- Vous êtes ici:
-
Accueil

-
Contenu (2)
-
XVIIe partie. Services et Commerce
-
Industrie du transport et entreposage
-
Stockage
- Pitman, Alexandre

Pitman, Alexandre
Questions environnementales et de santé publique
Étant donné que l'industrie des pâtes et papiers est une grande consommatrice de ressources naturelles (c'est-à-dire de bois, d'eau et d'énergie), elle peut être un contributeur majeur aux problèmes de pollution de l'eau, de l'air et du sol et a fait l'objet d'un examen minutieux ces dernières années. Cette préoccupation semble être justifiée, compte tenu de la quantité de polluants de l'eau générés par tonne de pâte (par exemple, 55 kg de demande biologique en oxygène, 70 kg de solides en suspension et jusqu'à 8 kg de composés organochlorés) et la quantité de pâte produite dans le monde sur une base annuelle (environ 180 millions de tonnes en 1994). De plus, environ 35 % seulement du papier utilisé est recyclé, et les vieux papiers sont un contributeur majeur au total mondial des déchets solides (environ 150 millions sur 500 millions de tonnes par an).
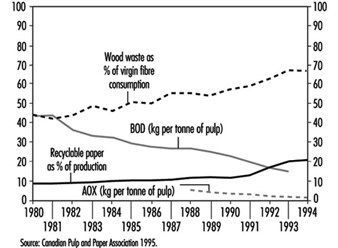
Historiquement, le contrôle de la pollution n'a pas été pris en compte dans la conception des usines de pâtes et papiers. De nombreux procédés utilisés dans l'industrie ont été développés sans se soucier de minimiser le volume des effluents et la concentration des polluants. Depuis les années 1970, les technologies de réduction de la pollution font partie intégrante de la conception des usines en Europe, en Amérique du Nord et dans d'autres parties du monde. La figure 1 illustre les tendances au cours de la période de 1980 à 1994 dans les usines de pâtes et papiers canadiennes en réponse à certaines de ces préoccupations environnementales : utilisation accrue de déchets de bois et de papier recyclable comme sources de fibres; et diminution de la demande en oxygène et des composés organiques chlorés dans les eaux usées.
Figure 1. Indicateurs environnementaux dans les usines canadiennes de pâtes et papiers, de 1980 à 1994, montrant l'utilisation de déchets de bois et de papier recyclable dans la production, ainsi que la demande biologique en oxygène (DBO) et les composés organochlorés (AOX) dans les effluents d'eaux usées.
Cet article traite des principaux problèmes environnementaux associés au procédé des pâtes et papiers, identifie les sources de pollution au sein du procédé et décrit brièvement les technologies de contrôle, y compris le traitement externe et les modifications en usine. Les problèmes liés aux déchets de bois et aux fongicides anti-taches de l'aubier sont traités plus en détail dans le chapitre Bois d'oeuvre.
Problèmes de pollution atmosphérique
Les émissions atmosphériques de composés soufrés oxydés provenant des usines de pâtes et papiers ont causé des dommages à la végétation, et les émissions de composés soufrés réduits ont suscité des plaintes au sujet des odeurs d'œufs pourris. Des études menées auprès des résidents des communautés d'usines de pâte à papier, en particulier des enfants, ont montré des effets respiratoires liés aux émissions de particules, ainsi qu'une irritation des muqueuses et des maux de tête qui seraient liés aux composés soufrés réduits. Parmi les procédés de réduction en pâte, ceux qui risquent le plus de causer des problèmes de pollution de l'air sont les méthodes chimiques, en particulier la réduction en pâte kraft.
Les oxydes de soufre sont émis aux taux les plus élevés par les opérations de sulfite, en particulier celles utilisant des bases de calcium ou de magnésium. Les principales sources comprennent les soufflages des digesteurs discontinus, les évaporateurs et la préparation de la liqueur, les opérations de lavage, de criblage et de récupération contribuant à des quantités moindres. Les fours de récupération de pâte kraft sont également une source de dioxyde de soufre, tout comme les chaudières électriques qui utilisent du charbon ou du pétrole à haute teneur en soufre comme combustible.
Les composés soufrés réduits, y compris le sulfure d'hydrogène, le méthylmercaptan, le sulfure de diméthyle et le disulfure de diméthyle, sont presque exclusivement associés à la pâte kraft et donnent à ces usines leur odeur caractéristique. Les principales sources comprennent le four de récupération, le soufflage du digesteur, les soupapes de décharge du digesteur et les évents de la laveuse, bien que les évaporateurs, les réservoirs d'éperlan, les extincteurs, le four à chaux et les eaux usées puissent également y contribuer. Certaines opérations de sulfite utilisent des environnements réducteurs dans leurs fours de récupération et peuvent avoir des problèmes d'odeur de soufre réduit associés.
Les gaz de soufre émis par la chaudière de récupération sont mieux contrôlés en réduisant les émissions à la source. Les contrôles comprennent l'oxydation de la liqueur noire, la réduction de la sulfurité de la liqueur, des chaudières de récupération à faible odeur et le bon fonctionnement du four de récupération. Les gaz soufrés provenant du soufflage du digesteur, des soupapes de décharge du digesteur et de l'évaporation de la liqueur peuvent être collectés et incinérés - par exemple, dans le four à chaux. Les fumées de combustion peuvent être récupérées à l'aide d'épurateurs.
Les oxydes d'azote sont produits en tant que produits de la combustion à haute température et peuvent survenir dans n'importe quelle usine dotée d'une chaudière de récupération, d'une chaudière électrique ou d'un four à chaux, selon les conditions de fonctionnement. La formation d'oxydes d'azote peut être contrôlée en régulant les températures, les rapports air-carburant et le temps de séjour dans la zone de combustion. D'autres composés gazeux sont des contributeurs mineurs à la pollution atmosphérique de l'usine (par exemple, le monoxyde de carbone provenant d'une combustion incomplète, le chloroforme provenant des opérations de blanchiment et les composés organiques volatils provenant de la décharge du digesteur et de l'évaporation de la liqueur).
Les particules proviennent principalement des opérations de combustion, bien que les réservoirs de dissolution de l'éperlan puissent également être une source mineure. Plus de 50 % des particules de l'usine de pâte à papier sont très fines (moins de 1 μm de diamètre). Ce matériau fin comprend du sulfate de sodium (Na2SO4) et carbonate de sodium (Na2CO3) provenant des fours de récupération, des fours à chaux et des réservoirs de dissolution de la fonte, et du NaCl provenant des sous-produits de la combustion des bûches qui ont été stockées dans de l'eau salée. Les émissions des fours à chaux comprennent une quantité importante de particules grossières dues à l'entraînement des sels de calcium et à la sublimation des composés de sodium. Les particules grossières peuvent également inclure des cendres volantes et des produits de combustion organiques, en particulier des chaudières électriques. La réduction des concentrations de particules peut être obtenue en faisant passer les gaz de combustion à travers des précipitateurs ou des épurateurs électrostatiques. Les innovations récentes dans la technologie des chaudières électriques comprennent des incinérateurs à lit fluidisé qui brûlent à des températures très élevées, entraînent une conversion d'énergie plus efficace et permettent de brûler des déchets de bois moins uniformes.
Problèmes de pollution de l'eau
Les eaux usées contaminées des usines de pâtes et papiers peuvent causer la mort d'organismes aquatiques, permettre la bioaccumulation de composés toxiques dans les poissons et altérer le goût de l'eau potable en aval. Les effluents d'eaux usées des pâtes et papiers sont caractérisés sur la base de caractéristiques physiques, chimiques ou biologiques, les plus importantes étant la teneur en solides, la demande en oxygène et la toxicité.
La teneur en matières solides des eaux usées est généralement classée sur la base de la fraction en suspension (par opposition à la fraction dissoute), de la fraction de solides en suspension qui se dépose et des fractions de l'une ou l'autre qui sont volatiles. La fraction décantable est la plus gênante car elle peut former une couverture de boue dense à proximité du point de rejet, ce qui épuise rapidement l'oxygène dissous dans les eaux réceptrices et permet la prolifération de bactéries anaérobies qui génèrent du méthane et des gaz soufrés réduits. Bien que les solides non décantables soient généralement dilués par les eaux réceptrices et soient donc moins préoccupants, ils peuvent transporter des composés organiques toxiques vers les organismes aquatiques. Les solides en suspension rejetés par les usines de pâtes et papiers comprennent les particules d'écorce, les fibres de bois, le sable, les gravillons des broyeurs de pâte mécanique, les additifs de fabrication du papier, les résidus de liqueur, les sous-produits des procédés de traitement de l'eau et les cellules microbiennes des opérations de traitement secondaire.
Les dérivés du bois dissous dans les liqueurs de dépulpage, y compris les oligosaccharides, les sucres simples, les dérivés de lignine de faible poids moléculaire, l'acide acétique et les fibres de cellulose solubilisées, sont les principaux contributeurs à la fois à la demande biologique en oxygène (DBO) et à la demande chimique en oxygène (DCO). Les composés qui sont toxiques pour les organismes aquatiques comprennent les composés organiques chlorés (AOX ; provenant du blanchiment, en particulier la pâte kraft) ; acides résiniques; les acides gras insaturés ; les alcools diterpéniques (issus notamment de l'écorçage et de la réduction en pâte mécanique) ; les juvabiones (surtout issus de la pâte au bisulfite et de la pâte mécanique) ; les produits de dégradation de la lignine (surtout issus de la réduction en pâte au bisulfite) ; les produits organiques synthétiques, tels que les slimicides, les huiles et les graisses ; et les produits chimiques de traitement, les additifs pour la fabrication du papier et les métaux oxydés. Les composés organiques chlorés ont été particulièrement préoccupants, car ils sont extrêmement toxiques pour les organismes marins et peuvent se bioaccumuler. Ce groupe de composés, y compris le dibenzo-polychlorép-dioxines, ont été le principal moteur de la réduction de l'utilisation du chlore dans le blanchiment de la pâte.
La quantité et les sources de solides en suspension, la demande en oxygène et les rejets toxiques dépendent du procédé (tableau 1). En raison de la solubilisation des extraits de bois avec peu ou pas de récupération chimique et d'acide résinique, la pâte au sulfite et la pâte CTMP génèrent des effluents extrêmement toxiques avec une DBO élevée. Les usines de pâte kraft utilisaient historiquement plus de chlore pour le blanchiment et leurs effluents étaient plus toxiques; cependant, les effluents des usines de pâte kraft qui ont éliminé le Cl2 dans le blanchiment et l'utilisation d'un traitement secondaire présentent généralement peu de toxicité aiguë, voire aucune, et la toxicité subaiguë a été considérablement réduite.
Tableau 1. Total des solides en suspension et de la DBO associés à l'effluent non traité (brut) de divers procédés de réduction en pâte
|
Processus de réduction en pâte |
Total des solides en suspension (kg/tonne) |
DBO (kg/tonne) |
|
Bois de meule |
50-70 |
10-20 |
|
TMP |
45-50 |
25-50 |
|
CTMP |
50-55 |
40-95 |
|
Kraft, non blanchi |
20-25 |
15-30 |
|
Kraft, blanchi |
70-85 |
20-50 |
|
Sulfite, à faible rendement |
30-90 |
40-125 |
|
Sulfite, haut rendement |
90-95 |
140-250 |
|
Désencrage, non-tissu |
175-180 |
10-80 |
|
Vieux papiers |
110-115 |
5-15 |
Les solides en suspension sont devenus moins problématiques car la plupart des broyeurs utilisent la clarification primaire (par exemple, la sédimentation par gravité ou la flottation à l'air dissous), qui élimine 80 à 95 % des solides décantables. Les technologies secondaires de traitement des eaux usées telles que les lagunes aérées, les systèmes de boues activées et la filtration biologique sont utilisées pour réduire la DBO, la DCO et les composés organiques chlorés dans les effluents.
Les modifications de processus en usine pour réduire les solides décantables, la DBO et la toxicité comprennent l'écorçage à sec et le transport des grumes, un criblage amélioré des copeaux pour permettre une cuisson uniforme, une délignification prolongée pendant la réduction en pâte, des modifications des opérations de récupération chimique par digestion, des technologies de blanchiment alternatives, un lavage de la pâte à haute efficacité, récupération des fibres des eaux vives et amélioration du confinement des déversements. Cependant, les perturbations du processus (en particulier si elles entraînent un égouttage intentionnel des liqueurs) et les changements opérationnels (en particulier l'utilisation de bois non séché avec un pourcentage plus élevé de matières extractibles) peuvent encore provoquer des percées périodiques de toxicité.
Une stratégie de lutte contre la pollution relativement récente visant à éliminer complètement la pollution de l'eau est le concept d'« usine fermée ». De telles usines sont une alternative attrayante dans les endroits qui manquent de grandes sources d'eau pour agir comme flux d'approvisionnement de processus ou de réception d'effluents. Des systèmes fermés ont été mis en œuvre avec succès dans les CTMP et les broyeurs au bisulfite à base de sodium. Ce qui distingue les broyeurs fermés, c'est que l'effluent liquide est évaporé et que le condensat est traité, filtré, puis réutilisé. Les autres caractéristiques des moulins fermés sont les salles grillagées fermées, le lavage à contre-courant dans l'usine de blanchiment et les systèmes de contrôle du sel. Bien que cette approche soit efficace pour minimiser la pollution de l'eau, il n'est pas encore clair comment les expositions des travailleurs seront affectées par la concentration de tous les flux de contaminants dans l'usine. La corrosion est un problème majeur auquel sont confrontées les usines utilisant des systèmes fermés, et les concentrations de bactéries et d'endotoxines sont augmentées dans l'eau de traitement recyclée.
Traitement des solides
La composition des solides (boues) retirés des systèmes de traitement des effluents liquides varie en fonction de leur source. Les solides issus du traitement primaire sont principalement constitués de fibres de cellulose. Les cellules microbiennes constituent le principal composant des solides issus du traitement secondaire. Si l'usine utilise des agents de blanchiment chlorés, les solides primaires et secondaires peuvent également contenir des composés organiques chlorés, une considération importante pour déterminer l'étendue du traitement requis.
Avant leur élimination, les boues sont épaissies dans des unités de sédimentation gravitaire et déshydratées mécaniquement dans des centrifugeuses, des filtres sous vide ou des presses à bande ou à vis. Les boues issues du traitement primaire sont relativement faciles à déshydrater. Les boues secondaires contiennent une grande quantité d'eau intracellulaire et existent dans une matrice de vase ; ils nécessitent donc l'ajout de floculants chimiques. Une fois suffisamment déshydratées, les boues sont éliminées dans des applications terrestres (par exemple, épandues sur des terres arables ou forestières, utilisées comme compost ou comme conditionneur de sol) ou incinérées. Bien que l'incinération soit plus coûteuse et puisse contribuer aux problèmes de pollution de l'air, elle peut être avantageuse car elle peut détruire ou réduire les matières toxiques (par exemple, les composés organiques chlorés) qui pourraient créer de graves problèmes environnementaux si elles s'infiltraient dans les eaux souterraines à partir d'applications terrestres. .
Des déchets solides peuvent être générés dans d'autres opérations de l'usine. Les cendres des chaudières électriques peuvent être utilisées dans les plates-formes routières, comme matériau de construction et comme abat-poussière. Les déchets des fours à chaux peuvent être utilisés pour modifier l'acidité du sol et améliorer la chimie du sol.
Questions environnementales et de santé publique
Les établissements d'enseignement sont responsables de s'assurer que leurs installations et leurs pratiques sont conformes à la législation sur l'environnement et la santé publique et respectent les normes de soins acceptées envers leurs employés, leurs étudiants et la communauté environnante. Les étudiants ne sont généralement pas couverts par la législation sur la santé et la sécurité au travail, mais les établissements d'enseignement doivent faire preuve de diligence envers leurs étudiants au moins au même degré que l'exige la législation visant à protéger les travailleurs. De plus, les établissements d'enseignement ont la responsabilité morale d'éduquer leurs étudiants sur les questions de sécurité personnelle, publique, professionnelle et environnementale qui les concernent ainsi que leurs activités.
Collèges et Universités
Les grandes institutions telles que les campus collégiaux et universitaires peuvent être comparées aux grandes villes ou aux petites villes en termes de taille de la population, de zone géographique, de type de services de base requis et de complexité des activités menées. En plus des risques pour la santé et la sécurité au travail rencontrés dans ces établissements (traités dans le chapitre Services publics et gouvernementaux), il existe une vaste gamme d'autres préoccupations, liées à de grandes populations vivant, travaillant et étudiant dans une zone définie, qui doivent être prises en compte.
La gestion des déchets sur le campus est souvent un défi complexe. La législation environnementale dans de nombreuses juridictions exige un contrôle rigoureux des émissions d'eau et de gaz provenant des activités d'enseignement, de recherche et de service. Dans certaines situations, les préoccupations externes de la communauté peuvent nécessiter l'attention des relations publiques.
Les programmes d'élimination des déchets chimiques et solides doivent tenir compte des problèmes de santé professionnels, environnementaux et communautaires. La plupart des grandes institutions ont des programmes complets pour la gestion de la grande variété de déchets produits : produits chimiques toxiques, radio-isotopes, plomb, amiante, déchets biomédicaux ainsi que déchets, ordures humides et matériaux de construction. Un problème est la coordination des programmes de gestion des déchets sur les campus en raison du grand nombre de départements différents, qui ont souvent une mauvaise communication entre eux.
Les collèges et les universités diffèrent de l'industrie par les quantités et les types de déchets dangereux produits. Les laboratoires du campus, par exemple, produisent généralement de petites quantités de nombreux produits chimiques dangereux différents. Les méthodes de contrôle des déchets dangereux peuvent inclure la neutralisation des acides et des alcalis, la récupération de solvants à petite échelle par distillation et l'emballage de « laboratoire », où de petits conteneurs de produits chimiques dangereux compatibles sont placés dans des fûts et séparés par de la sciure de bois ou d'autres matériaux d'emballage pour éviter les bris. Étant donné que les campus peuvent générer de grandes quantités de déchets de papier, de verre, de métal et de plastique, les programmes de recyclage peuvent généralement être mis en œuvre en tant que démonstration de responsabilité communautaire et dans le cadre de la mission éducative.
Quelques établissements situés dans des zones urbaines peuvent dépendre fortement des ressources communautaires externes pour les services essentiels tels que la police, la protection contre les incendies et les interventions d'urgence. La grande majorité des établissements de taille moyenne et grande établissent leurs propres services de sécurité publique pour desservir les communautés de leur campus, travaillant souvent en étroite collaboration avec des ressources externes. Dans de nombreuses villes universitaires, l'institution est le plus gros employeur et, par conséquent, on peut s'attendre à ce qu'elle assure la protection de la population qui la soutient.
Les collèges et les universités ne sont plus entièrement éloignés ou séparés des communautés dans lesquelles ils sont situés. L'éducation est devenue plus accessible à un secteur plus large de la société : les femmes, les étudiants adultes et les personnes handicapées. La nature même des établissements d'enseignement les expose à un risque particulier : une population vulnérable où l'échange d'idées et d'opinions divergentes est valorisé, mais où le concept de liberté académique n'est pas toujours équilibré avec la responsabilité professionnelle. Ces dernières années, les établissements d'enseignement ont signalé davantage d'actes de violence envers les membres de la communauté éducative, venant de la communauté externe ou éclatant de l'intérieur. Les actes de violence perpétrés contre des membres individuels de la communauté éducative ne sont plus des événements extrêmement rares. Les campus sont des sites fréquents de manifestations, de grandes assemblées publiques, d'événements politiques et sportifs où la sécurité publique et le contrôle des foules doivent être pris en compte. L'adéquation des services de sécurité et de sûreté publique et des plans et capacités d'intervention d'urgence et de reprise après sinistre doit être constamment évaluée et mise à jour périodiquement pour répondre aux besoins de la communauté. L'identification et les contrôles des dangers doivent être pris en considération pour les programmes sportifs, les sorties sur le terrain et une variété d'activités récréatives sponsorisées. Un service médical d'urgence doit être disponible même pour les activités hors campus. La sécurité personnelle est mieux gérée par le signalement des dangers et les programmes d'éducation.
Les problèmes de santé publique associés à la vie sur le campus, tels que le contrôle des maladies transmissibles, l'assainissement des services de restauration et des résidences, l'approvisionnement en eau douce, en air pur et en sol non contaminé, doivent être résolus. Des programmes d'inspection, d'évaluation et de contrôle sont nécessaires. L'éducation des étudiants à cet égard est généralement la responsabilité du personnel des services aux étudiants, mais les professionnels de la santé et de la sécurité au travail sont souvent impliqués. L'éducation concernant les maladies sexuellement transmissibles, l'abus de drogues et d'alcool, les agents pathogènes à diffusion hématogène, le stress et les maladies mentales est particulièrement importante dans une communauté de campus, où les comportements à risque peuvent augmenter la probabilité d'exposition aux dangers associés. Des services médicaux et psychologiques doivent être disponibles.
Écoles élémentaires et secondaires
Les écoles primaires ont bon nombre des mêmes problèmes environnementaux et de santé publique que les collèges et les universités, mais à plus petite échelle. Souvent, cependant, les écoles et les districts scolaires n'ont pas de programmes efficaces de gestion des déchets. Un grave problème auquel sont confrontées de nombreuses écoles est l'élimination de l'éther explosif et de l'acide picrique qui sont entreposés dans les laboratoires scolaires depuis de nombreuses années (National Research Council, 1993). Les tentatives d'élimination de ces matériaux par du personnel non qualifié ont provoqué des explosions dans plusieurs cas. Un problème est que les districts scolaires peuvent avoir de nombreuses écoles séparées par plusieurs kilomètres. Cela peut créer des difficultés dans la centralisation des programmes de déchets dangereux en devant transporter des déchets dangereux sur les routes publiques.
Questions environnementales et de santé publique
Toute activité humaine a un impact sur l'environnement. L'ampleur et les conséquences de chaque impact varient, et des lois environnementales ont été créées pour réglementer et minimiser ces impacts.
La production d'électricité présente plusieurs risques environnementaux potentiels et réels majeurs, notamment les émissions atmosphériques et la contamination de l'eau et du sol (tableau 1). Les centrales à combustibles fossiles ont été particulièrement préoccupantes en raison de leurs émissions dans l'air d'oxydes d'azote (voir «Ozone» ci-dessous), d'oxydes de soufre et de la question des «pluies acides», de dioxyde de carbone (voir «Changement climatique mondial» ci-dessous) et de particules, qui ont récemment été impliqués comme contribuant aux problèmes respiratoires.
Tableau 1. Principaux risques environnementaux potentiels de la production d'électricité
|
Type de plante |
Transport Aérien |
L'eau* |
Sol |
|
Combustibles fossiles |
NON2 |
PCB |
Frêne |
|
SO2 |
solvants |
Amiante |
|
|
Particules |
Métaux |
PCB |
|
|
CO |
Huile |
solvants |
|
|
CO2 |
Acides/bases |
Métaux |
|
|
Composés organiques volatils |
Hydrocarbures |
Huile |
|
|
Acides/bases |
|||
|
Hydrocarbures |
|||
|
Nucléaire |
Comme ci-dessus plus émission radioactive |
||
|
Hydro |
Principalement lixiviat des sols vers l'eau derrière les barrages Perturbation de l'habitat faunique |
* Devrait inclure des effets « locaux » tels que l'augmentation de la température du plan d'eau recevant les rejets de l'usine et la réduction de la population de poissons due aux effets mécaniques des systèmes de prise d'eau d'alimentation.
Les préoccupations concernant les centrales nucléaires concernaient le stockage à long terme des déchets nucléaires et la possibilité d'accidents catastrophiques impliquant la libération de contaminants radioactifs dans l'air. L'accident de 1986 à Tchernobyl, en Ukraine, est un exemple classique de ce qui peut arriver lorsque des précautions inadéquates sont prises avec les centrales nucléaires.
Avec les centrales hydroélectriques, les principales préoccupations ont été le lessivage des métaux et la perturbation des habitats aquatiques et terrestres de la faune. Ceci est traité dans l'article « Production d'énergie hydroélectrique » de ce chapitre.
Les champs électromagnétiques
Les efforts de recherche concernant les champs électromagnétiques (CEM) dans le monde se sont intensifiés depuis la publication de l'étude de Wertheimer et Leeper en 1979. Cette étude a suggéré une association entre le cancer infantile et les fils électriques situés à proximité des maisons. Les études depuis cette publication n'ont pas été concluantes et n'ont pas confirmé la causalité. En fait, ces études ultérieures ont mis en évidence des domaines où une meilleure compréhension et de meilleures données sont nécessaires pour pouvoir commencer à tirer des conclusions raisonnables de ces études épidémiologiques. Certaines des difficultés pour réaliser une bonne étude épidémiologique sont liées aux problèmes d'évaluation (c.-à-d. la mesure de l'exposition, la caractérisation des sources et les niveaux de champs magnétiques dans les résidences). Même si l'étude la plus récente publiée par le National Research Council de l'Académie nationale des sciences (1996) a déterminé qu'il n'y avait pas suffisamment de preuves pour considérer les champs électriques et magnétiques comme une menace pour la santé humaine, la question restera probablement dans l'œil du public jusqu'à ce que le l'anxiété généralisée est atténuée par de futures études et recherches qui ne montrent aucun effet.
Changement climatique mondial
Au cours des dernières années, le public a pris conscience de l'impact que les humains ont sur le climat mondial. On pense qu'environ la moitié de toutes les émissions de gaz à effet de serre provenant de l'activité humaine sont du dioxyde de carbone (CO2). De nombreuses recherches sur cette question au niveau national et international ont été et continuent d'être effectuées. Parce que les opérations des services publics contribuent de manière significative à la libération de CO2 à l'atmosphère, toute réglementation pour le contrôle du CO2 les rejets ont le potentiel d'avoir un impact sérieux sur l'industrie de la production d'électricité. La Convention-cadre des Nations Unies sur les changements climatiques, le Plan d'action américain sur le changement climatique et l'Energy Policy Act de 1992 ont créé des forces motrices puissantes pour que l'industrie de l'électricité comprenne comment elle pourrait devoir répondre à la future législation.
Actuellement, quelques exemples des domaines d'étude en cours sont : la modélisation des émissions, la détermination des effets du changement climatique, la détermination des coûts associés à tout plan de gestion du changement climatique, la manière dont les humains pourraient bénéficier de la réduction des émissions de gaz à effet de serre et la prévision du changement climatique. .
L'un des principaux motifs de préoccupation concernant le changement climatique est les impacts négatifs possibles sur les systèmes écologiques. On pense que les systèmes qui ne sont pas gérés sont les plus sensibles et ont la plus forte probabilité d'avoir un impact significatif à l'échelle mondiale.
Polluants atmosphériques dangereux
L'Environmental Protection Administration (EPA) des États-Unis a envoyé au Congrès américain un rapport provisoire sur les polluants atmosphériques dangereux des services publics, qui était exigé par les amendements de 1990 à la Clean Air Act. L'EPA devait analyser les risques des installations de production d'électricité à vapeur alimentées par des combustibles fossiles. L'EPA a conclu que ces rejets ne constituent pas un danger pour la santé publique. Le rapport a retardé les conclusions sur le mercure en attendant des études supplémentaires. Une étude approfondie de l'Electric Power Research Institute (EPRI) sur les centrales à combustible fossile indique que plus de 99.5 % des centrales à combustible fossile ne présentent pas de risques de cancer supérieurs au seuil de 1 sur 1 million (Lamarre 1995). Cela se compare au risque dû à toutes les sources d'émission, qui aurait été aussi élevé que 2,700 XNUMX cas par an.
Ozone
La réduction des niveaux d'ozone dans l'air est une préoccupation majeure dans de nombreux pays. Oxydes d'azote (NOx) et les composés organiques volatils (COV) produisent de l'ozone. Parce que les centrales électriques à combustibles fossiles contribuent pour une large part au NO total mondialx émissions, ils peuvent s'attendre à des mesures de contrôle plus strictes à mesure que les pays durcissent les normes environnementales. Cela se poursuivra jusqu'à ce que les entrées des modèles de grille photochimique qui sont utilisés pour modéliser le transport de l'ozone troposphérique soient définies avec plus de précision.
Assainissements du site
Les services publics doivent accepter les coûts potentiels de l'assainissement du site des usines à gaz manufacturé (MGP). Les sites ont été créés à l'origine par la production de gaz à partir de charbon, de coke ou de pétrole, ce qui a entraîné l'élimination sur place du goudron de houille et d'autres sous-produits dans de grands lagons ou étangs, ou l'utilisation de sites hors site pour l'élimination à terre. Les sites d'élimination de cette nature peuvent contaminer les eaux souterraines et le sol. Déterminer l'étendue de la contamination des eaux souterraines et des sols à ces sites et les moyens de l'améliorer de manière rentable laissera cette question non résolue pendant un certain temps.
Questions environnementales et de santé publique
Adapté de UNEP et IISI 1997 et d'un article non publié de Jerry Spiegel.
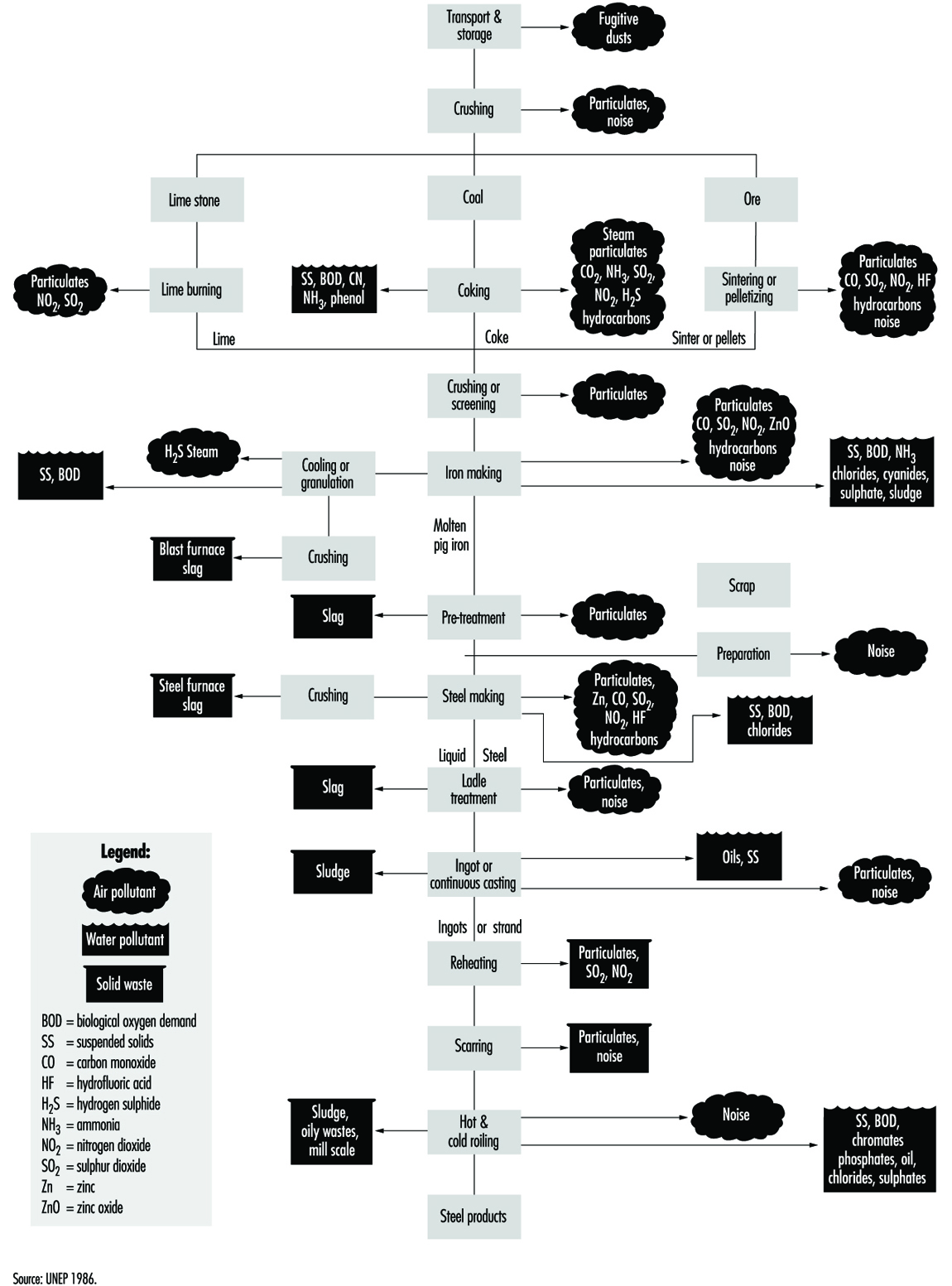
En raison du volume et de la complexité de ses opérations et de sa forte utilisation d'énergie et de matières premières, l'industrie sidérurgique, comme d'autres industries "lourdes", a le potentiel d'avoir un impact significatif sur l'environnement et la population des communautés voisines. . La figure 1 résume les polluants et les déchets générés par ses principaux processus de production. Ils comprennent trois catégories principales : les polluants atmosphériques, les contaminants des eaux usées et les déchets solides.
Figure 1. Organigramme des polluants et déchets générés par différents procédés
Historiquement, les enquêtes sur l'impact de l'industrie sidérurgique sur la santé publique se sont concentrées sur les effets localisés dans les zones locales densément peuplées dans lesquelles la production d'acier était concentrée et en particulier dans des régions spécifiques où des épisodes aigus de pollution de l'air ont été enregistrés, comme le vallées de la Donora et de la Meuse, et le triangle entre la Pologne, l'ex-Tchécoslovaquie et l'ex-République démocratique allemande (OMS 1992).
Les polluants atmosphériques
Les polluants atmosphériques provenant des opérations de fabrication du fer et de l'acier ont toujours été une préoccupation environnementale. Ces polluants comprennent des substances gazeuses telles que les oxydes de soufre, le dioxyde d'azote et le monoxyde de carbone. De plus, les particules telles que la suie et la poussière, qui peuvent contenir des oxydes de fer, ont fait l'objet de contrôles. Les émissions des fours à coke et des usines de sous-produits des fours à coke ont été une préoccupation, mais les améliorations continues de la technologie de la fabrication de l'acier et du contrôle des émissions au cours des deux dernières décennies, associées à des réglementations gouvernementales plus strictes, ont considérablement réduit ces émissions. en Amérique du Nord, en Europe occidentale et au Japon. Les coûts totaux de la lutte contre la pollution, dont plus de la moitié sont liés aux émissions atmosphériques, ont été estimés entre 1 et 3 % des coûts de production totaux ; les installations de dépollution de l'air ont représenté environ 10 à 20 % des investissements totaux des usines. Ces coûts créent un obstacle à l'application mondiale de contrôles de pointe dans les pays en développement et pour les entreprises plus anciennes et économiquement marginales.
Les polluants atmosphériques varient en fonction du processus particulier, de l'ingénierie et de la construction de l'usine, des matières premières utilisées, des sources et des quantités d'énergie nécessaires, de la mesure dans laquelle les déchets sont recyclés dans le processus et de l'efficacité des contrôles de la pollution. Par exemple, l'introduction de la fabrication d'acier à base d'oxygène a permis la collecte et le recyclage des gaz résiduaires de manière contrôlée, réduisant les quantités à évacuer, tandis que l'utilisation du procédé de coulée continue a réduit la consommation d'énergie, entraînant une une réduction des émissions. Cela a augmenté le rendement du produit et amélioré la qualité.
le dioxyde de soufre
La quantité de dioxyde de soufre, formé en grande partie dans les processus de combustion, dépend principalement de la teneur en soufre du combustible fossile utilisé. Le coke et le gaz de four à coke utilisés comme combustibles sont des sources majeures de dioxyde de soufre. Dans l'atmosphère, le dioxyde de soufre peut réagir avec les radicaux oxygène et l'eau pour former un aérosol d'acide sulfurique et, en combinaison avec l'ammoniac, peut former un aérosol de sulfate d'ammonium. Les effets sur la santé attribués aux oxydes de soufre ne sont pas seulement dus au dioxyde de soufre mais aussi à sa tendance à former de tels aérosols respirables. De plus, le dioxyde de soufre peut être adsorbé sur les particules, dont beaucoup sont dans la plage respirable. Ces expositions potentielles peuvent être réduites non seulement par l'utilisation de carburants à faible teneur en soufre, mais également par la réduction de la concentration des particules. L'utilisation accrue de fours électriques a réduit les émissions d'oxydes de soufre en éliminant le besoin de coke, mais cela a répercuté cette charge de contrôle de la pollution sur les centrales produisant de l'électricité. La désulfuration des gaz de four à coke est réalisée par l'élimination des composés soufrés réduits, principalement le sulfure d'hydrogène, avant la combustion.
Oxydes d'azote
Comme les oxydes de soufre, les oxydes d'azote, principalement l'oxyde d'azote et le dioxyde d'azote, se forment dans les processus de combustion de carburant. Ils réagissent avec l'oxygène et les composés organiques volatils (COV) en présence de rayonnement ultraviolet (UV) pour former de l'ozone. Ils se combinent également avec l'eau pour former de l'acide nitrique, qui, à son tour, se combine avec l'ammoniac pour former du nitrate d'ammonium. Ceux-ci peuvent également former des aérosols respirables qui peuvent être éliminés de l'atmosphère par dépôt humide ou sec.
Affaire particulière
La matière particulaire, la forme de pollution la plus visible, est un mélange variable et complexe de matières organiques et inorganiques. La poussière peut être soufflée à partir des stocks de minerai de fer, de charbon, de coke et de calcaire ou elle peut pénétrer dans l'air pendant leur chargement et leur transport. Les matériaux grossiers génèrent de la poussière lorsqu'ils sont frottés ou écrasés sous les véhicules. Des particules fines sont générées lors des processus de frittage, de fusion et de fusion, en particulier lorsque le fer en fusion entre en contact avec l'air pour former de l'oxyde de fer. Les fours à coke produisent du coke de charbon fin et des émissions de goudron. Les effets potentiels sur la santé dépendent du nombre de particules dans la plage respirable, de la composition chimique de la poussière et de la durée et de la concentration de l'exposition.
Des réductions importantes des niveaux de pollution particulaire ont été obtenues. Par exemple, en utilisant des précipitateurs électrostatiques pour nettoyer les gaz résiduaires secs dans la fabrication d'acier à l'oxygène, une aciérie allemande a réduit le niveau de poussière émise de 9.3 kg/t d'acier brut en 1960 à 5.3 kg/t en 1975 et à un peu moins de 1 kg/t en 1990. Le coût, cependant, était une augmentation marquée de la consommation d'énergie. D'autres méthodes de contrôle de la pollution par les particules comprennent l'utilisation d'épurateurs humides, de filtres à manches et de cyclones (qui ne sont efficaces que contre les grosses particules).
métaux lourds
Des métaux tels que le cadmium, le plomb, le zinc, le mercure, le manganèse, le nickel et le chrome peuvent être émis par un four sous forme de poussière, de fumée ou de vapeur ou ils peuvent être adsorbés par des particules. Les effets sur la santé, qui sont décrits ailleurs dans ce Encyclopédie, dépendent du niveau et de la durée d'exposition.
Émissions organiques
Les émissions organiques provenant des opérations sidérurgiques primaires peuvent inclure le benzène, le toluène, le xylène, les solvants, les HAP, les dioxines et les phénols. La ferraille utilisée comme matière première peut comprendre une variété de ces substances, selon sa source et la façon dont elle a été utilisée (p. ex. peinture et autres revêtements, autres métaux et lubrifiants). Tous ces polluants organiques ne sont pas capturés par les systèmes conventionnels d'épuration des gaz.
Radioactivité
Ces dernières années, on a signalé des cas dans lesquels des matières radioactives ont été incluses par inadvertance dans la ferraille. Les propriétés physicochimiques des nucléides (par exemple, les températures de fusion et d'ébullition et l'affinité pour l'oxygène) détermineront ce qui leur arrive dans le processus de fabrication de l'acier. Il peut y avoir une quantité suffisante pour contaminer les produits sidérurgiques, les sous-produits et les divers types de déchets et nécessiter ainsi un nettoyage et une élimination coûteux. Il y a aussi la contamination potentielle de l'équipement de fabrication de l'acier, avec une exposition potentielle résultante des travailleurs de l'acier. Cependant, de nombreuses exploitations sidérurgiques ont installé des détecteurs de rayonnement sensibles pour filtrer toutes les ferrailles d'acier achetées.
Gaz carbonique
Bien qu'il n'ait aucun effet sur la santé humaine ou les écosystèmes aux niveaux atmosphériques habituels, le dioxyde de carbone est important en raison de sa contribution à « l'effet de serre », qui est associé au réchauffement climatique. L'industrie sidérurgique est un important générateur de dioxyde de carbone, davantage en raison de l'utilisation du carbone comme agent réducteur dans la production de fer à partir du minerai de fer que de son utilisation comme source d'énergie. En 1990, grâce à diverses mesures de réduction du taux de coke dans les hauts fourneaux, de récupération de la chaleur perdue et d'économies d'énergie, les émissions de dioxyde de carbone de l'industrie sidérurgique avaient été réduites à 47 % des niveaux de 1960.
Ozone
L'ozone, un constituant majeur du smog atmosphérique près de la surface de la terre, est un polluant secondaire formé dans l'air par la réaction photochimique de la lumière du soleil sur les oxydes d'azote, facilitée à un degré variable, selon leur structure et leur réactivité, par une gamme de COV . Les gaz d'échappement des véhicules à moteur constituent la principale source de précurseurs de l'ozone, mais certains sont également générés par les usines sidérurgiques ainsi que par d'autres industries. En raison des conditions atmosphériques et topographiques, la réaction de l'ozone peut avoir lieu à de grandes distances de leur source.
Contaminants des eaux usées
Les aciéries rejettent de grands volumes d'eau dans les lacs, les rivières et les ruisseaux, des volumes supplémentaires étant vaporisés lors du refroidissement du coke ou de l'acier. Les eaux usées retenues dans des bassins de rétention non scellés ou présentant des fuites peuvent s'infiltrer et contaminer la nappe phréatique locale et les cours d'eau souterrains. Ceux-ci peuvent également être contaminés par le lessivage des eaux de pluie à travers des tas de matières premières ou des accumulations de déchets solides. Les contaminants comprennent les solides en suspension, les métaux lourds et les huiles et graisses. Les changements de température dans les eaux naturelles dus au rejet d'eau de procédé à plus haute température (70 % de l'eau de procédé sidérurgique est utilisée pour le refroidissement) peuvent affecter les écosystèmes de ces eaux. Par conséquent, le traitement de refroidissement avant le rejet est essentiel et peut être réalisé grâce à l'application de la technologie disponible.
Matières solides en suspension
Les solides en suspension (MES) sont les principaux polluants d'origine hydrique rejetés lors de la production d'acier. Ils comprennent principalement des oxydes de fer provenant de la formation de tartre lors du traitement ; du charbon, des boues biologiques, des hydroxydes métalliques et d'autres solides peuvent également être présents. Ceux-ci sont en grande partie non toxiques dans les environnements aqueux à des niveaux de rejet normaux. Leur présence à des niveaux plus élevés peut entraîner une décoloration des cours d'eau, une désoxygénation et un envasement.
métaux lourds
L'eau de fabrication de l'acier peut contenir des niveaux élevés de zinc et de manganèse, tandis que les rejets des zones de laminage à froid et de revêtement peuvent contenir du zinc, du cadmium, de l'aluminium, du cuivre et du chrome. Ces métaux sont naturellement présents dans le milieu aquatique ; c'est leur présence à des concentrations plus élevées que d'habitude qui suscite des inquiétudes quant aux effets potentiels sur les humains et les écosystèmes. Ces préoccupations sont accrues par le fait que, contrairement à de nombreux polluants organiques, ces métaux lourds ne se biodégradent pas en produits finaux inoffensifs et peuvent se concentrer dans les sédiments et dans les tissus des poissons et d'autres formes de vie aquatique. De plus, en étant combiné avec d'autres contaminants (par exemple, l'ammoniac, les composés organiques, les huiles, les cyanures, les alcalis, les solvants et les acides), leur toxicité potentielle peut être augmentée.
Huiles et graisses
Les huiles et les graisses peuvent être présentes dans les eaux usées sous des formes solubles et insolubles. La plupart des huiles lourdes et des graisses sont insolubles et s'enlèvent relativement facilement. Ils peuvent cependant s'émulsionner par contact avec des détergents ou des alcalis ou par agitation. Les huiles émulsifiées sont couramment utilisées dans le cadre du processus dans les broyeurs à froid. À l'exception de la décoloration de la surface de l'eau, de petites quantités de la plupart des composés d'huile aliphatique sont inoffensives. Cependant, les composés d'huiles aromatiques monohydriques peuvent être toxiques. En outre, les composants de l'huile peuvent contenir des substances toxiques telles que les PCB, le plomb et d'autres métaux lourds. Outre la question de la toxicité, la demande biologique et chimique en oxygène (DBO et DCO) des huiles et autres composés organiques peut diminuer la teneur en oxygène de l'eau, affectant ainsi la viabilité de la vie aquatique.
Les déchets solides
Une grande partie des déchets solides produits dans la fabrication de l'acier est réutilisable. Le processus de production de coke, par exemple, donne naissance à des dérivés du charbon qui sont des matières premières importantes pour l'industrie chimique. De nombreux sous-produits (par exemple, la poussière de coke) peuvent être réintroduits dans les processus de production. Les scories produites lorsque les impuretés présentes dans le charbon et le minerai de fer fondent et se combinent avec la chaux utilisée comme fondant dans la fonte peuvent être utilisées de plusieurs façons : enfouissement pour des projets de récupération, dans la construction de routes et comme matière première pour les usines de frittage qui fournissent hauts fourneaux. L'acier, quelle que soit sa qualité, sa taille, son utilisation ou sa durée de service, est entièrement recyclable et peut être recyclé à plusieurs reprises sans aucune dégradation de ses propriétés mécaniques, physiques ou métallurgiques. Le taux de recyclage est estimé à 90 %. Le tableau 1 présente un aperçu de la mesure dans laquelle l'industrie sidérurgique japonaise est parvenue à recycler les déchets.
Tableau 1. Déchets générés et recyclés dans la production d'acier au Japon
|
Génération (A) |
Décharge (B) |
Réutilisation |
|
|
Scories Hauts fourneaux |
24,717 |
712 |
97.1 |
|
Poussière |
4,763 |
238 |
95.0 |
|
Boue |
519 |
204 |
60.7 |
|
Huile usée |
81 |
||
|
Total |
41,519 |
3,570 |
91.4 |
Source : IISI 1992.
Conservation de l'énergie
La conservation de l'énergie est souhaitable non seulement pour des raisons économiques, mais également pour réduire la pollution dans les installations d'approvisionnement en énergie telles que les services publics d'électricité. La quantité d'énergie consommée dans la production d'acier varie considérablement selon les procédés utilisés et le mélange de ferraille et de minerai de fer dans la matière première. En 1988, l'intensité énergétique des usines américaines utilisant de la ferraille était en moyenne de 21.1 gigajoules par tonne, tandis que les usines japonaises consommaient environ 25 % de moins. Une usine modèle à base de ferraille de l'Institut international du fer et de l'acier (IISI) ne nécessitait que 10.1 gigajoules par tonne (IISI 1992).
L'augmentation du coût de l'énergie a stimulé le développement de technologies économes en énergie et en matériaux. Les gaz à faible énergie, tels que les sous-produits gazeux produits dans les hauts fourneaux et les fours à coke, sont récupérés, nettoyés et utilisés comme combustible. La consommation de coke et de combustible auxiliaire par l'industrie sidérurgique allemande, qui était en moyenne de 830 kg/tonne en 1960, a été réduite à 510 kg/tonne en 1990. L'industrie sidérurgique japonaise a pu réduire sa part de la consommation totale d'énergie au Japon de 20.5 % en 1973 à environ 7 % en 1988. L'industrie sidérurgique des États-Unis a réalisé d'importants investissements dans la conservation de l'énergie. L'usine moyenne a réduit sa consommation d'énergie de 45 % depuis 1975 grâce à la modification des procédés, aux nouvelles technologies et à la restructuration (les émissions de dioxyde de carbone ont diminué proportionnellement).
Face à l'avenir
Traditionnellement, les gouvernements, les associations professionnelles et les industries individuelles ont abordé les préoccupations environnementales sur une base spécifique aux médias, traitant séparément, par exemple, les problèmes d'air, d'eau et d'élimination des déchets. Bien qu'utile, cela a parfois simplement déplacé le problème d'un domaine environnemental à un autre, comme dans le cas du traitement coûteux des eaux usées qui laisse le problème ultérieur de l'élimination des boues de traitement, ce qui peut également causer une grave pollution des eaux souterraines.
Ces dernières années, cependant, l'industrie sidérurgique internationale s'est attaquée à ce problème par le biais du contrôle intégré de la pollution, qui s'est ensuite développé en gestion totale des risques environnementaux, un programme qui examine tous les impacts simultanément et aborde systématiquement les domaines prioritaires. Un deuxième développement d'égale importance a été l'accent mis sur l'action préventive plutôt que sur l'action corrective. Cela aborde des questions telles que l'emplacement de l'usine, la préparation du site, l'aménagement et l'équipement de l'usine, la spécification des responsabilités de gestion quotidiennes et l'assurance d'un personnel et de ressources adéquats pour surveiller la conformité aux réglementations environnementales et rendre compte des résultats aux autorités compétentes.
Le Centre de l'industrie et de l'environnement, créé en 1975 par le Programme des Nations Unies pour l'environnement (PNUE), vise à encourager la coopération entre les industries et les gouvernements afin de promouvoir un développement industriel respectueux de l'environnement. Ses objectifs incluent :
- encouragement à l'intégration de critères environnementaux dans les plans de développement industriel
- facilitation de la mise en œuvre des procédures et principes de protection de l'environnement
- promotion de l'utilisation de techniques sûres et propres
- stimulation de l'échange d'informations et d'expériences à travers le monde.
L'UNEP travaille en étroite collaboration avec l'IISI, la première association industrielle internationale consacrée à une seule industrie. Les membres de l'IISI comprennent des entreprises sidérurgiques publiques et privées et des associations nationales et régionales de l'industrie sidérurgique, des fédérations et des instituts de recherche dans les 51 pays qui, ensemble, représentent plus de 70 % de la production mondiale totale d'acier. L'IISI, souvent de concert avec le PNUE, produit des déclarations de politique et de principes environnementaux et des rapports techniques tels que celui sur lequel une grande partie de cet article est basé (PNUE et IISI 1997). Ensemble, ils s'efforcent d'aborder les facteurs économiques, sociaux, moraux, personnels, de gestion et technologiques qui influent sur le respect des principes, des politiques et des réglementations environnementales.
Questions environnementales et de santé publique
Le principe primordial de la réglementation des émissions atmosphériques, des rejets d'eau et des déchets est la protection de la santé publique et le bien-être général de la population. Habituellement, la « population » est considérée comme étant les personnes vivant ou travaillant dans la zone générale de l'établissement. Cependant, les courants de vent peuvent transporter des polluants atmosphériques d'une zone à une autre et même au-delà des frontières nationales ; les rejets dans les masses d'eau peuvent également voyager à l'échelle nationale et internationale ; et les déchets peuvent être expédiés à travers le pays ou dans le monde.
Les chantiers navals mènent une grande variété d'opérations dans le processus de construction ou de réparation de navires et de bateaux. Bon nombre de ces opérations émettent des polluants de l'eau et de l'air qui sont connus ou soupçonnés d'avoir des effets néfastes sur les humains par des dommages physiologiques et/ou métaboliques directs, tels que le cancer et l'empoisonnement au plomb. Les polluants peuvent également agir indirectement comme mutagènes (qui endommagent les générations futures en affectant la biochimie de la reproduction) ou tératogènes (qui endommagent le fœtus après la conception).
Les polluants de l'air et de l'eau peuvent avoir des effets secondaires sur les humains. Les polluants atmosphériques peuvent tomber dans l'eau, affectant la qualité du cours d'eau récepteur ou affectant les cultures et donc le public consommateur. Les polluants rejetés directement dans les cours d'eau récepteurs peuvent dégrader la qualité de l'eau au point que boire ou même nager dans l'eau présente un risque pour la santé. La pollution de l'eau, du sol et de l'air peut également affecter la vie marine dans le cours d'eau récepteur, ce qui peut finalement affecter les humains.
Qualité de l'air
Les émissions atmosphériques peuvent résulter de pratiquement n'importe quelle opération impliquée dans la construction, l'entretien ou la réparation de navires et de bateaux. Les polluants atmosphériques réglementés dans de nombreux pays comprennent les oxydes de soufre, les oxydes d'azote, le monoxyde de carbone, les particules (fumée, suie, poussière, etc.), le plomb et les composés organiques volatils (COV). Les activités de construction et de réparation navales qui produisent des polluants de critères « oxydes » comprennent les sources de combustion telles que les chaudières et la chaleur pour le traitement des métaux, les générateurs et les fours. Les particules sont considérées comme la fumée de combustion, ainsi que la poussière provenant des opérations de travail du bois, de sablage ou de sablage, de sablage, de meulage et de polissage.
Les lingots de plomb peuvent, dans certains cas, devoir être partiellement fondus et reformés pour prendre des formes destinées à la radioprotection sur les navires à propulsion nucléaire. De la poussière de plomb peut être présente dans la peinture retirée des navires en cours de révision ou de réparation.
Les polluants atmosphériques dangereux (HAP) sont des composés chimiques connus ou soupçonnés d'être nocifs pour l'homme. Les HAP sont produits dans de nombreux chantiers navals, tels que les opérations de fonderie et de galvanoplastie, qui peuvent émettre du chrome et d'autres composés métalliques.
Certains COV, tels que le naphta et l'alcool, utilisés comme solvants pour les peintures, les diluants et les nettoyants, ainsi que de nombreuses colles et adhésifs, ne sont pas des HAP. D'autres solvants utilisés principalement dans les opérations de peinture, tels que le xylène et le toluène, ainsi que plusieurs composés chlorés le plus souvent utilisés comme solvants et nettoyants, notamment le trichloroéthylène, le chlorure de méthylène et le 1,1,1-trichloroéthane, sont des HAP.
La qualité d'eau
Étant donné que les navires et les bateaux sont construits sur des voies navigables, les chantiers navals doivent respecter les critères de qualité de l'eau de leurs permis délivrés par le gouvernement avant de rejeter des eaux usées industrielles dans les eaux adjacentes. La plupart des chantiers navals américains, par exemple, ont mis en place un programme appelé « Meilleures pratiques de gestion » (BMP), considéré comme une compilation majeure de technologies de contrôle pour aider les chantiers navals à respecter les exigences de rejet de leurs permis.
Une autre technologie de contrôle utilisée dans les chantiers navals qui ont des cales sèches est un barrage et déflecteur système. Le barrage empêche les solides d'atteindre le puisard et d'être pompés vers les eaux adjacentes. Le système de déflecteur maintient l'huile et les débris flottants hors du puisard.
La surveillance des eaux pluviales a récemment été ajoutée à de nombreux permis de chantiers navals. Les installations doivent avoir un plan de prévention de la pollution des eaux pluviales qui met en œuvre différentes technologies de contrôle pour empêcher les polluants de pénétrer dans les eaux adjacentes en cas de pluie.
De nombreuses installations de construction de navires et de bateaux rejettent également une partie de leurs eaux usées industrielles dans le système d'égouts. Ces installations doivent répondre aux critères de qualité de l'eau de leurs réglementations locales sur les égouts chaque fois qu'elles rejettent dans les égouts. Certains chantiers navals construisent leurs propres usines de prétraitement conçues pour répondre aux critères locaux de qualité de l'eau. Il existe généralement deux types différents d'installations de prétraitement. Une installation de prétraitement est conçue principalement pour éliminer les métaux toxiques des eaux usées industrielles, et le deuxième type d'installation de prétraitement est conçu principalement pour éliminer les produits pétroliers des eaux usées.
Gestion des déchets
Les différents segments du processus de construction navale produisent leurs propres types de déchets qui doivent être éliminés conformément à la réglementation. La coupe et le façonnage de l'acier génèrent des déchets tels que la ferraille provenant de la coupe et du façonnage des tôles d'acier, la peinture et le solvant provenant du revêtement de l'acier et l'abrasif usé provenant de l'élimination de l'oxydation et des revêtements indésirables. La ferraille ne pose aucun risque environnemental inhérent et peut être recyclée. Cependant, les déchets de peinture et de solvant sont inflammables et l'abrasif usé peut être toxique selon les caractéristiques du revêtement indésirable.
Au fur et à mesure que l'acier est fabriqué en modules, des tuyaux sont ajoutés. La préparation de la tuyauterie pour les modules génère des déchets tels que des eaux usées acides et caustiques provenant du nettoyage des tuyaux. Ces eaux usées nécessitent un traitement spécial pour éliminer leurs caractéristiques corrosives et les contaminants tels que l'huile et la saleté.
Parallèlement à la fabrication de l'acier, les composants électriques, de machinerie, de tuyauterie et de ventilation sont préparés pour la phase d'équipement de la construction du navire. Ces opérations génèrent des déchets tels que des lubrifiants et des liquides de refroidissement pour la coupe des métaux, des dégraissants et des eaux usées de galvanoplastie. Les lubrifiants et liquides de refroidissement pour la coupe des métaux, ainsi que les dégraissants, doivent être traités pour éliminer la saleté et les huiles avant l'évacuation de l'eau. Les eaux usées de galvanoplastie sont toxiques et peuvent contenir des composés de cyanure qui nécessitent un traitement spécial.
Les navires ayant besoin de réparations doivent généralement décharger les déchets qui ont été générés pendant la croisière du navire. Les eaux usées de fond de cale doivent être traitées pour éliminer la contamination par les hydrocarbures. Les eaux usées sanitaires doivent être rejetées dans un réseau d'égouts où elles subissent un traitement biologique. Même les ordures et les déchets peuvent faire l'objet d'un traitement spécial afin de se conformer aux réglementations empêchant l'introduction de plantes et d'animaux étrangers.
Questions environnementales et de santé publique
Tous les produits en caoutchouc commencent comme un «composé de caoutchouc». Les composés de caoutchouc commencent par un polymère de caoutchouc, naturel ou l'un des nombreux polymères synthétiques, charges, plastifiants, antioxydants, auxiliaires de traitement, activateurs, accélérateurs et curatifs. De nombreux ingrédients chimiques sont classés comme produits chimiques dangereux ou toxiques, et certains peuvent être répertoriés comme cancérigènes. La manipulation et le traitement de ces produits chimiques créent des problèmes à la fois environnementaux et de sécurité.
Déchets dangereux
Des systèmes de ventilation et des dépoussiéreurs sont nécessaires pour les travailleurs qui manipulent et pèsent les produits chimiques du caoutchouc et pour les travailleurs qui mélangent et traitent le composé de caoutchouc non vulcanisé. Des équipements de protection individuelle peuvent également être nécessaires pour ces travailleurs. Le matériau recueilli dans les dépoussiéreurs doit être testé pour déterminer s'il s'agit d'un déchet dangereux. Ce serait un déchet dangereux s'il est réactif, corrosif, inflammable ou s'il contient des produits chimiques répertoriés comme déchets dangereux.
Les déchets dangereux doivent être répertoriés sur un manifeste et envoyés pour élimination dans un site de déchets dangereux. Les déchets non dangereux peuvent être acheminés vers des décharges sanitaires locales ou doivent être acheminés vers une décharge industrielle, selon les réglementations environnementales applicables.
Pollution de l'air
Certains produits en caoutchouc nécessitent une application de ciment de caoutchouc dans le processus de fabrication. Les ciments de caoutchouc sont fabriqués en mélangeant le composé de caoutchouc non durci avec un solvant. Les solvants utilisés dans ce procédé sont généralement classés comme composés organiques volatils (COV). Les processus qui utilisent des COV doivent disposer d'un certain type d'équipement de contrôle des émissions. Cet équipement peut être un système de récupération de solvant ou un oxydant thermique. Un oxydant thermique est un système d'incinération qui détruit les COV par combustion et nécessite généralement un supplément de carburant tel que le gaz naturel. Sans équipement de contrôle des émissions, les COV peuvent causer des problèmes de santé dans l'usine et dans la communauté. Si les COV sont photochimiquement réactifs, ils affecteront la couche d'ozone.
Lorsque les pièces en caoutchouc sont durcies et que le récipient de durcissement est ouvert, des fumées de durcissement s'échappent du récipient et de la pièce en caoutchouc. Ces vapeurs seront sous forme de fumée, de vapeur ou des deux. Les fumées de durcissement peuvent entraîner dans l'atmosphère des produits chimiques, des plastifiants, des lubrifiants pour moules et d'autres matériaux qui n'ont pas réagi. Des contrôles des émissions sont nécessaires.
Pollution du sol et de l'eau
Le stockage et la manipulation des COV doivent être effectués avec une extrême prudence. Au cours des dernières années, les COV étaient stockés dans des réservoirs de stockage souterrains, ce qui, dans certains cas, a entraîné des fuites ou des déversements. Les fuites et/ou les déversements autour des réservoirs de stockage souterrains entraînent généralement une contamination des sols et des eaux souterraines, ce qui entraîne une réhabilitation coûteuse des sols et des eaux souterraines. Le meilleur choix de stockage est les réservoirs hors sol avec un bon confinement secondaire pour la prévention des déversements.
Caoutchouc de rebut
Chaque processus de fabrication comporte des rebuts de processus et de produits finis. Une partie des rebuts de processus peut être retraitée dans le produit prévu ou dans d'autres processus de produit. Cependant, une fois que le caoutchouc est durci ou vulcanisé, il ne peut plus être retraité. Tous les déchets de processus et de produits finis durcis deviennent des déchets. L'élimination des rebuts ou des déchets de produits en caoutchouc est devenue un problème mondial.
Chaque ménage et entreprise dans le monde utilise un type de produit en caoutchouc. La plupart des produits en caoutchouc sont classés comme matériaux non dangereux et seraient donc des déchets non dangereux. Cependant, les produits en caoutchouc tels que les pneumatiques, les flexibles et autres produits tubulaires créent un problème environnemental lié à leur élimination après leur durée de vie utile.
Les pneus et les produits tubulaires ne peuvent pas être enfouis dans une décharge car les zones vides emprisonnent l'air, ce qui fait remonter les produits à la surface au fil du temps. Le déchiquetage des produits en caoutchouc élimine ce problème ; cependant, le déchiquetage nécessite un équipement spécial et coûte très cher.
Les incendies de pneus qui couvent peuvent générer de grandes quantités de fumée irritante pouvant contenir une grande variété de produits chimiques et de particules toxiques.
Incinération de déchets de caoutchouc
L'incinération est l'une des options pour éliminer les déchets de produits en caoutchouc et les déchets de processus de fabrication. L'incinération peut sembler à première vue être la meilleure solution pour l'élimination des nombreux produits en caoutchouc « usés » qui existent aujourd'hui dans le monde. Certaines entreprises de fabrication de caoutchouc ont considéré l'incinération comme un moyen d'éliminer les déchets de pièces en caoutchouc ainsi que les déchets de traitement du caoutchouc durcis et non durcis. En théorie, le caoutchouc pourrait être brûlé pour générer de la vapeur qui pourrait être réutilisée dans l'usine.
Malheureusement, ce n'est pas si simple. L'incinérateur doit être conçu de manière à gérer les émissions atmosphériques et nécessiterait très probablement des épurateurs pour éliminer les contaminants tels que le chlore. Les émissions de chlore proviendraient généralement de la combustion de produits et de déchets contenant des polymères de chloroprène. Les épurateurs génèrent une décharge acide qui peut devoir être neutralisée avant la décharge.
Presque tous les composés de caoutchouc contiennent un certain type de charges, soit des noirs de carbone, des argiles, des carbonates de calcium ou des composés de silice hydratée. Lorsque ces composés de caoutchouc sont brûlés, ils génèrent des cendres équivalentes à la charge de charge dans le composé de caoutchouc. Les cendres sont collectées soit par des épurateurs humides, soit par des épurateurs secs. Les deux méthodes doivent être analysées pour les métaux lourds avant l'élimination. Les épurateurs humides produiront très probablement des eaux usées contenant de 10 à 50 ppm de zinc. Cette quantité de zinc rejetée dans un système d'égouts créera des problèmes à la station d'épuration. Si cela se produit, un système de traitement pour l'élimination du zinc doit être installé. Ce système de traitement génère alors une boue contenant du zinc qui doit être expédiée pour élimination.
Les épurateurs à sec génèrent une cendre qui doit être collectée pour être éliminée. Les cendres humides et sèches sont difficiles à manipuler et leur élimination peut être un problème car la plupart des décharges n'acceptent pas ce type de déchets. Les cendres humides et sèches peuvent être très alcalines si les composés de caoutchouc brûlés sont fortement chargés de carbonate de calcium.
Enfin, la quantité de vapeur générée n'est pas suffisante pour fournir la quantité totale nécessaire au fonctionnement d'une usine de fabrication de caoutchouc. L'approvisionnement en caoutchouc de rebut est irrégulier et des efforts sont actuellement en cours pour réduire les rebuts, ce qui réduirait l'approvisionnement en carburant. Le coût d'entretien d'un incinérateur conçu pour brûler des déchets de caoutchouc et des produits en caoutchouc est également très élevé.
Lorsque tous ces coûts sont pris en considération, l'incinération des déchets de caoutchouc peut être la méthode d'élimination la moins rentable.
Conclusion
La meilleure solution aux problèmes environnementaux et sanitaires associés à la fabrication de produits en caoutchouc serait peut-être un bon contrôle technique de la production et de la composition des produits chimiques en poudre utilisés dans les composés de caoutchouc, ainsi que des programmes de recyclage pour tous les déchets et produits de traitement du caoutchouc non durcis et durcis. Les produits chimiques en poudre recueillis dans les systèmes de dépoussiérage pourraient être ajoutés aux composés de caoutchouc avec les contrôles techniques appropriés, ce qui éliminerait l'enfouissement de ces produits chimiques.
Il est possible de contrôler les problèmes environnementaux et sanitaires dans l'industrie du caoutchouc, mais cela ne sera ni facile ni gratuit. Le coût associé à la maîtrise des problèmes environnementaux et sanitaires doit être rajouté au coût des produits en caoutchouc.
" AVIS DE NON-RESPONSABILITÉ : L'OIT n'assume aucune responsabilité pour le contenu présenté sur ce portail Web qui est présenté dans une langue autre que l'anglais, qui est la langue utilisée pour la production initiale et l'examen par les pairs du contenu original. Certaines statistiques n'ont pas été mises à jour depuis la production de la 4ème édition de l'Encyclopédie (1998)."