- Ви сте овде:
-
Početna

- Део ВИИИ. Несреће и управљање безбедношћу

Деца категорије

56. Превенција незгода (13)

56. Превенција незгода
Уредник поглавља: Јорма Саари
Преглед садржаја
Табеле и слике
увод
Јорма Саари
Концепти анализе незгода
Кирстен Јоргенсен
Теорија узрока незгода
Абдул Раоуф
Људски фактори у моделирању незгода
Анне-Марие Феиер и Анн М. Виллиамсон
Модели незгода: хомеостаза ризика
Гералд ЈС Вилде
Моделирање незгода
Андрев Р. Хале
Модели секвенци незгода
Рагнар Андерссон
Модели одступања у случају незгоде
Урбан Кјеллен
МАИМ: Информациони модел о несрећи у Мерсеисидеу
Харри С. Сханнон и Јохн Давиес
Принципи превенције: јавноздравствени приступ смањењу повреда на радном месту
Гордон С. Смитх и Марк А. Веазие
Теоријски принципи безбедности на раду
Реиналд Скиба
Принципи превенције: Безбедносне информације
Марк Р. Лехто и Јамес М. Миллер
Трошкови незгода на раду
Диего Андреони
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Таксономије за класификацију одступања
2. Хаддон Матрик се примењује на повреде моторних возила
3. Хаддонових десет стратегија противмера за изградњу
4. Безбедносне информације мапиране у редослед несреће
5. Препоруке у оквиру одабраних система упозорења
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.
|
|


















57. Ревизије, инспекције и истраге (7)
57. Ревизије, инспекције и истраге
Уредник поглавља: Јорма Саари
Преглед садржаја
Табеле и слике
Ревизије безбедности и ревизије управљања
Јохан Ван де Керкхов
Анализа опасности: модел узрока несреће
Јоп Гроеневег
Хардверске опасности
Царстен Д. Гроенберг
Анализа опасности: организациони фактори
Урбан Кјеллен
Инспекција радног места и спровођење прописа
Ентони Линехан
Анализа и извештавање: Увиђај удеса
Мицхел Монтеау
Пријављивање и састављање статистике незгода
Кирстен Јоргенсен
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Страте у политици квалитета и безбедности
2. ПАС елементи ревизије безбедности
3. Процена метода контроле понашања
4. Општи типови отказа и дефиниције
5. Концепти феномена незгоде
6. Променљиве које карактеришу несрећу
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.
|
|













58. Сигурносне апликације (17)
58. Сигурносне апликације
Уредници поглавља: Кеннетх Герецке и Цхарлес Т. Попе
Преглед садржаја
Табеле и слике
Системс Аналисис
Манх Трунг Хо
Сигурност ручних и преносивих електричних алата
Министарство рада САД—Управа за безбедност и здравље на раду; приредио Кеннетх Герецке
Покретни делови машина
Томас Бацкстром и Марианне Доос
Заштита машина
Министарство рада САД— Управа за безбедност и здравље на раду; приредио Кеннетх Герецке
Детектори присуства
Паул Сцхреибер
Уређаји за контролу, изолацију и пребацивање енергије
Рене Троклер
Апликације везане за безбедност
Дитмар Реинерт и Карлхеинз Мефферт
Софтвер и рачунари: хибридни аутоматизовани системи
Валдемар Карвовски и Јозеф Зурада
Принципи за пројектовање безбедних система управљања
Георг Вондрацек
Безбедносни принципи за ЦНЦ машине алатке
Тони Реч, Гвидо Шмитер и Алберт Марти
Принципи безбедности за индустријске роботе
Тони Реч, Гвидо Шмитер и Алберт Марти
Електрични, електронски и програмабилни електронски контролни системи за безбедност
Рон Белл
Технички захтеви за системе везане за безбедност засноване на електричним, електронским и програмабилним електронским уређајима
Џон Бразендејл и Рон Бел
Пренеси
Бенгт Спрингфелдт
Падови са узвишења
Јеан Артеау
Ограниченом простору
Неил МцМанус
Принципи превенције: руковање материјалима и унутрашњи саобраћај
Кари Хаккинен
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Могуће дисфункције контролног кола са два дугмета
2. Чувари машина
3. Уређаји
4. Методе храњења и избацивања
5. Комбинације струјних кола у командама машина
6. Нивои интегритета безбедности за системе заштите
7. Дизајн и развој софтвера
8. Ниво безбедносног интегритета: компоненте типа Б
9. Захтеви за интегритет: архитектуре електронских система
КСНУМКС. Падови са узвишења: Квебек 1982-1987
КСНУМКС.Типични системи за спречавање пада и заустављање пада
КСНУМКС. Разлике између превенције пада и заустављања пада
КСНУМКС. Узорак обрасца за процену опасних услова
КСНУМКС. Узорак дозволе за улазак
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.
|
|














































































59. Безбедносна политика и лидерство (7)
59. Политика безбедности и лидерство
Уредник поглавља: Јорма Саари
Преглед садржаја
Табеле и слике
Политика безбедности, лидерство и култура
Дан Петерсен
Безбедносна култура и управљање
Марцел Симард
Организациона клима и безбедност
Никол Дедоббелер и Франсоа Белан
Партиципативни процес унапређења радног места
Јорма Саари
Методе доношења одлука о безбедности
Терје Стен
Перцепција ризика
Бернхард Зимолонг и Рудигер Тримпоп
Прихватање ризика
Рудигер Тримпоп и Бернхард Зимолонг
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. Безбедносне климатске мере
2. Туттава и друге разлике у програмима/техникама
3. Пример најбоље радне праксе
4. Циљеви перформанси у фабрици штампарског мастила
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.




















60. Безбедносни програми (8)
60. Безбедносни програми
Уредник поглавља: Јорма Саари
Преглед садржаја
Табеле и слике
Истраживање заштите на раду: преглед
Херберт И. Линн и Алфред А. Амендола
Службе владе
Ентони Линехан
Услуге безбедности: Консултанти
Дан Петерсен
Спровођење програма безбедности
Том Б. Леамон
Успешни програми безбедности
Том Б. Леамон
Програми подстицаја за безбедност
Гералд ЈС Вилде
Промоција безбедности
Тхомас В. Планек
Студија случаја: Кампање за здравље и безбедност на раду на националном нивоу у Индији
КЦ Гупта
Столови
Кликните на везу испод да видите табелу у контексту чланка.
1. ОБМ вс. ТКМ модели мотивације запослених
2. Индијске фабрике: запошљавање и повреде
фигуре
Поставите показивач на сличицу да бисте видели наслов слике, кликните да бисте видели слику у контексту чланка.










Анализа опасности: модел узрока несреће
Овај чланак испитује улогу људских фактора у процесу узрока несреће и разматра различите превентивне мере (и њихову ефикасност) помоћу којих се људска грешка може контролисати, као и њихову примену на модел узрочности несреће. Људска грешка је важан узрок у најмање 90 свих индустријских несрећа. Док чисто техничке грешке и неконтролисане физичке околности такође могу допринети узрочности несреће, људска грешка је најважнији извор неуспеха. Повећана софистицираност и поузданост машина значи да се удео узрока несрећа који се приписују људској грешци повећава како се апсолутни број незгода смањује. Људска грешка је такође узрок многих од оних инцидената који, иако не доводе до повреда или смрти, ипак доводе до значајне економске штете за компанију. Као такав, он представља главни циљ за превенцију и постајаће све важнији. За ефикасне системе управљања безбедношћу и програме идентификације ризика важно је бити у стању да ефективно идентификује људску компоненту коришћењем опште анализе типа квара.
Природа људске грешке
Људска грешка се може посматрати као непостизање циља на начин који је планиран, било из локалне или шире перспективе, услед ненамерног или намерног понашања. Те планиране акције можда неће успети да постигну жељене резултате из следећа четири разлога:
1. Ненамерно понашање:
- Акције нису ишле по плану (лапсуси).
- Радња није извршена (лапси).
2. Намерно понашање:
- Сам план је био неадекватан (грешке).
- Било је одступања од првобитног плана (кршења).
Одступања се могу поделити у три класе: грешке на основу вештина, правила и знања.
- На нивоу вештина, понашање је вођено унапред програмираним акционим шемама. Задаци су рутински и континуирани, а повратне информације обично изостају.
- На нивоу заснованом на правилима, понашање је вођено општим правилима. Они су једноставни и могу се применити више пута у одређеним ситуацијама. Задаци се састоје од релативно честих секвенци акција које почињу након што се направи избор између правила или процедура. Корисник има избор: правила се не активирају аутоматски, већ се активно бирају.
- Понашање засновано на знању показује се у потпуно новим ситуацијама у којима нема доступних правила и где је потребно креативно и аналитичко размишљање.
У неким ситуацијама термин људска ограниченост било би прикладније него људска грешка. Такође постоје ограничења за способност предвиђања будућег понашања сложених система (Глеицк 1987; Цасти 1990).
Реасон и Ембреијев модел, Генериц Еррор Моделинг Систем (ГЕМС) (Реасон 1990), узима у обзир механизме за исправљање грешака на нивоу вјештина, правила и знања. Основна претпоставка ГЕМС-а је да свакодневно понашање подразумева рутинско понашање. Рутинско понашање се редовно проверава, али између ових повратних петљи, понашање је потпуно аутоматско. Пошто је понашање засновано на вештини, грешке су грешке. Када повратна информација покаже одступање од жељеног циља, примењује се корекција заснована на правилима. Проблем се дијагностикује на основу доступних симптома, а правило корекције се аутоматски примењује када се ситуација дијагностикује. Када се примени погрешно правило долази до грешке.
Када је ситуација потпуно непозната, примењују се правила заснована на знању. Симптоми се испитују у светлу знања о систему и његовим компонентама. Ова анализа може довести до могућег решења чија примена представља случај понашања заснованог на знању. (Такође је могуће да се проблем не може решити на дати начин и да се морају применити даља правила заснована на знању.) Све грешке на овом нивоу су грешке. Прекршаји се врше када се примени одређено правило за које се зна да је неприкладно: размишљање радника може бити да ће примена алтернативног правила трајати мање времена или је можда прикладнија за садашњу, вероватно изузетну ситуацију. Злонамјернија класа кршења укључује саботажу, предмет који није у оквиру овог члана. Када организације покушавају да елиминишу људску грешку, треба да узму у обзир да ли су грешке на нивоу вештина, правила или знања, пошто сваки ниво захтева сопствене технике (Гроеневег 1996).
Утицај на људско понашање: преглед
Коментар који се често даје у вези са одређеном несрећом гласи: „Можда особа то није схватила у том тренутку, али да се није понашала на одређени начин, несрећа се не би догодила.“ Велики део превенције несрећа има за циљ да утиче на кључни део људског понашања на који се алудира у овој примедби. У многим системима управљања безбедношћу, предложена решења и политике имају за циљ директан утицај на људско понашање. Међутим, веома је неуобичајено да организације процењују колико су такве методе заиста ефикасне. Психолози су много размишљали о томе како се најбоље утиче на људско понашање. У том погледу биће изложено следећих шест начина вршења контроле над људским грешкама и биће извршена евалуација релативне ефикасности ових метода у контроли људског понашања на дугорочној основи (Вагенаар 1992). (Види табелу 1.)
Табела 1. Шест начина за подстицање безбедног понашања и процена њихове исплативости
|
Не. |
Начин утицаја |
трошак |
Дугорочни ефекат |
Процена |
|
1 |
Не изазивајте безбедно понашање, |
висок |
низак |
слаб |
|
2 |
Реците онима који су укључени шта да раде. |
низак |
низак |
Средњи |
|
3 |
Награди и казни. |
Средњи |
Средњи |
Средњи |
|
4 |
Повећајте мотивацију и свест. |
Средњи |
низак |
слаб |
|
5 |
Изаберите обучено особље. |
висок |
Средњи |
Средњи |
|
6 |
Промените окружење. |
висок |
висок |
добро |
Не покушавајте да изазовете безбедно понашање, већ учините систем „безбедним“
Прва опција је да се ништа не утиче на понашање људи, већ да се радно место осмисли тако да шта год запослени ради, не резултира било каквим нежељеним исходом. Мора се признати да су, захваљујући утицају роботике и ергономије, дизајнери знатно побољшали лакоћу употребе опреме на радном месту. Међутим, готово је немогуће предвидјети све различите врсте понашања које људи могу показати. Осим тога, радници често сматрају такозвани дизајн без грешке изазовом да се „побиједи систем“. Коначно, пошто су дизајнери и сами људи, чак и веома пажљиво дизајнирана опрема може имати недостатке (нпр. Петроски 1992). Додатна корист овог приступа у односу на постојеће нивое опасности је маргинална, а у сваком случају почетни трошкови пројектовања и инсталације могу експоненцијално да порасту.
Реците онима који су укључени шта да раде
Друга опција је да се сви радници упуте о свакој појединачној активности како би се њихово понашање у потпуности ставило под контролу менаџмента. Ово ће захтевати опсежан и не баш практичан инвентар задатака и систем контроле инструкција. Пошто је свако понашање деаутоматизовано, то ће у великој мери елиминисати пропусте и пропусте све док упутства не постану део рутине и ефекат нестане.
Не помаже много ако људима кажете да је оно што раде опасно – већина људи то врло добро зна – јер ће сами донети своје изборе у погледу ризика без обзира на покушаје да их убеде у супротно. Њихова мотивација да то ураде биће да олакшају свој посао, да уштеде време, да изазову ауторитет и можда да побољшају своје изгледе за каријеру или траже неку финансијску награду. Учење људи је релативно јефтино, а већина организација има инструкције пре почетка посла. Али изван таквог система инструкција, ефикасност овог приступа је процењена као ниска.
Награди и казни
Иако су распореди награда и казни моћна и веома популарна средства за контролу људског понашања, они нису без проблема. Награда најбоље функционише само ако прималац сматра да је награда вредна у тренутку пријема. Кажњавање понашања које је изван контроле запосленог (лапсус) неће бити ефикасно. На пример, исплативије је побољшати безбедност у саобраћају променом услова који су у основи понашања у саобраћају него јавним кампањама или програмима кажњавања и награђивања. Чак и повећање шанси да буде „ухваћено“ неће нужно променити понашање особе, јер прилике за кршење правила и даље постоје, као и изазов успешног кршења. Ако ситуације у којима људи раде изазивају овакву повреду, људи ће аутоматски изабрати нежељено понашање без обзира на то како су кажњени или награђени. Ефикасност овог приступа је оцењена као средњег квалитета, јер је обично краткорочна.
Повећајте мотивацију и свест
Понекад се верује да људи изазивају несреће зато што немају мотивацију или нису свесни опасности. Ова претпоставка је погрешна, као што су студије показале (нпр. Вагенаар и Гроеневег 1987). Штавише, чак и ако су радници способни да тачно процене опасност, они не морају нужно да поступају у складу са тим (Круиссе 1993). Несреће се дешавају чак и људима са најбољом мотивацијом и највишим степеном свести о безбедности. Постоје ефикасне методе за побољшање мотивације и свести о којима се говори у наставку под „Промени окружење“. Ова опција је деликатна: за разлику од потешкоћа да се додатно мотивишу људи, скоро је превише лако демотивисати запослене до те мере да се чак и саботажа разматра.
Ефекти програма за унапређење мотивације су позитивни само када су у комбинацији са техникама модификације понашања као што је укључивање запослених.
Изаберите обучено особље
Прва реакција на несрећу често је да су учесници морали бити некомпетентни. Гледајући уназад, некоме довољно интелигентном и адекватно обученом, сценарији несреће изгледају једноставни и лако их је могуће спречити, али ова појава је варљива: у ствари, запослени који су укључени нису могли да предвиде несрећу. Дакле, боља обука и селекција неће имати жељени ефекат. Међутим, основни ниво обуке је предуслов за безбедне операције. Тенденција у неким индустријама да се искусно особље замени неискусним и неадекватно обученим људима треба обесхрабрити, јер све сложеније ситуације захтевају размишљање засновано на правилима и знању које захтева ниво искуства који такво особље са нижим трошковима често нема.
Негативна нуспојава веома доброг упућивања људи и одабира само најкласификованих људи је то што понашање може постати аутоматско и доћи до промашаја. Избор је скуп, док ефекат није већи од средњег.
Промените окружење
Већина понашања се јавља као реакција на факторе у радном окружењу: распоред рада, планове и очекивања и захтеве менаџмента. Промена у окружењу доводи до другачијег понашања. Пре него што се радно окружење може ефикасно променити, мора се решити неколико проблема. Прво, морају се идентификовати фактори животне средине који узрокују нежељено понашање. Друго, ови фактори се морају контролисати. Треће, менаџмент мора дозволити дискусију о њиховој улози у стварању неповољног радног окружења.
Практичније је утицати на понашање стварањем одговарајућег радног окружења. Проблеми које треба решити пре него што се ово решење примени у пракси су (1) да се мора знати који фактори околине изазивају нежељено понашање, (2) да се ови фактори морају контролисати и (3) да се морају донети претходне управљачке одлуке. разматра (Вагенаар 1992; Гроеневег 1996). Сви ови услови заиста могу бити испуњени, као што ће бити аргументовано у наставку овог чланка. Ефикасност модификације понашања може бити висока, иако промена окружења може бити прилично скупа.
Модел узрока несреће
Да би се стекао бољи увид у контролисане делове процеса узрока несреће, неопходно је разумевање могућих повратних спрега у безбедносном информационом систему. На слици 1 је приказана комплетна структура безбедносног информационог система који може да чини основу управљачке контроле људске грешке. То је прилагођена верзија система који су представили Реасон ет ал. (1989).
Слика 1. Безбедносни информациони систем

Истрага несреће
Када се несреће истражују, праве се значајни извештаји и доносиоци одлука добијају информације о компоненти људске грешке у несрећи. На срећу, ово постаје све више застарело у многим компанијама. Ефикасније је анализирати „оперативне сметње” које претходе несрећама и инцидентима. Ако се несрећа опише као сметња у раду праћена њеним последицама, онда је клизање са пута оперативна сметња, а смрт јер возач није везан појасом је несрећа. Баријере су можда биле постављене између оперативног поремећаја и несреће, али нису успеле или су пробијене или заобиђене.
Небезбедна ревизија радњи
Погрешна радња коју је починио запослени назива се „подстандардном радњом“, а не „небезбедним чином“ у овом члану: чини се да појам „небезбедно“ ограничава применљивост термина на безбедност, док се такође може применити на на пример, еколошким проблемима. Подстандардне радње се понекад евидентирају, али детаљне информације о томе који су промашаји, грешке и прекршаји учињени и зашто су учињени тешко да се враћају вишим нивоима управљања.
Испитивање душевног стања запосленог
Пре него што је почињено дело испод стандарда, особа која је укључена била је у одређеном стању ума. Када би се ови психолошки претходници, попут журбе или осећаја туге, могли адекватно контролисати, људи се не би нашли у стању ума у којем би починили нешто испод стандарда. Пошто се ова стања ума не могу ефикасно контролисати, такви прекурсори се сматрају материјалом „црне кутије“ (слика 1).
Општи типови отказа
Оквир ГФТ (генерални тип квара) на слици 1 представља механизме генерисања удеса – узроке подстандардних радњи и ситуација. Пошто се ови подстандардни поступци не могу директно контролисати, неопходно је променити радно окружење. Радно окружење је одређено са 11 таквих механизама (табела 2). (У Холандији скраћеница ГФТ већ постоји у потпуно другачијем контексту и има везе са еколошки прихватљивим одлагањем отпада, а да не би било забуне користи се други термин: основни фактори ризика (БРФ) (Рогвеен 1994).)
Табела 2. Општи типови отказа и њихове дефиниције
|
Општи неуспеси |
Дефиниције |
|
1. Дизајн (ДЕ) |
Кварови због лошег пројектовања читавог постројења као и појединачних |
|
2. Хардвер (ХВ) |
Кварови због лошег стања или недоступности опреме и алата |
|
3. Процедуре (ПР) |
Кварови због лошег квалитета оперативних процедура са |
|
4. Примена грешке |
Пропусте услед лошег квалитета радне средине, са |
|
5. Одржавање домаћинства (ХК) |
Кварови због лошег одржавања |
|
6. Обука (ТР) |
Неуспеси због неадекватне обуке или недовољног искуства |
|
7. Некомпатибилни циљеви (ИГ) |
Неуспеси због лоше безбедности и унутрашњег благостања |
|
8. Комуникација (ЦО) |
Кварови због лошег квалитета или одсуства линија комуникације |
|
9. Организација (ОР) |
Неуспеси због начина на који се води пројекат |
|
КСНУМКС. одржавање |
Кварови због лошег квалитета процедура одржавања |
|
11. Одбрана (ДФ) |
Кварови услед лошег квалитета заштите од хазарда |
ГФТ кутији претходи кутија „доносиоца одлука“, пошто ови људи у великој мери одређују колико се добро управља ГФТ-ом. Задатак менаџмента је да контролише радно окружење управљањем 11 ГФТ-ова, чиме индиректно контролише појаву људске грешке.
Сви ови ГФТ могу допринети несрећама на суптилне начине дозвољавајући непожељне комбинације ситуација и радњи да се споје, повећавајући шансе да ће одређене особе починити подстандардне радње и не обезбеђујући средства за прекид секвенци незгода које су већ у току.
Постоје два ГФТ-а која захтевају нека додатна објашњења: управљање одржавањем и одбрана.
Управљање одржавањем (ММ)
Пошто је управљање одржавањем комбинација фактора који се могу наћи у другим ГФТ-овима, то није, стриктно говорећи, посебан ГФТ: овај тип управљања се суштински не разликује од других функција управљања. Може се третирати као одвојено питање јер одржавање игра важну улогу у многим сценаријима незгода и зато што већина организација има посебну функцију одржавања.
Одбрана (ДФ)
Категорија одбране такође није прави ГФТ, јер није повезана са самим процесом узрочности несреће. Овај ГФТ је повезан са оним што се дешава после оперативни поремећај. Она сама по себи не генерише ни психолошка стања ума ни подстандардна дела. То је реакција која прати неуспех услед деловања једног или више ГФТ-ова. Иако је заиста тачно да систем управљања безбедношћу треба да се фокусира на контролисане делове ланца узрока несреће пре и не после нежељени инцидент, ипак се појам одбране може користити да опише уочену ефикасност безбедносних баријера након што је дошло до поремећаја и да покаже како оне нису успеле да спрече стварну несрећу.
Менаџерима је потребна структура која ће им омогућити да повежу идентификоване проблеме са превентивним акцијама. Мере предузете на нивоу безбедносних баријера или подстандардних радњи су и даље неопходне, иако ове мере никада не могу бити у потпуности успешне. Веровати баријерама „последње линије“ значи веровати факторима који су у великој мери ван контроле менаџмента. Менаџмент не би требало да покушава да управља таквим неконтролисаним спољним уређајима, већ уместо тога мора да покуша да своје организације учини безбеднијим на сваком нивоу.
Мерење нивоа контроле људске грешке
Утврђивање присуства ГФТ-а у организацији омогућиће истражитељима несрећа да идентификују слабе и јаке тачке у организацији. Уз такво знање, може се анализирати несреће и елиминисати или ублажити њихове узроке и идентификовати структурне слабости унутар компаније и поправити их пре него што оне заиста допринесу несрећи.
Истрага несреће
Задатак аналитичара незгода је да идентификује факторе који доприносе и да их категоризује. Колико пута је фактор који доприноси идентификован и категорисан у смислу ГФТ-а указује на степен у којем је овај ГФТ присутан. Ово се често ради помоћу контролне листе или програма за компјутерску анализу.
Могуће је и пожељно комбиновати профиле из различитих али сличних врста незгода. Закључци засновани на акумулацији истрага несреће у релативно кратком времену су далеко поузданији од оних извучених из студије у којој се профил незгоде заснива на једном догађају. Пример оваквог комбинованог профила приказан је на слици 2, на којој су приказани подаци који се односе на четири појаве једне врсте незгода.

Неки од ГФТ-а - дизајн, процедуре и некомпатибилни циљеви - имају константно високе резултате у све четири посебне незгоде. То значи да су у свакој несрећи идентификовани фактори који су повезани са овим ГФТ. Што се тиче профила незгоде 1, дизајн је проблем. Одржавање домаћинства, иако представља велики проблем у несрећи 1, представља само мањи проблем ако се анализира више од прве незгоде. Предлаже се да се око десет сличних типова незгода истражи и комбинује у профил пре него што се предузму далекосежне и можда скупе корективне мере. На овај начин, идентификација фактора који доприносе и каснија категоризација ових фактора може се извршити на веома поуздан начин (Ван дер Сцхриер, Гроеневег и ван Амеронген 1994).
Проактивно идентификовање ГФТ-ова унутар организације
Могуће је квантификовати присуство ГФТ-а проактивно, без обзира на појаву несрећа или инцидената. То се ради тражењем индикатора присуства тог ГФТ-а. Индикатор који се користи у ову сврху је одговор на једноставно питање са да или не. Ако се одговори на нежељени начин, то је показатељ да нешто не функционише како треба. Пример индикаторског питања је: „Да ли сте у последња три месеца ишли на састанак за који се испоставило да је отказан?“ Ако запослени на питање одговори потврдно, то не мора да значи опасност, али указује на недостатак у једном од ГФТ-а — комуникацији. Међутим, ако се одговори на довољно питања која тестирају дати ГФТ на начин који указује на непожељан тренд, то је сигнал менаџменту да нема довољну контролу над тим ГФТ.
Да би се направио безбедносни профил система (ССП), потребно је одговорити на 20 питања за сваки од 11 ГФТ-а. Сваком ГФТ-у се додељује оцена у распону од 0 (низак ниво контроле) до 100 (висок ниво контроле). Резултат се израчунава у односу на просек индустрије у одређеном географском подручју. Пример ове процедуре бодовања је представљен у оквиру.
Индикатори су псеудо-случајно извучени из базе података са неколико стотина питања. Ниједна наредне контролне листе немају заједничка питања, а питања су састављена на такав начин да је покривен сваки аспект ГФТ-а. Неисправан хардвер може, на пример, бити резултат или одсуства опреме или неисправне опреме. Оба аспекта треба да буду обухваћена контролном листом. Расподела одговора на сва питања је позната, а контролне листе су уравнотежене за једнаку тежину.
Могуће је упоредити резултате добијене са различитим контролним листама, као и оне добијене за различите организације или одељења или исте јединице током одређеног временског периода. Урађени су опсежни тестови валидације како би се осигурало да сва питања у бази података имају валидност и да су сва индикативне за ГФТ који треба да се мери. Већи резултати указују на виши ниво контроле – то јест, на више питања је одговорено на „жељени“ начин. Оцена од 70 указује да је ова организација рангирана међу 30 најбољих (тј. 100 минус 70) упоредивих организација у овој врсти индустрије. Иако резултат од 100 не значи нужно да ова организација има потпуну контролу над ГФТ-ом, то значи да је у погледу овог ГФТ-а организација најбоља у индустрији.
Пример ССП-а је приказан на слици 3. Слабе области Организације 1, као што је илустровано тракама на графикону, су процедуре, некомпатибилни циљеви и услови за спровођење грешака, јер имају резултате испод индустријског просека као што је приказано тамним сива зона. Резултати за одржавање домаћинства, хардвера и одбране су веома добри у Организацији 1. На површини, ова добро опремљена и уредна организација са свим постављеним сигурносним уређајима изгледа као безбедно место за рад. Организација 2 има резултате тачно у просеку индустрије. Нема већих недостатака, и иако су резултати на хардверу, одржавању домаћинства и одбрани нижи, ова компанија управља (у просеку) компонентом људске грешке у несрећама боље од Организације 1. Према моделу узрочности несрећа, Организација 2 је безбеднија од Организација 1, иако то не би нужно било очигледно у поређењу организација у „традиционалним“ ревизијама.
Слика 3. Пример безбедносног профила система

Ако би ове организације морале да одлуче где да расподеле своје ограничене ресурсе, приоритет би имале четири области са исподпросечним ГФТ. Међутим, не може се закључити да, будући да су остали ГФТ резултати тако повољни, ресурси могу бити безбедно повучени из њиховог одржавања, јер су ти ресурси оно што их је највероватније држало на тако високом нивоу.
Закључци
Овај чланак се дотакао теме људске грешке и спречавања несрећа. Преглед литературе о контроли компоненте људске грешке у незгодама дао је сет од шест начина на које се може покушати утицати на понашање. Само једно, реструктурирање окружења или модификација понашања како би се смањио број ситуација у којима су људи склони да почине грешку, има разумно повољан ефекат у добро развијеној индустријској организацији у којој су већ учињени многи други покушаји. Биће потребна храброст од стране менаџмента да препозна да ове неповољне ситуације постоје и да мобилише ресурсе који су потребни да би се извршила промена у компанији. Осталих пет опција не представљају корисне алтернативе, јер ће имати мали или никакав ефекат и биће прилично скупе.
„Контрола контролисаног“ је кључни принцип који подржава приступ представљен у овом чланку. ГФТ-ови морају бити откривени, нападнути и елиминисани. 11 ГФТ су механизми који су се показали као део процеса узрочности несреће. Десет од њих има за циљ спречавање оперативних поремећаја, а један (одбрана) је усмерен на спречавање да сметња у раду прерасте у несрећу. Елиминисање утицаја ГФТ-а има директан утицај на смањење узрока несрећа које доприносе. Питања у контролној листи имају за циљ мерење „здравственог стања“ датог ГФТ-а, и са општег и са безбедносног становишта. Безбедност се посматра као саставни део нормалног рада: обављање посла онако како треба. Ово гледиште је у складу са недавним приступима управљања „оријентисаним на квалитет“. Доступност политика, процедура и алата за управљање није главна брига управљања безбедношћу: пре је питање да ли се ове методе заиста користе, разумеју и поштују.
Приступ описан у овом чланку концентрише се на системске факторе и начин на који се одлуке менаџмента могу превести у небезбедне услове на радном месту, за разлику од конвенционалног веровања да пажњу треба усмерити ка појединим радницима који обављају небезбедне радње, њиховим ставовима, мотивације и перцепције ризика.
Индикација нивоа контроле коју ваша организација има над ГФТ „комуникацијом“
У овом пољу је приказана листа од 20 питања. На питања са ове листе одговорили су запослени у више од 250 организација у Западној Европи. Ове организације су деловале у различитим областима, од хемијских компанија до рафинерија и грађевинских компанија. Обично би ова питања била прилагођена за сваку грану. Ова листа служи само као пример да покаже како алатка ради за један од ГФТ-ова. Одабрана су само она питања која су се показала толико „општа“ да су применљива у најмање 80% индустрија.
У „стварном животу“ запослени не би морали само да одговарају на питања (анонимно), већ би морали и да мотивишу своје одговоре. Није довољно одговорити са „Да“ на, на пример, индикатору „Да ли сте морали да радите у протекле 4 недеље са застарелом процедуром?“ Запослени би морао да назначи о којој се процедури ради и под којим условима се мора применити. Ова мотивација има два циља: повећава поузданост одговора и пружа менаџменту информације на које може да делује.
Опрез је такође неопходан када се тумачи проценат процената: у стварном мерењу, свака организација би се упоредила са репрезентативним узорком организација повезаних са граном за сваки од 11 ГФТ-ова. Расподела перцентила је од маја 1995. године, и ова расподела се незнатно мења током времена.
Како измерити „ниво контроле“
Одговорите на свих 20 индикатора имајући на уму своју ситуацију и пазите на временска ограничења у питањима. Нека од питања можда нису применљива у вашој ситуацији; одговорите на њих са „на“ Можда вам је немогуће да одговорите на нека питања; одговори на њих знаком питања „?”.
Након што одговорите на сва питања, упоредите своје одговоре са референтним одговорима. Добијате поен за свако „тачно“ одговорено питање.
Додајте број бодова заједно. Израчунајте проценат тачно одговорених питања тако што ћете број поена поделити са бројем питања на која сте одговорили са „Да“ или „Не“. "на" и "?" одговори се не узимају у обзир. Резултат је проценат између 0 и 100.
Мерење се може учинити поузданијим ако више људи одговара на питања и усредњавањем њихових резултата на нивоима или функцијама у организацији или упоредивим одељењима.
Двадесет питања о ГФТ „Комуникација“
Могући одговори на питања: И = Да; Н = Не; на = није применљиво; ? = не знам.
- Да ли вам је телефонски именик у последње 4 недеље дао нетачне или недовољне информације?
- Да ли је ваш телефонски разговор у последње 2 недеље био прекинут због квара на телефонском систему?
- Да ли сте прошле недеље примили пошту која није била релевантна за вас?
- Да ли је било интерне или екстерне ревизије у последњих 9 месеци вашег канцеларијског папира?
- Да ли је више од 20% информација које сте примили у протекле 4 недеље означено као „хитно“?
- Да ли сте у протекле 4 недеље морали да радите са процедуром која је била тешка за читање (нпр. проблеми са фразом или језиком)?
- Да ли сте у протекле 4 недеље били на састанку за који се испоставило да уопште није одржан?
- Да ли је било дана у протекле 4 недеље када сте имали пет или више састанака?
- Да ли у вашој организацији постоји „кутија за предлоге“?
- Да ли је од вас тражено да разговарате о неком питању у последња 3 месеца за који се касније испоставило да је већ одлучено?
- Да ли сте у протекле 4 недеље послали информације које никада нису примљене?
- Да ли сте у протеклих 6 месеци примили информације о променама политика или процедура више од месец дана након што су оне ступиле на снагу?
- Да ли је вашем руководству послат записник са последња три састанка о безбедности?
- Да ли је менаџмент „канцеларије“ остао најмање 4 сата на локацији приликом последње посете?
- Да ли сте у протекле 4 недеље морали да радите са процедурама са опречним информацијама?
- Да ли сте у року од 3 дана добили повратне информације о захтевима за информације у последње 4 недеље?
- Да ли људи у вашој организацији говоре различите језике или дијалекте (различити матерњи језик)?
- Да ли је више од 80% повратних информација које сте добили (или дали) од менаџмента у последњих 6 месеци било „негативне природе“?
- Да ли постоје делови локације/радног места где је тешко разумети једни друге због екстремних нивоа буке?
- Да ли су у протекле 4 недеље испоручени алати и/или опрема који нису били наручени?
Референтни одговори:
1 = Н; 2 = Н; 3 = Н; 4 = И; 5 = Н; 6 = Н; 7 = Н; 8 = Н; 9 = Н; 10 = Н; 11 = Н; 12 = Н; 13 = И; 14 = Н; 15 = Н; 16 = И; 17 = Н; 18 = Н; 19 = И; 20 = Н.
Бодовање ГФТ „Комуникација“
Проценти резултат = (a/bк КСНУМКС
где a = бр. питања на која је тачно одговорено
где b = бр. питања на која је одговорено „И” или „Н”.
|
Ваш резултат % |
Перцентил |
% |
Једнако или боље |
|
0-10 |
0-1 |
100 |
99 |
|
11-20 |
2-6 |
98 |
94 |
|
21-30 |
7-14 |
93 |
86 |
|
31-40 |
15-22 |
85 |
78 |
|
41-50 |
23-50 |
79 |
50 |
|
51-60 |
51-69 |
49 |
31 |
|
61-70 |
70-85 |
30 |
15 |
|
71-80 |
86-97 |
14 |
3 |
|
81-90 |
98-99 |
2 |
1 |
|
91-100 |
99-100 |
Хардверске опасности
Овај чланак се бави „машинским“ опасностима, онима које су специфичне за прибор и хардвер који се користи у индустријским процесима повезаним са посудама под притиском, опремом за обраду, моћним машинама и другим суштински ризичним операцијама. Овај чланак се не бави опасностима за раднике, које имплицирају радње и понашање појединаца, као што су клизање на радним површинама, падање са висине и опасности од употребе обичних алата. Овај чланак се фокусира на опасности од машина, које су карактеристичне за индустријско радно окружење. С обзиром да ове опасности прете свима који су присутни и могу чак бити претња суседима и спољашњој средини, методе анализе и средства за превенцију и контролу су сличне методама које се користе за суочавање са ризицима по животну средину од индустријских активности.
Машинске опасности
Хардвер доброг квалитета је веома поуздан, а већина кварова је узрокована секундарним ефектима попут пожара, корозије, злоупотребе и тако даље. Ипак, хардвер може бити истакнут у одређеним несрећама, јер је хардверска компонента која је у квару често најупадљивија или видљиво истакнута карика у ланцу догађаја. Иако је термин хардвер Када се користи у ширем смислу, илустративни примери кварова хардвера и њиховог непосредног „окружења“ у узроцима незгода узети су са индустријских радних места. Типични кандидати за истраживање опасности од „машине” укључују, али нису ограничени на следеће:
- посуде под притиском и цеви
- мотори, мотори, турбине и друге ротационе машине
- хемијских и нуклеарних реактора
- скеле, мостови итд.
- ласери и други енергетски радијатори
- машине за сечење и бушење итд.
- опрема за заваривање.
Ефекти енергије
Опасности од хардвера могу укључивати погрешну употребу, грешке у конструкцији или честа преоптерећења, и сходно томе њихова анализа и ублажавање или превенција могу да иду у прилично различитим правцима. Међутим, физички и хемијски облици енергије који измичу људској контроли често су у средишту хардверских опасности. Стога, један веома општи метод за идентификацију хардверских опасности је тражење енергије која се обично контролише са стварним делом опреме или машина, као што је посуда под притиском која садржи амонијак или хлор. Друге методе користе сврху или предвиђену функцију стварног хардвера као полазну тачку, а затим траже вероватне ефекте кварова и кварова. На пример, мост који не испуни своју примарну функцију изложиће субјекте на мосту ризику од пада; други ефекти урушавања моста биће секундарни ефекти пада предмета, било конструктивних делова моста или објеката који се налазе на мосту. Даље у ланцу последица, могу постојати изведени ефекти који се односе на функције у другим деловима система које су зависиле од тога да мост правилно обавља своју функцију, као што је прекид саобраћаја возила хитног реаговања на други инцидент.
Поред концепта „контролисане енергије“ и „наменске функције“, опасне супстанце се морају позабавити постављањем питања као што су: „Како би се агенс Кс могао ослободити из посуда, резервоара или система цеви и како би се агенс И могао произвести?“ (једно или оба могу бити опасни). Агент Кс може бити гас под притиском или растварач, а агенс И може бити изузетно токсичан диоксин чијем стварању погодују "праве" температуре у неким хемијским процесима, или може бити произведен брзом оксидацијом, као резултат пожара. . Међутим, могуће опасности су много више од ризика од опасних супстанци. Могу постојати услови или утицаји који дозвољавају присуство одређеног хардвера да доведе до штетних последица по људе.
Индустријско радно окружење
Опасности од машина такође укључују факторе оптерећења или стреса који могу бити опасни на дужи рок, као што су следеће:
- екстремне радне температуре
- високи интензитет светлости, буке или других надражаја
- лошији квалитет ваздуха
- екстремни захтеви посла или радна оптерећења.
Ове опасности се могу препознати и предузети мере предострожности јер опасни услови већ постоје. Они не зависе од неке структурне промене у хардверу која ће наступити и довести до штетног резултата, или од неког посебног догађаја који би проузроковао штету или повреду. Дуготрајне опасности такође имају специфичне изворе у радном окружењу, али се морају идентификовати и проценити посматрањем радника и послова, уместо само анализом хардверске конструкције и функција.
Опасне опасности од хардвера или машина су обично изузетне и ретко се налазе у здравом радном окружењу, али се не могу у потпуности избећи. Неколико врста неконтролисане енергије, као што су следећи узрочници ризика, може бити непосредна последица квара хардвера:
- штетно испуштање опасног гаса, течности, прашине или других супстанци
- пожар и експлозија
- високих напона
- падајућих предмета, пројектила итд.
- електрична и магнетна поља
- сечење, заробљавање итд.
- померање кисеоника
- нуклеарно зрачење, рендгенски зраци и ласерско светло
- поплава или утапање
- млазови вруће течности или паре.
Агенти ризика
Покретни објекти. Падајући и летећи објекти, токови течности и млазови течности или паре, као што су наведени, често су прве спољашње последице квара хардвера или опреме и чине велики део незгода.
Хемијске супстанце. Хемијске опасности такође доприносе несрећама радника, као и утичу на животну средину и јавност. Несреће у Севесу и Бхопалу укључивале су испуштање хемикалија које су погодиле бројне грађане, а многи индустријски пожари и експлозије испуштају хемикалије и испарења у атмосферу. Саобраћајне незгоде у којима учествују камиони за доставу бензина или хемикалија или друге опасне материје, обједињују два фактора ризика - покретне предмете и хемијске супстанце.
Електромагнетна енергија. Електрична и магнетна поља, рендгенски зраци и гама зраци су све манифестације електромагнетизма, али се често третирају одвојено јер се сусрећу у прилично различитим околностима. Међутим, опасности од електромагнетизма имају неке опште особине: поља и зрачење продиру у људска тела уместо да само остварују контакт на месту примене, и не могу се директно осетити, иако веома велики интензитети изазивају загревање захваћених делова тела. Магнетна поља се стварају протоком електричне струје, а интензивна магнетна поља се налазе у близини великих електромотора, опреме за електролучно заваривање, апарата за електролизу, металних радова и тако даље. Електрична поља прате електричну напетост, а чак и обични мрежни напони од 200 до 300 волти изазивају накупљање прљавштине током неколико година, што је видљив знак постојања поља, ефекат познат и у вези са електричним водовима високог напона, ТВ цевима , компјутерски монитори и тако даље.
Електромагнетна поља се углавном налазе прилично близу својих извора, али су електромагнетна радијација је путник на велике удаљености, што показују радар и радио таласи. Електромагнетно зрачење се расејава, одбија и пригушује док пролази кроз простор и сусреће се са објектима, површинама, различитим супстанцама и атмосферама и слично; њен интензитет се стога смањује на више начина.
Општи карактер електромагнетних (ЕМ) извора опасности је:
- Инструменти су потребни за откривање присуства ЕМ поља или ЕМ зрачења.
- ЕМ не оставља примарне трагове у облику „контаминације“.
- Опасни ефекти су обично одложени или дуготрајни, али у тешким случајевима изазивају се тренутне опекотине.
- Кс зраци и гама зраци су пригушени, али не и заустављени, оловом и другим тешким елементима.
- Магнетна поља и рендгенски зраци се заустављају одмах када се извор искључи или искључи опрема.
- Електрична поља могу опстати дуги период након искључивања система за производњу.
- Гама зраци долазе из нуклеарних процеса, а ови извори зрачења се не могу искључити као ни многи ЕМ извори.
Нуклеарно зрачење. Опасности повезане са нуклеарним зрачењем су од посебне важности за раднике у нуклеарним електранама и у постројењима која раде са нуклеарним материјалима као што су производња горива и поновна обрада, транспорт и складиштење радиоактивних материја. Извори нуклеарног зрачења се такође користе у медицини иу неким индустријама за мерење и контролу. Једна од најчешћих употреба је код пожарних аларма/детектора дима, који користе емитер алфа честица попут америцијума за праћење атмосфере.
Нуклеарне опасности су углавном усредсређене на пет фактора:
- гама зраци
- неутрони
- бета честице (електрони)
- алфа честице (језгра хелијума)
- контаминација.
Опасности произилазе из радиоактивно процеси у нуклеарној фисији и распадању радиоактивних материјала. Ова врста радијације се емитује из процеса реактора, реакторског горива, материјала реакторског модератора, из гасовитих фисионих продуката који се могу развити и из одређених грађевинских материјала који се активирају излагањем радиоактивним емисијама које произилазе из рада реактора.
Други узрочници ризика. Друге класе агенаса ризика који ослобађају или емитују енергију укључују:
- УВ зрачење и ласерско светло
- инфрасоунд
- звук високог интензитета
- вибрација
Покретање хардверских опасности
Оба изненадан постепен прелазак из контролисаног - или "безбедног" - стања у стање са повећаном опасношћу може се десити кроз следеће околности, које се могу контролисати одговарајућим организационим средствима као што су корисничко искуство, образовање, вештине, надзор и тестирање опреме:
- хабања и преоптерећења
- спољни утицај (пожар или удар)
- старење и неуспех
- погрешно снабдевање (енергија, сировине)
- недовољно одржавање и поправке
- грешка контроле или процеса
- злоупотребу или погрешну примену
- квар хардвера
- неисправност баријере.
Пошто правилни рад не може поуздано да надокнади неправилан дизајн и уградњу, важно је размотрити цео процес, од избора и дизајна преко инсталације, употребе, одржавања и тестирања, како би се проценило стварно стање и услови хардверског предмета.
Случај опасности: резервоар за гас под притиском
Гас се може налазити у одговарајућим посудама за складиштење или транспорт, као што су боце за гас и кисеоник које користе заваривачи. Често се гасом рукује под високим притиском, што омогућава велико повећање капацитета складиштења, али са већим ризиком од несреће. Кључни случајни феномен у складиштењу гаса под притиском је изненадно стварање рупе у резервоару, са овим резултатима:
- престаје функција затварања резервоара
- ограничени гас добија непосредан приступ околној атмосфери.
Развој такве незгоде зависи од ових фактора:
- врсту и количину гаса у резервоару
- ситуација рупе у односу на садржај резервоара
- почетну величину и каснију брзину раста рупе
- температура и притисак гаса и опреме
- услови у непосредном окружењу (извори паљења, људи итд.).
Садржај резервоара се може ослободити скоро одмах или током одређеног временског периода, и резултирати различитим сценаријима, од избијања слободног гаса из пукнутог резервоара, до умереног и прилично спорог ослобађања од малих убода.
Понашање различитих гасова у случају цурења
Приликом развоја модела израчунавања издања, најважније је одредити следеће услове који утичу на потенцијално понашање система:
- гасна фаза иза рупе (гасовита или течна?)
- температура и услови ветра
- могући улазак других супстанци у систем или њихово могуће присуство у његовој околини
- баријере и друге препреке.
Тачне калкулације које се односе на процес ослобађања где течни гас излази из рупе као млаз и затим испарава (или алтернативно, прво постаје магла капљица) су тешки. Спецификација касније дисперзије насталих облака је такође тежак проблем. Мора се узети у обзир кретање и дисперзија ослобађања гаса, да ли гас формира видљиве или невидљиве облаке и да ли се гас диже или остаје на нивоу тла.
Док је водоник лаган гас у поређењу са било којом атмосфером, гас амонијака (НХ3, са молекулском тежином од 17.0) ће порасти у обичној атмосфери кисеоника и азота на истој температури и притиску. Хлор (Цл2, са молекулском тежином од 70.9) и бутан (Ц4H10, мол. вт.58) су примери хемикалија чије су гасне фазе гушће од ваздуха, чак и на температури околине. Ацетилен (Ц2H2, мол. вт. 26.0) има густину од око 0.90 г/л, приближава се густини ваздуха (1.0 г/л), што значи да у радном окружењу гас за заваривање који цури неће имати изражену тенденцију да лебди нагоре или да тоне наниже; стога се лако може мешати са атмосфером.
Али амонијак ослобођен из посуде под притиском као течност ће се прво охладити као последица његовог испаравања, а затим може да побегне кроз неколико корака:
- Течни амонијак под притиском излази из рупе у резервоару као млаз или облак.
- На најближим површинама могу се формирати мора течног амонијака.
- Амонијак испарава и на тај начин хлади себе и околину.
- Гас амонијака постепено размењује топлоту са околином и уравнотежује се са температуром околине.
Чак се и облак лаког гаса можда неће одмах подићи из ослобађања течног гаса; може прво формирати маглу – облак капљица – и остати близу земље. Кретање облака гаса и постепено мешање/разблаживање са околном атмосфером зависи од временских параметара и од околног окружења – затвореног простора, отвореног простора, кућа, саобраћаја, присуства јавности, радника и тако даље.
Танк Фаилуре
Последице квара резервоара могу укључивати пожар и експлозију, гушење, тровање и гушење, као што показује искуство са системима за производњу гаса и руковање гасом (пропан, метан, азот, водоник, итд.), са резервоарима за амонијак или хлор, и са заваривањем на гас ( коришћењем ацетилена и кисеоника). Оно што заправо иницира стварање рупе у резервоару има снажан утицај на „понашање” рупе – што заузврат утиче на одлив гаса – и кључно је за ефикасност превентивних напора. Посуда под притиском је пројектована и направљена да издржи одређене услове употребе и утицаја на животну средину, као и за руковање одређеним гасом, или можда избором гасова. Стварне могућности резервоара зависе од његовог облика, материјала, заваривања, заштите, употребе и климе; стога, оцена његове адекватности као контејнера за опасан гас мора узети у обзир спецификације пројектанта, историју резервоара, инспекције и тестове. Критичне области укључују заварене шавове који се користе на већини посуда под притиском; места где су додаци као што су улази, излази, ослонци и инструменти повезани са посудом; равни крајеви цилиндричних резервоара попут железничких цистерни; и други аспекти још мање оптималних геометријских облика.
Заварени шавови се истражују визуелно, рендгенским зрацима или деструктивним испитивањем узорака, јер они могу открити локалне недостатке, рецимо, у виду смањене чврстоће која може угрозити укупну чврстоћу посуде, или чак бити покретачка тачка за акутни резервоар. неуспех.
На снагу резервоара утиче историја употребе резервоара - пре свега нормални процеси хабања и огреботине и напади корозије типични за одређену индустрију и примену. Остали историјски параметри од посебног интереса укључују:
- случајни надпритисак
- екстремно грејање или хлађење (унутрашње или спољашње)
- механичких утицаја
- вибрације и стрес
- материје које су биле ускладиштене у резервоару или су прошле кроз њега
- супстанце које се користе током чишћења, одржавања и поправке.
Конструкцијски материјал – челична плоча, алуминијумска плоча, бетон за примену без притиска и тако даље – може да пропадне од ових утицаја на начине које није увек могуће проверити без преоптерећења или уништавања опреме током тестирања.
Случај несреће: Фликбороугх
Експлозија великог облака циклохексана у Фликсбороу (Велика Британија) 1974. године, која је убила 28 особа и изазвала велику штету на биљкама, служи као веома поучан случај. Догађај који је покренуо био је квар привремене цеви која је служила као замена у реакторској јединици. Несрећу је „проузроковао” комад хардвера који се покварио, али се детаљнијим истраживањем показало да је квар уследио због преоптерећења, те да је привремена конструкција заправо неадекватна за намену. После два месеца рада, цев је била изложена силама савијања услед благог пораста притиска од 10 бара (106 Па) садржај циклохексана на око 150°Ц. Два меха између цеви и оближњих реактора су пукла и 30 до 50 тона циклохексана је испуштено и убрзо запаљено, вероватно од пећи на извесној удаљености од места цурења. (Види слику 1.) Веома читљив приказ случаја налази се у Клетз (1988).
Слика 1. Привремена веза између резервоара у Фликсбороу

Анализа опасности
Методе које су развијене за проналажење ризика који могу бити релевантни за део опреме, хемијски процес или одређену операцију називају се „анализом опасности“. Ове методе постављају питања као што су: „Шта би могло поћи наопако?“ "Може ли бити озбиљно?" и „Шта се може учинити поводом тога?“ Различите методе спровођења анализа се често комбинују да би се постигла разумна покривеност, али ниједан такав скуп не може учинити више од усмеравања или помоћи паметном тиму аналитичара у њиховим одлукама. Главне потешкоће са анализом опасности су следеће:
- доступност релевантних података
- ограничења модела и прорачуна
- нови и непознати материјали, конструкције и процеси
- сложеност система
- ограничења људске маште
- ограничења практичних тестова.
Да би се произвеле употребљиве процене ризика у овим околностима, важно је строго дефинисати обим и ниво „амбициозности“ одговарајући за анализу која је у питању; на пример, јасно је да није потребна иста врста информација за сврхе осигурања као за сврхе пројектовања, или за планирање шема заштите и изградњу хитних аранжмана. Уопштено говорећи, слика ризика се мора испунити мешањем емпиријских техника (тј. статистике) са дедуктивним расуђивањем и креативном маштом.
Различити алати за процену ризика – чак и компјутерски програми за анализу ризика – могу бити од велике помоћи. Студија опасности и операбилности (ХАЗОП) и анализа начина и ефеката отказа (ФМЕА) су најчешће коришћене методе за истраживање опасности, посебно у хемијској индустрији. Полазна тачка за ХАЗОП метод је праћење могућих сценарија ризика на основу скупа речи водича; за сваки сценарио треба идентификовати вероватне узроке и последице. У другој фази покушава се пронаћи средства за смањење вероватноће или ублажавање последица оних сценарија за које се процени да су неприхватљиви. Преглед ХАЗОП методе може се наћи у Цхарслеи (1995). ФМЕА метода поставља серију питања „шта ако“ за сваку могућу компоненту ризика како би се темељно одредили који год начини квара могу постојати, а затим да се идентификују ефекти које они могу имати на перформансе система; таква анализа ће бити илустрована у демонстрационом примеру (за гасни систем) представљеном касније у овом чланку.
Стабла раседа и стабла догађаја и начини логичке анализе својствени узрочно-последичној структури несрећа и расуђивању вероватноће ни на који начин нису специфични за анализу хардверских опасности, јер су општи алати за процену ризика система.
Праћење хардверских опасности у индустријском постројењу
Да бисте идентификовали могуће опасности, информације о конструкцији и функцији могу се тражити од:
- стварна опрема и постројење
- замене и модели
- цртежи, електрични дијаграми, дијаграми цевовода и инструментације (П/И) итд.
- описи процеса
- контролне шеме
- режими рада и фазе
- налози за рад, налози за измене, извештаји о одржавању итд.
Одабиром и сакупљањем таквих информација, аналитичари формирају слику самог објекта ризика, његових функција и његове стварне употребе. Тамо где ствари још нису изграђене – или недоступне за инспекцију – не могу се направити важна запажања и процена се мора у потпуности заснивати на описима, намерама и плановима. Таква процена може изгледати прилично лоша, али у ствари, већина практичних процена ризика се врши на овај начин, било да би се тражило ауторитативно одобрење за пријаве за предузимање нове изградње, или да би се упоредила релативна безбедност алтернативних дизајнерских решења. Процеси из стварног живота биће консултовани за информације које нису приказане на формалним дијаграмима или описане усмено интервјуом, и да би се потврдило да су информације прикупљене из ових извора чињеничне и да представљају стварне услове. То укључује следеће:
- стварна пракса и култура
- додатни механизми отказа/детаљи конструкције
- „снеак патхс“ (види доле)
- уобичајени узроци грешака
- ризици од спољних извора/ракета
- посебне изложености или последице
- прошлих инцидената, несрећа и блиских несрећа.
Већину ових додатних информација, посебно скривених путања, могу открити само креативни, вешти посматрачи са значајним искуством, а неке од информација било би готово немогуће ући у траг помоћу мапа и дијаграма. Снеак патхс означавају ненамерне и непредвиђене интеракције између система, где рад једног система утиче на стање или рад другог система на друге начине осим функционалних. Ово се обично дешава када се функционално различити делови налазе близу један другог или (на пример) супстанца која цури капне на опрему испод и изазива квар. Други начин деловања пролазне путање може укључивати увођење погрешних супстанци или делова у систем помоћу инструмената или алата током рада или одржавања: предвиђене структуре и њихове предвиђене функције се мењају кроз пролазне путање. Од стране кварови заједничког режима један значи да одређени услови - попут поплаве, грмљавине или нестанка струје - могу пореметити неколико система одједном, што може довести до неочекивано великих нестанка струје или несрећа. Уопштено говорећи, покушава се избећи ефекте прикривања и кварове уобичајеног начина рада кроз одговарајуће распореде и увођење удаљености, изолације и разноликости у радним операцијама.
Случај анализе опасности: Испорука гаса са брода до резервоара
На слици 2 приказан је систем за испоруку гаса од транспортног брода до резервоара за складиштење. Цурење се може појавити било где у овом систему: на броду, далеководу, резервоару или излазном воду; с обзиром на два резервоара резервоара, цурење негде на линији могло би остати активно сатима.
Слика 2. Преносни вод за испоруку течног гаса од брода до резервоара за складиштење

Најкритичније компоненте система су следеће:
- резервоар за складиштење
- цевовод или црево између резервоара и брода
- остала црева, водови, вентили и прикључци
- сигурносни вентил на резервоару за складиштење
- вентили за искључивање у случају нужде ЕСД 1 и 2.
Резервоар за складиштење са великим залихама течног гаса је стављен на врх ове листе, јер је тешко зауставити цурење из резервоара у кратком року. Друга ставка на листи - веза са бродом - је критична јер цурење у цеви или цреву и лабави спојеви или спојнице са истрошеним заптивкама, и варијације међу различитим бродовима, могу да испусте производ. Флексибилни делови као што су црева и мехови су критичнији од крутих делова и захтевају редовно одржавање и инспекцију. Сигурносни уређаји као што су вентил за отпуштање притиска на врху резервоара и два вентила за искључивање у нужди су критични, јер се на њих мора ослонити да би открили латентне кварове или кварове у развоју.
До сада је рангирање компоненти система у односу на њихов значај у погледу поузданости било само опште природе. Сада ће се у аналитичке сврхе обратити пажња на одређене функције система, а главна је наравно кретање течног гаса од брода до резервоара за складиштење док се повезани бродски резервоар не испразни. Најважнија опасност је цурење гаса, а могући механизми доприноса су један од више од следећих:
- пропусне спојнице или вентили
- руптуре резервоара
- пукнуће цеви или црева
- квар резервоара.
Примена ФМЕА методе
Централна идеја ФМЕА приступа, или анализе „шта ако” је да се експлицитно забележи, за сваку компоненту система, њени начини квара и за сваки неуспех да се пронађу могуће последице по систем и околину. За стандардне компоненте као што су резервоар, цев, вентил, пумпа, мерач протока и тако даље, режими квара прате опште обрасце. У случају вентила, на пример, режими квара могу укључивати следеће услове:
- Вентил се не може затворити на захтев (постоји смањен проток кроз „отворени” вентил).
- Вентил цури (постоји преостали проток кроз „затворен” вентил).
- Вентил се не може отворити на захтев (положај вентила осцилује).
За цевовод, режими квара би разматрали ставке као што су:
- смањен проток
- цурење
- ток је заустављен због блокаде
- прекид у реду.
Ефекти цурења изгледају очигледни, али понекад најважнији ефекти можда нису први ефекти: шта се дешава, на пример, ако се вентил заглави у полуотвореном положају? Он-офф вентил у доводној линији који се не отвара у потпуности на захтев ће одложити процес пуњења резервоара, што није опасна последица. Али ако се стање „заглављеног полуотвореног“ појави у исто време када се поставља захтев за затварање, у време када је резервоар скоро пун, може доћи до препуњавања (осим ако се вентил за хитно искључивање успешно активира). У правилно дизајнираном и оперативном систему, вероватноћа да се оба ова вентила заглаве истовремено одржаће се прилично ниско.
Очигледно је да сигурносни вентил не ради на захтев може значити катастрофу; у ствари, могло би се оправдано рећи да латентни кварови непрестано угрожавају све сигурносне уређаје. Вентили за смањење притиска, на пример, могу бити неисправни због корозије, прљавштине или боје (обично због лошег одржавања), а у случају течног гаса, такви дефекти у комбинацији са смањењем температуре при цурењу гаса могу да произведу лед и тиме смањити или можда зауставити проток материјала кроз сигурносни вентил. Ако вентил за смањење притиска не ради на захтев, притисак се може повећати у резервоару или у повезаним системима резервоара, што на крају може да изазове друга цурења или пуцање резервоара.
Ради једноставности, инструменти нису приказани на слици 2; наравно да ће постојати инструменти који се односе на притисак, проток и температуру, који су битни параметри за праћење стања система, релевантни сигнали који се преносе на конзоле оператера или у контролну собу у сврху контроле и праћења. Поред тога, постојаће и водови за снабдевање осим оних намењених за транспорт материјала - за електричну енергију, хидраулику и тако даље - и додатне сигурносне уређаје. Свеобухватна анализа мора проћи и кроз ове системе и тражити начине квара и ефекти ових компоненти такође. Конкретно, детективски рад на ефектима заједничког режима и путањама прикривања захтева од човека да се изгради интегрална слика главних компоненти система, контрола, инструмената, залиха, оператера, распореда рада, одржавања итд.
Примери ефеката заједничког режима које треба узети у обзир у вези са гасним системима су адресирани следећим питањима:
- Да ли се сигнали за активирање за испоручне вентиле и вентиле за хитно искључивање преносе на заједничкој линији (кабл, кабловски канали)?
- Да ли два дата вентила деле исту струјну линију?
- Да ли одржавање обавља иста особа према датом распореду?
Чак и одлично дизајниран систем са редундантним и независним далеководима може пати од лошијег одржавања, где су, на пример, вентил и његов резервни вентил (вентил за хитно искључивање у нашем случају) остављени у погрешном стању након тест. Истакнути ефекат заједничког режима код система за руковање амонијаком је сама ситуација са цурење: умерено цурење може учинити све ручне операције на компонентама постројења прилично незгодним - и одложеним - због примене потребне заштите у хитним случајевима.
резиме
Хардверске компоненте су веома ретко кривци за развој несреће; него постоје узроци могу се наћи у другим карикама ланца: погрешни концепти, лоши дизајни, грешке у одржавању, грешке оператера, грешке у управљању и тако даље. Већ је дато неколико примера специфичних услова и радњи које могу довести до развоја неуспеха; широка колекција таквих агената би узела у обзир следеће:
- судар
- корозија, јеткање
- прекомерна оптерећења
- неисправан ослонац и застарели или истрошени делови
- неквалитетни послови заваривања
- ракете
- делови који недостају
- прегревање или хлађење
- вибрација
- погрешно коришћени грађевински материјал.
Контрола хардверских опасности у радном окружењу захтева преиспитивање свих могућих узрока и поштовање услова за које се утврди да су критични са стварним системима. Импликације овога на организацију програма управљања ризиком обрађене су у другим члановима, али, као што претходна листа јасно показује, праћење и контрола стања хардвера може бити неопходна све до избора концепата и дизајна за одабраних система и процеса.
Анализа опасности: организациони фактори - морт
Кроз индустријализацију, радници су постали организовани у фабрикама како је коришћење извора енергије као што је парна машина постало могуће. У поређењу са традиционалним занатима, механизована производња, са изворима веће енергије на располагању, представљала је нове ризике од незгода. Како се количина енергије повећавала, радници су уклоњени из директне контроле ових енергија. Одлуке које су утицале на безбедност често су донете на нивоу менаџмента, а не од стране оних који су директно изложени овим ризицима. У овој фази индустријализације постала је евидентна потреба за управљањем безбедношћу.
Крајем 1920-их, Хајнрих је формулисао први свеобухватни теоријски оквир за управљање безбедношћу, који је био да безбедност треба тражити кроз управљачке одлуке засноване на идентификацији и анализи узрока несрећа. У овом тренутку развоја управљања безбедношћу, незгоде су приписиване кваровима на нивоу система радник-машина – односно небезбедним радњама и небезбедним условима.
Након тога, развијене су различите методологије за идентификацију и процену ризика од удеса. Са МОРТ-ом (Манагемент Оверсигхт анд Риск Трее), фокус се померио на више редове контроле ризика од незгода – односно на контролу стања на нивоу менаџмента. Иницијативу за развој МОРТ-а предузела је касних 1960-их Америчка управа за истраживање и развој енергетике, која је желела да побољша своје безбедносне програме како би смањила губитке услед несрећа.
МОРТ дијаграм и основни принципи
Намера МОРТ-а је била да формулише идеалан систем управљања безбедношћу заснован на синтези најбољих елемената безбедносног програма и техника управљања безбедношћу које су тада биле доступне. Како су принципи који су у основи МОРТ иницијативе примењени на савремено стање технике у управљању безбедношћу, углавном неструктурирана литература о безбедности и стручност попримили су облик аналитичког стабла. Прва верзија стабла објављена је 1971. На слици 1 приказани су основни елементи верзије стабла коју је Џонсон објавио 1980. Дрво се такође појављује у модификованом облику у каснијим публикацијама на тему МОРТ концепта ( видети, на пример, Кнок и Еицхер 1992).
Слика 1. Верзија МОРТ аналитичког стабла

МОРТ дијаграм
МОРТ се користи као практичан алат у истрагама несрећа и у евалуацији постојећих безбедносних програма. Највиши догађај дрвета на слици 1 (Јохнсон 1980) представља губитке (доживљене или потенцијалне) услед несреће. Испод овог врхунског догађаја налазе се три главне гране: специфични превиди и пропусти (С), управљачки превиди и пропусти (М) и претпостављени ризици (Р). Тхе Р-грана састоји се од претпостављених ризика, а то су догађаји и услови који су познати менаџменту и који су процењени и прихваћени на одговарајућем нивоу управљања. Остали догађаји и услови који се откривају кроз евалуације након С- и М-грана су означени као „мање од адекватног” (ЛТА).
С-грана фокусира се на догађаје и услове стварне или потенцијалне појаве. (Уопштено говорећи, време је приказано како се чита с лева на десно, а редослед узрока је приказан одоздо према горе.) Хадонове стратегије (1980) за превенцију несрећа су кључни елементи у овој грани. Догађај се означава као несрећа када је мета (особа или објекат) изложена неконтролисаном преносу енергије и претрпи штету. У С-огранку МОРТ-а несреће се спречавају преко баријера. Постоје три основне врсте баријера: (1) баријере које окружују и ограничавају извор енергије (опасност), (2) баријере које штите мету и (3) баријере које раздвајају опасност и мету физички или у времену или простору . Ове различите врсте препрека налазе се у развоју грана испод случајног догађаја. Мелиорација се односи на радње предузете након несреће како би се смањили губици.
На следећем нивоу С-грана препознају се фактори који се односе на различите фазе животног циклуса индустријског система. То су фаза пројекта (пројектовање и планирање), пуштање у рад (оперативна спремност) и рад (надзор и одржавање).
М-грана подржава процес у коме се специфични налази из истраге несреће или процене безбедносног програма чине општијим. Догађаји и услови С-грана стога често имају своје парњаке у М-грани. Када је ангажован на систему у М-филијали, размишљање аналитичара се проширује на целокупни систем управљања. Стога ће све препоруке утицати и на многе друге могуће сценарије удеса. Најважније функције управљања безбедношћу могу се наћи у М-огранку: постављање политике, имплементација и праћење. То су исти основни елементи које налазимо у принципима осигурања квалитета серије ИСО 9000 које је објавила Међународна организација за стандардизацију (ИСО).
Када су гране МОРТ дијаграма детаљно разрађене, постоје елементи из различитих области као што су анализа ризика, анализа људских фактора, безбедносни информациони системи и организациона анализа. Укупно, око 1,500 основних догађаја је покривено МОРТ дијаграмом.
Примена МОРТ дијаграма
Као што је назначено, МОРТ дијаграм има две непосредне употребе (Кнок и Еицхер 1992): (1) за анализу фактора управљања и организације у вези са несрећом која се догодила и (2) за процену или ревизију безбедносног програма у вези са значајном несрећом који има потенцијал да се догоди. МОРТ дијаграм функционише као алат за скрининг у планирању анализа и евалуација. Такође се користи као контролна листа за поређење стварних услова са идеализованим системом. У овој апликацији, МОРТ олакшава проверу комплетности анализе и избегавање личних пристрасности.
У основи, МОРТ се састоји од збирке питања. Критеријуми који усмеравају просуђивање о томе да ли су специфични догађаји и услови задовољавајући или мање него адекватни изведени су из ових питања. Упркос директивном дизајну питања, процене аналитичара су делимично субјективне. Стога је постало важно осигурати адекватан квалитет и степен интерсубјективности међу МОРТ анализама различитих аналитичара. На пример, у Сједињеним Државама је доступан програм обуке за сертификацију МОРТ аналитичара.
Искуства са МОРТ-ом
Литература о проценама МОРТ-а је ретка. Џонсон извештава о значајним побољшањима у свеобухватности истрага несрећа након увођења МОРТ-а (Јохнсон 1980). Систематичније су откривани недостаци на нивоу надзора и управљања. Искуство је такође стечено проценама МОРТ апликација у финској индустрији (Руухилехто 1993). У финским студијама су идентификована нека ограничења. МОРТ не подржава идентификацију непосредних ризика услед кварова и поремећаја. Штавише, у МОРТ концепт није уграђена могућност постављања приоритета. Сходно томе, резултати МОРТ анализа требају даљу евалуацију како би се преточили у корективне акције. Коначно, искуство показује да МОРТ одузима много времена и захтева учешће стручњака.
Поред своје способности да се фокусира на организационе и управљачке факторе, МОРТ има даљу предност повезивања безбедности са нормалним производним активностима и општим управљањем. Примена МОРТ-а ће на тај начин подржати опште планирање и контролу, а такође ће помоћи у смањењу учесталости поремећаја у производњи.
Повезане методе и технике управљања безбедношћу
Са увођењем МОРТ концепта раних 1970-их, у Сједињеним Државама је започео развојни програм. Фокална тачка за овај програм је био Центар за развој безбедности система у Ајдахо Фолсу. Различите методе и технике повезане са МОРТ-ом у областима као што су анализа људских фактора, безбедносни информациони системи и безбедносна анализа произашле су из овог програма. Рани пример метода који произилази из МОРТ развојног програма је Оператионал Реадинесс Програм (Нертнеи 1975). Овај програм се уводи приликом развоја нових индустријских система и модификација постојећих. Циљ је да се обезбеди да, са тачке гледишта управљања безбедношћу, нови или модификовани систем буде спреман у тренутку пуштања у рад. Услов оперативне спремности претпоставља да су потребне баријере и контроле уграђене у хардвер, особље и процедуре новог система. Други пример МОРТ програмског елемента је анализа основног узрока заснована на МОРТ-у (Цорнелисон 1989). Користи се за идентификацију основних проблема управљања безбедношћу организације. Ово се постиже повезивањем специфичних налаза МОРТ анализа са 27 различитих општих проблема управљања безбедношћу.
Иако МОРТ није намењен директној употреби у прикупљању информација током истрага несрећа и ревизија безбедности, у Скандинавији, МОРТ питања су послужила као основа за развој дијагностичког алата који се користи за ову сврху. Зове се техника прегледа управљања безбедношћу и организације, или СМОРТ (Кјеллен и Тинманнсвик 1989). СМОРТ анализа напредује уназад у корацима, почевши од специфичне ситуације и завршавајући на нивоу општег менаџмента. Полазна тачка (ниво 1) је секвенца незгоде или ризична ситуација. На нивоу 2, организација, планирање система и технички фактори који се односе на свакодневни рад се испитују. Следећи нивои укључују пројектовање нових система (ниво 3) и функције вишег управљања (ниво 4). Налази на једном нивоу су проширени на нивое изнад. На пример, резултати који се односе на редослед удеса и на дневне операције користе се у анализи организације компаније и рутина за рад на пројекту (ниво 3). Резултати на нивоу 3 неће утицати на безбедност у постојећим операцијама, али се могу применити на планирање нових система и модификација. СМОРТ се такође разликује од МОРТ-а по начину идентификовања налаза. На нивоу 1, то су уочљиви догађаји и услови који одступају од општеприхваћених норми. Када се организациони и управљачки фактори унесу у анализу на нивоима од 2 до 4, налази се идентификују кроз вредносне судове које доноси група за анализу и проверавају кроз процедуру контроле квалитета. Циљ је да се обезбеди заједничко разумевање организационих проблема.
резиме
МОРТ је од 1970-их играо кључну улогу у развоју у области управљања безбедношћу. Могуће је пратити утицај МОРТ-а на области као што су литература о истраживању безбедности, литература о управљању безбедношћу и алатима ревизије, и законодавство о саморегулацији и интерној контроли. Упркос овом утицају, његова ограничења морају се пажљиво размотрити. МОРТ и придружене методе су нормативне у смислу да прописују како се организују и извршавају програми управљања безбедношћу. Идеал је добро структурисана организација са јасним и реалистичним циљевима и добро дефинисаним линијама одговорности и овлашћења. МОРТ је стога најпогоднији за велике и бирократске организације.
Инспекција радног места и спровођење прописа
Инспецтион Системс
Ревизија је дефинисана као „структурирани процес прикупљања независних информација о ефикасности, ефективности и поузданости укупног система управљања безбедношћу и састављања планова за корективне мере“ (Успешно управљање здрављем и безбедношћу 1991).
Инспекција радног места стога није само завршна фаза у успостављању програма управљања безбедношћу, већ је и континуирани процес његовог одржавања. Може се спроводити само тамо где је успостављен правилно осмишљен систем управљања безбедношћу. Такав систем прво предвиђа формалну изјаву о политици од стране менаџмента у којој се утврђују њени принципи за стварање здравог и безбедног радног окружења, а затим успостављају механизми и структуре унутар организације помоћу којих ће се ови принципи ефикасно спроводити. Поред тога, менаџмент мора бити посвећен обезбеђивању адекватних ресурса, како људских тако и финансијских, за подршку механизмима и структурама система. Након тога, мора постојати детаљно планирање безбедности и здравља и дефинисање мерљивих циљева. Морају се осмислити системи како би се осигурало да се перформансе безбедности и здравља у пракси могу мерити у односу на утврђене норме и у односу на ранија достигнућа. Тек када је ова структура успостављена и функционише, може се применити ефикасан систем ревизије управљања.
Комплетни системи управљања безбедношћу и здрављем могу се осмислити, произвести и имплементирати из ресурса већих предузећа. Поред тога, постоји низ система контроле управљања безбедношћу који су доступни од консултаната, осигуравајућих компанија, владиних агенција, удружења и специјализованих компанија. На предузећу је да одлучи да ли да производи сопствени систем или да добије спољне услуге. Обе алтернативе су способне да дају одличне резултате ако постоји истинска посвећеност менаџмента да их марљиво примењује и да их натера да функционишу. Али њихов успех у великој мери зависи од квалитета система ревизије.
Инспекције управљања
Поступак инспекције мора бити мукотрпан и објективан као и финансијска инспекција предузећа. Инспекција прво мора да утврди да ли се изјава о политици компаније о безбедности и здрављу правилно одражава у структурама и механизмима створеним за њено спровођење; ако није, онда инспекција може препоручити да се темељна политика поново процени или предложи прилагођавања или измене постојећих структура и механизама. Сличан процес се мора применити на планирање безбедности и здравља, на валидност норми за постављање циљева и на мерење учинка. Резултате сваке инспекције мора узети у обзир највише руководство предузећа, а сви корективи морају бити одобрени и спроведени преко тог органа.
У пракси је непожељно, а често и непрактично, предузети потпуну инспекцију свих карактеристика система и њихове примене у сваком одељењу предузећа у исто време. Обично се поступак инспекције концентрише на једну карактеристику укупног система управљања безбедношћу у целој фабрици, или алтернативно на примену свих карактеристика у једном одељењу или чак пододељењу. Али циљ је да се покрију све карактеристике у свим одељењима током договореног периода како би се потврдили резултати.
У том смислу, инспекцију управљања треба посматрати као континуирани процес будности. Потреба за објективношћу је очигледно од велике важности. Ако се инспекције спроводе у компанији, онда мора постојати стандардизован поступак инспекције; инспекције треба да обавља особље које је за ову сврху адекватно обучено; а они који су изабрани за инспекторе не смеју да оцењују одељења у којима иначе раде, нити да оцењују било који други посао у коме су лично укључени. Тамо где се ослања на консултанте, овај проблем је минимизиран.
Многе велике компаније су усвојиле овај тип система, било осмишљен интерно или добијен као власничка шема. Када се системи пажљиво прате од изјаве о политици до инспекције, повратних информација и корективних радњи, требало би да резултира значајно смањење стопе незгода, што је основно оправдање за процедуру, и повећана профитабилност, што је добродошао секундарни исход.
Инспекције од стране инспектората
Правни оквир који је осмишљен да пружи заштиту људима на раду мора се правилно администрирати и ефикасно примењивати ако се жели постићи сврха регулаторног законодавства. Већина земаља је стога усвојила широки модел инспекцијске службе која има дужност да обезбеди спровођење закона о безбедности и здрављу. Многе земље виде питања безбедности и здравља као део комплетног пакета радних односа који покрива индустријске односе, плате и уговоре о одмору и социјална давања. У овом моделу, инспекција безбедности и здравља је један од елемената дужности инспектора рада. Постоји и другачији модел у коме се државни инспекторат бави искључиво законодавством о безбедности и здрављу, тако да се инспекције на радном месту концентришу само на овај аспект. Даље варијације су евидентне у подели инспекцијских функција између националног инспектората или регионалног/покрајинског инспектората, или заиста, као у Италији и Уједињеном Краљевству, на пример, као радна комбинација националних и регионалних инспектората. Али који год модел да се усвоји, суштинска функција инспектората је да утврди усклађеност са законима кроз програм планираних инспекција и истрага на радном месту.
Не може постојати ефикасан систем инспекције осим ако они који се баве овим послом не добију одговарајућа овлашћења да га изврше. Постоји много додирних тачака међу инспекторатима у погледу овлашћења која су им дали њихови законодавци. Увек мора постојати право уласка у просторије, што је јасно основно за инспекцију. Након тога постоји законско право да се прегледају релевантна документа, регистри и извештаји, да се интервјуишу чланови радне снаге, било појединачно или колективно, да имају неограничен приступ представницима синдиката на радном месту, да се узимају узорци супстанци или материјала који се користе на радном месту. , да фотографише и, по потреби, узме писмене изјаве од људи који раде у просторијама.
Често се дају додатна овлашћења како би се инспекторима омогућило да исправе услове који могу бити непосредни извор опасности или лошег здравља за радну снагу. Опет постоји широк спектар пракси. Тамо где су стандарди толико лоши да постоји непосредан ризик од опасности по радну снагу, онда инспектор може бити овлашћен да на лицу места уручи правни документ којим се забрањује коришћење машине или постројења, или зауставља процес док се ризик ефективно не отклони. контролисан. За нижи ред ризика, инспектори могу издати правно обавештење које формално захтева да се у датом року предузму мере за побољшање стандарда. Ово су ефикасни начини за брзо побољшање услова рада и често су облик извршења који је пожељнији од формалних судских поступака, који могу бити гломазни и спори у обезбеђивању санације.
Правни поступци имају значајно место у хијерархији извршења. Постоји аргумент да због тога што су судски поступци једноставно казнени и не резултирају нужно променом ставова о безбедности и здрављу на раду, на њих се стога треба позивати само као последње средство када сви други покушаји да се обезбеди побољшање нису успели. Али ово гледиште се мора поставити насупрот чињеници да тамо где су законски захтеви игнорисани или занемарени и где су безбедност и здравље људи значајно угрожени, онда се закон мора спроводити и судови морају одлучивати о том питању. Постоји још један аргумент да она предузећа која не поштују законе о безбедности и здрављу на тај начин могу да уживају економску предност над својим конкурентима, који обезбеђују адекватне ресурсе за испуњавање својих законских обавеза. Гоњење оних који упорно не поштују своје дужности је стога одвраћање за несавесне, а охрабрење за оне који се труде да поштују закон.
Свака инспекцијска служба мора да утврди одговарајућу равнотежу између давања савета и спровођења закона у току инспекцијског рада. Посебна тешкоћа јавља се у вези са инспекцијом малих предузећа. Локалне економије, па чак и националне економије, често су подржане индустријским просторијама које запошљавају мање од 20 људи; у случају пољопривреде, број запослених по јединици је много мањи. Функција инспектората у овим случајевима је да користи инспекцију на радном месту за пружање информација и савета не само о законским захтевима, већ и о практичним стандардима и ефикасним начинима испуњавања тих стандарда. Техника мора бити да охрабрује и стимулише, а не да одмах спроводи закон казненим мерама. Али чак и овде равнотежа је тешка. Људи на раду имају право на безбедносне и здравствене стандарде без обзира на величину предузећа, и стога би било потпуно погрешно да инспекцијска служба игнорише или минимизира ризике и да смањи или чак одустане од спровођења само да би неговала постојање економски крхких мало предузеће.
Конзистентност инспекција
С обзиром на сложену природу њиховог посла – са комбинованим потребама за правним, пруденцијалним, техничким и научним вештинама, инспектори не – заиста не би требало – да усвоје механистички приступ инспекцији. Ово ограничење, у комбинацији са тешком равнотежом између функције саветовања и функције спровођења, ствара још једну забринутост, а то је доследност инспекцијских служби. Индустријалци и синдикати имају право да очекују доследну примену стандарда, техничких или правних, од стране инспектора широм земље. У пракси то није увек лако постићи, али то је нешто чему надлежни органи увек морају да теже.
Постоје начини да се постигне прихватљива доследност. Прво, инспекторат треба да буде што отворенији у објављивању својих техничких стандарда иу јавном постављању политике спровођења. Друго, кроз обуку, примену вежби вршњачког прегледа и интерних упутстава, требало би да буде у стању да препозна проблем и да обезбеди системе за његово решавање. Коначно, требало би да обезбеди да постоје процедуре за индустрију, радну снагу, јавност и социјалне партнере да обезбеде обештећење ако имају легитимну притужбу због недоследности или других облика лоше администрације у вези са инспекцијом.
Учесталост инспекција
Колико често инспекције треба да предузимају инспекције на радном месту? Опет постоје значајне варијације у начину на који се може одговорити на ово питање. Међународна организација рада (ИЛО) сматра да би минимални услов требало да буде да свако радно место буде подвргнуто инспекцији од органа за спровођење најмање једном годишње. У пракси, мало земаља успева да направи програм инспекције рада који испуњава овај циљ. Заиста, од велике економске депресије касних 1980-их, неке владе су смањивале инспекцијске услуге буџетским ограничењима која су резултирала смањењем броја инспектора, или ограничењима у запошљавању новог особља које би заменило оне који одлазе у пензију.
Постоје различити приступи да се одреди колико често треба да се врше инспекције. Један приступ је био чисто цикличан. Ресурси су распоређени да обезбеде инспекцију свих просторија на 2-годишње, или вероватније на 4-годишње, основи. Али овај приступ, иако можда има изглед правичности, третира све просторије као исте, без обзира на величину или ризик. Ипак, предузећа су очигледно различита у погледу безбедносних и здравствених услова, а у мери у којој се разликују, овај систем се може сматрати механичким и мањкавим.
Други приступ, који су усвојиле неке инспекције, био је покушај израде програма рада заснованог на опасностима; што је већа опасност по безбедност или здравље, то је чешћа инспекција. Отуда инспекција примењује ресурсе на она места где је највећи потенцијал штете по радну снагу. Иако овај приступ има предности, још увек постоје значајни проблеми у вези са њим. Прво, постоје потешкоће у прецизној и објективној процени опасности и ризика. Друго, веома значајно продужава интервале између инспекција оних просторија за које се сматра да су опасности и ризици ниски. Стога могу проћи дужи периоди током којих ће многи запослени можда морати да се одрекну тог осећаја сигурности и сигурности које инспекција може да пружи. Штавише, систем тежи да претпостави да се опасности и ризици, када се једном процене, не мењају радикално. Ово је далеко од случаја, и постоји опасност да предузеће са ниским рејтингом промени или развије своју производњу на такав начин да повећа опасности и ризик, а да инспекторат није свестан развоја.
Други приступи укључују инспекције засноване на стопама повреда у објектима које су веће од националних просека за одређену индустрију, или непосредно након фаталне повреде или велике катастрофе. Не постоје кратки и лаки одговори на проблем одређивања учесталости инспекција, али оно што се чини да се дешава је да инспекцијске службе у многим земљама често имају значајно недовољно ресурса, што за резултат има стварну заштиту радне снаге коју пружају услуга се прогресивно еродира.
Циљеви инспекције
Технике инспекције на радном месту варирају у зависности од величине и сложености предузећа. У мањим предузећима инспекција ће бити свеобухватна и процењиваће све опасности и у којој мери су ризици који произилазе из опасности сведени на минимум. Инспекција ће стога осигурати да је послодавац у потпуности свјестан сигурносних и здравствених проблема и да му се дају практичне смјернице о томе како се они могу ријешити. Али чак ни у најмањем предузећу инспекција не би требало да оставља утисак да је проналажење грешака и примена одговарајућих правних средстава функција инспектората, а не послодавца. Инспекција мора подстицати послодавце да контролишу и ефикасно управљају безбедносним и здравственим проблемима, и не смеју да одустану од својих одговорности чекајући инспекцију од органа за спровођење пре него што предузму потребне радње.
У већим компанијама, нагласак инспекције је прилично другачији. Ове компаније имају техничке и финансијске ресурсе да се баве сигурносним и здравственим проблемима. Они треба да осмисле како ефикасне системе управљања за решавање проблема, тако и управљачке процедуре за проверу да ли системи функционишу. У овим околностима, нагласак инспекције би стога требало да буде на провери и валидацији система контроле управљања који се налазе на радном месту. Инспекција стога не би требало да буде исцрпно испитивање свих делова постројења и опреме како би се утврдила њихова безбедност, већ радије да се користи одабраним примерима за тестирање ефикасности или неисправности система управљања за обезбеђивање безбедности и здравља на раду.
Учешће радника у инспекцијама
Без обзира на просторије, критични елемент у било којој врсти инспекције је контакт са радном снагом. У многим мањим просторијама можда не постоји формална синдикална структура или уопште било каква организација радне снаге. Међутим, да би се осигурала објективност и прихватање инспекцијске службе, контакт са појединим радницима треба да буде саставни део инспекције. У већим предузећима увек треба успоставити контакт са синдикалним или другим признатим представницима радника. Законодавство у неким земљама (Шведска и Уједињено Краљевство, на пример) даје званично признање и овлашћења представницима синдиката за безбедност, укључујући право да врше инспекције на радном месту, да истражују несреће и опасне појаве, ау неким земљама (иако је ово изузетно) да зауставити машинерију или производни процес ако је непосредно опасан. Много корисних информација може се добити из ових контаката са радницима, што би требало да буде у свакој инспекцији, а свакако када год инспекција врши инспекцију као резултат несреће или притужбе.
Налази инспекције
Коначни елемент инспекције је прегледање налаза инспекције са највишим чланом управе на локацији. Менаџмент има главну одговорност да се придржава законских захтева о безбедности и здрављу, и стога ниједна инспекција не би требало да буде потпуна ако менаџмент није у потпуности свестан у којој мери је испунио те дужности и шта треба учинити да се обезбеде и одржавају одговарајући стандарди . Свакако, ако су било каква правна обавештења издата као резултат инспекције, или ако је вероватан правни поступак, онда више руководство мора бити свесно оваквог стања ствари у најранијој могућој фази.
Инспекције предузећа
Инспекције предузећа су важан састојак у одржавању здравих стандарда безбедности и здравља на раду. Прикладни су за сва предузећа иу већим предузећима могу бити елемент у поступку инспекције управљања. За мање компаније неопходно је усвојити неки облик редовне инспекције предузећа. Не треба се ослањати на инспекцијске услуге које пружају инспекторати органа за спровођење. Они су обично сувише ретки и требало би да служе у великој мери као подстицај за побољшање или одржавање стандарда, а не да буду примарни извор за евалуацију стандарда. Инспекције предузећа могу да врше консултанти или компаније које су специјализоване за овај посао, али тренутна дискусија ће се концентрисати на инспекцију од стране сопственог особља предузећа.
Колико често треба вршити инспекције компаније? Одговор у одређеној мери зависи од опасности повезаних са радом и сложености постројења. Али чак иу просторијама ниског ризика требало би да постоји нека врста инспекције на редовној (месечно, тромесечно, итд.) основи. Ако компанија запошљава стручњака за безбедност, онда је јасно да организација и спровођење инспекције морају бити важан део ове функције. Инспекција би обично требало да буде тимски рад који укључује професионалца за безбедност, руководиоца одељења или пословођу, и било представника синдиката или квалификованог радника, као што је члан одбора за безбедност. Инспекција треба да буде свеобухватна; то јест, потребно је пажљиво испитати и безбедносни софтвер (на пример, системе, процедуре и радне дозволе) и хардвер (на пример, заштиту машина, опрему за гашење пожара, издувну вентилацију и опрему за личну заштиту). Посебну пажњу треба обратити на „скоро промашаје“ – оне инциденте који не доводе до штете или личних повреда, али који имају непосредан потенцијал за озбиљне случајне повреде. Очекује се да ће се након незгоде која је резултирала изостанком са посла одмах састати инспекцијски тим који ће испитати околности, као ствар ван уобичајеног циклуса инспекције. Али чак и током рутинске инспекције радионице, тим такође треба да размотри степен мањих незгодних повреда које су се десиле у одељењу од претходне инспекције.
Важно је да инспекције предузећа не би требало да буду стално негативне. Тамо где постоје кварови, важно је да се идентификују и отклоне, али је подједнако важно похвалити одржавање добрих стандарда, позитивно коментарисати уредност и добро одржавање домаћинства, као и охрабрити оне који користе личну заштитну опрему предвиђену за њихову безбедност . Да би се инспекција завршила, треба сачинити формални писмени извештај о утврђеним значајним недостацима. Посебну пажњу треба обратити на све недостатке који су уочени у претходним инспекцијама, али још увек нису исправљени. Тамо где постоји савет за безбедност на раду или заједничка комисија за безбедност радника и руководства, извештај о инспекцији треба да буде истакнут као стална тачка дневног реда савета. Извештај о инспекцији мора да се пошаље и о њему се разговара са вишим руководством предузећа, које затим треба да утврди да ли је потребна акција и, ако јесте, овласти и подржи такву акцију.
Чак и најмања предузећа, где нема стручњака за безбедност и где можда и не постоје синдикати, требало би да размотре инспекције предузећа. Многе инспекције су произвеле врло једноставне смернице које илуструју основне концепте безбедности и здравља, њихову примену у низу индустрија и практичне начине на које се могу применити чак и у најмањим предузећима. Многа удружења за безбедност посебно циљају мала предузећа са публикацијама (често бесплатним) које пружају основне информације за успостављање безбедних и здравих радних услова. Наоружан оваквом врстом информација и уз утрошак врло малог времена, власник малог предузећа може успоставити разумне стандарде и на тај начин можда избјећи несреће које се могу догодити радној снази чак и у најмањем предузећу.
Анализа и извештавање: Увиђај удеса
Парадоксално је да се превенција несрећа на раду није појавила врло рано као апсолутна неопходност, јер су здравље и безбедност фундаментални за сам рад. У ствари, тек почетком двадесетог века несреће на раду престају да се сматрају неизбежним и њихова узрочност постаје предмет истраживања и коришћења као основа за превенцију. Међутим, истрага несреће дуго је остала површна и емпиријска. Историјски гледано, несреће су прво замишљане као једноставне појаве – то јест, као резултат једног (или главног) узрока и малог броја споредних узрока. Сада је познато да истрага несреће, која има за циљ да идентификује узроке феномена како би се спречила његова поновна појава, зависи како од концепта који лежи у основи процеса истраге, тако и од сложености ситуације на коју се примењује.
Узроци незгода
Заиста је тачно да су у најнеизвеснијим ситуацијама несреће често резултат прилично једноставног низа неколико узрока који се брзо могу пратити до основних техничких проблема које чак и збирна анализа може открити (опрема лоше дизајнирана, методе рада недефинисане, итд.). С друге стране, што су материјални елементи рада (машине, инсталације, уређење радног места и сл.) у већој мери усклађени са захтевима безбедних радних процедура, стандарда и прописа, радна ситуација постаје безбеднија. Резултат је да се несрећа тада може десити само када је истовремено присутна група изузетних услова — услова који постају све бројнији. У таквим случајевима, повреда или штета се јавља као крајњи резултат често сложене мреже узрока. Ова сложеност је заправо доказ напретка у превенцији и захтева одговарајуће методе истраживања. Табела 1 наводи главне концепте феномена несреће, њихове карактеристике и импликације на превенцију.
Табела 1. Основни концепти феномена удеса, њихове карактеристике и импликације на превенцију
|
Концепт или „феномен несреће“ |
Значајни елементи (циљеви, процедуре, ограничења, итд.) |
Главне последице за превенцију |
|
Основни концепт (несрећа као |
Циљ је да се идентификује „један“ или главни узрок |
Једноставне мере превенције које се односе на непосредну претходну повреду (индивидуална заштита, упутства о нези, заштита опасних машина) |
|
Концепт фокусиран на регулаторне мере |
Фокусирајте се на тражење ко је одговоран; „истрага“ у суштини идентификује кршења и грешке Ретко забринут због услова који стварају ситуације које се испитују |
Превенција је обично ограничена на подсетнике о постојећим регулаторним захтевима или формалним упутствима |
|
Линеарни (или квазилинеарни) концепт („домино“ модел) |
Идентификација хронолошког низа „опасних стања“ и „опасних радњи“ |
Закључци се генерално односе на опасна дела |
|
Мултифакторски концепт |
Исцрпно истраживање за прикупљање чињеница (околности, узроци, фактори, итд.) |
Концепт није погодан за тражење решења од случаја до случаја (клиничка анализа) и боље прилагођен идентификацији статистичких аспеката (трендови, табеле, графикони, итд.) |
|
Систематски концепт |
Идентификација мреже фактора сваке незгоде |
Методе усредсређене на клиничку анализу |
Данас се незгода на раду генерално посматра као индекс (или симптом) дисфункције у систему који се састоји од једне производне јединице, као што је фабрика, радионица, тим или радна позиција. Природа система је да његова анализа захтева од истраживача да испита не само елементе који чине систем већ и њихове међусобне односе и са радним окружењем. У оквиру система, истрага несреће настоји да прати до свог порекла низ основних дисфункција које су довеле до несреће и, уопштеније, мрежу претходника нежељеног догађаја (несрећа, блиска несрећа или инцидент).
Примена метода ове врсте, као што је СТЕП метода (поступци исцртавања секвенцијалних догађаја) и метода „дрвета узрока“ (слично анализи стабала грешака или догађаја), омогућава да се процес удеса визуелизује у облику прилагођени графикон који илуструје вишекаузалност појаве. Пошто су ова два метода толико слична, представљало би дуплирање напора да се обоје опише; сходно томе, овај чланак се концентрише на методу стабла узрока и, где је применљиво, наводи њене главне разлике у односу на СТЕП методу.
Информације корисне за истрагу
Почетна фаза истраге, прикупљање информација, мора омогућити да се ток несреће опише конкретно, прецизно и објективно. Истрага стога тежи утврђивању опипљивих чињеница, водећи рачуна да се оне не тумаче и не изражавају мишљење о њима. Ово су претходници несреће, од којих постоје две врсте:
- оне необичне природе (промене или варијације) у односу на „нормалан“ или очекивани ток рада
- оне трајне природе које су играле активну улогу у настанку несреће посредством или у комбинацији са необичним претходницима.
На пример, недовољна заштита машине (трајни претходник) може се показати као фактор удеса ако омогућава руковаоцу да заузме позицију у опасном подручју како би се суочио са одређеним инцидентом (необичан претходник).
Прикупљање информација врши се на месту самог удеса у најкраћем могућем року по његовом настанку. Пожељно је да га спроводе особе које познају операцију или процес и које покушавају да добију прецизан опис посла не ограничавајући се на непосредне околности оштећења или повреде. Истрага се у почетку спроводи углавном путем интервјуа, по могућности са радником или оператером, жртвама и очевицима, осталим члановима радног тима и хијерархијским надзорницима. Ако је потребно, завршава се техничком истрагом и употребом спољне експертизе.
Истрага настоји да идентификује, по приоритету, необичне претходнике и да утврди њихове логичке везе. Истовремено се настоји открити трајни претходници који су довели до несреће. На овај начин истрага може да се врати на фазу удаљенију од непосредне претходе несреће. Ови удаљенији претходници могу се односити на појединце, њихове задатке, опрему коју користе, окружење у којем функционишу и културу безбедности. Настављајући на управо описан начин, генерално је могуће саставити дугачку листу претходника, али ће обично бити тешко одмах искористити податке. Интерпретација података је омогућена захваљујући графичком приказу свих претходника који су били укључени у настанак несреће – то јест, стабло узрока.
Изградња стабла узрока
Дрво узрока представља све прикупљене претходе који су довели до несреће, као и логичке и хронолошке везе које их повезују; то је репрезентација мреже претходника који су директно или индиректно проузроковали повреду. Стабло узрока се конструише почевши од крајње тачке догађаја – то јест, повреде или штете – и иде уназад ка узроку систематским постављањем следећих питања за сваки претходни претходник који је прикупљен:
- Којим је антецедентом Кс директно изазван антецедент И?
- Да ли је претходник Кс био довољан сам по себи да настане антецедент И?
- Ако не, да ли су постојали и други претходници (Кс1, Кс2 Ксн) који су били подједнако неопходни да би директно довели до антецедента И?
Овај скуп питања може открити три типа логичке везе, сажете на слици 1, међу претходним.
Слика 1. Логичке везе које се користе у методи „дрво узрока“.

Логичка кохерентност стабла се проверава постављањем следећих питања за сваки претходник:
- Да се Кс није догодило, да ли би се И ипак догодило?
- Да би се појавио И, да ли је Кс, и само Кс, био неопходан?
Штавише, конструкција стабла узрока сама по себи наводи истражитеље да наставе прикупљање информација, а самим тим и истрагу, до тачке много пре него што се несрећа догодила. Када је завршено, дрво представља мрежу претходника који су довели до повреде - они су у ствари фактори незгоде. Као пример, несрећа која је сажета у наставку произвела је стабло узрока приказано на слици 2.
Слика 2. Стабло узрока удеса које је доживео приправник механичар приликом премонтирања мотора у аутомобил

Збирни извештај о несрећи: Шегрт механичара, недавно примљен, морао је да ради сам у хитним случајевима. Истрошен ремен је коришћен за качење мотора који је морао да се поново монтира, а током ове операције ремен је пукнуо и мотор је пао и повредио руку механичара.
Анализа методом СТЕП
Према СТЕП методи (слика 3), сваки догађај је графички приказан како би се приказао хронолошки редослед његовог појављивања, задржавајући један ред по дотичном „агенту“ (агент је особа или ствар која одређује ток догађаја који чине процес незгоде). Сваки догађај је прецизно описан навођењем његовог почетка, трајања, места почетка и завршетка и тако даље. Када постоји неколико веродостојних хипотеза, истраживач их може приказати у мрежи догађаја користећи логичку везу „или“.
Слика 3. Пример представљања могућег СТЕП методом

Анализа методом стабла узрока
Коришћење стабла узрока за потребе анализе незгода има два циља:
- онемогућавајући понављање исте несреће
- спречавање настанка мање или више сличних незгода – односно незгода чије би истраживање открило заједничке факторе са незгодама које су се већ догодиле.
С обзиром на логичну структуру стабла, одсуство једног претходника би спречило настанак несреће. Једна разумна мера превенције би стога, у принципу, била довољна да се задовољи први циљ спречавањем понављања исте несреће. Други циљ би захтевао да се елиминишу сви откривени фактори, али у пракси нису сви од подједнаког значаја у сврху превенције. Стога је неопходно сачинити листу претходника који захтевају разумно и реално превентивно деловање. Ако је ова листа дуга, мора се направити избор. Овај избор има веће шансе да буде прикладан ако је направљен у оквиру дебате између партнера који су укључени у несрећу. Штавише, дебата ће постати јаснија у оној мери у којој је могуће проценити исплативост сваке предложене мере.
Ефикасност превентивних мера
Ефикасност превентивне мере може се проценити на основу следећих критеријума:
Стабилност мере. Ефекти превентивне мере не смеју нестати с временом: информисање оператера (посебно подсећање на упутства) није веома стабилна мера јер су њени ефекти често пролазни. Исто важи и за неке заштитне уређаје када се лако уклањају.
Могућност интеграције безбедности. Када се дода мера безбедности – односно када не доприноси директно производњи – каже се да безбедност није интегрисана. Кад год је то тако, примећује се да мера тежи да нестане. Уопштено говорећи, треба избегавати сваку превентивну меру која подразумева додатне трошкове за оператера, било да се ради о физиолошким трошковима (повећање физичког или нервног оптерећења), психолошким трошковима, финансијским трошковима (у случају плате или резултата) или чак обичан губитак времена.
Непомерање ризика. Неке превентивне мере могу имати индиректне ефекте који су штетни по безбедност. Стога је увек потребно предвидети могуће последице превентивне мере на систем (посао, тим или радионицу) у који је уметнута.
Могућност опште примене (појам потенцијалног фактора незгоде). Овај критеријум одражава забринутост да иста превентивна акција може бити применљива и на друге послове осим оног на који се односи несрећа која се истражује. Кад год је то могуће, треба настојати да се иде даље од конкретног случаја који је довео до истраге, напор који често захтева преформулисање откривених проблема. Информације добијене у случају незгоде могу стога довести до превентивног деловања у вези са факторима који су непознати, али присутни у другим радним ситуацијама у којима још нису довели до незгода. Из тог разлога се називају „потенцијални фактори незгоде“. Овај појам отвара пут ка раном откривању ризика, поменутих касније.
Утицај на основне „узроке“. Као опште правило, превенција фактора удеса близу тачке повређивања елиминише одређене ефекте опасних ситуација, док превенција која делује добро узводно од повреде тежи да елиминише саме опасне ситуације. Детаљна истрага несрећа је оправдана у мери у којој се превентивна акција подједнако односи на факторе који се налазе узводно.
Време потребно за пријаву. Потреба да се после настанка удеса делује што је брже могуће како би се избегло његово понављање често се огледа у примени једноставне превентивне мере (упутства, на пример), али то не елиминише потребу за другим трајнијим. и ефикаснија акција. Стога свака несрећа мора да изазове низ предлога чија примена је предмет праћења.
Горе наведени критеријуми имају за циљ да дају бољу процену квалитета превентивне акције предложене након сваке истраге несреће. Међутим, коначан избор се не доноси само на основу тога, већ се морају узети у обзир и други фактори, као што су економски, културни или социјални. Коначно, мере о којима се одлучује мора очигледно поштовати важеће прописе.
Фактори незгоде
Поуке извучене из сваке анализе незгода заслужују да се систематски бележе како би се олакшао прелазак са знања на акцију. Дакле, слика 4 се састоји од три колоне. У левој колони су наведени фактори незгоде који захтевају превентивне мере. Могућа превентивна акција је описана у средњој колони за сваки фактор за који се одлучи. Након горе поменуте дискусије, одабрана радња се бележи у овом делу документа.
Слика 4. Поуке извучене из незгода и употреба ових лекција

Десна колона обухвата потенцијалне факторе незгоде које сугеришу фактори наведени у левој колони: сматра се да је сваки откривени фактор незгоде често само посебан случај општијег фактора познатог као потенцијални фактор незгоде. Прелазак са посебног случаја на општији случај се често врши спонтано. Међутим, сваки пут када је фактор незгоде изражен на такав начин да га није могуће наићи на другом месту осим у ситуацији у којој се појавио, мора се размотрити општија формулација. При томе је неопходно избећи две супротне замке како би се појам потенцијалног фактора незгоде ефикасно искористио у раном откривању ризика који касније настају. Превише ограничена формулација не дозвољава систематско откривање фактора, док она која је преширока чини појам неизводљивим и није од даљег практичног интереса. Откривање потенцијалних фактора удеса стога претпоставља да су они добро формулисани. Ово откривање се тада може извршити на два начина, који су, осим тога, комплементарни:
- било тражењем могућег присуства потенцијалних фактора који су већ познати на нивоу посла или ширег подручја (радионица, сервис)
- или тражењем послова где се може уочити већ утврђени фактор.
Корисност, ефикасност и ограничења истраге несрећа
Корисност. У поређењу са несистематским истрагама, методе истраживања незгода засноване на систематском концепту имају бројне предности, које укључују следеће:
- Они омогућавају да се узрочна мрежа сваке незгоде дефинише збирно, из чега је лакше осмислити нове превентивне мере и предвидети њихов утицај без ограничавања на директне узроке повреде.
- Они онима који су укључени у анализу пружају богатији и реалистичнији ментални приказ „феномена несреће“ који омогућава глобално разумевање радних ситуација.
- Дубинске истраге несрећа (нарочито када су проширене тако да покрију инциденте и нежељене догађаје) могу постати средство и одговарајућа прилика за дијалог између менаџмента и оператера.
Ефективност. Да би била ефикасна, истрага несреће захтева да се истовремено испуне четири услова:
- евидентна посвећеност највишег руководства установе, који мора бити у стању да обезбеди систематско спровођење таквих процедура
- обука истражитеља
- менаџмент, надзорници и радници потпуно информисани о циљевима истраге, њеним принципима, захтевима методе и очекиваним резултатима
- стварна побољшања безбедносних услова која ће охрабрити оне који су укључени у будуће истраге.
Ограничења. Чак и када се спроведе веома добро, истрага несреће пати од двоструког ограничења:
- Остаје процедура за испитивање ризика постериори (на начин системске анализе), са циљем исправљања постојећих ситуација. Стога не одустаје од потребе за априори (проспективне) истраге, као што је испитивање ергономије послова или, за сложене системе, испитивања безбедности.
- Корисност истрага несрећа такође варира у зависности од нивоа безбедности установе у којој се примењују. Конкретно, када је ниво безбедности висок (стопа незгода је ниска или веома ниска), евидентно је да озбиљне несреће произлазе из комбинације бројних независних случајних фактора који су релативно безопасни са становишта безбедности када се посматрају ван контекста који се истражује. .
Пријављивање и састављање статистике незгода
Потреба за пријављивањем и прикупљањем података о незгодама
Примарна сврха прикупљања и анализе података о несрећама на раду је да се обезбеди знање за употребу у превенцији повреда на раду, смртних случајева и других облика штете као што су токсична изложеност са дуготрајним ефектима. Ови подаци су такође корисни за процену потреба за обештећењем жртава за раније претрпљене повреде. Додатне, конкретније сврхе за састављање статистике незгода укључују следеће:
- да процени узроке и величину проблема удеса
- да идентификује и одреди приоритет потребе за превентивним мерама
- да се процени ефикасност превентивних мера
- да прати ризике, издаје упозорења и спроводи кампање подизања свести
- да пружи повратну информацију онима који се баве превенцијом.
Често је пожељан преглед броја несрећа које се дешавају на годишњем нивоу. У ову сврху се често користи фреквенција, која упоређује број незгода са мером која се односи на ризичну групу и изражена, на пример, у терминима незгода на 100,000 радника или на 100,000 радних сати. Такво годишње пребројавање служи за откривање варијација у стопи незгода од једне године до друге. Међутим, иако могу указивати на врсте несрећа које захтевају најхитнију превентивну акцију, саме по себи не дају смернице о облику који би ова акција требало да буде.
Потреба за информацијама о несрећи односи се на следећа три нивоа функција који их користе:
- На нивоу радног места у оквиру појединачног предузећа, подаци о незгодама се користе у локалним безбедносним активностима. Најбоље могућности за решавање специфичних фактора ризика налазе се одмах на самом радном месту.
- На нивоу органа одговорног за законодавство, подаци о незгодама се користе за регулисање радног окружења и промовисање безбедности на радном месту. На овом нивоу је могуће не само вршити контролу над радним местом, већ и вршити опште статистичке анализе за употребу у целокупном превентивном раду.
- На нивоу органа одговорног за исплату одштете жртвама несрећа, подаци о незгодама се користе да би се помогло у одређивању стопа.
Улога организације у прикупљању информација о незгодама
У многим земљама законски је услов да предузећа воде статистику несрећа на раду које доводе до повреда, смртних случајева или токсичног излагања радника. Сврха овога је обично да скрене пажњу на ризике који су заправо довели до ових врста несрећа, при чему се безбедносне активности фокусирају углавном на конкретан удес и проучавање самог догађаја. Међутим, чешће је да се информације о незгодама прикупљају и бележе систематски, што је функција која се обично обавља на вишем нивоу.
Пошто су стварне околности већине несрећа посебне, потпуно идентичне незгоде се ретко дешавају, а превенција заснована на анализи појединачних незгода врло лако постаје веома специфична ствар. Систематским прикупљањем информација о несрећи могуће је добити шири увид у оне области у којима се могу пронаћи специфични ризици и открити мање очигледне факторе који утичу на узрок несреће. Специфични радни процеси, специфични радни тимови или рад са специфичним машинама могу довести до несрећа које су веома посредне. Међутим, помно проучавање врста незгода повезаних са датом класом једнообразног рада може открити факторе као што су несврсисходни радни процеси, неправилна употреба материјала, тешки услови рада или недостатак адекватних инструкција радника. Анализа бројних несрећа које се понављају откриће основне факторе којима се треба бавити када се предузимају превентивне акције.
Пријављивање информација о несрећи безбедносним властима
Законодавство које захтева пријављивање незгода на раду увелико варира од земље до земље, при чему се разлике углавном односе на класе послодаваца и друге на које се закони примењују. Земље које стављају значајан нагласак на безбедност на радном месту обично налажу да се подаци о незгодама пријављују органу одговорном за надгледање поштовања закона о безбедности. (У неким случајевима, законодавство захтева пријављивање незгода на раду које резултирају одсуством са посла, а трајање таквог одсуства варира од 1 до 3 дана поред дана незгоде.) Заједничко већини закона је чињеница да је пријављивање повезано са радом. уз неку врсту казне или накнаде за последице незгода.
У циљу обезбеђивања чврсте основе за превенцију незгода на раду, неопходно је обезбедити информације о незгодама које се односе на све секторе и на све врсте заната. Основу за поређење треба обезбедити на националном нивоу како би се омогућило да превентивне мере буду приоритетне и како би се знање о ризицима повезаним са задацима у различитим секторима могло искористити у превентивном раду. Стога се препоручује да се обавеза прикупљања информација о несрећама на раду на националном нивоу примењује на све незгоде на раду одређене озбиљности, без обзира да ли се тичу запослених у фирмама или самозапослених, лица која раде на привременим пословима или редовног примаоца, или радника у јавном или приватном сектору.
Док послодавци, генерално говорећи, имају дужност да пријаве несреће, то је дужност која се извршава са различитим степеном ентузијазма. Степен испуњења обавезе пријављивања незгода зависи од подстицаја који подстичу послодавца да то учини. Неке земље имају правило, на пример, према коме ће послодавци добити надокнаду за плату за изгубљено радно време жртве несреће, што им даје добар разлог да пријаве повреде на раду. Друге земље кажњавају послодавце за које се утврди да не пријављују незгоде. Тамо где ове врсте подстицаја не постоје, не поштује се увек само законска обавеза која обавезује послодавца. Штавише, препоручује се да се информације о несрећама на раду намењене превентивним применама дају органу одговорном за превентивне активности и да се чувају одвојено од органа који врши компензацију.
Које информације треба саставити?
Постоје три основне класе информација које се могу добити путем снимања несреће:
- Информације које идентификују где дешавају се незгоде - односно сектори, занати, радни процеси и тако даље. Ово знање се може користити за утврђивање где потребна је превентивна акција.
- Приказ информација како настају незгоде, ситуације у којима се дешавају и начини на које долази до повреда. Ово знање се може користити за одређивање тип потребног превентивног деловања.
- Информације које се односе на природу и озбиљност повреда, описујући, на пример, захваћене делове тела и здравствене последице повреда. Такво знање треба користити за одређивање приоритета превентивно деловање како би се обезбедило да се акција предузме тамо где је ризик највећи.
Неопходно је саставити одређену основну допуну података како би се правилно документовало када и где се догодила незгода и анализирало како се дешава. На нивоу предузећа, подаци који се прикупљају су детаљнији од оних који се прикупљају на националном нивоу, али извештаји генерисани на локалном нивоу ће садржати информације од вредности на свим нивоима. Табела 1 илуструје одређене врсте информација које се могу забележити описом појединачне несреће. Ставке које су посебно релевантне за задатак припреме статистике у вези са несрећом су детаљније описане у наставку.
Табела 1. Информационе варијабле које карактеришу несрећу
|
Акције |
Артикли |
|
Korak |
|
|
Активност жртве: нпр. руковање машином, одржавање, вожња, ходање итд. |
Компонента која се односи на активност жртве: нпр. електрична преса, алат, возило, под, итд. |
|
Korak |
|
|
Девијантна радња: нпр. експлозија, квар конструкције, саплитање, губитак контроле над итд. |
Компонента која се односи на девијантну акцију: нпр. посуда под притиском, зид, кабл, возило, машина, алат итд. |
|
Korak |
|
|
Радња која доводи до повреде: нпр. ударен, згњечен, заробљен, у контакту, угризен, итд. |
Узрочник повреде: нпр. цигла, земља, машина итд. |
Идентификациони број незгоде. Свим незгодама на раду мора бити додељен јединствени идентификациони број. Посебно је корисно користити нумерички идентификатор у сврху компјутеризованог архивирања и накнадне обраде.
ПИБ и датум. Регистрација жртве је суштински део идентификације незгоде. Број може бити рођендан радника, број запослења, број социјалног осигурања или неки други јединствени идентификатор. Евидентирање и матичног броја и датума незгоде ће спречити дуплирање регистрације истог догађаја удеса, а такође ће омогућити да се изврши провера да ли је незгода пријављена. Веза између информација садржаних у извештају о несрећи са ПИБ може бити заштићена у сврху безбедности.
Националност. Националност жртве може бити посебно важан податак у земљама са значајно великом страном радном снагом. Двоцифрени кодни број се може изабрати између оних наведених у ДС/ИСО стандарду 3166.
Занимање. Регистрациони број занимања се може изабрати са листе четвороцифрених међународних кодова занимања које даје Међународна стандардна класификација занимања (ИСЦО).
Ентерприсе. Назив, адреса и идентификациони број предузећа користе се у евиденцији незгода на националном нивоу (иако се назив и адреса не могу користити за компјутерско снимање). Производни сектор предузећа ће обично бити регистрован код његовог носиоца осигурања од индустријских повреда или евидентиран у вези са регистрацијом његове радне снаге. Нумерички идентификатор сектора може се доделити према међународном систему класификације НАЦЕ од пет цифара.
Процес рада. Витална компонента информација у вези са несрећама на раду је опис радног процеса који је обављен у време када се незгода догодила. Идентификација процеса рада је предуслов за тачно циљану превенцију. Треба напоменути да је радни процес стварна радна функција коју је оштећени обављао у тренутку незгоде и не мора нужно бити идентичан процесу рада који је проузроковао повреду, смртни исход или изложеност.
Догађај несреће. Догађај незгоде обично се састоји од низа догађаја. Често постоји тенденција од стране истражитеља да се усредсреде на део циклуса догађаја у којем се повреда стварно догодила. Са становишта превенције, међутим, подједнако је важан и опис оног дела циклуса догађаја у коме је нешто пошло наопако и шта је жртва радила када се догађај десио.
Последице удеса. Након што се прецизира повређени део тела и опише врста повреде (ово се ради делом кодирањем са контролне листе, а делом из описа у циклусу догађаја), евидентирају се информације које описују озбиљност повреде, да ли је довела до одсуствовање са посла (и колико дуго), или да ли је било кобно или укључивало инвалидитет. Детаљне информације у погледу дужег одсуства са посла, хоспитализације или инвалидитета обично су доступне у канцеларијама за надокнаде и систему социјалног осигурања.
За потребе снимања, испитивање догађаја удеса је стога подељено на следеће три компоненте информација:
- Активност повезана са несрећом је она коју је извршила жртва у време незгоде. Снима се помоћу кода акције и кода технологије. С тим у вези, концепт технологије је широк и обухвата инструменте као што су машине, материјали, грађевинске компоненте, па чак и животиње. Тренутно не постоји међународна класификација за технологију, иако је Данска развила класификациону шему за ову сврху.
- Догађај повреде је девијантни догађај који је довео до несреће. Ово се бележи помоћу кода за одступање и помоћу једног или два кода за технологију која је чинила део одступања.
- Начин повреде се евидентира коришћењем шифре за начин на који је жртва дошла у контакт са фактором који изазива повреду и друге шифре за технологију која је изазвала повреду.
Следећи примери илуструју примену ових категорија анализе:
- У случају да се радник у ходу спотакне о црево и падне, ударивши главом о сто, активност је ходање, догађај повреде је спотицање о црево-цев, а облик повреде је удар у главом о сто.
- Док радник стоји близу зида, резервоар експлодира, узрокујући да се зид сруши на жртву. Активност је само стајање у близини зида, догађај повреде је експлозија резервоара, а начин повреде је удар зида на жртву.
Пријављивање информација о несрећи
Информације које треба добити за сваку несрећу могу се записати у образац извештаја сличан оном приказаном на слици 1.
Слика 1. Пример обрасца извештаја

Подаци из обрасца извештаја могу се снимити на рачунар коришћењем класификационих кључева. (Тамо где се могу препоручити међународни системи класификације, они су поменути у опису појединачних информационих варијабли, датим горе.) Класификације за остале варијабле које се користе за евидентирање повреда на раду развила је Данска служба за радно окружење и принципе који ће се користити у успостављању хармонизованог система снимања чине део предлога који је израдила Европска унија.
Употреба статистике незгода
Статистика незгода представља вредан инструмент у широком спектру контекста: мапирање, праћење и упозорење, одређивање приоритета области за превенцију, специфичне мере превенције и проналажење информација и истраживање. Једна област се може преклапати са другом, али принципи примене се разликују.
Мапирање
Мапирање података о незгодама на раду укључује издвајање унапред одређених врста информација из акумулације регистрованих података и анализу међусобних односа међу њима. Следећи примери ће илустровати корисност апликација за мапирање.
- Мапирање индустријских сектора. Подаци који се односе на индустријске секторе могу се мапирати издвајањем одговарајућег избора извештаја садржаних у регистру података и спровођењем жељене анализе. Ако је занат као што је грађевинска индустрија од посебног интереса, могу се одабрати извештаји регистровани у Међународној стандардној индустријској класификацији (ИСИЦ) и кодирани од 50,000 до 50,199 (грађевинарство). Извештаји за ову трговину се затим могу мапирати да покажу, на пример, географску локацију предузећа, и старост, пол и занимање сваке жртве несреће.
- Мапирање повреда. Ако се одабир заснива на специфичној категорији повреда, извештаји се могу издвојити и мапирати да би приказали, на пример, занате у којима се ове незгоде дешавају, категорије занимања укључене, старосне групе погођене, активности у којима су се незгоде догодиле и врста технологије која се најчешће користи.
- Мапирање предузећа. Процена трендова удеса на нивоу предузећа (а самим тим и унутрашњег радног окружења предузећа) може се извршити мапирањем пријављених незгода на раду које су се десиле у датом временском периоду. Поред тога, предузеће ће моћи да упореди свој појединачни положај у погледу технологије, састава особља и других области од интереса са трговином у целини, и на тај начин утврди да ли је његов статус у овом погледу типичан за трговину. Штавише, ако се покаже да трговина садржи бројне типичне проблеме радног окружења, биће препоручљиво истражити да ли ови проблеми постоје унутар појединачног предузећа.
Праћење и упозорење
Праћење је процес надзора који је у току праћен упозорење великих ризика, а посебно промена таквих ризика. Промене уочене у долазним извештајима о незгодама или могу указивати на промене у обрасцу извештавања, или, још озбиљније, могу одражавати стварне промене фактора ризика. Може се рећи да велики ризици постоје тамо где постоји велика учесталост повреда, где се дешавају многе озбиљне повреде и где постоји велика група људи изложена.
Утврђивање приоритета
Утврђивање приоритета је избор најважнијих ризичних подручја или проблема радног окружења за превентивно деловање. Кроз резултате картографских истраживања и активности праћења и упозоравања, може се изградити регистар незгода на раду који може допринети овом утврђивању приоритета, чији елементи могу укључивати следеће:
- ризике који укључују озбиљне последице
- ризици који носе велику вероватноћу повреде великог дела групе изложености
- ризици којима су изложене велике групе људи.
Подаци добијени из регистра незгода на раду могу се користити за утврђивање приоритета на неколико нивоа, можда на општем националном нивоу или на нивоу предузећа. Без обзира на ниво, анализе и процене се могу правити на основу истих принципа.
Превенција
Анализе и документација које се користе у превентивне сврхе су генерално веома специфичне и концентрисане у ограниченим областима које се, међутим, детаљно обрађују. Пример такве анализе је кампања против незгода са смртним исходом коју спроводи Данска национална инспекција рада. Прелиминарна истраживања мапирања идентификовала су занате и радне функције у којима су се десиле фаталне незгоде. Пољопривредни трактори су одабрани као фокусна област за анализу. Сврха анализе је тада била да се утврди шта је то што тракторе чини тако опасним. Испитивана су питања ко их је возио, где су оперисани, када су се незгоде догодиле и, посебно, које врсте ситуација и догађаја су довеле до незгода. Анализа је дала опис седам типичних ситуација које су најчешће довеле до незгода. На основу ове анализе формулисан је превентивни програм.
Број несрећа на раду у једном предузећу често је премали да би дао изводљиву статистику за превентивну анализу. Анализа обрасца незгода може да се користи за спречавање понављања специфичних повреда, али тешко да може бити успешна у спречавању настанка незгода које се на овај или онај начин разликују од ранијих случајева. Осим ако фокус истраживања није прилично велико предузеће, такве анализе је стога најбоље извршити на групи предузећа веома сличне природе или на групи производних процеса истог типа. На пример, анализа дрвне индустрије показује да незгоде које се дешавају са машинама за сечење углавном укључују повреде прстију. Саобраћајне незгоде се углавном састоје од повреда стопала и ногу, а оштећење мозга и екцем су најчешће опасности у трговини површинском обрадом. Детаљнија анализа релевантних радних процеса у индустрији може открити које ситуације типично изазивају несреће. На основу ових информација, стручњаци у релевантној индустрији могу тада да одреде када је вероватно да ће се такве ситуације појавити, као и могућности за превенцију.
Тражење и истраживање информација
Једна од најчешћих употреба таквих информационих система као што су системи досијеа и библиотечки системи је проналажење информација специфичне и добро дефинисане природе у сврху истраживања безбедности. На пример, у једној студији чији је циљ био да се формулишу прописи који се односе на радове на крововима, појавила се сумња да ли је такав рад повезан са неким посебним ризиком. Преовлађивало је веровање да су људи веома ретко били повређени падом са кровова током рада. Међутим, у овом случају коришћен је регистар несрећа на раду за преузимање свих пријава у којима су људи повређени падом са кровова и заиста је откривен значајан број случајева, што потврђује важност наставка формулисања прописа у овој области.
Системс Аналисис
A систем може се дефинисати као скуп међусобно зависних компоненти комбинованих на начин да обављају дату функцију под одређеним условима. Машина је опипљив и посебно јасан пример система у овом смислу, али постоје и други системи, који укључују мушкарце и жене у тиму или у радионици или фабрици, који су далеко сложенији и није их тако лако дефинисати. Безбедност указује на одсуство опасности или ризика од незгоде или штете. Да би се избегла двосмисленост, општи концепт ан нежељена појава биће запослен. Апсолутна сигурност, у смислу немогућности да дође до мање или више несрећног инцидента, није достижна; реално, мора се тежити веома малој вероватноћи нежељених појава, а не нулти.
Дати систем се може сматрати сигурним или небезбедним само у односу на перформансе које се од њега заправо очекују. Имајући ово на уму, ниво безбедности система се може дефинисати на следећи начин: „За било који дати скуп нежељених појава, ниво безбедности (или небезбедности) система је одређен вероватноћом да ће се ове појаве десити током датог период". Примери нежељених појава које би биле од интереса у овој вези укључују: вишеструке смртне случајеве, смрт једне или више особа, тешке повреде, лаке повреде, штету по животну средину, штетне утицаје на жива бића, уништавање биљака или зграда и веће или ограничене материјалне или материјалне штете.
Сврха анализе система безбедности
Циљ анализе безбедности система је да се утврде фактори који имају утицај на вероватноћу нежељених појава, да се проуче начин на који се те појаве дешавају и, на крају, да се развију превентивне мере за смањење њихове вероватноће.
Аналитичка фаза проблема може се поделити на два главна аспекта:
- идентификација и опис типови дисфункције или неприлагођености
- идентификацију секвенце дисфункција које се комбинују једна са другом (или са „нормалнијим“ појавама) да би на крају довеле до саме нежељене појаве и процене њихове вероватноће.
Када се проуче различите дисфункције и њихове последице, аналитичари безбедности система могу усмерити своју пажњу на превентивне мере. Истраживања у овој области ће се заснивати директно на ранијим налазима. Ово истраживање превентивних средстава прати два главна аспекта анализе безбедности система.
Методе анализе
Анализа безбедности система се може спровести пре или после догађаја (а приори или апостериори); у оба случаја, коришћени метод може бити директан или обрнут. А приори анализа се одвија пре нежељене појаве. Аналитичар узима одређени број таквих појава и покушава да открије различите фазе које до њих могу довести. Насупрот томе, а постериори анализа се спроводи након што се десила нежељена појава. Његова сврха је да пружи смернице за будућност и, посебно, да извуче закључке који би могли бити корисни за било коју накнадну априорну анализу.
Иако се може чинити да би априорна анализа била много вреднија од апостериорне анализе, будући да претходи инциденту, ове две су заправо комплементарне. Која метода се користи зависи од сложености укљученог система и онога што је већ познато о предмету. У случају опипљивих система као што су машине или индустријски објекти, претходно искуство обично може послужити за припрему прилично детаљне а приори анализе. Међутим, чак и тада анализа није нужно непогрешива и сигурно ће имати користи од накнадне а постериори анализе засноване у суштини на проучавању инцидената који се дешавају током операције. Што се тиче сложенијих система који укључују особе, као што су радне смене, радионице или фабрике, накнадна анализа је још важнија. У таквим случајевима претходно искуство није увек довољно да омогући детаљну и поуздану а приори анализу.
Апостериори анализа се може развити у априорну анализу пошто аналитичар иде даље од појединачног процеса који је довео до дотичног инцидента и почиње да разматра различите појаве које би разумно могле довести до таквог инцидента или сличних инцидената.
Други начин на који апостериори анализа може постати априорна анализа је када се нагласак не ставља на појаву (чија је превенција главна сврха тренутне анализе), већ на мање озбиљне инциденте. Ови инциденти, као што су технички застоји, материјална штета и потенцијалне или мање незгоде, које су саме по себи релативно малог значаја, могу се идентификовати као знаци упозорења озбиљнијих појава. У таквим случајевима, иако се спроводи након појаве мањих инцидената, анализа ће бити а приори анализа у погледу озбиљнијих догађаја који се још нису догодили.
Постоје две могуће методе проучавања механизма или логике иза низа два или више догађаја:
- усмеравају, Или индуцтиве, метода почиње са узроцима да би се предвидели њихови ефекти.
- преокренути, Или дедуктивни, метода посматра последице и ради уназад ка узроцима.
Слика 1 је дијаграм контролног кола за које су потребна два дугмета (Б1 и Б2) да се притисне истовремено да би се активирао релејни калем (Р) и покренула машина. Овај пример се може користити за илустрацију, у практичном смислу, усмеравају преокренути методе које се користе у анализи безбедности система.
Слика 1. Контролно коло са два дугмета

Директна метода
У директна метода, аналитичар почиње тако што (1) наводи грешке, дисфункције и неприлагођености, (2) проучава њихове ефекте и (3) утврђује да ли ти ефекти представљају претњу по безбедност или не. У случају слике 1, могу се појавити следеће грешке:
- прекид жице између 2 и 2´
- ненамерни контакт код Ц1 (или Ц2) као резултат механичког блокирања
- случајно затварање Б1 (или Б2)
- кратки спој између 1 и 1´.
Аналитичар тада може закључити последице ових грешака, а налази се могу приказати у облику табеле (табела 1).
Табела 1. Могуће дисфункције управљачког кола са два дугмета и њихове последице
|
Грешке |
Последице |
|
Прекините жицу између 2 и 2' |
Није могуће покренути машину* |
|
Случајно затварање Б1 (или Б2 ) |
Нема тренутних последица |
|
Контакт на Ц1 (или Ц2 ) као резултат од |
Нема непосредне последице, али могућност |
|
Кратак спој између 1 и 1' |
Активација намотаја релеја Р—случајно покретање од |
* Појава са директним утицајем на поузданост система
** Појава одговорна за озбиљно смањење нивоа безбедности система
*** Опасна појава коју треба избегавати
Погледајте текст и слику 1.
У табели 1 последице које су опасне или могу озбиљно да смање ниво безбедности система могу се означити конвенционалним знаковима као што је ***.
Белешка: У табели 1 прекид жице између 2 и 2´ (приказано на слици 1) доводи до појаве која се не сматра опасном. Нема директног утицаја на безбедност система; међутим, вероватноћа да се деси такав инцидент има директан утицај на поузданост система.
Директна метода је посебно прикладна за симулацију. На слици 2 приказан је аналогни симулатор дизајниран за проучавање безбедности кола за контролу притиска. Симулација контролног кола омогућава да се потврди да, све док нема грешке, коло је у стању да обезбеди тражену функцију без кршења безбедносних критеријума. Поред тога, симулатор може дозволити аналитичару да уведе грешке у различите компоненте кола, посматра њихове последице и тако разликује она кола која су правилно пројектована (са мало или без опасних грешака) од оних која су лоше пројектована. Ова врста безбедносне анализе се такође може извести помоћу рачунара.
Слика 2. Симулатор за проучавање прес-контролних кола
Реверзна метода
У обрнути метод, аналитичар ради уназад од непожељне појаве, инцидента или несреће, ка различитим претходним догађајима како би утврдио који би могли да доведу до појаве које треба избећи. На слици 1, крајња појава коју треба избегавати је ненамерно покретање машине.
- Покретање машине може бити узроковано неконтролисаним активирањем намотаја релеја (Р).
- Активација завојнице може, заузврат, бити резултат кратког споја између 1 и 1´ или ненамерног и истовременог затварања прекидача Ц1 и Ц2.
- Ненамерно затварање Ц1 може бити последица механичког блокирања Ц1 или од случајног притиска на Б1. Слично размишљање важи и за Ц2.
Налази ове анализе могу бити представљени дијаграмом који подсећа на дрво (због тога је обрнути метод познат као „анализа стабла грешака“), као што је приказано на слици 3.
Слика 3. Могући ланац догађаја

Дијаграм прати логичке операције, од којих су најважније операције „ИЛИ“ и „И“. Операција „ИЛИ“ означава да [Кс1] ће се догодити ако се догоди или [А] или [Б] (или обоје). Операција „И“ означава да пре [Кс2] може да се деси, мора да се деси и [Ц] и [Д] (види слику 4).
Слика 4. Представљање две логичке операције
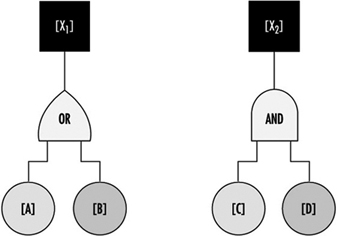
Реверзна метода се врло често користи у априорној анализи опипљивих система, посебно у хемијској, ваздухопловној, свемирској и нуклеарној индустрији. Такође се показало изузетно корисним као метод за истраживање индустријских несрећа.
Иако су веома различите, директна и обрнута метода су комплементарне. Директна метода се заснива на скупу кварова или дисфункција, а вредност такве анализе стога у великој мери зависи од релевантности различитих дисфункција узетих у обзир на почетку. Гледано у овом светлу, чини се да је обрнути метод систематичнији. С обзиром на то које врсте несрећа или инцидената могу да се десе, аналитичар може теоретски применити ову методу да би вратио на све дисфункције или комбинације дисфункција које могу да доведу до њих. Међутим, пошто сва опасна понашања система нису нужно позната унапред, могу се открити директном методом, примењеном симулацијом, на пример. Када се ови открију, опасности се могу детаљније анализирати обрнутим методом.
Проблеми анализе безбедности система
Горе описане аналитичке методе нису само механички процеси које је потребно само аутоматски применити да би се дошли до корисних закључака за побољшање безбедности система. Напротив, аналитичари се у свом раду сусрећу са бројним проблемима, а корисност њихових анализа зависиће у великој мери од тога како ће их решавати. Неки од типичних проблема који се могу појавити су описани у наставку.
Разумевање система који се проучава и услова његовог рада
Основни проблеми у било којој анализи безбедности система су дефиниција система који се проучава, његова ограничења и услови под којима би требало да функционише током свог постојања.
Ако аналитичар узме у обзир подсистем који је превише ограничен, резултат може бити усвајање низа насумичних превентивних мера (ситуација у којој је све усмерено на спречавање одређених одређених врста догађаја, док се подједнако озбиљне опасности игноришу или потцењују). ). Ако је, пак, систем који се разматра сувише свеобухватан или уопштен у односу на дати проблем, то може резултирати претераном недореченошћу концепта и одговорности, а анализа можда неће довести до доношења одговарајућих превентивних мера.
Типичан пример који илуструје проблем дефинисања система који се проучава је безбедност индустријских машина или постројења. У оваквој ситуацији, аналитичар може бити у искушењу да узме у обзир само стварну опрему, занемарујући чињеницу да њоме управља или контролише једна или више особа. Поједностављење ове врсте понекад важи. Међутим, оно што треба анализирати није само машински подсистем већ цео систем радник-плус-машина у различитим фазама животног века опреме (укључујући, на пример, транспорт и руковање, монтажу, тестирање и подешавање, нормалан рад , одржавање, растављање и, у неким случајевима, уништавање). У свакој фази машина је део специфичног система чија се сврха и начини функционисања и квара потпуно разликују од оних у систему у другим фазама. Стога мора бити пројектован и произведен на такав начин да омогући обављање тражене функције под добрим безбедносним условима у свакој од фаза.
Уопштено говорећи, што се тиче студија безбедности у фирмама, постоји неколико системских нивоа: машина, радна станица, смена, одељење, фабрика и фирма у целини. У зависности од тога који системски ниво се разматра, могући типови дисфункције — и релевантне превентивне мере — су прилично различите. Добра политика превенције мора узети у обзир дисфункције које се могу јавити на различитим нивоима.
Услови рада система могу се дефинисати у смислу начина на који систем треба да функционише и услова околине којима може бити подложан. Ова дефиниција мора бити довољно реална да омогући стварне услове у којима ће систем вероватно радити. Систем који је веома безбедан само у веома ограниченом радном опсегу можда неће бити толико безбедан ако корисник није у стању да одржи прописани теоретски радни опсег. Безбедан систем стога мора бити довољно робустан да издржи разумне варијације у условима у којима функционише, и мора толерисати одређене једноставне, али предвидиве грешке од стране оператера.
Моделирање система
Често је потребно развити модел како би се анализирала сигурност система. Ово може изазвати одређене проблеме које вреди испитати.
За концизан и релативно једноставан систем као што је конвенционална машина, модел је скоро директно изведен из описа компоненти материјала и њихових функција (мотори, пренос, итд.) и начина на који су ове компоненте међусобно повезане. Број могућих начина квара компоненти је на сличан начин ограничен.
Посебан проблем представљају модерне машине као што су рачунари и роботи, који садрже сложене компоненте попут микропроцесора и електронских кола са интеграцијом веома великих размера. Овај проблем није у потпуности решен у смислу моделирања или предвиђања различитих могућих начина квара, јер у сваком чипу има толико елементарних транзистора и због употребе различитих врста софтвера.
Када је систем који се анализира људска организација, интересантан проблем са којим се сусреће у моделирању лежи у избору и дефинисању одређених нематеријалних или неу потпуности материјалних компоненти. Одређена радна станица може бити представљена, на пример, системом који се састоји од радника, софтвера, задатака, машина, материјала и окружења. (Можда ће се показати да је тешко дефинисати компоненту „задатка“, јер се не рачуна прописани задатак, већ задатак како се заиста извршава).
Приликом моделирања људских организација, аналитичар може одлучити да разбије систем који се разматра на информациони подсистем и један или више акционих подсистема. Анализа кварова у различитим фазама информационог подсистема (прикупљање, пренос, обрада и коришћење информација) може бити веома поучна.
Проблеми повезани са више нивоа анализе
Проблеми повезани са више нивоа анализе често се развијају јер почевши од нежељене појаве, аналитичар може да ради назад ка инцидентима који су временом све удаљенији. У зависности од нивоа анализе, природа дисфункција које се јављају варира; исто важи и за превентивне мере. Важно је бити у стању да одлучи на ком нивоу анализу треба зауставити и на ком нивоу треба предузети превентивну акцију. Пример је једноставан случај удеса који је резултат механичког квара изазваног поновљеним коришћењем машине у ненормалним условима. Ово је можда узроковано недостатком обуке оператера или лошом организацијом рада. У зависности од нивоа анализе, потребна превентивна акција може бити замена машине другом машином која може да издржи теже услове употребе, коришћење машине само у нормалним условима, промене у обуци особља или реорганизација рад.
Ефикасност и обим превентивне мере зависе од нивоа на коме се она уводи. Превентивно деловање у непосредној близини нежељене појаве ће вероватно имати директан и брз утицај, али њени ефекти могу бити ограничени; с друге стране, радећи уназад у разумној мери у анализи догађаја, требало би да буде могуће пронаћи типове дисфункције који су уобичајени за бројне незгоде. Свака превентивна акција предузета на овом нивоу биће много ширег обима, али њена ефикасност може бити мање директна.
Имајући у виду да постоји више нивоа анализе, могу постојати и бројни обрасци превентивног деловања, од којих сваки носи свој удео у раду превенције. Ово је изузетно важна тачка и потребно је само да се вратимо на пример несреће која се тренутно разматра да би се схватила чињеница. Предлагање да се машина замени другом машином способном да издржи теже услове употребе ставља терет превенције на машину. Одлука да се машина користи само у нормалним условима значи стављање терета на корисника. На исти начин, терет се може ставити на обуку особља, организацију рада или истовремено на машину, корисника, функцију обуке и организациону функцију.
За било који дати ниво анализе, несрећа се често чини као последица комбинације неколико дисфункција или неприлагођености. У зависности од тога да ли се предузимају мере за једну или другу дисфункцију, или за неколико истовремено, усвојени образац превентивног деловања ће се разликовати.
Сигурност ручних и преносивих електричних алата
Алати су толико чест део наших живота да је понекад тешко запамтити да могу представљати опасност. Сви алати су произведени са безбедношћу на уму, али повремено може доћи до незгоде пре него што се препознају опасности везане за алат. Радници морају да науче да препознају опасности повезане са различитим врстама алата и мере предострожности потребне за спречавање тих опасности. Одговарајућу личну заштитну опрему, као што су заштитне наочаре или рукавице, треба носити ради заштите од потенцијалних опасности на које можете наићи при коришћењу преносивих електричних алата и ручних алата.
Ручни алати
Ручни алати су без погона и укључују све, од секира до кључева. Највеће опасности које представљају ручни алати настају услед погрешне употребе, употребе погрешног алата за посао и неправилног одржавања. Неке од опасности повезаних са употребом ручних алата укључују, али нису ограничене на следеће:
- Коришћење шрафцигера као длета може довести до тога да се врх одвијача одломи и полети, ударивши корисника или друге запослене.
- Ако је дрвена дршка на алату као што је чекић или секира лабава, расцепкана или напукла, глава алата може да одлети и удари корисника или другог радника.
- Кључ се не сме користити ако су му чељусти опружене, јер може да склизне.
- Алати за ударце као што су длета, клинови или клинови за померање нису безбедни ако имају печурке главе које би се могле разбити при удару, шаљући оштре фрагменте да лете.
Послодавац је одговоран за безбедно стање алата и опреме који се дају запосленима, али запослени су дужни да правилно користе и одржавају алат. Радници треба да усмере листове тестере, ножеве или друге алате даље од пролаза и других запослених који раде у непосредној близини. Ножеви и маказе морају бити оштри, јер тупи алати могу бити опаснији од оштрих. (Погледајте слику 1.)
Слика 1. Одвијач

Безбедност захтева да подови буду што чистији и суви како би се спречило случајно клизање када радите са или око опасних ручних алата. Иако варнице произведене ручним алатима од гвожђа и челика обично нису довољно вруће да би биле извори паљења, када се ради са или око запаљивих материјала, алати отпорни на варнице направљени од месинга, пластике, алуминијума или дрвета могу се користити за спречавање стварања варница.
Електричне алате
Електрични алати су опасни када се неправилно користе. Постоји неколико типова електричних алата, обично категорисаних према извору енергије (електрични, пнеуматски, на течно гориво, хидраулични, парни и активирани експлозивним прахом). Запослени треба да буду квалификовани или обучени за употребу свих електричних алата који се користе у свом раду. Требало би да разумеју потенцијалне опасности повезане са употребом електричних алата и да поштују следеће опште мере предострожности како би спречили појаву тих опасности:
- Никада немојте носити алат за кабл или црево.
- Никада не вуците кабл или црево да бисте их искључили из утичнице.
- Држите каблове и црева даље од топлоте, уља и оштрих ивица.
- Искључите алате када се не користе, пре сервисирања и када мењате прибор као што су сечива, бургије и секачи.
- Сви посматрачи треба да се држе безбедне удаљености од радног простора.
- Осигурајте рад помоћу стезаљки или стега, ослобађајући обе руке за рад са алатом.
- Избегавајте случајно покретање. Радник не би требало да држи прст на дугмету прекидача док носи укључен алат. Алати који имају команде за закључавање треба да буду искључени када је струја прекинута, тако да се не би аутоматски покренули након враћања напајања.
- Алат треба пажљиво одржавати и одржавати оштрим и чистим за најбоље перформансе. За подмазивање и замену прибора треба следити упутства у упутству за употребу.
- Радници треба да се увере да имају добар ослонац и равнотежу када користе електричне алате. Треба носити одговарајућу одећу, јер се широка одећа, кравате или накит могу заглавити у покретним деловима.
- Сви преносиви електрични алати који су оштећени морају бити уклоњени из употребе и означени са „Не користити“ како би се спречио струјни удар.
Заштитна стража
Опасне покретне делове електричних алата треба заштитити. На пример, каишеви, зупчаници, вратила, ременице, ланчаници, вретена, бубњеви, замајци, ланци или други клипни, ротирајући или покретни делови опреме морају бити заштићени ако су такви делови изложени контакту од стране радника. Тамо где је потребно, треба обезбедити штитнике како би заштитили оператера и друге у погледу опасности повезаних са:
- тачка операције
- у трчању нип тачке
- ротирајућих и клипних делова
- летеће струготине и варнице, и маглу или прскање из течности за обраду метала.
Заштитни штитници никада не смеју да се уклањају када се користи алат. На пример, преносиве кружне тестере морају бити опремљене штитницима. Горњи штитник мора да покрива цело сечиво тестере. Доњи штитник који се може увући мора покривати зупце тестере, осим када дође у контакт са радним материјалом. Доњи штитник се мора аутоматски вратити у положај за покривање када се алат повуче из рада. Обратите пажњу на штитнике сечива на илустрацији електричне тестере (слика 2).
Слика 2. Кружна тестера са штитником

Сигурносни прекидачи и контроле
Следе примери ручних електричних алата који морају да буду опремљени прекидачем за тренутни контакт „укључено-искључено“:
- бургије, нарезници и одвртачи за причвршћиваче
- хоризонталне, вертикалне и угаоне брусилице са точковима већим од 2 инча (5.1 цм) у пречнику
- диск и трачне брусилице
- клипне и сабљасте тестере.
Ови алати такође могу бити опремљени контролом за закључавање, под условом да се искључивање може постићи једним покретом истог прста или прстију који га укључују.
Следећи ручни електрични алати могу бити опремљени само позитивним контролним прекидачем „укључено-искључено“:
- брусилице
- диск брусилице са дисковима пречника 2 инча (5.1 цм) или мање
- брусилице са точковима пречника 2 инча (5.1 цм) или мање
- глодала и рендова
- тримери, маказе и маказе за ламинат
- кружне тестере и убодне тестере са дршком сечива ширине ¼ инча (0.64 цм) или мање.
Други ручни електрични алати који морају бити опремљени прекидачем константног притиска који ће искључити струју када се притисак ослободи укључују:
- кружне тестере са пречником сечива већи од 2 инча (5.1 цм)
- моторне тестере
- удараљке без позитивних средстава за држање прибора.
Електрични алати
Радници који користе електричне алате морају бити свесни неколико опасности. Најозбиљнија од њих је могућност струјног удара, праћена опекотинама и лакшим ударима. Под одређеним условима, чак и мала количина струје може довести до фибрилације срца која може довести до смрти. Удар такође може проузроковати да радник падне са мердевина или других повишених радних површина.
Да би се смањила могућност повреда радника услед удара, алати морају бити заштићени најмање једним од следећих начина:
- Гроундед трожичним каблом (са жицом за уземљење). Трожични каблови садрже два струјна проводника и проводник за уземљење. Један крај проводника за уземљење се повезује са металним кућиштем алата. Други крај је уземљен кроз зубац на утикачу. Сваки пут када се адаптер користи за постављање утичнице са две рупе, жица адаптера мора бити причвршћена на познато уземљење. Трећи зупчић никада не треба вадити из утикача. (Погледајте слику 3.)
- Двоструко изолована. Радник и алат су заштићени на два начина: (1) нормалном изолацијом на жицама изнутра и (2) кућиштем које не може да спроведе струју до оператера у случају квара.
- Напаја га нисконапонски изолациони трансформатор.
- Повезано преко прекидача уземљења. То су трајни и преносиви уређаји који тренутно искључују струјно коло када тражи уземљење кроз тело радника или кроз уземљене објекте.

Ове опште безбедносне праксе треба поштовати при коришћењу електричних алата:
- Електрични алати треба да раде у оквиру својих конструкцијских ограничења.
- Приликом употребе електричних алата препоручују се рукавице и заштитна обућа.
- Када се не користи, алат треба чувати на сувом месту.
- Алат не треба користити ако су жице или конектори излизани, савијени или оштећени.
- Електрични алати се не смеју користити на влажним или мокрим местима.
- Радни простори треба да буду добро осветљени.
Електрични абразивни точкови
Електрични абразивни точкови за брушење, сечење, полирање и полирање жице стварају посебне безбедносне проблеме јер се точкови могу распасти и одбацити летеће делове.
Пре него што се монтирају абразивни точкови, треба их пажљиво прегледати и испитати звук (или прстен) нежним тапкањем лаганим неметалним инструментом да бисте били сигурни да немају пукотина или дефеката. Ако су точкови напукли или звуче мртви, могли би се распасти у раду и не смеју се користити. Звучан и неоштећен точак ће дати јасан метални тон или „звон“.
Да би се спречило да точак пукне, корисник треба да буде сигуран да слободно стоји на вретену. Матица вретена мора бити довољно затегнута да држи точак на месту без изобличења прирубнице. Придржавајте се препорука произвођача. Морате водити рачуна да вретенасти точак неће премашити спецификације абразивног точка. Због могућности да се точак распадне (експлодира) током покретања, радник никада не би требало да стоји директно испред точка јер он убрзава до пуне радне брзине. Преносни алати за брушење треба да буду опремљени заштитним штитницима који штите раднике не само од покретне површине точка, већ и од летећих фрагмената у случају лома. Поред тога, када користите машину за млевење, треба поштовати ове мере предострожности:
- Увек користите заштиту за очи.
- Искључите струју када се алат не користи.
- Никада немојте стезати ручну брусилицу у шкрипцу.
Пнеуматиц Тоолс
Пнеуматски алати се напајају компримованим ваздухом и укључују секалице, бушилице, чекиће и брусилице. Иако постоји неколико потенцијалних опасности са којима се сусрећу при коришћењу пнеуматских алата, главна је опасност да вас удари неки од додатака алата или нека врста причвршћивача који радник користи са алатом. Приликом рада са пнеуматским алатима потребна је заштита очију и препоручује се заштита лица. Бука је још једна опасност. Рад са бучним алатима као што су чекићи захтева правилну, ефикасну употребу одговарајуће заштите за слух.
Када користи пнеуматски алат, радник мора да провери да ли је безбедно причвршћен за црево како би се спречило искључивање. Кратка жица или уређај за позитивно закључавање који причвршћује црево за ваздух на алат служиће као додатна заштита. Ако је црево за ваздух више од ½ инча (1.27 цм) у пречнику, на извору довода ваздуха треба поставити сигурносни вентил за вишак протока како би се ваздух аутоматски искључио у случају да се црево поквари. Генерално, треба предузети исте мере предострожности са цревом за ваздух које се препоручује за електричне каблове, јер је црево подложно истој врсти оштећења или случајног ударца, а такође представља опасност од спотицања.
Пиштољи са компримованим ваздухом никада не би требало да буду усмерени ни према коме. Радници никада не би требало да „слепе” млазницу против себе или било кога другог. Сигурносну копчу или држач треба поставити како би се спречило да се додаци, као што је длето на чекићу за стругање, ненамерно испуцају из цеви. Заслоне треба да буду постављене како би се радници у близини заштитили од ударца летећих фрагмената око секача, пиштоља за закивање, ваздушних чекића, хефталица или ваздушних бушилица.
Безрачни пиштољи за распршивање који распршују боје и течности под високим притисцима (1,000 фунти или више по квадратном инчу) морају бити опремљени аутоматским или ручним визуелним сигурносним уређајима који ће спречити активацију док се сигурносни уређај ручно не отпусти. Тешки ударни чекићи могу изазвати замор и напрезање који се могу смањити употребом тешких гумених хватаљки које пружају сигуран држање. Радник који користи чекић мора да носи заштитне наочаре и заштитне ципеле како би се заштитио од повреда ако чекић склизне или падне. Такође треба користити штитник за лице.
Алати на гориво
Алати на гориво обично раде помоћу малих мотора са унутрашњим сагоревањем на бензин. Најозбиљније потенцијалне опасности повезане са употребом алата на гориво потичу од опасних испарења горива које могу да изгоре или експлодирају и испуштају опасне издувне гасове. Радник мора пазити да рукује, транспортује и складишти бензин или гориво само у одобреним контејнерима за запаљиве течности, у складу са одговарајућим процедурама за запаљиве течности. Пре него што се резервоар за алат на гориво поново напуни, корисник мора да угаси мотор и остави да се охлади како би спречио случајно паљење опасних испарења. Ако се алат на гориво користи у затвореном простору, неопходна је ефикасна вентилација и/или заштитна опрема како би се спречило излагање угљен-моноксиду. У том подручју морају бити доступни апарати за гашење пожара.
Алати са експлозивним прахом
Алати који се активирају експлозивним прахом раде као напуњени пиштољ и треба их третирати са истим поштовањем и мерама опреза. У ствари, они су толико опасни да њима морају управљати само посебно обучени или квалификовани радници. Одговарајућа заштита за уши, очи и лице је од суштинског значаја када се користи алат са пудером. Сви алати који се активирају прахом треба да буду дизајнирани за различита пуњења праха тако да корисник може да изабере ниво праха неопходан за обављање посла без претеране силе.
Крај отвора алата треба да има заштитни штит или штитник центриран окомито на цев да би заштитио корисника од било каквих летећих фрагмената или честица које би могле да створе опасност када се алат испали. Алат мора бити дизајниран тако да неће пуцати осим ако нема ову врсту сигурносног уређаја. Да бисте спречили да се алат случајно опали, потребна су два одвојена покрета за испаљивање: један за довођење алата у положај, а други за повлачење окидача. Алати не смеју да раде све док се не притисну на радну површину са силом од најмање 5 фунти већом од укупне тежине алата.
Ако алат који се покреће прахом не упали, корисник треба да сачека најмање 30 секунди пре него што поново покуша да га опали. Ако и даље не пуца, корисник треба да сачека још најмање 30 секунди како би мања вероватноћа да ће неисправни кертриџ експлодирати, а затим пажљиво уклонити терет. Лош кертриџ треба ставити у воду или на други начин безбедно одложити у складу са процедурама послодавца.
Ако алат који се покреће прахом покаже квар током употребе, треба га одмах означити и искључити из употребе док се правилно не поправи. Мере предострожности за безбедну употребу и руковање алатима који се активирају прахом укључују следеће:
- Алати који се активирају прахом не би требало да се користе у експлозивним или запаљивим атмосферама осим по издавању дозволе за рад на топлом од стране овлашћеног лица.
- Пре употребе алата, радник треба да га прегледа да би утврдио да је чист, да сви покретни делови раде слободно и да цев нема препрека.
- Алат никада не би требало да буде усмерен ни на кога.
- Алат не треба пунити осим ако се не користи одмах. Напуњени алат не треба остављати без надзора, посебно тамо где може бити доступан неовлашћеним лицима.
- Руке треба држати даље од краја цеви.
Приликом употребе алата који се активирају прахом за причвршћивање причвршћивача, треба узети у обзир следеће мере предострожности:
- Немојте пуцати затварачима у материјал који би им омогућио да прођу на другу страну.
- Немојте забијати причвршћиваче у материјале попут цигле или бетона ближе од 3 инча (7.6 цм) од ивице или угла, или у челик ближе од ½ инча (1.27 цм) од угла или ивице.
- Немојте забијати причвршћиваче у веома тврд или ломљив материјал који би могао да се окрхне, разбије или одбије.
- Користите водич за поравнање када убацујете причвршћиваче у постојеће рупе. Немојте забијати причвршћиваче у напукнуто подручје узроковано незадовољавајућим причвршћивањем.
Хидраулични електрични алати
Течност која се користи у хидрауличним електричним алатима мора бити одобрена за очекивану употребу и мора задржати своје радне карактеристике на најекстремнијим температурама којима ће бити изложена. Безбедан радни притисак који препоручује произвођач за црева, вентиле, цеви, филтере и друге спојеве не сме се прекорачити. Тамо где постоји могућност цурења под високим притиском у областима где могу бити присутни извори паљења, као што су отворени пламен или вруће површине, треба размотрити употребу течности отпорних на ватру као хидрауличког медијума.
Јацкс
Све дизалице - дизалице с полугом и запорном хватаљком, вијчане дизалице и хидрауличне дизалице - морају имати уређај који их спречава да се подигну превисоко. Ограничење оптерећења произвођача мора бити трајно обележено на видном месту на дизалици и не сме се прекорачити. Користите дрвену блокаду испод постоља ако је потребно да се дизалица изравна и учврсти. Ако је површина за подизање метална, поставите блок од тврдог дрвета дебљине 1 инча (2.54 цм) или еквивалентан блок између доње стране површине и металне главе дизалице да бисте смањили опасност од клизања. Никада не треба користити дизалицу за подупирање подигнутог терета. Када се терет подигне, одмах га треба подупријети блоковима.
Да бисте подесили прикључак, проверите следеће услове:
- База се ослања на чврсту равну површину.
- Дизалица је правилно центрирана.
- Глава дизалице се ослања на равну површину.
- Сила подизања се примењује равномерно.
Правилно одржавање дизалица је неопходно за сигурност. Све дизалице се морају прегледати пре сваке употребе и редовно подмазати. Ако је дизалица подвргнута ненормалном оптерећењу или удару, треба је темељно испитати да бисте били сигурни да није оштећена. Хидрауличне дизалице изложене температурама смрзавања морају бити напуњене одговарајућом течношћу против смрзавања.
резиме
Радници који користе ручне и електричне алате и који су изложени опасностима од пада, летења, абразивних и прскајућих предмета и материјала, или опасности од штетне прашине, испарења, магле, пара или гасова, морају имати одговарајућу неопходну личну опрему да их заштити од опасности. Све опасности повезане са употребом електричних алата радници могу спречити придржавајући се пет основних безбедносних правила:
- Одржавајте све алате у добром стању уз редовно одржавање.
- Користите прави алат за посао.
- Прегледајте сваки алат да ли има оштећења пре употребе.
- Рукујте алатима према упутствима произвођача.
- Изаберите и користите одговарајућу заштитну опрему.
Запослени и послодавци имају одговорност да раде заједно на одржавању успостављених безбедних радних пракси. Ако се наиђе на небезбедно оруђе или опасну ситуацију, одмах треба скренути пажњу одговарајућег појединца.
Покретни делови машина
Овај чланак говори о ситуацијама и ланцима догађаја који доводе до незгода које се могу приписати контакту са покретним делом машина. Људи који рукују и одржавају машине ризикују да буду укључени у озбиљне несреће. Америчка статистика показује да се 18,000 ампутација и преко 800 смртних случајева у Сједињеним Државама сваке године могу приписати таквим узроцима. Према америчком Националном институту за безбедност и здравље на раду (НИОСХ), категорија повреда „ухваћених у, испод или између“ у њиховој класификацији била је највише рангирана међу најважнијим врстама повреда на раду 1979. године. Такве повреде су углавном укључивале машине ( Етхертон и Миерс 1990). „Контакт са покретним делом машине“ је пријављен као главни догађај повреде у нешто више од 10% несрећа на раду од када је ова категорија уведена у шведску статистику повреда на раду 1979.
Већина машина има покретне делове који могу изазвати повреде. Такви покретни делови се могу наћи на месту рада где се ради на материјалу, као што је сечење, обликовање, бушење или деформисање. Могу се наћи у апарату који преноси енергију на делове машине који обављају посао, као што су замајци, ременице, клипњаче, спојнице, брегасте осовине, ланци, радилице и зупчаници. Могу се наћи у другим покретним деловима машине као што су точкови на мобилној опреми, мотори зупчаници, пумпе, компресори и тако даље. Опасна померања машина могу се наћи и међу другим врстама машина, посебно у помоћним деловима опреме која рукује и транспортује таква оптерећења као што су радни комади, материјали, отпад или алати.
Сви делови машине који се померају у току извођења радова могу допринети незгодама које изазивају повреде и штете. И ротирајућа и линеарна кретања машине, као и њихови извори енергије, могу бити опасни:
Ротационо кретање. Чак и глатке ротирајуће осовине могу захватити неки одевни предмет и, на пример, довести руку особе у опасан положај. Опасност у ротирајућој осовини се повећава ако има избочене делове или неравне или оштре површине, као што су завртњи за подешавање, завртњи, прорези, зарези или резне ивице. Ротирајући делови машине доводе до „тачака угриза“ на три различита начина:
- Постоје тачке између два ротирајућа дела која се ротирају у супротним смеровима и имају паралелне осе, као што су зупчаници или зупчани точкови, ваљци за ношење или мангле.
- Постоје тачке контакта између ротирајућих делова и делова у линеарном кретању, као што су између ремена за пренос снаге и његове ременице, ланца и ланчаника или зупчаника.
- Ротирајући покрети машине могу довести до ризика од посекотина и повреда при пригњечењу када се дешавају у непосредној близини непокретних објеката – ова врста стања постоји између пужног транспортера и његовог кућишта, између кракова точка и лежишта машине, или између брусног кола и алатке.
Линеарна кретања. Вертикално, хоризонтално и повратно кретање може проузроковати повреду на неколико начина: особа може да задобије ударац или ударац од дела машине, може да буде ухваћена између дела машине и неког другог предмета, или може да буде посечена оштром ивицом, или да остане повреда угриза заглављеним између покретног дела и другог предмета (слика 1).
Слика 1. Примери механичких покрета који могу повредити особу
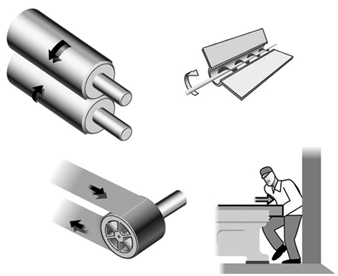
Извори напајања. Често се екстерни извори енергије користе за покретање машине која може укључивати знатне количине енергије. То укључује електричне, парне, хидрауличне, пнеуматске и механичке системе напајања, од којих сви, ако се ослободе или не контролишу, могу довести до озбиљних повреда или оштећења. Студија несрећа које су се догодиле током једне године (1987. до 1988.) међу пољопривредницима у девет села у северној Индији показала је да су машине за сечење сточне хране, све иначе истог дизајна, опасније када их покреће мотор или трактор. Релативна учесталост несрећа са више од лакших повреда (по машини) била је 5.1 промила за ручне секаче и 8.6 промила за моторне секаче (Мохан и Пател 1992).
Повреде повезане са покретима машина
Пошто су силе повезане са покретима машине често прилично велике, може се претпоставити да ће повреде које изазивају бити озбиљне. Ову претпоставку потврђује више извора. „Контакт са покретном машином или материјалом који се обрађује” чинио је само 5% свих несрећа на раду, али чак 10% фаталних и великих несрећа (преломи, ампутације и тако даље) према британским статистикама (ХСЕ 1989). Студије о два радна места за производњу возила у Шведској указују у истом правцу. Несреће изазване померањем машина довеле су до двоструко већег броја дана боловања, мерено средњим вредностима, у поређењу са незгодама које нису повезане са машинама. Несреће повезане са машинама су се такође разликовале од других незгода у погледу дела повређеног тела: резултати су показали да је 80% повреда задобијених у „машинским“ незгодама било на рукама и прстима, док је одговарајући проценат за „друге“ незгоде био 40% (Бацкстром и Доос 1995).
Показало се да је ситуација ризика на аутоматизованим инсталацијама и другачија (у смислу врсте незгоде, редоследа догађаја и степена тежине повреде) и компликованија (како у техничком смислу тако иу погледу потребе за специјализованим вештинама) него у инсталације где се користе конвенционалне машине. Термин аутоматизован Овде се подразумева да се односи на опрему која, без директне интервенције људског бића, може или да покрене кретање машине или промени њен правац или функцију. Таква опрема захтева сензорске уређаје (нпр. сензоре положаја или микропрекидаче) и/или неки облик секвенцијалних контрола (нпр. компјутерски програм) за усмеравање и праћење њихових активности. Последњих деценија, а програмабилни логички контролер (ПЛЦ) се све више користи као контролна јединица у производним системима. Мали рачунари су данас најчешће средство за управљање производном опремом у индустријализованом свету, док су друга средства управљања, као што су електро-механичке јединице, све ређа. У шведској производној индустрији, употреба нумерички контролисаних (НЦ) машина порасла је за 11 до 12% годишње током 1980-их (Хорте и Линдберг 1989). У савременој индустријској производњи, повреда „покретним деловима машина“ све више постаје еквивалентна повреди „компјутерски контролисаним покретима машина“.
Аутоматске инсталације се налазе у све више сектора индустрије и имају све већи број функција. Управљање продавницама, руковање материјалима, обрада, монтажа и паковање су аутоматизовани. Серијска производња је почела да личи на процесну производњу. Ако су довођење, обрада и избацивање радних комада механизовани, руковалац више не мора да буде у зони ризика током редовне, несметане производње. Истраживачке студије аутоматизоване производње показале су да се незгоде дешавају првенствено при руковању сметњама које утичу на производњу. Међутим, људи такође могу да ометају кретање машине у обављању других задатака, као што су чишћење, подешавање, ресетовање, контрола и поправка.
Када је производња аутоматизована и процес више није под директном контролом човека, повећава се ризик од неочекиваних покрета машина. Већина оператера који раде са групама или линијама међусобно повезаних машина искусили су таква неочекивана кретања машине. Многи удеса аутоматизације настају као резултат управо таквих кретања. Несрећа са аутоматизацијом је незгода у којој је аутоматска опрема контролисала (или је требало да контролише) енергију која је довела до повреде. То значи да сила која повређује особу потиче од саме машине (нпр. енергија кретања машине). У студији о 177 несрећа са аутоматизацијом у Шведској, откривено је да је повреда проузрокована „неочекиваним стартом” дела машине у 84% случајева (Бацкстром и Хармс-Рингдахл 1984). Типичан пример повреде изазване компјутерски контролисаним покретом машине приказан је на слици 2.
Слика 2. Типичан пример повреде изазване компјутерски контролисаним покретом машине
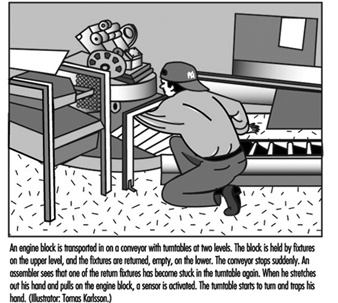
Једна од горе наведених студија (Бацкстром и Доос 1995) показала је да су аутоматски контролисани покрети машине узрочно повезани са дужим периодима боловања него са повредама услед других врста покрета машине, при чему је средња вредност четири пута већа на једном од радних места. . Образац повреда у несрећама са аутоматизацијом био је сличан оном за друге машинске незгоде (углавном које укључују руке и прсте), али је тенденција да прва врста повреда буде озбиљнија (ампутације, нагњечења и преломи).
Компјутерска контрола, као и ручна, има слабости са становишта поузданости. Не постоји гаранција да ће рачунарски програм радити без грешке. Електроника, са својим ниским нивоима сигнала, може бити осетљива на сметње ако није правилно заштићена, а последице насталих кварова није увек могуће предвидети. Штавише, промене програмирања често остају недокументоване. Једна метода која се користи за компензацију ове слабости је, на пример, коришћење „двоструких” система у којима постоје два независна ланца функционалних компоненти и метода за праћење тако да оба ланца приказују исту вредност. Ако системи приказују различите вредности, то указује на грешку у једном од њих. Али постоји могућност да оба ланца компоненти пате од истог квара и да се оба могу избацити из реда истим поремећајем, дајући на тај начин лажно позитивно очитавање (како се оба система слажу). Међутим, у само неколико истражених случајева било је могуће пратити несрећу до квара рачунара (види доле), упркос чињеници да је уобичајено да један рачунар контролише све функције инсталације (чак и заустављање машина као резултат активирања сигурносног уређаја). Као алтернатива, може се размотрити обезбеђивање испробаног и тестираног система са електро-механичким компонентама за безбедносне функције.
Технички проблеми
Генерално, може се рећи да једна незгода има много узрока, укључујући техничке, индивидуалне, еколошке и организационе. У превентивне сврхе, несрећу је најбоље посматрати не као изоловани догађај, већ као низ догађаја или процеса (Бацкстром 1996). У случају несрећа са аутоматизацијом, показало се да су технички проблеми често део таквог низа и да се јављају или у једној од раних фаза процеса или у непосредној близини догађаја повреде у несрећи. Студије у којима су испитивани технички проблеми повезани са несрећама аутоматизације сугеришу да они леже иза 75 до 85% несрећа. Истовремено, у сваком конкретном случају обично постоје и други узроци, као што су они организационе природе. Само у једној десетини случајева откривено је да се директни извор енергије који изазива повреду може приписати техничком квару — на пример, кретање машине се дешава упркос томе што је машина у заустављеном положају. Сличне бројке су објављене у другим студијама. Обично је технички проблем доводио до проблема са опремом, тако да је оператер морао да промени задатке (нпр. да поново постави део који је био у кривом положају). До несреће је тада дошло током реализације задатка, изазваног техничким кваром. Четвртини несрећа са аутоматизацијом претходио је поремећај у протоку материјала, као што је заглављивање дела или упадање у криви или на други начин неисправан положај (види слику 3).
Слика 3. Врсте техничких проблема укључених у удесе аутоматизације (број незгода =127)
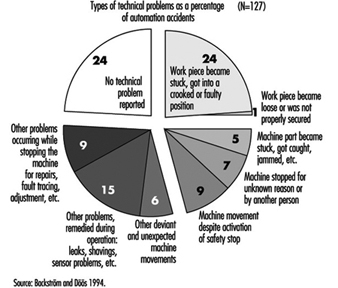
У студији од 127 несрећа које укључују аутоматизацију, 28 од ових незгода, описаних на слици 4, даље је истражено да би се утврдиле врсте техничких проблема који су били укључени као узрочни фактори (Бацкстром и Доос, у штампи). Проблеми наведени у истрагама удеса најчешће су узроковани заглављеним, неисправним или истрошеним компонентама. У два случаја проблем је настао грешком компјутерског програма, ау једном електромагнетним сметњама. У више од половине случајева (17 од 28), кварови су били присутни већ неко време, али нису отклоњени. Само у 5 од 28 случајева где се говорило о техничком квару или одступању, дошло је до квара не испољавао раније. Неки кварови су поправљени да би се касније поново појавили. Одређени недостаци су били присутни већ од тренутка уградње, док су други настали због хабања и утицаја околине.
Удео акцидената аутоматизације који се дешавају у току исправљања сметњи у производњи износи између једне трећине и две трећине свих случајева, према већини студија. Другим речима, постоји општа сагласност да је руковање сметњама у производњи опасан професионални задатак. Варијације у обиму до којих долази до оваквих незгода има многа објашњења, међу којима су она која се односе на врсту производње и на то како су класификовани задаци занимања. У неким студијама поремећаја разматрани су само проблеми и заустављања машина у току редовне производње; у другима је третиран шири спектар проблема—на пример, они који су укључени у успостављање посла.
Веома важна мера у превенцији удеса аутоматизације је припрема поступака за отклањање узрока поремећаја у производњи како се они не би понављали. У специјализованој студији о сметњама у производњи у тренутку несреће (Доос и Бацкстром 1994), откривено је да је најчешћи задатак који је узроковао сметње ослобађање или исправљање положаја радног комада који је заглавио или погрешно постављени. Ова врста проблема је покренула један од два прилично слична низа догађаја: (1) део је ослобођен и дошао у исправан положај, машина је добила аутоматски сигнал за покретање, а особа је повређена услед покретања машине, (2 ) није било времена да се део ослободи или премести пре него што је особа повређена услед неочекиваног, бржег покрета машине или веће силе него што је оператер очекивао. Остало руковање сметњама укључивало је подстицање импулса сензора, ослобађање заглављеног дела машине, извођење једноставних врста праћења кварова и организовање поновног покретања (погледајте слику 4).
Слика 4. Тип руковања сметњама у тренутку незгоде (број незгода =76)
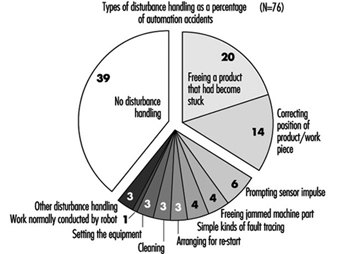
Безбедност радника
Категорије особља које имају тенденцију да буду повређене у несрећама са аутоматизацијом зависе од тога како је рад организован – односно од тога која група занимања обавља опасне задатке. У пракси се ради о томе која је особа на радном месту распоређена да се бави проблемима и сметњама на рутинској основи. У савременој шведској индустрији, активне интервенције се обично захтевају од особа које управљају машином. Због тога је у претходно поменутој студији на радном месту у производњи возила у Шведској (Бацкстром и Доос, прихваћено за објављивање) утврђено да су 82% људи који су задобили повреде од аутоматизованих машина били радници или оператери у производњи. Оператери су такође имали већу релативну учесталост незгода (15 удеса аутоматизације на 1,000 оператера годишње) него радници на одржавању (6 на 1,000). Налази студија који указују да су радници на одржавању више погођени могу се барем делимично објаснити чињеницом да оператерима није дозвољено да уђу у области обраде у неким компанијама. У организацијама са другачијим типом дистрибуције задатака, друге категорије особља – на пример, постављачи – могу добити задатак да решавају све производне проблеме који се појаве.
Најчешћа корективна мера која се с тим у вези предузима у циљу подизања нивоа личне безбедности је заштита лица од опасних кретања машине коришћењем неке врсте сигурносног уређаја, као што је заштита машине. Овде је главни принцип „пасивне” безбедности – то јест, пружање заштите која не захтева радњу од стране радника. Немогуће је, међутим, судити о ефикасности заштитних уређаја без доброг познавања стварних услова рада на датој машини, што је облик знања који иначе поседују само сами руковаоци машинама.
Постоји много фактора који могу да избаце чак и оно што је наизглед добра заштита машине. Да би обављали свој посао, оператери ће можда морати да искључе или заобиђу сигурносни уређај. У једној студији (Доос и Бацкстром 1993), откривено је да се такво одвајање или заобилажење догодило у 12 од 75 обухваћених несрећа са аутоматизацијом. Често се ради о томе да је оператер амбициозан, и да више није спреман да прихвати ни проблеме у производњи, ни кашњење у производном процесу које укључује исправљање сметњи у складу са упутствима. Један од начина да се избегне овај проблем је да се заштитни уређај учини неприметним, тако да не утиче на темпо производње, квалитет производа или обављање задатака. Али то није увек могуће; а тамо где се понављају сметње у производњи, чак и мање непријатности могу навести људе да не користе сигурносне уређаје. Опет, рутине би требало да буду доступне како би се уклонили узроци поремећаја у производњи како се они не би понављали. Недостатак средстава за потврду да сигурносни уређаји заиста функционишу у складу са спецификацијама је још један значајан фактор ризика. Неисправни прикључци, сигнали покретања који остају у систему и касније доводе до неочекиваних покретања, нагомилавање ваздушног притиска и отпуштени сензори могу узроковати квар заштитне опреме.
резиме
Као што је показано, техничка решења проблема могу довести до нових проблема. Иако су повреде узроковане покретима машина, који су у суштини техничке природе, то не значи аутоматски да потенцијал за њихово искорењивање лежи у чисто техничким факторима. Технички системи ће наставити да кваре, а људи неће моћи да се изборе са ситуацијама до којих ови кварови доводе. Ризици ће и даље постојати и могу се држати под контролом само широким спектром средстава. Законодавство и контрола, организационе мере у појединачним компанијама (у облику обуке, безбедносних рунди, анализе ризика и извештавања о сметњама и блиским несрећама), и нагласак на сталним, сталним побољшањима су потребни као допуна чисто техничком развоју.
Заштита машина
Чини се да постоји толико потенцијалних опасности које стварају покретни делови машина колико и различитих типова машина. Заштитне мере су од суштинског значаја за заштиту радника од непотребних и спречивих повреда у вези са машинама. Стога, сваки део машине, функцију или процес који може да изазове повреде треба да буде заштићен. Тамо где рад машине или случајни контакт са њом може да повреди руковаоца или друге у близини, опасност се мора или контролисати или елиминисати.
Механичка кретања и дејства
Механичке опасности обично укључују опасне покретне делове у следеће три основне области:
- тачка операције, та тачка на којој се изводи рад на материјалу, као што је сечење, обликовање, штанцање, штанцање, бушење или обликовање материјала
- апарат за пренос снаге, било које компоненте механичког система које преносе енергију на делове машине који обављају рад. Ове компоненте укључују замајце, ременице, каишеве, клипњаче, спојнице, брегове, вретена, ланце, радилице и зупчанике
- остали покретни делови, сви делови машине који се крећу док машина ради, као што су клипни, ротирајући и попречно покретни делови, као и механизми за довод и помоћни делови машине.
Широка лепеза механичких покрета и радњи које могу представљати опасност за раднике укључују померање ротирајућих чланова, клипних руку, покретних каиша, зупчаника за спајање, зубаца за сечење и било којих делова који ударају или се смичу. Ови различити типови механичких покрета и радњи су основни за скоро све машине, а њихово препознавање је први корак ка заштити радника од опасности које могу представљати.
предлози
Постоје три основна типа кретања: ротационо, повратно и попречно.
Ротационо кретање може бити опасно; чак и глатке, полако ротирајуће осовине могу захватити одећу и натерати руку или шаку у опасан положај. Повреде услед контакта са ротирајућим деловима могу бити тешке (види слику 1).
Слика 1. Механичка преса за бушење

Обујмице, спојнице, брегови, квачила, замајци, крајеви вратила, вретена и хоризонтална или вертикална осовина су неки примери уобичајених ротирајућих механизама који могу бити опасни. Постоји додатна опасност када су завртњи, урези, огреботине и избочени кључеви или завртњи изложени на ротирајућим деловима машине, као што је приказано на слици 2.
Слика 2. Примери опасних пројекција на ротирајућим деловима

Тачка угриза у трчањус настају ротирајућим деловима на машинама. Постоје три главна типа тачака угриза у трчању:
- Делови са паралелним осама могу да се ротирају у супротним смеровима. Ови делови могу бити у контакту (на тај начин стварајући тачку угриза) или у непосредној близини један другом, у ком случају материјал који се напаја између ролни производи тачке угриза. Ова опасност је уобичајена за машине са међусобно повезаним зупчаницима, ваљаонице и каландре, као што је приказано на слици 3.
- Други тип тачке угриза се ствара између ротирајућих и тангенцијално покретних делова, као што је тачка контакта између ремена за пренос снаге и његове ременице, ланца и ланчаника, или зупчаника, као што је приказано на слици 4.
- Тачке угриза се такође могу појавити између ротирајућих и фиксних делова који стварају смицање, гњечење или абразију. Примери укључују ручне точкове или замајце са жбицама, пужне транспортере или периферију абразивног точка и неправилно подешен радни ослонац, као што је приказано на слици 5.
Слика 3. Уобичајене тачке угриза на ротирајућим деловима
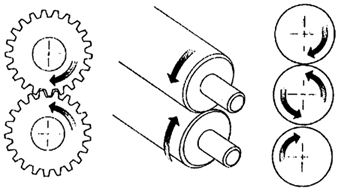
Слика 4. Тачке угриза између ротирајућих елемената и делова са уздужним покретима
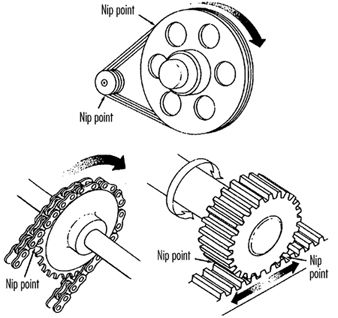
Слика 5. Тачке угриза између ротирајућих компоненти машине
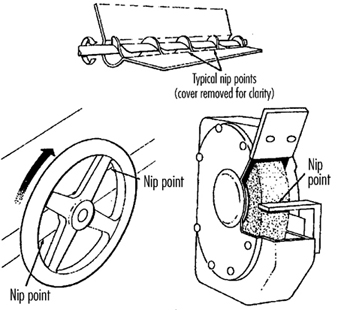
Узвратни покрети може бити опасно јер током кретања напред-назад или горе-доле, радник може бити ударен или затечен између покретног дела и непокретног дела. Пример је приказан на слици 6.
Слика 6. Опасно повратно кретање
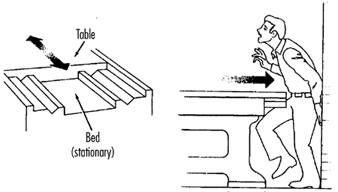
Попречно кретање (кретање по правој, континуираној линији) ствара опасност јер радник може бити ударен или затечен у стегнуту или смичну тачку покретним делом. Пример попречног кретања приказан је на слици 7.
Слика 7. Пример попречног кретања

Акције
Постоје четири основна типа деловања: сечење, пробијање, стрижење и савијање.
Акција резања укључује ротационо, повратно или попречно кретање. Резање ствара опасности на месту рада где може доћи до повреда прстију, главе и руке и где летећи комадићи или отпадни материјал могу да ударе у очи или лице. Типични примери машина са опасностима од сечења укључују трачне тестере, кружне тестере, машине за бушење или бушење, машине за стругање (стругове) и машине за глодање. (Погледајте слику 8.)
Слика 8. Примери опасности од сечења
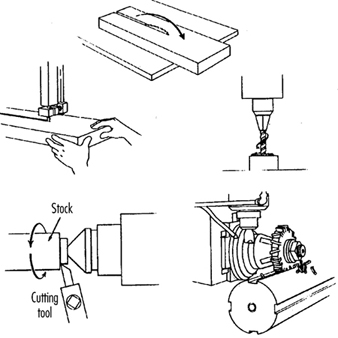
Акција ударања настаје када се снага примени на клизач (рам) у сврху слепљења, извлачења или штанцања метала или других материјала. Опасност од ове врсте радње се јавља на месту рада где се кундак убацује, држи и извлачи руком. Типичне машине које користе пробијање су електричне пресе и гвожђари. (Погледајте слику 9.)
Слика 9. Типична операција штанцања
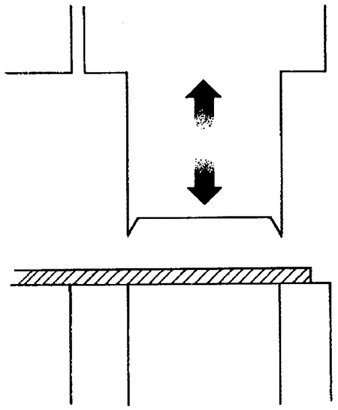
Акција смицања укључује примену снаге на клизач или нож како би се подрезао или срезао метал или други материјали. Опасност се јавља на месту рада где се залиха стварно убацује, држи и повлачи. Типични примери машина које се користе за операције смицања су механички, хидраулички или пнеуматски погон маказе. (Погледајте слику 10.)
Слика 10. Операција смицања
Акција савијања настаје када се снага примени на клизач да би се обликовао, цртао или штанцао метал или други материјали. Опасност се јавља на месту рада где се залихе стављају, држе и повлаче. Опрема која користи акцију савијања укључује електричне пресе, прес кочнице и савијаче цеви. (Погледајте слику 11.)
Слика 11. Операција савијања
Захтеви за заштитне мере
Заштитне мере морају испунити следеће минималне опште захтеве за заштиту радника од механичких опасности:
Спречите контакт. Заштита мора спречити да руке, руке или било који део тела или одеће радника дођу у контакт са опасним покретним деловима елиминишући могућност да оператери или други радници ставе делове свог тела близу опасних покретних делова.
Обезбедити сигурност. Радници не би требало да буду у могућности да лако уклоне или мењају заштитни механизам. Штитници и сигурносни уређаји треба да буду направљени од издржљивог материјала који ће издржати услове нормалне употребе и који су чврсто причвршћени за машину.
Заштитите од падајућих предмета. Заштита треба да обезбеди да ниједан предмет не може пасти у покретне делове и оштетити опрему или постати пројектил који би могао некога да погоди и повреди.
Не стварати нове опасности. Заштита губи своју сврху ако ствара сопствену опасност, као што је тачка смицања, назубљена ивица или недовршена површина. Ивице штитника, на пример, треба да буду намотане или причвршћене на такав начин да елиминишу оштре ивице.
Не стварајте сметње. Заштитне мере које ометају раднике да обављају свој посао ускоро би могле бити заобиђене или занемарене. Ако је могуће, радници треба да буду у могућности да подмазују машине без искључивања или уклањања заштитних мера. На пример, лоцирање резервоара за уље изван штитника, са линијом која води до места за подмазивање, смањиће потребу за уласком у опасну област.
Сафегуард Траининг
Чак и најразрађенији систем заштите не може понудити ефикасну заштиту осим ако радници не знају како да га користе и зашто. Специфична и детаљна обука је важан део сваког напора да се спроведе заштита од опасности од машина. Правилна заштита може побољшати продуктивност и повећати ефикасност јер може ублажити стрепњу радника у вези са повредама. Обука за заштитне мере је неопходна за нове оператере и особље за одржавање или постављање, када се нека нова или измењена заштитна средства стављају у употребу, или када се радници додељују на нову машину или операцију; требало би да укључује инструкције или практичну обуку у следећем:
- опис и идентификацију опасности повезаних са одређеним машинама и посебне мере заштите од сваке опасности
- како заштитне мере обезбеђују заштиту; како користити заштитне мере и зашто
- како и под којим околностима се заштитне мере могу уклонити и ко (у већини случајева само особље за поправку или одржавање)
- шта учинити (нпр. контактирати супервизора) ако је заштитни механизам оштећен, недостаје или не може да пружи адекватну заштиту.
Методе заштите машина
Постоји много начина за заштиту машина. Тип операције, величина или облик залиха, начин руковања, физички распоред радног простора, врста материјала и производни захтеви или ограничења ће помоћи да се одреди одговарајући метод заштите за појединачну машину. Дизајнер машине или стручњак за безбедност мора да изабере најефикаснији и практичнији заштитни механизам.
Заштитне мере се могу категорисати у пет општих класификација: (1) заштите, (2) уређаји, (3) одвајање, (4) операције и (5) остало.
Заштита са чуварима
Постоје четири општа типа штитника (препреке које спречавају приступ опасним подручјима), и то:
Фиксни чувари. Фиксни штитник је стални део машине и не зависи од покретних делова да би извршили своју предвиђену функцију. Може бити направљен од лима, сита, жичане тканине, шипки, пластике или било ког другог материјала који је довољно чврст да издржи било какав удар и да издржи дуготрајну употребу. Фиксни штитници су обично пожељнији од свих других типова због њихове релативне једноставности и постојаности (видети табелу 1).
Табела 1. Машински штитници
|
Метод |
Заштитна акција |
Предности |
Ограничења |
|
Фиксно |
· Пружа баријеру |
· Одговара многим специфичним апликацијама |
· Може ометати видљивост |
|
Закључано |
· Искључује или искључује напајање и спречава покретање машине када је штитник отворен; треба да захтева да се машина заустави пре него што радник може да дође до опасног подручја |
· Пружа максималну заштиту |
· Захтева пажљиво подешавање и одржавање |
|
Прилагодљив |
· Обезбеђује баријеру која се може прилагодити како би се олакшале различите производне операције |
· Може се конструисати да одговара многим специфичним применама |
· Оператер може ући у опасно подручје: заштита можда неће бити потпуна у сваком тренутку |
|
Самоподешавајући |
· Обезбеђује баријеру која се помера у складу са величином залиха који улази у опасно подручје |
· Заштитници који нису доступни на полицама су комерцијално доступни |
· Не пружа увек максималну заштиту |
На слици 12, фиксни штитник на електричној преси у потпуности затвара место рада. Залихе се убацују кроз бочну страну штитника у подручје калупа, при чему отпадни материјал излази на супротној страни.
Слика 12. Фиксни штитник на електричној преси

Слика 13 приказује фиксни штитник кућишта који штити каиш и ременицу јединице за пренос снаге. На врху је постављена табла за инспекцију како би се смањила потреба за уклањањем штитника.
Слика 13. Фиксни штитник који обухвата каишеве и ременице

На слици 14, фиксни штитници кућишта приказани су на трачној тестери. Ови штитници штите руковаоце од окретних точкова и покретног листа тестере. Уобичајено, једини пут када би се штитници отварали или уклањали било би за промену оштрице или за одржавање. Веома је важно да буду безбедно причвршћени док је тестера у употреби.
Слика 14. Фиксни штитници на трачној тестери
Испреплетени чувари. Када се блокирани штитници отворе или уклоне, механизам за окидање и/или напајање се аутоматски искључују или искључују, а машина не може да ради или да се покрене док се штитник за блокаду не врати на своје место. Међутим, замена штитника за блокаду не би требало да аутоматски поново покрене машину. Преплетени штитници могу користити електричну, механичку, хидрауличну или пнеуматску снагу, или било коју комбинацију ових. Забрављивања не би требало да спречавају „инцхинг“ (тј. постепене прогресивне покрете) даљинским управљачем, ако је потребно.
Пример штитника за блокирање приказан је на слици 15. На овој слици, механизам за ударање машине за бербу (која се користи у текстилној индустрији) је прекривен блокираном преградном заштитом. Овај штитник се не може подићи док машина ради, нити се машина може поново покренути када је штитник у подигнутом положају.
Слика 15. Преплетени штитник на машини за берач
Подесиви штитници. Подесиви штитници омогућавају флексибилност у прихватању различитих величина залиха. Слика 16 приказује подесиви штитник кућишта на трачној тестери.
Слика 16. Подесиви штитник на трачној тестери
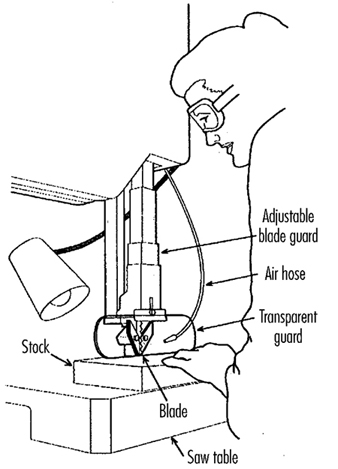
Самоподешавајући штитници. Отвори самоподесивих штитника одређују се кретањем кундака. Док руковалац помера кундак у опасну зону, штитник се одгурује, стварајући отвор који је довољно велик да уђе само кундак. Након уклањања кундака, штитник се враћа у положај мировања. Овај штитник штити руковаоца постављањем баријере између опасног подручја и руковаоца. Штитници могу бити израђени од пластике, метала или другог значајног материјала. Самоподешавајући штитници нуде различите степене заштите.
Слика 17 приказује тестеру са радијалним краком са самоподесивим штитником. Како се сечиво повлачи преко кундака, штитник се помера нагоре, остајући у контакту са кундаком.
Слика 17. Самоподешавајући штитник на тестери са радијалним краком
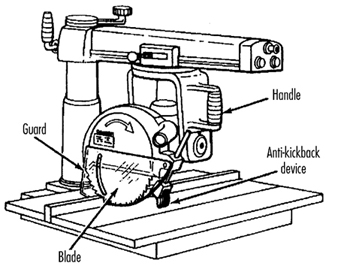
Заштита са уређајима
Сигурносни уређаји могу да зауставе машину ако се рука или било који део тела ненамерно ставите у опасну зону, могу да обуздају или повуку руке руковаоца из опасне зоне током рада, могу захтевати од руковаоца да користи обе руке на командама машине истовремено ( чиме се обе руке и тело држе ван опасности) или може да обезбеди баријеру која је синхронизована са радним циклусом машине како би се спречио улазак у опасно подручје током опасног дела циклуса. Постоји пет основних типова сигурносних уређаја, и то:
Уређаји за детекцију присуства
У наставку су описана три типа сензорских уређаја који заустављају машину или прекидају радни циклус или рад ако се радник налази у зони опасности:
фотоелектрични (оптички) уређај за детекцију присуства користи систем извора светлости и контрола које могу да прекину радни циклус машине. Ако је светлосно поље прекинуто, машина се зауставља и неће радити циклус. Овај уређај треба користити само на машинама које се могу зауставити пре него што радник дође у опасну зону. Слика 18 приказује фотоелектрични уређај за детекцију присуства који се користи са кочницом за пресовање. Уређај се може померати горе или доле да би се прилагодили различитим захтевима производње.
Слика 18. Фотоелектрични уређај за детекцију присуства на прес кочници

радио-фреквенцијски (капацитивни) уређај за детекцију присутности користи радио сноп који је део контролног кола. Када је поље капацитивности прекинуто, машина ће се зауставити или се неће активирати. Овај уређај треба користити само на машинама које се могу зауставити пре него што радник стигне до опасног подручја. Ово захтева да машина има фрикционо квачило или друго поуздано средство за заустављање. Слика 19 приказује уређај за детекцију присуства радио-фреквенције постављен на машинску пресу са делимично обртајем.
Слика 19. Радио-фреквентни уређај за детекцију присутности на моторној тестери
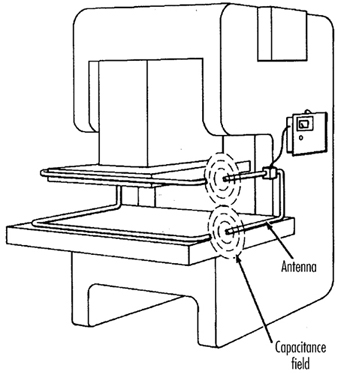
електро-механички сензорски уређај има сонду или контактну шипку која се спушта на унапред одређено растојање када оператер покрене машински циклус. Ако постоји препрека која га спречава да се спусти на пуну унапред одређену удаљеност, контролни круг не покреће циклус машине. На слици 20 приказан је електромеханички сензор на слову. Такође је приказана сензорска сонда у контакту са прстом оператера.
Слика 20. Електромеханички сензор на машини за слово ока
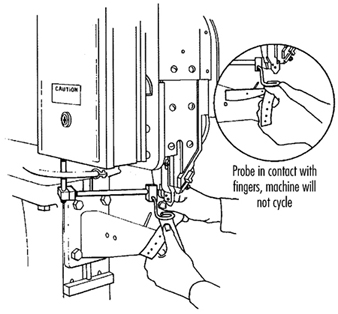
Уређаји за повлачење
Уређаји за повлачење користе серију каблова причвршћених за руке, запешћа и/или руке оператера и првенствено се користе на машинама са покретом. Када је клизач/рам подигнут, оператеру је дозвољен приступ месту операције. Када клизач/рам почне да се спушта, механичка веза аутоматски обезбеђује повлачење руку са тачке рада. Слика 21 приказује уређај за повлачење на малој преси.
Слика 21. Уређај за повлачење на струјној преси
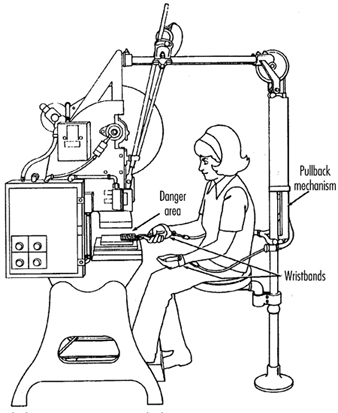
Средства за везивање
Сигурносни уређаји, који користе каблове или траке који су причвршћени између фиксне тачке и руку оператера, коришћени су у неким земљама. Ови уређаји се генерално не сматрају прихватљивим заштитним мерама јер их оператер лако заобилази, омогућавајући тако да се руке ставе у опасну зону. (Види табелу 2.)
Табела 2. Уређаји
|
Метод |
Заштитна акција |
Предности |
Ограничења |
|
Пхотоелецтриц |
· Машина неће започети циклус када је светлосно поље прекинуто |
· Може омогућити слободније кретање оператеру |
· Не штити од механичког квара |
|
Радио фреквенција |
· Машински циклус неће започети када је поље капацитивности прекинуто |
· Може омогућити слободније кретање оператеру |
· Не штити од механичког квара |
|
Електромеханички |
· Контактна шипка или сонда путују унапред одређено растојање између руковаоца и опасне области |
· Може дозволити приступ на месту операције |
· Контактна шипка или сонда морају бити правилно подешени за сваку примену; ово подешавање се мора правилно одржавати |
|
Повући се |
· Како машина почиње да ради циклус, руке руковаоца се извлаче из опасног подручја |
· Елиминише потребу за помоћним баријерама или другим сметњама у опасном подручју |
· Ограничава кретање оператера |
|
Контроле безбедног путовања: |
· Зауставља машину када се покрене |
· Једноставност употребе |
· Све контроле морају бити ручно активиране |
|
Контрола са две руке |
· Потребна је истовремена употреба обе руке, спречавајући руковаоца да уђе у опасно подручје |
· Руке оператера су на унапред одређеној локацији даље од опасног подручја |
· Захтева машину са делимичним циклусом са кочницом |
|
Путовање са две руке |
· Истовремена употреба две руке на одвојеним командама спречава да руке буду у опасној зони када се покрене циклус машине |
· Руке оператера су удаљене од опасног подручја |
· Руковалац може покушати да посегне у опасно подручје након што је искочила машина |
|
капија |
· Пружа баријеру између опасног подручја и оператера или другог особља |
· Може спречити посезање или улазак у опасно подручје |
· Може захтевати честе провере и редовно одржавање |
Сигурносни контролни уређаји
Сви ови безбедносни контролни уређаји се активирају ручно и морају се ручно ресетовати да би се машина поново покренула:
- Сигурносне контроле путовања као што су шипке за притисак, шипке за окидање и окидачи су ручне контроле које обезбеђују брзо средство за деактивирање машине у хитној ситуацији.
- Шипке за тело осетљиве на притисак, када се притисне, деактивираће машину ако се руковалац или било ко спотакне, изгуби равнотежу или буде привучен ка машини. Позиционирање шипке је критично, јер мора зауставити машину пре него што део тела дође до опасног подручја. Слика 22 приказује шипку за тело осетљиву на притисак која се налази на предњој страни млина за гуму.
Слика 22. Машина за тело осетљива на притисак на млину за гуму
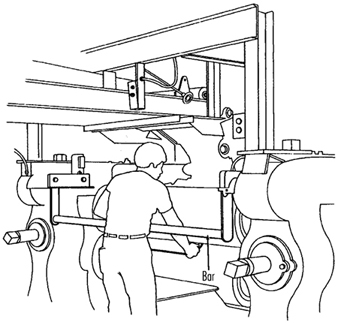
- Сигурносни уређаји за окидање деактивирајте машину када се притисне руком. Пошто их оператер мора активирати током ванредне ситуације, њихов правилан положај је критичан. На слици 23 приказана је полуга која се налази изнад млина за гуму.
Слика 23. Сигурносна полуга на млину за гуму
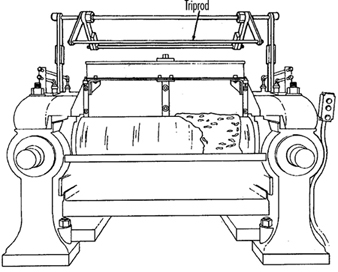
- Сигурносни каблови налазе се око периметра или близу опасне зоне. Оператер мора да може да дохвати кабл са било којом руком да заустави машину. На слици 24 приказан је календар опремљен овом врстом контроле.
Слика 24. Сигурносни жичани кабл на календару
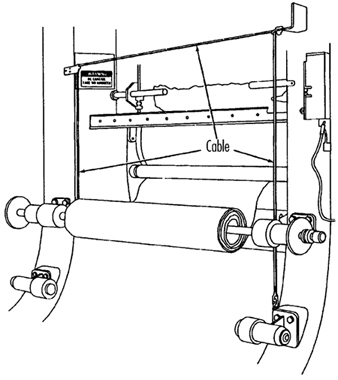
- Контроле са две руке захтевају константан, истовремени притисак да би оператер активирао машину. Када су инсталиране на моторне пресе, ове контроле користе квачило са делимичном револуцијом и монитор кочнице, као што је приказано на слици 25. Код овог типа уређаја, руке руковаоца морају да буду на безбедној локацији (на контролним дугмадима) и на безбедна удаљеност од опасне зоне док машина заврши свој циклус затварања.
Слика 25. Дворучна контролна дугмад на квачилу са делимично обртајем
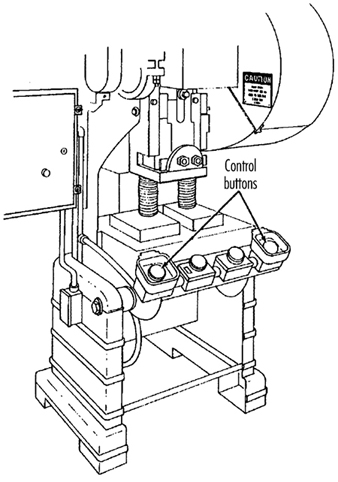
- Путовање са две руке. Дворучно кретање приказано на слици 26 се обично користи са машинама опремљеним квачилом пуног обртаја. Захтева истовремену примену оба контролна тастера руковаоца да би се активирао машински циклус, након чега су руке слободне. Путања морају бити постављена довољно далеко од тачке рада како би се онемогућило оператерима да померају своје руке са дугмади или ручки за искључивање до тачке рада пре него што се заврши прва половина циклуса. Руке оператера се држе довољно удаљене како би се спречило њихово случајно постављање у опасно подручје пре него што клизач/рам или сечиво дођу до потпуног положаја.
Слика 26. Дворучна контролна дугмад на квачилу са пуним бројем обртаја
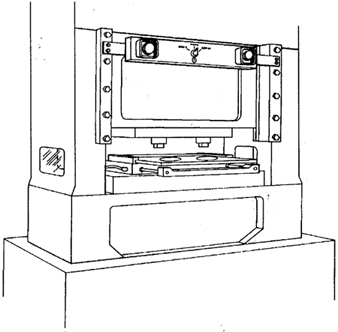
- Гејтс су сигурносни контролни уређаји који обезбеђују покретну баријеру која штити руковаоца у тачки рада пре него што се машински циклус може покренути. Капије су често дизајниране да раде са сваким машинским циклусом. Слика 27 приказује капију на електричној преси. Ако капији није дозвољено да се спусти у потпуно затворену позицију, преса неће функционисати. Друга примена капија је њихова употреба као компоненте система за заштиту периметра, где капије пружају заштиту оператерима и пешачком саобраћају.
Слика 27. Електрична преса са капијом
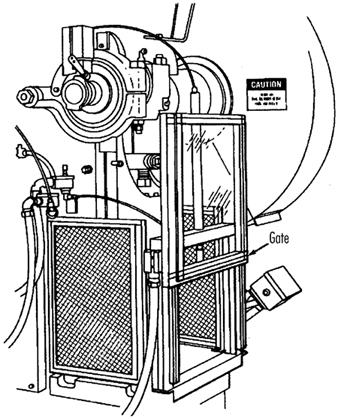
Заштита на локацији или удаљености
Да би се машина заштитила по локацији, машина или њени опасни покретни делови морају бити постављени тако да опасна подручја нису доступна или не представљају опасност за радника током нормалног рада машине. Ово се може постићи зидовима или оградама које ограничавају приступ машинама, или лоцирањем машине тако да карактеристика постројења, као што је зид, штити радника и друго особље. Друга могућност је да се опасни делови налазе довољно високо да буду ван нормалног домета било ког радника. Темељна анализа опасности сваке машине и одређене ситуације је неопходна пре него што покушате са овом техником заштите. Примери наведени у наставку су само неки од бројних примена принципа заштите на основу локације/удаљености.
Процес храњења. Процес храњења може бити заштићен локацијом ако се може одржавати безбедна удаљеност ради заштите руку радника. Димензије залиха на којима се ради могу пружити одговарајућу сигурност. На пример, када се користи машина за пробијање са једним крајем, ако је кундак дугачак неколико стопа и обрађује се само један крај кундака, оператер може да држи супротни крај док се рад изводи. Међутим, у зависности од машине, можда ће бити потребна заштита за друго особље.
Контроле позиционирања. Позиционирање контролне станице оператера пружа потенцијални приступ заштити по локацији. Команде руковаоца могу се налазити на безбедној удаљености од машине ако нема разлога да руковалац буде присутан код машине.
Методе заштите храњења и избацивања
Многе методе храњења и избацивања не захтевају од оператера да ставе руке у опасно подручје. У неким случајевима није потребно учешће оператера након што је машина постављена, док у другим ситуацијама, оператери могу ручно хранити стоку уз помоћ механизма за храњење. Штавише, могу се дизајнирати методе избацивања које не захтевају никакво учешће оператера након што машина почне да функционише. Неке методе храњења и избацивања могу чак и саме створити опасности, као што је робот који може елиминисати потребу да оператер буде у близини машине, али може створити нову опасност померањем његове руке. (Види табелу 3.)
Табела 3. Начини храњења и избацивања
|
Метод |
Заштитна акција |
Предности |
Ограничења |
|
Аутоматско додавање |
· Залихе се напајају из ролни, индексирају машинским механизмом итд. |
· Елиминише потребу за ангажовањем оператера у опасној зони |
· Остали штитници су такође потребни за заштиту руковаоца—обично фиксни штитници баријере |
|
Полу-аутоматско |
· Залихе се напајају жлебовима, покретним матрицама, бројчаником |
· Елиминише потребу за ангажовањем оператера у опасној зони |
· Остали штитници су такође потребни за заштиту руковаоца—обично фиксни штитници баријере |
|
Аутоматски |
· Радни комади се избацују ваздухом или механичким путем |
· Елиминише потребу за ангажовањем оператера у опасној зони |
· Може створити опасност од издувавања струготина или крхотина |
|
Полу-аутоматско |
· Радни комади се избацују механички |
· Оператер не мора да улази у опасно подручје да би уклонио завршени рад |
· Остали штитници су потребни за руковаоца |
|
Роботи |
· Они обављају посао који обично обавља оператер |
· Оператер не мора да улази у опасно подручје |
· Могу сами створити опасности |
Коришћење једног од следећих пет метода храњења и избацивања за заштиту машина не елиминише потребу за штитницима и другим уређајима, који се морају користити по потреби да би се обезбедила заштита од излагања опасностима.
Аутоматско додавање. Аутоматски додаци смањују изложеност руковаоца током радног процеса и често не захтевају никакав напор од стране оператера након што је машина постављена и ради. Електрична преса на слици 28 има механизам за аутоматско довођење са провидним фиксним штитником кућишта у опасној зони.
Слика 28. Електрична преса са аутоматским увлачењем

Полуаутоматско напајање. Са полуаутоматским храњењем, као у случају електричне пресе, оператер користи механизам за постављање комада који се обрађује испод цилиндра при сваком потезу. Оператер не мора да посеже у опасно подручје, а опасно подручје је потпуно ограђено. На слици 29 приказан је жљеб за довод у који се сваки комад ставља ручно. Коришћење жљебова за убацивање на косој преси не само да помаже центрирање комада док клизи у матрицу, већ може и поједноставити проблем избацивања.
Слика 29. Електрична преса са увлачењем жлеба
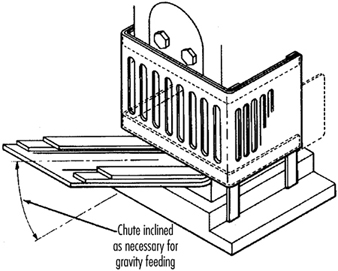
Аутоматско избацивање. Аутоматско избацивање може да користи или ваздушни притисак или механички апарат за уклањање завршеног дела из пресе, и може бити повезано са оперативним контролама да спречи рад док се избацивање дела не заврши. Механизам пан шатла приказан на слици 30 помера се испод готовог дела док се клизач помера ка горњој позицији. Шатл затим хвата део који је скинут са клизача помоћу клинова за избијање и одбија га у жлеб. Када се рам помери према следећем бланку, пан шатл се удаљава од области матрице.
Слика 30. Систем за избацивање шатла
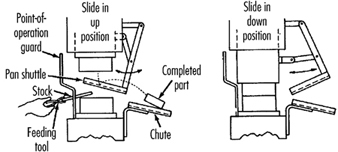
Полуаутоматско избацивање. Слика 31 приказује полуаутоматски механизам за избацивање који се користи на машинској преси. Када се клип извуче из области матрице, нога избацивача, која је механички спојена са клипом, покреће завршен рад.
Слика 31. Полуаутоматски механизам за избацивање
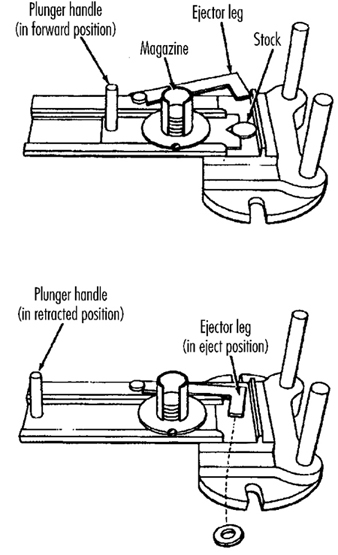
Роботи. Роботи су сложени уређаји који утоварују и истоварују залихе, састављају делове, преносе предмете или обављају посао који на други начин обавља оператер, чиме се елиминише излагање руковаоца опасностима. Најбоље се користе у процесима високе производње који захтевају поновљене рутине, где се могу заштитити од других опасности за запослене. Роботи могу створити опасности и морају се користити одговарајућа заштита. Слика 32 приказује пример робота који храни пресу.
Слика 32. Коришћење заштитних баријера за заштиту омотача робота

Разна помагала за заштиту
Иако разна помагала за заштиту не пружају потпуну заштиту од опасности од машина, могу пружити оператерима додатну маргину сигурности. У њиховој примени и употреби је потребна здрава процена.
Баријере свести. Баријере за подизање свести не пружају физичку заштиту, већ служе само да подсете оператере да се приближавају опасном подручју. Генерално, баријере за подизање свести се не сматрају адекватним када постоји стална изложеност опасности. Слика 33 приказује конопац који се користи као баријера за свесност на задњој страни маказе за квадрат. Баријере физички не спречавају особе да уђу у опасна подручја, већ само обезбеђују свест о опасности.
Слика 33. Поглед са задње стране на квадрат за смицање
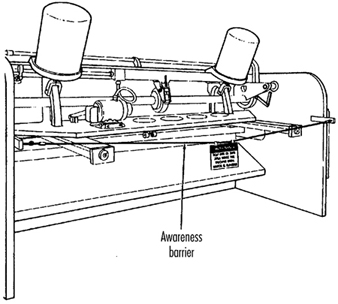
Шилдс. Штитови се могу користити за заштиту од летећих честица, прскања течности за обраду метала или расхладних течности. Слика 34 приказује две потенцијалне примене.
Слика 34. Примене штитова
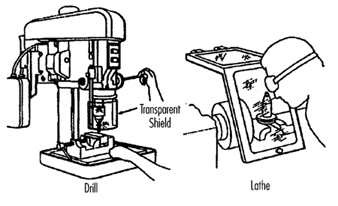
Алати за држање. Алат за држање поставите и уклоните залихе. Типична употреба би била за посезање у опасно подручје пресе или кочнице. Слика 35 приказује асортиман алата за ову намену. Алати за држање не би требало да се користе уместо тога других механизама за заштиту машина; они су само допуна заштити коју пружају други чувари.
Слика 35. Алати за држање
Гурните штапове или блокове, као што је приказано на слици 36, може се користити приликом убацивања материјала у машину, као што је лист тестере. Када постане неопходно да руке буду у непосредној близини сечива, штап или блок може да обезбеди маргину сигурности и спречи повреде.
Слика 36. Употреба потисног штапа или потисног блока
Више...
Детектори присуства
Општи развој микроелектронике и технологије сензора даје разлог за наду да се побољшање безбедности на раду може постићи доступношћу поузданих, издржљивих, јефтиних и јефтиних детектора присуства и приступа. Овај чланак ће описати сензорску технологију, различите процедуре детекције, услове и ограничења која се примењују на коришћење сензорских система, као и неке завршене студије и рад на стандардизацији у Немачкој.
Критеријуми детектора присуства
Развој и практично тестирање детектора присуства један је од највећих будућих изазова за техничке напоре у побољшању заштите на раду и за заштиту особља уопште. Детектори присуства су сензори који поуздано и са сигурношћу сигнализирају блиско присуство или приближавање особе. Поред тога, ово упозорење мора да се јави брзо како би се акција избегавања, кочење или гашење непокретне машине десили пре него што дође до предвиђеног контакта. Било да су људи велики или мали, без обзира на њихово држање или како су обучени, не би требало да утиче на поузданост сензора. Поред тога, сензор мора имати сигурност у функционисању и бити чврст и јефтин, тако да се може користити у најзахтевнијим условима, као што су на градилиштима и за мобилне апликације, уз минимално одржавање. Сензори морају бити као ваздушни јастук јер не захтевају одржавање и увек спремни. С обзиром на неспремност неких корисника да одржавају оно што могу сматрати небитном опремом, сензори могу остати несервисани годинама. Још једна карактеристика детектора присуства, за коју је много вероватније да ће бити тражена, јесте да они такође откривају препреке осим људских бића и упозоравају оператера на време да предузме одбрамбену акцију, чиме се смањују трошкови поправке и материјална штета. Ово је разлог за инсталирање детектора присуства који не треба потценити.
Детецтор Апплицатионс
Безбројне фаталне незгоде и тешке повреде које изгледају као неизбежни појединачни чинови судбине могу се избећи или минимизирати под условом да детектори присуства постану више прихваћени као превентивна мера у области заштите на раду. Новине пречесто извештавају о овим несрећама: овде је човека ударио утоваривач који се кретао уназад, тамо руковалац није видео некога кога је прегазио предњи точак моторне лопате. Камиони који се крећу уназад по улицама, просторијама предузећа и градилиштима узрок су многих несрећа људи. Данашње потпуно рационализоване компаније више не обезбеђују сувозаче или друге особе које би биле водичи за возача који прати камион. Ови примери незгода у покрету могу се лако проширити на другу мобилну опрему, као што су виљушкари. Међутим, хитно је потребна употреба сензора како би се спречиле незгоде које укључују полумобилну и чисто стационарну опрему. Пример су задње области великих машина за утовар, које је безбедносно особље идентификовало као потенцијално опасне области које би се могле побољшати коришћењем јефтиних сензора. Многе варијације детектора присуства могу се иновативно прилагодити другим возилима и великој мобилној опреми како би се заштитиле од врста несрећа о којима се говори у овом чланку, а које генерално изазивају велику штету и озбиљне, ако не и фаталне повреде.
Тенденција да иновативна решења постану све распрострањенија изгледа обећава да ће детектори присуства постати стандардна безбедносна технологија у другим апликацијама; међутим, нигде то није случај. Пробој, мотивисан несрећама и великом материјалном штетом, очекује се у праћењу иза доставних комбија и тешких камиона и за најиновативније области „нових технологија“ — мобилних роботских машина будућности.
Варијације у областима примене детектора присуства и варијабилност задатака – на пример, толерисање објеката (чак и покретних објеката, под одређеним условима) који припадају пољу детекције и који не би требало да активирају сигнал – захтевају сензоре у којима „ интелигентна” технологија процене подржава механизме функције сензора. Ова технологија, која је предмет будућег развоја, може се разрадити из метода које се ослањају на област вештачке интелигенције (Сцхреибер и Кухн 1995). До данас, ограничена универзалност је озбиљно ограничила тренутну употребу сензора. Постоје светлосне завесе; светлосне траке; контактне простирке; пасивни инфрацрвени сензори; ултразвучни и радарски детектори покрета који користе Доплеров ефекат; сензори који врше мерења протеклог времена ултразвука, радара и светлосних импулса; и ласерски скенери. Нормалне телевизијске камере повезане са мониторима нису укључене у ову листу јер нису детектори присуства. Међутим, укључене су оне камере које се аутоматски активирају када осете присуство особе.
Сензорна технологија
Данас су главна питања сензора (1) оптимизација употребе физичких ефеката (инфрацрвено, светло, ултразвук, радар, итд.) и (2) самонадгледање. Ласерски скенери се интензивно развијају за употребу као навигациони инструменти за мобилне роботе. За ово морају бити решена два задатка, делимично различита у принципу: навигација робота и заштита присутних особа (и материјала или опреме) да их не ударе, прегазе или зграбе (Фреунд, Диеркс и Россман 1993). ). Будући мобилни роботи не могу задржати исту безбедносну филозофију „просторног одвајања робота и особе“ која се стриктно примењује на данашње стационарне индустријске роботе. То значи да се високо цени поуздано функционисање детектора присуства који ће се користити.
Употреба „нове технологије“ често је повезана са проблемима прихватања, и може се претпоставити да је општа употреба мобилних робота који могу да се крећу и хватају, међу људима у биљкама, у јавним саобраћајним површинама, или чак у кућама или рекреативним зонама. , биће прихваћени само ако су опремљени веома развијеним, софистицираним и поузданим детекторима присуства. Спектакуларне незгоде се морају избећи по сваку цену како би се избегло погоршање могућег проблема прихватања. Тренутни ниво издатака за развој ове врсте сензора за заштиту на раду није ни близу узимања овог разматрања. Да бисте уштедели много трошкова, детекторе присуства треба развити и тестирати истовремено са мобилним роботима и навигационим системима, а не накнадно.
У погледу моторних возила, питања безбедности добијају све већи значај. Иновативна безбедност путника у аутомобилима укључује сигурносне појасеве у три тачке, дечја седишта, ваздушне јастуке и систем против блокирања кочница верификован серијским тестовима судара. Ове мере безбедности представљају релативно све већи део трошкова производње. Системи бочних ваздушних јастука и радарских сензора за мерење удаљености до аутомобила испред су еволутивни развој у заштити путника.
Спољна безбедност моторних возила – односно заштита трећих лица – посвећује се повећана пажња. У последње време потребна је бочна заштита, пре свега за камионе, како би се спречила опасност да мотоциклисти, бициклисти и пешаци падну под задње точкове. Следећи логичан корак би био праћење подручја иза великих возила са детекторима присуства и инсталирање опреме за упозорење позади. Ово би имало позитиван споредни ефекат обезбеђивања финансијских средстава потребних за развој, тестирање и стављање на располагање јефтиних сензора за безбедност на раду са максималним перформансама, самоконтролисањем, без одржавања и поуздано функционисањем. Пробни процес који би пратио широку имплементацију сензора или сензорских система би значајно олакшао иновације у другим областима, као што су моторне лопате, тешки утоваривачи и друге велике мобилне машине које раде половину времена током свог рада. Еволуцијски процес од стационарних робота до мобилних робота је додатни пут развоја за детекторе присуства. На пример, побољшања би се могла направити на сензорима који се тренутно користе на покретним роботима за кретање материјала или „фабричким подним тракторима без возача“, који прате фиксне путање и стога имају релативно ниске безбедносне захтеве. Употреба детектора присуства је следећи логичан корак у унапређењу безбедности у области транспорта материјала и путника.
Процедуре детекције
За процену и решавање горе наведених задатака могу се користити различити физички принципи, доступни у вези са електронским методама мерења и самоконтроле и, у извесној мери, рачунарским процедурама високих перформанси. Наизглед без напора и сигуран рад аутоматизованих машина (робота) тако уобичајених у научно-фантастичним филмовима, вероватно ће бити постигнут у стварном свету коришћењем техника снимања и алгоритама за препознавање образаца високих перформанси у комбинацији са методама мерења удаљености аналогним онима запослени код ласерских скенера. Мора се препознати парадоксална ситуација да је све што људима изгледа једноставно тешко за аутомате. На пример, тежак задатак као што је одлично играње шаха (које захтева активност предњег мозга) може се лакше симулирати и извести аутоматизованим машинама него једноставан задатак као што је ходање усправно или извођење координације шака-око и других покрета (посредовано уз помоћ средњи и задњи мозак). Неки од ових принципа, метода и процедура применљивих на сензорске апликације су описани у наставку. Поред ових, постоји велики број специјалних процедура за веома специјалне задатке који делују делом уз комбинацију различитих врста физичких ефеката.
Лагане баријере завесе и решетке. Међу првим детекторима присуства биле су светлосне баријере завесе и решетке. Имају равну геометрију праћења; односно онај ко је прошао баријеру више неће бити откривен. Рука оператера, или присуство алата или делова који се држе у руци оператера, на пример, могу се брзо и поуздано открити помоћу ових уређаја. Они нуде важан допринос безбедности на раду за машине (као што су пресе и машине за штанцање) које захтевају да се материјал ставља ручно. Поузданост мора бити статистички изузетно висока, јер када се рука дохвати само два до три пута у минути, за само неколико година се уради око милион операција. Међусобно самонадгледање компоненти пошиљаоца и пријемника је развијено до тако високог техничког нивоа да представља стандард за све остале процедуре детекције присуства.
Контактне простирке (преклопне простирке). Постоје и пасивни и активни (пумпа) типови електричних и пнеуматских контактних простирки и подова, који су у почетку били коришћени у великом броју у сервисним функцијама (отварачи врата), док их нису заменили детектори покрета. Даљи развој се развија коришћењем детектора присуства у свим врстама опасних зона. На пример, развој аутоматизоване производње са променом функције радника — од управљања машином до стриктно надгледања њене функције — произвео је одговарајућу потражњу за одговарајућим детекторима. Стандардизација ове употребе је добро узнапредовала (ДИН 1995а), а посебна ограничења (распоред, величина, максимално дозвољене „мртве” зоне) су захтевале развој стручности за уградњу у овој области употребе.
Занимљиве могуће употребе контактних простирки се јављају у вези са компјутерски контролисаним вишеструким роботским системима. Оператер мења један или два елемента како би детектор присуства покупио његов или њен тачан положај и обавестио компјутер, који управља системима контроле робота са уграђеним системом за избегавање судара. У једном тесту који је унапредио немачки савезни институт за безбедност (БАУ), подни под са контактним простиркама, који се састоји од малих електричних струњача, изграђен је испод радног простора руке робота за ову сврху (Фреунд, Диеркс и Россман 1993). Овај детектор присуства имао је облик шаховске табле. Одговарајуће активирано поље простирке је саопштило рачунару позицију оператера (слика 1) и када се оператер приближио превише близу роботу, он се удаљио. Без детектора присуства роботски систем не би могао да утврди позицију оператера, а оператер тада не би могао бити заштићен.
Слика 1. Особа (десно) и два робота у рачунарским омотачима

Рефлектори (сензори покрета и детектори присуства). Колико год да су сензори о којима се до сада расправљало вредни, они нису детектори присуства у ширем смислу. Њихова погодност — пре свега из разлога безбедности на раду — за велика возила и велику мобилну опрему претпоставља две важне карактеристике: (1) могућност праћења подручја са једне позиције и (2) функционисање без грешака без потребе за додатним мерама на део—на пример, коришћење рефлекторских уређаја. Откривање присуства особе која улази у посматрано подручје и остаје заустављена док та особа не оде такође подразумева потребу за откривањем особе која стоји апсолутно мирно. Ово разликује такозване сензоре покрета од детектора присуства, барем у вези са мобилном опремом; сензори покрета се скоро увек активирају када се возило покрене.
Сензори покрета. Два основна типа сензора покрета су: (1) „пасивни инфрацрвени сензори“ (ПИРС), који реагују на најмању промену инфрацрвеног снопа у надгледаном подручју (најмањи сноп који се може детектовати је отприлике 10-9 В са опсегом таласних дужина од приближно 7 до 20 μм); и (2) ултразвучни и микроталасни сензори који користе Доплеров принцип, који одређује карактеристике кретања објекта према променама фреквенције. На пример, Доплеров ефекат повећава фреквенцију трубе локомотиве за посматрача када се приближава, а смањује фреквенцију када се локомотива удаљава. Доплеров ефекат омогућава изградњу релативно једноставних сензора приступа, пошто пријемник треба само да прати фреквенцију сигнала суседних фреквенцијских опсега за појаву Доплерове фреквенције.
Средином 1970-их употреба детектора покрета постала је преовлађујућа у апликацијама услужних функција као што су отварачи врата, заштита од крађе и заштита објеката. За стационарну употребу, откривање особе која се приближава опасном месту било је довољно да се благовремено упозори или искључи машина. Ово је била основа за проучавање погодности детектора покрета за њихову употребу у заштити на раду, посебно помоћу ПИРС (Местер ет ал. 1980). Пошто обучена особа генерално има вишу температуру од околине (глава 34°Ц, руке 31°Ц), откривање особе која се приближава је нешто лакше него откривање неживих предмета. У ограниченој мери, делови машине могу да се крећу у надгледаном подручју без активирања детектора.
Пасивни метод (без предајника) има предности и мане. Предност је у томе што ПИРС не ствара проблеме са буком и електричним смогом. За сигурност од крађе и заштиту предмета, посебно је важно да детектор није лако пронаћи. Сензор који је чисто пријемник, међутим, тешко може да прати сопствену ефикасност, што је од суштинског значаја за безбедност на раду. Један од метода за превазилажење овог недостатка је био тестирање малих модулисаних (5 до 20 Хз) инфрацрвених емитера који су инсталирани у надгледаном подручју и који нису активирали сензор, али чији су снопови регистровани фиксним електронским појачањем подешеним на фреквенцију модулације. Ова модификација га је претворила из "пасивног" сензора у "активни" сензор. На овај начин је такође било могуће проверити геометријску тачност посматраног подручја. Огледала могу имати слепе тачке, а смер пасивног сензора може бити одбачен грубом активношћу у биљци. На слици 2 приказан је распоред теста са ПИРС-ом са надгледаном геометријом у облику плашта пирамиде. Због великог домета, пасивни инфрацрвени сензори се инсталирају, на пример, у пролазе регалних складишта.
Слика 2. Пасивни инфрацрвени сензор као детектор приступа у опасној зони

Све у свему, тестови су показали да детектори покрета нису прикладни за безбедност на раду. Ноћни музејски под се не може поредити са опасним зонама на радном месту.
Детектори ултразвука, радара и светлосних импулса. Сензори који користе принцип пулс/ехо – то јест, мерење протеклог времена ултразвука, радара или светлосних импулса – имају велики потенцијал као детектори присуства. Код ласерских скенера, светлосни импулси могу брзо да се померају (обично на ротациони начин), на пример, хоризонтално, а уз помоћ рачунара може се добити профил удаљености објеката у равни који рефлектују светлост. Ако се, на пример, не тражи само једна линија, већ целокупно оно што се налази испред мобилног робота у области до висине од 2 метра, онда се велике количине података морају обрадити да би се приказала околна област. Будући „идеалан” детектор присуства састојаће се од комбинације следећа два процеса:
- Биће примењен процес препознавања образаца, који се састоји од камере и рачунара. Ово последње може бити и „неуронска мрежа“.
- Даље је потребан процес ласерског скенирања за мерење удаљености; ово узима курс у тродимензионалном простору преко више појединачних тачака одабраних процесом препознавања образаца, успостављених да би се добила удаљеност и кретање по брзини и правцу.
Слика 3 приказује, из претходно цитираног БАУ пројекта (Фреунд, Диеркс и Россман 1993), коришћење ласерског скенера на мобилном роботу који такође преузима навигационе задатке (преко снопа који открива правац) и заштиту од судара за објекте у непосредној близини. близина (преко земаљског мерног зрака за детекцију присуства). С обзиром на ове карактеристике, мобилни робот има могућност активна аутоматизована бесплатна вожња (тј. способност заобилажења препрека). Технички, ово се постиже коришћењем угла ротације скенера од 45° према задњој страни са обе стране (на леву и десну страну робота) поред угла од 180° према напред. Ове зраке су повезане са посебним огледалом које делује као светлосна завеса на поду испред мобилног робота (обезбеђујући линију вида са земље). Ако одатле дође ласерска рефлексија, робот се зауставља. Док су ласерски и светлосни скенери сертификовани за употребу у заштити на раду на тржишту, ови детектори присуства имају велики потенцијал за даљи развој.
Слика 3. Мобилни робот са ласерским скенером за навигацију и детекцију присуства
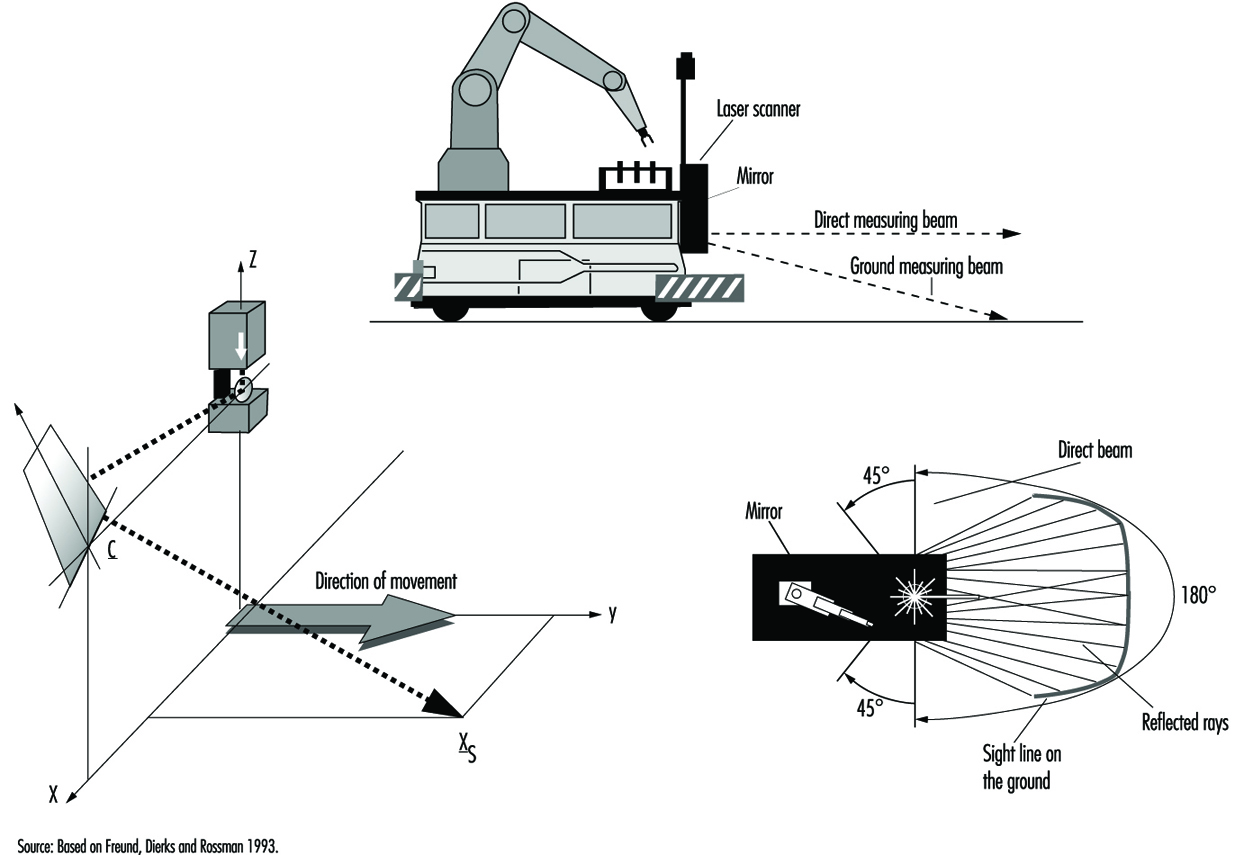
Ултразвучни и радарски сензори, који користе протекло време од сигнала до одговора за одређивање удаљености, мање су захтевни из техничке перспективе и стога се могу производити јефтиније. Сензорска област је у облику штапа и има једну или више мањих бочних палица, које су симетрично распоређене. Брзина ширења сигнала (звук: 330 м/с; електромагнетни талас: 300,000 км/с) одређује потребну брзину електронике која се користи.
Уређаји за упозорење позади. На сајму у Хановеру 1985. године, БАУ је показао резултате почетног пројекта о коришћењу ултразвучних сензора за обезбеђење простора иза великих возила (Лангер и Курфурст 1985). Модел сензорске главе у пуној величини од Полароид™ сензора постављен је на задњи зид камиона за снабдевање. Слика 4 шематски приказује његово функционисање. Велики пречник овог сензора производи мерене области под малим углом (приближно 18°), дугог домета у облику штапа, распоређене једна поред друге и подешене на различите максималне опсеге сигнала. У пракси омогућава постављање било које жељене геометрије која се прати, коју сензори скенирају отприлике четири пута у секунди за присуство или улазак особа. Други демонстрирани системи упозорења за позадину имали су неколико паралелних појединачних сензора.
Слика 4. Распоред мерне главе и надгледана површина на задњој страни камиона
Ова живописна демонстрација имала је велики успех на изложби. Показало се да се осигурање задњег дела великих возила и опреме проучава на многим местима—на пример, од стране специјализованих комитета индустријских трговинских удружења (Беруфсгеноссенсцхафтен), општински осигуравачи од незгода (који су одговорни за комунална возила), државни службеници за надзор индустрије и произвођачи сензора, који су више размишљали о аутомобилима као сервисним возилима (у смислу фокусирања на паркинг системе за заштиту од оштећење каросерије аутомобила). Ад хоц комисија састављена из група за промоцију уређаја за упозоравање на позадину формирана је спонтано и као први задатак је узела припрему листе захтева из перспективе заштите на раду. Прошло је десет година за које време је много разрађено у надзору позади—вероватно најважнији задатак детектора присуства; али велики продор још увек недостаје.
Многи пројекти су спроведени са ултразвучним сензорима—на пример, на дизалицама за сортирање обловине, хидрауличним лопатама, специјалним комуналним возилима и другим комуналним возилима, као и на виљушкарима и утоваривачима (Сцхреибер 1990). Уређаји за упозорење позади су посебно важни за велике машине које праве резервне копије већи део времена. Ултразвучни детектори присуства се користе, на пример, за заштиту специјализованих возила без возача, као што су роботске машине за руковање материјалом. У поређењу са гуменим браницима, ови сензори имају већу област детекције која омогућава кочење пре него што дође до контакта између машине и предмета. Одговарајући сензори за аутомобиле су одговарајући развој и подразумевају знатно мање строге захтеве.
У међувремену, Комитет за техничке стандарде транспортног система ДИН-а разрадио је Стандард 75031, „Уређаји за откривање препрека током вожње уназад“ (ДИН 1995б). Захтеви и тестови су постављени за два опсега: 1.8 м за камионе за снабдевање и 3.0 м — додатна зона упозорења — за веће камионе. Надгледана област је подешена кроз препознавање цилиндричних тест тела. Опсег од 3 метра је такође отприлике граница онога што је тренутно технички могуће, јер ултразвучни сензори морају имати затворене металне мембране, с обзиром на њихове тешке услове рада. Постављају се захтеви за самонадзор сензорског система, јер се потребна праћена геометрија може постићи само са системом од три или више сензора. Слика 5 приказује уређај за упозорење у задњем делу који се састоји од три ултразвучна сензора (Мицросониц ГмбХ 1996). Исто важи и за уређај за обавештавање у кабини возача и врсту сигнала упозорења. Садржај ДИН стандарда 75031 је такође изложен у међународном техничком ИСО извештају ТР 12155, „Комерцијална возила—Уређај за откривање препрека током вожње уназад“ (ИСО 1994). Разни произвођачи сензора развили су прототипове у складу са овим стандардом.
Слика 5. Камион средње величине опремљен уређајем за упозорење позади (Микрозвучна фотографија).
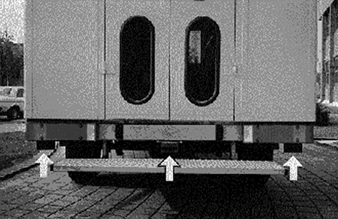
Zakljucak
Од раних 1970-их, неколико институција и произвођача сензора радило је на развоју и успостављању „детектора присуства“. У специјалној примени „уређаја за упозорење позади” постоје ДИН стандард 75031 и ИСО извештај ТР 12155. Тренутно Деутсцхе Пост АГ спроводи велико тестирање. Неколико произвођача сензора је опремило по пет камиона средње величине таквим уређајима. Позитиван исход овог теста је у великој мери у интересу заштите на раду. Као што је наглашено на почетку, детектори присуства у потребном броју представљају велики изазов за сигурносну технологију у многим поменутим областима примене. Због тога морају бити изводљиве по ниској цени ако се штете на опреми, машинама и материјалима и, пре свега, повреде људи, често веома озбиљне, врате у прошлост.
Уређаји за контролу, изолацију и пребацивање енергије
Управљачки уређаји и уређаји који се користе за изолацију и пребацивање морају се увек разговарати у вези са технички системи, израз који се користи у овом чланку и укључује машине, инсталације и опрему. Сваки технички систем испуњава специфичан и задат практични задатак. Потребни су одговарајући безбедносни уређаји за контролу и укључивање да би овај практични задатак био изводљив или чак могућ у безбедним условима. Такви уређаји се користе за покретање контроле, прекидање или успоравање струје и/или импулса електричне, хидрауличке, пнеуматске и потенцијалне енергије.
Изолација и смањење енергије
Изолациони уређаји се користе за изолацију енергије тако што се искључује довод између извора енергије и техничког система. Уређај за изолацију мора нормално да доведе до недвосмислено утврдљивог стварног прекида напајања енергијом. Искључивање напајања такође треба увек комбиновати са смањењем енергије ускладиштене у свим деловима техничког система. Ако се технички систем напаја са више извора енергије, сви ови водови морају бити у стању да буду поуздано изоловани. Особе обучене за руковање релевантном врстом енергије и које раде на енергетском крају техничког система, користе уређаје за изолацију да би се заштитили од опасности од енергије. Из безбедносних разлога, ове особе ће увек проверавати да у техничком систему не остаје потенцијално опасна енергија – на пример, утврђивањем одсуства електричног потенцијала у случају електричне енергије. Руковање одређеним изолационим уређајима без ризика је могуће само за обучене стручњаке; у таквим случајевима изолациони уређај мора да буде недоступан неовлашћеним лицима. (Погледајте слику 1.)
Слика 1. Принципи електричних и пнеуматских изолационих уређаја

Главни прекидач
Главни прекидач искључује технички систем из напајања. За разлику од изолационог уређаја, њиме могу без опасности да рукују чак и „неенергетски стручњаци“. Главни прекидач се користи за искључивање техничких система који се у датом тренутку не користе ако, рецимо, њихов рад ометају неовлашћена трећа лица. Такође се користи за искључивање у сврхе као што су одржавање, поправка кварова, чишћење, ресетовање и поновно постављање, под условом да се такав рад може обавити без енергије у систему. Наравно, када уређај са главним прекидачем такође поседује карактеристике изолационог уређаја, он такође може преузети и/или делити своју функцију. (Погледајте слику 2.)
Слика 2. Пример илустрације електричних и пнеуматских уређаја мастер-свитцх
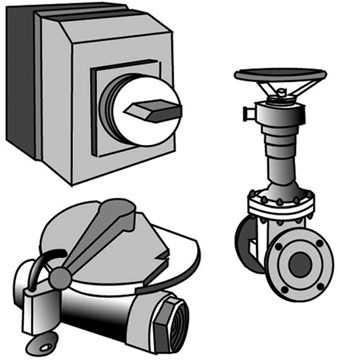
Уређај за сигурносно искључење
Сигурносно-искључни уређај не искључује цео технички систем са извора енергије; него уклања енергију из делова система који су критични за одређени оперативни подсистем. Интервенције кратког трајања могу се одредити за оперативне подсистеме – на пример, за подешавање или ресетовање/поновно постављање система, за поправку кварова, за редовно чишћење и за битне и одређене покрете и секвенце функција које су потребне током курса. подешавања, ресетовања/поновног постављања или пробних вожњи. Комплексна производна опрема и постројења се у овим случајевима не могу једноставно искључити главним прекидачем, јер се цео технички систем не може поново покренути тамо где је стао након отклањања квара. Штавише, главни прекидач се ретко налази, у обимнијим техничким системима, на месту где се мора извршити интервенција. Стога је сигурносни уређај за искључивање дужан да испуни низ захтева, као што су:
- Прекида проток енергије поуздано и на начин да опасна кретања или процеси не буду покренути контролним сигналима који су или погрешно унети или погрешно генерисани.
- Инсталира се управо тамо где се морају направити прекиди у опасним зонама оперативних подсистема техничког система. По потреби, инсталација може бити на више места (на пример, на различитим спратовима, у различитим просторијама или на различитим приступним тачкама на машинама или опреми).
- Његов контролни уређај има јасно означену позицију „искључено“ која се региструје само једном након што је проток енергије поуздано прекинут.
- Једном у "искљученом" положају, његов контролни уређај може бити осигуран од поновног покретања без одобрења (а) ако се дотична опасна подручја не могу поуздано надзирати из контролне зоне и (б) ако особе које се налазе у опасној зони не могу саме да виде контролисати уређај лако и стално, или (ц) ако је закључавање/означавање потребно према прописима или процедурама организације.
- Требало би да искључи само једну функционалну јединицу проширеног техничког система, ако су друге функционалне јединице у стању да наставе да раде саме без опасности за особу која интервенише.
Тамо где главни прекидач који се користи у датом техничком систему може да испуни све захтеве уређаја за сигурносно искључење, он такође може преузети ову функцију. Али то ће наравно бити поуздано средство само у врло једноставним техничким системима. (Погледајте слику 3.)
Слика 3. Илустрација елементарних принципа сигурносног растављача

Контролни уређаји за оперативне подсистеме
Управљачки уређаји омогућавају кретање и функционалне секвенце потребне за безбедну имплементацију и контролу оперативних подсистема техничког система. Контролни уређаји за оперативне подсистеме могу бити потребни за подешавање (када се треба извршити пробни рад); за регулацију (када треба отклонити кварове у раду система или када се морају отклонити блокаде); или сврхе обуке (демонстрирање операција). У таквим случајевима, нормалан рад система се не може једноставно поново покренути, јер би особа која је интервенисала била угрожена покретима и процесима изазваним контролним сигналима који су или погрешно унети или погрешно генерисани. Контролна опрема за оперативне подсистеме мора да испуњава следеће захтеве:
- Требало би да омогући безбедно извршавање кретања и процеса потребних за оперативне подсистеме техничког система. На пример, одређени покрети ће се изводити смањеним брзинама, постепено или на нижим нивоима снаге (у зависности од тога шта је прикладно), а процеси се прекидају одмах, по правилу, ако се више не присуствује контролној табли.
- Њене контролне табле треба да буду смештене у просторима где њихов рад не угрожава оператера и са којих су у потпуности видљиви процеси којима се управља.
- Ако је неколико контролних панела који контролишу различите процесе присутно на једној локацији, онда они морају бити јасно означени и распоређени на јасан и разумљив начин.
- Управљачки уређај за оперативне подсистеме треба да постане ефикасан само када је нормалан рад поуздано искључен; то јест, мора се гарантовати да ниједна контролна команда не може ефикасно издати из нормалног рада и надјачати управљачки уређај.
- Неовлашћено коришћење контролног уређаја за оперативне подсистеме требало би да се спречи, на пример, захтевањем употребе посебног кључа или кода за ослобађање дотичне функције. (Погледајте слику 4.)
Слика 4. Покретни уређаји у управљачким уређајима за покретне и стационарне оперативне подсистеме
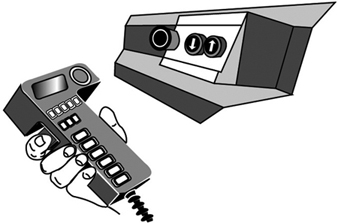
Прекидач за хитне случајеве
Прекидачи за случај нужде су неопходни тамо где нормалан рад техничких система може да доведе до опасности које ни одговарајући дизајн система ни предузимање одговарајућих безбедносних мера не могу спречити. У оперативним подсистемима, прекидач за случај нужде је често део контролне опреме оперативног подсистема. Када се користи у случају опасности, прекидач за случај нужде спроводи процесе који враћају технички систем у безбедно радно стање што је пре могуће. Што се тиче приоритета безбедности, заштита лица је од примарне важности; спречавање штете на материјалу је секундарно, осим ако оно може да угрози и лица. Прекидач за хитне случајеве мора да испуњава следеће захтеве:
- То мора довести до безбедног рада техничког система што је пре могуће.
- Њена контролна табла мора бити лако препознатљива и постављена и пројектована тако да њоме могу без потешкоћа да управљају угрожене особе, као и да је могу досегнути и други који реагују у хитним случајевима.
- Хитни процеси које покреће не смеју да изазову нове опасности; на пример, не смеју да отпуштају стезне уређаје или да одвајају магнетне држаче или да блокирају сигурносне уређаје.
- Након што је покренут процес хитног прекидача, технички систем не сме бити у могућности да се аутоматски поново покрене ресетовањем контролне табле прекидача за случај нужде. Уместо тога, мора се захтевати свесни унос нове команде за контролу функције. (Погледајте слику 5.)
Слика 5. Илустрација принципа рада централа у хитним прекидачима

Контролни уређај са прекидачем функција
Контролни уређаји са функцијским прекидачем служе за укључивање техничког система у нормалан рад и за покретање, спровођење и прекид кретања и процеса предвиђених за нормалан рад. Уређај за управљање функцијама се користи искључиво у току нормалног рада техничког система, односно током несметаног извршавања свих додељених функција. У складу са тим га користе особе које управљају техничким системом. Контролни уређаји са функцијским прекидачем морају испуњавати следеће захтеве:
- Њихове контролне табле морају бити доступне и лаке за употребу без опасности.
- Њихове контролне табле морају бити јасно и рационално распоређене; на пример, контролна дугмад треба да раде „рационално“ у погледу контролисаних покрета горе и доле, десно и лево. („Рационални“ контролни покрети и одговарајући ефекти могу бити подложни локалним варијацијама и понекад су дефинисани одредбом.)
- Њихове контролне табле морају бити јасно и разумљиво означене, са симболима који су лако разумљиви.
- Процеси који захтевају потпуну пажњу корисника за њихово безбедно извршавање не смеју бити у могућности да буду покренути ни грешком генерисаним контролним сигналима, ни ненамерним радом контролних уређаја који њима управљају. Обрада сигнала централе мора бити на одговарајући начин поуздана, а нехотични рад мора бити спречен одговарајућим дизајном контролног уређаја. (Види слику 6).
Слика 6. Шематски приказ оперативне контролне табле

Прекидачи за надгледање
Прекидачи за надзор спречавају покретање техничког система све док нису испуњени надгледани безбедносни услови и прекидају рад чим се више не испуњава безбедносни услов. Користе се, на пример, за надгледање врата у заштитним одељцима, за проверу исправног положаја заштитника или за осигурање да се не прекорачују ограничења брзине или путање. Прекидачи за надзор морају сходно томе да испуњавају следеће захтеве безбедности и поузданости:
- Расклопни уређај који се користи за потребе надзора мора емитовати заштитни сигнал на посебно поуздан начин; на пример, механички прекидач за надзор може бити дизајниран да аутоматски и са посебном поузданошћу прекида проток сигнала.
- Алат за пребацивање који се користи у сврхе надзора треба да ради на посебно поуздан начин када није испуњен безбедносни услов (нпр. када се клип прекидача за надзор са аутоматским прекидом присиљава механички и аутоматски у положај прекида).
- Прекидач за надзор не сме бити у могућности да се непрописно искључи, барем не ненамерно и не без напора; овај услов може бити испуњен, на пример, механичким, аутоматски контролисаним прекидачем са аутоматским прекидом, када су прекидач и управљачки елемент безбедно монтирани. (Види слику 7).
Слика 7. Шема прекидача са позитивним механичким радом и позитивним искључењем
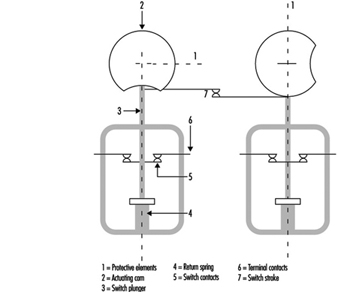
Сигурносни контролни кругови
Неколико горе описаних сигурносних склопних уређаја не извршавају сигурносну функцију директно, већ емитују сигнал који се затим преноси и обрађује од стране сигурносног управљачког кола и коначно стиже до оних делова техничког система који врше стварну безбедносну функцију. Сигурносно-искључни уређај, на пример, често изазива искључење енергије на критичним тачкама индиректно, док главни прекидач обично директно искључује довод струје у технички систем.
Пошто сигурносни контролни кругови морају поуздано преносити сигурносне сигнале, морају се узети у обзир следећи принципи:
- Сигурност треба да буде загарантована чак и када спољашња енергија недостаје или је недовољна, на пример, током прекида везе или цурења.
- Заштитни сигнали функционишу поузданије прекидом тока сигнала; на пример, сигурносни прекидачи са контактом за отварање или отвореним контактом релеја.
- Заштитна функција појачавача, трансформатора и слично може се постићи поузданије без спољне енергије; такви механизми укључују, на пример, електромагнетне склопне уређаје или вентилационе отворе који су затворени када мирују.
- Не сме се дозволити да спојеви направљени грешком и цурење у сигурносно-контролном колу доводе до погрешних покретања или сметњи за заустављање; посебно у случајевима кратког споја између улазних и излазних водова, цурења уземљења или уземљења.
- Спољашњи утицаји који утичу на систем у мери која не превазилази очекивања корисника не би требало да омета безбедносну функцију сигурносно-контролног кола.
Компоненте које се користе у сигурносним контролним круговима морају да извршавају сигурносну функцију на посебно поуздан начин. Функције компоненти које не испуњавају овај захтев треба да се реализују тако што ће се организовати што је могуће разноврснији вишак и морају се држати под надзором.
Апликације везане за безбедност
У последњих неколико година микропроцесори играју све већу улогу у области безбедносне технологије. Пошто су читави рачунари (тј. централна процесорска јединица, меморија и периферне компоненте) сада доступни у једној компоненти као „рачунари са једним чипом“, микропроцесорска технологија се користи не само у контроли сложених машина, већ иу заштити релативно једноставног дизајна. (нпр. светлосне решетке, уређаји за управљање са две руке и сигурносне ивице). Софтвер који контролише ове системе обухвата између хиљаду и неколико десетина хиљада појединачних команди и обично се састоји од неколико стотина програмских грана. Програми раде у реалном времену и углавном су написани на асемблерском језику програмера.
Увођење компјутерски контролисаних система у сферу безбедносне технологије праћено је у читавој техничкој опреми великих размера не само скупим истраживачким и развојним пројектима већ и значајним ограничењима усмереним на повећање безбедности. (Ваздухопловна технологија, војна технологија и технологија атомске енергије могу се овде навести као примери примене великих размера.) Колективно поље индустријске масовне производње до сада је третирано само на веома ограничен начин. Ово је делимично из разлога што брзи циклуси иновација карактеристични за дизајн индустријских машина отежавају преношење, на било који осим веома ограничен начин, таквог знања које може бити изведено из истраживачких пројеката који се баве коначним тестирањем великих размера. сигурносни уређаји. Ово чини развој брзих и јефтиних процедура процене жељом (Реинерт и Реусс 1991).
Овај чланак прво испитује машине и објекте у којима рачунарски системи тренутно обављају безбедносне задатке, користећи примере незгода које се претежно дешавају у области заштите машина да би се приказала посебна улога коју рачунари имају у безбедносној технологији. Ове незгоде дају неке назнаке о томе које мере предострожности се морају предузети како компјутерски контролисана безбедносна опрема која тренутно долази у све ширу употребу не би довела до пораста броја незгода. Завршни део чланка скицира процедуру која ће омогућити да се чак и мали рачунарски системи доведу на одговарајући ниво техничке безбедности уз оправдане трошкове иу прихватљивом временском периоду. Принципи наведени у овом завршном делу се тренутно уводе у међународне процедуре стандардизације и имаће импликације на све области безбедносне технологије у којима рачунари налазе примену.
Примери употребе софтвера и рачунара у области заштите машина
Следећа четири примера јасно показују да софтвер и рачунари тренутно све више улазе у апликације које се односе на безбедност у комерцијалном домену.
Инсталације за личну сигнализацију хитних случајева састоје се, по правилу, од централне пријемне станице и већег броја личних уређаја за хитну сигнализацију. Уређаје носе особе које саме раде на лицу места. Ако се неко од ових особа које раде сами нађу у ванредној ситуацији, могу помоћу уређаја да активирају аларм путем радио сигнала у централној пријемној станици. Такав окидач аларма који зависи од воље такође може бити допуњен механизмом за окидање независно од воље који се активира сензорима уграђеним у личне уређаје за хитне случајеве. И појединачним уређајима и централном пријемном станицом често управљају микрорачунари. Могуће је да неуспјех одређених појединачних функција уграђеног рачунара може довести, у хитној ситуацији, до неуспјеха да се активира аларм. Стога се морају предузети мере предострожности да би се приметио и поправио такав губитак функције на време.
Штампарске машине које се данас користе за штампање часописа су велике машине. Папирне мреже се обично припремају у посебној машини на такав начин да се омогући несметан прелазак на нову ролну папира. Одштампане странице се савијају помоћу машине за савијање и затим се обрађују кроз ланац даљих машина. Ово резултира палетама напуњеним потпуно ушивеним магацима. Иако су таква постројења аутоматизована, постоје две тачке на којима се морају извршити ручне интервенције: (1) у увлачењу навоја на стазама папира и (2) у уклањању препрека изазваних тргањем папира на опасним местима на ротирајућим ваљцима. Из тог разлога, контролна технологија мора да обезбеди смањену брзину рада или режим џогинга ограничен на путању или време док се притискају подешавају. Због сложених процедура управљања, свака штампарска станица мора бити опремљена сопственим програмабилним логичким контролером. Сваки квар који се догоди у контроли штампарије док су заштитне решетке отворене мора се спречити да доведе или до неочекиваног покретања заустављене машине или до рада преко одговарајуће смањене брзине.
У великим фабрикама и складиштима, аутоматизована вођена роботска возила без возача крећу се по посебно обележеним стазама. Овим колосецима могу у било ком тренутку ходати особе, или материјали и опрема могу бити нехотице остављени на колосецима, јер нису структурно одвојени од других саобраћајница. Из тог разлога, мора се користити нека врста опреме за спречавање судара како би се осигурало да ће се возило зауставити пре него што дође до опасног судара са особом или објектом. У новијим применама, спречавање судара се врши помоћу ултразвучних или ласерских светлосних скенера који се користе у комбинацији са сигурносним браником. Пошто ови системи раде под контролом компјутера, могуће је конфигурисати неколико сталних зона детекције тако да возило може да модификује своју реакцију у зависности од специфичне зоне детекције у којој се особа налази. Кварови на заштитном уређају не смеју довести до опасног судара са особом.
Гиљотине уређаја за контролу сечења папира се користе за пресовање, а затим сечење дебелих наслаганих папира. Покрећу се помоћу уређаја за управљање са две руке. Корисник мора посегнути у опасну зону машине након сваког сечења. Нематеријална заштита, обично светлосна решетка, користи се у комбинацији са уређајем за управљање са две руке и безбедним системом контроле машине како би се спречиле повреде када се папир убацује током операције сечења. Скоро све веће, модерније гиљотине које се данас користе контролишу вишеканални микрорачунарски системи. И рад са две руке и светлосна мрежа такође морају бити загарантовани да безбедно функционишу.
Несреће са компјутерски контролисаним системима
У скоро свим областима индустријске примене пријављују се незгоде са софтвером и компјутерима (Неуманн 1994). У већини случајева, кварови на рачунару не доводе до повреда особа. Такви пропусти се у сваком случају објављују само када су од општег јавног интереса. То значи да случајеви квара или несреће у вези са рачунарима и софтвером у којима се ради о повредама лица чине релативно висок проценат свих објављених случајева. Нажалост, несреће које не изазивају велику сензацију у јавности се не истражују у погледу њихових узрока са сасвим истим интензитетом као што су то значајније несреће, обично у великим постројењима. Из тог разлога, примери који следе односе се на четири описа кварова или незгода типичних за компјутерски контролисане системе ван области заштите машина, који се користе да би се сугерисало шта треба узети у обзир када се доносе одлуке о безбедносној технологији.
Несреће узроковане случајним кваровима у хардверу
Следећи квар је узрокован концентрацијом насумичних кварова у хардверу у комбинацији са грешком у програмирању: Реактор се прегрејао у хемијском постројењу, након чега су се отворили вентили за ослобађање, омогућавајући да се садржај реактора испусти у атмосферу. Ова незгода се догодила кратко време након што је дато упозорење да је ниво уља у мењачу пренизак. Пажљиво истраживање несреће показало је да је убрзо након што је катализатор покренуо реакцију у реактору — услед чега би реактор захтевао више хлађења — компјутер је, на основу извештаја о ниским нивоима уља у мењачу, замрзнуо све величине под његовом контролом на фиксној вредности. Ово је задржало проток хладне воде на прениском нивоу и као резултат тога реактор се прегрејао. Даља истрага је показала да је индикација ниског нивоа уља била сигнализирана неисправном компонентом.
Софтвер је реаговао у складу са спецификацијом активирањем аларма и фиксирањем свих оперативних варијабли. Ово је била последица ХАЗОП (анализа опасности и операбилности) студије (Кновлтон 1986) урађене пре догађаја, која је захтевала да се све контролисане варијабле не мењају у случају квара. Пошто програмер није био детаљно упознат са процедуром, овај захтев је протумачен тако да се контролисани актуатори (у овом случају регулациони вентили) не мењају; није се обраћала пажња на могућност пораста температуре. Програмер није узео у обзир да би се систем након што је примио погрешан сигнал могао наћи у динамичној ситуацији типа која захтева активну интервенцију рачунара како би се спречио квар. Ситуација која је довела до несреће била је тако мало вероватна, штавише, да није била детаљно анализирана у студији ХАЗОП (Левенсон 1986). Овај пример пружа прелазак на другу категорију узрока софтверских и рачунарских незгода. То су систематски кварови који су у систему од почетка, али се манифестују само у одређеним врло специфичним ситуацијама које програмер није узео у обзир.
Несреће узроковане кваровима у раду
Током теренског тестирања током завршне инспекције робота, један техничар је позајмио касету суседног робота и заменио је другом, а да није обавестио свог колегу да је то урадио. По повратку на радно место, колега је убацио погрешну касету. Пошто је стајао поред робота и очекивао од њега одређени редослед покрета - секвенцу која је испала другачије због размењеног програма - дошло је до судара између робота и човека. Ова незгода описује класичан пример оперативног квара. Улога оваквих кварова у кваровима и незгодама тренутно је све већа због све веће сложености у примени компјутерски контролисаних сигурносних механизама.
Несреће узроковане систематским кваровима у хардверу или софтверу
Торпедо са бојевом главом требало је да буде испаљено за потребе обуке, са ратног брода на отвореном мору. Због квара на погонском апарату торпедо је остало у торпедној цеви. Капетан је одлучио да се врати у матичну луку како би спасио торпедо. Убрзо након што је брод почео да се враћа кући, торпедо је експлодирало. Анализа несреће открила је да су програмери торпеда били обавезни да у торпедо уграде механизам који је направљен да спречи његово враћање на лансирну рампу након испаљивања и на тај начин уништи брод који га је лансирао. Механизам изабран за ово је био следећи: Након испаљивања торпеда извршена је провера, помоћу инерцијалног навигационог система, да се види да ли се његов курс променио за 180°. Чим је торпедо осетило да се окренуло за 180°, торпедо је одмах детонирало, наводно на безбедној удаљености од лансирне рампе. Овај механизам детекције активиран је у случају торпеда који није био правилно лансиран, што је резултирало да је торпедо експлодирало након што је брод променио курс за 180°. Ово је типичан пример несреће која се догодила због грешке у спецификацијама. Захтев у спецификацијама да торпедо не треба да уништи сопствени брод у случају промене курса није довољно прецизно формулисан; мера предострожности је стога била погрешно програмирана. Грешка је постала очигледна само у одређеној ситуацији, коју програмер није узео у обзир као могућност.
14. септембра 1993. године, авион Луфтхансе Аирбус А 320 срушио се приликом слетања у Варшаву (слика 1). Пажљива истрага несреће показала је да су модификације у логици слетања на компјутеру на броду које су направљене након несреће са Лауда Аир Боеинг 767 1991. делимично одговорне за ово несрећно слетање. Оно што се догодило у несрећи 1991. је да је отклон потиска, који преусмерава део моторних гасова тако да закочи авион приликом слетања, активирао још у ваздуху, приморавајући машину да неконтролисано зарони носом. Из тог разлога, у Ербас машине је уграђено електронско закључавање отклона потиска. Овај механизам је омогућио да отклон потиска ступи на снагу тек након што су сензори на оба сета стајног трапа сигнализирали компресију амортизера под притиском точкова који додирују доле. На основу нетачних информација, пилоти авиона у Варшави су предвидели јак бочни ветар.
Слика 1. Луфтханза Ербас након несреће у Варшави 1993

Из тог разлога су унели машину под благим нагибом и Ербас је долетео само десним точком, остављајући леви лежај мањи од пуне тежине. Због електронског закључавања отклона потиска, компјутер на броду је одбио пилоту у трајању од девет секунди такве маневре који би омогућили да авион безбедно слети упркос неповољним околностима. Ова несрећа врло јасно показује да модификације у компјутерским системима могу довести до нових и опасних ситуација ако се опсег њихових могућих последица не размотри унапред.
Следећи пример квара такође показује катастрофалне ефекте које модификација једне једине команде може имати у рачунарским системима. Садржај алкохола у крви се утврђује хемијским тестовима помоћу бистрог крвног серума из којег су крвна зрнца претходно центрифугирана. Због тога је садржај алкохола у серуму већи (фактор 1.2) од гушће пуне крви. Из тог разлога се вредности алкохола у серуму морају поделити са фактором 1.2 да би се утврдиле правно и медицински критичне бројке на хиљаду. У међулабораторијском испитивању одржаном 1984. године, вредности алкохола у крви утврђене идентичним тестовима обављеним у различитим истраживачким институцијама коришћењем серума требало је да буду међусобно упоређене. Пошто је у питању била само поређење, команда за дељење са 1.2 је такође избрисана из програма у једној од институција за време трајања експеримента. Након што се међулабораторијски тест завршио, на овом месту је у програм грешком уведена команда за множење са 1.2. Као резултат тога, између августа 1,500. и марта 1984. израчунато је отприлике 1985 нетачних вредности делова на хиљаду. Ова грешка је била критична за професионалне каријере возача камиона са нивоом алкохола у крви између 1.0 и 1.3 промила, пошто је законска казна која подразумева одузимање возачке дозволе на дужи период последица вредности од 1.3 промила.
Несреће узроковане утицајима радних напрезања или стресова околине
Као последица поремећаја изазваног сакупљањем отпада у ефективном делу ЦНЦ (компјутерске нумеричке контроле) машине за пробијање и грицкање, корисник је ставио на снагу „програмирано заустављање“. Док је покушавао рукама да уклони отпад, потисник машине је почео да се креће упркос програмираном заустављању и тешко је повредио корисника. Анализа удеса показала је да није реч о грешци у програму. Неочекивано покретање није могло да се репродукује. Сличне неправилности су уочене у прошлости на другим машинама истог типа. Чини се да је могуће закључити из њих да је несрећа морала бити узрокована електромагнетним сметњама. Сличне незгоде са индустријским роботима пријављују се из Јапана (Неуманн 1987).
Квар у свемирској сонди Воиагер 2 18. јануара 1986. чини још јаснијим утицај стресова околине на компјутерски контролисане системе. Шест дана пре најближег приближавања Урану, велика поља црно-белих линија прекрила су слике са Воиагера 2. Прецизна анализа је показала да је један бит у командној речи подсистема података о лету изазвао квар, посматрано као слике су компримоване у сонди. Овај бит је највероватније био избачен са места у програмској меморији услед удара космичке честице. Пренос компресованих фотографија из сонде без грешака извршен је само два дана касније, коришћењем програма замене који је способан да заобиђе неуспелу меморијску тачку (Лаесер, МцЛаугхлин и Волфф 1987).
Резиме приказаних незгода
Анализиране незгоде показују да одређени ризици који се могу занемарити у условима једноставне, електромеханичке технологије, добијају на значају када се користе рачунари. Рачунари дозвољавају обраду сложених сигурносних функција специфичних за ситуацију. Недвосмислена, без грешака, потпуна и тестирана спецификација свих безбедносних функција постаје из тог разлога посебно важна. Грешке у спецификацијама је тешко открити и често су узрок несрећа у сложеним системима. Контроле које се слободно могу програмирати се обично уводе са намером да се флексибилно и брзо реагује на тржиште које се мења. Модификације, међутим, – посебно у сложеним системима – имају нежељене ефекте које је тешко предвидети. Због тога све модификације морају бити подвргнуте строго формалном управљању процедуром промене у којој ће јасно одвајање безбедносних функција од делимичних система који нису релевантни за безбедност помоћи да се последице модификација за безбедносну технологију лако прегледају.
Рачунари раде са ниским нивоом електричне енергије. Због тога су подложни сметњама од спољашњих извора зрачења. Пошто модификација једног сигнала међу милионима може довести до квара, вреди обратити посебну пажњу на тему електромагнетне компатибилности у вези са рачунарима.
Сервисирање компјутерски контролисаних система тренутно постаје све сложеније и самим тим нејасније. Софтверска ергономија корисничког и конфигурационог софтвера стога постаје занимљивија са становишта безбедносне технологије.
Ниједан рачунарски систем није 100% тестиран. Једноставан контролни механизам са 32 бинарна улазна порта и 1,000 различитих софтверских путања захтева 4.3 × 1012 тестови за потпуну проверу. Са брзином од 100 извршених и процењених тестова у секунди, комплетан тест би трајао 1,362 године.
Процедуре и мере за унапређење компјутерски контролисаних сигурносних уређаја
У последњих 10 година развијене су процедуре које омогућавају савладавање специфичних безбедносних изазова у вези са рачунарима. Ове процедуре се односе на грешке рачунара описане у овом одељку. Описани примери софтвера и рачунара у заштити машина и анализирани удеси показују да су обим оштећења, а самим тим и ризик укључен у различите примене, изузетно променљив. Стога је јасно да се потребне мере предострожности за побољшање рачунара и софтвера који се користе у безбедносној технологији треба успоставити у односу на ризик.
Слика 2 приказује квалитативну процедуру у којој се неопходно смањење ризика које се може постићи коришћењем сигурносних система може одредити независно од обима и учесталости настанка штете (Белл и Реинерт 1992). Врсте кварова у рачунарским системима анализиране у одељку „Незгоде са компјутерски контролисаним системима” (горе) могу се довести у везу са такозваним нивоима интегритета безбедности – односно техничким средствима за смањење ризика.
Слика 2. Квалитативна процедура за одређивање ризика
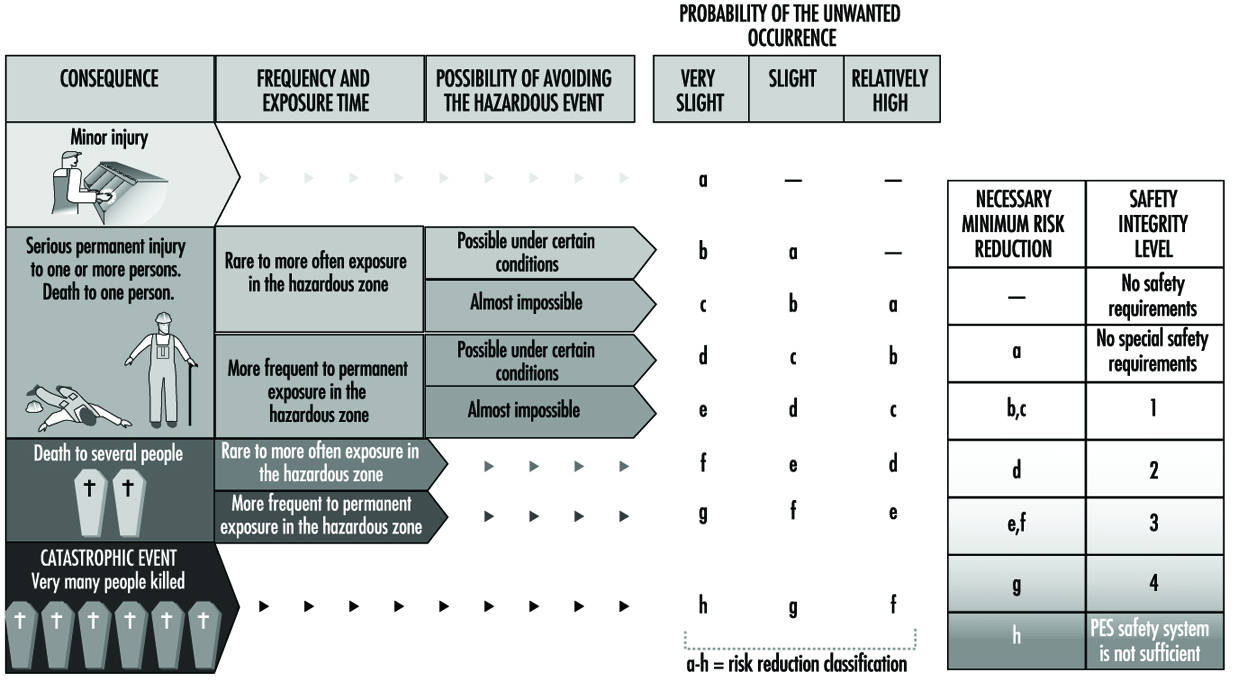
Слика 3 јасно показује да ефикасност мера предузетих, у сваком датом случају, за смањење грешака у софтверу и рачунарима треба да расте са повећањем ризика (ДИН 1994; ИЕЦ 1993).
Слика 3, Ефикасност мера предострожности предузетих против грешака независно од ризика

Анализа горе скицираних незгода показује да је неуспех компјутерски контролисаних заштитних механизама узрокован не само случајним грешкама компоненти, већ и посебним условима рада које програмер није успео да узме у обзир. Не одмах очигледне последице измена програма направљених током одржавања система представљају даљи извор грешака. Из тога произилази да у сигурносним системима контролисаним микропроцесорима може доћи до кварова који, иако настали током развоја система, могу довести до опасне ситуације само током рада. Стога се морају предузети мере предострожности против таквих кварова док су системи везани за безбедност у фази развоја. Ове такозване мере за избегавање отказа морају се предузети не само током фазе концепта, већ иу процесу развоја, инсталације и модификације. Одређени кварови се могу избећи ако се открију и исправе током овог процеса (ДИН 1990).
Као што последња описана незгода јасно показује, квар једног транзистора може довести до техничког квара веома сложене аутоматизоване опреме. Пошто се свако појединачно коло састоји од много хиљада транзистора и других компоненти, морају се предузети бројне мере за избегавање кварова да би се препознали такви кварови који се појаве у раду и да би се покренула одговарајућа реакција у рачунарском систему. Слика 4 описује типове кварова у програмабилним електронским системима, као и примере мера предострожности које се могу предузети да би се избегли и контролисали кварови у рачунарским системима (ДИН 1990; ИЕЦ 1992).
Слика 4. Примери мера предострожности за контролу и избегавање грешака у рачунарским системима
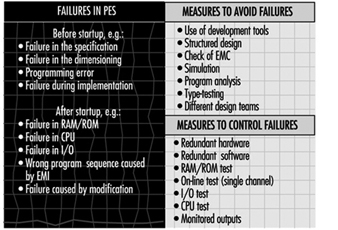
Могућности и перспективе програмабилних електронских система у безбедносној технологији
Савремене машине и постројења постају све сложенији и морају да постижу све свеобухватније задатке у све краћим временским периодима. Из тог разлога, компјутерски системи су преузели скоро све области индустрије од средине 1970-их. Само ово повећање сложености значајно је допринело растућим трошковима који су укључени у побољшање безбедносне технологије у таквим системима. Иако софтвер и рачунари представљају велики изазов за безбедност на радном месту, они такође омогућавају имплементацију нових система који не дозвољавају грешке у области безбедносне технологије.
Смешни, али поучан стих Ернста Јандла помоћи ће да се објасни шта се подразумева под појмом погодан за грешке. „Лицхтунг: Манцхе меинен лецхтс унд ринкс канн ман ницхт велвецхсерн, верцх еин Иллтум“. („Дилекција: многи верују да се светлост и рефт не могу разумети, шта елол“.) Упркос размени писама r l, ову фразу лако разуме нормалан одрасли човек. Чак и неко ко слабо говори енглески језик може га превести на енглески. Задатак је, међутим, скоро немогућ за компјутер за превођење самостално.
Овај пример показује да људско биће може да реагује на начин који је много лакши за грешке него што то може компјутерски језик. То значи да људи, као и сва друга жива бића, могу толерисати неуспехе упућивањем на искуство. Ако се погледају машине које се данас користе, може се видети да већина машина кажњава грешке корисника не незгодом, већ смањењем производње. Ово својство доводи до манипулације или избегавања заштитних мера. Савремена компјутерска технологија ставља на располагање системе безбедности на раду који могу да реагују интелигентно — то јест, на модификован начин. Овакви системи стога омогућавају начин понашања који је погодан за грешке у новим машинама. Они пре свега упозоравају кориснике приликом погрешног рада и искључују машину само када је то једини начин да се избегне несрећа. Анализа незгода показује да у овој области постоји значајан потенцијал за смањење незгода (Реинерт и Реусс 1991).
Софтвер и рачунари: хибридни аутоматизовани системи
Хибридни аутоматизовани систем (ХАС) има за циљ да интегрише могућности вештачки интелигентних машина (базираних на рачунарској технологији) са капацитетима људи који са тим машинама ступају у интеракцију у току својих радних активности. Главни проблеми коришћења ХАС-а односе се на то како би људски и машински подсистеми требало да буду дизајнирани да би се на најбољи начин искористили знања и вештине оба дела хибридног система, и како људски оператери и машинске компоненте треба да интерагују једни са другима. да осигурају да се њихове функције допуњују. Многи хибридни аутоматизовани системи су еволуирали као производи примене савремених методологија заснованих на информацијама и контроли за аутоматизацију и интегрисање различитих функција често сложених технолошких система. ХАС је првобитно идентификован са увођењем компјутерски заснованих система који се користе у пројектовању и раду система контроле у реалном времену за нуклеарне енергетске реакторе, за постројења за хемијску прераду и за технологију производње дискретних делова. ХАС се сада такође може наћи у многим услужним индустријама, као што су контрола ваздушног саобраћаја и процедуре за навигацију авиона у области цивилног ваздухопловства, као и у дизајну и употреби интелигентних система за навигацију возила и аутопутева у друмском саобраћају.
Са континуираним напретком у аутоматизацији заснованој на компјутерима, природа људских задатака у савременим технолошким системима се помера са оних који захтевају перцептивно-моторичке вештине на оне који захтевају когнитивне активности, које су потребне за решавање проблема, за доношење одлука у праћењу система и за послове надзорне контроле. На пример, људски оператери у компјутерски интегрисаним производним системима првенствено делују као системски монитори, решавачи проблема и доносиоци одлука. Когнитивне активности људског супервизора у било ком ХАС окружењу су (1) планирање шта треба да се уради за одређени временски период, (2) осмишљавање процедура (или корака) за постизање скупа планираних циљева, (3) праћење напретка (технолошких) процеса, (4) „подучавање“ система преко рачунара са интеракцијом са људима, (5) интервенисање ако се систем понаша ненормално или ако се промене приоритети контроле и (6) учење путем повратних информација из система о утицају надзорне радње (Шеридан 1987).
Дизајн хибридног система
Интеракције човек-машина у ХАС-у укључују коришћење динамичких комуникацијских петљи између људских оператера и интелигентних машина — процес који укључује детекцију и обраду информација и иницирање и извршење контролних задатака и доношење одлука — у оквиру дате структуре алокације функција између људи и машине. У најмању руку, интеракције између људи и аутоматизације треба да одражавају високу сложеност хибридних аутоматизованих система, као и релевантне карактеристике људских оператера и захтеве задатака. Стога се хибридни аутоматизовани систем може формално дефинисати као петоструки у следећој формули:
ХАС = (Т, У, Ц, Е, И)
где T = захтеви задатка (физички и когнитивни); U = карактеристике корисника (физичке и когнитивне); C = карактеристике аутоматизације (хардвер и софтвер, укључујући рачунарске интерфејсе); E = окружење система; I = скуп интеракција између горе наведених елемената.
Скуп интеракција I оличава све могуће интеракције између T, U C in E без обзира на њихову природу или снагу удруживања. На пример, једна од могућих интеракција може укључивати однос података ускладиштених у меморији рачунара са одговарајућим знањем, ако га има, људског оператера. Интеракције I могу бити елементарне (тј. ограничене на асоцијацију један на један) или сложене, као што би укључивале интеракције између људског оператера, одређеног софтвера који се користи за постизање жељеног задатка и доступног физичког интерфејса са рачунаром.
Дизајнери многих хибридних аутоматизованих система фокусирају се првенствено на компјутерски потпомогнуту интеграцију софистицираних машина и друге опреме као делова компјутерски засноване технологије, ретко обраћајући велику пажњу на превасходну потребу за ефикасном људском интеграцијом унутар таквих система. Стога, у овом тренутку, многи компјутерски интегрисани (технолошки) системи нису у потпуности компатибилни са инхерентним способностима људских оператера као што је изражено вештинама и знањем неопходним за ефикасну контролу и праћење ових система. Таква некомпатибилност настаје на свим нивоима људског, машинског и човек-машинског функционисања и може се дефинисати у оквиру појединца и целе организације или објекта. На пример, проблеми интеграције људи и технологије у напредна производна предузећа јављају се у раној фази пројектовања ХАС-а. Ови проблеми се могу концептуализовати коришћењем следећег модела системске интеграције комплексности интеракција, I, између дизајнера система, D, људски оператери, Hили потенцијални корисници система и технологија, T:
ја (Х, Т) = Ф [ И (Х, Д), И (Д, Т)]
где I означава релевантне интеракције које се одвијају у датој структури ХАС-а, док F указује на функционалне односе између дизајнера, људских оператера и технологије.
Горе наведени модел интеграције система наглашава чињеницу да су интеракције између корисника и технологије одређене исходом интеграције две раније интеракције – наиме, (1) оне између ХАС дизајнера и потенцијалних корисника и (2) оне између дизајнера. и ХАС технологија (на нивоу машина и њихове интеграције). Треба напоменути да иако типично постоје јаке интеракције између дизајнера и технологије, може се наћи само неколико примера једнако јаких међусобних односа између дизајнера и људских оператера.
Може се тврдити да чак иу најаутоматизованијим системима, људска улога остаје кључна за успешан рад система на оперативном нивоу. Баинбридге (1983) је идентификовао скуп проблема релевантних за рад ХАС-а који су последица природе саме аутоматизације, као што следи:
- Оператори „изван контролне петље“. Људски оператери су присутни у систему да врше контролу када је то потребно, али тиме што су „изван контролне петље“ не успевају да задрже мануелне вештине и дугорочно знање о систему који су често потребни у случају нужде.
- Застарела „ментална слика“. Људски оператери можда неће моћи брзо да реагују на промене у понашању система ако нису пажљиво пратили догађаје његовог рада. Штавише, знање оператера или ментална слика о функционисању система могу бити неадекватни за иницирање или упражњавање потребних одговора.
- Нестају генерације вештина. Нови оператери можда неће моћи да стекну довољно знања о компјутеризованом систему стеченог кроз искуство и стога неће моћи да врше ефективну контролу када је то потребно.
- Ауторитет аутоматике. Ако је компјутеризовани систем имплементиран зато што може да обавља тражене задатке боље од људског оператера, поставља се питање „На основу чега оператер треба да одлучи да аутоматизовани системи доносе исправне или нетачне одлуке?“
- Појава нових врста „људских грешака” услед аутоматизације. Аутоматизовани системи доводе до нових врста грешака и, последично, незгода које се не могу анализирати у оквиру традиционалних техника анализе.
Алокација задатака
Једно од важних питања за ХАС дизајн је да се одреди колико и које функције или одговорности треба доделити људским оператерима, а које и колико компјутерима. Генерално, постоје три основне класе проблема алокације задатака које треба узети у обзир: (1) алокација задатака човек-супервизор-рачунар, (2) алокација задатака човек-људи и (3) алокација задатака надзорни рачунар-рачунар. У идеалном случају, одлуке о алокацији треба да се доносе кроз неку структурирану процедуру алокације пре него што се започне дизајн основног система. Нажалост, такав систематски процес је ретко могућ, јер функције које ће се доделити могу или захтевати даље испитивање или се морају спровести интерактивно између компоненти људског и машинског система – то јест, применом парадигме надзорне контроле. Алокација задатака у хибридним аутоматизованим системима треба да се фокусира на обим људских и компјутерских надзорних одговорности и треба да узме у обзир природу интеракције између људског оператера и компјутеризованих система за подршку одлучивању. Такође треба узети у обзир средства за пренос информација између машина и интерфејса за унос-излаз људи и компатибилност софтвера са људским когнитивним способностима решавања проблема.
У традиционалним приступима дизајну и управљању хибридним аутоматизованим системима, радници су сматрани детерминистичким улазно-излазним системима и постојала је тенденција да се занемари телеолошка природа људског понашања – то јест, понашање усмерено ка циљу које се ослања на стицање релевантне информације и избор циљева (Гоодстеин ет ал. 1988). Да би био успешан, дизајн и управљање напредним хибридним аутоматизованим системима морају бити засновани на опису људских менталних функција потребних за одређени задатак. Приступ „когнитивног инжењеринга“ (описан даље у наставку) предлаже да системи човек-машина (хибридни) треба да буду осмишљени, пројектовани, анализирани и процењени у смислу људских менталних процеса (тј., ментални модел оператера адаптивних система се узима у обзир рачун). Следећи су захтеви приступа пројектовању и раду ХАС-а усмереног на човека како их је формулисао Цорбетт (1988):
- Компатибилност. Рад система не би требало да захтева вештине које нису повезане са постојећим вештинама, али би требало да омогући развој постојећих вештина. Људски оператер треба да унесе и прими информације које су компатибилне са конвенционалном праксом како би интерфејс био у складу са претходним знањем и вештином корисника.
- провидност. Не може се контролисати систем без разумевања. Због тога, људски оператер мора бити у стању да „види“ унутрашње процесе контролног софтвера система да би учење било олакшано. Транспарентни систем олакшава корисницима да изграде интерни модел функција одлучивања и контроле које систем може да обавља.
- Минимални шок. Систем не би требало да ради ништа што оператери сматрају неочекиваним у светлу информација које су им доступне, са детаљима о тренутном стању система.
- Контрола поремећаја. Неизвесни задаци (као што је дефинисано анализом структуре избора) треба да буду под контролом човека оператера уз компјутерску подршку за доношење одлука.
- Погрешивост. Имплицитне вештине и знања људских оператера не би требало да буду дизајниране ван система. Оператери никада не би требало да буду доведени у позицију да беспомоћно гледају како софтвер усмерава погрешну операцију.
- Реверзибилност грешке. Софтвер би требало да обезбеди довољно информација за пренос информација како би обавестио човека-оператера о вероватним последицама одређене операције или стратегије.
- Оперативна флексибилност. Систем треба да понуди људским оператерима слободу избора захтева и ограничења ресурса мењањем оперативних стратегија без губљења подршке софтвера за контролу.
Инжењеринг когнитивних људских фактора
Инжењеринг когнитивних људских фактора се фокусира на то како људски оператери доносе одлуке на радном месту, решавају проблеме, формулишу планове и уче нове вештине (Холлнагел и Воодс 1983). Улоге људских оператера који функционишу у било којој ХАС могу се класификовати коришћењем Расмусенове шеме (1983) у три главне категорије:
- Понашање засновано на вештинама је сензорно-моторичка изведба која се изводи током радњи или активности које се одвијају без свесне контроле као глатки, аутоматизовани и високо интегрисани обрасци понашања. Људске активности које спадају у ову категорију сматрају се низом вештих радњи састављених за дату ситуацију. Понашање засновано на вештини је стога израз мање или више сачуваних образаца понашања или унапред програмираних инструкција у просторно-временском домену.
- Понашање засновано на правилима је циљно оријентисана категорија перформанси структурисана контролом унапред преко ускладиштеног правила или процедуре—то јест, уређена изведба која омогућава састављање низа потпрограма у познатој радној ситуацији. Правило се обично бира из претходних искустава и одражава функционална својства која ограничавају понашање околине. Учинак заснован на правилима је заснован на експлицитном знању у погледу примене релевантних правила. Скуп података о одлуци састоји се од референци за препознавање и идентификацију стања, догађаја или ситуација.
- Понашање засновано на знању је категорија циљано контролисане перформансе, у којој је циљ експлицитно формулисан на основу познавања околине и циљева особе. Унутрашња структура система представљена је „менталним моделом“. Овакво понашање омогућава развој и тестирање различитих планова под непознатим и, према томе, неизвесним контролним условима, и потребно је када су вештине или правила или недоступни или неадекватни, тако да се уместо тога мора тражити решавање проблема и планирање.
У дизајну и управљању ХАС-ом треба узети у обзир когнитивне карактеристике радника како би се осигурала компатибилност рада система са интерним моделом радника који описује његове функције. Сходно томе, ниво описа система треба да се помери са аспекта људског функционисања заснованог на вештинама на аспекте засноване на правилима и знању, а одговарајуће методе когнитивне анализе задатака треба користити за идентификацију оператеровог модела система. Повезано питање у развоју ХАС-а је дизајн средстава за пренос информација између људског оператера и компоненти аутоматизованог система, како на физичком тако и на когнитивном нивоу. Такав пренос информација треба да буде компатибилан са начинима информација који се користе на различитим нивоима рада система—то јест, визуелни, вербални, тактилни или хибридни. Ова информациона компатибилност осигурава да ће различити облици преноса информација захтевати минималну некомпатибилност између медија и природе информација. На пример, визуелни приказ је најбољи за пренос просторних информација, док се звучни унос може користити за преношење текстуалних информација.
Често људски оператер развија интерни модел који описује рад и функцију система према његовом или њеном искуству, обуци и упутствима у вези са датим типом интерфејса човек-машина. У светлу ове реалности, дизајнери ХАС-а треба да покушају да у машине (или друге вештачке системе) уграде модел физичких и когнитивних карактеристика људског оператера – то јест, слику система о оператеру (Холлнагел и Воодс 1983) . Дизајнери ХАС-а такође морају узети у обзир ниво апстракције у опису система, као и различите релевантне категорије понашања људског оператера. Ови нивои апстракције за моделирање људског функционисања у радном окружењу су следећи (Расмуссен 1983): (1) физички облик (анатомска структура), (2) физичке функције (физиолошке функције), (3) генерализоване функције (психолошки механизми и когнитивни и афективни процеси), (4) апстрактне функције (обрада информација) и (5) функционална сврха (вредносне структуре, митови, религије, људске интеракције). Ових пет нивоа пројектанти морају истовремено размотрити како би се обезбедиле ефективне перформансе ХАС-а.
Дизајн системског софтвера
Пошто је рачунарски софтвер примарна компонента сваког ХАС окружења, развој софтвера, укључујући дизајн, тестирање, рад и модификацију, као и питања поузданости софтвера такође се морају размотрити у раним фазама развоја ХАС-а. На овај начин, требало би да буде у стању да смањи трошкове откривања и елиминације софтверских грешака. Тешко је, међутим, проценити поузданост људских компоненти ХАС-а, због ограничења у нашој способности да моделирамо перформансе људских задатака, повезаног радног оптерећења и потенцијалних грешака. Превелико или недовољно ментално оптерећење може довести до преоптерећења информацијама и досаде, и може довести до погоршања људских перформанси, што доводи до грешака и све веће вероватноће незгода. Дизајнери ХАС-а треба да користе адаптивне интерфејсе, који користе технике вештачке интелигенције, да би решили ове проблеме. Поред компатибилности човек-машина, мора се размотрити и питање међусобног прилагођавања човека и машине како би се смањио ниво стреса који настаје када се људске способности могу прекорачити.
Због високог нивоа сложености многих хибридних аутоматизованих система, идентификација било које потенцијалне опасности у вези са хардвером, софтвером, оперативним процедурама и интеракцијама људи и машина ових система постаје критична за успех напора усмерених на смањење повреда и оштећења опреме. . Безбедносни и здравствени ризици повезани са сложеним хибридним аутоматизованим системима, као што је компјутерски интегрисана производна технологија (ЦИМ), очигледно је један од најкритичнијих аспеката дизајна и рада система.
Проблеми безбедности система
Хибридна аутоматизована окружења, са својим значајним потенцијалом за погрешно понашање контролног софтвера у условима поремећаја система, стварају нову генерацију ризика од незгода. Како хибридни аутоматизовани системи постају свестранији и сложенији, поремећаји у систему, укључујући проблеме при покретању и искључивању и одступања у контроли система, могу значајно повећати могућност озбиљне опасности за људске оператере. Иронично, у многим ненормалним ситуацијама, оператери се обично ослањају на правилно функционисање аутоматизованих безбедносних подсистема, што је пракса која може повећати ризик од тешких повреда. На пример, студија незгода повезаних са кваровима система техничке контроле је показала да је око једне трећине секвенци незгода укључивало људску интервенцију у контролној петљи поремећеног система.
Пошто се традиционалне мере безбедности не могу лако прилагодити потребама ХАС окружења, стратегије контроле повреда и превенције несрећа морају се преиспитати с обзиром на инхерентне карактеристике ових система. На пример, у области напредне производне технологије, многе процесе карактерише постојање значајних количина енергетских токова које људски оператери не могу лако предвидети. Штавише, безбедносни проблеми се обично појављују на интерфејсима између подсистема, или када системски поремећаји напредују од једног до другог подсистема. Према Међународној организацији за стандардизацију (ИСО 1991), ризици повезани са опасностима услед индустријске аутоматизације варирају у зависности од типова индустријских машина уграђених у одређени производни систем и од начина на који је систем инсталиран, програмиран, управљан, одржаван. и поправљено. На пример, поређење несрећа повезаних са роботима у Шведској са другим врстама незгода показало је да роботи могу бити најопасније индустријске машине које се користе у напредној производној индустрији. Процењена стопа незгода за индустријске роботе била је једна тешка несрећа на 45 робот-година, виша стопа од оне за индустријске пресе, за коју је пријављено да је једна незгода на 50 машинских година. Овде треба напоменути да су индустријске пресе у Сједињеним Државама чиниле око 23% свих смртних случајева у вези са машинама за обраду метала у периоду од 1980. до 1985. године, са електричним пресама које су биле на првом месту у погледу производа по озбиљности и учесталости повреда које нису фаталне.
У домену напредне производне технологије, постоји много покретних делова који су опасни за раднике јер на сложен начин мењају свој положај ван видног поља људских оператера. Брзи технолошки развој у компјутерски интегрисаној производњи створио је критичну потребу за проучавањем ефеката напредне производне технологије на раднике. Да би се идентификовале опасности које изазивају различите компоненте таквог ХАС окружења, потребно је пажљиво анализирати прошле несреће. Нажалост, несреће које укључују употребу робота тешко је изоловати из извештаја о несрећама у вези са машинама које управљају људи, и стога може постојати висок проценат незабележених незгода. Правила о здрављу и безбедности на раду у Јапану наводе да „индустријски роботи тренутно немају поуздана средства безбедности и радници не могу бити заштићени од њих осим ако њихова употреба није регулисана”. На пример, резултати истраживања које је спровело Министарство рада Јапана (Сугимото 1987) о несрећама у вези са индустријским роботима у 190 испитаних фабрика (са 4,341 радним роботом) показали су да је било 300 поремећаја повезаних са роботима, од чега 37 случајева небезбедних радњи су довеле до неких блиских несрећа, 9 су биле незгоде са повредама, а 2 су биле несреће са смртним исходом. Резултати других студија показују да аутоматизација заснована на рачунару не повећава нужно укупан ниво безбедности, јер системски хардвер не може да се учини безбедним само помоћу безбедносних функција у софтверу рачунара, а системски контролери нису увек високо поуздани. Штавише, у сложеном ХАС-у, не може се ослањати искључиво на безбедносне сензорске уређаје за откривање опасних услова и предузимање одговарајућих стратегија за избегавање опасности.
Ефекти аутоматизације на људско здравље
Као што је горе објашњено, радничке активности у многим ХАС окружењима су у основи оне надзорне контроле, надгледања, подршке система и одржавања. Ове активности се такође могу класификовати у четири основне групе и то: (1) програмски задаци, тј. кодирање информација које воде и усмеравају рад машине, (2) праћење производних и контролних компоненти ХАС-а, (3) одржавање компоненти ХАС-а ради спречавања или ублажавање кварова на машинама и (4) обављање различитих задатака подршке итд. Многи недавни прегледи утицаја ХАС-а на добробит радника закључили су да иако коришћење ХАС-а у области производње може елиминисати тешке и опасне задатке , рад у ХАС окружењу може бити незадовољан и стресан за раднике. Извори стреса су укључивали стално праћење потребно у многим ХАС апликацијама, ограничен обим додељених активности, низак ниво интеракције радника који је дозвољен дизајном система и безбедносне опасности повезане са непредвидивом и неконтролисаном природом опреме. Иако неки радници који су укључени у активности програмирања и одржавања осећају елементе изазова, који могу имати позитивне ефекте на њихово благостање, ови ефекти се често надокнађују сложеном и захтевном природом ових активности, као и притиском које је извршио менаџмент да брзо заврши ове активности.
Иако су у неким ХАС окружењима људски оператери уклоњени из традиционалних извора енергије (ток рада и кретање машине) током нормалних радних услова, многи задаци у аутоматизованим системима и даље треба да се обављају у директном контакту са другим изворима енергије. С обзиром да се број различитих компоненти ХАС-а стално повећава, посебан нагласак мора бити стављен на удобност и сигурност радника и на развој дјелотворних одредби за контролу повреда, посебно имајући у виду чињеницу да радници више нису у стању да држе корак са софистицираност и сложеност оваквих система.
Да би се задовољиле тренутне потребе за контролом повреда и безбедношћу радника у компјутерски интегрисаним производним системима, ИСО комитет за индустријске аутоматизоване системе је предложио нови безбедносни стандард под називом „Безбедност интегрисаних производних система“ (1991). Овај нови међународни стандард, који је развијен у знак препознавања посебних опасности које постоје у интегрисаним производним системима који укључују индустријске машине и припадајућу опрему, има за циљ да минимизира могућности повреда особља током рада на или у близини интегрисаног производног система. Главни извори потенцијалних опасности за људске оператере у ЦИМ-у идентификовани овим стандардом су приказани на слици 1.
Слика 1. Главни извор опасности у компјутерски интегрисаној производњи (ЦИМ) (после ИСО 1991)
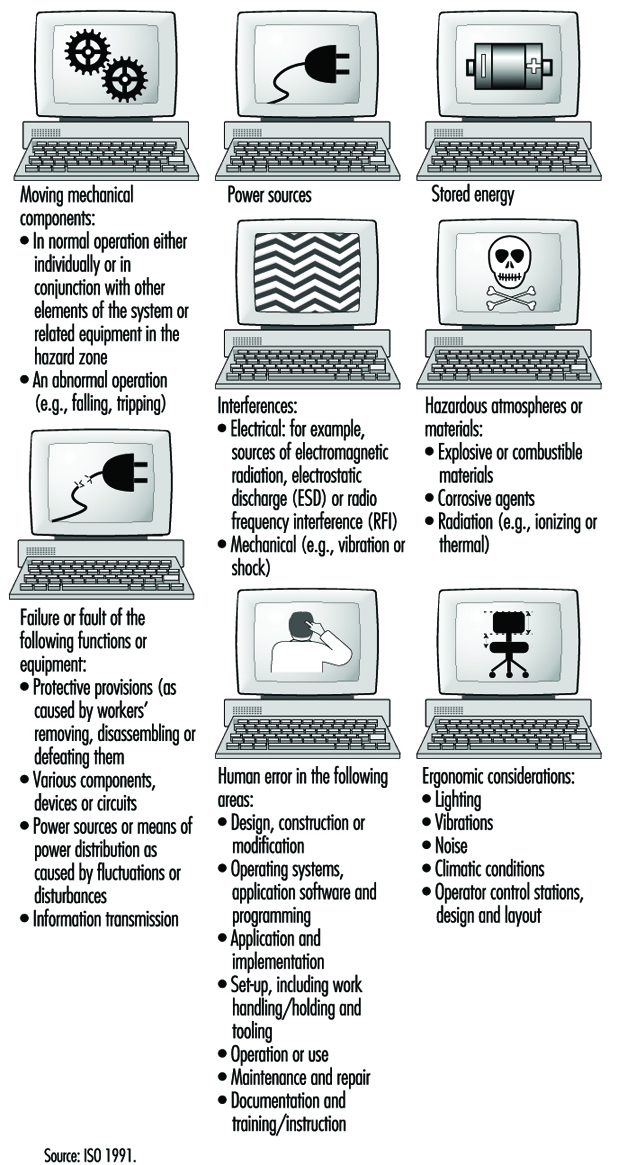
Људске и системске грешке
Генерално, опасности у ХАС-у могу настати из самог система, из његове повезаности са другом опремом присутном у физичком окружењу, или из интеракције људског особља са системом. Несрећа је само један од неколико исхода интеракција људи и машина који могу настати у опасним условима; несреће у близини и инциденти са оштећењем су много чешћи (Зимолонг и Дуда 1992). Појава грешке може довести до једне од ових последица: (1) грешка остаје непримећена, (2) систем може да надокнади грешку, (3) грешка доводи до квара машине и/или заустављања система или (4) ) грешка доводи до несреће.
Пошто свака људска грешка која резултира критичним инцидентом неће изазвати стварну несрећу, прикладно је даље разликовати категорије исхода на следећи начин: (1) небезбедан инцидент (тј. било која ненамерна појава без обзира да ли је резултирала повредом, штетом или губитак), (2) несрећа (тј. небезбедан догађај који је резултирао повредом, штетом или губитком), (3) инцидент са штетом (тј. небезбедни догађај који резултира само неком врстом материјалне штете), (4) а блиска несрећа или „скора промашај“ (тј. небезбедан догађај у којем је повреда, штета или губитак случајно избегнут уз малу маргину) и (5) постојање потенцијалне незгоде (тј. небезбедни догађаји који су могли да доведу до повреде, штете , или губитак, али, стицајем околности, није резултирао чак ни близу несреће).
У ХАС-у се могу разликовати три основна типа људске грешке:
- омашке и пропусте засноване на вештини
- грешке засноване на правилима
- грешке засноване на знању.
Ова таксономија, коју је осмислио Реасон (1990), заснива се на модификацији Расмусенове класификације људских перформанси вештина-правило-знање као што је горе описано. На нивоу вештина, људски учинак је вођен сачуваним обрасцима унапред програмираних инструкција представљених као аналогне структуре у просторно-временском домену. Ниво заснован на правилима је применљив на решавање познатих проблема у којима су решења вођена ускладиштеним правилима (која се називају „производње“, пошто им се приступа или их производи по потреби). Ова правила захтевају одређене дијагнозе (или процене) или предузимање одређених корективних радњи, с обзиром на то да су се појавили одређени услови који захтевају одговарајући одговор. На овом нивоу, људске грешке су типично повезане са погрешном класификацијом ситуација, што доводи или до примене погрешног правила или до погрешног опозива последичних пресуда или поступака. Грешке засноване на знању јављају се у новим ситуацијама за које се акције морају планирати „он-лине“ (у датом тренутку), користећи свесне аналитичке процесе и ускладиштено знање. Грешке на овом нивоу произилазе из ограничења ресурса и непотпуног или нетачног знања.
Генерички системи за моделирање грешака (ГЕМС) које је предложио Реасон (1990), који покушавају да лоцирају порекло основних типова људских грешака, могу се користити за извођење укупне таксономије људског понашања у ХАС-у. ГЕМС настоји да интегрише две различите области истраживања грешака: (1) пропусте и пропусте, у којима акције одступају од тренутне намере због неуспеха у извршењу и/или грешака у складиштењу и (2) грешке, у којима радње могу да се одвијају према плану, али план је неадекватан за постизање жељеног исхода.
Процена и превенција ризика у ЦИМ
Према ИСО (1991), процена ризика у ЦИМ-у треба да се врши тако да се сви ризици сведу на минимум и да служи као основа за одређивање безбедносних циљева и мера у развоју програма или планова како за стварање безбедног радног окружења тако и за обезбеђивање безбедност и здравље особља такође. На пример, опасности на раду у ХАС окружењима заснованим на производњи могу се окарактерисати на следећи начин: (1) људски оператер ће можда морати да уђе у опасну зону током задатака опоравка од поремећаја, сервисирања и одржавања, (2) опасну зону је тешко одредити, да опажа и контролише, (3) рад може бити монотон и (4) незгоде које се дешавају у компјутерски интегрисаним производним системима често су озбиљне. Свака идентификована опасност треба да буде процењена у односу на њен ризик, а одговарајуће мере безбедности треба да буду одређене и спроведене како би се тај ризик минимизирао. Опасности такође треба утврдити у погледу свих следећих аспеката било ког процеса: сама јединица; интеракција између појединачних јединица; оперативни делови система; и рад комплетног система за све предвиђене режиме рада и услове, укључујући услове под којима су нормална заштитна средства суспендована за такве операције као што су програмирање, верификација, решавање проблема, одржавање или поправка.
Фаза пројектовања ИСО (1991) безбедносне стратегије за ЦИМ укључује:
- спецификација граница параметара система
- примена стратегије безбедности
- идентификација опасности
- процена повезаних ризика
- отклањање опасности или смањење ризика колико је то изводљиво.
Сигурносна спецификација система треба да садржи:
- опис функција система
- распоред и/или модел система
- резултати анкете предузете да би се истражила интеракција различитих радних процеса и ручних активности
- анализа секвенци процеса, укључујући ручну интеракцију
- опис интерфејса са транспортером или транспортним линијама
- дијаграми тока процеса
- фондацијски планови
- планови уређаја за снабдевање и одлагање
- одређивање простора потребног за набавку и одлагање материјала
- доступне евиденције незгода.
У складу са ИСО (1991), сви неопходни захтеви за обезбеђивање безбедног рада ЦИМ система морају се узети у обзир при пројектовању процедура систематског планирања безбедности. Ово укључује све заштитне мере за ефикасно смањење опасности и захтева:
- интеграцију интерфејса човек-машина
- рано дефинисање положаја оних који раде у систему (у времену и простору)
- рано разматрање начина смањења изолованог рада
- разматрање еколошких аспеката.
Процедура сигурносног планирања треба да се бави, између осталог, следећим безбедносним питањима ЦИМ-а:
- Избор режима рада система. Контролна опрема треба да има одредбе за најмање следеће режиме рада: (1) нормалан или производни режим (тј. са свим нормалним заштитним елементима који су повезани и раде), (2) рад са суспендованим неким од нормалних заштитних механизама и (3) рад у који систем или даљинско ручно покретање опасних ситуација је спречено (нпр. у случају локалног рада или изолације напајања или механичке блокаде опасних услова).
- Обука, инсталација, пуштање у рад и функционално тестирање. Када се захтева да особље буде у зони опасности, у контролном систему треба обезбедити следеће мере безбедности: (1) задржавање ради рада, (2) уређај за омогућавање, (3) смањена брзина, (4) смањена снага и (5) ) покретно заустављање у нужди.
- Сигурност у програмирању, одржавању и поправци система. Током програмирања, само програмер треба да буде у заштићеном простору. Систем треба да има процедуре за инспекцију и одржавање како би се обезбедио наставак планираног рада система. Програм инспекције и одржавања треба да узме у обзир препоруке добављача система и препоруке добављача различитих елемената система. Једва да треба помињати да особље које обавља одржавање или поправке система треба да буде обучено у поступцима неопходним за обављање тражених задатака.
- Отклањање грешке. Тамо где је отклањање квара неопходно из унутрашњости заштићеног простора, то треба извршити након безбедног искључивања (или, ако је могуће, након што је активиран механизам за закључавање). Треба предузети додатне мере против погрешног покретања опасних ситуација. Тамо где се могу појавити опасности током отклањања кварова на деловима система или на машинама суседних система или машина, оне такође треба да буду искључене из рада и заштићене од неочекиваног покретања. Путем упутстава и знакова упозорења треба скренути пажњу на отклањање кварова у компонентама система који се не могу у потпуности уочити.
Контрола поремећаја система
У многим ХАС инсталацијама које се користе у компјутерски интегрисаној производној области, људски оператери су обично потребни у сврху контроле, програмирања, одржавања, претходног подешавања, сервисирања или решавања проблема. Поремећаји у систему доводе до ситуација због којих је неопходно да радници уђу у опасна подручја. У том смислу, може се претпоставити да поремећаји остају најважнији разлог за мешање људи у ЦИМ, јер ће системи најчешће бити програмирани изван ограничених подручја. Једно од најважнијих питања за безбедност ЦИМ-а је спречавање сметњи, пошто се већина ризика јавља у фази решавања проблема у систему. Избегавање сметњи је заједнички циљ у погледу безбедности и економичности.
Поремећај у ЦИМ систему је стање или функција система која одступа од планираног или жељеног стања. Поред продуктивности, поремећаји током рада ЦИМ-а директно утичу на безбедност људи укључених у рад система. Финска студија (Куиванен 1990) показала је да отприлике половина поремећаја у аутоматизованој производњи смањује безбедност радника. Главни узроци поремећаја били су грешке у дизајну система (34%), кварови компоненти система (31%), људска грешка (20%) и спољни фактори (15%). Већина кварова на машинама била је узрокована контролним системом, ау контролном систему већина кварова се догодила у сензорима. Ефикасан начин да се повећа ниво безбедности ЦИМ инсталација је смањење броја сметњи. Иако људска дејства у поремећеним системима спречавају настанак удеса у ХАС окружењу, она им такође доприносе. На пример, студија незгода повезаних са кваровима система техничке контроле је показала да је око једне трећине секвенци незгода укључивало људску интервенцију у контролној петљи поремећеног система.
Главна истраживачка питања у превенцији ЦИМ поремећаја тичу се (1) главних узрока сметњи, (2) непоузданих компоненти и функција, (3) утицаја поремећаја на безбедност, (4) утицаја поремећаја на функцију система, ( 5) материјална штета и (6) поправке. Безбедност ХАС-а треба да се планира рано у фази пројектовања система, уз дужно разматрање технологије, људи и организације, и да буде саставни део целокупног процеса техничког планирања ХАС-а.
ХАС Дизајн: будући изазови
Да би се обезбедила потпуна корист од хибридних аутоматизованих система, као што је горе дискутовано, потребна је много шира визија развоја система, она која се заснива на интеграцији људи, организације и технологије. Овде треба применити три главна типа системске интеграције:
- интеграција људи, обезбеђујући ефикасну комуникацију између њих
- интеграцију човека и рачунара, пројектовањем одговарајућих интерфејса и интеракције између људи и рачунара
- технолошка интеграција, обезбеђивањем ефикасног повезивања и интеракције између машина.
Минимални захтеви дизајна за хибридне аутоматизоване системе треба да обухватају следеће: (1) флексибилност, (2) динамичку адаптацију, (3) побољшану реакцију и (4) потребу да се мотивишу људи и боље искористе њихове вештине, расуђивање и искуство . Горе наведено такође захтева да се ХАС организационе структуре, радне праксе и технологије развију како би се омогућило људима на свим нивоима система да прилагоде своје радне стратегије различитим ситуацијама контроле система. Стога ће организације, радна пракса и технологије ХАС-а морати да буду дизајниране и развијене као отворени системи (Кидд 1994).
Отворени хибридни аутоматизовани систем (ОХАС) је систем који прима улазне податке и шаље излазе у своје окружење. Идеја отвореног система може се применити не само на системске архитектуре и организационе структуре, већ и на радну праксу, интерфејсе човека и рачунара и односе између људи и технологија: могу се поменути, на пример, системи планирања, контролни системи и системи за подршку одлучивању. Отворени систем је такође прилагодљив када људима омогућава велики степен слободе да дефинишу начин рада система. На пример, у области напредне производње, захтеви отвореног хибридног аутоматизованог система могу се реализовати кроз концепт људска и компјутерски интегрисана производња (ХЦИМ). Са овог становишта, дизајн технологије треба да се бави целокупном архитектуром ХЦИМ система, укључујући следеће: (1) разматрања мреже група, (2) структуру сваке групе, (3) интеракцију између група, (4) природу пратећег софтвера и (5) техничку комуникацију и потребе интеграције између пратећих софтверских модула.
Адаптивни хибридни аутоматизовани систем, за разлику од затвореног система, не ограничава оно што људи могу да раде. Улога дизајнера ХАС-а је да креира систем који ће задовољити личне преференције корисника и омогућити корисницима да раде на начин који сматрају најприкладнијим. Предуслов за омогућавање корисничког уноса је развој методологије адаптивног дизајна—то јест, ОХАС-а који омогућава омогућавање компјутерски подржане технологије за њену примену у процесу пројектовања. Потреба за развојем методологије за адаптивни дизајн је један од непосредних захтева за реализацију ОХАС концепта у пракси. Такође треба развити нови ниво адаптивне технологије управљања људским надзором. Таква технологија би требало да омогући људском оператеру да „прогледа кроз“ иначе невидљив контролни систем функционисања ХАС-а—на пример, применом интерактивног, брзог видео система у свакој тачки контроле и рада система. Коначно, веома је потребна методологија за развој интелигентне и високо прилагодљиве, компјутерски засноване подршке људским улогама и људском функционисању у хибридним аутоматизованим системима.
" ОДРИЦАЊЕ ОД ОДГОВОРНОСТИ: МОР не преузима одговорност за садржај представљен на овом веб порталу који је представљен на било ком другом језику осим енглеског, који је језик који се користи за почетну производњу и рецензију оригиналног садржаја. Одређене статистике нису ажуриране од продукција 4. издања Енциклопедије (1998).“