- Você está aqui:
-
Início

- Parte VIII. Gestão de Acidentes e Segurança

Categorias crianças

56. Prevenção de Acidentes (13)

56. Prevenção de Acidentes
Editor de Capítulo: Jorma Saari
Conteúdo
Tabelas e Figuras
Introdução
Jorma Saari
Conceitos de Análise de Acidentes
Kirsten Jorgensen
Teoria das Causas de Acidentes
Abdul Raouf
Fatores humanos na modelagem de acidentes
Anne-Marie Feyer e Ann M. Williamson
Modelos de Acidentes: Homeostase do Risco
Gerald JS Wilde
Modelagem de acidentes
Andrew R Hale
Modelos de sequência de acidentes
Ragnar Anderson
Modelos de desvio de acidentes
Urbano Kjellén
MAIM: O Modelo de Informação de Acidentes de Merseyside
Harry S. Shannon e John Davies
Princípios de Prevenção: A Abordagem de Saúde Pública para Reduzir Lesões no Local de Trabalho
Gordon S. Smith e Mark A. Veazie
Princípios Teóricos de Segurança do Trabalho
Reinald Skiba
Princípios de Prevenção: Informações de Segurança
Mark R. Lehto e James M. Miller
Custos de Acidentes de Trabalho
Diego Andreoni
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Taxonomias para classificação de desvios
2. A Matriz de Haddon aplicada a acidentes automobilísticos
3. Dez estratégias de contramedidas de Haddon para a construção
4. Informações de segurança mapeadas para a sequência do acidente
5. Recomendações dentro de sistemas de alerta selecionados
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|


















57. Auditorias, Inspeções e Investigações (7)
57. Auditorias, Inspeções e Investigações
Editor de Capítulo: Jorma Saari
Conteúdo
Tabelas e Figuras
Auditorias de Segurança e Auditorias de Gestão
Johan Van de Kerckhove
Análise de perigos: o modelo de causa de acidentes
Jop Groeneweg
Perigos de hardware
Carsten D. Groenberg
Análise de Perigos: Fatores Organizacionais
Urbano Kjellén
Inspeção no Local de Trabalho e Execução Regulamentar
Anthony Linehan
Análise e Relatórios: Investigação de Acidentes
Michel Monteau
Relatórios e Compilação de Estatísticas de Acidentes
Kirsten Jorgensen
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Estratos na política de qualidade e segurança
2. Elementos de auditoria de segurança PAS
3. Avaliação de métodos de controle de comportamento
4. Tipos e definições gerais de falha
5. Conceitos do fenômeno do acidente
6. Variáveis que caracterizam um acidente
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|













58. Aplicações de segurança (17)
58. Aplicações de segurança
Editores de Capítulo: Kenneth Gerecke e Charles T. Pope
Conteúdo
Tabelas e Figuras
Análise de Sistemas
Manh Trung Ho
Segurança para ferramentas elétricas manuais e portáteis
Departamento do Trabalho dos EUA — Administração de Segurança e Saúde Ocupacional; editado por Kenneth Gerecke
Partes móveis de máquinas
Tomas Backström e Marianne Döös
Proteção de máquinas
Departamento do Trabalho dos EUA — Administração de Saúde e Segurança Ocupacional; editado por Kenneth Gerecke
Detectores de presença
Paulo Schreiber
Dispositivos para controle, isolamento e comutação de energia
René Troxler
Aplicações relacionadas à segurança
Dietmar Reinert e Karlheinz Meffert
Software e Computadores: Sistemas Híbridos Automatizados
Waldemar Karwowski e Jozef Zurada
Princípios para o Projeto de Sistemas de Controle Seguros
Georg Vondracek
Princípios de segurança para máquinas-ferramenta CNC
Toni Retsch, Guido Schmitter e Albert Marty
Princípios de segurança para robôs industriais
Toni Retsch, Guido Schmitter e Albert Marty
Sistemas de controle relacionados à segurança elétrica, eletrônica e programável
Ron Bell
Requisitos técnicos para sistemas relacionados à segurança baseados em dispositivos elétricos, eletrônicos e eletrônicos programáveis
John Brazendale e Ron Bell
rollover
Bengt Springfeldt
Quedas de Elevações
Jean Arteau
Espaços confinados
Neil McManus
Princípios de Prevenção: Movimentação de Materiais e Tráfego Interno
Kari Hakkinen
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Possíveis disfunções de um circuito de controle de dois botões
2. Protetores de máquinas
3. Dispositivos/Instrumentos
4. Métodos de alimentação e ejeção
5. Combinações de estruturas de circuitos em controles de máquinas
6. Níveis de integridade de segurança para sistemas de proteção
7. Projeto e desenvolvimento de software
8. Nível de integridade de segurança: componentes do tipo B
9. Requisitos de integridade: arquiteturas de sistemas eletrônicos
10. Quedas de altitude: Quebec 1982-1987
11.Sistemas típicos de prevenção e retenção de quedas
12. Diferenças entre prevenção e retenção de quedas
13. Exemplo de formulário para avaliação de condições perigosas
14. Uma amostra de permissão de entrada
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|














































































59. Política de Segurança e Liderança (7)
59. Política de Segurança e Liderança
Editor de Capítulo: Jorma Saari
Conteúdo
Tabelas e Figuras
Política de Segurança, Liderança e Cultura
Dan Petersen
Cultura e Gestão de Segurança
Marcelo Simard
Clima Organizacional e Segurança
Nicole Dedobbeleer e François Béland
Processo de Melhoria Participativa do Local de Trabalho
Jorma Saari
Métodos de Tomada de Decisões de Segurança
Terje Sten
Percepção de risco
Bernhard Zimolong e Rüdiger Trimpop
Aceitação de Risco
Rüdiger Trimpop e Bernhard Zimolong
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Medidas de clima de segurança
2. Tuttava e outras diferenças de programas/técnicas
3. Um exemplo de boas práticas de trabalho
4. Metas de desempenho em uma fábrica de tintas para impressão
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.




















60. Programas de segurança (8)
60. Programas de Segurança
Editor de capítulos: Jorma Saari
Conteúdo
Tabelas e Figuras
Pesquisa de Segurança Ocupacional: Uma Visão Geral
Herbert I. Linn e Alfred A. Amendola
Serviços governamentais
Anthony Linehan
Serviços de Segurança: Consultores
Dan Petersen
Implementação de um Programa de Segurança
Tom B. Lemon
Programas de segurança bem-sucedidos
Tom B. Lemon
Programas de incentivo à segurança
Gerald JS Wilde
Promoção de Segurança
Thomas W. Planek
Estudo de caso: campanhas de saúde e segurança ocupacional em nível nacional na Índia
KC Gupta
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Modelos OBM vs. TQM de motivação dos funcionários
2. Fábricas indianas: empregos e lesões
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.










Princípios para o Projeto de Sistemas de Controle Seguros
É geralmente aceito que os sistemas de controle devem ser seguros durante o uso. Com isso em mente, a maioria dos sistemas de controle modernos são projetados conforme mostrado na figura 1.
Figura 1. Projeto geral de sistemas de controle
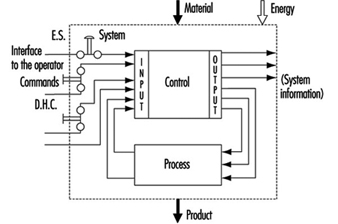
A maneira mais simples de tornar um sistema de controle seguro é construir uma parede impenetrável ao seu redor para impedir o acesso humano ou a interferência na zona de perigo. Tal sistema seria muito seguro, embora impraticável, pois seria impossível obter acesso para realizar a maioria dos trabalhos de teste, reparo e ajuste. Como o acesso a zonas de perigo deve ser permitido sob certas condições, outras medidas de proteção além de paredes, cercas e similares são necessárias para facilitar a produção, instalação, manutenção e manutenção.
Algumas dessas medidas de proteção podem ser parcial ou totalmente integradas aos sistemas de controle, como segue:
- O movimento pode ser interrompido imediatamente caso alguém entre na zona de perigo, por meio dos botões de parada de emergência (ES).
- Os controles de botão de pressão permitem o movimento somente quando o botão de pressão é ativado.
- Os controles de mão dupla (DHC) permitem o movimento apenas quando ambas as mãos estão engajadas em pressionar os dois elementos de controle (garantindo assim que as mãos sejam mantidas longe das zonas de perigo).
Esses tipos de medidas de proteção são ativados pelos operadores. No entanto, como os seres humanos geralmente representam um ponto fraco nos aplicativos, muitas funções, como as seguintes, são executadas automaticamente:
- Os movimentos dos braços do robô durante a manutenção ou “teach-in” são muito lentos. No entanto, a velocidade é continuamente monitorada. Se, devido a uma falha no sistema de controle, a velocidade dos braços robóticos automáticos aumentasse inesperadamente durante o período de manutenção ou de aprendizagem, o sistema de monitoramento seria ativado e interromperia imediatamente o movimento.
- Uma barreira de luz é fornecida para impedir o acesso a uma zona de perigo. Se o feixe de luz for interrompido, a máquina irá parar automaticamente.
O funcionamento normal dos sistemas de controle é a pré-condição mais importante para a produção. Se uma função de produção for interrompida devido a uma falha de controle, é no máximo inconveniente, mas não perigoso. Se uma função relevante para a segurança não for executada, pode resultar em perda de produção, danos ao equipamento, ferimentos ou até morte. Portanto, as funções do sistema de controle relevantes para a segurança devem ser mais confiáveis e seguras do que as funções normais do sistema de controle. De acordo com a Diretiva do Conselho Europeu 89/392/EEC (Diretrizes de Máquinas), os sistemas de controle devem ser projetados e construídos de modo que sejam seguros e confiáveis.
Os controles consistem em vários componentes conectados entre si para executar uma ou mais funções. Os controles são subdivididos em canais. Um canal é a parte de um controle que executa uma função específica (por exemplo, partida, parada, parada de emergência). Fisicamente, o canal é criado por uma cadeia de componentes (transistores, diodos, relés, portas, etc.) através dos quais, de um componente para o próximo, as informações (principalmente elétricas) que representam essa função são transferidas da entrada para a saída.
Ao projetar canais de controle para funções relevantes para a segurança (aquelas funções que envolvem humanos), os seguintes requisitos devem ser atendidos:
- Os componentes usados em canais de controle com funções relevantes para a segurança devem ser capazes de suportar os rigores do uso normal. Geralmente, devem ser suficientemente confiáveis.
- Erros na lógica não devem causar situações perigosas. Geralmente, o canal relevante para a segurança deve ser suficientemente à prova de falhas.
- Influências externas (fatores) não devem levar a falhas temporárias ou permanentes em canais relevantes para a segurança.
Confiabilidade
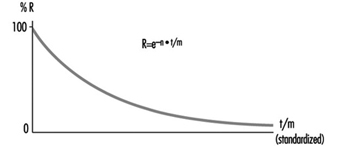
Confiabilidade é a capacidade de um canal de controle ou componente de executar uma função necessária sob condições especificadas por um determinado período de tempo sem falhar. (A probabilidade de componentes específicos ou canais de controle pode ser calculada usando métodos adequados.) A confiabilidade sempre deve ser especificada para um valor de tempo específico. Geralmente, a confiabilidade pode ser expressa pela fórmula na figura 2.
Figura 2. Fórmula de confiabilidade
Confiabilidade de sistemas complexos
Os sistemas são construídos a partir de componentes. Se as confiabilidades dos componentes forem conhecidas, a confiabilidade do sistema como um todo pode ser calculada. Nesses casos, aplica-se o seguinte:
Sistemas seriais
A confiabilidade total Rmorto de um sistema serial composto por N componentes de mesma confiabilidade RC é calculado como na figura 3.
Figura 3. Gráfico de confiabilidade de componentes conectados em série
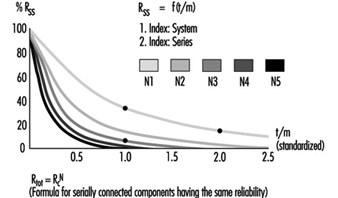
A confiabilidade total é menor do que a confiabilidade do componente menos confiável. À medida que o número de componentes conectados em série aumenta, a confiabilidade total da cadeia cai significativamente.
Sistemas paralelos
A confiabilidade total Rmorto de um sistema paralelo consistindo de N componentes da mesma confiabilidade RC é calculado como na figura 4.
Figura 4. Gráfico de confiabilidade de componentes conectados em paralelo
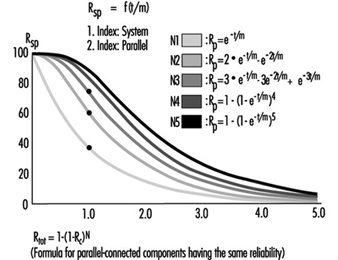
A confiabilidade total pode ser melhorada significativamente através da conexão paralela de dois ou mais componentes.
A Figura 5 ilustra um exemplo prático. Observe que o circuito desligará o motor de forma mais confiável. Mesmo que o relé A ou B não abra seu contato, o motor ainda será desligado.
Figura 5. Exemplo prático da figura 4
Calcular a confiabilidade total de um canal é simples se todas as confiabilidades de componentes necessárias forem conhecidas e disponíveis. No caso de componentes complexos (circuitos integrados, microprocessadores, etc.) o cálculo da confiabilidade total é difícil ou impossível se as informações necessárias não forem publicadas pelo fabricante.
Segurança
Quando os profissionais falam sobre segurança e pedem máquinas seguras, eles querem dizer a segurança de toda a máquina ou sistema. Essa segurança é, no entanto, muito geral e não definida com precisão suficiente para o projetista de controles. A seguinte definição de segurança pode ser prático e utilizável para projetistas de circuitos de controle: Segurança é a capacidade de um sistema de controle de executar a função necessária dentro de limites prescritos, por um determinado período, mesmo quando ocorrer(em) falha(s) antecipada(s). Consequentemente, deve ser esclarecido durante o projeto o quão “seguro” o canal relacionado à segurança deve ser. (O projetista pode desenvolver um canal que seja seguro contra a primeira falha, contra qualquer falha, contra duas falhas, etc.) Além disso, um canal que executa uma função usada para prevenir acidentes pode ser essencialmente confiável, mas não tem para estar inevitavelmente seguro contra falhas. Isso pode ser melhor explicado pelos seguintes exemplos:
Exemplo 1
O exemplo ilustrado na figura 6 é um canal de controle relevante para a segurança que executa a função de segurança necessária. O primeiro componente pode ser um interruptor que monitora, por exemplo, a posição de uma porta de acesso a uma área perigosa. O último componente é um motor que aciona as partes mecânicas em movimento dentro da área de perigo.
Figura 6. Um canal de controle relevante para segurança executando a função de segurança necessária
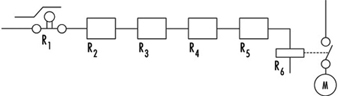
A função de segurança necessária neste caso é dupla: Se a porta estiver fechada, o motor pode funcionar. Se a porta estiver aberta, o motor deve ser desligado. Conhecendo as confiabilidades R1 para R6, é possível calcular a confiabilidade Rpequeno. Os projetistas devem usar componentes confiáveis para manter a confiabilidade suficientemente alta de todo o sistema de controle (ou seja, a probabilidade de que esta função ainda possa ser executada em, digamos, até 20 anos deve ser contabilizada no projeto). Como resultado, os projetistas devem cumprir duas tarefas: (1) o circuito deve desempenhar a função necessária e (2) a confiabilidade dos componentes e de todo o canal de controle deve ser adequada.
A seguinte pergunta agora deve ser feita: O canal acima mencionado executará as funções de segurança necessárias mesmo se ocorrer uma falha no sistema (por exemplo, se um contato de relé travar ou um componente apresentar mau funcionamento)? A resposta é não". A razão é que um único canal de controle consistindo apenas em componentes conectados em série e trabalhando com sinais estáticos não é seguro contra uma falha. O canal pode ter apenas uma certa confiabilidade, o que garante a probabilidade de que a função seja executada. Em tais situações, a segurança é sempre entendida como relacionado a falha.
Exemplo 2
Para que um canal de controle seja confiável e seguro, o projeto deve ser modificado conforme a figura 7. O exemplo ilustrado é um canal de controle relevante para a segurança que consiste em dois subcanais totalmente separados.
Figura 7. Um canal de controle relevante para segurança com dois subcanais totalmente separados
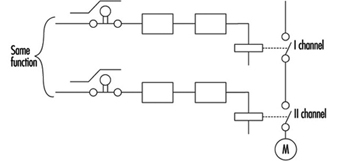
Este projeto é seguro contra a primeira falha (e possíveis falhas futuras no mesmo subcanal), mas não é seguro contra duas falhas que podem ocorrer em dois subcanais diferentes (simultaneamente ou em momentos diferentes) porque não há circuito de detecção de falha. Conseqüentemente, inicialmente ambos os subcanais funcionam com alta confiabilidade (ver sistema paralelo), mas após a primeira falha, apenas um subcanal funcionará e a confiabilidade diminui. Caso ocorra uma segunda falha no subcanal ainda funcionando, ambos terão falhado e a função de segurança não será mais executada.
Exemplo 3
O exemplo ilustrado na figura 8 é um canal de controle relevante para a segurança que consiste em dois subcanais totalmente separados que monitoram um ao outro.
Figura 8. Um canal de controle relevante para segurança com dois subcanais totalmente separados que monitoram um ao outro
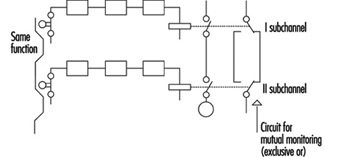
Tal projeto é à prova de falhas porque, após qualquer falha, apenas um subcanal não funcionará, enquanto o outro subcanal permanece disponível e executará a função de segurança. Além disso, o projeto possui um circuito de detecção de falhas. Se, devido a uma falha, ambos os subcanais não funcionarem da mesma forma, esta condição será detectada pelo circuito “exclusivo ou”, resultando no desligamento automático da máquina. Esta é uma das melhores maneiras de projetar controles de máquinas - projetando subcanais relevantes para a segurança. Eles são seguros contra uma falha e, ao mesmo tempo, fornecem confiabilidade suficiente para que as chances de duas falhas ocorrerem simultaneamente sejam minúsculas.
Redundância
É evidente que existem vários métodos pelos quais um projetista pode melhorar a confiabilidade e/ou segurança (contra falhas). Os exemplos anteriores ilustram como uma função (isto é, porta fechada, motor pode funcionar; porta aberta, motor deve ser parado) pode ser realizada por várias soluções. Alguns métodos são muito simples (um subcanal) e outros mais complicados (dois subcanais com supervisão mútua). (Veja a figura 9.)
Figura 9. Confiabilidade de sistemas redundantes com ou sem detecção de falhas
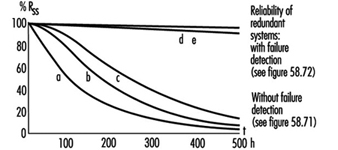
Existe uma certa redundância nos circuitos e/ou componentes complexos em comparação com os simples. Redundância pode ser definido da seguinte forma: (1) Redundância é a presença de mais meios (componentes, canais, fatores de segurança maiores, testes adicionais e assim por diante) do que realmente é necessário para o simples cumprimento da função desejada; (2) a redundância obviamente não “melhora” a função, que é executada de qualquer maneira. A redundância apenas melhora a confiabilidade e/ou a segurança.
Alguns profissionais de segurança acreditam que a redundância é apenas a duplicação ou triplicação, e assim por diante, do sistema. Esta é uma interpretação muito limitada, pois a redundância pode ser interpretada de forma muito mais ampla e flexível. A redundância pode ser incluída não apenas no hardware; pode ser incluído no software também. A melhoria do fator de segurança (por exemplo, uma corda mais forte em vez de uma corda mais fraca) também pode ser considerada uma forma de redundância.
Entropia
Entropia, termo encontrado principalmente na termodinâmica e na astronomia, pode ser definido da seguinte forma: Tudo tende à decadência. Portanto, é absolutamente certo que todos os componentes, subsistemas ou sistemas, independentemente da tecnologia utilizada, falharão em algum momento. Isso significa que não existem sistemas, subsistemas ou componentes 100% confiáveis e/ou seguros. Todos eles são apenas mais ou menos confiáveis e seguros, dependendo da complexidade da estrutura. As falhas que inevitavelmente ocorrem mais cedo ou mais tarde demonstram a ação da entropia.
O único meio disponível para os projetistas combaterem a entropia é a redundância, que é obtida (a) introduzindo mais confiabilidade nos componentes e (b) fornecendo mais segurança em toda a arquitetura do circuito. Somente aumentando suficientemente a probabilidade de que a função necessária seja executada pelo período de tempo necessário, os projetistas podem, em algum grau, defender-se contra a entropia.
Avaliação de Risco
Quanto maior o risco potencial, maior a confiabilidade e/ou segurança (contra falhas) exigida (e vice-versa). Isso é ilustrado pelos dois casos a seguir:
Caso 1
O acesso à ferramenta de molde fixada em uma máquina de moldagem por injeção é protegido por uma porta. Se a porta estiver fechada, a máquina pode funcionar, e se a porta estiver aberta, todos os movimentos perigosos devem ser interrompidos. Em nenhuma circunstância (mesmo em caso de falha no canal de segurança) podem ocorrer quaisquer movimentos, especialmente aqueles que operam a ferramenta.
Caso 2
O acesso a uma linha de montagem controlada automaticamente que monta pequenos componentes de plástico sob pressão pneumática é protegido por uma porta. Se esta porta for aberta, a linha terá que ser parada.
No Caso 1, se o sistema de controle de supervisão da porta falhar, pode ocorrer uma lesão grave se a ferramenta for fechada inesperadamente. No Caso 2, apenas ferimentos leves ou danos insignificantes podem ocorrer se o sistema de controle de supervisão da porta falhar.
É óbvio que no primeiro caso deve ser introduzida muito mais redundância para atingir a confiabilidade e/ou segurança (contra falhas) necessária para proteger contra riscos extremamente altos. De fato, de acordo com a norma europeia EN 201, o sistema de controle de supervisão da porta da máquina de moldagem por injeção deve ter três canais; dois dos quais são elétricos e supervisionados mutuamente e um dos quais é equipado principalmente com circuitos hidráulicos e de teste. Todas essas três funções de supervisão estão relacionadas à mesma porta.
Por outro lado, em aplicações como a descrita no Caso 2, um único canal acionado por uma chave com ação positiva é adequado ao risco.
Categorias de controle
Como todas as considerações acima são geralmente baseadas na teoria da informação e, consequentemente, são válidas para todas as tecnologias, não importa se o sistema de controle é baseado em componentes eletrônicos, eletromecânicos, mecânicos, hidráulicos ou pneumáticos (ou uma mistura deles) , ou em alguma outra tecnologia. A inventividade do projetista, por um lado, e as questões econômicas, por outro, são os principais fatores que afetam um número quase infinito de soluções sobre como realizar canais relevantes para a segurança.
Para evitar confusão, é prático definir certos critérios de classificação. As estruturas de canal mais comuns usadas em controles de máquinas para executar funções relacionadas à segurança são categorizadas de acordo com:
- confiabilidade
- comportamento em caso de falha
- tempo de revelação de falha.
Suas combinações (nem todas as combinações possíveis são mostradas) são ilustradas na tabela 1.
Tabela 1. Algumas combinações possíveis de estruturas de circuito em controles de máquinas para funções relacionadas à segurança
|
Critérios (perguntas) |
estratégia básica |
|||||
|
Ao aumentar a confiabilidade (a ocorrência de falha é deslocada para um futuro possivelmente distante?) |
Pela estrutura de circuito adequada (arquitetura), a falha será pelo menos detectada (Cat. 2) ou o efeito da falha no canal será eliminado (Cat. 3) ou a falha será divulgada imediatamente (Cat. 4) |
|||||
|
Categorias |
||||||
|
Esta solução está basicamente errada |
B |
1 |
2 |
3 |
4 |
|
|
Os componentes do circuito podem suportar as influências esperadas; eles são construídos de acordo com o estado da arte? |
Não |
Sim |
Sim |
Sim |
Sim |
Sim |
|
Componentes e/ou métodos bem testados foram usados? |
Não |
Não |
Sim |
Sim |
Sim |
Sim |
|
Uma falha pode ser detectada automaticamente? |
Não |
Não |
Não |
Sim |
Sim |
Sim |
|
Uma falha impede a execução da função relacionada à segurança? |
Sim |
Sim |
Sim |
Sim |
Não |
Não |
|
Quando a falha será detectada? |
Nunca |
Nunca |
Nunca |
Cedo (mais tarde no final do intervalo que não é maior que um ciclo da máquina) |
Imediatamente (quando o sinal perde dinâmica |
|
|
Em produtos de consumo |
Para ser usado em máquinas |
|||||
A categoria aplicável para uma máquina específica e seu sistema de controle relacionado à segurança é especificada principalmente nas novas normas europeias (EN), a menos que a autoridade nacional, o usuário e o fabricante concordem mutuamente que outra categoria deve ser aplicada. O projetista então desenvolve um sistema de controle que atende aos requisitos. Por exemplo, as considerações que regem o projeto de um canal de controle podem incluir o seguinte:
- Os componentes devem suportar as influências esperadas. (SIM NÃO)
- Sua construção deve estar de acordo com os padrões mais modernos. (SIM NÃO)
- Componentes e métodos bem testados são usados. (SIM NÃO)
- Falha deve ser detectado. (SIM NÃO)
- A função de segurança será executada mesmo em caso de falha? (SIM NÃO)
- Quando a falha será detectada? (NUNCA, CEDO, IMEDIATAMENTE)
Este processo é reversível. Usando as mesmas perguntas, pode-se decidir a que categoria pertence um canal de controle existente e previamente desenvolvido.
Exemplos de categorias
Categoria B
Os componentes do canal de controle usados principalmente em produtos de consumo devem suportar as influências esperadas e ser projetados de acordo com o estado da arte. Um switch bem projetado pode servir como exemplo.
Categoria 1
O uso de componentes e métodos bem testados é típico da Categoria 1. Um exemplo da Categoria 1 é uma chave com ação positiva (isto é, requer abertura forçada dos contatos). Esta chave é projetada com peças robustas e é acionada por forças relativamente altas, alcançando altíssima confiabilidade apenas na abertura dos contatos. Apesar dos contatos grudados ou mesmo soldados, esses interruptores abrirão. (Observação: Componentes como transistores e diodos não são considerados componentes bem testados.) A Figura 10 servirá como uma ilustração de um controle de Categoria 1.
Figura 10. Uma chave com ação positiva
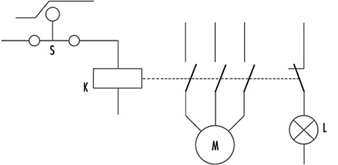
Este canal usa o switch S com ação positiva. O contator K é supervisionado pela luz L. O operador é avisado que os contatos normalmente abertos (NA) permanecem por meio da luz indicadora L. O contator K possui contatos guiados forçados. (Nota: Os relés ou contatores com orientação forçada dos contatos possuem, em comparação com os relés ou contatores usuais, uma gaiola especial feita de material isolante de modo que, se os contatos normalmente fechados (NC) estiverem fechados, todos os contatos NA devem ser abertos e vice-versa versa. Isso significa que, pelo uso de contatos NC, pode ser feita uma verificação para determinar se os contatos de trabalho não estão grudados ou soldados.)
Categoria 2
A categoria 2 prevê a detecção automática de falhas. A detecção automática de falha deve ser gerada antes de cada movimento perigoso. Somente se o teste for positivo o movimento pode ser realizado; caso contrário, a máquina será parada. Sistemas automáticos de detecção de falhas são usados para barreiras de luz para provar que elas ainda estão funcionando. O princípio é ilustrado na figura 1.
Figura 11. Circuito incluindo um detector de falha
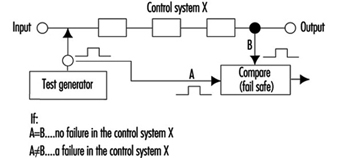
Este sistema de controle é testado regularmente (ou ocasionalmente) injetando um impulso na entrada. Em um sistema funcionando corretamente, esse impulso será então transferido para a saída e comparado a um impulso de um gerador de teste. Quando ambos os impulsos estão presentes, o sistema obviamente funciona. Caso contrário, se não houver impulso de saída, o sistema falhou.
Categoria 3
O circuito foi descrito anteriormente no Exemplo 3 na seção Segurança deste artigo, figura 8.
O requisito - isto é, detecção automática de falha e a capacidade de executar a função de segurança mesmo que uma falha tenha ocorrido em qualquer lugar - pode ser atendido por estruturas de controle de dois canais e pela supervisão mútua dos dois canais.
Somente para controles de máquinas, as falhas perigosas devem ser investigadas. Deve-se notar que existem dois tipos de falha:
- Não perigoso as falhas são aquelas que, após sua ocorrência, provocam um “estado seguro” da máquina, proporcionando o desligamento do motor.
- Perigoso falhas são aquelas que, após sua ocorrência, causam um “estado inseguro” da máquina, pois o motor não pode ser desligado ou o motor começa a se mover inesperadamente.
Categoria 4
A categoria 4 normalmente fornece a aplicação de um sinal dinâmico e em constante mudança na entrada. A presença de um sinal dinâmico na saída significa corrida (“1”), e a ausência de um sinal dinâmico significa Pare (“0”).
Para tais circuitos, é típico que, após a falha de qualquer componente, o sinal dinâmico não esteja mais disponível na saída. (Observação: o potencial estático na saída é irrelevante.) Esses circuitos podem ser chamados de “à prova de falhas”. Todas as falhas serão divulgadas imediatamente, não após a primeira alteração (como nos circuitos de categoria 3).
Comentários adicionais sobre categorias de controle
A Tabela 1 foi desenvolvida para controles usuais de máquinas e mostra apenas as estruturas básicas do circuito; de acordo com a diretiva da máquina, deve ser calculado assumindo que apenas uma falha ocorrerá em um ciclo da máquina. É por isso que a função de segurança não precisa ser executada no caso de duas falhas coincidentes. Presume-se que uma falha será detectada dentro de um ciclo da máquina. A máquina será parada e depois reparada. O sistema de controle então inicia novamente, totalmente operável, sem falhas.
A primeira intenção do projetista deve ser não permitir falhas “permanentes”, que não seriam detectadas durante um ciclo, pois poderiam ser combinadas posteriormente com falha(s) recente(s) (acumulação de falha). Tais combinações (uma falha permanente e uma nova falha) podem causar um mau funcionamento até mesmo de circuitos de categoria 3.
Apesar dessas táticas, é possível que duas falhas independentes ocorram ao mesmo tempo dentro do mesmo ciclo da máquina. É muito improvável, especialmente se componentes altamente confiáveis forem usados. Para aplicações de risco muito alto, três ou mais subcanais devem ser usados. Essa filosofia se baseia no fato de que o tempo médio entre falhas é muito maior que o ciclo da máquina.
Isso não significa, no entanto, que a tabela não possa ser expandida. A Tabela 1 é basicamente e estruturalmente muito semelhante à Tabela 2 usada na EN 954-1. No entanto, ele não tenta incluir muitos critérios de classificação. Os requisitos são definidos de acordo com as rigorosas leis da lógica, de modo que apenas respostas claras (SIM ou NÃO) podem ser esperadas. Isso permite uma avaliação, triagem e classificação mais exatas dos circuitos enviados (canais relacionados à segurança) e, por último, mas não menos importante, melhora significativa da reprodutibilidade da avaliação.
Seria ideal se os riscos pudessem ser classificados em vários níveis de risco e, então, um vínculo definitivo estabelecido entre níveis e categorias de risco, tudo isso independente da tecnologia em uso. No entanto, isso não é totalmente possível. Logo após a criação das categorias, ficou claro que, mesmo com a mesma tecnologia, várias questões não eram suficientemente respondidas. O que é melhor: um componente muito confiável e bem projetado da categoria 1 ou um sistema que atende aos requisitos da categoria 3 com baixa confiabilidade?
Para explicar esse dilema é preciso diferenciar duas qualidades: confiabilidade e segurança (contra falhas). Eles não são comparáveis, pois ambas as qualidades têm características diferentes:
- O componente com maior confiabilidade tem a desagradável característica de que em caso de falha (mesmo que altamente improvável) a função deixará de funcionar.
- Os sistemas da categoria 3, onde mesmo no caso de uma falha a função será executada, não são seguros contra duas falhas ao mesmo tempo (o que pode ser importante é se componentes suficientemente confiáveis foram usados).
Considerando o exposto, pode ser que a melhor solução (do ponto de vista de alto risco) seja usar componentes altamente confiáveis e configurá-los para que o circuito seja seguro contra pelo menos uma falha (de preferência mais). É claro que tal solução não é a mais econômica. Na prática, o processo de otimização é principalmente consequência de todas essas influências e considerações.
A experiência com o uso prático das categorias mostra que raramente é possível projetar um sistema de controle que possa utilizar apenas uma categoria. A combinação de duas ou até três partes, cada uma de uma categoria diferente, é típica, conforme ilustrado no exemplo a seguir:
Muitas barreiras de luz de segurança são projetadas na categoria 4, em que um canal funciona com um sinal dinâmico. No final deste sistema geralmente existem dois subcanais mutuamente supervisionados que trabalham com sinais estáticos. (Isto preenche os requisitos para a Categoria 3.)
De acordo com EN 50100, tais barreiras de luz são classificadas como Dispositivos de proteção eletrossensíveis tipo 4, embora sejam compostos por duas partes. Infelizmente, não há acordo sobre como denominar os sistemas de controle que consistem em duas ou mais partes, cada parte de outra categoria.
Sistemas Eletrônicos Programáveis (PESs)
Os princípios usados para criar a tabela 1 podem, com certas restrições, é claro, ser geralmente aplicados aos PESs também.
Sistema somente PES
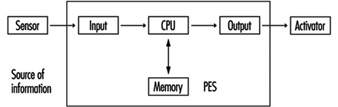
Ao usar PESs para controle, a informação é transferida do sensor para o ativador através de um grande número de componentes. Além disso, ele ainda passa “através” do software. (Ver figura 12).
Figura 12. Um circuito de sistema PES
Embora os PESs modernos sejam muito confiáveis, a confiabilidade não é tão alta quanto pode ser necessária para o processamento de funções de segurança. Além disso, os sistemas PES usuais não são seguros o suficiente, pois não realizarão a função relacionada à segurança em caso de falha. Portanto, o uso de PESs para processamento de funções de segurança sem quaisquer medidas adicionais não é permitido.
Aplicações de risco muito baixo: Sistemas com um PES e medidas adicionais
Ao usar um único PES para controle, o sistema consiste nas seguintes partes principais:
Parte de entrada
A confiabilidade de um sensor e entrada de um PES pode ser melhorada dobrando-os. Essa configuração de entrada de sistema duplo pode ser supervisionada por software para verificar se ambos os subsistemas estão fornecendo as mesmas informações. Assim, as falhas na parte de entrada podem ser detectadas. Esta é quase a mesma filosofia exigida para a Categoria 3. No entanto, como a supervisão é feita por software e apenas uma vez, isso pode ser denominado como 3- (ou não tão confiável quanto 3).
Parte do meio
Embora esta parte não possa ser bem dobrada, ela pode ser testada. Ao ligar (ou durante a operação), uma verificação de todo o conjunto de instruções pode ser executada. Nos mesmos intervalos, a memória também pode ser verificada por padrões de bits adequados. Se essas verificações forem realizadas sem falhas, ambas as partes, CPU e memória, obviamente estão funcionando corretamente. A parte do meio tem algumas características típicas da categoria 4 (sinal dinâmico) e outras típicas da categoria 2 (testes realizados regularmente em intervalos adequados). O problema é que esses testes, apesar de sua extensão, não podem ser realmente completos, pois o sistema de um PES inerentemente não os permite.
Parte de saída
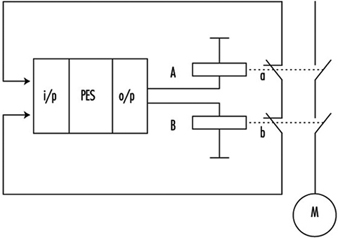
Semelhante a uma entrada, a saída (incluindo ativadores) também pode ser duplicada. Ambos os subsistemas podem ser supervisionados em relação ao mesmo resultado. Falhas serão detectadas e a função de segurança será executada. No entanto, existem os mesmos pontos fracos da parte de entrada. Consequentemente, a Categoria 3 é escolhida neste caso.
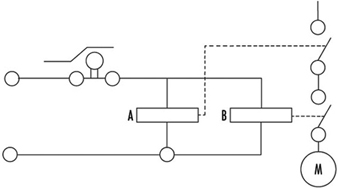
Na figura 13 a mesma função é trazida para os relés A e B. Os contatos de controle a e b, então informa a dois sistemas de entrada se ambos os relés estão fazendo o mesmo trabalho (a menos que tenha ocorrido uma falha em um dos canais). A supervisão é feita novamente por software.
Figura 13. Circuito PES com sistema de detecção de falhas
Todo o sistema pode ser descrito como Categoria 3-/4/2/3- se feito de forma adequada e extensiva. No entanto, os pontos fracos de tais sistemas descritos acima não podem ser totalmente eliminados. Na verdade, PESs melhorados são realmente usados para funções relacionadas à segurança apenas onde os riscos são bastante baixos (Hölscher e Rader 1984).
Aplicativos de baixo e médio risco com um PES
Hoje quase todas as máquinas estão equipadas com uma unidade de controle PES. Para resolver o problema de confiabilidade insuficiente e segurança geralmente insuficiente contra falhas, os seguintes métodos de projeto são comumente usados:
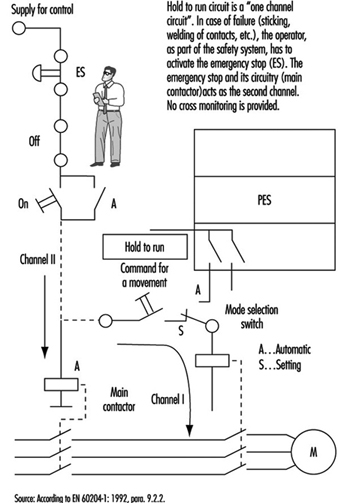
- Em máquinas relativamente simples como elevadores, as funções são divididas em dois grupos: (1) as funções que não são relacionadas à segurança são processadas pelo PES; (2) as funções relacionadas à segurança são combinadas em uma cadeia (circuito de segurança) e processadas fora do PES (consulte a figura 14).
Figura 14. Estado da arte para categoria de parada 0
- O método dado acima não é adequado para máquinas mais complexas. Uma razão é que tais soluções geralmente não são seguras o suficiente. Para aplicações de risco médio, as soluções devem atender aos requisitos da categoria 3. As ideias gerais de como esses projetos podem parecer são apresentadas na figura 15 e na figura 16.
Figura 15. Estado da arte para categoria de parada 1
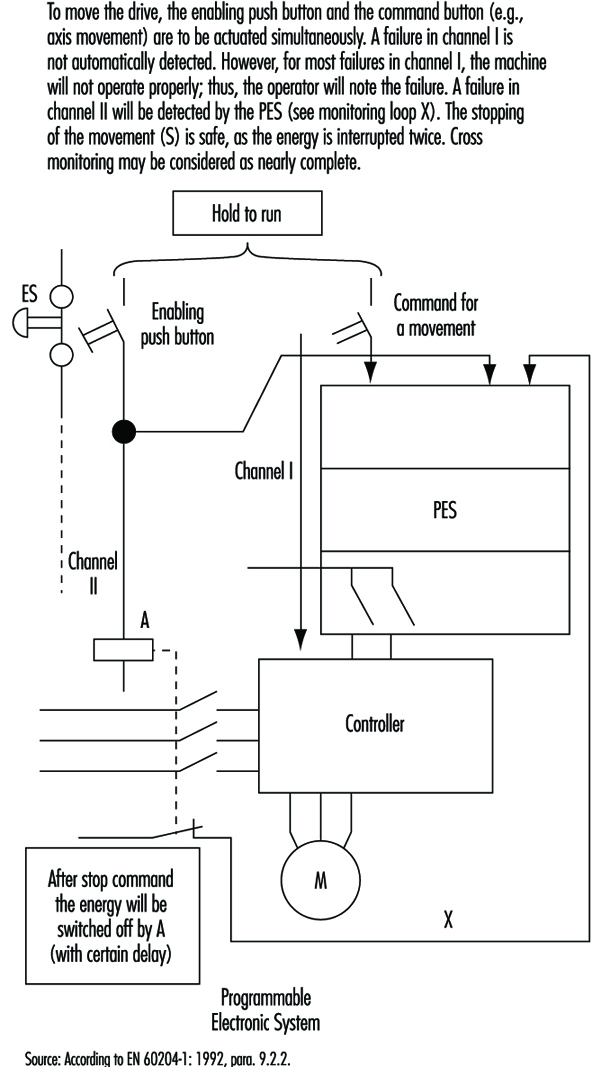
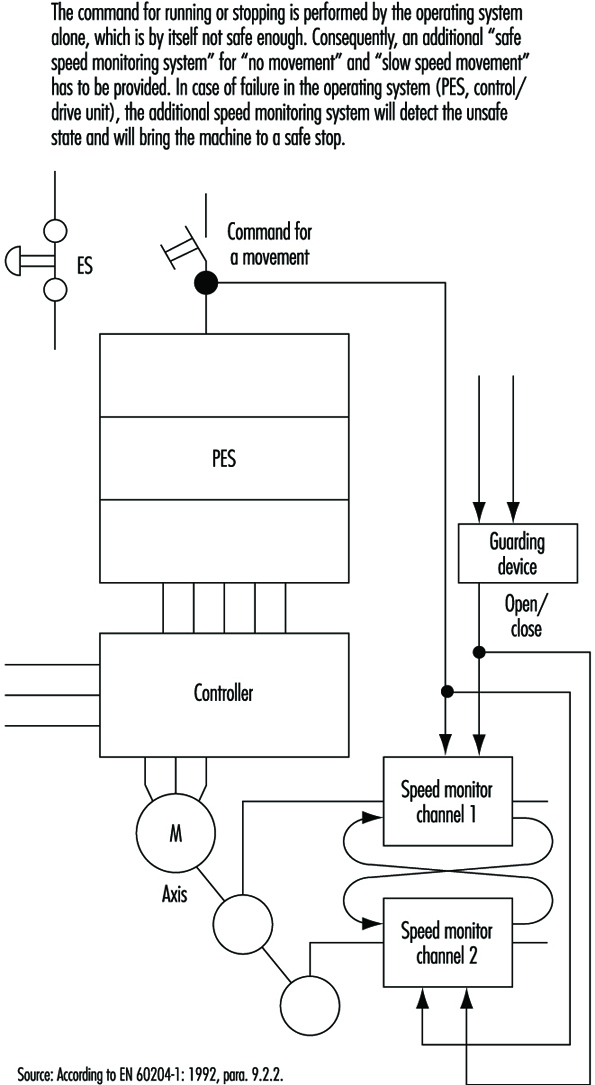
Figura 16. Estado da arte para categoria de parada 2
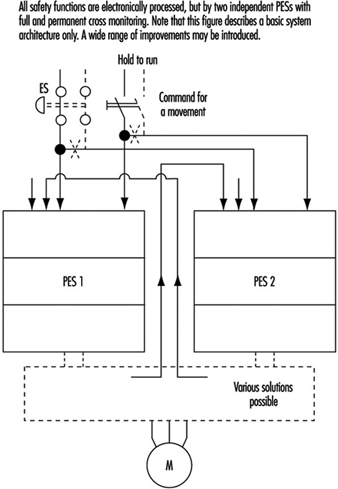
Aplicações de alto risco: sistemas com dois (ou mais) PESs
Além da complexidade e das despesas, não há outros fatores que impeçam os projetistas de usar sistemas PES totalmente duplicados, como Siemens Simatic S5-115F, 3B6 Typ CAR-MIL e assim por diante. Estes normalmente incluem dois PESs idênticos com software homogêneo e assumem o uso de PESs “bem testados” e compiladores “bem testados” (um PES ou compilador bem testado pode ser considerado aquele que em muitas aplicações práticas ao longo de 3 ou mais anos mostrou que as falhas sistemáticas foram obviamente eliminadas). Embora esses sistemas PES duplos não tenham os pontos fracos dos sistemas PES simples, isso não significa que os sistemas PES duplos resolvam todos os problemas. (Ver figura 17).
Figura 17. Sistema sofisticado com dois PESs
Falhas Sistemáticas
Falhas sistemáticas podem resultar de erros nas especificações, design e outras causas, e podem estar presentes tanto no hardware quanto no software. Os sistemas PES duplos são adequados para uso em aplicações relacionadas à segurança. Tais configurações permitem a detecção de falhas aleatórias de hardware. Por meio da diversidade de hardware, como o uso de dois tipos diferentes ou produtos de dois fabricantes diferentes, falhas sistemáticas de hardware podem ser divulgadas (é altamente improvável que uma falha sistemática de hardware idêntica ocorra em ambos os PES).
Software
O software é um novo elemento nas considerações de segurança. O software está correto ou incorreto (com relação a falhas). Uma vez correto, o software não pode se tornar instantaneamente incorreto (em comparação com o hardware). Os objetivos são erradicar todos os erros no software ou pelo menos identificá-los.
Existem várias maneiras de atingir esse objetivo. Um é o verificação do programa (uma segunda pessoa tenta descobrir os erros em um teste subsequente). Outra possibilidade é diversidade do software, em que dois programas diferentes, escritos por dois programadores, abordam o mesmo problema. Se os resultados forem idênticos (dentro de certos limites), pode-se presumir que ambas as seções do programa estão corretas. Se os resultados forem diferentes, presume-se que existam erros. (NB, O arquitetura do hardware naturalmente também deve ser considerado.)
Sumário
Ao usar PESs, geralmente as mesmas considerações básicas a seguir devem ser levadas em conta (conforme descrito nas seções anteriores).
- Um sistema de controle sem qualquer redundância pode ser alocado para a Categoria B. Um sistema de controle com medidas adicionais pode ser da Categoria 1 ou até superior, mas não superior a 2.
- Um sistema de controle de duas partes com comparação mútua de resultados pode ser alocado na categoria 3. Um sistema de controle de duas partes com comparação mútua de resultados e mais ou menos diversidade pode ser alocado na categoria 3 e é adequado para aplicações de alto risco.
Uma novidade é que para o sistema com PES, até o software deve ser avaliado do ponto de vista da correção. O software, se correto, é 100% confiável. Nesta fase do desenvolvimento tecnológico, provavelmente não serão utilizadas as melhores soluções técnicas possíveis e conhecidas, pois os fatores limitantes ainda são econômicos. Além disso, vários grupos de especialistas continuam a desenvolver os padrões para aplicações de segurança de PESs (por exemplo, EC, EWICS). Embora existam várias normas já disponíveis (VDE0801, IEC65A e outras), este assunto é tão amplo e complexo que nenhuma delas pode ser considerada definitiva.
Princípios de segurança para máquinas-ferramenta CNC
Sempre que equipamentos de produção simples e convencionais, como máquinas-ferramentas, são automatizados, o resultado são sistemas técnicos complexos, bem como novos perigos. Essa automação é obtida através do uso de sistemas de controle numérico computadorizado (CNC) em máquinas-ferramentas, chamados Máquinas-ferramentas CNC (por exemplo, fresadoras, centros de usinagem, brocas e retíficas). Para poder identificar os perigos potenciais inerentes às ferramentas automáticas, devem ser analisados os vários modos de funcionamento de cada sistema. Análises realizadas anteriormente indicam que deve ser feita uma diferenciação entre dois tipos de operação: operação normal e operação especial.
Muitas vezes é impossível prescrever os requisitos de segurança para máquinas-ferramenta CNC na forma de medidas específicas. Isso pode ocorrer porque existem poucos regulamentos e padrões específicos para os equipamentos que fornecem soluções concretas. Os requisitos de segurança podem ser determinados apenas se os possíveis perigos forem identificados sistematicamente através da realização de uma análise de perigo, especialmente se esses complexos sistemas técnicos estiverem equipados com sistemas de controle livremente programáveis (como em máquinas-ferramenta CNC).
No caso de máquinas-ferramenta CNC recém-desenvolvidas, o fabricante é obrigado a realizar uma análise de risco do equipamento para identificar quaisquer perigos que possam estar presentes e mostrar por meio de soluções construtivas que todos os perigos para as pessoas, em todos os diferentes modos de operação, são eliminados. Todos os perigos identificados devem ser submetidos a uma avaliação de risco em que cada risco de um evento depende do alcance do dano e da frequência com que pode ocorrer. O perigo a ser avaliado também recebe uma categoria de risco (minimizado, normal, aumentado). Sempre que o risco não puder ser aceito com base na avaliação de risco, soluções (medidas de segurança) devem ser encontradas. O objetivo dessas soluções é reduzir a frequência de ocorrência e o escopo dos danos de um incidente não planejado e potencialmente perigoso (um “evento”).
As abordagens para soluções para riscos normais e aumentados encontram-se na tecnologia de segurança indireta e direta; para riscos minimizados, eles podem ser encontrados em tecnologia de segurança de referência:
- Tecnologia de segurança direta. Cuidado é tomado na fase de projeto para eliminar quaisquer perigos (por exemplo, a eliminação de cisalhamento e pontos de aprisionamento).
- Tecnologia de segurança indireta. O perigo permanece. No entanto, a adição de disposições técnicas evita que o perigo se transforme em um evento (por exemplo, tais disposições podem incluir a prevenção do acesso a partes móveis perigosas por meio de capuzes de segurança física, o fornecimento de dispositivos de segurança que desligam a energia, protegendo contra peças usando proteções de segurança, etc.).
- Tecnologia de segurança de referência. Isso se aplica apenas a perigos residuais e riscos minimizados, ou seja, perigos que podem levar a um evento como resultado de fatores humanos. A ocorrência de tal evento pode ser evitada pelo comportamento adequado por parte da pessoa envolvida (por exemplo, instruções sobre comportamento nos manuais de operação e manutenção, treinamento de pessoal, etc.).
Requisitos Internacionais de Segurança
A diretiva de máquinas da CE (89/392/EEC) de 1989 estabelece os principais requisitos de segurança e saúde para máquinas. (De acordo com a Diretiva de Máquinas, uma máquina é considerada a soma total de peças ou dispositivos interligados, dos quais pelo menos um pode se mover e correspondentemente tem uma função.) Além disso, padrões individuais são criados por organismos internacionais de padronização para ilustrar possíveis soluções (por exemplo, atendendo a aspectos fundamentais de segurança ou examinando equipamentos elétricos instalados em máquinas industriais). O objetivo dessas normas é especificar os objetivos de proteção. Esses requisitos internacionais de segurança fornecem aos fabricantes a base legal necessária para especificar esses requisitos nas análises de perigo e avaliações de risco mencionadas acima.
Modos de operação
Ao usar máquinas-ferramentas, é feita uma diferenciação entre operação normal e operação especial. Estatísticas e investigações indicam que a maioria dos incidentes e acidentes não ocorre em operação normal (ou seja, durante o cumprimento automático da missão em questão). Com esses tipos de máquinas e instalações, há ênfase em modos especiais de operação, como comissionamento, configuração, programação, testes, verificações, solução de problemas ou manutenção. Nesses modos de operação, as pessoas geralmente estão em uma zona de perigo. O conceito de segurança deve proteger o pessoal de eventos prejudiciais nestes tipos de situações.
Operação normal
O seguinte se aplica a máquinas automáticas durante a operação normal: (1) a máquina cumpre a tarefa para a qual foi projetada e construída sem qualquer intervenção adicional do operador e (2) aplicada a uma máquina de torneamento simples, isso significa que um peça de trabalho é virada para a forma correta e cavacos são produzidos. Se a peça de trabalho for trocada manualmente, a troca da peça de trabalho é um modo especial de operação.
Modos especiais de operação
Modos especiais de operação são processos de trabalho que permitem a operação normal. Sob este título, por exemplo, incluiríamos trocas de peças ou ferramentas, retificação de uma falha em um processo de produção, retificação de uma falha de máquina, configuração, programação, testes, limpeza e manutenção. Em operação normal, os sistemas automáticos cumprem suas atribuições de forma independente. Do ponto de vista da segurança do trabalho, no entanto, a operação normal automática torna-se crítica quando o operador precisa intervir nos processos de trabalho. Sob nenhuma circunstância as pessoas que intervêm em tais processos podem ser expostas a perigos.
Pessoal
Deve-se levar em consideração as pessoas que trabalham nos vários modos de operação, bem como terceiros, ao proteger máquinas-ferramentas. Os terceiros também incluem aqueles indiretamente envolvidos com a máquina, como supervisores, inspetores, auxiliares de transporte de material e desmontagem, visitantes e outros.
Exigências e Medidas de Segurança para Acessórios de Máquinas
Intervenções para trabalhos em modos de operação especiais significam que acessórios especiais devem ser usados para garantir que o trabalho possa ser conduzido com segurança. o primeiro tipo de acessórios incluem equipamentos e itens utilizados para intervir no processo automático sem que o operador tenha que acessar uma zona perigosa. Este tipo de acessório inclui (1) ganchos para cavacos e pinças que foram projetados para que os cavacos na área de usinagem possam ser removidos ou puxados através das aberturas fornecidas nas proteções de segurança e (2) dispositivos de fixação da peça com os quais o material de produção pode ser inserido manualmente ou removido de um ciclo automático
Vários modos especiais de operação - por exemplo, trabalho de reparação ou trabalho de manutenção - tornam necessária a intervenção de pessoal em um sistema. Também nestes casos existe toda uma gama de acessórios de máquinas concebidos para aumentar a segurança de trabalho - por exemplo, dispositivos para manusear rebolos pesados quando estes são substituídos em rebarbadoras, bem como lingas de grua especiais para desmontar ou erguer componentes pesados quando máquinas são revisadas. Esses dispositivos são os segundo tipo de acessório da máquina para aumentar a segurança durante o trabalho em operações especiais. Os sistemas de controle de operação especial também podem ser considerados como representando um segundo tipo de acessório da máquina. Atividades específicas podem ser realizadas com segurança com esses acessórios - por exemplo, um dispositivo pode ser configurado nos eixos da máquina quando movimentos de avanço são necessários com as proteções de segurança abertas.
Esses sistemas especiais de controle de operação devem atender a requisitos de segurança específicos. Por exemplo, eles devem garantir que apenas o movimento solicitado seja realizado da maneira solicitada e apenas pelo tempo solicitado. O sistema de controle de operação especial deve, portanto, ser projetado de forma a evitar que qualquer ação defeituosa se transforme em movimentos ou estados perigosos.
Os equipamentos que aumentam o grau de automatização de uma instalação podem ser considerados terceiro tipo de acessório da máquina para aumentar a segurança no trabalho. Ações que anteriormente eram executadas manualmente são feitas automaticamente pela máquina em operação normal, como equipamentos incluindo carregadores de portal, que mudam as peças de trabalho em máquinas-ferramentas automaticamente. A salvaguarda do funcionamento normal automático causa poucos problemas porque a intervenção de um operador no decorrer dos eventos é desnecessária e porque possíveis intervenções podem ser evitadas por dispositivos de segurança.
Requisitos e Medidas de Segurança para a Automação de Máquinas-Ferramenta
Infelizmente, a automação não levou à eliminação de acidentes nas fábricas de produção. As investigações simplesmente mostram uma mudança na ocorrência de acidentes de operação normal para especial, principalmente devido à automação da operação normal, de modo que as intervenções no curso da produção não sejam mais necessárias e, portanto, o pessoal não esteja mais exposto a perigos. Por outro lado, máquinas altamente automáticas são sistemas complexos e difíceis de avaliar quando ocorrem falhas. Mesmo os especialistas contratados para corrigir falhas nem sempre conseguem fazê-lo sem incorrer em acidentes. A quantidade de software necessária para operar máquinas cada vez mais complexas está crescendo em volume e complexidade, resultando em um número cada vez maior de engenheiros elétricos e de comissionamento sofrendo acidentes. Não existe software perfeito, e mudanças no software muitas vezes levam a mudanças em outros lugares que não eram esperadas nem desejadas. Para evitar que a segurança seja afetada, o comportamento defeituoso perigoso causado por influência externa e falhas de componentes não deve ser possível. Esta condição só pode ser cumprida se o circuito de segurança for projetado da forma mais simples possível e separado do restante dos controles. Os elementos ou subconjuntos utilizados no circuito de segurança também devem ser à prova de falhas.
É tarefa do projetista desenvolver projetos que satisfaçam os requisitos de segurança. O projetista não pode deixar de considerar com muito cuidado os procedimentos de trabalho necessários, incluindo os modos especiais de operação. Análises devem ser feitas para determinar quais procedimentos de trabalho seguro são necessários e o pessoal operacional deve se familiarizar com eles. Na maioria dos casos, será necessário um sistema de controle para operação especial. O sistema de controle geralmente observa ou regula um movimento, enquanto, ao mesmo tempo, nenhum outro movimento deve ser iniciado (já que nenhum outro movimento é necessário para este trabalho e, portanto, nenhum é esperado pelo operador). O sistema de controle não precisa necessariamente realizar as mesmas atribuições nos vários modos de operação especial.
Requisitos e Medidas de Segurança nos Modos de Operação Normal e Especial
Operação normal
A especificação de metas de segurança não deve impedir o progresso técnico porque soluções adaptadas podem ser selecionadas. O uso de máquinas-ferramenta CNC exige o máximo de análise de perigos, avaliação de riscos e conceitos de segurança. A seguir, descrevemos vários objetivos de segurança e possíveis soluções em mais detalhes.
meta de segurança
- O acesso manual ou físico a áreas perigosas durante movimentos automáticos deve ser evitado.
Soluções possíveis
- Impedir o acesso manual ou físico às zonas de perigo por meio de barreiras mecânicas.
- Disponibilize dispositivos de segurança que respondam à aproximação (barreiras de luz, tapetes de segurança) e desligue as máquinas com segurança durante intervenções ou entradas.
- Permitir acesso manual ou físico ao maquinário (ou suas proximidades) somente quando todo o sistema estiver em estado seguro (por exemplo, usando dispositivos de intertravamento com mecanismos de fechamento nas portas de acesso).
meta de segurança
- A possibilidade de qualquer pessoa ser ferida como resultado da liberação de energia (partes voadoras ou feixes de energia) deve ser eliminada.
Solução possível
- Evite a liberação de energia da zona de perigo - por exemplo, por um capuz de segurança dimensionado correspondentemente.
Operação especial
As interfaces entre operação normal e operação especial (por exemplo, dispositivos de intertravamento de portas, barreiras de luz, tapetes de segurança) são necessárias para permitir que o sistema de controle de segurança reconheça automaticamente a presença de pessoal. A seguir são descritos certos modos de operação especiais (por exemplo, configuração, programação) em máquinas-ferramenta CNC que requerem movimentos que devem ser avaliados diretamente no local de operação.
Metas de segurança
- Os deslocamentos devem ocorrer apenas de forma que não possam ser perigosos para as pessoas envolvidas. Tais movimentos devem ser executados apenas no estilo e velocidade programados e continuados apenas enquanto forem instruídos.
- Eles devem ser tentados apenas se puder ser garantido que nenhuma parte do corpo humano está na zona de perigo.
Solução possível
- Instale sistemas especiais de controle operacional que permitam apenas movimentos controláveis e gerenciáveis usando o controle na ponta dos dedos por meio de botões de pressão do tipo "reconhecimento". A velocidade dos movimentos é assim reduzida com segurança (desde que a energia tenha sido reduzida por meio de um transformador de isolamento ou equipamento de monitoramento similar).
Exigências sobre Sistemas de Controle de Segurança
Uma das características de um sistema de controle de segurança deve ser a garantia de funcionamento da função de segurança sempre que surgirem falhas, de modo a direcionar os processos de um estado perigoso para um estado seguro.
Metas de segurança
- Uma falha no sistema de controle de segurança não deve desencadear um estado perigoso.
- Uma falha no sistema de controle de segurança deve ser identificada (imediatamente ou em intervalos).
Soluções possíveis
- Implemente um layout redundante e diversificado de sistemas de controle eletromecânicos, incluindo circuitos de teste.
- Implemente uma configuração redundante e diversificada de sistemas de controle de microprocessadores desenvolvidos por diferentes equipes. Esta abordagem é considerada o estado da arte, por exemplo, no caso de barreiras de luz de segurança.
Conclusão
É evidente que a tendência crescente de acidentes nos modos de operação normal e especial não pode ser interrompida sem um conceito de segurança claro e inequívoco. Este fato deve ser levado em consideração na elaboração de normas e diretrizes de segurança. Novas diretrizes na forma de metas de segurança são necessárias para permitir soluções avançadas. Este objetivo permite que os projetistas escolham a solução ideal para um caso específico e, ao mesmo tempo, demonstrem os recursos de segurança de suas máquinas de maneira bastante simples, descrevendo uma solução para cada objetivo de segurança. Essa solução pode então ser comparada com outras soluções existentes e aceitas e, se for melhor ou pelo menos de igual valor, uma nova solução pode ser escolhida. Desta forma, o progresso não é prejudicado por regulamentos formulados de forma restrita.
Principais Características da Diretiva de Máquinas da EEC
A Diretiva do Conselho de 14 de junho de 1989 sobre a aproximação das legislações dos Estados Membros relativas a máquinas (89/392/EEC) aplica-se a cada estado individualmente.
- Cada estado individual deve integrar a diretiva em sua legislação.
- Válido a partir de 1 de janeiro de 1993.
- Exige que todos os fabricantes adiram ao estado da arte.
- O fabricante deve elaborar um arquivo técnico de construção que contenha informações completas sobre todos os aspectos fundamentais de segurança e saúde.
- O fabricante deve emitir a declaração de conformidade e a marcação CE das máquinas.
- A não colocação de documentação técnica completa à disposição de um centro de supervisão estadual é considerada como descumprimento das diretrizes da máquina. Uma proibição de vendas pan-EEC pode ser a consequência.
Metas de segurança para a construção e uso de máquinas-ferramenta CNC
1. Tornos
1.1 Modo normal de operação
1.1.1 A área de trabalho deve ser protegida de forma que seja impossível alcançar ou entrar nas zonas de perigo de movimentos automáticos, intencionalmente ou não.
1.1.2 O depósito de ferramentas deve ser protegido de forma que seja impossível alcançar ou entrar nas zonas de perigo de movimentos automáticos, intencionalmente ou não.
1.1.3 O depósito de peças de trabalho deve ser protegido de forma que seja impossível alcançar ou entrar nas zonas de perigo de movimentos automáticos, intencionalmente ou não.
1.1.4 A remoção de cavacos não deve resultar em ferimentos pessoais devido aos cavacos ou partes móveis da máquina.
1.1.5 Devem ser evitadas lesões corporais resultantes do acesso aos sistemas de acionamento.
1.1.6 A possibilidade de alcançar as zonas de perigo dos transportadores de cavacos em movimento deve ser evitada.
1.1.7 Nenhum dano pessoal aos operadores ou terceiros deve resultar de peças de trabalho lançadas ou partes delas.
Por exemplo, isso pode ocorrer
- devido a aperto insuficiente
- devido a força de corte inadmissível
- devido a velocidade de rotação inadmissível
- devido a colisão com a ferramenta ou peças da máquina
- devido à quebra da peça de trabalho
- devido a dispositivos de fixação defeituosos
- devido a falha de energia
1.1.8 Nenhuma lesão pessoal deve resultar de acessórios de fixação de peças de trabalho voando.
1.1.9 Nenhuma lesão pessoal deve resultar de fichas lançadas.
1.1.10 Nenhuma lesão pessoal deve resultar de ferramentas voadoras ou partes delas.
Por exemplo, isso pode ocorrer
- devido a defeitos materiais
- devido a força de corte inadmissível
- devido a uma colisão com a peça de trabalho ou uma peça da máquina
- devido a fixação ou aperto inadequados
1.2 Modos especiais de operação
1.2.1 Troca da peça de trabalho.
1.2.1.1 A fixação da peça de trabalho deve ser feita de forma que nenhuma parte do corpo fique presa entre os dispositivos de fixação de fechamento e a peça de trabalho ou entre a ponta da luva de avanço e a peça de trabalho.
1.2.1.2 A partida de um acionamento (fusos, eixos, mangas, cabeçotes de revólver ou transportadores de cavacos) como consequência de um comando defeituoso ou comando inválido deve ser evitada.
1.2.1.3 Deve ser possível manipular a peça manualmente ou com ferramentas sem perigo.
1.2.2 Troca de ferramenta no porta-ferramentas ou no cabeçote do revólver.
1.2.2.1 O perigo resultante do comportamento defeituoso do sistema ou devido à entrada de um comando inválido deve ser evitado.
1.2.3 Troca de ferramentas no magazine de ferramentas.
1.2.3.1 Movimentos no magazine de ferramentas resultantes de um comando defeituoso ou inválido devem ser evitados durante a troca de ferramenta.
1.2.3.2 Não deve ser possível alcançar outras partes móveis da máquina a partir da estação de carregamento de ferramentas.
1.2.3.3 Não deve ser possível alcançar as zonas de perigo durante o movimento do magazine de ferramentas ou durante a busca. Se ocorrer com as proteções para o modo de operação normal removidas, esses movimentos só podem ser do tipo designado e somente ser executados durante o período de tempo solicitado e somente quando puder ser assegurado que nenhuma parte do corpo esteja nessas zonas de perigo .
1.2.4 Verificação de medição.
1.2.4.1 O acesso à área de trabalho só deve ser possível após a paralisação de todos os movimentos.
1.2.4.2 A partida de um drive resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
1.2.5 Configuração.
1.2.5.1 Se os movimentos forem executados durante a configuração com as proteções para o modo normal de operação removidos, o operador deve ser protegido por outro meio.
1.2.5.2 Nenhum movimento perigoso ou mudança de movimento deve ser iniciado como resultado de um comando defeituoso ou entrada de comando inválido.
1.2.6 Programação.
1.2.6.1 Nenhum movimento pode ser iniciado durante a programação que coloque em risco uma pessoa na área de trabalho.
1.2.7 Falha de produção.
1.2.7.1 A partida de um drive resultante de um comando defeituoso em setpoint de entrada de comando inválido deve ser evitada.
1.2.7.2 Nenhum movimento ou situação perigosa deve ser iniciado pelo movimento ou remoção da peça de trabalho ou resíduos.
1.2.7.3 Quando os movimentos tiverem que ocorrer com as proteções para o modo normal de operação removidos, esses movimentos só podem ser do tipo designado e executados apenas pelo período de tempo ordenado e somente quando puder ser assegurado que nenhuma parte do corpo estão nessas zonas de perigo.
1.2.8 Resolução de problemas.
1.2.8.1 O acesso às zonas de perigo dos movimentos automáticos deve ser evitado.
1.2.8.2 A partida de um acionamento como resultado de um comando defeituoso ou entrada de comando inválido deve ser evitada.
1.2.8.3 Um movimento da máquina na manipulação da peça defeituosa deve ser evitado.
1.2.8.4 Devem ser evitadas lesões corporais resultantes da quebra ou queda de uma peça da máquina.
1.2.8.5 Se, durante a resolução de problemas, os movimentos tiverem que ocorrer com as proteções para o modo normal de operação removidos, esses movimentos só poderão ser do tipo designado e executados apenas pelo período de tempo solicitado e somente quando puder ser assegurado que nenhuma parte do corpo está nessas zonas de perigo.
1.2.9 Mau funcionamento e reparo da máquina.
1.2.9.1 A partida da máquina deve ser impedida.
1.2.9.2 A manipulação das diferentes partes da máquina deve ser possível manualmente ou com ferramentas sem qualquer perigo.
1.2.9.3 Não deve ser possível tocar nas partes energizadas da máquina.
1.2.9.4 Danos pessoais não devem resultar da emissão de meios fluidos ou gasosos.
2. Fresadoras
2.1 Modo normal de operação
2.1.1 A área de trabalho deve ser protegida de forma que seja impossível alcançar ou entrar nas zonas de perigo de movimentos automáticos, intencionalmente ou não.
2.1.2 A remoção de cavacos não deve resultar em ferimentos pessoais devido aos cavacos ou partes móveis da máquina.
2.1.3 Devem ser evitadas lesões corporais resultantes do acesso aos sistemas de acionamento.
Nenhum dano pessoal aos operadores ou terceiros deve resultar de peças de trabalho lançadas ou partes delas.
Por exemplo, isso pode ocorrer
- devido a aperto insuficiente
- devido a força de corte inadmissível
- devido a colisão com a ferramenta ou peças da máquina
- devido à quebra da peça de trabalho
- devido a dispositivos de fixação defeituosos
- devido a falha de energia
2.1.4 Nenhuma lesão pessoal deve resultar de dispositivos de fixação de peças de trabalho voando.
2.1.5 Nenhuma lesão pessoal deve resultar de fichas lançadas.
2.1.6 Nenhuma lesão pessoal deve resultar de ferramentas voadoras ou partes delas.
Por exemplo, isso pode ocorrer
- devido a defeitos materiais
- devido a velocidade de rotação inadmissível
- devido a força de corte inadmissível
- devido a colisão com a peça de trabalho ou parte da máquina
- devido a fixação ou aperto inadequados
- devido a falha de energia
Modos especiais de operação
2.2.1 Troca da peça de trabalho.
2.2.1.1 Quando forem usados dispositivos de fixação acionados por força, não deve ser possível que partes do corpo fiquem presas entre as partes de fechamento do dispositivo de fixação e a peça de trabalho.
2.2.1.2 A partida de um acionamento (fuso, eixo) resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
2.2.1.3 A manipulação da peça de trabalho deve ser possível manualmente ou com ferramentas sem qualquer perigo.
2.2.2 Troca de ferramentas.
2.2.2.1 A partida de um drive resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
2.2.2.2 Não deve ser possível que os dedos fiquem presos ao colocar as ferramentas.
2.2.3 Verificação de medição.
2.2.3.1 O acesso à área de trabalho só deve ser possível após a paralisação de todos os movimentos.
2.2.3.2 A partida de um drive resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
2.2.4 Configuração.
2.2.4.1 Se os movimentos forem executados durante a configuração com as proteções para o modo normal de operação removidas, o operador deve ser protegido por outro meio.
2.2.4.2 Nenhum movimento perigoso ou mudança de movimento deve ser iniciado como resultado de um comando defeituoso ou entrada de comando inválido.
2.2.5 Programação.
2.2.5.1 Nenhum movimento deve ser iniciado durante a programação que ponha em risco uma pessoa na área de trabalho.
2.2.6 Falha de produção.
2.2.6.1 A partida do acionamento resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
2.2.6.2 Nenhum movimento ou situação perigosa deve ser iniciado pela movimentação ou remoção da peça ou resíduo.
2.2.6.3 Quando os movimentos tiverem que ocorrer com as proteções para o modo normal de operação removidos, esses movimentos só podem ser do tipo designado e executados apenas pelo período de tempo ordenado e somente quando puder ser assegurado que nenhuma parte do corpo estão nessas zonas de perigo.
2.2.7 Resolução de problemas.
2.2.7.1 O acesso às zonas de perigo dos movimentos automáticos deve ser evitado.
2.2.7.2 A partida de um acionamento como resultado de um comando defeituoso ou entrada de comando inválido deve ser evitada.
2.2.7.3 Qualquer movimento da máquina durante a manipulação da peça defeituosa deve ser evitado.
2.2.7.4 Devem ser evitadas lesões corporais resultantes da quebra ou queda de uma peça da máquina.
2.2.7.5 Se, durante a resolução de problemas, os movimentos tiverem que ocorrer com as proteções para o modo normal de operação removidos, esses movimentos só poderão ser do tipo designado e executados apenas pelo período de tempo solicitado e somente quando puder ser assegurado que nenhuma parte do corpo está nessas zonas de perigo.
2.2.8 Mau funcionamento e reparo da máquina.
2.2.8.1 A partida da máquina deve ser evitada.
2.2.8.2 A manipulação das diferentes partes da máquina deve ser possível manualmente ou com ferramentas sem nenhum perigo.
2.2.8.3 Não deve ser possível tocar nas partes energizadas da máquina.
2.2.8.4 Danos pessoais não devem resultar da emissão de meios fluidos ou gasosos.
3. Centros de usinagem
3.1 Modo normal de operação
3.1.1 A área de trabalho deve ser protegida de forma que seja impossível alcançar ou entrar nas zonas de perigo de movimentos automáticos, intencionalmente ou não.
3.1.2 O depósito de ferramentas deve ser protegido de forma que seja impossível alcançar ou entrar nas zonas de perigo de movimentos automáticos.
3.1.3 O depósito de peças deve ser protegido de forma que seja impossível alcançar ou entrar nas zonas de perigo de movimentos automáticos.
3.1.4 A remoção de cavacos não deve resultar em ferimentos pessoais devido aos cavacos ou partes móveis da máquina.
3.1.5 Devem ser evitadas lesões corporais resultantes do acesso aos sistemas de acionamento.
3.1.6 Deve ser evitada a possibilidade de atingir zonas de perigo de transportadores de cavacos em movimento (transportadores helicoidais, etc.).
3.1.7 Nenhum dano pessoal aos operadores ou terceiros deve resultar de peças de trabalho lançadas ou partes delas.
Por exemplo, isso pode ocorrer
- devido a aperto insuficiente
- devido a força de corte inadmissível
- devido a colisão com a ferramenta ou peças da máquina
- devido à quebra da peça de trabalho
- devido a dispositivos de fixação defeituosos
- devido à mudança para a peça de trabalho errada
- devido a falha de energia
3.1.8 Nenhuma lesão pessoal deve resultar de dispositivos de fixação de peças de trabalho voando.
3.1.9 Nenhuma lesão pessoal deve resultar de fichas lançadas.
3.1.10 Nenhuma lesão pessoal deve resultar de ferramentas voadoras ou partes delas.
Por exemplo, isso pode ocorrer
- devido a defeitos materiais
- devido a velocidade de rotação inadmissível
- devido a força de corte inadmissível
- devido a colisão com a peça de trabalho ou parte da máquina
- devido a fixação ou aperto inadequados
- devido à ferramenta sair voando do trocador de ferramentas
- devido à seleção da ferramenta errada
- devido a falha de energia
3.2 Modos especiais de operação
3.2.1 Troca da peça de trabalho.
3.2.1.1 Quando forem usados dispositivos de fixação acionados por força, não deve ser possível que partes do corpo fiquem presas entre as partes de fechamento do dispositivo de fixação e a peça de trabalho.
3.2.1.2 A partida de um drive resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
3.2.1.3 Deve ser possível manipular a peça manualmente ou com ferramentas sem nenhum perigo.
3.2.1.4 Quando as peças são trocadas em uma estação de fixação, não deve ser possível a partir deste local alcançar ou entrar nas sequências de movimento automático da máquina ou do magazine de peças. Nenhum movimento deve ser iniciado pelo controle enquanto uma pessoa estiver presente na zona de fixação. A inserção automática da peça de trabalho fixada na máquina ou no magazine de peças de trabalho só deve ocorrer quando a estação de fixação também estiver protegida com um sistema de proteção correspondente ao modo de operação normal.
3.2.2 Troca de ferramenta no fuso.
3.2.2.1 A partida de um drive resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
3.2.2.2 Não deve ser possível que os dedos fiquem presos ao colocar as ferramentas.
3.2.3 Troca de ferramentas no magazine de ferramentas.
3.2.3.1 Movimentos no magazine de ferramentas resultantes de comandos defeituosos ou entradas de comandos inválidos devem ser evitados durante a troca de ferramenta.
3.2.3.2 Não deve ser possível alcançar outras partes móveis da máquina a partir da estação de carregamento de ferramentas.
3.2.3.3 Não deve ser possível alcançar as zonas de perigo durante o movimento do magazine de ferramentas ou durante a busca. Se ocorrerem com as proteções para o modo normal de operação removidas, esses movimentos só podem ser do tipo designado e executados apenas pelo período de tempo ordenado e somente quando for possível garantir que nenhuma parte do corpo esteja nessas zonas de perigo .
3.2.4 Verificação de medição.
3.2.4.1 O acesso à área de trabalho só deve ser possível após a paralisação de todos os movimentos.
3.2.4.2 A partida de um drive resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
3.2.5 Configuração.
3.2.5.1 Se os movimentos forem executados durante a configuração com as proteções para o modo normal de operação removidos, o operador deve ser protegido por outro meio.
3.2.5.2 Nenhum movimento perigoso ou mudança de movimento deve ser iniciado como resultado de um comando defeituoso ou entrada de comando inválido.
3.2.6 Programação.
3.2.6.1 Nenhum movimento deve ser iniciado durante a programação que ponha em risco uma pessoa na área de trabalho.
3.2.7 Falha de produção.
3.2.7.1 A partida de um drive resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
3.2.7.2 Nenhum movimento ou situação perigosa deve ser iniciado pela movimentação ou remoção da peça ou resíduo.
3.2.7.3 Quando os movimentos tiverem que ocorrer com as proteções para o modo normal de operação removidos, esses movimentos só podem ser do tipo designado e executados apenas pelo período de tempo ordenado e somente quando puder ser assegurado que nenhuma parte do corpo estão nessas zonas de perigo.
3.2.8 Resolução de problemas.
3.2.8.1 O acesso às zonas de perigo dos movimentos automáticos deve ser evitado.
3.2.8.2 A partida de um acionamento como resultado de um comando defeituoso ou entrada de comando inválido deve ser evitada.
3.2.8.3 Qualquer movimento da máquina durante a manipulação da peça defeituosa deve ser evitado.
3.2.8.4 Devem ser evitadas lesões corporais resultantes da quebra ou queda de uma peça da máquina.
3.2.8.5 Se, durante a resolução de problemas, os movimentos tiverem que ocorrer com as proteções para o modo normal de operação removidos, esses movimentos só poderão ser do tipo designado e executados apenas pelo período de tempo solicitado e somente quando puder ser assegurado que nenhuma parte do corpo está nessas zonas de perigo.
3.2.9 Mau funcionamento e reparo da máquina.
3.2.9.1 A partida da máquina deve ser evitada.
3.2.9.2 A manipulação das diferentes partes da máquina deve ser possível manualmente ou com ferramentas sem nenhum perigo.
3.2.9.3 Não deve ser possível tocar nas partes energizadas da máquina.
3.2.9.4 Danos pessoais não devem resultar da emissão de meios fluidos ou gasosos.
4. Retificadoras
4.1 Modo normal de operação
4.1.1 A área de trabalho deve ser protegida de forma que seja impossível alcançar ou entrar nas zonas de perigo de movimentos automáticos, intencionalmente ou não.
4.1.2 Devem ser evitadas lesões corporais resultantes do acesso aos sistemas de acionamento.
4.1.3 Nenhum dano pessoal aos operadores ou terceiros deve resultar de peças de trabalho lançadas ou partes delas.
Por exemplo, isso pode ocorrer
- devido a aperto insuficiente
- devido a força de corte inadmissível
- devido a velocidade de rotação inadmissível
- devido a colisão com a ferramenta ou peças da máquina
- devido à quebra da peça de trabalho
- devido a dispositivos de fixação defeituosos
- devido a falha de energia
4.1.4 Nenhuma lesão pessoal deve resultar de dispositivos de fixação de peças de trabalho voando.
4.1.5 Nenhuma lesão pessoal ou incêndio deve resultar de faíscas.
4.1.6 Nenhuma lesão pessoal deve resultar de peças voadoras de rebolos.
Por exemplo, isso pode ocorrer
- devido a velocidade de rotação inadmissível
- devido a força de corte inadmissível
- devido a defeitos materiais
- devido a colisão com a peça de trabalho ou parte da máquina
- devido a fixação inadequada (flanges)
- devido ao uso de rebolo incorreto
Modos especiais de operação
4.2.1 Troca da peça de trabalho.
4.2.1.1 Quando forem usados dispositivos de fixação acionados por força, não deve ser possível que partes do corpo fiquem presas entre as partes de fechamento do dispositivo de fixação e a peça de trabalho.
4.2.1.2 A partida de um acionamento de alimentação resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
4.2.1.3 Lesões pessoais causadas pelo rebolo em rotação devem ser evitadas ao manipular a peça de trabalho.
4.2.1.4 Lesões pessoais resultantes da explosão de um rebolo não devem ser possíveis.
4.2.1.5 A manipulação da peça de trabalho deve ser possível manualmente ou com ferramentas sem qualquer perigo.
4.2.2 Troca de ferramenta (troca do rebolo)
4.2.2.1 A partida de uma unidade de alimentação resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
4.2.2.2 Lesões pessoais causadas pelo rebolo em rotação não devem ser possíveis durante os procedimentos de medição.
4.2.2.3 Lesões pessoais resultantes da explosão de um rebolo não devem ser possíveis.
4.2.3 Verificação de medição.
4.2.3.1 A partida de um acionamento de alimentação resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
4.2.3.2 Lesões pessoais causadas pelo rebolo em rotação não devem ser possíveis durante os procedimentos de medição.
4.2.3.3 Lesões pessoais resultantes da explosão de um rebolo não devem ser possíveis.
4.2.4. Configurar.
4.2.4.1 Se os movimentos forem executados durante a configuração com as proteções para o modo normal de operação removidos, o operador deve ser protegido por outro meio.
4.2.4.2 Nenhum movimento perigoso ou mudança de movimento deve ser iniciado como resultado de um comando defeituoso ou entrada de comando inválido.
4.2.5 Programação.
4.2.5.1 Nenhum movimento deve ser iniciado durante a programação que ponha em risco uma pessoa na área de trabalho.
4.2.6 Falha de produção.
4.2.6.1 A partida de um acionamento de alimentação resultante de um comando defeituoso ou entrada de comando inválido deve ser evitada.
4.2.6.2 Nenhum movimento ou situação perigosa deve ser iniciado pela movimentação ou remoção da peça ou resíduo.
4.2.6.3 Quando os movimentos tiverem que ocorrer com as proteções para o modo normal de operação removidos, esses movimentos só podem ser do tipo designado e executados apenas pelo período de tempo ordenado e somente quando puder ser assegurado que nenhuma parte do corpo estão nessas zonas de perigo.
4.2.6.4 Lesões pessoais causadas pelo rebolo em rotação devem ser evitadas.
4.2.6.5 Lesões pessoais resultantes da explosão de um rebolo não devem ser possíveis.
4.2.7 Resolução de problemas.
4.2.7.1 O acesso às zonas de perigo dos movimentos automáticos deve ser evitado.
4.2.7.2 A partida de um acionamento como resultado de um comando defeituoso ou entrada de comando inválido deve ser evitada.
4.2.7.3 Qualquer movimento da máquina durante a manipulação da peça defeituosa deve ser evitado.
4.2.7.4 Devem ser evitadas lesões corporais resultantes da quebra ou queda de uma peça da máquina.
4.2.7.5 Lesões pessoais causadas pelo contato do operador ou pelo estouro do rebolo em rotação devem ser evitadas.
4.2.7.6 Se, durante a resolução de problemas, os movimentos tiverem que ocorrer com as proteções para o modo normal de operação removidos, esses movimentos só poderão ser do tipo designado e executados apenas pelo período de tempo solicitado e somente quando puder ser assegurado que nenhuma parte do corpo está nessas zonas de perigo.
4.2.8 Mau funcionamento e reparo da máquina.
4.2.8.1 A partida da máquina deve ser evitada.
4.2.8.2 A manipulação das diferentes partes da máquina deve ser possível manualmente ou com ferramentas sem nenhum perigo.
4.2.8.3 Não deve ser possível tocar nas partes energizadas da máquina.
4.2.8.4 Danos pessoais não devem resultar da emissão de meios fluidos ou gasosos.
Princípios de segurança para robôs industriais
Os robôs industriais são encontrados em toda a indústria, sempre que altas demandas de produtividade devem ser atendidas. O uso de robôs, no entanto, requer projeto, aplicação e implementação de controles de segurança apropriados para evitar a criação de riscos para o pessoal de produção, programadores, especialistas em manutenção e engenheiros de sistema.
Por que os robôs industriais são perigosos?
Uma definição de robôs é “máquinas automáticas móveis que são livremente programáveis e capazes de operar com pouca ou nenhuma interface humana”. Atualmente, esses tipos de máquinas são usados em uma ampla variedade de aplicações na indústria e na medicina, incluindo treinamento. Os robôs industriais estão sendo cada vez mais usados para funções-chave, como novas estratégias de fabricação (CIM, JIT, produção enxuta e assim por diante) em instalações complexas. Seu número e amplitude de aplicações e a complexidade dos equipamentos e instalações resultam em perigos como os seguintes:
- movimentos e sequências de movimentos quase impossíveis de seguir, pois os movimentos de alta velocidade do robô dentro de seu raio de ação muitas vezes se sobrepõem aos de outras máquinas e equipamentos
- liberação de energia causada por peças voadoras ou feixes de energia, como os emitidos por lasers ou jatos de água
- programação livre em termos de direção e velocidade
- suscetibilidade à influência de erros externos (por exemplo, compatibilidade eletromagnética)
- fatores humanos.
Investigações no Japão indicam que mais de 50% dos acidentes de trabalho com robôs podem ser atribuídos a falhas nos circuitos eletrônicos do sistema de controle. Nas mesmas investigações, o “erro humano” foi responsável por menos de 20%. A conclusão lógica desta constatação é que os perigos causados por falhas do sistema não podem ser evitados por medidas comportamentais tomadas por seres humanos. Os projetistas e operadores, portanto, precisam fornecer e implementar medidas técnicas de segurança (consulte a figura 1).
Figura 1. Sistema de controle operacional especial para a configuração de um robô de soldagem móvel

Acidentes e modos de operação
Acidentes fatais envolvendo robôs industriais começaram a ocorrer no início dos anos 1980. Estatísticas e investigações indicam que a maioria dos incidentes e acidentes não ocorre em operação normal (cumprimento automático da tarefa em questão). Ao trabalhar com máquinas e instalações de robôs industriais, há ênfase em modos de operação especiais, como comissionamento, configuração, programação, testes, verificações, solução de problemas ou manutenção. Nesses modos de operação, as pessoas geralmente estão em uma zona de perigo. O conceito de segurança deve proteger o pessoal de eventos negativos nesses tipos de situações.
Requisitos Internacionais de Segurança
A Diretriz de Máquinas da EEC de 1989 (89/392/EEC (consulte o artigo “Princípios de segurança para máquinas-ferramenta CNC” neste capítulo e em outras partes deste enciclopédia)) estabelece os principais requisitos de segurança e saúde para máquinas. Uma máquina é considerada a soma total de partes ou dispositivos interligados, dos quais pelo menos uma parte ou dispositivo pode se mover e correspondentemente tem uma função. No que diz respeito aos robôs industriais, deve-se observar que todo o sistema, e não apenas um único equipamento na máquina, deve atender aos requisitos de segurança e estar equipado com os dispositivos de segurança apropriados. A análise de perigos e a avaliação de riscos são métodos adequados para determinar se esses requisitos foram atendidos (consulte a figura 2).
Figura 2. Diagrama de blocos para um sistema de segurança pessoal

Requisitos e Medidas de Segurança em Operação Normal
O uso da tecnologia robótica coloca exigências máximas na análise de perigos, avaliação de riscos e conceitos de segurança. Por esta razão, os seguintes exemplos e sugestões podem servir apenas como diretrizes:
1. Dada a meta de segurança de que o acesso manual ou físico a áreas perigosas envolvendo movimentos automáticos deve ser evitado, as soluções sugeridas incluem o seguinte:
- Impedir o acesso manual ou físico às zonas de perigo por meio de barreiras mecânicas.
- Use dispositivos de segurança do tipo que respondem à aproximação (barreiras de luz, tapetes de segurança) e tenha o cuidado de desligar as máquinas com segurança ao acessar ou entrar.
- Permita o acesso manual ou físico somente quando todo o sistema estiver em um estado seguro. Isso pode ser conseguido, por exemplo, com o uso de dispositivos de intertravamento com mecanismos de fechamento nas portas de acesso.
2. Dado o objetivo de segurança de que nenhuma pessoa pode ser ferida como resultado da liberação de energia (partes voadoras ou feixes de energia), as soluções sugeridas incluem:
- O projeto deve evitar qualquer liberação de energia (por exemplo, conexões dimensionadas de forma correspondente, dispositivos de travamento de garras passivas para mecanismos de troca de garras, etc.).
- Evite a liberação de energia da zona de perigo, por exemplo, por meio de um capuz de segurança dimensionado de forma correspondente.
3. As interfaces entre operação normal e operação especial (por exemplo, dispositivos de travamento de porta, barreiras de luz, tapetes de segurança) são necessárias para permitir que o sistema de controle de segurança reconheça automaticamente a presença de pessoal.
Exigências e Medidas de Segurança em Modos Especiais de Operação
Certos modos de operação especiais (por exemplo, configuração, programação) em um robô industrial requerem movimentos que devem ser avaliados diretamente no local de operação. O objetivo de segurança relevante é que nenhum movimento possa colocar em risco as pessoas envolvidas. Os movimentos devem ser
- apenas do estilo e velocidade programados
- prolongado apenas enquanto instruído
- aqueles que só podem ser executados se puder ser garantido que nenhuma parte do corpo humano está na zona de perigo.
Uma solução sugerida para esse objetivo poderia envolver o uso de sistemas especiais de controle operacional que permitem apenas movimentos controláveis e gerenciáveis usando controles reconhecíveis. A velocidade dos movimentos é assim reduzida com segurança (redução de energia pela conexão de um transformador de isolamento ou pelo uso de equipamento de monitoramento de estado à prova de falhas) e a condição segura é reconhecida antes que o controle seja ativado (consulte a figura 3).
Figura 3. Robô industrial de seis eixos em uma gaiola de segurança com portas de material

Exigências sobre Sistemas de Controle de Segurança
Uma das características de um sistema de controle de segurança deve ser a garantia de funcionamento da função de segurança necessária sempre que surgirem falhas. Máquinas de robôs industriais devem ser direcionadas quase instantaneamente de um estado perigoso para um estado seguro. As medidas de controle de segurança necessárias para alcançar isso incluem as seguintes metas de segurança:
- Uma falha no sistema de controle de segurança pode não desencadear um estado perigoso.
- Uma falha no sistema de controle de segurança deve ser identificada (imediatamente ou em intervalos).
As soluções sugeridas para fornecer sistemas de controle de segurança confiáveis seriam:
- layout redundante e diversificado de sistemas de controle eletromecânicos, incluindo circuitos de teste
- configuração redundante e diversificada de sistemas de controle de microprocessadores desenvolvidos por diferentes equipes. Essa abordagem moderna é considerada o estado da arte; por exemplo, aqueles completos com barreiras de luz de segurança.
Objetivos de Segurança para a Construção e Uso de Robôs Industriais.
Quando os robôs industriais são construídos e usados, tanto os fabricantes quanto os usuários são obrigados a instalar controles de segurança de última geração. Além do aspecto da responsabilidade legal, também pode haver uma obrigação moral de garantir que a tecnologia do robô também seja uma tecnologia segura.
Modo de operação normal
As seguintes condições de segurança devem ser fornecidas quando as máquinas do robô estiverem operando no modo normal:
- O campo de movimento do robô e as áreas de processamento usadas por equipamentos periféricos devem ser protegidos de forma a impedir o acesso manual ou físico de pessoas a áreas perigosas como resultado de movimentos automáticos.
- A proteção deve ser fornecida para que peças de trabalho ou ferramentas voadoras não possam causar danos.
- Nenhuma pessoa deve ser ferida por peças, ferramentas ou peças de trabalho ejetadas pelo robô ou pela liberação de energia, devido a garra(s) defeituosa(s), falha de energia da garra, velocidade inadmissível, colisão(ões) ou peça(s) de trabalho defeituosa(s).
- Nenhuma pessoa pode ser ferida pela liberação de energia ou por peças ejetadas por equipamentos periféricos.
- As aberturas de alimentação e remoção devem ser projetadas para impedir o acesso manual ou físico a áreas perigosas como resultado de movimentos automáticos. Esta condição também deve ser atendida quando o material de produção é removido. Se o material de produção for alimentado ao robô automaticamente, nenhuma área perigosa pode ser criada pelas aberturas de alimentação e remoção e pelo material de produção em movimento.
Modos de operação especiais
As seguintes condições de segurança devem ser fornecidas quando as máquinas do robô estiverem operando em modos especiais:
O seguinte deve ser evitado durante a retificação de uma falha no processo de produção:
- acesso manual ou físico a áreas perigosas devido a movimentos automáticos do robô ou de equipamentos periféricos
- perigos que surgem de comportamento defeituoso por parte do sistema ou de entrada de comando inadmissível se pessoas ou partes do corpo estiverem na área exposta a movimentos perigosos
- movimentos perigosos ou condições iniciadas pelo movimento ou remoção de material de produção ou produtos residuais
- lesões causadas por equipamentos periféricos
- movimentos que devem ser executados com a(s) proteção(ões) de segurança para operação normal removidas, a serem executados apenas dentro do escopo e velocidade operacional e somente enquanto instruídos. Além disso, nenhuma pessoa ou parte do corpo pode estar presente na área de risco.
As seguintes condições de segurança devem ser asseguradas durante a configuração:
Nenhum movimento perigoso pode ser iniciado como resultado de um comando defeituoso ou entrada de comando incorreta.
- A substituição da máquina do robô ou de peças periféricas não deve iniciar movimentos ou condições perigosas.
- Se os movimentos tiverem que ser executados com a(s) proteção(ões) de segurança para operação normal removida(s) durante as operações de configuração, tais movimentos podem ser executados apenas dentro do escopo e velocidade direcionados e somente enquanto instruídos. Além disso, nenhuma pessoa ou parte do corpo pode estar presente na área de risco.
- Durante as operações de configuração, o equipamento periférico não deve fazer nenhum movimento perigoso ou iniciar qualquer condição perigosa.
Durante a programação, as seguintes condições de segurança são aplicáveis:
- O acesso manual ou físico a áreas perigosas devido a movimentos automáticos deve ser evitado.
- Se os movimentos forem realizados com a(s) proteção(ões) de segurança para operação normal removida(s), as seguintes condições devem ser atendidas:
- (a) Somente o comando para mover pode ser executado, e apenas enquanto for emitido.
- (b) Somente movimentos controláveis podem ser executados (ou seja, devem ser movimentos claramente visíveis e de baixa velocidade).
- (c)Os movimentos só podem ser iniciados se não constituírem um perigo para o programador ou outras pessoas.
- Os equipamentos periféricos não devem representar um perigo para o programador ou outras pessoas.
Operações de teste seguras requerem as seguintes precauções:
Evite o acesso manual ou físico a áreas perigosas devido a movimentos automáticos.
- Equipamentos periféricos não devem ser uma fonte de perigo.
Ao inspecionar máquinas robóticas, os procedimentos seguros incluem o seguinte:
- Se for necessário entrar no campo de movimento do robô para fins de inspeção, isso só é permitido se o sistema estiver em um estado seguro.
- Os perigos causados por um comportamento defeituoso por parte do sistema ou por uma entrada de comando inadmissível devem ser evitados.
- Equipamentos periféricos não devem ser uma fonte de perigo para o pessoal de inspeção.
A solução de problemas geralmente requer iniciar a máquina do robô enquanto ela estiver em uma condição potencialmente perigosa, e procedimentos especiais de trabalho seguro, como os seguintes, devem ser implementados:
- O acesso a áreas perigosas devido a movimentos automáticos deve ser impedido.
- A partida de uma unidade de acionamento como resultado de um comando defeituoso ou entrada de comando falso deve ser evitada.
- Ao manusear uma peça defeituosa, todos os movimentos da parte do robô devem ser evitados.
- Lesões causadas por peças da máquina que são ejetadas ou caem devem ser evitadas.
- Se, durante a solução de problemas, os movimentos tiverem que ser executados com a(s) proteção(ões) de segurança para operação normal removidas, tais movimentos podem ser executados apenas dentro do escopo e velocidade estabelecidos e somente enquanto instruídos. Além disso, nenhuma pessoa ou parte do corpo pode estar presente na área de risco.
- Lesões causadas por equipamentos periféricos devem ser evitadas.
A correção de uma falha e o trabalho de manutenção também podem exigir a inicialização enquanto a máquina estiver em uma condição insegura e, portanto, exigir as seguintes precauções:
- O robô não deve ser capaz de inicializar.
- O manuseio de várias partes da máquina, seja manualmente ou com equipamentos auxiliares, deve ser possível sem risco de exposição a perigos.
- Não deve ser possível tocar nas partes “vivas”.
- Lesões causadas pelo vazamento de meios líquidos ou gasosos devem ser evitadas.
- Lesões causadas por equipamentos periféricos devem ser evitadas.
Sistemas de controle relacionados à segurança elétrica, eletrônica e programável
Este artigo discute o projeto e a implementação de sistemas de controle relacionados à segurança que lidam com todos os tipos de sistemas elétricos, eletrônicos e eletrônicos programáveis (incluindo sistemas baseados em computador). A abordagem geral está de acordo com a proposta de Norma 1508 da Comissão Eletrotécnica Internacional (IEC) (Segurança Funcional: Relacionada à Segurança
sistemas) (CEI 1993).
Contexto
Durante a década de 1980, os sistemas baseados em computador – geralmente referidos como sistemas eletrônicos programáveis (PESs) – foram cada vez mais usados para realizar funções de segurança. As principais forças motrizes por trás dessa tendência foram (1) funcionalidade aprimorada e benefícios econômicos (particularmente considerando o ciclo de vida total do dispositivo ou sistema) e (2) o benefício específico de certos designs, que só poderiam ser realizados quando a tecnologia de computador fosse usada . Durante a introdução inicial de sistemas baseados em computador, uma série de descobertas foram feitas:
- A introdução do controle por computador foi mal pensada e planejada.
- Requisitos de segurança inadequados foram especificados.
- Foram desenvolvidos procedimentos inadequados no que diz respeito à validação de software.
- Evidências de mau acabamento foram divulgadas com relação ao padrão de instalação da planta.
- Documentação inadequada foi gerada e não validada adequadamente com relação ao que realmente estava na planta (diferente do que se pensava estar na planta).
- Procedimentos de operação e manutenção menos do que totalmente eficazes foram estabelecidos.
- Havia evidentemente uma preocupação justificada com a competência das pessoas para desempenhar as funções que lhes eram exigidas.
Para resolver esses problemas, vários órgãos publicaram ou começaram a desenvolver diretrizes para permitir a exploração segura da tecnologia PES. No Reino Unido, o Health and Safety Executive (HSE) desenvolveu diretrizes para sistemas eletrônicos programáveis usados para aplicações relacionadas à segurança e, na Alemanha, um projeto de norma (DIN 1990) foi publicado. Dentro da Comunidade Européia, um elemento importante no trabalho sobre as Normas Européias harmonizadas relativas aos sistemas de controle relacionados à segurança (incluindo aqueles que empregam PESs) foi iniciado em conexão com os requisitos da Diretiva de Máquinas. Nos Estados Unidos, a Instrument Society of America (ISA) produziu um padrão sobre PESs para uso nas indústrias de processo, e o Center for Chemical Process Safety (CCPS), uma diretoria do American Institute of Chemical Engineers, produziu diretrizes para o setor de processos químicos.
Uma importante iniciativa de padronização está ocorrendo atualmente dentro da IEC para desenvolver um padrão internacional de base genérica para sistemas elétricos, eletrônicos e eletrônicos programáveis (E/E/PES) relacionados à segurança que possam ser usados por muitos setores de aplicações, incluindo o processo, setores médico, transporte e maquinário. O padrão internacional IEC proposto compreende sete partes sob o título geral IEC 1508. Segurança funcional de sistemas elétricos/eletrônicos/eletrônicos programáveis relacionados à segurança. As várias Partes são as seguintes:
- Parte 1. Requisitos gerais
- Parte 2. Requisitos para sistemas elétricos, eletrônicos e eletrônicos programáveis
- Parte 3. Requisitos de software
- Parte 4.Definições
- Parte 5. Exemplos de métodos para a determinação dos níveis de integridade de segurança
- Parte 6. Diretrizes sobre a aplicação das Partes 2 e 3
- Parte 7.Visão geral das técnicas e medidas.
Quando finalizada, esta Norma Internacional de base genérica constituirá uma publicação de segurança básica IEC abrangendo segurança funcional para sistemas elétricos, eletrônicos e eletrônicos programáveis relacionados à segurança e terá implicações para todas as normas IEC, abrangendo todos os setores de aplicação no que diz respeito ao futuro design e uso de sistemas elétricos/eletrônicos/eletrônicos programáveis relacionados à segurança. Um dos principais objetivos da norma proposta é facilitar o desenvolvimento de normas para os diversos setores (ver figura 1).
Figura 1. Normas setoriais genéricas e de aplicação
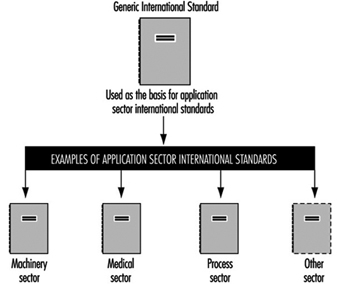
Benefícios e problemas do PES
A adoção de PESs para fins de segurança tinha muitas vantagens potenciais, mas foi reconhecido que elas seriam alcançadas apenas se metodologias de projeto e avaliação apropriadas fossem usadas, porque: (1) muitos dos recursos dos PESs não permitem a integridade da segurança (que ou seja, o desempenho de segurança dos sistemas que executam as funções de segurança necessárias) seja previsto com o mesmo grau de confiança tradicionalmente disponível para sistemas menos complexos baseados em hardware (“com fio”); (2) reconheceu-se que, embora o teste fosse necessário para sistemas complexos, não era suficiente por si só. Isso significava que, mesmo que o PES estivesse implementando funções de segurança relativamente simples, o nível de complexidade da eletrônica programável era significativamente maior do que o dos sistemas com fio que estavam substituindo; e (3) esse aumento na complexidade significou que as metodologias de projeto e avaliação tiveram que receber muito mais consideração do que anteriormente, e que o nível de competência pessoal necessário para atingir níveis adequados de desempenho dos sistemas relacionados à segurança foi posteriormente maior.
Os benefícios dos PESs baseados em computador incluem o seguinte:
- a capacidade de realizar verificações de prova de diagnóstico on-line em componentes críticos em uma frequência significativamente maior do que seria o caso
- o potencial para fornecer intertravamentos de segurança sofisticados
- a capacidade de fornecer funções de diagnóstico e monitoramento de condições que podem ser usadas para analisar e relatar o desempenho de instalações e máquinas em tempo real
- a capacidade de comparar as condições reais da planta com as condições do modelo “ideal”
- o potencial de fornecer melhores informações aos operadores e, portanto, melhorar a tomada de decisões que afetam a segurança
- o uso de estratégias avançadas de controle para permitir que operadores humanos sejam localizados remotamente de ambientes perigosos ou hostis
- a capacidade de diagnosticar o sistema de controle de um local remoto.
O uso de sistemas baseados em computador em aplicações relacionadas à segurança cria uma série de problemas que precisam ser tratados adequadamente, como os seguintes:
- Os modos de falha são complexos e nem sempre previsíveis.
- O teste do computador é necessário, mas não é suficiente por si só para estabelecer que as funções de segurança serão executadas com o grau de certeza exigido pela aplicação.
- Os microprocessadores podem ter variações sutis entre lotes diferentes e, portanto, lotes diferentes podem exibir comportamentos diferentes.
- Sistemas baseados em computador desprotegidos são particularmente suscetíveis a interferência elétrica (interferência irradiada; “picos” elétricos na rede elétrica, descargas eletrostáticas, etc.).
- É difícil e muitas vezes impossível quantificar a probabilidade de falha de sistemas complexos relacionados à segurança que incorporam software. Como nenhum método de quantificação foi amplamente aceito, a garantia de software foi baseada em procedimentos e padrões que descrevem os métodos a serem usados no projeto, implementação e manutenção do software.
Sistemas de segurança sob consideração
Os tipos de sistemas relacionados à segurança considerados são elétricos, eletrônicos e sistemas eletrônicos programáveis (E/E/PESs). O sistema inclui todos os elementos, particularmente sinais que se estendem de sensores ou de outros dispositivos de entrada no equipamento sob controle e transmitidos por meio de autoestradas de dados ou outros caminhos de comunicação para os atuadores ou outros dispositivos de saída (consulte a figura 2).
Figura 2. Sistema elétrico, eletrônico e eletrônico programável (E/E/PES)
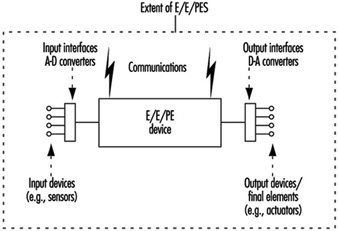
O termo dispositivo eletrônico elétrico, eletrônico e programável tem sido usado para abranger uma ampla variedade de dispositivos e abrange as três classes principais a seguir:
- dispositivos elétricos, como relés eletromecânicos
- dispositivos eletrônicos, como instrumentos eletrônicos de estado sólido e sistemas lógicos
- dispositivos eletrônicos programáveis, que inclui uma ampla variedade de sistemas baseados em computador, como os seguintes:
- microprocessadores
- microcontroladores
- controladores programáveis (PCs)
- circuitos integrados específicos de aplicação (ASICs)
- controladores lógicos programáveis (CLPs)
- outros dispositivos baseados em computador (por exemplo, sensores, transmissores e atuadores “inteligentes”).
Por definição, um sistema relacionado à segurança serve a dois propósitos:
- Ele implementa as funções de segurança necessárias para alcançar um estado seguro para o equipamento sob controle ou manter um estado seguro para o equipamento sob controle. O sistema relacionado à segurança deve executar as funções de segurança especificadas na especificação de requisitos de funções de segurança para o sistema. Por exemplo, a especificação dos requisitos das funções de segurança pode indicar que, quando a temperatura atingir um determinado valor xválvula y deve abrir para permitir a entrada de água no recipiente.
- Ele atinge, sozinho ou com outros sistemas relacionados à segurança, o nível necessário de integridade de segurança para a implementação das funções de segurança necessárias. As funções de segurança devem ser executadas pelos sistemas relacionados à segurança com o grau de confiança adequado à aplicação, a fim de atingir o nível de segurança exigido para o equipamento sob controle.
Este conceito é ilustrado na figura 3.
Figura 3. Principais recursos dos sistemas relacionados à segurança
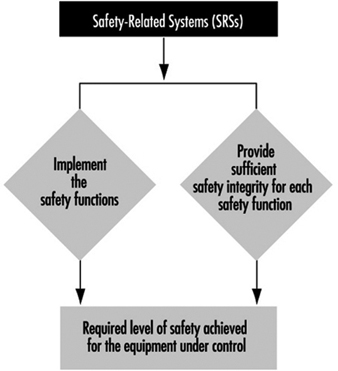
Falhas do sistema
Para garantir a operação segura dos sistemas relacionados à segurança E/E/PES, é necessário reconhecer as várias causas possíveis de falha do sistema relacionado à segurança e garantir que sejam tomadas as precauções adequadas contra cada uma delas. As falhas são classificadas em duas categorias, conforme ilustrado na figura 4.
Figura 4. Categorias de falha
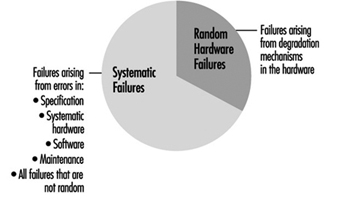
- Falhas aleatórias de hardware são aquelas que resultam de uma variedade de mecanismos normais de degradação no hardware. Existem muitos desses mecanismos ocorrendo em taxas diferentes em diferentes componentes e, como as tolerâncias de fabricação fazem com que os componentes falhem devido a esses mecanismos após diferentes tempos de operação, as falhas de um item total do equipamento que compreende muitos componentes ocorrem em momentos imprevisíveis (aleatórios). As medidas de confiabilidade do sistema, como o tempo médio entre falhas (MTBF), são valiosas, mas geralmente dizem respeito apenas a falhas aleatórias de hardware e não incluem falhas sistemáticas.
- Falhas sistemáticas surgem de erros no projeto, construção ou uso de um sistema que o faz falhar sob alguma combinação particular de entradas ou sob alguma condição ambiental particular. Se ocorrer uma falha de sistema quando surgir um conjunto específico de circunstâncias, sempre que essas circunstâncias surgirem no futuro, sempre haverá uma falha de sistema. Qualquer falha de um sistema relacionado à segurança que não decorra de uma falha aleatória de hardware é, por definição, uma falha sistemática. As falhas sistemáticas, no contexto dos sistemas relacionados à segurança E/E/PES, incluem:
- falhas sistemáticas devido a erros ou omissões na especificação dos requisitos das funções de segurança
- falhas sistemáticas devido a erros no projeto, fabricação, instalação ou operação do hardware. Isso incluiria falhas decorrentes de causas ambientais e erro humano (por exemplo, operador)
- falhas sistemáticas devido a falhas no software
- falhas sistemáticas devido a erros de manutenção e modificação.
Proteção de Sistemas Relacionados à Segurança
Os termos usados para indicar as medidas de precaução exigidas por um sistema relacionado à segurança para proteção contra falhas aleatórias de hardware e falhas sistemáticas são medidas de integridade de segurança de hardware e medidas sistemáticas de integridade de segurança respectivamente. As medidas de precaução que um sistema relacionado à segurança pode aplicar contra falhas aleatórias de hardware e falhas sistemáticas são denominadas integridade de segurança. Esses conceitos são ilustrados na figura 5.
Figura 5. Termos de desempenho de segurança
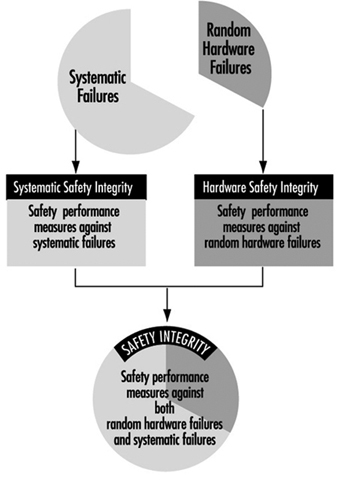
Dentro do padrão internacional proposto IEC 1508, existem quatro níveis de integridade de segurança, denominados níveis de integridade de segurança 1, 2, 3 e 4. O nível de integridade de segurança 1 é o nível de integridade de segurança mais baixo e o nível de integridade de segurança 4 é o mais alto. O nível de integridade de segurança (seja 1, 2, 3 ou 4) para o sistema relacionado à segurança dependerá da importância do papel que o sistema relacionado à segurança está desempenhando na obtenção do nível de segurança exigido para o equipamento sob controle. Vários sistemas relacionados à segurança podem ser necessários - alguns dos quais podem ser baseados em tecnologia pneumática ou hidráulica.
Projeto de Sistemas Relacionados à Segurança
Uma análise recente de 34 incidentes envolvendo sistemas de controle (HSE) descobriu que 60% de todos os casos de falha foram “embutidos” antes que o sistema de controle relacionado à segurança fosse colocado em uso (figura 7). A consideração de todas as fases do ciclo de vida da segurança é necessária para a produção de sistemas relacionados à segurança adequados.
Figura 7. Causa primária (por fase) de falha do sistema de controle
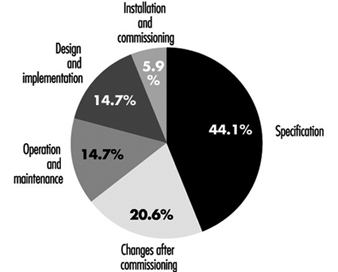
A segurança funcional dos sistemas relacionados à segurança depende não apenas de garantir que os requisitos técnicos sejam especificados adequadamente, mas também de garantir que os requisitos técnicos sejam efetivamente implementados e que a integridade do projeto inicial seja mantida durante toda a vida útil do equipamento. Isso só pode ser alcançado se um sistema de gerenciamento de segurança eficaz estiver em vigor e as pessoas envolvidas em qualquer atividade forem competentes com relação às funções que devem desempenhar. Particularmente quando sistemas complexos relacionados à segurança estão envolvidos, é essencial que um sistema de gerenciamento de segurança adequado esteja em vigor. Isso leva a uma estratégia que garante o seguinte:
- Existe um sistema de gestão de segurança eficaz.
- Os requisitos técnicos especificados para os sistemas relacionados à segurança E/E/PES são suficientes para lidar com hardware aleatório e causas de falha sistemática.
- A competência das pessoas envolvidas é adequada às funções que têm de desempenhar.
Para abordar todos os requisitos técnicos relevantes de segurança funcional de maneira sistemática, o conceito de Safety Lifecycle foi desenvolvido. Uma versão simplificada do Safety Lifecycle no padrão internacional emergente IEC 1508 é mostrada na figura 8. As principais fases do Safety Lifecycle são:
Figura 8. Papel do Ciclo de Vida de Segurança na obtenção da segurança funcional
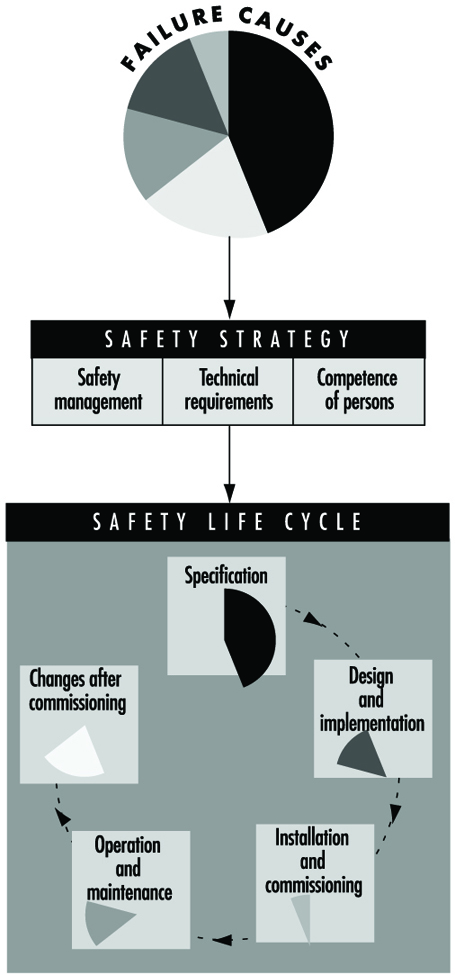
- especificação
- design e implementação
- instalação e comissionamento
- operação e manutenção
- alterações após o comissionamento.
Nível de segurança
A estratégia de projeto para a obtenção de níveis adequados de integridade de segurança para os sistemas relacionados à segurança é ilustrada na figura 9 e na figura 10. Um nível de integridade de segurança é baseado no papel que o sistema relacionado à segurança está desempenhando na obtenção do nível geral de segurança para os equipamentos sob controle. O nível de integridade de segurança especifica as precauções que precisam ser levadas em consideração no projeto contra falhas aleatórias de hardware e falhas sistemáticas.
Figura 9. Papel dos níveis de integridade de segurança no processo de projeto
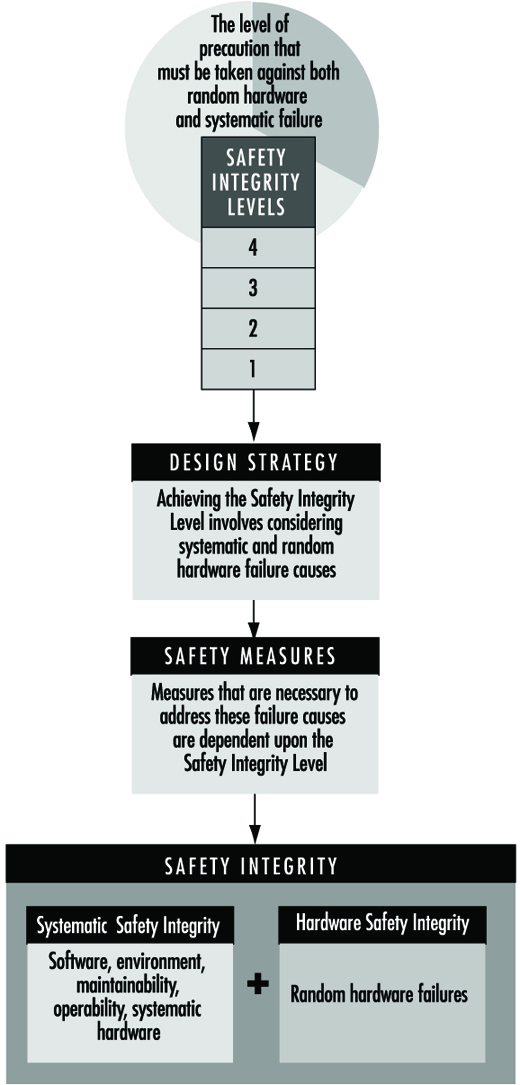
Figura 10. Papel do Ciclo de Vida de Segurança no processo de especificação e projeto
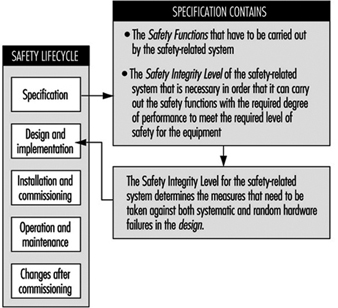
O conceito de segurança e nível de segurança se aplica ao equipamento sob controle. O conceito de segurança funcional se aplica aos sistemas relacionados à segurança. A segurança funcional para os sistemas relacionados à segurança deve ser alcançada se um nível adequado de segurança for alcançado para o equipamento que está causando o perigo. O nível de segurança especificado para uma situação específica é um fator chave na especificação dos requisitos de integridade de segurança para os sistemas relacionados à segurança.
O nível de segurança exigido dependerá de muitos fatores, por exemplo, a gravidade da lesão, o número de pessoas expostas ao perigo, a frequência com que as pessoas são expostas ao perigo e a duração da exposição. Fatores importantes serão a percepção e as opiniões daqueles expostos ao evento perigoso. Para chegar ao que constitui um nível de segurança adequado para uma aplicação específica, várias entradas são consideradas, incluindo as seguintes:
- requisitos legais relevantes para a aplicação específica
- orientações da autoridade reguladora de segurança apropriada
- discussões e acordos com as diferentes partes envolvidas na aplicação
- padrões da indústria
- normas nacionais e internacionais
- o melhor conselho industrial, especializado e científico independente.
Sumário
Ao projetar e usar sistemas relacionados à segurança, deve-se lembrar que é o equipamento sob controle que cria o perigo potencial. Os sistemas relacionados à segurança são projetados para reduzir a frequência (ou probabilidade) do evento perigoso e/ou as consequências do evento perigoso. Uma vez que o nível de segurança foi definido para o equipamento, o nível de integridade de segurança para o sistema relacionado à segurança pode ser determinado, e é o nível de integridade de segurança que permite ao projetista especificar as precauções que precisam ser incorporadas ao projeto para ser implantado contra hardware aleatório e falhas sistemáticas.
Requisitos técnicos para sistemas relacionados à segurança baseados em dispositivos elétricos, eletrônicos e eletrônicos programáveis
Máquinas, plantas de processo e outros equipamentos podem, se apresentarem mau funcionamento, apresentar riscos de eventos perigosos, como incêndios, explosões, overdoses de radiação e partes móveis. Uma das maneiras pelas quais essas plantas, equipamentos e máquinas podem funcionar mal é por falhas de dispositivos eletromecânicos, eletrônicos e eletrônicos programáveis (E/E/PE) usados no projeto de seus sistemas de controle ou segurança. Essas falhas podem surgir tanto de falhas físicas no dispositivo (por exemplo, de desgaste ocorrendo aleatoriamente no tempo (falhas aleatórias de hardware)); ou de falhas sistemáticas (por exemplo, erros cometidos na especificação e projeto de um sistema que causam falha devido a (1) alguma combinação particular de entradas, (2) alguma condição ambiental (3) entradas incorretas ou incompletas de sensores, ( 4) entrada de dados incompleta ou errônea pelos operadores e (5) possíveis falhas sistemáticas devido a um design de interface ruim).
Falhas de sistemas relacionadas à segurança
Este artigo aborda a segurança funcional de sistemas de controle relacionados à segurança e considera os requisitos técnicos de hardware e software necessários para atingir a integridade de segurança necessária. A abordagem geral está de acordo com o padrão proposto da Comissão Eletrotécnica Internacional IEC 1508, Partes 2 e 3 (IEC 1993). O objetivo geral do projeto de norma internacional IEC 1508, Segurança Funcional: Sistemas Relacionados à Segurança, é garantir que a planta e o equipamento possam ser automatizados com segurança. Um objetivo fundamental no desenvolvimento do padrão internacional proposto é prevenir ou minimizar a frequência de:
- falhas de sistemas de controle desencadeando outros eventos que, por sua vez, podem levar a perigo (por exemplo, sistema de controle falha, controle é perdido, processo fica fora de controle resultando em incêndio, liberação de materiais tóxicos, etc.)
- falhas nos sistemas de alarme e monitoramento para que os operadores não recebam informações de forma que possam ser rapidamente identificadas e compreendidas para realizar as ações de emergência necessárias
- falhas não detectadas em sistemas de proteção, tornando-os indisponíveis quando necessário para uma ação de segurança (por exemplo, um cartão de entrada com falha em um sistema de desligamento de emergência).
O artigo “Sistemas elétricos, eletrônicos e eletrônicos programáveis relacionados à segurança” estabelece a abordagem geral de gerenciamento de segurança incorporada na Parte 1 da IEC 1508 para garantir a segurança dos sistemas de controle e proteção que são importantes para a segurança. Este artigo descreve o projeto de engenharia conceitual geral necessário para reduzir o risco de um acidente a um nível aceitável, incluindo a função de qualquer sistema de controle ou proteção baseado na tecnologia E/E/PE.
Na figura 1, o risco do equipamento, planta de processo ou máquina (geralmente referido como equipamento sob controle (EUC) sem dispositivos de proteção) é marcado em uma extremidade da Escala de Risco EUC, e o nível alvo de risco necessário para atender ao nível de segurança exigido está na outra extremidade. No meio, é mostrada a combinação de sistemas relacionados à segurança e instalações externas de redução de risco necessárias para compensar a redução de risco necessária. Estes podem ser de vários tipos – mecânicos (por exemplo, válvulas de alívio de pressão), hidráulicos, pneumáticos, físicos, bem como sistemas E/E/PE. A Figura 2 enfatiza o papel de cada camada de segurança na proteção do EUC à medida que o acidente avança.
Figura 1. Redução de riscos: Conceitos gerais
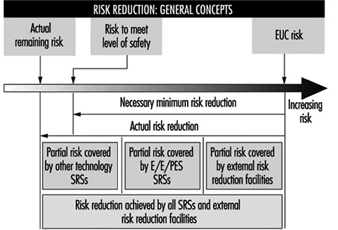
Figura 2. Modelo geral: camadas de proteção
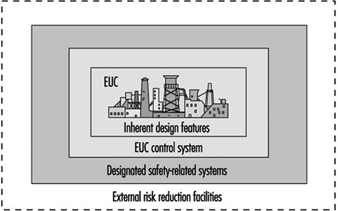
Desde que uma análise de perigo e risco tenha sido realizada no EUC conforme exigido na Parte 1 da IEC 1508, o projeto conceitual geral para segurança foi estabelecido e, portanto, as funções necessárias e a meta de Nível de Integridade de Segurança (SIL) para qualquer E/E/ O sistema de controle ou proteção PE foi definido. A meta de nível de integridade de segurança é definida com relação a uma medida de falha de meta (consulte a tabela 1).
Tabela 1. Níveis de integridade de segurança para sistemas de proteção: medidas de falha alvo
Nível de integridade de segurança Modo de operação sob demanda (Probabilidade de falha em executar sua função de projeto sob demanda)
4 10-5 ≤ × 10-4
3 10-4 ≤ × 10-3
2 10-3 ≤ × 10-2
1 10-2 ≤ × 10-1
Sistemas de Proteção
Este documento descreve os requisitos técnicos que o projetista de um sistema relacionado à segurança E/E/PE deve considerar para satisfazer a meta de Nível de Integridade de Segurança exigida. O foco está em um sistema de proteção típico que utiliza eletrônica programável para permitir uma discussão mais aprofundada dos principais problemas com pouca perda em geral. Um sistema de proteção típico é mostrado na figura 3, que descreve um sistema de segurança de canal único com um desligamento secundário ativado por meio de um dispositivo de diagnóstico. Em operação normal, a condição insegura do EUC (por exemplo, excesso de velocidade em uma máquina, alta temperatura em uma planta química) será detectada pelo sensor e transmitida à eletrônica programável, que comandará os atuadores (através dos relés de saída) para colocar o sistema em um estado seguro (por exemplo, desenergizando o motor elétrico da máquina, abrindo uma válvula para aliviar a pressão).
Figura 3. Sistema de proteção típico
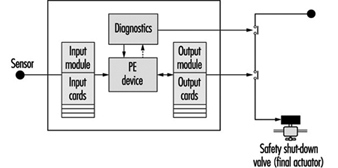
Mas e se houver falhas nos componentes do sistema de proteção? Esta é a função do desligamento secundário, que é ativado pelo recurso de diagnóstico (autoverificação) deste projeto. No entanto, o sistema não é totalmente à prova de falhas, pois o projeto tem apenas uma certa probabilidade de estar disponível quando solicitado a realizar sua função de segurança (ele tem uma certa probabilidade de falha sob demanda ou um certo nível de integridade de segurança). Por exemplo, o projeto acima pode ser capaz de detectar e tolerar certos tipos de falha da placa de saída, mas não seria capaz de resistir a uma falha da placa de entrada. Portanto, sua integridade de segurança será muito menor do que a de um projeto com uma placa de entrada de maior confiabilidade, diagnósticos aprimorados ou alguma combinação destes.
Existem outras causas possíveis de falhas do cartão, incluindo falhas físicas “tradicionais” no hardware, falhas sistemáticas, incluindo erros na especificação de requisitos, falhas de implementação no software e proteção inadequada contra condições ambientais (por exemplo, umidade). O diagnóstico neste projeto de canal único pode não cobrir todos esses tipos de falhas e, portanto, isso limitará o nível de integridade de segurança alcançado na prática. (A cobertura é uma medida da porcentagem de falhas que um projeto pode detectar e lidar com segurança.)
Requerimentos técnicos
As partes 2 e 3 do rascunho da IEC 1508 fornecem uma estrutura para identificar as várias causas potenciais de falha em hardware e software e para selecionar recursos de projeto que superem essas causas potenciais de falha apropriadas ao nível de integridade de segurança exigido do sistema relacionado à segurança. Por exemplo, a abordagem técnica geral para o sistema de proteção na figura 3 é mostrada na figura 4. A figura indica as duas estratégias básicas para superar faltas e falhas: (1) prevenção de falhas, onde são tomados cuidados para evitar a criação de falhas; e (2) tolerância ao erro, onde o design é criado especificamente para tolerar falhas especificadas. O sistema de canal único mencionado acima é um exemplo de projeto tolerante a falhas (limitado), em que os diagnósticos são usados para detectar certas falhas e colocar o sistema em um estado seguro antes que ocorra uma falha perigosa.
Figura 4. Especificação de projeto: solução de projeto
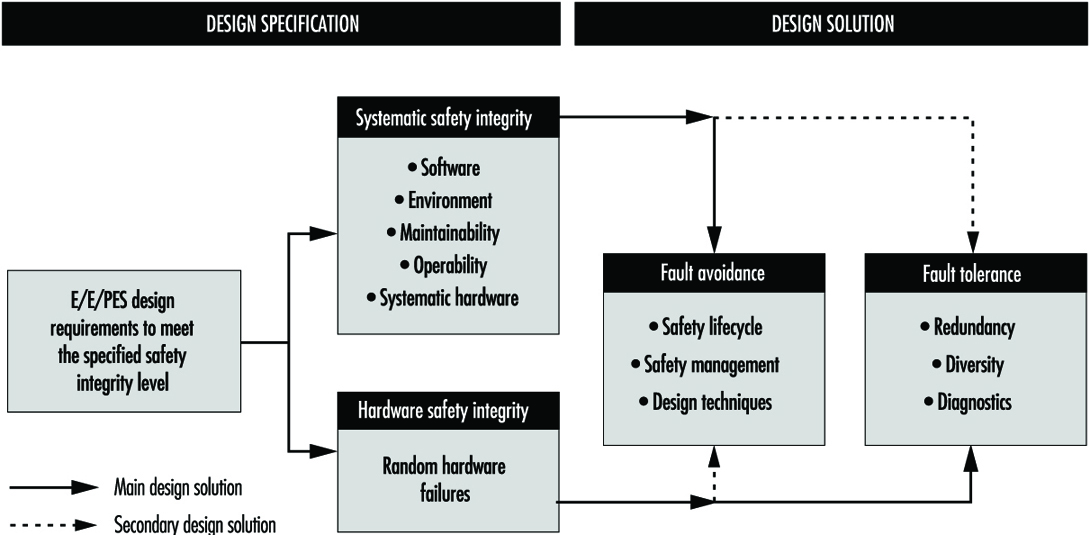
prevenção de falhas
A prevenção de falhas tenta evitar que falhas sejam introduzidas em um sistema. A abordagem principal é usar um método sistemático de gerenciamento do projeto para que a segurança seja tratada como uma qualidade definível e gerenciável de um sistema, durante o projeto e, posteriormente, durante a operação e manutenção. A abordagem, que é semelhante à garantia de qualidade, é baseada no conceito de feedback e envolve: (1) planejamento (definição de objetivos de segurança, identificando as formas e meios para atingir os objetivos); (2) medição realização em relação ao plano durante a implementação e (3) aplicar retornos para corrigir quaisquer desvios. As revisões de projeto são um bom exemplo de uma técnica de prevenção de falhas. Na IEC 1508, essa abordagem de “qualidade” para evitar falhas é facilitada pelos requisitos para usar um ciclo de vida de segurança e empregar procedimentos de gerenciamento de segurança para hardware e software. Para o último, eles geralmente se manifestam como procedimentos de garantia de qualidade de software, como os descritos na ISO 9000-3 (1990).
Além disso, as Partes 2 e 3 da IEC 1508 (relativas a hardware e software, respectivamente) classificam certas técnicas ou medidas que são consideradas úteis para evitar falhas durante as várias fases do ciclo de vida de segurança. A Tabela 2 apresenta um exemplo da Parte 3 para a fase de projeto e desenvolvimento do software. O projetista usaria a tabela para auxiliar na seleção de técnicas de prevenção de falhas, dependendo do Nível de Integridade de Segurança exigido. Com cada técnica ou medida nas tabelas, há uma recomendação para cada Nível de Integridade de Segurança, de 1 a 4. A gama de recomendações abrange Altamente Recomendado (HR), Recomendado (R), Neutro - nem a favor nem contra (—) e Não recomendado (NR).
Tabela 2. Projeto e desenvolvimento de software
|
Técnica/medida |
LIS 1 |
LIS 2 |
LIS 3 |
LIS 4 |
|
1. Métodos formais, incluindo, por exemplo, CCS, CSP, HOL, LOTOS |
- |
R |
R |
HR |
|
2. Métodos semiformais |
HR |
HR |
HR |
HR |
|
3. Estruturado. Metodologia incluindo, por exemplo, JSD, MASCOT, SADT, SSADM e YOURDON |
HR |
HR |
HR |
HR |
|
4. Abordagem modular |
HR |
HR |
HR |
HR |
|
5. Padrões de design e codificação |
R |
HR |
HR |
HR |
RH = altamente recomendado; R = recomendado; NR = não recomendado;— = neutro: a técnica/medida não é nem a favor nem contra o SIL.
Observação: uma técnica/medida numerada deve ser selecionada de acordo com o nível de integridade de segurança.
Tolerância ao erro
A IEC 1508 requer níveis crescentes de tolerância a falhas à medida que a meta de integridade de segurança aumenta. A norma reconhece, no entanto, que a tolerância a falhas é mais importante quando os sistemas (e os componentes que compõem esses sistemas) são complexos (designados como Tipo B na IEC 1508). Para sistemas menos complexos e “bem comprovados”, o grau de tolerância a falhas pode ser relaxado.
Tolerância contra falhas aleatórias de hardware
A Tabela 3 mostra os requisitos para tolerância a falhas contra falhas aleatórias de hardware em componentes de hardware complexos (por exemplo, microprocessadores) quando usado em um sistema de proteção como mostrado na figura 3. O projetista pode precisar considerar uma combinação apropriada de diagnóstico, tolerância a falhas e verificações manuais de prova para superar esta classe de falha, dependendo do Nível de Integridade de Segurança exigido.
Tabela 3. Nível de Integridade de Segurança - Requisitos de falha para componentes Tipo B1
1 Falhas não detectadas relacionadas à segurança devem ser detectadas pela verificação de prova.
2 Para componentes sem cobertura de diagnóstico médio on-line, o sistema deve ser capaz de executar a função de segurança na presença de uma única falha. Falhas não detectadas relacionadas à segurança devem ser detectadas pela verificação de prova.
3 Para componentes com alta cobertura de diagnóstico on-line, o sistema deve ser capaz de realizar a função de segurança na presença de uma única falha. Para componentes sem alta cobertura de diagnóstico on-line, o sistema deve ser capaz de executar a função de segurança na presença de duas falhas. Falhas não detectadas relacionadas à segurança devem ser detectadas pela verificação de prova.
4 Os componentes devem ser capazes de realizar a função de segurança na presença de duas falhas. As falhas devem ser detectadas com alta cobertura de diagnóstico on-line. Falhas não detectadas relacionadas à segurança devem ser detectadas pela verificação de prova. A análise quantitativa de hardware deve ser baseada em suposições de pior caso.
1Componentes cujos modos de falha não são bem definidos ou testáveis, ou para os quais existem dados de falha ruins da experiência de campo (por exemplo, componentes eletrônicos programáveis).
A IEC 1508 ajuda o projetista fornecendo tabelas de especificações de projeto (consulte a tabela 4) com parâmetros de projeto indexados em relação ao Nível de Integridade de Segurança para diversas arquiteturas de sistemas de proteção comumente usados.
Tabela 4. Requisitos para Nível de Integridade de Segurança 2 - Arquiteturas de sistemas eletrônicos programáveis para sistemas de proteção
|
configuração do sistema PE |
Cobertura de diagnóstico por canal |
Intervalo de teste de prova off-line (TI) |
Tempo médio para viagem espúria |
|
PE único, E/S única, ext. WD |
Alta |
de 6 meses |
1.6 anos |
|
PE duplo, E/S única |
Alta |
de 6 meses |
10 anos |
|
PE duplo, E/S dupla, 2oo2 |
Alta |
de 3 meses |
1,281 anos |
|
PE duplo, E/S dupla, 1oo2 |
nenhum |
de 2 meses |
1.4 anos |
|
PE duplo, E/S dupla, 1oo2 |
Baixo |
de 5 meses |
1.0 anos |
|
PE duplo, E/S dupla, 1oo2 |
Médio |
de 18 meses |
0.8 anos |
|
PE duplo, E/S dupla, 1oo2 |
Alta |
de 36 meses |
0.8 anos |
|
PE duplo, E/S dupla, 1oo2D |
nenhum |
de 2 meses |
1.9 anos |
|
PE duplo, E/S dupla, 1oo2D |
Baixo |
de 4 meses |
4.7 anos |
|
PE duplo, E/S dupla, 1oo2D |
Médio |
de 18 meses |
18 anos |
|
PE duplo, E/S dupla, 1oo2D |
Alta |
48 + meses |
168 anos |
|
Triplo PE, Triplo E/S, IPC, 2oo3 |
nenhum |
Meses 1 |
20 anos |
|
Triplo PE, Triplo E/S, IPC, 2oo3 |
Baixo |
de 3 meses |
25 anos |
|
Triplo PE, Triplo E/S, IPC, 2oo3 |
Médio |
de 12 meses |
30 anos |
|
Triplo PE, Triplo E/S, IPC, 2oo3 |
Alta |
48 + meses |
168 anos |
A primeira coluna da tabela representa arquiteturas com vários graus de tolerância a falhas. Em geral, as arquiteturas localizadas perto da parte inferior da tabela têm um grau mais alto de tolerância a falhas do que aquelas próximas ao topo. Um sistema 1oo2 (um em dois) é capaz de resistir a qualquer falha, assim como 2oo3.
A segunda coluna descreve a cobertura percentual de qualquer diagnóstico interno. Quanto mais alto o nível dos diagnósticos, mais falhas serão detectadas. Em um sistema de proteção, isso é importante porque, desde que o componente defeituoso (por exemplo, um cartão de entrada) seja reparado dentro de um prazo razoável (geralmente 8 horas), há pouca perda na segurança funcional. (Nota: este não seria o caso de um sistema de controle contínuo, porque qualquer falha provavelmente causará uma condição insegura imediata e o potencial para um incidente.)
A terceira coluna mostra o intervalo entre os testes de prova. Estes são testes especiais que devem ser realizados para exercitar completamente o sistema de proteção para garantir que não haja falhas latentes. Normalmente, eles são executados pelo fornecedor do equipamento durante os períodos de desligamento da planta.
A quarta coluna mostra a taxa de disparo espúrio. Um disparo espúrio é aquele que faz com que a planta ou equipamento desligue quando não há desvio de processo. O preço da segurança costuma ser uma taxa de disparo espúrio mais alta. Um sistema de proteção redundante simples - 1oo2 - tem, com todos os outros fatores de projeto inalterados, um nível de integridade de segurança mais alto, mas também uma taxa de disparo espúrio mais alta do que um sistema de canal único (1oo1).
Se uma das arquiteturas da tabela não estiver sendo utilizada ou se o projetista quiser fazer uma análise mais fundamental, a IEC 1508 permite essa alternativa. Técnicas de engenharia de confiabilidade, como modelagem de Markov, podem então ser usadas para calcular o elemento de hardware do Nível de Integridade de Segurança (Johnson 1989; Goble 1992).
Tolerância contra falhas sistemáticas e de causa comum
Essa classe de falha é muito importante em sistemas de segurança e é o fator limitante na obtenção da integridade de segurança. Em um sistema redundante, um componente ou subsistema, ou mesmo todo o sistema, é duplicado para obter alta confiabilidade a partir de peças de baixa confiabilidade. A melhoria da confiabilidade ocorre porque, estatisticamente, a chance de dois sistemas falharem simultaneamente por falhas aleatórias será o produto das confiabilidades dos sistemas individuais e, portanto, muito menor. Por outro lado, falhas sistemáticas e de causa comum fazem com que sistemas redundantes falhem coincidentemente quando, por exemplo, um erro de especificação no software faz com que as partes duplicadas falhem ao mesmo tempo. Outro exemplo seria a falha de uma fonte de alimentação comum para um sistema redundante.
A IEC 1508 fornece tabelas de técnicas de engenharia classificadas em relação ao Nível de Integridade de Segurança considerado eficaz no fornecimento de proteção contra falhas sistemáticas e de causa comum.
Exemplos de técnicas que fornecem defesas contra falhas sistemáticas são diversidade e redundância analítica. A base da diversidade é que, se um projetista implementa um segundo canal em um sistema redundante usando uma tecnologia ou linguagem de software diferente, as falhas nos canais redundantes podem ser consideradas independentes (isto é, uma baixa probabilidade de falha acidental). No entanto, particularmente na área de sistemas baseados em software, há algumas sugestões de que essa técnica pode não ser eficaz, pois a maioria dos erros está na especificação. A redundância analítica tenta explorar informações redundantes na planta ou na máquina para identificar falhas. Para as outras causas de falha sistemática – por exemplo, tensões externas – a norma fornece tabelas com recomendações sobre boas práticas de engenharia (por exemplo, separação de cabos de sinal e de energia) indexadas em relação ao Nível de Integridade de Segurança.
Conclusões
Os sistemas baseados em computador oferecem muitas vantagens - não apenas econômicas, mas também o potencial para melhorar a segurança. No entanto, a atenção aos detalhes necessária para realizar esse potencial é significativamente maior do que no caso de componentes de sistemas convencionais. Este artigo delineou os principais requisitos técnicos que um designer precisa levar em consideração para explorar com sucesso essa tecnologia.
rollover
Tratores e outras máquinas móveis em trabalhos agrícolas, florestais, de construção e mineração, bem como no manuseio de materiais, podem causar sérios riscos quando os veículos capotam lateralmente, tombam para a frente ou recuam para trás. Os riscos são maiores no caso de tratores de rodas com centros de gravidade elevados. Outros veículos que apresentam risco de capotamento são tratores de esteiras, carregadeiras, guindastes, colheitadeiras de frutas, tratores, basculantes, raspadeiras e niveladoras. Esses acidentes geralmente acontecem rápido demais para que motoristas e passageiros se desvencilhem do equipamento, podendo ficar presos embaixo do veículo. Por exemplo, tratores com centros de gravidade altos têm probabilidade considerável de capotar (e tratores estreitos têm ainda menos estabilidade do que os largos). Um interruptor de corte de motor de mercúrio para desligar a energia ao detectar movimento lateral foi introduzido em tratores, mas provou ser muito lento para lidar com as forças dinâmicas geradas no movimento de capotamento (Springfeldt 1993). Portanto, o dispositivo de segurança foi abandonado.
O fato de que tais equipamentos são frequentemente usados em terrenos inclinados ou irregulares ou em solo macio, e às vezes próximo a valas, trincheiras ou escavações, é uma causa importante que contribui para o capotamento. Se o equipamento auxiliar estiver preso no alto de um trator, a probabilidade de empinar para trás ao subir um declive (ou tombar para a frente ao descer) aumenta. Além disso, um trator pode capotar devido à perda de controle devido à pressão exercida pelo equipamento puxado pelo trator (por exemplo, quando o carro desce em um declive e o equipamento acoplado não freia e ultrapassa o trator). Riscos especiais surgem quando tratores são usados como veículos de reboque, especialmente se o gancho de reboque do trator for colocado em um nível mais alto do que o eixo da roda.
HISTÓRIA
A notificação do problema de capotamento foi feita em nível nacional em alguns países onde ocorreram muitos capotamentos fatais. Na Suécia e na Nova Zelândia, o desenvolvimento e teste de estruturas de proteção contra capotamento (ROPS) em tratores (figura 1) já estavam em andamento na década de 1950, mas esse trabalho foi seguido por regulamentações apenas por parte das autoridades suecas; esses regulamentos entraram em vigor a partir do ano de 1959 (Springfeldt 1993).
Figura 1. Tipos usuais de ROPS em tratores
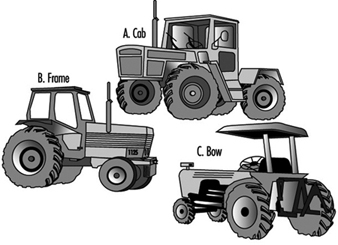
Os regulamentos propostos prescrevendo ROPS para tratores encontraram resistência no setor agrícola em vários países. Foi montada uma forte oposição contra os planos que exigiam que os empregadores instalassem o ROPS nos tratores existentes e até mesmo contra a proposta de que apenas os novos tratores fossem equipados pelos fabricantes com o ROPS. Eventualmente, muitos países exigiram com sucesso o ROPS para novos tratores e, mais tarde, alguns países puderam exigir que o ROPS fosse adaptado também em tratores antigos. Padrões internacionais relativos a tratores e máquinas de movimentação de terra, incluindo padrões de teste para ROPS, contribuíram para projetos mais confiáveis. Os tratores foram projetados e fabricados com centros de gravidade mais baixos e ganchos de reboque mais baixos. A tração nas quatro rodas reduziu o risco de capotamento. Mas a proporção de tratores com ROPS em países com muitos tratores antigos e sem obrigatoriedade de adaptação de ROPS ainda é bastante baixa.
investigações
Os acidentes de capotamento, principalmente os envolvendo tratores, têm sido estudados por pesquisadores em diversos países. No entanto, não existem estatísticas internacionais centralizadas com relação ao número de acidentes causados pelos tipos de máquinas móveis analisados neste artigo. As estatísticas disponíveis a nível nacional mostram, no entanto, que o número é elevado, especialmente na agricultura. De acordo com um relatório escocês de acidentes de capotamento de tratores no período de 1968 a 1976, 85% dos tratores envolvidos tinham equipamento acoplado no momento do acidente e, destes, metade tinha equipamento rebocado e metade equipamento montado. Dois terços dos acidentes de capotamento de tratores no relatório escocês ocorreram em encostas (Springfeldt 1993). Mais tarde, foi comprovado que o número de acidentes seria reduzido após a introdução de treinamento para dirigir em declives, bem como a aplicação de um instrumento para medir a inclinação de taludes combinado com um indicador de limites seguros de declive.
Em outras investigações, os pesquisadores da Nova Zelândia observaram que metade dos acidentes fatais com capotagem ocorreu em terreno plano ou em declives leves, e apenas um décimo ocorreu em declives acentuados. Em terreno plano, os motoristas de trator podem estar menos atentos aos perigos de capotamento e podem avaliar mal o risco representado por valas e terreno irregular. Das mortes por capotamento de tratores na Nova Zelândia no período de 1949 a 1980, 80% ocorreram em tratores de rodas e 20% em tratores de esteiras (Springfeldt 1993). Estudos na Suécia e na Nova Zelândia mostraram que cerca de 80% das mortes por capotamento de tratores ocorreram quando os tratores capotaram lateralmente. Metade dos tratores envolvidos nas mortes na Nova Zelândia rolaram 180°.
Estudos da correlação entre mortes por capotamento na Alemanha Ocidental e o ano modelo de tratores agrícolas (Springfeldt 1993) mostraram que 1 em 10,000 tratores velhos e desprotegidos fabricados antes de 1957 estava envolvido em uma fatalidade por capotamento. Dos tratores com ROPS prescritos, fabricados em 1970 e depois, 1 de 25,000 tratores foi envolvido em uma fatalidade de capotamento. Dos capotamentos fatais de tratores na Alemanha Ocidental no período de 1980-1985, dois terços das vítimas foram arremessados de sua área protegida e depois atropelados ou atingidos pelo trator (Springfeldt 1993). Dos capotamentos não fatais, um quarto dos motoristas foi arremessado do banco do motorista, mas não atropelado. É evidente que o risco de fatalidade aumenta se o motorista for arremessado para fora da área protegida (semelhante aos acidentes automobilísticos). A maioria dos tratores envolvidos possuía proa de dois pilares (figura 1 C) que não impedia que o condutor fosse arremessado para fora. Em alguns casos, o ROPS foi sujeito a quebra ou forte deformação.
As frequências relativas de lesões por 100,000 tratores em diferentes períodos em alguns países e a redução da taxa de mortalidade foram calculadas por Springfeldt (1993). A eficácia da ROPS na redução de lesões em acidentes de capotamento de tratores foi comprovada na Suécia, onde o número de mortes por 100,000 tratores foi reduzido de aproximadamente 17 para 0.3 durante o período de três décadas (1960-1990) (figura 2). No final do período estimou-se que cerca de 98% dos tratores estavam equipados com ROPS, principalmente na forma de cabina antiesmagamento (figura 1 A). Na Noruega, as mortes foram reduzidas de cerca de 24 para 4 por 100,000 tratores durante um período semelhante. No entanto, resultados piores foram alcançados na Finlândia e na Nova Zelândia.
Figura 2. Lesões por capotamento por 100,000 tratores na Suécia entre 1957 e 1990

Prevenção de Lesões por Capotamentos
O risco de capotamento é maior no caso dos tratores; no entanto, no trabalho agrícola e florestal, pouco se pode fazer para evitar que os tratores capotem. Ao montar o ROPS em tratores e naqueles tipos de máquinas de movimentação de terra com riscos potenciais de capotamento, o risco de lesões pessoais pode ser reduzido, desde que os motoristas permaneçam em seus assentos durante os eventos de capotamento (Springfeldt 1993). A frequência de mortes por capotamento depende muito da proporção de máquinas protegidas em uso e dos tipos de ROPS usados. Uma proa (figura 1 C) oferece muito menos proteção do que uma cabine ou um quadro (Springfeldt 1993). A estrutura mais eficaz é uma cabine à prova de esmagamento, que permite ao motorista permanecer dentro, protegido, durante um capotamento. (Outra razão para escolher uma cabine é que ela oferece proteção contra intempéries.) O meio mais eficaz de manter o motorista dentro da proteção do ROPS durante um capotamento é o cinto de segurança, desde que o motorista use o cinto ao operar o equipamento. Em alguns países, há placas de informação no banco do motorista avisando que o volante deve ser agarrado em caso de capotamento. Uma medida de segurança adicional é projetar a cabine do motorista ou o ambiente interno e a ROPS de modo a evitar a exposição a perigos como bordas afiadas ou protuberâncias.
Em todos os países, capotamentos de máquinas móveis, principalmente tratores, estão causando lesões graves. Existem, no entanto, diferenças consideráveis entre os países em relação às especificações técnicas relacionadas ao projeto de máquinas, bem como aos procedimentos administrativos para exames, testes, inspeções e marketing. A diversidade internacional que caracteriza os esforços de segurança nesse sentido pode ser explicada por considerações como as seguintes:
- se existem requisitos obrigatórios para ROPS (na forma de regulamentos ou legislação), ou apenas recomendações, ou nenhuma regra
- a necessidade de regras para máquinas novas e regras aplicáveis a equipamentos mais antigos
- a disponibilidade de fiscalização por parte das autoridades e a existência de pressão social e clima cultural favorável ao cumprimento das regras de segurança; em muitos países, a obediência às normas de segurança não é verificada pela fiscalização no trabalho agrícola
- pressão dos sindicatos; no entanto, deve-se ter em mente que as organizações de trabalhadores têm menos influência sobre as condições de trabalho na agricultura do que em outros setores, porque há muitos agricultores familiares na agricultura
- o tipo de ROPS usado no país
- informação e compreensão dos riscos a que estão expostos os tratoristas; problemas práticos muitas vezes impedem o alcance de agricultores e trabalhadores florestais para fins de informação e educação
- a geografia do país, especialmente onde se desenvolvem trabalhos agrícolas, florestais e rodoviários.
Regulamentos de Segurança
A natureza das regras que regem os requisitos para ROPS e o grau de implementação das regras em um país tem forte influência nos acidentes de capotamento, especialmente os fatais. Com isso em mente, o desenvolvimento de maquinário mais seguro foi auxiliado por diretrizes, códigos e padrões emitidos por organizações internacionais e nacionais. Além disso, muitos países adotaram prescrições rigorosas para ROPS, o que resultou em uma grande redução de lesões por capotamento.
Comunidade Econômica Européia
A partir de 1974, a Comunidade Econômica Européia (EEC) emitiu diretivas relativas à homologação de tratores agrícolas e florestais de rodas e, em 1977, emitiu diretrizes especiais sobre ROPS, incluindo sua fixação em tratores (Springfeldt 1993; EEC 1974, 1977, 1979, 1982, 1987). As diretivas prescrevem um procedimento para homologação e certificação por fabricante de tratores, e o ROPS deve ser revisado por um Exame de Aprovação de Tipo EEC. As diretivas foram aceitas por todos os países membros.
Algumas diretivas da EEC relativas a ROPS em tratores foram revogadas em 31 de dezembro de 1995 e substituídas pela diretiva geral de máquinas que se aplica a esses tipos de máquinas que apresentam riscos devido à sua mobilidade (EEC 1991). Os tratores de rodas, bem como algumas máquinas de movimentação de terra com capacidade superior a 15 kW (nomeadamente rastos e pás carregadoras, retroescavadoras, tratores de rastos, raspadoras, motoniveladoras e basculantes articulados) devem ser equipados com ROPS. Em caso de capotamento, a ROPS deve oferecer ao motorista e aos operadores um volume de limitação de deflexão adequado (ou seja, espaço que permita o movimento dos corpos dos ocupantes antes de entrar em contato com os elementos internos durante um acidente). É responsabilidade dos fabricantes ou de seus representantes autorizados realizar os testes apropriados.
Organização para a Cooperação e Desenvolvimento Económico
Em 1973 e 1987, a Organização para Cooperação e Desenvolvimento Econômico (OCDE) aprovou códigos padrão para testes de tratores (Springfeldt 1993; OCDE 1987). Eles fornecem resultados de testes de tratores e descrevem o equipamento de teste e as condições de teste. Os códigos exigem testes de muitas peças e funções de máquinas, por exemplo, a resistência do ROPS. Os Códigos de Tratores da OCDE descrevem um método estático e dinâmico de teste de ROPS em certos tipos de tratores. Uma ROPS pode ser projetada exclusivamente para proteger o motorista em caso de capotamento do trator. Deve ser testado novamente para cada modelo de trator no qual a ROPS será instalada. Os Códigos também exigem que seja possível montar uma proteção contra intempéries para o motorista na estrutura, de natureza mais ou menos temporária. Os códigos do trator foram aceitos por todos os órgãos membros da OCDE desde 1988, mas na prática os Estados Unidos e o Japão também aceitam ROPS que não cumprem os requisitos do código se forem fornecidos cintos de segurança (Springfeldt 1993).
Organização Internacional do Trabalho
Em 1965, a Organização Internacional do Trabalho (OIT) em seu manual, Segurança e Saúde no Trabalho Agrícola, exigia que uma cabine ou estrutura de resistência suficiente fosse adequadamente fixada aos tratores para fornecer proteção satisfatória para o motorista e os passageiros dentro da cabine em caso de capotamento do trator (Springfeldt 1993; ILO 1965). De acordo com os Códigos de Prática da OIT, os tratores agrícolas e florestais devem ser fornecidos com ROPS para proteger o operador e qualquer passageiro em caso de capotamento, queda de objetos ou deslocamento de cargas (ILO 1976).
A instalação da ROPS não deve afetar adversamente
- acesso entre o solo e a posição do motorista
- acesso aos comandos principais do trator
- a manobrabilidade do trator em ambientes apertados
- a fixação ou uso de qualquer equipamento que possa ser conectado ao trator
- o controle e ajuste dos equipamentos associados.
Normas internacionais e nacionais
Em 1981, a Organização Internacional de Normalização (ISO) emitiu um padrão para tratores e máquinas para agricultura e silvicultura (ISO 1981). A norma descreve um método de teste estático para ROPS e estabelece condições de aceitação. O padrão foi aprovado pelos órgãos membros em 22 países; no entanto, o Canadá e os Estados Unidos expressaram desaprovação do documento por motivos técnicos. Uma Prática Padrão e Recomendada emitida em 1974 pela Society of Automotive Engineers (SAE) na América do Norte contém requisitos de desempenho para ROPS em tratores agrícolas de rodas e tratores industriais usados na construção, raspadores de pneus, carregadeiras frontais, tratores, carregadeiras de esteira , e motoniveladoras (SAE 1974 e 1975). O conteúdo da norma foi adotado como regulamentação nos Estados Unidos e nas províncias canadenses de Alberta e British Columbia.
Regras e Conformidade
Os Códigos e Normas Internacionais da OCDE dizem respeito ao projeto e construção de ROPS, bem como ao controle de sua resistência, mas carecem de autoridade para exigir que esse tipo de proteção seja colocado em prática (OCDE 1987; ISO 1981). A Comunidade Econômica Européia também propôs que tratores e máquinas de movimentação de terra fossem equipados com proteção (EEC 1974-1987). O objetivo das diretivas da EEC é alcançar a uniformidade entre as entidades nacionais no que diz respeito à segurança de novas máquinas na fase de fabricação. Os países membros são obrigados a seguir as diretrizes e emitir prescrições correspondentes. A partir de 1996, os países membros da EEC pretendem emitir regulamentos exigindo que novos tratores e máquinas de movimentação de terra sejam equipados com ROPS.
Em 1959, a Suécia se tornou o primeiro país a exigir ROPS para novos tratores (Springfeldt 1993). Requisitos correspondentes entraram em vigor na Dinamarca e na Finlândia dez anos depois. Mais tarde, nas décadas de 1970 e 1980, os requisitos obrigatórios para ROPS em novos tratores tornaram-se efetivos na Grã-Bretanha, Alemanha Ocidental, Nova Zelândia, Estados Unidos, Espanha, Noruega, Suíça e outros países. Em todos esses países, exceto nos Estados Unidos, as regras foram estendidas aos tratores antigos alguns anos depois, mas essas regras nem sempre foram obrigatórias. Na Suécia, todos os tratores devem estar equipados com cabine de proteção, regra que na Grã-Bretanha se aplica apenas a todos os tratores usados por trabalhadores agrícolas (Springfeldt 1993). Na Dinamarca, Noruega e Finlândia, todos os tratores devem ser fornecidos com pelo menos um quadro, enquanto nos Estados Unidos e nos estados australianos, os arcos são aceitos. Nos Estados Unidos, os tratores devem ter cintos de segurança.
Nos Estados Unidos, as máquinas de manuseio de materiais fabricadas antes de 1972 e usadas em obras de construção devem ser equipadas com ROPS que atendam aos padrões mínimos de desempenho (US Bureau of National Affairs 1975). As máquinas cobertas pelo requisito incluem alguns raspadores, carregadeiras frontais, tratores, tratores de esteiras, carregadeiras e motoniveladoras. O retrofitting foi realizado de ROPS em máquinas fabricadas cerca de três anos antes.
Summary
Em países com requisitos obrigatórios de ROPS para tratores novos e adaptação de ROPS em tratores antigos, houve uma diminuição das lesões por capotamento, especialmente as fatais. É evidente que uma cabine à prova de esmagamento é o tipo de ROPS mais eficaz. Um arco oferece pouca proteção em caso de capotamento. Muitos países prescreveram ROPS eficazes pelo menos em tratores novos e, a partir de 1996, em máquinas de movimentação de terra. Apesar disso, algumas autoridades parecem aceitar tipos de ROPS que não cumprem os requisitos promulgados pela OCDE e pela ISO. Espera-se que uma harmonização mais geral das regras que regem o ROPS seja realizada gradualmente em todo o mundo, incluindo os países em desenvolvimento.
Quedas de Elevações
As quedas de altura são acidentes graves que ocorrem em muitas indústrias e ocupações. As quedas de altura resultam em lesões produzidas pelo contato entre a pessoa que cai e a fonte da lesão, nas seguintes circunstâncias:
- O movimento da pessoa e a força do impacto são gerados pela gravidade.
- O ponto de contato com a fonte da lesão é mais baixo do que a superfície que suporta a pessoa no início da queda.
A partir dessa definição, pode-se supor que as quedas são inevitáveis porque a gravidade está sempre presente. As quedas são acidentes, de certa forma previsíveis, que ocorrem em todos os setores industriais e ocupações e possuem alta gravidade. Estratégias para reduzir o número de quedas, ou pelo menos reduzir a gravidade das lesões se ocorrerem quedas, são discutidas neste artigo.
A altura da queda
A gravidade das lesões causadas por quedas está intrinsecamente relacionada à altura da queda. Mas isso é apenas parcialmente verdadeiro: a energia da queda livre é o produto da massa em queda pela altura da queda, e a gravidade das lesões é diretamente proporcional à energia transferida durante o impacto. As estatísticas de acidentes com quedas confirmam essa forte relação, mas mostram também que quedas de altura inferior a 3 m podem ser fatais. Um estudo detalhado de quedas fatais na construção mostra que 10% das mortes causadas por quedas ocorreram de uma altura inferior a 3 m (ver figura 1). Duas questões devem ser discutidas: o limite legal de 3 m e onde e como determinada queda foi contida.
Figura 1. Fatalidades causadas por quedas e altura da queda na indústria de construção dos Estados Unidos, 1985-1993
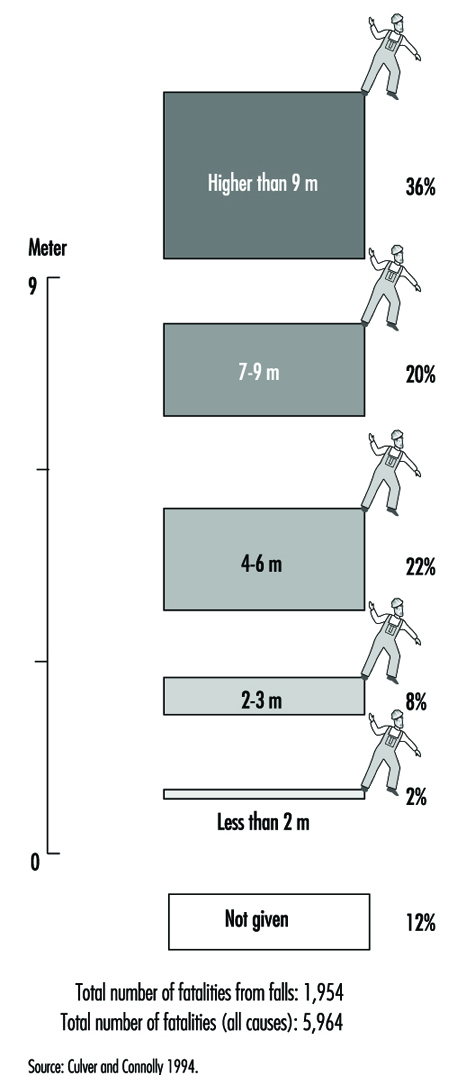
Em muitos países, os regulamentos tornam obrigatória a proteção contra quedas quando o trabalhador é exposto a uma queda de mais de 3 m. A interpretação simplista é que quedas de menos de 3 m não são perigosas. O limite de 3 m é de fato o resultado de um consenso social, político e prático que diz que não é obrigatório estar protegido contra quedas ao trabalhar na altura de um único andar. Mesmo que exista o limite legal de 3 m para proteção obrigatória contra quedas, a proteção contra quedas sempre deve ser considerada. A altura da queda não é o único fator que explica a gravidade dos acidentes com quedas e as mortes causadas por quedas; onde e como a pessoa que caiu parou também deve ser considerado. Isso leva à análise dos setores industriais com maior incidência de quedas de altitude.
Onde ocorrem as quedas
As quedas de altitude são frequentemente associadas à indústria da construção porque representam uma alta porcentagem de todas as fatalidades. Por exemplo, nos Estados Unidos, 33% de todas as fatalidades na construção são causadas por quedas de altura; no Reino Unido, o número é de 52%. As quedas de altitude também ocorrem em outros setores industriais. A mineração e a fabricação de equipamentos de transporte têm uma alta taxa de quedas de altitude. Em Quebec, onde muitas minas são íngremes, com veias estreitas e subterrâneas, 20% de todos os acidentes são quedas de altura. A fabricação, uso e manutenção de equipamentos de transporte como aviões, caminhões e vagões são atividades com alto índice de acidentes com quedas (tabela 1). A proporção variará de país para país, dependendo do nível de industrialização, do clima e assim por diante; mas quedas de elevações ocorrem em todos os setores com consequências semelhantes.
Tabela 1. Quedas de altitude: Quebec 1982-1987
Quedas de altura Quedas de altura em todos os acidentes
por 1,000 trabalhadores
Construção 14.9 10.1%
Indústria pesada 7.1 3.6%
Levando em consideração a altura da queda, a próxima questão importante é como a queda é contida. A queda em líquidos quentes, trilhos eletrificados ou em um triturador de pedras pode ser fatal, mesmo que a altura da queda seja inferior a 3 m.
Causas de quedas
Até agora, foi demonstrado que as quedas ocorrem em todos os setores econômicos, mesmo que a altura seja inferior a 3 m. Mas por que do humanos caem? Existem muitos fatores humanos que podem estar envolvidos na queda. Um amplo agrupamento de fatores é conceitualmente simples e útil na prática:
de Carreira cair são determinados por fatores ambientais e resultam no tipo de queda mais comum, nomeadamente o tropeço ou escorregamento que resultam em quedas de nível. Outras oportunidades de queda estão relacionadas a atividades acima do nível.
Herança de passivo e passivos futuros cair são uma ou mais das muitas doenças agudas e crônicas. As doenças específicas associadas à queda geralmente afetam o sistema nervoso, o sistema circulatório, o sistema músculo-esquelético ou uma combinação desses sistemas.
Tendências cair surgem das mudanças deteriorativas intrínsecas e universais que caracterizam o envelhecimento normal ou a senescência. Na queda, a capacidade de manter a postura ereta ou a estabilidade postural é a função que falha como resultado da combinação de tendências, responsabilidades e oportunidades.
Estabilidade postural
As quedas são causadas pela falha da estabilidade postural em manter uma pessoa na posição ereta. A estabilidade postural é um sistema que consiste em muitos ajustes rápidos a forças perturbadoras externas, especialmente a gravidade. Esses ajustes são em grande parte ações reflexas, acompanhadas por um grande número de arcos reflexos, cada um com sua entrada sensorial, conexões integrativas internas e saída motora. As entradas sensoriais são: visão, os mecanismos do ouvido interno que detectam a posição no espaço, o aparelho somatossensorial que detecta estímulos de pressão na pele e a posição das articulações que suportam peso. Parece que a percepção visual desempenha um papel particularmente importante. Muito pouco se sabe sobre as estruturas e funções integrativas normais da medula espinhal ou do cérebro. O componente de saída motora do arco reflexo é a reação muscular.
Visão
A entrada sensorial mais importante é a visão. Duas funções visuais estão relacionadas com a estabilidade postural e o controle da marcha:
- a percepção do que é vertical e do que é horizontal é fundamental para a orientação espacial
- a capacidade de detectar e discriminar objetos em ambientes desordenados.
Duas outras funções visuais são importantes:
- a capacidade de estabilizar a direção em que os olhos são apontados para estabilizar o mundo circundante enquanto nos movemos e imobilizar um ponto de referência visual
- a capacidade de fixar e perseguir objetos definidos dentro do grande campo (“fique de olho”); esta função requer atenção considerável e resulta na deterioração do desempenho de quaisquer outras tarefas simultâneas que exijam atenção.
Causas da instabilidade postural
As três entradas sensoriais são interativas e inter-relacionadas. A ausência de uma entrada – e/ou a existência de entradas falsas – resulta em instabilidade postural e até mesmo em quedas. O que pode causar instabilidade?
Visão
- a ausência de referências verticais e horizontais - por exemplo, o conector no topo de um edifício
- a ausência de referências visuais estáveis - por exemplo, água em movimento sob uma ponte e nuvens em movimento não são referências estáveis
- a fixação de um objeto definido para fins de trabalho, o que diminui outras funções visuais, como a capacidade de detectar e discriminar objetos que podem causar tropeços em um ambiente desordenado
- um objeto em movimento em um plano de fundo ou referência em movimento - por exemplo, um componente de aço estrutural movido por um guindaste, com nuvens em movimento como plano de fundo e referência visual.
Ouvido interno
- ter a cabeça da pessoa de cabeça para baixo enquanto o sistema de equilíbrio de nível está em seu desempenho ideal horizontalmente
- viajando em aeronaves pressurizadas
- movimento muito rápido, como, por exemplo, em uma montanha-russa
- doenças.
Aparelho somatossensorial (estímulos de pressão na pele e posição das articulações que suportam peso)
- de pé em um pé
- membros entorpecidos por permanecer em uma posição fixa por um longo período de tempo - por exemplo, ajoelhar-se
- botas rígidas
- membros muito frios.
Saída do motor
- membros dormentes
- músculos cansados
- doenças, lesões
- envelhecimento, deficiência permanente ou temporária
- roupas volumosas.
A estabilidade postural e o controle da marcha são reflexos muito complexos do ser humano. Quaisquer perturbações nas entradas podem causar quedas. Todas as perturbações descritas nesta seção são comuns no local de trabalho. Portanto, a queda é algo natural e, portanto, a prevenção deve prevalecer.
Estratégia para proteção contra quedas
Como observado anteriormente, os riscos de quedas são identificáveis. Portanto, as quedas são evitáveis. A Figura 2 mostra uma situação muito comum em que um medidor deve ser lido. A primeira ilustração mostra uma situação tradicional: um manômetro é instalado no topo de um tanque sem acesso. Na segunda, o trabalhador improvisa um acesso subindo em várias caixas: uma situação perigosa. Na terceira, o trabalhador utiliza uma escada; isso é uma melhoria. No entanto, a escada não está permanentemente fixada ao tanque; portanto, é provável que a escada esteja em uso em outro local da fábrica quando uma leitura for necessária. Uma situação como essa é possível, com equipamento anti-queda adicionado à escada ou ao tanque e com o trabalhador usando um arnês de corpo inteiro e usando um talabarte preso a uma âncora. O risco de queda de elevação ainda existe.
Figura 2. Instalações para leitura de um medidor
Na quarta ilustração, um meio de acesso melhorado é fornecido usando uma escada, uma plataforma e guarda-corpos; os benefícios são a redução do risco de queda e o aumento da facilidade de leitura (conforto), reduzindo assim a duração de cada leitura e proporcionando uma postura de trabalho estável permitindo uma leitura mais precisa.
A solução correta é ilustrada na última ilustração. Durante a fase de projeto das instalações, foram reconhecidas as atividades de manutenção e operação. O medidor foi instalado de modo que pudesse ser lido no nível do solo. Não são possíveis quedas de elevações: portanto, o perigo é eliminado.
Esta estratégia enfatiza a prevenção de quedas usando os meios de acesso adequados (por exemplo, andaimes, escadas, escadarias) (Bouchard 1991). Se a queda não puder ser evitada, devem ser utilizados sistemas anti-queda (figura 3). Para serem eficazes, os sistemas anti-queda devem ser planejados. O ponto de ancoragem é um fator chave e deve ser pré-projetado. Os sistemas anti-queda devem ser eficientes, confiáveis e confortáveis; dois exemplos são dados em Arteau, Lan e Corbeil (a ser publicado) e Lan, Arteau e Corbeil (a ser publicado). Exemplos de sistemas típicos de prevenção e retenção de quedas são fornecidos na tabela 2. Os sistemas e componentes de retenção de quedas são detalhados em Sulowski 1991.
Figura 3. Estratégia de prevenção de quedas
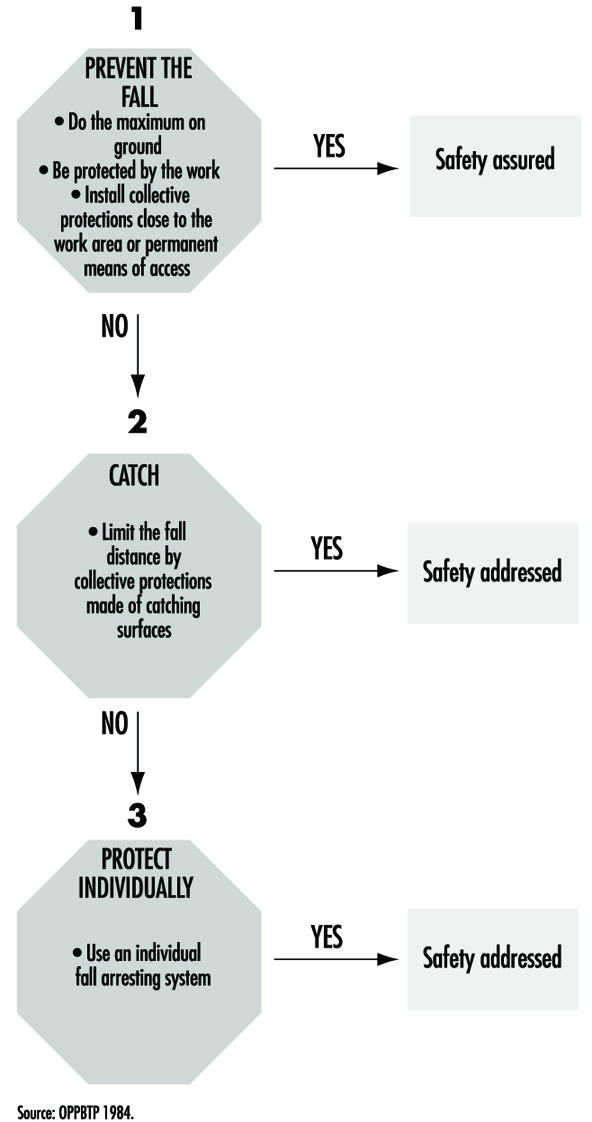
Tabela 2. Sistemas típicos de prevenção e retenção de quedas
|
Sistemas de prevenção de quedas |
Sistemas de parada de outono |
|
|
proteção coletiva |
Guarda-corpos Grades |
Internet Segura |
|
proteção individual |
Sistema de restrição de viagens (TRS) |
Arnês, talabarte, ancoragem do absorvedor de energia, etc. |
A ênfase na prevenção não é uma escolha ideológica, mas sim uma escolha prática. A Tabela 3 mostra as diferenças entre prevenção e retenção de quedas, a solução tradicional de EPI.
Tabela 3. Diferenças entre prevenção e retenção de quedas
|
Prevenção |
Prender |
|
|
Ocorrência de queda |
Não |
Sim |
|
Equipamento típico |
guardrails |
Arnês, talabarte, absorvedor de energia e ancoragem (sistema anti-queda) |
|
Carga de projeto (força) |
1 a 1.5 kN aplicado horizontalmente e 0.45 kN aplicado verticalmente - ambos em qualquer ponto do trilho superior |
Resistência mínima à ruptura do ponto de ancoragem 18 a 22 kN |
|
Carregando |
Estático |
Dinâmico |
Para o empregador e o projetista, é mais fácil construir sistemas de prevenção de quedas porque seus requisitos mínimos de resistência à ruptura são 10 a 20 vezes menores do que os dos sistemas anti-queda. Por exemplo, o requisito mínimo de resistência à ruptura de um guarda-corpo é de cerca de 1 kN, o peso de um homem grande, e o requisito mínimo de resistência à ruptura do ponto de ancoragem de um sistema de travamento de queda individual pode ser de 20 kN, o peso de dois pequenos carros ou 1 metro cúbico de concreto. Com a prevenção, a queda não ocorre, portanto, o risco de lesão não existe. Com o trava-queda, a queda ocorre e, mesmo se for travada, existe um risco residual de lesão.
Espaços confinados
Espaços confinados são onipresentes em toda a indústria como locais recorrentes de acidentes fatais e não fatais. O termo espaço confinado tradicionalmente tem sido usado para rotular estruturas particulares, como tanques, embarcações, poços, esgotos, funis e assim por diante. No entanto, uma definição baseada na descrição dessa maneira é excessivamente restritiva e desafia a extrapolação imediata para estruturas nas quais ocorreram acidentes. Potencialmente, qualquer estrutura na qual as pessoas trabalhem pode ser ou se tornar um espaço confinado. Espaços confinados podem ser muito grandes ou muito pequenos. O que o termo realmente descreve é um ambiente no qual uma ampla gama de condições perigosas pode ocorrer. Essas condições incluem confinamento pessoal, bem como riscos estruturais, de processo, mecânicos, materiais a granel ou líquidos, atmosféricos, físicos, químicos, biológicos, de segurança e ergonômicos. Muitas das condições produzidas por esses perigos não são exclusivas de espaços confinados, mas são exacerbadas pelo envolvimento das superfícies limítrofes do espaço confinado.
Espaços confinados são consideravelmente mais perigosos do que espaços de trabalho normais. Alterações aparentemente menores nas condições podem alterar imediatamente o status desses espaços de trabalho de inócuos para com risco de vida. Essas condições podem ser transitórias e sutis e, portanto, difíceis de reconhecer e abordar. O trabalho envolvendo espaços confinados geralmente ocorre durante a construção, inspeção, manutenção, modificação e reabilitação. Este trabalho não é rotineiro, de curta duração, não repetitivo e imprevisível (muitas vezes ocorrendo fora do horário de expediente ou quando a unidade está fora de serviço).
Acidentes em Espaços Confinados
Os acidentes envolvendo espaços confinados diferem dos acidentes que ocorrem em espaços normais de trabalho. Um erro aparentemente menor ou descuido na preparação do espaço, seleção ou manutenção de equipamentos ou atividade de trabalho pode precipitar um acidente. Isso ocorre porque a tolerância ao erro nessas situações é menor do que para a atividade normal do local de trabalho.
As ocupações das vítimas de acidentes em espaços confinados abrangem todo o espectro ocupacional. Embora a maioria sejam trabalhadores, como seria de esperar, as vítimas também incluem engenheiros e técnicos, supervisores e gerentes e pessoal de resposta a emergências. O pessoal de segurança e higiene industrial também esteve envolvido em acidentes em espaços confinados. Os únicos dados sobre acidentes em espaços confinados estão disponíveis nos Estados Unidos e cobrem apenas acidentes fatais (NIOSH 1994). Em todo o mundo, esses acidentes fazem cerca de 200 vítimas por ano na indústria, na agricultura e no lar (Reese e Mills, 1986). Isso é, na melhor das hipóteses, uma suposição baseada em dados incompletos, mas parece ser aplicável hoje. Cerca de dois terços dos acidentes resultaram de condições atmosféricas perigosas no espaço confinado. Em cerca de 70% destes a condição de risco existia antes da entrada e início do trabalho. Às vezes, esses acidentes causam múltiplas mortes, algumas das quais são resultado do incidente original e uma tentativa subsequente de resgate. As condições altamente estressantes em que ocorre a tentativa de resgate muitas vezes sujeitam os aspirantes a socorristas a um risco consideravelmente maior do que a vítima inicial.
As causas e consequências dos acidentes envolvendo trabalhos externos a estruturas que confinam atmosferas perigosas são semelhantes aos ocorridos em espaços confinados. Explosão ou incêndio envolvendo uma atmosfera confinada causaram cerca de metade dos acidentes fatais de soldagem e corte nos Estados Unidos. Cerca de 16% desses acidentes envolveram tambores ou contêineres “vazios” de 205 l (45 gal no Reino Unido, 55 gal nos EUA) (OSHA 1988).
Identificação de Espaços Confinados
Uma revisão de acidentes fatais em espaços confinados indica que as melhores defesas contra encontros desnecessários são uma força de trabalho informada e treinada e um programa de reconhecimento e gerenciamento de riscos. O desenvolvimento de habilidades para permitir que supervisores e trabalhadores reconheçam condições potencialmente perigosas também é essencial. Um contribuidor para este programa é um inventário preciso e atualizado de espaços confinados. Isso inclui tipo de espaço, localização, características, conteúdo, condições perigosas e assim por diante. Espaços confinados em muitas circunstâncias desafiam o inventário porque seu número e tipo estão mudando constantemente. Por outro lado, espaços confinados em operações de processo são facilmente identificáveis, mas permanecem fechados e inacessíveis quase o tempo todo. Sob certas condições, um espaço pode ser considerado um espaço confinado em um dia e não ser considerado um espaço confinado no dia seguinte.
Um benefício da identificação de espaços confinados é a oportunidade de rotulá-los. Um rótulo pode permitir que os trabalhadores relacionem o termo espaço confinado a equipamentos e estruturas em seu local de trabalho. A desvantagem do processo de rotulagem inclui: (1) o rótulo pode desaparecer em uma paisagem repleta de outros rótulos de advertência; (2) as organizações que possuem muitos espaços confinados podem ter grande dificuldade em rotulá-los; (3) rotulagem produziria pouco benefício em circunstâncias onde a população de espaços confinados é dinâmica; e (4) a dependência de rótulos para identificação causa dependência. Espaços confinados podem ser negligenciados.
Avaliação de risco
O aspecto mais complexo e difícil no processo de espaço confinado é a avaliação de perigos. A avaliação de perigo identifica condições perigosas e potencialmente perigosas e avalia o nível e a aceitabilidade do risco. A dificuldade com a avaliação de riscos ocorre porque muitas das condições perigosas podem produzir lesões agudas ou traumáticas, são difíceis de reconhecer e avaliar e geralmente mudam com as mudanças nas condições. A eliminação ou mitigação de perigos durante a preparação do espaço de entrada, portanto, é essencial para minimizar o risco durante o trabalho.
A avaliação de perigos pode fornecer uma estimativa qualitativa do nível de preocupação associado a uma situação específica em um determinado momento (tabela 1). A amplitude da preocupação dentro de cada categoria varia de mínimo a algum máximo. A comparação entre categorias não é apropriada, uma vez que o nível máximo de preocupação pode diferir consideravelmente.
Tabela 1. Modelo de formulário para avaliação de condições perigosas
|
condição perigosa |
Consequência real ou potencial |
||
|
Baixo |
Moderado |
Alta |
|
|
Trabalho quente |
|||
|
Riscos atmosféricos |
|||
|
deficiência de oxigênio |
|||
|
enriquecimento de oxigênio |
|||
|
químico |
|||
|
biológico |
|||
|
Explosão de fogo |
|||
|
Ingestão/contato com a pele |
|||
|
Agentes físicos |
|||
|
ruído/vibração |
|||
|
estresse calor/frio |
|||
|
radiação não/ionizante |
|||
|
laser |
|||
|
Confinamento pessoal |
|||
|
Perigo mecânico |
|||
|
Perigo de processo |
|||
|
Risco de segurança |
|||
|
estrutural |
|||
|
engolfamento/imersão |
|||
|
emaranhamento |
|||
|
elétrico |
|||
|
cair |
|||
|
escorregar/tropeçar |
|||
|
visibilidade/nível de luz |
|||
|
explosivo/implosivo |
|||
|
superfícies quentes/frias |
|||
NA = não aplicável. O significado de certos termos como substância tóxica, deficiência de oxigênio, enriquecimento de oxigênio, risco mecânico, e assim por diante, exigem especificações adicionais de acordo com os padrões existentes em uma determinada jurisdição.
Cada entrada na tabela 1 pode ser expandida para fornecer detalhes sobre condições perigosas onde houver preocupação. Detalhes também podem ser fornecidos para eliminar categorias de consideração posterior onde a preocupação é inexistente.
Fundamental para o sucesso do reconhecimento e avaliação de perigos é a Pessoa qualificada. A Pessoa Qualificada é considerada capaz pela experiência, formação e/ou formação especializada, de antecipar, reconhecer e avaliar exposições a substâncias perigosas ou outras condições inseguras e especificar medidas de controlo e/ou ações de proteção. Ou seja, espera-se que a Pessoa Qualificada saiba o que é exigido no contexto de uma situação particular que envolva trabalho em espaço confinado.
Uma avaliação de risco deve ser realizada para cada um dos seguintes segmentos no ciclo operacional do espaço confinado (conforme apropriado): o espaço não perturbado, preparação pré-entrada, atividades de trabalho de inspeção pré-trabalho (McManus, manuscrito) e resposta a emergências. Acidentes fatais ocorreram durante cada um desses segmentos. O espaço não perturbado refere-se ao status quo estabelecido entre o fechamento após uma entrada e o início da preparação para a próxima. Os preparativos de entrada são ações tomadas para tornar o espaço seguro para entrada e trabalho. A inspeção pré-obra é a entrada inicial e o exame do espaço para garantir que ele esteja seguro para o início do trabalho. (Esta prática é exigida em algumas jurisdições.) As atividades de trabalho são as tarefas individuais a serem executadas pelos ingressantes. A resposta de emergência é a atividade em caso de necessidade de resgate de trabalhadores ou outra emergência. Os perigos que permanecem no início da atividade de trabalho ou são gerados por ela ditam a natureza dos possíveis acidentes para os quais é necessária a preparação e resposta de emergência.
Realizar a avaliação de perigos para cada segmento é essencial porque o foco muda continuamente. Por exemplo, o nível de preocupação com uma condição específica pode desaparecer após a preparação pré-entrada; no entanto, a condição pode reaparecer ou uma nova pode se desenvolver como resultado de uma atividade que ocorra dentro ou fora do espaço confinado. Por esta razão, seria inapropriado avaliar o nível de preocupação para uma condição perigosa o tempo todo com base apenas em uma avaliação das condições de pré-abertura ou mesmo de abertura.
Instrumental e outros métodos de monitoramento são usados para determinar o estado de alguns dos agentes físicos, químicos e biológicos presentes dentro e ao redor do espaço confinado. O monitoramento pode ser necessário antes da entrada, durante a entrada ou durante a atividade de trabalho. Bloqueio/sinalização e outras técnicas de procedimento são usadas para desativar fontes de energia. O isolamento usando espaços em branco, plugues e tampas e bloqueio duplo e purga ou outras configurações de válvula evita a entrada de substâncias através da tubulação. Ventilação, usando ventiladores e edutores, muitas vezes é necessária para fornecer um ambiente seguro para trabalhar com e sem proteção respiratória aprovada. A avaliação e o controle de outras condições dependem do julgamento da Pessoa Qualificada.
A última parte do processo é a crítica. A Pessoa Qualificada deve decidir se os riscos associados à entrada e ao trabalho são aceitáveis. A segurança pode ser melhor assegurada através do controle. Se condições perigosas e potencialmente perigosas puderem ser controladas, a decisão não será difícil de tomar. Quanto menor o nível de controle percebido, maior a necessidade de contingências. A única outra alternativa é proibir a entrada.
Controle de entrada
Os métodos tradicionais para gerenciar a atividade em espaço confinado no local são a permissão de entrada e a Pessoa Qualificada no local. Linhas claras de autoridade, responsabilidade e prestação de contas entre a Pessoa Qualificada e os participantes, pessoal de prontidão, equipes de emergência e gerenciamento no local são necessárias em qualquer um dos sistemas.
A função de um documento de entrada é informar e documentar. A Tabela 2 (abaixo) fornece uma base formal para realizar a avaliação de perigo e documentar os resultados. Quando editado para incluir apenas informações relevantes para uma circunstância particular, isso se torna a base para a permissão de entrada ou certificado de entrada. A permissão de entrada é mais eficaz como um resumo que documenta as ações realizadas e indica, por exceção, a necessidade de medidas cautelares adicionais. A permissão de entrada deve ser emitida por uma Pessoa Qualificada que também tenha autoridade para cancelar a permissão caso as condições mudem. O emissor da licença deve ser independente da hierarquia de supervisão, a fim de evitar possíveis pressões para acelerar a execução dos trabalhos. A licença especifica os procedimentos a serem seguidos, bem como as condições sob as quais a entrada e o trabalho podem prosseguir, e registra os resultados dos testes e outras informações. A autorização assinada é afixada na entrada ou portal do espaço ou conforme especificado pela empresa ou autoridade reguladora. Ele permanece postado até que seja cancelado, substituído por uma nova licença ou o trabalho seja concluído. A permissão de entrada torna-se um registro após a conclusão do trabalho e deve ser mantida para manutenção de registros de acordo com os requisitos da autoridade reguladora.
O sistema de permissão funciona melhor onde as condições perigosas são conhecidas por experiência anterior e as medidas de controle foram testadas e comprovadamente eficazes. O sistema de licenças permite que os recursos especializados sejam distribuídos de maneira eficiente. As limitações da permissão surgem onde perigos previamente não reconhecidos estão presentes. Se a Pessoa Qualificada não estiver prontamente disponível, eles podem permanecer sem endereço.
O certificado de entrada fornece um mecanismo alternativo para controle de entrada. Isso requer uma Pessoa Qualificada no local que forneça experiência prática no reconhecimento, avaliação e controle de perigos. Uma vantagem adicional é a capacidade de responder a preocupações em curto prazo e lidar com perigos imprevistos. Algumas jurisdições exigem que a Pessoa Qualificada realize uma inspeção visual pessoal do espaço antes do início do trabalho. Após a avaliação do espaço e implementação de medidas de controle, a Pessoa Qualificada emite um certificado descrevendo o estado do espaço e as condições sob as quais o trabalho pode prosseguir (NFPA 1993). Essa abordagem é ideal para operações que possuem vários espaços confinados ou onde as condições ou a configuração dos espaços podem sofrer mudanças rápidas.
Tabela 2. Uma amostra de permissão de entrada
ABC EMPRESA
ESPAÇO CONFINADO - PERMISSÃO DE ENTRADA
1. INFORMAÇÕES DESCRITIVAS
Departamento:
Locação:
Prédio/Loja:
Equipamento/Espaço:
Parte:
Data: Assessor:
Duração: Qualificação:
2. ESPAÇOS ADJACENTES
Espaço:
Descrição:
Conteúdo:
Processo:
3. CONDIÇÕES PRÉ-TRABALHO
Riscos Atmosféricos
Deficiência de Oxigênio ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Concentração: (mínimo aceitável: %)
enriquecimento de oxigênio ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Concentração: (Máximo aceitável: %)
Produtos Químicos ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Concentração da Substância (Padrão Aceitável:)
Sistema de Monitoramento ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Concentração da Substância (Padrão Aceitável:)
Explosão de fogo ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Concentração da substância (máximo aceitável: % LFL)
Risco de ingestão/contato com a pele ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Agentes Físicos
Ruído/Vibração ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Nível: (Máximo aceitável: dBA)
Estresse por Calor/Frio ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Temperatura: (Intervalo aceitável: )
Radiação não/ionizante ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Nível de tipo (máximo aceitável: )
Laser ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Nível de tipo (máximo aceitável: )
Confinamento Pessoal
(Consulte a ação corretiva.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Perigo Mecânico
(Consulte o procedimento.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Perigo de processo
(Consulte o procedimento.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
ABC EMPRESA
ESPAÇO CONFINADO - PERMISSÃO DE ENTRADA
Risco de segurança
Risco Estrutural
(Consulte a ação corretiva.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Envolvimento/Imersão
(Consulte a ação corretiva.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Emaranhamento
(Consulte a ação corretiva.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Electrical
(Consulte o procedimento.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Cair
(Consulte a ação corretiva.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Deslizamento/Deslocamento
(Consulte a ação corretiva.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Visibilidade/nível de luz ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Nível: (Intervalo aceitável: lux)
Explosivo/Implosivo
(Consulte a ação corretiva.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Superfícies Quentes/Frias
(Consulte a ação corretiva.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Para entradas nas caixas destacadas, Sim ou Controlado, forneça detalhes adicionais e consulte as medidas de proteção. Para perigos para os quais os testes podem ser feitos, consulte os requisitos de teste. Forneça a data da calibração mais recente. Máximo, mínimo, intervalo ou padrão aceitável depende da jurisdição.
4. Procedimento de Trabalho
Descrição:
Trabalho quente
(Consulte a medida protetiva.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Risco Atmosférico
Deficiência de Oxigênio
(Consulte os requisitos para testes adicionais. Registre os resultados.
Consulte o requisito para medidas de proteção.)
Concentração: ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
(Mínimo aceitável: %)
enriquecimento de oxigênio
(Consulte os requisitos para testes adicionais. Registre os resultados.
Consulte o requisito para medidas de proteção.)
Concentração: ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
(Máximo aceitável: %)
Produtos Químicos
(Consulte o requisito para testes adicionais. Registre os resultados. Consulte o requisito
para medidas de proteção.)
Concentração de substância ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
(Padrão aceitável: )
Sistema de Monitoramento
(Consulte o requisito para testes adicionais. Registre os resultados. Consulte o requisito
para medidas de proteção.)
Concentração de substância ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
(Padrão aceitável: )
Explosão de fogo
(Consulte o requisito para testes adicionais. Registre os resultados. Consulte o requisito
para medidas de proteção.)
Concentração de substância ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
(Padrão aceitável: )
Risco de ingestão/contato com a pele ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
(Consulte o requisito para medidas de proteção.)
ABC EMPRESA
ESPAÇO CONFINADO - PERMISSÃO DE ENTRADA
Agentes Físicos
Ruído/Vibração
(Consulte o requisito para medidas de proteção. Consulte o requisito para
testes adicionais. Registrar os resultados.)
Nível: ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
(Máximo aceitável: dBA)
Estresse por Calor/Frio
(Consulte o requisito para medidas de proteção. Consulte o requisito para
testes adicionais. Registrar os resultados.)
Temperatura: ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
(Intervalo aceitável: )
Radiação não/ionizante
(Consulte o requisito para medidas de proteção. Consulte o requisito para
testes adicionais. Registrar os resultados.)
Nível de tipo ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
(Máximo aceitável: )
Laser
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Perigo Mecânico
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Perigo de processo
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Risco de segurança
Risco Estrutural
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Envolvimento/Imersão
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Emaranhamento
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Electrical
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Cair
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Deslizamento/Deslocamento
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Visibilidade/nível de luz
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Explosivo/Implosivo
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Superfícies Quentes/Frias
(Consulte o requisito para medidas de proteção.) ![]() Sim
Sim ![]() Não
Não ![]() Controlado
Controlado
Para entradas nas caixas destacadas, Sim ou Possível, forneça detalhes adicionais e consulte as instruções de proteção
medidas. Para perigos para os quais os testes podem ser feitos, consulte os requisitos de teste. Forneça a data de
calibração mais recente.
Medidas protetoras
Equipamento de proteção individual (especificar)
Equipamento e procedimento de comunicação (especificar)
Sistemas de alarme (especificar)
Equipamento de resgate (especificar)
Ventilação (especificar)
Iluminação (especificar)
Outro especificar)
(continua na próxima página)
ABC EMPRESA
ESPAÇO CONFINADO - PERMISSÃO DE ENTRADA
Requisitos de teste
Especificar requisitos e frequência de teste
Pessoal
Supervisor de entrada
Supervisor de origem
Participantes autorizados
Pessoal de teste
Atendentes
Princípios de Prevenção: Movimentação de Materiais e Tráfego Interno
O manuseio de materiais e o tráfego interno são fatores que contribuem para a maior parte dos acidentes em muitas indústrias. Dependendo do tipo de indústria, a parcela de acidentes de trabalho atribuídos ao manuseio de materiais varia de 20 a 50%. O controle dos riscos de movimentação de materiais é o principal problema de segurança no trabalho portuário, na indústria da construção, armazéns, serrarias, construção naval e outras indústrias pesadas similares. Em muitas indústrias do tipo processo, como a indústria de produtos químicos, a indústria de celulose e papel e as indústrias de aço e fundição, muitos acidentes ainda tendem a ocorrer durante o manuseio de produtos finais, seja manualmente ou por empilhadeiras e guindastes.
Esse alto potencial de acidentes nas atividades de movimentação de materiais se deve a pelo menos três características básicas:
- Altas quantidades de energia potencial e cinética, que têm propensão a causar lesões e danos, são encontradas no transporte e manuseio.
- O número de pessoas necessárias nos locais de trabalho de transporte e manuseio ainda é relativamente alto e muitas vezes elas estão expostas aos riscos associados a esses locais.
- Sempre que várias operações dinâmicas devem ser executadas simultaneamente e requerem cooperação em ambientes variados, há uma necessidade especialmente urgente de comunicação e informação claras e oportunas. A consequente alta responsabilidade de muitos tipos de erros humanos e omissões pode criar situações perigosas.
Acidentes de Manuseio de Materiais
Sempre que pessoas ou máquinas movem cargas, existe um risco de acidente. A magnitude do risco é determinada pelas características tecnológicas e organizacionais do sistema, do ambiente e das medidas de prevenção de acidentes implementadas. Para fins de segurança, é útil representar o manuseio de materiais como um sistema no qual os vários elementos estão inter-relacionados (figura 1). Quando são introduzidas mudanças em qualquer elemento do sistema – equipamentos, bens, procedimentos, ambiente, pessoas, gerenciamento e organização – o risco de lesões provavelmente também mudará.
Figura 1. Um sistema de manuseio de materiais
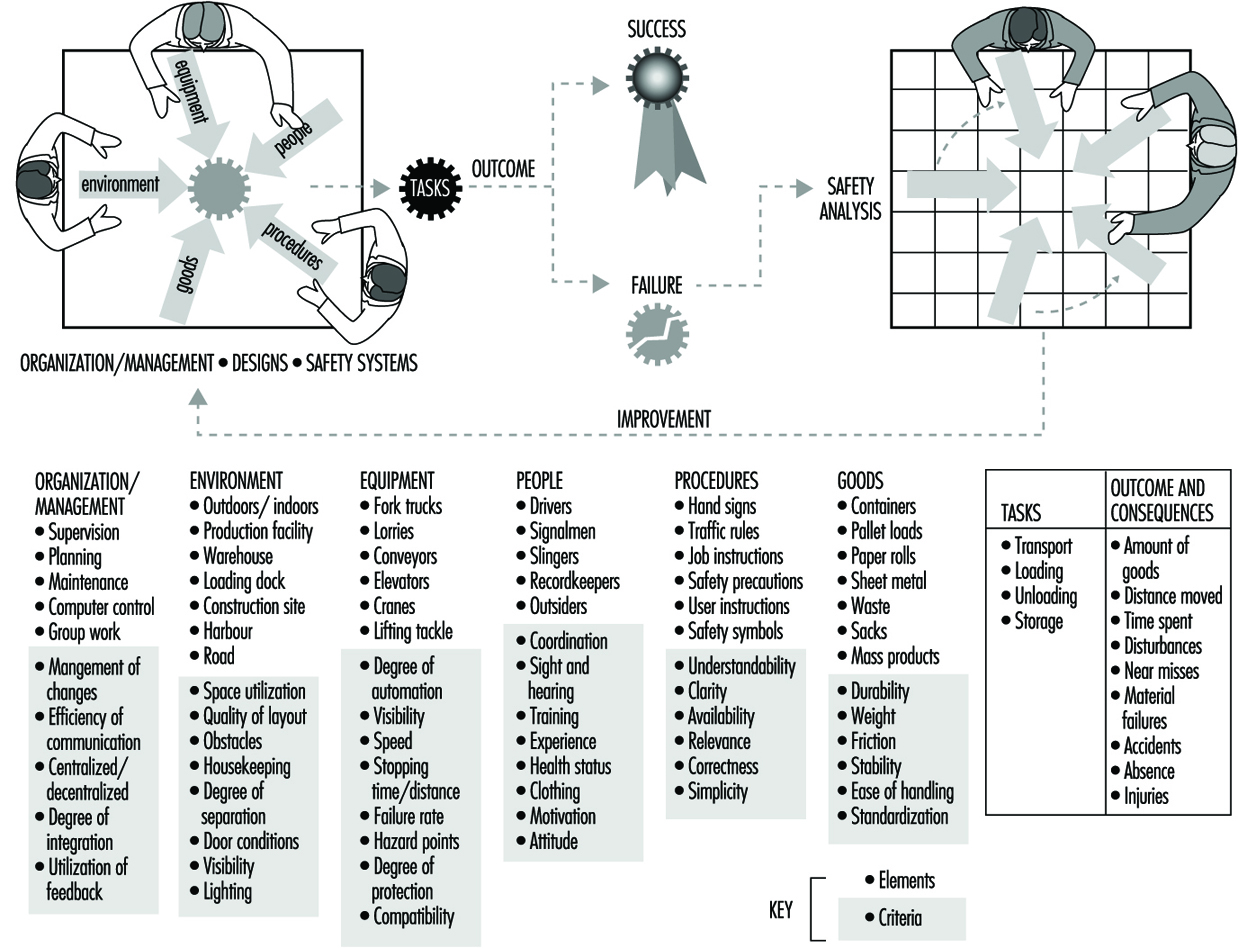
Os tipos mais comuns de movimentação de materiais e tráfego interno envolvidos em acidentes estão associados à movimentação manual, transporte e movimentação manual (carrinhos, bicicletas, etc.), caminhões, empilhadeiras, guindastes e monta-cargas, esteiras transportadoras e transporte ferroviário.
Diversos tipos de acidentes são comumente encontrados no transporte e manuseio de materiais nos locais de trabalho. A lista a seguir descreve os tipos mais frequentes:
- esforço físico no manuseio manual
- cargas caindo sobre pessoas
- pessoas presas entre objetos
- colisões entre equipamentos
- pessoas caindo
- golpes, golpes e cortes em pessoas de equipamentos ou cargas.
Elementos de Sistemas de Manuseio de Materiais
Para cada elemento em um sistema de manuseio de materiais, várias opções de projeto estão disponíveis e o risco de acidentes é afetado de acordo. Vários critérios de segurança devem ser considerados para cada elemento. É importante que a abordagem de sistemas seja usada durante toda a vida útil do sistema - durante o projeto do novo sistema, durante a operação normal do sistema e no acompanhamento de acidentes e perturbações anteriores, a fim de introduzir melhorias no sistema.
Princípios Gerais de Prevenção
Certos princípios práticos de prevenção são geralmente considerados aplicáveis à segurança no manuseio de materiais. Esses princípios podem ser aplicados a sistemas manuais e mecânicos de manuseio de materiais em um sentido geral e sempre que uma fábrica, depósito ou canteiro de obras estiver sendo considerado. Muitos princípios diferentes devem ser aplicados ao mesmo projeto para alcançar os melhores resultados de segurança. Normalmente, nenhuma medida isolada pode prevenir totalmente os acidentes. Por outro lado, nem todos esses princípios gerais são necessários e alguns deles podem não funcionar em uma situação específica. Os profissionais de segurança e especialistas em movimentação de materiais devem considerar os itens mais relevantes para orientar seu trabalho em cada caso específico. A questão mais importante é gerenciar os princípios de forma otimizada para criar sistemas de manuseio de materiais seguros e praticáveis, em vez de se estabelecer em um único princípio técnico com exclusão de outros.
Os 22 princípios a seguir podem ser usados para fins de segurança no desenvolvimento e avaliação de sistemas de manuseio de materiais em seu estágio planejado, atual ou histórico. Todos os princípios são aplicáveis em atividades pró-ativas e pós-segurança. Nenhuma ordem estrita de prioridade está implícita na lista a seguir, mas uma divisão grosseira pode ser feita: os primeiros princípios são mais válidos no projeto inicial de novos layouts de fábrica e processos de manuseio de materiais, enquanto os últimos princípios listados são mais direcionados ao operação de sistemas de manuseio de materiais existentes.
Vinte e dois princípios de prevenção de acidentes de manuseio de materiais
- Elimine todas as operações desnecessárias de transporte e manuseio. Como muitos processos de transporte e manuseio são inerentemente perigosos, é útil considerar se algum manuseio de materiais pode ser eliminado. Muitos processos de fabricação modernos podem ser organizados em um fluxo contínuo sem nenhuma fase separada de manuseio e transporte. Muitas operações de montagem e construção podem ser planejadas e projetadas para eliminar movimentos extenuantes e complexos de cargas. Opções para um transporte mais eficaz e racional também podem ser encontradas analisando a logística e o fluxo de materiais nos processos de fabricação e transporte.
- Remova seres humanos do espaço de transporte e manuseio. Quando os trabalhadores não estão localizados fisicamente sob ou nas proximidades das cargas a serem movimentadas, as condições de segurança são ipso facto melhorado por causa da exposição reduzida a perigos. As pessoas não têm permissão para trabalhar na área de manuseio de sucata das siderúrgicas porque pedaços de sucata podem cair das garras magnéticas que são usadas para mover a sucata, apresentando um risco contínuo de queda de cargas. O manuseio de materiais em ambientes hostis geralmente pode ser automatizado usando robôs e caminhões automáticos, um arranjo que reduz os riscos de acidentes impostos aos trabalhadores pela movimentação de cargas. Além disso, ao proibir que as pessoas passem desnecessariamente pelos pátios de carga e descarga, a exposição a vários tipos de perigos no manuseio de materiais é basicamente eliminada.
- Separe as operações de transporte umas das outras o máximo possível para minimizar os encontros.Quanto mais frequentemente os veículos se encontram, outros equipamentos e pessoas, maior é a probabilidade de colisões. A segregação das operações de transporte é importante ao planejar o transporte seguro na fábrica. Existem muitas segregações a serem consideradas, como pedestres/veículos; tráfego intenso/tráfego leve; tráfego interno/tráfego de e para o exterior; transporte entre locais de trabalho/manuseio de materiais dentro de um local de trabalho; transporte/armazenagem; transporte/linha de produção; recebimento/expedição; transporte de materiais perigosos/transporte normal. Quando a segregação espacial não for praticável, horários específicos podem ser alocados quando o transporte e os pedestres, respectivamente, tiverem permissão para entrar em uma área de trabalho (por exemplo, em um depósito aberto ao público). Se caminhos separados não puderem ser organizados para pedestres, suas rotas podem ser designadas por marcações e sinais. Ao entrar no prédio da fábrica, os funcionários devem poder usar portas de pedestres separadas. Se o tráfego de pedestres e o tráfego de empilhadeiras se misturam nas portas, eles também tendem a se misturar além das portas, apresentando assim um perigo. Durante as modificações da planta, muitas vezes é necessário limitar o transporte e o movimento humano através das áreas que estão em reparo ou construção. No transporte de pontes rolantes, as colisões podem ser evitadas cuidando para que os trilhos dos guindastes não se sobreponham e instalando chaves fim de curso e barreiras mecânicas.
- Forneça espaço suficiente para operações de manuseio e transporte de materiais. Um espaço muito estreito para o manuseio de materiais costuma ser uma causa de acidentes. Por exemplo, as mãos dos trabalhadores podem ficar presas entre uma carga e uma parede no manuseio manual, ou uma pessoa pode ficar presa entre um pilar móvel de um guindaste de transporte e uma pilha de materiais quando a distância mínima de segurança de 0.5 m não estiver disponível. O espaço necessário para as operações de transporte e manuseio deve ser cuidadosamente considerado no projeto da planta e no planejamento das modificações. É aconselhável reservar alguma “margem de segurança” de espaço para acomodar futuras mudanças nas dimensões de carga e tipos de equipamentos. Muitas vezes, o volume dos produtos fabricados tende a crescer com o passar do tempo, mas o espaço para manuseá-los torna-se cada vez menor. Embora a demanda por uma utilização econômica do espaço possa ser uma razão para minimizar o espaço de produção, deve-se ter em mente que o espaço de manobra necessário para as empilhadeiras contrabalançadas girarem e retrocederem é maior do que parece à primeira vista .
- Visar processos de transporte contínuos, evitando pontos de descontinuidade na movimentação de materiais. Fluxos contínuos de material reduzem o potencial de acidentes. O arranjo básico de um layout de fábrica é de importância crucial na execução deste princípio de segurança. Os acidentes concentram-se em locais onde o fluxo de material é interrompido por causa da troca de equipamentos de movimentação e movimentação, ou por motivos de produção. Freqüentemente, a intervenção humana é necessária para descarregar e recarregar, prender, embalar, levantar e arrastar e assim por diante. Dependendo dos materiais manuseados, os transportadores geralmente fornecem fluxos de material mais contínuos do que guindastes ou empilhadeiras. É um bom planejamento organizar as operações de transporte de forma que os veículos motorizados possam se mover nas instalações da fábrica em um círculo de mão única, sem qualquer movimento em zigue-zague ou retrocesso. Como os pontos de descontinuidade tendem a se desenvolver nas linhas de fronteira entre os departamentos ou entre as células de trabalho, a produção e o transporte devem ser planejados para evitar essas “terras de ninguém” com movimentação descontrolada de materiais.
- Use elementos padrão em sistemas de manuseio de materiais. Para fins de segurança, geralmente é melhor usar itens padrão de cargas, equipamentos e ferramentas no manuseio de materiais. O conceito de carga unitária é bem conhecido da maioria dos profissionais de transporte. Os materiais embalados em contêineres e paletes são mais fáceis de prender e mover quando os outros elementos da cadeia de transporte (por exemplo, estantes de armazenamento, empilhadeiras, veículos motorizados e dispositivos de fixação de guindastes) são projetados para essas cargas unitárias. O uso de tipos padrão de empilhadeiras com controles semelhantes diminui a probabilidade de erro do motorista, pois acidentes ocorreram quando um motorista mudou de um tipo de equipamento para outro com controles diferentes.
- Conheça os materiais a serem manuseados. O conhecimento das características dos materiais a serem transportados é um pré-requisito para uma transferência segura. Para selecionar o levantamento adequado ou restrições de carga, deve-se levar em consideração o peso, centro de gravidade e dimensões das mercadorias que serão fixadas para levantamento e transporte. Quando materiais perigosos são manuseados, é necessário que informações estejam disponíveis quanto à sua reatividade, inflamabilidade e riscos à saúde. Perigos especiais são apresentados no caso de itens frágeis, pontiagudos, empoeirados, escorregadios, soltos ou ao manusear materiais explosivos e animais vivos, por exemplo. As embalagens geralmente fornecem informações importantes para os trabalhadores quanto aos métodos de manuseio adequados, mas às vezes os rótulos são removidos ou as embalagens protetoras ocultam informações importantes. Por exemplo, pode não ser possível visualizar a distribuição do conteúdo dentro de uma embalagem, fazendo com que não se possa avaliar adequadamente o centro de gravidade da carga.
- Mantenha a carga abaixo da capacidade segura de carga de trabalho. A sobrecarga é uma causa comum de danos em sistemas de manuseio de materiais. Perda de equilíbrio e quebra de material são resultados típicos da sobrecarga do equipamento de manuseio. A carga de trabalho segura das eslingas e outros equipamentos de içamento deve ser claramente marcada, e as configurações apropriadas das eslingas devem ser selecionadas. A sobrecarga pode ocorrer quando o peso ou o centro de gravidade da carga é mal avaliado, levando a fixação e manobra inadequadas das cargas. Quando eslingas são usadas para manusear cargas, o operador do equipamento deve estar ciente de que um caminho inclinado pode exercer forças suficientes para fazer com que a carga caia ou desequilibre o equipamento. A capacidade de carga das empilhadeiras deve ser marcada no equipamento; isso varia de acordo com a altura de elevação e o tamanho da carga. A sobrecarga devido à falha por fadiga pode ocorrer sob cargas repetidas bem abaixo da carga de ruptura máxima se o componente não for projetado corretamente contra esse tipo de falha.
- Defina os limites de velocidade baixos o suficiente para manter o movimento seguro. Os limites de velocidade para veículos que circulam nos locais de trabalho variam de 10 km/h a 40 km/h (cerca de 5 a 25 mph). Velocidades mais baixas são necessárias em corredores internos, portas, cruzamentos e corredores estreitos. Um motorista competente pode adaptar a velocidade do veículo de acordo com as exigências de cada situação, mas é aconselhável a sinalização de limites de velocidade em locais críticos. A velocidade máxima de um guindaste móvel com controle remoto, por exemplo, deve ser determinada primeiro fixando-se uma velocidade do veículo comparável a uma velocidade de caminhada razoável para um humano e, em seguida, permitindo o tempo necessário para observações simultâneas e controle de cargas para não exceder o tempo de resposta do operador humano.
- Evite o levantamento aéreo em áreas onde as pessoas estão trabalhando embaixo. O levantamento aéreo de materiais sempre representa um risco de queda de cargas. Embora as pessoas normalmente não tenham permissão para trabalhar sob cargas suspensas, o transporte rotineiro de cargas sobre pessoas na produção pode expô-las a perigos. O transporte de empilhadeira para racks de armazenamento altos e elevação entre andares são outros exemplos de tarefas de elevação suspensa. Os transportadores aéreos que transportam pedras, coque ou moldes também podem representar um risco de queda de cargas para quem passa por baixo se as tampas de proteção não forem instaladas. Ao considerar um novo sistema de transporte suspenso, os maiores riscos potenciais devem ser comparados com os riscos menores associados a um sistema de transporte no nível do solo.
- Evite métodos de manuseio de materiais que exijam escalar e trabalhar em níveis altos. Quando as pessoas têm que subir – por exemplo, para desapertar ganchos de eslinga, para ajustar a capota de um veículo ou para fazer marcações em cargas – correm o risco de cair. Muitas vezes, esse perigo pode ser evitado por meio de um melhor planejamento, alterando a sequência de trabalho, usando vários acessórios de elevação e ferramentas de controle remoto ou por mecanização e automação.
- Anexar guardas em pontos de perigo. Proteções devem ser instaladas em pontos de perigo em equipamentos de manuseio de materiais, como correntes de empilhadeiras, cabos de guindastes e pontos de retenção de transportadores. A proteção fora de alcance geralmente não é suficiente, porque o ponto de perigo pode ser alcançado usando escadas e outros meios. As proteções também são usadas para proteger contra falhas técnicas que podem levar a ferimentos (por exemplo, retentores de cabos de aço em roldanas de guindastes, travas de segurança em ganchos de elevação e almofadas de proteção de eslingas têxteis que protegem contra arestas vivas). Guarda-corpos e rodapés instalados contra as bordas das plataformas de carga e racks de armazenamento suspensos e ao redor das aberturas do piso podem proteger tanto as pessoas quanto as coisas contra quedas. Esse tipo de proteção geralmente é necessário quando empilhadeiras e guindastes levantam materiais de um andar para outro. As pessoas podem ser protegidas contra a queda de objetos nas operações de manuseio de materiais por redes de segurança e proteções permanentes, como telas de arame ou tampas de placas de metal nos transportadores.
- Transporte e levante pessoas apenas pelo equipamento projetado para esse fim. Guindastes, empilhadeiras, escavadeiras e transportadores são máquinas para mover materiais, não seres humanos, de um lugar para outro. Plataformas elevatórias especiais estão disponíveis para elevar pessoas, por exemplo, para trocar lâmpadas no teto. Se um guindaste ou empilhadeira estiver equipado com uma gaiola especial que possa ser fixada com segurança ao equipamento e que atenda aos requisitos de segurança adequados, as pessoas poderão ser levantadas sem risco excessivo de ferimentos graves.
- Mantenha equipamentos e cargas estáveis. Os acidentes acontecem quando equipamentos, mercadorias ou estantes de armazenamento perdem a estabilidade, principalmente no caso de empilhadeiras ou guindastes móveis. A seleção de equipamentos ativamente estáveis é um primeiro passo para reduzir os perigos. Além disso, é aconselhável a utilização de equipamentos que emitam um sinal de alerta antes que o limite de colapso seja atingido. Boas práticas de trabalho e operadores qualificados são as próximas paradas de prevenção. Funcionários experientes e treinados são capazes de estimar centros de gravidade e reconhecer condições instáveis onde os materiais são empilhados e empilhados, e fazer os ajustes necessários.
- Forneça boa visibilidade. A visibilidade é sempre limitada ao manusear materiais com empilhadeiras. Quando um novo equipamento é adquirido, é importante avaliar o quanto o motorista pode ver através das estruturas do mastro (e, para caminhões de elevação elevada, a visibilidade através da estrutura superior). Em todo o caso, os materiais manuseados provocam alguma perda de visibilidade, devendo este efeito ser considerado. Sempre que possível, uma linha de visão clara deve ser fornecida - por exemplo, removendo pilhas de mercadorias ou organizando aberturas ou seções vazias em pontos críticos nas estantes. Os espelhos podem ser aplicados nos equipamentos e em locais adequados em fábricas e armazéns para tornar os cantos cegos mais seguros. No entanto, os espelhos são um meio secundário de prevenção em comparação com a eliminação real de cantos cegos para permitir a visão direta. No transporte com guindaste, muitas vezes é necessário designar um sinaleiro especial para verificar se a área onde a carga será baixada está desocupada por pessoas. Uma boa prática de segurança é pintar ou marcar pontos de perigo e obstruções no ambiente de trabalho, por exemplo, pilares, bordas de portas e cais de carga, elementos salientes de máquinas e peças móveis de equipamentos. Muitas vezes, a iluminação adequada pode melhorar consideravelmente a visibilidade – por exemplo, em escadas, corredores e portas de saída.
- Elimine o levantamento manual e o transporte de cargas por manuseio mecânico e automatizado. Cerca de 15% de todas as lesões relacionadas ao trabalho envolvem o levantamento e transporte manual de cargas. A maioria das lesões é causada por esforço excessivo; o resto são escorregões e quedas e lesões nas mãos infligidas por pontas afiadas. Distúrbios traumáticos cumulativos e distúrbios nas costas são problemas de saúde típicos devido ao trabalho manual. Embora a mecanização e a automação tenham eliminado em grande parte as tarefas de manuseio manual na indústria, ainda existem vários locais de trabalho onde as pessoas estão fisicamente sobrecarregadas ao levantar e carregar cargas pesadas. Deve-se considerar o fornecimento de equipamentos de manuseio apropriados - por exemplo, guindastes, plataformas elevatórias, elevadores, empilhadeiras, guindastes, transportadores, paletizadores, robôs e manipuladores mecânicos.
- Fornecer e manter uma comunicação eficaz. Um fator comum em acidentes graves é a falha na comunicação. Um motorista de guindaste deve se comunicar com um lançador, que prende a carga, e se os sinais manuais entre o motorista e o carregador estiverem incorretos ou os telefones de rádio tiverem baixa audibilidade, podem ocorrer erros críticos. Os links de comunicação são importantes entre os operadores de manuseio de materiais, pessoal de produção, carregadores, estivadores, motoristas de equipamentos e pessoal de manutenção. Por exemplo, um motorista de empilhadeira precisa passar informações sobre quaisquer problemas de segurança encontrados - por exemplo, corredores com cantos cegos devido a pilhas de material - ao entregar o caminhão ao próximo motorista durante a mudança de turno. Os condutores de veículos motorizados e guindastes móveis que trabalham como empreiteiros em um local de trabalho geralmente não estão familiarizados com os riscos específicos que podem encontrar e, portanto, devem receber orientação ou treinamento especial. Isso pode incluir o fornecimento de um mapa das instalações da fábrica no portão de acesso, juntamente com o trabalho seguro essencial e as instruções de direção. Os sinais de trânsito para o trânsito nos locais de trabalho não são tão desenvolvidos como os das vias públicas. No entanto, muitos dos riscos encontrados no tráfego rodoviário também são comuns nas instalações da fábrica. Portanto, é importante fornecer sinais de trânsito adequados para o tráfego interno, a fim de facilitar a comunicação de avisos de perigo e alertar os motoristas para quaisquer precauções que possam ser necessárias.
- Organize as interfaces humanas e o manuseio manual de acordo com os princípios ergonômicos. O trabalho de manuseio de materiais deve ser adaptado à capacidade e habilidades das pessoas, aplicando ergonomia para evitar erros e esforço impróprio. Os controles e displays de guindastes e empilhadeiras devem ser compatíveis com as expectativas e hábitos naturais das pessoas. No manuseio manual, é importante garantir que haja espaço suficiente para os movimentos humanos necessários para realizar as tarefas. Além disso, posturas de trabalho excessivamente extenuantes devem ser evitadas - por exemplo, levantar cargas manualmente sobre a cabeça e não exceder os pesos máximos permitidos para elevação manual. Variações individuais em idade, força, estado de saúde, experiência e considerações antropométricas podem exigir modificação do espaço de trabalho e das tarefas de acordo. A separação de pedidos em armazéns é um exemplo de tarefa em que a ergonomia é de extrema importância para a segurança e a produtividade.
- Fornecer treinamento e aconselhamento adequados. Tarefas de manuseio de materiais são muitas vezes consideradas de status muito baixo para justificar qualquer treinamento especial para a força de trabalho. O número de operadores de guindastes especializados e motoristas de empilhadeira está diminuindo nos locais de trabalho; e há uma tendência crescente de tornar a condução de guindastes e empilhadeiras um trabalho que quase todos no local de trabalho devem estar preparados para fazer. Embora os riscos possam ser reduzidos por medidas técnicas e ergonômicas, é a habilidade do operador que é decisiva para evitar situações perigosas em ambientes de trabalho dinâmicos. Pesquisas de acidentes indicaram que muitas das vítimas em acidentes de manuseio de materiais são pessoas que não estão envolvidas nas tarefas de manuseio de materiais. Portanto, o treinamento também deve ser fornecido até certo ponto para os espectadores nas áreas de manuseio de materiais.
- Forneça às pessoas que trabalham no transporte e manuseio roupas pessoais adequadas. Vários tipos de lesões podem ser evitados com o uso de equipamentos de proteção individual adequados. Sapatos de segurança que não causam escorregões e quedas, luvas pesadas, óculos de segurança ou óculos de proteção e capacetes são protetores pessoais típicos usados para tarefas de manuseio de materiais. Quando os perigos especiais o exigem, são usados proteção contra quedas, respiradores e roupas especiais de segurança. O equipamento de trabalho apropriado para manuseio de materiais deve fornecer boa visibilidade e não deve incluir peças que possam ser facilmente apanhadas no equipamento ou agarradas por peças móveis.
- Executar tarefas de manutenção e inspeção adequadas. Quando os acidentes acontecem devido a falhas em equipamentos, muitas vezes os motivos são encontrados em procedimentos inadequados de manutenção e inspeção. As instruções para manutenção e inspeções são fornecidas nas normas de segurança e nos manuais dos fabricantes. Desvios dos procedimentos indicados podem levar a situações perigosas. Os usuários de equipamentos de manuseio de materiais são responsáveis pela manutenção diária e rotinas de inspeção envolvendo tarefas como verificação de baterias, cabos e correntes, equipamentos de elevação, freios e controles; limpeza de janelas; e adicionando óleo quando necessário. Inspeções mais minuciosas e menos frequentes são realizadas regularmente, como semanal, mensal, semestral ou anual, dependendo das condições de uso. A limpeza, incluindo a limpeza adequada de pisos e locais de trabalho, também é importante para o manuseio seguro de materiais. Pisos oleosos e úmidos fazem com que pessoas e caminhões escorreguem. Paletes e racks de armazenamento quebrados devem ser descartados sempre que observados. Nas operações que envolvem o transporte de materiais a granel por transportadores é importante remover os acúmulos de poeira e grãos para evitar explosões de poeira e incêndios.
- Planeje as mudanças nas condições ambientais. A capacidade de adaptação a diferentes condições ambientais é limitada entre equipamentos e pessoas. Os operadores de empilhadeiras precisam de vários segundos para se adaptar ao dirigir de um corredor sombrio através de portas para um pátio ensolarado do lado de fora e ao se mover de dentro para fora. Para tornar essas operações mais seguras, arranjos especiais de iluminação podem ser configurados nas portas. Ao ar livre, os guindastes são frequentemente submetidos a altas cargas de vento, que devem ser levadas em consideração durante as operações de elevação. Em condições extremas de vento, o levantamento com guindastes deve ser totalmente interrompido. O gelo e a neve podem causar um trabalho extra considerável para os trabalhadores que têm de limpar as superfícies das cargas. Às vezes, isso também significa correr riscos extras; por exemplo, quando o trabalho é feito sobre a carga ou mesmo sob a carga durante o levantamento. O planejamento também deve abranger procedimentos seguros para essas tarefas. Uma carga de gelo pode deslizar para longe de um garfo de palete durante um transporte de empilhadeira. Atmosferas corrosivas, calor, condições de gelo e água do mar podem causar degradação de materiais e falhas subsequentes se os materiais não forem projetados para suportar tais condições.
Política de Segurança, Liderança e Cultura
Os temas de liderança e cultura são as duas considerações mais importantes entre as condições necessárias para alcançar a excelência em segurança. A política de segurança pode ou não ser considerada importante, dependendo da percepção do trabalhador se o compromisso e o apoio da gestão à política são de fato realizados diariamente. Muitas vezes, a administração redige a política de segurança e depois falha em garantir que ela seja aplicada pelos gerentes e supervisores no trabalho, todos os dias.
Cultura de Segurança e Resultados de Segurança
Costumávamos acreditar que havia certos “elementos essenciais” de um “programa de segurança”. Nos Estados Unidos, as agências reguladoras fornecem diretrizes sobre quais são esses elementos (política, procedimentos, treinamento, inspeções, investigações, etc.). Algumas províncias do Canadá afirmam que existem 20 elementos essenciais, enquanto algumas organizações no Reino Unido sugerem que 30 elementos essenciais devem ser considerados nos programas de segurança. Após um exame minucioso da lógica por trás das diferentes listas de elementos essenciais, torna-se óbvio que as listas de cada um refletem apenas a opinião de algum escritor do passado (Heinrich, digamos, ou Bird). Da mesma forma, os regulamentos sobre programação de segurança geralmente refletem a opinião de alguns dos primeiros escritores. Raramente há pesquisa por trás dessas opiniões, resultando em situações em que os elementos essenciais podem funcionar em uma organização e não em outra. Quando realmente olhamos para a pesquisa sobre a eficácia do sistema de segurança, começamos a entender que, embora existam muitos elementos essenciais aplicáveis aos resultados de segurança, é a percepção do trabalhador sobre a cultura que determina se algum elemento será eficaz ou não . Há uma série de estudos citados nas referências que levam à conclusão de que não há elementos “obrigatórios” nem “essenciais” em um sistema de segurança.
Isso apresenta alguns problemas sérios, pois os regulamentos de segurança tendem a instruir as organizações a simplesmente “ter um programa de segurança” que consiste em cinco, sete ou qualquer número de elementos, quando é óbvio que muitas das atividades prescritas não funcionarão e desperdiçarão tempo. , esforço e recursos que podem ser usados para realizar as atividades pró-ativas que evitarão perdas. Não é quais elementos são usados que determinam os resultados de segurança; ao contrário, é a cultura em que esses elementos são usados que determina o sucesso. Em uma cultura de segurança positiva, quase todos os elementos funcionarão; em uma cultura negativa, provavelmente nenhum dos elementos obterá resultados.
Construindo Cultura
Se a cultura da organização é tão importante, os esforços na gestão da segurança devem estar voltados, antes de tudo, para a construção da cultura para que as atividades de segurança instituídas tenham resultados. Cultura pode ser vagamente definido como “o jeito que é por aqui”. A cultura de segurança é positiva quando os trabalhadores acreditam honestamente que a segurança é um valor fundamental da organização e podem perceber que está no topo da lista de prioridades da organização. Essa percepção da força de trabalho só pode ser alcançada quando eles veem a gestão como confiável; quando o palavras da política de segurança são vividas no dia a dia; quando as decisões da administração sobre gastos financeiros mostram que o dinheiro é gasto para as pessoas (bem como para ganhar mais dinheiro); quando as medidas e recompensas fornecidas pela administração forçam o desempenho do gerente intermediário e da supervisão a níveis satisfatórios; quando os trabalhadores têm um papel na resolução de problemas e na tomada de decisões; quando existe um elevado grau de confiança e confiança entre a direção e os trabalhadores; quando há abertura de comunicação; e quando os trabalhadores recebem reconhecimento positivo por seu trabalho.
Em uma cultura de segurança positiva como a descrita acima, quase todos os elementos do sistema de segurança serão eficazes. De fato, com a cultura certa, uma organização dificilmente precisa de um “programa de segurança”, pois a segurança é tratada como parte normal do processo de gestão. Para alcançar uma cultura de segurança positiva, certos critérios devem ser atendidos
1. Deve existir um sistema que assegure atividades diárias regulares de supervisão proativa (ou equipe).
2. O sistema deve garantir ativamente que as tarefas e atividades da gerência intermediária sejam realizadas nas seguintes áreas:
- garantir o desempenho regular do subordinado (supervisão ou equipe)
- garantir a qualidade desse desempenho
- envolver-se em certas atividades bem definidas para mostrar que a segurança é tão importante que até os gerentes superiores estão fazendo algo a respeito.
3. A alta administração deve demonstrar e apoiar visivelmente que a segurança tem alta prioridade na organização.
4. Qualquer trabalhador que escolher deve poder se envolver ativamente em atividades significativas relacionadas à segurança.
5. O sistema de segurança deve ser flexível, permitindo escolhas em todos os níveis.
6. O esforço de segurança deve ser visto como positivo pela força de trabalho.
Esses seis critérios podem ser atendidos independentemente do estilo de gestão da organização, autoritário ou participativo, e com abordagens de segurança completamente diferentes.
Política de Cultura e Segurança
Ter uma política de segurança raramente leva a alguma coisa, a menos que seja acompanhada de sistemas que tornem a política ativa. Por exemplo, se a política declara que os supervisores são responsáveis pela segurança, isso não significa nada, a menos que o seguinte esteja em vigor:
- A gestão possui um sistema onde há uma definição clara do papel e de quais atividades devem ser realizadas para satisfazer a responsabilidade de segurança.
- Os supervisores sabem cumprir esse papel, são apoiados pela gestão, acreditam que as tarefas são realizáveis e realizam suas tarefas com planejamento e treinamento adequados.
- Eles são medidos regularmente para garantir que concluíram as tarefas definidas (mas não medidos por um registro de acidente) e para obter feedback para determinar se as tarefas devem ou não ser alteradas.
- Há uma recompensa contingente à conclusão da tarefa no sistema de avaliação de desempenho ou em qualquer que seja o mecanismo de direção da organização.
Esses critérios são verdadeiros em cada nível da organização; as tarefas devem ser definidas, deve haver uma medida válida de desempenho (conclusão da tarefa) e uma recompensa contingente ao desempenho. Assim, a política de segurança não orienta o desempenho da segurança; responsabilidade faz. A responsabilidade é a chave para a construção da cultura. Somente quando os trabalhadores veem os supervisores e a gerência cumprindo suas tarefas de segurança diariamente é que eles acreditam que a administração é confiável e que a alta administração realmente quis dizer isso quando assinou os documentos da política de segurança.
Liderança e Segurança
É óbvio pelo exposto que a liderança é crucial para os resultados de segurança, pois a liderança forma a cultura que determina o que funcionará e o que não funcionará nos esforços de segurança da organização. Um bom líder deixa claro o que se quer em termos de resultados, e também deixa claro exatamente o que será feito na organização para atingir os resultados. A liderança é infinitamente mais importante do que a política, pois os líderes, por meio de suas ações e decisões, enviam mensagens claras para toda a organização sobre quais políticas são importantes e quais não são. Às vezes, as organizações afirmam por meio de políticas que a saúde e a segurança são valores-chave e, em seguida, constroem medidas e recompensam estruturas que promovem o oposto.
A liderança, por meio de suas ações, sistemas, medidas e recompensas, determina claramente se a segurança será ou não alcançada na organização. Isso nunca foi tão evidente para todos os trabalhadores da indústria como durante a década de 1990. Nunca houve lealdade mais declarada à saúde e segurança do que nos últimos dez anos. Ao mesmo tempo, nunca houve tanto downsizing ou “right-sizing” e mais pressão para aumentos de produção e redução de custos, criando mais stress, mais horas extraordinárias forçadas, mais trabalho para menos trabalhadores, mais medo do futuro e menos segurança no trabalho do que nunca. O dimensionamento correto dizimou gerentes intermediários e supervisores e colocou mais trabalho em menos trabalhadores (as pessoas-chave em segurança). Há uma percepção geral de sobrecarga em todos os níveis da organização. A sobrecarga causa mais acidentes, mais fadiga física, mais fadiga psicológica, mais reclamações de estresse, mais condições de movimento repetitivo e mais transtornos traumáticos cumulativos. Em muitas organizações também houve deterioração da relação entre a empresa e o trabalhador, onde antes havia sentimentos mútuos de confiança e segurança. No primeiro ambiente, um trabalhador pode ter continuado a “trabalhar ferido”. No entanto, quando os trabalhadores temem por seus empregos e percebem que os níveis gerenciais são tão escassos e não são supervisionados, eles começam a sentir que a organização não se importa mais com eles, com a conseqüente deterioração da cultura de segurança.
Análise de lacunas
Muitas organizações estão passando por um processo simples conhecido como análise de lacunas que consiste em três etapas: (1) determinar onde você quer estar; (2) determinar onde você está agora e (3) determinar como ir de onde você está para onde você quer estar, ou como “preencher a lacuna”.
Determinando onde você quer estar. Como você deseja que seja o sistema de segurança da sua organização? Seis critérios foram sugeridos para avaliar o sistema de segurança de uma organização. Se forem rejeitados, você deve medir o sistema de segurança de sua organização em relação a algum outro critério. Por exemplo, você pode querer olhar para as sete variáveis climáticas de eficácia organizacional conforme estabelecido pelo Dr. Rensis Likert (1967), que mostrou que quanto melhor uma organização é em certas coisas, mais provável será o sucesso econômico, e assim em segurança. Essas variáveis climáticas são as seguintes:
- aumentando a confiança dos trabalhadores e o interesse geral dos gerentes na compreensão dos problemas de segurança
- dando treinamento e ajuda onde e conforme necessário
- oferecendo ensino necessário sobre como resolver problemas
- fornecendo a confiança necessária disponível, permitindo o compartilhamento de informações entre a administração e seus subordinados
- solicitar as ideias e opiniões do trabalhador
- proporcionando acessibilidade da alta administração
- reconhecer o trabalhador por fazer um bom trabalho e não apenas por dar respostas.
Existem outros critérios para avaliar a si mesmo, como o critério estabelecido para determinar a probabilidade de eventos catastróficos sugerido por Zembroski (1991).
Determinando onde você está agora. Este é talvez o mais difícil. Originalmente, pensava-se que a eficácia do sistema de segurança poderia ser determinada medindo o número de lesões ou algum subconjunto de lesões (lesões registráveis, lesões com afastamento, taxas de frequência, etc.). Devido ao baixo número desses dados, eles geralmente têm pouca ou nenhuma validade estatística. Reconhecendo isso nas décadas de 1950 e 1960, os investigadores se afastaram das medidas de incidentes e tentaram julgar a eficácia do sistema de segurança por meio de auditorias. A tentativa foi feita para predeterminar o que deve ser feito em uma organização para obter resultados e, em seguida, determinar por medição se essas coisas foram ou não feitas.
Durante anos, assumiu-se que as pontuações de auditoria previam resultados de segurança; quanto melhor a pontuação da auditoria neste ano, menor será o registro de acidentes no próximo ano. Agora sabemos (a partir de uma variedade de pesquisas) que as pontuações da auditoria não se correlacionam muito bem (se é que o fazem) com o registro de segurança. A pesquisa sugere que a maioria das auditorias (externas e às vezes construídas internamente) tende a se correlacionar muito melhor com a conformidade regulamentar do que com o registro de segurança. Isso está documentado em vários estudos e publicações.
Uma série de estudos correlacionando as pontuações de auditoria e o registro de lesões em grandes empresas ao longo de períodos de tempo (buscando determinar se o registro de lesões tem validade estatística) encontrou uma correlação zero e, em alguns casos, uma correlação negativa, entre os resultados da auditoria e o registro de lesão. As auditorias nesses estudos tendem a se correlacionar positivamente com a conformidade regulatória.
Bridging the Gap
Parece haver apenas algumas medidas de desempenho de segurança que são válidas (ou seja, elas realmente se correlacionam com o registro real de acidentes em grandes empresas por longos períodos de tempo) que podem ser usadas para “preencher a lacuna”:
- amostragem de comportamento
- entrevistas aprofundadas com trabalhadores
- pesquisas de percepção.
Talvez a medida mais importante a ser observada seja a pesquisa de percepção, que é usada para avaliar o status atual da cultura de segurança de qualquer organização. Questões críticas de segurança são identificadas e quaisquer diferenças nas opiniões da administração e dos funcionários sobre a eficácia dos programas de segurança da empresa são claramente demonstradas.
A pesquisa começa com um pequeno conjunto de perguntas demográficas que podem ser usadas para organizar gráficos e tabelas para mostrar os resultados (veja a figura 1). Normalmente, os participantes são questionados sobre seu nível de funcionário, seu local de trabalho geral e talvez seu grupo comercial. Em nenhum momento são feitas perguntas aos colaboradores que permitam sua identificação pelos responsáveis pela apuração dos resultados.
Figura 1. Exemplo de resultados da pesquisa de percepção

A segunda parte da pesquisa consiste em uma série de perguntas. As perguntas são elaboradas para descobrir as percepções dos funcionários sobre várias categorias de segurança. Cada pergunta pode afetar a pontuação de mais de uma categoria. Uma resposta positiva percentual cumulativa é calculada para cada categoria. As porcentagens das categorias são representadas graficamente (ver figura 1) para exibir os resultados em ordem decrescente de percepção positiva pelos trabalhadores da linha. As categorias do lado direito do gráfico são aquelas percebidas pelos funcionários como menos positivas e, portanto, as que mais precisam de melhorias.
Sumário
Muito se aprendeu sobre o que determina a eficácia de um sistema de segurança nos últimos anos. Reconhece-se que a cultura é a chave. A percepção dos funcionários sobre a cultura da organização determina seu comportamento e, portanto, a cultura determina se algum elemento do programa de segurança será eficaz ou não.
A cultura é estabelecida não por uma política escrita, mas sim pela liderança; por ações e decisões do dia-a-dia; e pelos sistemas implantados que garantem a realização das atividades (desempenho) de segurança dos gerentes, supervisores e equipes de trabalho. A cultura pode ser construída positivamente por meio de sistemas de responsabilidade que garantam o desempenho e por meio de sistemas que permitam, incentivem e obtenham o envolvimento dos trabalhadores. Além disso, a cultura pode ser validamente avaliada por meio de pesquisas de percepção e aprimorada quando a organização determina onde gostaria de estar.
Mais...
Cultura e Gestão de Segurança
A cultura de segurança é um novo conceito entre os profissionais de segurança e pesquisadores acadêmicos. A cultura de segurança pode ser considerada como incluindo vários outros conceitos referentes a aspectos culturais da segurança ocupacional, como atitudes e comportamentos de segurança, bem como clima de segurança no local de trabalho, que são mais comumente referidos e estão bastante bem documentados.
A questão que surge é se a cultura de segurança é apenas uma nova palavra usada para substituir velhas noções, ou ela traz um novo conteúdo substantivo que pode ampliar nossa compreensão da dinâmica de segurança nas organizações? A primeira seção deste artigo responde a essa pergunta definindo o conceito de cultura de segurança e explorando suas dimensões potenciais.
Outra questão que pode ser levantada sobre a cultura de segurança diz respeito à sua relação com o desempenho de segurança das empresas. Admite-se que empresas semelhantes classificadas em uma determinada categoria de risco frequentemente diferem quanto ao seu desempenho real de segurança. A cultura de segurança é um fator de eficácia de segurança e, em caso afirmativo, que tipo de cultura de segurança conseguirá contribuir para um impacto desejável? Esta questão é abordada na segunda seção do artigo, revisando algumas evidências empíricas relevantes sobre o impacto da cultura de segurança no desempenho de segurança.
A terceira seção aborda a questão prática da gestão da cultura de segurança, a fim de auxiliar os gestores e demais lideranças organizacionais na construção de uma cultura de segurança que contribua para a redução dos acidentes de trabalho.
Cultura de Segurança: Conceito e Realidades
O conceito de cultura de segurança ainda não está muito bem definido, e se refere a uma ampla gama de fenômenos. Alguns deles já foram parcialmente documentados, como as atitudes e os comportamentos dos gerentes ou trabalhadores em relação ao risco e à segurança (Andriessen 1978; Cru e Dejours 1983; Dejours 1992; Dodier 1985; Eakin 1992; Eyssen, Eakin-Hoffman e Spengler 1980 ; Haas 1977). Esses estudos são importantes para apresentar evidências sobre a natureza social e organizacional das atitudes e comportamentos de segurança dos indivíduos (Simard 1988). No entanto, ao focar em atores organizacionais específicos, como gerentes ou trabalhadores, eles não abordam a questão mais ampla do conceito de cultura de segurança, que caracteriza as organizações.
Uma tendência de pesquisa mais próxima da abordagem abrangente enfatizada pelo conceito de cultura de segurança é representada pelos estudos sobre o clima de segurança desenvolvidos na década de 1980. O conceito de clima de segurança refere-se às percepções que os trabalhadores têm do seu ambiente de trabalho, particularmente o nível de preocupação e atividades de segurança da gestão e seu próprio envolvimento no controle de riscos no trabalho (Brown e Holmes 1986; Dedobbeleer e Béland 1991; Zohar 1980). Teoricamente, acredita-se que os trabalhadores desenvolvam e usem tais conjuntos de percepções para determinar o que acreditam ser esperado deles dentro do ambiente organizacional e se comportar de acordo. Embora conceituado como um Individual atributo de uma perspectiva psicológica, as percepções que formam o clima de segurança fornecem uma valiosa avaliação da reação comum dos trabalhadores a uma organizacional atributo construído social e culturalmente, neste caso pela gestão da segurança do trabalho no trabalho. Consequentemente, embora o clima de segurança não capte completamente a cultura de segurança, pode ser visto como uma fonte de informação sobre a cultura de segurança de um local de trabalho.
Cultura de segurança é um conceito que (1) inclui os valores, crenças e princípios que servem de base para o sistema de gestão da segurança e (2) também inclui o conjunto de práticas e comportamentos que exemplificam e reforçam esses princípios básicos. Essas crenças e práticas são significados produzidos por integrantes da organização em busca de estratégias para abordar temas como riscos ocupacionais, acidentes e segurança no trabalho. Esses significados (crenças e práticas) não são apenas compartilhados em certa medida pelos membros do ambiente de trabalho, mas também atuam como uma fonte primária de atividade motivada e coordenada em relação à questão da segurança no trabalho. Pode-se deduzir que a cultura deve ser diferenciada tanto das estruturas concretas de segurança do trabalho (a presença de um departamento de segurança, de um comitê conjunto de segurança e saúde e assim por diante) quanto dos programas de segurança do trabalho existentes (compostos por atividades de identificação e controle de perigos, como inspeções no local de trabalho, investigação de acidentes, análise de segurança no trabalho e assim por diante).
Petersen (1993) argumenta que a cultura de segurança “está no centro de como os elementos ou ferramentas dos sistemas de segurança... são usados”, dando o seguinte exemplo:
Duas empresas tinham uma política semelhante de investigação de acidentes e incidentes como parte de seus programas de segurança. Incidentes semelhantes ocorreram em ambas as empresas e as investigações foram iniciadas. Na primeira empresa, o supervisor constatou que os trabalhadores envolvidos se comportaram de maneira insegura, imediatamente os alertou sobre a infração de segurança e atualizou seus registros pessoais de segurança. O gerente sênior responsável reconheceu esse supervisor por garantir a segurança no local de trabalho. Na segunda empresa, o supervisor considerou as circunstâncias do incidente, nomeadamente o facto de ter ocorrido num momento em que o operador estava sob forte pressão para cumprir os prazos de produção após um período de problemas de manutenção mecânica que abrandaram a produção, e num contexto em que a atenção dos trabalhadores foi extraído de práticas de segurança porque os recentes cortes nas empresas deixaram os trabalhadores preocupados com a segurança de seus empregos. Responsáveis da empresa reconheceram o problema da manutenção preventiva e realizaram uma reunião com todos os funcionários onde discutiram a situação financeira atual e pediram aos trabalhadores que mantenham a segurança enquanto trabalham juntos para melhorar a produção com vistas a viabilizar a corporação.
“Por que”, perguntou Petersen, “uma empresa culpou o funcionário, preencheu os formulários de investigação do incidente e voltou ao trabalho enquanto a outra empresa descobriu que deve lidar com falhas em todos os níveis da organização?” A diferença está nas culturas de segurança, não nos próprios programas de segurança, embora a maneira cultural como esse programa é colocado em prática e os valores e crenças que dão sentido às práticas reais determinem em grande parte se o programa tem conteúdo e impacto reais suficientes.
A partir deste exemplo, parece que a alta administração é um ator-chave cujos princípios e ações em segurança ocupacional contribuem amplamente para estabelecer a cultura de segurança corporativa. Em ambos os casos, os supervisores responderam de acordo com o que perceberam ser “a maneira certa de fazer as coisas”, percepção que foi reforçada pelas consequentes ações da alta administração. Obviamente, no primeiro caso, a alta administração favoreceu um “by-the-book”, ou uma abordagem burocrática e hierárquica de controle de segurança, enquanto no segundo caso, a abordagem foi mais abrangente e propícia ao comprometimento dos gerentes e trabalhadores envolvimento, segurança no trabalho. Outras abordagens culturais também são possíveis. Por exemplo, Eakin (1992) mostrou que em empresas muito pequenas, é comum que o gerente de topo delegue completamente a responsabilidade pela segurança aos trabalhadores.
Esses exemplos levantam a importante questão da dinâmica de uma cultura de segurança e dos processos envolvidos na construção, manutenção e mudança da cultura organizacional em relação à segurança do trabalho. Um desses processos é a liderança demonstrada pelos altos gerentes e outros líderes organizacionais, como dirigentes sindicais. A abordagem da cultura organizacional contribuiu para estudos renovados de liderança nas organizações, mostrando a importância do papel pessoal dos líderes naturais e organizacionais em demonstrar comprometimento com valores e criar significados compartilhados entre os membros da organização (Nadler e Tushman 1990; Schein 1985). O exemplo de Petersen da primeira empresa ilustra uma situação em que a liderança da alta administração era estritamente estrutural, uma questão meramente de estabelecer e reforçar o cumprimento do programa de segurança e das regras. Na segunda empresa, os gerentes de topo demonstraram uma abordagem mais ampla à liderança, combinando um papel estrutural na decisão de dar tempo para realizar a manutenção preventiva necessária com um papel pessoal na reunião com os funcionários para discutir segurança e produção em uma situação financeira difícil. Finalmente, no estudo de Eakin, os gerentes seniores de algumas pequenas empresas parecem não desempenhar nenhum papel de liderança.
Outros atores organizacionais que desempenham um papel muito importante na dinâmica cultural da segurança do trabalho são os gerentes de nível médio e os supervisores. Em seu estudo com mais de mil supervisores de primeira linha, Simard e Marchand (1994) mostram que uma grande maioria dos supervisores está envolvida na segurança ocupacional, embora os padrões culturais de seu envolvimento possam diferir. Em alguns locais de trabalho, o padrão dominante é o que eles chamam de “envolvimento hierárquico” e é mais orientado para o controle; em outras organizações, o padrão é o “envolvimento participativo”, porque os supervisores encorajam e permitem que seus funcionários participem de atividades de prevenção de acidentes; e em uma pequena minoria de organizações, os supervisores se retiram e deixam a segurança nas mãos dos trabalhadores. É fácil ver a correspondência entre esses estilos de gerenciamento de segurança de supervisão e o que foi dito anteriormente sobre os padrões de liderança dos gerentes de nível superior em segurança ocupacional. Empiricamente, porém, o estudo de Simard e Marchand mostra que a correlação não é perfeita, uma circunstância que dá suporte à hipótese de Petersen de que um grande problema de muitos executivos é como construir uma cultura de segurança forte e voltada para as pessoas entre os níveis médio e gestão de supervisão. Parte desse problema pode ser devido ao fato de que a maioria dos gerentes de nível inferior ainda é predominantemente voltada para a produção e propensa a culpar os trabalhadores por acidentes de trabalho e outros contratempos de segurança (DeJoy 1987 e 1994; Taylor 1981).
Essa ênfase na gestão não deve ser vista como desconsideração da importância dos trabalhadores na dinâmica da cultura de segurança nos locais de trabalho. A motivação e os comportamentos dos trabalhadores em relação à segurança no trabalho são influenciados pelas percepções que eles têm da prioridade dada à segurança ocupacional por seus supervisores e gerentes de topo (Andriessen 1978). Esse padrão de influência de cima para baixo foi comprovado em vários experimentos comportamentais, usando o feedback positivo dos gerentes para reforçar a conformidade com as regras formais de segurança (McAfee e Winn 1989; Näsänen e Saari 1987). Os trabalhadores também formam espontaneamente grupos de trabalho quando a organização do trabalho oferece condições adequadas que lhes permitem envolver-se na gestão formal ou informal da segurança e regulamentação do local de trabalho (Cru e Dejours 1983; Dejours 1992; Dwyer 1992). Este último padrão de comportamento dos trabalhadores, mais orientado para as iniciativas de segurança dos grupos de trabalho e para a sua capacidade de autorregulação, pode ser utilizado positivamente pela gestão para desenvolver o envolvimento e segurança dos trabalhadores na construção de uma cultura de segurança no trabalho.
Cultura de Segurança e Desempenho de Segurança
Há um crescente corpo de evidências empíricas sobre o impacto da cultura de segurança no desempenho de segurança. Numerosos estudos investigaram as características de empresas com baixas taxas de acidentes, geralmente comparando-as com empresas similares com taxas de acidentes acima da média. Um resultado bastante consistente desses estudos, conduzidos tanto em países industrializados quanto em países em desenvolvimento, enfatiza a importância do comprometimento e liderança de segurança dos gerentes seniores para o desempenho de segurança (Chew 1988; Hunt e Habeck 1993; Shannon et al. 1992; Smith et al . 1978). Além disso, a maioria dos estudos mostra que nas empresas com menores taxas de acidentes, o envolvimento pessoal dos gestores de topo na segurança do trabalho é pelo menos tão importante como as suas decisões na estruturação do sistema de gestão da segurança (funções que incluiriam a utilização de recursos financeiros e profissionais e a criação de políticas e programas, etc.). De acordo com Smith e cols. (1978) o envolvimento ativo dos gerentes seniores atua como um motivador para todos os níveis de gerenciamento, mantendo seu interesse por meio da participação, e para os funcionários, demonstrando o compromisso da administração com seu bem-estar. Resultados de muitos estudos sugerem que uma das melhores formas de demonstrar e promover seus valores humanísticos e filosofia voltada para as pessoas é a alta administração participar de atividades altamente visíveis, como inspeções de segurança no trabalho e reuniões com funcionários.
Numerosos estudos sobre a relação entre cultura de segurança e desempenho de segurança apontam os comportamentos de segurança dos supervisores de primeira linha, mostrando que o envolvimento dos supervisores em uma abordagem participativa da gestão de segurança geralmente está associado a taxas mais baixas de acidentes (Chew 1988; Mattila, Hyttinen e Rantanen 1994 ; Simard e Marchand 1994; Smith e outros 1978). Tal padrão de comportamento dos supervisores é exemplificado por frequentes interações formais e informais e comunicações com trabalhadores sobre trabalho e segurança, prestando atenção ao monitoramento do desempenho de segurança dos trabalhadores e dando feedback positivo, bem como desenvolvendo o envolvimento dos trabalhadores em atividades de prevenção de acidentes . Além disso, as características de uma supervisão de segurança eficaz são as mesmas da supervisão geralmente eficiente de operações e produção, apoiando assim a hipótese de que existe uma conexão estreita entre uma gestão de segurança eficiente e uma boa gestão geral.
Há evidências de que uma força de trabalho orientada para a segurança é um fator positivo para o desempenho de segurança da empresa. No entanto, a percepção e a concepção dos comportamentos de segurança dos trabalhadores não devem ser reduzidas apenas ao cuidado e ao cumprimento das regras de segurança da gestão, embora numerosos experimentos comportamentais tenham mostrado que um nível mais alto de conformidade dos trabalhadores às práticas de segurança reduz as taxas de acidentes (Saari, 1990). De fato, o empoderamento da força de trabalho e o envolvimento ativo também são documentados como fatores de programas de segurança ocupacional bem-sucedidos. No nível do local de trabalho, alguns estudos oferecem evidências de que comitês conjuntos de saúde e segurança que funcionam com eficácia (compostos por membros bem treinados em segurança ocupacional, cooperam na busca de seu mandato e são apoiados por seus constituintes) contribuem significativamente para o desempenho de segurança da empresa (Chew 1988; Rees 1988; Tuohy e Simard 1992). Da mesma forma, no nível do chão de fábrica, os grupos de trabalho que são encorajados pela administração a desenvolver a segurança da equipe e a auto-regulação geralmente têm um desempenho de segurança melhor do que os grupos de trabalho sujeitos ao autoritarismo e à desintegração social (Dwyer 1992; Lanier 1992).
Pode-se concluir das evidências científicas acima mencionadas que um determinado tipo de cultura de segurança é mais propício ao desempenho de segurança. Em resumo, essa cultura de segurança combina a liderança e o apoio da alta administração, o comprometimento da administração inferior e o envolvimento dos funcionários na segurança ocupacional. Na verdade, essa cultura de segurança tem uma pontuação alta no que poderia ser conceituado como as duas principais dimensões do conceito de cultura de segurança, ou seja, missão de segurança e envolvimento de segurança, como mostra a figura 1.
Figura 1. Tipologia das culturas de segurança

missão de segurança refere-se à prioridade dada à segurança do trabalho na missão da empresa. A literatura sobre cultura organizacional enfatiza a importância de uma definição explícita e compartilhada de uma missão que se desenvolve e apóia os valores-chave da organização (Denison, 1990). Consequentemente, a dimensão da missão de segurança reflete o grau em que a segurança e a saúde ocupacional são reconhecidas pela alta administração como um valor-chave da empresa e o grau em que os gerentes de nível superior usam sua liderança para promover a internalização desse valor nos sistemas de gestão e práticas. Pode-se então supor que um forte senso de missão de segurança (+) impacta positivamente no desempenho de segurança porque motiva os membros individuais do local de trabalho a adotar um comportamento direcionado a objetivos em relação à segurança no trabalho e facilita a coordenação definindo um objetivo comum, bem como um critério externo para orientar o comportamento.
Envolvimento de segurança é onde supervisores e funcionários se unem para desenvolver a segurança da equipe no chão de fábrica. A literatura sobre cultura organizacional sustenta o argumento de que altos níveis de envolvimento e participação contribuem para o desempenho porque criam entre os membros da organização um senso de propriedade e responsabilidade levando a um maior comprometimento voluntário que facilita a coordenação do comportamento e reduz a necessidade de sistemas de controle burocráticos explícitos (Denison 1990). Além disso, alguns estudos mostram que o envolvimento pode ser uma estratégia dos gerentes para um desempenho eficaz, bem como uma estratégia dos trabalhadores para um melhor ambiente de trabalho (Lawler 1986; Walton 1986).
De acordo com a figura 1, os locais de trabalho que combinam um alto nível dessas duas dimensões devem ser caracterizados pelo que chamamos de cultura de segurança integrada, o que significa que a segurança no trabalho está integrada na cultura organizacional como um valor chave e nos comportamentos de todos os membros da organização, reforçando assim o envolvimento desde os gestores de topo até aos colaboradores de base. A evidência empírica acima mencionada suporta a hipótese de que este tipo de cultura de segurança deve conduzir os locais de trabalho ao melhor desempenho de segurança quando comparado com outros tipos de culturas de segurança.
A Gestão de uma Cultura de Segurança Integrada
A gestão de uma cultura de segurança integrada requer, em primeiro lugar, a vontade da gerência sênior de incorporá-la à cultura organizacional da empresa. Esta não é uma tarefa simples. Vai muito além da adoção de uma política corporativa oficial que enfatize o valor fundamental e a prioridade dada à segurança do trabalho e à filosofia de sua gestão, embora, de fato, a integração da segurança do trabalho nos valores centrais da organização seja uma pedra angular na construção de um sistema integrado de segurança cultura. Com efeito, a gestão de topo deve estar consciente de que tal política é o ponto de partida de um grande processo de mudança organizacional, uma vez que a maioria das organizações ainda não funciona de acordo com uma cultura de segurança integrada. É claro que os detalhes da estratégia de mudança irão variar dependendo de qual é a cultura de segurança existente no local de trabalho (consulte as células A, B e C da figura 1). De qualquer forma, uma das questões-chave é que a alta administração se comporte de forma congruente com tal política (ou seja, praticar o que prega). Isso faz parte da liderança pessoal que os gerentes de alto escalão devem demonstrar ao implementar e fazer cumprir tal política. Outra questão fundamental é que a alta administração facilite a estruturação ou reestruturação de vários sistemas formais de gestão de modo a apoiar a construção de uma cultura de segurança integrada. Por exemplo, se a cultura de segurança existente é burocrática, o papel do pessoal de segurança e da comissão mista de saúde e segurança deve ser reorientado de forma a apoiar o desenvolvimento do envolvimento de segurança dos supervisores e equipes de trabalho. Da mesma forma, o sistema de avaliação de desempenho deve ser adaptado para reconhecer a responsabilidade dos gerentes de nível inferior e o desempenho dos grupos de trabalho em segurança do trabalho.
Os gerentes de nível inferior, e particularmente os supervisores, também desempenham um papel crítico na gestão de uma cultura de segurança integrada. Mais especificamente, devem ser responsáveis pelo desempenho de segurança de suas equipes de trabalho e devem incentivar os trabalhadores a se envolverem ativamente na segurança do trabalho. De acordo com Petersen (1993), a maioria dos gerentes de nível inferior tendem a ser cínicos em relação à segurança porque são confrontados com a realidade das mensagens confusas da alta administração, bem como com a promoção de vários programas que vêm e vão com pouco impacto duradouro. Portanto, a construção de uma cultura de segurança integrada muitas vezes pode exigir uma mudança no padrão de comportamento de segurança dos supervisores.
De acordo com um estudo recente de Simard e Marchand (1995), uma abordagem sistemática para a mudança de comportamento dos supervisores é a estratégia mais eficiente para efetuar a mudança. Tal abordagem consiste em etapas coerentes e ativas destinadas a resolver três grandes problemas do processo de mudança: (1) a resistência dos indivíduos à mudança, (2) a adaptação dos sistemas formais de gerenciamento existentes para apoiar o processo de mudança e (3 ) a conformação da dinâmica política e cultural informal da organização. Os dois últimos problemas podem ser resolvidos pela liderança pessoal e estrutural dos gerentes superiores, conforme mencionado no parágrafo anterior. No entanto, nos locais de trabalho sindicalizados, essa liderança deve moldar a dinâmica política da organização de forma a criar um consenso com os líderes sindicais para o desenvolvimento da gestão participativa da segurança no chão de fábrica. Quanto ao problema da resistência dos supervisores à mudança, não deve ser administrado por uma abordagem de comando e controle, mas por uma abordagem consultiva que ajude os supervisores a participar do processo de mudança e a desenvolver um senso de propriedade. Técnicas como o grupo focal e o comitê ad hoc, que permitem que os supervisores e as equipes de trabalho expressem suas preocupações sobre a gestão da segurança e se envolvam em um processo de solução de problemas, são frequentemente utilizadas, combinadas com treinamento adequado dos supervisores em gestão participativa e eficaz da supervisão .
Não é fácil conceber uma cultura de segurança verdadeiramente integrada em um local de trabalho que não possui um comitê conjunto de saúde e segurança ou um delegado de segurança do trabalhador. No entanto, muitos países industrializados e alguns em desenvolvimento agora têm leis e regulamentos que incentivam ou obrigam os locais de trabalho a estabelecer tais comitês e delegados. O risco é que esses comitês e delegados se tornem meros substitutos para o envolvimento real e o empoderamento dos funcionários em segurança ocupacional no nível da fábrica, servindo assim para reforçar uma cultura de segurança burocrática. A fim de apoiar o desenvolvimento de uma cultura de segurança integrada, os comitês conjuntos e os delegados devem promover uma abordagem de gestão de segurança descentralizada e participativa, por exemplo (1) organizando atividades que conscientizem os funcionários sobre os riscos no local de trabalho e os comportamentos de risco, (2 ) elaborar procedimentos e programas de treinamento que capacitam supervisores e equipes de trabalho para resolver muitos problemas de segurança no chão de fábrica, (3) participar da avaliação de desempenho de segurança no local de trabalho e (4) fornecer feedback de reforço a supervisores e trabalhadores.
Outro meio poderoso de promover uma cultura de segurança integrada entre os funcionários é a realização de uma pesquisa de percepção. Os trabalhadores geralmente sabem onde estão muitos dos problemas de segurança, mas como ninguém lhes pergunta sua opinião, eles resistem a se envolver no programa de segurança. Uma pesquisa de percepção anônima é um meio de quebrar esse impasse e promover o envolvimento dos funcionários com a segurança, ao mesmo tempo em que fornece feedback à alta administração que pode ser usado para melhorar a gestão do programa de segurança. Tal pesquisa pode ser feita usando um método de entrevista combinado com um questionário aplicado a todos ou a uma amostra estatisticamente válida de funcionários (Bailey 1993; Petersen 1993). O acompanhamento da pesquisa é fundamental para a construção de uma cultura de segurança integrada. Uma vez que os dados estejam disponíveis, a alta administração deve prosseguir com o processo de mudança, criando grupos de trabalho ad hoc com a participação de todos os níveis da organização, incluindo os trabalhadores. Isso permitirá um diagnóstico mais aprofundado dos problemas identificados na pesquisa e recomendará formas de melhorar aspectos da gestão da segurança que necessitem. Tal pesquisa de percepção pode ser repetida a cada um ou dois anos, a fim de avaliar periodicamente a melhoria de seu sistema de gestão de segurança e cultura.
Clima Organizacional e Segurança
Vivemos em uma era de novas tecnologias e sistemas de produção mais complexos, onde as flutuações na economia global, as exigências dos clientes e os acordos comerciais afetam as relações de uma organização de trabalho (Moravec 1994). As indústrias estão enfrentando novos desafios no estabelecimento e manutenção de um ambiente de trabalho saudável e seguro. Em vários estudos, os esforços de segurança da administração, o compromisso e envolvimento da administração na segurança, bem como a qualidade da gestão, foram enfatizados como elementos-chave do sistema de segurança (Mattila, Hyttinen e Rantanen 1994; Dedobbeleer e Béland 1989; Smith 1989; Heinrich, Petersen e Roos 1980; Simonds e Shafai-Sahrai 1977; Komaki 1986; Smith et al. 1978).
Segundo Hansen (1993a), o compromisso da gestão com a segurança não é suficiente se for um estado passivo; somente uma liderança ativa e visível que crie um clima de desempenho pode guiar com sucesso uma corporação para um local de trabalho seguro. Rogers (1961) indicou que “se o administrador, ou líder militar ou industrial, criar tal clima dentro da organização, então a equipe se tornará mais auto-responsiva, mais criativa, mais capaz de se adaptar a novos problemas, mais basicamente cooperativa”. A liderança em segurança é, portanto, vista como promotora de um clima em que o trabalho seguro é valorizado - um clima de segurança.
Muito pouca pesquisa foi feita sobre o conceito de clima de segurança (Zohar 1980; Brown e Holmes 1986; Dedobbeleer e Béland 1991; Oliver, Tomas e Melia 1993; Melia, Tomas e Oliver 1992). As pessoas nas organizações encontram milhares de eventos, práticas e procedimentos e percebem esses eventos em conjuntos relacionados. O que isso implica é que os ambientes de trabalho têm vários climas e que o clima de segurança é visto como um deles. Como o conceito de clima é um fenômeno complexo e multinível, a pesquisa do clima organizacional tem sido atormentada por problemas teóricos, conceituais e de medição. Portanto, parece crucial examinar essas questões na pesquisa do clima de segurança se o clima de segurança permanecer um tópico de pesquisa viável e uma ferramenta gerencial valiosa.
O clima de segurança tem sido considerado um conceito significativo que tem implicações consideráveis para a compreensão do desempenho do funcionário (Brown e Holmes 1986) e para garantir o sucesso no controle de lesões (Matttila, Hyttinen e Rantanen 1994). Se as dimensões do clima de segurança puderem ser avaliadas com precisão, a administração poderá usá-las para reconhecer e avaliar áreas potencialmente problemáticas. Além disso, os resultados da pesquisa obtidos com uma pontuação padronizada do clima de segurança podem gerar comparações úteis entre os setores, independentemente das diferenças em tecnologia e níveis de risco. Uma pontuação do clima de segurança pode, portanto, servir como diretriz no estabelecimento de uma política de segurança da organização do trabalho. Este artigo examina o conceito de clima de segurança no contexto da literatura sobre clima organizacional, discute a relação entre política de segurança e clima de segurança e examina as implicações do conceito de clima de segurança para a liderança no desenvolvimento e aplicação de uma política de segurança em uma organização industrial.
O Conceito de Clima de Segurança na Pesquisa de Clima Organizacional
Pesquisa de clima organizacional
O clima organizacional tem sido um conceito popular há algum tempo. Múltiplas revisões do clima organizacional apareceram desde meados da década de 1960 (Schneider 1975a; Jones e James 1979; Naylor, Pritchard e Ilgen 1980; Schneider e Reichers 1983; Glick 1985; Koys e DeCotiis 1991). Existem várias definições do conceito. clima organizacional tem sido vagamente usado para se referir a uma ampla classe de variáveis organizacionais e perceptivas que refletem as interações indivíduo-organização (Glick 1985; Field e Abelson 1982; Jones e James 1979). De acordo com Schneider (1975a), deve referir-se a uma área de pesquisa e não a uma unidade específica de análise ou a um conjunto particular de dimensões. O termo clima organizacional deve ser suplantado pela palavra clima para se referir a um clima para algo.
O estudo dos climas nas organizações tem sido difícil porque é um fenômeno complexo e multinível (Glick 1985; Koys e DeCotiis 1991). No entanto, houve progresso na conceituação da construção do clima (Schneider e Reichers 1983; Koys e DeCotiis 1991). A distinção proposta por James e Jones (1974) entre climas psicológicos e climas organizacionais ganhou aceitação geral. A diferenciação é feita em termos de nível de análise. O clima psicológico é estudado no nível de análise individual, e o clima organizacional é estudado no nível de análise organizacional. Quando considerado como um atributo individual, o termo clima psicológico é recomendado. Quando considerado como um atributo organizacional, o termo clima organizacional é visto como apropriado. Ambos os aspectos do clima são considerados fenômenos multidimensionais, descritivos da natureza das percepções dos funcionários sobre suas experiências dentro de uma organização de trabalho.
Embora a distinção entre clima psicológico e clima organizacional seja geralmente aceita, ela não livrou a pesquisa do clima organizacional de seus problemas conceituais e metodológicos (Glick 1985). Um dos problemas não resolvidos é o problema de agregação. O clima organizacional é frequentemente definido como uma simples agregação do clima psicológico em uma organização (James 1982; Joyce e Slocum 1984). A questão é: como podemos agregar as descrições individuais de seu ambiente de trabalho de modo a representar uma unidade social maior, a organização? Schneider e Reichers (1983) observaram que “é necessário um trabalho conceitual árduo antes da coleta de dados para que (a) os grupos de eventos avaliados mostrem o domínio relevante das questões e (b) a pesquisa seja relativamente descritiva em foco e se refira à unidade (ou seja, indivíduo, subsistema, organização total) de interesse para fins analíticos”. Glick (1985) acrescentou que o clima organizacional deve ser conceituado como um fenômeno organizacional, não como uma simples agregação de clima psicológico. Ele também reconheceu a existência de múltiplas unidades de teoria e análise (ou seja, individual, subunidade e organizacional). Clima organizacional conota uma unidade organizacional de teoria; não se refere ao clima de um indivíduo, grupo de trabalho, ocupação, departamento ou trabalho. Outros rótulos e unidades de teoria e análise devem ser usados para o clima de um indivíduo e o clima de um grupo de trabalho.
A concordância perceptiva entre os funcionários de uma organização tem recebido atenção considerável (Abbey e Dickson 1983; James 1982). A baixa concordância perceptiva nas medidas do clima psicológico é atribuída tanto a erros aleatórios quanto a fatores substantivos. Como os funcionários são solicitados a relatar o clima da organização e não o clima psicológico ou do grupo de trabalho, considera-se que muitos dos erros aleatórios e fontes de viés no nível individual se anulam quando as medidas perceptivas são agregadas ao nível organizacional (Glick 1985 ). Para separar os climas psicológicos e organizacionais e estimar as contribuições relativas dos processos organizacionais e psicológicos como determinantes dos climas organizacional e psicológico, o uso de modelos multiníveis parece ser crucial (Hox e Kreft 1994; Rabash e Woodhouse 1995). Esses modelos levam em consideração os níveis psicológico e organizacional sem usar medidas médias de climas organizacionais que geralmente são tomadas em uma amostra representativa de indivíduos em várias organizações. Pode-se mostrar (Manson, Wong e Entwisle 1983) que estimativas enviesadas das médias do clima organizacional e dos efeitos das características organizacionais nos climas resultam da agregação no nível organizacional de medições feitas no nível individual. A crença de que os erros de medição no nível individual são anulados quando se calcula a média de uma organização é infundada.
Outro problema persistente com o conceito de clima é a especificação de dimensões apropriadas de clima organizacional e/ou psicológico. Jones e James (1979) e Schneider (1975a) sugeriram o uso de dimensões climáticas que possam influenciar ou estar associadas aos critérios de interesse do estudo. Schneider e Reichers (1983) ampliaram essa ideia argumentando que as organizações de trabalho têm climas diferentes para coisas específicas, como segurança, serviço (Schneider, Parkington e Buxton 1980), relações industriais internas (Bluen e Donald 1991), produção, segurança e qualidade. Embora a referência de critérios forneça algum foco na escolha das dimensões do clima, o clima continua sendo um termo genérico amplo. O nível de sofisticação necessário para ser capaz de identificar quais dimensões de práticas e procedimentos são relevantes para a compreensão de determinados critérios em coletividades específicas (por exemplo, grupos, cargos, funções) não foi alcançado (Schneider 1975a). No entanto, a chamada para estudos orientados a critérios não exclui per se a possibilidade de que um conjunto relativamente pequeno de dimensões ainda possa descrever ambientes múltiplos, enquanto qualquer dimensão particular pode estar positivamente relacionada a alguns critérios, não relacionada a outros e negativamente relacionada a um terceiro. conjunto de resultados.
O conceito de clima de segurança
O conceito de clima de segurança foi desenvolvido no contexto das definições geralmente aceitas de clima organizacional e psicológico. Nenhuma definição específica do conceito foi ainda oferecida para fornecer diretrizes claras para medição e construção de teoria. Muito poucos estudos mediram o conceito, incluindo uma amostra estratificada de 20 organizações industriais em Israel (Zohar 1980), 10 empresas de manufatura e produção nos estados de Wisconsin e Illinois (Brown e Holmes 1986), 9 canteiros de obras no estado de Maryland (Dedobbeleer e Béland 1991), 16 canteiros de obras na Finlândia (Mattila, Hyttinen e Rantanen 1994, Mattila, Rantanen e Hyttinen 1994) e entre trabalhadores de Valência (Oliver, Tomas e Melia 1993; Melia, Tomas e Oliver 1992).
O clima foi visto como um resumo das percepções que os trabalhadores compartilham sobre seus ambientes de trabalho. As percepções do clima resumem a descrição individual de suas experiências organizacionais, em vez de sua reação avaliativa afetiva ao que foi experimentado (Koys e DeCotiis 1991). Seguindo Schneider e Reichers (1983) e Dieterly e Schneider (1974), os modelos de clima de segurança assumiram que essas percepções são desenvolvidas porque são necessárias como um quadro de referência para medir a adequação do comportamento. Com base em uma variedade de pistas presentes em seu ambiente de trabalho, acreditava-se que os funcionários desenvolviam conjuntos coerentes de percepções e expectativas em relação às contingências de resultados de comportamento e se comportavam de acordo (Frederiksen, Jensen e Beaton 1972; Schneider 1975a, 1975b).
A Tabela 1 demonstra alguma diversidade no tipo e número de dimensões do clima de segurança apresentadas nos estudos de validação do clima de segurança. Na literatura geral sobre clima organizacional, há muito pouco consenso sobre as dimensões do clima organizacional. No entanto, os pesquisadores são encorajados a usar dimensões climáticas que possam influenciar ou estar associadas aos critérios de interesse do estudo. Esta abordagem tem sido adotada com sucesso nos estudos sobre clima de segurança. Zohar (1980) desenvolveu sete conjuntos de itens que eram descritivos de eventos organizacionais, práticas e procedimentos e que foram encontrados para diferenciar fábricas de alta de baixa acidentes (Cohen 1977). Brown e Holmes (1986) usaram o questionário de 40 itens do Zohar e encontraram um modelo de três fatores em vez do modelo de oito fatores do Zohar. Dedobbeleer e Béland usaram nove variáveis para medir o modelo de três fatores de Brown e Holmes. As variáveis foram escolhidas para representar preocupações de segurança na indústria da construção e não eram todas idênticas àquelas incluídas no questionário de Zohar. Um modelo de dois fatores foi encontrado. Resta-nos debater se as diferenças entre os resultados de Brown e Holmes e os resultados de Dedobbeleer e Béland são atribuíveis ao uso de um procedimento estatístico mais adequado (procedimento de mínimos quadrados ponderados LISREL com coeficientes de correlações tetracóricas). Uma replicação foi feita por Oliver, Tomas e Melia (1993) e Melia, Tomas e Oliver (1992) com nove variáveis semelhantes, mas não idênticas, que medem as percepções do clima entre trabalhadores pós-traumáticos e pré-traumáticos de diferentes tipos de indústrias. Resultados semelhantes aos do estudo de Dedobbeleer e Béland foram encontrados.
Tabela 1. Medidas de clima de segurança
|
(S) autor |
Dimensões |
Unid |
|
Zohar (1980) |
Importância percebida do treinamento de segurança |
40 |
|
Brown e Holmes (1986) |
Percepção dos funcionários sobre o quanto a gestão está preocupada com seu bem-estar |
10 |
|
Dedobbeleer e Béland (1991) |
Comprometimento e envolvimento da administração com a segurança |
9 |
|
Melia, Tomas e Oliver (1992) |
Modelo de dois fatores de Dedobbeleer e Béland |
9 |
|
Oliver, Tomas e Melia (1993) |
Modelo de dois fatores de Dedobbeleer e Béland |
9 |
Várias estratégias têm sido usadas para melhorar a validade das medidas de clima de segurança. Existem diferentes tipos de validade (por exemplo, de conteúdo, concorrente e de construção) e várias formas de avaliar a validade de um instrumento. Validade do conteúdo é a adequação da amostragem do conteúdo de um instrumento de medição (Nunnally 1978). Na pesquisa de clima de segurança, os itens são aqueles mostrados por pesquisas anteriores como medidas significativas de segurança ocupacional. Outros juízes “competentes” geralmente julgam o conteúdo dos itens e, então, algum método para agrupar esses julgamentos independentes é usado. Não há menção a tal procedimento nos artigos sobre clima de segurança.
Validade do construto é a medida em que um instrumento mede a construção teórica que o pesquisador deseja medir. Requer uma demonstração de que o constructo existe, que é distinto de outros constructos e que o instrumento específico mede aquele constructo específico e nenhum outro (Nunnally 1978). O estudo de Zohar seguiu várias sugestões para melhorar a validade. Foram escolhidas amostras representativas de fábricas. Uma amostra aleatória estratificada de 20 trabalhadores da produção foi tomada em cada fábrica. Todas as questões focaram no clima organizacional para segurança. Para estudar a validade de construção de seu instrumento de clima de segurança, ele usou coeficientes de correlação de classificação de Spearman para testar a concordância entre as pontuações do clima de segurança das fábricas e a classificação dos inspetores de segurança das fábricas selecionadas em cada categoria de produção de acordo com práticas de segurança e programas de prevenção de acidentes. O nível de clima de segurança foi correlacionado com a eficácia do programa de segurança, conforme julgado pelos inspetores de segurança. Usando análises fatoriais confirmatórias LISREL, Brown e Holmes (1986) verificaram a validade fatorial do modelo de medição do Zohar com uma amostra de trabalhadores americanos. Eles queriam validar o modelo de Zohar pela replicação recomendada de estruturas fatoriais (Rummel 1970). O modelo não foi suportado pelos dados. Um modelo de três fatores forneceu um melhor ajuste. Os resultados também indicaram que as estruturas climáticas mostraram estabilidade em diferentes populações. Eles não diferiram entre os funcionários que tiveram acidentes e aqueles que não tiveram nenhum, fornecendo subsequentemente uma medida de clima válida e confiável entre os grupos. Os grupos foram então comparados em pontuações climáticas, e diferenças na percepção do clima foram detectadas entre os grupos. Como o modelo tem a capacidade de distinguir indivíduos que são sabidamente diferentes, validade concorrente foi mostrado.
Para testar a estabilidade do modelo de três fatores de Brown e Holmes (1986), Dedobbeleer e Béland (1991) usaram dois procedimentos LISREL (o método da máxima verossimilhança escolhido por Brown e Holmes e o método dos mínimos quadrados ponderados) com trabalhadores da construção civil. Os resultados revelaram que um modelo de dois fatores forneceu um ajuste geral melhor. A validação do construto também foi testada investigando a relação entre uma medida perceptiva do clima de segurança e medidas objetivas (ou seja, características estruturais e de processos dos canteiros de obras). Relações positivas foram encontradas entre as duas medidas. As evidências foram coletadas de diferentes fontes (ou seja, trabalhadores e superintendentes) e de diferentes maneiras (ou seja, questionário escrito e entrevistas). Mattila, Rantanen e Hyttinen (1994) replicaram este estudo mostrando que resultados semelhantes foram obtidos a partir das medições objetivas do ambiente de trabalho, resultando em um índice de segurança, e as medidas perceptivas do clima de segurança.
Uma replicação sistemática da estrutura bifatorial de Dedobbeleer e Béland (1991) foi feita em duas amostras diferentes de trabalhadores em diferentes ocupações por Oliver, Tomas e Melia (1993) e Melia, Tomas e Oliver (1992). O modelo de dois fatores forneceu o melhor ajuste global. As estruturas climáticas não diferiram entre os trabalhadores da construção dos EUA e os trabalhadores espanhóis de diferentes tipos de indústrias, fornecendo subsequentemente uma medida climática válida em diferentes populações e diferentes tipos de ocupações.
A confiabilidade é uma questão importante no uso de um instrumento de medição. Refere-se à precisão (consistência e estabilidade) da medição por um instrumento (Nunnally 1978). Zohar (1980) avaliou o clima organizacional para segurança em amostras de organizações com diversas tecnologias. A confiabilidade de suas medidas perceptivas agregadas do clima organizacional foi estimada por Glick (1985). Ele calculou a confiabilidade do avaliador médio de nível agregado usando a fórmula de Spearman-Brown com base na correlação intraclasse de uma análise de variância unidirecional e encontrou um ICC(1,k) de 0.981. Glick concluiu que as medidas agregadas do Zohar eram medidas consistentes de clima organizacional para segurança. As análises fatoriais confirmatórias LISREL conduzidas por Brown e Holmes (1986), Dedobbeleer e Béland (1991), Oliver, Tomas e Melia (1993) e Melia, Tomas e Oliver (1992) também mostraram evidências da confiabilidade das medidas de clima de segurança. No estudo de Brown e Holmes, as estruturas fatoriais permaneceram as mesmas para nenhum acidente versus grupos de acidentes. Oliver e outros. e Melia et al. demonstraram a estabilidade das estruturas dos fatores Dedobbeleer e Béland em duas amostras diferentes.
Política de Segurança e Clima de Segurança
O conceito de clima de segurança tem implicações importantes para as organizações industriais. Implica que os trabalhadores tenham um conjunto unificado de cognições sobre os aspectos de segurança de seus ambientes de trabalho. Como essas cognições são vistas como um quadro de referência necessário para avaliar a adequação do comportamento (Schneider 1975a), elas têm uma influência direta no desempenho de segurança dos trabalhadores (Dedobbeleer, Béland e German 1990). Existem, portanto, implicações básicas aplicadas do conceito de clima de segurança em organizações industriais. A medição do clima de segurança é uma ferramenta prática que pode ser usada pela gerência a baixo custo para avaliar e reconhecer áreas potencialmente problemáticas. Portanto, deve ser recomendado incluí-lo como um elemento do sistema de informações de segurança de uma organização. As informações fornecidas podem servir como diretrizes no estabelecimento de uma política de segurança.
Como as percepções do clima de segurança dos trabalhadores estão amplamente relacionadas às atitudes da administração sobre a segurança e ao compromisso da administração com a segurança, pode-se concluir que uma mudança nas atitudes e comportamentos da administração são pré-requisitos para qualquer tentativa bem-sucedida de melhorar o nível de segurança nas organizações industriais. Excelente gestão torna-se política de segurança. Zohar (1980) concluiu que a segurança deve ser integrada no sistema de produção de uma maneira que esteja intimamente relacionada ao grau geral de controle que a administração tem sobre os processos de produção. Este ponto tem sido enfatizado na literatura em relação à política de segurança. O envolvimento da gerência é visto como crítico para a melhoria da segurança (Minter 1991). Abordagens tradicionais mostram eficácia limitada (Sarkis 1990). Eles são baseados em elementos como comitês de segurança, reuniões de segurança, regras de segurança, slogans, campanhas de cartazes e incentivos ou concursos de segurança. De acordo com Hansen (1993b), essas estratégias tradicionais atribuem a responsabilidade pela segurança a um coordenador de staff que é destacado da missão de linha e cuja tarefa é quase exclusivamente inspecionar os perigos. O principal problema é que esta abordagem não consegue integrar a segurança no sistema de produção, limitando assim sua capacidade de identificar e resolver descuidos e insuficiências de gestão que contribuem para a causa do acidente (Hansen 1993b; Cohen 1977).
Ao contrário dos trabalhadores da produção nos estudos de Zohar e Brown e Holmes, os trabalhadores da construção perceberam as atitudes e ações de segurança da administração como uma única dimensão (Dedobbeleer e Béland 1991). Os trabalhadores da construção também perceberam a segurança como uma responsabilidade conjunta entre os indivíduos e a administração. Esses resultados têm implicações importantes para o desenvolvimento de políticas de segurança. Eles sugerem que o apoio e o compromisso da administração com a segurança devem ser altamente visíveis. Além disso, eles indicam que as políticas de segurança devem abordar as preocupações de segurança tanto da administração quanto dos trabalhadores. Reuniões de segurança como os “círculos culturais” de Freire (1988) podem ser um meio adequado para envolver os trabalhadores na identificação de problemas de segurança e soluções para esses problemas. As dimensões do clima de segurança estão, portanto, em estreita relação com a mentalidade de parceria para melhorar a segurança no trabalho, contrastando com a mentalidade de aplicação da polícia que estava presente na indústria da construção (Smith, 1993). No contexto da expansão dos custos dos cuidados de saúde e da compensação dos trabalhadores, surgiu uma abordagem não adversarial de gestão do trabalho para a saúde e a segurança (Smith, 1993). Essa abordagem de parceria exige, portanto, uma revolução na gestão de segurança, afastando-se dos programas e políticas de segurança tradicionais.
No Canadá, Sass (1989) indicou a forte resistência da administração e do governo à extensão dos direitos dos trabalhadores em saúde e segurança ocupacional. Essa resistência é baseada em considerações econômicas. Sass, portanto, defendeu “o desenvolvimento de uma ética do ambiente de trabalho baseada em princípios igualitários e a transformação do grupo de trabalho primário em uma comunidade de trabalhadores que podem moldar o caráter de seu ambiente de trabalho”. Ele também sugeriu que o relacionamento apropriado na indústria para refletir um ambiente de trabalho democrático é a “parceria”, a união dos principais grupos de trabalho como iguais. Em Quebec, essa filosofia progressista foi operacionalizada no estabelecimento de “comitês paritários” (Gouvernement du Québec 1978). De acordo com a lei, cada organização com mais de dez funcionários deveria criar um comitê paritário, que inclui representantes dos empregadores e dos trabalhadores. Esta comissão tem poder de decisão nas seguintes questões relacionadas com o programa de prevenção: determinação de um programa de serviços de saúde, escolha do médico da empresa, apuração de perigos iminentes e desenvolvimento de programas de formação e informação. O comitê também é responsável pelo monitoramento preventivo na organização; responder às reclamações dos trabalhadores e empregadores; analisar e comentar relatórios de acidentes; estabelecer um registro de acidentes, lesões, doenças e reclamações dos trabalhadores; estudar estatísticas e relatórios; e comunicar informações sobre as atividades do comitê.
Clima de Liderança e Segurança
Para fazer com que aconteçam coisas que permitam à empresa evoluir em direção a novos pressupostos culturais, a administração deve estar disposta a ir além do “compromisso” com a liderança participativa (Hansen 1993a). O local de trabalho, portanto, precisa de líderes com visão, habilidades de capacitação e vontade de causar mudanças.
O clima de segurança é criado pelas ações dos líderes. Isso significa promover um clima onde se valoriza trabalhar com segurança, convidando todos os funcionários a pensar além de seus trabalhos particulares, a cuidar de si e de seus colegas de trabalho, propagando e cultivando a liderança em segurança (Lark 1991). Para induzir esse clima, os líderes precisam de percepção e insight, motivação e habilidade para comunicar dedicação ou compromisso com o grupo além do interesse próprio, força emocional, capacidade de induzir “redefinição da cognição” articulando e vendendo novas visões e conceitos, capacidade de criar envolvimento e participação e profundidade de visão (Schein 1989). Para mudar quaisquer elementos da organização, os líderes devem estar dispostos a “descongelar” (Lewin 1951) sua própria organização.
De acordo com Lark (1991), liderança em segurança significa no nível executivo, criando um clima geral no qual a segurança é um valor e no qual supervisores e não supervisores conscientemente assumem a liderança no controle de riscos. Esses líderes executivos publicam uma política de segurança na qual: afirmam o valor de cada funcionário e do grupo e seu próprio compromisso com a segurança; relacionar a segurança à continuidade da empresa e ao alcance de seus objetivos; expressar suas expectativas de que cada indivíduo será responsável pela segurança e participará ativamente da manutenção da saúde e segurança do local de trabalho; nomeie um representante de segurança por escrito e autorize esse indivíduo a executar a política de segurança corporativa.
Os líderes supervisores esperam um comportamento seguro dos subordinados e os envolvem diretamente na identificação de problemas e suas soluções. Liderança em segurança para o não supervisor significa relatar deficiências, ver as ações corretivas como um desafio e trabalhar para corrigir essas deficiências.
A liderança desafia e capacita as pessoas a liderar por si mesmas. No cerne dessa noção de empoderamento está o conceito de poder, definido como a capacidade de controlar os fatores que determinam a própria vida. O novo movimento de promoção da saúde, no entanto, tenta reformular o poder não como “poder sobre”, mas sim como “poder para” ou “poder com” (Robertson e Minkler, 1994).
Conclusões
Apenas alguns dos problemas conceituais e metodológicos que afligem os cientistas do clima organizacional estão sendo abordados na pesquisa do clima de segurança. Ainda não foi dada uma definição específica do conceito de clima de segurança. No entanto, alguns dos resultados da pesquisa são muito encorajadores. A maioria dos esforços de pesquisa foram direcionados para a validação de um modelo de clima de segurança. Atenção tem sido dada à especificação das dimensões apropriadas do clima de segurança. Dimensões sugeridas pela literatura sobre características organizacionais encontradas para discriminar empresas de alta versus baixa taxa de acidentes serviram como um ponto de partida útil para o processo de identificação da dimensão. Modelos de oito, três e dois fatores são propostos. Como a navalha de Occam exige alguma parcimônia, a limitação das dimensões parece pertinente. O modelo de dois fatores é, portanto, mais apropriado, em particular em um contexto de trabalho onde pequenos questionários precisam ser administrados. Os resultados da análise fatorial para as escalas baseadas nas duas dimensões são bastante satisfatórios. Além disso, uma medida climática válida é fornecida em diferentes populações e diferentes ocupações. Estudos adicionais devem, no entanto, ser conduzidos se as regras de replicação e generalização do teste de teoria forem atendidas. O desafio é especificar um universo teoricamente significativo e analiticamente prático de possíveis dimensões climáticas. Pesquisas futuras também devem se concentrar em unidades organizacionais de análise na avaliação e melhoria da validade e confiabilidade do clima organizacional para medidas de segurança. Vários estudos estão sendo realizados neste momento em diferentes países, e o futuro parece promissor.
Como o conceito de clima de segurança tem implicações importantes para a política de segurança, torna-se particularmente crucial resolver os problemas conceituais e metodológicos. O conceito exige claramente uma revolução na gestão da segurança. Um processo de mudança nas atitudes e comportamentos de gestão torna-se um pré-requisito para atingir o desempenho de segurança. A “liderança em parceria” deve emergir deste período em que reestruturações e demissões são um sinal dos tempos. A liderança desafia e capacita. Nesse processo de empoderamento, empregadores e empregados aumentarão sua capacidade de trabalhar juntos de forma participativa. Eles também desenvolverão habilidades de ouvir e falar, análise de problemas e construção de consenso. Um senso de comunidade deve se desenvolver, assim como a autoeficácia. Empregadores e empregados poderão desenvolver esse conhecimento e essas habilidades.
Processo de Melhoria Participativa do Local de Trabalho
Modificação de comportamento: uma técnica de gerenciamento de segurança
A gestão da segurança tem duas tarefas principais. Cabe à organização de segurança (1) manter o desempenho de segurança da empresa no nível atual e (2) implementar medidas e programas que melhorem o desempenho de segurança. As tarefas são diferentes e requerem abordagens diferentes. Este artigo descreve um método para a segunda tarefa que tem sido usado em várias empresas com excelentes resultados. O pano de fundo deste método é a modificação de comportamento, que é uma técnica para melhorar a segurança que tem muitas aplicações nos negócios e na indústria. Dois experimentos conduzidos independentemente das primeiras aplicações científicas da modificação do comportamento foram publicados pelos americanos em 1978. As aplicações ocorreram em locais bastante diferentes. Komaki, Barwick e Scott (1978) fizeram seu estudo em uma padaria. Sulzer-Azaroff (1978) estudou em laboratórios de uma universidade.
Consequências do Comportamento
A modificação do comportamento coloca o foco nas consequências de um comportamento. Quando os trabalhadores têm vários comportamentos pelos quais optar, eles escolhem aquele que se espera que traga consequências mais positivas. Antes da ação, o trabalhador tem um conjunto de atitudes, habilidades, equipamentos e condições das instalações. Estes têm uma influência sobre a escolha da ação. No entanto, é principalmente o que segue a ação como consequências previsíveis que determina a escolha do comportamento. Como as consequências têm efeito sobre atitudes, habilidades e assim por diante, elas têm o papel predominante na indução de uma mudança de comportamento, de acordo com os teóricos (figura 1).
Figura 1. Modificação de comportamento: uma técnica de gerenciamento de segurança

O problema na área da segurança é que muitos comportamentos inseguros levam os trabalhadores a escolher consequências mais positivas (no sentido de aparentemente recompensar o trabalhador) do que comportamentos seguros. Um método de trabalho inseguro pode ser mais recompensador se for mais rápido, talvez mais fácil e induzir a apreciação do supervisor. A consequência negativa - por exemplo, uma lesão - não segue cada comportamento inseguro, pois as lesões exigem que existam outras condições adversas antes que possam ocorrer. Portanto, as consequências positivas são esmagadoras em seu número e frequência.
Como exemplo, foi realizado um workshop no qual os participantes analisaram vídeos de vários trabalhos em uma planta de produção. Esses participantes, engenheiros e operadores de máquinas da fábrica, perceberam que uma máquina era operada com a proteção aberta. “Não dá para ficar com a guarda fechada”, reclamou um operador. “Caso cesse o funcionamento automático, pressiono o fim de curso e forço a última peça a sair da máquina”, disse. “Caso contrário, tenho que retirar a parte inacabada, carregá-la por vários metros e colocá-la de volta na esteira. A peça é pesada; é mais fácil e rápido usar o fim de curso.”
Este pequeno incidente ilustra bem como as consequências esperadas afetam nossas decisões. O operador quer fazer o trabalho rápido e evitar levantar uma peça pesada e difícil de manusear. Mesmo que seja mais arriscado, o operador rejeita o método mais seguro. O mesmo mecanismo se aplica a todos os níveis nas organizações. Um gerente de fábrica, por exemplo, gosta de maximizar o lucro da operação e ser recompensado por bons resultados econômicos. Se a alta administração não prestar atenção à segurança, o gerente da fábrica pode esperar consequências mais positivas dos investimentos que maximizam a produção do que daqueles que melhoram a segurança.
Consequências Positivas e Negativas
Os governos dão regras aos tomadores de decisões econômicas por meio de leis e aplicam as leis com penalidades. O mecanismo é direto: qualquer tomador de decisão pode esperar consequências negativas por violação da lei. A diferença entre a abordagem legal e a abordagem defendida aqui está no tipo de consequências. A aplicação da lei usa consequências negativas para comportamento inseguro, enquanto as técnicas de modificação de comportamento usam consequências positivas para comportamento seguro. As consequências negativas têm suas desvantagens, mesmo que sejam eficazes. Na área de segurança, tem sido comum o uso de consequências negativas, que vão desde penalidades governamentais até reprimendas do supervisor. As pessoas tentam evitar as penalidades. Ao fazê-lo, facilmente associam a segurança às penalizações, como algo menos desejável.
As consequências positivas que reforçam o comportamento seguro são mais desejáveis, pois associam sentimentos positivos à segurança. Se os operadores podem esperar consequências mais positivas de métodos de trabalho seguros, eles escolhem isso como um papel provável de comportamento. Se os gerentes de fábrica forem avaliados e recompensados com base na segurança, eles provavelmente darão um valor maior aos aspectos de segurança em suas decisões.
A gama de possíveis consequências positivas é ampla. Eles se estendem da atenção social a vários privilégios e tokens. Algumas das consequências podem ser facilmente associadas ao comportamento; alguns outros exigem ações administrativas que podem ser esmagadoras. Felizmente, apenas a chance de ser recompensado pode mudar o desempenho.
Mudando Comportamento Inseguro para Comportamento Seguro
O que foi especialmente interessante no trabalho original de Komaki, Barwick e Scott (1978) e de Sulzer-Azaroff (1978) foi o uso de informações de desempenho como consequência. Em vez de usar consequências sociais ou recompensas tangíveis, que podem ser difíceis de administrar, eles desenvolveram um método para medir o desempenho de segurança de um grupo de trabalhadores e usaram o índice de desempenho como consequência. O índice foi construído de modo que fosse apenas um único número que variasse entre 0 e 100. Sendo simples, comunicou efetivamente a mensagem sobre o desempenho atual para os envolvidos. A aplicação original dessa técnica visava apenas fazer com que os funcionários mudassem seu comportamento. Não abordou nenhum outro aspecto da melhoria do local de trabalho, como a eliminação de problemas pela engenharia ou a introdução de mudanças nos procedimentos. O programa foi implementado por pesquisadores sem o envolvimento ativo dos trabalhadores.
Os usuários da técnica de modificação do comportamento (BM) assumem o comportamento inseguro como um fator essencial na causalidade do acidente, e um fator que pode mudar isoladamente sem efeitos subsequentes. Portanto, o ponto de partida natural de um programa de BM é a investigação de acidentes para a identificação de comportamentos inseguros (Sulzer-Azaroff e Fellner 1984). Uma aplicação típica de modificação de comportamento relacionada à segurança consiste nas etapas fornecidas na figura 2. Os atos seguros devem ser especificados com precisão, de acordo com os desenvolvedores da técnica. O primeiro passo é definir quais são as ações corretas em uma área como um departamento, uma área de supervisão e assim por diante. Usar óculos de segurança adequadamente em determinadas áreas seria um exemplo de ato seguro. Normalmente, um pequeno número de atos seguros específicos – por exemplo, dez – são definidos para um programa de modificação de comportamento.
Figura 2. A modificação do comportamento para segurança consiste nas seguintes etapas

Alguns outros exemplos de comportamentos seguros típicos são:
- Ao trabalhar em uma escada, ela deve ser amarrada.
- Ao trabalhar em uma passarela, não se deve se inclinar sobre o corrimão.
- Bloqueios devem ser usados durante a manutenção elétrica.
- Equipamento de proteção deve ser usado.
- Uma empilhadeira deve subir ou descer uma rampa com a lança em sua posição correta (Krause, Hidley e Hodgson 1990; McSween 1995).
Se um número suficiente de pessoas, normalmente de 5 a 30, trabalha em uma determinada área, é possível gerar uma lista de verificação de observação com base em comportamentos inseguros. O princípio básico é escolher itens do checklist que tenham apenas dois valores, correto ou incorreto. Se usar óculos de segurança for um dos atos seguros especificados, seria apropriado observar cada pessoa separadamente e determinar se estão ou não usando óculos de segurança. Desta forma, as observações fornecem dados objetivos e claros sobre a prevalência de comportamento seguro. Outros comportamentos seguros especificados fornecem outros itens para inclusão na lista de verificação de observação. Se a lista consistir, por exemplo, em cem itens, é fácil calcular um índice de desempenho de segurança da porcentagem dos itens marcados como corretos, após a conclusão da observação. O índice de desempenho geralmente varia de tempos em tempos.
Quando a técnica de medição está pronta, os usuários determinam a linha de base. As rodadas de observação são feitas em horários aleatórios semanalmente (ou por várias semanas). Quando um número suficiente de rodadas de observação é feito, há uma imagem razoável das variações do desempenho da linha de base. Isso é necessário para que os mecanismos positivos funcionem. A linha de base deve estar em torno de 50 a 60% para dar um ponto de partida positivo para melhoria e reconhecer o desempenho anterior. A técnica provou sua eficácia na mudança de comportamento de segurança. Sulzer-Azaroff, Harris e McCann (1994) listam em sua revisão 44 estudos publicados mostrando um efeito definido no comportamento. A técnica parece funcionar quase sempre, com algumas exceções, como mencionado em Cooper et al. 1994.
Aplicação Prática da Teoria Comportamental
Devido a vários inconvenientes na modificação do comportamento, desenvolvemos outra técnica que visa retificar alguns dos inconvenientes. O novo programa chama-se tuttava, que é um acrônimo para as palavras finlandesas produtivo com segurança. As principais diferenças são mostradas na tabela 1.
Tabela 1. Diferenças entre Tuttava e outros programas/técnicas
|
Aspecto |
Modificação de comportamento para segurança |
Processo participativo de melhoria do local de trabalho, Tuttava |
|
Base |
Acidentes, incidentes, percepções de risco |
Análise de trabalho, fluxo de trabalho |
|
Foco |
Pessoas e seu comportamento |
Condições |
|
Implementação Especialistas, consultores |
Equipe conjunta de gerenciamento de funcionários |
|
|
Efeito |
temporário |
Sustentável |
|
Objetivo |
Mudança comportamental |
Mudança fundamental e cultural |
A teoria de segurança subjacente em programas de segurança comportamental é muito simples. Ele assume que há uma linha clara entre seguro e inseguro. O uso de óculos de segurança representa um comportamento seguro. Não importa que a qualidade ótica dos óculos seja ruim ou que o campo de visão seja reduzido. De maneira mais geral, a dicotomia entre seguro e inseguro pode ser uma simplificação perigosa.
A recepcionista de uma fábrica pediu que eu removesse meu anel para um tour pela fábrica. Ela cometeu um ato seguro ao me pedir para retirar meu anel, e eu, ao fazê-lo. A aliança de casamento tem, no entanto, um alto valor emocional para mim. Portanto, eu estava preocupado em perder meu anel durante a turnê. Isso tirou parte da minha energia perceptiva e mental de observar a área circundante. Eu estava menos atento e, portanto, meu risco de ser atropelado por uma empilhadeira que passava era maior do que o normal.
A política de “sem anéis” originou-se provavelmente de um acidente passado. Semelhante ao uso de óculos de segurança, está longe de ser claro que ele próprio represente segurança. As investigações de acidentes e as pessoas envolvidas são a fonte mais natural para a identificação de atos inseguros. Mas isso pode ser muito enganador. O investigador pode não entender realmente como um ato contribuiu para a lesão sob investigação. Portanto, um ato rotulado como “inseguro” pode não ser realmente inseguro de um modo geral. Por esta razão, a aplicação aqui desenvolvida (Saari e Näsänen 1989) define os alvos comportamentais do ponto de vista da análise do trabalho. O foco está nas ferramentas e materiais, porque os trabalhadores lidam com eles todos os dias e é fácil para eles começarem a falar sobre objetos familiares.
Observar as pessoas por métodos diretos leva facilmente à culpa. A culpa leva à tensão organizacional e ao antagonismo entre a gerência e o trabalho, e não é benéfica para melhorias contínuas de segurança. Portanto, é melhor focar nas condições físicas em vez de tentar coagir o comportamento diretamente. Direcionar o aplicativo para comportamentos relacionados ao manuseio de materiais e ferramentas, tornará qualquer mudança relevante altamente visível. O comportamento em si pode durar apenas um segundo, mas deve deixar uma marca visível. Por exemplo, colocar uma ferramenta de volta em seu local designado após o uso leva muito pouco tempo. A ferramenta em si permanece visível e observável e não há necessidade de observar o comportamento em si.
A mudança visível oferece dois benefícios: (1) torna-se óbvio para todos que as melhorias acontecem e (2) as pessoas aprendem a ler seu nível de desempenho diretamente de seu ambiente. Eles não precisam dos resultados das rodadas de observação para saber seu desempenho atual. Desta forma, as melhorias passam a atuar como consequências positivas no que diz respeito ao comportamento correto, e o índice de desempenho artificial torna-se desnecessário.
Os pesquisadores e consultores externos são os principais atores da aplicação descrita anteriormente. Os trabalhadores não precisam pensar em seu trabalho; basta que mudem de comportamento. Porém, para obter resultados mais profundos e duradouros, seria melhor que eles estivessem envolvidos no processo. Portanto, o aplicativo deve integrar tanto os trabalhadores quanto a administração, de forma que a equipe de implementação seja composta por representantes de ambos os lados. Também seria bom ter um aplicativo que fornecesse resultados duradouros sem medições contínuas. Infelizmente, o programa de modificação de comportamento normal não cria mudanças altamente visíveis, e muitos comportamentos críticos duram apenas um segundo ou frações de segundo.
A técnica tem algumas desvantagens na forma descrita. Em teoria, a recaída para a linha de base deve ocorrer quando as rodadas de observação são encerradas. Os recursos para desenvolver o programa e realizar a observação podem ser muito extensos em comparação com a mudança temporária obtida.
Ferramentas e materiais fornecem uma espécie de janela para a qualidade das funções de uma organização. Por exemplo, se muitos componentes ou peças sobrecarregam uma estação de trabalho, pode ser uma indicação de problemas no processo de compra da empresa ou nos procedimentos dos fornecedores. A presença física de partes excessivas é uma forma concreta de iniciar a discussão sobre as funções organizacionais. Os trabalhadores que não estão acostumados a abstrair discussões sobre organizações podem participar e trazer suas observações para a análise. Ferramentas e materiais muitas vezes fornecem um caminho para os fatores subjacentes e mais ocultos que contribuem para os riscos de acidentes. Esses fatores são tipicamente organizacionais e processuais por natureza e, portanto, difíceis de abordar sem uma questão informativa concreta e substantiva.
Disfunções organizacionais também podem causar problemas de segurança. Por exemplo, em uma visita recente à fábrica, observaram-se trabalhadores levantando produtos manualmente em paletes pesando várias toneladas. Isso acontecia porque o sistema de compras e o sistema do fornecedor não funcionavam bem e, consequentemente, os rótulos dos produtos não estavam disponíveis no momento certo. Os produtos tiveram que ficar dias em paletes, obstruindo um corredor. Quando as etiquetas chegavam, os produtos eram levantados, novamente manualmente, para a linha. Tudo isso era trabalho extra, trabalho que contribui para o risco de lesões nas costas ou outras lesões.
Quatro condições devem ser satisfeitas em um programa de melhoria bem-sucedido
Para ser bem-sucedido, é preciso possuir compreensão teórica e prática correta sobre o problema e os mecanismos por trás dele. Esta é a base para definir as metas de melhoria, seguindo as quais (1) as pessoas devem conhecer as novas metas, (2) devem ter os meios técnicos e organizacionais para agir em conformidade e (3) devem estar motivadas (figura 3). Este esquema se aplica a qualquer programa de mudança.
Figura 3. As quatro etapas de um programa de segurança bem-sucedido

Uma campanha de segurança pode ser um bom instrumento para divulgar de forma eficiente informações sobre uma meta. No entanto, tem efeito sobre o comportamento das pessoas apenas se os outros critérios forem satisfeitos. Exigir o uso de capacetes não tem efeito sobre uma pessoa que não usa capacete, ou se um capacete for extremamente desconfortável, por exemplo, devido a um clima frio. Uma campanha de segurança também pode ter como objetivo aumentar a motivação, mas falhará se enviar apenas uma mensagem abstrata, como “segurança em primeiro lugar”, a menos que os destinatários tenham habilidades para traduzir a mensagem em comportamentos específicos. Os gerentes de fábrica que são instruídos a reduzir os ferimentos na área em 50% estão em uma situação semelhante se não entenderem nada sobre os mecanismos de acidentes.
Os quatro critérios estabelecidos na figura 3 devem ser atendidos. Por exemplo, foi realizado um experimento no qual as pessoas deveriam usar telas independentes para evitar que a luz de soldagem chegasse às áreas de outros trabalhadores. O experimento falhou porque não foi percebido que nenhum acordo organizacional adequado foi feito. Quem deve colocar a tela, o soldador ou outro trabalhador próximo exposto à luz? Como ambos trabalhavam por peça e não queriam perder tempo, um acordo organizacional sobre remuneração deveria ter sido feito antes do experimento. Um programa de segurança bem-sucedido deve abordar todas essas quatro áreas simultaneamente. Caso contrário, o progresso será limitado.
Programa Tuttava
O programa Tuttava (figura 4) dura de 4 a 6 meses e cobre a área de trabalho de 5 a 30 pessoas por vez. É feito por uma equipe composta por representantes da direção, supervisores e trabalhadores.
Figura 4. O programa Tuttava consiste em quatro etapas e oito etapas

Alvos de desempenho
O primeiro passo é preparar uma lista de metas de desempenho, ou melhores práticas de trabalho, composta por cerca de dez metas bem especificadas (tabela 2). As metas devem ser (1) positivas e tornar o trabalho mais fácil, (2) geralmente aceitáveis, (3) simples e resumidas, (4) expressas no início com verbos de ação para enfatizar os itens importantes a serem feitos e (5) fáceis para observar e medir.
Tabela 2. Um exemplo de melhores práticas de trabalho
- Mantenha as passarelas e corredores livres.
- Mantenha as ferramentas guardadas em locais apropriados quando não estiverem em uso.
- Use recipientes adequados e métodos de descarte para produtos químicos.
- Guarde todos os manuais no lugar certo após o uso.
- Certifique-se da calibração correta nos instrumentos de medição.
- Devolva carrinhos, carrinhos, paletes em local adequado após o uso.
- Pegue apenas a quantidade certa de peças (parafusos, porcas, etc.) das caixas e devolva os itens não utilizados
- de volta no lugar certo.
- Retire dos bolsos quaisquer objetos soltos que possam cair sem aviso prévio.
As palavras-chave para especificar os alvos são ferramentas e materiais. Normalmente as metas referem-se a objetivos como a colocação adequada de materiais e ferramentas, manter os corredores abertos, corrigir imediatamente vazamentos e outros distúrbios do processo e manter o livre acesso a extintores de incêndio, saídas de emergência, subestações elétricas, chaves de segurança e assim por diante. As metas de desempenho em uma fábrica de tintas de impressão são fornecidas na tabela 3.
Tabela 3. Metas de desempenho em uma fábrica de tintas para impressão
- Mantenha os corredores abertos.
- Sempre coloque tampas nos recipientes quando possível.
- Feche os frascos após o uso.
- Limpe e devolva as ferramentas após o uso.
- Aterre os recipientes ao mover substâncias inflamáveis.
- Use proteção pessoal conforme especificado.
- Use ventilação de exaustão local.
- Armazene nas áreas de trabalho apenas os materiais e substâncias necessários imediatamente.
- Use apenas a empilhadeira designada no departamento que produz tintas para impressão flexográfica.
- Etiquete todos os recipientes.
Essas metas são comparáveis aos comportamentos seguros definidos nos programas de modificação de comportamento. A diferença é que os comportamentos Tuttava deixam marcas visíveis. Fechar as garrafas após o uso pode ser um comportamento que leva menos de um minuto. No entanto, é possível verificar se isso foi feito ou não observando os frascos fora de uso. Não há necessidade de observar as pessoas, fato importante para evitar acusações e acusações.
As metas definem a mudança comportamental que a equipe espera dos colaboradores. Nesse sentido, comparam-se com os comportamentos seguros na modificação do comportamento. No entanto, a maioria das metas se refere a coisas que não são apenas comportamentos dos trabalhadores, mas que têm um significado muito mais amplo. Por exemplo, o objetivo pode ser armazenar apenas os materiais necessários imediatamente na área de trabalho. Isso requer uma análise do processo de trabalho e sua compreensão, podendo revelar problemas nos arranjos técnicos e organizacionais. Às vezes, os materiais não são armazenados convenientemente para uso diário. Às vezes, os sistemas de entrega funcionam tão lentamente ou são tão vulneráveis a distúrbios que os funcionários acumulam muito material na área de trabalho.
Lista de verificação de observação
Quando as metas de desempenho são suficientemente bem definidas, a equipe elabora uma lista de verificação de observação para medir até que ponto as metas foram atingidas. Cerca de 100 pontos de medição são escolhidos na área. Por exemplo, o número de pontos de medição era 126 na fábrica de tintas de impressão. Em cada ponto, a equipe observa um ou vários itens específicos. Por exemplo, no que diz respeito a um recipiente de resíduos, os itens podem ser (1) o recipiente não está muito cheio, (2) o tipo certo de resíduo é colocado nele ou (3) a tampa está fechada, se necessário? Cada item só pode estar correto ou incorreto. Observações dicotomizadas tornam o sistema de medição objetivo e confiável. Isso permite calcular um índice de desempenho após uma rodada de observação cobrindo todos os pontos de medição. O índice é simplesmente a porcentagem de itens avaliados corretamente. O índice pode, obviamente, variar de 0 a 100 e indica diretamente em que grau os padrões são atendidos. Quando o primeiro rascunho da lista de verificação de observação estiver disponível, a equipe realiza uma rodada de teste. Se o resultado estiver em torno de 50 a 60%, e se cada membro da equipe obtiver aproximadamente o mesmo resultado, a equipe pode passar para a próxima fase do Tuttava. Se o resultado da primeira rodada de observação for muito baixo — digamos, 20% —, a equipe revisa a lista de metas de desempenho. Isso porque o programa deve ser positivo em todos os aspectos. Uma linha de base muito baixa não avaliaria adequadamente o desempenho anterior; preferiria apenas culpar o mau desempenho. Uma boa linha de base é de cerca de 50%.
Melhorias técnicas, organizacionais e processuais
Uma etapa muito importante do programa é garantir o cumprimento das metas de desempenho. Por exemplo, o lixo pode estar no chão simplesmente porque o número de recipientes de lixo é insuficiente. Pode haver excesso de materiais e peças porque o sistema de abastecimento não funciona. O sistema tem que melhorar antes que seja correto exigir uma mudança de comportamento dos trabalhadores. Ao examinar cada uma das metas de atingibilidade, a equipe geralmente identifica muitas oportunidades para melhorias técnicas, organizacionais e processuais. Dessa forma, os integrantes trabalhadores trazem sua experiência prática para o processo de desenvolvimento.
Como os trabalhadores passam o dia inteiro no local de trabalho, eles têm muito mais conhecimento sobre os processos de trabalho do que a gestão. Analisando o cumprimento das metas de desempenho, os trabalhadores têm a oportunidade de comunicar suas ideias à administração. À medida que as melhorias ocorrem, os funcionários ficam muito mais receptivos à solicitação de cumprimento das metas de desempenho. Normalmente, esta etapa leva a ações corretivas facilmente gerenciáveis. Por exemplo, produtos foram retirados da linha para ajustes. Alguns dos produtos eram bons, outros eram ruins. Os trabalhadores da produção queriam ter áreas marcadas para produtos bons e ruins para saber quais produtos colocar de volta na linha e quais enviar para reciclagem. Essa etapa também pode exigir grandes modificações técnicas, como um novo sistema de ventilação na área onde os produtos rejeitados são armazenados. Às vezes, o número de modificações é muito alto. Por exemplo, mais de 300 melhorias técnicas foram feitas em uma fábrica de produtos químicos à base de petróleo que emprega apenas 60 trabalhadores. É importante gerir bem a implementação de melhorias para evitar a frustração e a sobrecarga dos respetivos departamentos.
Medições de linha de base
As observações de linha de base são iniciadas quando a obtenção das metas de desempenho é suficientemente garantida e quando a lista de verificação de observação é confiável o suficiente. Às vezes, as metas precisam de revisões, pois as melhorias levam mais tempo. A equipe realiza rondas semanais de observação por algumas semanas para determinar o padrão predominante. Esta fase é importante porque permite comparar o desempenho em qualquer momento posterior com o desempenho inicial. As pessoas esquecem facilmente como as coisas eram apenas alguns meses atrás. É importante ter a sensação de progresso para reforçar melhorias contínuas.
Opiniões sobre o curso
Como próximo passo, a equipe treina todas as pessoas da área. Geralmente é feito em um seminário de uma hora. Esta é a primeira vez que os resultados das medições da linha de base são de conhecimento geral. A fase de feedback começa imediatamente após o seminário. As rondas de observação continuam semanalmente. Agora, o resultado da rodada é imediatamente divulgado a todos, afixando o índice em um gráfico colocado em local visível. Todas as observações críticas, culpa ou outros comentários negativos são estritamente proibidos. Embora a equipe identifique os indivíduos que não se comportam conforme especificado nas metas, a equipe é instruída a manter as informações para si. Às vezes, todos os funcionários são integrados ao processo desde o início, principalmente se o número de pessoas trabalhando na área for pequeno. Isso é melhor do que ter equipes de implementação representativas. No entanto, pode não ser viável em todos os lugares.
Efeitos no desempenho
A mudança acontece dentro de algumas semanas após o início do feedback (figura 5). As pessoas começam a manter o local de trabalho em ordem visivelmente melhor. O índice de desempenho salta normalmente de 50 a 60% e depois até 80 ou 90%. Isso pode não parecer grande em termos absolutos, mas is uma grande mudança no chão de fábrica.
Figura 5. Os resultados de um departamento de um estaleiro

Como as metas de desempenho se referem propositalmente não apenas a questões de segurança, os benefícios se estendem desde melhor segurança até produtividade, economia de materiais e espaço físico, melhor aparência física e assim por diante. Para tornar as melhorias atraentes para todos, existem metas que integram segurança a outras metas, como produtividade e qualidade. Isso é necessário para tornar a segurança mais atraente para a administração, que, dessa forma, também fornecerá financiamento com mais boa vontade para as melhorias de segurança menos importantes
resultados sustentáveis
Quando o programa foi desenvolvido pela primeira vez, 12 experimentos foram conduzidos para testar os vários componentes. Observações de acompanhamento foram feitas em um estaleiro por 2 anos. O novo nível de desempenho manteve-se bem durante o acompanhamento de 2 anos. Os resultados sustentáveis separam esse processo da modificação normal do comportamento. As mudanças visíveis na localização de materiais, ferramentas e assim por diante, e as melhorias técnicas impedem que a melhoria já garantida desapareça. Passados 3 anos, foi feita uma avaliação do efeito em acidentes no estaleiro. O resultado foi dramático. Os acidentes caíram de 70 para 80%. Isso foi muito mais do que se poderia esperar com base na mudança de comportamento. Também diminuiu o número de acidentes totalmente alheios às metas de desempenho.
O maior efeito sobre os acidentes não é atribuível às mudanças diretas que o processo alcança. Em vez disso, este é um ponto de partida para outros processos a seguir. Como o Tuttava é muito positivo e traz melhorias perceptíveis, as relações entre gestão e mão de obra ficam melhores e as equipes ganham incentivo para outras melhorias.
Mudança cultural
Uma grande usina siderúrgica foi uma das numerosas usuárias do Tuttava, cujo objetivo principal é mudar a cultura de segurança. Quando começaram, em l987, havia 57 acidentes por milhão de horas trabalhadas. Antes disso, o gerenciamento de segurança dependia fortemente de comandos do topo. Infelizmente, o presidente se aposentou e todos esqueceram a segurança, pois a nova gestão não conseguiu criar uma demanda semelhante por cultura de segurança. Entre a média gerência, a segurança foi vista negativamente como algo a mais a ser feito por exigência do presidente. Eles organizaram dez times Tuttava em 987, e novos times foram adicionados a cada ano depois disso. Agora, eles têm menos de 35 acidentes por milhão de horas trabalhadas, e a produção aumentou continuamente durante esses anos. O processo fez com que a cultura de segurança melhorasse, pois os gerentes intermediários perceberam em seus respectivos departamentos melhorias que eram boas simultaneamente para segurança e produção. Eles se tornaram mais receptivos a outros programas e iniciativas de segurança.
Os benefícios práticos foram grandes. Por exemplo, o departamento de serviços de manutenção da siderúrgica, que emprega 300 pessoas, relatou uma redução de 400 dias no número de dias perdidos por acidentes de trabalho, ou seja, de 600 dias para 200 dias. A taxa de absentismo também caiu um ponto percentual. Os supervisores disseram que “é mais gostoso vir para um local de trabalho bem organizado, tanto material quanto mentalmente”. O investimento foi apenas uma fração do benefício econômico.
Outra empresa que emprega 1,500 pessoas relatou a liberação de 15,000 m2 da área de produção, uma vez que materiais, equipamentos e assim por diante, são armazenados em melhor ordem. A empresa pagou US$ 1.5 milhão a menos de aluguel. Uma empresa canadense economiza cerca de 1 milhão de dólares canadenses por ano devido à redução de danos materiais resultantes da implementação do Tuttava.
São resultados que só são possíveis através de uma mudança cultural. O elemento mais importante na nova cultura é o compartilhamento de experiências positivas. Um gerente disse: “Você pode comprar o tempo das pessoas, pode comprar sua presença física em um determinado local, pode até comprar um número medido de seus movimentos musculares qualificados por hora. Mas você não pode comprar lealdade, não pode comprar a devoção de corações, mentes ou almas. Você deve ganhá-los. A abordagem positiva de Tuttava ajuda os gerentes a conquistar a lealdade e a devoção de suas equipes de trabalho. Assim, o programa ajuda a envolver os funcionários em projetos de melhoria posteriores.
Métodos de Tomada de Decisões de Segurança
Uma empresa é um sistema complexo onde a tomada de decisão ocorre em muitas conexões e em várias circunstâncias. A segurança é apenas um dos vários requisitos que os gerentes devem considerar ao escolher entre as ações. As decisões relacionadas a questões de segurança variam consideravelmente em escopo e caráter, dependendo dos atributos dos problemas de risco a serem gerenciados e da posição do tomador de decisão na organização.
Muita pesquisa foi realizada sobre como as pessoas realmente tomam decisões, tanto individualmente quanto em um contexto organizacional: ver, por exemplo, Janis e Mann (1977); Kahnemann, Slovic e Tversky (1982); Montgomery e Svenson (1989). Este artigo examinará a experiência de pesquisa selecionada nesta área como base para os métodos de tomada de decisão usados na gestão da segurança. Em princípio, a tomada de decisão relativa à segurança não é muito diferente da tomada de decisão em outras áreas de gestão. Não existe um método simples ou conjunto de regras para tomar boas decisões em todas as situações, uma vez que as atividades envolvidas na gestão da segurança são muito complexas e variadas em escopo e caráter.
O foco principal deste artigo não será apresentar prescrições ou soluções simples, mas fornecer mais informações sobre alguns dos desafios e princípios importantes para uma boa tomada de decisão em relação à segurança. Será dada uma visão geral do escopo, níveis e etapas na solução de problemas relacionados a questões de segurança, principalmente com base no trabalho de Hale et al. (1994). A resolução de problemas é uma forma de identificar o problema e obter soluções viáveis. Este é um primeiro passo importante em qualquer processo de decisão a ser examinado. Para colocar em perspectiva os desafios das decisões da vida real em relação à segurança, os princípios de teoria da escolha racional será discutido. A última parte do artigo aborda a tomada de decisão em contexto organizacional e introduz a perspetiva sociológica sobre a tomada de decisão. Também estão incluídos alguns dos principais problemas e métodos de tomada de decisão no contexto da gestão da segurança, de modo a fornecer mais informações sobre as principais dimensões, desafios e armadilhas da tomada de decisões sobre questões de segurança como uma importante atividade e desafio na gestão da segurança. .
O Contexto da Tomada de Decisões de Segurança
Uma apresentação geral dos métodos de tomada de decisão de segurança é complicada porque tanto as questões de segurança quanto o caráter dos problemas de decisão variam consideravelmente ao longo da vida de uma empresa. Do conceito e estabelecimento ao encerramento, o ciclo de vida de uma empresa pode ser dividido em seis fases principais:
- design
- formação
- comissionamento
- operação
- manutenção e modificação
- decomposição e demolição.
Cada um dos elementos do ciclo de vida envolve decisões relativas à segurança que não são apenas específicas para aquela fase, mas também têm impacto em algumas ou todas as outras fases. Durante o projeto, construção e comissionamento, os principais desafios dizem respeito à escolha, desenvolvimento e realização das normas e especificações de segurança que foram decididas. Durante a operação, manutenção e demolição, os principais objetivos da gestão de segurança serão manter e possivelmente melhorar o determinado nível de segurança. A fase de construção também representa, em certa medida, uma “fase de produção”, porque ao mesmo tempo em que os princípios de segurança da construção devem ser respeitados, as especificações de segurança para o que está sendo construído devem ser cumpridas.
Níveis de Decisão de Gestão de Segurança
As decisões sobre segurança também diferem em caráter, dependendo do nível organizacional. Hal et ai. (1994) distinguem entre três principais níveis de decisão da gestão da segurança na organização:
O nível de execução é o nível em que as ações dos envolvidos (trabalhadores) influenciam diretamente na ocorrência e controle de riscos no ambiente de trabalho. Este nível preocupa-se com o reconhecimento dos perigos e com a escolha e implementação de ações para eliminá-los, reduzi-los e controlá-los. Os graus de liberdade presentes neste nível são limitados; portanto, os ciclos de feedback e correção preocupam-se essencialmente com a correção de desvios dos procedimentos estabelecidos e com o retorno da prática a uma norma. Assim que é identificada uma situação em que a norma pactuada não é mais considerada adequada, o próximo nível superior é acionado.
O nível de planejamento, organização e procedimentos preocupa-se em conceber e formalizar as ações a serem tomadas no nível de execução em relação a toda a gama de perigos esperados. O nível de planejamento e organização, que estabelece responsabilidades, procedimentos, linhas de comunicação e assim por diante, é normalmente encontrado em manuais de segurança. É este nível que desenvolve novos procedimentos para perigos novos para a organização e modifica os procedimentos existentes para acompanhar novos insights sobre perigos ou com padrões para soluções relacionadas a perigos. Este nível envolve a tradução de princípios abstratos em alocação e implementação de tarefas concretas e corresponde ao ciclo de melhoria exigido em muitos sistemas de qualidade.
O nível de estrutura e gestão preocupa-se com os princípios gerais de gerenciamento de segurança. Este nível é ativado quando a organização considera que os níveis atuais de planejamento e organização estão falhando em aspectos fundamentais para atingir o desempenho aceitável. É o nível em que o funcionamento “normal” do sistema de gestão da segurança é monitorado criticamente e por meio do qual é continuamente melhorado ou mantido diante de mudanças no ambiente externo da organização.
Hal et ai. (1994) enfatizam que os três níveis são abstrações correspondendo a três tipos diferentes de feedback. Eles não devem ser vistos como contíguos aos níveis hierárquicos de chão de fábrica, primeira linha e alta gerência, pois as atividades especificadas em cada nível abstrato podem ser aplicadas de muitas maneiras diferentes. A maneira como as alocações de tarefas são feitas reflete a cultura e os métodos de trabalho de cada empresa.
Processo de Tomada de Decisão de Segurança
Os problemas de segurança devem ser gerenciados por meio de algum tipo de solução de problemas ou processo de tomada de decisão. De acordo com Hale e cols. (1994) este processo, que é designado por ciclo de resolução de problemas, é comum aos três níveis de gerenciamento de segurança descritos acima. O ciclo de solução de problemas é um modelo de procedimento passo a passo idealizado para analisar e tomar decisões sobre problemas de segurança causados por desvios potenciais ou reais das realizações desejadas, esperadas ou planejadas (figura 1).
Figura 1. O ciclo de solução de problemas

Embora as etapas sejam as mesmas em princípio em todos os três níveis de gerenciamento de segurança, a aplicação na prática pode diferir um pouco, dependendo da natureza dos problemas tratados. O modelo mostra que as decisões que dizem respeito à gestão da segurança abrangem muitos tipos de problemas. Na prática, cada um dos seis problemas básicos de decisão na gestão da segurança terá de ser dividido em várias subdecisões que formarão a base para escolhas em cada uma das principais áreas problemáticas.
- Qual é o nível ou padrão de segurança aceitável da atividade/departamento/empresa, etc.?
- Que critérios devem ser usados para avaliar o nível de segurança?
- Qual é o nível de segurança atual?
- Quais são as causas dos desvios identificados entre o nível de segurança aceitável e o observado?
- Que meios devem ser escolhidos para corrigir os desvios e manter o nível de segurança?
- Como as ações corretivas devem ser implementadas e acompanhadas?
Teoria da Escolha Racional
Os métodos dos gerentes para tomar decisões devem ser baseados em algum princípio de racionalidade para ganhar aceitação entre os membros da organização. Em situações práticas, o que é racional nem sempre é fácil de definir, e os requisitos lógicos do que pode ser definido como decisões racionais podem ser difíceis de cumprir. teoria da escolha racional (RCT), a concepção de tomada de decisão racional, foi originalmente desenvolvida para explicar o comportamento econômico no mercado e, posteriormente, generalizada para explicar não apenas o comportamento econômico, mas também o comportamento estudado por quase todas as disciplinas das ciências sociais, da filosofia política à psicologia.
O estudo psicológico da tomada de decisão humana ótima é chamado teoria subjetiva da utilidade esperada (SEU). RCT e SEU são basicamente os mesmos; apenas os aplicativos diferem. O SEU concentra-se no pensamento da tomada de decisão individual, enquanto o RCT tem uma aplicação mais ampla na explicação do comportamento dentro de organizações ou instituições inteiras – veja, por exemplo, Neumann e Politser (1992). A maioria das ferramentas da pesquisa operacional moderna usa as suposições do SEU. Eles assumem que o que se deseja é maximizar a realização de algum objetivo, sob restrições específicas, e assumindo que todas as alternativas e consequências (ou sua distribuição de probabilidade) são conhecidas (Simon e associados 1992). A essência do RCT e SEU pode ser resumida da seguinte forma (March e Simon 1993):
Os tomadores de decisão, ao se depararem com uma situação de tomada de decisão, adquirem e visualizam todo o conjunto de alternativas a partir das quais escolherão sua ação. Este conjunto é simplesmente dado; a teoria não diz como é obtido.
A cada alternativa está anexado um conjunto de consequências - os eventos que ocorrerão se essa alternativa específica for escolhida. Aqui, as teorias existentes se enquadram em três categorias:
- teorias de certeza assumir que o tomador de decisão tem conhecimento completo e preciso das consequências que se seguirão em cada alternativa. No caso de certeza, a escolha é inequívoca.
- Teorias de risco assumem conhecimento preciso de uma distribuição de probabilidade das consequências de cada alternativa. No caso de risco, a racionalidade é geralmente definida como a escolha da alternativa para a qual a utilidade esperada é maior.
- teorias de incerteza assume que as consequências de cada alternativa pertencem a algum subconjunto de todas as consequências possíveis, mas que o tomador de decisão não pode atribuir probabilidades definidas para a ocorrência de consequências particulares. No caso de incerteza, a definição de racionalidade torna-se problemática.
No início, o tomador de decisão faz uso de uma “função de utilidade” ou uma “ordem de preferência” que classifica todos os conjuntos de consequências do mais preferido ao menos preferido. Deve-se notar que outra proposta é a regra do “risco minimax”, pela qual se considera o “pior conjunto de consequências” que pode decorrer de cada alternativa, então seleciona-se a alternativa cujo pior conjunto de consequências é preferido aos piores conjuntos anexados a outras alternativas.
O tomador de decisão elege a alternativa mais próxima do conjunto preferido de consequências.
Uma dificuldade do RCT é que o termo racionalidade é em si problemático. O que é racional depende do contexto social em que a decisão ocorre. Como apontado por Flanagan (1991), é importante distinguir entre os dois termos racionalidade e logicidade. A racionalidade está ligada a questões relacionadas ao significado e qualidade de vida para algum indivíduo ou indivíduos, enquanto a logicidade não. O problema do benfeitor é precisamente a questão que os modelos de escolha racional não conseguem esclarecer, na medida em que assumem a neutralidade de valor, que raramente está presente na tomada de decisão da vida real (Zey 1992). Embora o valor de RCT e SEU como teoria explicativa seja um tanto limitado, tem sido útil como modelo teórico para a tomada de decisão “racional”. A evidência de que o comportamento muitas vezes se desvia dos resultados previstos pela teoria da utilidade esperada não significa necessariamente que a teoria prescreve inadequadamente como as pessoas rede de apoio social tomar decisões. Como modelo normativo, a teoria provou ser útil para gerar pesquisas sobre como e por que as pessoas tomam decisões que violam o axioma da utilidade ótima.
A aplicação das ideias de RCT e SEU à tomada de decisões de segurança pode fornecer uma base para avaliar a “racionalidade” das escolhas feitas com relação à segurança - por exemplo, na seleção de medidas preventivas diante de um problema de segurança que se deseja aliviar. Muitas vezes não será possível cumprir os princípios da escolha racional devido à falta de dados confiáveis. Ou não se tem um quadro completo das ações disponíveis ou possíveis, ou então a incerteza dos efeitos de diferentes ações, por exemplo, a implementação de diferentes medidas preventivas, pode ser grande. Assim, o RCT pode ser útil para apontar alguns pontos fracos em um processo de decisão, mas fornece pouca orientação para melhorar a qualidade das escolhas a serem feitas. Outra limitação na aplicabilidade dos modelos de escolha racional é que a maioria das decisões nas organizações não necessariamente busca soluções ótimas.
Problema resolvido
Os modelos de escolha racional descrevem o processo de avaliando e escolhendo entre alternativas. No entanto, decidir sobre um curso de ação também requer o que Simon e associados (1992) descrevem como resolução de problemas. Este é o trabalho de escolher questões que requerem atenção, estabelecer metas e encontrar ou decidir sobre cursos de ação adequados. (Embora os gerentes possam saber que têm problemas, eles podem não entender a situação bem o suficiente para direcionar sua atenção para qualquer curso de ação plausível.) Como mencionado anteriormente, a teoria da escolha racional tem suas raízes principalmente na economia, estatística e pesquisa operacional, e só recentemente recebeu atenção de psicólogos. A teoria e os métodos de resolução de problemas têm uma história muito diferente. A resolução de problemas foi inicialmente estudada principalmente por psicólogos e, mais recentemente, por pesquisadores em inteligência artificial.
A pesquisa empírica mostrou que o processo de resolução de problemas ocorre mais ou menos da mesma maneira para uma ampla gama de atividades. Em primeiro lugar, a solução de problemas geralmente ocorre por meio de busca seletiva em grandes conjuntos de possibilidades, usando regras práticas (heurísticas) para guiar a busca. Como as possibilidades em situações problemáticas realistas são virtualmente infinitas, uma busca por tentativa e erro simplesmente não funcionaria. A busca deve ser altamente seletiva. Um dos procedimentos frequentemente utilizados para guiar a busca é descrito como escalada- usando alguma medida de abordagem para o objetivo para determinar onde é mais lucrativo procurar a seguir. Outro procedimento comum e mais poderoso é análise meios-fins. Ao usar esse método, o solucionador de problemas compara a situação atual com o objetivo, detecta diferenças entre eles e, em seguida, procura na memória ações que provavelmente reduzirão a diferença. Outra coisa que se aprendeu sobre resolução de problemas, especialmente quando o solucionador é um especialista, é que o processo de pensamento do solucionador depende de grandes quantidades de informações que são armazenadas na memória e que podem ser recuperadas sempre que o solucionador reconhece pistas sinalizando sua relevância.
Uma das conquistas da teoria contemporânea de resolução de problemas foi fornecer uma explicação para os fenômenos de intuição e julgamento frequentemente vistos no comportamento dos especialistas. O estoque de conhecimento especializado parece estar de alguma forma indexado pelas pistas de reconhecimento que o tornam acessível. Combinada com algumas capacidades inferenciais básicas (talvez na forma de análise meios-fins), essa função de indexação é aplicada pelo especialista para encontrar soluções satisfatórias para problemas difíceis.
A maioria dos desafios que os gerentes de segurança enfrentam será de um tipo que requer algum tipo de solução de problemas - por exemplo, detectar quais são realmente as causas subjacentes de um acidente ou problema de segurança, a fim de descobrir alguma medida preventiva. O ciclo de solução de problemas desenvolvido por Hale et al. (1994) – veja a figura 1 – dá uma boa descrição do que está envolvido nas etapas de solução de problemas de segurança. O que parece evidente é que atualmente não é possível e nem mesmo desejável desenvolver um modelo estritamente lógico ou matemático para o que é um processo ideal de solução de problemas da mesma maneira que foi seguido pelas teorias da escolha racional. Essa visão é apoiada pelo conhecimento de outras dificuldades nas instâncias da vida real de resolução de problemas e tomada de decisões que são discutidas abaixo.
Problemas Mal Estruturados, Definição de Agenda e Enquadramento
Na vida real, frequentemente ocorrem situações em que o processo de resolução de problemas se torna obscuro porque os próprios objetivos são complexos e às vezes mal definidos. O que muitas vezes acontece é que a própria natureza do problema é sucessivamente transformada no curso da exploração. Na medida em que o problema tem essas características, pode ser chamado de mal estruturado. Exemplos típicos de processos de resolução de problemas com tais características são (1) o desenvolvimento de novos designs e (2) a descoberta científica.
A solução de problemas mal definidos só recentemente se tornou um assunto de estudo científico. Quando os problemas são mal definidos, o processo de resolução de problemas requer conhecimento substancial sobre os critérios de solução, bem como conhecimento sobre os meios para satisfazer esses critérios. Ambos os tipos de conhecimento devem ser evocados no decorrer do processo, e a evocação dos critérios e restrições continuamente modifica e remodela a solução que o processo de resolução de problemas está abordando. Algumas pesquisas relacionadas à estruturação e análise de problemas em questões de risco e segurança foram publicadas e podem ser estudadas com proveito; ver, por exemplo, Rosenhead 1989 e Chicken e Haynes 1989.
Definindo a agenda, que é o primeiro passo do processo de resolução de problemas, também é o menos compreendido. O que traz um problema à cabeça da agenda é a identificação de um problema e o consequente desafio de determinar como ele pode ser representado de forma a facilitar sua solução; esses são assuntos que só recentemente têm sido focados em estudos de processos de decisão. A tarefa de estabelecer uma agenda é de extrema importância porque tanto os seres humanos individuais quanto as instituições humanas têm capacidades limitadas para lidar com muitas tarefas simultaneamente. Enquanto alguns problemas estão recebendo atenção total, outros são negligenciados. Quando novos problemas surgem repentina e inesperadamente (por exemplo, combate a incêndios), eles podem substituir o planejamento ordenado e a deliberação.
A forma como os problemas são representados tem muito a ver com a qualidade das soluções encontradas. Atualmente a representação ou enquadramento de problemas é ainda menos bem compreendido do que a definição da agenda. Uma característica de muitos avanços em ciência e tecnologia é que uma mudança no enquadramento trará uma abordagem totalmente nova para resolver um problema. Um exemplo dessa mudança no enquadramento da definição do problema na ciência da segurança nos últimos anos é a mudança de foco dos detalhes das operações de trabalho para as decisões e condições organizacionais que criam toda a situação de trabalho - veja, por exemplo, Wagenaar e outros (1994).
Tomada de decisão nas organizações
Os modelos de tomada de decisão organizacional veem a questão da escolha como um processo lógico no qual os tomadores de decisão tentam maximizar seus objetivos em uma série ordenada de etapas (figura 2). Este processo é, em princípio, o mesmo para segurança e para decisões sobre outras questões que a organização deve gerenciar.
Figura 2. O processo de tomada de decisão nas organizações

Esses modelos podem servir como uma estrutura geral para a “tomada de decisão racional” nas organizações; no entanto, tais modelos ideais têm várias limitações e deixam de fora aspectos importantes dos processos que realmente podem ocorrer. Algumas das características significativas dos processos organizacionais de tomada de decisão são discutidas a seguir.
Critérios aplicados na escolha organizacional
Enquanto os modelos de escolha racional se preocupam em encontrar a alternativa ideal, outros critérios podem ser ainda mais relevantes nas decisões organizacionais. Conforme observado por March e Simon (1993), as organizações por diversos motivos buscam satisfatório em vez de ideal soluções.
- Alternativas ótimas. Uma alternativa pode ser definida como ótima se (1) existe um conjunto de critérios que permite que todas as alternativas sejam comparadas e (2) a alternativa em questão é preferida, por esses critérios, a todas as outras alternativas (ver também a discussão sobre racionalidade). escolha, acima).
- Alternativas satisfatórias. Uma alternativa é satisfatória se (1) existe um conjunto de critérios que descreve alternativas minimamente satisfatórias e (2) a alternativa em questão atende ou excede esses critérios.
De acordo com March e Simon (1993), a maior parte da tomada de decisão humana, seja individual ou organizacional, está preocupada com a descoberta e seleção de satisfatório alternativas. Apenas em casos excepcionais ele se preocupa com a descoberta e seleção de ideal alternativas. Na gestão da segurança, alternativas satisfatórias em relação à segurança geralmente são suficientes, de modo que uma determinada solução para um problema de segurança deve atender a padrões especificados. As restrições típicas que frequentemente se aplicam às decisões de segurança de escolha ótima são considerações econômicas, como: “Bom o suficiente, mas o mais barato possível”.
Tomada de decisão programada
Explorando os paralelos entre a tomada de decisão humana e a tomada de decisão organizacional, March e Simon (1993) argumentaram que as organizações nunca podem ser perfeitamente racionais, porque seus membros têm capacidades limitadas de processamento de informações. Afirma-se que, na melhor das hipóteses, os tomadores de decisão podem alcançar apenas formas limitadas de racionalidade porque (1) geralmente precisam agir com base em informações incompletas, (2) são capazes de explorar apenas um número limitado de alternativas relacionadas a qualquer decisão dada, e (3) são incapazes de atribuir valores precisos aos resultados. March e Simon sustentam que os limites da racionalidade humana estão institucionalizados na estrutura e nos modos de funcionamento de nossas organizações. Para tornar o processo de tomada de decisão administrável, as organizações fragmentam, rotinizam e limitam o processo de decisão de várias maneiras. Os departamentos e as unidades de trabalho têm por efeito segmentar o ambiente da organização, compartimentalizar as responsabilidades e, assim, simplificar os domínios de interesse e tomada de decisão dos dirigentes, supervisores e trabalhadores. As hierarquias organizacionais desempenham uma função semelhante, fornecendo canais de solução de problemas para tornar a vida mais administrável. Isso cria uma estrutura de atenção, interpretação e operação que exerce uma influência crucial sobre o que é apreciado como escolhas “racionais” do tomador de decisão individual no contexto organizacional. March e Simon nomearam esses conjuntos organizados de respostas programas de performance, ou simplesmente programas. O termo programa não se destina a conotar rigidez completa. O conteúdo do programa pode ser adaptável a um grande número de características que o iniciam. O programa também pode ser condicionado a dados independentes dos estímulos iniciais. É então mais apropriadamente chamado de estratégia de desempenho.
Um conjunto de atividades é considerado rotineiro na medida em que a escolha foi simplificada pelo desenvolvimento de uma resposta fixa a estímulos definidos. Se as buscas foram eliminadas, mas a escolha permanece na forma de rotinas de computação sistemática claramente definidas, a atividade é designada como rotinizado. As atividades são consideradas não rotineiras na medida em que devem ser precedidas por atividades de desenvolvimento de programas do tipo resolução de problemas. A distinção feita por Hale et al. (1994) (discutido acima) entre os níveis de execução, planejamento e estrutura/gestão do sistema carregam implicações semelhantes no que diz respeito à estruturação do processo de tomada de decisão.
A programação influencia a tomada de decisão de duas maneiras: (1) definindo como um processo de decisão deve ser executado, quem deve participar e assim por diante, e (2) prescrevendo escolhas a serem feitas com base nas informações e alternativas disponíveis. Os efeitos da programação são, por um lado, positivos no sentido de que podem aumentar a eficiência do processo decisório e garantir que os problemas não fiquem sem solução, mas sejam tratados de forma bem estruturada. Por outro lado, uma programação rígida pode dificultar a flexibilidade necessária, especialmente na fase de resolução de problemas de um processo de decisão, a fim de gerar novas soluções. Por exemplo, muitas companhias aéreas estabeleceram procedimentos fixos para tratamento de desvios relatados, os chamados relatórios de voo ou relatórios de manutenção, que exigem que cada caso seja examinado por uma pessoa designada e que seja tomada uma decisão sobre ações preventivas a serem tomadas com base no incidente. Às vezes, a decisão pode ser que nenhuma ação seja tomada, mas os procedimentos garantem que tal decisão seja deliberada, e não resultado de negligência, e que haja um tomador de decisão responsável envolvido nas decisões.
O grau em que as atividades são programadas influencia a tomada de riscos. Wagenaar (1990) sustentou que a maioria dos acidentes são consequências do comportamento rotineiro sem qualquer consideração de risco. O verdadeiro problema do risco ocorre em níveis superiores nas organizações, onde as decisões não programadas são tomadas. Mas os riscos geralmente não são assumidos conscientemente. Eles tendem a ser resultados de decisões tomadas em questões que não estão diretamente relacionadas à segurança, mas onde as pré-condições para uma operação segura foram inadvertidamente afetadas. Gerentes e outros tomadores de decisão de alto nível são, portanto, mais frequentemente permitindo oportunidades para riscos do que correr riscos.
Tomada de decisão, poder e conflito de interesses
A capacidade de influenciar os resultados dos processos de tomada de decisão é uma fonte de poder bem reconhecida e que atraiu atenção considerável na literatura da teoria organizacional. Uma vez que as organizações são, em grande medida, sistemas de tomada de decisão, um indivíduo ou grupo pode exercer grande influência nos processos de decisão da organização. De acordo com Morgan (1986), os tipos de poder usados na tomada de decisão podem ser classificados nos seguintes três elementos inter-relacionados:
- As premissas da decisão. Influência na decisão premissas pode ser exercida de várias maneiras. Uma das maneiras mais eficazes de “tomar” uma decisão é permitir que ela seja tomada por padrão. Portanto, grande parte da atividade política dentro de uma organização depende do controle de agendas e outras premissas de decisão que influenciam como decisões específicas serão abordadas, talvez de maneira a impedir que certas questões centrais venham à tona. Além disso, as premissas de decisão são manipuladas pelo controle discreto embutido na escolha daqueles vocabulários, estruturas de comunicação, atitudes, crenças, regras e procedimentos que são aceitos sem questionamento. Esses fatores moldam as decisões pela maneira como pensamos e agimos. De acordo com Morgan (1986), as visões de quais são os problemas e questões e como eles podem ser enfrentados, muitas vezes atuam como camisas de força mentais que nos impedem de ver outras formas de formular nossas preocupações básicas e os cursos alternativos de ação disponíveis.
- Os processos de decisão. Controle de decisão processos geralmente é mais visível do que o controle das premissas de decisão. Como tratar um problema envolve questões como quem deve estar envolvido, quando a decisão deve ser tomada, como o problema deve ser tratado nas reuniões e como deve ser relatado. As regras básicas que devem guiar a tomada de decisão são variáveis importantes que os membros da organização podem manipular para influenciar o resultado.
- As questões de decisão e objetivos. Uma forma final de controlar a tomada de decisão é influenciar o questões e objetivos a serem abordados e os critérios de avaliação a serem empregados. Um indivíduo pode moldar as questões e objetivos mais diretamente através da preparação de relatórios e contribuindo para a discussão na qual a decisão será baseada. Ao enfatizar a importância de restrições específicas, selecionar e avaliar as alternativas sobre as quais uma decisão será tomada e destacar a importância de certos valores ou resultados, os tomadores de decisão podem exercer uma influência considerável sobre a decisão que emerge da discussão.
Alguns problemas de decisão podem acarretar um conflito de interesses – por exemplo, entre a administração e os funcionários. Pode ocorrer desacordo na definição do que é realmente o problema – o que Rittel e Webber (1973) caracterizaram como problemas “perversos”, para serem distinguidos dos problemas “mansos” no que diz respeito à obtenção de consentimento. Em outros casos, as partes podem concordar com a definição do problema, mas não sobre como o problema deve ser resolvido ou quais são as soluções ou critérios aceitáveis para soluções. As atitudes ou estratégias das partes em conflito definirão não apenas seu comportamento de resolução de problemas, mas também as perspectivas de alcançar uma solução aceitável por meio de negociações. Variáveis importantes são como as partes tentam satisfazer suas próprias preocupações versus as da outra parte (figura 3). A colaboração bem-sucedida requer que ambas as partes sejam assertivas em relação às suas próprias necessidades, mas simultaneamente dispostas a levar em consideração as necessidades da outra parte.
Figura 3. Cinco estilos de comportamento de negociação

Outra tipologia interessante baseada na quantidade de concordância entre objetivos e meios foi desenvolvida por Thompson e Tuden (1959) (citado em Koopman e Pool 1991). Os autores sugeriram qual seria a “estratégia mais adequada” com base no conhecimento sobre as percepções das partes sobre a causa do problema e sobre as preferências de resultados (figura 4).
Figura 4. Uma tipologia de estratégia de resolução de problemas

Se houver acordo sobre metas e meios, a decisão pode ser calculada — por exemplo, desenvolvida por alguns especialistas. Se os meios para os fins desejados não forem claros, esses especialistas terão que chegar a uma solução por meio de consulta (julgamento da maioria). Se houver algum conflito sobre os objetivos, a consulta entre as partes envolvidas é necessária. No entanto, se faltar acordo tanto sobre os objetivos quanto sobre os meios, a organização estará realmente em perigo. Tal situação requer uma liderança carismática que possa “inspirar” uma solução aceitável para as partes em conflito.
A tomada de decisão dentro de uma estrutura organizacional abre perspectivas muito além daquelas de escolha racional ou modelos individuais de solução de problemas. Os processos de decisão devem ser vistos no quadro dos processos organizacionais e de gestão, onde o conceito de racionalidade pode assumir significados novos e diferentes daqueles definidos pela logicidade das abordagens de escolha racional embutidas, por exemplo, em modelos de pesquisa operacional. A tomada de decisão realizada dentro da gestão de segurança deve ser considerada à luz de uma perspectiva que permita uma compreensão completa de todos os aspectos dos problemas de decisão em questão.
Síntese e Conclusões
A tomada de decisão geralmente pode ser descrita como um processo que começa com uma situação inicial (estado inicial) que os tomadores de decisão percebem estar se desviando de uma situação de objetivo desejado (estado de objetivo), embora não saibam com antecedência como alterar o estado inicial para o estado objetivo (Huber 1989). O solucionador de problemas transforma o estado inicial no estado objetivo aplicando um ou mais operadores, ou atividades para alterar estados. Freqüentemente, uma sequência de operadores é necessária para produzir a mudança desejada.
A literatura de pesquisa sobre o assunto não fornece respostas simples sobre como tomar decisões sobre questões de segurança; portanto, os métodos de tomada de decisão devem ser racionais e lógicos. A teoria da escolha racional representa uma concepção elegante de como as decisões ótimas são tomadas. No entanto, dentro da gestão de segurança, a teoria da escolha racional não pode ser facilmente aplicada. A limitação mais óbvia é a falta de dados válidos e confiáveis sobre escolhas potenciais com relação à completude e ao conhecimento das consequências. Outra dificuldade é que o conceito racional assume um benfeitor, que pode diferir dependendo de qual perspectiva é escolhida em uma situação de decisão. No entanto, a abordagem da escolha racional ainda pode ser útil para apontar algumas das dificuldades e deficiências das decisões a serem tomadas.
Muitas vezes, o desafio não é fazer uma escolha sábia entre ações alternativas, mas sim analisar uma situação para descobrir qual é realmente o problema. Ao analisar os problemas de gerenciamento de segurança, a estruturação costuma ser a tarefa mais importante. Compreender o problema é um pré-requisito para encontrar uma solução aceitável. A questão mais importante na solução de problemas não é identificar um único método superior, que provavelmente não existe devido à grande variedade de problemas nas áreas de avaliação de riscos e gerenciamento de segurança. O ponto principal é adotar uma abordagem estruturada e documentar as análises e decisões tomadas de forma que os procedimentos e avaliações sejam rastreáveis.
As organizações irão gerenciar algumas de suas tomadas de decisão por meio de ações programadas. Programar ou fixar procedimentos para rotinas de tomada de decisão pode ser muito útil na gestão da segurança. Um exemplo é como algumas empresas tratam desvios reportados e quase acidentes. A programação pode ser uma forma eficiente de controlar os processos de tomada de decisão na organização, desde que as questões de segurança e as regras de decisão sejam claras.
Na vida real, as decisões ocorrem dentro de um contexto organizacional e social onde às vezes surgem conflitos de interesse. Os processos de decisão podem ser dificultados por diferentes percepções sobre quais são os problemas, de critérios ou da aceitabilidade das soluções propostas. Estar ciente da presença e dos possíveis efeitos de interesses investidos é útil para tomar decisões aceitáveis para todas as partes envolvidas. A gestão da segurança inclui uma grande variedade de problemas, dependendo de qual ciclo de vida, nível organizacional e estágio de resolução de problemas ou redução de riscos um problema diz respeito. Nesse sentido, a tomada de decisão relativa à segurança é tão ampla em escopo e caráter quanto a tomada de decisão sobre quaisquer outras questões de gerenciamento.
" ISENÇÃO DE RESPONSABILIDADE: A OIT não se responsabiliza pelo conteúdo apresentado neste portal da Web em qualquer idioma que não seja o inglês, que é o idioma usado para a produção inicial e revisão por pares do conteúdo original. Algumas estatísticas não foram atualizadas desde a produção da 4ª edição da Enciclopédia (1998)."