- Você está aqui:
-
Início

- Parte X. Indústrias Baseadas em Recursos Biológicos

Categorias crianças

64. Indústrias baseadas em agricultura e recursos naturais (34)

64. Indústrias Baseadas na Agricultura e Recursos Naturais
Editor de Capítulo: Melvin L. Myers
Conteúdo
Tabelas e Figuras
Perfil Geral
Melvin L. Myers
Estudo de Caso: Fazendas Familiares
Ted Scharf, David E. Baker e Joyce Salg
Sistemas Agrícolas
Plantações
Melvin L. Myers e IT Cabrera
Trabalhadores agrícolas migrantes e sazonais
Marco B. Schenker
Agricultura Urbana
Melvin L. Myers
Operações de Estufa e Viveiro
Mark M. Methner e John A. Miles
Floricultura
Samuel H. Henao
Educação de Agricultores sobre Agrotóxicos: Um Estudo de Caso
Merri Weinger
Operações de plantio e cultivo
Yuri Kundiev e VI Chernyuk
Operações de Colheita
William E. Campo
Operações de Armazenamento e Transporte
Thomas L. Feijão
Operações Manuais na Agricultura
Pranab Kumar Nag
Mecanização
Dennis Murphy
Estudo de Caso: Máquinas Agrícolas
LW Knapp, Jr.
Culturas de Alimentos e Fibras
arroz
Malinée Wongphanich
Grãos Agrícolas e Oleaginosas
Charles Schwab
Cultivo e Processamento da Cana-de-Açúcar
RA Munoz, EA Suchman, JM Baztarrica e Carol J. Lehtola
colheita de batata
Steven Johnson
Legumes e Melões
BH Xu e Toshio Matsushita
Culturas de árvores, amoras e vinhas
Bagas e uvas
William E. Steinke
Pomares
Melvin L. Myers
Árvores Tropicais e Palmeiras
Melvin L. Myers
Produção de Casca e Seiva
Melvin L. Myers
bambu e cana
Melvin L. Myers e YC Ko
Culturas Especiais
Cultivo de Tabaco
Gerald F. Peedin
Ginseng, hortelã e outras ervas
Larry J. Chapman
Cogumelos
LJLD Van Griensven
Plantas aquáticas
Melvin L. Myers e JWG Lund
Culturas de bebidas
Cultivo de café
Jorge da Rocha Gomes e Bernardo Bedrikow
Cultivo de Chá
LVR Fernando
hops
Thomas Karsky e William B. Symons
Questões de Saúde e Meio Ambiente
Problemas de saúde e padrões de doenças na agricultura
Melvin L. Myers
Estudo de Caso: Agromedicina
Stanley H. Schuman e Jere A. Brittain
Questões Ambientais e de Saúde Pública na Agricultura
Melvin L. Myers
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Fontes de nutrientes
2. Dez passos para uma pesquisa de risco de trabalho em plantações
3. Sistemas de cultivo em áreas urbanas
4. Conselhos de segurança para equipamento de relva e jardim
5. Categorização das atividades agrícolas
6. Perigos comuns do trator e como eles ocorrem
7. Riscos comuns de maquinário e onde eles ocorrem
8. Precauções de segurança
9. Árvores, frutas e palmeiras tropicais e subtropicais
10. produtos de palma
11. Produtos e usos da casca e da seiva
12. Perigos respiratórios
13. Perigos dermatológicos
14. Riscos tóxicos e neoplásicos
15. Riscos de lesões
16. Acidentes com afastamento, Estados Unidos, 1993
17. Riscos de estresse mecânico e térmico
18. Riscos comportamentais
19. Comparação de dois programas de agromedicina
20. Culturas geneticamente modificadas
21. Cultivo de drogas ilícitas, 1987, 1991 e 1995
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|







































65. Indústria de bebidas (10)
65. Indústria de bebidas
Editor do Capítulo: Lance A. Ward
Conteúdo
Tabelas e Figuras
Perfil Geral
David Franson
Fabricação de concentrado de refrigerante
Zaida Colón
Engarrafamento e enlatamento de refrigerantes
Mateus Hirsheimer
Indústria de Café
Jorge da Rocha Gomes e Bernardo Bedrikow
Indústria de Chá
Lou Piombino
Indústria de Bebidas Destiladas
RG Aldi e Rita Seguin
Indústria do Vinho
Álvaro Durão
Indústria cervejeira
JF Eustáquio
Preocupações com a saúde e o meio ambiente
Lance A. Ward
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Importadores de café selecionados (em toneladas)
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.








66. Pesca (10)
66. pescaria
Editores de Capítulo: Hulda Ólafsdóttir e Vilhjálmur Rafnsson
Conteúdo
Tabelas e Figuras
Perfil Geral
Ragnar Arnason
Estudo de caso: mergulhadores indígenas
David Ouro
Principais Setores e Processos
Hjálmar R. Bárdarson
Características Psicossociais da Força de Trabalho no Mar
Eva Munk-Madsen
Estudo de Caso: Mulheres Pescadoras
Características psicossociais da força de trabalho no processamento de pescado em terra
Marit Husmo
Efeitos sociais de vilas de pesca de uma indústria
Bárbara Neis
Problemas de saúde e padrões de doenças
Vilhjálmur Rafnsson
Distúrbios musculoesqueléticos em pescadores e trabalhadores da indústria de processamento de pescado
Hulda Ólafsdóttir
Pesca Comercial: Questões Ambientais e de Saúde Pública
Bruce McKay e Kieran Mulvaney
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Números de mortalidade em lesões fatais entre os pescadores
2. Os trabalhos ou locais mais importantes relacionados ao risco de lesões
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.









67. Indústria de alimentos (11)
67. Indústria Alimentar
Editor de Capítulo: Débora E. Berkowitz
Conteúdo
Tabelas e Figuras
Visão geral e efeitos na saúde
Processos da Indústria de Alimentos
M. Malagié, G. Jensen, JC Graham e Donald L. Smith
Efeitos na saúde e padrões de doenças
John J. Svagr
Proteção Ambiental e Questões de Saúde Pública
Jerry Spiegel
Setores de processamento de alimentos
Empacotamento/Processamento
Deborah E. Berkowitz e Michael J. Fagel
Processamento de Aves
Tony Ashdown
Indústria de produtos lácteos
Marianne Smukowski e Norman Brusk
Produção de Cacau e Indústria de Chocolate
Anaide Vilasboas de Andrade
Grãos, moagem de grãos e produtos de consumo à base de grãos
Thomas E. Hawkinson, James J. Collins e Gary W. Olmstead
Padarias
RF Villard
Indústria de Beterraba
Carol J. Lehtola
óleo e gordura
Calça NM
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. As indústrias de alimentos, suas matérias-primas e processos
2. Doenças ocupacionais comuns nas indústrias de alimentos e bebidas
3. Tipos de infecções relatadas em indústrias de alimentos e bebidas
4. Exemplos de utilizações de subprodutos da indústria alimentar
5. Taxas típicas de reutilização de água para diferentes subsetores da indústria
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.








68. Silvicultura (17)
68. Silvicultura
Editor do capítulo: Peter Poschen
Conteúdo
Tabelas e Figuras
Perfil Geral
Peter Poschen
colheita de madeira
Dennis Dykstra e Peter Poschen
Transporte de Madeira
Olli Eeronheimo
Colheita de produtos florestais não madeireiros
Rodolfo Henrique
Plantação de árvore
Denis Giguere
Manejo e Controle de Incêndios Florestais
Mike Jurvélius
Riscos de segurança física
Bengt Pontén
Carga Física
Bengt Pontén
Fatores Psicossociais
Peter Poschen e Marja-Liisa Juntunen
Riscos Químicos
Juhani Kangas
Riscos biológicos entre trabalhadores florestais
Jörg Augusta
Regras, Legislação, Regulamentos e Códigos de Práticas Florestais
Othmar Wettmann
Equipamento de proteção pessoal
Eero Korhonen
Condições de Trabalho e Segurança no Trabalho Florestal
Lucie Laflamme e Esther Cloutier
Habilidades e treinamento
Peter Poschen
Condições de vida
Elias Apud
Questões de saúde ambiental
Shane McMahon
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Área florestal por região (1990)
2. Categorias e exemplos de produtos florestais não madeireiros
3. Perigos e exemplos de colheita não madeireira
4. Carga típica transportada durante o plantio
5. Agrupamento dos acidentes com plantação de árvores por partes do corpo afetadas
6. Gasto de energia no trabalho florestal
7. Produtos químicos usados na silvicultura na Europa e América do Norte na década de 1980
8. Seleção de infecções comuns na silvicultura
9. Equipamento de proteção individual apropriado para operações florestais
10. Benefícios potenciais para a saúde ambiental
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|



















69. Caça (2)
69 Caçando
Editor do Capítulo: George A. Conway
Conteúdo
Tabelas
Um perfil de caça e armadilhas na década de 1990
John N Trent
Doenças Associadas à Caça e Captura
Maria E. Brown
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Exemplos de doenças potencialmente significativas para caçadores e caçadores
70. Criação de Gado (21)
70. Criação de Gado
Editor de Capítulo: Melvin L. Myers
Conteúdo
Tabelas e Figuras
Criação de gado: sua extensão e efeitos na saúde
Melvin L. Myers
Problemas de saúde e padrões de doenças
Kendall Thu, Craig Zwerling e Kelley Donham
Estudo de caso: problemas de saúde ocupacional relacionados a artrópodes
Donald Barnard
Culturas de forragem
Lorann Stallones
Confinamento de Gado
Kelly Donham
Pecuária
Dean T. Stueland e Paul D. Gunderson
Estudo de Caso: Comportamento Animal
David L. Difícil
Tratamento de Estrume e Resíduos
William Popendorf
Uma lista de verificação para práticas de segurança na criação de gado
Melvin L. Myers
Laticínios
João maio
Bovinos, Ovinos e Caprinos
Melvin L. Myers
Porcos
Melvin L. Myers
Produção de Aves e Ovos
Steven W. Lenhart
Estudo de Caso: Captura de Aves, Transporte Vivo e Processamento
Tony Ashdown
Cavalos e outros equinos
Lynn Barroby
Estudo de caso: elefantes
Melvin L. Myers
Animais de tração na Ásia
DD Joshi
Criação de touros
David L. Difícil
Produção de Animais de Estimação, Furbearer e de Laboratório
Christian E. Recém-chegado
Piscicultura e Aquicultura
George A. Conway e Ray RaLonde
Apicultura, criação de insetos e produção de seda
Melvin L. Myers e Donald Barnard
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Usos do gado
2. Produção pecuária internacional (1,000 toneladas)
3. Produção anual de fezes e urina de gado nos EUA
4. Tipos de problemas de saúde humana associados ao gado
5. Zoonoses primárias por região do mundo
6. Diferentes ocupações e saúde e segurança
7. Perigos potenciais de artrópodes no local de trabalho
8. Reações normais e alérgicas à picada de inseto
9. Compostos identificados em confinamento de suínos
10. Níveis ambientais de vários gases em confinamento de suínos
11. Doenças respiratórias associadas à suinocultura
12. Doenças zoonóticas de criadores de gado
13. Propriedades físicas do esterco
14. Algumas referências toxicológicas importantes para sulfeto de hidrogênio
15. Alguns procedimentos de segurança relacionados aos espalhadores de esterco
16. Tipos de ruminantes domesticados como gado
17. Processos de criação de gado e perigos potenciais
18. Doenças respiratórias de exposições em fazendas de gado
19. Zoonoses associadas a cavalos
20. Força de tração normal de vários animais
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|










71. Madeira (4)
71. Madeira serrada
Editores de Capítulo: Paul Demers e Kay Teschke
Conteúdo
Tabelas e Figuras
Perfil Geral
Paulo Demers
Principais Setores e Processos: Riscos e Controles Ocupacionais
Hugh Davies, Paul Demers, Timo Kauppinen e Kay Teschke
Padrões de Doenças e Lesões
Paulo Demers
Questões ambientais e de saúde pública
Kay Teschke e Anya Keefe
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Produção estimada de madeira em 1990
2. Produção estimada de madeira para os 10 maiores produtores mundiais
3. Perigos de SSO por área de processo da indústria madeireira
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.






72. Indústria de Papel e Celulose (13)
72. Indústria de Papel e Celulose
Editores de Capítulo: Kay Teschke e Paul Demers
Conteúdo
Tabelas e Figuras
Perfil Geral
Kay Teschke
Principais Setores e Processos
Fontes de fibra para papel e celulose
Anya Keefe e Kay Teschke
Manuseio de Madeira
Anya Keefe e Kay Teschke
Polpação
Anya Keefe, George Astrakianakis e Judith Anderson
Branqueamento
George Astrakianakis e Judith Anderson
Operações de Papel Reciclado
Dick Heederik
Produção e Conversão de Folhas: Celulose de Mercado, Papel, Cartão
George Astrakianakis e Judith Anderson
Geração de Energia e Tratamento de Água
George Astrakianakis e Judith Anderson
Produção Química e de Subprodutos
George Astrakianakis e Judith Anderson
Riscos e controles ocupacionais
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe e Dick Heederik
Padrões de Doenças e Lesões
Lesões e Doenças Não Malignas
Susan Kennedy e Kjell Toren
Câncer
Kjell Torén e Kay Teschke
Questões ambientais e de saúde pública
Anya Keefe e Kay Teschke
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Emprego e produção em países selecionados (1994)
2. Constituintes químicos de fontes de fibra de celulose e papel
3. Agentes clareadores e suas condições de uso
4. Aditivos para fabricação de papel
5. Riscos potenciais de saúde e segurança por área de processo
6. Estudos sobre câncer de pulmão e estômago, linfoma e leucemia
7. Suspensões e demanda biológica de oxigênio na polpação
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|












Animais de tração na Ásia
A pecuária contribui significativamente para a vida de pequenos agricultores, nômades e silvicultores em todo o mundo e aumenta sua produtividade, renda, emprego e nutrição. Espera-se que esta contribuição aumente. A população mundial aumentará dos atuais 4.8 a 5.4 bilhões de pessoas para pelo menos 10 bilhões nos próximos 100 anos. A população da Ásia pode dobrar no mesmo período. A demanda por alimentos aumentará ainda mais à medida que o padrão de vida também aumentar. Junto com isso, haverá um aumento na necessidade de força de tração para produzir o aumento de alimentos necessário. De acordo com Ramaswami e Narasimhan (1982), 2 bilhões de pessoas nos países em desenvolvimento dependem de tração animal para agricultura e transporte rural. A potência de tração é criticamente curta na época do plantio da cultura e insuficiente para outras finalidades ao longo do ano. A força de tração continuará sendo uma importante fonte de energia na agricultura no futuro previsível, e a falta de força de tração em alguns lugares pode ser a principal restrição para aumentar a produção agrícola.
A força de tração animal foi o primeiro suplemento aos insumos de energia humana na agricultura. A energia mecanizada foi usada na agricultura apenas no século passado. Na Ásia, uma proporção maior de agricultores depende de animais para força de tração do que em qualquer outra parte do mundo. Uma grande proporção desses animais pertence a fazendeiros que têm recursos limitados e cultivam pequenas áreas de terra. Na maior parte da Ásia, a força animal é fornecida por bois, búfalos e camelos. Os bois continuarão a ser a fonte comum de energia agrícola, principalmente porque são adequados e vivem de resíduos. Elefantes também são usados em alguns lugares.
Produção
Nos países asiáticos, existem três principais fontes de energia utilizadas na agricultura: humana, mecânica e animal. Os seres humanos fornecem a principal fonte de energia nos países em desenvolvimento para capinar, capinar, transplantar arroz, espalhar sementes e colher colheitas. A potência mecânica com sua versatilidade é utilizada para praticamente todas as operações de campo, e a intensidade de uso varia consideravelmente de um país em desenvolvimento para outro (Khan 1983). A força animal é geralmente usada para operações de lavoura, transporte e operação de alguns dispositivos de levantamento de água. Uma vaca de tração é um animal de fazenda polivalente, fornecendo energia, leite, esterco, bezerros e carne. A força de tração normal de vários animais é apresentada na tabela 1.
Tabela 1. Força de tracção normal de vários animais
|
Animais |
Peso (kg) |
Aproximadamente. calado (kg) |
Velocidade média de trabalho (m/seg) |
Potência desenvolvida (hp) |
|
cavalos leves |
400-700 |
60-80 |
1.0 |
1.00 |
|
Boi |
500-900 |
60-80 |
0.6-0.85 |
0.75 |
|
Búfalos |
400-900 |
50-80 |
0.8-0.90 |
0.75 |
|
Vacas |
400-600 |
50-60 |
0.7 |
0.45 |
|
Mules |
350-500 |
50-60 |
0.9-1.0 |
0.70 |
|
Asnos |
200-300 |
30-40 |
0.7 |
0.35 |
Fonte: FAO 1966.
Para se ter uma melhor potência animal de tracção devem ser considerados os seguintes aspectos:
Para os sem-terra pagarem um empréstimo para a compra de bois, alimentá-los e obter renda suficiente para cobrir as despesas diárias, eles devem poder trabalhar com seus animais seis horas por dia.
- Nutrição animal de tração. A nutrição animal é o fator principal no aumento da produtividade da força animal de tração. Isso só é possível se o feed necessário estiver disponível. Em algumas áreas, mais esforços são feitos para garantir o melhor aproveitamento dos recursos disponíveis, como o tratamento da palha com álcali (melaço uréia em bloco (MUB)) para melhorar a disponibilidade de nutrientes. Como a disponibilidade de força de tração está atualmente limitando a produção de culturas básicas (há uma deficiência estimada de 37% nos requisitos de tração no momento da colheita), um objetivo principal é produzir animais de tração e melhorar a eficiência da força de tração. A oportunidade de usar tecnologia nutricional aprimorada (por exemplo, MUB) pode ajudar no desenvolvimento da potência de tração por meio de melhor capacidade de trabalho animal e taxas de reprodução no rebanho de fêmeas, bem como melhor crescimento de animais jovens, o que levará a um tamanho corporal maior.
- Reprodução e seleção. É necessário selecionar touros locais de raças improdutivas e selecionar o melhor touro local. Os animais de tração são atualmente selecionados de acordo com sua conformação, temperamento e saúde; no entanto, os agricultores geralmente precisam contar com o que está disponível localmente.
Alguns mestiços mostram um aumento significativo não apenas na capacidade de produção de leite e carne, mas também na força de tracção. Na Índia, no Paquistão e na Austrália, foram feitos enormes esforços para cruzar búfalos, gado, cavalos (para produzir mulas) e, em alguns lugares, camelos. Isso tem produzido resultados muito encorajadores. Em muitos outros países asiáticos, especialmente nos países em desenvolvimento, esse trabalho de pesquisa para melhorar a potência de tração, bem como a produção de leite e carne, é muito necessário.
- Equipamento. A maioria dos equipamentos agrícolas é velha e improdutiva. Grande parte do equipamento usado em conjunto com animais de tração (arreios, ferramentas de cultivo e carroças) é do tipo tradicional, cujo design não mudou por centenas de anos. Além disso, os implementos agrícolas geralmente são mal projetados e geram baixo rendimento de trabalho.
- Saúde. O estresse do trabalho pode perturbar o equilíbrio que muitas vezes existe entre animais saudáveis e parasitas.
Assistência Domiciliária
A alimentação diária dos animais de tração varia de acordo com a estação de trabalho. Tanto o gado de tração como o búfalo são alimentados em confinamento (o ano todo) através de um sistema de corte e transporte, com pouco ou nenhum pastejo. A palha de arroz é fornecida durante todo o ano, dependendo da preferência do agricultor, em uma taxa medida de 8 a 10 kg por dia ou conforme necessário. Outros resíduos de colheita, como casca de arroz, palha de leguminosas e pontas de cana, são alimentados quando disponíveis. Além desses resíduos de colheita, o capim verde cortado ou pastado das margens das estradas e aterros é fornecido durante a estação chuvosa (abril a novembro) na proporção de 5 a 7 kg/dia e pode ser aumentado em épocas de trabalho pesado para 10 kg/dia. dia.
As rações para animais de tração geralmente são suplementadas com pequenas quantidades de concentrados de subprodutos, como farelos, tortas de óleo, leguminosas, casca de arroz e melaço. O meio predominante de alimentação de concentrados para animais de tração é na forma líquida com todos os ingredientes misturados. Os tipos e quantidades de ingredientes variam de acordo com a carga de trabalho diária do animal, área geográfica, preferência e capacidade do produtor. Maiores quantidades de concentrados são fornecidas durante as estações de trabalho pesado e são reduzidas durante a estação das monções, quando a carga de trabalho é leve.
Os ingredientes da ração animal também são escolhidos pelos agricultores com base na disponibilidade, preço e sua percepção e compreensão de seu valor alimentar. Por exemplo, durante o período de trabalho de novembro a junho, as rações diárias podem ser: 200 g de bagaço de mostarda junto com 100 g (peso seco) de arroz cozido; 3/4 g de bagaço de mostarda, 100 g de arroz cozido e 3/4 g de melaço; ou 2 kg no total de partes iguais de torta de gergelim, polenta de arroz, farelo de trigo e arroz cozido, junto com sal. Nos dias úteis desse período (163 dias), os animais recebem 50% a mais dessas mesmas rações. Se os animais forem alimentados com qualquer concentrado durante a estação de folga, a taxa varia de 1/4 a 1/2 kg.
Draft Power na Austrália
O continente australiano foi colonizado pela primeira vez pelos europeus em 1788. O gado foi introduzido com os primeiros navios, mas escapou para a floresta circundante. Naqueles dias, a lavoura e outros preparativos da terra eram feitos com o pesado arado de bois, e o cultivo leve com bois ou cavalos. O carro de boi tornou-se o meio padrão de transporte terrestre na Austrália e assim permaneceu até que a construção de estradas e ferrovias começou e se tornou mais difundida após as corridas do ouro de 1851 em diante.
Na Austrália, outros animais de tração incluem o camelo e o burro. Embora mulas fossem usadas, elas nunca se tornaram populares na Austrália (Auty 1983).
Draft Power em Bangladesh
Em Bangladesh, a pecuária desempenha um papel vital na economia, fornecendo força de tração e leite e contribuindo com até 6.5% do produto interno bruto (PIB) (Khan 1983). Das 22 milhões de cabeças de gado, 90% são utilizadas para tração e transporte. Desse total, 8.2 milhões são de dupla finalidade, fornecendo tanto força de tração quanto produtos lácteos, como leite e carne (embora em quantidades mínimas) para consumo doméstico e comércio. Acrescentando o valor energético da tração e do esterco (fertilizante e combustível), a pecuária contribui com uma estimativa de 11.3% para o PIB.
Observou-se que algumas vacas são utilizadas para fins de tração, apesar dos problemas de fertilidade e complicações de saúde, que resultam em menor produção de leite e menos partos ao longo da vida. Embora as vacas geralmente não sejam trabalhadas durante a lactação, elas contribuem significativamente para o fornecimento anual de força de tração em Bangladesh: 2.14 milhões (31%) de fêmeas bovinas adultas e 60,000 (47%) vacas búfalas adultas fornecem energia animal (Robertson et al. 1994) . Quando combinados com a força de trabalho masculina, 76% de todo o gado adulto (11.2 milhões) e 85 a 90% de todos os búfalos adultos (0.41 milhões) são usados para fins de tração (Khan 1983).
Não há escassez agregada de animais de tração. Em vez disso, o défice baseia-se na qualidade da força de tracção disponível, uma vez que os animais desnutridos são em grande parte improdutivos (Orlic e Leng 1992).
Existem várias raças de gado usadas para fins de tração, incluindo gado deshi puro e gado deshi cruzado com gado Sahiwal, Haryana e Red Sindhi e raças de búfalos Manipuri, Nili-Ravi e Murrah. Os bois Deshi pesam em média 225 kg, os mestiços são ligeiramente mais pesados com 275 kg e os búfalos pesam em média 400 kg. Touros, vacas, novilhas e bois fornecem força animal, mas os bois constituem a principal força de trabalho.
Em Bangladesh, a preparação da terra emprega a maior porcentagem de animais de tração. Pesquisadores recomendam que a terra seja arada seis a sete vezes antes da semeadura. No entanto, devido à falta de força de tração, muitos produtores aram apenas quatro a cinco vezes na preparação de cada safra. Todos os arados em Bangladesh requerem dois animais. Dois bois podem arar 1 acre em 2.75 (6 horas por dia) (Orlic e Leng 1992; Robertson et al. 1994).
Projeto de poder na China
A China tem uma longa história de criação de búfalos. Os animais foram usados para a agricultura já há 2,500 anos. O búfalo tem um tamanho corporal maior que o gado nativo. Os agricultores preferem usar o búfalo para o trabalho agrícola por causa de seu grande poder de tração, longa vida útil e temperamento dócil. Um búfalo pode fornecer força de tração para a produção de 7,500 a 12,500 kg de arroz (Yang 1995). A maioria deles é mantida por pequenos agricultores para fins de tração. As búfalas leiteiras importadas, Murrah e Nili/Ravi, e mestiças com essas duas raças, são criadas principalmente em fazendas estatais e em institutos de pesquisa. Durante séculos, os búfalos foram criados principalmente para fins de tração. Os animais eram abatidos para carne apenas quando ficavam velhos ou incapacitados. A ordenha de búfalas era rara. Após gerações de seleção e reprodução, os búfalos tornaram-se extremamente aptos para o trabalho, com peitos profundos e fortes, pernas fortes, cascos grandes e temperamento dócil.
Na China, o búfalo é usado principalmente para arrozais e para transporte de campo. Eles também são empregados na captação de água, na fabricação de tijolos, na moagem e na prensagem do caldo da cana-de-açúcar. A extensão desse uso está diminuindo devido à mecanização. O treinamento de búfalos geralmente começa aos dois anos de idade. Eles começam a trabalhar um ano depois. Sua vida profissional é mais longa que a do gado, geralmente mais de 17 anos. É possível ver búfalos com mais de 25 anos ainda trabalhando na roça. Eles trabalham de 90 a 120 dias por ano na área de cultivo de arroz, com trabalho intenso na primavera e no outono, quando chegam a trabalhar de 7 a 8 horas por dia. A capacidade de trabalho varia amplamente com o tamanho, idade e sexo do animal. A potência de tracção atinge o seu máximo entre os cinco e os 12 anos, mantém-se elevada dos 13 aos 15 e começa a diminuir a partir dos 16 anos. A maioria dos touros búfalos são castrados (Yang 1995).
O búfalo de Xangai, um dos maiores da China, tem uma excelente capacidade de trabalho. Trabalhando 8 horas por dia, um animal pode arar 0.27 a 0.4 hectare de arrozal ou 0.4 a 0.53 hectare de sequeiro (máximo 0.67 hectare). Uma carga de 800 a 1,000 kg em um veículo com rodas de madeira e sem rolamento pode ser puxada por um búfalo por mais de 24 km em um dia de trabalho. Um búfalo pode levantar água suficiente para irrigar 0.73 hectares de arrozais em 4 horas.
Em algumas áreas produtoras de açúcar, o búfalo é usado para puxar rolos de pedra para prensagem de cana-de-açúcar. Seis búfalos trabalhando em turnos podem prensar de 7,500 a 9,000 kg de cana-de-açúcar, demandando de 15 a 20 minutos para cada 1,000 kg.
Draft Power na Índia
De acordo com Ramaswami e Narasimhan (1982), 70 milhões de bois e 8 milhões de búfalos geram cerca de 30,000 milhões de watts de potência, assumindo a média do Conselho Indiano de Pesquisa Agrícola (ICAR) de 0.5 cv de potência por animal. Gerar, transmitir e distribuir essa energia nos mesmos múltiplos pontos de aplicação exigiria um investimento de 3,000,000 milhões de rúpias. Também foi estimado que um investimento de 30,000 milhões de rúpias foi feito no sistema indiano de carros de boi, contra 45,000 milhões de rúpias nas ferrovias.
O Ministério da Navegação e Transportes estimou que 11,700 a 15,000 milhões de toneladas de carga nas áreas urbanas são transportadas por carruagem a cada ano, contra o transporte ferroviário de 200,000 milhões de toneladas. Nas áreas rurais, onde o serviço ferroviário não está disponível, os veículos de tração animal transportam aproximadamente 3,000 milhões de toneladas de carga (Gorhe 1983).
Draft Power no Nepal
No Nepal, bois e búfalos machos são a principal fonte de força de tracção para lavrar os campos. Também são utilizados para carreamento, esmagamento de cana-de-açúcar e sementes oleaginosas e para tração de cargas. Devido à natureza topográfica do país, bem como ao alto custo do combustível, há poucas oportunidades para a mecanização agrícola. Portanto, a demanda por tração animal no país é alta (Joshi 1983).
Na produção de trigo, a contribuição dos bois em dias de trabalho é de 42% na lavoura, 3% no transplante e 55% na debulha. Na produção de arroz, é de 63% na lavoura, 9% no transplante e 28% na debulha (Joshi 1983; Stem, Joshi e Orlic 1995).
Dependendo da tarefa, os animais de tração geralmente trabalham um número consistente de horas por dia e por um número predeterminado de dias consecutivos antes de poderem descansar. Por exemplo, um dia inteiro de lavoura dura em média 6 horas para um boi, e a jornada média de trabalho para uma vaca varia de 4 a 5 horas por dia. Os animais utilizados na lavoura seguem um padrão de 6 a 8 dias consecutivos de trabalho, seguidos de 2 dias de descanso. No caso da debulha, as vacas ou animais mais leves costumam trabalhar de 6 a 8 horas por dia. O comprimento e o padrão de uso para debulha e transporte variam de acordo com a necessidade. Um boi em tempo integral arando (trabalho pesado máximo) normalmente trabalha 163 dias por ano.
Projeto de poder no Sri Lanka
A população total de gado no Sri Lanka é estimada em 1.3 milhão. Várias raças são usadas como animais de tração. Raças de gado são usadas para fins de tração, como transporte e aração de campos úmidos e secos, bem como em operações agrícolas. Animais indígenas têm sido utilizados popularmente no transporte rodoviário há várias décadas. Cruzamentos de raças indianas com gado indígena resultaram em animais maiores que são usados extensivamente para o transporte rodoviário. De uma população total de búfalos de 562,000, o número disponível na faixa etária de trabalho de três a 12 anos é estimado em 200,000 machos e 92,000 fêmeas.
Perigos potenciais e seu controle
Outros artigos deste capítulo tratam dos perigos e ações preventivas para os animais de tração discutidos neste artigo. Informações gerais sobre comportamento animal e uma lista de verificação para práticas de segurança na criação de gado são encontradas em artigos sobre esses assuntos e no artigo “Pecuária”. Os cavalos são abordados no artigo “Cavalos e outros equinos”. Bovinos (e por estreita associação, novilhos e búfalos) são abordados no artigo “Bovinos, ovinos e caprinos”. A “criação de touros” também oferece informações pertinentes sobre perigos potenciais e seu controle.
Criação de touros
Enquanto o termo touro refere-se ao macho de várias espécies de gado (elefante, búfalo e gado) este artigo tratará especificamente da pecuária. O sistema de vigilância de Fatalidades Ocupacionais Traumáticas Nacionais (NTOF) nos Estados Unidos, baseado em atestados de óbito e mantido pelo Instituto Nacional de Segurança e Saúde Ocupacional (NIOSH), identificou 199 fatalidades de 1980 a 1992 associadas à indústria de produção agrícola e infligidas por gado. Destes, cerca de 46% (92) foram atribuídos diretamente ao manejo de touros de corte e leite.
Os criadores de gado usaram durante séculos a castração de animais machos como meio de produzir machos dóceis. Os machos castrados são geralmente passivos, indicando que os hormônios (principalmente a testosterona) estão relacionados ao comportamento agressivo. Algumas culturas valorizam muito o caráter de luta dos touros, que é utilizado em esportes e eventos sociais. Nesse caso, certas linhagens são criadas para manter e aprimorar essas características de luta. Nos Estados Unidos, a demanda aumentou por touros usados em rodeios, pois esses eventos de entretenimento aumentaram em popularidade. Na Espanha, Portugal, partes da França, México e partes da América do Sul, as touradas são populares há séculos. (Ver o artigo “Touromaquias e rodeios” no capítulo Entretenimento e artes.)
A indústria pecuária pode ser dividida em duas categorias principais – leite e carne – com algumas raças de dupla finalidade. A maioria das operações comerciais de carne bovina compra touros de produtores de raça pura, enquanto as operações leiteiras se voltaram mais para a inseminação artificial (IA). Assim, o produtor de raça pura geralmente cria os touros e depois os vende quando estão em idade reprodutiva (2 a 3 anos). Existem três sistemas de acasalamento atualmente utilizados na pecuária. O acasalamento no pasto permite que o touro corra com o rebanho e crie vacas quando elas entram no estro (cio). Isso pode ser para o ano inteiro (historicamente) ou para uma estação reprodutiva específica. Se forem utilizadas épocas de reprodução específicas, é necessário separar o touro do rebanho por períodos de tempo. A cobrição manual mantém o touro isolado das vacas, exceto quando uma vaca em cio é trazida ao touro para acasalar. Geralmente, apenas um único acasalamento é permitido, com a vaca sendo removida após o serviço. Finalmente, a IA é o processo de utilização de reprodutores comprovados, através do uso de sêmen congelado, a ser cruzado com muitas vacas por técnicos de IA ou pelo produtor. Isso tem a vantagem de não ter touro na fazenda, o que é uma redução de risco para o produtor. No entanto, ainda há potencial para interação humano-animal no ponto de coleta de sêmen.
Quando um touro é retirado do rebanho para acasalamento manual ou mantido isolado do rebanho para estabelecer uma estação reprodutiva, ele pode se tornar agressivo ao detectar uma vaca em estro. Como ele não pode responder naturalmente por meio do acasalamento, isso pode levar ao complexo de “touro mau”, que é um exemplo de comportamento anormal em touros. O comportamento antagônico ou combativo típico dos touros inclui dar patadas no chão e berrar. Além disso, a disposição geralmente se deteriora com a idade. Antigos reprodutores podem ser rabugentos, enganosos, imprevisíveis e grandes o suficiente para serem perigosos.
Instalações
Para garantir a circulação dos animais através das instalações, as calhas devem ser curvas de modo que o final não seja visto na primeira entrada, e o curral deve ser projetado com uma abertura à esquerda ou à direita para que os animais não sintam que estão presos. Colocar pára-choques de borracha em itens de metal que fazem um barulho alto quando fecham pode ajudar a diminuir o ruído e reduzir o estresse do animal. Idealmente, as instalações devem maximizar a redução dos riscos devido ao contato físico entre o touro e os humanos por meio do uso de barreiras, passarelas suspensas e portões que possam ser manipulados de fora do recinto. Os animais são menos propensos a recuar em calhas construídas com paredes sólidas em vez de materiais de vedação, uma vez que não seriam distraídos pelo movimento fora das calhas. Os corredores e rampas devem ser grandes o suficiente para que os animais possam se mover por eles, mas não tão largos que possam se virar.
Diretrizes para Manuseio
Animais machos devem ser considerados potencialmente perigosos em todos os momentos. Quando os touros são mantidos para reprodução, as lesões podem ser evitadas com instalações adequadas de confinamento e contenção do touro. Extrema cautela deve ser praticada ao manusear animais machos. Os touros podem não machucar as pessoas de propósito, mas seu tamanho e volume os tornam potencialmente perigosos. Todos os currais, calhas, portões, cercas e rampas de carregamento devem ser fortes e funcionar adequadamente. Equipamentos e instalações adequados são necessários para garantir a segurança. Idealmente, ao trabalhar com touros, ter o condutor fisicamente separado do contato com o touro (fora da área e protegido por calhas, paredes, barreiras e assim por diante) reduz muito o risco de lesões. Quando os tratadores estiverem com o animal, passagens de fuga devem ser fornecidas para permitir que os tratadores escapem dos animais em caso de emergência. Os animais não devem ser cutucados quando não têm para onde ir. Os manipuladores devem ficar longe de animais que estão assustados ou “assustados” e ser extremamente cuidadosos com animais estranhos. Chutes de parede sólida, em vez de cercas, diminuirão o número de animais que se recusam a entrar no chute. Como os touros veem as cores como diferentes tons de preto e branco, as instalações devem ser pintadas todas da mesma cor. Estábulos de tratamento adequadamente projetados e equipamentos e instalações de contenção de animais apropriados podem reduzir os ferimentos durante o exame animal, medicação, cascos, descorna e acasalamento manual.
As pessoas que trabalham com animais reconhecem que os animais podem se comunicar apesar de serem incapazes de falar. Os manipuladores devem ser sensíveis a avisos como orelhas levantadas ou empinadas, cauda levantada, patadas no chão e berros. Informações gerais e diretrizes para trabalhar com touros são fornecidas na lista de verificação e no artigo sobre comportamento animal neste capítulo.
zoonoses
Os manipuladores também devem se preocupar com doenças zoonóticas. Um tratador de gado pode contrair doenças zoonóticas ao manusear um animal infectado ou produtos de origem animal (peles), ingerir produtos de origem animal (leite, carne mal cozida) e descartar tecidos infectados. Leptospirose, raiva, brucelose (febre ondulante em humanos), salmonelose e micose são especialmente importantes. Tuberculose, carbúnculo, febre Q e tularemia são outras doenças que devem ser motivo de preocupação. Para reduzir a exposição à doença, devem ser adotadas práticas básicas de higiene e saneamento, que incluem tratamento imediato ou descarte adequado de animais infectados, descarte adequado de tecidos infectados, limpeza adequada de locais contaminados e uso adequado de equipamentos de proteção individual.
O método mais higiênico de disposição da carcaça é queimá-la no local da morte, para evitar a contaminação do solo ao redor. Deve-se cavar um buraco de tamanho adequado, colocar no seu interior materiais inflamáveis em quantidade suficiente e colocar a carcaça por cima para que possa ser consumida na sua totalidade. No entanto, o método mais comum de descarte de carcaças é o enterro. Nesse procedimento, a carcaça deve ser enterrada a pelo menos 4 pés de profundidade e coberta com cal virgem em solo não suscetível à contaminação por drenagem e longe de córregos.
Proteção para animais de estimação, peleiros e animais de laboratório
Processos
Os programas institucionais de animais envolvem quatro processos principais:
- recebimento, quarentena e separação de animais
- separação de espécies ou animais para projetos individuais quando necessário
- habitação, cuidado e saneamento
- armazenamento.
As tarefas de criação incluem alimentação, rega, fornecimento de cama, manutenção do saneamento, descarte de resíduos, incluindo carcaças, controle de pragas e cuidados veterinários. O manuseio de materiais é significativo na maioria dessas tarefas, que incluem gaiolas móveis, ração, produtos farmacêuticos, biológicos e outros suprimentos. Manusear e manipular animais também é fundamental para este trabalho. O saneamento envolve a mudança da cama, limpeza e desinfecção, e a lavagem da gaiola é uma tarefa sanitária significativa.
As instalações institucionais para animais incluem gaiolas, gaiolas, currais ou estábulos dentro de uma sala, celeiro ou habitat externo. Espaço adequado, temperatura, umidade, comida e água, iluminação, controle de ruído e ventilação são fornecidos em uma instalação moderna. A instalação é projetada para o tipo de animal que está confinado. Os animais normalmente confinados em ambientes institucionais incluem roedores alojados em grupo (camundongos, ratos, hamsters e porquinhos-da-índia), coelhos, gatos, cães, visons, primatas não humanos (macacos, babuínos e gorilas), pássaros (pombos, codornas e galinhas) e animais de produção (ovinos e caprinos, suínos, bovinos, equinos e póneis).
Perigos e Precauções
Pessoas envolvidas com a produção, cuidado e manuseio de animais de estimação, peles e animais de laboratório estão potencialmente expostos a uma variedade de perigos biológicos, físicos e químicos que podem ser controlados de forma eficaz por meio de práticas de redução de risco disponíveis. Os perigos biológicos intrínsecos às várias espécies animais de interesse pessoal incluem: mordidas e arranhões; alérgenos altamente sensibilizantes em caspa, soro, tecidos, urina ou secreções salivares; e uma grande variedade de agentes zoonóticos. Embora os perigos biológicos sejam mais diversos e potencialmente mais devastadores nos ambientes de trabalho que suportam esses tipos de animais, os perigos físicos e químicos geralmente são mais difundidos, conforme refletido por sua contribuição para doenças e lesões no local de trabalho.
O pessoal envolvido no cuidado e produção de animais de estimação, portadores de peles ou de laboratório deve receber treinamento apropriado em técnicas de manejo e comportamento da espécie animal em questão, porque o manejo incorreto de um animal intratável freqüentemente é uma causa precipitante de uma mordida ou arranhão. Tais lesões podem ser contaminadas com micro-organismos da rica microflora oral e da pele do animal ou do ambiente, necessitando de desinfecção imediata da ferida e terapia antimicrobiana imediata e agressiva e profilaxia antitetânica para evitar complicações graves de infecção e desfiguração da ferida. O pessoal deve saber que algumas infecções por mordedura zoonótica podem produzir doença generalizada e até mesmo a morte; exemplos do primeiro incluem febre da arranhadura do gato, febre da mordida do rato e infecção orf humana; exemplos destes últimos incluem raiva, vírus B e infecção por hantavírus.
Devido a esses riscos extraordinários, luvas de malha de arame à prova de mordidas podem ser benéficas em algumas circunstâncias, e a contenção química dos animais para facilitar o manuseio seguro às vezes é justificada. O pessoal também pode contrair zoonoses através da inalação de aerossóis infecciosos, contato dos organismos com a pele ou membranas mucosas, ingestão de materiais infecciosos ou transmissão por pulgas, carrapatos ou ácaros específicos associados aos animais.
Todos os tipos de agentes zoonóticos ocorrem em animais de estimação, portadores de peles e de laboratório, incluindo vírus, bactérias, fungos e parasitas internos e externos. Alguns exemplos de zoonoses incluem: giardíase e campilobacterose de animais de estimação; antraz, tularemia e micose de peles; e coriomeningite linfocítica, hantavírus e infestação de tênia anã do roedor de laboratório. A distribuição de agentes zoonóticos varia amplamente de acordo com a espécie animal hospedeira, localização e isolamento de outros reservatórios de doenças, métodos de alojamento e criação e história e intensidade dos cuidados veterinários. Por exemplo, algumas das populações de animais de laboratório produzidas comercialmente passaram por extensos programas de erradicação de doenças e foram mantidas subseqüentemente sob condições estritas de controle de qualidade, impedindo a reintrodução de doenças. No entanto, medidas comparáveis não têm sido aplicadas universalmente em vários ambientes para manutenção e produção de animais de companhia, peles e animais de laboratório, permitindo a persistência de zoonoses em algumas circunstâncias.
Reações alérgicas, desde irritação e drenagem ocular e nasal até asma ou manifestando-se na pele como urticária de contato (“urticária”), são comuns em indivíduos que trabalham com roedores de laboratório, coelhos, gatos e outras espécies animais. Estima-se que 10 a 30% dos indivíduos que trabalham com essas espécies animais eventualmente desenvolvam reações alérgicas, e pessoas com doenças alérgicas pré-existentes de outros agentes correm maior risco e têm maior incidência de asma. Em raras circunstâncias, como uma exposição maciça ao alérgeno desencadeante por meio de uma mordida de animal, pessoas suscetíveis podem desenvolver anafilaxia, uma reação alérgica generalizada potencialmente fatal.
Boas práticas de higiene pessoal devem ser observadas pelo pessoal para reduzir a probabilidade de exposição a zoonoses e alérgenos durante o trabalho com animais ou subprodutos animais. Isso inclui o uso de roupas de trabalho dedicadas, a disponibilidade e o uso de instalações para lavagem das mãos e chuveiros e a separação das áreas de pessoal das áreas de alojamento de animais. Roupas de trabalho ou vestimentas de proteção cobrindo a pele devem ser usadas para evitar a exposição a mordidas, arranhões e micróbios e alérgenos perigosos. Equipamentos de proteção individual, como luvas impermeáveis, óculos de segurança, óculos de proteção ou outra proteção para os olhos e dispositivos de proteção respiratória (por exemplo, máscaras de partículas, respiradores ou respiradores de pressão positiva de ar) adequados aos riscos potenciais e à vulnerabilidade do indivíduo devem ser fornecidos e usados promover condições seguras de trabalho. Os controles de engenharia e o projeto do equipamento também podem reduzir efetivamente a exposição do pessoal a alérgenos perigosos e zoonoses por meio do fluxo de ar direcional e do uso de sistemas de gaiolas de isolamento que dividem os ambientes dos trabalhadores e dos animais.
O pessoal também encontra perigos físicos e químicos significativos durante os cuidados com os animais. Tarefas de criação de rotina envolvem mover ou levantar equipamentos e suprimentos pesados e executar tarefas repetitivas, proporcionando ao pessoal a oportunidade onipresente de desenvolver cortes e lesões por esmagamento, distensões musculares e lesões por movimentos repetitivos. O redesenho da prática de trabalho, equipamentos especializados e treinamento de pessoal em práticas de trabalho seguras podem ser usados para reduzir esses resultados indesejáveis. A higienização de equipamentos e instalações freqüentemente depende de máquinas operando com vapor ou água extremamente quente, colocando o pessoal em risco de lesões térmicas graves. O projeto, manutenção e utilização corretos desses dispositivos devem ser assegurados para evitar lesões pessoais e facilitar a dissipação de calor para proporcionar um ambiente de trabalho confortável. O pessoal que trabalha em torno de equipamentos grandes, bem como em torno de cães indisciplinados ou populações de primatas não humanos, pode ser exposto a níveis de ruído extremamente altos, exigindo o uso de proteção auditiva. Os vários produtos químicos usados para gaiolas e instalações sanitárias, controle de pragas dentro da instalação animal e controle externo de parasitas em animais devem ser analisados cuidadosamente com o pessoal para garantir sua estrita adesão às práticas instituídas para minimizar a exposição a essas substâncias potencialmente irritantes, corrosivas ou tóxicas.
Piscicultura e Aquicultura
Contexto
A criação de organismos marinhos para alimentação tem sido uma prática difundida desde os tempos antigos. No entanto, o cultivo em larga escala de moluscos, crustáceos e peixes ósseos ganhou força rapidamente desde o início da década de 1980, com 20% da colheita mundial de frutos do mar agora cultivada; isto é projetado para aumentar para 25% até 2000 (Douglas 1995; Crowley 1995). A expansão dos mercados mundiais concomitante ao esgotamento dos estoques silvestres resultou em um crescimento muito rápido dessa indústria.
A aquicultura terrestre ocorre em tanques e lagoas, enquanto os sistemas de cultura baseados em água geralmente empregam gaiolas com telas ou tanques-rede ancorados de designs amplamente variados (Kuo e Beveridge 1990) em água salgada (maricultura) ou rios frescos.
A aquicultura é realizada como uma prática extensiva ou intensiva. A aquicultura extensiva envolve alguma forma de melhoria ambiental para espécies de peixes, mariscos ou plantas aquáticas produzidas naturalmente. Um exemplo de tal prática seria colocar conchas de ostras para serem usadas como substrato de fixação para ostras juvenis. A aquicultura intensiva incorpora tecnologia mais complexa e investimento de capital na cultura de organismos aquáticos. Um incubatório de salmão que usa tanques de concreto abastecidos com água por meio de algum sistema de entrega é um exemplo. A aquicultura intensiva também exige maior alocação de mão de obra na operação.
O processo de aquicultura intensiva inclui a aquisição de reprodutores adultos utilizados para produção de gametas, coleta de gametas e fertilização, incubação de ovos e criação de juvenis; pode incluir a criação de adultos até o tamanho do mercado ou a liberação do organismo no meio ambiente. Aqui reside a diferença entre agricultura e aquicultura de melhoria. Cultivar significa criar o organismo para o tamanho do mercado, geralmente em um sistema fechado. A aquicultura para melhoramento requer a liberação do organismo no ambiente natural para ser colhido em uma data posterior. O papel essencial do melhoramento é produzir um organismo específico como suplemento à produção natural, não como substituto. A aquicultura também pode ser na forma de mitigação da perda de produção natural causada por um evento natural ou causado pelo homem - por exemplo, a construção de uma incubadora de salmão para substituir a produção natural perdida causada pelo represamento de um córrego para produção de energia hidrelétrica.
A aquicultura pode ocorrer em instalações terrestres, ambientes marinhos e de água doce no fundo e estruturas flutuantes. Os tanques-rede flutuantes são usados para piscicultura, e gaiolas suspensas de jangada ou flutuação de bóias são comumente usadas para cultura de mariscos.
As operações terrestres requerem a construção de barragens e/ou escavação de poços para lagoas e canais para descarga de água. A maricultura pode envolver a construção e manutenção de estruturas complexas em ambientes hostis. Manipulação de smolt (para peixes ósseos) ou minúsculos invertebrados, alimentação, tratamentos químicos para água e os animais criados e resíduos evoluíram para atividades altamente especializadas à medida que a indústria se desenvolveu.
Perigos e controles
Lesões
As operações de piscicultura oferecem muitos riscos de lesões, combinando alguns daqueles comuns a todas as operações agrícolas modernas (por exemplo, emaranhamento em máquinas grandes, perda auditiva por exposição prolongada a motores barulhentos) com alguns perigos exclusivos dessas operações. Escorregadelas e quedas podem ter resultados particularmente ruins se ocorrerem perto de pistas de corrida ou cercados, pois há o duplo risco adicional de afogamento e contaminação biológica ou química da água poluída.
Lacerações severas e até mesmo amputações podem ocorrer durante a desfolha de ovas, abate de peixes e descasque de moluscos e podem ser evitadas com o uso de protetores, luvas de proteção e equipamentos projetados especificamente para cada tarefa. Lacerações contaminadas por limo e sangue de peixe podem causar infecções locais graves e até mesmo sistêmicas (“intoxicação por peixe”). A desinfecção e o desbridamento imediatos são essenciais para essas lesões.
A pesca elétrica (usada para atordoar peixes durante as contagens de pesquisa e cada vez mais na coleta de reprodutores em incubadoras) carrega um alto potencial de choque elétrico para os operadores e espectadores (Conselho Nacional de Segurança 1985) e deve ser feito apenas por operadores treinados, com pessoal treinado em ressuscitação cardiopulmonar (RCP) no local. Somente equipamentos projetados especificamente para operações de pesca elétrica na água devem ser empregados e atenção escrupulosa deve ser dada ao estabelecimento e manutenção de um bom isolamento e aterramento.
Toda a água apresenta riscos de afogamento, enquanto as águas frias representam o risco adicional de hipotermia. Imersões acidentais devido a quedas ao mar devem ser evitadas, assim como o potencial de enredamento ou aprisionamento em redes. Dispositivos de flutuação pessoal aprovados devem ser usados por todos os trabalhadores o tempo todo na água ou perto dela, e alguma proteção térmica também deve ser usada ao trabalhar em águas frias (Lincoln e Klatt 1994). O pessoal da maricultura deve ser treinado em sobrevivência marinha e técnicas de resgate, bem como RCP.
Lesões por esforços repetitivos também podem ocorrer em operações de abate e alimentação manual e podem ser amplamente evitadas pela atenção à ergonomia (por meio de análise de tarefas e modificações de equipamentos conforme necessário) e rotações frequentes de tarefas de trabalhadores manuais. Os trabalhadores que desenvolverem sintomas de lesão por esforço repetitivo devem receber avaliação e tratamento imediatos e possível reatribuição.
A privação do sono pode ser um fator de risco para lesões em instalações de aquicultura que requerem trabalho intensivo durante um curto período de tempo (por exemplo, colheita de ovos em incubadoras de salmão).
Riscos para a saúde
O mergulho é freqüentemente necessário na construção e manutenção de viveiros. Previsivelmente, doenças descompressivas (“curvas”) foram observadas entre mergulhadores que não observaram cuidadosamente os limites de profundidade/tempo (“tabelas de mergulho”). Também há relatos de doença descompressiva ocorrendo em mergulhadores que observam esses limites, mas fazem muitos mergulhos curtos repetitivos; métodos alternativos (sem o uso de mergulhadores) devem ser desenvolvidos para limpar os peixes mortos e manter as baias (Douglas e Milne 1991). Quando o mergulho é considerado necessário, observar as tabelas de mergulho publicadas, evitar mergulhos repetitivos, sempre mergulhar com um segundo mergulhador (“mergulho em dupla”) e avaliação rápida de doenças semelhantes à descompressão para possível oxigenoterapia hiperbárica devem ser práticas regulares.
Intoxicações graves por organofosforados ocorreram em trabalhadores decorrentes do tratamento com pesticidas de piolhos do mar em salmão (Douglas 1995). Os algicidas utilizados para controlar as florações podem ser tóxicos para os trabalhadores, e as próprias algas tóxicas marinhas e de água doce podem oferecer riscos aos trabalhadores (Baxter 1991). Tratamentos de banho para infecções fúngicas em peixes podem usar formaldeído e outros agentes tóxicos (Douglas 1995). Os trabalhadores devem receber instrução adequada e alocação de tempo para o manuseio seguro de todos os produtos químicos agrícolas e práticas de higiene em torno de águas contaminadas.
Doenças respiratórias variando de rinite a broncoespasmo grave (sintomas semelhantes à asma) ocorreram devido à sensibilização a endotoxinas putativas de bactérias gram-negativas que contaminam trutas cultivadas durante operações de evisceração (Sherson, Hansen e Sigsgaard 1989), e pode ocorrer sensibilização respiratória a antibióticos em rações medicamentosas para peixes. A atenção cuidadosa à higiene pessoal, mantendo os frutos do mar limpos durante o abate e manuseio e proteção respiratória ajudará a evitar esses problemas. Os trabalhadores que desenvolverem sensibilidade devem evitar exposições subsequentes aos antígenos implicados. A imersão constante das mãos pode facilitar a sensibilização dérmica a produtos químicos agrícolas e proteínas estranhas (peixe). A prática higiênica e o uso de luvas apropriadas para a tarefa (como neoprene com punho, isolado e à prova d'água durante as operações de abate a frio) reduzirão esse risco.
Queimaduras solares e lesões cutâneas ceratóticas (crônicas) podem resultar da exposição à luz solar. O uso de chapéus, roupas adequadas e protetor solar devem ser de rigueur para todos os trabalhadores agrícolas ao ar livre.
Grandes quantidades de alimentos para peixes armazenados são frequentemente invadidas ou infestadas por ratos e outros roedores, representando um risco de leptospirose (doença de Weil). Os trabalhadores que lidam com alimentos para peixes devem estar atentos ao armazenamento de alimentos e ao controle de roedores e proteger a pele e as membranas mucosas esfoladas do contato com alimentos potencialmente contaminados e águas sujas de lagoas. Alimentos com contaminação conhecida com urina de rato devem ser manuseados como potencialmente infecciosos e descartados imediatamente (Ferguson e Path 1993; Benenson 1995; Robertson et al. 1981).
O eczema e a dermatite podem evoluir facilmente a partir da inflamação da pele macerada pelo contato constante com a água. Além disso, esta inflamação e as condições úmidas podem promover a reprodução de papillaviridae humanos, levando à rápida disseminação de verrugas cutâneas.Verruga vulgar). A melhor maneira de prevenir é manter as mãos o mais secas possível e usar luvas apropriadas. Os emolientes são úteis no tratamento de pequenas irritações cutâneas causadas pelo contato com a água, mas o tratamento tópico com corticosteroides ou cremes antibióticos (após avaliação por um médico) pode ser necessário se o tratamento inicial não for bem-sucedido.
Impactos ambientais
A demanda por água doce pode ser extremamente alta em todos esses sistemas, com estimativas centradas em 40,000 litros necessários para cada 0.5 kg de peixe ósseo criado até a maturidade (Crowley 1995). A recirculação com filtração pode reduzir muito a demanda, mas requer aplicação intensiva de novas tecnologias (por exemplo, zeólitas para atrair amônia).
Descargas de piscicultura podem incluir tantos resíduos fecais quanto de pequenas cidades, e as regulamentações estão se proliferando rapidamente para o controle dessas descargas (Crowley 1995).
O consumo de plâncton e krill e os efeitos colaterais da maricultura, como a proliferação de algas, podem levar a grandes perturbações no equilíbrio das espécies nos ecossistemas locais que cercam as fazendas de peixes.
Apicultura, criação de insetos e produção de seda
Algumas informações sobre a indústria da seda foram adaptadas do artigo de J. Kubota na 3ª edição desta Enciclopédia.
Existem mais de um milhão de espécies de insetos no mundo, e a massa global de insetos excede a massa total de todos os outros animais terrestres. Insetos como grilos, gafanhotos, gafanhotos, cupins, larvas de besouros, vespas, abelhas e lagartas de mariposas estão entre as cerca de 500 espécies que fazem parte da dieta regular de pessoas em todo o mundo. Normalmente, os humanos caçam ou coletam insetos para se alimentar, em vez de criá-los e colhê-los intencionalmente.
Além de alimentos, os humanos usam insetos como fontes de polinização, controle biológico de pragas e fibras. Os diferentes usos dependem das quatro fases do ciclo de vida do inseto, que consistem em ovo, larva, pupa e adulto. Exemplos de usos comerciais de insetos incluem apicultura (quase 1 bilhão de toneladas de mel produzido anualmente e polinização de frutas e sementes), criação de insetos (mais de 500 espécies em cultura, incluindo aquelas usadas para controle biológico de insetos), produção de goma-laca (36,000 toneladas anualmente) e produção de seda (180,000 toneladas anuais).
Apicultura
Apicultores criam abelhas em apiários, uma coleção de colméias que abrigam colônias de abelhas. A abelha é uma fonte de polinização de flores, mel e cera. As abelhas são importantes polinizadores, fazendo mais de 46,430 viagens de forrageamento por abelha para cada quilo de mel que produzem. Durante cada viagem de forrageamento, a abelha visitará 500 flores em um período de 25 minutos. A fonte de mel das abelhas é o néctar das flores. A abelha utiliza a enzima invertase para converter a sacarose do néctar em glicose e frutose e, com a evaporação da água, é produzido o mel. Além disso, zangões e abelhas cortadeiras são cultivadas para polinizar, respectivamente, plantas de tomate e alfafa.
A colônia de abelhas se reúne em torno de uma única abelha rainha e elas colonizam em caixas - colmeias artificiais. Os apicultores estabelecem uma colônia infantil de cerca de 10,000 abelhas na caixa inferior da colméia, chamada de câmara de criação. Cada câmara contém dez painéis com células que são usadas para armazenar mel ou colocar ovos. A rainha põe cerca de 1,500 ovos por dia. O apicultor então adiciona uma super câmara de alimentação (uma caixa colocada em cima da caixa de criação), que se torna a câmara de armazenamento de mel, na qual as abelhas sobreviverão durante o inverno. A colônia continua a se multiplicar, atingindo a maturidade em cerca de 60,000 abelhas. O apicultor adiciona um excluídor de rainha (um painel plano no qual a rainha maior não pode entrar) em cima da superficie alimentar para evitar que a rainha ponha ovos em superpistas rasas adicionais que serão empilhadas em cima da superexclusiva. Esses supers adicionais são projetados para colher apenas mel sem os ovos.
O apicultor move as colméias para onde as flores estão brotando. Uma colônia de abelhas pode forragear em uma área de 48 hectares, e 1 hectare pode sustentar cerca de duas colméias. O mel é colhido durante o verão dos alçapões rasos, que podem ser empilhados de sete alturas à medida que a colônia cresce e as abelhas enchem os painéis com mel. As alças com painéis carregados de mel são transportadas para a “casa” do mel para extração. Uma faca quente e afiada, chamada faca destapadora, é usada para remover as tampas de cera que as abelhas colocaram sobre os favos dentro dos painéis. O mel é então extraído dos painéis com uma máquina de força centrífuga. O mel é coletado e engarrafado para venda (Vivian 1986).
No final da estação, o apicultor inverniza as colmeias, envolvendo-as em papel alcatroado para proteger as colónias do vento invernal e absorver o calor solar. O apicultor também fornece às abelhas xarope de açúcar medicinal para o consumo no inverno. Na primavera, as colmeias são abertas para iniciar a produção como colônias de abelhas maduras. Se a colônia ficar lotada, ela criará outra rainha por meio de alimentação especial, e a velha rainha enxameará cerca de metade da colônia para encontrar outra acomodação. O apicultor pode capturar o enxame e tratá-lo como uma colônia infantil.
Os apicultores estão expostos a dois riscos relacionados às picadas de abelhas. Um perigo é o envenenamento por picada. O outro é a reação de hipersensibilidade ao veneno e possível choque anafilático. Homens com 40 anos de idade ou mais correm maior risco de reações fatais. Acredita-se que cerca de 2% da população em geral seja alérgica ao veneno, mas as reações sistêmicas em apicultores e seus familiares imediatos são estimadas em 8.9%. A incidência da reação varia inversamente ao número de picadas recebidas. As reações anafiláticas ao veneno de abelhas são raras, exceto entre os criadores de abelhas, e seu risco é maior se eles tiverem sido sensibilizados ao veneno de abelhas.
Se uma abelha picar o apicultor, o ferrão deve ser removido e o local da picada deve ser lavado. Gelo ou uma pasta de bicarbonato de sódio e água devem ser aplicados no local do envenenamento. A vítima deve ser observada quanto a sinais de reação sistêmica, que pode ser uma emergência médica. Para reações anafiláticas, a epinefrina é administrada por via subcutânea ao primeiro sinal de sintomas. Para garantir uma apicultura segura, o apicultor deve usar fumaça na colméia para neutralizar o comportamento protetor das abelhas e deve usar capuz e véu protetores, luvas finas e mangas ou macacão. As abelhas são atraídas pelo suor devido à umidade, então os apicultores não devem usar pulseiras de relógio ou cintos onde o suor se acumula. Ao extrair o mel, o apicultor deve manter o polegar e os dedos afastados do movimento de corte da faca destapadora.
Criação em Massa de Insetos
Mais de 500 espécies de artrópodes são criadas no laboratório, entre formigas, besouros, ácaros, moscas, mariposas, aranhas e carrapatos. Um uso importante desses artrópodes é como controle biológico para outras espécies animais. Por exemplo, há 2,000 anos, os mercados na China vendiam ninhos de formigas tecelãs para colocar em pomares de frutas cítricas para atacar as pragas das plantações. Hoje, mais de 5,000 espécies de insetos foram identificadas em todo o mundo como possíveis controles biológicos para pragas agrícolas, e 300 são usadas regularmente com sucesso em 60 países. Os vetores de doenças também se tornaram alvos de controle biológico. Como exemplo, o mosquito carnívoro do Sudeste Asiático, Toxorrinquitas spp.., também chamado de mosquito “tox”, possui uma larva que se alimenta das larvas do mosquito tigre, Aedessp., que transmite doenças como a dengue para humanos (O'Toole 1995).
Instalações de criação em massa foram desenvolvidas para criar insetos estéreis como uma ferramenta não química de supressão de pragas. Uma dessas instalações no Egito cria um bilhão de moscas-das-frutas (cerca de 7 toneladas) a cada semana. Esta indústria de criação tem dois ciclos principais. Um é a conversão alimentar ou ciclo de incubação larval, e o outro é a propagação ou ciclo de produção de ovos. A técnica do inseto estéril foi usada pela primeira vez para eliminar a minhoca, que atacava o gado. A esterilização é realizada irradiando as pupas imediatamente antes da emergência do adulto do casulo com raios x ou raios gama. Essa técnica pega grandes quantidades de insetos estéreis criados e os libera em áreas infestadas onde os machos estéreis acasalam com as fêmeas selvagens e férteis. Quebrar o ciclo de vida do inseto reduziu drasticamente a taxa de fertilidade dessas pragas. Esta técnica é utilizada em minhocas, mariposas ciganas, bicudos e moscas-das-frutas (Kok, Lomaliza e Shivhara 1988).
Uma instalação típica de insetos estéreis possui um sistema de câmara de ar para restringir a entrada indesejada de insetos e a fuga de insetos férteis. As tarefas de criação incluem esfregar e varrer, empilhar ovos, lavar bandejas, preparar dieta, inoculação (colocar ovos em ágar-ágar), tingir pupas, cuidar da emergência, empacotar, colocar em quarentena, irradiar, selecionar e pesar. Na sala de pupas, a vermiculita é misturada com água e colocada em bandejas. As bandejas são empilhadas e o pó de vermiculita é varrido com uma vassoura. As pupas são separadas da vermiculita com uma peneira. As pupas de insetos escolhidas para a técnica do inseto estéril são transportadas em bandejas empilhadas em prateleiras para a câmara de irradiação em uma área ou instalação diferente, onde são irradiadas e estéreis (Froehlich 1995; Kiefer 1996).
Trabalhadores de insetos, incluindo trabalhadores de bicho-da-seda, podem ter uma reação alérgica a alérgenos de artrópodes (escamas, cabelos, outras partes do corpo). Os sintomas iniciais são coceira nos olhos e irritação do nariz, seguidos por episódios intermitentes de pieira, tosse e falta de ar. Os ataques subsequentes de asma são desencadeados pela reexposição ao alérgeno.
Entomologistas e trabalhadores em instalações para moscas estéreis estão expostos a uma variedade de agentes inflamáveis potencialmente perigosos. Esses agentes incluem: em laboratórios de entomologia, álcool isopropílico, álcool etílico e xileno; na sala de preparo de dietas, utiliza-se álcool isopropílico em solução aquosa para esterilizar paredes e tetos com borrifador. O pó de vermiculita apresenta problemas respiratórios. Algumas vermiculitas estão contaminadas com amianto. As unidades de tratamento de ar nessas instalações emitem ruídos que podem prejudicar a audição dos funcionários. Ventilação de exaustão adequada e proteção respiratória pessoal podem ser usadas em instalações para controlar a exposição a alérgenos e poeiras no ar. Materiais de trabalho não empoeirados devem ser usados. Ar condicionado e trocas frequentes de filtros podem ajudar a reduzir os níveis de espinhos e cabelos no ar. Os raios X ou raios gama (radiação ionizante) podem danificar o material genético. A proteção é necessária contra raios x ou raios gama e suas fontes nas instalações de irradiação (Froehlich 1995; Kiefer 1996).
Criação de bicho-da-seda
A vermicultura, a criação de vermes, tem uma longa história em algumas culturas. Os vermes, especialmente o verme da farinha (que é uma larva em vez de um verdadeiro verme) do besouro escuro, são criados aos bilhões como forragem animal para animais de laboratório e animais de estimação. As minhocas também são usadas em operações de compostagem (vermi-compostagem).
A sericultura é o termo usado para a produção de casulos do bicho-da-seda, que inclui a alimentação do bicho-da-seda e a formação do casulo. O cultivo do bicho-da-seda e da lagarta da mariposa remonta a 3000 aC na China. Os fazendeiros do bicho-da-seda domesticaram a mariposa do bicho-da-seda; não há populações selvagens remanescentes. Bichos-da-seda comem apenas folhas de amoreira branca. A produção de fibras, portanto, tem dependido historicamente da época de folhagem da amoreira. Alimentos artificiais foram desenvolvidos para o bicho-da-seda para que a produção possa se estender o ano todo. Os bichos-da-seda são criados em bandejas, às vezes montadas em prateleiras. Os vermes levam cerca de 42 dias de alimentação a uma temperatura constante de 25 ° C. Pode ser necessário aquecimento artificial. A seda é uma secreção da boca do bicho-da-seda que se solidifica ao entrar em contato com o ar. O bicho-da-seda secreta cerca de 2 km de fibra de seda para formar um casulo durante o estágio de pupa (Johnson 1982). Depois que o casulo é formado, o criador de bichos-da-seda mata a pupa em um forno quente e envia o casulo para uma fábrica. Na fábrica, a seda é colhida do casulo e transformada em linhas e fios.
Nove por cento dos trabalhadores do bicho-da-seda manifestam asma em resposta às escamas do bicho-da-seda, embora a maior parte da asma nos trabalhadores do bicho-da-seda seja atribuída à inalação de fezes do bicho-da-seda. Além disso, o contato da pele com os pelos da lagarta do bicho-da-seda pode produzir uma dermatite de contato irritante primária. O contato com a seda crua também pode produzir reações alérgicas na pele. Para a produção de mariposa, a terapia de hipossensibilização (para escamas e fezes de mariposa) proporciona melhora para 79.4% dos receptores. Os corticosteroides podem reverter os efeitos dos antígenos inalados. As lesões cutâneas podem responder a loções e cremes corticosteroides tópicos. Os anti-histamínicos orais aliviam a coceira e a queimação. O envenenamento por monóxido de carbono foi identificado entre alguns produtores de bichos-da-seda em suas casas, onde eles mantêm o calor com fogueiras de carvão enquanto criam os bichos-da-seda. Fogos de carvão e aquecedores de querosene devem ser substituídos por aquecedores elétricos para evitar exposições ao monóxido de carbono.
Perfil Geral
A indústria madeireira é uma importante indústria baseada em recursos naturais em todo o mundo. As árvores são colhidas, para diversos fins, na maioria dos países. Este capítulo enfoca o processamento da madeira para a produção de tábuas de madeira maciça e chapas manufaturadas em serrarias e ambientes relacionados. O termo placas fabricadas é usado para se referir a madeira composta de elementos de madeira de tamanhos variados, de folheados a fibras, que são mantidos juntos por adesivos químicos aditivos ou ligações químicas “naturais”. A relação entre os vários tipos de painéis fabricados é apresentada na figura 1. Devido às diferenças no processo e riscos associados, os painéis fabricados são divididos aqui em três categorias: compensado, aglomerado e painel de fibras. O termo painel de partículas é usado para se referir a qualquer material de folha fabricado a partir de pequenos pedaços de madeira, como lascas, lascas, lascas, fios ou fragmentos, enquanto o termo painel de fibras é usado para todos os painéis produzidos a partir de fibras de madeira, incluindo painéis duros, painéis de fibras de média densidade (MDF) e painéis isolantes. O outro grande uso industrial da madeira é a fabricação de papel e produtos relacionados, abordado no capítulo Indústria de papel e celulose.
Figura 1. Classificação das placas fabricadas por granulometria, densidade e tipo de processo.
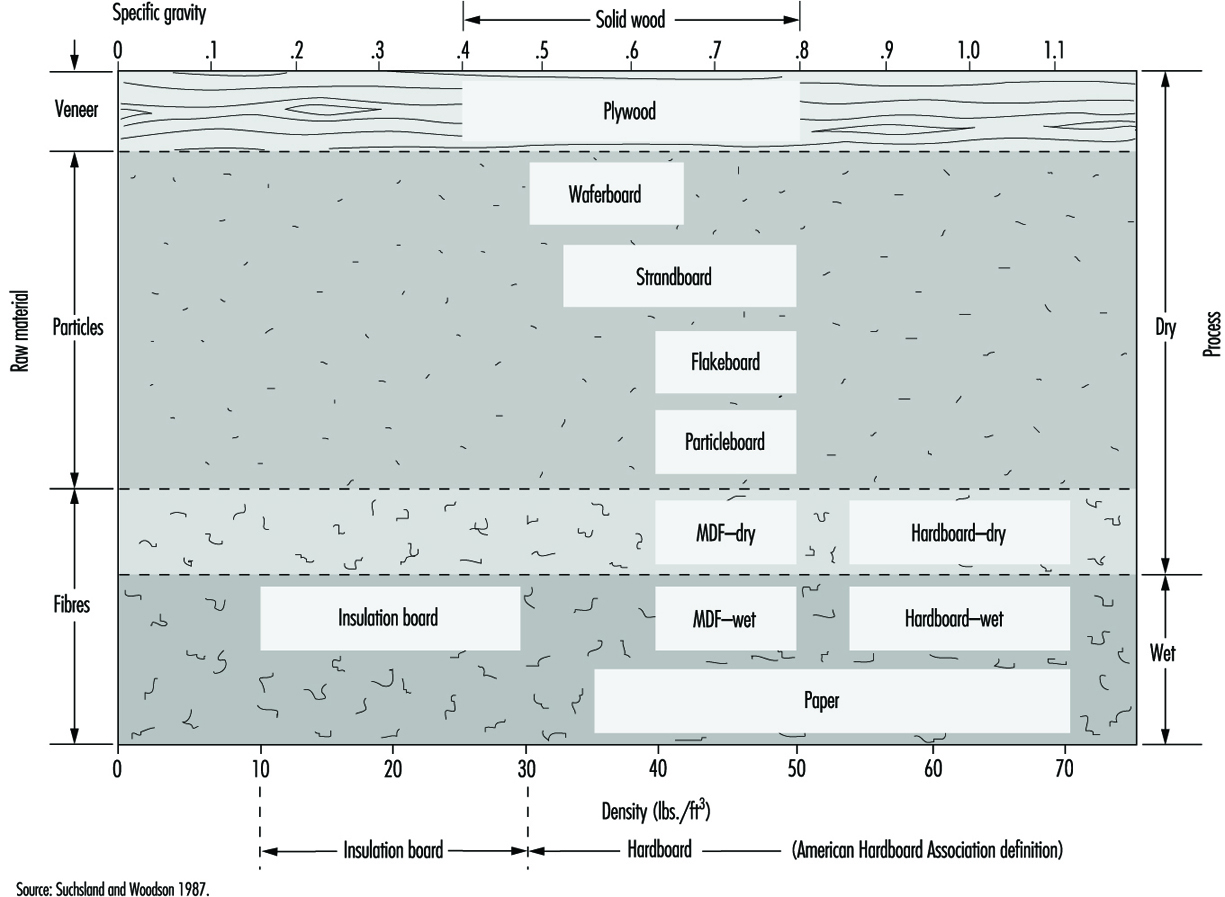
A indústria de serrarias existe em formas simples há centenas de anos, embora avanços significativos na tecnologia de serrarias tenham sido feitos neste século pela introdução de energia elétrica, melhorias no design da serra e, mais recentemente, a automação da classificação e outras operações. As técnicas básicas para fabricar madeira compensada também existem há muitos séculos, mas o termo contraplacado não entrou em uso comum até a década de 1920, e sua fabricação não se tornou comercialmente importante até este século. As outras indústrias de painéis manufaturados, incluindo painéis aglomerados, waferboard, painéis encastrados orientados, painéis isolantes, painéis de fibras de média densidade e painéis duros, são todas indústrias relativamente novas que se tornaram comercialmente importantes após a Segunda Guerra Mundial.
Madeira maciça e placas manufaturadas podem ser produzidas a partir de uma ampla variedade de espécies de árvores. As espécies são selecionadas com base na forma e no tamanho da árvore, nas características físicas da própria madeira, como força ou resistência ao apodrecimento e nas qualidades estéticas da madeira. Hardwood é o nome comum dado às árvores de folhas largas, que são classificadas botanicamente como angiospermas, enquanto softwood é o nome comum dado às coníferas, que são classificadas botanicamente como gimnospermas. Muitas madeiras duras e algumas madeiras macias que crescem em regiões tropicais são comumente referidas como madeiras tropicais ou exóticas. Embora a maior parte da madeira extraída mundialmente (58% em volume) seja de não coníferas, grande parte dela é consumida como combustível, de modo que a maior parte utilizada para fins industriais (69%) é de coníferas (FAO 1993). Isso pode, em parte, refletir a distribuição das florestas em relação ao desenvolvimento industrial. As maiores florestas de madeira macia estão localizadas nas regiões do norte da América do Norte, Europa e Ásia, enquanto as principais florestas de madeira dura estão localizadas nas regiões tropicais e temperadas.
Quase toda a madeira destinada à fabricação de produtos e estruturas de madeira é primeiro processada em serrarias. Assim, existem serrarias em todas as regiões do mundo onde a madeira é utilizada para fins industriais. A Tabela 1 apresenta estatísticas de 1990 sobre o volume de madeira extraída para combustível e fins industriais nos principais países produtores de madeira em cada continente, bem como os volumes de madeira cortada para serrar e folheados, uma subcategoria de madeira industrial e a matéria-prima para as indústrias descritas neste capítulo. Nos países desenvolvidos, a maioria da madeira extraída é usada para fins industriais, o que inclui madeira usada para serrar e folhear toras, madeira para celulose, cavacos, partículas e resíduos. Em 1990, três países - os Estados Unidos, a ex-URSS e o Canadá - produziram mais da metade do total de madeira industrial do mundo, bem como mais da metade das toras destinadas às serrarias e folheados. No entanto, em muitos dos países em desenvolvimento na Ásia, África e América do Sul, a maior parte da madeira colhida é usada como combustível.
Tabela 1. Produção estimada de madeira em 1990 (1,000 m3)
|
Madeira usada para |
Madeira total usada para |
Serrar e folhear toras |
|
|
AMÉRICA DO NORTE |
137,450 |
613,790 |
408,174 |
|
Estados Unidos |
82,900 |
426,900 |
249,200 |
|
Localização: Canadá |
6,834 |
174,415 |
123,400 |
|
México |
22,619 |
7,886 |
5,793 |
|
EUROPA |
49,393 |
345,111 |
202,617 |
|
Alemanha |
4,366 |
80,341 |
21,655 |
|
Suécia |
4,400 |
49,071 |
22,600 |
|
Finlândia |
2,984 |
40,571 |
18,679 |
|
França |
9,800 |
34,932 |
23,300 |
|
Áustria |
2,770 |
14,811 |
10,751 |
|
Noruega |
549 |
10,898 |
5,322 |
|
Reino Unido |
250 |
6,310 |
3,750 |
|
EX-URSS |
81,100 |
304,300 |
137,300 |
|
ÁSIA |
796,258 |
251,971 |
166,508 |
|
China |
188,477 |
91,538 |
45,303 |
|
Malaysia |
6,902 |
40,388 |
39,066 |
|
Indonésia |
136,615 |
29,315 |
26,199 |
|
Japão |
103 |
29,300 |
18,377 |
|
Índia |
238,268 |
24,420 |
18,350 |
|
AMÉRICA DO SUL |
192,996 |
105,533 |
58,592 |
|
Brazil |
150,826 |
74,478 |
37,968 |
|
Chile |
6,374 |
12,060 |
7,401 |
|
Localização: Colômbia |
13,507 |
2,673 |
1,960 |
|
ÁFRICA |
392,597 |
58,412 |
23,971 |
|
África do Sul |
7,000 |
13,008 |
5,193 |
|
Nigéria |
90,882 |
7,868 |
5,589 |
|
Camarões |
10,085 |
3,160 |
2,363 |
|
Costa do Marfim |
8,509 |
2,903 |
2,146 |
|
OCEANIA |
8,552 |
32,514 |
18,534 |
|
Australia |
7,153 |
17,213 |
8,516 |
|
Nova Zelândia |
50 |
11,948 |
6,848 |
|
Papua Nova Guiné |
5,533 |
2,655 |
2,480 |
|
QUINTA DANAÉ |
1,658,297 |
1,711,629 |
935,668 |
1 Inclui madeira utilizada para serrar e folhear toras, celulose, cavacos, partículas e resíduos.
Fonte: FAO 1993.
A Tabela 2 lista os principais produtores mundiais de madeira maciça, compensados, aglomerados e painéis de fibras. Os três maiores produtores de madeira industrial em geral também respondem por mais da metade da produção mundial de painéis de madeira maciça e estão entre os cinco primeiros em cada uma das categorias de painéis manufaturados. O volume de painéis manufaturados produzidos no mundo é relativamente pequeno em comparação com o volume de painéis de madeira sólida, mas as indústrias de painéis manufaturados estão crescendo em um ritmo mais rápido. Enquanto a produção de painéis de madeira maciça aumentou 13% entre 1980 e 1990, os volumes de compensados, aglomerados e painéis de fibras aumentaram 21%, 25% e 19%, respectivamente.
Tabela 2. Produção estimada de madeira por setor para os 10 maiores produtores mundiais (1,000 m3)
|
tábuas de madeira maciça |
Placas de compensado |
Painel de partículas |
MDF |
||||
|
País |
Volume |
País |
Volume |
País |
Volume |
País |
Volume |
|
Estados Unidos |
109,800 |
Estados Unidos |
18,771 |
Alemanha |
7,109 |
Estados Unidos |
6,438 |
|
ex-URSS |
105,000 |
Indonésia |
7,435 |
Estados Unidos |
6,877 |
ex-URSS |
4,160 |
|
Localização: Canadá |
54,906 |
Japão |
6,415 |
ex-URSS |
6,397 |
China |
1,209 |
|
Japão |
29,781 |
Localização: Canadá |
1,971 |
Localização: Canadá |
3,112 |
Japão |
923 |
|
China |
23,160 |
ex-URSS |
1,744 |
Itália |
3,050 |
Localização: Canadá |
774 |
|
Índia |
17,460 |
Malaysia |
1,363 |
França |
2,464 |
Brazil |
698 |
|
Brazil |
17,179 |
Brazil |
1,300 |
Bélgica-Luxemburgo |
2,222 |
Polônia |
501 |
|
Alemanha |
14,726 |
China |
1,272 |
Espanha |
1,790 |
Alemanha |
499 |
|
Suécia |
12,018 |
Coréia |
1,124 |
Áustria |
1,529 |
Nova Zelândia |
443 |
|
França |
10,960 |
Finlândia |
643 |
Reino Unido |
1,517 |
Espanha |
430 |
|
Mundo |
505,468 |
Mundo |
47,814 |
Mundo |
50,388 |
Mundo |
20,248 |
Fonte: FAO 1993.
A proporção de trabalhadores em toda a força de trabalho empregada nas indústrias de produtos de madeira é geralmente de 1% ou menos, mesmo em países com grande indústria florestal, como Estados Unidos (0.6%), Canadá (0.9%), Suécia (0.8%) , Finlândia (1.2%), Malásia (0.4%), Indonésia (1.4%) e Brasil (0.4%) (ILO 1993). Embora algumas serrarias possam estar localizadas perto de áreas urbanas, a maioria tende a estar localizada perto das florestas que fornecem suas toras, e muitas estão localizadas em comunidades pequenas e geralmente isoladas, onde podem ser a única fonte importante de emprego e o componente mais importante do economia local.
Centenas de milhares de trabalhadores estão empregados na indústria madeireira em todo o mundo, embora os números internacionais exatos sejam difíceis de estimar. Nos Estados Unidos, em 1987, havia 180,000 trabalhadores de serrarias e plainas, 59,000 trabalhadores de compensados e 18,000 trabalhadores empregados na produção de aglomerado e papelão (Bureau of the Census 1987). No Canadá, em 1991, havia 68,400 trabalhadores em serrarias e plainas e 8,500 trabalhadores em compensados (Statistics Canada 1993). Embora a produção de madeira esteja aumentando, o número de trabalhadores nas serrarias está diminuindo devido à mecanização e à automação. O número de trabalhadores em serrarias e plainas nos Estados Unidos era 17% maior em 1977 do que em 1987, e no Canadá havia 13% a mais em 1986 do que em 1991. Reduções semelhantes foram observadas em outros países, como a Suécia, onde operações menores e menos eficientes estão sendo eliminadas em favor de fábricas com capacidades muito maiores e equipamentos modernos. A maioria dos empregos eliminados eram empregos de baixa qualificação, como os que envolviam a triagem manual ou a alimentação de madeira serrada.
Principais Setores e Processos: Riscos e Controles Ocupacionais
Processo de serraria
As serrarias podem variar muito em tamanho. As menores são unidades estacionárias ou portáteis que consistem em um cabeçote de serra circular, um carrinho de toras simples e uma serra dupla (veja as descrições abaixo) movida por um motor a diesel ou a gasolina e operada por apenas um ou dois trabalhadores. As maiores usinas são estruturas permanentes, possuem equipamentos muito mais elaborados e especializados, podendo empregar mais de 1,000 trabalhadores. Dependendo do tamanho da fábrica e do clima da região, as operações podem ser realizadas ao ar livre ou em ambientes fechados. Embora o tipo e o tamanho das toras determinem em grande parte quais tipos de equipamento são necessários, o equipamento nas serrarias também pode variar consideravelmente com base na idade e no tamanho da serraria, bem como no tipo e qualidade das tábuas produzidas. Abaixo está uma descrição de alguns dos processos conduzidos em uma serraria típica.
Após o transporte para a serraria, as toras são armazenadas em terra, em corpos d'água adjacentes à serraria ou em tanques construídos para armazenamento (ver figura 1 e figura 2). As toras são classificadas por qualidade, espécie ou outras características. Fungicidas e inseticidas podem ser usados em áreas de armazenamento de toras em terra se as toras forem armazenadas por um longo período até o processamento posterior. Uma serra de corte é usada para nivelar as pontas das toras antes ou depois do descascamento e antes do processamento posterior na serraria. A remoção da casca de um tronco pode ser realizada por vários métodos. Os métodos mecânicos incluem fresagem periférica girando toras contra facas; descascamento anelar, no qual as pontas das ferramentas são pressionadas contra a tora; abrasão madeira contra madeira, que bate as toras contra si mesmas em um tambor rotativo; e usando correntes para arrancar a casca. A casca também pode ser removida hidraulicamente usando jatos de água de alta pressão. Após o descascamento e entre todas as operações dentro da serraria, as toras e tábuas são movidas de uma operação para outra por meio de um sistema de esteiras, esteiras e rolos. Em grandes serrarias, esses sistemas podem se tornar bastante complexos (consulte a figura 3).
Figura 1. Carregamento de cavacos com armazenamento de água das toras ao fundo
Fonte: Canadian Forest Products Ltd.
Figura 2. Longs entrando em uma serraria; armazenamento e fornos em segundo plano

Fonte: Canadian Forest Products Ltd.
Figura 3. Interior do moinho; correias transportadoras e rolos transportam madeira
Ministério das Florestas da Colúmbia Britânica
A primeira fase da serraria, às vezes chamada de quebra primária, é realizada em um cabeçote. O headrig é uma grande serra circular estacionária ou serra de fita usada para cortar a tora longitudinalmente. A tora é transportada para frente e para trás através do cabeçote usando um carro móvel que pode girar a tora para obter o corte ideal. Múltiplos cabeçotes de serra de fita também podem ser usados, especialmente para toras menores. Os produtos do headrig são um cant (o centro quadrado da tora), uma série de lajes (as bordas externas arredondadas da tora) e, em alguns casos, grandes tábuas. Lasers e raios x estão se tornando comuns nas serrarias para serem usados como guias de visualização e corte, a fim de otimizar o uso da madeira e o tamanho e tipos de tábuas produzidas.
Na desagregação secundária, o cant e as placas ou lajes grandes são posteriormente processadas em tamanhos funcionais de madeira. Múltiplas lâminas de serras paralelas são geralmente usadas para essas operações - por exemplo, serras quádruplas com quatro serras circulares unidas ou serras de grupo que podem ser do tipo guilhotina ou serra circular. As tábuas são cortadas na largura adequada usando aparadores, consistindo de pelo menos duas serras paralelas, e no comprimento adequado usando serras de acabamento. Afiação e corte geralmente são executados usando serras circulares, embora os edgers às vezes sejam serras de fita. Motosserras manuais geralmente estão disponíveis em serrarias para liberar madeira presa no sistema porque está dobrada ou alargada. Nas serrarias modernas, cada operação (ou seja, headrig, edger) geralmente terá um único operador, muitas vezes estacionado dentro de uma cabine fechada. Além disso, os trabalhadores podem ser estacionados entre as operações em estágios posteriores de avaria secundária, a fim de garantir manualmente que as pranchas sejam posicionadas adequadamente para as operações subsequentes.
Após o processamento na serraria, as tábuas são classificadas, classificadas de acordo com as dimensões e a qualidade e empilhadas à mão ou à máquina (ver figura 4). Quando a madeira é manuseada manualmente, esta área é chamada de “corrente verde”. Recipientes de classificação automatizados foram instalados em muitas fábricas modernas para substituir a classificação manual de mão-de-obra intensiva. Para aumentar o fluxo de ar para ajudar na secagem, pequenos pedaços de madeira podem ser colocados entre as tábuas à medida que vão sendo empilhadas.
Figura 4. Empilhadeira com carga

Canadense Floresta Productions Ltd.
Os graus de construção da madeira podem ser temperados ao ar livre ao ar livre ou secos em fornos, dependendo das condições climáticas locais e da umidade da madeira verde; mas os graus de acabamento são mais comumente secos em estufa. Existem muitos tipos de fornos. Fornos de compartimento e fornos de alta temperatura são fornos em série. Em fornos contínuos, feixes empilhados podem se mover através do forno em uma posição perpendicular ou paralela, e a direção do movimento do ar pode ser perpendicular ou paralela às placas. O amianto tem sido usado como material isolante para tubulações de vapor em fornos.
Antes do armazenamento de madeira verde, especialmente em locais úmidos ou úmidos, podem ser aplicados fungicidas para prevenir o crescimento de fungos que mancham a madeira de azul ou preto (sapstain). Os fungicidas podem ser aplicados na linha de produção (geralmente por pulverização) ou após o agrupamento de madeira (geralmente em tanques de imersão). O sal de sódio do pentaclorofenol foi introduzido na década de 1940 para o controle da mancha de sabão e foi substituído na década de 1960 pelo tetraclorofenato mais solúvel em água. O uso de clorofenato foi amplamente descontinuado devido à preocupação com os efeitos à saúde e contaminação com dibenzo-p-dioxinas. Substitutos incluem cloreto de didecildimetil amônio, 3-iodo-2-propinil butil carbamato, azaconazol, bórax e 2-(tiocianometiltio) benztiazol, a maioria dos quais foi pouco estudada entre a força de trabalho dos usuários. Muitas vezes, a madeira, especialmente a que foi seca em estufa, não precisa ser tratada. Além disso, a madeira de algumas espécies de árvores, como o cedro vermelho ocidental, não é suscetível a fungos de manchas de seiva.
Antes ou depois da secagem, a madeira é comercializável como madeira crua ou verde; no entanto, a madeira deve ser processada posteriormente para a maioria dos usos industriais. A madeira é cortada no tamanho final e aplainada em um moinho de aplainamento. As plainas são usadas para reduzir a madeira a tamanhos padrão comercializáveis e para alisar a superfície. A cabeça da plaina é uma série de lâminas de corte montadas em um cilindro que gira em alta velocidade. A operação é geralmente alimentada por energia e executada paralelamente ao veio da madeira. Freqüentemente, o planejamento é realizado simultaneamente nos dois lados da placa. As plainas que operam nos quatro lados são chamadas de matchers. Moldadores às vezes são usados para arredondar as bordas da madeira.
Após o processamento final, a madeira deve ser classificada, empilhada e empacotada em preparação para o embarque. Cada vez mais, essas operações estão sendo automatizadas. Em algumas fábricas especializadas, a madeira pode ser tratada posteriormente com agentes químicos usados como conservantes de madeira ou retardadores de chama, ou para proteção da superfície contra desgaste mecânico ou intempéries. Por exemplo, dormentes ferroviários, estacas, postes de cerca, postes telefônicos ou outras madeiras que possam estar em contato com o solo ou a água podem ser tratados sob pressão com arseniato de cobre cromado ou amoniacal, pentaclorofenol ou creosoto em óleo de petróleo. Manchas e corantes também podem ser usados para comercialização, e tintas podem ser usadas para selar as extremidades das placas ou para adicionar marcas da empresa.
Grandes quantidades de poeira e detritos são gerados por serras e outras operações de processamento de madeira em serrarias. Em muitas serrarias, as placas e outros pedaços grandes de madeira são lascados. Os picadores são geralmente grandes discos rotativos com lâminas retas embutidas na face e ranhuras para a passagem dos cavacos. Os cavacos são produzidos quando toras ou resíduos de moinho são introduzidos nas lâminas usando alimentação por gravidade inclinada, autoalimentação horizontal ou alimentação de energia controlada. Geralmente a ação de corte do picador é perpendicular às lâminas. Desenhos diferentes são usados para toras inteiras do que para lajes, bordas e outros pedaços de resíduos de madeira. É comum que um picador seja integrado ao cabeçote para lascar placas inutilizáveis. Também são usados picadores separados para lidar com os resíduos do restante da fábrica. Lascas de madeira e serragem podem ser vendidos para celulose, fabricação de placas reconstituídas, paisagismo, combustível ou outros usos. Cascas, lascas de madeira, serragem e outros materiais também podem ser queimados como combustível ou como resíduos.
As serrarias grandes e modernas normalmente têm uma equipe de manutenção considerável, que inclui trabalhadores de limpeza, carpinteiros (mecânicos industriais), carpinteiros, eletricistas e outros trabalhadores qualificados. O material residual pode se acumular em máquinas, transportadores e pisos se as operações da serraria não estiverem equipadas com ventilação de exaustão local ou se o equipamento não estiver funcionando corretamente. As operações de limpeza geralmente são realizadas usando ar comprimido para remover pó de madeira e sujeira de máquinas, pisos e outras superfícies. As serras devem ser inspecionadas regularmente quanto a dentes quebrados, rachaduras ou outros defeitos e devem ser devidamente balanceadas para evitar vibração. Isso é feito por um ofício exclusivo da indústria madeireira - os lixadores de serras, responsáveis pela retificação dos dentes, afiação e outras manutenções de serras circulares e serras de fita.
Riscos de saúde e segurança da serraria
A Tabela 1 indica os principais tipos de riscos à saúde e segurança ocupacional encontrados nas principais áreas de processo de uma serraria típica. Existem muitos riscos sérios de segurança dentro das serrarias. A proteção da máquina é necessária no ponto de operação para serras e outros dispositivos de corte, bem como para engrenagens, correias, correntes, rodas dentadas e pontos de nip em transportadores, correias e rolos. Dispositivos anti-recuo são necessários em muitas operações, como serras circulares, para evitar que a madeira emperrada seja ejetada das máquinas. Os trilhos de proteção são necessários em passarelas adjacentes às operações ou atravessando transportadores e outras linhas de produção. A limpeza adequada é necessária para evitar o acúmulo perigoso de poeira e detritos de madeira, o que pode resultar em quedas, além de apresentar risco de incêndio e explosão. Muitas áreas que requerem limpeza e manutenção de rotina estão localizadas em áreas perigosas que normalmente seriam inacessíveis durante os períodos em que a serraria está em operação. A adesão adequada aos procedimentos de bloqueio do maquinário é extremamente importante durante as operações de manutenção, reparo e limpeza. Os equipamentos móveis devem estar equipados com sinais sonoros de alerta e luzes. As faixas de tráfego e as passarelas de pedestres devem ser claramente marcadas. Coletes refletivos também são necessários para aumentar a visibilidade dos pedestres.
Tabela 1. Riscos à saúde e segurança ocupacional por área de processo da indústria madeireira
|
área de processo |
Risco de segurança |
Riscos físicos |
Poeira/perigos químicos |
Perigos biológicos |
|
Quintal e lagoa |
Equipamento móvel;* toras/madeira não segura;* correias transportadoras |
Barulho; temperado |
Poeira da estrada, outros |
Mofo e bactérias* |
|
Descascamento |
Passarelas elevadas; retrocesso da máquina; toras/madeira não segura;* |
Ruído |
Poeira de madeira; poeira da estrada; |
Mofo e bactérias* |
|
Serrar, aparar, |
Passarelas elevadas; contragolpe da máquina;* toras/madeira não segura; |
Ruído;* esforço repetitivo |
Pó de madeira;* volátil |
Mofo e bactérias |
|
Secagem em estufa |
Equipamento móvel |
Temperaturas extremas |
madeira volátil |
Mofo e bactérias |
|
Planing |
Passarelas elevadas; contragolpe da máquina;* toras/madeira não segura; |
Ruído;* repetitivo |
Pó de madeira;* volátil |
|
|
Classificando e classificando |
Passarelas elevadas; toras/madeira insegura; correias transportadoras;* |
Barulho; por esforço repetitivo |
Poeira de madeira; pesticidas |
|
|
Corte e operações relacionadas |
Passarelas elevadas; retrocesso da máquina; correias transportadoras; serras/ |
Ruído* |
Pó de madeira;* volátil |
Mofo e bactérias* |
|
Corte de folheado |
Passarelas elevadas; Equipamento móvel; correias transportadoras; |
Ruído* |
Poeira de madeira; madeira volátil |
Mofo e bactérias* |
|
Secagem da faceta |
Equipamento móvel; lascas |
Extremos de temperatura; |
Componentes voláteis de madeira; |
Mofo e bactérias |
|
Mistura de cola e |
Lesões por esforço repetitivo |
Formaldeído;* outra resina |
||
|
Imprensa quente |
Equipamento móvel; lascas; falha no bloqueio da maquinaria* |
Barulho; por esforço repetitivo |
Componentes voláteis de madeira; |
|
|
Lixamento de painel |
Equipamento móvel; serras/equipamento de corte; detritos voadores; |
Ruído;* esforço repetitivo |
Poeira de madeira; formaldeído; |
|
|
Operações de limpeza |
Passarelas elevadas; correias transportadoras;* detritos voadores;* lascas; |
Ruído |
Pó de madeira;* formaldeído; |
Mofo e bactérias* |
|
Arquivamento de serra |
Passarelas elevadas; serras/equipamento de corte; detritos voadores; |
Ruído |
Fumos de metal* |
|
|
Outra manutenção |
Passarelas elevadas; equipamento móvel;* falha no bloqueio |
Poeira de madeira; amianto; |
||
|
Embalagem e transporte |
Passarelas elevadas; equipamento móvel;* toras/madeira não segura; |
Barulho; temperatura |
Poeira da estrada, outros |
* Significa alto grau de perigo.
A classificação, classificação e algumas outras operações podem envolver o manuseio manual de tábuas e outras peças pesadas de madeira. O design ergonômico dos transportadores e recipientes de recebimento e técnicas adequadas de manuseio de materiais devem ser usados para ajudar a prevenir lesões nas costas e nas extremidades superiores. Luvas são necessárias para evitar estilhaços, feridas perfurocortantes e contato com conservantes. Painéis de vidro de segurança ou material semelhante devem ser colocados entre os operadores e os pontos de operação devido ao risco de lesões oculares e outras lesões causadas por pó de madeira, lascas e outros detritos ejetados das serras. Feixes de laser também são perigos oculares em potencial, e as áreas que usam lasers de Classe II, III ou IV devem ser identificadas e sinais de alerta colocados. Óculos de segurança, capacetes e botas com biqueira de aço são equipamentos de proteção individual padrão que devem ser usados durante a maioria das operações da serraria.
O ruído é um perigo na maioria das áreas das serrarias devido às operações de descascamento, serragem, afiação, corte, aplainamento e desbaste, bem como das toras que se chocam em transportadores, rolos e separadores. Controles de engenharia viáveis para reduzir os níveis de ruído incluem cabines à prova de som para operadores, fechamento de máquinas de corte com material absorvente de som nas alimentações de entrada e saída e construção de barreiras de som de materiais acústicos. Outros controles de engenharia também são possíveis. Por exemplo, o ruído de marcha lenta de serras circulares pode ser reduzido comprando serras com formato de dente adequado ou ajustando a velocidade de rotação. A instalação de material absorvente nas paredes e tetos pode ajudar a reduzir o ruído refletido em toda a fábrica, embora o controle da fonte seja necessário onde a exposição ao ruído é direta.
Trabalhadores em quase todas as áreas da serraria têm o potencial de exposição ao material particulado. As operações de descascamento envolvem pouca ou nenhuma exposição ao pó de madeira, pois o objetivo é deixar a madeira intacta, mas é possível a exposição a solos, cascas e agentes biológicos, como bactérias e fungos. Trabalhadores em quase todas as áreas de serragem, desbaste e aplainamento têm o potencial de exposição ao pó de madeira. O calor gerado por essas operações pode causar exposição aos elementos voláteis da madeira, como monoterpenos, aldeídos, cetonas e outros, que variam conforme a espécie de árvore e a temperatura. Algumas das maiores exposições ao pó de madeira podem ocorrer entre trabalhadores que usam ar comprimido para limpeza. Trabalhadores perto de operações de secagem em fornos provavelmente estarão expostos a voláteis de madeira. Além disso, existe o potencial de exposição a fungos e bactérias patogênicas, que crescem em temperaturas abaixo de 70°C. A exposição a bactérias e fungos também é possível durante o manuseio de cavacos e resíduos de madeira e transporte de toras no pátio.
Existem controles viáveis de engenharia, como ventilação de exaustão local, para controlar os níveis de contaminantes transportados pelo ar, e pode ser possível combinar medidas de controle de ruído e poeira. Por exemplo, cabines fechadas podem reduzir a exposição ao ruído e à poeira (além de prevenir ferimentos nos olhos e outros). No entanto, as cabines fornecem proteção apenas ao operador, e é preferível controlar as exposições na fonte por meio do fechamento das operações. O fechamento das operações de planagem tornou-se cada vez mais comum e teve o efeito de reduzir a exposição tanto ao ruído quanto à poeira entre as pessoas que não precisam entrar nas áreas fechadas. Os métodos de limpeza a vácuo e úmido têm sido usados em algumas fábricas, geralmente por empreiteiros de limpeza, mas não são de uso geral. A exposição a fungos e bactérias pode ser controlada reduzindo ou aumentando as temperaturas do forno e tomando outras medidas para eliminar as condições que promovem o crescimento desses microrganismos.
Existem outras exposições potencialmente perigosas dentro das serrarias. A exposição a temperaturas extremas de frio e calor é possível perto de pontos onde os materiais entram ou saem do prédio, e o calor também é um perigo potencial em áreas de fornos. A alta umidade pode ser um problema ao serrar toras molhadas. A exposição a fungicidas ocorre principalmente por via dérmica e pode ocorrer se as placas forem manuseadas ainda úmidas durante a classificação, classificação e outras operações. Luvas e aventais apropriados são necessários ao manusear placas molhadas com fungicidas. A ventilação de exaustão local com cortinas de pulverização e eliminadores de névoa deve ser usada nas operações de pulverização. A exposição ao monóxido de carbono e outros produtos de combustão é possível a partir de equipamentos móveis usados para mover toras e madeira em áreas de armazenamento e para carregar semi-reboques ou vagões ferroviários. Os lixadores de serra podem ser expostos a níveis perigosos de vapores metálicos, incluindo cobalto, cromo e chumbo, provenientes de operações de retificação, soldagem e soldagem. A ventilação de exaustão local, bem como a proteção da máquina, são necessárias.
Processos de laminados e laminados de madeira compensada
O termo contraplacado é usado para painéis compostos por três ou mais folheados que foram colados entre si. O termo também é usado para se referir a painéis com núcleo de tiras de madeira maciça ou aglomerado com superfícies folheadas superior e inferior. O compensado pode ser feito de uma variedade de árvores, incluindo coníferas e não coníferas.
Os folheados são geralmente criados diretamente de toras inteiras descascadas usando descascamento rotativo. Um descascador rotativo é uma máquina semelhante a um torno usado para cortar folheados, folhas finas de madeira, de toras inteiras usando uma ação de cisalhamento. A tora é girada contra uma barra de pressão ao atingir uma faca de corte para produzir uma folha fina entre 0.25 e 5 mm de espessura. As toras usadas neste processo podem ser embebidas em água quente ou cozidas no vapor para amolecê-las antes do descascamento. As bordas da folha são geralmente aparadas por facas presas à barra de pressão. Os folheados decorativos podem ser criados cortando um cant (o centro quadrado da tora) usando um braço de pressão e uma lâmina de maneira semelhante ao descascamento. Depois de descascar ou fatiar, os folheados são coletados em bandejas longas e planas ou enrolados em bobinas. O folheado é cortado em comprimentos funcionais usando uma máquina tipo guilhotina e seco usando aquecimento artificial ou ventilação natural. Os painéis secos são inspecionados e, se necessário, remendados com pequenos pedaços ou tiras de madeira e resinas à base de formaldeído. Se os folheados secos forem menores do que um painel de tamanho padrão, eles podem ser unidos. Isso é feito aplicando um adesivo líquido à base de formaldeído nas bordas, pressionando as bordas juntas e aplicando calor para curar a resina.
Para produzir os painéis, os folheados são revestidos com rolo ou spray com resinas à base de formaldeído e, em seguida, colocados entre dois folheados não colados com seus grãos na direção perpendicular. As facetas são transferidas para uma prensa a quente, onde são submetidas a pressão e calor para curar a resina. Os adesivos de resina de fenol são amplamente usados para produzir compensados de madeira macia para condições severas de serviço, como para construção e construção de barcos. Os adesivos de resina de ureia são usados extensivamente na produção de compensados de madeira dura para móveis e painéis internos; estes podem ser enriquecidos com resina de melamina para aumentar sua resistência. A indústria de compensados utiliza colas à base de formaldeído na montagem de compensados há mais de 30 anos. Antes da introdução de resinas à base de formaldeído na década de 1940, eram usados adesivos de soja e albumina de sangue, e a prensagem a frio de painéis era comum. Esses métodos ainda podem ser usados, mas são cada vez mais raros.
Os painéis são cortados nas dimensões apropriadas usando serras circulares e são revestidos usando grandes tambores ou lixadeiras de cinta. Usinagem adicional também pode ser realizada para dar características especiais ao compensado. Em alguns casos, pesticidas como clorofenóis, lindano, aldrin, heptacloro, cloronaftaleno e óxido de tributilestanho podem ser adicionados a colas ou usados para tratar a superfície dos painéis. Outros tratamentos de superfície podem incluir a aplicação de óleos leves de petróleo (para painéis de concreto), tintas, manchas, lacas e vernizes. Esses tratamentos de superfície podem ser realizados em locais separados. Folheados e painéis geralmente são transportados entre as operações usando equipamentos móveis.
Riscos de folheados e compensados
A Tabela 1 indica os principais tipos de riscos à saúde e segurança ocupacional encontrados nas principais áreas de processo de uma fábrica típica de compensados. Muitos dos riscos de segurança nas fábricas de compensado são semelhantes aos das serrarias, e as medidas de controle também são semelhantes. Esta seção trata apenas das questões que diferem das operações da serraria.
A exposição dérmica e respiratória ao formaldeído e outros componentes de colas, resinas e adesivos é possível entre trabalhadores na preparação de cola, emendas, remendos, lixamento e operações de prensagem a quente, e entre trabalhadores próximos. As resinas à base de ureia liberam formaldeído mais facilmente durante a cura do que as à base de fenol; no entanto, as melhorias na formulação da resina reduziram as exposições. Ventilação de exaustão local adequada e o uso de luvas apropriadas e outros equipamentos de proteção são necessários para reduzir a exposição respiratória e dérmica ao formaldeído e outros componentes da resina.
A madeira usada para produzir lâminas é úmida e as operações de descascamento e corte geralmente não produzem muita poeira. As maiores exposições ao pó de madeira durante a produção de compensado ocorrem durante o lixamento, usinagem e serragem necessários para o acabamento do compensado. Lixar, em particular, pode produzir grandes quantidades de poeira fina porque até 10 a 15% da placa pode ser removida durante a aplicação da superfície. Esses processos devem ser enclausurados e possuir ventilação local exaustora; as lixadeiras manuais devem ter exaustão integral para um saco de vácuo. Se a exaustão local não estiver presente ou não estiver funcionando adequadamente, pode ocorrer uma exposição significativa ao pó de madeira. Métodos de limpeza a vácuo e úmidos são mais comumente encontrados em fábricas de compensados porque o tamanho fino da poeira torna outros métodos menos eficazes. A menos que medidas de controle de ruído estejam em vigor, os níveis de ruído das operações de lixar, serrar e usinar provavelmente excederão 90 dBA.
Quando os folheados são secos, vários constituintes químicos da madeira podem ser liberados, incluindo monoterpenos, ácidos resínicos, aldeídos e cetonas. Os tipos e quantidades de produtos químicos liberados dependem da espécie da árvore e da temperatura do secador de lâminas. Ventilação de exaustão adequada e o reparo imediato de vazamentos do secador de lâminas são necessários. A exposição à exaustão do motor de empilhadeiras pode ocorrer em fábricas de compensado, e equipamentos móveis também representam um risco à segurança. Os pesticidas misturados em colas são apenas ligeiramente voláteis e não devem ser detectados no ar da sala de trabalho, com exceção dos cloronaftalenos, que evaporam substancialmente. A exposição a pesticidas pode ocorrer através da pele.
Outras Indústrias de Placas Manufaturadas
Este grupo de indústrias, incluindo o fabrico de painéis de partículas, waferboards, estrados, painéis isolantes, painéis de fibras e painéis duros, produz painéis constituídos por elementos de madeira de tamanhos variados, desde grandes lascas ou wafers a fibras, unidas por colas resinosas ou, no caso caso de painéis de fibras de processo úmido, ligação “natural” entre as fibras. No sentido mais simples, as placas são criadas usando um processo de duas etapas. A primeira etapa é a geração dos elementos diretamente de toras inteiras ou como um subproduto residual de outras indústrias madeireiras, como serrarias. A segunda etapa é sua recombinação em forma de chapa ou painel usando adesivos químicos.
Aglomerado, flakeboard, Strandboard e Waferboard são feitos de lascas de madeira de vários tamanhos e formas usando processos semelhantes. Aglomerados e aglomerados são feitos de pequenos elementos de madeira e são frequentemente usados para fazer painéis folheados a madeira ou laminados de plástico para a fabricação de móveis, armários e outros produtos de madeira. A maioria dos elementos pode ser feita diretamente de resíduos de madeira. Waferboard e Strandboard são feitos de partículas muito grandes - aparas e fios de madeira, respectivamente - e são usados principalmente para aplicações estruturais. Os elementos são geralmente feitos diretamente de toras usando uma máquina contendo uma série de facas rotativas que descascam wafers finos. O design pode ser semelhante ao de um picador, exceto que a madeira deve ser alimentada ao descamador com o grão orientado paralelamente às facas. Projetos de fresagem periférica também podem ser usados. Madeira saturada de água funciona melhor para esses processos e, como a madeira deve ser orientada, toras curtas são frequentemente usadas.
Antes de fazer folhas ou painéis, os elementos devem ser classificados por tamanho e grau e, em seguida, secos por meios artificiais, para um teor de umidade rigorosamente controlado. Os elementos secos são misturados com um adesivo e dispostos em esteiras. São usadas resinas de fenol-formaldeído e ureia-formaldeído. Como no caso do compensado, as resinas fenólicas são susceptíveis de serem utilizadas para painéis destinados a aplicações que exigem durabilidade em condições adversas, enquanto as resinas de ureia-formaldeído são utilizadas para aplicações interiores menos exigentes. As resinas de formaldeído de melamina também podem ser usadas para aumentar a durabilidade, mas raramente o são porque são mais caras. Nas últimas décadas, uma nova indústria surgiu para produzir madeira reconstituída para vários usos estruturais como vigas, suportes e outros elementos de suporte de peso. Embora os processos de fabricação usados possam ser semelhantes aos do aglomerado, resinas à base de isocianato são usadas por causa da resistência adicional necessária.
Os tapetes são divididos em seções do tamanho de painéis, geralmente usando uma fonte de ar comprimido automatizada ou uma lâmina reta. Esta operação é feita em um recinto para que o excesso de material de esteira possa ser reciclado. Os painéis são formados em folhas por cura da resina termofixa usando uma prensa quente de maneira semelhante à madeira compensada. Em seguida, os painéis são resfriados e cortados no tamanho certo. Se necessário, lixadeiras podem ser usadas para dar acabamento à superfície. Por exemplo, tábuas reconstituídas que serão cobertas com folheado de madeira ou laminado de plástico devem ser lixadas para produzir uma superfície relativamente lisa e uniforme. Embora as lixadeiras de tambor tenham sido usadas no início da indústria, as lixadeiras de cinta larga são geralmente usadas. Revestimentos de superfície também podem ser aplicados.
Placas de fibra (incluindo placa de isolamento, placa de fibra de média densidade (MDF) e placa dura) são painéis constituídos por fibras de madeira coladas. Sua produção varia um pouco de painéis de partículas e outros manufaturados (consulte a figura 5). Para criar as fibras, toras curtas ou cavacos de madeira são reduzidos (descascados) de maneira semelhante à utilizada para a produção de celulose para a indústria de papel (ver o capítulo Indústria de papel e celulose). Em geral, é utilizado um processo de polpação mecânica no qual os cavacos são embebidos em água quente e depois triturados mecanicamente. As placas de fibra podem variar muito em densidade, de placas de isolamento de baixa densidade a placas duras, e podem ser feitas de coníferas ou não coníferas. As não coníferas geralmente são melhores painéis rígidos, enquanto as coníferas são melhores painéis de isolamento. Os processos envolvidos na polpação têm um efeito químico menor na madeira triturada, removendo uma pequena quantidade de lignina e materiais extrativos.
Figura 5. Classificação das placas fabricadas por granulometria, densidade e tipo de processo
Dois processos diferentes, úmido e seco, podem ser usados para unir as fibras e criar os painéis. Hardboard (painel de fibras de alta densidade) e MDF podem ser produzidos por processos “úmidos” ou “secos”, enquanto painéis isolantes (painéis de fibras de baixa densidade) podem ser produzidos apenas pelo processo úmido. O processo úmido foi desenvolvido primeiro e se estende desde a produção de papel, enquanto o processo seco foi desenvolvido posteriormente e decorre das técnicas de painéis aglomerados. No processo úmido, uma pasta de polpa e água é distribuída em uma tela para formar uma manta. Depois, o tapete é prensado, seco, cortado e revestido. As placas criadas por processos úmidos são mantidas juntas por componentes de madeira semelhantes a adesivos e pela formação de pontes de hidrogênio. O processo a seco é semelhante, exceto que as fibras são distribuídas na esteira após a adição de um aglutinante (resina termoendurecível, resina termoplástica ou óleo secante) para formar uma ligação entre as fibras. Geralmente, resinas de fenol-formaldeído ou ureia-formaldeído são usadas durante a fabricação de painéis de fibras de processo a seco. Vários outros produtos químicos podem ser usados como aditivos, incluindo sais inorgânicos como retardantes de fogo e fungicidas como conservantes.
Em geral, os riscos à saúde e segurança nas indústrias de aglomerado e painéis manufaturados relacionados são bastante semelhantes aos da indústria de compensado, com exceção das operações de polpação para produção de papelão (ver tabela 1). A exposição ao pó de madeira é possível durante o processamento para criar os elementos e pode variar muito, dependendo do teor de umidade da madeira e da natureza dos processos. As maiores exposições ao pó de madeira seriam esperadas durante o corte e acabamento dos painéis, especialmente durante as operações de lixamento se os controles de engenharia não estiverem em vigor ou não estiverem funcionando corretamente. A maioria das lixadeiras são sistemas fechados e sistemas de ar de grande capacidade são necessários para remover a poeira gerada. A exposição ao pó de madeira, bem como a fungos e bactérias, também é possível durante o corte e trituração de madeira seca e entre os trabalhadores envolvidos no transporte de cavacos do armazenamento para as áreas de processamento. Exposições a ruídos muito altos são possíveis perto de todas as operações de lixamento, lascamento, esmerilhamento e processamento de madeira relacionadas. A exposição ao formaldeído e outros constituintes da resina é possível durante a mistura de colas, aplicação da manta e operações de prensagem a quente. As medidas de controle para limitar a exposição a riscos de segurança, pó de madeira, ruído e formaldeído nas indústrias de painéis manufaturados são semelhantes às das indústrias de compensados e serrarias.
Padrões de Doenças e Lesões
Ilesões
As serrarias e outras serrarias são ambientes de trabalho extremamente perigosos devido à natureza do processo, que envolve a movimentação e o corte de pedaços grandes e muito pesados de madeira em velocidades relativamente altas. Mesmo quando bons controles de engenharia estão em vigor, é necessário o cumprimento estrito das regras e procedimentos de segurança. Há uma série de fatores gerais que podem contribuir para o risco de lesões. A manutenção inadequada pode aumentar o risco de escorregões, tropeções e quedas, e o pó de madeira pode representar um risco de incêndio ou explosão. Os altos níveis de ruído têm sido causa de lesões devido à capacidade reduzida dos trabalhadores de se comunicar e ouvir sinais sonoros de alerta. Muitas grandes fábricas operam em vários turnos, e as horas de trabalho, principalmente as mudanças de turno, podem aumentar a probabilidade de acidentes.
Algumas causas comuns de lesões fatais ou muito graves estão sendo atingidas por equipamentos móveis; quedas de passarelas e plataformas elevadas; falha ao desenergizar ou bloquear o equipamento durante a manutenção ou tentativas de remover atolamentos; ressaltos de serras, biseladoras e plainas; e afogamento em lagoas de toras ou cursos de água. Trabalhadores recém-contratados correm maior risco. Por exemplo, em uma análise das causas de 37 mortes em serrarias entre 1985 e 1994 em British Columbia, Canadá, 13 (35%) das mortes ocorreram no primeiro ano de trabalho e 5 delas ocorreram na primeira semana de trabalho. (4 no primeiro dia) (Howard 1995).
Há também um alto risco de lesões que não são fatais. Lesões oculares podem resultar de partículas e pequenos pedaços de madeira ou detritos ejetados do maquinário. Lascas, cortes e perfurações podem resultar do contato entre a madeira e a pele desprotegida. Tensões, entorses e outras lesões músculo-esqueléticas podem resultar de tentativas de empurrar, puxar ou levantar materiais pesados durante a triagem, nivelamento e outras operações.
Doenças não malignas
Trabalhadores em serrarias e indústrias relacionadas estão expostos a uma variedade de riscos respiratórios, incluindo pó de madeira, componentes voláteis da madeira, fungos e bactérias no ar e formaldeído. Vários estudos examinaram a saúde respiratória entre trabalhadores de serrarias, compensados, painéis de partículas e papelão. O foco dos estudos de serraria tem sido geralmente em pó de madeira, enquanto o foco dos estudos de compensado e aglomerado tem sido principalmente na exposição ao formaldeído.
A exposição ocupacional ao pó de madeira tem sido associada a uma ampla gama de efeitos respiratórios superiores e inferiores. Devido ao tamanho das partículas geradas pelas operações nas indústrias madeireiras, o nariz é um local natural para os efeitos da exposição ao pó de madeira. Uma ampla variedade de efeitos nasossinusais foi relatada, incluindo rinite, sinusite, obstrução nasal, hipersecreção nasal e depuração mucociliar prejudicada. Efeitos respiratórios inferiores, incluindo asma, bronquite crônica e obstrução crônica do fluxo de ar, também foram associados à exposição ao pó de madeira. Ambos os efeitos respiratórios superiores e inferiores foram associados a espécies de árvores de madeira macia e dura de climas temperados e tropicais. Por exemplo, descobriu-se que a asma ocupacional está associada à exposição a poeira de bordo africano, zebra africana, freixo, pau-brasil da Califórnia, cedro do Líbano, nogueira da América Central, cedro branco oriental, ébano, iroko, mogno, carvalho, ramin e cedro vermelho, bem como outras espécies de árvores.
A madeira é composta principalmente de celulose, polioses e lignina, mas também contém uma variedade de compostos orgânicos biologicamente ativos, como monoterpenos, tropolonas, ácidos resínicos (diterpenos), ácidos graxos, fenóis, taninos, flavinóides, quinonas, lignanos e estilbenos. Como os efeitos na saúde variam de acordo com a espécie de árvore, suspeita-se que eles possam ser devidos a esses produtos químicos naturais, chamados de extrativos, que também variam de acordo com a espécie. Em alguns casos, extrativos específicos foram identificados como a causa dos efeitos à saúde associados à exposição à madeira. Por exemplo, o ácido plicatico, que ocorre naturalmente no cedro vermelho ocidental e no cedro branco oriental, é responsável pela asma e outros efeitos alergênicos em humanos. Enquanto os extrativos de maior peso molecular permanecem com o pó durante as operações de marcenaria, outros extrativos de peso mais leve, como os monoterpenos, são facilmente volatilizados durante as operações de secagem em estufa, serragem e corte. Os monoterpenos (como α-pineno, β-pineno, d3-carene e limonene) são os principais componentes da resina de muitas madeiras macias comuns e estão associados à irritação da boca e da garganta, falta de ar e função pulmonar prejudicada.
Os bolores que crescem na madeira são outra exposição natural relacionada à madeira com efeitos potencialmente prejudiciais. A exposição a fungos entre trabalhadores de serrarias parece ser comum em regiões onde o clima é suficientemente úmido e quente para o crescimento de fungos. Casos de alveolite alérgica extrínseca, também conhecida como pneumonite de hipersensibilidade, foram observados entre trabalhadores de serrarias na Escandinávia, Grã-Bretanha e América do Norte (Halpin et al. 1994). Um efeito muito mais comum, embora menos grave, da exposição a fungos é a febre por inalação, também conhecida como síndrome tóxica da poeira orgânica, que consiste em ataques agudos de febre, mal-estar, dores musculares e tosse. A prevalência da febre por inalação entre os aparadores de madeira suecos foi estimada entre 5 e 20% no passado, embora as taxas provavelmente sejam muito menores agora devido à introdução de medidas preventivas.
Efeitos respiratórios também são possíveis devido à exposição a produtos químicos usados como adesivos na indústria madeireira. O formaldeído é irritante e pode causar inflamação do nariz e da garganta. Foram observados efeitos agudos na função pulmonar e suspeita-se de efeitos crónicos. A exposição também foi relatada como causadora de asma e bronquite crônica.
Os efeitos irritantes ou alergênicos do pó de madeira, formaldeído e outras exposições não se limitam ao sistema respiratório. Por exemplo, estudos relatando sintomas nasais frequentemente relatam um aumento na prevalência de irritação ocular. Verificou-se que a dermatite está associada à poeira de mais de 100 espécies diferentes de árvores, incluindo algumas folhosas comuns, coníferas e espécies tropicais. O formaldeído também é irritante para a pele e pode causar dermatite alérgica de contato. Além disso, vários fungicidas anti-sapstain usados em madeiras macias também causam irritação nos olhos e na pele.
Trabalhadores em serrarias e outras indústrias madeireiras têm um alto risco de perda auditiva relacionada ao ruído. Por exemplo, em uma pesquisa recente em uma serraria nos Estados Unidos, 72.5% dos trabalhadores apresentaram algum grau de deficiência auditiva em uma ou mais frequências de teste audiométrico (Tharr 1991). Trabalhadores nas proximidades de serras e outras máquinas de processamento de madeira são normalmente expostos a níveis acima de 90 ou 95 dBA. Apesar deste risco bem reconhecido, as tentativas de reduzir os níveis de ruído são relativamente raras (com exceção de gabinetes de plainas), e novos casos de perda auditiva induzida por ruído continuam a ocorrer.
Câncer
O trabalho nas indústrias madeireiras pode acarretar exposição a agentes cancerígenos conhecidos e suspeitos. O pó de madeira, a exposição mais comum nas indústrias madeireiras, foi classificado como cancerígeno humano (Agência Internacional de Pesquisa sobre o Câncer (IARC) - Grupo 1). Riscos relativos muito elevados de câncer nasossinusal, particularmente adenocarcinoma nasossinusal, foram observados entre trabalhadores expostos a altos níveis de poeira de madeiras nobres, como faia, carvalho e mogno, na indústria moveleira. A evidência para pó de madeira macia é menos conclusiva, e menores riscos de excesso foram observados. Há evidências de um risco excessivo entre os trabalhadores em serrarias e indústrias relacionadas com base em uma reanálise agrupada dos dados brutos de 12 estudos de caso-controle de câncer nasossinusal (IARC 1995). O câncer sino-nasal é um câncer relativamente raro em quase todas as regiões do mundo, com uma taxa bruta de incidência anual de aproximadamente 1 por 100,000 habitantes. Dez por cento de todos os cânceres nasossinusais são considerados adenocarcinomas. Embora associações entre pó de madeira e outros cânceres mais comuns tenham sido observadas em alguns estudos, os resultados foram muito menos consistentes do que para o câncer nasossinusal.
O formaldeído, uma exposição comum entre trabalhadores de compensados, aglomerados e indústrias relacionadas, foi classificado como um provável carcinógeno humano (IARC - Grupo 2A). Verificou-se que o formaldeído causa câncer em animais, e excessos de câncer nasofaríngeo e nasossinusal foram observados em alguns estudos em humanos, mas os resultados foram inconsistentes. Pesticidas pentaclorofenol e tetraclorofenol, até recentemente comumente usados nas indústrias madeireiras, são conhecidos por estarem contaminados com furanos e dioxinas. Pentaclorofenol e 2,3,7,8-tetraclorodibenzo-para-dioxina foram classificados como possíveis carcinógenos humanos (IARC - Grupo 2B). Alguns estudos encontraram uma associação entre os clorofenóis e o risco de linfoma não-Hodgkin e sarcoma de partes moles. Os resultados para linfoma não-Hodgkin têm sido mais consistentes do que para sarcoma de partes moles. Outras exposições potencialmente cancerígenas que podem afetar alguns trabalhadores das indústrias madeireiras incluem o amianto (IARC - Grupo 1), que é usado para isolamento de tubulações de vapor e fornos, exaustão de diesel (IARC - Grupo 2A) de equipamentos móveis e creosoto (IARC - Grupo 2A), que é usado como conservante de madeira para dormentes ferroviários e postes telefônicos.
Foram realizados relativamente poucos estudos de câncer entre trabalhadores especificamente empregados em serrarias, fábricas de compensados ou indústrias de fabricação de placas relacionadas. O maior foi um estudo de coorte de mais de 26,000 trabalhadores de serrarias canadenses conduzido por Hertzman e colegas (1997) para examinar o risco de câncer associado à exposição a pesticidas de clorofenol. Observou-se um duplo excesso de câncer nasossinusal e um menor excesso de linfoma não-Hodgkin. O excesso de linfoma não-Hodgkin parece estar associado à exposição a clorofenatos. Os estudos restantes foram muito menores. Jäppinen, Pukkala e Tola (1989) estudaram 1,223 trabalhadores de serrarias finlandesas e observaram excessos de câncer de pele, boca e faringe, além de linfomas e leucemias.
Blair, Stewart e Hoover (1990) e Robinson e colegas (1986) conduziram estudos com 2,309 e 2,283 trabalhadores de fábricas de compensados nos Estados Unidos, respectivamente. Em uma análise dos dados agrupados das duas coortes de compensado, foram observados excessos para câncer de nasofaringe, mieloma múltiplo, doença de Hodgkin e linfoma não-Hodgkin. Não está claro a partir dos resultados desses estudos quais, se houver, exposições ocupacionais podem ter sido responsáveis pelos excessos observados. Os estudos menores carecem de poder para examinar o risco de cânceres raros, e muitos dos excessos foram baseados em números muito pequenos. Por exemplo, nenhum câncer nasossinusal foi observado, mas apenas 0.3 eram esperados no estudo da serraria menor, e 0.3 e 0.1 eram esperados nos estudos da fábrica de compensados.
Questões ambientais e de saúde pública
Uso e Descarte de Resíduos de Madeira
Os subprodutos da indústria madeireira que podem causar problemas ambientais podem incluir emissões atmosféricas, efluentes líquidos e resíduos sólidos. A maioria desses problemas surge de resíduos de madeira, que podem incluir lascas de madeira ou serragem de operações de moagem, casca de operações de descascamento e detritos de toras em cursos d'água onde as toras são armazenadas.
A serragem e outras poeiras de processo apresentam risco de incêndio e explosão nas fábricas. Para minimizar este risco, a poeira pode ser removida manualmente ou, preferencialmente, recolhida por sistemas de ventilação exaustora local e coletada em mangas ou ciclones. Resíduos de madeira maiores são lascados. A maior parte da serragem e cavacos produzidos na indústria madeireira pode ser utilizada em outros produtos madeireiros (por exemplo, aglomerado, celulose e papel). O uso eficiente desse tipo de resíduo de madeira está se tornando mais comum à medida que aumenta a despesa com o descarte de resíduos e à medida que as empresas florestais se tornam mais integradas verticalmente. Alguns tipos de resíduos de madeira, principalmente pó fino e casca, não são tão facilmente aproveitados em outros produtos madeireiros, por isso devem ser buscadas outras formas de descarte.
A casca pode representar uma grande proporção do volume da árvore, principalmente em regiões onde as toras colhidas são de pequeno diâmetro. Casca e serragem fina e, em algumas operações, todos os resíduos de madeira, incluindo cavacos, podem ser queimados (ver figura 1). As operações de estilo mais antigo usaram técnicas de queima ineficientes (por exemplo, queimadores de colméia, queimadores de tenda) que produzem uma variedade de produtos de combustão orgânica incompleta. A poluição do ar particulada, que pode produzir “névoa”, é uma reclamação comum nas proximidades desses queimadores. Nas serrarias onde são usados clorofenóis, também há preocupação com a produção de dioxinas e furanos nesses queimadores. Algumas serrarias modernas usam caldeiras de energia fechadas com temperatura controlada para produzir vapor para fornos ou energia para a fábrica ou outros usuários de eletricidade. Outros vendem seus resíduos de madeira para fábricas de celulose e papel, onde são queimados para atender às altas exigências de energia (consulte o capítulo Indústria de papel e celulose). Caldeiras e outros queimadores geralmente devem atender aos padrões de controle de emissão de partículas usando sistemas como precipitadores eletrostáticos e lavadores úmidos. Para minimizar a queima de resíduos de madeira, outros usos podem ser encontrados para casca e serragem fina, inclusive como composto ou cobertura morta em paisagismo, agricultura, revegetação de minas de superfície e renovação florestal, ou como diluentes em produtos comerciais. Além disso, o uso de serras de corte fino na fábrica pode resultar em reduções drásticas na produção de serragem.
Figura 1. Correias transportadoras transportam resíduos para um queimador de colméia

Leanne Van Zwieten
Cascas, toras e outros detritos de madeira podem afundar em áreas de armazenamento de toras à base de água, cobrindo o fundo e matando organismos bentônicos. Para minimizar esse problema, as toras nas barreiras podem ser agrupadas e os feixes separados em terra, onde os detritos podem ser facilmente coletados. Mesmo com essa modificação, os detritos afundados precisam ser dragados de tempos em tempos. Toras recuperadas estão disponíveis para madeira serrada, mas outros resíduos precisam ser descartados. O descarte em terra e o despejo em águas profundas têm sido usados na indústria. O efluente de descascamento hidráulico pode causar problemas semelhantes - daí a tendência para sistemas mecânicos.
Pilhas de cavacos podem criar problemas de escoamento de águas pluviais, uma vez que o lixiviado da madeira inclui resina, ácidos graxos e compostos fenólicos que são extremamente tóxicos para os peixes. A disposição de resíduos de madeira em aterros também produz lixiviados, exigindo medidas de mitigação para proteger as águas subterrâneas e superficiais.
Fungicidas Antisapistantes e Preservadores da Madeira
O tratamento da madeira com fungicidas para evitar o crescimento de organismos de manchas de seiva levou à contaminação de cursos d'água próximos (às vezes com grande mortandade de peixes), bem como à contaminação do solo no local. Os sistemas de tratamento que envolvem a condução de madeira em feixes através de grandes tanques de imersão descobertos e drenagem no pátio da serraria permitem transbordamentos de chuva e deslocamento generalizado de escoamento. Tanques de imersão cobertos com elevadores de imersão automatizados, cabines de pintura na linha de produção e bermas de contenção ao redor do sistema de tratamento e da área de secagem da madeira reduzem muito o potencial e o impacto de derramamentos. No entanto, embora as cabines de pulverização antissaturação minimizem o potencial de exposição ambiental, elas podem acarretar mais exposição do trabalhador a jusante do que os tanques de imersão que tratam madeira enfardada acabada.
Os impactos ambientais parecem ter sido reduzidos pela nova geração de fungicidas que substituíram os clorofenóis. Embora a toxicidade para os organismos aquáticos possa ser a mesma, certos fungicidas substitutos ligam-se mais fortemente à madeira, tornando-os menos biodisponíveis e são mais facilmente degradados no meio ambiente. Além disso, a maior despesa de muitos dos substitutos e o custo de eliminação encorajaram a reciclagem de resíduos líquidos e outros procedimentos de minimização de resíduos.
Tradicionalmente, o tratamento térmico e de pressão da madeira para resistência a fungos e insetos tem sido feito em instalações mais fechadas do que o tratamento anti-sapstain e, portanto, tende a não produzir os mesmos problemas de resíduos líquidos. O descarte de resíduos sólidos, incluindo lodo de tanques de tratamento e armazenamento, apresenta problemas semelhantes para ambos os processos. As opções podem incluir armazenamento contido em contêineres à prova de vazamentos em uma área impermeável, enterro em um aterro de resíduos perigosos seguro e hidrogeologicamente isolado ou incineração em altas temperaturas (por exemplo, 1,000°C) com tempos de residência especificados (por exemplo, 2 segundos).
Questões especiais em operações de compensado e aglomerado
Os secadores de lâminas em fábricas de compensado podem produzir uma névoa azul característica composta de extrativos de madeira voláteis, como terpenos e ácidos de resina. Isso tende a ser mais um problema dentro das plantas, mas também pode estar presente nas plumas de vapor de água do secador. As fábricas de aglomerado e compensado geralmente queimam resíduos de madeira para produzir calor para as prensas. Métodos de controle de vapor e particulado, respectivamente, podem ser usados para essas emissões no ar.
A água de lavagem e outros efluentes líquidos das fábricas de compensados e aglomerados podem conter as resinas de formaldeído usadas como colas; no entanto, agora é prática comum que a água residual seja reciclada para fazer as misturas de cola.
Perfil Geral
Evolução e Estrutura da Indústria
Acredita-se que a fabricação de papel tenha se originado na China em cerca de 100 dC, usando trapos, cânhamo e gramíneas como matéria-prima e batendo contra argamassas de pedra como processo original de separação de fibras. Embora a mecanização tenha aumentado ao longo dos anos, os métodos de produção em lote e as fontes de fibras agrícolas permaneceram em uso até o século XIX. As máquinas de fabricação contínua de papel foram patenteadas na virada daquele século. Métodos para polpar madeira, uma fonte de fibra mais abundante do que trapos e gramíneas, foram desenvolvidos entre 1800 e 1844 e incluíam abrasão mecânica, bem como métodos químicos de soda, sulfito e sulfato (kraft). Essas mudanças iniciaram a era moderna da fabricação de celulose e papel.
A Figura 1 ilustra os principais processos de fabricação de celulose e papel na era atual: polpação mecânica; polpação química; repolpando resíduos de papel; fabricação de papel; e convertendo. A indústria hoje pode ser dividida em dois setores principais de acordo com os tipos de produtos fabricados. A celulose é geralmente fabricada em grandes fábricas nas mesmas regiões de colheita da fibra (ou seja, principalmente regiões florestais). A maioria dessas fábricas também fabrica papel - por exemplo, papel de jornal, escrita, impressão ou lenço de papel; ou podem fabricar cartões. (A Figura 2 mostra tal fábrica, que produz celulose kraft branqueada, celulose termomecânica e papel de jornal. Observe o pátio ferroviário e o cais para embarque, área de armazenamento de cavacos, transportadores de cavacos que levam ao digestor, caldeira de recuperação (prédio branco alto) e lagoas de clarificação de efluentes) . As operações de conversão separadas geralmente estão situadas perto de mercados consumidores e usam celulose ou papel de mercado para fabricar sacolas, papelão, recipientes, lenços de papel, papéis de embrulho, materiais decorativos, produtos comerciais e assim por diante.
Figura 1. Ilustração do fluxo do processo nas operações de fabricação de celulose e papel

Figura 2. Complexo moderno de fábrica de celulose e papel situado em uma hidrovia costeira

Biblioteca Canfor
Nos últimos anos, tem havido uma tendência de que as operações de papel e celulose se tornem parte de grandes empresas integradas de produtos florestais. Essas empresas têm o controle das operações de colheita florestal (veja o Silvicultura capítulo), moagem de madeira (ver o Indústria madeireira capítulo), fabricação de celulose e papel, bem como operações de conversão. Essa estrutura garante que a empresa tenha uma fonte contínua de fibras, uso eficiente de resíduos de madeira e compradores garantidos, o que muitas vezes leva ao aumento da participação no mercado. A integração tem operado em conjunto com o aumento da concentração da indústria em menos empresas e o aumento da globalização à medida que as empresas buscam investimentos internacionais. O ônus financeiro do desenvolvimento de plantas nesta indústria encorajou essas tendências para permitir economias de escala. Algumas empresas já atingiram níveis de produção de 10 milhões de toneladas, semelhante à produção dos países com maior produção. Muitas empresas são multinacionais, algumas com fábricas em 20 ou mais países em todo o mundo. No entanto, embora muitas das usinas e empresas menores estejam desaparecendo, a indústria ainda tem centenas de participantes. A título de ilustração, as 150 maiores empresas respondem por dois terços da produção de celulose e papel e apenas um terço dos funcionários do setor.
Importância Econômica
A fabricação de celulose, papel e produtos de papel está entre as maiores indústrias do mundo. As fábricas estão presentes em mais de 100 países em todas as regiões do mundo e empregam diretamente mais de 3.5 milhões de pessoas. Os principais países produtores de celulose e papel incluem os Estados Unidos, Canadá, Japão, China, Finlândia, Suécia, Alemanha, Brasil e França (cada um produziu mais de 10 milhões de toneladas em 1994; consulte a tabela 1).
Tabela 1. Emprego e produção nas operações de celulose, papel e papelão em 1994, países selecionados.
|
|
Sessão |
|
|
||
|
Sessão |
Produção (1,000 |
Sessão |
Produção (1,000 toneladas) |
||
|
Áustria |
10,000 |
11 |
1,595 |
28 |
3,603 |
|
Bangladesh |
15,000 |
7 |
84 |
17 |
160 |
|
Brazil |
70,000 |
35 |
6,106 |
182 |
5,698 |
|
Localização: Canadá |
64,000 |
39 |
24,547 |
117 |
18,316 |
|
China |
1,500,000 |
8,000 |
17,054 |
10,000 |
21,354 |
|
República Checa |
18,000 |
9 |
516 |
32 |
662 |
|
Finlândia |
37,000 |
43 |
9,962 |
44 |
10,910 |
|
Ex-URSS** |
|
|
|
|
|
|
França |
48,000 |
20 |
2,787 |
146 |
8,678 |
|
Alemanha |
48,000 |
19 |
1,934 |
222 |
14,458 |
|
Índia |
300,000 |
245 |
1,400 |
380 |
2,300 |
|
Itália |
26,000 |
19 |
535 |
295 |
6,689 |
|
Japão |
55,000 |
49 |
10,579 |
442 |
28,527 |
|
Coréia, |
|
|
|
|
|
|
México |
26,000 |
10 |
276 |
59 |
2,860 |
|
Paquistão |
65,000 |
2 |
138 |
68 |
235 |
|
Polônia** |
46,000 |
5 |
893 |
27 |
1,343 |
|
Roménia |
25,000 |
17 |
202 |
15 |
288 |
|
Eslováquia |
14,000 |
3 |
304 |
6 |
422 |
|
África do Sul |
19,000 |
9 |
2,165 |
20 |
1,684 |
|
Espanha |
20,180 |
21 |
626 |
141 |
5,528 |
|
Suécia |
32,000 |
49 |
10,867 |
50 |
9,354 |
|
Taiwan |
18,000 |
2 |
326 |
156 |
4,199 |
|
ประเทศไทย |
12,000 |
3 |
240 |
45 |
1,664 |
|
Peru |
12,000 |
11 |
416 |
34 |
1,102 |
|
Unido |
|
|
|
|
|
|
Estados Unidos |
230,000 |
190 |
58,724 |
534 |
80,656 |
|
Total |
|
|
|
|
|
* Países incluídos se mais de 10,000 pessoas estivessem empregadas na indústria.
** Dados de 1989/90 (ILO 1992).
Fonte: Dados da tabela adaptados do PPI 1995.
Todo país é um consumidor. A produção mundial de celulose, papel e papelão foi de cerca de 400 milhões de toneladas em 1993. Apesar das previsões de diminuição do uso de papel em face da era eletrônica, tem havido uma taxa anual de crescimento razoavelmente estável de 2.5% na produção desde 1980 (figura 3) . Além dos benefícios econômicos, o consumo do papel tem valor cultural decorrente de sua função de registro e divulgação de informações. Por isso, os índices de consumo de celulose e papel têm sido utilizados como indicadores do desenvolvimento socioeconômico de uma nação (figura 4).
Figura 3. Produção mundial de celulose e papel, 1980 a 1993

Figura 4. Consumo de papel e papelão como indicador de desenvolvimento econômico

A principal fonte de fibra para a produção de celulose no último século tem sido a madeira de florestas temperadas de coníferas, embora mais recentemente o uso de madeiras tropicais e boreais tenha aumentado (ver o capítulo Lumber para dados sobre colheita industrial de madeira em tora em todo o mundo). Como as regiões florestais do mundo são geralmente escassamente povoadas, tende a haver uma dicotomia entre as áreas produtoras e usuárias do mundo. A pressão de grupos ambientalistas para preservar os recursos florestais usando estoques de papel reciclado, culturas agrícolas e florestas de plantação de curta rotação como fontes de fibra pode mudar a distribuição das instalações de produção de celulose e papel em todo o mundo nas próximas décadas. Espera-se que outras forças, incluindo o aumento do consumo de papel no mundo em desenvolvimento e a globalização, desempenhem um papel na realocação da indústria.
Características da Força de Trabalho
A Tabela 1 indica o tamanho da força de trabalho diretamente empregada na produção de celulose e papel e operações de conversão em 27 países, que juntos representam cerca de 85% do emprego mundial de celulose e papel e mais de 90% das fábricas e produção. Em países que consomem a maior parte do que produzem (por exemplo, Estados Unidos, Alemanha, França), as operações de conversão fornecem dois empregos para cada um na produção de celulose e papel.
A força de trabalho na indústria de papel e celulose ocupa principalmente empregos de tempo integral dentro de estruturas de gerenciamento tradicionais, embora algumas fábricas na Finlândia, nos Estados Unidos e em outros lugares tenham tido sucesso com horários de trabalho flexíveis e equipes de rotação de trabalho autogerenciadas. Por causa de seus altos custos de capital, a maioria das operações de polpação é executada continuamente e requer trabalho em turnos; isso não é verdade para plantas de conversão. As horas de trabalho variam de acordo com os padrões de emprego predominantes em cada país, variando de cerca de 1,500 a mais de 2,000 horas por ano. Em 1991, os rendimentos na indústria variavam de US$ 1,300 (trabalhadores não qualificados no Quênia) a US$ 70,000 por ano (pessoal de produção qualificado nos Estados Unidos) (ILO 1992). Os trabalhadores masculinos predominam nesta indústria, com as mulheres geralmente representando apenas 10 a 20% da força de trabalho. A China e a Índia podem formar as extremidades superior e inferior da faixa, com 35% e 5% de mulheres, respectivamente.
O pessoal de gerenciamento e engenharia nas fábricas de celulose e papel geralmente tem treinamento de nível universitário. Nos países europeus, a maior parte da força de trabalho qualificada de colarinho azul (por exemplo, fabricantes de papel) e muitos da força de trabalho não qualificada tiveram vários anos de educação em escolas técnicas. No Japão, o treinamento interno formal e a atualização são a norma; esta abordagem está sendo adotada por algumas empresas latino-americanas e norte-americanas. No entanto, em muitas operações na América do Norte e no mundo em desenvolvimento, o treinamento informal no local de trabalho é mais comum para empregos de colarinho azul. Pesquisas mostraram que, em algumas operações, muitos trabalhadores têm problemas de alfabetização e estão mal preparados para o aprendizado vitalício exigido no ambiente dinâmico e potencialmente perigoso dessa indústria.
Os custos de capital para construir fábricas modernas de celulose e papel são extremamente altos (por exemplo, uma fábrica de kraft branqueado que emprega 750 pessoas pode custar US$ 1.5 bilhão para ser construída; uma fábrica de celulose químico-termomecânica (CTMP) que emprega 100 pessoas pode custar US$ 400 milhões), portanto, há grandes economias de escala com instalações de alta capacidade. Usinas novas e reformadas costumam utilizar processos mecanizados e contínuos, além de monitores eletrônicos e controles computadorizados. Eles exigem relativamente poucos funcionários por unidade de produção (por exemplo, 1 a 1.2 horas de trabalho por tonelada de celulose nas novas fábricas da Indonésia, Finlândia e Chile). Nos últimos 10 a 20 anos, a produção por funcionário aumentou como resultado de avanços incrementais na tecnologia. O equipamento mais novo permite trocas mais fáceis entre execuções de produtos, estoques mais baixos e produção just-in-time voltada para o cliente. Os ganhos de produtividade resultaram em perdas de empregos em muitas nações produtoras do mundo desenvolvido. No entanto, houve aumento de empregos em países em desenvolvimento, onde novas fábricas sendo construídas, mesmo que com poucos funcionários, representam novas incursões no setor.
Da década de 1970 a 1990, houve um declínio de cerca de 10% na proporção de empregos de colarinho azul nas operações europeias e norte-americanas, de modo que agora representam entre 70 e 80% da força de trabalho (ILO 1992). O uso de mão de obra contratada para construção, manutenção e operações de colheita de madeira tem aumentado; muitas operações relataram que 10 a 15% de sua força de trabalho no local são contratados.
" ISENÇÃO DE RESPONSABILIDADE: A OIT não se responsabiliza pelo conteúdo apresentado neste portal da Web em qualquer idioma que não seja o inglês, que é o idioma usado para a produção inicial e revisão por pares do conteúdo original. Algumas estatísticas não foram atualizadas desde a produção da 4ª edição da Enciclopédia (1998)."