- Uko hapa:
-
Nyumbani

- Sehemu ya XIII. Viwanda vya Utengenezaji

Makundi watoto

81. Vifaa na Vifaa vya Umeme (7)

81. Vifaa na Vifaa vya Umeme
Mhariri wa Sura: NA Smith
Orodha ya Yaliyomo
Majedwali na Takwimu
Wasifu wa Jumla
NA Smith
Utengenezaji wa Betri ya Asidi ya risasi
Barry P. Kelley
Betri
NA Smith
Utengenezaji wa Cable ya Umeme
David A. O'Malley
Taa ya Umeme na Utengenezaji wa Tube
Albert M. Zielinski
Utengenezaji wa Vifaa vya Umeme vya Ndani
NA Smith na W. Klost
Masuala ya Mazingira na Afya ya Umma
Pittman, Alexander
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Muundo wa betri za kawaida
2. Utengenezaji: vifaa vya umeme vya ndani
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.





82. Uchakataji wa Vyuma na Sekta ya Utengenezaji Vyuma (14)
82. Uchakataji wa Chuma na Sekta ya Ufanyaji kazi wa Metali
Mhariri wa Sura: Michael McCann
Orodha ya Yaliyomo
Majedwali na Takwimu
Operesheni za kuyeyusha na kusafisha
Kuyeyusha na Kusafisha
Peka Roto
Uyeyushaji na Usafishaji wa Shaba, Risasi na Zinki
Kuyeyusha na Kusafisha Alumini
Bertram D. Dinman
Kuyeyusha na Kusafisha Dhahabu
ID Gadaskina na LA Ryzik
Usindikaji wa Metali na Ufanyaji kazi wa Metali
Mwanasheria
Franklin E. Mirer
Kughushi na Kupiga chapa
Robert M. Park
Kulehemu na Kukata kwa joto
Philip A. Platcow na GS Lyndon
Lathes
Toni Retsch
Kusaga na polishing
K. Welinder
Vilainishi vya Viwandani, Vimiminika vya Metali vinavyofanya kazi na Mafuta ya Magari
Richard S. Kraus
Matibabu ya uso wa Metali
JG Jones, JR Bevan, JA Catton, A. Zober, N. Fish, KM Morse, G. Thomas, MA El Kadeem na Philip A. Platcow
Urekebishaji wa Metal
Melvin E. Cassady na Richard D. Ringenwald, Mdogo.
Masuala ya Mazingira katika Kumaliza Metali na Mipako ya Viwandani
Stewart Forbes
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Ingizo na matokeo ya kuyeyusha shaba
2. Ingizo na matokeo ya kuyeyusha risasi
3. Ingizo na matokeo ya kuyeyusha zinki
4. Ingizo na matokeo ya kuyeyusha alumini
5. Aina za tanuu za msingi
6. Mchakato wa pembejeo za nyenzo na matokeo ya uchafuzi wa mazingira
7. Michakato ya kulehemu: Maelezo na hatari
8. Muhtasari wa hatari
9. Vidhibiti vya alumini, kwa uendeshaji
10. Udhibiti wa shaba, kwa uendeshaji
11. Vidhibiti vya risasi, kwa uendeshaji
12. Udhibiti wa zinki, kwa uendeshaji
13. Udhibiti wa magnesiamu, kwa uendeshaji
14. Udhibiti wa zebaki, kwa uendeshaji
15. Vidhibiti vya nikeli, kwa uendeshaji
16. Udhibiti wa madini ya thamani
17. Vidhibiti vya cadmium, kwa uendeshaji
18. Udhibiti wa seleniamu, kwa uendeshaji
19. Udhibiti wa cobalt, kwa uendeshaji
20. Vidhibiti vya bati, kwa uendeshaji
21. Udhibiti wa titani, kwa uendeshaji
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.
|
|







83. Elektroniki ndogo na halvledare (7)
83. Microelectronics na Semiconductors
Mhariri wa Sura: Michael E. Williams
Orodha ya Yaliyomo
Majedwali na Takwimu
Wasifu wa Jumla
Michael E. Williams
Utengenezaji wa Semiconductor ya Silicon
David G. Baldwin, James R. Rubin na Afsaneh Gerami
Maonyesho ya Kioevu cha Kioevu
David G. Baldwin, James R. Rubin na Afsaneh Gerami
III-V Utengenezaji wa Semiconductor
David G. Baldwin, Afsaneh Gerami na James R. Rubin
Bodi ya Mzunguko iliyochapishwa na Mkutano wa Kompyuta
Michael E. Williams
Athari za Kiafya na Miundo ya Magonjwa
Donald V. Lassiter
Masuala ya Mazingira na Afya ya Umma
Kutafuna Corky
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Mifumo ya kupiga picha
2. Photoresist strippers
3. Majina ya kemikali yenye unyevunyevu
4. Gesi za plasma ya kuweka na vifaa vilivyowekwa
5. Dopants za uundaji wa makutano kwa uenezi
6. Aina kuu za epitaxy ya silicon
7. Aina kuu za CVD
8. Kusafisha kwa maonyesho ya paneli ya gorofa
9. Mchakato wa PWB: Mazingira, afya na usalama
10. Uzalishaji na udhibiti wa taka wa PWB
11. Uzalishaji na udhibiti wa taka za PCB
12. Uzalishaji na udhibiti wa taka
13. Matrix ya mahitaji ya kipaumbele
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.
|
|













84. Kioo, Ufinyanzi na Nyenzo Zinazohusiana (3)
84. Kioo, Ufinyanzi na Nyenzo Zinazohusiana
Wahariri wa Sura: Joel Bender na Jonathan P. Hellerstein
Orodha ya Yaliyomo
Majedwali na Takwimu
Kioo, Keramik na Nyenzo Zinazohusiana
Jonathan P. Hellerstein, Joel Bender, John G. Hadley na Charles M. Hohman
Uchunguzi kifani: Nyuzi za Macho
George R. Osborne
Uchunguzi kifani: Vito Sanifu
Basil Dolphin
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Vipengele vya kawaida vya mwili
2. Michakato ya Viwanda
3. Viongezeo vya kemikali vilivyochaguliwa
4. Matumizi ya kinzani na tasnia huko USA
5. Hatari zinazowezekana kwa afya na usalama
6. Jeraha la kazini lisiloweza kufa na ugonjwa
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.



























85. Sekta ya Uchapishaji, Picha na Uzalishaji (6)
85. Sekta ya Uchapishaji, Picha na Uzalishaji
Mhariri wa Sura: David Richardson
Orodha ya Yaliyomo
Majedwali na Takwimu
Uchapishaji na Uchapishaji
Gordon C. Miller
Huduma za Uzalishaji na Kuiga
Robert W. Kilpper
Masuala ya Afya na Mifumo ya Magonjwa
Barry R. Friedlander
Muhtasari wa Masuala ya Mazingira
Daniel R. Kiingereza
Maabara ya Biashara ya Picha
David Richardson
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Yatokanayo na tasnia ya uchapishaji
2. Kuchapisha hatari za vifo vya biashara
3. Mfiduo wa kemikali katika usindikaji
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.






86. Utengenezaji wa mbao (5)
86. Useremala
Mhariri wa Sura: Parokia ya Jon
Orodha ya Yaliyomo
Majedwali na Takwimu
Wasifu wa Jumla
Debra Osinsky
Michakato ya Utengenezaji wa mbao
Jon K. Parokia
Mashine za Kuelekeza
Piga Wegmüller
Mashine za Kupanga Mbao
Piga Wegmüller
Athari za Kiafya na Miundo ya Magonjwa
Leon J. Warshaw
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Aina za mbao zenye sumu, zisizo na mzio na zinazotumika kwa bayolojia
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.

















Kulehemu na Kukata kwa joto
Makala haya ni masahihisho ya toleo la 3 la makala ya Encyclopaedia of Occupational Health and Safety "Welding and thermal cut" na GS Lyndon.
Muhtasari wa Mchakato
Kulehemu ni neno la jumla linalorejelea muungano wa vipande vya chuma kwenye nyuso za pamoja zinazotolewa plastiki au kioevu kwa joto au shinikizo, au zote mbili. Vyanzo vitatu vya kawaida vya joto ni:
- moto unaotokana na mwako wa gesi ya mafuta na hewa au oksijeni
- arc umeme, iliyopigwa kati ya electrode na workpiece au kati ya electrodes mbili
- upinzani wa umeme unaotolewa kwa kifungu cha sasa kati ya kazi mbili au zaidi.
Vyanzo vingine vya joto kwa kulehemu vinajadiliwa hapa chini (tazama jedwali 1).
Jedwali 1. Vifaa vya usindikaji wa pembejeo na matokeo ya uchafuzi wa madini ya risasi na kusafisha
|
Mchakato |
Uingizaji wa nyenzo |
Uzalishaji wa hewa |
Mchakato wa taka |
Taka zingine |
|
Uimbaji wa risasi |
Ore ya risasi, chuma, silika, flux ya chokaa, coke, soda, majivu, pyrite, zinki, caustic, vumbi la baghouse |
Dioksidi ya sulfuri, chembe chembe zenye cadmium na risasi |
||
|
Uyeyushaji wa risasi |
Sinter ya risasi, coke |
Dioksidi ya sulfuri, chembe chembe zenye cadmium na risasi |
Panda maji machafu ya kuosha, maji ya granulation ya slag |
Slag iliyo na uchafu kama vile zinki, chuma, silika na chokaa, vitu vikali vya kuzuia uso |
|
Uvutaji wa risasi |
risasi bullion, soda ash, sulphur, baghouse vumbi, coke |
Slag iliyo na uchafu kama vile shaba, vitu vikali vya kuzuia uso |
||
|
Usafishaji wa risasi |
risasi drossing bullion |
In kulehemu gesi na kukata, oksijeni au hewa na gesi ya mafuta hulishwa kwa bomba (tochi) ambayo huchanganywa kabla ya mwako kwenye pua. Bomba kwa kawaida hushikiliwa kwa mkono (tazama mchoro 1). Joto huyeyusha nyuso za chuma za sehemu zinazounganishwa, na kuzifanya kutiririka pamoja. Chuma cha kujaza au aloi huongezwa mara kwa mara. Aloi mara nyingi huwa na kiwango cha chini cha kuyeyuka kuliko sehemu za kuunganishwa. Katika kesi hii, vipande viwili kwa ujumla haviletwa kwa joto la fusion (brazing, soldering). Fluji za kemikali zinaweza kutumika kuzuia uoksidishaji na kuwezesha kuunganishwa.
Mchoro 1. Kulehemu kwa gesi kwa tochi & fimbo ya chuma chujio. Welder inalindwa na apron ya ngozi, gauntlets na glasi

Katika kulehemu kwa arc, arc hupigwa kati ya electrode na workpieces. Electrode inaweza kushikamana na usambazaji wa umeme wa sasa (AC) au wa sasa wa moja kwa moja (DC). Joto la operesheni hii ni karibu 4,000 ° C wakati vifaa vya kazi vinaunganishwa pamoja. Kawaida ni muhimu kuongeza chuma kilichoyeyuka kwenye kiungo ama kwa kuyeyusha electrode yenyewe (michakato ya electrode inayoweza kutumika) au kwa kuyeyusha fimbo tofauti ya kujaza ambayo haijabeba sasa (michakato isiyo ya matumizi ya electrode).
Ulehemu wa kawaida wa arc hufanyika kwa manually kwa njia ya electrode iliyofunikwa (iliyofunikwa) inayoweza kutumika katika mmiliki wa electrode ya mkono. Kulehemu pia hukamilishwa na michakato mingi ya kulehemu ya nusu au otomatiki kabisa ya umeme kama vile kulehemu upinzani au malisho ya elektrodi.
Wakati wa mchakato wa kulehemu, eneo la kulehemu lazima lihifadhiwe kutoka kwa anga ili kuzuia oxidation na uchafuzi. Kuna aina mbili za ulinzi: mipako ya flux na kinga ya gesi ya inert. Katika kulehemu kwa safu iliyolindwa na flux, electrode inayoweza kutumika ina msingi wa chuma unaozungukwa na nyenzo za mipako ya flux, ambayo kwa kawaida ni mchanganyiko tata wa madini na vipengele vingine. Flux inayeyuka wakati uchomaji unaendelea, kufunika chuma kilichoyeyuka na slag na kufunika eneo la kulehemu na anga ya kinga ya gesi (kwa mfano, dioksidi kaboni) inayotokana na mtiririko wa joto. Baada ya kulehemu, slag lazima iondolewa, mara nyingi kwa kupiga.
In kulehemu kwa safu ya ngao ya gesi, blanketi ya gesi ajizi huziba angahewa na kuzuia oxidation na uchafuzi wakati wa mchakato wa kulehemu. Argon, heliamu, nitrojeni au dioksidi kaboni hutumiwa kwa kawaida kama gesi ajizi. Gesi iliyochaguliwa inategemea asili ya nyenzo za svetsade. Aina mbili maarufu za kulehemu za arc zenye ngao ya gesi ni gesi ya ajizi ya chuma na tungsten (MIG na TIG).
Kulehemu kwa upinzani inahusisha kutumia upinzani wa umeme kwa kifungu cha sasa cha juu kwa voltage ya chini kupitia vipengele vya kuunganishwa ili kuzalisha joto kwa kuyeyusha chuma. Joto linalozalishwa kwenye interface kati ya vipengele huwaleta kwenye joto la kulehemu.
Hatari na Kinga Yake
Ulehemu wote unahusisha hatari za moto, kuchoma, joto la radiant (mionzi ya infrared) na kuvuta pumzi ya mafusho ya chuma na uchafuzi mwingine. Hatari nyingine zinazohusiana na michakato maalum ya kulehemu ni pamoja na hatari za umeme, kelele, mionzi ya ultraviolet, ozoni, dioksidi ya nitrojeni, monoksidi kaboni, floridi, mitungi ya gesi iliyobanwa na milipuko. Tazama jedwali la 2 kwa maelezo zaidi.
Jedwali 2. Maelezo na hatari za michakato ya kulehemu
|
Mchakato wa Kulehemu |
Maelezo |
Hatari |
|
Ulehemu wa gesi na kukata |
||
|
Kulehemu |
Mwenge huyeyusha uso wa chuma na fimbo ya kujaza, na kusababisha kiungo kuundwa. |
Moshi wa metali, dioksidi ya nitrojeni, monoksidi kaboni, kelele, moto, mionzi ya infrared, moto, milipuko |
|
Kubwa |
Nyuso mbili za chuma zimeunganishwa bila kuyeyusha chuma. Kiwango cha kuyeyuka kwa chuma cha kujaza ni zaidi ya 450 ° C. Inapokanzwa hufanyika kwa joto la moto, inapokanzwa upinzani na inapokanzwa induction. |
Mafusho ya metali (hasa cadmium), fluorides, moto, mlipuko, kuchoma |
|
Kuuza |
Sawa na ukaaji, isipokuwa joto la kuyeyuka la chuma cha kujaza ni chini ya 450 °C. Inapokanzwa pia hufanyika kwa kutumia chuma cha soldering. |
Fluxes, mafusho ya risasi, kuchoma |
|
Kukata chuma na kuchoma moto |
Katika tofauti moja, chuma huwashwa na moto, na ndege ya oksijeni safi inaelekezwa kwenye hatua ya kukata na kuhamishwa kando ya mstari wa kukatwa. Katika uchomaji moto, kipande cha chuma cha uso huondolewa lakini chuma hakikatizwi. |
Moshi wa metali, dioksidi ya nitrojeni, monoksidi kaboni, kelele, moto, mionzi ya infrared, moto, milipuko |
|
Ulehemu wa shinikizo la gesi |
Sehemu hizo hupashwa joto na jeti za gesi zikiwa chini ya shinikizo, na kughushi pamoja. |
Moshi wa metali, dioksidi ya nitrojeni, monoksidi kaboni, kelele, moto, mionzi ya infrared, moto, milipuko |
|
Ulehemu wa arc yenye ngao ya Flux |
||
|
Ulehemu wa arc ya chuma iliyohifadhiwa (SMAC); kulehemu kwa arc "fimbo"; mwongozo wa kulehemu arc chuma (MMA); kulehemu kwa arc wazi |
Hutumia elektrodi inayoweza kutumika inayojumuisha msingi wa chuma uliozungukwa na mipako ya flux |
Mafusho ya metali, fluorides (hasa na electrodes ya chini ya hidrojeni), mionzi ya infrared na ultraviolet, kuchoma, umeme, moto; pia kelele, ozoni, dioksidi ya nitrojeni |
|
Uchomeleaji wa arc chini ya maji (SAW) |
Blanketi ya flux ya granulated imewekwa kwenye workpiece, ikifuatiwa na electrode ya waya ya chuma inayoweza kutumika. Arc huyeyusha mtiririko ili kutoa ngao ya kuyeyuka ya kinga katika eneo la kulehemu. |
Fluorides, moto, kuchoma, mionzi ya infrared, umeme; pia mafusho ya metali, kelele, mionzi ya ultraviolet, ozoni, na dioksidi ya nitrojeni |
|
Ulehemu wa arc unaolindwa na gesi |
||
|
Gesi ya ajizi ya chuma (MIG); kulehemu arc ya gesi ya chuma (GMAC) |
Electrode ni kawaida waya wazi ya utungaji wa utungaji sawa na chuma cha weld na inalishwa kwa kuendelea kwa arc. |
Mionzi ya urujuani, mafusho ya chuma, ozoni, monoksidi kaboni (pamoja na CO2 gesi), dioksidi ya nitrojeni, moto, moto, mionzi ya infrared, umeme, fluorides, kelele |
|
Gesi ya ajizi ya Tungsten (TIG); kulehemu arc tungsten gesi (GTAW); heliaki |
Electrode ya tungsten haiwezi kutumika, na chuma cha kujaza huletwa kama kinachoweza kutumika kwenye arc kwa mikono. |
Mionzi ya ultraviolet, mafusho ya metali, ozoni, dioksidi ya nitrojeni, moto, moto, mionzi ya infrared, umeme, kelele, floridi, monoksidi kaboni |
Ulehemu wa arc ya plasma (PAW) na kunyunyizia arc ya plasma; kukata arc tungsten |
Sawa na kulehemu kwa TIG, isipokuwa kwamba arc na mkondo wa gesi za inert hupita kupitia orifice ndogo kabla ya kufikia workpiece, na kuunda "plasma" ya gesi yenye ionized ambayo inaweza kufikia joto la zaidi ya 33,400 ° C. Hii pia hutumiwa kwa metallizing. |
Moshi wa metali, ozoni, dioksidi ya nitrojeni, mionzi ya ultraviolet na infrared, kelele; moto, kuchoma, umeme, floridi, monoksidi kaboni, mionzi ya x inayowezekana |
|
Flux msingi arc kulehemu (FCAW); kulehemu gesi ya chuma inayotumika (MAG) |
Inatumia elektrodi inayoweza kutumika yenye rangi ya flux; inaweza kuwa na ngao ya dioksidi kaboni (MAG) |
Mionzi ya urujuani, mafusho ya chuma, ozoni, monoksidi kaboni (pamoja na CO2 gesi), dioksidi ya nitrojeni, moto, moto, mionzi ya infrared, umeme, fluorides, kelele |
|
Ulehemu wa upinzani wa umeme |
||
|
Ulehemu wa upinzani (doa, mshono, makadirio au kulehemu kitako) |
Sasa ya juu katika voltage ya chini inapita kupitia vipengele viwili kutoka kwa electrodes. Joto linalozalishwa kwenye interface kati ya vipengele huwaleta kwenye joto la kulehemu. Wakati wa kifungu cha sasa, shinikizo na electrodes hutoa weld ya kughushi. Hakuna flux au chuma cha kujaza hutumiwa. |
Ozoni, kelele (wakati mwingine), hatari za mashine, moto, kuchoma, umeme, mafusho ya chuma. |
|
Ulehemu wa electro-slag |
Inatumika kwa kulehemu kitako wima. Kazi za kazi zimewekwa kwa wima, na pengo kati yao, na sahani za shaba au viatu huwekwa kwenye moja au pande zote mbili za kuunganisha ili kuunda umwagaji. Arc imeanzishwa chini ya safu ya flux kati ya waya moja au zaidi ya kulishwa kwa electrode na sahani ya chuma. Dimbwi la chuma lililoyeyuka huundwa, lililolindwa na flux iliyoyeyuka au slag, ambayo huhifadhiwa kwa kuyeyuka kwa upinzani wa kupita kwa sasa kati ya elektroni na vifaa vya kazi. Joto hili linalotokana na upinzani linayeyuka pande za pamoja na waya wa electrode, kujaza kiungo na kufanya weld. Wakati kulehemu inavyoendelea, chuma kilichoyeyuka na slag huhifadhiwa katika nafasi kwa kuhamisha sahani za shaba. |
Kuungua, moto, mionzi ya infrared, umeme, mafusho ya chuma |
|
Kiwango cha kulehemu |
Sehemu mbili za chuma zinazopaswa kuunganishwa zimeunganishwa na chanzo cha chini cha voltage, cha juu. Wakati mwisho wa vipengele huletwa katika kuwasiliana, sasa kubwa inapita, na kusababisha "flashing" kutokea na kuleta mwisho wa vipengele kwa joto la kulehemu. Weld ya kughushi hupatikana kwa shinikizo. |
Umeme, kuchoma, moto, mafusho ya chuma |
Michakato mingine ya kulehemu |
||
|
Kulehemu boriti ya elektroni |
Sehemu ya kazi katika chumba cha utupu hupigwa na boriti ya elektroni kutoka kwa bunduki ya elektroni kwenye voltages za juu. Nishati ya elektroni hubadilishwa kuwa joto wakati wa kugonga sehemu ya kazi, na hivyo kuyeyusha chuma na kuunganisha sehemu ya kazi. |
Mionzi ya X katika viwango vya juu, umeme, kuchoma, vumbi vya chuma, nafasi zilizofungwa |
|
Arcair kukata |
Arc hupigwa kati ya mwisho wa electrode ya kaboni (katika mmiliki wa electrode ya mwongozo na usambazaji wake wa hewa iliyoshinikizwa) na workpiece. Metali iliyoyeyushwa inayotengenezwa hupeperushwa na jeti za hewa iliyoshinikwa. |
Moshi wa metali, monoksidi kaboni, dioksidi ya nitrojeni, ozoni, moto, moto, mionzi ya infrared, umeme |
|
Kulehemu msuguano |
Mbinu ya kulehemu ya kimakanika ambapo kijenzi kimoja hubaki kikiwa kimesimama huku kingine kikizungushwa dhidi yake kwa shinikizo. Joto huzalishwa na msuguano, na kwa joto la kughushi mzunguko hukoma. Shinikizo la kughushi basi huathiri weld. |
Joto, kuchoma, hatari za mashine |
|
Laser kulehemu na kuchimba visima |
Mihimili ya laser inaweza kutumika katika matumizi ya viwandani yanayohitaji usahihi wa hali ya juu, kama vile makusanyiko madogo na mbinu ndogo katika tasnia ya kielektroniki au spinnerets kwa tasnia ya nyuzi bandia. Boriti ya laser inayeyuka na kujiunga na vifaa vya kazi. |
Umeme, mionzi ya leza, mionzi ya ultraviolet, moto, michomo, mafusho ya chuma, bidhaa za kuoza za mipako ya vifaa vya kazi. |
|
Kulehemu kwa Stud |
Safu hupigwa kati ya kijiti cha chuma (kinachofanya kazi kama elektrodi) iliyoshikiliwa kwenye bunduki ya kulehemu na bamba la chuma la kuunganishwa, na huongeza joto la ncha za vijenzi hadi kiwango myeyuko. Bunduki hulazimisha kijiti kwenye sahani na kuichomea. Kinga hutolewa na kivuko cha kauri kinachozunguka stud. |
Moshi wa metali, mionzi ya infrared na ultraviolet, michomo, umeme, moto, kelele, ozoni, dioksidi ya nitrojeni. |
|
Thermite kulehemu |
Mchanganyiko wa poda ya alumini na poda ya oksidi ya chuma (chuma, shaba, nk) huwashwa katika crucible, huzalisha chuma kilichoyeyushwa na mabadiliko ya joto kali. Chupa hupigwa na chuma kilichoyeyuka hutiririka ndani ya shimo ili kuunganishwa (ambalo limezungukwa na ukungu wa mchanga). Hii mara nyingi hutumiwa kutengeneza castings au forgings. |
Moto, mlipuko, mionzi ya infrared, kuchoma |
Uchomeleaji mwingi haufanyiki katika maduka ambapo hali inaweza kudhibitiwa kwa ujumla, lakini katika uwanja katika ujenzi au ukarabati wa miundo mikubwa na mashine (kwa mfano, miundo ya majengo, madaraja na minara, meli, injini za reli na magari, vifaa vizito na kadhalika. juu). Welder anaweza kubeba vifaa vyake vyote kwenye tovuti, kuiweka na kufanya kazi katika nafasi zilizofungwa au kwenye scaffolds. Mkazo wa kimwili, uchovu kupita kiasi na majeraha ya musculoskeletal yanaweza kufuata kuhitajika kufikia, kupiga magoti au kufanya kazi katika nafasi nyingine zisizo na wasiwasi na zisizofaa. Mkazo wa joto unaweza kutokana na kufanya kazi katika hali ya hewa ya joto na athari za kuzuia vifaa vya kinga binafsi, hata bila joto linalotokana na mchakato wa kulehemu.
Mitungi ya gesi iliyobanwa
Katika mitambo ya kulehemu ya gesi yenye shinikizo la juu, oksijeni na gesi ya mafuta (acetylene, hidrojeni, gesi ya mji, propane) hutolewa kwa tochi kutoka kwa mitungi. Gesi huhifadhiwa kwenye mitungi hii kwa shinikizo la juu. Hatari maalum za moto na mlipuko na tahadhari kwa matumizi salama na uhifadhi wa gesi za mafuta pia zinajadiliwa mahali pengine katika hii. Encyclopaedia. Tahadhari zifuatazo zinapaswa kuzingatiwa:
- Vidhibiti tu vya shinikizo vilivyoundwa kwa ajili ya gesi inayotumika vinapaswa kuwekwa kwenye mitungi. Kwa mfano, kidhibiti cha asetilini haipaswi kutumiwa na gesi ya makaa ya mawe au hidrojeni (ingawa inaweza kutumika na propane).
- Mabomba lazima yawekwe kwa mpangilio mzuri na kusafishwa mara kwa mara. Fimbo ya mbao ngumu au waya laini ya shaba inapaswa kutumika kwa kusafisha vidokezo. Wanapaswa kuunganishwa na wasimamizi na hoses maalum za kuimarishwa kwa turuba zilizowekwa kwa namna ambayo haziwezekani kuharibika.
- Mitungi ya oksijeni na asetilini lazima ihifadhiwe kando na tu kwenye majengo yanayostahimili moto yasiyo na nyenzo zinazoweza kuwaka na lazima iwekwe ili iweze kuondolewa kwa urahisi wakati wa moto. Kanuni za ulinzi wa jengo la mtaa na moto lazima zichunguzwe.
- Usimbaji wa rangi unaotumika au unaopendekezwa kwa ajili ya utambuzi wa mitungi na vifaa unapaswa kuzingatiwa kwa uangalifu. Katika nchi nyingi, kanuni za rangi zinazokubaliwa kimataifa zinazotumiwa kwa usafiri wa vifaa vya hatari hutumiwa katika uwanja huu. Kesi ya utekelezaji wa viwango sawa vya kimataifa katika suala hili inaimarishwa na masuala ya usalama yanayohusiana na kuongezeka kwa uhamiaji wa kimataifa wa wafanyikazi wa viwandani.
Jenereta za asetilini
Katika mchakato wa kulehemu wa gesi yenye shinikizo la chini, asetilini kwa ujumla huzalishwa katika jenereta kwa mmenyuko wa carbudi ya kalsiamu na maji. Kisha gesi hutolewa kwa tochi ya kulehemu au kukata ambayo oksijeni hutolewa.
Mimea ya kuzalisha iliyosimama inapaswa kusakinishwa ama kwenye hewa ya wazi au katika jengo lenye uingizaji hewa mzuri mbali na warsha kuu. Uingizaji hewa wa nyumba ya jenereta unapaswa kuwa kama vile kuzuia malezi ya anga ya kulipuka au yenye sumu. Taa ya kutosha inapaswa kutolewa; swichi, gia nyinginezo za umeme na taa za umeme zinapaswa kuwa nje ya jengo au zisiweze kulipuka. Uvutaji sigara, moto, tochi, mmea wa kulehemu au vifaa vinavyoweza kuwaka lazima vizuiliwe kutoka kwa nyumba au karibu na jenereta ya wazi. Tahadhari nyingi hizi pia hutumika kwa jenereta zinazobebeka. Jenereta za portable zinapaswa kutumika, kusafishwa na kuchajiwa tu katika hewa ya wazi au katika duka yenye uingizaji hewa mzuri, mbali na nyenzo yoyote inayowaka.
Carbide ya kalsiamu hutolewa katika ngoma zilizofungwa. Nyenzo zinapaswa kuhifadhiwa na kuwekwa kavu, kwenye jukwaa lililoinuliwa juu ya kiwango cha sakafu. Maduka lazima yawe chini ya kifuniko, na ikiwa yanaambatana na jengo lingine ukuta wa sherehe lazima uzuie moto. Chumba cha kuhifadhia kinapaswa kuwa na hewa ya kutosha kupitia paa. Ngoma zinapaswa kufunguliwa mara moja tu kabla ya jenereta kushtakiwa. kopo maalum linapaswa kutolewa na kutumika; nyundo na patasi kamwe zisitumike kufungua ngoma. Ni hatari kuacha ngoma za carbudi ya kalsiamu wazi kwa chanzo chochote cha maji.
Kabla ya jenereta kuvunjwa, carbudi yote ya kalsiamu lazima iondolewe na mmea ujazwe na maji. Maji yanapaswa kubaki kwenye mmea kwa angalau nusu saa ili kuhakikisha kuwa kila sehemu haina gesi. Kuvunja na kuhudumia kunapaswa kufanywa tu na mtengenezaji wa vifaa au mtaalamu. Wakati jenereta inachajiwa upya au kusafishwa, hakuna chaji ya zamani lazima itumike tena.
Vipande vya carbudi ya kalsiamu vilivyowekwa kwenye utaratibu wa kulisha au kuambatana na sehemu za mmea vinapaswa kuondolewa kwa uangalifu, kwa kutumia zana zisizo na cheche zilizofanywa kwa shaba au aloi nyingine inayofaa isiyo na feri.
Wote wanaohusika wanapaswa kufahamu kikamilifu maagizo ya mtengenezaji, ambayo yanapaswa kuonyeshwa kwa uwazi. Tahadhari zifuatazo pia zinapaswa kuzingatiwa:
- Vali ya shinikizo la nyuma iliyoundwa ipasavyo lazima iwekwe kati ya jenereta na kila bomba ili kuzuia kutokea kwa moto nyuma au mtiririko wa gesi nyuma. Valve inapaswa kukaguliwa mara kwa mara baada ya kuchomwa moto, na kiwango cha maji kikaguliwe kila siku.
- Mabomba tu ya aina ya injector iliyoundwa kwa ajili ya uendeshaji wa shinikizo la chini yanapaswa kutumika. Kwa kupokanzwa na kukata, gesi ya mji au hidrojeni kwa shinikizo la chini wakati mwingine huajiriwa. Katika kesi hizi, valve isiyo ya kurudi inapaswa kuwekwa kati ya kila bomba na bomba kuu au bomba.
- Mlipuko unaweza kusababishwa na "flash-back", ambayo hutokana na kutumbukiza ncha ya pua kwenye dimbwi la chuma kilichoyeyushwa, tope au rangi, au kutoka kwa kizuizi kingine chochote. Chembe za slag au chuma ambazo zimeunganishwa kwenye ncha zinapaswa kuondolewa. Ncha inapaswa pia kupozwa mara kwa mara.
- Kanuni za ujenzi wa mitaa na moto zinapaswa kuzingatiwa.
Kuzuia moto na mlipuko
Katika kutafuta shughuli za kulehemu, kuzingatia kuta zinazozunguka, sakafu, vitu vya karibu na nyenzo za taka. Taratibu zifuatazo zinapaswa kufuatwa:
- Nyenzo zote zinazowaka lazima ziondolewe au zihifadhiwe vya kutosha na karatasi ya chuma au vifaa vingine vinavyofaa; turubai zisitumike kamwe.
- Miundo ya mbao inapaswa kukata tamaa au kulindwa vile vile. Sakafu za mbao zinapaswa kuepukwa.
- Hatua za tahadhari zinapaswa kuchukuliwa katika kesi ya fursa au nyufa katika kuta na sakafu; nyenzo zinazowaka katika vyumba vilivyo karibu au kwenye sakafu chini zinapaswa kuondolewa kwa nafasi salama. Kanuni za ujenzi wa mitaa na moto zinapaswa kuzingatiwa.
- Vifaa vinavyofaa vya kuzima moto vinapaswa kuwa karibu kila wakati. Katika kesi ya kupanda kwa shinikizo la chini kwa kutumia jenereta ya acetylene, ndoo za mchanga kavu zinapaswa pia kuwekwa; vizima moto vya poda kavu au aina ya dioksidi kaboni ni vya kuridhisha. Maji lazima kamwe kutumika.
- Vikosi vya zima moto vinaweza kuhitajika. Mtu anayehusika anapaswa kupewa jukumu la kuweka tovuti chini ya uangalizi kwa angalau nusu saa baada ya kukamilika kwa kazi, ili kukabiliana na mlipuko wowote wa moto.
- Kwa kuwa milipuko inaweza kutokea wakati gesi ya asetilini iko hewani kwa uwiano wowote kati ya 2 na 80%, uingizaji hewa wa kutosha na ufuatiliaji unahitajika ili kuhakikisha uhuru kutokana na uvujaji wa gesi. Maji ya sabuni pekee yanapaswa kutumika kutafuta uvujaji wa gesi.
- Oksijeni lazima idhibitiwe kwa uangalifu. Kwa mfano, haipaswi kamwe kutolewa kwenye hewa katika nafasi iliyofungwa; metali nyingi, nguo na vifaa vingine huwaka kikamilifu mbele ya oksijeni. Katika kukata gesi, oksijeni yoyote ambayo haiwezi kutumiwa itatolewa kwenye anga; ukataji wa gesi haupaswi kamwe kufanywa katika nafasi iliyofungwa bila mipangilio sahihi ya uingizaji hewa.
- Aloi zilizo na magnesiamu nyingi au metali zingine zinazoweza kuwaka zinapaswa kuwekwa mbali na miali ya kulehemu au arcs.
- Kulehemu kwa vyombo kunaweza kuwa hatari sana. Ikiwa yaliyomo hapo awali haijulikani, chombo kinapaswa kutibiwa kila wakati kana kwamba kilikuwa na dutu inayowaka. Milipuko inaweza kuzuiwa ama kwa kuondoa nyenzo yoyote inayoweza kuwaka au kwa kuifanya isilipuke na iweze kuwaka.
- Mchanganyiko wa alumini na oksidi ya chuma kutumika katika kulehemu thermite ni imara chini ya hali ya kawaida. Hata hivyo, kwa kuzingatia urahisi wa kuwasha poda ya alumini, na asili ya mlipuko wa athari, tahadhari zinazofaa zinapaswa kuchukuliwa katika kushughulikia na kuhifadhi (kuepuka yatokanayo na joto la juu na vyanzo vinavyowezekana vya moto).
- Programu iliyoandikwa ya kibali cha kazi ya moto inahitajika kwa kulehemu katika maeneo fulani ya mamlaka. Mpango huu unaonyesha tahadhari na taratibu zinazopaswa kufuatwa wakati wa kulehemu, kukata, kuchoma na kadhalika. Mpango huu unapaswa kujumuisha shughuli mahususi zinazofanywa pamoja na tahadhari za usalama zinazopaswa kutekelezwa. Lazima iwe mahususi kwa mmea na inaweza kujumuisha mfumo wa kibali cha ndani ambao lazima ukamilike kwa kila operesheni ya mtu binafsi.
Ulinzi kutoka kwa hatari za joto na kuchoma
Kuungua kwa macho na sehemu zilizo wazi za mwili zinaweza kutokea kwa sababu ya kuwasiliana na chuma cha moto na kumwagika kwa chembe za chuma za incandescent au chuma kilichoyeyuka. Katika kulehemu kwa arc, cheche ya juu-frequency inayotumiwa kuanzisha arc inaweza kusababisha kuchomwa kidogo, kina ikiwa imejilimbikizia kwenye hatua kwenye ngozi. Mionzi mikali ya infrared na inayoonekana kutoka kwa kulehemu kwa gesi au moto wa kukata na chuma cha incandescent kwenye bwawa la weld inaweza kusababisha usumbufu kwa opereta na watu walio karibu na operesheni. Kila operesheni inapaswa kuzingatiwa mapema, na tahadhari muhimu iliyoundwa na kutekelezwa. Miwani iliyotengenezwa mahsusi kwa ajili ya kulehemu na kukata gesi inapaswa kuvikwa ili kulinda macho kutokana na joto na mwanga unaotokana na kazi. Vifuniko vya kinga vilivyo juu ya glasi ya chujio vinapaswa kusafishwa inavyotakiwa na kubadilishwa vinapochanwa au kuharibiwa. Ambapo chuma kilichoyeyuka au chembe za moto hutolewa, mavazi ya kinga yanayovaliwa yanapaswa kupotosha spatter. Aina na unene wa nguo zinazostahimili moto zinapaswa kuchaguliwa kulingana na kiwango cha hatari. Katika shughuli za kukata na kulehemu za arc, vifuniko vya viatu vya ngozi au vifuniko vingine vinavyofaa vinapaswa kuvikwa ili kuzuia chembe za moto zisianguke kwenye buti au viatu. Kwa ajili ya kulinda mikono na mikono ya mbele dhidi ya joto, spatter, slag na kadhalika, aina ya ngozi ya gauntlet ya glavu na canvas au ngozi cuffs ni ya kutosha. Aina nyingine za nguo za kinga ni pamoja na aproni za ngozi, jackets, sleeves, leggings na kifuniko cha kichwa. Katika kulehemu juu, cape ya kinga na kofia ni muhimu. Nguo zote za kinga zinapaswa kuwa huru kutoka kwa mafuta au mafuta, na seams zinapaswa kuwa ndani, ili usiweke globules za chuma kilichoyeyuka. Mavazi haipaswi kuwa na mifuko au cuffs ambayo inaweza kunasa cheche, na inapaswa kuvikwa ili sleeves kuingiliana glavu, leggings kuingiliana viatu na kadhalika. Nguo za kinga zinapaswa kuchunguzwa kwa seams zilizopasuka au mashimo ambayo chuma kilichoyeyuka au slag inaweza kuingia. Nakala nzito zinazoachwa zikiwa moto zinapokamilika kuchomelea zinapaswa kuwekwa alama ya "moto" kama onyo kwa wafanyikazi wengine. Kwa kulehemu ya upinzani, joto linalozalishwa huenda lisionekane, na kuchomwa moto kunaweza kutokana na utunzaji wa makusanyiko ya moto. Chembe za chuma cha moto au kuyeyuka hazipaswi kuruka nje ya doa, mshono au welds ya makadirio ikiwa hali ni sahihi, lakini skrini zisizoweza kuwaka zinapaswa kutumika na tahadhari kuchukuliwa. Skrini pia hulinda wapita njia kutokana na kuchomwa kwa macho. Sehemu zilizolegea hazipaswi kuachwa kwenye koo la mashine kwa sababu zinawajibika kuonyeshwa kwa kasi fulani.
Usalama wa umeme
Ingawa voltages zisizo na mzigo katika kulehemu za arc za mwongozo ni za chini (takriban 80 V au chini), mikondo ya kulehemu ni ya juu, na nyaya za msingi za transfoma huwasilisha hatari za kawaida za vifaa vinavyoendeshwa kwa voltage ya mstari wa usambazaji wa umeme. Hatari ya mshtuko wa umeme kwa hiyo haipaswi kupuuzwa, hasa katika nafasi ndogo au katika nafasi zisizo salama.
Kabla ya kulehemu kuanza, ufungaji wa kutuliza kwenye vifaa vya kulehemu vya arc unapaswa kuchunguzwa kila wakati. Cables na viunganisho vinapaswa kuwa sauti na uwezo wa kutosha. Kishinikizo sahihi cha kutuliza au terminal iliyofungwa inapaswa kutumika kila wakati. Ambapo mashine mbili au zaidi za kulehemu zimewekwa kwenye muundo sawa, au ambapo zana zingine za umeme zinazobebeka pia zinatumika, kutuliza kunapaswa kusimamiwa na mtu mwenye uwezo. Msimamo wa kazi unapaswa kuwa kavu, salama na usio na vikwazo vya hatari. Mahali pa kazi iliyopangwa vizuri, yenye mwanga mzuri, yenye uingizaji hewa wa kutosha na nadhifu ni muhimu. Kwa kazi katika maeneo yaliyofungwa au nafasi za hatari, ulinzi wa ziada wa umeme (vifaa visivyo na mzigo, vifaa vya chini vya voltage) vinaweza kusakinishwa kwenye mzunguko wa kulehemu, kuhakikisha kwamba sasa ni umeme wa chini sana unaopatikana kwenye kishikilia electrode wakati kulehemu haifanyiki. . (Angalia majadiliano ya nafasi zilizofungwa hapa chini.) Vimiliki vya elektrodi ambavyo elektrodi hushikiliwa na mshiko wa chemchemi au uzi wa skrubu hupendekezwa. Usumbufu kutokana na inapokanzwa inaweza kupunguzwa kwa insulation ya ufanisi ya joto kwenye sehemu hiyo ya mmiliki wa electrode ambayo inafanyika kwa mkono. Taya na viunganisho vya wamiliki wa electrode vinapaswa kusafishwa na kukazwa mara kwa mara ili kuzuia overheating. Utoaji unapaswa kufanywa ili kushikilia mmiliki wa electrode kwa usalama wakati haitumiwi kwa njia ya ndoano ya maboksi au mmiliki wa maboksi kikamilifu. Uunganisho wa cable unapaswa kuundwa ili kuendelea kubadilika kwa cable haitasababisha kuvaa na kushindwa kwa insulation. Kuburuta kwa nyaya na mirija ya kusambaza gesi ya plastiki (michakato inayolindwa na gesi) kwenye sahani za moto au chehemu lazima kuepukwe. Uongozi wa electrode haupaswi kuwasiliana na kazi au kitu kingine chochote cha udongo (ardhi). Mirija ya mpira na nyaya zilizofunikwa na mpira lazima zisitumike popote karibu na utokaji wa masafa ya juu, kwa sababu ozoni inayozalishwa itaoza mpira. Mirija ya plastiki na nyaya zilizofunikwa za kloridi ya polyvinyl (PVC) zinapaswa kutumika kwa vifaa vyote kutoka kwa kibadilishaji hadi kishikilia elektrodi. Kebo zilizo na vulcanized au ngumu zilizofunikwa na mpira ni za kuridhisha kwa upande wa msingi. Uchafu na vumbi vya metali au vingine vinavyoendesha vinaweza kusababisha kuvunjika kwa kitengo cha kutokwa kwa masafa ya juu. Ili kuepuka hali hii, kitengo kinapaswa kusafishwa mara kwa mara kwa kupiga-nje na hewa iliyoshinikizwa. Kinga ya kusikia inapaswa kuvaliwa wakati wa kutumia hewa iliyoshinikizwa kwa zaidi ya sekunde chache. Kwa kulehemu ya elektroni-boriti, usalama wa vifaa vinavyotumiwa lazima uangaliwe kabla ya kila operesheni. Ili kulinda dhidi ya mshtuko wa umeme, mfumo wa kuingiliana lazima uingizwe kwenye makabati mbalimbali. Mfumo wa kuaminika wa kutuliza vitengo vyote na makabati ya udhibiti ni muhimu. Kwa vifaa vya kulehemu vya plasma vinavyotumiwa kukata unene nzito, voltages inaweza kuwa ya juu hadi 400 V na hatari inapaswa kutarajiwa. Mbinu ya kurusha arc kwa pigo la juu-frequency inafichua operator kwa hatari ya mshtuko usio na furaha na chungu, kupenya high-frequency kuchoma.
Mionzi ya ultraviolet
Mwangaza wa mwanga unaotolewa na arc ya umeme una sehemu kubwa ya mionzi ya ultraviolet. Hata mfiduo wa muda kwa milipuko ya arc flash, ikijumuisha mweko wa kupotea kutoka kwa safu za wafanyikazi wengine, inaweza kusababisha kiwambo cha sikio (photo-ophthalmia) kinachojulikana kama "arc eye" au "eye flash". Ikiwa mtu yeyote amefunuliwa na arc flash, matibabu ya haraka lazima yatafutwa. Mfiduo mwingi kwa mionzi ya ultraviolet pia inaweza kusababisha joto kupita kiasi na kuungua kwa ngozi (athari ya kuchomwa na jua). Tahadhari ni pamoja na:
- Ngao au kofia yenye alama sahihi ya kichujio inapaswa kutumika (ona makala “Kinga ya macho na uso” mahali pengine katika hili. Encyclopaedia) Kwa michakato ya kulehemu ya arc iliyohifadhiwa na gesi na kukata kaboni-arc, mikono ya gorofa hutoa ulinzi wa kutosha kutoka kwa mionzi iliyojitokeza; helmeti zitumike. Miwani ya macho au miwani iliyochujwa yenye ngao za pembeni inapaswa kuvaliwa chini ya kofia ili kuepuka kufichuliwa wakati kofia inapoinuliwa juu kwa ukaguzi wa kazi. Kofia pia itatoa ulinzi kutoka kwa spatter na slag ya moto. Kofia na ngao hutolewa na glasi ya chujio na glasi ya kifuniko cha kinga kwa nje. Hii inapaswa kukaguliwa mara kwa mara, kusafishwa na kubadilishwa inapochanwa au kuharibiwa.
- Uso, nape ya shingo na sehemu nyingine za wazi za mwili zinapaswa kulindwa vizuri, hasa wakati wa kufanya kazi karibu na welders wengine.
- Wasaidizi wanapaswa kuvaa miwani ya kufaa kwa uchache na PPE nyingine kadri hatari inavyohitaji.
- Shughuli zote za kulehemu za arc zinapaswa kuchunguzwa ili kulinda watu wengine wanaofanya kazi karibu. Ambapo kazi inafanywa kwenye madawati ya kudumu au katika maduka ya kulehemu, skrini za kudumu zinapaswa kujengwa iwezekanavyo; vinginevyo, skrini za muda zinapaswa kutumika. Skrini zote zinapaswa kuwa opaque, za ujenzi thabiti na nyenzo zinazostahimili moto.
- Matumizi ya rangi nyeusi kwa ndani ya vibanda vya kulehemu imekuwa mazoezi ya kukubalika, lakini rangi inapaswa kuzalisha kumaliza matte. Mwangaza wa kutosha wa mazingira unapaswa kutolewa ili kuzuia mkazo wa macho unaosababisha maumivu ya kichwa na ajali.
- Vibanda vya kulehemu na skrini zinazobebeka zinapaswa kuangaliwa mara kwa mara ili kuhakikisha kuwa hakuna uharibifu unaoweza kusababisha tao kuathiri watu wanaofanya kazi karibu.
Hatari za kemikali
Vichafuzi vinavyopeperuka hewani kutokana na kulehemu na kukata moto, ikijumuisha mafusho na gesi, hutoka kwa vyanzo mbalimbali:
- chuma kinachochochewa, chuma kwenye fimbo ya kujaza au viambajengo vya aina mbalimbali za chuma kama vile nikeli au chromium)
- mipako yoyote ya metali kwenye kitu kinachochochewa au kwenye fimbo ya kujaza (kwa mfano, zinki na kadimiamu kutoka kwa upako, zinki kutoka kwa mabati na shaba kama mipako nyembamba kwenye vijiti vya kujaza chuma laini vinavyoendelea)
- rangi yoyote, grisi, uchafu na kadhalika kwenye kipengee kinachochochewa (kwa mfano, monoksidi kaboni, dioksidi kaboni, moshi na bidhaa zingine za kuwasha)
- mipako ya flux kwenye fimbo ya kujaza (kwa mfano, floridi isokaboni)
- hatua ya joto au mwanga wa ultraviolet kwenye hewa inayozunguka (kwa mfano, dioksidi ya nitrojeni, ozoni) au kwenye hidrokaboni za klorini (kwa mfano, fosjini)
- gesi ajizi inayotumika kama ngao (kwa mfano, kaboni dioksidi, heliamu, argon).
Moshi na gesi zinapaswa kuondolewa kwenye chanzo kwa LEV. Hii inaweza kutolewa kwa uzio wa sehemu ya mchakato au kwa uwekaji wa vifuniko ambavyo hutoa kasi ya juu ya hewa ya kutosha kwenye eneo la weld ili kuhakikisha kunasa mafusho.
Tahadhari maalum inapaswa kulipwa kwa uingizaji hewa katika kulehemu kwa metali zisizo na feri na vyuma fulani vya alloy, pamoja na ulinzi kutoka kwa hatari ya ozoni, monoxide ya kaboni na dioksidi ya nitrojeni ambayo inaweza kuundwa. Mifumo ya uingizaji hewa ya portable pamoja na ya kudumu inapatikana kwa urahisi. Kwa ujumla, hewa iliyochoka haipaswi kuzungushwa tena. Inapaswa kuzungushwa tena ikiwa hakuna viwango vya hatari vya ozoni au gesi zingine zenye sumu na hewa ya kutolea nje inachujwa kupitia chujio cha ufanisi wa juu.
Kwa kulehemu kwa boriti ya elektroni na ikiwa vifaa vinavyochomwa ni vya asili ya sumu (kwa mfano, berili, plutonium na kadhalika), utunzaji lazima uchukuliwe ili kulinda opereta kutoka kwa wingu lolote la vumbi wakati wa kufungua chumba.
Wakati kuna hatari kwa afya kutokana na mafusho yenye sumu (kwa mfano, risasi) na LEV haiwezekani—kwa mfano, wakati miundo yenye rangi ya risasi inabomolewa kwa kukatwa kwa miali ya moto—matumizi ya vifaa vya kinga ya kupumua ni muhimu. Katika hali kama hizi, kipumulio chenye ubora wa juu kilichoidhinishwa au kipumuaji chenye uwezo wa hali ya juu chenye shinikizo chanya (PAPR) kinapaswa kuvaliwa. Utunzaji wa hali ya juu wa injini na betri ni muhimu, haswa kwa kipumuaji cha nguvu cha juu cha ufanisi wa juu. Matumizi ya vipumuaji vilivyobanwa kwa shinikizo chanya yanapaswa kuhimizwa pale ambapo usambazaji unaofaa wa hewa iliyobanwa yenye ubora wa kupumua unapatikana. Wakati wowote vifaa vya kinga ya kupumua vinapaswa kuvaliwa, usalama wa mahali pa kazi unapaswa kuangaliwa upya ili kubaini kama tahadhari za ziada ni muhimu, kwa kuzingatia maono yaliyowekewa vikwazo, uwezekano wa kunaswa na kadhalika ya watu wanaovaa vifaa vya kinga ya kupumua.
Homa ya fume ya metali
Homa ya mafusho ya metali kwa kawaida huonekana kwa wafanyakazi wanaokabiliwa na mafusho ya zinki katika mchakato wa kupaka mabati au uwekaji bati, katika kutengeneza shaba, kulehemu kwa mabati na kunyunyiza kwa metali au chuma, na pia kutokana na kuathiriwa na metali nyingine kama vile shaba; manganese na chuma. Inatokea kwa wafanyikazi wapya na wale wanaorudi kazini baada ya wikendi au mapumziko ya likizo. Ni hali ya papo hapo ambayo hutokea saa kadhaa baada ya kuvuta pumzi ya awali ya chembe za chuma au oksidi zake. Huanza na ladha mbaya katika kinywa ikifuatiwa na ukame na hasira ya mucosa ya kupumua na kusababisha kikohozi na mara kwa mara dyspnoea na "tightness" ya kifua. Hizi zinaweza kuambatana na kichefuchefu na maumivu ya kichwa na, baadhi ya saa 10 hadi 12 baada ya kukaribia, baridi na homa ambayo inaweza kuwa kali sana. Hizi hudumu kwa saa kadhaa na hufuatiwa na kutokwa na jasho, usingizi na mara nyingi na polyuria na kuhara. Hakuna matibabu mahususi, na ahueni kwa kawaida hukamilika baada ya saa 24 bila mabaki. Inaweza kuzuiwa kwa kuweka mfiduo wa mafusho ya metali inayokera ndani ya viwango vilivyopendekezwa kupitia utumiaji wa LEV bora.
Nafasi zilizofungwa
Kwa kuingia katika maeneo machache, kunaweza kuwa na hatari ya angahewa kulipuka, sumu, upungufu wa oksijeni au michanganyiko ya haya hapo juu. Nafasi yoyote iliyofungiwa lazima idhibitishwe na mtu anayewajibika kama salama kwa kuingia na kwa kazi na safu au mwali. Programu ya kuingia kwa nafasi ndogo, ikijumuisha mfumo wa kibali cha kuingia, inaweza kuhitajika na inapendekezwa sana kwa kazi ambayo lazima ifanywe katika nafasi ambazo kwa kawaida hazijajengwa kwa kukaliwa kwa kuendelea. Mifano ni pamoja na, lakini sio tu, mashimo, vyumba vya kuhifadhia maji, sehemu za kushikilia meli na kadhalika. Uingizaji hewa wa maeneo yaliyofungwa ni muhimu, kwa kuwa kulehemu kwa gesi sio tu hutoa uchafuzi wa hewa lakini pia hutumia oksijeni. Michakato ya kulehemu ya arc yenye ngao ya gesi inaweza kupunguza maudhui ya oksijeni ya hewa. (Ona mchoro 2.)
Kielelezo 2. Kulehemu katika nafasi iliyofungwa

SF Gilman
Kelele
Kelele ni hatari katika michakato kadhaa ya kulehemu, pamoja na kulehemu kwa plasma, aina fulani za mashine za kulehemu za upinzani na kulehemu kwa gesi. Katika kulehemu kwa plasma, jet ya plasma inatolewa kwa kasi ya juu sana, ikitoa kelele kali (hadi 90 dBA), hasa katika bendi za juu za mzunguko. Matumizi ya hewa iliyoshinikizwa ili kulipua vumbi pia hutengeneza viwango vya juu vya kelele. Ili kuzuia uharibifu wa kusikia, plugs za sikio au mofu lazima zivaliwe na programu ya kuhifadhi kusikia inapaswa kuanzishwa, ikiwa ni pamoja na mitihani ya audiometric (uwezo wa kusikia) na mafunzo ya wafanyakazi.
Ionizing mionzi
Katika maduka ya kulehemu ambapo welds hukaguliwa kwa njia ya radiografia na vifaa vya eksirei au gamma-ray, arifa za onyo za kimila na maagizo lazima zizingatiwe kwa uangalifu. Wafanyikazi lazima wawekwe kwa umbali salama kutoka kwa vifaa kama hivyo. Vyanzo vya mionzi lazima vishughulikiwe tu na zana maalum zinazohitajika na chini ya tahadhari maalum.
Kanuni za serikali za mitaa na serikali lazima zifuatwe. Tazama sura Mionzi, ionizing mahali pengine katika hili Encyclopaedia.
Kinga ya kutosha lazima itolewe kwa kulehemu kwa boriti ya elektroni ili kuzuia mionzi ya x kupenya kuta na madirisha ya chumba. Sehemu zozote za mashine zinazotoa kinga dhidi ya mionzi ya x-ray zinapaswa kuunganishwa ili mashine isiweze kuwa na nishati isipokuwa ikiwa iko kwenye nafasi. Mashine zinapaswa kuchunguzwa wakati wa ufungaji kwa uvujaji wa mionzi ya x-ray, na mara kwa mara baada ya hapo.
Hatari zingine
Mashine ya kulehemu ya upinzani ina angalau electrode moja, ambayo huenda kwa nguvu kubwa. Ikiwa mashine inaendeshwa wakati kidole au mkono umelala kati ya electrodes, kusagwa kali kutatokea. Inapowezekana, njia inayofaa ya ulinzi lazima iandaliwe ili kumlinda mwendeshaji. Mipako na michubuko inaweza kupunguzwa kwa vipengele vya kwanza vya kuondosha na kwa kuvaa glavu za kinga au gauntlets.
Taratibu za kufungia nje/kutoka nje zinapaswa kutumika wakati mitambo yenye umeme, mitambo au vyanzo vingine vya nishati inadumishwa au kurekebishwa.
Wakati slag inatolewa kutoka kwa welds kwa kupigwa na kadhalika, macho yanapaswa kulindwa na glasi au njia nyingine.
Lathes
Imenakiliwa kutoka toleo la 3, Ensaiklopidia ya Afya na Usalama Kazini.
Sehemu muhimu ya lathes hucheza katika maduka ya chuma inaonyeshwa vyema na ukweli kwamba 90 hadi 95% ya swarf (shavings za chuma) zinazozalishwa katika sekta ya valves na fittings hutoka kwa lathes. Takriban thuluthi moja ya ajali zinazoripotiwa katika tasnia hii zinatokana na lathes; hii inalingana na theluthi moja ya ajali zote za mashine. Kulingana na utafiti wa mzunguko wa ajali kwa kila kitengo cha mashine uliofanywa katika kiwanda cha kutengeneza sehemu ndogo za usahihi na vifaa vya umeme, lathes imeshika nafasi ya tano baada ya mashine za mbao, misumeno ya kukata chuma, mashinikizo ya nguvu na mashine za kuchimba visima. Kwa hiyo haja ya hatua za ulinzi kwenye lathes ni zaidi ya shaka.
Kugeuka ni mchakato wa mashine ambayo kipenyo cha nyenzo kinapunguzwa na chombo kilicho na makali maalum ya kukata. Harakati ya kukata huzalishwa kwa kuzunguka workpiece, na kulisha na harakati za kupita huzalishwa na chombo. Kwa kutofautisha harakati hizi tatu za msingi, na pia kwa kuchagua zana inayofaa jiometri ya kisasa na nyenzo, inawezekana kushawishi kiwango cha uondoaji wa hisa, ubora wa uso, sura ya chip iliyoundwa na uvaaji wa zana.
Muundo wa Lathes
Lathe ya kawaida ni pamoja na:
- kitanda au msingi na slideways machined kwa tandiko na tailstock
- kichwa cha kichwa kilichowekwa kwenye kitanda, na spindle na chuck
- sanduku la gia la kulisha lililowekwa mbele ya kitanda kwa kupitisha harakati za kulisha kama kazi ya kasi ya kukata kupitia safu ya mbele au shimoni ya malisho na aproni kwenye tandiko.
- tandiko (au gari) linalobeba slaidi ya msalaba ambayo hufanya harakati za kupita
- nguzo ya zana iliyowekwa kwenye slaidi ya msalaba (ona mchoro 1).
Kielelezo 1. Lathes na mashine sawa

Mfano huu wa msingi wa lathe unaweza kuwa tofauti kabisa, kutoka kwa mashine ya ulimwengu wote hadi lathe maalum ya moja kwa moja iliyoundwa kwa aina moja ya kazi pekee.
Aina muhimu zaidi za lathe ni kama ifuatavyo.
- Lathe ya katikati. Hii ndiyo mashine ya kugeuza inayotumika mara kwa mara. Inafanana na mfano wa msingi na mhimili wa kugeuka usawa. Kazi hiyo inafanyika kati ya vituo, kwa uso wa uso au kwenye chuck.
- Lathe ya zana nyingi. Hii inawezesha zana kadhaa kuhusika kwa wakati mmoja.
- Turret lathe, capstan lathe. Mashine za aina hii huwezesha kifaa cha kufanyia kazi kutengenezwa na zana kadhaa ambazo hushughulikiwa moja baada ya nyingine. Vifaa vinashikiliwa kwenye turret, ambayo huzunguka kwa kuwaleta kwenye nafasi ya kukata. Turrets kwa ujumla ni ya aina ya diski au taji, lakini pia kuna lathes za turret za aina ya ngoma.
- Lathes za kugeuza nakala. Sura inayotaka inapitishwa na udhibiti wa ufuatiliaji kutoka kwa kiolezo hadi kazini.
- Lathe otomatiki. Shughuli mbalimbali, ikiwa ni pamoja na mabadiliko ya kazi, ni automatiska. Kuna otomatiki za baa na otomatiki za chucking.
- Lathe wima (kinu ya kuchosha na kugeuza). Kazi inageuka kuhusu mhimili wima; imefungwa kwenye meza ya usawa inayozunguka. Mashine ya aina hii kwa ujumla hutumiwa kutengeneza majumba makubwa na ughushi.
- Lathes za NC na CNC. Mashine zote zilizotajwa hapo juu zinaweza kuwa na udhibiti wa nambari (NC) au mfumo wa kudhibiti nambari unaosaidiwa na kompyuta (CNC). Matokeo yake ni mashine nusu-otomatiki au otomatiki kikamilifu ambayo inaweza kutumika ulimwenguni kote, shukrani kwa utofauti mkubwa na upangaji rahisi wa mfumo wa udhibiti.
Uendelezaji wa baadaye wa lathe labda utazingatia mifumo ya udhibiti. Vidhibiti vya mawasiliano vitazidi kubadilishwa na mifumo ya udhibiti wa kielektroniki. Kuhusiana na hili la mwisho, kuna mwelekeo wa mageuzi kutoka kwa tafsiri-iliyopangwa hadi vidhibiti vilivyopangwa kwa kumbukumbu. Inaweza kuonekana kwa muda mrefu kwamba utumiaji wa kompyuta za mchakato unaozidi ufanisi utaelekea kuboresha mchakato wa machining.
ajali
Ajali za Lathe kwa ujumla husababishwa na:
- kupuuza kanuni za usalama wakati mashine zimewekwa kwenye warsha (kwa mfano, hakuna nafasi ya kutosha kati ya mashine, hakuna swichi ya kukata umeme kwa kila mashine)
- kukosekana kwa walinzi au kutokuwepo kwa vifaa vya ziada (majeraha makali yamesababishwa na wafanyakazi ambao walijaribu kuvunja spindle ya lathes zao kwa kukandamiza mkono wao mmoja dhidi ya kapi za mikanda isiyolindwa na waendeshaji ambao bila kukusudia walijihusisha na nguzo au kanyagio zisizo na ulinzi; majeraha kutokana na chips za kuruka kwa sababu ya kukosekana kwa vifuniko vya bawaba au vya kuteleza pia vimetokea)
- vipengee vya udhibiti ambavyo havikupatikana vya kutosha (kwa mfano, mkono wa kizungusha unaweza kutobolewa na kituo cha tailstock ikiwa kanyagio kinachodhibiti chuck kinachukuliwa kimakosa kwa kile kinachodhibiti mzunguko wa majimaji wa harakati za kituo cha tailstock)
- hali mbaya ya kazi (yaani, mapungufu kutoka kwa mtazamo wa fiziolojia ya kazi)
- ukosefu wa PPE au kuvaa nguo zisizofaa za kazi (majeraha makali na hata kusababisha kifo yamesababishwa kuwacharaza waendeshaji nguo ambao walikuwa wamevaa nguo zisizo na nguo au walikuwa na nywele ndefu zinazoning'inia bila malipo)
- maagizo ya kutosha ya wafanyikazi (mwanafunzi alijeruhiwa vibaya wakati aliweka shimoni fupi ambalo liliwekwa kati ya vituo na kuzungushwa na mtoaji ulioinama kwenye pua ya kusokota na moja kwa moja kwenye shimoni; mtoaji wa lathe alishika mkono wake wa kushoto, ambao ilikuwa imefungwa kwenye kifaa cha kazi, ikimkokota mwanafunzi kwa nguvu kwenye lathe)
- shirika duni la kazi linalosababisha utumiaji wa vifaa visivyofaa (kwa mfano, baa ndefu ilitengenezwa kwa lathe ya kawaida ya uzalishaji; ilikuwa ndefu sana kwa lathe hii, na ilikadiriwa zaidi ya m 1 zaidi ya kichwa; zaidi ya hayo, shimo la chuck lilikuwa pia. kubwa kwa baa na iliundwa kwa kuwekea kabari za mbao; wakati kisuti cha kusokota kilipoanza kuzunguka, ncha ya upau wa bure ilipinda kwa 45° na kugonga kichwa cha opereta; opereta alikufa usiku uliofuata)
- vipengele vya mashine vilivyo na kasoro (kwa mfano, pini ya mtoa huduma iliyolegea kwenye clutch inaweza kusababisha spindle ya lathe kuanza kuzunguka wakati opereta anarekebisha sehemu ya kufanyia kazi kwenye chuck).
Kuzuia Ajali
Uzuiaji wa ajali za lathe huanza katika hatua ya kubuni. Waumbaji wanapaswa kulipa kipaumbele maalum kwa vipengele vya udhibiti na maambukizi.
Vipengele vya kudhibiti
Kila lathe lazima iwe na swichi ya kukatwa kwa nguvu (au kutenganisha) ili kazi ya matengenezo na ukarabati ifanyike kwa usalama. Kubadili hii lazima kukatwa sasa kwenye nguzo zote, kwa uhakika kukata nyumatiki na nguvu ya majimaji na vent mzunguko. Kwenye mashine kubwa, swichi ya kukata muunganisho inapaswa kutengenezwa ili iweze kufungwa ikiwa imetoka nje—kipimo cha usalama dhidi ya kuunganishwa tena kwa bahati mbaya.
Mpangilio wa vidhibiti vya mashine unapaswa kuwa hivi kwamba mwendeshaji anaweza kutofautisha na kuwafikia kwa urahisi, na kwamba upotoshaji wao hautoi hatari. Hii inamaanisha kuwa udhibiti haupaswi kupangwa katika sehemu ambazo zinaweza kufikiwa tu kwa kupitisha mkono juu ya eneo la kufanya kazi la mashine au ambapo zinaweza kugongwa na chips zinazoruka.
Swichi ambazo hufuatilia walinzi na kuziunganisha na kiendeshi cha mashine zinapaswa kuchaguliwa na kusakinishwa kwa njia ambayo watafungua vyema mzunguko mara tu mlinzi anapohamishwa kutoka kwenye nafasi yake ya ulinzi.
Vifaa vya kusimamisha dharura lazima visababishe kusimama mara moja kwa harakati hatari. Lazima ziundwe na kuwekwa kwa njia ambayo zinaweza kuendeshwa kwa urahisi na mfanyakazi anayetishiwa. Vitufe vya kusimamisha dharura lazima vifikiwe kwa urahisi na viwe katika rangi nyekundu.
Vipengele vinavyowasha vya gia ya kudhibiti ambavyo vinaweza kukwaza mwendo hatari wa mashine lazima vilindwe ili kuwatenga operesheni yoyote isiyotarajiwa. Kwa mfano, viunzi vya clutch vinavyohusika kwenye kichwa na aproni vinapaswa kutolewa kwa vifaa vya kufunga au skrini za usalama. Kitufe cha kushinikiza kinaweza kufanywa salama kwa kukiweka mahali pa mapumziko au kwa kukifunika kwa kola ya kinga.
Udhibiti wa uendeshaji wa mikono unapaswa kuundwa na kuwekwa kwa namna ambayo harakati ya mkono inafanana na harakati ya mashine iliyodhibitiwa.
Vidhibiti vinapaswa kutambuliwa kwa alama zinazosomeka kwa urahisi na zinazoeleweka. Ili kuepuka kutokuelewana na matatizo ya lugha, ni vyema kutumia alama.
Vipengele vya maambukizi
Vipengele vyote vya maambukizi ya kusonga (mikanda, pulleys, gia) lazima zifunikwa na walinzi. Mchango muhimu katika kuzuia ajali za lathe unaweza kufanywa na watu wanaohusika na ufungaji wa mashine. Lathes zinapaswa kusanikishwa ili waendeshaji wanaozitunza wasizuie au kuhatarisha kila mmoja. Waendeshaji hawapaswi kugeuza migongo yao kuelekea njia za kupita. Skrini za ulinzi zinapaswa kusakinishwa mahali ambapo maeneo ya kazi au njia za kupita ziko ndani ya safu ya chip zinazoruka.
Njia za kupita lazima ziweke alama wazi. Nafasi ya kutosha inapaswa kushoto kwa vifaa vya kushughulikia vifaa, kwa stacking workpieces na kwa masanduku ya zana. Miongozo ya hisa haipaswi kuchomoza kwenye njia za kupita.
Ghorofa ambayo operator anasimama lazima iwe na maboksi dhidi ya baridi. Uangalifu unapaswa kuchukuliwa kwamba insulation haifanyi kikwazo, na sakafu haipaswi kuteleza hata ikiwa imefunikwa na filamu ya mafuta.
Mfereji na bomba zinapaswa kusanikishwa kwa njia ambayo haziwezi kuwa vizuizi. Ufungaji wa muda unapaswa kuepukwa.
Hatua za uhandisi wa usalama kwenye sakafu ya duka zinapaswa kuelekezwa haswa katika vidokezo vifuatavyo:
- Ratiba za kushikilia kazi (nyuzi, chucks, collet) zinapaswa kusawazishwa kabla ya matumizi.
- kasi ya juu inayoruhusiwa ya chuck inapaswa kuonyeshwa kwenye chuck na mtengenezaji na kuheshimiwa na operator wa lathe.
- wakati chucks za kusongesha zinatumiwa, inapaswa kuhakikishwa kuwa taya haziwezi kutupwa nje lathe inapoanzishwa.
- chucks za aina hii zinapaswa kuundwa kwa namna ambayo ufunguo hauwezi kuondolewa kabla ya taya zimefungwa. Funguo za chuck kwa ujumla zinapaswa kuundwa hivyo kwamba haiwezekani kuziacha kwenye chuck.
Ni muhimu kutoa vifaa vya kuinua vya msaidizi ili kuwezesha kuweka na kuondoa chucks nzito na uso. Ili kuzuia chucks kukimbia kutoka kwa spindle wakati lathe imevunjwa ghafla, lazima iwekwe kwa usalama. Hili linaweza kupatikana kwa kuweka nati inayobakiza na uzi wa kushoto kwenye pua ya kusokota, kwa kutumia kiunganishi cha hatua ya haraka cha "Camlock", kwa kuweka chuck na ufunguo wa kufunga au kwa kuifunga kwa pete ya sehemu mbili ya kufunga.
Ratiba za kushikilia kazi zenye nguvu zinapotumika, kama vile chuck zinazoendeshwa kwa njia ya majimaji, koleti na vituo vya tailstock, hatua lazima zichukuliwe ambazo hufanya kuwa haiwezekani kwa mikono kuletwa kwenye eneo la hatari la vifaa vya kufunga. Hii inaweza kupatikana kwa kuweka kikomo cha kusafiri kwa kitu cha kushinikiza hadi 6 mm, kwa kuchagua eneo la vidhibiti vya mtu aliyekufa ili kuwatenga kuingizwa kwa mikono kwenye eneo la hatari au kwa kutoa walinzi wa kusonga ambao lazima kufungwa kabla ya kubana. harakati inaweza kuanza.
Ikiwa kuanzisha lathe wakati taya za chuck ziko wazi ni hatari, mashine inapaswa kuwa na kifaa ambacho huzuia mzunguko wa spindle kuanza kabla ya taya kufungwa. Kutokuwepo kwa nguvu lazima kusababishe kufunguliwa au kufungwa kwa kifaa cha kushikilia kazi kinachoendeshwa.
Ikiwa nguvu ya kukamata ya chuck ya nguvu itapungua, mzunguko wa spindle lazima usimamishwe, na lazima iwe vigumu kuanzisha spindle. Kurudisha uelekeo wa kukamata kutoka ndani hadi nje (au kinyume chake) wakati spindle inapozunguka haipaswi kusababisha chuck kutolewa kutoka kwa spindle. Uondoaji wa vifaa vya kushikilia kutoka kwa spindle lazima iwezekanavyo tu wakati spindle imekoma kuzunguka.
Wakati wa kutengeneza hisa za bar, sehemu inayojitokeza zaidi ya lathe lazima iingizwe na miongozo ya hisa ya bar. Uzito wa malisho ya bar lazima ulindwe na vifuniko vya bawaba vinavyoenea hadi sakafu.
Flygbolag
Ili kuzuia aksidenti mbaya—hasa, wakati wa kufungua kazi kwenye lathe—wabebaji ambao hawajalindwa hawapaswi kutumiwa. Mtoa huduma wa usalama wa katikati anapaswa kutumiwa, au kola ya kinga inapaswa kuunganishwa kwa carrier wa kawaida. Pia inawezekana kutumia flygbolag za kujifungia au kutoa diski ya carrier na kifuniko cha kinga.
Eneo la kazi la lathe
Chuki za Universal-lathe zinapaswa kulindwa na vifuniko vya bawaba. Ikiwezekana, vifuniko vya kinga vinapaswa kuunganishwa na nyaya za kuendesha spindle. Miundo ya wima ya kuchosha na kugeuza inapaswa kuzungushiwa uzio au bati ili kuzuia jeraha kutokana na sehemu zinazozunguka. Ili kuwezesha opereta kutazama mchakato wa uchakataji kwa usalama, majukwaa yaliyo na matusi lazima yatolewe. Katika hali fulani, kamera za TV zinaweza kusakinishwa ili opereta aweze kufuatilia ukingo wa zana na mlisho wa chombo.
Kanda za kazi za lathes moja kwa moja, lathes za NC na CNC zinapaswa kufungwa kabisa. Vifuniko vya mashine za kiotomatiki vinapaswa kuwa na fursa tu ambazo hisa zitakazotengenezwa huletwa, sehemu iliyogeuzwa kutolewa na swarf kuondolewa kwenye eneo la kazi. Nafasi hizi hazipaswi kujumuisha hatari wakati kazi inapita kupitia hizo, na lazima iwe vigumu kuzipitia kwenye eneo la hatari.
Kanda za kazi za lathe za nusu-otomatiki, NC na CNC lazima zimefungwa wakati wa mchakato wa machining. Vifuniko kwa ujumla ni vifuniko vya kuteleza vilivyo na swichi za kikomo na mzunguko unaoingiliana.
Operesheni zinazohitaji ufikiaji wa eneo la kazi, kama vile mabadiliko ya kazi au zana, kupima na kadhalika, hazipaswi kufanywa kabla lathe haijasimamishwa kwa usalama. Kuweka sifuri kwa kiendeshi cha kasi-tofauti hakuchukuliwi kuwa kisimamo salama. Mashine zilizo na viendeshi hivyo lazima ziwe na vifuniko vya kinga vilivyofungwa ambavyo haviwezi kufunguliwa kabla ya mashine kusimamishwa kwa usalama (kwa mfano, kwa kukata umeme wa spindle-motor).
Iwapo shughuli maalum za uwekaji zana zinahitajika, udhibiti wa inchi utatolewa ambao huwezesha miondoko fulani ya mashine kukwazwa huku kifuniko cha kinga kikiwa wazi. Katika hali kama hizi, opereta anaweza kulindwa na miundo maalum ya mzunguko (kwa mfano, kwa kuruhusu harakati moja tu kupigwa kwa wakati mmoja). Hii inaweza kupatikana kwa kutumia vidhibiti vya mikono miwili.
Kugeuza swafi
Chips zinazogeuka kwa muda mrefu ni hatari kwa sababu zinaweza kunaswa na mikono na miguu na kusababisha majeraha makubwa. Chips zinazoendelea na zilizochanika zinaweza kuepukwa kwa kuchagua kasi zinazofaa za kukata, milisho na unene wa chip au kwa kutumia zana za lathe na vivunja chip vya gullet au aina ya hatua. Kulabu zilizo na mpini na buckle zinapaswa kutumika kwa kuondoa chips.
ergonomics
Kila mashine inapaswa kuundwa ili kuwezesha pato la juu zaidi kupatikana kwa kiwango cha chini cha mkazo kwa opereta. Hii inaweza kupatikana kwa kurekebisha mashine kwa mfanyakazi.
Mambo ya ergonomic lazima izingatiwe wakati wa kuunda kiolesura cha mashine ya binadamu ya lathe. Muundo wa busara wa mahali pa kazi pia unajumuisha kutoa vifaa vya usaidizi vya kushughulikia, kama vile kupakia na kupakua viambatisho.
Vidhibiti vyote lazima viwe ndani ya nyanja ya kisaikolojia au ufikiaji wa mikono yote miwili. Vidhibiti lazima viwekwe wazi na viwe na mantiki kufanya kazi. Vidhibiti vinavyoendeshwa na kanyagio vinapaswa kuepukwa katika mashine zinazohudumiwa na waendeshaji waliosimama.
Uzoefu umeonyesha kwamba kazi nzuri hufanywa wakati mahali pa kazi pameundwa kwa ajili ya mkao wa kusimama na wa kuketi. Ikiwa operator anapaswa kufanya kazi amesimama, anapaswa kupewa uwezekano wa kubadilisha mkao. Viti vinavyoweza kunyumbulika mara nyingi huwa ni nafuu kwa miguu na miguu yenye matatizo.
Hatua zinapaswa kuchukuliwa ili kuunda faraja bora ya mafuta, kwa kuzingatia joto la hewa, unyevu wa jamaa, harakati za hewa na joto la radiant. Warsha inapaswa kuwa na hewa ya kutosha. Kunapaswa kuwa na vifaa vya kutolea nje vya ndani ili kuondoa utokaji wa gesi. Wakati wa kutengeneza hisa za bar, mirija ya mwongozo iliyo na sauti-absorbent inapaswa kutumika.
Mahali pa kazi inapaswa kutolewa kwa taa sare, kutoa kiwango cha kutosha cha kuangaza.
Mavazi ya Kazi na Ulinzi wa Kibinafsi
Overalls zinapaswa kuwa karibu kufaa na vifungo au zipped kwa shingo. Wanapaswa kuwa bila mifuko ya matiti, na sleeves lazima tightly buttoned katika wrists. Mikanda haipaswi kuvaa. Hakuna pete za vidole na vikuku vinapaswa kuvikwa wakati wa kufanya kazi kwenye lathes. Kuvaa miwani ya usalama lazima iwe wajibu. Wakati workpieces nzito ni mashine, viatu vya usalama na kofia za vidole vya chuma lazima zivaliwa. Kinga za kinga lazima zivaliwe wakati wowote swarf inakusanywa.
Mafunzo
Usalama wa waendeshaji lathe unategemea kwa kiasi kikubwa njia za kufanya kazi. Kwa hivyo ni muhimu kwamba anapaswa kupata mafunzo ya kinadharia na vitendo ili kupata ujuzi na kuendeleza tabia inayozingatia ulinzi bora zaidi. Mkao sahihi, miondoko sahihi, chaguo sahihi na ushughulikiaji wa zana unapaswa kuwa wa kawaida kiasi kwamba opereta hufanya kazi kwa usahihi hata kama umakini wake umetulia kwa muda.
Pointi muhimu katika programu ya mafunzo ni mkao wima, uwekaji sahihi na uondoaji wa chuck na urekebishaji sahihi na salama wa vifaa vya kazi. Uhifadhi sahihi wa faili na vikwaruzi na kufanya kazi kwa usalama kwa kitambaa cha abrasive lazima kufanyike kwa bidii.
Wafanyikazi lazima waelezwe vizuri juu ya hatari za jeraha ambazo zinaweza kusababishwa wakati wa kupima kazi, kuangalia marekebisho na kusafisha lathe.
Matengenezo
Lathes lazima zihifadhiwe mara kwa mara na kulainisha. Makosa lazima yarekebishwe mara moja. Ikiwa usalama uko hatarini katika tukio la hitilafu, mashine inapaswa kuwekwa nje ya kazi hadi hatua ya kurekebisha imechukuliwa.
Kazi ya ukarabati na matengenezo lazima ifanyike tu baada ya mashine kutengwa na usambazaji wa umeme
.
Kusaga na polishing
Imechukuliwa kutoka toleo la 3, Ensaiklopidia ya Afya na Usalama Kazini.
Kusaga kwa ujumla huhusisha matumizi ya abrasive iliyounganishwa ili kuvaa sehemu za kazi. Kusudi ni kuipa kazi sura fulani, kurekebisha vipimo vyake, kuongeza laini ya uso au kuboresha ukali wa kingo za kukata. Mifano ni pamoja na uondoaji wa sprue na kingo mbaya kutoka kwa msingi, uondoaji wa mizani ya uso kutoka kwa metali kabla ya kughushi au kulehemu na uondoaji wa sehemu katika maduka ya chuma na mashine. Kung'arisha hutumiwa kuondoa dosari za uso kama vile alama za zana. Buffing haiondoi chuma, lakini hutumia abrasive laini iliyochanganywa katika msingi wa nta au grisi ili kutoa uso wa juu-kung'aa.
Kusaga ndiyo njia pana zaidi na ya aina mbalimbali kati ya mbinu zote za uchakataji na hutumika katika nyenzo nyingi—hasa chuma na chuma lakini pia metali nyinginezo, mbao, plastiki, mawe, glasi, udongo na kadhalika. Neno hili linahusu mbinu zingine za kutengeneza nyuso nyororo na zenye kung'aa, kama vile kung'arisha, kupigia honi, kupepeta na kupapasa.
Vifaa vinavyotumiwa ni magurudumu ya vipimo tofauti, sehemu za kusaga, pointi za kusaga, mawe ya kunoa, faili, magurudumu ya polishing, mikanda, diski na kadhalika. Katika magurudumu ya kusaga na kadhalika, nyenzo ya abrasive inashikiliwa pamoja na mawakala wa kuunganisha ili kuunda mwili mgumu, kwa ujumla wenye vinyweleo. Katika kesi ya mikanda ya abrasive, wakala wa kuunganisha hushikilia abrasive iliyohifadhiwa kwa nyenzo za msingi zinazobadilika. Magurudumu ya kusukuma hutengenezwa kutoka kwa pamba au diski zingine za nguo zilizoshonwa pamoja.
Abrasives asili - corundum asili au emery (oksidi za alumini), almasi, mchanga, jiwe na garnet - zimechukuliwa kwa kiasi kikubwa na abrasives bandia ikiwa ni pamoja na oksidi ya alumini (alumina iliyounganishwa), silicon carbide (carborundum) na almasi ya syntetisk. Idadi ya vifaa vya nafaka kama vile chaki, pumice, tripoli, putty ya bati na oksidi ya chuma pia hutumiwa, hasa kwa polishing na buffing.
Oksidi ya alumini hutumiwa sana katika magurudumu ya kusaga, ikifuatiwa na silicon carbudi. Almasi ya asili na ya bandia hutumiwa kwa maombi muhimu maalum. Oksidi ya alumini, carbudi ya silicon, emery, garnet na jiwe hutumiwa katika mikanda ya kusaga na polishing.
Wakala wa kuunganisha kikaboni na isokaboni hutumiwa katika magurudumu ya kusaga. Aina kuu ya vifungo vya isokaboni ni silicate ya vitrified na magnesite. Maarufu miongoni mwa mawakala wa kuunganisha kikaboni ni resini ya phenol-au urea-formaldehyde, mpira na shellac. Wakala wa kuunganisha vitrified na resin phenolic wanatawala kabisa ndani ya vikundi vyao husika. Magurudumu ya kusaga ya almasi pia yanaweza kuunganishwa kwa chuma. Wakala mbalimbali wa kuunganisha hupa magurudumu sifa tofauti za kusaga, pamoja na mali tofauti kuhusu usalama.
Mikanda ya abrasive na polishing na diski zinajumuishwa na msingi rahisi wa karatasi au kitambaa ambacho abrasive inaunganishwa kwa njia ya adhesive ya asili au ya synthetic.
Mashine tofauti hutumiwa kwa aina tofauti za shughuli, kama vile kusaga uso, cylindrical (pamoja na isiyo na katikati) ya kusaga, kusaga ndani, kusaga na kukata. Aina mbili kuu ni: zile ambazo grinder au kazi huhamishwa kwa mkono na mashine zilizo na malisho ya mitambo na chucks. Aina za vifaa vya kawaida ni pamoja na: grinders ya aina ya uso; grinders aina ya pedestal, polishers na buffers; grinders disk na polishers; grinders za ndani; mashine za kukata abrasive; polishers ya ukanda; grinders portable, polishers na buffers; na polishers nyingi na bafa.
Hatari na Kinga Yake
Kupasuka
Hatari kubwa ya kuumia katika matumizi ya magurudumu ya kusaga ni kwamba gurudumu linaweza kupasuka wakati wa kusaga. Kwa kawaida, magurudumu ya kusaga hufanya kazi kwa kasi ya juu. Kuna mwelekeo kuelekea kasi inayoongezeka kila wakati. Mataifa mengi yaliyoendelea kiviwanda yana kanuni zinazozuia kasi ya juu ambayo aina mbalimbali za magurudumu ya kusaga zinaweza kuendeshwa.
Hatua ya msingi ya ulinzi ni kufanya gurudumu la kusaga kuwa na nguvu iwezekanavyo; asili ya wakala wa kuunganisha ni muhimu zaidi. Magurudumu yenye vifungo vya kikaboni, hasa resini ya phenolic, ni kali zaidi kuliko yale yaliyo na vifungo vya isokaboni na sugu zaidi kwa athari. Kasi ya juu ya pembeni inaweza kuruhusiwa kwa magurudumu yenye vifungo vya kikaboni.
Magurudumu ya kasi sana, hasa, mara nyingi hujumuisha aina mbalimbali za kuimarisha. Kwa mfano, magurudumu fulani ya vikombe huwekwa vibanda vya chuma ili kuongeza nguvu zao. Wakati wa kuzunguka mkazo mkubwa hukua karibu na shimo la katikati. Ili kuimarisha gurudumu, sehemu inayozunguka shimo la katikati, ambayo haishiriki katika kusaga, inaweza hivyo kufanywa kwa nyenzo zenye nguvu sana ambazo hazifai kusaga. Magurudumu makubwa yenye sehemu ya katikati iliyoimarishwa kwa njia hii hutumiwa hasa na kazi za chuma kwa slabs za kusaga, billets na kadhalika kwa kasi hadi 80 m / s.
Njia ya kawaida ya kuimarisha magurudumu ya kusaga, hata hivyo, ni pamoja na kitambaa cha nyuzi za kioo katika ujenzi wao. Magurudumu nyembamba, kama yale yanayotumiwa kukata, yanaweza kujumuisha kitambaa cha nyuzi za glasi katikati au kila upande, wakati magurudumu mazito yana safu kadhaa za kitambaa kulingana na unene wa gurudumu.
Isipokuwa baadhi ya magurudumu ya kusaga ya vipimo vidogo, ama magurudumu yote au sampuli ya takwimu yao lazima ipewe vipimo vya kasi na mtengenezaji. Katika majaribio magurudumu huendeshwa kwa muda fulani kwa kasi inayozidi ile inayoruhusiwa katika kusaga. Kanuni za mtihani hutofautiana kutoka nchi hadi nchi, lakini kwa kawaida gurudumu lazima lijaribiwe kwa kasi ya 50% juu ya kasi ya kufanya kazi. Katika baadhi ya nchi, kanuni zinahitaji majaribio maalum ya magurudumu ambayo yanapaswa kufanya kazi kwa kasi ya juu kuliko kawaida katika taasisi kuu ya kupima. Taasisi inaweza pia kukata vielelezo kutoka kwa gurudumu na kuchunguza tabia zao za kimwili. Magurudumu ya kukata yanakabiliwa na vipimo fulani vya athari, vipimo vya kupiga na kadhalika. Mtengenezaji pia analazimika kuhakikisha kuwa gurudumu la kusaga ni sawa kabla ya kujifungua.
Kupasuka kwa gurudumu la kusaga kunaweza kusababisha majeraha mabaya au mabaya sana kwa mtu yeyote aliye karibu na uharibifu mkubwa wa mimea au majengo. Licha ya tahadhari zote zinazochukuliwa na watengenezaji, kupasuka au kukatika kwa magurudumu mara kwa mara bado kunaweza kutokea isipokuwa utunzaji unaofaa katika matumizi yao. Hatua za tahadhari ni pamoja na:
- Kushughulikia na kuhifadhi. Gurudumu linaweza kuharibika au kupasuka wakati wa usafiri au kushughulikia. Unyevu unaweza kushambulia wakala wa kuunganisha katika magurudumu ya resin phenolic, hatimaye kupunguza nguvu zao. Magurudumu ya Vitrified yanaweza kuwa nyeti kwa mabadiliko ya mara kwa mara ya joto. Unyevu uliofyonzwa kwa utaratibu unaweza kutupa gurudumu nje ya usawa. Kwa hiyo, ni muhimu zaidi kwamba magurudumu yanashughulikiwa kwa uangalifu katika hatua zote na kuwekwa kwa utaratibu katika sehemu kavu na iliyohifadhiwa.
- Kuangalia kwa nyufa. Gurudumu jipya linapaswa kuangaliwa ili kuhakikisha kuwa halijaharibiwa na kavu, zaidi kwa kugonga na nyundo ya mbao. Gurudumu la vitrified isiyo na hitilafu itatoa pete wazi, gurudumu la kikaboni lililounganishwa na sauti ndogo ya kupigia; lakini zote zinaweza kutofautishwa na sauti iliyopasuka ya gurudumu lenye kasoro. Katika kesi ya shaka, gurudumu haipaswi kutumiwa na muuzaji anapaswa kushauriana.
- Upimaji. Kabla ya gurudumu jipya kuwekwa kwenye huduma, inapaswa kujaribiwa kwa kasi kamili na tahadhari zinazofaa zikizingatiwa. Baada ya kusaga kwa mvua, gurudumu inapaswa kuendeshwa bila kazi ili kuondoa maji; vinginevyo maji yanaweza kukusanya chini ya gurudumu na kusababisha usawa, ambayo inaweza kusababisha kupasuka wakati gurudumu linatumiwa ijayo.
- Kuweka. Ajali na kuvunjika hutokea wakati magurudumu ya kusaga yanawekwa kwenye vifaa visivyofaa-kwa mfano, kwenye ncha za spindle za mashine za kupigia. Spindle inapaswa kuwa ya kipenyo cha kutosha lakini si kubwa sana ili kupanua shimo la katikati la gurudumu; flanges zinapaswa kuwa si chini ya theluthi moja ya kipenyo cha gurudumu na kufanywa kwa chuma laini au nyenzo sawa.
- Kasi. Katika hali yoyote haipaswi kuzidi kasi ya juu inayoruhusiwa ya uendeshaji iliyoainishwa na watunga. Notisi inayoonyesha kasi ya spindle inapaswa kuunganishwa kwa mashine zote za kusaga, na gurudumu linapaswa kuwekewa alama ya kasi ya pembeni inayoruhusiwa na idadi inayolingana ya mizunguko ya gurudumu jipya. Tahadhari maalum ni muhimu kwa mashine za kusaga kwa kasi tofauti na kuhakikisha kufaa kwa magurudumu ya kasi zinazokubalika zinazokubalika katika grinders zinazobebeka.
- Pumziko la kazi. Popote inapowezekana, sehemu za kazi zilizowekwa kwa uthabiti zenye vipimo vya kutosha zinapaswa kutolewa. Zinapaswa kurekebishwa na kuwekwa karibu iwezekanavyo na gurudumu ili kuzuia mtego ambao kazi inaweza kulazimishwa dhidi ya gurudumu na kuivunja au, ikiwezekana zaidi, kukamata na kuumiza mkono wa opereta.
- Kulinda. Magurudumu ya abrasive yanapaswa kutolewa kwa walinzi wenye nguvu za kutosha ili kuwa na sehemu za gurudumu linalopasuka (ona mchoro 1). Baadhi ya nchi zina kanuni za kina kuhusu muundo wa walinzi na vifaa vya kutumika. Kwa ujumla, chuma cha kutupwa na alumini ya kutupwa vinapaswa kuepukwa. Ufunguzi wa kusaga unapaswa kuwa mdogo iwezekanavyo, na kipande cha pua kinachoweza kubadilishwa kinaweza kuwa muhimu. Hasa, ambapo asili ya kazi inazuia matumizi ya walinzi, flanges maalum za kinga au chucks za usalama zinaweza kutumika. Mizunguko na ncha zilizopinda za mashine za kung'arisha zenye ncha mbili zinaweza kusababisha ajali za kunasa isipokuwa zikilindwa ipasavyo.
Mchoro 1. Gurudumu la abrasive lililolindwa vyema, lililowekwa kwenye grinder ya uso na linafanya kazi kwa kasi ya pembeni ya 33 m/s.

Majeraha ya macho
Vumbi, abrasives, nafaka na splinters ni hatari ya kawaida kwa macho katika shughuli zote za kusaga kavu. Ulinzi mzuri wa macho kwa miwani au miwani na ngao zisizohamishika kwenye mashine ni muhimu; ngao za macho zisizobadilika ni muhimu sana wakati magurudumu yanatumika mara kwa mara—kwa mfano, kwa kusaga zana.
Moto
Kusaga aloi za magnesiamu hubeba hatari kubwa ya moto isipokuwa tahadhari kali zitachukuliwa dhidi ya kuwaka kwa bahati mbaya na katika kuondoa na kumwaga vumbi. Viwango vya juu vya usafi na matengenezo vinahitajika katika mifereji yote ya moshi ili kuzuia hatari ya moto na pia kuweka uingizaji hewa kufanya kazi kwa ufanisi. Vumbi la nguo lililotolewa kutoka kwa shughuli za kuzima moto ni hatari ya moto inayohitaji utunzaji mzuri wa nyumba na LEV.
Vibration
Visagio vinavyobebeka na vya miguu vina hatari ya kupata ugonjwa wa mtetemo wa mkono wa mkono (HAVS), unaojulikana pia kama "kidole cheupe" kutokana na ishara yake inayoonekana zaidi. Mapendekezo yanajumuisha kupunguza kasi na muda wa kukaribia aliyeambukizwa, kuunda upya zana, vifaa vya kinga na ufuatiliaji na afya.
Hatari za kiafya
Ingawa magurudumu ya kisasa ya kusaga yenyewe hayaleti hatari kubwa ya silikosisi iliyohusishwa hapo awali na magurudumu ya mchanga, vumbi hatari sana la silika bado linaweza kutolewa kutokana na nyenzo zinazosagwa—kwa mfano, kutupwa kwa mchanga. Magurudumu fulani yaliyounganishwa na resini yanaweza kuwa na vichungio vinavyotengeneza vumbi hatari. Kwa kuongeza, resini zenye msingi wa formaldehyde zinaweza kutoa formaldehyde wakati wa kusaga. Kwa vyovyote vile, kiasi cha vumbi linalotolewa kwa kusaga hufanya LEV yenye ufanisi kuwa muhimu. Ni vigumu zaidi kutoa moshi wa ndani kwa magurudumu yanayobebeka, ingawa mafanikio fulani katika mwelekeo huu yamepatikana kwa kutumia mifumo ya kunasa sauti ya chini, yenye kasi ya juu. Kazi ya muda mrefu inapaswa kuepukwa na vifaa vya kinga vya kupumua vinatolewa ikiwa ni lazima. Uingizaji hewa wa kutolea nje pia unahitajika kwa mchanga mwingi wa ukanda, kumaliza, polishing na shughuli zinazofanana. Kwa buffing hasa, vumbi vya nguo vinavyoweza kuwaka ni wasiwasi mkubwa.
Nguo za kinga na vifaa vyema vya usafi na kuosha na kuoga vinapaswa kutolewa, na usimamizi wa matibabu ni wa kuhitajika, hasa kwa grinders za chuma.
Vilainishi vya Viwandani, Vimiminika vya Metali vinavyofanya kazi na Mafuta ya Magari
Mapinduzi ya viwanda hayangeweza kutokea bila kutengenezwa kwa mafuta ya viwandani yaliyosafishwa kwa msingi wa petroli, vilainishi, mafuta ya kukata na grisi. Kabla ya ugunduzi wa miaka ya 1860 kwamba kilainishi cha hali ya juu kingeweza kuzalishwa kwa kutengenezea mafuta ghafi kwenye utupu, tasnia ilitegemea mafuta asilia na mafuta ya wanyama kama vile mafuta ya nguruwe na mafuta ya manii ya nyangumi kwa kulainisha sehemu zinazosonga. Mafuta haya na bidhaa za wanyama zilishambuliwa sana na kuyeyuka, oksidi na kuharibika kutokana na kufichuliwa na joto na unyevu zinazozalishwa na injini za mvuke ambazo ziliendesha karibu vifaa vyote vya viwandani wakati huo. Mageuzi ya bidhaa zilizosafishwa kwa msingi wa mafuta ya petroli yameendelea kutoka kwa lubricant ya kwanza, ambayo ilitumika kwa ngozi, hadi mafuta ya kisasa ya synthetic na grisi yenye maisha marefu ya huduma, sifa bora za kulainisha na upinzani bora wa kubadilika chini ya hali ya joto tofauti na hali ya hewa.
Vilainishi vya Viwanda
Sehemu zote zinazohamia kwenye mashine na vifaa zinahitaji lubrication. Ingawa lubrication inaweza kutolewa na nyenzo kavu kama vile Teflon au grafiti, ambayo hutumiwa katika sehemu kama vile fani ndogo za motor ya umeme, mafuta na grisi ndio vilainishi vinavyotumika sana. Kadiri ugumu wa mashine unavyoongezeka, mahitaji ya vilainishi na mafuta ya mchakato wa chuma yanakuwa magumu zaidi. Mafuta ya kulainisha sasa yanaanzia mafuta safi, membamba sana yanayotumika kulainisha vyombo maridadi, hadi mafuta mazito yanayofanana na lami yanayotumika kwenye gia kubwa kama vile zile zinazogeuza viwanda vya chuma. Mafuta yenye mahitaji mahususi hutumika katika mifumo ya majimaji na kulainisha zana kubwa za mashine zinazoendeshwa na kompyuta kama zile zinazotumika katika tasnia ya anga ili kutoa sehemu zenye uwezo wa kustahimili karibu sana. Mafuta ya syntetisk, vimiminika na grisi, na michanganyiko ya mafuta ya syntetisk na mafuta ya petroli, hutumiwa pale ambapo maisha ya vilainisho ya muda mrefu yanahitajika, kama vile motors za umeme zilizofungwa kwa maisha, ambapo muda ulioongezeka kati ya mabadiliko ya mafuta hupunguza tofauti ya gharama; ambapo viwango vya joto na shinikizo vilivyopanuliwa vipo, kama vile programu za angani; au pale ambapo ni vigumu na ghali kupaka tena mafuta.
Mafuta ya Viwandani
Mafuta ya viwandani kama vile spindle na mafuta ya kulainisha, vilainishi vya gia, mafuta ya hydraulic na turbine na vimiminiko vya upitishaji vimeundwa ili kukidhi mahitaji maalum ya kimwili na kemikali na kufanya kazi bila mabadiliko yanayoonekana kwa muda mrefu chini ya hali tofauti. Vilainishi kwa ajili ya matumizi ya anga lazima vikidhi hali mpya kabisa, ikiwa ni pamoja na usafi, uimara, upinzani dhidi ya mionzi ya anga na uwezo wa kufanya kazi katika hali ya baridi kali na joto kali, bila mvuto na katika ombwe.
Upitishaji, turbine na mifumo ya majimaji ina vimiminika ambavyo hupitisha nguvu au nguvu, hifadhi za kushikilia viowevu, pampu za kusogeza viowevu kutoka sehemu moja hadi nyingine na vifaa saidizi kama vile vali, bomba, vipozezi na vichungi. Mifumo ya hidroli, upitishaji na turbine huhitaji maji yenye mnato maalum na uthabiti wa kemikali ili kufanya kazi vizuri na kutoa uhamishaji unaodhibitiwa wa nguvu. Sifa za mafuta mazuri ya hydraulic na turbine ni pamoja na index ya juu ya mnato, utulivu wa joto, maisha marefu katika mifumo inayozunguka, upinzani wa amana, lubricity ya juu, uwezo wa kuzuia povu, ulinzi wa kutu na demulsibility nzuri.
Vilainishi vya gia vimeundwa ili kuunda filamu kali, thabiti ambazo hutoa lubrication kati ya gia chini ya shinikizo kubwa. Sifa za mafuta ya gia ni pamoja na utulivu mzuri wa kemikali, demulsibility na upinzani wa ongezeko la mnato na malezi ya amana. Mafuta ya spindle ni nyembamba, safi sana na mafuta safi na viungio vya lubricity. Sifa muhimu zaidi kwa njia ya mafuta---hutumiwa kulainisha nyuso mbili za gorofa za kuteleza ambapo kuna shinikizo la juu na kasi ya polepole-ni ulainisho na ustadi wa kustahimili kubana nje na ukinzani dhidi ya shinikizo kali.
Mafuta ya silinda na compressor huchanganya sifa za mafuta ya viwandani na ya magari. Wanapaswa kupinga mkusanyiko wa amana, kufanya kazi kama wakala wa uhamishaji joto (mitungi ya injini ya mwako wa ndani), kutoa lubrication kwa mitungi na bastola, kutoa muhuri ili kupinga shinikizo la kurudi nyuma, kuwa na utulivu wa kemikali na mafuta (haswa mafuta ya pampu ya utupu), wawe na uthabiti wa kemikali na mafuta. index ya viscosity ya juu na kupinga kuosha maji (mitungi inayoendeshwa na mvuke) na sabuni.
Mafuta ya Injini ya Magari
Watengenezaji wa injini za mwako wa ndani na mashirika, kama vile Jumuiya ya Wahandisi wa Magari (SAE) nchini Marekani na Kanada, wameweka vigezo mahususi vya utendakazi wa mafuta ya injini za magari. Mafuta ya petroli ya magari na injini ya dizeli yanakabiliwa na mfululizo wa vipimo vya utendaji ili kuamua uthabiti wao wa kemikali na joto, upinzani wa kutu, mnato, ulinzi wa kuvaa, lubricity, detergency na utendaji wa juu na wa chini wa joto. Kisha huainishwa kulingana na mfumo wa msimbo ambao huruhusu watumiaji kuamua kufaa kwao kwa matumizi ya kazi nzito na kwa viwango tofauti vya joto na mnato.
Mafuta kwa ajili ya injini za magari, maambukizi na kesi za gear zimeundwa kwa indexes za viscosity ya juu ili kupinga mabadiliko katika viscosity na mabadiliko ya joto. Mafuta ya injini ya magari hutengenezwa hasa ili kupinga kuharibika chini ya joto huku yanapaka injini za mwako wa ndani. Mafuta ya injini ya mwako wa ndani lazima yasiwe nene sana ili kulainisha sehemu zinazosonga za ndani wakati injini inapowashwa katika hali ya hewa ya baridi, na lazima zisiwe nyembamba kwani injini huwaka inapofanya kazi. Wanapaswa kupinga mkusanyiko wa kaboni kwenye vali, pete na mitungi na uundaji wa asidi babuzi au amana kutoka kwa unyevu. Mafuta ya injini ya magari yana sabuni ambazo zimeundwa kushikilia kaboni na chembe za metali katika kusimamishwa ili ziweze kuchujwa wakati mafuta yanapozunguka na sio kukusanyika kwenye sehemu za injini za ndani na kusababisha uharibifu.
Kukata Maji
Aina tatu za vimiminika vya kukatia vinavyotumika viwandani ni mafuta ya madini, mafuta mumunyifu na vimiminika vya syntetisk. Mafuta ya kukata kwa kawaida ni mchanganyiko wa mafuta ya madini ya hali ya juu, yenye utulivu wa hali ya juu ya mnato mbalimbali pamoja na viungio ili kutoa sifa maalum kulingana na aina ya nyenzo zinazotengenezwa na kazi inayofanywa. Vimimunyisho vya kukatia maji katika mafuta mumunyifu ni mafuta ya madini (au mafuta ya sintetiki) ambayo yana vimiminaji na viungio maalum ikiwa ni pamoja na viondoa povu, vizuizi vya kutu, sabuni, viua bakteria na viua vidudu. Wao hupunguzwa kwa maji kwa uwiano tofauti kabla ya kutumika. Vimiminika vya kukatia sanisi ni miyeyusho ya viowevu visivyo na mafuta ya petroli, viungio na maji, badala ya emulsions, ambazo baadhi yake ni sugu kwa moto kwa kutengeneza metali mahususi. Maji ya nusu-synthetic yana 10 hadi 15% ya mafuta ya madini. Baadhi ya vimiminika maalum vina sifa ya mafuta ya kulainisha na ya kukata maji kwa sababu ya tabia ya vimiminika kuvuja na kuchanganyikana katika baadhi ya zana za mashine kama vile mashine za kusokota otomatiki.
Sifa zinazohitajika za maji ya kukata hutegemea muundo wa chuma unaofanyiwa kazi, chombo cha kukata kinachotumiwa na aina ya operesheni ya kukata, kupanga au kuunda. Maji ya kukata huboresha na kuimarisha mchakato wa kazi ya chuma kwa kupoeza na kulainisha (yaani, kulinda makali ya chombo cha kukata). Kwa mfano, wakati wa kufanya kazi kwenye chuma laini ambacho hutengeneza joto nyingi, baridi ni kigezo muhimu zaidi. Ubaridi ulioboreshwa hutolewa kwa kutumia mafuta mepesi (kama vile mafuta ya taa) au umajimaji wa kukatia maji. Udhibiti wa ukingo uliojengwa kwenye zana za kukata hutolewa na viungio vya kuzuia weld au viunzi kama vile misombo ya salfa, klorini au fosforasi. Lubricity, ambayo ni muhimu wakati wa kufanya kazi kwenye chuma ili kuondokana na abrasiveness ya sulfidi ya chuma, hutolewa na mafuta ya synthetic na wanyama au viongeza vya mafuta ya sulfuri ya manii.
Mafuta mengine ya Utengenezaji wa Chuma na Usindikaji
Vimiminika vya kusaga vimeundwa ili kutoa ubaridi na kuzuia mkusanyiko wa chuma kwenye magurudumu ya kusaga. Sifa zao ni pamoja na uthabiti wa joto na kemikali, ulinzi wa kutu (maji mumunyifu), kuzuia amana za gummy wakati wa uvukizi na mahali salama pa kazi iliyofanywa.
Mafuta ya kuzima, ambayo yanahitaji utulivu wa juu, hutumiwa katika kutibu chuma ili kudhibiti mabadiliko ya muundo wa molekuli ya chuma wakati inapoa. Kuzima kwa mafuta mepesi hutumiwa kuweka sehemu ndogo za chuma ngumu na zisizo na bei ghali. Kiwango cha chini cha kuzima hutumika kutengeneza vyuma vya zana za mashine ambavyo ni ngumu kwa nje na mkazo wa chini wa ndani. Mafuta yenye pengo au ya kuzima kwa awamu nyingi hutumiwa kutibu chuma cha juu cha kaboni na aloi.
Mafuta ya roll ni mafuta yaliyotengenezwa maalum ya madini au mumunyifu ambayo hulainisha na kutoa umaliziaji laini wa chuma, haswa alumini, shaba na shaba, inapopitia vinu vya joto na baridi. Mafuta ya kutolewa hutumiwa kwa kanzu ya kufa na molds ili kuwezesha kutolewa kwa sehemu za chuma zilizoundwa. Mafuta ya tanning bado yanatumika katika tasnia ya kutengeneza ngozi na ngozi. Mafuta ya transfoma ni maji ya dielectric yaliyotengenezwa maalum ambayo hutumiwa katika transfoma na vivunja vikubwa vya umeme na swichi.
Mafuta ya kuhamisha joto hutumiwa katika mifumo iliyo wazi au iliyofungwa na inaweza kudumu hadi miaka 15 katika huduma. Sifa za kimsingi ni uthabiti mzuri wa joto kwani mifumo hufanya kazi katika halijoto kutoka 150 hadi 315°C, uthabiti wa oksidi na sehemu ya juu ya tochi. Mafuta ya kuhamishia joto kwa kawaida yana mnato sana kuweza kusukumwa kwenye halijoto iliyoko na lazima yawekwe moto ili kutoa maji.
Vimumunyisho vya mafuta ya petroli hutumika kusafisha sehemu kwa kunyunyizia, kudondosha au kuzamisha. Vimumunyisho huondoa mafuta na emulsify uchafu na chembe za chuma. Mafuta ya kuzuia kutu yanaweza kuwa ya kutengenezea au maji. Huwekwa kwenye koili za chuma cha pua, fani na sehemu zingine kwa kuzamisha au kunyunyizia dawa, na huacha filamu za polarized au nta kwenye nyuso za chuma kwa ajili ya ulinzi wa vidole na kutu na uhamisho wa maji.
Vizuizi
Grisi ni mchanganyiko wa vimiminika, vinene na viungio vinavyotumika kulainisha sehemu na vifaa ambavyo haviwezi kushikana na mafuta, ambavyo ni vigumu kufikiwa au pale ambapo vilainishi vya kioevu vinavyovuja au kunyunyiziwa vinaweza kuchafua bidhaa au kusababisha hatari. Zina anuwai ya matumizi na mahitaji ya utendakazi, kutoka kwa kulainisha fani za injini ya ndege katika halijoto ya chini ya sufuri hadi gia za kinu moto, na upinzani wa asidi au maji ya kuosha, pamoja na msuguano unaoendelea unaoundwa na fani za magurudumu ya gari la reli.
Grisi hutengenezwa kwa kuchanganywa kwa sabuni za metali (chumvi za asidi ya mafuta yenye minyororo mirefu) hadi kwenye chombo cha mafuta cha kulainisha chenye joto la 205 hadi 315°C. Grisi za syntetisk zinaweza kutumia di-esta, silikoni au esta za fosforasi na polyalkyl glikoli kama maji. Sifa za grisi hutegemea kwa kiasi kikubwa umajimaji fulani, kipengele cha metali (kwa mfano, kalsiamu, sodiamu, alumini, lithiamu na kadhalika) katika sabuni na viungio vinavyotumika kuboresha utendaji na uthabiti na kupunguza msuguano. Viungio hivi ni pamoja na viungio vya shinikizo kali ambavyo hupaka chuma kwa safu nyembamba ya misombo ya sulfuri ya metali isiyo na babuzi, naphthenate ya risasi au dithiophosphate ya zinki, vizuizi vya kutu, vioksidishaji, asidi ya mafuta kwa lubricity, viungio, rangi za kutambua na. vizuizi vya maji. Baadhi ya grisi zinaweza kuwa na vijazaji vya grafiti au molybdenum ambavyo hupaka sehemu za metali na kutoa ulainishaji baada ya grisi kuisha au kuoza.
Vilainishi vya Viwandani, Grisi na Viungio vya Mafuta ya Injini ya Magari
Mbali na kutumia hifadhi ya msingi ya vilainisho yenye uthabiti wa kemikali na joto na faharisi za mnato wa juu, viungio vinahitajika ili kuimarisha maji na kutoa sifa maalum zinazohitajika katika vilainishi vya viwandani, vimiminika vya kukata, grisi na mafuta ya injini ya magari. Viongezeo vinavyotumiwa zaidi ni pamoja na lakini sio mdogo kwa zifuatazo:
- Vizuia vioksidishaji. Vizuizi vya oksidi, kama vile 2,6-ditertiary butil, paracresol na phenyl naphthylamine, hupunguza kasi ya kuzorota kwa mafuta kwa kuvunja molekuli za minyororo mirefu ambazo huunda zinapokabiliwa na oksijeni. Vizuizi vya oksidi hutumika kupaka metali kama vile shaba, zinki na risasi ili kuzuia kugusa mafuta ili visifanye kazi kama vichocheo, kuongeza kasi ya oxidation na kutengeneza asidi ambayo hushambulia metali zingine.
- Vizuizi vya povu. Defoamants, kama vile silicones na silioxanes ya polyorganic, hutumiwa katika mafuta ya majimaji, mafuta ya gia, maji ya upitishaji na mafuta ya turbine ili kupunguza mvutano wa filamu ya uso na kuondoa hewa iliyoingizwa kwenye mafuta na pampu na compressor, ili kudumisha shinikizo la majimaji mara kwa mara na kuzuia cavitation. .
- Vizuizi vya kutu. Viungio vya kuzuia kutu, kama vile naphthenate ya risasi na sulphonate ya sodiamu, hutumika kuzuia kutu isitoke kwenye sehemu za metali na mifumo ambapo mafuta yanayozunguka yamechafuliwa na maji au na hewa yenye unyevunyevu ambayo iliingia kwenye hifadhi ya mfumo inapopoa wakati kifaa au mashine. haikuwa inatumika.
- Viongezeo vya kuzuia kuvaa. Viungio vya kuzuia kuvaa, kama vile triresylphosphate, huunda misombo ya polar ambayo inavutiwa na nyuso za chuma na hutoa safu ya kimwili ya ulinzi wa ziada katika tukio ambalo filamu ya mafuta haitoshi.
- Viboreshaji vya index ya mnato. Waboreshaji wa index ya mnato husaidia mafuta kupinga athari za mabadiliko ya joto. Kwa bahati mbaya, ufanisi wao hupungua kwa matumizi ya muda mrefu. Mafuta ya syntetisk yameundwa kwa fahirisi za juu sana za mnato, na kuziruhusu kudumisha muundo wao juu ya viwango vya joto pana na kwa muda mrefu zaidi kuliko mafuta ya madini yenye viboreshaji vya kiboresha index cha mnato.
- Demulsifiers. Vizuizi vya maji na misombo maalum hutenganisha maji kutoka kwa mafuta na kuzuia malezi ya gum; zina mafuta ya nta ambayo hutoa lubricity aliongeza. Hutumika pale ambapo vifaa viko chini ya kuoshwa kwa maji au pale ambapo unyevu mwingi upo, kama vile kwenye mitungi ya mvuke, vibambo vya hewa na vikasha vya gia vilivyochafuliwa na vimiminika vya kukatia mumunyifu.
- Rangi za rangi. Rangi hutumiwa kusaidia watumiaji kutambua mafuta tofauti yanayotumiwa kwa madhumuni mahususi, kama vile vimiminika vya kusambaza na mafuta ya gia, ili kuzuia matumizi mabaya.
- Viongezeo vya shinikizo kali. Viongezeo vya shinikizo kali, kama vile misombo ya mafuta ya salfa isiyo na babuzi, dithiofosfati ya zinki na naphthenati ya risasi, hutumiwa katika magari, gia na mafuta ya upitishaji ili kuunda mipako ambayo hulinda nyuso za chuma wakati filamu ya kinga ya mafuta inapunguza au kubanwa nje na haiwezi kuzuia chuma. mawasiliano ya chuma.
- Vifaa vya kusafisha maji. Sulphonate ya metali na sabuni za fenate za chuma hutumiwa kushikilia uchafu, kaboni na chembe za kuvaa za metali katika kusimamishwa katika mafuta ya majimaji, mafuta ya gia, mafuta ya injini na viowevu vya upitishaji. Vichafuzi hivi kwa kawaida huondolewa mafuta yanapopitia kichujio ili kuzuia kusambazwa tena kupitia mfumo ambapo vinaweza kusababisha uharibifu.
- Tackiness livsmedelstillsatser. Viungio vya wambiso au ugumu hutumika kuwezesha mafuta kuambatana na kupinga kuvuja kutoka kwa mikusanyiko ya kubeba, vipochi vya gia, gia kubwa wazi kwenye kinu na vifaa vya ujenzi, na mashine za juu. Ujanja wao hupungua kwa huduma iliyopanuliwa.
- Emulsifiers. Asidi ya mafuta na mafuta ya mafuta hutumiwa kama emulsifiers katika mafuta mumunyifu ili kusaidia kuunda miyeyusho kwa maji.
- Viongezeo vya lubricity. Mafuta, mafuta ya nguruwe, tallow, manii na mafuta ya mboga hutumiwa kutoa kiwango cha juu cha mafuta katika kukata mafuta na baadhi ya mafuta ya gear.
- Dawa za kuua bakteria. Dawa za kuua vijidudu na vijidudu, kama vile fenoli na mafuta ya pine, huongezwa kwa mafuta ya kukata mumunyifu ili kurefusha maisha ya maji, kudumisha utulivu, kupunguza harufu na kuzuia ugonjwa wa ngozi.
Kutengeneza Vilainishi vya Viwandani na Mafuta ya Magari
Mafuta ya viwandani na mafuta, grisi, maji ya kukata na mafuta ya injini ya magari hutengenezwa katika vifaa vya kuchanganya na ufungaji, pia huitwa "mimea ya lube" au "mimea ya kuchanganya". Vifaa hivi vinaweza kuwa ndani au karibu na visafishaji vinavyozalisha akiba ya vilainishi, au vinaweza kuwa mbali na kupokea hifadhi hiyo kwa meli za majini au majahazi, mizinga ya reli au lori za mizinga. Mimea ya kuchanganya na kufungasha huchanganya na viungio kiwanja katika hifadhi ya mafuta ya kulainisha ili kutengeneza anuwai ya bidhaa zilizokamilishwa, ambazo husafirishwa kwa wingi au kwenye makontena.
Michakato ya kuchanganya na kuchanganya inayotumika kutengeneza vilainishi, vimiminika na grisi hutegemea umri na ustaarabu wa kituo, vifaa vinavyopatikana, aina na uundaji wa viungio vinavyotumika na aina na kiasi cha bidhaa zinazozalishwa. Kuchanganya kunaweza kuhitaji tu mchanganyiko halisi wa akiba ya msingi na vifurushi vya kuongezea kwenye aaaa kwa kutumia vichanganyiko, padi au msukosuko wa hewa, au joto lisaidizi kutoka kwa mizinga ya umeme au mvuke inaweza kuhitajika ili kusaidia kuyeyusha na kuchanganya katika viungio. Vimiminika vingine vya viwandani na vilainishi huzalishwa kiotomatiki kwa kuchanganya akiba ya msingi na viongezi vilivyochanganyika awali na tope la mafuta kupitia mifumo mingi. Grease inaweza kuwa ama bechi kuzalishwa au kuendelea kuchanganywa. Mimea ya kulainisha inaweza kuchanganya viungio vyake kutoka kwa kemikali au kununua viungio vilivyopakiwa awali kutoka kwa makampuni maalum; mmea mmoja unaweza kutumia njia zote mbili. Mimea ya luba inapotengeneza viungio vyake na vifurushi vya nyongeza, kunaweza kuwa na haja ya halijoto ya juu na shinikizo pamoja na athari za kemikali na msukosuko wa kimwili ili kuchanganya kemikali na nyenzo.
Baada ya uzalishaji, vimiminika na vilainishi vinaweza kushikiliwa kwenye birika za kuchanganya au kuwekwa kwenye matangi ili kuhakikisha kuwa viungio vinasalia katika kusimamishwa au suluhisho, ili kutoa muda wa majaribio ili kubaini kama bidhaa inakidhi vipimo vya ubora na mahitaji ya uthibitisho, na kuruhusu mchakato. halijoto ili kurejea katika viwango vya mazingira kabla ya bidhaa kusakinishwa na kusafirishwa. Upimaji unapokamilika, bidhaa zilizokamilishwa hutolewa kwa usafirishaji au upakiaji kwa wingi kwenye vyombo.
Bidhaa zilizokamilishwa husafirishwa kwa wingi katika mizinga ya reli au kwa malori ya tank moja kwa moja kwa watumiaji, wasambazaji au mitambo ya ufungaji ya nje. Bidhaa zilizokamilishwa pia husafirishwa kwa watumiaji na wasambazaji katika magari ya sanduku la reli au lori za usafirishaji wa vifurushi katika makontena anuwai, kama ifuatavyo:
- Vyombo vya metali, plastiki na mchanganyiko vya chuma/plastiki au plastiki/nyuzi vikubwa vya kati, ambavyo vina ukubwa wa kati ya lita 227 hadi takriban 2,840, husafirishwa kama vitengo vya mtu binafsi kwenye pala zilizojengewa ndani au tofauti, zikiwa zimepangwa kwa urefu wa 1 au 2.
- Ngoma za chuma, nyuzinyuzi au plastiki zenye uwezo wa 208 l, 114 l au 180 kg kwa kawaida husafirishwa 4 hadi kwenye godoro.
- Ngoma za chuma au plastiki zenye uwezo wa l 60 au kilo 54, na 19 l au 16 kg ya chuma au ndoo za plastiki, zimewekwa kwenye pallets na kuunganishwa au kunyoosha ili kudumisha utulivu.
- Vyombo vya chuma au plastiki vyenye ujazo wa lita 8 au 4, 1 l ya plastiki, chupa za chuma na nyuzi na makopo na cartridges za grisi za kilo 2 huwekwa kwenye katoni ambazo huwekwa kwenye pallets na kuunganishwa au kunyooshwa kwa usafirishaji.
Baadhi ya mimea ya kuchanganya na ufungaji inaweza kusafirisha pallets za bidhaa mchanganyiko na ukubwa mchanganyiko wa vyombo na vifurushi moja kwa moja kwa watumiaji wadogo. Kwa mfano, usafirishaji wa godoro moja hadi kituo cha huduma unaweza kujumuisha ngoma 1 ya maji ya kupitisha, vikombe 2 vya grisi, kesi 8 za mafuta ya injini ya gari na ndoo 4 za lubricant ya gia.
Ubora wa bidhaa
Ubora wa bidhaa za vilainishi ni muhimu ili mashine na vifaa vifanye kazi ipasavyo na kutoa sehemu bora na nyenzo. Mitambo ya kuchanganya na kufungasha hutengeneza bidhaa za petroli zilizokamilishwa kwa vipimo na mahitaji ya ubora. Watumiaji wanapaswa kudumisha kiwango cha ubora kwa kuweka taratibu salama za utunzaji, uhifadhi, utoaji na uhamisho wa vilainishi kutoka kwenye vyombo vyao asilia au matangi hadi kwenye vifaa vya kutolea maji na hadi kufikia hatua ya kuwekwa kwenye mashine au vifaa vitakavyolainishwa au mfumo wa kujazwa. Baadhi ya vifaa vya viwandani vimeweka mifumo ya kati ya usambazaji, ulainishaji na majimaji ambayo hupunguza uchafuzi na mfiduo. Mafuta ya viwandani, vilainishi, mafuta ya kukata na grisi yataharibika kutokana na uchafuzi wa maji au unyevu, kuathiriwa na joto la juu au la chini sana, kuchanganya bila kukusudia na bidhaa zingine na uhifadhi wa muda mrefu ambao huruhusu kuacha ziada au mabadiliko ya kemikali kutokea.
Afya na Usalama
Kwa sababu hutumiwa na kushughulikiwa na watumiaji, bidhaa za kumaliza za viwandani na za magari lazima zisiwe na hatari. Kuna uwezekano wa mfiduo wa hatari wakati wa kuchanganya na kuchanganya bidhaa, wakati wa kushughulikia viungio, wakati wa kutumia maji ya kukata na wakati wa kuendesha mifumo ya lubrication ya ukungu wa mafuta.
Sura Viwanda vya kusafishia mafuta na gesi asilia katika hili Encyclopaedia inatoa taarifa kuhusu hatari zinazoweza kuhusishwa na vifaa vya usaidizi katika mitambo ya kuchanganya na kufungashia kama vile vyumba vya boiler, maabara, ofisi, vitenganishi vya maji ya mafuta na vifaa vya kutibu taka, kizimba cha baharini, uhifadhi wa tanki, shughuli za ghala, gari la tanki la reli na safu za upakiaji za lori na sanduku la gari la reli na vifaa vya upakiaji na upakuaji wa lori.
usalama
Utengenezaji wa viungio na tope, uchanganyaji wa bechi, uchanganyaji wa bechi na shughuli za uchanganyaji wa mstari huhitaji udhibiti mkali ili kudumisha ubora wa bidhaa unaotakikana na, pamoja na matumizi ya PPE, ili kupunguza mfiduo wa kemikali na nyenzo zinazoweza kuwa hatari pamoja na kugusa nyuso zenye joto na joto. mvuke. Ngoma na vyombo vya nyongeza vinapaswa kuhifadhiwa kwa usalama na kufungwa vizuri hadi tayari kutumika. Viungio kwenye ngoma na mifuko vinahitaji kushughulikiwa vizuri ili kuzuia mkazo wa misuli. Kemikali hatari zinapaswa kuhifadhiwa ipasavyo, na kemikali zisizolingana hazipaswi kuhifadhiwa mahali zinapoweza kuchanganyikana zenyewe. Tahadhari zinazopaswa kuchukuliwa wakati wa kufanya kazi na mashine za kujaza na kufungasha ni pamoja na kutumia glavu na kuepuka kushika vidole kwenye vifaa ambavyo vinafunika kwenye vibegi na ndoo. Walinzi wa mashine na mifumo ya kinga haipaswi kuondolewa, kukatwa au kupitishwa ili kuharakisha kazi. Vyombo na ngoma za wingi wa kati vikaguliwe kabla ya kujaza ili kuhakikisha kuwa ni safi na zinafaa.
Mfumo wa kibali cha nafasi ndogo unapaswa kuanzishwa kwa ajili ya kuingia kwenye matangi ya kuhifadhia na kettles za kuchanganya kwa ajili ya kusafisha, ukaguzi, matengenezo au ukarabati. Utaratibu wa kufungia nje/tagout unapaswa kuanzishwa na kutekelezwa kabla ya kufanya kazi kwenye mitambo ya kufungasha, kuchanganya kettles na vichanganyaji, vidhibiti, palletizer na vifaa vingine vyenye sehemu zinazosonga.
Ngoma na vyombo vinavyovuja viondolewe kwenye sehemu ya kuhifadhia na vimwagiko visafishwe ili kuzuia kuteleza na kuanguka. Urejelezaji, uchomaji na utupaji wa taka, vilainishi vilivyomwagika na vilivyotumika, mafuta ya injini ya magari na vimiminika vya kukatia vinapaswa kuzingatia kanuni za serikali na taratibu za kampuni. Wafanyakazi wanapaswa kutumia PPE inayofaa wakati wa kusafisha kumwagika na kushughulikia bidhaa zilizotumiwa au taka. Mafuta ya injini iliyochujwa, vimiminika vya kukata au vilainishi vya viwandani ambavyo vinaweza kuchafuliwa na petroli na viyeyusho vinavyoweza kuwaka vinapaswa kuhifadhiwa mahali salama mbali na vyanzo vya kuwaka, hadi utupaji sahihi.
Ulinzi wa moto
Ingawa uwezekano wa moto ni mdogo katika uchanganyaji na uchanganyaji wa vilainishi vya viwandani na vya magari kuliko katika michakato ya kusafisha, uangalifu lazima uchukuliwe wakati wa kutengeneza mafuta na grisi zinazofanya kazi za chuma kutokana na utumiaji wa halijoto ya juu ya kuchanganya na kuchanganya na bidhaa za chini za tochi. Tahadhari maalum zinapaswa kuchukuliwa ili kuzuia moto wakati bidhaa zinatolewa au vyombo vilivyojaa kwenye joto juu ya pointi zao za flash. Wakati wa kuhamisha vimiminika vinavyoweza kuwaka kutoka kwa chombo kimoja hadi kingine, mbinu sahihi za kuunganisha na kutuliza zinapaswa kutumika ili kuzuia mkusanyiko wa tuli na kutokwa kwa umeme. Injini za umeme na vifaa vya kubebeka vinapaswa kuainishwa ipasavyo kwa hatari zilizopo katika eneo ambalo zimewekwa au kutumika.
Uwezekano wa moto upo ikiwa bidhaa inayovuja au kutolewa kwa mvuke katika uchanganyaji wa lube na uchakataji wa grisi au maeneo ya kuhifadhi hufikia chanzo cha kuwaka. Uanzishwaji na utekelezaji wa mfumo wa kibali cha kazi ya moto unapaswa kuzingatiwa ili kuzuia moto katika vifaa vya kuchanganya na ufungaji. Mizinga ya kuhifadhia iliyofungwa ndani ya majengo inapaswa kujengwa, kutoa hewa na kulindwa kwa mujibu wa mahitaji ya serikali na sera ya kampuni. Bidhaa zilizohifadhiwa kwenye racks na kwenye piles hazipaswi kuzuia mifumo ya ulinzi wa moto, milango ya moto au njia za kutoka.
Uhifadhi wa bidhaa za kumaliza, kwa wingi na katika vyombo na vifurushi, zinapaswa kuwa kwa mujibu wa mazoea yaliyotambuliwa na kanuni za kuzuia moto. Kwa mfano, vimiminiko vinavyoweza kuwaka na viungio vilivyo katika miyeyusho ya vimiminika vinavyoweza kuwaka vinaweza kuhifadhiwa katika majengo ya nje au tofauti, vilivyoundwa mahususi ndani au vyumba vya kuhifadhia vilivyoambatishwa. Viongezeo vingi huhifadhiwa katika vyumba vya joto (38 hadi 65 ° C) au katika vyumba vya joto (zaidi ya 65 ° C) ili kuweka viungo katika kusimamishwa, kupunguza mnato wa bidhaa nene au kutoa kwa urahisi kuchanganya au kuchanganya. Vyumba hivi vya kuhifadhia vinapaswa kuzingatia uainishaji wa umeme, mifereji ya maji, uingizaji hewa na mahitaji ya uingizaji hewa wa mlipuko, hasa wakati vimiminika vinavyoweza kuwaka au vimiminika vinavyoweza kuwaka vinahifadhiwa na kutolewa kwenye joto lililo juu ya nukta zao.
afya
Wakati wa kuchanganya, sampuli na kuchanganya, vifaa vya kinga binafsi na kupumua vinapaswa kuzingatiwa ili kuzuia mfiduo wa joto, mvuke, vumbi, ukungu, mivuke, mafusho, chumvi za metali, kemikali na viungio. Mazoea salama ya kazi, usafi bora na ulinzi wa kibinafsi unaofaa unaweza kuhitajika kwa mfiduo wa ukungu wa mafuta, moshi na mvuke, viungio, kelele na joto wakati wa kufanya shughuli za ukaguzi na matengenezo wakati wa kuchukua sampuli na kushughulikia hidrokaboni na viungio wakati wa uzalishaji na ufungaji na wakati wa kusafisha. kumwagika na kutolewa:
- Viatu vya kazi vilivyo na nyayo zinazostahimili mafuta au kuteleza vinapaswa kuvaliwa kwa kazi ya jumla, na viatu vilivyoidhinishwa vya usalama vya vidole vilivyo na nyayo zinazostahimili mafuta au kuteleza vinapaswa kuvaliwa mahali ambapo hatari za majeraha ya miguu kutokana na vitu vinavyobingirika au kuanguka au vifaa vipo.
- Miwaniko ya usalama na ulinzi wa upumuaji vinaweza kuhitajika kwa mfiduo wa hatari kwa kemikali, vumbi au mvuke.
- Glovu zisizoweza kupenya, aproni, viatu, ngao za uso na miwani ya kemikali zinapaswa kuvaliwa wakati wa kushughulikia kemikali hatari, viungio na suluhu za caustic na wakati wa kusafisha kumwagika.
- Kinga ya kichwa inaweza kuhitajika wakati wa kufanya kazi kwenye mashimo au maeneo ambayo kuna uwezekano wa kuumia kwa kichwa.
- Ufikiaji tayari wa vifaa sahihi vya kusafisha na kukausha ili kushughulikia splashes na kumwagika inapaswa kutolewa.
Mafuta ni sababu ya kawaida ya ugonjwa wa ngozi, ambayo inaweza kudhibitiwa kupitia matumizi ya PPE na mazoea mazuri ya usafi wa kibinafsi. Kugusa ngozi moja kwa moja na grisi yoyote iliyotengenezwa au mafuta inapaswa kuepukwa. Mafuta mepesi kama vile mafuta ya taa, viyeyusho na mafuta ya spindle husafisha ngozi na kusababisha vipele. Bidhaa zenye nene, kama vile mafuta ya gia na grisi, huzuia vinyweleo vya ngozi, na kusababisha folliculitis.
Hatari za kiafya kutokana na uchafuzi wa vijidudu vya mafuta zinaweza kufupishwa kama ifuatavyo:
- Hali ya ngozi iliyokuwepo inaweza kuwa mbaya zaidi.
- Erosoli za lubricant za saizi ya kupumua zinaweza kusababisha ugonjwa wa kupumua.
- Viumbe vinaweza kubadilisha muundo wa bidhaa ili iweze kuumiza moja kwa moja.
- Bakteria hatari kutoka kwa wanyama, ndege au wanadamu wanaweza kuletwa.
Ugonjwa wa ngozi wa mguso unaweza kutokea wafanyakazi wanapokabiliwa na vimiminika vya kukata wakati wa uzalishaji, kazi au matengenezo na wanapofuta mikono iliyofunikwa na mafuta kwa matambara yaliyopachikwa na chembe ndogo za chuma. Metali hiyo husababisha michubuko midogo kwenye ngozi ambayo inaweza kuambukizwa. Vimiminika vya kukatia maji vinavyotokana na maji kwenye ngozi na nguo vinaweza kuwa na bakteria na kusababisha maambukizo, na emulsifiers huweza kuyeyusha mafuta kutoka kwenye ngozi. Folliculitis ya mafuta husababishwa na mfiduo wa muda mrefu wa vimiminika vya kukatia vilivyotokana na mafuta, kama vile kuvaa nguo zilizolowa mafuta. Wafanyikazi wavue na kufua nguo zilizolowa mafuta kabla ya kuivaa tena. Ugonjwa wa ngozi unaweza pia kusababishwa na kutumia sabuni, sabuni au vimumunyisho kusafisha ngozi. Ugonjwa wa ngozi unadhibitiwa vyema na mazoea mazuri ya usafi na kupunguza mfiduo. Ushauri wa matibabu unapaswa kutafutwa wakati ugonjwa wa ngozi unaendelea.
Katika hakiki ya kina iliyofanywa kama msingi wa hati ya vigezo vyake, Taasisi ya Kitaifa ya Usalama na Afya ya Kazini ya Merika (NIOSH) iligundua uhusiano kati ya kufichuliwa na maji ya kazi ya chuma na hatari ya kupata saratani kwenye tovuti kadhaa za viungo, pamoja na tumbo, kongosho. , zoloto na puru (NIOSH 1996). Michanganyiko maalum inayohusika na hatari kubwa ya saratani inabaki kuamuliwa.
Mfiduo wa kazini kwa ukungu wa mafuta na erosoli huhusishwa na aina mbalimbali za athari zisizo mbaya za kupumua, ikiwa ni pamoja na nimonia ya lipoid, pumu, muwasho mkali wa njia ya hewa, mkamba sugu na utendakazi wa mapafu kuharibika (NIOSH 1996).
Maji yanayofanya kazi ya chuma huchafuliwa kwa urahisi na bakteria na kuvu. Wanaweza kuathiri ngozi au, wakati wa kuvuta pumzi kama erosoli zilizochafuliwa, wanaweza kuwa na athari za kimfumo.
Michakato ya kusafishia mafuta kama vile hydrofinishing na matibabu ya asidi hutumika kuondoa manukato kutoka kwa vilainishi vya viwandani, na matumizi ya hifadhi ya msingi ya naphthenic yamewekewa vikwazo ili kupunguza kasinojeni. Viungio vinavyoletwa katika kuchanganya na kuchanganya vinaweza pia kuleta hatari inayoweza kutokea kwa afya. Mfiduo wa misombo ya klorini na misombo ya risasi, kama vile zile zinazotumiwa katika vilainishi vya gia na grisi, husababisha mwasho wa ngozi na huenda ikawa hatari. Fosfati ya Tri-orthocresyl imesababisha milipuko ya kupooza kwa neva wakati mafuta ya kulainisha yalipotumiwa kwa bahati mbaya kupikia. Mafuta ya syntetisk hujumuisha hasa nitriti ya sodiamu na triethanolamine na viongeza. Triethanolamine ya kibiashara ina diethanolamine, ambayo inaweza kuitikia pamoja na nitriti ya sodiamu kuunda kasinojeni dhaifu kiasi, N-nitrosodiethanolamine, ambayo inaweza kusababisha hatari. Vilainishi vya nusu-synthetic vinawasilisha hatari za bidhaa zote mbili, pamoja na viungio katika uundaji wao.
Taarifa za usalama wa bidhaa ni muhimu kwa wafanyakazi wa wazalishaji na watumiaji wa mafuta, mafuta na grisi. Watengenezaji wanapaswa kuwa na laha za data za usalama wa nyenzo (MSDSs) au maelezo mengine ya bidhaa yanayopatikana kwa viungio vyote na hifadhi ya msingi inayotumika katika kuchanganya na kuchanganya. Kampuni nyingi zimefanya upimaji wa magonjwa na kitoksini ili kubaini kiwango cha hatari zinazohusiana na athari zozote za kiafya na sugu za bidhaa zao. Taarifa hizi zinapaswa kupatikana kwa wafanyakazi na watumiaji kupitia lebo za maonyo na maelezo ya usalama wa bidhaa.
Matibabu ya uso wa Metali
Imechukuliwa kutoka toleo la 3, Ensaiklopidia ya Afya na Usalama Kazini.
Kuna aina mbalimbali za mbinu za kumaliza nyuso za bidhaa za chuma ili ziweze kupinga kutu, zinafaa zaidi na zionekane vizuri (tazama jedwali 1). Bidhaa zingine zinatibiwa na mlolongo wa mbinu kadhaa hizi. Nakala hii itaelezea kwa ufupi baadhi ya zile zinazotumiwa sana.
Jedwali 1. Muhtasari wa hatari zinazohusiana na mbinu tofauti za matibabu ya chuma
|
Mbinu ya matibabu ya chuma |
Hatari |
Tahadhari |
|
Usafishaji wa umeme |
Kuungua na kuwasha kutoka kwa kemikali za caustic na babuzi |
Tumia vifaa vya kinga vya kibinafsi vinavyofaa. Weka uingizaji hewa wa kutolea nje wa ufanisi. |
|
Electroplating |
Mfiduo wa uwezekano wa saratani kusababisha chromium na nikeli; yatokanayo na cyanides; kuchomwa na hasira kutoka kwa kemikali za caustic na babuzi; mshtuko wa umeme; mchakato unaweza kuwa mvua, na kusababisha hatari ya kuingizwa na kuanguka; uwezekano wa kuzalisha vumbi vinavyolipuka; hatari za ergonomic |
Tumia vifaa vya kinga vya kibinafsi vinavyofaa. Weka uingizaji hewa wa kutolea nje wa ufanisi, mara nyingi hupigwa, mfumo wa kushinikiza-kuvuta. Safisha vitu vilivyomwagika mara moja. Weka sakafu isiyo ya skid. Tumia muundo wa ufanisi wa taratibu za kazi na vituo ili kuepuka matatizo ya ergonomic. |
|
Enamels na glazing |
Hatari za kimwili kutoka kwa grinders, conveyers, mills; hatari ya kuchoma kutoka kwa vinywaji na vifaa vya joto la juu; yatokanayo na vumbi ambayo inaweza kusababisha ugonjwa wa mapafu |
Sakinisha walinzi sahihi wa mashine, pamoja na viunganishi. Tumia vifaa vya kinga vya kibinafsi vinavyofaa. Weka uingizaji hewa mzuri wa kutolea nje ili kuepuka mfiduo wa vumbi. Vifaa vya kuchujwa kwa HEPA vinaweza kuhitajika. |
|
Kuweka |
Mfiduo wa asidi hidrofloriki; kuchomwa na hasira kutoka kwa kemikali za caustic na babuzi; hatari ya kuchoma kutoka kwa vinywaji na vifaa vya joto la juu |
Tekeleza mpango ili kuepuka kuathiriwa na asidi hidrofloriki. Tumia vifaa vya kinga vya kibinafsi vinavyofaa. Weka uingizaji hewa wa kutolea nje wa ufanisi. |
|
Kuweka juu |
Hatari ya kuchoma kutoka kwa vinywaji vya joto la juu, metali na vifaa; kuchomwa na hasira kutoka kwa kemikali za caustic na babuzi; homa ya mafusho ya chuma; uwezekano wa mfiduo wa risasi |
Tumia vifaa vya kinga vya kibinafsi vinavyofaa. Weka uingizaji hewa wa kutolea nje wa ufanisi. Tekeleza programu ya kupunguza/ufuatiliaji wa mfiduo. |
|
joto matibabu |
Hatari ya kuchoma kutoka kwa vinywaji vya joto la juu, metali na vifaa; kuchomwa na hasira kutoka kwa kemikali za caustic na babuzi; angahewa zinazoweza kulipuka za hidrojeni; uwezekano wa mfiduo wa monoksidi kaboni; uwezekano wa mfiduo wa cyanides; hatari ya moto kutokana na kuzima mafuta |
Tumia vifaa vya kinga vya kibinafsi vinavyofaa. Weka uingizaji hewa wa kutolea nje wa ufanisi. Onyesha ishara zinazoonya juu ya vifaa na nyuso za joto la juu. Sakinisha mifumo ya kufuatilia mkusanyiko wa monoksidi kaboni. Weka mifumo ya kutosha ya kuzima moto. |
|
Kuunganisha |
Kuchoma hatari kutoka kwa metali na vifaa vya joto la juu; mazingira ya kulipuka ya vumbi, asetilini; homa ya mafusho ya chuma ya zinki |
Weka mifumo ya kutosha ya kuzima moto. Tenganisha kwa usahihi kemikali na gesi. Tumia vifaa vya kinga vya kibinafsi vinavyofaa. Weka uingizaji hewa wa kutolea nje wa ufanisi. |
|
Phosphating |
Kuungua na kuwasha kutoka kwa kemikali za caustic na babuzi |
Tumia vifaa vya kinga vya kibinafsi vinavyofaa. Weka uingizaji hewa wa kutolea nje wa ufanisi. |
|
Mipako ya plastiki |
Mfiduo kwa vihisishi vya kemikali |
Tafuta njia mbadala za vihisishi. Tumia vifaa vya kinga vya kibinafsi vinavyofaa. Weka uingizaji hewa wa kutolea nje wa ufanisi. |
|
Priming |
Mfiduo wa viyeyusho mbalimbali ambavyo vinaweza kuwa na sumu na kuwaka, kuathiriwa na vihisishi vya kemikali, kuathiriwa na kromiamu inayoweza kusababisha kansa. |
Tafuta njia mbadala za vihisishi. Tumia vifaa vya kinga vya kibinafsi vinavyofaa. Weka uingizaji hewa wa kutolea nje wa ufanisi. Tenganisha vizuri kemikali/gesi. |
Kabla ya kutumia yoyote ya mbinu hizi, bidhaa lazima zisafishwe kabisa. Njia kadhaa za kusafisha hutumiwa, mmoja mmoja au kwa mlolongo. Hizi ni pamoja na kusaga kwa mitambo, kusugua na kung'arisha (ambazo huzalisha vumbi la metali au oksidi—vumbi la alumini linaweza kulipuka), uondoaji wa mvuke, kuosha na viyeyusho vya grisi asilia, "kuchuna" katika asidi iliyokolea au miyeyusho ya alkali na upunguzaji wa mafuta ya elektroliti. Ya mwisho inahusisha kuzamishwa katika bafu zenye sianidi na alkali iliyokolea ambapo hidrojeni au oksijeni iliyoundwa kielektroniki huondoa grisi, na kusababisha nyuso za chuma "tupu" ambazo hazina oksidi na grisi. Kusafisha kunafuatiwa na suuza ya kutosha na kukausha kwa bidhaa.
Muundo sahihi wa kifaa na LEV yenye ufanisi itapunguza baadhi ya hatari. Wafanyakazi walio katika hatari ya splashes lazima wapewe miwani ya kinga au ngao za macho na glavu za kinga, aproni na nguo. Manyunyu na chemchemi za kuosha macho zinapaswa kuwa karibu na katika utaratibu mzuri wa kufanya kazi, na splashes na kumwagika kunapaswa kuosha mara moja. Kwa vifaa vya kielektroniki, glavu na viatu lazima visipitishe, na tahadhari zingine za kawaida za umeme, kama vile usakinishaji wa vikatiza vya saketi zenye hitilafu ya ardhini na taratibu za kufunga/kutoka nje zinapaswa kufuatwa.
Taratibu za Matibabu
Usafishaji wa umeme
Upigaji rangi wa electrolytic hutumiwa kuzalisha uso wa kuonekana kuboreshwa na kutafakari, kuondoa chuma cha ziada ili kufaa kwa usahihi vipimo vinavyohitajika na kuandaa uso kwa ajili ya ukaguzi kwa kutokamilika. Mchakato huo unahusisha utengano wa upendeleo wa anodic wa matangazo ya juu juu ya uso baada ya kupungua kwa mvuke na kusafisha moto wa alkali. Asidi hutumiwa mara nyingi kama suluhisho la elektroliti; ipasavyo, suuza ya kutosha inahitajika baadaye.
Electroplating
Electroplating ni mchakato wa kemikali au wa kielektroniki wa kuweka safu ya metali kwenye bidhaa—kwa mfano, nikeli ili kulinda dhidi ya kutu, chromium ngumu ili kuboresha sifa za uso au fedha na dhahabu ili kuipamba. Mara kwa mara, nyenzo zisizo za chuma hutumiwa. Bidhaa hiyo, iliyo na waya kama cathode, na anode ya chuma kitakachowekwa huwekwa ndani ya myeyusho wa elektroliti (ambao unaweza kuwa na tindikali, alkali au alkali pamoja na chumvi za sianidi na changamano) na kuunganishwa nje na chanzo cha mkondo wa moja kwa moja. Katuni zenye chaji chanya za anodi ya metali huhamia kwenye kathodi, ambapo hupunguzwa hadi chuma na kuwekwa kama safu nyembamba (angalia mchoro 1). Mchakato huo unaendelea mpaka mipako mpya ifikie unene uliotaka, na bidhaa hiyo huoshwa, kukaushwa na kusafishwa.
Kielelezo 1. Uwekaji umeme: Uwakilishi wa kimkakati

Anode: Cu → Cu+2 + 2e- ; Cathode: Cu+2 + 2e- → Cu
In uundaji wa umeme, mchakato unaohusiana kwa karibu na upandaji umeme, vitu vilivyotengenezwa kwa, kwa mfano, plaster au plastiki hufanywa kwa uwekaji wa grafiti na kisha huunganishwa kama cathode ili chuma kiweke juu yao.
In anodization, mchakato ambao umezidi kuwa muhimu katika miaka ya hivi karibuni, bidhaa za alumini (titanium na metali nyingine hutumiwa pia) huunganishwa kama anode na kuzamishwa katika asidi ya sulfuriki. Walakini, badala ya kuunda ioni chanya za alumini na kuhama kwa utuaji kwenye cathode, hutiwa oksidi na atomi za oksijeni zinazotokea kwenye anode na kuunganishwa nayo kama safu ya oksidi. Safu hii ya oksidi ni sehemu ya kufutwa na ufumbuzi wa asidi ya sulfuriki, na kufanya safu ya uso kuwa porous. Baadaye, nyenzo za rangi au nyepesi zinaweza kuwekwa kwenye pores hizi, kama katika utengenezaji wa alama za majina, kwa mfano.
Enamels na glazes
Enamel ya vitreous au enamel ya porcelaini hutumiwa kutoa kifuniko cha juu cha joto-, doa- na kutu kwa metali, kwa kawaida chuma au chuma, katika bidhaa mbalimbali za kubuni ikiwa ni pamoja na beseni za kuoga, jiko la gesi na umeme, vyombo vya jikoni, matangi ya kuhifadhi. na makontena, na vifaa vya umeme. Aidha, enamels hutumiwa katika mapambo ya keramik, kioo, vito na mapambo ya mapambo. Matumizi maalum ya poda ya enameli katika utengenezaji wa bidhaa za mapambo kama vile Cloisonné na Limoges yamejulikana kwa karne nyingi. Glazes hutumiwa kwa vyombo vya ufinyanzi vya kila aina.
Nyenzo zinazotumiwa katika utengenezaji wa enamels za vitreous na glazes ni pamoja na:
- kinzani, kama vile quartz, feldspar na udongo
- fluxes, kama vile borax (sodium borate dekahydrate), soda ash (anhydrous sodium carbonate), nitrati ya sodiamu, fluorspar, cryolite, barium carbonate, magnesium carbonate, monoksidi ya risasi, tetroksidi ya risasi na oksidi ya zinki.
- rangi, kama vile oksidi za antimoni, cadmium, cobalt, chuma, nikeli, manganese, selenium, vanadium, uranium na titanium.
- opacifiers, kama vile oksidi za antimoni, titani, bati na zirconium, na antimoninate ya sodiamu.
- elektroliti, kama vile borax, soda ash, magnesium carbonate na sulphate, nitriti ya sodiamu na alumini ya sodiamu.
- mawakala wa kuelea, kama vile udongo, ufizi, alginate ya ammoniamu, bentonite na silika ya colloidal.
Hatua ya kwanza katika kila aina ya vitreous enamelling au glazing ni maamuzi ya frit, poda ya enamel. Hii inahusisha utayarishaji wa malighafi, kuyeyushwa na kutoa frit.
Baada ya kusafisha kwa uangalifu bidhaa za chuma (kwa mfano, ulipuaji wa risasi, kuokota, kupunguza mafuta), enamel inaweza kutumika kwa taratibu kadhaa:
- Katika mchakato wa mvua, kitu kinaingizwa kwenye mteremko wa enamel ya maji, hutolewa na kuruhusiwa kukimbia au, katika "slushing", kuingizwa kwa enamel ni mnene na lazima kutetemeka kutoka kwa kitu.
- Katika mchakato wa kavu, kitu kilichowekwa chini huwashwa kwa joto la enamelling na kisha unga wa enamel kavu hutiwa vumbi kupitia ungo ndani yake. Vipu vya enamel mahali na, wakati kitu kinarejeshwa kwenye tanuru, kinayeyuka hadi kwenye uso laini.
- Utumizi wa dawa unazidi kutumika, kwa kawaida katika operesheni ya mitambo. Inahitaji baraza la mawaziri chini ya uingizaji hewa wa kutolea nje.
- Enamels za mapambo kawaida hutumiwa kwa mikono, kwa kutumia brashi au zana zinazofanana.
- Glazes kwa bidhaa za porcelaini na ufinyanzi kawaida hutumiwa kwa kuzamisha au kunyunyizia dawa. Ingawa baadhi ya shughuli za kuzamisha zinafanywa kwa mashine, vipande kawaida huchovya kwa mkono katika tasnia ya kaure ya nyumbani. Kitu kinachukuliwa kwa mkono, kilichowekwa ndani ya tub kubwa ya glaze, glaze huondolewa kwa kupigwa kwa mkono na kitu kinawekwa kwenye dryer. Hood iliyofungwa au kabati yenye uingizaji hewa wa kutolea nje kwa ufanisi inapaswa kutolewa wakati glaze inaponyunyiziwa.
Kisha vitu vilivyotayarishwa "huchomwa" kwenye tanuru au tanuru, ambayo kwa kawaida ni mafuta ya gesi.
Kuweka
Kemikali etching hutoa kumaliza satin au matte. Mara nyingi, hutumiwa kama matibabu ya awali kabla ya anodizing, lacquering, mipako ya uongofu, buffing au mwangaza wa kemikali. Mara nyingi hutumiwa kwa alumini na chuma cha pua, lakini pia hutumiwa kwa metali nyingine nyingi.
Alumini kawaida huwekwa katika miyeyusho ya alkali iliyo na mchanganyiko mbalimbali wa hidroksidi ya sodiamu, hidroksidi ya potasiamu, fosfati ya trisodiamu na kabonati ya sodiamu, pamoja na viungo vingine ili kuzuia malezi ya matope. Mojawapo ya michakato ya kawaida hutumia hidroksidi ya sodiamu katika mkusanyiko wa 10 hadi 40 g/l iliyohifadhiwa kwa joto la 50 hadi 85 ° C na muda wa kuzamishwa kwa muda wa dakika 10.
Uwekaji wa alkali kawaida hutanguliwa na kufuatiwa na matibabu katika mchanganyiko mbalimbali wa hidrokloriki, hidrofloriki, nitriki, fosforasi, chromic au asidi ya sulfuriki. Matibabu ya kawaida ya asidi huhusisha kuzamishwa kwa sekunde 15 hadi 60 katika mchanganyiko wa sehemu 3 kwa kiasi cha asidi ya nitriki na sehemu 1 kwa kiasi cha asidi hidrofloriki ambayo hudumishwa kwa joto la 20 ° C.
Kuweka juu
Mabati hutumia mipako ya zinki kwa bidhaa mbalimbali za chuma ili kulinda dhidi ya kutu. Bidhaa lazima iwe safi na isiyo na oksidi ili mipako ishikamane vizuri. Kawaida hii inahusisha michakato kadhaa ya kusafisha, kuosha, kukausha au kusafisha kabla ya bidhaa kuingia kwenye umwagaji wa mabati. Katika "kuzamisha moto" galvanizing, bidhaa ni kupita kwa njia ya umwagaji wa zinki kuyeyuka; "baridi" galvanizing kimsingi electroplating, kama ilivyoelezwa hapo juu.
Bidhaa zinazotengenezwa kwa kawaida hutiwa mabati katika mchakato wa kundi, wakati njia ya ukanda unaoendelea hutumiwa kwa ukanda wa chuma, karatasi au waya. Flux inaweza kuajiriwa ili kudumisha usafishaji wa kuridhisha wa bidhaa na bafu ya zinki na kuwezesha kukausha. Hatua ya prefluxing inaweza kufuatiwa na kifuniko cha flux ya kloridi ya ammoniamu kwenye uso wa umwagaji wa zinki, au mwisho unaweza kutumika peke yake. Katika bomba la mabati, bomba huingizwa kwenye suluhisho la moto la kloridi ya amonia ya zinki baada ya kusafisha na kabla ya bomba kuingia kwenye umwagaji wa zinki ulioyeyuka. Fluji hizo hutengana na kutengeneza kloridi ya hidrojeni inayowasha na gesi ya amonia, inayohitaji LEV.
Aina mbalimbali za mabati zinazoendelea za dip-dip hutofautiana katika jinsi bidhaa inavyosafishwa na kama usafishaji unafanywa mtandaoni:
- kusafisha kwa oxidation ya moto ya mafuta ya uso na kupunguzwa kwa tanuru na kuchomwa moto kufanywa kwa mstari.
- Usafishaji wa kielektroniki unafanywa kabla ya kuchuja kwa njia ya mtandao
- kusafisha kwa kuchuna asidi na kusafisha alkali, kwa kutumia mtiririko kabla ya tanuru ya joto na kuchomwa kwenye tanuru kabla ya kuwasha.
- kusafisha kwa kuchuna asidi na kusafisha alkali, kuondoa mtiririko na kupasha joto katika gesi ya kupunguza (kwa mfano, hidrojeni) kabla ya kupaka mabati.
Mstari unaoendelea wa galvanizing kwa chuma cha kupima mwanga huacha pickling na matumizi ya flux; hutumia kusafisha alkali na kudumisha uso safi wa ukanda kwa kuipasha moto kwenye chumba au tanuru yenye hali ya kupunguza hidrojeni hadi ipite chini ya uso wa bafu ya zinki iliyoyeyuka.
Mabati yanayoendelea ya waya yanahitaji hatua za kupenyeza, kwa kawaida na sufuria ya risasi iliyoyeyuka mbele ya mizinga ya kusafisha na ya mabati; hewa au baridi ya maji; pickling katika moto, kuondokana na asidi hidrokloriki; suuza; matumizi ya flux; kukausha; na kisha kutia mabati katika umwagaji wa zinki ulioyeyuka.
Taka, aloi ya chuma na zinki, hukaa chini ya umwagaji wa zinki iliyoyeyuka na lazima iondolewe mara kwa mara. Aina mbalimbali za vifaa huelea juu ya uso wa umwagaji wa zinki ili kuzuia oxidation ya zinki iliyoyeyuka. Skimming ya mara kwa mara inahitajika kwenye sehemu za kuingia na kutoka kwa waya au ukanda unaowekwa mabati.
joto matibabu
Matibabu ya joto, inapokanzwa na baridi ya chuma ambayo inabakia katika hali imara, kwa kawaida ni sehemu muhimu ya usindikaji wa bidhaa za chuma. Karibu kila mara inahusisha mabadiliko katika muundo wa fuwele wa chuma ambayo husababisha urekebishaji wa sifa zake (kwa mfano, annealing ili kufanya chuma kuwa laini zaidi, inapokanzwa na kupoa polepole ili kupunguza ugumu, joto na kuzima ili kuongeza ugumu, joto la chini. inapokanzwa ili kupunguza mkazo wa ndani).
annealing
Annealing ni matibabu ya joto ya "kulainisha" ambayo hutumiwa sana kuruhusu kufanya kazi kwa baridi zaidi ya chuma, kuboresha ufundi, kupunguza mkazo wa bidhaa kabla ya kutumika na kadhalika. Inajumuisha inapokanzwa chuma kwa joto maalum, kuifanya kwa joto hilo kwa muda maalum wa muda na kuruhusu kuwa baridi kwa kiwango fulani. Mbinu kadhaa za kunyoosha hutumiwa:
- Ufungaji wa bluu, ambayo safu ya oksidi ya bluu hutolewa kwenye uso wa aloi za chuma
- Uponyaji mkali, ambayo inafanywa katika anga iliyodhibitiwa ili kupunguza oxidation ya uso
- Funga annealing or kufungia sanduku, njia ambayo metali zote za feri na zisizo na feri hupashwa moto kwenye chombo cha chuma kilichofungwa na au bila nyenzo ya kufunga na kisha kupozwa polepole.
- Uponyaji kamili, kawaida hufanywa katika mazingira ya kinga, yenye lengo la kupata ulaini wa juu unaowezekana kiuchumi
- Kuchafua, aina maalum ya mfereji unaotolewa kwa uigizaji wa chuma ili kuifanya iweze kunyumbulika kwa kubadilisha kaboni iliyounganishwa katika chuma kuwa kaboni safi (yaani, grafiti)
- Kuvimba kwa sehemu, mchakato wa joto la chini ili kuondoa matatizo ya ndani yanayotokana na chuma kwa kufanya kazi kwa baridi
- Ndogo muhimu or anealing ya spheroidizing, ambayo hutokeza ufundi ulioboreshwa kwa kuruhusu kabudi ya chuma katika muundo wa fuwele kupata umbo la spheroid.
Ugumu wa umri
Kuimarisha umri ni matibabu ya joto ambayo hutumiwa mara nyingi kwenye aloi za alumini-shaba ambapo ugumu wa asili unaofanyika katika aloi huharakishwa kwa kuongeza joto hadi karibu 180 ° C kwa takriban saa 1.
Kuogopa
Homogenizing, kwa kawaida hutumiwa kwa ingots au compacts ya chuma ya unga, imeundwa ili kuondoa au kupunguza sana kutengwa. Hupatikana kwa kupasha joto hadi 20°C chini ya kiwango cha kuyeyuka kwa chuma kwa takribani saa 2 au zaidi na kisha kuzima.
Kupoteza
Mchakato sawa na annealing kamili, huhakikisha usawa wa sifa za mitambo zinazopatikana na pia hutoa ugumu zaidi na upinzani kwa upakiaji wa mitambo.
Hati miliki
Hati miliki ni aina maalum ya mchakato wa uwekaji wa anneal ambayo kawaida hutumiwa kwa nyenzo za sehemu ndogo ndogo ambazo zinakusudiwa kuchorwa (kwa mfano, waya wa chuma kaboni 0.6%). Chuma huwashwa kwenye tanuru ya kawaida hadi juu ya safu ya ugeuzaji na kisha hupita kutoka kwenye tanuru moja kwa moja hadi, kwa mfano, bafu ya risasi iliyoshikiliwa kwa joto la karibu 170 ° C.
Kuzima-ugumu na hasira
Kuongezeka kwa ugumu kunaweza kuzalishwa katika aloi ya msingi wa chuma kwa kupokanzwa hadi juu ya safu ya mabadiliko na kupoeza haraka hadi joto la kawaida kwa kuzima mafuta, maji au hewa. Nakala mara nyingi husisitizwa sana kuweza kuwekwa katika huduma na, ili kuongeza ushupavu wake, hupunguzwa kwa kuongeza joto hadi chini ya safu ya ugeuzaji na kuiruhusu kupoe kwa kiwango kinachohitajika.
Kupiga na kukasirisha ni michakato inayofanana isipokuwa kwamba makala huzimishwa, kwa mfano, katika umwagaji wa chumvi au risasi unaohifadhiwa kwa joto la 400 ° C.
Uso- na ugumu wa kesi
Huu ni mchakato mwingine wa matibabu ya joto unaotumika mara kwa mara kwa aloi zenye msingi wa chuma, ambayo huruhusu uso wa kitu kubaki mgumu huku msingi wake ukisalia ductile kiasi. Ina idadi ya tofauti:
- Ugumu wa moto inahusisha ugumu wa nyuso za kitu (kwa mfano, meno ya gia, fani, slideways) kwa kupasha joto na tochi ya gesi yenye joto la juu na kisha kuzima kwa mafuta, maji au njia nyingine inayofaa.
- Ugumu wa induction ya umeme ni sawa na ugumu wa mwali isipokuwa kwamba inapokanzwa hutolewa na mikondo ya eddy inayoingizwa kwenye tabaka za uso.
- Kupunguza mwili huongeza maudhui ya kaboni ya uso wa aloi ya msingi wa chuma kwa kupokanzwa kitu katika kati ya kaboni, kioevu au gesi ya kaboni (kwa mfano, makaa ya mawe na bariamu carbonate, sianidi ya sodiamu kioevu na carbonate ya sodiamu, monoksidi ya kaboni ya gesi, methane na kadhalika. ) kwa joto la takriban 900°C.
- Uwekaji wa maandishi huongeza maudhui ya nitrojeni ya uso wa chuma maalum cha aloi ya chini au kitu cha chuma kwa kuipasha moto katika hali ya nitrojeni, kwa kawaida gesi ya amonia, karibu 500 hadi 600 ° C.
- Cyaniding ni njia ya ugumu wa kesi ambapo uso wa kitu cha chini cha kaboni chuma hutajiriwa katika kaboni na nitrojeni kwa wakati mmoja. Kawaida inahusisha kupokanzwa kitu kwa saa 1 katika umwagaji wa sianidi ya sodiamu iliyoyeyuka 30% kwa 870 ° C, na kisha kuzima kwa mafuta au maji.
- Carbo-nitriding ni mchakato wa gesi wa kunyonya kwa wakati mmoja wa kaboni na nitrojeni kwenye safu ya uso ya chuma kwa kuipasha joto hadi 800 hadi 875 ° C katika anga ya gesi ya carburizing (tazama hapo juu) na gesi ya nitridi (kwa mfano, 2 hadi 5% isiyo na maji. amonia).
Kuunganisha
Kunyunyizia chuma, au kunyunyizia chuma, ni mbinu ya kupaka mipako ya kinga ya metali kwenye uso uliokaushwa wa mitambo kwa kuinyunyiza na matone ya chuma yaliyoyeyuka. Pia hutumika kujenga nyuso zilizochakaa au kutu na kuokoa sehemu za sehemu zilizotengenezwa vibaya. Mchakato huo unajulikana sana kama Schooping, baada ya Dk. Schoop aliyeuanzisha.
Inatumia bunduki ya Schooping, bunduki ya kunyunyizia iliyoshikiliwa kwa mkono, yenye umbo la bastola ambayo kwayo chuma katika umbo la waya humushwa ndani ya mwali wa gesi ya mafuta/mlipu wa oksijeni ambao huiyeyusha na, kwa kutumia hewa iliyobanwa, kunyunyizia kwenye kitu. Chanzo cha joto ni mchanganyiko wa oksijeni na ama asetilini, propani au gesi asilia iliyoshinikizwa. Waya iliyoviringishwa kawaida hunyooshwa kabla ya kulishwa kwenye bunduki. Chuma chochote ambacho kinaweza kufanywa kuwa waya kinaweza kutumika; bunduki pia inaweza kukubali chuma katika fomu ya poda.
Uwekaji metali ya utupu ni mchakato ambao kitu huwekwa kwenye chupa ya utupu ambayo chuma cha mipako hunyunyizwa.
Phosphating
Phosphating hutumiwa hasa kwenye chuma chenye upole na mabati na alumini ili kuongeza mshikamano na upinzani wa kutu wa rangi, nta na faini za mafuta. Pia hutumiwa kuunda safu ambayo hufanya kama filamu ya kuagana katika mchoro wa kina wa karatasi ya chuma na inaboresha upinzani wake wa kuvaa. Kimsingi linajumuisha kuruhusu uso wa chuma kuguswa na suluhisho la phosphates moja au zaidi ya chuma, zinki, manganese, sodiamu au amonia. Suluhisho la phosphate ya sodiamu na amonia hutumiwa kwa kusafisha pamoja na phosphating. Haja ya kufosfata vitu vyenye metali nyingi na hamu ya kuongeza kasi ya laini katika shughuli za kiotomatiki imesababisha kupunguza nyakati za athari kwa kuongeza vichapuzi kama vile floridi, klorati, molybdati na misombo ya nikeli kwenye suluhu za fosforasi. Ili kupunguza ukubwa wa fuwele na, kwa hiyo, ongeza unyumbulifu wa mipako ya fosforasi ya zinki, mawakala wa kusafisha kioo kama vile fosfeti ya zinki ya juu au fosfati ya titani huongezwa kwenye suuza ya kabla ya matibabu.
Mlolongo wa phosphating kawaida ni pamoja na hatua zifuatazo:
- kusafisha moto caustic
- kupiga mswaki na kusuuza
- kusafisha zaidi moto caustic
- kiyoyozi suuza maji
- kunyunyizia au kuzama katika ufumbuzi wa moto wa phosphates ya asidi
- suuza maji baridi
- suuza asidi ya chromic ya joto
- suuza nyingine ya maji baridi
- kukausha.
Priming
Viunzilishi vya rangi ya asili huwekwa kwenye nyuso za chuma ili kukuza ushikamano wa rangi zinazopakwa baadaye na kurudisha nyuma kutu kwenye kiolesura cha rangi-chuma. Primers kawaida huwa na resini, rangi na vimumunyisho na vinaweza kutumika kwa nyuso za chuma zilizoandaliwa kwa brashi, dawa, kuzamishwa, mipako ya roller au electrophoresis.
Vimumunyisho vinaweza kuwa mchanganyiko wowote wa hidrokaboni alifatiki na kunukia, ketoni, esta, alkoholi na etha. Resini zinazotumiwa zaidi ni polyvinyl butynol, resini za phenolic, alkyds za kukausha mafuta, mafuta ya epoxidized, epoxyesters, silicates ethyl na rubbers klorini. Katika primers ngumu, mawakala wa kuunganisha msalaba kama vile tetraethilini pentamine, pentaethilini hexamine, isocyanates na urea formaldehyde hutumiwa. Rangi zisizo za asili zinazotumiwa katika uundaji wa primer ni pamoja na risasi, bariamu, chromium, zinki na misombo ya kalsiamu.
Mipako ya plastiki
Mipako ya plastiki hutumiwa kwa metali katika hali ya kioevu, kama poda ambayo baadaye huponywa au kuchomwa na joto, au kwa namna ya karatasi zilizotengenezwa ambazo zimefunikwa kwenye uso wa chuma na wambiso. Plastiki zinazotumiwa zaidi ni pamoja na polyethilini, polyamides (nylons) na PVC. Mwisho unaweza kujumuisha viboreshaji vya plastiki kulingana na esta za monomeriki na polimeri na vidhibiti kama vile kabonati ya risasi, chumvi za asidi ya mafuta za bariamu na cadmium, dibutyltin dilaurate, alkyltin mercaptides na fosfati ya zinki. Ingawa kwa ujumla yana sumu ya chini na isiyowasha, baadhi ya plastiki ni vihisishi vya ngozi.
Hatari na Kinga Yake
Kama inavyoweza kuzingatiwa kutokana na uchangamano wa michakato iliyoainishwa hapo juu, kuna aina kubwa ya hatari za usalama na kiafya zinazohusiana na matibabu ya uso wa metali. Wengi hukutana mara kwa mara katika shughuli za utengenezaji; zingine zinawasilishwa na upekee wa mbinu na vifaa vilivyotumika. Baadhi ni uwezekano wa kutishia maisha. Kwa ujumla, hata hivyo, wanaweza kuzuiwa au kudhibitiwa.
Ubunifu mahali pa kazi
Mahali pa kazi inapaswa kuundwa ili kuruhusu utoaji wa malighafi na vifaa na kuondolewa kwa bidhaa za kumaliza bila kuingilia kati na usindikaji unaoendelea. Kwa kuwa kemikali nyingi zinaweza kuwaka au kukabiliwa na athari zinapochanganywa, utengano sahihi katika kuhifadhi na katika usafirishaji ni muhimu. Shughuli nyingi za kumalizia chuma huhusisha vimiminiko, na inapovuja, kumwagika au kumwagika kwa asidi au alkali hutokea lazima zioshwe mara moja. Ipasavyo, sakafu iliyo na maji ya kutosha, sugu ya kuteleza lazima itolewe. Utunzaji wa nyumba lazima uwe na bidii ili kuweka maeneo ya kazi na nafasi zingine safi na zisizo na mkusanyiko wa vifaa. Mifumo ya utupaji wa taka ngumu na kioevu na maji taka kutoka kwa tanuru na uingizaji hewa wa kutolea nje lazima iundwe kwa kuzingatia masuala ya mazingira.
Vituo vya kazi na kazi za kazi zinapaswa kutumia kanuni za ergonomic ili kupunguza matatizo, sprains, uchovu mwingi na RSIs. Walinzi wa mashine lazima wafungiwe kiotomatiki ili mashine ipunguzwe nguvu ikiwa mlinzi ataondolewa. Walinzi wa Splash ni muhimu. Kwa sababu ya hatari ya kumwagika kwa asidi ya moto na miyeyusho ya alkali, chemchemi za kuosha macho na vinyunyu vya mwili mzima lazima visakinishwe mahali pa kufikiwa kwa urahisi. Alama zinapaswa kubandikwa ili kuwaonya wafanyikazi wengine wa uzalishaji na matengenezo juu ya hatari kama vile bafu za kemikali na nyuso zenye joto.
Tathmini ya kemikali
Kemikali zote zinapaswa kutathminiwa kwa sumu na hatari zinazoweza kutokea, na nyenzo zisizo na madhara zinapaswa kubadilishwa inapowezekana. Hata hivyo, kwa kuwa nyenzo zenye sumu kidogo zinaweza kuwaka zaidi, hatari ya moto na mlipuko lazima pia izingatiwe. Kwa kuongeza, utangamano wa kemikali wa vifaa lazima uzingatiwe. Kwa mfano, kuchanganya kwa nitrati na chumvi za sianidi kwa bahati mbaya kunaweza kusababisha mlipuko kutokana na vioksidishaji vikali vya nitrati.
Uingizaji hewa
Michakato mingi ya upakaji wa chuma huhitaji LEV ambayo imewekwa kimkakati ili kuteka mivuke au uchafu mwingine kutoka kwa mfanyakazi. Mifumo mingine husukuma hewa safi kwenye tanki ili "kusukuma" uchafu unaopeperushwa na hewa hadi upande wa moshi wa mfumo. Uingizaji hewa safi lazima uwe mbali na matundu ya kutolea moshi ili gesi zinazoweza kuwa na sumu zisisambazwe tena.
Vifaa vya kinga binafsi
Taratibu zinapaswa kutengenezwa ili kuzuia mfiduo unaoweza kuwa na sumu, lakini kwa kuwa haziwezi kuepukwa kabisa kila wakati, wafanyikazi watalazimika kupewa PPE inayofaa (kwa mfano, miwani iliyo na au bila ngao za uso inavyofaa, glavu, aproni au vifuniko na viatu). Kwa sababu mfiduo mwingi unahusisha miyeyusho ya joto ya babuzi au caustic, vitu vya kinga vinapaswa kuwekewa maboksi na kustahimili kemikali. Iwapo kuna uwezekano wa kuambukizwa na umeme, PPE inapaswa kuwa isiyo ya conductive. PPE lazima ipatikane kwa wingi wa kutosha ili kuruhusu vitu vilivyochafuliwa na mvua kusafishwa na kukaushwa kabla ya kuvitumia tena. Kinga za maboksi na nguo zingine za kinga zinapaswa kupatikana ambapo kuna hatari ya kuchomwa kwa joto kutoka kwa chuma cha moto, tanuu na kadhalika.
Kiambatisho muhimu ni upatikanaji wa vifaa vya kuogea na makabati safi na vyumba vya kubadilishia nguo, ili nguo za wafanyakazi zibaki bila uchafu na wafanyakazi wasibebe vitu vyenye sumu kurudishwa kwenye nyumba zao.
Mafunzo na usimamizi wa wafanyikazi
Elimu na mafunzo ya wafanyikazi ni muhimu wakati wapya kazini au wakati kumekuwa na mabadiliko katika vifaa au mchakato. MSDS lazima itolewe kwa kila bidhaa ya kemikali ambayo inaelezea hatari za kemikali na kimwili, katika lugha na katika ngazi za elimu ambazo zinahakikisha kuwa zitaeleweka kwa wafanyakazi. Upimaji wa umahiri na mafunzo ya mara kwa mara yatahakikisha kuwa wafanyikazi wamehifadhi habari inayohitajika. Uangalizi wa karibu unapendekezwa ili kuhakikisha kuwa taratibu zinazofaa zinafuatwa.
Hatari zilizochaguliwa
Hatari fulani ni ya pekee kwa sekta ya mipako ya chuma na inastahili kuzingatia maalum.
Suluhisho za alkali na asidi
Miyeyusho ya joto ya alkali na asidi inayotumiwa katika kusafisha na matibabu ya metali ni babuzi na husababisha. Wanakera ngozi na utando wa mucous na ni hatari sana wakati wa kupigwa kwenye jicho. Chemchemi za kuosha macho na mvua za dharura ni muhimu. Nguo sahihi za kinga na glasi zitalinda dhidi ya splashes zisizoepukika; wakati splash hufikia ngozi, eneo hilo linapaswa kuosha mara moja na kwa kiasi kikubwa na maji baridi, safi kwa angalau dakika 15; matibabu inaweza kuhitajika, haswa wakati jicho linahusika.
Tahadhari inapaswa kutekelezwa wakati wa kutumia hidrokaboni za klorini kwani fosjini inaweza kutokana na athari ya hidrokaboni ya klorini, asidi na metali. Asidi ya nitriki na hidrofloriki ni hatari hasa gesi zinapovutwa, kwa sababu inaweza kuchukua saa 4 au zaidi kabla ya athari kwenye mapafu kuonekana. Bronkitisi, nimonia na hata uvimbe wa mapafu unaoweza kusababisha kifo unaweza kutokea kwa kuchelewa kwa mfanyakazi ambaye bila shaka hakuwa na athari ya awali kutokana na kukaribiana. Matibabu ya haraka ya matibabu na, mara nyingi, kulazwa hospitalini kunapendekezwa kwa wafanyikazi ambao wamefunuliwa. Kugusa ngozi na asidi hidrofloriki inaweza kusababisha kuchoma kali bila maumivu kwa saa kadhaa. Uangalifu wa haraka wa matibabu ni muhimu.
vumbi
Mavumbi ya metali na oksidi ni tatizo mahususi katika shughuli za kusaga na kung'arisha, na huondolewa kwa ufanisi zaidi na LEV kadri yanavyoundwa. Mifereji ya maji inapaswa kutengenezwa kuwa laini na kasi ya hewa inapaswa kutosha kuzuia chembechembe zisitege nje ya mkondo wa hewa. Vumbi la alumini na magnesiamu linaweza kulipuka na linapaswa kukusanywa kwenye mtego wa mvua. Risasi imekuwa tatizo kidogo kutokana na kupungua kwa matumizi yake katika kauri na glaze za porcelaini, lakini inasalia kuwa hatari inayoenea kila mahali na lazima ilindwe dhidi yake. Berili na misombo yake imepata riba hivi karibuni kutokana na uwezekano wa ugonjwa wa kansa na ugonjwa wa muda mrefu wa berili.
Uendeshaji fulani hutoa hatari ya silicosis na pneumoconiosis: calcining, kusagwa na kukausha kwa jiwe, quartz au jiwe; sieving, kuchanganya na kupima nje ya vitu hivi katika hali kavu; na malipo ya tanuu kwa nyenzo hizo. Pia zinawakilisha hatari zinapotumiwa katika mchakato wa mvua na kunyunyiziwa mahali pa kazi na kwenye nguo za wafanyakazi, kuwa vumbi tena wakati zinakauka. LEV na usafi mkali na usafi wa kibinafsi ni hatua muhimu za kuzuia.
Vimumunyisho vya kikaboni
Vimumunyisho na kemikali nyingine za kikaboni zinazotumiwa katika kupunguza mafuta na katika michakato fulani ni hatari wakati wa kuvuta pumzi. Katika awamu ya papo hapo, athari zao za narcotic zinaweza kusababisha kupooza kwa kupumua na kifo. Katika mfiduo wa muda mrefu, sumu ya mfumo mkuu wa neva na uharibifu wa ini na figo ni mara kwa mara. Ulinzi hutolewa na LEV na eneo la usalama la angalau 80 hadi 100 cm kati ya chanzo na eneo la kupumua la mfanyakazi. Uingizaji hewa wa benchi lazima pia usakinishwe ili kuondoa mvuke iliyobaki kutoka kwa vifaa vya kumaliza vya kazi. Kupunguza ngozi kwa vimumunyisho vya kikaboni kunaweza kuwa mtangulizi wa ugonjwa wa ngozi. Vimumunyisho vingi pia vinaweza kuwaka.
Sianidi
Bafu zilizo na sianidi hutumiwa mara kwa mara katika upunguzaji wa mafuta ya electrolytic, electroplating na cyaniding. Mwitikio wa asidi utaunda sianidi hidrojeni tete, inayoweza kuwa mbaya (asidi ya prussic). Mkusanyiko wa sumu katika hewa ni 300 hadi 500 ppm. Mfiduo mbaya unaweza pia kutokana na kufyonzwa kwa ngozi au kumeza sianidi. Usafi bora ni muhimu kwa wafanyikazi wanaotumia sianidi. Chakula haipaswi kuliwa kabla ya kuosha, na haipaswi kamwe kuwa katika eneo la kazi. Mikono na nguo lazima zisafishwe kwa uangalifu kufuatia mfiduo unaowezekana wa sianidi.
Hatua za msaada wa kwanza kwa sumu ya sianidi ni pamoja na kusafirisha hewani, kuondolewa kwa nguo zilizochafuliwa, kuosha sehemu nyingi kwa maji, matibabu ya oksijeni na kuvuta pumzi ya amyl nitriti. LEV na ulinzi wa ngozi ni muhimu.
Chromium na nikeli
Misombo ya Chromic na nikeli inayotumiwa katika bafu ya mabati katika uwekaji umeme inaweza kuwa hatari. Misombo ya Chromium inaweza kusababisha kuchoma, vidonda na eczema ya ngozi na mucosa na utoboaji wa tabia ya septamu ya pua. Pumu ya bronchial inaweza kutokea. Chumvi ya nikeli inaweza kusababisha mzio au jeraha la ngozi lenye sumu. Kuna ushahidi kwamba misombo ya chromium na nikeli inaweza kusababisha kansa. LEV na ulinzi wa ngozi ni muhimu.
Tanuru na oveni
Tahadhari maalum zinahitajika wakati wa kufanya kazi na tanuu zilizotumiwa, kwa mfano, katika matibabu ya joto ya metali ambapo vipengele vinashughulikiwa kwa joto la juu na vifaa vinavyotumiwa katika mchakato vinaweza kuwa sumu au kulipuka au zote mbili. Vyombo vya habari vya gesi (anga) katika tanuru vinaweza kuguswa na malipo ya chuma (mazingira ya oksidi au kupunguza) au vinaweza kuwa vya upande wowote na vya ulinzi. Nyingi za hizi zina hadi 50% ya hidrojeni na 20% ya monoksidi kaboni, ambayo, pamoja na kuwaka, huunda mchanganyiko unaolipuka na hewa kwenye joto la juu. Joto la kuwasha hutofautiana kutoka 450 hadi 750 ° C, lakini cheche ya ndani inaweza kusababisha kuwaka hata kwa joto la chini. Hatari ya mlipuko ni kubwa wakati tanuru inawashwa au kuzimwa. Kwa kuwa tanuru ya kupoeza ina mwelekeo wa kunyonya hewa (hatari hasa wakati mafuta au usambazaji wa umeme umekatizwa), usambazaji wa gesi ya ajizi (kwa mfano, nitrojeni au dioksidi kaboni) inapaswa kupatikana kwa kusafisha wakati tanuru inazimwa na vile vile. wakati hali ya kinga inapoingizwa kwenye tanuru ya moto.
Monoxide ya kaboni labda ni hatari kubwa zaidi kutoka kwa tanuu na oveni. Kwa kuwa haina rangi na haina harufu, mara kwa mara hufikia viwango vya sumu kabla ya mfanyakazi kuifahamu. Maumivu ya kichwa ni mojawapo ya dalili za mwanzo za sumu, na, kwa hiyo, mfanyakazi anayeendelea maumivu ya kichwa kwenye kazi anapaswa kuondolewa mara moja kwenye hewa safi. Kanda za hatari ni pamoja na mifuko iliyofungwa ambayo monoxide ya kaboni inaweza kukusanya; ikumbukwe kwamba matofali ni porous na inaweza kuhifadhi gesi wakati wa utakaso wa kawaida na kuitoa wakati kusafisha kukamilika.
Tanuri za madini ya risasi zinaweza kuwa hatari kwa kuwa risasi huelekea kuyeyuka haraka sana kwenye halijoto inayozidi 870°C. Ipasavyo, mfumo mzuri wa uchimbaji wa mafusho unahitajika. Kuvunjika kwa sufuria au kushindwa kunaweza pia kuwa hatari; kisima kikubwa cha kutosha au shimo linapaswa kutolewa ili kunasa chuma kilichoyeyuka ikiwa hii itatokea.
Moto na mlipuko
Misombo mingi inayotumiwa katika mipako ya chuma inaweza kuwaka na, chini ya hali fulani, hupuka. Kwa sehemu kubwa, tanuu na oveni za kukausha huchomwa kwa gesi, na tahadhari maalum kama vifaa vya kushindwa kwa moto kwenye vichoma, valves za kukata-shinikizo la chini kwenye mistari ya usambazaji na paneli za misaada ya mlipuko katika muundo wa jiko zinapaswa kusanikishwa. . Katika shughuli za kielektroniki, hidrojeni inayoundwa katika mchakato inaweza kukusanywa kwenye uso wa bafu na, ikiwa haijaisha, inaweza kufikia viwango vya mlipuko. Tanuru zinapaswa kuwa na hewa ya kutosha na vichomeo vilindwe dhidi ya kuziba kwa nyenzo zinazotiririka.
Kuzima mafuta pia ni hatari ya moto, hasa ikiwa malipo ya chuma hayajazamishwa kabisa. Mafuta ya kuzima yanapaswa kuwa na flashpoint ya juu, na joto lao haipaswi kuzidi 27 ° C.
Oksijeni iliyobanwa na mitungi ya gesi ya mafuta inayotumika katika kutengenezea metali ni hatari za moto na mlipuko ikiwa haitahifadhiwa na kuendeshwa ipasavyo. Tazama makala "Ulehemu na kukata mafuta" katika sura hii kwa tahadhari za kina.
Kama inavyotakiwa na sheria za mitaa, vifaa vya kuzima moto, kutia ndani kengele, vinapaswa kutolewa na kudumishwa kwa utaratibu wa kufanya kazi, na wafanyakazi watoboe katika kuvitumia ipasavyo.
Joto
Matumizi ya tanuu, miale ya moto iliyo wazi, oveni, miyeyusho inayopashwa joto na metali zilizoyeyushwa bila shaka huwasilisha hatari ya mfiduo wa joto kupita kiasi, ambayo huchangiwa katika hali ya hewa ya joto, yenye unyevunyevu na, haswa, kwa mavazi ya kinga na gia. Kiyoyozi kamili cha mtambo kinaweza kisiwezekane kiuchumi, lakini kusambaza hewa iliyopozwa katika mifumo ya ndani ya uingizaji hewa ni muhimu. Mapumziko katika mazingira yenye ubaridi na unywaji wa maji ya kutosha (vimiminika vilivyochukuliwa kwenye kituo cha kazi visiwe na vichafuzi vya sumu) vitasaidia kuzuia sumu ya joto. Wafanyakazi na wasimamizi wanapaswa kufundishwa kutambua dalili za shinikizo la joto.
Hitimisho
Matibabu ya uso wa metali huhusisha msururu wa michakato inayojumuisha aina mbalimbali za mfiduo uwezao kuwa wa sumu, ambayo mingi inaweza kuzuiwa au kudhibitiwa kwa utumiaji wa bidii wa hatua za kuzuia zinazotambulika vyema.
Urekebishaji wa Metal
Urekebishaji wa chuma ni mchakato ambao metali hutolewa kutoka kwa chakavu. Metali hizi zilizorejeshwa haziwezi kutofautishwa na metali zinazozalishwa kutoka kwa usindikaji wa msingi wa madini ya chuma. Walakini, mchakato ni tofauti kidogo na mfiduo unaweza kuwa tofauti. Udhibiti wa uhandisi kimsingi ni sawa. Urejeshaji wa chuma ni muhimu sana kwa uchumi wa dunia kwa sababu ya kupungua kwa malighafi na uchafuzi wa mazingira unaoundwa na vifaa vya chakavu.
Alumini, shaba, risasi na zinki hujumuisha 95% ya uzalishaji katika sekta ya pili ya chuma isiyo na feri. Magnesiamu, zebaki, nikeli, madini ya thamani, cadmium, selenium, cobalt, bati na titani pia hurejeshwa. (Chuma na chuma vinajadiliwa katika sura Sekta ya chuma na chuma. Ona pia makala “Shaba, risasi na kuyeyusha na kusafisha zinki” katika sura hii.)
Mikakati ya Kudhibiti
Kanuni za udhibiti wa utoaji hewa/mfiduo
Uwekaji upya wa metali huhusisha mfiduo wa vumbi, mafusho, vimumunyisho, kelele, joto, ukungu wa asidi na nyenzo hatari na hatari nyinginezo. Baadhi ya mchakato na/au urekebishaji wa ushughulikiaji wa nyenzo unaweza kuwa upembuzi yakinifu ili kuondoa au kupunguza uzalishaji wa hewa chafu: kupunguza utunzaji, kupunguza joto la sufuria, kupunguza uundaji wa takataka na utokaji wa vumbi usoni, na kurekebisha mpangilio wa mmea ili kupunguza utunzaji wa nyenzo au uingizwaji tena wa vitu vilivyowekwa. vumbi.
Mfiduo unaweza kupunguzwa katika baadhi ya matukio ikiwa mashine zitachaguliwa kufanya kazi za mwanga wa juu ili wafanyakazi waweze kuondolewa kutoka eneo hilo. Hii pia inaweza kupunguza hatari za ergonomic kutokana na utunzaji wa nyenzo.
Ili kuzuia uchafuzi wa msalaba wa maeneo safi kwenye mmea, inashauriwa kutenganisha michakato inayozalisha uzalishaji mkubwa. Kizuizi cha kimwili kitakuwa na uzalishaji na kupunguza kuenea kwao. Kwa hivyo, watu wachache wanafichuliwa, na idadi ya vyanzo vya utoaji wa hewa chafu vinavyochangia kufichua katika eneo lolote itapunguzwa. Hii hurahisisha tathmini za kukaribia aliyeambukizwa na hurahisisha utambuzi na udhibiti wa vyanzo vikuu. Shughuli za kurejesha mara nyingi hutengwa na shughuli nyingine za mimea.
Mara kwa mara, inawezekana kuambatanisha au kutenga chanzo mahususi cha uzalishaji. Kwa sababu hakikisha mara chache hubana hewa, mfumo hasi wa kutolea moshi mara nyingi hutumiwa kwenye eneo lililofungwa. Mojawapo ya njia za kawaida za kudhibiti utoaji wa hewa chafu ni kutoa uingizaji hewa wa ndani wa kutolea nje katika hatua ya uzalishaji wa utoaji chafu. Kukamata hewa chafu kwenye chanzo chao hupunguza uwezekano wa uzalishaji kutawanyika angani. Pia huzuia kukaribiana kwa mfanyakazi wa pili kunakosababishwa na kuingizwa tena kwa vichafuzi vilivyotatuliwa.
Kasi ya kukamata ya kofia ya kutolea nje lazima iwe kubwa vya kutosha kuzuia mafusho au vumbi kutoka kwa mtiririko wa hewa ndani ya kofia. Mtiririko wa hewa unapaswa kuwa na kasi ya kutosha kubeba mafusho na chembe za vumbi kwenye kofia na kushinda athari za kukatiza za rasimu za msalaba na miondoko mingine ya hewa bila mpangilio. Kasi inayohitajika kukamilisha hili itatofautiana kutoka kwa programu hadi programu. Matumizi ya hita za kuzungusha tena au feni za kupoeza za kibinafsi ambazo zinaweza kushinda uingizaji hewa wa ndani wa kutolea nje zinapaswa kuzuiwa.
Mifumo yote ya uingizaji hewa wa kutolea nje au dilution pia inahitaji hewa mbadala (inayojulikana pia kama mifumo ya hewa ya "make-up"). Ikiwa mfumo wa uingizaji hewa wa uingizaji hewa umeundwa vizuri na kuunganishwa katika mifumo ya uingizaji hewa ya asili na ya faraja, udhibiti mzuri zaidi wa mfiduo unaweza kutarajiwa. Kwa mfano, vituo vya uingizaji hewa vinapaswa kuwekwa ili hewa safi itiririkie kutoka kwa kituo hicho kwa wafanyikazi, kuelekea kwenye chanzo cha utoaji na kutolea nje. Mbinu hii mara nyingi hutumiwa na visiwa vya hewa inayotolewa na huweka mfanyakazi kati ya hewa safi inayoingia na chanzo cha utoaji.
Maeneo safi yanakusudiwa kudhibitiwa kupitia udhibiti wa moja kwa moja wa uzalishaji na utunzaji wa nyumba. Maeneo haya yanaonyesha viwango vya chini vya uchafuzi wa mazingira. Wafanyikazi katika maeneo machafu wanaweza kulindwa na teksi za huduma za hewa zinazotolewa, visiwa, mimbari za kusimama kando na vyumba vya kudhibiti, zikisaidiwa na ulinzi wa kibinafsi wa kupumua.
Wastani wa mfiduo wa kila siku wa wafanyikazi unaweza kupunguzwa kwa kutoa maeneo safi kama vile vyumba vya mapumziko na vyumba vya chakula vya mchana ambavyo hutolewa hewa safi iliyochujwa. Kwa kutumia muda katika eneo lisilo na uchafu, wastani wa kukabiliwa na vichafuzi uliopimwa na muda unaweza kupunguzwa. Utumizi mwingine maarufu wa kanuni hii ni kisiwa cha hewa kinachotolewa, ambapo hewa safi iliyochujwa hutolewa kwa eneo la kupumua la mfanyakazi kwenye kituo cha kazi.
Nafasi ya kutosha ya hoods, kazi ya duct, vyumba vya udhibiti, shughuli za matengenezo, kusafisha na kuhifadhi vifaa vinapaswa kutolewa.
Magari ya magurudumu ni vyanzo muhimu vya uzalishaji wa pili. Ambapo usafiri wa gari la magurudumu hutumika, uzalishaji unaweza kupunguzwa kwa kutengeneza nyuso zote, kuweka nyuso bila vifaa vya vumbi vilivyokusanywa, kupunguza umbali na kasi ya usafiri wa gari, na kwa kuelekeza tena moshi wa gari na upoezaji wa feni. Nyenzo zinazofaa za kuweka lami kama saruji zinapaswa kuchaguliwa baada ya kuzingatia mambo kama vile mzigo, matumizi na utunzaji wa uso. Mipako inaweza kutumika kwa baadhi ya nyuso ili kurahisisha usafishaji wa njia za barabara.
Mifumo yote ya uingizaji hewa ya kutolea nje, dilution na make-up lazima ihifadhiwe vizuri ili kudhibiti kwa ufanisi uchafuzi wa hewa. Mbali na kudumisha mifumo ya uingizaji hewa ya jumla, vifaa vya mchakato lazima vihifadhiwe ili kuondokana na kumwagika kwa nyenzo na uzalishaji wa kukimbia.
Utekelezaji wa programu ya mazoezi ya kazi
Ingawa viwango vinasisitiza udhibiti wa uhandisi kama njia ya kufikia utii, udhibiti wa mazoezi ya kazi ni muhimu kwa mpango wa udhibiti wenye mafanikio. Udhibiti wa uhandisi unaweza kushindwa na tabia mbaya za kazi, matengenezo duni na utunzaji mbaya wa nyumba au usafi wa kibinafsi. Wafanyikazi wanaotumia vifaa sawa kwenye zamu tofauti wanaweza kuwa na mfiduo tofauti sana wa hewa kwa sababu ya tofauti katika sababu hizi kati ya zamu.
Programu za mazoezi ya kazi, ingawa mara nyingi hupuuzwa, zinawakilisha utendaji mzuri wa usimamizi pamoja na akili nzuri ya kawaida; zina gharama nafuu lakini zinahitaji mtazamo wa uwajibikaji na ushirikiano kwa upande wa wafanyakazi na wasimamizi wa kazi. Mtazamo wa wasimamizi wakuu kuelekea usalama na afya unaonyeshwa katika mtazamo wa wasimamizi wa mstari. Vilevile, ikiwa wasimamizi hawatatekeleza programu hizi, mitazamo ya wafanyakazi inaweza kuathirika. Kukuza mitazamo ya afya njema na usalama inaweza kukamilishwa kupitia:
- hali ya ushirika ambayo wafanyikazi hushiriki katika programu
- mafunzo rasmi na programu za elimu
- kusisitiza mpango wa usalama na afya wa mimea. Kuwapa motisha wafanyakazi na kupata imani yao ni muhimu ili kuwa na programu yenye ufanisi.
Programu za mazoezi ya kazi haziwezi "kuwekwa" tu. Kama ilivyo kwa mfumo wa uingizaji hewa, lazima zitunzwe na kuangaliwa kila mara ili kuhakikisha kuwa zinafanya kazi ipasavyo. Programu hizi ni jukumu la usimamizi na wafanyikazi. Mipango inapaswa kuanzishwa ili kufundisha, kuhimiza na kusimamia mazoea “nzuri” (yaani, udhihirisho mdogo).
Vifaa vya kinga binafsi
Miwani ya usalama yenye ngao za kando, vifuniko, viatu vya usalama na glavu za kazi zinapaswa kuvaliwa mara kwa mara kwa kazi zote. Wale wanaojishughulisha na kutengeneza na kuyeyusha, au aloi za kutupwa, wanapaswa kuvaa aproni na ulinzi wa mikono uliotengenezwa kwa ngozi au nyenzo zingine zinazofaa ili kulinda dhidi ya splatter ya chuma kilichoyeyuka.
Katika utendakazi ambapo vidhibiti vya uhandisi havitoshelezi kudhibiti uchafuzi wa vumbi au mafusho, ulinzi ufaao wa upumuaji unapaswa kuvaliwa. Ikiwa viwango vya kelele ni vingi, na haviwezi kutengenezwa au vyanzo vya kelele haviwezi kutengwa, ulinzi wa kusikia unapaswa kuvaliwa. Pia kuwe na programu ya kuhifadhi kusikia, ikijumuisha upimaji wa sauti na mafunzo.
Mchakato
Alumini
Sekta ya pili ya alumini hutumia chakavu kinachobeba alumini kutengeneza alumini ya metali na aloi za alumini. Michakato inayotumika katika tasnia hii ni pamoja na matibabu ya awali ya chakavu, kuyeyusha tena, kutengeneza aloi na kutupwa. Malighafi inayotumiwa na tasnia ya pili ya alumini ni pamoja na chakavu kipya na cha zamani, nguruwe aliyetokwa jasho na alumini ya msingi. Chakavu kipya kinajumuisha vipande, ghushi na vitu vingine vyabisi vilivyonunuliwa kutoka kwa tasnia ya ndege, waundaji na viwanda vingine vya utengenezaji. Borings na turnings ni kwa-bidhaa ya machining ya castings, fimbo na forging na ndege na sekta ya magari. Drosses, skimmings na slags hupatikana kutoka kwa mimea ya kupunguza msingi, mimea ya sekondari ya smelting na foundries. Chakavu cha zamani kinajumuisha sehemu za gari, vifaa vya nyumbani na sehemu za ndege. Hatua zinazohusika ni kama ifuatavyo:
- Ukaguzi na kupanga. Chakavu cha alumini kilichonunuliwa kinafanyiwa ukaguzi. Mabaki safi yasiyohitaji matibabu ya awali husafirishwa hadi kwenye hifadhi au huchajiwa moja kwa moja kwenye tanuru ya kuyeyushia. Alumini ambayo inahitaji matibabu ya mapema hupangwa kwa mikono. Chuma cha bure, chuma cha pua, zinki, shaba na vifaa vya oversized huondolewa.
- Kusagwa na uchunguzi. Chakavu cha zamani, haswa kutupwa na karatasi iliyochafuliwa na chuma, ni pembejeo kwa mchakato huu. Chakavu kilichopangwa hupitishwa kwenye kinu cha kusaga au nyundo ambapo nyenzo hiyo husagwa na kusagwa, na chuma hung'olewa kutoka kwenye alumini. Nyenzo iliyokandamizwa hupitishwa kwenye skrini zinazotetemeka ili kuondoa uchafu na faini.
- Baling. Vifaa vilivyoundwa mahususi vya kuwekea safu hutumika kuunganisha mabaki mengi ya alumini kama vile karatasi chakavu, viunzi na vipande.
- Kupasua/kuainisha. Kebo safi ya alumini yenye uimarishaji wa chuma au insulation hukatwa kwa viunzi vya aina ya mamba, kisha kuchujwa au kupunguzwa zaidi katika vinu vya nyundo ili kutenganisha msingi wa chuma na mipako ya plastiki kutoka kwa alumini.
- Kuungua/kukausha. Borings na kugeuka ni kabla ya kutibiwa ili kuondoa mafuta ya kukata, mafuta, unyevu na chuma cha bure. Chakavu hupondwa katika kinu cha nyundo au kipondaji cha pete, unyevu na viumbe hai hubadilika katika kikaushio cha kuzungusha kinachotumia gesi au mafuta, chipsi zilizokaushwa hukaguliwa ili kuondoa faini za alumini, nyenzo iliyobaki inatibiwa kwa sumaku kwa kuondolewa kwa chuma, na. borings safi, kavu hupangwa katika masanduku ya tote.
- Usindikaji wa takataka ya moto. Alumini inaweza kuondolewa kutoka kwa takataka ya moto inayotolewa kutoka kwa tanuru ya kusafisha kwa kundi la mchanganyiko na mchanganyiko wa chumvi-cryolite. Utaratibu huu unafanywa katika pipa iliyozunguka kwa mitambo, yenye kinzani. Chuma hupigwa mara kwa mara kupitia shimo kwenye msingi wake.
- Kusaga kavu. Katika mchakato wa kusaga, takataka baridi iliyosheheni alumini na mabaki mengine huchakatwa kwa kusaga, kuchujwa na kukazia ili kupata bidhaa iliyo na kiwango cha chini cha aluminium cha 60 hadi 70%. Vinu vya mipira, vinu vya fimbo au vinu vya nyundo vinaweza kutumika kupunguza oksidi na zisizo za metali kuwa poda laini. Kutenganishwa kwa uchafu na vitu vingine visivyoweza kurejeshwa kutoka kwa chuma hupatikana kwa uchunguzi, uainishaji wa hewa na / au kujitenga kwa magnetic.
- Kuchoma. Foil ya alumini inayoungwa mkono na karatasi, gutta-percha au insulation ni pembejeo katika mchakato huu. Katika mchakato wa kuchoma, vifaa vya kaboni vinavyohusishwa na karatasi za alumini vinashtakiwa na kisha kutengwa na bidhaa za chuma.
- Alumini jasho. Kutokwa jasho ni mchakato wa pyrometallurgical ambao hutumiwa kurejesha alumini kutoka kwa chakavu cha chuma cha juu. Chakavu cha alumini ya chuma cha juu, castings na takataka ni pembejeo katika mchakato huu. Tanuri za miali ya wazi zenye makaa ya mteremko hutumika kwa ujumla. Utenganishaji unakamilishwa kwani alumini na viambajengo vingine vyenye kuyeyuka kidogo huyeyuka na kumwagika chini ya makaa, kupitia wavu na kuingia kwenye ukungu zilizopozwa kwa hewa, vyungu vya kukusanya au visima vya kushikilia. Bidhaa hiyo inaitwa "nguruwe ya jasho". Nyenzo za kuyeyuka kwa kiwango cha juu ikiwa ni pamoja na chuma, shaba na bidhaa za oksidi zinazoundwa wakati wa mchakato wa kutokwa na jasho hupigwa mara kwa mara kutoka kwenye tanuru.
- Reverberatory (klorini) kuyeyusha-kusafisha. Tanuri za kurudisha nyuma hutumiwa kubadilisha chakavu kilichopangwa safi, nguruwe waliotiwa jasho au, wakati mwingine, chakavu ambacho hakijatibiwa kuwa aloi maalum. Chakavu kinashtakiwa kwa tanuru kwa njia za mitambo. Nyenzo huongezwa kwa usindikaji kwa kundi au kulisha kwa kuendelea. Baada ya chakavu kushtakiwa flux huongezwa ili kuzuia kuwasiliana na oxidation inayofuata ya kuyeyuka kwa hewa (cover flux). Vimumunyisho vya kuyeyusha huongezwa ambavyo huguswa na vitu visivyo vya metali, kama vile mabaki kutoka kwa mipako iliyochomwa na uchafu, kuunda vimiminiko ambavyo huelea juu ya uso kama slag. Kisha mawakala wa alloying huongezwa, kulingana na vipimo. Kuharibu ni mchakato ambao hupunguza maudhui ya magnesiamu ya malipo ya kuyeyuka. Inapochomwa na gesi ya klorini, klorini hudungwa kupitia mirija ya kaboni au mikuki na humenyuka pamoja na magnesiamu na alumini inapotokea. Katika hatua ya skimming fluxes najisi nusu-imara ni skimmed kutoka uso wa kuyeyuka.
- Reverberatory (florini) kuyeyusha-kusafisha. Mchakato huu ni sawa na urejeshaji wa kuyeyusha (klorini) isipokuwa kwamba floridi ya alumini badala ya klorini hutumiwa.
Jedwali 1 linaorodhesha mfiduo na vidhibiti vya shughuli za kurejesha tena alumini.
Jedwali 1. Udhibiti wa uhandisi/utawala wa alumini, kwa uendeshaji
|
Mchakato wa vifaa |
Yatokanayo |
Udhibiti wa uhandisi/utawala |
|
Uamuzi |
Uteketezaji wa mwenge - mafusho ya metali kama vile risasi na cadmium |
Uingizaji hewa wa kutolea nje wa ndani wakati wa desoldering; PPE-kinga ya kupumua wakati wa kutengeneza desolder |
|
Kusagwa/kuchunguza |
Vumbi na erosoli isiyo maalum, ukungu wa mafuta, chembechembe za chuma na kelele. |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kusikia |
|
Baling |
Hakuna mfiduo unaojulikana |
Hakuna vidhibiti |
|
Kuungua/kukausha |
Chembechembe zisizo maalum ambazo zinaweza kujumuisha metali, masizi, na viumbe vizito vilivyofupishwa. Gesi na mivuke iliyo na floridi, dioksidi sulfuri, kloridi, monoksidi kaboni, hidrokaboni na aldehidi. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, kazi ya mkazo wa joto / utaratibu wa kupumzika, maji, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kusikia |
|
Usindikaji wa takataka ya moto |
Baadhi ya mafusho |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Milling kavu |
vumbi |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Kuchemsha |
vumbi |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, kazi ya mkazo wa joto / utaratibu wa kupumzika, maji, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kusikia |
|
Jasho |
Moshi wa metali na chembe, gesi zisizo maalum na mivuke, joto na kelele. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, kazi ya mkazo wa joto / utaratibu wa kupumzika, maji, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kusikia na ulinzi wa kupumua |
|
Reverberatory (klorini) kuyeyusha-kusafisha |
Bidhaa za mwako, klorini, kloridi hidrojeni, kloridi za chuma, kloridi za alumini, joto na kelele. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, kazi ya mkazo wa joto / utaratibu wa kupumzika, maji, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kusikia na ulinzi wa kupumua |
|
Reverberatory (florini) kuyeyusha-kusafisha |
Bidhaa za mwako, florini, floridi hidrojeni, floridi chuma, floridi alumini, joto na kelele. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, kazi ya mkazo wa joto / utaratibu wa kupumzika, maji, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kusikia na ulinzi wa kupumua |
Urejeshaji wa shaba
Sekta ya pili ya shaba hutumia chakavu chenye shaba ili kutoa aloi za msingi za shaba na shaba. Malighafi zinazotumiwa zinaweza kuainishwa kama chakavu kipya kinachozalishwa katika utengenezaji wa bidhaa zilizokamilishwa au chakavu kutoka kwa bidhaa zilizochakaa au zilizookolewa. Vyanzo vya zamani vya chakavu ni pamoja na waya, vifaa vya mabomba, vifaa vya umeme, magari na vifaa vya nyumbani. Vifaa vingine vyenye thamani ya shaba ni pamoja na slags, drosses, majivu ya msingi na kufagia kutoka kwa smelters. Hatua zifuatazo zinahusika:
- Kuvua na kupanga. Chakavu hupangwa kwa misingi ya maudhui yake ya shaba na usafi. Chakavu safi kinaweza kutengwa kwa mikono kwa ajili ya kuchaji moja kwa moja kwenye tanuru inayoyeyuka na kuyeyusha. Vipengele vya feri vinaweza kutengwa kwa sumaku. Insulation na vifuniko vya cable vya risasi vinavuliwa kwa mkono au kwa vifaa maalum vilivyoundwa.
- Briquetting na kusagwa. Waya safi, sahani nyembamba, skrini ya waya, vichoshi, vigeuza na vichipu vimeunganishwa kwa urahisi. Vifaa vinavyotumika ni pamoja na mashinikizo ya hydraulic baling, mill ya nyundo na mill ya mpira.
- Kupasua. Mgawanyiko wa waya wa shaba kutoka kwa insulation unafanywa kwa kupunguza ukubwa wa mchanganyiko. Nyenzo iliyosagwa basi hupangwa kwa uainishaji wa hewa au majimaji na mgawanyo wa sumaku wa nyenzo zozote za feri.
- Kusaga na kujitenga kwa mvuto. Mchakato huu hutimiza kazi sawa na kupasua lakini hutumia njia ya kutenganisha yenye maji na nyenzo tofauti za kuingiza kama vile slags, takataka, skimmings, majivu ya msingi, kufagia na vumbi la baghouse.
- Kukausha. Borings, turnings na chips zenye uchafu tete kikaboni kama vile kukata maji, mafuta na grisi ni kuondolewa.
- Kuungua kwa insulation. Utaratibu huu hutenganisha insulation na mipako mingine kutoka kwa waya wa shaba kwa kuchoma vifaa hivi katika tanuu. Chakavu cha waya huchajiwa kwa makundi hadi kwenye chemba ya msingi ya kuwashia au baada ya kuwasha moto. Bidhaa za mwako tete hupitishwa kupitia chumba cha pili cha mwako au baghouse kwa ajili ya kukusanya. Chembe chembe zisizo maalum huzalishwa ambayo inaweza kujumuisha moshi, udongo na oksidi za chuma. Gesi na mvuke zinaweza kuwa na oksidi za nitrojeni, dioksidi sulfuri, kloridi, monoksidi kaboni, hidrokaboni na aldehidi.
- Kutapika. Uondoaji wa vijenzi vya kuyeyusha mvuke wa chini kutoka kwenye chakavu hukamilishwa kwa kupasha moto chakavu kwenye halijoto inayodhibitiwa ambayo iko juu tu ya kiwango cha kuyeyuka cha metali zinazotolewa jasho. Metali ya msingi, shaba, kwa ujumla sio sehemu iliyoyeyuka.
- Uchujaji wa kaboni ya Amonia. Shaba inaweza kurejeshwa kutoka kwa chakavu safi kiasi kwa kuchuja na kuyeyushwa katika suluhisho la msingi la kaboni ya amonia. Ioni za kikombe katika mmumunyo wa amonia zitaitikia kwa shaba ya metali ili kutoa ayoni za kikombe, ambazo zinaweza kuoksidishwa kwa hali ya kikombe kwa oksidi ya hewa. Baada ya suluhisho ghafi kutenganishwa na mabaki ya leach, oksidi ya shaba hupatikana kwa kunereka kwa mvuke.
- kunereka kwa mvuke. Kuchemsha nyenzo zilizovuja kutoka kwa mchakato wa uvujaji wa kaboni huchochea oksidi ya shaba. Kisha oksidi ya shaba hukaushwa.
- Kupunguza hidrojeni ya hidrojeni. Suluhisho la kaboni ya Amonia iliyo na ioni za shaba hupashwa moto kwa shinikizo la hidrojeni, na kusababisha shaba kama poda. Shaba huchujwa, kuosha, kukaushwa na kuingizwa chini ya anga ya hidrojeni. Poda ni chini na kuchunguzwa.
- Kuchuja kwa asidi ya sulfuri. Shaba chakavu huyeyushwa katika asidi ya sulfuriki ya moto ili kuunda suluhisho la salfa ya shaba kwa ajili ya kulisha mchakato wa kushinda umeme. Baada ya digestion, mabaki ambayo hayajayeyuka huchujwa.
- Kibadilishaji kuyeyusha. Shaba nyeusi iliyoyeyushwa inachajiwa kwa kubadilisha fedha, ambayo ni ganda la chuma lenye umbo la pear au silinda lililowekwa matofali ya kinzani. Hewa inapulizwa kwenye chaji zilizoyeyushwa kupitia nozzles zinazoitwa nozzles. Hewa hiyo huoksidisha sulfidi ya shaba na metali nyingine. Flux iliyo na silika huongezwa ili kuguswa na oksidi za chuma ili kuunda slag ya silicate ya chuma. Slag hii ni skimmed kutoka tanuru, kwa kawaida kwa kupiga tanuru na kisha kuna pigo la pili na skim. Shaba kutoka kwa mchakato huu inaitwa shaba ya malengelenge. Shaba ya malengelenge kwa ujumla husafishwa zaidi katika tanuru ya kusafisha moto.
- Kusafisha moto. Shaba ya malengelenge kutoka kwa kibadilishaji ni moto uliosafishwa katika tanuru ya silinda inayoinama, chombo kama tanuru ya kugeuza. Shaba ya blister inashtakiwa kwa chombo cha kusafisha katika anga ya oxidizing. Uchafu hupunguzwa kutoka kwa uso na anga ya kupunguza huundwa kwa kuongeza magogo ya kijani au gesi asilia. Kisha chuma kilichoyeyushwa kinatupwa. Ikiwa shaba itasafishwa kielektroniki, shaba iliyosafishwa itatupwa kama anode.
- Usafishaji wa elektroliti. Anodes kutoka kwa mchakato wa kusafisha moto huwekwa kwenye tank yenye asidi ya sulfuriki na sasa ya moja kwa moja. Shaba kutoka kwa anode ni ionized na ioni za shaba zimewekwa kwenye karatasi safi ya kuanza ya shaba. Anodi zinapoyeyuka kwenye elektroliti uchafu hutulia chini ya seli kama lami. Lami hii inaweza kusindika zaidi ili kurejesha maadili mengine ya chuma. Shaba ya cathode inayozalishwa huyeyuka na kutupwa katika maumbo mbalimbali.
Jedwali la 2 linaorodhesha mfiduo na vidhibiti vya shughuli za kurejesha tena shaba.
Jedwali 2. Udhibiti wa uhandisi / utawala kwa shaba, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Udhibiti wa uhandisi/utawala |
|
Kuvua na kupanga |
Vichafuzi vya hewa kutoka kwa utunzaji wa nyenzo na uharibifu au kukata chakavu |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Briquetting na kusagwa |
Vumbi na erosoli isiyo maalum, ukungu wa mafuta, chembe za chuma na kelele |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kusikia na ulinzi wa kupumua |
|
Shredding |
Vumbi zisizo maalum, nyenzo za insulation za waya, chembe za chuma na kelele |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kusikia na ulinzi wa kupumua |
|
Kusaga na kujitenga kwa mvuto |
Mavumbi yasiyo maalum, chembe za chuma kutoka kwa fluxes, slags na takataka, na kelele. |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kusikia na ulinzi wa kupumua |
|
Kukausha |
Chembechembe zisizo maalum, ambazo zinaweza kujumuisha metali, masizi na viumbe vizito vilivyofupishwa. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, utaratibu wa kazi / kupumzika, maji, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kusikia na ulinzi wa kupumua |
|
Kuungua kwa insulation |
Chembechembe zisizo maalum ambazo zinaweza kujumuisha moshi, udongo |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, utaratibu wa kazi / kupumzika, maji, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kupumua |
|
Jasho |
Moshi wa metali na chembe, gesi zisizo maalum, mivuke na chembe. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, utaratibu wa kazi / kupumzika, maji, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kusikia na ulinzi wa kupumua |
|
Uchujaji wa kaboni ya Amonia |
Amonia |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla; PPE - ulinzi wa kupumua |
|
Kunereka kwa mvuke |
Amonia |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla; PPE-glasi na ngao za upande |
|
Kupunguza hidrojeni ya hidrojeni |
Amonia |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla; PPE - ulinzi wa kupumua |
|
Kuchuja kwa asidi ya sulfuri |
Asidi ya sulfuriki |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Kibadilishaji kuyeyusha |
Metali tete, kelele |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla; PPE - ulinzi wa kupumua na ulinzi wa kusikia |
|
Uyeyushaji wa crucible ya umeme |
Chembe, sulfuri na oksidi za nitrojeni, soti, monoksidi kaboni, kelele |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla; PPE - ulinzi wa kusikia |
|
Kusafisha moto |
Oksidi za sulfuri, hidrokaboni, chembe |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla; PPE - ulinzi wa kusikia |
|
Usafishaji wa elektroliti |
Asidi ya sulfuriki na metali kutoka kwa sludge |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
Urejeshaji wa risasi
Malighafi zinazonunuliwa na viyeyusho vya pili vya madini ya risasi vinaweza kuhitaji kuchakatwa kabla ya kutozwa kwenye tanuru la kuyeyushia. Sehemu hii inajadili malighafi ya kawaida ambayo hununuliwa na viyeyusho vya madini ya risasi na vidhibiti vinavyowezekana vya uhandisi na mbinu za kazi ili kupunguza uwezekano wa mfanyakazi kupata risasi kutokana na shughuli za usindikaji wa malighafi. Ikumbukwe kwamba vumbi la risasi kwa ujumla linaweza kupatikana katika vifaa vyote vya urejeshaji madini ya risasi na kwamba hewa yoyote ya gari inaweza kutibua vumbi la risasi ambalo linaweza kuvuta au kushikamana na viatu, nguo, ngozi na nywele.
Betri za magari
Malighafi ya kawaida katika kiyeyusha risasi cha pili ni betri za magari zisizo na taka. Takriban 50% ya uzito wa betri taka ya gari itadaiwa tena kama risasi ya metali katika mchakato wa kuyeyusha na kusafisha. Takriban 90% ya betri za magari zinazotengenezwa leo hutumia kisanduku au kipochi cha polypropen. Kesi za polypropen zinarejeshwa na karibu smelters zote za sekondari za risasi kutokana na thamani ya juu ya kiuchumi ya nyenzo hii. Mengi ya michakato hii inaweza kutoa mafusho ya chuma, haswa risasi na antimoni.
In kuvunjika kwa betri ya gari kuna uwezekano wa kutengeneza arsine au stibine kwa sababu ya kuwepo kwa arseniki au antimoni inayotumika kama wakala wa ugumu katika chuma cha gridi ya taifa na uwezekano wa kuwa na hidrojeni changa.
Michakato minne ya kawaida ya kuvunja betri za gari ni:
- msumeno wa mwendo kasi
- msumeno wa mwendo wa polepole
- shear
- kusagwa betri nzima (Saturn crusher au shredder au nyundo kinu).
Tatu za kwanza za michakato hii zinahusisha kukata sehemu ya juu ya betri, kisha kutupa vikundi, au nyenzo zenye risasi. Mchakato wa nne unahusisha kuponda betri nzima katika kinu cha nyundo na kutenganisha vipengele kwa kutenganisha mvuto.
Kutenganisha betri ya gari hufanyika baada ya kuvunjika kwa betri za magari ili nyenzo za kubeba risasi ziweze kutenganishwa na nyenzo za kesi. Kuondoa kipochi kunaweza kutoa ukungu wa asidi. Mbinu zinazotumiwa sana kukamilisha kazi hii ni:
- The mwongozo mbinu. Hii hutumiwa na idadi kubwa ya kuyeyusha madini ya risasi na inasalia kuwa mbinu inayotumika sana katika kuyeyusha madini madogo hadi ya kati. Baada ya betri kupita kwenye msumeno au kukata, mfanyakazi hutupa mwenyewe vikundi au nyenzo zenye risasi kwenye rundo na kuweka kipochi na sehemu ya juu ya betri kwenye rundo au mfumo mwingine wa usafirishaji.
- A bilauri kifaa. Betri huwekwa kwenye kifaa cha bilauri baada ya sehemu za juu kukatwa/kukatwa ili kutenganisha vikundi kutoka kwa visanduku. Mbavu ndani ya bilauri tupa vikundi inapozunguka polepole. Vikundi huanguka kupitia nafasi kwenye bilauri huku visa hivyo vikifikishwa hadi mwisho na hukusanywa wanapotoka. Kesi za betri za plastiki na mpira na vilele huchakatwa zaidi baada ya kutenganishwa na nyenzo za kuzaa risasi.
- A mchakato wa kuzama / kuelea. Mchakato wa kuzama/kuelea kwa kawaida huunganishwa na kinu cha nyundo au mchakato wa kusagwa kwa betri kuvunjika. Vipande vya betri, fani ya risasi na kesi, huwekwa kwenye mfululizo wa mizinga iliyojaa maji. Nyenzo yenye madini ya risasi huzama hadi chini ya matangi na huondolewa kwa kutumia screw conveyor au mnyororo wa kuburuta huku nyenzo ya kipochi kikielea na kupeperushwa kutoka kwenye uso wa tangi.
Betri za viwandani ambazo zilitumika kuwasha vifaa vya umeme vinavyohamishika au kwa matumizi mengine ya viwandani hununuliwa mara kwa mara kwa malighafi na viyeyusho vingi vya pili. Betri nyingi kati ya hizi zina vipochi vya chuma vinavyohitaji kuondolewa kwa kukata kipochi kwa tochi ya kukata au msumeno wa gesi unaoshikiliwa kwa mkono.
Nyengine zilizonunuliwa chakavu zenye risasi
Viyeyusho vya pili vya madini ya risasi hununua aina mbalimbali za vifaa chakavu kama malighafi kwa mchakato wa kuyeyusha. Nyenzo hizi ni pamoja na chakavu cha kiwanda cha kutengeneza betri, takataka kutoka kwa usafishaji wa risasi, risasi chakavu ya metali kama vile linotipu na kifuniko cha kebo, na mabaki ya risasi ya tetraethyl. Nyenzo za aina hizi zinaweza kutozwa moja kwa moja kwenye vinu vya kuyeyusha au kuchanganywa na vifaa vingine vya malipo.
Utunzaji na usafirishaji wa malighafi
Sehemu muhimu ya mchakato wa pili wa kuyeyusha risasi ni utunzaji, usafirishaji na uhifadhi wa malighafi. Nyenzo husafirishwa kwa kuinua uma, mizigo ya mbele au conveyors ya mitambo (screw, lifti ya ndoo au ukanda). Njia ya msingi ya kusafirisha nyenzo katika tasnia ya kuongoza ya sekondari ni vifaa vya rununu.
Baadhi ya mbinu za kawaida za ufikishaji wa mitambo ambazo hutumiwa na viyeyusho vya pili vya madini ya risasi ni pamoja na: mifumo ya kusambaza mikanda ambayo inaweza kutumika kusafirisha malisho ya tanuru kutoka sehemu za kuhifadhi hadi eneo la kuchanga tanuru; screw conveyors kwa ajili ya kusafirisha vumbi la moshi kutoka baghouse hadi tanuru agglomeration au eneo la kuhifadhi au lifti ndoo na minyororo ya kukokota/mistari.
Unayeyuka
Operesheni ya kuyeyusha katika kiyeyusha risasi cha pili inahusisha upunguzaji wa chakavu chenye risasi kuwa risasi ya metali katika tanuru ya mlipuko au kirejea.
Tanuri za mlipuko zinashtakiwa kwa nyenzo zenye risasi, coke (mafuta) chokaa na chuma (flux). Nyenzo hizi hulishwa ndani ya tanuru iliyo juu ya shimoni la tanuru au kupitia mlango wa malipo kwenye upande wa shimoni nadhifu juu ya tanuru. Baadhi ya hatari za kimazingira zinazohusiana na shughuli za tanuru ya mlipuko ni mafusho ya chuma na chembe (hasa risasi na antimoni), joto, kelele na monoksidi kaboni. Njia anuwai za kusambaza nyenzo za malipo hutumiwa katika tasnia ya pili ya risasi. Upandishaji wa kuruka labda ndio unaojulikana zaidi. Vifaa vingine vinavyotumika ni pamoja na hopa zinazotetemeka, vidhibiti vya mikanda na lifti za ndoo.
Shughuli za kugonga tanuru ya mlipuko huhusisha kuondoa risasi iliyoyeyushwa na slag kutoka kwenye tanuru hadi kwenye mold au ladi. Viyeyusho vingine hugonga chuma moja kwa moja kwenye aaaa ya kushikilia ambayo huhifadhi chuma kuyeyushwa ili kusafishwa. Viyeyusho vilivyobaki vinatupa chuma cha tanuru ndani ya vitalu na kuruhusu vitalu kuimarisha.
Hewa ya mlipuko kwa ajili ya mchakato wa mwako huingia kwenye tanuru ya mlipuko kupitia tuyères ambayo mara kwa mara huanza kujaa na ongezeko na lazima ipigwe, kwa kawaida kwa fimbo ya chuma, ili kuwazuia kuzuiwa. Njia ya kawaida ya kukamilisha kazi hii ni kuondoa kifuniko cha tuyères na kuingiza fimbo ya chuma. Baada ya accretions kupigwa, kifuniko kinabadilishwa.
Tanuri za reverberatory huchajiwa na malighafi yenye risasi kwa utaratibu wa kuchaji tanuru. Tanuri za kurudisha nyuma katika tasnia ya pili inayoongoza kwa kawaida huwa na upinde uliochipua au upinde unaoning'inia uliojengwa kwa matofali ya kinzani. Vichafuzi vingi na hatari za kimwili zinazohusiana na tanuru za reverberator ni sawa na zile za tanuri za mlipuko. Taratibu kama hizo zinaweza kuwa kondoo wa hydraulic, conveyor ya screw au vifaa vingine sawa na vile vilivyoelezewa kwa tanuu za mlipuko.
Shughuli za kugonga tanuru ya kurudisha nyuma zinafanana sana na shughuli za kugonga tanuru ya mlipuko.
Fungua
Usafishaji wa risasi katika viyeyusho vya risasi vya pili hufanywa katika aaaa au vyungu vilivyochomwa moto kwa njia isiyo ya moja kwa moja. Metali kutoka kwa tanuu za kuyeyusha kawaida huyeyuka kwenye kettle, kisha yaliyomo kwenye vitu vya kufuatilia hurekebishwa ili kutoa aloi inayotaka. Bidhaa za kawaida ni risasi laini (safi) na aloi mbalimbali za risasi ngumu (antimoni).
Takriban shughuli zote za pili za usafishaji risasi hutumia mbinu za mwongozo kwa ajili ya kuongeza nyenzo za aloi kwenye kettles na kutumia mbinu za kuangusha kwa mikono. Takataka hufagiliwa hadi kwenye ukingo wa kettle na kuondolewa kwa koleo au kijiko kikubwa kwenye chombo.
Jedwali la 3 linaorodhesha kufichuliwa na vidhibiti vya shughuli za kurejesha risasi.
Jedwali 3. Udhibiti wa uhandisi/utawala wa risasi, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Udhibiti wa uhandisi/utawala |
|
Magari |
Vumbi la risasi kutoka barabarani na maji yanayotiririka yenye risasi |
Usafishaji wa maji na kuweka maeneo yenye unyevu. Mafunzo ya waendeshaji, mazoea ya kazi ya busara na utunzaji mzuri wa nyumba ni mambo muhimu katika kupunguza uzalishaji wa risasi wakati wa kuendesha vifaa vya rununu. Funga vifaa na upe mfumo mzuri wa hewa iliyochujwa shinikizo. |
|
Wahasibu |
Vumbi la risasi |
Pia ni vyema kuandaa mifumo ya kusafirisha mikanda yenye kapi za kujisafisha za mkia au wipes za mikanda ikiwa zitatumika kusafirisha vifaa vya kulisha tanuru au vumbi la moshi. |
|
Kupungua kwa betri |
Vumbi la risasi, ukungu wa asidi |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Maandalizi ya malipo |
Vumbi la risasi |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Tanuru ya mlipuko |
Moshi wa metali na chembe (risasi, antimoni), joto na kelele, monoksidi kaboni |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, utaratibu wa kazi / kupumzika, maji, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kupumua na ulinzi wa kusikia |
|
Tanuru ya reverberatory |
Moshi wa metali na chembe (risasi, antimoni), joto na kelele |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, utaratibu wa kazi / kupumzika, maji, kutengwa kwa chanzo cha kelele; PPE - ulinzi wa kupumua na ulinzi wa kusikia |
|
Fungua |
Chembe za risasi na ikiwezekana aloyi za metali na mawakala wa fluxing, kelele |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla; PPE - ulinzi wa kusikia |
|
Akitoa |
Chembe za risasi na ikiwezekana metali za aloi |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
Urejeshaji wa zinki
Sekta ya pili ya zinki hutumia vipande vipya, skimmings na majivu, skimmings kufa-cast, takataka ya mabati, vumbi la moshi na mabaki ya kemikali kama vyanzo vya zinki. Mengi ya chakavu kipya kilichochakatwa ni aloi za zinki na shaba kutoka kwa mabati na vyungu vya kutupwa. Imejumuishwa katika kategoria ya zamani ya chakavu ni sahani kuu za kuchora zinki, michoro ya kufa, na chakavu cha fimbo. Michakato ni kama ifuatavyo:
- Kutokwa na jasho la kurudi nyuma. Tanuri za jasho hutumiwa kutenganisha zinki kutoka kwa metali nyingine kwa kudhibiti joto la tanuru. Bidhaa chakavu za kutupwa, kama vile grili za magari na fremu za sahani za leseni, na ngozi za zinki au mabaki ni nyenzo za kuanzisha mchakato. Chakavu ni kushtakiwa kwa tanuru, flux ni aliongeza na yaliyomo kuyeyuka. Mabaki ya kuyeyuka kwa kiwango cha juu huondolewa na zinki iliyoyeyushwa hutiririka nje ya tanuru moja kwa moja hadi kwenye michakato inayofuata, kama vile kuyeyuka, kusafisha au kuunganishwa, au kwenye vyombo vya kukusanya. Vichafuzi vya metali ni pamoja na zinki, alumini, shaba, chuma, risasi, cadmium, manganese na chromium. Uchafuzi mwingine ni mawakala wa fluxing, oksidi za sulfuri, kloridi na floridi.
- Kutokwa na jasho la mzunguko. Katika mchakato huu chakavu cha zinki, bidhaa za kufa, mabaki na skimmings hushtakiwa kwa tanuru ya moja kwa moja na kuyeyuka. Kuyeyushwa hupunguzwa, na chuma cha zinki hukusanywa katika kettles zilizo nje ya tanuru. Nyenzo zisizoweza kuyeyuka, slag, basi huondolewa kabla ya kuchaji tena. Chuma kutoka kwa mchakato huu hutumwa kwa kunereka au mchakato wa alloying. Uchafuzi ni sawa na wale wa jasho la kurudi nyuma.
- Kutokwa na jasho na kettle (sufuria) kutokwa na jasho. Katika michakato hii chakavu cha zinki, bidhaa za kutupwa kwa mvuke-kufa, mabaki na skimmings huchajiwa kwenye tanuru ya muffle, nyenzo zilizotiwa jasho na zinki iliyotiwa jasho hutumwa kwa michakato ya kusafisha au alloying. Mabaki huondolewa na skrini ya shaker ambayo hutenganisha takataka kutoka kwa slag. Uchafuzi ni sawa na wale wa jasho la kurudi nyuma.
- Kusagwa/kuchunguza. Mabaki ya zinki hupondwa au kusagwa ili kuvunja vifungo vya kimwili kati ya zinki ya metali na mtiririko wa uchafu. Nyenzo iliyopunguzwa hutenganishwa katika hatua ya uchunguzi au ya nyumatiki. Kusagwa kunaweza kutoa oksidi ya zinki na kiasi kidogo cha metali nzito na kloridi.
- Uchujaji wa kaboni ya sodiamu. Mabaki yanatibiwa kwa kemikali ili kuvuja na kubadilisha zinki kuwa oksidi ya zinki. Chakavu kwanza huvunjwa na kuosha. Katika hatua hii, zinki hutolewa nje ya nyenzo. Sehemu ya maji inatibiwa na carbonate ya sodiamu, na kusababisha zinki kupungua. Mvua hukaushwa na kukaushwa ili kutoa oksidi ghafi ya zinki. Kisha oksidi ya zinki hupunguzwa kuwa chuma cha zinki. Uchafuzi mbalimbali wa chumvi ya zinki unaweza kuzalishwa.
- Kettle (sufuria), crucible, reverberatory, umeme induction kuyeyuka. Chakavu kinashtakiwa kwa tanuru na fluxes huongezwa. Umwagaji huo unasisitizwa na kuunda takataka ambayo inaweza skimmed kutoka juu ya uso. Baada ya tanuru kuwa skimmed chuma zinki hutiwa katika ladles au molds. Mafusho ya oksidi ya zinki, amonia na kloridi ya amonia, kloridi hidrojeni na kloridi ya zinki yanaweza kuzalishwa.
- Aloying. Kazi ya mchakato huu ni kutoa aloi za zinki kutoka kwa chuma chakavu cha zinki kilichotibiwa hapo awali kwa kuongeza ndani ya kettle za kusafisha na mawakala wa aloi ama kwa fomu iliyoimarishwa au kuyeyuka. Kisha yaliyomo yanachanganywa, takataka skimmed, na chuma hutupwa katika maumbo mbalimbali. Chembe zenye zinki, aloi za metali, kloridi, gesi na mivuke zisizo maalum, pamoja na joto, ni mfiduo unaowezekana.
- Muffle kunereka. Mchakato wa kunereka kwa muffle hutumiwa kurejesha zinki kutoka kwa aloi na kutengeneza ingots safi za zinki. Mchakato huo hauendelei na unahusisha kuchaji zinki iliyoyeyuka kutoka kwenye chungu kinachoyeyuka au tanuru inayotoa jasho hadi sehemu ya mofu na kuyeyusha zinki na kufupisha zinki iliyoyeyushwa na kugonga kutoka kwa kondeshi hadi ukungu. Mabaki huondolewa mara kwa mara kutoka kwenye muffle.
- Kurejesha kunereka/oxidation na muffle kunereka/oxidation. Bidhaa ya kunereka/uoksidishaji wa retort na michakato ya muffle kunereka/oxidation ni oksidi ya zinki. Mchakato huo ni sawa na urejeshaji wa kunereka kupitia hatua ya mvuke, lakini, katika mchakato huu, condenser hupitishwa na hewa ya mwako huongezwa. Mvuke huo hutolewa kwa njia ya orifice ndani ya mkondo wa hewa. Mwako wa hiari hutokea ndani ya chumba chenye kinzani kilicho na mvuke. Bidhaa hiyo inachukuliwa na gesi za mwako na hewa ya ziada ndani ya baghouse ambapo bidhaa hukusanywa. Hewa ya ziada inapatikana ili kuhakikisha oxidation kamili na kupoza bidhaa. Kila moja ya michakato hii ya kunereka inaweza kusababisha mfiduo wa mafusho ya oksidi ya zinki, na vile vile chembe nyingine za chuma na oksidi za mfiduo wa sulfuri.
Jedwali la 4 linaorodhesha mfiduo na vidhibiti vya shughuli za kurejesha zinki.
Jedwali 4. Udhibiti wa uhandisi / utawala kwa zinki, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Udhibiti wa uhandisi/utawala |
|
Kutokwa na jasho la kurudi nyuma |
Chembe zenye zinki, alumini, shaba, chuma, risasi, cadmium, manganese na chromium, vichafuzi kutoka kwa vimiminika, oksidi za sulfuri, kloridi na floridi. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, mkazo wa joto-kazi / kupumzika, maji |
|
Kutokwa na jasho la mzunguko |
Chembe zenye zinki, alumini, shaba, chuma, risasi, cadmium, manganese na chromium, vichafuzi kutoka kwa vimiminika, oksidi za sulfuri, kloridi na floridi. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji |
|
Kutokwa na jasho na kettle (sufuria) kutokwa na jasho |
Chembe zenye zinki, alumini, shaba, chuma, risasi, cadmium, manganese na chromium, vichafuzi kutoka kwa vimiminika, oksidi za sulfuri, kloridi na floridi. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji |
|
Kusagwa/kuchunguza |
Oksidi ya zinki, kiasi kidogo cha metali nzito, kloridi |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Uchujaji wa kaboni ya sodiamu |
Oksidi ya zinki, kabonati ya sodiamu, kabonati ya zinki, hidroksidi ya zinki, kloridi hidrojeni, kloridi ya zinki. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Kettle (sufuria) kuyeyuka crucible, reverberatory, umeme introduktionsutbildning kuyeyuka |
Mafusho ya oksidi ya zinki, amonia, kloridi ya amonia, kloridi hidrojeni, kloridi ya zinki. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji |
|
Aloying |
Chembe zenye zinki, aloi za metali, kloridi; gesi zisizo maalum na mvuke; joto |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji |
|
Kurudisha kunereka, kurudisha kunereka/oxidation na kunereka kwa muffle |
Mafusho ya oksidi ya zinki, chembe nyingine za chuma, oksidi za sulfuri |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji |
|
kunereka kwa fimbo ya grafiti |
Mafusho ya oksidi ya zinki, chembe nyingine za chuma, oksidi za sulfuri |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji |
Urejeshaji wa magnesiamu
Chakavu cha zamani kinapatikana kutoka kwa vyanzo kama vile sehemu chakavu za gari na ndege na sahani za zamani na za zamani za lithographic, pamoja na baadhi ya matope kutoka kwa viyeyusho vya msingi vya magnesiamu. Chakavu kipya kinajumuisha vipande, kugeuka, kuchosha, skimmings, slags, drosses na makala yenye kasoro kutoka kwa viwanda vya karatasi na mimea ya kutengeneza. Hatari kubwa katika kushughulikia magnesiamu ni ile ya moto. Vipande vidogo vya chuma vinaweza kuwashwa kwa urahisi na cheche au moto.
- Kupanga kwa mikono. Utaratibu huu hutumika kutenganisha sehemu za magnesiamu na aloi ya magnesiamu kutoka kwa metali nyingine zilizopo kwenye chakavu. Chakavu kinaenea kwa manually, kilichopangwa kwa msingi wa uzito.
- Fungua kuyeyuka kwa sufuria. Utaratibu huu hutumiwa kutenganisha magnesiamu kutoka kwa uchafu kwenye chakavu kilichopangwa. Chakavu huongezwa kwa crucible, moto na flux yenye mchanganyiko wa kloridi ya kalsiamu, sodiamu na potasiamu huongezwa. Kisha magnesiamu iliyoyeyuka hutupwa kwenye ingots.
Jedwali la 5 linaorodhesha kufichua na vidhibiti vya shughuli za kurejesha tena magnesiamu.
Jedwali 5. Udhibiti wa uhandisi/utawala wa magnesiamu, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Uhandisi/utawala |
|
Upangaji chakavu |
vumbi |
Usafishaji wa maji |
|
Fungua kuyeyuka kwa sufuria |
Moshi na vumbi, uwezekano mkubwa wa moto |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla na mazoea ya kazi |
|
Akitoa |
Vumbi na mafusho, joto na uwezekano mkubwa wa moto |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji |
Urejeshaji wa zebaki
Vyanzo vikuu vya zebaki ni amalgamu ya meno, betri chakavu za zebaki, tope kutoka kwa michakato ya kielektroniki inayotumia zebaki kama kichocheo, zebaki kutoka kwa mimea ya klori-alkali iliyovunjwa na vyombo vyenye zebaki. Mvuke wa zebaki unaweza kuchafua kila moja ya michakato hii.
- Kusagwa. Mchakato wa kusagwa hutumiwa kutoa zebaki iliyobaki kutoka kwa vyombo vya chuma, plastiki na glasi. Baada ya vyombo kuharibiwa, zebaki ya kioevu iliyochafuliwa inatumwa kwenye mchakato wa kuchuja.
- Filtration. Uchafu usioyeyuka kama vile uchafu huondolewa kwa kupitisha mabaki ya zebaki-mvuke kupitia kichujio. Zebaki iliyochujwa hulishwa kwa mchakato wa oksijeni na yabisi ambayo haipiti kupitia vichungi hutumwa kurudisha nyuma kunereka.
- Kunereka kwa utupu. Muundo wa kunereka hutumika kusafisha zebaki iliyochafuliwa wakati migandamizo ya mvuke ya uchafu iko chini sana kuliko ile ya zebaki. Chaji ya zebaki huvukizwa kwenye sufuria ya joto na mvuke huo hufupishwa kwa kutumia kikondoo kilichopozwa na maji. Zebaki iliyosafishwa inakusanywa na kutumwa kwa operesheni ya chupa. Mabaki yaliyobaki kwenye chungu cha kupasha joto hutumwa kwa mchakato wa kurejesha tena kiasi cha zebaki ambacho hakikupatikana katika mchakato wa kunereka kwa utupu.
- Utakaso wa suluhisho. Utaratibu huu huondoa uchafu wa metali na kikaboni kwa kuosha zebaki ya kioevu mbichi na asidi ya dilute. Hatua zinazohusika ni: kuchuja zebaki kioevu mbichi kwa asidi ya nitriki ili kutenganisha uchafu wa metali; kuchochea asidi-zebaki na hewa iliyoshinikizwa ili kutoa mchanganyiko mzuri; decating kutenganisha zebaki kutoka asidi; kuosha na maji ili kuondoa asidi iliyobaki; na kuchuja zebaki katika kati kama vile kaboni iliyoamilishwa au jeli ya silika ili kuondoa athari za mwisho za unyevu. Mbali na mvuke wa zebaki kunaweza kuwa na mfiduo wa vimumunyisho, kemikali za kikaboni na ukungu wa asidi.
- Utoaji oksijeni. Utaratibu huu husafisha zebaki iliyochujwa kwa kuondoa uchafu wa metali kwa uoksidishaji na hewa inayosambaa. Mchakato wa oxidation unahusisha hatua mbili, sparging na kuchuja. Katika hatua ya kuteleza, zebaki iliyochafuliwa huchochewa na hewa kwenye chombo kilichofungwa ili kuoksidisha uchafu wa metali. Baada ya kuenea, zebaki huchujwa kwenye kitanda cha mkaa ili kuondoa oksidi za chuma imara.
- Kurudisha nyuma. Mchakato wa kurudisha nyuma hutumiwa kutoa zebaki tupu kwa kuchafua zebaki inayopatikana kwenye chakavu kigumu chenye kuzaa zebaki. Hatua zinazohusika katika kurudisha nyuma ni: kupasha joto chakavu na chanzo cha joto cha nje kwenye chungu kilichofungwa au mrundikano wa trei ili kuyeyusha zebaki; kuimarisha mvuke ya zebaki katika condensers kilichopozwa na maji; kukusanya zebaki iliyofupishwa katika chombo cha kukusanya.
Jedwali la 6 linaorodhesha mfiduo na vidhibiti vya shughuli za kurejesha zebaki.
Jedwali 6. Udhibiti wa uhandisi/utawala wa zebaki, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Udhibiti wa uhandisi/utawala |
|
Kusagwa |
Zebaki tete |
Kutolea nje kwa mitaa; PPE - ulinzi wa kupumua |
|
Filtration |
Zebaki tete |
Uingizaji hewa wa kutolea nje wa ndani; PPE - ulinzi wa kupumua |
|
Kunereka kwa utupu |
Zebaki tete |
Uingizaji hewa wa kutolea nje wa ndani; PPE - ulinzi wa kupumua |
|
Utakaso wa suluhisho |
Zebaki tete, vimumunyisho, viumbe hai na ukungu wa asidi |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla; PPE - ulinzi wa kupumua |
|
Oxidation |
Zebaki tete |
Uingizaji hewa wa kutolea nje wa ndani; PPE - ulinzi wa kupumua |
|
Kurudisha nyuma |
Zebaki tete |
Uingizaji hewa wa kutolea nje wa ndani; PPE - ulinzi wa kupumua |
Urejeshaji wa nikeli
Malighafi kuu ya urejeshaji wa nikeli ni aloi za msingi za nikeli, shaba- na alumini-mvuke, ambazo zinaweza kupatikana kama chakavu cha zamani au kipya. Chakavu cha zamani kinajumuisha aloi ambazo huokolewa kutoka kwa mashine na sehemu za ndege, wakati chakavu kipya kinarejelea mabaki ya karatasi, kugeuza na yabisi ambayo ni bidhaa za utengenezaji wa bidhaa za aloi. Hatua zifuatazo zinahusika katika urejeshaji wa nikeli:
- Uamuzi. Chakavu kinakaguliwa na kutenganishwa kwa mikono kutoka kwa nyenzo zisizo za metali na zisizo za nikeli. Kupanga hutoa mfiduo wa vumbi.
- Kupungua. Chakavu cha nikeli hupunguzwa mafuta kwa kutumia trikloroethilini. Mchanganyiko huo huchujwa au katikati ili kutenganisha chakavu cha nikeli. Suluhisho la kutengenezea lililotumika la triklorethilini na grisi hupitia mfumo wa urejeshaji wa kutengenezea. Kunaweza kuwa na mfiduo wa kutengenezea wakati wa kupunguza mafuta.
- Kuyeyusha (arc umeme au rotary reverberatory) tanuru. Chakavu huchajiwa kwa tanuru ya arc ya umeme na wakala wa kupunguza huongezwa, kwa kawaida chokaa. Malipo huyeyushwa na hutupwa kwenye ingots au kutumwa moja kwa moja kwa kinu kwa uboreshaji zaidi. Moshi, vumbi, kelele na mfiduo wa joto huwezekana.
- Usafishaji wa Reactor. Metali iliyoyeyuka huletwa kwenye kinu ambapo chakavu cha msingi-baridi na nikeli ya nguruwe huongezwa, ikifuatiwa na chokaa na silika. Nyenzo za aloi kama vile manganese, kolombimu au titani huongezwa ili kutoa muundo unaohitajika wa aloi. Moshi, vumbi, kelele na mfiduo wa joto huwezekana.
- Ingot akitoa. Mchakato huu unahusisha kutupa chuma kilichoyeyushwa kutoka kwenye tanuru ya kuyeyusha au kinu cha kusafisha ndani ya ingots. Ya chuma hutiwa ndani ya molds na kuruhusiwa baridi. Ingots huondolewa kwenye molds. Mfiduo wa moshi wa joto na wa chuma unawezekana.
Hatua za kufichua na kudhibiti utendakazi wa kurejesha nikeli zimeorodheshwa katika jedwali la 7.
Jedwali 7. Udhibiti wa uhandisi/utawala wa nikeli, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Udhibiti wa uhandisi/utawala |
|
Uamuzi |
vumbi |
Kutolea nje kwa mitaa na uingizwaji wa kutengenezea |
|
Kupungua |
Kutengenezea |
Uingizaji hewa wa kutolea nje wa ndani na uingizwaji wa kutengenezea na/au ahueni, uingizaji hewa wa eneo la jumla |
|
Unayeyuka |
Moshi, vumbi, kelele, joto |
Uingizaji hewa wa kutolea nje wa ndani, regimen ya kazi / kupumzika, maji; PPE - ulinzi wa kupumua na ulinzi wa kusikia |
|
Fungua |
Moshi, vumbi, joto, kelele |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji; PPE - ulinzi wa kupumua na ulinzi wa kusikia |
|
Akitoa |
Joto, mafusho ya chuma |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji |
Urejeshaji wa madini ya thamani
Malighafi ya tasnia ya madini ya thamani hujumuisha chakavu cha zamani na kipya. Chakavu cha zamani ni pamoja na vifaa vya kielektroniki kutoka kwa vifaa vya kizamani vya kijeshi na kiraia na chakavu kutoka kwa tasnia ya meno. Chakavu kipya huzalishwa wakati wa utengenezaji na utengenezaji wa bidhaa za madini ya thamani. Bidhaa hizo ni metali za asili kama dhahabu, fedha, platinamu na palladium. Usindikaji wa madini ya thamani ni pamoja na hatua zifuatazo:
- Kupanga kwa mikono na kupasua. Chakavu chenye thamani ya chuma hupangwa kwa mkono na kusagwa na kusagwa katika kinu cha nyundo. Vinu vya nyundo vina kelele.
- Mchakato wa kuchomwa moto. Chakavu kilichopangwa huchomwa ili kuondoa uchafu wa karatasi, plastiki na kioevu hai. Kemikali za kikaboni, gesi za mwako na mfiduo wa vumbi vinawezekana.
- Uyeyushaji wa tanuru ya mlipuko. Chakavu kilichotibiwa huchajiwa kwenye tanuru ya mlipuko, pamoja na coke, flux na oksidi za chuma zilizosindikwa. Chaji inayeyushwa na kupunguzwa, huzalisha shaba nyeusi ambayo ina madini ya thamani. Slag ngumu ambayo hutengenezwa ina uchafu mwingi wa slag. Vumbi na kelele vinaweza kuwapo.
- Kibadilishaji kuyeyusha. Utaratibu huu umeundwa ili kutakasa zaidi shaba nyeusi kwa kupuliza hewa kupitia kuyeyuka kwenye kibadilishaji fedha. Uchafuzi wa chuma ulio na slag huondolewa na kurejeshwa kwenye tanuru ya mlipuko. Bullion ya shaba iliyo na madini ya thamani hutupwa kwenye ukungu.
- Usafishaji wa elektroliti. Bullion ya shaba hutumika kama anode ya seli ya elektroliti. Shaba safi hutoka kwenye kathodi huku madini ya thamani yakianguka chini ya seli na kukusanywa kama ute. Electrolyte inayotumiwa ni sulphate ya shaba. Mfiduo wa ukungu wa asidi inawezekana.
- Usafishaji wa kemikali. Lami ya thamani ya metali kutoka kwa mchakato wa kusafisha elektroliti hutibiwa kwa kemikali ili kurejesha metali binafsi. Michakato ya msingi wa sianidi hutumiwa kurejesha dhahabu na fedha, ambayo inaweza kupatikana kwa kufuta ndani aqua regia mmumunyo na/au asidi ya nitriki, ikifuatiwa na kunyesha kwa salfa yenye feri au kloridi ya sodiamu ili kurejesha dhahabu na fedha, mtawalia. Metali za kikundi cha platinamu zinaweza kurejeshwa kwa kuziyeyusha katika risasi iliyoyeyushwa, ambayo hutibiwa kwa asidi ya nitriki na kuacha mabaki ambayo metali za kundi la platinamu zinaweza kutolewa kwa urahisi. Kisha maji hayo ya thamani huyeyushwa au kuwashwa ili kukusanya dhahabu na fedha kama nafaka na metali za platinamu kama sifongo. Kunaweza kuwa na mfiduo wa asidi.
Mfiduo na vidhibiti vimeorodheshwa, kwa uendeshaji, katika jedwali la 8 (tazama pia "Kuyeyusha na kusafisha dhahabu").
Jedwali 8. Udhibiti wa uhandisi/utawala wa madini ya thamani, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Udhibiti wa uhandisi/utawala |
|
Kupanga na kupasua |
Hammermill ni hatari inayoweza kutokea ya kelele |
Nyenzo za kudhibiti kelele; PPE - ulinzi wa kusikia |
|
Kuingia |
Viumbe hai, gesi za mwako na vumbi |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla |
|
Uyeyushaji wa tanuru ya mlipuko |
Vumbi, kelele |
Uingizaji hewa wa kutolea nje wa ndani; PPE - ulinzi wa kusikia na ulinzi wa kupumua |
|
Usafishaji wa elektroliti |
Ukungu wa asidi |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Usafishaji wa kemikali |
Acid |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla; PPE—nguo zinazostahimili asidi, glasi za kemikali na ngao ya uso |
Urejeshaji wa Cadmium
Chakavu cha zamani cha kadimiamu ni pamoja na sehemu za kadimiamu kutoka kwa magari na boti zilizochafuliwa, vifaa vya nyumbani, maunzi na viungio, betri za kadimiamu, viunganishi vya cadmium kutoka kwa swichi na relay na aloi zingine zilizotumika za kadimiamu. Chakavu kipya kwa kawaida ni chembechembe za mvuke wa cadmium zilizokataliwa na bidhaa zilizochafuliwa kutoka kwa viwanda vinavyoshughulikia metali. Taratibu za kurejesha ni:
- Matibabu ya kabla. Hatua ya matibabu ya awali ya chakavu inahusisha uondoaji wa mvuke wa mabaki ya aloi. Mivuke ya kutengenezea inayotokana na vimumunyisho vinavyopokanzwa husambazwa kupitia chombo kilicho na aloi chakavu. Kiyeyushio na grisi iliyovuliwa hufupishwa na kutenganishwa na kiyeyushi kikitumiwa tena. Kunaweza kuwa na mfiduo wa vumbi la cadmium na vimumunyisho.
- Kuyeyusha/kusafisha. Katika operesheni ya kuyeyusha/kusafisha, chakavu cha aloi kilichotibiwa awali au chakavu cha msingi cha cadmium huchakatwa ili kuondoa uchafu wowote na kutoa aloi ya cadmium au cadmium ya msingi. Bidhaa za mfiduo wa mwako wa mafuta na gesi na vumbi la zinki na kadiamu zinaweza kuwepo.
- Rudia kunereka. Aloi ya chakavu iliyoangaziwa huchajiwa kwa kurudi nyuma na kupashwa moto ili kutoa mivuke ya cadmium ambayo hukusanywa baadaye kwenye kondomu. Kisha chuma kilichoyeyushwa kiko tayari kwa kutupwa. Mfiduo wa vumbi la Cadmium inawezekana.
- Kuyeyuka / kuyeyuka. Metali ya Cadmium huchajiwa kwenye sufuria inayoyeyuka na kupashwa moto hadi hatua ya kuyeyuka. Ikiwa zinki iko katika chuma, fluxes na mawakala wa klorini huongezwa ili kuondoa zinki. Miongoni mwa mfiduo unaowezekana ni mafusho ya cadmium na vumbi, mafusho ya zinki na vumbi, kloridi ya zinki, klorini, kloridi hidrojeni na joto.
- Akitoa. Operesheni ya kutupa hutengeneza mstari wa bidhaa unaohitajika kutoka kwa aloi ya cadmium iliyosafishwa au chuma cha cadmium kilichozalishwa katika hatua ya awali. Utoaji unaweza kutoa vumbi na mafusho ya cadmium na joto.
Mfiduo katika michakato ya kurejesha cadmium na vidhibiti vinavyohitajika vimefupishwa katika jedwali la 9.
Jedwali 9. Udhibiti wa uhandisi/utawala wa cadmium, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Udhibiti wa uhandisi/utawala |
|
Kupunguza mafuta kwa chakavu |
Vimumunyisho na vumbi vya cadmium |
Kutolea nje kwa mitaa na uingizwaji wa kutengenezea |
|
Aloi kuyeyusha/kusafisha |
Bidhaa za mwako wa mafuta na gesi, mafusho ya zinki, vumbi vya cadmium na mafusho |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla; PPE - ulinzi wa kupumua |
|
Rudia kunereka |
Moshi wa Cadmium |
Uingizaji hewa wa kutolea nje wa ndani; PPE - ulinzi wa kupumua |
|
Kuyeyuka / kuyeyuka |
Moshi na vumbi vya Cadmium, mafusho ya zinki na vumbi, kloridi ya zinki, klorini, kloridi hidrojeni, shinikizo la joto. |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji; PPE - ulinzi wa kupumua |
|
Akitoa |
Vumbi vya Cadmium na mafusho, joto |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji; PPE - ulinzi wa kupumua |
Urejeshaji wa selenium
Malighafi ya sehemu hii hutumiwa silinda za kunakili za xerographic na chakavu zinazozalishwa wakati wa utengenezaji wa virekebishaji seleniamu. Vumbi la selenium linaweza kuwepo kote. Uyeyushaji na kuyeyusha urejeshi unaweza kutoa gesi mwako na vumbi. Uyeyushaji wa marudio ni kelele. Ukungu wa dioksidi sulfuri na ukungu wa asidi zipo katika usafishaji. Vumbi vya chuma vinaweza kuzalishwa kutokana na shughuli za utupaji (tazama jedwali 10).
Jedwali 10. Udhibiti wa uhandisi/utawala wa seleniamu, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Udhibiti wa uhandisi/utawala |
|
Matibabu ya chakavu |
vumbi |
Uchovu wa ndani |
|
Urejeshaji wa kuyeyusha |
Gesi za mwako na vumbi, kelele |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla; PPE - ulinzi wa kusikia; udhibiti wa kelele ya burner |
|
Fungua |
SO2, ukungu wa asidi |
Uingizaji hewa wa kutolea nje wa ndani; PPE - miwani ya kemikali |
|
Unyenyekevu |
Bidhaa za vumbi na mwako |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Kukomesha |
Vumbi la chuma |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Akitoa |
Mafusho ya selenium |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
Taratibu za kurejesha ni kama ifuatavyo:
- Matibabu ya awali ya chakavu. Utaratibu huu hutenganisha seleniamu kwa michakato ya kimitambo kama vile kinu cha nyundo au ulipuaji wa risasi.
- Urejeshaji wa kuyeyusha. Mchakato huu husafisha na kukazia chakavu kilichotibiwa awali katika operesheni ya urejeshaji wa kunereka kwa kuyeyusha chakavu na kutenganisha selenium kutoka kwa uchafu kwa kunereka.
- Fungua. Utaratibu huu hufanikisha utakaso wa seleniamu chakavu kulingana na uchujaji na kutengenezea kufaa kama vile salfeti ya sodiamu yenye maji. Uchafu usio na maji huondolewa kwa kuchujwa na filtrate inatibiwa ili kutoa selenium.
- Kunereka. Utaratibu huu hutoa seleniamu ya juu ya usafi wa mvuke. Selenium huyeyushwa, kuyeyushwa na mivuke ya selenium hufupishwa na kuhamishwa kama selenium iliyoyeyuka hadi kwa operesheni ya kuunda bidhaa.
- Kuzima. Utaratibu huu hutumiwa kutengeneza risasi na poda ya selenium iliyosafishwa. Melt ya seleniamu hutumiwa kutengeneza risasi. risasi ni kisha kavu. Hatua zinazohitajika ili kuzalisha poda ni sawa, isipokuwa kwamba mvuke wa selenium, badala ya selenium iliyoyeyuka, ni nyenzo ambayo imezimwa.
- Inatuma. Utaratibu huu hutumika kuzalisha ingoti za selenium au maumbo mengine kutoka kwa selenium iliyoyeyuka. Maumbo haya hutolewa kwa kumwaga selenium iliyoyeyuka kwenye ukungu wa saizi na umbo linalofaa na kupoeza na kuimarisha kuyeyuka.
Urejeshaji wa cobalt
Vyanzo vya chakavu cha cobalt ni kusaga na kugeuza aloi bora, na sehemu za injini zilizopitwa na wakati au zilizochakaa na vile vile vya turbine. Taratibu za kurejesha ni:
- Kupanga kwa mikono. Chakavu kibichi hupangwa kwa mkono ili kutambua na kutenganisha msingi wa cobalt, msingi wa nikeli na vipengele visivyoweza kusindika. Hii ni operesheni ya vumbi.
- Kupunguza mafuta. Chakavu chafu kilichopangwa huchajiwa kwa kitengo cha kupunguza mafuta ambapo mivuke ya perchlorethilini husambazwa. Kimumunyisho hiki huondoa grisi na mafuta kwenye chakavu. Mchanganyiko wa mvuke wa kutengenezea-mafuta-greasi hufupishwa na kutengenezea kunarejeshwa. Mfiduo wa kutengenezea unawezekana.
- Kulipua. Chakavu kilichopungua hulipuliwa na changarawe ili kuondoa uchafu, oksidi na kutu. Vumbi vinaweza kuwepo, kulingana na grit kutumika.
- Mchakato wa kuokota na matibabu ya kemikali. Chakavu kutokana na operesheni ya ulipuaji hutibiwa kwa asidi ili kuondoa kutu iliyobaki na vichafuzi vya oksidi. Ukungu wa asidi ni mfiduo unaowezekana.
- Kuyeyuka kwa utupu. Chakavu kilichosafishwa kinashtakiwa kwa tanuru ya utupu na kuyeyuka kwa arc ya umeme au tanuru ya induction. Kunaweza kuwa na mfiduo wa metali nzito.
- akitoa. Aloi ya kuyeyuka hutupwa kwenye ingots. Mkazo wa joto unawezekana.
Tazama jedwali la 11 kwa muhtasari wa kufichua na vidhibiti vya urejeshaji wa kobalti.
Jedwali 11. Udhibiti wa uhandisi / utawala kwa cobalt, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Udhibiti wa uhandisi/utawala |
|
Kupanga kwa mikono |
vumbi |
Usafishaji wa maji |
|
Kupungua |
Vimumunyisho |
Ahueni ya kutengenezea, moshi wa ndani na uingizwaji wa kutengenezea |
|
Kupiga |
Vumbi - sumu inategemea grit inayotumiwa |
Uingizaji hewa wa kutolea nje wa ndani; PPE kwa hatari ya kimwili na ulinzi wa kupumua kulingana na grit kutumika |
|
Mchakato wa kuokota na matibabu ya kemikali |
Ukungu wa asidi |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla; PPE - ulinzi wa kupumua |
|
Kuyeyuka kwa utupu |
metali nzito |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Akitoa |
Joto |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji |
Urejeshaji wa bati
Vyanzo vikubwa vya malighafi ni vipandikizi vya chuma vya bati, kukataliwa kutoka kwa kampuni za utengenezaji wa makopo, coil zilizokataliwa kutoka kwa tasnia ya chuma, takataka za bati na matope, takataka za solder na sludges, shaba na shaba iliyokataliwa na chakavu cha aina ya chuma. Vumbi vya bati na ukungu wa asidi vinaweza kupatikana katika michakato mingi.
- Dealuminization. Katika mchakato huu hidroksidi ya sodiamu ya moto hutumika kuvuja alumini kutoka kwenye chakavu cha kopo la bati kwa kugusa chakavu na hidroksidi ya sodiamu ya moto, kutenganisha myeyusho wa aluminiamu ya sodiamu kutoka kwenye mabaki ya chakavu, kusukuma aluminiamu ya sodiamu kwenye operesheni ya kusafisha ili kurejesha bati inayoyeyuka na kurejesha bati. chakavu cha bati cha dealuminized kwa malisho.
- Kuchanganya kwa kundi. Utaratibu huu ni operesheni ya kimitambo ambayo hutayarisha malisho yanafaa kwa ajili ya kuchaji kwenye tanuru ya kuyeyusha kwa kuchanganya takataka na tope na maudhui muhimu ya bati.
- Utambuzi wa kemikali. Utaratibu huu huondoa bati kwenye chakavu. Suluhisho la moto la hidroksidi ya sodiamu na nitriti ya sodiamu au nitrati huongezwa kwa chakavu kilichopunguzwa au mbichi. Kuchuja na kusukuma suluhisho kwa mchakato wa kusafisha/kutupwa hufanywa wakati mmenyuko wa detinning umekamilika. Kisha chakavu kilichofungwa huoshwa.
- Kuyeyuka kwa takataka. Utaratibu huu hutumiwa kusafisha takataka na kutengeneza chuma ghafi cha tanuru kwa kuyeyusha malipo, kugonga chuma ghafi cha tanuru na kugonga matte na slags.
- Kuchuja vumbi na kuchuja. Utaratibu huu huondoa thamani za zinki na klorini kutoka kwa vumbi la moshi kwa kuvuja kwa asidi ya sulfuriki ili kuondoa zinki na klorini, kuchuja mchanganyiko unaopatikana ili kutenganisha asidi na zinki iliyoyeyushwa na klorini kutoka kwa vumbi lililovuja, kukausha vumbi lililovuja kwenye kikausha na kupeleka bati na kusababisha vumbi tajiri kurudi kwenye mchakato wa kuchanganya bechi.
- Kutua na uchujaji wa majani. Utaratibu huu husafisha suluhisho la stannate ya sodiamu inayozalishwa katika mchakato wa kuweka kemikali. Uchafu kama vile fedha, zebaki, shaba, cadmium, baadhi ya chuma, kobalti na nikeli hutupwa kama sulfidi.
- Evapocentrifugation. Stanate ya sodiamu hujilimbikizia kutoka kwa mmumunyo uliotakaswa kwa uvukizi, uangazaji wa stannate ya sodiamu na urejeshaji wa stannate ya sodiamu ni kwa kuingizwa.
- Usafishaji wa elektroliti. Utaratibu huu hutoa bati safi ya cathodic-safi kutoka kwa myeyusho wa sodiamu stannate iliyosafishwa kwa kupitisha myeyusho wa sodiamu stannate kupitia seli za elektroliti, kuondoa kathodi baada ya bati kuwekwa na kung'oa bati kutoka kwenye kathodi.
- Asidi na uchujaji. Utaratibu huu hutoa oksidi ya bati iliyotiwa maji kutoka kwa suluhisho iliyosafishwa ya stannate ya sodiamu. Oksidi hii ya hidrati inaweza ama kuchakatwa ili kutoa oksidi isiyo na maji au kuyeyushwa ili kutoa bati ya msingi. Oksidi hidrati hubadilishwa kwa asidi ya sulfuriki kuunda oksidi ya bati iliyotiwa maji na kuchujwa ili kutenganisha hidrati kama keki ya chujio.
- Kusafisha moto. Utaratibu huu hutoa bati iliyosafishwa kutoka kwa bati ya cathodic kwa kuyeyusha chaji, kuondoa uchafu kama slag na takataka, kumwaga chuma kilichoyeyuka na kurusha bati ya metali.
- Kuyeyusha. Utaratibu huu hutumika kuzalisha bati wakati usafishaji wa kielektroniki hauwezekani. Hii inakamilishwa kwa kupunguza oksidi ya bati iliyotiwa maji na wakala wa kupunguza, kuyeyusha chuma cha bati kilichoundwa, kurusha takataka, kumwaga bati iliyoyeyuka na kutupa bati iliyoyeyuka.
- Kukausha. Utaratibu huu hubadilisha oksidi za bati zilizo na hidrati kuwa oksidi ya stannic isiyo na maji kwa kukomesha hidrati na kuondoa na kufungasha oksidi za stannic.
- Usafishaji wa kettle. Utaratibu huu hutumiwa kusafisha chuma ghafi cha tanuru kwa kuchaji aaaa iliyopashwa moto nacho, kukausha takataka ili kuondoa uchafu kama slag na matte, kusukumwa na salfa ili kuondoa shaba kama matte, ikimiminika kwa alumini ili kuondoa antimoni na kutupa chuma kilichoyeyuka kwenye taka. maumbo.
Tazama jedwali la 12 kwa muhtasari wa mfiduo na vidhibiti vya uchukuaji wa bati.
Jedwali 12. Udhibiti wa uhandisi/utawala wa bati, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Udhibiti wa uhandisi/utawala |
|
Dealuminization |
Hydroxide ya sodiamu |
Kutolea nje kwa mitaa; PPE-miwanio ya kemikali na/au ngao ya uso |
|
Kuchanganya kwa kundi |
vumbi |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla |
|
Utambuzi wa kemikali |
Caustic |
Uingizaji hewa wa kutolea nje wa ndani; PPE-miwanio ya kemikali na/au ngao ya uso |
|
Kuyeyuka kwa takataka |
Vumbi na joto |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, maji |
|
Kuchuja vumbi na kuchuja |
vumbi |
Uingizaji hewa wa kutolea nje wa ndani, uingizaji hewa wa eneo la jumla |
|
Kutua na uchujaji wa majani |
Hakuna aliyetambuliwa |
Hakuna aliyetambuliwa |
|
Evapocentrifugation |
Hakuna aliyetambuliwa |
Hakuna aliyetambuliwa |
|
Usafishaji wa elektroliti |
Ukungu wa asidi |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla; PPE-miwanio ya kemikali na/au ngao ya uso |
|
Asidi na uchujaji |
Ukungu wa asidi |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla; PPE-miwanio ya kemikali na/au ngao ya uso |
|
Kusafisha moto |
Joto |
Regimen ya kazi/pumziko, PPE |
|
Unayeyuka |
Gesi za mwako, mafusho na vumbi, joto |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, PPE |
|
Kukausha |
Vumbi, mafusho, joto |
Uingizaji hewa wa kutolea nje ya ndani na kazi ya uingizaji hewa ya eneo la jumla / utaratibu wa kupumzika, PPE |
|
Usafishaji wa kettle |
Vumbi, mafusho, joto |
Uingizaji hewa wa kutolea nje wa ndani na uingizaji hewa wa eneo la jumla, regimen ya kazi / kupumzika, PPE |
Urejeshaji wa Titanium
Vyanzo viwili vya msingi vya chakavu cha titani ni watumiaji wa nyumbani na wa titani. Chakavu cha nyumbani ambacho huzalishwa na usagaji na utengenezaji wa bidhaa za titani ni pamoja na shuka, ubao, vipandikizi, kugeuza na kuchosha. Chakavu cha walaji kina bidhaa za titani zilizorejeshwa. Shughuli za kurejesha ni pamoja na:
- Kupunguza mafuta. Katika mchakato huu, chakavu cha ukubwa kinatibiwa na kutengenezea kikaboni (kwa mfano, trikloroethilini). Grisi na mafuta yenye uchafu huvuliwa kutoka kwenye chakavu na mvuke wa kutengenezea. kutengenezea ni recirculated mpaka haiwezi tena kuwa na uwezo wa degrease. Kiyeyushi kilichotumika kinaweza kufanywa upya. chakavu pia inaweza degreased kwa mvuke na sabuni.
- Kuchuna. Mchakato wa kuokota asidi huondoa kiwango cha oksidi kutoka kwa operesheni ya kupungua kwa leaching na suluhisho la asidi hidrokloric na hidrofloriki. Mabaki ya matibabu ya asidi huoshwa na maji na kukaushwa.
- Usafishaji wa umeme. Electrorefining ni mchakato wa matibabu ya awali ya chakavu cha titani ambayo husafisha kielektroniki chakavu kwenye chumvi iliyounganishwa.
- Kuyeyusha. Chakavu cha titani kilichotibiwa awali na mawakala wa aloi huyeyushwa katika tanuru ya utupu ya umeme-arc ili kuunda aloi ya titani. Nyenzo za pembejeo ni pamoja na chakavu cha titani kilichosafishwa na vifaa vya aloi kama vile alumini, vanadium, molybdenum, bati, zirconium, paladiamu, columbium na chromium.
- Inatuma. Titanium iliyoyeyuka hutiwa ndani ya ukungu. Titanium huganda na kuwa baa inayoitwa ingot.
Vidhibiti vya mfiduo katika taratibu za urejeshaji wa titani vimeorodheshwa katika jedwali la 13.
Jedwali 13. Udhibiti wa uhandisi/utawala wa titani, kwa uendeshaji
|
Mchakato wa vifaa |
Maonyesho |
Udhibiti wa uhandisi/utawala |
|
Kupunguza mafuta ya kutengenezea |
Kutengenezea |
Kutolea nje kwa mitaa na ahueni ya kutengenezea |
|
Kuokota |
Acids |
Ngao za uso, aproni, mikono mirefu, miwani ya usalama au miwani |
|
Usafishaji wa umeme |
Hakuna inayojulikana |
Hakuna inayojulikana |
|
Unayeyuka |
Metali tete, kelele |
Uingizaji hewa wa kutolea nje wa ndani na udhibiti wa kelele kutoka kwa burners; PPE - ulinzi wa kusikia |
|
Akitoa |
Joto |
PPE |
Masuala ya Mazingira katika Kumaliza Metali na Mipako ya Viwandani
Kumaliza Metal
Matibabu ya uso wa metali huongeza uimara wao na inaboresha muonekano wao. Bidhaa moja inaweza kufanyiwa matibabu zaidi ya moja ya uso-kwa mfano, paneli ya mwili wa kiotomatiki inaweza kuwa ya fosfeti, iliyopigwa rangi na kupakwa rangi. Nakala hii inahusu michakato inayotumika kwa matibabu ya uso wa metali na njia zinazotumiwa kupunguza athari zao za mazingira.
Kuendesha biashara ya kumalizia chuma kunahitaji ushirikiano kati ya usimamizi wa kampuni, wafanyakazi, serikali na jamii ili kupunguza kwa ufanisi athari za mazingira za shughuli. Jamii inahusika na kiasi na athari za muda mrefu za uchafuzi unaoingia kwenye mazingira ya hewa, maji na ardhi. Usimamizi wa mazingira kwa ufanisi huanzishwa kwa ujuzi wa kina wa vipengele vyote, kemikali, metali, taratibu na matokeo.
Mipango ya kuzuia uchafuzi huhamisha falsafa ya usimamizi wa mazingira kutoka kwa kuguswa na matatizo hadi kutarajia suluhu zinazolenga uingizwaji wa kemikali, mabadiliko ya mchakato na urejeleaji wa ndani, kwa kutumia mlolongo ufuatao wa kupanga:
- Anzisha kuzuia uchafuzi wa mazingira katika nyanja zote za biashara.
- Tambua mito ya taka.
- Weka vipaumbele kwa hatua.
- Anzisha chanzo cha taka.
- Tambua na utekeleze mabadiliko ambayo hupunguza au kuondoa taka.
- Pima matokeo.
Uboreshaji unaoendelea unapatikana kwa kuweka vipaumbele vipya kwa hatua na kurudia mlolongo wa vitendo.
Nyaraka za kina za mchakato zitatambua mikondo ya taka na kuruhusu vipaumbele kuwekwa kwa fursa za kupunguza taka. Maamuzi ya ufahamu kuhusu mabadiliko yanayowezekana yatahimiza:
- uboreshaji rahisi na wa vitendo wa uendeshaji
- mchakato wa mabadiliko yanayohusisha wateja na wauzaji
- mabadiliko ya shughuli zenye madhara kidogo inapowezekana
- kutumia tena na kuchakata ambapo mabadiliko hayatumiki
- kutumia utupaji wa taka hatari kama njia ya mwisho.
Michakato kuu na michakato ya kawaida ya uendeshaji
Kusafisha inahitajika kwa sababu michakato yote ya kumalizia chuma inahitaji kwamba sehemu za kukamilishwa zisiwe na udongo wa kikaboni na isokaboni, ikijumuisha mafuta, mizani, michanganyiko ya kung'arisha na kung'arisha. Aina tatu za msingi za visafishaji vinavyotumika ni vimumunyisho, viondoa mvuke na sabuni za alkali.
Viyeyusho na njia za kusafisha za uondoaji mvuke karibu zimebadilishwa kabisa na nyenzo za alkali ambapo michakato inayofuata ni mvua. Viyeyusho na viondoa grisi vya mvuke bado vinatumika ambapo sehemu lazima ziwe safi na kavu bila usindikaji zaidi wa unyevu. Viyeyusho kama vile terpenes katika baadhi ya matukio hubadilisha vimumunyisho tete. Nyenzo zenye sumu kidogo kama vile 1,1,1-trikloroethane zimebadilishwa kwa nyenzo hatari zaidi katika uondoaji wa mvuke (ingawa kiyeyusho hiki kinaondolewa kama kiondoa ozoni).
Mizunguko ya kusafisha alkali kawaida hujumuisha kuzamishwa kwa loweka ikifuatiwa na kielektroniki kisicho na usawa, ikifuatiwa na kuzamishwa kwa asidi dhaifu. Visafishaji visivyo na mwako, visivyo na silika kwa kawaida hutumika kusafisha alumini. Asidi hizo kwa kawaida ni salfa, hidrokloriki na nitriki.
Anodizing, mchakato wa kielektroniki wa kuimarisha filamu ya oksidi kwenye uso wa chuma (inayotumiwa mara kwa mara kwa alumini), hutibu sehemu hizo kwa miyeyusho ya chromic au asidi ya sulfuriki.
Mipako ya uongofu hutumika kutoa msingi wa uchoraji unaofuata au kupitisha kwa ulinzi dhidi ya oxidation. Pamoja na chromating, sehemu huingizwa katika ufumbuzi wa chrome hexavalent na mawakala hai na isokaboni. Kwa phosphating, sehemu huingizwa kwenye asidi ya fosforasi iliyopunguzwa na mawakala wengine. Kupitisha hufanywa kwa kuzamishwa katika asidi ya nitriki au asidi ya nitriki na dichromate ya sodiamu.
Mchoro usio na umeme inahusisha uwekaji wa chuma bila umeme. Uwekaji wa shaba au nikeli usio na umeme hutumiwa katika utengenezaji wa bodi za mzunguko zilizochapishwa.
Electroplating inahusisha utuaji wa koti nyembamba ya chuma (zinki, nikeli, shaba, chromium, cadmium, bati, shaba, shaba, risasi, risasi ya bati, dhahabu, fedha na metali nyingine kama vile platinamu) kwenye substrate (feri au isiyo ya kawaida). feri). Umwagaji wa mchakato ni pamoja na metali katika myeyusho katika asidi, uundaji wa alkali usio na upande na uundaji wa sianidi ya alkali (ona mchoro 1).
Kielelezo 1. Pembejeo na matokeo kwa mstari wa kawaida wa electroplating

Kemikali kusaga na etching hudhibitiwa michakato ya kuzamishwa kwa maji kwa kutumia vitendanishi vya kemikali na viambatisho. Alumini kwa kawaida huwekwa katika caustic kabla ya kutiwa mafuta au kuangazwa kwa kemikali katika mmumunyo ambao unaweza kuwa na asidi ya nitriki, fosforasi na salfa.
Mipako ya kuzama kwa moto kuhusisha matumizi ya chuma kwa workpiece kwa kuzamishwa katika chuma kuyeyuka (zinki au bati mabati ya chuma).
Mazoea mazuri ya usimamizi
Maboresho muhimu ya usalama, afya na mazingira yanaweza kupatikana kupitia uboreshaji wa mchakato, kama vile:
- kwa kutumia vidhibiti vya uoshaji na upitishaji wa vidhibiti vya hali ya hewa
- kuongeza muda wa mifereji ya maji
- kutumia mawakala zaidi au bora wa kulowesha
- kuweka joto la mchakato juu iwezekanavyo ili kupunguza mnato, na hivyo kuongeza uokoaji wa kutoka nje (yaani, urejeshaji wa suluhisho lililoachwa kwenye chuma)
- kutumia msukosuko wa hewa katika suuza ili kuongeza ufanisi wa kusuuza
- kutumia mipira ya plastiki kwenye mizinga ili kupunguza ukungu
- kutumia uchujaji ulioboreshwa kwenye mizinga ya uchomaji ili kupunguza mzunguko wa matibabu ya utakaso
- kuweka ukingo kuzunguka maeneo yote ya mchakato ili kuwa na umwagikaji
- kwa kutumia matibabu tofauti kwa metali zinazoweza kurejeshwa kama vile nikeli
- kusakinisha mifumo ya uokoaji kama vile kubadilishana ioni, uvukizi wa angahewa, uvukizi wa utupu, urejeshaji wa kielektroniki, osmosis ya nyuma na uchanganuzi wa umeme.
- inayosaidia mifumo ya kurejesha buruta na kupunguza uvutaji wa uchafu na mifumo bora ya kusafisha.
- kutumia vidhibiti vya kisasa vya hesabu ili kupunguza taka na hatari mahali pa kazi
- kutumia taratibu za kawaida (yaani, taratibu zilizoandikwa, mapitio ya mara kwa mara ya uendeshaji na kumbukumbu za uendeshaji) ili kutoa msingi wa muundo mzuri wa usimamizi wa mazingira.
Mipango ya mazingira kwa taka maalum
Mito mahususi ya taka, ambayo kawaida hutumika suluhu za uwekaji, inaweza kupunguzwa kwa:
- Usogeleaji. Cartridge au vichungi vya ardhi vya diatomaceous vinaweza kutumika kuondoa mkusanyiko wa vitu vikali, ambayo hupunguza ufanisi wa mchakato.
- Matibabu ya kaboni inaweza kutumika kuondoa uchafuzi wa kikaboni (hutumika zaidi katika uchomaji wa nikeli, uwekaji wa shaba wa electroplating na zinki na upako wa cadmium).
- Maji yaliyotakaswa. Uchafuzi wa asili katika uundaji wa maji na suuza (kwa mfano, kalsiamu, chuma, magnesiamu, manganese, klorini na kabonati) unaweza kuondolewa kwa kutumia deionization, kunereka au reverse osmosis. Kuboresha ufanisi wa maji ya suuza hupunguza kiasi cha sludges za kuoga zinazohitaji matibabu.
- Kufungia kwa carbonate ya umwagaji wa cyanide. Kupunguza joto la umwagaji hadi -3 °C huangazia kabonati zinazoundwa katika umwagaji wa sianidi kwa kuvunjika kwa sianidi, msongamano wa anodi nyingi wa sasa na ufyonzaji wa dioksidi kaboni kutoka angani na kuwezesha kuondolewa kwao.
- Mvua. Uondoaji wa uchafu wa chuma unaoingia kwenye bafu kama uchafu kwenye anodi unaweza kupatikana kwa kunyesha na bariamu sianidi, hidroksidi ya bariamu, hidroksidi ya kalsiamu, salfa ya kalsiamu au sianidi ya kalsiamu.
- Njia mbadala za chrome za hexavalent. Chromium ya hexavalent inaweza kubadilishwa na suluhu za uwekaji wa chromium trivalent kwa uchongaji wa mapambo. Mipako ya ubadilishaji wa Chrome kwa ajili ya matibabu ya awali wakati mwingine inaweza kubadilishwa na mipako isiyo ya chrome ya uongofu au kemia ya chrome isiyosafisha.
- Kemia za michakato isiyo ya chelated. Badala ya chelators kuongezwa kwa bathi za usindikaji ili kudhibiti mkusanyiko wa ioni za bure kwenye suluhisho, kemia zisizo na chelated zinaweza kutumika ili isiwe lazima kuweka metali katika suluhisho. Metali hizi zinaweza kuruhusiwa kunyesha na zinaweza kuondolewa kwa kuchujwa mara kwa mara.
- Kemikali za mchakato usio na sianidi. Mikondo ya taka iliyo na sianidi isiyolipishwa kwa kawaida hutibiwa kwa hipokloriti au klorini ili kukamilisha uoksidishaji, na sianidi changamano kwa kawaida hunyeshwa kwa kutumia salfa yenye feri. Kutumia kemia za mchakato zisizo za sianidi zote mbili huondoa hatua ya matibabu na kupunguza kiasi cha sludge.
- Kupunguza mafuta ya kutengenezea. Bafu ya kusafisha ya alkali ya moto inaweza kutumika badala ya kutengenezea degreasing ya workpieces kabla ya usindikaji. Ufanisi wa cleaners alkali inaweza kuimarishwa kwa kutumia electrocurrent au ultrasonics. Faida za kuepuka mvuke za kutengenezea na sludges mara nyingi huzidi gharama za ziada za uendeshaji.
- Safi za alkali. Kutupa visafishaji vya alkali wakati mkusanyiko wa mafuta, grisi na udongo kutoka kwa matumizi unafikia kiwango ambacho hudhoofisha ufanisi wa kusafisha bafu kunaweza kuepukwa kwa kutumia vifaa vya skimming kuondoa mafuta ya kuelea, vifaa vya kutulia au vichungi vya cartridge kuondoa chembe na. mafuta-maji coalescers na kwa kutumia microfiltration au ultrafiltration kuondoa mafuta emulsified.
- Kupunguzwa kwa buruta. Kupunguza kiasi cha kuburuta kutoka kwa bafu za mchakato hutumikia kupunguza kiwango cha kemikali muhimu za mchakato ambazo huchafua maji ya suuza, ambayo hupunguza kiwango cha tope ambacho hutolewa na mchakato wa kawaida wa matibabu ya mvua ya chuma.
Mbinu kadhaa za kupunguza upotezaji ni pamoja na:
- Mchakato wa mkusanyiko wa uendeshaji wa umwagaji. Mkusanyiko wa kemikali unapaswa kuwekwa chini iwezekanavyo ili kupunguza mnato (kwa kukimbia haraka) na wingi wa kemikali (katika filamu).
- Mchakato wa joto la uendeshaji wa umwagaji. Viscosity ya ufumbuzi wa mchakato inaweza kupunguzwa kwa kuongeza joto la kuoga.
- Wakala wa kulowesha. Mvutano wa uso wa suluhisho unaweza kupunguzwa kwa kuongeza mawakala wa mvua kwenye umwagaji wa mchakato.
- Nafasi ya kazi. Kazi ya kazi inapaswa kuwekwa kwenye rack ili filamu ya kuambatana iondoke kwa uhuru na haipatikani kwenye grooves au cavities.
- Wakati wa uondoaji au mifereji ya maji. Kwa kasi workpiece huondolewa kwenye umwagaji wa mchakato, zaidi ya filamu kwenye uso wa workpiece.
- Visu vya hewa. Kupuliza hewa kwenye sehemu ya kufanyia kazi wakati rack ya vifaa vya kufanyia kazi inainuliwa juu ya tanki la mchakato kunaweza kuboresha mifereji ya maji na kukausha.
- Kunyunyizia rinses. Hizi zinaweza kutumika juu ya bafu za joto ili kiwango cha mtiririko wa suuza sawa na kiwango cha uvukizi wa tank.
- Bafu za kuweka. Kabonati na uchafuzi wa kikaboni vinapaswa kuondolewa ili kuzuia mkusanyiko wa uchafu unaoongeza mnato wa umwagaji wa mchovyo.
- Bodi za mifereji ya maji. Nafasi kati ya mizinga ya mchakato inapaswa kufunikwa na bodi za mifereji ya maji ili kunasa ufumbuzi wa mchakato na kuwarudisha kwenye umwagaji wa mchakato.
- Mizinga ya kuvuta. Sehemu za kazi zinapaswa kuwekwa kwenye mizinga ya kuvuta (mizinga ya "tuli ya suuza") kabla ya operesheni ya kawaida ya suuza.
Urejeshaji wa nje wa kemikali hutumia teknolojia mbalimbali. Hizi ni pamoja na:
- Uvukizi. Vivukizi vya angahewa ndivyo vinavyojulikana zaidi, na vivukizi vya utupu hutoa uokoaji wa nishati.
- Kubadilishana kwa Ion hutumiwa kwa ajili ya kurejesha kemikali ya maji ya suuza.
- Ushindi wa umeme. Huu ni mchakato wa electrolytic ambapo metali zilizoyeyushwa katika suluhisho hupunguzwa na kuwekwa kwenye cathode. Kisha chuma kilichowekwa kinarejeshwa.
- Electrodialysis. Hii hutumia utando unaopitisha ioni na mkondo unaotumika ili kutenganisha spishi za ioni kutoka kwa mmumunyo.
- Badilisha osmosis. Hii hutumia utando unaoweza kupenyeza nusu ili kutoa maji yaliyotakaswa na mmumunyo wa ioni uliokolea. Shinikizo la juu hutumiwa kulazimisha maji kupitia membrane, wakati chumvi nyingi zilizoyeyushwa huhifadhiwa na membrane.
Suuza maji
Taka nyingi za hatari zinazozalishwa katika kituo cha kumaliza chuma hutoka kwa maji machafu yanayotokana na shughuli za suuza zinazofuata kusafisha na upakaji. Kwa kuongeza ufanisi wa suuza, kituo kinaweza kupunguza mtiririko wa maji taka.
Mikakati miwili ya msingi inaboresha ufanisi wa suuza. Kwanza, msukosuko unaweza kuzalishwa kati ya kifaa cha kufanya kazi na maji ya suuza kupitia suuza za kunyunyizia na suuza msukosuko wa maji. Movement ya rack au maji ya kulazimishwa au hewa hutumiwa. Pili, muda wa kuwasiliana kati ya workpiece na maji ya suuza inaweza kuongezeka. Mizinga mingi ya suuza iliyowekwa kinyume katika mfululizo itapunguza kiasi cha maji ya suuza yanayotumiwa.
Nguo za Viwanda
mrefu mipako ni pamoja na rangi, varnishes, lacquers, enamels na shellacs, putties, fillers mbao na sealers, rangi na varnish removers, cleaners brashi ya rangi na bidhaa za rangi washirika. Mipako ya kioevu ina rangi na viongeza vilivyotawanywa kwenye binder ya kioevu na mchanganyiko wa kutengenezea. Rangi asili ni misombo ya isokaboni au ya kikaboni ambayo hutoa rangi ya mipako na uwazi na huathiri mtiririko wa mipako na uimara. Rangi asili mara nyingi huwa na metali nzito kama vile cadmium, risasi, zinki, chromium na cobalt. Binder huongeza mshikamano wa mipako, mshikamano na uthabiti na ni sehemu ya msingi ambayo inabaki juu ya uso wakati mipako imekamilika. Vifunga ni pamoja na aina ya mafuta, resini, raba na polima. Viongezeo kama vile vichungi na virefusho vinaweza kuongezwa kwenye vipako ili kupunguza gharama za utengenezaji na kuongeza uimara wa mipako.
Aina za vimumunyisho vya kikaboni vinavyotumiwa katika mipako ni pamoja na hidrokaboni aliphatic, hidrokaboni yenye kunukia, esta, ketoni, etha za glikoli na alkoholi. Vimumunyisho hutawanya au kufuta viunga na kupunguza mnato wa mipako na unene. Viyeyusho vinavyotumiwa katika uundaji wa mipako ni hatari kwa sababu vingi ni kansa za binadamu na vinaweza kuwaka au kulipuka. Vimumunyisho vingi vilivyomo kwenye mipako huyeyuka wakati mipako inaponya, ambayo hutoa uzalishaji wa mchanganyiko wa kikaboni (VOC). Uzalishaji wa VOC unazidi kudhibitiwa kwa sababu ya athari mbaya kwa afya ya binadamu na mazingira. Wasiwasi wa kimazingira unaohusishwa na viambato vya kawaida, teknolojia za uwekaji mipako na taka za kupaka ni nguvu inayoongoza kwa kubuni njia mbadala za kuzuia uchafuzi.
Mipako mingi hutumiwa kwenye bidhaa za usanifu, viwanda au maalum. Mipako ya usanifu hutumiwa katika majengo na bidhaa za ujenzi na kwa huduma za mapambo na kinga kama vile varnish ili kulinda kuni. Vifaa vya viwanda vinajumuisha shughuli za mipako katika michakato mbalimbali ya uzalishaji. Magari, makopo ya chuma, mashine za kilimo, kupaka coil, samani za mbao na chuma na viunzi, na tasnia ya vifaa vya nyumbani ndio watumiaji wakuu wa mipako ya viwandani.
Kubuni ya uundaji wa mipako inategemea madhumuni ya maombi ya mipako. Mipako hutoa aesthetics, na kutu na ulinzi wa uso. Gharama, kazi, usalama wa bidhaa, usalama wa mazingira, ufanisi wa uhamisho na kukausha na kasi ya kuponya huamua uundaji.
Michakato ya mipako
Kuna shughuli tano zinazojumuisha michakato mingi ya upakaji: utunzaji na utayarishaji wa malighafi, utayarishaji wa uso, kupaka, kusafisha vifaa na udhibiti wa taka.
Utunzaji na maandalizi ya malighafi
Utunzaji na utayarishaji wa malighafi unahusisha uhifadhi wa hesabu, shughuli za kuchanganya, kupunguza na kurekebisha mipako na uhamisho wa malighafi kupitia kituo. Ufuatiliaji na ushughulikiaji taratibu na mazoea zinahitajika ili kupunguza uzalishaji wa taka kutokana na kuharibika, mbali na vipimo na maandalizi yasiyofaa ambayo yanaweza kutokana na kukonda kupita kiasi na upotevu unaofuata. Uhamisho, iwe wa mwongozo au kupitia mfumo wa bomba, lazima uratibiwe ili kuzuia kuharibika.
Maandalizi ya uso
Aina ya mbinu ya utayarishaji wa uso inayotumiwa inategemea uso uliofunikwa-maandalizi ya awali, kiasi cha udongo, grisi, mipako ya kuwekwa na kumaliza uso unaohitajika. Shughuli za kawaida za utayarishaji ni pamoja na upunguzaji wa mafuta, upakaji wa awali au phosphating na kuondolewa kwa mipako. Kwa madhumuni ya kumaliza chuma, upunguzaji wa mafuta unahusisha kufuta kutengenezea, kusafisha baridi au kupungua kwa mvuke kwa vimumunyisho vya halojeni, kusafisha kwa alkali ya maji, kusafisha nusu ya maji au kusafisha hidrokaboni ya aliphatic ili kuondoa udongo wa kikaboni, uchafu, mafuta na grisi. Kuchua asidi, kusafisha abrasive au kusafisha moto hutumiwa kuondoa kiwango cha kinu na kutu.
Operesheni ya kawaida ya utayarishaji wa nyuso za chuma, isipokuwa kusafisha, ni mipako ya fosfeti, inayotumiwa kukuza ushikamano wa mipako ya kikaboni kwenye nyuso za chuma na kurudisha nyuma kutu. Mipako ya phosphate hutumiwa kwa kuzama au kunyunyizia nyuso za chuma na zinki, chuma au suluhisho la phosphate ya manganese. Phosphating ni mchakato wa kumaliza uso sawa na electroplating, inayojumuisha mfululizo wa kemikali ya mchakato na bathi za suuza ambazo sehemu huingizwa ili kufikia utayarishaji wa uso unaohitajika. Tazama makala "Matibabu ya uso wa metali" katika sura hii.
Uondoaji wa mipako, kemikali au mitambo, hufanyika kwenye nyuso zinazohitaji kupakwa upya, ukarabati au ukaguzi. Njia ya kawaida ya kuondoa mipako ya kemikali ni kutengenezea stripping. Suluhisho hizi kawaida huwa na phenoli, kloridi ya methylene na asidi ya kikaboni ili kuyeyusha mipako kutoka kwa uso uliofunikwa. Uoshaji wa mwisho wa maji ili kuondoa kemikali unaweza kutoa kiasi kikubwa cha maji machafu. Ulipuaji wa abrasive ni mchakato wa kawaida wa kimitambo, operesheni kavu ambayo hutumia hewa iliyoshinikizwa ili kusukuma chombo cha ulipuaji dhidi ya uso ili kuondoa mipako.
Shughuli za maandalizi ya uso huathiri kiasi cha taka kutoka kwa mchakato maalum wa maandalizi. Ikiwa maandalizi ya uso hayatoshi, na kusababisha mipako duni, kisha kuondolewa kwa mipako na kuimarisha huongeza kizazi cha taka.
Coating
Uendeshaji wa mipako inahusisha kuhamisha mipako kwenye uso na kuponya mipako juu ya uso. Teknolojia nyingi za mipako huanguka katika 1 kati ya kategoria 5 za msingi: mipako ya dip, mipako ya roll, mipako ya mtiririko, mipako ya dawa, na mbinu ya kawaida, mipako ya kunyunyizia hewa ya atomize kwa kutumia mipako ya kutengenezea.
Mipako ya kupuliza yenye atomi ya hewa kwa kawaida hufanywa katika mazingira yaliyodhibitiwa kwa sababu ya utoaji wa vimumunyisho na unyunyiziaji wa dawa kupita kiasi. Vifaa vya kudhibiti overspray ni vichungi vya kitambaa au kuta za maji, zinazozalisha vichujio vilivyotumika au maji machafu kutoka kwa mifumo ya kusafisha hewa.
Uponyaji unafanywa ili kubadilisha binder ya mipako kwenye uso mgumu, mgumu, unaozingatia. Taratibu za kuponya ni pamoja na: kukausha, kuoka au kufichuliwa na boriti ya elektroni au mwanga wa infrared au ultraviolet. Kuponya huzalisha VOCs muhimu kutoka kwa mipako yenye kutengenezea na huleta uwezekano wa mlipuko ikiwa viwango vya kutengenezea vitapanda juu ya kikomo cha chini cha mlipuko. Kwa hiyo, shughuli za kuponya huwa na vifaa vya kudhibiti uchafuzi wa hewa ili kuzuia utoaji wa VOC na kwa udhibiti wa usalama ili kuzuia milipuko.
Wasiwasi wa mazingira na afya, kuongezeka kwa kanuni zinazoathiri uundaji wa mipako ya kawaida, gharama kubwa za kutengenezea na utupaji wa taka hatarishi ghali umesababisha mahitaji ya michanganyiko ya mipako ambayo ina viambajengo visivyo na madhara na kutoa taka kidogo inapotumika. Uundaji wa mipako mbadala ni pamoja na:
- Mipako ya juu-imara, zenye mara mbili ya kiasi cha rangi na resin katika kiasi sawa cha kutengenezea kama mipako ya kawaida. Maombi hupunguza utoaji wa VOC kati ya 62 na 85% ikilinganishwa na mipako ya kawaida ya viyeyusho isiyoimarishwa kwa sababu maudhui ya viyeyusho yamepunguzwa.
- Mipako ya maji kutumia maji na mchanganyiko wa kutengenezea kikaboni kama kibeba maji kinachotumika kama msingi. Ikilinganishwa na mipako yenye vimumunyisho, mipako ya maji hutoa kati ya 80 na 95% ya uzalishaji wa VOC chini na vimumunyisho vilivyotumika kuliko mipako ya kawaida ya chini ya chini ya vimumunyisho.
- Mipako ya poda isiyo na kutengenezea kikaboni, inayojumuisha rangi iliyokatwa vizuri na chembe za resini. Wao ni thermoplastic (resin ya juu ya uzito wa molekuli kwa mipako nene) au thermosetting (misombo ya chini ya uzito wa molekuli ambayo huunda safu nyembamba kabla ya poda ya kuunganisha kemikali).
Kusafisha vifaa
Kusafisha vifaa ni operesheni ya lazima, ya kawaida ya matengenezo katika michakato ya mipako. Hii hutengeneza kiasi kikubwa cha taka hatari, haswa ikiwa vimumunyisho vya halojeni vinatumika kusafisha. Usafishaji wa vifaa kwa ajili ya mipako yenye kutengenezea umefanywa kwa mikono na vimumunyisho vya kikaboni ili kuondoa mipako kutoka kwa vifaa vya mchakato. Kusambaza mabomba kunahitaji kusafishwa na kutengenezea katika makundi hadi iwe safi. Vifaa vya mipako lazima kusafishwa kati ya mabadiliko ya bidhaa na baada ya shutdowns mchakato. Taratibu na taratibu zinazotumika zitabainisha kiwango cha taka zinazotokana na shughuli hizi.
usimamizi wa taka
Mito kadhaa ya taka hutolewa na michakato ya mipako. Taka ngumu ni pamoja na vyombo tupu vya mipako, uchafu wa mipako kutoka kwa dawa ya ziada na kusafisha vifaa, vichujio vilivyotumiwa na vifaa vya abrasive, mipako kavu na kusafisha nguo.
Taka za kioevu ni pamoja na maji taka kutoka kwa utayarishaji wa uso, udhibiti wa dawa ya ziada au kusafisha vifaa, uainishaji usio wazi au vifaa vya ziada vya utayarishaji wa uso, dawa ya ziada, kumwagika na miyeyusho ya kusafisha iliyotumika. Usafishaji wa kitanzi kilichofungwa kwenye tovuti unazidi kuwa maarufu kwa vimumunyisho vilivyotumika kadiri gharama za utupaji zinavyoongezeka. Vimiminika vinavyotokana na maji kwa kawaida hutibiwa kwenye tovuti kabla ya kumwagwa kwa mifumo ya matibabu inayomilikiwa na umma.
Uzalishaji wa VOC huzalishwa na michakato yote ya kawaida ya upakaji ambayo hutumia mipako yenye kutengenezea, inayohitaji vifaa vya kudhibiti kama vile vitengo vya utangazaji wa kaboni, viboreshaji au vioksidishaji wa kichocheo cha joto.
Wasifu wa Jumla
Utofauti wa michakato na bidhaa ndani ya tasnia ya elektroniki ndogo na semiconductor ni kubwa sana. Mtazamo wa majadiliano ya afya na usalama kazini katika sura hii unahusu uzalishaji wa semiconductor jumuishi saketi (IC) (zote katika bidhaa zenye msingi wa silicon na misombo ya valence III-V), utengenezaji wa bodi ya waya iliyochapishwa (PWB), bodi ya mzunguko iliyochapishwa (PCB) mkusanyiko na mkusanyiko wa kompyuta.
Sekta hii inaundwa na sehemu nyingi kuu. Jumuiya ya Sekta ya Elektroniki hutumia uainishaji ufuatao katika kuripoti data juu ya mwelekeo unaofaa, mauzo na ajira ndani ya tasnia:
- vipengele vya umeme
- umeme wa watumiaji
- mawasiliano ya simu
- mawasiliano ya ulinzi
- kompyuta na vifaa vya pembeni
- umeme wa viwandani
- umeme wa matibabu.
Vipengee vya kielektroniki ni pamoja na mirija ya elektroni (kwa mfano, kupokea, mirija ya kusudi maalum na televisheni), bidhaa za hali dhabiti (kwa mfano, transistors, diodi, ICs, diodi zinazotoa mwanga (LED) na vionyesho vya kioo kioevu (LCDs)) na passiv na vipengele vingine (kwa mfano, capacitors, resistors, coils, transfoma na swichi).
Vifaa vya kielektroniki vya watumiaji ni pamoja na seti za televisheni na bidhaa zingine za nyumbani na zinazobebeka za sauti na video, pamoja na vifaa vya habari kama vile kompyuta za kibinafsi, mashine za upitishaji za faksi na vifaa vya kujibu simu. Vifaa vya michezo ya kielektroniki na programu, mifumo ya usalama wa nyumbani, kaseti tupu za sauti na video na diski za kuruka, vifuasi vya elektroniki na jumla ya betri za msingi pia ziko chini ya kichwa cha kielektroniki cha watumiaji.
Mbali na madhumuni ya jumla na kompyuta maalumu, kompyuta na vifaa vya pembeni ni pamoja na vifaa vya kuhifadhia saidizi, vifaa vya pembejeo/vya kutoa (kwa mfano, kibodi, panya, vifaa vya kuchanganua macho na vichapishi), vituo na kadhalika. Ingawa mawasiliano ya simu, mawasiliano ya ulinzi na vifaa vya kielektroniki vya viwandani na matibabu vinatumia baadhi ya teknolojia sawa sehemu hizi pia zinahusisha vifaa maalum.
Kuibuka kwa tasnia ya elektroniki ndogo kumekuwa na athari kubwa katika mageuzi na muundo wa uchumi wa dunia. Kasi ya mabadiliko ndani ya mataifa yaliyoendelea kiviwanda duniani imeathiriwa sana na maendeleo ndani ya tasnia hii, haswa katika mageuzi ya mzunguko jumuishi. Kasi hii ya mabadiliko inawakilishwa kimchoro katika kalenda ya matukio ya idadi ya transistors kwa kila chip jumuishi cha mzunguko (ona mchoro 1).
Kielelezo 1. Transistors kwa chip jumuishi ya mzunguko

Umuhimu wa kiuchumi wa mauzo ya semiconductor duniani kote ni muhimu. Kielelezo cha 2 ni makadirio ya Chama cha Semiconductor kwa mauzo ya kimataifa na kikanda ya semiconductor kwa 1993 hadi 1998.
Kielelezo 2. Utabiri wa mauzo ya semiconductor duniani kote

Semiconductor ya IC na tasnia ya kuunganisha kompyuta/electronics ni ya kipekee ikilinganishwa na kategoria nyingi za viwandani katika muundo wa jamaa wa nguvu kazi zao za uzalishaji. Eneo la utengenezaji wa semiconductor lina asilimia kubwa ya waendeshaji wa kike wanaoendesha vifaa vya mchakato. Kazi zinazohusiana na waendeshaji kwa kawaida hazihitaji kuinua nzito au nguvu nyingi za kimwili. Pia, kazi nyingi za kazi zinahusisha ustadi mzuri wa gari na umakini kwa undani. Wafanyikazi wa kiume wanaongoza katika kazi zinazohusiana na matengenezo, kazi za uhandisi na usimamizi. Utunzi sawa unapatikana katika sehemu ya mkusanyiko wa kompyuta/kielektroniki ya sehemu hii ya tasnia. Kipengele kingine kisicho cha kawaida cha tasnia hii ni mkusanyiko wa utengenezaji katika eneo la Asia / Pasifiki la ulimwengu. Hii ni kweli hasa katika mkutano wa mwisho or mwisho wa mwisho michakato katika tasnia ya semiconductor. Uchakataji huu unahusisha uwekaji na uwekaji wa chipu iliyobuniwa ya saketi (inayojulikana kitaalamu kama die) kwenye kibeba chip na fremu ya risasi. Uchakataji huu unahitaji uwekaji sahihi wa chip, kwa kawaida kupitia darubini, na ujuzi mzuri sana wa gari. Tena, wafanyakazi wa kike wanatawala sehemu hii ya mchakato, huku uzalishaji mkubwa duniani kote ukiwa umejikita katika Ukingo wa Pasifiki, wenye viwango vya juu nchini Taiwan, Malaysia, Thailand, Indonesia na Ufilipino, na idadi inayoongezeka nchini China na Vietnam.
Maeneo ya utengenezaji wa IC ya semiconductor yana mali na sifa tofauti za kipekee kwa tasnia hii. Yaani, usindikaji wa IC unahusisha taratibu na mahitaji ya udhibiti wa chembechembe zinazobana sana. Eneo la kawaida la kisasa la kutengeneza IC linaweza kukadiriwa kama chumba safi cha Daraja la 1 au chache. Kama njia ya kulinganisha, mazingira ya nje yatakuwa makubwa kuliko Hatari 500,000; chumba cha kawaida katika nyumba takriban Hatari 100,000; na eneo la kusanyiko la nyuma-mwisho la semicondukta takriban Daraja la 10,000. Ili kufikia kiwango hiki cha udhibiti wa chembechembe inahusisha kuweka mfanyakazi wa uwongo ndani kabisa suti za bunny ambazo zina mifumo ya usambazaji hewa na uchujaji ili kudhibiti viwango vya chembe zinazozalishwa na wafanyikazi katika eneo la utengenezaji. Wakazi wa kibinadamu wa maeneo ya utengenezaji wanachukuliwa kuwa jenereta zenye nguvu za chembe nzuri kutoka kwa hewa yao iliyotoka, kumwaga ngozi na nywele, na kutoka kwa nguo na viatu vyao. Sharti hili la kuvaa nguo za kubana na kutenga taratibu za kazi limechangia wafanyakazi kuhisi kama wanafanya kazi katika mazingira ya kazi "yasiyo ya ukarimu". Tazama mchoro wa 3. Pia, katika eneo la photolithographic, usindikaji unahusisha kufichua kaki kwa ufumbuzi wa picha, na kisha kuunda picha kwenye uso wa kaki kwa kutumia mwanga wa ultraviolet. Ili kupunguza mwanga usiohitajika wa ultraviolet (UV) kutoka eneo hili la usindikaji, taa maalum za njano hutumiwa (hazina sehemu ya UV wavelength kawaida hupatikana katika taa za ndani). Taa hizi za manjano husaidia kufanya wafanyikazi kuhisi wako katika mazingira tofauti ya kazi na inaweza kuwa na athari ya kutatanisha kwa watu wengine.
Kielelezo 3. Chumba cha usafi wa hali ya juu

Utengenezaji wa Semiconductor ya Silicon
Muhtasari wa Mchakato
Maelezo ya uchakataji wa kifaa cha semicondukta ya silicon, aidha vifaa vya kipekee (semicondukta iliyo na kifaa kimoja tu amilifu, kama vile transistor) au IC (safu zilizounganishwa za vipengee amilifu na tulivu ndani ya sehemu ndogo ya semicondukta yenye uwezo wa kutekeleza angalau utendakazi mmoja wa saketi ya kielektroniki) , inahusisha shughuli nyingi za kiufundi na maalum. Kusudi la maelezo haya ni kutoa mfumo msingi na maelezo ya hatua za msingi zinazotumiwa katika kuunda kifaa cha semicondukta ya silicon na masuala yanayohusiana na mazingira, afya na usalama (EHS).
Uundaji wa IC unahusisha mlolongo wa michakato ambayo inaweza kurudiwa mara nyingi kabla ya mzunguko kukamilika. IC maarufu zaidi hutumia barakoa 6 au zaidi kukamilisha michakato ya upangaji, huku barakoa 10 hadi 24 zikiwa za kawaida. Utengenezaji wa microcircuit huanza na kaki ya silicon ya usafi wa hali ya juu yenye kipenyo cha inchi 4 hadi 12. Silicon safi kabisa ni karibu insulator, lakini uchafu fulani, unaoitwa dopants, kuongezwa kwa kiasi cha sehemu 10 hadi 100 kwa kila milioni, kufanya silicon kuendesha umeme.
Mzunguko jumuishi unaweza kuwa na mamilioni ya transistors (pia diode, resistors na capacitors) zilizofanywa kwa silicon ya doped, zote zimeunganishwa na muundo unaofaa wa kondakta ili kuunda mantiki ya kompyuta, kumbukumbu au aina nyingine ya mzunguko. Mamia ya microcircuits yanaweza kufanywa kwenye kaki moja.
Hatua sita kuu za usindikaji wa uundaji zinafaa kwa vifaa vyote vya semicondukta ya silicon: uoksidishaji, lithography, etching, doping, uwekaji wa mvuke wa kemikali na uimarishaji wa metali. Hizi ni kufuatiwa na mkusanyiko, kupima, kuashiria, kufunga na meli.
Oxidation
Kwa ujumla, hatua ya kwanza ya usindikaji wa kifaa cha semicondukta inahusisha uoksidishaji wa uso wa nje wa kaki ili kukuza safu nyembamba (kama mikroni moja) ya silicon dioksidi (SiO).2) Hii kimsingi hulinda uso kutokana na uchafu na hutumika kama kinyago kwa mchakato unaofuata wa uenezaji. Uwezo huu wa kukuza kaki ya kinga iliyoimara ya kemikali ya dioksidi ya silicon kwenye silicon hufanya kaki za silicon kuwa sehemu ndogo ya semiconductor inayotumika sana.
Uoksidishaji, unaojulikana kama uoksidishaji wa joto, ni mchakato wa bechi ambao hufanyika katika tanuru ya uenezaji wa joto la juu. Safu ya kinga ya dioksidi ya silicon hukuzwa katika angahewa iliyo na ama oksijeni (O2) (oxidation kavu) au oksijeni pamoja na mvuke wa maji (H2O) (oxidation ya mvua). Joto katika tanuru huanzia 800 hadi 1,300oC. Michanganyiko ya klorini katika umbo la kloridi hidrojeni (HCl) inaweza pia kuongezwa ili kusaidia kudhibiti uchafu usiohitajika.
Tabia ya vifaa vipya vya uundaji ni kuelekea vinu vya oksidi wima. Tanuri za wima hushughulikia vyema hitaji la udhibiti mkubwa zaidi wa uchafuzi, saizi kubwa ya kaki na uchakataji sare zaidi. Zinaruhusu alama ndogo ya kifaa ambayo huhifadhi nafasi ya thamani ya sakafu ya chumba safi.
Oxidation kavu
Kaki za silicon zinazopaswa kuoksidishwa husafishwa kwanza, kwa kutumia sabuni na suluhisho la maji, na kutengenezea kuosha na zilini, pombe ya isopropyl au vimumunyisho vingine. Kaki zilizosafishwa hukaushwa, na kupakiwa kwenye kishikilia kaki cha quartz kiitwacho a mashua na kupakiwa kwenye mwisho wa opereta (mwisho wa mzigo) ya bomba la tanuru la kueneza kwa quartz au seli. Mwisho wa bomba (chanzo mwisho) hutoa oksijeni ya hali ya juu au mchanganyiko wa oksijeni/nitrojeni. Mtiririko wa oksijeni "kavu" hudhibitiwa ndani ya bomba la quartz na huhakikishia kuwa oksijeni ya ziada inapatikana kwa ukuaji wa dioksidi ya silicon kwenye uso wa kaki ya silicon. Mmenyuko wa kimsingi wa kemikali ni:
Si + O2 → SiO2
Oxidation ya mvua
Njia nne za kuanzisha mvuke wa maji hutumiwa kwa kawaida wakati maji ni wakala wa vioksidishaji-pyrophoric, high-pressure, bubbler na flash. Athari za kimsingi za kemikali ni:
Pyrophoric na shinikizo la juu: Si + 2O2 + masaa 22 → SiO2 + 2 NYUMBA2O
Flash na kiputo: Si + 2H2O → NdiyoO2 + 2 NYUMBA2
Oxidation ya pyrophoric inahusisha kuanzishwa na mwako wa mchanganyiko wa gesi ya hidrojeni/oksijeni. Mifumo kama hiyo kwa ujumla inaitwa hidrojeni iliyochomwa or tochi mifumo. Mvuke wa maji hutolewa wakati kiasi kinachofaa cha hidrojeni na oksijeni huletwa kwenye mwisho wa ingizo la bomba na kuruhusiwa kuguswa. Mchanganyiko lazima udhibitiwe kwa usahihi ili kuhakikisha mwako unaofaa na kuzuia mkusanyiko wa gesi ya hidrojeni inayolipuka.
Oxidation ya shinikizo la juu (HiPox) kitaalamu huitwa mfumo wa pyrosynthesis na huzalisha mvuke wa maji kupitia majibu ya hidrojeni na oksijeni safi zaidi. Kisha mvuke hupigwa kwenye chumba cha shinikizo la juu na kushinikizwa hadi anga 10, ambayo huharakisha mchakato wa oxidation ya mvua. Maji ya de-ionized pia yanaweza kutumika kama chanzo cha mvuke.
In oxidation ya bubbler maji ya de-ionized huwekwa kwenye chombo kinachoitwa a mtumbuaji na kudumishwa kwa joto la mara kwa mara chini ya kiwango chake cha kuchemsha cha 100 ° C kupitia matumizi ya vazi la joto. Gesi ya nitrojeni au oksijeni huingia kwenye upande wa ingizo wa kiputo, hujaa mvuke wa maji unapoinuka kupitia maji, na kutoka kwa njia ya kupitishia maji hadi kwenye tanuru ya kueneza. Mifumo ya Bubbler inaonekana kuwa njia inayotumiwa sana ya oxidation.
In flash oxidation maji ya de-ionized hutupwa mfululizo kwenye sehemu ya chini ya joto ya chombo cha quartz na maji huvukiza haraka mara tu inapopiga uso wa joto. Gesi ya kibebea cha nitrojeni au oksijeni hutiririka juu ya maji yanayoyeyuka na kubeba mvuke wa maji hadi kwenye tanuru ya uenezaji.
Lithography
Lithography, pia inajulikana kama photolithography au masking kwa urahisi, ni njia ya kuunda mifumo kwa usahihi kwenye kaki iliyooksidishwa. Mzunguko wa microelectronic hujengwa safu kwa safu, kila safu hupokea muundo kutoka kwa mask iliyowekwa katika muundo wa mzunguko.
Biashara za uchapishaji zilikuza viambajengo vya kweli vya michakato ya kisasa ya utengenezaji wa kifaa cha semicondukta. Maendeleo haya yanahusiana na utengenezaji wa sahani za uchapishaji, kwa kawaida za chuma, ambayo kuondolewa kwa nyenzo kupitia etching ya kemikali hutoa muundo wa misaada ya uso. Mbinu hiyo hiyo ya msingi hutumiwa katika utengenezaji masks bwana kutumika katika utengenezaji wa kila safu ya usindikaji wa kifaa.
Wabunifu wa mzunguko huweka dijiti mzunguko wa msingi wa kila safu. Mchoro huu wa kompyuta huruhusu uzalishaji wa haraka wa mzunguko wa vinyago na kuwezesha mabadiliko yoyote ambayo yanaweza kuhitajika. Mbinu hii inajulikana kama muundo wa usaidizi wa kompyuta (CAD). Kwa kutumia algoriti za kompyuta zenye nguvu, mifumo hii ya usanifu mtandaoni huruhusu mbunifu kuweka na kurekebisha sakiti moja kwa moja kwenye skrini za kuonyesha video zenye uwezo wa mwingiliano wa picha.
Mchoro wa mwisho, au mask, kwa kila safu ya mzunguko huundwa na photoplotter inayoendeshwa na kompyuta, au jenereta ya muundo. Michoro hii iliyopigwa picha hupunguzwa hadi saizi halisi ya saketi, barakoa kuu inayotolewa kwenye glasi yenye usaidizi wa chrome, na kutolewa tena kwenye bamba la kazi ambalo hutumika kwa mawasiliano au uchapishaji wa makadirio kwenye kaki.
Masks haya yanafafanua muundo wa maeneo ya kufanya na ya kuhami ambayo huhamishiwa kwenye kaki kwa njia ya photolithography. Kampuni nyingi hazitengenezi barakoa zao wenyewe, lakini hutumia zile zilizotolewa na mtengenezaji wa barakoa.
Kusafisha
Haja ya sehemu ya nje ya kaki isiyo na chembe na uchafuzi inahitaji kusafishwa mara kwa mara. Makundi makuu ni:
- maji ya de-ionized na kusugua sabuni
- kutengenezea: pombe ya isopropyl (IPA), asetoni, ethanol, terpenes
- asidi: hidrofloriki (HF), sulfuriki (H2SO4) na peroksidi ya hidrojeni (H2O2), hidrokloriki (HCl), nitriki (HNO3) na mchanganyiko
- caustic: hidroksidi ya amonia (NH4OH).
Pinga maombi
Kaki hupakwa sugu ya polima yenye kutengenezea na kuzungushwa kwa kasi kwenye a spinner, ambayo hueneza safu nyembamba ya sare. Kisha vimumunyisho huvukiza, na kuacha filamu ya polymeric. Nyenzo zote za kupinga hutegemea (hasa ultraviolet) mabadiliko yanayotokana na mionzi katika umumunyifu wa polima ya kikaboni ya syntetisk katika suuza ya developer iliyochaguliwa. Nyenzo za kupinga huainishwa kuwa upinzani hasi au chanya, kulingana na kama umumunyifu katika msanidi hupungua (hasi) au huongezeka (chanya) inapokabiliwa na mionzi. Jedwali la 1 linabainisha muundo wa vipengele vya mifumo mbalimbali ya kupiga picha.
Jedwali 1. Mifumo ya Photoresist
|
Ultraviolet |
|||
|
Karibu (350-450 nm) |
Hasi |
PB |
Azizi msingi mpira aliphatic (isoprene) |
|
Chanya |
PB |
Ortho-diazoketone |
|
|
Kina (200-250 nm) |
Kimsingi |
||
|
Boriti ya elektroni (takriban 100 nm) |
|||
|
Hasi |
PB |
Copolymer-ethyl akrilate na glycidyl methacrylate (COP) |
|
|
Chanya |
PB |
Polymethylmethacrylate, polyfluoralkylmethacrylate, polyalkylaldehyde, poly-cyano ethylacrylate |
|
|
Mionzi ya X (0.5-5 nm) |
|||
|
Hasi |
PB |
Copolymer-ethyl akrilate na glycidyl methacrylate (COP) |
|
|
Chanya |
PB |
Polymethylmethacrylate, ortho-diazoketone, aina nyingi |
|
PB = msingi wa polima; S = kutengenezea; D = msanidi.
Kwa kuwa wapiga picha wengi ni wa urujuanimno (UV) nyeti kwa mwanga, eneo la usindikaji huwashwa kwa taa maalum za manjano zisizo na urefu wa mawimbi ya UV (ona mchoro 1).
Kielelezo 1. Vifaa vya Photolithographic "Chumba cha Njano".

Vizuizi hasi na vyema vya UV vinatumika kimsingi katika tasnia. E-boriti na upinzani wa eksirei, hata hivyo, unapata sehemu ya soko kwa sababu ya maazimio yao ya juu. Wasiwasi wa kiafya katika lithografia husababishwa hasa na hatari zinazoweza kutokea za uzazi zinazohusiana na ukinzani uliochaguliwa (kwa mfano, ethylene glikoli monoethyl acetate kama kibebaji) ambazo kwa sasa zinaondolewa na tasnia. Harufu za mara kwa mara kutoka kwa upinzani hasi (kwa mfano, zilini) pia husababisha wasiwasi wa mfanyakazi. Kwa sababu ya wasiwasi huu, muda mwingi unatumiwa na wataalamu wa usafi wa viwanda wa tasnia ya semiconductor kuchukua sampuli za shughuli za kupiga picha. Ingawa hii ni muhimu katika kubainisha shughuli hizi, mfiduo wa kawaida wakati wa uendeshaji wa spinner na msanidi kwa kawaida huwa chini ya 5% ya viwango vya hewani vya kufichuliwa kazini kwa vimumunyisho vinavyotumika katika mchakato (Scarpace et al. 1989).
Mfiduo wa saa 1 kwa ethylene glycol monoethyl etha acetate ya 6.3 ppm ilipatikana wakati wa uendeshaji wa mfumo wa spinner. Ufichuaji huu ulisababishwa kimsingi na mazoea duni ya kazi wakati wa operesheni ya matengenezo (Baldwin, Rubin na Horowitz 1993).
Kukausha na kuoka kabla
Baada ya kupinga kutumika, kaki huhamishwa kwenye wimbo au kuhamishwa kwa mikono kutoka kwa spinner hadi tanuri inayodhibitiwa na joto na anga ya nitrojeni. Joto la wastani (70 hadi 90 ° C) husababisha mpiga picha kupona (kuoka laini) na vimumunyisho vilivyobaki kuyeyuka.
Ili kuhakikisha kushikamana kwa safu ya kupinga kwa kaki, primer, hexamethyldisilizane (HMDS), inatumika kwa kaki. Kitangulizi hufunga maji ya molekuli kwenye uso wa kaki. HMDS inatumika moja kwa moja katika mchakato wa kuzamishwa au kusokota au kupitia muundo wa mvuke ambao hutoa faida za mchakato na gharama zaidi ya mbinu zingine.
Kupanga mask na mfiduo
Kinyago na kaki huletwa kwa karibu kwa kutumia kipande sahihi cha kifaa cha macho/kimechanika, na picha iliyo kwenye kinyago inalinganishwa na muundo wowote ambao tayari upo kwenye kaki iliyo chini ya safu ya mpiga picha. Kwa mask ya kwanza, hakuna usawa ni muhimu. Katika teknolojia za zamani, upatanishi wa tabaka zinazofuatana unawezekana kwa kutumia biskopu (microscope ya lenzi mbili) na vidhibiti vya usahihi vya kuweka kaki kwa heshima na kinyago. Katika teknolojia mpya zaidi upatanishi unafanywa moja kwa moja kwa kutumia pointi za kumbukumbu kwenye kaki.
Mara tu upangaji unapofanywa, mvuke ya zebaki ya ultraviolet yenye nguvu ya juu au chanzo cha taa ya arc huangaza kupitia mask, ikionyesha kupinga katika maeneo ambayo hayalindwa na maeneo ya opaque ya mask.
Mbinu mbalimbali za upangaji na mwangaza wa kaki ni pamoja na mfiduo wa mafuriko ya UV (mawasiliano au ukaribu), mfiduo wa UV kupitia lenzi ya makadirio ya kupunguza (makadirio), hatua ya UV na mfiduo wa kupunguza marudio (makadirio), mafuriko ya eksirei (ukaribu) na uchunguzi wa boriti ya elektroni. mfiduo (maandishi ya moja kwa moja). Njia ya msingi inayotumika inahusisha mwangaza wa UV kutoka kwa mvuke wa zebaki na taa za arc kupitia viambatanisho vya ukaribu au makadirio. Vizuizi vya UV ama vimeundwa ili kuitikia wigo mpana wa urefu wa mawimbi ya UV, au vimeundwa ili kuguswa kwa upendeleo kwa moja au zaidi ya laini kuu ya mawimbi iliyotolewa kutoka kwa taa (kwa mfano, g-line katika 435 nm, h-line kwa 405 nm na i-line kwa 365 nm).
Urefu wa juu wa mwanga wa UV unaotumika sasa katika kupiga picha ni 365 nm au zaidi, lakini mwonekano wa taa ya UV pia una nishati muhimu katika eneo la urefu wa mawimbi ya afya, eneo la actinic chini ya 315 nm. Kwa kawaida, nguvu ya mionzi ya UV inayotoka kwenye kifaa ni ndogo kuliko ile inayopatikana kutokana na mwanga wa jua katika eneo la actinic na viwango vilivyowekwa vya kukabiliwa na UV kazini.
Mara kwa mara wakati wa matengenezo, usawa wa taa ya UV inahitaji kuwa na nishati nje ya baraza la mawaziri la vifaa au bila filters za kawaida za kinga. Viwango vya mfiduo wakati wa operesheni hii vinaweza kuzidi viwango vya mfiduo wa kazini, lakini mavazi safi ya kawaida ya chumba (kwa mfano, moshi, glavu za vinyl, barakoa za uso na glasi za usalama za polycarbonate yenye kizuizi cha UV) kwa kawaida hutosha kupunguza mwanga wa UV hadi chini ya viwango vya mfiduo (Baldwin na Stewart 1989). )
Ingawa urefu wa mawimbi kuu kwa taa za urujuanimno zinazotumiwa katika upigaji picha ni nm 365 au zaidi, jitihada ya kupata vipengele vidogo katika IC za hali ya juu inaongoza kwa matumizi ya vyanzo vya mwangaza vilivyo na urefu mdogo wa mawimbi, kama vile UV na mionzi ya x. Teknolojia moja mpya kwa madhumuni haya ni matumizi ya lasers ya krypton-fluoride excimer kutumika katika steppers. Hatua hizi hutumia urefu wa 248 nm na matokeo ya juu ya nguvu ya laser. Walakini, viunga vya mifumo hii vina boriti wakati wa operesheni ya kawaida.
Kama ilivyo kwa vifaa vingine vilivyo na mifumo ya leza ya nguvu ya juu inayotumika katika utengenezaji wa semiconductor, jambo la msingi ni wakati miingiliano ya mfumo lazima ishindwe wakati wa upatanishi wa boriti. Laser zenye nguvu nyingi pia ni moja ya hatari kubwa zaidi za umeme katika tasnia ya semiconductor. Hata baada ya nguvu kuzimwa, uwezekano mkubwa wa mshtuko upo ndani ya chombo. Mazingatio ya muundo wa udhibiti na usalama kwa mifumo hii yanashughulikiwa na Escher, Weathers na Labonville (1993).
Chanzo kimoja cha udhihirisho wa teknolojia ya hali ya juu kinachotumiwa katika lithography ni mionzi ya x. Viwango vya utoaji kutoka kwa vyanzo vya lithography ya eksirei vinaweza kusababisha viwango vya dozi kukaribia millisieverts 50 (rems 5) kwa mwaka katikati ya kifaa. Kuzuia ufikiaji wa maeneo ndani ya ukuta uliolindwa kunapendekezwa ili kupunguza mfiduo (Rooney na Leavey 1989).
Zinazoendelea
Wakati wa hatua ya maendeleo maeneo yasiyo ya polymerized ya kupinga yanafutwa na kuondolewa. Msanidi wa kutengenezea huwekwa kwenye uso wa kaki uliofunikwa na upinzani kwa kuzamishwa, kunyunyizia dawa au kwa atomiki. Suluhisho za wasanidi zimetambuliwa katika jedwali 1. Suuza ya kutengenezea (n-butyl acetate, alkoholi ya isopropili, asetoni, n.k.) kwa kawaida hutumiwa kufuatia msanidi programu kuondoa nyenzo yoyote iliyobaki. Upinzani uliobaki baada ya kukuza hulinda tabaka za kibinafsi wakati wa usindikaji unaofuata.
Kuoka
Baada ya kupanga, kufichua na kuendeleza upinzani, kaki kisha huhamia kwenye tanuri nyingine inayodhibiti joto na anga ya nitrojeni. Tanuri yenye halijoto ya juu zaidi (120 hadi 135°C) husababisha mpiga picha kuponya na kupolimisha kikamilifu kwenye uso wa kaki (kuoka kwa bidii).
Kuvua mpiga picha
Kaki iliyotengenezwa huwekwa kwa kuchagua kwa kutumia kemikali zenye unyevu au kavu (ona "Etching" hapa chini). Photoresist iliyobaki lazima kuvuliwa kutoka kaki kabla ya usindikaji zaidi. Hii inafanywa ama kwa kutumia miyeyusho ya kemikali yenye unyevunyevu katika bathi zinazodhibitiwa na halijoto au kwa kutumia asher ya plasma au kemikali kavu. Jedwali la 2 linabainisha viambajengo vya kemikali vya mvua na kavu. Majadiliano ya uwekaji wa plazima ya kemikali kavu—kwa kutumia vifaa na kanuni sawa za utendakazi kama uvujaji wa plasma—unafuata.
Jedwali 2. Wapiga picha wa kupiga picha
Kemikali ya mvua
Acid
Sulfuri (H2SO4) na chromic (CrO3)
Sulfuri (H2SO4) na sulphate ya ammoniamu ((NH4)2S2O8)
Sulfuri (H2SO4) na peroksidi ya hidrojeni (H2O2)
Viumbe hai
Phenoli, asidi ya sulfuriki, trichlorobenzene, perchlorethylene
Glycol ethers, ethanolamine, triethanolamine
Hidroksidi ya sodiamu na silicates (upinzani mzuri)
Kemikali kavu
Majivu ya plasma (kuvua)
Chanzo cha nguvu cha RF (masafa ya redio)—13.56 MHz au masafa ya 2,450 MHz
Oksijeni (O2) chanzo cha gesi
Mifumo ya pampu ya utupu
-Mafuta yametiwa mtego wa nitrojeni kioevu (teknolojia ya zamani)
-Imelainishwa na vimiminiko vya perfluoropolyether ajizi (teknolojia mpya zaidi)
- Pampu kavu (teknolojia mpya zaidi)
Kuweka
Etching huondoa tabaka za dioksidi ya silicon (SiO2), metali na polysilicon, pamoja na kupinga, kulingana na mifumo inayotakiwa iliyoelezwa na kupinga. Makundi mawili makuu ya etching ni mvua na kemikali kavu. Uwekaji unyevu hutumika sana na huhusisha miyeyusho iliyo na viambishi (kawaida ni mchanganyiko wa asidi) kwa nguvu zinazohitajika, ambazo huguswa na nyenzo zinazopaswa kuondolewa. Etching kavu inahusisha matumizi ya gesi tendaji chini ya utupu katika chumba chenye nguvu nyingi, ambayo pia huondoa tabaka zinazohitajika ambazo hazijalindwa na kupinga.
Kemikali ya mvua
Miyeyusho ya uwekaji wa kemikali yenye unyevunyevu huwekwa katika bafu zinazodhibiti halijoto zilizotengenezwa kwa polypropen (poly-pro), polypropen inayostahimili moto (FRPP) au kloridi ya polyvinyl (PVC). Bafu kwa ujumla huwa na uingizaji hewa wa moshi wa aina ya pete au moshi wa moshi uliopangwa nyuma ya kituo chenye chembechembe chembe chembe chembe za joto. Vifuniko vya mtiririko wa lamina wima hutoa hewa isiyo na chembe iliyochujwa kwa usawa kwenye sehemu ya juu ya bafu. Suluhisho za kawaida za kemikali zenye unyevu zinawasilishwa kwenye jedwali la 3, kuhusiana na safu ya uso inayowekwa.
Jedwali 3. Etchants za kemikali za mvua
|
Nyenzo ya kuweka |
Etchants |
|
|
silicon |
||
|
Silicon ya polycrystalline (Si) |
Hydrofluoric, nitriki, asidi asetiki na iodini |
|
|
Silikoni dioksidi (SiO2) |
Etch ya oksidi iliyopigwa (BOE) - Hydrofluoric na |
|
|
Nitridi ya silicon (Si3N4) |
Asidi ya fosforasi na hidrofloriki |
|
|
Oksidi ya CVD au Padi Etch |
Ammoniamu fluoride, asetiki na asidi hidrofloriki |
|
|
Vyuma |
||
|
Aluminium (Al) |
Fosforasi, nitriki, asetiki na asidi hidrokloriki |
|
|
Chromium-Nickel (Cr/Ni) |
Ceric ammonium nitrate na asidi ya nitriki |
|
|
Dhahabu (Au) |
Asidi ya hidrokloriki na nitriki (aqua regia) |
|
|
Fedha (Ag) |
Nitrati ya feri (FeNO3) na ethylene glycol |
|
|
Kiwanja |
Mfumo |
Kiwango cha wastani (%) |
|
Asidi ya Acetic |
CH3COOH |
36 |
|
Fluoridi ya amonia |
NH4F |
40 |
|
Asidi ya glacial |
CH3COOH |
99.5 |
|
Asidi ya Hydrochloric |
HCI |
36 |
|
Asidi ya Hydrofluoric |
HF |
49 |
|
Asidi ya nitriki |
kaka3 |
67 |
|
Asidi ya phosphoric |
H3PO4 |
85 |
|
Hydroxide ya potasiamu |
KOH |
50 au 10 |
|
Hydroxide ya sodiamu |
NaOH |
50 au 10 |
|
Asidi ya kiberiti |
H2SO4 |
96 |
Vifuniko vya usambazaji wa mtiririko vilivyowekwa kiwima, vinapotumiwa pamoja na ngao za mnyunyizio na uingizaji hewa wa kutolea nje, vinaweza kuunda maeneo ya mtikisiko wa hewa ndani ya kituo chenye chembechembe chembe chembe za kemikali. Matokeo yake, kupungua kunawezekana kwa ufanisi wa uingizaji hewa wa kutolea nje wa ndani katika kukamata na kusambaza uchafuzi wa hewa wa kukimbia kutoka kwa bafu za etch zinazotumiwa.
Wasiwasi kuu na etching ya mvua ni uwezekano wa kuwasiliana na ngozi na asidi iliyojilimbikizia. Ingawa asidi zote zinazotumiwa katika etching zinaweza kusababisha kuchomwa kwa asidi, mfiduo wa asidi hidrofloriki (HF) ni wa wasiwasi hasa. Muda wa kuchelewa kati ya kugusa ngozi na maumivu (hadi saa 24 kwa ufumbuzi chini ya 20% HF na saa 1 hadi 8 kwa ufumbuzi wa 20 hadi 50%) unaweza kusababisha kuchelewa kwa matibabu na kuchoma kali zaidi kuliko ilivyotarajiwa (Hathaway et al. 1991) .
Kihistoria uchomaji wa asidi umekuwa shida fulani ndani ya tasnia. Hata hivyo, matukio ya kuwasiliana na ngozi na asidi yamepunguzwa katika miaka ya hivi karibuni. Baadhi ya upunguzaji huu ulisababishwa na uboreshaji unaohusiana na bidhaa katika mchakato wa etch, kama vile kuhama kwa etching kavu, matumizi ya robotiki zaidi na usakinishaji wa mifumo ya kusambaza kemikali. Kupungua kwa kasi ya kuungua kwa asidi kunaweza pia kuhusishwa na mbinu bora za kushughulikia, matumizi makubwa ya vifaa vya kinga ya kibinafsi, sitaha za mvua zilizoundwa vizuri na mafunzo bora - yote yanahitaji uangalizi endelevu ikiwa kiwango kitapungua zaidi (Baldwin na Williams 1996). )
Kemikali kavu
Uchongaji wa kemikali kavu ni eneo la kupendeza na matumizi kwa sababu ya uwezo wake wa kudhibiti vyema mchakato wa kuweka na kupunguza viwango vya uchafuzi. Usindikaji wa kemikali kavu huweka vizuri tabaka zinazohitajika kupitia matumizi ya gesi tendaji za kemikali au kupitia mabomu ya kimwili.
Mifumo ya uwekaji plasma inayofanya kazi kwa kemikali imetengenezwa ambayo inaweza kutoa silikoni, dioksidi ya silicon, nitridi ya silicon, alumini, tantalum, misombo ya tantalum, chromium, tungsten, dhahabu na kioo. Aina mbili za mifumo ya kinyunyiko cha plasma inatumika—pipa, au silinda, na bati sambamba, au sayari. Zote zinafanya kazi kwa kanuni sawa na kimsingi hutofautiana katika usanidi pekee.
Plasma ni sawa na gesi isipokuwa kwamba baadhi ya atomi au molekuli za plasma zimeainishwa na inaweza kuwa na idadi kubwa ya itikadi kali za bure. Kiyeyeyusha cha kawaida huwa na chemba ya kiyeyeyusha utupu iliyo na kaki, kwa kawaida hutengenezwa kwa alumini, glasi au quartz; chanzo cha nishati cha redio-frequency (RF)-kawaida huwa 450 kHz, 13.56 MHz au 40.5 MHz na moduli ya kudhibiti kudhibiti wakati wa usindikaji, utungaji wa gesi inayoathiriwa, kiwango cha mtiririko wa gesi na kiwango cha nguvu cha RF. Kwa kuongeza, chanzo cha utupu cha pampu iliyotiwa mafuta (teknolojia ya zamani) au kavu (teknolojia mpya) inaambatana na chumba cha reactor. Kaki hupakiwa kwenye kinu, moja kwa moja au kwenye kaseti, pampu huhamisha chumba na gesi ya reagent (kawaida tetrafluoride kaboni) huletwa. Ionization ya gesi huunda plasma inayowaka, ambayo humenyuka pamoja na kaki kuunda bidhaa tete ambazo husukumwa mbali. Uingizaji wa gesi mpya ya kinyunyiko ndani ya chumba hudumisha shughuli ya kuchomeka. Jedwali la 4 linabainisha nyenzo na gesi za plasma zinazotumika kwa kuweka tabaka mbalimbali.
Jedwali 4. Gesi za plasma na vifaa vilivyowekwa
|
Material |
Gesi |
|
silicon |
|
|
Polysilicon (polySi) na Silicon |
CF + O2, CCl4 au CF3Cl, CF4 na HCl |
|
Silikoni dioksidi (SiO2) |
C2F6, C3F8, CF4, SIF4, C5F12, CHF3, CCl2F2, SF6, HF |
|
Nitridi ya silicon (Si3N4) |
CF4 + Ar, CF4 + AU2, CF4 + H2 |
|
Vyuma |
|
|
Aluminium (Al) |
CCl4 au BCl3 + Yeye au Ar |
|
Chromium (Kr) |
CCl4 |
|
Chromium oksidi (CrO3) |
Cl2 + Ar au CCl4 + Ar |
|
Gallium arsenide (GaAs) |
CCl2F2 |
|
Vanadium (V) |
CF4 |
|
Titanium (Ti) |
CF4 |
|
Tantulum (Ta) |
CF4 |
|
Molybdenum (mo) |
CF4 |
|
Tungsten (W) |
CF4 |
Njia nyingine ambayo kwa sasa inatengenezwa kwa etching ni microwave chini ya mkondo. Inatumia utiririshaji wa microwave ya nguvu-wiani wa juu ili kutoa atomi zinazoweza kubadilika na maisha marefu ambayo huchota nyenzo karibu kana kwamba imetumbukizwa katika asidi.
Michakato ya kuchota kimwili ni sawa na ulipuaji mchanga kwa kuwa atomi za gesi ya argon hutumika kulipua safu itakayowekwa. Mfumo wa pampu ya utupu hutumiwa kuondoa nyenzo zilizotengwa. Uchongaji tendaji wa ioni huhusisha mchanganyiko wa ukavu wa kemikali na kimwili.
Mchakato wa sputtering ni mojawapo ya athari za ioni na uhamisho wa nishati. Uwekaji wa sputter hujumuisha mfumo wa sputtering, ambapo kaki ya kupachika imeunganishwa kwenye electrode hasi au lengo katika mzunguko wa kutokwa kwa mwanga. Mipasuko ya nyenzo kutoka kwa kaki kwa kupigwa mabomu na ayoni chanya, kwa kawaida argon, na husababisha kutengana kwa atomi za uso. Nguvu hutolewa na chanzo cha RF katika mzunguko wa 450 kHz. Mfumo wa utupu wa mstari hutumiwa kwa udhibiti wa shinikizo na uondoaji wa kiitikio.
Uchongaji wa boriti ya Ion na kusaga ni mchakato mpole wa kuunganisha ambao hutumia boriti ya ayoni zisizo na nishati kidogo. Mfumo wa boriti ya ioni hujumuisha chanzo cha kutengeneza boriti ya ioni, chumba cha kazi ambamo etching au kusaga hutokea, iliyounganishwa na sahani inayolengwa ya kushikilia kaki kwenye boriti ya ioni, mfumo wa pampu ya utupu, vifaa vya elektroniki na vyombo. Boriti ya ioni hutolewa kutoka kwa gesi ya ionized (argon au argon / oksijeni) au plasma, ambayo hutengenezwa na kutokwa kwa umeme. Utekelezaji hupatikana kwa kutumia voltage kati ya cathode ya elektroni ya moto-filament na silinda ya anode iko kwenye kipenyo cha nje cha eneo la kutokwa.
Usagaji wa boriti ya Ion hufanywa katika safu ya chini ya nishati ya bombardment ya ioni, ambapo mwingiliano wa uso tu hutokea. Ioni hizi, kwa kawaida katika masafa ya eV 500 hadi 1,000, hugonga shabaha na sputter mbali atomi za uso kwa kuvunja nguvu zinazounganisha atomi kwa jirani yake. Uwekaji wa boriti ya Ioni hufanywa katika masafa ya juu kidogo ya nishati, ambayo yanahusisha mtengano mkubwa zaidi wa atomi za uso.
Uchongaji tendaji wa ioni (RIE) ni mchanganyiko wa spishi zinazofanya kazi na kemikali zinazochomeka kwa shinikizo la chini. RIE hutumia mabomu ya ioni kufikia uwekaji mwelekeo na pia gesi inayofanya kazi kwa kemikali, kaboni tetrafluoride (CF)4) au tetrakloridi kaboni (CCl4), kudumisha uteuzi mzuri wa safu iliyowekwa. Kaki huwekwa kwenye chumba chenye angahewa ya gesi inayofanya kazi kwa kemikali kwa shinikizo la chini la takriban 0.1 torr (1.3 x 10).-4 anga). Utoaji wa umeme huunda plasma ya "radicals huru" (ions) tendaji na nishati ya volti mia chache za elektroni. Ioni hugonga uso wa kaki wima, ambapo huguswa na kuunda spishi tete ambazo huondolewa na mfumo wa utupu wa ndani wa shinikizo la chini.
Nyakati kavu wakati mwingine huwa na mzunguko wa kusafisha ambao hutumiwa kuondoa amana ambazo hujilimbikiza ndani ya vyumba vya majibu. Misombo ya wazazi inayotumika kwa plasma ya mzunguko wa kusafisha ni pamoja na nitrojeni trifluoride (NF3), hexafluoroethane (C2F6) na octafluoropropane (C3F8).
Gesi hizi tatu zinazotumiwa katika mchakato wa kusafisha, na gesi nyingi zinazotumiwa katika etching, ni msingi wa suala la mazingira linalokabili sekta ya semiconductor ambayo ilijitokeza katikati ya miaka ya 1990. Kadhaa ya gesi zenye florini nyingi zilitambuliwa kuwa na uwezo mkubwa wa ongezeko la joto duniani (au athari ya chafu). (Gesi hizi pia hurejelewa kama PFCs, misombo ya perfluorinated.) Muda mrefu wa maisha ya anga, uwezekano wa juu wa ongezeko la joto duniani na ongezeko kubwa la matumizi ya PFCs kama NF.3, C2F6, C3F8, CF4, trifluoromethane (CHF3) na hexafluoride ya sulfuri (SF6) walikuwa na tasnia ya semiconductor kuzingatia njia za kupunguza uzalishaji wao.
Uzalishaji wa angahewa wa PFCs kutoka kwa tasnia ya semiconductor umetokana na ufanisi duni wa zana (zana nyingi zilitumia 10 hadi 40% tu ya gesi iliyotumiwa) na vifaa duni vya kupunguza utoaji wa hewa. Visusuaji vyenye unyevu havifai katika kuondoa PFC, na majaribio kwenye vitengo vingi vya mwako vilipata ufanisi duni wa uharibifu kwa baadhi ya gesi, haswa CF.4. Nyingi za vitengo hivi vya mwako vilivunja C2F6 na C3F8 kwenye CF4. Pia, gharama ya juu ya umiliki wa zana hizi za kupunguza, mahitaji yao ya nguvu, kutolewa kwao kwa gesi nyingine za ongezeko la joto duniani na bidhaa zao za mwako za vichafuzi hatari vya hewa zilionyesha upunguzaji wa mwako haikuwa njia inayofaa ya kudhibiti utoaji wa PFC.
Kufanya zana za mchakato kuwa bora zaidi, kutambua na kutengeneza njia mbadala ambazo ni rafiki wa mazingira kwa gesi hizi kavu na urejeshaji/usafishaji wa gesi za moshi umekuwa mkazo wa kimazingira unaohusishwa na miale kavu.
Msisitizo mkuu wa usafi wa kazini kwa waangaziaji kavu umekuwa juu ya mfiduo unaowezekana kwa wafanyikazi wa matengenezo wanaofanya kazi kwenye vyumba vya athari, pampu na vifaa vingine vinavyohusika ambavyo vinaweza kuwa na mabaki ya bidhaa za athari. Ugumu wa etchers za chuma za plasma na ugumu wa sifa za harufu zinazohusiana na matengenezo yao zimewafanya kuwa somo la uchunguzi mwingi.
Bidhaa za mmenyuko zinazoundwa katika etchers za chuma za plasma ni mchanganyiko tata wa misombo ya klorini na fluorinated. Utunzaji wa chembe za chuma mara nyingi huhusisha shughuli za muda mfupi ambazo hutoa harufu kali. Hexachloroethane ilionekana kuwa sababu kuu ya harufu katika aina moja ya etcher ya alumini (Helb et al. 1983). Katika lingine, kloridi ya sianojeni lilikuwa tatizo kuu: viwango vya mfiduo vilikuwa mara 11 ya kikomo cha mfiduo wa kazini cha 0.3 ppm (Baldwin 1985). Katika aina nyingine bado za etchers, kloridi hidrojeni inahusishwa na harufu; upeo wa mfiduo uliopimwa ulikuwa 68 ppm (Baldwin, Rubin na Horowitz 1993). Kwa maelezo ya ziada juu ya mada tazama Mueller na Kunesh (1989).
Utata wa kemia uliopo katika moshi wa kutolea moshi wa chuma umesababisha watafiti kubuni mbinu za majaribio za kuchunguza sumu ya michanganyiko hii (Bauer et al. 1992a). Utumiaji wa mbinu hizi katika tafiti za panya unaonyesha baadhi ya michanganyiko hii ya kemikali inashukiwa kuwa mutajeni (Bauer et al. 1992b) na sumu zinazoshukiwa kuwa za uzazi (Schmidt et al. 1995).
Kwa sababu miale kavu hufanya kazi kama mifumo iliyofungwa, mfiduo wa kemikali kwa waendeshaji wa kifaa kwa kawaida haufanyiki mfumo umefungwa. Isipokuwa adimu kwa hili ni wakati mzunguko wa kusafisha kwa waweka bachi wakubwa hautoshi vya kutosha kuondoa gesi etchant. Mfiduo mfupi lakini wa kuudhi kwa misombo ya florini ambayo iko chini ya kikomo cha ugunduzi kwa taratibu za kawaida za ufuatiliaji wa usafi wa viwanda umeripotiwa wakati milango ya etchers hizi inafunguliwa. Kwa kawaida hii inaweza kusahihishwa kwa kuongeza tu urefu wa mzunguko wa kusafisha kabla ya kufungua mlango wa chumba cha etch.
Hoja kuu ya kufichuliwa kwa waendeshaji kwa nishati ya RF inakuja wakati wa kuchomwa kwa plasma na majivu (Cohen 1986; Jones 1988). Kwa kawaida, kuvuja kwa nishati ya RF kunaweza kusababishwa na:
- milango iliyopangwa vibaya
- nyufa na mashimo kwenye makabati
- meza za chuma na nyaya za umeme zinazofanya kazi kama antena kwa sababu ya msingi usiofaa wa etcher
- hakuna skrini inayopunguza kwenye dirisha la kutazama la etcher (Jones 1988; Horowitz 1992).
Mfiduo wa RF pia unaweza kutokea wakati wa matengenezo ya etchers, haswa ikiwa kabati ya vifaa imeondolewa. Mfiduo wa 12.9 mW/cm2 ilipatikana juu ya kichocheo cha zamani cha plasma na kifuniko kimeondolewa kwa matengenezo (Horowitz 1992). Uvujaji halisi wa mionzi ya RF katika eneo ambalo opereta anasimama kwa kawaida ulikuwa chini ya 4.9 mW/cm.2.
dopning
Uundaji wa makutano ya umeme au mpaka kati ya p na n mikoa katika kaki moja ya silicon ya kioo ni kipengele muhimu kwa utendaji wa vifaa vyote vya semiconductor. Makutano huruhusu mkondo wa mkondo kutiririka katika mwelekeo mmoja kwa urahisi zaidi kuliko upande mwingine. Wanatoa msingi wa athari za diode na transistor katika semiconductors zote. Katika mzunguko jumuishi, idadi inayodhibitiwa ya uchafu wa vipengele au dopants, lazima iingizwe katika maeneo yaliyochaguliwa ya substrate ya silicon, au kaki. Hii inaweza kufanywa kwa njia ya uenezaji au upandaji wa ioni. Bila kujali mbinu iliyotumiwa, aina sawa au dopants hutumiwa kwa ajili ya uzalishaji wa makutano ya semiconductor. Jedwali la 5 linabainisha vipengele vikuu vinavyotumiwa kwa doping, hali yao ya kimwili, aina ya umeme (p or n) na mbinu ya msingi ya makutano inayotumika—kueneza au kupandikiza ioni.
Jedwali 5. Dopants za uundaji wa makutano kwa ajili ya kueneza na kupandikiza ioni
|
Kipengele |
Kiwanja |
Mfumo |
Hali |
Mbinu |
|
n-aina |
||||
|
antimoni |
Trioxide ya antimony |
Sb2O3 |
Mango |
Tofauti |
|
arseniki |
Trioksidi ya Arsenic |
As2O3 |
Mango |
Tofauti |
|
Fosforasi |
pentoksidi ya fosforasi |
P2O5 |
Mango |
Tofauti |
|
p-aina |
||||
|
Boroni |
Boroni nitride |
BN |
Mango |
Tofauti |
Mfiduo wa kawaida wa kemikali kwa waendeshaji wa vinu vya kueneza na vipandikizi vya ioni ni mdogo—kwa kawaida chini ya kikomo cha utambuzi cha taratibu za kawaida za sampuli za usafi wa kazini. Wasiwasi wa kemikali na kituo cha mchakato juu ya uwezekano wa kutolewa kwa gesi yenye sumu.
Mapema miaka ya 1970, watengenezaji wa semiconductor wanaoendelea walianza kusanidi mifumo ya kwanza ya ufuatiliaji wa gesi kwa gesi zinazoweza kuwaka na zenye sumu. Lengo kuu la ufuatiliaji huu lilikuwa kugundua utolewaji wa kiajali wa gesi za dopant zenye sumu zaidi na vizingiti vya uvundo vilivyo juu ya viwango vyake vya mfiduo wa kazini (kwa mfano, arsine na diborane).
Vichunguzi vingi vya hewa vya usafi wa viwanda katika tasnia ya semiconductor hutumiwa kugundua uvujaji wa gesi inayoweza kuwaka na yenye sumu. Hata hivyo, baadhi ya vifaa pia vinatumia mifumo ya ufuatiliaji endelevu ili:
- kuchambua utoaji wa njia za kutolea nje (stack).
- kupima viwango vya hewa iliyoko vya kemikali tete
- kutambua na kupima harufu katika maeneo ya kitambaa.
Teknolojia zinazotumika zaidi katika tasnia ya semiconductor kwa aina hii ya ufuatiliaji ni ugunduzi wa gesi ya rangi (kwa mfano, kigunduzi cha gesi kinachoendelea cha MDA), vihisi vya kielektroniki (kwa mfano, vichunguzi vya sensydyne) na Fourier kubadilisha infrared (kwa mfano, Telos ACM) (Baldwin na Williams 1996) .
Tofauti
Tofauti ni neno linalotumiwa kuelezea uhamishaji wa dopanti mbali na maeneo ya mkusanyiko wa juu kwenye mwisho wa chanzo cha tanuru ya kueneza hadi maeneo ya mkusanyiko wa chini ndani ya kaki ya silicon. Kueneza ni njia iliyoanzishwa zaidi ya malezi ya makutano.
Mbinu hii inahusisha kuweka kaki kwenye angahewa yenye joto ndani ya tanuru ya kueneza. Tanuru ina viboreshaji vinavyohitajika katika fomu ya mvuke na husababisha kuunda maeneo ya shughuli za umeme zilizopunguzwa, ama. p or n. Dopants zinazotumiwa zaidi ni boroni kwa aina ya p; na fosforasi (P), arseniki (As) au antimoni (Sb) kwa aina ya n (tazama jedwali 5).
Kwa kawaida, kaki huwekwa kwenye mtoaji wa quartz au mashua na kuwekwa kwenye tanuru ya kueneza. Tanuru ya kueneza ina tube ndefu ya quartz na utaratibu wa udhibiti sahihi wa joto. Udhibiti wa halijoto ni muhimu sana, kwani viwango vya usambaaji wa dopanti mbalimbali za silicon kimsingi ni kazi ya halijoto. Viwango vya joto vinavyotumika ni kati ya 900 hadi 1,300 oC, kulingana na dopant maalum na mchakato.
Upashaji joto wa kaki ya silicon hadi joto la juu huruhusu atomi za uchafu kuenea polepole kupitia muundo wa fuwele. Uchafu husogea polepole zaidi kupitia dioksidi ya silicon kuliko kupitia silicon yenyewe, kuwezesha oksidi nyembamba muundo wa kutumika kama barakoa na hivyo kuruhusu dopant kuingia kwenye silicon pale tu ambapo haijalindwa. Baada ya uchafu wa kutosha kusanyiko, wafers huondolewa kwenye tanuru na kuenea kwa ufanisi hukoma.
Kwa udhibiti wa juu, uenezaji mwingi unafanywa kwa hatua mbili-utangulizi na gari ndani. Uwekaji amana, au uenezaji na chanzo cha mara kwa mara, ni hatua ya kwanza na hufanyika katika tanuru ambayo joto huchaguliwa kufikia udhibiti bora wa kiasi cha uchafu. Joto huamua umumunyifu wa dopant. Baada ya matibabu mafupi ya kuhifadhi amana, kaki huhamishwa kimwili hadi kwenye tanuru ya pili, kwa kawaida kwenye joto la juu zaidi, ambapo matibabu ya joto ya pili husukuma kwenye dopant hadi kina kinachohitajika cha uenezaji katika kimiani ya kaki ya silicon.
Vyanzo vya dopanti vilivyotumika katika hatua ya kuweka amana ziko katika hali tatu tofauti za kemikali: gesi, kioevu na kigumu. Jedwali la 5 linabainisha aina mbalimbali za dopanti za chanzo cha usambaaji na hali zao halisi.
Gesi kwa ujumla hutolewa kutoka kwa mitungi ya gesi iliyobanwa na vidhibiti au vidhibiti shinikizo, vali za kufunga na viambatisho mbalimbali vya kusafisha na hutolewa kupitia neli za chuma zenye kipenyo kidogo.
Kimiminika hutawanywa kwa kawaida kutoka kwa viputo, ambavyo hujaa mkondo wa gesi ya kibebea, kwa kawaida nitrojeni, pamoja na mivuke ya kioevu ya dopant, kama inavyoelezwa katika sehemu ya uoksidishaji mvua. Njia nyingine ya kusambaza kioevu ni kupitia matumizi ya spin-on madawa ya kulevya kifaa. Hii inahusisha kuweka dopant imara katika myeyusho na kibebea cha kutengenezea kioevu, kisha kudondosha myeyusho kwenye kaki na kuzungusha, kwa namna inayofanana na utumiaji wa vidhibiti vya kupiga picha.
Vyanzo madhubuti vinaweza kuwa katika umbo la kaki ya nitridi ya boroni, ambayo huwekwa kati ya kaki mbili za silikoni ili zitumike na kisha kuwekwa kwenye tanuru ya kueneza. Pia, dopants imara, katika fomu ya poda au shanga, inaweza kuwekwa kwenye a bomu ya quartz kizingo (trioksidi ya arseniki), hutupwa kwa mikono kwenye mwisho wa chanzo cha bomba la uenezi au kupakiwa katika tanuru ya chanzo tofauti kulingana na tanuru kuu ya uenezaji.
Kwa kukosekana kwa udhibiti sahihi, mfiduo wa arseniki zaidi ya 0.01 mg/m3 yaliripotiwa wakati wa kusafisha tanuru ya kuweka (Wade et al. 1981) na wakati wa kusafisha vyumba vya chanzo cha vipandikizi vya ioni vya chanzo-imara (McCarthy 1985; Baldwin, King na Scarpace 1988). Mfiduo huu ulitokea wakati hakuna tahadhari zilizochukuliwa kupunguza kiwango cha vumbi hewani. Hata hivyo, wakati masalia yalipowekwa mvua wakati wa kusafishwa, mfiduo ulipunguzwa hadi chini ya kikomo cha mfiduo wa hewani.
Katika teknolojia za zamani za uenezaji hatari za usalama zipo wakati wa kuondolewa, kusafisha na ufungaji wa zilizopo za tanuru. Hatari ni pamoja na kupunguzwa kwa ware iliyovunjika ya quartz na kuchomwa kwa asidi wakati wa kusafisha kwa mikono. Katika teknolojia mpya, hatari hizi hupunguzwa on-site kusafisha bomba ambayo huondoa utunzaji mwingi wa mwongozo.
Waendeshaji wa tanuru ya kusambaza hupata mfiduo wa hali ya juu zaidi wa chumba safi kwa sehemu za sumakuumeme za masafa ya chini sana (km, 50 hadi 60 hertz) katika utengenezaji wa semicondukta. Mfiduo wa wastani zaidi ya mikrotesla 0.5 (miligauss 5) uliripotiwa wakati wa operesheni halisi ya tanuu (Crawford et al. 1993). Utafiti huu pia ulibainisha kuwa wafanyikazi wa chumba safi wanaofanya kazi karibu na tanuu za uenezaji walikuwa na ufichuzi wa wastani ambao ulikuwa wa juu zaidi kuliko wa wafanyikazi wengine wa chumba safi. Ugunduzi huu uliendana na vipimo vya uhakika vilivyoripotiwa na Rosenthal na Abdollahzadeh (1991), ambao waligundua kuwa tanuu za kueneza zilitoa usomaji wa ukaribu (sentimita 5 au inchi 2) hadi kufikia mikrotesla 10 hadi 15, huku sehemu zinazozunguka zikiporomoka hatua kwa hatua na umbali. kuliko vifaa vingine vya kusafisha vilivyosomwa; hata katika umbali wa futi 6 kutoka kwenye tanuru za kueneza, msongamano wa flux ulioripotiwa ulikuwa 1.2 hadi 2 microteslas (Crawford et al. 1993). Viwango hivi vya utoaji wa hewa chafu viko chini ya viwango vya sasa vya mfiduo kulingana na afya vilivyowekwa na Shirika la Afya Ulimwenguni na vile vilivyowekwa na nchi mahususi.
Uwekaji wa ion
Uwekaji wa ioni ni mbinu mpya zaidi ya kutambulisha vipengele vya uchafu kwenye joto la kawaida kwenye kaki za silicon kwa ajili ya kuunda makutano. Atomu za dopanti zilizoainishwa (yaani, atomi zilizoondolewa elektroni moja au zaidi) huharakishwa hadi nishati ya juu kwa kuzipitisha kupitia tofauti inayoweza kutokea ya makumi ya maelfu ya volti. Mwishoni mwa njia yao, hupiga kaki na kuingizwa kwa kina tofauti, kulingana na wingi wao na nishati. Kama ilivyo katika uenezaji wa kawaida, safu ya muundo wa oksidi au muundo wa mpiga picha hufunika kaki kutoka kwa ayoni kwa kuchagua.
Mfumo wa kawaida wa upandikizaji wa ioni hujumuisha chanzo cha ioni (chanzo cha dopant ya gesi, kwa kawaida kwenye chupa ndogo za mihadhara), vifaa vya kuchanganua, kichanganuzi, kichanganuzi, lenzi inayolenga, mtego wa boriti, chumba cha kuchakata skana na mfumo wa utupu (kawaida seti tatu tofauti za mstari. pampu mbaya na za kueneza mafuta). Mkondo wa elektroni huzalishwa kutoka kwa filament ya moto kwa upinzani, kutokwa kwa arc au boriti ya elektroni ya cathode baridi.
Kwa ujumla, baada ya kaki kupandikizwa, hatua ya kupenyeza joto la juu (900 hadi 1,000 ° C) hufanywa kwa njia ya bomba la leza au kupigwa kwa bomba kwa chanzo cha boriti ya elektroni. Mchakato wa annealing husaidia kurekebisha uharibifu wa uso wa nje wa kaki iliyopandikizwa unaosababishwa na mlipuko wa ioni za dopant.
Pamoja na ujio wa mfumo salama wa utoaji wa arsine, phosphine na mitungi ya gesi ya boroni trifluoride inayotumiwa katika vipandikizi vya ioni, uwezekano wa kutolewa kwa gesi hizi kwa janga umepunguzwa sana. Silinda hizi ndogo za gesi zinajazwa na kiwanja ambacho arsine, phosphine na trifluoride ya boroni hupigwa. Gesi hutolewa nje ya mitungi kwa kutumia utupu.
Vipandikizi vya ioni ni moja wapo ya hatari kubwa za umeme katika tasnia ya semiconductor. Hata baada ya nguvu kuzimwa, uwezekano mkubwa wa mshtuko upo ndani ya zana na lazima usambazwe kabla ya kufanya kazi ndani ya kiingiza. Mapitio ya makini ya shughuli za matengenezo na hatari za umeme ni dhamana kwa vifaa vyote vilivyowekwa hivi karibuni, lakini hasa kwa vipandikizi vya ioni.
Mfiduo wa hidridi (pengine mchanganyiko wa arsine na fosfini) unaofikia 60 ppb umepatikana wakati wa matengenezo ya pampu ya cryo-pampu ya ion (Baldwin, Rubin na Horowitz 1993). Pia, viwango vya juu vya arsine na fosfini vinaweza kuzima gesi kutoka kwa vipandikizi vilivyochafuliwa ambavyo huondolewa wakati wa matengenezo ya kuzuia (Flipp, Hunsaker na Herring 1992).
Visafishaji vya utupu vinavyobebeka vilivyo na vichungi vya chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe chembe zenye uwezo wa juu (HEPA) hutumika kusafisha sehemu za kazi zilizochafuliwa na arseniki katika maeneo ya upandikizaji wa ioni. Mfiduo zaidi ya 1,000 μg/m3 zilipimwa wakati ombwe za HEPA zilisafishwa isivyofaa. Ombwe za HEPA, wakati zinatumwa kwenye nafasi ya kazi, zinaweza pia kusambaza kwa ufanisi harufu bainifu, kama hidridi inayohusishwa na kusafisha boriti ya kipandikizi cha ioni (Baldwin, Rubin na Horowitz 1993).
Ingawa ni wasiwasi, hakujawa na ripoti zilizochapishwa za mfiduo mkubwa wa gesi ya dopant wakati wa mabadiliko ya mafuta ya pampu za utupu zinazotumiwa na dopants-labda kwa sababu hii hufanywa kama mfumo funge. Ukosefu wa mfiduo ulioripotiwa pia unaweza kuwa ni matokeo ya viwango vya chini vya uondoaji wa gesi ya hidridi kutoka kwa mafuta yaliyotumika.
Matokeo ya utafiti wa shambani ambapo 700 ml ya mafuta ya pampu ya kukauka yaliyotumika kutoka kwa kipandikizi cha ioni ambayo yalitumia arsine na fosfini ilipashwa joto yalionyesha tu viwango vinavyoweza kutambulika vya hidridi zinazopeperuka hewani kwenye nafasi ya kichwa cha pampu wakati mafuta ya pampu yalizidi 70.oC (Baldwin, King na Scarpace 1988). Kwa kuwa joto la kawaida la kufanya kazi kwa pampu za kukauka kwa mitambo ni 60 hadi 80oC, utafiti huu haukuonyesha uwezekano wa mfiduo muhimu.
Wakati wa uwekaji wa ioni, mionzi ya x huundwa kwa bahati nasibu ya operesheni. Vipandikizi vingi vimeundwa kwa kinga ya kutosha ya kabati (ambayo inajumuisha karatasi ya risasi iliyowekwa kimkakati karibu na makazi ya chanzo cha ioni na milango ya ufikiaji iliyo karibu) ili kudumisha mfiduo wa wafanyikazi chini ya microsieverts 2.5 (milimita 0.25) kwa saa (Maletskos na Hanley 1983). Hata hivyo, modeli ya zamani ya vipandikizi ilipatikana kuwa na uvujaji wa eksirei zaidi ya microsieverts 20 kwa saa (μSv/hr) kwenye uso wa kitengo (Baldwin, King na Scarpace 1988). Viwango hivi vilipunguzwa hadi chini ya 2.5 μSv/hr baada ya ulinzi wa ziada wa risasi kusakinishwa. Muundo mwingine wa zamani wa kipandikizi cha ioni ulipatikana kuwa na uvujaji wa eksirei karibu na mlango wa kuingilia (hadi 15 μSv/hr) na kwenye lango la kutazama (hadi 3 μSv/hr). Kinga ya ziada ya risasi iliongezwa ili kupunguza uwezekano wa kufichua (Baldwin, Rubin na Horowitz 1993).
Mbali na mfiduo wa eksirei kutoka kwa vipandikizi vya ioni, uwezekano wa uundaji wa nyutroni umebainishwa ikiwa kipandikizi kitaendeshwa zaidi ya volti milioni 8 za elektroni (MeV) au gesi ya deuterium inatumiwa kama chanzo cha ioni (Rogers 1994). Hata hivyo, vipandikizi kwa kawaida vimeundwa kufanya kazi chini ya 8 MeV, na deuterium haitumiki kwa kawaida katika tasnia (Baldwin na Williams 1996).
Uwekaji wa mvuke wa kemikali
Uwekaji wa mvuke wa kemikali (CVD) unahusisha uwekaji wa nyenzo za ziada kwenye uso wa kaki ya silicon. Vipimo vya CVD kawaida hufanya kazi kama mfumo funge na kusababisha mfiduo mdogo wa kemikali au kutokuwepo kabisa kwa waendeshaji. Hata hivyo, mfiduo mfupi wa kloridi hidrojeni zaidi ya 5 ppm unaweza kutokea wakati baadhi ya viunzi vya CVD vinasafishwa (Baldwin na Stewart 1989). Kategoria mbili pana za uwekaji zinatumika kwa kawaida—epitaxial na aina ya jumla zaidi ya CVD isiyo ya epitaxial.
Uwekaji wa mvuke wa kemikali ya Epitaxial
Ukuaji wa Epitaxial unadhibitiwa kwa uthabiti utuaji wa filamu nyembamba ya fuwele ya nyenzo ambayo hudumisha muundo wa fuwele sawa na safu ya kaki iliyopo ya mkatetaka. Inatumika kama matrix ya kuunda vipengee vya semiconductor katika michakato ya uenezaji inayofuata. Filamu nyingi za epitaxial hupandwa kwenye substrates za nyenzo sawa, kama vile silicon kwenye silicon, katika mchakato unaojulikana kama homoepitaxy. Ukuaji wa tabaka za nyenzo tofauti kwenye substrate, kama vile silicon kwenye yakuti, huitwa usindikaji wa kifaa cha heteroepitaxy IC.
Mbinu tatu za msingi hutumiwa kukuza tabaka za epitaxial: awamu ya mvuke, awamu ya kioevu na boriti ya molekuli. Awamu ya kioevu na epitaksi ya molekuli-boriti hutumiwa hasa katika usindikaji wa vifaa vya III-V (km, GaAs). Haya yanajadiliwa katika makala "Utengenezaji wa semiconductor III-V".
Epitaksi ya awamu ya mvuke hutumiwa kukuza filamu na CVD ya molekuli kwa joto la 900 hadi 1,300.oC. Mivuke iliyo na silikoni na kiasi kinachodhibitiwa cha p- au n-aina ya dopanti katika gesi ya kubeba (kawaida hidrojeni) hupitishwa juu ya kaki zinazopashwa joto ili kuweka tabaka za silicon. Mchakato huo kwa ujumla unafanywa kwa shinikizo la anga.
Jedwali la 6 linabainisha aina nne kuu za epitaksi ya awamu ya mvuke, vigezo na athari za kemikali zinazofanyika.
Jedwali 6. Makundi makuu ya epitaksi ya awamu ya mvuke ya silicon
|
vigezo |
||
|
Shinikizo |
anga |
|
|
Joto |
900-1300 ° C |
|
|
Vyanzo vya silicon |
Silane (SiH4), tetrakloridi ya silicon (SiCl4), trichlorosilane (SiHCl3), |
|
|
Gesi za dopant |
Arsine (AsH3fosfini (PH3), diborane (B2H6) |
|
|
Mkusanyiko wa gesi ya Dopant |
≈100 ppm |
|
|
Gesi ya Etchant |
Kloridi ya hidrojeni (HCl) |
|
|
Mkusanyiko wa gesi ya Etchant |
≈1–4% |
|
|
Gesi za carrier |
Hidrojeni (H2), nitrojeni (N2) |
|
|
Chanzo cha kupokanzwa |
Masafa ya redio (RF) au infrared (IR) |
|
|
Aina za epitaksi za awamu ya mvuke |
Athari za kemikali |
|
|
Kupunguza hidrojeni ya tetrakloridi ya silicon |
SiCl4 + 2 NYUMBA2 → Si + 4HCl |
|
|
Mtengano wa pyrolytic wa silane |
SiH4 → Si + 2H2 |
|
|
Kupunguza hidrojeni ya trichlorosilane |
SiHCl3 + H2 → Si + 3HCl |
|
|
Kupunguza dichlorosilane |
SiH2Cl2 → Si + 2HCl |
|
Mlolongo wa utuaji kawaida hufuatwa katika mchakato wa epitaxial unajumuisha:
- kusafisha substrate-kusugua kimwili, uondoaji wa mafuta ya kutengenezea, kusafisha asidi (kiberiti, nitriki na hidrokloriki, na hidrofloriki ni mlolongo wa kawaida) na operesheni ya kukausha.
- upakiaji wa kaki
- pasha moto-usafishaji wa nitrojeni na inapokanzwa hadi takriban 500 °C, kisha gesi ya hidrojeni hutumiwa na jenereta za RF kwa kufata kaki za joto.
- kloridi hidrojeni (HCl) -kawaida ukolezi wa 1 hadi 4% ya HCl hutolewa kwenye chemba ya reactor
- utuaji-chanzo cha silicon na gesi za dopant huwekwa ndani na kuwekwa kwenye uso wa kaki
- tulia-gesi ya hidrojeni ilibadilishwa kuwa nitrojeni tena ifikapo 500°C
- kupakua.
Uwekaji wa mvuke wa kemikali usio na epitaxial
Ingawa ukuaji wa epitaxial ni aina mahususi ya CVD ambapo safu iliyowekwa ina mwelekeo wa muundo wa fuwele sawa na safu ya substrate, CVD isiyo ya epitaxial ni uundaji wa kampaundi thabiti kwenye substrate yenye joto kwa mmenyuko wa joto au mtengano wa misombo ya gesi.
CVD inaweza kutumika kuweka nyenzo nyingi, lakini katika usindikaji wa semiconductor ya silicon vifaa vinavyokutana kwa ujumla, pamoja na silicon epitaxial, ni:
- silicon ya polycrystalline (poly Si)
- dioksidi ya silicon (SiO2- zote mbili zilizopigwa na kufunguliwa; kioo cha p-doped)
- nitridi ya silicon (Si3N4).
Kila moja ya nyenzo hizi zinaweza kuwekwa kwa njia tofauti, na kila moja ina matumizi mengi.
Jedwali la 7 linabainisha aina tatu kuu za CVD kwa kutumia halijoto ya uendeshaji kama njia ya kutofautisha.
Jedwali 7. Aina kuu za uwekaji wa mvuke wa kemikali ya silicon (CVD)
|
vigezo |
||||
|
Shinikizo |
Anga (APCVD) au shinikizo la chini (LPCVD) |
|||
|
Joto |
500-1,100 ° C |
|||
|
Vyanzo vya silicon na nitridi |
Silane (SiH4), tetrakloridi ya silicon (SiCl4amonia (NH3), oksidi ya nitrojeni (N20) |
|||
|
Vyanzo vya Dopant |
Arsine (AsH3fosfini (PH3), diborane (B2H6) |
|||
|
Gesi za carrier |
Nitrojeni (N2), hidrojeni (H2) |
|||
|
Chanzo cha kupokanzwa |
Mfumo wa ukuta wa baridi-masafa ya redio (RF) au infrared (IR) |
|||
|
Aina ya CVD |
Mmenyuko |
Gesi ya carrier |
Joto |
|
|
Halijoto ya wastani (≈ 600–1,100 °C) |
||||
|
Nitridi ya silicon (Si3N4) |
3SiH4 + 4 NH3 → Si3N4 + 12 NYUMBA2 |
H2 |
900-1,100 ° C |
|
|
Polysilicon (poly Si) |
SiH4 + Joto → Si + 2H2 |
H2 |
850-1,000 ° C |
|
|
Silikoni dioksidi (SiO2) |
SiH4 + 4CO2 → SiO2 + 4CO + 2H2O |
N2 |
500-900 ° C |
|
|
Halijoto ya chini (≈<600 C) Siloksi, Pyrox, Vapox na Nitrox** |
||||
|
Silikoni dioksidi (SiO2) au P-doped SiO2 |
||||
|
Siloksi |
SiH4 +2O2 + Dopant → SiO2 + 2 NYUMBA2O |
N2 |
200-500 ° C |
|
|
Pyrox |
SiH4 +2O2 + Dopant → SiO2 + 2 NYUMBA2O |
N2 |
<600 ° C |
|
|
Mvuke |
SiH4 +2O2 + Dopant → SiO2 + 2 NYUMBA2O |
N2 |
<600 ° C |
|
|
Nitridi ya silicon (Si3N4) |
||||
|
Nitrox |
3SiH4 + 4NH3 (au N2O*) → Si3N4 + 12H2 |
N2 |
600-700 ° C |
|
|
Majimaji ya halijoto ya chini yameimarishwa (upitishaji hewa) (<600°C) |
||||
|
Kutumia redio-frequency (RF) au |
||||
|
Silikoni dioksidi (SiO2) |
SiH4 +2O2 → SiO2 + 2 NYUMBA20 |
|||
|
Nitridi ya silicon (Si3N4) |
3SiH4 + 4NH3 (au N2O*) → Si3N4 + 12H2 |
|||
* Kumbuka: Miitikio haijasawazishwa kimawazo.
**Majina ya jumla, ya umiliki au chapa ya biashara ya mifumo ya kite ya CVD
Vipengele vifuatavyo vinapatikana katika karibu aina zote za vifaa vya CVD:
- chumba cha majibu
- sehemu ya udhibiti wa gesi
- udhibiti wa wakati na mlolongo
- chanzo cha joto kwa substrates
- utunzaji wa maji taka.
Kimsingi, mchakato wa CVD unajumuisha kutoa kiasi kinachodhibitiwa cha silikoni au gesi chanzo cha nitridi, kwa kushirikiana na nitrojeni na/au gesi za kubeba hidrojeni, na gesi ya dopant ikiwa inataka, kwa mmenyuko wa kemikali ndani ya chemba ya reactor. Joto hutumiwa kutoa nishati muhimu kwa mmenyuko wa kemikali pamoja na kudhibiti joto la uso wa reactor na wafers. Baada ya majibu kukamilika, chanzo cha gesi ambacho hakijaathiriwa pamoja na mbebaji huisha kupitia mfumo wa kushughulikia maji taka na kupeperushwa kwenye angahewa.
Passivation ni aina ya kazi ya CVD. Inahusisha ukuaji wa safu ya oksidi ya kinga kwenye uso wa kaki ya silicon, kwa ujumla kama hatua ya mwisho ya uundaji kabla ya usindikaji usio wa kutengeneza. Safu hutoa utulivu wa umeme kwa kutenganisha uso wa mzunguko jumuishi kutoka kwa hali ya umeme na kemikali katika mazingira.
Uzalishaji wa metali
Baada ya vifaa vilivyotengenezwa kwenye substrate ya silicon, lazima ziunganishwe pamoja ili kufanya kazi za mzunguko. Utaratibu huu unajulikana kama metallization. Metallization hutoa njia ya wiring au kuunganisha tabaka za juu zaidi za nyaya zilizounganishwa kwa kuweka mifumo tata ya vifaa vya conductive, ambayo hupitia nishati ya umeme ndani ya nyaya.
Mchakato mpana wa metallization hutofautishwa kulingana na saizi na unene wa tabaka za metali na vifaa vingine vinavyowekwa. Hizi ni:
- filamu nyembamba-takriban unene wa filamu wa mikroni moja au chini
- filamu nene-takriban unene wa filamu wa mikroni 10 au zaidi
- kupamba-unene wa filamu hutofautiana kutoka nyembamba hadi nene, lakini kwa ujumla filamu nene.
Metali zinazotumika sana kwa utiaji metali ya semiconductor ya silicon ni: alumini, nikeli, chromium au aloi iitwayo nichrome, dhahabu, gerimani, shaba, fedha, titanium, tungsten, platinamu na tantalum.
Filamu nyembamba au nene pia zinaweza kuyeyuka au kuwekwa kwenye sehemu ndogo za kauri au glasi. Baadhi ya mifano ya substrates hizi ni: alumina (96% Al203), berilia (99% BeO), glasi ya borosilicate, pyroceram na quartz (SiO2).
Filamu nyembamba
Uchumaji wa filamu nyembamba mara nyingi hutumiwa kupitia uwekaji wa utupu wa juu au sehemu ya utupu au mbinu ya uvukizi. Aina kuu za uvukizi wa utupu wa juu ni boriti ya elektroni, flash na kupinga, wakati uwekaji wa sehemu ya utupu hufanywa hasa kwa kupiga.
Ili kutekeleza aina yoyote ya metali nyembamba ya utupu wa filamu, mfumo kawaida huwa na vifaa vya msingi vifuatavyo:
- chumba ambacho kinaweza kuhamishwa ili kutoa utupu wa kutosha kwa uwekaji
- pampu ya utupu (au pampu) ili kupunguza gesi iliyoko kwenye chemba
- chombo cha kuangalia kiwango cha utupu na vigezo vingine
- njia ya kuweka au kuyeyusha tabaka za nyenzo za metallizing.
Uvukizi wa boriti ya elektroni, inayoitwa mara kwa mara E boriti, hutumia beamof elektroni iliyolengwa kupasha joto nyenzo za ujanibishaji. Boriti yenye nguvu ya juu ya elektroni huzalishwa kwa namna inayofanana na ile inayotumiwa kwenye bomba la picha la televisheni. Mkondo wa elektroni huharakishwa kupitia uga wa umeme wa kawaida wa kV 5 hadi 10 na kulenga nyenzo zinazopaswa kuyeyuka. Boriti inayolengwa ya elektroni huyeyusha nyenzo zilizomo kwenye kizuizi kilichopozwa na maji na mfadhaiko mkubwa unaoitwa makaa. Nyenzo iliyoyeyushwa kisha huyeyuka ndani ya chemba ya utupu na kuganda kwenye kaki baridi na pia kwenye uso mzima wa chemba. Kisha mpiga picha wa kawaida, mfiduo, ukuzaji na oparesheni za mvua au kavu hufanywa ili kufafanua saketi tata za metali.
Kiwango cha uvukizi ni mbinu nyingine ya utuaji wa filamu nyembamba za metali. Njia hii hutumiwa hasa wakati mchanganyiko wa vifaa viwili (aloi) vinapaswa kuyeyuka kwa wakati mmoja. Baadhi ya mifano ya vipengele viwili vya filamu ni: nikeli/chromium (Nichrome), chromium/silicon monoksidi (SiO) na alumini/silicon.
Katika uvukizi wa flash, bar ya kauri inapokanzwa na upinzani wa joto na spool ya kulishwa mara kwa mara ya waya, mkondo wa pellets au poda iliyotolewa kwa vibration huletwa kwenye filament ya moto au bar. Kisha metali zilizotiwa mvuke hupaka chemba ya ndani na nyuso za kaki.
Uvukizi sugu (pia inajulikana kama uvukizi wa filamenti) ni njia rahisi na ya bei nafuu zaidi ya uwekaji. Uvukizi hukamilishwa kwa kuongeza hatua kwa hatua mkondo unaotiririka kupitia filamenti ili kuyeyusha kwanza vitanzi vya nyenzo ili kuyeyushwa, na hivyo kulowesha filamenti. Mara baada ya filament ni mvua, sasa kwa njia ya filament huongezeka hadi uvukizi hutokea. Faida kuu ya uvukizi wa kupinga ni aina mbalimbali za vifaa vinavyoweza kuyeyuka.
Kazi ya matengenezo wakati mwingine hufanywa kwenye sehemu ya ndani ya chemba za uwekaji za evaporator ya E-boriti inayoitwa mitungi ya kengele. Wakati mafundi wa matengenezo wana vichwa vyao ndani ya mitungi ya kengele, mfiduo muhimu unaweza kutokea. Kuondoa mabaki ya chuma ambayo huwekwa kwenye uso wa ndani wa mitungi ya kengele kunaweza kusababisha mfiduo kama huo. Kwa mfano, mfiduo wa fundi zaidi ya kikomo cha mfiduo wa hewani kwa fedha ulipimwa wakati wa kuondolewa kwa mabaki kutoka kwa kivukizo kilichotumiwa kuweka fedha (Baldwin na Stewart 1989).
Kusafisha mabaki ya mitungi ya kengele kwa vimumunyisho vya kusafisha kikaboni pia kunaweza kusababisha mfiduo wa juu wa viyeyusho. Mfiduo wa mafundi kwa methanoli zaidi ya 250 ppm umetokea wakati wa aina hii ya kusafisha. Mfiduo huu unaweza kuondolewa kwa kutumia maji kama kiyeyusho cha kusafisha badala ya methanoli (Baldwin na Stewart 1989).
The utuaji sputtering mchakato unafanyika katika angahewa ya gesi ya shinikizo la chini au utupu wa sehemu, kwa kutumia mkondo wa umeme wa moja kwa moja (DC, au sputtering ya cathode) au voltages za RF kama chanzo cha nishati ya juu. Katika kunyunyiza, ioni za gesi ya argon ya ajizi huletwa kwenye chumba cha utupu baada ya kiwango cha utupu cha kuridhisha kufikiwa kupitia utumiaji wa pampu mbaya. Sehemu ya umeme huundwa kwa kutumia voltage ya juu, kwa kawaida 5,000 V, kati ya sahani mbili zinazopingana. Utoaji huu wa nishati ya juu hufanya ionize atomi za gesi ya argon na kuzifanya zisogee na kuharakisha hadi kwenye moja ya bamba kwenye chemba inayoitwa shabaha. Ayoni za argon zinapogonga shabaha iliyotengenezwa na nyenzo kitakachowekwa, huondoa, au kunyunyiza, atomi au molekuli hizi. Atomu zilizotolewa za nyenzo ya uhuishaji kisha huwekwa kwenye filamu nyembamba kwenye substrates za silicon ambazo zinaelekea kulengwa.
Uvujaji wa RF kutoka kwa pande na migongo kwenye vitengo vingi vya zamani vya sputter ulipatikana kuzidi kikomo cha mfiduo wa kazi (Baldwin na Stewart 1989). Uvujaji mwingi ulitokana na nyufa kwenye makabati iliyosababishwa na kuondolewa mara kwa mara kwa paneli za matengenezo. Katika mifano mpya zaidi ya mtengenezaji sawa, paneli zilizo na mesh ya waya kando ya seams huzuia uvujaji mkubwa. Vipu vya zamani vinaweza kuwekwa tena kwa matundu ya waya au, vinginevyo, mkanda wa shaba unaweza kutumika kufunika mishono ili kupunguza uvujaji.
Filamu nene
Muundo na mwelekeo wa filamu nyingi nene haziendani na uwekaji wa metali wa mizunguko iliyounganishwa ya silicon, haswa kwa sababu ya vikwazo vya ukubwa. Filamu nene hutumiwa zaidi kwa ujanibishaji wa miundo mseto ya kielektroniki, kama vile utengenezaji wa LCD.
Mchakato wa uchunguzi wa hariri ndio njia kuu ya uwekaji filamu nene. Nyenzo za filamu nene zinazotumiwa kwa kawaida ni paladiamu, fedha, titan dioksidi na kioo, dhahabu-platinamu na kioo, kioo cha dhahabu na kioo cha fedha.
Filamu nene zinazostahimili kwa kawaida huwekwa na kuchorwa kwenye substrate ya kauri kwa kutumia mbinu za kukagua hariri. Cermet ni aina ya filamu nene inayokinza inayoundwa na kusimamishwa kwa chembe za chuma zinazopitisha kwenye tumbo la kauri na resini ya kikaboni kama kichungi. Miundo ya kawaida ya cermet inaundwa na chromium, fedha au oksidi ya risasi katika monoksidi ya silicon au tumbo la dioksidi.
Mchovyo
Aina mbili za msingi za mbinu za uwekaji hutumika katika kutengeneza filamu za metali kwenye substrates za semiconductor: electroplating na electroless plating.
In electroplating, substrate ya kupakwa imewekwa kwenye cathode, au terminal iliyo na chaji hasi, ya tank ya kuweka na kuzamishwa katika suluhisho la elektroliti. Electrode iliyotengenezwa kwa chuma itakayowekwa sahani hutumika kama anodi, au terminal iliyo na chaji chanya. Wakati mkondo wa moja kwa moja unapitishwa kupitia suluhisho, ions za chuma zilizochajiwa vyema, ambazo hupasuka ndani ya suluhisho kutoka kwa anode, kuhamia na sahani kwenye cathode (substrate). Njia hii ya kupamba hutumiwa kutengeneza filamu za dhahabu au shaba.
In mchovyo wa umeme, upunguzaji wa wakati huo huo na oxidation ya chuma inayowekwa hutumiwa katika kutengeneza atomi ya chuma ya bure au molekuli. Kwa kuwa njia hii haihitaji upitishaji wa umeme wakati wa mchakato wa kuweka, inaweza kutumika na substrates za aina ya kuhami. Nickel, shaba na dhahabu ni metali za kawaida zinazowekwa kwa njia hii.
Aloying / annealing
Baada ya miunganisho ya metali kuwekwa na kuwekwa, hatua ya mwisho ya aloyi na annealing inaweza kufanywa. Aloi inajumuisha kuweka substrates za metali, kwa kawaida na alumini, katika tanuru ya uenezi ya chini ya joto ili kuhakikisha mguso wa chini wa upinzani kati ya chuma cha alumini na substrate ya silicon. Hatimaye, ama wakati wa hatua ya aloi au kuifuata moja kwa moja, kaki mara nyingi huwekwa wazi kwa mchanganyiko wa gesi yenye hidrojeni katika tanuru ya kueneza kwa 400 hadi 500 ° C. Hatua ya kupenyeza imeundwa ili kuboresha na kuleta uthabiti sifa za kifaa kwa kuchanganya hidrojeni na atomi ambazo hazijawekwa kwenye kiolesura cha dioksidi ya silicon-silicon.
Backlapping na backside metallization
Pia kuna hatua ya hiari ya usindikaji wa metali inayoitwa backlapping. Upande wa nyuma wa kaki unaweza kubanwa au kusagwa chini kwa kutumia suluji yenye unyevunyevu na shinikizo. Metali kama vile dhahabu inaweza kuwekwa kwenye upande wa nyuma wa kaki kwa kunyunyiza. Hii hurahisisha kiambatisho cha kufa kilichotenganishwa kwenye kifurushi katika mkusanyiko wa mwisho.
Mkutano na upimaji
Usindikaji usio wa utengezaji, unaojumuisha ufungashaji wa nje, viambatisho, uwekaji maelezo, kuunganisha na majaribio, kwa kawaida hufanywa katika vituo tofauti vya uzalishaji na mara nyingi hufanywa katika nchi za Kusini-mashariki mwa Asia, ambapo kazi hizi zinazohitaji nguvu kazi nyingi ni ghali sana kuzifanya. Aidha, mahitaji ya uingizaji hewa kwa ajili ya mchakato na udhibiti wa chembe kwa ujumla ni tofauti (zisizo safi) katika maeneo ya usindikaji yasiyo ya kutengeneza. Hatua hizi za mwisho katika mchakato wa utengenezaji zinahusisha shughuli zinazojumuisha kuuza, kupunguza mafuta, kupima kwa kemikali na vyanzo vya mionzi, na kupunguza na kuweka alama kwa leza.
Soldering wakati wa utengenezaji wa semiconductor kawaida haisababishi udhihirisho wa juu wa risasi. Ili kuzuia uharibifu wa joto kwa saketi iliyounganishwa, halijoto ya solder huwekwa chini ya halijoto ambapo uundaji mkubwa wa mafusho ya risasi yaliyoyeyushwa yanaweza kutokea (430°C). Hata hivyo, kusafisha vifaa vya solder kwa kukwarua au kupiga mswaki mabaki yenye risasi kunaweza kusababisha miale ya risasi zaidi ya 50 μg/m.3 (Baldwin na Stewart 1989). Pia, mfiduo wa risasi wa 200 μg/m3 yametokea wakati mbinu zisizofaa za kuondoa taka zinatumiwa wakati wa shughuli za solder ya wimbi (Baldwin na Williams 1996).
Wasiwasi mmoja unaokua na shughuli za solder ni kuwashwa kwa kupumua na pumu kwa sababu ya kufichuliwa na bidhaa za pyrolysis za fluxes ya solder, haswa wakati wa kuuza kwa mkono au operesheni ya kugusa, ambapo uingizaji hewa wa kienyeji haujatumiwa sana (tofauti na shughuli za solder, ambazo kwa miongo michache iliyopita kwa kawaida zimefungwa kwenye makabati yaliyochoka) (Goh na Ng 1987). Tazama makala "Ubao wa mzunguko uliochapishwa na mkusanyiko wa kompyuta" kwa maelezo zaidi.
Kwa kuwa koloni katika flux ya solder ni kihamasishaji, mfiduo wote unapaswa kupunguzwa hadi chini iwezekanavyo, bila kujali matokeo ya sampuli za hewa. Ufungaji mpya wa kutengenezea hasa lazima ujumuishe uingizaji hewa wa kitovu cha ndani wakati uuzaji unatakiwa kufanywa kwa muda mrefu (kwa mfano, zaidi ya saa 2).
Moshi kutoka kwa kutengenezea kwa mkono utapanda wima kwenye mikondo ya joto, na kuingia katika eneo la kupumua la mfanyakazi wakati mtu anaegemea mahali pa kutengenezea. Udhibiti kwa kawaida hupatikana kwa kutumia kasi ya juu na kiasi cha chini cha uingizaji hewa wa ndani wa moshi kwenye ncha ya solder.
Vifaa vinavyorudisha hewa iliyochujwa mahali pa kazi vinaweza, ikiwa ufanisi wa kuchuja hautoshi, kusababisha uchafuzi wa pili ambao unaweza kuathiri watu kwenye chumba cha kazi isipokuwa wale wanaouza. Hewa iliyochujwa haipaswi kurudishwa kwenye chumba cha kazi isipokuwa kiasi cha soldering ni kidogo na chumba kina uingizaji hewa mzuri wa dilution wa jumla.
Aina ya kaki na mtihani
Baada ya utengenezaji wa kaki kukamilika, kila kaki iliyokamilishwa kihalisi hupitia mchakato wa aina ya kaki ambapo sakiti iliyounganishwa kwenye kila kingo mahususi inajaribiwa kwa umeme na vichunguzi vinavyodhibitiwa na kompyuta. Kaki ya mtu binafsi inaweza kuwa na kutoka mia moja hadi mamia ya dies tofauti au chips ambayo lazima kujaribiwa. Baada ya matokeo ya mtihani kukamilika, wafu huwekwa alama ya kimwili na resin ya epoxy ya sehemu moja iliyotolewa moja kwa moja. Nyekundu na bluu hutumiwa kutambua na kupanga dies ambazo hazifikii vipimo vya umeme vinavyohitajika.
Kufa kutengana
Kwa vifaa au saketi kwenye kaki iliyojaribiwa, kuweka alama na kupangwa, mtu anayekufa kwenye kaki lazima atenganishwe kimwili. Mbinu kadhaa zimeundwa kwa ajili ya kutenganisha kufa kwa mtu binafsi—kuandika almasi, upakaji wa leza na msumeno wa gurudumu la almasi.
Uandikaji wa almasi ndiyo njia ya zamani zaidi inayotumika na inahusisha kuchora ncha iliyopachikwa almasi yenye umbo sawasawa kwenye kaki kando ya mstari wa mwandishi au "mitaani" inayotenganisha maiti ya mtu binafsi kwenye sehemu ya kaki. Kutokamilika kwa muundo wa fuwele unaosababishwa na scribing huruhusu kaki kuinama na kuvunjika kando ya mstari huu.
Kuandika kwa laser ni mbinu ya hivi karibuni ya kutenganisha kufa. Boriti ya leza inatolewa na leza ya neodymium-yttrium yenye mapigo, yenye nguvu ya juu. Boriti hutengeneza kijiti kwenye kaki ya silicon kando ya mistari ya mwandishi. Groove hutumika kama mstari ambao kaki huvunja.
Njia inayotumika sana ya kutenganisha kufa ni sawing yenye unyevunyevu—kukata substrates kando ya barabara kwa kutumia msumeno wa mzunguko wa kasi wa almasi. Sawing inaweza ama kukata sehemu (mwandishi) au kukata kabisa (kete) kupitia substrate ya silicon. Tope la mvua la nyenzo zilizoondolewa kutoka mitaani hutolewa na sawing.
Kufa ambatisha na kuunganisha
Kifa au chip ya mtu binafsi lazima iambatishwe kwenye kifurushi cha mtoa huduma na fremu ya risasi ya chuma. Flygbolag kawaida hutengenezwa kwa nyenzo za kuhami joto, ama kauri au plastiki. Nyenzo za kubeba kauri kawaida hutengenezwa kwa alumina (Al2O3), lakini inaweza kuwa na beryllia (BeO) au steatite (MgO-SiO2) Vifaa vya kubeba plastiki ni vya aina ya thermoplastic au thermosetting resin.
Kushikamana kwa kifo cha mtu binafsi kwa ujumla hukamilishwa na mojawapo ya aina tatu tofauti za kiambatisho: eutectic, preform na epoxy. Kiambatisho cha Eutectic kufa kinahusisha kutumia aloi ya eutectic brazing, kama vile dhahabu-silicon. Kwa njia hii, safu ya chuma ya dhahabu imewekwa nyuma ya kufa. Kwa kupokanzwa mfuko juu ya joto la eutectic (370 ° C kwa dhahabu-silicon) na kuweka difa juu yake, dhamana hutengenezwa kati ya kufa na mfuko.
Kuunganisha kwa awali kunahusisha matumizi ya kipande kidogo cha nyenzo maalum ya utungaji ambayo itaambatana na kufa na mfuko. Preform imewekwa kwenye eneo la kiambatisho cha kifurushi na kuruhusiwa kuyeyuka. Kisha kitambaa husuguliwa kote kanda hadi kufa kushikanishwa, na kisha kifurushi kipozwe.
Kuunganishwa kwa epoxy kunahusisha matumizi ya gundi ya epoxy ili kuunganisha kufa kwenye mfuko. Tone la epoxy hutolewa kwenye mfuko na kufa huwekwa juu yake. Kifurushi kinaweza kuhitaji kuoka kwa joto la juu ili kuponya epoxy vizuri.
Mara tu kufa kumeshikamana na kifurushi, viunganisho vya umeme lazima vitolewe kati ya saketi iliyojumuishwa na miongozo ya kifurushi. Hili linakamilishwa kwa kutumia mbinu za ukandamizaji wa hali ya hewa, ultrasonic au thermosonic ili kuambatisha nyaya za dhahabu au alumini kati ya maeneo ya mguso kwenye chip ya silikoni na miongozo ya kifurushi.
Uunganishaji wa kidhibiti cha halijoto mara nyingi hutumika kwa waya wa dhahabu na huhusisha kupasha joto kifurushi hadi takriban 300oC na kutengeneza dhamana kati ya waya na pedi za kuunganisha kwa kutumia joto na shinikizo. Aina mbili kuu za uunganishaji wa thermocompression zinatumika-kuunganisha mpira na kuunganisha kabari. Kuunganisha kwa mpira, ambayo hutumiwa tu na waya wa dhahabu, hulisha waya kupitia bomba la capillary, huikandamiza, na kisha mwali wa hidrojeni huyeyusha waya. Kwa kuongeza, hii huunda mpira mpya kwenye mwisho wa waya kwa mzunguko unaofuata wa kuunganisha. Uunganishaji wa kabari hujumuisha zana ya kuunganisha yenye umbo la kabari na darubini inayotumika kuweka chipu ya silikoni na kufungasha kwa usahihi juu ya pedi ya kuunganisha. Mchakato huo unafanywa katika anga ya ajizi.
Uunganisho wa ultrasonic hutumia mpigo wa ultrasonic, nishati ya masafa ya juu ili kutoa hatua ya kusugua ambayo huunda kifungo kati ya waya na pedi ya kuunganisha. Uunganisho wa ultrasonic hutumiwa hasa na waya wa alumini na mara nyingi hupendekezwa zaidi ya kuunganisha thermocompression, kwa kuwa hauhitaji chip ya mzunguko kuwashwa moto wakati wa operesheni ya kuunganisha.
Uunganishaji wa Thermosoniki ni mabadiliko ya hivi karibuni ya kiteknolojia katika kuunganisha waya za dhahabu. Inahusisha matumizi ya mchanganyiko wa nishati ya ultrasonic na joto na inahitaji joto kidogo kuliko kuunganisha thermocompression.
Encapsulation
Madhumuni ya msingi ya ujumuishaji ni kuweka sakiti iliyojumuishwa kwenye kifurushi ambacho kinakidhi mahitaji ya umeme, mafuta, kemikali na kimwili yanayohusiana na utumiaji wa saketi iliyojumuishwa.
Aina za vifurushi vinavyotumika sana ni aina ya risasi-radial, pakiti bapa na kifurushi cha dual-in-line (DIP). Aina ya vifurushi vya radial-lead hutengenezwa zaidi na Kovar, aloi ya chuma, nikeli na cobalt, na mihuri ya kioo ngumu na Kovar inaongoza. Pakiti za gorofa hutumia muafaka wa risasi wa chuma, kwa kawaida hutengenezwa kwa aloi ya alumini pamoja na vipengele vya kauri, kioo na chuma. Vifurushi vya laini-mbili kwa ujumla ndivyo vinavyojulikana zaidi na mara nyingi hutumia plastiki za kauri au zilizobuniwa.
Vifurushi vya semiconductor vya plastiki vilivyotengenezwa kimsingi hutolewa na michakato miwili tofauti-kuhamisha ukingo na ukingo wa sindano. Ukingo wa uhamishaji ndio njia kuu ya ufungaji wa plastiki. Kwa njia hii, chips huwekwa kwenye fremu za risasi ambazo hazijakatwa na kisha bechi hupakiwa kwenye ukungu. Aina za poda au pellet za misombo ya ukingo wa plastiki ya thermosetting huyeyuka kwenye sufuria yenye joto na kisha kulazimishwa (kuhamishwa) chini ya shinikizo kwenye molds zilizopakiwa. Mifumo ya kiwanja ya uundaji wa poda au pellet inaweza kutumika kwenye epoksi, silikoni au silikoni/epoksi resini. Mfumo kawaida huwa na mchanganyiko wa:
- resini za thermosetting- epoxy, silicone au silicone / epoxy
- magumu- epoxy novolacs na anhydrides epoxy
- fillers-silica-iliyounganishwa au dioksidi ya silicon ya fuwele (SiO2) na alumina (Al2O3), kwa ujumla 50-70% kwa uzito
- retardant ya mototrioksidi ya antimoni (Sb2O3) kwa ujumla 1-5% kwa uzito.
Ukingo wa sindano hutumia kiwanja cha kutengeneza thermoplastic au thermosetting ambacho hupashwa joto hadi kiwango chake myeyuko katika silinda kwa halijoto inayodhibitiwa na kulazimishwa kwa shinikizo kupitia pua kwenye ukungu. Resin huimarisha haraka, mold inafunguliwa na mfuko wa encapsulation hutolewa. Aina mbalimbali za misombo ya plastiki hutumiwa katika uundaji wa sindano, na resini za epoxy na polyphenylene sulphide (PPS) zikiwa ni maingizo mapya zaidi katika uwekaji wa semiconductor.
Ufungaji wa mwisho wa kifaa cha semiconductor ya silicon huwekwa kulingana na upinzani wake kwa kuvuja au uwezo wa kutenganisha mzunguko uliounganishwa kutoka kwa mazingira yake. Hizi zinatofautishwa kuwa zisizo na hewa (zisizopitisha hewa) au zisizo na muhuri.
Mtihani wa kuvuja na kuchoma ndani
Uchunguzi wa kuvuja ni utaratibu uliotengenezwa ili kupima uwezo halisi wa kuziba au hermetism ya kifaa kilichofungwa. Aina mbili za kawaida za kupima uvujaji zinatumika: ugunduzi wa uvujaji wa heliamu na ugunduzi wa uvujaji wa kifuatiliaji cha mionzi.
Katika kugundua kuvuja kwa heliamu, vifurushi vilivyokamilishwa huwekwa kwenye anga ya shinikizo la heliamu kwa muda. Heliamu ina uwezo wa kupenya kwa kutokamilika kwenye kifurushi. Baada ya kuondolewa kutoka kwa chumba cha shinikizo la heliamu, kifurushi huhamishiwa kwenye chumba cha spectrometer ya molekuli na kupimwa kwa heliamu inayovuja nje ya kasoro kwenye mfuko.
Gesi ya kufuatilia mionzi, kwa kawaida krypton-85 (Kr-85), inabadilishwa na heliamu kwa njia ya pili, na gesi ya mionzi inayovuja nje ya kifurushi hupimwa. Katika hali ya kawaida, mfiduo wa wafanyikazi kutokana na mchakato huu ni chini ya millisieverts 5 (milimita 500) kwa mwaka (Baldwin na Stewart 1989). Udhibiti wa mifumo hii kawaida ni pamoja na:
- kutengwa katika vyumba na upatikanaji mdogo tu kwa wafanyakazi muhimu
- aliweka alama za onyo za mionzi kwenye milango ya vyumba vyenye Kr-85
- vichunguzi vya mionzi vinavyoendelea na kengele na kuzima kiotomatiki/kutengwa
- mfumo wa kutolea nje uliojitolea na chumba cha shinikizo hasi
- ufuatiliaji wa mfiduo kwa kutumia kipimo cha kibinafsi (kwa mfano, beji za filamu za mionzi)
- matengenezo ya mara kwa mara ya kengele na kuingiliana
- ukaguzi wa mara kwa mara wa kuvuja kwa nyenzo za mionzi
- mafunzo ya usalama kwa waendeshaji na mafundi
- kuhakikisha kuwa mwangaza wa mionzi unawekwa chini kadri inavyowezekana (ALARA).
Pia, nyenzo zinazogusana na Kr-85 (kwa mfano, IC zilizowekwa wazi, mafuta ya pampu yaliyotumika, vali na pete za O) huchunguzwa ili kuhakikisha kuwa hazitoi viwango vya juu vya mionzi kwa sababu ya mabaki ya gesi kabla hazijaondolewa. eneo linalodhibitiwa. Leach-Marshal (1991) hutoa maelezo ya kina juu ya kufichuliwa na vidhibiti kutoka kwa mifumo ya kugundua uvujaji mzuri wa Kr-85.
Choma ndani ni operesheni ya kusisitiza joto na umeme ili kuamua kuegemea kwa kifaa cha mwisho kilichofungwa. Vifaa huwekwa kwenye tanuri inayodhibiti halijoto kwa muda mrefu kwa kutumia angahewa iliyoko au hali ajizi ya nitrojeni. Halijoto huanzia 125°C hadi 200°C (150°C ni wastani), na vipindi vya muda kutoka saa chache hadi saa 1,000 (saa 48 ni wastani).
Jaribio la mwisho
Kwa sifa ya mwisho ya utendaji wa kifaa cha semiconductor ya silicon, mtihani wa mwisho wa umeme unafanywa. Kwa sababu ya idadi kubwa na utata wa vipimo vinavyohitajika, kompyuta hufanya na kutathmini upimaji wa vigezo vingi muhimu kwa utendaji wa kifaa hatimaye.
Weka alama na upakie
Utambulisho wa kimwili wa kifaa cha mwisho kilichofungwa hukamilishwa kwa matumizi ya aina mbalimbali za mifumo ya kuashiria. Kategoria kuu mbili za kuashiria kwa sehemu ni uchapishaji wa mawasiliano na usio wa mawasiliano. Uchapishaji wa anwani kwa kawaida hujumuisha mbinu ya kukabiliana na mzunguko kwa kutumia wino za kutengenezea. Uchapishaji usio wa mawasiliano, ambao huhamisha alama bila mguso wa kimwili, unahusisha kichwa cha ndege ya wino au uchapishaji wa tona kwa kutumia wino zenye kutengenezea au alama ya leza.
Vimumunyisho vinavyotumika kama kibeba wino cha uchapishaji na kama kisafishaji awali kwa kawaida huundwa na mchanganyiko wa alkoholi (ethanol) na esta (ethyl acetate). Mifumo mingi ya vijenzi vya kuashiria, isipokuwa kuweka alama kwa leza, hutumia wino ambazo zinahitaji hatua ya ziada ya kuweka, au kuponya. Njia hizi za kuponya ni kuponya hewa, kuponya joto (joto au infrared) na uponyaji wa ultraviolet. Wino za kuponya ultraviolet hazina vimumunyisho.
Mifumo ya kuashiria kwa laser hutumia kaboni dioksidi yenye nguvu nyingi (CO2) leza, au neodymium:yttrium laser yenye nguvu nyingi. Laser hizi kwa kawaida hupachikwa kwenye kifaa na huwa na makabati yaliyounganishwa ambayo hufunga njia ya boriti na mahali ambapo boriti huwasiliana na mtu anayelengwa. Hii huondoa hatari ya boriti ya laser wakati wa shughuli za kawaida, lakini kuna wasiwasi wakati miunganisho ya usalama inashindwa. Operesheni ya kawaida ambapo ni muhimu kuondoa viunga vya boriti na kushindwa kwa kuingiliana ni usawa wa boriti ya laser.
Wakati wa shughuli hizi za matengenezo, chumba kilicho na leza kinapaswa kuhamishwa, isipokuwa kwa mafundi wa matengenezo muhimu, na milango ya chumba ikiwa imefungwa na kubandikwa kwa ishara zinazofaa za usalama wa leza. Walakini, leza zenye nguvu nyingi zinazotumiwa katika utengenezaji wa semiconductor mara nyingi ziko katika maeneo makubwa ya utengenezaji, ambayo inafanya kuwa haiwezekani kuhamisha wafanyikazi wasio wa matengenezo wakati wa matengenezo. Kwa hali hizi, eneo la udhibiti wa muda kawaida huanzishwa. Kawaida maeneo haya ya udhibiti yana mapazia ya laser au skrini za kulehemu zenye uwezo wa kuhimili mguso wa moja kwa moja na boriti ya laser. Kiingilio cha eneo la udhibiti wa muda kwa kawaida hupitia lango la maze ambalo hubandikwa kwa ishara ya onyo wakati wowote miingiliano ya leza inaposhindwa. Tahadhari zingine za usalama wakati wa upangaji wa boriti ni sawa na zile zinazohitajika kwa uendeshaji wa laser yenye nguvu ya juu iliyo wazi (kwa mfano, mafunzo, ulinzi wa macho, taratibu zilizoandikwa na kadhalika).
Laser zenye nguvu nyingi pia ni moja wapo ya hatari kubwa za umeme katika tasnia ya semiconductor. Hata baada ya umeme kuzimwa, uwezekano mkubwa wa mshtuko upo ndani ya chombo na lazima usambazwe kabla ya kufanya kazi ndani ya baraza la mawaziri.
Pamoja na hatari ya boriti na hatari ya umeme, uangalifu unapaswa kuchukuliwa katika kufanya matengenezo kwenye mifumo ya leza ya kuashiria kwa sababu ya uwezekano wa uchafuzi wa kemikali kutoka kwa trioksidi ya antimoni inayozuia moto na beriliamu (vifurushi vya kauri vilivyo na kiwanja hiki vitaandikishwa). Moshi unaweza kuunda wakati wa kuweka alama kwa leza zenye nguvu nyingi na kuunda mabaki kwenye nyuso za vifaa na vichujio vya kutoa moshi.
Vipunguza mafuta vimekuwa vikitumika hapo awali kusafisha semiconductors kabla ya kuwekewa alama za misimbo ya utambulisho. Mfiduo wa kutengenezea juu ya kikomo kinachotumika cha kukabiliwa na hewa kazini unaweza kutokea kwa urahisi ikiwa kichwa cha opereta kitawekwa chini ya mizinga ya kupoeza ambayo husababisha mvuke kujikunja, kama inavyoweza kutokea wakati opereta anapojaribu kupata sehemu zilizoanguka au wakati fundi anasafisha mabaki kutoka chini ya kifaa. kitengo (Baldwin na Stewart 1989). Matumizi ya degreaser yamepunguzwa sana katika tasnia ya semiconductor kwa sababu ya vizuizi vya utumiaji wa vitu vya kuharibu ozoni kama vile klorofluorocarbons na vimumunyisho vya klorini.
Uchambuzi wa kushindwa na uhakikisho wa ubora
Maabara ya uchanganuzi wa kutofaulu na uchanganuzi wa ubora kwa kawaida hufanya shughuli mbalimbali zinazotumiwa ili kuhakikisha kutegemewa kwa vifaa. Baadhi ya shughuli zinazofanywa katika maabara hizi zinaonyesha uwezekano wa kufichuliwa kwa wafanyikazi. Hizi ni pamoja na:
- kuashiria vipimo kutumia michanganyiko mbalimbali ya kutengenezea na babuzi katika viriba vyenye moto kwenye hotplates. Uingizaji hewa wa ndani (LEV) kwa namna ya kofia ya chuma yenye kasi ya kutosha ya uso inahitajika ili kudhibiti utoaji wa hewa safi. Miyeyusho ya Monoethanolamine inaweza kusababisha mfiduo unaozidi kikomo chake cha mfiduo wa hewani (Baldwin na Williams 1996).
- mtihani wa Bubble / uvujaji kutumia fluorocarbons zenye uzito wa juu wa Masi (jina la biashara la Fluorinerts)
- vitengo vya ufungaji wa x-ray.
Cobalt-60 (hadi curies 26,000) hutumiwa katika vimulisho kwa ajili ya kupima uwezo wa ICs kustahimili mionzi ya gamma katika matumizi ya kijeshi na anga. Katika hali ya kawaida, mfiduo wa wafanyikazi kutokana na operesheni hii ni chini ya millisieverts 5 (milimita 500) kwa mwaka (Baldwin na Stewart 1989). Vidhibiti vya operesheni hii maalum kwa kiasi fulani ni sawa na zile zinazotumiwa kwa mifumo ya uvujaji wa Kr-85 (kwa mfano, chumba kilichotengwa, vichunguzi vinavyoendelea vya mionzi, ufuatiliaji wa mfiduo wa wafanyikazi na kadhalika).
Vyanzo vidogo vya "leseni mahususi" vya alpha (km, millikuries ndogo na ya Americium-241) hutumika katika mchakato wa kuchanganua kutofaulu. Vyanzo hivi vimefunikwa na mipako nyembamba ya kinga inayoitwa dirisha inayoruhusu chembe za alfa kutolewa kutoka kwa chanzo ili kujaribu uwezo wa saketi iliyojumuishwa kufanya kazi inapopigwa na chembe za alfa. Kwa kawaida vyanzo huangaliwa mara kwa mara (kwa mfano, nusu mwaka) kwa kuvuja kwa nyenzo za mionzi ambazo zinaweza kutokea ikiwa dirisha la kinga limeharibiwa. Uvujaji wowote unaotambulika kwa kawaida huchochea kuondolewa kwa chanzo na usafirishaji wake kurudi kwa mtengenezaji.
Mifumo ya x-ray ya baraza la mawaziri hutumika kuangalia unene wa mipako ya chuma na kutambua kasoro (kwa mfano, viputo vya hewa kwenye vifurushi vya misombo ya ukungu). Ingawa si chanzo kikubwa cha kuvuja, vitengo hivi kwa kawaida hukaguliwa mara kwa mara (kwa mfano, kila mwaka) kwa kutumia mita ya uchunguzi inayoshikiliwa kwa mkono kwa uvujaji wa eksirei na kukaguliwa ili kuhakikisha kwamba miunganisho ya milango inafanya kazi ipasavyo.
Kusafirisha Bidhaa
Usafirishaji ndio mwisho wa uhusikaji wa watengenezaji wengi wa vifaa vya silicon semiconductor. Watengenezaji wa semiconductor za wauzaji huuza bidhaa zao kwa wazalishaji wengine wa bidhaa za mwisho, huku watengenezaji waliofungwa hutumia vifaa kwa bidhaa zao za mwisho.
Utafiti wa Afya
Kila hatua ya mchakato hutumia seti fulani ya kemia na zana ambazo husababisha wasiwasi maalum wa EHS. Mbali na wasiwasi unaohusishwa na hatua mahususi za mchakato katika uchakataji wa kifaa cha silicon semiconductor, uchunguzi wa magonjwa ulichunguza madhara ya kiafya miongoni mwa wafanyakazi wa sekta ya semiconductor (Schenker et al. 1992). Tazama pia mjadala katika makala "Athari za kiafya na mifumo ya magonjwa".
Hitimisho kuu la utafiti lilikuwa kwamba kazi katika vifaa vya utengenezaji wa semiconductor inahusishwa na kiwango cha kuongezeka kwa utoaji mimba wa pekee (SAB). Katika kipengele cha kihistoria cha utafiti, idadi ya wajawazito waliofanyiwa utafiti katika uundaji na wafanyikazi wasiotengeneza walikuwa takriban sawa (447 na 444 mtawalia), lakini kulikuwa na utoaji mimba zaidi wa hiari katika utungaji (n=67) kuliko kutotengeneza (n=46) . Inaporekebishwa kwa ajili ya mambo mbalimbali yanayoweza kusababisha upendeleo (umri, kabila, uvutaji sigara, mfadhaiko, hali ya kijamii na kiuchumi na historia ya ujauzito) hatari ya jamaa (RR) ya aya za utungaji zisizo za uwongo ilikuwa 1.43 (95% muda wa kuamini=0.95-2.09) .
Watafiti waliunganisha kiwango kilichoongezeka cha SAB na mfiduo wa etha fulani za glycol (EGE) zinazotumiwa katika utengenezaji wa semiconductor. Etha maalum za glikoli ambazo zilihusika katika utafiti na zinazoshukiwa kusababisha athari mbaya za uzazi ni:
- 2-methoxyethanol (CAS 109-86-4)
- Acetate ya 2-methoxyethyl (CAS 110-49-6)
- 2-ethoxyethyl acetate (CAS 111-15-9).
Ingawa sio sehemu ya utafiti, etha zingine mbili za glycol zinazotumika katika tasnia, 2-ethoxyethanol (CAS 110-80-5) na diethylene glycol dimethyl ether (CAS 111-96-6) zina athari sawa za sumu na zimepigwa marufuku na wengine. watengenezaji wa semiconductor.
Kando na ongezeko la kiwango cha SAB kinachohusishwa na mfiduo wa etha fulani za glikoli, utafiti pia ulihitimisha:
- Uhusiano usio thabiti ulikuwepo kwa mfiduo wa floridi (katika etching) na SAB.
- Dhiki ya kujiripoti ilikuwa sababu kubwa ya hatari inayojitegemea kwa SAB miongoni mwa wanawake wanaofanya kazi katika maeneo ya utengenezaji.
- Ilichukua muda mrefu kwa wanawake wanaofanya kazi katika eneo la utengenezaji kupata mimba ikilinganishwa na wanawake katika maeneo yasiyo ya uzushi.
- Kuongezeka kwa dalili za kupumua (kuwasha kwa macho, pua na koo na kupumua) kulikuwepo kwa wafanyikazi wa utengenezaji ikilinganishwa na wafanyikazi wasio wa kutengeneza.
- Dalili za musculoskeletal za ncha ya juu ya mbali, kama vile maumivu ya mkono, kiwiko, kiwiko na paji la uso, zilihusishwa na kazi ya chumba cha kutengeneza.
- Ugonjwa wa ngozi na upotezaji wa nywele (alopecia) uliripotiwa mara nyingi zaidi kati ya wafanyikazi wa utengenezaji kuliko wafanyikazi wasio wa uundaji.
Ukaguzi wa Vifaa
Utata wa vifaa vya kutengeneza semiconductor, pamoja na maendeleo endelevu katika michakato ya utengenezaji, hufanya ukaguzi wa awali wa vifaa vya mchakato mpya kuwa muhimu kwa kupunguza hatari za EHS. Michakato miwili ya kukagua vifaa husaidia kuhakikisha kuwa vifaa vipya vya mchakato wa semiconductor vitakuwa na vidhibiti vinavyofaa vya EHS: uwekaji alama wa CE na Viwango vya Semiconductor na Vifaa vya Kimataifa (SEMI).
Uwekaji alama wa CE ni tamko la mtengenezaji kwamba vifaa vilivyotiwa alama hivyo vinatii mahitaji ya Maelekezo yote yanayotumika ya Umoja wa Ulaya (EU). Kwa vifaa vya utengenezaji wa semicondukta, Maagizo ya Mitambo (MD), Maagizo ya Upatanifu wa Kielektroniki (EMC) na Maagizo ya Kiwango cha chini cha Voltage (LVD) huchukuliwa kuwa maagizo hayo yanayotumika zaidi.
Kwa upande wa Maelekezo ya EMC, huduma za shirika husika (shirika lililoidhinishwa rasmi na nchi mwanachama wa Umoja wa Ulaya) zinahitaji kubakishwa ili kufafanua mahitaji ya upimaji na kuidhinisha matokeo ya uchunguzi. MD na LVD zinaweza kutathminiwa na mtengenezaji au shirika lililoarifiwa (shirika lililoidhinishwa rasmi na nchi mwanachama wa EU). Bila kujali njia iliyochaguliwa (kujitathmini au mtu wa tatu) ni mwagizaji wa rekodi ambaye anawajibika kwa bidhaa iliyoagizwa kuwa alama ya CE. Wanaweza kutumia maelezo ya mtu wa tatu au ya kujitathmini kama msingi wa imani yao kwamba kifaa kinakidhi mahitaji ya maagizo yanayotumika, lakini, hatimaye, watatayarisha tangazo la kuzingatia na kujiweka alama ya CE wenyewe.
Semiconductor Equipment and Materials International ni shirika la kimataifa la biashara ambalo linawakilisha wasambazaji wa vifaa vya semiconductor na paneli bapa. Miongoni mwa shughuli zake ni uundaji wa viwango vya kiufundi vya hiari ambavyo ni makubaliano kati ya wasambazaji na wateja yenye lengo la kuboresha ubora wa bidhaa na kutegemewa kwa bei nzuri na usambazaji wa kutosha.
Viwango viwili vya SEMI ambavyo hutumika mahususi kwa masuala ya EHS kwa vifaa vipya ni SEMI S2 na SEMI S8. SEMI S2-93, Miongozo ya Usalama kwa Vifaa vya Utengenezaji wa Semiconductor, inakusudiwa kama seti ya chini ya kuzingatia utendaji wa EHS kwa vifaa vinavyotumika katika utengenezaji wa semicondukta. SEMI S8-95, Mwongozo wa Mtumiaji wa Vigezo vya Mafanikio ya Mtoa Huduma, inapanua sehemu ya ergonomics katika SEMI S2.
Watengenezaji wengi wa semicondukta huhitaji vifaa vipya viidhinishwe na wahusika wengine kuwa vinakidhi mahitaji ya SEMI S2. Miongozo ya ukalimani ya SEMI S2-93 na SEMI S8-95 imo katika chapisho la muungano wa sekta ya SEMATECH (SEMATECH 1996). Maelezo ya ziada kuhusu SEMI yanapatikana kwenye mtandao wa dunia nzima (http://www.semi.org).
Ushughulikiaji wa Kemikali
Usambazaji wa kioevu
Pamoja na mifumo ya kiotomatiki ya kusambaza kemikali kuwa sheria, sio ubaguzi, idadi ya kuchomwa kwa kemikali kwa wafanyikazi imepungua. Hata hivyo, ulinzi unaofaa unahitajika kusakinishwa katika mifumo hii ya kiotomatiki ya kusambaza kemikali. Hizi ni pamoja na:
- kugundua kuvuja na kuzima kiotomatiki kwenye chanzo cha usambazaji wa wingi na kwenye masanduku ya makutano
- kuzuia mistari mara mbili ikiwa kemikali inachukuliwa kuwa nyenzo hatari
- sensorer za kiwango cha juu kwenye sehemu za mwisho (bafu au chombo cha zana)
- kuzimwa kwa pampu kwa muda (huruhusu tu kiasi mahususi kusukumwa hadi mahali kabla haijazimika kiotomatiki).
Usambazaji wa gesi
Usalama wa usambazaji wa gesi umeboreshwa kwa kiasi kikubwa zaidi ya miaka kwa ujio wa aina mpya za vali za silinda, milango ya mtiririko iliyozuiliwa iliyoingizwa kwenye silinda, paneli za kusafisha gesi otomatiki, kugundua kiwango cha juu cha mtiririko na kuzimwa na vifaa vya kisasa zaidi vya kugundua uvujaji. Kwa sababu ya mali yake ya pyrophoric na matumizi yake mengi kama hisa ya malisho, gesi ya silane inawakilisha hatari kubwa zaidi ya mlipuko ndani ya sekta hiyo. Hata hivyo, matukio ya gesi ya silane yamekuwa ya kutabirika zaidi kutokana na utafiti mpya uliofanywa na Factory Mutual na SEMATECH. Kwa njia zinazofaa za kupunguza mtiririko (RFOs), shinikizo la utoaji na viwango vya uingizaji hewa, matukio mengi ya mlipuko yameondolewa (SEMATECH 1995).
Matukio kadhaa ya usalama yametokea katika miaka ya hivi karibuni kutokana na mchanganyiko usiodhibitiwa wa gesi zisizoendana. Kwa sababu ya matukio haya, watengenezaji wa semiconductor mara nyingi hukagua usakinishaji wa laini za gesi na masanduku ya gesi ya zana ili kuhakikisha kuwa mchanganyiko usiofaa na/au mtiririko wa nyuma wa gesi hauwezi kutokea.
Masuala ya kemikali kwa kawaida huleta wasiwasi mkubwa katika utengenezaji wa semiconductor. Walakini, majeraha na vifo vingi ndani ya tasnia hutokana na hatari zisizo za kemikali.
Usalama wa Umeme
Kuna hatari nyingi za umeme zinazohusiana na vifaa vinavyotumiwa katika tasnia hii. Viunganishi vya usalama vina jukumu muhimu katika usalama wa umeme, lakini viunganisho hivi mara nyingi hupuuzwa na mafundi wa matengenezo. Kiasi kikubwa cha kazi ya matengenezo kwa kawaida hufanywa wakati kifaa bado kimetiwa nguvu au kimezimwa kwa kiasi. Hatari kubwa zaidi za umeme zinahusishwa na vipandikizi vya ioni na vifaa vya nguvu vya laser. Hata baada ya nguvu kuzimwa, uwezekano mkubwa wa mshtuko upo ndani ya zana na lazima usambazwe kabla ya kufanya kazi ndani ya zana. Mchakato wa ukaguzi wa SEMI S2 nchini Marekani na alama ya CE huko Ulaya umesaidia kuboresha usalama wa umeme kwa vifaa vipya, lakini shughuli za matengenezo hazizingatiwi vya kutosha kila wakati. Mapitio ya makini ya shughuli za matengenezo na hatari za umeme zinahitajika kwa vifaa vyote vipya vilivyowekwa.
Ya pili kwenye orodha ya hatari ya umeme ni seti ya vifaa vinavyozalisha nishati ya RF wakati wa etching, sputtering na kusafisha chumba. Kinga sahihi na kutuliza zinahitajika ili kupunguza hatari ya kuchomwa kwa RF.
Hatari hizi za umeme na zana nyingi kutozimwa wakati wa shughuli za matengenezo zinahitaji mafundi wa matengenezo kutumia njia zingine kujilinda, kama vile taratibu za kufunga/kutoa huduma. Hatari za umeme sio vyanzo pekee vya nishati ambavyo vinashughulikiwa na kufungiwa / kukatwa. Vyanzo vingine vya nishati ni pamoja na njia zenye shinikizo, nyingi zenye gesi hatari au vimiminiko, na vidhibiti vya nyumatiki. Kukatwa kwa ajili ya kudhibiti vyanzo hivi vya nishati kunahitaji kuwa katika eneo linalopatikana kwa urahisi-ndani ya vit (uzushi) au eneo la kufukuza ambapo mfanyakazi atakuwa akifanya kazi, badala ya katika maeneo yasiyofaa kama vile nguo ndogo.
ergonomics
Muunganisho kati ya mfanyakazi na chombo unaendelea kusababisha majeraha. Mkazo wa misuli na mikunjo ni kawaida katika tasnia ya semiconductor, haswa kwa fundi wa matengenezo. Ufikiaji wa pampu, vifuniko vya chumba na kadhalika mara nyingi haujaundwa vizuri wakati wa utengenezaji wa chombo na wakati wa kuwekwa kwa chombo kwenye kitambaa. Pampu zinapaswa kuwa kwenye magurudumu au kuwekwa kwenye droo za kuvuta nje au trei. Vifaa vya kuinua vinahitaji kuingizwa kwa shughuli nyingi.
Ushughulikiaji rahisi wa kaki husababisha hatari za ergonomic, haswa katika vifaa vya zamani. Vifaa vipya kwa kawaida huwa na kaki kubwa zaidi na hivyo kuhitaji mifumo ya kiotomatiki zaidi ya kushughulikia. Mifumo hii mingi ya kushughulikia kaki inachukuliwa kuwa vifaa vya roboti, na maswala ya usalama ya mifumo hii lazima yahesabiwe inapoundwa na kusakinishwa (ANSI 1986).
Usalama wa Moto
Mbali na gesi ya silane, ambayo tayari imeshughulikiwa, gesi ya hidrojeni ina uwezekano wa kuwa hatari kubwa ya moto. Hata hivyo, inaeleweka vyema na sekta hiyo haijaona masuala mengi makubwa yanayohusiana na hidrojeni.
Hatari kubwa zaidi ya moto sasa inahusishwa na staha mvua au bafu za etching. Nyenzo za kawaida za ujenzi wa plastiki (kloridi ya polyvinyl, polypropen na polypropen inayostahimili moto) zote zimehusika katika utengenezaji wa kitambaa. moto. Chanzo cha kuwasha kinaweza kuwa kichefuchefu au hita ya kuoga, vidhibiti vya umeme vilivyowekwa moja kwa moja kwenye plastiki au zana iliyo karibu. Moto ukitokea kwa mojawapo ya zana hizi za plastiki, uchafuzi wa chembe na bidhaa za mwako unaosababisha ulikaji huenea kwenye kitambaa. Hasara ya kiuchumi ni kubwa kwa sababu ya muda wa chini katika kitambaa huku eneo na vifaa vikirudishwa kwa viwango vya usafi. Mara nyingi vifaa vingine vya gharama kubwa haviwezi kuchafuliwa vya kutosha, na vifaa vipya vinapaswa kununuliwa. Kwa hiyo, kuzuia moto wa kutosha na ulinzi wa moto ni muhimu.
Kuzuia moto kunaweza kushughulikiwa na vifaa tofauti vya ujenzi visivyoweza kuwaka. Chuma cha pua ni nyenzo inayopendekezwa ya ujenzi kwa staha hizi za mvua, lakini mara nyingi mchakato "hautakubali" chombo cha chuma. Plastiki zenye uwezo mdogo wa moto/moshi zipo, lakini bado hazijajaribiwa vya kutosha ili kubaini kama zitaendana na michakato ya utengenezaji wa semiconductor.
Kwa ulinzi wa moto, zana hizi lazima zihifadhiwe na ulinzi wa kunyunyizia usio na kizuizi. Uwekaji wa vichungi vya HEPA juu ya madawati ya mvua mara nyingi huzuia vichwa vya kunyunyizia maji. Ikiwa hii itatokea, vichwa vya ziada vya kunyunyizia vimewekwa chini ya vichungi. Makampuni mengi pia yanahitaji kwamba mfumo wa kutambua na kukandamiza moto umewekwa ndani ya mashimo ya plenum kwenye zana hizi, ambapo moto mwingi huanza.
Maonyesho ya Kioevu cha Kioevu
Maonyesho ya kioo ya kioevu (LCDs) yamekuwa yakipatikana kibiashara tangu miaka ya 1970. Kawaida hutumiwa katika saa, vikokotoo, redio na bidhaa zingine zinazohitaji viashiria na herufi tatu au nne za alphanumeric. Maboresho ya hivi karibuni ya vifaa vya kioo kioevu huruhusu maonyesho makubwa kutengenezwa. Ingawa LCD ni sehemu ndogo tu ya tasnia ya semiconductor, umuhimu wao umeongezeka kutokana na matumizi yao katika onyesho la paneli-bapa kwa kompyuta zinazobebeka, kompyuta ndogo nyepesi sana na vichakataji vya maneno vilivyojitolea. Umuhimu wa LCD unatarajiwa kuendelea kukua kwani hatimaye zinachukua nafasi ya mirija ya utupu ya mwisho inayotumika sana katika vifaa vya elektroniki—cathode ray tube (CRT) (O'Mara 1993).
Utengenezaji wa LCD ni mchakato maalumu sana. Matokeo ya ufuatiliaji wa usafi wa viwanda yanaonyesha viwango vya chini sana vya uchafuzi wa hewa kwa mfiduo mbalimbali wa viyeyushi vinavyofuatiliwa (Wade et al. 1981). Kwa ujumla, aina na kiasi cha kemikali zenye sumu, babuzi na zinazoweza kuwaka, kioevu na gesi na mawakala wa kimwili hatari katika matumizi ni mdogo kwa kulinganisha na aina nyingine za utengenezaji wa semiconductor.
Nyenzo za kioo kioevu ni molekuli zinazofanana na fimbo zilizotolewa mfano wa molekuli za cyanobiphenyl zilizoonyeshwa kwenye mchoro 1. Molekuli hizi zinamiliki sifa ya kuzungusha mwelekeo wa nuru ya polarized kupita. Ingawa molekuli ni wazi kwa mwanga unaoonekana, chombo cha kioevu huonekana kama maziwa au uwazi badala ya uwazi. Hii hutokea kwa sababu mhimili mrefu wa molekuli hupangwa kwa pembe za nasibu, hivyo mwanga hutawanyika kwa nasibu. Kiini cha kuonyesha kioo kioevu kinapangwa ili molekuli zifuate mpangilio maalum. Mpangilio huu unaweza kubadilishwa na uwanja wa nje wa umeme, kuruhusu ugawanyiko wa mwanga unaoingia kubadilishwa.
Kielelezo 1. Masi ya msingi ya polymer ya kioo kioevu

Katika utengenezaji wa maonyesho ya jopo la gorofa, substrates mbili za kioo zinasindika tofauti, kisha zimeunganishwa pamoja. Sehemu ndogo ya mbele imechorwa ili kuunda safu ya kichujio cha rangi. Sehemu ndogo ya glasi ya nyuma imechorwa ili kuunda transistors nyembamba za filamu na mistari ya unganisho ya chuma. Sahani hizi mbili zimeunganishwa katika mchakato wa mkusanyiko na, ikiwa ni lazima, zimekatwa na kugawanywa katika maonyesho ya mtu binafsi. Nyenzo ya kioo kioevu hudungwa katika pengo kati ya sahani mbili za kioo. Maonyesho yanakaguliwa na kupimwa na filamu ya polarizer inatumiwa kwa kila sahani ya kioo.
Michakato mingi ya mtu binafsi inahitajika kutengeneza maonyesho ya paneli za gorofa. Wanahitaji vifaa maalum, vifaa na taratibu. Michakato fulani muhimu imeainishwa hapa chini.
Maandalizi ya Substrate ya Kioo
Sehemu ndogo ya glasi ni sehemu muhimu na ya gharama kubwa ya onyesho. Udhibiti mkali sana wa mali ya macho na mitambo ya nyenzo inahitajika katika kila hatua ya mchakato, hasa wakati inapokanzwa inapohusika.
Utengenezaji wa kioo
Michakato miwili hutumiwa kufanya kioo nyembamba sana na vipimo sahihi sana na sifa za mitambo zinazoweza kuzaa. Mchakato wa muunganisho, uliotayarishwa na Corning, hutumia fimbo ya glasi ya kulisha ambayo huyeyuka kwenye bakuli yenye umbo la kabari na kutiririka juu na juu ya kingo za bwawa. Inatiririka chini pande zote mbili za birika, glasi iliyoyeyuka huungana na kuwa karatasi moja chini ya bakuli na inaweza kuchorwa chini kama karatasi sare. Unene wa karatasi unadhibitiwa na kasi ya kuchora chini ya kioo. Upana wa hadi karibu m 1 unaweza kupatikana.
Wazalishaji wengine wa kioo na vipimo vinavyofaa kwa substrates za LCD hutumia njia ya kuelea ya utengenezaji. Kwa njia hii, glasi iliyoyeyuka inaruhusiwa kutiririka kwenye kitanda cha bati iliyoyeyuka. Kioo hakiyeyuki au kuguswa na bati ya metali, lakini huelea juu ya uso. Hii inaruhusu mvuto kulainisha uso na kuruhusu pande zote mbili ziwe sambamba. (Angalia sura Kioo, keramik na vifaa vinavyohusiana.)
Aina mbalimbali za ukubwa wa substrate zinapatikana hadi 450 × 550 mm na zaidi. Unene wa kawaida wa glasi kwa maonyesho ya paneli ya gorofa ni 1.1 mm. Kioo nyembamba hutumiwa kwa maonyesho madogo, kama vile paja, simu, michezo na kadhalika.
Kukata, bevelling na polishing
Sehemu ndogo za glasi hupunguzwa hadi saizi baada ya kuunganishwa au mchakato wa kuelea, kwa kawaida hadi karibu mita 1 kwa upande. Shughuli mbalimbali za mitambo hufuata mchakato wa kuunda, kulingana na matumizi ya mwisho ya nyenzo.
Kwa kuwa glasi ni brittle na kupasuliwa kwa urahisi au kupasuka kwenye kingo, hizi kwa kawaida hupigwa, kung'olewa au kutibiwa kwa njia nyinginezo ili kupunguza upigaji wakati wa kushika. Mkazo wa joto kwenye nyufa za makali hujilimbikiza wakati wa usindikaji wa substrate na kusababisha kuvunjika. Kuvunjika kwa glasi ni shida kubwa wakati wa uzalishaji. Kando na uwezekano wa kupunguzwa na kukatwa kwa wafanyikazi, inawakilisha upotezaji wa mavuno, na vipande vya glasi vinaweza kubaki kwenye kifaa, na kusababisha uchafuzi wa chembe au mikwaruzo ya substrates zingine.
Kuongezeka kwa saizi ya mkatetaka husababisha kuongezeka kwa ugumu wa kung'arisha glasi. Substrates kubwa huwekwa kwa wabebaji kwa kutumia nta au wambiso mwingine na kung'olewa kwa kutumia tope la nyenzo za abrasive. Utaratibu huu wa kung'arisha lazima ufuatiwe na utakaso kamili wa kemikali ili kuondoa nta iliyobaki au mabaki mengine ya kikaboni, pamoja na uchafu wa metali ulio katika njia ya abrasive au polishing.
Kusafisha
Michakato ya kusafisha hutumiwa kwa substrates za kioo tupu na kwa substrates zilizofunikwa na filamu za kikaboni, kama vile vichungi vya rangi, filamu za mwelekeo wa polyimide na kadhalika. Pia, substrates na semiconductor, insulator na filamu za chuma zinahitaji kusafisha katika pointi fulani ndani ya mchakato wa utengenezaji. Kwa kiwango cha chini, kusafisha kunahitajika kabla ya kila hatua ya masking katika chujio cha rangi au utengenezaji wa filamu nyembamba ya transistor.
Usafishaji mwingi wa paneli tambarare hutumia mchanganyiko wa mbinu za kimwili na kemikali, kwa kuchagua mbinu kavu. Baada ya kuchomwa kwa kemikali au kusafisha, substrates kawaida hukaushwa kwa kutumia pombe ya isopropyl. (Angalia jedwali 1.)
Jedwali 1. Kusafisha kwa maonyesho ya paneli ya gorofa
|
Kusafisha kimwili |
Kusafisha kavu |
Kusafisha kwa kemikali |
|
Kusugua kwa mswaki |
Ozoni ya ultraviolet |
Kimumunyisho kikaboni* |
|
Dawa ya ndege |
Plasma (oksidi) |
Sabuni isiyo na upande |
|
Ultrasonic |
Plasma (isiyo ya oksidi) |
|
|
Megasonic |
Laser |
Maji safi |
* Vimumunyisho vya kawaida vya kikaboni vinavyotumika katika kusafisha kemikali ni pamoja na: asetoni, methanoli, ethanol, n-propanol, isoma zaxy, trikloroethilini, tetrakloroethilini.
Uundaji wa Kichujio cha Rangi
Uundaji wa kichujio cha rangi kwenye sehemu ndogo ya glasi ya mbele hujumuisha baadhi ya hatua za ukamilishaji na utayarishaji wa glasi zinazofanana na paneli za mbele na za nyuma, ikiwa ni pamoja na michakato ya kukunja na kukunja. Uendeshaji kama vile upangaji, upakaji na uponyaji hufanywa mara kwa mara kwenye substrate. Kuna vidokezo vingi vya kufanana na usindikaji wa kaki ya silicon. Sehemu ndogo za glasi kwa kawaida hushughulikiwa katika mifumo ya nyimbo za kusafisha na kupaka.
Uundaji wa kichujio cha rangi
Nyenzo mbalimbali na mbinu za matumizi hutumiwa kuunda vichujio vya rangi kwa aina mbalimbali za maonyesho ya paneli bapa. Ama rangi au rangi inaweza kutumika, na moja inaweza kuwekwa na kupangwa kwa njia kadhaa. Katika mbinu moja, gelatin huwekwa na kutiwa rangi katika shughuli za upigaji picha zinazofuatana, kwa kutumia vifaa vya uchapishaji vya ukaribu na wapiga picha wa kawaida. Katika nyingine, rangi za rangi zilizotawanywa katika photoresist zinaajiriwa. Njia zingine za kuunda vichungi vya rangi ni pamoja na uwekaji umeme, etching na uchapishaji.
Uwekaji wa ITO
Baada ya kuundwa kwa chujio cha rangi, hatua ya mwisho ni uwekaji wa sputter wa nyenzo za uwazi za electrode. Hii ni indium-tin oxide (ITO), ambayo kwa kweli ni mchanganyiko wa oksidi za In2O3 na SnO2. Nyenzo hii ndiyo pekee inayofaa kwa ombi la uwazi la kondakta kwa LCD. Filamu nyembamba ya ITO inahitajika pande zote mbili za onyesho. Kwa kawaida, filamu za ITO zinatengenezwa kwa kutumia uvukizi wa utupu na sputtering.
Filamu nyembamba za ITO ni rahisi kuunganika zikiwa na kemikali zenye unyevunyevu kama vile asidi hidrokloriki, lakini, kadiri mwinuko wa elektrodi unavyozidi kuwa mdogo na vipengele vinakuwa vyema zaidi, mchoro mkavu unaweza kuwa muhimu ili kuzuia ukataji wa mistari kwa sababu ya kupindukia.
Uundaji wa Transistor ya Filamu Nyembamba
Uundaji wa transistor ya filamu nyembamba ni sawa na utengenezaji wa mzunguko jumuishi.
Uwekaji wa filamu nyembamba
Substrates huanza mchakato wa utengenezaji na hatua ya uombaji wa filamu nyembamba. Filamu nyembamba huwekwa na CVD au uwekaji wa mvuke halisi (PVD). CVD iliyoimarishwa kwa Plasma, pia inajulikana kama kutokwa kwa mwanga, hutumiwa kwa silicon ya amofasi, nitridi ya silicon na dioksidi ya silicon.
Mchoro wa kifaa
Mara baada ya filamu nyembamba kuwekwa, photoresist inatumiwa na kupigwa picha ili kuruhusu etching ya filamu nyembamba kwa vipimo vinavyofaa. Mlolongo wa filamu nyembamba huwekwa na kuwekwa, kama ilivyo kwa utengenezaji wa mzunguko uliounganishwa.
Maombi ya Filamu ya Mwelekeo na Kusugua
Kwenye sehemu ndogo ya juu na ya chini, filamu nyembamba ya polima huwekwa kwa ajili ya kuelekeza molekuli za kioo kioevu kwenye uso wa glasi. Filamu hii ya mwelekeo, labda 0.1 μm nene, inaweza kuwa polyimide au nyenzo nyingine "ngumu" ya polima. Baada ya utuaji na kuoka, husuguliwa na kitambaa kwa mwelekeo maalum, na kuacha grooves isiyoweza kutambulika kwenye uso. Kusugua kunaweza kufanywa kwa kitambaa mara moja kwenye ukanda, kulishwa kutoka kwa roller upande mmoja, kupita chini ya roller ambayo huwasiliana na substrate, kwenye roller upande mwingine. Substrate husogea chini ya kitambaa kwa mwelekeo sawa na kitambaa. Mbinu zingine ni pamoja na brashi ya kusafiri inayosogea kwenye substrate. Nap ya nyenzo za kusugua ni muhimu. Miundo hutumika kusaidia molekuli za kioo kioevu kujipanga kwenye uso wa mkatetaka na kuchukua pembe inayofaa ya kuinamisha.
Filamu ya mwelekeo inaweza kuwekwa na mipako ya spin au kwa uchapishaji. Njia ya uchapishaji ni bora zaidi katika matumizi ya nyenzo; 70 hadi 80% ya polyimide huhamishwa kutoka kwa roll ya uchapishaji hadi kwenye uso wa substrate.
Bunge
Mara tu hatua ya kusugua substrate imekamilika, mlolongo wa mstari wa kusanyiko wa kiotomatiki unaanza, ambao una:
- maombi ya wambiso (inahitajika kwa kuziba paneli)
- maombi ya spacer
- eneo na usawa wa macho wa sahani moja kwa heshima na nyingine
- mfiduo (joto au UV) ili kutibu kiambatisho na kuunganisha sahani mbili za glasi pamoja.
Usafiri wa moja kwa moja wa sahani zote za juu na za chini hutokea kwa njia ya mstari. Sahani moja hupokea wambiso, na sahani ya pili huletwa kwenye kituo cha mwombaji wa spacer.
Sindano ya Kioo cha Kioevu
Katika kesi ambapo maonyesho zaidi ya moja yamejengwa kwenye substrate, maonyesho sasa yanatenganishwa na kukatwa. Katika hatua hii, nyenzo za kioo kioevu zinaweza kuletwa kwenye pengo kati ya substrates, kwa kutumia shimo lililoachwa kwenye nyenzo za muhuri. Shimo hili la kuingilia kisha hufungwa na kutayarishwa kwa ukaguzi wa mwisho. Nyenzo za fuwele za kioevu mara nyingi hutolewa kama mifumo ya sehemu mbili au tatu ambazo huchanganywa wakati wa sindano. Mifumo ya sindano hutoa kuchanganya na kusafisha seli ili kuepuka kunasa Bubbles wakati wa mchakato wa kujaza.
Ukaguzi na Mtihani
Ukaguzi na upimaji wa kazi unafanywa baada ya kusanyiko na sindano ya kioo kioevu. Kasoro nyingi zinahusiana na chembe (ikiwa ni pamoja na kasoro za pointi na mstari) na matatizo ya pengo la seli.
Kiambatisho cha Polarizer
Hatua ya mwisho ya utengenezaji wa onyesho la kioo kioevu yenyewe ni uwekaji wa polarizer kwa nje ya kila sahani ya glasi. Filamu za polarizer ni filamu za mchanganyiko ambazo zina safu ya wambiso inayohimili shinikizo inayohitajika ili kuunganisha polarizer kwenye kioo. Zinatumika na mashine za kiotomatiki ambazo hutoa nyenzo kutoka kwa safu au karatasi zilizokatwa kabla. Mashine hizo ni lahaja za mashine za kuweka lebo zilizotengenezwa kwa ajili ya viwanda vingine. Filamu ya polarizing imeunganishwa kwa pande zote mbili za maonyesho.
Katika baadhi ya matukio, filamu ya fidia inatumiwa kabla ya polarizer. Filamu za fidia ni filamu za polima (kwa mfano, polycarbonate na polymethyl methacrylate) ambazo zimenyoshwa katika mwelekeo mmoja. Kunyoosha huku kunabadilisha mali ya macho ya filamu.
Onyesho lililokamilishwa kwa kawaida litakuwa na mizunguko iliyounganishwa ya kiendeshi kupachikwa kwenye au karibu na mojawapo ya substrates za kioo, kwa kawaida upande wa filamu nyembamba ya transistor.
Hatari
Kuvunjika kwa glasi ni hatari kubwa katika utengenezaji wa LCD. Kukata na kupasuka kunaweza kutokea. Mfiduo wa kemikali zinazotumiwa kusafisha ni jambo lingine linalosumbua.
More ...
III-V Utengenezaji wa Semiconductor
Silicon imekuwa ikitawala maendeleo ya teknolojia ya IC kihistoria kama nyenzo ya msingi ya semiconductor. Lengo kuu katika miaka ya hivi karibuni la mbadala wa silikoni limejikita zaidi kwenye misombo ya III-V, kama vile gallium arsenide (GaAs), kama nyenzo ya substrate. Kama nyenzo ya semiconductor, GaAs huonyesha uwezo ulioongezeka juu ya silikoni, kama vile uhamaji wa elektroni mara 5 hadi 6 kuliko silicon. Tabia hii, pamoja na uwezo wa kuhami nusu wa gesi za GaAs, husababisha kuongezeka kwa utendaji katika kasi na matumizi ya nishati.
GaAs ina muundo-mchanganyiko wa zinki unaojumuisha vijisehemu viwili vya ujazo vinavyoingiliana vinavyohusiana na ukuaji wa nyenzo za ubora wa juu za ingot. Teknolojia inayohusika katika ukuzaji wa GaAs ni ngumu zaidi kuliko ile inayotumika kwa silicon, kama usawa wa awamu mbili ngumu zaidi na kipengele tete cha juu, arseniki (As), inahusika. Udhibiti sahihi wa shinikizo la As mvuke katika mfumo wa ukuaji wa ingot inahitajika ili kudumisha stoichiometry kamili ya kiwanja cha GaAs wakati wa mchakato wa ukuaji. Aina mbili za msingi za onyesho la semicondukta ya III-V na utengenezaji wa kifaa zina taratibu za uchakataji zinazowezekana kiuchumi—maonyesho ya LED na vifaa vya IC vya microwave.
LED zinatengenezwa kutoka kwa GaAs za kioo moja ambapo makutano ya pn huundwa kwa kuongeza mawakala wa doping wanaofaa-kawaida tellurium, zinki au silicon. Tabaka za epitaxial za nyenzo za ternary na quaternary III-V kama vile gallium arsenide phosfide (GaAsP) hukuzwa kwenye substrate na kusababisha mkanda wa utoaji wa urefu wa mawimbi maalum katika wigo unaoonekana kwa maonyesho au katika wigo wa infrared kwa emitter au vigunduzi. Kwa mfano, mwanga mwekundu wenye kilele cha takriban 650 nm hutoka kwenye upatanisho wa moja kwa moja wa elektroni za pn na mashimo. Diodi zinazotoa moshi kijani kwa ujumla huundwa na gallium phosfidi (GaP). Hatua za jumla za usindikaji wa LED zimefunikwa katika makala hii.
Vifaa vya Microwave IC ni aina maalum ya mzunguko jumuishi; hutumika kama vikuza sauti vya juu-frequency (GHz 2 hadi 18) kwa rada, mawasiliano ya simu na telemetry, na vile vile vikuza sauti vya oktava na oktava nyingi kwa matumizi katika mifumo ya vita vya kielektroniki. Watengenezaji wa kifaa cha Microwave IC kwa kawaida hununua substrate ya GaAs ya fuwele moja, iwe na au bila safu ya epitaxial, kutoka kwa wauzaji wa nje (kama watengenezaji wa vifaa vya silicon). Hatua kuu za usindikaji ni pamoja na uwekaji wa awamu ya kioevu epitaxial, uundaji na usindikaji usio wa kutengeneza sawa na utengenezaji wa kifaa cha silicon. Hatua za usindikaji ambazo maelezo ya kibali zaidi ya yale ya usindikaji wa LED pia yanajadiliwa katika makala haya.
Utengenezaji wa Kaki
Sawa na mchakato wa ukuaji wa ingoti ya silicon, aina za awali za galliamu na arseniki, pamoja na kiasi kidogo cha nyenzo za dopant—silicon, tellurium au zinki—huathiriwa kwa viwango vya juu vya halijoto na kuunda ingoti za GaAs zenye fuwele moja. Njia tatu za jumla za uzalishaji wa ingot hutumiwa:
- Bridgeman ya usawa au wima
- kuganda kwa mlalo au wima
- kioevu cha juu au cha chini cha shinikizo kilichowekwa Czochralski (LEC).
Kiunga kikubwa cha GaAs za polycrystalline kawaida huundwa na mmenyuko wa As mvuke na chuma cha Ga katika viwango vya juu vya joto katika ampoule za quartz zilizofungwa. Kawaida, hifadhi ya As iliyo kwenye mwisho mmoja wa ampoule huwashwa hadi 618 ° C. Hii inazalisha takriban anga 1 ya Kama shinikizo la mvuke kwenye ampoule, hitaji la lazima la kupata GaAs za stoichiometric. Mvuke wa As humenyuka pamoja na metali ya Ga iliyodumishwa kwa 1,238°C na iko kwenye ncha nyingine ya ampoule katika mashua ya quartz au pyrolytic boroni nitridi (PBN). Baada ya arseniki kuguswa kabisa, malipo ya polycrystalline huundwa. Hii inatumika kwa ukuaji wa fuwele moja kwa upoaji uliopangwa (kuganda kwa upinde rangi) au kwa kusogeza ampoule au tanuru ili kutoa viwango vya joto vinavyofaa kwa ukuaji (Bridgeman). Njia hii isiyo ya moja kwa moja (usafiri wa arseniki) kwa kuchanganya na ukuaji wa GaAs hutumiwa kwa sababu ya shinikizo la juu la mvuke wa arseniki kwenye hatua ya kuyeyuka ya GaAs, kuhusu anga 20 katika 812 ° C na angahewa 60 kwa 1,238 ° C, kwa mtiririko huo.
Njia nyingine ya uzalishaji wa kibiashara wa GaAs nyingi za kioo moja ni mbinu ya LEC. Kivuta fuwele cha Czochralski kimepakiwa na vipande vya GaAs kwenye kiriba na kibasi cha nje cha grafiti. Kisha GaA nyingi huyeyushwa kwa halijoto inayokaribia 1,238°C, na kioo huvutwa katika angahewa yenye shinikizo ambayo inaweza kutofautiana na mtengenezaji kwa kawaida kutoka angahewa chache hadi angahewa 100. Kuyeyuka kumefungwa kabisa na glasi ya viscous, B2O3, ambayo huzuia mtengano wa kuyeyuka kwa vile shinikizo la mvuke la As linalinganishwa au kuzidishwa na shinikizo la gesi ajizi (kawaida argon, au nitrojeni) inayowekwa kwenye chemba ya kivuta. Vinginevyo, GaAs za monocrystalline zinaweza kuunganishwa on-site kwa kudunga As kwenye Ga iliyoyeyuka au kuchanganya As na Ga moja kwa moja kwenye shinikizo la juu.
Utengenezaji wa kaki za GaAs huwakilisha mchakato wa utengenezaji wa semicondukta wenye uwezo mkubwa zaidi wa mfiduo wa kawaida wa kemikali. Ingawa utengenezaji wa kaki za GaAs hufanywa na asilimia ndogo tu ya watengenezaji wa semiconductor, mkazo maalum unahitajika katika eneo hili. Kiasi kikubwa cha Kama inavyotumika katika mchakato, hatua nyingi katika mchakato na kikomo cha chini cha mfiduo wa arseniki hufanya iwe vigumu kudhibiti mfiduo. Makala ya Harrison (1986); Lenihan, Sheehy na Jones (1989); McIntyre na Sherin (1989) na Sheehy na Jones (1993) wanatoa maelezo ya ziada kuhusu hatari na vidhibiti vya mchakato huu.
Mchanganyiko wa ingot ya polycrystalline
Ampoule mzigo na muhuri
Elemental As (99.9999%) katika umbo la kipande hupimwa na kupakiwa kwenye boti ya quartz kwenye kisanduku cha glavu kilichochoka. Kioevu safi Ga (99.9999%) na nyenzo ya dopant pia hupimwa na kupakiwa kwenye boti ya quartz au pyrolytic boroni nitridi (PBN) kwa njia sawa. Boti hupakiwa kwenye ampoule ya quartz ndefu ya cylindrical. (Katika mbinu za kugandisha za Bridgman na gradient, kioo cha mbegu chenye mwelekeo unaotakiwa wa crystallographic pia huletwa, ambapo katika mbinu ya LEC ya hatua mbili, ambapo GaAs za aina nyingi pekee zinahitajika katika hatua hii, GaA za polycrystalline huunganishwa bila fuwele ya mbegu. )
Ampoules za quartz huwekwa kwenye tanuru ya joto la chini na moto wakati ampoule inasafishwa na hidrojeni (H.2), katika mchakato unaojulikana kama mmenyuko wa kupunguza hidrojeni, kuondoa oksidi. Baada ya kusafisha na gesi ya ajizi kama vile argon, ampoules za quartz huunganishwa kwenye mkusanyiko wa pampu ya utupu, kuhamishwa, na ncha za ampoule huwashwa na kufungwa na tochi ya hidrojeni/oksijeni. Hii inaunda ampoule ya quartz iliyoshtakiwa na kufungwa tayari kwa ukuaji wa tanuru. Usafishaji wa hidrojeni na mfumo wa tochi ya hidrojeni/oksijeni ni hatari inayoweza kutokea kwa moto/mlipuko ikiwa vifaa na vifaa sahihi vya usalama havitumiki (Wade et al. 1981).
Kwa sababu arseniki inapokanzwa, mkusanyiko huu unasimamiwa chini ya uingizaji hewa wa kutolea nje. Amana za oksidi ya arseniki zinaweza kuunda kwenye mfereji wa kutolea nje unaounga mkono mkusanyiko huu. Uangalifu lazima uchukuliwe ili kuzuia mfiduo na uchafuzi ikiwa mirija itasumbuliwa kwa njia yoyote.
Uhifadhi na utunzaji wa vipande vya arseniki ni wasiwasi. Kwa usalama, mara nyingi arseniki huwekwa chini ya uhifadhi uliofungwa na udhibiti mkali wa hesabu. Kwa kawaida arseniki pia huwekwa katika kabati ya hifadhi iliyokadiriwa moto ili kuzuia kuhusika kwake katika tukio la moto.
Ukuaji wa tanuru
Njia za kugandisha za Bridgeman na gradient za ukuaji wa ingoti zenye fuwele moja hutumia ampoule za quartz zilizochajiwa na kufungwa katika eneo la tanuru la joto la juu ambalo hutolewa kwa mfumo wa kusugua wenye unyevunyevu. Hatari za msingi za kukaribiana wakati wa ukuaji wa tanuru huhusiana na uwezekano wa ampoule ya quartz kupasuka au kulipuka wakati wa ukuaji wa ingoti. Hali hii hutokea mara kwa mara na mara chache, na ni matokeo ya mojawapo ya yafuatayo:
- shinikizo la sehemu ya mvuke ya As ambayo hutokana na halijoto ya juu inayotumika katika mchakato wa ukuaji
- devitrification ya glasi ya ampoule ya quartz, ambayo huunda nyufa za nywele na uwezekano wa mtumishi wa de-pressurization ya ampoule.
- ukosefu wa vifaa sahihi vya kudhibiti halijoto ya juu kwenye chanzo cha kupokanzwa-kawaida aina ya upinzani-na matokeo ya shinikizo la juu la ampoule ya quartz.
- malfunction au kushindwa kwa thermocouple, na kusababisha shinikizo la juu la ampoule ya quartz.
- ziada Kama au kidogo sana Ga katika bomba la ampoule, na kusababisha shinikizo la juu sana, ambalo linaweza kusababisha unyogovu wa janga wa ampoule.
Mfumo wa mlalo wa Bridgeman unajumuisha tanuru ya kanda nyingi ambamo ampoule ya quartz iliyofungwa ina maeneo tofauti ya halijoto—kidole cha arseniki “baridi” kina mwisho wa 618°C na boti ya fuwele ya quartz/dopant/seed iliyo na kuyeyuka kwa 1,238°C. Kanuni ya msingi katika mfumo mlalo wa Bridgeman inahusisha kuvuka maeneo mawili yenye joto (moja juu ya sehemu ya kuyeyuka ya GaAs, na moja chini ya kiwango myeyuko) juu ya mashua ya GaAs ili kutoa ugandishaji unaodhibitiwa kwa usahihi wa GaA zilizoyeyuka. Kioo cha mbegu, kilichohifadhiwa wakati wote katika ukanda wa kufungia, hutoa muundo wa mwanzo wa kioo, unaofafanua mwelekeo na mwelekeo wa muundo wa fuwele ndani ya mashua. Boti ya quartz na ampoule ya Ga na As imesimamishwa ndani ya chumba cha heater na seti ya tani za silicon carbudi inayoitwa mirija ya usaidizi, ambayo imewekwa ndani ya mkusanyiko wa heater ya upinzani ili kusonga umbali kamili wa ampoule. Zaidi ya hayo, mkusanyiko wa tanuru hutegemea meza ambayo lazima ielekezwe wakati wa ukuaji ili kutoa kiolesura sahihi cha GaAs zilizounganishwa kuyeyuka kwa fuwele ya mbegu.
Katika mbinu ya kugandisha upinde rangi, tanuru ya halijoto ya juu ya kanda nyingi inayotumia kupokanzwa upinzani huhifadhiwa kwa 1,200 hadi 1,300 °C (1,237°C ni sehemu ya kuyeyuka/kuganda kwa GaAs). Jumla ya muda wa ukuaji wa ingot kwa kawaida ni siku 3 na inajumuisha hatua zifuatazo:
- tanuru ya moto kwa joto
- Mchanganyiko wa GaAs
- kupanda mbegu kuyeyuka
- baridi chini / ukuaji wa kioo.
Ampoule ya quartz pia hupigwa wakati wa mchakato wa ukuaji kwa kutumia jack ya mwongozo ya aina ya mkasi.
Kuzuka kwa ampoule
Baada ya ingot ya GaAs ya kioo moja imeongezeka ndani ya ampoule ya quartz iliyofungwa, ampoule lazima ifunguliwe na mashua ya quartz yenye kioo cha ingot pamoja na mbegu kuondolewa. Hii inakamilishwa na mojawapo ya njia zifuatazo:
- kukata mwisho uliofungwa wa ampoules na saw ya mvua ya mviringo
- inapokanzwa na kupasuka kwa ampoule na tochi ya hidrojeni/oksijeni
- kuvunja ampoule ya mfuko kwa nyundo wakati chini ya kutolea nje ili kudhibiti arseniki ya hewa.
Ampoules za quartz hurejeshwa kwa kuweka arseniki iliyofupishwa kwenye uso wa ndani na aqua regia (HCl,HNO).3) au asidi ya sulfuriki/peroksidi ya hidrojeni (H2SO4/H2O2).
Kuweka shanga/kusafisha
Ili kuona kasoro za polycrystalline na kuondoa oksidi za nje na uchafu, ingot ya GaAs ya fuwele moja lazima ipeperushwe kwa shanga. Ulipuaji wa shanga hufanywa katika kitengo cha kisanduku cha glavu kilichochoka kwa kutumia kaboni ya silicon au vyombo vya kulipua vya alumina. Usafishaji wa mvua hufanywa katika bafu za kemikali zinazotolewa na uingizaji hewa wa ndani wa kutolea nje na kutumia aqua regia au rinses za pombe (alkoholi ya isopropyl na/au methanoli).
Ukuaji wa ingot ya monocrystalline
Ingot ya polycrystalline GaAs iliyopatikana kutoka kwa ampoule imevunjwa vipande vipande, kupimwa na kuwekwa kwenye crucible ya quartz au PBN, na diski ya oksidi ya boroni imewekwa juu yake. Kisha crucible huwekwa ndani ya mkulima wa fuwele (mvutaji) iliyoshinikizwa katika gesi ajizi, na kupashwa joto hadi 1,238°C. Katika halijoto hii, GaAs huyeyuka, na oksidi ya boroni nyepesi na kuwa kipenyo kioevu ili kuzuia arseniki kujitenga na kuyeyuka. Fuwele ya mbegu huletwa ndani ya kuyeyushwa chini ya kifuniko cha kioevu na inapozunguka, hutolewa polepole kutoka kwenye kuyeyuka, na hivyo kuganda inapoondoka kwenye "eneo la moto". Utaratibu huu huchukua takriban masaa 24, kulingana na saizi ya chaji na kipenyo cha fuwele.
Mara baada ya mzunguko wa ukuaji kukamilika, mkulima hufunguliwa ili kurejesha ingot ya monocrystalline na kwa kusafisha. Kiasi fulani cha arseniki hutoka kwenye kuyeyuka hata ikiwa na kofia ya kioevu mahali. Kunaweza kuwa na mfiduo mkubwa wa arseniki ya hewa wakati wa hatua hii ya mchakato. Ili kudhibiti mfiduo huu, mkulima hupozwa hadi chini ya 100 ° C, ambayo husababisha uwekaji wa chembechembe safi za arseniki kwenye uso wa ndani wa mkulima. Upoezaji huu husaidia kupunguza kiwango cha arseniki ambacho huwa hewani.
Hifadhi nzito za mabaki yenye arseniki huachwa ndani ya mkulima wa fuwele. Kuondolewa kwa mabaki wakati wa matengenezo ya kawaida ya kuzuia kunaweza kusababisha viwango muhimu vya arseniki hewani (Lenihan, Sheehy na Jones 1989; Baldwin na Stewart 1989; McIntyre na Sherin 1989). Vidhibiti vinavyotumiwa wakati wa operesheni hii ya matengenezo mara nyingi hujumuisha uingizaji hewa wa bomba la kutolea nje, nguo za kutupwa na vipumuaji.
Wakati ingot inapoondolewa, mkulima huvunjwa. Ombwe la HEPA hutumika kuchukua chembechembe za arseniki kwenye sehemu zote za mkulima. Baada ya utupu, sehemu za chuma cha pua zinafutwa na mchanganyiko wa hidroksidi ya ammoniamu/peroksidi ya hidrojeni ili kuondoa arseniki yoyote iliyobaki, na mkulima hukusanywa.
Usindikaji wa kaki
Mchanganyiko wa eksirei
Mwelekeo wa fuwele wa ingot ya GaAs hubainishwa na matumizi ya kitengo cha mgawanyiko wa eksirei, kama ilivyo katika usindikaji wa ingot ya silicon. Laser yenye nguvu ya chini inaweza kutumika kuamua mwelekeo wa fuwele katika mpangilio wa uzalishaji; hata hivyo, mgawanyiko wa x-ray ni sahihi zaidi na ndiyo njia inayopendekezwa.
Wakati mgawanyiko wa eksirei unapotumiwa, mara nyingi boriti ya eksirei hufungwa kabisa kwenye kabati ya kinga ambayo hukaguliwa mara kwa mara ili kuona kuvuja kwa mionzi. Chini ya hali fulani, si vitendo kuweka kikamilifu boriti ya eksirei katika eneo lililofungwa. Katika tukio hili waendeshaji wanaweza kuhitajika kuvaa beji za vidole vya mionzi, na vidhibiti vinavyofanana na vile vinavyotumiwa kwa leza zenye nguvu ya juu hutumiwa (kwa mfano, chumba kilichofungwa kisicho na ufikiaji mdogo, mafunzo ya waendeshaji, kuziba boriti kadri inavyowezekana, n.k.) ( Baldwin na Williams 1996).
Kupunguza ingot, kusaga na kukata
Miisho au mikia ya ingot ya fuwele moja huondolewa, kwa kutumia msumeno wa almasi yenye blade moja iliyotiwa maji, na vipozezi mbalimbali vinaongezwa kwenye maji. Kisha ingot ya monocrystalline huwekwa kwenye lathe ambayo inaifanya kuwa ingot ya cylindrical ya kipenyo cha sare. Huu ni mchakato wa kusaga, ambayo pia ni mchakato wa mvua.
Baada ya kukatwa na kusaga, ingo za GaAs ni epoksi au nta iliyowekwa kwenye boriti ya grafiti na kukatwa kwenye kaki za kibinafsi kupitia matumizi ya misumeno ya kipenyo cha ndani (ID) inayoendeshwa kiotomatiki. Operesheni hii ya mvua hufanywa kwa matumizi ya vilainishi na hutoa tope la GaAs, ambalo hukusanywa, kuwekwa katikati na kutibiwa na floridi ya kalsiamu ili kutoa arseniki. Dawa ya juu inajaribiwa ili kuhakikisha kwamba haina arseniki ya ziada, na sludge inasisitizwa ndani ya keki na kutupwa kama taka hatari. Watengenezaji wengine hutuma tope zilizokusanywa kutoka kwa michakato ya upandaji, kusaga na kukata kwa ingot kwa urejeshaji wa Ga.
Arsine na phosphine zinaweza kuundwa kutokana na mmenyuko wa GaAs na fosfidi ya indium na unyevu wa hewa, arsenidi nyingine na fosfidi au wakati wa kuchanganywa na asidi wakati wa usindikaji wa gallium arsenide na fosfidi ya indium; 92 ppb arsine na 176 ppb phosphine zimepimwa kwa inchi 2 kutoka kwa vile vya kukata vilivyotumika kukata GaAs na ingo za indium fosfidi (Mosovsky et al. 1992, Rainer et al. 1993).
Kuosha kaki
Baada ya kaki za GaAs kuteremshwa kutoka kwa boriti ya grafiti, husafishwa kwa kuzamishwa kwa kufuatana katika bafu zenye kemikali zenye miyeyusho ya asidi ya sulfuriki/peroksidi hidrojeni au asidi asetiki na alkoholi.
Uwekaji wasifu wa makali
Uwekaji wasifu wa ukingo pia ni mchakato wa mvua unaofanywa kwenye kaki zilizokatwa ili kuunda ukingo karibu na kaki, ambayo huifanya iwe rahisi kukatika. Kwa sababu kata nyembamba tu inafanywa juu ya uso wa kaki, ni kiasi kidogo tu cha slurry kinachozalishwa.
Lapping na polishing
Kaki huwekwa nta kwenye sahani ya kukunja au ya kusaga, kwa kutumia hotplate, na hulazwa kwenye mashine inayotumia kasi na shinikizo la mzunguko. Suluhisho la lapping hulishwa kwenye uso wa lapping (tope la oksidi ya alumini, glycerine na maji). Baada ya muda mfupi wa lapping, wakati unene taka ni mafanikio, kaki ni suuza na vyema kwenye mashine polishing mitambo. Kusafisha hufanywa kwa kutumia bicarbonate ya sodiamu, klorini 5%, maji (au hypochlorite ya sodiamu) na tope la silika la colloidal. Kaki basi hushushwa kwenye hotplate, nta huondolewa kwa kutumia vimumunyisho na kaki husafishwa.
Epitaksia
Kaki zenye fuwele za GaAs hutumika kama viunga vya ukuaji wa tabaka nyembamba sana za misombo sawa au nyingine ya III-V yenye sifa za kielektroniki au za macho zinazohitajika. Hii lazima ifanyike kwa namna ya kuendelea, katika safu iliyokua, muundo wa kioo wa substrate. Ukuaji kama huo wa fuwele, ambapo substrate huamua uunganisho na mwelekeo wa safu iliyokua, inaitwa epitaxy, na mbinu mbalimbali za ukuaji wa epitaxial hutumiwa katika maonyesho ya III-V na uzalishaji wa kifaa. Mbinu za kawaida ni:
- epitaksi ya awamu ya kioevu (LPE)
- epitaksi ya molekuli-boriti (MBE)
- epitaksi ya awamu ya mvuke (VPE)
- uwekaji wa kemikali-mvuke wa metali-organic (MOCVD)—pia inajulikana kama epitaksi ya awamu ya mvuke ya organometallic (OMVPE).
Epitaksi ya awamu ya kioevu
Katika LPE safu ya nyenzo ya III-V yenye doped hupandwa moja kwa moja kwenye uso wa substrate ya GaAs kwa kutumia kishikilia grafiti ambacho kina vyumba tofauti kwa nyenzo za kuwekwa kwenye kaki. Kiasi kilichopimwa cha nyenzo za uwekaji huongezwa kwenye chumba cha juu cha mmiliki, wakati kaki huwekwa kwenye chumba cha chini. Mkutano umewekwa ndani ya bomba la majibu ya quartz chini ya anga ya hidrojeni. Bomba huwashwa moto ili kuyeyusha nyenzo za uwekaji, na wakati kuyeyuka kunasawazisha, sehemu ya juu ya kishikiliaji huteleza ili kuyeyuka kumewekwa juu ya kaki. Kisha joto la tanuru hupunguzwa ili kuunda safu ya epitaxial.
LPE hutumiwa kimsingi katika epitaksi ya IC ya microwave na kutengeneza LED za urefu fulani wa mawimbi. Wasiwasi mkubwa wa mchakato huu wa LPE ni matumizi ya gesi ya hidrojeni inayoweza kuwaka sana katika mfumo, ambayo inapunguzwa na udhibiti mzuri wa uhandisi na mifumo ya tahadhari ya mapema.
Epitaksi ya boriti ya molekuli
Epitaxy ya utupu katika mfumo wa MBE imeundwa kama mbinu inayotumika sana. MBE ya GaAs inajumuisha mfumo wa utupu wa hali ya juu ulio na vyanzo vya mihimili ya atomiki au molekuli ya Ga na As na kaki ya mkatetaka inayopashwa joto. Vyanzo vya boriti ya molekuli kwa kawaida ni vyombo vya Ga kioevu au As imara. Vyanzo vina mwanya ambao unakabiliana na kaki ya mkatetaka. Wakati tanuri ya mmiminiko (au chombo) imepashwa joto, atomi za Ga au molekuli za As effuse kutoka kwenye orifice. Kwa GaAs, ukuaji kwa kawaida hufanyika kwa joto la chini ya 450 ° C.
Mfiduo wa juu wa arsine unaweza kutokea wakati wa matengenezo ya mifumo ya MBE ya chanzo-imara. Viwango vya hewa ya vyumba vya 0.08 ppm viligunduliwa katika utafiti mmoja wakati chumba cha kitengo cha MBE kilifunguliwa kwa matengenezo. Waandishi walidhania kuwa uzalishaji wa arsine wa muda mfupi unaweza kusababishwa na mmenyuko wa chembechembe za arseniki nzuri sana na mvuke wa maji, na alumini hufanya kama kichocheo (Asom et al. 1991).
Epitaksi ya awamu ya mvuke
Kaki zilizoangaziwa na kung'aa hupitia hatua safi na safi kabla ya epitaxy. Hii inahusisha operesheni ya kuzamisha ya kemikali-nyevu kwa kutumia asidi ya sulfuriki, peroksidi ya hidrojeni na maji katika uwiano wa 5:1:1; suuza maji ya de-ionized; na pombe ya isopropili safi/kavu. Ukaguzi wa kuona pia unafanywa.
Mbinu mbili kuu za VPE zinatumika, kulingana na kemia mbili tofauti:
- III-halojeni (GaCl3) na V-halojeni (AsCl3) au V-hidrojeni (AsH3 na PH3)
- III metal-organics na V-hidrojeni, kama vile Ga(CH3)3 na Ash3- OMVPE.
Thermochemistries ya mbinu hizi ni tofauti sana. Athari za halojeni kawaida huwa "moto" kwa "baridi", ambapo halojeni ya III huzalishwa katika eneo la moto kwa mmenyuko wa kipengele cha III na HCl, na kisha huenea kwenye eneo la baridi, ambapo humenyuka na aina ya V. kuunda nyenzo za III-V. Kemia ya chuma-hai ni mchakato wa "ukuta wa moto" ambapo kiwanja cha chuma-hai cha III "hupasuka" au pyrolyzes kikundi cha kikaboni na III iliyobaki na hidridi V huguswa kuunda III-V.
Katika VPE, substrate ya GaAs imewekwa kwenye chumba chenye joto chini ya anga ya hidrojeni. Chumba kinapokanzwa na RF au inapokanzwa upinzani. HCl hutiwa majimaji kupitia boti ya Ga, na kutengeneza kloridi ya galliamu, ambayo kisha humenyuka pamoja na Ash.3 na PH3 karibu na uso wa kaki ili kuunda GaAsP, ambayo imewekwa kama safu ya epitaxial kwenye substrate. Kuna idadi ya dopants ambayo inaweza kuongezwa (kulingana na bidhaa na mapishi). Hizi ni pamoja na viwango vya chini vya tellurides, selenides na sulfidi.
Mbinu ya kawaida inayotumiwa kwa VPE katika usindikaji wa LED ni mfumo wa III-halojeni na V-hidrojeni (hydride). Inahusisha mchakato wa mizunguko miwili—awali kukuza safu ya epitaxial ya GaAsP kwenye substrate ya GaAs na, hatimaye, mzunguko wa kusafisha uchafu wa chemba ya grafiti/quartz. Wakati wa mzunguko wa ukuaji wa epitaxial, kaki za GaAs zilizosafishwa hapo awali hupakiwa kwenye jukwa lililo ndani ya chemba ya kiyeyusho cha quartz iliyo na hifadhi ya galliamu ya kioevu ambayo kupitia kwayo gesi ya HCl isiyo na maji hupimwa, na kutengeneza GaCl.3. Michanganyiko ya hidridi/gesi hidrojeni (kwa mfano, 7% Ash3/H2 na 10% PH3/H2) pia hupimwa kwenye chumba cha reactor na kuongeza viwango vya ppm vya dopants za organometallic za tellurium na selenium. Aina za kemikali katika eneo la moto, sehemu ya juu ya chumba cha mmenyuko, huguswa, na, katika eneo la baridi, sehemu ya chini ya chumba, huunda safu inayotakiwa ya GaAsP kwenye substrate ya kaki na pia kwenye mambo ya ndani ya chumba. chumba cha mtambo.
Maji taka kutoka kwa reactor huelekezwa kwenye mfumo wa tochi ya hidrojeni (chumba cha mwako au kisanduku cha kuchoma) kwa pyrolysis na hutolewa kwa mfumo wa scrubber yenye unyevu. Vinginevyo, maji machafu ya reactor yanaweza kutolewa kupitia kimiminika ili kunasa chembechembe nyingi. Changamoto ya usalama ni kutegemea vinu wenyewe "kupasua" gesi. Ufanisi wa mitambo hii ni takriban 98 hadi 99.5%; kwa hivyo, baadhi ya gesi ambazo hazijashughulikiwa zinaweza kuwa zinatoka kwenye kiputo zinapotolewa na waendeshaji. Kuna uondoaji wa gesi wa misombo mbalimbali yenye arseniki na fosforasi kutoka kwa viputo hivi, vinavyohitaji kusafirishwa haraka hadi kwenye sinki lenye hewa safi kwa ajili ya matengenezo, ambapo husafishwa na kusafishwa, ili kupunguza uwezekano wa wafanyakazi. Changamoto ya usafi wa kazini katika mchakato huu ni kuangazia kimiminiko kitokacho, kwa kuwa misombo mingi inayotolewa na gesi kutoka sehemu mbalimbali za kinu, hasa kipumuo, haina uthabiti hewani na vyombo vya habari vya kawaida vya ukusanyaji na mbinu za uchanganuzi si za kibaguzi. aina mbalimbali.
Wasiwasi mwingine ni viunzi vya vinu vya VPE. Wanaweza kuwa na viwango vya juu vya arsine na fosfini. Mfiduo ulio juu ya vikomo vya mfiduo wa kazini unaweza kutokea ikiwa vidhibiti hivi vitafunguliwa bila mpangilio (Baldwin na Stewart 1989).
Mzunguko wa etch hufanywa mwishoni mwa mzunguko wa ukuaji na kwenye sehemu mpya za reactor ili kusafisha uso wa ndani wa uchafu. Gesi ya HCl isiyoingizwa huwekwa ndani ya chemba kwa muda wa takriban dakika 30, na kinu hutiwa joto hadi zaidi ya 1,200°C. Maji machafu hutolewa kwa mfumo wa kusugua wenye unyevunyevu kwa ajili ya kugeuza.
Mwishoni mwa mzunguko wa ukuaji na etch, N2 purge hutumika kusukuma chemba ya kiyeyusho cha gesi zenye sumu/kuwaka na babuzi.
Usafishaji wa Reactor
Baada ya kila mzunguko wa ukuaji, mitambo ya VPE lazima ifunguliwe, kaki ziondolewe, na sehemu ya juu na ya chini ya reactor kusafishwa kimwili. Mchakato wa kusafisha unafanywa na operator.
Kisafishaji cha quartz kutoka kwa vinu husogezwa nje ya kinu na kuwekwa kwenye sinki iliyochoka ambapo husafishwa kwa N.2, kuoshwa kwa maji na kisha kuzama ndani aqua regia. Hii inafuatwa na suuza nyingine ya maji kabla ya kukausha sehemu. Nia ya N2 kusafisha ni kuondoa tu oksijeni kwa sababu ya uwepo wa fosforasi isiyo na utulivu, ya pyrophoric. Baadhi ya mabaki yaliyo na arseniki mbalimbali na bidhaa zilizo na fosforasi huachwa kwenye sehemu hizi hata baada ya kusafisha na kusafisha maji. Mwitikio kati ya masalia haya na mchanganyiko wa vioksidishaji/asidi kali unaweza kusababisha kiasi kikubwa cha AJIVU.3 na baadhi ya PH3. Pia kuna uwezekano wa mfiduo na taratibu zingine za matengenezo katika eneo hilo.
Sehemu ya chini ya chumba cha athari ya quartz na sahani ya chini (sahani ya msingi) husafishwa kwa kutumia zana ya chuma, na nyenzo za chembe (mchanganyiko wa GaAs, GaAsP, oksidi za arseniki, oksidi za fosforasi na gesi za hidridi zilizonaswa) hukusanywa katika chuma. chombo kilichowekwa chini ya kinu cha wima. Utupu wa ufanisi wa juu hutumiwa kwa kusafisha mwisho.
Operesheni nyingine yenye uwezekano wa mfiduo wa kemikali ni kusafisha mtego wa kinu. Usafishaji wa mtego unafanywa kwa kukwangua sehemu za grafiti kutoka kwenye chumba cha juu, ambazo zina ukoko wa bidhaa zote zilizotajwa hapo awali pamoja na kloridi ya arseniki. Utaratibu wa kukwarua hutoa vumbi na unafanywa katika kuzama kwa hewa ili kupunguza yatokanayo na waendeshaji. Mstari wa kutolea nje wa mchakato, ambao una bidhaa zote pamoja na unyevu ambao huunda taka ya kioevu, hufunguliwa na kumwagika kwenye chombo cha chuma. Utupu wa HEPA hutumiwa kusafisha chembe zozote za vumbi ambazo zinaweza kuwa zimetoroka wakati wa kuhamisha sehemu za grafiti na kutoka kwa kuinua na kushuka kwa mtungi wa kengele, ambao huondoa chembe zozote zilizolegea.
Metallorganic kemikali-mvuke utuaji
MOCVD hutumiwa sana katika utayarishaji wa vifaa vya III-V. Kwa kuongezea gesi za hidridi zinazotumika kama nyenzo za chanzo katika mifumo mingine ya CVD (kwa mfano, arsine na fosfini), njia mbadala za kioevu zenye sumu kidogo (kwa mfano, arsine ya juu ya butyl na phosphine ya butyl ya juu) pia hutumiwa katika mifumo ya MOCVD, pamoja na sumu zingine kama vile. cadmium alkyls na zebaki (Maudhui 1989; Rhoades, Sands na Mattera 1989; Roychowdhury 1991).
Ingawa VPE inarejelea mchakato wa utuaji wa nyenzo changamano, MOCVD inarejelea vyanzo vya kemia kuu vinavyotumika kwenye mfumo. Kemia mbili hutumiwa: halidi na metallorganic. Mchakato wa VPE ulioelezewa hapo juu ni mchakato wa halide. Kundi la III halide (gallium) huundwa katika eneo la moto na kiwanja cha III-V kinawekwa kwenye eneo la baridi. Katika mchakato wa metallorganic kwa ajili ya GaAs, trimethylgallium huwekwa katika chemba ya athari pamoja na arsine, au mbadala ya kioevu yenye sumu kidogo kama vile arsine ya juu ya butyl, kuunda gallium arsenide. Mfano wa majibu ya kawaida ya MOCVD ni:
(CH3)3Ga + Ash3 → GaAs + 3CH4
Kuna kemia zingine zinazotumiwa katika usindikaji wa MOCVD wa LEDs. Organometallics kutumika kama vipengele vya kundi III ni pamoja na trimethyl gallium (TMGa), triethyl gallium (TEGa), TM indium, TE indium na TM alumini. Gesi za hidridi pia hutumiwa katika mchakato: 100% Ash3 na 100% PH3. Dopanti zinazotumika katika mchakato huo ni: dimethyl zinki (DMZ), bis-cyclopentadienyl magnesiamu na selenide hidrojeni (H2Se). Nyenzo hizi huguswa ndani ya chumba cha majibu chini ya shinikizo la chini la H2 anga. Mwitikio huu hutoa tabaka za epitaxial za AlGaAs, AlInGaP, InAsP na GaInP. Mbinu hii imekuwa ikitumika kitamaduni katika utengenezaji wa leza za semiconductor na vifaa vya mawasiliano vya macho kama vile visambazaji na vipokezi vya nyuzi za macho. Mchakato wa AlInGaP hutumiwa kuzalisha taa za LED zinazong'aa sana.
Sawa na mchakato wa VPE, kinu cha MOCVD na kusafisha sehemu kunaleta changamoto kwa mchakato na vile vile mtaalamu wa usafi wa kazi, haswa ikiwa kiwango kikubwa cha PH kilichokolezwa.3 inatumika katika mchakato. Ufanisi wa "kupasuka" wa vinuru hivi si mkubwa kama ule wa vinu vya VPE. Kuna kiasi kikubwa cha fosforasi inayozalishwa, ambayo ni hatari ya moto. Utaratibu wa kusafisha unahusisha matumizi ya peroxide ya hidrojeni / hidroksidi ya amonia kwenye sehemu mbalimbali kutoka kwa mitambo hii, ambayo ni hatari ya mlipuko ikiwa, kutokana na hitilafu ya operator, ufumbuzi wa kujilimbikizia hutumiwa mbele ya kichocheo cha chuma.
Utengenezaji wa Kifaa
Kaki ya GaAs iliyo na safu ya GaAsP iliyokuzwa kwa muda mrefu kwenye sehemu ya juu inaendelea hadi kwenye mlolongo wa utayarishaji wa kifaa.
Uwekaji wa nitridi
CVD yenye joto la juu ya nitridi ya silicon (Si3N4) inafanywa, kwa kutumia tanuru ya kawaida ya kueneza. Vyanzo vya gesi ni silane (SiH4) na amonia (NH3) na gesi ya kubeba nitrojeni.
Mchakato wa Photolithographic
Mchakato wa kawaida wa kupiga picha, kupanga/kuweka wazi, kuendeleza na kuvua hutumika kama katika uchakataji wa kifaa cha silikoni (angalia sehemu ya lithography katika makala "Utengenezaji wa semiconductor ya silicon").
Etching ya mvua
Michanganyiko mbalimbali ya miyeyusho ya asidi-kemikali yenye unyevunyevu hutumiwa katika bafu za plastiki katika vituo vya ndani vilivyochoka, vingine vinatolewa na mifumo ya usambazaji iliyochujwa ya laminar iliyowekwa wima ya HEPA. Asidi kuu zinazotumika ni sulfuriki (H2SO4), hidrofloriki (HF), hidrokloriki (HCl) na fosforasi (H3PO4) Kama ilivyo katika usindikaji wa silicon, peroksidi ya hidrojeni (H2O2) hutumika pamoja na asidi ya sulfuriki, na hidroksidi ya ammoniamu (NH4OH) hutoa etch caustic. Suluhisho la sianidi (sodiamu au potasiamu) pia hutumiwa kwa etching alumini. Hata hivyo, uchongaji wa sianidi unakomeshwa polepole huku viambajengo vingine vikitengenezwa kwa ajili ya mchakato huu. Kama mbadala ya etching ya mvua, mchakato wa kuweka plasma na ashing hutumiwa. Mipangilio ya kinu na gesi zinazoathiriwa ni sawa na zile zinazotumiwa katika usindikaji wa kifaa cha silicon.
Tofauti
Usambazaji wa chanzo kigumu cha zinki ampoule ya diarsenide hufanywa katika tanuru ya uenezaji wa utupu ifikapo 720°C, kwa kutumia N.2 gesi ya carrier. Arsenic na zinki arsenide hutumiwa kama dopants. Wao hupimwa kwenye sanduku la glavu kwa namna sawa na katika substrate ya wingi.
Uzalishaji wa metali
Uvukizi wa awali wa alumini hufanywa kwa kutumia evaporator ya E-boriti. Baada ya kurudi nyuma, hatua ya mwisho ya uvukizi wa dhahabu hufanywa kwa kutumia evaporator ya filamenti.
Aloying
Hatua ya mwisho ya aloi inafanywa katika tanuru ya uenezaji wa joto la chini, kwa kutumia anga ya ajizi ya nitrojeni.
Kuunga mkono
Kurudisha nyuma hufanywa ili kuondoa nyenzo zilizowekwa (GaAsP, Si3N4 na kadhalika) kutoka upande wa nyuma wa kaki. Kaki hizo huwekwa nta kwenye bamba la lapper na huwa na unyevunyevu na tope la silika. Kisha nta huondolewa kwa kunyoa kaki kwenye kichuna kikaboni kwenye kituo cha chembechembe cha kemikali kilichochoka ndani ya nchi. Mwingine mbadala kwa lapping mvua ni kavu lapping, ambayo hutumia oksidi alumini "mchanga".
Kuna idadi ya vibambo vya kustahimili na kupinga vinavyotumiwa, kwa kawaida vina asidi ya salfoni (dodecyl benzene sulphonic acid), asidi ya laktiki, hidrokaboni yenye kunukia, naphthalene na katekesi. Baadhi ya strippers ya kupinga yana ethanoate ya butyl, asidi asetiki na ester butyl. Kuna upinzani hasi na chanya na kupinga strippers kutumika, kulingana na bidhaa.
Jaribio la mwisho
Kama ilivyo katika usindikaji wa kifaa cha silicon, saketi za LED zilizokamilishwa hujaribiwa na kutiwa alama kwenye kompyuta (angalia "utengenezaji wa semiconductor ya silicon"). Ukaguzi wa mwisho unafanywa na kisha vifurushi vinajaribiwa kwa umeme ili kuashiria kufa kwa kasoro. Kisha msumeno wa mvua hutumiwa kutenganisha maiti ya mtu binafsi, ambayo hutumwa kwa mkusanyiko.
Bodi ya Mzunguko iliyochapishwa na Mkutano wa Kompyuta
Bodi za Wiring zilizochapishwa
Vibao vya waya vilivyochapishwa (PWBs) ni kiunganishi cha umeme na muundo wa kimwili ambao hushikilia pamoja vipengele mbalimbali vya kielektroniki vya bodi ya saketi iliyochapishwa. Makundi makuu ya PWB ni ya upande mmoja, ya pande mbili, multilayer na rahisi. Mahitaji ya utata na nafasi ya bodi zinazozidi kuwa mnene na ndogo yamehitaji kwamba pande zote mbili za ubao zifunikwe na saketi za msingi. Bodi za upande mmoja zilikidhi kikokotoo cha mapema na mahitaji rahisi ya vifaa vya kielektroniki vya watumiaji, lakini kompyuta za daftari zinazobebeka, wasaidizi wa kibinafsi wa dijiti na mifumo ya muziki ya kibinafsi imehitaji PWB za pande mbili na za safu nyingi. Uchakataji wa muundo wa PWBs kimsingi ni mchakato wa fotolithografia ambao unahusisha kwa kuchagua na kuondoa tabaka za nyenzo kwenye substrate ya dielectri ambayo hufanya kama "wiring" ya umeme ambayo huwekwa au kuwekwa kwenye ubao wa waya uliochapishwa.
Ubao wa safu nyingi huwa na vipande viwili au zaidi vya nyenzo za dielectri na sakiti ambazo zimepangwa na kuunganishwa pamoja. Uunganisho wa umeme huanzishwa kutoka upande mmoja hadi mwingine, na kwa mzunguko wa safu ya ndani, na mashimo yaliyochimbwa ambayo yamefunikwa na shaba. Sehemu ndogo ya dielectric inayotumiwa zaidi ni karatasi za fiberglass (epoxy/fibreglass laminate). Vifaa vingine ni kioo (pamoja na polyimide, Teflon au resini za triazine) na karatasi iliyofunikwa na resin phenolic. Nchini Marekani, bodi za laminated zimegawanywa kulingana na mali zao za kuzima moto; kuchimba visima, kupiga na kupiga mali; mali ya kunyonya unyevu; upinzani wa kemikali na joto; na nguvu za mitambo (Sober 1995). FR-4 (resin epoxy na substrate ya nguo ya kioo) hutumiwa sana kwa matumizi ya teknolojia ya juu.
Mchakato halisi wa PWB unahusisha hatua nyingi na aina mbalimbali za mawakala wa kemikali. Jedwali la 1 linaonyesha mchakato wa kawaida wa tabaka nyingi na masuala ya EHS yanayohusiana na mchakato huu. Tofauti za msingi kati ya ubao wa upande mmoja na wa pande mbili ni kwamba upande mmoja huanza na malighafi iliyofunikwa tu upande mmoja na shaba, na huacha hatua ya uwekaji wa shaba isiyo na umeme. Bodi ya kawaida ya pande mbili ina mask ya solder juu ya shaba tupu na imefungwa kupitia mashimo; bodi ina mawasiliano ya dhahabu-coated na legend sehemu. Nyingi za PWBs ni mbao za safu nyingi, ambazo zina umbo mbili na tabaka za ndani ambazo zimetengenezwa na kuwekwa ndani ya kifurushi cha laminate na kisha kusindika karibu kufanana kwa ubao wa safu mbili.
Jedwali 1. Mchakato wa PWB: Masuala ya mazingira, afya na usalama
|
Hatua za msingi za mchakato |
Masuala ya afya na usalama |
Maswala ya mazingira |
|
Maandalizi ya nyenzo |
||
|
Nunua laminate maalum, nyenzo za kuingia na bodi ya chelezo katika saizi iliyokatwa mapema |
Usanifu unaosaidiwa na kompyuta-VDU na hatari za ergonomics |
hakuna |
|
Stack na pin |
||
|
Paneli za shaba zimefungwa na nyenzo za kuingia na bodi ya chelezo; mashimo yaliyochimbwa na |
Kelele wakati wa kuchimba visima; kuchimba chembe chembe chembe za shaba, risasi, dhahabu na epoxy/fibreglass |
Chembe za taka (shaba, risasi, dhahabu na |
|
Kuchimba |
||
|
Mashine za kuchimba visima zinazodhibitiwa na nambari (N/C). |
Kelele wakati wa kuchimba visima; kuchimba chembe chembe chembe za shaba, risasi, dhahabu na epoxy/fibreglass |
Chembe za taka (shaba, risasi, dhahabu na |
|
Deburr |
||
|
Paneli za kuchimba hupitia brashi au gurudumu la abrasive |
Kelele wakati wa deburr; chembe chembe zenye shaba, risasi, dhahabu na epoxy/fibreglass |
Chembe za taka (shaba, risasi, dhahabu na |
|
Mchoro wa shaba usio na umeme |
||
|
Kuongeza safu nyembamba ya shaba kupitia mashimo |
Kuvuta pumzi na mfiduo wa ngozi kwa visafishaji, viyoyozi, etchants, vichocheo—H2SO4, H2O2, etha za glikoli, KMnO4, NH4HF2, paladiamu, SnCl2, CuSO4, formaldehyde, NaOH |
Maji machafu ya maji - asidi, shaba, caustics, |
|
Upigaji |
||
|
Upinzani wa filamu kavu-photopolymer nyeti ya UV |
Kuvuta pumzi na mfiduo wa ngozi kwa upinzani; watengenezaji; na |
Uzalishaji wa hewa - vimumunyisho (VOCs), gesi za asidi, |
|
Mchoro wa muundo |
||
|
Kusafisha |
Kuvuta pumzi na hatari za ngozi kutoka kwa kusafisha; upako wa shaba au bati/bati na upako wa risasi na ung'oaji wa rack—H3PO4, H2SO4; h2SO4 na CuSO4; asidi ya fluoboric na Sn / Pb; iliyokolea HNO3 |
Uzalishaji wa hewa-gesi za asidi; maji |
|
Futa, etch, strip |
||
|
Kupinga strip |
Kuvuta pumzi na hatari za ngozi kutoka kwa strip ya kupinga; etch ya alkali au ukanda wa shaba-monoethanol amine (MEA); NH4OH; NH4Cl/NH4OH au NH4HF2 |
Uzalishaji wa hewa-MEA, amonia, fluorides; |
|
Mask ya solder |
||
|
Wino za epoxy - uchapishaji wa skrini |
Kuvuta pumzi na hatari za ngozi kutokana na kusafisha kabla; inks za epoxy na flygbolag za kutengenezea; watengenezaji - H2SO4; epichlorhydrin + bisphenol A, etha za glycol (PGMEA msingi); gamma-butyrolactone. Mwanga wa UV kutoka kwa mchakato wa uponyaji |
Uzalishaji wa hewa - gesi za asidi, etha za glycol |
|
Mipako ya solder |
||
|
Usawazishaji wa solder |
Madhara ya kuvuta pumzi na ngozi kutokana na mtiririko, bidhaa za mtengano na mabaki ya solder ya risasi/bati-dilute etha za glycol + <1% HCl na <1% HBr; aldehidi, HCl, CO; risasi na bati |
Uzalishaji wa hewa-glycol ethers (VOC), gesi za asidi, aldehydes, CO; taka - solder ya risasi / bati, flux |
|
Uchimbaji wa dhahabu na nikeli |
||
|
Kuvuta pumzi na hatari za ngozi kutoka kwa asidi, metali na |
Uzalishaji wa hewa-gesi asidi, cyanides; maji |
|
|
Hadithi ya kipengele |
||
|
Uchapishaji wa skrini |
Athari za kuvuta pumzi na ngozi kutoka kwa wino zenye msingi wa epoksi na vibeba viyeyusho—vimumunyisho vyenye etha ya glikoli, epichlorhydrin + bisphenol A |
Uzalishaji wa hewa - etha za glycol (VOCs) taka - wino na viyeyusho (kiasi kidogo) |
Cl2 = gesi ya klorini; CO = monoksidi ya kaboni; CuSO4 = sulfate ya shaba; H2O2 = peroksidi hidrojeni;H2SO4 = asidi sulfuriki; H3PO4 = asidi ya fosforasi; HBR = asidi hidrobromic; HCl = asidi hidrokloriki; HNO3 = asidi ya nitriki; K2CO3 = kabonati ya potasiamu; KMNO4 = permanganate ya potasiamu; NA3PO4 = fosforasi ya sodiamu; NH4Cl = kloridi ya amonia; NH4OH = hidroksidi ya amonia; NiSO4 = nickel sulphate; Pb = risasi; Sn = bati; SnCl2 = kloridi stannous; UV = ultraviolet; VOCs = misombo ya kikaboni tete.
Mkutano wa Bodi ya Duru iliyochapishwa
Kusanyiko la bodi ya mzunguko iliyochapishwa (PCB) inahusisha ufungamanishaji mgumu wa viambajengo vya kielektroniki kwa PWB kupitia matumizi ya solder ya risasi/bati (kwenye mashine ya kutengenezea wimbi au kupakwa kama kibandiko na kisha kutiririshwa tena kwenye tanuru ya joto la chini) au resini za epoxy ( kuponywa katika tanuru ya joto la chini). PWB ya msingi (upande mmoja, pande mbili, multilayer au flexible) itaamua msongamano wa vipengele vinavyoweza kushikamana. Masuala mengi ya mchakato na kutegemewa yanaunda msingi wa uteuzi wa michakato ya mkusanyiko wa PCB ambayo itatumika. Michakato mikuu ya kiteknolojia ni: teknolojia ya jumla ya kuweka uso (SMT), teknolojia mchanganyiko (inajumuisha zote mbili za SMT na zilizowekwa kupitia shimo (PTH)) na kiambatisho cha chini.
Kwa kawaida katika vifaa vya kisasa vya kuunganisha kielektroniki/kompyuta, teknolojia iliyochanganywa hutumiwa, huku baadhi ya vipengele vikiwekwa kwenye uso na viunganishi/vijenzi vingine vikiuzwa kwa kutumia teknolojia ya kupitia shimo au kutiririsha tena soda. Mchakato wa "kawaida" wa teknolojia mchanganyiko unajadiliwa hapa chini, ambapo mchakato wa kupachika uso unaohusisha kiambatisho cha wambiso, soldering ya wimbi na soldering ya reflow hutumiwa. Kwa teknolojia mchanganyiko, wakati mwingine inawezekana kutiririsha vipengele vya kupachika uso (SMCs) kwenye upande wa juu wa ubao wa pande mbili na solder ya mawimbi ya SMC upande wa chini. Utaratibu kama huo ni muhimu sana wakati teknolojia ya kupachika uso na shimo lazima ichanganywe kwenye ubao mmoja, ambayo ni kawaida katika utengenezaji wa umeme wa sasa. Hatua ya kwanza ni kuweka SMCs kwenye upande wa juu wa ubao, kwa kutumia mchakato wa utiririshaji wa solder. Ifuatayo, vipengele vya kupitia-shimo vinaingizwa. Kisha ubao hupinduliwa, na sehemu za chini za SMC zimewekwa kwa wambiso kwenye ubao. Kuunganisha kwa mawimbi kwa sehemu zote mbili za shimo na chini ya SMC ni hatua ya mwisho.
Hatua kuu za mchakato wa teknolojia mchanganyiko wa kiufundi ni pamoja na:
- kabla na baada ya kusafisha
- kuweka solder na maombi ya wambiso (uchapishaji wa skrini na uwekaji (SMT na PTH))
- kuingizwa kwa sehemu
- adhesive tiba na solder reflow
- kuteleza (PTH)
- wimbi la soldering (PTH)
- ukaguzi na kugusa
- kupima
- kurekebisha na kurekebisha
- shughuli za usaidizi - kusafisha stencil.
Mjadala mfupi wa athari muhimu za mazingira, afya na usalama kwa kila hatua ya mchakato umetolewa hapa chini.
Kabla na baada ya kusafisha
PWB za kibiashara kwa kawaida hununuliwa kutoka kwa wasambazaji wa PWB na zimesafishwa awali kwa myeyusho wa maji wa de-ionized (DI) ili kuondoa uchafu wote wa uso. Kabla ya wasiwasi kuhusu uharibifu wa tabaka la ozoni la anga, dutu inayoharibu ozoni, kama vile klorofluorocarbon (CFC), ingetumika kama kisafishaji cha mwisho, au hata kusafishwa mapema na mtengenezaji wa kifaa cha kielektroniki. Mwishoni mwa mchakato wa mkusanyiko wa PCB, matumizi ya operesheni ya "mvuke degreasing" ya chlorofluorocarbon ili kuondoa mabaki kutoka kwa operesheni ya soldering ya flux / wimbi ilikuwa ya kawaida. Tena kutokana na wasiwasi kuhusu kupungua kwa ozoni na udhibiti mkali wa udhibiti juu ya uzalishaji wa CFCs, mabadiliko ya mchakato yalifanywa ambayo yaliruhusu makusanyiko kamili ya PWB kupita kusafisha au kutumia tu kusafisha maji ya DI.
Kuweka solder na maombi ya wambiso (uchapishaji wa stencil na uwekaji) na uingizaji wa sehemu
Uwekaji wa bati ya madini ya risasi/bati kwenye uso wa PWB huruhusu sehemu ya kupachika uso kuunganishwa kwenye PWB na ni muhimu kwa mchakato wa SMT. Nyenzo ya solder hufanya kama kiunganishi cha mitambo kwa upitishaji wa umeme na mafuta na kama mipako ya ulinzi wa uso na uwezeshaji ulioimarishwa. Uwekaji wa solder huundwa na takriban 70 hadi 90% ya vitu visivyo na tete (kwa uzito kwa kila uzito au uzito kwa msingi wa ujazo):
- solder ya risasi/bati
- mchanganyiko wa resini zilizobadilishwa (asidi ya rosini au rosini iliyoamilishwa kidogo)
- vianzishaji (katika kesi ya bidhaa "hakuna safi", mchanganyiko wa hydrohalides ya amine na asidi au asidi ya kaboksili tu).
Viyeyusho (vitu tete) hutengeneza salio la bidhaa (kawaida ni mchanganyiko wa alkoholi na etha ya glikoli ambao ni mchanganyiko wa umiliki).
Kuweka solder huchapishwa kwa njia ya stencil, ambayo ni muundo halisi wa muundo wa uso ambao unapaswa kuongezwa kwenye uso wa PWB. Uwekaji wa solder unasukumwa kupitia tundu kwenye stencil kwenye tovuti za pedi kwenye PWB kwa njia ya kubana ambayo hupitia stencil polepole. Kisha stencil huinuliwa mbali, na kuacha amana za kuweka kwenye pedi zinazofaa kwenye ubao. Kisha vipengele vinaingizwa kwenye PWB. Hatari za msingi za EHS zinahusiana na utunzaji wa nyumba na usafi wa kibinafsi wa waendeshaji wanaoweka panya ya solder kwenye uso wa stencil, kusafisha squeegee na kusafisha stencil. Mkusanyiko wa madini ya risasi katika solder na tabia ya kuweka solder iliyokaushwa kuambatana na ngozi na sehemu za kufanyia kazi za vifaa/kituo huhitaji matumizi ya glavu za kinga, usafishaji mzuri wa sehemu za kazi, utupaji salama wa vifaa vya kusafisha vilivyochafuliwa ( na utunzaji wa mazingira) na usafi wa kibinafsi kwa waendeshaji (kwa mfano, kunawa mikono kwa sabuni kabla ya kula, kunywa au kupaka vipodozi). Viwango vya kukaribia aliyeambukizwa kwa hewa kwa kawaida huwa chini ya kikomo cha ugunduzi wa risasi, na ikiwa utunzaji mzuri wa nyumbani/usafi wa kibinafsi unatumiwa, usomaji wa risasi ya damu huwa chini chini.
Utumizi wa wambiso unahusisha utoaji otomatiki wa kiasi kidogo cha resin ya epoxy (kawaida mchanganyiko wa bisphenol A-epichlorhydrin) kwenye uso wa PWB na kisha "kuchukua na kuweka" sehemu na kuiingiza kupitia resin ya epoxy kwenye PWB. Hatari za EHS kimsingi zinahusiana na hatari za usalama za kiufundi za vitengo vya "chaguo na mahali", kwa sababu ya mikusanyiko yao ya kiotomatiki ya mitambo, mihangaiko ya sehemu ya nyuma ya vitengo na uwezekano wa majeraha makubwa ikiwa ulinzi unafaa, mapazia nyepesi na viunganishi vya vifaa havipo. sasa.
Adhesive tiba na solder reflow
Vipengee ambavyo viliambatishwa na uchapishaji wa stencil au uombaji wa kunandisha basi hubebwa kwenye kipitishio cha kiteknolojia cha urefu usiobadilika hadi kwenye tanuru ya utiririshaji wa ndani ya mstari ambayo "huzimisha" solder kwa kutiririsha tena solder kwa takriban 200 hadi 400°C. Vipengee ambavyo viliambatishwa na wambiso wa epoxy pia hupitishwa kupitia tanuru ambayo iko chini ya utiririshaji wa solder na kawaida huendeshwa kwa 130 hadi 160.oC. Vipengele vya kutengenezea vya paste ya solder na resin ya epoxy hufukuzwa wakati wa mchakato wa tanuru, lakini sehemu ya risasi / bati haijabadilika. Mabaki ya aina ya mtandao wa buibui yatajilimbikiza kwenye bomba la moshi wa tanuru ya kutiririsha maji, na kichujio cha wavu wa chuma kinaweza kutumika kuzuia hili. PWBs mara kwa mara zinaweza kunaswa katika mfumo wa conveyor na zitapasha joto kupita kiasi kwenye tanuru, na kusababisha harufu mbaya.
Fluxing
Ili kuunda kiungo cha kuaminika cha solder kwenye uso wa PWB na risasi ya sehemu, zote mbili lazima zisiwe na oxidation na lazima zibaki hivyo hata kwa joto la juu linalotumiwa katika soldering. Pia, aloi ya kuyeyuka ya solder lazima iloweshe nyuso za metali zinazounganishwa. Hii ina maana kwamba mtiririko wa solder lazima uathirike na kuondoa oksidi za chuma kutoka kwenye nyuso zitakazounganishwa na kuzuia uoksidishaji upya wa nyuso zilizosafishwa. Inahitaji pia kwamba mabaki yasiwe ya kutu au yanayoweza kutolewa kwa urahisi. Fluxes za kutengenezea vifaa vya kielektroniki huangukia katika kategoria tatu pana, zinazojulikana kama fluxes zenye msingi wa rosini, fluxes ya kikaboni au mumunyifu wa maji na fluxes ya synthetic inayoweza kutolewa. Mpya zaidi, chini-imara "hakuna safi" au zisizo tete kiwanja kikaboni (NVOC) fluxes kuanguka katika jamii ya kati.
Fluji zenye msingi wa rosin
Fluji zenye msingi wa rosini ndizo zinazotumika sana katika tasnia ya umeme, ama kama dawa flux or mtiririko wa povu. Fluxer inaweza kuwa ndani ya kifaa cha kutengenezea wimbi au kama kitengo cha kusimama pekee kilichowekwa kwenye uingizaji wa kitengo. Kama msingi, vimiminiko vinavyotokana na rosini vina rosini asilia, au kolofoni, rosini inayong'aa, yenye rangi ya kaharabu iliyopatikana baada ya tapentaini kuchujwa kutoka kwa oleoresin na utomvu wa mfereji wa misonobari. Resin hukusanywa, moto na distilled, ambayo huondoa chembe yoyote imara, na kusababisha fomu iliyosafishwa ya bidhaa za asili. Ni nyenzo ya homogeneous yenye kiwango kimoja cha kuyeyuka.
Colofonia ni mchanganyiko wa takriban 90% ya asidi ya resini, ambayo zaidi ni asidi ya abietic (asidi ya kikaboni isiyo na maji) na 10% ya vifaa vya neutral kama vile derivatives ya stilbene na hidrokaboni mbalimbali. Mchoro wa 1 unatoa miundo ya kemikali kwa asidi ya abietic na pimaric.
Kielelezo 1. Asidi za Abietic & pimaric

Kiambatanisho kinachofanya kazi ni asidi ya abietic, ambayo kwa joto la soldering inafanya kazi kwa kemikali na hushambulia oksidi ya shaba kwenye uso wa PWB, na kutengeneza abiet ya shaba. Fluji zinazotokana na rosini zina vipengele vitatu: kutengenezea au gari, rosini na activator. Kimumunyisho hufanya kazi tu kama chombo cha mtiririko. Ili kuwa na ufanisi rosini lazima itumike kwenye ubao katika hali ya kioevu. Hii inakamilishwa kwa kuyeyusha rosini na kiamsha katika mfumo wa kutengenezea, kwa kawaida pombe ya isopropyl (IPA) au mchanganyiko wa vipengele vingi vya alkoholi (IPA, methanoli au ethanoli). Kisha mtiririko huo hutiwa povu kwenye uso wa chini wa PCB kwa njia ya kuongeza hewa au nitrojeni, au kunyunyiziwa katika mchanganyiko wa "ugumu wa chini" ambao una maudhui ya juu ya kutengenezea. Vipengele hivi vya kutengenezea vina viwango tofauti vya uvukizi, na nyembamba lazima iongezwe kwenye mchanganyiko wa flux ili kudumisha muundo wa flux. Kategoria za msingi za mtiririko wa msingi wa rosini ni: rosini amilifu kwa upole (RMA), ambayo ni fluxes ya kawaida katika matumizi, ambayo activator kali huongezwa; na rosini hai (RA), ambayo kiamsha kichochezi zaidi kimeongezwa.
Hatari kuu ya EHS ya fluxes zote zenye msingi wa rosini ni msingi wa kutengenezea pombe. Hatari za kiusalama zinahusiana na kuwaka katika uhifadhi na utumiaji, uainishaji na utunzaji kama taka hatari, utoaji wa hewa na mifumo ya matibabu inayohitajika ili kuondoa VOCs na maswala ya usafi wa viwanda yanayohusiana na kuvuta pumzi na mfiduo wa ngozi (ngozi). Kila moja ya vipengele hivi inahitaji mkakati tofauti wa udhibiti, elimu na mafunzo ya mfanyakazi na vibali/uzingatiaji wa udhibiti (Association of the Electronics, Telecommunications and Business Equipment Industries 1991).
Wakati wa mchakato wa soldering wimbi, flux ni joto hadi 183 hadi 399 ° C; bidhaa za anga zinazozalishwa ni pamoja na aldehydes aliphatic, kama vile formaldehyde. Fluji nyingi pia zina kianzishaji cha hidrokloridi ya amini, ambayo husaidia kusafisha eneo linalouzwa na kutoa asidi hidrokloriki inapokanzwa. Vipengele vingine vya gesi ni pamoja na benzini, toluini, styrene, phenoli, klorofenoli na pombe ya isopropyl. Mbali na vipengele vya gesi vya mtiririko wa joto, kiasi kikubwa cha chembe huundwa, kuanzia ukubwa wa micron 0.01 hadi 1.0 micron, inayojulikana kama mafusho ya kolofoni. Nyenzo hizi za chembechembe zimepatikana kuwa viwasho vya upumuaji na pia vihisishi vya upumuaji kwa watu nyeti (Hausen, Krohn na Budianto 1990). Nchini Uingereza, viwango vya kuambukizwa kwa hewa vinahitaji kwamba viwango vya moshi wa kolofoni vidhibitiwe hadi viwango vya chini kabisa vinavyoweza kufikiwa (Tume ya Afya na Usalama 1992). Zaidi ya hayo, Mkutano wa Marekani wa Wataalamu wa Usafi wa Viwanda wa Kiserikali (ACGIH) umeweka kikomo cha thamani tofauti kwa bidhaa za pyrolysis za solder ya rosini ya 0.1 mg/m3, iliyopimwa kama formaldehyde (ACGIH 1994). The Lead Industries Association, Inc. hutambua asetoni, pombe ya methyl, aldehidi ya aliphatic (inayopimwa kama formaldehyde), dioksidi kaboni, monoksidi kaboni, methane, ethane, asidi ya abietic na asidi ya diterpene zinazohusiana kama bidhaa za kawaida za mtengano wa soldering ya msingi ya rosini (Lead Industries Association 1990 )
Fluji za kikaboni
Mitiririko ya kikaboni, ambayo wakati mwingine huitwa mtiririko wa kati au miyeyusho ya maji, ni mchanganyiko unaofanya kazi zaidi kuliko ule unaotokana na rosini na hauna ulikaji kidogo kuliko mmiminiko wa asidi unaotumika katika tasnia zinazofanya kazi za chuma. Misombo ya jumla ya kazi ya darasa hili la fluxes iko katika vikundi vitatu:
- asidi (kwa mfano, stearic, glutamic, lactic, citric)
- halojeni (kwa mfano, hidrokloridi, bromidi, hidrazini)
- amidi na amini (kwa mfano, urea, triethanolamine).
Nyenzo hizi na sehemu nyingine za uundaji, kama vile viambata vya kusaidia kupunguza mvutano wa uso wa solder, huyeyushwa katika poliethilini glikoli, vimumunyisho vya kikaboni, maji au kwa kawaida mchanganyiko wa kadhaa kati ya hizi. Fluji za kikaboni lazima zichukuliwe kuwa za kutu, lakini zinaweza kusafishwa kwa urahisi, bila maji zaidi ya moto.
Vimiminiko vilivyoamilishwa vya syntetisk (AS).
Ambapo vimiminiko vinavyotokana na rosini ni nyenzo dhabiti zilizoyeyushwa katika kiyeyusho, mtiririko wa AS kwa kawaida huwa ni fomula za kioevu kabisa (kiyeyusho + flux). Mtoa huduma wa kutengenezea hufukuzwa wakati wa awamu ya joto ya awali ya soldering ya wimbi, na kuacha mabaki ya mvua na mafuta kwenye uso wa PWB, ambayo lazima isafishwe mara moja baada ya soldering. Sifa ya msingi ya mtiririko wa AS ni uwezo wao wa kuondolewa kwa kutumia kiyeyushi kinachofaa, kwa kawaida msingi wa fluorocarbon. Pamoja na vikwazo juu ya matumizi ya vitu vya kuharibu ozoni kama vile fluorocarbons (Freon TF, Freon TMS na kadhalika), matumizi yanayotakiwa ya vifaa hivi vya kusafisha yamezuia sana matumizi ya darasa hili la fluxes.
Vigumu vya chini "hakuna safi" au fluxes zisizo za VOC
Haja ya kuondolewa kwa kusafisha baada ya kuuzwa kwa mabaki ya babuzi au tacky flux na viyeyusho vya fluorocarbon imesababisha utumizi mkubwa wa aina mpya ya fluxes. Fluji hizi ni sawa katika shughuli na za RMA na zina maudhui yabisi ya takriban 15%. Maudhui yabisi ni kipimo cha mnato na ni sawa na uwiano wa flux na kutengenezea. Kadiri yaliyomo ya yabisi yanavyopungua, ndivyo asilimia ya kiyeyusho inavyoongezeka. Kadiri yaliyomo ya yabisi yanavyoongezeka, ndivyo mtiririko unavyofanya kazi zaidi, na uwezekano mkubwa wa kuhitaji hatua ya kusafisha baada ya kuuza. Fluji ya chini ya solids (LSF) hutumiwa kwa kawaida katika tasnia ya elektroniki na kwa kawaida haihitaji hatua ya baada ya kusafisha. Kwa mtazamo wa mazingira ya utoaji wa hewa chafu, LSF iliondoa hitaji la uondoaji wa mvuke wa fluorocarbon ya bodi zilizouzwa kwa wimbi, lakini kwa maudhui yao ya juu ya kutengenezea, iliongeza kiasi cha vimumunyisho vinavyotokana na pombe vilivyovukiza, na kusababisha viwango vya juu vya VOC. Viwango vya utoaji hewa wa VOC vinadhibitiwa vilivyo nchini Marekani, na katika maeneo mengi duniani kote. Hali hii ilishughulikiwa na kuanzishwa kwa "hakuna safi" fluxes, ambayo ni msingi wa maji (badala ya kutengenezea msingi) lakini ina vianzishaji sawa na rosini zinazobadilika. Viambatanisho vya msingi vya kazi ni asidi ya dicarboxylic msingi (2 hadi 3%), kawaida glutaric, succinic na adipic asidi. Watumiaji na vizuizi vya kutu (takriban 1%) pia hujumuishwa, na kusababisha pH (asidi) ya 3.0 hadi 3.5. Mtiririko huu kwa hakika huondoa utoaji wa hewa ya VOC na hatari nyinginezo za EHS zinazohusiana na kutumia viyeyusho vinavyotokana na viyeyusho. Bidhaa za mtengano zilizobainishwa katika mtiririko wa msingi wa rosini bado zinatumika, na pH kidogo huhitaji vifaa vya kushughulikia mseto vistahimili asidi. Baadhi ya ushahidi wa kiakili unaonyesha matatizo yanayoweza kutokea ya ngozi au ya kupumua kutokana na asidi ya dikarboxylic iliyokaushwa, yenye asidi kidogo na vizuizi vya kutu ambayo inaweza kuwa mabaki kwenye vibeba bodi, mikokoteni na nyuso za ndani za vifaa vya kutengenezea mawimbi vinavyotumia misombo hii. Pia, sehemu ya maji ya mtiririko huu inaweza kukosa kuyeyuka vya kutosha kabla ya kugonga sufuria ya kuyeyuka ya solder, ambayo inaweza kusababisha kunyunyiza kwa solder ya moto.
Wimbi soldering
Ongezeko la flux kwenye uso wa chini wa PWB inaweza kukamilika ama kwa fluxer iko ndani ya kitengo cha soldering ya wimbi au kitengo cha kusimama pekee kwenye kuingia kwa kitengo cha soldering ya wimbi. Mchoro wa 2 hutoa uwakilishi wa schematic wa kitengo cha kawaida cha soldering ya wimbi na fluxer iko ndani. Usanidi wowote unatumika kutoa povu au kunyunyizia mtiririko kwenye PWB.
Kielelezo 2. Mchoro wa kitengo cha solder ya wimbi

Inapasha moto
Vichukuzi vya flux lazima vivukizwe kabla ya soldering. Hii inakamilishwa kwa kutumia hita za joto la juu ili kuondoa vifaa vya kioevu. Aina mbili za msingi za preheaters zinatumika: radiant (fimbo ya moto) na volumetric (hewa ya moto). Hita zinazong'aa ni za kawaida nchini Marekani na zinaonyesha uwezekano wa kuwashwa kwa flux ya ziada au kutengenezea au mtengano wa PWB iwapo itazimwa chini ya hita. Uingizaji hewa wa moshi wa ndani hutolewa kwa upande wa fluxer/preheater ya kitengo cha kutengenezea mawimbi ili kunasa na kutolea nje nyenzo za kutengenezea/miminiko zilizovukizwa wakati wa shughuli hizi.
Kuuza
Aloi ya solder (kawaida 63% ya bati hadi 37% ya risasi) iko kwenye hifadhi kubwa inayoitwa sufuria ya solder, na huwashwa kwa umeme ili kudumisha solder katika hali ya kuyeyuka. Hita hizo ni pamoja na hita yenye nguvu nyingi ili kuyeyusha awali na usambazaji mdogo wa joto uliodhibitiwa ili kudhibiti halijoto kwa njia ya joto.
Kuuza kwa kiwango cha ubao kunahitaji muundo wa chungu cha solder na mifumo ya pampu ya kuzungusha tena kila mara kutoa "wimbi" thabiti la solder safi. Kwa soldering, solder safi huchafuliwa na misombo ya oksidi ya risasi/bati, uchafu wa metali na bidhaa za mtengano wa flux. Hii taka fomu juu ya uso wa solder kuyeyuka, na takataka zaidi sumu, zaidi ya tabia ya malezi ya ziada. Taka ni hatari kwa mchakato wa soldering na wimbi la solder. Ikiwa fomu ya kutosha kwenye sufuria, inaweza kuvutwa kwenye pampu ya mzunguko na kusababisha abrasion ya impela. Waendeshaji wa solder wa wimbi wanahitajika ili kuondoa taka wimbi kwa misingi ya kawaida. Mchakato huu unahusisha opereta kuchuja takataka iliyoimarishwa kutoka kwa soda iliyoyeyushwa na kukusanya mabaki kwa ajili ya kudai upya/kuchakatwa tena. Mchakato wa kuondoa drossing huhusisha opereta kufungua mlango wa nyuma wa kuingilia (kwa kawaida usanidi wa mrengo wa ghuba) karibu na sufuria ya solder na kuchota takataka moto mwenyewe. Wakati wa mchakato huu, uzalishaji unaoonekana hutolewa kutoka kwenye sufuria ambayo inakera sana macho, pua na koo la operator. Opereta anatakiwa kuvaa glavu za joto, aproni, miwani ya usalama na ngao ya uso na ulinzi wa kupumua (kwa chembechembe za risasi/bati, gesi babuzi (HCl) na aldehyde aliphatic (formaldehyde)). Uingizaji hewa wa kutolea nje wa ndani hutolewa kutoka kwa mambo ya ndani ya kitengo cha soldering ya wimbi, lakini sufuria ya solder hutolewa kwa mitambo kutoka kwa baraza kuu la mawaziri ili kuruhusu operator kupata moja kwa moja kwa pande zote mbili za sufuria ya moto. Mara baada ya kuondolewa, bomba la kutolea nje la ndani ambalo limewekwa kwenye baraza la mawaziri halifanyi kazi kwa kuondoa nyenzo zilizoachiliwa. Hatari za kimsingi za kiafya na kiusalama ni: kuungua kwa mafuta kutoka kwa solder moto, mfiduo wa kupumua kwa nyenzo zilizoainishwa hapo juu, majeraha ya mgongo kutokana na kushughulikia ingo za solder na mapipa ya uchafu na kufichuliwa na mabaki ya risasi/bati/chembe laini wakati wa shughuli za matengenezo.
Wakati wa mchakato wa soldering halisi, milango ya upatikanaji imefungwa na mambo ya ndani ya kitengo cha soldering ya wimbi ni chini ya shinikizo hasi kutokana na uingizaji hewa wa kutolea nje wa ndani unaotolewa kwenye pande za flux na solder sufuria ya wimbi. Uingizaji hewa huu na halijoto ya uendeshaji wa chungu cha solder (kawaida 302 hadi 316°C, ambacho kiko juu kidogo ya kiwango cha kuyeyuka cha solder), husababisha uundaji mdogo wa mafusho ya risasi. Mfiduo wa kimsingi wa chembechembe za risasi/bati huja wakati wa shughuli za uondoaji na urekebishaji wa vifaa, kutoka kwa msukosuko wa taka kwenye chungu, kuhamisha kwenye chombo cha kurejesha na kusafisha mabaki ya solder. Chembechembe laini ya risasi/bati hutengenezwa wakati wa operesheni ya kuondoa drossing na inaweza kutolewa kwenye chumba cha kazi na eneo la kupumua la opereta wa solder ya wimbi. Mikakati mbalimbali ya udhibiti wa kihandisi imebuniwa ili kupunguza uwezekano huu wa kufichua chembechembe za risasi, ikiwa ni pamoja na kuingizwa kwa uingizaji hewa wa moshi wa ndani kwenye chombo cha kurejesha tena (ona mchoro 3), matumizi ya ombwe za HEPA kwa kusafisha mabaki na mifereji ya kutolea moshi inayoweza kunyumbulika kwa mikono inayoweka sawa. uingizaji hewa kwenye sufuria ya moto wakati wa kufuta. Matumizi ya mifagio au brashi kwa kufagia mabaki ya solder lazima yapigwe marufuku. Utunzaji mkali wa nyumba na mazoea ya usafi wa kibinafsi lazima pia kuhitajika. Wakati wa shughuli za matengenezo ya vifaa vya solder (ambazo hufanyika kila wiki, kila mwezi, robo mwaka na kila mwaka), vipengele mbalimbali vya sufuria ya moto husafishwa ndani ya vifaa au kuondolewa na kusafishwa katika hood iliyochoka ndani ya nchi. Shughuli hizi za kusafisha zinaweza kuhusisha kukwarua kimwili au kusafisha kimitambo (kwa kutumia drill ya umeme na kiambatisho cha brashi ya waya) pampu ya solder na baffles. Viwango vya juu vya chembechembe za risasi huzalishwa wakati wa mchakato wa kusafisha mitambo, na mchakato unapaswa kufanywa katika eneo la ndani ambalo limechoka.
Kielelezo 3. Mkokoteni wa taka na kifuniko cha utupu

Ukaguzi, kugusa-up na kupima
Ukaguzi wa kuona na vipengele vya kugusa hufanywa baada ya kuzungusha mawimbi na kuhusisha matumizi ya lenzi za kukuza/taa za kazi kwa ukaguzi mzuri na mguso wa kutokamilika. Kitendaji cha kugusa kinaweza kuhusisha matumizi ya a fimbo-solder chuma cha kutengenezea kinachoshikiliwa kwa mkono na solder ya msingi ya rosini au kupiga mswaki kwenye kiasi kidogo cha mtiririko wa kioevu na solder ya waya ya risasi/bati. Moshi unaoonekana kutoka kwa kutengenezea vijiti huhusisha bidhaa za uharibifu kutoka kwa mtiririko. Kiasi kidogo cha ushanga wa madini ya risasi/bati ambacho hakikushikamana na kiungio cha solder kinaweza kutoa suala la utunzaji wa nyumba na usafi wa kibinafsi. Inapaswa kutoa feni iliyo karibu na kituo cha kufanyia kazi kwa ajili ya uingizaji hewa wa jumla wa dilution mbali na eneo la kupumulia la mhudumu au mfumo wa kisasa zaidi wa kutolea moshi unaonasa bidhaa za kuharibika kwenye ncha ya chuma cha kutengenezea au karibu na operesheni inapaswa kutolewa. Moshi huo kisha huelekezwa kwenye mfumo wa moshi wa kisusuaji hewa unaojumuisha uchujaji wa HEPA kwa chembechembe na ufyonzaji wa gesi ya kaboni kwa aldehidi aliphatiki na gesi za asidi hidrokloriki. Ufanisi wa mifumo hii ya kutolea nje ya soldering inategemea sana kasi ya kukamata, ukaribu na hatua ya uzalishaji wa mafusho na ukosefu wa rasimu za msalaba kwenye uso wa kazi. Upimaji wa umeme wa PCB iliyokamilishwa unahitaji vifaa maalum vya majaribio na programu.
Kufanya kazi tena na kutengeneza
Kulingana na matokeo ya upimaji wa bodi, bodi zenye kasoro zinatathminiwa kwa kushindwa kwa sehemu maalum na kubadilishwa. Urekebishaji huu wa bodi unaweza kuhusisha soldering ya vijiti. Ikiwa vipengele vya msingi kwenye PCB kama vile microprocessor vinahitaji uingizwaji, a rework solder sufuria hutumika kuzamisha sehemu hiyo ya ubao inayoweka sehemu yenye kasoro au kiungo kwenye chungu kidogo cha solder, kuondoa kijenzi hicho na kisha kuingiza kijenzi kipya kwenye ubao. Ikiwa sehemu ni ndogo au imeondolewa kwa urahisi zaidi, a vac ya hewa mfumo unaotumia hewa ya moto kwa ajili ya kupokanzwa kiungo cha solder na utupu wa kuondoa solder hutumika. Chungu cha kutengenezea upya huwekwa ndani ya uzio uliochoka ndani ya nchi ambao hutoa kasi ya kutosha ya kutolea moshi ili kunasa bidhaa za mtengano wa flux zinazoundwa wakati solder ya kioevu inapopigwa kwenye ubao na kuwasiliana na solder kufanywa. Sufuria hii pia hutengeneza takataka na inahitaji vifaa na taratibu za kuondoa takataka (kwa kiwango kidogo zaidi). Mfumo wa vac ya hewa hauhitaji kuwekwa ndani ya boma, lakini solder ya risasi/bati iliyoondolewa lazima ishughulikiwe kama taka hatari na irudishwe/kutumika tena.
Shughuli za usaidizi - kusafisha stencil
Hatua ya kwanza katika mchakato wa mkusanyiko wa PCB ilihusisha matumizi ya stencil kwa kutoa muundo wa maeneo ya kuunganisha kwa kuweka solder ya risasi/bati ili kubana. Kwa kawaida, nafasi za stencil huanza kuziba na mabaki ya bati ya risasi/bati lazima yaondolewe kwa kila zamu. Usafishaji wa awali kwa kawaida hufanywa kwenye kichapishi cha skrini ili kunasa uchafuzi mwingi kwenye ubao, kwa kuifuta uso wa ubao kwa mchanganyiko wa pombe ulioyeyushwa na wipes zinazoweza kutumika. Ili kuondoa kabisa mabaki iliyobaki mchakato wa kusafisha mvua unahitajika. Katika mfumo unaofanana na dishwasher kubwa, maji ya moto (57 ° C) na ufumbuzi wa kemikali wa amini ya aliphatic ya kuondokana (monoethanol amine) hutumiwa kuondoa kemikali ya kuweka solder kutoka kwa stencil. Kiasi kikubwa cha solder ya risasi/bati huoshwa kutoka kwenye ubao na kuwekwa kwenye chemba ya kunawa au kwenye myeyusho kwenye kimiminiko cha maji. Maji taka haya yanahitaji mchujo au uondoaji wa kemikali wa risasi na urekebishaji wa pH kwa amini za aliphatic babuzi (kwa kutumia asidi hidrokloriki). Visafishaji vipya zaidi vya stencil za mfumo funge hutumia suluji sawa ya safisha hadi itumike. Suluhisho huhamishiwa kwenye kitengo cha kunereka, na tete hupunguzwa hadi mabaki ya nusu ya kioevu yatengenezwe. Mabaki haya basi hushughulikiwa kama taka hatari ya risasi/bati iliyochafuliwa.
Mchakato wa Mkutano wa Kompyuta
Mara tu PCB ya mwisho inapokusanywa, inahamishiwa kwa uendeshaji wa mkusanyiko wa mifumo ili kujumuishwa kwenye bidhaa ya mwisho ya kompyuta. Operesheni hii kwa kawaida ni ya nguvu kazi kubwa, huku sehemu za vijenzi zitakazokusanywa zikitolewa kwa vituo vya kazi vya mtu binafsi kwenye mikokoteni ya steji kando ya mstari wa kuunganisha ulioboreshwa. Hatari kuu za kiafya na usalama zinahusiana na harakati za nyenzo na uwekaji (vinyanyua uma, kuinua kwa mikono), athari za ergonomic za mchakato wa kusanyiko (anuwai ya mwendo, nguvu ya kuingiza inayohitajika ili "kuweka" vifaa, usakinishaji wa skrubu na viunganishi) na ufungaji wa mwisho. , punguza ufungashaji na usafirishaji. Mchakato wa kawaida wa mkusanyiko wa kompyuta ni pamoja na:
- chassis / maandalizi ya kesi
- Uingizaji wa PCB (ubao wa mama na binti).
- sehemu ya msingi (floppy drive, gari ngumu, ugavi wa umeme, CD-ROM drive) kuingizwa
- kusanyiko la onyesho (vifaa vya kubebeka pekee)
- uwekaji wa kipanya na kibodi (vibebeji pekee)
- kebo, viunganishi na spika
- mkusanyiko wa kifuniko cha juu
- upakuaji wa programu
- mtihani
- rework
- chaji ya betri (portables pekee) na ufungaji
- shrink wrapping na meli.
Kemikali pekee ambazo zinaweza kutumika katika mchakato wa mkusanyiko zinahusisha kusafisha mwisho wa kesi ya kompyuta au kufuatilia. Kwa kawaida, suluhisho la dilute la pombe ya isopropili na maji au mchanganyiko wa kibiashara wa visafishaji (kwa mfano, Simple Green - cellosolve ya butyl ya dilute na suluhisho la maji) hutumiwa.
Athari za Kiafya na Miundo ya Magonjwa
Kama tasnia inayoibuka, utengenezaji wa semiconductor mara nyingi umezingatiwa kama kielelezo cha mahali pa kazi cha teknolojia ya juu. Kwa sababu ya mahitaji magumu ya utengenezaji yanayohusiana na kutoa tabaka nyingi za sakiti za kielektroniki zenye mwelekeo wa mikroni kwenye kaki za silicon, mazingira ya chumba safi yamekuwa sawa na mahali pa kazi kwa tasnia hii. Kwa kuwa baadhi ya gesi za hidridi zinazotumiwa katika utengenezaji wa semiconductor (kwa mfano, arsine, fosfini) zilitambuliwa mapema kama kemikali zenye sumu kali, teknolojia ya kudhibiti uvutaji hewa umekuwa sehemu muhimu ya utengenezaji wa kaki. Wafanyakazi wa semiconductor wametengwa zaidi na mchakato wa uzalishaji kwa kuvaa nguo maalum zinazofunika mwili mzima (kwa mfano, gauni), vifuniko vya nywele, vifuniko vya viatu na, mara kwa mara, vinyago vya uso (au hata vifaa vya kupumua vinavyotolewa na hewa). Kutoka kwa mtazamo wa vitendo, wasiwasi wa mwajiri kwa usafi wa bidhaa umesababisha, pia, katika ulinzi wa kufichua kwa mfanyakazi.
Mbali na mavazi ya kinga ya kibinafsi, mifumo ya kisasa zaidi ya uingizaji hewa na ufuatiliaji wa hewa ya kemikali/gesi hutumiwa katika tasnia nzima ya semiconductor kugundua uvujaji wa mivuke yenye sumu ya kutengenezea kemikali, asidi na gesi za hidridi katika sehemu kwa kila milioni (ppm) au chini ya hapo. Ingawa, kwa mtazamo wa kihistoria, tasnia imepata uhamishaji wa wafanyikazi wa mara kwa mara kutoka kwa vyumba vya kutengeneza kaki, kulingana na uvujaji halisi au unaoshukiwa wa gesi au vimumunyisho, vipindi kama hivyo vya uokoaji vimekuwa matukio ya kawaida kwa sababu ya masomo yaliyopatikana katika muundo wa mifumo ya uingizaji hewa, gesi yenye sumu. /ushughulikiaji wa kemikali na mifumo ya kisasa zaidi ya ufuatiliaji wa hewa na sampuli za hewa zinazoendelea. Hata hivyo, ongezeko la thamani ya fedha ya kaki za silicon za kibinafsi (pamoja na kipenyo cha kaki kinachoongezeka), ambacho kinaweza kuwa na idadi kubwa ya vichakataji vidogo au vifaa vya kumbukumbu, vinaweza kuweka mkazo wa kiakili kwa wafanyikazi ambao lazima wadhibiti wenyewe vyombo vya kaki hizi wakati wa michakato ya utengenezaji. Ushahidi wa mkazo huo ulipatikana wakati wa utafiti wa wafanyakazi wa semiconductor (Hammond et al. 1995; Hines et al. 1995; McCurdy et al. 1995).
Sekta ya semiconductor ilianza nchini Merika, ambayo ina idadi kubwa zaidi ya wafanyikazi wa tasnia ya semiconductor (takriban 225,000 mnamo 1994) ya nchi yoyote. (BLS 1995). Hata hivyo, kupata makadirio halali ya ajira ya kimataifa kwa sekta hii ni vigumu kwa sababu ya kujumuishwa kwa wafanyakazi wa semiconductor na wafanyakazi wa "kutengeneza vifaa vya umeme/kielektroniki" katika takwimu za mataifa mengi. Kwa sababu ya udhibiti mkali wa uhandisi unaohitajika kwa utengenezaji wa vifaa vya semicondukta, kuna uwezekano mkubwa kwamba sehemu za kazi za semicondukta (yaani, vyumba vya kusafisha) zinaweza kulinganishwa, katika mambo mengi, duniani kote. Uelewa huu, pamoja na mahitaji ya serikali ya Marekani ya kurekodi majeraha na magonjwa yote muhimu yanayohusiana na kazi miongoni mwa wafanyakazi wa Marekani, hufanya uzoefu wa jeraha la kazi na ugonjwa wa wafanyakazi wa semiconductor wa Marekani kuwa suala muhimu sana katika kiwango cha kitaifa na kimataifa. Kwa kifupi, kwa wakati huu kuna vyanzo vichache vya kimataifa vya taarifa na data muhimu kuhusu usalama na uzoefu wa afya wa mfanyikazi wa semiconductor, isipokuwa vile vya Utafiti wa Kila Mwaka wa Majeruhi na Magonjwa ya Kazini na Ofisi ya Marekani ya Takwimu za Kazi (BLS).
Nchini Marekani, ambayo imekusanya data ya majeraha ya kazi na magonjwa kwenye viwanda vyote tangu 1972, mzunguko wa majeraha na magonjwa yanayohusiana na kazi kati ya wafanyakazi wa semiconductor imekuwa kati ya chini zaidi ya viwanda vyote vya utengenezaji. Walakini, wasiwasi umetolewa kuwa athari za kiafya zaidi zinaweza kuwa kati ya wafanyikazi wa semiconductor (LaDou 1986), ingawa athari kama hizo hazijaandikwa.
Kongamano kadhaa zimefanyika kuhusu tathmini ya teknolojia ya udhibiti katika tasnia ya semiconductor, pamoja na karatasi kadhaa za kongamano zinazohusu masuala ya mazingira na usalama wa wafanyikazi na afya (ACGIH 1989, 1993).
Idadi ndogo ya data ya jeraha la kazi na ugonjwa kwa jumuiya ya kimataifa ya utengenezaji wa semiconductor ilitolewa kupitia uchunguzi maalum uliofanywa mwaka wa 1995, ukihusisha kesi zilizoripotiwa kwa miaka ya 1993 na 1994. Data hizi za utafiti zimefupishwa hapa chini.
Majeraha ya Kazi na Ugonjwa kati ya Wafanyakazi wa Semiconductor
Kuhusiana na data ya kimataifa ya takwimu inayohusishwa na majeraha ya kazi na magonjwa kati ya wafanyakazi wa semiconductor, data pekee inayoweza kulinganishwa inaonekana kuwa ile inayotokana na uchunguzi wa shughuli za utengenezaji wa semiconductor za kitaifa zilizofanywa mwaka wa 1995 (Lassiter 1996). Data iliyokusanywa katika uchunguzi huu ilihusisha shughuli za kimataifa za watengenezaji wa semiconductor wenye makao yake nchini Marekani kwa miaka ya 1993-94. Baadhi ya data kutoka kwa uchunguzi huo zilijumuisha shughuli zingine isipokuwa utengenezaji wa semiconductor (kwa mfano, utengenezaji wa kompyuta na diski), ingawa kampuni zote zilizoshiriki zilihusika katika tasnia ya vifaa vya elektroniki. Matokeo ya utafiti huu yamewasilishwa katika kielelezo cha 1 na cha 2, ambacho kinajumuisha data kutoka eneo la Asia-Pasifiki, Ulaya, Amerika Kusini na Marekani. Kila kesi ilihusisha jeraha au ugonjwa unaohusiana na kazi ambao ulihitaji matibabu au hasara ya kazi au kizuizi. Viwango vyote vya matukio katika takwimu vimehesabiwa kama idadi ya kesi (au siku za kazi zilizopotea) kwa saa 200,000 za mfanyakazi kwa mwaka. Ikiwa jumla ya saa za mfanyakazi hazikupatikana, wastani wa makadirio ya ajira ya kila mwaka yalitumiwa. Kiwango cha 200,000 cha saa za mfanyikazi ni sawa na wafanyikazi 100 wanaolingana wa muda wote kwa mwaka (ikichukua saa 2,000 za kazi kwa kila mfanyakazi kwa mwaka).
Kielelezo 1. Usambazaji wa viwango vya matukio ya majeraha na magonjwa ya kazini na sekta ya ulimwengu, 1993 na 1994.

Mchoro 2. Usambazaji wa viwango vya matukio ya Majeruhi na magonjwa kwa siku za mapumziko ya kazi kulingana na sekta ya ulimwengu 1993 na 1994.

Kielelezo cha 1 kinaonyesha viwango vya majeraha ya kazi na matukio ya magonjwa kwa maeneo mbalimbali ya dunia katika uchunguzi wa 1993-94. Viwango vya nchi binafsi havijajumuishwa ili kuhakikisha usiri wa kampuni zinazoshiriki ambazo zilikuwa vyanzo pekee vya data kwa nchi fulani. Kwa hivyo, kwa nchi fulani katika utafiti, data iliripotiwa kwa kituo kimoja tu. Katika matukio kadhaa, makampuni yaliunganisha data zote za kimataifa katika takwimu moja. Data hizi za mwisho zimeorodheshwa katika takwimu 1 na takwimu 2 kama "Pamoja".
Matukio ya kila mwaka ya majeraha na magonjwa ya kazini kati ya wafanyikazi wote katika uchunguzi wa kimataifa yalikuwa kesi 3.3 kwa kila wafanyikazi 100 (saa za wafanyikazi 200,000) mnamo 1993 na 2.7 mnamo 1994. Kulikuwa na kesi 12,615 zilizoripotiwa kwa 1993 na 12,368 kwa 1994. kesi (12,130 mwaka 1993) zilitokana na makampuni ya Marekani. Kesi hizi zilihusishwa na takriban wafanyikazi 387,000 mnamo 1993 na 458,000 mnamo 1994.
Mchoro wa 2 unaonyesha viwango vya matukio kwa kesi zilizopotea za siku ya kazi zinazojumuisha siku za mbali na kazi. Viwango vya matukio ya 1993 na 1994 vilitokana na takriban kesi 4,000 za siku za kazi zilizopotea kwa kila miaka 2 katika uchunguzi wa kimataifa. Viwango vya kimataifa/kikanda vya viwango vya matukio vya takwimu hii vilikuwa finyu zaidi kati ya vilivyopimwa. Matukio ya kesi zilizopotea siku ya kazi inaweza kuwakilisha takwimu za kimataifa zinazoweza kulinganishwa zaidi kuhusiana na usalama wa mfanyakazi na uzoefu wa afya. Kiwango cha matukio ya siku za kazi zilizopotea (siku mbali na kazi) kilikuwa takriban siku 15.4 kutoka kazini kwa kila wafanyikazi 100 kwa kila moja ya miaka 2.
Data pekee ya kina inayojulikana kuwepo kuhusu sifa za kesi za majeraha na magonjwa ya mfanyakazi wa semiconductor ni zile zinazokusanywa kila mwaka nchini Marekani na BLS, zinazohusisha kesi zilizopoteza siku za kazi. Kesi zilizojadiliwa hapa zilitambuliwa na BLS katika uchunguzi wao wa kila mwaka wa 1993. Data iliyopatikana kutokana na kesi hizi inaonekana katika takwimu 3, takwimu 4, takwimu 5 na takwimu 6. Kila takwimu inalinganisha uzoefu wa kesi ya siku ya kazi iliyopotea kwa sekta binafsi, viwanda vyote na utengenezaji wa semiconductor.
Kielelezo 3. Matukio ya kulinganisha ya kesi za siku za kazi zilizopotea1 kwa aina ya tukio au mfiduo, 1993

Kielelezo 4. Matukio ya kulinganisha ya kesi za siku za kazi zilizopotea1 kwa chanzo cha majeraha au ugonjwa, 1993.

Kielelezo 5. Matukio ya kulinganisha ya kesi za siku za kazi zilizopotea1 kwa asili ya jeraha au ugonjwa, 1993.
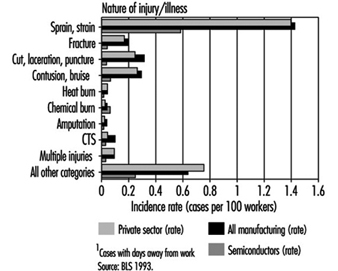
Kielelezo 6. Matukio ya kulinganisha ya kesi zilizopotea za siku ya kazi na sehemu ya mwili iliyoathiriwa, 1993.
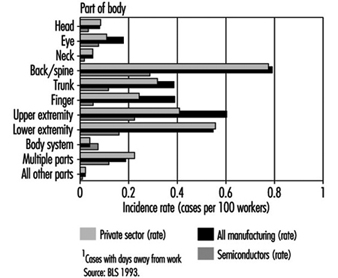
Kielelezo cha 3 kinalinganisha hali ya siku ya kazi iliyopotea ya wafanyakazi wa semiconductor wa Marekani mwaka 1993 na sekta ya kibinafsi na utengenezaji wote kwa heshima na aina ya tukio au kufichua. Viwango vya matukio kwa aina nyingi katika takwimu hii vilikuwa chini sana kwa wafanyikazi wa tasnia ya semiconductor kuliko kwa sekta ya kibinafsi au viwanda vyote. Kesi zinazohusisha matumizi ya kupita kiasi kati ya wafanyikazi wa semiconductor zilikuwa chini ya nusu ya kiwango cha wafanyikazi wote katika sekta ya utengenezaji. Kategoria ya mfiduo hatari (kimsingi inayohusishwa na mfiduo wa dutu za kemikali) ilikuwa sawa kati ya vikundi vyote vitatu.
Mgawanyiko linganishi wa kesi zilizopotea za siku ya kazi kulingana na chanzo cha jeraha au ugonjwa umeonyeshwa katika mchoro 4. Viwango vya matukio ya siku ya kazi vilivyopotea kwa wafanyikazi wa semiconductor vilikuwa chini ya vile vya sekta binafsi na utengenezaji wote katika kategoria zote za chanzo isipokuwa kesi zinazohusiana na mfiduo wa kemikali. vitu.
Kielelezo cha 5 kinalinganisha viwango vya matukio ya siku ya kazi vilivyopotea vinavyohusishwa na asili ya jeraha au ugonjwa kati ya vikundi vitatu. Viwango vya wafanyakazi wa semiconductor vilikuwa chini ya nusu ya viwango vya sekta binafsi na viwanda vyote mwaka 1993. Matukio ya kuchomwa kwa kemikali yalikuwa juu kidogo kwa wafanyakazi wa semiconductor, lakini yalikuwa chini sana kwa makundi yote matatu ya kulinganisha. Matukio ya ugonjwa wa handaki ya carpal (CTS) kati ya wafanyikazi wa semiconductor wa Amerika ilikuwa chini ya nusu ya kiwango cha utengenezaji wote.
Katika mchoro wa 6, usambazaji na matukio ya kesi zinazohusisha siku za mbali na kazi zinaonyeshwa kulingana na sehemu ya mwili iliyoathirika. Ingawa matukio ya kesi zinazohusisha mifumo ya mwili yalikuwa ya chini kwa vikundi vyote vya kulinganisha, kiwango cha wafanyikazi wa semiconductor kiliinuliwa kidogo. Sehemu zingine zote za mwili zilizoathiriwa zilikuwa chini sana kwa wafanyikazi wa semiconductor kuliko kwa vikundi vingine viwili vya kulinganisha.
Masomo ya Epidemiological ya Wafanyakazi wa Semiconductor
Wasiwasi wa uwezekano wa madhara ya afya ya uzazi unaohusishwa na ajira katika semiconductor ulijitokeza mwaka wa 1983 wakati mfanyakazi wa kike katika kituo cha semiconductor cha Shirika la Vifaa vya Dijiti huko Hudson, Massachusetts, alidokeza kuwa aliamini kuwa mimba nyingi zimeharibika miongoni mwa wafanyakazi katika vyumba vya usafi vya kituo hicho. Madai haya, pamoja na kukosekana kwa data ya ndani katika kituo hicho, yalisababisha uchunguzi wa magonjwa ya Chuo Kikuu cha Massachusetts cha Shule ya Afya ya Umma huko Amherst (UMAss). Utafiti ulianza Mei 1984 na kukamilika mwaka 1985 (Pastides et al. 1988).
Hatari kubwa ya kuharibika kwa mimba ilizingatiwa katika eneo la fotolithografia na eneo la usambaaji ikilinganishwa na wafanyikazi ambao hawajawekwa wazi katika maeneo mengine ya kituo. Hatari ya jamaa ya 1.75 ilionekana kuwa si muhimu kitakwimu (p <0.05), ingawa hatari ya 2.18 iliyozingatiwa kati ya wafanyikazi katika maeneo ya usambazaji ilikuwa muhimu. Uchapishaji wa utafiti wa UMass ulisababisha wasiwasi katika tasnia nzima ya semiconductor kwamba utafiti mkubwa ulithibitishwa ili kudhibitisha matokeo yaliyozingatiwa na kuamua kiwango chao na sababu inayowezekana.
Chama cha Semiconductor Semiconductor (SIA) cha Marekani kilifadhili utafiti mkubwa zaidi uliofanywa na Chuo Kikuu cha California huko Davis (UC Davis) kuanzia mwaka wa 1989. Utafiti wa UC Davis uliundwa ili kupima dhana kwamba utengenezaji wa semiconductor ulihusishwa na ongezeko la hatari. ya kuharibika kwa mimba kwa wafanyakazi wa kike wa kutengeneza kaki. Idadi ya watu wa utafiti ilichaguliwa kutoka kati ya makampuni 14 ambayo yaliwakilisha maeneo 42 ya uzalishaji katika majimbo 17. Idadi kubwa zaidi ya tovuti (zinazowakilisha karibu nusu ya wafanyakazi katika utafiti) ilikuwa California.
Utafiti wa UC Davis ulijumuisha vipengele vitatu tofauti: sehemu ya sehemu-mtambuka (McCurdy et al. 1995; Pocekay et al. 1995); sehemu ya kikundi cha kihistoria (Schenker et al. 1995); na kipengele kinachotarajiwa (Eskenazi et al. 1995). Kiini cha kila moja ya tafiti hizi kilikuwa tathmini ya mfiduo (Hines et al. 1995; Hammond et al. 1995). Sehemu ya tathmini ya udhihirisho iliwaweka wafanyikazi kwa kikundi cha mfiduo wa jamaa (yaani, mfiduo wa juu, mfiduo wa chini na kadhalika).
Katika sehemu ya kihistoria ya utafiti, ilibainishwa kuwa hatari ya jamaa ya wafanyikazi wa uwongo, ikilinganishwa na wafanyikazi wasio wa uundaji, ilikuwa 1.45 (yaani, 45% ya hatari ya ziada ya kuharibika kwa mimba). Kikundi cha hatari zaidi kilichotambuliwa katika kipengele cha kihistoria cha utafiti kilikuwa wanawake ambao walifanya kazi katika upigaji picha au shughuli za etching. Wanawake wanaofanya shughuli za kuchota walipata hatari ya jamaa ya 2.15 (RR=2.15). Kwa kuongeza, uhusiano wa majibu ya kipimo ulionekana kati ya wanawake ambao walifanya kazi na mpiga picha au msanidi yeyote kwa heshima na hatari ya kuharibika kwa mimba. Data hizi ziliunga mkono muunganisho wa kipimo cha etha za ethylene glikoli (EGE) lakini si etha za propylene glycol (PGE).
Ingawa ongezeko la hatari ya kuharibika kwa mimba ilizingatiwa miongoni mwa wafanyakazi wa utengenezaji wa kaki za kike katika sehemu inayotarajiwa ya utafiti wa UC Davis, matokeo hayakuwa muhimu kitakwimu (p chini ya 0.05). Idadi ndogo ya mimba ilipunguza kwa kiasi kikubwa nguvu ya sehemu inayotarajiwa ya utafiti. Uchambuzi kwa kuathiriwa na wakala wa kemikali ulionyesha hatari iliyoongezeka kwa wale wanawake ambao walifanya kazi na etha ya ethylene glikoli monoethyl, lakini ilitokana na mimba 3 tu. Ugunduzi mmoja muhimu ulikuwa uungaji mkono wa jumla, na sio kupingana, matokeo ya sehemu ya kihistoria.
Sehemu ya sehemu ya utafiti ilibainisha ongezeko la dalili za kupumua kwa juu hasa katika tanuru ya kueneza na makundi ya filamu nyembamba ya wafanyakazi. Ugunduzi wa kuvutia ulikuwa athari za ulinzi zinazoonekana za vidhibiti mbalimbali vya uhandisi vinavyohusiana na ergonomics (kwa mfano, sehemu za miguu na matumizi ya kiti kinachoweza kurekebishwa ili kupunguza majeraha ya mgongo).
Vipimo vya hewa vilivyofanywa katika vitambaa vya kaki vilipata mifichuo mingi ya viyeyusho vilikuwa chini ya 1% ya vikomo vinavyokubalika vya kukaribia aliyeambukizwa (PEL) vilivyoanzishwa na serikali ya Marekani.
Utafiti tofauti wa magonjwa (Correa et al. 1996) ulifanywa na Chuo Kikuu cha Johns Hopkins (JHU), ukihusisha kikundi cha wafanyakazi wa semiconductor wa IBM Corporation mwaka wa 1989. Kiwango cha jumla cha kuharibika kwa mimba kilichozingatiwa katika utafiti wa JHU uliohusisha wafanyakazi wa chumba cha usafi wa kike kilikuwa 16.6%. Hatari ya kuharibika kwa mimba kati ya wafanyikazi wa kike wa chumba cha usafi walio na uwezekano wa juu zaidi wa etha za ethylene glikoli ilikuwa 2.8 (95% CI = 1.4-5.6).
Majadiliano ya Mafunzo ya Epidemiological ya Uzazi yanayohusisha Wafanyakazi wa Semiconductor
Masomo ya epidemiological yalikuwa ya ajabu katika upeo na kufanana kwa matokeo. Masomo haya yote yalitoa matokeo sawa. Kila utafiti uliandika hatari ya ziada ya utoaji mimba wa pekee (kuharibika kwa mimba) kwa wafanyakazi wa utengenezaji wa kaki wa semiconductor wa kike. Masomo mawili kati ya (JHU na UC Davis) yanaweza kuashiria uhusiano wa sababu na kufichuliwa kwa etha za glikoli zenye ethylene. Utafiti wa UMass uligundua kuwa kikundi cha picha (wale walio na etha ya glikoli) walikuwa na hatari ndogo kuliko kikundi cha uenezaji, ambacho hakikuwa na kumbukumbu ya mfiduo wa etha ya glikoli. Ingawa tafiti hizi zinaonyesha ongezeko la hatari ya utoaji mimba wa moja kwa moja kati ya wafanyakazi wa kutengeneza kaki, sababu ya hatari hiyo ya ziada haijulikani wazi. Utafiti wa JHU ulishindwa kuandika jukumu muhimu la etha za glikoli, na utafiti wa UC Davis uliunganisha etha za glikoli kwa kiasi kidogo tu (kupitia uundaji wa udhihirisho na mazoea ya kazi yaliyoripotiwa) na athari za uzazi. Kidogo kama ufuatiliaji wowote ulifanyika katika utafiti wowote ili kubaini kukaribiana na etha za glikoli. Kufuatia kukamilika kwa tafiti hizi tasnia ya semiconductor ilianza kubadili kutoka etha za glikoli za mfululizo wa ethilini hadi mbadala kama vile etha za ethyl lactate na etha za glikoli za mfululizo wa propylene.
Hitimisho
Kulingana na data bora zaidi inayopatikana kuhusu matukio ya kila mwaka ya majeraha na magonjwa yanayohusiana na kazi, wafanyikazi wa semiconductor wako katika hatari ndogo kuliko wafanyikazi katika sekta zingine za utengenezaji au katika sekta ya kibinafsi (pamoja na tasnia nyingi zisizo za utengenezaji). Kwa misingi ya kimataifa, inaonekana kwamba data ya takwimu za majeraha ya kazini na magonjwa yanayohusiana na matukio ya siku ya kazi yaliyopotea inaweza kuwa kiashirio cha kutegemewa cha usalama na afya ya wafanyakazi wa semiconductor duniani kote. Sekta hii imefadhili masomo kadhaa huru ya epidemiological katika jaribio la kupata majibu ya maswali ya matokeo ya afya ya uzazi kuhusiana na ajira katika sekta hiyo. Ingawa uhusiano wa uhakika kati ya mimba zinazoharibika na kuathiriwa na etha za glikoli zenye ethylene haukuanzishwa, tasnia imeanza kutumia vimumunyisho mbadala vya kupiga picha.
Masuala ya Mazingira na Afya ya Umma
Maelezo ya Sekta
Sekta ya umeme, ikilinganishwa na viwanda vingine, imekuwa ikizingatiwa kuwa "safi" kwa kuzingatia athari zake za mazingira. Zaidi ya hayo, kemikali zinazotumiwa katika utengenezaji wa sehemu na vijenzi vya kielektroniki, na taka zinazozalishwa, huunda masuala muhimu ya mazingira ambayo lazima yashughulikiwe kwa kiwango cha kimataifa kutokana na ukubwa wa sekta ya umeme. Taka na bidhaa za ziada zinazotokana na utengenezaji wa bodi za waya zilizochapishwa (PWBs), bodi za saketi zilizochapishwa (PCBs) na semiconductors ni maeneo ya kupendeza ambayo tasnia ya kielektroniki imefuatilia kwa nguvu katika suala la kuzuia uchafuzi wa mazingira, teknolojia ya matibabu na mbinu za kuchakata/kurejesha. .
Kwa kiwango kikubwa, motisha ya kudhibiti nyayo ya mazingira ya michakato ya kielektroniki imehama kutoka kwa msukumo wa mazingira hadi uwanja wa kifedha. Kutokana na gharama na madeni yanayohusiana na uchafu na uchafuzi wa mazingira hatarishi, tasnia ya vifaa vya elektroniki imetekeleza kwa ukali na kuendeleza udhibiti wa mazingira ambao umepunguza kwa kiasi kikubwa athari za bidhaa na taka zake. Kwa kuongezea, tasnia ya vifaa vya elektroniki imechukua mbinu ya kujumuisha malengo ya mazingira, zana na mbinu katika biashara zake zinazojali mazingira. Mifano ya mbinu hii tendaji ni kuondolewa kwa CFCs na misombo iliyotiwa florini na uundaji wa njia mbadala za "rafiki wa mazingira", pamoja na mbinu inayoibuka ya "muundo wa mazingira" kwa maendeleo ya bidhaa.
Utengenezaji wa PWB, PCB na halvledare unahitaji matumizi ya aina mbalimbali za kemikali, mbinu maalumu za utengenezaji na vifaa. Kwa sababu ya hatari zinazohusiana na michakato hii ya utengenezaji, usimamizi mzuri wa bidhaa za kemikali, taka na uzalishaji ni muhimu ili kuhakikisha usalama wa wafanyikazi wa tasnia na ulinzi wa mazingira katika jamii wanamoishi.
Jedwali Na. Aidha, majedwali yanawasilisha aina kuu za athari za kimazingira na njia zinazokubalika kwa ujumla za kupunguza na kudhibiti mkondo wa taka. Kimsingi, taka zinazozalishwa huathiri maji machafu ya viwandani au hewa, au kuwa taka ngumu.
Jedwali 1. Uzalishaji na udhibiti wa taka wa PWB
|
Hatua za mchakato |
Hatari |
Mazingira |
Udhibiti1 |
|
Material |
hakuna |
hakuna |
hakuna |
|
Stack na pin |
Madini nzito/ya thamani |
Taka ngumu2 |
Recycle/reclaim |
|
Kuchimba |
Madini nzito/ya thamani |
Taka ngumu2 |
Recycle/reclaim |
|
Deburr |
Madini nzito/ya thamani |
Taka ngumu2 |
Recycle/reclaim |
|
Isiyo na umeme |
Vyuma |
Maji taka |
Kunyesha kwa kemikali |
|
Upigaji |
Vimumunyisho |
Hewa |
Adsorption, condensation au |
|
Mchoro wa muundo |
Vibabuzi |
Maji machafu/hewa |
PH neutralization / scrubbing hewa |
|
Futa, etch, strip |
Amonia |
Hewa |
Kusafisha hewa (adsorption) |
|
Mask ya solder |
Vibabuzi |
Hewa |
Kusafisha hewa (adsorption) |
|
Mipako ya solder |
Vimumunyisho |
Hewa |
Adsorption, condensation au |
|
Kuweka kwa dhahabu |
Vibabuzi |
Hewa |
Kusafisha hewa (adsorption) |
|
Sehemu |
Vimumunyisho |
Hewa |
Adsorption condensation au |
1. Utumiaji wa vidhibiti vya kupunguza unategemea vikomo vya kutokwa maji katika eneo mahususi.
2. Taka ngumu ni nyenzo yoyote iliyotupwa bila kujali hali yake.
Jedwali 2. Uzalishaji na udhibiti wa taka za PCB
|
Hatua za mchakato |
Hatari |
Mazingira |
Udhibiti |
|
Kusafisha |
Vyuma (risasi) |
Maji taka |
pH neutralization, kemikali |
|
Kuweka Solder |
Bandika la solder (risasi/bati) |
Taka ngumu |
Recycle/reclaim |
|
Ushauri |
Gundi za epoxy |
Taka ngumu |
Kuingia |
|
Sehemu |
Kanda za plastiki, reels na zilizopo |
||
|
Adhesive tiba na |
|||
|
Fluxing |
Kimumunyisho (IPA flux) |
Taka ngumu |
Kusaga |
|
Wimbi soldering |
Metali (metali) |
Taka ngumu |
Recycle/reclaim |
|
Ukaguzi na |
chuma |
Taka ngumu |
Recycle/reclaim |
|
Kupima |
Imeachwa na watu |
Taka ngumu |
Recycle/reclaim |
|
Kufanya kazi upya na |
Metali (metali) |
Taka ngumu |
Recycle/reclaim |
|
Msaada |
chuma |
Taka ngumu |
Usafishaji/uchomaji |
Jedwali 3. Uzalishaji na udhibiti wa taka za semiconductor
|
Hatua za mchakato |
Hatari |
Mazingira |
Udhibiti |
|
Lithography / etching |
Vimumunyisho |
Taka ngumu |
Recycle/reclaim/uchomaji |
|
Oxidation |
Vimumunyisho |
Taka ngumu |
Recycle/reclaim/uchomaji |
|
dopning |
gesi ya sumu (arsine, |
Hewa |
Kubadilisha na kioevu |
|
Uwekaji wa mvuke wa kemikali |
Vyuma Vibabuzi |
Taka ngumu |
Kuingia |
|
Uzalishaji wa metali |
Vimumunyisho |
Taka ngumu |
Kuingia |
|
Mkutano na upimaji |
Vimumunyisho |
Taka ngumu |
Recycle/reclaim/uchomaji |
|
Kusafisha |
Vibabuzi |
Maji taka |
pH neutralization |
Zifuatazo ni njia zinazokubalika kwa ujumla za kupunguza uzalishaji katika sekta za PWB, PCB na semiconductor. Vidhibiti vya chaguo vitatofautiana kulingana na uwezo wa kihandisi, mahitaji ya wakala wa udhibiti na vipengele maalum/mkusanyiko wa mkondo wa taka.
Udhibiti wa maji machafu
Kunyesha kwa kemikali
Mvua ya kemikali kwa ujumla hutumiwa katika uondoaji wa chembe au metali mumunyifu kutoka kwa maji machafu. Kwa kuwa metali haziharibiki kwa asili na ni sumu katika viwango vya chini, kuondolewa kwao kutoka kwa maji machafu ya viwanda ni muhimu. Vyuma vinaweza kuondolewa kutoka kwa maji machafu kwa njia za kemikali kwa vile haviwezi kuyeyuka sana katika maji; umumunyifu wao hutegemea pH, ukolezi wa chuma, aina ya chuma na uwepo wa ioni nyingine. Kwa kawaida, mtiririko wa taka unahitaji marekebisho ya pH hadi kiwango kinachofaa ili kutoa chuma. Kuongezwa kwa kemikali kwa maji machafu katika jitihada za kubadilisha hali ya kimwili ya yabisi iliyoyeyushwa na kusimamishwa inahitajika. Ajenti za uwekaji mvua za chokaa, caustic na salfa hutumiwa kwa kawaida. Wakala wa mvua huwezesha kuondolewa kwa metali iliyoyeyushwa na kusimamishwa kwa kuganda, mchanga au kuingizwa ndani ya mvua.
Matokeo ya mvua ya kemikali ya maji machafu ni mkusanyiko wa sludge. Kwa hiyo, taratibu za kufuta maji zimetengenezwa ili kupunguza uzito wa sludge kwa njia ya centrifuges, vyombo vya habari vya chujio, filters au vitanda vya kukausha. Kisha tope lililoondolewa maji linaweza kutumwa kwa kuteketezwa au kutupwa.
pH neutralization
pH (mkusanyiko wa hidrojeni-ioni au asidi) ni kigezo muhimu cha ubora katika maji machafu ya viwandani. Kwa sababu ya athari mbaya za viwango vya juu vya pH katika maji asilia na shughuli za kusafisha maji taka, pH ya maji machafu ya viwandani lazima irekebishwe kabla ya kutolewa kutoka kwa kituo cha utengenezaji. Matibabu hutokea katika mfululizo wa mizinga ambayo inafuatiliwa kwa mkusanyiko wa hidrojeni-ioni ya maji machafu ya maji machafu. Kwa kawaida, asidi hidrokloriki au sulfuriki hutumiwa kama viunzi vya kutu, na hidroksidi ya sodiamu hutumiwa kama kisababishi cha kugeuza. Wakala wa kusawazisha hupimwa ndani ya maji machafu ya maji machafu ili kurekebisha pH ya kutokwa kwa kiwango kinachohitajika.
Marekebisho ya pH mara nyingi inahitajika kabla ya matumizi ya michakato mingine ya matibabu ya maji machafu. Michakato hiyo ni pamoja na kunyesha kwa kemikali, uoksidishaji/upunguzaji, unyunyizaji wa kaboni ulioamilishwa, uondoaji na ubadilishanaji wa ioni.
Udhibiti wa Taka ngumu
Nyenzo ni taka ngumu ikiwa zimeachwa au kutupwa kwa kutupwa; kuchomwa moto au kuchomwa moto; au kukusanywa, kuhifadhiwa au kutibiwa kabla au badala ya kutelekezwa (Msimbo wa Marekani wa Kanuni ya 40 ya Shirikisho, Kifungu cha 261.2). Taka hatari kwa ujumla huonyesha moja au zaidi ya sifa zifuatazo: kuwaka, kutu, kufanya kazi tena, sumu. Kutegemeana na sifa ya nyenzo/taka hatarishi, njia mbalimbali hutumiwa kudhibiti dutu hii. Uchomaji ni njia mbadala ya matibabu ya kawaida kwa taka za kutengenezea na chuma zinazozalishwa wakati wa utengenezaji wa PWB, PCB na semiconductor.
Kuingia
Uchomaji moto (afterburner) au uharibifu wa mafuta umekuwa chaguo maarufu katika kushughulikia taka zinazoweza kuwaka na zenye sumu. Katika matukio mengi, taka zinazoweza kuwaka (vimumunyisho) hutumiwa kama chanzo cha mafuta (mchanganyiko wa mafuta) kwa vichomaji vya joto na kichocheo. Uchomaji ufaao wa vimumunyisho na taka zenye sumu hutoa uoksidishaji kamili wa mafuta na kubadilisha nyenzo zinazoweza kuwaka kuwa kaboni dioksidi, maji na majivu, na hivyo kuacha madeni yoyote yanayohusiana na mabaki ya taka hatari. Aina za kawaida za uchomaji ni vichomaji vya joto na kichocheo. Uchaguzi wa aina ya njia ya uchomaji unategemea halijoto ya mwako, sifa za mafuta na muda wa makazi. Vichomaji vya joto hufanya kazi kwa joto la juu na hutumiwa sana na misombo ya halojeni. Aina za vichomeo vya joto ni pamoja na tanuru ya kuzungusha, sindano ya kioevu, mahali pa kudumu, kitanda kilicho na maji na vichomeo vingine vya hali ya juu.
Vichomeo vya kichocheo huweka oksidi kwa nyenzo zinazoweza kuwaka (km, VOC) kwa kudunga mkondo wa gesi yenye joto kupitia kitanda cha kichocheo. Kitanda cha kichocheo huongeza eneo la uso, na kwa kuingiza mkondo wa gesi yenye joto kwenye mwako wa kitanda cha kichocheo unaweza kutokea kwa joto la chini kuliko uchomaji wa joto.
Uzalishaji wa hewa
Uchomaji pia hutumika katika udhibiti wa utoaji wa hewa. Ufyonzaji na adsorption hutumiwa pia.
Ufonzaji
Ufyonzaji wa hewa kwa kawaida hutumiwa katika kusugua utoaji wa hewa babuzi, kwa kupitisha uchafu na kuyeyusha katika kioevu kisicho na tete (km, maji). Maji taka kutoka kwa mchakato wa kunyonya kwa kawaida hutolewa kwenye mfumo wa matibabu ya maji machafu, ambapo hupitia marekebisho ya pH.
adsorption
Adsorption ni kushikamana (kwa njia ya nguvu za kimwili au kemikali) ya molekuli ya gesi kwenye uso wa dutu nyingine, inayoitwa adsorbent. Kwa kawaida, adsorption hutumiwa kutoa vimumunyisho kutoka kwa chanzo cha utoaji wa hewa. Mkaa ulioamilishwa, alumina iliyoamilishwa au gel ya silika hutumiwa kwa kawaida adsorbents.
Usafishaji
Nyenzo zinazoweza kutumika tena hutumiwa, kutumika tena au kurejeshwa kama viungo katika mchakato wa viwanda kutengeneza bidhaa. Urejelezaji wa nyenzo na taka hutoa njia za kimazingira na kiuchumi za kushughulikia kwa ufanisi aina maalum za mito ya taka, kama vile metali na viyeyusho. Nyenzo na taka zinaweza kutumika tena ndani ya nyumba, au masoko ya pili yanaweza kukubali nyenzo zinazoweza kutumika tena. Uteuzi wa kuchakata tena kama mbadala wa taka lazima utathminiwe kwa kuzingatia masuala ya kifedha, mfumo wa udhibiti na teknolojia inayopatikana ya kuchakata tena nyenzo.
Mwelekeo wa Baadaye
Mahitaji ya kuzuia uchafuzi yanapoongezeka na tasnia inatafuta njia za gharama nafuu kushughulikia matumizi ya kemikali na taka, tasnia ya vifaa vya elektroniki lazima itathmini mbinu na teknolojia mpya ili kuboresha mbinu za kushughulikia nyenzo hatari na uzalishaji wa taka. Njia ya mwisho ya bomba imebadilishwa na kubuni kwa mbinu za mazingira, ambapo masuala ya mazingira yanashughulikiwa juu ya mzunguko kamili wa maisha ya bidhaa, ikiwa ni pamoja na: uhifadhi wa nyenzo; ufanisi wa uendeshaji wa viwanda; matumizi ya vifaa vya kirafiki zaidi; kuchakata tena, kutengeneza upya na kukarabati tena bidhaa taka; na mbinu zingine nyingi ambazo zitahakikisha athari ndogo ya mazingira kwa tasnia ya utengenezaji wa vifaa vya elektroniki. Mfano mmoja ni kiasi kikubwa cha maji ambayo hutumiwa katika suuza nyingi na hatua nyingine za usindikaji katika sekta ya microelectronics. Katika maeneo yenye umaskini wa maji, hii inalazimisha sekta hiyo kutafuta njia mbadala. Hata hivyo, ni muhimu kuhakikisha kwamba mbadala (kwa mfano, vimumunyisho) haileti matatizo ya ziada ya kimazingira.
Kama mfano wa maelekezo ya siku za usoni katika mchakato wa PWB na PCB, jedwali la 4 linatoa njia mbadala mbalimbali za kuunda mbinu bora zaidi za kimazingira na kuzuia uchafuzi wa mazingira. Mahitaji na mbinu za kipaumbele zimetambuliwa.
Jedwali 4. Matrix ya mahitaji ya kipaumbele
|
Mahitaji ya kipaumbele (kupungua |
Njia |
Kazi zilizochaguliwa |
|
Matumizi ya ufanisi zaidi, |
Kupanua maisha ya electrolytic na |
Utafiti wa kupanua bafu. |
|
Punguza taka ngumu zinazozalishwa |
Kuendeleza na kukuza |
Kuendeleza miundombinu ya |
|
Anzisha msambazaji bora |
Kukuza muuzaji, |
Tengeneza mfano wa hatari |
|
Punguza athari za |
Punguza matumizi ya solder ya risasi wakati |
Badilisha vipimo ili ukubali |
|
Tumia michakato ya nyongeza ambayo |
Kuendeleza kilichorahisishwa, |
Shirikiana katika miradi |
|
Ondoa smear ya shimo katika PWB |
Kuendeleza resini zisizo na smear au |
Chunguza njia mbadala |
|
Punguza matumizi ya maji |
Kuendeleza matumizi ya maji |
Rekebisha vipimo ili kupunguza |
Chanzo: MCC 1994.
" KANUSHO: ILO haiwajibikii maudhui yanayowasilishwa kwenye tovuti hii ya tovuti ambayo yanawasilishwa kwa lugha yoyote isipokuwa Kiingereza, ambayo ndiyo lugha inayotumika katika utayarishaji wa awali na ukaguzi wa wenza wa maudhui asili. Takwimu fulani hazijasasishwa tangu wakati huo. utayarishaji wa toleo la 4 la Encyclopaedia (1998).