- Estas aquí:
-
Inicio

- Parte XII. Industrias Químicas

Categorías Niños

77. Procesamiento químico (8)

77. Procesamiento químico
Editores de capítulos: Jeanne Mager Stellman y Michael McCann
Índice del contenido
Tablas y Figuras
Industria química
L de Boer
Desarrollo de un programa de gestión de seguridad de procesos
Richard S Kraus
Operaciones y procesos unitarios principales: una descripción general
Sídney Lipton
Ejemplos de operaciones de procesamiento químico
Producción de cloro y cáustica
El Instituto del Cloro, Inc.
Fabricación de pinturas y revestimientos
Michael McCann
Industria del plástico
PK Law y TJ Britton
Industria biotecnológica
Susan B. Lee y Linda B. Wolfe
Industria pirotécnica
J.Kroeger
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Empleo en la industria química en países seleccionados
2. Algunos factores generales de selección del sitio
3. Consideraciones de seguridad del emplazamiento de la planta
4. Instalaciones generalmente separadas en diseños generales de planta
5. Consideraciones generales en el diseño de una unidad de proceso
6. Pasos para limitar el inventario
7. Separación de tanques y consideraciones de ubicación
8. Bombas en la industria de procesos químicos
9. Fuentes potenciales de explosión en el equipo
10. Productos volátiles de la descomposición de los plásticos.
11. Microorganismos de importancia industrial
12. Materias primas utilizadas en la fabricación de pirotecnia
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|












78. Petróleo y Gas Natural (1)
78. Petróleo y Gas Natural
Editor del capítulo: Richard S. Kraus
Índice del contenido
Proceso de refinación de petróleo
Richard S Kraus
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Resumen de la historia del procesamiento de refinación.
2. Principales productos de la refinación del crudo
3. Descripción general de los procesos de refinación de petróleo
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.

























79. Industria farmacéutica (2)
79 Industria farmacéutica
Editor del capítulo: Keith D. Tait
Índice del contenido
Tablas y Figuras
Industria farmacéutica
Keith D. Tait
Estudio de caso: Efectos de los estrógenos sintéticos en trabajadores farmacéuticos: un ejemplo de los Estados Unidos
dennis d. zaebst
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Principales categorías de agentes farmacéuticos
2. Disolventes utilizados en la industria farmacéutica.
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.










80. Industria del caucho (12)
80. industria del caucho
Editores de capítulos: Louis S. Beliczky y John Fajen
Índice del contenido
Tablas y Figuras
Perfil general
Louis S. Beliczky y John Fajen
Cultivo de árboles de caucho
alan echt
Fabricación de neumáticos
James S. Federico
Productos Industriales No Neumáticos
Ray C. Becada
Estudio de caso: vulcaización en baño de sal
beth donovan reh
1,3-butadieno
Ronald L.Melnick
Controles de ingeniería
Ray C. Becada
Safety
James R.Townhill
Estudios epidemiológicos
Robert Harris
Dermatitis de contacto por caucho y alergia al látex
James S. Taylor y Yung Hian Leow
Ergonomía
Guillermo S. Marras
Problemas ambientales y de salud pública
Tomas Rhodarmer
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Algunos polímeros de caucho importantes
2. Consumo mundial de caucho en 1993
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|














Industria química
Adaptado de la 3ra edición, Enciclopedia de Salud y Seguridad Ocupacional.
El negocio de la industria química es cambiar la estructura química de los materiales naturales para obtener productos de valor para otras industrias o en la vida diaria. Los productos químicos se producen a partir de estas materias primas, principalmente minerales, metales e hidrocarburos, en una serie de pasos de procesamiento. A menudo se requiere un tratamiento adicional, como mezclar y mezclar, para convertirlos en productos finales (por ejemplo, pinturas, adhesivos, medicamentos y cosméticos). Por lo tanto, la industria química cubre un campo mucho más amplio que lo que generalmente se denomina "productos químicos", ya que también incluye productos como fibras artificiales, resinas, jabones, pinturas, películas fotográficas y más.
Los productos químicos se dividen en dos clases principales: ecológicos y inorgánico. Los productos químicos orgánicos tienen una estructura básica de átomos de carbono, combinados con hidrógeno y otros elementos. El petróleo y el gas son hoy en día la fuente del 90% de la producción mundial de productos químicos orgánicos, y han reemplazado en gran medida al carbón y a la materia vegetal y animal, las primeras materias primas. Los productos químicos inorgánicos se derivan principalmente de fuentes minerales. Algunos ejemplos son el azufre, que se extrae como tal o se extrae de los minerales, y el cloro, que se obtiene de la sal común.
Los productos de la industria química se pueden dividir en términos generales en tres grupos, que corresponden a los principales pasos de la fabricación: productos quimicos base (orgánicos e inorgánicos) normalmente se fabrican a gran escala y normalmente se convierten en otros productos químicos; intermedios se derivan de productos químicos básicos. La mayoría de los productos intermedios requieren un procesamiento adicional en la industria química, pero algunos, como los solventes, se usan tal cual; productos químicos terminados se fabrican mediante un procesamiento químico adicional. Algunos de estos (medicamentos, cosméticos, jabones) se consumen como tales; otros, como fibras, plásticos, tintes y pigmentos, se procesan aún más.
Los principales sectores de la industria química son los siguientes:
- inorgánicos básicos: ácidos, álcalis y sales, utilizados principalmente en otros lugares de la industria y gases industriales, como oxígeno, nitrógeno y acetileno
- orgánicos básicos: materias primas para plásticos, resinas, cauchos sintéticos y fibras sintéticas; disolventes y materias primas para detergentes; colorantes y pigmentos
- fertilizantes y pesticidas (incluyendo herbicidas, fungicidas e insecticidas)
- plásticos, resinas, cauchos sintéticos, fibras celulósicas y sintéticas
- productos farmacéuticos (drogas y medicamentos)
- pinturas, barnices y lacas
- jabones, detergentes, preparaciones de limpieza, perfumes, cosméticos y otros artículos de tocador
- productos químicos diversos, como pulimentos, explosivos, adhesivos, tintas, películas fotográficas y productos químicos
En el sistema de Clasificación Industrial Internacional Uniforme de Todas las Actividades Económicas (CIIU), utilizado por las Naciones Unidas para clasificar la actividad económica en diez divisiones principales, la industria química se clasifica como División 35, una de las nueve subdivisiones de la División Principal 3: Manufactura. La división 35 se subdivide en productos químicos industriales (351), otros productos químicos (352), refinerías de petróleo (353), carbón y productos derivados del petróleo, por ejemplo, asfalto (354), productos de caucho, incluidos neumáticos (355) y procesamiento de plásticos (356) .
Al informar las estadísticas de la industria química, cada país normalmente usa su propio sistema de clasificación, y esto puede ser engañoso. Por lo tanto, la comparación entre países del desempeño total de la industria química no puede basarse en fuentes nacionales. Sin embargo, organismos internacionales como la Organización para la Cooperación y el Desarrollo Económicos (OCDE) y las Naciones Unidas normalmente proporcionan datos sobre la base de la CIIU, aunque con un retraso de unos dos años.
Las estadísticas comerciales se publican internacionalmente bajo la Clasificación Uniforme de Comercio Internacional (SITC), que difiere del sistema ISIC. Las estadísticas comerciales de cada país casi siempre se refieren a la sección 5 de la SITC, que cubre alrededor del 90 % del total de sustancias químicas notificadas en el sistema de la CIIU.
La industria química ha crecido mucho más rápidamente en el medio siglo que la industria en su conjunto. Aunque hubo una depresión económica en la industria química mundial a principios de los 1990, la producción química aumentó a mediados de los 1990. La mayor área de crecimiento de la producción química ha sido en el sudeste asiático. La Figura 1 muestra el cambio porcentual en la producción química para 1992-95 para países seleccionados.
Figura 1. Cambio en la producción química para países seleccionados, 1992-95

Gran parte de la industria química es muy intensiva en capital y también depende en gran medida de la investigación y el desarrollo (por ejemplo, productos farmacéuticos). El resultado combinado de estos dos factores es que la industria emplea un número anormalmente bajo de trabajadores manuales no calificados para su tamaño, en comparación con la industria manufacturera en general. El empleo total en la industria aumentó ligeramente durante el período de rápido crecimiento anterior a 1970, pero desde entonces el impulso por aumentar la productividad ha resultado en una disminución del empleo en la industria química en la mayoría de los países desarrollados. La Tabla 1 muestra el empleo en la industria química en los Estados Unidos y varios países europeos para 1995.
Cuadro 1. Empleo en la industria química en países seleccionados (1995)
|
País |
Empleo |
|
Estados Unidos |
1, 045,000 |
|
Alemania |
538,000 |
|
Francia |
248,000 |
|
Reino Unido |
236,000 |
|
Italia |
191,000 |
|
Polonia |
140,000 |
|
España |
122,000 |
Fuente: Chemical and Engineering News 1996.
Producción de cloro y cáustica
El Instituto del Cloro, Inc.
La electrólisis de las salmueras produce cloro y sosa cáustica. El cloruro de sodio (NaCl) es la sal principal utilizada; produce sosa cáustica (NaOH). Sin embargo, el uso de cloruro de potasio (KCl) produce potasa cáustica (KOH).
2NaCl + 2H2O → Cl2↑+ 2 NaOH + H2↑
sal + agua → cloro (gas) + cáustico + hidrógeno (gas)
Actualmente, el proceso de celda de diafragma es el más utilizado para la producción comercial de cloro, seguido del proceso de celda de mercurio y luego el proceso de celda de membrana. Debido a problemas económicos, ambientales y de calidad del producto, los fabricantes ahora prefieren el proceso de celda de membrana para las nuevas instalaciones de producción.
El proceso de la celda de diafragma
Se alimenta una celda de diafragma (ver figura 1) con salmuera saturada en un compartimiento que contiene un ánodo de titanio recubierto con sales de rutenio y otros metales. Un cabezal de celda de plástico recoge el cloro gaseoso húmedo y caliente producido en este ánodo. Luego, la succión por un compresor lleva el cloro a un cabezal de recolección para su posterior procesamiento que consiste en enfriamiento, secado y compresión. El agua y la salmuera sin reaccionar se filtran a través de un separador de diafragma poroso hacia el compartimiento del cátodo donde el agua reacciona en un cátodo de acero para producir hidróxido de sodio (sosa cáustica) e hidrógeno. El diafragma mantiene el cloro producido en el ánodo del hidróxido de sodio y el hidrógeno producido en el cátodo. Si estos productos se combinan, el resultado es hipoclorito de sodio (lejía) o clorato de sodio. Los productores comerciales de clorato de sodio usan celdas que no tienen separadores. El diafragma más común es un compuesto de asbesto y un polímero de fluorocarbono. Las plantas de celdas de diafragma modernas no tienen los problemas ambientales o de salud históricamente asociados con el uso de diafragmas de asbesto. Algunas plantas emplean diafragmas sin asbesto, que ahora están disponibles comercialmente. El proceso de celda de diafragma produce una solución débil de hidróxido de sodio que contiene sal sin reaccionar. Un proceso de evaporación adicional concentra la sosa cáustica y elimina la mayor parte de la sal para hacer una sosa cáustica de calidad comercial.
Figura 1. Tipos de procesos celulares de cloro-álcali
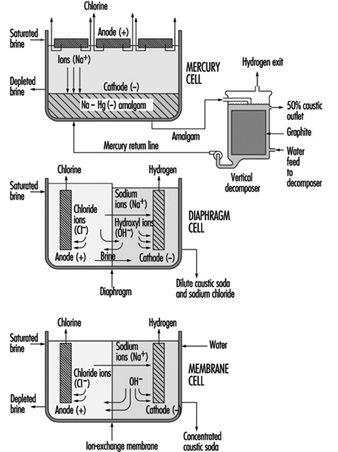
El proceso de celda de mercurio
Una celda de mercurio en realidad consta de dos celdas electroquímicas. La reacción en la primera celda en el ánodo es:
2 Cl– → C12 + 2 e–
cloruro → cloro + electrones
La reacción en la primera celda en el cátodo es:
Na+ + Hg + e– → Na·Hg
ion sodio + mercurio + electrones → amalgama de sodio
La salmuera fluye en un canal de acero inclinado con lados revestidos de caucho (ver figura 4). El mercurio, el cátodo, fluye debajo de la salmuera. Los ánodos de titanio revestido se suspenden en la salmuera para la producción de cloro, que sale de la celda hacia un sistema de recolección y procesamiento. El sodio se electroliza en la celda y deja la primera celda amalgamada con el mercurio. Esta amalgama fluye hacia una segunda celda electroquímica llamada descomponedor. El descomponedor es una celda con grafito como cátodo y la amalgama como ánodo.
La reacción en el descomponedor es:
2 Na·Hg + 2 H2O → 2 NaOH + 2 Hg + H2 ↑
El proceso de celda de mercurio produce NaOH comercial (50 %) directamente de la celda.
El proceso de la célula de membrana
Las reacciones electroquímicas en una celda de membrana son las mismas que en la celda de diafragma. Se utiliza una membrana de intercambio catiónico en lugar del diafragma poroso (ver figura 1). Esta membrana evita la migración de iones de cloruro al catolito, produciendo de este modo entre un 30 y un 35 % de sosa cáustica esencialmente libre de sal directamente de la celda. La eliminación de la necesidad de eliminar la sal hace que la evaporación de la sosa cáustica al 50% comercial sea más sencilla y requiera menos inversión y energía. El níquel caro se utiliza como cátodo en la celda de membrana debido a la cáustica más fuerte.
Peligros para la seguridad y la salud
A temperaturas ordinarias, el cloro seco, ya sea líquido o gas, no corroe el acero. El cloro húmedo es altamente corrosivo porque forma ácidos clorhídrico e hipocloroso. Se deben tomar precauciones para mantener seco el cloro y el equipo de cloro. Las tuberías, válvulas y recipientes deben cerrarse o taparse cuando no se utilicen para evitar la entrada de humedad atmosférica. Si se usa agua en una fuga de cloro, las condiciones corrosivas resultantes empeorarán la fuga.
El volumen de cloro líquido aumenta con la temperatura. Se deben tomar precauciones para evitar la ruptura hidrostática de tuberías, recipientes, contenedores u otros equipos llenos de cloro líquido.
El hidrógeno es un coproducto de todo el cloro fabricado por electrólisis de soluciones acuosas de salmuera. Dentro de un rango de concentración conocido, las mezclas de cloro e hidrógeno son inflamables y potencialmente explosivas. La reacción de cloro e hidrógeno puede iniciarse con la luz solar directa, otras fuentes de luz ultravioleta, electricidad estática o un impacto fuerte.
En la fabricación de cloro se pueden producir pequeñas cantidades de tricloruro de nitrógeno, un compuesto inestable y altamente explosivo. Cuando se evapora el tricloruro de nitrógeno que contiene cloro líquido, el tricloruro de nitrógeno puede alcanzar concentraciones peligrosas en el cloro líquido restante.
El cloro puede reaccionar, a veces de forma explosiva, con varios materiales orgánicos, como aceite y grasa de fuentes como compresores de aire, válvulas, bombas e instrumentación de diafragma de aceite, así como madera y trapos del trabajo de mantenimiento.
Tan pronto como haya indicios de una liberación de cloro, se deben tomar medidas inmediatas para corregir la condición. Las fugas de cloro siempre empeoran si no se corrigen a tiempo. Cuando ocurre una fuga de cloro, el personal capacitado y autorizado, equipado con equipo respiratorio y otro equipo de protección personal (PPE) apropiado, debe investigar y tomar las medidas adecuadas. El personal no debe ingresar a atmósferas que contengan concentraciones de cloro que excedan la concentración inmediatamente peligrosa para la vida y la salud (IDLH) (10 ppm) sin el PPE apropiado y personal de respaldo. El personal innecesario debe mantenerse alejado y el área de peligro debe aislarse. Las personas potencialmente afectadas por una liberación de cloro deben ser evacuadas o refugiadas en el lugar según lo requieran las circunstancias.
Los monitores de cloro del área y los indicadores de la dirección del viento pueden brindar información oportuna (p. ej., rutas de escape) para ayudar a determinar si el personal debe ser evacuado o refugiado en el lugar.
Cuando se utiliza la evacuación, las personas potencialmente expuestas deben trasladarse a un punto contra el viento de la fuga. Debido a que el cloro es más pesado que el aire, son preferibles las elevaciones más altas. Para escapar en el menor tiempo posible, las personas que ya se encuentran en un área contaminada deben moverse con el viento cruzado.
Cuando se selecciona dentro de un edificio y se selecciona refugiarse en el lugar, se puede lograr el refugio cerrando todas las ventanas, puertas y otras aberturas, y apagando los acondicionadores de aire y los sistemas de entrada de aire. El personal debe trasladarse al lado del edificio más alejado del escape.
Se debe tener cuidado de no ubicar al personal sin una ruta de escape. Una posición segura puede volverse peligrosa por un cambio en la dirección del viento. Pueden ocurrir nuevas fugas o la fuga existente puede agrandarse.
Si hay un incendio presente o inminente, los recipientes y equipos de cloro deben alejarse del fuego, si es posible. Si no se puede mover un recipiente o equipo que no tenga fugas, debe mantenerse fresco aplicando agua. El agua no debe usarse directamente sobre una fuga de cloro. El cloro y el agua reaccionan formando ácidos y la fuga empeorará rápidamente. Sin embargo, cuando hay varios contenedores involucrados y algunos tienen fugas, puede ser prudente usar un rociador de agua para ayudar a prevenir la sobrepresión de los contenedores que no tienen fugas.
Siempre que los contenedores hayan estado expuestos a las llamas, se debe aplicar agua de enfriamiento hasta mucho después de que el fuego se haya apagado y los contenedores se hayan enfriado. Los contenedores expuestos al fuego se deben aislar y se debe contactar al proveedor lo antes posible.
Las soluciones de hidróxido de sodio son corrosivas, especialmente cuando se concentran. Los trabajadores en riesgo de exposición a derrames y fugas deben usar guantes, protectores faciales y gafas protectoras y otra ropa protectora.
Agradecimientos: Se reconoce al Dr. RG Smerko por poner a disposición los recursos del Chlorine Institute, Inc.
Desarrollo de un programa de gestión de seguridad de procesos
Siempre que haya procesos que utilicen temperatura y presión para cambiar la estructura molecular o crear nuevos productos a partir de productos químicos, existe la posibilidad de incendios, explosiones o liberaciones de líquidos, vapores, gases o productos químicos de proceso inflamables o tóxicos. El control de estos eventos no deseados requiere una ciencia especial llamada Gestión de la seguridad de procesos. Los términos seguridad del proceso y Gestión de la seguridad de procesos se utilizan más comúnmente para describir la protección de los empleados, el público y el medio ambiente de las consecuencias de incidentes mayores no deseados que involucran líquidos inflamables y materiales altamente peligrosos. Según la Asociación de Fabricantes de Productos Químicos de los Estados Unidos (CMA), “la seguridad de los procesos es el control de los peligros causados por la mala operación o el mal funcionamiento de los procesos utilizados para convertir las materias primas en productos terminados, lo que puede conducir a la liberación no planificada de materiales peligrosos. (CMA 1985).
Participación en la seguridad de la industria y los procesos laborales
La tecnología de seguridad de procesos ha jugado un papel importante en las industrias de procesamiento químico para que el manejo de líquidos y gases inflamables y combustibles pueda realizarse sin consecuencias indeseables. Durante la década de 1980, las industrias del petróleo y el gas, por ejemplo, reconocieron que la tecnología de seguridad de procesos por sí sola, sin una gestión de seguridad de procesos, no evitaría incidentes catastróficos. Con esto en mente, varias asociaciones de la industria, como el Centro para la Seguridad de los Procesos Químicos (CCPS) en los Estados Unidos, el Instituto Americano del Petróleo (API) y la Asociación de Fabricantes de Productos Químicos (CMA), iniciaron programas para desarrollar y proporcionar pautas de gestión de seguridad de procesos para uso de sus miembros. Como declaró el CCPS, "La evolución de la seguridad de procesos de un problema puramente técnico a uno que exigía enfoques de gestión fue esencial para la mejora continua de la seguridad de procesos".
El CCPS se formó en 1985 para promover la mejora de las técnicas de gestión de seguridad de procesos entre quienes almacenan, manipulan, procesan y utilizan productos químicos y materiales peligrosos. En 1988, la Asociación de Fabricantes de Productos Químicos (CMA) inició su programa Responsible Care® que describe el compromiso de cada empresa miembro con la responsabilidad ambiental, de salud y seguridad en el manejo de productos químicos.
En 1990, la API inició un programa para toda la industria titulado Estrategias STEP para la Asociación Ambiental de Hoy, con la intención de mejorar el desempeño ambiental, de salud y seguridad de la industria del petróleo y el gas. Uno de los siete elementos estratégicos del programa STEP cubre la seguridad operativa y de procesos del petróleo. Los siguientes documentos son ejemplos de algunos de los materiales desarrollados como resultado del programa STEP que brindan orientación a la industria del petróleo y el gas para ayudar a prevenir la ocurrencia o minimizar las consecuencias de liberaciones catastróficas de líquidos y vapores inflamables o materiales de proceso peligrosos:
- Gestión de Riesgos de Proceso (RP 750)
La RP 750 cubre la gestión de los riesgos de los procesos de hidrocarburos en el diseño, la construcción, la puesta en marcha, las operaciones, la inspección, el mantenimiento y las modificaciones de las instalaciones. Se aplica específicamente a las refinerías, las plantas petroquímicas y las principales instalaciones de procesamiento que usan, producen, procesan o almacenan líquidos inflamables y químicos de procesamiento tóxicos en cantidades superiores a ciertas cantidades peligrosas (como se define en el mismo).
- Manejo de Peligros Asociados con la Ubicación de Edificios de Plantas de Proceso (RP 752)
La RP 752, desarrollada conjuntamente por API y CMA, tiene como objetivo ayudar a identificar los edificios de la planta de proceso de interés, comprender los peligros potenciales relacionados con su ubicación dentro de la instalación de proceso y gestionar el riesgo de incendios, explosiones y emisiones tóxicas.
- Prácticas de gestión, proceso de autoevaluación y materiales de recursos (RP 9000)
RP 9000 proporciona materiales de recursos y metodología de autoevaluación para medir el progreso en la implementación de elementos de gestión de seguridad de procesos.
Los ejemplos de otras organizaciones que han desarrollado materiales y programas que brindan orientación sobre la gestión de la seguridad de los procesos químicos incluyen, entre otros, los siguientes:
- Informe de Organisations Resource Counselors (ORC), Gestión de riesgos de procesos de sustancias con potencial catastrófico
- Asociación Nacional de Refinadores de Petróleo (NPRA), programa BEST (Building Environmental Stewardship Tools)
- Organización Internacional del Trabajo (OIT), Repertorio de recomendaciones prácticas para la prevención de riesgos de accidentes graves
- Cámara de Comercio Internacional (ICC), Carta para el Desarrollo Sostenible.cmp01ce.doc
El diseño y la tecnología del proceso, los cambios en el proceso, los materiales y los cambios en los materiales, las prácticas y procedimientos de operación y mantenimiento, la capacitación, la preparación para emergencias y otros elementos que afectan el proceso deben considerarse en la identificación y evaluación sistemáticas de los peligros para determinar ya sea que tengan o no el potencial de conducir a una catástrofe en el lugar de trabajo y en la comunidad circundante.
A principios de la década de 1980, ocurrieron varios incidentes graves en las industrias química y del petróleo que involucraron materiales altamente peligrosos, lo que resultó en un número considerable de muertes y lesiones y pérdidas significativas de propiedad. Estos incidentes impulsaron a las agencias gubernamentales, organizaciones laborales y asociaciones industriales de todo el mundo a desarrollar e implementar códigos, reglamentos, procedimientos y prácticas de trabajo seguras dirigidas a la eliminación o mitigación de estos eventos indeseables, mediante la aplicación de los principios de seguridad de procesos. administración. Se discuten con más detalle en el Desastres naturales y tecnológicos capítulo y en otras partes de este Enciclopedia.
En respuesta a la preocupación pública sobre los peligros potenciales de los productos químicos, los gobiernos y las agencias reguladoras de todo el mundo iniciaron programas que requerían que los fabricantes y usuarios identificaran los materiales peligrosos en el lugar de trabajo e informaran a los empleados y consumidores de los peligros que presenta su fabricación, uso, almacenamiento y manejo. Estos programas, que cubrían la preparación y respuesta ante emergencias, el reconocimiento de peligros, el conocimiento de productos, el control de sustancias químicas peligrosas y la notificación de emisiones tóxicas, incluían el procesamiento de hidrocarburos.
Requisitos de gestión de seguridad de procesos
La gestión de la seguridad de los procesos es una parte integral del programa general de seguridad de las instalaciones de procesamiento de productos químicos. Un programa eficaz de gestión de seguridad de procesos requiere el liderazgo, el apoyo y la participación de la alta dirección, la gestión de las instalaciones, los supervisores, los empleados, los contratistas y los empleados de los contratistas.
Los componentes a considerar al desarrollar un programa de gestión de seguridad de procesos incluyen:
- Continuidad interdependiente de operaciones, sistemas y organización.
- Manejo de información. El programa de gestión de seguridad de procesos se basa en proporcionar disponibilidad y acceso a buenos registros y documentación.
- Control de calidad de procesos, desviaciones y excepciones y métodos alternos
- Gestión y supervisión accesibilidad y comunicaciones. Debido a que la gestión de la seguridad de procesos es la base de todos los esfuerzos de seguridad dentro de la instalación, la responsabilidad y responsabilidad de la gerencia, la supervisión y los empleados debe estar claramente delineada, comunicada y comprendida para que el programa funcione.
- Metas y objetivos, auditorías de cumplimiento y medición del desempeño. Antes de la implementación, es importante establecer metas y objetivos tanto a corto como a largo plazo para cada uno de los elementos del programa de gestión de seguridad de procesos.
Elementos del Programa de Gestión de Seguridad de Procesos
Todos los programas de gestión de seguridad de procesos de instalaciones químicas cubren los mismos requisitos básicos, aunque la cantidad de elementos del programa puede variar según los criterios utilizados. Independientemente del documento fuente del gobierno, empresa o asociación que se utilice como guía, hay una serie de requisitos básicos que deben incluirse en todo programa de gestión de seguridad de procesos químicos:
- información de seguridad del proceso
- participación de los trabajadores
- análisis de peligros de proceso
- gestión del cambio
- procedimientos operativos
- prácticas seguras de trabajo y permisos
- información y formación de los empleados
- personal del contratista
- revisiones de seguridad previas a la puesta en marcha
- aseguramiento de la calidad del diseño
- mantenimiento e integridad mecánica
- respuesta de emergencia
- auditorías periódicas de seguridad
- proceso de investigacion de incidentes
- normas y reglamentos
- secretos comerciales.
Información de seguridad del proceso
La información de seguridad de procesos es utilizada por la industria de procesos para definir procesos, materiales y equipos críticos. La información de seguridad del proceso incluye toda la información escrita disponible sobre la tecnología del proceso, el equipo del proceso, las materias primas y los productos y los peligros químicos antes de realizar un análisis de peligros del proceso. Otra información crítica de seguridad de procesos es la documentación relacionada con las revisiones de proyectos de capital y los criterios básicos de diseño.
información química incluye no solo las propiedades químicas y físicas, la reactividad y los datos corrosivos y la estabilidad térmica y química de productos químicos como hidrocarburos y materiales altamente peligrosos en el proceso, sino también los efectos peligrosos de mezclar inadvertidamente diferentes materiales incompatibles. La información química también incluye la que puede ser necesaria para realizar evaluaciones de riesgos ambientales de liberaciones tóxicas e inflamables y límites de exposición permisibles.
Información de tecnología de proceso incluye diagramas de flujo de bloques y/o diagramas de flujo de procesos simples, así como descripciones de la química de cada proceso específico con los límites superior e inferior seguros para temperaturas, presiones, flujos, composiciones y, cuando estén disponibles, materiales de diseño de procesos y balances de energía. También se determinan las consecuencias de las desviaciones en el proceso y los materiales, incluido su efecto en la seguridad y salud de los empleados. Cada vez que se modifican los procesos o los materiales, la información se actualiza y se vuelve a evaluar de acuerdo con el sistema de gestión de cambios de la instalación.
Equipo de proceso e información de diseño mecánico incluye documentación que cubre los códigos de diseño empleados y si el equipo cumple o no con prácticas de ingeniería reconocidas. Se determina si el equipo existente que fue diseñado y construido de acuerdo con códigos, estándares y prácticas que ya no son de uso general se mantiene, opera, inspecciona y prueba para garantizar una operación segura continua. La información sobre materiales de construcción, diagramas de tuberías e instrumentos, diseño de sistemas de alivio, clasificación eléctrica, diseño de ventilación y sistemas de seguridad se actualiza y reevalúa cuando ocurren cambios.
Participación de los trabajadores
Los programas de gestión de seguridad de procesos deben incluir la participación de los empleados en el desarrollo y la realización de análisis de seguridad de procesos y otros elementos del programa. El acceso a la información de seguridad del proceso, los informes de investigación de incidentes y los análisis de peligros del proceso generalmente se brinda a todos los empleados y empleados de contratistas que trabajan en el área. La mayoría de las naciones industrializadas exigen que los trabajadores reciban instrucciones sistemáticas sobre la identificación, la naturaleza y la manipulación segura de todos los productos químicos a los que puedan estar expuestos.
Análisis de peligros de proceso
Después de compilar la información de seguridad del proceso, se lleva a cabo un análisis de peligros del proceso multidisciplinario minucioso y sistemático, adecuado a la complejidad del proceso, para identificar, evaluar y controlar los peligros del proceso. Las personas que realicen el análisis de riesgos del proceso deben tener conocimientos y experiencia en las operaciones químicas, de ingeniería y de procesos relevantes. Cada equipo de análisis normalmente incluye al menos una persona que está completamente familiarizada con el proceso que se analiza y una persona que es competente en la metodología de análisis de peligros que se utiliza.
El orden de prioridad utilizado para determinar en qué parte de la instalación comenzar a realizar análisis de peligros del proceso se basa en los siguientes criterios:
- extensión y naturaleza de los peligros del proceso
- número de trabajadores potencialmente afectados
- historial operativo e incidentes del proceso
- antigüedad del proceso.
En la industria química se utilizan varios métodos para realizar análisis de seguridad de procesos.
La "¿Y si?" método hace una serie de preguntas para revisar los posibles escenarios de peligro y las posibles consecuencias y se usa con mayor frecuencia cuando se examinan las modificaciones o cambios propuestos al proceso, los materiales, el equipo o la instalación.
La método de "lista de verificación" es similar al "¿y si?" método, excepto que se utiliza una lista de verificación previamente desarrollada que es específica para la operación, los materiales, el proceso y el equipo. Este método es útil cuando se realizan revisiones previas a la puesta en marcha al finalizar la construcción inicial o después de cambios importantes o adiciones a la unidad de proceso. Una combinación de "¿y si?" y los métodos de "lista de verificación" se utilizan a menudo cuando se analizan unidades que son idénticas en construcción, materiales, equipos y procesos.
La método de estudio de riesgos y operabilidad (HAZOP) se utiliza comúnmente en las industrias química y petrolera. Se trata de un equipo multidisciplinar, guiado por un líder experimentado. El equipo utiliza palabras guía específicas, como "no", "aumentar", "reducir" y "revertir", que se aplican sistemáticamente para identificar las consecuencias de las desviaciones de la intención del diseño para los procesos, equipos y operaciones que se analizan.
Análisis de árbol de fallas/árbol de eventos son técnicas deductivas formales similares que se utilizan para estimar la probabilidad cuantitativa de que ocurra un evento. El análisis del árbol de fallas funciona hacia atrás desde un incidente definido para identificar y mostrar la combinación de errores operativos y/o fallas del equipo que estuvieron involucrados en el incidente. El análisis del árbol de eventos, que es el reverso del análisis del árbol de fallas, avanza a partir de eventos específicos o secuencias de eventos para identificar aquellos que podrían generar peligros y, por lo tanto, calcular la probabilidad de que ocurra la secuencia de un evento.
La modo de falla y método de análisis de efectos tabula cada sistema de proceso o unidad de equipo con sus modos de falla, el efecto de cada falla potencial en el sistema o unidad y qué tan crítica podría ser cada falla para la integridad del sistema. Luego, los modos de falla se clasifican en importancia para determinar cuál es más probable que cause un incidente grave.
Independientemente del método que se utilice, todos los análisis de riesgos de procesos químicos consideran lo siguiente:
- ubicación del proceso, ubicación y peligros del proceso
- identificación de cualquier incidente previo o cuasi accidente con posibles consecuencias catastróficas
- controles administrativos y de ingeniería aplicables a los peligros
- interrelaciones de los controles y la aplicación adecuada de la metodología de detección para proporcionar alertas tempranas
- consecuencias de los factores humanos, la ubicación de las instalaciones y el fallo de los controles
- consecuencias de los efectos sobre la seguridad y la salud de los trabajadores dentro de las áreas de falla potencial.
Gestión del cambio
Las instalaciones de procesos químicos deben desarrollar e implementar programas que prevean la revisión de la información, los procedimientos y las prácticas de seguridad del proceso a medida que se produzcan cambios. Dichos programas incluyen un sistema de autorización gerencial y documentación escrita para cambios de materiales, químicos, tecnología, equipos, procedimientos, personal e instalaciones que afectan cada proceso.
Los programas de gestión del cambio en la industria química, por ejemplo, incluyen las siguientes áreas:
- cambio de tecnología de proceso de hidrocarburos
- cambios en las instalaciones, equipos o materiales (p. ej., catalizadores o aditivos)
- gestión del cambio de personal y cambios organizativos y de personal
- cambios temporales, variaciones y cambios permanentes
- mejora del conocimiento de seguridad de procesos, incluyendo:
- base técnica para el cambio propuesto
- impacto del cambio en la seguridad, la salud y el medio ambiente
- modificaciones a los procedimientos operativos y prácticas seguras de trabajo
- modificaciones requeridas a otros procesos
- tiempo requerido para el cambio
- requisitos de autorización para el cambio propuesto
- actualizar la documentación relacionada con la información del proceso, los procedimientos operativos y las prácticas de seguridad
- capacitación o educación requerida debido al cambio
- gestión de cambios sutiles (cualquier cosa que no sea reemplazo en especie)
- Cambios no rutinarios.
El sistema de gestión de cambios incluye informar a los empleados involucrados en el proceso y al personal de mantenimiento y contratista cuyas tareas se verían afectadas por cualquier cambio de los cambios y proporcionar procedimientos operativos actualizados, información sobre seguridad del proceso, prácticas de trabajo seguras y capacitación, según sea necesario, antes de la puesta en marcha. del proceso o parte afectada del proceso.
Procedimientos de operación
Las instalaciones de procesamiento de productos químicos deben desarrollar y proporcionar instrucciones de funcionamiento y procedimientos detallados a los trabajadores. Las instrucciones de funcionamiento deben revisarse periódicamente para comprobar que estén completas y precisas (y actualizarse o modificarse a medida que se produzcan cambios) y cubrir los límites operativos de la unidad de proceso, incluidas las siguientes tres áreas:
- consecuencias de la desviación
- pasos para evitar o corregir la desviación
- funciones de los sistemas de seguridad relacionadas con los límites de funcionamiento.
Los trabajadores involucrados en el proceso tienen acceso a instrucciones de operación que cubren las siguientes áreas:
- puesta en marcha inicial (puesta en marcha después de paradas, emergencias y operaciones temporales)
- arranque normal (operaciones normales y temporales y apagado normal)
- operaciones de emergencia y parada de emergencia
- condiciones bajo las cuales se requiere un apagado de emergencia y asignación de responsabilidades de apagado a operadores calificados
- trabajo no rutinario
- interfaz operador-proceso y operador-equipo
- controles administrativos vs. controles automatizados.
Practicas seguras de trabajo
Las instalaciones de procesos químicos deben implementar programas de órdenes de trabajo y permisos de trabajo seguro y en caliente para controlar el trabajo realizado en o cerca de las áreas de proceso. Los supervisores, empleados y el personal del contratista deben estar familiarizados con los requisitos de los diversos programas de permisos, incluida la emisión y el vencimiento de permisos y las medidas apropiadas de seguridad, manejo de materiales y protección y prevención de incendios.
Los tipos de trabajo incluidos en los programas típicos de permisos de instalaciones químicas incluyen lo siguiente:
- trabajo en caliente (soldadura, hot tap, motores de combustión interna, etc.)
- bloqueo/etiquetado de energía eléctrica, mecánica, neumática y presión
- entrada en espacios confinados y uso de gas inerte
- ventilación, apertura y limpieza de recipientes, tanques, equipos y líneas de proceso
- control de ingreso a las áreas de proceso por parte del personal no asignado.
Las instalaciones químicas deben desarrollar e implementar prácticas de trabajo seguras para controlar los peligros potenciales durante las operaciones del proceso, cubriendo las siguientes áreas de preocupación:
- propiedades y peligros de los materiales, catalizadores y productos químicos utilizados en el proceso
- controles de ingeniería, administrativos y de protección personal para prevenir exposiciones
- medidas a tomar en caso de contacto físico o exposición con sustancias químicas peligrosas
- control de calidad de materias primas, catalizadores y control de inventario de productos químicos peligrosos
- funciones del sistema de seguridad y protección (interbloqueo, supresión, detección, etc.)
- riesgos especiales o únicos en el lugar de trabajo.
información y formación de los empleados
Las instalaciones de procesos químicos deben utilizar programas formales de capacitación en seguridad de procesos para capacitar y educar a los supervisores y trabajadores actuales, reasignados y nuevos. La capacitación brindada a los supervisores y trabajadores de operación y mantenimiento de procesos químicos debe cubrir las siguientes áreas:
- habilidades, conocimientos y calificaciones requeridas de los empleados del proceso
- selección y desarrollo de programas de formación relacionados con los procesos
- medir y documentar el desempeño y la eficacia de los empleados
- diseño de procedimientos de operación y mantenimiento de procesos
- descripción general de las operaciones del proceso y los peligros del proceso
- disponibilidad e idoneidad de los materiales y repuestos para los procesos en los que se van a utilizar
- procedimientos de arranque, operación, parada y emergencia del proceso
- peligros para la seguridad y la salud relacionados con el proceso, los catalizadores y los materiales
- prácticas y procedimientos de trabajo seguro en las instalaciones y áreas de proceso.
personal del contratista
Los contratistas a menudo se emplean en instalaciones de procesamiento químico. Las instalaciones deben instituir procedimientos para garantizar que el personal del contratista que realiza tareas de mantenimiento, reparación, reparación, renovación importante o trabajo especializado esté plenamente consciente de los peligros, los materiales, los procesos, los procedimientos operativos y de seguridad y el equipo en el área. Se realizan evaluaciones periódicas de desempeño para asegurar que el personal del contratista esté capacitado, calificado, siga todas las reglas y procedimientos de seguridad y esté informado y consciente de lo siguiente:
- peligros potenciales de incendio, explosión y liberación tóxica relacionados con su trabajo
- procedimientos de seguridad de la planta y prácticas de trabajo seguro del contratista
- plan de emergencia y acciones del personal del contratista
- controles de entrada, salida y presencia del personal contratista en las áreas de proceso.
Revisiones de seguridad previas a la puesta en marcha
Las revisiones de seguridad del proceso previas a la puesta en marcha se llevan a cabo en plantas químicas antes de la puesta en marcha de nuevas instalaciones de proceso y la introducción de nuevos materiales peligrosos o productos químicos en las instalaciones, después de un cambio importante y donde las instalaciones han tenido modificaciones significativas en el proceso.
Las revisiones de seguridad previas a la puesta en marcha aseguran que se haya logrado lo siguiente:
- la construcción, los materiales y el equipo se verifican de conformidad con los criterios de diseño
- los sistemas de proceso y el hardware, incluida la lógica de control de la computadora, han sido inspeccionados, probados y certificados
- las alarmas y los instrumentos son inspeccionados, probados y certificados
- los dispositivos de alivio y seguridad y los sistemas de señales son inspeccionados, probados y certificados
- los sistemas de protección y prevención contra incendios son inspeccionados, probados y certificados
- los procedimientos de seguridad, prevención de incendios y respuesta a emergencias están desarrollados, revisados, en su lugar y son apropiados y adecuados
- los procedimientos de puesta en marcha están en su lugar y se han tomado las medidas adecuadas
- se ha realizado un análisis de peligros del proceso y se han abordado, implementado o resuelto todas las recomendaciones y se han documentado las acciones
- se ha completado toda la capacitación inicial y/o de actualización requerida para el operador y el personal de mantenimiento, incluida la respuesta a emergencias, los peligros del proceso y los peligros para la salud.
- todos los procedimientos de operación (normales y alterados), manuales de operación, procedimientos de equipo y procedimientos de mantenimiento están completos y en su lugar
- Se han cumplido los requisitos de gestión de cambios para nuevos procesos y modificaciones a los procesos existentes.
Garantías de calidad del diseño
Cuando se emprenden procesos nuevos o se realizan cambios importantes en los procesos existentes, normalmente se realiza una serie de revisiones de diseño de seguridad de procesos antes y durante la construcción (antes de la revisión previa a la puesta en marcha). La revisión de control de diseño, realizada justo antes de que se emitan los planos y especificaciones como "dibujos de diseño final", cubre las siguientes áreas:
- plano de parcela, emplazamiento, espaciamiento, clasificación eléctrica y drenaje
- análisis de peligros y diseño de procesos químicos
- Requisitos y calificaciones de gestión de proyectos.
- diseño e integridad de equipos de proceso y equipos mecánicos
- dibujos de tuberías e instrumentos
- ingeniería de confiabilidad, alarmas, enclavamientos, alivios y dispositivos de seguridad
- materiales de construcción y compatibilidad.
Normalmente se realiza otra revisión justo antes del inicio de la construcción que cubre lo siguiente:
- procedimientos de demolicion y excavacion
- control de materias primas
- control del personal y el equipo de construcción en las instalaciones y el sitio
- inspección y procedimientos de fabricación, construcción e instalación.
Por lo general, se realizan una o más revisiones durante el curso de la construcción o modificación para asegurar que las siguientes áreas estén de acuerdo con las especificaciones de diseño y los requisitos de la instalación:
- materiales de construcción proporcionados y utilizados según lo especificado
- técnicas adecuadas de montaje y soldadura, inspecciones, verificaciones y certificaciones
- peligros químicos y de salud ocupacional considerados durante la construcción
- Riesgos de seguridad físicos, mecánicos y operativos considerados durante la construcción y el permiso de instalación y prácticas de seguridad seguidas
- sistemas provisionales de protección y respuesta de emergencia proporcionados y en funcionamiento.
Mantenimiento e integridad mecánica
Las instalaciones de proceso cuentan con programas para mantener la integridad continua de los equipos relacionados con el proceso, lo que incluye inspecciones periódicas, pruebas, mantenimiento del rendimiento, medidas correctivas y garantía de calidad. Los programas están destinados a asegurar que la integridad mecánica del equipo y los materiales se revisen y certifiquen y que las deficiencias se corrijan antes de la puesta en marcha, o que se tomen las disposiciones necesarias para las medidas de seguridad adecuadas.
Los programas de integridad mecánica cubren los siguientes equipos y sistemas:
- recipientes a presión y tanques de almacenamiento
- sistemas de parada de emergencia y protección contra incendios
- protecciones de procesos, como sistemas y dispositivos de alivio y ventilación, controles, enclavamientos, sensores y alarmas
- bombas y sistemas de tuberías (incluidos componentes como válvulas)
- aseguramiento de la calidad, materiales de construcción e ingeniería de confiabilidad
- programas de mantenimiento y mantenimiento preventivo.
Los programas de integridad mecánica también cubren la inspección y prueba de materiales de mantenimiento, repuestos y equipos para garantizar una instalación adecuada y adecuada para la aplicación del proceso en cuestión. Los criterios de aceptación y la frecuencia de las inspecciones y pruebas deben cumplir con las recomendaciones de los fabricantes, las buenas prácticas de ingeniería, los requisitos reglamentarios, las prácticas de la industria, las políticas de las instalaciones o la experiencia previa.
Respuesta de emergencia
Los programas de preparación y respuesta ante emergencias se desarrollan para cubrir una instalación de proceso completa y proporcionar la identificación de peligros y la evaluación de los peligros potenciales del proceso. Estos programas incluyen la capacitación y educación de los empleados y empleados de contratistas en los procedimientos de notificación, respuesta y evacuación de emergencias.
Un programa típico de preparación para emergencias de una instalación de proceso cumple con los requisitos reglamentarios y de la compañía aplicables e incluye lo siguiente:
- sistema distintivo de alarma o notificación para empleados y/o comunidad
- método preferido de notificación interna de incendios, derrames, emisiones y emergencias
- requisitos para informar incidentes relacionados con el proceso a las agencias gubernamentales correspondientes
- apagado de emergencia, evacuación, procedimientos para dar cuenta del personal, procedimientos de escape de emergencia, retiro de vehículos y equipos y asignación de rutas
- procedimientos, deberes y capacidades de respuesta a emergencias y rescate, incluidos los empleados, la seguridad pública, los contratistas y las organizaciones de ayuda mutua
- procedimientos para el manejo de pequeños derrames o liberaciones de químicos peligrosos
- procedimientos para proporcionar y salvaguardar la energía y los servicios públicos de emergencia
- planes de continuación del negocio, fuentes de personal y equipo
- preservación de documentos y registros, seguridad del sitio, limpieza, salvamento y restauración.
Auditorías periódicas de seguridad
Muchas instalaciones de procesos utilizan auditorías de gestión de seguridad de procesos de autoevaluación para medir el rendimiento de las instalaciones y garantizar el cumplimiento de los requisitos de seguridad de procesos internos y externos (normativos, de la empresa y de la industria). Los dos principios básicos para realizar auditorías de autoevaluación son: recopilar toda la documentación relevante que cubra los requisitos de gestión de seguridad de procesos en una instalación específica y determinar la implementación y eficacia del programa mediante el seguimiento de su aplicación en uno o más procesos seleccionados. Se desarrolla un informe de los hallazgos y recomendaciones de la auditoría y la administración de la instalación mantiene la documentación que indica cómo se han corregido o mitigado las deficiencias y, de no ser así, las razones por las que no se tomaron medidas correctivas.
Los programas de auditoría de cumplimiento en las instalaciones de procesamiento de hidrocarburos abarcan las siguientes áreas:
- establecimiento de objetivos, cronograma y métodos de verificación de hallazgos antes de la auditoría
- determinación de la metodología (o formato) que se utilizará para realizar la auditoría, y desarrollar listas de verificación o formularios de informe de auditoría apropiados
- preparación para certificar el cumplimiento de los requisitos del gobierno, la industria y la empresa
- asignación de equipos de auditoría expertos (experiencia interna y/o externa)
- respuestas rápidas a todos los hallazgos y recomendaciones y documentación de las acciones tomadas
- mantenimiento de una copia de al menos el informe de auditoría de cumplimiento más reciente en archivo.
Las listas de verificación específicas de la unidad de proceso y de la instalación a menudo se desarrollan para usar cuando se realizan auditorías de seguridad de procesos que cubren los siguientes elementos:
- descripción general del programa de orientación y gestión de la seguridad de procesos
- recorrido preliminar por la refinería o instalación de procesamiento de gas
- revisión de la documentación de la instalación de proceso
- “incidentes previos” y cuasi accidentes (en la instalación de proceso o unidad específica)
- determinación y revisión de unidades de proceso seleccionadas para ser auditadas
- construcción de unidades de proceso (modificaciones iniciales y posteriores)
- peligros químicos de la unidad de proceso (materia prima, catalizadores, productos químicos de proceso, etc.)
- operaciones de la unidad de proceso
- controles de unidades de proceso, alivios y sistemas de seguridad
- mantenimiento, reparación, prueba e inspección de unidades de proceso
- formación relacionada con la unidad de proceso y participación de los empleados
- instalación de proceso gestión del programa de cambio, implementación y eficacia
- proceso de protección contra incendios y notificación de emergencia y procedimientos de respuesta.
Debido a que los objetivos y el alcance de las auditorías pueden variar, el equipo de auditoría de cumplimiento debe incluir al menos una persona con conocimientos en el proceso que se audita, una persona con experiencia en normativas y estándares aplicables y otras personas con las habilidades y calificaciones necesarias para realizar la auditoría. La gerencia puede decidir incluir uno o más expertos externos en el equipo de auditoría debido a la falta de experiencia o personal de la instalación, o debido a los requisitos reglamentarios.
Proceso de investigación de incidentes
Las instalaciones de proceso han establecido programas para investigar y analizar minuciosamente los incidentes y cuasi accidentes relacionados con el proceso, abordar y resolver rápidamente los hallazgos y recomendaciones y revisar los resultados con los trabajadores y contratistas cuyos trabajos son relevantes para los hallazgos del incidente. Los incidentes (o cuasi accidentes) son investigados a fondo lo antes posible por un equipo que incluye al menos una persona con conocimientos en la operación del proceso involucrado y otras con el conocimiento y la experiencia adecuados.
Normas y reglamentaciones
Las instalaciones de proceso están sujetas a dos formas distintas y separadas de normas y reglamentos.
- Los códigos, normas y reglamentos externos aplicables al diseño, la operación y la protección de las instalaciones de proceso y los empleados suelen incluir normas gubernamentales y estándares y prácticas de asociaciones e industrias.
- Las políticas, directrices y procedimientos internos, desarrollados o adoptados por la empresa o instalación para complementar los requisitos externos y cubrir procesos que son distintos o únicos, se revisan periódicamente y se modifican cuando es necesario, de acuerdo con el sistema de gestión de cambios de la instalación.
Secretos comerciales
La gestión de las instalaciones de proceso debe proporcionar información sobre el proceso, sin tener en cuenta los posibles secretos comerciales o acuerdos de confidencialidad, a las personas que:
- responsable de recopilar y compilar información de seguridad de procesos
- realización de análisis de riesgos de procesos y auditorías de cumplimiento
- desarrollar procedimientos de mantenimiento, operación y trabajo seguro
- involucrados en investigaciones de incidentes (casi accidentes)
- responsable de la planificación y respuesta ante emergencias.
Las instalaciones normalmente requieren que las personas a las que se pone a disposición la información del proceso celebren acuerdos para no divulgar la información.
Fabricación de pinturas y revestimientos
Adaptado de NIOSH 1984.
Las pinturas y revestimientos incluyen pinturas, barnices, lacas, tintes, tintas de impresión y más. Las pinturas tradicionales consisten en una dispersión de partículas de pigmento en un vehículo compuesto por un formador de película o aglutinante (normalmente un aceite o una resina) y un diluyente (normalmente un disolvente volátil). Además, puede haber una amplia variedad de rellenos y otros aditivos. Un barniz es una solución de aceite y resina natural en un disolvente orgánico. También se pueden utilizar resinas sintéticas. Las lacas son recubrimientos en los que la película se seca o endurece completamente por evaporación del solvente.
Las pinturas tradicionales tenían menos del 70 % de sólidos y el resto eran en su mayoría solventes. Las regulaciones de contaminación del aire que limitan la cantidad de solventes que se pueden emitir a la atmósfera han resultado en el desarrollo de una amplia variedad de pinturas sustitutas con poco o ningún solvente orgánico. Estos incluyen: pinturas de látex a base de agua; pinturas catalizadas de dos componentes (p. ej., sistemas de epoxi y uretano); pinturas con alto contenido de sólidos (más del 70 % de sólidos), incluidas pinturas de plastisol compuestas principalmente de pigmentos y plastificantes; pinturas curadas por radiación; y recubrimientos en polvo.
Según el Instituto Nacional para la Seguridad y Salud Ocupacional de EE. UU. (NIOSH 1984), alrededor del 60% de los fabricantes de pintura empleaban menos de 20 trabajadores, y sólo alrededor del 3% tenían más de 250 trabajadores. Se espera que estas estadísticas sean representativas de los fabricantes de pintura de todo el mundo. Esto indica un predominio de tiendas pequeñas, la mayoría de las cuales no tendrían experiencia interna en salud y seguridad.
Procesos de manufactura
En general, la fabricación de pinturas y otros revestimientos es una serie de operaciones unitarias que utilizan procesos por lotes. Hay pocas o ninguna reacción química; las operaciones son en su mayoría mecánicas. La fabricación implica el ensamblaje de materias primas, mezcla, dispersión, adelgazamiento y ajuste, llenado de contenedores y almacenamiento.
Pinturas
Las materias primas utilizadas para fabricar pinturas vienen en forma de líquidos, sólidos, polvos, pastas y lodos. Estos se pesan y premezclan manualmente. Las partículas de pigmento aglomerado deben reducirse al tamaño original del pigmento y las partículas deben humedecerse con el aglutinante para garantizar la dispersión en la matriz líquida. Este proceso de dispersión, llamado molienda, se realiza con una variedad de tipos de equipos, incluidos los dispersores de impulsor de eje de alta velocidad, mezcladores de masa, molinos de bolas, molinos de arena, molinos de tres rodillos, molinos pug, etc. Después de una ejecución inicial, que puede durar hasta 48 horas, se agrega resina a la pasta y el proceso de molienda se repite por un período más corto. El material disperso luego se transfiere por gravedad a un tanque de bajada donde se puede agregar material adicional, como compuestos de tinte. Para pinturas a base de agua, el aglutinante generalmente se agrega en esta etapa. Luego, la pasta se diluye con resina o solvente, se filtra y luego se transfiere nuevamente por gravedad al área de llenado de latas. El llenado se puede realizar de forma manual o mecánica.
Después del proceso de dispersión, puede ser necesario limpiar los tanques y molinos antes de introducir un nuevo lote. Esto puede involucrar herramientas manuales y eléctricas, así como limpiadores y solventes alcalinos.
Lacas
La producción de laca generalmente se lleva a cabo en equipos cerrados, como tanques o mezcladores, para minimizar la evaporación del solvente, lo que daría lugar a depósitos de una película de laca seca en el equipo de procesamiento. De lo contrario, la producción de laca ocurre de la misma manera que la producción de pintura.
Barnices
La fabricación de barnices oleorresinosos implica cocinar el aceite y la resina para hacerlos más compatibles, desarrollar moléculas o polímeros de alto peso molecular y aumentar la solubilidad en el solvente. Las plantas más viejas pueden usar teteras abiertas y portátiles para calentar. La resina y el aceite o la resina sola se añaden a la marmita y luego se calientan a unos 316ºC. Las resinas naturales deben calentarse antes de agregar los aceites. Los materiales se vierten sobre la parte superior de la tetera. Durante la cocción, las marmitas se cubren con campanas extractoras refractarias. Después de la cocción, las marmitas se trasladan a salas donde se enfrían rápidamente, a menudo con agua pulverizada, y luego se les agrega diluyente y secadores.
Las plantas modernas usan grandes reactores cerrados con capacidades de 500 a 8,000 galones. Estos reactores son similares a los utilizados en la industria de procesos químicos. Están equipados con agitadores, mirillas, líneas de llenado y vaciado de reactores, condensadores, medidores de temperatura, fuentes de calor, etc.
Tanto en las plantas antiguas como en las modernas, la resina diluida se filtra como paso final antes del envasado. Esto normalmente se hace mientras la resina aún está caliente, generalmente usando un filtro prensa.
Recubrimientos en polvo
Los recubrimientos en polvo son sistemas sin solventes basados en la fusión y fusión de resina y otras partículas aditivas sobre superficies de objetos calentados. Los recubrimientos en polvo pueden ser termoendurecibles o termoplásticos e incluyen resinas tales como epoxis, polietileno, poliésteres, cloruro de polivinilo y acrílicos.
El método de fabricación más común implica la mezcla en seco de los ingredientes en polvo y la mezcla por fusión por extrusión (consulte la figura 1). La resina o aglutinante seco, el pigmento, la carga y los aditivos se pesan y se transfieren a un premezclador. Este proceso es similar a las operaciones de mezcla en seco en la fabricación de caucho. Después de mezclar, el material se coloca en una extrusora y se calienta hasta que se funde. El material fundido se extruye sobre una cinta transportadora de enfriamiento y luego se transfiere a un granulador grueso. El material granulado se pasa a través de un molinillo fino y luego se tamiza para lograr el tamaño de partícula deseado. A continuación, se envasa el recubrimiento en polvo.
Figura 1. Diagrama de flujo para la fabricación de recubrimientos en polvo por el método de extrusión-mezcla en fusión

Riesgos y su prevención
En general, los principales peligros asociados con la fabricación de pinturas y revestimientos involucran el manejo de materiales; sustancias tóxicas, inflamables o explosivas; y agentes físicos como descargas eléctricas, ruido, calor y frío.
La manipulación manual de cajas, barriles, contenedores, etc., que contienen materias primas y productos terminados, son fuentes importantes de lesiones debido a levantamientos inadecuados, resbalones, caídas, caídas de contenedores, etc. Las precauciones incluyen controles de ingeniería/ergonomía, como ayudas para el manejo de materiales (rodillos, gatos y plataformas) y equipos mecánicos (transportadores, montacargas y montacargas), pisos antideslizantes, equipo de protección personal (PPE) como zapatos de seguridad y capacitación adecuada. en levantamiento manual y otras técnicas de manejo de materiales.
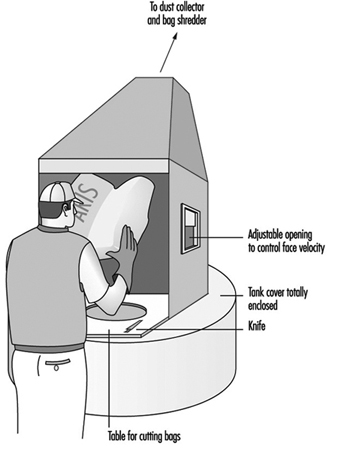
Los peligros químicos incluyen la exposición a polvos tóxicos como el pigmento de cromato de plomo, que puede ocurrir durante el pesaje, el llenado de tolvas de mezcladores y molinos, operaciones de equipos abiertos, llenado de contenedores de pintura en polvo, limpieza de equipos y derrames de contenedores. La fabricación de recubrimientos en polvo puede resultar en una alta exposición al polvo. Las precauciones incluyen la sustitución de polvos por pastas o lodos; ventilación de escape local (LEV) para abrir bolsas de polvos (ver figura 2) y para equipos de procesamiento, encerramiento de equipos, procedimientos de limpieza de derrames y protección respiratoria cuando sea necesario.
Figura 2. Sistema de control de bolsas y polvo
Se utiliza una amplia variedad de disolventes volátiles en la fabricación de pinturas y revestimientos, incluidos hidrocarburos alifáticos y aromáticos, alcoholes, cetonas, etc. Los disolventes más volátiles suelen encontrarse en lacas y barnices. La exposición a vapores de solventes puede ocurrir durante la dilución en la fabricación de pinturas a base de solventes; mientras se cargan los recipientes de reacción (especialmente los tipos de calderas más antiguos) en la fabricación de barnices; durante el llenado de latas en todos los recubrimientos a base de solventes; y durante la limpieza manual de equipos de proceso con solventes. El encerramiento de equipos tales como reactores de barniz y mezcladores de laca por lo general implica una menor exposición a los solventes, excepto en el caso de fugas. Las precauciones incluyen encerrar el equipo de proceso, LEV para operaciones de dilución y llenado de latas y protección respiratoria y procedimientos en espacios confinados para la limpieza de recipientes.
Otros peligros para la salud incluyen la inhalación y/o el contacto con la piel de los isocianatos utilizados en la fabricación de pinturas y revestimientos de poliuretano; con acrilatos, otros monómeros y fotoiniciadores utilizados en la fabricación de recubrimientos de curado por radiación; con acroleína y otras emisiones gaseosas de la cocción del barniz; y con agentes de curado y otros aditivos en recubrimientos en polvo. Las precauciones incluyen recinto, LEV, guantes y otra ropa y equipo de protección personal, capacitación sobre materiales peligrosos y buenas prácticas de trabajo.
Los disolventes inflamables, los polvos combustibles (especialmente la nitrocelulosa utilizada en la producción de lacas) y los aceites presentan riesgos de incendio o explosión si se inflaman por una chispa o por altas temperaturas. Las fuentes de ignición pueden incluir equipos eléctricos defectuosos, fumar, fricción, llamas abiertas, electricidad estática, etc. Los trapos empapados de aceite pueden ser una fuente de combustión espontánea. Las precauciones incluyen conectar y conectar a tierra los contenedores mientras se transfieren líquidos inflamables, conectar a tierra equipos como molinos de bolas que contengan polvos combustibles, ventilación para mantener las concentraciones de vapor por debajo del límite inferior de explosividad, cubrir los contenedores cuando no estén en uso, retirar las fuentes de ignición, usar herramientas de metales no ferrosos alrededor de materiales inflamables o combustibles y buenas prácticas de limpieza.
Los peligros del ruido pueden estar asociados con el uso de molinos de bolas y guijarros, dispersores de alta velocidad, pantallas vibratorias utilizadas para filtrar, etc. Las precauciones incluyen aisladores de vibraciones y otros controles de ingeniería, reemplazo de equipos ruidosos, buen mantenimiento de los equipos, aislamiento de la fuente de ruido y un programa de conservación de la audición donde haya un ruido excesivo.
Otros peligros incluyen protección inadecuada de la máquina, una fuente común de lesiones alrededor de la maquinaria. Los peligros eléctricos son un problema particular si no existe un programa adecuado de bloqueo/etiquetado para el mantenimiento y la reparación del equipo. Las quemaduras pueden resultar de recipientes de cocción de barniz caliente y materiales salpicados y de pegamentos termofusibles utilizados para paquetes y etiquetas.
Operaciones y procesos unitarios principales: una descripción general
Este artículo presenta información sobre el equipo de proceso básico, el almacenamiento, el diseño de la planta y las consideraciones operativas en las industrias de procesos químicos, incluidos los elementos y conceptos principales que se aplican ampliamente en toda la industria química. Sin embargo, gran parte del equipo requerido en el procesamiento químico es altamente especializado y no puede generalizarse ampliamente. Se revisa información más detallada sobre toxicidad y materiales peligrosos y seguridad del proceso en otra parte de este Enciclopedia.
Hay dos categorías básicas de diseño en las industrias de procesamiento químico: diseño de planta, que cubre todas las unidades de proceso, servicios públicos, áreas de almacenamiento, áreas de carga/descarga, edificios, talleres y depósitos, y diseño de unidad o proceso, que cubre solo la ubicación del equipo para un proceso específico, también denominado bloque de proceso.
Distribución de la planta
Emplazamiento
La ubicación o ubicación de una planta en general se basa en una serie de factores generales, como se muestra en la tabla 1 (CCPS 1993). Estos factores varían considerablemente según la ubicación, los gobiernos y las políticas económicas. De estos diversos factores, las consideraciones de seguridad son una preocupación extremadamente importante y, en algunos lugares, pueden ser el factor principal que rige la ubicación de la planta.
Tabla 1. Algunos factores generales de selección del sitio
- Densidad de población alrededor del sitio.
- Ocurrencia de desastres naturales (terremoto, inundación, etc.)
- Vientos predominantes y datos meteorológicos
- Disponibilidad de energía, vapor y agua.
- Consideraciones de seguridad
- Regulaciones de aire, agua y residuos y su complejidad
- Accesibilidad a materias primas y mercados.
- Transporte
- Permisos de emplazamiento y complejidad de su obtención
- Requisitos de interacción en desarrollos industriales
- Disponibilidad y costos de mano de obra
- Incentivos de inversión
Un aspecto importante de la seguridad de la planta en el emplazamiento es la definición de una zona de amortiguamiento entre una planta con procesos peligrosos y plantas cercanas, viviendas, escuelas, hospitales, carreteras, vías fluviales y corredores de aviones. Algunas consideraciones generales de seguridad se presentan en la tabla 2. La zona de amortiguamiento es importante porque la distancia tiende a reducir o mitigar las exposiciones potenciales de varios accidentes. Se puede definir la distancia necesaria para reducir las concentraciones tóxicas a niveles aceptables a través de la interacción atmosférica y la dispersión de materiales tóxicos de una liberación accidental. Además, el lapso de tiempo entre una liberación tóxica y la exposición del público creada por una zona de amortiguamiento se puede utilizar para advertir a la población a través de programas de respuesta de emergencia planificados previamente. Dado que las plantas tienen varios tipos de instalaciones que contienen materiales tóxicos, se deben realizar análisis de dispersión en los sistemas potencialmente peligrosos para garantizar que la zona de amortiguamiento sea adecuada en cada área que rodea el perímetro de la planta.
Tabla 2. Consideraciones de seguridad para la ubicación de la planta
- Zona de amortiguamiento
- Ubicación de otras instalaciones peligrosas en las inmediaciones
- Inventario de materiales tóxicos y peligrosos
- Adecuación del suministro de agua contra incendios
- Acceso a equipos de emergencia
- Disponibilidad de apoyo de respuesta de emergencia de industrias adyacentes y la comunidad.
- Condiciones meteorológicas extremas y vientos dominantes
- Ubicación de carreteras, vías fluviales, vías férreas y corredores aéreos
- Restricciones ambientales y de eliminación de desechos durante emergencias
- Drenaje y pendiente de grado
- Mantenimiento e inspección
El fuego es un peligro potencial en las plantas e instalaciones de proceso. Los grandes incendios pueden ser una fuente de radiación térmica que también puede ser mitigada por la distancia. Las llamaradas elevadas también pueden ser una fuente de radiación térmica durante una operación de emergencia o de arranque/parada. Una bengala es un dispositivo que quema automáticamente los gases de escape o libera vapores de emergencia en posiciones elevadas o ubicaciones especiales en el suelo. Estos deben ubicarse lejos del perímetro de la planta (para protección de la comunidad) y debe prohibirse el acceso de los trabajadores a un área en la base de la antorcha. Si no se opera correctamente, el arrastre de líquido a la antorcha puede provocar la quema de gotas de líquido. Además del fuego, puede haber explosiones dentro del equipo o una nube de vapor que produzca ondas expansivas. Aunque la distancia reducirá un poco la intensidad de la explosión sobre la zona de amortiguamiento, la explosión aún tendrá un efecto en la comunidad cercana.
También se debe considerar el potencial de escapes accidentales o incendios de las instalaciones existentes que pueden estar cerca del sitio propuesto. Los incidentes potenciales deben modelarse y evaluarse para determinar el posible efecto en el diseño de planta propuesto. Las respuestas de emergencia a un evento externo deben evaluarse y las respuestas deben coordinarse con otras plantas y comunidades afectadas.
Otras Consideraciones
Dow Chemical Company ha desarrollado otro enfoque para el diseño de la planta basado en un nivel aceptable de Daño a la propiedad máximo probable (MPPD) y Riesgo de interrupción del negocio (B1) (Dow Chemical Company 1994a). Estas consideraciones son importantes tanto para las plantas nuevas como para las existentes. El índice de incendios y explosiones de Dow es útil en diseños de plantas nuevas o en la adición de equipos a plantas existentes. Si se determina que los riesgos calculados a partir del índice son inaceptables, se deben aumentar las distancias de separación. Alternativamente, los cambios de diseño también pueden reducir el riesgo potencial.
Diseño general
En el diseño general de una planta, los vientos predominantes son una consideración importante. Las fuentes de ignición deben ubicarse contra el viento de las posibles fuentes de fugas. Los calentadores, las calderas, los incineradores y las antorchas que funcionan con fuego se encuentran en esta categoría (CCPS 1993). La ubicación de los tanques de almacenamiento a favor del viento de las unidades de proceso y los servicios públicos es otra recomendación (CCPS 1993). Las regulaciones ambientales han llevado a una reducción significativa de las fugas de los tanques (Lipton y Lynch 1994).
Las distancias mínimas de separación se han descrito en varias publicaciones para unidades de proceso, equipos y diferentes funciones de la planta (CCPS 1993; Dow Chemical Company 1994a; IRI 1991). Las instalaciones generales que normalmente tienen separaciones de distancia recomendadas en los diseños generales de la planta se muestran en la tabla 3. Las recomendaciones de distancia real deben definirse cuidadosamente. Si bien los calentadores a fuego y los hornos de proceso no se muestran en la tabla 3, son un elemento importante y las separaciones de distancia recomendadas deben incluirse en un diseño de proceso unitario.
Tabla 3. Instalaciones generalmente separadas en diseños generales de planta
- Unidades de proceso
- Granjas de tanques
- Instalaciones de carga y descarga
- Bengalas
- Energía, calderas e incineradores
- Torres de enfriamiento
- Subestaciones, grandes patios de interruptores eléctricos
- casas de control central
- Almacenes.
- Laboratorios analíticos
- Sistemas de bloqueo y medición de servicios públicos entrantes
- Mangueras contra incendios, monitores fijos, depósitos y bombas contra incendios de emergencia
- Áreas de tratamiento de residuos
- Mantenimiento de edificios y áreas.
- Edificios administrativos
Además, los caminos son necesarios para el acceso de vehículos o equipos de emergencia y mantenimiento y requieren una colocación cuidadosa entre las unidades de proceso y en las distintas secciones de la planta. Deben establecerse espacios libres aceptables para los bastidores de tuberías elevados y otros equipos elevados junto con los espacios libres laterales en los cruces de caminos y las entradas a todas las instalaciones.
Los requisitos de diseño pueden basarse en distancias de separación mínimas recomendadas (CCPS 1993; NFPA 1990; IRI 1991; Mecklenburgh 1985) o determinarse a través de un análisis de riesgos (Dow Chemical Company 1994a).
Disposición de la unidad de proceso
La Tabla 3 presenta un resumen general del diseño de las separaciones de la planta. Las unidades de proceso están contenidas dentro del bloque específico que se muestra en el diseño general. El proceso químico generalmente se muestra en detalle en los diagramas de proceso e implementación (P&ID). El diseño de un proceso requiere consideraciones más allá de las distancias de separación de equipos específicos, algunas de las cuales se muestran en la tabla 4.
Tabla 4. Consideraciones generales en el diseño de una unidad de proceso
- Definición de áreas para futuras expansiones y accesibilidad de unidades
- Accesibilidad del equipo de reparación para mantenimiento frecuente
- Requisitos de espacio para la reparación de equipos individuales (p. ej., área necesaria para tirar del paquete del intercambiador de calor o accesibilidad para la válvula de control)
- Barreras para equipos de alta presión o reactores con potencial de explosión
- Requisitos mecánicos y de espacio para la carga/descarga de reactores o torres llenos de sólidos
- Espacio para ventilar explosiones de polvo.
- Separación de equipos abiertos o mantenidos con frecuencia de tuberías, recipientes, etc. de alta temperatura.
- Edificios o estructuras especiales y espacio libre necesario (p. ej., una sala de compresores con un puente grúa interno o una grúa externa)
El ensamblaje de equipos en cualquier unidad de proceso en particular variará considerablemente, dependiendo del proceso. La toxicidad y las características peligrosas de las corrientes y los materiales dentro de las unidades también varían ampliamente. A pesar de estas diferencias, se han desarrollado estándares de distancia mínima para muchos elementos del equipo (CCPS 1993; NFPA 1990; IRI 1991; Mecklenburgh 1985). Los procedimientos para calcular las posibles fugas y exposiciones tóxicas de los equipos de proceso que también pueden afectar la distancia de separación están disponibles (Dow Chemical Company 1994b). Además, el análisis de dispersión se puede aplicar cuando se han calculado estimaciones de fugas.
Equipo y distancia de separación
Se puede utilizar una técnica matricial para calcular el espacio necesario para separar el equipo (CCPS 1993; IRI 1991). Los cálculos basados en condiciones de procesamiento específicas y una evaluación de riesgos del equipo pueden dar como resultado distancias de separación que difieren de una guía de matriz estándar.
Se pueden desarrollar listas extensas para una matriz refinando las categorías individuales y agregando equipos. Por ejemplo, los compresores se pueden dividir en varios tipos, como los que manejan gas inerte, aire y gases peligrosos. Las distancias de separación para los compresores accionados por motor pueden diferir de las máquinas accionadas por motor o por vapor. Las distancias de separación en las instalaciones de almacenamiento que albergan gases licuados deben analizarse en función de si el gas es inerte.
Los límites de la batería de proceso deben definirse cuidadosamente. Son las líneas divisorias o los límites de la parcela para una unidad de proceso (el nombre deriva del uso temprano de una batería de hornos en el procesamiento). Otras unidades, carreteras, servicios públicos, tuberías, zanjas de desagüe, etc., se trazan en función de los límites de la batería. Si bien la ubicación del equipo de la unidad no se extiende a los límites de la batería, se deben definir las distancias de separación del equipo de los límites de la batería.
Salas de control o casetas de control
En el pasado, cada unidad de proceso se diseñaba con una sala de control que proporcionaba el control operativo del proceso. Con la llegada de la instrumentación electrónica y el procesamiento controlado por computadora, las salas de control individuales han sido reemplazadas por una sala de control central que controla varias unidades de proceso en muchas operaciones. La sala de control centralizada es económicamente ventajosa debido a la optimización del proceso y al aumento de la eficiencia del personal. Todavía existen unidades de proceso individuales y, en algunas unidades especializadas, las casas de control más antiguas que han sido suplantadas por salas de control centralizadas aún pueden usarse para el monitoreo de procesos locales y para el control de emergencia. Aunque las funciones y ubicaciones de la sala de control generalmente están determinadas por la economía del proceso, el diseño de la sala de control o la sala de control es muy importante para mantener el control de emergencia y para la protección de los trabajadores. Algunas consideraciones para las casas de control central y local incluyen:
- presurizar la casa de control para evitar la entrada de vapores tóxicos y peligrosos
- diseño de la casa de control para resistencia a explosiones y explosiones
- establecer una ubicación que tenga un riesgo mínimo (basado en la distancia de separación y la probabilidad de escapes de gas)
- purificar todo el aire de entrada e instalar una ubicación de chimenea de entrada que minimice la entrada de vapores tóxicos o peligrosos
- Sellado de todas las salidas de alcantarillado de la casa de control.
- instalación de un sistema de extinción de incendios.
Reducción de inventario
Una consideración importante en los diseños de procesos y plantas es la cantidad de materiales tóxicos y peligrosos en el inventario general, incluido el equipo. Las consecuencias de una fuga son más graves a medida que aumenta el volumen de material. En consecuencia, el inventario debe minimizarse siempre que sea posible. El procesamiento mejorado que reduce la cantidad y el tamaño de las piezas del equipo reduce el inventario, reduce el riesgo y también da como resultado una menor inversión y una mayor eficiencia operativa.
Algunas posibles consideraciones de reducción de inventario se muestran en la tabla 6. Cuando se instale una nueva instalación de proceso, el procesamiento debe optimizarse teniendo en cuenta algunos de los objetivos que se muestran en la tabla 5.
Tabla 5. Pasos para limitar el inventario
- Reducción de la reducción del inventario de tanques de almacenamiento a través de un mejor control de procesos, operación y control de inventario justo a tiempo
- Eliminar o minimizar el inventario de tanques en el sitio a través de la integración de procesos
- Uso del análisis y desarrollo de variables de reacción para la reducción del volumen del reactor
- Sustitución de reactores por lotes por reactores continuos, lo que también reduce la retención aguas abajo
- Disminución de la retención de la columna de destilación a través de reducciones de volumen de fondos y retención de bandejas con bandejas o empaques más avanzados
- Sustitución de calderines de marmita por calderines termosifón
- Minimización de los volúmenes de los tambores de sobretensión y de los tambores de fondo
- Mejorar el diseño y el tamaño de las tuberías para minimizar la retención
- Donde se producen materiales tóxicos, minimizando la retención de la sección tóxica
Instalaciones de almacenamiento
Las instalaciones de almacenamiento en una planta de procesamiento químico pueden albergar alimentos líquidos y sólidos, productos químicos intermedios, subproductos y productos de proceso. Los productos almacenados en muchas instalaciones sirven como intermediarios o precursores de otros procesos. El almacenamiento también puede ser necesario para diluyentes, solventes u otros materiales de proceso. Todos estos materiales se almacenan generalmente en tanques de almacenamiento sobre el suelo (AST). El tanque subterráneo todavía se usa en algunos lugares, pero el uso generalmente es limitado debido a problemas de acceso y capacidad limitada. Además, las fugas potenciales de tales tanques de almacenamiento subterráneos (UST) presentan problemas ambientales cuando las fugas contaminan el agua subterránea. La contaminación general de la tierra puede dar lugar a posibles exposiciones atmosféricas con fugas de materiales con mayor presión de vapor. Los materiales filtrados pueden ser un problema potencial de exposición durante los esfuerzos de remediación del suelo. Las fugas de UST han resultado en regulaciones ambientales estrictas en muchos países, como los requisitos para tanques de doble pared y monitoreo subterráneo.
Los tanques de almacenamiento típicos sobre el suelo se muestran en la figura 1. Los AST verticales son tanques de techo cónico o abovedado, tanques de techo flotante con techo flotante cubierto o no cubierto o tanques de techo flotante externo (EFRT). Los tanques de techo convertido o cerrado son EFRT con cubiertas instaladas en los tanques que con frecuencia son domos de tipo geodésico. Dado que los EFRT con el tiempo no mantienen una forma perfectamente circular, es difícil sellar el techo flotante y se instala una cubierta en el tanque. Un diseño de domo geodésico elimina las armaduras de techo necesarias para los tanques de techo cónico (FRT). El domo geodésico es más económico que un techo cónico y, además, el domo reduce las pérdidas de materiales al medio ambiente.
Figura 1. Tanques de almacenamiento sobre el suelo típicos
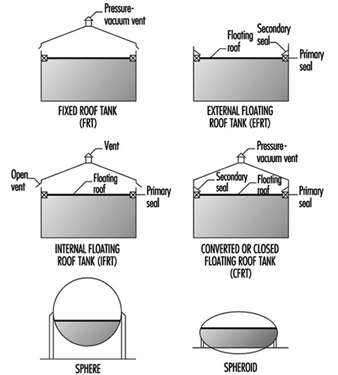
Normalmente, los tanques se limitan al almacenamiento de líquidos donde la presión de vapor del líquido no supera los 77 kPa. Cuando la presión excede este valor, se utilizan esferoides o esferas, ya que ambos están diseñados para operar a presión. Los esferoides pueden ser bastante grandes pero no se instalan donde la presión puede exceder ciertos límites definidos por el diseño mecánico. Para la mayoría de las aplicaciones de almacenamiento de presión de vapor más alta, las esferas son normalmente el contenedor de almacenamiento y están equipadas con válvulas de alivio de presión para evitar el exceso de presión. Un problema de seguridad que se ha desarrollado con las esferas es el vuelco, que genera un exceso de vapor y da como resultado descargas de la válvula de alivio o en situaciones más extremas, como la ruptura de la pared de la esfera (CCPS 1993). En general, los contenidos líquidos se estratifican y si se carga material tibio (menos denso) en el fondo de la esfera, el material tibio sube a la superficie con el material superficial más frío y de mayor densidad rodando hacia el fondo. El material de la superficie caliente se vaporiza, elevando la presión, lo que puede resultar en una descarga de la válvula de alivio o sobrepresión de la esfera.
Disposición del tanque
El diseño del tanque requiere una planificación cuidadosa. Hay recomendaciones para las distancias de separación de tanques y otras consideraciones (CCPS 1988; 1993). En muchos lugares, las distancias de separación no están especificadas por código, pero las distancias mínimas (OSHA 1994) pueden ser el resultado de varias decisiones aplicables a las distancias y ubicaciones de separación. Algunas de estas consideraciones se presentan en la tabla 6. Además, el servicio del tanque es un factor en la separación del tanque para tanques presurizados, refrigerados y atmosféricos (CCPS 1993).
Tabla 6. Separación de tanques y consideraciones de ubicación
- La separación basada en las distancias de capa a capa puede basarse en referencias y estar sujeta al cálculo de la distancia de radiación térmica en caso de incendio en un tanque adyacente.
- Los tanques deben estar separados de las unidades de proceso.
- La ubicación del tanque, preferiblemente a favor del viento desde otras áreas, minimiza los problemas de ignición en el caso de que un tanque libere una cantidad significativa de vapor.
- Los tanques de almacenamiento deben tener diques, que también son requeridos por ley en la mayoría de las regiones.
- Los tanques se pueden agrupar para la utilización de diques comunes y equipos de extinción de incendios.
- Los diques deben tener capacidad de aislamiento en caso de emergencia.
Los diques son necesarios y tienen un tamaño volumétrico nominal para contener el contenido de un tanque. Cuando hay varios tanques dentro de un dique, la capacidad volumétrica mínima del dique es equivalente a la capacidad del tanque más grande (OSHA 1994). Las paredes del dique pueden construirse con tierra, acero, hormigón o mampostería sólida. Sin embargo, los diques de tierra deben ser impenetrables y tener una parte superior plana con un ancho mínimo de 0.61 m. Además, el suelo dentro del área del dique también debe tener una capa impenetrable para evitar cualquier fuga de productos químicos o aceite en el suelo.
Fuga del tanque
Un problema que se ha ido desarrollando a lo largo de los años es la fuga del tanque como resultado de la corrosión en el fondo del tanque. Con frecuencia, los tanques tienen capas de agua en el fondo del tanque que pueden contribuir a la corrosión, y puede ocurrir corrosión electrolítica debido al contacto con la tierra. Como resultado, se han instituido requisitos reglamentarios en varias regiones para controlar las fugas en el fondo del tanque y la contaminación del agua y el suelo subterráneo por contaminantes en el agua. Se ha desarrollado una variedad de procedimientos de diseño para controlar y monitorear las fugas (Hagen y Rials 1994). Además, también se han instalado dobles fondos. En algunas instalaciones se ha instalado protección catódica para controlar aún más el deterioro del metal (Barletta, Bayle y Kennelley 1995).
Toma de agua
La descarga manual periódica de agua desde el fondo del tanque puede resultar en exposición. La observación visual para determinar la interfaz a través de un drenaje manual abierto puede provocar la exposición del trabajador. Se puede instalar una descarga cerrada con un sensor de interfaz y una válvula de control que minimice la posible exposición de los trabajadores (Lipton y Lynch 1994). Hay una variedad de sensores disponibles comercialmente para este servicio.
Tanques de sobrellenado
Con frecuencia, los tanques se sobrellenan, lo que genera riesgos potenciales para la seguridad y la exposición de los trabajadores. Esto puede evitarse con instrumentos redundantes o de dos niveles que controlen las válvulas de bloqueo de entrada o las bombas de alimentación (Bahner 1996). Durante muchos años, las líneas de desbordamiento se instalaron en los tanques de productos químicos, pero terminaban a poca distancia por encima de una abertura de drenaje para permitir la observación visual de la descarga de desbordamiento. Además, el drenaje tuvo que dimensionarse para una tasa de llenado superior a la máxima para garantizar un drenaje adecuado. Sin embargo, dicho sistema es una fuente potencial de exposición. Esto se puede eliminar conectando la línea de desbordamiento directamente al desagüe con un indicador de flujo en la línea para mostrar el desbordamiento. Aunque esto funcionará satisfactoriamente, esto resulta en la sobrecarga del sistema de drenaje con un volumen muy grande de contaminantes y problemas potenciales de salud y seguridad.
Inspección y limpieza de tanques.
Periódicamente, los tanques se retiran de servicio para su inspección y/o limpieza. Estos procedimientos deben controlarse cuidadosamente para evitar la exposición de los trabajadores y minimizar los riesgos potenciales para la seguridad. Después del drenaje, los tanques se enjuagan frecuentemente con agua para eliminar los restos de líquido del proceso. Históricamente, los tanques se limpiaban de forma manual o mecánica cuando era necesario. Cuando se drenan los tanques, se llenan de vapor que puede ser tóxico y puede estar dentro de un rango combustible. Es posible que el lavado con agua no afecte significativamente la toxicidad del vapor, pero puede reducir los posibles problemas de combustión. Con techos flotantes, el material debajo del techo flotante se puede lavar y drenar, pero algunos tanques aún pueden tener material en el sumidero. Este material del fondo debe eliminarse manualmente y puede presentar problemas de exposición potencial. Es posible que se requiera que el personal use equipo de protección personal (EPP).
Normalmente, los tanques cerrados y cualquier volumen por debajo de los techos flotantes se purgan con aire hasta que se alcanza un nivel de concentración de oxígeno específico antes de que se permita la entrada. Sin embargo, las mediciones de concentración deben obtenerse continuamente para garantizar que los niveles de concentración tóxica sean satisfactorios y no cambien.
Ventilación de vapor y control de emisiones.
Para tanques de techo fijo o de techo flotante convertido (CFRT), la ventilación a la atmósfera puede no ser aceptable en muchos lugares. El venteo de presión-vacío (PV) (que se muestra en la figura 2) estos tanques se retiran y los vapores fluyen a través de un conducto cerrado hacia un dispositivo de control donde los contaminantes se destruyen o recuperan. Para ambos tanques, se puede realizar una purga inerte (p. ej., nitrógeno). ser inyectado para eliminar el efecto de vacío diurno y mantener una presión positiva para el dispositivo de recuperación. En el tanque CFRT, el nitrógeno elimina el efecto diurno y reduce los vapores a la atmósfera a través de un respiradero PV. Sin embargo, las emisiones de vapor no se eliminan. A Se dispone de una gran cantidad de dispositivos y técnicas de control que incluyen combustión, absorbedores, condensadores y absorción (Moretti y Mukhopadhyay 1993; Carroll y Ruddy 1993; Basta 1994; Pennington 1996; Siegall 1996). La selección de un sistema de control es una función de los objetivos finales de emisión. y costos de operación e inversión.
En los tanques de techo flotante, tanto externos como internos, los sellos y los controles de accesorios auxiliares minimizan efectivamente las pérdidas de vapor.
Riesgos para la seguridad
La inflamabilidad es una preocupación importante en los tanques y se requieren sistemas de extinción de incendios para ayudar en el control y la prevención de zonas de incendio ampliadas. Los sistemas de agua contra incendios y las recomendaciones de instalación están disponibles (CCPS 1993; Dow Chemical Company 1994a; NFPA 1990). El agua se puede rociar directamente sobre un incendio bajo ciertas condiciones y es esencial para enfriar tanques o equipos adyacentes para evitar el sobrecalentamiento. Además, la espuma es un agente extintor de incendios eficaz y se pueden instalar equipos de espuma permanentes en los tanques. La instalación de equipos de espuma en equipos móviles de extinción de incendios debe revisarse con un fabricante. Las espumas ambientalmente aceptables y de baja toxicidad ahora están disponibles que son efectivas y comparables a otras espumas para extinguir incendios rápidamente.
Procesando equipamiento
Se requiere una amplia variedad de equipos de proceso en el procesamiento de productos químicos como resultado de los numerosos procesos, requisitos de procesos especializados y variaciones en los productos. En consecuencia, no se puede revisar todo el equipo químico en uso hoy en día; esta sección se concentrará en el equipo de aplicación más amplia que se encuentra en las secuencias de procesamiento.
Reactores
Hay un gran número de tipos de reactores en la industria química. La base para la selección del reactor es una función de una serie de variables, empezando por clasificar si la reacción es discontinua o continua. Con frecuencia, las reacciones por lotes se convierten en operaciones continuas a medida que aumenta la experiencia con la reacción y se dispone de algunas modificaciones, como catalizadores mejorados. El procesamiento de reacción continuo es generalmente más eficiente y produce un producto más consistente, lo cual es deseable para cumplir con los objetivos de calidad del producto. Sin embargo, todavía hay una gran cantidad de operaciones por lotes.
Reacción
En todas las reacciones, la clasificación de una reacción como exotérmica o endotérmica (que produce calor o requiere calor) es necesaria para definir los requisitos de calentamiento o enfriamiento necesarios para controlar la reacción. Además, se deben establecer criterios de reacción fuera de control para instalar sensores y controles de instrumentos que puedan evitar que una reacción se salga de control. Antes de la operación a gran escala de un reactor, se deben investigar y desarrollar procedimientos de emergencia para garantizar que la reacción fuera de control se contenga de manera segura. Algunas de las diversas soluciones potenciales son equipos de control de emergencia que se activan automáticamente, inyección de un químico que detiene la reacción e instalaciones de ventilación que pueden acomodar y contener el contenido del reactor. La operación de la válvula de seguridad y la ventilación es extremadamente importante y requiere un equipo en buen estado y en funcionamiento en todo momento. En consecuencia, con frecuencia se instalan múltiples válvulas de seguridad entrelazadas para garantizar que el mantenimiento de una válvula no reduzca la capacidad de alivio requerida.
En caso de que una válvula de seguridad o ventilación se descargue debido a un mal funcionamiento, el efluente de descarga debe contenerse en prácticamente todas las circunstancias para minimizar los riesgos potenciales para la seguridad y la salud. Como resultado, el método de contención de la descarga de emergencia a través de tuberías junto con la disposición final de la descarga del reactor debe analizarse cuidadosamente. En general, el líquido y el vapor deben separarse y el vapor debe enviarse a una antorcha o recuperación y el líquido debe reciclarse cuando sea posible. La eliminación de sólidos puede requerir algún estudio.
Lote
En los reactores que involucran reacciones exotérmicas, una consideración importante es el ensuciamiento de las paredes o las tuberías internas por el medio de enfriamiento utilizado para mantener la temperatura. La eliminación del material contaminado varía considerablemente y el método de eliminación depende de las características del material contaminado. El material sucio se puede eliminar con un solvente, un chorro de boquilla de alta presión o, en algunos casos, manualmente. En todos estos procedimientos, la seguridad y la exposición deben ser cuidadosamente controladas. El movimiento de material dentro y fuera del reactor no debe permitir la entrada de aire, lo que puede resultar en una mezcla de vapor inflamable. Los vacíos deben romperse con un gas inerte (p. ej., nitrógeno). La entrada de embarcaciones para inspección o trabajo se puede clasificar como entrada en un espacio confinado y se deben observar las reglas para este procedimiento. Se debe comprender la toxicidad dérmica y de vapor y los técnicos deben tener conocimientos sobre los peligros para la salud.
ASESORIA CONTINUA
Los reactores de flujo continuo se pueden llenar con líquido o vapor y líquido. Algunas reacciones producen lodos en los reactores. Además, hay reactores que contienen catalizadores sólidos. El fluido de reacción puede ser líquido, vapor o una combinación de vapor y líquido. Los catalizadores sólidos, que promueven una reacción sin participar en ella, normalmente se encuentran dentro de rejillas y se denominan lechos fijos. Los reactores de lecho fijo pueden tener lechos simples o múltiples y pueden tener reacciones exotérmicas o endotérmicas, y la mayoría de las reacciones requieren una temperatura constante (isotérmica) en cada lecho. Esto requiere con frecuencia la inyección de corrientes de alimentación o un diluyente en varios lugares entre lechos para controlar la temperatura. Con estos sistemas de reacción, la indicación de la temperatura y la ubicación del sensor a través de los lechos son extremadamente importantes para evitar un desbocamiento de la reacción y cambios en el rendimiento o la calidad del producto.
Los lechos fijos generalmente pierden su actividad y deben regenerarse o reemplazarse. Para la regeneración, los depósitos en el lecho pueden quemarse, disolverse en un solvente o, en algunos casos, regenerarse mediante la inyección de un producto químico en un fluido inerte en el lecho, restaurando así la actividad del catalizador. Dependiendo del catalizador, se puede aplicar una de estas técnicas. Cuando se queman lechos, el reactor se vacía y se purga de todos los fluidos del proceso y luego se llena con un gas inerte (generalmente nitrógeno), que se calienta y recircula, elevando el lecho a un nivel de temperatura específico. En este punto, se agrega un volumen muy pequeño de oxígeno a la corriente inerte para iniciar un frente de llama que se mueve gradualmente a través del lecho y controla el aumento de temperatura. Cantidades excesivas de oxígeno tienen un efecto perjudicial sobre el catalizador.
Eliminación de catalizador de lecho fijo
La remoción de catalizadores de lecho fijo debe controlarse cuidadosamente. Los reactores se drenan del fluido del proceso y luego el fluido restante se desplaza con un fluido de lavado o se purga con vapor hasta que se haya eliminado todo el fluido del proceso. La purga final puede requerir otras técnicas antes de que el recipiente se pueda purgar con un gas inerte o aire antes de abrir el recipiente o descargar el catalizador del recipiente bajo un manto inerte. Si se usa agua en este proceso, el agua se drena a través de una tubería cerrada a un alcantarillado de proceso. Algunos catalizadores son sensibles al aire o al oxígeno y se vuelven pirofóricos o tóxicos. Estos requieren procedimientos especiales para eliminar el aire durante el llenado o vaciado de los recipientes. La protección personal junto con los procedimientos de manejo deben definirse cuidadosamente para minimizar las exposiciones potenciales y proteger al personal.
La eliminación del catalizador gastado puede requerir un tratamiento adicional antes de enviarlo a un fabricante de catalizadores para su reciclaje o en un procedimiento de eliminación ambientalmente aceptable.
Otros sistemas catalizadores
El gas que fluye a través de un lecho de catalizador sólido suelto expande el lecho y forma una suspensión que es similar a un líquido y se denomina lecho fluido. Este tipo de reacción se utiliza en varios procesos. Los catalizadores usados se eliminan como una corriente lateral de gas y sólidos para su regeneración y luego se devuelven al proceso a través de un sistema cerrado. En otras reacciones, la actividad del catalizador puede ser muy alta y, aunque el catalizador se descarga en el producto, la concentración es extremadamente baja y no plantea ningún problema. Cuando no se desee una alta concentración de sólidos de catalizador en el vapor del producto, se debe eliminar el arrastre de sólidos antes de la purificación. Sin embargo, quedarán rastros de sólidos. Estos se eliminan para su eliminación en una de las corrientes de subproductos, que a su vez deben clarificarse.
En situaciones en las que el catalizador gastado se regenera mediante la combustión, se requieren amplias instalaciones de recuperación de sólidos en los sistemas de lecho fluidizado para cumplir con las restricciones ambientales. La recuperación puede consistir en varias combinaciones de ciclones, precipitadores eléctricos, filtros de mangas y/o depuradores. Cuando la quema se produce en lechos fijos, la preocupación básica es el control de la temperatura.
Dado que los catalizadores de lecho fluidizado se encuentran frecuentemente dentro del rango respiratorio, se debe tener cuidado durante el manejo de sólidos para garantizar la protección de los trabajadores con catalizadores frescos o recuperados.
En algunos casos, se puede usar una aspiradora para quitar varios componentes de una cama fija. En estas situaciones, un chorro de vacío impulsado por vapor es frecuentemente el productor de vacío. Esto produce una descarga de vapor que frecuentemente contiene materiales tóxicos aunque en muy baja concentración en la corriente en chorro. Sin embargo, la descarga de un chorro de vapor debe revisarse cuidadosamente para determinar las cantidades de contaminantes, la toxicidad y la posible dispersión si se descarga directamente a la atmósfera. Si esto no es satisfactorio, la descarga del chorro puede requerir condensación en un sumidero donde se controlan todos los vapores y el agua se envía al sistema de alcantarillado cerrado. Una bomba de vacío rotativa funcionará en este servicio. Es posible que no se permita que la descarga de una bomba de vacío alternativa se descargue directamente a la atmósfera, pero en algunos casos puede descargarse en una línea de antorcha, incinerador o calentador de proceso.
Safety
En todos los reactores, los aumentos de presión son una preocupación importante ya que no se debe exceder la clasificación de presión del recipiente. Estos aumentos de presión pueden ser el resultado de un control deficiente del proceso, un mal funcionamiento o una reacción descontrolada. En consecuencia, se requieren sistemas de alivio de presión para mantener la integridad del recipiente evitando la sobrepresión del reactor. Las descargas de las válvulas de alivio deben diseñarse cuidadosamente para mantener un alivio adecuado en todas las condiciones, incluido el mantenimiento de las válvulas de alivio. Es posible que se requieran varias válvulas. Si se diseña una válvula de alivio para descargar a la atmósfera, el punto de descarga debe elevarse por encima de todas las estructuras cercanas y se debe realizar un análisis de dispersión para garantizar la protección adecuada de los trabajadores y las comunidades cercanas.
Si se instala un disco de ruptura con una válvula de seguridad, también se debe encerrar la descarga y designar la ubicación de descarga final como se describe anteriormente. Dado que la ruptura de un disco no se volverá a asentar, un disco sin válvula de seguridad probablemente liberará la mayor parte del contenido del reactor y el aire puede ingresar al reactor al final de la liberación. Esto requiere un análisis cuidadoso para asegurar que no se cree una situación inflamable y que no ocurran reacciones altamente indeseables. Además, la descarga de un disco puede liberar líquido y el sistema de ventilación debe estar diseñado para contener todos los líquidos con vapor descargado, como se describe anteriormente. Las liberaciones atmosféricas de emergencia deben ser aprobadas por las autoridades reguladoras antes de la instalación.
Los agitadores mezcladores instalados en los reactores están sellados. Las fugas pueden ser peligrosas y, si ocurren, el sello debe repararse, lo que requiere el apagado del reactor. El contenido del reactor puede requerir manipulación o precauciones especiales y un procedimiento de parada de emergencia debe incluir la terminación de la reacción y la disposición del contenido del reactor. La inflamabilidad y el control de la exposición deben revisarse cuidadosamente para cada paso, incluida la disposición final de la mezcla del reactor. Dado que una parada puede ser costosa e implicar una pérdida de producción, se han introducido mezcladores magnéticos y sistemas de sellado más nuevos para reducir el mantenimiento y las paradas del reactor.
La entrada a todos los reactores requiere el cumplimiento de procedimientos seguros de entrada a espacios confinados.
Torres de fraccionamiento o destilación
La destilación es un proceso mediante el cual las sustancias químicas se separan mediante métodos que aprovechan las diferencias en los puntos de ebullición. Las torres familiares en plantas químicas y refinerías son torres de destilación.
La destilación en varias formas es un paso de procesamiento que se encuentra en la gran mayoría de los procesos químicos. El fraccionamiento o la destilación se pueden encontrar en los pasos del proceso de purificación, separación, extracción, azeotrópico y extractivo. Estas aplicaciones ahora incluyen la destilación reactiva, donde ocurre una reacción en una sección separada de la torre de destilación.
La destilación se realiza con una serie de bandejas en una torre, o se puede realizar en una torre llena de relleno. Los empaques tienen configuraciones especiales que permiten fácilmente el paso de vapor y líquido, pero brindan suficiente área de superficie para el contacto vapor-líquido y un fraccionamiento eficiente.
Operación
Normalmente se suministra calor a una torre con un rehervidor, aunque el contenido de calor de corrientes específicas puede ser suficiente para eliminar el rehervidor. Con el calor del rehervidor, se produce una separación vapor-líquido en múltiples pasos en las bandejas y los materiales más livianos ascienden a través de la torre. Los vapores de la bandeja superior se condensan total o parcialmente en el condensador superior. El líquido condensado se recolecta en el tambor de recuperación de destilados, donde parte del líquido se recicla a la torre y la otra parte se retira y se envía a una ubicación específica. Los vapores no condensados pueden recuperarse en otro lugar o enviarse a un dispositivo de control que puede ser una cámara de combustión o un sistema de recuperación.
Presión
Las torres suelen funcionar a presiones superiores a la presión atmosférica. Sin embargo, las torres se operan con frecuencia al vacío para minimizar las temperaturas del líquido que pueden afectar la calidad del producto o en situaciones en las que los materiales de la torre se vuelven una preocupación mecánica y económica debido al nivel de temperatura que puede ser difícil de alcanzar. Además, las altas temperaturas pueden afectar al fluido. En las fracciones de petróleo pesado, las temperaturas muy altas en los fondos de las torres suelen dar lugar a problemas de coquización.
Los vacíos se obtienen normalmente con eyectores o bombas de vacío. En las unidades de proceso, las cargas de vacío consisten en algunos materiales ligeros de vapor, inertes que pueden haber estado en la corriente de alimentación de la torre y aire de fugas. Normalmente, el sistema de vacío se instala después de un condensador para reducir la carga orgánica al sistema de vacío. El tamaño del sistema de vacío se basa en la carga de vapor estimada, con eyectores que manejan cargas de vapor más grandes. En ciertos sistemas, una máquina de vacío puede conectarse directamente a una salida de condensador. Una operación típica del sistema eyector es una combinación de eyectores y condensadores barométricos directos donde los vapores del eyector tienen contacto directo con el agua de enfriamiento. Los condensadores barométricos son grandes consumidores de agua y la mezcla de vapor y agua da como resultado altas temperaturas de salida del agua que tienden a vaporizar cualquier rastro de compuesto orgánico en el sumidero barométrico atmosférico, aumentando potencialmente las exposiciones en el lugar de trabajo. Además, se agrega una gran carga de efluentes al sistema de aguas residuales.
Se logra una gran reducción de agua junto con una reducción sustancial en el consumo de vapor en los sistemas de vacío modificados. Dado que la bomba de vacío no manejará una gran carga de vapor, se usa un eyector de vapor en la primera etapa en combinación con un condensador de superficie para reducir la carga de la bomba de vacío. Además, se instala un tambor de sumidero para operación sobre el suelo. El sistema más simple reduce la carga de aguas residuales y mantiene un sistema cerrado que elimina posibles exposiciones al vapor.
Safety
Todas las torres y tambores deben estar protegidos contra la sobrepresión que puede resultar de un mal funcionamiento, incendio (Mowrer 1995) o fallas en los servicios públicos. Una revisión de peligros es necesaria y es requerida por ley en algunos países. Un enfoque general de gestión de seguridad de procesos que se aplica a la operación de procesos y plantas mejora la seguridad, minimiza las pérdidas y protege la salud de los trabajadores (Auger 1995; Murphy 1994; Sutton 1995). La protección es proporcionada por válvulas de alivio de presión (PRV) que descargan a la atmósfera oa un sistema cerrado. La PRV generalmente se monta en la parte superior de la torre para aliviar la gran carga de vapor, aunque algunas instalaciones ubican la PRV en otras ubicaciones de la torre. La PRV también se puede ubicar en el tambor superior de recuperación de destilados siempre que no se coloquen válvulas entre la PRV y la parte superior de la torre. Si se instalan válvulas de bloqueo en las líneas de proceso al condensador, entonces la PRV debe instalarse en la torre.
Cuando se alivia la sobrepresión de la torre de destilación, en ciertos escenarios de emergencia, la descarga de PRV puede ser excesivamente grande. Una carga muy alta en una línea de ventilación de descarga de un sistema cerrado puede ser la carga más grande del sistema. Dado que una descarga de PRV puede ser repentina y el tiempo total de alivio puede ser bastante corto (menos de 15 minutos), esta carga de vapor extremadamente grande debe analizarse cuidadosamente (Bewanger y Krecter 1995; Boicourt 1995). Dado que esta carga máxima corta y grande es difícil de procesar en dispositivos de control como absorbedores, adsorbentes, hornos, etc., el dispositivo de control preferible en la mayoría de las situaciones es una antorcha para la destrucción del vapor. Normalmente, varias PRV están conectadas a un encabezado de línea de bengala que, a su vez, está conectado a una sola bengala. Sin embargo, la bengala y el sistema general deben diseñarse cuidadosamente para cubrir un gran grupo de posibles contingencias (Boicourt 1995).
Riesgos para la salud
Para el alivio directo a la atmósfera, se debe realizar un análisis de dispersión detallado de los vapores de descarga de la válvula de alivio para garantizar que los trabajadores no estén expuestos y que las concentraciones en la comunidad estén dentro de las pautas de concentración permitidas. Al controlar la dispersión, es posible que se deban elevar las líneas de descarga de la válvula de alivio atmosférico para evitar concentraciones excesivas en las estructuras cercanas. Puede ser necesaria una pila similar a una bengala muy alta para controlar la dispersión.
Otra área de preocupación es ingresar a una torre para mantenimiento o cambios mecánicos durante una parada. Esto implica ingresar a un espacio confinado y expone a los trabajadores a los peligros asociados. El método de enjuague y purga antes de la apertura debe llevarse a cabo con cuidado para garantizar exposiciones mínimas al reducir las concentraciones tóxicas por debajo de los niveles recomendados. Antes de comenzar con las operaciones de lavado y purga, se debe reducir la presión de la torre y se deben cegar todas las conexiones de tubería a la torre (es decir, se deben colocar discos metálicos planos entre las bridas de la torre y las bridas de la tubería de conexión). Este paso debe administrarse cuidadosamente para garantizar exposiciones mínimas. En diferentes procesos, los métodos para limpiar la torre de fluidos tóxicos varían. Con frecuencia, el fluido de la torre se desplaza con un fluido que tiene características de muy baja toxicidad. Este fluido de desplazamiento luego se drena y se bombea a una ubicación seleccionada. La película de líquido restante y las gotitas se pueden vaporizar a la atmósfera a través de una brida superior que tiene una persiana especial con una abertura entre la persiana y la brida de la torre. Después de la vaporización, el aire ingresa a la torre a través de la abertura ciega especial a medida que la torre se enfría. Se abren una boca de inspección en la parte inferior de la torre y otra en la parte superior de la torre, lo que permite el soplado de aire a través de la torre. Cuando la concentración interna de la torre alcanza un nivel predeterminado, se puede ingresar a la torre.
Intercambiadores de calor
Existe una amplia variedad de intercambiadores de calor en la industria de procesos químicos. Los intercambiadores de calor son dispositivos mecánicos para la transferencia de calor hacia o desde una corriente de proceso. Se seleccionan de acuerdo con las condiciones del proceso y los diseños del intercambiador. Algunos de los tipos de intercambiadores comunes se muestran en la figura 2. La selección del intercambiador óptimo para un servicio de proceso es algo complicada y requiere una investigación detallada (Woods 1995). En muchas situaciones, ciertos tipos no son adecuados debido a la presión, la temperatura, la concentración de sólidos, la viscosidad, la cantidad de flujo y otros factores. Además, el diseño de un intercambiador de calor individual puede variar considerablemente; Hay disponibles varios tipos de tubos de dirección flotantes e intercambiadores de láminas (Green, Maloney y Perry 1984). La cabeza flotante normalmente se selecciona donde las temperaturas pueden causar una expansión excesiva del tubo que, de otro modo, no podría mantener la integridad en un intercambiador de placa de tubo fijo. En el intercambiador de cabeza flotante simplificado de la figura 2, la cabeza flotante está contenida completamente dentro del intercambiador y no tiene ninguna conexión con la cubierta de la carcasa. En otros diseños de cabeza flotante, puede haber empaquetamiento alrededor de la placa tubular flotante (Green, Maloney y Perry 1984).
Figura 2. Intercambiadores de calor típicos
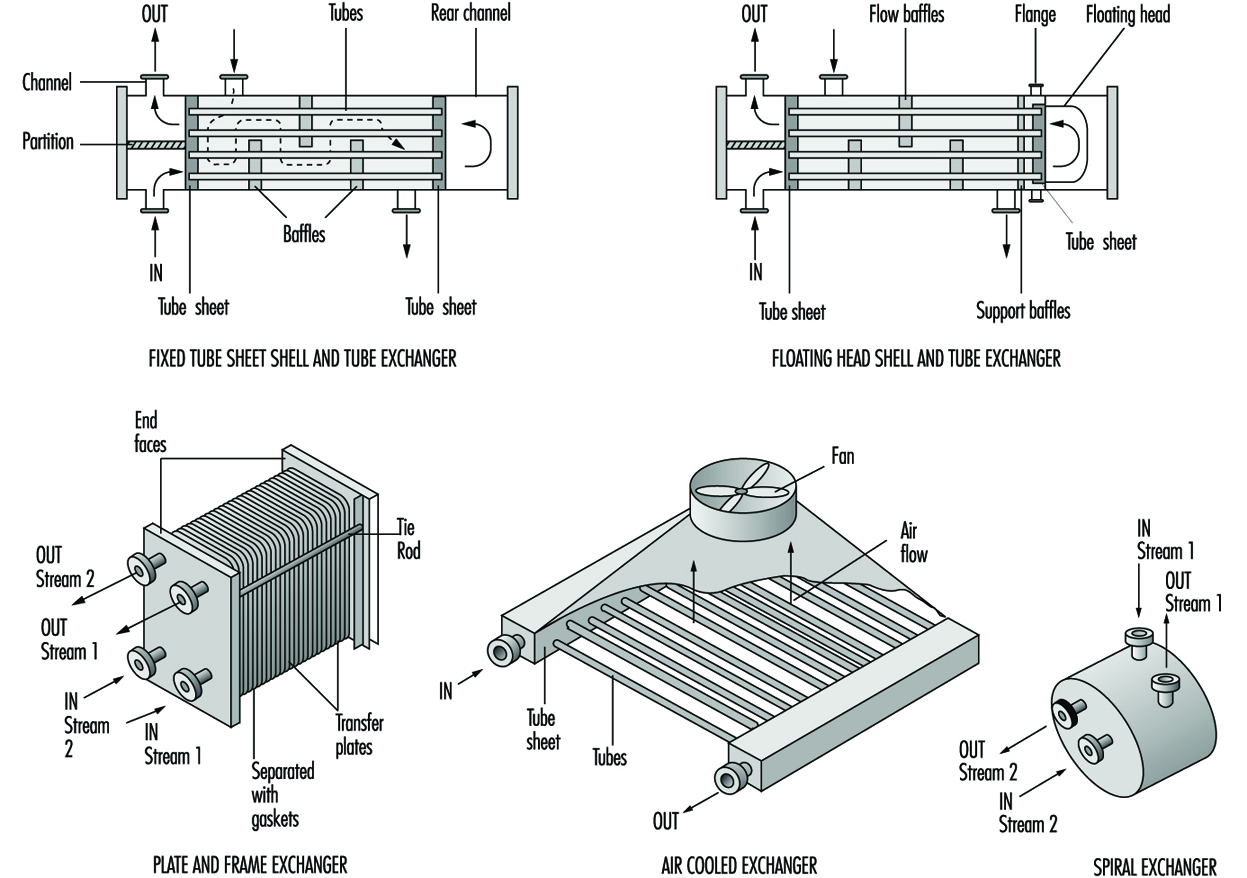
Fuga
El empaque de las placas tubulares flotantes está en contacto con la atmósfera y puede ser una fuente de fugas y exposición potencial. Otros intercambiadores también pueden tener posibles fuentes de fugas y deben examinarse cuidadosamente. Como resultado de sus características de transferencia de calor, los intercambiadores de placas y marcos se instalan a menudo en la industria química. Las placas tienen varias ondulaciones y configuraciones. Las placas están separadas por juntas que evitan la mezcla de las corrientes y proporcionan un sello externo. Sin embargo, los sellos limitan las aplicaciones de temperatura a unos 180 ºC, aunque las mejoras en los sellos pueden superar esta limitación. Dado que hay varias placas, las placas deben comprimirse correctamente para garantizar un sellado adecuado entre ellas. En consecuencia, es necesaria una instalación mecánica cuidadosa para evitar fugas y peligros potenciales. Dado que hay una gran cantidad de focas, es importante monitorear cuidadosamente las focas para minimizar las posibles exposiciones.
Los intercambiadores enfriados por aire son económicamente atractivos y se han instalado en una gran cantidad de aplicaciones de proceso y en varias ubicaciones dentro de las unidades de proceso. Para ahorrar espacio, estos intercambiadores a menudo se instalan sobre tramos de tubería y con frecuencia se apilan. Dado que la selección del material del tubo es importante, en la industria química se utiliza una variedad de materiales. Estos tubos están conectados a la placa de tubos. Esto requiere el uso de materiales compatibles. La fuga a través de una grieta en el tubo o en la placa del tubo es una preocupación ya que el ventilador hará circular los vapores de la fuga y la dispersión puede resultar en exposiciones potenciales. La dilución con aire puede reducir significativamente el riesgo potencial de exposición. Sin embargo, los ventiladores se apagan con frecuencia bajo algunas condiciones climáticas y, en estas circunstancias, las concentraciones de fugas pueden aumentar, lo que aumenta las exposiciones potenciales. Además, si no se reparan los tubos con fugas, la fisura puede empeorar. Con líquidos tóxicos que no se vaporizan fácilmente, pueden gotear y provocar una posible exposición dérmica.
Los intercambiadores de calor de carcasa y tubos pueden desarrollar fugas a través de cualquiera de las diversas bridas (Green, Maloney y Perry 1984). Dado que los intercambiadores de calor de carcasa y tubos varían en tamaño, desde áreas de superficie pequeñas a muy grandes, el diámetro de las bridas exteriores suele ser mucho mayor que el de las bridas de tubería típicas. Con estas bridas grandes, las juntas no solo deben resistir las condiciones del proceso, sino también proporcionar un sello bajo las variaciones de carga de los pernos. Se utilizan varios diseños de juntas. Es difícil mantener constantes las tensiones de carga de los pernos en todos los pernos de la brida, lo que genera fugas en muchos intercambiadores. La fuga de la brida se puede controlar con anillos de sellado de brida (Lipton y Lynch 1994).
Las fugas en los tubos pueden ocurrir en cualquiera de los tipos de intercambiadores disponibles, con la excepción de los intercambiadores de placas y algunos otros intercambiadores especiales. Sin embargo, estos últimos intercambiadores tienen otros problemas potenciales. Cuando los tubos se filtran en un sistema de agua de refrigeración, el agua de refrigeración descarga el contaminante en una torre de refrigeración que puede ser una fuente de exposición tanto para los trabajadores como para la comunidad cercana. En consecuencia, el agua de refrigeración debe ser monitoreada.
La dispersión de los vapores de las torres de enfriamiento puede extenderse como resultado de los ventiladores en las torres de enfriamiento de tiro forzado e inducido. Además, las torres de convección natural descargan vapores a la atmósfera que luego se dispersan. Sin embargo, la dispersión varía considerablemente según las condiciones climáticas y la elevación de la descarga. Los materiales tóxicos menos volátiles permanecen en el agua de enfriamiento y la corriente de purga de la torre de enfriamiento, que debe tener suficiente capacidad de tratamiento para destruir los contaminantes. La torre de enfriamiento y el depósito de la torre deben limpiarse periódicamente y los contaminantes se suman a los peligros potenciales en el depósito y en el relleno de la torre. La protección personal es necesaria para gran parte de este trabajo.
Limpieza de intercambiadores
Un problema con los tubos en el servicio de agua de refrigeración es la acumulación de material en los tubos como resultado de la corrosión, los organismos biológicos y la deposición de sólidos. Como se describió anteriormente, los tubos también pueden tener fugas a través de grietas, o pueden ocurrir fugas cuando los tubos se enrollan en estrías en la placa de tubos. Cuando ocurre cualquiera de estas condiciones, se requiere la reparación del intercambiador y los fluidos del proceso deben eliminarse del intercambiador. Esto requiere una operación completamente contenida, que es necesaria para cumplir con los objetivos de exposición ambiental, de seguridad y de salud.
Generalmente, el fluido del proceso se drena a un receptor y el material restante se elimina del intercambiador con un solvente o material inerte. Este último material también se envía a un receptor de material contaminado mediante drenaje o presión con nitrógeno. Cuando haya material tóxico en el intercambiador, se debe monitorear el intercambiador para detectar cualquier rastro de material tóxico. Si los resultados de las pruebas no son satisfactorios, se puede vaporizar el intercambiador para vaporizar y eliminar todo rastro de material. Sin embargo, la ventilación de vapor debe conectarse a un sistema cerrado para evitar que el vapor se escape a la atmósfera. Si bien la ventilación cerrada puede no ser absolutamente necesaria, a veces puede haber más material contaminante en el intercambiador, lo que requiere una ventilación de vapor cerrada en todo momento para controlar los peligros potenciales. Después de la vaporización, un respiradero a la atmósfera admite aire. Este procedimiento general es aplicable al lado o lados del intercambiador que contienen material tóxico.
Los productos químicos que se utilicen para limpiar los tubos o el lado de la carcasa deben circular en un sistema cerrado. Normalmente, la solución de limpieza se recircula desde un sistema de camión cisterna y la solución contaminada en el sistema se drena a un camión para su eliminación.
Bomba
Una de las funciones de proceso más importantes es el movimiento de líquidos y en la industria química todo tipo de materiales líquidos se mueven con una amplia variedad de bombas. Las bombas enlatadas y magnéticas son bombas centrífugas sin sello. Los impulsores de bomba magnéticos están disponibles para su instalación en otros tipos de bomba para evitar fugas. Los tipos de bombas utilizadas en la industria de procesos químicos se enumeran en la tabla 7.
Tabla 7. Bombas en la industria de procesos químicos
- Centrífugo
- Alternativo (émbolo)
- Enlatado
- Magnético
- Turbina
- Equipo
- Diafragma
- Flujo axial
- Tornillo
- Cavidad móvil
- lóbulo
- Veleta
Sellado
Desde el punto de vista de la salud y la seguridad, el sellado y la reparación de bombas centrífugas son preocupaciones importantes. Los sellos mecánicos, que constituyen el sistema predominante de sellado del eje, pueden tener fugas y, en ocasiones, explotar. Sin embargo, ha habido importantes avances en la tecnología de sellos desde la década de 1970 que han dado como resultado reducciones significativas de fugas y una mayor vida útil de la bomba. Algunas de estas mejoras son sellos de fuelle, sellos de cartucho, diseños de cara mejorados, mejores materiales de cara y mejoras en el control variable de la bomba. Además, la investigación continua en tecnología de sellos debería resultar en mejoras tecnológicas adicionales.
Donde los fluidos de proceso son altamente tóxicos, con frecuencia se instalan bombas enlatadas o magnéticas sin fugas o sin sello. Los períodos de servicio operativo o el tiempo medio entre mantenimiento (MTBM) han mejorado notablemente y, en general, varían entre tres y cinco años. En estas bombas, el fluido de proceso es el fluido lubricante para los cojinetes del rotor. La vaporización del fluido interno afecta negativamente a los cojinetes y, a menudo, hace que sea necesario reemplazarlos. Las condiciones de líquido en las bombas se pueden mantener asegurándose de que la presión interna en el sistema de cojinetes sea siempre mayor que la presión de vapor líquido a la temperatura de funcionamiento. Al reparar una bomba sin sello, es importante drenar completamente un material de volatilidad relativamente baja y debe revisarse cuidadosamente con el proveedor.
En las bombas de proceso centrífugas típicas, el empaque se ha reemplazado esencialmente con sellos mecánicos. Estos sellos generalmente se clasifican como sellos mecánicos simples o dobles, y este último término cubre los sellos mecánicos en tándem o dobles. Hay otras combinaciones de sellos dobles, pero no se usan tanto. En general, se instalan sellos mecánicos en tándem o dobles con fluidos líquidos amortiguadores entre los sellos para reducir las fugas del sello. El American Petroleum Institute (API 1994) emitió estándares de sellos mecánicos para bombas centrífugas y rotativas que cubren la especificación e instalación de sellos mecánicos simples y dobles. Ahora se encuentra disponible una guía de aplicación de sellos mecánicos para ayudar en la evaluación de los tipos de sellos (STLE 1994).
Para evitar fugas excesivas o reventones debido a un sello defectuoso, se instala una placa prensaestopas después del sello. Puede tener un líquido de lavado de prensaestopas para mover la fuga a un sistema de drenaje cerrado (API 1994). Dado que el sistema de prensaestopas no es un sello completo, hay disponibles sistemas de sellos auxiliares, como los bujes del acelerador. Se instalan en el prensaestopas que controla las fugas excesivas a la atmósfera o el reventón del sello (Lipton y Lynch 1994). Estos sellos no están diseñados para un funcionamiento continuo; después de la activación, funcionarán hasta dos semanas antes de fallar, lo que brindará tiempo para que las operaciones cambien las bombas o realicen ajustes en el proceso.
Se encuentra disponible un sistema de sello mecánico más nuevo que esencialmente reduce las emisiones al nivel cero. Este es un sistema de sello mecánico doble con un sistema de amortiguación de gas que reemplaza la amortiguación líquida en el sistema de sello mecánico doble estándar (Fone 1995; Netzel 1996; Adams, Dingman y Parker 1995). En los sistemas de líquido amortiguador, las caras del sello están separadas por una película lubricante extremadamente delgada de líquido tampón que también enfría las caras del sello. Aunque ligeramente separados, existe una cierta cantidad de contacto de cara que da como resultado el desgaste del sello y el calentamiento de la cara del sello. Los sellos de gas se denominan sellos sin contacto, ya que una cara del sello con muescas curvas bombea gas a través de las caras del sello y construye una capa de gas o dique que separa completamente las caras del sello. Esta falta de contacto da como resultado una vida útil muy larga del sello y también reduce la pérdida por fricción del sello, lo que reduce notablemente el consumo de energía. Dado que el sello bombea gas, hay un flujo muy pequeño hacia el proceso y hacia la atmósfera.
Riesgos para la salud
Una de las principales preocupaciones con las bombas es el drenaje y el lavado para preparar la bomba para el mantenimiento o la reparación. El drenaje y la eliminación abarcan tanto los fluidos de proceso como los fluidos intermedios. Los procedimientos deben requerir la descarga de todos los fluidos en un sistema de drenaje de conexión cerrada. En el prensaestopas de la bomba, donde un casquillo de garganta separa el impulsor del prensaestopas, el casquillo actúa como un vertedero al retener algo de líquido en el prensaestopas. Los orificios de drenaje en el buje o un drenaje en la caja de empaquetadura permitirán la eliminación completa del líquido del proceso a través del drenaje y lavado. Para los fluidos amortiguadores, debe haber un método para drenar todo el fluido del área del sello doble. El mantenimiento requiere la extracción del sello y, si el volumen del sello no se drena y enjuaga por completo, los sellos son una fuente potencial de exposición durante la reparación.
Polvos y polvos
El manejo de polvos y polvos en equipos de procesamiento de sólidos es una preocupación debido al potencial de incendio o explosión. Una explosión dentro del equipo puede atravesar una pared o recinto como resultado de la presión generada por la explosión que envía una onda combinada de presión y fuego al área de trabajo. Los trabajadores pueden estar en riesgo y los equipos adyacentes pueden verse gravemente afectados con efectos drásticos. Los polvos o polvos suspendidos en el aire o en un gas con oxígeno presente y en un espacio confinado son susceptibles de explosión cuando está presente una fuente de ignición con suficiente energía. Algunos entornos típicos de equipos explosivos se muestran en la tabla 8.
Tabla 8. Fuentes potenciales de explosión en equipos
|
Equipo de transporte |
Almacenamiento |
|
Conductos neumáticos |
bins |
|
Transportadores mecánicos |
Tolvas |
|
Válvulas rotativas |
|
|
Procesando equipamiento |
|
|
Filtros colectores de polvo |
Grinders |
|
Secadores de lecho fluido |
Molinos de bolas |
|
Secadores de línea de transferencia |
Mezcla de polvo |
|
examen en línea. |
Ciclones |
Una explosión produce calor y una rápida expansión del gas (aumento de la presión) y, por lo general, provoca una deflagración, que es un frente de llama que se mueve rápidamente pero a una velocidad inferior a la del sonido para estas condiciones. Cuando la velocidad del frente de la llama es mayor que la velocidad del sonido o tiene una velocidad supersónica, la condición se denomina detonación, que es más destructiva que la deflagración. La explosión y la expansión del frente de llama ocurren en milisegundos y no brindan tiempo suficiente para las respuestas estándar del proceso. En consecuencia, se deben definir las características potenciales de incendio y explosión del polvo para determinar los peligros potenciales que pueden existir en los diversos pasos del procesamiento (CCPS 1993; Ebadat 1994; Bartknecht 1989; Cesana y Siwek 1995). Esta información puede luego proporcionar una base para la instalación de controles y la prevención de explosiones.
Cuantificación del peligro de explosión
Dado que las explosiones generalmente ocurren en equipos cerrados, se realizan varias pruebas en equipos de laboratorio especialmente diseñados. Si bien los polvos pueden parecer similares, no deben utilizarse los resultados publicados, ya que las pequeñas diferencias en los polvos pueden tener características de explosión muy diferentes.
Una variedad de pruebas realizadas en polvo pueden definir el riesgo de explosión y la serie de pruebas debe abarcar lo siguiente.
La prueba de clasificación determina si una nube de polvo puede iniciar y propagar llamas (Ebadat 1994). Los polvos que tienen estas características se consideran polvos de Clase A. Los polvos que no se encienden se denominan Clase B. Los polvos de Clase A requieren una serie adicional de pruebas para evaluar su potencial de explosión y peligro.
La prueba de energía mínima de ignición define la energía de chispa mínima necesaria para la ignición de una nube de polvo (Bartknecht 1989).
En el análisis y la gravedad de las explosiones, los polvos del Grupo A se prueban como una nube de polvo en una esfera donde se mide la presión durante una explosión de prueba basada en la energía mínima de ignición. La presión de explosión máxima se define junto con la tasa de cambio de presión por unidad de tiempo. A partir de esta información, se determina el valor característico específico de la explosión (Kst) en bar metros por segundo y se define la clase de explosión (Bartknecht 1989; Garzia y Senecal 1996):
Kst(bar·m/s) Clase de explosión del polvo Resistencia relativa
1-200 St 1 Algo más débil
201-300 St 2 Fuerte
300+ St 3 Muy fuerte
Se ha probado una gran cantidad de polvos y la mayoría estaban en la clase St 1 (Bartknecht 1989; Garzia y Senecal 1996).
En la evaluación de polvos que no son de nube, los polvos se prueban para determinar condiciones y procedimientos operativos seguros.
Ensayos de prevención de explosiones
Las pruebas de prevención de explosiones pueden ser útiles cuando no se pueden instalar sistemas de supresión de explosiones. Proporcionan alguna información sobre las condiciones de operación deseables (Ebadat 1994).
La prueba de oxígeno mínimo define el nivel de oxígeno por debajo del cual el polvo no se encenderá (Fone 1995). El gas inerte en el proceso evitará la ignición si el gas es aceptable.
La concentración mínima de polvo se determina para establecer el nivel operativo por debajo del cual no se producirá la ignición.
Pruebas de peligro electrostático
Muchas explosiones son el resultado de igniciones electrostáticas y varias pruebas indican los peligros potenciales. Algunas de las pruebas cubren la energía mínima de ignición, las características de carga eléctrica del polvo y la resistividad del volumen. A partir de los resultados de las pruebas, se pueden tomar ciertas medidas para evitar explosiones. Los pasos incluyen el aumento de la humedad, la modificación de los materiales de construcción, la conexión a tierra adecuada, el control de ciertos aspectos del diseño del equipo y la prevención de chispas (Bartknecht 1989; Cesana y Siwek 1995).
control de explosiones
Básicamente, existen dos métodos para controlar las explosiones o los frentes para que no se propaguen de un lugar a otro o para contener una explosión dentro de un equipo. Estos dos métodos son supresores químicos y válvulas de aislamiento (Bartknecht 1989; Cesana y Siwek 1995; Garzia y Senecal 1996). Según los datos de presión de explosión de las pruebas de gravedad de explosión, hay disponibles sensores de respuesta rápida que activarán un supresor químico y/o cerrarán rápidamente las válvulas de barrera de aislamiento. Los supresores están disponibles comercialmente, pero el diseño del inyector supresor es muy importante.
Respiraderos de explosión
En los equipos en los que puede ocurrir una explosión potencial, con frecuencia se instalan venteos de explosión que se rompen a presiones específicas. Estos deben diseñarse cuidadosamente y la ruta de escape del equipo debe definirse para evitar la presencia de trabajadores en esta área de ruta. Además, se debe analizar la incidencia en el equipo en la trayectoria de la explosión para garantizar la seguridad del equipo. Puede ser necesaria una barrera.
Carga y descarga
Los productos, productos intermedios y subproductos se cargan en camiones cisterna y vagones de ferrocarril. (En algunos casos, según la ubicación de las instalaciones y los requisitos de atraque, se utilizan buques cisterna y barcazas). La ubicación de las instalaciones de carga y descarga es importante. Si bien los materiales que se cargan y descargan generalmente son líquidos y gases, los sólidos también se cargan y descargan en ubicaciones preferidas según el tipo de sólidos que se mueven, el riesgo potencial de explosión y el grado de dificultad de transferencia.
escotillas abiertas
Al cargar camiones cisterna o vagones de ferrocarril a través de escotillas que se abren en la parte superior, una consideración muy importante es minimizar las salpicaduras a medida que se llena el contenedor. Si la tubería de llenado está ubicada muy por encima del fondo del contenedor, el llenado produce salpicaduras y la generación de vapor o el desprendimiento de una mezcla de líquido y vapor. Las salpicaduras y la generación de vapor se pueden minimizar ubicando la salida del tubo de llenado muy por debajo del nivel del líquido. El tubo de llenado normalmente se extiende a través del contenedor a una distancia mínima por encima del fondo del contenedor. Dado que el llenado de líquido también desplaza el vapor, los vapores tóxicos pueden ser un peligro potencial para la salud y también presentar problemas de seguridad. En consecuencia, los vapores deben ser recogidos. Los brazos de llenado están disponibles comercialmente con tubos de llenado profundos y se extienden a través de una cubierta especial que cierra la abertura de la escotilla (Lipton y Lynch 1994). Además, una tubería de recolección de vapor se extiende una corta distancia por debajo de la tapa de escotilla especial. En el extremo aguas arriba del brazo, la salida de vapor está conectada a un dispositivo de recuperación (p. ej., un absorbedor o un condensador), o el vapor puede devolverse al tanque de almacenamiento como una transferencia de balance de vapor (Lipton y Lynch 1994).
En el sistema de escotilla abierta del camión cisterna, el brazo se eleva para permitir el drenaje en el camión cisterna y parte del líquido del brazo se puede presurizar con nitrógeno a medida que se retira el brazo, pero las tuberías de llenado durante esta operación deben permanecer dentro de la escotilla. apertura. A medida que el brazo de llenado sale por la escotilla, se debe colocar un balde sobre la salida para recoger los goteos del brazo.
Vagones
Muchos vagones tienen escotillas cerradas con patas de llenado profundas muy cerca del fondo del contenedor y una salida de recolección de vapor separada. A través de un brazo que se extiende hasta la escotilla cerrada, se carga el líquido y se recolecta el vapor de manera similar al método del brazo de la escotilla abierta. En los sistemas de carga de vagones, después de cerrar la válvula en la entrada del brazo, se inyecta nitrógeno en el lado del contenedor de los brazos para soplar el líquido restante en el brazo hacia el vagón antes de que se cierre la válvula de llenado del vagón (Lipton y Lynch 1994) .
camiones cisterna
Muchos camiones cisterna se llenan por el fondo para minimizar la generación de vapor (Lipton y Lynch 1994). Las líneas de llenado pueden ser mangueras especiales o brazos maniobrables. Los acopladores de ruptura en seco se colocan en los extremos de la manguera o del brazo y en las conexiones inferiores del camión cisterna. Cuando el camión cisterna está lleno y la línea se bloquea automáticamente, el brazo o la manguera se desconecta en el acoplamiento drybreak, que se cierra automáticamente cuando se separan los acoplamientos. Los acoplamientos más nuevos han sido diseñados para desconectarse con casi cero fugas.
En la carga inferior, el vapor se recolecta a través de un respiradero de vapor superior y el vapor se conduce a través de una línea externa que termina cerca del fondo del contenedor (Lipton y Lynch 1994). Esto permite el acceso de los trabajadores a las conexiones del acoplamiento de vapor. El vapor recogido, que se encuentra a una presión ligeramente superior a la atmosférica, debe recogerse y enviarse a un dispositivo de recuperación (Lipton y Lynch 1994). Estos dispositivos se seleccionan en función del costo inicial, la eficacia, el mantenimiento y la operabilidad. Generalmente, el sistema de recuperación es preferible a una antorcha, que destruye los vapores recuperados.
control de cargal
En los camiones cisterna, los sensores de nivel se instalan de forma permanente dentro de la carrocería del camión para indicar cuándo se ha alcanzado el nivel de llenado y enviar una señal a una válvula de bloqueo de control remoto que detiene el flujo hacia el camión. (Lipton y Lynch 1994). Puede haber más de un sensor en el camión cisterna como respaldo para garantizar que el camión no se sobrellene. El sobrellenado puede resultar en serios problemas de exposición para la seguridad y la salud.
Los vagones de servicio químico dedicado pueden tener sensores de nivel montados internamente en el vagón. Para vagones no dedicados, un totalizador de flujo controla la cantidad de líquido enviado al vagón y cierra automáticamente la válvula de bloqueo del control remoto en un ajuste predeterminado (Lipton y Lynch 1994). Se deben investigar ambos tipos de contenedores para determinar si queda líquido en el contenedor antes de llenarlo. Muchos vagones tienen indicadores de nivel manuales que se pueden usar para este servicio. Sin embargo, cuando el nivel se muestre abriendo un pequeño conducto de ventilación a la atmósfera, este procedimiento solo debe realizarse en condiciones aprobadas y controladas adecuadamente debido a la toxicidad de algunos de los productos químicos cargados.
Descarga
Cuando los productos químicos tienen una presión de vapor muy alta y el vagón o camión cisterna tiene una presión relativamente alta, el producto químico se descarga bajo su propia presión de vapor. Si la presión de vapor cae a un nivel que interferirá con el procedimiento de descarga, se puede inyectar gas nitrógeno para mantener una presión satisfactoria. El vapor de un tanque del mismo producto químico también se puede comprimir e inyectar para aumentar la presión.
Para los productos químicos tóxicos que tienen una presión de vapor relativamente baja, como el benceno, el líquido se descarga bajo presión de nitrógeno, lo que elimina el bombeo y simplifica el sistema (Lipton y Lynch 1994). Los camiones cisterna y vagones para este servicio tienen presiones de diseño capaces de manejar las presiones y variaciones encontradas. Sin embargo, se mantienen presiones más bajas después de descargar un contenedor hasta que se vuelve a llenar el camión cisterna o el vagón de ferrocarril; la presión se reconstruye durante la carga. Se puede agregar nitrógeno si no se ha alcanzado suficiente presión durante la carga.
Uno de los problemas en las operaciones de carga y descarga es el drenaje y purga de líneas y equipos en las instalaciones de carga/descarga. Los drenajes cerrados y particularmente los drenajes de punto bajo son necesarios con purgas de nitrógeno para eliminar todos los rastros de los químicos tóxicos. Estos materiales pueden recolectarse en un tambor y devolverse a una instalación de recepción o recuperación (Lipton y Lynch 1994).
Industria del plástico
Adaptado de la 3.ª edición, Encyclopaedia of Occupational Health and Safety
La industria del plástico se divide en dos sectores principales, cuya interrelación se puede ver en la figura 1. El primer sector comprende los proveedores de materias primas que fabrican polímeros y compuestos de moldeo a partir de productos intermedios que también pueden haber producido ellos mismos. En términos de capital invertido, este suele ser el mayor de los dos sectores. El segundo sector está compuesto por procesadores que convierten las materias primas en artículos comercializables mediante diversos procesos, como la extrusión y el moldeo por inyección. Otros sectores incluyen fabricantes de maquinaria que suministran equipos a los procesadores y proveedores de aditivos especiales para uso dentro de la industria.
Figura 1. Secuencia de producción en el procesamiento de plásticos

Fabricación de polímeros
Los materiales plásticos se dividen en general en dos categorías distintas: materiales termoplásticos, que pueden ablandarse repetidamente mediante la aplicación de calor y materiales termoendurecibles, que experimentan un cambio químico cuando se calientan y se les da forma, y luego no se les puede volver a dar forma mediante la aplicación de calor. Se pueden fabricar varios cientos de polímeros individuales con propiedades muy diferentes, pero tan solo 20 tipos constituyen alrededor del 90% de la producción mundial total. Los termoplásticos son el grupo más numeroso y su producción está aumentando a un ritmo superior al de los termoendurecibles. En términos de cantidad de producción, los termoplásticos más importantes son el polietileno de alta y baja densidad y el polipropileno (las poliolefinas), el policloruro de vinilo (PVC) y el poliestireno.
Las resinas termoendurecibles importantes son el fenol-formaldehído y la urea-formaldehído, tanto en forma de resinas como de polvos de moldeo. También son importantes las resinas epoxi, los poliésteres insaturados y los poliuretanos. Un volumen más pequeño de "plásticos de ingeniería", por ejemplo, poliacetales, poliamidas y policarbonatos, tienen un alto valor de uso en aplicaciones críticas.
La considerable expansión de la industria del plástico en el mundo posterior a la Segunda Guerra Mundial se vio facilitada en gran medida por la ampliación de la gama de materias primas básicas que la alimentan; la disponibilidad y el precio de las materias primas son cruciales para cualquier industria en rápido desarrollo. Las materias primas tradicionales no podrían haber proporcionado intermediarios químicos en cantidades suficientes a un costo aceptable para facilitar la producción comercial económica de materiales plásticos de gran tonelaje y fue el desarrollo de la industria petroquímica lo que hizo posible el crecimiento. El petróleo como materia prima está disponible en abundancia, se transporta y manipula con facilidad y, hasta la crisis del petróleo de la década de 1970, era relativamente barato. Por lo tanto, en todo el mundo, la industria del plástico está ligada principalmente al uso de productos intermedios obtenidos del craqueo del petróleo y del gas natural. Las materias primas no convencionales como la biomasa y el carbón aún no han tenido un impacto importante en el suministro a la industria del plástico.
El diagrama de flujo de la figura 2 ilustra la versatilidad de las materias primas de petróleo crudo y gas natural como puntos de partida para los importantes materiales termoestables y termoplásticos. Después de los primeros procesos de destilación de petróleo crudo, la materia prima de nafta se craquea o reforma para proporcionar intermediarios útiles. Así, el etileno producido por el proceso de craqueo es de uso inmediato para la fabricación de polietileno o para su utilización en otro proceso que proporciona un monómero, cloruro de vinilo, la base del PVC. El propileno, que también surge durante el proceso de craqueo, se usa a través de la ruta del cumeno o la ruta del alcohol isopropílico para la fabricación de la acetona necesaria para el polimetilmetacrilato; también se utiliza en la fabricación de óxido de propileno para resinas de poliéster y poliéter y, de nuevo, puede polimerizarse directamente en polipropileno. Los butenos encuentran uso en la fabricación de plastificantes y el 1,3-butadieno se utiliza directamente para la fabricación de caucho sintético. Los hidrocarburos aromáticos como el benceno, el tolueno y el xileno ahora se producen ampliamente a partir de los derivados de las operaciones de destilación del petróleo, en lugar de obtenerse de los procesos de coquización del carbón; como muestra el diagrama de flujo, estos son productos intermedios en la fabricación de importantes materiales plásticos y productos auxiliares como los plastificantes. Los hidrocarburos aromáticos también son un punto de partida para muchos polímeros requeridos en la industria de fibras sintéticas, algunos de los cuales se analizan en otra parte de este Enciclopedia.
Figura 2. Producción de materias primas en plásticos
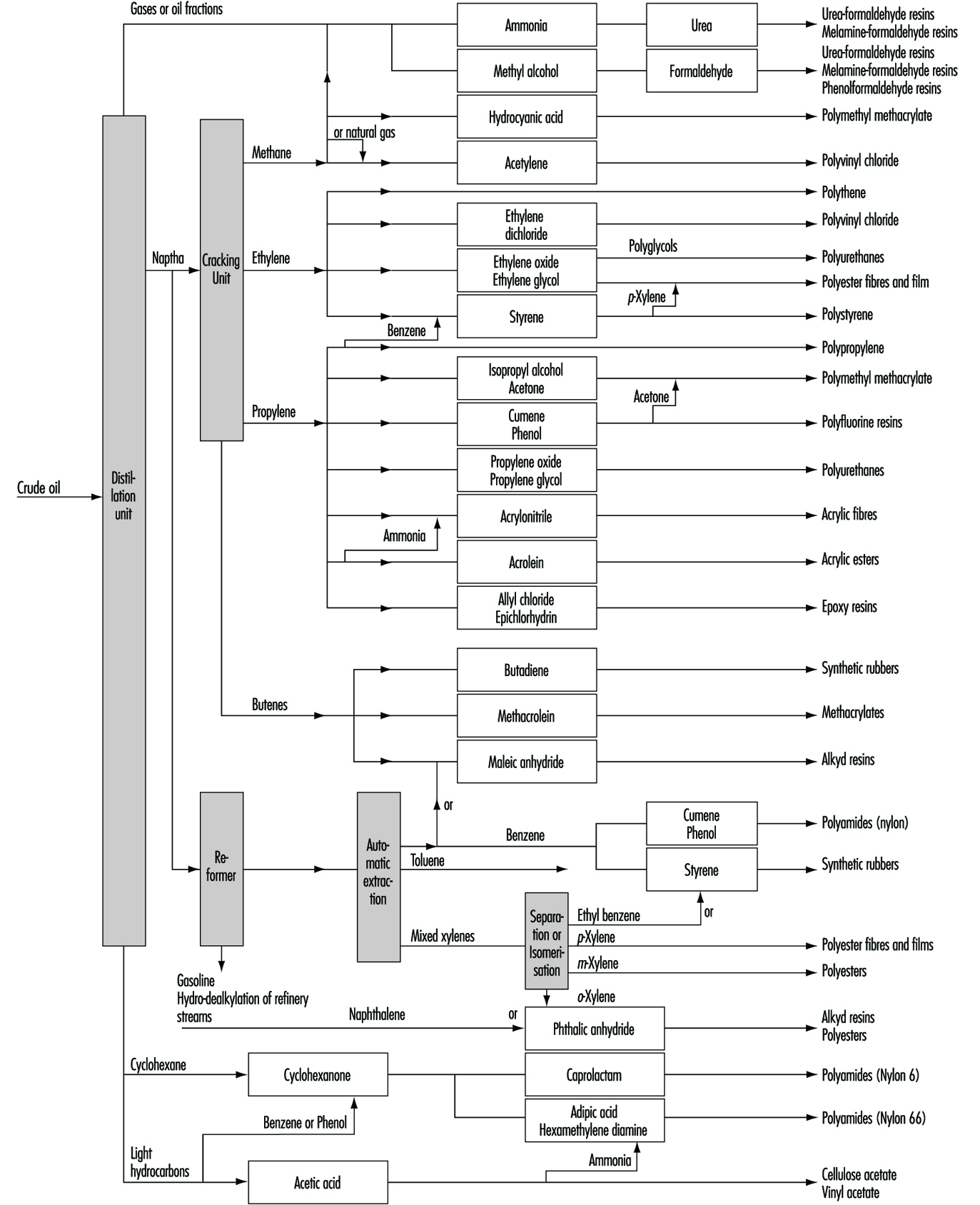
Muchos procesos muy diferentes contribuyen a la producción final de un artículo acabado hecho total o parcialmente de plástico. Algunos procesos son puramente químicos, algunos implican procedimientos de mezcla puramente mecánicos, mientras que otros, en particular los que se encuentran en el extremo inferior del diagrama, implican un uso extensivo de maquinaria especializada. Parte de esta maquinaria se asemeja a la utilizada en las industrias del caucho, vidrio, papel y textil; el resto es específico de la industria del plástico.
Procesamiento de plásticos
La industria de procesamiento de plásticos convierte el material polimérico a granel en artículos terminados.
Materias primas
La sección de procesamiento de la industria del plástico recibe sus materias primas para la producción en las siguientes formas:
- material polimérico completamente compuesto, en forma de gránulos, gránulos o polvo, que se alimenta directamente a la maquinaria para su procesamiento
- Polímero no compuesto, en forma de gránulos o polvo, que debe combinarse con aditivos antes de que sea adecuado para alimentar a la maquinaria.
- materiales poliméricos en láminas, varillas, tubos y láminas que son procesados posteriormente por la industria
- materiales misceláneos que pueden ser materia totalmente polimerizada en forma de suspensiones o emulsiones (generalmente conocidas como látex) o líquidos o sólidos que pueden polimerizar, o sustancias en un estado intermedio entre las materias primas reactivas y el polímero final. Algunos de estos son líquidos y algunas soluciones verdaderas de materia parcialmente polimerizada en agua de acidez (pH) controlada o en solventes orgánicos.
Para agravar
La fabricación de compuestos a partir de polímeros implica la mezcla del polímero con aditivos. Aunque para este fin se emplea una gran variedad de maquinaria, donde se tratan polvos, los más comunes son los molinos de bolas o las mezcladoras de hélice de alta velocidad, y cuando se mezclan masas plásticas, las máquinas amasadoras como las de rodillos abiertos o las mezcladoras tipo Banbury. , o normalmente se emplean las propias extrusoras.
Los aditivos requeridos por la industria son muchos en número y varían ampliamente en el tipo químico. De unas 20 clases, las más importantes son:
- plastificantes—generalmente ésteres de baja volatilidad
- antioxidantes—sustancias químicas orgánicas para proteger contra la descomposición térmica durante el procesamiento
- estabilizadores: productos químicos inorgánicos y orgánicos para proteger contra la descomposición térmica y contra la degradación de la energía radiante
- lubricantes
- rellenos—materia barata para conferir propiedades especiales o para abaratar composiciones
- colorantes: materia inorgánica u orgánica para colorear compuestos
- agentes de expansión: gases o productos químicos que emiten gases para producir espumas plásticas.
Procesos de conversión
Todos los procesos de conversión apelan al fenómeno “plástico” de los materiales poliméricos y se dividen en dos tipos. En primer lugar, aquellos en los que el polímero se lleva por calor a un estado plástico en el que se le da una constricción mecánica que conduce a una forma que conserva al consolidarse y enfriarse. En segundo lugar, aquellos en los que un material polimerizable, que puede ser parcialmente polimerizado, se polimeriza completamente por la acción del calor, o de un catalizador, o por la acción conjunta de ambos bajo una presión mecánica que conduce a una forma que conserva cuando está completamente polimerizado y en frío. . La tecnología de los plásticos se ha desarrollado para explotar estas propiedades para producir bienes con el mínimo esfuerzo humano y la mayor consistencia en las propiedades físicas. Los siguientes procesos son comúnmente utilizados.
Moldeo por compresión
Consiste en calentar un material plástico, que puede estar en forma de gránulos o de polvo, en un molde que se mantiene en una prensa. Cuando el material se vuelve “plástico”, la presión lo obliga a adaptarse a la forma del molde. Si el plástico es del tipo que se endurece al calentarse, el artículo formado se retira después de un breve período de calentamiento abriendo la prensa. Si el plástico no se endurece al calentarlo, se debe enfriar antes de poder abrir la prensa. Los artículos fabricados mediante moldeo por compresión incluyen tapas de botellas, tapas de tarros, enchufes y enchufes eléctricos, asientos de inodoro, bandejas y artículos de lujo. El moldeo por compresión también se emplea para fabricar láminas para la formación posterior en el proceso de formación al vacío o para construir tanques y contenedores grandes mediante soldadura o revestimiento de tanques metálicos existentes.
Moldeo por transferencia
Esta es una modificación del moldeo por compresión. El material termoendurecible se calienta en una cavidad y luego se fuerza con un émbolo dentro del molde, que está físicamente separado y se calienta de forma independiente desde la cavidad de calentamiento. Se prefiere al moldeo por compresión normal cuando el artículo final tiene que llevar inserciones metálicas delicadas, como en pequeños interruptores eléctricos, o cuando, como en objetos muy gruesos, la reacción química no puede completarse mediante el moldeo por compresión normal.
Moldeo por inyección
En este proceso, los gránulos o polvos de plástico se calientan en un cilindro (conocido como barril), que está separado del molde. El material se calienta hasta que se vuelve fluido, mientras que un tornillo helicoidal lo transporta a través del barril y luego lo introduce en el molde donde se enfría y endurece. Luego se abre el molde mecánicamente y se retiran los artículos formados (ver figura 3). Este proceso es uno de los más importantes en la industria del plástico. Se ha desarrollado extensamente y se ha hecho capaz de fabricar artículos de considerable complejidad a muy bajo coste.
Figura 3. Operario retirando un recipiente de polipropileno de una máquina de moldeo por inyección.

Aunque el moldeo por transferencia y por inyección son idénticos en principio, la maquinaria empleada es muy diferente. El moldeo por transferencia normalmente se restringe a materiales termoendurecibles y el moldeo por inyección a termoplásticos.
Extrusión
Este es el proceso en el que una máquina ablanda un plástico y lo fuerza a través de un troquel que le da la forma que conserva al enfriarse. Los productos de extrusión son tubos o varillas que pueden tener secciones transversales de casi cualquier configuración (ver figura 4). Los tubos para fines industriales o domésticos se producen de esta manera, pero otros artículos pueden fabricarse mediante procesos subsidiarios. Por ejemplo, las bolsitas se pueden hacer cortando tubos y sellando ambos extremos, y las bolsas de tubos flexibles de paredes delgadas cortando y sellando un extremo.
El proceso de extrusión tiene dos tipos principales. En uno, se produce una hoja plana. Esta hoja se puede convertir en bienes útiles mediante otros procesos, como la formación al vacío.
Figura 4. Extrusión de plástico: la cinta se corta para hacer gránulos para máquinas de moldeo por inyección.
ray becada
El segundo es un proceso en el que se forma el tubo extruido y, cuando aún está caliente, se expande en gran medida por la presión del aire que se mantiene dentro del tubo. Esto da como resultado un tubo que puede tener varios pies de diámetro con una pared muy delgada. Al cortarlo, este tubo produce una película que se usa ampliamente en la industria del embalaje para envolver. Alternativamente, el tubo se puede doblar plano para dar una hoja de dos capas que se puede usar para hacer bolsas simples cortando y sellando. La figura 5 proporciona un ejemplo de ventilación local adecuada en un proceso de extrusión.
Figura 5. Extrusión de plástico con campana extractora local y baño de agua en el cabezal del extrusor
ray becada
Calandrado
En este proceso, se alimenta un plástico a dos o más rodillos calentados y se fuerza en una lámina al pasar a través de un punto de contacto entre dos de dichos rodillos y luego enfriarse. La hoja más gruesa que la película se hace de esta manera. La lámina así fabricada se emplea en aplicaciones industriales y domésticas y como materia prima en la fabricación de prendas de vestir y artículos inflados como juguetes (ver figura 6).
Figura 6. Campanas de dosel para capturar las emisiones calientes de los molinos de calentamiento en un proceso de calandrado

ray becada
Molduras de soplado
Este proceso puede considerarse como una combinación del proceso de extrusión y termoformado. Se extruye un tubo hacia abajo en un molde abierto; cuando llega al fondo, el molde se cierra a su alrededor y el tubo se expande por presión de aire. Así, el plástico es forzado a los lados del molde y la parte superior e inferior selladas. Al enfriarse, el artículo se saca del molde. Este proceso produce artículos huecos de los cuales las botellas son las más importantes.
La resistencia a la compresión y al impacto de ciertos productos plásticos fabricados mediante moldeo por soplado se puede mejorar considerablemente mediante el uso de técnicas de moldeo por estirado-soplado. Esto se logra produciendo una preforma que posteriormente se expande por presión de aire y se estira biaxialmente. Esto ha llevado a una mejora tal en la resistencia a la presión de rotura de las botellas de PVC que se utilizan para bebidas carbonatadas.
Moldeo rotacional
Este proceso se utiliza para la producción de artículos moldeados calentando y enfriando una forma hueca que gira para permitir que la gravedad distribuya polvo o líquido finamente dividido sobre la superficie interna de esa forma. Los artículos producidos por este método incluyen balones de fútbol, muñecas y otros artículos similares.
casting de cine
Aparte del proceso de extrusión, las películas se pueden formar mediante la extrusión de un polímero caliente sobre un tambor de metal muy pulido, o se puede rociar una solución de polímero sobre una cinta en movimiento.
Una aplicación importante de ciertos plásticos es el recubrimiento de papel. En este, una película de plástico fundido se extruye sobre papel en condiciones en las que el plástico se adhiere al papel. El tablero se puede recubrir de la misma manera. El papel y el cartón así revestidos se utilizan mucho en el embalaje, y el cartón de este tipo se utiliza en la fabricación de cajas.
Termoformado
Bajo este epígrafe se agrupan una serie de procesos en los que una lámina de un material plástico, la mayoría de las veces termoplástico, se calienta, generalmente en un horno, y después de sujetarla en el perímetro se fuerza a una forma prediseñada mediante una presión que puede ser de arietes operados mecánicamente o por aire comprimido o vapor. Para artículos muy grandes, la lámina caliente “gomosa” se manipula con pinzas sobre formadores. Los productos así fabricados incluyen accesorios de iluminación exterior, publicidad y señales de tráfico direccionales, bañeras y otros artículos de tocador y lentes de contacto.
Formación de vacío
Hay muchos procesos que se encuentran bajo este encabezado general, todos los cuales son aspectos de la formación térmica, pero todos tienen en común que una lámina de plástico se calienta en una máquina sobre una cavidad, alrededor del borde de la cual se sujeta, y cuando es flexible, es forzado por succión dentro de la cavidad, donde toma una forma específica y se enfría. En una operación posterior, el artículo se separa de la hoja. Estos procesos producen recipientes de paredes delgadas de todo tipo a muy bajo costo, así como artículos de exhibición y publicidad, bandejas y artículos similares, y materiales amortiguadores para empacar productos tales como pasteles de lujo, frutos rojos y carne cortada.
laminación
En todos los diversos procesos de laminación, se comprimen dos o más materiales en forma de láminas para dar una lámina o panel consolidado de propiedades especiales. En un extremo se encuentran laminados decorativos hechos de resinas fenólicas y amínicas, en el otro las películas complejas utilizadas en envases que tienen, por ejemplo, celulosa, polietileno y láminas metálicas en su constitución.
Procesos de tecnología de resinas
Estos incluyen la fabricación de madera contrachapada, la fabricación de muebles y la construcción de artículos grandes y elaborados, como carrocerías de automóviles y cascos de embarcaciones, a partir de fibra de vidrio impregnada con poliéster o resinas epoxi. En todos estos procesos, se hace que una resina líquida se consolide bajo la acción del calor o de un catalizador y así unir partículas o fibras discretas o películas o láminas mecánicamente débiles, dando como resultado un panel robusto de construcción rígida. Estas resinas se pueden aplicar mediante técnicas de colocación manual, como cepillado y inmersión, o mediante pulverización.
Los objetos pequeños, como souvenirs y joyas de plástico, también se pueden fabricar por fundición, donde la resina líquida y el catalizador se mezclan y se vierten en un molde.
Procesos de acabado
Bajo este título se incluyen una serie de procesos comunes a muchas industrias, por ejemplo, el uso de pinturas y adhesivos. Hay, sin embargo, una serie de técnicas específicas que se utilizan para la soldadura de plásticos. Estos incluyen el uso de solventes como hidrocarburos clorados, metiletilcetona (MEK) y tolueno, que se utilizan para unir láminas de plástico rígido para fabricación general, expositores publicitarios y trabajos similares. La radiación de radiofrecuencia (RF) utiliza una combinación de presión mecánica y radiación electromagnética con frecuencias generalmente en el rango de 10 a 100 mHz. Este método se usa comúnmente para soldar material plástico flexible en la fabricación de carteras, maletines y sillas de paseo para niños (consulte el cuadro adjunto). Las energías ultrasónicas también se utilizan en combinación con la presión mecánica para un rango de trabajo similar.
Calentadores y selladores dieléctricos RF
Los calentadores y selladores de radiofrecuencia (RF) se utilizan en muchas industrias para calentar, fundir o curar materiales dieléctricos, como plásticos, caucho y pegamento, que son aislantes eléctricos y térmicos y son difíciles de calentar con métodos normales. Los calentadores de RF se usan comúnmente para sellar cloruro de polivinilo (p. ej., fabricación de productos plásticos como impermeables, cubiertas de asientos y materiales de embalaje); curado de colas utilizadas en carpintería; estampado y secado de textiles, papel, cuero y plásticos; y curado de muchos materiales que contienen resinas plásticas.
Los calentadores de RF usan radiación de RF en el rango de frecuencia de 10 a 100MHz con una potencia de salida de menos de 1kW a aproximadamente 100kW para producir calor. El material a calentar se coloca entre dos electrodos bajo presión y la potencia de RF se aplica durante períodos que van desde unos pocos segundos hasta aproximadamente un minuto, según el uso. Los calentadores de RF pueden producir campos eléctricos y magnéticos de RF de gran dispersión en el entorno circundante, especialmente si los electrodos no están protegidos.
La absorción de energía de radiofrecuencia por parte del cuerpo humano puede provocar un calentamiento localizado y de todo el cuerpo, lo que puede tener efectos adversos para la salud. La temperatura corporal puede aumentar 1 °C o más, lo que puede causar efectos cardiovasculares, como aumento de la frecuencia cardíaca y del gasto cardíaco. Los efectos localizados incluyen cataratas en los ojos, recuentos bajos de espermatozoides en el sistema reproductivo masculino y efectos teratogénicos en el feto en desarrollo.
Los peligros indirectos incluyen quemaduras por radiofrecuencia por contacto directo con partes metálicas del calentador que son dolorosas, profundas y de curación lenta; entumecimiento de la mano; y efectos neurológicos, incluyendo el síndrome del túnel carpiano y efectos en el sistema nervioso periférico.
Controles
Los dos tipos básicos de controles que se pueden usar para reducir los peligros de los calentadores de RF son las prácticas laborales y el blindaje. Por supuesto, se prefiere el blindaje, pero los procedimientos de mantenimiento adecuados y otras prácticas de trabajo también pueden reducir la exposición. También se ha utilizado la limitación del tiempo de exposición del operador, un control administrativo.
Los procedimientos adecuados de mantenimiento o reparación son importantes porque si no se reinstalan correctamente el blindaje, los enclavamientos, los paneles del gabinete y los sujetadores, se pueden producir fugas de RF excesivas. Además, la energía eléctrica al calentador debe desconectarse y bloquearse o etiquetarse para proteger al personal de mantenimiento.
Los niveles de exposición del operador se pueden reducir manteniendo las manos y la parte superior del cuerpo del operador lo más lejos posible del calentador de RF. Los paneles de control del operador para algunos calentadores automáticos se colocan a cierta distancia de los electrodos del calentador mediante el uso de bandejas de transporte, mesas giratorias o cintas transportadoras para alimentar el calentador.
La exposición del personal operativo y no operativo puede reducirse midiendo los niveles de RF. Dado que los niveles de RF disminuyen a medida que aumenta la distancia desde el calentador, se puede identificar un "área de peligro de RF" alrededor de cada calentador. Se puede alertar a los trabajadores para que no ocupen estas áreas de peligro cuando el calentador de RF está en funcionamiento. Cuando sea posible, se deben usar barreras físicas no conductoras para mantener a las personas a una distancia segura.
Idealmente, los calentadores de RF deberían tener un protector de caja alrededor del aplicador de RF para contener la radiación de RF. El escudo y todas las juntas deben tener una alta conductividad para las corrientes eléctricas interiores que fluirán en las paredes. Debe haber la menor cantidad posible de aberturas en el escudo, y deben ser tan pequeñas como sea práctico para la operación. Las aberturas deben estar dirigidas lejos del operador. Las corrientes en el blindaje se pueden minimizar al tener conductores separados dentro del gabinete para conducir corrientes altas. El calentador debe estar correctamente conectado a tierra, con el cable de tierra en el mismo tubo que la línea eléctrica. El calentador debe tener enclavamientos adecuados para evitar la exposición a altos voltajes y altas emisiones de radiofrecuencia.
Es mucho más fácil incorporar este blindaje en los nuevos diseños de calentadores de RF del fabricante. El reacondicionamiento es más difícil. Los recintos de cajas pueden ser efectivos. Una conexión a tierra adecuada a menudo también puede ser eficaz para reducir las emisiones de radiofrecuencia. Las mediciones de RF deben tomarse cuidadosamente después para garantizar que las emisiones de RF realmente se hayan reducido. La práctica de encerrar el calefactor en una habitación revestida con una pantalla de metal en realidad puede aumentar la exposición si el operador también está en esa habitación, aunque reduce las exposiciones fuera de la habitación.
Fuente: ICNIRP en prensa.
Riesgos y su prevención
Fabricación de polímeros
Los peligros especiales de la industria de los polímeros se relacionan estrechamente con los de la industria petroquímica y dependen en gran medida de las sustancias utilizadas. Los peligros para la salud de las materias primas individuales se encuentran en otra parte de este Enciclopedia. El peligro de incendio y explosión es un peligro general importante. Muchos procesos de polímeros/resinas tienen un riesgo de incendio y explosión debido a la naturaleza de las materias primas primarias utilizadas. Si no se toman las medidas de seguridad adecuadas, a veces existe el riesgo durante la reacción, generalmente dentro de edificios parcialmente cerrados, de gases o líquidos inflamables que se escapan a temperaturas superiores a sus puntos de inflamación. Si las presiones involucradas son muy altas, debe preverse una ventilación adecuada a la atmósfera. Puede producirse una acumulación excesiva de presión debido a reacciones exotérmicas inesperadamente rápidas y la manipulación de algunos aditivos y la preparación de algunos catalizadores pueden aumentar el riesgo de explosión o incendio. La industria ha abordado estos problemas y, particularmente en la fabricación de resinas fenólicas, ha producido notas de orientación detalladas sobre ingeniería de diseño de plantas y procedimientos operativos seguros.
Procesamiento de plásticos
La industria de procesamiento de plásticos presenta peligros de lesiones debido a la maquinaria utilizada, peligros de incendio debido a la combustibilidad de los plásticos y sus polvos y peligros para la salud debido a la gran cantidad de productos químicos utilizados en la industria.
lesiones
El área principal de lesiones se encuentra en el sector de procesamiento de plásticos de la industria del plástico. La mayoría de los procesos de conversión de plásticos dependen casi por completo del uso de maquinaria. Como resultado, los principales peligros son los asociados con el uso de dicha maquinaria, no solo durante el funcionamiento normal sino también durante la limpieza, ajuste y mantenimiento de las máquinas.
Las máquinas de moldeo por compresión, transferencia, inyección y soplado tienen platos de prensa con una fuerza de bloqueo de muchas toneladas por centímetro cuadrado. Deben instalarse protecciones adecuadas para evitar amputaciones o lesiones por aplastamiento. Por lo general, esto se logra encerrando las partes peligrosas y entrelazando las protecciones móviles con los controles de la máquina. Un resguardo de enclavamiento no debe permitir movimientos peligrosos dentro del área protegida con el resguardo abierto y debe detener las partes peligrosas o revertir el movimiento peligroso si se abre el resguardo durante la operación de la máquina.
Cuando exista un riesgo grave de lesiones en la maquinaria, como los platos de las máquinas de moldeo, y el acceso regular a la zona de peligro, se requiere un nivel más alto de enclavamiento. Esto se puede lograr mediante una segunda disposición de enclavamiento independiente en la protección para interrumpir el suministro de energía y evitar un movimiento peligroso cuando está abierta.
Para los procesos que involucran láminas de plástico, un peligro común en la maquinaria son las trampas en funcionamiento entre los rodillos o entre los rodillos y la lámina que se está procesando. Estos ocurren en los rodillos de tensión y los dispositivos de arrastre en la planta de extrusión y las calandrias. La protección se puede lograr mediante el uso de un dispositivo de disparo convenientemente ubicado, que inmediatamente detiene los rodillos o invierte el movimiento peligroso.
Muchas de las máquinas de procesamiento de plásticos funcionan a altas temperaturas y se pueden sufrir quemaduras graves si partes del cuerpo entran en contacto con metales o plásticos calientes. Cuando sea práctico, tales partes deben protegerse cuando la temperatura supere los 50 ºC. Además, los bloqueos que se producen en las máquinas de moldeo por inyección y extrusoras pueden liberarse violentamente. Se debe seguir un sistema de trabajo seguro cuando se intenta liberar tapones de plástico congelados, que debe incluir el uso de guantes adecuados y protección facial.
La mayoría de las funciones de las máquinas modernas ahora están controladas por sistemas informáticos o de control electrónico programado que también pueden controlar dispositivos mecánicos de despegue o están vinculados con robots. En la maquinaria nueva hay menos necesidad de que un operador se acerque a las áreas de peligro y se deduce que la seguridad en la maquinaria debería mejorar en consecuencia. Sin embargo, existe una mayor necesidad de que los instaladores y los ingenieros se acerquen a estas piezas. Por lo tanto, es esencial que se instituya un programa adecuado de bloqueo/etiquetado antes de realizar este tipo de trabajo, particularmente cuando no se puede lograr una protección completa por parte de los dispositivos de seguridad de la máquina. Además, deberían diseñarse e idearse sistemas de respaldo o de emergencia adecuados para hacer frente a situaciones en las que el control programado falla por cualquier motivo, por ejemplo, durante la pérdida del suministro eléctrico.
Es importante que las máquinas estén dispuestas correctamente en el taller con buenos espacios de trabajo despejados para cada una. Esto ayuda a mantener altos estándares de limpieza y orden. Las propias máquinas también deberían recibir un mantenimiento adecuado y los dispositivos de seguridad deberían comprobarse periódicamente.
Una buena limpieza es esencial y se debe prestar especial atención a mantener los pisos limpios. Sin una limpieza de rutina, los pisos se contaminarán gravemente con el aceite de las máquinas o los gránulos de plástico derramados. También se deberían considerar y proporcionar métodos de trabajo que incluyan medios seguros de acceso a áreas por encima del nivel del suelo.
También se debe permitir un espacio adecuado para el almacenamiento de materias primas y productos terminados; estas áreas deben estar claramente designadas.
Los plásticos son buenos aislantes eléctricos y, debido a esto, las cargas estáticas pueden acumularse en la maquinaria sobre la que se desplaza la lámina o la película. Estas cargas pueden tener un potencial lo suficientemente alto como para provocar un accidente grave o actuar como fuentes de ignición. Se deben usar eliminadores de estática para reducir estas cargas y las partes metálicas debidamente puestas a tierra o conectadas a tierra.
Cada vez más, el material plástico de desecho se reprocesa mediante granuladores y se mezcla con material nuevo. Los granuladores deben estar totalmente cerrados para evitar cualquier posibilidad de llegar a los rotores a través de las aberturas de descarga y alimentación. El diseño de las aberturas de alimentación en máquinas grandes debe ser tal que impida la entrada de todo el cuerpo. Los rotores funcionan a alta velocidad y las cubiertas no deben retirarse hasta que se hayan detenido. Cuando se instalen protecciones de enclavamiento, deben evitar el contacto con las cuchillas hasta que se hayan detenido por completo.
Riesgos de incendio y explosión.
Los plásticos son materiales combustibles, aunque no todos los polímeros soportan la combustión. En forma de polvo finamente dividido, muchos pueden formar concentraciones explosivas en el aire. Cuando esto sea un riesgo, los polvos deben controlarse, preferiblemente en un sistema cerrado, con suficientes paneles de alivio que ventilen a baja presión (alrededor de 0.05 bar) a un lugar seguro. La limpieza escrupulosa es esencial para evitar acumulaciones en los cuartos de trabajo que puedan ser transportadas por el aire y causar una explosión secundaria.
Los polímeros pueden estar sujetos a degradación térmica y pirólisis a temperaturas no muy superiores a las temperaturas normales de procesamiento. En estas circunstancias, pueden acumularse presiones suficientes en el cilindro de una extrusora, por ejemplo, para expulsar plástico fundido y cualquier tapón sólido de plástico que provoque un bloqueo inicial.
Los líquidos inflamables se usan comúnmente en esta industria, por ejemplo, como pinturas, adhesivos, agentes de limpieza y en la soldadura con solvente. Las resinas de fibra de vidrio (poliéster) también desprenden vapores de estireno inflamables. Las existencias de tales líquidos deben reducirse al mínimo en la sala de trabajo y almacenarse en un lugar seguro cuando no se utilicen. Las áreas de almacenamiento deben incluir lugares seguros al aire libre o un almacén resistente al fuego.
Los peróxidos utilizados en la fabricación de resinas de plástico reforzado con vidrio (PRFV) deben almacenarse separados de líquidos inflamables y otros materiales combustibles y no deben someterse a temperaturas extremas, ya que son explosivos cuando se calientan.
Riesgos para la salud
Hay una serie de peligros potenciales para la salud asociados con el procesamiento de plásticos. Los plásticos crudos rara vez se usan solos y se deben tomar las precauciones adecuadas con respecto a los aditivos utilizados en las diversas formulaciones. Los aditivos utilizados incluyen jabones de plomo en PVC y ciertos colorantes orgánicos y de cadmio.
Existe un riesgo significativo de dermatitis por líquidos y polvos, generalmente por “químicos reactivos”, como resinas de fenol formaldehído (antes de la reticulación), uretanos y resinas de poliéster insaturadas utilizadas en la producción de productos GRP. Se debe usar ropa protectora adecuada.
Es posible que se generen humos a partir de la degradación térmica de los polímeros durante el procesamiento en caliente. Los controles de ingeniería pueden minimizar el problema. Sin embargo, se debe tener especial cuidado para evitar la inhalación de productos de pirólisis en condiciones adversas, por ejemplo, purgando el cilindro de la extrusora. Pueden ser necesarias condiciones de buen LEV. Se han producido problemas, por ejemplo, cuando los operadores han sido superados por el gas de ácido clorhídrico y han sufrido “fiebre de humo de polímero” tras el sobrecalentamiento del PVC y el politetrafluoretileno (PTFE), respectivamente. El recuadro adjunto detalla algunos productos de descomposición química de los plásticos.
Tabla 1. Productos volátiles de la descomposición de plásticos (componentes de referencia)*
*Reimpreso de BIA 1997, con autorización.
En muchos sectores industriales, los plásticos están sujetos a estrés térmico. Las temperaturas varían desde valores relativamente bajos en el procesamiento de plásticos (p. ej., 150 a 250 ºC) hasta casos extremos, p. ej., donde se sueldan chapas pintadas o tuberías recubiertas de plástico). La pregunta que surge constantemente en tales casos es si se producen concentraciones tóxicas de productos de pirólisis volátiles en las áreas de trabajo.
Para responder a esta pregunta, primero se deben determinar las sustancias liberadas y luego se deben medir las concentraciones. Si bien el segundo paso es factible en principio, generalmente no es posible determinar los productos de pirólisis relevantes en el campo. Por lo tanto, el Berufsgenossenschaftliches Institut für Arbeitssicherheit (BIA) ha estado examinando este problema durante años y en el transcurso de muchas pruebas de laboratorio ha determinado productos de descomposición volátiles para plásticos. Se han publicado los resultados de las pruebas para los tipos individuales de plástico (Lichtenstein y Quellmalz 1984, 1986a, 1986b, 1986c).
A continuación se presenta un breve resumen de los resultados hasta la fecha. Esta tabla pretende ser una ayuda para todos aquellos que se enfrentan a la tarea de medir concentraciones de sustancias peligrosas en áreas de trabajo relevantes. Los productos de descomposición enumerados para los plásticos individuales pueden servir como "componentes de referencia". Debe recordarse, sin embargo, que la pirólisis puede dar lugar a mezclas de sustancias muy complejas, cuyas composiciones dependen de muchos factores.
Por lo tanto, la tabla no pretende ser completa en lo que respecta a los productos de pirólisis enumerados como componentes de referencia (todos determinados en experimentos de laboratorio). No se puede descartar la aparición de otras sustancias con riesgos potenciales para la salud. Es prácticamente imposible registrar completamente todas las sustancias que se producen.
|
Plástico |
Abreviatura |
Sustancias volátiles |
|
Polioximetileno |
POM |
Formaldehído |
|
resinas epoxi a base de |
Fenol |
|
|
Caucho de cloropreno |
CR |
Cloropreno (2-clorobuta-1,3-dieno), |
|
Poliestireno |
PS |
Estireno |
|
Acrilonitrilo butadieno estireno- |
ABS |
Estireno, 1,3-butadieno, acrilonitrilo |
|
Copolímero de estireno-acrilonitrilo |
SAN |
Acrilonitrilo, estireno |
|
Policarbonatos |
PC |
Fenol |
|
Cloruro de polivinilo |
PVC |
Cloruro de hidrógeno, plastificantes |
|
Poliamida 6 |
PA 6 |
e-caprolactama |
|
Poliamida 66 |
PA 66 |
ciclopentanona, |
|
Polietileno |
PEAD, PEBD |
hidrocarburos alifáticos insaturados, |
|
Politetrafluoroetileno |
PTFE |
Perfluorado insaturado |
|
Polimetacrilato de metilo |
PMMA |
Metacrilato de metilo |
|
Poliuretano |
PUR |
Dependiendo del tipo, muy variable |
|
Polipropileno |
PP |
Alifáticos insaturados y saturados |
|
entereftalato de polibutilo |
PBTP |
1,3-butadieno, benceno |
|
poliacrilonitrilo |
PAN |
Acrilonitrilo, cianuro de hidrógeno2 |
|
Acetato de celulosa |
CA |
Ácido acético |
norberto lichtenstein
1 El uso se está descontinuando.
2 No se pudo detectar con la técnica analítica utilizada (GC/MS) pero se conoce de la literatura.
También existe el peligro de inhalación de vapores tóxicos de ciertas resinas termoestables. La inhalación de isocianatos utilizados con resinas de poliuretano puede provocar neumonía química y asma grave y, una vez sensibilizados, las personas deben ser trasladadas a un trabajo alternativo. Existe un problema similar con las resinas de formaldehído. En ambos ejemplos, es necesario un alto nivel de LEV. En la fabricación de artículos de PRFV se desprenden cantidades importantes de vapor de estireno y este trabajo debe realizarse en condiciones de buena ventilación general en la sala de trabajo.
También hay ciertos peligros que son comunes a una serie de industrias. Estos incluyen el uso de solventes para dilución o para los propósitos mencionados anteriormente. Los hidrocarburos clorados se utilizan comúnmente para la limpieza y la unión y, sin una ventilación de escape adecuada, las personas pueden sufrir narcosis.
La eliminación de desechos de plásticos por incineración debe realizarse en condiciones cuidadosamente controladas; por ejemplo, el PTFE y los uretanos deben estar en un área donde los vapores se ventilen a un lugar seguro.
Generalmente se obtienen niveles de ruido muy altos durante el uso de granuladores, lo que puede provocar pérdida de audición para los operadores y las personas que trabajan cerca. Este peligro se puede limitar separando este equipo de otras áreas de trabajo. Preferiblemente, los niveles de ruido deben reducirse en la fuente. Esto se ha logrado con éxito recubriendo el granulador con material insonorizante y colocando deflectores en la abertura de alimentación. También puede haber un peligro para la audición creado por el sonido audible producido por las máquinas de soldadura ultrasónica como acompañamiento normal de las energías ultrasónicas. Se pueden diseñar recintos adecuados para reducir los niveles de ruido recibidos y se pueden enclavar para evitar riesgos mecánicos. Como estándar mínimo, las personas que trabajan en áreas con altos niveles de ruido deben usar protección auditiva adecuada y debe haber un programa adecuado de conservación de la audición, que incluya pruebas audiométricas y capacitación.
Las quemaduras también son un peligro. Algunos aditivos y catalizadores para la producción y procesamiento de plásticos pueden ser altamente reactivos al contacto con el aire y el agua y pueden causar quemaduras químicas fácilmente. Dondequiera que se manipulen o transporten termoplásticos fundidos, existe el peligro de salpicaduras de material caliente y las consiguientes quemaduras y escaldaduras. La gravedad de estas quemaduras puede aumentar por la tendencia de los termoplásticos calientes, como la cera caliente, a adherirse a la piel.
Los peróxidos orgánicos son irritantes y pueden causar ceguera si se salpican en los ojos. Se debe usar protección adecuada para los ojos.
Industria biotecnológica
Evolución y Perfil
La biotecnología se puede definir como la aplicación de sistemas biológicos a procesos técnicos e industriales. Abarca tanto los organismos tradicionales como los modificados genéticamente. La biotecnología tradicional es el resultado de la hibridación clásica, el apareamiento o el cruce de varios organismos para crear nuevos organismos que se han utilizado durante siglos para producir pan, cerveza, queso, soja, saki, vitaminas, plantas híbridas y antibióticos. Más recientemente, también se han utilizado varios organismos para tratar aguas residuales, aguas residuales humanas y desechos tóxicos industriales.
La biotecnología moderna combina los principios de la química y las ciencias biológicas (biología molecular y celular, genética, inmunología) con disciplinas tecnológicas (ingeniería, informática) para producir bienes y servicios y para la gestión ambiental. La biotecnología moderna utiliza enzimas de restricción para cortar y pegar información genética, ADN, de un organismo a otro fuera de las células vivas. Luego, el ADN compuesto se vuelve a introducir en las células huésped para determinar si se expresa el rasgo deseado. La célula resultante se denomina clon modificado, recombinante u organismo manipulado genéticamente (OGM). La industria de la biotecnología “moderna” nació en 1961-1965 con la ruptura del código genético y ha crecido dramáticamente desde los primeros experimentos exitosos de clonación de ADN en 1972.
Desde principios de la década de 1970, los científicos han entendido que la ingeniería genética es una tecnología extremadamente poderosa y prometedora, pero que existen riesgos potencialmente graves a considerar. Ya en 1974, los científicos pidieron una moratoria mundial sobre tipos específicos de experimentos con el fin de evaluar los riesgos y diseñar pautas apropiadas para evitar peligros biológicos y ecológicos (Comité de Moléculas de ADN Recombinante, Consejo Nacional de Investigación, Academia Nacional de Ciencias 1974 ). Algunas de las preocupaciones expresadas involucraron el potencial “escape de vectores que podrían iniciar un proceso irreversible, con un potencial para crear problemas muchas veces mayores que los que surgen de la multitud de recombinaciones genéticas que ocurren espontáneamente en la naturaleza”. Existía la preocupación de que “los microorganismos con genes trasplantados pudieran resultar peligrosos para el hombre u otras formas de vida. El daño podría resultar si la célula huésped alterada tiene una ventaja competitiva que fomentaría su supervivencia en algún nicho dentro del ecosistema” (NIH 1976). También se entendió bien que los trabajadores de laboratorio serían los "canarios en la mina de carbón" y se debería hacer algún intento para proteger a los trabajadores, así como al medio ambiente, de los peligros desconocidos y potencialmente graves.
En febrero de 1975 se llevó a cabo una conferencia internacional en Asilomar, California. Su informe contenía las primeras pautas de consenso basadas en estrategias de contención biológica y física para controlar los peligros potenciales previstos a partir de la nueva tecnología. Se consideró que ciertos experimentos presentaban peligros potenciales tan graves que la conferencia recomendó no realizarlos en ese momento (NIH 1976). El siguiente trabajo fue originalmente prohibido:
- trabajar con ADN de organismos patógenos y oncogenes
- formando recombinantes que incorporan genes de toxinas
- trabajo que podría ampliar la gama de huéspedes de patógenos de plantas
- introducción de genes de resistencia a los medicamentos en organismos que no se sabe que los adquieren de forma natural y donde el tratamiento se vería comprometido
- liberación deliberada en el medio ambiente (Freifelder 1978).
En los Estados Unidos, las primeras guías de los Institutos Nacionales de Salud (NIHG) se publicaron en 1976, reemplazando las guías de Asilomar. Estos NIHG permitieron que la investigación prosiguiera clasificando los experimentos por clases de peligro en función de los riesgos asociados con la célula huésped, los sistemas de vectores que transportan genes a las células y los insertos de genes, lo que permite o restringe la realización de los experimentos en función de la evaluación de riesgos. La premisa básica de los NIHG—brindar protección a los trabajadores y, por extensión, seguridad de la comunidad—permanece vigente en la actualidad (NIH 1996). Los NIHG se actualizan regularmente y han evolucionado hasta convertirse en un estándar de práctica ampliamente aceptado para la biotecnología en los EE. UU. El cumplimiento es requerido por parte de las instituciones que reciben fondos federales, así como por muchas ordenanzas locales de ciudades o pueblos. El NIHG proporciona una base para las regulaciones en otros países del mundo, incluidos Suiza (SCBS 1995) y Japón (Instituto Nacional de Salud 1996).
Desde 1976, los NIHG se han ampliado para incorporar consideraciones de contención y aprobación para nuevas tecnologías, incluidas instalaciones de producción a gran escala y propuestas de terapia génica somática de plantas, animales y humanos. Algunos de los experimentos originalmente prohibidos ahora están permitidos con la aprobación específica de NIH o con prácticas de contención específicas.
En 1986, la Oficina de Política Científica y Tecnológica de los Estados Unidos (OSTP) publicó su Marco coordinado para la regulación de la biotecnología. Abordó la cuestión política subyacente de si las reglamentaciones existentes eran adecuadas para evaluar los productos derivados de las nuevas tecnologías y si los procesos de revisión de la investigación eran suficientes para proteger al público y al medio ambiente. Las agencias reguladoras y de investigación de EE. UU. (Agencia de Protección Ambiental (EPA), Administración de Alimentos y Medicamentos (FDA), Administración de Salud y Seguridad Ocupacional (OSHA), NIH, Departamento de Agricultura de EE. UU. (USDA) y Fundación Nacional de Ciencias (NSF)) acordaron regular los productos, no los procesos, y que no eran necesarias nuevas reglamentaciones especiales para proteger a los trabajadores, al público o al medio ambiente. La política se estableció para operar los programas regulatorios de manera integrada y coordinada, minimizando la superposición y, en la medida de lo posible, la responsabilidad de la aprobación del producto recaería en una agencia. Las agencias coordinarían esfuerzos adoptando definiciones consistentes y usando revisiones científicas (evaluaciones de riesgo) de rigor científico comparable (OSHA 1984; OSTP 1986).
El NIHG y Coordinated Framework han brindado un grado apropiado de discusión científica objetiva y participación pública, lo que ha resultado en el crecimiento de la biotecnología estadounidense hasta convertirse en una industria multimillonaria. Antes de 1970, había menos de 100 empresas involucradas en todos los aspectos de la biotecnología moderna. Para 1977, otras 125 firmas se unieron a las filas; en 1983, otras 381 empresas elevaron el nivel de inversión de capital privado a más de mil millones de dólares. Para 1, la industria había crecido a más de 1994 empresas (Comité de Relaciones Comunitarias del Consejo de Biotecnología de Massachusetts, 1,230), y la capitalización de mercado es de más de $ 1993 mil millones.
El empleo en las empresas biotecnológicas estadounidenses en 1980 era de unas 700 personas; en 1994 aproximadamente 1,300 empresas empleaban a más de 100,000 trabajadores (Comité de Relaciones Comunitarias del Consejo de Biotecnología de Massachusetts 1993). Además, existe toda una industria de apoyo que proporciona suministros (químicos, componentes de medios, líneas celulares), equipos, instrumentación y servicios (banco de células, validación, calibración) necesarios para garantizar la integridad de la investigación y la producción.
En todo el mundo ha habido un gran nivel de preocupación y escepticismo sobre la seguridad de la ciencia y de sus productos. El Consejo de las Comunidades Europeas (Parlamento de las Comunidades Europeas 1987) desarrolló directivas para proteger a los trabajadores de los riesgos asociados con la exposición a productos biológicos (Consejo de las Comunidades Europeas 1990a) y para establecer controles ambientales en actividades experimentales y comerciales, incluida la liberación deliberada. La “liberación” incluye la comercialización de productos que utilizan OGM (Consejo de las Comunidades Europeas 1990b; Van Houten y Flemming 1993). Se han desarrollado estándares y directrices relacionados con productos biotecnológicos dentro de organizaciones internacionales y multilaterales como la Organización Mundial de la Salud (OMS), la Organización Internacional de Normalización (ISO), la Comisión de la Comunidad Europea, la Organización para la Agricultura y la Alimentación (FAO) y la Red de Datos de Cepas Microbianas ( OSTP 1986).
La industria de la biotecnología moderna se puede considerar en términos de cuatro sectores industriales principales, cada uno de los cuales tiene investigación y desarrollo (I+D) de laboratorio, de campo y/o clínico que respalda la producción real de bienes y servicios.
- productos biomédico-farmacéuticos, biológicos y dispositivos médicos
- alimentos agrícolas, peces y animales transgénicos, plantas resistentes a enfermedades y plagas
- productos industriales mejorados genéticamente como ácido cítrico, butanol, acetona, etanol y enzimas detergentes (ver tabla 1)
- medio ambiente-tratamiento de aguas residuales, descontaminación de residuos industriales.
Tabla 1. Microorganismos de importancia industrial
|
Nombre |
organismo huésped |
Usos |
|
acetobacter aceti |
bacteria aeróbica |
Fermenta la fruta |
|
Aspirgillus niger |
Hongo asexual |
Degrada la materia orgánica |
|
Aspirgillus oryzae |
Hongo asexual |
Se utiliza en la producción de miso, salsa de soja y sake. |
|
Bacilo licheniforme |
Bacteria |
Químicos industriales y enzimas |
|
bacilis subtilis |
Bacteria |
Productos químicos, enzimas, fuente de proteína unicelular para consumo humano en Asia |
|
Células de ovario de hámster chino (CHO)* |
Cultivo de células de mamíferos |
Fabricación de productos biofarmacéuticos |
|
Clostridium acetobutylicum |
Bacteria |
Butanol, producción de acetona |
|
Escherichia coli K-12* |
Cepa bacteriana |
Clonación para fermentación, producción de productos farmacéuticos y biológicos |
|
Penicillium roqueforti |
Hongo asexual |
producción de queso azul |
|
Saccharomyces cerevisiae* |
Levadura |
Clonación para la producción de cerveza |
|
Saccharomyces uvarum* |
Levadura |
Clonación para bebidas alcohólicas y producción industrial de alcohol |
* Importante para la biotecnología moderna.
Trabajadores de biotecnología
La biotecnología comienza en el laboratorio de investigación y es una ciencia multidisciplinaria. Los biólogos moleculares y celulares, los inmunólogos, los genetistas, los químicos de proteínas y péptidos, los bioquímicos y los ingenieros bioquímicos son los que están más directamente expuestos a los peligros reales y potenciales de la tecnología del ADN recombinante (ADNr). Otros trabajadores que pueden estar menos expuestos directamente a los riesgos biológicos del ADNr incluyen al personal de servicio y apoyo, como los técnicos de ventilación y refrigeración, los proveedores de servicios de calibración y el personal de limpieza. En una encuesta reciente de profesionales de la salud y la seguridad en la industria, se encontró que los trabajadores expuestos directa e indirectamente comprenden alrededor del 30 al 40 % de la fuerza laboral total en las empresas biotecnológicas comerciales típicas (Lee y Ryan 1996). La investigación en biotecnología no se limita a la “industria”; se lleva a cabo en las instituciones académicas, médicas y gubernamentales también.
Los trabajadores de laboratorios de biotecnología están expuestos a una amplia variedad de productos químicos tóxicos y peligrosos, a peligros biológicos recombinantes y no recombinantes o de "tipo salvaje", patógenos transmitidos por la sangre humana y enfermedades zoonóticas, así como a materiales radiactivos utilizados en experimentos de etiquetado. Además, los trastornos musculoesqueléticos y las lesiones por esfuerzo repetitivo se reconocen cada vez más como peligros potenciales para los trabajadores de investigación debido al uso extensivo de computadoras y micropipetas manuales.
Los operadores de fabricación de biotecnología también están expuestos a productos químicos peligrosos, pero no a la variedad que se ve en el entorno de la investigación. Según el producto y el proceso, puede haber exposición a radionúclidos en la fabricación. Incluso en el nivel de riesgo biológico más bajo, los procesos de fabricación de biotecnología son sistemas cerrados y el potencial de exposición a los cultivos recombinantes es bajo, excepto en el caso de accidentes. En las instalaciones de producción biomédica, la aplicación de las buenas prácticas de fabricación actuales complementa las pautas de bioseguridad para proteger a los trabajadores en la planta. Los principales peligros para los trabajadores de fabricación en operaciones de buenas prácticas a gran escala (GLSP) que involucran organismos recombinantes no peligrosos incluyen lesiones musculoesqueléticas traumáticas (por ejemplo, distensiones y dolor de espalda), quemaduras térmicas de líneas de vapor y quemaduras químicas de ácidos y cáusticos (ácido fosfórico , hidróxido de sodio y potasio) utilizados en el proceso.
Los trabajadores de la salud, incluidos los técnicos de laboratorio clínico, están expuestos a vectores de terapia génica, excrementos y muestras de laboratorio durante la administración de medicamentos y la atención de pacientes inscritos en estos procedimientos experimentales. Las amas de casa también pueden estar expuestas. La protección de los trabajadores y del medio ambiente son dos puntos experimentales obligatorios a considerar al presentar una solicitud a los NIH para experimentos de terapia génica humana (NIH 1996).
Los trabajadores agrícolas pueden tener una gran exposición a productos, plantas o animales recombinantes durante la aplicación de pesticidas, la siembra, la cosecha y el procesamiento. Independientemente del riesgo potencial de riesgo biológico por la exposición a plantas y animales modificados genéticamente, también están presentes los riesgos físicos tradicionales relacionados con la maquinaria agrícola y la cría de animales. Se utilizan controles de ingeniería, PPE, capacitación y supervisión médica según corresponda a los riesgos previstos (Legaspi y Zenz 1994; Pratt y May 1994). El EPP, que incluye monos, respiradores, guantes utilitarios, gafas protectoras o capuchas, es importante para la seguridad de los trabajadores durante la aplicación, el crecimiento y la cosecha de plantas modificadas genéticamente u organismos del suelo.
Procesos y Peligros
En el proceso de biotecnología en el sector biomédico, las células u organismos, modificados de formas específicas para producir los productos deseados, se cultivan en biorreactores de monocultivo. En el cultivo de células de mamíferos, el producto proteico se secreta de las células al medio nutritivo circundante, y se puede utilizar una variedad de métodos de separación química (cromatografía de afinidad o tamaño, electroforesis) para capturar y purificar el producto. Dónde Escherichia coli los organismos huéspedes se utilizan en las fermentaciones, el producto deseado se produce dentro de la membrana celular y las células deben romperse físicamente para poder cosechar el producto. La exposición a endotoxinas es un peligro potencial de este proceso. A menudo se añaden antibióticos a los medios de producción para mejorar la producción del producto deseado o mantener la presión selectiva sobre elementos de producción genética (plásmidos) que de otro modo serían inestables. Las sensibilidades alérgicas a estos materiales son posibles. En general, estos son riesgos de exposición a aerosoles.
Se anticipan fugas y liberaciones de aerosoles y la exposición potencial se controla de varias maneras. Las penetraciones en los recipientes del reactor son necesarias para proporcionar nutrientes y oxígeno, para liberar dióxido de carbono (CO2) y para monitorear y controlar el sistema. Cada penetración debe sellarse o filtrarse (0.2 micras) para evitar la contaminación del cultivo. La filtración de gases de escape también protege a los trabajadores y al medio ambiente en el área de trabajo de los aerosoles generados durante el cultivo o la fermentación. Dependiendo del potencial de riesgo biológico del sistema, la inactivación biológica validada de los efluentes líquidos (generalmente por calor, vapor o métodos químicos) es una práctica estándar. Otros peligros potenciales en la fabricación biotecnológica son similares a los de otras industrias: ruido, protección mecánica, quemaduras por vapor/calor, contacto con corrosivos, etc.
Las enzimas y la fermentación industrial se tratan en otra parte de este Enciclopedia e involucrar los procesos, peligros y controles que son similares para los sistemas de producción modificados genéticamente.
La agricultura tradicional depende del desarrollo de cepas que utilizan cruces tradicionales de especies de plantas relacionadas. La gran ventaja de las plantas modificadas genéticamente es que se reduce considerablemente el tiempo entre generaciones y el número de cruces necesarios para obtener el carácter deseado. Además, la dependencia actualmente impopular de pesticidas y fertilizantes químicos (que contribuyen a la contaminación por escorrentía) está favoreciendo una tecnología que potencialmente hará que estas aplicaciones sean innecesarias.
La biotecnología vegetal implica elegir una especie de planta genéticamente flexible y/o financieramente significativa para modificaciones. Dado que las células vegetales tienen paredes celulares de celulosa resistentes, los métodos utilizados para transferir ADN a las células vegetales difieren de los utilizados para bacterias y líneas celulares de mamíferos en el sector biomédico. Existen dos métodos principales que se utilizan para introducir ADN de ingeniería extranjera en células vegetales (Watrud, Metz y Fishoff 1996):
- una pistola de partículas dispara ADN a la célula de interés
- un desarmado, no tumorigénico Agrobacterium tumefaciens El virus introduce casetes de genes en el material genético de la célula.
Tipo salvaje Agrobacterium tumefaciens es un patógeno vegetal natural que causa tumores de agallas en la corona en plantas lesionadas. Estas cepas de vectores modificadas y desarmadas no provocan la formación de tumores en las plantas.
Después de la transformación por cualquier método, las células vegetales se diluyen, se colocan en placas y se cultivan en medios de cultivo de tejidos selectivos durante un período relativamente largo (en comparación con las tasas de crecimiento bacteriano) en cámaras de crecimiento de plantas o incubadoras. Las plantas regeneradas a partir del tejido tratado se trasplantan al suelo en cámaras de crecimiento cerradas para un mayor crecimiento. Después de alcanzar la edad adecuada, se examinan para determinar la expresión de los rasgos deseados y luego se cultivan en invernaderos. Se necesitan varias generaciones de experimentos de invernadero para evaluar la estabilidad genética del rasgo de interés y generar el stock de semillas necesario para estudios posteriores. Los datos de impacto ambiental también se recopilan durante esta fase del trabajo y se envían con propuestas a las agencias reguladoras para la aprobación de liberación de prueba de campo abierto.
Controles: el ejemplo de los Estados Unidos
El NIHG (NIH 1996) describe un enfoque sistemático para prevenir tanto la exposición de los trabajadores como la liberación ambiental de organismos recombinantes. Cada institución (p. ej., universidad, hospital o laboratorio comercial) es responsable de realizar investigaciones de ADNr de manera segura y de conformidad con los NIHG. Esto se logra a través de un sistema administrativo que define las responsabilidades y requiere evaluaciones integrales de riesgos por parte de científicos expertos y oficiales de bioseguridad, implementación de controles de exposición, programas de vigilancia médica y planificación de emergencia. Un Comité Institucional de Bioseguridad (IBC) proporciona los mecanismos para la revisión y aprobación de experimentos dentro de la institución. En algunos casos, se requiere la aprobación del propio Comité Asesor de Recombinantes (RAC) de los NIH.
El grado de control depende de la gravedad del riesgo y se describe en términos de las designaciones de nivel de bioseguridad (BL) 1-4; siendo BL1 el menos restrictivo y BL4 el más. Se dan pautas de contención para la investigación, la investigación y el desarrollo a gran escala (más de 10 litros de cultivo), la producción a gran escala y los experimentos con animales y plantas tanto a gran como a pequeña escala.
El Apéndice G del NIHG (NIH 1996) describe la contención física a escala de laboratorio. BL1 es apropiado para trabajar con agentes de peligro potencial desconocido o mínimo para el personal del laboratorio o el medio ambiente. El laboratorio no está separado de los patrones generales de tráfico en el edificio. El trabajo se lleva a cabo en las mesas de trabajo abiertas. No se requieren ni se utilizan dispositivos especiales de contención. El personal de laboratorio está capacitado en procedimientos de laboratorio y supervisado por un científico con capacitación general en microbiología o una ciencia relacionada.
BL2 es adecuado para trabajos en los que intervienen agentes de peligro potencial moderado para el personal y el medio ambiente. El acceso al laboratorio es limitado cuando se está trabajando, los trabajadores tienen capacitación específica en el manejo de agentes patógenos y están dirigidos por científicos competentes, y los trabajos que generan aerosoles se realizan en gabinetes de seguridad biológica u otros equipos de contención. Este trabajo puede requerir vigilancia médica o vacunas según corresponda y lo determine el IBC.
BL3 es aplicable cuando el trabajo se lleva a cabo con agentes autóctonos o exóticos que pueden causar enfermedades graves o potencialmente letales como resultado de la exposición por inhalación. Los trabajadores tienen formación específica y son supervisados por científicos competentes con experiencia en el manejo de estos agentes peligrosos. Todos los procedimientos se realizan en condiciones de contención que requieren ingeniería y EPP especiales.
BL4 está reservado para los agentes más peligrosos y exóticos que presentan un alto riesgo individual y comunitario de enfermedades potencialmente mortales. Solo hay unos pocos laboratorios BL4 en el mundo.
El Apéndice K aborda la contención física para actividades de investigación o producción en volúmenes superiores a 10 l (gran escala). Al igual que en las pautas a pequeña escala, existe una jerarquía de requisitos de contención desde el potencial de peligro más bajo hasta el más alto: GLSP a BL3-Large-Scale (BL3-LS).
El NIHG, Apéndice P, cubre el trabajo con plantas a nivel de banco, cámara de crecimiento y escala de invernadero. Como se señala en la introducción: “El propósito principal de la contención de plantas es evitar la transmisión no intencional de un genoma vegetal que contiene ADN recombinante, incluido el material hereditario nuclear o de orgánulos o la liberación de organismos derivados de ADN recombinante asociados con plantas. En general, estos organismos no representan una amenaza para la salud humana o los animales superiores, a menos que se modifiquen deliberadamente para ese propósito. Sin embargo, es posible la propagación inadvertida de un patógeno grave de un invernadero a un cultivo agrícola local o la introducción y el establecimiento no intencionales de un organismo en un nuevo ecosistema” (NIH 1996). En los Estados Unidos, la EPA y el Servicio de Inspección de Sanidad Animal y Vegetal (APHIS) del USDA son conjuntamente responsables de la evaluación de riesgos y de la revisión de los datos generados antes de aprobar las pruebas de liberación en el campo (EPA 1996; Foudin y Gay 1995). Se evalúan cuestiones tales como la persistencia y propagación en el agua, el aire y el suelo, por especies de insectos y animales, la presencia de otros cultivos similares en el área, la estabilidad ambiental (sensibilidad a las heladas o al calor) y la competencia con especies nativas, a menudo primero en el invernadero. (Liberman et al. 1996).
Los niveles de contención de plantas para instalaciones y prácticas también varían de BL1 a BL4. Los experimentos típicos de BL1 implican la autoclonación. BL2 puede implicar la transferencia de rasgos de un patógeno a una planta huésped. BL3 podría implicar la expresión de toxinas o agentes peligrosos para el medio ambiente. La protección de los trabajadores se logra en los distintos niveles mediante EPP y controles de ingeniería, como invernaderos y casetas con flujo de aire direccional y filtros de aire de partículas de alta eficiencia (HEPA) para evitar la liberación de polen. Dependiendo del riesgo, la protección ambiental y comunitaria de agentes potencialmente peligrosos puede lograrse mediante controles biológicos. Los ejemplos son un rasgo de sensibilidad a la temperatura, un rasgo de sensibilidad a las drogas o un requerimiento nutricional que no está presente en la naturaleza.
A medida que aumentaba el conocimiento científico y avanzaba la tecnología, se esperaba que el NIHG necesitara revisión y revisión. Durante los últimos 20 años, el RAC se ha reunido para considerar y aprobar propuestas de cambios. Por ejemplo, el NIHG ya no emite prohibiciones generales sobre la liberación deliberada de organismos modificados genéticamente; Las liberaciones de ensayos de campo de productos agrícolas y los experimentos de terapia génica humana están permitidos en circunstancias apropiadas y después de una evaluación de riesgos adecuada. Una enmienda muy significativa al NIHG fue la creación de la categoría de contención GLSP. Relajó los requisitos de contención para “cepas recombinantes no patógenas, no toxigénicas derivadas de organismos huéspedes que tienen un historial prolongado de uso seguro a gran escala, o que han incorporado limitaciones ambientales que permiten un crecimiento óptimo en un entorno a gran escala pero una supervivencia limitada. sin consecuencias adversas en el medio ambiente” (NIH 1991). Este mecanismo ha permitido que la tecnología progrese sin dejar de considerar las necesidades de seguridad.
Controles: el ejemplo de la Comunidad Europea
En abril de 1990, la Comunidad Europea (CE) promulgó dos Directivas sobre el uso confinado y la liberación deliberada en el medio ambiente de OMG. Ambas Directivas requieren que los Estados miembros se aseguren de que se toman todas las medidas apropiadas para evitar efectos adversos en la salud humana o el medio ambiente, en particular haciendo que el usuario evalúe todos los riesgos relevantes por adelantado. En Alemania, la Ley de Tecnología Genética se aprobó en 1990 en parte como respuesta a las Directivas de la CE, pero también para responder a la necesidad de autoridad legal para construir una instalación de producción de insulina recombinante de operación de prueba (Reutsch y Broderick 1996). En Suiza, las regulaciones se basan en el NIHG de EE. UU., las directivas del Consejo de la CE y la ley alemana sobre tecnología genética. Los suizos requieren registro anual y actualizaciones de experimentos al gobierno. En general, los estándares de rDNA en Europa son más restrictivos que en los EE. UU., y esto ha contribuido a que muchas empresas farmacéuticas europeas trasladen la investigación de rDNA de sus países de origen. Sin embargo, las reglamentaciones suizas permiten una categoría de nivel 4 de seguridad a gran escala, que no está permitida por NIHG (SCBS 1995).
Productos de Biotecnología
Algunos de los productos biológicos y farmacéuticos que se han fabricado con éxito mediante biotecnologías de ADN recombinante incluyen: insulina humana; hormona del crecimiento humano; vacunas contra la hepatitis; interferón alfa; interferón beta; gamma-interferón; factor estimulante de colonias de granulocitos; activador tisular del plasminógeno; factor estimulante de colonias de granulocitos y macrófagos; IL2; eritropoyetina; Crymax, producto insecticida para el control de orugas en hortalizas; cultivos de frutos secos y vid; tomate Flavr Savr (TM); Chymogen, una enzima que produce queso; ATIII (antitrombina III), derivada de leche de cabra transgénica utilizada para prevenir coágulos de sangre en cirugía; BST y PST (somatotropina bovina y porcina) utilizados para impulsar la producción de leche y carne.
Problemas de salud y patrones de enfermedad
Existen cinco peligros principales para la salud derivados de la exposición a microorganismos o sus productos en la biotecnología a escala industrial:
- infección
- reacción a la endotoxina
- alergia a los microorganismos
- reacción alérgica a un producto
- reacción tóxica a un producto.
La infección es poco probable ya que en la mayoría de los procesos industriales se utilizan agentes no patógenos. Sin embargo, es posible que microorganismos considerados inofensivos como Pseudomonas y Aspergilo especies pueden causar infección en individuos inmunocomprometidos (Bennett 1990). La exposición a la endotoxina, un componente de la capa de lipopolisacárido de la pared celular de todas las bacterias gram negativas, en concentraciones superiores a unos 300 ng/m3 provoca síntomas transitorios similares a los de la gripe (Balzer 1994). Los trabajadores de muchas industrias, incluidas la agricultura tradicional y la biotecnología, han experimentado los efectos de la exposición a las endotoxinas. Las reacciones alérgicas al microorganismo o producto también ocurren en muchas industrias. El asma ocupacional se ha diagnosticado en la industria biotecnológica por una amplia gama de microorganismos y productos, incluidos Aspergillus niger, penicillium spp. y proteasas; algunas empresas han notado incidencias en más del 12% de la plantilla. Las reacciones tóxicas pueden ser tan variadas como los organismos y productos. Se ha demostrado que la exposición a los antibióticos provoca cambios en la flora microbiana del intestino. Se sabe que los hongos son capaces de producir toxinas y carcinógenos bajo ciertas condiciones de crecimiento (Bennett 1990).
Para abordar la preocupación de que los trabajadores expuestos serían los primeros en desarrollar posibles efectos adversos para la salud a causa de la nueva tecnología, la vigilancia médica de los trabajadores con rDNA ha sido parte del NIHG desde sus inicios. Los Comités Institucionales de Bioseguridad, en consulta con el médico de salud ocupacional, son los encargados de determinar, proyecto por proyecto, qué vigilancia médica es la adecuada. Dependiendo de la identidad del agente específico, la naturaleza del peligro biológico, las posibles vías de exposición y la disponibilidad de vacunas, los componentes del programa de vigilancia médica pueden incluir exámenes físicos previos a la colocación, exámenes periódicos de seguimiento, vacunas específicas, evaluaciones de alergias y enfermedades, sueros previos a la exposición y encuestas epidemiológicas.
Bennett (1990) cree que es poco probable que los microorganismos modificados genéticamente supongan un mayor riesgo de infección o alergia que el organismo original, pero podría haber riesgos adicionales derivados del nuevo producto o del ADNr. Un informe reciente señala que la expresión de un alérgeno de la nuez de Brasil en la soja transgénica puede causar efectos inesperados en la salud de los trabajadores y consumidores (Nordlee et al. 1996). Otros peligros novedosos podrían ser el uso de líneas de células animales que contengan oncogenes o virus desconocidos o no detectados potencialmente dañinos para los humanos.
Es importante tener en cuenta que los primeros temores sobre la creación de especies mutantes genéticamente peligrosas o supertoxinas no se han materializado. La OMS encontró que la biotecnología no presenta riesgos que sean diferentes de otras industrias de procesamiento (Miller 1983) y, según Liberman, Ducatman y Fink (1990), “el consenso actual es que los riesgos potenciales del rDNA fueron exagerados inicialmente y que la los peligros asociados con esta investigación son similares a los asociados con el organismo, el vector, el ADN, los solventes y el aparato físico que se está utilizando”. Llegan a la conclusión de que los organismos modificados están obligados a tener peligros; sin embargo, la contención se puede definir para minimizar la exposición.
Es muy difícil identificar las exposiciones ocupacionales específicas de la industria biotecnológica. La “biotecnología” no es una industria separada con un código distintivo de Clasificación Industrial Estándar (SIC); más bien, se ve como un proceso o conjunto de herramientas utilizadas en muchas aplicaciones industriales. En consecuencia, cuando se notifican accidentes y exposiciones, los datos sobre casos que involucran a trabajadores de la biotecnología se incluyen entre los datos sobre todos los demás que ocurren en el sector industrial anfitrión (por ejemplo, agricultura, industria farmacéutica o atención de la salud). Además, se sabe que los incidentes y accidentes de laboratorio no se notifican.
Se han informado pocas enfermedades específicamente debidas a ADN alterado genéticamente; sin embargo, no son desconocidos. Se informó al menos una infección local documentada y seroconversión cuando un trabajador sufrió un pinchazo con una aguja contaminada con un vector vaccinia recombinante (Openshaw et al. 1991).
Problemas de política
En la década de 1980 surgieron los primeros productos de la biotecnología en Estados Unidos y Europa. La insulina modificada genéticamente fue aprobada para su uso en 1982, al igual que una vacuna modificada genéticamente contra la "diarrea" de la enfermedad porcina (Sattelle 1991). Se ha demostrado que la somatotropina bovina recombinante (BST) aumenta la producción de leche de vaca y el peso del ganado vacuno. Se plantearon inquietudes acerca de la salud pública y la seguridad de los productos y si las reglamentaciones existentes eran adecuadas para abordar estas inquietudes en todas las diferentes áreas donde se podrían comercializar los productos de la biotecnología. Los NIHG brindan protección a los trabajadores y al medio ambiente durante las etapas de investigación y desarrollo. La seguridad y eficacia del producto no es responsabilidad de NIHG. En EE. UU., a través del Coordinated Framework, los riesgos potenciales de los productos de la biotecnología son evaluados por la agencia más apropiada (FDA, EPA o USDA).
El debate sobre la seguridad de la ingeniería genética y los productos de la biotecnología continúa (Thomas y Myers 1993), especialmente con respecto a las aplicaciones agrícolas y los alimentos para consumo humano. Los consumidores en algunas áreas quieren productos etiquetados para identificar cuáles son los híbridos tradicionales y cuáles se derivan de la biotecnología. Ciertos fabricantes de productos lácteos se niegan a usar leche de vacas que reciben BST. Está prohibido en algunos países (p. ej., Suiza). La FDA ha considerado que los productos son seguros, pero también existen problemas económicos y sociales que pueden no ser aceptables para el público. De hecho, BST puede crear una desventaja competitiva para las granjas más pequeñas, la mayoría de las cuales son familiares. A diferencia de las aplicaciones médicas donde puede no haber alternativa al tratamiento de ingeniería genética, cuando los alimentos tradicionales están disponibles y son abundantes, el público está a favor de la hibridación tradicional sobre los alimentos recombinantes. Sin embargo, los entornos hostiles y la actual escasez de alimentos en todo el mundo pueden cambiar esta actitud.
Las nuevas aplicaciones de la tecnología a la salud humana y las enfermedades hereditarias han reavivado las preocupaciones y creado nuevos problemas éticos y sociales. El Proyecto Genoma Humano, que comenzó a principios de la década de 1980, producirá un mapa físico y genético del material genético humano. Este mapa proporcionará a los investigadores información para comparar la expresión génica "sana o normal" y "enferma" para comprender mejor, predecir y señalar curas para los defectos genéticos básicos. Las tecnologías del genoma humano han producido nuevas pruebas de diagnóstico para la enfermedad de Huntington, la fibrosis quística y los cánceres de mama y colon. Se espera que la terapia génica humana somática corrija o mejore los tratamientos para las enfermedades hereditarias. La “toma de huellas dactilares” de ADN mediante mapeo de polimorfismo de fragmentos de restricción del material genético se utiliza como evidencia forense en casos de violación, secuestro y homicidio. Se puede usar para probar (o, técnicamente, refutar) la paternidad. También se puede usar en áreas más controvertidas, como para evaluar las posibilidades de desarrollar cáncer y enfermedades cardíacas para la cobertura de seguros y tratamientos preventivos o como prueba en los tribunales de crímenes de guerra y como "placas de identificación" genéticas en el ejército.
Aunque técnicamente factible, el trabajo en experimentos de línea germinal humana (transmisible de generación en generación) no ha sido considerado para su aprobación en los EE. UU. debido a serias consideraciones sociales y éticas. Sin embargo, se planean audiencias públicas en los EE. UU. para reabrir la discusión sobre la terapia de línea germinal humana y las mejoras de rasgos deseables no asociadas con enfermedades.
Finalmente, además de las cuestiones de seguridad, sociales y éticas, las teorías legales sobre la propiedad de los genes y el ADN y la responsabilidad por el uso o mal uso todavía están evolucionando.
Es necesario seguir las implicaciones a largo plazo de la liberación ambiental de diversos agentes. Surgirán nuevos problemas de contención biológica y variedad de huéspedes para trabajos que se controlen cuidadosa y apropiadamente en el entorno del laboratorio, pero para los cuales no se conocen todas las posibilidades ambientales. Los países en desarrollo, en los que puede que no existan los conocimientos científicos adecuados ni los organismos reguladores, pueden verse reacios o incapaces de asumir la evaluación del riesgo para su entorno particular. Esto podría conducir a restricciones innecesarias oa una política imprudente de “puertas abiertas”, cualquiera de las cuales podría resultar perjudicial para el beneficio a largo plazo del país (Ho 1996).
Además, la precaución es importante cuando se introducen agentes agrícolas diseñados en entornos novedosos donde no hay heladas u otras presiones de contención naturales. ¿Se aparearán las poblaciones indígenas o los intercambiadores naturales de información genética con agentes recombinantes en la naturaleza, lo que resultará en la transferencia de rasgos manipulados? ¿Serían estos rasgos dañinos en otros agentes? ¿Cuál sería el efecto para los administradores del tratamiento? ¿Las reacciones inmunitarias limitarán la propagación? ¿Son los agentes vivos diseñados capaces de cruzar las barreras de las especies? ¿Persisten en el ambiente de desiertos, montañas, llanuras y ciudades?
Resumen
La biotecnología moderna en los Estados Unidos se ha desarrollado bajo pautas de consenso y ordenanzas locales desde principios de la década de 1970. Un escrutinio cuidadoso no ha mostrado rasgos inesperados e incontrolables expresados por un organismo recombinante. Es una tecnología útil, sin la cual muchas mejoras médicas basadas en proteínas terapéuticas naturales no hubieran sido posibles. En muchos países desarrollados, la biotecnología es una fuerza económica importante y toda una industria ha crecido en torno a la revolución biotecnológica.
Los problemas médicos para los trabajadores de la biotecnología están relacionados con los riesgos específicos del huésped, el vector y el ADN y las operaciones físicas realizadas. Hasta ahora, la enfermedad de los trabajadores ha sido prevenible mediante la ingeniería, la práctica laboral, las vacunas y los controles de contención biológica específicos para el riesgo evaluado caso por caso. Y existe la estructura administrativa para realizar evaluaciones prospectivas de riesgos para cada nuevo protocolo experimental. Si este historial de seguridad continúa en el campo de la liberación ambiental de materiales viables es una cuestión de evaluación continua de los posibles riesgos ambientales: persistencia, propagación, intercambiadores naturales, características de la célula huésped, especificidad del rango del huésped para los agentes de transferencia utilizados, naturaleza del gen insertado y así sucesivamente. Es importante tener esto en cuenta para todos los posibles entornos y especies afectadas con el fin de minimizar las sorpresas que a menudo presenta la naturaleza.
Industria pirotécnica
Adaptado de la 3ra edición, “Enciclopedia de Salud y Seguridad Ocupacional”.
La industria pirotécnica puede definirse como la fabricación de artículos pirotécnicos (fuegos artificiales) para entretenimiento, para uso técnico y militar en señalización e iluminación, para uso como plaguicidas y para otros fines diversos. Estos artículos contienen sustancias pirotécnicas formadas por composiciones en polvo o pasta que se moldean, compactan o comprimen según las necesidades. Cuando se encienden, la energía que contienen se libera para producir efectos específicos, como iluminación, detonación, silbidos, gritos, formación de humo, combustión lenta, propulsión, ignición, cebado, disparo y desintegración. La sustancia pirotécnica más importante sigue siendo la pólvora negra (pólvora, que consiste en carbón vegetal, azufre y nitrato de potasio), que puede usarse suelta para la detonación, compactada para la propulsión o disparo, o tamponada con carbón vegetal como imprimación.
Procesos
Las materias primas utilizadas en la fabricación de pirotecnia deben ser muy puras, libres de toda impureza mecánica y (sobre todo) libres de ingredientes ácidos. Esto también se aplica a materiales auxiliares como papel, cartón y pegamento. La Tabla 1 enumera las materias primas comunes utilizadas en la fabricación de pirotecnia.
Tabla 1. Materias primas utilizadas en la fabricación de pirotecnia
|
Productos |
Materias primas |
|
explosivos |
Nitrocelulosa (lana de colodión), fulminato de plata, polvo negro |
|
Materiales combustibles |
Resina acaroide, dextrina, ácido gálico, goma arábiga, madera, carbón vegetal, |
|
Materiales oxidantes |
Clorato de potasio, clorato de bario, potasio, perclorato, bario |
|
Materiales de teñido de llama |
Carbonato de bario (verde), criolita (amarillo), cobre, amonio |
|
Materiales inertes |
Triestearato de glicerilo, parafina, tierra de diatomeas, cal, tiza. |
Después de ser secadas, molidas y tamizadas, las materias primas se pesan y mezclan en un edificio especial. Antiguamente siempre se mezclaban a mano, pero en las plantas modernas se utilizan a menudo mezcladores mecánicos. Después de la mezcla, las sustancias deben guardarse en edificios de almacenamiento especiales para evitar acumulaciones en las salas de trabajo. Solo las cantidades requeridas para las operaciones de procesamiento reales deben tomarse de estos edificios a las salas de trabajo.
Los estuches para artículos pirotécnicos podrán ser de papel, cartón, material sintético o metal. El método de embalaje varía. Por ejemplo, para la detonación, la composición se vierte suelta en una caja y se sella, mientras que para propulsión, iluminación, gritos o silbidos se vierte suelta en la caja y luego se compacta o comprime y se sella.
Anteriormente, la compactación o compresión se hacía golpeando con un mazo en una herramienta de madera para "colocar", pero este método rara vez se emplea en las instalaciones modernas; En su lugar, se utilizan prensas hidráulicas o prensas rotativas de rombos. Las prensas hidráulicas permiten comprimir la composición simultáneamente en varios casos.
Las sustancias de iluminación a menudo se moldean cuando están húmedas para formar estrellas, que luego se secan y se colocan en estuches para cohetes, bombas, etc. Las sustancias hechas por un proceso húmedo deben secarse bien o pueden encenderse espontáneamente.
Dado que muchas sustancias pirotécnicas son difíciles de encender cuando se comprimen, los artículos pirotécnicos en cuestión están provistos de un ingrediente intermedio o cebador para asegurar la ignición; luego se sella el caso. El artículo se enciende desde el exterior mediante una mecha rápida, una mecha, un raspador o, a veces, mediante una cápsula de percusión.
Peligros
Los peligros más importantes en pirotecnia son claramente el fuego y la explosión. Debido al pequeño número de máquinas involucradas, los riesgos mecánicos son menos importantes; son similares a los de otras industrias.
La sensibilidad de la mayoría de las sustancias pirotécnicas es tal que sueltas pueden encenderse fácilmente por golpes, fricción, chispas y calor. Presentan riesgos de incendio y explosión y se consideran explosivos. Muchas sustancias pirotécnicas tienen el efecto explosivo de los explosivos ordinarios, y los trabajadores pueden quemarse la ropa o el cuerpo con las llamas.
Durante el procesamiento de sustancias tóxicas utilizadas en pirotecnia (p. ej., compuestos de plomo y bario y arsenito de acetato de cobre) puede presentarse un peligro para la salud debido a la inhalación del polvo durante el pesaje y la mezcla.
Medidas de Seguridad y Salud
En la fabricación de sustancias pirotécnicas sólo deben emplearse personas de confianza. Los jóvenes menores de 18 años no deben ser empleados. La instrucción adecuada y la supervisión de los trabajadores son necesarias.
Antes de emprender cualquier proceso de fabricación es importante conocer la sensibilidad de las sustancias pirotécnicas al rozamiento, impacto y calor, así como su acción explosiva. De estas propiedades dependerá la naturaleza del proceso de fabricación y las cantidades admisibles en las salas de trabajo y en los edificios de almacenamiento y secado.
En la fabricación de sustancias y artículos pirotécnicos deben tomarse las siguientes precauciones fundamentales:
- Los edificios en la parte no peligrosa de la empresa (oficinas, talleres, comedores, etc.) deben ubicarse lejos de los de las áreas peligrosas.
- Debe haber edificios de fabricación, procesamiento y almacenamiento separados para los diferentes procesos de fabricación en las áreas peligrosas y estos edificios deben estar bien separados
- Los edificios de procesamiento deben dividirse en salas de trabajo separadas.
- Deben limitarse las cantidades de sustancias pirotécnicas en los edificios de mezcla, procesamiento, almacenamiento y secado.
- Se debe limitar el número de trabajadores en las diferentes salas de trabajo.
Se recomiendan las siguientes distancias:
- entre edificios en las áreas peligrosas y aquellos en las áreas no peligrosas, al menos 30 m
- entre los distintos edificios de elaboración propiamente dichos, 15 m
- entre edificios de mezcla, secado y almacenamiento y otros edificios, de 20 a 40 m dependiendo de la construcción y el número de trabajadores afectados
- entre diferentes naves de mezcla, secado y almacenamiento, de 15 a 20 m.
Las distancias entre locales de trabajo pueden reducirse en circunstancias favorables y si se construyen muros de protección entre ellos.
Deben proporcionarse edificios separados para los siguientes propósitos: almacenamiento y preparación de materias primas, mezcla, almacenamiento de composiciones, procesamiento (envasado, compactado o prensado), secado, acabado (pegado, lacado, envasado, parafinado, etc.), secado y almacenamiento del artículos terminados y almacenamiento de pólvora negra.
Las siguientes materias primas deben almacenarse en locales aislados: cloratos y percloratos, perclorato de amonio; nitratos, peróxidos y otras sustancias oxidantes; metales ligeros; sustancias combustibles; líquidos inflamables; fósforo rojo; nitrocelulosa. La nitrocelulosa debe mantenerse húmeda. Los polvos metálicos deben protegerse contra la humedad, los aceites grasos y la grasa. Los oxidantes deben almacenarse separados de otros materiales.
Diseño de los edificios
Para la mezcla, los edificios del tipo de venteo de explosiones (tres paredes resistentes, techo resistente y una pared de venteo de láminas de plástico) son los más adecuados. Se recomienda una pared de protección frente a la pared de venteo de explosiones. Las salas de mezcla de sustancias que contienen cloratos no deben utilizarse para sustancias que contienen metales o sulfuro de antimonio.
Para el secado, han resultado satisfactorios los edificios con un área de venteo de explosión y los edificios cubiertos de tierra y provistos de una pared de venteo de explosión. Deben estar rodeados por un terraplén. En los secaderos se aconseja una temperatura ambiente controlada de 50 ºC.
En los edificios de procesamiento, debe haber salas separadas para: llenado; comprimir o compactar; cortando, “asfixiando” y cerrando los casos; lacado de sustancias pirotécnicas conformadas y comprimidas; cebado de sustancias pirotécnicas; almacenamiento de sustancias pirotécnicas y productos intermedios; embalaje; y almacenamiento de sustancias envasadas. Se ha encontrado que lo mejor es una fila de edificios con áreas de venteo de explosiones. La resistencia de las paredes intermedias debe adecuarse a la naturaleza y cantidad de las sustancias manipuladas.
Las siguientes son reglas básicas para edificios en los que se usan o están presentes materiales potencialmente explosivos:
- Los edificios deben ser de una sola planta y no tener sótano.
- Las superficies de los techos deben brindar suficiente protección contra la propagación del fuego.
- Las paredes de las habitaciones deben ser lisas y lavables.
- Los pisos deben tener una superficie nivelada y lisa sin espacios. Deben ser de material blando como xilolito, asfalto libre de arena y materiales sintéticos. No se deben usar pisos de madera ordinarios. Los pisos de las salas peligrosas deben ser conductores de electricidad y los trabajadores que se encuentran en ellos deben usar zapatos con suelas conductoras de electricidad.
- Las puertas y ventanas de todos los edificios deben abrir hacia el exterior. Durante las horas de trabajo, las puertas no deben cerrarse con llave.
- No se permite la calefacción de edificios mediante fuegos abiertos. Para calentar edificios peligrosos, solo se deben usar sistemas eléctricos de agua caliente, vapor a baja presión o herméticos al polvo. Los radiadores deben ser lisos y fáciles de limpiar por todos lados: no se deben utilizar radiadores con tubos con aletas. Se recomienda una temperatura de 115 ºC para calentar superficies y tuberías.
- Los bancos de trabajo y los estantes deben estar hechos de material resistente al fuego o de madera dura.
- Las salas de trabajo, almacenamiento y secado y su equipo deben limpiarse regularmente con un paño húmedo.
- Los lugares de trabajo, las entradas y las vías de escape deben planificarse de tal manera que las habitaciones puedan evacuarse rápidamente.
- En la medida de lo posible, los lugares de trabajo deberían estar separados por paredes protectoras.
- Las existencias necesarias deben almacenarse de forma segura.
- Todos los edificios deben estar equipados con pararrayos.
- Se debe prohibir fumar, hacer llamas abiertas y llevar fósforos y encendedores dentro de las instalaciones.
Equipos
Las prensas mecánicas deben tener pantallas o paredes protectoras para que, en caso de incendio, los trabajadores no corran peligro y el fuego no se propague a los lugares de trabajo vecinos. Si se manipulan grandes cantidades de materiales, las prensas deben estar en salas aisladas y operarse desde el exterior. Ninguna persona debe permanecer en la sala de prensa.
Los dispositivos de extinción de incendios deberían estar provistos en cantidad suficiente, marcados de manera visible y controlados a intervalos regulares. Deben adaptarse a la naturaleza de los materiales presentes. Los extintores de incendios de clase D deben usarse con polvo de metal en llamas, no con agua, espuma, productos químicos secos o dióxido de carbono. Se recomiendan duchas, mantas de lana y mantas ignífugas para extinguir la ropa en llamas.
Las personas que entren en contacto con sustancias pirotécnicas o que puedan verse amenazadas por láminas de llamas deben llevar ropa protectora adecuada resistente al fuego y al calor. La ropa debe ser desempolvada diariamente en un lugar designado con el fin de eliminar cualquier contaminante.
Se deben tomar medidas en la empresa para proporcionar primeros auxilios en caso de accidentes.
Materiales
Los materiales de desecho peligrosos con diferentes propiedades deben recolectarse por separado. Los contenedores de residuos deben vaciarse diariamente. Hasta que se destruyan, los residuos recogidos deben guardarse en un lugar protegido a una distancia mínima de 15 m de cualquier edificio. Por regla general, los productos defectuosos y los productos intermedios deben tratarse como residuos. Solo deben reprocesarse si hacerlo no crea ningún riesgo.
Cuando se procesen materiales nocivos para la salud, se debe evitar el contacto directo con ellos. Los gases, vapores y polvos nocivos deben eliminarse de manera efectiva y segura. Si los sistemas de escape son inadecuados, se debe usar equipo de protección respiratoria. Se debe proporcionar ropa de protección adecuada.
Proceso de refinación de petróleo
Perfil general
La refinación del petróleo comienza con la destilación o fraccionamiento del petróleo crudo en grupos de hidrocarburos separados. Los productos resultantes están directamente relacionados con las características del crudo que se procesa. La mayoría de estos productos de destilación se convierten en productos más utilizables al cambiar sus estructuras físicas y moleculares a través de craqueo, reformado y otros procesos de conversión. Estos productos son posteriormente sometidos a diversos procesos de tratamiento y separación, tales como extracción, hidrotratamiento y endulzamiento, con el fin de producir productos terminados. Mientras que las refinerías más simples generalmente se limitan a la destilación atmosférica y al vacío, las refinerías integradas incorporan fraccionamiento, conversión, tratamiento y mezcla con lubricantes, combustibles pesados y fabricación de asfalto; también pueden incluir procesamiento petroquímico.
La primera refinería, inaugurada en 1861, producía queroseno por destilación atmosférica simple. Sus subproductos incluían alquitrán y nafta. Pronto se descubrió que se podían producir aceites lubricantes de alta calidad destilando petróleo al vacío. Sin embargo, durante los siguientes 30 años, el queroseno fue el producto que más deseaban los consumidores. Los dos hechos más significativos que cambiaron esta situación fueron:
- la invención de la luz eléctrica, que disminuyó la demanda de queroseno
- la invención del motor de combustión interna, que creó una demanda de combustible diesel y gasolina (nafta).
Con el advenimiento de la producción en masa y la Primera Guerra Mundial, la cantidad de vehículos a gasolina aumentó drásticamente y la demanda de gasolina creció en consecuencia. Sin embargo, solo una cierta cantidad de gasolina podría obtenerse del petróleo crudo a través de procesos de destilación atmosférica y al vacío. El primer proceso de craqueo térmico se desarrolló en 1913. El craqueo térmico sometió a los combustibles pesados tanto a presión como a calor intenso, rompiendo físicamente sus moléculas grandes en otras más pequeñas, produciendo gasolina adicional y combustibles destilados. Una forma sofisticada de craqueo térmico, visbreaking, se desarrolló a fines de la década de 1930 para producir productos más deseables y valiosos.
A medida que se desarrollaron motores de gasolina de mayor compresión, hubo una demanda de gasolina de mayor octanaje con mejores características antidetonantes. La introducción de procesos de craqueo catalítico y polimerización a mediados y finales de la década de 1930 satisfizo esta demanda al proporcionar mejores rendimientos de gasolina y números de octano más altos. La alquilación, otro proceso catalítico, se desarrolló a principios de la década de 1940 para producir más gasolina de aviación de alto octanaje y materias primas petroquímicas, las materias primas para explosivos y caucho sintético. Posteriormente, se desarrolló la isomerización catalítica para convertir hidrocarburos para producir mayores cantidades de materias primas de alquilación.
Después de la Segunda Guerra Mundial, se introdujeron varios procesos de reformado que mejoraron la calidad y el rendimiento de la gasolina y produjeron productos de mayor calidad. Algunos de estos involucraron el uso de catalizadores y/o hidrógeno para cambiar moléculas y eliminar azufre. Durante la década de 1960 se desarrollaron catalizadores mejorados y métodos de proceso como hidrocraqueo y reformado para aumentar el rendimiento de la gasolina y mejorar las características antidetonantes. Estos procesos catalíticos también produjeron moléculas con un doble enlace (alquenos), formando la base de la industria petroquímica moderna.
La cantidad y los tipos de diferentes procesos que se utilizan en las refinerías modernas dependen principalmente de la naturaleza de la materia prima cruda y los requisitos del producto terminado. Los procesos también se ven afectados por factores económicos, incluidos los costos del crudo, los valores de los productos, la disponibilidad de servicios públicos y el transporte. La cronología de la introducción de varios procesos se da en la tabla 1.
Tabla 1. Resumen de la historia del proceso de refinación
|
Año |
Nombre del proceso |
Propósito del proceso |
Subproductos del proceso |
|
1862 |
destilación atmosférica |
producir queroseno |
Nafta, alquitrán, etc. |
|
1870 |
Destilación al vacío |
Lubricantes (originales) |
Asfalto residual |
|
1913 |
Craqueo térmico |
aumentar la gasolina |
Combustible de búnker residual |
|
1916 |
Edulcoración |
Reducir el azufre y el olor. |
Azufre |
|
1930 |
Reformado térmico |
Mejorar octanaje |
Residual |
|
1932 |
Hidrogenación |
Eliminar azufre |
Azufre |
|
1932 |
Procesión de coca |
Producir existencias base de gasolina |
Coque |
|
1933 |
Extraccion solvente |
Mejorar el índice de viscosidad del lubricante |
Aromáticos |
|
1935 |
Desparafinado con disolvente |
Mejora el punto de fluidez |
Ceras |
|
1935 |
polimerización catalítica |
Mejorar el rendimiento de la gasolina y el octanaje |
Materias primas petroquímicas |
|
1937 |
Craqueo catalítico |
Gasolina de mayor octanaje |
Materias primas petroquímicas |
|
1939 |
viscorreductor |
Reducir la viscosidad |
Aumento de destilado, alquitrán |
|
1940 |
Alquilación |
Aumentar el octanaje y el rendimiento de la gasolina |
Gasolina de aviación de alto octanaje |
|
1940 |
isomerización |
Producir materia prima de alquilación |
Nafta |
|
1942 |
Craqueo catalítico fluido |
Aumentar el rendimiento de la gasolina y el octanaje. |
Materias primas petroquímicas |
|
1950 |
Desasfaltado |
Aumentar la materia prima de craqueo |
Asfalto |
|
1952 |
reformado catalítico |
Convertir nafta de baja calidad |
Aromáticos |
|
1954 |
hidrodesulfuración |
Eliminar azufre |
Azufre |
|
1956 |
edulcorante inhibidor |
Eliminar mercaptano |
disulfuros |
|
1957 |
isomerización catalítica |
Convertir a moléculas con alto octanaje |
Materias primas de alquilación |
|
1960 |
hidrocraqueo |
Mejorar la calidad y reducir el azufre |
Materias primas de alquilación |
|
1974 |
desparafinado catalítico |
Mejora el punto de fluidez |
Cera |
|
1975 |
Hidrocraqueo residual |
Aumentar el rendimiento de gasolina de residuos |
Residuos pesados |
Procesos y operaciones básicas de refinación
Los procesos y operaciones de refinación de petróleo se pueden clasificar en las siguientes áreas básicas: separación, conversión, tratamiento, formulación y mezcla, operaciones auxiliares de refinación y operaciones de refinación que no son de proceso. Consulte la figura 1 para ver un diagrama de flujo simplificado.
Figura 1. Diagrama de proceso de refinería
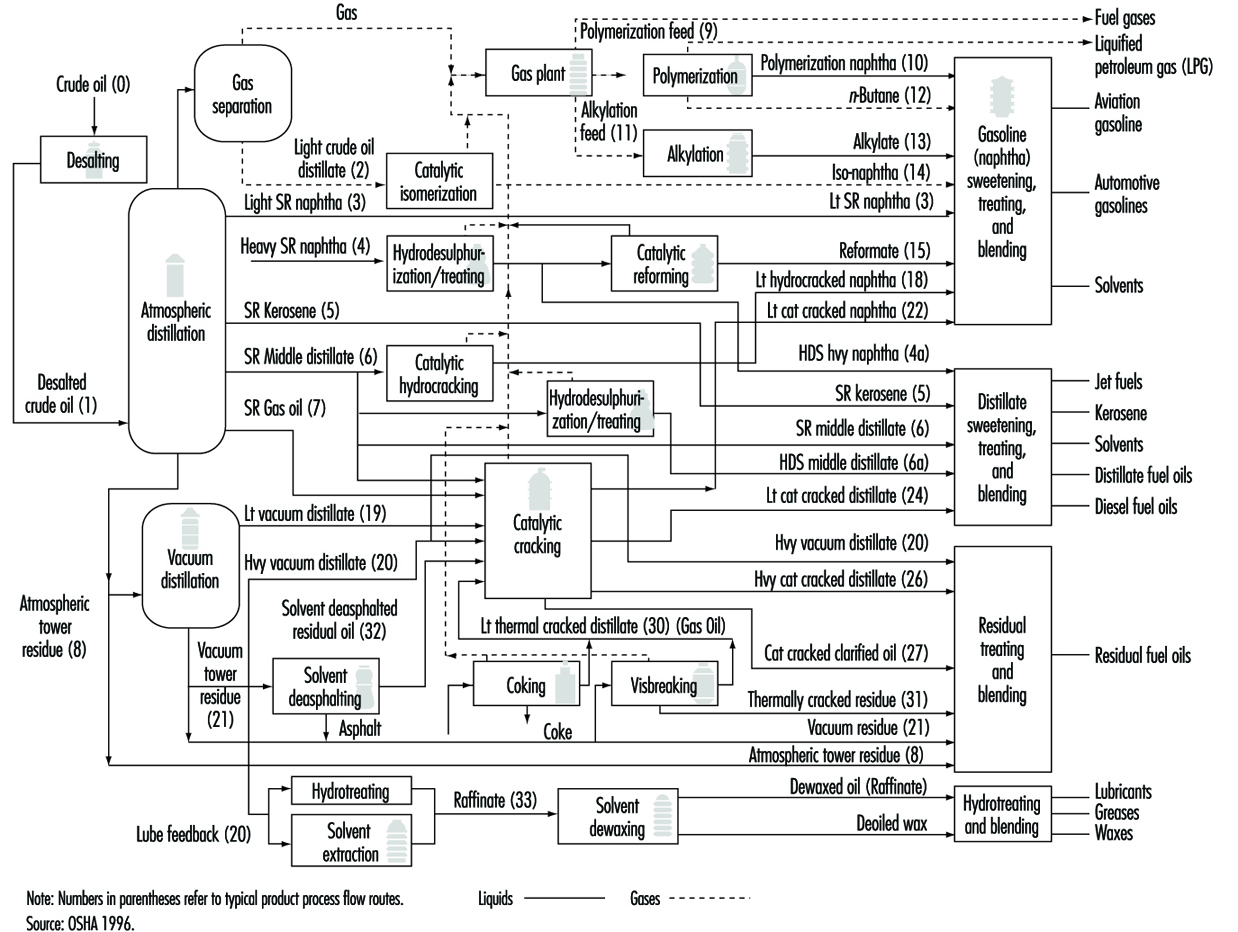
Separación. El crudo se separa físicamente por fraccionamiento en torres de destilación atmosférica y al vacío, en grupos de moléculas de hidrocarburos con diversos rangos de punto de ebullición, denominados “fracciones” o “cortes”.
Conversión. Los procesos de conversión utilizados para cambiar el tamaño y/o la estructura de las moléculas de hidrocarburos incluyen:
- descomposición (división) por craqueo hidrotérmico, catalítico, coquización y visbreaking
- unificación (combinación) a través de alquilación y polimerización
- alteración (reordenamiento) con isomerización y reformado catalítico
- tratamiento.
Desde el comienzo de la refinación, se han utilizado varios métodos de tratamiento para eliminar los no hidrocarburos, las impurezas y otros componentes que afectan negativamente las propiedades de rendimiento de los productos terminados o reducen la eficiencia de los procesos de conversión. El tratamiento implica tanto reacciones químicas como separación física, como disolución, absorción o precipitación, usando una variedad y combinación de procesos. Los métodos de tratamiento incluyen la eliminación o separación de aromáticos y naftenos, así como la eliminación de impurezas y contaminantes indeseables. Los compuestos edulcorantes y los ácidos se utilizan para desulfurar el petróleo crudo antes del procesamiento y para tratar los productos durante y después del procesamiento. Otros métodos de tratamiento incluyen desalación de crudo, endulzamiento químico, tratamiento con ácido, contacto con arcilla, hidrodesulfuración, refinado con solvente, lavado cáustico, hidrotratamiento, secado, extracción con solvente y desparafinado con solvente.
Formulación y mezcla es el proceso de mezclar y combinar fracciones de hidrocarburos, aditivos y otros componentes para producir productos terminados con propiedades específicas de rendimiento deseadas.
Operaciones auxiliares de refino. Otras operaciones de refinería que se requieren para respaldar el procesamiento de hidrocarburos incluyen la recuperación de fracciones ligeras; decapado con agua agria; tratamiento y refrigeración de residuos sólidos, aguas residuales y aguas de proceso; producción de hidrógeno; recuperación de azufre; y tratamiento de gases ácidos y de cola. Otras funciones del proceso son proporcionar catalizadores, reactivos, vapor, aire, nitrógeno, oxígeno, hidrógeno y gases combustibles.
Instalaciones de refinería que no son de proceso. Todas las refinerías cuentan con multitud de instalaciones, funciones, equipos y sistemas que dan soporte a las operaciones del proceso de hidrocarburos. Las operaciones típicas de apoyo son la generación de calor y energía; movimiento de productos; tanque de almacenamiento; Envío y manipulación; bengalas y sistemas de alivio; hornos y calentadores; alarmas y sensores; y muestreo, ensayo e inspección. Las instalaciones y sistemas que no son de proceso incluyen extinción de incendios, sistemas de agua y protección, controles de ruido y contaminación, laboratorios, salas de control, almacenes, instalaciones administrativas y de mantenimiento.
Principales Productos de la Refinación de Petróleo Crudo
La refinación de petróleo ha evolucionado continuamente en respuesta a la cambiante demanda de los consumidores por productos mejores y diferentes. El requisito del proceso original era producir queroseno como una fuente de combustible mejor y más barata para la iluminación que el aceite de ballena. El desarrollo del motor de combustión interna condujo a la producción de benceno, gasolina y combustibles diésel. La evolución del avión creó la necesidad de gasolina de aviación de alto octanaje y combustible para aviones, que es una forma sofisticada del producto de refinería original, el queroseno. Las refinerías actuales producen una variedad de productos, incluidos muchos que se utilizan como materia prima para procesos de craqueo y fabricación de lubricantes, y para la industria petroquímica. Estos productos pueden clasificarse en términos generales como combustibles, materias primas petroquímicas, solventes, aceites de proceso, lubricantes y productos especiales como cera, asfalto y coque. (Ver tabla 2.)
Tabla 2. Principales productos de la refinación de crudo
|
gases de hidrocarburos |
Usos |
|
gases licuados |
Cocina y gas industrial |
|
materia prima de la industria química |
Productos de goma |
|
Negro carbón |
Tintas de impresión |
|
Destilados ligeros |
|
|
naftas ligeras |
Olefinas |
|
naftas intermedias |
Gasolina de aviación y de motor |
|
naftas pesadas |
Combustible militar para aviones |
|
Combustible diesel |
Agrietamiento de acciones |
|
Destilados pesados |
|
|
Aceites técnicos |
Aceites textiles |
|
Aceites lubricantes |
Aceites para transformadores y husillos |
|
parafina |
Industria del caucho |
|
Residuos |
|
|
petrolato |
Jalea de petróleo |
|
Fueloil residual |
Combustóleo para calderas y procesos n.º 6 |
|
asfaltos |
Asfalto de pavimentación |
|
Subproductos de refinería |
|
|
Coque |
electrodos y combustible |
|
Sulfonatos |
Emulsionantes |
|
ácido sulfurico |
Fertilizante sintético |
|
Azufre |
Química |
|
Hidrógeno |
Reforma de hidrocarburos |
Una serie de productos químicos se utilizan o se forman como resultado del procesamiento de hidrocarburos. A continuación se describen brevemente los que son específicos y pertinentes a la refinación:
Dióxido de azufre
Los gases de combustión de la quema de combustibles con alto contenido de azufre suelen contener niveles elevados de dióxido de azufre, que normalmente se elimina mediante lavado con agua.
cáusticos
Los cáusticos se agregan al agua de desalinización para neutralizar los ácidos y reducir la corrosión. También se agregan cáusticos al crudo desalinizado para reducir la cantidad de cloruros corrosivos en las cabezas de las torres. Se utilizan en procesos de tratamiento de refinerías para eliminar contaminantes de las corrientes de hidrocarburos.
Óxidos de nitrógeno y monóxido de carbono
Los gases de combustión contienen hasta 200 ppm de óxido nítrico, que reacciona lentamente con el oxígeno para formar dióxido de nitrógeno. El óxido nítrico no se elimina mediante lavado con agua y el dióxido de nitrógeno puede disolverse en agua para formar ácido nitroso y nítrico. Los gases de combustión normalmente contienen solo una pequeña cantidad de monóxido de carbono, a menos que la combustión sea anormal.
Sulfuro de hidrógeno
El sulfuro de hidrógeno se encuentra naturalmente en la mayoría de los petróleos crudos y también se forma durante el procesamiento por la descomposición de compuestos de azufre inestables. El sulfuro de hidrógeno es un gas extremadamente tóxico, incoloro e inflamable, más pesado que el aire y soluble en agua. Tiene un olor a huevo podrido que es perceptible en concentraciones muy por debajo de su límite de exposición muy bajo. No se puede confiar en este olor para proporcionar una advertencia adecuada, ya que los sentidos se desensibilizan casi inmediatamente después de la exposición. Se requieren detectores especiales para alertar a los trabajadores sobre la presencia de sulfuro de hidrógeno, y se debe usar protección respiratoria adecuada en presencia del gas. La exposición a niveles bajos de sulfuro de hidrógeno causará irritación, mareos y dolores de cabeza, mientras que la exposición a niveles superiores a los límites prescritos provocará depresión del sistema nervioso y eventualmente la muerte.
Agua Amarga
El agua agria es agua de proceso que contiene sulfuro de hidrógeno, amoníaco, fenoles, hidrocarburos y compuestos de azufre de bajo peso molecular. El agua agria se produce mediante la extracción con vapor de fracciones de hidrocarburos durante la destilación, la regeneración del catalizador o el sulfuro de hidrógeno extraído con vapor durante el hidrotratamiento y el hidroacabado. El agua agria también se genera mediante la adición de agua a los procesos para absorber el sulfuro de hidrógeno y el amoníaco.
Ácido sulfúrico y ácido fluorhídrico
El ácido sulfúrico y el ácido fluorhídrico se utilizan como catalizadores en los procesos de alquilación. El ácido sulfúrico también se utiliza en algunos de los procesos de tratamiento.
Catalizadores sólidos
En los procesos de refinación se utilizan varios catalizadores sólidos diferentes en muchas formas y formas, desde gránulos hasta perlas granulares y polvos, hechos de diversos materiales y con diversas composiciones. Los catalizadores de gránulos extruidos se utilizan en unidades de lecho móvil y fijo, mientras que los procesos de lecho fluido utilizan catalizadores de partículas esféricas finas. Los catalizadores utilizados en los procesos de eliminación de azufre se impregnan con cobalto, níquel o molibdeno. Las unidades de craqueo utilizan catalizadores de función ácida, como arcilla natural, sílice alúmina y zeolitas sintéticas. Los catalizadores de función ácida impregnados con platino u otros metales nobles se utilizan en la isomerización y el reformado. Los catalizadores usados requieren un manejo especial y protección contra exposiciones, ya que pueden contener metales, aceites aromáticos, compuestos aromáticos policíclicos cancerígenos u otros materiales peligrosos, y también pueden ser pirofóricos.
combustibles
Los principales productos combustibles son el gas licuado de petróleo, la gasolina, el queroseno, el turbosina, el gasóleo y el fuelóleo para calefacción y los fuelóleos residuales.
Gas licuado de petróleo (GLP), que consiste en mezclas de hidrocarburos parafínicos y olefínicos como propano y butano, se produce para su uso como combustible, y se almacena y manipula como líquido a presión. El GLP tiene puntos de ebullición que oscilan entre -74 °C y
38 °C, es incoloro y los vapores son más pesados que el aire y extremadamente inflamables. Las cualidades importantes desde una perspectiva de seguridad y salud ocupacional de los GLP son la presión de vapor y el control de contaminantes.
Gasolina. El producto de refinería más importante es la gasolina para motores, una mezcla de fracciones de hidrocarburos de punto de ebullición relativamente bajo, que incluyen reformado, alquilato, nafta alifática (nafta ligera de primera destilación), nafta aromática (nafta craqueada térmica y catalíticamente) y aditivos. Las existencias de mezcla de gasolina tienen puntos de ebullición que van desde la temperatura ambiente hasta unos 204 °C y un punto de inflamación inferior a –40 °C. Las cualidades críticas de la gasolina son el octanaje (antidetonación), la volatilidad (arranque y bloqueo de vapor) y la presión de vapor (control ambiental). Los aditivos se utilizan para mejorar el rendimiento de la gasolina y brindar protección contra la oxidación y la formación de herrumbre. La gasolina de aviación es un producto de alto octanaje, especialmente mezclado para funcionar bien en altitudes elevadas.
El tetraetilo de plomo (TEL) y el tetrametilo de plomo (TML) son aditivos de gasolina que mejoran los índices de octanaje y el rendimiento antidetonante. En un esfuerzo por reducir el plomo en las emisiones de escape de los automóviles, estos aditivos ya no son de uso común, excepto en la gasolina de aviación.
El éter butílico terciario de etilo (ETBE), el éter butílico terciario de metilo (MTBE), el éter metílico de amil terciario (TAME) y otros compuestos oxigenados se utilizan en lugar de TEL y TML para mejorar el rendimiento antidetonante de la gasolina sin plomo y reducir las emisiones de monóxido de carbono.
Combustible para aviones y queroseno. El queroseno es una mezcla de parafinas y naftenos con menos del 20 % de compuestos aromáticos. Tiene un punto de inflamación superior a 38 °C y un rango de ebullición de 160 °C a 288 °C, y se utiliza para iluminación, calefacción, disolventes y mezclas con combustible diésel. El combustible para aviones es un producto de queroseno destilado medio cuyas cualidades críticas son el punto de congelación, el punto de inflamación y el punto de humo. El combustible para aviones comerciales tiene un rango de ebullición de aproximadamente 191 °C a 274 °C, y el combustible para aviones militares de 55 °C a 288 °C.
Combustibles destilados. Los combustibles diesel y los aceites de calefacción domésticos son mezclas de color claro de parafinas, naftenos y compuestos aromáticos, y pueden contener cantidades moderadas de olefinas. Los combustibles destilados tienen puntos de inflamación por encima de los 60 °C y rangos de ebullición de alrededor de 163 °C a 371 °C, y a menudo se hidrodesulfuran para mejorar la estabilidad. Los combustibles destilados son combustibles y cuando se calientan pueden emitir vapores que pueden formar mezclas inflamables con el aire. Las cualidades deseables requeridas para los combustibles destilados incluyen puntos de inflamación y fluidez controlados, combustión limpia, ausencia de formación de depósitos en los tanques de almacenamiento y un índice de cetano de combustible diesel adecuado para un buen arranque y combustión.
Combustibles residuales. Muchos barcos e instalaciones comerciales e industriales usan combustibles residuales o combinaciones de combustibles residuales y destilados, para energía, calor y procesamiento. Los combustibles residuales son mezclas líquidas de color oscuro, altamente viscosas, de grandes moléculas de hidrocarburo, con puntos de inflamación superiores a 121 °C y puntos de ebullición elevados. Las especificaciones críticas para los combustibles residuales son la viscosidad y el bajo contenido de azufre (para el control ambiental).
Consideraciones de salud y seguridad
El principal peligro para la seguridad del GLP y la gasolina es el fuego. La alta volatilidad y la alta inflamabilidad de los productos de bajo punto de ebullición permiten que los vapores se evaporen fácilmente en el aire y formen mezclas inflamables que pueden encenderse fácilmente. Este es un peligro reconocido que requiere precauciones específicas de almacenamiento, contención y manejo, y medidas de seguridad para asegurar que las emisiones de vapores y las fuentes de ignición estén controladas para que no ocurran incendios. Los combustibles menos volátiles, como el queroseno y el diésel, deben manejarse con cuidado para evitar derrames y posibles igniciones, ya que sus vapores también son combustibles cuando se mezclan con aire en el rango de inflamabilidad. Cuando se trabaja en atmósferas que contienen vapores de combustible, las concentraciones de vapores de productos inflamables altamente volátiles en el aire a menudo se restringen a no más del 10 % de los límites inferiores de inflamabilidad (LFL) y las concentraciones de vapores de productos combustibles menos volátiles a no más del 20 %. % LFL, dependiendo de las regulaciones gubernamentales y de la compañía aplicables, para reducir el riesgo de ignición.
Aunque los niveles de vapor de gasolina en las mezclas de aire normalmente se mantienen por debajo del 10 % del LFL por motivos de seguridad, esta concentración está considerablemente por encima de los límites de exposición que deben observarse por motivos de salud. Cuando se inhalan, pequeñas cantidades de vapor de gasolina en el aire, muy por debajo del límite inferior inflamable, pueden causar irritación, dolores de cabeza y mareos, mientras que la inhalación de concentraciones más grandes puede causar la pérdida del conocimiento y eventualmente la muerte. Los efectos sobre la salud a largo plazo también pueden ser posibles. La gasolina contiene benceno, por ejemplo, un carcinógeno conocido con límites de exposición permisibles de solo unas pocas partes por millón. Por lo tanto, incluso trabajar en atmósferas de vapor de gasolina a niveles por debajo del 10 % del LFL requiere precauciones de higiene industrial apropiadas, como protección respiratoria o ventilación de extracción local.
En el pasado, muchas gasolinas contenían aditivos antidetonantes de tetraetilo o tetrametilalquilo de plomo, que son tóxicos y presentan riesgos graves de absorción de plomo por contacto con la piel o por inhalación. Los tanques o recipientes que contengan gasolina con plomo en cualquier momento durante su uso deben ventilarse, limpiarse a fondo, probarse con un dispositivo especial de prueba de "plomo en el aire" y certificarse como libres de plomo para garantizar que los trabajadores puedan ingresar sin usar autocontrol. equipo de aire respirable contenido o suministrado, aunque los niveles de oxígeno sean normales y los tanques ahora contengan gasolina sin plomo u otros productos.
Las fracciones gaseosas del petróleo y los productos combustibles más volátiles tienen un leve efecto anestésico, generalmente en proporción inversa al peso molecular. Los combustibles líquidos con un punto de ebullición más bajo, como la gasolina y el queroseno, producen una neumonitis química grave si se inhalan y no se deben aspirar con sifón ni ingerir accidentalmente. Los gases y vapores también pueden estar presentes en concentraciones lo suficientemente altas como para desplazar el oxígeno (en el aire) por debajo de los niveles normales de respiración. El mantenimiento de las concentraciones de vapor por debajo de los límites de exposición y los niveles de oxígeno en los rangos normales de respiración, generalmente se logra mediante purga o ventilación.
Los destilados craqueados contienen pequeñas cantidades de hidrocarburos aromáticos policíclicos cancerígenos (HAP); por lo tanto, la exposición debe ser limitada. La dermatitis también puede desarrollarse por la exposición a gasolina, queroseno y combustibles destilados, ya que tienden a desengrasar la piel. La prevención se logra mediante el uso de equipo de protección personal, cremas protectoras o contacto reducido y buenas prácticas higiénicas, como lavarse las manos con agua tibia y jabón en lugar de lavarse las manos con gasolina, queroseno o solventes. Algunas personas tienen sensibilidad en la piel a los tintes que se usan para colorear la gasolina y otros productos destilados.
Los fuelóleos residuales contienen trazas de metales y pueden haber arrastrado sulfuro de hidrógeno, que es extremadamente tóxico. Los combustibles residuales que tienen un alto contenido de craqueo con un punto de ebullición superior a 370 °C contienen HAP cancerígenos. Se debe evitar la exposición repetida a combustibles residuales sin la protección personal adecuada, especialmente al abrir tanques y recipientes, ya que se puede emitir gas de sulfuro de hidrógeno.
Materias primas petroquímicas
Muchos productos derivados de la refinación del petróleo crudo, como el etileno, el propileno y el butadieno, son hidrocarburos olefínicos derivados de los procesos de craqueo de la refinería y están destinados a la industria petroquímica como materia prima para la producción de plásticos, amoníaco, caucho sintético, glicol y pronto.
Disolventes de petróleo
Se produce una variedad de compuestos puros, que incluyen benceno, tolueno, xileno, hexano y heptano, cuyos puntos de ebullición y composición de hidrocarburos están estrechamente controlados, para su uso como solventes. Los disolventes se pueden clasificar en aromáticos o no aromáticos, según su composición. Su uso como diluyentes de pintura, líquidos de limpieza en seco, desengrasantes, solventes industriales y pesticidas, etc., generalmente está determinado por sus puntos de inflamación, que varían desde muy por debajo de -18 °C hasta más de 60 °C.
Los peligros asociados con los solventes son similares a los de los combustibles en que los solventes de punto de inflamación más bajo son inflamables y sus vapores, cuando se mezclan con aire en el rango inflamable, son inflamables. Los solventes aromáticos generalmente tendrán más toxicidad que los solventes no aromáticos.
Aceites de proceso
Los aceites de proceso incluyen los de alto rango de ebullición, las corrientes de destilación atmosférica o al vacío y las que se producen mediante craqueo catalítico o térmico. Estas mezclas complejas, que contienen grandes moléculas de hidrocarburos parafínicos, nafténicos y aromáticos con más de 15 átomos de carbono, se utilizan como materia prima para la fabricación de lubricantes o craqueo. Los aceites de proceso tienen viscosidades bastante altas, puntos de ebullición que oscilan entre 260 °C y 538 °C y puntos de inflamación superiores a 121 °C.
Los aceites de proceso irritan la piel y contienen altas concentraciones de HAP, así como compuestos de azufre, nitrógeno y oxígeno. Debe evitarse la inhalación de vapores y neblinas, y la exposición de la piel debe controlarse mediante el uso de protección personal y buenas prácticas de higiene.
Lubricantes y grasas
Las existencias de base de aceite lubricante se producen mediante procesos de refinación especiales para cumplir con los requisitos específicos de los consumidores. Los aceites base lubricantes son mezclas de aceites parafínicos, nafténicos y aromáticos de color claro a medio, baja volatilidad y viscosidad media a alta, con rangos de ebullición de 371 °C a 538 °C. Los aditivos, como desemulsificantes, antioxidantes y mejoradores de la viscosidad, se mezclan con las existencias base de aceite lubricante para proporcionar las características requeridas para los aceites de motor, aceites hidráulicos y de turbinas, grasas industriales, lubricantes, aceites para engranajes y aceites de corte. La cualidad más crítica para el material base de aceite lubricante es un alto índice de viscosidad, lo que proporciona menos cambios en la viscosidad bajo temperaturas variables. Esta característica puede estar presente en la materia prima de petróleo crudo o puede lograrse mediante el uso de aditivos mejoradores del índice de viscosidad. Se añaden detergentes para mantener en suspensión cualquier lodo que se forme durante el uso del aceite.
Las grasas son mezclas de aceites lubricantes y jabones metálicos, con la adición de materiales especiales como asbesto, grafito, molibdeno, siliconas y talco para proporcionar aislamiento o lubricidad. Los aceites para corte y procesamiento de metales son aceites lubricantes con aditivos especiales como cloro, azufre y aditivos de ácidos grasos que reaccionan con el calor para proporcionar lubricación y protección a las herramientas de corte. Se agregan emulsionantes y agentes de prevención de bacterias a los aceites de corte solubles en agua.
Aunque los aceites lubricantes por sí mismos no son irritantes y tienen poca toxicidad, los aditivos pueden presentar peligros. Los usuarios deben consultar la información de datos de seguridad del material del proveedor para determinar los peligros de aditivos, lubricantes, aceites de corte y grasas específicos. El principal peligro de los lubricantes es la dermatitis, que generalmente se puede controlar mediante el uso de equipo de protección personal junto con prácticas higiénicas adecuadas. Ocasionalmente, los trabajadores pueden desarrollar una sensibilidad a los aceites o lubricantes de corte, lo que requerirá reasignación a un trabajo donde el contacto no puede ocurrir. Existen algunas preocupaciones sobre la exposición cancerígena a las neblinas de los aceites de husillo ligeros y de corte a base de nafténicos, que pueden controlarse mediante sustitución, controles de ingeniería o protección personal. Los peligros de la exposición a la grasa son similares a los del aceite lubricante, con la adición de cualquier peligro presentado por los materiales o aditivos de la grasa. La mayoría de estos peligros se analizan en otra parte de este Enciclopedia.
Productos especiales
Cera se utiliza para proteger productos alimenticios; en revestimientos; como ingrediente en otros productos como cosméticos y betún para zapatos y para velas.
Azufre se produce como resultado de la refinación del petróleo. Se almacena como líquido fundido calentado en tanques cerrados o como sólido en contenedores o al aire libre.
Coque es carbón casi puro, con una variedad de usos desde electrodos hasta briquetas de carbón, dependiendo de sus características físicas, que resultan del proceso de coquización.
Asfalto, que se usa principalmente para pavimentar caminos y materiales para techos, debe ser inerte a la mayoría de los químicos y condiciones climáticas.
Las ceras y los asfaltos son sólidos a temperatura ambiente y se necesitan temperaturas más altas para su almacenamiento, manipulación y transporte, con el consiguiente riesgo de quemaduras. La cera de petróleo está tan refinada que normalmente no presenta ningún peligro. El contacto de la piel con la cera puede provocar la obstrucción de los poros, lo que puede controlarse mediante prácticas higiénicas adecuadas. La exposición al sulfuro de hidrógeno cuando se abren los tanques de asfalto y azufre fundido se puede controlar mediante el uso de controles de ingeniería apropiados o protección respiratoria. El azufre también es fácilmente inflamable a temperaturas elevadas. El asfalto se analiza en otra parte del Enciclopedia.
Procesos de refinación de petróleo
El refinado de hidrocarburos es el uso de productos químicos, catalizadores, calor y presión para separar y combinar los tipos básicos de moléculas de hidrocarburos que se encuentran naturalmente en el petróleo crudo en grupos de moléculas similares. El proceso de refinación también reorganiza las estructuras y los patrones de unión de las moléculas básicas en moléculas y compuestos de hidrocarburos diferentes y más deseables. El tipo de hidrocarburo (parafínico, nafténico o aromático), más que los compuestos químicos específicos presentes, es el factor más significativo en el proceso de refinación.
En toda la refinería, se necesitan procedimientos operativos, prácticas laborales seguras y el uso de ropa y equipo de protección personal adecuados, incluida la protección respiratoria aprobada, para exposiciones a incendios, sustancias químicas, partículas, calor y ruido y durante las operaciones de proceso, muestreo, inspección, entrega y actividades de mantenimiento. Como la mayoría de los procesos de refinería son continuos y las corrientes del proceso están contenidas en recipientes y tuberías cerrados, existe un potencial limitado de exposición. Sin embargo, existe la posibilidad de que se produzca un incendio porque, aunque las operaciones de la refinería son procesos cerrados, si se produce una fuga o liberación de líquido, vapor o gas de hidrocarburo, los calentadores, los hornos y los intercambiadores de calor de las unidades de proceso son fuentes de ignición.
Pretratamiento de crudo
Desaladora
El petróleo crudo a menudo contiene agua, sales inorgánicas, sólidos en suspensión y metales traza solubles en agua. El primer paso en el proceso de refinación es eliminar estos contaminantes mediante la desalinización (deshidratación) para reducir la corrosión, el taponamiento y el ensuciamiento de los equipos, y para evitar el envenenamiento de los catalizadores en las unidades de procesamiento. La desalinización química, la separación electrostática y el filtrado son tres métodos típicos de desalinización del petróleo crudo. En la desalinización química, se agregan agua y tensioactivos químicos (desemulsionantes) al petróleo crudo, se calientan para que las sales y otras impurezas se disuelvan en el agua o se adhieran al agua, y luego se mantienen en un tanque donde se asientan. La desalinización eléctrica aplica cargas electrostáticas de alto voltaje para concentrar los glóbulos de agua en suspensión en la parte inferior del tanque de sedimentación. Los surfactantes se agregan solo cuando el petróleo crudo tiene una gran cantidad de sólidos en suspensión. Un tercer proceso menos común consiste en filtrar petróleo crudo calentado utilizando tierra de diatomeas como medio de filtración.
En la desalinización química y electrostática, la materia prima cruda se calienta entre 66 °C y 177 °C, para reducir la viscosidad y la tensión superficial para facilitar la mezcla y separación del agua. La temperatura está limitada por la presión de vapor de la materia prima de petróleo crudo. Ambos métodos de desalinización son continuos. Se puede agregar cáustico o ácido para ajustar el pH del lavado con agua y se puede agregar amoníaco para reducir la corrosión. Las aguas residuales, junto con los contaminantes, se descargan desde el fondo del tanque de sedimentación a la instalación de tratamiento de aguas residuales. El crudo desalinizado se extrae continuamente de la parte superior de los tanques de sedimentación y se envía a una torre de destilación (fraccionamiento) de crudo atmosférico. (Ver figura 2.)
Figura 2. Proceso de desalación (pretratamiento)
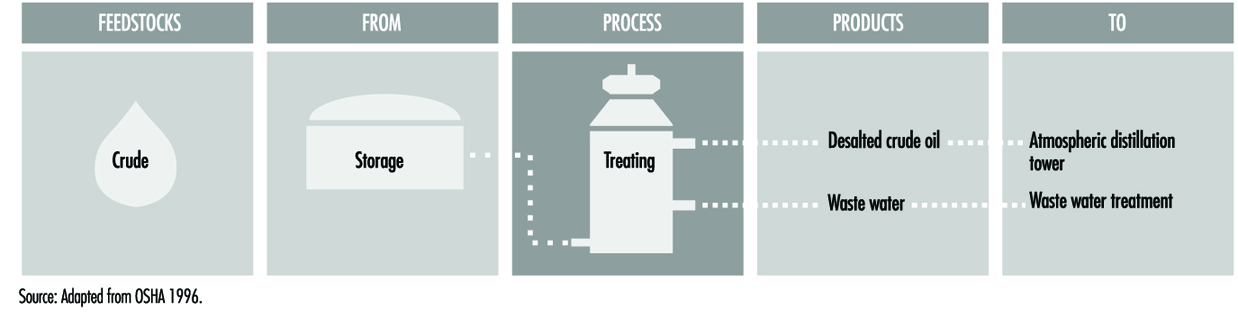
La desalinización inadecuada provoca el ensuciamiento de los tubos calentadores y los intercambiadores de calor en todas las unidades de proceso de la refinería, lo que restringe el flujo del producto y la transferencia de calor, y provoca fallas debido al aumento de la presión y la temperatura. La sobrepresión de la unidad de desalinización provocará una falla.
La corrosión, que se produce debido a la presencia de sulfuro de hidrógeno, cloruro de hidrógeno, ácidos nafténicos (orgánicos) y otros contaminantes en el petróleo crudo, también provoca fallas en los equipos. La corrosión ocurre cuando las sales neutralizadas (cloruros y sulfuros de amonio) se humedecen con agua condensada. Debido a que la desalinización es un proceso cerrado, hay poco potencial de exposición al petróleo crudo oa los productos químicos del proceso, a menos que ocurra una fuga o liberación. Puede ocurrir un incendio como resultado de una fuga en los calentadores, lo que permite la liberación de componentes del petróleo crudo con bajo punto de ebullición.
Existe la posibilidad de exposición a amoníaco, demulsificantes químicos secos, cáusticos y/o ácidos durante la desalinización. Cuando se utilicen temperaturas operativas elevadas al desalinizar crudos amargos, habrá sulfuro de hidrógeno presente. Dependiendo de la materia prima cruda y los productos químicos de tratamiento utilizados, las aguas residuales contendrán cantidades variables de cloruros, sulfuros, bicarbonatos, amoníaco, hidrocarburos, fenol y sólidos en suspensión. Si se usa tierra de diatomeas en la filtración, las exposiciones deben minimizarse o controlarse, ya que la tierra de diatomeas puede contener sílice con un tamaño de partícula muy fino, lo que lo convierte en un peligro potencial para las vías respiratorias.
Procesos de separación de crudo
El primer paso en la refinación del petróleo es el fraccionamiento del crudo en torres de destilación atmosférica y al vacío. El petróleo crudo calentado se separa físicamente en varias fracciones, o cortes directos, diferenciados por rangos de puntos de ebullición específicos y clasificados, en orden decreciente de volatilidad, como gases, destilados ligeros, destilados medios, gasóleos y residuos. El fraccionamiento funciona porque la gradación de la temperatura desde el fondo hasta la parte superior de la torre de destilación hace que los componentes con puntos de ebullición más altos se condensen primero, mientras que las fracciones con puntos de ebullición más bajos ascienden más en la torre antes de condensarse. Dentro de la torre, los vapores que ascienden y los líquidos que descienden (reflujo) se mezclan a niveles donde tienen composiciones en equilibrio entre sí. En estos niveles (o etapas) se ubican bandejas especiales que eliminan una fracción del líquido que se condensa en cada nivel. En una unidad de crudo típica de dos etapas, la torre atmosférica, que produce fracciones ligeras y destilado, es seguida inmediatamente por una torre de vacío que procesa los residuos atmosféricos. Después de la destilación, solo unos pocos hidrocarburos son adecuados para su uso como productos terminados sin procesamiento adicional.
destilación atmosférica
En las torres de destilación atmosférica, la materia prima cruda desalinizada se precalienta utilizando el calor del proceso recuperado. Luego fluye a un calentador de carga de crudo de combustión directa, donde se alimenta a la columna de destilación vertical justo por encima del fondo a presiones ligeramente superiores a la atmosférica y a temperaturas de 343 °C a 371 °C, para evitar el craqueo térmico no deseado a temperaturas más altas. . Las fracciones más ligeras (punto de ebullición más bajo) se difunden en la parte superior de la torre y se extraen continuamente y se dirigen a otras unidades para su posterior procesamiento, tratamiento, mezcla y distribución.
Las fracciones con los puntos de ebullición más bajos, como el gas combustible y la nafta liviana, se eliminan desde la parte superior de la torre mediante una línea aérea como vapores. La nafta, o gasolina de primera destilación, se extrae de la sección superior de la torre como un chorro elevado. Estos productos se utilizan como materias primas petroquímicas y reformadoras, mezclas de gasolina, solventes y GLP.
Las fracciones de rango de ebullición intermedio, incluidos el gasóleo, la nafta pesada y los destilados, se eliminan de la sección central de la torre como corrientes laterales. Estos se envían a las operaciones de acabado para su uso como queroseno, combustible diésel, fueloil, combustible para aviones, materia prima para el craqueo catalítico y mezclas. Algunas de estas fracciones líquidas se despojan de sus extremos más ligeros, que se devuelven a la torre como corrientes de reflujo que fluyen hacia abajo.
Las fracciones más pesadas y con un punto de ebullición más alto (llamadas residuos, fondos o crudo de cabeza) que se condensan o permanecen en el fondo de la torre, se usan para fuel oil, fabricación de betún o materia prima de craqueo, o se dirigen a un calentador y al torre de destilación al vacío para su posterior fraccionamiento. (Ver figura 3 y figura 4.)
Figura 3. Proceso de destilación atmosférica
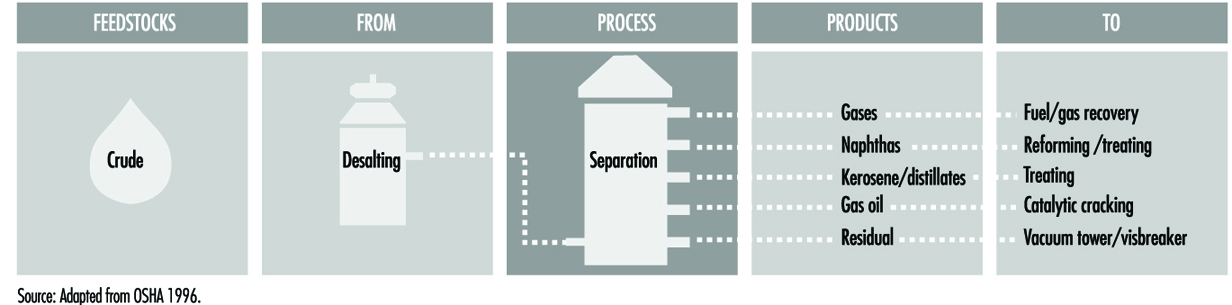
Figura 4. Esquema del proceso de destilación atmosférica
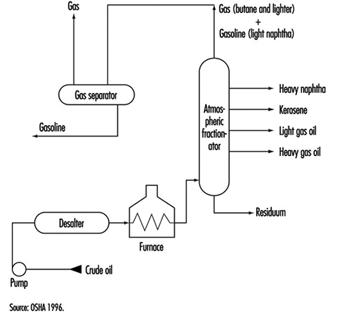
Destilación al vacío
Las torres de destilación al vacío proporcionan la presión reducida necesaria para evitar el craqueo térmico al destilar el residuo, o el crudo rematado, de la torre atmosférica a temperaturas más altas. Los diseños internos de algunas torres de vacío son diferentes de las torres atmosféricas en que se usan almohadillas de empaque y desempañador aleatorias en lugar de bandejas. También se pueden usar torres de mayor diámetro para mantener bajas las velocidades. Una torre de vacío típica de primera fase puede producir gasóleos, aceites base lubricantes y residuos pesados para el desasfaltado de propano. Una torre de segunda fase, que opera a un vacío más bajo, destila el residuo sobrante de la torre atmosférica que no se usa para el procesamiento de lubricantes y el residuo sobrante de la primera torre de vacío que no se usa para desasfaltar.
Las torres de vacío se utilizan normalmente para separar las materias primas del craqueo catalítico del residuo sobrante. Los fondos de las torres de vacío también pueden enviarse a un coquizador, usarse como lubricante o material asfáltico o desulfurarse y mezclarse con fuel oil con bajo contenido de azufre. (Ver figura 5 y figura 6.)
Figura 5. Proceso de destilación al vacío
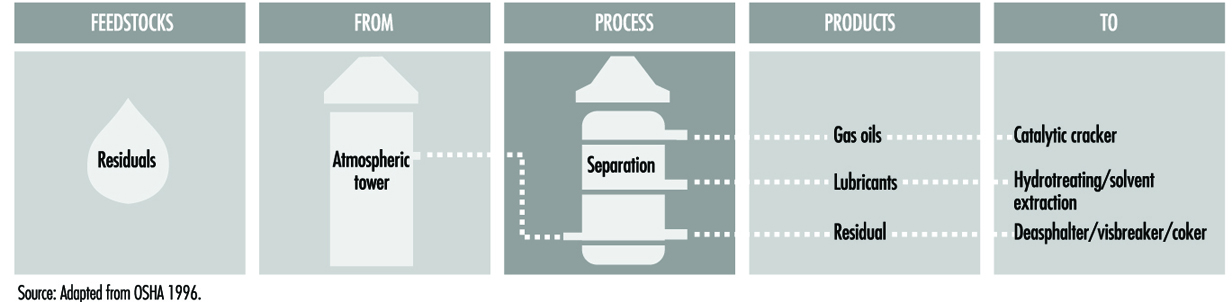
Figura 6. Esquema del proceso de destilación al vacío
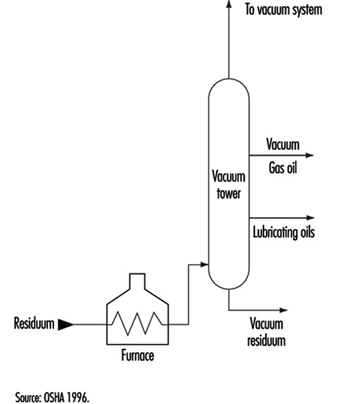
Columnas de destilación
Dentro de las refinerías hay muchas otras torres de destilación más pequeñas, llamadas columnas, diseñadas para separar productos específicos y únicos, que funcionan con los mismos principios que las torres atmosféricas. Por ejemplo, un despropanizador es una pequeña columna diseñada para separar el propano del isobutano y los componentes más pesados. Se usa otra columna más grande para separar el etilbenceno y el xileno. Pequeñas torres de "burbujeo", llamadas separadores, utilizan vapor para eliminar trazas de productos ligeros (gasolina) de corrientes de productos más pesados.
Las temperaturas de control, las presiones y el reflujo deben mantenerse dentro de los parámetros operativos para evitar que se produzca una fisuración térmica dentro de las torres de destilación. Se proporcionan sistemas de alivio porque pueden ocurrir variaciones en la presión, la temperatura o los niveles de líquido si fallan los dispositivos de control automático. Las operaciones son monitoreadas para evitar que el crudo ingrese a la carga del reformador. Las materias primas crudas pueden contener cantidades apreciables de agua en suspensión que se separan durante el arranque y, junto con el agua que queda en la torre debido a la purga con vapor, se asientan en el fondo de la torre. Esta agua puede calentarse hasta el punto de ebullición y crear una explosión de vaporización instantánea al entrar en contacto con el aceite de la unidad.
El intercambiador de precalentamiento, el horno de precalentamiento y el intercambiador de fondo, la torre atmosférica y el horno de vacío, la torre de vacío y el techo son susceptibles a la corrosión por ácido clorhídrico (HCl), sulfuro de hidrógeno (H2S), agua, compuestos de azufre y ácidos orgánicos. Cuando se procesan crudos amargos, puede ocurrir una corrosión severa tanto en las torres atmosféricas como de vacío donde las temperaturas del metal superan los 232 °C y en las tuberías de los hornos. H húmedo2S también causará grietas en el acero. Cuando se procesan crudos con alto contenido de nitrógeno, los óxidos de nitrógeno, que son corrosivos para el acero cuando se enfrían a bajas temperaturas en presencia de agua, se forman en los gases de combustión de los hornos.
Se utilizan productos químicos para controlar la corrosión por el ácido clorhídrico producido en las unidades de destilación. Se puede inyectar amoníaco en la corriente superior antes de la condensación inicial y/o se puede inyectar cuidadosamente una solución alcalina en la alimentación de petróleo crudo caliente. Si no se inyecta suficiente agua de lavado, se pueden formar depósitos de cloruro de amonio, causando una corrosión grave.
La destilación atmosférica y al vacío son procesos cerrados y las exposiciones son mínimas. Cuando se procesan crudos ácidos (con alto contenido de azufre), puede haber exposición potencial al sulfuro de hidrógeno en el horno y el intercambiador de precalentamiento, la zona de evaporación instantánea de la torre y el sistema superior, el horno y la torre de vacío y el intercambiador de fondo. El petróleo crudo y los productos de destilación contienen compuestos aromáticos de alto punto de ebullición, incluidos los PAH cancerígenos. La exposición a corto plazo a altas concentraciones de vapor de nafta puede provocar dolores de cabeza, náuseas y mareos, y la exposición a largo plazo puede provocar la pérdida del conocimiento. El benceno está presente en las naftas aromáticas y la exposición debe ser limitada. La parte superior del deshexanizador puede contener grandes cantidades de hexano normal, lo que puede afectar el sistema nervioso. El cloruro de hidrógeno puede estar presente en el intercambiador de precalentamiento, las zonas superiores de la torre y los techos. Las aguas residuales pueden contener sulfuros solubles en agua en altas concentraciones y otros compuestos solubles en agua, como amoníaco, cloruros, fenol y mercaptano, según la materia prima cruda y los productos químicos de tratamiento.
Procesos de conversión de crudo
Los procesos de conversión, como el craqueo, la combinación y la reorganización, cambian el tamaño y la estructura de las moléculas de hidrocarburos para convertir las fracciones en productos más deseables. (Ver tabla 3.)
Tabla 3. Resumen de los procesos de refinación de petróleo
|
Nombre del proceso |
la columna Acción |
Método |
Propósito |
materias primas |
Productos |
|
Procesos de fraccionamiento |
|||||
|
destilación atmosférica |
Separación |
Térmica |
fracciones separadas |
Petróleo crudo desalinizado |
Gas, gasóleo, destilado, residual |
|
Destilación al vacío |
Separación |
Térmica |
Separar sin agrietarse |
Residual de la torre atmosférica |
Gasóleo, aceite lubricante, residual |
|
Procesos de conversión—Descomposición |
|||||
|
Craqueo catalítico |
Modificación |
Catalítico |
Actualizar gasolina |
Gasóleo, destilado de coque |
Gasolina, materia prima petroquímica |
|
Procesión de coca |
Polimerización |
Térmica |
Convertir residuos de vacío |
Residual, petróleo pesado, alquitrán |
Nafta, gasóleo, coque |
|
hidrocraqueo |
Hidrogenación |
Catalítico |
Convertir a hidrocarburos más livianos |
Gasóleo, petróleo craqueado, residuos |
Productos más ligeros y de mayor calidad. |
|
Reformado con vapor de hidrógeno |
Descomposición |
Térmico/catalítico |
Producir hidrógeno |
Gas desulfurado, O2 ,vapor |
Hidrógeno, CO,CO2 |
|
craqueo al vapor |
Descomposición |
Térmica |
Rompe moléculas grandes |
Combustible pesado/destilado de torre atmosférica |
nafta craqueada, coque, residuales |
|
viscorreductor |
Descomposición |
Térmica |
Reducir la viscosidad |
Residual de la torre atmosférica |
destilado, coche |
|
Procesos de conversión—Unificación |
|||||
|
Alquilación |
Combinando |
Catalítico |
Unir olefinas e isoparafinas |
Torre isobutano/olefina cracker |
Iso-octano (alquilato) |
|
composición de grasa |
Combinando |
Térmica |
Combinar jabones y aceites |
Aceite lubricante, ácido catty, alkymetal |
Grasa lubricante |
|
Polimerización |
Polimerización |
Catalítico |
Unir dos o más olefinas |
Olefinas de galleta |
nafta de alto octanaje, reservas petroquímicas |
|
Procesos de conversión—Alteración/reordenamiento |
|||||
|
reformado catalítico |
Modificación/ |
Catalítico |
Upgrade nafta de bajo octanaje |
Nafta de coquizador/hidrocraqueador |
Reformado de alto octanaje/aromático |
|
isomerización |
Reordenamiento |
Catalítico |
Convertir cadena recta en rama |
butano, centano, cexano |
Isobutano/pentano/hexano |
|
Procesos de tratamiento |
|||||
|
tratamiento de aminas |
Tratamiento |
Absorción |
Eliminar contaminantes ácidos |
Gas ácido, hidrocarburos con CO2 y H2S |
Gases libres de ácido e hidrocarburos líquidos |
|
Desalación (pretratamiento) |
Deshidratación |
Absorción |
Eliminar contaminantes |
Petróleo crudo |
Petróleo crudo desalinizado |
|
Secado y endulzado |
Tratamiento |
Absorción/térmica |
Quitar H2compuestos de O y azufre |
Hidrocarburo líquido, GLP, materia prima alquilada |
Hidrocarburos dulces y secos |
|
extracción de furfural |
Extraccion solvente |
Absorción |
Actualizar destilados medios y lubricantes |
Aceites de ciclo y materias primas lubricantes |
Diesel y aceite lubricante de alta calidad |
|
hidrodesulfuración |
Tratamiento |
Catalítico |
Eliminar azufre, contaminantes |
Petróleo/gasóleo residual con alto contenido de azufre |
Olefinas desulfuradas |
|
Hidrotratamiento |
Hidrogenación |
Catalítico |
Eliminar impurezas/ saturar hidrocarburos |
Residuos, hidrocarburos craqueados |
Alimentación de cracker, cistilado, lubricante |
|
Extracción de fenol |
Extraccion solvente |
Absorción/térmica |
Mejorar el índice de viscosidad del lubricante, el color |
Bases de aceites lubricantes |
Aceites lubricantes de alta calidad |
|
Desasfaltado con disolvente |
Tratamiento |
Absorción |
quitar asfalto |
Torre de vacío residual, cropane |
Aceite lubricante pesado, asfalto |
|
Desparafinado con disolvente |
Tratamiento |
Enfriar/filtrar |
Retire la cera de las existencias de lubricantes |
Aceites lubricantes para torres de vacío |
Base lubricante desparafinada |
|
Extraccion solvente |
Extraccion solvente |
Absorción/ |
Aromáticos insaturados separados |
Gasóleo, ceformiato, cistilato |
gasolina de alto octanaje |
|
Edulcoración |
Tratamiento |
Catalítico |
Quitar H2S, convertir mercaptano |
Destilado/gasolina sin tratar |
Destilado/gasolina de alta calidad |
Como resultado de la conversión, se crean varias moléculas de hidrocarburos que normalmente no se encuentran en el petróleo crudo pero que son importantes para el proceso de refinación. Las olefinas (alquenos, diolefinas y alquinos) son moléculas de hidrocarburos insaturados de cadena o de anillo con al menos un doble enlace. Por lo general, se forman por craqueo térmico y catalítico y rara vez ocurren naturalmente en el petróleo crudo sin procesar.
Alquenos son moléculas de cadena lineal con la fórmula CnHn que contiene al menos un enlace de doble enlace (insaturado) en la cadena. La molécula de alqueno más simple es la monoolefina etileno, con dos átomos de carbono unidos por un doble enlace y cuatro átomos de hidrógeno. Las diolefinas (que contienen dos dobles enlaces), como el 1,2-butadieno y el 1,3-butadieno, y los alquinos (que contienen un triple enlace), como el acetileno, se encuentran en C5 y fracciones más ligeras del agrietamiento. Las olefinas son más reactivas que las parafinas o los naftenos y se combinan fácilmente con otros elementos como el hidrógeno, el cloro y el bromo.
Procesos de craqueo
Después de la destilación, se utilizan procesos de refinería posteriores para alterar las estructuras moleculares de las fracciones para crear productos más deseables. Uno de estos procesos, el craqueo, rompe (o craquea) fracciones de petróleo más pesadas y con un punto de ebullición más alto en productos más valiosos, como hidrocarburos gaseosos, mezclas de gasolina, gasóleo y fueloil. Durante el proceso, algunas de las moléculas se combinan (polimerizan) para formar moléculas más grandes. Los tipos básicos de craqueo son el craqueo térmico, el craqueo catalítico y el hidrocraqueo.
Procesos de craqueo térmico
Los procesos de craqueo térmico, desarrollados en 1913, calientan combustibles destilados y aceites pesados a presión en grandes tambores hasta que se craquean (dividen) en moléculas más pequeñas con mejores características antidetonantes. Este método inicial, que producía grandes cantidades de coque sólido no deseado, ha evolucionado hasta convertirse en procesos modernos de craqueo térmico, incluidos el visbreaking, el craqueo con vapor y la coquización.
viscorreductor
Visbreaking es una forma suave de craqueo térmico que reduce el punto de fluidez de los residuos cerosos y reduce significativamente la viscosidad de la materia prima sin afectar su rango de punto de ebullición. El residuo de la torre de destilación atmosférica se craquea suavemente en un calentador a presión atmosférica. Luego se enfría con gasóleo frío para controlar el exceso de grietas y se evapora en una torre de destilación. El alquitrán residual craqueado térmicamente, que se acumula en el fondo de la torre de fraccionamiento, se vaporiza al vacío en un separador y el destilado se recicla. (Ver figura 7.)
Figura 7. Proceso de Visbreaking
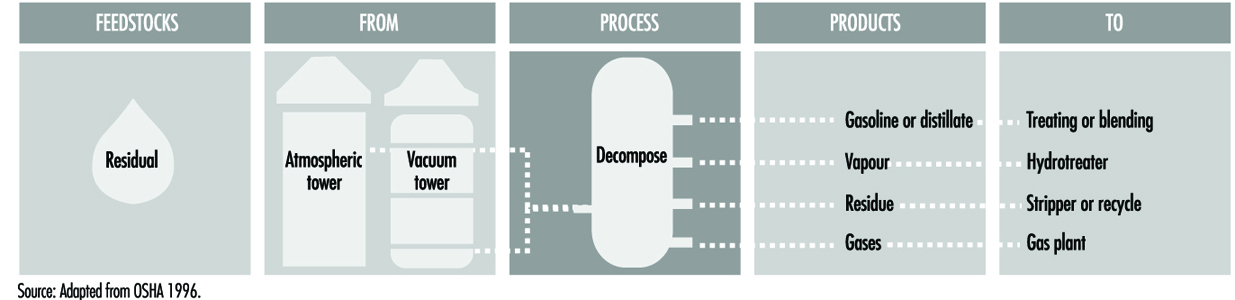
craqueo al vapor
El craqueo al vapor produce olefinas mediante el craqueo térmico de materias primas de moléculas de hidrocarburos grandes a presiones ligeramente superiores a la atmosférica ya temperaturas muy altas. El residuo del craqueo al vapor se mezcla con combustibles pesados. La nafta producida a partir del craqueo al vapor generalmente contiene benceno, que se extrae antes del hidrotratamiento.
Procesión de coca
La coquización es una forma severa de craqueo térmico que se usa para obtener gasolina de primera destilación (nafta de coquizador) y varias fracciones de destilados medios que se usan como materias primas para el craqueo catalítico. Este proceso reduce tan completamente el hidrógeno de la molécula de hidrocarburo, que el residuo es una forma de carbono casi puro llamado Coca. Los dos procesos de coquización más comunes son la coquización retardada y la coquización continua (de contacto o fluida), que, según el mecanismo de reacción, el tiempo, la temperatura y la materia prima cruda, producen tres tipos de coque: esponja, panal y aguja. (Ver figura 8.)
Figura 8. Proceso de coquización

- Coquización retardada. En la coquización retardada, la materia prima se carga primero en un fraccionador para separar los hidrocarburos más livianos y luego se combina con el petróleo reciclado pesado. La materia prima pesada se alimenta al horno de coquización y se calienta a altas temperaturas a bajas presiones para evitar la coquización prematura en los tubos del calentador, lo que produce una vaporización parcial y un agrietamiento leve. La mezcla de líquido/vapor se bombea desde el calentador a uno o más tambores de coquización, donde el material caliente se mantiene aproximadamente 24 horas (retrasado) a bajas presiones hasta que se descompone en productos más livianos. Una vez que el coque alcanza un nivel predeterminado en un tambor, el flujo se desvía a otro tambor para mantener un funcionamiento continuo. El vapor de los tambores se devuelve al fraccionador para separar el gas, la nafta y los gasóleos y reciclar los hidrocarburos más pesados a través del horno. El tambor lleno se vaporiza para extraer los hidrocarburos no craqueados, se enfría mediante inyección de agua y se elimina el coque mecánicamente mediante un tornillo sinfín que se eleva desde el fondo del tambor, o hidráulicamente mediante la fractura del lecho de coque con agua a alta presión expulsada de un cortador giratorio.
- Coquización continua. La coquización continua (de contacto o fluida) es un proceso de lecho móvil que opera a presiones más bajas y temperaturas más altas que la coquización retardada. En la coquización continua, el craqueo térmico se produce mediante el uso del calor transferido de las partículas de coque recicladas calientes a la materia prima en un mezclador radial, llamado mezclador. reactor. Los gases y vapores se extraen del reactor, se apagan para detener la reacción y se fraccionan. El coque reaccionado ingresa a un tambor de compensación y se eleva a un alimentador y clasificador donde se eliminan las partículas de coque más grandes. El coque restante se deja caer en el precalentador del reactor para reciclarlo con materia prima. El proceso es automático porque hay un flujo continuo de coque y materia prima, y la coquización se produce tanto en el reactor como en el tambor de compensación.
Consideraciones de salud y seguridad
En la coquización, el control de la temperatura debe mantenerse dentro de un rango estrecho, ya que las altas temperaturas producirán coque, que es demasiado difícil de sacar del tambor. Por el contrario, las temperaturas demasiado bajas darán como resultado una lechada de alto contenido asfáltico. Si las temperaturas de coquización se salen de control, podría ocurrir una reacción exotérmica.
En el craqueo térmico cuando se procesan crudos amargos, la corrosión puede ocurrir donde las temperaturas del metal están entre 232 °C y 482 °C. Parece que el coque forma una capa protectora sobre el metal por encima de los 482 °C. Sin embargo, la corrosión por sulfuro de hidrógeno ocurre cuando las temperaturas no se controlan adecuadamente por encima de 482 °C. La parte inferior de la torre, los intercambiadores de alta temperatura, el horno y los tambores de remojo están sujetos a corrosión. Los cambios térmicos continuos hacen que las cubiertas de los tambores de coque se hinchen y se agrieten.
La inyección de agua o vapor se utiliza para evitar la acumulación de coque en los tubos del horno de coquización retardada. Se debe drenar completamente el agua del coquizador, para no causar una explosión al recargar con coque caliente. En emergencias, se necesitan medios alternativos de salida desde la plataforma de trabajo sobre los tambores de coque.
Se pueden producir quemaduras al manipular coque caliente, por vapor en caso de fuga en la línea de vapor, o por agua caliente, coque caliente o lodo caliente que se puede expulsar al abrir los cokers. Existe la posibilidad de exposición a naftas aromáticas que contienen benceno, sulfuro de hidrógeno y gases de monóxido de carbono, ya trazas de HAP cancerígenos asociados con las operaciones de coquización. El agua residual agria puede ser muy alcalina y contener aceite, sulfuros, amoníaco y fenol. Cuando el coque se mueve como una suspensión, puede ocurrir una disminución del oxígeno dentro de espacios confinados, como silos de almacenamiento, porque el carbón húmedo adsorbe el oxígeno.
Procesos de craqueo catalítico
El craqueo catalítico descompone los hidrocarburos complejos en moléculas más simples para aumentar la calidad y cantidad de productos más livianos y deseables y disminuir la cantidad de residuos. Los hidrocarburos pesados están expuestos a alta temperatura y baja presión a catalizadores que promueven reacciones químicas. Este proceso reorganiza la estructura molecular, convirtiendo materias primas de hidrocarburos pesados en fracciones más ligeras, como queroseno, gasolina, GLP, combustible para calefacción y materias primas petroquímicas (véanse las figuras 9 y 10). La selección de un catalizador depende de una combinación de la mayor reactividad posible y la mejor resistencia al desgaste. Los catalizadores utilizados en las unidades de craqueo de refinería suelen ser materiales sólidos (zeolita, hidrosilicato de aluminio, arcilla de bentonita tratada, tierra de Fuller, bauxita y sílice-alúmina) que se encuentran en forma de polvos, perlas, gránulos o materiales moldeados denominados extruidos.
Figura 9. Proceso de craqueo catalítico
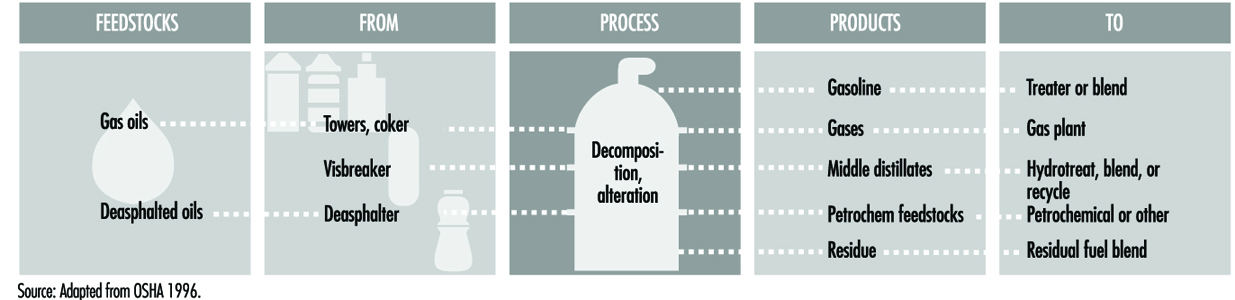
Figura 10. Esquema del proceso de craqueo catalítico
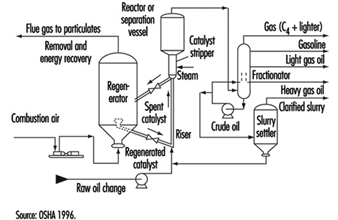
Hay tres funciones básicas en todos los procesos de craqueo catalítico:
- Reacción: la materia prima reacciona con el catalizador y se descompone en diferentes hidrocarburos.
- Regeneración: el catalizador se reactiva quemando el coque.
- Fraccionamiento: la corriente de hidrocarburos craqueados se separa en varios productos.
Los procesos de craqueo catalítico son muy flexibles y los parámetros operativos se pueden ajustar para satisfacer la demanda cambiante del producto. Los tres tipos básicos de procesos de craqueo catalítico son:
- craqueo catalítico fluido (FCC)
- craqueo catalítico de lecho móvil
- termofor craqueo catalítico (TCC).
Craqueo catalítico fluido
Los craqueadores catalíticos de lecho fluido tienen una sección de catalizador (elevador, reactor y regenerador) y una sección de fraccionamiento, que funcionan juntas como una unidad de procesamiento integrada. El FCC utiliza un catalizador en polvo fino, suspendido en vapor de aceite o gas, que actúa como un fluido. El craqueo tiene lugar en la tubería de alimentación (riser) en la que la mezcla de catalizador e hidrocarburos fluye a través del reactor.
El proceso FCC mezcla una carga de hidrocarburo precalentada con un catalizador regenerado caliente a medida que ingresa al elevador que conduce al reactor. La carga se combina con el aceite reciclado dentro del elevador, se vaporiza y el catalizador caliente la eleva a la temperatura del reactor. A medida que la mezcla asciende por el reactor, la carga se craquea a baja presión. Este craqueo continúa hasta que los vapores de aceite se separan del catalizador en los ciclones del reactor. La corriente de producto resultante ingresa a una columna donde se separa en fracciones, y parte del petróleo pesado se devuelve al tubo ascendente como petróleo reciclado.
El catalizador gastado se regenera para eliminar el coque que se acumula en el catalizador durante el proceso. El catalizador gastado fluye a través del separador de catalizador al regenerador donde se mezcla con aire precalentado, quemando la mayoría de los depósitos de coque. Se agrega catalizador fresco y se elimina el catalizador desgastado para optimizar el proceso de craqueo.
Craqueo catalítico de lecho móvil
El craqueo catalítico de lecho móvil es similar al craqueo catalítico fluido; sin embargo, el catalizador está en forma de gránulos en lugar de polvo fino. Los gránulos se mueven continuamente por medio de transportadores o tubos elevadores neumáticos a una tolva de almacenamiento en la parte superior de la unidad, y luego fluyen hacia abajo por gravedad a través del reactor hasta un regenerador. El regenerador y la tolva están aislados del reactor por sellos de vapor. El producto craqueado se separa en gas reciclado, petróleo, petróleo clarificado, destilado, nafta y gas húmedo.
Craqueo catalítico termoforzado
En el craqueo catalítico termoforzado, la materia prima precalentada fluye por gravedad a través del lecho del reactor catalítico. Los vapores se separan del catalizador y se envían a una torre de fraccionamiento. El catalizador gastado se regenera, enfría y recicla, y los gases de combustión de la regeneración se envían a una caldera de monóxido de carbono para la recuperación de calor.
Consideraciones de salud y seguridad
Se deben realizar muestreos y pruebas periódicas de las corrientes de material de alimentación, producto y reciclaje para garantizar que el proceso de craqueo funcione según lo previsto y que no hayan entrado contaminantes en la corriente del proceso. Los corrosivos o los depósitos en la materia prima pueden ensuciar los compresores de gas. Cuando se procesa crudo agrio, se puede esperar corrosión donde las temperaturas están por debajo
482 °C. La corrosión tiene lugar donde existen fases líquidas y de vapor y en áreas sujetas a enfriamiento local, como boquillas y soportes de plataformas. Cuando se procesan materias primas con alto contenido de nitrógeno, la exposición al amoníaco y al cianuro puede someter a los equipos de acero al carbono en el sistema superior de FCC a corrosión, agrietamiento o formación de ampollas de hidrógeno, lo que puede minimizarse mediante lavado con agua o inhibidores de la corrosión. El lavado con agua se puede usar para proteger los condensadores de cabeza en la columna principal sujetos al ensuciamiento por hidrosulfuro de amonio.
Se debe inspeccionar el equipo crítico, incluidas las bombas, los compresores, los hornos y los intercambiadores de calor. Las inspecciones deben incluir la verificación de fugas debido a la erosión u otras fallas, como la acumulación de catalizador en los expansores, la coquización en las líneas aéreas de alimentación debido a los residuos de la materia prima y otras condiciones de operación inusuales.
Los hidrocarburos líquidos en el catalizador o que ingresan a la corriente de aire de combustión caliente pueden causar reacciones exotérmicas. En algunos procesos, se debe tener cuidado para asegurar que no haya concentraciones explosivas de polvo de catalizador durante la recarga o eliminación. Al descargar catalizador coqueado, existe la posibilidad de incendios de sulfuro de hierro. El sulfuro de hierro se encenderá espontáneamente cuando se exponga al aire y, por lo tanto, debe humedecerse con agua para evitar que se convierta en una fuente de ignición de los vapores. El catalizador coqueado puede enfriarse por debajo de 49 °C antes de descargarlo del reactor, o primero puede descargarse en contenedores purgados con nitrógeno inerte y luego enfriarse antes de continuar con su manipulación.
La posibilidad de exposición a líquidos o vapores de hidrocarburos extremadamente calientes está presente durante el muestreo del proceso o si ocurre una fuga o liberación. Además, la exposición a HAP cancerígenos, nafta aromática que contiene benceno, gas amargo (gas combustible de procesos como el craqueo catalítico y el hidrotratamiento, que contiene sulfuro de hidrógeno y dióxido de carbono), sulfuro de hidrógeno y/o gas monóxido de carbono puede ocurrir durante una liberación de producto o vapor. La formación involuntaria de carbonilo de níquel altamente tóxico puede ocurrir en los procesos de craqueo que usan catalizadores de níquel con el potencial resultante para exposiciones peligrosas.
La regeneración de catalizadores implica extracción con vapor y decoquización, lo que da como resultado una posible exposición a flujos de residuos fluidos que pueden contener cantidades variables de agua agria, hidrocarburos, fenol, amoníaco, sulfuro de hidrógeno, mercaptano y otros materiales, según las materias primas, los crudos y los procesos. Se necesitan prácticas de trabajo seguras y el uso de equipo de protección personal (EPP) apropiado cuando se manipula el catalizador gastado, se recarga el catalizador o si se producen fugas o escapes.
proceso de hidrocraqueo
El hidrocraqueo es un proceso de dos etapas que combina el craqueo catalítico y la hidrogenación, en el que las fracciones del destilado se craquean en presencia de hidrógeno y catalizadores especiales para producir productos más deseables. El hidrocraqueo tiene la ventaja sobre el craqueo catalítico en que las materias primas con alto contenido de azufre se pueden procesar sin desulfuración previa. En el proceso, la materia prima aromática pesada se convierte en productos más livianos bajo presiones muy altas y temperaturas bastante altas. Cuando la materia prima tiene un alto contenido de parafina, el hidrógeno evita la formación de PAH, reduce la formación de alquitrán y evita la acumulación de coque en el catalizador. El hidrocraqueo produce cantidades relativamente grandes de isobutano para las materias primas de alquilación y también provoca la isomerización para el control del punto de fluidez y el control del punto de humo, los cuales son importantes en el combustible para aviones de alta calidad.
En la primera etapa, la materia prima se mezcla con hidrógeno reciclado, se calienta y se envía al reactor primario, donde una gran cantidad de la materia prima se convierte en destilados medios. Los compuestos de azufre y nitrógeno se convierten mediante un catalizador en el reactor de etapa primaria en sulfuro de hidrógeno y amoníaco. El residual se calienta y se envía a un separador de alta presión, donde se eliminan y reciclan los gases ricos en hidrógeno. Los hidrocarburos restantes se separan o purifican para eliminar el sulfuro de hidrógeno, el amoníaco y los gases ligeros, que se recogen en un acumulador, donde se separa la gasolina del gas amargo.
Los hidrocarburos líquidos extraídos del reactor primario se mezclan con hidrógeno y se envían al reactor de segunda etapa, donde se descomponen en gasolina de alta calidad, combustible para aviones y mezclas destiladas. Estos productos pasan por una serie de separadores de alta y baja presión para eliminar los gases, que son reciclados. Los hidrocarburos líquidos se estabilizan, dividen y separan, y los productos de nafta ligera del hidrocraqueador se utilizan para mezclar gasolina, mientras que las naftas más pesadas se reciclan o se envían a una unidad de reforma catalítica. (Ver figura 11.)
Figura 11. Proceso de hidrocraqueo
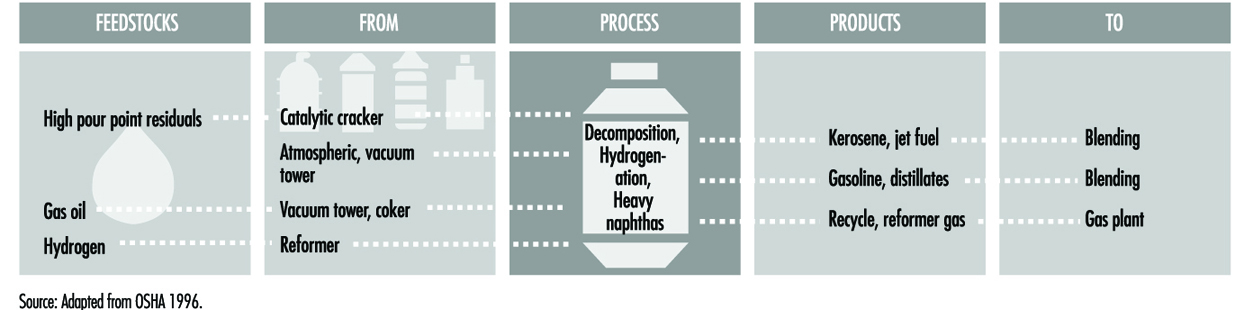
Consideraciones de salud y seguridad
La inspección y prueba de los dispositivos de alivio de seguridad son importantes debido a las presiones muy altas en este proceso. Se necesita un control de proceso adecuado para proteger contra el taponamiento de los lechos del reactor. Debido a las temperaturas de operación y la presencia de hidrógeno, el contenido de sulfuro de hidrógeno de la materia prima debe mantenerse estrictamente al mínimo para reducir la posibilidad de corrosión severa. También se debe considerar la corrosión por dióxido de carbono húmedo en áreas de condensación. Cuando se procesan materias primas con alto contenido de nitrógeno, el amoníaco y el sulfuro de hidrógeno forman hidrosulfuro de amonio, que provoca una corrosión grave a temperaturas por debajo del punto de rocío del agua. El hidrosulfuro de amonio también está presente en la extracción con agua agria. Debido a que el hidrocraqueador opera a presiones y temperaturas muy altas, el control tanto de las fugas de hidrocarburos como de las liberaciones de hidrógeno es importante para prevenir incendios.
Debido a que se trata de un proceso cerrado, las exposiciones son mínimas en condiciones normales de funcionamiento. Existe la posibilidad de exposición a nafta alifática que contiene benceno, PAH cancerígenos, emisiones de gases y vapores de hidrocarburos, gas rico en hidrógeno y gas de sulfuro de hidrógeno como resultado de fugas a alta presión. Se pueden liberar grandes cantidades de monóxido de carbono durante la regeneración y el cambio del catalizador. La extracción y regeneración con vapor de catalizador crea flujos de desechos que contienen agua agria y amoníaco. Se necesitan prácticas de trabajo seguras y equipo de protección personal adecuado al manipular el catalizador gastado. En algunos procesos, se necesita cuidado para asegurar que no se formen concentraciones explosivas de polvo catalítico durante la recarga. La descarga de catalizador coqueado requiere precauciones especiales para evitar incendios inducidos por sulfuro de hierro. El catalizador coquizado debe enfriarse por debajo de los 49 °C antes de verterlo o colocarse en recipientes inertizados con nitrógeno hasta que se enfríe.
Combinando procesos
Dos procesos de combinación, polimerización y alquilación, se utilizan para unir pequeñas moléculas deficientes en hidrógeno, llamadas olefinas, recuperados del craqueo térmico y catalítico, para crear existencias de mezcla de gasolina más deseables.
Polimerización
La polimerización es el proceso de combinar dos o más moléculas orgánicas insaturadas (olefinas) para formar una sola molécula más pesada con los mismos elementos en la misma proporción que la molécula original. Convierte olefinas gaseosas, como etileno, propileno y butileno transformadas por unidades de craqueo térmico y de fluidos, en moléculas más pesadas, más complejas y de mayor octanaje, incluidas nafta y materias primas petroquímicas. La materia prima de olefina se trata previamente para eliminar los compuestos de azufre y otros indeseables, y luego se pasa sobre un catalizador de fósforo, generalmente un catalizador sólido o ácido fosfórico líquido, donde se produce una reacción polimérica exotérmica. Esto requiere el uso de agua de refrigeración y la inyección de materia prima fría en el reactor para controlar las temperaturas a varias presiones. El ácido de los líquidos se elimina mediante lavado cáustico, los líquidos se fraccionan y el catalizador ácido se recicla. El vapor se fracciona para eliminar los butanos y se neutraliza para eliminar las trazas de ácido. (Ver figura 12.)
Figura 12. Proceso de polimerización
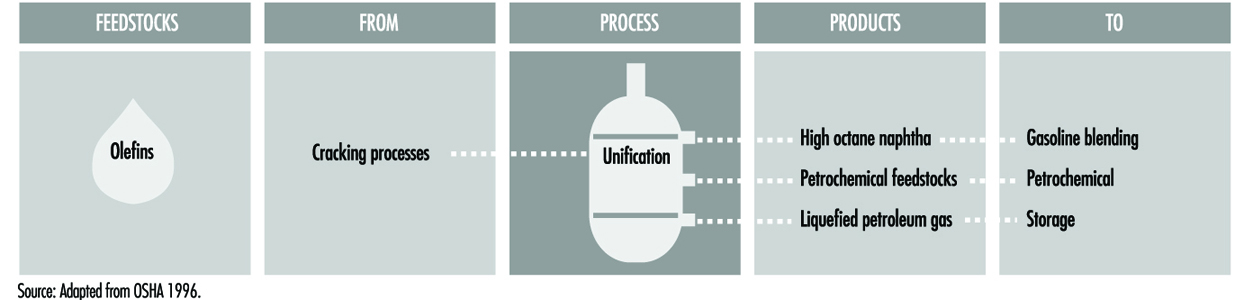
Si el agua entra en contacto con el ácido fosfórico, por ejemplo, durante el lavado con agua en las paradas, se producirá una corrosión severa que provocará la falla del equipo. La corrosión también puede ocurrir en colectores de tuberías, rehervidores, intercambiadores y otros lugares donde el ácido puede asentarse. Existe la posibilidad de exposición al lavado cáustico (hidróxido de sodio), al ácido fosfórico utilizado en el proceso o lavado durante las paradas y al polvo del catalizador. Existe la posibilidad de que se produzca una reacción exotérmica incontrolada en caso de que se produzca una pérdida de agua de refrigeración.
Alquilación
La alquilación combina las moléculas de olefinas producidas a partir del craqueo catalítico con las de las isoparafinas para aumentar el volumen y el octanaje de las mezclas de gasolina. Las olefinas reaccionarán con las isoparafinas en presencia de un catalizador altamente activo, generalmente ácido sulfúrico o ácido fluorhídrico (o cloruro de aluminio) para crear una molécula parafínica de cadena ramificada larga, llamada alcóxido (isooctano), con una excepcional calidad antidetonante. A continuación, el alquilato se separa y se fracciona. Las temperaturas de reacción relativamente bajas de 10°C a 16°C para el ácido sulfúrico, 27°C a 0°C para el ácido fluorhídrico (HF) y 0°C para el cloruro de aluminio, se controlan y mantienen mediante refrigeración. (Ver figura 13.)
Figura 13. Proceso de alquilación
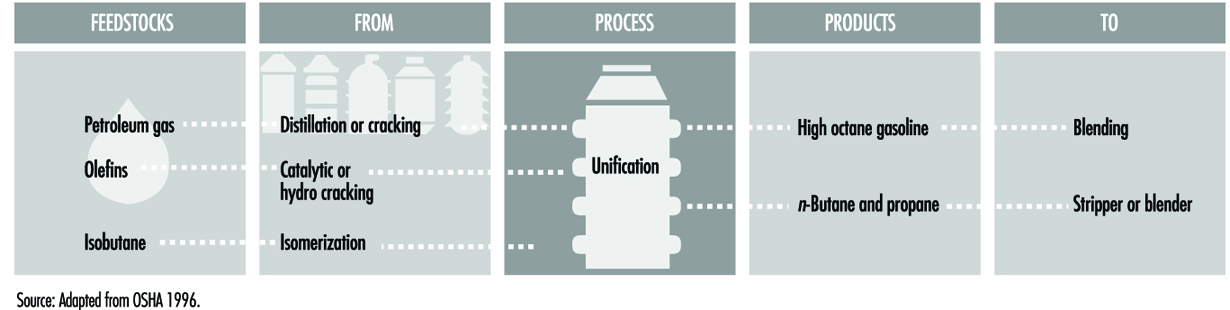
Alquilación de ácido sulfúrico. En las unidades de alquilación de ácido sulfúrico de tipo cascada, las materias primas, que incluyen propileno, butileno, amileno e isobutano fresco, ingresan al reactor, donde entran en contacto con el catalizador de ácido sulfúrico. El reactor está dividido en zonas, con las olefinas alimentadas a través de distribuidores a cada zona, y el ácido sulfúrico y los isobutanos fluyen sobre deflectores de una zona a otra. El calor de reacción se elimina por evaporación de isobutano. El gas isobutano se retira de la parte superior del reactor, se enfría y se recicla, con una parte dirigida a la torre despropanizadora. El residuo del reactor se sedimenta y el ácido sulfúrico se retira del fondo del recipiente y se recircula. Los depuradores de agua y/o cáusticos se utilizan para eliminar pequeñas cantidades de ácido de la corriente del proceso, que luego va a una torre de deisobutanización. La cabeza de isobutano del desbutanizador se recicla y los hidrocarburos restantes se separan en una torre de repetición y/o se envían a mezcla.
Alquilación con ácido fluorhídrico. Hay dos tipos de procesos de alquilación con ácido fluorhídrico: Phillips y UOP. En el proceso Phillips, la materia prima de olefina e isobutano se seca y se alimenta a una unidad combinada de reactor/sedimentador. El hidrocarburo de la zona de sedimentación se carga al fraccionador principal. Los gastos generales del fraccionador principal van a un despropanizador. El propano, con trazas de ácido fluorhídrico (HF), pasa a un separador de HF y luego se desfluoriza catalíticamente, se trata y se envía a almacenamiento. El isobutano se extrae del fraccionador principal y se recicla al reactor/sedimentador, y el alquilato del fondo del fraccionador principal se envía a un separador.
El proceso UOP utiliza dos reactores con sedimentadores separados. La mitad de la materia prima seca se carga en el primer reactor, junto con el isobutano reciclado y de reposición, y luego en su decantador, donde se recicla el ácido y se carga el hidrocarburo en el segundo reactor. La otra mitad de la materia prima va al segundo reactor, donde se recicla el ácido del sedimentador y se cargan los hidrocarburos al fraccionador principal. El procesamiento posterior es similar al de Phillips en que la parte superior del fraccionador principal va a un despropanizador, el isobutano se recicla y el alquilato se envía a un separador.
Consideraciones de salud y seguridad
El ácido sulfúrico y el ácido fluorhídrico son sustancias químicas peligrosas, y es esencial tener cuidado durante la entrega y descarga del ácido. Existe la necesidad de mantener concentraciones de ácido sulfúrico de 85 a 95% para una buena operación y para minimizar la corrosión. Para evitar la corrosión del ácido fluorhídrico, las concentraciones de ácido dentro de la unidad de proceso deben mantenerse por encima del 65 % y la humedad por debajo del 4 %. Algo de corrosión y ensuciamiento en las unidades de ácido sulfúrico se produce por la descomposición de los ésteres de ácido sulfúrico, o cuando se agrega cáustico para la neutralización. Estos ésteres se pueden eliminar mediante tratamiento con ácido fresco y lavado con agua caliente.
Las molestias pueden ser causadas por la pérdida del agua refrigerante necesaria para mantener las temperaturas del proceso. La presión en el lado de agua de enfriamiento y vapor de los intercambiadores debe mantenerse por debajo de la presión mínima en el lado de servicio de ácido para evitar la contaminación del agua. Los venteos pueden enrutarse a depuradores de ceniza de soda para neutralizar el gas de fluoruro de hidrógeno o los vapores de ácido fluorhídrico antes de su liberación. Se pueden proporcionar bordillos, drenaje y aislamiento para la contención de la unidad de proceso, de modo que el efluente pueda neutralizarse antes de su liberación al sistema de alcantarillado.
Las unidades de ácido fluorhídrico deben drenarse a fondo y limpiarse químicamente antes de las paradas y la entrada, para eliminar todos los rastros de fluoruro de hierro y ácido fluorhídrico. Después del apagado, cuando se haya utilizado agua, la unidad debe secarse completamente antes de introducir el ácido fluorhídrico. Las fugas, derrames o liberaciones que involucran ácido fluorhídrico o hidrocarburos que contienen ácido fluorhídrico son extremadamente peligrosos. Es necesario tomar precauciones para asegurar que el equipo y los materiales que han estado en contacto con el ácido se manejen con cuidado y se limpien a fondo antes de que salgan del área de proceso o de la refinería. Las tinas de lavado por inmersión a menudo se proporcionan para la neutralización de equipos que han entrado en contacto con ácido fluorhídrico.
Existe la posibilidad de que se produzcan exposiciones peligrosas y tóxicas graves en caso de que se produzcan fugas, derrames o liberaciones. El contacto directo con ácido sulfúrico o fluorhídrico causará daños severos en la piel y los ojos, y la inhalación de neblinas ácidas o vapores de hidrocarburo que contengan ácido causará irritación severa y daño al sistema respiratorio. Se deben utilizar medidas especiales de preparación para casos de emergencia, y se debe proporcionar la protección adecuada para el peligro potencial y las áreas posiblemente afectadas. Se necesitan prácticas de trabajo seguras y equipo de protección personal adecuado para la piel y las vías respiratorias cuando existan exposiciones potenciales a los ácidos fluorhídrico y sulfúrico durante las operaciones normales, como la lectura de medidores, la inspección y el proceso de muestreo, así como durante la respuesta a emergencias, el mantenimiento y las actividades de reparación. Deben existir procedimientos para garantizar que el equipo y la ropa de protección que se usan en las actividades con ácido sulfúrico o fluorhídrico, incluidos los trajes de protección química, las cubiertas para la cabeza y los zapatos, los guantes, la protección para la cara y los ojos y el equipo de protección respiratoria, se limpien y descontaminen a fondo antes de volver a enviarlos.
Procesos de reorganización
reformado catalítico y isomerización Son procesos que reorganizan las moléculas de hidrocarburos para producir productos con diferentes características. Después del craqueo, algunas corrientes de gasolina, aunque del tamaño molecular correcto, requieren un procesamiento adicional para mejorar su desempeño, debido a que son deficientes en algunas cualidades, como el índice de octano o el contenido de azufre. El reformado con hidrógeno (vapor) produce hidrógeno adicional para su uso en el proceso de hidrogenación.
reformado catalítico
Los procesos de reformado catalítico convierten naftas pesadas de bajo octanaje en hidrocarburos aromáticos para materias primas petroquímicas y componentes de gasolina de alto octanaje, llamados reforma, por reordenamiento molecular o deshidrogenación. Según la materia prima y los catalizadores, los reformados se pueden producir con concentraciones muy altas de tolueno, benceno, xileno y otros aromáticos útiles en la mezcla de gasolina y el procesamiento petroquímico. El hidrógeno, un subproducto importante, se separa del reformado para reciclarlo y usarlo en otros procesos. El producto resultante depende de la temperatura y la presión del reactor, el catalizador utilizado y la tasa de reciclado de hidrógeno. Algunos reformadores catalíticos operan a baja presión y otros a alta presión. Algunos sistemas de reformado catalítico regeneran continuamente el catalizador, algunas instalaciones regeneran todos los reactores durante las paradas y otras retiran un reactor a la vez para la regeneración del catalizador.
En el reformado catalítico, la materia prima de nafta se trata previamente con hidrógeno para eliminar contaminantes como compuestos de cloro, azufre y nitrógeno, que podrían envenenar el catalizador. El producto se evapora y se fracciona en torres donde se eliminan los contaminantes y gases restantes. La materia prima de nafta desulfurada se envía al reformador catalítico, donde se calienta a vapor y pasa a través de un reactor con un lecho estacionario de catalizador bimetálico o metálico que contiene una pequeña cantidad de platino, molibdeno, renio u otros metales nobles. Las dos reacciones principales que se producen son la producción de compuestos aromáticos de alto octanaje mediante la eliminación de hidrógeno de las moléculas de materia prima y la conversión de parafinas normales en cadenas ramificadas o isoparafinas.
En la formación de plataformas, otro proceso de reformado catalítico, la materia prima que no ha sido hidrodesulfurada se combina con gas reciclado y primero se pasa por un catalizador menos costoso. Todas las impurezas restantes se convierten en sulfuro de hidrógeno y amoníaco, y se eliminan antes de que la corriente pase por el catalizador de platino. El vapor rico en hidrógeno se recircula para inhibir las reacciones que pueden envenenar el catalizador. La salida del reactor se separa en reformado líquido, que se envía a una torre de extracción, y gas, que se comprime y recicla. (Ver figura 14.)
Figura 14. Proceso de reformado catalítico
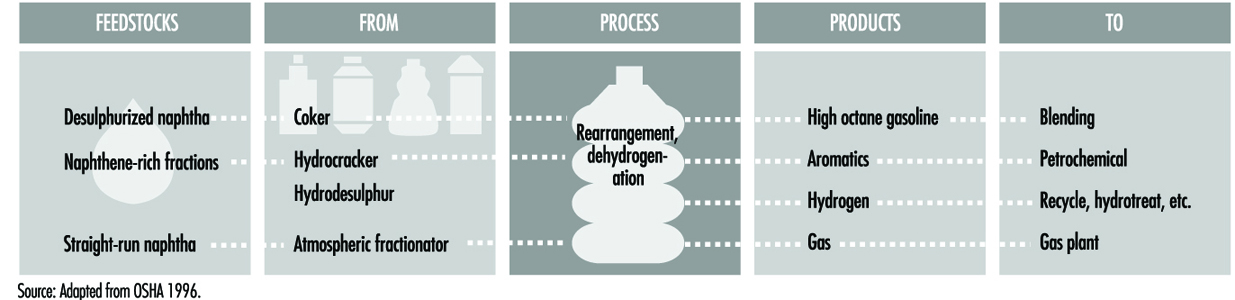
Se necesitan procedimientos operativos para controlar los puntos calientes durante el arranque. Se debe tener cuidado de no romper o aplastar el catalizador al cargar los lechos, ya que los finos pequeños obstruirán las pantallas del reformador. Es necesario tomar precauciones contra el polvo al regenerar o reemplazar el catalizador. Pueden producirse pequeñas emisiones de monóxido de carbono y sulfuro de hidrógeno durante la regeneración del catalizador.
Se debe considerar el lavado con agua cuando se haya producido un ensuciamiento del estabilizador en los reformadores debido a la formación de cloruro de amonio y sales de hierro. Se puede formar cloruro de amonio en los intercambiadores de pretratamiento y causar corrosión y ensuciamiento. El cloruro de hidrógeno, a partir de la hidrogenación de compuestos de cloro, puede formar ácidos o sal de cloruro de amonio. Existe la posibilidad de exposición a naftas alifáticas y aromáticas, gas de proceso rico en hidrógeno, sulfuro de hidrógeno y benceno en caso de fuga o escape.
isomerización
La isomerización convierte n-butano, n-pentano y n-hexano en sus respectivas iso-parafinas. Algunos de los componentes normales de la parafina de cadena lineal de la nafta liviana de primera destilación son de bajo octanaje. Estos se pueden convertir en isómeros de cadena ramificada de alto octanaje al reorganizar los enlaces entre los átomos, sin cambiar el número o el tipo de átomos. La isomerización es similar al reformado catalítico en que las moléculas de hidrocarburo se reorganizan, pero a diferencia del reformado catalítico, la isomerización simplemente convierte las parafinas normales en isoparafinas. La isomerización utiliza un catalizador diferente al reformado catalítico.
Los dos procesos distintos de isomerización son butano (C4) y pentano/hexano. (C5/C6).
butano (C4) la isomerización produce materia prima para la alquilación. Un proceso de temperatura más baja utiliza cloruro de aluminio altamente activo o catalizador de cloruro de hidrógeno sin calentadores encendidos, para isomerizar n-butano. La materia prima tratada y precalentada se agrega a la corriente de reciclaje, se mezcla con HCl y se pasa a través del reactor (consulte la figura 15).
Figura 15. Isomerización de C4
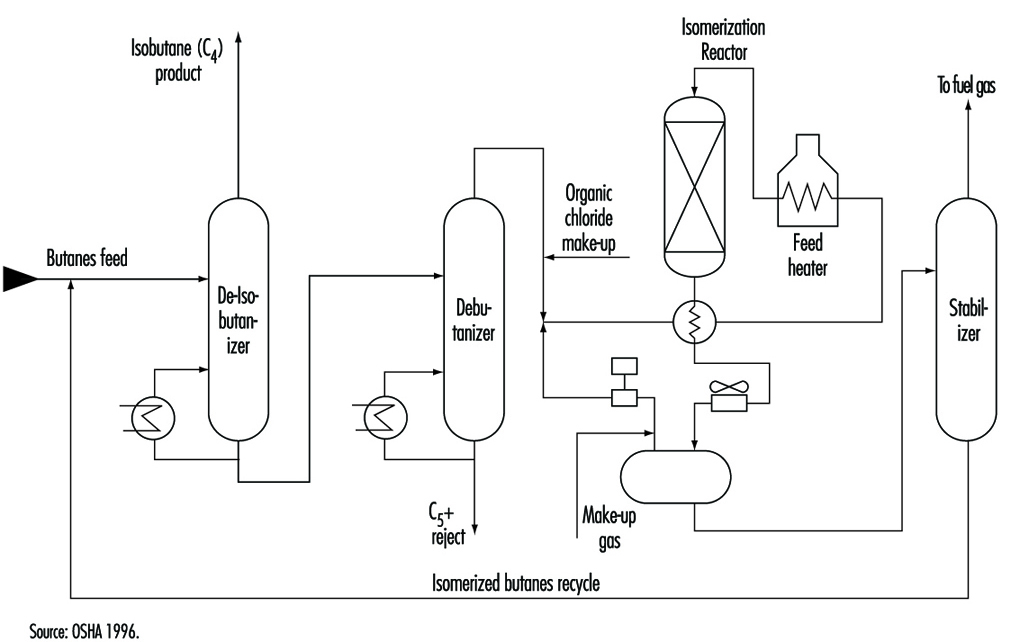
La isomerización de pentano/hexano se utiliza para aumentar el índice de octano mediante la conversión n-pentano y n-hexano. En un proceso típico de isomerización de pentano/hexano, la materia prima seca y desulfurada se mezcla con una pequeña cantidad de cloruro orgánico e hidrógeno reciclado y se calienta a la temperatura del reactor. Luego se pasa sobre un catalizador de metal soportado en el primer reactor, donde se hidrogenan el benceno y las olefinas. La alimentación pasa luego al reactor de isomerización, donde las parafinas se isomerizan catalíticamente a isoparafinas, se enfrían y pasan a un separador. El gas del separador y el hidrógeno, con hidrógeno de reposición, se reciclan. El líquido se neutraliza con materiales alcalinos y se envía a una columna de separación, donde se recupera y recicla el cloruro de hidrógeno. (Ver figura 16.)
Figura 16. Proceso de isomerización
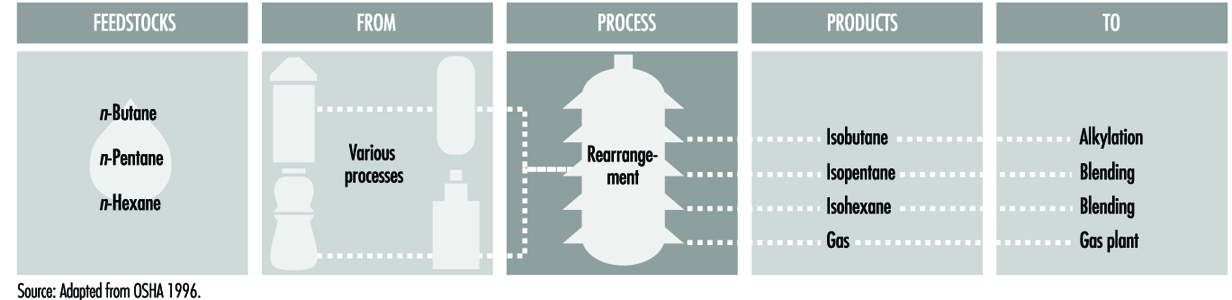
Si la materia prima no está completamente seca y desulfurada, existe la posibilidad de que se forme ácido, lo que provocará el envenenamiento del catalizador y la corrosión del metal. No se debe permitir que entre agua o vapor en áreas donde haya cloruro de hidrógeno. Se necesitan precauciones para evitar que el HCl ingrese a las alcantarillas y desagües. Existe la posibilidad de exposición a vapores y líquidos de isopentano y nafta alifática, así como a gas de proceso rico en hidrógeno, ácido clorhídrico y cloruro de hidrógeno, y al polvo cuando se utiliza un catalizador sólido.
Producción de hidrógeno (reformado con vapor)
Se necesita hidrógeno de alta pureza (95 a 99 %) para los procesos de hidrodesulfuración, hidrogenación, hidrocraqueo y petroquímicos. Si no se produce suficiente hidrógeno como subproducto de los procesos de refinería para satisfacer la demanda total de la refinería, se requiere la fabricación de hidrógeno adicional.
En el reformado con vapor de hidrógeno, los gases desulfurados se mezclan con vapor sobrecalentado y se reforman en tubos que contienen un catalizador a base de níquel. El gas reformado, que consiste en vapor, hidrógeno, monóxido de carbono y dióxido de carbono, se enfría y pasa a través de convertidores donde el monóxido de carbono reacciona con el vapor para formar hidrógeno y dióxido de carbono. El dióxido de carbono se lava con soluciones de amina y se expulsa a la atmósfera cuando las soluciones se reactivan por calentamiento. Cualquier monóxido de carbono que quede en la corriente del producto se convierte en metano. (Ver figura 17.)
Figura 17. Proceso de reformado con vapor
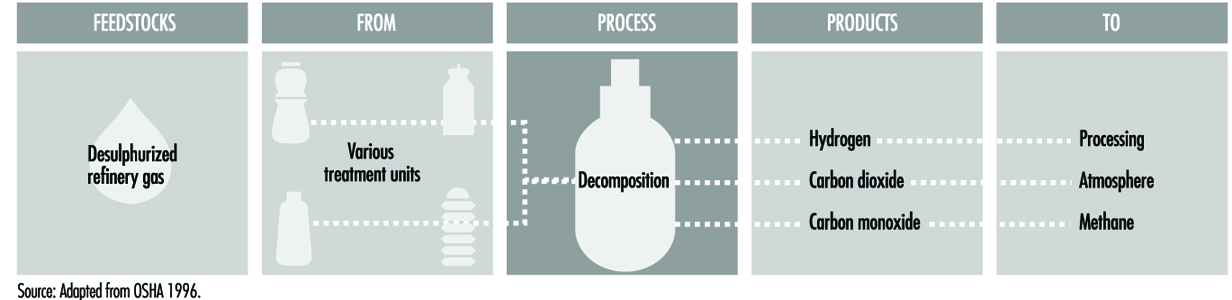
Se deben realizar inspecciones y pruebas cuando exista la posibilidad de que la válvula falle debido a contaminantes en el hidrógeno. Debe controlarse el arrastre de los lavadores cáusticos para evitar la corrosión en los precalentadores y debe evitarse que los cloruros de la materia prima o del sistema de vapor entren en los tubos del reformador y contaminen el catalizador. Las exposiciones pueden resultar de la contaminación del condensado por materiales de proceso tales como compuestos cáusticos y de amina, y del exceso de hidrógeno, monóxido de carbono y dióxido de carbono. Existe la posibilidad de quemaduras por gases calientes y vapor sobrecalentado en caso de que se produzca una fuga.
Varios procesos de refinería
Bases lubricantes y procesos de cera
Los aceites lubricantes y las ceras se refinan a partir de varias fracciones de destilación atmosférica y al vacío. Con la invención de la destilación al vacío, se descubrió que el residuo ceroso era un mejor lubricante que cualquiera de las grasas animales que se usaban en ese momento, lo que fue el comienzo de la tecnología moderna de refinación de lubricantes de hidrocarburos, cuyo objetivo principal es eliminar los productos indeseables. como asfaltos, aromáticos sulfonados y ceras parafínicas e isoparafínicas a partir de las fracciones residuales para producir lubricantes de alta calidad. Esto se realiza mediante una serie de procesos que incluyen desasfaltado, extracción por solventes y procesos de separación y tratamiento como desparafinado e hidroacabado. (Ver figura 18)
Figura 18. Proceso de fabricación de aceite lubricante y cera

En el proceso de extracción, el crudo reducido de la unidad de vacío se desasfalta con propano y se combina con materia prima de aceite lubricante de destilación directa, se precalienta y se extrae con solvente para producir una materia prima llamada refinado. En un proceso de extracción típico que utiliza fenol como disolvente, la materia prima se mezcla con fenol en la sección de tratamiento a temperaturas inferiores a 204 °C. Luego se separa el fenol del refinado y se recicla. Luego, el refinado puede someterse a otro proceso de extracción que utiliza furfural para separar los compuestos aromáticos de los hidrocarburos no aromáticos, produciendo un refinado de color más claro con un índice de viscosidad mejorado y estabilidad térmica y a la oxidación.
El refinado desparafinado también puede estar sujeto a un procesamiento adicional para mejorar las cualidades del material base. Los adsorbentes de arcilla se utilizan para eliminar las moléculas inestables de color oscuro de las existencias base de aceite lubricante. Un proceso alternativo, el hidroacabado de lubricantes, pasa el refinado desparafinado en caliente y el hidrógeno a través de un catalizador que cambia ligeramente la estructura molecular, lo que da como resultado un aceite de color más claro con características mejoradas. Los aceites base de aceite lubricante tratados luego se mezclan y/o combinan con aditivos para cumplir con las características físicas y químicas requeridas de los aceites de motor, lubricantes industriales y aceites para trabajar metales.
Los dos tipos distintos de cera derivada del petróleo crudo son la cera de parafina, producida a partir de existencias destiladas, y la cera microcristalina, fabricada a partir de existencias residuales. El refinado de la unidad de extracción contiene una cantidad considerable de cera, que puede eliminarse mediante extracción con disolvente y cristalización. El refinado se mezcla con un disolvente, como propano, metiletilcetona (MEK) y mezcla de tolueno o metilisobutilcetona (MIBK), y se preenfría en intercambiadores de calor. La temperatura de cristalización se alcanza por la evaporación del propano en los tanques de alimentación del enfriador y del filtro. La cera se elimina continuamente mediante filtros y se lava con disolvente frío para recuperar el aceite retenido. El disolvente se recupera del refinado desparafinado mediante evaporación instantánea y extracción con vapor, y se recicla.
La cera se calienta con solvente caliente, se enfría, se filtra y se le da un lavado final para eliminar todo rastro de aceite. Antes de usar la cera, se puede hidroterminar para mejorar su olor y eliminar todos los rastros de compuestos aromáticos para que la cera pueda usarse en el procesamiento de alimentos. El refinado desparafinado, que contiene pequeñas cantidades de parafinas, naftenos y algunos compuestos aromáticos, puede procesarse más para su uso como material base de aceite lubricante.
El control de la temperatura del tratador es importante para evitar la corrosión del fenol. La cera puede obstruir los sistemas de alcantarillado o drenaje de aceite e interferir con el tratamiento de aguas residuales. Existe la posibilidad de exposición a disolventes de proceso como fenol, propano, una mezcla de metiletilcetona y tolueno o metilisobutilcetona. La inhalación de gases y vapores de hidrocarburos, nafta aromática que contiene benceno, sulfuro de hidrógeno y gas de proceso rico en hidrógeno es un peligro.
Procesamiento de asfalto
Después de las operaciones de destilación primaria, el asfalto es una parte de la materia residual que requiere un procesamiento adicional para impartir las características requeridas por su uso final. El asfalto para materiales de techado se produce mediante soplado de aire. El residuo se calienta en una tubería todavía casi hasta su punto de inflamación y se carga en una torre de soplado donde se inyecta aire caliente durante un período de tiempo predeterminado. La deshidrogenación del asfalto forma sulfuro de hidrógeno y la oxidación crea dióxido de azufre. El vapor se usa para cubrir la parte superior de la torre para arrastrar los contaminantes y se pasa a través de un depurador para condensar los hidrocarburos.
La destilación al vacío se usa generalmente para producir asfalto de alquitrán para carreteras. El residuo se calienta y se carga en una columna donde se aplica vacío para evitar el agrietamiento.
El vapor condensado de los diversos procesos de asfalto contendrá trazas de hidrocarburos. Cualquier interrupción del vacío puede provocar la entrada de aire atmosférico y un incendio posterior. En la producción de asfalto, elevar la temperatura del fondo de la torre de vacío para mejorar la eficiencia puede generar metano por craqueo térmico. Esto crea vapores en los tanques de almacenamiento de asfalto que se encuentran en el rango inflamable, pero que no son detectables mediante pruebas de flash. El soplado de aire puede crear algunos aromáticos polinucleares (es decir, PAH). El vapor condensado del proceso de soplado de asfalto con aire también puede contener varios contaminantes.
Procesos de endulzamiento y tratamiento de hidrocarburos
Muchos productos, como las naftas térmicas del visbreaking, la coquización o el craqueo térmico, y las naftas con alto contenido de azufre y los destilados de la destilación del petróleo crudo, requieren tratamiento para poder usarse en mezclas de gasolina y fuel oil. Los productos de destilación, incluido el queroseno y otros destilados, pueden contener trazas de compuestos aromáticos, y los naftenos y los aceites base lubricantes pueden contener cera. Estos indeseables se eliminan en las etapas intermedias de refinación o justo antes de enviar los productos a la mezcla y el almacenamiento, mediante procesos de refinación como la extracción con solventes y el desparafinado con solventes. Es necesario secar y endulzar una variedad de productos intermedios y terminados, incluidos los destilados medios, la gasolina, el queroseno, el combustible para aviones y los gases ácidos.
El tratamiento se realiza en una etapa intermedia del proceso de refinación o justo antes de enviar los productos terminados a la mezcla y almacenamiento. El tratamiento elimina los contaminantes del aceite, como compuestos orgánicos que contienen azufre, nitrógeno y oxígeno, metales disueltos, sales inorgánicas y sales solubles disueltas en agua emulsionada. Los materiales de tratamiento incluyen ácidos, solventes, álcalis y agentes oxidantes y de adsorción. Los tratamientos con ácido se utilizan para mejorar el olor, el color y otras propiedades de las bases lubricantes, para evitar la corrosión y la contaminación del catalizador, y para mejorar la estabilidad del producto. El sulfuro de hidrógeno que se extrae del gas agrio “seco” mediante un agente absorbente (dietanolamina) se quema, se utiliza como combustible o se convierte en azufre. El tipo de tratamiento y agentes depende de la materia prima cruda, los procesos intermedios y las especificaciones del producto final.
Procesos de tratamiento de disolventes
Extraccion solvente separa compuestos aromáticos, naftenos e impurezas de las corrientes de productos mediante disolución o precipitación. La extracción con solventes previene la corrosión, protege el catalizador en los procesos posteriores y mejora los productos terminados al eliminar los hidrocarburos aromáticos insaturados de las bases de lubricantes y grasas.
La materia prima se seca y se somete a un tratamiento continuo con solvente en contracorriente. En un proceso, la materia prima se lava con un líquido en el que las sustancias a eliminar son más solubles que en el producto resultante deseado. En otro proceso, se agregan solventes seleccionados, lo que hace que las impurezas precipiten fuera del producto. El solvente se separa de la corriente del producto por calentamiento, evaporación o fraccionamiento, y las trazas residuales se eliminan posteriormente del refinado por arrastre con vapor o evaporación instantánea al vacío. La precipitación eléctrica se puede utilizar para la separación de compuestos inorgánicos. Luego, el solvente se regenera para ser utilizado nuevamente en el proceso.
Los químicos típicos usados en el proceso de extracción incluyen una amplia variedad de ácidos, álcalis y solventes, incluyendo fenol y furfural, así como agentes oxidantes y agentes de adsorción. En el proceso de adsorción, los materiales sólidos altamente porosos acumulan moléculas líquidas en sus superficies. La selección de procesos y agentes químicos específicos depende de la naturaleza de la materia prima que se trata, los contaminantes presentes y los requisitos del producto terminado. (Ver figura 19.)
Figura 19. Proceso de extracción por solvente

Desparafinado con disolvente elimina la cera del destilado o de las existencias base residuales, y se puede aplicar en cualquier etapa del proceso de refinación. En el desparafinado con solvente, las materias primas cerosas se enfrían mediante intercambiador de calor y refrigeración, y se agrega solvente para ayudar a desarrollar cristales que se eliminan mediante filtración al vacío. El aceite desparafinado y el solvente se evaporan y eliminan, y la cera pasa a través de un sedimentador de agua, un fraccionador de solventes y una torre de evaporación. (Ver figura 20.)
Figura 20. Proceso de desparafinado con disolvente
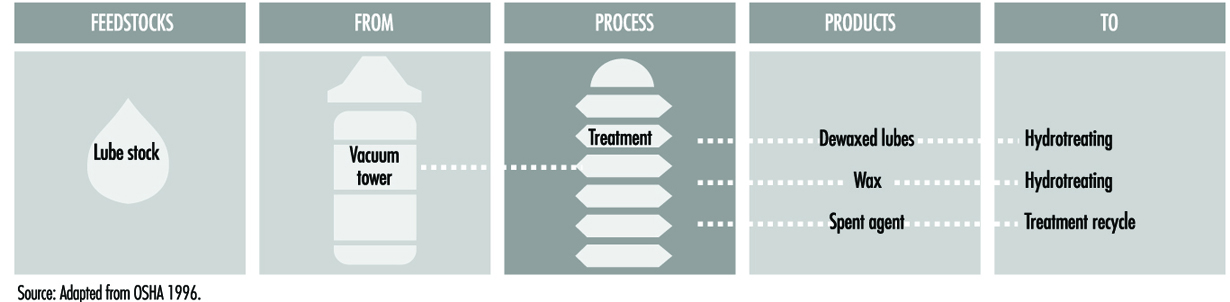
Desasfaltado con disolvente separa fracciones de petróleo pesado para producir petróleo lubricante pesado, materia prima de craqueo catalítico y asfalto. La materia prima y el propano líquido (o hexano) se bombean a una torre de extracción con mezclas, temperaturas y presiones controladas con precisión. La separación se produce en un contactor de disco giratorio, en función de las diferencias de solubilidad. Luego, los productos se evaporan y se eliminan con vapor para recuperar propano para reciclar. El desasfaltado con disolventes también elimina compuestos de azufre y nitrógeno, metales, residuos de carbono y parafinas de la materia prima. (Ver figura 21.)
Figura 21. Proceso de desasfaltado con disolvente
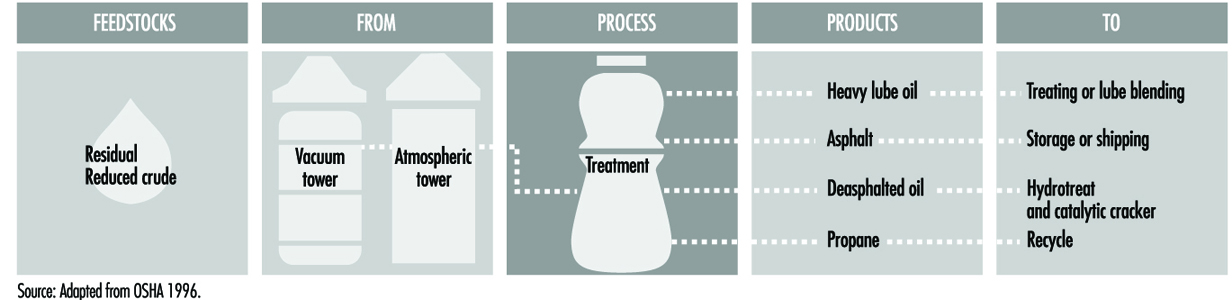
Consideraciones de salud y seguridad.
En el desparafinado con solvente, la interrupción del vacío creará un peligro potencial de incendio al permitir que entre aire en la unidad. Existe la posibilidad de exposición a vapores de solventes de desparafinado, una mezcla de MEK y tolueno. Aunque la extracción por solventes es un proceso cerrado, existe una exposición potencial a PAH cancerígenos en los aceites de proceso y a solventes de extracción como fenol, furfural, glicol, MEK, aminas y otros químicos de proceso durante el manejo y las operaciones.
El desasfaltado requiere un control exacto de la temperatura y la presión para evitar molestias. Además, la humedad, el exceso de solvente o una caída en la temperatura de operación pueden causar espuma que afecta el control de la temperatura del producto y puede causar molestias. El contacto con corrientes de aceite caliente causará quemaduras en la piel. Existe la posibilidad de exposición a corrientes de aceite caliente que contienen compuestos aromáticos policíclicos cancerígenos, propano licuado y vapores de propano, sulfuro de hidrógeno y dióxido de azufre.
Procesos de hidrotratamiento
El hidrotratamiento se utiliza para eliminar aproximadamente el 90 % de los contaminantes, incluidos nitrógeno, azufre, metales e hidrocarburos insaturados (olefinas), de las fracciones de petróleo líquido, como la gasolina de primera destilación. El hidrotratamiento es similar al hidrocraqueo en el sentido de que tanto el hidrógeno como el catalizador se utilizan para enriquecer el contenido de hidrógeno de la materia prima de olefina. Sin embargo, el grado de saturación no es tan grande como el que se logra en el hidrocraqueo. Por lo general, el hidrotratamiento se realiza antes de procesos como el reformado catalítico, de modo que el catalizador no se contamine con la materia prima no tratada. El hidrotratamiento también se usa antes del craqueo catalítico para reducir el azufre y mejorar los rendimientos del producto, y para mejorar las fracciones de petróleo destilado medio en queroseno terminado, combustible diesel y combustibles para calefacción.
Los procesos de hidrotratamiento difieren según las materias primas y los catalizadores. La hidrodesulfuración elimina el azufre del queroseno, reduce las características aromáticas y formadoras de goma y satura las olefinas. El hidroformado es un proceso de deshidrogenación utilizado para recuperar el exceso de hidrógeno y producir gasolina de alto octanaje. Los productos hidrotratados se mezclan o se utilizan como materia prima de reformado catalítico.
In hidrodesulfuración catalítica, la materia prima se desairea, se mezcla con hidrógeno, se precalienta y se carga a alta presión a través de un reactor catalítico de lecho fijo. El hidrógeno se separa y recicla y el producto se estabiliza en una columna de separación donde se eliminan las fracciones ligeras.
Durante este proceso, los compuestos de azufre y nitrógeno presentes en la materia prima se convierten en sulfuro de hidrógeno (H2S) y amoníaco (NH3). El sulfuro de hidrógeno residual y el amoníaco se eliminan mediante arrastre con vapor, mediante un separador combinado de alta y baja presión o mediante un lavado con amina que recupera el sulfuro de hidrógeno en una corriente altamente concentrada adecuada para convertirla en azufre elemental. (Consulte la figura 22 y la figura 23).
Figura 22. Proceso de hidrodesulfuración
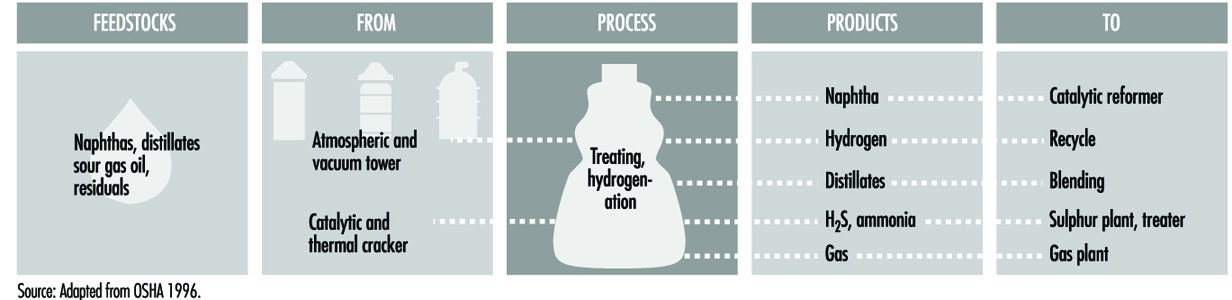
Figura 23. Esquema del proceso de hidrodesulfuración
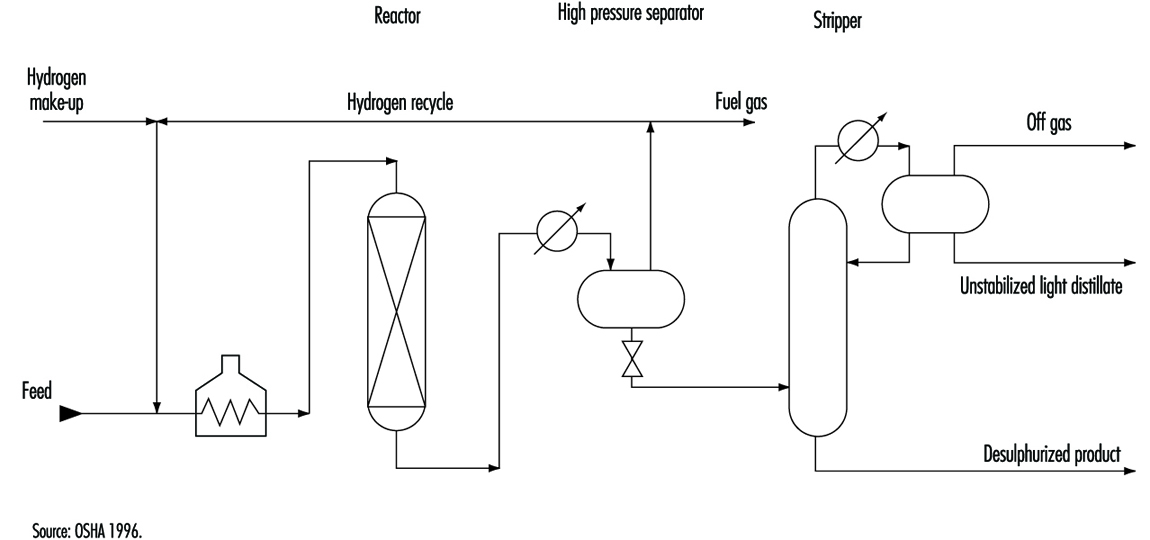
En el hidrotratamiento, el contenido de sulfuro de hidrógeno de la materia prima debe controlarse estrictamente al mínimo para reducir la corrosión. El cloruro de hidrógeno puede formarse y condensarse como ácido clorhídrico en las partes de temperatura más baja de la unidad. El hidrosulfuro de amonio puede formarse en unidades de alta temperatura y alta presión. En caso de fuga, existe la posibilidad de exposición a vapores de nafta aromática que contienen benceno, sulfuro de hidrógeno o gas hidrógeno, o a amoníaco en caso de fuga o derrame de agua agria. El fenol también puede estar presente si se procesan materias primas de alto punto de ebullición.
El tiempo de contacto y/o la temperatura excesivos crearán coquización en la unidad. Se deben tomar precauciones al descargar el catalizador coquizado de la unidad para evitar incendios de sulfuro de hierro. El catalizador coquizado debe enfriarse por debajo de los 49 °C antes de retirarlo, o descargarse en recipientes inertizados con nitrógeno donde puede enfriarse antes de seguir manipulando. Se pueden usar aditivos antiespumantes especiales para evitar el envenenamiento del catalizador por el arrastre de silicona en la materia prima del coquizador.
Otros procesos de endulzamiento y tratamiento
Los procesos de tratamiento, secado y endulzamiento se utilizan para eliminar las impurezas de las mezclas. (Ver figura 24.)
Figura 24. Procesos de endulzamiento y tratamiento
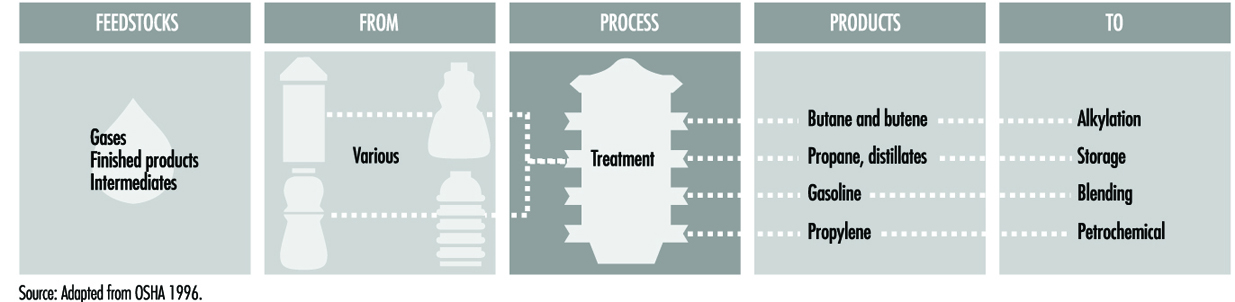
Los procesos de endulzamiento utilizan aire u oxígeno. Si entra oxígeno en exceso en estos procesos, es posible que se produzca un incendio en el decantador por la generación de electricidad estática. Existe la posibilidad de exposición al sulfuro de hidrógeno, dióxido de azufre, cáustico (hidróxido de sodio), cáustico usado, catalizador usado (Merox), polvo de catalizador y agentes edulcorantes (carbonato de sodio y bicarbonato de sodio).
Plantas de aminas (tratamiento de gases ácidos)
El gas amargo (gas combustible de procesos como el craqueo catalítico y el hidrotratamiento, que contiene sulfuro de hidrógeno y dióxido de carbono) debe tratarse antes de que pueda usarse como combustible de refinería. Las plantas de aminas eliminan los contaminantes ácidos de las corrientes de gas amargo e hidrocarburo. En las plantas de aminas, las corrientes de hidrocarburos líquidos y gaseosos que contienen dióxido de carbono y/o sulfuro de hidrógeno se cargan en una torre de absorción de gas o en un contactor líquido, donde los contaminantes ácidos son absorbidos por soluciones de amina en contracorriente: monoetanolamina (MEA), dietanolamina (DEA) o metildietanolamina. (MDEA). El gas o líquido extraído se elimina por encima y la amina se envía a un regenerador. En el regenerador, los componentes ácidos se eliminan por acción del calor y la ebullición y se eliminan, mientras que la amina se recicla.
Para minimizar la corrosión, se deben establecer prácticas de operación adecuadas y se deben controlar las temperaturas del fondo del regenerador y del rehervidor. El oxígeno debe mantenerse fuera del sistema para evitar la oxidación de aminas. Existe la posibilidad de exposición a compuestos de amina (es decir, MEA, DEA, MDEA), sulfuro de hidrógeno y dióxido de carbono.
Endulzamiento y secado
El edulcorante (eliminación de mercaptano) trata los compuestos de azufre (sulfuro de hidrógeno, tiofeno y mercaptano) para mejorar el color, el olor y la estabilidad a la oxidación, y reduce las concentraciones de dióxido de carbono en la gasolina. Algunos mercaptanos se eliminan al poner el producto en contacto con sustancias químicas solubles en agua (p. ej., ácido sulfúrico) que reaccionan con los mercaptanos. Se pueden usar líquidos cáusticos (hidróxido de sodio), compuestos de amina (dietanolamina) o edulcorantes de catalizador de lecho fijo para convertir los mercaptanos en disulfuros menos objetables.
El secado del producto (eliminación de agua) se logra mediante la absorción de agua, con o sin agentes de adsorción. Algunos procesos secan y endulzan simultáneamente por adsorción en tamices moleculares.
recuperación de azufre
La recuperación de azufre elimina el sulfuro de hidrógeno de los gases ácidos y las corrientes de hidrocarburos. El proceso Clause convierte el sulfuro de hidrógeno en azufre elemental mediante el uso de reacciones térmicas y catalíticas. Después de quemar el sulfuro de hidrógeno en condiciones controladas, los recipientes ciegos eliminan el agua y los hidrocarburos de las corrientes de gas de alimentación, que luego se exponen a un catalizador para recuperar el azufre adicional. El vapor de azufre procedente de la quema y la conversión se condensa y se recupera.
Tratamiento de gas de cola
Tanto la oxidación como la reducción se utilizan para tratar el gas de cola de las unidades de recuperación de azufre, según la composición del gas y la economía de la refinería. Los procesos de oxidación queman el gas de cola para convertir todos los compuestos de azufre en dióxido de azufre, y los procesos de reducción convierten los compuestos de azufre en sulfuro de hidrógeno.
Depuración de sulfuro de hidrógeno
El lavado con sulfuro de hidrógeno es un proceso de tratamiento de materias primas de hidrocarburos primarios que se utiliza para prevenir el envenenamiento del catalizador. Según la materia prima y la naturaleza de los contaminantes, los métodos de desulfuración variarán desde la absorción de carbón activado a temperatura ambiente hasta la hidrogenación catalítica a alta temperatura seguida de tratamiento con óxido de zinc.
Plantas de gas sat y no sat
Las materias primas de varias unidades de refinería se envían a plantas de tratamiento de gas, donde los butanos y butenos se eliminan para su uso como materia prima de alquilación, los componentes más pesados se envían a la mezcla de gasolina, el propano se recupera para GLP y el propileno se elimina para su uso en productos petroquímicos.
Plantas de gas sáb componentes separados de gases de refinería, incluidos butanos para alquilación, pentanos para mezcla de gasolina, GLP para combustible y etano para productos petroquímicos. Hay dos procesos diferentes de gas saturado: absorción-fraccionamiento o fraccionamiento directo. En el fraccionamiento por absorción, los gases y líquidos de varias unidades se alimentan a un absorbedor/desetanizador donde C2 y las fracciones más ligeras se separan por absorción de aceite pobre y se eliminan para su uso como gas combustible o alimentación petroquímica. Las fracciones más pesadas restantes se separan y se envían a un desbutanizador, y el aceite pobre se recicla nuevamente al absorbedor/des-etanizador. C3/C4 se separa de los pentanos en el desbutanizador, se lava para eliminar el sulfuro de hidrógeno y se alimenta a un separador para separar el propano y el butano. La etapa de absorción se elimina en las plantas de fraccionamiento. Los procesos de gas saturado dependen de la demanda de materias primas y productos.
La corrosión se produce por la presencia de sulfuro de hidrógeno, dióxido de carbono y otros compuestos como resultado del tratamiento previo. Las corrientes que contienen amoníaco deben secarse antes del procesamiento. Los aditivos antiincrustantes se utilizan en el aceite de absorción para proteger los intercambiadores de calor. Los inhibidores de corrosión se utilizan para controlar la corrosión en sistemas elevados. Existe la posibilidad de que la exposición al sulfuro de hidrógeno, dióxido de carbono, hidróxido de sodio, MEA, DEA y MDEA se traslade del tratamiento anterior.
plantas de gas insatisfechas recuperar hidrocarburos ligeros de corrientes de gas húmedo de craqueadores catalíticos y acumuladores de cabeza de coquización retardada o receptores de fraccionamiento. En un proceso típico, los gases húmedos se comprimen y se tratan con amina para eliminar el sulfuro de hidrógeno antes o después de ingresar a un absorbedor de fraccionamiento, donde se mezclan en un flujo simultáneo de gasolina desbutanizada. Las fracciones ligeras se separan por calor en un rehervidor, el gas de escape se envía a un absorbedor de esponja y los fondos se envían a un desbutanizador. Una parte del hidrocarburo desbutanizado se recicla y el resto va a un separador para su separación. Los gases de cabeza van a un despropanizador para su uso como materia prima de la unidad de alquilación. (Ver figura 25.)
Figura 25. Proceso de planta de gas insatisfecho
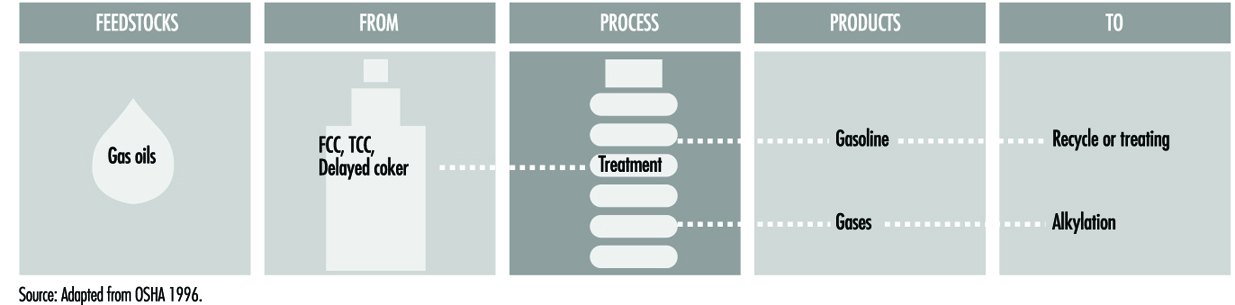
La corrosión puede ocurrir por sulfuro de hidrógeno húmedo y cianuros en plantas de gas no saturadas que manejan materias primas de FCC. La corrosión por sulfuro de hidrógeno y depósitos en las secciones de alta presión de los compresores de gas por compuestos de amonio es posible cuando las materias primas provienen del coquizador retardado o del TCC. Existe la posibilidad de exposición al sulfuro de hidrógeno ya compuestos de amina como MEA, DEA y MDEA.
Procesos de mezcla de gasolina, combustible destilado y base lubricante
La mezcla es la mezcla física de varias fracciones de hidrocarburos líquidos diferentes para producir productos terminados con características específicas deseadas. Los productos se pueden mezclar en línea a través de un sistema múltiple o se pueden mezclar por lotes en tanques y recipientes. La mezcla en línea de gasolina, destilados, combustible para aviones y bases lubricantes se logra inyectando cantidades proporcionales de cada componente en la corriente principal donde la turbulencia promueve una mezcla completa.
- Las gasolinas son mezclas de reformados, alquilatos, gasolina de primera destilación, gasolinas de craqueo térmico y catalítico, gasolina de coquizador, butano y aditivos apropiados.
- El fuel oil y el diesel son mezclas de destilados y aceites de ciclo, y el jet fuel puede ser un destilado directo o una mezcla con nafta.
- Los aceites lubricantes son mezclas de aceites base refinados
- El asfalto se mezcla a partir de varias existencias residuales según el uso previsto.
Los aditivos a menudo se mezclan con la gasolina y los combustibles para motores durante o después de la mezcla para proporcionar propiedades específicas que no son inherentes a los hidrocarburos de petróleo. Estos aditivos incluyen potenciadores de octanaje, agentes antidetonantes, antioxidantes, inhibidores de goma, inhibidores de espuma, inhibidores de herrumbre, limpiadores de carburador (carbón), detergentes para limpieza de inyectores, odorizantes de diésel, colorantes, antiestáticos destilados, oxidantes de gasolina como metanol, etanol y metil terbutil éter, desactivadores de metales y otros.
Las operaciones de mezcla por lotes y en línea requieren controles estrictos para mantener la calidad deseada del producto. Los derrames deben limpiarse y las fugas deben repararse para evitar resbalones y caídas. Los aditivos en tambores y bolsas deben manejarse adecuadamente para evitar la tensión y la exposición. Existe la posibilidad de entrar en contacto con aditivos peligrosos, productos químicos, benceno y otros materiales durante la mezcla, y se necesitan controles de ingeniería apropiados, equipo de protección personal e higiene adecuada para minimizar las exposiciones.
Operaciones de Refinería Auxiliar
Las operaciones auxiliares que respaldan los procesos de refinería incluyen aquellas que proporcionan calor y enfriamiento para el proceso; proporcionar alivio de presión; controlar las emisiones al aire; recoger y tratar las aguas residuales; proporcionar servicios públicos como energía, vapor, aire y gases de planta; y bombear, almacenar, tratar y enfriar el agua de proceso.
Tratamiento de aguas residuales
Las aguas residuales de refinería incluyen vapor condensado, agua de extracción, soluciones cáusticas usadas, purga de torres de enfriamiento y calderas, agua de lavado, agua de neutralización de desechos alcalinos y ácidos y otras aguas asociadas al proceso. Las aguas residuales suelen contener hidrocarburos, materiales disueltos, sólidos en suspensión, fenoles, amoníaco, sulfuros y otros compuestos. El tratamiento de aguas residuales se utiliza para aguas de proceso, aguas de escorrentía y aguas residuales antes de su descarga. Estos tratamientos pueden requerir permisos, o debe haber reciclaje.
Existe la posibilidad de que se produzca un incendio si los vapores de las aguas residuales que contienen hidrocarburos alcanzan una fuente de ignición durante el proceso de tratamiento. Existe la posibilidad de exposición a los diversos productos químicos y productos de desecho durante el proceso de muestreo, inspección, mantenimiento y paradas.
El pretratamiento
El pretratamiento es la separación inicial de hidrocarburos y sólidos de las aguas residuales. Los separadores API, las placas interceptoras y los estanques de sedimentación se utilizan para eliminar hidrocarburos en suspensión, lodos aceitosos y sólidos mediante separación por gravedad, desnatado y filtración. Las aguas residuales ácidas se neutralizan con amoniaco, cal o carbonato de sodio. Las aguas residuales alcalinas se tratan con ácido sulfúrico, ácido clorhídrico, gas de combustión rico en dióxido de carbono o azufre. Algunas emulsiones de aceite en agua primero se calientan para ayudar a separar el aceite y el agua. La separación por gravedad depende de las diferentes gravedades específicas del agua y de los glóbulos de aceite inmiscibles, lo que permite eliminar el aceite libre de la superficie de las aguas residuales.
Decapado con agua agria
El agua que contiene sulfuros, denominada agua ácida, se produce en los procesos de craqueo catalítico e hidrotratamiento, y siempre que se condensa vapor en presencia de gases que contienen sulfuro de hidrógeno.
La extracción se utiliza en aguas residuales que contienen sulfuros y/o amoníaco, y la extracción con disolventes se utiliza para eliminar los fenoles de las aguas residuales. El agua residual que se va a reciclar puede requerir enfriamiento para eliminar el calor y/o la oxidación mediante rociado o extracción con aire para eliminar los fenoles, nitratos y amoníaco restantes.
Tratamiento secundario
Después del pretratamiento, los sólidos en suspensión se eliminan por sedimentación o flotación por aire. Las aguas residuales con bajos niveles de sólidos se tamizan o filtran y se pueden agregar agentes de floculación para ayudar a la separación. Los materiales con características de alta adsorción se utilizan en filtros de lecho fijo o se agregan a las aguas residuales para formar una suspensión que se elimina por sedimentación o filtración. Los procesos de tratamiento secundario degradan biológicamente y oxidan la materia orgánica soluble mediante el uso de lodos activados, lagunas aireadas o no aireadas, métodos de filtrado percolador o tratamientos anaerobios. Se utilizan métodos de tratamiento adicionales para eliminar aceites y productos químicos de las aguas residuales.
Tratamiento terciario
Los tratamientos terciarios eliminan contaminantes específicos para cumplir con los requisitos reglamentarios de descarga. Estos tratamientos incluyen cloración, ozonización, intercambio iónico, ósmosis inversa, adsorción con carbón activado y otros. El oxígeno comprimido se puede difundir en las corrientes de aguas residuales para oxidar ciertos productos químicos o para satisfacer los requisitos reglamentarios de contenido de oxígeno.
Torres de enfriamiento
Las torres de enfriamiento eliminan el calor del agua de proceso por evaporación y transferencia de calor latente entre el agua caliente y el aire. Los dos tipos de torres son de contraflujo y de flujo cruzado.
- En el enfriamiento a contracorriente, el agua de proceso caliente se bombea a la cámara impelente superior y se deja caer a través de la torre. Numerosos listones, o boquillas rociadoras, están ubicadas a lo largo de la torre para dispersar el flujo de agua y ayudar a enfriar. Simultáneamente, el aire ingresa por la parte inferior de la torre, creando un flujo de aire simultáneo contra el agua. Las torres de tiro inducido tienen los ventiladores en la salida de aire. Las torres de tiro forzado tienen ventiladores o sopladores en la entrada de aire.
- Las torres de flujo cruzado introducen el flujo de aire en ángulo recto con el flujo de agua en toda la estructura.
El agua de refrigeración recirculada debe tratarse para eliminar las impurezas y los hidrocarburos disueltos. Las impurezas en el agua de enfriamiento pueden corroer y ensuciar las tuberías y los intercambiadores de calor, las incrustaciones de sales disueltas pueden depositarse en las tuberías y las torres de enfriamiento de madera pueden dañarse con microorganismos.
El agua de la torre de enfriamiento puede estar contaminada por materiales de proceso y subproductos, incluidos dióxido de azufre, sulfuro de hidrógeno y dióxido de carbono, con las exposiciones resultantes. Existe la posibilidad de exposición a productos químicos para el tratamiento del agua o al sulfuro de hidrógeno cuando las aguas residuales se tratan junto con las torres de refrigeración. Debido a que el agua está saturada con oxígeno al ser enfriada con aire, se intensifican las posibilidades de corrosión. Un medio de prevención de la corrosión es la adición de un material al agua de refrigeración que forma una película protectora sobre las tuberías y otras superficies metálicas.
Cuando el agua de refrigeración está contaminada con hidrocarburos, los vapores inflamables pueden evaporarse en el aire de descarga. Si hay una fuente de ignición o un rayo, pueden iniciarse incendios. Los riesgos de incendio existen cuando hay áreas relativamente secas en torres de enfriamiento de tiro inducido de construcción combustible. La pérdida de energía en los ventiladores de la torre de enfriamiento o en las bombas de agua puede tener consecuencias graves en las operaciones del proceso.
Generación de vapor
El vapor se produce a través de operaciones de calentadores y calderas en plantas centrales de generación de vapor y en varias unidades de proceso, utilizando el calor de los gases de combustión u otras fuentes. Los sistemas de generación de vapor incluyen:
- calentadores (hornos), con sus quemadores y un sistema de aire de combustión
- sistemas de tiro o presión para eliminar los gases de combustión del horno, sopladores de hollín y sistemas de aire comprimido que sellan las aberturas para evitar que escapen los gases de combustión
- calderas, que consisten en una serie de tubos que transportan la mezcla de agua y vapor a través del horno, lo que proporciona la máxima transferencia de calor (estos tubos se extienden entre los tambores de distribución de vapor en la parte superior de la caldera y los tambores de recolección de agua en la parte inferior de la caldera)
- Tambores de vapor para recolectar vapor y dirigirlo al sobrecalentador antes de que ingrese al sistema de distribución de vapor.
La operación potencialmente más peligrosa en la generación de vapor es la puesta en marcha del calentador. Se puede acumular una mezcla inflamable de gas y aire como resultado de la pérdida de llama en uno o más quemadores durante el encendido. Se requieren procedimientos de puesta en marcha específicos para cada tipo diferente de unidad, incluida la purga antes del encendido y los procedimientos de emergencia en caso de fallo de encendido o pérdida de la llama del quemador. Si el agua de alimentación se agota y las calderas están secas, los tubos se sobrecalentarán y fallarán. El exceso de agua se trasladará al sistema de distribución de vapor, causando daños a las turbinas. Las calderas deben tener sistemas de purga continuos o intermitentes para eliminar el agua de los tambores de vapor y limitar la acumulación de incrustaciones en los álabes de la turbina y los tubos del sobrecalentador. Se debe tener cuidado de no sobrecalentar el sobrecalentador durante el arranque y el apagado. Deben proporcionarse fuentes alternativas de combustible en caso de pérdida de gas combustible debido al cierre de la unidad de refinería o una emergencia.
Combustible del calentador
Cualquiera o cualquier combinación de combustibles, incluidos el gas de refinería, el gas natural, el fuel oil y el carbón en polvo, se pueden usar en calentadores. El gas de escape de la refinería se recolecta de las unidades de proceso y se combina con gas natural y GLP en un tambor de balance de gas combustible. El tambor de equilibrio proporciona una presión constante del sistema, un combustible con un contenido de BTU (energía) bastante estable y una separación automática de los líquidos en suspensión en los vapores de gas, y evita el arrastre de grandes cantidades de condensado al sistema de distribución.
El fuel oil es típicamente una mezcla de petróleo crudo de refinería y residuos de destilación directa y craqueados, mezclados con otros productos. El sistema de fuel oil entrega combustible a los calentadores de la unidad de proceso y generadores de vapor a las temperaturas y presiones requeridas. El fueloil se calienta a la temperatura de bombeo, se succiona a través de un filtro de succión grueso, se bombea a un calentador de control de temperatura y luego a través de un filtro de malla fina antes de quemarse. Los recipientes ciegos, provistos en las unidades de proceso, se utilizan para eliminar los líquidos del gas combustible antes de quemarlo.
En un ejemplo de generación de calor de la unidad de proceso, las calderas de monóxido de carbono (CO) recuperan el calor en las unidades de craqueo catalítico a medida que se quema el monóxido de carbono en los gases de combustión para completar la combustión. En otros procesos, las unidades de recuperación de calor residual utilizan el calor de los gases de combustión para producir vapor.
Distribución de vapor
El vapor generalmente se genera mediante calentadores y calderas combinados en una sola unidad. El vapor sale de las calderas a la mayor presión requerida por las unidades de proceso o el generador eléctrico. Luego, la presión del vapor se reduce en las turbinas que impulsan las bombas y los compresores del proceso. Cuando el vapor de refinería también se utiliza para impulsar generadores de turbinas de vapor para producir electricidad, el vapor debe producirse a una presión mucho más alta que la requerida para el proceso de vapor. El sistema de distribución de vapor consta de válvulas, accesorios, tuberías y conexiones adecuadas a la presión del vapor transportado. La mayor parte del vapor utilizado en la refinería se condensa en agua en intercambiadores de calor y se reutiliza como agua de alimentación de calderas o se descarga al tratamiento de aguas residuales.
Agua de alimentación de vapor
El suministro de agua de alimentación es una parte importante de la generación de vapor. Siempre debe haber tantos kilos de agua entrando al sistema de generación de vapor como kilos de vapor saliendo. El agua utilizada en la generación de vapor debe estar libre de contaminantes, incluidos minerales e impurezas disueltas, que puedan dañar el sistema o afectar la operación. Los materiales en suspensión, como limo, aguas residuales y aceite, que forman incrustaciones y lodos, se coagulan o filtran fuera del agua. Los gases disueltos, en particular el dióxido de carbono y el oxígeno que provocan la corrosión de la caldera, se eliminan mediante desaireación y tratamiento. Los minerales disueltos, como las sales metálicas, el calcio y los carbonatos, que provocan incrustaciones, corrosión y depósitos en los álabes de las turbinas, se tratan con cal o carbonato de sodio para precipitarlos fuera del agua. Dependiendo de sus características, el agua cruda de alimentación de calderas puede ser tratada por clarificación, sedimentación, filtración, intercambio iónico, desaireación y tratamiento interno. El agua de refrigeración recirculada también debe tratarse para eliminar los hidrocarburos y otros contaminantes.
Calentadores de proceso, intercambiadores de calor y enfriadores
Los calentadores de proceso y los intercambiadores de calor precalientan las materias primas en torres de destilación y en procesos de refinería a temperaturas de reacción. La mayor parte del calor proporcionado a las unidades de proceso proviene de los calentadores encendidos que se encuentran en las unidades de precalentamiento del crudo y del reformador, los calentadores de coquización y los rehervidores de columna grande, que funcionan con gas natural o de refinería, aceites destilados y residuales. Los calentadores generalmente están diseñados para operaciones de proceso específicas, y la mayoría son diseños cilíndricos verticales o tipo caja. Los intercambiadores de calor usan vapor o hidrocarburo caliente, transferidos desde alguna otra sección del proceso, para la entrada de calor.
El calor también se elimina de algunos procesos mediante intercambiadores de aire y agua, ventiladores de aletas, enfriadores de gas y líquido y condensadores elevados, o transfiriendo el calor a otros sistemas. El sistema básico de refrigeración mecánica por compresión de vapor está diseñado para servir a una o más unidades de proceso e incluye un evaporador, un compresor, un condensador, controles y tuberías. Los refrigerantes comunes son agua, mezcla de alcohol/agua o varias soluciones de glicol.
Se requiere un medio para proporcionar un tiro adecuado o una purga de vapor para reducir la posibilidad de explosiones cuando se encienden fuegos en hornos calentadores. Se requieren procedimientos específicos de arranque y emergencia para cada tipo de unidad. Si el fuego incide en los ventiladores de aleta, podría ocurrir una falla debido al sobrecalentamiento. Si un producto inflamable se escapa de un intercambiador de calor o enfriador debido a una fuga, podría producirse un incendio.
Se debe tener cuidado para asegurar que se elimine toda la presión de los tubos del calentador antes de quitar cualquier cabezal o tapón de conexión. Se debe considerar la provisión de alivio de presión en los sistemas de tuberías del intercambiador de calor en caso de que se bloqueen mientras están llenos de líquido. Si fallan los controles, podrían ocurrir variaciones de temperatura y presión en cualquier lado del intercambiador de calor. Si los tubos del intercambiador de calor fallan y la presión del proceso es mayor que la presión del calentador, el producto podría ingresar al calentador con consecuencias aguas abajo. Si la presión es menor, la corriente del calentador podría entrar en la corriente de fluido del proceso. Si se produce una pérdida de circulación en los enfriadores de líquido o gas, el aumento de la temperatura del producto podría afectar las operaciones posteriores y requerir alivio de presión.
Según el combustible, la operación del proceso y el diseño de la unidad, existe la posibilidad de exposición a sulfuro de hidrógeno, monóxido de carbono, hidrocarburos, lodos de agua de alimentación de calderas de vapor y productos químicos para el tratamiento del agua. Debe evitarse el contacto de la piel con la purga de la caldera que puede contener compuestos fenólicos. Es posible la exposición al calor radiante, vapor sobrecalentado e hidrocarburos calientes.
Sistemas de alivio de presión y antorchas
Los controles de ingeniería que se incorporan a los procesos incluyen la reducción de las concentraciones de vapores inflamables mediante ventilación, dilución e inertización. La presurización se utiliza para mantener las salas de control por encima de la presión atmosférica para reducir la posibilidad de que entren vapores. Los sistemas de alivio de presión se proporcionan para controlar los vapores y líquidos que se liberan mediante purgas y dispositivos de alivio de presión. El alivio de presión es una liberación automática y planificada cuando la presión de operación alcanza un nivel predeterminado. La purga por lo general se refiere a la liberación intencional de material, como purgas de arranques de unidades de proceso, purgas de hornos, paradas y emergencias. La despresurización de vapor es la eliminación rápida de vapores de recipientes a presión en caso de emergencia. Esto se puede lograr mediante el uso de un disco de ruptura, generalmente ajustado a una presión más alta que la válvula de alivio.
Válvulas de seguridad
Las válvulas de alivio de seguridad, utilizadas para controlar las presiones de aire, vapor, gas y vapor de hidrocarburo y líquido, se abren en proporción al aumento de presión sobre la presión normal de funcionamiento. Las válvulas de seguridad, diseñadas principalmente para liberar grandes volúmenes de vapor, generalmente se abren a plena capacidad. La sobrepresión necesaria para abrir las válvulas de alivio de líquido, donde no se requiere una descarga de gran volumen, aumenta a medida que la válvula se eleva debido a la mayor resistencia del resorte. Las válvulas de liberación de seguridad operadas por piloto, con hasta seis veces la capacidad de las válvulas de alivio normales, se utilizan cuando se requiere un sellado más hermético y descargas de mayor volumen. Los líquidos no volátiles generalmente se bombean a sistemas de recuperación y separación de agua/petróleo, y los líquidos volátiles se envían a unidades que funcionan a una presión más baja.
Bengalas
Un sistema cerrado típico de liberación de presión y antorcha incluye válvulas de alivio y líneas de las unidades de proceso para recolectar descargas, tambores ciegos para separar vapores y líquidos, sellos y/o gas de purga para protección contra retroceso de llama y un sistema de ignición y antorcha, que quema los vapores si No se permite la descarga directa a la atmósfera. Se puede inyectar vapor en la punta de la antorcha para reducir el humo visible.
No se debe permitir que los líquidos se descarguen en un sistema de eliminación de vapores. Los tambores ciegos y las antorchas deben ser lo suficientemente grandes para manejar las purgas de emergencia, y los tambores requieren alivio en caso de sobrepresión. Proporcione válvulas de alivio de presión donde exista la posibilidad de sobrepresión en los procesos de refinería, por ejemplo, debido a las siguientes causas:
- pérdida de agua de enfriamiento, lo que posiblemente resulte en una caída de presión mucho mayor en los condensadores, lo que a su vez aumenta la presión en la unidad de proceso
- vaporización rápida y aumento de la presión por la inyección de un líquido con un punto de ebullición más bajo, incluida el agua, en un recipiente de proceso que funciona a temperaturas más altas
- Expansión de vapor y sobrepresión resultante debido a vapor de proceso sobrecalentado, calentadores que funcionan mal o fuego.
- falla de controles automáticos, salidas cerradas, falla del intercambiador de calor, etc.
- explosión interna, reacción química, expansión térmica, acumulación de gases, etc.
- pérdida de reflujo, provocando un aumento de presión en las torres de destilación.
Debido a que la cantidad de reflujo afecta el volumen de vapores que salen de la torre de destilación, la pérdida de volumen provoca una caída de presión en los condensadores y un aumento de presión en las torres de destilación.
El mantenimiento es importante porque se requiere que las válvulas funcionen correctamente. Los problemas comunes de funcionamiento de las válvulas incluyen:
- falta de apertura a la presión establecida debido al taponamiento de la entrada o salida de la válvula o por corrosión, lo que impide el funcionamiento adecuado del soporte del disco y las guías
- falla al volver a asentar después de abrirse debido a incrustaciones, corrosión o depósitos en el asiento o en las piezas móviles, o por sólidos en la corriente de gas que cortan el disco de la válvula
- traqueteo y apertura prematura, debido a que la presión de operación está demasiado cerca del punto de ajuste de la válvula.
Departamento de Servicios Públicos
Agua. Según la ubicación y los recursos de la comunidad, las refinerías pueden recurrir a los suministros públicos de agua para beber y procesar el agua o pueden tener que bombear y tratar su propia agua potable. El tratamiento puede incluir una amplia gama de requisitos, desde la desalinización hasta la filtración, la cloración y las pruebas.
Aguas negras. Además, según la disponibilidad de plantas de tratamiento externas comunitarias o privadas, es posible que las refinerías deban proporcionar permisos, recolección, tratamiento y descarga de sus desechos sanitarios.
energía eléctrica. Las refinerías reciben electricidad de fuentes externas o producen la suya propia, utilizando generadores eléctricos accionados por turbinas de vapor o motores de gas. Las áreas se clasifican con respecto al tipo de protección eléctrica requerida para evitar que una chispa encienda los vapores o contenga una explosión dentro del equipo eléctrico. Las subestaciones eléctricas, que normalmente están ubicadas en áreas no clasificadas, lejos de fuentes de vapor de hidrocarburo inflamable o agua pulverizada de torres de enfriamiento, contienen transformadores, disyuntores e interruptores de circuitos de alimentación. Las subestaciones suministran energía a las estaciones de distribución dentro de las áreas de la unidad de proceso. Las estaciones de distribución se pueden ubicar en áreas clasificadas, siempre que se cumplan los requisitos de clasificación eléctrica. Las estaciones de distribución suelen utilizar un transformador lleno de líquido provisto de un dispositivo de desconexión de ruptura de aire o lleno de aceite.
Deben implementarse las precauciones normales de seguridad eléctrica, incluida la pisada seca, las señales de advertencia de "alto voltaje" y las protecciones para proteger contra la electrocución. Los empleados deben estar familiarizados con los procedimientos de trabajo de seguridad eléctrica de la refinería. Deben implementarse bloqueo/etiquetado y otras prácticas de trabajo seguras apropiadas para evitar la energización mientras se realiza el trabajo en equipos eléctricos de alto voltaje. Pueden ocurrir exposiciones peligrosas cuando se trabaja cerca de transformadores e interruptores que contienen un fluido dieléctrico que requiere precauciones especiales de manipulación. Estos temas se discuten con más detalle en otra parte de este Enciclopedia.
Operaciones de turbinas, compresores de gas y aire
Compresores de aire y gas
Los sistemas de ventilación de extracción y suministro de aire de las refinerías están diseñados para capturar o diluir gases, humos, polvos y vapores que pueden contaminar los espacios de trabajo o la atmósfera exterior. Los contaminantes capturados se recuperan si es factible, o se envían a los sistemas de eliminación después de limpiarlos o quemarlos. Los sistemas de suministro de aire incluyen compresores, enfriadores, depósitos de aire, secadores de aire, controles y tuberías de distribución. Los sopladores también se utilizan para proporcionar aire a ciertos procesos. El aire de la planta se proporciona para el funcionamiento de herramientas accionadas por aire, regeneración de catalizadores, calentadores de proceso, descarbonización de vapor y aire, oxidación de agua agria, endulzamiento de gasolina, soplado de asfalto y otros usos. El aire de instrumentación se proporciona para su uso en instrumentos y controles neumáticos, motores neumáticos y conexiones de purga. El gas de planta, como el nitrógeno, se proporciona para inertizar recipientes y otros usos. Tanto los compresores alternativos como los centrífugos se utilizan para gas y aire comprimido.
Los compresores de aire deben ubicarse de modo que la succión no absorba vapores inflamables o gases corrosivos. Existe la posibilidad de que se produzca un incendio en caso de que se produzca una fuga en los compresores de gas. Se necesitan tambores ciegos para evitar que entren oleadas de líquido en los compresores de gas. Si los gases están contaminados con materiales sólidos, se necesitan filtros. La falla de los controles automáticos del compresor afectará los procesos. Si la presión máxima pudiera ser potencialmente mayor que la presión de diseño del compresor o del equipo de proceso, se debe proporcionar un alivio de presión. Se necesita protección para las partes móviles expuestas de los compresores. Los edificios de compresores deben estar correctamente clasificados eléctricamente y deben tomarse medidas para una ventilación adecuada.
Cuando se utilice aire de planta como respaldo del aire de instrumentación, las interconexiones deben estar aguas arriba del sistema de secado de aire de instrumentación para evitar la contaminación de los instrumentos con humedad. Es posible que se necesiten fuentes alternativas de suministro de aire para instrumentos, como el uso de nitrógeno, en caso de cortes de energía o fallas del compresor. Aplique las medidas de seguridad adecuadas para que el gas, el aire de la planta y el aire de los instrumentos no se utilicen como fuente para respirar o para presurizar los sistemas de agua potable.
Turbinas
Las turbinas generalmente funcionan con gas o vapor y se utilizan para impulsar bombas, compresores, sopladores y otros equipos de proceso de refinería. El vapor ingresa a las turbinas a altas temperaturas y presiones, expandiéndose a través de las paletas giratorias y moviéndolas mientras las paletas fijas lo dirigen.
Las turbinas de vapor utilizadas para el escape que funcionan al vacío necesitan una válvula de alivio de seguridad en el lado de descarga para protección y para mantener el vapor en caso de falla del vacío. Donde la presión operativa máxima podría ser mayor que la presión de diseño, las turbinas de vapor necesitan dispositivos de alivio. Se debe considerar la posibilidad de proporcionar gobernadores y dispositivos de control de sobrevelocidad en las turbinas.
Bombas, Tuberías y Válvulas
Las bombas centrífugas y de desplazamiento positivo (alternativas) se utilizan para mover hidrocarburos, agua de proceso, agua contra incendios y aguas residuales en toda la refinería. Las bombas son accionadas por motores eléctricos, turbinas de vapor o motores de combustión interna.
Los sistemas de tuberías de servicios y procesos distribuyen hidrocarburos, vapor, agua y otros productos en toda la instalación. Se dimensionan y construyen con materiales que dependen del tipo de servicio, presión, temperatura y naturaleza de los productos. Hay conexiones de ventilación, drenaje y muestreo en las tuberías, así como provisiones para obturación. Se utilizan diferentes tipos de válvulas, incluidas válvulas de compuerta, válvulas de derivación, válvulas de globo y de bola, válvulas de tapón, válvulas de bloqueo y purga y válvulas de retención, dependiendo de su propósito operativo. Estas válvulas pueden ser operadas manual o automáticamente.
Las válvulas y la instrumentación que requieran servicio u otro trabajo deben ser accesibles a nivel del suelo o desde una plataforma operativa. Se pueden usar válvulas de control remoto, válvulas contra incendios y válvulas de aislamiento para limitar la pérdida de producto en las líneas de succión de la bomba en caso de fuga o incendio. Las conexiones de ventilación y drenaje en funcionamiento se pueden proporcionar con válvulas de bloqueo doble, o una válvula de bloqueo y un tapón o brida ciega para protección contra escapes. Según el producto y el servicio, es posible que se necesite una prevención de reflujo de la línea de descarga. Se pueden tomar medidas para la expansión de la tubería, el movimiento y los cambios de temperatura para evitar la ruptura. Las bombas que funcionan con flujo reducido o nulo pueden sobrecalentarse y romperse. La falla de los controles automáticos de la bomba podría causar una desviación en la presión y temperatura del proceso. Debe proporcionarse un alivio de presión en la tubería de descarga donde las bombas puedan sufrir un exceso de presión.
Tanque de almacenamiento
Los tanques de almacenamiento atmosférico y los tanques de almacenamiento a presión se utilizan en toda la refinería para el almacenamiento de crudos, hidrocarburos intermedios (los utilizados para el procesamiento) y productos terminados, tanto líquidos como gaseosos. También se proporcionan tanques para agua contra incendios, agua de proceso y tratamiento, ácidos, aire e hidrógeno, aditivos y otros productos químicos. El tipo, construcción, capacidad y ubicación de los tanques depende de su uso y de la naturaleza, presión de vapor, puntos de inflamación y puntos de fluidez de los materiales almacenados. En las refinerías se utilizan muchos tipos de tanques, siendo los más simples los tanques sobre el suelo con techo cónico para el almacenamiento de líquidos combustibles (no volátiles) como combustibles diesel, aceites combustibles y aceites lubricantes. Los tanques de techo flotante descubiertos y cubiertos (internos), que almacenan líquidos inflamables (volátiles) como gasolina y petróleo crudo, restringen la cantidad de espacio entre la parte superior del producto y el techo del tanque para mantener un ambiente rico en vapor. atmósfera para evitar la ignición.
Existe la posibilidad de que se produzca un incendio si los tanques de almacenamiento de hidrocarburos se sobrellenan o desarrollan fugas que permiten que el líquido y los vapores se escapen y lleguen a las fuentes de ignición. Las refinerías deben establecer procedimientos manuales de medición y recepción de productos para controlar los sobrellenados o proporcionar sistemas automáticos de señalización y control de desbordamiento en los tanques. Los tanques pueden estar equipados con sistemas fijos o semifijos de protección contra incendios de agua y espuma. Se pueden instalar válvulas de control remoto, válvulas de aislamiento y válvulas contra incendios en los tanques para vaciarlos o cerrarlos en caso de incendio dentro del tanque o en el dique del tanque o en el área de almacenamiento. Los programas de ventilación de tanques, limpieza y entrada a espacios confinados se usan para controlar el trabajo dentro de los tanques, y los sistemas de permiso de trabajo en caliente se usan para controlar las fuentes de ignición dentro y alrededor de los tanques de almacenamiento.
Manipulación, envío y transporte
La operación final de la refinería es cargar gases e hidrocarburos líquidos en oleoductos, carros cisterna, camiones cisterna y embarcaciones marinas y barcazas para su transporte a terminales y consumidores. Las características del producto, las necesidades de distribución, los requisitos de envío, la prevención de incendios y la protección ambiental y los criterios operativos son importantes al diseñar muelles marinos, bastidores de carga y colectores de tuberías. Los procedimientos operativos deben ser establecidos y acordados por el remitente y el destinatario, y las comunicaciones deben mantenerse durante la transferencia del producto. Los camiones cisterna y los vagones cisterna pueden tener carga superior o inferior. La carga y descarga de gas licuado de petróleo (GLP) requiere consideraciones especiales además de las de los hidrocarburos líquidos. Cuando sea necesario, se deben proporcionar sistemas de recuperación de vapor en los estantes de carga y los muelles marítimos.
Es posible que se necesiten prácticas de trabajo seguras y equipo de protección personal apropiado al cargar o descargar, limpiar derrames o fugas, o al medir, inspeccionar, tomar muestras o realizar actividades de mantenimiento en instalaciones de carga o sistemas de recuperación de vapor. La entrega debe detenerse o desviarse en caso de una emergencia, como un desbordamiento del compartimiento de un camión cisterna o un vagón cisterna.
En las refinerías se utilizan diversos productos químicos tóxicos y peligrosos, que van desde pequeñas cantidades de reactivos de prueba utilizados en laboratorios hasta grandes cantidades de ácido sulfúrico y ácidos fluorhídricos utilizados en el procesamiento alcalino. Estos productos químicos deben recibirse, almacenarse y manipularse adecuadamente. Los fabricantes de productos químicos brindan información sobre la seguridad de los materiales que las refinerías pueden utilizar para desarrollar procedimientos de seguridad, controles de ingeniería, requisitos de protección personal y procedimientos de respuesta ante emergencias para el manejo de productos químicos.
La naturaleza del peligro en las instalaciones de carga y descarga depende de los productos que se cargan y de los productos transportados previamente en el vagón cisterna, camión cisterna o embarcación marina. La unión iguala la carga eléctrica entre el estante de carga y el camión cisterna o vagón cisterna. La conexión a tierra evita el flujo de corrientes parásitas en las instalaciones de carga de camiones y trenes. Las bridas aislantes se utilizan en conexiones de tuberías de muelles marinos para evitar la acumulación y descargas de electricidad estática. Los parallamas se instalan en el estante de carga y en las líneas de recuperación de vapor marino para evitar el retroceso de la llama. Cuando se permita la carga de interruptores, se deben establecer y seguir procedimientos seguros.
Se deben proporcionar sistemas de cierre automático o manual en los cabezales de suministro en los estantes de carga superior e inferior y en los muelles marítimos en caso de fugas o sobrellenados. Es posible que se necesite protección contra caídas, como pasamanos, para muelles y estantes de carga superior. Se pueden proporcionar sistemas de drenaje y recuperación en los estantes de carga para el drenaje pluvial, en los muelles y para manejar derrames y fugas. Es necesario tomar precauciones en las instalaciones de carga de GLP para no sobrecargar ni sobrepresurizar los carros y camiones cisterna.
Actividades e instalaciones de apoyo a la refinería
Se necesitan varias instalaciones, actividades y programas diferentes, cada uno de los cuales tiene sus propios requisitos específicos de seguridad y salud, para respaldar los procesos de la refinería, según la ubicación de la refinería y los recursos disponibles.
Actividades administrativas
Se requiere una amplia variedad de actividades de apoyo administrativo, dependiendo de la filosofía de la compañía de refinación y la disponibilidad de servicios comunitarios, para asegurar la operación continua de una refinería. La función que controla los movimientos de aceite hacia adentro, dentro y fuera de la refinería es exclusiva de las refinerías. Las funciones administrativas se pueden desglosar de la siguiente manera. La operación diaria de las unidades de proceso es la función de operaciones. Otra función es responsable de asegurar que se hayan hecho arreglos para un suministro continuo de petróleo crudo. Otras actividades funcionales incluyen servicios médicos (tanto de emergencia como de atención médica continua), servicio de alimentos, servicios de ingeniería, servicios de conserjería y funciones administrativas y de gestión de rutina comunes a la mayoría de las industrias, como contabilidad, compras, relaciones humanas, etc. La función de capacitación de la refinería es responsable de la capacitación en habilidades y oficios de supervisores y empleados, incluida la capacitación inicial, de actualización y de recuperación, y de la orientación y capacitación de empleados y contratistas en respuesta a emergencias y prácticas y procedimientos de trabajo seguro.
Construcción y mantenimiento
La operación segura continua de las refinerías depende del establecimiento e implementación de programas y procedimientos para el mantenimiento regular y preventivo, y asegurar el reemplazo cuando sea necesario. Turnarounds, en el que toda la refinería o todas las unidades de proceso se cerrarán para el equipo total en general y el reemplazo al mismo tiempo, es un tipo de programa de mantenimiento preventivo exclusivo de la industria de procesos. Las actividades de integridad mecánica, como inspección, reparación, prueba y certificación de válvulas y dispositivos de alivio, que forman parte del programa de gestión de seguridad de procesos, son importantes para la operación segura y continua de una refinería, al igual que las órdenes de trabajo de mantenimiento para la efectividad continua de el programa de “gestión del cambio” de la refinería. Los programas de permisos de trabajo controlan el trabajo en caliente y el trabajo seguro, como el aislamiento y el bloqueo, y la entrada a espacios confinados. Los talleres de mantenimiento e instrumentación tienen propósitos que incluyen:
- trabajo delicado y preciso para probar, mantener y calibrar controles, instrumentos y computadoras de procesos de refinería
- soldadura
- reparación y overhaul de equipos
- mantenimiento del coche
- carpintería y así sucesivamente.
La seguridad y la salud en la construcción y el mantenimiento se basan en algunos de los siguientes programas.
Aislamiento
El mantenimiento, la reparación y el reemplazo seguros de los equipos dentro de las unidades de proceso a menudo requieren el aislamiento de tanques, recipientes y líneas para evitar la posibilidad de que líquidos o vapores inflamables entren en un área donde se realiza el trabajo en caliente. El aislamiento normalmente se logra desconectando y cerrando todas las tuberías que van hacia o desde un recipiente; cegar o tapar la tubería en una conexión cerca del tanque o recipiente; o cerrando un juego doble de válvulas de bloqueo en la tubería, si se proporciona, y abriendo una válvula de purga entre las dos válvulas cerradas.
Bloqueo y etiquetado
Los programas de bloqueo y etiquetado evitan la activación involuntaria de equipos eléctricos, mecánicos, hidráulicos o neumáticos durante la reparación o el mantenimiento. Todos los equipos alimentados eléctricamente deben tener su disyuntor o interruptor principal bloqueado o etiquetado y probado para garantizar que no funcione, antes de comenzar a trabajar. Los equipos mecánicos, hidráulicos y neumáticos deben desconectarse y bloquearse o etiquetarse su fuente de alimentación antes de comenzar a trabajar. Las líneas de cierre de válvulas en las que se está trabajando, o que están aisladas, también deben bloquearse o etiquetarse para evitar una apertura no autorizada.
Metalurgia
La metalurgia se utiliza para asegurar la resistencia e integridad continuas de líneas, recipientes, tanques y reactores que están sujetos a la corrosión de los ácidos, corrosivos, agua agria y gases y otros productos químicos creados y utilizados en el procesamiento del petróleo crudo. Se emplean métodos de prueba no destructivos en toda la refinería para detectar la corrosión y el desgaste excesivos antes de que ocurra la falla. Se requieren precauciones de seguridad adecuadas para evitar exposiciones excesivas a los trabajadores que manipulan o están expuestos a equipos de prueba radiactivos, tintes y productos químicos.
Almacenes.
Los almacenes almacenan no solo las piezas, los materiales y los equipos necesarios para las operaciones continuas de la refinería, sino también los productos químicos y aditivos envasados que se utilizan en el mantenimiento, el procesamiento y la mezcla. Los almacenes también pueden mantener suministros de ropa y equipo de protección personal requeridos, incluidos cascos, guantes, delantales, protección para los ojos y la cara, protección respiratoria, calzado impermeable y de seguridad, ropa resistente a las llamas y ropa protectora contra ácidos. El almacenamiento y la separación adecuados de líquidos inflamables y combustibles y de productos químicos peligrosos son necesarios para evitar derrames, incendios y mezclas de productos incompatibles.
Laboratorios
Los laboratorios son responsables de determinar los valores y la consistencia de los crudos antes de su procesamiento, así como de realizar las pruebas necesarias para el control de calidad del producto terminado. El personal de laboratorio debe estar capacitado para reconocer los peligros inherentes a la manipulación y mezcla de productos químicos tóxicos y líquidos inflamables, y proporcionar protección para ellos mismos y para los demás.
Seguridad e higiene ambiental y ocupacional
Otras actividades importantes de apoyo a la refinería son la seguridad, la prevención y protección contra incendios, la protección del medio ambiente y la higiene industrial. Estos pueden proporcionarse como funciones separadas o integrarse en las operaciones de la refinería. Las actividades de seguridad, preparación y respuesta ante emergencias y prevención y protección contra incendios suelen ser responsabilidad de la misma función dentro de una refinería.
La función de seguridad participa en los programas de gestión de seguridad de procesos como parte de los equipos de revisión de diseño, revisión previa a la construcción y construcción y revisión previa a la puesta en marcha. La seguridad a menudo ayuda en el proceso de calificación del contratista, revisa las actividades del contratista e investiga incidentes que involucran a empleados y contratistas. El personal de seguridad puede ser responsable de supervisar las actividades que requieren un permiso, como la entrada a espacios confinados y el trabajo en caliente, y de verificar la disponibilidad y preparación de los extintores de incendios portátiles, las instalaciones de descontaminación, las duchas de seguridad, las estaciones de lavado de ojos, los dispositivos fijos de detección y las alarmas, y los dispositivos de emergencia. aparatos de respiración autónomos colocados en lugares estratégicos en caso de una liberación de gases tóxicos.
Programas de seguridad. La función de seguridad de la refinería generalmente tiene la responsabilidad del desarrollo y la administración de varios programas de seguridad y prevención de incidentes, incluidos, entre otros, los siguientes:
- diseño, construcción y revisiones de seguridad previas a la puesta en marcha
- investigación e informes de accidentes, incidentes y cuasi accidentes
- planes de preparación para emergencias y programas de respuesta
- programa de seguridad para contratistas
- prácticas y procedimientos de trabajo seguros
- bloqueo y etiquetado
- entrada en espacios confinados e inertes
- andamio
- programa de seguridad eléctrica, puesta a tierra de equipos y protección contra fallas
- Protección de Maquinaria
- señales y avisos de seguridad
- sistemas de trabajo en caliente, trabajo seguro y permisos de entrada.
cuerpos de bomberos. Las brigadas de bomberos de refinería y los servicios de emergencia pueden ser miembros de brigada de tiempo completo; empleados de refinería designados, como operadores y personal de mantenimiento que están capacitados y asignados para responder además de sus deberes regulares; O una combinación de ambos. Además de los incendios, las brigadas tradicionalmente responden a otros incidentes de refinería, como derrames de ácido o gas, rescate de embarcaciones o tanques, derrames, etc. La función de protección contra incendios puede ser responsable de la inspección y prueba de detectores y señales de incendios, y sistemas y equipos de protección contra incendios fijos y portátiles, incluidos camiones de bomberos, bombas contra incendios, líneas de agua contra incendios, hidrantes, mangueras y boquillas.
La extinción de incendios en refinerías difiere de la extinción de incendios normal porque, en lugar de la extinción, a menudo es preferible permitir que ciertos incendios continúen ardiendo. Además, cada tipo de líquido, gas y vapor de hidrocarburo tiene características químicas de fuego únicas que deben comprenderse a fondo para controlar mejor sus incendios. Por ejemplo, la extinción de un incendio de vapor de hidrocarburo sin detener primero la liberación de vapor, solo crearía una nube de gas de vapor continua con la probabilidad de reencendido y explosión. Los incendios en tanques que contienen petróleo crudo y residuos pesados deben manejarse con técnicas específicas de extinción de incendios para evitar la posibilidad de explosión o desbordamiento del tanque.
Los incendios de hidrocarburos a menudo se extinguen deteniendo el flujo del producto y permitiendo que el fuego se apague mientras se aplica agua de enfriamiento para proteger los equipos, tanques y recipientes adyacentes de la exposición al calor. Muchos sistemas fijos de protección contra incendios están diseñados con este propósito específico. La lucha contra incendios en unidades de proceso bajo presión requiere una consideración y una formación especiales, especialmente cuando se trata de catalizadores como el ácido fluorhídrico. Se pueden usar productos químicos especiales para combatir incendios, como polvo seco y soluciones de espuma y agua, para extinguir incendios de hidrocarburos y controlar las emisiones de vapor.
Preparación para emergencias. Las refinerías deben desarrollar e implementar planes de respuesta de emergencia para una serie de situaciones potenciales diferentes, incluidas explosiones, incendios, escapes y rescates. Los planes de emergencia deben incluir el uso de asistencia externa, incluidos contratistas, ayuda gubernamental y mutua, así como la disponibilidad de suministros y equipos especiales, como espuma contra incendios y materiales de adsorción y contención de derrames.
Pruebas de gas y vapor
El monitoreo, el muestreo y las pruebas de gases, partículas y vapores en las refinerías se llevan a cabo para garantizar que el trabajo se pueda realizar de manera segura y que los procesos se puedan operar sin exposiciones tóxicas o peligrosas, explosiones o incendios. Las pruebas atmosféricas se realizan utilizando una variedad de instrumentos y técnicas para medir el contenido de oxígeno, vapores y gases de hidrocarburos, y para determinar los niveles de exposición peligrosos y tóxicos. Los instrumentos deben ser calibrados y ajustados correctamente antes de su uso, por personas calificadas, para asegurar mediciones confiables y precisas. Dependiendo de la ubicación del trabajo, los peligros potenciales y el tipo de trabajo que se realiza, las pruebas, el muestreo y el monitoreo pueden realizarse antes del inicio del trabajo, o en intervalos específicos durante el trabajo, o continuamente durante el curso del trabajo.
Al establecer procedimientos de refinería para tomar muestras y analizar atmósferas inflamables, inertes y tóxicas, se debe considerar el uso de equipo de protección personal, incluida la protección respiratoria adecuada. Cabe señalar que los respiradores tipo bote no son adecuados para atmósferas con deficiencia de oxígeno. Los requisitos de prueba deberían depender del grado de peligro que estaría presente en caso de falla del instrumento.
Las pruebas de las siguientes sustancias se pueden realizar utilizando equipo portátil o instrumentación fija:
Oxígeno. Los medidores de gas combustible funcionan quemando una muestra diminuta de la atmósfera que se está probando. Para obtener una lectura precisa de gas combustible, debe haber un mínimo de 10% y un máximo de 25% de oxígeno en la atmósfera. La cantidad de oxígeno presente en la atmósfera se determina usando un medidor de oxígeno antes o simultáneamente con el uso del medidor de gas combustible. La prueba de oxígeno es esencial cuando se trabaja en espacios confinados o cerrados, ya que la entrada sin protección respiratoria (siempre que no haya exposiciones tóxicas) requiere concentraciones normales de oxígeno en el aire respirable de aproximadamente el 21 %. Los medidores de oxígeno también se utilizan para medir la cantidad de oxígeno presente en espacios inertes, para asegurar que no haya suficiente para soportar la combustión durante el trabajo en caliente u otras operaciones.
Vapores y gases de hidrocarburos. El “trabajo en caliente” es un trabajo que crea una fuente de ignición, como soldadura, corte, esmerilado, limpieza con chorro, operación de un motor de combustión interna, etc., en un área donde existe la posibilidad de exposición a vapores y gases inflamables. Para realizar trabajos en caliente de manera segura, se utilizan instrumentos conocidos como medidores de gas combustible para probar la atmósfera en busca de vapores de hidrocarburos. Los vapores o gases de hidrocarburos se quemarán solo cuando se mezclen con aire (oxígeno) en ciertas proporciones y se enciendan. Si no hay suficiente vapor en el aire, se dice que la mezcla es "demasiado pobre para quemar", y si hay demasiado vapor (muy poco oxígeno), la mezcla es "demasiado rica para quemar". Las proporciones límite se denominan "límites inflamables superior e inferior" y se expresan como un porcentaje del volumen de vapor en el aire. Cada molécula o mezcla de hidrocarburo tiene diferentes límites de inflamabilidad, que normalmente oscilan entre el 1 y el 10 % de vapor en el aire. El vapor de gasolina, por ejemplo, tiene un límite inflamable inferior del 1.4 % y un límite inflamable superior del 7.6 %.
Atmósferas tóxicas. Se utilizan instrumentos especiales para medir los niveles de gases, vapores y partículas tóxicos y peligrosos que pueden estar presentes en la atmósfera donde trabajan las personas. Estas medidas se utilizan para determinar el nivel y tipo de protección necesaria, que puede variar desde la ventilación completa y el reemplazo de la atmósfera hasta el uso de equipo respiratorio y de protección personal por parte de las personas que trabajan en el área. Los ejemplos de exposiciones peligrosas y tóxicas que se pueden encontrar en las refinerías incluyen asbesto, benceno, sulfuro de hidrógeno, cloro, dióxido de carbono, ácidos sulfúrico y fluorhídrico, aminas, fenol y otros.
Programas de salud y seguridad
La base para la higiene industrial de las refinerías es un programa de controles administrativos y de ingeniería que cubre las exposiciones de las instalaciones a sustancias químicas tóxicas y peligrosas, la seguridad e higiene del laboratorio, la ergonomía y la vigilancia médica.
Las agencias reguladoras y las empresas establecen límites de exposición para varios productos químicos tóxicos y peligrosos. La función de higiene ocupacional lleva a cabo el monitoreo y muestreo para medir la exposición de los empleados a sustancias y químicos tóxicos y peligrosos. Los higienistas industriales pueden desarrollar o recomendar controles de ingeniería, prácticas laborales preventivas, sustitución de productos, ropa y equipo de protección personal o medidas alternativas de protección o reducción de la exposición.
Programas médicos. Las refinerías generalmente requieren exámenes médicos periódicos y previos a la colocación para determinar la capacidad del empleado para realizar el trabajo inicial y posteriormente, y garantizar que los requisitos de trabajo continuo y las exposiciones no pondrán en peligro la salud o la seguridad del empleado.
Protección personal. Los programas de protección personal deben cubrir las exposiciones típicas de las refinerías, como el ruido, el asbesto, el aislamiento, los desechos peligrosos, el sulfuro de hidrógeno, el benceno y los productos químicos de proceso, incluidos los cáusticos, el fluoruro de hidrógeno, el ácido sulfúrico, etc. La higiene industrial puede designar el equipo de protección personal apropiado que se utilizará para diversas exposiciones, incluidos los respiradores de presión negativa y con suministro de aire y protección para los oídos, los ojos y la piel.
Seguridad del producto. La conciencia sobre la seguridad de los productos abarca el conocimiento de los peligros de los productos químicos y los materiales a los que existe el potencial de exposición en el lugar de trabajo, y qué medidas tomar en caso de que se produzca una exposición por ingestión, inhalación o contacto con la piel. Se realizan estudios toxicológicos de petróleo crudo, corrientes de refinería, procesos químicos, productos terminados y nuevos productos propuestos para determinar los efectos potenciales de la exposición tanto en los empleados como en los consumidores. Los datos se utilizan para desarrollar información de salud relacionada con los límites permisibles de exposición o las cantidades aceptables de materiales peligrosos en los productos. Esta información generalmente se distribuye mediante hojas de datos de seguridad de materiales (MSDS) o documentos similares, y los empleados están capacitados o educados sobre los peligros de los materiales en el lugar de trabajo.
Protección del medio ambiente
La protección ambiental es una consideración importante en las operaciones de refinería debido a los requisitos de cumplimiento normativo y la necesidad de conservación a medida que aumentan los precios y costos del petróleo. Las refinerías de petróleo producen una amplia gama de emisiones al aire y al agua que pueden ser peligrosas para el medio ambiente. Algunos de estos son contaminantes en el crudo original, mientras que otros son el resultado de procesos y operaciones de refinería. Las emisiones al aire incluyen sulfuro de hidrógeno, dióxido de azufre, óxidos de nitrógeno y monóxido de carbono (ver tabla 2). Las aguas residuales suelen contener hidrocarburos, materiales disueltos, sólidos en suspensión, fenoles, amoníaco, sulfuros, ácidos, álcalis y otros contaminantes. También existe el riesgo de derrames y fugas accidentales de una amplia gama de productos químicos inflamables y/o tóxicos.
Los controles establecidos para contener las emisiones de líquidos y vapores y reducir los costos operativos incluyen los siguientes:
- Conservación de energía. Los controles incluyen control de fugas de vapor y programas de recuperación de condensado para conservar energía y aumentar la eficiencia.
- Contaminación del agua. Los controles incluyen el tratamiento de aguas residuales en separadores API y las instalaciones de tratamiento posteriores, recolección, retención y tratamiento de aguas pluviales y programas de contención y control de prevención de derrames.
- La contaminación ambiental. Dado que las refinerías operan continuamente, es importante la detección de fugas, particularmente en válvulas y conexiones de tuberías. Los controles incluyen la reducción de las emisiones de vapor de hidrocarburo y las liberaciones a la atmósfera, los programas de hermeticidad de válvulas y accesorios de refinería, los sellos de tanques de techo flotante y los programas de contención de vapor, y la recuperación de vapor para las instalaciones de carga y descarga y para la ventilación de tanques y recipientes.
- Contaminación del suelo. La prevención de que los derrames de petróleo contaminen el suelo y las aguas subterráneas se logra mediante el uso de diques y la provisión de drenaje a áreas de contención protegidas específicas. La contaminación por derrames dentro de las áreas de los diques puede evitarse mediante el uso de medidas de contención secundaria, como revestimientos de diques de arcilla o plástico impermeable.
- Respuesta a derrames. Las refinerías deben desarrollar e implementar programas para responder a los derrames de petróleo crudo, productos químicos y productos terminados, tanto en tierra como en agua. Estos programas pueden depender de empleados capacitados o de agencias y contratistas externos para responder a la emergencia. El tipo, la cantidad necesaria y la disponibilidad de suministros y equipos de limpieza y restauración de derrames, ya sea en el sitio o de guardia, deben incluirse en el plan de preparación.
Industria farmacéutica
Definiciones
Estos términos se utilizan con frecuencia en la industria farmacéutica:
Biológicos son vacunas bacterianas y virales, antígenos, antitoxinas y productos análogos, sueros, plasmas y otros derivados de la sangre para proteger o tratar terapéuticamente a humanos y animales.
Graneles son sustancias farmacológicas activas que se utilizan para fabricar productos en forma de dosificación, procesar alimentos medicados para animales o medicamentos recetados compuestos.
Agentes de diagnóstico ayudar al diagnóstico de enfermedades y trastornos en humanos y animales. Los agentes de diagnóstico pueden ser productos químicos inorgánicos para examinar el tracto gastrointestinal, productos químicos orgánicos para visualizar el sistema circulatorio y el hígado y compuestos radiactivos para medir la función del sistema de órganos.
Drogas son sustancias con propiedades farmacológicas activas en humanos y animales. Los medicamentos se combinan con otros materiales, como las necesidades farmacéuticas, para producir un producto medicinal.
Productos farmacéuticos éticos son agentes biológicos y químicos para prevenir, diagnosticar o tratar enfermedades y trastornos en humanos o animales. Estos productos se dispensan por prescripción o aprobación de un profesional médico, farmacéutico o veterinario.
excipientes son ingredientes inertes que se combinan con sustancias farmacológicas para crear un producto en forma de dosificación. Los excipientes pueden afectar la tasa de absorción, disolución, metabolismo y distribución en humanos o animales.
Productos farmacéuticos de venta libre son productos farmacéuticos vendidos en una tienda minorista o farmacia que no requieren receta médica o la aprobación de un profesional médico, farmacéutico o veterinario.
Farmacia es el arte y la ciencia de preparar y dispensar medicamentos para prevenir, diagnosticar o tratar enfermedades o trastornos en humanos y animales.
farmacocinética es el estudio de los procesos metabólicos relacionados con la absorción, distribución, biotransformación y eliminación de un fármaco en humanos o animales.
Farmacodinamia es el estudio de la acción de las drogas en relación con su estructura química, sitio de acción y las consecuencias bioquímicas y fisiológicas en humanos y animales.
La industria farmacéutica es un componente importante de los sistemas de atención de la salud en todo el mundo; está compuesto por muchas organizaciones públicas y privadas que descubren, desarrollan, fabrican y comercializan medicamentos para la salud humana y animal (Gennaro 1990). La industria farmacéutica se basa principalmente en la investigación y el desarrollo (I+D) científicos de medicamentos que previenen o tratan enfermedades y trastornos. Los fármacos exhiben una amplia gama de actividad farmacológica y propiedades toxicológicas (Hardman, Gilman y Limbird 1996; Reynolds 1989). Los modernos avances científicos y tecnológicos están acelerando el descubrimiento y desarrollo de productos farmacéuticos innovadores con actividad terapéutica mejorada y efectos secundarios reducidos. Los biólogos moleculares, los químicos médicos y los farmacéuticos están mejorando los beneficios de los medicamentos a través de una mayor potencia y especificidad. Estos avances crean nuevas preocupaciones para proteger la salud y la seguridad de los trabajadores dentro de la industria farmacéutica (Agius 1989; Naumann et al. 1996; Sargent y Kirk 1988; Teichman, Fallon y Brandt-Rauf 1988).
Muchos factores científicos, sociales y económicos dinámicos afectan a la industria farmacéutica. Algunas compañías farmacéuticas operan tanto en mercados nacionales como multinacionales. Por lo tanto, sus actividades están sujetas a la legislación, la regulación y las políticas relacionadas con el desarrollo y la aprobación de medicamentos, la fabricación y el control de calidad, la comercialización y las ventas (Spilker 1994). Los científicos académicos, gubernamentales y de la industria, los médicos y farmacéuticos en ejercicio, así como el público, influyen en la industria farmacéutica. Los proveedores de atención médica (p. ej., médicos, dentistas, enfermeros, farmacéuticos y veterinarios) en hospitales, clínicas, farmacias y consultorios privados pueden recetar medicamentos o recomendar cómo deben administrarse. Las regulaciones gubernamentales y las políticas de atención médica sobre productos farmacéuticos están influenciadas por el público, los grupos de defensa y los intereses privados. Estos factores complejos interactúan para influir en el descubrimiento y desarrollo, fabricación, comercialización y venta de medicamentos.
La industria farmacéutica está impulsada en gran medida por el descubrimiento y el desarrollo científicos, junto con la experiencia toxicológica y clínica (ver figura 1). Existen grandes diferencias entre las grandes organizaciones que se dedican a una amplia gama de descubrimiento y desarrollo de fármacos, fabricación y control de calidad, marketing y ventas y las organizaciones más pequeñas que se centran en un aspecto específico. La mayoría de las compañías farmacéuticas multinacionales están involucradas en todas estas actividades; sin embargo, pueden especializarse en un aspecto según los factores del mercado local. Organizaciones académicas, públicas y privadas realizan investigaciones científicas para descubrir y desarrollar nuevos fármacos. La industria de la biotecnología se está convirtiendo en un importante contribuyente a la investigación farmacéutica innovadora (Swarbick y Boylan 1996). A menudo, se forman acuerdos de colaboración entre organizaciones de investigación y grandes compañías farmacéuticas para explorar el potencial de nuevas sustancias farmacéuticas.
Figura 1. Desarrollo de fármacos en la industria farmacéutica
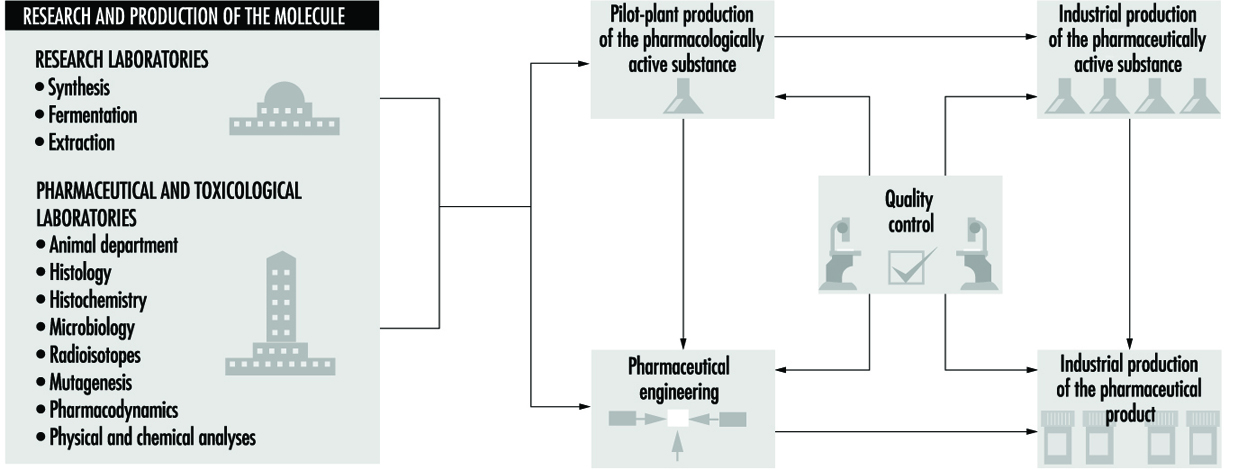
Muchos países cuentan con protecciones legales específicas para medicamentos patentados y procesos de fabricación, conocidos como derechos de propiedad intelectual. En los casos en que las protecciones legales son limitadas o no existen, algunas empresas se especializan en la fabricación y comercialización de medicamentos genéricos (Medical Economics Co. 1995). La industria farmacéutica requiere grandes inversiones de capital debido a los altos gastos asociados con I+D, aprobación reglamentaria, fabricación, garantía y control de calidad, marketing y ventas (Spilker 1994). Muchos países tienen regulaciones gubernamentales extensas que afectan el desarrollo y la aprobación de medicamentos para la venta comercial. Estos países tienen requisitos estrictos de buenas prácticas de fabricación para garantizar la integridad de las operaciones de fabricación de medicamentos y la calidad, seguridad y eficacia de los productos farmacéuticos (Gennaro 1990).
El comercio internacional y nacional, así como las políticas y prácticas fiscales y financieras, afectan la forma en que opera la industria farmacéutica dentro de un país (Swarbick y Boylan 1996). Existen diferencias significativas entre países desarrollados y en vías de desarrollo, en cuanto a sus necesidades de sustancias farmacéuticas. En los países en desarrollo, donde prevalecen la desnutrición y las enfermedades infecciosas, los suplementos nutricionales, las vitaminas y los medicamentos antiinfecciosos son los que más se necesitan. En los países desarrollados, donde las enfermedades asociadas al envejecimiento y dolencias específicas son preocupaciones primarias de salud, los medicamentos cardiovasculares, del sistema nervioso central, gastrointestinales, antiinfecciosos, diabéticos y quimioterapéuticos son los de mayor demanda.
Los medicamentos para la salud humana y animal comparten actividades de I+D y procesos de fabricación similares; sin embargo, tienen beneficios terapéuticos únicos y mecanismos para su aprobación, distribución, comercialización y venta (Swarbick y Boylan 1996). Los veterinarios administran medicamentos para controlar enfermedades infecciosas y organismos parasitarios en animales agrícolas y de compañía. Las vacunas y los medicamentos antiinfecciosos y antiparasitarios se utilizan comúnmente para este propósito. La agricultura moderna emplea ampliamente suplementos nutricionales, antibióticos y hormonas para promover el crecimiento y la salud de los animales de granja. La I+D de productos farmacéuticos para la salud humana y animal a menudo está relacionada, debido a las necesidades concurrentes de controlar los agentes infecciosos y las enfermedades.
Sustancias químicas industriales peligrosas y sustancias relacionadas con las drogas
Muchos agentes biológicos y químicos diferentes se descubren, desarrollan y utilizan en la industria farmacéutica (Hardman, Gilman y Limbird 1996; Reynolds 1989). Algunos procesos de fabricación en las industrias farmacéutica, bioquímica y química orgánica sintética son similares; sin embargo, la mayor diversidad, menor escala y aplicaciones específicas en la industria farmacéutica son únicas. Dado que el propósito principal es producir sustancias medicinales con actividad farmacológica, muchos agentes en la I+D farmacéutica y la fabricación son peligrosos para los trabajadores. Deben implementarse medidas de control adecuadas para proteger a los trabajadores de los productos químicos industriales y las drogas durante muchas operaciones de I+D, fabricación y control de calidad (OIT 1983; Naumann et al. 1996; Teichman, Fallon y Brandt-Rauf 1988).
La industria farmacéutica utiliza agentes biológicos (p. ej., bacterias y virus) en muchas aplicaciones especiales, como la producción de vacunas, los procesos de fermentación, la obtención de productos derivados de la sangre y la biotecnología. Este perfil no aborda los agentes biológicos debido a sus aplicaciones farmacéuticas únicas, pero hay otras referencias fácilmente disponibles (Swarbick y Boylan 1996). Los agentes químicos pueden clasificarse como productos químicos industriales y sustancias relacionadas con las drogas (Gennaro 1990). Estos pueden ser materias primas, productos intermedios o productos terminados. Surgen situaciones especiales cuando se emplean productos químicos industriales o fármacos en I+D de laboratorio, ensayos de control y garantía de calidad, ingeniería y mantenimiento, o cuando se crean como subproductos o desechos.
Productos químicos industriales
Los productos químicos industriales se utilizan en la investigación y el desarrollo de sustancias farmacéuticas activas y en la fabricación de sustancias a granel y productos farmacéuticos terminados. Los productos químicos orgánicos e inorgánicos son materias primas que sirven como reactivos, catalizadores y disolventes. El uso de productos químicos industriales está determinado por el proceso y las operaciones de fabricación específicos. Muchos de estos materiales pueden ser peligrosos para los trabajadores. Dado que la exposición de los trabajadores a los productos químicos industriales puede ser peligrosa, organizaciones gubernamentales, técnicas y profesionales han establecido límites de exposición ocupacional, tales como valores límite de umbral (TLV, por sus siglas en inglés) (ACGIH 1995).
Sustancias relacionadas con las drogas
Las sustancias farmacológicamente activas pueden clasificarse en productos naturales y drogas sintéticas. Los productos naturales se derivan de fuentes vegetales y animales, mientras que las drogas sintéticas se producen mediante tecnologías microbiológicas y químicas. Los antibióticos, las hormonas esteroides y peptídicas, las vitaminas, las enzimas, las prostaglandinas y las feromonas son productos naturales importantes. La investigación científica se está centrando cada vez más en las drogas sintéticas debido a los recientes avances científicos en biología molecular, bioquímica, farmacología y tecnología informática. La Tabla 1 enumera los principales agentes farmacéuticos.
Tabla 1. Principales categorías de agentes farmacéuticos
|
Nervioso central |
renal y |
Gastrointestinal |
Antiinfecciosos |
Sistema inmunológico |
Quimioterapia |
Sangre y |
Sistema endocrino |
|
Analgésicos Psicoterapia |
Antidiabéticos |
Agentes gastrointestinales |
Sistémico |
Analgésicos inmunodilatadores e inmuno- |
Antineoplásticos |
modificadores de sangre estimulante |
Diagnóstico Prostaglandinas |
Las sustancias farmacológicas activas y los materiales inertes se combinan durante la fabricación farmacéutica para producir formas de dosificación de productos medicinales (p. ej., tabletas, cápsulas, líquidos, polvos, cremas y ungüentos) (Gennaro 1990). Los medicamentos pueden clasificarse según su proceso de fabricación y sus beneficios terapéuticos (EPA 1995). Los medicamentos se administran con fines medicinales por medios estrictamente prescritos (p. ej., oral, inyección, piel) y dosis, mientras que los trabajadores pueden estar expuestos a las sustancias medicamentosas al respirar polvo o vapores en el aire sin darse cuenta o al tragar alimentos o bebidas contaminados por accidente. Los límites de exposición ocupacional (OEL, por sus siglas en inglés) son desarrollados por toxicólogos e higienistas ocupacionales para brindar orientación sobre cómo limitar la exposición de los trabajadores a sustancias farmacológicas (Naumann et al. 1996; Sargent y Kirk 1988).
Necesidades farmacéuticas (p. ej., aglutinantes, rellenos, aromatizantes y agentes de carga, conservantes y antioxidantes) se mezclan con principios activos, proporcionando las propiedades físicas y farmacológicas deseadas en los productos de forma de dosificación (Gennaro 1990). Muchas necesidades farmacéuticas tienen un valor terapéutico limitado o nulo y son relativamente poco peligrosas para los trabajadores durante las operaciones de desarrollo y fabricación de medicamentos. Estos materiales son antioxidantes y conservantes, colorantes, aromatizantes y agentes diluyentes, emulsionantes y agentes de suspensión, bases para ungüentos, disolventes farmacéuticos y excipientes.
Operaciones farmacéuticas, riesgos relacionados y medidas de control en el lugar de trabajo
Las operaciones de fabricación de productos farmacéuticos pueden clasificarse como producción básica de sustancias farmacéuticas a granel y fabricación farmacéutica de productos en forma de dosificación. La figura 2 ilustra el proceso de fabricación.
Figura 2. Proceso de fabricación en la industria farmacéutica
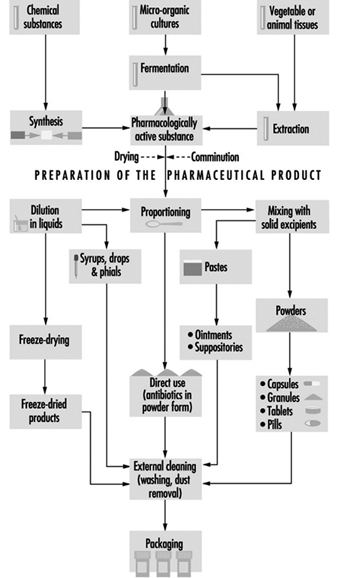
La producción básica de sustancias farmacéuticas a granel puede emplear tres tipos principales de procesos: fermentación, síntesis química orgánica y procesos biológicos y químicos. extracción natural (Theodore y McGuinn 1992). Estas operaciones de fabricación pueden ser discontinuas, continuas o una combinación de estos procesos. Los antibióticos, esteroides y vitaminas se producen por fermentación, mientras que muchas sustancias farmacológicas nuevas se producen por síntesis orgánica. Históricamente, la mayoría de las sustancias farmacológicas se derivaban de fuentes naturales como plantas, animales, hongos y otros organismos. Las medicinas naturales son farmacológicamente diversas y difíciles de producir comercialmente debido a su química compleja y potencia limitada.
Fermentación
La fermentación es un proceso bioquímico que emplea microorganismos seleccionados y tecnologías microbiológicas para producir un producto químico. Los procesos de fermentación por lotes implican tres pasos básicos: inóculo y preparación de semillas, fermentacióny recuperación de producto or solo (Theodore y McGuinn 1992). En la figura 3 se muestra un diagrama esquemático de un proceso de fermentación. La preparación del inóculo comienza con una muestra de esporas de una cepa microbiana. La cepa se cultiva, purifica y cultiva selectivamente utilizando una batería de técnicas microbiológicas para producir el producto deseado. Las esporas de la cepa microbiana se activan con agua y nutrientes en condiciones cálidas. Las células del cultivo se cultivan en una serie de placas de agar, tubos de ensayo y matraces en condiciones ambientales controladas para crear una suspensión densa.
Figura 3. Diagrama de un proceso de fermentación
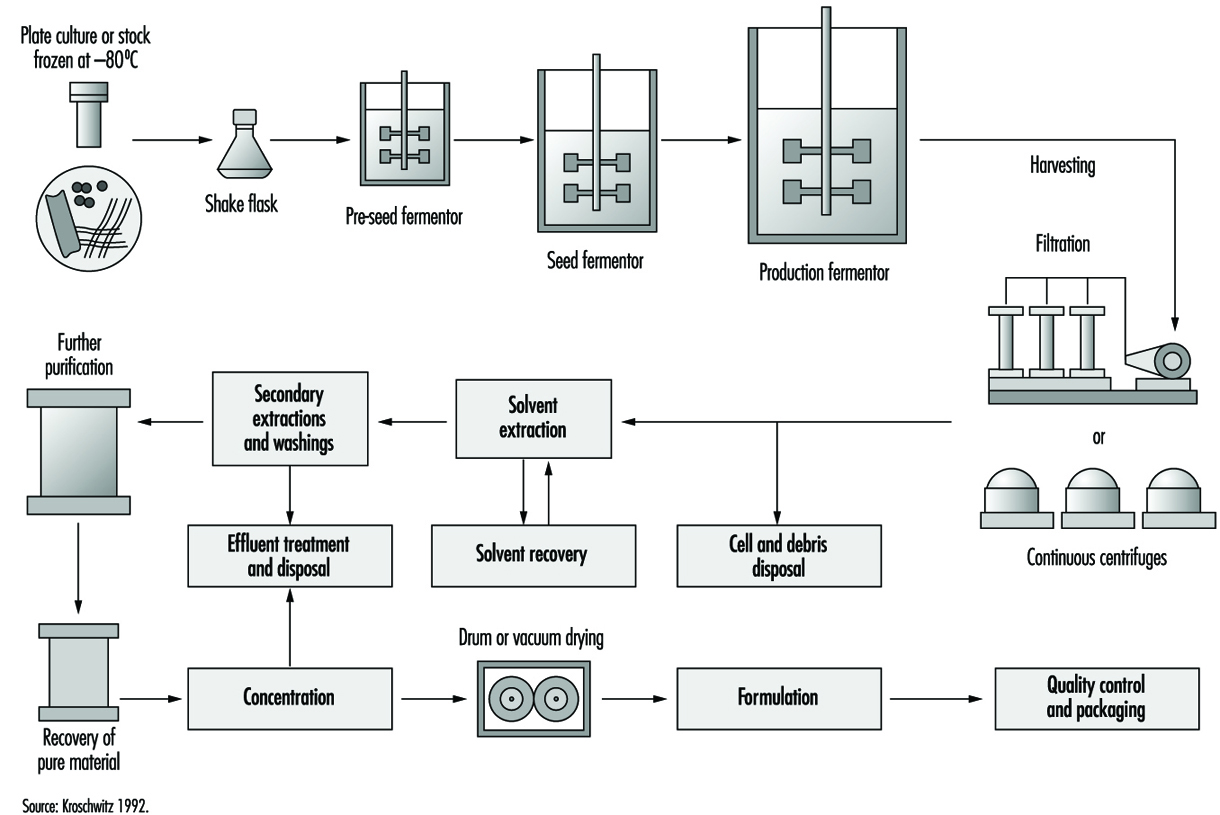
Las células se transfieren a un tanque de semillas para un mayor crecimiento. El tanque de semillas es un pequeño recipiente de fermentación diseñado para optimizar el crecimiento del inóculo. Las células del tanque de semillas se cargan a una producción esterilizada por vapor. fermentador. Los nutrientes esterilizados y el agua purificada se agregan al recipiente para comenzar la fermentación. Durante la fermentación aeróbica, el contenido del fermentador se calienta, agita y airea mediante un tubo perforado o rociador, manteniendo un caudal de aire y una temperatura óptimos. Una vez completadas las reacciones bioquímicas, el caldo de fermentación se filtra para eliminar los microorganismos, o micelios. El producto farmacológico, que puede estar presente en el filtrado o dentro del micelio, se recupera mediante varios pasos, como extracción con solvente, precipitación, intercambio iónico y absorción.
Los solventes utilizados para extraer el producto (tabla 2) generalmente se pueden recuperar; sin embargo, quedan pequeñas porciones en las aguas residuales del proceso, según su solubilidad y el diseño del equipo del proceso. La precipitación es un método para separar el producto farmacéutico del caldo acuoso. El producto farmacéutico se filtra del caldo y se extrae de los residuos sólidos. El cobre y el zinc son agentes precipitantes comunes en este proceso. El intercambio iónico o adsorción elimina el producto del caldo por reacción química con materiales sólidos, como resinas o carbón activado. El producto farmacológico se recupera de la fase sólida mediante un disolvente que puede recuperarse por evaporación.
Tabla 2. Disolventes utilizados en la industria farmacéutica
|
disolventes |
Procesos |
||
|
Acetona |
C |
F |
B |
|
Acetonitrilo |
C |
F |
B |
|
Amoníaco (acuoso) |
C |
F |
B |
|
n-Acetato de amilo |
C |
F |
B |
|
Alcohol amílico |
C |
F |
B |
|
Anilina |
C |
||
|
Benceno |
C |
||
|
2-butanona (MEK) |
C |
||
|
n-Acetato de butilo |
C |
F |
|
|
n-alcohol butílico |
C |
F |
B |
|
Clorobenceno |
C |
||
|
Cloroformo |
C |
F |
B |
|
clorometeno |
C |
||
|
Ciclohexano |
C |
||
|
o-Diclorobenceno (1,2-diclorobenceno) |
C |
||
|
1,2-Dicloroetano |
C |
B |
|
|
Dietilamina |
C |
B |
|
|
Éter dietílico |
C |
B |
|
|
N,N-dimetilacetamida |
C |
||
|
Dimetilamina |
C |
||
|
N, N-dimetilanilina |
C |
||
|
N, N-dimetilformamida |
C |
F |
B |
|
Sulfóxido de dimetilo |
C |
B |
|
|
1,4-Dioxano |
C |
B |
|
|
Etanol |
C |
F |
B |
|
Acetato de etilo |
C |
F |
B |
|
Etilenglicol |
C |
B |
|
|
Formaldehído |
C |
F |
B |
|
Formamida |
C |
||
|
Furfural |
C |
||
|
n-Heptano |
C |
F |
B |
|
n-Hexano |
C |
F |
B |
|
Isobutiraldehído |
C |
||
|
Isopropanol |
C |
F |
B |
|
Acetato de isopropilo |
C |
F |
B |
|
Éter isopropílico |
C |
B |
|
|
Metanol |
C |
F |
B |
|
Metilamina |
C |
||
|
metilcelosolve |
C |
F |
|
|
Cloruro de metileno |
C |
F |
B |
|
Formiato de metilo |
C |
||
|
Metilisobutilcetona (MIBK) |
C |
F |
B |
|
2-Metilpiridina |
C |
||
|
Nafta de petróleo |
C |
F |
B |
|
Fenol |
C |
F |
B |
|
Polietilenglicol 600 |
C |
||
|
n-Propanol |
C |
B |
|
|
Piridina |
C |
B |
|
|
Tetrahidrofurano |
C |
||
|
tolueno |
C |
F |
B |
|
Triclorofluorometano |
C |
||
|
Trietilamina |
C |
F |
|
|
Xilenos |
C |
||
C = síntesis química, F = fermentación, B = extracción biológica o natural.
Fuente: EPA 1995.
Salud y seguridad de los trabajadores
Los peligros para la seguridad de los trabajadores pueden presentarse al mover las piezas y el equipo de la máquina; vapor a alta presión, agua caliente, superficies calentadas y ambientes de trabajo calurosos; productos químicos corrosivos e irritantes; manipulación manual pesada de materiales y equipos; y altos niveles de ruido. La exposición de los trabajadores a los vapores de solventes puede ocurrir cuando se recuperan o aíslan productos. La exposición de los trabajadores a los solventes puede deberse a equipos de filtración no contenidos y emisiones fugitivas de bombas, válvulas y estaciones de colectores con fugas durante los pasos de extracción y purificación. Dado que el aislamiento y el crecimiento de microorganismos son esenciales para la fermentación, los peligros biológicos se reducen mediante el empleo de microbios no patógenos, el mantenimiento de equipos de proceso cerrados y el tratamiento del caldo gastado antes de su descarga.
En general, los problemas de seguridad del proceso son menos importantes durante la fermentación que durante las operaciones de síntesis orgánica, ya que la fermentación se basa principalmente en la química acuosa y requiere la contención del proceso durante la preparación de semillas y la fermentación. Pueden surgir peligros de incendio y explosión durante las extracciones con solventes; sin embargo, la inflamabilidad de los solventes se reduce por dilución con agua en los pasos de filtración y recuperación. Los grandes volúmenes de vapor presurizado y agua caliente asociados con las operaciones de fermentación plantean riesgos de seguridad (es decir, quemaduras térmicas y escaldaduras).
Síntesis química
Los procesos de síntesis química utilizan productos químicos orgánicos e inorgánicos en operaciones por lotes para producir fármacos con propiedades físicas y farmacológicas únicas. Por lo general, se realizan una serie de reacciones químicas en reactores multipropósito y los productos se aíslan mediante extracción, cristalización y filtración (Kroschwitz 1992). Los productos terminados generalmente se secan, se muelen y se mezclan. Las plantas de síntesis orgánica, los equipos de proceso y los servicios públicos son comparables en las industrias farmacéutica y química fina. En la figura 4 se muestra un diagrama esquemático de un proceso de síntesis orgánica.
Figura 4. Diagrama de un proceso de síntesis orgánica
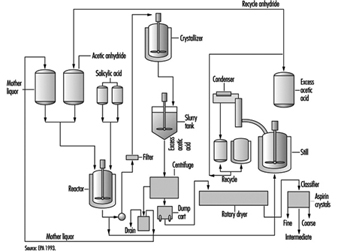
La química farmacéutica se está volviendo cada vez más compleja con el procesamiento de múltiples pasos, donde el producto de un paso se convierte en material de partida para el siguiente paso, hasta que se sintetiza el producto farmacéutico terminado. Los productos químicos a granel que son intermediarios del producto terminado pueden transferirse entre plantas de síntesis orgánica por diversas consideraciones técnicas, financieras y legales. La mayoría de los productos intermedios y productos se producen en una serie de reacciones por lotes en un campaña base. Los procesos de fabricación operan durante períodos de tiempo discretos, antes de que se cambien los materiales, el equipo y los servicios públicos para prepararlos para un nuevo proceso. Muchas plantas de síntesis orgánica en la industria farmacéutica están diseñadas para maximizar su flexibilidad operativa, debido a la diversidad y complejidad de la química médica moderna. Esto se logra mediante la construcción de instalaciones y la instalación de equipos de proceso que pueden modificarse para nuevos procesos de fabricación, además de sus requisitos de utilidad.
Reactores polivalentes son el equipo de procesamiento primario en las operaciones de síntesis química (ver figura 5). Son recipientes a presión reforzados con revestimientos de acero inoxidable, vidrio o aleaciones metálicas. La naturaleza de las reacciones químicas y las propiedades físicas de los materiales (p. ej., reactivos, corrosivos, inflamables) determinan el diseño, las características y la construcción de los reactores. Los reactores multipropósito tienen corazas externas y serpentines internos que se llenan con agua de refrigeración, vapor o productos químicos con propiedades especiales de transferencia de calor. La carcasa del reactor se calienta o se enfría, según los requisitos de las reacciones químicas. Los reactores multipropósito tienen agitadores, deflectores y muchas entradas y salidas que los conectan con otros recipientes de proceso, equipos y suministros de productos químicos a granel. Se instalan instrumentos sensores de temperatura, presión y peso para medir y controlar el proceso químico en el reactor. Los reactores pueden funcionar a altas presiones o bajo vacío, según su diseño y características de ingeniería y los requisitos de la química del proceso.
Figura 5. Diagrama de un reactor químico en síntesis orgánica
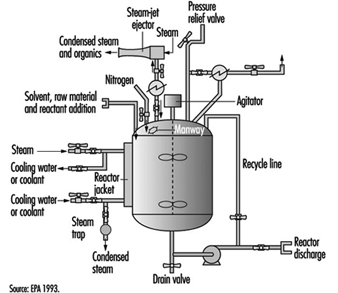
Intercambiadores de calor están conectados a reactores para calentar o enfriar la reacción y condensar los vapores de solventes cuando se calientan por encima de su punto de ebullición, creando un reflujo o reciclaje de los vapores condensados. Los dispositivos de control de la contaminación del aire (p. ej., depuradores e impactadores) se pueden conectar a las ventilaciones de escape en los recipientes de proceso, lo que reduce las emisiones de gas, vapor y polvo (EPA 1993). Los disolventes volátiles y los productos químicos tóxicos pueden liberarse en el lugar de trabajo o en la atmósfera, a menos que se controlen durante la reacción mediante intercambiadores de calor o dispositivos de control de aire. Algunos solventes (ver tabla 2) y reactivos son difíciles de condensar, absorber o adsorber en dispositivos de control de aire (p. ej., cloruro de metileno y cloroformo) debido a sus propiedades químicas y físicas.
Los productos químicos a granel se recuperan o aíslan mediante operaciones de separación, purificación y filtración. Por lo general, estos productos están contenidos en licores madre, como sólidos disueltos o suspendidos en una mezcla de disolventes. Las aguas madres pueden transferirse entre recipientes o equipos de proceso en tuberías o mangueras temporales o permanentes, mediante bombas, gases inertes presurizados, vacío o gravedad. La transferencia de materiales es una preocupación debido a las velocidades de reacción, las temperaturas o presiones críticas, las características del equipo de procesamiento y la posibilidad de fugas y derrames. Se requieren precauciones especiales para minimizar la electricidad estática cuando los procesos usan o generan gases y líquidos inflamables. Carga de líquidos inflamables a través de sumergidos tubos de inmersión y toma de tierra y unión materiales conductores y mantenimiento atmósferas inertes dentro del equipo de proceso reduce el riesgo de incendio o explosión (Crowl y Louvar 1990).
Salud y seguridad de los trabajadores
Las operaciones de síntesis plantean muchos riesgos para la salud y la seguridad de los trabajadores. Incluyen riesgos de seguridad por partes móviles de máquinas, equipos presurizados y tuberías; manipulación manual pesada de materiales y equipos; vapor, líquidos calientes, superficies calentadas y ambientes de trabajo calurosos; espacios confinados y fuentes de energía peligrosas (p. ej., electricidad); y altos niveles de ruido.
Los riesgos de salud agudos y crónicos pueden resultar de la exposición de los trabajadores a químicos peligrosos durante las operaciones de síntesis. Los productos químicos con efectos agudos en la salud pueden dañar los ojos y la piel, ser corrosivos o irritantes para los tejidos corporales, causar sensibilización o reacciones alérgicas o ser asfixiantes, causando asfixia o deficiencia de oxígeno. Los productos químicos con efectos crónicos en la salud pueden causar cáncer o dañar el hígado, los riñones o los pulmones o afectar los sistemas nervioso, endocrino, reproductivo u otros órganos. Los peligros para la salud y la seguridad pueden controlarse mediante la implementación de medidas de control apropiadas (p. ej., modificaciones de procesos, controles de ingeniería, prácticas administrativas, equipo de protección personal y respiratorio).
Las reacciones de síntesis orgánica pueden crear importantes riesgos para la seguridad del proceso debido a materiales altamente peligrosos, incendios, explosiones o reacciones químicas no controladas que afectan a la comunidad que rodea la planta. La seguridad del proceso puede ser muy compleja en la síntesis orgánica. Se aborda de varias maneras: mediante el examen de la dinámica de las reacciones químicas, las propiedades de los materiales altamente peligrosos, el diseño, la operación y el mantenimiento de equipos y servicios públicos, la capacitación del personal operativo y de ingeniería, y la preparación y respuesta ante emergencias de la instalación y la comunidad local. Hay orientación técnica disponible sobre el análisis de peligros del proceso y las actividades de gestión para reducir los riesgos de las operaciones de síntesis química (Crowl y Louvar 1990; Kroschwitz 1992).
Extracción biológica y natural
Se pueden procesar grandes volúmenes de materiales naturales, como materia vegetal y animal, para extraer sustancias que son farmacológicamente activas (Gennaro 1990; Swarbick y Boylan 1996). En cada paso del proceso, los volúmenes de materiales se reducen mediante una serie de procesos por lotes, hasta obtener el producto farmacéutico final. Normalmente, los procesos se realizan en campañas de unas pocas semanas, hasta obtener la cantidad deseada de producto terminado. Los solventes se utilizan para eliminar grasas y aceites insolubles, extrayendo así la sustancia farmacológica final. El pH (acidez) de la solución de extracción y los productos de desecho se pueden ajustar neutralizándolos con ácidos y bases fuertes. Los compuestos metálicos sirven frecuentemente como agentes precipitantes y los compuestos fenólicos como desinfectantes.
Salud y seguridad de los trabajadores
Algunos trabajadores pueden desarrollar alergias y/o irritación de la piel al manipular ciertas plantas. La materia animal puede estar contaminada con organismos infecciosos a menos que se tomen las precauciones adecuadas. Los trabajadores pueden estar expuestos a solventes y químicos corrosivos durante las operaciones de extracción biológica y natural. Los riesgos de incendio y explosión se presentan al almacenar, manipular, procesar y recuperar líquidos inflamables. Partes mecánicas móviles; vapor caliente, agua, superficies y lugares de trabajo; y los altos niveles de ruido son riesgos para la seguridad de los trabajadores.
Los problemas de seguridad del proceso a menudo se reducen por los grandes volúmenes de materiales vegetales o animales y la menor escala de las actividades de extracción por solventes. Los peligros de incendio y explosión, y la exposición de los trabajadores a solventes o químicos corrosivos o irritantes pueden ocurrir durante las operaciones de extracción y recuperación, dependiendo de la química específica y la contención del equipo de proceso.
Fabricación farmacéutica de formas de dosificación.
Las sustancias farmacológicas se convierten en productos en forma de dosificación antes de distribuirse o administrarse a seres humanos o animales. Las sustancias farmacéuticas activas se mezclan con las necesidades farmacéuticas, como aglutinantes, rellenos, aromatizantes y agentes de carga, conservantes y antioxidantes. Estos ingredientes se pueden secar, moler, mezclar, comprimir y granular para lograr las propiedades deseadas antes de que se fabriquen como formulación final. Las tabletas y cápsulas son formas de dosificación oral muy comunes; otra forma común son los líquidos estériles para inyección o aplicación oftálmica. La figura 6 ilustra operaciones unitarias típicas para la fabricación de productos de forma de dosificación farmacéutica.
Figura 6. Fabricación farmacéutica de productos en forma de dosificación

Las mezclas farmacéuticas pueden comprimirse mediante granulación húmeda, compresión directa o slugging para obtener las propiedades físicas deseadas, antes de su formulación como producto farmacéutico terminado. En granulación húmeda, los ingredientes activos y los excipientes se humedecen con soluciones acuosas o solventes para producir gránulos gruesos con tamaños de partículas agrandados. Los gránulos se secan, se mezclan con lubricantes (p. ej., estearato de magnesio), desintegrantes o aglutinantes, luego comprimidos en tabletas. Durante compresión directa, un troquel de metal contiene una cantidad medida de la mezcla de fármacos mientras un punzón comprime la tableta. Los fármacos que no son suficientemente estables para la granulación húmeda o que no pueden comprimirse directamente se embotellan. Slugging or granulación seca mezcla y comprime tabletas relativamente grandes que se muelen y tamizan al tamaño de malla deseado, luego se vuelven a comprimir en la tableta final. Los materiales combinados y granulados también se pueden producir en forma de cápsula. Las cápsulas de gelatina dura se secan, recortan, llenan y unen en máquinas de llenado de cápsulas.
Los líquidos pueden producirse como soluciones estériles para inyección en el cuerpo o administración en los ojos; líquidos, suspensiones y jarabes para ingestión oral; y tinturas para aplicación sobre la piel (Gennaro 1990). Se requieren condiciones ambientales altamente controladas, equipos de proceso contenidos y materias primas purificadas para fabricar líquidos estériles para evitar la contaminación microbiológica y de partículas (Cole 1990; Swarbick y Boylan 1996). Los servicios públicos de las instalaciones (p. ej., ventilación, vapor y agua), el equipo de proceso y las superficies del lugar de trabajo deben limpiarse y mantenerse para prevenir y minimizar la contaminación. El agua a altas temperaturas y presiones se usa para destruir y filtrar bacterias y otros contaminantes del suministro de agua estéril cuando se preparan soluciones para inyección. parenteral los líquidos se inyectan por administración intradérmica, intramuscular o intravenosa en el cuerpo. Estos líquidos son esterilizados por calor seco o húmedo a alta presión con filtros retenedores de bacterias. Aunque las soluciones líquidas para uso oral o tópico no requieren esterilización, las soluciones para administrar en los ojos (oftálmicas) deben esterilizarse. Los líquidos orales se preparan mezclando los principios activos del fármaco con un disolvente o conservante para inhibir el crecimiento de moho y bacterias. Las suspensiones y emulsiones líquidas se producen mediante molinos coloidales y homogeneizadores, respectivamente. Las cremas y los ungüentos se preparan mezclando o mezclando los ingredientes activos con vaselina, grasas espesas o emolientes antes de envasarlos en tubos de metal o plástico.
Salud y seguridad de los trabajadores
Los riesgos para la salud y la seguridad de los trabajadores durante la fabricación de productos farmacéuticos son creados por piezas móviles de la máquina (p. ej., engranajes expuestos, correas y ejes) y fuentes de energía peligrosas (p. ej., eléctrica, neumática, térmica, etc.); manipulación manual de materiales y equipos; vapor a alta presión, agua caliente y superficies calentadas; líquidos inflamables y corrosivos; y altos niveles de ruido. La exposición de los trabajadores a polvos en el aire puede ocurrir durante las operaciones de distribución, secado, molienda y mezcla. La exposición a productos farmacéuticos es una preocupación particular cuando se manipulan o procesan mezclas que contienen altas proporciones de principios activos. Las operaciones de granulación húmeda, composición y recubrimiento pueden crear una alta exposición de los trabajadores a los vapores de solventes.
Los problemas de seguridad del proceso se relacionan principalmente con los riesgos de incendio o explosión durante la fabricación farmacéutica de formas de dosificación. Muchas de estas operaciones (p. ej., granulación, mezcla, combinación y secado) utilizan líquidos inflamables, que pueden crear atmósferas inflamables o explosivas. Dado que algunos polvos farmacéuticos son altamente explosivos, deben examinarse sus propiedades físicas antes de procesarlos. El secado en lecho fluido, la molienda y el slugging son una preocupación particular cuando involucran materiales potencialmente explosivos. Las medidas de ingeniería y las prácticas laborales seguras reducen los riesgos de polvos explosivos y líquidos inflamables (p. ej., equipos y servicios eléctricos a prueba de vapor y polvo, puesta a tierra y unión de equipos, contenedores sellados con alivio de presión y atmósferas inertes).
Medidas de control
prevención y protección contra incendios y explosiones; proceso de contención de sustancias peligrosas, peligros de máquinas y altos niveles de ruido; dilución y ventilación de escape local (LEV); uso de respiradores (p. ej., máscaras para polvo y vapores orgánicos y, en algunos casos, respiradores purificadores de aire motorizados o máscaras y trajes con suministro de aire) y equipo de protección personal (PPE); y la capacitación de los trabajadores sobre los peligros del lugar de trabajo y las prácticas laborales seguras son medidas de control del lugar de trabajo aplicables durante todas las diversas operaciones de fabricación de productos farmacéuticos que se describen a continuación. Los problemas específicos involucran la sustitución de materiales menos peligrosos siempre que sea posible durante el desarrollo y la fabricación de medicamentos. Además, al minimizar las transferencias de materiales, el procesamiento abierto o sin sellar y las actividades de muestreo, se reduce el potencial de exposición de los trabajadores.
El diseño de ingeniería y las características de las instalaciones, los servicios públicos y los equipos de proceso pueden prevenir la contaminación ambiental y reducir la exposición de los trabajadores a sustancias peligrosas. Las modernas instalaciones de fabricación de productos farmacéuticos y los equipos de proceso reducen los riesgos para el medio ambiente, la salud y la seguridad al prevenir la contaminación y mejorar la contención de los peligros. Los objetivos de control de calidad y salud y seguridad de los trabajadores se logran mejorando el aislamiento, la contención y la limpieza de las instalaciones farmacéuticas y los equipos de proceso. La prevención de la exposición de los trabajadores a sustancias peligrosas y productos farmacéuticos es altamente compatible con la necesidad simultánea de evitar que los trabajadores contaminen accidentalmente las materias primas y los productos terminados. Los procedimientos seguros de trabajo y las buenas prácticas de fabricación son actividades complementarias.
Diseño de instalaciones y problemas de ingeniería de procesos
El diseño de ingeniería y las características de las instalaciones farmacéuticas y los equipos de proceso influyen en la salud y la seguridad de los trabajadores. Los materiales de construcción, el equipo de proceso y las prácticas de limpieza afectan en gran medida la limpieza del lugar de trabajo. Los sistemas de dilución y LEV controlan los vapores fugitivos y las emisiones de polvo durante las operaciones de fabricación. Las medidas de prevención y protección contra incendios y explosiones (p. ej., equipos y servicios eléctricos a prueba de vapor y polvo, sistemas de extinción, detectores de incendios y humo y alarmas de emergencia) son necesarias cuando hay líquidos y vapores inflamables presentes. Los sistemas de almacenamiento y manipulación (p. ej., recipientes de almacenamiento, contenedores portátiles, bombas y tuberías) se instalan para mover líquidos dentro de las instalaciones de fabricación de productos farmacéuticos. Los sólidos peligrosos se pueden manipular y procesar en equipos y recipientes cerrados, contenedores a granel individuales (IBC) y tambores y bolsas sellados. El aislamiento o contención de instalaciones, equipos de proceso y materiales peligrosos promueve la salud y seguridad de los trabajadores. Los peligros mecánicos se controlan mediante la instalación de protecciones de barrera en las piezas móviles de la máquina.
El equipo de proceso y las utilidades pueden controlarse por medios manuales o automáticos. En plantas manuales, operadores químicos leer instrumentos y controlar equipos de proceso y utilidades cerca del equipo de proceso. En las plantas automatizadas, los equipos de proceso, los servicios públicos y los dispositivos de control están controlados por sistemas distribuidos, lo que les permite operar desde una ubicación remota, como una sala de control. Las operaciones manuales a menudo se emplean cuando los materiales se cargan o transfieren, los productos se descargan y empaquetan y cuando se realiza el mantenimiento o surgen condiciones no rutinarias. Se deben preparar instrucciones escritas para describir Estándar de Procedimientos Operativos así como los riesgos para la salud y seguridad de los trabajadores y las medidas de control.
Verificación de los controles del lugar de trabajo
Las medidas de control del lugar de trabajo se evalúan periódicamente para proteger a los trabajadores de los riesgos para la salud y la seguridad y minimizar la contaminación ambiental. Muchos procesos de fabricación y equipos se validan en la industria farmacéutica para garantizar la calidad de los productos (Cole 1990; Gennaro 1990; Swarbick y Boylan 1996). Se pueden implementar prácticas de validación similares para las medidas de control en el lugar de trabajo para garantizar que sean efectivas y confiables. Periódicamente, se revisan las instrucciones de proceso y las prácticas seguras de trabajo. Las actividades de mantenimiento preventivo identifican cuándo pueden fallar los equipos de proceso e ingeniería, evitando así problemas. La capacitación y la supervisión informan y educan a los trabajadores sobre los peligros ambientales, de salud y seguridad, reforzando las prácticas laborales seguras y el uso de respiradores y equipo de protección personal. Los programas de inspección examinan si se mantienen condiciones y prácticas laborales seguras. Esto incluye inspeccionar los respiradores y asegurarse de que los trabajadores los seleccionen, usen y mantengan correctamente. Los programas de auditoría revisan los sistemas de gestión para identificar, evaluar y controlar los peligros ambientales, de salud y de seguridad.
operaciones de la unidad farmacéutica
Pesaje y dosificación
El pesaje y dosificación de sólidos y líquidos es una actividad muy común en toda la industria farmacéutica (Gennaro 1990). Por lo general, los trabajadores dispensan materiales recogiendo sólidos a mano y vertiendo o bombeando líquidos. El pesaje y la dispensación suelen realizarse en un almacén durante la producción de productos químicos a granel o en una farmacia durante la fabricación de formas farmacéuticas. Debido a la probabilidad de derrames, fugas y emisiones fugitivas durante el pesaje y la dispensación, son necesarias medidas de control adecuadas en el lugar de trabajo para proteger a los trabajadores. El pesaje y la dispensación deben realizarse en un área de trabajo dividida con una buena ventilación de dilución. Las superficies de trabajo en las áreas de pesaje y despacho de materiales deben ser lisas y selladas, que permitan su correcta limpieza. LEV con campanas de tiro lateral o de retroceso evita la liberación de contaminantes del aire cuando se pesan y dosifican sólidos polvorientos o líquidos volátiles (Cole 1990). Pesar y dispensar materiales altamente tóxicos puede requerir medidas de control adicionales, como campanas de ventilación laminar o dispositivos de aislamiento (p. ej., cajas con guantes o bolsas con guantes) (Naumann et al. 1996).
Carga y descarga de sólidos y líquidos.
Los sólidos y líquidos se cargan y descargan con frecuencia desde contenedores y equipos de proceso en las operaciones de fabricación de productos farmacéuticos (Gennaro 1990). Los trabajadores suelen realizar manualmente la carga y descarga de materiales; sin embargo, se emplean otros métodos (p. ej., sistemas de transferencia por gravedad, mecánicos o neumáticos). El equipo de proceso contenido, los sistemas de transferencia y los controles de ingeniería evitan la exposición de los trabajadores durante la carga y descarga de materiales altamente peligrosos. La carga por gravedad desde contenedores cerrados y los sistemas de vacío, presión y bombeo eliminan las emisiones fugitivas durante las operaciones de carga y descarga. LEV con entradas bridadas captura polvos y vapores fugitivos que se liberan en los puntos de transferencia abiertos.
Separaciones de líquidos
Los líquidos se separan en función de sus propiedades físicas (p. ej., densidad, solubilidad y miscibilidad) (Kroschwitz 1992). Las separaciones de líquidos se realizan comúnmente durante la producción de productos químicos a granel y las operaciones de fabricación farmacéutica. Los líquidos peligrosos deben transferirse, procesarse y separarse en recipientes cerrados y sistemas de tuberías para reducir la exposición de los trabajadores a derrames de líquidos y vapores en el aire. Los lavaojos y las duchas de seguridad deben ubicarse cerca de las operaciones donde se transfieren, procesan o separan líquidos peligrosos. Se necesitan medidas de control de derrames y prevención y protección contra incendios y explosiones cuando se usan líquidos inflamables.
Transferencia de líquidos
Los líquidos a menudo se transfieren entre recipientes de almacenamiento, contenedores y equipos de proceso durante las operaciones de fabricación farmacéutica. Idealmente, las instalaciones y los procesos de fabricación están diseñados para minimizar la necesidad de transferir materiales peligrosos, disminuyendo así la posibilidad de derrames y exposición de los trabajadores. Los líquidos pueden transferirse entre recipientes de proceso y equipos a través de múltiples estaciones, áreas donde muchas bridas de tubería están ubicadas juntas (Kroschwitz 1992). Esto permite realizar conexiones temporales entre los sistemas de tuberías. Pueden ocurrir derrames, fugas y emisiones de vapor en las estaciones múltiples; por lo tanto, se necesitan juntas y sellos herméticos adecuados en mangueras y tuberías para evitar la contaminación ambiental y las emisiones en el lugar de trabajo. Los sistemas de drenaje con tanques o sumideros sellados capturan los líquidos derramados para que puedan ser reclamados y recuperados. Los recipientes y contenedores sellados y los sistemas de tuberías son muy deseables cuando se transfieren grandes volúmenes de líquidos. Se deben tomar precauciones especiales al usar gases inertes para presurizar las líneas de transferencia o el equipo de proceso, ya que esto puede aumentar la liberación de compuestos orgánicos volátiles (COV) y contaminantes peligrosos del aire. La recirculación o condensación de gases y vapores de escape reduce la contaminación del aire.
Filtración
Los sólidos y los líquidos se separan durante las operaciones de filtración. Los filtros tienen diferentes diseños y características con diferentes niveles de contención y control de líquidos y vapores (Kroschwitz 1992; Perry 1984). Cuando se utilizan filtros abiertos para materiales peligrosos, los trabajadores pueden estar expuestos a líquidos, sólidos húmedos, vapores y aerosoles durante las operaciones de carga y descarga. El equipo de proceso cerrado se puede usar para filtrar materiales altamente peligrosos, reduciendo las emisiones de vapor y evitando la exposición de los trabajadores (consulte la figura 7). La filtración debe realizarse en áreas con control de derrames y buena dilución y LEV. Los vapores de solventes volátiles se pueden expulsar a través de ventilaciones en equipos de proceso sellados y controlados por dispositivos de emisión de aire (p. ej., condensadores, depuradores y adsorbentes).
Figura 7. Un filtro de bengala
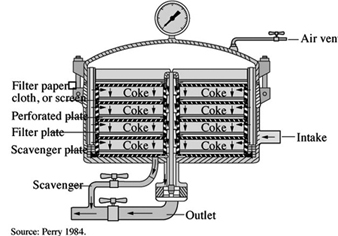
Para agravar
Los sólidos y los líquidos se mezclan en operaciones de preparación de compuestos para producir soluciones, suspensiones, jarabes, ungüentos y pastas. Se recomienda el equipo de proceso contenido y los sistemas de transferencia cuando se combinan materiales altamente peligrosos (Kroschwitz 1992; Perry 1984). Los agentes amortiguadores, detergentes y germicidas que son agentes neutralizantes, de limpieza y biocidas pueden ser peligrosos para los trabajadores. Los lavaojos y las duchas de seguridad reducen las lesiones si los trabajadores entran en contacto accidentalmente con sustancias corrosivas o irritantes. Debido a las superficies mojadas en las áreas de preparación de compuestos, los trabajadores deben protegerse de los peligros eléctricos de los equipos y servicios públicos. El vapor y el agua caliente presentan peligros térmicos durante las actividades de preparación y limpieza. Las lesiones de los trabajadores por quemaduras y caídas se evitan instalando aislamiento en las superficies calientes y manteniendo secos los pisos antideslizantes.
Figura 8. Un granulador de alto vapor
Figura FALTA
Granulación
Los sólidos secos y húmedos se granulan para cambiar sus propiedades físicas. Los granuladores tienen diferentes diseños y características con diferentes niveles de contención y control de peligros mecánicos y polvos y vapores en el aire (Perry 1984; Swarbick y Boylan 1996). Los granuladores cerrados se pueden ventilar a dispositivos de control de aire, lo que reduce las emisiones de vapores o polvos de solventes en el lugar de trabajo y la atmósfera (consulte la figura 8). Las preocupaciones sobre el manejo de materiales surgen cuando se cargan y descargan granuladores. El equipo mecánico (p. ej., plataformas elevadas, mesas elevadoras y transpaletas) ayuda a los trabajadores a realizar tareas manuales pesadas. Se necesitan lavaojos y duchas de seguridad si los trabajadores accidentalmente entran en contacto con solventes o polvos irritantes.
Figura 9. Un secador de vacío rotatorio
Figura FALTA
por Aspersión
Los sólidos mojados con agua o solventes se secan durante muchas operaciones de fabricación farmacéutica. Los secadores tienen diferentes diseños y características con diferentes niveles de contención y control de vapores y polvos (consulte la figura 9). Los vapores de solventes inflamables y los polvos explosivos en el aire pueden crear atmósferas inflamables o explosivas; La ventilación de alivio de explosión es particularmente importante en los secadores contenidos. La dilución y el LEV reducen el riesgo de incendio o explosión, además de controlar la exposición de los trabajadores a los vapores de solventes al manipular tortas húmedas o al polvo en el aire al descargar productos secos. El manejo de materiales pesados puede estar involucrado al cargar o descargar bandejas, recipientes o contenedores de la secadora (consulte la figura 10). El equipo mecánico (p. ej., gatos de tambor, elevadores y plataformas de trabajo) ayuda en estas tareas manuales. Los lavaojos y las duchas de seguridad deben ubicarse cerca, en caso de que los trabajadores entren accidentalmente en contacto con solventes y polvos.
Figura 10. Una secadora de estantes al vacío
Figura FALTA
Molienda
Los sólidos secos se muelen para cambiar las características de sus partículas y producir polvos de flujo libre. Los molinos tienen diferentes diseños y características con contención y control variados de peligros mecánicos y polvos en el aire (Kroschwitz 1992; Perry 1984). Antes de moler los materiales, se deben revisar o probar sus propiedades físicas y peligros. Las medidas de prevención y protección contra explosiones implican la instalación de equipos y servicios eléctricos a prueba de polvo, equipos y accesorios de puesta a tierra y unión para eliminar las chispas electrostáticas, la instalación de válvulas de alivio de seguridad en molinos cerrados y la construcción de paneles de alivio de explosión en las paredes. Estas medidas pueden ser necesarias debido a la explosividad de algunos fármacos y excipientes, altos niveles de polvo y energías asociadas con las operaciones de molienda.
Aplicar base
Los sólidos secos se mezclan para producir mezclas homogéneas. Los mezcladores tienen diferentes diseños y características con diferentes niveles de contención y control de peligros mecánicos y polvos en el aire (Kroschwitz 1992; Perry 1984). La exposición de los trabajadores a sustancias farmacéuticas, excipientes y mezclas puede ocurrir al cargar y descargar equipos de mezcla. LEV con entradas bridadas reduce las emisiones fugitivas de polvo durante la mezcla. Es posible que se requiera el manejo de materiales pesados al cargar y descargar sólidos de las mezcladoras. El equipo mecánico (p. ej., plataformas de trabajo, montacargas y gatos de tambor y tarimas) reduce las demandas físicas del manejo de materiales pesados.
Compresión
Los sólidos secos se comprimen o golpean para compactarlos, cambiando sus propiedades de partículas. Los equipos de compresión tienen diferentes diseños y características con contención y control variados de peligros mecánicos y polvos en el aire (Gennaro 1990; Swarbick y Boylan 1996). El equipo de compresión puede presentar serios peligros mecánicos si no se protege adecuadamente. Las operaciones de compresión y golpeteo también pueden producir altos niveles de ruido. Encerrar las fuentes de impacto, aislar los equipos que vibran, rotar a los trabajadores y usar dispositivos de protección auditiva (p. ej., orejeras y tapones para los oídos) reducen el impacto de la exposición al ruido.
Figura 11. Prensa de tabletas con tolva de carga y recogedores de polvo en espiral para recuperación de producto
Figura FALTA
Fabricación de formas farmacéuticas sólidas
Las tabletas y cápsulas son las formas de dosificación oral más comunes. Las tabletas comprimidas o moldeadas contienen mezclas de sustancias farmacológicas y excipientes. Estas tabletas pueden estar sin recubrir o recubiertas con mezclas de solventes o soluciones acuosas. Las cápsulas son cubiertas de gelatina blanda o dura. Las prensas de tabletas (ver la figura 11), los equipos de recubrimiento de tabletas y las máquinas de llenado de cápsulas tienen diferentes diseños y características con contención y control variables de riesgos mecánicos y polvos en el aire (Cole 1990). Los trabajadores pueden estar expuestos a vapores de solventes cuando rocían tabletas. El equipo moderno de recubrimiento de tabletas está muy contenido; sin embargo, LEV se puede instalar en recipientes de recubrimiento abiertos más antiguos para controlar los vapores fugitivos de solventes. El equipo de recubrimiento de tabletas se puede ventilar a dispositivos de emisión de aire para controlar los COV del proceso (consulte la figura 12). Siempre que sea posible, los solventes recuperados deben ser reutilizados por el proceso o las mezclas acuosas deben sustituirse por mezclas de solventes para el recubrimiento de tabletas. Las prensas de tabletas y las máquinas de llenado de cápsulas modernas están encerradas en paneles entrelazados, lo que reduce los peligros de las piezas que se mueven rápidamente, los altos niveles de ruido y las emisiones de polvo durante su funcionamiento. Los dispositivos de protección auditiva pueden reducir la exposición al ruido de los trabajadores durante las operaciones de tabletas y cápsulas.
Figura 12. Una máquina de recubrimiento de tabletas
Figura FALTA
fabricación estéril
Los productos estériles se fabrican en plantas de fabricación de productos farmacéuticos con diseño modular (ver figura 13), superficies limpias del lugar de trabajo y del equipo, y sistemas de ventilación con filtro de partículas de aire de alta eficiencia (HEPA, por sus siglas en inglés) (Cole 1990; Gennaro 1990). Los principios y prácticas de control de la contaminación en la fabricación de líquidos estériles son similares a los de la industria microelectrónica. Los trabajadores usan ropa protectora para evitar que contaminen los productos durante las operaciones de fabricación estériles. Las tecnologías farmacéuticas estériles para controlar la contaminación implican la liofilización de productos, el uso de germicidas líquidos y gases esterilizantes, la instalación de ventilación de flujo laminar, módulos de aislamiento con presiones de aire diferenciales y la contención de equipos de fabricación y llenado.
Figura 13. Diagrama de una planta de fabricación de líquidos estériles
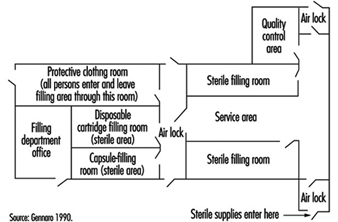
Los peligros químicos los presentan los germicidas tóxicos (p. ej., formaldehído y glutaraldehído) y los gases esterilizantes (p. ej., óxido de etileno). Siempre que sea posible, se deben seleccionar agentes menos peligrosos (p. ej., alcoholes, compuestos de amonio). La esterilización de materias primas y equipos se puede realizar con vapor a alta presión o gases tóxicos (es decir, mezclas de gas de óxido de etileno diluido) (Swarbick y Boylan 1996). Los recipientes de esterilización se pueden ubicar en áreas separadas con instrumentos remotos y sistemas de control, aire no recirculado y LEV para extraer las emisiones de gases tóxicos. Los trabajadores deben recibir capacitación sobre las instrucciones operativas estándar, las prácticas de trabajo seguras y la respuesta de emergencia adecuada. Las cámaras de esterilización por gas deben evacuarse por completo al vacío y purgarse con aire para minimizar las emisiones fugitivas en el lugar de trabajo antes de retirar los productos esterilizados. Las emisiones de gases de las cámaras de esterilización se pueden ventilar a dispositivos de control de aire (p. ej., adsorción de carbón o convertidores catalíticos) para reducir las emisiones atmosféricas. El monitoreo de la higiene ocupacional mide la exposición de los trabajadores a germicidas químicos y gases esterilizantes, lo que ayuda a evaluar la idoneidad de las medidas de control. Los peligros para la seguridad implican vapor a alta presión y agua caliente, piezas móviles de máquinas en equipos de lavado, llenado, tapado y envasado, altos niveles de ruido y tareas manuales repetitivas.
Actividades de limpieza y mantenimiento
Las tareas no rutinarias pueden ocurrir al limpiar, reparar y mantener equipos, servicios públicos y lugares de trabajo. Aunque pueden surgir peligros únicos durante las tareas no rutinarias, se encuentran problemas recurrentes de salud y seguridad. Las superficies del lugar de trabajo y del equipo pueden estar contaminadas con materiales peligrosos y sustancias farmacológicas, lo que requiere que se limpien antes de que los trabajadores sin protección realicen trabajos de servicio o mantenimiento. La limpieza se realiza lavando o frotando líquidos y barriendo o aspirando el polvo. No se recomienda el barrido en seco ni el soplado de sólidos con aire comprimido, ya que crean una alta exposición de los trabajadores a los polvos transportados por el aire. El trapeado húmedo y la aspiración reducen la exposición de los trabajadores al polvo durante las actividades de limpieza. Es posible que se necesiten aspiradoras con filtros HEPA para limpiar sustancias peligrosas y medicamentos de alta potencia. Es posible que se requieran equipos a prueba de explosiones y materiales conductores en los sistemas de vacío para polvos explosivos. Los lavaojos y las duchas de seguridad y los EPP reducen el efecto del contacto accidental de los trabajadores con detergentes y líquidos de limpieza corrosivos e irritantes.
Es posible que sea necesario liberar o controlar la energía mecánica, eléctrica, neumática o térmica peligrosa antes de reparar, reparar o mantener los equipos y los servicios públicos. Los trabajadores subcontratados pueden realizar tareas especiales de producción o ingeniería en plantas farmacéuticas sin la capacitación adecuada sobre precauciones de seguridad. La supervisión cuidadosa de los trabajadores subcontratados es importante para que no violen las normas de seguridad ni realicen trabajos que generen un incendio, una explosión u otros peligros graves para la salud y la seguridad. Se requieren programas especiales de seguridad para contratistas cuando se trabaja con materiales altamente peligrosos (p. ej., tóxicos, reactivos, inflamables o explosivos) y procesos (p. ej., exotérmicos o de alta presión) en instalaciones de fabricación de formas de dosificación y productos farmacéuticos a granel.
Empaque
Las operaciones de envasado farmacéutico se realizan con una serie de máquinas integradas y tareas manuales repetitivas (Gennaro 1990; Swarbick y Boylan 1996). Los productos terminados en forma de dosificación se pueden envasar en muchos tipos diferentes de recipientes (p. ej., botellas de plástico o vidrio, blísteres de aluminio, bolsas o bolsitas, tubos y viales estériles). El equipo mecánico llena, tapa, etiqueta, empaqueta y empaca los productos terminados en contenedores de envío. La proximidad de los trabajadores al equipo de empaque requiere protección de barreras en las partes móviles de la máquina, interruptores de control accesibles y cables de parada de emergencia y capacitación de los empleados sobre los peligros de la máquina y las prácticas de trabajo seguras. El cerramiento y aislamiento del equipo reduce los niveles de sonido y vibración en las áreas de empaque. El uso de dispositivos de protección auditiva (p. ej., orejeras y tapones para los oídos) reduce la exposición de los trabajadores al ruido. Un buen diseño industrial promueve la productividad, la comodidad y la seguridad de los empleados, al abordar los riesgos ergonómicos derivados de las malas posturas corporales, el manejo de materiales y las tareas altamente repetitivas.
Operaciones de laboratorio
Las operaciones de laboratorio en la industria farmacéutica son diversas. Pueden presentar peligros biológicos, químicos y físicos, dependiendo de los agentes específicos, operaciones, equipos y prácticas de trabajo empleadas. Existen distinciones importantes entre los laboratorios que realizan investigaciones científicas y el desarrollo de productos y procesos y los que evalúan las actividades de control y garantía de calidad (Swarbick y Boylan 1996). Los trabajadores de laboratorio pueden realizar investigaciones científicas para descubrir sustancias farmacológicas, desarrollar procesos de fabricación para productos químicos a granel y en forma de dosificación o analizar materias primas, productos intermedios y productos terminados. Las actividades de laboratorio deben evaluarse individualmente, aunque las buenas prácticas de laboratorio se aplican a muchas situaciones (Consejo Nacional de Investigación 1981). Las responsabilidades claramente definidas, la formación y la información, las prácticas de trabajo seguras y las medidas de control y los planes de respuesta ante emergencias son medios importantes para gestionar eficazmente los peligros para el medio ambiente, la salud y la seguridad.
Los riesgos para la salud y la seguridad de los materiales inflamables y tóxicos se reducen minimizando sus inventarios en los laboratorios y almacenándolos en gabinetes separados. Los ensayos de laboratorio y las operaciones que pueden liberar contaminantes del aire se pueden realizar en campanas extractoras de humos ventiladas para proteger a los trabajadores. Las campanas de seguridad biológica proporcionan un flujo laminar hacia abajo y hacia adentro, evitando la liberación de microorganismos (Gennaro 1990; Swarbick y Boylan 1996). La capacitación e información de los trabajadores describe los peligros del trabajo de laboratorio, las prácticas laborales seguras y la respuesta de emergencia adecuada a incendios y derrames. No se deben consumir alimentos ni bebidas en las áreas de laboratorio. La seguridad del laboratorio se mejora al requerir que los supervisores aprueben y gestionen operaciones altamente peligrosas. Las buenas prácticas de laboratorio separan, tratan y disponen los desechos biológicos y químicos. Los peligros físicos (p. ej., las fuentes de energía electromagnética y de radiación) a menudo se certifican y operan de acuerdo con regulaciones específicas.
Peligros generales para la salud y la seguridad
Ergonomía y manipulación de materiales.
Los materiales enviados, almacenados, manipulados, procesados y envasados en la industria farmacéutica van desde grandes cantidades de materias primas hasta pequeños envases que contienen productos farmacéuticos. Las materias primas para la producción de productos químicos a granel se envían en contenedores a granel (p. ej., camiones cisterna, vagones de tren), tambores de metal y fibra, papel reforzado y bolsas de plástico. La producción farmacéutica utiliza cantidades más pequeñas de materias primas debido a la escala reducida de las operaciones. Los dispositivos de manipulación de materiales (p. ej., carretillas elevadoras, elevadores de palés, elevadores de vacío y gatos de tambor) ayudan a la manipulación de materiales durante las operaciones de almacenamiento y producción. El trabajo manual pesado puede crear riesgos ergonómicos al mover materiales y equipos si no se dispone de dispositivos mecánicos. Las buenas prácticas de ingeniería industrial y administración de instalaciones reducen las lesiones por manejo de materiales al mejorar el diseño y las características del equipo y el lugar de trabajo y al disminuir el tamaño y el peso de los contenedores (Cole 1990). Las medidas de control de ingeniería (p. ej., diseño ergonómico de herramientas, materiales y equipos) y las prácticas administrativas (p. ej., rotación de trabajadores, capacitación de trabajadores) reducen los riesgos de lesiones traumáticas acumulativas durante operaciones de producción y empaque altamente repetitivas.
Protección de máquinas y control de energía peligrosa
Las piezas de máquinas móviles sin protección en los equipos de fabricación y envasado de productos farmacéuticos crean riesgos mecánicos. Los “puntos de aplastamiento y pellizco” expuestos en equipos abiertos pueden lesionar gravemente a los trabajadores. Los peligros mecánicos se ven exacerbados por la gran cantidad y los diferentes diseños de los equipos, las condiciones de hacinamiento en el lugar de trabajo y las frecuentes interacciones entre los trabajadores y los equipos. Las protecciones interbloqueadas, los interruptores de control, los dispositivos de parada de emergencia y la capacitación del operador son medios importantes para reducir los riesgos mecánicos. El cabello suelto, la ropa de manga larga, las joyas u otros objetos pueden quedar atrapados en el equipo. Las actividades de inspección y reparación de rutina identifican y controlan los peligros mecánicos durante las operaciones de producción y empaque. La energía eléctrica, neumática y térmica peligrosa debe liberarse o controlarse antes de trabajar en equipos y servicios activos. Los trabajadores están protegidos de las fuentes de energía peligrosa mediante la implementación de procedimientos de bloqueo/etiquetado.
Exposiciones de ruido
Los equipos y servicios de fabricación pueden generar altos niveles de sonido (p. ej., aire comprimido, fuentes de vacío y sistemas de ventilación). Debido al diseño cerrado de los módulos del lugar de trabajo farmacéutico, los trabajadores suelen estar ubicados cerca de las máquinas durante las operaciones de fabricación y envasado. Los trabajadores observan e interactúan con los equipos de producción y envasado, lo que aumenta su exposición al ruido. Los métodos de ingeniería reducen los niveles de sonido modificando, encerrando y amortiguando las fuentes de ruido. La rotación de empleados y el uso de dispositivos de protección auditiva (p. ej., orejeras y tapones para los oídos) reducen la exposición de los trabajadores a altos niveles de ruido. Los programas integrales de conservación de la audición identifican las fuentes de ruido, reducen los niveles de sonido en el lugar de trabajo y capacitan a los trabajadores sobre los peligros de la exposición al ruido y el uso adecuado de los dispositivos de protección auditiva. El monitoreo del ruido y la vigilancia médica (es decir, audiometría) evalúan la exposición de los trabajadores al ruido y la pérdida auditiva resultante. Esto ayuda a identificar problemas de ruido y evaluar la idoneidad de las medidas correctivas.
Exposición a vapores de solventes y compuestos potentes
Pueden surgir preocupaciones especiales cuando los trabajadores están expuestos a vapores de solventes tóxicos y drogas potentes como polvos en el aire. La exposición de los trabajadores a vapores de solventes y compuestos potentes puede ocurrir durante varias operaciones de fabricación, que deben identificarse, evaluarse y controlarse para garantizar que los trabajadores estén protegidos. Los controles de ingeniería son los medios preferidos para controlar estas exposiciones, debido a su efectividad y confiabilidad inherentes (Cole 1990; Naumann et al. 1996). Los equipos de proceso cerrados y los sistemas de manejo de materiales evitan la exposición de los trabajadores, mientras que LEV y PPE complementan estas medidas. Se necesita una mayor contención de instalaciones y procesos para controlar solventes altamente tóxicos (p. ej., benceno, hidrocarburos clorados, cetonas) y compuestos potentes. Se necesitan respiradores de presión positiva (p. ej., purificación de aire forzado y suministro de aire) y PPE cuando se manipulan y procesan solventes altamente tóxicos y compuestos potentes. Las operaciones en las que se generan altos niveles de vapores de solventes (p. ej., compuestos, granulado y recubrimiento de tabletas) y polvos (p. ej., secado, molienda y mezcla) plantean preocupaciones especiales. Los vestuarios y las duchas, las prácticas de descontaminación y las buenas prácticas sanitarias (p. ej., lavarse y ducharse) son necesarias para prevenir o minimizar los efectos de la exposición de los trabajadores dentro y fuera del lugar de trabajo.
Gestión de la seguridad de procesos
Los programas de seguridad de procesos se implementan en la industria farmacéutica debido a la química compleja, los materiales peligrosos y las operaciones en la fabricación de productos químicos a granel (Crowl y Louvar 1990). Los materiales y procesos altamente peligrosos pueden emplearse en reacciones de síntesis orgánica de varios pasos para producir el fármaco deseado. Se debe evaluar la termodinámica y cinética de estas reacciones químicas, ya que pueden involucrar materiales altamente tóxicos y reactivos, lacrimógenos y compuestos inflamables o explosivos.
La gestión de seguridad de procesos implica realizar pruebas de peligro físico de materiales y reacciones, realizar estudios de análisis de peligros para revisar la química del proceso y las prácticas de ingeniería, examinar el mantenimiento preventivo y la integridad mecánica de los equipos y servicios del proceso, implementar la capacitación de los trabajadores y desarrollar instrucciones de operación y procedimientos de respuesta a emergencias. . Las características especiales de ingeniería para la seguridad del proceso incluyen la selección de recipientes con clasificación de presión adecuada, la instalación de sistemas de aislamiento y supresión y la provisión de ventilación de alivio de presión con tanques de captura. Las prácticas de gestión de seguridad de procesos son similares en las industrias farmacéutica y química cuando se fabrican productos farmacéuticos a granel como productos químicos orgánicos especiales (Crowl y Louvar 1990; Kroschwitz 1992).
Cuestiones ambientales
Cada uno de los diferentes procesos de fabricación de productos farmacéuticos tiene sus propios problemas ambientales, como se analiza a continuación.
Fermentación
La fermentación genera grandes volúmenes de residuos sólidos que contienen micelios y tortas de filtración usadas (EPA 1995; Theodore y McGuinn 1992). Las tortas de filtrado contienen micelios, medios filtrantes y pequeñas cantidades de nutrientes, productos intermedios y residuales. Estos desechos sólidos generalmente no son peligrosos, pero pueden contener solventes y pequeñas cantidades de químicos residuales dependiendo de la química específica del proceso de fermentación. Pueden desarrollarse problemas ambientales si los lotes de fermentación se infectan con un fago viral que ataca a los microorganismos en el proceso de fermentación. Aunque las infecciones por fagos son raras, crean un problema ambiental importante al generar grandes cantidades de caldo de desecho.
El caldo de fermentación usado contiene azúcares, almidones, proteínas, nitrógeno, fosfatos y otros nutrientes con alta demanda bioquímica de oxígeno (DBO), demanda química de oxígeno (DQO) y sólidos suspendidos totales (TSS) con valores de pH que van de 4 a 8. Los caldos de fermentación pueden ser tratados por sistemas microbiológicos de aguas residuales, después de que el efluente se iguale para promover la operación estable del sistema de tratamiento. El vapor y pequeñas cantidades de productos químicos industriales (p. ej., fenoles, detergentes y desinfectantes) mantienen la esterilidad del equipo y los productos durante la fermentación. Los fermentadores expulsan grandes volúmenes de aire húmedo que contienen dióxido de carbono y olores que pueden tratarse antes de que se emitan a la atmósfera.
Síntesis orgánica
Los desechos de la síntesis química son complejos debido a la variedad de materiales peligrosos, reacciones y operaciones unitarias (Kroschwitz 1992; Theodore y McGuinn 1992). Los procesos de síntesis orgánica pueden generar ácidos, bases, licores acuosos o solventes, cianuros y desechos metálicos en forma líquida o en suspensión. Los desechos sólidos pueden incluir tortas de filtración que contienen sales inorgánicas, subproductos orgánicos y complejos metálicos. Los solventes de desecho en la síntesis orgánica generalmente se recuperan por destilación y extracción. Esto permite que los solventes sean reutilizados por otros procesos y reduce el volumen de desechos peligrosos líquidos a eliminar. Residuos de la destilación (todavía fondos) deben tratarse antes de desecharse. Los sistemas de tratamiento típicos incluyen extracción con vapor para eliminar los solventes, seguido de un tratamiento microbiológico de otras sustancias orgánicas. Las emisiones de sustancias orgánicas volátiles y peligrosas durante las operaciones de síntesis orgánica deben controlarse mediante dispositivos de control de la contaminación del aire (p. ej., condensadores, depuradores, impactores venturi).
El agua residual de las operaciones de síntesis puede contener licores acuosos, agua de lavado, descargas de bombas, lavadores y sistemas de enfriamiento, y fugas y derrames fugitivos (EPA 1995). Estas aguas residuales pueden contener muchas sustancias orgánicas e inorgánicas con diferentes composiciones químicas, toxicidades y biodegradabilidades. Trazas de materias primas, solventes y subproductos pueden estar presentes en licores madre acuosos de cristalizaciones y capas de lavado de extracciones y limpieza de equipos. Estas aguas residuales tienen un alto contenido de DBO, DQO y TSS, con acidez o alcalinidad variable y valores de pH que van de 1 a 11.
Extracción biológica y natural
Las materias primas y los solventes usados, el agua de lavado y los derrames son las principales fuentes de desechos sólidos y líquidos (Theodore y McGuinn 1992). Los productos químicos orgánicos e inorgánicos pueden estar presentes como residuos en estos flujos de desechos. Por lo general, las aguas residuales tienen DBO, DQO y TSS bajos, con valores de pH relativamente neutros que oscilan entre 6 y 8.
Fabricación farmacéutica de formas de dosificación.
La fabricación farmacéutica de productos en forma de dosificación genera desechos sólidos y líquidos durante la limpieza y esterilización, y por fugas y derrames y productos rechazados (Theodore y McGuinn 1992). Las operaciones de secado, molienda y mezcla generan emisiones atmosféricas y de polvo fugitivo. Estas emisiones se pueden controlar y reciclar para la fabricación de productos en forma de dosificación; sin embargo, las prácticas de control de calidad pueden evitar esto si hay otros residuos presentes. Cuando se utilizan solventes durante la granulación húmeda, la composición y el recubrimiento de tabletas, los COV y los contaminantes peligrosos del aire pueden liberarse a la atmósfera o en el lugar de trabajo como proceso o como emisiones fugitivas. Las aguas residuales pueden contener sales inorgánicas, azúcares, jarabes y trazas de sustancias medicamentosas. Estas aguas residuales suelen tener DBO, DQO y SST bajos, con valores de pH neutros. Algunos medicamentos antiparasitarios o antiinfecciosos para humanos y animales pueden ser tóxicos para los organismos acuáticos, lo que requiere un tratamiento especial de los desechos líquidos.
Prevención de la contaminación ambiental
Minimización de residuos y prevención de la contaminación
Las buenas prácticas administrativas y de ingeniería minimizan el impacto ambiental de la producción de productos químicos a granel y las operaciones de fabricación de productos farmacéuticos. La prevención de la contaminación emplea la modificación de procesos y equipos, el reciclaje y la recuperación de materiales y el mantenimiento de buenas prácticas operativas y de limpieza (Theodore y McGuinn 1992). Estas actividades mejoran la gestión de los temas ambientales, así como la salud y seguridad de los trabajadores.
Modificaciones de proceso
Los procesos pueden modificarse para reformular productos utilizando materiales menos peligrosos o persistentes o cambiando las operaciones de fabricación para reducir las emisiones al aire, los efluentes líquidos y los desechos sólidos. Es aconsejable reducir la cantidad y la toxicidad de los desechos, ya que mejora la eficiencia de los procesos de fabricación y reduce los costos y los impactos de la eliminación de desechos. Las regulaciones gubernamentales de aprobación de medicamentos pueden limitar la capacidad de los fabricantes de productos farmacéuticos para cambiar los materiales peligrosos, los procesos de fabricación, los equipos y las instalaciones (Spilker 1994). Los fabricantes de medicamentos deben anticipar los impactos ambientales, de salud y seguridad de seleccionar materiales peligrosos y diseñar el proceso de fabricación en una etapa temprana. Se vuelve cada vez más difícil realizar cambios durante las etapas posteriores del desarrollo de fármacos y la aprobación regulatoria, sin una pérdida considerable de tiempo y dinero.
Es muy deseable desarrollar procesos de fabricación con disolventes menos peligrosos. El acetato de etilo, los alcoholes y la acetona son preferibles a los solventes altamente tóxicos como el benceno, el cloroformo y el tricloroetileno. Siempre que sea posible, se deben evitar algunos materiales debido a sus propiedades físicas, ecotoxicidad o persistencia en el medio ambiente (p. ej., metales pesados, cloruro de metileno) (Crowl y Louvar 1990). La sustitución de disolventes por lavados acuosos durante las filtraciones en la producción de productos químicos a granel reduce los desechos líquidos y las emisiones de vapor. Además, la sustitución de soluciones acuosas por soluciones a base de solventes durante el recubrimiento de tabletas reduce las preocupaciones ambientales, de salud y de seguridad. La prevención de la contaminación se promueve mediante la mejora y automatización de los equipos de proceso, así como mediante la realización de calibraciones, servicios y mantenimientos preventivos de rutina. La optimización de las reacciones de síntesis orgánica aumenta el rendimiento de los productos y, a menudo, reduce la generación de desechos. Los sistemas de control de temperatura, presión y materiales incorrectos o ineficientes provocan reacciones químicas ineficientes, creando desechos gaseosos, líquidos y sólidos adicionales.
Los siguientes son ejemplos de modificaciones de procesos en la producción farmacéutica a granel (Theodore y McGuinn 1992):
- Minimizar las cantidades de materiales peligrosos utilizados y seleccionar materiales cuyos residuos puedan ser controlados, recuperados y reciclados, siempre que sea posible.
- Desarrollar e instalar sistemas para reciclar materias primas (p. ej., solventes), productos intermedios, desechos y materiales de utilidad (p. ej., agua de refrigeración, líquidos de transferencia de calor, lubricantes, condensado de vapor).
- Examinar reactivos, solventes y catalizadores para optimizar la eficiencia de las reacciones químicas.
- Modificar el diseño y las características de los equipos de procesamiento para minimizar la contaminación y los desechos.
- Mejore los procesos para maximizar los rendimientos del producto y las propiedades deseadas, eliminando el procesamiento adicional (p. ej., recristalización, secado y molienda).
- Considere el uso de equipos multipropósito (p. ej., reactores, filtros y secadores) para reducir la contaminación y los desechos durante las transferencias, la limpieza y los pasos adicionales del proceso.
- Utilizar instrumentos apropiados, sistemas de control automatizados y programas informáticos para maximizar la eficiencia de los procesos y reducir la contaminación y los desechos.
Recuperación y reciclaje de recursos
La recuperación de recursos utiliza productos de desecho y recupera materiales durante el procesamiento al separar las impurezas de desecho de los materiales deseados. Los desechos sólidos de la fermentación (p. ej., micelio) se pueden agregar a los alimentos para animales como suplemento nutricional o como fertilizantes y acondicionadores del suelo. Las sales inorgánicas pueden recuperarse de los licores químicos producidos durante las operaciones de síntesis orgánica. Los solventes usados a menudo se reciclan por separación y destilación. Los dispositivos de control de emisiones al aire (p. ej., condensadores, equipos de compresión y refrigeración) reducen en gran medida las emisiones de compuestos orgánicos volátiles a la atmósfera (EPA 1993). Estos dispositivos capturan los vapores de solventes por condensación, lo que permite la reutilización de solventes como materia prima o para la limpieza de recipientes y equipos. Los depuradores neutralizan o absorben gases y vapores ácidos, cáusticos y solubles, descargando sus efluentes a los sistemas de tratamiento de residuos.
Los disolventes reciclados pueden reutilizarse como medios para realizar reacciones y extracciones, y operaciones de limpieza. No se deben mezclar diferentes tipos de disolventes, ya que esto reduce su capacidad de reciclaje. Algunos solventes deben separarse durante el procesamiento (por ejemplo, solventes clorados y no clorados, alifáticos y aromáticos, acuosos e inflamables). Los sólidos disueltos y suspendidos se extraen o separan de los solventes antes de recuperar los solventes. Los análisis de laboratorio identifican la composición y las propiedades de los disolventes residuales y las materias primas recicladas. Se están desarrollando muchas tecnologías nuevas de prevención y control de desechos para desechos sólidos, líquidos y gaseosos.
Prácticas generales de mantenimiento y funcionamiento
Los procedimientos operativos escritos, las instrucciones de manejo de materiales y las prácticas de manejo de desechos reducen la generación y mejoran el tratamiento de desechos (Theodore y McGuinn 1992). Las buenas prácticas operativas y de limpieza identifican responsabilidades específicas para generar, manejar y tratar los desechos. La capacitación y supervisión del personal operativo aumenta su capacidad para mejorar y mantener operaciones eficientes de fabricación y gestión de desechos. Los trabajadores deben recibir capacitación sobre los peligros de las prácticas de manejo de desechos y los medios adecuados para responder a derrames, fugas y emisiones fugitivas de emergencia. La capacitación de los trabajadores debe abordar el manejo de materiales, la limpieza o neutralización de desechos y el uso de respiradores y EPP. Los dispositivos de detección de derrames y fugas previenen la contaminación al monitorear rutinariamente los equipos de producción y los servicios públicos, identificando y controlando las emisiones fugitivas y las fugas. Estas actividades pueden integrarse con éxito con prácticas de mantenimiento preventivo para limpiar, calibrar, reemplazar y reparar equipos que generan contaminación.
Las instrucciones escritas que describen los procedimientos operativos normales, así como los procedimientos de arranque, parada y emergencia, previenen la contaminación y reducen los riesgos para la salud y la seguridad de los trabajadores. El manejo cuidadoso de los inventarios de materiales disminuye la compra excesiva de materias primas y la generación de desechos. Los sistemas informáticos pueden ayudar a la gestión eficaz de las operaciones de la planta, las prácticas de mantenimiento y los inventarios de materiales. Se pueden instalar sistemas automáticos de pesaje, monitoreo y alarma para mejorar la gestión de materiales y equipos (p. ej., tanques de almacenamiento, equipos de proceso y sistemas de tratamiento de desechos). Los sistemas de control e instrumentos modernos a menudo aumentan la productividad de las operaciones, reduciendo la contaminación y los riesgos para la salud y la seguridad. Los programas integrales de prevención de la contaminación examinan todos los desechos generados en una instalación y examinan las opciones para eliminarlos, reducirlos o tratarlos. Las auditorías ambientales examinan las fortalezas y debilidades de los programas de prevención de la contaminación y gestión de residuos, buscando optimizar su desempeño.
Más...
Estudio de caso: Efectos de los estrógenos sintéticos en trabajadores farmacéuticos: un ejemplo de los Estados Unidos
Antecedentes
Los estrógenos utilizados en la industria farmacéutica pueden clasificarse generalmente como naturales o sintéticos y como esteroideos o no esteroideos. Todos los estrógenos esteroideos, tanto naturales (p. ej., estrona) como sintéticos (p. ej., etinilestradiol y moestranol) tienen una estructura típica de múltiples anillos, como se muestra en la figura 6. El dietilestilboestrol (DES) y el dienoestrol son ejemplos de estrógenos no esteroideos. Los usos principales de los compuestos estrogénicos se encuentran en tabletas anticonceptivas orales y tabletas destinadas a la terapia de reemplazo de estrógenos. Los compuestos puros (de origen natural o sintetizados) ya no se fabrican en los Estados Unidos, sino que se importan.
Figura 1. Ejemplos de estructuras de estrógenos esteroideos y no esteroideos

Procesos de manufactura
La siguiente descripción es una descripción general y compuesta del proceso de fabricación utilizado en muchas compañías farmacéuticas estadounidenses. Es posible que los procesos de productos específicos no sigan el flujo exactamente como se describe a continuación; algunos pasos pueden estar ausentes en algunos procesos y, en otros casos, pueden estar presentes pasos adicionales que no se describen aquí.
Como ocurre con la mayoría de los medicamentos de producto seco, los productos farmacéuticos elaborados a partir de compuestos estrogénicos se fabrican en una operación por lotes por etapas (figura 2). Los pasos de fabricación comienzan con el ensamblaje y el pesaje previo de los ingredientes activos y los excipientes (ingredientes inactivos) en una sala aislada con ventilación local por extracción. Cuando es necesario, los ingredientes se trasladan a una sala de mezcla equipada con batidoras mecánicas. Los excipientes generalmente se cargan secos desde una tolva sobre el mezclador. Los ingredientes activos casi siempre se disuelven primero en un alcohol y se agregan manualmente o se alimentan a través de un tubo a través del costado de la licuadora. La mezcla inicial de los ingredientes se realiza en estado húmedo. Al final del proceso de mezcla húmeda, la granulación generalmente se traslada a un molino húmedo, donde las partículas de la mezcla se reducen a un tamaño específico. La granulación molida se seca luego usando un secador de lecho fluido o se seca en bandeja en hornos diseñados para este fin. La granulación seca puede o no someterse a la adición de un lubricante antes de la mezcla en seco y/o la molienda en seco, según el producto y el proceso específicos. La granulación final, lista para convertirse en tabletas, se almacena luego en recipientes sellados. Las materias primas y la granulación, ya veces los productos intermedios, normalmente son muestreados y analizados por personal de control de calidad antes de pasar al siguiente paso del proceso.
Figura 2. Flujo típico del proceso de fabricación de tabletas anticonceptivas orales
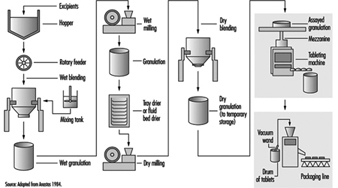
Cuando es necesario, la granulación se traslada a una sala de compresión, donde se convierte en tabletas por medio de una prensa de tabletas. La granulación generalmente se alimenta desde el contenedor de almacenamiento (generalmente un tambor de fibra revestido de plástico o un contenedor de acero inoxidable revestido) a la tolva de la prensa de tabletas por gravedad o neumáticamente por medio de una varilla de vacío. Las tabletas formadas salen de la máquina a través de un tubo lateral y caen en tambores revestidos de plástico. Cuando están llenos, los tambores se muestrean e inspeccionan. Después del análisis por parte del personal de control de calidad, los tambores se sellan, almacenan y preparan para las operaciones de empaque. Algunas tabletas también se someten a un proceso de recubrimiento, en el que se utilizan capas de cera comestible y, a veces, azúcares para sellar la tableta.
Los comprimidos se envasan sellándolos en blisters o embotellados, según la naturaleza del producto. En este proceso, los envases de comprimidos son trasladados al área de envasado. Las tabletas se pueden verter manualmente en la tolva de la máquina envasadora o alimentarse por medio de una varilla de vacío. A continuación, los comprimidos se sellan inmediatamente entre capas de papel de aluminio y película de plástico (envasado en blíster) o se embotellan. A continuación, los envases de blíster o botellas se transportan a lo largo de una línea en la que se inspeccionan y se colocan en bolsas o cajas con las correspondientes inserciones.
Efectos sobre la salud de los trabajadores farmacéuticos masculinos y femeninos
Los informes de exposiciones ocupacionales y los efectos en los hombres han sido relativamente pocos, en comparación con la considerable literatura que existe sobre los efectos agudos y crónicos de los estrógenos en las mujeres como resultado de exposiciones no ocupacionales. La literatura no ocupacional es principalmente el resultado de la generalización de los usos anticonceptivos y otros usos médicos de los productos farmacéuticos estrogénicos (pero también de los contaminantes ambientales con propiedades estrogénicas, como los organoclorados) y se enfoca particularmente en las relaciones entre esa exposición y una variedad de cánceres humanos, como como la del endometrio, el cuello uterino y la mama en las mujeres (Hoover 1980; Houghton y Ritter 1995). En la literatura ocupacional, el síndrome hiperestrogénico en trabajadores masculinos y femeninos se ha asociado con exposiciones a DES y sus derivados, estrógenos naturales o conjugados, hexoestrol y sus derivados y esteroides sintéticos como etinilestradiol y moestranol. Poco después del inicio de la producción comercial de estrógenos, comenzaron a surgir informes sobre sus efectos, como ginecomastia (agrandamiento anormal de los senos en un hombre) y disminución de la libido entre los trabajadores masculinos, y trastornos menstruales (aumento del flujo o manchado intermenstrual) entre trabajadoras (Scarff y Smith 1942; Fitzsimons 1944; Klavis 1953; Pagani 1953; Watrous 1947; Watrous y Olsen 1959; Pacynski et al. 1971; Burton y Shumnes 1973; Meyer, Peteet y Harrington 1978; Katzenellenbogen 1956; Dunn 1940; Stoppleman y van Valkenburg 1955; Goldzieher y Goldzieher 1949; Fisk 1950). También ha habido algunos informes de síndrome de toxicidad asociado con algunos compuestos progoestógenos, incluida la acetoxiprogoesterona (Suciu et al. 1973) y viniloestrenolona en combinación con etinilestradiol (Gambini, Farine y Arbosti 1976).
Un total de 181 casos de hiperestrogenismo tanto en hombres como en mujeres (que ocurrieron durante el período 1940-1978) fueron registrados e informados por médicos de 10 compañías farmacéuticas (13 plantas) en los Estados Unidos (Zaebst, Tanaka y Haring 1980). Los 13 sitios de la planta incluían 9 sitios que fabricaban principalmente anticonceptivos orales que contenían varios estrógenos y progestágenos sintéticos, una empresa que fabricaba productos farmacéuticos de reemplazo de estrógenos a partir de estrógenos naturales conjugados y una empresa que fabricaba productos farmacéuticos a partir de DES (que en años anteriores también había sintetizado DES).
Investigadores del Instituto Nacional para la Seguridad y Salud Ocupacional (NIOSH) de EE.UU. realizaron un estudio piloto de higiene industrial y medicina en 1984 de trabajadores masculinos y femeninos en dos plantas (Tanaka y Zaebst 1984). Se documentaron exposiciones medibles tanto al moestranol como a los estrógenos conjugados naturales, tanto dentro como fuera del equipo de protección respiratoria utilizado. Sin embargo, no se observaron en estos trabajadores cambios estadísticamente significativos en las neurofisinas estimuladas por estrógenos (ESN), las globulinas transportadoras de corticosteroides (CBG), la testosterona, la función tiroidea, los factores de coagulación de la sangre, la función hepática, la glucosa, los lípidos sanguíneos o las hormonas gonadotrópicas. En el examen físico, no se observaron cambios físicos adversos en los trabajadores masculinos o femeninos. Sin embargo, en la planta que usaba moestranol y noretindrona para fabricar tabletas anticonceptivas orales, los niveles séricos de etinilestradiol parecían mostrar una posible exposición y absorción de estrógenos a pesar del uso de respiradores. Las muestras de aire del interior del respirador obtenidas en esta planta sugirieron factores de protección en el lugar de trabajo menos efectivos de lo esperado.
Los síntomas hiperestrogénicos en hombres informados en estos estudios incluyen sensibilidad en el pezón (que se manifiesta como hormigueo o sensibilidad en el pezón) o una sensación de presión en el área del seno y, en algunos casos, hiperplasia mamaria y ginecomastia. Los síntomas subjetivos adicionales informados por algunos de los trabajadores masculinos también incluyeron disminución de la libido y/o potencia sexual. Los hallazgos en las mujeres incluyeron menstruación irregular, náuseas, dolores de cabeza, dolor en los senos, leucorrea (secreción espesa y blanquecina de la vagina o el canal cervical) y edema en los tobillos. No se han realizado estudios de seguimiento a largo plazo en personas ocupacionalmente expuestas a estrógenos o progestágenos.
Peligros y control de la exposición
Uno de los peligros más graves en la fabricación de productos farmacéuticos estrogénicos es la inhalación (y hasta cierto punto la ingestión oral) del compuesto estrogénico activo puro durante el pesaje, el montaje y las pruebas de control de calidad. Sin embargo, los trabajadores también pueden inhalar sustancialmente el polvo mezclado seco (que contiene un bajo porcentaje de ingrediente activo) durante las operaciones de granulación, compresión y envasado. También puede ocurrir absorción por la piel, particularmente durante las fases húmedas de la granulación, ya que se utilizan soluciones de alcohol. El personal de control de calidad y de laboratorio también corre el riesgo de exposición al tomar muestras, analizar o manipular sustancias estrogénicas puras, granulados o tabletas. El personal de mantenimiento puede estar expuesto mientras limpia, repara o inspecciona mezcladores, tolvas, molinos, líneas de vacío y sistemas de ventilación, o cambia filtros. Los investigadores de NIOSH han realizado una evaluación detallada de los controles de ingeniería que se han utilizado durante la fabricación de tabletas anticonceptivas orales (Anastas 1984). Este informe proporciona una revisión detallada de los controles y una evaluación de su eficacia para la granulación, molienda, transferencias de materiales, equipos de alimentación de polvo y tabletas, y sistemas de ventilación de escape generales y locales.
Los cuatro elementos principales del control de riesgos empleados en las plantas que utilizan productos farmacéuticos estrogénicos son:
- Controles de ingeniería. Estos incluyen el aislamiento de las salas de equipos de procesamiento, el control del flujo de aire dentro de una instalación desde las áreas menos contaminadas hasta las más contaminadas, ventilación de extracción local en cualquier punto de transferencia abierto, cerramiento de máquinas, flujos de proceso sellados y sistemas de alimentación de polvo cerrados. Con frecuencia, la implementación de controles de ingeniería, como la ventilación por extracción general o local, se complica por el hecho de que las buenas normas de fabricación (como las exigidas por la Administración de Drogas y Alimentos de los EE. UU.), que están diseñadas para garantizar un producto seguro y eficaz, entran en conflicto con las mejores prácticas de salud y seguridad. Por ejemplo, los diferenciales de presión logrados por los sistemas generales de ventilación, diseñados para proteger a los trabajadores fuera del proceso peligroso, entran en conflicto con el requisito reglamentario de evitar la contaminación del producto por polvo o contaminantes externos al proceso. Debido a que elimina el contacto directo entre las personas y los contaminantes peligrosos, la contención de procesos o equipos suele ser la mejor opción.
- Buenas practicas de trabajo. Estos incluyen vestuarios separados para limpieza y contaminados separados por duchas, cambios de ropa, lavado o ducha antes de salir de áreas contaminadas y, donde sea factible y apropiado, rotaciones sistemáticas de todos los trabajadores entre áreas expuestas y no expuestas. La formación y la educación adecuadas sobre los peligros de los estrógenos y las buenas prácticas laborales son parte integral de un programa eficaz de protección de los trabajadores. Los mejores controles de ingeniería y equipo de protección personal pueden fracasar si los operadores no conocen los peligros y los controles, y si no están debidamente capacitados para aprovechar los controles y utilizar el equipo de protección personal proporcionado.
- Monitoreo ambiental y médico agresivo de los trabajadores expuestos. Además de los exámenes físicos administrados normalmente, la evaluación de rutina debe, como mínimo, incluir la revisión de los síntomas (sensibilidad en los senos, cambio de la libido, etc.), exámenes de los senos y los ganglios axilares y la medición de las areolas. La frecuencia de detección variará, dependiendo de la gravedad del peligro de exposición. Por supuesto, la detección y el control médico (p. ej., exámenes físicos, cuestionarios de salud o pruebas de fluidos corporales) deben implementarse con la máxima sensibilidad para el bienestar general de los trabajadores, su salud y su privacidad, ya que su cooperación y asistencia en dicho programa son necesarias. fundamental para su éxito. El control de la exposición de los trabajadores a las sustancias estrogénicas o progestágenas activas debe realizarse con regularidad y debe incluir no solo el muestreo de contaminantes del aire en la zona de respiración, sino también evaluaciones de la contaminación de la piel y la eficacia del equipo de protección personal.
- Uso de equipo de protección personal adecuado: El equipo de protección personal generalmente incluye overoles desechables o lavables; separe los zapatos, calcetines, ropa interior y guantes de goma del área de esteroides; y respiradores efectivos adaptados al grado de peligro. En las áreas más peligrosas, se puede requerir equipo de protección respiratoria con suministro de aire y trajes impermeables (al polvo y/o solventes orgánicos).
Debido a la potencia de las sustancias estrogénicas, particularmente las sintéticas como el moestranol y el etinilestradiol, todas estas medidas son necesarias para controlar adecuadamente las exposiciones. Es posible que el uso de equipo de protección personal por sí solo no proporcione una protección completa. Se debe confiar principalmente en el control de las exposiciones en la fuente, mediante la contención del proceso y el aislamiento.
Métodos de monitoreo
Tanto la cromatografía líquida de alta resolución como los procedimientos de radioinmunoensayo se han utilizado para determinar los estrógenos o progestágenos en muestras ambientales. Se han analizado muestras de suero para el compuesto activo exógeno, su metabolito (p. ej., etinilestradiol es el principal metabolito de moestranol), neurofisinas estimuladas por estrógenos o cualquiera de otras hormonas (p. ej., hormonas gonadotrópicas y CBG) consideradas apropiadas para el tratamiento específico. proceso y peligro. El monitoreo aéreo generalmente incluye el monitoreo personal de la zona de respiración, pero el muestreo del área puede ser útil para detectar desviaciones de los valores esperados a lo largo del tiempo. El monitoreo personal tiene la ventaja de detectar fallas o problemas con el equipo de procesamiento, el equipo de protección personal o los sistemas de ventilación y puede brindar una advertencia temprana de exposición. El monitoreo biológico, por otro lado, puede detectar exposiciones que pueden pasar desapercibidas por el monitoreo ambiental (p. ej., absorción por la piel o ingestión). En general, las buenas prácticas combinan muestreo ambiental y biológico para proteger a los trabajadores.
Perfil general
Hay dos tipos básicos de caucho utilizados en la industria del caucho: natural y sintético. Se utilizan varios polímeros de caucho sintético diferentes para fabricar una amplia variedad de productos de caucho (consulte la tabla 1). El caucho natural se produce principalmente en el sudeste asiático, mientras que el caucho sintético se produce principalmente en los países industrializados: Estados Unidos, Japón, Europa occidental y Europa oriental. Brasil es el único país en desarrollo con una importante industria del caucho sintético.
Tabla 1. Algunos polímeros de caucho importantes
|
Tipo de caucho/ |
Producción |
Propiedades |
Los usos más comunes |
|
|
caucho natural |
Tailandia |
1,501 |
Propósito general; no resistente al aceite, hinchado por solventes; sujetas a meteorización por oxígeno, ozono, |
Neumáticos, amortiguadores, sellos, acoplamientos, puentes y cojinetes de construcción, calzado, mangueras, cintas transportadoras, productos moldeados, revestimientos, rollos, guantes, preservativos, dispositivos médicos, adhesivos, respaldo de alfombras, hilo, espuma |
|
Poliisopreno (IR) |
US |
47 |
Propósito general; caucho natural sintético, propiedades similares |
Ver caucho natural arriba. |
|
Estireno-butadieno (SBR) |
US |
920 |
Propósito general; sustituto del caucho natural de la Segunda Guerra Mundial; poca resistencia al aceite/disolvente |
Neumáticos (75 %), cintas transportadoras, esponjas, productos moldeados, calzado, mangueras, cubiertas para rollos, adhesivos, impermeabilizantes, base de látex para alfombras, productos de espuma |
|
Polibutadieno (BR) |
US |
465 |
Mala resistencia al aceite/disolvente; sujeto a la intemperie; alta resiliencia, resistencia a la abrasión y baja |
Neumáticos, zapatos, cintas transportadoras, correas de transmisión, superpelotas de juguete |
|
Butilo (IIR) |
US |
130 |
Baja permeabilidad al gas; resistente al calor, ácidos, líquidos polares; no resistente al aceite, solventes; meteorización moderada |
Cámaras de aire, vejigas de curado de neumáticos, calafateo y selladores, aislamiento de cables, aisladores de vibraciones, revestimientos de estanques y membranas para techos, |
|
Etileno propileno/ |
US |
261 |
Flexibilidad a baja temperatura; resistente a la intemperie y al calor pero no al aceite, disolventes; excelentes propiedades electricas |
cubiertas de alambres y cables; burletes y sellos extruidos; productos moldeados; montajes de aislamiento; láminas de revestimiento para almacenamiento de granos, techos, estanques, zanjas, rellenos sanitarios |
|
Policloropreno (CR) |
US |
105 |
Resistente al aceite, las llamas, el calor y la intemperie |
Chaquetas de alambre y cable, mangueras, correas, cintas transportadoras, calzado, trajes húmedos, telas recubiertas y productos inflables, extrusiones, adhesivos, |
|
Nitrilo (NBR) |
US |
64 |
Resistente al aceite, solventes, aceite vegetal; hinchado por disolventes polares como las cetonas |
Selladores, revestimientos y juntas de mangueras resistentes al combustible, revestimientos de rodillos, cintas transportadoras, suelas de zapatos, guantes, adhesivos, equipos de perforación petrolera |
|
Silicona (MQ) |
US |
95 |
Estable a altas/bajas temperaturas; resistente al aceite, solventes, a la intemperie; fisiológica y químicamente inerte |
Aislamiento de cables y alambres, sellos, adhesivos, juntas, productos especiales moldeados y extruidos, máscaras antigás y respiradores, tubos médicos y para alimentos, implantes quirúrgicos |
|
Polisulfuro (OT) |
US |
20 |
Resistente al aceite, solventes, baja temperatura, intemperie; baja permeabilidad a los gases |
Revestimiento de rodillos, revestimiento de mangueras, juntas, productos moldeados, selladores, diafragmas de medidores de gas, selladores de vidrio, aglutinante de propulsor sólido para cohetes |
|
Caucho recuperado |
– |
– |
cadenas poliméricas más cortas; procesamiento más fácil; menos tiempo de mezcla y consumo de energía; menor resistencia a la tracción y menor costo |
Neumáticos, cámaras de aire, tapetes, artículos mecánicos, adhesivos, asfalto cauchutado |
Fuente: Cifras de producción extraídas de los datos del Instituto de Investigación de Stanford.
Los neumáticos y los productos de neumáticos representan aproximadamente el 60% del uso de caucho sintético y el 75% del consumo de caucho natural (Greek 1991), empleando alrededor de medio millón de trabajadores en todo el mundo. Los usos importantes del caucho que no son para neumáticos incluyen cinturones y mangueras para automóviles, guantes, condones y calzado de caucho.
En los últimos años, ha habido una globalización de la industria del caucho. Esta industria intensiva en mano de obra ha crecido en los países en desarrollo. El cuadro 2 muestra el consumo mundial de caucho natural y sintético en 1993.
Cuadro 2. Consumo mundial de caucho en 1993
|
Provincia |
Caucho sintético |
caucho natural |
|
Norteamérica |
2,749 |
999 |
|
Europa Occidental |
2,137 |
930 |
|
Asia y Oceanía |
1,849 |
2,043 |
|
América Latina |
575 |
260 |
|
Europa Central |
215 |
65 |
|
Comunidad de Estados Independientes |
1,665 |
100 |
|
Oriente Medio y África |
124 |
162 |
|
China y Asia* |
453 |
750 |
|
Total |
9,767 |
5,309 |
*Incluye China, Corea del Norte y Viet Nam.
Fuente: Instituto Internacional de Productores de Caucho Sintético 1994.
Cultivo de árboles de caucho
Caucho natural (cis-1,4-poliisopreno) es un producto vegetal procesado que se puede aislar de varios cientos de especies de árboles y plantas en muchas áreas del mundo, incluidas las regiones ecuatoriales de África, el sudeste de Asia y América del Sur. La savia lechosa, o látex, del árbol de caucho comercial. Hevea brasiliensis proporciona esencialmente todo (más del 99%) del suministro mundial de caucho natural. El caucho natural también se produce a partir de Ficus elastica y otras plantas africanas en áreas de producción como Côte d'Ivoire, Madagascar, Senegal y Sierra Leona. El trans-1,4-poliisopreno natural se conoce como gutapercha o balata y proviene de árboles de América del Sur e Indonesia. Esto produce un caucho menos puro que el cis isómero Otra fuente potencial de producción comercial de caucho natural es el arbusto de guayule, Partenio argentatum, que crece en regiones cálidas y áridas, como el suroeste de los Estados Unidos.
La producción de caucho Hevea se divide entre plantaciones de más de 100 acres y pequeñas granjas, generalmente de menos de 10 acres. La productividad de los árboles de caucho comerciales ha aumentado regularmente desde la década de 1970. Este aumento de la productividad se debe principalmente al desarrollo y la replantación de acres con árboles de mayor rendimiento y maduración más rápida. El uso de fertilizantes químicos y el control de las enfermedades del caucho también han contribuido al aumento de la productividad. Las medidas estrictas para el control de la exposición a herbicidas y pesticidas durante el almacenamiento, la mezcla y el rociado, el uso de ropa protectora adecuada y cremas protectoras, y la provisión de vestuarios y vigilancia médica adecuada pueden controlar de manera efectiva los peligros asociados con el uso de productos químicos agrícolas. .
Los árboles de caucho generalmente se golpean para obtener látex haciendo un corte en espiral a través de la corteza del árbol en días alternos, aunque la frecuencia y el método de golpeteo varían. El látex se recoge en copas colgadas en el árbol debajo de los cortes. El contenido de los vasos se transfiere a grandes contenedores y se lleva a las estaciones de procesamiento. El amoníaco generalmente se agrega como conservante. El amoníaco rompe las partículas de caucho y produce un producto de dos fases que consta de 30 a 40% de sólidos. Este producto se concentra aún más hasta un 60 % de sólidos, lo que da como resultado un concentrado de látex amoniacal que contiene un 1.6 % de amoníaco en peso. También está disponible un concentrado de látex con bajo contenido de amoníaco (0.15 a 0.25 % de amoníaco). El concentrado bajo en amoníaco requiere la adición de un conservante secundario al látex para evitar la coagulación y la contaminación. Los conservantes secundarios incluyen pentaclorofenato de sodio, disulfuro de tetrametiltiuram, dimetilditiocarbamato de sodio y óxido de zinc.
Los principales peligros para los trabajadores de campo son la exposición a los elementos, las picaduras de animales e insectos y los peligros relacionados con las herramientas afiladas que se usan para hacer incisiones en los árboles. Las lesiones resultantes deben tratarse con prontitud para reducir el riesgo de infección. Las medidas preventivas y terapéuticas pueden reducir los peligros del clima y las plagas. Las incidencias de malaria y enfermedades gastroentéricas se han reducido en las plantaciones modernas a través de la profilaxis, el control de mosquitos y medidas sanitarias.
El arbusto de guayule, una planta nativa del sur de Texas y del centro norte de México, contiene caucho natural en sus tallos y raíces. Se debe cosechar todo el arbusto para extraer el caucho.
El caucho de guayule es esencialmente idéntico al caucho de hevea, excepto que el caucho de guayule tiene menos resistencia en verde. El caucho guayule no es una alternativa comercial viable al caucho Hevea en este momento.
Tipos de Caucho Natural
Los tipos de caucho natural que se producen actualmente incluyen láminas nervadas ahumadas, caucho técnicamente especificado, crepes, látex, caucho natural epoxidado y caucho natural termoplástico. Tailandia es el mayor proveedor de láminas ahumadas acanaladas, que representan aproximadamente la mitad de la producción mundial de caucho natural. El caucho técnicamente especificado, o caucho natural en bloque, se introdujo en Malasia a mediados de la década de 1960 y representa entre el 40 y el 45 % de la producción de caucho natural. Indonesia, Malasia y Tailandia son los mayores proveedores de caucho técnicamente especificado. El caucho técnicamente especificado deriva su nombre del hecho de que su calidad está determinada por las especificaciones técnicas, principalmente su pureza y elasticidad, más que por las especificaciones visuales convencionales. El caucho crepé ahora representa solo una pequeña parte del mercado mundial de caucho natural. El consumo mundial de látex de caucho natural ha aumentado recientemente, principalmente debido a una mayor demanda de productos de látex como barrera contra el virus de la inmunodeficiencia humana y otros patógenos transmitidos por la sangre. Los concentrados de látex se utilizan para la producción de adhesivos, soportes para alfombras, espuma y productos sumergidos. Los productos sumergidos incluyen globos, guantes y condones. El caucho natural epoxidado se produce mediante el tratamiento del caucho natural con perácidos. El caucho natural epoxidado se utiliza como reemplazo de algunos cauchos sintéticos. El caucho natural termoplástico resulta de la vulcanización dinámica parcial de mezclas de poliolefinas y caucho natural. Está en las primeras etapas de desarrollo comercial.
Procesos de producción
El látex de los árboles de caucho se envía a los consumidores como un concentrado o se procesa en caucho seco (consulte la figura 1 y la figura 2). Para el caucho técnicamente especificado, un proceso de fabricación consiste en coagular el látex de campo con ácido y pasar el látex coagulado a través de máquinas cortadoras y una serie de rodillos crepadores. Los molinos de martillos o granuladores convierten el producto en migas de caucho, que se tamizan, lavan, secan, embalan y empaquetan. Otro método de producción de caucho técnicamente especificado implica la adición de un agente desmenuzador antes de la coagulación, seguido de un desmenuzamiento mediante rodillos de crespado.
Figura 1. Siringuero de árboles de caucho coagulando el látex recolectado, primero recogiéndolo en un palo y luego sosteniéndolo sobre un tazón de humo.
Figura 2. Procesamiento de caucho en una plantación en el este de Camerún
Las láminas ahumadas acanaladas se producen pasando látex coagulado a través de una serie de rodillos para producir láminas delgadas, que se graban con un patrón acanalado. El patrón acanalado sirve principalmente para aumentar la superficie del material y facilitar su secado. Las hojas se conservan colocándolas en un ahumadero a 60ºC durante una semana, se clasifican visualmente, se seleccionan y se envasan en pacas.
Las fórmulas compuestas utilizadas para los cauchos naturales son esencialmente las mismas que las utilizadas para la mayoría de los cauchos sintéticos insaturados. Es posible que se requieran aceleradores, activadores, antioxidantes, rellenos, suavizantes y agentes vulcanizantes, según las propiedades que se deseen en el compuesto terminado.
Los peligros derivados del uso de métodos de producción mecanizados (es decir, rodillos y centrífugas) requieren estrictos controles de seguridad durante la instalación, el uso y el mantenimiento, incluida la atención a la protección de la máquina. Se deben tomar las precauciones apropiadas cuando se utilizan productos químicos de procesamiento. Se debe prestar atención al uso de superficies adecuadas para caminar y trabajar para evitar resbalones, tropiezos y caídas. Los empleados deben recibir capacitación en prácticas de trabajo seguras. Se requiere una supervisión estricta para evitar accidentes asociados con el uso de calor como ayuda en el curado.
Fabricación de neumáticos
Proceso de manufactura
La figura 1 muestra una descripción general del proceso de fabricación de neumáticos.
Figura 1. El proceso de fabricación del neumático

Mezcla de compuestos y Banbury
Un mezclador Banbury combina material de caucho, negro de carbón y otros ingredientes químicos para crear un material de caucho homogéneo. El tiempo, el calor y las materias primas son factores utilizados para diseñar la composición del material. Los ingredientes generalmente se proporcionan a la planta en paquetes previamente pesados o son preparados y pesados por el operador de Banbury a partir de cantidades a granel. Los ingredientes medidos se colocan en un sistema transportador y se carga el Banbury para iniciar el proceso de mezclado.
Cientos de componentes se combinan para formar el caucho que se utiliza para la fabricación de neumáticos. Los componentes incluyen compuestos que actúan como aceleradores, antioxidantes, antiozonizantes, extensores, vulcanizadores, pigmentos, plastificantes, agentes de refuerzo y resinas. La mayoría de los constituyentes no están regulados y es posible que no hayan tenido evaluaciones toxicológicas exhaustivas. En términos generales, la exposición ocupacional de los operadores de Banbury a las materias primas se ha reducido gracias a las mejoras en los controles administrativos y de ingeniería. Sin embargo, sigue existiendo preocupación por la naturaleza y cantidad de los componentes que componen la exposición.
Molienda
El moldeado del caucho comienza en el proceso de molienda. Al finalizar el ciclo de mezcla de Banbury, el caucho se coloca en un molino de gotas. El proceso de fresado da forma al caucho en tiras planas y largas al forzarlo a través de dos rodillos fijos que giran en diferentes direcciones a diferentes velocidades.
Los operadores de molinos generalmente están preocupados por los riesgos de seguridad asociados con la operación abierta de los rodillos giratorios. Los molinos más antiguos solían tener cables o barras de disparo que el operador podía tirar si quedaba atrapado en el molino (consulte la figura 2); los molinos modernos tienen barras corporales a la altura de las rodillas que se activan automáticamente si el operador queda atrapado en los molinos (ver figura 3).
Figura 2. Molino antiguo con una barra de disparo ubicada demasiado alta para ser efectiva. El operador, sin embargo, tiene guantes grandes que se introducirían en el molino antes que sus dedos.
Ray C. Becada
Figura 3. Molino para línea de calandra con una protección de barra de cuerpo que apaga el molino si los trabajadores se tropiezan.

James S. Federico
La mayoría de las instalaciones cuentan con extensos procedimientos de rescate de emergencia para los trabajadores atrapados en los molinos. Los operadores del molino están expuestos al calor y al ruido, así como a los componentes formados por el calentamiento o la liberación del caucho) (ver una cubierta de dosel sobre un molino de caída en la figura 4).
Figura 4. Molino de gotas y secador con capota y cables trampa
James S. Federico
Extrusión y calandrado
La operación de calandrado continúa para dar forma al caucho. La calandria consta de uno o más (a menudo cuatro) rodillos, a través de los cuales se fuerzan las láminas de caucho (ver figura 3).
La calandria tiene las siguientes funciones:
- para preparar caucho compuesto como una lámina uniforme de espesor y ancho definidos
- colocar una fina capa de caucho sobre un tejido ("recubrimiento" o "desnatado")
- forzar el caucho en los intersticios de la tela por fricción ("fricción").
Las láminas de caucho que salen de la calandra se enrollan en tambores, llamados "carcasas", con espaciadores de tela, llamados "revestimientos", para evitar que se peguen.
La extrusora a menudo se denomina "tubo" porque crea componentes de caucho en forma de tubo. La extrusora funciona forzando el caucho a través de troqueles de forma apropiada. La extrusora consta de un tornillo, barril o cilindro, cabezal y matriz. Se usa un núcleo o araña para formar el interior hueco de la tubería. La extrusora produce la sección grande y plana de las bandas de rodadura de los neumáticos.
Los operadores de extrusoras y calandrias pueden estar expuestos a talco y solventes, que se utilizan en el proceso. Además, los trabajadores al final de la operación de extrusión están expuestos a una tarea altamente repetitiva de colocar la banda de rodadura en carros de varios niveles. Esta operación a menudo se conoce como huellas de reserva, porque el carro parece un libro con las bandejas como páginas. La configuración de la extrusora así como el peso y las cantidades de rodadura a reservar contribuyen al impacto ergonómico de esta operación. Se han realizado numerosos cambios para disminuir esto, y algunas operaciones se han automatizado.
Montaje y construcción de componentes.
El montaje de neumáticos puede ser un proceso altamente automatizado. La máquina ensambladora de llantas consta de un tambor giratorio, sobre el cual se ensamblan los componentes, y dispositivos de alimentación para suministrar al fabricante de llantas los componentes a ensamblar (ver figura 5). Los componentes de un neumático incluyen talones, capas, paredes laterales y bandas de rodadura. Una vez que se ensamblan los componentes, el neumático a menudo se denomina "neumático verde".
Figura 5. Operador ensamblando un neumático en una máquina de neumáticos de una sola etapa
Los fabricantes de neumáticos y otros trabajadores en esta área del proceso están expuestos a una serie de operaciones de movimiento repetitivo. Los componentes, a menudo en rollos pesados, se colocan en las partes de alimentación del equipo de ensamblaje. Esto puede implicar la elevación y el manejo extensos de rollos pesados en un espacio limitado. La naturaleza del ensamblaje también requiere que el fabricante de llantas realice una serie de movimientos similares o idénticos en cada ensamblaje. Los fabricantes de neumáticos utilizan disolventes, como el hexano, que permiten que se adhieran la banda de rodadura y las capas de caucho. La exposición a los solventes es un área de preocupación.
Después de ser ensamblado, el neumático verde se rocía con un solvente o un material a base de agua para evitar que se adhiera al molde de curado. Estos solventes exponen potencialmente al operador de rociado, al manipulador de materiales y al operador de la prensa de curado. Hoy en día, se utilizan principalmente materiales a base de agua.
Curado y vulcanizado
Los operadores de la prensa de curado colocan los neumáticos verdes en la prensa de curado o en el equipo de carga de la prensa. Las prensas de curado en operación en América del Norte existen en una variedad de tipos, edades y grados de automatización (ver figura 6). La prensa utiliza vapor para calentar o curar el neumático verde. El curado o vulcanización del caucho transforma el material pegajoso y maleable en un estado no pegajoso, menos maleable y duradero.
Figura 6. Prensa de curado Bag-o-matic McNeal para pasajeros y camiones livianos ventilada con un ventilador de techo, Akron, Ohio, EE. UU.

James S. Federico
Cuando el caucho se calienta durante el curado o en etapas anteriores del proceso, se forman N-nitrosaminas cancerígenas. Debe controlarse cualquier nivel de exposición a la N-nitrosamina. Se debe intentar limitar la exposición a la N-nitrosamina tanto como sea posible. Además, los polvos, gases, vapores y emanaciones contaminan el entorno de trabajo cuando se calienta, cura o vulcaniza el caucho.
Inspección y acabado
Después del curado, quedan por realizar las operaciones de acabado y la inspección antes de almacenar o enviar el neumático. La operación de acabado recorta las rebabas o el exceso de caucho del neumático. Este exceso de caucho permanece en el neumático por las ventilaciones del molde de curado. Además, es posible que sea necesario eliminar el exceso de capas de caucho de las paredes laterales o de las letras en relieve del neumático.
Uno de los principales peligros para la salud a los que están expuestos los trabajadores mientras manipulan un neumático curado es el movimiento repetitivo. Las operaciones de acabado o esmerilado de neumáticos suelen exponer a los trabajadores a partículas o polvo de caucho curado (consulte la figura 7). Esto contribuye a las enfermedades respiratorias en los trabajadores del área de acabado. Además, existe la posibilidad de exposición a solventes de la pintura protectora que se usa a menudo para proteger la pared lateral o las letras de los neumáticos.
Figura 7. Un colector de polvo de una muela abrasiva captura polvo de caucho

Ray C. Becada
Después del acabado, el neumático está listo para almacenarse en un almacén o enviarse desde la planta.
Preocupaciones por la salud y la seguridad
Las preocupaciones sobre salud y seguridad en el trabajo en las instalaciones de fabricación de neumáticos siempre han sido y continúan siendo de suma importancia. A menudo, el impacto de las lesiones graves en el lugar de trabajo eclipsa la devastación asociada con las enfermedades que pueden estar relacionadas con las exposiciones en el lugar de trabajo. Debido a los períodos prolongados de latencia, algunas enfermedades no se manifiestan hasta que el trabajador deja el trabajo. Además, muchas enfermedades que pueden estar asociadas con exposiciones ocupacionales en plantas de llantas nunca se diagnostican como relacionadas con la ocupación. Pero enfermedades como el cáncer siguen siendo frecuentes entre los trabajadores del caucho en las instalaciones de fabricación de neumáticos.
Se han realizado muchos estudios científicos en trabajadores de plantas de fabricación de neumáticos. Algunos de estos estudios han identificado un exceso de mortalidad por cáncer de vejiga, estómago, pulmón, hematopoyético y otros. Este exceso de muertes a menudo no se puede atribuir a una sustancia química específica. Esto se debe en parte a las exposiciones en el lugar de trabajo que involucran muchas sustancias químicas individuales a lo largo de la duración de la exposición y/o exposiciones combinadas a varias sustancias químicas simultáneamente. También se producen cambios frecuentes en la formulación de los materiales utilizados en una planta de neumáticos. Estos cambios en los tipos y cantidades de los constituyentes del compuesto de caucho crean una dificultad adicional para rastrear los agentes causales.
Otra área de preocupación son los problemas respiratorios o la irritación respiratoria en los trabajadores de las plantas de neumáticos (es decir, opresión en el pecho, dificultad para respirar, reducción de las funciones pulmonares y otros síntomas respiratorios). Se ha demostrado que el enfisema es una razón común para la jubilación anticipada. Estos problemas se encuentran a menudo en las áreas de curado, procesamiento (premezclado, pesado, mezclado y calentamiento de ingredientes crudos) y acabado final (inspección) de las plantas. En el procesamiento y el curado, las exposiciones químicas son a menudo a numerosos constituyentes en niveles de exposición relativamente bajos. Muchos de los componentes individuales a los que están expuestos los trabajadores no están regulados por agencias gubernamentales. Casi la misma cantidad no se ha probado adecuadamente en cuanto a toxicidad o carcinogenicidad. Además, en los Estados Unidos, es poco probable que los trabajadores de las plantas de neumáticos en estas áreas deban utilizar protección respiratoria. No se ha identificado una causa clara de dificultad respiratoria.
Muchos trabajadores de las plantas de neumáticos han sufrido dermatitis de contacto, que a menudo no se ha relacionado con una sustancia en particular. Algunas de las sustancias químicas que se han relacionado con la dermatitis ya no se utilizan en la fabricación de neumáticos en América del Norte; sin embargo, muchos de los productos químicos de reemplazo no se han evaluado por completo.
Los trastornos traumáticos repetitivos o acumulativos se han identificado como un área de preocupación en la fabricación de neumáticos. Los trastornos de traumatismos repetitivos incluyen tenosinovitis, síndrome del túnel carpiano, sinovitis, pérdida de audición inducida por ruido y otras afecciones resultantes de movimientos, vibraciones o presiones repetitivas. El proceso de fabricación de llantas contiene inherentemente múltiples y excesivas ocurrencias de manipulación de materiales y productos para una gran parte de los trabajadores de producción. En algunos países, se han introducido y continúan introduciéndose muchas mejoras en las plantas para abordar este problema. Muchas de las mejoras innovadoras han sido iniciadas por los trabajadores o por comités mixtos de trabajadores y dirección. Algunas de las mejoras proporcionan controles de ingeniería para manipular materiales y productos (ver figura 8).
Figura 8. Un elevador de vacío lleva bolsas al transportador de carga para un mezclador Banbury, lo que elimina la tensión en la espalda por el manejo manual
Ray C. Becada
Debido en parte a la reestructuración de la fuerza laboral, la edad promedio de los trabajadores en muchas plantas de llantas continúa aumentando. Además, cada vez más instalaciones de fabricación de neumáticos tienden a funcionar de forma continua. Muchas instalaciones con operaciones continuas incluyen horarios de turnos de trabajo de 12 horas y/o turnos rotativos. La investigación continúa estudiando las posibles relaciones entre los turnos de trabajo prolongados, la edad y los trastornos traumáticos acumulativos en la fabricación de neumáticos.
" EXENCIÓN DE RESPONSABILIDAD: La OIT no se responsabiliza por el contenido presentado en este portal web que se presente en un idioma que no sea el inglés, que es el idioma utilizado para la producción inicial y la revisión por pares del contenido original. Ciertas estadísticas no se han actualizado desde la producción de la 4ª edición de la Enciclopedia (1998)."