- Uko hapa:
-
Nyumbani

- Sehemu ya XIII. Viwanda vya Utengenezaji

Makundi watoto

81. Vifaa na Vifaa vya Umeme (7)

81. Vifaa na Vifaa vya Umeme
Mhariri wa Sura: NA Smith
Orodha ya Yaliyomo
Majedwali na Takwimu
Wasifu wa Jumla
NA Smith
Utengenezaji wa Betri ya Asidi ya risasi
Barry P. Kelley
Betri
NA Smith
Utengenezaji wa Cable ya Umeme
David A. O'Malley
Taa ya Umeme na Utengenezaji wa Tube
Albert M. Zielinski
Utengenezaji wa Vifaa vya Umeme vya Ndani
NA Smith na W. Klost
Masuala ya Mazingira na Afya ya Umma
Pittman, Alexander
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Muundo wa betri za kawaida
2. Utengenezaji: vifaa vya umeme vya ndani
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.





82. Uchakataji wa Vyuma na Sekta ya Utengenezaji Vyuma (14)
82. Uchakataji wa Chuma na Sekta ya Ufanyaji kazi wa Metali
Mhariri wa Sura: Michael McCann
Orodha ya Yaliyomo
Majedwali na Takwimu
Operesheni za kuyeyusha na kusafisha
Kuyeyusha na Kusafisha
Peka Roto
Uyeyushaji na Usafishaji wa Shaba, Risasi na Zinki
Kuyeyusha na Kusafisha Alumini
Bertram D. Dinman
Kuyeyusha na Kusafisha Dhahabu
ID Gadaskina na LA Ryzik
Usindikaji wa Metali na Ufanyaji kazi wa Metali
Mwanasheria
Franklin E. Mirer
Kughushi na Kupiga chapa
Robert M. Park
Kulehemu na Kukata kwa joto
Philip A. Platcow na GS Lyndon
Lathes
Toni Retsch
Kusaga na polishing
K. Welinder
Vilainishi vya Viwandani, Vimiminika vya Metali vinavyofanya kazi na Mafuta ya Magari
Richard S. Kraus
Matibabu ya uso wa Metali
JG Jones, JR Bevan, JA Catton, A. Zober, N. Fish, KM Morse, G. Thomas, MA El Kadeem na Philip A. Platcow
Urekebishaji wa Metal
Melvin E. Cassady na Richard D. Ringenwald, Mdogo.
Masuala ya Mazingira katika Kumaliza Metali na Mipako ya Viwandani
Stewart Forbes
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Ingizo na matokeo ya kuyeyusha shaba
2. Ingizo na matokeo ya kuyeyusha risasi
3. Ingizo na matokeo ya kuyeyusha zinki
4. Ingizo na matokeo ya kuyeyusha alumini
5. Aina za tanuu za msingi
6. Mchakato wa pembejeo za nyenzo na matokeo ya uchafuzi wa mazingira
7. Michakato ya kulehemu: Maelezo na hatari
8. Muhtasari wa hatari
9. Vidhibiti vya alumini, kwa uendeshaji
10. Udhibiti wa shaba, kwa uendeshaji
11. Vidhibiti vya risasi, kwa uendeshaji
12. Udhibiti wa zinki, kwa uendeshaji
13. Udhibiti wa magnesiamu, kwa uendeshaji
14. Udhibiti wa zebaki, kwa uendeshaji
15. Vidhibiti vya nikeli, kwa uendeshaji
16. Udhibiti wa madini ya thamani
17. Vidhibiti vya cadmium, kwa uendeshaji
18. Udhibiti wa seleniamu, kwa uendeshaji
19. Udhibiti wa cobalt, kwa uendeshaji
20. Vidhibiti vya bati, kwa uendeshaji
21. Udhibiti wa titani, kwa uendeshaji
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.
|
|







83. Elektroniki ndogo na halvledare (7)
83. Microelectronics na Semiconductors
Mhariri wa Sura: Michael E. Williams
Orodha ya Yaliyomo
Majedwali na Takwimu
Wasifu wa Jumla
Michael E. Williams
Utengenezaji wa Semiconductor ya Silicon
David G. Baldwin, James R. Rubin na Afsaneh Gerami
Maonyesho ya Kioevu cha Kioevu
David G. Baldwin, James R. Rubin na Afsaneh Gerami
III-V Utengenezaji wa Semiconductor
David G. Baldwin, Afsaneh Gerami na James R. Rubin
Bodi ya Mzunguko iliyochapishwa na Mkutano wa Kompyuta
Michael E. Williams
Athari za Kiafya na Miundo ya Magonjwa
Donald V. Lassiter
Masuala ya Mazingira na Afya ya Umma
Kutafuna Corky
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Mifumo ya kupiga picha
2. Photoresist strippers
3. Majina ya kemikali yenye unyevunyevu
4. Gesi za plasma ya kuweka na vifaa vilivyowekwa
5. Dopants za uundaji wa makutano kwa uenezi
6. Aina kuu za epitaxy ya silicon
7. Aina kuu za CVD
8. Kusafisha kwa maonyesho ya paneli ya gorofa
9. Mchakato wa PWB: Mazingira, afya na usalama
10. Uzalishaji na udhibiti wa taka wa PWB
11. Uzalishaji na udhibiti wa taka za PCB
12. Uzalishaji na udhibiti wa taka
13. Matrix ya mahitaji ya kipaumbele
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.
|
|













84. Kioo, Ufinyanzi na Nyenzo Zinazohusiana (3)
84. Kioo, Ufinyanzi na Nyenzo Zinazohusiana
Wahariri wa Sura: Joel Bender na Jonathan P. Hellerstein
Orodha ya Yaliyomo
Majedwali na Takwimu
Kioo, Keramik na Nyenzo Zinazohusiana
Jonathan P. Hellerstein, Joel Bender, John G. Hadley na Charles M. Hohman
Uchunguzi kifani: Nyuzi za Macho
George R. Osborne
Uchunguzi kifani: Vito Sanifu
Basil Dolphin
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Vipengele vya kawaida vya mwili
2. Michakato ya Viwanda
3. Viongezeo vya kemikali vilivyochaguliwa
4. Matumizi ya kinzani na tasnia huko USA
5. Hatari zinazowezekana kwa afya na usalama
6. Jeraha la kazini lisiloweza kufa na ugonjwa
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.



























85. Sekta ya Uchapishaji, Picha na Uzalishaji (6)
85. Sekta ya Uchapishaji, Picha na Uzalishaji
Mhariri wa Sura: David Richardson
Orodha ya Yaliyomo
Majedwali na Takwimu
Uchapishaji na Uchapishaji
Gordon C. Miller
Huduma za Uzalishaji na Kuiga
Robert W. Kilpper
Masuala ya Afya na Mifumo ya Magonjwa
Barry R. Friedlander
Muhtasari wa Masuala ya Mazingira
Daniel R. Kiingereza
Maabara ya Biashara ya Picha
David Richardson
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Yatokanayo na tasnia ya uchapishaji
2. Kuchapisha hatari za vifo vya biashara
3. Mfiduo wa kemikali katika usindikaji
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.






86. Utengenezaji wa mbao (5)
86. Useremala
Mhariri wa Sura: Parokia ya Jon
Orodha ya Yaliyomo
Majedwali na Takwimu
Wasifu wa Jumla
Debra Osinsky
Michakato ya Utengenezaji wa mbao
Jon K. Parokia
Mashine za Kuelekeza
Piga Wegmüller
Mashine za Kupanga Mbao
Piga Wegmüller
Athari za Kiafya na Miundo ya Magonjwa
Leon J. Warshaw
Meza
Bofya kiungo hapa chini ili kutazama jedwali katika muktadha wa makala.
1. Aina za mbao zenye sumu, zisizo na mzio na zinazotumika kwa bayolojia
takwimu
Elekeza kijipicha ili kuona manukuu ya kielelezo, bofya ili kuona kielelezo katika muktadha wa makala.

















Kioo, Keramik na Nyenzo Zinazohusiana
Sura hii inashughulikia sekta zifuatazo za bidhaa:
- kioo
- nyuzi za synthetic vitreous
- Udongo
- tile ya kauri
- kauri za viwanda
- matofali na tile
- kinzani
- vito vya syntetisk
- nyuzi za macho.
Inashangaza, sio tu kwamba sehemu nyingi za sekta hizi zina mizizi ya zamani, lakini pia zinashiriki michakato kadhaa ya kawaida ya jumla. Kwa mfano, zote kimsingi zinatokana na matumizi ya malighafi ya asili katika unga au umbo laini la chembechembe ambazo hubadilishwa na joto kuwa bidhaa zinazohitajika. Kwa hivyo, licha ya anuwai ya michakato na bidhaa zinazojumuishwa katika kikundi hiki, michakato hii ya kawaida inaruhusu muhtasari wa pamoja wa hatari za kiafya zinazohusishwa na tasnia hizi. Kwa kuwa sekta mbalimbali za utengenezaji zinaundwa na sehemu ndogo, zilizogawanyika (kwa mfano, utengenezaji wa matofali) na viwanda vikubwa, vya kisasa vya utengenezaji vinavyoajiri maelfu ya wafanyikazi, kila sekta inaelezewa tofauti.
Michakato ya Kawaida na Hatari
Kuna hatari za kawaida za usalama na afya zinazopatikana katika utengenezaji wa bidhaa katika sekta hizi za biashara. Hatari na hatua za udhibiti zimejadiliwa katika sehemu zingine za Encyclopaedia. Hatari mahususi za mchakato zimejadiliwa katika sehemu binafsi za sura hii.
Michakato ya malighafi ya kundi
Michakato mingi ya utengenezaji wa viwandani hupokea malighafi kavu kwa wingi au mifuko ya mtu binafsi. Malighafi nyingi ngumu hupakuliwa kutoka kwa magari ya reli au lori za barabarani hadi kwenye mapipa, hopa au vichanganya kwa mvuto, mistari ya uhamishaji wa nyumatiki, vidhibiti vya skrubu, vidhibiti vya ndoo au uhamishaji mwingine wa kiufundi. Paleti za malighafi zilizowekwa kwenye mifuko (kilo 20 hadi 50) au kontena kubwa za mifuko ya kitambaa (tani 0.5 hadi 1.0) hupakuliwa kutoka kwa trela za lori au mabehewa ya reli na lori za kuinua viwandani, korongo au vipandikizi. Mifuko ya mtu binafsi au malighafi huondolewa kutoka kwa pala kwa mikono au kwa usaidizi wa kuinua wenye nguvu. Malighafi zilizowekwa kwenye mifuko kwa kawaida huchajiwa kwenye kituo cha kutupa mifuko au moja kwa moja kwenye hopa za kuhifadhia au hopa za mizani.
Hatari zinazowezekana za usalama na afya zinazohusiana na upakuaji, utunzaji na uhamishaji wa malighafi ngumu ni pamoja na:
- mfiduo wa kelele katika safu ya 85 hadi 100 dBA. Vitetemeshi vya nyumatiki, vikandamizaji, vianzisha valvu, viendesha gari vinavyochanganya, vipeperushi, na vikusanya vumbi ni baadhi ya vyanzo vikuu vya kelele.
- yatokanayo na chembechembe zinazopeperuka hewani kutoka kwa uhamisho na mchanganyiko wa malighafi imara punjepunje. Mfiduo hutegemea muundo wa malighafi lakini kwa kawaida huweza kujumuisha silika (SiO2), udongo, alumina, chokaa, vumbi vya alkali, oksidi za metali, metali nzito na chembechembe za kero.
- hatari za ergonomic kuhusishwa na kuinua kwa mikono au kushughulikia mifuko ya malighafi, vitetemeshi, au mistari ya uhamishaji na shughuli za matengenezo ya mfumo
- hatari za kimwili kutoka kwa magari ya reli au lori, trafiki ya lori ya viwandani, kufanya kazi kwa urefu wa juu, viingilio vya nafasi ndogo na kuwasiliana na vyanzo vya nishati ya umeme, nyumatiki au mitambo - kwa mfano, pointi za nip, sehemu zinazozunguka, gia za kuendesha gari, shafts, mikanda na pulleys.
Michakato ya kurusha au kuyeyuka
Utengenezaji wa bidhaa katika sekta hizi za biashara unahusisha mchakato wa kukausha, kuyeyuka au kurusha katika tanuu au tanuu. Joto kwa ajili ya taratibu hizi huzalishwa na mwako wa propane, gesi asilia (methane) au mafuta ya mafuta, kuyeyuka kwa arc ya umeme, microwave, kukausha dielectric na / au upinzani wa joto na umeme. Hatari zinazoweza kutokea kutoka kwa michakato ya kurusha au kuyeyuka ni pamoja na:
- yatokanayo na bidhaa za mwako kama vile monoksidi kaboni, oksidi za nitrojeni (NOx) na dioksidi ya sulfuri
- mafusho na chembechembe kutoka kwa malighafi ya hewa (kwa mfano, silika, metali, vumbi la alkali) au bidhaa za ziada (km, floridi hidrojeni, kristobalite, mafusho ya metali nzito)
- moto au mlipuko kuhusishwa na mifumo ya mafuta inayotumika kwa mchakato wa joto au mafuta kwa lori za kuinua; hatari zinazoweza kutokea za moto au mlipuko zinazohusiana na matangi ya kuhifadhia mafuta yanayoweza kuwaka, mifumo ya usambazaji wa mabomba na vinukiza. Mifumo ya kuhifadhi au ya kusimama kando ya mafuta ambayo hutumiwa mara kwa mara kwa upunguzaji wa gesi asilia inaweza kuwasilisha wasiwasi sawa wa moto au mlipuko.
- mfiduo wa mionzi ya infrared kutoka kwa nyenzo za kuyeyuka, ambazo zinaweza kuongeza hatari ya cataracts ya joto au kuchomwa kwa ngozi
- nishati inayoangaza na mkazo wa joto. Mazingira ya kazi karibu na tanuu au tanuu inaweza kuwa moto sana. Matatizo makubwa ya mkazo wa joto yanaweza kutokea wakati kazi ya ukarabati wa dharura au matengenezo ya kawaida yanafanywa karibu au juu ya michakato ya kurusha au kuyeyuka. Michomo mikali ya mafuta inaweza kutokana na kugusa ngozi moja kwa moja na nyuso zenye joto au nyenzo zilizoyeyushwa (tazama mchoro 1).
Kielelezo 1. Fundi wa kudhibiti ubora

- hatari za nishati ya umeme. Mgusano wa moja kwa moja na nishati ya umeme yenye nguvu ya juu inayotumika kupokanzwa ili kuongeza michakato inayotumia mafuta huleta hatari ya kukatika kwa umeme na uwezekano wa wasiwasi wa kiafya kuhusu kukaribia sehemu za sumakuumeme (EMF). Sehemu zenye nguvu za sumaku na umeme zinaweza kuingiliana na vidhibiti moyo na vifaa vingine vya matibabu vilivyopandikizwa.
- mfiduo wa kelele zaidi ya 85 hadi 90 dBA kutoka kwa blowers za mwako, hoppers batch au mixers, michakato ya malisho na conveyors.
utunzaji katika uzalishaji, utengenezaji, ufungashaji na uhifadhi
Utunzaji wa nyenzo, uundaji na upakiaji hutofautiana kwa kiwango kikubwa katika sekta hii ya biashara, kama vile ukubwa, umbo na uzito wa bidhaa. Msongamano mkubwa wa nyenzo katika sekta hii au usanidi mkubwa huwasilisha hatari za kawaida za kushughulikia nyenzo. Kuinua kwa mikono na utunzaji wa nyenzo katika uzalishaji, uundaji, upakiaji na uhifadhi katika tasnia hii husababisha majeraha mengi ya kulemaza. (Angalia sehemu ya "Maelezo ya Jeraha na ugonjwa" hapa chini.) Jitihada za kupunguza majeraha zinalenga kupunguza kuinua kwa mikono na kushughulikia nyenzo. Kwa mfano, miundo bunifu ya vifungashio, robotiki za kuweka na kuweka pallet kwa bidhaa zilizokamilishwa, na magari ya usafiri yanayoongozwa kiotomatiki kwa ajili ya kuhifadhi yanaanza kutumika katika sehemu fulani za sekta hii ya biashara ili kuondoa ushughulikiaji wa nyenzo kwa mikono na majeraha yanayohusiana. Utumiaji wa vidhibiti, vinyanyua vilivyo na mtu (kwa mfano, viinua utupu) na majukwaa ya mkasi kwa ajili ya kushughulikia na kubandika bidhaa kwa sasa ni mbinu za kawaida za kushughulikia nyenzo (ona mchoro 2).
Kielelezo 2. Usaidizi wa kuinua utupu unatumika

Matumizi ya robotiki ili kuondoa utunzaji wa nyenzo za mwongozo ina jukumu kubwa katika kuzuia majeraha ya ergonomic. Roboti imepunguza mifadhaiko ya ergonomic na majeraha makubwa ya majeraha ambayo yamehusishwa kihistoria na utunzaji wa nyenzo (kwa mfano, glasi bapa) katika wafanyikazi wa uzalishaji (ona mchoro 3). Walakini, kuongezeka kwa utumiaji wa robotiki na otomatiki ya mchakato huleta hatari za kusonga kwa mashine na nguvu za umeme, ambazo hubadilisha aina za hatari na pia kuhamisha hatari kwa wafanyikazi wengine (kutoka kwa uzalishaji hadi wafanyikazi wa matengenezo). Miundo ifaayo ya vidhibiti vya kielektroniki na mpangilio wa mantiki, walinzi wa mashine, mazoea ya kuzima kabisa nishati na kuweka taratibu salama za uendeshaji na matengenezo ni njia za kimsingi za kudhibiti majeraha kwa wafanyikazi wa matengenezo na uzalishaji.
Kielelezo 3. Roboti zinazotumiwa katika sahani-kioo

Shughuli za ujenzi na ujenzi upya
Hatari nyingi za kiafya na kiusalama hukabiliwa wakati wa ujenzi wa mara kwa mara au ukarabati wa baridi wa tanuu au tanuu. Hatari nyingi zinazohusiana na shughuli za ujenzi zinaweza kupatikana. Mifano ni pamoja na: hatari za ergonomic na utunzaji wa nyenzo (kwa mfano, matofali ya kinzani); mfiduo wa hewa kwa silika, asbesto, nyuzi za kauri za kinzani au chembe chembe zenye metali nzito, wakati wa uharibifu, au bidhaa za kukata na kulehemu; shinikizo la joto; fanya kazi kwa urefu ulioinuliwa; hatari za kuteleza, safari au kuanguka; hatari za nafasi iliyofungwa (tazama mchoro 4); na kuwasiliana na vyanzo vya nishati hatari.
Kielelezo 4. Kuingia kwa nafasi iliyofungwa

kioo
Wasifu wa jumla
Kioo kiliundwa kiasili kutoka kwa vipengele vya kawaida katika ukonde wa dunia muda mrefu kabla ya mtu yeyote kufikiria kujaribu muundo wake, kufinyanga umbo lake au kukiweka kwenye maelfu ya matumizi ambayo inafurahia leo. Obsidian, kwa mfano, ni mchanganyiko unaotokea kiasili wa oksidi zilizounganishwa na joto kali la volkeno na kuthibitishwa (kutengenezwa glasi) kwa kupoeza hewa kwa haraka. Rangi yake isiyo wazi, nyeusi hutoka kwa kiasi kikubwa cha oksidi ya chuma iliyomo. Uimara wake wa kemikali na ugumu wake unalinganishwa vyema na glasi nyingi za kibiashara.
Teknolojia ya kioo imebadilika kwa miaka 6,000, na baadhi ya kanuni za kisasa zilianza nyakati za kale. Asili ya glasi za kwanza za syntetisk hupotea katika nyakati za zamani na hadithi. Ushirika ilitengenezwa na Wamisri, ambao walitengeneza sanamu kutoka kwa mchanga (SiO2), oksidi maarufu zaidi ya kutengeneza glasi. Ilikuwa imefunikwa na natron, mabaki yaliyoachwa na mto wa Nile uliofurika, ambao uliundwa hasa na calcium carbonate (CaCO).3), soda ash (Na2CO3), chumvi (NaCl) na oksidi ya shaba (CuO). Kupasha joto chini ya 1,000 °C kulitoa mipako ya glasi kwa kueneza kwa fluxes, CaO na Na.2O ndani ya mchanga na mmenyuko wao uliofuata wa hali dhabiti na mchanga. Oksidi ya shaba iliipa makala hiyo rangi ya buluu yenye kuvutia.
Kulingana na ufafanuzi uliotolewa na Morey: “Kioo ni dutu isokaboni katika hali ambayo inaendelea na, na inalingana na, hali ya kioevu ya dutu hiyo, lakini ambayo, kama matokeo ya mabadiliko yanayoweza kugeuzwa ya mnato wakati wa kupoa, imefikia. kiwango cha juu sana cha mnato wa kuwa, kwa madhumuni yote ya vitendo, ngumu." ASTM inafafanua glasi kama "bidhaa isiyo ya kikaboni ya muunganisho ambayo imepozwa hadi hali ngumu bila kung'aa." Nyenzo za kikaboni na za isokaboni zinaweza kuunda glasi ikiwa muundo wao sio wa fuwele-yaani, ikiwa hazina mpangilio wa masafa marefu.
Maendeleo muhimu zaidi katika teknolojia ya kioo ilikuwa matumizi ya bomba la pigo (tazama takwimu 5), ambayo ilitumiwa kwanza katika takriban miaka 100 KK. Tangu wakati huo, kulikuwa na maendeleo ya haraka katika mbinu ya utengenezaji wa glasi.
Kielelezo 5. Bomba la pigo

Kioo cha kwanza kilipakwa rangi kwa sababu ya kuwepo kwa uchafu mbalimbali kama vile oksidi za chuma na chromium. Kioo kisicho na rangi kilitengenezwa kwa mara ya kwanza miaka 1,500 iliyopita.
Wakati huo utengenezaji wa vioo ulikuwa ukiendelea huko Roma, na kutoka hapo ukahamia nchi nyingine nyingi za Ulaya. Kazi nyingi za kioo zilijengwa huko Venice, na maendeleo muhimu yalifanyika huko. Katika karne ya 13, mimea mingi ya kioo ilihamishwa kutoka Venice hadi kisiwa cha karibu, Murano. Murano bado ni kituo cha utengenezaji wa glasi iliyotengenezwa kwa mikono nchini Italia.
Kufikia karne ya 16, glasi ilitengenezwa kote Uropa. Sasa glasi ya Bohemia kutoka Jamhuri ya Cheki inajulikana sana kwa urembo na mimea ya vioo nchini Uingereza na Ireland inazalisha vyombo vya mezani vya kioo vya risasi vya ubora wa juu. Uswidi ni nchi nyingine ambayo ni nyumbani kwa utengenezaji wa glasi za kisanii.
Katika Amerika ya Kaskazini uanzishwaji wa kwanza wa utengenezaji wa aina yoyote ulikuwa kiwanda cha glasi. Walowezi wa Kiingereza walianza kutengeneza glasi mwanzoni mwa karne ya 17 huko Jamestown, Virginia.
Leo kioo kinatengenezwa katika nchi nyingi duniani kote. Bidhaa nyingi za kioo zinafanywa kwa mistari ya usindikaji wa moja kwa moja. Ingawa glasi ni moja ya vifaa vya zamani zaidi, mali yake ni ya kipekee na bado haijaeleweka kikamilifu.
Sekta ya vioo leo inaundwa na sehemu kuu kadhaa za soko, ambazo ni pamoja na soko la glasi bapa, soko la bidhaa za nyumbani za watumiaji, soko la vyombo vya glasi, tasnia ya glasi ya macho na sehemu ya soko la bidhaa za glasi za kisayansi. Masoko ya kioo ya macho na ya kisayansi huwa yameagizwa sana na hutawaliwa na muuzaji mmoja au wawili katika nchi nyingi. Masoko haya pia ni ya chini sana kwa kiasi kuliko masoko yanayotegemea watumiaji. Kila moja ya masoko haya yameendelezwa kwa miaka mingi na ubunifu katika teknolojia maalum ya kioo au maendeleo ya utengenezaji. Sekta ya kontena, kwa mfano, iliendeshwa na uundaji wa mashine za kutengeneza chupa za kasi kubwa zilizotengenezwa mapema miaka ya 1900. Sekta ya glasi bapa iliendelezwa sana na maendeleo ya mchakato wa glasi ya kuelea mapema miaka ya 1960. Sehemu zote mbili hizi ni biashara za mabilioni ya dola ulimwenguni kote leo.
Vifaa vya nyumbani vya glasi vimegawanywa katika vikundi vinne vya jumla:
- meza (pamoja na chakula cha jioni, vikombe na mugs)
- vinywaji
- bakeware (au ovenware)
- cookware ya juu ya jiko.
Ingawa makadirio ya ulimwenguni pote ni magumu kupatikana, soko la vifaa vya kioo vya nyumbani bila shaka linatokana na agizo la dola za Marekani bilioni moja nchini Marekani pekee. Kulingana na kategoria mahususi, aina mbalimbali za vifaa vingine hushindana kwa ajili ya kushiriki soko, ikiwa ni pamoja na keramik, metali na plastiki.
Michakato ya Viwanda
Kioo ni bidhaa isokaboni ya muunganisho ambayo imepozwa hadi hali ngumu bila kung'aa. Kioo kwa kawaida ni kigumu na nyufa na kina mvunjiko wa kiwambo. Kioo kinaweza kutengenezwa kwa rangi, kung'aa au giza kwa kubadilisha nyenzo zilizoyeyushwa za amofasi au fuwele zilizopo.
Kioo kinapopozwa kutoka kwenye hali ya joto iliyoyeyushwa, inaongezeka polepole katika mnato bila fuwele juu ya anuwai kubwa ya joto, hadi inachukua tabia yake ngumu na brittle. Upoezaji hudhibitiwa ili kuzuia ufuwele, au matatizo ya juu.
Ingawa kiwanja chochote ambacho kina sifa hizi za kimaumbile kinadharia ni glasi, glasi nyingi za kibiashara huanguka katika aina tatu kuu na kuwa na aina mbalimbali za utunzi wa kemikali.
- Miwani ya soda-chokaa-silika ni glasi muhimu zaidi kwa suala la wingi zinazozalishwa na aina mbalimbali za matumizi, ikiwa ni pamoja na karibu glasi zote tambarare, kontena, vyombo vya kioo vya ndani vinavyozalishwa kwa gharama ya chini na balbu za mwanga za umeme.
- Miwani ya risasi-potash-silica huwa na uwiano tofauti lakini mara nyingi wa juu wa oksidi ya risasi. Utengenezaji wa glasi ya macho hutumia index ya juu ya refractive ya aina hii ya kioo; vyombo vya kioo vya ndani na vya mapambo vinavyopigwa kwa mkono hufanya matumizi ya urahisi wa kukata na polishing; maombi ya umeme na elektroniki inachukua faida ya upinzani wake wa juu wa upinzani wa umeme na ulinzi wa mionzi.
- Miwani ya Borosilicate kuwa na upanuzi wa chini wa mafuta na ni sugu kwa mshtuko wa joto, ambayo huwafanya kuwa bora kwa tanuri ya ndani na kioo cha maabara na kwa nyuzi za kioo kwa ajili ya kuimarisha plastiki.
Kundi la glasi la kibiashara lina mchanganyiko wa viungo kadhaa. Walakini, sehemu kubwa zaidi ya kundi imeundwa kutoka kwa viungo 4 hadi 6, vilivyochaguliwa kutoka kwa nyenzo kama mchanga, chokaa, dolomite, soda ash, borax, asidi ya boroni, vifaa vya feldspathic, risasi na misombo ya bariamu. Salio la kundi lina viambato kadhaa vya ziada, vilivyochaguliwa kutoka kwa kikundi cha nyenzo 15 hadi 20 zinazojulikana kama viambato vidogo. Nyongeza hizi za mwisho huongezwa kwa nia ya kutoa utendakazi au ubora fulani mahususi, kama vile rangi, ambao utatekelezwa wakati wa mchakato wa kuandaa glasi.
Mchoro wa 6 unaonyesha kanuni za msingi za utengenezaji wa glasi. Malighafi hupimwa, vikichanganywa na, baada ya kuongeza kioo kilichovunjika (cullet), huchukuliwa kwenye tanuru kwa kuyeyuka. Vyungu vidogo vya uwezo wa hadi tani 2 bado vinatumika kwa kuyeyusha glasi kwa vyombo vya fuwele vinavyopeperushwa kwa mkono na glasi maalum zinazohitajika kwa kiasi kidogo. Vyungu kadhaa huwashwa pamoja kwenye chumba cha mwako.
Mchoro 6. Michakato na nyenzo zinazohusika

Katika utengenezaji wa kisasa zaidi, kuyeyuka hufanyika katika tanuu kubwa za regenerative, recuperative au umeme zilizojengwa kwa nyenzo za kinzani na joto na mafuta, gesi asilia au umeme. Kuongeza umeme na kuyeyuka kwa juu kwa baridi kulifanywa kibiashara na kutumika sana ulimwenguni mwishoni mwa miaka ya 1960 na 1970. Kichocheo kikuu cha kuyeyusha umeme kwa sehemu ya juu ilikuwa ni udhibiti wa utoaji hewa chafu, huku uongezaji umeme ulitumiwa kwa ujumla ili kuboresha ubora wa glasi na kuongeza upitishaji.
Mambo muhimu zaidi ya kiuchumi kuhusu matumizi ya umeme kwa ajili ya kuyeyuka kwa tanuru ya kioo yanahusiana na gharama za mafuta ya mafuta, upatikanaji wa mafuta mbalimbali, gharama za umeme, gharama za mtaji kwa vifaa na kadhalika. Hata hivyo, katika matukio mengi sababu kuu ya matumizi ya kuyeyuka au kuongeza umeme ni udhibiti wa mazingira. Maeneo mbalimbali duniani kote tayari yana au yanatarajiwa hivi karibuni kuwa na kanuni za kimazingira ambazo zinazuia kwa ukamilifu umwagaji wa oksidi mbalimbali au chembe chembe kwa ujumla. Kwa hivyo, watengenezaji katika maeneo mengi wanakabiliwa na uwezekano wa kupunguza kiwango cha kuyeyusha vioo, kusakinisha vyumba vya kuhifadhia mizigo au vimiminika ili kushughulikia gesi za moshi au kurekebisha mchakato wa kuyeyuka na kujumuisha kuyeyuka kwa umeme au kuongeza kasi. Njia mbadala za urekebishaji kama huo katika hali zingine zinaweza kuwa kuzima kwa mimea.
Sehemu yenye joto zaidi ya tanuru (muundo mkuu) inaweza kuwa 1,600 hadi 2,800°C. Upoezaji unaodhibitiwa hupunguza joto la glasi hadi 1,000 hadi 1,200 ° C mahali ambapo glasi huondoka kwenye tanuru. Kwa kuongeza, aina zote za kioo zinakabiliwa na baridi iliyodhibitiwa zaidi (annealing) katika tanuri maalum au lehr. Usindikaji unaofuata utategemea aina ya mchakato wa utengenezaji.
Kupuliza kiotomatiki hutumiwa kwenye mashine za kutengeneza balbu za chupa na taa pamoja na glasi ya kawaida inayopeperushwa kwa mkono. Maumbo rahisi, kama vile vihami, matofali ya glasi, nafasi zilizoachwa wazi za lenzi na kadhalika, hubonyezwa badala ya kupulizwa. Michakato mingine ya utengenezaji hutumia mchanganyiko wa kupiga na kushinikiza kwa mitambo. Kioo cha waya na kilichofikiriwa kimevingirwa. Kioo cha karatasi hutolewa kutoka kwa tanuru kwa mchakato wa wima ambao huipa uso wa kumaliza moto. Kwa sababu ya athari za pamoja za kuchora na mvuto, upotoshaji mdogo hauepukiki.
Kioo cha sahani hupitia rollers zilizopozwa na maji kwenye lehr ya annealing. Haina upotoshaji. Uharibifu wa uso unaweza kuondolewa kwa kusaga na polishing baada ya kutengeneza. Utaratibu huu kwa kiasi kikubwa umebadilishwa na mchakato wa kioo wa kuelea, ambao ulianzishwa katika miaka ya hivi karibuni (tazama takwimu 7). Mchakato wa kuelea umewezesha utengenezaji wa glasi ambayo inachanganya faida za karatasi na sahani. Kioo cha kuelea kina uso wa kumaliza moto na hauna uharibifu.
Kielelezo 7. Mchakato wa kuelea unaoendelea

Katika mchakato wa kuelea, utepe wa kioo unaoendelea hutoka kwenye tanuru inayoyeyuka na kuelea kwenye uso wa bafu ya bati iliyoyeyuka. Kioo kinafanana na uso kamili wa bati iliyoyeyuka. Wakati wa kupita juu ya bati, halijoto hupunguzwa hadi glasi iwe ngumu vya kutosha kulishwa kwenye rollers za lehr ya annealing bila kuashiria chini ya uso wake. Hali ya ajizi katika umwagaji huzuia oxidation ya bati. Kioo, baada ya kuchujwa, hakihitaji matibabu zaidi na kinaweza kusindika zaidi kwa kukata na kufunga kiotomatiki (tazama mchoro 8).
Mchoro 8. Utepe wa kioo cha kuelea kinachotoka kwenye lehr

Mwenendo wa usanifu mpya wa makazi na biashara kuelekea kuingizwa kwa eneo la ukaushaji zaidi, na hitaji la kupunguza matumizi ya nishati, imeweka mkazo zaidi katika kuboresha ufanisi wa nishati ya madirisha. Filamu nyembamba zilizowekwa kwenye uso wa glasi hutoa uzalishaji mdogo au sifa za udhibiti wa jua. Uuzaji wa bidhaa kama hizo zilizofunikwa unahitaji gharama ya chini, teknolojia ya uwekaji wa eneo kubwa. Kama matokeo, idadi inayoongezeka ya mistari ya utengenezaji wa glasi ya kuelea imewekwa na michakato ya kisasa ya mipako ya mtandao.
Katika michakato ya kawaida ya uwekaji wa mvuke wa kemikali (CVD), mchanganyiko changamano wa gesi huguswa na substrate ya moto, ambapo humenyuka kwa pyrolytic kuunda mipako kwenye uso wa kioo. Kwa ujumla, vifaa vya mipako vinajumuisha miundo inayodhibitiwa na joto ambayo imesimamishwa juu ya upana wa Ribbon ya kioo. Wanaweza kuwa katika umwagaji wa bati, pengo la lehr au lehr. Kazi ya vifuniko ni kutoa kwa usawa gesi tangulizi juu ya upana wa utepe kwa mtindo unaodhibitiwa na halijoto na kutoa kwa usalama bidhaa za gesi ya moshi kutoka eneo la uwekaji. Kwa safu nyingi za mipako, mipako mingi hutumiwa katika mfululizo kando ya Ribbon ya kioo.
Kwa ajili ya matibabu ya bidhaa za gesi za kutolea nje zinazozalishwa na taratibu hizo za kiasi kikubwa, mbinu za kusafisha mvua na vyombo vya habari vya kawaida vya chujio ni kawaida ya kutosha. Wakati gesi za maji taka hazifanyiki kwa urahisi au kulowekwa na miyeyusho ya maji, uchomaji ndio chaguo kuu.
Baadhi ya miwani ya macho huimarishwa kwa kemikali na michakato inayohusisha kuzamisha glasi kwa saa kadhaa katika bafu zenye halijoto ya juu zenye chumvi iliyoyeyushwa ya, kwa kawaida, nitrati ya lithiamu na nitrati ya potasiamu.
Kioo cha usalama ni ya aina mbili kuu:
- Kioo kilichopigwa hutengenezwa kwa kusisitiza kabla kwa kupasha joto na kisha kupoeza kwa haraka vipande vya glasi bapa ya umbo na ukubwa unaotakiwa katika oveni maalum.
- Kioo kilichochafuliwa huundwa kwa kuunganisha karatasi ya plastiki (kawaida polyvinyl butyral) kati ya karatasi mbili nyembamba za kioo gorofa.
Nyuzi za Synthetic Vitreous
Wasifu wa jumla
Nyuzi za syntetisk vitreous hutolewa kutoka kwa vifaa anuwai. Ni silicates za amorphous zinazotengenezwa kutoka kioo, mwamba, slag au madini mengine. Nyuzi zinazozalishwa ni nyuzi zinazoendelea na zisizoendelea. Kwa ujumla, nyuzi zinazoendelea ni nyuzi za glasi zinazotolewa kupitia nozzles na hutumiwa kuimarisha vifaa vingine, kama vile plastiki, kuzalisha vifaa vya mchanganyiko na sifa za kipekee. Nyuzi zisizoendelea (hujulikana kama pamba) hutumiwa kwa madhumuni mengi, mara nyingi kwa insulation ya mafuta na acoustical. Nyuzi za syntetisk vitreous, kwa madhumuni ya mjadala huu, zimegawanywa katika nyuzi za kioo zinazoendelea, na pamba za insulation za kioo, mwamba au slag, na nyuzi za kauri za kinzani, ambazo kwa ujumla ni silikati za alumini.
Uwezekano wa kuchora glasi iliyolainishwa na joto kwenye nyuzi laini ulijulikana kwa watunga glasi hapo zamani na kwa kweli ni mzee kuliko mbinu ya kupuliza glasi. Vyombo vingi vya mapema vya Wamisri vilitengenezwa kwa kukunja nyuzi za glasi mbaya kwenye udongo wenye umbo linalofaa, kisha kupasha moto unganisho hadi nyuzi za glasi zilipotiririka ndani ya nyingine na, baada ya kupoa, kuondoa msingi wa udongo. Hata baada ya ujio wa kupuliza glasi katika karne ya 1 BK, mbinu ya nyuzi za glasi bado ilitumika. Watengenezaji glasi wa Venetian katika karne ya 16 na 17 waliitumia kupamba vyombo vya glasi. Katika kesi hiyo, bahasha za nyuzi nyeupe zisizo wazi zilijeruhiwa kwenye uso wa chombo cha kioo kilichopeperushwa na uwazi (kwa mfano, glasi) na kisha kuunganishwa ndani yake kwa joto.
Licha ya historia ndefu ya matumizi ya jumla ya mapambo au kisanii ya nyuzi za glasi, utumiaji mwingi haukutokea tena hadi karne ya 20. Uzalishaji wa awali wa kibiashara wa Marekani wa nyuzi za kioo ulifanyika katika miaka ya 1930, wakati huko Ulaya matumizi ya awali yalitokea miaka kadhaa mapema. Pamba za mwamba na slag zilitolewa miaka kadhaa mapema kuliko hiyo.
Utengenezaji na utumiaji wa nyuzi sintetiki za vitreous ni tasnia ya kimataifa ya mabilioni ya dola kwani nyenzo hizi muhimu zimekuwa sehemu muhimu ya jamii ya kisasa. Matumizi yao kama vihami kumesababisha kupunguzwa kwa mahitaji ya nishati kwa ajili ya joto na kupoeza majengo, na uokoaji huu wa nishati umesababisha kupungua kwa uchafuzi wa mazingira unaohusishwa na uzalishaji wa nishati duniani. Idadi ya utumizi wa nyuzi za glasi zinazoendelea kama viimarisho kwa wingi wa bidhaa, kutoka kwa bidhaa za michezo hadi chips za kompyuta hadi programu za angani, imekadiriwa kuwa zaidi ya 30,000. Maendeleo na kuenea kwa biashara ya nyuzi za kauri za kinzani ilitokea katika miaka ya 1970, na nyuzi hizi zinaendelea kuwa na jukumu muhimu katika kulinda wafanyakazi na vifaa katika michakato mbalimbali ya utengenezaji wa joto la juu.
Michakato ya Viwanda
Filaments za kioo zinazoendelea
Nyuzi za glasi huundwa kwa kuchora glasi iliyoyeyuka kupitia vichaka vya metali yenye thamani hadi kwenye nyuzi laini zenye kipenyo cha karibu sare. Kwa sababu ya mahitaji ya kimwili ya nyuzi wakati zinatumiwa kama nyongeza, kipenyo chao ni kikubwa ikilinganishwa na wale walio katika pamba za insulation. Karibu filaments zote za kioo zinazoendelea zina kipenyo cha 5 hadi 15 μm au zaidi. Vipenyo hivi vikubwa, pamoja na anuwai nyembamba ya kipenyo zinazozalishwa wakati wa utengenezaji, huondoa athari zozote za kupumua kwa muda mrefu, kwani nyuzi ni kubwa sana haziwezi kuingizwa kwenye njia ya chini ya upumuaji.
Fiber za kioo zinazoendelea zinafanywa na upunguzaji wa haraka wa matone ya kioo kilichoyeyuka kinachotoka kupitia pua chini ya mvuto na kusimamishwa kutoka kwao. Usawa wa nguvu kati ya nguvu za mvutano wa uso na upunguzaji wa mitambo husababisha kushuka kwa glasi kuchukua umbo la meniscus iliyoshikiliwa kwenye ufunguzi wa annular wa pua na kupunguka kwa kipenyo cha nyuzi inayotolewa. Ili kuchora nyuzi kufanikiwa, glasi lazima iwe ndani ya safu nyembamba ya mnato (yaani, kati ya 500 na 1,000 poise). Katika mnato wa chini, glasi ni kioevu kupita kiasi na huanguka kutoka kwa nozzles kama matone; katika kesi hii mvutano wa uso unatawala. Katika viscosities ya juu, mvutano katika nyuzi wakati wa kupungua ni juu sana. Kiwango cha mtiririko wa glasi kupitia pua pia inaweza kuwa chini sana kudumisha meniscus.
Kazi ya bushing ni kutoa sahani iliyo na nozzles mia kadhaa kwa joto la sare na kuweka kioo kwa joto hili la sare ili nyuzi zinazotolewa ziwe za kipenyo cha sare. Mchoro wa 9 unaonyesha mchoro wa kielelezo cha sifa kuu za kichaka kilichoyeyuka moja kwa moja kilichowekwa kwenye sehemu ya mbele ambayo inachukua ugavi wa glasi iliyoyeyuka karibu sana na halijoto ambayo glasi itapita kupitia pua; katika kesi hii, kwa hiyo, kazi ya msingi ya bushing pia ni kazi yake pekee.
Kielelezo 9. Mchoro wa bushing moja kwa moja-melt

Katika kesi ya bushing inayofanya kazi kutoka kwa marumaru, kazi ya pili inahitajika-yaani, kwanza kuyeyusha marumaru kabla ya kuimarisha kioo kwa joto sahihi la kuchora nyuzi. Kichaka cha marumaru cha kawaida kinaonyeshwa kwenye takwimu ya 10. Mstari uliovunjika ndani ya bushing ni sahani ya perforated ambayo huhifadhi marumaru isiyoyeyuka.
Kielelezo 10. Mchoro wa kichaka cha marumaru

Ubunifu wa bushings kwa kiasi kikubwa ni wa majaribio. Kwa sababu za kupinga mashambulizi ya kioo kilichoyeyuka na utulivu kwa joto linalohitajika kwa kuchora nyuzi, bushings hufanywa kutoka kwa aloi za platinamu; zote 10% ya rhodiamu-platinamu na 20% ya rhodiamu-platinamu hutumiwa, ya mwisho ikiwa sugu zaidi kwa kuvuruga kwenye joto la juu.
Kabla ya nyuzi za kibinafsi zinazotolewa kutoka kwenye kichaka hukusanywa na kuimarishwa kwenye kamba, au wingi wa nyuzi, huwekwa kwa ukubwa wa nyuzi. Saizi hizi za nyuzi kimsingi ni za aina mbili:
- ukubwa wa mafuta ya wanga kwa kawaida hutumiwa kwa nyuzi zilizokusudiwa kufuma katika vitambaa vyema au shughuli zinazofanana
- wakala wa keying pamoja na saizi za zamani za filamu zinazotumika kwa nyuzi zilizokusudiwa uimarishaji wa moja kwa moja wa plastiki na mpira.
Baada ya nyuzi kuundwa, mipako ya kinga ya ukubwa wa kikaboni hutumiwa kwa mwombaji na filaments inayoendelea hukusanywa kwenye strand ya multifilament (angalia takwimu 11) kabla ya kuvikwa kwenye bomba la vilima. Waombaji hufanya kazi kwa kuruhusu shabiki wa nyuzi, wakati wa upana wa 25 hadi 45 mm na wanapoelekea kwenye kiatu cha kukusanya chini ya mwombaji, kupita juu ya uso wa kusonga uliofunikwa na filamu ya ukubwa wa nyuzi.
Kielelezo 11. Filaments za kioo za nguo

Kuna kimsingi aina mbili za maombi:
- waombaji wa roller, iliyotengenezwa kwa mpira, kauri au grafiti, ambayo nyuzi hupita juu ya uso wa roller iliyofunikwa na filamu ya saizi ya nyuzi.
- waombaji wa ukanda, ambao kwa upande mmoja ukanda hupita juu ya roller inayoendeshwa ambayo huchovya ukanda kwenye saizi ya nyuzi na mwisho mwingine hupita juu ya upau wa chuma wa chrome uliowekwa mahali ambapo nyuzi hugusa ukanda ili kuchukua ukubwa.
Mipako ya kinga na mchakato wa kukusanya nyuzi zinaweza kutofautiana kulingana na aina za nguo au nyuzi za kuimarisha zinazozalishwa. Kusudi la msingi ni kupaka nyuzi kwa saizi, kuzikusanya kwenye kamba na kuziweka kwenye bomba linaloweza kutolewa kwenye kola na mvutano mdogo wa lazima.
Mchoro wa 12 unaonyesha mchakato wa utengenezaji wa glasi unaoendelea.
Kielelezo 12. Utengenezaji wa kioo wa filamenti unaoendelea

Utengenezaji wa pamba ya insulation
Tofauti na nyuzi zinazoendelea, nyuzi za pamba za insulation na nyuzi za kauri za kinzani zinafanywa katika michakato ya juu ya nishati ambayo nyenzo za kuyeyuka hutupwa kwenye diski zinazozunguka au safu ya magurudumu yanayozunguka. Njia hizi husababisha utengenezaji wa nyuzi zenye kipenyo cha upana zaidi kuliko inavyoonekana kwa nyuzi zinazoendelea. Kwa hivyo, pamba zote za insulation na nyuzi za kauri zina sehemu ya nyuzi na kipenyo cha chini ya 3.0 μm; hizi zinaweza kupumua ikiwa zitavunjika kwa urefu mfupi (chini ya 200 hadi 250 μm). Data ya kina inapatikana kuhusu mfiduo wa nyuzi sintetiki za vitreous zinazopumua mahali pa kazi.
Taratibu kadhaa hutumiwa kutengeneza pamba ya kioo, ikiwa ni pamoja na mchakato wa kupiga mvuke na mchakato wa kupiga moto; lakini maarufu zaidi ni mchakato wa kutengeneza mzunguko uliotengenezwa katikati ya miaka ya 1950. Michakato ya mzunguko kwa kiasi kikubwa imechukua nafasi ya michakato ya kupuliza moja kwa moja kwa ajili ya uzalishaji wa kibiashara wa bidhaa za insulation za kioo-nyuzi. Michakato hii ya mzunguko yote hutumia ngoma tupu, au spinner, iliyowekwa na mhimili wake wima. Ukuta wa wima wa spinner umetobolewa na mashimo elfu kadhaa yaliyosambazwa sawasawa kuzunguka mduara. Kioo kilichoyeyushwa kinaruhusiwa kuanguka kwa kasi inayodhibitiwa katikati ya kipigo, kutoka ambapo kisambazaji fulani kinachofaa huilazimisha hadi ndani ya ukuta uliotoboka wima. Kutoka kwa nafasi hiyo, nguvu ya centrifugal huendesha kioo kwa nje kwa njia ya nyuzi za kioo zisizo na maana zinazotolewa kutoka kwa kila utoboaji. Kupunguza zaidi kwa nyuzi hizi za msingi kunapatikana kwa kiowevu cha kupuliza kinachofaa kinachotoka kwenye pua au pua zilizopangwa karibu na kuzingatia na spinner. Matokeo yake ni utengenezaji wa nyuzi zenye kipenyo cha wastani cha 6 hadi 7 mm. Kioevu kinachopuliza hufanya kwa mwelekeo wa kushuka chini na kwa hivyo, pamoja na kutoa upunguzaji wa mwisho, pia hugeuza nyuzi kuelekea uso wa kukusanya ulio chini ya spinner. Njiani kuelekea kwenye uso huu wa kukusanya, nyuzi hunyunyizwa na kifunga kinachofaa kabla ya kusambazwa sawasawa kwenye uso wa kukusanya (angalia mchoro 13).
Mchoro 13. Mchakato wa rotary wa kufanya pamba ya kioo

Katika mchakato wa kuzunguka, nyuzi za pamba za glasi hutengenezwa kwa kuruhusu glasi iliyoyeyushwa kupita kwenye safu ya vipenyo vidogo ambavyo viko kwenye kipicha kinachozunguka na kisha kupunguza filamenti ya msingi kwa kupuliza hewa au mvuke.
Pamba ya madini, hata hivyo, haiwezi kuzalishwa kwenye mchakato wa rotary spinner na kihistoria imekuwa zinazozalishwa katika mchakato na mfululizo wa mandrels mlalo inazunguka. Mchakato wa pamba ya madini hujumuisha seti ya rotors (mandrels) iliyowekwa katika uundaji wa cascade na inazunguka kwa kasi sana (angalia mchoro 14). Mto wa mawe ya kuyeyuka huhamishiwa kwa moja ya rotor ya juu na kutoka kwa rotor hii inasambazwa kwa pili na kadhalika. Kuyeyuka huenea sawasawa kwenye uso wa nje wa rotors zote. Kutoka kwa rotors, matone hutupwa nje kwa nguvu ya centrifugal. Matone yameunganishwa kwenye uso wa rotor kwa shingo ndefu, ambayo, chini ya urefu zaidi na baridi ya wakati huo huo, hukua kuwa nyuzi. Kurefusha ni, kwa kweli, ikifuatiwa na kupungua kwa kipenyo ambacho, kwa upande wake, husababisha baridi ya kasi. Kwa hivyo, kuna kikomo cha chini cha kipenyo kati ya nyuzi zinazozalishwa katika mchakato huu. Usambazaji wa kawaida wa kipenyo cha nyuzi karibu na thamani ya wastani, kwa hivyo, hautarajiwi.
Mchoro 14. Mchakato wa pamba ya madini (mwamba & slag)

Nyuzi za kauri za kinzani
Fiber za kauri zinazalishwa hasa kwa kupiga na kuzunguka kwa njia zinazofanana na zile zilizoelezwa kwa pamba za insulation. Katika mchakato wa kupuliza kwa mvuke, malighafi kama vile alumina na silika huunganishwa kwenye tanuru ya umeme, na nyenzo iliyoyeyushwa hutolewa na kupulizwa kwa mvuke ulioshinikizwa au gesi nyingine ya moto. Nyuzi zinazozalishwa hukusanywa kwenye skrini.
Sawa na mchakato wa kusokota kwa nyuzi za mwamba na slag, zile za nyuzi za kauri hutoa sehemu kubwa ya nyuzi ndefu za hariri. Kwa njia hii, mtiririko wa nyenzo za kuyeyuka hutupwa kwenye diski zinazozunguka kwa kasi na kutupwa kwa tangentially kuunda nyuzi.
Sekta ya Ufinyanzi
Wasifu wa jumla
Utengenezaji wa vyombo vya udongo ni mojawapo ya ufundi wa zamani zaidi wa wanadamu. Kwa karne nyingi mitindo na mbinu mbalimbali zimesitawi katika sehemu mbalimbali za dunia. Katika karne ya 18, sekta iliyositawi katika sehemu nyingi za Ulaya iliathiriwa sana na uagizaji wa bidhaa nzuri na zilizopambwa sana kutoka Mashariki ya Mbali. Japani ilikuwa imejifunza sanaa ya kauri kutoka Uchina miaka 400 mapema. Pamoja na Mapinduzi ya Viwanda na mabadiliko ya jumla ya hali katika Ulaya Magharibi, uzalishaji ulikua haraka. Kwa sasa, karibu kila nchi hutengeneza baadhi ya bidhaa kwa ajili ya matumizi ya nyumbani, na ufinyanzi ni bidhaa muhimu ya kuuza nje kutoka kwa baadhi ya nchi. Uzalishaji sasa ni wa kiwango cha kiwanda katika sehemu nyingi za ulimwengu. Ingawa kanuni za msingi za utengenezaji hazijabadilika, kumekuwa na maendeleo makubwa katika njia ambayo utengenezaji unafanywa. Hii ni hivyo hasa katika kuunda au kuunda ware, katika kurusha kwake na katika mbinu za mapambo zinazotumiwa. Kuongezeka kwa matumizi ya vichakataji vidogo na roboti husababisha kuanzishwa kwa viwango vya juu vya otomatiki katika maeneo ya uzalishaji. Walakini, bado kuna kila mahali vyombo vingi vya ufundi wa ufundi.
Mbinu za kuunda
Njia ya awali ya kutengeneza vyombo vya udongo ilihusisha njia ya kujenga mikono. Coils ya udongo ni jeraha kuzunguka, moja juu ya nyingine, na kushikamana pamoja na kushinikiza kwa mikono. Udongo kwanza unafanywa kuwa hali laini kwa kuufanyia kazi kwa maji. Kisha kitu hicho kinatengenezwa na kufinyangwa kwa mkono, mara tu coils zimezingatiwa.
Gurudumu la mfinyanzi limekuwa chombo cha kuunda vyombo vya udongo. Kwa njia hii ya kutengeneza, rundo la udongo huwekwa kwenye sahani ya mviringo inayozunguka na hutengenezwa na mikono ya mvua ya mfinyanzi. Maji hayo huzuia mikono ya mfinyanzi kushikamana na udongo na kufanya udongo uwe na unyevu na ufanyike kazi. Hushughulikia, spouts na protrusions nyingine kutoka udongo inazunguka huwekwa juu tu kabla ya kitu kurushwa.
Akitoa mara nyingi hutumiwa leo wakati udongo wa ubora wa juu unapohitajika na wakati kuta za chombo zinapaswa kuwa nyembamba sana. Mchanganyiko wa udongo na maji, unaoitwa slip, hutiwa kwenye mold ya plasta-ya-Paris. Plasta inachukua maji, na kusababisha koti nyembamba ya udongo kuwekwa pande zote ndani ya ukungu. Wakati amana ya udongo ni nene ya kutosha kuunda kuta za vase, sehemu iliyobaki hutiwa, na kuacha kipande cha ware ndani ya fomu. Hii inapokauka hupungua kwa kiasi fulani na inaweza kuondolewa kutoka kwenye ukungu. Kawaida molds hujengwa hivyo kwamba wanaweza kuchukuliwa mbali.
Wakati kipande kinakauka kabisa, husafishwa na kutayarishwa kwa mchakato wa kurusha. Imewekwa kwenye sanduku la udongo la moto linaloitwa a sagger, ambayo hukinga kipande hicho dhidi ya miali ya moto na gesi zinazotolewa wakati wa mchakato huo, kama vile tanuri inavyolinda mkate unaookwa. Saggers huwekwa moja juu ya nyingine katika a joko. Tanuru ni jengo kubwa ambalo limejengwa kwa matofali ya moto na limezungukwa na mifereji ya maji ili miali ya moto iweze kuzunguka vyombo kabisa lakini kamwe visigusane navyo. Moshi ungebadilisha rangi vipande vipande ikiwa havikulindwa kwa njia hiyo.
Vipande vingi vinapigwa moto angalau mara mbili. Mara ya kwanza kupitia tanuru inaitwa biski kurusha, na kipande cha udongo kinaitwa a biskuti or kipande cha bisque. Baada ya kurusha, bidhaa ya biskuti imeangaziwa. Mng'ao ni mipako ya glasi, yenye kung'aa ambayo hufanya ufinyanzi kuvutia zaidi na kutumika. Glazes ina silika, mtiririko wa kupunguza joto la kuyeyuka (risasi, bariamu na kadhalika) na oksidi za metali kama rangi. Wakati glaze inatumiwa kwenye chombo na kikauka kabisa, huwekwa tena ndani ya tanuru na huwashwa kwa joto la juu sana kwamba glaze huyeyuka na kufunika uso mzima wa chombo.
Aina za ufinyanzi
- Jiwe ni mfinyanzi uliotengenezwa kwa udongo mwepesi au mweusi. Inaangaziwa kwenye mwili ambao haujachomwa aidha kabla ya kuweka katika tanuru au kwa njia ya chumvi wakati wa mchakato wa kuchoma na kuchomwa moto kwa hali mnene, ngumu.
- Porcelain ni nyeupe, vitrified ware. Ni translucent. Katika porcelaini, mwili na glaze huletwa kukamilika na kukomaa kwa kuchomwa moja na sawa, ambayo hufanyika kwa joto la juu sana.
- China ni bidhaa inayofanana na porcelain. Mwili na glaze huletwa kukamilika na kukomaa kwa kurusha sawa, kwa joto la juu sana.
- China ya mifupa ni aina ya Uchina ambayo mfupa uliochomwa hutumiwa kama kiungo, ikiwa ni pamoja na 40% ya uzito.
- Udongo ina mwili nyeupe au karibu nyeupe. Inatolewa na kurusha mbili, kama Uchina, lakini mwili wake unabaki kuwa na porous. Glaze ni sawa na ile ya China lakini imetengenezwa kwa nyenzo za bei nafuu.
- Ushirika ni chombo cha udongo chenye glazed kinachotumika kwa madhumuni ya mapambo na mapambo. Kawaida hakuna jaribio la kuzalisha mwili mweupe, na glazes mara nyingi hupigwa rangi.
Michakato ya Viwanda
Tabia za kimwili za ufinyanzi hutofautiana kulingana na muundo wa mwili na hali ya kurusha. Mwili kwa matumizi yoyote maalum huchaguliwa haswa kwa mali yake ya mwili, lakini miili nyeupe kawaida huchaguliwa kwa vifaa vya meza.
Bidhaa za viwandani (kwa mfano, kinzani, vihami umeme, vibeba vichocheo na kadhalika) zina mali nyingi tofauti kulingana na matumizi yao ya baadaye.
Malighafi. Viungo vya msingi katika chombo cha ufinyanzi vinaonyeshwa katika jedwali 1, ambalo pia linaonyesha uwiano wa kawaida katika aina za sampuli za miili.
Jedwali 1. Vijenzi vya kawaida vya mwili (%)
|
Mwili |
Msingi wa Plastiki |
Flux |
Filler |
|||||
|
Udongo wa Mpira |
Kaolin |
Udongo wa mawe |
Jiwe |
Feldspar |
Quartz |
Majivu ya mifupa |
nyingine |
|
|
Udongo |
25 |
25 |
15 |
35 |
||||
|
Jiwe |
30-40 |
25-35 |
20-25 |
20-30 (mchanganyiko) |
||||
|
China |
20-25 |
20-25 |
15-25 |
25-30 |
||||
|
Porcelain |
40-50 |
20-30 |
15-25 |
|||||
|
Mfupa China |
20-25 |
25-30 |
45-50 |
|||||
Nepheline-syenite wakati mwingine hutumiwa kama flux, na alumina inaweza kuchukua nafasi ya baadhi ya au yote ya kujaza quartz katika miili ya aina ya porcelaini. Cristobalite (mchanga uliokaushwa) hutumika kama kichungi katika baadhi ya vyombo vya udongo, hasa katika tasnia ya vigae vya ukutani.
Muundo wa mwili umedhamiriwa kwa sehemu na mali zinazohitajika za bidhaa ya mwisho na kwa sehemu na njia ya uzalishaji. Msingi wa plastiki ni muhimu kwa bidhaa ambazo zina umbo wakati unyevu, lakini sio kwa michakato isiyo ya plastiki, kama vile kukandamiza vumbi. Msingi wa plastiki sio muhimu, ingawa udongo bado ni kiungo kikuu katika bidhaa nyingi za kauri, ikiwa ni pamoja na zile zinazotayarishwa kwa kusukuma vumbi.
Keramik za viwandani hazijaonyeshwa kwenye jedwali la 1, kwa vile muundo wao unatoka kwa udongo wote wa udongo au fireclay, bila flux ya ziada au kujaza, hadi karibu alumina yote, yenye kiasi kidogo cha udongo na hakuna flux iliyoongezwa.
Wakati wa kurusha, flux inayeyuka kwenye glasi ili kuunganisha viungo. Wakati kiasi cha flux kinaongezeka, joto la vitrification hupungua. Fillers huathiri nguvu ya mitambo ya clayware kabla na wakati wa kurusha; katika kutengeneza vyombo vya meza, quartz (kama mchanga au mwamba uliokaushwa) hutumiwa jadi, isipokuwa kwamba majivu ya mfupa hutumiwa kutengeneza china cha mfupa. Matumizi ya alumina au fillers nyingine zisizo za siliceous, ambazo tayari zimeajiriwa katika utengenezaji wa keramik za viwanda, zinaongezwa kwa utengenezaji wa bidhaa nyingine, ikiwa ni pamoja na bidhaa za ndani.
Inayotayarishwa. Michakato ya msingi katika utengenezaji wa ufinyanzi ni pamoja na:
- maandalizi ya viungo vya mwili
- kutengeneza na kutengeneza
- kurusha biskuti
- matumizi ya glaze
- kurusha glost
- mapambo.
Michakato ya maandalizi ya calcining, kusagwa na kusaga ya jiwe au jiwe inaweza kufanyika katika kuanzishwa tofauti, lakini ni kawaida kwa michakato yote inayofuata kufanyika katika kiwanda kimoja. Katika nyumba ya kuingizwa, viungo vya mwili vinachanganywa katika maji; udongo wa plastiki kisha huzalishwa kwa kuchuja na kuziba; slaidi ya kutupwa basi hutayarishwa kwa kuteleza kwa uthabiti wa krimu. Vumbi kwa kushinikiza huandaliwa kwa kukausha na kusaga.
Uainishaji wa jadi wa michakato ya kuchagiza huonyeshwa kwenye jedwali la 2. Katika kutupwa, kusimamishwa kwa maji kwa mwili hutiwa kwenye mold ya kunyonya na kutupwa huondolewa baada ya kukausha sehemu. Uundaji wa udongo wa plastiki kwa kutupa sasa ni nadra katika uzalishaji wa viwanda; mitambo kueneza juu au katika mold plasta (jiggering na jolly) na kujitenga kutoka mold baada ya kukausha ni karibu wote katika kufanya tableware. Kushinikiza kwa udongo wa plastiki au extrusion ni mdogo kwa keramik za viwanda. Vifungu vinavyobanwa na vumbi vinatolewa kwa kugandamiza vumbi la mwilini lililokaushwa awali kwa mkono au ukandamizaji.
Jedwali 2. Michakato ya utengenezaji
|
Bidhaa |
Michakato ya kawaida |
|
Meza |
Uundaji wa udongo wa plastiki; akitoa |
|
Ware usafi |
Akitoa |
|
Matofali |
Kubonyeza vumbi (ukuta au vigae vya sakafu vilivyoimarishwa), kukandamiza udongo wa plastiki (machimbo ya sakafu) |
|
Vifaa vya viwandani |
Kukandamiza vumbi, udongo wa plastiki ukibonyeza |
Baada ya kutengeneza, ware inaweza kukaushwa na kumaliza kwa fettling, towing au sponging. Kisha ni tayari kwa kurusha biskuti.
Baada ya kurusha biskuti, glaze hutumiwa kwa kuzamishwa au kunyunyizia dawa; kuzamisha kunaweza kuwa kwa mkono au kwa makinikia. Ware glazed ni basi fired tena. Wakati mwingine, kama ilivyo kwa bidhaa nyeupe za usafi, glaze hutumiwa kwenye kipengee cha udongo kilichokaushwa na kuna kurusha moja tu.
Mapambo yanaweza kutumika chini au juu ya glaze na inaweza kuwa kwa uchoraji wa mikono, uchapishaji wa mashine au uhamisho; mapambo ya juu-glaze inahusisha kurusha tatu; na wakati mwingine kurusha tofauti kwa rangi tofauti ni muhimu.
Katika hatua za mwisho, bidhaa hupangwa na kupakiwa kwa usafirishaji. Mchoro wa 15 unabainisha njia mbalimbali zinazofuatwa na aina mbalimbali za vyombo vya udongo na kauri wakati wa utengenezaji wao.
Mchoro 15. Chati ya mtiririko kwa aina ya kauri

Tile ya kauri
Wasifu wa jumla
Kauri ni neno ambalo wakati mmoja lilifikiriwa kurejelea tu usanii au mbinu ya kutengeneza vyombo vya udongo. Etimolojia ya neno hilo inaonyesha kwamba linatokana na Kigiriki keramos, maana yake “mfinyanzi” au “finyanzi”. Hata hivyo, neno la Kigiriki linahusiana na mzizi wa zamani wa Kisanskriti, unaomaanisha “kuchoma”; kama ilivyotumiwa na Wagiriki wenyewe, maana yake ya msingi ilikuwa tu "vitu vilivyochomwa" au "ardhi iliyochomwa". Dhana ya kimsingi iliyomo katika neno hili ilikuwa ni ile ya bidhaa iliyopatikana kupitia kitendo cha moto juu ya nyenzo za udongo.
Kauri ya kitamaduni, katika muktadha wa kifungu hiki, inarejelea bidhaa zinazotumiwa sana kama vifaa vya ujenzi au ndani ya nyumba na tasnia. Ingawa kuna tabia ya kusawazisha kauri za jadi na teknolojia ya chini, teknolojia za utengenezaji wa hali ya juu hutumiwa mara nyingi katika tasnia hii. Ushindani mkali kati ya wazalishaji umesababisha teknolojia kuwa bora zaidi na ya gharama nafuu kwa kutumia zana ngumu na mashine, pamoja na udhibiti wa mchakato unaosaidiwa na kompyuta.
Bidhaa za kale za kauri zilitoka kwa nyenzo za kuzaa udongo. Wafinyanzi wa mapema walipata asili ya plastiki ya udongo kuwa muhimu katika kuunda maumbo. Kwa sababu ya tabia yake ya kuonyesha kiasi kikubwa cha kupungua, miili ya udongo ilirekebishwa kwa kuongeza mchanga na jiwe kubwa, ambayo ilipunguza kupungua na kupasuka. Katika miili ya kisasa yenye msingi wa udongo, nyongeza za kawaida zisizo za udongo ni unga wa silika na madini ya alkali ambayo huongezwa kama fluxes. Katika uundaji wa jadi wa kauri, udongo hufanya kazi ya plastiki na binder kwa vipengele vingine.
Maendeleo ya sekta
Uzalishaji wa vigae vya udongo vilivyokaushwa na kuchomwa moto vina asili ya zamani sana ya watu wa Mashariki ya Kati. Sekta ya tile nyeupe ilikua kwa kiasi kikubwa huko Uropa, na mwanzoni mwa karne ya 20 uzalishaji wa tiles za sakafu na ukuta ulipata kiwango cha viwanda. Maendeleo zaidi katika uwanja huu yalitokea baada ya Vita vya Kidunia vya pili. Ulaya (Italia na Hispania, hasa), Amerika ya Kusini na Mashariki ya Mbali sasa ni maeneo muhimu zaidi ya uzalishaji wa tile ya viwanda.
Sekta ya vigae vya sakafu na ukutani ya tasnia ya bidhaa nyeupe imeona maendeleo makubwa tangu katikati ya miaka ya 1980 kwa kuanzishwa kwa teknolojia mpya, otomatiki na ujumuishaji wa mtiririko wa uzalishaji katika mchakato wa utengenezaji. Baadaye, tija na ufanisi uliongezeka, wakati matumizi ya nishati na gharama zimepunguzwa. Utengenezaji wa vigae sasa unaendelea katika uzalishaji wa vigae mvua na kavu, na mimea mingi leo ina karibu 100% ya otomatiki. Ubunifu mkubwa katika tasnia ya vigae katika miaka kumi iliyopita ni pamoja na kusaga kwa mvua, kukausha kwa dawa, ukandamizaji wa kavu wa shinikizo la juu, ukaushaji wa roller na teknolojia za kurusha haraka.
Thamani ya usambazaji wa soko la vigae vya kauri vya Marekani (usafirishaji wa kiwanda cha Marekani pamoja na uagizaji) iliongezeka kwa makadirio ya 9.2% kuongezwa kila mwaka kati ya 1992 na 1994. Mauzo ya dola yalikadiriwa kufikia dola za Marekani bilioni 1.3 mwaka 1994. Wakati huo huo, kiasi cha mauzo kilipanda 11.9 % hujumuishwa kila mwaka hadi futi za mraba bilioni 1.3. Hii inalinganishwa na kiwango cha ukuaji wa soko cha 7.6% kulingana na mauzo ya dola, na 6.9% kulingana na mauzo ya kiasi kati ya 1982 na 1992.
Uainishaji wa matofali ya kauri
Redware na nyeupe
Aina nyingi za tile ya kauri zinapatikana kwenye soko. Zinatofautiana kulingana na hali ya uso, rangi ya mwili (nyeupe au nyekundu), teknolojia ya utengenezaji, malighafi na matumizi ya mwisho. Tofauti kati ya tiles "nyekundu" na "nyeupe" iko katika kiasi cha madini ya chuma yaliyomo katika mwili. Kwa kuguswa na vijenzi vingine vya mwili, vinaweza kutoa rangi zaidi au kidogo na kurekebisha tabia ya mwili wakati wa kufyatua risasi.
Uainishaji kamili na kamili ni mgumu sana kwa sababu ya utofauti mkubwa wa bidhaa za vigae, usindikaji wao na sifa zinazofuata. Katika sura hii, viwango vya Ulaya (EN) na ASTM vinazingatiwa.
Viwango vya EN huainisha kwa upekee vigae vya kauri kama kazi ya ufyonzaji wa maji (ambayo inahusiana moja kwa moja na ugumu) na mbinu ya kuunda (kupasua au kubofya). Njia za uundaji zimeainishwa kama ifuatavyo:
- mchakato wa kuunda A (tiles za sakafu zilizopanuliwa). Utaratibu huu ni pamoja na vigae vilivyogawanyika na vigae vilivyotolewa kibinafsi.
- mchakato wa kuunda B (sakafu iliyoshinikizwa kavu na tiles za ukuta).
Kiwango cha EN 87 cha Ulaya, kilichoidhinishwa mnamo Novemba 1981, kinabainisha kuwa "Vigae vya kauri na vigae vya sakafu ni vifaa vya ujenzi ambavyo kwa ujumla vimeundwa kutumika kama vifuniko vya sakafu na ukuta, ndani na nje, bila kujali umbo na ukubwa".
Vipimo vya Taasisi ya Kitaifa ya Viwango vya Marekani (ANSI) kwa kigae cha kauri (ANSI A 137.1) kina ufafanuzi ufuatao:
- Tile ya mosaic ya kauri huundwa kwa njia ya kushinikizwa na vumbi au plastiki, kwa kawaida 6.4 hadi 9.5 mm (1/4 hadi 1/8 in.) na ina eneo la uso la chini ya 39 cm.2 (6 ndani2 ) Matofali ya mosai ya kauri yanaweza kuwa ya porcelaini au muundo wa udongo wa asili, na yanaweza kuwa wazi au yenye mchanganyiko wa abrasive kote.
- Tile ya ukuta wa mapambo ni glazed tile na mwili nyembamba kwamba ni kawaida yasiyo ya vitreous na yanafaa kwa ajili ya matumizi ya ndani mapambo ya makazi ya ukuta ambapo kuvunja nguvu si mahitaji.
- Paver tile Kaure iliyoangaziwa au isiyoangaziwa au vigae vya udongo asilia vilivyoundwa na njia ya kushinikizwa na vumbi yenye sentimita 39.2 (6 ndani2 ) au eneo la uso zaidi.
- Tile ya kaure ni kigae cha kauri cha mosaiki au kigae cha paver ambacho kwa ujumla hutengenezwa kwa njia ya kushinikizwa na vumbi na kusababisha muundo wa vigae ambao ni mnene, usioweza kupenya, ulio na punje laini na laini, na uso ulioundwa kwa kasi.
- Tile ya machimbo ni tile iliyoangaziwa au isiyo na glasi, iliyotengenezwa na mchakato wa extrusion kutoka kwa udongo wa asili au shale, kwa kawaida huwa na cm 39.2 (6 ndani2) au eneo la uso zaidi.
- Tile ya ukuta kigae kilichoangaziwa chenye mwili ambacho kinafaa kwa matumizi ya ndani na kwa kawaida si ya vitreous na haihitajiki kuhimili athari nyingi au kuwa chini ya hali ya kuganda na kuyeyusha.
- Alama za mtu binafsi za vigae vyeupe ni pamoja na vigae ambavyo havijaangaziwa (kigae cha mosai cha kauri, kigae cha machimbo, kigae cha paver) na vigae vilivyoangaziwa (tile ya ukutani iliyong'aa, kigae cha kauri kilichong'aa, kigae cha machimbo kilichong'aa, kigae cha paver iliyoangaziwa) (ANSI 1988).
Matofali yanatengenezwa na michakato ya kawaida ya kauri. Tiles za kauri za ukuta na sakafu hutayarishwa kutoka kwa mchanganyiko wa udongo wa mpira, mchanga, fluxes, mawakala wa rangi na malighafi nyingine za madini, na hufanyiwa usindikaji kama vile kusaga, uchunguzi, kuchanganya na wetting. Wao ni umbo na kubwa, extrusion, akitoa au mchakato mwingine, kwa kawaida katika joto la kawaida, na hatimaye kukaushwa na hatimaye moto katika joto la juu. Tiles inaweza kuwa glazed, unglazed au engobed. Miale ni kama glasi, mipako isiyoweza kupenya, na engobes ni mipako ya matte, ya udongo ambayo inaweza pia kuwa na vinyweleo. Matofali ya ukuta na sakafu ya glazed hutolewa ama kwa kurusha moja au hatua mbili.
Miili ya kauri ya jadi huundwa kwa maumbo kwa kutumia mbinu nyingi tofauti. Mchakato mahususi wa uundaji unaagizwa na mambo mengi, ikiwa ni pamoja na sifa za nyenzo, ukubwa na umbo la sehemu, vipimo vya sehemu, mavuno ya uzalishaji na mazoea yanayokubalika ndani ya eneo la kijiografia.
Miili yenye msingi wa udongo ni michanganyiko mingi ya udongo mmoja au zaidi na poda moja au zaidi zisizo za udongo. Kabla ya kufikia umbo la mwisho, poda hizi hupitia mlolongo wa shughuli za kitengo, kurusha na operesheni za baada ya moto (ona mchoro 17).
Kwa miili mingi ya kitamaduni, mbinu za uundaji zinaweza kuainishwa kama uundaji wa plastiki laini, uundaji wa plastiki ngumu, ukandamizaji na utupaji.
Shinikizo linalotumika hutumika kupanga upya na kusambaza tena malighafi katika usanidi uliojaa vizuri zaidi. Tabia ya rheological ya miili yenye msingi wa udongo inatokana na uingiliano wa madini ya udongo na maji, ambayo hutoa plastiki kwa kundi. Katika miili isiyo ya kawaida, aina hii ya tabia inaweza kupatikana kwa kuongeza plasticizers.
Viwanda vya kauri
Wasifu wa jumla
Keramik hutofautiana na vifaa vingine vya uhandisi (chuma, plastiki, bidhaa za mbao, nguo) katika idadi ya mali ya mtu binafsi. Labda tofauti tofauti zaidi kwa mbuni au mtumiaji anayeweza kutumia ware za kauri ni umbo la kipekee na saizi ya kila kipande cha kauri. Keramik haifanyiki kwa urahisi au kufanya kazi baada ya kurusha, isipokuwa kwa kusaga kwa gharama kubwa sana; kwa hivyo, kawaida lazima zitumike kama zilivyo. Isipokuwa kwa tiles rahisi, fimbo na maumbo ya bomba ya ukubwa mdogo, keramik haziwezi kuuzwa kwa mguu au kwa yadi, wala kukatwa ili kutoshea kazi.
Mali yote muhimu, ikiwa ni pamoja na sura na ukubwa, lazima itolewe mapema, kuanzia na hatua za awali za usindikaji wa kauri. Uadilifu wa muundo wa kila kipande lazima uhifadhiwe kupitia aina mbalimbali za mfiduo wa dhiki ya joto na mitambo wakati wa usindikaji na mpaka kipande kimewekwa na katika huduma. Iwapo kauri itashindwa kufanya kazi kwa sababu ya sababu mbalimbali (kuvunjika kwa brittle juu ya athari, mshtuko wa joto, kuvunjika kwa dielectri, abrasion au kutu ya slag inayoyeyuka), hakuna uwezekano wa kurekebishwa, na kwa kawaida lazima ibadilishwe.
Maendeleo makubwa yamepatikana katika uelewa wa kimsingi na udhibiti wa kiteknolojia wa sifa za keramik, na matumizi yao katika matumizi mengi mapya, yanayohitaji, na ya kiufundi sana. Sekta kwa ujumla, na sehemu zake za kiufundi na za elektroniki za kauri haswa, zimebuni mbinu za uzalishaji na udhibiti wa kutengeneza maumbo changamano kwa wingi katika miili iliyodhibiti kwa uangalifu sifa za umeme, sumaku na/au mitambo huku ikidumisha ustahimilivu wa hali ambayo ni nzuri ya kutosha. kuruhusu kusanyiko rahisi na vipengele vingine.
Keramik nyingi zinazalishwa kwa kiasi kikubwa kama vitu vya kawaida. Matofali ya kinzani na maumbo, crucibles, muffles, zilizopo za tanuru, vihami, zilizopo za ulinzi wa thermocouple, dielectri ya capacitor, mihuri ya hermetic na bodi za nyuzi huwekwa mara kwa mara na idadi ya wazalishaji wa kauri katika aina mbalimbali za nyimbo na ukubwa. Kwa kawaida ni haraka na nafuu zaidi kutumia bidhaa za hisa wakati wowote inapowezekana. Wakati vitu vya hisa havitakidhi hitaji, watengenezaji wengi wako tayari kutengeneza bidhaa maalum. Kadiri mahitaji ya mali fulani ya kauri yanavyokuwa magumu, au kadiri mahitaji ya michanganyiko mahususi ya mali, saizi na maumbo yanavyokuwa magumu zaidi, ndivyo vigezo vinavyokubalika vya utunzi, muundo mdogo na usanidi wa kauri. Kwa hivyo gharama na ugumu wa utengenezaji ni mkubwa zaidi. Watengenezaji wengi wa kauri wana wahandisi na wabunifu wenye uzoefu ambao wana sifa ya kufanya kazi na wateja wanaowezekana juu ya maelezo ya muundo wa bidhaa za kauri.
masoko
Soko kuu la kauri za hali ya juu limekuwa na litaendelea kuwa katika vifaa vya elektroniki, lakini mipango madhubuti ya utafiti na maendeleo ulimwenguni kote inaendelea kutafuta programu mpya na kubainisha njia za kuboresha sifa za kauri ili masoko mapya yaweze kufikiwa.
Keramik ya hali ya juu huzalishwa nchini Japani, Marekani na Ulaya Magharibi. Malighafi zinazotumiwa katika sekta hiyo zinauzwa kwa misingi ya kimataifa, hasa kama poda, lakini pia kuna kiasi kikubwa cha usindikaji wa ndani.
Matumizi kuu ya keramik ya viwanda ni:
- Oksidi. Nyenzo kuu za oksidi zinazotumiwa leo ni alumina katika plugs za cheche, substrates na maombi ya kuvaa; zirconia (ZrO2) katika sensorer za oksijeni, kama sehemu ya piezoelectrics ya risasi-zirconium-titanate (PZT), matumizi ya kuvaa na mipako ya kizuizi cha joto; titanates katika capacitors bariamu titanate na PZT piezoelectrics; na feri katika sumaku za kudumu, vichwa vya kurekodi sumaku, vifaa vya kumbukumbu, vihisi joto na sehemu za magari ya umeme.
- Carbides na nitridi. Carbides (hasa silicon carbudi na boroni carbide) hutumiwa katika matumizi ya kuvaa, wakati nitridi (hasa nitridi ya silicon na Sialon) hutumiwa katika matumizi ya kuvaa na zana za kukata. Alumini nitridi, pamoja na upitishaji wake wa hali ya juu wa mafuta, ndio nyenzo kuu inayoshindaniwa kwa sehemu ya soko la substrate ya kielektroniki inayotawaliwa na alumina kwa sasa.
- Keramik ya oksidi iliyochanganywa. Utafiti wa keramik na juhudi za maendeleo zinalenga idadi ya maombi mapya ya keramik ambayo yote yana uwezo mkubwa sana. Programu tatu muhimu ni: (1) viboreshaji vya kauri, (2) keramik kwa seli za mafuta ya oksidi thabiti na (3) vijenzi vya kauri vya injini za joto.
Superconductors za kauri zinatokana na idadi ya mifumo mchanganyiko ya oksidi ambayo ni pamoja na yttrium, bariamu, shaba, strontium na shaba (YBa).2Cu3O7-8, Bi2Sr2CaCu2O8, Bi2Sr2Ca2Cu3O10) imetulia na oksidi ya risasi. Keramik za seli za mafuta ya oksidi imara zinatokana na vikondakta vya ioni ambapo zirconia iliyoimarishwa ya hali ya juu ndiyo nyenzo ya kuchagua kwa sasa. Vipengee vya injini ya joto ya kauri vinavyochunguzwa vinaundwa na kabudi ya silikoni, Sialoni na zirconia, ama kama kauri za awamu moja, viunzi vya kauri-kauri au viunzi vya chuma-tumbo (MMCs).
Michakato ya Viwanda
Maendeleo ya teknolojia ya utengenezaji
Inachakata ubunifu. Shughuli ya utafiti na maendeleo inazalisha teknolojia mpya kwa ajili ya uzalishaji wa vifaa vya kauri. Keramik inayotokana na mtangulizi ilikadiriwa kuwa na thamani ya soko ya dola za Marekani milioni 2 mwaka wa 1989, sehemu kubwa ambayo ilikuwa katika CVD (86% ya jumla ya thamani ya soko). Sehemu zingine za soko hili linalokua ni pamoja na uingizaji wa mvuke wa kemikali (CVI), sol-gel na pyrolysis ya polima. Bidhaa ambazo zinazalishwa kwa ufanisi kwa njia hizi ni pamoja na nyuzi za kauri zinazoendelea, composites, utando na unga wa hali ya juu/utendaji wa hali ya juu.
Michakato inayotumiwa kubadilisha malighafi hizi kuwa bidhaa zilizokamilishwa ni pamoja na usindikaji wa ziada wa poda (kwa mfano, kusaga na kukausha kwa dawa) kabla ya kuunda maumbo ya kijani ambayo hutupwa chini ya hali iliyodhibitiwa. Michakato ya uundaji ni pamoja na ukandamizaji wa kufa, ukandamizaji wa isostatic, utupaji wa kuteleza, utupaji wa tepi, extrusion, ukingo wa sindano, ukandamizaji wa moto, ukandamizaji wa moto wa isostatic (HIP), CVD na kadhalika.
Viungio vya kemikali kusaidia usindikaji wa kauri. Kila hatua katika mchakato wa utengenezaji inahitaji udhibiti wa uangalifu ili mali za bidhaa za mwisho zipatikane kwa ufanisi wa juu wa uzalishaji na kemikali muhimu za athari hutumiwa kuboresha matibabu ya poda na kuunda kijani. Kemikali zenye athari ni pamoja na visaidizi vya kusaga, vifungashio na vifungashio, vilainishi vya kutoa bidhaa wakati wa kukandamiza na kupunguza uchakavu wa sehemu za kufa, na viunga vya plastiki kusaidia usagaji na uundaji wa sindano. Orodha ya kemikali hizo imeonyeshwa katika jedwali 3. Wakati nyenzo hizi zina jukumu muhimu la kiuchumi katika uzalishaji, zinateketezwa wakati wa kurusha na hazishiriki sehemu katika kemia ya mwisho ya bidhaa. Mchakato wa kuchomwa moto unapaswa kudhibitiwa kwa uangalifu ili kuzuia mabaki ya kaboni katika bidhaa zilizokamilishwa, na mchakato wa utafiti na maendeleo unaendelea kuchunguza njia za kupunguza viwango vya athari za kemikali zinazotumiwa.
Jedwali 3. Viungio vya kemikali vilivyochaguliwa vinavyotumiwa kuboresha matibabu ya poda na uundaji wa kijani wa keramik
|
Material |
Maombi au kazi |
|
Polyvinyl pombe |
Binder kwa keramik ya juu |
|
Polyethilini glikoli |
Binder kwa keramik ya juu |
|
Polyacrylate ya sodiamu |
Deflocculant kwa kuteleza |
|
Polima ya amide ya juu |
Binder kwa kushinikiza kavu |
|
Wanga iliyochanganywa na aluminosilicate kavu ya colloidal |
Binder kwa kutengeneza utupu |
|
Alumina ya cationic pamoja na flocculant ya kikaboni |
Binder kwa kutengeneza utupu |
|
Pre-gelled, cationic nafaka wanga |
Flocculant kwa silika colloidal na alumina binder |
|
Carboxymethylcellulose ya juu ya usafi wa sodiamu |
Binder |
|
silicate ya alumini ya magnesiamu isokaboni ya colloidal |
Wakala wa kusimamisha |
|
Carboxymethylcellulose ya sodiamu yenye mnato wa wastani imeongezwa kwenye Veegum |
Wakala wa kusimamisha, utulivu wa viscosity |
|
Amonia polyelectrolyte |
Wakala wa kutawanya wa kurusha slaidi za keramik za elektroniki |
|
Polyelectrolyte ya sodiamu |
Kifunga kikali cha kutawanya kwa miili iliyokaushwa na dawa |
|
Selulosi ya Microcrystalline na carboxymethylcellulose ya sodiamu |
Wakala unene |
|
Polysilazane |
Usaidizi wa usindikaji, binder na mtangulizi wa keramik za hali ya juu |
Mbali na kuzalisha bidhaa za kauri na teknolojia za utengenezaji wa kauri kwa matumizi mapya, ushawishi wa sekta ya juu ya keramik kwenye tasnia ya keramik ya jadi haipaswi kupuuzwa. Inatarajiwa kwamba nyenzo na michakato mingi ya teknolojia ya juu itapata matumizi katika tasnia ya kauri ya kitamaduni huku tasnia hii ikijitahidi kupunguza gharama za utengenezaji, kuboresha ubora na kutoa thamani bora katika huduma kwa mtumiaji wa mwisho.
Malighafi
Kuna nyenzo fulani muhimu ambazo hutumiwa moja kwa moja na tasnia ya keramik au ambazo zinawakilisha mahali pa kuanzia kwa utengenezaji wa vifaa vya kuongeza thamani:
- silika
- udongo
- alumina
- magnesia
- titania
- oksidi ya chuma
- zircon/zirconia.
Mjadala huu utazingatia sifa za silika, alumina na zircon/zirconia.
Silika, pamoja na matumizi yake katika refractories na whitewares, pia ni hatua ya mwanzo katika utengenezaji wa silicon ya msingi, carbudi ya silicon na tetrakloridi ya silicon. Silicon, kwa upande wake, ni mahali pa kuanzia kwa nitridi ya silicon, na tetrakloridi ya silikoni ndiyo mtangulizi wa aina mbalimbali za viumbe vya silicon ambazo zinaweza kuingizwa kwa pyrolyzed chini ya hali zinazodhibitiwa hadi kabonidi ya silicon ya ubora wa juu na nitridi ya silicon.
Silicon nitridi na vitokanavyo na Sialon, pamoja na silicon carbudi, licha ya tabia yao ya kuongeza oksidi, zina uwezo wa kufikia malengo mengi ya mali yaliyowekwa na soko la injini ya joto. Kipengele cha silika na vifaa vya kauri vinavyotokana na silika ni kwamba vipengele vyote vinapatikana kwa urahisi katika ukanda wa dunia. Katika suala hili, nyenzo hizi hutoa uwezekano wa urahisi wa usambazaji katika sehemu zote za dunia. Katika mazoezi, hata hivyo, kuna pembejeo muhimu ya nishati inayohitajika kuzalisha silicon na carbudi ya silicon. Kwa hivyo, utengenezaji wa nyenzo hizi kwa kiasi kikubwa ni mdogo kwa nchi zilizo na nguvu za umeme za bei nafuu na zinazopatikana kwa urahisi.
Alumina hupatikana katika ukoko wa dunia kama sehemu ya madini ya aluminosilicate. Uchumi unaamuru kwamba alumina itolewe kutoka kwa bauxite kwa kutumia mchakato wa Bayer. Bauxite imeenea katika ukanda wa ikweta katika majimbo tofauti ya usafi, na imegawanywa katika uainishaji mbili: ore ya daraja la kinzani na madini ya metallurgiska.
Bauxite ya daraja la kinzani hutolewa na Uchina na Guyana kama kalsini ya halijoto ya juu ya madini asilia: diaspore (Al2O3· H2O) nchini Uchina na gibbsite (Al2O3· 3H2O) nchini Guyana. Wakati wa kuhesabu, mkusanyiko wa awamu tata ya corundum (Al2O3), mullite, glasi ya silika na viwango vidogo vya titanate ya alumini huundwa. Matumizi ya bauxite ya daraja la kinzani yanazidi tani 700,000 kwa mwaka duniani kote.
Bauxite ya daraja la metallurgiska huchimbwa nchini Australia, Jamaika na Afrika Magharibi, na ina viwango vya alumina vinavyobadilika pamoja na uchafu mkubwa kama vile oksidi ya chuma na silika. Alumina iliyo katika madini ya metallurgiska hutolewa kutoka kwenye ore inapoyeyushwa na hidroksidi ya sodiamu, ikitoa myeyusho wa alumini ya sodiamu ambayo hutenganishwa na oksidi ya chuma na silika, ambayo hukataliwa kama bidhaa ya taka kwa namna ya matope nyekundu. Kimsingi, hidroksidi safi ya alumini hutiwa maji kutoka alumini ya sodiamu na kisha kukokotwa hadi idadi ya darasa la alumina.
Alumina za usafi wa hali ya juu zinazotumiwa katika tasnia ya keramik na zinazotokana na mchakato wa Bayer zimeainishwa kama alumina ya jedwali, alumina iliyounganishwa au alumina maalum iliyochangwa.
Alumina ya tabular hutokezwa na halijoto ya juu (~2,000°C au 3,630°F) ukokotoaji wa alumina iliyokaushwa yenye halijoto ya chini katika tanuu kubwa za mzunguko zinazowashwa na mafuta. Alumini iliyounganishwa huzalishwa na kuyeyuka kwa umeme kwa alumina ya calcined. Alumina ya jedwali na iliyounganishwa huuzwa kwa tasnia ya kinzani katika hali iliyokandamizwa na kuwekwa hadhi kwa matumizi katika anuwai ya bidhaa za ubora wa juu, kama vile viboreshaji vya uwekaji mfululizo (kwa mfano, lango lenye ncha moja au milango ya SEN/slaidi), vigeuzi vya monolithic. kwa matumizi katika tanuu za mlipuko na tasnia ya petrokemikali.
Poda maalum za aluminiumoxid ni malighafi kuu inayotumika katika tasnia ya hali ya juu ya kauri kwa matumizi ya kielektroniki na kihandisi. Poda hizo huzalishwa katika aina mbalimbali za madaraja kulingana na vipimo maalum vya kemia, saizi ya chembe na aina ya fuwele, ili kukidhi matumizi mbalimbali ya bidhaa za mwisho.
Kuna biashara iliyoanzishwa ya kimataifa ya alumina za ubora wa juu. Watengenezaji wengi wa kauri wana vifaa vya kusaga ndani ya nyumba na kukausha dawa. Ni wazi kuna kikwazo kwa ukuaji wa usambazaji wa mifumo iliyokaushwa kwa dawa na hitaji linaloendelea la kusambaza alumina zinazolingana na mitambo ya wateja ili matumizi ya mifumo hiyo kuboreshwa kwa bei inayokubalika. Alumina ni nyenzo muhimu ya kauri ambayo inapatikana kwa kiwango cha juu cha usafi. Nafasi kuu ya alumina kama malighafi ya kauri hutokea kwa sababu ina mali inayohitajika kwa gharama ya chini. Ufanisi huu wa gharama unachangiwa na asili ya bidhaa ya biashara inayotokana na mahitaji makubwa ya alumini na tasnia ya alumini.
Zircon na zirconia. Chanzo kikuu cha zirconia ni zircon ya madini (ZrO2 NdiyoO2), ambayo inapatikana kwenye mchanga wa ufuo hasa Australia, Afrika Kusini na Marekani. Zircon inayotolewa kwenye mchanga wa ufuo ina takriban 2% ya oksidi ya hafnium na athari za Al2O3 (0.5%), Fe2O3 (0.1%) na TiO2 (0.1%). Kwa kuongeza, zircons zote zina athari za uranium na thorium. Zircon huchakatwa kwa kusaga vizuri ili kutoa aina mbalimbali za bidhaa za kusaga za ukubwa wa chembe uliobainishwa. Bidhaa hizi zimepata matumizi katika utengenezaji wa uwekezaji, msingi, bidhaa za kinzani na kama kitoa mwangaza katika glaze za bidhaa nyeupe.
Zircon pia ni chanzo kikuu cha zirconia. Zirkoni inaweza kutiwa klorini kukiwa na kaboni ili kutoa zirconium na tetrakloridi za silicon ambazo hutenganishwa na kunereka. Tetrakloridi ya zirconium inayozalishwa inaweza kutumika kutayarisha zirconia moja kwa moja au kama malisho ya kemikali zingine za zirconium. Kunyunyizia na oksidi za alkali au alkali za ardhi pia hutumiwa kuoza zircon. Silika huchujwa kutoka kwa bidhaa za mtengano na maji, na kuacha hidroksidi ya zirconium isafishwe zaidi na kuyeyuka kwa asidi na urejeshaji. Zirconia ni basi kupatikana kwa calcining hidroksidi. Zircon pia hubadilishwa kuwa zirconia na silika katika plazima katika 1,800°C (3,270°F) na kupoeza haraka ili kuzuia kuunganishwa tena. Silika ya bure huondolewa kwa kufutwa katika hidroksidi ya sodiamu. Zirconia iliyounganishwa hutengenezwa katika vinu vya umeme vya arc kutoka kwa malisho ya baddeleyite au zircon/carbon. Katika mchakato wa mwisho sehemu ya silika ya zircon hupunguzwa kwa joto kwa silicon monoxide, ambayo hubadilika kabla ya kuunganishwa kwa zirconia iliyobaki.
Muhtasari
Sekta ya kauri ya viwanda ni tofauti sana na kuna usindikaji mwingi wa ndani. Shughuli nyingi za mwisho za utengenezaji ziko katika mazingira ya aina ya foundry. Mifumo ya kushughulikia nyenzo katika shughuli hizi huwasilisha malighafi nzuri ambapo vumbi linaweza kuwa suala. Nyenzo huinuliwa hadi joto la juu sana na kuyeyuka au kuunganishwa katika maumbo yanayohitajika kwa sehemu za mwisho. Kwa hivyo, maswala mengi ya usalama ambayo yapo katika tasnia yoyote ya halijoto ya juu pia yapo katika tasnia ya keramik ya viwandani.
Matofali na Tile
Wasifu wa jumla
Matofali na vigae vilivyotengenezwa kwa udongo vimetumika kama nyenzo ya ujenzi tangu zamani zaidi katika sehemu nyingi za dunia. Inapotengenezwa vizuri na kuchomwa moto, ni ya kudumu zaidi kuliko mawe mengine, sugu kwa hali ya hewa na mabadiliko makubwa ya joto na unyevu. Matofali ni mstatili wa saizi ya kawaida, inatofautiana kidogo kutoka mkoa hadi mkoa lakini kimsingi inafaa kwa kushughulikiwa kwa mkono mmoja na fundi matofali; tiles za paa ni slabs nyembamba, ama gorofa au curved; tiles za udongo pia zinaweza kutumika kwa sakafu.
Sekta ya matofali imegawanyika sana. Kuna wauzaji wengi wadogo walioko kote ulimwenguni. Utengenezaji wa matofali huwa unahusisha wauzaji wa ndani na masoko ya ndani kutokana na gharama ya usafirishaji wa bidhaa iliyokamilishwa. Mwaka wa 1994, kulikuwa na viwanda vya kutengeneza matofali 218 nchini Marekani, na mwaka wa 1992 idadi ya wazalishaji wa bidhaa za udongo wa miundo nchini Uingereza iliorodheshwa kwa 182, kwa mfano. Watengenezaji wa matofali kwa ujumla wako karibu na amana za udongo ili kupunguza gharama ya usafirishaji wa malighafi.
Nchini Marekani, matofali hutumiwa hasa katika ujenzi wa makazi kama nyenzo ya kubeba mzigo au kama nyenzo ya facade. Kwa kuwa tasnia ya matofali imeunganishwa kwa karibu sana na tasnia ya makazi, shughuli za utengenezaji hutegemea sana tasnia ya ujenzi wa makazi na karibu kabisa inategemea tasnia ya pamoja ya ujenzi wa makazi na yasiyo ya kuishi.
Michakato ya Viwanda
Nyenzo na usindikaji
Nyenzo za msingi ni udongo wa aina mbalimbali na mchanganyiko wa loams, shales na mchanga, kulingana na usambazaji wa ndani na mahitaji, kutoa mali zinazohitajika za texture, plastiki, mara kwa mara na shrinkage, na rangi.
Uchimbaji wa udongo sasa mara nyingi hutengenezwa kikamilifu; utengenezaji kawaida hufanyika kando ya shimo la uchimbaji, lakini kwa kazi kubwa udongo wakati mwingine hupitishwa kwa skids kwenye njia za kamba. Usindikaji unaofuata wa udongo hutofautiana kulingana na katiba yake na bidhaa ya mwisho, lakini kwa ujumla ni pamoja na kusagwa, kusaga, uchunguzi na kuchanganya. Tazama mchoro wa 16 kwa operesheni ya kawaida ya utengenezaji wa matofali.
Mchoro 16. Utengenezaji wa matofali na vigae

Udongo kwa matofali ya kukata waya huvunjwa na rollers; maji huongezwa kwenye mchanganyiko; mchanganyiko umevingirwa tena na kisha kulishwa kupitia pugmill ya usawa. Udongo wa plastiki uliotolewa hukatwa kwa ukubwa kwenye meza ya kukata waya. Nyenzo za plastiki zilizokauka nusu na ngumu hutolewa kwa kukunja na kuchunguzwa na kisha hulishwa kwa mashinikizo ya mitambo. Baadhi ya matofali bado yanatengenezwa kwa mkono.
Ambapo nyenzo za plastiki hutumiwa, matofali yanapaswa kukaushwa na jua na hewa, au mara nyingi zaidi katika tanuu zilizodhibitiwa, kabla ya kurusha; matofali yaliyotengenezwa kwa plastiki ya nusu-kavu au ngumu yanaweza kuchomwa moto mara moja. Ufyatuaji risasi unaweza kutokea katika tanuu za pete, ambazo mara nyingi hulishwa kwa mkono, au kwenye viunzi vya handaki, vinavyolishwa kimitambo. Mafuta yanayotumika yatatofautiana kulingana na upatikanaji wa ndani. Glaze ya kumaliza hutumiwa kwa matofali fulani ya mapambo.
Tafakari
Wasifu wa jumla
Nyenzo za kinzani kwa kawaida hufikiriwa kuwa zisizo za metali ambazo hustahimili uharibifu wa gesi babuzi, vimiminika au vitu vikali kwenye joto la juu. Nyenzo hizi lazima zihimili mshtuko wa joto unaosababishwa na kupokanzwa haraka au baridi, kutofaulu kwa sababu ya mafadhaiko ya joto, uchovu wa mitambo kwa sababu ya nyenzo zingine zinazowasiliana na kinzani yenyewe na shambulio la kemikali lililoamilishwa na mazingira ya joto la juu. Nyenzo hizi zinahitajika kwa ajili ya utengenezaji wa bidhaa nyingi za kauri na zinahitajika hasa katika tanuri, dryers, tanuu na sehemu za injini zenye joto la juu.
Refractories ilibaki karibu na msingi wa madini hadi kufikia karne ya 20. Bado wanateknolojia ambao walikuwa na ujuzi wa madini walikuwa makini. Wataalamu wa madini ya metali wamekuwa wakifanya majaribio ya asidi na mazoea ya kimsingi ya utelezi tangu Enzi za Kati na walikuwa wameorodhesha baadhi ya manufaa ya kila moja. Mafundi kinzani walikuwa wamefanya majaribio sawa na ganister, na madini mengine karibu safi ya silika na magnesite, ambayo hasa ni MgCO.3 madini ambayo yalitolewa kwa MgO. Wakati kigeuzi cha kutengeneza chuma cha Bessemer kilipovumbuliwa mwaka wa 1856, kikichanganya halijoto ya kufanya kazi ya zaidi ya 1,600ºC na slagging ya asidi babuzi, vinukuzi vya "asidi" vya silika vilikuwa tayari. Wakati tanuru ya tanuru ya Siemens ilipofuatwa mwaka wa 1857 kwa joto la juu zaidi, na utengenezaji wa chuma ulipita katika hali zote mbili hadi slagging ya msingi ya babuzi, bitana za "msingi" za magnesite zilianzishwa hivi karibuni. Vipingamizi vya msingi vilivyotengenezwa kutoka kwa dolomite (MgO-CaO) vilitengenezwa wakati wa Vita vya Kwanza vya Kidunia, wakati usambazaji wa magnesite wa Ulaya ulikatwa kutoka kwa Washirika. Baadaye, pamoja na maendeleo ya rasilimali nyingine za madini duniani kote, magnesite ilijisisitiza yenyewe.
Jedwali 4. Matumizi ya kinzani na tasnia nchini Marekani
|
Viwanda |
Asilimia ya jumla ya mauzo ya Marekani |
|
Chuma na chuma |
51.6 |
|
Metali zisizo na feri |
7.5 |
|
Cement |
4.9 |
|
kioo |
5.1 |
|
Ceramics |
9.7 |
|
Kemikali na petroli |
2.1 |
|
Huduma za umma |
0.9 |
|
Hamisha |
7.4 |
|
Nyingine zote na ambazo hazijabainishwa |
10.8 |
Wakati huo huo, matofali ya kaboni yaliyounganishwa yalitolewa nchini Uingereza kuanzia mwaka wa 1863 na hatimaye kupata njia ya kuingia kwenye tanuru ya mlipuko wa kuyeyusha chuma huku halijoto yake ya kufanya kazi ikipanda zaidi. Pia waliingia haraka kwenye seli za Hall-Héroult kwa utengenezaji wa alumini (1886).
Chokaa kilikuwa kimetengenezwa kwa miaka 5,000 hivi kwa kutumia udongo na tanuru za matofali ya moto. Utengenezaji wa saruji wa Portland kwa mara ya kwanza ulitaka kinzani kibunifu wakati tanuu za kuzunguka zilianzishwa baada ya 1877. Vitambaa vya kwanza sugu vilitengenezwa kwa klinka ya saruji iliyounganishwa na saruji. Baadaye vinzani vya kudumu vya kibiashara vilirudi kwenye tasnia hii.
Tanuri za kurejesha na kutengeneza upya, zinazotokana na utengenezaji wa chuma mchanga katika miaka ya 1850, zilianzishwa katika metallurgy zisizo na feri na utengenezaji wa glasi mwishoni mwa karne ya 19. Refractories Fireclay ilibidi kubadilishwa huko, pia. Vitambaa vya magnesite vilitumiwa katika waongofu wa shaba kutoka 1909, na katika mizinga ya kwanza ya kioo ya kisasa kuhusu miaka 10 baadaye. Tanuu za umeme zilijaribiwa kwa utengenezaji wa chuma mnamo 1853 na zikawa za kawaida baada ya 1990. Takriban kitengo cha tani 100 kilichowekwa nchini Marekani mwaka wa 1927 kiliajiri bitana ya magnesite.
Tanuu za arc za awamu tatu zilikuwepo kabla ya 1950; hapo ndipo mahitaji makubwa yalipotokea kwa vinzani vya kisasa zaidi. Katika muda uo huo, upuliziaji wa oksijeni uliletwa kwenye tanuu za Bessemer na sehemu za wazi katika miaka ya 1940. Tanuru ya msingi ya oksijeni (BOF) ilichukua udhibiti wa utengenezaji wa chuma mwishoni mwa miaka ya 1950. Kupuliza oksijeni, kwa umuhimu wake mkubwa wa kiuchumi, kulisukuma tasnia ya kinzani kwa mara ya kwanza kuanzisha vifaa vya sintetiki katika bidhaa zake kwa kiwango kikubwa.
Mali ya vifaa vya kinzani
Sifa ambazo zinaonyesha ubora wa vifaa vya kinzani hutegemea asili ya programu. Kipengele muhimu zaidi cha nyenzo kinajulikana kama "refractoriness". Neno hili linamaanisha mahali ambapo sampuli huanza kulainisha (au kuyeyuka). Kwa kawaida, refractories hawana kiwango maalum cha kuyeyuka; mpito wa awamu unaendelea juu ya anuwai ya halijoto katika jambo linaloitwa kulainisha. Tabia hii mara nyingi huhesabiwa kwa koni ya pyrometic sawa (PCE), ambayo ni kipimo cha maudhui ya joto kinachopimwa kwa kushuka kwa koni wakati wa baiskeli ya joto.
Mali inayohusiana, na mara nyingi muhimu zaidi, ni joto la kushindwa chini ya mzigo. Refractories mara nyingi hushindwa chini ya mzigo kwa joto chini sana kuliko joto linalofanana na PCE. Katika kupata thamani ya parameter hii, kinzani kinakabiliwa na mzigo unaojulikana na baadaye huwashwa. Hali ya joto ambayo sagging au deformation ya jumla hutokea inaripotiwa. Hii ni ya riba kubwa kwa sababu thamani hutumiwa kutabiri mali ya mitambo wakati wa matumizi ya kinzani. Uwezo wa kubeba mzigo wa vifaa vya kukataa ni sawa na kiasi cha viscosity ya kioo kilichopo.Jambo lingine ambalo ni muhimu kuelewa utendaji wa kinzani ni uthabiti wa sura. Wakati wote wa matumizi ya viwandani, nyenzo za kinzani zinakabiliwa na mizunguko ya joto/ubaridi, ambayo husababisha vitengo vya kinzani kupanua au kupunguzwa. Mabadiliko makubwa katika vipimo yatapunguza utulivu na inaweza hatimaye kusababisha kushindwa kwa muundo wa msingi wa kinzani.
Jambo linalohusiana linalozingatiwa kwa kawaida na nyenzo za kinzani ni spalling. Spalling kwa ujumla inachukuliwa kuwa fracture, mgawanyiko au flaking ya kinzani, na kusababisha mfiduo wa molekuli ya ndani ya nyenzo. Spalling kawaida huletwa na viwango vya joto ndani ya nyenzo, ukandamizaji katika muundo kutokana na malipo ya kiasi kikubwa na tofauti za mgawo wa upanuzi wa joto ndani ya matofali. Kila juhudi hufanywa katika utengenezaji wa kinzani ili kuepusha spalling kwa sababu inapunguza ufanisi wa kinzani.
Refractories inatumika katika anuwai ya matumizi ya viwandani kuanzia matumizi makubwa katika tasnia ya chuma na chuma hadi matumizi ya kiwango cha chini katika tasnia ya saruji na huduma za umma. Kimsingi, refractories hutumiwa katika sekta yoyote ambapo joto la juu hutumiwa joto na kukausha au kuchoma nyenzo. Jedwali la 4 linatoa uchanganuzi wa sasa wa tasnia ya matumizi ya kinzani nchini Marekani.
Kama inavyoonyeshwa kwenye jedwali la 4 tasnia ya chuma ni eneo ambalo zaidi ya 50% ya kinzani inayozalishwa nchini Amerika inatumiwa. Kwa hiyo, mahitaji ya sekta ya chuma kwa kiasi kikubwa yamesababisha maendeleo ya kinzani ambayo yametokea.
Refractories za kisasa
Keramik ilikuwa imeongezeka kwa kiasi kikubwa kutoka kwa ufundi hadi sayansi ya matumizi. Jumuiya ya Kauri ya Amerika ilikuwa ilianzishwa mnamo 1899, Jumuiya ya Kauri ya Uingereza mnamo 1901. Michoro ya awamu ya oksidi ilianza kuonekana katika fasihi katika miaka ya 1920. Mbinu za petrografia ziliendelezwa vizuri, na taratibu za kina za uharibifu wa kinzani na kuvaa zilianza kueleweka. Wazalishaji wa kinzani wa Marekani walikuwa wamejipanga upya kwa kiasi kikubwa, wameunganishwa na wenye uwezo wa kufanya utafiti wao wenyewe. Zana za usanisi wa kinzani na vyombo vya uchunguzi vyote vilikuwa vikiongezeka.
Kaboni za viwandani za syntetisk hazikuwa mpya. Coke ilitengenezwa kibiashara kutoka kwa makaa ya mawe katika miaka ya 1860, na kutoka kwa mafuta ya petroli muda mfupi baadaye. Grafiti ya syntetisk na carbide ya silicon ilionekana karibu wakati huo huo mwanzoni mwa karne, kufuatia uvumbuzi wa Acheson wa tanuru ya umeme yenye joto la kujitegemea mwaka wa 1896. Bidhaa hizi, zikiwa na mali tofauti kabisa na zile za oksidi, zilichochea haraka matumizi na masoko yao wenyewe.
Alumina ya syntetisk, Al2O3, ilikuwa imepatikana tangu mchakato wa Bayer ulipoanza kulisha uzalishaji wa alumini mnamo mwaka wa 1888. Magnesia ya Synthetic (MgO) ilitengenezwa kwa mara ya kwanza kutoka kwa maji ya bahari nchini Uingereza mwaka wa 1937 na Marekani mwaka wa 1942, ikichochewa na mahitaji ya wakati wa vita ya magnesiamu. Zirconia ilikuwa inapatikana, pia ilichochewa na jeshi. Chokaa imekuwa bidhaa kuu kwa miaka mingi. Kemikali zingine nyingi zilikuwepo kwa kuzingatiwa kama vijenzi vya kinzani au kama viungio vidogo na mawakala wa kuunganisha. Sehemu pekee muhimu ya kinzani za oksidi ambayo kwa sehemu kubwa imepinga uingizwaji na synthetics ni silika (SiO).2) Miamba ya silika na mchanga wa hali ya juu hupatikana kwa wingi na hutumiwa katika tasnia hii na pia katika uundaji wa glasi.
Matumizi ya sintetiki katika utengenezaji wa kinzani yamesaidia sana; lakini malighafi za madini hazijahamishwa kwa vyovyote vile. Synthetics inagharimu zaidi, na gharama hiyo lazima ihalalishwe. Nyenzo zingine za syntetisk huunda shida kali katika usindikaji wa kinzani, na njia mpya lazima zipatikane ili kuzishinda. Matokeo bora mara nyingi yamepatikana kwa mchanganyiko wa malighafi ya syntetisk na madini, pamoja na pembejeo za ubunifu katika usindikaji wao.
Mchanganyiko wa udongo na kaboni ulikuwa umetumiwa kwa mstari wa crucibles na ladi tangu chuma kilipomwagika; na matofali ya silika yenye kaboni yalitengenezwa nchini Ufaransa katika miaka ya 1860. Tangu 1960, mbinu na utunzi umebadilika sana. Matumizi ya kinzani za oksidi inayobeba kaboni yameongezeka, kuanzia na MgO+C. Msukumo wa kwanza unaweza kuwa umetolewa na BOF; lakini leo hakuna aina yoyote ya hali ya juu ya kinzani ya oksidi ambayo haiwezi kuwa na au bila kaboni iliyoongezwa au kitangulizi cha kaboni kwa utendakazi bora katika programu mahususi.
Arc-fused refractory grain or aggregate imetengenezwa tangu mwanzoni mwa miaka ya 1900, na matofali ya kinzani iliyounganishwa ya nyimbo kadhaa yalifuatwa katika miaka ya ishirini na thelathini, hasa ya mullite, alumina, magnesia-alumina-silica na alumina-zirconia-silika. Mara nyingi zaidi kuliko sio, bidhaa hizi zilifanywa kabisa kutoka kwa malighafi ya madini.
Kwa kweli, vinzani vya msingi wa madini yote vinabaki leo kuwa sehemu muhimu ya menyu ya bidhaa. Zina bei nafuu kabisa, mara nyingi zinafanya kazi kwa kupendeza na bado kuna maombi mengi ya mahitaji madogo na vile vile yale ya mahitaji muhimu kwa viwango vya juu vya kinzani na upinzani wa kutu.
Sekta ya kinzani
Refractories itapatikana katika matumizi katika tasnia nyingi kwa boilers za bitana, tanuu na tanuu za kila aina, lakini asilimia kubwa zaidi hutumiwa katika utengenezaji wa metali. Katika tasnia ya chuma, mlipuko wa kawaida au tanuru ya wazi inaweza kutumia aina nyingi tofauti za kinzani, zingine kutoka kwa silika, zingine kutoka kwa chrome na/au magnesite na zingine za udongo wa moto.
Kiasi kidogo zaidi hutumiwa pia katika tasnia zifuatazo: gesi, coke na bidhaa za ziada; mitambo ya kuzalisha nguvu; kemikali; bake oveni na jiko; saruji na chokaa; keramik; kioo; enamels na glazes; locomotives na meli; vinu vya nyuklia; mitambo ya kusafisha mafuta; utupaji wa taka (vichomaji moto).
Michakato ya Viwanda
Aina ya kinzani ambayo inatumika katika maombi yoyote inategemea mahitaji muhimu ya mchakato. Kwa mfano, michakato ambayo inahitaji upinzani dhidi ya kutu ya gesi au kioevu inahitaji porosity ya chini, nguvu ya juu ya kimwili na upinzani wa abrasion. Masharti ambayo yanahitaji conductivity ya chini ya mafuta yanaweza kuhitaji kinzani tofauti kabisa. Hakika, mchanganyiko wa refractories kadhaa kwa ujumla huajiriwa. Hakuna mstari ulioimarishwa wa uwekaji mipaka kati ya nyenzo hizo ambazo ni na zile ambazo sio kinzani, ingawa uwezo wa kuhimili joto zaidi ya 1,100 ° C bila kulainisha umetajwa kuwa hitaji la vitendo la vifaa vya kinzani vya viwandani.
Malengo ya kiufundi ya utengenezaji wa kinzani fulani yanajumuishwa katika mali na utendaji wake katika matumizi yaliyokusudiwa. Zana za utengenezaji zinajumuisha chaguo kati ya malighafi na kati ya njia na vigezo vya usindikaji. Mahitaji ya utengenezaji yanahusiana na vipengele vya utungaji wa awamu na muundo mdogo—kwa pamoja huitwa tabia ya nyenzo—ambazo hutengenezwa kupitia usindikaji na zenyewe zinawajibika kwa sifa na tabia ya bidhaa.
Malighafi
Hapo awali, malighafi za kinzani zilichaguliwa kutoka kwa amana mbalimbali zilizopo na kutumika kama madini ya kuchimbwa. Uchimbaji wa kuchagua ulitoa nyenzo za mali zinazohitajika, na tu katika kesi za malighafi ya gharama kubwa, kama vile magnesite, mchakato wa manufaa ulihitajika. Leo, hata hivyo, malighafi za asili zenye ubora wa hali ya juu zinazidi kuhitajika kama vile nafaka za kinzani zilizotayarishwa kwa kutumia mchanganyiko wa malighafi zisizo na ubora wa juu na zinazonufaika. Nyenzo zinazozalishwa wakati wa kurusha madini ghafi yanayochimbwa au michanganyiko ya sintetiki huitwa nafaka, klinka, klinka shirikishi au grog.
Refractories kawaida huwekwa katika aina nne: alumino-silicate, silika (au asidi), msingi na miscellaneous.
Nyenzo zinazotumiwa kwa ujumla katika aina nne za kinzani ni pamoja na:
- Kinzani za aluminosilicate. Fireclays hujumuisha hasa madini ya kaolinite [CAS 1318-74-7] (Al203 2SiO2 2H2O) na kiasi kidogo cha madini mengine ya udongo, quartzite, oksidi ya chuma, titania na uchafu wa alkali. Clays inaweza kutumika katika hali ghafi au baada ya kuwa calcined. Udongo mbichi unaweza kuwa wa saizi ya panya au kusagwa laini ili kujumuishwa katika mchanganyiko wa kinzani. Baadhi ya kaolini zenye usafi wa hali ya juu zimeteleza, zimeainishwa, zimekaushwa na kuelea ili kufikia ubora thabiti, wa juu. Udongo ulioainishwa pia unaweza kuchanganywa na kuchujwa au kuchujwa na kisha kukokotwa ili kutoa grog ya sintetiki ya kaolinitic iliyochomwa, au kaolinite mbichi iliyokandamizwa kwa kiasi kikubwa inaweza kuchomwa moto ili kuzalisha grog. Baada ya kukokotwa au kuchomwa, kaolinite hutengana na kuwa mullite na glasi siliceous inayojumuisha uchafu wa madini unaohusishwa na amana ya udongo (kwa mfano, quartzite, oksidi ya chuma, titania na alkali) na kuunganishwa katika grog mnene, ngumu ya punjepunje kwenye joto la juu.
- Refractories ya silika au asidi tumia hasa silika kwa namna ya quartzite iliyosagwa na kusagwa (ganister) (92 hadi 98%), ambayo dutu ya kuunganisha inayofaa, kama vile chokaa (CaO), huongezwa. Matofali ya silika kwa ujumla huwashwa mara mbili kwa sababu hupanua wakati wa joto (matofali ya fireclay hupungua), na ni kuhitajika kuwa upanuzi ukamilike kabla ya ukuta au bitana kujengwa.
- Refractories ya msingi tumia dolomite, magnesite (MgO), oksidi ya chrome, chuma na alumini.
- Vipingamizi mbalimbali. Kati ya aina nyingi za nyenzo zinazotumika sasa, zinazojulikana zaidi ni kabidi kama vile silicon carbudi, grafiti, alumina, berilia, thoria, oksidi ya uranium, asbesto na oksidi ya zirconium.
Mapinduzi kadhaa katika tasnia yametokea. Iliyojumuishwa katika mapinduzi haya ni mbinu zaidi za mechanized za kushughulikia yabisi ya tani, kuongezeka kwa uwezo na uwekaji otomatiki wa vifaa vya usindikaji na mbinu za upataji wa haraka na uchambuzi wa data ya udhibiti wa mchakato. Maendeleo haya yamebadilisha mazoea ya utengenezaji wa kinzani.
Mchoro wa 17 unaonyesha jinsi aina tofauti za kinzani zinatengenezwa. Kielelezo kimechorwa kwa mtindo wa "mti wa uamuzi" na matawi yanayotofautiana yakiwa na nambari kwa ajili ya utambulisho. Kuna njia mbalimbali, kila mmoja kufanya aina fulani ya bidhaa refractory.
Mchoro 17. Mchoro wa mtiririko wa utengenezaji wa kinzani

Michoro hii ya mtiririko wa jumla inawakilisha maelfu ya michakato maalum, ikitofautishwa, kwa mfano, na orodha zao za malighafi, njia ya utayarishaji na saizi na mkusanyo (ikimaanisha idadi iliyopimwa) ya kila moja, mlolongo na namna ya kuchanganya na kadhalika. Kuachwa kunaruhusiwa-kwa mfano, baadhi ya viboreshaji ambavyo havijasawazishwa huchanganyika-kavu na kamwe haviloweshwe hadi visakinishwe.
Refractories au bidhaa inaweza kuwa preformed (umbo) au kuundwa na kusakinishwa kwenye tovuti, lakini kwa ujumla hutolewa katika maumbo yafuatayo:
Matofali. Vipimo vya kawaida vya matofali ya kinzani ni urefu wa 23 cm na 11.4 cm kwa upana na 6.4 cm nene (matofali ya moja kwa moja). Matofali yanaweza kutolewa au kukandamizwa kavu kwenye mitambo au mitambo ya majimaji. Maumbo yaliyoundwa yanaweza kuchomwa moto kabla ya matumizi au, katika kesi ya lami, resin au matofali yaliyounganishwa kwa kemikali (iliyoponywa).
Maumbo ya fusion-cast. Nyimbo za kinzani huyeyushwa na kutupwa katika maumbo (kwa mfano, vizuizi vya mifereji ya glasi-tangi kubwa kama 0.33, 0.66, 1.33 m). Baada ya kutupwa na annealing, vitalu ni usahihi chini ili kuhakikisha kufaa sahihi.
Cast na refractories mkono-molded. Maumbo makubwa, kama vile vichomio na vizuizi vya kubadilika-badilika, na maumbo changamano, kama vile sehemu za kulishia glasi, saga na kadhalika, hutolewa kwa kuteleza au utepeshaji wa saruji ya majimaji au mbinu za kufinyanga kwa mkono. Kwa sababu mbinu hizi ni za nguvu kazi nyingi, zimetengwa kwa ajili ya makala ambazo haziwezi kuundwa kwa njia za kuridhisha kwa njia nyinginezo.
Kuhami refractories. Refractories ya kuhami kwa namna ya matofali ni nyepesi zaidi kuliko matofali ya kawaida ya muundo sawa kwa mujibu wa porosity ya matofali.
Michanganyiko ya kupigwa risasi na bunduki. Castables hujumuisha nafaka za kinzani ambazo binder ya majimaji huongezwa. Baada ya kuchanganya na maji, wakala wa majimaji humenyuka na kuunganisha wingi pamoja. Mchanganyiko wa bunduki umeundwa kunyunyiziwa kupitia pua chini ya shinikizo la maji na hewa. Mchanganyiko unaweza kuwa laini kabla ya kupigwa risasi kupitia bunduki, au kuchanganywa na maji kwenye pua.
Refractories ya plastiki na mchanganyiko wa ramming. Refractories ya plastiki ni mchanganyiko wa nafaka za kinzani na udongo wa plastiki au plasticizers na maji. Michanganyiko ya kukokotwa inaweza kuwa na udongo au isiwe na udongo na kwa ujumla hutumiwa pamoja na maumbo. Kiasi cha maji kinachotumiwa na bidhaa hizi hutofautiana lakini huzingatiwa kwa kiwango cha chini.
Hatari na Tahadhari za Kikazi
Jedwali la 5 linatoa taarifa juu ya hatari nyingi zinazoweza kupatikana katika sekta hii ya viwanda.
Jedwali 5. Hatari zinazoweza kutokea kwa afya na usalama zinazopatikana wakati wa utengenezaji wa glasi, kauri na nyenzo zinazohusiana
|
Hatari |
Matumizi au vyanzo vya mfiduo |
Athari zinazowezekana (hatari za mwili |
Tahadhari au mikakati ya udhibiti |
|
Mkazo wa ergonomic; hatari za biomechanical |
Kujishughulisha kupita kiasi kutokana na mazoea ya kushika nyenzo na nguvu nyingi kupita kiasi, mkao mbaya, masafa ya juu/muda wa kazi zinazohusisha kunyanyua, kusukuma au kuvuta. |
Michubuko, kuteguka na kukimbia katika uharibifu wa misuli ya mgongo, juu na chini. Uchovu mwingi wa mwili na kiakili unaweza kusababisha makosa na kusababisha matukio ya pili |
|
|
Hatari za mwili |
Imenaswa au kupigwa na au dhidi ya vifaa vya kudumu au vya rununu Slips, safari na kuanguka juu ya kutembea na nyuso za kazi, hoses na vifaa vingine, zana au vifaa |
Michubuko, michubuko, michubuko, michubuko, kuchomwa, fractures, kukatwa viungo |
|
|
Kelele |
Vitetemeshi vya nyumatiki, vibambo, viendesha valvu, injini za kiendeshi zinazochanganya, vipeperushi na vikusanya vumbi, vidhibiti, lori za viwandani zinazoendeshwa kwa nguvu, mchakato wa mitambo na vifaa vya ufungaji, n.k. |
Upotezaji wa kusikia kazini, ugumu wa mawasiliano na mafadhaiko |
|
|
Joto la kung'aa, mazingira ya kazi yenye joto la juu |
Michakato ya kupasha joto au kuyeyuka wakati wa matengenezo au shughuli za kukabiliana na dharura |
Mkazo wa kisaikolojia, shinikizo la joto au kuchomwa kwa joto |
|
|
Kuvuta pumzi ya chembechembe zinazopeperuka hewani kutoka kwa malighafi ikijumuisha silika ya fuwele, udongo, chokaa, oksidi ya chuma, vumbi linalosumbua. |
Kushughulikia malighafi na wakati wa uzalishaji Mfiduo wakati wa shughuli za matengenezo ya kawaida, ubomoaji na wakati wa shughuli za ujenzi au ujenzi upya Mfiduo unaweza kutokea kutoka kwa vifaa visivyopitisha hewa au kutoka kwa uvujaji au mihuri duni kwenye sehemu za uhamishaji, chuti, vidhibiti, lifti, skrini, sieve, vifaa vya kuchanganya, mashine za kusaga au kusaga, mapipa ya kuhifadhi, vali, bomba, kukausha au kuponya oveni, shughuli za kuunda. , na kadhalika. Malighafi ni abrasive sana, na kusababisha kuzorota kwa uhamisho au kuhifadhi vipengele vya mfumo katika michakato ya utengenezaji. Kushindwa kutunza maghala, vichaka au vikusanya vumbi na matumizi ya hewa iliyobanwa kwa shughuli za kusafisha huongeza hatari ya kufichuliwa kupita kiasi. Michakato ya joto kali inaweza kusababisha kufichuliwa kwa aina hatari zaidi za silika (cristobalite au tridymite) |
Kuanzia kuwasha (chembechembe za kero) hadi kuchomwa kwa kemikali (chokaa iliyochomwa au malighafi nyingine ya alkali) hadi athari sugu kama vile kupungua kwa utendaji wa mapafu, ugonjwa wa mapafu, silicosis ya nimonia, kifua kikuu. |
|
|
Michubuko, michubuko, au miili ya kigeni; kuwasiliana na kioo chenye ncha kali, vyombo vya udongo au vipande vya keramik au vitu |
Kioo kinachoruka, keramik au vipande vingine vinaweza kusababisha majeraha ya kupenya na jeraha kubwa la jicho. Hatari maalum ipo wakati kioo kilichoimarishwa "kilipuka" wakati wa utengenezaji Mgusano wa moja kwa moja na glasi au nyuzi zingine, haswa katika kuunda au vilima katika shughuli zinazoendelea za utengenezaji wa nyuzi na mipako. Kuchora shughuli katika utengenezaji wa nyuzi za macho |
Kuchoma majeraha, michubuko au michubuko ya ngozi na tishu laini (kano, mishipa, neva, misuli), na miili ya kigeni kwenye jicho. Hatari za maambukizo makubwa ya pili au mfiduo wa ngozi kwa nyenzo babuzi au sumu |
|
|
Lacerations kutoka kwa mkono-zana |
Visu vya kunyoa, visu vya vidole, visu vya kukata au zana zingine zenye ncha kali hutumiwa kwa kawaida katika uzalishaji, upakiaji na sehemu za kuhifadhi au wakati wa shughuli za matengenezo. |
Kukata kwa vidole au mikono na kwa ncha za chini (miguu) |
|
|
Metali nzito hutia chembe au moshi (risasi, cadmium, chromium, arseniki, shaba, nikeli, cobalt, manganese au bati) |
Kama malighafi au uchafu katika glazes, fomula za bidhaa, rangi, mawakala wa rangi, filamu au mipako. Shughuli za matengenezo na ujenzi zinazohusisha soldering, kukata, kulehemu na kutumia / kuondolewa kwa mipako ya kinga Kusaga, kukata, kulehemu, kuchimba, au kutengeneza sehemu za chuma zilizotengenezwa, viungo au mashine (kwa mfano, vizuizi vya kinzani au aloi za joto la juu) ambazo ni sehemu za michakato ya utengenezaji. |
Sumu ya metali nzito |
|
|
Formaldehyde kupitia kuvuta pumzi au kugusa moja kwa moja |
Sehemu ya binders na ukubwa katika sekta ya vitreous fiber Mfiduo unaowezekana wakati wa kuchanganya viunganishi au saizi, na wakati wa uzalishaji |
Kuwashwa kwa hisia, na kuwasha kwa njia ya upumuaji Uwezekano wa kansa ya binadamu |
|
|
Besi (hidroksidi ya sodiamu) au asidi (asidi hidrokloriki, asidi ya sulfuriki, asidi hidrofloriki) |
Mchakato wa maji, maji ya boiler au matibabu ya maji machafu na udhibiti wa pH Mchakato wa kusafisha asidi au etching na asidi hidrofloriki |
Huharibu ngozi au macho Njia ya upumuaji na membrane ya mucous inakera Asidi ya Hydrofluoric husababisha kuchoma kali kwa shin ambayo inaweza kwenda bila kutambuliwa kwa masaa |
|
|
Epoksi, akrilati na urethane (huenda ikawa na vimumunyisho kama vile zilini, toluini, n.k.) |
Viungo katika resini, ukubwa, binders na mipako kutumika katika uzalishaji Bidhaa za matengenezo |
Vihisishi vinavyowezekana kwa ngozi au njia ya upumuaji Baadhi ya epoksi huwa na epichlorohydrin ambayo haijashughulikiwa, kansajeni inayoshukiwa Baadhi ya urethane huwa na toluini diisocyanate, inayoshukiwa kuwa kansa Vitiba vya amini vinavyotumika katika baadhi ya mifumo—viuwasho au babuzi Hatari ya kuwaka |
|
|
Styrene |
Resini za polyester zilizo na styrene, viungo vya ukubwa |
Inakera macho, ngozi, njia ya upumuaji; athari kwenye mfumo mkuu wa neva (CNS) na viungo vinavyolengwa Inawezekana kusababisha kansa Hatari ya kuwaka |
|
|
Silanes |
Vikuzaji vya kujitoa vilivyoongezwa kwa saizi, viunganishi au vipako. Inaweza hidrolisisi kutoa ethanol, methanoli, butanol au alkoholi nyingine |
Inakera macho, ngozi na mfumo wa kupumua; athari zinazowezekana za mfumo mkuu wa neva. Kunyunyizia macho kunaweza kusababisha uharibifu wa kudumu Hatari ya kuwaka |
|
|
Mpira |
Sehemu za kuchanganya ukubwa au binder, mipako na baadhi ya bidhaa za matengenezo |
Inakera ngozi na macho. Baadhi zinaweza kuwa na formaldehyde au biocides nyingine na/au vimumunyisho |
|
|
Vichocheo na viongeza kasi |
Huongezwa kwa resini au vifungashio kwa ajili ya kutibiwa katika uzalishaji na/au kwa baadhi ya bidhaa za matengenezo |
Inakera au babuzi kwa ngozi au macho. Baadhi ni tendaji sana na ni nyeti kwa halijoto |
|
|
Vimumunyisho vya hidrokaboni na/au vimumunyisho vya klorini |
Duka za matengenezo na shughuli za kusafisha sehemu |
Mbalimbali-kuwasha, dermatitis ya kemikali, athari za CNS. Vimumunyisho visivyo na klorini vinaweza kuwaka Kimumunyisho cha klorini kinaweza kuoza kikichomwa au kupashwa moto |
|
|
Propane, gesi asilia, petroli, mafuta ya mafuta |
Mafuta kwa mchakato wa joto Mafuta ya lori za viwandani zinazotumia nguvu |
Hatari za moto na mlipuko Mfiduo wa monoksidi kaboni au bidhaa zingine za mwako usio kamili |
|
|
Kuvuta pumzi ya bioaerosols |
Erosoli iliyo na bakteria, ukungu au kuvu inayotokana na mchakato wa kunyunyizia dawa au maji ya kupoeza katika michakato ya unyevu, minara ya kupoeza, mifumo ya uingizaji hewa, shughuli za kusafisha mvua. |
Ugonjwa unaosababishwa na maji na dalili zisizo maalum za mafua, uchovu Uwezekano wa dermatitis |
|
|
Kioo chenye nyuzinyuzi, nyuzinyuzi za pamba ya madini, nyuzi za kauri za kinzani |
Katika michakato ya utengenezaji ikiwa ni pamoja na uundaji wa nyuzi, kuponya joto, kukata au cubing, vilima, ufungaji na utengenezaji. Katika matumizi ya vifaa vya nyuzi kama sehemu ya tanuu, ducts na vifaa vya mchakato |
Fiber zisizoweza kupumua zinaweza kusababisha hasira ya mitambo kwa ngozi au macho Nyuzi zinazoweza kupumua zinaweza kusababisha kuwasha kwa macho, ngozi na njia ya upumuaji. Nyuzi za kudumu zimesababisha fibrosis na tumors katika masomo ya wanyama |
|
Matatizo ya Usalama na Afya na Mifumo ya Magonjwa
Sehemu hii inatoa muhtasari wa tasnia nzima iliyorekodiwa au matatizo yanayoshukiwa ya usalama na afya. Data ya kimataifa juu ya majeraha na magonjwa katika sekta hii ya biashara haikupatikana katika utafutaji wa fasihi na utafutaji kwenye mtandao (mwaka wa 1997). Taarifa iliyokusanywa na Idara ya Kazi ya Marekani, Utawala wa Usalama na Afya Kazini (OSHA) na Ofisi ya Takwimu za Kazi (BLS), ilitumiwa kubainisha hatari za kawaida mahali pa kazi na kueleza sifa za majeraha na magonjwa. Data hizi zinapaswa kuwakilisha hali ya ulimwengu mzima.
Hatari zilizogunduliwa wakati wa ukaguzi
Ukaguzi wa kufuata kanuni za makampuni katika utengenezaji wa mawe, udongo, glasi na bidhaa za zege (Ainisho Wastani la Viwanda (SIC) Msimbo wa 32, sawa na Msimbo wa Kitaifa wa 36) unaonyesha baadhi ya hatari zinazotokea katika sekta hii. Nukuu za kufuata kanuni zilizotolewa na OSHA zinaonyesha kuwa masuala ya kawaida ya afya na usalama yanaweza kuwekwa kama ifuatavyo:
- mawasiliano hatari ya hatari za kimwili na kiafya za dutu za kemikali mahali pa kazi
- udhibiti wa nishati hatari-taratibu za kufungia nje na kudhibiti shughuli karibu na mashine au vifaa ambapo nishati isiyotarajiwa au kutolewa kwa nishati iliyohifadhiwa kunaweza kusababisha majeraha. Nishati hatari ni pamoja na umeme, mitambo, majimaji, nyumatiki, kemikali, mionzi ya joto na vyanzo vingine.
- usalama wa umeme, ikiwa ni pamoja na vifaa vya umeme au muundo wa mfumo, mbinu za kuunganisha nyaya, mbinu salama za kazi na mafunzo
- kibali kinachohitajika kuingia kwa nafasi ndogo-utambulisho, tathmini na taratibu za kuingia salama
- vifaa vya kinga binafsi-tathmini, uteuzi na matumizi ya kinga ya macho, uso, mikono, miguu na kichwa
- mashine za ulinzi, vifaa na zana kulinda waendeshaji na wafanyakazi wa karibu kutokana na hatari katika hatua ya kazi, pointi zinazoendelea, na kutoka kwa sehemu zinazozunguka, chips kuruka au cheche; inajumuisha mashine zisizobadilika, mashine zinazobebeka na zana za umeme zinazobebeka, na urekebishaji wa walinzi na kazi hutegemea mashine za magurudumu ya abrasive (visaga) (ona mchoro 18)
Kielelezo 18. Ulinzi wa mashine hulinda waendeshaji

- kinga ya kupumua- uteuzi, matumizi, matengenezo, mafunzo, kibali cha matibabu na upimaji unaofaa wa vipumuaji
- mfiduo wa kelele ya kazini-udhibiti wa mfiduo kwa uhandisi, ulinzi wa usimamizi au kusikia na utekelezaji wa programu za uhifadhi wa kusikia
- kuzuia moto na maandalizi ya dharura na majibu, ikijumuisha vizima moto, njia za kutoroka, mipango na uhifadhi au matumizi ya vifaa vinavyoweza kuwaka/kuwaka.
- nyuso za kutembea na kufanya kazi, ikiwa ni pamoja na sakafu ya ulinzi na fursa za ukuta na mashimo; utunzaji wa nyumba; na kuweka vijia na vijia pasipo na hali zinazoleta hatari za kuteleza, safari au kuanguka (ona mchoro 19)
Mchoro 19. Hatari za safari na kuteleza

- lori za viwandani zenye nguvu-kubuni, matengenezo, matumizi na mahitaji mengine ya usalama kwa lori za kuinua uma, lori za jukwaa, matrekta, lori za mikono zenye injini au lori zingine maalum za viwandani zinazoendeshwa na motors za umeme au motors za mwako wa ndani.
- ngazi zisizohamishika na zinazobebeka, ngazi na scaffolds- kubuni, ukaguzi au matengenezo na matumizi salama
- ulinzi wa kuanguka-matumizi ya vizuizi vya kuanguka na vifaa vya kukamata kwa kazi iliyoinuliwa
- kukata na kulehemu-matumizi na taratibu salama za oksijeni/asetilini au gesi ya mafuta au vifaa vya kukata au kulehemu vya arc
- vifaa vya kushughulikia nyenzo-pamoja na korongo za juu na gantry, hoists, minyororo na slings
- udhibiti wa mfiduo wa vitu vyenye sumu au hatari, ikijumuisha vichafuzi vya hewa au kemikali zinazodhibitiwa mahususi (kwa mfano, silika, risasi, asbesto, formaldehyde, cadmium au arseniki).
Wasifu wa Jeraha na Ugonjwa
Viwango vya matukio ya magonjwa ya jeraha
Kulingana na rekodi kutoka Idara ya Kazi ya Marekani, watengenezaji wa bidhaa za mawe, udongo na vioo (SIC 32) wana kiwango cha jumla cha matukio "yanayoweza kurekodiwa" ya majeraha ya kazini na magonjwa ya matukio 13.2 kwa kila wafanyakazi 100 wa muda wote kwa mwaka. Kiwango hiki cha matukio ni cha juu kuliko viwango vinavyolingana kwa viwanda vyote (12.2) na sekta zote za kibinafsi (8.4). Takriban 51% ya matukio ya "majeraha ya kurekodi" katika sekta ya utengenezaji wa bidhaa za mawe, udongo na kioo haitoi siku za kazi zilizopotea (muda wa mbali na kazi).
Viwango vya matukio ya "jumla ya siku ya kazi iliyopotea" kulingana na idadi ya majeraha ya kulemaza au magonjwa yanayosababisha mfanyakazi kukosa siku za kazi kwa kila wafanyikazi 100 wa wakati wote pia vinapatikana kutoka Idara ya Kazi ya Marekani. Jumla ya kiwango cha matukio ya siku ya kazi kilichopotea kinajumuisha matukio ambapo siku za kazi zinapotea na mfanyakazi hana uwezo wa kutekeleza mawanda kamili ya kazi (jukumu lenye vikwazo au jepesi). Watengenezaji wa bidhaa za mawe, udongo na glasi wana jumla ya matukio ya siku ya kazi yaliyopotea ya kesi 6.5 kwa kila wafanyikazi 100 kwa mwaka. Hii ni ya juu kuliko viwango vinavyolingana vya utengenezaji wote (5.5) na kwa sekta zote za kibinafsi (3.8). Takriban 93% ya matukio ya siku ya kazi yaliyopotea katika sekta ya utengenezaji wa bidhaa za mawe, udongo na kioo hutokana na majeraha badala ya magonjwa ya kazini.
Jedwali la 6 linatoa maelezo ya kina zaidi kuhusu viwango vya matukio ya majeraha na magonjwa (pamoja) au majeraha (peke yake) kwa aina mbalimbali za michakato ya utengenezaji ndani ya sekta ya utengenezaji wa mawe, udongo na glasi (Msimbo wa SIC 32). Viwango vya matukio na idadi ya watu huenda zisiwe wakilishi wa taarifa za kimataifa, lakini ndiyo taarifa kamili zaidi inayopatikana.
Jedwali 6. Viwango vya matukio ya majeraha na magonjwa yasiyoweza kufa1 kwa kila wafanyakazi 100 wa muda kwa makampuni ya Marekani katika Msimbo wa SIC 32, sekta binafsi na viwanda, 1994
|
Viwanda |
Msimbo wa SIC2 |
1994 Ajira Wastani ya Mwaka3 (maelfu) |
Majeraha na Magonjwa |
Majeruhi |
||||||
|
Kesi za Siku ya Kazi zilizopotea |
Kesi za Siku ya Kazi zilizopotea |
|||||||||
|
Jumla ya kesi |
Jumla4 |
Pamoja na siku mbali na kazi |
Kesi zisizo na Siku za Kazi Zilizopotea |
Jumla ya kesi |
Jumla5 |
Pamoja na siku mbali na kazi5 |
Kesi zisizo na siku za kazi zilizopotea |
|||
|
Sekta ya kibinafsi, yote |
95,449.3 |
8.4 |
3.8 |
2.8 |
4.6 |
7.7 |
3.5 |
2.6 |
4.2 |
|
|
Utengenezaji, wote |
18,303.0 |
12.2 |
5.5 |
3.2 |
6.8 |
10.4 |
4.7 |
2.9 |
5.7 |
|
|
Mawe, udongo na bidhaa za kioo |
32 |
532.5 |
13.2 |
6.5 |
4.3 |
6.7 |
12.3 |
6.1 |
4.1 |
6.2 |
|
Kioo cha gorofa |
321 |
15.0 |
21.3 |
6.6 |
3.1 |
14.7 |
17.3 |
5.2 |
2.6 |
12.1 |
|
Kioo na vyombo vya kioo, vilivyochapishwa |
322 |
76.8 |
12.5 |
6.0 |
3.0 |
6.5 |
11.3 |
5.5 |
2.8 |
5.8 |
|
Vyombo vya kioo |
3221 |
33.1 |
14.1 |
6.9 |
3.4 |
7.2 |
13.2 |
6.5 |
3.2 |
6.7 |
|
Kioo kilichoshinikizwa na kupulizwa, nec |
3229 |
43.7 |
11.3 |
5.4 |
2.8 |
5.9 |
9.8 |
4.8 |
2.4 |
5.1 |
|
Bidhaa za glasi iliyonunuliwa |
323 |
60.7 |
14.1 |
6.1 |
3.1 |
8.0 |
12.7 |
5.4 |
2.9 |
7.4 |
|
Bidhaa za udongo wa miundo |
325 |
32.4 |
14.1 |
7.7 |
4.2 |
6.5 |
13.1 |
7.2 |
4.0 |
5.9 |
|
Matofali na matofali ya udongo wa miundo |
3251 |
- |
15.5 |
8.4 |
5.1 |
7.1 |
14.8 |
7.9 |
5.0 |
6.9 |
|
Vinzani vya udongo |
3255 |
- |
16.0 |
9.3 |
4.7 |
6.8 |
15.6 |
9.3 |
4.7 |
6.4 |
|
Pottery na bidhaa zinazohusiana |
326 |
40.8 |
13.6 |
6.8 |
3.8 |
6.8 |
12.2 |
6.1 |
3.5 |
6.1 |
|
Mipangilio ya mabomba ya Vitreous |
3261 |
- |
17.8 |
10.0 |
3.8 |
7.8 |
16.1 |
9.0 |
3.5 |
7.1 |
|
Vitreous china meza na |
3262 |
- |
12.8 |
6.3 |
4.4 |
6.5 |
11.0 |
5.6 |
3.8 |
5.5 |
|
Vifaa vya umeme vya porcelaini |
3264 |
- |
11.3 |
5.8 |
3.7 |
5.6 |
9.8 |
5.0 |
3.4 |
4.8 |
|
Bidhaa za ufinyanzi, nec |
3269 |
- |
12.6 |
5.6 |
3.7 |
7.1 |
11.6 |
5.0 |
3.5 |
6.6 |
|
Saruji, jasi na plasta |
327 |
198.3 |
13.4 |
7.0 |
5.6 |
6.4 |
13.0 |
6.9 |
5.5 |
6.2 |
|
Kizuizi cha zege na matofali |
3271 |
17.1 |
14.5 |
7.8 |
6.8 |
6.8 |
14.0 |
7.7 |
6.7 |
6.2 |
|
Bidhaa za zege, nec |
3272 |
65.6 |
17.7 |
9.8 |
7.0 |
7.9 |
17.1 |
9.5 |
6.8 |
7.6 |
|
Tayari-mchanganyiko halisi |
3273 |
98.8 |
11.6 |
6.0 |
5.3 |
5.6 |
11.5 |
6.0 |
5.3 |
5.5 |
|
Nyingine. madini yasiyo ya metali |
329 |
76.7 |
10.7 |
5.4 |
3.3 |
5.3 |
9.8 |
5.0 |
3.2 |
4.9 |
|
Bidhaa za abrasive |
3291 |
20.0 |
10.2 |
3.9 |
2.5 |
6.3 |
9.5 |
3.7 |
2.4 |
5.8 |
|
Pamba ya madini |
3296 |
23.4 |
11.0 |
6.1 |
3.0 |
4.9 |
10.0 |
5.6 |
2.7 |
4.3 |
|
Nonclay refractories |
3297 |
- |
10.6 |
5.8 |
4.5 |
4.8 |
10.2 |
5.7 |
4.3 |
4.6 |
|
Bidhaa za madini zisizo za metali, |
3299 |
- |
13.1 |
8.2 |
5.8 |
4.9 |
11.4 |
7.0 |
5.5 |
4.3 |
nec = haijaainishwa mahali pengine
- = data haipatikani
1 Viwango vya matukio vinawakilisha idadi ya majeraha na magonjwa kwa kila wafanyakazi 100 wa muda na vilihesabiwa kama idadi ya majeraha na magonjwa yaliyogawanywa na saa zilizofanya kazi na wafanyakazi wote katika mwaka wa kalenda mara 200,000 (msingi ni sawa kwa wafanyakazi 100 kwa saa 40 kwa wiki. kwa wiki 52 kwa mwaka).
2 Mwongozo Wastani wa Uainishaji wa Viwanda Toleo la 1987.
3 Ajira inaonyeshwa kama wastani wa kila mwaka na ilitokana hasa na mpango wa Takwimu za Ajira za Hali ya Sasa za BLS.
4 Jumla ya kesi ni pamoja na kesi zinazohusisha shughuli za kazi zenye vikwazo pekee, pamoja na siku mbali na kesi za kazi zilizo na au bila shughuli za kazi zilizozuiliwa.
5 Siku za mbali na kesi za kazi ni pamoja na zile zinazotokana na siku za mbali na kazi, pamoja na au bila shughuli za kazi zilizozuiliwa.
Chanzo = Chanzo: Kulingana na uchunguzi wa kitaifa wa majeraha na magonjwa yanayohusiana na kazi katika sekta ya kibinafsi na Idara ya Kazi ya Marekani, Ofisi ya Takwimu za Kazi.
Idadi ya watu wa majeraha na kesi za ugonjwa
Wafanyakazi wenye umri wa miaka 25 hadi 44 walichangia takriban 59% ya kesi 23,203 za majeraha ya muda au magonjwa katika sekta ya utengenezaji wa mawe, udongo na kioo ya Marekani. Kundi lililofuata lililoathiriwa zaidi lilikuwa wafanyikazi wenye umri wa miaka 45 hadi 54, ambao walikuwa na 18% ya majeraha ya muda uliopotea au kesi za ugonjwa (ona mchoro 20).
Mchoro 20. Majeraha ya muda uliopotea & magonjwa kwa umri; Marekani
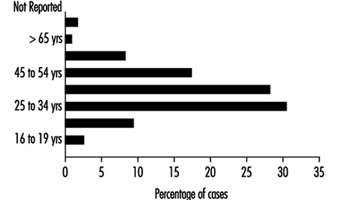
Takriban 85% ya visa vya majeraha na magonjwa vilivyopotea katika Msimbo wa SIC 32 walikuwa wanaume. Katika 24% ya kesi zilizopotea (jinsia zote mbili), wafanyikazi walikuwa na huduma ya chini ya mwaka 1 kazini. Wafanyikazi walio na huduma ya mwaka 1 hadi 5 katika kazi walichangia 32% ya kesi. Wafanyakazi wenye uzoefu na zaidi ya miaka 5 ya huduma walijumuisha 35% ya kesi za muda uliopotea.
Nature. Uchanganuzi wa wasifu wa matukio ya muda uliopotea unaonyesha hali ya kulemaza majeraha na magonjwa na husaidia kueleza visababishi au kuchangia. Matatizo na sprains ni asili inayoongoza ya majeraha na ugonjwa katika sekta ya utengenezaji wa bidhaa za mawe, udongo na kioo. Kama inavyoonyeshwa kwenye mchoro wa 23, matatizo na mikwaruzo hufanya takriban 42% ya visa vyote vilivyopotea. Kukata na kuchomwa (10%) vilikuwa asili ya pili ya kawaida ya kuzima jeraha au ugonjwa. Asili nyingine kuu ya kategoria za kuumia zilikuwa michubuko (9%), fractures (7%) na maumivu ya mgongo/mengine (5%). Kuungua kwa joto, kuchomwa kwa kemikali na kukatwa viungo havikuwa vya kawaida (1% au chini).
Mchoro 21. Majeraha ya kazini na magonjwa

Matukio au mifichuo. Mchoro wa 22 unaonyesha kuwa bidii kupita kiasi wakati wa kuinua husababisha kulemaza kwa matukio mengine ya majeraha au kufichua. Kujitahidi sana wakati wa kuinua ilikuwa sababu ya causative katika karibu 17% ya kesi za ulemavu; mwendo unaorudiwa ulikuwa udhihirisho katika 5% ya ziada ya kesi za ulemavu. Kupigwa na kitu lilikuwa tukio lililofuata la kawaida, ambalo lilisababisha 16% ya kesi. Kupigwa dhidi ya kitu matukio yalisababisha 10% ya kesi. Matukio mengine muhimu yalinaswa kwenye kitu (9%), kuanguka kwa kiwango sawa (9%), kushuka hadi kiwango cha chini (6%), na kuteleza/safari bila kuanguka (6%). Mfiduo wa vitu vyenye madhara au mazingira ilikuwa sababu ya causative katika 5% tu ya matukio.
Kielelezo 22. Tukio au mfiduo katika majeraha ya kazi

Sehemu ya mwili. Sehemu ya mwili iliyoathiriwa mara kwa mara ilikuwa nyuma (24% ya kesi) (ona mchoro 23). Majeraha kwa ncha za juu (kidole, mkono, mkono na mkono pamoja) ilitokea katika 23% ya matukio, na kuumia kwa kidole katika 7% ya kesi. Majeraha ya chini ya chini yalikuwa sawa (22% ya kesi), na goti liliathiriwa katika 9% ya kesi.
Kielelezo 23. Sehemu ya mwili iliyoathiriwa na jeraha lililopotea siku ya kazi

Vyanzo. Vyanzo vya kawaida vya kulemaza kesi za majeraha au magonjwa vilikuwa: sehemu na nyenzo (20%); nafasi ya mfanyakazi au mwendo (16%); sakafu, njia za kutembea au nyuso za chini (15%); vyombo (10%); mashine (9%); magari (9%); zana za mikono (4%); samani na vifaa (2%); na kemikali na bidhaa za kemikali (2%) (tazama mchoro 24).
Kielelezo 24. Vyanzo vya majeraha ya kazi

Kuzuia na kudhibiti magonjwa
Maumivu ya ziada yanayohusiana na mwendo unaorudiwa, nguvu kupita kiasi na nguvu nyingi ni matokeo ya kawaida katika sekta hii ya utengenezaji. Vifaa vya roboti vinapatikana katika baadhi ya matukio, lakini mazoea ya kushughulikia kwa mikono bado yanatawala. Vifinyizi, vipeperushi, spina, vitetemeshi vya nyumatiki na vifaa vya ufungashaji vinaweza kuunda kelele inayozidi 90 hadi 95 dBA. Kinga ya kusikia na programu ya uhifadhi wa sauti itazuia mabadiliko ya kudumu katika kusikia.
Sekta hii hutumia kiasi kikubwa cha silika ya fuwele. Mfiduo lazima uwe mdogo wakati wa kushughulikia, matengenezo na kusafisha. Utunzaji mzuri wa nyumba na mfumo sahihi wa utupu au njia za kusafisha mvua zitapunguza udhihirisho unaowezekana. Uchunguzi wa mara kwa mara unapaswa kufanywa kwa kutumia vipimo vya utendaji wa mapafu na filamu za kifua ikiwa mfiduo mwingi wa silika umetokea. Mfiduo wa metali nzito unaopatikana kama malighafi, ukaushaji au rangi pia unapaswa kupunguzwa. Kutumia vibadala vya metali nzito zinazopatikana kwenye glaze pia kutaondoa wasiwasi wa kiafya kuhusu uchujaji wa metali kwenye chakula au vinywaji. Mazoea mazuri ya utunzaji wa nyumba na ulinzi wa kupumua hutumiwa kuzuia athari mbaya. Uangalizi wa kimatibabu unaojumuisha ufuatiliaji wa kibayolojia unaweza kuhitajika.
Matumizi ya vifungo vyenye formaldehyde, epoxies na silanes ni ya kawaida katika utengenezaji wa nyuzi za vitreous. Hatua lazima zichukuliwe ili kupunguza kuwasha kwa ngozi na kupumua. Formaldehyde inadhibitiwa kama kansa katika nchi nyingi. Fiber zinazoweza kupumua huzalishwa wakati wa utengenezaji, utengenezaji, kukata na ufungaji wa kioo, mwamba, slag, na bidhaa za nyuzi za kauri za kinzani. Ingawa mwonekano wa nyuzinyuzi zinazopeperuka hewani kwa ujumla umekuwa wa chini kabisa (chini ya nyuzi 1 kwa kila sentimita ya ujazo) kwa nyenzo nyingi hizi, matumizi ya kupuliza ya kujaza mara kwa mara huwa ya juu zaidi.
Mwamba, slag, na glasi ni kati ya bidhaa zilizosomwa sana za insulation za kibiashara zinazotumika leo. Uchunguzi wa magonjwa umebaini kuwa uvutaji wa sigara una athari kubwa katika vifo vya saratani ya mapafu kati ya wafanyikazi wa utengenezaji. Uchunguzi wa sehemu-mtambuo uliofanywa vizuri haujaonyesha kuwa nyuzi hutokeza vifo vingi vya mapafu au magonjwa. Tafiti za hivi majuzi za kuvuta pumzi kwa muda mrefu katika panya zimeonyesha kuwa uimara wa nyuzi za vitreous ni kiashiria muhimu cha uwezo wa kibayolojia wa nyuzi hizi. Muundo, ambao huamua uimara wa nyuzi hizi, unaweza kutofautiana sana. Ili kuepuka matatizo ya afya ya umma, Kamati ya Kiufundi ya Tume ya Ulaya hivi majuzi imependekeza kwamba usaidizi wa kibayolojia wa nyuzi za vitreous ujaribiwe kwa kuvuta pumzi ya muda mfupi. Mchanganyiko wa pamba ya kuhami joto ambayo imejaribiwa kwa kina kwa kiwango cha juu zaidi kuvumiliwa kwa kuvuta pumzi ya muda mrefu kwenye panya na kugunduliwa kuwa haitoi ugonjwa usioweza kurekebishwa inapendekezwa kama nyuzi kumbukumbu.
Masuala ya Mazingira na Afya ya Umma
Kichafuzi cha msingi cha hewa kinachotolewa wakati wa utengenezaji wa glasi, keramik, ufinyanzi na matofali ni chembe chembe. Teknolojia ya juu zaidi ya udhibiti inayoweza kufikiwa inayojumuisha ghala na vimiminiko vya mvua vya kielektroniki inapatikana ili kupunguza uzalishaji inapobidi. Vichafuzi hatari vya hewa vinavyozalishwa wakati wa kuchanganya vifungashio, taratibu za uwekaji na uponyaji vinachunguzwa. Dutu hizi ni pamoja na styrene, silane na epoxies zinazotumiwa kwenye filamenti ya kioo inayoendelea, na formaldehyde, methanoli na phenoli zinazotumiwa wakati wa uzalishaji wa mwamba, slag na kioo. Formaldehyde ni uchafuzi wa hewa hatari ambao unaendesha viwango vya udhibiti wa mistari ya mwisho ya utengenezaji. Vichafuzi vya hewa hatarishi vya metali nzito kama vile chromium vinaendesha viwango vya tanuru ya kuyeyusha vioo huku HAPANA.x na SOx bado masuala katika baadhi ya nchi. Uzalishaji wa fluoride na boroni ni wa wasiwasi katika uzalishaji unaoendelea wa nyuzi za glasi. Boroni pia inaweza kuwa tatizo la kimazingira ikiwa nyuzi za pamba za glasi zenye mumunyifu sana zinahitajika katika baadhi ya nchi.
Kwa sababu ya kiwango cha juu cha kutokwa kwa hewa na asili ya kutengeneza na kuyeyuka kwa glasi, tasnia huvukiza kiasi kikubwa cha maji. Vifaa vingi, kama, kwa mfano, nchini Marekani, vina kutokwa kwa sifuri ya maji machafu. Maji machafu yaliyorejeshwa ambayo yana nyenzo za kikaboni yanaweza kusababisha hatari za kibiolojia mahali pa kazi ikiwa matibabu hayatatekelezwa ili kuzuia ukuaji wa kibiolojia (ona mchoro 25). Taka zinazotokana na sekta hii ya viwanda ni pamoja na metali nzito, babuzi, baadhi ya vifungashio na vimumunyisho vilivyotumika. Sekta ya nyuzi za glasi imekuwa sehemu kuu ya kuchakata chupa za glasi na glasi ya sahani. Kwa mfano, bidhaa za pamba za glasi za sasa zina glasi iliyosindika 30 hadi 60%. Vipingamizi vilivyotumika pia hurudiwa na kutumika tena kwa manufaa.
Mchoro 25. Erosoli za maji taka yaliyotumika tena

Shukrani: Shukrani za pekee kwa Dan Dimas, CSP, Libbey-Owens-Ford, kwa kutoa picha, na kwa Michel Soubeyrand, Libbey-Owens-Ford, kwa kutoa taarifa kuhusu uwekaji wa mvuke wa kemikali kwa sehemu ya kioo.
Nyuzi za Macho
Nyuzi za macho ni nyuzi nyembamba za nywele ambazo zimeundwa kusambaza miale ya mwanga kwenye mhimili wao. Diodi zinazotoa mwanga (LEDs) or diodi za laser kubadilisha ishara za umeme kwenye ishara za macho ambazo hupitishwa kupitia msingi wa silinda wa ndani wa kebo ya nyuzi za macho. Sifa za kuakisi za chini za ufunikaji wa nje huruhusu ishara za mwanga kuenezwa na kutafakari kwa ndani pamoja na msingi wa ndani wa silinda. Nyuzi za macho zimeundwa na kutengenezwa ili kueneza kama miale moja ya mwanga au kama miale mingi ya mwanga inayopitishwa kwa wakati mmoja kwenye msingi. (Ona mchoro 1.)
Kielelezo 1. Nyuzi za macho za aina moja na nyingi

Nyuzi za modi moja hutumiwa kimsingi kwa simu, programu za televisheni ya kebo na migongo ya chuo. Nyuzi za hali nyingi hutumiwa kwa mawasiliano ya data na katika mitandao ya majengo.
Utengenezaji wa nyuzi za macho
Nyenzo na michakato maalum inahitajika ili kutengeneza nyuzi za macho zinazokidhi vigezo vya msingi vya muundo: (1) msingi ulio na faharasa ya juu ya kuakisi na kufunika kwa faharasa ya kuakisi ya chini, (2) kupunguza mawimbi ya chini au kupoteza nguvu, na (3) mtawanyiko mdogo au upanuzi wa mwanga wa mwanga.
Vioo vya silika vilivyo na ubora wa hali ya juu na vifaa vingine vya glasi (yaani, glasi za metali nzito za floridi, glasi za chalcogenide) ni nyenzo za msingi zinazotumiwa kwa sasa kutengeneza nyuzi za macho. Nyenzo za polycrystalline, vifaa vya kioo-moja, miongozo ya mawimbi yenye mashimo na vifaa vya plastiki vya polymeric pia hutumiwa. Malighafi lazima ziwe safi kiasi na viwango vya chini sana vya metali za mpito na vikundi vinavyotengeneza haidroksili (chini ya sehemu kwa kila kiwango cha bilioni). Njia za usindikaji lazima zikinge glasi ya kutengeneza kutoka kwa uchafu katika mazingira ya utengenezaji.
Nyuzi za macho hutengenezwa kwa kutumia utayarishaji wa awamu ya mvuke isiyo ya kawaida ya preform ya kioo ambayo hutolewa kwenye nyuzi. Misombo ya silika tete hubadilishwa kuwa SiO2 kwa hidrolisisi ya moto, uwekaji wa mvuke wa kemikali (CVD) au uoksidishaji wa joto la juu. Kisha dopants zingine huongezwa kwenye glasi ili kubadilisha sifa za glasi. Tofauti katika mchakato wa uwekaji wa mvuke huanza na nyenzo sawa lakini hutofautiana katika njia inayotumiwa kubadilisha nyenzo hii kuwa silika.
Mojawapo ya njia zifuatazo za uwekaji wa awamu ya mvuke hutumika kutengeneza nyuzi za macho zenye msingi wa silika: (1) uwekaji wa mvuke wa kemikali uliorekebishwa (MCVD), (2) uwekaji wa mvuke wa kemikali ya plasma (PCVD), (3) uwekaji wa mvuke nje (OVD), na (4) uwekaji wa axial awamu ya mvuke (VAD) (tazama mchoro 2). Silicon tetrakloridi (SiCI4), tetrakloridi ya germanium (GeCI4) au halidi nyingine za kioevu tete hubadilika kuwa gesi inapokanzwa kidogo kutokana na shinikizo lao la juu la mvuke. Halidi ya gesi huwasilishwa kwa eneo la athari na kubadilishwa kuwa chembe za glasi (tazama pia sura Microelectronics na semiconductors.)
Kielelezo 2. Chati ya mtiririko wa utengenezaji wa nyuzi za macho

MCVD na PCVD michakato ya. Bomba la silika lililounganishwa la ubora wa juu limeunganishwa kwenye lati ya glasi inayofanya kazi iliyowekwa na tochi ya hidrojeni/oksijeni ambayo hupita kwa urefu wake. Ugavi wa nyenzo za halide huunganishwa kwenye mwisho mmoja wa tube ya kioo na scrubber kwa mwisho kinyume ili kuondoa nyenzo za ziada za halide. Uso wa bomba la glasi husafishwa kwanza kwa ung'arisha moto wakati tochi inapovuka urefu wa bomba. Vitendanishi mbalimbali huongezwa kwenye mfumo wa mvuke kulingana na bidhaa inayotengenezwa. Mmenyuko wa kemikali hutokea wakati halidi hupitia sehemu ya bomba inayopashwa joto. Halidi hubadilika kuwa chembe za silika za "masizi" ambazo huwekwa kwenye ukuta wa bomba la glasi chini ya mkondo kutoka kwa tochi. Chembe zilizowekwa hutiwa ndani ya safu ya glasi. Mchakato wa PCVD ni sawa na MCVD isipokuwa kwamba halidi hutolewa na mfumo wa viputo, na microwave hutumiwa badala ya tochi kubadilisha nyenzo za halidi kuwa glasi.
OVD na VAD michakato ya. Katika hatua ya kwanza ya mchakato wa utengenezaji wa nyuzi, msingi na kufunika miwani ni mvuke uliowekwa kuzunguka fimbo lengwa inayozunguka ili kuunda muundo wa awali wa "masizi". Nyenzo ya msingi huwekwa kwanza, ikifuatiwa na kufunika. Preform nzima lazima iwe safi sana, kwa kuwa msingi na kufunika ni mvuke. Jiometri ya nyuzi imedhamiriwa wakati wa awamu ya utengenezaji. Baada ya fimbo ya lengo kuondolewa, preform huwekwa kwenye tanuru, ambapo imeimarishwa kwenye glasi imara, wazi na shimo la katikati limefungwa. Gesi hupitishwa kupitia preform ili kuondoa unyevunyevu uliobaki ambao huathiri vibaya upunguzaji wa nyuzi (kupoteza mawimbi ya macho kadri mwanga unavyopitisha kwenye mhimili wa nyuzi). Preforms kisha kuosha na asidi hidrofloriki ili kuhakikisha usafi wa kioo na kuondoa uchafu.
Utangulizi wa glasi iliyoimarishwa huwekwa kwenye mnara wa kuchora ili kuunda uzi unaoendelea wa nyuzi za glasi. Kwanza preform ni kubeba juu ya tanuru ya kuteka. Ifuatayo, ncha ya preform huwashwa moto na kipande cha glasi iliyoyeyuka huanza kuanguka. Kipande hiki kinapochorwa (kuvutwa), hupitia kichunguzi cha kipenyo cha ndani ili kuhakikisha kwamba nyuzi inakidhi kipenyo kilichobainishwa (kawaida hupimwa kwa mikroni.) Kipenyo cha kufunika kwa nyuzi lazima kilingane na vipimo kamili ili kuweka upotezaji wa mawimbi kwenye miunganisho ya chini. . Kipenyo cha ufunikaji wa nje hutumika kama mwongozo wa kusawazisha nyuzinyuzi wakati wa matumizi ya mwisho. Viini lazima vijipange ili uhamishaji wa mwanga ufanyike kwa ufanisi.
Acrylate polymer au mipako mingine hutumiwa na kuponywa na taa za ultraviolet. Mipako hiyo inalenga kulinda fiber ya macho kutoka kwa mazingira wakati wa matumizi ya mwisho. Nyuzi za macho hujaribiwa ili kuhakikisha ulinganifu na viwango vya utengenezaji wa nguvu, upunguzaji na jiometri. Urefu mahususi wa nyuzi huwekwa kwenye reli kwa kila vipimo vya mteja.
Idadi ya hatari zinazowezekana hupatikana wakati wa utengenezaji wa nyuzi za macho. Hizi ni pamoja na: (1) kuathiriwa na asidi hidrofloriki (wakati wa kusafisha glasi), (2) nishati inayong'aa na shinikizo la joto linalohusishwa na mazingira ya kazi karibu na lathes na michakato ya uwekaji wa mvuke, (3) mguso wa moja kwa moja na nyuso zenye joto au nyenzo iliyoyeyushwa (marekebisho ya glasi. ), (4) mfiduo wa mipako ya polima ya acrylate (vihamasishaji vya ngozi), (5) kuchomwa kwa ngozi na michubuko wakati wa kushughulikia nyuzi na (6) aina mbalimbali za hatari za kimwili zilizoelezwa hapo awali.
Vito vya Synthetic
Vito vya syntetisk vinafanana kemikali na kimuundo na mawe yanayopatikana katika asili. Vito vya kuiga, kinyume chake, ni mawe ambayo yanafanywa kuonekana sawa na gem fulani. Kuna taratibu chache za msingi zinazozalisha aina mbalimbali za mawe ya vito. Vito vya syntetisk ni pamoja na garnet, spinel, zumaridi, yakuti na almasi. Wengi wa mawe haya hutolewa kwa matumizi ya vito vya mapambo. Almasi hutumiwa kama abrasives, wakati rubi na garnet hutumiwa katika lasers.
Gem ya kwanza ya synthetic kutumika katika vito ilikuwa zumaridi. Mchakato unaotumika katika utengenezaji wake ni wa umiliki na umefichwa, lakini pengine unahusisha mbinu ya kukua kwa kasi ambapo silikati za alumina na berili zilizo na nyongeza za chromium kwa rangi huyeyushwa pamoja. Zamaradi humetameta nje ya mtiririko. Inaweza kuchukua mwaka kuzalisha mawe kwa mchakato huu.
Mchakato wa Verneuil au moto-fusion hutumiwa katika uzalishaji wa samafi na ruby. Inahitaji kiasi kikubwa cha hidrojeni na oksijeni, kwa hiyo hutumia kiasi kikubwa cha nishati. Utaratibu huu unahusisha kupokanzwa kioo cha mbegu na mwali wa oksihidrojeni hadi uso uwe kioevu. Malighafi inayoendeshwa kama vile AI2O3 maana yakuti huongezwa kwa uangalifu. Malighafi inapoyeyushwa, kioo cha mbegu huondolewa polepole kutoka kwa moto, na kusababisha kioevu kilicho mbali zaidi na mwali kuganda. Mwisho ulio karibu na mwali bado ni kioevu na tayari kwa malighafi zaidi. Matokeo ya mwisho ni uundaji wa kioo kama fimbo. Rangi nyingi huundwa kwa kuongeza kiasi kidogo cha ions mbalimbali za chuma kwenye malighafi. Ruby huundwa kwa kubadilisha 0.1% ya ioni zake za alumini na atomi za chromium.
Spinel, vijidudu vya syntetisk visivyo na rangi (MgI2O4), inafanywa na mchakato wa Verneuil. Pamoja na yakuti, spinel hutumiwa na tasnia kutoa anuwai ya rangi kwa matumizi kama mawe ya kuzaliwa na katika pete za darasa. Rangi inayozalishwa kwa kuongeza ions sawa za chuma itakuwa tofauti katika spinel kuliko itakuwa katika samafi.
Almasi za syntetisk hutumiwa katika tasnia kwa sababu ya ugumu wao. Maombi ya almasi ni pamoja na kukata, kung'arisha, kusaga na kuchimba visima. Baadhi ya matumizi ya kawaida ni kukata na kusaga granite kwa ajili ya matumizi ya ujenzi wa majengo, kuchimba visima na kusaga aloi zisizo na feri. Kwa kuongezea, michakato inatayarishwa ambayo itaweka almasi kwenye nyuso ili kutoa nyuso wazi, ngumu, zinazostahimili mikwaruzo.
Almasi huundwa wakati kaboni ya elementi au grafiti inakabiliwa na shinikizo na joto kwa muda. Kuunda almasi kwenye sakafu ya kiwanda kunajumuisha kuchanganya vichocheo vya grafiti na chuma na kuzisisitiza pamoja katika joto la juu (hadi 1,500 ° C). Ukubwa na ubora wa almasi hudhibitiwa kwa kurekebisha wakati, shinikizo na/au joto. Vifo vikubwa vya tungsten carbide hutumiwa kufikia shinikizo la juu linalohitajika kuunda almasi katika muda unaofaa. Vifa hivi hufikia upana wa mita 2 na unene wa sentimita 20, vinavyofanana na donati kubwa. Mchanganyiko wa grafiti na kichocheo huwekwa kwenye gasket ya kauri, na pistoni za tapered itapunguza kutoka juu na chini. Baada ya muda maalum, gasket yenye almasi huondolewa kwenye vyombo vya habari. Gaskets huvunjwa mbali na grafiti yenye almasi inakabiliwa na mfululizo wa mawakala iliyoundwa ili kuyeyusha nyenzo zote isipokuwa almasi. Vinyunyuzi vilivyotumika ni vijenzi vikali ambavyo vinaweza kuwa vyanzo vya majeraha makubwa ya kuchomwa na kupumua. Almasi zenye ubora wa vito zinaweza kuzalishwa kwa njia ile ile, lakini muda mrefu wa uchapishaji unaohitajika hufanya mchakato huu kuwa ghali.
Hatari zinazotokana na utengenezaji wa almasi ni pamoja na mfiduo unaowezekana kwa asidi tendaji na visababishi vingi kwa wingi, kelele, vumbi kutokana na kutengeneza na kuvunjika kwa gesi za kauri, na mfiduo wa vumbi la chuma. Hatari nyingine inayowezekana inaundwa na kutofaulu kwa carbudi kubwa hufa. Baada ya idadi tofauti ya matumizi, kufa hushindwa, na kusababisha hatari ya kiwewe ikiwa maiti hayatatengwa. Masuala ya ergonomic hutokea wakati almasi zinazotengenezwa zinaainishwa na kupangwa. Ukubwa wao mdogo hufanya kazi hii kuwa ya kuchosha na inayojirudia.
Uchapishaji na Uchapishaji
Wasifu wa jumla
Sekta za uchapishaji, upigaji picha za kibiashara na uzazi ni muhimu duniani kote kwa kuzingatia umuhimu wake wa kiuchumi. Sekta ya uchapishaji ni tofauti sana katika teknolojia na kwa ukubwa wa makampuni ya biashara. Hata hivyo, bila kujali ukubwa unaopimwa na kiasi cha uzalishaji, teknolojia tofauti za uchapishaji zilizoelezwa katika sura hii ndizo zinazojulikana zaidi. Kwa kiasi cha uzalishaji, kuna idadi ndogo ya shughuli za kiasi kikubwa, lakini nyingi ndogo. Kwa mtazamo wa kiuchumi, sekta ya uchapishaji ni mojawapo ya sekta kubwa na inazalisha mapato ya kila mwaka ya angalau dola za Marekani bilioni 500 duniani kote. Vile vile, tasnia ya upigaji picha za kibiashara ni tofauti, ikiwa na idadi ndogo ya shughuli za sauti kubwa na nyingi ndogo. Kiasi cha kupiga picha kinakaribia kugawanywa kwa usawa kati ya shughuli kubwa na ndogo. Soko la biashara la picha huzalisha mapato ya kila mwaka ya takriban dola bilioni 60 duniani kote, huku shughuli za upigaji picha zikijumuisha takriban 40% ya jumla hii. Sekta ya uzalishaji, ambayo inajumuisha shughuli za kiwango kidogo na mapato ya kila mwaka ya takriban dola bilioni 27, huzalisha takriban nakala trilioni 2 kila mwaka. Kwa kuongezea, huduma za uzazi na kurudia kwa kiwango kidogo zaidi hutolewa kwenye mashirika na kampuni nyingi.
Masuala ya afya, mazingira na usalama katika sekta hizi yanabadilika kutokana na uingizwaji wa nyenzo zisizo na madhara, mikakati mipya ya udhibiti wa usafi wa viwanda, na ujio wa teknolojia mpya, kama vile kuanzishwa kwa teknolojia ya dijiti, picha za kielektroniki na kompyuta. Masuala mengi muhimu ya kiafya na usalama (kwa mfano, vimumunyisho katika tasnia ya uchapishaji au formaldehyde kama kiimarishaji katika suluhu za uchakataji picha) hayatakuwa matatizo katika siku zijazo kutokana na uingizwaji wa nyenzo au mikakati mingine ya kudhibiti hatari. Hata hivyo, masuala mapya ya afya, mazingira na usalama yatatokea ambayo yatalazimika kushughulikiwa na wataalamu wa afya na usalama. Hili linapendekeza kuendelea kwa umuhimu wa ufuatiliaji wa afya na mazingira kama sehemu ya mkakati madhubuti wa usimamizi wa hatari katika tasnia ya uchapishaji, upigaji picha za kibiashara na uzazi.David Richardson
Muhtasari wa Taratibu za Uchapishaji
Uvumbuzi wa uchapishaji ulianza China katika karne ya 11. Mwishoni mwa karne ya 15, Johannes Gutenburg alianzisha kwa mara ya kwanza aina zinazoweza kusongeshwa na kuvumbua matbaa ya uchapishaji, na hivyo kuunda mchakato wa uchapishaji ambao sasa umeenea kote ulimwenguni. Tangu wakati huo, mchakato wa uchapishaji umepanuka kwa kasi zaidi ya uchapishaji wa maneno kwenye karatasi hadi uchapishaji wa maneno na aina nyingine za sanaa za picha kwenye karatasi na vifaa vingine (substrates). Katika karne ya 20, upakiaji wa aina zote za bidhaa za watumiaji umechukua uchapishaji hadi kiwango kingine. Uchapishaji, ufungaji na machapisho, pamoja na uwanja unaohusishwa kwa karibu wa mipako na laminating, hupatikana katika bidhaa za kila siku na taratibu zinazotumiwa nyumbani, kwa burudani na kazi.
Sanaa ya kuweka maneno na picha kwenye karatasi au substrates nyingine inasonga katika mwelekeo ambao haukutarajiwa hata miaka michache iliyopita. Wigo mpana sana wa teknolojia, kuanzia mitindo ya zamani na ya kitamaduni zaidi ya uchapishaji hadi teknolojia mpya zaidi inayohusisha kompyuta na michakato inayohusiana imeibuka. Hii inajumuisha kila kitu kutoka kwa teknolojia ya zamani ya aina ya risasi katika mashinikizo ya kitanda bapa hadi mikanda ya kisasa ya mtandao inayolishwa, moja kwa moja hadi sahani (ona mchoro 1). Katika baadhi ya shughuli, teknolojia hizi tofauti hupatikana kihalisi.
Kielelezo 1. Mwisho wa mwisho wa mchakato wa uchapishaji

Kuna aina nne za jumla za uchapishaji na kuna hatari nyingi za usalama, afya na mazingira zinazohusiana na teknolojia hizi.
1. Barua au uchapishaji wa misaada. Utaratibu huu, uliotumiwa kwa miaka mingi katika uchapishaji na uchapishaji, unahusisha uundaji wa picha, mara nyingi barua au picha, ambazo zimeinuliwa juu ya historia au eneo lisilo la uchapishaji. Wino hutumiwa kwenye eneo lililoinuliwa, ambalo huwekwa katika kuwasiliana na karatasi au substrate nyingine ambayo inakubali picha.
Kuna njia kadhaa za kuunda picha ya unafuu, kama vile mkusanyiko wa herufi moja kwa moja kwa kutumia aina inayoweza kusongeshwa, au kwa kutumia mashine ya linotipu ya kawaida au aina iliyoundwa na mashine. Michakato hii inafaa kwa kazi rahisi na fupi za uchapishaji. Kwa kazi za muda mrefu, sahani za uchapishaji, mara nyingi hutengenezwa kwa chuma au plastiki au vifaa vya aina ya mpira, zinafaa zaidi. Kutumia mpira au sahani zinazofanana mara nyingi huitwa flexography au uchapishaji wa flexographic.
Inks za kawaida za mchakato huu zinaweza kuwa kutengenezea au msingi wa maji. Baadhi ya wino mpya zaidi, kulingana na uponyaji wa ultraviolet (UV) na mifumo mingine ya kemikali-kimwili, zinatengenezwa na kutekelezwa katika mfumo huu wa uchapishaji.
2. Uchapishaji wa Intaglio au gravure. Katika michakato ya uchapishaji ya intaglio au gravure, picha itakayochapishwa huwekwa kwenye uso wa sahani iliyochongwa au silinda. Sahani au silinda huoshwa kwa wino. Kisha wino wa ziada hutolewa kutoka kwa sehemu zisizochongwa za sahani kwa kutumia a blade ya daktari. Sahani au silinda huguswa na karatasi au substrate nyingine ambayo wino huhamisha picha. Mfumo huu wa uchapishaji ni wa kawaida sana wa bidhaa zilizochapishwa kwa muda mrefu, kama vile magazeti na vifaa vya ufungaji.
Inki kwa kawaida hutegemea kutengenezea, huku toluini ikiwa kiyeyusho cha kawaida zaidi katika inki za intaglio au gravure. Matumizi ya wino kulingana na mafuta na maji ya soya yanaendelea kwa mafanikio. Walakini, sio programu zote zinaweza kutumia teknolojia hii mpya zaidi.
3. Uchapishaji wa Planographic au lithografia. Nyenzo zisizo sawa huunda msingi wa uchapishaji wa planographic au lithographic. Kwa kutumia nyenzo zisizofanana, maeneo yanaweza kuendelezwa ambayo yanapokea maji au kuzuia maji (yaani, kupokea wino wa kutengenezea). Sehemu ya kupokea wino ya kutengenezea itabeba picha, wakati eneo la kupokea maji litakuwa mandharinyuma au eneo ambalo halijachapishwa. Kwa hivyo, wino hushikilia tu katika maeneo maalum ya kuhamisha karatasi au substrate nyingine. Katika matukio mengi, hatua hii itahusisha uhamisho kwenye uso wa kati, unaojulikana kama blanketi, ambayo baadaye itawekwa dhidi ya karatasi au substrate nyingine. Utaratibu huu wa uhamisho unaitwa uchapishaji wa offset, ambao hutumiwa sana kwa uchapishaji, uchapishaji na upakiaji maombi mengi.
Ikumbukwe kwamba sio uchapishaji wote wa kukabiliana unahusisha lithography. Kulingana na mahitaji halisi ya mchakato wa uchapishaji, mbinu zingine za uchapishaji zinaweza kutumia vipengele vya uchapishaji wa kukabiliana.
Inks zinazotumiwa katika uchapishaji wa planografia au lithografia kwa kawaida huwa na viyeyusho (yaani, sio msingi wa maji), lakini baadhi ya wino ambazo hazitengenezi zinatengenezwa kwa haraka.
4. Uchapishaji wa vinyweleo au skrini. Uchapishaji wa vinyweleo au skrini hutumia stencil iliyowekwa juu ya skrini yenye wavu laini. Wino hutumiwa kwenye maeneo ya skrini iliyo wazi na kushinikizwa (kupigwa) juu ya stencil na eneo la mesh wazi. Wino utahamisha kupitia skrini hadi kwenye karatasi au sehemu ndogo nyingine chini ya skrini. Uchapishaji wa skrini mara nyingi hutumiwa kwa kazi rahisi, za uchapishaji za chini, ambapo mchakato huu unaweza kuwa na faida ya gharama. Matumizi ya kawaida ya mchakato huu wa uchapishaji ni kwa nguo, mabango, maonyesho na Ukuta.
Ingi za uchapishaji wa skrini zinaweza kutengenezea au zinatokana na maji, kulingana na sehemu ndogo ya kuchapishwa. Kwa kuwa mipako inayotumiwa katika uchapishaji wa skrini mara nyingi ni nene, kwa kawaida wino huwa na mnato zaidi kuliko zile zinazotumiwa katika njia zingine za uchapishaji.
Maandalizi ya Nyenzo Iliyo Tayari Kuchapishwa
Kutayarisha nyenzo kwa ajili ya uchapishaji kunahusisha kuunganisha nyenzo mbalimbali, kutia ndani maandishi, picha, kazi za sanaa, vielelezo na miundo, ambayo ni mada ya kunakiliwa katika nyenzo zilizochapishwa. Nyenzo zote lazima zikamilishwe kabisa kwa sababu mabadiliko hayawezi kufanywa baada ya sahani za kuchapisha kuundwa. Ili kurekebisha makosa, mchakato lazima ufanyike upya. Kanuni za sanaa za picha zinatumika katika hatua hii ili kuhakikisha uzuri unaofaa wa bidhaa iliyochapishwa.
Vipengele vya afya na usalama vya hatua ya sanaa ya picha ya mchakato wa uchapishaji kwa ujumla huchukuliwa kuwa hatari kidogo kuliko vipengele vingine vya uchapishaji. Uzalishaji wa mchoro unaweza kuhusisha matatizo makubwa ya kimwili, pamoja na hatari za afya kutoka kwa rangi, saruji ya mpira, adhesives ya dawa na vifaa vingine vinavyotumiwa. Mengi ya haya yanabadilishwa na michoro ya kompyuta ambayo pia inajadiliwa katika makala "Sanaa ya Biashara" katika Burudani na sanaa sura. Hatari zinazowezekana za kufanya kazi na vitengo vya maonyesho ya kuona na kompyuta zinajadiliwa mahali pengine katika hili Encyclopaedia. Vituo vya kazi vya sauti vya ergonomically vinaweza kupunguza hatari.
Utengenezaji wa viwanja
Sahani za uchapishaji au mitungi ambayo ni ya kawaida ya michakato ya uchapishaji ya kisasa lazima iundwe kwa mchakato wa upigaji picha au uundaji unaotokana na kompyuta. Mara nyingi, utengenezaji wa sahani huanza na mfumo wa kamera ambao hutumiwa kuunda picha, ambayo baadaye inaweza kuhamishwa kwa njia za picha kwenye sahani. Rangi lazima zitenganishwe, na vipengele vya ubora wa uchapishaji kama vile taswira ya nusu-tone lazima viendelezwe katika mchakato huu. Upigaji picha unaotumika kutengeneza sahani ni wa kisasa sana ikilinganishwa na matumizi ya kawaida ya kamera nyumbani. Ukali wa kipekee, utengano wa rangi na rejista zinahitajika ili kuruhusu utengenezaji wa vifaa vya kuchapishwa vya ubora. Kwa kuanzishwa kwa kompyuta, sehemu kubwa ya mkusanyiko wa mwongozo na kazi ya maendeleo ya picha imeondolewa.
Hatari zinazowezekana zinazoonekana katika sehemu hii ya mchakato wa uchapishaji ni sawa na zile za kawaida za tasnia ya picha na zimejadiliwa mahali pengine katika sura hii. Kudhibiti uwezekano wa mfiduo wa kemikali ni muhimu wakati wa kutengeneza sahani.
Baada ya picha kuundwa, taratibu za photomechanical hutumiwa kuunda sahani ya uchapishaji. Michakato ya kawaida ya picha ya kutengeneza sahani inaweza kugawanywa katika zifuatazo:
Njia za mwongozo. Zana za mkono, michoro na visu vinaweza kutumika kutengeneza unafuu katika sahani, au kalamu za rangi zinaweza kutumika kutengeneza maeneo ya kuzuia maji kwenye sahani ya lithography. (Hii kwa ujumla ni njia inayotumiwa katika uzalishaji mdogo, au kwa kazi maalum za uchapishaji.)
Njia za kiufundi. Lathes, mashine za kutawala na aina sawa za vifaa vya mitambo hutumiwa kuunda misaada, au vifaa vingine vinaweza kutumika kuzalisha maeneo ya kuzuia maji kwenye sahani za lithography.
Njia za electrochemical. Mbinu za kielektroniki hutumiwa kuweka metali kwenye sahani au mitungi.
Mbinu za kielektroniki. Wachongaji wa elektroniki hutumiwa kuunda misaada kwenye sahani au mitungi.
Njia za umeme. Mbinu za Xerographic au sawa hutumiwa kuunda vipengele vya picha vya misaada au kuzuia maji kwenye sahani au mitungi.
Njia za Photomechanical. Picha za picha zinaweza kuhamishiwa kwenye sahani kwa njia ya mipako isiyo na mwanga kwenye sahani au silinda.
Photomechanical platemaking ni mchakato wa kawaida leo. Katika matukio mengi, mifumo miwili au zaidi inaweza kutumika kuunda sahani au silinda.
Athari za kiafya na usalama za kutengeneza bamba za uchapishaji ni kubwa kutokana na mbinu mbalimbali zinazotumiwa kuunda sahani. Mbinu za kimakanika, ambazo hazitumiki sana leo kuliko zamani, zilikuwa chanzo cha maswala ya kawaida ya usalama wa kiufundi, pamoja na hatari zinazotokana na utumiaji wa zana za mikono na vifaa vikubwa vya mitambo vinavyoonekana mara nyingi kwenye duka la mashine. Hatari zinazohusiana na usalama wa mikono na ulinzi ni kawaida katika utengenezaji wa sahani kwa kutumia njia za kiufundi. Utengenezaji wa sahani kama hizo mara nyingi huhusisha matumizi ya mafuta na visafishaji ambavyo vinaweza kuwaka au sumu.
Mbinu za zamani mara nyingi bado zinatumika katika vituo vingi pamoja na vifaa vipya zaidi na hatari zinaweza kuenea. Ikiwa sahani ina aina zinazoweza kusongeshwa, mashine ya linotipu, ambayo hapo awali ilikuwa ya kawaida sana katika maduka mengi ya kuchapisha, ingetengeneza chapa kwa kurusha risasi katika umbo la herufi. Risasi inayeyushwa na kuwekwa kwenye sufuria ya risasi. Kukiwa na chungu cha risasi, hatari nyingi zinazohusiana na risasi huja moja kwa moja kwenye duka la kuchapisha. Kuongoza, ambayo inajadiliwa mahali pengine katika hili Encyclopaedia, inaweza kuingia mwilini kwa kuvuta pumzi ya misombo ya risasi na kwa kuchafuliwa kwa ngozi na risasi na aina iliyo na risasi ambayo inaweza kusababisha kumeza kwa risasi. Matokeo yake ni uwezekano wa sumu ya risasi ya kiwango cha chini ya muda mrefu, na kusababisha kutofanya kazi kwa mfumo wa neva, kutofanya kazi kwa figo na sumu nyingine.
Mbinu zingine za utengenezaji wa sahani hutumia mifumo ya kemikali ya kawaida ya uwekaji au uwekaji wa kemikali ili kuunda picha kwenye sahani au silinda. Hii inahusisha kemikali nyingi tofauti, ikiwa ni pamoja na asidi na metali nzito (zinki, chromium, shaba na alumini), pamoja na mifumo ya resini yenye kemikali ya kikaboni ambayo huunda baadhi ya tabaka za juu za sahani yenyewe. Mifumo mingine sasa hutumia vimumunyisho vinavyotokana na petroli katika michakato ya kemikali ya kutengeneza sahani. Hatari za kiafya zinazoweza kutokea kutokana na kemikali hizo lazima zizingatiwe katika juhudi za usalama zinazofanywa kwa kituo kama hicho. Uingizaji hewa na vifaa vya kinga vya kibinafsi ambavyo vinafaa kwa kemikali zinazotumiwa ni muhimu sana. Zaidi ya hayo, athari za mazingira zinazoweza kusababishwa na babuzi na metali nzito zinahitaji kuzingatiwa kama sehemu ya juhudi za usalama kwa kemia ya utengenezaji wa sahani. Uhifadhi na uchanganyaji wa mifumo hii ya kemikali pia huwasilisha hatari za kiafya ambazo zinaweza kuwa muhimu ikiwa kumwagika kutatokea.
Mifumo ya kuchonga, inayotumiwa katika baadhi ya matukio kuhamisha picha kwenye bamba au silinda, pia inaweza kuwasilisha hatari zinazoweza kutokea. Mifumo ya kawaida ya kuchora itazalisha uchafuzi wa chuma ambao unaweza kuwa tatizo kwa wale wanaofanya kazi na mifumo hii. Mifumo mipya zaidi hutumia vifaa vya leza kuchonga picha kwenye nyenzo za sahani. Ingawa hii inaruhusu kuondolewa kwa baadhi ya hatua katika mchakato wa kutengeneza sahani, kuwepo kwa leza kunaweza kuleta hatari kwa macho na ngozi. Laser pia inaweza kutumika kulainisha nyenzo, kama vile plastiki, badala ya kuzipasha joto hadi zivuke, hivyo kusababisha matatizo ya ziada yanayohusiana na mvuke na mafusho mahali pa kazi.
Katika hali nyingi, mchakato wa kutengeneza sahani ni sehemu ndogo ya jumla ya shughuli za uzalishaji wa kituo cha uchapishaji, ambayo huweka kikomo hatari iliyopo, kwa kuwa watu wachache hufanya kazi katika eneo la utengenezaji wa sahani na idadi ndogo ya vifaa ni mfano wa aina hizi za shughuli. Teknolojia inavyoendelea, hatua chache zitahitajika ili kutafsiri picha kwenye sahani, hivyo kutoa fursa chache za hatari kuwa na athari kwa wafanyakazi na mazingira.
Utengenezaji wa Wino
Kulingana na teknolojia zinazotumiwa, aina mbalimbali za wino na mipako hutumiwa. Wino kwa kawaida huundwa na mtoa huduma na rangi au rangi na resini ambazo huenda kuunda picha.
Mtoa huduma huruhusu rangi na vipengele vingine kubaki katika suluhisho mpaka wino umekauka. Wabebaji wa wino wa uchapishaji wa kawaida hujumuisha alkoholi, esta (acetate), ketoni au maji. Inks za gravure mara nyingi hujumuisha kiasi kikubwa cha toluini. Wino mpya zaidi zinaweza kuwa na mafuta ya soya iliyooksidishwa na kemikali zingine ambazo hazina madhara kwa sababu hazina tete.
Sehemu nyingine ya wino wa kawaida ni binder ya resin. Bender ya resin hutumiwa, baada ya kutengenezea kukauka, kushikilia rangi kwenye substrate. Resini za kikaboni, zingine za asili na zingine za syntetisk, kama vile resini za akriliki, hutumiwa mara kwa mara katika wino.
Rangi hutoa rangi. Misingi ya rangi inaweza kutoka kwa aina mbalimbali za kemikali ikiwa ni pamoja na metali nzito na vifaa vya kikaboni.
Inks zilizotibiwa na UV zinatokana na acrylates na hazina wabebaji. Hawahusiki katika mchakato wa kuponya/kukausha. Wino hizi huwa ni mfumo wa resin na rangi. Acrylates ni uwezo wa ngozi na sensitizer ya kupumua.
Kuna hatari nyingi za kiafya na kiusalama zinazohusiana na utengenezaji wa wino. Kwa kuwa utengenezaji wa wino mara nyingi hujumuisha vimumunyisho vinavyoweza kuwaka, ulinzi wa moto ni muhimu katika kituo chochote ambapo utengenezaji wa wino unafanywa. Mifumo ya kunyunyizia maji na vifaa vya kuzima vya kubebeka lazima viwepo na katika hali kamili na kamili ya uendeshaji. Kwa kuwa wafanyakazi lazima wajue jinsi ya kutumia vifaa, mafunzo yanahitajika. Mifumo ya umeme inapaswa kuwa salama kabisa au ihusishe kusafisha au kuzuia mlipuko. Udhibiti wa tuli ni muhimu kwa kuwa vimumunyisho vingi vinaweza kutoa chaji tuli vinapoendeshwa kupitia bomba la plastiki au hewani. Udhibiti wa unyevu, kutuliza na kuunganisha hupendekezwa sana kwa udhibiti wa tuli.
Vifaa vya kuchanganya, kutoka kwa vichanganya vidogo hadi mizinga mikubwa ya batch, vinaweza kuweka hatari nyingi za usalama wa mitambo. Miundo ya vichanganyiko na mifumo lazima ilindwe au kulindwa vinginevyo wakati wa operesheni na ukiwa katika hali za kujitayarisha na kusafisha. Walinzi wa mashine wanahitajika na lazima wawepo; zinapoondolewa kwa ajili ya shughuli zinazohusiana na matengenezo, programu za kufunga/kutoka nje ni muhimu.
Kwa sababu ya wingi wa nyenzo zilizopo, utunzaji wa nyenzo pia unaweza kuleta hatari. Ingawa inapendekezwa kuwa nyenzo zote ambazo zimewekwa kwa urahisi moja kwa moja kwenye eneo la matumizi kushughulikiwa kwa njia hiyo, vipengele vingi vya wino lazima vihamishwe kwa mikono kwenye eneo la kuchanganya katika mifuko, ngoma au vyombo vingine. Hii inajumuisha kutumia sio tu vifaa vya kiufundi kama vile lori za kuinua na vipandikizi, lakini pia utunzaji wa mwongozo na mfanyakazi anayechanganya. Matatizo ya mgongo na mikazo sawa ni ya kawaida katika shughuli hizi. Mafunzo juu ya mazoea sahihi ya kuinua ni kipengele muhimu cha hatua za kuzuia, pamoja na kuchagua michakato ya kuinua mitambo ambayo inahitaji ushiriki mdogo wa moja kwa moja wa binadamu.
Kwa utunzaji huu mwingi, matukio ya kumwagika na utunzaji wa kemikali yanaweza kutokea. Mifumo inapaswa kuwekwa ili kukabiliana na hali kama hizi za dharura. Pia, utunzaji katika kuhifadhi ili kuzuia kumwagika na uwezekano wa kuchanganya vifaa visivyokubaliana inahitajika.
Kemikali mahususi na kiasi kikubwa kilichohifadhiwa kinaweza kusababisha masuala yanayohusiana na uwezekano wa kufichua afya ya mfanyakazi. Kila kipengee, iwe kibeba, utomvu au rangi, kinapaswa kutathminiwa kibinafsi na ndani ya muktadha wa mfumo wa wino. Juhudi za usalama zinapaswa kujumuisha: tathmini ya usafi wa viwanda na sampuli ili kubaini kama mfiduo unakubalika; uingizaji hewa wa kutosha kwa ajili ya kuondolewa kwa vitu vya sumu; na matumizi ya vifaa vya kinga ya kibinafsi yanafaa kuzingatiwa. Kwa kuwa umwagikaji na fursa zingine za kufichua kupindukia zipo, mifumo ya dharura inapaswa kuwepo ili kutoa huduma ya kwanza. Manyunyu ya usalama, kuosha macho, vifaa vya huduma ya kwanza na ufuatiliaji wa kimatibabu vyote vinapendekezwa, vinginevyo majeraha ya ngozi, macho, mfumo wa upumuaji na mifumo mingine ya mwili yanaweza kutokea. Vidokezo vinaweza kuanzia ugonjwa wa ngozi rahisi unaotokana na kukabiliwa na ngozi kwa viyeyusho, hadi uharibifu wa kudumu zaidi wa kiungo kutokana na kuathiriwa na rangi zenye metali nzito, kama vile kromati ya risasi, ambayo hupatikana katika baadhi ya michanganyiko ya wino. Wigo wa sumu iwezekanavyo ni kubwa kwa sababu ya vifaa vingi vinavyotumiwa katika utengenezaji wa wino mbalimbali na mipako. Kwa teknolojia mpya zaidi kama vile wino zinazotibika na UV, hatari inaweza kubadilika kutoka hatari za kawaida za kutengenezea hadi kuhamasishwa kutoka kwa kugusa mara kwa mara na ngozi. Uangalifu lazima uchukuliwe ili kuelewa kikamilifu hatari zinazowezekana za kemikali zinazotumiwa katika utengenezaji wa wino na mipako. Hii ni bora kufanywa kabla ya uundaji.
Kwa kuwa wino nyingi zina nyenzo ambazo zinaweza kudhuru ikiwa zitaingia kwenye mazingira, udhibiti wa mchakato wa kutengeneza wino unaweza kuhitajika. Zaidi ya hayo, nyenzo za mabaki ikiwa ni pamoja na vifaa vya kusafisha na taka lazima zishughulikiwe kwa uangalifu, ili kupunguza athari zao kwa mazingira.
Kwa msisitizo mkubwa wa ulimwenguni pote wa mazingira bora, wino zaidi "zinazofaa dunia" zinaletwa, ambazo hutumia maji kama kiyeyusho na resini zenye sumu kidogo na rangi. Hii inapaswa kusaidia kupunguza hatari zinazohusiana na utengenezaji wa wino.
Uchapishaji
Uchapishaji unahusisha kuchukua sahani, kuweka wino kwenye sahani, na kuhamisha wino kwenye substrate. Katika michakato ya kukabiliana, picha huhamishwa kutoka kwa sahani iliyofunikwa kwenye silinda hadi silinda ya kati ya mpira (blanketi) kabla ya kuhamishiwa kwenye substrate inayotaka. Substrates sio tu kwa karatasi, ingawa karatasi ni mojawapo ya substrates ya kawaida. Lebo nyingi za dhana huchapishwa kwenye filamu ya polyester ya utupu-metallized, kwa kutumia mbinu za uchapishaji za kawaida. Plastiki zilizo na lamu zinaweza kuingizwa kwenye mashine ya kuchapisha kwenye laha au kama sehemu ya mtandao unaoendelea ambao hukatwa kwa vipimo ili kutengeneza vifungashio.
Kwa kuwa uchapishaji mara nyingi huhusisha rangi, tabaka kadhaa zilizochapishwa zinaweza kuwekwa kwenye substrate na kisha kukaushwa kabla ya kuongezwa kwa safu inayofuata. Yote hii lazima ifanyike kwa usahihi ili kuweka rangi zote kwenye rejista. Hii inahitaji vituo vingi vya uchapishaji na vidhibiti vya hali ya juu ili kudumisha kasi na mvutano ufaao kupitia vyombo vya habari.
Hatari zinazohusiana na uendeshaji wa mashine ya uchapishaji ni sawa na zile zinazohusika katika utengenezaji wa wino. Hatari ya moto ni muhimu. Kama ilivyo kwa utengenezaji wa wino, mifumo ya kunyunyizia maji na njia zingine za ulinzi wa moto zinahitajika. Mifumo mingine inaweza kuwekwa moja kwa moja kwenye vyombo vya habari. Hizi hutumika kama vidhibiti vilivyoongezwa pamoja na vizima-moto vinavyobebeka ambavyo vinapaswa kupatikana. Mifumo ya umeme inapaswa kukidhi mahitaji yaliyosafishwa, yasiyolipuka au yaliyo salama kabisa. Udhibiti wa umeme tuli pia ni muhimu, haswa kwa vimumunyisho kama vile pombe ya isopropyl na kwa vyombo vya habari vya wavuti. Ikiongezwa kwenye ushughulikiaji wa vimiminika vinavyoweza kuwaka vinavyoweza kutengeneza tuli huku vikisogezwa kupitia hosi za plastiki au hewa, filamu nyingi za plastiki au wavu pia zitatoza malipo makubwa tuli zinaposogea juu ya roli ya chuma. Udhibiti wa unyevu, kutuliza na kuunganisha ni muhimu kwa kuondoa tuli, pamoja na mbinu za uondoaji za tuli zinazozingatia wavuti.
Utunzaji wa mikono wa vifaa vya uchapishaji, nyenzo za substrate na wino zinazohusiana ni suala jingine la usalama. Masuala ya uhifadhi sawa na yale ya utengenezaji wa wino yapo. Kupunguza ushughulikiaji wa mwongozo wa vifaa, nyenzo za substrate na wino inashauriwa. Ambapo hii haiwezekani, elimu ya kawaida na yenye kuzingatia inahitajika kwa wale walioajiriwa katika chumba cha uchapishaji.
Masuala ya usalama yaliyoongezwa kwenye chumba cha uchapishaji ni masuala ya usalama wa kimitambo yanayohusisha vifaa vinavyosonga/kuzunguka kwa kasi pamoja na sehemu ndogo inayotembea kwa kasi inayozidi futi 1,500 kwa dakika. Mifumo ya ulinzi na kengele zinahitajika ili kusaidia kuhakikisha usalama wa wafanyikazi. Mifumo ya kufunga nje na tagout pia inahitajika wakati wa utendakazi wa ukarabati/utunzaji.
Kwa kiasi cha vifaa vinavyozunguka na kasi ambayo ni ya kawaida katika shughuli nyingi za uchapishaji, kelele mara nyingi ni suala muhimu, hasa wakati matbaa nyingi zipo, kama katika uchapishaji wa magazeti. Ikiwa viwango vya kelele havikubaliki, mpango wa kuhifadhi kusikia unapaswa kutekelezwa unaojumuisha udhibiti wa kihandisi.
Ijapokuwa wino mara nyingi hukaushwa kwenye hewa karibu na vyombo vya habari, vichuguu vya kukausha vinapendekezwa ili kupunguza mfiduo wa vimumunyisho tete.
Pia, katika baadhi ya shughuli za uchapishaji za kasi ya juu, ukungu wa wino unaweza kutokea. Ukaushaji wa viyeyusho na uwezekano wa kutengenezwa kwa wino huleta hatari ya kuvuta pumzi ya kemikali zinazoweza kuwa na sumu. Zaidi ya hayo, usimamizi wa kawaida wa uchapaji, ujazaji wa tanki na trei, usafishaji wa roli na wavivu, na kazi zinazohusiana zinaweza kuhusisha kuwasiliana na wino na viyeyusho vya kusafisha.
Kama ilivyo kwa utengenezaji wa wino, jitihada za sampuli za usafi wa viwanda zilizojengwa vizuri, pamoja na uingizaji hewa wa kutosha na vifaa vya kinga binafsi, vinapendekezwa. Kwa kuwa mashinikizo haya, ambayo baadhi yake ni makubwa sana, yanahitaji kusafishwa mara kwa mara, vimumunyisho vya kemikali hutumiwa mara nyingi, na kusababisha kuwasiliana zaidi na kemikali. Taratibu za kushughulikia zinaweza kupunguza udhihirisho lakini sio kuziondoa kabisa, kulingana na ukubwa wa shughuli za uchapishaji. Kama ilivyoonyeshwa hapo awali, hata wino mpya na mipako ambayo inawakilisha teknolojia bora bado inaweza kuwa na hatari. Kwa mfano, wino zinazotibika kwa UV ni vihisishi vinavyoweza kuamsha ngozi unapogusana na ngozi, na kuna uwezekano wa kukabiliwa na viwango vya hatari vya mionzi ya UV.
Uzalishaji wa gesi chafu kutoka kwa shughuli za uchapishaji, pamoja na suluhu za kusafisha na wino wa taka, ni masuala yanayoweza kuwa ya wasiwasi wa mazingira. Mifumo ya kupunguza uchafuzi wa hewa inaweza kuhitajika ili kunasa na kuharibu au kurejesha viyeyusho vilivyovukizwa kutoka kwa wino baada ya kuchapishwa. Usimamizi makini wa taka zinazozalishwa ili kupunguza athari kwa mazingira ni muhimu. Mifumo ya kushughulikia taka inapendekezwa ambapo vimumunyisho au vipengele vingine vinaweza kusindika tena. Teknolojia mpya zaidi inayotumia vimumunyisho bora zaidi kwa kusafisha inakuja kutokana na juhudi za sasa za utafiti. Hii inaweza kupunguza uzalishaji na mfiduo unaowezekana. Tathmini hai ya teknolojia ya sasa ya kusafisha inapendekezwa ili kuona ikiwa njia mbadala za kusafisha viyeyusho, kama vile miyeyusho ya maji au mafuta ya mboga, zinapatikana ambazo zitakidhi mahitaji yanayopatikana katika shughuli maalum za uchapishaji. Hata hivyo, miyeyusho ya kusafisha inayotokana na maji ambayo imechafuliwa na inki zenye kutengenezea bado inaweza kuhitaji usimamizi makini ndani ya uchapishaji na baada ya kutupwa.
Kumaliza
Baada ya kuchapishwa, sehemu ndogo kwa kawaida huhitaji umaliziaji wa ziada kabla ya kutayarishwa kwa matumizi ya mwisho. Nyenzo zingine zinaweza kutumwa moja kwa moja kutoka kwa vyombo vya habari hadi kwenye vifaa vya upakiaji ambavyo vitaunda kifurushi na kujaza yaliyomo au itaweka wambiso na kuweka lebo kwenye chombo. Katika hali nyingine, kiasi kikubwa cha kukata au kukatwa kwa ukubwa kinahitajika kwa mkusanyiko wa mwisho wa kitabu au nyenzo nyingine zilizochapishwa.
Masuala ya afya na usalama yanayohusiana na kumalizia ni masuala ya usalama wa kimitambo. Kwa kuwa sehemu kubwa ya kumalizia inahusisha kukata kwa ukubwa, kupunguzwa na kupigwa kwa vidole, mikono na mkono / mkono ni kawaida. Kulinda ni muhimu na lazima kutumika kama sehemu ya kila kazi. Visu na blade ndogo zinazotumiwa na wafanyikazi pia zinahitaji kutumiwa kwa uangalifu na kuhifadhiwa na kutupwa ipasavyo ili kuzuia mikato na michubuko bila kukusudia. Mifumo mikubwa pia inahitaji umakini wa kiwango sawa katika ulinzi na mafunzo ili kuzuia ajali.
Kipengele cha utunzaji wa nyenzo za kumaliza ni muhimu. Hii inatumika kwa nyenzo za kukamilishwa pamoja na bidhaa ya mwisho iliyochapishwa iliyochapishwa. Ambapo vifaa vya mitambo kama vile lori za kuinua, hoists na conveyors vinaweza kutumika, vinapendekezwa. Pale ambapo unyanyuaji na ushughulikiaji wa mikono lazima ufanyike, elimu juu ya unyanyuaji sahihi inapaswa kufanywa.
Tathmini ya hivi karibuni ya sehemu hii ya mchakato wa uchapishaji inaonyesha kuwa dhiki inayowezekana ya ergonomic imewekwa kwenye mwili wa mwanadamu. Kila kazi - kukata, kuchagua, ufungaji - inapaswa kupitiwa ili kuamua matokeo ya ergonomic iwezekanavyo. Ikiwa matatizo ya ergonomic yanapatikana, mabadiliko katika mahali pa kazi yanaweza kuhitajika ili kupunguza mkazo huu unaowezekana kwa viwango vinavyokubalika. Mara nyingi aina fulani ya otomatiki inaweza kusaidia, lakini bado kunabaki katika shughuli nyingi za uchapishaji kazi nyingi za kushughulikia ambazo zinaweza kuunda mkazo wa ergonomic. Mzunguko wa kazi unaweza kusaidia kupunguza tatizo hili.
Uchapishaji Katika Wakati Ujao
Daima kutakuwa na haja ya kuchapisha maneno kwenye substrate. Lakini wakati ujao wa uchapishaji utahusisha uhamisho wa moja kwa moja wa habari kutoka kwa kompyuta hadi kwa vyombo vya habari, pamoja na uchapishaji wa kielektroniki, ambapo maneno na picha zinasisitizwa kwenye vyombo vya habari vya sumakuumeme na substrates nyingine. Ingawa uchapishaji huo wa kielektroniki unaweza kutazamwa na kusomwa tu kupitia kifaa cha elektroniki, maandishi na fasihi iliyochapishwa zaidi na zaidi itahama kutoka kwa substrate iliyochapishwa hadi muundo wa substrate ya elektroniki. Hii itapunguza maswala mengi ya usalama wa kimitambo na afya yanayohusiana na uchapishaji, lakini itaongeza idadi ya hatari za kiafya katika tasnia ya uchapishaji.
Wasifu wa Jumla
Sekta za uchapishaji, upigaji picha za kibiashara na uzazi ni muhimu duniani kote kwa kuzingatia umuhimu wake wa kiuchumi. Sekta ya uchapishaji ni tofauti sana katika teknolojia na kwa ukubwa wa makampuni ya biashara. Hata hivyo, bila kujali ukubwa unaopimwa na kiasi cha uzalishaji, teknolojia tofauti za uchapishaji zilizoelezwa katika sura hii ndizo zinazojulikana zaidi. Kwa kiasi cha uzalishaji, kuna idadi ndogo ya shughuli za kiasi kikubwa, lakini nyingi ndogo. Kwa mtazamo wa kiuchumi, sekta ya uchapishaji ni mojawapo ya sekta kubwa na inazalisha mapato ya kila mwaka ya angalau dola za Marekani bilioni 500 duniani kote. Vile vile, tasnia ya upigaji picha za kibiashara ni tofauti, ikiwa na idadi ndogo ya shughuli za sauti kubwa na nyingi ndogo. Kiasi cha kupiga picha kinakaribia kugawanywa kwa usawa kati ya shughuli kubwa na ndogo. Soko la biashara la picha huzalisha mapato ya kila mwaka ya takriban dola bilioni 60 duniani kote, huku shughuli za upigaji picha zikijumuisha takriban 40% ya jumla hii. Sekta ya uzalishaji, ambayo inajumuisha shughuli za kiwango kidogo na mapato ya kila mwaka ya takriban dola bilioni 27, huzalisha takriban nakala trilioni 2 kila mwaka. Kwa kuongezea, huduma za uzazi na kurudia kwa kiwango kidogo zaidi hutolewa kwenye mashirika na kampuni nyingi.
Masuala ya afya, mazingira na usalama katika sekta hizi yanabadilika kutokana na uingizwaji wa nyenzo zisizo na madhara, mikakati mipya ya udhibiti wa usafi wa viwanda, na ujio wa teknolojia mpya, kama vile kuanzishwa kwa teknolojia ya dijiti, picha za kielektroniki na kompyuta. Masuala mengi muhimu ya kiafya na usalama (kwa mfano, vimumunyisho katika tasnia ya uchapishaji au formaldehyde kama kiimarishaji katika suluhu za uchakataji picha) hayatakuwa matatizo katika siku zijazo kutokana na uingizwaji wa nyenzo au mikakati mingine ya kudhibiti hatari. Hata hivyo, masuala mapya ya afya, mazingira na usalama yatatokea ambayo yatalazimika kushughulikiwa na wataalamu wa afya na usalama. Hili linapendekeza kuendelea kwa umuhimu wa ufuatiliaji wa afya na mazingira kama sehemu ya mkakati madhubuti wa usimamizi wa hatari katika tasnia ya uchapishaji, upigaji picha za kibiashara na uzazi.
Huduma za Uzalishaji na Kuiga
Ofisi ya kisasa inaweza kuwa na aina kadhaa za mashine za uzazi. Zinatofautiana kutoka kwa fotokopi inayopatikana kila mahali hadi kwa mashine ya ramani ya kusudi maalum, mashine za faksi na mimeograph, pamoja na aina zingine za nakala. Ndani ya kifungu hiki, vifaa tofauti vitawekwa kulingana na madarasa ya teknolojia pana. Kwa kuwa mashine za fotokopi za mchakato-kavu zimeenea sana, zitapokea uangalifu mkubwa zaidi.
Photocopiers na Printer za Laser
Inasindika shughuli
Hatua nyingi ndani electrophotography ya kawaida (xerography) zinafanana moja kwa moja na zile za upigaji picha. Katika hatua ya kukaribia aliyeambukizwa, ukurasa uliochapishwa au picha itakayonakiliwa inaangaziwa na mmweko wa mwanga mkali, na taswira inayoakisiwa inaangaziwa na lenzi kwenye kipokezi chaji cha umeme, ambacho ni nyeti kwa mwanga, ambacho hupoteza chaji yake popote ambapo mwanga unapiga. uso. Mwangaza utakuwa umegonga katika muundo sawa na uso unaonakiliwa. Kisha, msanidi programu, ambaye kwa ujumla wake hujumuisha shanga kubwa za mtoa huduma na chembe ndogo, zenye chaji ya kielektroniki zinazoambatana nazo, husafirishwa hadi kwa kipokezi cha picha kwa njia ya kuporomoka au sumaku. Picha iliyochajiwa, iliyofichika kwenye kipokezi cha picha hutengenezwa wakati poda iliyogawanywa vyema (inayojulikana kama tona, kipiga picha kikavu au wino mkavu) inapovutwa kielektroniki, kujitenga na msanidi programu na kubaki kwenye picha. Hatimaye, tona ambayo imeshikamana na maeneo ya taswira huhamishwa kwa njia ya kielektroniki (iliyochapishwa) hadi kwenye karatasi ya kawaida na kuunganishwa kwayo kabisa (iliyowekwa) kwa uwekaji wa joto, au joto na shinikizo. Tona iliyobaki huondolewa kutoka kwa kipokezi cha picha kwa mchakato wa kusafisha na kuwekwa kwenye sump ya tona taka. Kisha kipokea picha hutayarishwa kwa mzunguko unaofuata wa kupiga picha. Kwa kuwa karatasi yenye taswira huondoa tona pekee kutoka kwa msanidi programu, mtoa huduma aliyeitoa kwenye picha huzungushwa tena ndani ya nyumba ya msanidi programu na kuchanganywa na tona safi ambayo hupimwa kwenye mfumo kutoka kwa chupa ya usambazaji wa tona inayoweza kubadilishwa au cartridge.
Mashine nyingi hutumia shinikizo na joto kwa picha ya tona kwenye karatasi wakati wa mchakato wa kuunganisha. Joto hutolewa na roll ya fusing, ambayo huwasiliana na uso wa toned. Kulingana na sifa za vifaa vya toner na fuser, toner fulani inaweza kushikamana na uso wa fuser badala ya karatasi, na kusababisha kufutwa kwa sehemu ya picha kwenye nakala. Ili kuzuia hili, lubricant ya fuser, kwa kawaida maji ya msingi ya silicone, hutumiwa kwenye uso wa roll ya fuser.
In uchapishaji wa laser, picha inabadilishwa kwanza kwa muundo wa elektroniki; yaani, inasawazishwa kuwa msururu wa nukta (pixels) ndogo sana na kichanganuzi cha hati, au taswira ya kidijitali inaweza kuundwa moja kwa moja kwenye kompyuta. Kisha picha ya dijitali huandikwa kwenye kipokezi cha picha katika kichapishi cha leza na boriti ya leza. Hatua zilizobaki kimsingi ni zile za xerography ya kawaida, ambapo picha kwenye kipokezi cha picha hubadilishwa kuwa karatasi au nyuso zingine.
Baadhi ya fotokopi hutumia mchakato unaojulikana kama maendeleo ya kioevu. Hii inatofautiana na mchakato wa kawaida, kavu kwa kuwa msanidi kwa ujumla ni carrier wa hidrokaboni kioevu ambamo chembe za toner zilizogawanywa vizuri hutawanywa. Ukuzaji na uhamishaji kwa ujumla ni sawa na michakato ya kawaida, isipokuwa kwamba msanidi huoshwa juu ya kipokezi cha picha na nakala mvua hukaushwa na uvukizi wa kioevu kilichobaki wakati wa kuweka joto au joto na shinikizo.
vifaa
Vifaa vya matumizi vinavyohusishwa na fotokopi ni tona, watengenezaji, vilainishi vya fuser na karatasi. Ingawa hazizingatiwi kwa ujumla kama vifaa vya matumizi, vipokea picha, fuser na rolls za shinikizo na sehemu nyingine mbalimbali huchoka mara kwa mara na zinahitaji kubadilishwa, hasa katika mashine za sauti ya juu. Sehemu hizi kwa ujumla hazizingatiwi kuwa mteja zinazoweza kubadilishwa, na zinahitaji maarifa maalum kwa kuondolewa kwao na marekebisho. Mashine nyingi mpya zinajumuisha vitengo vinavyoweza kubadilishwa vya mteja (CRUs), ambavyo vina kipokea picha na msanidi katika kitengo kinachojitosheleza ambacho mteja anaweza kubadilisha. Katika mashine hizi, fuser huzunguka na kadhalika ama hudumu maisha ya mashine au zinahitaji ukarabati tofauti. Katika kuelekea kupunguza gharama za huduma na kuwarahisishia wateja zaidi, baadhi ya makampuni yanaelekea kwenye ongezeko la urekebishaji wa wateja, ambapo ukarabati unaweza kufanywa bila hatari ya kimitambo au ya umeme kwa mteja na, kwa kiasi kikubwa, itahitaji simu kwa kituo cha usaidizi. kwa msaada.
Tani toa picha kwenye nakala iliyokamilishwa. Toni kavu ni poda nzuri inayojumuisha plastiki, rangi na idadi ndogo ya viungio vya kazi. Polymer (plastiki) ni kawaida sehemu kuu ya toner kavu; styrene-akriliki, styrene-butadiene na polyester polima ni mifano ya kawaida. Katika toni nyeusi, rangi nyeusi za kaboni au rangi hutumiwa kama rangi, wakati katika kunakili rangi, rangi au rangi tofauti hutumiwa. Wakati wa mchakato wa kutengeneza tona, kaboni nyeusi au rangi na polima huyeyushwa na rangi nyingi hufunikwa na polima. Tona kavu pia inaweza kuwa na viambajengo vya ndani na/au vya nje ambavyo husaidia kubainisha sifa za kuchaji tuli na/au mtiririko wa tona.
Toni za mchakato wa mvua ni sawa na toni kavu kwa kuwa zinajumuisha rangi na viongeza ndani ya mipako ya polymer. Tofauti ni kwamba vipengele hivyo vinununuliwa kama mtawanyiko katika carrier wa hidrokaboni ya isoparaffinic.
Waendelezaji kawaida ni mchanganyiko wa toner na carrier. Vibebaji hubeba tona hadi kwenye uso wa kipokea picha na mara nyingi hutengenezwa kwa nyenzo kulingana na viwango maalum vya mchanga, glasi, chuma au aina ya ferrite ya dutu. Wanaweza kuvikwa kwa kiasi kidogo cha polima ili kufikia tabia inayotakiwa katika programu maalum. Mchanganyiko wa mtoa huduma/toni hujulikana kama wasanidi wa vipengele viwili. Watengenezaji wa sehemu moja hawatumii mtoa huduma tofauti. Badala yake, hujumuisha kiwanja kama oksidi ya chuma kwenye tona na kutumia kifaa cha sumaku kwa kutumia msanidi programu kwenye kipokezi cha picha.
Vilainishi vya Fuser mara nyingi ni vimiminika vinavyotokana na silikoni ambavyo huwekwa kwenye fuser rolls ili kuzuia urekebishaji wa tona kutoka kwa picha iliyotengenezwa hadi kwenye safu. Ingawa nyingi ni polydimethylsiloxanes rahisi (PDMSs), zingine zina sehemu ya utendaji ili kuboresha ushikamano wao kwenye safu ya fuser. Baadhi ya mafuta ya fuser hutiwa kutoka kwenye chupa ndani ya sump, ambayo hupigwa na hatimaye kutumika kwenye fuser roll. Katika mashine zingine mafuta ya kulainisha yanaweza kutumika kupitia mtandao wa kitambaa uliojaa ambao hufuta sehemu ya uso wa roli, huku katika mashine na vichapishi vingine vidogo, utambi uliopachikwa mafuta huweka matumizi.
Nyingi, ikiwa si zote, fotokopi za kisasa zinafanywa kufanya vyema na uzani mbalimbali wa karatasi ya dhamana ya kawaida, isiyotibiwa. Fomu maalum zisizo na kaboni hutengenezwa kwa baadhi ya mashine zinazoenda kasi, na karatasi za uhamishaji zisizo na mchanganyiko hutolewa kwa ajili ya kupiga picha katika fotokopi na kisha kupaka picha hiyo kwenye T-shati au kitambaa kingine kwa kutumia joto na shinikizo kwenye vyombo vya habari. Vinakili vikubwa vya kuchora vya uhandisi/usanifu mara nyingi hutoa nakala zao kwenye velum inayopitisha mwanga.
Hatari zinazowezekana na kuzuia kwao
Watengenezaji wanaowajibika wamejitahidi kupunguza hatari kutoka kwa hatari zozote za kipekee katika mchakato wa kunakili. Hata hivyo, karatasi za data za usalama wa nyenzo (MSDSs) zinapaswa kupatikana kwa matumizi yoyote au kemikali za huduma zinazotumiwa na mashine fulani.
Labda nyenzo pekee ya kipekee ambayo mtu anaweza kuonyeshwa kwa kiasi kikubwa katika mchakato wa kunakili ni toner. Tona za kisasa, kavu hazipaswi kuwasilisha hatari ya ngozi au macho kwa mtu yeyote isipokuwa labda watu nyeti zaidi, na vifaa vilivyoundwa hivi majuzi hutumia katriji za tona na CRU ambazo hupunguza mguso wa tona nyingi. Toni za kioevu, pia, haipaswi kuwasha ngozi moja kwa moja. Hata hivyo, vibebea vyao vya hidrokaboni ya isoparafini ni viyeyusho na vinaweza kufifisha ngozi, hivyo kusababisha kukauka na kupasuka inapofichuliwa mara kwa mara. Vimumunyisho hivi vinaweza pia kuwasha macho kwa upole.
Vifaa vilivyoundwa vizuri havitawasilisha a mwangaza mkali Hatari, hata kama platen inamulika bila ya asili juu yake, na baadhi ya mifumo ya kuangaza imefungwa kwa kifuniko cha platen ili kuzuia mfiduo wowote wa waendeshaji kwenye chanzo cha mwanga. Printa zote za leza zimeainishwa kama bidhaa za leza za Daraja la I, kumaanisha kwamba, chini ya hali ya kawaida ya utendakazi, mionzi ya laser (boriti) haifikiki, ikiwa ndani ya mchakato wa uchapishaji, na haitoi hatari ya kibiolojia. Zaidi ya hayo, kifaa cha laser haipaswi kuhitaji matengenezo, na katika tukio lisilo la kawaida ambalo upatikanaji wa boriti unahitajika, mtengenezaji lazima atoe taratibu za kufanya kazi salama zinazofuatwa na fundi wa huduma aliyefunzwa vizuri.
Hatimaye, maunzi yaliyotengenezwa vizuri hayatakuwa na kingo kali, sehemu za kubana au hatari za mshtuko wazi katika maeneo ambayo waendeshaji wanaweza kuweka mikono yao.
Hatari za ngozi na macho
Kwa kuongezea toner kavu ambazo hazionyeshi hatari kubwa ya ngozi au macho, mtu angetarajia vivyo hivyo na mafuta ya silicon. mafuta ya fuser. Polydimethylsiloxanes (PDMSs) zimefanyiwa tathmini za kina za kitoksini na kwa ujumla zimepatikana kuwa hazina madhara. Ingawa baadhi ya PDMS za mnato wa chini zinaweza kuwasha macho, zile zinazotumiwa kama vilainishi vya fuser kwa kawaida sio, wala si viwasho vya ngozi. Bila kujali hasira halisi, yoyote ya nyenzo hizi itakuwa kero ama kwenye ngozi au machoni. Ngozi iliyoathiriwa inaweza kuosha na sabuni na maji, na macho yanapaswa kujazwa na maji kwa dakika kadhaa.
Watu wanaofanya kazi nao mara kwa mara toni za kioevu, hasa chini ya hali zinazowezekana za kunyunyizia maji, huenda ukataka kuvaa miwani ya kinga, miwani ya usalama yenye ngao za pembeni, au ngao ya uso ikihitajika. Mpira au glavu zilizofunikwa na vinyl zinapaswa kuzuia shida za ngozi kavu zilizotajwa hapo juu.
Papers kwa ujumla ni wema pia. Hata hivyo, kumekuwa na matukio ya hasira kubwa ya ngozi wakati utunzaji sahihi haukuchukuliwa wakati wa usindikaji. Michakato duni ya utengenezaji inaweza pia kusababisha shida za harufu wakati karatasi inapokanzwa kwenye fuser ya kikopi cha mchakato kavu. Mara kwa mara, vellum katika kiigaji cha uhandisi haijachakatwa vizuri na hujenga tatizo la harufu ya kutengenezea hidrokaboni.
Mbali na msingi wa isoparaffinic wa toni za kioevu, nyingi solvents hutumiwa mara kwa mara katika utunzaji wa mashine. Imejumuishwa ni visafishaji vya sahani na vifuniko na viondoa filamu, ambavyo, kwa kawaida, ni alkoholi au miyeyusho ya alkoholi/maji yenye kiasi kidogo cha viambata. Suluhisho kama hizo ni hasira za macho, lakini usizike ngozi moja kwa moja. Hata hivyo, kama vile visambazaji vya tona kioevu, kitendo chao cha kutengenezea kinaweza kupunguza ngozi na kusababisha matatizo ya ngozi ya ngozi. Mipira au glavu zilizofunikwa na vinyl na glasi au glasi za usalama na ngao za upande zinapaswa kutosha ili kuzuia matatizo.
Hatari za kuvuta pumzi
Ozoni kwa kawaida ndiyo jambo linalowahangaikia zaidi wale walio karibu na mashine za kuchapisha. Maswala yanayofuata ambayo yangetambuliwa kwa urahisi zaidi yatakuwa tona, ikijumuisha vumbi la karatasi, na misombo ya kikaboni tete (VOCs). Hali zingine pia husababisha malalamiko ya harufu.
Ozoni kimsingi hutokana na utokaji wa corona kutoka kwa vifaa (corotrons/scorotrons) ambavyo huchaji kipokezi cha picha katika maandalizi ya kukaribia na kusafishwa. Katika viwango vinavyofaa zaidi kupatikana katika kunakili, inaweza kutambuliwa kwa harufu yake ya kupendeza, kama karafuu. Kizingiti chake cha harufu ya chini (0.0076 hadi 0.036 ppm) huipa "sifa za onyo" nzuri, kwa kuwa uwepo wake unaweza kutambuliwa kabla ya kufikia viwango vya madhara. Inapofikia viwango ambavyo vinaweza kusababisha maumivu ya kichwa, muwasho wa macho na ugumu wa kupumua, harufu yake inakuwa kali na yenye ukali. Mtu haipaswi kutarajia matatizo ya ozoni kutoka kwa mashine zinazotunzwa vizuri katika maeneo yenye uingizaji hewa mzuri. Hata hivyo, ozoni inaweza kugunduliwa wakati waendeshaji wanafanya kazi kwenye mkondo wa moshi wa mashine, haswa katika kesi ya nakala ndefu. Harufu ambazo hutambuliwa kama ozoni na waendeshaji wasio na uzoefu kawaida hupatikana kuwa zimetoka kwa vyanzo vingine.
Toner kwa muda mrefu imekuwa ikizingatiwa kuwa chembechembe za kero, au "chembe zisizoainishwa vinginevyo" (PNOC). Uchunguzi uliofanywa na Shirika la Xerox katika miaka ya 1980 ulionyesha kuwa tona iliyopuliziwa huleta majibu ya mapafu ambayo mtu angetarajia kutokana na kufichuliwa na chembechembe zisizoyeyuka. Pia zilionyesha ukosefu wa hatari ya kansa katika viwango vya mfiduo zaidi ya vile vinavyotarajiwa kupatikana katika mazingira ya ofisi.
Vumbi la karatasi lina vipande vya nyuzi za karatasi na saizi na vijazaji kama vile udongo, dioksidi ya titan na kabonati ya kalsiamu. Nyenzo hizi zote zinachukuliwa kuwa PNOCs. Hakuna sababu za wasiwasi ambazo zimepatikana kwa mfiduo wa vumbi la karatasi unaotarajiwa kutokea katika mazingira ya ofisi.
Utoaji wa VOC na fotokopi ni matokeo ya matumizi yao katika tona za plastiki na sehemu, raba na vilainishi vya kikaboni. Hata hivyo, kukabiliwa na kemikali za kikaboni za kibinafsi katika mazingira ya fotokopi inayofanya kazi kwa kawaida ni maagizo ya ukubwa chini ya vikomo vyovyote vya kukabiliwa na kazi.
Tabia matatizo na fotokopi za kisasa mara nyingi ni dalili ya upungufu wa uingizaji hewa. Karatasi zilizotibiwa, kama vile fomu zisizo na kaboni au karatasi za uhamishaji picha, na mara kwa mara vellum zinazotumiwa katika vinakili vya uhandisi, zinaweza kutoa harufu ya kutengenezea hidrokaboni, lakini mfiduo utakuwa chini ya vikomo vyovyote vya mfiduo wa kazi ikiwa uingizaji hewa unatosha kwa kunakili kawaida. Vipiga picha vya kisasa ni vifaa changamano vya kielektroniki ambavyo vina baadhi ya sehemu (fuser) zinazofanya kazi kwa viwango vya juu vya joto. Mbali na harufu zilizopo wakati wa operesheni ya kawaida, harufu pia hutokea wakati sehemu inashindwa chini ya mzigo wa joto na moshi na uzalishaji kutoka kwa plastiki ya moto na / au mpira hutolewa. Kwa wazi, mtu haipaswi kubaki mbele ya mfiduo kama huo. Kawaida kwa karibu shida zote za harufu ni malalamiko ya kichefuchefu na aina fulani ya muwasho wa macho au utando wa mucous. Malalamiko haya kwa kawaida ni dalili tu za kufichuliwa na kitu kisichojulikana, na pengine kisichopendeza, harufu, na si lazima kiwe dalili za sumu kali. Katika hali kama hizi, mtu aliye wazi anapaswa kutafuta hewa safi, ambayo karibu kila wakati husababisha kupona haraka. Hata mfiduo wa moshi na mvuke kutoka kwa sehemu zenye joto kupita kiasi kawaida huwa za muda mfupi hivi kwamba hakuna haja ya kuwa na wasiwasi. Hata hivyo, ni busara kutafuta ushauri wa matibabu ikiwa dalili zinaendelea au zinazidi.
Usakinishaji
Kama ilivyojadiliwa hapo juu, waigaji huzalisha joto, ozoni na VOC. Ingawa mapendekezo ya uwekaji na uingizaji hewa yanapaswa kupatikana kutoka kwa mtengenezaji na yanapaswa kufuatwa, ni busara kutarajia kwamba, kwa mashine zote lakini ikiwezekana kubwa zaidi, mahali katika chumba kilicho na mzunguko wa hewa unaofaa, zaidi ya mabadiliko mawili ya hewa kwa saa na ya kutosha. nafasi karibu na mashine kwa ajili ya kuhudumia itakuwa ya kutosha kuzuia ozoni na masuala ya harufu. Kwa kawaida, pendekezo hili pia linachukulia kwamba mapendekezo yote ya Jumuiya ya Wahandisi wa Kupasha joto, Majokofu na Viyoyozi (ASHRAE) ya Marekani kwa wakaaji wa vyumba pia yanatimizwa. Ikiwa zaidi ya fotokopi moja imeongezwa kwenye chumba, uangalizi unapaswa kuchukuliwa ili kutoa uingizaji hewa na uwezo wa kupoeza. Mashine kubwa, zenye sauti ya juu zinaweza kuhitaji uzingatiaji maalum wa kudhibiti joto.
Ugavi hauhitaji mazingatio maalum zaidi ya yale ya kuhifadhi vimumunyisho vyovyote vinavyoweza kuwaka na kuepuka joto kupita kiasi. Karatasi inapaswa kuwekwa kwenye sanduku lake kwa kiwango cha vitendo na kanga haipaswi kufunguliwa mpaka karatasi inahitajika.
Mashine za Faksi (Faksi).
Shughuli za usindikaji.
Katika uzazi wa faksi, hati inachanganuliwa na chanzo cha mwanga na picha inabadilishwa kuwa fomu ya kielektroniki inayoendana na mawasiliano ya simu. Kwenye kipokeaji, mifumo ya macho ya kielektroniki husimbua na kuchapisha picha inayopitishwa kupitia uhamishaji wa joto wa moja kwa moja, uhamishaji wa joto, michakato ya xerographic au wino.
Mashine zinazotumia michakato ya joto zina safu ya uchapishaji ya mstari kama bodi ya saketi iliyochapishwa, ambayo karatasi ya kunakili hupitiwa wakati wa mchakato wa uchapishaji. Kuna takriban anwani 200 kwa kila inchi katika upana wa karatasi, ambazo huwashwa haraka zinapowashwa na mkondo wa umeme. Kukiwa na joto, mwasiliani husababisha sehemu ya kugusa kwenye karatasi iliyotibiwa kuwa nyeusi (joto moja kwa moja) au kupaka kwenye roll ya mtoaji ya utepe wa taipureta ili kuweka kitone cheusi kwenye karatasi ya kunakili (uhamisho wa joto).
Mashine za faksi zinazofanya kazi kwa mchakato wa xerografia hutumia mawimbi ya simu ili kuwezesha miale ya leza na kisha hufanya kazi sawa na kichapishi cha leza. Kwa mtindo sawa, mashine za jeti za wino hufanya kazi sawa na printa za jeti za wino.
vifaa.
Karatasi, ama iliyotibiwa au wazi, safu za wafadhili, tona na wino ndio nyenzo kuu zinazotumika katika utumaji faksi. Karatasi za moja kwa moja za mafuta zinatibiwa na rangi ya leuco, ambayo hugeuka kutoka nyeupe hadi nyeusi inapokanzwa. Roli za wafadhili zina mchanganyiko wa kaboni nyeusi kwenye msingi wa nta na polima, iliyopakwa kwenye substrate ya filamu. Mchanganyiko huo ni wa kutosha kwamba hauhamishi kwenye ngozi wakati wa kusugua, lakini inapokanzwa itahamishiwa kwenye karatasi ya nakala. Toni na wino hujadiliwa katika sehemu za uchapishaji na uchapishaji wa jeti ya wino.
Hatari zinazowezekana na kuzuia kwao.
Hakuna hatari za kipekee ambazo zimehusishwa na mashine za faksi. Kumekuwa na malalamiko ya harufu na baadhi ya mashine za mafuta za moja kwa moja za mapema; hata hivyo, kama ilivyo kwa harufu nyingi katika mazingira ya ofisi, tatizo ni dalili zaidi ya kizingiti cha chini cha harufu, na uwezekano wa uingizaji hewa usiofaa, kuliko tatizo la afya. Mashine za uhamishaji wa mafuta kwa kawaida hazina harufu, na hakuna hatari zilizotambuliwa na safu za wafadhili. Mashine za faksi za Xerografia zina matatizo yanayoweza kutokea kama vile fotokopi kavu; hata hivyo, kasi yao ya chini kwa kawaida huzuia wasiwasi wowote wa kuvuta pumzi.
Uchapishaji wa ramani (Diazo)
Shughuli za usindikaji.
Marejeleo ya kisasa ya "miongozo" au "mashine za ramani" kwa ujumla humaanisha nakala za diazo au nakala. Copiers hizi hutumiwa mara nyingi na michoro kubwa ya usanifu au uhandisi iliyofanywa kwenye filamu, vellum au msingi wa karatasi ya translucent. Karatasi zilizotiwa dawa za Diazo zina asidi na zina viambatanisho ambavyo hutoa mabadiliko ya rangi baada ya kuitikia kwa kiwanja cha diazo; hata hivyo, majibu yanazuiwa na asidi ya karatasi. Laha itakayonakiliwa huwekwa kwenye mguso wa karatasi iliyotibiwa na kuwekwa kwenye mwanga mkali wa ultraviolet (UV) kutoka kwa chanzo cha fluorescent au mvuke ya zebaki. Mwangaza wa UV huvunja dhamana ya diazo kwenye maeneo ya karatasi ya kunakili ambayo hayajalindwa kutokana na kufichuliwa na picha kwenye bwana, na kuondoa uwezekano wa majibu ya baadae na coupler. Kisha bwana huondolewa kutoka kwa kuwasiliana na karatasi iliyotibiwa, ambayo inakabiliwa na anga ya amonia. Asidi ya alkali ya msanidi wa amonia hupunguza asidi ya karatasi, na kuruhusu athari ya kubadilisha rangi ya diazo/coupler kutoa nakala ya picha kwenye sehemu za karatasi ambazo zililindwa dhidi ya UV na picha kwenye bwana.
vifaa.
Maji na amonia ni nyenzo pekee za mchakato wa diazo pamoja na karatasi iliyotibiwa.
Hatari zinazowezekana na kuzuia kwao.
Wasiwasi wa wazi karibu na waigaji wa mchakato wa diazo ni kufichuliwa kwa amonia, ambayo inaweza kusababisha kuwasha kwa macho na utando wa mucous. Mashine za kisasa kwa kawaida hudhibiti utoaji wa hewa chafu, na kwa hivyo mwangaza huwa chini ya 10 ppm. Hata hivyo, vifaa vya zamani vinaweza kuhitaji matengenezo ya makini na ya mara kwa mara na uwezekano wa uingizaji hewa wa ndani wa kutolea nje. Uangalifu unapaswa kuchukuliwa wakati wa kuhudumia mashine ili kuzuia kumwagika na kuzuia kugusa macho. Mapendekezo ya watengenezaji kuhusu vifaa vya kinga yanapaswa kufuatwa. Mtu anapaswa pia kufahamu kwamba karatasi iliyotengenezwa vibaya pia ina uwezo wa kusababisha matatizo ya ngozi.
Nakala za Dijiti na Mimeographs
Shughuli za usindikaji.
Vinakilishi vya dijiti na nakala hushiriki mchakato sawa wa kimsingi kwa kuwa stencil kuu "huchomwa" au "kukatwa" na kuwekwa kwenye ngoma iliyo na wino, ambayo wino hutiririka kupitia kwa bwana hadi kwenye karatasi ya kunakili.
Vifaa.
Stencil, wino na karatasi ni vifaa vinavyotumiwa na mashine hizi. Picha iliyochanganuliwa inachomwa kidijitali kwenye kidhibiti cha mylar cha kurudufisha kidijitali, huku ikikatwa kielektroniki katika stencil ya karatasi ya mimeograph. Tofauti zaidi ni kwamba inks za kurudufisha dijiti zinatokana na maji, ingawa zina viyeyusho fulani vya petroli, wakati inki za kunakili zinatokana na distilati ya naphthenic au mchanganyiko wa etha ya glikoli/pombe.
Hatari zinazowezekana na kuzuia kwao.
Hatari za kimsingi zinazohusiana na kurudufisha dijiti na nakala zinatokana na wino zake, ingawa kuna uwezekano wa mvuke wa nta ya moto inayohusishwa na kuchoma picha kwenye stencil ya kurudufisha kidijitali na kukaribia kwa ozoni wakati wa kukata stencil za kielektroniki. Aina zote mbili za wino zina uwezo wa kuwasha macho na ngozi, ilhali maudhui ya juu ya distillate ya wino wa mimeograph yana uwezekano mkubwa wa kusababisha ugonjwa wa ngozi. Matumizi ya glavu za kinga wakati wa kufanya kazi na wino, na uingizaji hewa wa kutosha wakati wa kufanya nakala, inapaswa kulinda dhidi ya hatari za ngozi na kuvuta pumzi.
Viigaji vya Roho
Inasindika shughuli.
Vinakilishi vya roho hutumia stencil ya picha ya kinyume ambayo imepakwa rangi yenye mumunyifu wa pombe. Katika uchakataji, karatasi ya kunakili hupakwa kwa kiasi kidogo kiowevu cha kurudufisha chenye methanoli, ambacho huondoa kiasi kidogo cha rangi inapogusana na stencil, na hivyo kusababisha uhamishaji wa picha kwenye karatasi ya kunakili. Nakala zinaweza kutoa methanoli kwa muda baada ya kurudia.
vifaa.
Karatasi, stencil na maji ya kurudia ni vifaa kuu vya kifaa hiki.
Hatari zinazowezekana na kuzuia kwao.
Vimiminika vinavyorudufisha viowevu kwa kawaida hutokana na methanoli, na hivyo huwa na sumu iwapo hufyonzwa kupitia kwenye ngozi, kwa kuvuta au kumezwa; pia huwaka. Uingizaji hewa unapaswa kutosha ili kuhakikisha kuwa mwangaza wa waendeshaji ni chini ya viwango vya sasa vya mfiduo wa kazini na unapaswa kujumuisha kutoa eneo la uingizaji hewa kwa kukausha. Baadhi ya vimiminika vya hivi majuzi zaidi vilivyotumika ni vileo vya ethyl au propylene glikoli, ambavyo huepuka wasiwasi wa sumu na kuwaka kwa methanoli. Mapendekezo ya watengenezaji yanapaswa kufuatwa kuhusu matumizi ya vifaa vya kinga wakati wa kushughulikia vimiminiko vyote vinavyorudiwa.
Masuala ya Afya na Mifumo ya Magonjwa
Kufasiri data ya afya ya binadamu katika tasnia ya uchapishaji, usindikaji wa picha za kibiashara na uzazi si jambo rahisi, kwa kuwa michakato ni ngumu na inaendelea kubadilika - wakati mwingine kwa kasi. Ingawa utumiaji wa otomatiki umepunguza kwa kiasi kikubwa maonyesho ya kazi za mikono katika matoleo ya kisasa ya taaluma zote tatu, kiasi cha kazi kwa kila mfanyakazi kimeongezeka kwa kiasi kikubwa. Zaidi ya hayo, mfiduo wa ngozi huwakilisha njia muhimu ya kufichua kwa tasnia hizi, lakini haijaainishwa vyema na data inayopatikana ya usafi wa viwanda. Kuripoti kesi za athari mbaya sana, zinazoweza kutenduliwa (kwa mfano, maumivu ya kichwa, kuwasha pua na macho) haijakamilika na kuripotiwa chini katika fasihi iliyochapishwa. Licha ya changamoto na mapungufu haya, tafiti za magonjwa, tafiti za afya na ripoti za kesi hutoa kiasi kikubwa cha habari kuhusu hali ya afya ya wafanyakazi katika sekta hizi.
Shughuli za Uchapishaji
Mawakala na yatokanayo
Leo kuna aina tano za michakato ya uchapishaji: flexography, gravure, letterpress, lithography na uchapishaji wa skrini. Aina ya mfiduo ambayo inaweza kutokea kutoka kwa kila mchakato inahusiana na aina za wino za uchapishaji zinazotumiwa na uwezekano wa kuvuta pumzi (mists, mafusho ya kutengenezea na kadhalika) na kuwasiliana na ngozi inayoweza kupenya kutoka kwa mchakato na shughuli za kusafisha zilizoajiriwa. Ikumbukwe kwamba inks zinajumuisha rangi ya kikaboni au isokaboni, mafuta au magari ya kutengenezea (yaani, wabebaji), na viungio vinavyotumika kwa madhumuni maalum ya uchapishaji. Jedwali la 1 linaonyesha baadhi ya sifa za michakato mbalimbali ya uchapishaji.
Jedwali 1. Baadhi ya matukio yanayoweza kutokea katika tasnia ya uchapishaji
|
Mchakato |
Aina ya wino |
Kutengenezea |
Mfiduo unaowezekana |
|
Flexography na gravure |
Wino za kioevu (mnato mdogo) |
Tete |
Vimumunyisho vya kikaboni: xylene, benzene |
|
letterpress na lithography |
Bandika wino (mnato wa juu) |
Mafuta - |
Ukungu wa wino: vimumunyisho vya hidrokaboni; isopropanoli; haidrokaboni yenye kunukia ya polycyclic (PAHs) |
|
Screen kuchapa |
Dawa ya nusu |
Tete |
Vimumunyisho vya kikaboni: xylene, cyclohexanone, acetate ya butyl |
Vifo na hatari sugu
Tafiti nyingi za epidemiolojia na ripoti ya kesi zipo kwenye vichapishaji. Sifa za udhihirisho hazijahesabiwa katika fasihi nyingi za zamani. Hata hivyo, chembe chembe nyeusi za kaboni zenye ukubwa wa kupumua na hidrokaboni zenye kunukia za polycyclic zinazoweza kusababisha kansa (benzo).(A)pyrene) zilizofungwa kwenye uso zimeripotiwa katika vyumba vya mashine ya uchapishaji ya rotary letterpress za utengenezaji wa magazeti. Uchunguzi wa wanyama hupata benzo(A)pyrene imefungwa kwa uso wa chembe nyeusi ya kaboni na haitoi kwa urahisi kwenye mapafu au tishu zingine. Ukosefu huu wa "bioavailability" hufanya iwe vigumu zaidi kubainisha kama hatari za saratani zinawezekana. Kadhaa, lakini si wote, kundi (yaani, idadi ya watu inayofuatwa kwa wakati) tafiti za epidemiological zimepata mapendekezo ya kuongezeka kwa viwango vya saratani ya mapafu katika vichapishaji (jedwali 2). Tathmini ya kina zaidi ya visa 100 vya saratani ya mapafu na vidhibiti 300 (uchunguzi wa aina ya udhibiti) kutoka kwa kikundi cha wafanyikazi zaidi ya 9,000 wa uchapishaji huko Manchester, Uingereza (Leon, Thomas na Hutchings 1994) iligundua kuwa muda wa kazi katika chumba cha mashine. ilihusiana na tukio la saratani ya mapafu kwa wafanyikazi wa rotary letterpress. Kwa kuwa mifumo ya uvutaji sigara ya wafanyikazi haijulikani, kuzingatia moja kwa moja jukumu la kazi katika utafiti haijulikani. Walakini, inapendekezwa kuwa kazi ya rotary letterpress inaweza kuwa imewasilisha hatari ya saratani ya mapafu katika miongo iliyopita. Hata hivyo, katika baadhi ya maeneo ya dunia, teknolojia za zamani, kama vile kazi ya rotary letterpress, bado zinaweza kuwepo na hivyo kutoa fursa kwa ajili ya tathmini za kuzuia, na pia kuweka vidhibiti vinavyofaa inapohitajika.
Jedwali 2. Masomo ya kundi la uchapishaji hatari za vifo vya biashara
|
Idadi ya watu ilisomwa |
Idadi ya wafanyakazi |
Hatari za vifo* (95% CI) |
||||
|
Kipindi cha ufuatiliaji |
Nchi |
Sababu zote |
Saratani zote |
Saratani ya mapafu |
||
|
Waandishi wa habari wa magazeti |
1,361 |
(1949-65) - 1978 |
USA |
1.0 (0.8 - 1.0) |
1.0 (0.8 - 1.2) |
1.5 (0.9 - 2.3) |
|
Waandishi wa habari wa magazeti |
, 700 |
(1940-55) - 1975 |
Italia |
1.1 (0.9 - 1.2) |
1.2 (0.9 - 1.6) |
1.5 (0.8 - 2.5) |
|
Wachapaji |
1,309 |
1961-1984 |
USA |
0.7 (0.7 - 0.8) |
0.8 (0.7 - 1.0) |
0.9 (0.6 - 1.2) |
|
Vichapishaji (NGA) |
4,702 |
(1943-63) - 1983 |
UK |
0.8 (0.7 - 0.8) |
0.7 (0.6 - 0.8) |
0.6 (0.5 - 0.7) |
|
Vichapishaji (NATSOPA) |
4,530 |
(1943-63) - 1983 |
UK |
0.9 (0.9 - 1.0) |
1.0 (0.9 - 1.1) |
0.9 (0.8 - 1.1) |
|
Rotogravure |
1,020 |
(1925-85) - 1986 |
Sweden |
1.0 (0.9 - 1.2) |
1.4 (1.0 - 1.9) |
1.4 (0.7 - 2.5) |
|
Printers za karatasi |
2,050 |
(1957-88) - 1988 |
USA |
1.0 (0.9 - 1.2) |
0.6 (0.3 - 0.9) |
0.5 (0.2 - 1.2) |
* Uwiano Sanifu wa Vifo (SMR) = idadi ya vifo vilivyozingatiwa ikigawanywa na idadi ya vifo vinavyotarajiwa, iliyorekebishwa kwa athari za umri katika vipindi vya muda vinavyohusika. SMR ya 1 inaonyesha hakuna tofauti kati ya inayozingatiwa na inayotarajiwa. Kumbuka: Vipindi vya kutegemewa vya 95% vimetolewa kwa SMRs.
NGA = Chama cha Kitaifa cha Michoro, Uingereza
NATSOPA = Jumuiya ya Kitaifa ya Wachapishaji wa Uendeshaji, Wafanyikazi wa Picha na Vyombo vya Habari, Uingereza.
Vyanzo: Paganini-Hill et al. 1980; Bertazzi na Zoccheti 1980; Michaels, Zoloth na Stern 1991; Leon 1994; Svensson et al. 1990; Sinks et al. 1992.
Kikundi kingine cha wafanyikazi ambacho kimechunguzwa kwa kiasi kikubwa ni waandishi wa maandishi. Mfiduo wa waandishi wa kisasa wa vimumunyisho vya kikaboni (turpentine, toluini na kadhalika), rangi, rangi, hidrokwinoni, kromati na sianati umepunguzwa sana katika miongo ya hivi karibuni kwa sababu ya matumizi ya teknolojia ya kompyuta, michakato ya kiotomatiki na mabadiliko ya nyenzo. Shirika la Kimataifa la Utafiti wa Saratani (IARC) hivi majuzi lilihitimisha kuwa kufichua kazini katika mchakato wa uchapishaji kuna uwezekano wa kusababisha kansa kwa binadamu (IARC 1996). Wakati huo huo, inaweza kuwa muhimu kutaja kwamba hitimisho la IARC linatokana na ufichuzi wa kihistoria ambao, katika hali nyingi, unapaswa kuwa tofauti sana leo. Ripoti za melanoma mbaya zimependekeza hatari karibu mara mbili ya kiwango kinachotarajiwa (Dubrow 1986). Ingawa wengine wanadai kuwa kugusa ngozi na hidrokwinoni kunaweza kuhusishwa na melanoma (Nielson, Henriksen na Olsen 1996), haijathibitishwa katika kiwanda cha kutengeneza hidrokwinoni ambapo mfiduo mkubwa wa hidrokwinoni uliripotiwa (Pifer et al. 1995). Hata hivyo, mazoea ambayo hupunguza ngozi kuwasiliana na vimumunyisho, hasa katika kusafisha sahani, inapaswa kusisitizwa.
Shughuli za Uchakataji wa Picha
Yatokanayo na mawakala
Usindikaji wa picha wa filamu au karatasi ya rangi nyeusi-na-nyeupe unaweza kufanywa kwa mikono au kwa michakato mikubwa ya kiotomatiki kabisa. Uteuzi wa mchakato, kemikali, hali ya kufanya kazi (ikiwa ni pamoja na uingizaji hewa, usafi na vifaa vya kinga binafsi) na mzigo wa kazi unaweza kuathiri aina za mfiduo na masuala ya afya yanayoweza kutokea katika mazingira ya kazi. Aina za kazi (yaani, kazi zinazohusiana na vichakataji) zenye uwezo mkubwa zaidi wa kuathiriwa na kemikali muhimu za picha, kama vile formaldehyde, amonia, hidrokwinoni, asidi asetiki na watengenezaji rangi, zimebainishwa katika jedwali la 3. Kazi ya kawaida ya uchakataji na ushughulikiaji wa picha. mtiririko umeonyeshwa kwenye mchoro 1.
Jedwali 3. Kazi katika usindikaji wa picha na uwezo wa kufichua kemikali
|
Eneo la kazi |
Majukumu yenye uwezo wa kukaribia aliyeambukizwa |
|
Mchanganyiko wa kemikali |
Changanya kemikali kwenye suluhisho. |
|
Maabara ya uchambuzi |
Kushughulikia sampuli. |
|
Usindikaji wa filamu/uchapishaji |
Mchakato wa filamu na uchapishe kwa kutumia watengenezaji, ngumu, bleachs. |
|
Filamu / uchapishaji wa kuondoka |
Ondoa filamu iliyosindika na prints kwa kukausha. |
Kielelezo 1. Shughuli za usindikaji wa picha
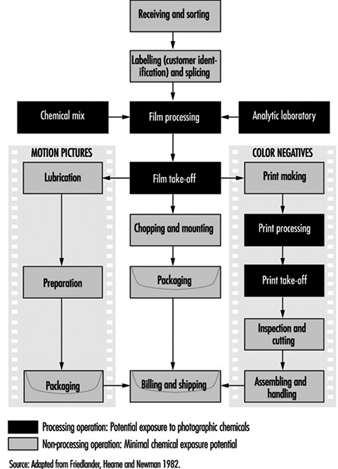
Katika vitengo vilivyoundwa hivi majuzi vya usindikaji wa sauti ya juu, baadhi ya hatua katika utiririshaji wa kazi zimeunganishwa na kuwa otomatiki, hivyo kufanya kuvuta pumzi na kugusa ngozi kunapungua. Formaldehyde, wakala ambao umetumika kwa miongo kadhaa kama kiimarishaji picha ya rangi, inapungua katika mkusanyiko wa bidhaa za picha. Kulingana na mchakato mahususi na hali ya mazingira ya tovuti, ukolezi wake wa hewa unaweza kuanzia viwango visivyoweza kutambulika katika eneo la kupumua la mhudumu hadi takriban 0.2 ppm kwenye vikaushio vya mashine. Mfiduo pia unaweza kutokea wakati wa kusafisha vifaa, kutengeneza au kujaza kiowevu cha kiimarishaji na vichakataji vya upakuaji, na pia katika hali ya kumwagika.
Ikumbukwe kwamba ingawa udhihirisho wa kemikali umekuwa lengo kuu la tafiti nyingi za afya za vichakataji picha, vipengele vingine vya mazingira ya kazi, kama vile mwanga mdogo, utunzaji wa nyenzo na mahitaji ya posta ya kazi, pia ni ya manufaa ya kuzuia afya.
Hatari ya vifo
Ufuatiliaji pekee wa vifo uliochapishwa wa vichakataji picha unapendekeza hakuna ongezeko la hatari za kifo kwa kazi hiyo (Friedlander, Hearne na Newman 1982). Utafiti ulishughulikia maabara tisa za uchakataji nchini Marekani, na ulisasishwa ili kuchukua miaka 15 zaidi ya ufuatiliaji (Pifer 1995). Ikumbukwe kwamba huu ni utafiti wa wafanyakazi zaidi ya 2,000 ambao walikuwa wakifanya kazi kwa bidii mwanzoni mwa 1964, na zaidi ya 70% yao walikuwa na angalau miaka 15 ya ajira katika taaluma yao wakati huo. Kundi hili lilifuatwa kwa miaka 31, hadi 1994. Maonyesho mengi yaliyohusika hapo awali katika kazi za wafanyikazi hawa, kama vile tetrakloridi kaboni, n-butylamine, na isopropylamine, yalikomeshwa katika maabara zaidi ya miaka thelathini iliyopita. Hata hivyo, mengi ya mfiduo muhimu katika maabara za kisasa (yaani, asidi asetiki, formaldehyde na dioksidi sulfuri) pia yalikuwepo katika miongo iliyopita, ingawa katika viwango vya juu zaidi. Katika kipindi cha ufuatiliaji wa miaka 31, uwiano wa vifo vilivyowekwa ulikuwa 78% tu ya ile iliyotarajiwa (SMR 0.78), na vifo 677 katika wafanyikazi 2,061. Hakuna sababu za mtu binafsi za kifo zilizoongezeka kwa kiasi kikubwa.
Wachakataji 464 katika utafiti pia walikuwa na vifo vilivyopungua, iwe ikilinganishwa na idadi ya watu kwa ujumla (SMR 0.73) au wafanyikazi wengine wa kila saa (SMR 0.83) na hawakuwa na ongezeko kubwa la sababu yoyote ya kifo. Kulingana na maelezo yanayopatikana ya epidemiolojia, haionekani kuwa usindikaji wa picha unatoa hatari ya vifo kuongezeka, hata katika viwango vya juu vya mfiduo ambavyo vinaweza kuwapo katika miaka ya 1950 na 1960.
Ugonjwa wa mapafu
Maandiko yana ripoti chache sana za matatizo ya mapafu kwa wasindikaji wa picha. Makala mawili, (Kipen na Lerman 1986; Hodgson na Parkinson 1986) yanaelezea jumla ya majibu manne ya mapafu yanayowezekana kwa usindikaji wa mfiduo mahali pa kazi; hata hivyo, wala hakuwa na data ya mfiduo wa kimazingira ili kutathmini matokeo ya mapafu yaliyopimwa. Hakuna ongezeko la kutokuwepo kwa ugonjwa wa muda mrefu kwa matatizo ya pulmona ilitambuliwa katika mapitio pekee ya epidemiological ya somo (Friedlander, Hearne na Newman 1982); hata hivyo, ni muhimu kutambua kwamba kutokuwepo kwa magonjwa kwa siku nane mfululizo kulihitajika ili kunakiliwa katika utafiti huo. Inaonekana kwamba dalili za upumuaji zinaweza kuzidishwa au kuanzishwa kwa watu nyeti kwa kuathiriwa na viwango vya juu vya asidi asetiki, dioksidi ya sulfuri na mawakala wengine katika usindikaji wa picha, ikiwa uingizaji hewa hautadhibitiwa vizuri au makosa kutokea wakati wa kuchanganya, na kusababisha kutolewa kwa viwango visivyohitajika. mawakala hawa. Walakini, kesi za mapafu zinazohusiana na kazi zimeripotiwa mara chache tu katika kazi hii (Hodgson na Parkinson 1986).
Athari za papo hapo na sugu
Ugonjwa wa ngozi unaowasha na wa mzio umeripotiwa katika vichakataji picha kwa miongo kadhaa, kuanzia na matumizi ya awali ya kemikali za rangi mwishoni mwa miaka ya 1930. Kesi nyingi kati ya hizi zilitokea katika miezi michache ya kwanza ya kufichua kwa processor. Utumiaji wa glavu za kinga na michakato iliyoboreshwa ya utunzaji imepunguza sana ugonjwa wa ngozi wa picha. Mipuko ya macho yenye baadhi ya kemikali za picha inaweza kutoa hatari ya kuumia konea. Mafunzo juu ya taratibu za kuosha macho (kusafisha macho kwa maji baridi kwa angalau dakika 15 ikifuatiwa na matibabu) na utumiaji wa nguo za kinga za macho ni muhimu sana kwa vichakataji picha, ambavyo vingi vinaweza kufanya kazi kwa kutengwa na/au katika mazingira yenye mwanga mdogo.
Baadhi ya maswala ya ergonomics yapo kuhusu uendeshaji wa vitengo vya usindikaji wa picha za haraka-haraka. Kuweka na kushuka kwa safu kubwa za karatasi za picha kunaweza kuwasilisha hatari ya shida ya mgongo, bega na shingo. Roli hizo zinaweza kuwa na uzani wa kilo 13.6 hadi 22.7 (pauni 30 hadi 50), na inaweza kuwa ngumu kushughulikia, kulingana na ufikiaji wa mashine, ambayo inaweza kuathiriwa katika tovuti ngumu za kazi.
Majeraha na matatizo kwa wafanyakazi yanaweza kuzuiwa na mafunzo sahihi ya wafanyakazi, kwa utoaji wa upatikanaji wa kutosha wa rolls na kwa kuzingatia mambo ya kibinadamu katika muundo wa jumla wa eneo la usindikaji.
Kuzuia na njia za utambuzi wa mapema wa athari
Ulinzi kutoka kwa ugonjwa wa ngozi, hasira ya kupumua, kuumia kwa papo hapo na matatizo ya ergonomic huanza na kutambua kwamba matatizo hayo yanaweza kutokea. Pamoja na taarifa sahihi za mfanyakazi (pamoja na lebo, karatasi za data za usalama, vifaa vya kinga na programu za mafunzo ya ulinzi wa afya), ukaguzi wa mara kwa mara wa afya/usalama wa mpangilio wa kazi na usimamizi wa taarifa, uzuiaji unaweza kusisitizwa kwa nguvu. Aidha, utambuzi wa mapema wa matatizo unaweza kuwezeshwa kwa kuwa na nyenzo ya matibabu kwa ajili ya kuripoti afya ya mfanyakazi, pamoja na tathmini za afya za mara kwa mara zinazolengwa, zinazozingatia dalili za upumuaji na ncha ya juu katika dodoso na uchunguzi wa moja kwa moja wa maeneo ya ngozi yaliyo wazi kwa dalili za kazi- dermatitis inayohusiana.
Kwa sababu formaldehyde inaweza kuwa kihisia upumuaji, kiwasho kikali na kinachoweza kusababisha kansajeni, ni muhimu kila mahali pa kazi kutathminiwa ili kubaini mahali ambapo formaldehyde inatumiwa (hesabu ya kemikali na hakiki za karatasi ya usalama wa nyenzo), ili kutathmini viwango vya hewa (ikiwa imeonyeshwa na nyenzo). kutumika), kutambua mahali ambapo uvujaji au umwagikaji unaweza kutokea na kukadiria wingi unaoweza kumwagika na mkusanyiko unaozalishwa katika hali mbaya zaidi. Mpango wa kukabiliana na dharura unapaswa kutayarishwa, kuchapishwa waziwazi, kuwasiliana na kutekelezwa mara kwa mara. Mtaalamu wa afya na usalama anapaswa kushauriwa katika maendeleo ya mpango huo wa dharura.
Shughuli za Uzazi
Mawakala na yatokanayo
Mashine za kisasa za kunakilia hutoa viwango vya chini sana vya mionzi ya urujuanimno kupitia kifuniko cha glasi (plenum), hutoa kelele na inaweza kutoa viwango vya chini vya ozoni wakati wa shughuli ya usindikaji. Mashine hizi hutumia tona, hasa kaboni nyeusi (kwa printa nyeusi-na-nyeupe), kutoa chapa nyeusi kwenye karatasi au filamu yenye uwazi. Kwa hivyo, mfiduo wa kawaida wa maslahi ya kiafya kwa waendeshaji nakala unaweza kujumuisha mionzi ya urujuanimno, kelele, ozoni na ikiwezekana tona. Katika mashine za zamani, tona inaweza kuwa tatizo wakati wa uingizwaji, ingawa cartridges za kisasa zinazojitosheleza zimepunguza kwa kiasi kikubwa uwezekano wa upumuaji na mfiduo wa ngozi.
Kiwango cha mfiduo wa mionzi ya urujuanimno ambayo hutokea kupitia glasi ya platen ya mashine ya kuiga ni ya chini sana. Muda wa mweko wa fotokopi ni takribani sekunde 250, huku kunakili mfululizo kukifanya takriban miale 4,200 kwa saa - thamani ambayo inaweza kutofautiana kulingana na kinakili. Na sahani ya glasi mahali pake, urefu wa wimbi uliotolewa ni kati ya 380 hadi 396 nm hivi. UVB kawaida haitokani na mimuliko ya kikopi. Vipimo vya UVA vilivyorekodiwa kwa kiwango cha juu zaidi katika pateni ya glasi wastani wa mikrojuli 1.65/cm2 kwa flash. Kwa hivyo, muda wa juu zaidi wa saa 8 wa mwonekano wa karibu wa UV kutoka kwa fotokopi inayoendelea inayotengeneza nakala 33,000 kwa siku ni takriban 0.05 joules/cm.2 kwenye uso wa kioo. Thamani hii ni sehemu tu ya thamani ya kikomo inayopendekezwa na Mkutano wa Marekani wa Wataalamu wa Usafi wa Viwanda wa Kiserikali (ACGIH) na inaonekana kuwa haitoi hatari yoyote ya kiafya inayoweza kupimika, hata katika hali kama hizo za kukaribia aliyekithiri.
Ikumbukwe kwamba wafanyakazi fulani wanaweza kuwa katika hatari kubwa ya mionzi ya UV, ikiwa ni pamoja na wale walio na hali ya photosensitive, watu wanaotumia photosensitizing mawakala/dawa na watu walio na upungufu wa macho wanafunzi (aphakics). Watu kama hao kwa kawaida wanashauriwa kupunguza mfiduo wao wa UV kama hatua ya tahadhari ya jumla.
Athari kali.
Maandishi hayaonyeshi athari nyingi kali zinazohusiana na kunakili. Vipimo vya zamani, visivyotunzwa vya kutosha vinaweza kutoa viwango vya ozoni vinavyoweza kutambulika iwapo vikiendeshwa katika mipangilio isiyo na hewa ya kutosha. Ingawa dalili za muwasho wa macho na njia ya juu ya kupumua zimeripotiwa kutoka kwa wafanyikazi katika mazingira kama haya, vipimo vya chini vya mtengenezaji vya nafasi na uingizaji hewa, pamoja na teknolojia mpya ya kunakili, kimsingi imeondoa ozoni kama suala la utoaji wa hewa.
Hatari za vifo.
Hakuna tafiti zilizopatikana ambazo zilielezea vifo au hatari sugu za kiafya kutokana na kunakili kwa muda mrefu.
Kinga na utambuzi wa mapema
Kwa kufuata tu matumizi yaliyopendekezwa na watengenezaji, shughuli ya kunakili haipaswi kuwasilisha hatari ya mahali pa kazi. Watu wanaopatwa na ongezeko la dalili zinazohusiana na matumizi makubwa ya fotokopi wanapaswa kutafuta ushauri wa afya na usalama.
Muhtasari wa Masuala ya Mazingira
Masuala Makuu ya Mazingira
Vimumunyisho
Vimumunyisho vya kikaboni hutumiwa kwa matumizi kadhaa katika tasnia ya uchapishaji. Matumizi makuu ni pamoja na kusafisha viyeyusho kwa mashinikizo na vifaa vingine, viyeyushi katika wino, na viungio katika miyeyusho ya chemchemi. Kando na wasiwasi wa jumla kuhusu utoaji wa misombo tete ya kikaboni (VOC), baadhi ya vipengele vinavyoweza kutengenezea vinaweza kudumu katika mazingira au kuwa na uwezo mkubwa wa kuharibu ozoni.
Silver
Wakati wa usindikaji wa picha nyeusi-na-nyeupe na rangi, fedha hutolewa katika baadhi ya ufumbuzi wa usindikaji. Ni muhimu kuelewa sumu ya mazingira ya fedha ili ufumbuzi huu uweze kushughulikiwa vizuri na kutupwa. Ingawa ayoni ya fedha isiyolipishwa ni sumu kali kwa viumbe vya majini, sumu yake iko chini sana katika hali iliyochanganyika kama ilivyo katika maji taka ya kuchakata picha. Kloridi ya fedha, thiosulphate ya fedha na salfa ya fedha, ambazo ni aina za fedha zinazoonekana sana katika usindikaji wa picha, zina sumu zaidi ya viwango vinne vya ukubwa kuliko nitrati ya fedha. Fedha ina mshikamano mkubwa wa nyenzo za kikaboni, matope, udongo na vitu vingine vinavyopatikana katika mazingira asilia, na hii inapunguza athari zake zinazowezekana katika mifumo ya majini. Kwa kuzingatia kiwango cha chini sana cha ayoni ya fedha isiyolipishwa inayopatikana katika uchafu wa kuchakata picha au katika maji asilia, teknolojia ya udhibiti inayofaa kwa fedha iliyochanganyika inalinda vya kutosha mazingira.
Tabia zingine za usindikaji wa picha za maji taka
Muundo wa maji taka ya picha hutofautiana, kulingana na michakato inayoendeshwa: nyeusi-na-nyeupe, ubadilishaji wa rangi, rangi hasi/chanya au mchanganyiko fulani wa hizi. Maji yanajumuisha 90 hadi 99% ya ujazo wa maji machafu, na sehemu kubwa iliyobaki ni chumvi isokaboni ambayo hufanya kazi kama vihifadhi na kurekebisha (silver halide-solubilizing), chelate ya chuma, kama vile FeEthylene diamine tetra-asetiki asidi, na molekuli za kikaboni ambazo hutumika kama mawakala wa kuendeleza na kupambana na vioksidishaji. Iron na fedha ni metali muhimu zilizopo.
Taka ngumu
Kila sehemu ya tasnia ya uchapishaji, upigaji picha na uzazi huzalisha taka ngumu. Hii inaweza kujumuisha taka za upakiaji kama vile kadibodi na plastiki, vifaa vya matumizi kama vile cartridge za tona au taka kutoka kwa shughuli kama vile karatasi chakavu au filamu. Kuongezeka kwa shinikizo kwa jenereta za viwandani za taka ngumu kumesababisha wafanyabiashara kuchunguza kwa uangalifu chaguzi za kupunguza taka ngumu kupitia kupunguza, kutumia tena au kuchakata tena.
Vifaa vya
Vifaa vina jukumu dhahiri katika kuamua athari za mazingira za michakato inayotumika katika tasnia ya uchapishaji, upigaji picha na uzazi. Zaidi ya hayo, uchunguzi unaongezeka kwenye vipengele vingine vya vifaa. Mfano mmoja ni ufanisi wa nishati, ambao unahusiana na athari za mazingira za uzalishaji wa nishati. Mfano mwingine ni "sheria ya urejeshaji", ambayo inawahitaji watengenezaji kupokea vifaa kwa ajili ya utupaji ipasavyo baada ya maisha yake muhimu ya kibiashara.
Teknolojia ya Kudhibiti
Ufanisi wa mbinu fulani ya udhibiti inaweza kutegemea kabisa michakato maalum ya uendeshaji wa kituo, ukubwa wa kituo hicho na kiwango muhimu cha udhibiti.
Teknolojia za kudhibiti kutengenezea
Matumizi ya kutengenezea yanaweza kupunguzwa kwa njia kadhaa. Vipengee zaidi tete, kama vile pombe ya isopropyl, vinaweza kubadilishwa na misombo yenye shinikizo la chini la mvuke. Katika hali fulani, inks na safisha za kutengenezea zinaweza kubadilishwa na vifaa vya maji. Programu nyingi za uchapishaji zinahitaji uboreshaji katika chaguzi za maji ili kushindana kwa ufanisi na nyenzo za kutengenezea. Teknolojia ya wino yenye uimara wa juu pia inaweza kusababisha kupunguzwa kwa matumizi ya viyeyusho vya kikaboni.
Uzalishaji wa viyeyusho unaweza kupunguzwa kwa kupunguza halijoto ya unyevunyevu au miyeyusho ya chemchemi. Katika matumizi machache, viyeyusho vinaweza kunaswa kwenye nyenzo za adsorptive kama vile kaboni iliyoamilishwa, na kutumika tena. Katika hali nyingine, madirisha ya utendakazi ni madhubuti sana kuruhusu viyeyusho vilivyonaswa kutumika tena moja kwa moja, lakini vinaweza kurejeshwa ili kuchakatwa nje ya tovuti. Utoaji wa viyeyusho unaweza kujilimbikizia katika mifumo ya kondesa. Mifumo hii inajumuisha kubadilishana joto na kufuatiwa na chujio au precipitator ya kielektroniki. Condensate hupitia kitenganishi cha maji ya mafuta kabla ya kuondolewa kabisa.
Katika shughuli kubwa zaidi, vichomezi (wakati mwingine huitwa afterburners) vinaweza kutumika kuharibu vimumunyisho vilivyotolewa. Platinamu au vifaa vingine vya chuma vya thamani vinaweza kutumika kuchochea mchakato wa joto. Mifumo isiyo na vichocheo lazima ifanye kazi kwa viwango vya juu zaidi vya joto lakini sio nyeti kwa michakato ambayo inaweza sumu ya vichocheo. Urejeshaji wa joto kwa ujumla ni muhimu ili kufanya mifumo isiyo na kichocheo kugharimu.
Teknolojia za kurejesha fedha
Kiwango cha urejeshaji wa fedha kutoka kwa uchafu wa picha kinadhibitiwa na uchumi wa kurejesha na / au kwa kanuni za kutokwa kwa ufumbuzi. Mbinu kuu za kurejesha fedha ni pamoja na electrolysis, mvua, uingizwaji wa metali na kubadilishana ioni.
Katika urejeshaji wa electrolytic, sasa hupitishwa kupitia suluhisho la kuzaa fedha na chuma cha fedha kinawekwa kwenye cathode, kwa kawaida sahani ya chuma cha pua. Flake ya fedha huvunwa kwa kukunja, kusagwa au kukwarua na kutumwa kwa kisafishaji ili kutumika tena. Jaribio la kupunguza kiwango cha fedha cha myeyusho uliobaki chini ya 200 mg/l halifai na inaweza kusababisha uundaji wa salfidi ya fedha isiyohitajika au bidhaa zenye sumu za salfa. Seli zilizopakiwa zinaweza kupunguza fedha hadi viwango vya chini lakini ni changamano na ghali zaidi kuliko seli zilizo na elektrodi za pande mbili.
Fedha inaweza kupatikana kutoka kwa myeyusho kwa kunyesha kwa nyenzo fulani ambayo hutengeneza chumvi ya fedha isiyoyeyuka. Ajenti za kawaida za uvushaji mvua ni trisodium trimercaptotriazine (TMT) na chumvi mbalimbali za salfa. Ikiwa chumvi ya sulfidi inatumiwa, tahadhari lazima ichukuliwe ili kuepuka kuzalisha sulfidi hidrojeni yenye sumu kali. TMT ni njia mbadala iliyo salama zaidi iliyoletwa hivi majuzi kwenye tasnia ya uchakataji picha. Kunyesha kuna ufanisi wa uokoaji wa zaidi ya 99%.
Katriji za uingizwaji za metali (MRCs) huruhusu mtiririko wa suluhisho la kuzaa fedha juu ya amana ya filamentous ya chuma cha chuma. Iyoni ya fedha hupunguzwa kuwa chuma cha fedha kwani chuma hutiwa oksidi kuwa spishi zinazoyeyuka kwa ioni. Sludge ya fedha ya chuma hukaa chini ya cartridge. MRCs hazifai katika maeneo ambayo chuma kwenye maji taka ni jambo la kusumbua. Njia hii ina ufanisi wa kurejesha wa zaidi ya 95%.
Katika kubadilishana ioni, thiosulphate ya fedha ya anionic hubadilishana na anions nyingine kwenye kitanda cha resin. Wakati uwezo wa kitanda cha resin umechoka, uwezo wa ziada unafanywa upya kwa kuondokana na fedha na ufumbuzi wa thiosulphate uliojilimbikizia au kubadilisha fedha kwa sulfidi ya fedha chini ya hali ya tindikali. Chini ya hali ya kudhibitiwa vizuri, mbinu hii inaweza kupunguza fedha chini ya 1 mg / l. Hata hivyo, kubadilishana ion inaweza kutumika tu juu ya ufumbuzi kuondokana na fedha na thiosulphate. Safu ni nyeti sana kwa kuvuliwa ikiwa mkusanyiko wa thiosulphate wa aliyeathiriwa ni wa juu sana. Pia, mbinu hiyo ni ya vibarua na inahitaji sana vifaa, hivyo kuifanya iwe ghali kimatendo.
Teknolojia zingine za udhibiti wa maji taka
Mbinu ya gharama nafuu zaidi ya kushughulikia uchafu wa picha ni kupitia matibabu ya kibayolojia kwenye mtambo wa pili wa kutibu taka (mara nyingi hujulikana kama kazi za matibabu zinazomilikiwa na umma, au POTW). Sehemu kadhaa au vigezo vya maji taka ya picha vinaweza kudhibitiwa na vibali vya utupaji wa maji taka. Mbali na fedha, vigezo vingine vya kawaida vinavyodhibitiwa ni pamoja na pH, mahitaji ya oksijeni ya kemikali, mahitaji ya oksijeni ya kibayolojia na jumla ya vitu vikali vilivyoyeyushwa. Tafiti nyingi zimeonyesha kuwa taka za kuchakata picha (ikiwa ni pamoja na kiasi kidogo cha fedha kilichobaki baada ya urejeshaji wa kutosha wa fedha) kufuatia matibabu ya kibaolojia haitarajiwi kuwa na athari mbaya kwenye maji yanayopokelewa.
Teknolojia zingine zimetumika kwa usindikaji wa taka za picha. Usafirishaji kwa matibabu katika vichomea, vinu vya saruji au utupaji mwingine wa mwisho hufanywa katika baadhi ya maeneo ya dunia. Baadhi ya maabara hupunguza kiasi cha myeyusho wa kuvutwa kwa uvukizi au kunereka. Mbinu zingine za kioksidishaji kama vile ozoni, elektrolisisi, uoksidishaji wa kemikali na uoksidishaji wa hewa unyevu zimetumika kwa uchafu wa kuchakata picha.
Chanzo kingine kikubwa cha kupunguza mzigo wa mazingira ni kupitia upunguzaji wa vyanzo. Kiwango cha fedha kilichopakwa kwa kila mita ya mraba katika bidhaa zilizohamasishwa kinapungua kwa kasi kadiri vizazi vipya vya bidhaa vinavyoingia sokoni. Kadiri viwango vya fedha katika vyombo vya habari vinavyopungua, kiasi cha kemikali kinachohitajika kuchakata eneo fulani la filamu au karatasi pia kimepungua. Uundaji upya na utumiaji tena wa kufurika kwa suluhisho pia umesababisha mzigo mdogo wa mazingira kwa kila picha. Kwa mfano, kiasi cha wakala wa kukuza rangi kinachohitajika kuchakata mita ya mraba ya karatasi ya rangi mnamo 1996 ni chini ya 20% ya ile iliyohitajika mnamo 1980.
Kupunguza taka ngumu
Nia ya kupunguza taka ngumu ni kuhimiza juhudi za kuchakata na kutumia tena nyenzo badala ya kuzitupa kwenye madampo. Programu za kuchakata zipo kwa cartridges za toner, kaseti za filamu, kamera za matumizi moja na kadhalika. Urejelezaji na utumiaji tena wa vifungashio unazidi kuenea pia. Vifungashio zaidi na sehemu za vifaa vinawekewa lebo ipasavyo ili kuruhusu programu bora zaidi za kuchakata nyenzo.
Ubunifu wa uchambuzi wa mzunguko wa maisha kwa mazingira
Masuala yote yaliyojadiliwa hapo juu yamesababisha kuongezeka kwa uzingatiaji wa mzunguko mzima wa maisha ya bidhaa, kutoka kwa ununuzi wa maliasili hadi kuunda bidhaa, kushughulikia maswala ya mwisho wa maisha ya bidhaa hizi. Zana mbili zinazohusiana za uchanganuzi, uchambuzi wa mzunguko wa maisha na muundo wa mazingira, zinatumiwa kujumuisha masuala ya mazingira katika mchakato wa kufanya maamuzi katika muundo wa bidhaa, ukuzaji na uuzaji. Uchambuzi wa mzunguko wa maisha huzingatia pembejeo na mtiririko wa nyenzo kwa bidhaa au mchakato na hujaribu kupima kwa kiasi kikubwa athari kwenye mazingira ya chaguzi tofauti. Muundo wa mazingira hutilia maanani vipengele mbalimbali vya muundo wa bidhaa kama vile urejeleaji, uwezo wa kufanya kazi upya na kadhalika ili kupunguza athari kwa mazingira ya uzalishaji au utupaji wa kifaa husika.
Maabara ya Biashara ya Picha
Nyenzo na Uendeshaji Usindikaji
Usindikaji mweusi na nyeupe
Katika usindikaji wa picha nyeusi-na-nyeupe, filamu au karatasi iliyofunuliwa huondolewa kwenye chombo kisicho na mwanga katika chumba cha giza na kuzamishwa kwa mtiririko katika ufumbuzi wa maji wa msanidi programu, umwagaji wa kuacha na kurekebisha. Baada ya kuosha maji, filamu au karatasi ni kavu na tayari kutumika. Msanidi programu hupunguza halidi ya fedha isiyo na mwanga kuwa ya metali. Umwagaji wa kuacha ni ufumbuzi dhaifu wa tindikali ambayo hupunguza msanidi wa alkali na kuacha kupunguzwa zaidi kwa halidi ya fedha. Suluhisho la kurekebisha huunda mchanganyiko wa mumunyifu na halidi ya fedha isiyo wazi, ambayo huondolewa kutoka kwa emulsion katika mchakato wa kuosha pamoja na chumvi mbalimbali za maji, buffers na ioni za halide.
Usindikaji wa rangi
Usindikaji wa rangi ni ngumu zaidi kuliko usindikaji wa rangi nyeusi na nyeupe, na hatua za ziada zinahitajika kwa usindikaji wa aina nyingi za filamu za rangi, uwazi na karatasi. Kwa kifupi, badala ya safu moja ya halide ya fedha, kama katika filamu nyeusi-na-nyeupe, kuna hasi tatu za fedha zilizowekwa juu; yaani, hasi ya fedha hutolewa kwa kila tabaka tatu zilizohamasishwa. Inapogusana na msanidi wa rangi, halidi ya fedha iliyofichuliwa hubadilishwa kuwa metali ya metali huku msanidi programu iliyooksidishwa hujibu kwa kutumia kiunganishi mahususi katika kila safu ili kuunda picha ya rangi.
Tofauti nyingine katika usindikaji wa rangi ni matumizi ya bleach ili kuondoa fedha ya metali isiyohitajika kutoka kwa emulsion kwa kubadilisha fedha ya metali kwa halidi ya fedha kwa njia ya wakala wa vioksidishaji. Baadaye, halidi ya fedha inabadilishwa kuwa tata ya fedha mumunyifu, ambayo huondolewa kwa kuosha kama ilivyo katika usindikaji wa nyeusi-na-nyeupe. Kwa kuongeza, taratibu na nyenzo za usindikaji wa rangi hutofautiana kulingana na uwazi wa rangi unaundwa au kama hasi za rangi na magazeti ya rangi yanachakatwa.
Muundo wa usindikaji wa jumla
Kwa hivyo, hatua muhimu katika usindikaji wa picha ni kupitisha filamu au karatasi iliyofichuliwa kupitia safu ya mizinga ya usindikaji ama kwa mkono au kwa vichakataji vya mashine. Ingawa michakato ya mtu binafsi inaweza kuwa tofauti, kuna kufanana katika aina za taratibu na vifaa vinavyotumiwa katika usindikaji wa picha. Kwa mfano, kutakuwa na eneo la kuhifadhi kemikali na malighafi na vifaa kwa ajili ya kushughulikia na kupanga vifaa vya picha vinavyoingia. Vifaa na vifaa ni muhimu kwa ajili ya kupima, kupima na kuchanganya kemikali za usindikaji, na kwa kusambaza ufumbuzi huu kwa mizinga mbalimbali ya usindikaji. Kwa kuongeza, vifaa mbalimbali vya kusukumia na metering hutumiwa kutoa ufumbuzi wa usindikaji kwa mizinga. Maabara ya kitaalamu au ya ukamilishaji picha kwa kawaida itatumia vifaa vikubwa zaidi vya kiotomatiki ambavyo vitachakata filamu au karatasi. Ili kuzalisha bidhaa thabiti, vichakataji hudhibitiwa na halijoto na, mara nyingi, hujazwa tena na kemikali mpya wakati bidhaa iliyohamasishwa inaendeshwa kupitia kichakataji.
Operesheni kubwa zaidi zinaweza kuwa na maabara za kudhibiti ubora kwa ajili ya kubainisha kemikali na kipimo cha ubora wa picha wa nyenzo zinazozalishwa. Ingawa utumizi wa michanganyiko ya kemikali iliyofungashwa inaweza kuondoa hitaji la kupima, kupima na kudumisha maabara ya udhibiti wa ubora, vifaa vingi vikubwa vya usindikaji wa picha vinapendelea kuchanganya suluhu zao za usindikaji kutoka kwa wingi wa kemikali zinazoundwa.
Kufuatia usindikaji na kukausha kwa vifaa, lacquers ya kinga au mipako inaweza kutumika kwa bidhaa ya kumaliza, na shughuli za kusafisha filamu zinaweza kufanyika. Mwishowe, nyenzo hukaguliwa, kufungwa na kutayarishwa kwa usafirishaji kwa mteja.
Hatari zinazowezekana na kuzuia
Hatari za kipekee za chumba cha giza
Hatari zinazowezekana katika usindikaji wa picha za kibiashara ni sawa na zile za aina zingine za shughuli za kemikali; hata hivyo, kipengele cha kipekee ni hitaji kwamba sehemu fulani za shughuli za usindikaji zifanywe gizani. Kwa hivyo, opereta wa uchakataji lazima awe na uelewa mzuri wa kifaa na hatari zinazoweza kutokea, na hatua za tahadhari katika kesi ya ajali. Taa za usalama au miwani ya infrared zinapatikana na zinaweza kutumika kutoa mwanga wa kutosha kwa usalama wa waendeshaji. Vipengele vyote vya mitambo na sehemu za umeme zinazoishi lazima zimefungwa na sehemu za mashine zinazoonyesha lazima zifunikwa. Kufuli za usalama zinapaswa kusakinishwa ili kuhakikisha kuwa mwanga hauingii kwenye chumba chenye giza na unapaswa kuundwa ili kuruhusu wafanyakazi kupita bila malipo.
Hatari za ngozi na macho
Kwa sababu ya aina mbalimbali za fomula zinazotumiwa na wasambazaji mbalimbali na mbinu tofauti za kufungasha na kuchanganya kemikali za kuchakata picha, ni jumla chache tu zinazoweza kufanywa kuhusu aina za hatari za kemikali zilizopo. Aina mbalimbali za asidi kali na vifaa vya caustic vinaweza kukutana, hasa katika maeneo ya kuhifadhi na kuchanganya. Kemikali nyingi za kuchakata picha ni mwasho wa ngozi na macho na, wakati mwingine, zinaweza kusababisha ngozi au macho kuwaka baada ya kugusana moja kwa moja. Suala la mara kwa mara la afya katika usindikaji wa picha ni uwezekano wa ugonjwa wa ngozi ya kuwasiliana, ambayo mara nyingi hutokea kutokana na kugusa ngozi na ufumbuzi wa watengenezaji wa alkali. Ugonjwa wa ngozi unaweza kuwa kwa sababu ya muwasho unaosababishwa na suluhisho la alkali au tindikali, au, wakati mwingine, kwa mzio wa ngozi.
Watengenezaji wa rangi ni suluhisho la maji ambayo kawaida huwa na derivatives ya p-phenylenediamine, ambapo watengenezaji nyeusi-na-nyeupe huwa na p-methyl-aminophenolsulphate (pia inajulikana kama Metol au KODAK ELON Developing Agent) na/au hidrokwinoni. Wasanidi wa rangi ni vihisishi vya ngozi na viwasho zaidi kuliko vitengeneza rangi nyeusi na nyeupe na pia vinaweza kusababisha athari ya lichenoid. Kwa kuongezea, vihisishi vingine vya ngozi kama vile formaldehyde, hydroxylamine sulphate na S-(2-(dimethylamino)-ethyl)-isothiouronium dihydrochloride hupatikana katika baadhi ya suluhu za kuchakata picha. Ukuaji wa mzio wa ngozi unaweza kutokea baada ya kuwasiliana mara kwa mara na kwa muda mrefu na suluhisho za usindikaji. Watu walio na magonjwa ya ngozi yaliyokuwepo au kuwasha ngozi mara nyingi huathirika zaidi na athari za kemikali kwenye ngozi.
Kuepuka kuwasiliana na ngozi ni lengo muhimu katika maeneo ya usindikaji wa picha. Kinga za Neoprene zinapendekezwa kwa kupunguza mawasiliano ya ngozi, hasa katika maeneo ya kuchanganya, ambapo ufumbuzi zaidi wa kujilimbikizia unakabiliwa. Vinginevyo, glavu za nitrile zinaweza kutumika wakati mawasiliano ya muda mrefu na kemikali za picha hazihitajiki. Kinga ziwe na unene wa kutosha kuzuia machozi na uvujaji, na zinapaswa kukaguliwa na kusafishwa mara kwa mara, ikiwezekana kwa kuosha kabisa nyuso za nje na za ndani kwa kisafisha mikono kisicho na alkali. Ni muhimu sana kwamba wafanyikazi wa matengenezo wapewe glavu za kinga wakati wa kutengeneza au kusafisha mizinga na mikusanyiko ya rack, na kadhalika, kwani hizi zinaweza kufunikwa na amana za kemikali. Vizuizi vya krimu hazifai kutumiwa na kemikali za picha kwa sababu haziwezi kuathiriwa na kemikali zote za picha na zinaweza kuchafua suluhu za uchakataji. Apron ya kinga au kanzu ya maabara inapaswa kuvikwa kwenye chumba cha giza, na kufua mara kwa mara kwa nguo za kazi ni kuhitajika. Kwa nguo zote za kinga zinazoweza kutumika tena, watumiaji wanapaswa kutafuta dalili za kupenyeza au kuharibika baada ya kila matumizi na kubadilisha nguo inavyofaa. Miwaniko ya kinga na ngao ya uso pia inapaswa kutumika, haswa katika maeneo ambayo kemikali za picha zilizokolea hushughulikiwa.
Ikiwa kemikali za usindikaji wa picha hugusa ngozi, eneo lililoathiriwa linapaswa kusafishwa haraka na kiasi kikubwa cha maji. Kwa sababu nyenzo kama vile watengenezaji ni za alkali, kuosha kwa kisafisha mikono kisicho na alkali (pH ya 5.0 hadi 5.5) hupunguza uwezekano wa kupata ugonjwa wa ngozi. Nguo zinapaswa kubadilishwa mara moja ikiwa kuna uchafuzi wowote wa kemikali, na kumwagika au splashes inapaswa kusafishwa mara moja. Vifaa vya kuosha mikono na masharti ya suuza macho ni muhimu hasa katika maeneo ya kuchanganya na usindikaji. Vyombo vya kuoga vya dharura vinapaswa pia kupatikana.
Hatari za kuvuta pumzi
Mbali na hatari zinazoweza kutokea kwa ngozi na macho, gesi au mivuke inayotolewa kutoka kwa baadhi ya miyeyusho ya kuchakata picha inaweza kuleta hatari ya kuvuta pumzi, na pia kuchangia harufu mbaya, hasa katika maeneo yenye hewa duni. Baadhi ya miyeyusho ya kuchakata rangi inaweza kutoa mivuke kama vile asidi asetiki, triethanolamine na pombe ya benzyl, au gesi kama vile amonia, formaldehyde na dioksidi ya sulfuri. Gesi hizi au mivuke inaweza kuwasha njia ya upumuaji na macho, au, wakati mwingine, inaweza kusababisha athari zingine zinazohusiana na afya. Madhara yanayoweza kuhusishwa na afya ya gesi hizi au mivuke hutegemea ukolezi na kwa kawaida huzingatiwa tu katika viwango vinavyozidi viwango vya kukabiliwa na kazi. Hata hivyo, kwa sababu ya tofauti kubwa katika uwezekano wa mtu binafsi, baadhi ya watu—kwa mfano, watu walio na hali za kiafya zilizokuwepo kama vile pumu—wanaweza kuathiriwa katika viwango vilivyo chini ya vikomo vya kukabiliwa na kazi.
Baadhi ya kemikali za picha zinaweza kutambulika kwa harufu kwa sababu ya kiwango cha chini cha harufu ya kemikali hiyo. Ingawa harufu ya kemikali si lazima ionyeshe hatari ya kiafya, harufu kali au harufu ambazo zinaongezeka kwa kasi zinaweza kuonyesha kuwa mfumo wa uingizaji hewa hautoshi na unapaswa kuchunguzwa.
Uingizaji hewa unaofaa wa kuchakata picha hujumuisha dilution ya jumla na moshi wa ndani ili kubadilishana hewa kwa kiwango kinachokubalika kwa saa. Uingizaji hewa mzuri hutoa faida iliyoongezwa ya kufanya mazingira ya kazi kuwa vizuri zaidi. Kiasi cha uingizaji hewa kinachohitajika hutofautiana kulingana na hali ya chumba, pato la usindikaji, wasindikaji maalum na kemikali za usindikaji. Mhandisi wa uingizaji hewa anaweza kushauriwa ili kuhakikisha utendakazi bora wa mifumo ya uingizaji hewa ya chumba na moshi wa ndani. Usindikaji wa halijoto ya juu na msukosuko wa nitrojeni wa miyeyusho ya tanki unaweza kuongeza utolewaji wa baadhi ya kemikali kwenye hewa iliyoko. Kasi ya kichakataji, halijoto ya suluhu na msukosuko wa suluhu vinapaswa kuwekwa katika viwango vya chini vya utendakazi vinavyofaa ili kupunguza uwezekano wa kutolewa kwa gesi au mivuke kutoka kwa mizinga ya kuchakata.
Uingizaji hewa wa jumla wa chumba-kwa mfano, 4.25 m3/min ugavi na 4.8 m3moshi / min (sawa na mabadiliko 10 ya hewa kwa saa katika chumba cha mita 3 x 3 x 3), na kiwango cha chini cha kujaza hewa nje cha 0.15 m3/dakika kwa kila m2 eneo la sakafu-kwa kawaida hutosha kwa wapiga picha wanaofanya usindikaji wa kimsingi wa picha. Kiwango cha moshi cha juu kuliko kiwango cha usambazaji hutoa shinikizo hasi katika chumba na hupunguza fursa ya gesi au mvuke kutoroka hadi maeneo yanayopakana. Hewa ya kutolea nje inapaswa kutolewa nje ya jengo ili kuepuka kusambaza tena uchafuzi wa hewa unaoweza kutokea ndani ya jengo. Ikiwa mizinga ya processor imefungwa na ina moshi (angalia mchoro 1), kiwango cha chini cha usambazaji wa hewa na kiwango cha kutolea nje kinaweza kupunguzwa.
Kielelezo 1. Uingizaji hewa wa mashine iliyofungwa

Baadhi ya shughuli (kwa mfano, toning, kusafisha filamu, shughuli za kuchanganya na taratibu maalum za usindikaji) zinaweza kuhitaji uingizaji hewa wa ziada wa ndani au ulinzi wa kupumua. Moshi wa ndani ni muhimu kwa sababu hupunguza mkusanyiko wa vichafuzi vinavyopeperuka hewani ambavyo vinaweza kusambazwa tena na mfumo wa jumla wa uingizaji hewa wa dilution.
Mfumo wa uingizaji hewa wa aina ya yanayopangwa kwa ajili ya kuchimba mvuke au gesi kwenye uso wa tanki unaweza kutumika kwa baadhi ya matangi. Inapoundwa na kuendeshwa kwa njia ipasavyo, moshi wa aina ya yanayopangwa kando huchota hewa safi kwenye tangi na kuondoa hewa iliyochafuliwa kutoka eneo la kupumulia la mhudumu na uso wa matangi ya kuchakata. Mifumo ya kutolea nje ya aina ya yanayopangwa ya kusukuma-vuta ndiyo mifumo yenye ufanisi zaidi (tazama mchoro 2).
Kielelezo 2. Tangi ya wazi na uingizaji hewa wa "push-pull".

Mfumo wa kutolea nje wa kofia au dari (angalia mchoro 3) haupendekezi kwa sababu waendeshaji mara nyingi hutegemea mizinga na vichwa vyao chini ya kofia. Katika nafasi hii, hood huchota mvuke au gesi kwenye eneo la kupumua la operator.
Kielelezo 3. Kutolea nje kwa dari ya juu

Vifuniko vya tanki vya kupasuliwa vilivyo na moshi wa ndani vilivyounganishwa na sehemu isiyosimama kwenye tanki za kuchanganya vinaweza kutumika kuongeza uingizaji hewa wa jumla wa chumba katika maeneo ya kuchanganya. Vifuniko vya tanki (vifuniko vinavyobana sana au vifuniko vinavyoelea) vinapaswa kutumiwa ili kuzuia utolewaji wa vichafuzi vya hewa vinavyoweza kutokea kutoka kwa hifadhi na matangi mengine. Moshi unaonyumbulika unaweza kuunganishwa kwenye vifuniko vya tanki ili kuwezesha uondoaji wa kemikali tete (ona mchoro 4). Inafaa, vichanganyaji otomatiki, vinavyoruhusu sehemu mahususi za bidhaa zenye vipengele vingi kuongezwa moja kwa moja na kisha kuchanganywa katika vichakataji, vinapaswa kutumiwa kwa sababu vinapunguza uwezekano wa waendeshaji kukabiliwa na kemikali za picha.
Kielelezo 4. Mchanganyiko wa tank ya kuchanganya kemikali

Wakati wa kuchanganya kemikali kavu, vyombo vinapaswa kumwagwa kwa upole ili kupunguza vumbi la kemikali kutoka kwa hewa. Meza, madawati, rafu na viunzi vinapaswa kufutwa kwa kitambaa kilichowekwa maji mara kwa mara ili kuzuia vumbi la kemikali lililobaki lisirundikane na baadaye kupeperushwa hewani.
Usanifu wa vifaa na shughuli
Nyuso ambazo zinaweza kuchafuliwa na kemikali zinapaswa kujengwa ili kuruhusu kumwagika kwa maji. Masharti ya kutosha yanapaswa kufanywa kwa ajili ya mifereji ya sakafu, hasa katika maeneo ya kuhifadhi, kuchanganya na usindikaji. Kwa sababu ya uwezekano wa uvujaji au kumwagika, mipango inapaswa kufanywa kwa kuzuia, kutoweka na utupaji unaofaa wa kemikali za picha. Kwa kuwa sakafu inaweza kuwa na unyevu wakati fulani, sakafu karibu na maeneo ambayo huenda ikawa mvua inapaswa kufunikwa na mkanda usio na skid au rangi kwa madhumuni ya usalama. Kuzingatia pia kunapaswa kuzingatiwa kwa hatari zinazowezekana za umeme. Kwa vifaa vya umeme vinavyotumiwa ndani au karibu na maji, visumbufu vya mzunguko wa ardhi na msingi unaofaa unapaswa kutumika.
Kama kanuni ya jumla, kemikali za picha zinapaswa kuhifadhiwa mahali penye ubaridi (kwenye halijoto isiyopungua 4.4 °C), kavu (unyevunyevu kati ya 35 na 50%), eneo lenye hewa ya kutosha, ambapo zinaweza kuorodheshwa na kupatikana tena. Hesabu za kemikali zinapaswa kusimamiwa kikamilifu ili idadi ya kemikali hatari iliyohifadhiwa iweze kupunguzwa na ili nyenzo zisihifadhiwe zaidi ya tarehe za mwisho wa matumizi. Vyombo vyote viwe na lebo ipasavyo.
Kemikali zinapaswa kuhifadhiwa ili kupunguza uwezekano wa kuvunjika kwa chombo wakati wa kuhifadhi na kurejesha. Vyombo vya kemikali havipaswi kuhifadhiwa mahali vinapoweza kuanguka, juu ya usawa wa macho au mahali ambapo wafanyikazi wanapaswa kunyoosha ili kuvifikia. Nyenzo nyingi za hatari zinapaswa kuhifadhiwa kwa kiwango cha chini na kwa msingi thabiti ili kuzuia kuvunjika na kumwagika kwenye ngozi au macho. Kemikali ambazo, zikichanganywa kimakosa, zinaweza kusababisha moto, mlipuko au kutolewa kwa kemikali yenye sumu zinapaswa kutengwa. Kwa mfano, asidi kali, besi kali, reducers, vioksidishaji na kemikali za kikaboni zinapaswa kuhifadhiwa tofauti.
Vimiminika vinavyoweza kuwaka na kuwaka vinapaswa kuhifadhiwa kwenye vyombo vilivyoidhinishwa na kabati za kuhifadhi. Maeneo ya kuhifadhi yanapaswa kuwekwa baridi, na kuvuta sigara, miali ya moto wazi, hita au kitu kingine chochote ambacho kinaweza kusababisha kuwaka kwa bahati mbaya kinapaswa kupigwa marufuku. Wakati wa shughuli za uhamisho, inapaswa kuhakikisha kuwa vyombo vimefungwa vizuri na vimewekwa chini. Muundo na uendeshaji wa maeneo ya kuhifadhi na kushughulikia kwa vifaa vinavyoweza kuwaka na vinavyoweza kuwaka vinapaswa kuzingatia kanuni zinazotumika za moto na umeme.
Wakati wowote inapowezekana, vimumunyisho na vimiminika vinapaswa kutolewa kwa pampu za kupima mita badala ya kumwaga. Kupiga mabomba ya ufumbuzi wa kujilimbikizia na kuanzisha siphons kwa mdomo haipaswi kuruhusiwa. Matumizi ya maandalizi yaliyopimwa awali au yaliyopimwa mapema yanaweza kurahisisha shughuli na kupunguza fursa za ajali. Utunzaji wa makini wa pampu zote na mistari ni muhimu ili kuepuka kuvuja.
Usafi wa kibinafsi unapaswa kufanywa kila wakati katika maeneo ya usindikaji wa picha. Kemikali hazipaswi kamwe kuwekwa kwenye vyombo vya vinywaji au chakula au kinyume chake; vyombo tu vilivyokusudiwa kwa kemikali ndivyo vinapaswa kutumika. Chakula au vinywaji havipaswi kamwe kuletwa katika maeneo ambayo kemikali hutumiwa, na kemikali hazipaswi kuhifadhiwa kwenye friji zinazotumiwa kwa chakula. Baada ya kushughulikia kemikali, mikono inapaswa kuosha vizuri, hasa kabla ya kula au kunywa.
Mafunzo na elimu
Wafanyakazi wote, ikiwa ni pamoja na matengenezo na utunzaji wa nyumba, wanapaswa kufundishwa katika taratibu za usalama zinazohusiana na kazi zao za kazi. Mpango wa elimu kwa wafanyakazi wote ni muhimu katika kukuza mazoea salama ya kazi na kuzuia ajali. Programu ya elimu inapaswa kutekelezwa kabla ya wafanyikazi kuruhusiwa kufanya kazi, kwa vipindi vya kawaida baada ya hapo na wakati wowote hatari mpya zinapoletwa mahali pa kazi.
Muhtasari
Ufunguo wa kufanya kazi kwa usalama na kemikali za kuchakata picha ni kuelewa hatari zinazoweza kutokea za kufichua na kudhibiti hatari kwa kiwango kinachokubalika. Mikakati ya usimamizi wa hatari ya kudhibiti hatari zinazowezekana za kazi katika usindikaji wa picha inapaswa kujumuisha:
- kutoa mafunzo kwa wafanyikazi juu ya hatari zinazowezekana na taratibu za usalama mahali pa kazi,
- kuhimiza wafanyikazi kusoma na kuelewa magari ya mawasiliano ya hatari (kwa mfano, karatasi za usalama na lebo za bidhaa),
- kudumisha usafi wa mahali pa kazi na usafi wa kibinafsi,
- kuhakikisha kuwa vichakataji na vifaa vingine vimesakinishwa, kuendeshwa na kudumishwa kulingana na vipimo vya watengenezaji;
- badala ya kemikali zisizo na madhara au harufu kidogo, inapowezekana;
- kutumia vidhibiti vya uhandisi (kwa mfano, mifumo ya uingizaji hewa ya jumla na ya ndani) inapohitajika,
- kutumia vifaa vya kinga (kwa mfano, glavu za kinga, miwani au ngao ya uso) inapohitajika;
- kuanzisha taratibu za kuhakikisha matibabu ya haraka kwa mtu yeyote aliye na ushahidi wa jeraha, na
- kuzingatia ufuatiliaji wa mfiduo wa mazingira na ufuatiliaji wa afya ya wafanyikazi kama uthibitisho wa mikakati madhubuti ya usimamizi wa hatari.
Maelezo ya ziada juu ya usindikaji nyeusi-na-nyeupe inajadiliwa katika Burudani na sanaa sura.
Wasifu wa Jumla
Kijadi, viwanda vya samani vimewekwa Ulaya na Amerika Kaskazini. Kwa kuongezeka kwa gharama ya kazi katika nchi zilizoendelea, uzalishaji zaidi wa samani, ambao ni wa nguvu kazi, umehamia nchi za Mashariki ya Mbali. Kuna uwezekano kwamba harakati hii itaendelea isipokuwa vifaa zaidi vya kiotomatiki vinaweza kutengenezwa.
Wazalishaji wengi wa samani ni makampuni madogo. Kwa mfano, nchini Marekani, takriban 86% ya viwanda katika sekta ya samani za mbao vina wafanyakazi chini ya 50 (EPA 1995); hii ni kiwakilishi cha hali ya kimataifa.
Sekta ya mbao nchini Marekani inawajibika kwa utengenezaji wa nyumba, ofisi, duka, jengo la umma na fanicha za mikahawa na muundo. Sekta ya utengenezaji mbao iko chini ya Ofisi ya Marekani ya Ainisho ya Sensa ya Kawaida ya Viwanda (SIC) Msimbo wa 25 (sawa na Msimbo wa Kimataifa wa SIC 33) na inajumuisha: samani za nyumbani za mbao, kama vile vitanda, meza, viti na rafu za vitabu; televisheni ya mbao na makabati ya redio; samani za ofisi za mbao, kama vile makabati, viti na madawati; na ofisi za mbao na vitenge na vizuizi, kama vile viunzi vya baa, kaunta, makabati na rafu.
Kwa sababu mistari ya uzalishaji kwa ajili ya kuunganisha samani ni ya gharama kubwa, wazalishaji wengi hawatoi aina kubwa ya kipekee ya vitu. Watengenezaji wanaweza kubobea katika bidhaa inayotengenezwa, kikundi cha bidhaa au mchakato wa uzalishaji (EPA 1995).
More ...
Michakato ya Utengenezaji wa mbao
Kwa madhumuni ya makala hii, taratibu za sekta ya mbao zitazingatiwa kuanza na mapokezi ya mbao zilizobadilishwa kutoka kwa sawmill na kuendelea hadi usafirishaji wa makala ya kuni ya kumaliza au bidhaa. Hatua za awali katika utunzaji wa kuni zinashughulikiwa katika sura Misitu na Sekta ya miti.
Sekta ya mbao huzalisha samani na aina mbalimbali za vifaa vya ujenzi, kuanzia sakafu ya plywood hadi shingles. Makala hii inashughulikia hatua kuu za usindikaji wa kuni kwa ajili ya uzalishaji wa bidhaa za mbao, ambazo ni kazi ya mashine ya mbao za asili au paneli za viwandani, mkusanyiko wa sehemu za mashine na kumaliza uso (kwa mfano, uchoraji, rangi, lacquering, veneering na kadhalika) . Mchoro wa 1 ni mchoro wa mtiririko wa utengenezaji wa fanicha ya mbao, ambayo inashughulikia karibu safu nzima ya michakato hii.
Mchoro 1. Mchoro wa mtiririko wa utengenezaji wa samani za mbao

Kukausha. Baadhi ya vifaa vya utengenezaji wa fanicha vinaweza kununua mbao zilizokaushwa, lakini zingine hukausha kwenye tanuru kwa kutumia tanuru au oveni, inayochomwa na boiler. Kawaida taka za kuni ni mafuta.
Uchimbaji. Baada ya mbao kukaushwa, hukatwa kwa msumeno na kutengenezwa kwa mashine kwa umbo la sehemu ya mwisho ya samani, kama vile mguu wa meza. Katika mmea wa kawaida, hisa za mbao husogea kutoka kwa msumeno mbaya, hadi msumeno wa kukata, kupasua msumeno, kumaliza kipanga, hadi kwenye moulder, hadi kwenye lathe, hadi kwenye msumeno wa meza, hadi kwenye msumeno, hadi kwenye kipanga njia, hadi kwenye uundaji wa mbao, kuchimba visima na kutengeneza chokaa. kuchonga na kisha kwa aina mbalimbali za sanders.
Mbao inaweza kuchongwa kwa mkono/kutengenezwa kwa zana mbalimbali za mikono, ikiwa ni pamoja na patasi, rasp, faili, misumeno ya mikono, sandarusi na kadhalika.
Katika matukio mengi, muundo wa vipande vya samani unahitaji kupiga sehemu fulani za mbao. Hii hutokea baada ya mchakato wa kupanga, na kwa kawaida inahusisha matumizi ya shinikizo kwa kushirikiana na wakala wa kulainisha, kama vile maji, na kuongezeka kwa shinikizo la anga. Baada ya kuinama kwenye sura inayotaka, kipande kinakaushwa ili kuondoa unyevu kupita kiasi.
Mkutano. Samani za mbao zinaweza kumaliza na kisha kukusanyika, au kinyume chake. Samani zilizofanywa kwa vipengele vya sura isiyo ya kawaida kawaida hukusanywa na kisha kumalizika.
Mchakato wa kusanyiko kawaida huhusisha matumizi ya viambatisho (ya sintetiki au asilia) pamoja na njia zingine za kuunganisha, kama vile kucha, ikifuatiwa na uwekaji wa veneers. Veneers zilizonunuliwa hupunguzwa kwa ukubwa sahihi na mwelekeo, na kuunganishwa na chipboard iliyonunuliwa.
Baada ya kusanyiko, sehemu ya samani inachunguzwa ili kuhakikisha uso wa laini kwa kumaliza.
Kabla ya kumaliza. Baada ya mchanga wa awali, uso laini zaidi hupatikana kwa kunyunyizia, sponging au kuzamisha sehemu ya samani na maji ili kusababisha nyuzi za kuni kuvimba na "kuinua". Baada ya uso kukauka, suluhisho la gundi au resin hutumiwa na kuruhusiwa kukauka. Nyuzi zilizoinuliwa hutiwa mchanga chini ili kuunda uso laini.
Ikiwa kuni ina rosini, ambayo inaweza kuingilia kati na ufanisi wa finishes fulani, inaweza kuharibiwa kwa kutumia mchanganyiko wa acetone na amonia. Kisha kuni hupaushwa kwa kunyunyizia, sponging au kuzamisha kuni kwenye chombo cha upaukaji kama vile peroksidi ya hidrojeni.
Kumaliza kwa uso. Kumaliza uso kunaweza kuhusisha matumizi ya aina kubwa ya mipako. Mipako hii hutumiwa baada ya bidhaa kukusanyika au katika operesheni ya mstari wa gorofa kabla ya kusanyiko. Mipako inaweza kwa kawaida kujumuisha vichungi, madoa, glaze, vifunga, lacquers, rangi, varnish na faini zingine. Mipako inaweza kutumika kwa dawa, brashi, pedi, dip, roller au mashine ya mipako ya mtiririko.
Mipako inaweza kuwa msingi wa kutengenezea au msingi wa maji. Rangi inaweza kuwa na aina mbalimbali za rangi, kulingana na rangi inayotaka.
Hatari na Tahadhari
Usalama wa mashine
Utengenezaji wa mbao una hatari nyingi kwa usalama na afya ambazo ni za kawaida kwa tasnia ya jumla, na sehemu kubwa zaidi ya vifaa na shughuli hatari zaidi kuliko nyingi. Kwa hivyo, usalama unahitaji uangalifu wa mara kwa mara kwa tabia salama za kazi za wafanyikazi, usimamizi wa uangalifu, na utunzaji wa mazingira salama ya kazi na waajiri.
Ingawa katika hali nyingi mashine na vifaa vya kutengeneza mbao vinaweza kununuliwa bila walinzi muhimu na vifaa vingine vya usalama, ni wajibu wa usimamizi kutoa ulinzi wa kutosha kabla ya mashine na vifaa hivyo kutumiwa. Tazama pia makala "Mashine za kuelekeza" na "Mashine za kupanga mbao".
Mashine za kusaga. Wafanyakazi wanapaswa kufahamu mazoea ya uendeshaji salama muhimu kwa matumizi sahihi ya saw mbalimbali za mbao (angalia takwimu 2 na takwimu 3).
Kielelezo 2. Bendi ya kuona


Miongozo mahususi ni kama ifuatavyo:
1. Wakati wa kulisha meza ya meza, mikono lazima ihifadhiwe nje ya mstari wa kukata. Hakuna mlinzi anayeweza kuzuia mkono wa mtu kufuata hisa kwenye msumeno. Wakati wa kupasua kwa kupima uzio karibu na saw, fimbo ya kushinikiza au jig inayofaa lazima itumike ili kukamilisha kukata. Angalia sura ya 4.
Kielelezo 4. Push vijiti

2. Laini ya saw lazima iwekwe ili kupunguza mteremko wake juu ya hisa; kadiri blade inavyopungua, ndivyo nafasi ndogo ya kupiga mipira nyuma. Ni mazoezi mazuri ya kusimama nje ya mstari wa hisa zinazovunjwa. Apron nzito ya ngozi au mlinzi mwingine kwa tumbo inapendekezwa.
3. Freehand sawing daima ni hatari. Hifadhi lazima iwekwe kila wakati dhidi ya geji au uzio. Angalia sura ya 3.
4. saw lazima iwe sahihi kwa kazi. Kwa mfano, ni mazoezi yasiyo salama kurarua kwa msumeno wa jedwali usio na kifaa kisicho cha nyuma. Aprons za kickback zinapendekezwa.
5. Mazoezi ya hatari ya kuondoa hood guard kwa sababu ya kibali nyembamba kwenye upande wa kupima inaweza kuepukwa kwa kubana bodi ya kujaza kwenye meza kati ya kupima na saw na kuitumia kuongoza hisa. Wafanyikazi hawapaswi kamwe kuruhusiwa kupita walinzi. Sega, mbao za manyoya (tazama mchoro 5) au jigi zinazofaa lazima zitolewe mahali ambapo walinzi wa kawaida hawawezi kutumika.
Kielelezo 5. Featherboards & masega

6. Ubao mrefu wa kukata kwenye msumeno wa meza unapaswa kuepukwa kwa sababu opereta anatakiwa kutumia shinikizo kubwa la mkono karibu na blade ya saw. Pia, bodi zinazoenea zaidi ya meza zinaweza kupigwa na watu au lori. Hisa ndefu inapaswa kukatwa kwenye msumeno wa kuvuta bembea au msumeno wa mkono wa radial na benchi ya kutosha inayounga mkono.
7. Kazi ambayo inapaswa kufanywa kwenye mashine maalum za kulisha nguvu haipaswi kufanywa kwenye mashine za matumizi ya jumla ya mkono.
8.Kuweka kipimo cha msumeno wa meza bila kuwaondoa walinzi, alama ya kudumu inapaswa kuteua mstari wa kukata juu ya meza.
9. Inachukuliwa kuwa mazoezi salama kuleta vifaa kwa kuacha kabisa kabla ya kurekebisha vile au ua, na kukata chanzo cha nguvu wakati wa kubadilisha vile.
10. Brashi au fimbo itumike kusafisha machujo ya mbao na chakavu kutoka kwa msumeno.
Msumeno wa meza pia huitwa msumeno wa aina mbalimbali kwa sababu unaweza kufanya kazi mbalimbali za kuona. Kwa sababu hii operator anapaswa kuwa na walinzi mbalimbali, kwa sababu hakuna mlinzi mmoja anayeweza kulinda kutoka kwa kila kazi. Angalia sura ya 3.
Mashine ya kukata. Mashine za kukata pia zinaweza kuwa hatari ikiwa hazijalindwa vya kutosha na zinatumiwa kila wakati kwa heshima na tahadhari. Vyombo vya kukata vinapaswa kuinuliwa vyema na kusawazishwa kwa usahihi kwenye spindle zao.
Router iliyoonyeshwa kwenye takwimu ya 6 ina walinzi wa brashi. Vipanga njia vingine vinaweza kuwa na walinzi wa pete, walinzi wa pande zote ambao huzunguka biti ya kipanga njia. Madhumuni ya walinzi ni kuweka mikono mbali na sehemu ya kukata. Vipanga njia vya kompyuta vinavyodhibitiwa na nambari (CNC) vinaweza kuwa na biti kadhaa na ni mashine za uzalishaji wa juu. Kwenye mashine za CNC mikono ya waendeshaji huhifadhiwa zaidi kutoka eneo la biti. Hata hivyo, tatizo jingine ni kiasi kikubwa cha vumbi la kuni. Tazama pia makala "Mashine za kuelekeza".
Kielelezo 6. Router
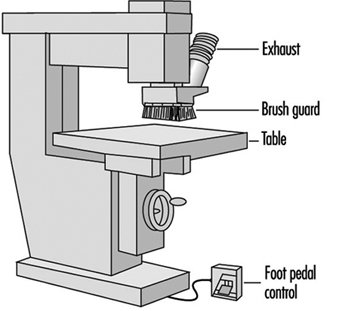
Kulinda mashine ya kuunganisha au ya kupanga uso ni hasa kuweka mikono ya operator mbali na visu vinavyozunguka. Mlinzi wa aina ya "mutton chop" huruhusu tu sehemu ya visu vinavyokata hisa kuwa wazi (ona mchoro 7). Sehemu ya wazi ya visu nyuma ya uzio inapaswa pia kulindwa.
Kielelezo 7. Kiunga
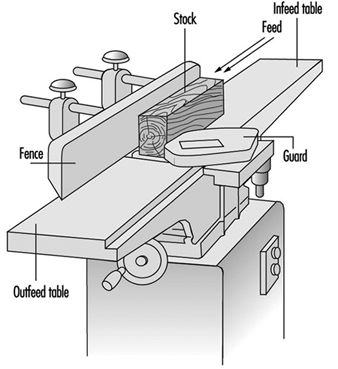
Kiumbo ni mashine inayoweza kuwa hatari sana (tazama mchoro 8). Ikiwa visu za shaper zimetenganishwa na kola za juu na chini kwenye arbor, zinaweza kutupwa kwa nguvu kubwa. Pia, hisa lazima mara nyingi zifanyike karibu na visu. Ushikiliaji huu lazima ufanywe kwa fixture badala ya kwa mikono ya operator. Featherboards inaweza kutumika kushikilia hisa chini dhidi ya meza. Walinzi wa pete au sahani zinapaswa kutumika wakati wowote iwezekanavyo. Kilinzi cha sahani ni diski ya mviringo, bapa, ya plastiki ambayo imewekwa mlalo kwenye kingo juu ya visu vya kutengeneza sura.
Kielelezo 8. Shaper

Lathe inapaswa kulindwa na hood guard kwa sababu kuna hatari ya hisa kutupwa kutoka kwa mashine. Tazama mchoro wa 9. Ni mazoezi mazuri kwa kofia kuunganishwa na injini ili lathe isiweze kuendeshwa isipokuwa kama linda ya kofia iko mahali.
Kielelezo 9. Lathe
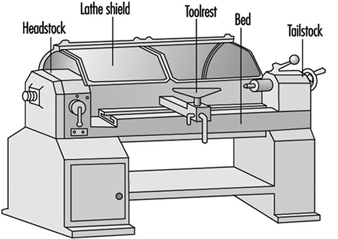
Ripsaw inapaswa kusakinishwa vidole vya kuzuia kurudi nyuma ili kuzuia hisa kubadilisha mwelekeo wake na kumpiga opereta. Tazama mchoro 10. Pia, mwendeshaji anafaa kuvaa aproni iliyobanwa ili kupunguza athari ikiwa kickback itatokea.
Kielelezo 10. Ripsaw

Kwa sababu blade ya mkono wa radial inaweza kuinamishwa kwa upande, mlinzi lazima atumike ambayo haitalala kwenye blade. Tazama sura ya 11.
Kielelezo 11. Radial mkono kuona

Mashine ya kusaga mchanga. Vipande vya hisa vilivyotengenezwa hupigwa chini kwa kutumia ukanda, jitterbug, disc, ngoma au sanders orbital. Pointi za nip zinaundwa katika mikanda ya mchanga. Tazama takwimu 12. Mara nyingi pointi hizi za nip zinaweza kulindwa na kofia ambayo pia itakuwa sehemu ya mfumo wa kutolea nje vumbi.
Kielelezo 12. Sander

Ulinzi wa mashine. Mchoro wa 13 unaonyesha kwamba ufunguzi kati ya walinzi na mahali pa kuwasiliana lazima upunguzwe kadiri umbali unavyopungua.
Mchoro 13. Umbali kati ya walinzi na sehemu ya kufanyia kazi

Matatizo mbalimbali ya usalama wa mashine. Uangalifu lazima uchukuliwe ili utumizi wa vifaa vya kubana/kushikilia hisa haviletei hatari zaidi.
Mashine nyingi za mbao huunda hitaji la opereta (na msaidizi) kuvaa kinga ya macho.
Ni kawaida kwa wafanyikazi kujilipua vumbi na hewa iliyobanwa. Wanapaswa kuonywa kuweka shinikizo la hewa chini ya psi 30 na kuzuia kupuliza machoni au kupunguzwa wazi.
Hatari za vumbi la kuni
Mashine zinazozalisha vumbi la kuni zinapaswa kuwa na mifumo ya kukusanya vumbi. Ikiwa mfumo wa kutolea nje hautoshi kutupa vumbi la kuni, operator anaweza kuhitaji kuvaa kipumulio cha vumbi. Shirika la Kimataifa la Utafiti wa Saratani (IARC) sasa limeamua kwamba "kuna ushahidi wa kutosha kwa binadamu kwa kansa ya vumbi la kuni", na kwamba "Vumbi la mbao linasababisha kansa kwa wanadamu (Kundi la 1)". Tafiti zingine zinaonyesha kuwa vumbi la kuni linaweza kuwasha utando wa macho, pua na koo. Baadhi ya miti yenye sumu huwa na magonjwa mengi zaidi na inaweza kuzalisha athari za mzio na mara kwa mara matatizo ya mapafu na sumu ya utaratibu. Angalia jedwali 1.
Jedwali 1. Aina za kuni zenye sumu, allergenic na ur kazi
|
Majina ya kisayansi |
Majina ya kibiashara yaliyochaguliwa |
Familia |
Uharibifu wa Afya |
|
abies alba Kinu (A. pectinata DC) |
Fir ya fedha |
Pinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Acacia spp. |
Mbao nyeusi ya Australia |
mimosaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Acer spp. |
Maple |
Aceraceae |
Ukimwi |
|
Afrormosia elata Sherehe. |
Afrormosia, kokrodua, asamala, obang, oleo pardo, bohele, mohole |
Papilionaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Afzelia africana Smith |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, hintsy |
Caesalpinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Agonandra brasiliensis Jumatano |
Pao, marfim, granadillo |
Olacaceae |
Ukimwi |
|
Ailanthus altissima Mill |
Sumac ya Kichina |
Simaroubaceae |
Ukimwi |
|
Albizzia falcata Msaidizi |
Iatandza |
mimosaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; |
|
Alnus spp. |
Alder ya kawaida |
Betulaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Amirisi spp. |
Sandalwood ya Venezuela au ya Magharibi mwa India |
Rutaceae |
Ugonjwa wa ngozi; athari za sumu |
|
Anacardium occidentale L. |
Kashew |
Anacardiaceae |
Ukimwi |
|
Andira araroba Aguiar. (Vataireopsis araroba Ducke) |
Mti wa kabichi nyekundu |
Papilionaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Aningeria spp. |
Aningeria |
Sapotaceae |
Conjunctivitis-rhinitis; pumu |
|
Apuleia molaris spruce (A. leiocarpa MacBride) |
Redwood |
Caesalpinaceae |
Ugonjwa wa ngozi; athari za sumu |
|
Araucaria angustifolia O. Ktze |
Parana pine, araucaria |
araucariaceae |
Athari za sumu |
|
Aspidosperma spp. |
Pembe nyekundu |
apocynaceae |
Ugonjwa wa ngozi; kiwambo cha sikio - |
|
Astrocaryum spp. |
Palm |
Palmaceae |
Ugonjwa wa ngozi; athari za sumu |
|
Aucoumea klaineana Pierre |
Mahogany ya Gabon |
Burseraceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio |
|
Autranella kongolensis |
Mukulungu, autracon, elang, bouanga, kulungu |
Sapotaceae |
Ukimwi |
|
Bakteria spp. (Astrocaryum spp.) |
Palm |
Palmaceae |
Ugonjwa wa ngozi; athari za sumu |
|
Balfourodendron ridelianum Kiingereza. |
Guatambu, gutambu blanco |
Rutaceae |
Ukimwi |
|
Batesia floribunda Benth. |
Acapu rana |
Caesalpinaceae |
Athari za sumu |
|
Berberis vulgaris L. |
barberry |
Berberidaceae |
Athari za sumu |
|
betula spp. |
Birch |
Betulaceae |
Ukimwi |
|
Blepharocarva involucrigera F. Muell. |
Rosebutternut |
Anacardiaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Bombax brevicuspe Sprague |
Kondroti, peke yake |
Bombacaceae |
Ukimwi |
|
Bowdichia spp. |
Sucupira nyeusi |
Papilionaceae |
Ukimwi |
|
Brachylaena hutchinsii Hutch. |
Muhuhu |
Mtunzi |
Ukimwi |
|
Breonia spp. |
Molompangady |
rubiaceae |
Ukimwi |
|
Brosimum spp. |
Snakewood, letterwood, tigerwood |
moraceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Bryan ebenus DC. (Amerimnum ebenus Sw.) |
Mwani wa hudhurungi, mwani wa kijani kibichi, mwani wa Jamaika, mwangwi wa kitropiki wa Amerika |
Papilionaceae |
Ukimwi |
|
Sempervirens za Buxus L. |
Boxwood ya Ulaya, London Mashariki b., Cape b. |
Buxaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Caesalpinia echinata Lam. (Guilandina echinata Chemchemi.) |
Brasilwood |
Caesalpinaceae |
Ugonjwa wa ngozi; athari za sumu |
|
Callitris columellaris F. Muell. |
Msonobari mweupe wa pine |
Cupressaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Kalofili spp. |
Santa maria, jacareuba, kurahura, galba |
Guttiferae |
Ugonjwa wa ngozi; athari za sumu |
|
Campsiandra laurifolia Benth. |
Acapu rana |
Caesalpinaceae |
Athari za sumu |
|
Carpinus betulus |
hornbeam |
Betulaceae |
Ukimwi |
|
Cassia siamea Lamk. |
Tagayasan, muong ten, djohar |
Caesalpinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Castanea dentata Borkh |
Chestnut, chestnut tamu |
fagaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Castanospermum australe A. Cunn. |
Maharage nyeusi, chestnut ya Australia au Moreton Bay |
Papilionaceae |
Ukimwi |
|
Cedrela spp. (Tona spp.) |
Mwerezi mwekundu, mwerezi wa Australia |
Meliaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Cedrus deodara (Roxb. ex. Mwana-Kondoo.) G. Don |
Deodar |
Pinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Celtis brieyi De Wild. |
Diania |
ulmaceae |
Ukimwi |
|
Chlorophora bora zaidi Benth. na Hook I. |
Iroko, gelbholz, yellowood, kambala, mvule, odum, moule, African teak, abang, tatajuba, fustic, mora |
moraceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio |
|
Chloroxylon spp. |
Ceylon satinwood |
Rutaceae |
Ugonjwa wa ngozi; athari za sumu |
|
Chrysophyllum spp. |
Najara |
Sapotaceae |
Ukimwi |
|
Cinnamomum camphora Nees na Ebeim |
Kafuri ya Asia, mdalasini |
lauraceae |
Athari za sumu |
|
Cryptocarya pleurosperma White na Francis |
Walnut yenye sumu |
lauraceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Dacrycarpus dacryoides (A. Tajiri.) de Laub. |
New Zealand nyeupe pine |
podocarpaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Dacrydium cupressin Soland |
Sempilor, rimu |
podocarpaceae |
conjunctivitis-rhinitis; pumu |
|
Dactylocladus stenostachys Mzeituni. |
Jong kong, merebong, medang tabak |
Melastomaceae |
Athari za sumu |
|
dalbergia spp. |
Ebony |
Papilionaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; |
|
Dialium spp. |
Eyoum, hii |
Caesalpinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Diospyros spp. |
Ebony, Ebony ya Kiafrika |
Ebenaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Dipterocarpus spp. |
Keruing, gurjum, yang, keruing |
Dipterocarpaceae |
Ukimwi |
|
Distemonanthus benthamianus Dhamana. |
Movingui, ayan, anyaran, satinwood ya Nigeria |
Caesalpinaceae |
Ukimwi |
|
Dysoxylum spp. |
Mahogany, stavewood, maharagwe nyekundu |
Meliaceae |
ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
D. muelleri Benth. |
Rose mahogany |
||
|
Echirospermum balthazarii Fr. Wote. (Plathymenia reticulata Benth.) |
Vinhatico |
mimosaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Entandophragma spp. |
Tiama |
Meliaceae |
Ugonjwa wa ngozi; |
|
Erythrophloeum Guinea G. Don |
Tali, missanda, eloun, massanda, sasswood, erun, redwater tree |
Caesalpinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Esenbeckia leiocarpa Kiingereza. |
Dhamana |
Rutaceae |
Ukimwi |
|
Eucalyptus spp. |
|
Myrtaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Euxylophora paraensis Hub. |
Boxwood |
Rutaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Excoecaria africana M. Arg. (Spirostachys africana Mchanga) |
African sandalwood, tabootie, geor, aloewood, blind-yako-jicho |
Euphorbiaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Fagara spp. |
Yellow sanders, West Indian satinwood, atlaswood, olon, bongo, mbanza |
Rutaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Fagus spp. (Nothofagus spp.) |
Beech |
fagaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Fitzroya cupressoides (Molina) Johnston |
Tahadhari |
Cupressaceae |
Ukimwi |
|
Flindersia australis R. Br. |
teak ya Australia, maple ya Queensland, maple |
Rutaceae |
Ukimwi |
|
Fraxinus spp. |
Ash |
oleaceae |
Ukimwi |
|
Gluta spp. |
Rengas, gluta |
Anacardiaceae |
Ugonjwa wa ngozi; athari za sumu |
|
Gonioma kamassi E. Mey. |
Knysna boxwood, kamassi |
apocynaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Gonystylus bancanus Dhamana. |
Ramin, melawis, akenia |
Gonystylaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio |
|
Gossweilerodendron balsamiferum (Verm.) Sherehe. |
mwerezi wa Nigeria |
Caesalpinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Robusta grevillea A. Cunn. |
Mwaloni wa silky |
proteaceae |
Ukimwi |
|
Guaiacum officinale L. |
Gaiac, lignum vitae |
Zygophyllaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Guarea spp. |
Bosi |
Meliaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Halfordia scleroxyla F. Muell. |
Zafarani-moyo |
Polygonaceae |
Ugonjwa wa ngozi; alveolitis ya nje ya mzio |
|
Hernandia spp. |
Mirobolan, heshima |
Hernandiaceae |
Ukimwi |
|
kiboko mancinella L. |
Tufaha la pwani |
Euphorbiaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Illipe latifolia F. Muell. |
Moak, edel teak |
Sapotaceae |
Ukimwi |
|
jacaranda spp. |
jacaranda |
bignoniaceae |
Ukimwi |
|
mitungi spp. |
Walnut |
Juglandaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Juniperus sabina L. |
|
Cupressaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Khaya antotheca CDC. |
Ogwango, African mahogany, krala |
Meliaceae |
Ugonjwa wa ngozi; alveolitis ya nje ya mzio |
|
Laburnum anagyroides daktari. (Cytisus laburnum L.) |
Laburnum |
Papilionaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
larix spp. |
larch |
Pinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Liquidambar styracifolia L. |
Amberbaum, satin-nussbaum |
hamamelidaceae |
Ukimwi |
|
Liriodendron tulipifera L. |
Whitewood ya Marekani, mti wa tulip |
Magnoliaceae |
Ukimwi |
|
Lovoa trichilioides Sherehe. (L. klaineana Pierre) |
Dibetou, walnut ya Kiafrika, apopo, tigerwood, upande |
Meliaceae |
ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Lucuma spp. (Pouteria spp.) |
Guapeva, Abiurana |
Sapotaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Maba ebenus Wight. |
Makassar-ebenholz |
Ebenaceae |
Ukimwi |
|
Machaerium pedicellatum Vig. |
Kingswood |
Papilionaceae |
Ukimwi |
|
Mansonia altissima A. Chev. |
Walnut wa Nigeria |
Sterculiaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Brauna ya melanoxylon Schott |
Brauna, grauna |
Caesalpinaceae |
Ukimwi |
|
Microberlinia brazzavillensis A. Chev. |
Zebrawood ya Kiafrika |
Caesalpinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Millettia laurentii De Wild. |
Wenge |
Papilionaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; |
|
Mimusops spp. (Manilkara spp.) |
Muirapiranga |
Sapotaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; |
|
Mitragyna cilia Aubr. na Pell. |
Vuku, poplar ya Kiafrika |
rubiaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; |
|
Nauclea diderrichii Merrill (Sarcococephalus diderichii De Wild.) |
Bilinga, opepe, kussia, badi, boxwood ya Afrika Magharibi |
rubiaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Nesogordonia papaverifera R. Kapuron |
Kotibé, danta, epro, otutu, ovové, aborbora |
Tiliaceae |
Athari za sumu |
|
Okoti spp. |
Stinkwood |
lauraceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Paratecoma spp. |
|
bignoniaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Parinarium spp. |
|
Rosasia |
Ukimwi |
|
Peltogyne spp. |
Mbao ya bluu, moyo wa zambarau |
Caesalpinaceae |
Athari za sumu |
|
Phyllanthus ferdinandi FvM. |
Lignum vitae, chow way, tow war |
Euphorbiaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Spruce spp. |
Spruce ya Ulaya, whitewood |
Pinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio |
|
Ubongo spp. |
Pine |
Pinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Piptadenia africana ndoano f. |
Dabema, dahoma, ekhimi |
mimosaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Platanus spp. |
Ndege |
Platanaceae |
Ukimwi |
|
Pometia spp. |
taun |
Sapindaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
populus spp. |
Poplar |
Salicaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Prosopis juliflora DC |
Cashaw |
mimosaceae |
Ukimwi |
|
Prunus spp. |
Cherry |
Rosasia |
ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Pseudomorus brunoniana Ofisi |
Mbao nyeupe |
moraceae |
Ugonjwa wa ngozi; athari za sumu |
|
Pseudotsuga douglasii Carr. (P. menziesii Kulipia kabla) |
Douglas fir, fir nyekundu, Douglas spruce |
Pinaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Pterocarpus spp. |
Padauk ya Kiafrika, rosewood ya New Guinea, sandalwood nyekundu, sanders nyekundu, mbao za quassia |
Papilionaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Pycnanthus angolensis Warb. (P. kombo Warb.) |
Ilomba |
Myristicaceae |
Athari za sumu |
|
Quercus spp. |
Oak |
fagaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Raputia alba Kiingereza. |
Arapoca branca, arapoca |
Rutaceae |
Ukimwi |
|
Rauwolfia pentaphylla Stapf. O. |
Peroba |
apocynaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Sandoricum spp. |
Sentul, katon, kra-ton, ketjapi, thitto |
Meliaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Schinopsis lorentzii Kiingereza. |
Quebracho colorado, nyekundu q., San Juan, pau mulato |
Anacardiaceae |
Ugonjwa wa ngozi; athari za sumu |
|
Semercarpus australiensis Kiingereza. |
Kuashiria nut |
Anacardiaceae |
Ugonjwa wa ngozi; athari za sumu |
|
Sequoia sempervirens Mwisho. |
Sequoia, California |
Taxodiaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
ufukweni spp. |
Alan, almon, balau nyekundu |
Dipterocarpaceae |
Ukimwi |
|
S. assamica Dyer |
Lauan ya manjano, meranti nyeupe |
||
|
Staudtia stipitata Warb. (S. gabonensis Warb.) |
Niové |
Myristicaceae |
Ukimwi |
|
swietenia spp. |
Mahogany, Honduras mahogany, Tabasco m., baywood, mahogany ya Marekani, |
Meliaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio; athari za sumu |
|
Swintonia spicifera Hook. |
Merpauh |
Anacardiaceae |
Ukimwi |
|
tabebuia spp. |
Araguan, ipé preto, lapacho |
bignoniaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Kodi ya baccata L. |
Yew |
Ushuru |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio; athari za sumu |
|
Tecoma spp. |
Moyo wa kijani |
bignoniaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Tectona wajukuu L. |
Teak, djati, kyun, teck |
Verbenaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio |
|
Terminalia alata Roth. |
Laurel ya Kihindi |
Combretaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Thuja occidentalis L. |
Mwerezi mweupe |
Cupressaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Tieghemella africana A. Chev. (Dumoria spp.) |
Makoré, douka, okola, ukola, makoré, abacu, baku, African cherry |
Sapotaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
|
Triplochiton scleroxylon K. Schum |
Obeche, samba, wawa, abachi, African whitewood, arere |
Sterculiaceae |
Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
|
Tsuga heterophylla jeneza. |
Tsuga, hemlock ya Magharibi |
Pinaceae |
Ukimwi |
|
Turraeanthus africana Piga. |
Avodiré |
Meliaceae |
Ugonjwa wa ngozi; alveolitis ya nje ya mzio |
|
Ulmus spp. |
Elm |
ulmaceae |
Ukimwi |
|
Vitex ciliata Piga. |
Verbenaceae |
Ukimwi |
|
|
V. kongolensis De Wild. na Th. Dur |
Difundi |
||
|
V. pachyphylla kuangalia. |
Evino |
||
|
Xylia dolabriformis Benth. |
mimosaceae |
Conjunctivitis-rhinitis; |
|
|
X. xylocarpa Taub. |
Pyinkado |
pumu |
|
|
Zollernia paraensis Huber |
Santo mbao |
Caesalpinaceae |
Ugonjwa wa ngozi; athari za sumu |
Chanzo: Istituto del Legno, Florence, Italia.
Kuongezeka kwa matumizi ya mashine za CNC za uzalishaji wa juu kama vile vipanga njia, tenoner na lathe hutengeneza vumbi zaidi la kuni na itahitaji teknolojia mpya ya kukusanya vumbi.
Udhibiti wa vumbi. Vumbi nyingi katika duka la uzalishaji wa kuni huondolewa na mifumo ya kutolea nje ya ndani. Hata hivyo, mara nyingi kuna mkusanyiko mkubwa wa vumbi vyema sana ambavyo vimeweka kwenye rafters na wajumbe wengine wa miundo, hasa katika maeneo ambayo mchanga unafanywa. Hii ni hali ya hatari, yenye uwezekano mkubwa wa moto na mlipuko. Mwako wa moto juu ya nyuso zilizofunikwa na vumbi unaweza kufuatiwa na milipuko ya nguvu inayoongezeka. Ili kupunguza uwezekano huu, itakuwa busara kutumia orodha. Tazama orodha ya sampuli kwenye kisanduku.
Hatari za mkutano
Aina mbalimbali za adhesives hutumiwa katika kuunganishwa kwa veneers kwa paneli za viwandani, kulingana na sifa zinazohitajika za bidhaa ya mwisho. Kando na gundi ya kasini, viungio asilia havitumiki sana na matumizi makubwa zaidi yanatengenezwa kwa viambatisho vya sintetiki kama vile urea-formaldehyde. Viungio vya syntetisk vinaweza kusababisha hatari ya ugonjwa wa ngozi au ulevi wa kimfumo, haswa wale ambao hutoa formaldehyde bure au vimumunyisho vya kikaboni kwenye angahewa. Adhesives zinapaswa kushughulikiwa katika majengo yenye uingizaji hewa mzuri na vyanzo vya utoaji wa mvuke vinapaswa kuwa na uingizaji hewa wa kutolea nje. Wafanyakazi wanapaswa kupewa glavu, mafuta ya kinga, vipumuaji na kinga ya macho inapobidi.
Sehemu zinazohamia, hasa vile, za kukata veneer, kuunganisha na mashine za kukata zinapaswa kulindwa kikamilifu. Vidhibiti vya mikono miwili vinaweza kuhitajika.
Kumaliza hatari
Kumaliza kwa uso. Viyeyusho vinavyotumika kubeba rangi iliyonyunyiziwa au kukonda vinaweza kujumuisha aina mbalimbali za misombo ya kikaboni tete ambayo inaweza kufikia viwango vya sumu na mlipuko hewani. Kwa kuongeza, rangi nyingi ni sumu kwa kuvuta pumzi ya ukungu wa dawa (kwa mfano, risasi, manganese na rangi ya cadmium). Popote ambapo viwango hatari vya mvuke au ukungu vinaweza kutokea, tumia uingizaji hewa wa moshi (kwa mfano, kupaka rangi kwenye kibanda) au tumia vinyunyuzio vya maji. Vyanzo vyote vya moto, ikiwa ni pamoja na moto, vifaa vya umeme na umeme wa tuli, vinapaswa kuondolewa kabla ya shughuli zozote zinaanza.
Programu inayotumika ya mawasiliano ya nyenzo hatari inapaswa kuwapo ili kuwatahadharisha wafanyakazi kuhusu hatari zote zinazoletwa na tamati yenye sumu, tendaji, babuzi na/au inayoweza kuwaka, gundi na kemikali za kutengenezea na hatua za ulinzi zinazopaswa kuchukuliwa. Kula mbele ya kemikali hizi kunapaswa kupigwa marufuku. Uhifadhi sahihi wa vitu vinavyoweza kuwaka na utupaji sahihi wa vitambaa vilivyochafuliwa na pamba ya chuma ambayo inaweza kusababisha kuwaka kwa moto ni muhimu.
Kuzuia moto. Kwa kuzingatia asili ya moto ya kuni (hasa kwa namna ya vumbi na shavings) na vitu vingine vinavyopatikana kwenye mmea wa kuni (kama vile vimumunyisho, glues na mipako), umuhimu wa hatua za kuzuia moto hauwezi kusisitizwa. Hatua ni pamoja na:
- kuweka vifaa vya kukusanya vumbi vya kuni na kunyoa kiotomatiki kwenye misumeno, vipanga, viunzi na kadhalika, ambavyo husafirisha taka kwenye ghala za kuhifadhia zikisubiri kutupwa au kurejeshwa.
- kukataza uvutaji sigara mahali pa kazi na kuondoa vyanzo vyote vya kuwasha (kwa mfano, miale ya moto wazi)
- kuhakikisha taratibu za kusafisha mara kwa mara za vumbi na shavings zilizowekwa
- matengenezo ya kutosha ya mashine ili kuzuia matukio kama vile overheating ya fani
- ufungaji wa vizuizi vya moto, mifumo ya kunyunyizia maji, vizima moto, bomba la moto na wafanyakazi waliofunzwa kutumia vifaa hivi.
- uhifadhi sahihi wa vitu vinavyoweza kuwaka
- vifaa vya umeme visivyolipuka inapohitajika.
Masuala ya Mazingira na Afya ya Umma
Uzalishaji wa bidhaa za kumaliza kutoka kwa kuni zinaweza kufanywa bila uharibifu wa mazingira wa muda mrefu. Uvunaji wa miti unaweza kufanywa kwa njia ambayo ukuaji mpya unaweza kuchukua nafasi ya kile kilichokatwa. Ukataji miti mkubwa kama vile umekuwa katika misitu ya mvua unaweza kukatishwa tamaa. Bidhaa taka kutoka kwa usindikaji wa kuni (yaani, vumbi la mbao, mbao) zinaweza kutumika katika chipcore au kama mafuta.
Ingawa kuna taka ngumu na athari za usindikaji wa maji machafu kwa tasnia ya utengenezaji wa miti, wasiwasi mkubwa ni uzalishaji wa hewa unaotokana na utumiaji wa kuni taka kama mafuta na shughuli za kumalizia zinazohitaji kutengenezea. Boilers ya kuni hutumiwa kwa kawaida katika shughuli za kukausha, wakati vifaa vingi vya kumaliza vinatumiwa na dawa. Katika matukio yote mawili, udhibiti wa kihandisi unahitajika ili kupunguza chembechembe zinazopeperuka hewani na kurejesha na/au kuchoma misombo tete.
Udhibiti unapaswa kusababisha waendeshaji kukabiliwa na kemikali zenye sumu kidogo kwani vibadala visivyo na madhara hupatikana. Matumizi ya faini zenye msingi wa maji badala ya kutengenezea kutapunguza hatari za moto.
Mashine za Kuelekeza
Mashine za uelekezaji wa stationary hutumiwa kwa ujumla kwa utengenezaji wa vifungu vya mbao na vitu vya fanicha, lakini wakati mwingine pia kwa machining plastiki na aloi nyepesi. Aina muhimu za mashine za uelekezaji ni vipanga njia vya kunakili, vinu vya muundo, mashine zilizo na vichwa vya kipanga njia cha rununu na mashine za kunakili kiotomatiki. Mashine za kunakili kiotomatiki kwa ujumla hutumiwa kutengeneza vifaa kadhaa kwa wakati mmoja.
Kipengele cha kawaida cha mashine zote za uelekezaji ni kwamba chombo iko juu ya msaada wa workpiece, ambayo kwa kawaida ni meza. Mhimili wa kipingili cha chombo karibu kila mara huwa wima, lakini kwenye baadhi ya mashine kichwa cha kipanga njia, na hivyo pia mhimili wa kipingili cha chombo, kinaweza kuinamishwa. Kichwa cha machining kinashushwa kwa machining na inarudi moja kwa moja kwenye nafasi yake ya awali (kupumzika). Kwenye mashine za zamani, kichwa cha machining kinashushwa kwa mikono kwa kuendesha kiwiko cha mguu au lever ya mkono. Kwenye mashine za kisasa kichwa kwa ujumla hupunguzwa na mfumo wa nyumatiki au majimaji. Mchoro wa 1 unaonyesha vifaa mbalimbali (viatu vya kushikilia, miongozo na kadhalika) na walinzi wa usalama wa Shirika la Bima ya Ajali la Uswisi (SUVA).
Kielelezo 1. Kifaa cha usalama cha SUVA chenye chombo cha kuelekeza katika nafasi ya kufanya kazi

Chombo-spindle kinaendeshwa ama kwa gari la ukanda au moja kwa moja na motor-frequency motor, ambayo mara nyingi ni ya aina mbili za kasi. Kasi ya spindle ya zana kwa ujumla huanzia 6,000 hadi 24,000 rpm. Wao ni wa chini katika millers ya muundo, ambapo kasi ya chini inaweza kuwa 250 rpm. Miller ya muundo mara nyingi huwa na sanduku la gia kwa uteuzi wa kasi tofauti.
Kipenyo cha kukata chombo cha uelekezaji kinatofautiana kutoka 3 hadi 50 mm. Hata hivyo, kwenye millers ya muundo maalum kipenyo cha kukata chombo kinaweza kuwa kikubwa cha 300 mm.
Tooling
Kwenye mashine za kuelekeza vijiko vya kijiko, vipandikizi vya paneli vyenye ncha mbili au vipandikizi vya umbo thabiti hutumiwa. Kama zana yoyote lazima ziundwe na kufanywa kwa nyenzo kama hizo ambazo zitastahimili nguvu na mizigo inayotarajiwa wakati wa operesheni. Mashine inapaswa kutumika na kudumishwa kwa kufuata maagizo ya mtengenezaji.
Vifaa vya kuelekeza vinapaswa kuwa:
- iliyo na alama ya wazi na ya kudumu na kasi inayoruhusiwa, kwa mfano, chini ya 20,000 rpm.
- ya aina iliyojaribiwa na shirika lililoidhinishwa
- ya muundo wa umbo la duara na makadirio madogo ya makali ya radial ili kupunguza hatari ya kickback.
Ulinzi wa chombo
Kwenye mashine za kuelekeza ambapo chombo kinasonga na kipengee cha kazi kinabakia fasta, ufikiaji wa chombo kinachozunguka unapaswa kuzuiwa na mlinzi wa kurekebisha (mlinzi wa mkono). Inapaswa kuongezwa na mlinzi unaoweza kusongeshwa ambao unaweza kupunguzwa kwenye uso wa kazi. Mwisho wa chini wa ulinzi huu unaohamishika unaweza kuwa brashi.
Kwenye mashine za kuelekeza ambapo kipengee cha kazi kinashikiliwa na/au kulishwa kwa mkono, inashauriwa sana kutumia kifaa cha usalama kinachotoa shinikizo la wima kwenye sehemu ya kazi. SUVA imeunda mlinzi kama huyo. Kifaa hiki cha usalama kimetumika kwa mafanikio tangu mwisho wa miaka ya 1940 na bado ndicho mlinzi kamili zaidi wa aina yake. Sifa zake kuu ni:
- kuzuia kuwasiliana bila kukusudia na chombo kinachozunguka katika nafasi yake ya kupumzika na katika nafasi yake ya kufanya kazi
- mabadiliko ya haraka na rahisi kutoka saizi moja ya kiatu cha kushikilia hadi nyingine. Saizi kadhaa za viatu vya kushikilia chini zinapatikana ili kutoshea zana zilizo na kipenyo tofauti cha kukata
- kiasi cha shinikizo kinachoweza kubadilishwa kwa mikono kwenye sehemu ya kazi na kiatu cha kushikilia-chini
- kurudi kwa moja kwa moja ya kiatu cha kushikilia kwa nafasi yake ya juu wakati kichwa cha router kinapanda kwenye nafasi yake ya kupumzika. Kifaa cha kulinda kinaweza kubadilishwa ili kiatu cha kushikilia kinaweza kuinuliwa tu wakati makali ya chini ya chombo iko juu ya kiwango cha makali ya chini ya kiatu cha kushikilia; hii ni kuzuia mawasiliano yoyote yasiyo ya kukusudia na chombo kutoka chini (angalia takwimu 2. Majeraha makubwa nyuma ya mkono, ambapo tendons zinalindwa tu na ngozi, hivyo huepukwa.
Kielelezo 2. Kifaa cha usalama chenye zana ya kuelekeza katika nafasi ya kwanza

- uwezekano wa kuunganishwa kwa mfumo wa uchimbaji wa chip kwenye kifaa cha ulinzi.
Kifaa hiki cha kulinda pia huwezesha vifaa vya kazi kupitishwa pamoja na mwongozo kwa usaidizi wa pedi ya shinikizo ya usawa.
Hatari
Mashine za kupitisha njia zimegunduliwa kuwa hatari kidogo kuliko mashine za ukingo za spindle wima. Sababu moja ya hii ni kipenyo kidogo cha zana nyingi za uelekezaji. Hata hivyo, zana kwenye mashine za kuelekeza zinapatikana kwa urahisi na hivyo hutoa hatari ya mara kwa mara kwa mikono na mikono ya operator. Kwa hiyo, nakala za ruta, ambapo workpiece kwa ujumla inalishwa kwa mkono, kwa mbali ni mashine hatari zaidi za uelekezaji.
Sababu za ajali
Sababu kuu za ajali za router ni:
- kugusa mkono au mkono bila kukusudia na chombo kinachozunguka katika nafasi yake ya kupumzika (1) wakati wa kuondoa chips na vumbi kutoka kwa meza kwa mkono badala ya kutumia fimbo ya mbao, (2) wakati kifaa cha kazi au jig haijashughulikiwa kwa usahihi au ( 3) wakati sleeve ya nguo ya operator inapoingizwa kwenye chombo kinachozunguka
- kugusa mkono bila kukusudia na zana ya kuelekeza kama matokeo ya kurudisha nyuma kazi iliyoshikiliwa kwa mkono.
Kickback inaweza kutokea kwa sababu ya:
- mazoezi yasiyo salama ya kufanya kazi
- makosa katika workpiece (mafundo, nk)
- vifaa vya kazi vikiingizwa kwenye chombo ghafla au kutoka kwa mwelekeo mbaya
- kingo za mkataji butu
- kasi isiyofaa ya kukata
- fixing sahihi ya workpiece kwa jig
- kuvunjika kwa kazi
- kutolewa kwa chombo au sehemu za chombo kutokana na muundo mbaya wa chombo, ugumu kupita kiasi wa nyenzo za chombo, makosa katika nyenzo ya chombo, kasi ya juu ya chombo au kubana vibaya kwa chombo kwenye chombo.
Katika tukio la ejection ya chombo au workpiece, si tu operator lakini pia watu wengine wanaofanya kazi katika eneo hilo wanaweza kujeruhiwa na sehemu zilizotolewa.
Hatua za kuzuia ajali
Hatua za kuzuia ajali zielekezwe katika:
- muundo na ujenzi wa mashine
- zana
- kulinda chombo katika nafasi yake ya kupumzika (takwimu 15) na iwezekanavyo katika nafasi ya kazi (takwimu 14), hasa wakati workpiece inafanyika na kulishwa kwa mkono.
Usanifu na Ujenzi wa Mashine
Mashine za kupitisha njia lazima ziundwe ili ziwe salama kufanya kazi. Inapaswa kuhakikisha kuwa:
- mashine ni imara vya kutosha
- vifaa vya umeme vinaendana na kanuni za usalama
- viamilishi vinavyotumiwa kuanzisha kazi ya kuanza au kusogezwa kwa kipengee cha mashine hutengenezwa na kupachikwa ili kupunguza utendakazi bila kukusudia.
- ufikiaji wa sehemu za mashine zinazosonga, kama vile viendeshi vya mikanda, vichwa vya kipanga njia vya majimaji au nyumatiki au meza za kusafiria kwenye mashine zenye milisho ya kiotomatiki, huzuiwa kwa ulinzi wa kutosha.
- mapinduzi halisi kwa dakika ya chombo yanaonekana wazi kwa operator
- vifaa vya usalama na mifumo ya uchimbaji wa chip ni rahisi kufunga
- kiwango cha kelele cha mashine kinapunguzwa iwezekanavyo.
Zaidi ya hayo, ni vyema kuandaa chombo cha chombo cha mashine ya kuelekeza na kuvunja moja kwa moja ambayo inawasha wakati mashine imesimamishwa. Wakati wa kusimama haupaswi kuzidi sekunde 10.
Sampuli ya orodha
Housekeeping
1. Mpango wa kila siku wa kutunza nyumba ni muhimu.
2. Mkusanyiko wa vumbi wa kina cha 1/8” katika eneo lolote huonyesha hitaji la kusafisha. Ikumbukwe kwamba mkusanyiko wowote wa vumbi unaweza kusababisha moto. Kadiri vumbi linavyozidi kuwa laini, ndivyo hatari zinavyoongezeka.
3. Safisha vumbi la kuni mara kwa mara.
a. Futa chini kila siku karibu na nyuso zenye joto.
b. Pigo kubwa chini au utupu inapowezekana kwa maeneo yote, pamoja na viguzo, angalau mara mbili kwa mwaka.
c. Wakati viwango viko juu, fanya kazi kwa sehemu ndogo kwa wakati mmoja.
d. Unyevu wa chini huongeza uwezekano wa hatari na inapaswa kuzingatiwa wakati wa kupungua kwa pigo.
4. Ratibu kupunguzwa kwa pigo au kusafisha wakati kifaa kiko chini, kama vile Ijumaa alasiri na wikendi.
Matengenezo ya umeme
1. Kagua/safisha injini zote mara kwa mara ili kuepuka mrundikano wa vumbi.
2. Hakikisha visanduku na paneli zote za umeme zinakidhi mahitaji ya Msimbo wa Kitaifa wa Umeme kwa eneo lililoainishwa.
3. Sikiliza sauti zisizo za kawaida, kumbuka harufu isiyo ya kawaida na uangalie mkusanyiko wa vumbi vya kuona kwenye mashine na motors. Angalia motors na umeme mwingine mara nyingi ili kugundua overheating.
4. Hakikisha kwamba wafanyakazi wa matengenezo au uendeshaji wanalainishia fani kwa motors, conveyors, minyororo na sprockets kwa wakati.
5. Hakikisha kwamba paneli na masanduku ya umeme yanafungwa na kudumishwa ili kuzuia mkusanyiko wa vumbi, ikiwa ni pamoja na kuweka mashimo yote ya kugonga umeme.
Kuzuia moto
1. Kataza kikamilifu kuvuta sigara katika maeneo yasiyoidhinishwa.
2. Kupitisha taratibu za vibali vya kufanya kazi motomoto na hakikisha kwamba taratibu zinafuatwa.
3. Usiruhusu mashine zinazodhibitiwa na waendeshaji kufanya kazi bila kusimamiwa.
4. Weka kifaa kwenye mdomo wa mfumo wa kukusanya vumbi ili kuzuia mikanda ya mchanga na vitu vingine vinavyozalisha cheche kuingia kwenye mfumo na kusababisha moto.
5. Chuma cha mtego katika nguruwe za kuni kwa kufunga sumaku katika mfumo wa conveyor na detectors za chuma katika nguruwe. Sera na taratibu zinapaswa kutekelezwa ili kuzuia chuma na vitu vingine vya kigeni kufikia nguruwe.
6. Kufanya ukaguzi wa kila wiki na kila mwezi wa mifumo ya kinga ya moto ikiwa ni pamoja na vizima moto, mabomba ya moto, kengele na vali za kudhibiti vinyunyiziaji.
7. Hakikisha kwamba vyumba vya boiler na vifaa vya kupokanzwa havina mkusanyiko wa vumbi, kwamba taratibu za kuanzisha boiler zinafuatwa na kwamba vifaa vilivyoainishwa vizuri vinatumiwa.
8. Tambua utaratibu sahihi katika kupambana na moto wa vumbi.
9. Omba ukaguzi wa kina na msimamizi wa zimamoto wa ndani au mhudumu wa bima.
10. Himiza mazoezi ya kejeli/matembeleo ya idara ya zimamoto ya eneo hilo.
11. Sakinisha mifumo ya kutambua cheche na kuzima katika mifumo ya kukusanya vumbi na uangalie mara kwa mara ili kuhakikisha kuwa inafanya kazi.
12. Kagua mipango ya uokoaji, taa za dharura, mazoezi ya moto mara kwa mara kwa kila zamu ya kazi.
Miscellaneous
1. Wasiliana na mtoa huduma wa bima kwa usaidizi katika vitambulisho vya hatari vinavyohusiana na usalama, afya na uzuiaji wa moto.
2. Wasiliana na mashirika yanayofaa ya usalama ya serikali kwa usaidizi wa ziada.
3. Wafanyikazi waingie kwenye maghala ya vumbi pale tu taratibu za nafasi zikifuatwa.
4. Waendeshaji wote wanapaswa kuhakikisha kuwa mifumo ya kukusanya vumbi inafanya kazi ipasavyo na kuripoti hitilafu zozote kwa usimamizi mara moja.
5. Angalia vitu vinavyozuia ducts kwenye mfumo wa vumbi.
6. Inapendekezwa kuwa wasimamizi wote, wanachama wa kamati ya usalama na wafanyakazi wengine wafahamishwe yaliyomo katika orodha hii ya ukaguzi wa hiari ili kufikia utekelezaji wa juu zaidi.
Mashine za Kupanga mbao
Ukuzaji wa mashine za kupanga zilizosimama zinaweza kupatikana nyuma mwanzoni mwa karne ya 19. Kwenye mashine za kwanza za aina hii, kazi ya kazi ilikuwa imefungwa kwenye gari na kulishwa chini ya shimoni ya usawa iliyowekwa na vile vinavyoenea juu ya upana kamili wa kazi. Mnamo 1850, mashine ya kupanga ilijengwa huko Ujerumani ambayo sehemu ya kazi ililishwa juu ya kizuizi kilichokuwa kati ya meza mbili zilizotumiwa kuweka na kuunga mkono sehemu ya kazi. Mbali na uboreshaji wa kiufundi muundo huu wa kimsingi umedumishwa hadi leo. Mashine kama hiyo inaitwa mashine ya kupanga uso au kiunganishi (tazama mchoro 1).
Kielelezo 1. Kiunga
Hivi majuzi, mashine ziliundwa kupanga sehemu ya juu ya kifaa cha kufanyia kazi hadi unene ulioamuliwa kimbele kwa kutumia kizuizi kinachozunguka mlalo. Umbali kati ya kipenyo cha mduara wa kukata na uso wa meza inayounga mkono kazi ya kazi inaweza kubadilishwa. Mashine kama hizo huitwa mashine za kupanga unene wa upande mmoja.
Aina hizi mbili za msingi za mashine hatimaye ziliunganishwa kuwa mashine ambayo inaweza kutumika kwa upangaji wa uso na unene. Maendeleo haya yaliishia katika kupanga mashine za kufanya kazi za pande mbili, tatu na nne kwa njia moja.
Kwa mtazamo wa usalama na afya ya kazini, inashauriwa sana kwamba hatua zichukuliwe kwa ajili ya uchimbaji wa vumbi la mbao na chips kutoka kwa mashine ya kupanga (kwa mfano, kwa kuunganisha mashine ya kupanga kwenye mfumo wa uchimbaji wa vumbi). Vumbi linalotokana na mbao ngumu (mwaloni, beech) na kuni za kitropiki huchukuliwa kuwa hatari fulani kwa afya na lazima zitolewe. Hatua za kupunguza kiwango cha kelele za mashine za kupanga pia zinapaswa kuchukuliwa. Breki ya kiotomatiki kwa kizuizi ni ya lazima katika nchi nyingi.
Mashine za Kupanga Uso
Mashine ya kupanga uso ina fremu kuu ngumu inayoauni mwafaka na jedwali la kulisha nje. Cutterblock iko kati ya meza mbili na imewekwa kwenye fani za mpira. Sura kuu inapaswa kuundwa ergonomically (yaani, inapaswa kumwezesha operator kufanya kazi kwa raha).
Vifaa vya kudhibiti vinavyotumiwa kwa mikono vinapaswa kuwekwa kwa njia ambayo operator hajawekwa katika hali ya hatari wakati wa uendeshaji wao, na uwezekano wa uendeshaji usio na uwazi unapaswa kupunguzwa.
Upande wa fremu kuu inayokabili nafasi ya mwendeshaji lazima usiwe na sehemu zinazoonyesha kama vile magurudumu ya mikono, levers na kadhalika. Jedwali lililo upande wa kushoto wa kizuizi (meza ya kulisha nje) kawaida huwekwa kwa urefu sawa na mduara wa kukata wa kizuizi. Jedwali lililo upande wa kulia wa kizuizi (meza ya kulisha) imewekwa chini kuliko meza ya nje ili kupata kina kinachohitajika cha kukata. Mawasiliano kati ya midomo ya meza na kizuizi haipaswi iwezekanavyo juu ya safu kamili ya mpangilio wa meza. Hata hivyo, kibali kati ya midomo ya meza na mduara wa kukata wa cutterblock itakuwa ndogo iwezekanavyo ili kutoa msaada mzuri wa workpiece kupangwa.
Shughuli kuu kwenye mashine ya kupanga uso ni gorofa na ukingo. Msimamo wa mikono kwenye workpiece ni muhimu kutoka kwa mtazamo wa uendeshaji na usalama. Wakati wa gorofa, workpiece inapaswa kulishwa kwa mkono mmoja, na mkono mwingine ukishikilia chini mwanzoni kwenye meza ya kulisha. Mara tu kunapokuwa na sehemu ya kutosha ya mbao kwenye jedwali la kulisha nje, mkono wa mwisho unaweza kupita kwa usalama juu ya mlinzi wa daraja ili kuweka shinikizo kwenye meza ya kulisha nje na itafuatiwa na mkono wa kulisha kukamilisha shughuli ya kulisha. Wakati wa kunyoosha, mikono haipaswi kupita juu ya kizuizi wakati unawasiliana na mbao. Kazi yao kuu ni kutoa shinikizo la usawa kwenye sehemu ya kazi ili kuidumisha mraba kwa uzio.
Kelele inayotolewa na kizuizi kinachozunguka mara nyingi inaweza kuzidi kiwango kinachozingatiwa kuwa hatari kwa sikio. Kwa hivyo, hatua za kupunguza kiwango cha kelele ni muhimu. Baadhi ya hatua za kupunguza kelele ambazo zimefanikiwa kwenye vipanga uso ni zifuatazo:
- utumiaji wa kizuizi "kilichotulia" (kwa mfano, fomu ya duara iliyo na makadirio ya chini ya blade, blade ya helical badala ya blade iliyonyooka, zana za kuzungusha sehemu zenye ukataji wa kukabiliana)
- midomo ya meza iliyochongwa au iliyochimbwa (usanidi na vipimo vya tundu kwenye midomo ya meza lazima ichaguliwe ili kusiwe na hatari za ajali zinazotokea; kwa mfano, upana hautakuwa zaidi ya 6 mm na kipenyo cha mashimo haipaswi kuzidi 6 mm. )
- muundo wa aerodynamic wa deflectors ya chip chini ya midomo ya meza
- kupunguza kasi ya cutterblock hadi chini ya 1,000 rpm, mradi ubora wa uso wa workpiece bado ni wa kuridhisha.
Kupunguza kelele hadi dBA 12 wakati wa kupumzika na dBA 10 chini ya mzigo kunaweza kupatikana.
Vizuizi vinapaswa kuwa na sehemu ya mduara, na grooves ya kibali cha chip inapaswa kuwa ndogo iwezekanavyo. Visu na viingilizi vitalindwa vizuri, ikiwezekana kwa kurekebisha kufuli kwa fomu.
Kizuizi huzunguka kwa ujumla kwa kasi kati ya 4,500 na 6,000 rpm. Upeo wa vizuizi vya kawaida hutofautiana kutoka 56 hadi 160 mm, na urefu wao (upana wa kufanya kazi) kutoka 200 hadi 900 mm. Kwa kulinganisha na kinematics ya milling ya kawaida, uso wa workpiece iliyopangwa na cutterblock inaundwa na arcs cycloid. Ubora wa uso wa kazi kwa hiyo inategemea kasi na kipenyo cha cutterblock, idadi ya vile kukata na kiwango cha malisho ya workpiece.
Kuandaa mashine za kupanga uso na breki ya kiotomatiki kwa kizuizi kinapendekezwa. Breki inapaswa kuamilishwa wakati mashine imesimamishwa, na wakati wa kusimama haupaswi kuzidi sekunde 10.
Ufikiaji wa kizuizi nyuma ya uzio unapaswa kuzuiwa na mlinzi aliyeunganishwa ama kwa uzio au msaada wa uzio. Kizuizi kilicho mbele ya uzio kinapaswa kulindwa na mlinzi wa aina ya daraja unaoweza kurekebishwa uliowekwa kwenye mashine (kwa mfano, kwenye fremu kuu kwenye upande wa jedwali la nje) (ona mchoro 2). Upatikanaji wa vipengele vya maambukizi unapaswa kuzuiwa na walinzi wa kudumu.
Kielelezo 2. Uzio na mlinzi wa kizuizi cha nyuma

Hatari
Kizuizi kinapozunguka kinyume na mwelekeo ambapo sehemu ya kufanyia kazi inalishwa, kuna hatari ya kurudi nyuma. Ikiwa kipengee cha kazi kitatolewa, mkono wa opereta au vidole vinaweza kugusana na kizuizi kinachozunguka isipokuwa ulinzi wa kutosha umetolewa. Pia mara kwa mara hutokea kwamba mkono unawasiliana na cutterblock wakati wa kulisha workpiece na vidole vilivyowekwa badala ya kusukuma mbele kwa ngumi iliyofungwa. Vipande vya kukata visivyolindwa vyema vinaweza kutolewa kwa nguvu ya katikati na vinaweza kusababisha majeraha makubwa na/au uharibifu wa nyenzo.
Mifumo ya ulinzi ya mashine za kupanga uso
Katika nchi nyingi sheria zinazohusu matumizi ya mashine za kupanga uso zinahitaji kwamba kizuizi kifunikwe na mfumo wa ulinzi unaoweza kubadilishwa ili kuzuia kugusa kwa bahati mbaya mkono wa opereta na kizuizi kinachozunguka.
Mnamo 1938, SUVA ilianzisha walinzi wa ndege ambao walikidhi mahitaji yote ya vitendo. Kwa miaka mingi mlinzi huyu ameonekana kuwa muhimu sio tu kama mfumo wa ulinzi lakini pia kama msaada kwa operesheni nyingi. Inakubaliwa vyema na biashara ya mbao nchini Uswizi, na karibu mashine zote za kupanga uso wa viwanda zina vifaa nayo. Vipengele vya muundo wa walinzi huu vimeingizwa katika rasimu ya viwango vya Ulaya kwa mashine za kupanga uso. Sifa kuu za walinzi huu ni zifuatazo:
- imara na imara
- isiyogeuzwa kwa urahisi ili kufichua vizuizi
- daima hukaa sambamba na mhimili wa kukata bila kujali urekebishaji wake wa usawa au wima
- inaweza kubadilishwa kwa urahisi kwa usawa na wima bila kutumia zana.
Hata hivyo, ajali bado hutokea. Ajali hizi husababishwa zaidi na kushindwa kurekebisha mlinzi ipasavyo. Kwa hiyo, wahandisi wa SUVA wameunda walinzi wa aina ya daraja ambao hufunika kizuizi mbele ya uzio moja kwa moja, na daima hutoa shinikizo lililofafanuliwa dhidi ya workpiece au uzio. Mlinzi huyu amekuwa akipatikana tangu 1992.
Sifa kuu za muundo wa mlinzi huyu mpya, anayeitwa "Suvamatic", ni zifuatazo:
- ulinzi kamili wa cutterblock. Upana kamili wa upangaji unalindwa na mlinzi mmoja wa aina ya daraja. Inaweza kukunjwa chini kwa kutumia mfumo wa kufunga wenye bawaba. Hii inazuia mlinzi kutoka kwa umbali mkubwa juu ya uso wa mashine.
- mfumo wa mwongozo wa kazi ya vitendo. Mfumo wa mwongozo wa workpiece una pedi ya shinikizo na mwongozo wa workpiece. Zote mbili zimefungwa kwenye ncha ya mlinzi. Ya mwisho inaweza kuinamishwa ili kuongoza kiboreshaji cha kazi kwa gorofa na ukingo.
- maombi ya shinikizo kusaidia kazi. Kwa edging, mlinzi hutoa shinikizo katika mwelekeo wa uzio. Baada ya kuzunguka, inashughulikia kiotomati urefu kamili wa kizuizi mbele ya uzio.
- kuinua moja kwa moja na kupungua kwa walinzi. Kwa gorofa, mlinzi huinuliwa na mwongozo wa workpiece. Baada ya kujaa, hujishusha kiotomatiki ili kufunika kizuizi.
- walinzi wanaweza kufungwa kwa nafasi kwa kazi za kundi. Kwa kazi za kundi, mlinzi anaweza kufungwa katika nafasi ya wima ili kushughulikia tu unene wa workpiece. Mlinzi atarudi kiotomatiki kwa nafasi hii iliyowekwa mapema baada ya kushinikizwa chini.
- itatoshea mashine zote. Kilinzi kinaweza kuwekwa kwenye mashine zote za kupanga uso na mashine za kupanga za uso na unene.
Mashine za Kupanga Unene wa Upande Mmoja
Sura kuu ya mashine ya kupanga unene wa upande mmoja huweka kizuizi, meza ya kupanga unene na vipengele vya malisho.
Mara tu kipengee cha kazi kinapopangwa na kukikwa kwenye mashine ya kupanga uso, hupangwa kwa unene unaohitajika kwenye mashine ya kupanga unene. Tofauti na ile ya mashine ya kupanga uso, kizuizi cha mashine ya kupanga unene kiko juu ya jedwali la kupanga na kifaa cha kufanyia kazi hakilishwi tena kwa mkono bali kimakanika na roller za malisho. Roli za malisho zinaendeshwa ama na motor tofauti (takriban 1 kW) au kupitia sanduku la gia la kupunguza kasi inayopokea nguvu zake kutoka kwa gari la kukata. Kwa gari tofauti kiwango cha malisho kinabaki mara kwa mara, lakini ikiwa nguvu hupitishwa kutoka kwa injini ya kukata, kiwango cha malisho kinatofautiana kulingana na kasi ya cutterblock. Viwango vya kulisha kati ya 4 na 35 m / min ni vya kawaida.
Roli mbili za malisho zilizowekwa kwenye chemchemi hupumzika kwenye uso wa juu wa kiboreshaji cha kazi. Roller ya malisho mbele ya cutterblock ni grooved kwa mtego bora juu ya workpiece; roller ya malisho kwenye mwisho wa outfeed ya cutterblock ni laini. Upau wa shinikizo la kulisha na kulisha ulio karibu na kizuizi bonyeza sehemu ya kazi chini kwenye meza, na hivyo kuhakikisha kuwa ni safi na iliyokatwa. Muundo na mpangilio wa rollers za kulisha na baa za shinikizo zinapaswa kuwa hivyo kwamba kuwasiliana na cutter block inayozunguka haiwezekani.
Roli za kulisha za sehemu na baa za shinikizo huruhusu kufanya kazi kwa wakati mmoja wa vifaa viwili au zaidi vya unene tofauti kidogo. Kutoka kwa mtazamo wa kuzuia ajali, rollers za kulisha sehemu na baa za shinikizo ni muhimu. Upana wa sehemu ya roller ya malisho ya mtu binafsi au bar ya shinikizo haipaswi kuzidi 50 mm.
Roli mbili zisizo na kazi zimepangwa kwenye meza. Zimeundwa ili kuwezesha kifungu cha workpiece juu ya meza.
Uso wa meza lazima iwe ndege isiyo na inafaa au mashimo. Ajali zinazohusisha vidole vya opereta kubanwa kati ya fursa na sehemu ya kazi zimetokea. Marekebisho ya wima ya meza yanaweza kusaidiwa na mwongozo au nguvu. Kukomesha kwa mitambo kunapaswa kuzuia mguso wowote wa jedwali na vizuizi au roller za malisho. Ni lazima ihakikishwe kuwa utaratibu wa kurekebisha wima unashikilia meza katika nafasi imara.
Ili kuzuia kulisha vifaa vya kazi vya kupita kiasi, kifaa (kwa mfano, fimbo iliyowekwa au baa iliyowekwa) iko kwenye upande wa mashine, na hivyo kupunguza urefu wa sehemu ya kazi. Urefu wa juu wa 250 mm kati ya uso wa meza katika nafasi yake ya chini na kifaa cha usalama kilichotajwa hapo juu ni mara chache huzidi. Upana wa kawaida wa kufanya kazi hutofautiana kati ya 315 na 800 mm (kwa mashine maalum upana huu unaweza kwenda hadi 1,300 mm).
Kipenyo cha cutterblock kwa ujumla hutofautiana kutoka 80 hadi 160 mm. Kawaida vile vinne vimewekwa kwenye kizuizi. Cutterblock inazunguka kwa kasi kati ya 4,000 na 6,000 rpm, na nguvu yake ya pembejeo inatofautiana kutoka 4 hadi 20 kW. Upeo wa kina cha kukata ni 10 hadi 12 mm.
Ili kupunguza hatari ya kurudi nyuma, mashine za kupanga unene za upande mmoja zinapaswa kufungwa kifaa cha kuzuia kurusha nyuma kinachofunika upana kamili wa kufanya kazi wa mashine. Kifaa hiki cha kuzuia kurusha nyuma kwa ujumla huwa na vipengee kadhaa vilivyopangwa vilivyopangwa kwenye fimbo. Kipengele cha mtu binafsi ni kati ya 8 na 15 mm kwa upana, na huanguka chini ya uzito wake kwa nafasi ya kupumzika. Hatua ya chini kabisa ya kipengele cha grooved ya mtu binafsi katika nafasi yake ya kupumzika inapaswa kuwa 3 mm chini ya mzunguko wa kukata wa cutterblock. Vipengee vya grooved vinapaswa kufanywa kwa nyenzo (ikiwezekana chuma) na nguvu ya ustahimilivu wa 15 J / cm.2 na ugumu wa uso wa 100 HB.
Hatua zifuatazo za kupunguza kelele zimefaulu kwenye mashine za kupanga unene za upande mmoja:
- matumizi ya kizuizi "tulivu" (kama kilichopendekezwa kwa mashine za kupanga uso)
- muundo wa aerodynamic wa baa za shinikizo na kofia ya uchimbaji wa chip
- kupunguza kasi ya cutterblock
- uzio kamili wa mashine (muundo unaofanana na handaki wa tundu la kulisha na la nje lenye nyenzo za kufyonza sauti kwenye uso unaotazamana na chanzo cha kelele)
Upunguzaji wa kelele wa hadi dBA 20 unaweza kupatikana kwa uzio kamili ulioundwa vizuri.
Hatari
Sababu kuu ya ajali kwenye mashine ya kupanga unene wa upande mmoja ni kickback ya workpiece. Kickback inaweza kutokea kwa sababu ya:
- utunzaji duni wa kifaa cha kuzuia kurusha nyuma (vipengele vya kibinafsi vinaweza visianguke chini ya uzito wao wenyewe lakini kushikamana kwa sababu ya mkusanyiko wa vumbi; grooves katika vipengele vinaweza kufunikwa na resini, kuwa butu au kuwa chini ya ardhi kimakosa)
- utunzaji duni wa roli za sehemu za malisho na paa za shinikizo (kwa mfano, sehemu zilizofunikwa na kutu au zenye kutu)
- mzigo wa kutosha wa chemchemi kwenye rollers za malisho na baa za shinikizo wakati vipande kadhaa vya unene usio na sare vinalishwa kwa wakati mmoja.
Sababu za kawaida za ajali zingine ni:
- kugusa mkono na kizuizi kinachozunguka wakati wa kuondoa chips na vumbi kutoka kwa meza kwa mkono badala ya fimbo ya mbao au reki.
- ejection ya vile cutterblock kutokana na fixing sahihi.
Mashine za Upangaji wa Uso na Unene wa Pamoja
Muundo na uendeshaji wa mashine zilizounganishwa (tazama takwimu 3) ni sawa na mashine za kibinafsi zilizoelezwa hapo juu. Vile vile vinaweza kusemwa kuhusu viwango vya malisho, nguvu za gari, meza na marekebisho ya roller. Kwa upangaji wa unene meza za upangaji wa uso huvutwa mbali, kukunjwa chini au kuinuliwa kando, na kufichua kizuizi, ambacho kinafunikwa na kofia ya uchimbaji wa chip ili kuzuia ufikiaji Mashine zilizochanganywa hutumiwa sana katika karakana ndogo na wafanyikazi wachache, au mahali ambapo nafasi iko. mdogo (yaani, katika hali ambapo ufungaji wa mashine mbili za mtu binafsi haziwezekani au hazina faida).
Kielelezo 3. Kipangaji cha uso na unene kilichochanganywa

Ubadilishaji kutoka kwa operesheni moja hadi nyingine mara nyingi hutumia wakati na inaweza kuwa ya kuudhi ikiwa vipande vichache tu vinapaswa kutengenezwa. Aidha, kwa kawaida mtu mmoja tu kwa wakati anaweza kutumia mashine. Hata hivyo, tangu 1992 mashine zimeanzishwa kwenye soko ambapo operesheni ya wakati mmoja (upangaji wa uso na unene kwa wakati mmoja) inawezekana.
Hatari za mashine zilizounganishwa kwa kiasi kikubwa zinafanana na hatari zilizoorodheshwa kwa mashine binafsi.
Athari za Kiafya na Miundo ya Magonjwa
Matatizo ya afya na usalama katika sekta ya misitu na mbao yanashughulikiwa mahali pengine katika hili Ensaiklopidia. Makala haya yatashughulika na mbao zikifika kutoka kwenye kinu na kutumika katika useremala na kutengeneza samani na vitu vingine. Shughuli hizi zinafanywa zaidi katika biashara ndogo ndogo. Wafanyikazi wengi katika tasnia hizi ni wakandarasi binafsi na, kwa hivyo, hawajaorodheshwa kama wafanyikazi, na idadi kubwa ya watu hufichuliwa katika miradi ya kufanya-wewe-mwenyewe na warsha za nyumbani. Hii ina maana kwamba wengi wa wafanyakazi wanaohusika hawana mafunzo ya kutosha na wanasimamiwa vibaya au la, wakati ulinzi sahihi na vifaa vya kinga mara nyingi vinakosekana.
Ahman na wenzake (1995a, 1995b, 1996) wanaangazia kufichuliwa kwa walimu wa sanaa za viwandani na upanzi miti nchini Uswidi. Tofauti na udhibiti ambao haujafichuliwa, walimu hawa walikuwa na athari na malalamiko ya pua (lakini hasa yanayoweza kubadilishwa) ambayo yaliongezeka na idadi ya madarasa tangu mwanzo wa juma na kupungua mwishoni mwa wiki, ingawa viwango vya vumbi vilikuwa chini ya kikomo cha Uswidi. 2 mg/m3. Katika vituo kadhaa vya Uholanzi, viwango vya vumbi vilizidi kiwango hicho mara kwa mara, na wakati wa shughuli za mchanga katika kiwanda cha samani, karibu maonyesho yote yalikuwa juu ya kikomo cha ndani cha 5 mg / m.3 (Scheeper, Kromhout na Boleij 1995).
Majeraha ya Ajali
Tatizo la kawaida la kiafya katika tasnia ya mbao na mbao ni majeraha ya bahati mbaya. Hizi ni mara nyingi zaidi kati ya vijana, wafanyakazi wasio na uzoefu, na, kwa sehemu kubwa, wao ni wadogo. Wakati fulani, hata hivyo, wanaweza kuhusisha kuharibika kwa muda mrefu au kupoteza mwisho. Ni pamoja na: vijisehemu, ambavyo vinaweza kuambukizwa, na michubuko, michubuko na kukatwa viungo vinavyotokana na mashine za mbao ambazo hazijatumika au zisizolindwa ipasavyo (Ma, Wang na Chou 1991); sprains na matatizo kutoka kwa kuinua kwa udhalimu au kufanya kazi katika nafasi isiyo ya kawaida (Nestor, Bobick na Pizatella 1990); majeraha ya mwendo wa kurudia yanayohusisha mkono au bega; na majeraha ya macho. Mengi kama si mengi ya haya yanaweza kuzuiwa kwa mafunzo yanayofaa, utumiaji wa busara wa walinzi wa mashine na vizuizi na utumiaji wa vifaa vya kinga vya kibinafsi kama vile glavu na miwani ya usalama. Zinapotokea, kuondolewa kwa haraka kwa splinters na kuzuia maambukizi kwa utakaso wa haraka na matibabu ya misaada ya kwanza ya majeraha itapunguza ulemavu.
Vumbi la kuni
Mfiduo wa vumbi la kuni hutokea wakati wowote kuni inapokatwa, kukatwakatwa, kupangwa, kupitishwa au kupakwa mchanga. Madhara hutofautiana kulingana na ukubwa na muda wa mfiduo na saizi ya chembe. Chembe za macho zinaweza kusababisha muwasho, na vumbi la kuni kwenye mikunjo ya ngozi linaweza kuchochewa na jasho na kemikali na kusababisha mwasho na maambukizi. Madhara haya yanaweza kupunguzwa kwa kuondoa vumbi, vinyago vya kujikinga na mavazi na taratibu nzuri za usafi wa kibinafsi.
Vifungu vya nasopharyngeal na kupumua
Vumbi la kuni kwenye vijia vya pua linaweza kupunguza uwazi wa utando wa mucous na kudhoofisha unyeti wa kunusa (Andersen, Solgaard na Andersen 1976; Ahman et al. 1996). Hizi zinaweza kusababisha muwasho, kupiga chafya mara kwa mara, kutokwa na damu puani na kuambukizwa kwenye sinuses (Imbus 1994).
Mfiduo katika kiwanda cha samani (Whitehead, Ashikaga na Vacek 1981) na wafanyakazi wa viwanda vya mbao (Hessel et al. 1995) ulionyeshwa kuambatana na kupungua kwa sekunde 1 ya kiasi cha kulazimishwa kumalizika muda wake (FEV).1) na uwezo muhimu wa kulazimishwa (FVC), kurekebishwa kwa umri, urefu na sigara. Haya yalifuatana na ongezeko kubwa la upungufu wa kupumua na kupumua kwa kupumua kwa kifua na tukio la bronchitis na pumu. Hata hivyo, hakuna ushahidi wa kuridhisha wa ugonjwa mwingine wa mapafu kutokana na mfiduo wa vumbi la kuni (Imbus 1994). Katika utafiti unaotarajiwa wa miaka 6 wa ufuatiliaji wa takriban wanaume 350,000 nchini Marekani, watu 11,541 ambao waliripoti kuwa wameajiriwa katika kazi zinazohusiana na kuni walikuwa na hatari ndogo ya vifo kutokana na ugonjwa wa kupumua usio mbaya kuliko wale ambao walifanya. kutoripoti mfiduo wa vumbi la kuni (Demers et al. 1996).
Mzio na Pumu
Baadhi ya miti, hasa teak, mansonia na radiata pine, ina kemikali zinazowasha (tazama jedwali 1 kwa orodha iliyopanuliwa ya spishi za miti, asili yao ya kijiografia, na athari zao za kiafya). Baadhi ya spishi zinaweza kusababisha mzio wa ngozi (kwa mfano, Douglas fir, mierezi nyekundu ya magharibi, poplar, rosewood, teak, mahogany ya Kiafrika na miti mingine "ya kigeni"). Mierezi nyekundu ya Magharibi, rosewood, mahogany na miti mingine ya kigeni imeonyeshwa kusababisha pumu (Imbus 1994).
Kansa
Matukio makubwa ya saratani ya pua yameelezwa miongoni mwa watengeneza miti nchini Australia, Kanada, Denmark, Finland, Ufaransa, Italia, Uholanzi, Uingereza na Marekani (Imbus 1994). Uchambuzi wa hivi majuzi wa pamoja wa tafiti 12 za kundi la kudhibiti kesi zilizofanywa katika nchi saba zilithibitisha hatari kubwa ya saratani ya nasopharyngeal kati ya watengeneza miti (Demers et al. 1995). Sababu ya kupindukia kwa saratani ya pua haijajulikana, lakini, kulingana na ripoti za hivi karibuni kutoka Uingereza na Merika, hatari ya saratani ya pua kati ya wafanyikazi wa fanicha imepungua tangu Vita vya Kidunia vya pili, ikiwezekana kuakisi mabadiliko katika mchakato wa utengenezaji. (Imbus 1994). Hakuna hatari ya ziada ya saratani ya sino-pua ilipatikana kati ya wanaume 45,399 waliowekwa wazi kwa vumbi la kuni ikiwa ni pamoja na kati ya wanaume 362,823 waliojiandikisha katika Utafiti wa Kuzuia Saratani wa Miaka 6 wa Shirika la Saratani la Marekani, lakini, watafiti wanabainisha, idadi ya kesi ilikuwa ndogo. Hata hivyo, walipata ongezeko kubwa la vifo vya saratani ya mapafu miongoni mwa wafanyakazi wa mbao ambao pia waliripoti kuathiriwa na asbestosi au formaldehyde, na wakapendekeza kuwa mfiduo wa kansa hizi zinazojulikana ndio unaosababisha hatari iliyoongezeka (Stellman et al., kwenye vyombo vya habari).
Mfiduo wa Kemikali
Mbao inaweza kuwa na uchafu wa kibiolojia. Molds na fungi, ambayo mara nyingi hukua kwenye gome la miti, inaweza kusababisha athari ya mzio. Uvutaji hewa wa vijidudu vinavyopatikana kwenye maple, redwood na miti ya cork umeonekana kusababisha ugonjwa wa gome la maple, sequoiosis na suberosis (Imbus 1994).
Mbao mara nyingi huwa na kemikali za kigeni zinazotumika wakati wa usindikaji wake. Hizi ni pamoja na adhesives, solvents, resin binders, wadudu na fungicides, misombo ya kuzuia maji ya mvua, rangi na rangi, lacquers na varnishes. Nyingi za hizi ni tete na zinaweza kutolewa wakati kuni inatibiwa, kupashwa moto au kuchomwa moto; pia hupitishwa kama vitu katika vumbi la kuni. Muhimu zaidi kati ya hizi ni pamoja na: toluini, methanoli, zilini, methyl ethyl ketone, n-asili pombe, 1, 1,1-trichlorethane na dichloromethane (EPA 1995).
Hitimisho
Hatari za kiafya za tasnia ya mbao na mbao zinaweza kudhibitiwa kwa kuweka vidhibiti vya uhandisi (kwa mfano, uwekaji na ulinzi mzuri wa mitambo ya umeme, mifumo ya uingizaji hewa ili kudhibiti vumbi la kuni na uzalishaji wa kemikali) na vifaa vya kinga ya kibinafsi (kwa mfano, glavu, miwani ya usalama, vipumuaji. ), pamoja na ukaguzi wa mara kwa mara ili kuhakikisha kwamba haya yanatunzwa na kutumika ipasavyo. Labda muhimu zaidi ni elimu inayofaa na mafunzo ya wafanyikazi na wasimamizi wao.
Jedwali 1. Aina za kuni zenye sumu, allergenic na ur kazi
| Majina ya kisayansi | Majina ya kibiashara yaliyochaguliwa | Familia | Uharibifu wa Afya |
| abies alba Kinu (A. pectinata DC) | Fir ya fedha | Pinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Acacia spp. A. harpophylla F. Muell. A. melanoxylon R. Br. a. mshangao Ya. A. shirley Msichana |
Mbao nyeusi ya Australia | mimosaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Acer spp. A. platanoides L. |
Maple | Aceraceae | Ukimwi |
| Afrormosia elata Sherehe. (Pericopsis elata Van Meeuwen) |
Afrormosia, kokrodua, asamala, obang, oleo pardo, bohele, mohole | Papilionaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Afzelia africana Smith A. bijuga A. Chev. (Intsia bijuga A. Cunn.) A. palembanica kuangalia. (Intsia palembanica kuangalia.) |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, hintsy | Caesalpinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Agonandra brasiliensis Jumatano | Pao, marfim, granadillo | Olacaceae | Ukimwi |
| Ailanthus altissima Mill | Sumac ya Kichina | Simaroubaceae | Ukimwi |
| Albizzia falcata Msaidizi A. ferruginea Benth. A. lebek Benth A. toona FM Tumia |
Iatandza Koko, siri |
mimosaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Alnus spp. A. glutinosa Gaertn. |
Alder ya kawaida Alder nyeusi |
Betulaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Amirisi spp. A. balsamifera L. A. toxifera Willd. |
Sandalwood ya Venezuela au ya Magharibi mwa India | Rutaceae | Ugonjwa wa ngozi; athari za sumu |
| Anacardium occidentale L. A. bora Skels. |
Kashew | Anacardiaceae | Ukimwi |
| Andira araroba Aguiar. (Vataireopsis araroba Ducke) A. koriasia Vuta A. inermis HBK |
Mti wa kabichi nyekundu Partridge mbao | Papilionaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Aningeria spp. A. imara Aubr. na Pell. A. altissima Aubr. na Pell. Antiaris africana Kiingereza. A. welwitschi Kiingereza. |
Aningeria Antiaris, ako, chen chen | Sapotaceae Moraceae | Conjunctivitis-rhinitis; pumu Madhara ya sumu |
| Apuleia molaris spruce (A. leiocarpa MacBride) (A. Ferrea Mart.) |
Redwood | Caesalpinaceae | Ugonjwa wa ngozi; athari za sumu |
| Araucaria angustifolia O. Ktze A. brasiliana A. Tajiri. |
Parana pine, araucaria | araucariaceae | Athari za sumu |
| Aspidosperma spp. A. peroba Fr. Wote. A. vargasii A. DC. |
Peroba nyekundu Pau marfim, pau amarello, pequia marfim, guatambu, amarilla, pequia | apocynaceae | Ugonjwa wa ngozi; kiwambo cha sikio - rhinitis; pumu; athari za sumu |
| Astrocaryum spp. | Palm | Palmaceae | Ugonjwa wa ngozi; athari za sumu |
| Aucoumea klaineana Pierre | Mahogany ya Gabon | Burseraceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio |
| Autranella kongolensis A. Chev. (Mimusops kongolensis De Wild.) |
Mukulungu, autracon, elang, bouanga, kulungu | Sapotaceae | Ukimwi |
| Bakteria spp. (Astrocaryum spp.) | Palm | Palmaceae | Ugonjwa wa ngozi; athari za sumu |
| Balfourodendron ridelianum Kiingereza. | Guatambu, gutambu blanco | Rutaceae | Ukimwi |
| Batesia floribunda Benth. | Acapu rana | Caesalpinaceae | Athari za sumu |
| Berberis vulgaris L. | barberry | Berberidaceae | Athari za sumu |
| betula spp. B. alba L. (B. pendula Roth.) |
Birch | Betulaceae | Ukimwi |
| Blepharocarva involucrigera F. Muell. | Rosebutternut | Anacardiaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Bombax brevicuspe Sprague B. chevalieri Piga |
Kondroti, peke yake | Bombacaceae | Ukimwi |
| Bowdichia spp. B. nitida Benth. B. guianensis bata (Diplotropis guianensis Benth.) (Diplotropis purpurea Amsh.) |
Sucupira nyeusi | Papilionaceae | Ukimwi |
| Brachylaena hutchinsii Hutch. | Muhuhu | Mtunzi | Ukimwi |
| Breonia spp. | Molompangady | rubiaceae | Ukimwi |
| Brosimum spp. B. guanense Hub. (Piratinera guianensis Aubl.) |
Snakewood, letterwood, tigerwood | moraceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Bryan ebenus DC. (Amerimnum ebenus Sw.) Bria buxifolia Mtaa. |
Mwani wa hudhurungi, mwani wa kijani kibichi, mwani wa Jamaika, mwangwi wa kitropiki wa Amerika | Papilionaceae | Ukimwi |
| Sempervirens za Buxus L. B. macowani Mzeituni. |
Boxwood ya Ulaya, London Mashariki b., Cape b. | Buxaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Caesalpinia echinata Lam. (Guilandina echinata Chemchemi.) | Brasilwood | Caesalpinaceae | Ugonjwa wa ngozi; athari za sumu |
| Callitris columellaris F. Muell. | Msonobari mweupe wa pine | Cupressaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Kalofili spp. C. brasiliense Kamba. |
Santa maria, jacareuba, kurahura, galba | Guttiferae | Ugonjwa wa ngozi; athari za sumu |
| Campsiandra laurifolia Benth. | Acapu rana | Caesalpinaceae | Athari za sumu |
| Carpinus betulus | hornbeam | Betulaceae | Ukimwi |
| Cassia siamea Lamk. | Tagayasan, muong ten, djohar | Caesalpinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Castanea dentata Borkh c. sativa Mill. C. pumila Mill. |
Chestnut, chestnut tamu | fagaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Castanospermum australe A. Cunn. | Maharage nyeusi, chestnut ya Australia au Moreton Bay | Papilionaceae | Ukimwi |
| Cedrela spp. (Tona spp.) | Mwerezi mwekundu, mwerezi wa Australia | Meliaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Cedrus deodara (Roxb. ex. Mwana-Kondoo.) G. Don (C. libani Pipa. lc) |
Deodar | Pinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Celtis brieyi De Wild. C. sinamomea Ldl. |
Diania Gurenda |
ulmaceae | Ukimwi |
| Chlorophora bora zaidi Benth. na Hook I. C. regia A. Chev. C. tinctoria (I.) Daubu. |
Iroko, gelbholz, yellowood, kambala, mvule, odum, moule, African teak, abang, tatajuba, fustic, mora | moraceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio |
| Chloroxylon spp. C. swietenia A.DC. |
Ceylon satinwood | Rutaceae | Ugonjwa wa ngozi; athari za sumu |
| Chrysophyllum spp. | Najara | Sapotaceae | Ukimwi |
| Cinnamomum camphora Nees na Ebeim | Kafuri ya Asia, mdalasini | lauraceae | Athari za sumu |
| Cryptocarya pleurosperma White na Francis | Walnut yenye sumu | lauraceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Dacrycarpus dacryoides (A. Tajiri.) de Laub. | New Zealand nyeupe pine | podocarpaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Dacrydium cupressin Soland | Sempilor, rimu | podocarpaceae | conjunctivitis-rhinitis; pumu |
| Dactylocladus stenostachys Mzeituni. | Jong kong, merebong, medang tabak | Melastomaceae | Athari za sumu |
| dalbergia spp. D. amerimnon Benth. D. granadillo Pitt. D. hypoleuka Simama. D. latifolia Roxb. D. melanoxylon Chama. na Perr. D. nigra Fr. Wote. D. oliveri Kamari D. retusa Hemsl. D. sissoo Roxb. D. stevensonii Simama. |
Ebony Red foxwood Indian rosewood, Bombay blackwood, African blackwood, pallisander, riopalissandro, Brazil rosewood, jacaranda Burma rosewood Foxwood nyekundu Nagaed mbao, Honduras rosewood |
Papilionaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Dialium spp. D. dinklangeri Sherehe. |
Eyoum, hii | Caesalpinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Diospyros spp. D. celebica Bakh. D. crassiflora Hiern D. ebenum Koenig |
Ebony, African ebony Macassar ebony, African ebony, Ceylon ebony | Ebenaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Dipterocarpus spp. D. alatus Roxb. |
Keruing, gurjum, yang, keruing | Dipterocarpaceae | Ukimwi |
| Distemonanthus benthamianus Dhamana. | Movingui, ayan, anyaran, satinwood ya Nigeria | Caesalpinaceae | Ukimwi |
| Dysoxylum spp. D. fraseranum Benth. |
Mahogany, stavewood, maharagwe nyekundu | Meliaceae | ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| D. muelleri Benth. | Rose mahogany | ||
| Echirospermum balthazarii Fr. Wote. (Plathymenia reticulataBenth.) | Vinhatico | mimosaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Entandophragma spp. E. angolense CDC E. candollei Sherehe. E. silinda Sprague E. matumizi Sprague |
Tiama Kosipo, omo Sapelli, sapele, aboudikro Sipo, utile, assié, kalungi, mafumbi |
Meliaceae | Ugonjwa wa ngozi; alveolitis ya nje ya mzio |
| Erythrophloeum Guinea G. Don E. sauti ya ndovu A. Chev. |
Tali, missanda, eloun, massanda, sasswood, erun, redwater tree | Caesalpinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Esenbeckia leiocarpa Kiingereza. | Dhamana | Rutaceae | Ukimwi |
| Eucalyptus spp. E. mjumbe RT Nyuma E. hemiphloia F. Muell. E. leukoxylon Msichana E. maculata Hook. E. marginata Donn ex Sm. E. microtheca F. Muell. E. obliqua L. Herit. E. regnans F. Muell. E. saligna Sm. |
Majivu ya Alpine Sanduku la kijivu Gamu ya manjano Madoadoa gum Mountain ash |
Myrtaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Euxylophora paraensis Hub. | Boxwood | Rutaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Excoecaria africana M. Arg. (Spirostachys africana Mchanga) E. agallocha L. |
African sandalwood, tabootie, geor, aloewood, blind-yako-jicho | Euphorbiaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Fagara spp. F. flava Krug na Urb. (Zanthoxylum flavum Vahl.) F. heitzii Aubr. na Pell. F. macrophylla Kiingereza. |
Yellow sanders, West Indian satinwood, atlaswood, olon, bongo, mbanza | Rutaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Fagus spp. (Nothofagus spp.) F. sylvatica L. |
Beech | fagaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Vikombe vya Fitzroya (Molina) Johnston (F. patagonica ndoano. f.) |
Tahadhari | Cupressaceae | Ukimwi |
| Flindersia australis R. Br. F. brayleyana F. Muell. F. pimenteliana F. Muell. |
teak ya Australia, maple ya Queensland, maple Silkwood, maple ya Australia |
Rutaceae | Ukimwi |
| Fraxinus spp. F. bora zaidi L. |
Ash | oleaceae | Ukimwi |
| Gluta spp. G. rhengas L. (Melanorrhea spp.) M. curtisii Pierre M. laccifera walichii Hook. |
Rengas, gluta Renga mbao Rhengas |
Anacardiaceae | Ugonjwa wa ngozi; athari za sumu |
| Gonioma kamassi E. Mey. | Knysna boxwood, kamassi | apocynaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Gonystylus bancanus Dhamana. | Ramin, melawis, akenia | Gonystylaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio |
| Gossweilerodendron balsamiferum (Verm.) Sherehe. | mwerezi wa Nigeria | Caesalpinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Robusta grevillea A. Cunn. | Mwaloni wa silky | proteaceae | Ukimwi |
| Guaiacum officinale L. | Gaiac, lignum vitae | Zygophyllaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Guarea spp. G. cedrata Piga. G. Laurentii De Wild. G. thompsonii Sprague |
Bosi Mahogany ya mierezi ya Naijeria Guarea yenye harufu nzuri Guarea nyeusi |
Meliaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Halfordia scleroxyla F. Muell. H. papuana Lauterb. |
Zafarani-moyo | Polygonaceae | Ugonjwa wa ngozi; alveolitis ya nje ya mzio |
| Hernandia spp. H. sonora L. (H. guianensis Aubl.) |
Mirobolan, heshima | Hernandiaceae | Ukimwi |
| kiboko mancinella L. | Tufaha la pwani | Euphorbiaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Illipe latifolia F. Muell. I. longifolia F. Muell. (Bassia latifolia Roxb.) (B. longifoliaRoxb.) |
Moak, edel teak | Sapotaceae | Ukimwi |
| jacaranda spp. J. brasiliana Pers. Syn. (Bignonia brasiliana Lam.) J. coerulea (I.) Gray. |
Jacaranda Caroba, boxwood | bignoniaceae | Ukimwi |
| mitungi spp. J. nigra L. J. regia L. |
Walnut | Juglandaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Juniperus sabina L. J. phoenisia L. J. virginiana L. |
Mierezi ya penseli ya Virginia, mierezi nyekundu ya Mashariki | Cupressaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Khaya antotheca CDC. K. ivorensis A. Chev. K. senegalensis A. Juss. |
Ogwango, African mahogany, krala Dry-zone mahogany | Meliaceae | Ugonjwa wa ngozi; alveolitis ya nje ya mzio |
| Laburnum anagyroides daktari. (Cytisus laburnum L.) L. vulgare Gray |
Laburnum | Papilionaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| larix spp. L. decidua Mill. L. ulaya DC |
larch Larch ya Ulaya |
Pinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Liquidambar styracifolia L. | Amberbaum, satin-nussbaum | hamamelidaceae | Ukimwi |
| Liriodendron tulipifera L. | Whitewood ya Marekani, mti wa tulip | Magnoliaceae | Ukimwi |
| Lovoa trichilioides Sherehe. (L. klaineana Pierre) | Dibetou, walnut ya Kiafrika, apopo, tigerwood, upande | Meliaceae | ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Lucuma spp. (Pouteria spp.) L. utaratibu |
Guapeva, Abiurana masaranduba |
Sapotaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Maba ebenus Wight. | Makassar-ebenholz | Ebenaceae | Ukimwi |
| Machaerium pedicellatum Vig. M. scleroxylon Tulle. M. ukiukaji Vig. |
Kingswood | Papilionaceae | Ukimwi |
| Mansonia altissima A. Chev. | Walnut wa Nigeria | Sterculiaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Brauna ya melanoxylon Schott | Brauna, grauna | Caesalpinaceae | Ukimwi |
| Microberlinia brazzavillensis A. Chev. M. bisulcata A. Chev. |
Zebrawood ya Kiafrika | Caesalpinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Millettia laurentii De Wild. M. stuhlmannii Taub. |
Wenge Panga-panga |
Papilionaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Mimusops spp. (Manilkara spp.) Mimusops spp. (Dumoria spp.) (Tieghemella spp.) M. kongolensis De Wild. (Autranella kongolensis A. Chev.) M. djave Kiingereza. (Baillonella toxisperma Pierre) M. heckii Kibanda. na Dalz. (Tieghemella heckelii Pierre) (Dumoria heckelii A. Chev.) |
Muirapiranga Makoré Mukulungu, autracon Moabi Cherry mahogany |
Sapotaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; mzio alveolitis ya nje; athari za sumu |
| Mitragyna cilia Aubr. na Pell. M. stipulosa O. Ktze |
Vuku, poplar ya Kiafrika Abura |
rubiaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Nauclea diderrichii Merrill (Sarcococephalus diderichii De Wild.) Nauclea trillessi Merrill |
Bilinga, opepe, kussia, badi, boxwood ya Afrika Magharibi | rubiaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Nesogordonia papaverifera R. Kapuron | Kotibé, danta, epro, otutu, ovové, aborbora | Tiliaceae | Athari za sumu |
| Okoti spp. O. bullata E. Mey O. porosa L. Barr. (Phoebe porosa mchanganyiko.) O. rodiaei mchanganyiko. (Nectandra rodiaei Schomb.) O. rubra mchanganyiko. O. usambarensis Kiingereza. |
Stinkwood Laurel Wazi wa Brazil Greenheart Louro vermelho Kafuri ya Afrika Mashariki |
lauraceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Paratecoma spp. P. alba P. peroba Kuhlm. |
Peroba nyeupe ya Brazil Peroba nyeupe. uk. |
bignoniaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Parinarium spp. P. guianense (Parinari spp.) (Brosimum spp.) P. variegatum |
Guyana-satinholz Antillen-satinholz |
Rosasia | Ukimwi |
| Peltogyne spp. P. densiflora Spruce |
Mbao ya bluu, moyo wa zambarau | Caesalpinaceae | Athari za sumu |
| Phyllanthus ferdinandi FvM. | Lignum vitae, chow way, tow war | Euphorbiaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Spruce spp. P. abies Karst. P. excelsa Link. P. mariana BSP. P. polita Carr. |
Spruce ya Ulaya, whitewood Spruce nyeusi |
Pinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio |
| Ubongo spp. P. radiata D. Don |
Pine | Pinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Piptadenia africana ndoano f. Piptadeniastrum africanum Brenan |
Dabema, dahoma, ekhimi agobin, mpewere, bukundu |
mimosaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Platanus spp. | Ndege | Platanaceae | Ukimwi |
| Pometia spp. P. pinnata Forest. |
taun Kasai |
Sapindaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| populus spp. | Poplar | Salicaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Prosopis juliflora DC | Cashaw | mimosaceae | Ukimwi |
| Prunus spp. P. serotina Ehrl. |
Cherry Cherry nyeusi |
Rosasia | ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Pseudomorus brunoniana Ofisi | Mbao nyeupe | moraceae | Ugonjwa wa ngozi; athari za sumu |
| Pseudotsuga douglasii Carr. (P. menziesii Kulipia kabla) | Douglas fir, fir nyekundu, Douglas spruce | Pinaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Pterocarpus spp. P. angolensis DC. P. indicus Willd. P. santalinus Lf (Vatairea guianensis Aubl.) |
Padauk ya Kiafrika, rosewood ya New Guinea, sandalwood nyekundu, sanders nyekundu, mbao za quassia | Papilionaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Pycnanthus angolensis Warb. (P. kombo Warb.) | Ilomba | Myristicaceae | Athari za sumu |
| Quercus spp. | Oak | fagaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Raputia alba Kiingereza. R. magnifica Kiingereza. |
Arapoca branca, arapoca | Rutaceae | Ukimwi |
| Rauwolfia pentaphylla Stapf. O. | Peroba | apocynaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Sandoricum spp. S. indicum Cav. |
Sentul, katon, kra-ton, ketjapi, thitto | Meliaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Schinopsis lorentzii Kiingereza. S. balansae Kiingereza. |
Quebracho colorado, nyekundu q., San Juan, pau mulato | Anacardiaceae | Ugonjwa wa ngozi; athari za sumu |
| Semercarpus australiensis Kiingereza. S. anacardium L. |
Kuashiria nut | Anacardiaceae | Ugonjwa wa ngozi; athari za sumu |
| Sequoia sempervirens Mwisho. | Sequoia, California redwood |
Taxodiaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| ufukweni spp. | Alan, almon, balau nyekundu Nyeupe nzito, nyekundu lauan, nyeupe L., njano L., mayapis, meranti bakau, nyekundu iliyokolea M., nyekundu isiyokolea M., nyekundu M., nyeupe M., njano M., seraya nyekundu, seraya nyeupe |
Dipterocarpaceae | Ukimwi |
| S. assamica Dyer | Lauan ya manjano, meranti nyeupe | ||
| Staudtia stipitata Warb. (S. gabonensis Warb.) | Niové | Myristicaceae | Ukimwi |
| swietenia spp. S. macrophylla Mfalme S. mahogany jacq. |
Mahogany, Honduras mahogany, Tabasco m., baywood, mahogany ya Marekani, Mahogany ya Cuba |
Meliaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio; athari za sumu |
| Swintonia spicifera Hook. S. floribunda Kushughulikia. |
Merpauh | Anacardiaceae | Ukimwi |
| tabebuia spp. T. ipe Simama. (T. avellanedae Lor. ex Gris.) T. guayacan Hensl. (T. lapacho K. Schum) |
Araguan, ipé preto, lapacho | bignoniaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Kodi ya baccata L. | Yew | Ushuru | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio; athari za sumu |
| Tecoma spp. T. araliacea DC. T. lapacho |
Moyo wa kijani Lapacho |
bignoniaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Tectona wajukuu L. | Teak, djati, kyun, teck | Verbenaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; alveolitis ya nje ya mzio |
| Terminalia alata Roth. T. superba Kiingereza. na Diels. |
Laurel ya Kihindi limba, afara, ofram, fraké, korina, akom |
Combretaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Thuja occidentalis L. T. plicata D. Don T. standishii Carr. |
Mwerezi mweupe Mwerezi mwekundu wa Magharibi |
Cupressaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Tieghemella africana A. Chev. (Dumoria spp.) T. heckii Pierre |
Makoré, douka, okola, ukola, makoré, abacu, baku, African cherry | Sapotaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu; athari za sumu |
| Triplochiton scleroxylon K. Schum | Obeche, samba, wawa, abachi, African whitewood, arere | Sterculiaceae | Ugonjwa wa ngozi; conjunctivitis-rhinitis; pumu |
| Tsuga heterophylla jeneza. | Tsuga, hemlock ya Magharibi | Pinaceae | Ukimwi |
| Turraeanthus africana Piga. | Avodiré Lusamba |
Meliaceae | Ugonjwa wa ngozi; alveolitis ya nje ya mzio |
| Ulmus spp. | Elm | ulmaceae | Ukimwi |
| Vitex ciliata Piga. | Verbenaceae | Ukimwi | |
| V. kongolensis De Wild. na Th. Dur | Difundi | ||
| V. pachyphylla kuangalia. | Evino | ||
| Xylia dolabriformis Benth. | mimosaceae | Conjunctivitis-rhinitis; | |
| X. xylocarpa Taub. | Pyinkado | pumu | |
| Zollernia paraensis Huber | Santo mbao | Caesalpinaceae | Ugonjwa wa ngozi; athari za sumu |
Chanzo: Istituto del Legno, Florence, Italia.
" KANUSHO: ILO haiwajibikii maudhui yanayowasilishwa kwenye tovuti hii ya tovuti ambayo yanawasilishwa kwa lugha yoyote isipokuwa Kiingereza, ambayo ndiyo lugha inayotumika katika utayarishaji wa awali na ukaguzi wa wenza wa maudhui asili. Takwimu fulani hazijasasishwa tangu wakati huo. utayarishaji wa toleo la 4 la Encyclopaedia (1998).