- Vous êtes ici:
-
ACCUEIL

- Partie XIII. Industries manufacturières

Catégories Enfants

81. Appareils et équipements électriques (7)

81. Appareils et équipements électriques
Éditeur de chapitre : NA Smith
Table des matières
Tableaux et figures
Profil général
NA Smith
Fabrication de batteries au plomb
Barry P. Kelley
Piles et batteries
NA Smith
Fabrication de câbles électriques
David A. O'Malley
Fabrication de lampes électriques et de tubes
Albert M. Zielinski
Fabrication d'appareils électroménagers
NA Smith et W. Klost
Questions environnementales et de santé publique
Pitman, Alexandre
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Composition des batteries courantes
2. Fabrication : appareils électroménagers
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.





82. Industrie de la transformation et du travail des métaux (14)
82. Industrie de la transformation des métaux et du travail des métaux
Éditeur de chapitre : Michel McCann
Table des matières
Tableaux et figures
Opérations de fusion et de raffinage
Fonderie et affinage
Pekka Roto
Fusion et affinage du cuivre, du plomb et du zinc
Fonderie et affinage de l'aluminium
Bertram D. Dinman
Fonderie et affinage de l'or
ID Gadaskina et LA Ryzik
Traitement des métaux et travail des métaux
Fonderies
Franklin E. Mirer
Forgeage et emboutissage
Robert M. Park
Soudage et découpe thermique
Philip A. Platcow et GS Lyndon
Tours
Toni Retsch
Rectification et polissage
K.Welinder
Lubrifiants industriels, fluides de travail des métaux et huiles automobiles
Richard S. Kraus
Traitement de surface des métaux
JG Jones, JR Bevan, JA Catton, A. Zober, N. Fish, KM Morse, G. Thomas, MA El Kadeem et Philip A. Platcow
Récupération de métaux
Melvin E. Cassady et Richard D. Ringenwald, Jr.
Problèmes environnementaux dans la finition des métaux et les revêtements industriels
Stuart Forbes
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Entrées et sorties pour la fusion du cuivre
2. Entrées et sorties pour la fusion du plomb
3. Entrées et sorties pour la fusion du zinc
4. Entrées et sorties pour la fusion de l'aluminium
5. Types de fours de fonderie
6. Entrées de matériaux de processus et sorties de pollution
7. Procédés de soudage : Description & dangers
8. Résumé des dangers
9. Commandes pour l'aluminium, par opération
10. Contrôles pour le cuivre, par opération
11. Contrôles pour le plomb, par opération
12. Contrôles pour le zinc, par opération
13. Contrôles pour le magnésium, par opération
14. Contrôles pour le mercure, par opération
15. Contrôles pour le nickel, par opération
16. Contrôles des métaux précieux
17. Contrôles pour le cadmium, par opération
18. Contrôles pour le sélénium, par opération
19. Contrôles pour le cobalt, par opération
20. Contrôles pour l'étain, par opération
21. Contrôles pour le titane, par opération
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|







83. Microélectronique et semi-conducteurs (7)
83. Microélectronique et semi-conducteurs
Éditeur de chapitre : Michael E.Williams
Table des matières
Tableaux et figures
Profil général
Michael E.Williams
Fabrication de semi-conducteurs en silicium
David G. Baldwin, James R. Rubin et Afsaneh Gerami
Écrans à cristaux liquides
David G. Baldwin, James R. Rubin et Afsaneh Gerami
III-V Fabrication de semi-conducteurs
David G. Baldwin, Afsaneh Gerami et James R. Rubin
Assemblage de circuits imprimés et d'ordinateurs
Michael E.Williams
Effets sur la santé et schémas de maladies
Donald V. Lassiter
Questions environnementales et de santé publique
Bouchon liégeux
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Systèmes photorésist
2. Décapants photorésist
3. Agents de gravure chimiques humides
4. Gaz de gravure au plasma et matériaux gravés
5. Dopants de formation de jonction pour la diffusion
6. Grandes catégories d'épitaxie de silicium
7. Principales catégories de MCV
8. Nettoyage des écrans plats
9. Processus PWB : Environnement, santé et sécurité
10. Génération et contrôle des déchets PWB
11. Génération et contrôle des déchets contenant des PCB
12. Génération de déchets et contrôles
13. Matrice des besoins prioritaires
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|













84. Verre, poterie et matériaux connexes (3)
84. Verre, poterie et matériaux connexes
Éditeurs de chapitre : Joel Bender et Jonathan P. Hellerstein
Table des matières
Tableaux et figures
Verre, céramique et matériaux connexes
Jonathan P. Hellerstein, Joel Bender, John G. Hadley et Charles M. Hohman
Étude de cas : Fibres optiques
George R.Osborne
Étude de cas : gemmes synthétiques
Dauphin Basilic
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Constituants typiques du corps
2. Les procédés de fabrication
3. Additifs chimiques sélectionnés
4. Utilisation des réfractaires par l'industrie aux États-Unis
5. Dangers potentiels pour la santé et la sécurité
6. Accidents du travail et maladies professionnelles non mortels
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.



























85. Industrie de l'imprimerie, de la photographie et de la reproduction (6)
85. Industrie de l'imprimerie, de la photographie et de la reproduction
Éditeur de chapitre : David Richardson
Table des matières
Tableaux et figures
Impression et publication
Gordon C. Miller
Services de reproduction et de duplication
Robert W.Kilpper
Problèmes de santé et schémas de maladies
Barry R. Friedlander
Aperçu des problèmes environnementaux
Daniel R. Anglais
Laboratoires photographiques commerciaux
David Richardson
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Expositions dans l'industrie de l'imprimerie
2. Risques de mortalité liés à l'imprimerie
3. Exposition chimique dans le traitement
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.






86. Travail du bois (5)
86. Travail du bois
Éditeur de chapitre : Jon Parish
Table des matières
Tableaux et figures
Profil général
Debra Osinski
Processus de travail du bois
Paroisse Jon K.
Machines de routage
Beat Wegmuller
Raboteuses à bois
Beat Wegmuller
Effets sur la santé et schémas de maladies
Léon J. Warshaw
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Variétés de bois toxiques, allergènes et biologiquement actives
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.

















Verre, céramique et matériaux connexes
Ce chapitre couvre les secteurs de produits suivants :
- en verre.
- fibres vitreuses synthétiques
- poterie
- tuile en céramique
- céramique industrielle
- brique et tuile
- réfractaires
- gemmes synthétiques
- fibres optiques.
Fait intéressant, non seulement la plupart de ces secteurs ont des racines dans l'Antiquité, mais ils partagent également un certain nombre de processus généraux communs. Par exemple, tous reposent fondamentalement sur l'utilisation de matières premières naturelles sous forme de poudre ou de particules fines qui sont transformées par la chaleur en produits souhaités. Par conséquent, malgré la gamme de processus et de produits englobés dans ce groupe, ces processus communs permettent une vue d'ensemble commune des risques potentiels pour la santé associés à ces industries. Étant donné que les divers secteurs manufacturiers sont composés à la fois de petits segments fragmentés (par exemple, la fabrication de briques) et de grandes usines de fabrication techniquement sophistiquées employant des milliers de travailleurs, chaque secteur est décrit séparément.
Processus et dangers courants
Il existe des risques communs pour la sécurité et la santé rencontrés dans la fabrication de produits dans ces secteurs d'activité. Les dangers et les mesures de contrôle sont abordés dans d'autres sections du Encyclopédie. Les dangers spécifiques au processus sont abordés dans les différentes sections de ce chapitre.
Traitements par lots des matières premières
La plupart des procédés de fabrication industrielle reçoivent des matières premières solides sèches en vrac ou en sachets individuels. Les matières premières solides en vrac sont déchargées des wagons-trémies ou des camions routiers dans des bacs, des trémies ou des mélangeurs par gravité, des lignes de transfert pneumatiques, des convoyeurs à vis, des convoyeurs à godets ou tout autre transfert mécanique. Les palettes de matières premières ensachées (20 à 50 kg) ou les grands conteneurs de sacs en tissu en vrac (0.5 à 1.0 tonne) sont déchargés des remorques de camion ou des wagons couverts par des chariots élévateurs industriels motorisés, des grues ou des palans. Les sacs individuels ou les matières premières sont retirés des palettes manuellement ou avec des aides de levage motorisées. Les matières premières ensachées sont généralement chargées dans une station de vidange de sacs ou directement dans des trémies de stockage ou des trémies de pesée.
Les risques potentiels pour la sécurité et la santé associés aux processus de déchargement, de manipulation et de transfert des matières premières solides comprennent :
- expositions au bruit dans la plage de 85 à 100 dBA. Les vibrateurs pneumatiques, les compresseurs, les actionneurs de vannes, les moteurs d'entraînement de mélange, les soufflantes et les dépoussiéreurs sont quelques-unes des principales sources de bruit.
- expositions aux particules respirables en suspension dans l'air du transfert et du mélange de matières premières solides granulaires. Les expositions dépendent de la composition des matières premières mais peuvent généralement inclure de la silice (SiO2), argile, alumine, calcaire, poussières alcalines, oxydes métalliques, métaux lourds et particules nuisibles.
- risques ergonomiques associés au levage manuel ou à la manutention de sacs de matières premières, de vibrateurs ou de lignes de transfert et aux activités de maintenance du système
- dangers physiques de manœuvrer des wagons ou des camions, la circulation de camions industriels motorisés, le travail à des hauteurs élevées, les entrées dans des espaces confinés et le contact avec des sources d'énergie électriques, pneumatiques ou mécaniques, par exemple, des points de pincement, des pièces rotatives, des engrenages d'entraînement, des arbres, des courroies et des poulies.
Procédés de cuisson ou de fusion
La fabrication des produits de ces secteurs d'activité implique des procédés de séchage, de fusion ou de cuisson dans des fours ou des fours. La chaleur nécessaire à ces processus est générée par la combustion de propane, de gaz naturel (méthane) ou de mazout, la fusion à l'arc électrique, les micro-ondes, le séchage diélectrique et/ou le chauffage par résistance électrique. Les dangers potentiels présentés par les processus de cuisson ou de fusion comprennent :
- expositions aux produits de combustion comme le monoxyde de carbone, les oxydes d'azote (NOx) et dioxyde de soufre
- fumées et particules à partir de matières premières en suspension dans l'air (par exemple, silice, métaux, poussières alcalines) ou de sous-produits (par exemple, fluorure d'hydrogène, cristobalite, vapeurs de métaux lourds)
- incendie ou explosion associés aux systèmes de carburant utilisés pour la chaleur industrielle ou le carburant pour les chariots élévateurs ; les risques potentiels d'incendie ou d'explosion associés aux réservoirs de stockage de carburant inflammable, aux systèmes de distribution de tuyauterie et aux vaporisateurs. Les systèmes de carburant de secours ou de secours rarement utilisés pour les réductions de gaz naturel peuvent présenter des problèmes d'incendie ou d'explosion similaires.
- exposition au rayonnement infrarouge à partir de matériaux en fusion, ce qui peut augmenter le risque de cataractes de chaleur ou de brûlures cutanées
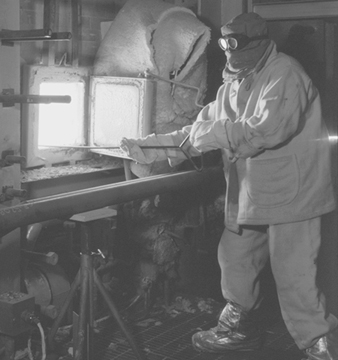
- énergie rayonnante et stress thermique. L'environnement de travail autour des fours ou des fours peut être extrêmement chaud. Des problèmes de stress thermique importants peuvent survenir lorsque des travaux de réparation d'urgence ou d'entretien de routine sont effectués à proximité ou au-dessus des processus de cuisson ou de fusion. Des brûlures thermiques graves peuvent résulter d'un contact direct de la peau avec des surfaces chaudes ou des matériaux en fusion (voir figure 1).
Figure 1. Technicien contrôle qualité
- risques liés à l'énergie électrique. Le contact direct avec l'énergie électrique haute tension utilisée pour le chauffage par résistance pour compléter les processus à combustible présente un risque d'électrocution et des problèmes de santé possibles liés à l'exposition aux champs électromagnétiques (EMF). Des champs magnétiques et électriques puissants peuvent potentiellement interférer avec les stimulateurs cardiaques et autres dispositifs médicaux implantés.
- expositions au bruit au-dessus de 85 à 90 dBA provenant des soufflantes de combustion, des trémies ou mélangeurs discontinus, des processus d'alimentation et des convoyeurs.
manutention dans la production, la fabrication, l'emballage et l'entreposage
Les processus de manutention, de fabrication et d'emballage sont très différents dans ce secteur d'activité, tout comme la taille, la forme et le poids des produits. La forte densité de matériaux dans ce secteur ou les configurations volumineuses présentent des risques communs de manutention. Le levage manuel et la manutention de matériaux dans la production, la fabrication, l'emballage et l'entreposage dans cette industrie sont responsables de nombreuses blessures invalidantes. (Voir la section « Profil des blessures et des maladies » ci-dessous.) Les efforts de réduction des blessures se concentrent sur la réduction du levage manuel et de la manutention des matériaux. Par exemple, des conceptions d'emballage innovantes, la robotique pour empiler et palettiser les produits finis et les véhicules de transport guidés automatiques pour l'entreposage commencent à être utilisés dans certaines parties de ce secteur d'activité pour éliminer la manipulation manuelle des matériaux et les blessures associées. L'utilisation de convoyeurs, d'aides au levage avec personnel (p. ex. palans à vide) et de plates-formes à ciseaux pour la manutention et la palettisation des produits est actuellement une pratique courante de manutention (voir figure 2).
Figure 2. Assistance de levage par le vide utilisée

L'utilisation de la robotique pour éliminer la manutention manuelle des matériaux joue un rôle majeur dans la prévention des blessures ergonomiques. La robotique a réduit les contraintes ergonomiques et les lacérations graves qui ont été historiquement associées à la manipulation de matériaux (par exemple, le verre plat) dans la main-d'œuvre de production (voir figure 3). Cependant, l'utilisation accrue de la robotique et de l'automatisation des processus introduit des risques liés aux machines mobiles et à l'énergie électrique, ce qui transforme les types de risques et transfère également les risques à d'autres travailleurs (de la production aux travailleurs de maintenance). Une conception appropriée des commandes électroniques et du séquençage logique, des protections de machine, des pratiques de verrouillage de l'énergie totale et l'établissement de procédures d'exploitation et de maintenance sûres sont des moyens fondamentaux de contrôler les blessures des travailleurs de la maintenance et de la production.
Figure 3. Robotique utilisée dans le verre plat

Reconstructions et activités de reconstruction
De nombreux risques potentiels pour la santé et la sécurité sont rencontrés lors de reconstructions majeures périodiques ou de réparations à froid de fours ou de fours. Un large éventail de dangers associés aux activités de construction peuvent être rencontrés. Les exemples incluent : les risques ergonomiques liés à la manipulation des matériaux (par exemple, les briques réfractaires) ; expositions en suspension dans l'air à la silice, à l'amiante, aux fibres céramiques réfractaires ou aux particules contenant des métaux lourds, lors de la démolition ou des sous-produits de la coupe et du soudage ; stress thermique; travailler en hauteur; risques de glissade, de trébuchement ou de chute ; dangers en espace confiné (voir figure 4); et le contact avec des sources d'énergie dangereuses.
Figure 4. Entrée en espace confiné

Verre
Profil général
Le verre s'est formé naturellement à partir d'éléments communs de la croûte terrestre bien avant que quiconque ait jamais pensé à expérimenter sa composition, à modeler sa forme ou à l'utiliser pour la myriade d'utilisations dont il jouit aujourd'hui. L'obsidienne, par exemple, est une combinaison naturelle d'oxydes fusionnés par une chaleur volcanique intense et vitrifiés (transformés en verre) par un refroidissement rapide à l'air. Sa couleur noire opaque provient des quantités relativement élevées d'oxyde de fer qu'il contient. Sa durabilité chimique et sa dureté se comparent favorablement à de nombreux verres commerciaux.
La technologie du verre a évolué pendant 6,000 XNUMX ans et certains principes modernes remontent à l'Antiquité. L'origine des premiers verres synthétiques se perd dans l'antiquité et la légende. Faïence a été fabriqué par les Égyptiens, qui ont moulé des figurines à partir de sable (SiO2), l'oxyde de formation de verre le plus populaire. Il était recouvert de natron, le résidu laissé par la crue du Nil, composé principalement de carbonate de calcium (CaCO3), carbonate de soude (Na2CO3), sel (NaCl) et oxyde de cuivre (CuO). Un chauffage en dessous de 1,000 XNUMX °C a produit un revêtement vitreux par la diffusion des fondants, CaO et Na2O dans le sable et leur réaction ultérieure à l'état solide avec le sable. L'oxyde de cuivre a donné à l'article une couleur bleue attrayante.
Selon la définition donnée par Morey : « Le verre est une substance inorganique dans un état qui est continu et analogue à l'état liquide de cette substance, mais qui, à la suite d'un changement réversible de viscosité au cours du refroidissement, a atteint un degré de viscosité si élevé qu'il est, à toutes fins pratiques, rigide. L'ASTM définit le verre comme "un produit de fusion inorganique qui s'est refroidi jusqu'à un état rigide sans cristalliser". Les matériaux organiques et inorganiques peuvent former des verres si leur structure est non cristalline, c'est-à-dire s'ils manquent d'ordre à longue distance.
L'un des développements les plus importants dans la technologie du verre a été l'utilisation d'un chalumeau (voir figure 5), qui a été utilisé pour la première fois environ 100 ans avant JC. Dès lors, la technique de fabrication du verre connaît un développement rapide.
Figure 5. Le chalumeau

Le premier verre était coloré en raison de la présence de diverses impuretés telles que des oxydes de fer et de chrome. Le verre pratiquement incolore a été fabriqué pour la première fois il y a environ 1,500 XNUMX ans.
A cette époque, la fabrication du verre se développait à Rome, et de là, elle s'est déplacée vers de nombreux autres pays d'Europe. De nombreuses verreries ont été construites à Venise et un développement important s'y est produit. Au XIIIe siècle, de nombreuses usines de verre ont été déplacées de Venise vers une île voisine, Murano. Murano est toujours un centre de production de verre artisanal en Italie.
Au XVIe siècle, le verre était fabriqué dans toute l'Europe. Aujourd'hui, le verre de Bohême de la République tchèque est bien connu pour sa beauté et les usines de verre au Royaume-Uni et en Irlande produisent de la vaisselle en cristal au plomb de haute qualité. La Suède est un autre pays qui abrite la production artistique de cristallerie de verre.
En Amérique du Nord, le premier établissement manufacturier de quelque sorte que ce soit était une verrerie. Les colons anglais ont commencé à produire du verre au début du XVIIe siècle à Jamestown, en Virginie.
Aujourd'hui, le verre est fabriqué dans la plupart des pays du monde. De nombreux produits en verre sont fabriqués dans des lignes de traitement entièrement automatiques. Bien que le verre soit l'un des matériaux les plus anciens, ses propriétés sont uniques et encore mal comprises.
L'industrie du verre est aujourd'hui composée de plusieurs segments de marché majeurs, dont le marché du verre plat, le marché des articles ménagers grand public, le marché des récipients en verre, l'industrie du verre optique et le segment de marché de la verrerie scientifique. Les marchés du verre optique et scientifique ont tendance à être très ordonnés et sont dominés par un ou deux fournisseurs dans la plupart des pays. Ces marchés sont également beaucoup moins volumineux que les marchés de consommation. Chacun de ces marchés s'est développé au fil des ans grâce à des innovations dans une technologie de verre spécifique ou à des avancées de fabrication. L'industrie des conteneurs, par exemple, a été stimulée par le développement de machines de fabrication de bouteilles à grande vitesse développées au début des années 1900. L'industrie du verre plat a été considérablement avancée par le développement du procédé du verre flotté au début des années 1960. Ces deux segments représentent aujourd'hui des entreprises de plusieurs milliards de dollars dans le monde entier.
Les articles ménagers en verre se répartissent en quatre catégories générales :
- vaisselle (y compris vaisselle, tasses et mugs)
- Boisson
- ustensiles de cuisson (ou plats à four)
- ustensiles de cuisine haut de gamme.
Bien qu'il soit difficile d'obtenir des estimations mondiales, le marché des articles ménagers en verre est sans aucun doute de l'ordre de 1 milliard de dollars américains rien qu'aux États-Unis. Selon la catégorie spécifique, une variété d'autres matériaux se font concurrence pour des parts de marché, notamment la céramique, les métaux et les plastiques.
Les procédés de fabrication
Le verre est un produit de fusion inorganique qui s'est refroidi jusqu'à un état rigide sans cristalliser. Le verre est généralement dur et cassant et présente une fracture conchoïdale. Le verre peut être fabriqué pour être coloré, translucide ou opaque en faisant varier les matières amorphes ou cristallines dissoutes qui sont présentes.
Lorsque le verre est refroidi à partir de l'état fondu chaud, sa viscosité augmente progressivement sans cristallisation sur une large plage de températures, jusqu'à ce qu'il prenne sa forme dure et cassante caractéristique. Le refroidissement est contrôlé pour éviter la cristallisation ou une contrainte élevée.
Alors que tout composé qui possède ces propriétés physiques est théoriquement un verre, la plupart des verres commerciaux se répartissent en trois types principaux et ont une large gamme de compositions chimiques.
- Verres de silice sodocalcique sont les verres les plus importants en termes de quantité produite et de variété d'utilisation, y compris la quasi-totalité du verre plat, des récipients, de la verrerie domestique produite en série à faible coût et des ampoules électriques.
- Verres plomb-potasse-silice contiennent une proportion variable mais souvent élevée d'oxyde de plomb. La fabrication de verre optique utilise l'indice de réfraction élevé de ce type de verre ; la verrerie domestique et décorative soufflée à la bouche profite de sa facilité de coupe et de polissage; applications électriques et électroniques tire parti de sa résistivité électrique élevée et de sa radioprotection.
- Verres borosilicatés ont une faible dilatation thermique et résistent aux chocs thermiques, ce qui les rend idéales pour la verrerie de four domestique et de laboratoire et pour la fibre de verre pour les renforts en plastique.
Un lot de verre commercial est constitué d'un mélange de plusieurs ingrédients. Cependant, la plus grande partie du lot est composée de 4 à 6 ingrédients, choisis parmi des matériaux tels que le sable, le calcaire, la dolomie, le carbonate de sodium, le borax, l'acide borique, les matériaux feldspathiques, les composés de plomb et de baryum. Le reste du lot est constitué de plusieurs ingrédients supplémentaires, choisis parmi un groupe d'environ 15 à 20 matières communément appelées ingrédients mineurs. Ces derniers ajouts sont ajoutés en vue de fournir une fonction ou une qualité spécifique, telle que la couleur, qui doit être réalisée au cours du processus de préparation du verre.
La figure 6 illustre les principes de base de la fabrication du verre. Les matières premières sont pesées, mélangées et, après addition de verre brisé (calcin), amenées au four pour être fondues. De petits pots d'une capacité allant jusqu'à 2 tonnes sont encore utilisés pour la fusion du verre pour la cristallerie soufflée à la bouche et les verres spéciaux nécessaires en petite quantité. Plusieurs pots sont chauffés ensemble dans une chambre de combustion.
Figure 6. Processus et matériaux impliqués

Dans la plupart des fabrications modernes, la fusion a lieu dans de grands fours régénératifs, récupérateurs ou électriques construits en matériau réfractaire et chauffés au mazout, au gaz naturel ou à l'électricité. La suralimentation électrique et la fusion électrique à froid ont été commercialisées et largement utilisées dans le monde à la fin des années 1960 et dans les années 1970. La force motrice de la fusion électrique à froid était le contrôle des émissions, tandis que la suralimentation électrique était généralement utilisée pour améliorer la qualité du verre et augmenter le débit.
Les facteurs économiques les plus importants concernant l'utilisation de l'électricité pour la fusion des fours verriers sont liés aux coûts des combustibles fossiles, à la disponibilité de divers combustibles, aux coûts de l'électricité, aux coûts d'investissement pour l'équipement, etc. Cependant, dans de nombreux cas, la principale raison de l'utilisation de la fusion ou de l'amplification électrique est le contrôle de l'environnement. Divers endroits dans le monde ont déjà ou devraient bientôt avoir des réglementations environnementales qui restreignent strictement le rejet de divers oxydes ou de particules en général. Ainsi, dans de nombreux endroits, les fabricants sont confrontés à la possibilité de devoir soit réduire les débits de fusion du verre, soit installer des filtres à manches ou des précipitateurs afin de traiter les gaz de combustion résiduaires, soit modifier le processus de fusion et inclure la fusion électrique ou la suralimentation. Les alternatives à une telle modification peuvent dans certains cas être des fermetures d'usines.
La partie la plus chaude du four (superstructure) peut se situer entre 1,600 2,800 et 1,000 1,200°C. Le refroidissement contrôlé réduit la température du verre de XNUMX XNUMX à XNUMX XNUMX °C à la sortie du verre du four. De plus, tous les types de verre sont soumis à un refroidissement contrôlé supplémentaire (recuit) dans un four spécial ou une étenderie. Le traitement ultérieur dépendra du type de processus de fabrication.
Le soufflage automatique est utilisé sur des machines pour la production de bouteilles et d'ampoules en plus du verre traditionnel soufflé à la bouche. Les formes simples, telles que les isolateurs, les briques de verre, les ébauches de lentilles, etc., sont pressées plutôt que soufflées. Certains procédés de fabrication utilisent une combinaison de soufflage mécanique et de pressage. Le verre armé et façonné est roulé. La feuille de verre est tirée du four par un processus vertical qui lui donne une surface finie au feu. En raison des effets combinés du dessin et de la gravité, une légère distorsion est inévitable.
Le verre plat passe à travers des rouleaux refroidis à l'eau sur une arche de recuit. Il est exempt de distorsion. Les dommages de surface peuvent être éliminés par meulage et polissage après fabrication. Ce procédé a été largement remplacé par le procédé du verre flotté, qui a été introduit ces dernières années (voir figure 7). Le procédé float a permis la fabrication d'un verre qui combine les avantages de la feuille et de la plaque. Le verre flotté a une surface finie au feu et ne se déforme pas.
Figure 7. Processus de flottement continu

Dans le processus de flottement, un ruban continu de verre sort d'un four de fusion et flotte à la surface d'un bain d'étain fondu. Le verre épouse parfaitement la surface de l'étain fondu. Lors de son passage sur l'étain, la température est réduite jusqu'à ce que le verre soit suffisamment dur pour être acheminé sur les rouleaux de l'arche de recuit sans marquer sa surface inférieure. Une atmosphère inerte dans le bain empêche l'oxydation de l'étain. Le verre, après recuit, ne nécessite aucun autre traitement et peut être transformé par découpe et emballage automatiques (voir figure 8).
Figure 8. Ruban de verre flotté sortant de l'arche

La tendance de la nouvelle architecture résidentielle et commerciale vers l'inclusion d'une plus grande surface vitrée et la nécessité de réduire la consommation d'énergie ont mis davantage l'accent sur l'amélioration de l'efficacité énergétique des fenêtres. Des couches minces déposées à la surface du verre offrent des propriétés de faible émissivité ou de contrôle solaire. La commercialisation de tels produits revêtus de produits de base nécessite une technologie de dépôt à faible coût et sur une grande surface. En conséquence, un nombre croissant de lignes de fabrication de verre flotté sont équipées de procédés de revêtement en ligne sophistiqués.
Dans les procédés de dépôt chimique en phase vapeur (CVD) couramment utilisés, un mélange gazeux complexe est mis en contact avec le substrat chaud, où il réagit par pyrolyse pour former un revêtement à la surface du verre. En général, l'équipement de revêtement est constitué de structures thermiquement contrôlées qui sont suspendues sur la largeur du ruban de verre. Ils peuvent être situés dans le bain d'étain, l'espace de l'arche ou l'arche. La fonction des enducteurs est de délivrer uniformément les gaz précurseurs sur la largeur du ruban d'une manière à température contrôlée et d'extraire en toute sécurité les sous-produits des gaz d'échappement de la région de dépôt. Pour plusieurs couches de revêtement, plusieurs couches sont utilisées en série le long du ruban de verre.
Pour le traitement des sous-produits des gaz d'échappement générés par ces procédés à grande échelle, des techniques de lavage par voie humide avec un filtre-presse classique sont normalement suffisantes. Lorsque les gaz effluents ne réagissent pas facilement ou ne sont pas mouillés par des solutions aqueuses, l'incinération est la principale option.
Certains verres optiques sont renforcés chimiquement par des procédés qui impliquent d'immerger le verre pendant plusieurs heures dans des bains à haute température contenant des sels fondus de, typiquement, du nitrate de lithium et du nitrate de potassium.
Verre de sécurité est de deux types principaux :
- Verre trempé est fabriqué par précontrainte par chauffage puis refroidissement rapide de pièces de verre plat de forme et de taille souhaitées dans des fours spéciaux.
- Verre feuilleté est formé en collant une feuille de plastique (généralement du butyral de polyvinyle) entre deux fines feuilles de verre plat.
Fibres vitreuses synthétiques
Profil général
Les fibres vitreuses synthétiques sont produites à partir d'une grande variété de matériaux. Ce sont des silicates amorphes fabriqués à partir de verre, de roche, de laitier ou d'autres minéraux. Les fibres produites sont à la fois des fibres continues et discontinues. En général, les fibres continues sont des fibres de verre étirées à travers des buses et utilisées pour renforcer d'autres matériaux, tels que les plastiques, afin de produire des matériaux composites aux propriétés uniques. Les fibres discontinues (généralement appelées laines) sont utilisées à de nombreuses fins, le plus souvent pour l'isolation thermique et acoustique. Les fibres vitreuses synthétiques, aux fins de cette discussion, ont été divisées en fibres de verre continues, les laines isolantes étant constituées de fibres de verre, de roche ou de laitier, et les fibres céramiques réfractaires, qui sont généralement des silicates d'aluminium.
La possibilité d'étirer le verre ramolli à la chaleur en fibres fines était connue des verriers dans l'Antiquité et est en fait plus ancienne que la technique du soufflage du verre. De nombreux premiers récipients égyptiens ont été fabriqués en enroulant des fibres de verre grossières sur un mandrin d'argile de forme appropriée, puis en chauffant l'ensemble jusqu'à ce que les fibres de verre s'écoulent les unes dans les autres et, après refroidissement, en retirant le noyau d'argile. Même après l'avènement du soufflage du verre au 1er siècle après JC, la technique de la fibre de verre était encore utilisée. Les verriers vénitiens des XVIe et XVIIe siècles l'utilisaient pour décorer la verrerie. Dans ce cas, des faisceaux de fibres blanches opaques ont été enroulés sur la surface d'un récipient en verre soufflé transparent uni (par exemple, un gobelet) puis fusionnés en celui-ci par chauffage.
Malgré la longue histoire des utilisations généralement décoratives ou artistiques des fibres de verre, l'utilisation généralisée n'a refait surface qu'au XXe siècle. La production commerciale initiale de fibres de verre aux États-Unis a eu lieu dans les années 20, tandis qu'en Europe, l'utilisation initiale a eu lieu quelques années plus tôt. Les laines de roche et de laitier ont été produites plusieurs années plus tôt que cela.
La fabrication et l'utilisation de fibres vitreuses synthétiques est une industrie mondiale de plusieurs milliards de dollars puisque ces matériaux utiles sont devenus une composante importante de la société moderne. Leurs utilisations en tant qu'isolants ont entraîné une réduction considérable des besoins énergétiques pour le chauffage et le refroidissement des bâtiments, et ces économies d'énergie ont entraîné une réduction significative de la pollution mondiale associée à la production d'énergie. Le nombre d'applications de filaments de verre continus comme renforts pour une pléthore de produits, des articles de sport aux puces informatiques en passant par les applications aérospatiales, a été estimé à plus de 30,000 1970. Le développement et la commercialisation généralisée des fibres céramiques réfractaires ont eu lieu dans les années XNUMX, et ces fibres continuent de jouer un rôle important dans la protection des travailleurs et des équipements dans une variété de processus de fabrication à haute température.
Les procédés de fabrication
Filaments de verre continus
Les filaments de verre sont formés en étirant le verre fondu à travers des douilles en métal précieux en filaments fins de diamètre presque uniforme. En raison des exigences physiques des fibres lorsqu'elles sont utilisées comme renforts, leurs diamètres sont relativement grands par rapport à ceux des laines isolantes. Presque tous les filaments de verre continus ont des diamètres de 5 à 15 μm ou plus. Ces grands diamètres, associés à la gamme étroite de diamètres produits lors de la fabrication, éliminent tout effet respiratoire chronique potentiel, car les fibres sont trop grosses pour être inhalées dans les voies respiratoires inférieures.
Les fibres de verre continues sont fabriquées par l'atténuation rapide de gouttes de verre fondu exsudant à travers des buses sous l'effet de la gravité et suspendues à celles-ci. L'équilibre dynamique entre les forces de tension superficielle et d'atténuation mécanique fait que la goutte de verre prend la forme d'un ménisque maintenu à l'ouverture annulaire de la buse et se rétrécissant au diamètre de la fibre étirée. Pour que l'étirage des fibres réussisse, le verre doit se situer dans une gamme étroite de viscosités (c'est-à-dire entre 500 et 1,000 XNUMX poises). A des viscosités plus faibles, le verre est trop fluide et tombe des buses sous forme de gouttes; dans ce cas, la tension superficielle domine. A des viscosités plus élevées, la tension dans la fibre pendant l'atténuation est trop élevée. Le débit d'écoulement du verre à travers la buse peut également devenir trop faible pour maintenir un ménisque.
La fonction de la filière est de fournir une plaque contenant plusieurs centaines de buses à une température uniforme et de conditionner le verre à cette température uniforme afin que les fibres étirées soient de diamètre uniforme. la figure 9 montre un diagramme schématique des principales caractéristiques d'une filière à fusion directe fixée à un avant-corps à partir duquel elle prend une alimentation en verre fondu très proche de la température à laquelle le verre passera à travers les buses; dans ce cas, la fonction de base de la douille est donc aussi sa seule fonction.
Figure 9. Schéma de la traversée à fusion directe

Dans le cas d'une filière fonctionnant à partir de billes, une deuxième fonction est requise, à savoir faire d'abord fondre les billes avant de conditionner le verre à la bonne température de fibrage. Une douille en marbre typique est illustrée à la figure 10. La ligne brisée à l'intérieur de la douille est une plaque perforée qui retient les billes non fondues.
Figure 10. Schéma d'une douille en marbre

La conception des traversées est largement empirique. Pour des raisons de résistance à l'attaque du verre en fusion et de stabilité aux températures nécessaires au fibrage, les filières sont réalisées en alliages de platine ; à la fois 10% de rhodium-platine et 20% de rhodium-platine sont utilisés, ce dernier étant plus résistant à la distorsion à des températures élevées.
Avant que les fibres individuelles tirées d'une filière ne soient rassemblées et consolidées en un toron, ou une multiplicité de torons, elles sont revêtues d'un encollage de fibre. Ces tailles de fibres sont essentiellement de deux types :
- encollages amidon-huile généralement appliqués aux fibres destinées au tissage de tissus fins ou à des opérations similaires
- agent d'accrochage plus apprêts filmogènes appliqués sur des fibres destinées au renforcement direct des matières plastiques et du caoutchouc.
Une fois la fibre formée, un revêtement protecteur d'ensimage organique est appliqué au niveau d'un applicateur et les filaments continus sont rassemblés en un brin multifilament (voir figure 11) avant d'être enroulés sur un tube d'enroulement. Les applicateurs fonctionnent en permettant à l'éventail de fibres, lorsqu'elles mesurent environ 25 à 45 mm de large et en route vers le sabot de ramassage sous l'applicateur, de passer sur une surface mobile recouverte d'un film d'encollage de fibre.
Figure 11. Filaments de verre textile

Il existe essentiellement deux types d'applications :
- applicateurs à rouleau, en caoutchouc, en céramique ou en graphite, dans lesquels la fibre défile sur la surface du rouleau revêtu d'un film d'encollage de fibre
- applicateurs à bande, dans lesquels à une extrémité la bande passe sur un rouleau entraîné qui plonge la bande dans l'encollage des fibres et à l'autre extrémité passe sur une barre fixe en acier chromé dur à laquelle les fibres touchent la bande pour prélever l'encollage.
Le revêtement protecteur et le processus de ramassage des fibres peuvent varier selon les types de fibres textiles ou de renfort produites. L'objectif de base est d'enduire les fibres d'ensimage, de les rassembler en un toron et de les positionner sur un tube amovible sur la pince avec la tension minimale nécessaire.
La figure 12 montre le processus de fabrication du verre en continu.
Figure 12. Fabrication de verre à filaments continus

Fabrication de laine d'isolation
Contrairement aux filaments continus, les fibres des laines isolantes et des fibres céramiques réfractaires sont fabriquées dans des processus à très haute énergie dans lesquels le matériau fondu est déposé soit dans des disques rotatifs, soit dans une série de roues rotatives. Ces méthodes aboutissent à la production de fibres avec une gamme de diamètres beaucoup plus large que celle observée avec les filaments continus. Ainsi, toutes les laines isolantes et les fibres céramiques contiennent une fraction des fibres de diamètres inférieurs à 3.0 µm ; ceux-ci pourraient devenir respirables s'ils étaient fracturés en longueurs relativement courtes (moins de 200 à 250 μm). De nombreuses données sont disponibles sur les expositions aux fibres vitreuses synthétiques respirables sur le lieu de travail.
Plusieurs procédés sont utilisés pour fabriquer laine de verre, y compris le procédé de soufflage à la vapeur et le procédé de soufflage à la flamme ; mais le plus populaire est le procédé de formage rotatif développé au milieu des années 1950. Les procédés rotatifs ont largement remplacé les procédés de soufflage direct pour la production commerciale de produits d'isolation en fibre de verre. Ces procédés rotatifs utilisent tous un tambour creux, ou fileur, monté avec son axe vertical. La paroi verticale de la centrifugeuse est percée de plusieurs milliers de trous uniformément répartis sur la circonférence. Le verre fondu est autorisé à tomber à une vitesse contrôlée au centre de la centrifugeuse, d'où un distributeur approprié le force à l'intérieur de la paroi perforée verticale. A partir de cette position, la force centrifuge entraîne le verre radialement vers l'extérieur sous la forme de filaments de verre discrets sortant de chaque perforation. Une atténuation supplémentaire de ces filaments primaires est obtenue par un fluide de soufflage approprié sortant d'une buse ou de buses agencées autour et concentriques avec la centrifugeuse. Le résultat net est la production de fibres d'un diamètre moyen de fibre de 6 à 7 mm. Le fluide de soufflage agit vers le bas et ainsi, en plus d'assurer l'atténuation finale, il dévie également les fibres vers une surface collectrice située sous la centrifugeuse. Sur le chemin de cette surface collectrice, les fibres sont pulvérisées avec un liant approprié avant d'être uniformément réparties sur la surface collectrice (voir figure 13).
Figure 13. Le procédé rotatif de fabrication de la laine de verre

Dans un procédé rotatif, les fibres de laine de verre sont fabriquées en laissant passer du verre fondu à travers une série de petites ouvertures situées dans une centrifugeuse rotative, puis en atténuant le filament primaire par soufflage d'air ou de vapeur.
Laine minérale, cependant, ne peut pas être produit sur le processus de filage rotatif et a toujours été produit en cours avec une série de mandrins de filage horizontaux. Le procédé laine minérale consiste en un ensemble de rotors (mandrins) montés en cascade et tournant très rapidement (voir figure 14). Un flux de pierre en fusion est transféré en continu vers l'un des rotors supérieurs et à partir de ce rotor réparti sur le second et ainsi de suite. La masse fondue est uniformément répartie sur la surface extérieure de tous les rotors. Des rotors, des gouttelettes sont expulsées par la force centrifuge. Les gouttelettes sont attachées à la surface du rotor par des cols allongés qui, sous un allongement supplémentaire et un refroidissement simultané, se développent en fibres. L'allongement est, bien entendu, suivi d'une diminution de diamètre qui, à son tour, provoque un refroidissement accéléré. Ainsi, il existe une limite inférieure pour le diamètre parmi les fibres produites dans ce procédé. Une distribution normale des diamètres de fibres autour de la valeur moyenne n'est donc pas attendue.
Figure 14. Procédé laine minérale (roche & laitier)

Fibres céramiques réfractaires
Les fibres céramiques sont principalement produites par soufflage et filature avec des procédés similaires à ceux décrits pour les laines isolantes. Dans le processus de soufflage à la vapeur, les matières premières telles que l'alumine et la silice sont fondues dans un four électrique, et le matériau fondu est soutiré et soufflé avec de la vapeur sous pression ou un autre gaz chaud. Les fibres produites sont ensuite collectées sur un tamis.
Semblables au procédé de filature des fibres de roche et de laitier, ceux des fibres céramiques produisent une forte proportion de fibres longues et soyeuses. Dans cette méthode, un flux de matériau fondu est déposé sur des disques en rotation rapide et projeté tangentiellement pour former des fibres.
Industrie de la poterie
Profil général
La fabrication de la poterie est l'un des plus anciens artisanats humains. Au fil des siècles, différents styles et techniques se sont développés dans différentes parties du monde. Au XVIIIe siècle, une industrie florissante dans de nombreuses régions d'Europe était fortement influencée par l'importation de vaisselle fine et très décorée d'Extrême-Orient. Le Japon avait appris l'art de la céramique de la Chine environ 18 ans plus tôt. Avec la révolution industrielle et le changement général des conditions en Europe occidentale, la production a augmenté rapidement. À l'heure actuelle, presque tous les pays fabriquent des articles à usage domestique, et la poterie est une exportation importante de certains pays. La production est maintenant à l'échelle de l'usine dans de nombreuses régions du monde. Si les principes de base de la fabrication n'ont pas changé, il y a eu des progrès considérables dans la manière dont la fabrication est effectuée. C'est notamment le cas dans la formation ou le façonnage de la vaisselle, dans sa cuisson et dans les techniques de décoration utilisées. L'utilisation croissante de microprocesseurs et de robots entraîne l'introduction de niveaux élevés d'automatisation dans les zones de production. Cependant, il existe encore un peu partout de nombreuses poteries artisanales.
Méthodes de formage
La première méthode de fabrication de poterie impliquait la méthode de construction à la main. Des bobines d'argile sont enroulées les unes sur les autres et collées ensemble en appuyant avec les mains. L'argile est d'abord transformée en un état mou en la travaillant avec de l'eau. L'objet est ensuite façonné et moulé à la main, une fois les bobines collées.
Le tour de potier est devenu un outil de création de poterie. Avec cette méthode de formage, un tas d'argile est placé sur une plaque circulaire tournante et est façonné par les mains humides du potier. L'eau empêche les mains du potier de coller à l'argile et maintient l'argile humide et utilisable. Les poignées, les becs et autres protubérances de l'argile en rotation sont placés juste avant que l'objet ne soit tiré.
Casting est souvent utilisé aujourd'hui lorsque l'on souhaite une poterie de haute qualité et lorsque les parois du récipient doivent être très minces. Un mélange d'argile et d'eau, appelé engobe, est coulé dans un moule en plâtre de Paris. Le plâtre absorbe l'eau, provoquant le dépôt d'une fine couche d'argile tout autour de l'intérieur du moule. Lorsque le dépôt d'argile est suffisamment épais pour former les parois du vase, le reste de la barbotine est versé, laissant la vaisselle humide à l'intérieur de la forme. En séchant, il rétrécit quelque peu et peut être retiré du moule. Habituellement, les moules sont construits de manière à pouvoir être démontés.
Lorsque la pièce devient complètement sèche, elle est lissée et préparée pour le processus de cuisson. Il est placé dans une boîte en argile réfractaire appelée fléchir, qui protège la pièce des flammes et des gaz émis pendant le processus, tout comme un four protégerait une miche de pain en cours de cuisson. Les saggers sont placés les uns sur les autres dans un four. Le four est une grande structure construite en briques réfractaires et entourée de conduits de cheminée afin que les flammes du feu puissent totalement entourer les plats sans jamais entrer en contact avec eux. La fumée décolorerait les pièces si elles n'étaient pas protégées de cette manière.
La plupart des pièces sont tirées au moins deux fois. Le premier passage au four s'appelle le bisque cuisson, et le morceau de poterie est appelé un biscuit or morceau de biscuit. Après cuisson, la biscuiterie est émaillée. Une glaçure est un revêtement vitreux et brillant qui rend la poterie plus attrayante et utilisable. Les émaux contiennent de la silice, un fondant pour abaisser la température de fusion (plomb, baryum...) et des oxydes métalliques comme colorants. Lorsque la glaçure est appliquée sur la poterie et qu'elle est complètement sèche, elle est à nouveau replacée dans le four et est cuite à une température si élevée que la glaçure fond et recouvre toute la surface de la poterie.
Sortes de poterie
- Grès est une poterie faite d'argile claire ou foncée. Il est émaillé sur le corps non brûlé soit avant la mise dans le four, soit au moyen de sel pendant le processus de combustion et est brûlé à un état dense et dur.
- Porcelaine est une vaisselle blanche vitrifiée. Il est translucide. En porcelaine, la pâte et l'émail sont amenés à maturité et à maturité lors d'une seule et même cuisson, qui s'effectue à très haute température.
- Chine est une vaisselle semblable à la porcelaine. Le corps et la glaçure sont amenés à maturité et à maturité lors de la même cuisson, à des températures extrêmement élevées.
- Porcelaine d'os est une variété de porcelaine dans laquelle l'os brûlé est utilisé comme ingrédient, constituant environ 40% de la masse.
- Faïence a un corps blanc ou presque blanc. Il est produit par deux cuissons, comme la porcelaine, mais son corps reste poreux. La glaçure est similaire à celle de la porcelaine mais est faite d'un matériau moins cher.
- Faïence est une faïence fine émaillée utilisée à des fins ornementales et décoratives. Habituellement, il n'y a aucune tentative de produire un corps blanc et les glaçures sont fréquemment colorées.
Les procédés de fabrication
Les propriétés physiques de la poterie varient selon la composition du corps et les conditions de cuisson. Le corps pour une utilisation particulière est sélectionné principalement pour ses propriétés physiques, mais les corps blancs sont le plus souvent choisis pour la vaisselle.
Les produits industriels (par exemple, les réfractaires, les isolants électriques, les supports de catalyseur, etc.) ont une large gamme de propriétés en fonction de leur utilisation éventuelle.
Matières premières. Les ingrédients de base d'un corps en poterie sont indiqués dans le tableau 1, qui indique également les proportions typiques dans les types de corps d'échantillon.
Tableau 1. Constituants corporels typiques (%)
|
Transformation |
Socle en plastique |
Flux |
remplisseuse |
|||||
|
Argile Balle |
Kaolin |
Argile de grès |
Pierre |
Feldspath |
Quartz |
Cendre d'os |
Autre |
|
|
Faïence |
25 |
25 |
15 |
35 |
||||
|
Grès |
30-40 |
25-35 |
20-25 |
20-30 (grog) |
||||
|
Chine |
20-25 |
20-25 |
15-25 |
25-30 |
||||
|
Porcelaine |
40-50 |
20-30 |
15-25 |
|||||
|
Chine des os |
20-25 |
25-30 |
45-50 |
|||||
La néphéline-syénite est parfois utilisée comme fondant, et l'alumine peut remplacer une partie ou la totalité de la charge de quartz dans certains corps de type porcelaine. La cristobalite (sable calciné) est utilisée comme charge dans certains corps de poterie, en particulier dans l'industrie des carreaux muraux.
La composition corporelle est déterminée en partie par les propriétés requises du produit final et en partie par la méthode de production. Une base en plastique est essentielle pour les articles qui sont façonnés lorsqu'ils sont humides, mais pas pour les processus de formage non plastiques, tels que le pressage de la poussière. La base en plastique n'est pas essentielle, bien que l'argile reste l'ingrédient principal de la plupart des produits céramiques, y compris ceux préparés par pressage à la poussière.
Les céramiques industrielles ne sont pas présentées dans le tableau 1, car leur composition va de toute la pâte à modeler ou argile réfractaire, sans fondant ou charge supplémentaire, à presque toute l'alumine, avec une quantité minimale d'argile et sans fondant ajouté.
Pendant la cuisson, le fondant fond dans un verre pour lier les ingrédients ensemble. Lorsque la quantité de flux augmente, la température de vitrification est abaissée. Les charges influencent la résistance mécanique de la poterie avant et pendant la cuisson ; dans la fabrication de vaisselle, le quartz (sous forme de sable ou de silex calciné) est traditionnellement utilisé, sauf que la cendre d'os est utilisée dans la fabrication de porcelaine tendre. L'utilisation d'alumine ou d'autres charges non siliceuses, déjà employées dans la fabrication de céramiques industrielles, s'étend à la fabrication d'autres articles, y compris des produits domestiques.
En cours. Les processus de base dans la production de poterie comprennent:
- préparation des ingrédients corporels
- former et façonner
- cuisson des biscuits
- application de glacis
- cuisson brillante
- décoration.
Les opérations préparatoires de calcination, de concassage et de broyage du silex ou de la pierre peuvent être effectuées dans un établissement séparé, mais il est d'usage que toutes les opérations ultérieures soient effectuées dans la même usine. Dans la slip house, les ingrédients du corps sont mélangés dans de l'eau ; de l'argile plastique est ensuite produite par filtration et bouchage ; la barbotine est ensuite préparée par bluntage jusqu'à l'obtention d'une consistance crémeuse. La poussière de pressage est préparée par séchage et broyage.
Les classifications traditionnelles des procédés de mise en forme sont présentées dans le tableau 2. Lors du moulage, une suspension aqueuse du corps est versée dans un moule absorbant et le moulage est retiré après séchage partiel. La mise en forme de l'argile plastique par projection est désormais rare dans la production industrielle ; l'étalement mécanique sur ou dans un moule en plâtre (jiggering et jolly) avec séparation du moule après séchage est quasi universel dans la confection des arts de la table. Le pressage de l'argile plastique ou l'extrusion est principalement réservé aux céramiques industrielles. Les articles dépoussiérés sont produits en compactant la poussière corporelle pré-séchée à la main ou par pressage mécanique.
Tableau 2. Processus de fabrication
|
Produits |
Processus habituels |
|
Tables |
façonnage d'argile plastique; fonderie |
|
Sanitaires |
Casting |
|
carrelage |
Pressage poussière (carrelage mural ou sol vitrifié), pressage argile plastique (sol carrières) |
|
Articles industriels |
Pressage de poussière, pressage d'argile plastique |
Après le façonnage, la vaisselle peut être séchée et finie par ébavurage, remorquage ou épongeage. Ensuite, il est prêt pour la cuisson des biscuits.
Après la cuisson du biscuit, l'émail est appliqué par trempage ou pulvérisation; le trempage peut être manuel ou mécanisé. La vaisselle émaillée est ensuite recuite. Parfois, comme pour les articles sanitaires blancs, une glaçure est appliquée sur l'article en argile séchée et il n'y a qu'une seule cuisson.
La décoration peut être appliquée sous ou sur glaçure et peut être peinte à la main, imprimée à la machine ou transférée ; la décoration sur glaçure implique une troisième cuisson ; et parfois des cuissons séparées pour différentes couleurs sont nécessaires.
Dans les dernières étapes, la marchandise est triée et emballée pour l'expédition. La figure 15 identifie les différents parcours suivis par les différents types de poterie et de céramique lors de leur fabrication.
Figure 15. Organigramme par type de céramique

Tuile En Céramique
Profil général
Céramique est un terme autrefois considéré comme se référant uniquement à l'art ou à la technique de production d'articles de poterie. L'étymologie du terme montre qu'il dérive du grec kéramos, signifiant "un potier" ou "une poterie". Cependant, le mot grec est lié à une racine sanskrite plus ancienne, signifiant « brûler » ; tel qu'utilisé par les Grecs eux-mêmes, sa signification première était simplement « substance brûlée » ou « terre brûlée ». Le concept fondamental contenu dans le terme était celui d'un produit obtenu par l'action du feu sur des matériaux terreux.
Une céramique traditionnelle, dans le contexte de cet article, fait référence aux produits couramment utilisés comme matériaux de construction ou dans la maison et l'industrie. Bien qu'il y ait une tendance à assimiler la céramique traditionnelle à une faible technologie, des technologies de fabrication avancées sont souvent utilisées dans cette industrie. La forte concurrence entre les producteurs a rendu la technologie plus efficace et plus rentable en utilisant des outils et des machines complexes, associés à un contrôle de processus assisté par ordinateur.
Les produits céramiques les plus anciens sont issus de matériaux argileux. Les premiers potiers ont découvert que la nature plastique de l'argile était utile pour former des formes. En raison de sa tendance à présenter une grande quantité de retrait, les corps argileux ont été modifiés en ajoutant du sable grossier et de la pierre, ce qui a réduit le retrait et la fissuration. Dans les corps modernes à base d'argile, les ajouts non argileux typiques sont la farine de silice et les minéraux alcalins qui sont ajoutés en tant que fondants. Dans les formulations céramiques traditionnelles, l'argile agit comme plastifiant et liant pour les autres constituants.
Développement de l'industrie
La production de tuiles en terre cuite séchée et cuite a des origines très anciennes remontant aux populations du Moyen-Orient. L'industrie des carreaux blancs s'est considérablement développée en Europe et, au début du XXe siècle, la production de carreaux de sol et de mur a atteint une échelle industrielle. D'autres développements dans ce domaine ont eu lieu après la Seconde Guerre mondiale. L'Europe (Italie et Espagne, notamment), l'Amérique latine et l'Extrême-Orient sont aujourd'hui les zones les plus importantes de production de tuiles industrielles.
Le secteur des carreaux de sol et de mur de l'industrie des produits blancs a connu un grand développement depuis le milieu des années 1980 avec l'introduction de nouvelles technologies, l'automatisation et l'intégration du flux de production dans le processus de fabrication. Par la suite, la productivité et l'efficacité ont augmenté, tandis que la consommation d'énergie et les coûts ont été réduits. La fabrication de carreaux est désormais continue dans la production de carreaux humides et secs, et de nombreuses usines ont aujourd'hui une automatisation à près de 100 %. Les innovations majeures dans l'industrie du carrelage au cours de la dernière décennie comprennent le meulage humide, le séchage par pulvérisation, le pressage à sec à haute pression, le séchage au rouleau et les technologies de cuisson rapide.
La valeur de l'approvisionnement du marché américain des carreaux de céramique (expéditions des usines américaines plus importations) a augmenté d'environ 9.2 % par an entre 1992 et 1994. On estime que les ventes en dollars ont atteint 1.3 milliard de dollars en 1994. Dans le même temps, le volume des ventes a augmenté de 11.9 %. % composé annuellement à 1.3 milliard de pieds carrés. Cela se compare à un taux de croissance du marché de 7.6 % basé sur les ventes en dollars et de 6.9 % basé sur les ventes en volume entre 1982 et 1992.
Classifications des carreaux de céramique
Redware et whiteware
De nombreux types de carreaux de céramique sont disponibles sur le marché. Ils diffèrent selon l'état de la surface, la couleur du corps (blanc ou rouge), la technologie de fabrication, les matières premières et l'utilisation finale. La différence entre les carreaux "rouges" et "blancs" réside dans la quantité de minéraux de fer contenus dans le corps. En réagissant avec les autres composants du corps, ils peuvent donner plus ou moins de coloration et modifier le comportement du corps lors du tir.
Une classification complète et exhaustive est très difficile en raison de l'extrême hétérogénéité des produits carrelés, de leur traitement et de leurs caractéristiques ultérieures. Dans ce chapitre, les normes européennes (EN) et ASTM sont prises en compte.
Les normes EN classent exclusivement les carreaux de céramique en fonction de l'absorption d'eau (qui est directement corrélée à la porosité) et de la méthode de mise en forme (extrusion ou pressage). Les méthodes de mise en forme sont classées comme suit :
- processus de mise en forme A (carreaux de sol extrudés). Ce processus comprend des tuiles fendues et des tuiles extrudées individuellement.
- processus de mise en forme B (carreaux de sol et de mur pressés à sec).
La norme européenne EN 87, approuvée en novembre 1981, précise que « Les carreaux de sol et de mur en céramique sont des matériaux de construction généralement destinés à être utilisés comme revêtements de sol et de mur, tant à l'intérieur qu'à l'extérieur, quelles que soient leurs formes et leurs dimensions ».
La spécification ANSI (American National Standards Institute) pour les carreaux de céramique (ANSI A 137.1) contient les définitions suivantes :
- Carreau de mosaïque en céramique est formé par la méthode de la poussière pressée ou du plastique, généralement de 6.4 à 9.5 mm (1/4 à 1/8 po) d'épaisseur, et a une surface faciale inférieure à 39 cm2 (6 dans2 ). Les carreaux de mosaïque en céramique peuvent être en porcelaine ou en argile naturelle, et ils peuvent être simples ou avec un mélange abrasif partout.
- Carrelage mural décoratif est un carreau émaillé avec un corps mince qui est généralement non vitreux et qui convient à une utilisation murale résidentielle décorative intérieure où la résistance à la rupture n'est pas une exigence.
- Dalle de pavé est un carreau de porcelaine émaillée ou non émaillée ou d'argile naturelle formé par la méthode de la poussière pressée ayant 39 cm2 (6 dans2 ) ou plus de zone faciale.
- Carreau de porcelaine est un carreau de mosaïque en céramique ou un carreau de pavé qui est généralement fabriqué par la méthode de pressage à la poussière avec la composition de carreau résultante qui est dense, imperméable, à grain fin et lisse, avec une face fortement formée.
- Carrelage est une tuile émaillée ou non émaillée, fabriquée par le procédé d'extrusion à partir d'argile ou de schiste naturel, ayant généralement 39 cm2 (6 dans2) ou plus de zone faciale.
- carrelage mural est un carreau émaillé avec un corps qui convient à un usage intérieur et généralement non vitreux et qui n'est pas tenu de résister à un impact excessif ou d'être soumis à des conditions de gel et de dégel.
- Catégories individuelles de carrelage blanc comprennent les carreaux non émaillés (carreaux de mosaïque en céramique, carreaux de carrière, carreaux de pavé) et les carreaux émaillés (carreaux muraux émaillés, carreaux de mosaïque en céramique émaillée, carreaux de carrière émaillés, carreaux de pavé émaillé) (ANSI 1988).
Les carreaux sont fabriqués par des procédés céramiques standards. Les carreaux de mur et de sol en céramique sont préparés à partir d'un mélange d'argiles, de sable, de fondants, de colorants et d'autres matières premières minérales, et subissent des traitements tels que le broyage, le tamisage, le mélange et le mouillage. Ils sont façonnés par un procédé de pressage, d'extrusion, de coulée ou autre, normalement à température ambiante, et sont ensuite séchés et finalement cuits à haute température. Les carreaux peuvent être émaillés, non émaillés ou engobés. Les glaçures sont des revêtements imperméables semblables à du verre, et les engobes sont des revêtements mats à base d'argile qui peuvent également être poreux. Les carreaux de mur et de sol émaillés sont produits en une ou deux étapes de cuisson.
Les corps en céramique traditionnels sont façonnés en utilisant de nombreuses techniques différentes. Le processus de formage spécifique est dicté par de nombreux facteurs, notamment les caractéristiques du matériau, la taille et la forme de la pièce, les spécifications de la pièce, le rendement de production et les pratiques acceptées dans la région géographique.
Les corps à base d'argile sont des mélanges hétérogènes d'une ou plusieurs argiles et d'une ou plusieurs poudres non argileuses. Avant d'atteindre une forme définitive, ces poudres subissent une séquence d'opérations unitaires, cuisson et post-cuisson (voir figure 17).
Pour la plupart des corps traditionnels, les techniques de formage peuvent être classées en formage de plastique souple, formage de plastique rigide, pressage et moulage.
La pression appliquée est utilisée pour réorganiser et redistribuer les matières premières dans une configuration mieux emballée. Le comportement rhéologique des corps à base d'argile résulte de l'interaction du minéral argileux avec l'eau, qui confère de la plasticité à la charge. Dans les corps non argileux, ce même type de comportement peut être obtenu en ajoutant des plastifiants.
Céramique industrielle
Profil général
La céramique diffère des autres matériaux techniques (métaux, plastiques, produits du bois, textiles) par un certain nombre de propriétés individuelles. La différence la plus distinctive pour un concepteur ou un utilisateur potentiel d'articles en céramique est peut-être la forme et la taille uniques de chaque pièce en céramique. Les céramiques ne sont pas facilement façonnées ou travaillées après cuisson, sauf par un meulage très coûteux; par conséquent, ils doivent normalement être utilisés tels quels. À l'exception de quelques formes simples de tuiles, de tiges et de tubes de tailles limitées, la céramique ne peut être commercialisée au pied ou à la verge, ni coupée pour s'adapter au travail.
Toutes les propriétés utiles, y compris la forme et la taille, doivent être fournies à l'avance, dès les toutes premières étapes du traitement de la céramique. L'intégrité structurelle de chaque pièce doit être préservée à travers une variété d'expositions aux contraintes thermiques et mécaniques pendant le traitement et jusqu'à ce que la pièce soit finalement installée et en service. Si une céramique tombe en panne en service à la suite de diverses causes (rupture fragile à l'impact, choc thermique, rupture diélectrique, abrasion ou corrosion du laitier de fusion), elle n'est probablement pas réparable et doit généralement être remplacée.
Des progrès significatifs ont été réalisés dans la compréhension fondamentale et le contrôle technologique des propriétés de la céramique et de leur utilisation dans de nombreuses applications nouvelles, exigeantes et hautement techniques. L'industrie en général, et sa partie céramique technique et électronique en particulier, a mis au point des techniques de production et de contrôle pour produire en masse des formes complexes dans des corps aux propriétés électriques, magnétiques et/ou mécaniques soigneusement contrôlées tout en respectant des tolérances dimensionnelles suffisantes pour permettre un assemblage relativement facile avec d'autres composants.
De nombreuses céramiques sont produites en grand volume en tant qu'articles standard. Les briques et formes réfractaires, les creusets, les moufles, les tubes de four, les isolateurs, les tubes de protection de thermocouple, les diélectriques de condensateur, les joints hermétiques et les panneaux de fibres sont régulièrement stockés par un certain nombre de producteurs de céramique dans une variété de compositions et de tailles. Il est généralement plus rapide et moins cher d'utiliser des articles en stock dans la mesure du possible. Lorsque les articles en stock ne répondent pas aux besoins, la plupart des fabricants sont prêts à produire des articles sur mesure. Plus les exigences pour une propriété donnée de la céramique sont strictes, ou plus les exigences pour des combinaisons spécifiques de propriétés, de tailles et de formes sont strictes, plus les paramètres de composition, de microstructure et de configuration acceptés pour la céramique sont limités. D'où le coût et la difficulté de fabrication sont plus importants. La plupart des fabricants de céramique ont des ingénieurs et des concepteurs expérimentés qui sont bien qualifiés pour travailler avec des clients potentiels sur les détails de la conception des articles en céramique.
Marchés
Le principal marché des céramiques de pointe a été et continuera d'être celui de l'électronique, mais de vigoureux programmes mondiaux de recherche et de développement recherchent en permanence de nouvelles applications et identifient des moyens d'améliorer les propriétés de la céramique afin d'accéder à de nouveaux marchés.
Les céramiques avancées sont produites au Japon, aux États-Unis et en Europe occidentale. Les matières premières utilisées dans l'industrie sont commercialisées sur une base internationale, principalement sous forme de poudres, mais il existe également une quantité importante de traitement interne.
Les principales applications de la céramique industrielle sont :
- Oxydes. Les principaux matériaux d'oxyde utilisés aujourd'hui sont l'alumine dans les bougies d'allumage, les substrats et les applications d'usure ; zircone (ZrO2) dans les capteurs d'oxygène, en tant que composant dans les composants piézoélectriques au plomb-zirconium-titanate (PZT), les applications d'usure et les revêtements de barrière thermique ; les titanates dans les condensateurs au titanate de baryum et les piézoélectriques PZT ; et les ferrites dans les aimants permanents, les têtes d'enregistrement magnétiques, les dispositifs de mémoire, les capteurs de température et les pièces de moteurs électriques.
- Carbures et nitrures. Les carbures (principalement le carbure de silicium et le carbure de bore) sont utilisés dans les applications d'usure, tandis que les nitrures (principalement le nitrure de silicium et le Sialon) sont utilisés dans les applications d'usure et les outils de coupe. Le nitrure d'aluminium, avec sa conductivité thermique élevée, est le principal matériau concurrent pour une partie du marché des substrats électroniques actuellement dominé par l'alumine.
- Céramique à oxydes mixtes. Les efforts de recherche et de développement de la céramique se concentrent sur un certain nombre de nouvelles applications de la céramique qui ont toutes un énorme potentiel. Trois applications importantes sont : (1) les supraconducteurs en céramique, (2) les céramiques pour les piles à combustible à oxyde solide et (3) les composants en céramique pour les moteurs thermiques.
Les supraconducteurs en céramique sont basés sur un certain nombre de systèmes d'oxydes mixtes qui comprennent l'yttrium, le baryum, le cuivre, le strontium et le cuivre (YBa2Cu3O7-8, bis2Sr2CaCu2O8, bis2Sr2Ca2Cu3O10) stabilisé à l'oxyde de plomb. Les céramiques pour piles à combustible à oxyde solide sont basées sur des conducteurs ioniques dans lesquels la zircone stabilisée de haute pureté est actuellement le matériau de choix. Les composants céramiques des moteurs thermiques à l'étude sont composés de carbure de silicium, de sialons et de zircone, sous forme de céramiques monophasées, de composites céramique-céramique ou de composites à matrice métallique (MMC).
Les procédés de fabrication
Développement de la technologie de fabrication
Innovations de traitement. L'activité de recherche et développement génère de nouvelles technologies pour la production de matériaux céramiques. Les céramiques dérivées de précurseurs ont été estimées avoir une valeur marchande de 2 millions de dollars EU en 1989, dont la majeure partie était en CVD (86% de la valeur marchande totale). D'autres segments de ce marché en croissance comprennent l'infiltration chimique en phase vapeur (CVI), le sol-gel et la pyrolyse des polymères. Les produits qui sont fabriqués avec succès par ces moyens comprennent des fibres céramiques continues, des composites, des membranes et des poudres ultra-pure/haute activité.
Les processus utilisés pour convertir ces matières premières en produits finis comprennent un traitement supplémentaire de la poudre (par exemple, le broyage et le séchage par pulvérisation) avant de former des formes vertes qui sont ensuite cuites dans des conditions contrôlées. Les processus de formage comprennent le pressage sous pression, le pressage isostatique, le coulage en barbotine, le coulage en bande, l'extrusion, le moulage par injection, le pressage à chaud, le pressage isostatique à chaud (HIP), le CVD, etc.
Additifs chimiques pour faciliter le traitement de la céramique. Chaque étape du processus de fabrication nécessite un contrôle minutieux afin que les propriétés du produit final soient obtenues avec une efficacité de production maximale et que des produits chimiques à effet clé soient utilisés pour optimiser le traitement de la poudre et la formation verte. Les produits chimiques à effet comprennent des auxiliaires de broyage, des floculants et des liants, des lubrifiants pour effectuer la libération du produit pendant le pressage et minimiser l'usure des pièces de matrice, et des plastifiants pour faciliter l'extrusion et le moulage par injection. Une liste de ces produits chimiques est présentée dans le tableau 3. Bien que ces matériaux jouent un rôle économique important dans la production, ils sont brûlés pendant la cuisson et ne jouent aucun rôle dans la chimie du produit final. Le processus de combustion doit être soigneusement contrôlé pour éviter le carbone résiduel dans les produits finis, et la recherche et le développement de processus étudient en permanence les moyens de minimiser les niveaux de produits chimiques à effet utilisés.
Tableau 3. Additifs chimiques sélectionnés utilisés pour optimiser le traitement des poudres et le formage vert des céramiques
|
Matières |
Application ou fonction |
|
Alcool polyvinylique |
Liant pour céramique avancée |
|
Polyéthylène glycol |
Liant pour céramique avancée |
|
Polyacrylate de sodium |
Défloculant pour coulée en barbotine |
|
Polymère d'amide tertiaire |
Liant pour pressage à sec |
|
Amidon mélangé avec de l'aluminosilicate colloïdal sec |
Liant pour formage sous vide |
|
Alumine cationique plus floculant organique |
Liant pour formage sous vide |
|
Amidon de maïs cationique prégélifié |
Floculant pour liant silice colloïdale et alumine |
|
Carboxyméthylcellulose sodique de haute pureté |
Liant |
|
Silicate d'aluminium et de magnésium colloïdal inorganique |
Agent de suspension |
|
Carboxyméthylcellulose sodique de viscosité moyenne ajoutée au Veegum |
Agent de suspension, stabilisateur de viscosité |
|
Polyélectrolyte d'ammonium |
Agent dispersant pour barbotines de coulée pour céramiques électroniques |
|
Polyélectrolyte de sodium |
Agent dispersant liant pour corps atomisés |
|
Cellulose microcristalline et carboxyméthylcellulose sodique |
Agent épaississant |
|
Polysilazane |
Auxiliaire de mise en œuvre, liant et précurseur pour les céramiques avancées |
Outre la création de produits céramiques et de technologies de fabrication de céramiques pour de nouvelles applications, l'influence de l'industrie de la céramique de pointe sur l'industrie de la céramique traditionnelle ne doit pas être négligée. On s'attend à ce que de nombreux matériaux et procédés de haute technologie trouvent une application dans l'industrie céramique traditionnelle, cette dernière s'efforçant de réduire les coûts de fabrication, d'améliorer la qualité et de donner une meilleure valeur au service à l'utilisateur final.
Matières premières
Certains matériaux clés sont utilisés directement par l'industrie céramique ou représentent le point de départ de la production de matériaux à valeur ajoutée :
- silice
- avec l'argile
- alumine
- magnésie
- Titania
- oxyde de fer
- zircon/zircone.
Cette discussion portera sur les propriétés de la silice, de l'alumine et du zircon/zircone.
Silica, en plus de son utilisation dans les réfractaires et les céramiques blanches, est également le point de départ de la fabrication du silicium élémentaire, du carbure de silicium et du tétrachlorure de silicium. Le silicium, à son tour, est le point de départ du nitrure de silicium, et le tétrachlorure de silicium est le précurseur d'une large gamme de composés organiques de silicium qui peuvent être pyrolysés dans des conditions contrôlées en carbure de silicium et en nitrure de silicium de haute qualité.
Le nitrure de silicium et ses dérivés Sialon, ainsi que le carbure de silicium, malgré leur tendance à s'oxyder, ont le potentiel de répondre à de nombreuses cibles de propriétés fixées par le marché des moteurs thermiques. Une caractéristique de la silice et des matériaux céramiques dérivés de la silice est que tous les éléments sont facilement disponibles dans la croûte terrestre. À cet égard, ces matériaux offrent le potentiel d'une facilité d'approvisionnement dans toutes les régions du monde. En pratique, cependant, il y a un apport d'énergie important nécessaire pour produire du silicium et du carbure de silicium. Par conséquent, la fabrication de ces matériaux est en grande partie limitée aux pays disposant d'une énergie électrique bon marché et facilement disponible.
Alumine se trouve dans toute la croûte terrestre en tant que composant des minéraux aluminosilicates. L'économie dicte que l'alumine soit extraite de la bauxite en utilisant le procédé Bayer. La bauxite est répandue dans la ceinture équatoriale dans différents états de pureté et se divise en deux catégories : minerai de qualité réfractaire et minerai métallurgique.
La bauxite de qualité réfractaire est fournie par la Chine et la Guyane sous forme de calcine à haute température du minéral naturel : la diaspore (Al2O3· H2O) en Chine et gibbsite (Al2O3· 3H2O) en Guyane. Lors de la calcination, un assemblage complexe de phases de corindon (Al2O3), de la mullite, du verre de silice et des niveaux mineurs de titanate d'aluminium se forment. La consommation de bauxite de qualité réfractaire dépasse 700,000 XNUMX tonnes par an à l'échelle mondiale.
La bauxite de qualité métallurgique est extraite en Australie, en Jamaïque et en Afrique de l'Ouest, et a des niveaux variables d'alumine en conjonction avec des impuretés majeures telles que l'oxyde de fer et la silice. L'alumine des minerais métallurgiques est extraite du minerai lorsqu'elle est dissoute par de l'hydroxyde de sodium, donnant une solution d'aluminate de sodium qui est séparée de l'oxyde de fer et de la silice, qui sont rejetés comme déchet sous forme de boue rouge. Essentiellement, l'hydroxyde d'aluminium pur est précipité à partir de l'aluminate de sodium, puis calciné en un certain nombre de qualités d'alumine.
Les alumines de haute pureté utilisées dans l'industrie céramique et issues du procédé Bayer sont classées en alumine tabulaire, alumine fondue ou alumine calcinée de spécialité.
L'alumine tabulaire est produite par calcination à haute température (~ 2,000 3,630 ° C ou XNUMX XNUMX ° F) d'alumine calcinée à basse température dans de grands fours rotatifs à mazout. L'alumine fondue est produite par la fusion électrique d'alumine calcinée. L'alumine tabulaire et fondue est vendue à l'industrie réfractaire sous forme broyée et calibrée pour être utilisée dans une large gamme de produits de haute qualité, tels que les réfractaires de coulée continue (par exemple, les grilles à encoche ou SEN/coulissantes), les réfractaires monolithiques pour une application dans les hauts fourneaux et l'industrie pétrochimique.
Les poudres d'alumine calcinée de spécialité sont les principales matières premières utilisées dans l'industrie de la céramique de pointe pour les applications électroniques et d'ingénierie. Les poudres sont produites dans une large gamme de qualités selon des spécifications rigoureuses de chimie, de taille de particules et de type de cristal, pour s'adapter à une large gamme d'applications de produits finaux.
Il existe un commerce international établi d'alumines de haute qualité. De nombreux fabricants de céramique disposent d'installations de broyage et de séchage par pulvérisation en interne. Il existe clairement une limite à la croissance de l'offre de systèmes atomisés et un besoin permanent de fournir des alumines adaptées aux usines des clients afin d'optimiser l'utilisation de celles-ci à un prix acceptable. L'alumine est un matériau céramique important qui est disponible à un haut degré de pureté. La position dominante de l'alumine en tant que matière première céramique découle du fait qu'elle possède des propriétés souhaitables à un coût relativement faible. Cette rentabilité est attribuable à la nature marchande de l'entreprise découlant de la forte demande d'alumine par l'industrie de l'aluminium.
Zircon et zircone. La principale source de zircone est le minéral zircon (ZrO2 SiO2), qui existe dans le sable des plages principalement en Australie, en Afrique du Sud et aux États-Unis. Le zircon extrait du sable des plages contient environ 2 % d'oxyde d'hafnium et des traces d'Al2O3 (0.5%), Fe2O3 (0.1 %) et TiO2 (0.1%). De plus, tous les zircons contiennent des traces d'uranium et de thorium. Le zircon est traité par broyage fin pour produire une gamme de produits broyés de granulométrie définie. Ces produits ont trouvé une utilisation dans le moulage de précision, les fonderies, les produits réfractaires et comme opacifiant dans les émaux pour les produits blancs.
Le zircon est également la principale source de zircone. Le zircon peut être chloré en présence de carbone pour donner des tétrachlorures de zirconium et de silicium qui sont ensuite séparés par distillation. Le tétrachlorure de zirconium produit peut être utilisé pour préparer la zircone directement ou comme matière première pour d'autres produits chimiques à base de zirconium. Le frittage avec des oxydes alcalins ou alcalino-terreux est également utilisé pour décomposer le zircon. La silice est lixiviée des produits de décomposition avec de l'eau, laissant l'hydroxyde de zirconium à purifier davantage par dissolution acide et reprécipitation. La zircone est ensuite obtenue par calcination de l'hydroxyde. Le zircon est également converti en zircone et en silice dans un plasma à 1,800 3,270 °C (XNUMX XNUMX °F) avec un refroidissement rapide pour empêcher la réassociation. La silice libre est éliminée par dissolution dans de la soude. La zircone fondue est produite dans des fours à arc électrique à partir de matières premières de baddeleyite ou de zircon/carbone. Dans ce dernier procédé, le composant silice du zircon est réduit par voie carbothermique en monoxyde de silicium, qui se volatilise avant la fusion de la zircone résiduelle.
Résumé
L'industrie de la céramique industrielle est très diversifiée et il y a beaucoup de traitement en interne. De nombreuses opérations de fabrication finales se déroulent dans des atmosphères de type fonderie. Les systèmes de manutention de ces opérations transportent des matières premières fines où la poussière peut être un problème. Les matériaux sont ensuite portés à des températures très élevées et fondus ou fusionnés en formes nécessaires pour les pièces finales. Par conséquent, bon nombre des problèmes de sécurité qui existent dans toute industrie à haute température existent également dans l'industrie de la céramique industrielle.
Brique et Carrelage
Profil général
Les briques et les tuiles en argile sont utilisées comme matériau de construction depuis les temps les plus reculés dans de nombreuses régions du monde. Lorsqu'elles sont correctement fabriquées et cuites, elles sont plus durables que certaines pierres, résistantes aux intempéries et aux grands changements de température et d'humidité. La brique est un rectangle de taille standard, variant légèrement d'une région à l'autre mais essentiellement pratique à manipuler d'une seule main par un maçon ; les tuiles sont des dalles minces, plates ou courbes; les carreaux d'argile peuvent également être utilisés pour les sols.
L'industrie de la brique est très fragmentée. Il existe de nombreux petits fournisseurs situés partout dans le monde. La fabrication de briques a tendance à impliquer des fournisseurs locaux et des marchés locaux en raison du coût d'expédition du produit fini. En 1994, il y avait 218 usines de fabrication de briques aux États-Unis, et en 1992, le nombre de producteurs de produits structuraux en argile au Royaume-Uni était de 182, par exemple. Les fabricants de briques sont généralement situés à proximité des gisements d'argile afin de réduire les coûts d'expédition des matières premières.
Aux États-Unis, les briques sont principalement utilisées dans la construction résidentielle comme matériau porteur ou comme matériau de façade. Étant donné que l'industrie de la brique est si étroitement liée à l'industrie du logement, l'activité manufacturière dépend fortement de l'industrie de la construction résidentielle et dépend presque totalement de l'industrie combinée de la construction résidentielle et non résidentielle.
Les procédés de fabrication
Matériaux et traitement
Le matériau de base est l'argile de différentes natures avec des mélanges de limons, de schistes et de sable, selon l'offre et les besoins locaux, pour donner les propriétés requises de texture, de plasticité, de régularité et de retrait, et de couleur.
L'extraction de l'argile est aujourd'hui souvent entièrement mécanisée ; la fabrication a généralement lieu le long du trou d'extraction, mais dans les grands ouvrages, l'argile est parfois transportée en patins sur des téléphériques. Le traitement ultérieur de l'argile varie selon sa constitution et le produit final, mais comprend en général le concassage, le broyage, le criblage et le malaxage. Voir la figure 16 pour une opération typique de fabrication de briques.
Figure 16. La fabrication des briques & tuiles

L'argile pour les briques coupées au fil est brisée par des rouleaux; l'eau est ajoutée dans un mélangeur; le mélange est de nouveau laminé puis introduit dans un broyeur horizontal. La pâte plastique extrudée est ensuite coupée à dimension sur une table de coupe au fil. La matière plastique semi-sèche et rigide est produite par laminage et tamisage et est ensuite acheminée vers des presses mécaniques. Certaines briques sont encore moulées à la main.
En cas d'utilisation de matière plastique, les briques doivent être séchées soit au soleil et à l'air, soit plus fréquemment dans des fours réglementés, avant la cuisson ; les briques en plastique semi-sec ou rigide peuvent être cuites immédiatement. La cuisson peut avoir lieu dans des fours circulaires, souvent alimentés manuellement, ou dans des fours tunnels, alimentés mécaniquement. Les combustibles utilisés varieront en fonction de la disponibilité locale. Un glacis de finition est appliqué sur certaines briques décoratives.
Réfractaires
Profil général
Les matériaux réfractaires sont traditionnellement considérés comme des matériaux non métalliques qui résistent à la dégradation par des gaz, des liquides ou des solides corrosifs à des températures élevées. Ces matériaux doivent résister aux chocs thermiques causés par un chauffage ou un refroidissement rapide, aux défaillances attribuables aux contraintes thermiques, à la fatigue mécanique due au contact d'autres matériaux avec le réfractaire lui-même et aux attaques chimiques activées par l'environnement à haute température. Ces matériaux sont nécessaires à la fabrication de la plupart des produits céramiques et sont spécifiquement nécessaires dans les fours, les séchoirs, les fours et les pièces de moteur à haute température.
Les réfractaires sont restés presque exclusivement à base de minéraux jusqu'à une bonne partie du XXe siècle. Pourtant, les technologues compétents en minéralogie y prêtaient attention. Les métallurgistes expérimentaient les pratiques de scorification acide et basique depuis le Moyen Âge et avaient répertorié certains des avantages de chacune. Les artisans réfractaires avaient en conséquence expérimenté le ganister , avec d'autres minéraux de silice presque purs et avec de la magnésite , un MgCO principalement3 minéral qui a été calciné en MgO. Lorsque le convertisseur sidérurgique Bessemer a été inventé en 1856, combinant des températures de travail de plus de 1,600 1857 °C avec un décrassage acide corrosif, les réfractaires de silice « acide » étaient presque prêts. Lorsque le four à foyer ouvert de Siemens a suivi en XNUMX à des températures encore plus élevées et que la fabrication de l'acier est passée dans les deux cas à une scorification basique corrosive, des revêtements de magnésite "basiques" ont rapidement été introduits. Les réfractaires basiques à base de dolomite (MgO-CaO) ont été développés pendant la Première Guerre mondiale, lorsque l'approvisionnement européen en magnésite a été coupé des Alliés. Plus tard, avec le développement d'autres ressources minérales dans le monde, la magnésite s'est réaffirmée.
Tableau 4. Utilisation des réfractaires par industrie aux États-Unis
|
Industrie |
Pourcentage des ventes totales aux États-Unis |
|
Fer et acier |
51.6 |
|
Métaux non-ferreux |
7.5 |
|
Ciment |
4.9 |
|
Verre |
5.1 |
|
Céramiques |
9.7 |
|
Chimie et pétrole |
2.1 |
|
Services publics |
0.9 |
|
Exportations |
7.4 |
|
Tous autres et non spécifiés |
10.8 |
Pendant ce temps, des briques de carbone liées ont été produites au Royaume-Uni à partir de 1863 et ont finalement trouvé leur chemin dans le haut fourneau de fusion du fer alors que ses températures de travail montaient encore plus haut. Ils entrent aussi rapidement dans les cellules de Hall-Héroult pour la production d'aluminium (1886).
La chaux était fabriquée depuis environ 5,000 1877 ans à l'aide d'argile, puis de fours à briques réfractaires. La fabrication du ciment Portland a d'abord nécessité un réfractaire innovant lorsque les fours rotatifs ont été introduits après XNUMX. Les premiers revêtements résistants étaient en clinker de ciment lié au ciment. Plus tard, des réfractaires commerciaux plus durables sont revenus dans cette industrie.
Les fours de récupération et de régénération, issus de la fabrication naissante de l'acier dans les années 1850, ont été introduits dans la métallurgie des métaux non ferreux et la verrerie à la fin du XIXe siècle. Les réfractaires en argile réfractaire devaient également être remplacés. Les revêtements de magnésite ont été utilisés dans les convertisseurs de cuivre à partir de 19 et dans les premiers réservoirs en verre modernes environ 1909 ans plus tard. Les fours à arc électrique ont été essayés pour la première fois pour la fabrication de l'acier en 10 et sont devenus courants après 1853. Une unité d'environ 1990 tonnes installée aux États-Unis en 100 utilisait un revêtement de magnésite.
Les fours à arc triphasé étaient en place avant 1950; ce n'est qu'alors que de sérieuses demandes ont surgi pour des réfractaires plus sophistiqués. Dans le même temps, le soufflage d'oxygène a été introduit dans les fours Bessemer et à foyer ouvert dans les années 1940. Le four basique à oxygène (BOF) a littéralement pris le relais de la sidérurgie à la fin des années 1950. Le soufflage d'oxygène, par son importance économique, a poussé pour la première fois l'industrie des réfractaires à introduire massivement des matières synthétiques dans ses produits.
Propriétés des matériaux réfractaires
Les propriétés qui caractérisent les matériaux réfractaires de qualité dépendent de la nature de l'application. L'aspect le plus important des matériaux est appelé « réfractaire ». Ce terme fait référence au point auquel le spécimen commence à se ramollir (ou à fondre). En règle générale, les réfractaires n'ont pas de point de fusion spécifique; la transition de phase se déroule sur une plage de températures dans un phénomène appelé ramollissement. Cette caractéristique est souvent quantifiée avec un équivalent de cône pyrométique (PCE), qui est une mesure de la teneur en chaleur mesurée par l'affaissement d'un cône pendant le cyclage thermique.
Une propriété connexe, et souvent plus utile, est la température de rupture sous charge. Les réfractaires cèdent souvent sous charge à des températures bien inférieures à la température qui correspond au PCE. Pour obtenir une valeur pour ce paramètre, le réfractaire est soumis à une charge connue et est ensuite chauffé. La température à laquelle l'affaissement ou la déformation générale se produit est signalée. Ceci est d'un grand intérêt car la valeur est utilisée pour prédire les propriétés mécaniques lors de l'utilisation du réfractaire. La capacité portante des matériaux réfractaires est directement proportionnelle à la quantité de viscosité du verre présent.Un autre facteur essentiel pour comprendre les performances d'un réfractaire est la stabilité dimensionnelle. Tout au long de l'utilisation industrielle, les matériaux réfractaires sont soumis à des cycles de chauffage/refroidissement, qui provoquent la dilatation ou la contraction des unités réfractaires. De grands changements dans les dimensions réduiront la stabilité et peuvent finalement conduire à une défaillance de la structure à base de réfractaire.
Un phénomène connexe couramment observé avec les matériaux réfractaires est l'écaillage. L'écaillage est généralement considéré comme une fracture, un fendillement ou un écaillage du réfractaire, entraînant l'exposition de la masse interne du matériau. L'écaillage est généralement provoqué par des gradients de température dans le matériau, une compression dans la structure due à des charges de grand volume et des variations du coefficient de dilatation thermique dans la brique. Tous les efforts sont faits dans la fabrication des réfractaires pour éviter l'écaillage car cela réduit l'efficacité du réfractaire.
Les réfractaires ont des applications dans une grande variété d'applications industrielles allant d'une utilisation intensive dans l'industrie sidérurgique à des utilisations à faible volume dans les industries du ciment et des services publics. Fondamentalement, les réfractaires sont utilisés dans toute industrie où des températures élevées sont utilisées pour chauffer et sécher ou incinérer des matériaux. Le tableau 4 présente une répartition actuelle par industrie de l'utilisation des réfractaires aux États-Unis.
Comme le montre le tableau 4, l'industrie sidérurgique est le domaine où plus de 50 % du réfractaire produit aux États-Unis est utilisé. Par conséquent, les besoins de l'industrie sidérurgique ont dans une large mesure conduit les développements réfractaires qui se sont produits.
Réfractaires modernes
La céramique était passée de l'artisanat à la science appliquée. L'American Ceramic Society avait été fondée en 1899, la British Ceramic Society en 1901. Les diagrammes de phase d'oxyde ont commencé à apparaître dans la littérature dans les années 1920. Les techniques de pétrographie étaient bien développées et les mécanismes détaillés de la dégradation et de l'usure des réfractaires commençaient à être compris. Les producteurs américains de réfractaires s'étaient largement réorganisés, consolidés et capables d'effectuer leurs propres recherches. Les outils de synthèse réfractaire et les instruments d'investigation sont en plein essor.
Les carbones industriels synthétiques n'étaient bien sûr pas nouveaux. Le coke a d'abord été fabriqué commercialement à partir de charbon dans les années 1860 et à partir de pétrole peu de temps après. Le graphite synthétique et le carbure de silicium sont apparus presque simultanément au tournant du siècle, suite à l'invention par Acheson du four électrique à autorésistance en 1896. Ces produits, aux propriétés assez différentes de celles des oxydes, ont rapidement stimulé leurs propres usages et marchés.
Alumine synthétique, Al2O3, était disponible depuis que le procédé Bayer a commencé à alimenter la production d'aluminium vers 1888. La magnésie synthétique (MgO) a été fabriquée pour la première fois à partir d'eau de mer au Royaume-Uni en 1937 et aux États-Unis en 1942, stimulée par les besoins de magnésium en temps de guerre. La zircone était devenue disponible, également stimulée par les militaires. La chaux était une denrée importante depuis des lustres. Une foule d'autres produits chimiques étaient disponibles pour être considérés comme composants réfractaires ou comme additifs mineurs et agents de liaison. Le seul composant important des réfractaires d'oxyde qui a pour la plupart résisté au remplacement par des synthétiques est la silice (SiO2) Les roches et sables de silice de haute pureté abondent et sont utilisés dans cette industrie ainsi que dans la formulation du verre.
L'utilisation de matières synthétiques dans la fabrication de réfractaires a été extrêmement utile; mais les matières premières minérales n'ont nullement été déplacées. Les synthétiques coûtent plus cher, et ce coût doit être justifié. Certains matériaux synthétiques créent de graves problèmes dans le traitement réfractaire, et de nouveaux moyens doivent être trouvés pour les surmonter. Des résultats optimaux ont souvent été obtenus grâce à des combinaisons de matières premières synthétiques et minérales, ainsi qu'à des apports créatifs dans leur traitement.
Des mélanges d'argile et de carbone avaient été utilisés pour tapisser les creusets et les louches depuis que le fer avait été coulé pour la première fois; et des briques de silice contenant du carbone ont été fabriquées en France dans les années 1860. Depuis 1960, les techniques et les compositions ont radicalement changé. L'utilisation de réfractaires oxydes carbonés s'est multipliée, à commencer par MgO+C. La première véritable impulsion a peut-être été donnée par le BOF ; mais aujourd'hui, il n'y a pratiquement aucun type réfractaire d'oxyde avancé qui ne peut être obtenu avec ou sans carbone ajouté ou un précurseur de carbone pour des performances supérieures dans des applications spécifiques.
Le grain ou l'agrégat réfractaire fondu à l'arc était fabriqué depuis le début des années 1900, et des briques réfractaires fondues de plusieurs compositions ont suivi dans les années vingt et trente, notamment de mullite, d'alumine, de magnésie-alumine-silice et d'alumine-zircone-silice. Le plus souvent, ces produits étaient entièrement fabriqués à partir de matières premières minérales.
En effet, les réfractaires à base entièrement minérale restent aujourd'hui une composante importante de la carte des produits. Ils sont dans l'ensemble moins chers, ils fonctionnent souvent admirablement et il existe encore de nombreuses applications de moindre demande ainsi que celles de demande critique pour les niveaux les plus élevés de réfractarité et de résistance à la corrosion.
Industrie réfractaire
Les réfractaires seront utilisés dans de nombreuses industries pour le revêtement de chaudières, de fours et de fours de toutes sortes, mais le plus grand pourcentage est utilisé dans la fabrication de métaux. Dans l'industrie sidérurgique, un haut fourneau typique ou à foyer ouvert peut utiliser de nombreux types différents de réfractaires, certains à base de silice, certains à partir de chrome et/ou de magnésite et d'autres en argile réfractaire.
Des quantités beaucoup plus faibles sont également utilisées dans les industries suivantes : gaz, coke et sous-produits ; centrales électriques; produits chimiques; fours et cuisinières; ciment et chaux; céramique; verre; émaux et glaçures; locomotives et navires; réacteurs nucléaires; raffineries de pétrole; élimination des déchets (incinérateurs).
Les procédés de fabrication
Le type de réfractaire utilisé dans une application particulière dépend des exigences critiques du procédé. Par exemple, les processus qui exigent une résistance à la corrosion gazeuse ou liquide nécessitent une faible porosité, une résistance physique élevée et une résistance à l'abrasion. Les conditions qui exigent une faible conductivité thermique peuvent nécessiter des réfractaires entièrement différents. En effet, des combinaisons de plusieurs réfractaires sont généralement employées. Il n'y a pas de ligne de démarcation bien établie entre les matériaux qui sont et ceux qui ne sont pas réfractaires, bien que la capacité à résister à des températures supérieures à 1,100 XNUMX°C sans ramollir ait été citée comme une exigence pratique des matériaux réfractaires industriels.
Les objectifs techniques de fabrication d'un réfractaire donné sont incorporés dans ses propriétés et ses performances dans une application prévue. Les outils de fabrication consistent en des choix parmi les matières premières et parmi les méthodes et paramètres de transformation. Les exigences de fabrication concernent les caractéristiques de la composition de la phase et de la microstructure - collectivement appelées caractère du matériau - qui sont développées par le traitement et sont elles-mêmes responsables des propriétés et du comportement du produit.
Matières premières
Dans le passé, les matières premières réfractaires étaient sélectionnées parmi une variété de gisements disponibles et utilisées comme minéraux extraits. L'extraction sélective a produit des matériaux aux propriétés souhaitées, et ce n'est que dans le cas de matières premières coûteuses, telles que la magnésite, qu'un processus d'enrichissement était nécessaire. Aujourd'hui, cependant, les matières premières naturelles de haute pureté sont de plus en plus demandées, tout comme les grains réfractaires préparés synthétiquement fabriqués à partir de combinaisons de matières premières de haute pureté et enrichies. Le matériau produit lors de la cuisson de minéraux bruts extraits ou de mélanges synthétiques est appelé grain, clinker, co-clinker ou grog.
Les réfractaires sont généralement classés en quatre types : alumino-silicate, silice (ou acide), basique et divers.
Les matériaux généralement utilisés dans les quatre types de réfractaires comprennent :
- Réfractaires aluminosilicates. Les argiles réfractaires se composent principalement du minéral kaolinite [CAS 1318-74-7] (Al203 2SiO2 2H2O) avec de petites quantités d'autres minéraux argileux, quartzite, oxyde de fer, oxyde de titane et impuretés alcalines. Les argiles peuvent être utilisées à l'état brut ou après avoir été calcinées. Les argiles brutes peuvent être grossièrement calibrées ou finement broyées pour être incorporées dans un mélange réfractaire. Certains kaolins de haute pureté sont mis en suspension, classés, séchés et flottés à l'air pour obtenir une qualité constante et élevée. Les argiles classées peuvent également être mélangées et extrudées ou pastillées puis calcinées pour produire du grog kaolinitique synthétique brûlé, ou de la kaolinite brute grossièrement broyée peut être brûlée pour produire du grog. Lors de la calcination ou de la combustion, la kaolinite se décompose en mullite et en un verre siliceux incorporant des impuretés minérales associées au dépôt d'argile (par exemple, quartzite, oxyde de fer, oxyde de titane et alcalis) et est consolidée en grog granulaire dense et dur à haute température.
- Réfractaires siliceux ou acides utilisent principalement de la silice sous forme de quartzite concassée et broyée (ganister) (92 à 98%), à laquelle est ajoutée une substance liante appropriée, telle que la chaux (CaO). Les briques de silice sont généralement chauffées deux fois car elles se dilatent lorsqu'elles sont chauffées (les briques en argile réfractaire rétrécissent), et il est souhaitable que l'expansion soit terminée avant la construction du mur ou du revêtement.
- Réfractaires basiques utiliser de la dolomie, de la magnésite (MgO), de l'oxyde de chrome, du fer et de l'aluminium.
- Réfractaires divers. Parmi la grande variété de matériaux actuellement utilisés, les plus courants sont les carbures tels que le carbure de silicium, le graphite, l'alumine, le béryllium, la thorine, l'oxyde d'uranium, l'amiante et l'oxyde de zirconium.
Plusieurs révolutions dans l'industrie se sont produites. Ces révolutions comprennent d'autres méthodes mécanisées de manipulation des solides de tonnage, des capacités accrues et l'automatisation de l'équipement de traitement et des techniques pour l'acquisition et l'analyse rapides des données de contrôle en cours de fabrication. Ces avancées ont transformé les pratiques de fabrication des réfractaires.
La figure 17 illustre comment différents types de réfractaires sont fabriqués. La figure est dessinée dans le style "arbre de décision" avec les branches divergentes numérotées pour l'identification. Il existe différentes filières, chacune fabriquant un type particulier de produit réfractaire.
Figure 17. Organigramme de fabrication des réfractaires

Ces diagrammes de flux génériques représentent des milliers de processus spécifiques, différenciés, par exemple, par leurs listes de matières premières, le mode de préparation et le dimensionnement et le dosage (c'est-à-dire la quantité pesée) de chacun, la séquence et le mode de mélange, etc. Les omissions sont autorisées - par exemple, certains réfractaires non formés sont mélangés à sec et ne sont jamais mouillés jusqu'à l'installation.
Les réfractaires ou produits peuvent être préformés (façonnés) ou formés et installés sur site, mais sont en général fournis sous les formes suivantes :
Brique. Les dimensions standards d'une brique réfractaire sont de 23 cm de long sur 11.4 cm de large et 6.4 cm d'épaisseur (brique droite). Les briques peuvent être extrudées ou pressées à sec sur des presses mécaniques ou hydrauliques. Les formes formées peuvent être brûlées avant utilisation ou, dans le cas du brai, de la résine ou de la brique liée chimiquement (durcie).
Formes moulées par fusion. Les compositions réfractaires sont fondues à l'arc et moulées en formes (par exemple, des blocs de fondant de réservoir de verre aussi grands que 0.33, 0.66, 1.33 m). Après la coulée et le recuit, les blocs sont meulés avec précision pour assurer un ajustement précis.
Réfractaires coulés et moulés à la main. De grandes formes, telles que des blocs de brûleur et des blocs de flux, et des formes complexes, telles que des pièces d'alimentation en verre, des saggers et similaires, sont produites par des techniques de moulage en barbotine ou de ciment hydraulique ou de moulage à la main. Parce que ces techniques sont à forte intensité de main-d'œuvre, elles sont réservées aux articles qui ne peuvent pas être formés de manière satisfaisante par d'autres moyens.
Réfractaires isolants. Les réfractaires isolants sous forme de brique sont beaucoup plus légers que la brique classique de même composition grâce à la porosité de la brique.
Béton et mélanges de gunitage. Les bétons sont constitués de grains réfractaires auxquels un liant hydraulique est ajouté. Lors du mélange avec de l'eau, l'agent hydraulique réagit et lie la masse ensemble. Les mélanges de projection sont conçus pour être pulvérisés à travers une buse sous pression d'eau et d'air. Le mélange peut être réduit en bouillie avant d'être injecté dans le pistolet ou mélangé avec de l'eau au niveau de la buse.
Réfractaires plastiques et pisé. Les réfractaires plastiques sont des mélanges de grains réfractaires et d'argiles plastiques ou de plastifiants avec de l'eau. Les pisé peuvent ou non contenir de l'argile et sont généralement utilisés avec des coffrages. La quantité d'eau utilisée avec ces produits varie mais est maintenue au minimum.
Risques professionnels et précautions
Le tableau 5 fournit des informations sur bon nombre des dangers potentiels rencontrés dans ce secteur industriel.
Tableau 5. Dangers potentiels pour la santé et la sécurité lors de la fabrication de verre, de céramique et de matériaux connexes
|
Dangers |
Utilisations ou sources d'exposition |
Effets potentiels (risques physiques |
Précautions ou stratégies de contrôle |
|
Facteurs de stress ergonomiques ; risques biomécaniques |
Surmenage dû aux pratiques manuelles de manutention et à la force excessive, mauvaise posture, fréquence/durée élevée des tâches impliquant de soulever, pousser ou tirer |
Foulures, entorses et course dans les dommages musculaires squelettiques au dos, aux membres supérieurs et inférieurs Une fatigue physique et mentale excessive peut provoquer des erreurs entraînant des incidents secondaires |
|
|
Dangers physiques |
Pris dans ou heurté par ou contre un équipement fixe ou mobile Glissades, trébuchements et chutes sur les surfaces de marche et de travail, les tuyaux et autres équipements, outils ou matériaux |
écorchures, coupures, contusions, lacérations, crevaisons, fractures, amputations |
|
|
Bruit |
Vibrateurs pneumatiques, compresseurs, actionneurs de vannes, moteurs d'entraînement mélangeurs, soufflantes et dépoussiéreurs, convoyeurs, chariots de manutention motorisés, équipements mécanisés de process et de conditionnement, etc. |
Perte auditive professionnelle, difficultés de communication et stress |
|
|
Chaleur rayonnante, environnements de travail à haute température |
Processus de chauffage ou de fonte pendant les activités de maintenance ou d'intervention d'urgence |
Contrainte physiologique, stress thermique ou brûlures thermiques |
|
|
Inhalation de particules en suspension dans l'air provenant de matières premières, y compris la silice cristalline, l'argile, la chaux, l'oxyde de fer, les poussières nuisibles |
Manipulation des matières premières et pendant la production Expositions pendant les activités de maintenance de routine, la démolition et pendant les activités de construction ou de reconstruction Les expositions peuvent provenir d'équipements non ventilés ou de fuites ou de mauvais joints aux points de transfert, goulottes, convoyeurs, élévateurs, cribles, tamis, équipements de mélange, machines de broyage ou de concassage, bacs de stockage, vannes, tuyauterie, fours de séchage ou de durcissement, opérations de façonnage , etc. Les matières premières sont extrêmement abrasives, provoquant la détérioration des composants du système de transfert ou de stockage dans les processus de fabrication. Le non-entretien des filtres à manches, des épurateurs ou des dépoussiéreurs et l'utilisation d'air comprimé pour les activités de nettoyage augmentent le risque de surexposition Les processus de chauffage intenses peuvent entraîner une exposition aux formes les plus dangereuses de silice (cristobalite ou tridymite) |
Varie de l'irritation (particules nuisibles) aux brûlures chimiques (chaux vive ou autres matières premières alcalines) aux effets chroniques tels que la diminution de la fonction pulmonaire, les maladies pulmonaires, la pneumoconiose, la silicose, la tuberculose |
|
|
Lacérations, écorchures ou corps étrangers ; contact avec des fragments ou des objets tranchants en verre, en poterie ou en céramique |
Des éclats de verre, de céramique ou d'autres fragments peuvent provoquer des blessures pénétrantes et des lésions oculaires graves. Un risque particulier existe lorsque le verre trempé "explose" pendant la fabrication Contact direct avec du verre ou d'autres filaments, en particulier lors de la formation ou de l'enroulement dans les opérations de production de filaments continus et de revêtement Opérations d'étirage dans la fabrication de fibres optiques |
Blessures perforantes, lacérations ou abrasion de la peau et des tissus mous (tendons, ligaments, nerfs, muscles) et corps étrangers dans l'œil Risques d'infections secondaires graves ou d'expositions cutanées à des matières corrosives ou toxiques |
|
|
Lacérations d'outils à main |
Les rasoirs, les couteaux à doigts, les couteaux à calcin ou d'autres outils à main tranchants sont couramment utilisés dans les zones de production, d'emballage et d'entreposage ou pendant les activités de maintenance |
Coupures au(x) doigt(s) ou main(s) et aux membres inférieurs (jambes) |
|
|
Particules ou fumées de métaux lourds (plomb, cadmium, chrome, arsenic, cuivre, nickel, cobalt, manganèse ou étain) |
En tant que matières premières ou impuretés dans les émaux, les formules de produits, les pigments, les colorants, les films ou les revêtements Activités de maintenance et de construction impliquant le brasage, le découpage, le soudage et l'application/l'enlèvement de revêtements de protection Meuler, couper, souder, percer ou façonner des pièces métalliques fabriquées, des éléments structuraux ou des machines (par exemple, des blocs réfractaires ou des alliages à haute température) qui sont des composants de processus de fabrication |
Toxicité des métaux lourds |
|
|
Formaldéhyde par inhalation ou contact direct |
Composant de liants et d'apprêts dans l'industrie des fibres vitreuses Expositions potentielles lors du mélange de liants ou d'encollages et lors de la production |
Irritation sensorielle et irritation des voies respiratoires Cancérogène probable pour l'homme |
|
|
Bases (hydroxyde de sodium) ou acides (acide chlorhydrique, acide sulfurique, acide fluorhydrique) |
Traitement de l'eau de process, de l'eau de chaudière ou des eaux usées et contrôle du pH Procédés de nettoyage à l'acide ou de décapage à l'acide fluorhydrique |
Corrosif pour la peau ou les yeux Irritant des voies respiratoires et des muqueuses L'acide fluorhydrique provoque de graves brûlures au tibia qui peuvent passer inaperçues pendant des heures |
|
|
Epoxies, acrylates et uréthanes (peuvent contenir des solvants tels que le xylène, le toluène, etc.) |
Ingrédients dans les résines, les colles, les liants et les revêtements utilisés dans la production Produits d'entretien |
Sensibilisants potentiels de la peau ou des voies respiratoires Certains époxy contiennent de l'épichlorhydrine n'ayant pas réagi, un cancérogène suspecté Certains uréthanes contiennent du diisocyanate de toluène n'ayant pas réagi, un cancérogène présumé Curatifs amines utilisés dans certains systèmes - irritants ou corrosifs Risque d'inflammabilité |
|
|
Styrène |
Résines polyester contenant du styrène, ingrédients d'encollage |
Irritant pour les yeux, la peau, les voies respiratoires; effets sur le système nerveux central (SNC) et les organes cibles Cancérogène possible Risque d'inflammabilité |
|
|
Silanes |
Promoteurs d'adhérence ajoutés aux encollages, liants ou revêtements. Peut s'hydrolyser pour libérer de l'éthanol, du méthanol, du butanol ou d'autres alcools |
Irritant pour les yeux, la peau et le système respiratoire; effets potentiels sur le SNC. Les éclaboussures dans les yeux peuvent causer des dommages permanents Risque d'inflammabilité |
|
|
latex |
Encollage ou zones de mélange de liants, enduits et certains produits d'entretien |
Irritant pour la peau et les yeux. Certains peuvent contenir du formaldéhyde ou d'autres biocides et/ou solvants |
|
|
Catalyseurs et accélérateurs |
Ajouté aux résines ou aux liants pour le durcissement en production et/ou pour certains produits d'entretien |
Irritants ou corrosifs pour la peau ou les yeux. Certains sont très réactifs et sensibles à la température |
|
|
Solvants hydrocarbonés et/ou solvants chlorés |
Ateliers de maintenance et opérations de nettoyage de pièces |
Divers — irritation, dermatite chimique, effets sur le SNC. Les solvants non chlorés peuvent être inflammables Le solvant chloré peut se décomposer s'il est brûlé ou chauffé |
|
|
Propane, gaz naturel, essence, mazout |
Combustibles pour la chaleur industrielle Carburants pour chariots de manutention motorisés |
Risques d'incendie et d'explosion Exposition au monoxyde de carbone ou à d'autres produits de combustion incomplète |
|
|
Inhalation de bioaérosols |
Aérosols contenant des bactéries, des moisissures ou des champignons générés par le processus de pulvérisation ou l'eau de refroidissement dans les processus d'humidification, les tours de refroidissement, les systèmes de ventilation, les activités de nettoyage par voie humide |
Maladie d'origine hydrique avec symptômes systémiques non spécifiques pseudo-grippaux, fatigue Potentiel de dermatite |
|
|
Fibre de verre, fibre de laine minérale, fibres céramiques réfractaires |
Dans les processus de fabrication, y compris la formation de fibres, le durcissement thermique, la coupe ou le cubage, l'enroulement, l'emballage et la fabrication Lors de l'utilisation de matériaux fibreux comme composant de fours, de conduits et d'équipements de traitement |
Les fibres non respirables peuvent provoquer une irritation mécanique de la peau ou des yeux Les fibres respirables peuvent provoquer une irritation des yeux, de la peau et des voies respiratoires. Des fibres durables ont causé de la fibrose et des tumeurs dans des études sur des animaux |
|
Problèmes de sécurité et de santé et schémas pathologiques
Cette section donne un aperçu des problèmes de sécurité et de santé documentés ou suspectés à l'échelle de l'industrie. Les données internationales sur les blessures et les maladies dans ce secteur d'activité n'ont pas été trouvées dans les recherches documentaires et les recherches sur Internet (en 1997). Les informations compilées par le Département américain du travail, l'Occupational Safety and Health Administration (OSHA) et le Bureau of Labor Statistics (BLS) ont été utilisées pour identifier les risques courants sur le lieu de travail et pour décrire les caractéristiques des blessures et des maladies. Ces données doivent être représentatives de la situation mondiale.
Dangers détectés lors des inspections
Les inspections de conformité réglementaire des entreprises de fabrication de produits en pierre, argile, verre et béton (Classification industrielle standard (SIC) Code 32, équivalent au Code ISIC 36) révèlent certains des dangers courants dans ce secteur. Les citations de conformité réglementaire émises par l'OSHA indiquent que les problèmes courants de santé et de sécurité peuvent être regroupés comme suit :
- communication de danger des dangers physiques et sanitaires des substances chimiques sur le lieu de travail
- contrôle des énergies dangereuses—des procédures de verrouillage et d'étiquetage pour contrôler les activités autour des machines ou de l'équipement où une mise sous tension ou une libération imprévue de l'énergie stockée pourrait causer des blessures. L'énergie dangereuse comprend les sources électriques, mécaniques, hydrauliques, pneumatiques, chimiques, thermiques et autres.
- Sécurité électrique, y compris la conception de l'équipement ou du système électrique, les méthodes de câblage, les pratiques de travail sécuritaires et la formation
- permis d'entrée requis dans un espace confiné—procédures d'identification, d'évaluation et d'entrée en toute sécurité
- équipement de protection individuelle—évaluations, sélection et utilisation de la protection des yeux, du visage, des mains, des pieds et de la tête
- protection des machines, équipements et outils pour protéger les opérateurs et les travailleurs adjacents contre les dangers au point de fonctionnement, les points de pincement entrants et contre les pièces rotatives, les projections de copeaux ou les étincelles ; comprend les machines fixes, les machines portatives et les outils électriques portatifs, ainsi que le réglage des protections et des supports de travail sur les machines à meules abrasives (meuleuses) (voir figure 18)
Figure 18. La protection de la machine protège les opérateurs

- protection respiratoire—sélection, utilisation, entretien, formation, autorisation médicale et essai d'ajustement des respirateurs
- exposition professionnelle au bruit— contrôle des expositions par les techniques, l'administration ou la protection de l'ouïe et mise en œuvre de programmes de préservation de l'ouïe
- prévention des incendies et préparation et intervention en cas d'urgence, y compris les extincteurs, les issues de secours, les plans et le stockage ou l'utilisation de matériaux inflammables/combustibles
- surfaces de marche et de travail, y compris la protection des ouvertures et des trous dans les sols et les murs ; Entretien ménager; et garder les allées et les passages exempts de conditions qui présentent des risques de glissade, de trébuchement ou de chute (voir figure 19)
Figure 19. Dangers de trébuchement et de glissade

- camions industriels motorisés— conception, entretien, utilisation et autres exigences de sécurité pour les chariots élévateurs à fourche, les chariots à plate-forme, les tracteurs, les diables motorisés ou autres chariots industriels spécialisés alimentés par des moteurs électriques ou des moteurs à combustion interne
- échelles, escaliers et échafaudages fixes et portables— conception, inspection ou entretien et utilisation en toute sécurité
- protection contre les chutes—utilisation de dispositifs de retenue des chutes et d'équipements d'arrêt pour les travaux en hauteur
- découpe et soudure— utilisation et procédures sûres pour l'oxygène/acétylène ou le gaz combustible ou l'équipement de coupage ou de soudage à l'arc
- matériel de manutention— y compris ponts roulants et portiques, palans, chaînes et élingues
- contrôle de l'exposition aux substances toxiques ou dangereuses, y compris les contaminants atmosphériques ou les produits chimiques spécifiquement réglementés (par exemple, la silice, le plomb, l'amiante, le formaldéhyde, le cadmium ou l'arsenic).
Profil des blessures et des maladies
Taux d'incidence des maladies liées aux blessures
D'après les dossiers du Département du travail des États-Unis, les fabricants de produits en pierre, en argile et en verre (SIC 32) ont un taux d'incidence total « enregistrable » d'accidents du travail et de maladies professionnelles non mortels de 13.2 cas pour 100 travailleurs à temps plein par an. Ce taux d'incidence est supérieur aux taux correspondants pour l'ensemble de la fabrication (12.2) et l'ensemble de l'industrie privée (8.4). Environ 51 % des cas de « lésion enregistrable » dans le secteur de la fabrication de produits en pierre, argile et verre n'entraînent pas de jours de travail perdus (absence du travail).
Les taux d'incidence du « nombre total de jours de travail perdus » basés sur le nombre de blessures ou de maladies invalidantes entraînant l'absence d'un travailleur pendant 100 travailleurs à temps plein sont également disponibles auprès du Département du travail des États-Unis. Le taux d'incidence total des journées de travail perdues comprend les cas où des journées de travail sont perdues et le travailleur n'est pas capable d'effectuer l'ensemble de son travail (service restreint ou léger). Les fabricants de produits en pierre, en argile et en verre ont un taux d'incidence total de jours de travail perdus de 6.5 cas pour 100 travailleurs par an. Ce taux est supérieur aux taux correspondants pour l'ensemble de l'industrie manufacturière (5.5) et pour l'ensemble de l'industrie privée (3.8). Environ 93 % des journées de travail perdues dans le secteur de la fabrication de produits en pierre, en argile et en verre sont dues à des blessures plutôt qu'à des maladies professionnelles.
Le tableau 6 présente des informations plus détaillées sur les taux d'incidence des blessures et des maladies (combinés) ou des blessures (seules) pour divers types de procédés de fabrication dans le secteur de la fabrication de produits en pierre, en argile et en verre (code SIC 32). Les taux d'incidence et les données démographiques ne sont peut-être pas représentatifs des informations mondiales, mais il s'agit des informations les plus complètes disponibles.
Tableau 6. Taux d'incidence des accidents du travail et des maladies professionnelles non mortels1 pour 100 travailleurs à temps plein pour les entreprises américaines du code SIC 32, industrie privée et fabrication, 1994
|
Industrie |
Code SIC2 |
Emploi moyen annuel 19943 (milliers) |
Blessures et maladies |
blessures |
||||||
|
Cas de journée de travail perdue |
Cas de journée de travail perdue |
|||||||||
|
Nombre total de cas |
Total4 |
Avec des jours d'absence du travail |
Cas sans jours de travail perdus |
Nombre total de cas |
Total5 |
Avec des jours d'absence du travail5 |
Cas sans jours de travail perdus |
|||
|
Industrie privée, tous |
95,449.3 |
8.4 |
3.8 |
2.8 |
4.6 |
7.7 |
3.5 |
2.6 |
4.2 |
|
|
Fabrication, tout |
18,303.0 |
12.2 |
5.5 |
3.2 |
6.8 |
10.4 |
4.7 |
2.9 |
5.7 |
|
|
Produits en pierre, argile et verre |
32 |
532.5 |
13.2 |
6.5 |
4.3 |
6.7 |
12.3 |
6.1 |
4.1 |
6.2 |
|
Verre plat |
321 |
15.0 |
21.3 |
6.6 |
3.1 |
14.7 |
17.3 |
5.2 |
2.6 |
12.1 |
|
Verre et verrerie, pressés |
322 |
76.8 |
12.5 |
6.0 |
3.0 |
6.5 |
11.3 |
5.5 |
2.8 |
5.8 |
|
Récipients en verre |
3221 |
33.1 |
14.1 |
6.9 |
3.4 |
7.2 |
13.2 |
6.5 |
3.2 |
6.7 |
|
Verre pressé et soufflé, nca |
3229 |
43.7 |
11.3 |
5.4 |
2.8 |
5.9 |
9.8 |
4.8 |
2.4 |
5.1 |
|
Produits de verre achetés |
323 |
60.7 |
14.1 |
6.1 |
3.1 |
8.0 |
12.7 |
5.4 |
2.9 |
7.4 |
|
Produits structuraux en argile |
325 |
32.4 |
14.1 |
7.7 |
4.2 |
6.5 |
13.1 |
7.2 |
4.0 |
5.9 |
|
Tuile de brique et d'argile structurale |
3251 |
- |
15.5 |
8.4 |
5.1 |
7.1 |
14.8 |
7.9 |
5.0 |
6.9 |
|
Réfractaires argileux |
3255 |
- |
16.0 |
9.3 |
4.7 |
6.8 |
15.6 |
9.3 |
4.7 |
6.4 |
|
Poterie et produits connexes |
326 |
40.8 |
13.6 |
6.8 |
3.8 |
6.8 |
12.2 |
6.1 |
3.5 |
6.1 |
|
Appareils de plomberie vitrifiés |
3261 |
- |
17.8 |
10.0 |
3.8 |
7.8 |
16.1 |
9.0 |
3.5 |
7.1 |
|
Table en porcelaine vitrifiée et |
3262 |
- |
12.8 |
6.3 |
4.4 |
6.5 |
11.0 |
5.6 |
3.8 |
5.5 |
|
Fournitures électriques en porcelaine |
3264 |
- |
11.3 |
5.8 |
3.7 |
5.6 |
9.8 |
5.0 |
3.4 |
4.8 |
|
Produits de poterie, nca |
3269 |
- |
12.6 |
5.6 |
3.7 |
7.1 |
11.6 |
5.0 |
3.5 |
6.6 |
|
Béton, gypse et plâtre |
327 |
198.3 |
13.4 |
7.0 |
5.6 |
6.4 |
13.0 |
6.9 |
5.5 |
6.2 |
|
Bloc de béton et brique |
3271 |
17.1 |
14.5 |
7.8 |
6.8 |
6.8 |
14.0 |
7.7 |
6.7 |
6.2 |
|
Produits en béton, nca |
3272 |
65.6 |
17.7 |
9.8 |
7.0 |
7.9 |
17.1 |
9.5 |
6.8 |
7.6 |
|
Béton prêt à l'emploi |
3273 |
98.8 |
11.6 |
6.0 |
5.3 |
5.6 |
11.5 |
6.0 |
5.3 |
5.5 |
|
Divers minéral non métallique |
329 |
76.7 |
10.7 |
5.4 |
3.3 |
5.3 |
9.8 |
5.0 |
3.2 |
4.9 |
|
Produits abrasifs |
3291 |
20.0 |
10.2 |
3.9 |
2.5 |
6.3 |
9.5 |
3.7 |
2.4 |
5.8 |
|
Laine minérale |
3296 |
23.4 |
11.0 |
6.1 |
3.0 |
4.9 |
10.0 |
5.6 |
2.7 |
4.3 |
|
Réfractaires non argileux |
3297 |
- |
10.6 |
5.8 |
4.5 |
4.8 |
10.2 |
5.7 |
4.3 |
4.6 |
|
Produits minéraux non métalliques, |
3299 |
- |
13.1 |
8.2 |
5.8 |
4.9 |
11.4 |
7.0 |
5.5 |
4.3 |
nca = non classé ailleurs
- = données non disponibles
1 Les taux d'incidence représentent le nombre de blessures et de maladies pour 100 travailleurs à temps plein et ont été calculés comme le nombre de blessures et de maladies divisé par les heures travaillées par tous les employés au cours de l'année civile multiplié par 200,000 100 (l'équivalent de base pour 40 travailleurs à 52 heures par semaine pendant XNUMX semaines par an).
2 Manuel de classification industrielle standard, édition 1987.
3 L'emploi est exprimé en moyenne annuelle et provient principalement du programme national de statistiques sur l'emploi actuel du BLS.
4 Le nombre total de cas comprend les cas impliquant uniquement une activité de travail restreinte, en plus des jours d'absence du travail avec ou sans activité de travail restreinte.
5 Les cas de jours d'absence du travail incluent ceux qui résultent de jours d'absence du travail, avec ou sans activité professionnelle restreinte.
Source = Source : D'après une enquête nationale sur les accidents du travail et les maladies professionnelles dans le secteur privé réalisée par le Département du travail des États-Unis, Bureau of Labor Statistics.
Démographie des cas de blessures et de maladies
Les travailleurs âgés de 25 à 44 ans représentaient environ 59 % des 23,203 45 cas d'accident ou de maladie avec interruption de travail dans le secteur américain de la fabrication de produits en pierre, en argile et en verre. Le deuxième groupe le plus touché était celui des travailleurs âgés de 54 à 18 ans, qui comptaient pour 20 % des cas d'accident ou de maladie avec arrêt de travail (voir figure XNUMX).
Figure 20. Accidents et maladies avec arrêt de travail par âge ; NOUS

Environ 85 % des cas de blessures et de maladies avec arrêt de travail dans le code SIC 32 étaient des hommes. Dans 24 % des cas avec interruption de travail (les deux sexes), les travailleurs avaient moins d'un an de service dans l'emploi. Les travailleurs ayant entre 1 et 1 ans d'ancienneté dans l'emploi représentaient 5 % des cas. Les employés expérimentés ayant plus de 32 ans de service représentaient 5 % des cas d'arrêt de travail.
Nature. L'analyse des profils d'incidents avec perte de temps caractérise la nature des blessures et des maladies invalidantes et aide à expliquer les facteurs causals ou contributifs. Les foulures et les entorses sont la principale cause de blessures et de maladies dans le secteur de la fabrication de produits en pierre, en argile et en verre. Comme le montre la figure 23, les foulures et les entorses représentent environ 42 % de tous les cas avec arrêt de travail. Les coupures et les perforations (10 %) étaient la deuxième nature la plus courante de blessure ou de maladie invalidante. Les autres principales catégories de blessures étaient les ecchymoses (9 %), les fractures (7 %) et les maux de dos/autres douleurs (5 %). Les brûlures par la chaleur, les brûlures chimiques et les amputations étaient moins courantes (1 % ou moins).
Figure 21. Accidents du travail et maladies professionnelles

Événements ou expositions. La figure 22 montre que le surmenage lors du levage entraîne tous les autres événements ou expositions à des blessures invalidantes. Un effort excessif lors du levage était un facteur causal dans environ 17% des cas invalidants; les mouvements répétitifs étaient l'exposition dans 5 % supplémentaires des cas invalidants. Frappé par un objet était le deuxième événement le plus courant, ce qui a conduit à 16% des cas. Les événements de heurt contre un objet ont causé 10% des cas. D'autres événements importants ont été pris dans un objet (9 %), chutes au même niveau (9 %), chutes à un niveau inférieur (6 %) et glissades/trébuchements sans chute (6 %). L'exposition à des substances nocives ou à l'environnement n'était un facteur causal que dans 5 % des cas.
Figure 22. Evénement ou exposition en lésions professionnelles

Partie du corps. La partie du corps la plus fréquemment touchée était le dos (24 % des cas) (voir figure 23). Des lésions des membres supérieurs (doigt, main, poignet et bras confondus) sont survenues dans 23 % des cas, avec des lésions du doigt dans 7 % des cas. Les lésions des membres inférieurs étaient similaires (22 % des cas), le genou étant touché dans 9 % des cas.
Figure 23. Partie du corps touchée par un accident avec arrêt de travail

Sources. Les sources les plus courantes de cas de blessures ou de maladies invalidantes étaient : les pièces et matériaux (20 %); position ou mouvement du travailleur (16 % ); sols, passerelles ou surfaces au sol (15 %) ; conteneurs (10%); machines (9%); véhicules (9%); outils à main (4%); meubles et agencements (2%); et produits chimiques et produits chimiques (2 %) (voir figure 24).
Figure 24. Sources des lésions professionnelles
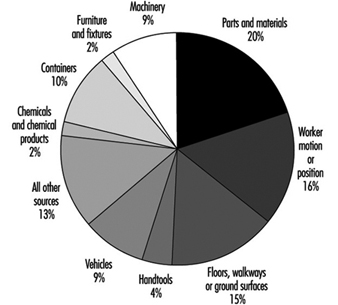
Prévention et contrôle des maladies
Les traumatismes cumulatifs associés aux mouvements répétitifs, au surmenage et aux forces excessives sont une constatation courante dans ce secteur manufacturier. Des dispositifs robotiques sont disponibles dans certains cas, mais les pratiques de manipulation manuelle dominent toujours. Les compresseurs, les soufflantes, les essoreuses, les vibrateurs pneumatiques et les équipements d'emballage peuvent créer un bruit supérieur à 90 à 95 dBA. La protection auditive et un programme de conservation de l'ouïe saine empêcheront les changements permanents de l'ouïe.
Cette industrie consomme de grandes quantités de silice cristalline. Les expositions doivent être limitées pendant la manipulation, l'entretien et le nettoyage. Un bon entretien ménager avec un système d'aspiration approprié ou des méthodes de nettoyage humide réduira les expositions potentielles. Un dépistage périodique doit être effectué à l'aide de tests de la fonction pulmonaire et de radiographies pulmonaires en cas d'exposition excessive à la silice. Les expositions aux métaux lourds trouvés comme matières premières, vitrages ou pigments doivent également être minimisées. L'utilisation de substituts aux métaux lourds présents dans les émaux éliminera également les problèmes de santé liés à la lixiviation des métaux dans les aliments ou les boissons. De bonnes pratiques d'entretien ménager et une protection respiratoire sont utilisées pour prévenir les effets indésirables. Une surveillance médicale comprenant un suivi biologique peut être nécessaire.
L'utilisation de liants contenant du formaldéhyde, des époxydes et des silanes est courante dans la fabrication de fibres vitreuses. Des mesures doivent être prises pour minimiser l'irritation de la peau et des voies respiratoires. Le formaldéhyde est réglementé comme cancérogène dans de nombreux pays. Les fibres respirables sont produites lors de la fabrication, de la fabrication, de la coupe et de l'installation de produits en fibre de verre, de roche, de laitier et de céramique réfractaire. Bien que les expositions aux fibres en suspension dans l'air aient généralement été assez faibles (moins de 1 fibre par centimètre cube) pour la plupart de ces matériaux, les applications de soufflage en vrac ont tendance à être beaucoup plus élevées.
La roche, les scories et le verre sont parmi les produits d'isolation commerciaux les plus étudiés et utilisés aujourd'hui. Des études épidémiologiques ont révélé que le tabagisme a un impact majeur sur la mortalité par cancer du poumon chez les employés de fabrication. Des études transversales bien menées n'ont pas montré que les fibres produisent une mortalité ou une morbidité pulmonaire excessive. Des études récentes d'inhalation chronique chez le rat ont montré que la durabilité des fibres vitreuses est un déterminant critique du potentiel biologique de ces fibres. La composition, qui détermine la durabilité de ces fibres, peut varier considérablement. Pour éviter les problèmes de santé publique, un comité technique de la Commission européenne a récemment proposé que la bio-persistance des fibres vitreuses soit testée par inhalation à court terme. Une composition de laine isolante qui a été minutieusement testée à la dose maximale tolérée par inhalation chronique chez le rat et qui s'est avérée ne pas produire de maladie irréversible est suggérée comme fibre de référence.
Questions environnementales et de santé publique
Le principal polluant atmosphérique émis lors de la fabrication du verre, de la céramique, de la poterie et de la brique est la matière particulaire. Une technologie de contrôle maximale réalisable composée de filtres à manches et de précipitateurs électrostatiques humides est disponible pour réduire les émissions si nécessaire. Les polluants atmosphériques dangereux générés lors des processus de mélange, d'application et de durcissement du liant font l'objet d'un examen minutieux. Ces substances comprennent le styrène, les silanes et les époxydes utilisés sur les filaments de verre continus, ainsi que le formaldéhyde, le méthanol et le phénol utilisés lors de la production de roche, de laitier et de verre. Le formaldéhyde est le polluant atmosphérique dangereux qui dicte les normes de contrôle pour ces dernières lignes de fabrication. Les polluants atmosphériques dangereux de métaux lourds tels que le chrome dictent les normes des fours de fusion du verre alors que NONx et doncx demeurent problématiques dans certains pays. Les émissions de fluorure et de bore sont préoccupantes dans la production continue de filaments de verre. Le bore peut également devenir une préoccupation environnementale si des fibres de laine de verre vitreuse hautement solubles sont requises dans certains pays.
En raison du volume d'air rejeté élevé et de la nature du formage et de la fusion du verre, l'industrie évapore des quantités considérables d'eau. De nombreuses installations, comme par exemple aux États-Unis, n'ont aucun rejet d'eaux usées. Les eaux usées recyclées qui contiennent des matières organiques peuvent créer des risques biologiques sur le lieu de travail si un traitement n'est pas mis en œuvre pour empêcher la croissance biologique (voir figure 25). Les déchets générés par ce secteur industriel comprennent des métaux lourds, des corrosifs, certains liants et des solvants usés. L'industrie de la fibre de verre est devenue un point majeur pour le recyclage des bouteilles en verre et du verre plat. Par exemple, les produits actuels en laine de verre contiennent 30 à 60 % de verre recyclé. Les réfractaires usés sont également récupérés et réutilisés avantageusement.
Figure 25. Aérosols des eaux usées réutilisées

Remerciements: Remerciements particuliers à Dan Dimas, CSP, Libbey-Owens-Ford, pour les photographies, et à Michel Soubeyrand, Libbey-Owens-Ford, pour les informations sur le dépôt chimique en phase vapeur pour la section sur le verre.
Fibres optiques
Les fibres optiques sont des brins de verre très fins conçus pour transmettre les rayons lumineux le long de leur axe. Diodes électroluminescentes (LED) or diodes laser convertir les signaux électriques en signaux optiques qui sont transmis à travers une âme cylindrique interne du câble à fibres optiques. Les propriétés de réfraction inférieures de la gaine externe permettent aux signaux lumineux de se propager par réflexion interne le long du noyau cylindrique interne. Les fibres optiques sont conçues et fabriquées pour se propager soit sous la forme d'un seul faisceau lumineux, soit sous la forme de plusieurs faisceaux lumineux transmis simultanément le long du noyau. (Voir figure 1.)
Figure 1. Fibres optiques monomodes et multimodes

La fibre monomode est principalement utilisée pour la téléphonie, les applications de télévision par câble et les dorsales de campus. La fibre multimode est couramment utilisée pour les communications de données et dans les réseaux locaux.
Fabrication de fibres optiques
Des matériaux et des processus spéciaux sont nécessaires pour fabriquer des fibres optiques qui répondent aux critères de conception de base : (1) un noyau avec un indice de réfraction élevé et une gaine avec un indice de réfraction faible, (2) une faible atténuation du signal ou une faible perte de puissance, et (3) une faible dispersion ou élargissement du faisceau lumineux.
Le verre de silice de haute pureté avec d'autres matériaux de verre (par exemple, les verres de fluorure de métaux lourds, les verres de chalcogénure) sont les principaux matériaux actuellement utilisés pour fabriquer des fibres optiques. Des matériaux polycristallins, des matériaux monocristallins, des guides d'ondes creux et des matériaux plastiques polymères sont également utilisés. Les matières premières doivent être relativement pures avec de très faibles concentrations de métaux de transition et de groupes formant des hydroxyles (inférieures au niveau des parties par milliard). Les méthodes de traitement doivent protéger le verre en formation des impuretés dans l'environnement de fabrication.
Les fibres optiques sont fabriquées en utilisant une préparation en phase vapeur non conventionnelle d'une préforme de verre qui est ensuite étirée en fibre. Les composés volatils de silice sont convertis en SiO2 par hydrolyse à la flamme, dépôt chimique en phase vapeur (CVD) ou oxydation à haute température. D'autres dopants sont ensuite ajoutés au verre pour modifier les propriétés du verre. Les variations du processus de dépôt en phase vapeur commencent avec le même matériau mais diffèrent dans la méthode utilisée pour convertir ce matériau en silice.
L'une des méthodes de dépôt en phase vapeur suivantes est utilisée pour fabriquer des fibres optiques à base de silice : (1) dépôt chimique en phase vapeur modifié (MCVD), (2) dépôt chimique en phase vapeur plasma (PCVD), (3) dépôt en phase vapeur extérieur (OVD), et (4) dépôt axial en phase vapeur (VAD) (voir figure 2). Tétrachlorure de silicium (SiCI4), tétrachlorure de germanium (GeCI4) ou d'autres halogénures liquides volatils se transforment en gaz lorsqu'ils sont légèrement chauffés en raison de leurs pressions de vapeur élevées. L'halogénure gazeux est envoyé dans une zone de réaction et converti en particules de verre (voir aussi le chapitre Microélectronique et semi-conducteurs.)
Figure 2. Organigramme de fabrication des fibres optiques

MCVD ainsi que PCVD les process. Un tube de silice fondue de haute qualité est fixé à un tour de travail du verre équipé d'une torche hydrogène/oxygène qui traverse sa longueur. Une alimentation en matériau halogénure est fixée à une extrémité du tube de verre et un épurateur à l'extrémité opposée pour éliminer l'excès de matériau halogénure. La surface du tube de verre est d'abord nettoyée par polissage au feu lorsque la torche traverse la longueur du tube. Divers réactifs sont ajoutés dans le système de vapeur en fonction du produit fabriqué. Une réaction chimique se produit lorsque les halogénures traversent la section du tube en cours de chauffage. Les halogénures se transforment en particules de « suie » de silice qui se déposent sur la paroi interne du tube de verre en aval de la torche. Les particules déposées sont frittées dans la couche de verre. Le processus PCVD est similaire au MCVD, sauf que les halogénures sont fournis par un système de barbotage et que des micro-ondes sont utilisées à la place d'une torche pour convertir le matériau halogénure en verre.
DVO et VAD les process. Dans la première étape du processus de fabrication des fibres, le core ainsi que revêtement les verres sont déposés en phase vapeur autour d'une tige cible rotative pour former une préforme de « suie ». Le matériau d'âme est déposé en premier, suivi de la gaine. L'ensemble de la préforme doit être extrêmement pur, car le noyau et la gaine sont déposés en phase vapeur. La géométrie des fibres est déterminée pendant la phase de pose de la fabrication. Une fois la tige cible retirée, la préforme est placée dans un four, où elle est consolidée en un verre solide et transparent et le trou central est fermé. Le gaz est passé à travers la préforme pour éliminer l'humidité résiduelle qui affecte négativement l'atténuation de la fibre (perte de signal optique lorsque la lumière se transmet le long de l'axe de la fibre). Les préformes sont ensuite lavées avec de l'acide fluorhydrique pour garantir la pureté du verre et éliminer les contaminants.
La préforme de verre consolidée est placée dans une tour d'étirage pour former un brin continu de fibre de verre. La préforme est d'abord chargée dans le haut d'un four d'étirage. Ensuite, la pointe de la préforme est chauffée et un morceau de verre fondu commence à tomber. Au fur et à mesure que cette pièce est tirée (tirée), elle passe à travers un moniteur de diamètre en ligne pour s'assurer que la fibre respecte un diamètre spécifié exact (généralement mesuré en microns.) Le diamètre de la gaine de la fibre doit être conforme aux spécifications exactes afin de maintenir la perte de signal aux connexions faible . Le diamètre de la gaine extérieure est utilisé comme guide pour aligner les cœurs de fibre lors de l'utilisation finale. Les noyaux doivent s'aligner pour que le transfert de lumière se produise efficacement.
Un polymère d'acrylate ou d'autres revêtements sont appliqués et durcis avec des lampes ultraviolettes. Les revêtements sont destinés à protéger la fibre optique de l'environnement lors de son utilisation finale. Les fibres optiques sont testées pour assurer la conformité aux normes de fabrication en matière de résistance, d'atténuation et de géométrie. Des longueurs spécifiques de fibre sont enroulées sur des bobines selon les spécifications du client.
Un certain nombre de dangers potentiels sont rencontrés lors de la fabrication des fibres optiques. Ceux-ci comprennent : (1) l'exposition à l'acide fluorhydrique (lors du nettoyage des préformes en verre), (2) l'énergie rayonnante et le stress thermique associés aux environnements de travail à proximité des tours et des processus de dépôt en phase vapeur, (3) le contact direct avec des surfaces chaudes ou des matériaux en fusion (préformes en verre ), (4) exposition à des revêtements de polymère d'acrylate (sensibilisants cutanés), (5) perforations et lacérations cutanées lors de la manipulation des fibres et (6) divers risques physiques décrits précédemment.
Gemmes synthétiques
Les gemmes synthétiques sont chimiquement et structurellement identiques aux pierres trouvées dans la nature. Les gemmes d'imitation, en revanche, sont des pierres qui ressemblent à une gemme particulière. Il existe quelques processus de base qui produisent une variété de pierres précieuses. Les gemmes synthétiques comprennent le grenat, le spinelle, l'émeraude, le saphir et le diamant. La plupart de ces pierres sont produites pour être utilisées en joaillerie. Les diamants sont utilisés comme abrasifs, tandis que les rubis et les grenats sont utilisés dans les lasers.
La première gemme synthétique utilisée en joaillerie était l'émeraude. Le processus utilisé dans sa fabrication est exclusif et gardé secret, mais implique probablement une méthode de croissance de flux dans laquelle des silicates d'alumine et de béryllium avec des ajouts de chrome pour la couleur sont fondus ensemble. Les émeraudes se cristallisent à partir du flux. Cela peut prendre un an pour produire des pierres par ce processus.
Le procédé Verneuil ou fusion à la flamme est utilisé dans la production de saphir et de rubis. Il nécessite de grandes quantités d'hydrogène et d'oxygène et consomme donc de grandes quantités d'énergie. Ce processus consiste à chauffer un germe cristallin avec une flamme oxhydrique jusqu'à ce que la surface soit liquide. Matière première alimentée telle que l'IA2O3 car le saphir est ajouté avec soin. Au fur et à mesure que la matière première fond, le germe cristallin est lentement retiré de la flamme, provoquant la solidification du liquide le plus éloigné de la flamme. L'extrémité la plus proche de la flamme est encore liquide et prête pour plus de matière première. Le résultat final est la formation d'un cristal en forme de tige. Diverses couleurs sont créées en ajoutant de petites quantités de divers ions métalliques aux matières premières. Le rubis est créé en remplaçant 0.1 % de ses ions aluminium par des atomes de chrome.
Le spinelle, un germe synthétique incolore (MgAI2O4), est fabriqué selon le procédé Verneuil. Avec le saphir, le spinelle est utilisé par l'industrie pour fournir une large gamme de couleurs à utiliser comme pierres de naissance et dans les bagues de classe. La couleur produite en ajoutant les mêmes ions métalliques sera différente dans le spinelle et dans le saphir.
Les diamants synthétiques sont utilisés dans l'industrie en raison de leur dureté. Les applications des diamants comprennent la coupe, le polissage, le meulage et le forage. Certaines des utilisations courantes sont la coupe et le meulage du granit pour la construction de bâtiments, le forage de puits et le meulage d'alliages non ferreux. De plus, des processus sont en cours de développement qui déposeront du diamant sur les surfaces pour fournir des surfaces claires, dures et résistantes aux rayures.
Les diamants se forment lorsque le carbone élémentaire ou le graphite est soumis à la pression et à la chaleur au fil du temps. Pour créer un diamant sur le sol de l'usine, il faut combiner des catalyseurs de graphite et de métal et les presser ensemble à haute température (jusqu'à 1,500 2 °C). La taille et la qualité des diamants sont contrôlées en ajustant le temps, la pression et/ou la chaleur. De grandes matrices en carbure de tungstène sont utilisées pour atteindre les hautes pressions nécessaires pour former des diamants dans un délai raisonnable. Ces matrices mesurent jusqu'à 20 m de diamètre et XNUMX cm d'épaisseur, ressemblant à un gros beignet. Le mélange de graphite et de catalyseur est placé dans un joint en céramique et des pistons coniques se pressent du haut et du bas. Après un temps déterminé, le joint contenant des diamants est retiré de la presse. Les joints sont cassés et le graphite porteur de diamants est soumis à une série d'agents conçus pour digérer tous les matériaux à l'exception des diamants. Les réactifs employés sont des agents puissants qui sont des sources potentielles de brûlures importantes et de lésions respiratoires. Les diamants de qualité gemme peuvent être produits de la même manière, mais les longs temps de pressage requis rendent ce processus d'un coût prohibitif.
Les dangers résultant de la fabrication de diamants comprennent l'exposition potentielle aux acides hautement réactifs et aux agents caustiques en grands volumes, le bruit, la poussière provenant de la formation et de la rupture des joints en céramique et l'exposition à la poussière métallique. Un autre danger potentiel est créé par la défaillance des matrices massives en carbure. Après un nombre variable d'utilisations, les matrices échouent, ce qui présente un risque de traumatisme si les matrices ne sont pas isolées. Des problèmes ergonomiques surviennent lorsque les diamants fabriqués sont classés et classés. Leur petite taille en fait un travail fastidieux et répétitif.
Impression et publication
Profil général
Les industries de l'imprimerie, de la photographie commerciale et de la reproduction sont importantes à l'échelle mondiale en termes d'importance économique. L'industrie de l'imprimerie est très diversifiée en technologies et en taille d'entreprises. Cependant, quelle que soit la taille mesurée par le volume de production, les différentes technologies d'impression décrites dans ce chapitre sont les plus courantes. En termes de volume de production, il existe un nombre limité d'opérations à grande échelle, mais beaucoup de petites. D'un point de vue économique, l'industrie de l'imprimerie est l'une des plus importantes et génère des revenus annuels d'au moins 500 milliards de dollars américains dans le monde. De même, l'industrie de la photographie commerciale est diversifiée, avec un nombre limité d'opérations à grand volume et de nombreuses opérations à petit volume. Le volume de la finition photo est à peu près également réparti entre les opérations de gros et de petit volume. Le marché de la photographie commerciale génère des revenus annuels d'environ 60 milliards de dollars US dans le monde, les opérations de développement photo représentant environ 40 % de ce total. L'industrie de la reproduction, qui se compose d'opérations à plus petit volume avec des revenus annuels combinés d'environ 27 milliards de dollars américains, génère près de 2 billions d'exemplaires par an. De plus, des services de reproduction et de duplication à plus petite échelle sont fournis sur place dans la plupart des organisations et entreprises.
Les problèmes de santé, d'environnement et de sécurité dans ces industries évoluent en réponse aux substitutions par des matériaux potentiellement moins dangereux, aux nouvelles stratégies de contrôle de l'hygiène industrielle et à l'avènement de nouvelles technologies, telles que l'introduction des technologies numériques, de l'imagerie électronique et des ordinateurs. De nombreux problèmes de santé et de sécurité historiquement importants (par exemple, les solvants dans l'industrie de l'impression ou le formaldéhyde comme stabilisant dans les solutions de traitement photo) ne seront plus des problèmes à l'avenir en raison de la substitution de matériaux ou d'autres stratégies de gestion des risques. Néanmoins, de nouveaux problèmes de santé, d'environnement et de sécurité surgiront qui devront être traités par les professionnels de la santé et de la sécurité. Cela suggère l'importance continue de la surveillance de la santé et de l'environnement dans le cadre d'une stratégie efficace de gestion des risques dans les industries de l'imprimerie, de la photographie commerciale et de la reproduction.David Richardson
Présentation des processus d'impression
L'invention de l'imprimerie remonte à la Chine au XIe siècle. Dans la dernière partie du XVe siècle, Johannes Gutenburg introduisit pour la première fois les caractères mobiles et inventa la presse à imprimer, créant ainsi le processus d'impression qui est maintenant courant dans le monde entier. Depuis lors, le processus d'impression s'est considérablement étendu au-delà de la simple impression de mots sur papier à l'impression de mots et d'autres formes d'arts graphiques sur papier et autres matériaux (substrats). Au XXe siècle, l'emballage de tous les types de produits de consommation a porté l'impression à un autre niveau. L'impression, l'emballage et les publications, ainsi que le domaine étroitement associé du revêtement et du laminage, se retrouvent dans les produits et processus quotidiens utilisés à la maison, pendant les loisirs et au travail.
L'art de placer des mots et des images sur du papier ou d'autres supports évolue dans des directions que l'on n'avait pas prévues il y a encore quelques années. Un très large éventail de technologies, allant des styles d'impression plus anciens et plus traditionnels aux technologies les plus récentes impliquant des ordinateurs et des processus connexes, a évolué. Cela inclut tout, de l'ancienne technologie de type à base de plomb dans les presses à plat aux presses modernes d'aujourd'hui alimentées par bobines et directes sur plaque (voir figure 1). Dans certaines opérations, ces différentes technologies se retrouvent littéralement côte à côte.
Figure 1. La fin de finition d'un processus d'impression

Il existe quatre types généraux d'impression et de nombreux risques pour la sécurité, la santé et l'environnement sont associés à ces technologies.
1. Typographie ou impression en relief. Ce processus, utilisé depuis de nombreuses années dans l'impression et la publication, implique la création d'images, souvent des lettres ou des images, qui sont surélevées au-dessus d'un arrière-plan ou d'une zone non imprimable. L'encre est appliquée sur la zone en relief, qui est ensuite mise en contact avec le papier ou un autre substrat qui accepte l'image.
Il existe plusieurs façons de créer l'image en relief, comme l'assemblage de lettres individuelles à l'aide de caractères mobiles, ou en utilisant la machine à linotype autrefois courante ou le type créé à la machine. Ces processus sont appropriés pour des tâches d'impression plus simples et plus courtes. Pour les tâches de plus longue durée, les plaques d'impression, souvent en métal, en plastique ou en matériaux de type caoutchouc, sont plus appropriées. L'utilisation de plaques en caoutchouc ou similaires est souvent appelée flexographie ou impression flexographique.
Les encres typiques de ce processus peuvent être à base de solvant ou d'eau. Certaines encres plus récentes, basées sur le séchage ultraviolet (UV) et d'autres systèmes chimico-physiques, sont en cours de développement et mises en œuvre dans ce système d'impression.
2. Impression taille-douce ou héliogravure. Dans les procédés d'impression en taille-douce ou en héliogravure, l'image à imprimer est encastrée dans la face d'une plaque ou d'un cylindre gravé. La plaque ou le cylindre est baigné d'encre. L'excès d'encre est ensuite éliminé des parties non gravées de la plaque à l'aide d'un lame de docteur. La plaque ou le cylindre est ensuite mis en contact avec le papier ou un autre substrat sur lequel l'encre transfère l'image. Ce système d'impression est très typique des produits imprimés à long tirage, tels que les magazines et les matériaux d'emballage.
Les encres sont généralement à base de solvant, le toluène étant le solvant le plus courant dans les encres taille-douce ou gravure. L'utilisation d'encres à base d'huile de soja et d'eau est en cours avec un certain succès. Cependant, toutes les applications ne peuvent pas utiliser cette nouvelle technologie.
3. Impression planographique ou lithographique. Des matériaux dissemblables constituent la base de l'impression planographique ou lithographique. En utilisant des matériaux dissemblables, il est possible de développer des zones qui sont réceptives à l'eau ou hydrophobes (c'est-à-dire réceptives à l'encre à solvant). La zone réceptrice d'encre à solvant portera l'image, tandis que la zone réceptive à l'eau deviendra l'arrière-plan ou la zone non imprimée. Ainsi, l'encre adhère uniquement dans des zones spécifiques pour le transfert sur le papier ou un autre substrat. Dans de nombreux cas, cette étape impliquera un transfert vers une surface intermédiaire, connue sous le nom de couverture, qui sera ensuite placé contre le papier ou autre substrat. Ce processus de transfert est appelé impression offset, qui est largement utilisé pour de nombreuses applications d'impression, de publication et d'emballage.
Il convient de noter que toutes les impressions offset n'impliquent pas la lithographie. Selon les besoins exacts du processus d'impression, d'autres méthodes d'impression peuvent utiliser des éléments d'impression offset.
Les encres utilisées dans l'impression planographique ou lithographique sont généralement à base de solvant (c'est-à-dire non à base d'eau), mais certaines encres qui ne sont pas à base de solvant sont rapidement développées.
4. Poreux ou sérigraphie. L'impression poreuse ou sérigraphique utilise un pochoir placé sur un écran à mailles fines. L'encre est appliquée sur les zones d'écran ouvertes et pressée (raclée) sur le pochoir et la zone de maille ouverte. L'encre sera transférée à travers l'écran sur le papier ou autre substrat sous l'écran. La sérigraphie est souvent utilisée pour des tâches d'impression plus simples et à faible volume, où ce processus peut présenter un avantage en termes de coût. L'utilisation typique de ce processus d'impression concerne les textiles, les affiches, les présentoirs et les papiers peints.
Les encres pour sérigraphie sont soit à base de solvant soit à base d'eau, selon le substrat à imprimer. Étant donné que le revêtement utilisé en sérigraphie est souvent plus épais, les encres sont généralement plus visqueuses que celles utilisées dans d'autres méthodes d'impression.
Préparation du matériel prêt à imprimer
La préparation du matériel pour l'impression consiste à assembler les divers matériaux, y compris le texte, les photographies, les illustrations, les illustrations et les dessins, qui font l'objet d'une reproduction dans le matériel imprimé. Tous les matériaux doivent être complètement finalisés car les modifications ne peuvent pas être apportées après la création des plaques d'impression. Afin de corriger les erreurs, le processus doit être recommencé. Les principes des arts graphiques sont appliqués à ce stade pour assurer une esthétique appropriée du produit imprimé.
Les aspects de santé et de sécurité de l'étape des arts graphiques du processus d'impression sont généralement considérés comme moins dangereux que les autres aspects de l'impression. La production d'œuvres d'art peut impliquer des contraintes physiques considérables, ainsi que des risques pour la santé liés aux pigments, au ciment de caoutchouc, aux adhésifs en aérosol et aux autres matériaux utilisés. Une grande partie de cela est remplacée par des graphiques informatisés qui sont également discutés dans l'article "Art commercial" dans le Divertissement et arts chapitre. Les dangers potentiels liés au travail avec des unités d'affichage visuel et des ordinateurs sont abordés ailleurs dans ce Encyclopédie. Des postes de travail ergonomiques peuvent atténuer les risques.
Fabrication de plaques
Les plaques ou cylindres d'impression typiques des procédés d'impression contemporains doivent être créés soit pour la photographie de processus, soit pour le maquillage généré par ordinateur. Souvent, la fabrication de plaques commence par un système de caméra qui est utilisé pour créer une image, qui peut ensuite être transférée par des procédés photochimiques sur la plaque. Les couleurs doivent être séparées et des aspects de la qualité d'impression tels que l'imagerie en demi-teintes doivent être développés dans ce processus. La photographie utilisée pour la fabrication de plaques est très sophistiquée par rapport à l'utilisation domestique typique d'un appareil photo. Une netteté, une séparation des couleurs et un repérage exceptionnellement fins sont nécessaires pour permettre la production de documents imprimés de qualité. Avec l'introduction de l'ordinateur, une grande partie du travail manuel d'assemblage et de développement d'images a été éliminée.
Les dangers potentiels observés dans cette partie du processus d'impression sont similaires à ceux typiques de l'industrie photographique et sont discutés ailleurs dans ce chapitre. Le contrôle des expositions chimiques potentielles est important pendant la fabrication des plaques.
Une fois l'image créée, des processus photomécaniques sont utilisés pour créer la plaque d'impression. Les processus photomécaniques typiques pour la fabrication de plaques peuvent être regroupés comme suit :
Méthodes manuelles. Des outils à main, des graveurs et des couteaux peuvent être utilisés pour créer un relief dans la plaque, ou des crayons peuvent être utilisés pour créer des zones hydrofuges sur une plaque de lithographie. (Il s'agit généralement d'une méthode utilisée dans les petites productions ou pour des tâches d'impression spéciales.)
Méthodes mécaniques. Des tours, des machines à règle et des types similaires d'équipements mécaniques sont utilisés pour créer un relief, ou d'autres équipements peuvent être utilisés pour produire des zones hydrofuges sur des plaques de lithographie.
Méthodes électrochimiques. Les méthodes électrochimiques sont utilisées pour déposer des métaux sur des plaques ou des cylindres.
Méthodes électroniques. Les graveurs électroniques sont utilisés pour créer du relief sur des plaques ou des cylindres.
Méthodes électrostatiques. Des méthodes xérographiques ou similaires sont utilisées pour créer des composants d'image en relief ou hydrofuges sur des plaques ou des cylindres.
Méthodes photomécaniques. Les images photographiques peuvent être transférées sur les plaques grâce à des revêtements photosensibles sur la plaque ou le cylindre.
La fabrication de plaques photomécaniques est le processus le plus courant aujourd'hui. Dans de nombreux cas, deux ou plusieurs systèmes peuvent être utilisés pour créer la plaque ou le cylindre.
Les implications pour la santé et la sécurité de la fabrication de plaques d'impression sont considérables en raison des diverses méthodes utilisées pour créer la plaque. Les méthodes mécaniques, moins utilisées aujourd'hui que par le passé, étaient à l'origine de problèmes de sécurité mécaniques typiques, y compris les risques découlant de l'utilisation d'outils à main et des équipements mécaniques plus gros souvent rencontrés dans l'atelier d'usinage. Les risques liés à la sécurité et à la protection des mains sont typiques dans la fabrication de plaques à l'aide de méthodes mécaniques. Une telle fabrication de plaques implique souvent l'utilisation d'huiles et de nettoyants qui peuvent être inflammables ou toxiques.
Des méthodes plus anciennes sont souvent encore utilisées dans de nombreuses installations parallèlement à des équipements plus récents et les risques peuvent se propager. Si la plaque est constituée de caractères mobiles, une machine à linotype, autrefois très courante dans la plupart des imprimeries, fabriquerait des caractères en coulant du plomb en forme de lettres. Le plomb est fondu et conservé dans un pot de plomb. Avec le pot en plomb présent, bon nombre des dangers associés au plomb arrivent directement dans l'imprimerie. Le plomb, dont il est question ailleurs dans ce Encyclopédie, peuvent pénétrer dans l'organisme par inhalation de composés de plomb et par contamination cutanée par du plomb et des types contenant du plomb, ce qui peut ensuite entraîner l'ingestion de plomb. Le résultat est un possible empoisonnement chronique au plomb de faible intensité, avec un dysfonctionnement du système nerveux, un dysfonctionnement rénal et d'autres toxicités.
D'autres méthodes de fabrication de plaques utilisent des systèmes chimiques typiques du placage ou de la gravure chimique pour créer une image sur la plaque ou le cylindre. Cela implique de nombreux produits chimiques différents, notamment des acides et des métaux lourds (zinc, chrome, cuivre et aluminium), ainsi que des systèmes de résine à base de produits chimiques organiques qui composent certaines des couches supérieures de la plaque elle-même. Certains systèmes utilisent désormais des solvants à base de pétrole dans les processus chimiques de fabrication des plaques. Les risques potentiels pour la santé de ces produits chimiques doivent être pris en compte dans l'effort de sécurité entrepris pour une telle installation. Une ventilation et un équipement de protection individuelle adaptés aux produits chimiques utilisés sont très importants. De plus, les effets environnementaux potentiels des corrosifs et des métaux lourds doivent être pris en compte dans le cadre de l'effort de sécurité pour la chimie de la fabrication des plaques. Le stockage et le mélange de ces systèmes chimiques présentent également des risques pour la santé qui peuvent être importants en cas de déversement.
Les systèmes de gravure, utilisés dans certains cas pour transférer l'image sur la plaque ou le cylindre, peuvent également présenter des risques potentiels. Les systèmes de gravure standard génèrent une certaine contamination métallique qui peut être un problème pour ceux qui travaillent avec ces systèmes. Les nouveaux systèmes utilisent un équipement laser pour graver l'image dans le matériau de la plaque. Bien que cela permette d'éliminer certaines étapes du processus de fabrication des plaques, la présence du laser peut présenter un danger pour les yeux et la peau. Le laser peut également être utilisé pour ramollir des matériaux, tels que des plastiques, plutôt que pour les chauffer jusqu'à vaporisation, créant ainsi des problèmes supplémentaires liés aux vapeurs et aux fumées sur le lieu de travail.
Dans la plupart des cas, le processus de fabrication des plaques représente une partie relativement faible des opérations de production totales de l'imprimerie, ce qui limite automatiquement le risque présent, car peu de personnes travaillent dans la zone de fabrication des plaques et de plus petites quantités de matériaux sont typiques de ces types d'opérations. Au fur et à mesure que la technologie progresse, moins d'étapes seront nécessaires pour traduire l'image sur la plaque, présentant ainsi moins de possibilités que les dangers aient un impact sur les employés et l'environnement.
Fabrication d'encre
Selon les technologies utilisées, une variété d'encres et de revêtements sont utilisés. Les encres sont généralement constituées d'un support et de pigments ou de colorants et de résines qui forment l'image.
Le support permet aux pigments et autres composants de rester en solution jusqu'à ce que l'encre sèche. Les supports d'encre d'impression typiques comprennent les alcools, les esters (acétates), les cétones ou l'eau. Les encres hélio contiennent souvent de grandes quantités de toluène. Les encres plus récentes peuvent contenir de l'huile de soja époxydée et d'autres produits chimiques qui sont moins dangereux car ils ne sont pas volatils.
Un autre composant des encres typiques est le liant de résine. La cintreuse de résine est utilisée, après séchage du solvant, pour maintenir le pigment sur le substrat. Les résines organiques, certaines naturelles et d'autres synthétiques, telles que les résines acryliques, sont couramment utilisées dans les encres.
Le pigment donne la couleur. Les bases de pigments peuvent provenir de divers produits chimiques, notamment des métaux lourds et des matières organiques.
Les encres à séchage UV sont à base d'acrylates et ne contiennent pas de supports. Ils ne sont pas impliqués dans le processus de durcissement/séchage. Ces encres ont tendance à être simplement un système de résine et de pigments. Les acrylates sont des sensibilisants cutanés et respiratoires potentiels.
Il existe de nombreux risques pour la santé et la sécurité associés à la fabrication d'encre. Étant donné que la composition de l'encre comprend souvent des solvants inflammables, la protection contre les incendies est importante dans toute installation où la fabrication d'encre est entreprise. Les systèmes de gicleurs et les équipements d'extinction portatifs doivent être présents et en parfait état de fonctionnement. Puisque les employés doivent savoir utiliser l'équipement, une formation est nécessaire. Les systèmes électriques doivent être intrinsèquement sûrs ou impliquer une purge ou une protection contre les explosions. Le contrôle de l'électricité statique est essentiel car de nombreux solvants peuvent générer une charge statique lorsqu'ils circulent dans un tuyau en plastique ou dans l'air. Le contrôle de l'humidité, la mise à la terre et la liaison sont fortement recommandés pour le contrôle statique.
L'équipement de mélange, des petits mélangeurs aux grands réservoirs de charge, peut imposer de nombreux risques mécaniques pour la sécurité. Les lames et les systèmes du mélangeur doivent être protégés ou autrement protégés pendant le fonctionnement et pendant les modes de préparation et de nettoyage. Des protecteurs de machines sont nécessaires et doivent être en place ; lorsqu'ils sont retirés pour des activités liées à l'entretien, les programmes de verrouillage/étiquetage sont essentiels.
En raison des quantités de matériaux présents, la manipulation de matériaux peut également présenter des dangers. Bien qu'il soit recommandé que tous les matériaux qui sont acheminés directement vers la zone d'utilisation soient manipulés de cette manière, de nombreux composants d'encre doivent être déplacés manuellement vers la zone de mélange dans des sacs, des fûts ou d'autres conteneurs. Cela implique non seulement l'utilisation d'équipements mécaniques tels que des chariots élévateurs et des palans, mais également une manutention manuelle par l'employé effectuant le mélange. Les tensions dorsales et les contraintes similaires sont courantes dans ces opérations. La formation sur les bonnes pratiques de levage est un aspect important des mesures préventives, ainsi que la sélection de processus de levage mécanique qui nécessitent moins d'intervention humaine directe.
Avec autant de manipulations, des déversements et des incidents de manipulation de produits chimiques peuvent se produire. Des systèmes devraient être en place pour faire face à de telles situations d'urgence. En outre, des précautions lors du stockage sont nécessaires pour éviter les déversements et le mélange possible de matériaux incompatibles.
Les produits chimiques spécifiques et les grandes quantités stockées peuvent entraîner des problèmes liés à d'éventuelles expositions pour la santé des employés. Chaque composant, qu'il s'agisse d'un support, d'une résine ou d'un pigment, doit être évalué à la fois individuellement et dans le contexte du système d'encre. L'effort de sécurité devrait inclure : une évaluation de l'hygiène industrielle et un échantillonnage pour déterminer si les expositions sont jugées acceptables ; une ventilation adéquate pour l'élimination des matières toxiques ; et l'utilisation d'un équipement de protection individuelle approprié doit être envisagée. Étant donné que les déversements et autres possibilités de surexposition sont présents, des systèmes d'urgence doivent être en place pour prodiguer les premiers soins. Les douches de sécurité, les douches oculaires, les trousses de premiers soins et la surveillance médicale sont tous recommandés, sinon des blessures à la peau, aux yeux, au système respiratoire et à d'autres systèmes corporels peuvent survenir. Les intrants peuvent aller d'une simple dermatite résultant d'une exposition cutanée à des solvants à des lésions organiques plus permanentes dues à une exposition à des pigments de métaux lourds, tels que le chromate de plomb, que l'on trouve dans certaines formulations d'encre. Le spectre de toxicité possible est large en raison des nombreux matériaux utilisés dans la fabrication de diverses encres et revêtements. Avec les nouvelles technologies telles que les encres à séchage UV, le risque peut passer des risques de solvant standard à la sensibilisation par contact répété avec la peau. Des précautions doivent être prises pour bien comprendre les risques potentiels des produits chimiques utilisés dans la fabrication des encres et des revêtements. Il est préférable de le faire avant la formulation.
Étant donné que de nombreuses encres contiennent des matériaux potentiellement nocifs s'ils se retrouvent dans l'environnement, des contrôles du processus de fabrication de l'encre peuvent être nécessaires. De plus, les matières résiduelles, y compris les matériaux de nettoyage et les déchets, doivent être manipulées avec soin afin de minimiser leur impact sur l'environnement.
Avec l'accent mondial mis sur un meilleur environnement, des encres plus « respectueuses de l'environnement » sont introduites, qui utilisent de l'eau comme solvant et des résines et des pigments moins toxiques. Cela devrait contribuer à réduire les risques liés à la fabrication de l'encre.
Impression
L'impression consiste à prendre la plaque, à placer une encre sur la plaque et à transférer l'encre sur le substrat. Dans les processus offset, l'image est transférée d'une plaque enroulée autour d'un cylindre vers un cylindre en caoutchouc intermédiaire (couverture) avant d'être transférée vers le substrat souhaité. Les substrats ne se limitent pas toujours au papier, bien que le papier soit l'un des substrats les plus courants. De nombreuses étiquettes fantaisie sont imprimées sur un film polyester métallisé sous vide, en utilisant des techniques d'impression conventionnelles. Les plastiques laminés peuvent être introduits dans la presse à imprimer sous forme de feuilles ou dans le cadre d'une bande continue qui est ensuite découpée selon les spécifications pour fabriquer l'emballage.
Comme l'impression implique souvent de la couleur, plusieurs couches imprimées peuvent être placées sur le substrat puis séchées avant l'ajout de la couche suivante. Tout cela doit être fait très précisément afin de garder toutes les couleurs en registre. Cela nécessite plusieurs stations d'impression et des commandes sophistiquées pour maintenir une vitesse et une tension appropriées dans la presse.
Les risques associés à l'utilisation d'une presse à imprimer sont similaires à ceux impliqués dans la fabrication d'encre. Le risque d'incendie est critique. Comme pour la fabrication d'encre, des systèmes de gicleurs et d'autres moyens de protection contre les incendies sont nécessaires. D'autres systèmes peuvent être montés directement sur la presse. Ceux-ci servent de contrôles supplémentaires en plus des extincteurs portatifs qui devraient être disponibles. Les systèmes électriques doivent répondre aux exigences purgées, antidéflagrantes ou de sécurité intrinsèque. Le contrôle de l'électricité statique est également important, en particulier avec des solvants comme l'alcool isopropylique et avec les presses rotatives. En plus de la manipulation de liquides inflammables qui peuvent générer de l'électricité statique lorsqu'ils se déplacent dans des tuyaux en plastique ou dans l'air, la plupart des films ou toiles en plastique génèrent également des charges statiques très importantes lorsqu'ils se déplacent sur un rouleau métallique. Le contrôle de l'humidité, la mise à la terre et la liaison sont nécessaires pour éliminer l'électricité statique, ainsi que des techniques d'élimination de l'électricité statique axées sur le Web.
La manipulation manuelle de l'équipement d'impression, des matériaux de substrat et des encres associées est un autre problème de sécurité. Des problèmes de stockage similaires à ceux de la fabrication d'encre sont présents. Il est recommandé de minimiser la manipulation manuelle de l'équipement, des substrats et des encres. Lorsque cela n'est pas possible, une formation systématique et ciblée est nécessaire pour les personnes employées dans la salle d'impression.
Aux problèmes de sécurité dans la salle d'impression s'ajoutent les problèmes de sécurité mécanique impliquant un équipement en mouvement/rotation rapide avec un substrat se déplaçant à des vitesses supérieures à 1,500 XNUMX pieds par minute. Des systèmes de protection et des alarmes sont nécessaires pour assurer la sécurité des employés. Des systèmes de verrouillage et d'étiquetage sont également nécessaires pendant les fonctions de réparation/maintenance.
Avec la quantité d'équipements rotatifs et les vitesses courantes dans de nombreuses opérations d'impression, le bruit est souvent un problème important, en particulier lorsque plusieurs presses sont présentes, comme dans l'impression de journaux. Si les niveaux de bruit ne sont pas acceptables, un programme de conservation de l'ouïe doit être mis en œuvre qui comprend des contrôles techniques.
Bien que les encres soient souvent séchées dans l'air autour de la presse, les tunnels de séchage sont recommandés pour réduire l'exposition aux solvants volatils.
De plus, lors de certaines opérations d'impression à grande vitesse, une buée d'encre peut se produire. Le séchage du solvant et l'éventuelle buée d'encre présentent un risque d'inhalation de produits chimiques éventuellement toxiques. De plus, la gestion de routine de l'opération d'impression, le remplissage des réservoirs et des plateaux, le nettoyage des rouleaux et des rouleaux, et les tâches connexes peuvent impliquer un contact avec des encres et des solvants de nettoyage.
Comme pour la fabrication d'encre, un effort d'échantillonnage d'hygiène industrielle bien conçu, ainsi qu'une ventilation adéquate et un équipement de protection individuelle, sont recommandés. Étant donné que ces presses, dont certaines sont très grandes, doivent être régulièrement nettoyées, des solvants chimiques sont souvent utilisés, ce qui entraîne un contact chimique supplémentaire. Les procédures de manipulation peuvent réduire les expositions mais pas les supprimer entièrement, selon la taille des opérations d'impression. Comme indiqué précédemment, même les nouvelles encres et revêtements qui représentent une meilleure technologie peuvent encore présenter des risques. Par exemple, les encres à séchage UV sont des sensibilisants potentiels lorsqu'elles sont en contact avec la peau, et il existe une exposition potentielle à des niveaux dangereux de rayonnement UV.
Les émissions provenant des opérations d'impression, ainsi que les solutions de nettoyage et les déchets d'encre, sont des problèmes potentiels de préoccupation environnementale. Des systèmes de réduction de la pollution de l'air peuvent être nécessaires pour capturer et détruire ou récupérer les solvants évaporés des encres après l'impression. Une gestion prudente des déchets générés pour minimiser l'impact sur l'environnement est importante. Les systèmes de traitement des déchets sont recommandés lorsque les solvants ou d'autres composants peuvent être recyclés. Une technologie plus récente utilisant de meilleurs solvants pour le nettoyage provient des efforts de recherche actuels. Cela peut réduire les émissions et les expositions possibles. Un examen actif de la technologie de nettoyage actuelle est recommandé pour voir s'il existe des alternatives au nettoyage au solvant, telles que l'utilisation de solutions à base d'eau ou d'huiles végétales, qui répondront aux exigences rencontrées dans des opérations d'impression spécifiques. Cependant, les solutions de nettoyage à base d'eau qui sont contaminées par des encres à base de solvant peuvent encore nécessiter une gestion prudente à la fois à l'intérieur de l'opération d'impression et lors de l'élimination.
Finition
Une fois imprimé, le substrat nécessite généralement une finition supplémentaire avant d'être préparé pour l'utilisation finale. Certains matériaux peuvent être envoyés directement de la presse à l'équipement d'emballage qui formera l'emballage et remplira le contenu ou appliquera un adhésif et placera l'étiquette sur le récipient. Dans d'autres cas, une grande quantité de découpes ou de fentes à la taille est nécessaire pour l'assemblage final du livre ou d'un autre matériau imprimé.
Les problèmes de santé et de sécurité liés à la finition sont principalement des problèmes de sécurité mécanique. Étant donné qu'une grande partie de la finition implique une coupe à la bonne taille, les coupures et les lacérations aux doigts, aux mains et au poignet/bras sont typiques. La protection est importante et doit être utilisée dans le cadre de chaque tâche. Les petits couteaux et lames utilisés par les employés doivent également être utilisés avec soin et rangés et éliminés correctement pour éviter les coupures et les lacérations accidentelles. Les grands systèmes nécessitent également le même niveau d'attention en matière de protection et de formation pour prévenir les accidents.
L'aspect de la manutention des matériaux dans la finition est important. Cela s'applique au matériau à finir ainsi qu'au produit imprimé emballé final. Lorsque des équipements mécaniques tels que des chariots élévateurs, des palans et des convoyeurs peuvent être utilisés, ils sont recommandés. Lorsque le levage et la manutention manuels doivent avoir lieu, une formation sur le levage approprié doit être entreprise.
Une évaluation récente de cette composante du processus d'impression indique qu'une contrainte ergonomique possible est placée sur le corps humain. Chaque tâche - découpe, tri, emballage - doit être passée en revue pour déterminer les éventuelles implications ergonomiques. Si des problèmes ergonomiques sont découverts, des changements dans le lieu de travail peuvent être nécessaires pour réduire ce facteur de stress potentiel à des niveaux acceptables. Souvent, une certaine forme d'automatisation peut aider, mais il reste encore dans la plupart des opérations d'impression de nombreuses tâches de manipulation manuelle qui peuvent créer un stress ergonomique. La rotation des tâches peut aider à réduire ce problème.
L'impression du futur
Il sera toujours nécessaire d'imprimer des mots sur un substrat. Mais l'avenir de l'impression impliquera un transfert plus direct d'informations de l'ordinateur à la presse, ainsi que l'impression électronique, où les mots et les images sont imprimés sur des supports électromagnétiques et d'autres substrats. Alors qu'une telle impression électronique ne peut être visualisée et lue que par l'intermédiaire d'un dispositif électronique, de plus en plus de texte et de littérature imprimés passeront du substrat imprimé au format de substrat électronique. Cela réduira bon nombre des problèmes mécaniques de sécurité et de santé liés à l'impression, mais augmentera le nombre de risques ergonomiques pour la santé dans l'industrie de l'imprimerie.
Profil général
Les industries de l'imprimerie, de la photographie commerciale et de la reproduction sont importantes à l'échelle mondiale en termes d'importance économique. L'industrie de l'imprimerie est très diversifiée en technologies et en taille d'entreprises. Cependant, quelle que soit la taille mesurée par le volume de production, les différentes technologies d'impression décrites dans ce chapitre sont les plus courantes. En termes de volume de production, il existe un nombre limité d'opérations à grande échelle, mais beaucoup de petites. D'un point de vue économique, l'industrie de l'imprimerie est l'une des plus importantes et génère des revenus annuels d'au moins 500 milliards de dollars américains dans le monde. De même, l'industrie de la photographie commerciale est diversifiée, avec un nombre limité d'opérations à grand volume et de nombreuses opérations à petit volume. Le volume de la finition photo est à peu près également réparti entre les opérations de gros et de petit volume. Le marché de la photographie commerciale génère des revenus annuels d'environ 60 milliards de dollars US dans le monde, les opérations de développement photo représentant environ 40 % de ce total. L'industrie de la reproduction, qui se compose d'opérations à plus petit volume avec des revenus annuels combinés d'environ 27 milliards de dollars américains, génère près de 2 billions d'exemplaires par an. De plus, des services de reproduction et de duplication à plus petite échelle sont fournis sur place dans la plupart des organisations et entreprises.
Les problèmes de santé, d'environnement et de sécurité dans ces industries évoluent en réponse aux substitutions par des matériaux potentiellement moins dangereux, aux nouvelles stratégies de contrôle de l'hygiène industrielle et à l'avènement de nouvelles technologies, telles que l'introduction des technologies numériques, de l'imagerie électronique et des ordinateurs. De nombreux problèmes de santé et de sécurité historiquement importants (par exemple, les solvants dans l'industrie de l'impression ou le formaldéhyde comme stabilisant dans les solutions de traitement photo) ne seront plus des problèmes à l'avenir en raison de la substitution de matériaux ou d'autres stratégies de gestion des risques. Néanmoins, de nouveaux problèmes de santé, d'environnement et de sécurité surgiront qui devront être traités par les professionnels de la santé et de la sécurité. Cela suggère l'importance continue de la surveillance de la santé et de l'environnement dans le cadre d'une stratégie efficace de gestion des risques dans les industries de l'imprimerie, de la photographie commerciale et de la reproduction.
Services de reproduction et de duplication
Le bureau moderne peut contenir plusieurs types de machines de reproduction. Ils vont de l'omniprésent photocopieur à voie sèche à la machine à plans plutôt spéciale, en passant par les télécopieurs et les polycopieurs, ainsi que d'autres types de duplicateurs. Dans cet article, les différents appareils seront regroupés selon de grandes classes technologiques. Les photocopieurs à voie sèche étant si répandus, ils recevront la plus grande attention.
Photocopieurs et imprimantes laser
Opérations de traitement
La plupart des étapes dans électrophotographie conventionnelle (xérographie) sont directement analogues à celles de la photographie. Lors de l'étape d'exposition, la page imprimée ou la photographie à copier est éclairée par un flash de lumière vive, et l'image réfléchie est focalisée par une lentille sur un photorécepteur électriquement chargé et sensible à la lumière, qui perd sa charge partout où la lumière atteint son surface. La lumière aura frappé dans le même motif que sur la surface en cours de copie. Ensuite, le révélateur, généralement composé de grosses billes porteuses auxquelles adhèrent de petites particules chargées électrostatiquement, est transporté vers le photorécepteur par un processus de transport en cascade ou magnétique. L'image latente chargée sur le photorécepteur est développée lorsque la poudre finement divisée (appelée toner, imageur sec ou encre sèche) est attirée électrostatiquement, se sépare du révélateur et reste sur l'image. Enfin, le toner qui a adhéré aux zones imagées est transféré électrostatiquement (imprimé) sur une feuille de papier ordinaire et y est fusionné de manière permanente (fixé) par l'application de chaleur, ou de chaleur et de pression. Le toner résiduel est retiré du photorécepteur par un processus de nettoyage et déposé dans un puisard de toner usagé. Le photorécepteur est ensuite préparé pour le cycle d'imagerie suivant. Étant donné que le papier imagé n'enlève que le toner du développeur, le support qui l'a fourni à l'image est recirculé dans le boîtier du développeur et mélangé avec du toner frais qui est dosé dans le système à partir d'une bouteille ou d'une cartouche d'alimentation en toner remplaçable.
De nombreuses machines appliquent à la fois de la pression et de la chaleur sur l'image de toner sur papier lors d'un processus de fusion. La chaleur est fournie par un rouleau de fusion, qui entre en contact avec la surface teintée. Selon les caractéristiques du toner et des matériaux de l'unité de fusion, une partie du toner peut adhérer à la surface de l'unité de fusion plutôt qu'au papier, entraînant la suppression d'une partie de l'image sur la copie. Afin d'éviter cela, un lubrifiant de fusion, généralement un fluide à base de silicone, est appliqué sur la surface du rouleau de fusion.
In impression laser, l'image est d'abord convertie dans un format électronique ; c'est-à-dire qu'il est numérisé en une série de très petits points (pixels) par un scanner de documents, ou qu'une image numérique peut être créée directement dans un ordinateur. L'image numérisée est ensuite écrite sur le photorécepteur de l'imprimante laser par un faisceau laser. Les étapes restantes sont essentiellement celles de la xérographie conventionnelle, dans laquelle l'image sur le photorécepteur est transformée en papier ou autres surfaces.
Certains photocopieurs utilisent un processus appelé développement liquide. Ceci diffère du procédé à sec conventionnel en ce que le révélateur est généralement un support d'hydrocarbure liquide dans lequel des particules de toner finement divisées sont dispersées. Le développement et le transfert sont généralement analogues aux processus conventionnels, sauf que le révélateur est lavé sur le photorécepteur et la copie humide est séchée par évaporation du liquide résiduel lors de l'application de chaleur ou à la fois de chaleur et de pression.
Matériaux
Les consommables associés à la photocopie sont les toners, les révélateurs, les lubrifiants de fusion et le papier. Bien qu'ils ne soient généralement pas considérés comme des consommables, les photorécepteurs, les rouleaux de fusion et de pression et diverses autres pièces s'usent régulièrement et doivent être remplacés, en particulier dans les machines à grand volume. Ces pièces ne sont généralement pas considérées comme remplaçables par le client et nécessitent des connaissances particulières pour leur démontage et leur réglage. De nombreuses nouvelles machines intègrent des unités remplaçables par le client (CRU), qui contiennent le photorécepteur et le développeur dans une unité autonome que le client peut remplacer. Dans ces machines, les rouleaux de fusion, etc., durent toute la durée de vie de la machine ou nécessitent une réparation séparée. Dans un mouvement vers des coûts de service réduits et une plus grande commodité pour le client, certaines entreprises s'orientent vers une réparabilité accrue du client, où la réparation peut être effectuée sans risque mécanique ou électrique pour le client et nécessitera, tout au plus, un appel téléphonique à un centre de support à l'aide.
Toners produire l'image sur la copie finie. Les toners secs sont de fines poudres composées de plastiques, de colorants et de petites quantités d'additifs fonctionnels. Un polymère (plastique) est généralement le composant principal d'un toner sec ; les polymères styrène-acrylique, styrène-butadiène et polyester sont des exemples courants. Dans les toners noirs, différents noirs de carbone ou pigments sont utilisés comme colorant, tandis que dans la copie couleur, divers colorants ou pigments sont utilisés. Au cours du processus de fabrication du toner, le noir de carbone ou le colorant et le polymère sont mélangés à l'état fondu et la majeure partie du colorant est encapsulée par le polymère. Les toners secs peuvent également contenir des additifs internes et/ou externes qui aident à déterminer les caractéristiques de charge statique et/ou d'écoulement du toner.
Les toners humides sont similaires aux toners secs en ce sens qu'ils sont constitués de pigments et d'additifs à l'intérieur d'un revêtement polymère. La différence est que ces composants sont achetés sous forme de dispersion dans un support d'hydrocarbure isoparaffinique.
Développeurs sont généralement des mélanges de toner et de support. Les supports transportent littéralement le toner à la surface du photorécepteur et sont souvent constitués de matériaux à base de qualités spéciales de substances de type sable, verre, acier ou ferrite. Ils peuvent être recouverts d'une petite quantité de polymère pour obtenir le comportement souhaité dans une application spécifique. Les mélanges support/toner sont appelés révélateurs à deux composants. Les développeurs à composant unique n'utilisent pas de support séparé. Au lieu de cela, ils incorporent un composé comme l'oxyde de fer dans le toner et utilisent un dispositif magnétique pour appliquer le révélateur sur le photorécepteur.
Lubrifiants de fusion sont le plus souvent des fluides à base de silicone qui sont appliqués sur les rouleaux de fusion pour empêcher le décalage du toner de l'image développée vers le rouleau. Alors que beaucoup sont de simples polydiméthylsiloxanes (PDMS), d'autres contiennent un composant fonctionnel pour améliorer leur adhérence au rouleau de fusion. Certains lubrifiants de fusion sont versés d'une bouteille dans un puisard, à partir duquel ils sont pompés et finalement appliqués au rouleau de fusion. Dans d'autres machines, le lubrifiant peut être appliqué via une bande de tissu saturé qui essuie une partie de la surface du rouleau, tandis que dans certaines machines et imprimantes plus petites, une mèche imprégnée d'huile effectue l'application.
La plupart, sinon la totalité, des photocopieurs modernes sont conçus pour bien fonctionner avec différents grammages de papier ordinaire non traité. Des formulaires spéciaux sans carbone sont fabriqués pour certaines machines à grande vitesse, et des papiers de transfert sans fusion sont produits pour l'imagerie dans des photocopieurs, puis pour appliquer l'image sur un t-shirt ou un autre tissu avec l'application de chaleur et de pression dans une presse. Les grands copieurs de dessins d'ingénierie/d'architecture produisent souvent leurs copies sur un velum translucide.
Les dangers potentiels et leur prévention
Les fabricants responsables ont travaillé dur pour minimiser le risque de tout danger unique dans le processus de photocopie. Cependant, des fiches de données de sécurité (MSDS) doivent être obtenues pour tous les consommables ou produits chimiques de service utilisés avec une machine particulière.
Peut-être que le seul matériau unique auquel on peut être exposé de manière significative dans le processus de photocopie est Tonifiant. Les toners secs modernes ne devraient pas présenter de danger pour la peau ou les yeux, sauf peut-être pour les personnes les plus sensibles, et les équipements récemment conçus utilisent des cartouches de toner et des CRU qui minimisent le contact avec le toner en vrac. Les toners liquides ne doivent pas non plus irriter directement la peau. Cependant, leurs transporteurs d'hydrocarbures isoparaffiniques sont des solvants et peuvent dégraisser la peau, conduisant à une sécheresse et à des gerçures lors d'expositions répétées. Ces solvants peuvent également être légèrement irritants pour les yeux.
Un équipement bien conçu ne présentera pas lumière brillante danger, même si la vitre est flashée sans original dessus, et certains systèmes d'éclairage sont verrouillés avec le couvercle de la vitre pour empêcher toute exposition de l'opérateur à la source lumineuse. Toutes les imprimantes laser sont classées comme produits laser de classe I, ce qui signifie que, dans des conditions normales de fonctionnement, le rayonnement laser (faisceau) est inaccessible, étant contenu dans le processus d'impression, et ne présente pas de danger biologique. De plus, l'appareil laser ne devrait pas nécessiter d'entretien, et dans le cas très inhabituel où l'accès au faisceau est nécessaire, le fabricant doit fournir des procédures de travail sûres à suivre par un technicien de service correctement formé.
Enfin, le matériel correctement fabriqué n'aura pas de bords tranchants, de points de pincement ou de risques d'électrocution exposés dans les zones où les opérateurs pourraient placer leurs mains.
Dangers cutanés et oculaires
En plus des toners secs ne présentant pas de danger significatif pour la peau ou les yeux, on pourrait s'attendre à la même chose avec les toners à base d'huile de silicone. lubrifiants de fusion. Les polydiméthylsiloxanes (PDMS) ont fait l'objet d'évaluations toxicologiques approfondies et se sont généralement avérés bénins. Alors que certains PDMS à faible viscosité peuvent être irritants pour les yeux, ceux utilisés comme lubrifiants de fusion ne le sont généralement pas, ni pour la peau. Indépendamment de l'irritation réelle, chacun de ces matériaux sera une nuisance pour la peau ou pour les yeux. La peau affectée peut être lavée à l'eau et au savon et les yeux doivent être inondés d'eau pendant plusieurs minutes.
Les personnes travaillant fréquemment avec toners liquides, en particulier dans des conditions d'éclaboussures potentielles, peut vouloir porter des lunettes de protection, des lunettes de sécurité avec écrans latéraux ou un écran facial si nécessaire. Des gants en caoutchouc ou enduits de vinyle devraient prévenir les problèmes de peau sèche mentionnés ci-dessus.
Documents sont également généralement bénins. Cependant, il y a eu des cas d'irritation cutanée importante lorsque les soins appropriés n'ont pas été pris pendant le traitement. Des procédés de fabrication médiocres peuvent également causer des problèmes d'odeurs lorsque le papier est chauffé dans l'unité de fusion d'un copieur à procédé à sec. Parfois, le vélin d'un copieur technique n'a pas été correctement traité et crée un problème d'odeur de solvant d'hydrocarbure.
En plus de la base isoparaffinique des toners liquides, de nombreux solvants sont couramment utilisés dans l'entretien des machines. Sont inclus les nettoyants pour platines et couvercles et les décapants de film, qui sont généralement des alcools ou des solutions alcool/eau contenant de petites quantités de tensioactifs. Ces solutions sont irritantes pour les yeux, mais n'irritent pas directement la peau. Cependant, comme les dispersants de toner liquide, leur action dissolvante peut dégraisser la peau et entraîner d'éventuels problèmes de fissuration de la peau. Des gants et des lunettes de protection en caoutchouc ou en vinyle ou des lunettes de sécurité avec écrans latéraux devraient être suffisants pour éviter les problèmes.
Dangers d'inhalation
L'ozone est généralement la plus grande préoccupation de ceux qui se trouvent à proximité des photocopieurs. Les problèmes suivants les plus facilement identifiés seraient le toner, y compris la poussière de papier et les composés organiques volatils (COV). Certaines situations donnent également lieu à des plaintes d'odeurs.
Ozone est principalement généré par la décharge corona des appareils (corotrons/scorotrons) qui chargent le photorécepteur en vue de l'exposition et du nettoyage. Aux concentrations les plus susceptibles d'être rencontrées en photocopie, il peut être identifié par son agréable odeur de trèfle. Son seuil olfactif bas (0.0076 à 0.036 ppm) lui confère de bonnes "propriétés d'alerte", en ce sens que sa présence peut être détectée avant qu'elle n'atteigne des concentrations nocives. Lorsqu'il atteint des concentrations susceptibles de provoquer des maux de tête, une irritation des yeux et des difficultés respiratoires, son odeur devient forte et piquante. Il ne faut pas s'attendre à des problèmes d'ozone avec des machines bien entretenues dans des zones correctement ventilées. Cependant, l'ozone peut être détecté lorsque les opérateurs travaillent dans le flux d'échappement de la machine, en particulier dans le cas de longs tirages. Les odeurs identifiées comme de l'ozone par des opérateurs inexpérimentés proviennent généralement d'autres sources.
Lotions toniques a longtemps été considérée comme une particule gênante, ou « particule non classée ailleurs » (PNOC). Des études réalisées par Xerox Corporation dans les années 1980 ont indiqué que le toner inhalé provoque les réponses pulmonaires attendues d'une exposition à de telles matières particulaires insolubles. Ils ont également démontré une absence de danger cancérogène à des concentrations d'exposition bien supérieures à celles que l'on s'attend à trouver dans l'environnement de bureau.
Poussière de papier se compose de fragments de fibres de papier et d'apprêts et de charges tels que l'argile, le dioxyde de titane et le carbonate de calcium. Tous ces matériaux sont considérés comme des PNOC. Aucune raison de s'inquiéter n'a été trouvée pour les expositions à la poussière de papier susceptibles de se produire dans l'environnement de bureau.
L'émission de COV par les photocopieurs est un sous-produit de leur utilisation dans les toners et pièces en plastique, les caoutchoucs et les lubrifiants organiques. Même ainsi, les expositions à des produits chimiques organiques individuels dans l'environnement d'un photocopieur en fonctionnement sont généralement des ordres de grandeur inférieurs à toute limite d'exposition professionnelle.
Odeur les problèmes avec les photocopieurs modernes sont le plus souvent le signe d'une ventilation inadéquate. Les papiers traités, tels que les formulaires autocopiants ou les papiers de transfert d'image, et parfois les vélins utilisés dans les copieurs techniques, peuvent produire des odeurs de solvant d'hydrocarbure, mais les expositions seront bien inférieures à toute limite d'exposition professionnelle si la ventilation est adéquate pour une copie normale. Les photocopieurs modernes sont des dispositifs électromécaniques complexes dont certaines parties (fuseurs) fonctionnent à des températures élevées. En plus des odeurs présentes pendant le fonctionnement normal, des odeurs se produisent également lorsqu'une pièce tombe en panne sous une charge thermique et que la fumée et les émissions de plastique et/ou de caoutchouc chauds sont libérées. Évidemment, il ne faut pas rester en présence de telles expositions. Les nausées et une sorte d'irritation des yeux ou des muqueuses sont communes à presque tous les problèmes d'odeur. Ces plaintes sont généralement de simples indications d'une exposition à une odeur inconnue, et probablement désagréable, et ne sont pas nécessairement des signes de toxicité aiguë significative. Dans de tels cas, la personne exposée doit chercher de l'air frais, ce qui conduit presque toujours à une récupération rapide. Même les expositions à la fumée et aux vapeurs provenant de pièces surchauffées sont généralement de si courte durée qu'il n'y a pas lieu de s'inquiéter. Même ainsi, il est prudent de consulter un médecin si les symptômes persistent ou s'aggravent.
Considérations d'installation
Comme indiqué ci-dessus, les copieurs produisent de la chaleur, de l'ozone et des COV. Bien que les recommandations d'emplacement et de ventilation doivent être obtenues auprès du fabricant et doivent être suivies, il est raisonnable de s'attendre à ce que, pour toutes les machines sauf peut-être les plus grandes, l'emplacement dans une pièce ayant une circulation d'air raisonnable, plus de deux changements d'air par heure et une l'espace autour de la machine pour l'entretien sera suffisant pour éviter les problèmes d'ozone et d'odeurs. Naturellement, cette recommandation suppose également que toutes les recommandations de l'American Society of Heating, Refrigeration and Air Conditioning Engineers (ASHRAE) pour les occupants des pièces sont également respectées. Si plus d'un photocopieur est ajouté à une pièce, il faut veiller à fournir une ventilation et une capacité de refroidissement supplémentaires. Les grandes machines à volume élevé peuvent nécessiter des considérations spéciales de contrôle de la chaleur.
Les fournitures ne nécessitent pas de considérations particulières au-delà de celles visant à conserver les solvants inflammables et à éviter une chaleur excessive. Le papier doit être conservé dans sa boîte dans la mesure du possible et l'emballage ne doit pas être ouvert tant que le papier n'est pas nécessaire.
Télécopieurs (Fax)
Opérations de traitement.
Dans la reproduction par fac-similé, le document est scanné par une source lumineuse et l'image est convertie en une forme électronique compatible avec les communications téléphoniques. Au niveau du récepteur, des systèmes électro-optiques décodent et impriment l'image transmise via des procédés thermiques directs, à transfert thermique, xérographiques ou à jet d'encre.
Les machines utilisant les procédés thermiques ont une matrice d'impression linéaire comme une carte de circuit imprimé, sur laquelle le papier de copie est étagé pendant le processus d'impression. Il y a environ 200 contacts par pouce sur la largeur du papier, qui sont rapidement chauffés lorsqu'ils sont activés par un courant électrique. Lorsqu'il est chaud, un contact provoque le noircissement du point de contact sur un papier de copie traité (thermique direct) ou le revêtement d'un rouleau donneur de type ruban de machine à écrire pour déposer un point noir sur le papier de copie (transfert thermique).
Les télécopieurs qui fonctionnent selon le procédé xérographique utilisent le signal transmis par téléphone pour activer un faisceau laser et ils fonctionnent alors de la même manière qu'une imprimante laser. De la même manière, les machines à jet d'encre fonctionnent de la même manière que les imprimantes à jet d'encre.
Matériaux.
Le papier, traité ou ordinaire, les rouleaux donneurs, le toner et l'encre sont les principaux matériaux utilisés dans la télécopie. Les papiers thermiques directs sont traités avec des colorants leuco, qui passent du blanc au noir lorsqu'ils sont chauffés. Les rouleaux donneurs contiennent un mélange de noir de carbone dans une base de cire et de polymère, enduit sur un substrat de film. Le mélange est suffisamment ferme pour ne pas se transférer sur la peau lorsqu'il est frotté, mais lorsqu'il est chauffé, il se transférera sur le papier de copie. Les toners et les encres sont abordés dans les sections sur la photocopie et l'impression à jet d'encre.
Les dangers potentiels et leur prévention.
Aucun danger particulier n'a été associé aux télécopieurs. Il y a eu des plaintes d'odeurs avec certaines premières machines thermiques directes; cependant, comme pour de nombreuses odeurs dans l'environnement de bureau, le problème est plus révélateur d'un seuil d'odeur bas, et éventuellement d'une ventilation inadéquate, qu'un problème de santé. Les machines à transfert thermique sont généralement sans odeur et aucun danger n'a été identifié avec les rouleaux donneurs. Les télécopieurs xérographiques présentent les mêmes problèmes potentiels que les photocopieurs à sec; cependant, leur faible vitesse exclut normalement tout problème d'inhalation.
Planification (Diazo)
Opérations de traitement.
Les références modernes aux «plans» ou aux «machines à plans» désignent généralement des copies diazo ou des copieurs. Ces copieurs sont le plus souvent utilisés avec de grands dessins d'architecture ou d'ingénierie réalisés sur une base de film, de vélin ou de papier translucide. Les papiers diazoïques sont acides et contiennent un coupleur qui produit un changement de couleur lors de la réaction avec le composé diazoïque; cependant, la réaction est empêchée par l'acidité du papier. La feuille à copier est placée en contact avec le papier traité et exposée à une lumière ultraviolette (UV) intense provenant d'une source fluorescente ou de vapeur de mercure. La lumière UV rompt la liaison diazo sur les zones du papier de copie non protégées de l'exposition par l'image sur le master, éliminant la possibilité d'une réaction ultérieure avec le coupleur. Le master est ensuite retiré du contact avec le papier traité, qui est alors exposé à une atmosphère d'ammoniac. L'alcalinité du révélateur à l'ammoniac neutralise l'acidité du papier, permettant à la réaction de changement de couleur diazo/coupleur de produire une copie de l'image sur les parties du papier qui étaient protégées des UV par l'image sur le master.
Matériaux.
L'eau et l'ammoniac sont les seuls matériaux issus du procédé diazoïque en plus du papier traité.
Les dangers potentiels et leur prévention.
La préoccupation évidente concernant les copieurs à procédé diazoïque est l'exposition à l'ammoniac, qui peut provoquer une irritation des yeux et des muqueuses. Les machines modernes contrôlent généralement les émissions et, par conséquent, les expositions sont généralement bien inférieures à 10 ppm. Cependant, les équipements plus anciens peuvent nécessiter un entretien soigneux et fréquent et éventuellement une ventilation par aspiration locale. Des précautions doivent être prises lors de l'entretien d'une machine pour éviter les déversements et éviter tout contact avec les yeux. Les recommandations des fabricants concernant les équipements de protection doivent être suivies. Il faut également savoir que le papier mal fabriqué peut également causer des problèmes de peau.
Duplicateurs numériques et miméographes
Opérations de traitement.
Les duplicateurs numériques et les miméographes partagent le même processus de base en ce sens qu'un gabarit principal est «brûlé» ou «coupé» et placé sur un tambour contenant de l'encre, à partir duquel l'encre s'écoule à travers le maître sur le papier de copie.
Matériaux.
Pochoirs, encres et papiers sont les fournitures utilisées par ces machines. L'image numérisée est gravée numériquement sur le maître en mylar d'un duplicateur numérique, tandis qu'elle est électrodécoupée dans le pochoir en papier d'un miméographe. Une autre différence est que les encres pour duplicateurs numériques sont à base d'eau, bien qu'elles contiennent un peu de solvant pétrolier, tandis que les encres miméographes sont à base soit d'un distillat naphténique, soit d'un mélange éther glycol/alcool.
Les dangers potentiels et leur prévention.
Les principaux dangers associés aux duplicateurs numériques et aux miméographes sont dus à leurs encres, bien qu'il existe une exposition potentielle à la vapeur de cire chaude associée à la gravure de l'image sur le pochoir du duplicateur numérique et à une exposition à l'ozone lors de l'électrodécoupe des pochoirs. Les deux types d'encre ont un potentiel d'irritation des yeux et de la peau, tandis que la teneur plus élevée en distillat de pétrole de l'encre miméographe a un plus grand potentiel de provoquer une dermatite. L'utilisation de gants de protection lors de la manipulation des encres et une ventilation adéquate lors de la réalisation de copies doivent protéger contre les risques cutanés et respiratoires.
Duplicateurs d'esprit
Opérations de traitement.
Les duplicateurs Spirit utilisent un pochoir à image inversée enduit d'un colorant soluble dans l'alcool. Lors du traitement, le papier de copie est légèrement enduit d'un fluide de duplication à base de méthanol, qui élimine une petite quantité de colorant au contact du pochoir, ce qui entraîne un transfert d'image sur le papier de copie. Les copies peuvent émettre du méthanol pendant un certain temps après la duplication.
Matériaux.
Le papier, les pochoirs et le liquide de duplication sont les principales fournitures de cet équipement.
Les dangers potentiels et leur prévention.
Les fluides de duplication Spirit sont généralement à base de méthanol et sont donc toxiques s'ils sont absorbés par la peau, inhalés ou ingérés; ils sont également inflammables. La ventilation doit être adéquate pour garantir que les expositions de l'opérateur sont inférieures aux limites d'exposition professionnelle actuelles et doit inclure la fourniture d'une zone ventilée pour le séchage. Certains fluides de duplication plus récents utilisés sont à base d'alcool éthylique ou de propylène glycol, qui évitent les problèmes de toxicité et d'inflammabilité du méthanol. Les recommandations des fabricants doivent être suivies concernant l'utilisation d'équipements de protection lors de la manipulation de tous les fluides de duplication.
Problèmes de santé et schémas de maladies
L'interprétation des données sur la santé humaine dans l'industrie de l'imprimerie, du traitement photographique commercial et de la reproduction n'est pas simple, car les processus sont complexes et évoluent continuellement - parfois de façon spectaculaire. Alors que l'utilisation de l'automatisation a considérablement réduit les expositions au travail manuel dans les versions modernisées des trois disciplines, le volume de travail par employé a considérablement augmenté. De plus, l'exposition cutanée représente une voie d'exposition importante pour ces industries, mais elle est moins bien caractérisée par les données disponibles sur l'hygiène industrielle. La déclaration des cas d'effets moins graves et réversibles (p. ex., maux de tête, irritation du nez et des yeux) est incomplète et sous-rapportée dans la littérature publiée. Malgré ces défis et limites, les études épidémiologiques, les enquêtes sur la santé et les rapports de cas fournissent une quantité substantielle d'informations sur l'état de santé des travailleurs de ces industries.
Activités d'impression
Agents et expositions
Il existe aujourd'hui cinq catégories de procédés d'impression : la flexographie, l'héliogravure, la typographie, la lithographie et la sérigraphie. Le type d'exposition qui peut se produire à partir de chaque processus est lié aux types d'encres d'impression utilisées et à la probabilité d'inhalation (brouillards, vapeurs de solvants, etc.) et de contact cutané pénétrant du processus et des activités de nettoyage utilisées. Il convient de noter que les encres sont composées de pigments organiques ou inorganiques, de véhicules à base d'huile ou de solvant (c'est-à-dire de supports) et d'additifs appliqués à des fins d'impression spéciales. Le tableau 1 présente certaines caractéristiques des différents procédés d'impression.
Tableau 1. Quelques expositions potentielles dans l'industrie de l'imprimerie
|
Processus |
Type d'encre |
Solvant |
Expositions potentielles |
|
Flexographie et héliogravure |
Encres liquides (faible viscosité) |
Volatils |
Solvants organiques : xylène, benzène |
|
Typographie et lithographie |
Encres en pâte (haute viscosité) |
Huiles- |
Brouillard d'encre : solvants hydrocarbonés ; isopropanol; hydrocarbures aromatiques polycycliques (HAP) |
|
Sérigraphie |
Semi-pâte |
Volatils |
Solvants organiques : xylène, cyclohexanone, acétate de butyle |
Mortalité et risques chroniques
Plusieurs études épidémiologiques et cas cliniques existent sur les imprimantes. Les caractérisations de l'exposition ne sont pas quantifiées dans une grande partie de la littérature ancienne. Cependant, les particules de noir de carbone de taille respirable contenant des hydrocarbures aromatiques polycycliques potentiellement cancérigènes (benzo(une)pyrène) liés à la surface ont été signalés dans les salles des machines d'impression typographique rotative de la production de journaux. Des études animales trouvent le benzo(une)pyrène étroitement lié à la surface de la particule de noir de carbone et difficilement libéré dans les poumons ou d'autres tissus. Ce manque de « biodisponibilité » rend plus difficile de déterminer si les risques de cancer sont réalisables. Plusieurs études épidémiologiques de cohorte (c'est-à-dire des populations suivies dans le temps), mais pas toutes, ont trouvé des suggestions d'augmentation des taux de cancer du poumon chez les imprimeurs (tableau 2). Une évaluation plus détaillée de plus de 100 cas de cancer du poumon et de 300 témoins (étude de type cas-témoins) d'un groupe de plus de 9,000 1994 travailleurs de l'imprimerie à Manchester, en Angleterre (Leon, Thomas et Hutchings XNUMX) a révélé que la durée du travail dans une salle des machines était liée à la survenue d'un cancer du poumon chez les travailleurs de l'imprimerie rotative. Étant donné que les habitudes de tabagisme des travailleurs ne sont pas connues, la prise en compte directe du rôle de la profession dans l'étude n'est pas connue. Cependant, il est suggéré que le travail de la typographie rotative ait pu présenter un risque de cancer du poumon au cours des décennies précédentes. Dans certaines régions du monde, cependant, des technologies plus anciennes, telles que la typographie rotative, peuvent encore exister et offrir ainsi des opportunités d'évaluations préventives, ainsi que l'installation de contrôles appropriés si nécessaire.
Tableau 2. Études de cohorte sur les risques de mortalité liés à l'imprimerie
|
Population étudiée |
Nombre de travailleurs |
Risques de mortalité* (IC à 95 %) |
||||
|
Période de suivi |
Pays |
Toutes causes |
Tous les cancers |
Cancer du poumon |
||
|
Presses de journaux |
1,361 |
(1949-65) - 1978 |
États-Unis |
1.0 (0.8 – 1.0) |
1.0 (0.8 – 1.2) |
1.5 (0.9 – 2.3) |
|
Presses de journaux |
, 700 |
(1940-55) - 1975 |
Italie |
1.1 (0.9 – 1.2) |
1.2 (0.9 – 1.6) |
1.5 (0.8 – 2.5) |
|
Typographes |
1,309 |
1961-1984 |
États-Unis |
0.7 (0.7 – 0.8) |
0.8 (0.7 – 1.0) |
0.9 (0.6 – 1.2) |
|
Imprimantes (NGA) |
4,702 |
(1943-63) - 1983 |
UK |
0.8 (0.7 – 0.8) |
0.7 (0.6 – 0.8) |
0.6 (0.5 – 0.7) |
|
Imprimantes (NATSOPA) |
4,530 |
(1943-63) - 1983 |
UK |
0.9 (0.9 – 1.0) |
1.0 (0.9 – 1.1) |
0.9 (0.8 – 1.1) |
|
Rotogravure |
1,020 |
(1925-85) - 1986 |
Suède |
1.0 (0.9 – 1.2) |
1.4 (1.0 – 1.9) |
1.4 (0.7 – 2.5) |
|
Imprimantes carton |
2,050 |
(1957-88) - 1988 |
États-Unis |
1.0 (0.9 – 1.2) |
0.6 (0.3 – 0.9) |
0.5 (0.2 – 1.2) |
* Ratios de mortalité standardisés (SMR) = nombre de décès observés divisé par le nombre de décès attendus, ajustés des effets de l'âge sur les périodes considérées. Un SMR de 1 indique qu'il n'y a pas de différence entre observé et attendu. Remarque : des intervalles de confiance à 95 % sont fournis pour les SMR.
NGA = National Graphical Association, Royaume-Uni
NATSOPA = National Society of Operative Printers, Graphical and Media Personnel, Royaume-Uni.
Sources : Paganini-Hill et al. 1980 ; Bertazzi et Zoccheti 1980 ; Michaels, Zoloth et Stern 1991; Léon 1994; Svenson et al. 1990 ; Sinks et al. 1992.
Un autre groupe de travailleurs qui a été considérablement étudié sont les lithographes. L'exposition des lithographes modernes aux solvants organiques (térébenthine, toluène...), pigments, colorants, hydroquinone, chromates et cyanates a été nettement réduite au cours des dernières décennies grâce à l'utilisation des technologies informatiques, des procédés automatisés et des changements de matériaux. Le Centre international de recherche sur le cancer (CIRC) a récemment conclu que les expositions professionnelles dans le processus d'impression sont peut-être cancérigènes pour les humains (CIRC 1996). Dans le même temps, il peut être important de souligner que la conclusion du CIRC est basée sur des expositions historiques qui, dans la plupart des cas, devraient être significativement différentes aujourd'hui. Les rapports de mélanome malin ont suggéré des risques environ deux fois supérieurs au taux attendu (Dubrow 1986). Alors que certains postulent que le contact cutané avec l'hydroquinone pourrait être lié au mélanome (Nielson, Henriksen et Olsen 1996), cela n'a pas été confirmé dans une usine de fabrication d'hydroquinone où une exposition importante à l'hydroquinone a été signalée (Pifer et al. 1995). Cependant, les pratiques qui minimisent le contact de la peau avec les solvants, en particulier lors du nettoyage des plaques, doivent être soulignées.
Activités de traitement photographique
Expositions et agents
Le traitement photographique des films ou papiers noir et blanc ou couleur peut être effectué manuellement ou par des processus à grande échelle essentiellement entièrement automatisés. Le choix du processus, des produits chimiques, des conditions de travail (y compris la ventilation, l'hygiène et l'équipement de protection individuelle) et la charge de travail peuvent tous influencer les types d'expositions et les problèmes de santé potentiels de l'environnement de travail. Les types d'emplois (c'est-à-dire les tâches liées au processeur) présentant le plus grand potentiel d'exposition aux principaux produits chimiques photographiques, tels que le formaldéhyde, l'ammoniac, l'hydroquinone, l'acide acétique et les révélateurs de couleur, sont indiqués dans le tableau 3. Le travail typique de traitement et de manipulation photographique Le flux est représenté sur la figure 1.
Tableau 3. Tâches du traitement photographique avec potentiel d'exposition chimique
|
Espace de travail |
Tâches à potentiel d'exposition |
|
Mélange chimique |
Mélanger les produits chimiques dans la solution. |
|
Laboratoire analytique |
Manipuler les échantillons. |
|
Traitement des films/impressions |
Traitez le film et imprimez en utilisant des développeurs, des durcisseurs, des agents de blanchiment. |
|
Décollage de film/impression |
Retirez le film traité et les impressions pour le séchage. |
Figure 1. Opérations de traitement photographique
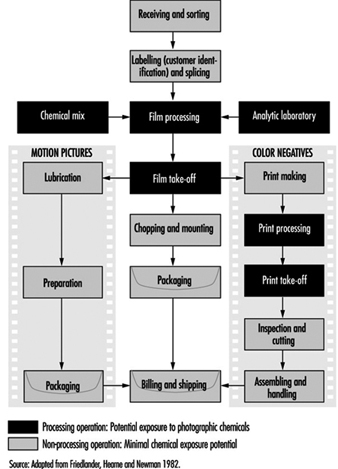
Dans les unités de traitement à haut volume de conception plus récente, certaines des étapes du flux de travail ont été combinées et automatisées, ce qui réduit les risques d'inhalation et de contact avec la peau. Le formaldéhyde, un agent utilisé depuis des décennies comme stabilisateur d'image couleur, diminue en concentration dans les produits photographiques. Selon le processus spécifique et les conditions environnementales du site, sa concentration dans l'air peut aller de niveaux non détectables dans la zone respiratoire de l'opérateur jusqu'à environ 0.2 ppm au niveau des évents du séchoir de la machine. Des expositions peuvent également se produire lors du nettoyage de l'équipement, de la fabrication ou du réapprovisionnement du liquide stabilisateur et du déchargement des processeurs, ainsi que dans des situations de déversement.
Il convient de noter que si les expositions chimiques ont été au centre de la plupart des études sur la santé des processeurs photographiques, d'autres aspects de l'environnement de travail, tels que la lumière réduite, la manipulation des matériaux et les exigences posturales du travail, présentent également un intérêt préventif pour la santé.
Risques de mortalité
La seule surveillance publiée de la mortalité des processeurs photographiques ne suggère aucun risque accru de décès pour la profession (Friedlander, Hearne et Newman 1982). L'étude a porté sur neuf laboratoires de traitement aux États-Unis et a été mise à jour pour couvrir 15 années supplémentaires de suivi (Pifer 1995). Il est à noter qu'il s'agit d'une étude portant sur plus de 2,000 1964 salariés en activité au début de 70, dont plus de 15 % avaient à cette époque au moins 31 ans d'emploi dans leur profession. Le groupe a été suivi pendant 1994 ans, jusqu'en 31. De nombreuses expositions pertinentes plus tôt dans la carrière de ces employés, telles que le tétrachlorure de carbone, la n-butylamine et l'isopropylamine, ont été interrompues dans les laboratoires il y a plus de trente ans. Cependant, bon nombre des principales expositions dans les laboratoires modernes (c'est-à-dire l'acide acétique, le formaldéhyde et le dioxyde de soufre) étaient également présentes au cours des décennies précédentes, bien qu'à des concentrations beaucoup plus élevées. Au cours de la période de suivi de 78 ans, le taux de mortalité standardisé n'était que de 0.78 % de celui attendu (SMR 677), avec 2,061 décès chez les XNUMX XNUMX travailleurs. Aucune cause individuelle de décès n'a augmenté de manière significative.
Les 464 transformateurs de l'étude avaient également une mortalité réduite, que ce soit par rapport à la population générale (SMR 0.73) ou aux autres travailleurs horaires (SMR 0.83) et n'avaient aucune augmentation significative de toute cause de décès. Sur la base des informations épidémiologiques disponibles, il ne semble pas que le traitement photographique présente un risque accru de mortalité, même aux concentrations d'exposition plus élevées susceptibles d'avoir été présentes dans les années 1950 et 1960.
Maladie pulmonaire
La littérature a très peu de rapports de troubles pulmonaires pour les processeurs photographiques. Deux articles (Kipen et Lerman 1986; Hodgson et Parkinson 1986) décrivent un total de quatre réponses pulmonaires potentielles au traitement des expositions en milieu de travail; cependant, ni l'un ni l'autre ne disposaient de données quantitatives sur l'exposition environnementale pour évaluer les résultats pulmonaires mesurés. Aucune augmentation de l'absence de maladie à long terme pour troubles pulmonaires n'a été identifiée dans la seule revue épidémiologique du sujet (Friedlander, Hearne et Newman 1982); cependant, il est important de noter que des absences pour maladie de huit jours consécutifs étaient nécessaires pour être prises en compte dans cette étude. Il semble que les symptômes respiratoires peuvent être aggravés ou initiés chez les personnes sensibles par l'exposition à des concentrations plus élevées d'acide acétique, de dioxyde de soufre et d'autres agents dans le traitement photographique, si la ventilation est mal contrôlée ou si des erreurs se produisent lors du mélange, entraînant la libération de concentrations indésirables de ces mandataires. Cependant, les cas pulmonaires liés au travail n'ont été que rarement signalés dans cette profession (Hodgson et Parkinson 1986).
Effets aigus et subchroniques
La dermatite de contact irritante et allergique a été signalée chez les processeurs photographiques pendant des décennies, à commencer par l'utilisation initiale de produits chimiques de couleur à la fin des années 1930. Bon nombre de ces cas se sont produits au cours des premiers mois d'exposition d'un transformateur. L'utilisation de gants de protection et des processus de manipulation améliorés ont considérablement réduit la dermatite photographique. Les éclaboussures oculaires contenant certains produits photochimiques peuvent présenter des risques de lésions cornéennes. La formation sur les procédures de lavage des yeux (rinçage des yeux à l'eau froide pendant au moins 15 minutes suivi de soins médicaux) et l'utilisation de lunettes de protection sont particulièrement importantes pour les photoprocesseurs, dont beaucoup peuvent travailler de manière isolée et/ou dans des environnements à faible luminosité.
Certaines préoccupations ergonomiques existent concernant le fonctionnement des unités de traitement photographique à rotation rapide et à volume élevé. Le montage et le démontage de grands rouleaux de papier photographique peuvent présenter un risque de troubles du haut du dos, des épaules et du cou. Les rouleaux peuvent peser de 13.6 à 22.7 kg (30 à 50 livres) et peuvent être difficiles à manipuler, en partie en fonction de l'accès à la machine, qui peut être compromis dans les chantiers compacts.
Les blessures et les fatigues du personnel peuvent être évitées par une formation appropriée du personnel, en fournissant un accès adéquat aux rouleaux et en tenant compte des facteurs humains dans la conception générale de la zone de traitement.
Prévention et méthodes de détection précoce des effets
La protection contre les dermatites, les irritations respiratoires, les blessures aiguës et les troubles ergonomiques commence par la reconnaissance que de tels troubles peuvent survenir. Avec des informations appropriées sur les travailleurs (y compris des étiquettes, des fiches de données de sécurité, des équipements de protection et des programmes de formation à la protection de la santé), des examens périodiques de santé/sécurité du lieu de travail et une supervision éclairée, la prévention peut être fortement mise en avant. En outre, l'identification précoce des troubles peut être facilitée en disposant d'une ressource médicale pour les rapports sur la santé des travailleurs, associée à des évaluations de santé périodiques volontaires ciblées, en se concentrant sur les symptômes respiratoires et des membres supérieurs dans les questionnaires et en observant directement les zones cutanées exposées pour les signes de travail. dermatose associée.
Étant donné que le formaldéhyde est un sensibilisant respiratoire potentiel, un irritant puissant et un cancérogène possible, il est important que chaque lieu de travail soit évalué pour déterminer où le formaldéhyde est utilisé (examens de l'inventaire chimique et des fiches signalétiques), pour évaluer les concentrations dans l'air (si indiqué par les matériaux utilisé), pour identifier où des fuites ou des déversements pourraient se produire et pour estimer la quantité qui pourrait être déversée et la concentration générée dans les pires scénarios. Un plan d'intervention d'urgence doit être élaboré, affiché bien en vue, communiqué et mis en pratique périodiquement. Un spécialiste de la santé et de la sécurité devrait être consulté lors de l'élaboration d'un tel plan d'urgence.
Activités de reproduction
Agents et expositions
Les photocopieurs modernes émettent de très faibles niveaux de rayonnement ultraviolet à travers le couvercle en verre (plenum), génèrent du bruit et peuvent émettre de faibles concentrations d'ozone pendant l'activité de traitement. Ces machines utilisent un toner, principalement du noir de carbone (pour les imprimantes noir et blanc), pour produire une impression sombre sur le papier ou le film transparent. Ainsi, les expositions de routine potentielles présentant un intérêt pour la santé pour les opérateurs de photocopie peuvent inclure le rayonnement ultraviolet, le bruit, l'ozone et éventuellement le toner. Dans les machines plus anciennes, le toner pourrait être un problème lors du remplacement, bien que les cartouches autonomes modernes aient considérablement réduit l'exposition potentielle des voies respiratoires et de la peau.
Le degré d'exposition au rayonnement ultraviolet qui se produit à travers la vitre d'exposition du copieur est très faible. La durée d'un flash de photocopieur est d'environ 250 microsecondes, la copie continue produisant environ 4,200 380 flashs par heure - une valeur qui peut varier en fonction du copieur. Avec la plaque de verre en place, la longueur d'onde émise varie de 396 à environ 1.65 nm. Les UVB ne résultent généralement pas des flashs du copieur. Les mesures UVA enregistrées au maximum au niveau de la patène de verre sont en moyenne d'environ XNUMX microjoule/cm2 par éclair. Ainsi, l'exposition spectrale maximale de 8 heures dans le proche UV d'un photocopieur fonctionnant en continu faisant environ 33,000 0.05 copies par jour est d'environ XNUMX joules/cm2 à la surface du verre. Cette valeur n'est qu'une fraction de la valeur limite recommandée par l'American Conference of Governmental Industrial Hygienists (ACGIH) et ne semble présenter aucun risque mesurable pour la santé, même dans des conditions d'exposition aussi exagérées.
Il convient de noter que certains travailleurs peuvent être exposés à un risque plus élevé d'exposition aux UV, notamment ceux souffrant de conditions photosensibles, les personnes utilisant des agents/médicaments photosensibilisants et les personnes ayant des pupilles altérées (aphakes). Il est généralement conseillé à ces personnes de minimiser leur exposition aux UV par mesure de précaution générale.
Effets aigus.
La littérature ne révèle pas beaucoup d'effets aigus significativement liés à la photocopie. Les appareils plus anciens et insuffisamment entretenus peuvent émettre des concentrations d'ozone détectables s'ils fonctionnent dans des environnements mal ventilés. Bien que des symptômes d'irritation des yeux et des voies respiratoires supérieures aient été signalés par des travailleurs dans de tels environnements, les spécifications minimales du fabricant en matière d'espace et de ventilation, associées à une technologie de copieur plus récente, ont essentiellement éliminé l'ozone en tant que problème d'émission.
Risques de mortalité.
Aucune étude n'a été trouvée décrivant la mortalité ou les risques chroniques pour la santé liés à la photocopie à long terme.
Prévention et détection précoce
En suivant simplement l'utilisation recommandée par les fabricants, l'activité de photocopie ne devrait pas présenter de risque sur le lieu de travail. Les personnes qui éprouvent une aggravation des symptômes liés à l'utilisation intensive des photocopieurs devraient demander des conseils en matière de santé et de sécurité.
Aperçu des problèmes environnementaux
Principaux enjeux environnementaux
solvants
Les solvants organiques sont utilisés pour un certain nombre d'applications dans l'industrie de l'imprimerie. Les principales utilisations comprennent les solvants de nettoyage pour les presses et autres équipements, les agents solubilisants dans les encres et les additifs dans les solutions de mouillage. En plus des préoccupations générales concernant les émissions de composés organiques volatils (COV), certains composants de solvants potentiels peuvent être persistants dans l'environnement ou avoir un potentiel élevé d'appauvrissement de la couche d'ozone.
Argent
Lors du traitement photographique en noir et blanc et en couleur, de l'argent est libéré dans certaines des solutions de traitement. Il est important de comprendre la toxicologie environnementale de l'argent afin que ces solutions puissent être correctement manipulées et éliminées. Alors que l'ion argent libre est hautement toxique pour la vie aquatique, sa toxicité est beaucoup plus faible sous une forme complexée comme dans les effluents de phototraitement. Le chlorure d'argent, le thiosulfate d'argent et le sulfure d'argent, qui sont des formes d'argent couramment observées dans le phototraitement, sont plus de quatre ordres de grandeur moins toxiques que le nitrate d'argent. L'argent a une grande affinité pour les matières organiques, la boue, l'argile et d'autres matières présentes dans les environnements naturels, ce qui réduit son impact potentiel sur les systèmes aquatiques. Compte tenu du niveau extrêmement faible d'ions argent libres présents dans les effluents de phototraitement ou dans les eaux naturelles, la technologie de contrôle appropriée à l'argent complexé est suffisamment protectrice de l'environnement.
Autres caractéristiques des effluents de phototraitement
La composition des effluents photographiques varie en fonction des processus en cours : noir et blanc, inversion couleur, négatif/positif couleur ou une combinaison de ceux-ci. L'eau comprend 90 à 99 % du volume d'effluent, la majorité du reste étant des sels inorganiques qui fonctionnent comme des tampons et des agents fixateurs (solubilisants à l'halogénure d'argent), des chélates de fer, tels que l'acide Feéthylène diamine tétraacétique, et des molécules organiques qui servent d'agents de développement et d'anti-oxydants. Le fer et l'argent sont les principaux métaux présents.
Déchets solides
Chaque composante des industries de l'impression, de la photographie et de la reproduction génère des déchets solides. Il peut s'agir de déchets d'emballage tels que le carton et le plastique, de consommables tels que des cartouches de toner ou de déchets d'opérations tels que du papier brouillon ou du film. La pression croissante sur les générateurs industriels de déchets solides a conduit les entreprises à examiner attentivement les options pour réduire les déchets solides par la réduction, la réutilisation ou le recyclage.
Matériel
L'équipement joue un rôle évident dans la détermination de l'impact environnemental des procédés utilisés dans les industries de l'imprimerie, de la photographie et de la reproduction. Au-delà de cela, l'examen minutieux s'intensifie sur d'autres aspects de l'équipement. Un exemple est l'efficacité énergétique, qui renvoie à l'impact environnemental de la production d'énergie. Un autre exemple est la «législation sur la reprise», qui oblige les fabricants à récupérer l'équipement pour une élimination appropriée après sa durée de vie commerciale utile.
Technologies de contrôle
L'efficacité d'une méthodologie de contrôle donnée peut être très dépendante des processus d'exploitation spécifiques d'une installation, de la taille de cette installation et du niveau de contrôle nécessaire.
Technologies de contrôle des solvants
L'utilisation de solvants peut être réduite de plusieurs manières. Les composants plus volatils, tels que l'alcool isopropylique, peuvent être remplacés par des composés ayant une pression de vapeur plus faible. Dans certaines situations, les encres et les lavages à base de solvant peuvent être remplacés par des matériaux à base d'eau. De nombreuses applications d'impression nécessitent des améliorations dans les options à base d'eau pour concurrencer efficacement les matériaux à base de solvants. La technologie des encres à haute teneur en solides peut également entraîner une réduction de l'utilisation de solvants organiques.
Les émissions de solvants peuvent être réduites en réduisant la température des solutions de mouillage ou de mouillage. Dans des applications limitées, les solvants peuvent être capturés sur des matériaux adsorbants tels que le charbon actif et réutilisés. Dans d'autres cas, les fenêtres d'exploitation sont trop strictes pour permettre aux solvants capturés d'être réutilisés directement, mais ils peuvent être récupérés pour être recyclés hors site. Les émissions de solvants peuvent être concentrées dans les systèmes de condenseur. Ces systèmes sont constitués d'échangeurs de chaleur suivis d'un filtre ou d'un précipitateur électrostatique. Le condensat passe par un séparateur huile-eau avant d'être finalement éliminé.
Dans les opérations plus importantes, les incinérateurs (parfois appelés postcombustion) peuvent être utilisés pour détruire les solvants émis. Le platine ou d'autres matériaux en métaux précieux peuvent être utilisés pour catalyser le processus thermique. Les systèmes non catalysés doivent fonctionner à des températures plus élevées mais ne sont pas sensibles aux processus qui peuvent empoisonner les catalyseurs. La récupération de chaleur est généralement nécessaire pour rendre les systèmes non catalysés rentables.
Technologies de récupération d'argent
Le niveau de récupération d'argent à partir du photoeffluent est contrôlé par l'économie de la récupération et/ou par les réglementations de rejet de solution. Les principales techniques de récupération de l'argent comprennent l'électrolyse, la précipitation, le remplacement métallique et l'échange d'ions.
Dans la récupération électrolytique, le courant passe à travers la solution contenant de l'argent et l'argent métallique est plaqué sur la cathode, généralement une plaque d'acier inoxydable. Le flocon d'argent est récolté par flexion, écaillage ou grattage et envoyé à un raffineur pour être réutilisé. Tenter d'abaisser le niveau d'argent de la solution résiduelle de manière significative en dessous de 200 mg/l est inefficace et peut entraîner la formation de sulfure d'argent indésirable ou de sous-produits sulfureux nocifs. Les cellules à lit garni sont capables de réduire l'argent à des niveaux inférieurs, mais sont plus complexes et plus coûteuses que les cellules à électrodes bidimensionnelles.
L'argent peut être récupéré de la solution par précipitation avec une matière qui forme un sel d'argent insoluble. Les agents précipitants les plus courants sont la trimercaptotriazine trisodique (TMT) et divers sels sulfurés. Si un sel de sulfure est utilisé, des précautions doivent être prises pour éviter la génération de sulfure d'hydrogène hautement toxique. Le TMT est une alternative intrinsèquement plus sûre récemment introduite dans l'industrie du phototraitement. Les précipitations ont une efficacité de récupération supérieure à 99 %.
Les cartouches de remplacement métalliques (MRC) permettent l'écoulement de la solution argentifère sur un dépôt filamenteux de fer métallique. L'ion argent est réduit en argent métallique lorsque le fer est oxydé en espèces ioniques solubles. La boue d'argent métallique se dépose au fond de la cartouche. Les MRC ne sont pas appropriées dans les zones où le fer dans les effluents est un problème. Cette méthode a une efficacité de récupération supérieure à 95 %.
Dans l'échange d'ions, les complexes anioniques de thiosulfate d'argent échangent avec d'autres anions sur un lit de résine. Lorsque la capacité du lit de résine est épuisée, une capacité supplémentaire est régénérée en éliminant l'argent avec une solution concentrée de thiosulfate ou en convertissant l'argent en sulfure d'argent dans des conditions acides. Dans des conditions bien contrôlées, cette technique peut abaisser l'argent en dessous de 1 mg/l. Cependant, l'échange d'ions ne peut être utilisé que sur des solutions diluées dans de l'argent et du thiosulfate. La colonne est extrêmement sensible au stripage si la concentration en thiosulfate de l'influent est trop élevée. En outre, la technique est très exigeante en main-d'œuvre et en équipement, ce qui la rend coûteuse en pratique.
Autres technologies de contrôle des photoeffluents
La méthode la plus rentable pour traiter les effluents photographiques consiste à effectuer un traitement biologique dans une usine de traitement secondaire des déchets (souvent appelée station de traitement publique ou POTW). Plusieurs constituants ou paramètres des effluents photographiques peuvent être réglementés par des autorisations de rejet à l'égout. En plus de l'argent, d'autres paramètres régulés communs incluent le pH, la demande chimique en oxygène, la demande biologique en oxygène et le total des solides dissous. Plusieurs études ont démontré que les déchets de phototraitement (y compris la petite quantité d'argent restant après une récupération raisonnable de l'argent) après le traitement biologique ne devraient pas avoir d'effet négatif sur les eaux réceptrices.
D'autres technologies ont été appliquées aux déchets de phototraitement. Le transport pour traitement dans des incinérateurs, des fours à ciment ou d'autres éliminations ultimes est pratiqué dans certaines régions du monde. Certains laboratoires réduisent le volume de solution à évacuer par évaporation ou distillation. D'autres techniques oxydantes telles que l'ozonation, l'électrolyse, l'oxydation chimique et l'oxydation à l'air humide ont été appliquées aux effluents de phototraitement.
Une autre source majeure de réduction de la charge environnementale est la réduction à la source. Le niveau d'argent enduit par mètre carré dans les produits sensibilisés diminue régulièrement à mesure que de nouvelles générations de produits arrivent sur le marché. À mesure que les niveaux d'argent dans les supports diminuent, la quantité de produits chimiques nécessaires pour traiter une zone donnée de film ou de papier a également diminué. La régénération et la réutilisation des débordements de solution ont également entraîné une réduction de la charge environnementale par image. Par exemple, la quantité d'agent de développement couleur nécessaire pour traiter un mètre carré de papier couleur en 1996 est inférieure à 20 % de celle requise en 1980.
Minimisation des déchets solides
Le désir de minimiser les déchets solides encourage les efforts de recyclage et de réutilisation des matériaux plutôt que de les jeter dans des décharges. Des programmes de recyclage existent pour les cartouches de toner, les cassettes de film, les appareils photo à usage unique, etc. Le recyclage et la réutilisation des emballages sont également de plus en plus répandus. Davantage d'emballages et de pièces d'équipement sont étiquetés de manière appropriée pour permettre des programmes de recyclage des matériaux plus efficaces.
Conception d'analyse de cycle de vie pour l'environnement
Toutes les questions abordées ci-dessus ont entraîné une prise en compte croissante du cycle de vie complet d'un produit, de l'approvisionnement en ressources naturelles à la création des produits, en passant par la gestion des problèmes de fin de vie de ces produits. Deux outils analytiques connexes, l'analyse du cycle de vie et la conception pour l'environnement, sont utilisés pour intégrer les questions environnementales dans le processus de prise de décision dans la conception, le développement et la vente des produits. L'analyse du cycle de vie prend en considération tous les intrants et flux de matières d'un produit ou d'un processus et tente de mesurer quantitativement l'impact sur l'environnement des différentes options. La conception pour l'environnement prend en considération divers aspects de la conception du produit tels que la recyclabilité, la réusinage, etc., afin de minimiser l'impact sur l'environnement de la production ou de l'élimination de l'équipement en question.
Laboratoires photographiques commerciaux
Matériaux et opérations de transformation
Traitement noir et blanc
Dans le traitement photographique en noir et blanc, le film ou le papier exposé est retiré d'un récipient étanche à la lumière dans une chambre noire et immergé séquentiellement dans des solutions aqueuses de révélateur, de bain d'arrêt et de fixateur. Après un lavage à l'eau, le film ou le papier est séché et prêt à l'emploi. Le révélateur réduit l'halogénure d'argent exposé à la lumière en argent métallique. Le bain d'arrêt est une solution faiblement acide qui neutralise le révélateur alcalin et arrête la réduction supplémentaire de l'halogénure d'argent. La solution de fixateur forme un complexe soluble avec l'halogénure d'argent non exposé, qui est ensuite retiré de l'émulsion lors du processus de lavage avec divers sels, tampons et ions halogénures solubles dans l'eau.
Traitement des couleurs
Le traitement couleur est plus complexe que le traitement noir et blanc, avec des étapes supplémentaires nécessaires pour traiter la plupart des types de films, transparents et papiers couleur. En bref, au lieu d'une couche d'halogénure d'argent, comme dans les films en noir et blanc, il y a trois négatifs argentiques superposés ; c'est-à-dire qu'un négatif argentique est produit pour chacune des trois couches sensibilisées. Au contact du révélateur de couleur, l'halogénure d'argent exposé est converti en argent métallique tandis que le révélateur oxydé réagit avec un coupleur spécifique dans chaque couche pour former l'image de colorant.
Une autre différence dans le traitement des couleurs est l'utilisation d'un agent de blanchiment pour éliminer l'argent métallique indésirable de l'émulsion en convertissant l'argent métallique en halogénure d'argent au moyen d'un agent oxydant. Par la suite, l'halogénure d'argent est converti en un complexe d'argent soluble, qui est ensuite éliminé par lavage comme dans le cas du traitement en noir et blanc. De plus, les procédures et les matériaux de traitement des couleurs varient selon qu'un transparent couleur est en train d'être formé ou si des négatifs en couleur et des impressions en couleur sont en cours de traitement.
Conception générale du traitement
Les étapes essentielles du phototraitement consistent donc à faire passer le film ou le papier exposé à travers une série de cuves de traitement, soit à la main, soit dans des machines de traitement. Bien que les processus individuels puissent être différents, il existe des similitudes dans les types de procédures et d'équipements utilisés dans le phototraitement. Par exemple, il y aura une zone de stockage pour les produits chimiques et les matières premières et des installations pour la manipulation et le tri des matériaux photographiques exposés entrants. Des installations et des équipements sont nécessaires pour mesurer, peser et mélanger les produits chimiques de traitement et pour fournir ces solutions aux divers réservoirs de traitement. De plus, une variété de dispositifs de pompage et de dosage sont utilisés pour fournir des solutions de traitement aux réservoirs. Un laboratoire professionnel ou de finition photo utilisera généralement un équipement plus grand et plus automatisé qui traitera soit le film, soit le papier. Pour produire un produit homogène, les processeurs sont à température contrôlée et, dans la plupart des cas, sont réapprovisionnés avec des produits chimiques frais à mesure que le produit sensibilisé passe dans le processeur.
Les opérations plus importantes peuvent avoir des laboratoires de contrôle de la qualité pour les déterminations chimiques et la mesure de la qualité photographique des matériaux produits. Bien que l'utilisation de formulations chimiques emballées puisse éliminer le besoin de mesurer, de peser et de maintenir un laboratoire de contrôle de la qualité, de nombreuses grandes installations de phototraitement préfèrent mélanger leurs propres solutions de traitement à partir de quantités en vrac des composants chimiques.
Après le traitement et le séchage des matériaux, des laques ou des revêtements protecteurs peuvent être appliqués sur le produit fini et des opérations de nettoyage du film peuvent avoir lieu. Enfin, les matériaux sont inspectés, emballés et préparés pour l'expédition au client.
Les dangers potentiels et leur prévention
Dangers uniques de la chambre noire
Les dangers potentiels du traitement photographique commercial sont similaires à ceux d'autres types d'opérations chimiques; cependant, une caractéristique unique est l'exigence que certaines parties des opérations de traitement soient effectuées dans l'obscurité. Par conséquent, l'opérateur de traitement doit avoir une bonne connaissance de l'équipement et de ses dangers potentiels, ainsi que des mesures de précaution en cas d'accident. Des lampes inactiniques ou des lunettes infrarouges sont disponibles et peuvent être utilisées pour fournir un éclairage suffisant pour la sécurité de l'opérateur. Tous les éléments mécaniques et les pièces électriques sous tension doivent être fermés et les pièces de la machine en saillie doivent être couvertes. Des serrures de sécurité doivent être installées pour garantir que la lumière ne pénètre pas dans la chambre noire et doivent être conçues de manière à permettre le libre passage du personnel.
Dangers cutanés et oculaires
En raison de la grande variété de formules utilisées par divers fournisseurs et des différentes méthodes d'emballage et de mélange des produits chimiques de phototraitement, seules quelques généralisations peuvent être faites concernant les types de risques chimiques présents. Une variété d'acides forts et de matières caustiques peuvent être rencontrées, en particulier dans les zones de stockage et de mélange. De nombreux produits chimiques de phototraitement sont des irritants cutanés et oculaires et, dans certains cas, peuvent provoquer des brûlures cutanées ou oculaires par contact direct. Le problème de santé le plus fréquent dans le phototraitement est le potentiel de dermatite de contact, qui résulte le plus souvent du contact cutané avec des solutions de révélateur alcalines. La dermatite peut être due à une irritation causée par des solutions alcalines ou acides ou, dans certains cas, à une allergie cutanée.
Les révélateurs de couleur sont des solutions aqueuses qui contiennent généralement des dérivés de p-phénylènediamine, alors que les révélateurs noir et blanc contiennent généralement p-methyl-aminophenolsulfate (également connu sous le nom de Metol ou KODAK ELON Developing Agent) et/ou hydroquinone. Les révélateurs couleur sont des sensibilisants et des irritants cutanés plus puissants que les révélateurs noir et blanc et peuvent également provoquer des réactions lichénoïdes. De plus, d'autres sensibilisants cutanés tels que le formaldéhyde, le sulfate d'hydroxylamine et le dichlorhydrate de S-(2-(diméthylamino)-éthyl)-isothiouronium se trouvent dans certaines solutions de phototraitement. Le développement d'une allergie cutanée est plus susceptible de se produire après un contact répété et prolongé avec des solutions de traitement. Les personnes souffrant de maladies cutanées préexistantes ou d'irritations cutanées sont souvent plus sensibles aux effets des produits chimiques sur la peau.
Éviter le contact avec la peau est un objectif important dans les zones de traitement photo. Les gants en néoprène sont recommandés pour réduire le contact avec la peau, en particulier dans les zones de mélange, où des solutions plus concentrées sont rencontrées. Alternativement, des gants en nitrile peuvent être utilisés lorsqu'un contact prolongé avec des produits photochimiques n'est pas nécessaire. Les gants doivent être d'une épaisseur suffisante pour éviter les déchirures et les fuites, et doivent être inspectés et nettoyés fréquemment, de préférence en lavant soigneusement les surfaces extérieures et intérieures avec un nettoyant pour les mains non alcalin. Il est particulièrement important que le personnel de maintenance soit équipé de gants de protection lors de la réparation ou du nettoyage des réservoirs et des ensembles de râtelier, etc., car ceux-ci peuvent se recouvrir de dépôts de produits chimiques. Les crèmes barrières ne sont pas appropriées pour une utilisation avec des produits photochimiques car elles ne sont pas imperméables à tous les produits photochimiques et peuvent contaminer les solutions de traitement. Un tablier de protection ou une blouse de laboratoire doit être porté dans la chambre noire, et un lavage fréquent des vêtements de travail est souhaitable. Pour tous les vêtements de protection réutilisables, les utilisateurs doivent rechercher des signes de perméation ou de dégradation après chaque utilisation et remplacer les vêtements le cas échéant. Des lunettes de protection et un écran facial doivent également être utilisés, en particulier dans les zones où des produits photochimiques concentrés sont manipulés.
Si des produits chimiques de phototraitement entrent en contact avec la peau, la zone affectée doit être rincée rapidement avec de grandes quantités d'eau. Étant donné que les matériaux tels que les révélateurs sont alcalins, le lavage avec un nettoyant pour les mains non alcalin (pH de 5.0 à 5.5) réduit le risque de développer une dermatite. Les vêtements doivent être changés immédiatement en cas de contamination par des produits chimiques, et les déversements ou les éclaboussures doivent être immédiatement nettoyés. Les installations de lavage des mains et les dispositions pour se rincer les yeux sont particulièrement importantes dans les zones de mélange et de transformation. Des douches d'urgence doivent également être disponibles.
Dangers d'inhalation
Outre les risques potentiels pour la peau et les yeux, les gaz ou vapeurs émis par certaines solutions de phototraitement peuvent présenter un risque d'inhalation et contribuer à des odeurs désagréables, en particulier dans les zones mal ventilées. Certaines solutions de traitement des couleurs peuvent libérer des vapeurs telles que l'acide acétique, la triéthanolamine et l'alcool benzylique, ou des gaz tels que l'ammoniac, le formaldéhyde et le dioxyde de soufre. Ces gaz ou vapeurs peuvent être irritants pour les voies respiratoires et les yeux ou, dans certains cas, peuvent avoir d'autres effets sur la santé. Les effets potentiels sur la santé de ces gaz ou vapeurs dépendent de la concentration et ne sont généralement observés qu'à des concentrations qui dépassent les limites d'exposition professionnelle. Cependant, en raison d'une grande variation dans la sensibilité individuelle, certaines personnes, par exemple, les personnes souffrant de problèmes de santé préexistants tels que l'asthme, peuvent ressentir des effets à des concentrations inférieures aux limites d'exposition professionnelle.
Certains produits photochimiques peuvent être détectables par l'odeur en raison du faible seuil d'odeur du produit chimique. Bien que l'odeur d'un produit chimique ne soit pas nécessairement indicative d'un danger pour la santé, des odeurs fortes ou des odeurs dont l'intensité augmente peuvent indiquer que le système de ventilation est inadéquat et doit être revu.
Une ventilation de phototraitement appropriée intègre à la fois une dilution générale et une évacuation locale pour échanger l'air à un taux acceptable par heure. Une bonne ventilation offre l'avantage supplémentaire de rendre l'environnement de travail plus confortable. La quantité de ventilation requise varie en fonction des conditions de la pièce, de la sortie de traitement, des processeurs spécifiques et des produits chimiques de traitement. Un ingénieur en ventilation peut être consulté pour assurer un fonctionnement optimal des systèmes de ventilation par aspiration locale et locale. Le traitement à haute température et l'agitation par explosion d'azote des solutions du réservoir peuvent augmenter la libération de certains produits chimiques dans l'air ambiant. La vitesse du processeur, les températures de la solution et l'agitation de la solution doivent être réglées à des niveaux de performance minimum appropriés pour réduire le dégagement potentiel de gaz ou de vapeurs des réservoirs de traitement.
Ventilation générale de la pièce—par exemple, 4.25 m3/min alimentation et 4.8 m3/min d'extraction (équivalent à 10 renouvellements d'air par heure dans une pièce de 3 x 3 x 3 mètres), avec un taux de renouvellement d'air extérieur minimum de 0.15 m3/min par m2 surface au sol - est généralement suffisante pour les photographes qui entreprennent un traitement photo de base. Un débit d'évacuation supérieur au débit d'alimentation produit une pression négative dans la pièce et réduit la possibilité pour les gaz ou les vapeurs de s'échapper vers les zones adjacentes. L'air vicié doit être rejeté à l'extérieur du bâtiment pour éviter de redistribuer les contaminants potentiels de l'air à l'intérieur du bâtiment. Si les réservoirs du processeur sont fermés et disposent d'un échappement (voir figure 1), l'alimentation en air minimale et le taux d'échappement peuvent probablement être réduits.
Figure 1. Ventilation de la machine fermée
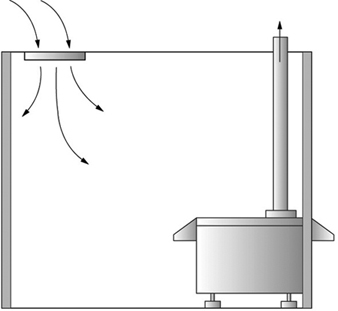
Certaines opérations (par exemple, le virage, le nettoyage du film, les opérations de mélange et les procédures de traitement spéciales) peuvent nécessiter une ventilation par aspiration locale supplémentaire ou une protection respiratoire. L'évacuation locale est importante car elle réduit la concentration de contaminants en suspension dans l'air qui pourraient autrement être recirculés par le système de ventilation à dilution générale.
Un système de ventilation à fentes latérales pour extraire les vapeurs ou les gaz à la surface d'un réservoir peut être utilisé pour certains réservoirs. Lorsqu'ils sont conçus et utilisés correctement, les échappements latéraux à fentes aspirent de l'air propre à travers le réservoir et éliminent l'air contaminé de la zone respiratoire de l'opérateur et de la surface des réservoirs de traitement. Les échappements à fentes latérales push-pull sont les systèmes les plus efficaces (voir figure 2).
Figure 2. Réservoir ouvert avec ventilation "push-pull"
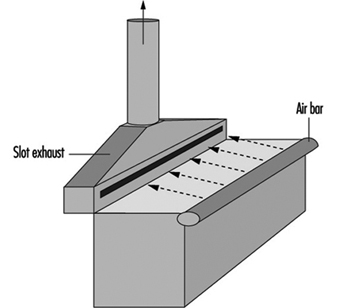
Un système d'échappement à capot ou à auvent (voir figure 3) n'est pas recommandé car les opérateurs se penchent souvent au-dessus des réservoirs avec la tête sous le capot. Dans cette position, la cagoule aspire les vapeurs ou les gaz dans la zone respiratoire de l'opérateur.
Figure 3. Échappement aérien de la canopée
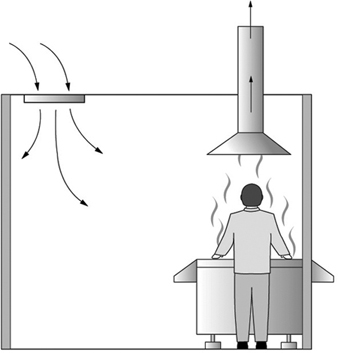
Des couvercles de réservoir divisé avec une évacuation locale attachée à la partie fixe des réservoirs de mélange peuvent être utilisés pour compléter la ventilation générale de la pièce dans les zones de mélange. Des couvercles de réservoir (couvercles hermétiques ou couvercles flottants) doivent être utilisés pour empêcher la libération de contaminants atmosphériques potentiels provenant des réservoirs de stockage et d'autres réservoirs. Un échappement flexible peut être fixé aux couvercles des réservoirs pour faciliter l'élimination des produits chimiques volatils (voir figure 4). Le cas échéant, des mélangeurs automatiques, qui permettent d'ajouter directement des composants individuels de produits multicomposants et de les mélanger ensuite dans les processeurs, doivent être utilisés car ils réduisent le risque d'exposition de l'opérateur aux produits photochimiques.
Figure 4. Échappement du réservoir de mélange chimique
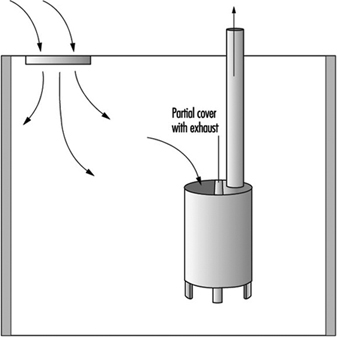
Lors du mélange de produits chimiques secs, les conteneurs doivent être vidés doucement pour minimiser la poussière chimique en suspension dans l'air. Les tables, les bancs, les étagères et les rebords doivent être fréquemment essuyés avec un chiffon imbibé d'eau pour empêcher la poussière chimique résiduelle de s'accumuler et de se propager plus tard dans l'air.
Conception des installations et des opérations
Les surfaces susceptibles d'être contaminées par des produits chimiques doivent être construites de manière à permettre un rinçage à l'eau. Des dispositions adéquates doivent être prises pour les drains de sol, en particulier dans les zones de stockage, de mélange et de traitement. En raison du potentiel de fuites ou de déversements, des dispositions doivent être prises pour le confinement, la neutralisation et l'élimination appropriée des produits photochimiques. Étant donné que les sols peuvent parfois être mouillés, les sols autour des zones potentiellement humides doivent être recouverts de ruban antidérapant ou de peinture pour des raisons de sécurité. Il convient également de tenir compte des risques électriques potentiels. Pour les appareils électriques utilisés dans ou à proximité de l'eau, des disjoncteurs de fuite à la terre et une mise à la terre appropriée doivent être utilisés.
En règle générale, les produits photochimiques doivent être stockés dans un endroit frais (à des températures non inférieures à 4.4 °C), sec (humidité relative entre 35 et 50 %), bien ventilé, où ils peuvent être facilement inventoriés et récupérés. Les stocks de produits chimiques doivent être activement gérés afin que les quantités de produits chimiques dangereux stockés puissent être réduites au minimum et que les matériaux ne soient pas stockés au-delà de leur date de péremption. Tous les conteneurs doivent être correctement étiquetés.
Les produits chimiques doivent être entreposés de manière à réduire au minimum le risque de rupture du contenant pendant l'entreposage et la récupération. Les contenants de produits chimiques ne doivent pas être entreposés là où ils peuvent tomber, au-dessus du niveau des yeux ou là où le personnel doit s'étirer pour les atteindre. La plupart des matières dangereuses doivent être entreposées à un niveau bas et sur une base ferme afin d'éviter d'éventuelles ruptures et déversements sur la peau ou les yeux. Les produits chimiques qui, s'ils sont accidentellement mélangés, pourraient provoquer un incendie, une explosion ou un rejet de produits chimiques toxiques doivent être séparés. Par exemple, les acides forts, les bases fortes, les réducteurs, les oxydants et les produits chimiques organiques doivent être stockés séparément.
Les liquides inflammables et combustibles doivent être stockés dans des conteneurs et des armoires de stockage approuvés. Les zones de stockage doivent être maintenues au frais et il est interdit de fumer, de flammes nues, d'appareils de chauffage ou de tout autre élément susceptible de provoquer une inflammation accidentelle. Lors des opérations de transfert, il convient de s'assurer que les conteneurs sont correctement collés et mis à la terre. La conception et le fonctionnement des zones de stockage et de manutention des matériaux inflammables et combustibles doivent être conformes aux codes d'incendie et d'électricité applicables.
Dans la mesure du possible, les solvants et les liquides doivent être distribués par des pompes doseuses plutôt que par versement. Le pipetage de solutions concentrées et la mise en place de siphons à la bouche ne devraient pas être autorisés. L'utilisation de préparations pré-pesées ou pré-mesurées peut simplifier les opérations et réduire les risques d'accidents. Un entretien minutieux de toutes les pompes et conduites est nécessaire pour éviter les fuites.
Une bonne hygiène personnelle doit toujours être pratiquée dans les zones de traitement photo. Les produits chimiques ne doivent jamais être placés dans des contenants de boissons ou de nourriture ou vice versa ; seuls les récipients destinés aux produits chimiques doivent être utilisés. La nourriture ou les boissons ne doivent jamais être apportées dans des zones où des produits chimiques sont utilisés, et les produits chimiques ne doivent pas être stockés dans des réfrigérateurs utilisés pour la nourriture. Après avoir manipulé des produits chimiques, il faut se laver soigneusement les mains, surtout avant de manger ou de boire.
Formation et éducation
Tout le personnel, y compris la maintenance et l'entretien ménager, doit être formé aux procédures de sécurité pertinentes pour ses tâches professionnelles. Un programme d'éducation pour tout le personnel est essentiel pour promouvoir des pratiques de travail sécuritaires et prévenir les accidents. Le programme de formation doit être mis en œuvre avant que le personnel ne soit autorisé à travailler, à intervalles réguliers par la suite et chaque fois que de nouveaux risques potentiels sont introduits sur le lieu de travail.
Résumé
La clé pour travailler en toute sécurité avec des produits chimiques de phototraitement est de comprendre les risques potentiels d'exposition et de gérer le risque à un niveau acceptable. Les stratégies de gestion des risques pour contrôler les risques professionnels potentiels dans le traitement photo devraient inclure :
- former le personnel sur les risques potentiels et les procédures de sécurité sur le lieu de travail,
- encourager le personnel à lire et à comprendre les véhicules de communication des dangers (par exemple, les fiches de données de sécurité et les étiquettes des produits),
- maintenir la propreté du lieu de travail et une bonne hygiène personnelle,
- s'assurer que les processeurs et autres équipements sont installés, exploités et entretenus conformément aux spécifications des fabricants,
- remplacer par des produits chimiques moins dangereux ou moins odorants, si possible,
- en utilisant des contrôles techniques (par exemple, des systèmes de ventilation par aspiration générale et locale) le cas échéant,
- utiliser un équipement de protection (par exemple, des gants de protection, des lunettes ou un écran facial) si nécessaire,
- établir des procédures pour assurer une assistance médicale rapide à toute personne présentant des signes de blessure, et
- prise en compte de la surveillance de l'exposition environnementale et de la surveillance de la santé des employés en tant que vérification des stratégies efficaces de gestion des risques.
Des informations supplémentaires sur le traitement en noir et blanc sont présentées dans le Divertissement et arts chapitre.
Profil général
Traditionnellement, les usines de meubles étaient situées en Europe et en Amérique du Nord. Avec l'augmentation du coût de la main-d'œuvre dans les pays industrialisés, une plus grande partie de la production de meubles, à forte intensité de main-d'œuvre, s'est déplacée vers les pays d'Extrême-Orient. Il est probable que ce mouvement se poursuivra à moins que davantage d'équipements automatisés ne soient développés.
La plupart des fabricants de meubles sont de petites entreprises. Par exemple, aux États-Unis, environ 86 % des usines de l'industrie du meuble en bois comptent moins de 50 employés (EPA 1995); ceci est représentatif de la situation internationale.
L'industrie du travail du bois aux États-Unis est responsable de la fabrication de meubles et d'accessoires pour la maison, les bureaux, les magasins, les bâtiments publics et les restaurants. L'industrie du travail du bois relève du code 25 du Bureau of the Census Standard Industrial Classification (SIC) des États-Unis (équivalent du code SIC international 33) et comprend : les meubles de maison en bois, tels que les lits, les tables, les chaises et les étagères ; armoires de télévision et de radio en bois; mobilier de bureau en bois, comme des armoires, des chaises et des bureaux; et les accessoires et cloisons de bureau et de magasin en bois, tels que les accessoires de bar, les comptoirs, les casiers et les étagères.
Parce que les chaînes de production pour l'assemblage de meubles sont coûteuses, la plupart des fabricants ne fournissent pas une gamme d'articles exceptionnellement large. Les fabricants peuvent se spécialiser dans le produit fabriqué, le groupe de produits ou le processus de production (EPA 1995).
En savoir plus
Processus de travail du bois
Aux fins du présent article, les processus de l'industrie du travail du bois seront considérés comme commençant par la réception du bois transformé de la scierie et se poursuivant jusqu'à l'expédition d'un article ou d'un produit fini en bois. Les premières étapes de la manipulation du bois sont traitées dans les chapitres Sylviculture ainsi que Industrie du bois.
L'industrie du travail du bois produit des meubles et une variété de matériaux de construction, allant des planchers de contreplaqué aux bardeaux. Cet article couvre les principales étapes de la transformation du bois pour la production de produits en bois, qui sont le travail mécanique du bois naturel ou des panneaux manufacturés, l'assemblage de pièces usinées et la finition de surface (par exemple, la peinture, la teinture, le laquage, le placage, etc.) . La figure 1 est un organigramme pour la fabrication de meubles en bois, qui couvre presque toute la gamme de ces processus.
Figure 1. Diagramme de flux pour la fabrication de meubles en bois

Séchage. Certaines usines de fabrication de meubles peuvent acheter du bois séché, mais d'autres effectuent le séchage sur place à l'aide d'un séchoir ou d'un four alimenté par une chaudière. Habituellement, les déchets de bois sont le combustible.
Usinage. Une fois que le bois est séché, il est scié et autrement usiné dans la forme de la pièce finale du meuble, comme un pied de table. Dans une usine normale, le stock de bois passe de la raboteuse grossière à la scie à tronçonner, à la scie à refendre, à la raboteuse de finition, à la moulurière, au tour, à la scie circulaire à table, à la scie à ruban, à la toupie, à la toupie, à la perceuse et à la mortaiseuse, à sculpter puis à une variété de ponceuses.
Le bois peut être sculpté/travaillé à la main avec une variété d'outils à main, y compris des ciseaux, des râpes, des limes, des scies à main, du papier de verre et autres.
Dans de nombreux cas, la conception de meubles nécessite le cintrage de certaines pièces en bois. Cela se produit après le processus de rabotage et implique généralement l'application d'une pression en conjonction avec un agent adoucissant, tel que l'eau, et une augmentation de la pression atmosphérique. Après avoir été pliée dans la forme souhaitée, la pièce est séchée pour éliminer l'excès d'humidité.
Assemblée. Les meubles en bois peuvent être soit finis puis assemblés, soit l'inverse. Les meubles constitués de composants de forme irrégulière sont généralement assemblés puis finis.
Le processus d'assemblage implique généralement l'utilisation d'adhésifs (synthétiques ou naturels) en conjonction avec d'autres méthodes d'assemblage, telles que le clouage, suivi de l'application de placages. Les placages achetés sont taillés pour corriger la taille et les motifs, et collés au panneau de particules acheté.
Après assemblage, la pièce de meuble est examinée pour assurer une surface lisse pour la finition.
Pré-finition. Après le ponçage initial, une surface encore plus lisse est obtenue en pulvérisant, en épongeant ou en trempant la partie du meuble avec de l'eau pour faire gonfler et "soulever" les fibres de bois. Une fois la surface sèche, une solution de colle ou de résine est appliquée et laissée sécher. Les fibres surélevées sont ensuite poncées pour former une surface lisse.
Si le bois contient de la colophane, qui peut nuire à l'efficacité de certaines finitions, il peut être dérosiné en appliquant un mélange d'acétone et d'ammoniaque. Le bois est ensuite blanchi en pulvérisant, en épongeant ou en trempant le bois dans un agent de blanchiment tel que le peroxyde d'hydrogène.
Finition de surface. La finition de surface peut impliquer l'utilisation d'une grande variété de revêtements. Ces revêtements sont appliqués après l'assemblage du produit ou à plat avant l'assemblage. Les revêtements peuvent normalement inclure des charges, des teintures, des glacis, des scellants, des laques, des peintures, des vernis et d'autres finitions. Les revêtements peuvent être appliqués au pistolet, à la brosse, au tampon, au trempé, au rouleau ou à la machine d'enduction par flux.
Les revêtements peuvent être à base de solvant ou à base d'eau. Les peintures peuvent contenir une grande variété de pigments, selon la couleur désirée.
Dangers et précautions
Sécurité d'usinage
La fabrication du bois présente de nombreux risques pour la sécurité et la santé qui sont communs à l'industrie générale, avec une proportion beaucoup plus importante d'équipements et d'opérations extrêmement dangereux que la plupart. Par conséquent, la sécurité exige une attention constante aux habitudes de travail sécuritaires des employés, une surveillance vigilante et le maintien d'un environnement de travail sécuritaire par les employeurs.
Bien que dans de nombreux cas, les machines et équipements pour le travail du bois puissent être achetés sans les protections et autres dispositifs de sécurité nécessaires, il incombe à la direction de fournir des protections adéquates avant que ces machines et équipements ne soient utilisés. Voir aussi les articles « Défonceuses » et « Raboteuses à bois ».
Machines à scier. Les employés doivent être sensibilisés aux pratiques d'utilisation sécuritaires nécessaires à l'utilisation appropriée des diverses scies à bois (voir figure 2 et figure 3).
Figure 2. Scie à ruban
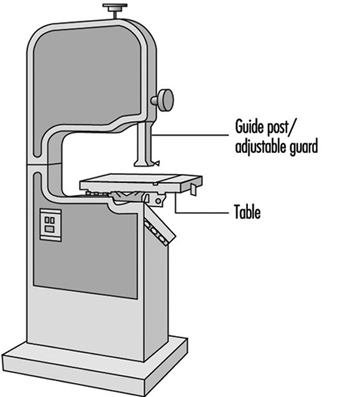
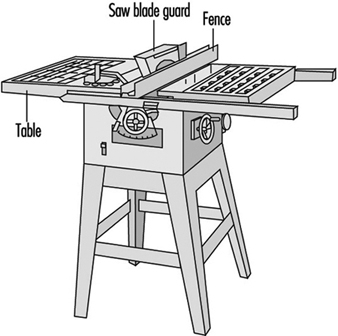
Les directives spécifiques sont les suivantes :
1. Lors de l'alimentation d'une scie à table, les mains doivent être tenues à l'écart de la ligne de coupe. Aucun dispositif de protection ne peut empêcher la main d'une personne de suivre la pièce dans la scie. Lorsque vous coupez avec la jauge de guide près de la scie, un poussoir ou un gabarit approprié doit être utilisé pour terminer la coupe. Voir figure 4.
Figure 4. Poussoirs
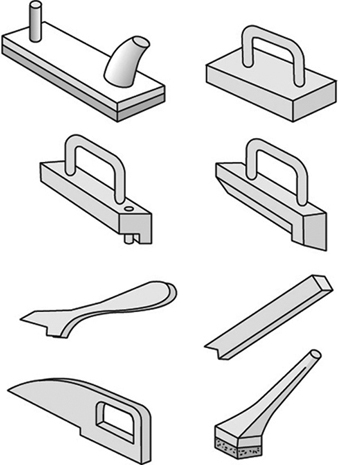
2. La lame de scie doit être positionnée de manière à minimiser sa saillie au-dessus de la crosse ; plus la lame est basse, moins il y a de risques de rebonds. C'est une bonne pratique de se démarquer de la ligne du stock en train d'être déchiré. Un tablier en cuir épais ou une autre protection pour l'abdomen est recommandé.
3. Le sciage à main levée est toujours dangereux. Le stock doit toujours être maintenu contre une jauge ou une clôture. Voir figure 3.
4. La scie doit être adaptée au travail. Par exemple, il est dangereux de couper avec une scie à table non équipée d'un dispositif anti-recul. Les tabliers anti-recul sont recommandés.
5. La pratique dangereuse consistant à retirer un capot de protection en raison d'un jeu étroit du côté de la jauge peut être évitée en serrant une planche de remplissage sur la table entre la jauge et la scie et en l'utilisant pour guider la pièce. Les employés ne doivent jamais être autorisés à contourner les gardes. Des peignes, des planches à plumes (voir figure 5) ou des gabarits appropriés doivent être fournis lorsque les protections standard ne peuvent pas être utilisées.
Figure 5. Plumes et peignes
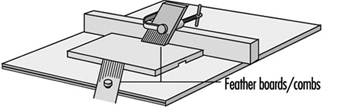
6. La coupe transversale de longues planches sur une scie à table doit être évitée car l'opérateur doit exercer une pression manuelle considérable près de la lame de scie. De plus, les planches dépassant de la table peuvent être heurtées par des personnes ou des camions. Les pièces longues doivent être tronçonnées sur une scie à tirage oscillant ou une scie à bras radial avec un banc de support adéquat.
7. Les travaux qui doivent être effectués sur des machines spéciales à alimentation électrique ne doivent pas être effectués sur des machines à alimentation manuelle à usage général.
8. Pour régler le gabarit d'une scie à table sans enlever les protections, une marque permanente doit désigner la ligne de coupe sur le dessus de la table.
9. Il est considéré comme une pratique sécuritaire d'arrêter complètement l'équipement avant de régler les lames ou les guides, et de débrancher la source d'alimentation lors du changement des lames.
10. Une brosse ou un bâton doit être utilisé pour nettoyer la sciure et les déchets d'une scie.
Une scie à table est également appelée une scie à variété car elle peut effectuer une grande variété de fonctions de sciage. Pour cette raison, l'opérateur doit avoir une variété de protections, car aucune protection ne peut protéger de toutes les fonctions. Voir figure 3.
Machines à découper. Les machines de coupe peuvent également être dangereuses si elles ne sont pas correctement protégées et toujours utilisées avec respect et vigilance. Les outils de coupe doivent être bien affûtés et correctement équilibrés sur leurs broches.
La défonceuse illustrée à la figure 6 est équipée d'un pare-broussailles. D'autres toupies peuvent avoir un anneau de protection, une protection ronde qui entoure la mèche de la toupie. Le but des protections est de garder les mains éloignées du foret. Les routeurs à commande numérique par ordinateur (CNC) peuvent avoir plusieurs bits et sont des machines à production élevée. Sur les machines CNC, les mains de l'opérateur sont éloignées de la zone du foret. Cependant, un autre problème est la quantité élevée de poussière de bois. Voir aussi l'article « Machines de routage ».
Illustration 6. Routeur
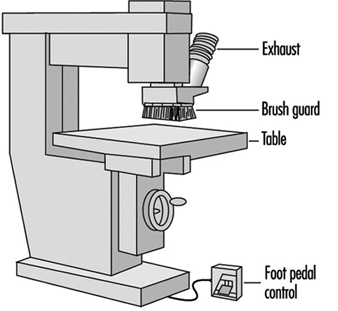
La protection d'une dégauchisseuse ou d'une dégauchisseuse consiste principalement à éloigner les mains de l'opérateur des couteaux rotatifs. Le protecteur de type « côtelette de mouton » ne laisse apparaître que la partie des couteaux qui coupent le bouillon (voir figure 7). La partie exposée des couteaux derrière la clôture doit également être protégée.
Figure 7. Dégauchisseuse
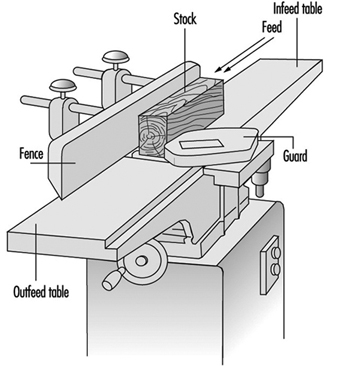
La toupie est une machine potentiellement très dangereuse (voir figure 8). Si les couteaux de façonnage se séparent des colliers supérieur et inférieur de l'arbre, ils peuvent être projetés avec une grande force. De plus, le stock doit souvent être tenu près des couteaux. Ce maintien doit être fait avec un appareil et non par les mains de l'opérateur. Des planches à plumes peuvent être utilisées pour maintenir le stock contre la table. Des gardes d'anneau ou de soucoupe devraient être utilisés chaque fois que possible. Un protège-soucoupe est un disque rond et plat en plastique qui est monté horizontalement sur l'arbre au-dessus des couteaux de façonnage.
Figure 8. Façonneur

Un tour doit être protégé par un capot de protection car il existe un risque que la pièce soit éjectée de la machine. Voir la figure 9. Il est recommandé de verrouiller le capot avec le moteur afin que le tour ne puisse pas fonctionner tant que le capot de protection n'est pas en place.
Figure 9. Tour
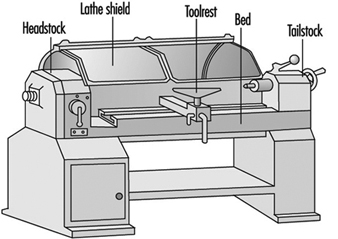
Une scie à refendre doit avoir des doigts anti-rebond installés pour empêcher le stock d'inverser sa direction et de heurter l'opérateur. Voir la figure 10. De plus, l'opérateur doit porter un tablier rembourré pour atténuer l'impact en cas de rebond.
Figure 10. Scie à refendre
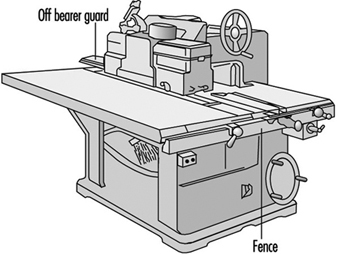
Étant donné que la lame de scie à bras radial peut être inclinée latéralement, il faut utiliser un protecteur qui ne se trouve pas dans la lame. Voir figure 11.
Figure 11. Scie radiale
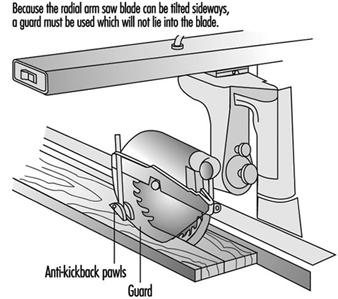
Ponceuses. Les pièces de stock usinées sont poncées à l'aide de ponceuses à bande, jitterbug, à disque, à tambour ou orbitales. Des points de pincement sont créés dans les bandes abrasives. Voir la figure 12. Souvent, ces points de pincement peuvent être protégés par une hotte qui fera également partie d'un système d'évacuation des poussières.
Figure 12. Ponceuse
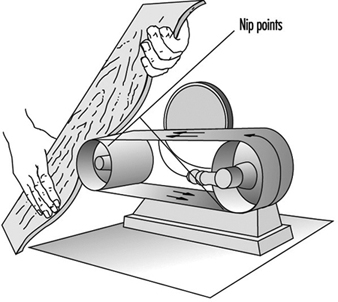
Gardiennage des machines. La figure 13 montre que l'ouverture entre un protecteur et le point de contact doit être réduite à mesure que la distance diminue.
Figure 13. Distance entre le protecteur et le point d'opération
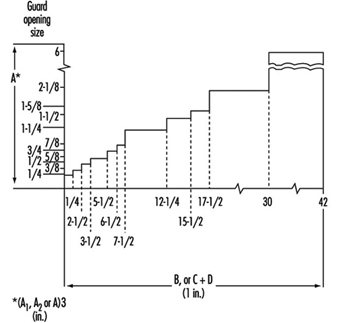
Problèmes divers de sécurité des machines. Il faut veiller à ce que l'utilisation de dispositifs de serrage/de maintien de la matière ne crée pas de risques supplémentaires.
La plupart des machines à bois créent la nécessité pour l'opérateur (et l'assistant) de porter une protection oculaire.
Il est courant que les employés se dépoussièrent avec de l'air comprimé. Ils doivent être avertis de maintenir la pression d'air en dessous de 30 psi et d'éviter de souffler dans les yeux ou les coupures ouvertes.
Dangers de la poussière de bois
Les machines qui produisent de la poussière de bois doivent être équipées de systèmes de dépoussiérage. Si le système d'évacuation n'est pas suffisant pour éliminer la poussière de bois, l'opérateur devra peut-être porter un masque anti-poussière. Le Centre international de recherche sur le cancer (CIRC) a maintenant déterminé qu'"il existe suffisamment de preuves chez l'homme de la cancérogénicité de la poussière de bois" et que "la poussière de bois est cancérigène pour l'homme (groupe 1)". D'autres études indiquent que la poussière de bois peut s'avérer irritante pour les muqueuses des yeux, du nez et de la gorge. Certains bois toxiques sont plus activement pathogènes et peuvent produire des réactions allergiques et parfois des troubles pulmonaires et des intoxications systémiques. Voir tableau 1.
Tableau 1. Variétés de bois toxiques, allergisantes et biologiquement actives
|
Noms scientifiques |
Noms commerciaux sélectionnés |
Famille |
Troubles de la santé |
|
Abies alba Moulin (A. pectinata DC) |
Sapin argenté |
Pinaceae |
Dermatite; conjonctivite-rhinite; asthme |
|
Acacia spp. |
Bois noir d'Australie |
Mimosacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Acer spp. |
Érable |
Acéracées |
Dermatite |
|
Afrormosia elata Des dommages. |
Afrormosia, kokrodua, asamala, obang, oleo pardo, bohele, mohole |
Papilionacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Afzélia africaine Smith |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, hintsy |
Césalpinacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Agonandra brasiliensis Paix |
Pao, marfim, granadille |
Olacacées |
Dermatite |
|
Ailanthus altissima Moulin |
Sumac chinois |
Simaroubacées |
Dermatite |
|
Albizzia falcata Partisan |
Iatandza |
Mimosacées |
Dermatite; conjonctivite-rhinite; asthme; |
|
Alnus spp. |
Aulne vulgaire |
Betulaceae |
Dermatite; conjonctivite-rhinite; asthme |
|
Amyris spp. |
Bois de santal vénézuélien ou antillais |
Rutacées |
Dermatite; effets toxiques |
|
Anacardium occidentale L. |
anacardier |
Anacardiacées |
Dermatite |
|
Andira Ararroba Aguiar. (Vataireopsis araroba Ducke) |
Chou rouge |
Papilionacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Aningérie spp. |
Aningérie |
Sapotacées |
Conjonctivite-rhinite ; asthme |
|
Apuleia molaris épicéa (A. leiocarpa MacBride) |
Séquoia |
Césalpinacées |
Dermatite; effets toxiques |
|
Araucaria angustifolia O. Ktze |
Pin de Paraná, araucaria |
Araucariacées |
Effets toxiques |
|
Aspidospermie spp. |
Peroba rouge |
Apocynacées |
Dermatite; conjonctivite- |
|
Astrocarie spp. |
Paume |
Palmacées |
Dermatite; effets toxiques |
|
Aucoumea klaineana Pierre |
Acajou du Gabon |
Burséracées |
Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque |
|
Autranella congolensis |
Mukulungu, autracon, elang, bouanga, kulungu |
Sapotacées |
Dermatite |
|
Bactris spp. (Astrocarie spp.) |
Paume |
Palmacées |
Dermatite; effets toxiques |
|
Balfourodendron riedelianum Engl. |
Guatambu, gutambu blanco |
Rutacées |
Dermatite |
|
Batesia floribunda Benth. |
Acapu rana |
Césalpinacées |
Effets toxiques |
|
Berberis vulgaris L. |
L'épine-vinette |
Berberidaceae |
Effets toxiques |
|
Betula spp. |
Merisier |
Betulaceae |
Dermatite |
|
Blépharocarva involucrigera F. Müll. |
Noyer cendré |
Anacardiacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Bombax brévicuspe Sprague |
Kondroti, seul |
Bombacacées |
Dermatite |
|
Bowdichia spp. |
Sucupira noir |
Papilionacées |
Dermatite |
|
Brachylaena hutchinsii clapier. |
Muhuhu |
Composées |
Dermatite |
|
Bréonia spp. |
Molompangady |
Rubiacées |
Dermatite |
|
brosimum spp. |
Bois d'amourette, bois de lettre, bois de tigre |
Moracées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Brya ébenus DC. (Amerimnum ébénus Sw.) |
Ébène brun, ébène vert, ébène jamaïcain, ébène tropical américain |
Papilionacées |
Dermatite |
|
Buxus sempervirens L. |
Buis européen, East London b., Cape b. |
Buxacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Caesalpinia echinata Agneau. (Guilandina echinata Détruire.) |
Bois du Brésil |
Césalpinacées |
Dermatite; effets toxiques |
|
Callitris columellaris F. Müll. |
Pin cyprès blanc |
Cupressaceae |
Dermatite; conjonctivite-rhinite; asthme |
|
Calophyllum spp. |
Santa Maria, Jacareuba, Kurahura, Galba |
Guttifères |
Dermatite; effets toxiques |
|
Campsiandra laurifolia Benth. |
Acapu rana |
Césalpinacées |
Effets toxiques |
|
Carpinus betulus |
charme |
Betulaceae |
Dermatite |
|
Cassia siaméa Lamk. |
Tagayasan, muong dix, djohar |
Césalpinacées |
Dermatite; conjonctivite-rhinite; asthme |
|
castanea dentata Borkh |
Châtaigne, châtaigne |
Phagacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Castanospermum australe A. Cunn. |
Haricot noir, châtaigne d'Australie ou Moreton Bay |
Papilionacées |
Dermatite |
|
Cedrela spp. (Toona spp.) |
Cèdre rouge, cèdre australien |
Meliaceae |
Dermatite; conjonctivite-rhinite; asthme |
|
Cedrus deodara (Roxb. ex. Lamb.) G. Don |
Deodar |
Pinaceae |
Dermatite; conjonctivite-rhinite; asthme |
|
Celtis Brieyi De Wild. |
Diane |
Ulmacées |
Dermatite |
|
Chlorophora excelsa Benth. et Crochet I. |
Iroko, gelbholz, yellowood, kambala, mvule, odum, moule, teck africain, abang, tatajuba, fustic, mora |
Moracées |
Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque |
|
Chloroxylone spp. |
Bois de citronnier de Ceylan |
Rutacées |
Dermatite; effets toxiques |
|
Chrysophylle spp. |
Najara |
Sapotacées |
Dermatite |
|
Cinnamomum camphora Nees et Ebeim |
Camphrier asiatique, cannelle |
Laureaceae |
Effets toxiques |
|
Cryptocarya pleurosperme Blanc et François |
Noix empoisonnée |
Laureaceae |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Dacrycarpus dacryoïdes (A. Rich.) de Laub. |
Pin blanc de Nouvelle-Zélande |
Podocarpacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Dacrydium cupressinum Solland |
Sempilor, rimu |
Podocarpacées |
conjonctivite-rhinite; asthme |
|
Dactylocladus stenostachys olive. |
Jong Kong, Merebong, Medang Tabak |
Mélastomacées |
Effets toxiques |
|
Dalbergie spp. |
Ebène |
Papilionacées |
Dermatite; conjonctivite-rhinite; asthme; |
|
Dialium spp. |
Eyoum, eyum |
Césalpinacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Diospyros spp. |
Ébène, ébène africain |
Ébénacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Diptérocarpe spp. |
Keruing, gurjum, yang, keruing |
Diptérocarpacées |
Dermatite |
|
Distemonanthus benthamianus Baille. |
Movingui, ayan, anyaran, citronnier nigérian |
Césalpinacées |
Dermatite |
|
Dysoxyle spp. |
Acajou, merrain, haricot rouge |
Meliaceae |
dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
D. muelleri Benth. |
Acajou rosé |
||
|
Echirospermum balthazarii Pr. Tout. (Plathymenia reticulata Benth.) |
Vinhático |
Mimosacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Entandophragme spp. |
À ce moment-là |
Meliaceae |
Dermatite; |
|
Érythrophloeum guineense G.Don |
Tali, missanda, eloun, massanda, sasswood, erun, arbre d'eau rouge |
Césalpinacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Esenbeckia leiocarpa Engl. |
Garantie |
Rutacées |
Dermatite |
|
Eucalyptus spp. |
|
Myrtacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Euxylophora paraensis Moyeu. |
Buis |
Rutacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Excoécarie africaine M. Arg. (Spirostachys africana Sabler) |
Bois de santal africain, tabootie, geor, aloewood, blind-your-eye |
Euphorbiaceae |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Fagara spp. |
Ponceuses jaunes, citronnier des Antilles, bois d'atlas, olon, bongo, mbanza |
Rutacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Fagus spp. (Nothofage spp.) |
Hêtre |
Phagacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Fitzroya cupressoïdes (Moline) Johnston |
Alerte |
Cupressaceae |
Dermatite |
|
Flindersia australis R.Br. |
Teck australien, érable du Queensland, érable |
Rutacées |
Dermatite |
|
Fraxinus spp. |
Frêne |
Oléacées |
Dermatite |
|
Gluta spp. |
Rengas, gluta |
Anacardiacées |
Dermatite; effets toxiques |
|
Gonioma Kamassi E. Mey. |
Buis de Knysna, kamassi |
Apocynacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Gonystylus bancanus Baille. |
Ramin, Melawis, Akenia |
Gonystylacées |
Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque |
|
Gossweilerodendron balsamiferum (Verme.) Des dommages. |
Cèdre du Nigeria |
Césalpinacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Robusta grevillea A. Cunn. |
Chêne soyeux |
Protéacées |
Dermatite |
|
Gaïacum officinale L. |
Gaïac, lignum vitae |
Zygophyllacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Garantie spp. |
Bossé |
Meliaceae |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Halfordia scleroxyla F. Müll. |
Safran-cœur |
Polygonacées |
Dermatite; alvéolite allergique extrinsèque |
|
Hernandie spp. |
Mirobolan, topolite |
Hernandiacées |
Dermatite |
|
Hippomane mancinelle L. |
Pomme de plage |
Euphorbiaceae |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Illipé latifolia F. Müll. |
Moak, teck edel |
Sapotacées |
Dermatite |
|
Jacaranda spp. |
Jacaranda |
Bignoniaceae |
Dermatite |
|
Juglans spp. |
Noyer |
Juglandacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Genévrier sabina L. |
|
Cupressaceae |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Khaya antothèque CDC. |
Ogwango, acajou africain, krala |
Meliaceae |
Dermatite; alvéolite allergique extrinsèque |
|
Cytise anagyroïde Médical. (Cytisus cytise L.) |
Cytise |
Papilionacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Larix spp. |
mélèze |
Pinaceae |
Dermatite; conjonctivite-rhinite; asthme |
|
Liquidambar styracifolia L. |
Amberbaum, satin-nussbaum |
Hamamélidacées |
Dermatite |
|
Liriodendron tulipifera L. |
Whitewood américain, tulipier |
Magnoliacées |
Dermatite |
|
Lovoa trichilioides Des dommages. (L. klaineana Pierre) |
Dibetou, noyer africain, apopo, tigerwood, accompagnement |
Meliaceae |
dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
lucuma spp. (poutéria spp.) |
Guapeva, abiurana |
Sapotacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Maba ébenus Wight. |
Makassar-Ebenholz |
Ébénacées |
Dermatite |
|
Machaerium pedicellatum vg. |
Kingswood |
Papilionacées |
Dermatite |
|
Mansonia altissima A.Chev. |
noyer nigérian |
Sterculiacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Mélanoxylon brauna Cloison |
Brauna, grauna |
Césalpinacées |
Dermatite |
|
Microberlinia brazzavillensis A.Chev. |
Bois de zèbre africain |
Césalpinacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Millettia laurentii De Wild. |
Wenge |
Papilionacées |
Dermatite; conjonctivite-rhinite; asthme; |
|
Mimusops spp. (Manilkara spp.) |
Muirapiranga |
Sapotacées |
Dermatite; conjonctivite-rhinite; asthme; |
|
Mitragyna ciliata Aubr. et Pell. |
Vuku, peuplier d'Afrique |
Rubiacées |
Dermatite; conjonctivite-rhinite; asthme; |
|
Naucléa diderrichii Merrill (Sarcocéphale diderrichii Le sauvage.) |
Bilinga, opepe, kussia, badi, buis d'Afrique de l'Ouest |
Rubiacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Nesogordonia papaverifera R.Capuron |
Kotibé, danta, epro, otutu, ovové, aborbora |
Tiliacées |
Effets toxiques |
|
ocotea spp. |
Bois puant |
Laureaceae |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Paratécome spp. |
|
Bignoniaceae |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Parinarium spp. |
|
Rosaceae |
Dermatite |
|
Peltogyne spp. |
Bois bleu, cœur violet |
Césalpinacées |
Effets toxiques |
|
Phyllanthus ferdinandi FvM. |
Lignum vitae, chow way, remorquer la guerre |
Euphorbiaceae |
Dermatite; conjonctivite-rhinite; asthme |
|
Picea spp. |
épicéa européen, bois blancs |
Pinaceae |
Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque |
|
pin spp. |
Pin |
Pinaceae |
Dermatite; conjonctivite-rhinite; asthme |
|
Piptadénie africaine Crochet f. |
Dabema, dahoma, ekhimi |
Mimosacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Platanus spp. |
avion |
Platanacées |
Dermatite |
|
Pométie spp. |
Tain |
Sapindacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Populus spp. |
Peuplier |
Salicacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Prosopis juliflora DC |
Noix de cajou |
Mimosacées |
Dermatite |
|
Prunus spp. |
Cherry |
Rosaceae |
dermatite; conjonctivite-rhinite; asthme |
|
Pseudomorus brunoniana Bureau |
Bois de manche blanc |
Moracées |
Dermatite; effets toxiques |
|
Pseudotsuga douglasii Carr. (P. menziesii franc) |
Sapin de Douglas, sapin rouge, épicéa de Douglas |
Pinaceae |
Dermatite; conjonctivite-rhinite; asthme |
|
Pterocarpe spp. |
Padouk africain, palissandre de Nouvelle-Guinée, bois de santal rouge, ponceuses rouges, bois de quassia |
Papilionacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Pycnanthus angolensis Warbe. (P. kombo Warbe.) |
Il suppliait |
Myristicacées |
Effets toxiques |
|
Quercus spp. |
chêne |
Phagacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Raputia alba Engl. |
Arapoca branca, arapoca |
Rutacées |
Dermatite |
|
Rauwolfia pentaphylla Stapf. Ô. |
peroba |
Apocynacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Sandoricum spp. |
Sentul, katon, kra-ton, ketjapi, ça |
Meliaceae |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Schinopsis lorentzii Engl. |
Quebracho colorado, rouge q., San Juan, pau mulato |
Anacardiacées |
Dermatite; effets toxiques |
|
Semercarpus australiensis Engl. |
Écrou de marquage |
Anacardiacées |
Dermatite; effets toxiques |
|
Sequoia sempervirens Finl. |
Séquoia, Californie |
Taxodiacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
shorea spp. |
Alan, amande, balau rouge |
Diptérocarpacées |
Dermatite |
|
S. assamica Teinturier |
Lauan jaune, méranti blanc |
||
|
Staudtia stipitata Warbe. (S.gabonensis Warbe.) |
Niové |
Myristicacées |
Dermatite |
|
Suisse spp. |
Acajou, acajou du Honduras, Tabasco m., bois de laurier, acajou américain, |
Meliaceae |
Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque; effets toxiques |
|
Swintonia spicifère Crochet. |
Merpauh |
Anacardiacées |
Dermatite |
|
tabebuia spp. |
Araguayen, ipé preto, lapacho |
Bignoniaceae |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Taxus baccata L. |
bois d'if |
Taxaceae |
Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque; effets toxiques |
|
Tecoma spp. |
Coeur vert |
Bignoniaceae |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
tectona grandis L. |
Teck, djati, kyun, teck |
Verbenaceae |
Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque |
|
Terminalia alée Roth. |
Laurier indien |
Combretacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Thuja occidentalis L. |
Cèdre blanc |
Cupressaceae |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Tieghemella africaine A.Chev. (Dumori spp.) |
Makoré, douka, okola, ukola, makoré, abacu, baku, cerisier africain |
Sapotacées |
Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
|
Triplochiton scléroxylon K. Schum |
Obeche, samba, wawa, abachi, bois blanc africain, arere |
Sterculiacées |
Dermatite; conjonctivite-rhinite; asthme |
|
Tsuga heterophylla Sarg. |
Tsuga, pruche occidentale |
Pinaceae |
Dermatite |
|
Turraeanthus africana Pell. |
Avodire |
Meliaceae |
Dermatite; alvéolite allergique extrinsèque |
|
Ulmus spp. |
orme |
Ulmacées |
Dermatite |
|
Vitex ciliés Pell. |
Verbenaceae |
Dermatite |
|
|
V. congolensis De Sauvage. et Th. Dur |
Difundu |
||
|
V.pachyphylla Bak. |
Evine |
||
|
Xylia dolabriforme Benth. |
Mimosacées |
Conjonctivite-rhinite ; |
|
|
X. xylocarpa Taub. |
Pyinkado |
asthme |
|
|
Zollernia paraensis Huber |
bois de santo |
Césalpinacées |
Dermatite; effets toxiques |
Source : Istituto del Legno, Florence, Italie.
L'utilisation accrue de machines à commande numérique à haute production telles que les toupies, les tenonneuses et les tours crée plus de poussière de bois et nécessitera une nouvelle technologie de dépoussiérage.
Contrôle de la poussière. La plupart des poussières dans un atelier de production de menuiserie sont éliminées par des systèmes d'aspiration locaux. Cependant, il y a souvent une accumulation considérable de poussière très fine qui s'est déposée sur les chevrons et autres éléments de structure, en particulier dans les zones où le ponçage est effectué. Il s'agit d'une situation dangereuse, avec un grand potentiel d'incendie et d'explosion. Un feu éclair sur des surfaces couvertes de poussière peut être suivi d'explosions de plus en plus fortes. Afin de minimiser cette probabilité, il serait judicieux d'utiliser une liste de contrôle. Voir l'exemple de liste de contrôle dans l'encadré.
Risques de montage
Une large gamme d'adhésifs est utilisée pour le collage des placages aux panneaux fabriqués, en fonction des caractéristiques requises du produit final. En dehors de la colle de caséine, les adhésifs naturels sont moins largement utilisés et les adhésifs synthétiques tels que l'urée-formaldéhyde sont les plus utilisés. Les adhésifs synthétiques peuvent présenter un risque de maladie cutanée ou d'intoxication systémique, en particulier ceux qui libèrent du formaldéhyde libre ou des solvants organiques dans l'atmosphère. Les adhésifs doivent être manipulés dans des locaux bien ventilés et les sources d'émission de vapeur doivent être équipées d'une ventilation par aspiration. Les employés doivent recevoir des gants, des crèmes protectrices, des respirateurs et des lunettes de protection si nécessaire.
Les pièces mobiles, en particulier les lames, des machines à trancher, à dresser et à couper les placages devraient être entièrement protégées. Des commandes à deux mains peuvent être nécessaires.
Dangers de finition
Finition de surface. Les solvants utilisés pour transporter les pigments pulvérisés ou pour les diluer peuvent comprendre une grande variété de composés organiques volatils qui peuvent atteindre des concentrations toxiques et explosives dans l'air. De plus, de nombreux pigments sont toxiques par inhalation du brouillard de pulvérisation (par exemple, les pigments de plomb, de manganèse et de cadmium). Partout où des concentrations dangereuses de vapeur ou de brouillard peuvent se produire, utiliser une ventilation par aspiration (par exemple, peinture au pistolet dans une cabine) ou utiliser des pulvérisateurs d'eau. Toutes les sources d'inflammation, y compris les incendies, les équipements électriques et l'électricité statique, doivent être éliminées before toutes les opérations commencent.
Un programme actif de communication sur les matières dangereuses doit être en place pour alerter les employés de tous les dangers créés par des produits chimiques de finition, de colle et de solvants toxiques, réactifs, corrosifs et/ou inflammables et des mesures de protection à prendre. Manger en présence de ces produits chimiques devrait être interdit. Un stockage approprié des produits inflammables et une élimination appropriée des chiffons souillés et de la laine d'acier qui pourraient provoquer une inflammation spontanée sont impératifs.
Prévention d'incendies. Compte tenu de la nature hautement inflammable du bois (en particulier sous forme de poussière et de copeaux) et des autres éléments présents dans une usine de travail du bois (tels que les solvants, les colles et les revêtements), l'importance des mesures de prévention des incendies ne peut être surestimée. Les mesures comprennent :
- installer des équipements de collecte automatique des poussières et copeaux de bois sur les scies, raboteuses, moulurières, etc., qui transportent les déchets vers des silos de stockage en attendant leur élimination ou leur valorisation
- interdire de fumer sur le lieu de travail et éliminer toutes les sources d'inflammation (par exemple, les flammes nues)
- assurer des procédures de nettoyage régulières de la poussière et des copeaux déposés
- un entretien adéquat des machines pour éviter des événements tels que la surchauffe des roulements
- installation de barrières coupe-feu, de systèmes de gicleurs, d'extincteurs, de tuyaux d'incendie et d'une équipe formée à l'utilisation de ces équipements
- bon stockage des produits inflammables
- équipement électrique antidéflagrant si nécessaire.
Préoccupations environnementales et de santé publique
La production de produits finis à partir de bois peut se faire sans dommage environnemental à long terme. La récolte des arbres peut se faire de manière à ce que la nouvelle croissance puisse remplacer ce qui est coupé. La déforestation majeure, comme cela a été le cas dans les forêts tropicales, peut être découragée. Les déchets de l'usinage du bois (c'est-à-dire la sciure de bois, les copeaux de bois) peuvent être utilisés dans le noyau de copeaux ou comme combustible.
Bien qu'il y ait des répercussions sur les déchets solides et les eaux usées de procédé pour l'industrie du travail du bois, les principales préoccupations sont les émissions atmosphériques résultant de l'utilisation des déchets de bois comme combustible et des opérations de finition à forte intensité de solvants. Les chaudières à bois sont couramment utilisées dans les opérations de séchage, tandis que de nombreux matériaux de finition sont appliqués par pulvérisation. Dans les deux cas, des contrôles techniques sont nécessaires pour réduire les particules en suspension dans l'air et récupérer et/ou incinérer les composés volatils.
Les contrôles devraient permettre aux opérateurs d'être exposés à des produits chimiques moins toxiques à mesure que des substituts moins dangereux sont trouvés. L'utilisation de finitions à base d'eau plutôt qu'à base de solvant réduira les risques d'incendie.
Machines de routage
Les défonceuses fixes sont utilisées en général pour la fabrication d'articles en bois et d'éléments de mobilier, mais parfois aussi pour l'usinage de matières plastiques et d'alliages légers. Les principaux types de défonceuses sont les fraiseuses à copier, les fraiseuses de motifs, les machines à têtes de fraisage mobiles et les copieurs automatiques. Les copieurs automatiques sont généralement utilisés pour usiner plusieurs pièces simultanément.
Une caractéristique commune à toutes les défonceuses est que l'outil est situé au-dessus du support de la pièce, qui est normalement une table. L'axe outil-broche est presque toujours vertical, mais sur certaines machines, la tête de défonceuse, et donc aussi l'axe outil-broche, peut être inclinée. La tête d'usinage est abaissée pour l'usinage et revient automatiquement à sa position initiale (de repos). Sur les machines plus anciennes, la tête d'usinage est abaissée manuellement en actionnant une pédale mécanique ou un levier manuel. Sur les machines modernes, la tête est généralement abaissée par un système pneumatique ou hydraulique. La figure 1 montre divers accessoires (chaussures de maintien, guides, etc.) et le protecteur de la Caisse nationale suisse d'assurance contre les accidents (SUVA).
Figure 1. Dispositif de sécurité SUVA avec outil de fraisage en position de travail

La broche-outil est entraînée soit par une transmission par courroie, soit directement par un moteur à haute fréquence, qui est souvent du type à deux vitesses. Les vitesses de la broche porte-outil vont généralement de 6,000 24,000 à 250 XNUMX tr/min. Ils sont inférieurs dans les fraiseuses à motifs, où la vitesse la plus basse peut être de XNUMX tr/min. Les fraiseuses de modèles sont souvent équipées d'une boîte de vitesses pour la sélection de différentes vitesses.
Le diamètre de coupe de l'outil de fraisage varie de 3 à 50 mm. Cependant, sur les fraiseuses spéciales, le diamètre de coupe de l'outil peut atteindre 300 mm.
Outillage
Sur les défonceuses, on utilise principalement des cuillères à simple tranchant, des coupe-panneaux à double tranchant ou des fraises de forme solide. Comme tout outil, ils doivent être conçus et fabriqués avec des matériaux capables de résister aux forces et aux charges prévisibles pendant le fonctionnement. Les machines doivent être utilisées et entretenues conformément aux instructions du fabricant.
Les outils de routage doivent être :
- clairement et en permanence marqué avec la vitesse autorisée, par exemple, moins de 20,000 XNUMX tr/min
- d'un type testé par un organisme agréé
- de forme ronde avec une projection radiale minimale de l'arête de coupe pour réduire le risque de rebond.
Garde de l'outil
Sur les défonceuses où l'outil est en mouvement et la pièce reste fixe, l'accès à l'outil en rotation doit être interdit par une protection réglable (protecteur de main). Il doit être complété par une protection mobile qui peut être abaissée sur la surface de la pièce. L'extrémité inférieure de ce protecteur mobile peut être une brosse.
Sur les défonceuses où la pièce est maintenue et/ou alimentée à la main, il est fortement recommandé d'utiliser un dispositif de sécurité exerçant une pression verticale sur la pièce. La SUVA a conçu un tel protecteur. Ce dispositif de sécurité est utilisé avec succès depuis la fin des années 1940 et reste le protecteur le plus complet de sa catégorie. Ses principales caractéristiques sont :
- prévention d'un contact involontaire avec l'outil en rotation aussi bien dans sa position de repos que dans sa position de travail
- passage rapide et facile d'une taille de chaussure de maintien à une autre. Plusieurs tailles de patins de maintien sont disponibles pour s'adapter aux outils avec différents diamètres de coupe
- quantité de pression réglable manuellement exercée sur la pièce par le patin de maintien
- retour automatique du sabot de maintien en position haute lorsque la tête de défonceuse remonte en position de repos. Le dispositif de protection peut être réglé de manière à ce que le sabot de maintien ne puisse être soulevé que lorsque le bord inférieur de l'outil est au-dessus du niveau du bord inférieur du sabot de maintien ; ceci afin d'éviter tout contact intempestif avec l'outil par le dessous (voir figure 2). Les blessures graves du dos de la main, où les tendons ne sont protégés que par la peau, sont ainsi évitées.
Figure 2. Dispositif de sécurité avec outil de fraisage en position initiale

- possibilité de connexion d'un système d'extraction de copeaux au dispositif de protection.
Ce dispositif de protection permet également d'acheminer des pièces le long d'un guide à l'aide d'un patin de pression horizontal.
Dangers
Les défonceuses se sont révélées moins dangereuses que les toupies verticales. L'une des raisons en est le diamètre plus petit de la plupart des outils de routage. Cependant, les outils des défonceuses sont facilement accessibles et présentent donc un danger constant pour les mains et les bras de l'opérateur. Par conséquent, les fraiseuses à copier, où la pièce est généralement alimentée à la main, sont de loin les fraiseuses les plus dangereuses.
Les causes des accidents
Les principales causes d'accidents de routeur sont :
- contact involontaire de la main ou du bras avec l'outil rotatif en position de repos (1) lors de l'enlèvement des copeaux et de la poussière de la table à la main plutôt qu'à l'aide d'un bâton en bois, (2) lorsque la pièce ou le gabarit n'est pas correctement manipulé ou ( 3) lorsque la manche du vêtement de l'opérateur s'emmêle dans l'outil rotatif
- contact involontaire de la main avec l'outil de fraisage en raison d'un rebond de la pièce tenue à la main.
Le rebond peut se produire à cause de :
- une pratique de travail dangereuse
- défauts de la pièce (nœuds, etc.)
- les pièces sont introduites dans l'outil trop brusquement ou dans la mauvaise direction
- arêtes de coupe émoussées
- vitesse de coupe insuffisante
- fixation incorrecte de la pièce au gabarit
- bris de pièce
- éjection de l'outil ou de parties de l'outil en raison d'une mauvaise conception de l'outil, d'une dureté excessive du matériau de l'outil, de défauts dans le matériau de l'outil, d'une survitesse de l'outil ou d'un mauvais serrage de l'outil dans le porte-outil.
En cas d'éjection d'un outil ou d'une pièce, non seulement l'opérateur mais également d'autres personnes travaillant dans la zone peuvent être blessés par des pièces éjectées.
Mesures pour prévenir les accidents
Les mesures de prévention des accidents doivent viser :
- la conception et la construction de la machine
- l'outillage
- maintenir l'outil en position de repos (figure 15) et autant que possible en position de travail (figure 14), en particulier lorsque la pièce est tenue et alimentée à la main.
Conception et construction de la machine
Les fraiseuses doivent être conçues pour fonctionner en toute sécurité. Il convient de s'assurer que :
- la machine est suffisamment rigide
- l'équipement électrique est conforme aux règles de sécurité
- les actionneurs utilisés pour initier une fonction de démarrage ou le mouvement d'un élément de la machine sont construits et montés de manière à minimiser le fonctionnement par inadvertance
- l'accès aux pièces mobiles de la machine, telles que les entraînements par courroie, les têtes de fraisage à déplacement hydraulique ou pneumatique ou les tables mobiles sur les machines à alimentation automatique, est empêché par une protection adéquate
- les révolutions réelles par minute de l'outil sont clairement visibles pour l'opérateur
- les dispositifs de sécurité et les systèmes d'extraction de copeaux sont faciles à installer
- le niveau sonore de la machine est réduit au maximum.
De plus, il est conseillé d'équiper l'entraînement de l'outil de la défonceuse d'un frein automatique qui s'active à l'arrêt de la machine. Le temps de freinage ne doit pas dépasser 10 secondes.
Exemple de liste de contrôle
Entretien Ménager
1. Un programme d'entretien ménager quotidien est essentiel.
2. Des accumulations de poussière de 1/8 po de profondeur dans n'importe quelle zone indiquent un besoin de nettoyage. Il est à noter que toute accumulation de poussière peut provoquer un incendie. Plus la poussière est fine, plus les risques sont grands.
3. Nettoyez fréquemment la poussière de bois.
une. Essuyez quotidiennement autour des surfaces chaudes.
b. Si possible, purgez ou passez l'aspirateur dans toutes les zones, y compris les chevrons, au moins deux fois par an.
c. Lorsque les concentrations sont élevées, travailler sur de petites surfaces à la fois.
ré. Une faible humidité augmente les risques potentiels et doit être prise en compte lors des purges.
4. Prévoyez des purges ou des nettoyages pendant que l'équipement est en panne, comme les vendredis après-midi et les week-ends.
Maintenance électrique
1. Inspectez/nettoyez régulièrement tous les moteurs pour éviter l'accumulation de poussière.
2. Assurez-vous que tous les boîtiers et panneaux électriques respectent les exigences du Code national de l'électricité pour leur emplacement classifié.
3. Écoutez les sons inhabituels, notez les odeurs inhabituelles et surveillez les accumulations visuelles de poussière sur les machines et les moteurs. Vérifiez souvent les moteurs et autres appareils électriques pour détecter une surchauffe.
4. Assurez-vous que le personnel de maintenance ou d'exploitation lubrifie les roulements des moteurs, des convoyeurs, des chaînes et des pignons en temps opportun.
5. Assurez-vous que les panneaux et les boîtes électriques sont maintenus fermés et entretenus pour éviter les accumulations de poussière, y compris en gardant tous les trous défonçables bouchés.
Prévention d'incendies
1. Interdire activement de fumer dans les endroits non autorisés.
2. Adopter des procédures pour les permis de travail à chaud et s'assurer que les procédures sont suivies.
3. Ne laissez pas les machines contrôlées par l'opérateur fonctionner sans surveillance.
4. Installez un dispositif à l'embouchure du système de dépoussiérage pour empêcher les bandes abrasives et autres éléments produisant des étincelles de pénétrer dans le système et de provoquer un incendie.
5. Piège le métal dans les porcs à bois en installant des aimants dans le système de convoyeur et des détecteurs de métaux dans le porc. Des politiques et des procédures doivent être mises en œuvre pour empêcher le métal et d'autres corps étrangers d'atteindre les porcs.
6. Effectuer des inspections hebdomadaires et mensuelles des systèmes de protection contre les incendies, y compris les extincteurs, les tuyaux d'incendie, les alarmes et les vannes de commande des gicleurs.
7. Assurez-vous que les chaufferies et l'équipement de chauffage sont exempts d'accumulations de poussière, que les procédures écrites de démarrage de la chaudière sont suivies et que l'équipement correctement classé est utilisé.
8. Reconnaître la bonne procédure pour lutter contre les feux de poussière.
9. Demandez une inspection détaillée par le prévôt des incendies local ou la compagnie d'assurance.
10. Encouragez les simulations d'exercices/visites par le service d'incendie local.
11. Installez des systèmes de détection et d'extinction d'étincelles dans les systèmes de dépoussiérage et vérifiez périodiquement qu'ils fonctionnent.
12. Examinez périodiquement les plans d'évacuation, l'éclairage de secours et les exercices d'incendie pour chaque quart de travail.
Divers
1. Contactez la compagnie d'assurance pour obtenir de l'aide dans l'identification des dangers associés à la sécurité, à la santé et à la prévention des incendies.
2. Contactez les agences de sécurité gouvernementales appropriées pour une assistance supplémentaire.
3. Les employés doivent entrer dans les silos à poussière uniquement lorsque les procédures d'espace confiné sont suivies.
4. Tous les opérateurs doivent s'assurer que les systèmes de dépoussiérage fonctionnent correctement et signaler immédiatement tout dysfonctionnement à la direction.
5. Vérifiez s'il y a des objets obstruant les conduits vers le système de poussière.
6. Il est recommandé que tous les superviseurs, les membres du comité de sécurité et les autres employés soient informés du contenu de cette liste de contrôle volontaire pour une mise en œuvre maximale.
Machines à raboter le bois
Le développement des raboteuses stationnaires remonte au début du 19e siècle. Sur les premières machines de ce type, la pièce était serrée sur un chariot et amenée sous un arbre horizontal équipé de couteaux s'étendant sur toute la largeur de travail. En 1850, une raboteuse a été construite en Allemagne sur laquelle la pièce était alimentée sur un arbre de coupe situé entre deux tables utilisées pour positionner et soutenir la pièce. Outre les améliorations techniques, cette conception de base a été conservée à ce jour. Une telle machine est appelée dégauchisseuse ou dégauchisseuse (voir figure 1).
Figure 1. Dégauchisseuse
Plus récemment, des machines ont été conçues pour raboter la surface supérieure d'une pièce à une épaisseur prédéterminée au moyen d'un porte-outil tournant horizontalement. La distance entre le diamètre du cercle de coupe et la surface de la table supportant la pièce est réglable. Ces machines sont appelées raboteuses à une face.
Ces deux types de machines de base ont finalement été combinés en une machine pouvant être utilisée à la fois pour le rabotage de surface et d'épaisseur. Ce développement a abouti à des raboteuses pour le travail à deux, trois et quatre côtés en un seul passage.
Du point de vue de la sécurité et de la santé au travail, il est fortement recommandé de prendre des mesures pour extraire la poussière et les copeaux de bois de la raboteuse (par exemple, en raccordant la raboteuse à un système d'extraction de poussière). Les poussières provenant de bois durs (chêne, hêtre) et de bois tropicaux sont considérées comme particulièrement nocives pour la santé et doivent être extraites. Des mesures visant à réduire le niveau sonore des raboteuses doivent également être prises. Un frein automatique pour l'arbre de coupe est obligatoire dans de nombreux pays.
Raboteuses de surface
Une dégauchisseuse possède un châssis principal rigide qui supporte la table d'alimentation et la table de sortie. L'arbre de coupe est situé entre les deux tables et monté sur roulements à billes. Le châssis principal doit être conçu de manière ergonomique (c'est-à-dire qu'il doit permettre à l'opérateur de travailler confortablement).
Les dispositifs de commande manuels doivent être installés de manière à ce que l'opérateur ne soit pas placé dans une situation dangereuse lors de leur utilisation, et la possibilité d'une utilisation par inadvertance doit être réduite au minimum.
Le côté du châssis principal faisant face à la position de l'opérateur doit être exempt de pièces saillantes telles que volants, leviers, etc. La table à gauche de l'arbre de coupe (table de sortie) est normalement réglée à la même hauteur que le cercle de coupe de l'arbre de coupe. La table à droite de l'arbre de coupe (table d'alimentation) est réglée plus bas que la table de sortie pour obtenir la profondeur de coupe souhaitée. Le contact entre les lèvres de la table et le porte-outil ne doit pas être possible sur toute la plage de réglage des tables. Cependant, le jeu entre les lèvres de la table et le cercle de coupe de l'arbre de coupe doit être le plus petit possible pour assurer un bon support de la pièce à raboter.
Les principales opérations sur une dégauchisseuse sont le dressage et le délignage. La position des mains sur la pièce à usiner est importante du point de vue du fonctionnement et de la sécurité. Lors de l'aplatissement, la pièce doit être alimentée d'une main, l'autre main la maintenant initialement sur la table d'alimentation. Dès qu'il y a une quantité suffisante de bois sur la table de sortie, cette dernière main peut passer en toute sécurité sur le garde-pont pour appliquer une pression sur la table de sortie et sera suivie par la main d'alimentation pour terminer l'opération d'alimentation. Lors du délignage, les mains ne doivent pas passer sur l'arbre de coupe lorsqu'il est en contact avec le bois. Leur fonction principale est d'exercer une pression horizontale sur la pièce pour la maintenir perpendiculaire à la clôture.
Le bruit produit par l'arbre de coupe en rotation peut souvent dépasser le niveau considéré comme nocif pour l'oreille. Des mesures pour réduire le niveau de bruit sont donc nécessaires. Certaines des mesures de réduction du bruit qui ont fait leurs preuves sur les dégauchisseuses sont les suivantes :
- utilisation d'un porte-outil "silencieux" (par exemple, une forme ronde avec une projection de lame minimale, une lame hélicoïdale au lieu d'une lame droite, des outils rotatifs segmentés avec coupe décalée)
- rebords de table fendus ou percés (la configuration et les dimensions des ouvertures dans les rebords de table doivent être choisies de manière à éviter tout risque d'accident ; par exemple, les fentes ne doivent pas avoir plus de 6 mm de largeur et le diamètre des trous ne doit pas dépasser 6 mm )
- conception aérodynamique des déflecteurs de copeaux sous les lèvres de la table
- réduction de la vitesse de l'arbre de coupe à moins de 1,000 XNUMX tr/min, à condition que l'état de surface de la pièce soit encore satisfaisant.
Une réduction du bruit jusqu'à 12 dBA au ralenti et 10 dBA en charge peut être obtenue.
Les porte-lames doivent avoir une section transversale circulaire et les rainures et fentes de dégagement des copeaux doivent être aussi petites que possible. Les lames et les inserts doivent être correctement fixés, de préférence par une fixation par verrouillage de forme.
L'arbre de coupe tourne généralement à des vitesses comprises entre 4,500 6,000 et 56 160 tr/min. Les diamètres des arbres de coupe conventionnels varient de 200 à 900 mm et leurs longueurs (largeurs de travail) de XNUMX à XNUMX mm. Par analogie avec la cinématique du fraisage classique, la surface de la pièce rabotée avec un porte-outil est composée d'arcs cycloïdes. La qualité de surface de l'ouvrage dépend donc de la vitesse et du diamètre de l'arbre de coupe, du nombre de lames de coupe et de l'avance de la pièce.
Il est recommandé d'équiper les dégauchisseuses d'un frein automatique pour l'arbre de coupe. Le frein doit être activé lorsque la machine est à l'arrêt et le temps de freinage ne doit pas dépasser 10 secondes.
L'accès à l'arbre de coupe à l'arrière du guide doit être interdit par un protecteur fixé soit au guide, soit au support du guide. L'arbre de coupe devant le guide doit être protégé par une protection de type pont réglable fixée à la machine (par exemple, au châssis principal du côté de la table de sortie) (voir figure 2). L'accès aux éléments de transmission doit être interdit par un protecteur fixe.
Figure 2. Guide et protection arrière de l'arbre de coupe
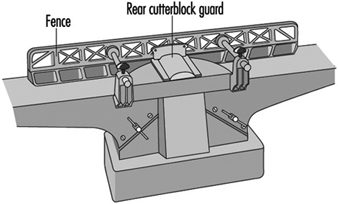
Dangers
Comme l'arbre de coupe tourne dans le sens opposé à la direction dans laquelle la pièce est avancée, le risque de rebond existe. Si la pièce est éjectée, la main ou les doigts de l'opérateur peuvent entrer en contact avec l'arbre de coupe en rotation à moins qu'une protection adéquate n'ait été fournie. Il arrive également fréquemment que la main entre en contact avec l'arbre porte-lames en faisant avancer la pièce avec les doigts tendus au lieu de la pousser vers l'avant avec le poing fermé. Les lames de coupe mal fixées peuvent être éjectées par la force centrifuge et causer des blessures graves et/ou des dommages matériels.
Systèmes de protection pour dégauchisseuses
Dans de nombreux pays, la législation relative à l'utilisation des dégauchisseuses exige que l'arbre de coupe soit recouvert d'un système de protection réglable afin d'éviter tout contact accidentel de la main de l'opérateur avec l'arbre de coupe en rotation.
En 1938, la SUVA a introduit une protection de raboteuse qui répondait efficacement à toutes les exigences pratiques. Au fil des ans, ce protecteur s'est avéré utile non seulement en tant que système de protection, mais également en tant qu'aide pour la plupart des opérations. Elle est bien acceptée par l'industrie du bois en Suisse et presque toutes les dégauchisseuses industrielles en sont équipées. Les caractéristiques de conception de cette protection ont été introduites dans le projet de norme européenne pour les dégauchisseuses. Les principales caractéristiques de cette garde sont les suivantes :
- fort et rigide
- pas facilement dévié pour exposer le bloc de coupe
- reste toujours parallèle à l'axe de l'arbre de coupe quel que soit son réglage horizontal ou vertical
- facilement réglable horizontalement et verticalement sans l'utilisation d'un outil.
Cependant, des accidents se produisent toujours. Ces accidents sont principalement causés par un mauvais réglage de la protection. C'est pourquoi les ingénieurs de la SUVA ont développé une protection de type pont qui recouvre automatiquement l'arbre de coupe devant le guide et exerce en permanence une pression définie contre la pièce ou le guide. Cette garde est disponible depuis 1992.
Les principales caractéristiques de conception de ce nouveau protecteur, appelé "Suvamatic", sont les suivantes :
- protection complète de l'arbre de coupe. La pleine largeur de rabotage est protégée par une seule protection de type pont. Il peut être rabattu à l'aide d'un système de verrouillage à charnière. Cela évite que la protection ne dépasse trop de la face de la machine.
- système pratique de guidage de la pièce. Le système de guidage de la pièce se compose d'un patin de pression et d'un guide pour la pièce. Les deux sont montés sur la pointe de la garde. Ce dernier peut être incliné pour guider la pièce à la fois pour le planage et le délignage.
- application de pression pour faciliter le travail. Pour la bordure, le protecteur exerce une pression en direction de la clôture. Après le délignage, il couvre automatiquement toute la longueur de l'arbre de coupe devant le guide.
- levage et abaissement automatique de la protection. Pour le dressage, la protection est soulevée par le guide de pièce. Après aplatissement, il s'abaisse automatiquement pour recouvrir l'arbre de coupe.
- la protection peut être verrouillée en position pour les travaux par lots. Pour les travaux par lots, la protection peut être verrouillée en position verticale pour s'adapter à l'épaisseur de la pièce. Le protecteur reviendra automatiquement à cette position préréglée après avoir été enfoncé.
- conviendra à toutes les machines. La protection peut être montée sur toutes les dégauchisseuses et sur les dégauchisseuses combinées.
Machines à raboter une face
Le châssis principal d'une dégauchisseuse à une face abrite le porte-outil, la table de dégauchisseuse et les éléments d'alimentation.
Une fois que la pièce a été aplanie et débordée sur une dégauchisseuse, elle est rabotée à l'épaisseur souhaitée sur la dégauchisseuse. Contrairement à celui d'une dégauchisseuse, le porte-outil d'une dégauchisseuse est situé au-dessus de la table de rabotage et la pièce n'est plus alimentée à la main mais mécaniquement par des rouleaux d'alimentation. Les rouleaux d'alimentation sont entraînés soit par un moteur séparé (environ 1 kW), soit par un réducteur de vitesse alimenté par le moteur de l'arbre porte-lames. Avec un entraînement séparé, la vitesse d'avance reste constante, mais si la puissance est transmise par le moteur de l'arbre de coupe, l'avance varie en fonction de la vitesse de l'arbre de coupe. Des vitesses d'alimentation comprises entre 4 et 35 m/min sont courantes.
Deux rouleaux d'alimentation montés sur ressort reposent sur la surface supérieure de la pièce. Le rouleau d'alimentation à l'avant du porte-outil est rainuré pour une meilleure prise sur la pièce ; le rouleau d'alimentation à l'extrémité de sortie du bloc de coupe est lisse. Une barre de pression d'entrée et de sortie située à côté de l'arbre de coupe appuie la pièce sur la table, assurant ainsi une coupe nette et régulière. La conception et la disposition des rouleaux d'alimentation et des barres de pression doivent être telles que le contact avec l'arbre de coupe en rotation est impossible.
Les rouleaux d'alimentation sectionnels et les barres de pression permettent le travail simultané de deux ou plusieurs pièces d'épaisseur légèrement différente. Du point de vue de la prévention des accidents, les rouleaux d'alimentation sectionnels et les barres de pression sont essentiels. La largeur du rouleau d'alimentation individuel ou de la section de la barre de pression ne doit pas dépasser 50 mm.
Deux rouleaux fous sont disposés dans la table. Ils sont conçus pour faciliter le passage de la pièce sur la table.
La surface de la table doit être un plan exempt de fentes ou de trous. Des accidents impliquant les doigts d'un opérateur coincés entre les ouvertures et la pièce à usiner se sont produits. Le réglage vertical de la table peut être manuel ou assisté. Une butée mécanique doit empêcher tout contact de la table avec l'arbre de coupe ou les rouleaux d'alimentation. Il faut s'assurer que le mécanisme de réglage vertical maintient la table dans une position stable.
Afin d'empêcher l'alimentation de pièces surdimensionnées, un dispositif (par exemple, une tige fixe ou une barre fixe) est situé sur le côté d'alimentation de la machine, limitant ainsi la hauteur maximale de la pièce. Une hauteur maximale de 250 mm entre la surface de la table dans sa position la plus basse et le dispositif de sécurité mentionné ci-dessus est rarement dépassée. La largeur de travail usuelle varie entre 315 et 800 mm (pour les machines spéciales cette largeur peut aller jusqu'à 1,300 mm).
Le diamètre des porte-lames varie généralement de 80 à 160 mm. Normalement, quatre lames sont montées sur l'arbre de coupe. L'arbre de coupe tourne à des vitesses comprises entre 4,000 6,000 et 4 20 tr/min et sa puissance d'entrée varie de 10 à 12 kW. La profondeur de coupe maximale est de XNUMX à XNUMX mm.
Pour minimiser le risque de rebond, les raboteuses à une face doivent être équipées d'un dispositif anti-rebond couvrant toute la largeur de travail de la machine. Ce dispositif anti-recul est généralement constitué de plusieurs éléments rainurés disposés sur une tige. L'élément individuel mesure entre 8 et 15 mm de large, et il tombe sous son propre poids jusqu'à la position de repos. Le point le plus bas de chaque élément rainuré dans sa position de repos doit se trouver à 3 mm sous le cercle de coupe de l'arbre porte-lames. Les éléments rainurés doivent être réalisés dans un matériau (de préférence de l'acier) ayant une résistance élastique de 15 J/cm2 et une dureté superficielle de 100 HB.
Les mesures suivantes de réduction du bruit se sont avérées efficaces sur les raboteuses à une face :
- utilisation d'un arbre de coupe "silencieux" (comme celui suggéré pour les dégauchisseuses)
- conception aérodynamique des barres de pression et du capot d'extraction des copeaux
- réduction de la vitesse de l'arbre de coupe
- enceinte partielle ou complète de la machine (conception en tunnel de l'ouverture d'entrée et de sortie avec un matériau insonorisant sur la surface faisant face à la source de bruit)
Une réduction du bruit allant jusqu'à 20 dBA peut être obtenue grâce à une enceinte complète bien conçue.
Dangers
La principale cause d'accidents sur les raboteuses à une face est le recul de la pièce. Le rebond peut se produire à cause de :
- mauvais entretien du dispositif anti-recul (les éléments individuels peuvent ne pas tomber sous leur propre poids mais rester collés les uns aux autres à cause de l'accumulation de poussière ; les rainures des éléments peuvent être recouvertes de résine, être émoussées ou mal rectifiées)
- mauvais entretien des rouleaux d'alimentation des sections et des barres de pression (par exemple, sections recouvertes de résine ou rouillées)
- charge de ressort insuffisante sur les rouleaux d'alimentation et les barres de pression lorsque plusieurs pièces d'épaisseur non uniforme sont alimentées en même temps.
Les causes typiques des autres accidents sont :
- contact de la main avec l'arbre de coupe en rotation lors de l'enlèvement des copeaux et de la poussière de la table à la main plutôt qu'avec un bâton en bois ou un râteau
- éjection des lames de l'arbre de coupe en raison d'une fixation incorrecte.
Machines combinées de rabotage et de surépaisseur
La conception et le fonctionnement des machines combinées (voir figure 3) sont similaires à ceux des machines individuelles décrites ci-dessus. Il en va de même pour les vitesses d'alimentation, la puissance du moteur, les réglages de la table et des rouleaux. Pour le rabotage en épaisseur, les tables de rabotage de surface sont soit retirées, repliées ou soulevées latéralement, exposant le porte-lames, qui est recouvert d'un capot d'extraction de copeaux pour empêcher l'accès Les machines combinées sont principalement utilisées dans de petits ateliers avec peu de travailleurs, ou lorsque l'espace est limité limité (c'est-à-dire dans les cas où l'installation de deux machines individuelles est impossible ou non rentable).
Figure 3. Raboteuse combinée de surface et d'épaisseur
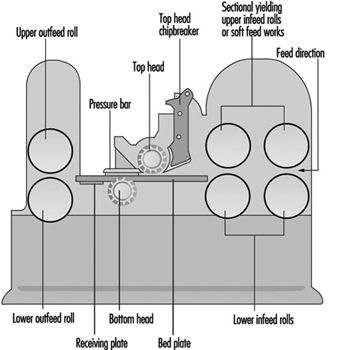
Le passage d'une opération à l'autre est souvent long et peut être gênant si seulement quelques pièces doivent être usinées. De plus, généralement une seule personne à la fois peut utiliser la machine. Cependant, depuis 1992, des machines ont été introduites sur le marché où un fonctionnement simultané (rabotage de surface et d'épaisseur en même temps) est possible.
Les dangers des machines combinées sont dans une large mesure identiques aux dangers répertoriés pour les machines individuelles.
Effets sur la santé et schémas de maladies
Les problèmes de santé et de sécurité dans les industries de la foresterie et du bois sont traités ailleurs dans ce Encyclopédie. Cet article traitera du bois tel qu'il arrive du moulin et est utilisé dans la menuiserie et la fabrication de meubles et d'autres articles. Ces activités sont principalement exercées dans de petites entreprises. De nombreux travailleurs de ces industries sont des entrepreneurs individuels et, par conséquent, ne sont pas répertoriés comme employés, et un grand nombre de personnes sont exposées dans des projets de bricolage et des ateliers à domicile. Cela signifie que bon nombre des travailleurs impliqués sont insuffisamment formés et sont mal ou pas du tout supervisés, tandis que les garanties et les équipements de protection appropriés font souvent défaut.
Ahman et ses collègues (1995a, 1995b, 1996) attirent l'attention sur l'exposition des enseignants des arts industriels et de la menuiserie en Suède. Contrairement aux témoins non exposés, ces enseignants avaient des effets nasaux notables (mais principalement réversibles) et des plaintes qui augmentaient avec le nombre de cours à partir du début de la semaine et diminuaient le week-end, même si les concentrations de poussière étaient inférieures au seuil suédois de 2 mg/m3. Dans plusieurs établissements aux Pays-Bas, les niveaux de poussière dépassaient régulièrement cette limite, et lors des opérations de ponçage dans une usine de meubles, presque toutes les expositions dépassaient le seuil limite local de 5 mg/m3 (Scheeper, Kromhout et Boleij 1995).
Blessures accidentelles
Le problème de santé le plus courant dans les industries du bois et du travail du bois est les blessures accidentelles. Celles-ci sont plus fréquentes chez les jeunes travailleurs inexpérimentés et, pour la plupart, elles sont relativement mineures. À l'occasion, cependant, ils peuvent impliquer une déficience à long terme ou la perte d'un membre. Ils comprennent : les éclats, qui peuvent s'infecter, et les lacérations, entailles et amputations résultant de machines à bois mal utilisées ou insuffisamment protégées (Ma, Wang et Chou 1991) ; les entorses et les foulures causées par un soulèvement inconsidéré ou le travail dans une position inconfortable (Nestor, Bobick et Pizatella 1990); blessures par mouvements répétitifs impliquant la main ou l'épaule ; et les blessures aux yeux. Beaucoup, sinon la plupart, d'entre eux peuvent être évités par une formation adéquate, l'application judicieuse de dispositifs de protection et de retenue des machines et l'utilisation d'équipements de protection individuelle tels que des gants et des lunettes de sécurité. Lorsqu'elles se produisent, l'élimination rapide des échardes et la prévention de l'infection par un nettoyage rapide et les premiers soins des plaies réduiront au minimum l'invalidité.
Poussière de bois
L'exposition à la poussière de bois se produit chaque fois que le bois est scié, déchiqueté, raboté, toupillé ou poncé. Les effets varient selon l'intensité et la durée de l'exposition et la taille des particules. Les particules dans les yeux peuvent provoquer une irritation, et la poussière de bois qui s'accumule dans les plis de la peau peut être aggravée par la transpiration et les produits chimiques et entraîner une irritation et une infection. Ces effets peuvent être réduits par l'aspiration de la poussière, des masques et des vêtements de protection et de bonnes pratiques d'hygiène personnelle.
Voies nasopharyngées et respiratoires
La poussière de bois dans les voies nasales peut diminuer la clairance mucociliaire et altérer la sensibilité olfactive (Andersen, Solgaard et Andersen 1976; Ahman et al. 1996). Ceux-ci peuvent entraîner une irritation, des éternuements fréquents, des saignements de nez et une infection des sinus (Imbus 1994).
Il a été démontré que les expositions dans une usine de meubles (Whitehead, Ashikaga et Vacek 1981) et chez les travailleurs d'une scierie (Hessel et al. 1995) s'accompagnaient de diminutions du volume expiratoire maximal sur 1 seconde (FEV1) et la capacité vitale forcée (CVF), ajustée en fonction de l'âge, de la taille et du tabagisme. Ceux-ci étaient accompagnés d'augmentations significatives de l'essoufflement et de la respiration sifflante avec oppression thoracique et de la survenue de bronchite et d'asthme. Il n'y a cependant aucune preuve convaincante d'autres maladies pulmonaires dues à l'exposition à la poussière de bois (Imbus 1994). Dans une étude de suivi prospective de 6 ans portant sur environ 350,000 11,541 hommes aux États-Unis, les 1996 XNUMX personnes qui ont déclaré avoir été employées dans des professions liées au bois présentaient un risque relatif de mortalité dû à une maladie respiratoire non maligne plus faible que celles qui l'ont fait. ne signale pas l'exposition à la poussière de bois (Demers et al. XNUMX).
Allergie et asthme
Certains bois, notamment le teck, le mansonia et le pin radiata, contiennent des produits chimiques irritants (voir le tableau 1 pour une liste étendue des essences de bois, leurs origines géographiques et leurs effets sur la santé). Certaines essences peuvent causer une dermatite de contact allergique (p. ex., sapin de Douglas, cèdre rouge de l'Ouest, peuplier, palissandre, teck, acajou d'Afrique et autres bois « exotiques »). Il a été démontré que le cèdre rouge de l'Ouest, le palissandre, l'acajou et d'autres bois exotiques provoquent l'asthme (Imbus 1994).
Cancer
Une incidence inhabituellement élevée de cancer du nez a été décrite chez des travailleurs du bois en Australie, au Canada, au Danemark, en Finlande, en France, en Italie, aux Pays-Bas, au Royaume-Uni et aux États-Unis (Imbus 1994). Une récente réanalyse groupée de 12 études de cohorte cas-témoins menées dans sept pays a confirmé un risque élevé de cancer du nasopharynx chez les travailleurs du bois (Demers et al. 1995). La cause de ces excès de cancer nasal n'est pas connue, mais, selon des rapports récents du Royaume-Uni et des États-Unis, le risque de cancer nasal chez les travailleurs de l'ameublement a diminué depuis la Seconde Guerre mondiale, reflétant vraisemblablement des changements dans le processus de fabrication. (Imbus 1994). Aucun excès de risque de cancer sino-nasal n'a été trouvé parmi les 45,399 362,823 hommes exposés à la poussière de bois inclus parmi les 6 XNUMX hommes inscrits à l'étude de XNUMX ans sur la prévention du cancer de l'American Cancer Society, mais, notent les chercheurs, le nombre de cas était faible. Ils ont cependant trouvé une augmentation particulièrement élevée de la mortalité par cancer du poumon chez les travailleurs du bois qui ont également déclaré une exposition à l'amiante ou au formaldéhyde, et ont suggéré que l'exposition à ces cancérogènes connus était responsable du risque accru observé (Stellman et al., sous presse).
Expositions chimiques
Le bois peut contenir des contaminants biologiques. Les moisissures et les champignons, qui poussent souvent sur l'écorce des arbres, peuvent provoquer des réactions allergiques. Il a été démontré que l'inhalation de spores fongiques présentes sur les érables, les séquoias et les chênes-lièges provoque la maladie de l'écorce de l'érable, la séquoiose et la subérose (Imbus 1994).
Le bois contient souvent des produits chimiques exogènes appliqués au cours de son traitement. Il s'agit notamment des adhésifs, des solvants, des liants à base de résine, des insecticides et des fongicides, des composés imperméabilisants, des peintures et des pigments, des laques et des vernis. Beaucoup d'entre eux sont volatils et peuvent être émis lorsque le bois est traité, chauffé ou incinéré ; ils sont également véhiculés comme éléments dans la poussière de bois. Les plus importants d'entre eux comprennent : le toluène, le méthanol, le xylène, la méthyléthylcétone, n-alcool butylique, 1-trichloréthane et dichlorométhane (EPA 1,1).
Conclusion
Les risques pour la santé des industries du bois et du travail du bois peuvent être maîtrisés par l'installation de contrôles techniques (par exemple, placement et protection appropriés des machines électriques, systèmes de ventilation pour contrôler la poussière de bois et les émissions chimiques) et d'équipements de protection individuelle (par exemple, gants, lunettes de sécurité, respirateurs ), couplées à des inspections périodiques pour s'assurer qu'elles sont correctement entretenues et utilisées. Le plus important est peut-être l'éducation et la formation appropriées des travailleurs et de leurs superviseurs.
Tableau 1. Variétés de bois toxiques, allergisantes et biologiquement actives
| Noms scientifiques | Noms commerciaux sélectionnés | Famille | Troubles de la santé |
| Abies alba Moulin (A. pectinata DC) | Sapin argenté | Pinaceae | Dermatite; conjonctivite-rhinite; asthme |
| Acacia spp. A. harpophylla F. Müll. A. mélanoxylon R.Br. a. seyal Du. A. Shirley Jeune fille |
Bois noir d'Australie | Mimosacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Acer spp. A. platanoides L. |
Érable | Acéracées | Dermatite |
| Afrormosia elata Des dommages. (Pericopsis elata Van Meeuwen) |
Afrormosia, kokrodua, asamala, obang, oleo pardo, bohele, mohole | Papilionacées | Dermatite; conjonctivite-rhinite; asthme |
| Afzélia africaine Smith A. bijuga A.Chev. (Intsia bijuga A. Cunn.) A. palembanica Bak. (Intsia palembanica Bak.) |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, trucsy | Césalpinacées | Dermatite; conjonctivite-rhinite; asthme |
| Agonandra brasiliensis Paix | Pao, marfim, granadille | Olacacées | Dermatite |
| Ailanthus altissima Moulin | Sumac chinois | Simaroubacées | Dermatite |
| Albizzia falcata Partisan A. ferruginée Benth. A. Lebbek Benth A. toona FM Caution |
Iatandza Kokko, Siris |
Mimosacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Alnus spp. A. glutineuse Gaertn. |
Aulne vulgaire Aulne noir |
Betulaceae | Dermatite; conjonctivite-rhinite; asthme |
| Amyris spp. A. balsamifera L. A. toxifère Will. |
Bois de santal vénézuélien ou antillais | Rutacées | Dermatite; effets toxiques |
| Anacardium occidentale L. A. excelsum Squelettes. |
anacardier | Anacardiacées | Dermatite |
| Andira Ararroba Aguiar. (Vataireopsis araroba Ducke) A. coriacée Pullé A. inermis HBK |
Chou rouge Perdrix bois | Papilionacées | Dermatite; conjonctivite-rhinite; asthme |
| Aningérie spp. A. robuste Aubr. et Pell. A. altissima Aubr. et Pell. Antiaris africain Engl. A. Welwitschi Engl. |
Aningeria Antiaris, ako, chen chen | Sapotacées Moracées | Conjonctivite-rhinite ; asthme Effets toxiques |
| Apuleia molaris épicéa (A. leiocarpa MacBride) (A.ferrea Marché.) |
Séquoia | Césalpinacées | Dermatite; effets toxiques |
| Araucaria angustifolia O. Ktze A. brésilienne Un riche. |
Pin de Paraná, araucaria | Araucariacées | Effets toxiques |
| Aspidospermie spp. A. peroba Pr. Tout. A. vargasii A. DC. |
Peroba rouge Pau marfim, pau amarello, pequia marfim, guatambu, amarilla, pequia | Apocynacées | Dermatite; conjonctivite- rhinite; asthme; effets toxiques |
| Astrocarie spp. | Paume | Palmacées | Dermatite; effets toxiques |
| Aucoumea klaineana Pierre | Acajou du Gabon | Burséracées | Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque |
| Autranella congolensis A.Chev. (Mimusops congolensis Le sauvage.) |
Mukulungu, autracon, elang, bouanga, kulungu | Sapotacées | Dermatite |
| Bactris spp. (Astrocarie spp.) | Paume | Palmacées | Dermatite; effets toxiques |
| Balfourodendron riedelianum Engl. | Guatambu, gutambu blanco | Rutacées | Dermatite |
| Batesia floribunda Benth. | Acapu rana | Césalpinacées | Effets toxiques |
| Berberis vulgaris L. | L'épine-vinette | Berberidaceae | Effets toxiques |
| Betula spp. B. alba L. (B. pendule Roth.) |
Merisier | Betulaceae | Dermatite |
| Blépharocarva involucrigera F. Müll. | Noyer cendré | Anacardiacées | Dermatite; conjonctivite-rhinite; asthme |
| Bombax brévicuspe Sprague B. chevalieri Pell |
Kondroti, seul | Bombacacées | Dermatite |
| Bowdichia spp. B. nitida Benth. B. guianensis canard (Diplotropis guianensis Benth.) (Diplotropis purpurea Amsh.) |
Sucupira noir | Papilionacées | Dermatite |
| Brachylaena hutchinsii clapier. | Muhuhu | Composées | Dermatite |
| Bréonia spp. | Molompangady | Rubiacées | Dermatite |
| brosimum spp. B. guianense Moyeu. (Piratinera guianensis Aubl.) |
Bois d'amourette, bois de lettre, bois de tigre | Moracées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Brya ébenus DC. (Amerimnum ébénus Sw.) Brya buxifolia Urbe. |
Ébène brun, ébène vert, ébène jamaïcain, ébène tropical américain | Papilionacées | Dermatite |
| Buxus sempervirens L. B. macowani olive. |
Buis européen, East London b., Cape b. | Buxacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Caesalpinia echinata Agneau. (Guilandina echinata Détruire.) | Bois du Brésil | Césalpinacées | Dermatite; effets toxiques |
| Callitris columellaris F. Müll. | Pin cyprès blanc | Cupressaceae | Dermatite; conjonctivite-rhinite; asthme |
| Calophyllum spp. C. brasiliense Cambre. |
Santa Maria, Jacareuba, Kurahura, Galba | Guttifères | Dermatite; effets toxiques |
| Campsiandra laurifolia Benth. | Acapu rana | Césalpinacées | Effets toxiques |
| Carpinus betulus | charme | Betulaceae | Dermatite |
| Cassia siaméa Lamk. | Tagayasan, muong dix, djohar | Césalpinacées | Dermatite; conjonctivite-rhinite; asthme |
| castanea dentata Borkh C. sativa Moulin. C. pumila Moulin. |
Châtaigne, châtaigne | Phagacées | Dermatite; conjonctivite-rhinite; asthme |
| Castanospermum australe A. Cunn. | Haricot noir, châtaigne d'Australie ou Moreton Bay | Papilionacées | Dermatite |
| Cedrela spp. (Toona spp.) | Cèdre rouge, cèdre australien | Meliaceae | Dermatite; conjonctivite-rhinite; asthme |
| Cedrus deodara (Roxb. ex. Lamb.) G. Don (C. libani Baril. lc) |
Deodar | Pinaceae | Dermatite; conjonctivite-rhinite; asthme |
| Celtis Brieyi Le sauvage. C. cannelle LDL. |
Diane Guenda |
Ulmacées | Dermatite |
| Chlorophora excelsa Benth. et Crochet I. C. regia A.Chev. C. tinctoria (L.) Barbouiller. |
Iroko, gelbholz, yellowood, kambala, mvule, odum, moule, teck africain, abang, tatajuba, fustic, mora | Moracées | Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque |
| Chloroxylone spp. C. swietenia A.DC. |
Bois de citronnier de Ceylan | Rutacées | Dermatite; effets toxiques |
| Chrysophylle spp. | Najara | Sapotacées | Dermatite |
| Cinnamomum camphora Nees et Ebeim | Camphrier asiatique, cannelle | Laureaceae | Effets toxiques |
| Cryptocarya pleurosperme Blanc et François | Noix empoisonnée | Laureaceae | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Dacrycarpus dacryoïdes (A. Rich.) de Laub. | Pin blanc de Nouvelle-Zélande | Podocarpacées | Dermatite; conjonctivite-rhinite; asthme |
| Dacrydium cupressinum Solland | Sempilor, rimu | Podocarpacées | conjonctivite-rhinite; asthme |
| Dactylocladus sténostachys olive. | Jong Kong, Merebong, Medang Tabak | Mélastomacées | Effets toxiques |
| Dalbergie spp. D. amerimnon Benth. D. grenadille Pitt. D. hypoleuca Standl. D. latifolia Roxb. D. mélanoxylon Guill. et Perr. D. nigra Pr. Tout. D.oliveri Pari D. rétusa Hemsl. D. sisso Roxb. D. stevensonii Standl. |
Ébène Foxwood rouge Palissandre indien, bois noir de Bombay, bois noir africain, pallisandre, riopalissandro, palissandre du Brésil, jacaranda palissandre de Birmanie Foxwood rouge Bois de nagaed, palissandre du Honduras |
Papilionacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Dialium spp. D. dinklangeri Des dommages. |
Eyoum, eyum | Césalpinacées | Dermatite; conjonctivite-rhinite; asthme |
| Diospyros spp. D. celebica Bach. D. crassiflore Hiern D. ébenum Koenig |
Ebène, Ebène d'Afrique Ebène de Macassar, Ebène d'Afrique, Ebène de Ceylan | Ébénacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Diptérocarpe spp. D. alatus Roxb. |
Keruing, gurjum, yang, keruing | Diptérocarpacées | Dermatite |
| Distemonanthus benthamianus Baille. | Movingui, ayan, anyaran, citronnier nigérian | Césalpinacées | Dermatite |
| Dysoxyle spp. D.fraseranum Benth. |
Acajou, merrain, haricot rouge | Meliaceae | dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| D. muelleri Benth. | Acajou rosé | ||
| Echirospermum balthazarii Pr. Tout. (Plathymenia reticulataBenth.) | Vinhático | Mimosacées | Dermatite; conjonctivite-rhinite; asthme |
| Entandophragme spp. E. angolense CDC E. candollei Des dommages. E. cylindrique Sprague E. utile Sprague |
À ce moment-là Kosipo, omo Sapelli, sapelli, abudikro Sipo, utile, assié, Kalungi, Mufumbi |
Meliaceae | Dermatite; alvéolite allergique extrinsèque |
| Érythrophloeum guineense G.Don E. ivorense A.Chev. |
Tali, missanda, eloun, massanda, sasswood, erun, arbre d'eau rouge | Césalpinacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Esenbeckia leiocarpa Engl. | Garantie | Rutacées | Dermatite |
| Eucalyptus spp. E. délégensis RT Retour E. hémiphloïe F. Müll. E. leucoxylon Jeune fille E. maculata Crochet. E. marginata Donn ex Sm. E. microthèque F. Müll. E. oblique L.Hérit. E. regnans F. Müll. E. saligna Sm. |
Frêne alpin Boîte grise Gomme jaune Gommier tacheté Sorbier |
Myrtacées | Dermatite; conjonctivite-rhinite; asthme |
| Euxylophora paraensis Moyeu. | Buis | Rutacées | Dermatite; conjonctivite-rhinite; asthme |
| Excoécarie africaine M.Arg. (Spirostachys africana Sabler) E. agallocha L. |
Bois de santal africain, tabootie, geor, aloewood, blind-your-eye | Euphorbiaceae | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Fagara spp. F. flava Krug et Urb. (Zanthoxylum flavum Vahl.) F. heitzii Aubr. et Pell. F. macrophylle Engl. |
Ponceuses jaunes, citronnier des Antilles, bois d'atlas, olon, bongo, mbanza | Rutacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Fagus spp. (Nothofage spp.) F. sylvatica L. |
Hêtre | Phagacées | Dermatite; conjonctivite-rhinite; asthme |
| Cupressoides Fitzroya (Moline) Johnston (F. patagonique Accrocher. F.) |
Alerte | Cupressaceae | Dermatite |
| Flindersia australis R.Br. F. brayleyana F. Müll. F. pimenteliana F. Müll. |
Teck australien, érable du Queensland, érable Silkwood, érable australien |
Rutacées | Dermatite |
| Fraxinus spp. F. excelsior L. |
Frêne | Oléacées | Dermatite |
| Gluta spp. G. rhengas L. (Mélanorrhée spp.) M. curtisii Pierre M. laccifera wallichii Crochet. |
Rengas, gluta Bois Renga Rengas |
Anacardiacées | Dermatite; effets toxiques |
| Gonioma Kamassi E. Mey. | Buis de Knysna, kamassi | Apocynacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Gonystylus bancanus Baille. | Ramin, Melawis, Akenia | Gonystylacées | Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque |
| Gossweilerodendron balsamiferum (Verme.) Des dommages. | Cèdre du Nigeria | Césalpinacées | Dermatite; conjonctivite-rhinite; asthme |
| Robusta grevillea A. Cunn. | Chêne soyeux | Protéacées | Dermatite |
| Gaïacum officinale L. | Gaïac, lignum vitae | Zygophyllacées | Dermatite; conjonctivite-rhinite; asthme |
| Garantie spp. G. cedrata Pell. G. laurentii Le sauvage. G.thompsonii Sprague |
Bossé Poirier nigérian Cèdre acajou Guaréa parfumé Garantie noire |
Meliaceae | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Halfordia scleroxyla F. Müll. H. papouana Lauterbe. |
Safran-cœur | Polygonacées | Dermatite; alvéolite allergique extrinsèque |
| Hernandie spp. H. sonora L. (H. guianensis Aubl.) |
Mirobolan, topolite | Hernandiacées | Dermatite |
| Hippomane mancinelle L. | Pomme de plage | Euphorbiaceae | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Illipé latifolia F. Müll. I. longifolia F. Müll. (Bassia latifolia Roxb.) (B. longifoliaRoxb.) |
Moak, teck edel | Sapotacées | Dermatite |
| Jacaranda spp. J. brasiliana Pers. Syn. (Bignonia brésilienne Agneau.) J. coerulea (JE.) Gris. |
Jacaranda Caroba, buis | Bignoniaceae | Dermatite |
| Juglans spp. J. nigra L. J. regia L. |
Noyer | Juglandacées | Dermatite; conjonctivite-rhinite; asthme |
| Genévrier sabina L. J.phoenicea L. J. virginiana L. |
Cèdre de Virginie, Cèdre rouge de l'Est | Cupressaceae | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Khaya antothèque CDC. K. ivorensis A.Chev. K. senegalensis R.Juss. |
Ogwango, acajou africain, krala Acajou des zones sèches | Meliaceae | Dermatite; alvéolite allergique extrinsèque |
| Cytise anagyroïde Médical. (Cytisus cytise L.) L. vulgaire Gris |
Cytise | Papilionacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Larix spp. L. caduque Moulin. L. Europea DC |
mélèze Mélèze d'Europe |
Pinaceae | Dermatite; conjonctivite-rhinite; asthme |
| Liquidambar styracifolia L. | Amberbaum, satin-nussbaum | Hamamélidacées | Dermatite |
| Liriodendron tulipifera L. | Whitewood américain, tulipier | Magnoliacées | Dermatite |
| Lovoa trichilioides Des dommages. (L. klaineana Pierre) | Dibetou, noyer africain, apopo, tigerwood, accompagnement | Meliaceae | dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| lucuma spp. (poutéria spp.) L. procera |
Guapeva, abiurana Massaranduba |
Sapotacées | Dermatite; conjonctivite-rhinite; asthme |
| Maba ébenus Wight. | Makassar-Ebenholz | Ébénacées | Dermatite |
| Machaerium pedicellatum vg. M. scléroxylon TULLE. M. violaceum vg. |
Kingswood | Papilionacées | Dermatite |
| Mansonia altissima A.Chev. | noyer nigérian | Sterculiacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Mélanoxylon brauna Cloison | Brauna, grauna | Césalpinacées | Dermatite |
| Microberlinia brazzavillensis A.Chev. M. bisulcata A.Chev. |
Bois de zèbre africain | Césalpinacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Millettia laurentii Le sauvage. M. stuhlmannii Taub. |
Wenge Panga-panga |
Papilionacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Mimusops spp. (Manilkara spp.) Mimusops spp. (Dumori spp.) (Tieghemella spp.) M. congolensis Le sauvage. (Autranella congolensis A.Chev.) M. Djave Engl. (Baillonelle toxisperma Pierre) M. heckelii Clapier. et Dalz. (Tieghemella heckelii Pierre) (Dumoria heckelii A.Chev.) |
Muirapiranga Makoré Mukulungu, autracon Moabi Acajou cerisier |
Sapotacées | Dermatite; conjonctivite-rhinite; asthme; allergique alvéolite extrinsèque; effets toxiques |
| Mitragyna ciliata Aubr. et Pell. M. stipulosa O.Ktze |
Vuku, peuplier d'Afrique Aboura |
Rubiacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Naucléa diderrichii Merrill (Sarcocéphale diderrichii Le sauvage.) Naucléa trillessi Merrill |
Bilinga, opepe, kussia, badi, buis d'Afrique de l'Ouest | Rubiacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Nesogordonia papaverifera R.Capuron | Kotibé, danta, epro, otutu, ovové, aborbora | Tiliacées | Effets toxiques |
| ocotea spp. O. bullata E. Mey O. porosa L.Barr. (Phoebe porosa Mez.) O. rodiaei Mez. (Nectandra rodiaei Schomb.) O. rubra Mez. O. usambarensis Engl. |
Stinkwood Laurel Noyer brésilien Coeur vert Louro vermelho Camphrier d'Afrique de l'Est |
Laureaceae | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Paratécome spp. P. alba P. peroba Kühlm. |
Peroba blanc brésilien Peroba blanc. p. |
Bignoniaceae | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Parinarium spp. P. guianense (Parinari spp.) (Brosimum spp.) P. variegatum |
Guyane-satinholz Antillen-satinholz |
Rosaceae | Dermatite |
| Peltogyne spp. P. densiflora Epicéa |
Bois bleu, cœur violet | Césalpinacées | Effets toxiques |
| Phyllanthus ferdinandi FvM. | Lignum vitae, chow way, remorquer la guerre | Euphorbiaceae | Dermatite; conjonctivite-rhinite; asthme |
| Picea spp. P. abies Karst. P. excelsa Lien. P. Mariana BSP. P.polita Carr. |
épicéa européen, bois blancs Épinette noire |
Pinaceae | Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque |
| pin spp. P. radiée D.Don |
Pin | Pinaceae | Dermatite; conjonctivite-rhinite; asthme |
| Piptadénie africaine Crochet f. Piptadeniastrum africain Brénan |
Dabema, dahoma, ekhimi agobin, mpewere, bukundu |
Mimosacées | Dermatite; conjonctivite-rhinite; asthme |
| Platanus spp. | avion | Platanacées | Dermatite |
| Pométie spp. P. pinnata Forst. |
Tain Kasai |
Sapindacées | Dermatite; conjonctivite-rhinite; asthme |
| Populus spp. | Peuplier | Salicacées | Dermatite; conjonctivite-rhinite; asthme |
| Prosopis juliflora DC | Noix de cajou | Mimosacées | Dermatite |
| Prunus spp. P. sérotine Ehrl. |
Cherry Cerise noire |
Rosaceae | dermatite; conjonctivite-rhinite; asthme |
| Pseudomorus brunoniana Bureau | Bois de manche blanc | Moracées | Dermatite; effets toxiques |
| Pseudotsuga douglasii Carr. (P. menziesii franc) | Sapin de Douglas, sapin rouge, épicéa de Douglas | Pinaceae | Dermatite; conjonctivite-rhinite; asthme |
| Pterocarpe spp. P. angolensis DC. P. indice Willd. P. santalinus LF (Vatairea guianensis Aubl.) |
Padouk africain, palissandre de Nouvelle-Guinée, bois de santal rouge, ponceuses rouges, bois de quassia | Papilionacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Pycnanthus angolensis Warbe. (P. kombo Warbe.) | Il suppliait | Myristicacées | Effets toxiques |
| Quercus spp. | chêne | Phagacées | Dermatite; conjonctivite-rhinite; asthme |
| Raputia alba Engl. R. magnifica Engl. |
Arapoca branca, arapoca | Rutacées | Dermatite |
| Rauwolfia pentaphylla Stapf. Ô. | peroba | Apocynacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Sandoricum spp. S. indice Cav. |
Sentul, katon, kra-ton, ketjapi, ça | Meliaceae | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Schinopsis lorentzii Engl. S. balansae Engl. |
Quebracho colorado, rouge q., San Juan, pau mulato | Anacardiacées | Dermatite; effets toxiques |
| Semercarpus australiensis Engl. S. anacardie L. |
Écrou de marquage | Anacardiacées | Dermatite; effets toxiques |
| Sequoia sempervirens Finl. | Séquoia, Californie séquoia |
Taxodiacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| shorea spp. | Alan, amande, balau rouge Blanc lourd, lauan rouge, L. blanc, L. jaune, mayapis, meranti bakau, M. rouge foncé, M. rouge clair, M. rouge, M. blanc, M. jaune, seraya rouge, seraya blanc |
Diptérocarpacées | Dermatite |
| S. assamica Teinturier | Lauan jaune, méranti blanc | ||
| Staudtia stipitata Warbe. (S.gabonensis Warbe.) | Niové | Myristicacées | Dermatite |
| Suisse spp. S. macrophylla King S. acajou Jacq. |
Acajou, acajou du Honduras, Tabasco m., bois de laurier, acajou américain, Acajou de Cuba |
Meliaceae | Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque; effets toxiques |
| Swintonia spicifère Crochet. S. floribunda Traiter. |
Merpauh | Anacardiacées | Dermatite |
| tabebuia spp. T.ipe Standl. (T. avellanedae Lor. ex-Gris.) T. guayacan Hensl. (T. lapacho K. Schum) |
Araguayen, ipé preto, lapacho | Bignoniaceae | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Taxus baccata L. | bois d'if | Taxaceae | Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque; effets toxiques |
| Tecoma spp. T. araliacée DC. T. lapacho |
Coeur vert Lapacho |
Bignoniaceae | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| tectona grandis L. | Teck, djati, kyun, teck | Verbenaceae | Dermatite; conjonctivite-rhinite; asthme; alvéolite allergique extrinsèque |
| Terminalia alée Roth. T.superba angl. et Diels. |
Laurier indien limba, afara, ofram, fraké, korina, akom |
Combretacées | Dermatite; conjonctivite-rhinite; asthme |
| Thuja occidentalis L. T. plicata D.Don T. standishii Carr. |
Cèdre blanc cèdre rouge de l'Ouest |
Cupressaceae | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Tieghemella africaine A.Chev. (Dumori spp.) T. heckelii Pierre |
Makoré, douka, okola, ukola, makoré, abacu, baku, cerisier africain | Sapotacées | Dermatite; conjonctivite-rhinite; asthme; effets toxiques |
| Triplochiton scléroxylon K. Schum | Obeche, samba, wawa, abachi, bois blanc africain, arere | Sterculiacées | Dermatite; conjonctivite-rhinite; asthme |
| Tsuga heterophylla Sarg. | Tsuga, pruche occidentale | Pinaceae | Dermatite |
| Turraeanthus africana Pell. | Avodire Lusamba |
Meliaceae | Dermatite; alvéolite allergique extrinsèque |
| Ulmus spp. | orme | Ulmacées | Dermatite |
| Vitex ciliés Pell. | Verbenaceae | Dermatite | |
| V. congolensis De Sauvage. et Th. Dur | Difundu | ||
| V.pachyphylla Bak. | Evine | ||
| Xylia dolabriforme Benth. | Mimosacées | Conjonctivite-rhinite ; | |
| X. xylocarpa Taub. | Pyinkado | asthme | |
| Zollernia paraensis Huber | bois de santo | Césalpinacées | Dermatite; effets toxiques |
Source : Istituto del Legno, Florence, Italie.
" AVIS DE NON-RESPONSABILITÉ : L'OIT n'assume aucune responsabilité pour le contenu présenté sur ce portail Web qui est présenté dans une langue autre que l'anglais, qui est la langue utilisée pour la production initiale et l'examen par les pairs du contenu original. Certaines statistiques n'ont pas été mises à jour depuis la production de la 4ème édition de l'Encyclopédie (1998)."