек под напоном или само делимично без струје. Најзначајније електричне опасности повезане су са јонским имплантаторима и ласерским изворима напајања. Чак и након што је струја искључена, постоји значајан ударни потенцијал унутар алата и мора се распршити пре рада унутар алата. Процес прегледа СЕМИ С2 у Сједињеним Државама и ЦЕ ознака у Европи су помогли да се побољша електрична безбедност нове опреме, али операције одржавања нису увек адекватно разматране. За сву новоинсталисану опрему потребан је пажљив преглед операција одржавања и електричних опасности.
Други на листи електричних опасности је скуп опреме која генерише РФ енергију током процеса јеткања, прскања и чишћења коморе. Потребна је одговарајућа заштита и уземљење да би се смањио ризик од РФ опекотина.
Ове електричне опасности и многи алати који се не искључују током операција одржавања захтевају од техничара за одржавање да користе друга средства да се заштите, као што су процедуре закључавања/означавања. Опасности од електричне енергије нису једини извори енергије који се решавају закључавањем/означавањем. Остали извори енергије укључују водове под притиском, од којих многи садрже опасне гасове или течности, и пнеуматске контроле. Искључци за контролу ових извора енергије морају бити на лако доступној локацији—унутар fab (производња) или јури подручје где ће запослени радити, а не на незгодним локацијама као што су подфабови.
Ергономија
Интерфејс између запосленог и алата наставља да изазива повреде. Напрезање мишића и уганућа су прилично чести у индустрији полупроводника, посебно код техничара за одржавање. Приступ пумпама, поклопцима комора и тако даље често није добро дизајниран током производње алата и приликом постављања алата у фабрику. Пумпе треба да буду на точковима или постављене у фиоке или тацне на извлачење. Уређаји за подизање морају бити уграђени за многе операције.
Једноставно руковање плочицама узрокује ергономске опасности, посебно у старијим објектима. Новија постројења обично имају веће плочице и стога захтевају више аутоматизованих система за руковање. Многи од ових система за руковање плочицама се сматрају роботским уређајима, а забринутост за безбедност ових система мора се узети у обзир када су пројектовани и инсталирани (АНСИ 1986).
Безбедност од пожара
Поред гаса силана, који је већ обрађен, гас водоник има потенцијал да представља значајну опасност од пожара. Међутим, то се боље разуме и индустрија није видела много великих проблема повезаних са водоником.
Најозбиљнија опасност од пожара сада је повезана са влажне палубе или купке за нагризање. Типични пластични материјали за конструкцију (поливинилхлорид, полипропилен и полипропилен отпорни на пламен) су укључени у фаб. пожари. Извор паљења може бити грејач купатила за нагризање или облагање, електричне контроле монтиране директно на пластику или суседни алат. Ако дође до пожара са једним од ових пластичних алата, контаминација честицама и корозивни производи сагоревања се шире по фабрици. Економски губитак је велики због времена застоја у фабрици, док су простор и опрема враћени на стандарде чистих просторија. Често се нека скупа опрема не може адекватно деконтаминирати и мора се купити нова опрема. Стога су и адекватна превенција пожара и заштита од пожара критичне.
Превенција пожара се може решити различитим незапаљивим грађевинским материјалима. Нерђајући челик је пожељан материјал за конструкцију ових мокрих палуба, али често процес неће „прихватити“ метални алат. Пластика са мањим потенцијалом ватре/дима постоји, али још увек није адекватно тестирана да би се утврдило да ли ће бити компатибилна са процесима производње полупроводника.
Ради заштите од пожара, ови алати морају бити заштићени неометаном заштитом прскалица. Постављање ХЕПА филтера изнад мокрих клупа често блокира главе прскалица. Ако се то догоди, испод филтера се постављају додатне главе прскалице. Многе компаније такође захтевају да се систем за детекцију и гашење пожара инсталира унутар пленумских шупљина на овим алатима, где многи пожари почињу.
Дисплеји са течним кристалима
Дисплеји са течним кристалима (ЛЦД) су комерцијално доступни од 1970-их. Обично се користе у сатовима, калкулаторима, радијима и другим производима који захтевају индикаторе и три или четири алфанумеричка знака. Недавна побољшања материјала од течних кристала омогућавају производњу великих екрана. Док су ЛЦД-и само мали део индустрије полупроводника, њихов значај је порастао са њиховом употребом у равним екранима за преносиве рачунаре, веома лагане лаптоп рачунаре и наменске процесоре за обраду текста. Очекује се да ће важност ЛЦД-а наставити да расте како они на крају замене последњу вакуумску цев која се обично користи у електроници — катодну цев (ЦРТ) (О'Мара 1993).
Производња ЛЦД-а је веома специјализован процес. Резултати мониторинга индустријске хигијене указују на веома ниске нивое загађивача у ваздуху за различите изложености растварачу које су праћене (Ваде ет ал. 1981). Генерално, врсте и количине токсичних, корозивних и запаљивих чврстих, течних и гасовитих хемикалија и опасних физичких агенаса у употреби су ограничене у поређењу са другим типовима производње полупроводника.
Материјали са течним кристалима су штапићасти молекули за које су примери молекули цијанобифенила приказани на слици 1. Ови молекули поседују својство ротације смера пролаза поларизоване светлости. Иако су молекули провидни за видљиву светлост, контејнер са течним материјалом изгледа млечно или провидно уместо провидно. Ово се дешава зато што су дугачке осе молекула поравнате под насумичним угловима, тако да се светлост насумично расипа. Ћелија за дисплеј са течним кристалима је распоређена тако да молекули прате специфично поравнање. Ово поравнање се може променити помоћу спољашњег електричног поља, омогућавајући да се промени поларизација долазног светла.
Слика 1. Молекули основних течних кристала полимера

У производњи равних дисплеја, две стаклене подлоге се обрађују одвојено, а затим спајају. Предња подлога је обликована тако да креира низ филтера у боји. Задња стаклена подлога је обликована тако да формира танкослојне транзисторе и металне линије за међусобно повезивање. Ове две плоче се спајају у процесу монтаже и по потреби секу и раздвајају на појединачне дисплеје. Материјал течног кристала се убризгава у размак између две стаклене плоче. Дисплеји се прегледају и тестирају и на сваку стаклену плочу се наноси поларизаторски филм.
За производњу равних дисплеја потребни су бројни појединачни процеси. Они захтевају специјализовану опрему, материјале и процесе. Одређени кључни процеси су наведени у наставку.
Припрема стаклене подлоге
Стаклена подлога је битна и скупа компонента екрана. Веома строга контрола оптичких и механичких својстава материјала је потребна у свакој фази процеса, посебно када је укључено загревање.
Израда стакла
Два процеса се користе за израду веома танког стакла са врло прецизним димензијама и поновљивим механичким својствима. Процес фузије, који је развио Цорнинг, користи стаклену шипку за пуњење која се топи у клинастом кориту и тече горе и преко страна корита. Тече низ обе стране корита, растопљено стакло спаја се у један лист на дну корита и може се повући надоле као једноличан лист. Дебљина лима се контролише брзином спуштања стакла. Могу се добити ширине до скоро 1 м.
Други произвођачи стакла са одговарајућим димензијама за ЛЦД подлоге користе флоат метод производње. У овој методи, истопљено стакло се оставља да исцури на слој растопљеног калаја. Стакло се не раствара и не реагује са металним лимом, већ лебди на површини. Ово омогућава гравитацији да изглади површину и омогући да обе стране постану паралелне. (Види поглавље Стакло, керамика и сродни материјали.)
Доступне су различите величине подлоге до 450 × 550 мм и веће. Типична дебљина стакла за екране са равним екраном је 1.1 мм. Тање стакло се користи за неке мање дисплеје, као што су пејџери, телефони, игрице и тако даље.
Сечење, исецање и полирање
Стаклене подлоге се обрезују на величину након процеса фузије или плутања, обично на око 1 м са стране. Различите механичке операције прате процес формирања, у зависности од крајње примене материјала.
Пошто је стакло крхко и лако се кида или пуца на ивицама, они су обично закошени, закошени или на други начин третирани како би се смањило ломљење током руковања. Термичка напрезања на ивичним пукотинама се акумулирају током обраде подлоге и доводе до лома. Лом стакла је значајан проблем током производње. Поред могућности посекотина и посекотина запослених, то представља губитак приноса, а делови стакла могу остати у опреми, изазивајући контаминацију честицама или гребање других подлога.
Повећана величина подлоге доводи до повећаних потешкоћа за полирање стакла. Велике подлоге се монтирају на носаче помоћу воска или другог лепка и полирају употребом абразивног материјала. Овај процес полирања мора бити праћен темељним хемијским чишћењем како би се уклонио сав преостали восак или други органски остаци, као и метални загађивачи садржани у абразивном или медијуму за полирање.
Чишћење
Процеси чишћења се користе за голе стаклене подлоге и за подлоге прекривене органским филмовима, као што су филтери у боји, фолије за оријентацију полиимида и тако даље. Такође, подлоге са полупроводничким, изолационим и металним филмовима захтевају чишћење на одређеним местима у процесу производње. Као минимум, потребно је чишћење пре сваког корака маскирања у производњи филтера у боји или танкослојног транзистора.
Већина чишћења равних плоча користи комбинацију физичких и хемијских метода, уз селективну употребу сувих метода. Након хемијског јеткања или чишћења, подлоге се обично суше коришћењем изопропил алкохола. (Види табелу 1.)
Табела 1. Чишћење равних дисплеја
|
Физичко чишћење |
Хемијско чишћење |
Хемијско чишћење |
|
Чишћење четкицом |
Ултраљубичасти озон |
Органски растварач* |
|
Млазни спреј |
плазма (оксид) |
Неутрални детерџент |
|
Ултразвучни |
плазма (неоксидна) |
|
|
Мегасониц |
Ласер |
Чиста вода |
* Уобичајени органски растварачи који се користе у хемијском чишћењу укључују: ацетон, метанол, етанол, n-пропанол, изомери ксилена, трихлоретилен, тетрахлоретилен.
Формирање филтера у боји
Формирање филтера у боји на предњој стакленој подлози укључује неке од корака за завршну обраду и припрему стакла који су заједнички за предњу и задњу плочу, укључујући процесе кошења и преклапања. Операције као што су шарање, премазивање и очвршћавање се изводе више пута на подлози. Постоје многе тачке сличности са обрадом силицијумских плочица. Стакленим подлогама се обично рукује у системима шина за чишћење и премазивање.
Узорак филтера у боји
Различити материјали и методе примене се користе за креирање филтера у боји за различите типове екрана са равним екраном. Може се користити или боја или пигмент, а било који од њих се може депоновати и обликовати на неколико начина. У једном приступу, желатин се таложи и боји узастопним фотолитографским операцијама, користећи опрему за близину штампања и стандардне фоторезисте. У другом се користе пигменти дисперговани у фоторезисту. Друге методе за формирање филтера у боји укључују електродепозицију, нагризање и штампање.
ИТО Депоситион
Након формирања филтера у боји, последњи корак је таложење провидног материјала електроде распршивањем. Ово је индијум-калај оксид (ИТО), који је заправо мешавина оксида Ин2O3 и СнО2. Овај материјал је једини погодан за примену транспарентних проводника за ЛЦД. Танак ИТО филм је потребан на обе стране екрана. Типично, ИТО филмови се праве помоћу вакуумског испаравања и прскања.
Танке слојеве ИТО лако је нагризати влажним хемикалијама као што је хлороводонична киселина, али, како корак електрода постаје мањи, а карактеристике постају финије, може бити неопходно суво нагризање да би се спречило подрезивање линија услед прекомерног нагризања.
Формирање танкослојног транзистора
Формирање танкослојног транзистора је веома слично изради интегрисаног кола.
Таложење танког филма
Подлоге почињу процес производње кораком наношења танког филма. Танки филмови се таложе ЦВД или физичким таложењем паре (ПВД). ЦВД појачан плазмом, такође познат као сјајно пражњење, користи се за аморфни силицијум, силицијум нитрид и силицијум диоксид.
Узорак уређаја
Када се танки филм нанесе, наноси се фоторезист и снима се како би се омогућило нагризање танког филма до одговарајућих димензија. Низ танких филмова се депонује и угравира, као код израде интегрисаног кола.
Примена филма за оријентацију и трљање
И на горњој и на доњој подлози, наноси се танак полимерни филм за оријентацију молекула течних кристала на површини стакла. Овај оријентациони филм, можда дебљине 0.1 μм, може бити полиимид или други "тврди" полимерни материјал. Након таложења и печења, трља се тканином у одређеном правцу, остављајући једва уочљиве бразде на површини. Трљање се може обавити једнократном крпом на траку, напајаном са ваљка на једној страни, пролазећи испод ваљка који додирује подлогу, на ваљак са друге стране. Подлога се помера испод тканине у истом смеру као и тканина. Друге методе укључују покретну четку која се креће по подлози. Важан је дремеж материјала за трљање. Жлебови служе да помогну молекулима течних кристала да се поравнају на површини супстрата и да преузму одговарајући угао нагиба.
Оријентациони филм се може нанети центрифугирањем или штампањем. Метода штампања је ефикаснија у коришћењу материјала; 70 до 80% полиимида се преноси са штампарске ролне на површину подлоге.
Монтажа
Када је корак трљања подлоге завршен, почиње аутоматизована секвенца монтажне линије која се састоји од:
- наношење лепка (потребно за заптивање панела)
- примена одстојника
- локација и оптичко поравнање једне плоче у односу на другу
- излагање (топлота или УВ) да би се лепак очврснуо и спојиле две стаклене плоче.
Аутоматски транспорт и горње и доње плоче се одвија кроз линију. Једна плоча прима лепак, а друга плоча се уводи у станицу за апликатор одстојника.
Ињекција течних кристала
У случају када је на подлози конструисано више од једног дисплеја, дисплеји се сада раздвајају сечењем. У овом тренутку, материјал са течним кристалима се може унети у отвор између подлога, користећи рупу остављену у материјалу за заптивање. Ова улазна рупа се затим запечаћује и припрема за коначну инспекцију. Материјали са течним кристалима се често испоручују као двокомпонентни или трокомпонентни системи који се мешају приликом убризгавања. Системи за убризгавање обезбеђују мешање и прочишћавање ћелије како би се избегло заробљавање мехурића током процеса пуњења.
Инспекција и тестирање
Инспекција и функционална испитивања се врше након монтаже и убризгавања течних кристала. Већина дефеката је повезана са честицама (укључујући тачке и линијске дефекте) и проблемима са ћелијским празнинама.
Поларизер Аттацхмент
Последњи корак производње самог екрана са течним кристалима је примена поларизатора на спољашњу страну сваке стаклене плоче. Поларизаторски филмови су композитни филмови који садрже лепљиви слој осетљив на притисак потребан за причвршћивање поларизатора на стакло. Примењују их аутоматизоване машине које дозирају материјал из ролни или претходно исечених листова. Машине су варијанте машина за етикетирање развијене за друге индустрије. Поларизациони филм је причвршћен на обе стране екрана.
У неким случајевима, компензациони филм се наноси пре поларизатора. Компензациони филмови су полимерни филмови (нпр. поликарбонат и полиметил метакрилат) који се растежу у једном правцу. Ово истезање мења оптичка својства филма.
Завршени екран ће обично имати интегрисана кола драјвера монтирана на или близу једне од стаклених подлога, обично на страни танкослојног транзистора.
Хазардс
Ломљење стакла представља значајну опасност у производњи ЛЦД-а. Може доћи до посекотина и посекотина. Још једна брига је излагање хемикалијама које се користе за чишћење.
Више...
ИИИ-В Производња полупроводника
Силицијум је историјски доминирао развојем ИЦ технологије као примарног полупроводничког материјала. Главни фокус последњих година на алтернативу силицијуму био је концентрисан на ИИИ-В једињења, као што је галијум арсенид (ГаАс), као материјал супстрата. Као полупроводнички материјал, ГаАс показује повећане способности у односу на силицијум, као што је покретљивост електрона 5 до 6 пута већа од силицијумске. Ова карактеристика, заједно са потенцијалним полуизолационим својствима ГаАс, доводи до повећаних перформанси у брзини и потрошњи енергије.
ГаАс има структуру мешавине цинка која се састоји од две међусобно прожимајуће кубичне подрешетке које се односе на раст висококвалитетног материјала ингота. Технологија укључена у раст ГаАс је знатно компликованија од оне која се користи за силицијум, јер је укључена компликованија двофазна равнотежа и веома испарљива компонента, арсен (Ас). Потребна је прецизна контрола притиска паре Ас у систему раста ингота да би се одржала тачна стехиометрија једињења ГаАс током процеса раста. Две примарне категорије ИИИ-В полупроводничких дисплеја и производње уређаја имају економски изводљиве поступке обраде — ЛЕД екрани и микроталасни ИЦ уређаји.
ЛЕД диоде се производе од монокристалног ГаАс у коме се пн спојеви формирају додавањем одговарајућих допинг агенаса - обично телура, цинка или силицијума. Епитаксијални слојеви тернарних и кватернарних ИИИ-В материјала као што је галијум арсенид фосфид (ГаАсП) се узгајају на супстрату и резултирају емисионим опсегом специфичних таласних дужина у видљивом спектру за дисплеје или у инфрацрвеном спектру за емитере или детекторе. На пример, црвено светло са врхом на око 650 нм долази од директне рекомбинације пн електрона и рупа. Диоде које емитују зелено се углавном састоје од галијум фосфида (ГаП). Генерализовани кораци обраде ЛЕД диода су покривени у овом чланку.
Микроталасни ИЦ уређаји су специјализовани облик интегрисаног кола; користе се као појачивачи високе фреквенције (2 до 18 ГХз) за радаре, телекомуникације и телеметрију, као и за октавне и вишеоктавне појачиваче за употребу у системима електронске борбе. Произвођачи микроталасних ИЦ уређаја обично купују монокристални ГаАс супстрат, са или без епитаксијалног слоја, од спољних продаваца (као и произвођачи силицијумских уређаја). Главни кораци обраде обухватају епитаксијално таложење у течној фази, производњу и обраду без производње, сличну производњи силицијумских уређаја. Кораци обраде који захтевају додатни опис уз ЛЕД обраду такође се разматрају у овом чланку.
Производња вафла
Слично процесу раста силицијумских ингота, елементарни облици галијума и арсена, плус мале количине допантног материјала — силицијум, телур или цинк — реагују на повишеним температурама да би се формирали инготи допираног монокристалног ГаАс. Користе се три генерализоване методе производње ингота:
- хоризонтални или вертикални Бриџмен
- хоризонтално или вертикално замрзавање градијента
- течност под високим или ниским притиском инкапсулирана Чохралског (ЛЕЦ).
Масовно поликристално једињење ГаАс се нормално формира реакцијом паре Ас са металом Га на повишеним температурама у затвореним кварцним ампулама. Типично, резервоар Ас који се налази на једном крају ампуле се загрева на 618°Ц. Ово ствара приближно 1 атмосферу притиска паре Ас у ампули, што је предуслов за добијање стехиометријског ГаАс. Пара Ас реагује са металом Га који се одржава на 1,238°Ц и налази се на другом крају ампуле у чамцу од кварца или пиролитичког бор нитрида (ПБН). Након што је арсен потпуно изреаговао, формира се поликристални набој. Ово се користи за раст монокристала програмираним хлађењем (градијентно замрзавање) или физичким померањем или ампуле или пећи да би се обезбедили одговарајући температурни градијенти за раст (Бридгеман). Овај индиректни приступ (транспорт арсена) за мешање и раст ГаАс се користи због високог притиска паре арсена на тачки топљења ГаАс, око 20 атмосфера на 812°Ц и 60 атмосфера на 1,238°Ц, респективно.
Други приступ комерцијалној производњи расутог монокристалног ГаАс је ЛЕЦ техника. Цзоцхралски кристални извлакач је напуњен комадом ГаАс у лончићу са спољним графитним пријемником. Главни део ГаАс се затим топи на температурама близу 1,238°Ц, а кристал се повлачи у атмосфери под притиском која може варирати од произвођача типично од неколико атмосфера до 100 атмосфера. Талина је потпуно инкапсулирана вискозним стаклом, Б2O3, што спречава дисоцијацију растопа јер је притисак паре Ас усклађен или премашен притиском инертног гаса (обично аргона или азота) који се примењује у комори за извлачење. Алтернативно, може се синтетизовати монокристални ГаАс на лицу места убризгавањем Ас у растопљени Га или комбиновањем Ас и Га директно под високим притиском.
Производња ГаАс плочица представља процес производње полупроводника са највећим потенцијалом за значајна, рутинска излагања хемикалијама. Док производњу ГаАс плочица обавља само мали проценат произвођача полупроводника, посебан нагласак је потребан у овој области. Велике количине Ас који се користе у процесу, бројни кораци у процесу и ниска граница изложености арсену у ваздуху отежавају контролу изложености. Чланци Харрисона (1986); Ленихан, Шихи и Џонс (1989); МцИнтире и Схерин (1989) и Схеехи и Јонес (1993) пружају додатне информације о опасностима и контролама за овај процес.
Синтеза поликристалних ингота
Пуњење ампуле и заптивање
Елементални Ас (99.9999%) у облику комада се извага и утовари у кварцни чамац у исцрпљеној прегради за рукавице. Чисти течни Га (99.9999%) и допантни материјал се такође извагају и утоваре у чамац(е) од кварца или пиролитичког бор нитрида (ПБН) на исти начин. Чамци су утоварени у дугачку цилиндричну кварцну ампулу. (У техникама Бридгман-а и градијентног замрзавања, такође се уводи кристал за семе са жељеном кристалографском оријентацијом, док се у двостепеној ЛЕЦ техници, где је у овој фази потребан само поли ГаАс, синтетише поликристални ГаАс без кристала за семе. )
Кварцне ампуле се стављају у пећ на ниској температури и загревају док се ампула прочишћава водоником (Х2), у процесу познатом као реакција редукције водоника, за уклањање оксида. Након прочишћавања инертним гасом као што је аргон, кварцне ампуле се причвршћују на склоп вакуумске пумпе, евакуишу, а крајеви ампуле се загревају и затварају водоник/кисеоничким пламеником. Ово ствара напуњену и запечаћену кварцну ампулу спремну за раст пећи. Пречишћавање водоником и систем водоник/кисеоничке бакље представљају потенцијалну опасност од пожара/експлозије ако се не користе одговарајући сигурносни уређаји и опрема (Ваде ет ал. 1981).
Пошто се арсен загрева, овај склоп се одржава под издувном вентилацијом. У издувном каналу који подржава овај склоп се могу формирати наслаге арсеник оксида. Мора се водити рачуна да се спречи излагање и контаминација ако се канали на било који начин ометају.
Складиштење и руковање комадима арсена је проблем. Због сигурности, арсен се често држи у закључаном складишту и уз строгу контролу инвентара. Обично се арсен такође чува у противпожарном ормару за складиштење како би се спречило његово учешће у случају пожара.
Раст пећи
Бриџман и методе градијентног замрзавања раста монокристалних ингота користе напуњене и запечаћене кварцне ампуле у кућишту пећи на високим температурама које се испушта у систем за мокро чишћење. Примарне опасности од излагања током раста пећи односе се на потенцијал да ампула кварца имплодира или експлодира током раста ингота. Ова ситуација се јавља прилично спорадично и ретко, а резултат је једног од следећих:
- парцијални притисак паре Ас који је резултат високих температура које се користе у процесу раста
- девитрификација кварцног стакла за ампуле, што ствара пукотине и пратећи потенцијал за смањење притиска ампуле
- недостатак прецизних уређаја за контролу високе температуре на извору грејања—обично отпорног типа—са резултујућим превеликим притиском кварцне ампуле
- квар или квар термоелемента, што доводи до превеликог притиска кварцне ампуле
- вишак Ас или премало Га у цеви ампуле, што доводи до изузетно високог притиска Ас, што може изазвати катастрофално смањење притиска у ампули.
Хоризонтални Бриџменов систем се састоји од вишезонске пећи у којој затворена кварцна ампула има одвојене температурне зоне — „хладни“ крај прста од арсена на 618°Ц и чамац кварцног галијума/допанта/семена кристала који садржи растоп на 1,238°Ц. Основни принцип у хоризонталном Бриџменовом систему укључује прелазак две загрејане зоне (једна изнад тачке топљења ГаАс, а друга испод тачке топљења) преко чамца ГаАс да би се обезбедило прецизно контролисано замрзавање растопљеног ГаАс. Семенски кристал, који се све време одржава у зони смрзавања, обезбеђује почетну кристалну структуру, дефинишући правац и оријентацију кристалне структуре унутар чамца. Кварцни чамац и ампула Га и Ас су суспендовани унутар коморе за грејање помоћу сета силицијум карбидних облога које се називају потпорне цеви, које су постављене унутар склопа отпорног грејача да механички померају пуну удаљеност ампуле. Поред тога, склоп пећи почива на столу који мора бити нагнут током раста да би се обезбедио одговарајући интерфејс синтетизованог растапа ГаАс са кристалом за семе.
У методи градијентног замрзавања, вишезонска високотемпературна пећ која користи отпорно грејање одржава се на 1,200 до 1,300 °Ц (1,237 °Ц је тачка топљења/смрзавања ГаАс). Укупно трајање процеса раста ингота је обично 3 дана и састоји се од следећих корака:
- печење у пећи на температуру
- ГаАс синтеза
- засијавање талине
- охладити/раст кристала.
Кварцна ампула се такође нагиње током процеса раста употребом ручне дизалице типа маказе.
Избијање ампуле
Након што се монокристални ГаАс ингот узгаја унутар запечаћене кварцне ампуле, ампула се мора отворити и уклонити кварцни чамац који садржи ингот плус кристал за семе. Ово се постиже једним од следећих метода:
- одсецање запечаћеног краја ампула мокром кружном тестером
- загревање и пуцање ампуле водоник/кисеоничном бакљом
- разбијање ампуле у врећама чекићем док је под издувним гасом да би се контролисао арсен у ваздуху.
Кварцне ампуле се рециклирају влажним нагризањем кондензованог арсена на унутрашњој површини са акуа региа (ХЦл, ХНО3) или сумпорна киселина/водоник пероксид (Х2SO4/H2O2).
Пескарење/чишћење ингота
Да би се видели поликристални дефекти и уклонили спољашњи оксиди и загађивачи, монокристални ГаАс ингот мора бити пескарен. Пескарење се врши у истрошеној јединици претинца за рукавице користећи или силицијум карбид или калцинисани алуминијум за пескарење. Мокро чишћење се врши у хемијским купатилима са локалном издувном вентилацијом и коришћењем Аква Регија или алкохолне испирања (изопропил алкохол и/или метанол).
Монокристални раст ингота
Поликристални ГаАс ингот извучен из ампуле се разбије на комаде, измери и стави у кварцни или ПБН лончић, а на њега се стави диск бор оксида. Лончић се затим ставља у уређај за узгој кристала (пулер) под притиском у инертном гасу и загрева се на 1,238°Ц. На овој температури, ГаАс се топи, при чему лакши бор оксид постаје течни инкапсулант како би се спречило да се арсен одвоји од растопа. Семенски кристал се уноси у растоп испод поклопца течности и док се окреће супротно, полако се повлачи из растопа, чиме се учвршћује док напушта „врућу зону“. Овај процес траје отприлике 24 сата, у зависности од величине пуњења и пречника кристала.
Када се циклус раста заврши, узгајивач се отвара да би се извукао монокристални ингот и за чишћење. Одређена количина арсена излази из растапања чак и са поклопцем за течност на месту. Може доћи до значајне изложености арсену у ваздуху током овог корака процеса. Да би се контролисала ова изложеност, узгајивач се хлади на испод 100°Ц, што резултира таложењем финих честица арсена на унутрашњој површини узгајивача. Ово хлађење помаже да се минимизира количина арсена која се преноси у ваздуху.
Тешке наслаге остатака који садрже арсен остају на унутрашњој страни узгајивача кристала. Уклањање остатака током рутинског превентивног одржавања може довести до значајних концентрација арсена у ваздуху (Ленихан, Схеехи и Јонес 1989; Балдвин и Стеварт 1989; МцИнтире и Схерин 1989). Контроле које се користе током ове операције одржавања често укључују издувну вентилацију, одећу за једнократну употребу и респираторе.
Када се ингот уклони, узгајивач се демонтира. ХЕПА усисивач се користи за прикупљање честица арсена на свим деловима узгајивача. Након усисавања, делови од нерђајућег челика се бришу мешавином амонијум хидроксида/водоник пероксида да би се уклонио остатак арсена, а узгајивач се саставља.
Обрада вафла
Рендгенска дифракција
Кристална оријентација ГаАс ингота је одређена употребом јединице за дифракцију рендгенских зрака, као у обради силицијумских ингота. Ласер мале снаге може се користити за одређивање кристалне оријентације у производном окружењу; међутим, дифракција рендгенских зрака је прецизнија и пожељна је метода.
Када се користи дифракција рендгенских зрака, често је рендгенски сноп потпуно затворен у заштитном ормарићу који се периодично проверава због цурења зрачења. Под одређеним околностима, није практично у потпуности задржати рендгенски сноп у затвореном кућишту. У овом случају од оператера се може захтевати да носе ознаке за зрачење прстију, а користе се контроле сличне онима које се користе за ласере велике снаге (нпр. затворена просторија са ограниченим приступом, обука оператера, затварање зрака колико год је то практично, итд.) ( Болдвин и Вилијамс 1996).
Сечење ингота, млевење и сечење
Крајеви или репови монокристалног ингота се уклањају помоћу водене дијамантске тестере са једном оштрицом, са различитим расхладним течностима које се додају у воду. Монокристални ингот се затим поставља на струг који га обликује у цилиндрични ингот униформног пречника. Ово је процес млевења, који је такође мокри процес.
Након сечења и млевења, ГаАс инготи се постављају епоксидом или воском на графитну греду и секу на појединачне плочице коришћењем дијамантских тестера унутрашњег пречника (ИД) са аутоматским управљањем. Ова мокра операција се обавља уз употребу мазива и ствара ГаАс суспензију, која се сакупља, центрифугира и третира калцијум флуоридом да би се исталожио арсен. Супернатант се тестира да би се осигурало да не садржи вишак арсена, а муљ се утискује у колач и одлаже као опасан отпад. Неки произвођачи шаљу сакупљену суспензију из процеса сечења ингота, млевења и сечења за регенерацију Га.
Арсин и фосфин могу настати реакцијом ГаАс и индијум фосфида са влагом у ваздуху, другим арсенидима и фосфидима или када се помешају са киселинама током обраде галијум арсенида и индијум фосфида; 92 ппб арсина и 176 ппб фосфина измерено је 2 инча од сечива које се користе за сечење ингота ГаАс и индијум фосфида (Мосовски ет ал. 1992, Раинер ет ал. 1993).
Прање вафла
Након што се ГаАс плочице скину са графитне греде, чисте се узастопним потапањем у влажне хемијске купке које садрже растворе сумпорне киселине/водоник пероксида или сирћетне киселине и алкохола.
Профилирање ивица
Профилирање ивица је такође мокри процес који се изводи на исеченим облатнама да би се формирала ивица око облатне, што је чини мање склоном ломљењу. Пошто се на површини вафла прави само танак рез, ствара се само мала количина каше.
Лапирање и полирање
Облатне се постављају воском на плочу за преклапање или млевење, помоћу грејне плоче, и преклапају се на машини која врши задату брзину ротације и притисак. Раствор за преливање се наноси на површину за преливање (таста од алуминијум-оксида, глицерина и воде). Након кратког периода преливања, када се постигне жељена дебљина, облатне се испиру и монтирају на машину за механичко полирање. Полирање се врши употребом натријум бикарбоната, 5% хлора, воде (или натријум хипохлорита) и колоидног силицијумског раствора. Облатне се затим демонтирају на ринглу, восак се уклања помоћу растварача и облатне се чисте.
Епитаксија
Монокристалне ГаАс плочице се користе као супстрати за раст веома танких слојева истих или других ИИИ-В једињења која имају жељена електронска или оптичка својства. Ово се мора урадити на начин да се у нараслом слоју настави кристална структура супстрата. Такав раст кристала, у коме супстрат одређује кристалност и оријентацију израслог слоја, назива се епитаксија, а различите технике епитаксијалног раста се користе у ИИИ-В дисплеју и производњи уређаја. Најчешће технике су:
- епитаксија течне фазе (ЛПЕ)
- епитаксија молекуларним снопом (МБЕ)
- епитаксија у парној фази (ВПЕ)
- металорганско хемијско таложење паре (МОЦВД)—познато и као органометална епитаксија у парној фази (ОМВПЕ).
Епитаксија течне фазе
У ЛПЕ слој допираног ИИИ-В материјала се узгаја директно на површини ГаАс супстрата користећи графитни држач који садржи одвојене коморе за материјал који се депонује на плочице. Одмерене количине материјала за таложење се додају у горњу комору држача, док се облатне постављају у доњу комору. Склоп се налази у кварцној реакционој цеви у атмосфери водоника. Цев се загрева да би се растопили материјали за таложење, а када се растопина уравнотежи, горњи део држача се клизи тако да се растоп постави преко облатне. Температура пећи се затим снижава да би се формирао епитаксијални слој.
ЛПЕ се првенствено користи у микроталасној ИЦ епитаксији и за производњу ЛЕД диода одређених таласних дужина. Главна брига у вези са овим ЛПЕ процесом је употреба веома запаљивог гаса водоника у систему, што је ублажено добрим инжењерским контролама и системима раног упозорења.
Молекуларна епитаксија
Вакумска епитаксија у облику МБЕ развила се као посебно свестрана техника. МБЕ ГаАс се састоји од система ултрависоког вакуума који садржи изворе за атомске или молекуларне зраке Га и Ас и загрејану подлогу. Извори молекуларног снопа су обично контејнери за течни Га или чврсти Ас. Извори имају отвор који је окренут према плочици супстрата. Када се пећ за изливање (или контејнер) загреје, атоми Га или молекули Ас излазе из отвора. За ГаАс, раст се обично одвија са температуром супстрата изнад 450°Ц.
Током одржавања МБЕ система са чврстим извором може доћи до велике изложености арсину. Концентрације ваздуха у просторији од 0.08 ппм су откривене у једној студији када је комора МБЕ јединице отворена ради одржавања. Аутори су претпоставили да пролазно стварање арсина може бити узроковано реакцијом веома финих честица арсена са воденом паром, при чему алуминијум делује као катализатор (Асом ет ал. 1991).
Епитаксија парне фазе
Одмашћене и полиране плочице се подвргавају нагризању и чишћењу пре епитаксије. Ово укључује секвенцијалну операцију мокро-хемијског потапања користећи сумпорну киселину, водоник пероксид и воду у односу 5:1:1; испирање дејонизованом водом; и чист/сув изопропил алкохол. Такође се врши визуелни преглед.
У употреби су две главне технике ВПЕ, засноване на две различите хемије:
- ИИИ-халогени (ГаЦл3) и В-халогени (АсЦл3) или В-водоник (АсХ3 и ПХ3)
- ИИИ метални органски и В-водоник, као што је Га(ЦХ3)3 и АсХ3—ОМВПЕ.
Термохемије ових техника су веома различите. Халогене реакције су обично „вруће“ до „хладне“, у којима се ИИИ-халоген ствара у врућој зони реакцијом ИИИ елемента са ХЦл, а затим дифундује у хладну зону, где реагује са В врстом. да би се формирао ИИИ-В материјал. Метал-органска хемија је процес „врућег зида” у коме метал-органско једињење ИИИ „пуца” или пиролизује органску групу, а преостали ИИИ и хидрид В реагују и формирају ИИИ-В.
У ВПЕ, ГаАс супстрат се ставља у загрејану комору у атмосфери водоника. Комора се загрева или РФ или отпорним грејањем. ХЦл се пропушта кроз Га чамац, формирајући галијум хлорид, који затим реагује са АХ3 и ПХ3 близу површине плочица да би се формирао ГаАсП, који се наноси као епитаксијални слој на подлогу. Постоји велики број додатака који се могу додати (у зависности од производа и рецепта). То укључује ниске концентрације телурида, селенида и сулфида.
Уобичајена техника која се користи за ВПЕ у ЛЕД обради је систем ИИИ-халоген и В-водоник (хидрид). Укључује процес од два циклуса - у почетку расте епитаксијални слој ГаАсП на ГаАс супстрату и, на крају, циклус јеткања за чишћење коморе графитног/кварцног реактора од нечистоћа. Током епитаксијалног циклуса раста, претходно очишћене ГаАс плочице се стављају на вртешку која се налази унутар коморе кварцног реактора која садржи резервоар елементарног течног галијума кроз који се дозира безводни ХЦл гас, формирајући ГаЦл3. Мешавине гаса хидрид/водоник (нпр. 7% АХ3/H2 и 10% ПХ3/H2) се такође дозирају у реакторску комору уз додатак ппм концентрација органометалних додатака телурума и селена. Хемијске врсте у топлој зони, горњем делу реакционе коморе, реагују, ау хладној зони, доњем делу коморе, формирају жељени слој ГаАсП на подлози за плочице као и на унутрашњости реакторска комора.
Ефлуенти из реактора се усмеравају у систем водоничне бакље (комора за сагоревање или кутија за сагоревање) ради пиролизе и одводе се у систем за мокро чишћење. Алтернативно, ефлуент реактора се може пропуштати кроз течни медијум да би се ухватила већина честица. Безбедносни изазов је ослањање на саме реакторе да „разбију“ гасове. Ефикасност ових реактора је приближно 98 до 99.5%; стога, неки неизреаговани гасови могу да излазе из мехура када их оператери изваде. Из ових мехурића долази до отпуштања разних једињења која садрже арсен и фосфор, што захтева да се они брзо транспортују у вентилациони судопер ради одржавања, где се прочишћавају и чисте, како би се одржала ниска изложеност особља. Изазов хигијене рада овог процеса је профилисање издувног ефлуента, будући да је већина једињења која се гасе из различитих делова реактора, посебно мехурића, нестабилна у ваздуху, а доступни конвенционални медији за сакупљање и аналитичке технике нису дискриминаторски према реактору. различите врсте.
Још једна брига су пресцрубери за ВПЕ реакторе. Могу да садрже високе концентрације арсина и фосфина. До изложености изнад граница професионалне изложености може доћи ако се ови пречистачи неселективно отварају (Балдвин и Стеварт 1989).
Циклус јеткања се изводи на крају циклуса раста и на новим деловима реактора да би се очистила унутрашња површина од нечистоћа. Неразређени ХЦл гас се дозира у комору у периоду од приближно 30 минута, а реактор се загрева на преко 1,200°Ц. Отпадне воде се одводе у систем за мокро прање ради неутрализације.
На крају циклуса раста и урезивања, продужени Н2 пурге се користи за испирање коморе реактора од токсичних/запаљивих и корозивних гасова.
Чишћење реактора
Након сваког циклуса раста, ВПЕ реактори морају бити отворени, облатне уклоњене, а горњи и доњи део реактора физички очишћени. Процес чишћења врши оператер.
Кварцни пресцруббер из реактора се физички помера из реактора и ставља у исцрпљени судопер где се испушта са Н2, испрати водом и затим потопљена Аква Регија. Након тога следи још једно испирање водом пре сушења дела. Намера Н2 чишћење је једноставно избацивање кисеоника због присуства нестабилног, пирофорног фосфора. Неки остаци који садрже различите арсенике и нуспроизводе који садрже фосфор остају на овим деловима чак и након прочишћавања и испирања водом. Реакција између ових остатака и јаке мешавине оксидатора/киселине може потенцијално да генерише значајне количине АХ3 и неки ПХ3. Такође постоји потенцијал излагања са другим поступцима одржавања у овој области.
Доњи део кварцне реакционе коморе и доња плоча (основна плоча) се чисте помоћу металног алата, а материјал честица (мешавина ГаАс, ГаАсП, оксида арсена, оксида фосфора и заробљених хидридних гасова) се сакупља у металу контејнер постављен испод вертикалног реактора. За завршно чишћење користи се високоефикасни усисивач.
Друга операција са потенцијалом за излагање хемикалијама је чишћење замке реактора. Чишћење трапа се врши стругањем графитних делова из горње коморе, који имају кору свих претходно наведених нуспроизвода плус арсен хлорид. Процедура стругања ствара прашину и изводи се у вентилираном судоперу како би се смањила изложеност оператерима. Процесна издувна линија, која садржи све нуспроизводе плус влагу која формира течни отпад, отвара се и одводи у метални контејнер. ХЕПА усисивач се користи за чишћење свих честица прашине које су могле да побегну током преноса графитних делова и од подизања и спуштања посуде за звоно, чиме се уклањају све лабаве честице.
Металорганско хемијско таложење паре
МОЦВД се широко користи у припреми ИИИ-В уређаја. Поред хидридних гасова који се користе као изворни материјали у другим ЦВД системима (нпр. арсин и фосфин), мање токсичне течне алтернативе (нпр. терцијарни бутил арсин и терцијарни бутил фосфин) се такође користе у МОЦВД системима, заједно са другим отровима као што су кадмијум алкили и жива (Цонтент 1989; Рхоадес, Сандс анд Маттера 1989; Роицховдхури 1991).
Док се ВПЕ односи на процес депозиције сложеног материјала, МОЦВД се односи на матичне хемијске изворе који се користе у систему. Користе се две хемије: халогениди и металорганска. Горе описани ВПЕ процес је халогенидни процес. У врућој зони формира се халид ИИИ групе (галијум), а у хладној зони се таложи једињење ИИИ-В. У металорганском процесу за ГаАс, триметилгалијум се дозира у реакциону комору заједно са арсином, или мање токсичном течном алтернативом као што је терцијарни бутил арсин, да би се формирао галијум арсенид. Пример типичне МОЦВД реакције је:
(ЦХ3)3Га + АсХ3 → ГаАс + 3ЦХ4
Постоје и друге хемије које се користе у МОЦВД обради ЛЕД диода. Органометали који се користе као елементи групе ИИИ укључују триметил галијум (ТМГа), триетил галијум (ТЕГа), ТМ индијум, ТЕ индијум и ТМ алуминијум. У процесу се користе и хидридни гасови: 100% АХ3 и 100% ПХ3. Допанти који се користе у процесу су: диметил цинк (ДМЗ), бис-циклопентадиенил магнезијум и водоник селенид (Х2Се). Ови материјали реагују у реакционој комори под ниским притиском Х2 атмосфера. Реакција производи епитаксијалне слојеве АлГаАс, АлИнГаП, ИнАсП и ГаИнП. Ова техника се традиционално користи у производњи полупроводничких ласера и оптичких комуникационих уређаја као што су предајници и пријемници за оптичка влакна. АлИнГаП процес се користи за производњу веома светлих ЛЕД диода.
Слично ВПЕ процесу, МОЦВД реактор и чишћење делова представља изазов како за процес тако и за хигијеничаре на раду, посебно ако се користе велике количине концентрованог ПХ3 се користи у процесу. Ефикасност „пуцања“ ових реактора није тако велика као код ВПЕ реактора. Ствара се значајна количина фосфора, што представља опасност од пожара. Поступак чишћења подразумева употребу разблаженог водоник пероксида/амонијум хидроксида на различитим деловима из ових реактора, што представља опасност од експлозије ако се, услед грешке руковаоца, користи концентровани раствор у присуству металног катализатора.
Израда уређаја
ГаАс плочица са епитаксијално узгојеним слојем ГаАсП на горњој површини наставља до секвенце обраде производње уређаја.
Таложење нитрида
Високотемпературни ЦВД силицијум нитрида (Си3N4) се изводи, користећи стандардну дифузиону пећ. Извори гаса су силан (СиХ4) и амонијак (НХ3) са гасом носачем азота.
Фотолитографски процес
Стандардни фоторезист, процес поравнања/експозиције, развијања и уклањања се користи као у обради силицијумских уређаја (погледајте одељак о литографији у чланку „Производња силицијумских полупроводника“).
Мокро гравирање
Различите мешавине раствора влажних хемијских киселина се користе у пластичним купатилима у станицама за локално издувавање, од којих су неке опремљене вертикално постављеним ламинарним ХЕПА филтрираним системима снабдевања. Примарне киселине које се користе су сумпорне (Х2SO4), флуороводонична (ХФ), хлороводонична (ХЦл) и фосфорна (Х3PO4). Као и код обраде силицијума, водоник пероксид (Х2O2) се користи са сумпорном киселином и амонијум хидроксидом (НХ4ОХ) пружа каустично нагризање. За нагризање алуминијума користи се и раствор цијанида (натријум или калијум). Међутим, јеткање цијанидом се полако гаси како се развијају други нагризачи за овај процес. Као алтернатива мокром нагризању, користи се процес плазма јеткања и пепела. Конфигурације реактора и реактантни гасови су веома слични онима који се користе у обради силицијумских уређаја.
радиодифузија
Дифузија чврстог извора цинк диарсенида затворене ампуле се изводи у пећи за вакуумску дифузију на 720°Ц, користећи Н2 носећи гас. Арсен и цинк арсенид се користе као допанти. Вагају се у прегради за рукавице на исти начин као у расутом супстрату.
Метализација
Почетно испаравање алуминијума се врши коришћењем испаривача Е-зрака. Након позадинског преклапања, последњи корак испаравања злата се изводи помоћу испаривача са филаментом.
Легирање
Последњи корак легирања се изводи у нискотемпературној дифузионој пећи, користећи инертну атмосферу азота.
Бацклаппинг
Позадинско преклапање се врши да би се уклонили депоновани материјали (ГаАсП, Си3N4 и тако даље) са задње стране облатне. Облатне су постављене воском на лапер плочу и мокро прекривене колоидним силицијумским раствором. Затим се восак уклања мокрим скидањем вафла у органској депилатору у локално исцрпљеној станици за влажно хемијско јеткање. Друга алтернатива мокром преливању је суво преклапање, које користи „песак“ алуминијум-оксида.
Постоји велики број резиста и резистера који се користе, који обично садрже сулфонску киселину (додецил бензен сулфонску киселину), млечну киселину, ароматични угљоводоник, нафтален и катехол. Неки препарати за скидање отпорности садрже бутил етаноат, сирћетну киселину и бутил естар. У зависности од производа, постоје и негативни и позитивни резисти и резистери.
Завршни тест
Као и код обраде силицијумских уређаја, завршена ЛЕД кола су компјутерски тестирана и означена (погледајте „Производња силицијумских полупроводника“). Врши се завршни преглед, а затим се плочице електрично тестирају да би се означиле неисправне матрице. Затим се мокра тестера користи за одвајање појединачних калупа, које се затим шаљу на склапање.
Штампана плоча и склоп рачунара
Штампане плоче за ожичење
Штампане плоче за ожичење (ПВБ) су међусобно повезани електрични оквир и физичка структура који држе заједно различите електронске компоненте штампане плоче. Главне категорије ПВБ-а су једностране, двостране, вишеслојне и флексибилне. Захтеви сложености и размака све гушћих и мањих плоча захтевају да обе стране плоче буду покривене основним струјним круговима. Једностране плоче су задовољиле ране захтеве за калкулатор и једноставне потрошачке електронске уређаје, али преносиви преносиви рачунари, лични дигитални асистенти и лични музички системи захтевају двостране и вишеслојне ПВБ-ове. Обрада узорка ПВБ-а је у суштини фотолитографски процес који укључује селективно наношење и уклањање слојева материјала на диелектричну подлогу која делује као електрична „ожичења“ која је урезана или таложена на штампаној плочи за ожичење.
Вишеслојне плоче садрже два или више комада диелектричног материјала са струјним колама који су сложени и повезани заједно. Електричне везе се успостављају са једне на другу страну, као и са струјним кругом унутрашњег слоја, избушеним рупама које су накнадно обложене бакром. Диелектрична подлога која се најчешће користи су листови од фибергласа (епоксидни/фиберглас ламинат). Остали материјали су стакло (са полиимидним, тефлонским или триазинским смолама) и папир прекривен фенолном смолом. У Сједињеним Државама, ламиниране плоче се категоришу на основу њихових својстава за гашење пожара; својства бушења, пробијања и машинске обраде; својства апсорпције влаге; отпорност на хемикалије и топлоту; и механичке чврстоће (Собер 1995). ФР-4 (епоксидна смола и подлога од стаклене тканине) се широко користи за апликације високе технологије.
Стварни ПВБ процес укључује бројне кораке и широк спектар хемијских агенаса. Табела 1 илуструје типичан вишеслојни процес и питања ЕХС повезана са овим процесом. Примарна разлика између једностране и двостране плоче је у томе што једнострана почиње са сировим материјалом обложеним само са једне стране бакром, а изоставља корак бакра без електронике. Стандардна двострана плоча има маску за лемљење преко голог бакра и обложена је кроз рупе; плоча има позлаћене контакте и легенду компоненте. Већина ПВБ плоча су вишеслојне плоче, које су двостране са унутрашњим слојевима који су произведени и уклопљени унутар ламината, а затим обрађени скоро идентично као и двослојне плоче.
Табела 1. ПВБ процес: Питања животне средине, здравља и безбедности
|
Примарни кораци процеса |
Питања здравља и безбедности |
Еколошки проблеми |
|
Припрема материјала |
||
|
Купите одређени ламинат, улазни материјал и помоћну плочу у унапред исеченој величини |
Компјутерски подржан дизајн—ВДУ и опасности од ергономије |
ниједан |
|
Сложите и закачите |
||
|
Панели обложени бакром су наслагани улазним материјалом и помоћном плочом; избушене рупе и |
Бука током бушења; честице за бушење које садрже бакар, олово, злато и епоксид/фиберглас |
Отпадне честице (бакар, олово, злато и |
|
Бушење |
||
|
Нумерички контролисане (Н/Ц) машине за бушење |
Бука током бушења; честице за бушење које садрже бакар, олово, злато и епоксид/фиберглас |
Отпадне честице (бакар, олово, злато и |
|
Дебурр |
||
|
Избушене плоче пролазе кроз четке или абразивни точак |
Бука током уклањања ивица; честице које садрже бакар, олово, злато и епоксид/фиберглас |
Отпадне честице (бакар, олово, злато и |
|
Бакарно облагање без електронике |
||
|
Додавање танког слоја бакра у пролазне рупе |
Удисање и излагање коже средствима за чишћење, балзамима, нагризајима, катализаторима—Х2SO4, Х2O2, гликол етри, КМнО4, НХ4HF2, паладијум, СнЦл2, ЦуСО4, формалдехид, НаОХ |
Отпадне воде - киселине, бакар, каустици, |
|
Сликање |
||
|
Отпорност на суви филм—фотополимер осетљив на УВ зрачење |
Удисање и дермално излагање отпорницима; програмери; и |
Емисије у ваздух — растварачи (ВОЦ), кисели гасови, |
|
Паттерн платинг |
||
|
Чишћење |
Опасности од удисања и коже услед чишћења; бакарно превлачење или калај/калај и олово и скидање рацк-а—Х3PO4, Х2SO4; Х.2SO4 и ЦуСО4; флуороборна киселина и Сн/Пб; концентрисан ХНО3 |
Емисије у ваздух—кисели гасови; вода |
|
Стрип, грав, трака |
||
|
Отпорна трака |
Опасности од удисања и коже од отпорне траке; алкално нагризање или бакарна трака—моноетанол амин (МЕА); НХ4ОХ; НХ4Цл/НХ4ОХ или НХ4HF2 |
Емисије у ваздух—МЕА, амонијак, флуориди; |
|
Маска за лемљење |
||
|
Епоксидне боје — сито штампа |
Опасности од удисања и коже од претходног чишћења; епоксидне боје и носачи растварача; програмери — Х2SO4; епихлорхидрин + бисфенол А, гликол етри (на бази ПМЕА); гама-бутиролактон. УВ светло од процеса очвршћавања |
Емисије у ваздух—кисели гасови, гликол етри |
|
Лемни премаз |
||
|
Нивелисање лемљења |
Опасности од удисања и коже од флукса, производа распадања и остатака оловног/калајног лема—разређени гликол етри + <1% ХЦл и <1% ХБр; алдехиди, ХЦл, ЦО; олово и калај |
Емисије у ваздух—гликол етри (ВОЦ), кисели гасови, алдехиди, ЦО; отпад — оловни/калајни лем, флукс |
|
Позлаћење и никловање |
||
|
Опасности од удисања и коже од киселина, метала и |
Емисије у ваздух—кисели гасови, цијаниди; вода |
|
|
Легенда компоненте |
||
|
Екран за штампање |
Опасности од удисања и коже од мастила на бази епоксида и носача растварача — растварача на бази гликол етра, епихлорхидрин + бисфенол А |
Емисије у ваздух—гликол етри (ВОЦ) отпад — мастила и растварачи (мале количине) |
Cl2 = гасни хлор; ЦО = угљен моноксид; ЦуСО4 = бакар сулфат; Х2O2 = водоник пероксид; Х2SO4 = сумпорна киселина; Х3PO4 = фосфорна киселина; ХБР = бромоводонична киселина; ХЦл = хлороводонична киселина; ХНО3 = азотна киселина; К2CO3 = калијум карбонат; КМНО4 = калијум перманганат; НА3PO4 = натријум фосфат; НХ4Цл = амонијум хлорид; НХ4ОХ = амонијум хидроксид; НиСО4 = никл сулфат; Пб = олово; Сн = калај; СнЦл2 = калај хлорид; УВ = ултраљубичасто; ВОЦ = испарљива органска једињења.
Скупштина штампаног круга
Склапање штампаних плоча (ПЦБ) укључује чврсто причвршћивање електронских компоненти на ПВБ коришћењем олово/калајног лема (у машини за лемљење таласом или се примењује као паста, а затим поново прелива у пећи на ниској температури) или епоксидних смола ( сушен у пећи на ниској температури). Основни ПВБ (једнострани, двострани, вишеслојни или флексибилни) ће одредити густину компоненти које се могу причврстити. Бројни процеси и питања поузданости чине основу за избор процеса састављања ПЦБ-а који ће се користити. Главни технолошки процеси су: технологија тоталне површинске монтаже (СМТ), мешовита технологија (укључује и СМТ и плочасти отвор (ПТХ)) и причвршћивање са доње стране.
Типично у модерним објектима за склапање електронике/рачунара, користи се мешовита технологија, при чему се неке компоненте постављају на површину, а други конектори/компоненте се лемљују помоћу технологије кроз отворе или поновног спајања лемљења. У наставку се говори о „типичном“ мешовитом технолошком процесу, при чему се користи процес површинске монтаже који укључује лепљење, лемљење таласом и лемљење повратним током. Са мешовитом технологијом, понекад је могуће прелити компоненте за површинску монтажу (СМЦ) на горњој страни двостране плоче и таласно лемити СМЦ на доњој страни. Такав процес је посебно користан када се технологија површинске монтаже и технологије кроз рупе морају мешати на једној плочи, што је норма у тренутној производњи електронике. Први корак је монтирање СМЦ-а на горњу страну плоче, користећи процес поновног спајања лемљења. Затим се убацују компоненте кроз рупу. Плоча се затим преокрене, а доњи СМЦ-ови се монтирају лепком на плочу. Таласно лемљење компоненти кроз рупу и СМЦ-а са доње стране је последњи корак.
Главни технички мешовити технолошки процеси укључују:
- пре и после чишћења
- наношење пасте за лемљење и лепка (сито штампа и постављање (СМТ и ПТХ))
- уметање компоненти
- очвршћавање адхезивом и рефлов лема
- флукс (ПТХ)
- таласно лемљење (ПТХ)
- преглед и допуна
- тестирање
- прераде и поправке
- помоћне операције — чишћење шаблона.
Кратка дискусија о важним импликацијама на животну средину, здравље и безбедност за сваки корак процеса је дата у наставку.
Пре и после чишћења
Комерцијални ПВБс се обично купују од добављача ПВБ-а и претходно су очишћени раствором дејонизоване (ДИ) воде да би се уклонили сви површински загађивачи. Пре забринутости у вези са оштећењем стратосферског озонског омотача, супстанца која оштећује озонски омотач, као што је хлорофлуороугљеник (ЦФЦ), би се користила као завршно чишћење, или чак претходно чишћење од стране произвођача електронских уређаја. На крају процеса састављања ПЦБ-а, типична је употреба операције „одмашћивања паром“ хлорофлуороугљеника за уклањање остатака из операције лемљења флуксом/таласом. Поново због забринутости око оштећења озонског омотача и строге регулаторне контроле производње ЦФЦ-а, направљене су промене процеса које су омогућиле комплетним ПВБ склоповима да заобиђу чишћење или да користе само ДИ чишћење водом.
Примена пасте за лемљење и лепка (штампање шаблона и постављање) и уметање компоненти
Примена оловне/калајне пасте за лемљење на површину ПВБ-а омогућава да се компонента за површинску монтажу причврсти на ПВБ и кључна је за СМТ процес. Материјал за лемљење делује као механичка веза за електричну и топлотну проводљивост и као премаз за површинску заштиту и побољшану способност лемљења. Лемна паста се састоји од приближно 70 до 90% неиспарљивих материја (на основу тежине по тежини или тежине по запремини):
- оловни/калајни лем
- мешавина модификованих смола (колофонијске киселине или благо активирана смола)
- активатори (у случају „нечистих” производа, мешавине амин хидрохалида и киселина или само карбоксилних киселина).
Растварачи (испарљиве материје) чине остатак производа (обично мешавина алкохола и гликол етра која је власничка мешавина).
Лемна паста се штампа преко шаблона, што је тачан образац дизајна површине који се додаје површини ПВБ-а. Лемна паста се гура кроз отворе у шаблони на места подметача на ПВБ-у помоћу ракела који полако пролази кроз шаблон. Шаблона се затим подиже, остављајући наслаге пасте на одговарајућим подлогама на плочи. Компоненте се затим убацују на ПВБ. Примарне опасности од ЕХС односе се на одржавање домаћинства и личну хигијену оператера који наносе пасту за лемљење на површину шаблона, чисте брисач и чисте шаблоне. Концентрација олова у лему и склоност осушене пасте за лемљење да приања на кожу и радну површину опреме/објеката захтева употребу заштитних рукавица, добро чишћење радних површина, безбедно одлагање контаминираних материјала за чишћење ( и руковање околином) и строга лична хигијена од стране оператера (нпр. прање руку сапуном пре јела, пића или наношења козметике). Нивои изложености у ваздуху су обично испод границе детекције олова, а ако се користи добра кућна/лична хигијена, очитавања олова у крви су на позадинским нивоима.
Примена лепка укључује аутоматизовано дозирање малих количина епоксидне смоле (обично мешавине бисфенол А-епихлорхидрина) на површину ПВБ-а, а затим „преузимање и постављање” компоненте и убацивање кроз епоксидну смолу на ПВБ. ЕХС опасности се првенствено односе на механичке опасности по безбедност јединица „покупи и постави“, због њихових аутоматизованих механичких склопова, шатлова компоненти на задњој страни јединица и потенцијала за озбиљне повреде ако нису одговарајуће заштите, светлосне завесе и хардверске блокаде. поклон.
Очвршћавање лепка и обнављање лемљења
Компоненте које су причвршћене штампањем шаблона или наношењем лепка се затим преносе на механичком транспортеру фиксне висине до линијске пећи за рефлуксовање која „покреће“ лем поновним пресвлачењем пасте за лемљење на приближно 200 до 400°Ц. Компоненте које су причвршћене епоксидним лепком такође пролазе кроз пећ која је нижа од повратног тока лема и обично се ради на 130 до 160oЦ. Компоненте растварача пасте за лемљење и епоксидне смоле се уклањају током процеса у пећи, али компонента олова/калаја није испарљива. Остаци типа паукове мреже ће се накупити у издувном каналу пећи за рефлуксовање, а метални мрежасти филтер се може користити да се то спречи. ПВБ се повремено могу ухватити у систем транспортера и прегрејати се у пећи, узрокујући непријатан мирис.
Флукинг
Да би се формирао поуздан лемни спој на површини ПВБ-а и компонентном каблу, оба морају бити без оксидације и морају остати таква чак и на повишеним температурама које се користе при лемљењу. Такође, растопљена легура за лемљење мора навлажити површине метала који се спајају. То значи да флукс за лемљење мора реаговати и уклонити металне оксиде са површина које се спајају и спречити поновну оксидацију очишћених површина. Такође захтева да остаци не буду корозивни или да се лако уклањају. Токови за лемљење електронске опреме спадају у три широке категорије, опште познате као флуксеви на бази колофонија, органски или растворљиви у води и синтетички токови који се могу уклонити растварачем. Новији токови са мало чврстих материја „без чистих“ или неиспарљивих органских једињења (НВОЦ) спадају у средњу категорију.
Флуксови на бази колофонија
Токови на бази колофонија су најчешће коришћени токови у електронској индустрији, било као флукс за прскање or флукс пене. Флуксер се може налазити унутар опреме за лемљење таласима или као самостална јединица постављена на улазу у јединицу. Као основу, флуксови на бази колофонија имају природну колофонију, или колофонију, провидну колофонију боје ћилибара добијену након што је терпентин дестилован из смоле и каналске смоле бора. Смола се сакупља, загрева и дестилује, чиме се уклањају све чврсте честице, што резултира пречишћеним обликом природног производа. То је хомоген материјал са једном тачком топљења.
Колофонија је мешавина приближно 90% смолне киселине, која је углавном абијетинска киселина (органска киселина која није растворљива у води) са 10% неутралних материјала као што су деривати стилбена и различити угљоводоници. Слика 1 даје хемијске структуре абиетинске и пимарне киселине.
Слика 1. Абиетинске и пимарне киселине

Активни састојак је абиетинска киселина, која је на температури лемљења хемијски активна и напада оксид бакра на површини ПВБ-а, формирајући бакарни абиет. Токови на бази колофонија имају три компоненте: растварач или вехикулум, колофониј и активатор. Растварач једноставно делује као носилац флукса. Да би био ефикасан, колофониј се мора нанети на плочу у течном стању. Ово се постиже растварањем колофонија и активатора у систему растварача, типично изопропил алкохолу (ИПА) или вишекомпонентним мешавинама алкохола (ИПА, метанол или етанол). Затим се флукс или пенушава на доњу површину ПЦБ-а додавањем ваздуха или азота, или се распршује у мешавини „мало чврстих материја“ која има већи садржај растварача. Ове компоненте растварача имају различите брзине испаравања, а у мешавину флукса се мора додати разређивач да би се одржао састав конститутивног флукса. Примарне категорије флукса на бази колофонија су: колофонијум благо активан (РМА), који су типични флуксови у употреби, којима се додаје благи активатор; и колофонијум активан (РА), коме је додат агресивнији активатор.
Примарна ЕХС опасност од свих флукса на бази колофонија је база растварача алкохола. Безбедносне опасности се односе на запаљивост у складиштењу и употреби, класификацију и руковање као опасан отпад, емисије у ваздух и системе третмана који су потребни за уклањање ВОЦ-а и проблеме индустријске хигијене у вези са удисањем и излагањем коже (дермалне). Свака од ових ставки захтева другачију стратегију контроле, образовање и обуку запослених и дозволе/усаглашеност са прописима (Ассоциатион оф тхе Елецтроницс, Телецоммуницатионс анд Бусинесс Екуипмент Индустриес 1991).
Током процеса таласног лемљења, флукс се загрева на 183 до 399°Ц; произведени производи у ваздуху укључују алифатски алдехиди, као што је формалдехид. Многи флуксови такође садрже ан органски амин хидрохлорид активатор, који помаже у чишћењу подручја које се леми и при загревању ослобађа хлороводоничну киселину. Остале гасовите компоненте укључују бензен, толуен, стирен, фенол, хлорофенол и изопропил алкохол. Поред гасовитих компоненти загрејаног флукса, ствара се значајна количина честица величине од 0.01 микрона до 1.0 микрона, познатих као колофонија испарења. Утврђено је да су ови материјали у облику честица респираторни иританти, а такође и респираторни сензибилизатори код осетљивих особа (Хаусен, Крохн и Будианто 1990). У Уједињеном Краљевству, стандарди изложености у ваздуху захтевају да се нивои дима из колофоније контролишу на најниже могуће нивое (Комисија за здравље и безбедност 1992). Поред тога, Америчка конференција владиних индустријских хигијеничара (АЦГИХ) је успоставила посебну граничну вредност за производе пиролизе лемног језгра колофонијума од 0.1 мг/м3, мерено као формалдехид (АЦГИХ 1994). Удружење Леад Индустриес Ассоциатион, Инц. идентификује ацетон, метил алкохол, алифатичне алдехиде (мерено као формалдехид), угљен-диоксид, угљен-моноксид, метан, етан, абиетинску киселину и сродне дитерпенске киселине као типичне продукте распадања језгра колофонијума (Леад Индустриес Ассоциатион 1990. ).
Органски токови
Органски флуксови, који се понекад називају средњим токовима или флуксовима растворљивим у води, су композити који су активнији од флукса на бази колофонија и мање корозивни од киселих токова који се користе у индустрији обраде метала. Општа активна једињења ове класе флукса спадају у три групе:
- киселине (нпр. стеаринска, глутаминска, млечна, лимунска)
- халогени (нпр. хидрохлориди, бромиди, хидразин)
- амиди и амини (нпр. уреа, триетаноламин).
Ови материјали и други делови формулације, као што су сурфактанти који помажу у смањењу површинског напона лемљења, растворени су у полиетилен гликолу, органским растварачима, води или обично мешавини неколико од њих. Органски токови се морају сматрати корозивним, али се могу лако очистити, само топлом водом.
Синтетички активирани (АС) токови
Док су токови на бази колофонија чврсти материјали растворени у растварачу, АС токови су обично потпуно течне формуле (растварач + флукс). Носач растварача се одстрањује током фазе предгревања таласног лемљења, остављајући мокри и уљани талог на површини ПВБ-а, који се мора очистити одмах након лемљења. Примарни атрибут АС флукса је њихова способност да се уклоне употребом одговарајућег растварача, обично на бази флуороугљеника. Уз ограничења употребе супстанци које оштећују озонски омотач као што су флуороугљеници (Фреон ТФ, Фреон ТМС и тако даље), неопходна употреба ових материјала за чишћење је озбиљно ограничила употребу ове класе флукса.
Мало чврстих материја „без чистих” или не-ВОЦ токова
Потреба за елиминацијом чишћења корозивних или лепљивих остатака флукса после лемљења са флуороугљеничним растварачима довела је до широке употребе нове класе флукса. Ови токови су по активности слични РМА токовима и имају садржај чврсте материје од приближно 15%. Садржај чврстих материја је мера вискозитета и једнак је односу флукса према растварачу. Што је мањи садржај чврстих материја, већи је проценат растварача. Што је већи садржај чврстих материја, то је активнији флукс и већи је потенцијал да је потребан корак чишћења након лемљења. Флукс са ниским садржајем чврстих материја (ЛСФ) се обично користи у електронској индустрији и обично не захтева корак после чишћења. Из перспективе еколошке емисије у ваздух, ЛСФ је елиминисао потребу за одмашћивањем флуороугљеникових пара на плочама са таласастим лемљењем, али су са већим садржајем растварача повећали количину испарених растварача на бази алкохола, што је резултирало вишим нивоима ВОЦ. Нивои емисије ВОЦ у ваздух се строго контролишу у Сједињеним Државама и на многим локацијама широм света. Ова ситуација је решена увођењем „без чистих“ флукса, који су на бази воде (а не на бази растварача), али садрже сличне активаторе и колофонијуме за флуксирање. Примарни активни састојци су на бази дикарбоксилне киселине (2 до 3%), типично глутарне, јантарне и адипинске киселине. Сурфактанти инхибитори корозије (приближно 1%) је такође укључено, што резултира пХ (киселости) од 3.0 до 3.5. Ови токови практично елиминишу емисије ВОЦ у ваздух и друге ЕХС опасности повезане са употребом флукса на бази растварача. Производи разлагања забележени у флуксовима на бази колофонија су још увек применљиви, а благи пХ захтева да опрема за руковање флуксом буде отпорна на киселине. Неки анегдотски докази указују на потенцијалне кожне или респираторне проблеме због осушених, благо киселих дикарбоксилних киселина и инхибитора корозије који могу постати остаци на носачима, колицима и унутрашњим површинама опреме за лемљење таласима која користи ова једињења. Такође, водена компонента ових флукса можда неће бити довољно испарена пре него што удари у растопљени лонац за лемљење, што може довести до прскања врућег лема.
Лемљење таласом
Додавање флукса на доњу површину ПВБ-а може се постићи или помоћу флуксера који се налази унутар јединице за таласно лемљење или самосталне јединице на улазу у јединицу за таласно лемљење. Слика 2 даје шематски приказ стандардне јединице за лемљење таласа са флуксером смештеним унутра. Било која конфигурација се користи за пенушање или прскање флукса на ПВБ.
Слика 2. Шема јединице за лемљење таласа

Предгревање
Носачи флукса морају бити испарени пре лемљења. Ово се постиже коришћењем високотемпературних предгрејача за избацивање течних компоненти. У употреби су два основна типа предгрејача: зрачећи (врући штап) и волуметријски (врући ваздух). Грејачи са зрачењем су уобичајени у Сједињеним Државама и представљају потенцијал за паљење вишка флукса или растварача или разградњу ПВБ-а ако се имобилише испод предгрејача. Локална издувна вентилација је обезбеђена на страни флуксера/предгрејача јединице за таласно лемљење како би се ухватили и извукли материјали растварача/флукса који су испарили током ових операција.
Лемљење
Легура за лемљење (обично 63% калаја до 37% олова) се налази у великом резервоару званом посуда за лемљење, и загрева се електричним путем да би се лем одржао у растопљеном стању. Грејачи укључују снажан грејач за почетно топљење и мањи регулисани довод топлоте за термостатску контролу температуре.
Успешно лемљење на нивоу плоче захтева да дизајн лонца за лемљење и система рециркулацијске пумпе континуирано обезбеђује конзистентан „талас“ свежег лема. Са лемљењем, чисти лем постаје контаминиран оксидованим једињењима олова/калаја, металним нечистоћама и продуктима распадања флукса. Ово шљака формира се на површини растопљеног лема, а што се више формира шљака, то је већа тенденција за додатно формирање. Дросс је штетан за процес лемљења и талас лемљења. Ако се довољно формира у лонцу, може се увући у рециркулацијску пумпу и изазвати абразију радног кола. Оператери таласног лемљења су обавезни да уклањају каменац талас на рутинској основи. Овај процес укључује оператера који цеди очврснулу шљаку из растопљеног лема и прикупља остатке за регенерацију/рециклирање. Процес уклањања шљаке подразумева да оператер физички отвара задња приступна врата (обично конфигурација заливског крила) поред посуде за лемљење и ручно извлачи врућу шљаку. Током овог процеса из лонца се ослобађају видљиве емисије које иритирају очи, нос и грло руковаоца. Оператер је дужан да носи термо рукавице, кецељу, заштитне наочаре и штитник за лице и заштиту за дисање (за честице олова/калаја, корозивне гасове (ХЦл) и алифатични алдехид (формалдехид)). Локална издувна вентилација је обезбеђена из унутрашњости јединице за лемљење на таласе, али се лонац за лемљење механички извлачи из главног ормарића како би се омогућио оператеру директан приступ обема странама врућег лонца. Када се повуче, локални издувни канал који је монтиран у кућишту постаје неефикасан за уклањање ослобођених материјала. Примарне опасности по здравље и безбедност су: термичке опекотине од врелог лема, излагање дисајних органа горе наведеним материјалима, повреде леђа услед руковања тешким инготима лемљења и бубњевима шљаке и излагање остацима оловног/калајног лема/финим честицама током активности одржавања.
Током самог процеса лемљења, приступна врата су затворена и унутрашњост јединице за таласно лемљење је под негативним притиском због локалне издувне вентилације обезбеђене на страни флукса и посуде за лемљење таласа. Ова вентилација и радне температуре лонца за лемљење (обично 302 до 316°Ц, што је непосредно изнад тачке топљења лема), резултирају минималним стварањем испарења олова. Примарна изложеност честицама олова/калаја долази током активности уклањања љуске и одржавања опреме, од мешања шљаке у лонцу, преноса у посуду за регенерацију и чишћења остатака лема. Фине олово/калај честице се формирају током операције уклањања одмаске и могу се пустити у радну просторију и зону дисања оператера таласног лемљења. Различите стратегије инжењерске контроле су осмишљене како би се минимизирала ова потенцијална изложеност честицама олова, укључујући уградњу локалне издувне вентилације у посуду за поврат (погледајте слику 3), употребу ХЕПА усисивача за чишћење остатака и флексибилних издувних канала са зглобним рукама у положају вентилација на врућем лонцу током уклањања каменца. Употреба метли или четкица за чишћење остатака лема мора бити забрањена. Строго одржавање и лична хигијена такође морају бити обавезни. Током операција одржавања опреме за таласно лемљење (које се раде на недељном, месечном, тромесечном и годишњем нивоу), различите компоненте врућег лонца се или чисте унутар опреме или уклањају и чисте у локално испушној хауби. Ове операције чишћења могу укључивати физичко стругање или механичко чишћење (помоћу електричне бушилице и наставка жичане четке) пумпе за лемљење и преграда. Високи нивои оловних честица се стварају током процеса механичког чишћења, а процес би требало да се изводи у затвореном простору са локалним испуштањем.
Слика 3. Колица за отпад са вакумским поклопцем

Инспекција, поправка и тестирање
Визуелна инспекција и функције дотеривања се спроводе након таласног лемљења и укључују употребу сочива за увећање/светиљки за рад за фину инспекцију и поправку несавршености. Функција дотеривања може укључивати употребу а штап-лем ручно лемљење лемилице и колофонијума за лемљење или четкање на малој количини течног флукса и лема од оловне/калајне жице. Визуелна испарења од лемљења штапића укључују производе разградње из флукса. Мале количине оловних/калајних лемних перли које нису прилепиле на лемни спој могу представљати проблем у домаћинству и личној хигијени. Треба обезбедити или вентилатор у близини радне станице за општу вентилацију за разблаживање далеко од зоне дисања оператера или софистициранији систем издувних гасова који хвата производе разградње на врху лемилице или у близини операције. Испарења се затим усмеравају до издувног система за прочишћавање ваздуха који укључује ХЕПА филтрацију за честице и адсорпцију гаса са активним угљем за алифатичне алдехиде и гасове хлороводоничне киселине. Ефикасност ових издувних система за лемљење у великој мери зависи од брзине хватања, близине тачке генерисања дима и недостатка попречне промаје на радној површини. Електрично тестирање завршене ПЦБ захтева специјализовану опрему за тестирање и софтвер.
Прерада и поправка
На основу резултата тестирања плоче, неисправне плоче се процењују на одређене кварове компоненти и замењују. Ова прерада плоча може укључивати лемљење штапића. Ако је потребна замена примарних компоненти на штампаној плочи, као што је микропроцесор, а прерадити лонац за лемљење користи се за потапање тог дела плоче у коме се налази неисправна компонента или спој у малој посуди за лемљење, уклањање компоненте и затим уметање нове функционалне компоненте назад на плочу. Ако је компонента мања или се лакше уклања, ан аир вац користи се систем који користи топли ваздух за загревање лемног споја и вакуум за уклањање лема. Посуда за лемљење за прераду смештена је у кућиште са локалним издувавањем које обезбеђује довољну брзину издувавања за хватање производа разлагања флукса који настају када се течни лем нанесе на плочу и дође до контакта са лемљењем. Овај лонац такође формира шљаку и захтева опрему и процедуре за уклањање шљаке (у много мањем обиму). Систем за усисавање ваздуха не захтева да буде смештен у кућишту, али уклоњени оловни/калајни лем мора да се третира као опасан отпад и да се рециклира/рециклира.
Операције подршке—чишћење шаблона
Први корак у процесу састављања ПЦБ-а укључивао је употребу шаблона за обезбеђивање шаблона места везивања за оловну/калајну пасту за лемљење кроз коју се провлачи. Типично, отвори на шаблону почињу да се зачепљују и остаци оловне/калајне пасте за лемљење морају да се уклањају по смени. Претходно чишћење се обично врши на сито штампачу како би се ухватила велика контаминација на плочи, брисањем површине плоче разблаженом мешавином алкохола и марамицама за једнократну употребу. Да бисте потпуно уклонили преостале остатке, потребан је процес мокрог чишћења. У систему сличном великој машини за прање судова, врућа вода (57°Ц) и хемијски раствор разблажених алифатичних амина (моноетанол амин) се користе за хемијско уклањање пасте за лемљење са шаблона. Значајне количине оловног/калајног лема се исперу са плоче и депонују у комори за прање или у раствору у ефлуенту воде. Овај ефлуент захтева филтрацију или хемијско уклањање олова и подешавање пХ вредности корозивних алифатичних амина (користећи хлороводоничну киселину). Новији затворени системи за чишћење шаблона користе исти раствор за прање док се не потроше. Раствор се пребацује у јединицу за дестилацију, а испарљиве материје се дестилују док се не формира полутечни остатак. Овим остатком се онда рукује као опасним отпадом контаминираним оловом/калајем.
Процес склапања рачунара
Када је финална штампана плоча састављена, она се преноси у операцију састављања система за уградњу у коначни рачунарски производ. Ова операција је обично веома радно интензивна, са компонентним деловима који се састављају испоручују на појединачне радне станице на колицима за постављање дуж механизоване монтажне линије. Највеће опасности по здравље и безбедност односе се на кретање и постављање материјала (виљушке, ручно подизање), ергономске импликације процеса монтаже (опсег кретања, сила уметања потребна за „постављање“ компоненти, уградња шрафова и конектора) и коначно паковање , скупљајућа амбалажа и отпрема. Типичан процес склапања рачунара укључује:
- припрема шасије / кућишта
- Уметање ПЦБ-а (матична и ћерка плоча).
- уметање примарне компоненте (флопи драјв, чврсти диск, напајање, ЦД-РОМ драјв).
- склоп екрана (само преносиви)
- уметање миша и тастатуре (само преносиви)
- каблови, конектори и звучници
- склоп горњег поклопца
- преузимање софтвера
- тест
- реворк
- пуњење батерије (само преносиви) и паковање
- скупљајућа амбалажа и отпрема.
Једине хемикалије које се могу користити у процесу склапања укључују завршно чишћење кућишта рачунара или монитора. Обично се користи разблажен раствор изопропил алкохола и воде или комерцијална мешавина средстава за чишћење (нпр. Симпле Греен—разређени бутил целосолве и водени раствор).
Здравствени ефекти и обрасци болести
Као индустрија у настајању, производња полупроводника се често посматра као оличење високотехнолошког радног места. Због строгих производних захтева повезаних са производњом вишеслојних микронских електронских кола на силицијумским плочицама, окружење чисте собе постало је синоним за радно место у овој индустрији. Пошто су одређени хидридни гасови који се користе у производњи полупроводника (нпр. арсин, фосфин) рано препознати као високо токсичне хемикалије, технологија контроле изложености инхалацији је увек била важна компонента производње плочица. Радници у полупроводницима су даље изоловани од производног процеса тако што носе специјалну одећу која покрива цело тело (нпр. хаљине), покриваче за косу, навлаке за ципеле и, често, маске за лице (или чак и уређаје за дисање са ваздухом). Са практичног становишта, забринутост послодаваца за чистоћу производа је такође резултирала заштитом радника од изложености.
Поред личне заштитне одеће, високо софистицирани системи вентилације и хемијског/гасног праћења ваздуха се користе у индустрији полупроводника за откривање цурења испарења токсичних хемијских растварача, киселина и хидридних гасова у деловима на милион (ппм) или мање. Иако је, са историјског становишта, индустрија искусила честе евакуације радника из просторија за производњу вафера, на основу стварног или сумњивог цурења гасова или растварача, такве епизоде евакуације постале су ретки догађаји због лекција научених у дизајнирању вентилационих система, токсичног гаса /хемијско руковање и све софистициранији системи за надзор ваздуха са континуираним узорковањем ваздуха. Међутим, све већа новчана вредност појединачних силицијумских плочица (заједно са повећањем пречника плочице), које могу да садрже мноштво појединачних микропроцесора или меморијских уређаја, може довести до менталног стреса на раднике који морају ручно да манипулишу контејнерима ових плочица током производних процеса. Докази о таквом стресу добијени су током студије на полупроводницима (Хаммонд ет ал. 1995; Хинес ет ал. 1995; МцЦурди ет ал. 1995).
Индустрија полупроводника је започела у Сједињеним Државама, које имају највећи број радника у индустрији полупроводника (приближно 225,000 1994.) од било које земље (БЛС 1995). Међутим, добијање валидних међународних процена запослености за ову индустрију је тешко због укључивања радника у полупроводницима са радницима за „производњу електричне/електронске опреме“ у статистику већине нација. Због веома строгих инжењерских контрола потребних за производњу полупроводничких уређаја, највероватније је да су полупроводничка радна места (тј. чисте собе) упоредива, у већини аспеката, широм света. Ово разумевање, заједно са захтевима владе САД за евидентирање свих значајних повреда и болести у вези са радом међу америчким радницима, чини повреде на раду и искуство оболевања радника полупроводника у САД веома релевантним питањем и на националном и на међународном нивоу. Једноставно речено, у овом тренутку постоји неколико међународних извора релевантних информација и података у вези са искуством у области безбедности и здравља радника у полупроводницима, осим оних из Годишњег истраживања повреда и професионалних болести које је спровео амерички Биро за статистику рада (БЛС).
У Сједињеним Државама, које су прикупљале податке о повредама на раду и болестима у свим индустријама од 1972. године, учесталост повреда и болести на раду међу радницима у полупроводницима била је међу најнижима од свих производних индустрија. Међутим, изражена је забринутост да би суптилнији здравствени ефекти могли бити присутни међу радницима у полупроводницима (ЛаДоу 1986), иако такви ефекти нису документовани.
Одржано је неколико симпозијума који се односе на процену технологије управљања у индустрији полупроводника, са неколико симпозијума који су се бавили питањима животне средине и безбедности и здравља радника (АЦГИХ 1989, 1993).
Ограничена количина података о повредама на раду и болестима за међународну заједницу производње полупроводника изведена је путем посебне анкете спроведене 1995. године, укључујући случајеве пријављене за 1993. и 1994. годину. Ови подаци истраживања су резимирани у наставку.
Повреде на раду и болести међу радницима у полупроводницима
Што се тиче међународних статистичких података повезаних са повредама на раду и болестима међу радницима у полупроводницима, чини се да су једини упоредиви подаци изведени из анкете мултинационалних производних операција полупроводника спроведених 1995. године (Ласситер 1996). Подаци прикупљени у овој анкети укључивали су међународне операције произвођача полупроводника са седиштем у САД за године 1993-94. Неки од података из анкете укључивали су операције које нису производња полупроводника (нпр. производња рачунара и диск јединица), иако су све компаније учеснице биле укључене у индустрију електронике. Резултати овог истраживања приказани су на слици 1 и слици 2, који укључују податке из азијско-пацифичког региона, Европе, Латинске Америке и Сједињених Држава. Сваки случај је укључивао повреду или болест на раду која је захтевала медицински третман или губитак посла или ограничење. Све стопе инциденције у бројкама су израчунате као број случајева (или изгубљених радних дана) на 200,000 радних сати годишње. Ако укупан број радних сати није био доступан, коришћене су просечне годишње процене запослености. Именилац од 200,000 радних сати једнак је 100 еквивалента пуног радног времена годишње (под претпоставком 2,000 радних сати по раднику годишње).
Слика 1. Дистрибуција стопа инциденције повреда на раду и болести по светским секторима, 1993. и 1994. године.

Слика 2. Дистрибуција стопа инциденције за повреде и болести са слободним данима по сектору у свету 1993. и 1994.
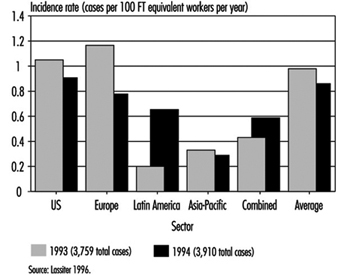
Слика 1 приказује стопе инциденције повреда на раду и болести за различите регионе света у истраживању 1993-94. Стопе за појединачне земље нису укључене да би се осигурала поверљивост оних компанија које су биле једини извор података за одређене земље. Дакле, за одређене земље у истраживању, подаци су пријављени само за један објекат. У неколико случајева, компаније су комбиновале све међународне податке у јединствену статистику. Ови последњи подаци су наведени на слици 1 и слици 2 као „Комбиновани“.
Годишња учесталост повреда и болести на раду међу свим радницима у међународном истраживању износила је 3.3 случаја на 100 запослених (200,000 радничких сати) 1993. године и 2.7 у 1994. години. За 12,615. годину пријављено је 1993 случајева, а од 12,368. највећи број случајева је 1994. случајеви (12,130 у 1993.) су изведени од америчких компанија. Ови случајеви су повезани са приближно 387,000 радника 1993. и 458,000 1994. године.
Слика 2 приказује стопе инциденције случајева изгубљених радних дана који укључују дане одсуства са посла. Стопе инциденције из 1993. и 1994. заснивале су се на приближно 4,000 случајева изгубљених радних дана за сваку од 2 године у међународном истраживању. Међународни/регионални распон у стопама инциденције за ову статистику био је најужи од оних измерених. Инциденца случајева изгубљених радних дана може представљати најупоредивију међународну статистику у погледу радног искуства у области безбедности и здравља. Стопа инциденције изгубљених радних дана (дана одсуства са посла) била је приближно 15.4 дана одсуства са посла на 100 радника за сваку од 2 године.
Једини детаљни подаци за које се зна да постоје у вези са карактеристикама случајева повреда и болести радника у полупроводницима су они које годишње прикупља БЛС у САД, укључујући случајеве са изгубљеним радним данима. Случајеви о којима се овде говори идентификовани су од стране БЛС у свом годишњем истраживању за 1993. годину. Подаци добијени из ових случајева приказани су на слици 3, слици 4, слици 5 и слици 6. Свака цифра упоређује искуство изгубљеног радног дана у приватном сектору, сву производњу и производњу полупроводника.
Слика 3. Упоредна инциденција случајева изгубљених радних дана1 по врсти догађаја или изложености, 1993
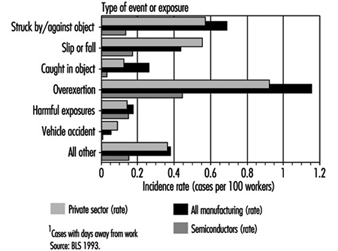
Слика 4. Упоредна инциденција случајева изгубљеног радног дана1 по извору повреде или болести, 1993.
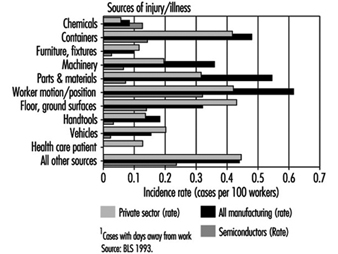
Слика 5. Упоредна инциденција случајева изгубљеног радног дана1 по природи повреде или болести, 1993.

Слика 6. Упоредна инциденција изгубљених радних дана по делу тела погођеним, 1993.
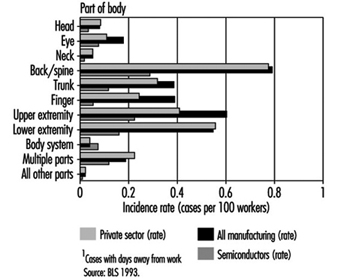
Слика 3 упоређује искуство изгубљених радних дана радника полупроводника у САД 1993. године са приватним сектором и целокупном производњом у односу на врсту догађаја или изложености. Стопе инциденције за већину категорија на овој слици биле су много мање за раднике у индустрији полупроводника него за приватни сектор или сву производњу. Случајеви који су укључивали пренапрезање међу радницима у полупроводницима били су мање од половине стопе за све раднике у производном сектору. Категорија штетне изложености (примарно повезана са излагањем хемијским супстанцама) била је еквивалентна у све три групе.
Упоредне дистрибуције случајева изгубљеног радног дана према извору повреде или болести приказане су на слици 4. Стопе инциденције изгубљених радних дана за раднике у полупроводницима биле су мање од оних за приватни сектор и сву производњу у свим категоријама извора осим случајева повезаних са изложеношћу хемикалијама супстанце.
Слика 5 упоређује стопе инциденције изгубљених радних дана повезане са природом повреде или болести међу три групе. Стопе за раднике у полупроводницима биле су мање од половине стопа за приватни сектор и за сву производњу у 1993. Учесталост хемијских опекотина била је нешто већа за раднике у полупроводницима, али је била веома ниска за све три групе за поређење. Инциденца синдрома карпалног тунела (ЦТС) међу америчким радницима на полупроводницима била је мања од половине стопе за сву производњу.
На слици 6, дистрибуција и учесталост случајева који укључују дане одсуства са посла илустровани су према делу тела који је погођен. Иако је инциденција случајева који укључују телесне системе била ниска за све групе за поређење, стопа за раднике на полупроводницима је била благо повишена. Сви остали погођени делови тела били су много мањи за раднике полупроводника него за друге две упоредне групе.
Епидемиолошке студије радника полупроводника
Забринутост за могуће последице по репродуктивно здравље повезане са запошљавањем у полупроводницима појавила се 1983. године када је жена запослена у фабрици полупроводника Дигитал Екуипмент Цорпоратион у Хадсону, Масачусетс, назначила да верује да се међу запосленима у чистим собама десио вишак спонтаних побачаја. Ова тврдња, заједно са одсуством интерних података у установи, довела је до епидемиолошке студије коју је спровела Школа јавног здравља Универзитета Масачусетс у Амхерсту (УМасс). Студија је започета у мају 1984. и завршена 1985. (Пастидес ет ал. 1988).
Повишен ризик од побачаја примећен је иу фотолитографској области и у области дифузије у поређењу са неекспонираним радницима у другим деловима установе. Сматра се да релативни ризик од 1.75 није статистички значајан (п <0.05), иако је релативни ризик од 2.18 примећен међу радницима у областима дифузије био значајан. Објављивање УМасс студије довело је до забринутости у индустрији полупроводника да је већа студија оправдана како би се потврдили уочени налази и утврдили њихов обим и могући узроци.
Удружење полупроводничке индустрије (СИА) Сједињених Држава спонзорисало је већу студију коју је спровео Универзитет Калифорније у Дејвису (УЦ Давис) почевши од 1989. Студија УЦ Давис је дизајнирана да тестира хипотезу да је производња полупроводника повезана са повећаним ризиком побачаја за запослене у производњи наполитанки. Популација студије одабрана је између 14 компанија које су представљале 42 производне локације у 17 држава. Највећи број сајтова (који представљају скоро половину запослених у студији) био је у Калифорнији.
Студија УЦ Давис састојала се од три различите компоненте: компоненте попречног пресека (МцЦурди ет ал. 1995; Поцекаи ет ал. 1995); историјска компонента кохорте (Сцхенкер ет ал. 1995); и проспективна компонента (Ескенази ет ал. 1995). Централно за сваку од ових студија била је процена изложености (Хинес ет ал. 1995; Хаммонд ет ал. 1995). Компонента процене изложености додељује запослене у релативну групу изложености (тј. висока изложеност, ниска изложеност и тако даље).
У историјској компоненти студије, утврђено је да је релативни ризик радника фабрикације, у поређењу са радницима који нису фабриковани, износио 1.45 (тј. 45% ризика од побачаја). Група са највећим ризиком идентификована у историјској компоненти студије биле су жене које су радиле у фотолитографији или операцијама јеткања. Жене које су изводиле операције јеткања имале су релативни ризик од 2.15 (РР=2.15). Поред тога, примећен је однос доза-одговор међу женама које су радиле са било којим фоторезистом или развијачем у погледу повећаног ризика од побачаја. Ови подаци подржавају повезаност дозе и одговора за етилен гликол етре (ЕГЕ), али не и за пропилен гликол етре (ПГЕ).
Иако је повећан ризик од побачаја уочен међу радницама које се баве производњом вафла у проспективној компоненти УЦ Давис студије, резултати нису били статистички значајни (п мањи од 0.05). Мали број трудноћа значајно је смањио снагу проспективне компоненте студије. Анализа изложености хемијском агенсу показала је повећан ризик за оне жене које су радиле са етилен гликол моноетил етром, али је заснована на само 3 трудноће. Један важан налаз био је општа подршка, а не контрадикција, налазима историјске компоненте.
Компонента попречног пресека студије приметила је повећање симптома горњих дисајних путева првенствено у групама радника са дифузионом пећи и танким филмом. Интересантан налаз је био очигледан заштитни ефекат различитих инжењерских контрола везаних за ергономију (нпр. ослонци за ноге и употреба подесиве столице за смањење повреда леђа).
Мерење ваздуха у фабрикама за плочице показало је да је већина излагања растварачима мања од 1% дозвољених граница излагања (ПЕЛ) које је утврдила америчка влада.
Засебну епидемиолошку студију (Цорреа ет ал. 1996) спровео је Универзитет Џонс Хопкинс (ЈХУ), укључујући групу запослених у полупроводницима ИБМ Цорпоратион 1989. Укупна стопа побачаја примећена у ЈХУ студији која је укључивала раднице чистих соба износила је 16.6%. Релативни ризик од побачаја међу радницама у чистим собама са највећом потенцијалном изложеношћу етилен гликол етрима био је 2.8 (95% ЦИ = 1.4-5.6).
Дискусија о репродуктивним епидемиолошким студијама које укључују раднике у полупроводницима
Епидемиолошке студије су биле изузетне по обиму и сличности резултата. Све ове студије дале су сличне налазе. Свака студија је документовала вишак ризика од спонтаног побачаја (побачаја) за жене које раде на производњи полупроводничких плочица. Две студије (ЈХУ и УЦ Давис) могу указивати на узрочну повезаност са излагањем гликол етрима на бази етилена. Студија УМасс открила је да је фото група (они који су били изложени гликол етру) имала мањи ризик од групе за дифузију, која није имала документовану изложеност гликол етру. Иако ове студије указују на повећан ризик од спонтаних побачаја међу радницима који се баве производњом вафла, узрок таквог претераног ризика је нејасан. Студија ЈХУ није успела да документује значајну улогу гликол етра, а студија УЦ Давис је само маргинално повезала гликол етре (кроз моделирање изложености и самопроцењене радне праксе) са репродуктивним ефектима. У било којој студији је било мало праћења да би се утврдила изложеност гликол етрима. Након завршетка ових студија, индустрија полупроводника је почела да прелази са гликол етра етилен серије на замене као што су етил лактат и гликол етри пропилен серије.
Zakljucak
На основу најбољих доступних података о годишњој инциденци повреда и болести на раду, радници у полупроводницима су мање изложени ризику од радника у другим производним секторима или у целом приватном сектору (укључујући многе непроизводне индустрије). На међународној основи, чини се да статистички подаци о повредама на раду и болестима повезаним са случајевима изгубљених радних дана могу бити прилично поуздан показатељ искуства у области безбедности и здравља радника на полупроводницима широм света. Индустрија је спонзорисала неколико независних епидемиолошких студија у покушају да се пронађу одговори на питања о последицама по репродуктивно здравље у вези са запошљавањем у индустрији. Иако дефинитивна повезаност између уочених побачаја и излагања гликол етерима на бази етилена није установљена, индустрија је почела да користи алтернативне фотоотпорне раствараче.
Питања животне средине и јавног здравља
Преглед индустрије
Електронска индустрија, у поређењу са другим индустријама, сматрана је „чистом“ у смислу њеног утицаја на животну средину. Без обзира на то, хемикалије које се користе у производњи електронских делова и компоненти, као и отпад који се ствара, стварају значајна питања животне средине која се морају решавати на глобалном нивоу због величине електронске индустрије. Отпад и нуспроизводи који потичу од производње плоча за штампање (ПВБ), штампаних плоча (ПЦБ) и полупроводника су области од интереса које је електронска индустрија енергично водила у смислу превенције загађења, технологије третмана и техника рециклаже/рекултивације. .
У великој мери, подстицај за контролу утицаја електронских процеса на животну средину прешао је са еколошког подстицаја на финансијску област. Због трошкова и обавеза повезаних са опасним отпадом и емисијама, електронска индустрија је агресивно имплементирала и развила контроле животне средине које су у великој мери смањиле утицај њених нуспроизвода и отпада. Поред тога, електронска индустрија је преузела проактиван приступ да инкорпорира еколошке циљеве, алате и технике у своје еколошки свесне послове. Примери овог проактивног приступа су постепено укидање ЦФЦ-а и перфлуорованих једињења и развој „еколошки прихватљивих“ алтернатива, као и „дизајн за животну средину“ који се појављује у развоју производа.
Производња ПВБ, ПЦБ-а и полупроводника захтева употребу разних хемикалија, специјализованих производних техника и опреме. Због опасности повезаних са овим производним процесима, правилно управљање хемијским нуспроизводима, отпадом и емисијама је од суштинског значаја да би се осигурала безбедност запослених у индустрији и заштита животне средине у заједницама у којима бораве.
Табела 1, табела 2 и табела 3 представљају преглед кључних нуспроизвода и отпада који настају у производњи ПВБ, ПЦБ-а и полупроводника. Поред тога, табеле представљају главне врсте утицаја на животну средину и опште прихваћена средства за ублажавање и контролу тока отпада. Пре свега, отпад који настаје утиче на индустријске отпадне воде или ваздух, или постаје чврст отпад.
Табела 1. Производња и контрола ПВБ отпада
|
Кораци процеса |
Опасно |
еколошки |
Контроле1 |
|
Материјал |
ниједан |
ниједан |
ниједан |
|
Сложите и закачите |
Тешки/племенити метали |
Чврсти отпад2 |
Рециклирајте / повратите |
|
Бушење |
Тешки/племенити метали |
Чврсти отпад2 |
Рециклирајте / повратите |
|
Дебурр |
Тешки/племенити метали |
Чврсти отпад2 |
Рециклирајте / повратите |
|
Елецтролесс |
Метали |
Отпадне воде |
Хемијске падавине |
|
Сликање |
Солвентс |
ваздух |
Адсорпција, кондензација или |
|
Паттерн платинг |
Корозивна средства |
Отпадне воде/ваздух |
пХ неутрализација/испирање ваздуха |
|
Стрип, грав, трака |
Амонијак |
ваздух |
Прочишћавање ваздуха (адсорпција) |
|
Маска за лемљење |
Корозивна средства |
ваздух |
Прочишћавање ваздуха (адсорпција) |
|
Лемни премаз |
Солвентс |
ваздух |
Адсорпција, кондензација или |
|
Позлата |
Корозивна средства |
ваздух |
Прочишћавање ваздуха (адсорпција) |
|
Саставни |
Солвентс |
ваздух |
Адсорпциона кондензација или |
1. Употреба контрола за ублажавање утицаја зависи од ограничења испуштања на одређеној локацији.
2. Чврсти отпад је сваки одбачени материјал без обзира на његово стање.
Табела 2. Производња ПЦБ отпада и контроле
|
Кораци процеса |
Опасно |
еколошки |
Контроле |
|
Чишћење |
метали (олово) |
Отпадне воде |
пХ неутрализација, хемијска |
|
Пасту за лемљење |
Лемна паста (олово/калај) |
Чврсти отпад |
Рециклирајте / повратите |
|
Лепак |
Епоксидни лепкови |
Чврсти отпад |
Спаљивање |
|
Саставни |
Пластичне траке, колути и цеви |
||
|
Стврдњавање лепком и |
|||
|
Флукинг |
Растварач (ИПА флукс) |
Чврсти отпад |
Рециклирајте |
|
Лемљење таласом |
Метал (шљунак од лемљења) |
Чврсти отпад |
Рециклирајте / повратите |
|
Инспекција и |
Метал |
Чврсти отпад |
Рециклирајте / повратите |
|
Тестирање |
Сцраппед популатед |
Чврсти отпад |
Рециклирајте / повратите |
|
Прерада и |
Метал (шљунак од лемљења) |
Чврсти отпад |
Рециклирајте / повратите |
|
Подршка |
Метал |
Чврсти отпад |
Рециклирајте/спаљивање |
Табела 3. Производња и контрола отпада у производњи полупроводника
|
Кораци процеса |
Опасно |
еколошки |
Контроле |
|
Литографија / бакропис |
Солвентс |
Чврсти отпад |
Рециклирајте / повратите / спалите |
|
Оксидација |
Солвентс |
Чврсти отпад |
Рециклирајте / повратите / спалите |
|
допинг |
Отровни гас (арсин, |
ваздух |
Замена течношћу |
|
Хемијско таложење паре |
Метали Корозивна средства |
Чврсти отпад |
Спаљивање |
|
Метализација |
Солвентс |
Чврсти отпад |
Спаљивање |
|
Монтажа и испитивање |
Солвентс |
Чврсти отпад |
Рециклирајте / повратите / спалите |
|
Чишћење |
Корозивна средства |
Отпадне воде |
пХ неутрализација |
Следе опште прихваћена средства за ублажавање емисија у индустрији ПВБ, ПЦБ и полупроводника. Контроле избора ће варирати у зависности од инжењерских способности, захтева регулаторне агенције и специфичних састојака/концентрација тока отпада.
Контрола отпадних вода
Хемијске падавине
Хемијска преципитација се генерално користи за уклањање честица или растворљивих метала из ефлуента отпадних вода. Пошто се метали не разграђују природно и токсични су при ниским концентрацијама, њихово уклањање из индустријских отпадних вода је од суштинског значаја. Метали се могу уклонити из отпадних вода хемијским путем јер нису добро растворљиви у води; њихова растворљивост зависи од пХ вредности, концентрације метала, врсте метала и присуства других јона. Типично, ток отпада захтева подешавање пХ на одговарајући ниво да би се метал исталожио. Неопходно је додавање хемикалија у отпадну воду у настојању да се промени физичко стање растворених и суспендованих чврстих материја. Обично се користе креч, каустична и сулфидна средства за таложење. Средства за таложење олакшавају уклањање растворених и суспендованих метала коагулацијом, седиментацијом или хватањем унутар талога.
Резултат хемијског таложења отпадних вода је накупљање муља. Због тога су развијени процеси одводњавања како би се смањила тежина муља помоћу центрифуга, филтер преса, филтера или слојева за сушење. Добијени исушени муљ се затим може послати на спаљивање или на депонију.
пХ неутрализација
пХ (концентрација водоничних јона или киселост) је важан параметар квалитета у индустријским отпадним водама. Због штетних ефеката екстремних пХ вредности у природним водама и на операције пречишћавања отпадних вода, пХ индустријских отпадних вода мора се прилагодити пре испуштања из производног погона. Третман се одвија у низу резервоара који се прате за концентрацију водоничних јона у ефлуенту отпадне воде. Типично, хлороводонична или сумпорна киселина се користи као неутрализујућа корозивна средства, а натријум хидроксид се користи као неутрализујући каустик. Средство за неутрализацију се дозира у ефлуент отпадне воде да би се пХ испуштања подесио на жељени ниво.
Често је потребно подешавање пХ вредности пре примене других процеса пречишћавања отпадних вода. Такви процеси укључују хемијску преципитацију, оксидацију/редукцију, сорпцију активног угља, уклањање и јонску размену.
Контрола чврстог отпада
Материјали су чврсти отпад ако су напуштени или одбачени одлагањем; спаљена или спаљена; или акумулирани, ускладиштени или третирани пре или уместо да буду напуштени (Кодекс савезне уредбе САД 40, одељак 261.2). Опасан отпад генерално испољава једну или више од следећих карактеристика: запаљивост, корозивност, реактивност, токсичност. У зависности од карактеристика опасног материјала/отпада, користе се различита средства за контролу супстанце. Спаљивање је уобичајена алтернатива за третман растварача и металног отпада који настаје током производње ПВБ, ПЦБ-а и полупроводника.
Спаљивање
Спаљивање (сагоревање) или термичко уништавање постало је популарна опција у руковању запаљивим и токсичним отпадом. У многим случајевима, запаљиви отпад (растварачи) се користи као извор горива (мешање горива) за термичке и каталитичке спалионице. Правилно спаљивање растварача и токсичног отпада обезбеђује потпуну оксидацију горива и претвара запаљиви материјал у угљен-диоксид, воду и пепео, чиме се не остављају никакве обавезе везане за преостали опасни отпад. Уобичајени типови спаљивања су термалне и каталитичке спалионице. Избор врсте методе спаљивања зависи од температуре сагоревања, карактеристика горива и времена задржавања. Термалне спалионице раде на високим температурама и широко се користе са халогенизованим једињењима. Типови термалних инсинератора укључују ротационе пећи, убризгавање течности, фиксно ложиште, флуидизовани слој и друге инсинераторе напредног дизајна.
Каталитичке спалионице оксидирају запаљиве материјале (нпр. ВОЦ) убризгавањем загрејане струје гаса кроз слој катализатора. Слој катализатора максимизира површину, а убризгавањем загрејане струје гаса у слој катализатора може доћи до сагоревања на нижој температури од термичког спаљивања.
Емисије у ваздух
Спаљивање се такође користи за контролу емисија у ваздух. Користе се и апсорпција и адсорпција.
Апсорпција
Апсорпција ваздуха се обично користи за чишћење корозивних емисија из ваздуха, пропуштањем загађивача кроз и растварањем у неиспарљивој течности (нпр. води). Ефлуент из процеса апсорпције се обично испушта у систем за пречишћавање отпадних вода, где се подвргава подешавању пХ вредности.
Адсорпција
Адсорпција је приањање (помоћу физичких или хемијских сила) молекула гаса на површину друге супстанце, која се назива адсорбент. Обично се адсорпција користи за екстракцију растварача из извора емисије у ваздух. Активни угаљ, активирана глиница или силика гел су обично коришћени адсорбенти.
Рециклажа
Материјали који се могу рециклирати се користе, поново користе или поново користе као састојци у индустријском процесу за производњу производа. Рециклирање материјала и отпада обезбеђује еколошка и економска средства за ефикасно решавање специфичних врста токова отпада, као што су метали и растварачи. Материјали и отпад се могу рециклирати у компанији, или секундарна тржишта могу прихватити материјале који се могу рециклирати. Одабир рециклаже као алтернативе за отпад мора се процијенити у односу на финансијска разматрања, регулаторни оквир и расположиву технологију за рециклирање материјала.
Футуре Дирецтион
Како се потражња за превенцијом загађења повећава и индустрија тражи исплатива средства за решавање употребе хемикалија и отпада, електронска индустрија мора да процени нове технике и технологије како би побољшала методе за руковање опасним материјалима и стварање отпада. Приступ "енд-оф-пипе" замењен је дизајном за технике заштите животне средине, где се питања животне средине решавају током целог животног циклуса производа, укључујући: очување материјала; ефикасне производне операције; употреба еколошки прихватљивијих материјала; рециклажа, регенерација и рекултивација отпадних производа; и низ других техника које ће обезбедити мањи утицај на животну средину за индустрију производње електронике. Један пример је велика количина воде која се користи у многим корацима испирања и других процеса обраде у индустрији микроелектронике. У областима сиромашним водом, ово приморава индустрију да пронађе алтернативе. Међутим, битно је осигурати да алтернатива (нпр. растварачи) не ствара додатне проблеме животне средине.
Као пример будућих праваца у процесу ПВБ и ПЦБ, табела 4 представља различите алтернативе за стварање еколошки прихватљивије праксе и спречавање загађења. Приоритетне потребе и приступи су идентификовани.
Табела 4. Матрица приоритетних потреба
|
Приоритетна потреба (смањење |
Приступ |
Одабрани задаци |
|
Ефикаснија употреба, |
Продужите животни век електролиза и |
Истраживања за проширење купатила. |
|
Смањите генерисани чврсти отпад |
Развијати и промовисати |
Развити инфраструктуру за |
|
Успоставите бољег добављача |
Промовишите добављача, |
Развити модел опасног |
|
Смањите утицај на |
Смањите употребу оловног лема када |
Промените спецификације да бисте прихватили |
|
Користите адитивне процесе који |
Развијте поједностављено, |
Сарађујте на пројектима за |
|
Уклоните мрље рупа у ПВБ-у |
Развити смоле које се не размазују или |
Истражите алтернативу |
|
Смањите потрошњу воде |
Развити употребу воде |
Измените спецификације да бисте смањили |
Извор: МЦЦ 1994.
" ОДРИЦАЊЕ ОД ОДГОВОРНОСТИ: МОР не преузима одговорност за садржај представљен на овом веб порталу који је представљен на било ком другом језику осим енглеског, који је језик који се користи за почетну производњу и рецензију оригиналног садржаја. Одређене статистике нису ажуриране од продукција 4. издања Енциклопедије (1998).“